03b soldadura procesos v1.4 - departamento de … · ingeniería de los sistemas de producción...
TRANSCRIPT

1
Ingeniería de los Sistemas de Producción
Rosendo Zamora PedreñoDpto. Ingeniería de Materiales y Fabricación
Soldadura: Procesos
2
Índice
1. Soldadura por Combustión (autógena)
2. Soldadura por Arco
3. Soldadura por Resistencia
4. Soldadura Heterogénea
5. Otros procesos de soldadura
Procesos de Soldadura

2
3
1. Soldadura por Combustión (autógena)
Fundamento: Proceso: por fusión.Energía: combustión de un gas.
Composición mezcla combustible:Oxigeno + (Metano, propano y fundamentalmente acetileno C2H2)
Soldadura oxiacetilénica OAW (Oxyacetylene Welding)
3100 oC.
1.‐ Soldadura por Combustión
*2
4
1. Soldadura por Combustión (autógena)
• Dardo• Zona reductora• Penacho
1.‐ Soldadura por Combustión
Zonas de la llama oxiacetilénica

3
5
1. Soldadura por Combustión (autógena)
Tipos de llama:
Neutra•Dardo de color Verdoso ‐ Blanco bien definido.•Uso habitual
Reductora• Exceso de Acetileno• Combustión irregular penacho blanco y alargado• El exceso de C carbura el metal• Acero sin metal de aporte
1.‐ Soldadura por Combustión
6
1. Soldadura por Combustión (autógena)
Tipos de llama:
Oxidante•Exceso de Oxígeno•Dardo Azul y corto•Penacho inexistente (se queman los gases)•Malas propiedades mecánicas
1.‐ Soldadura por Combustión

4
7
1. Soldadura por Combustión (autógena)
1.‐ Soldadura por Combustión
Tipos de llama:
*6
8
1. Soldadura por Combustión (autógena)
Protección:
Uso de fundentes:• deshacen los óxidos superficiales• protegen de la oxidación
•Para materiales férreos: mezclas a base de bórax, bicarbonato sódico, sílice y sosa.•Para Cu y sus aleaciones: mezclas a base de bórax, ácido bórico y cloruros y fosfato sódico.•Para Al y sus aleaciones: mezclas a base de sulfato sódico, cloruros de sodio, de potasio y magnesio, y fluoruros de potasio y sodio.
1.‐ Soldadura por Combustión
5
9
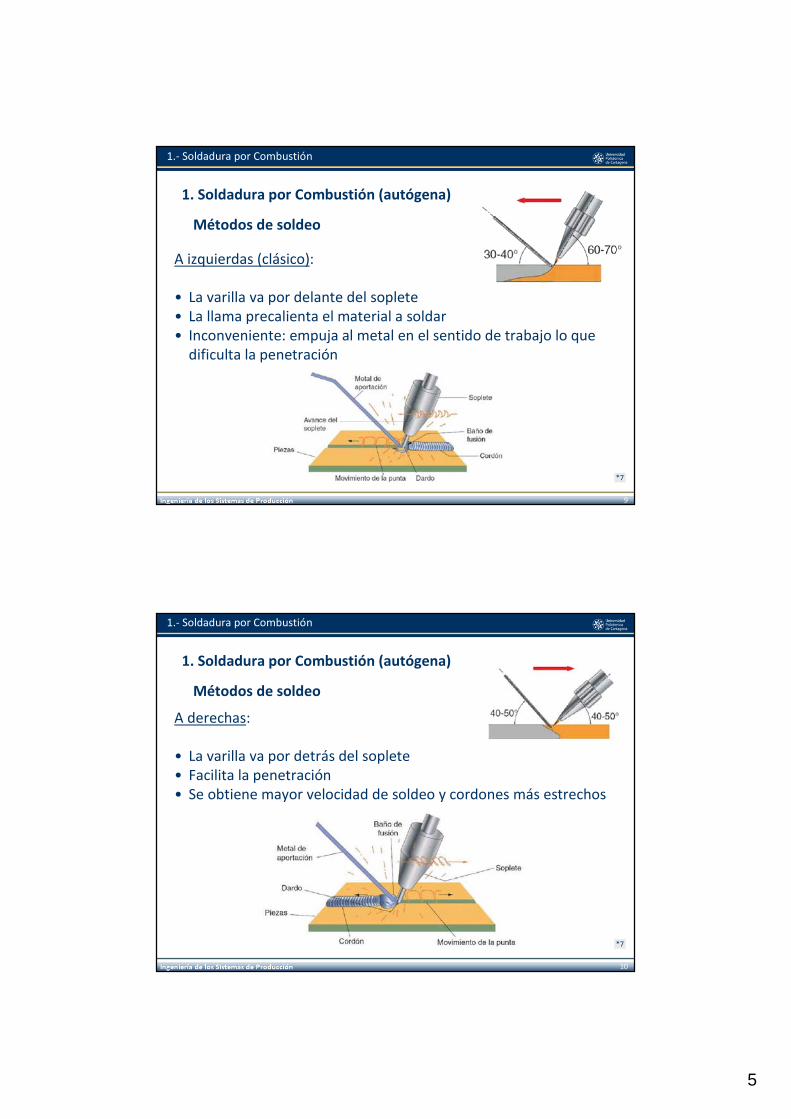
1. Soldadura por Combustión (autógena)
Métodos de soldeo
A izquierdas (clásico):
• La varilla va por delante del soplete• La llama precalienta el material a soldar• Inconveniente: empuja al metal en el sentido de trabajo lo que dificulta la penetración
1.‐ Soldadura por Combustión
*7
10
1. Soldadura por Combustión (autógena)
Métodos de soldeo
A derechas:
• La varilla va por detrás del soplete• Facilita la penetración• Se obtiene mayor velocidad de soldeo y cordones más estrechos
1.‐ Soldadura por Combustión
*7

6
11
1. Soldadura por Combustión (autógena)
Equipo:
Barato y de fácil transporte
1.‐ Soldadura por Combustión
*7
12
1. Soldadura por Combustión (autógena)
Aplicación:
Cualquier metal de uso industrial: aceros al carbón, aleados e inoxidables, cobre y sus aleaciones, aluminio y sus aleaciones, magnesio y sus aleaciones.
Utilización restringida. Se usa cuando hay problemas de accesibilidad. Está siendo desplazada por la soldadura por arco.
Problemas:•Impurezas en el baño•Difícil automatización•Tasa de deposición es baja
1.‐ Soldadura por Combustión
7
13
1. Soldadura por Combustión (autógena)
2. Soldadura por Arco
3. Soldadura por Resistencia
4. Soldadura Heterogénea
5. Otros procesos de soldadura
Procesos de Soldadura
14
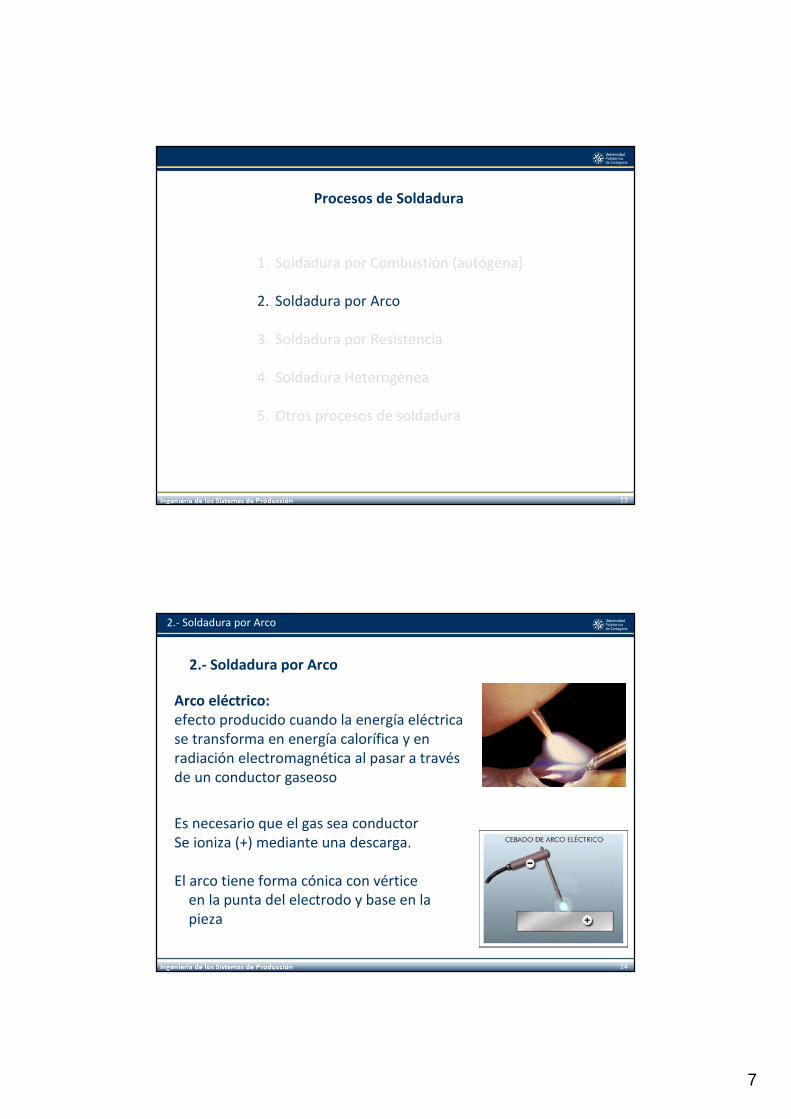
2.‐ Soldadura por Arco
Arco eléctrico:efecto producido cuando la energía eléctrica se transforma en energía calorífica y en radiación electromagnética al pasar a través de un conductor gaseoso
Es necesario que el gas sea conductorSe ioniza (+) mediante una descarga.
El arco tiene forma cónica con vértice en la punta del electrodo y base en la pieza
2.‐ Soldadura por Arco

8
15
2.‐ Soldadura por Arco
1.‐ Plasma: (10.000 ÷ 30.000 oC)• Electrones: (‐) (+). Energía cinética en calorífica.• Iones metálicos: (+) (‐)• Átomos gaseosos: ionización y recombinación.• Productos de la fusión de los metales: vapores, humos,
escorias, etc.
2.‐ Llama
Componentes del arco:
2.‐ Soldadura por Arco
16
2.‐ Soldadura por Arco
En corriente continua podemos trabajar con polaridad:
• Directa: el negativo en el electrodo El calor se concentra en la pieza
• Inversa: el positivo en el electrodo El calor se concentra en el electrodo (mayor penetración)
2.‐ Soldadura por Arco
*2
*TIG

9
17
2.‐ Soldadura por Arco
Procedimientos de soldeo por arco
1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
2.‐ Electrodo no consumible y protección de gas inerte (TIG Tungsten Inert Gas )
3.‐ Electrodo consumible y protección por gas inerte (MIG) o por gas activo (MAG) (Metal Inert Gas, Metal Active Gas).
4.‐ Arco sumergido (SAW Submerged Arc Welding ).
2.‐ Soldadura por Arco
18
2.‐ Soldadura por Arco
Procedimientos de soldeo por arco
1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
2.‐ Electrodo no consumible y protección de gas inerte (TIG Tungsten Inert Gas )
3.‐ Electrodo consumible y protección por gas inerte (MIG) o por gas activo (MAG) (Metal Inert Gas, Metal Active Gas).
4.‐ Arco sumergido (SAW Submerged Arc Welding ).
2.‐ Soldadura por Arco

10
19
2.1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
• Fusión de bordes de las piezas a unir
• Energía = arco eléctrico entre pieza y electrodo consumible revestido
• Proceso manual
• Protección: escoria y gas procedente del revestimiento
2.‐ Soldadura por Arco
20
2.1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
Protección:
‐ Revestimiento del electrodo.‐ Funciones:
•Eléctrica: Cebado del arco y estabilidad del arco•Física: Evita contacto con O2, N2 y H2.•Metalúrgica: mejorar características mecánicas.
2.‐ Soldadura por Arco
‐Tipos de revestimiento: Ácido, Celulósico, Rutilo, Básico, Gran rendimiento.

11
21
2.1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
Protección:
‐ Revestimiento del electrodo.‐ Funciones:
•Eléctrica: Cebado del arco y estabilidad del arco•Física: Evita contacto con O2, N2 y H2.•Metalúrgica: mejorar características mecánicas.
2.‐ Soldadura por Arco
‐Tipos de revestimiento: Ácido, Celulósico, Rutilo, Básico, Gran rendimiento.
22
2.1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
2.‐ Soldadura por Arco
Básicos
Rutilo
12
23
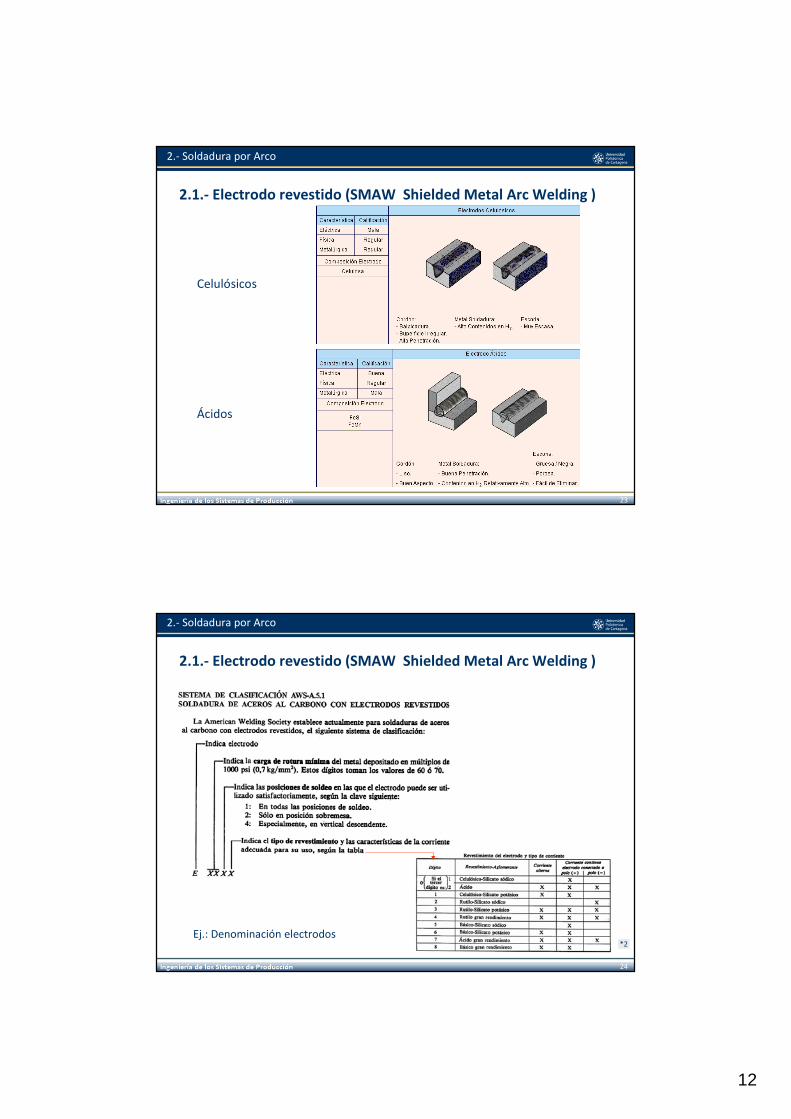
2.1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
2.‐ Soldadura por Arco
Celulósicos
Ácidos
24
2.1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
2.‐ Soldadura por Arco
Ej.: Denominación electrodos *2

13
25
2.1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
Corriente:
•C.C. y C.A: 10 ÷ 500 A
•C.C. y electrodo conectado a +
•15 ÷ 45 V
2.‐ Soldadura por Arco
26
2.1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
Campo de aplicación:
Casi todo tipo de acero: al carbono, inoxidables, débilmente aleados e incluso fundiciones de hierro, si bien en este caso elrendimiento no es muy satisfactorio.
2.‐ Soldadura por Arco

14
27
2.1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
Ventajas e inconvenientes:
•Utilizable en todas posiciones•Equipo económico y versátil•Gran variedad de electrodos
•Difícilmente automatizable•Costo total elevado (escoria y rendimiento)•Abundante mano de obra
2.‐ Soldadura por Arco
28
2.1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
Otros aspectos:
Importante seleccionar el procedimiento a seguir, corriente a utilizar, tipo de electrodo, limpieza de escoria entre pasadas y tratamiento térmico cuando sea necesario.
2.‐ Soldadura por Arco

15
29
2.‐ Soldadura por Arco
Procedimientos de soldeo por arco
1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
2.‐ Electrodo no consumible y protección de gas inerte (TIG Tungsten Inert Gas )
3.‐ Electrodo consumible y protección por gas inerte (MIG) o por gas activo (MAG) (Metal Inert Gas, Metal Active Gas).
4.‐ Arco sumergido (SAW Submerged Arc Welding ).
2.‐ Soldadura por Arco
30
2.‐ Soldadura por Arco
Procedimientos de soldeo por arco
1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
2.‐ Electrodo no consumible y protección de gas inerte (TIG Tungsten Inert Gas )
3.‐ Electrodo consumible y protección por gas inerte (MIG) o por gas activo (MAG) (Metal Inert Gas, Metal Active Gas).
4.‐ Arco sumergido (SAW Submerged Arc Welding ).
2.‐ Soldadura por Arco

16
31
2.2.‐ Electrodo no consumible y protección de gas inerte TIGTungsten Inert Gas
Fundamento
•Proceso: por fusión.
•Energía: arco eléctrico.
•Electrodo: no consumible
•Gas inerte
2.‐ Soldadura por Arco
32
2.2.‐ Electrodo no consumible y protección de gas inerte TIGTungsten Inert Gas
Fundamento
•Proceso: por fusión.
•Energía: arco eléctrico.
•Electrodo: no consumible
•Gas inerte
2.‐ Soldadura por Arco

17
33
2.2.‐ Electrodo no consumible y protección de gas inerte TIGTungsten Inert Gas
Fundamento
•Proceso: por fusión.
•Energía: arco eléctrico.
•Electrodo: no consumible
•Gas inerte
2.‐ Soldadura por Arco
34
Electrodo:
•No se funde.
•Mantener el arco
•Acabado del extremo
•Material
2.2.‐ Electrodo no consumible y protección de gas inerte TIGTungsten Inert Gas
2.‐ Soldadura por Arco
18
35
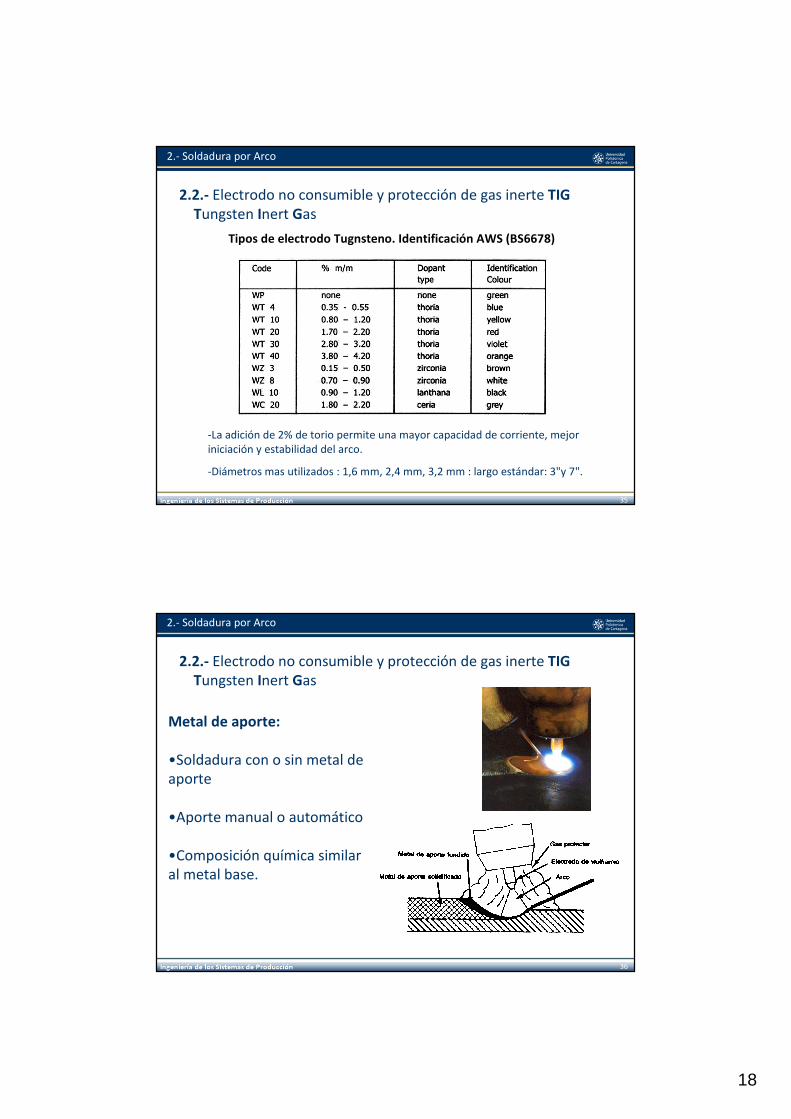
2.2.‐ Electrodo no consumible y protección de gas inerte TIGTungsten Inert Gas
Tipos de electrodo Tugnsteno. Identificación AWS (BS6678)
‐La adición de 2% de torio permite una mayor capacidad de corriente, mejoriniciación y estabilidad del arco.
‐Diámetros mas utilizados : 1,6 mm, 2,4 mm, 3,2 mm : largo estándar: 3"y 7".
2.‐ Soldadura por Arco
36
Metal de aporte:
•Soldadura con o sin metal de aporte
•Aporte manual o automático
•Composición química similar al metal base.
2.2.‐ Electrodo no consumible y protección de gas inerte TIGTungsten Inert Gas
2.‐ Soldadura por Arco

19
37
2.2.‐ Electrodo no consumible y protección de gas inerte TIGTungsten Inert Gas
Protección:
•Gas o mezcla de gases.
•Composición en función de material y penetración.
‐ Argón: mayor penetración, (mayor densidad)
‐ Helio (poco en Europa): menor penetración.
‐Mezclas (75% He + 25% Ar)
2.‐ Soldadura por Arco
38
2.2.‐ Electrodo no consumible y protección de gas inerte TIGTungsten Inert Gas
Corriente:1.‐ C.C. y polaridad directa.(+ a la pieza):
•Redimiento térmico aceptable•Mayor penetración•Mayor duración del electrodo
2.‐ C.C. y polaridad inversa. (+ al electrodo):•Menor rendimiento térmico y penetración•Mayor baño de fusión•Mayor calentamiento de electrodo
3.‐ Corriente alterna:•Ventajas de las dos de continua•Inconvenientes: cebado y estabilidad ‐ (alta frecuencia)
2.‐ Soldadura por Arco
20
39
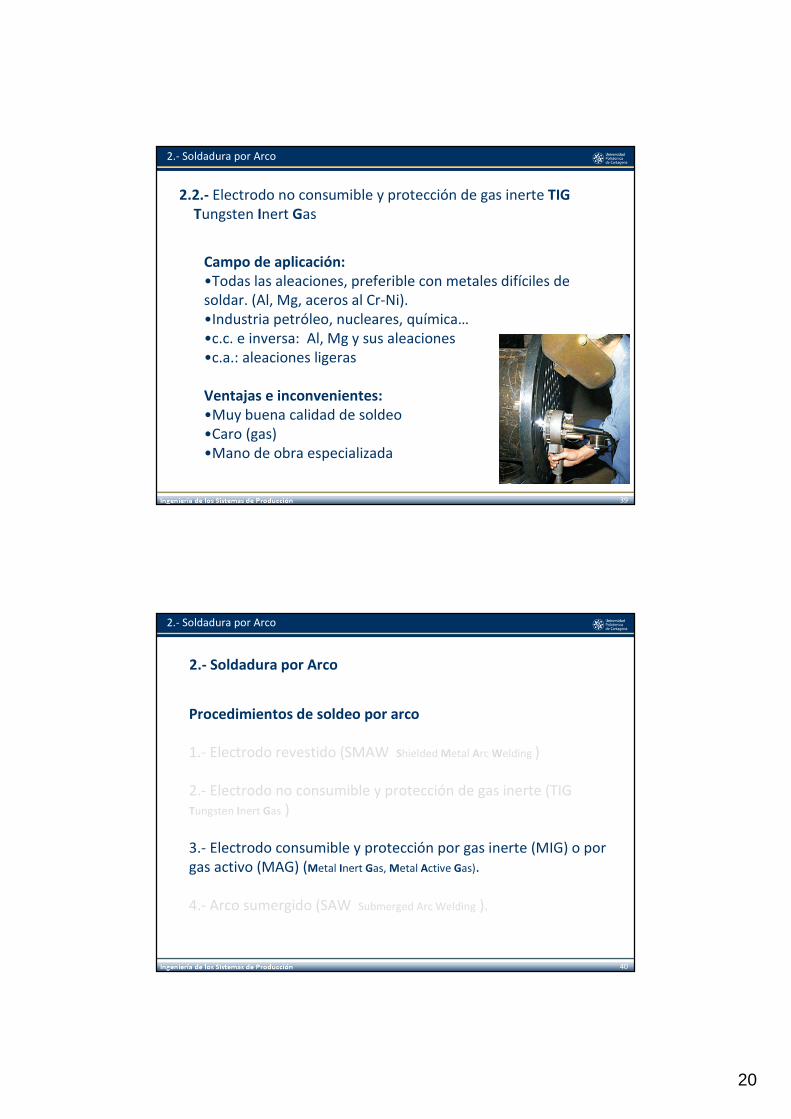
2.2.‐ Electrodo no consumible y protección de gas inerte TIGTungsten Inert Gas
Campo de aplicación:•Todas las aleaciones, preferible con metales difíciles de soldar. (Al, Mg, aceros al Cr‐Ni).•Industria petróleo, nucleares, química…•c.c. e inversa: Al, Mg y sus aleaciones•c.a.: aleaciones ligeras
Ventajas e inconvenientes:•Muy buena calidad de soldeo•Caro (gas)•Mano de obra especializada
2.‐ Soldadura por Arco
40
2.‐ Soldadura por Arco
Procedimientos de soldeo por arco
1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
2.‐ Electrodo no consumible y protección de gas inerte (TIG Tungsten Inert Gas )
3.‐ Electrodo consumible y protección por gas inerte (MIG) o por gas activo (MAG) (Metal Inert Gas, Metal Active Gas).
4.‐ Arco sumergido (SAW Submerged Arc Welding ).
2.‐ Soldadura por Arco

21
41
2.3.‐MIG / MAG
Fundamento (Metal Inert Gas, Metal Active Gas):•Proceso: por fusión.•Energía: arco eléctrico.•Electrodo: hilo consumible •Gas inerte (MIG), Gas activo (MAG)
Metal de aporte: •Electrodo.•Electrodo continuo.•Regulación velocidad del hilo
2.‐ Soldadura por Arco
42
2.3.‐MIG / MAG
2.‐ Soldadura por Arco
Equipo MIG/MAG
22
43
2.3.‐MIG / MAG
Protección:Mediante gas
MIG‐ Argón puro ó con hasta 5% de O2
‐ Helio (U.S.A.) Más caro‐Mezclas pobres con gases activos mejoran penetración
MAG‐ Atmósfera oxidante o reductora según el gas.‐ Gases CO2, Argón + CO2, O2 + Argón‐ CO2 Cordones con muchos poros debido a O2
‐ Para aceros al carbono y baja aleación
2.‐ Soldadura por Arco
44
2.3.‐MIG / MAG
Corriente:‐ C.C. con polaridad inversa (electrodo +) Electrodo mayor Tª‐ Raramente c.a.
Campo de aplicación:‐MIG: Casi todos los metales y sus aleaciones‐MAG: Aceros al carbono con baja aleación.
Ventajas e inconvenientes:•Ausencia de escoria•Alimentación automática de hilo•Flexibilidad de regulación•Problemas gas e hilo automatizado
2.‐ Soldadura por Arco

23
45
2.3.‐MIG / MAG
Algunos problemas típicos:
2.‐ Soldadura por Arco
46
2.‐ Soldadura por Arco
Procedimientos de soldeo por arco
1.‐ Electrodo revestido (SMAW Shielded Metal Arc Welding )
2.‐ Electrodo no consumible y protección de gas inerte (TIG Tungsten Inert Gas )
3.‐ Electrodo consumible y protección por gas inerte (MIG) o por gas activo (MAG) (Metal Inert Gas, Metal Active Gas).
4.‐ Arco sumergido (SAW Submerged Arc Welding ).
2.‐ Soldadura por Arco

24
47
2.4.‐ Arco sumergido (SAW Submerged Arc Welding ).
Fundamento:•Proceso: por fusión.•Energía: arco eléctrico sumergido en flux•Electrodo: hilo consumible •Flux
Metal de aporte:•Electrodo. •Su función: sostener el arco.•Aporte continuo motorizado.
2.‐ Soldadura por Arco
Esquema del proceso
48
2.4.‐ Arco sumergido (SAW Submerged Arc Welding ).
Protección:•Capa de granulado fusible (Flux o polvo de soldadura), cubre el arco y la zona de soldadura. •Genera gas protector y escoria.
2.‐ Soldadura por Arco
Esquema de los elementos del equipo completo de soldeo
Carro SAW

25
49
2.4.‐ Arco sumergido (SAW Submerged Arc Welding ).
Corriente:•c.c. y c.a.•c.c. y electrodo al positivo.
Campo de aplicación:•Aceros al carbono, hasta 0,3% de C.•Aceros al carbono y de baja aleación tratados térmicamente.•Aceros al Cr‐Molibdeno•Aceros inoxidables austeníticos•Tuberías de acero en espiral.
2.‐ Soldadura por Arco
50
2.4.‐ Arco sumergido (SAW Submerged Arc Welding ).
Ventajas e inconvenientes:
•Alta velocidad en posición sobremesa (chapas cilíndricas)•Evita salpicaduras del arco•Alimentación y recogida de flux•Limitación de posiciones
2.‐ Soldadura por Arco

26
51
1. Soldadura por Combustión (autógena)
2. Soldadura por Arco
3. Soldadura por Resistencia
4. Soldadura Heterogénea
5. Otros procesos de soldadura
Procesos de Soldadura
52
tRIQ 2
Fundamento (Resistance Welding):
Energía: Corriente (efecto Joule) Presión
Fases:1.‐ Período de presión (fase de posicionamiento)2.‐ Período de soldeo3.‐ Período de mantenimiento (fase de forja)4.‐ Período de separación
3.‐ Soldadura por Resistencia

27
53
Protección:•Materiales limpios de óxido, grasa y pinturas
•No necesita fundente
Electrodos:
•Cobre o cobre aleado
•Elevada conductividad térmica y eléctrica
•Refrigeración
3.‐ Soldadura por Resistencia
54
Corriente:•c.a.•I= 1.000 ÷ 100.000 A •V= 1 ÷ 30 V•F= 100 ÷ 500 kp
Campo de aplicación:•Chapa fina a solape.•No en fundición de hierro ni con aleaciones de Cu (debido a los óxidos y a la fragilidad de la fundición).•Optimo para metales de elevada resistencia (aceros al carbono e inoxidables).
3.‐ Soldadura por Resistencia

28
55
Tipos:
•Por puntos
•Resaltes o protuberancias
•Por roldanas
•A tope
•Por chispa
3.‐ Soldadura por Resistencia
56
3.1.‐ Por puntos
Características:•Punto de soldadura de forma lenticular•Preparación de juntas a solape
Campo de aplicación:•Fabricación de carrocerías de automóviles, electrodomésticos y muebles metálicos.•Espesores: 0,1 y 20 mm.;
(en la práctica 8 mm)
•Proceso altamente automatizable.
3.‐ Soldadura por Resistencia

29
57
3.1.‐ Por puntos
3.‐ Soldadura por Resistencia
58
3.2.‐ Protuberancias
Características:
•Variación de la soldadura por puntos•Resaltes se hacen antes de soldar con matrices•Realización muchos puntos simultáneamente•Electrodos de gran diámetro•Grandes corrientes y mínimo número de ciclos de soldeo
3.‐ Soldadura por Resistencia
30
59
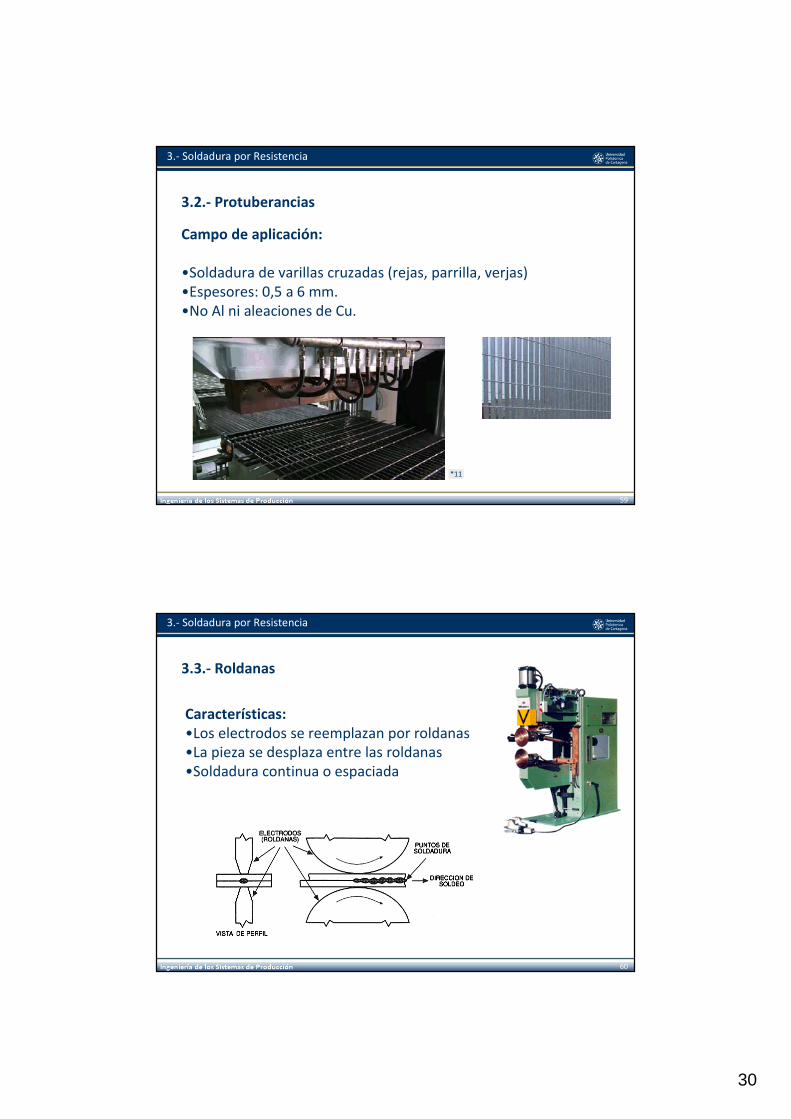
3.2.‐ Protuberancias
Campo de aplicación:
•Soldadura de varillas cruzadas (rejas, parrilla, verjas)•Espesores: 0,5 a 6 mm.•No Al ni aleaciones de Cu.
3.‐ Soldadura por Resistencia
*11
60
3.3.‐ Roldanas
Características:•Los electrodos se reemplazan por roldanas•La pieza se desplaza entre las roldanas•Soldadura continua o espaciada
3.‐ Soldadura por Resistencia

31
61
Campo de aplicación:•Recipientes de espesores de 0,05 a 3 mm.
3.3.‐ Roldanas
3.‐ Soldadura por Resistencia
62
3.4.‐ A tope
Características•Las piezas se sujetan con mordaza.•Se presionan las dos piezas.•El paso de corriente calienta la unión.•Se aumenta la presión y se produce la unión.
Si la presión es excesiva el material se aplasta demasiado y las uniones tendrán baja resistencia
Si la presión es baja la unión es porosa
Campo de aplicación:Secciones rectas de alambres, barras, tubos y perfiles.Sección máxima: 100 ÷ 300 mm2
3.‐ Soldadura por Resistencia

32
63
3.5.‐ Chisporroteo
Características:
•Igual que la soldadura a tope, pero sin presión, contacto móvil por puntos diversos de la sección.
•El chisporroteo funde los extremos.
•A continuación se aplica rápidamente una presión para realizar la unión.
3.‐ Soldadura por Resistencia
64
3.5.‐ Chisporroteo
Campo de aplicación:
•Las mismas que la de “a tope”•Mayores secciones•Raíles de ferrocarriles•Rollos de redondos•Metales distintos sin problemas de dilución
3.‐ Soldadura por Resistencia
33
65
1. Soldadura por Combustión (autógena)
2. Soldadura por Arco
3. Soldadura por Resistencia
4. Soldadura Heterogénea
5. Otros procesos de soldadura
Procesos de Soldadura
66
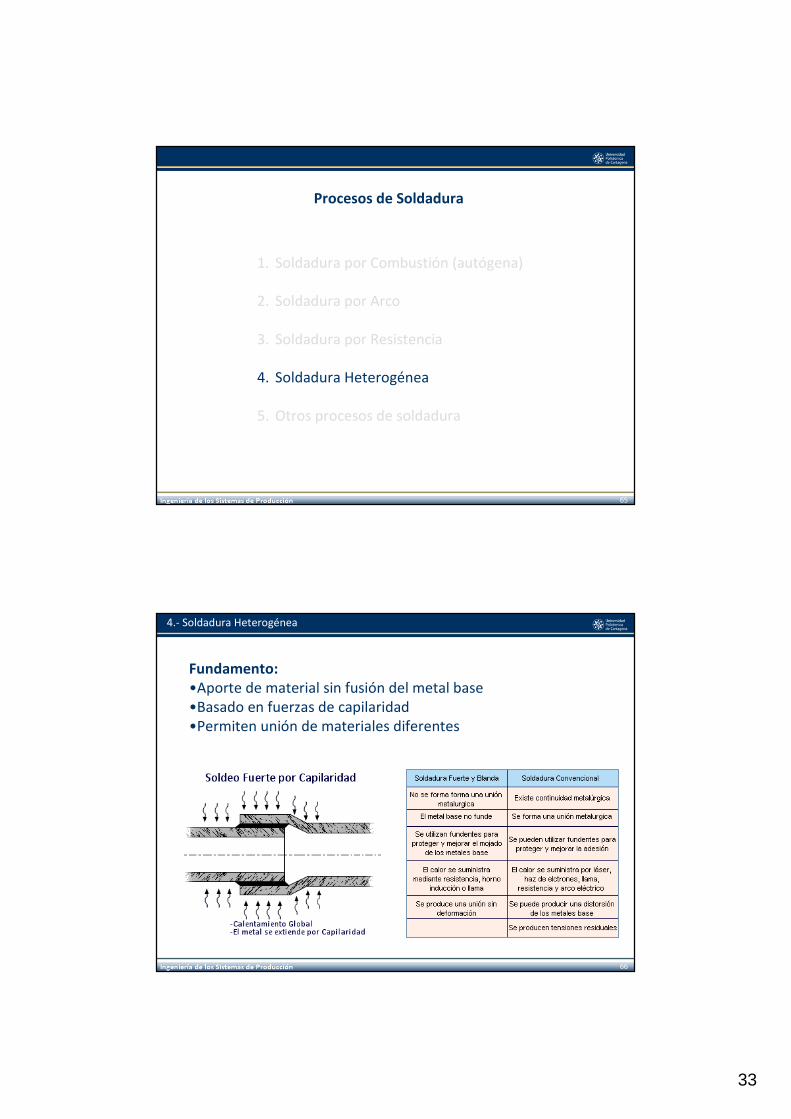
Fundamento:•Aporte de material sin fusión del metal base•Basado en fuerzas de capilaridad•Permiten unión de materiales diferentes
4.‐ Soldadura Heterogénea
34
67
Tipos:
•Soldadura fuerte: Tª fusión material aporte > 450 º C
•Soldadura blanda: Tª fusión material aporte < 450 º C
4.‐ Soldadura Heterogénea
68
Protección:•Limpieza de los metales a soldar•Utilización de decapantes o antioxidantes
Fuente de calor:•Llama oxidante o neutra•Por resistencia •Inducción•Por infrarrojos•Por baño•Horno
4.‐ Soldadura Heterogénea
35
69
Campo de aplicación:
•Idóneos para materiales delgados, piezas muy finas y pequeñas y materiales disimilares.
Soldadura fuerte:‐ Uniones que necesiten resistencia intermedia y
conductividad eléctrica
Soldadura blanda:‐ Uniones con baja resistencia y necesidad de
conductividad eléctrica
4.‐ Soldadura Heterogénea
70
4.‐ Soldadura Heterogénea
Ventajas:
•Evitan problemas metalúrgicos•Menor distorsión•Amplia gama de metales de aportación•Tensiones residuales nulas o despreciables•Economía para uniones complejas•Conjuntos completos de soldaduras (horno, inducción, etc.)•Producción en serie•Posibilidad de unir materiales distintos.•Soldadura fina, discreta y prácticamente invisible.

36
71
1. Soldadura por Combustión (autógena)
2. Soldadura por Arco
3. Soldadura por Resistencia
4. Soldadura Heterogénea
5. Otros procesos de soldadura
Procesos de Soldadura
72
5.‐ Otros procesos de soldadura
5.1.‐ Aluminotermia Termita – Thermit Welding
Principios del proceso
1. Se usa el calor desprendido en una reacción química exotérmica,
Fe2 O3 + 2 Al 2Fe + Al2 O3 + 880 KJ
3Cu O + 2 Al 3Cu + Al2 O3+ 1210 KJ
2. El calor generado funde el metal de aportación (Fe, Cu) y también funde los extremos de las piezas a unir
3. La alúmina queda como residuo protector en forma de escoria
O MeÓxido metálico
Ragente reductor
MeMetal reducido
ORóxido del agente
reductor
+ + + Calor
37
73
5.‐ Otros procesos de soldadura
5.1.‐ Aluminotermia
*2
*3
74
5.‐ Otros procesos de soldadura
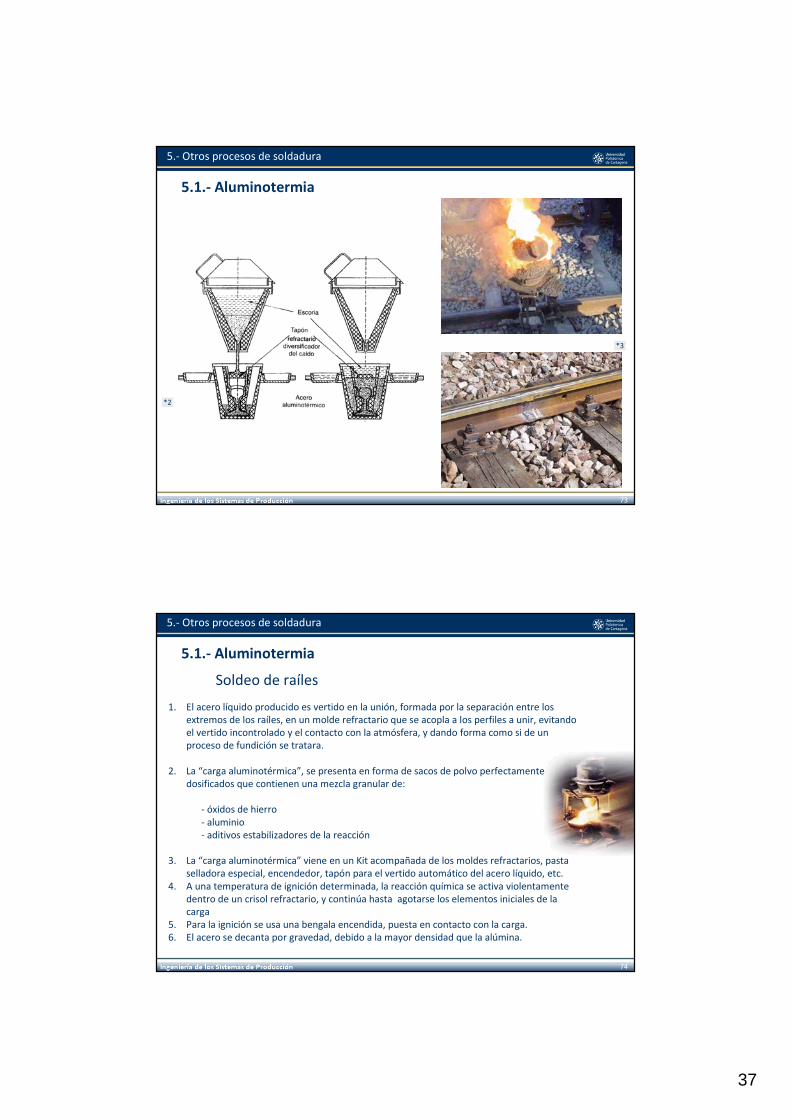
5.1.‐ Aluminotermia
Soldeo de raíles
1. El acero líquido producido es vertido en la unión, formada por la separación entre los extremos de los raíles, en un molde refractario que se acopla a los perfiles a unir, evitando el vertido incontrolado y el contacto con la atmósfera, y dando forma como si de un proceso de fundición se tratara.
2. La “carga aluminotérmica”, se presenta en forma de sacos de polvo perfectamente dosificados que contienen una mezcla granular de:
‐ óxidos de hierro‐ aluminio‐ aditivos estabilizadores de la reacción
3. La “carga aluminotérmica” viene en un Kit acompañada de los moldes refractarios, pasta selladora especial, encendedor, tapón para el vertido automático del acero líquido, etc.
4. A una temperatura de ignición determinada, la reacción química se activa violentamente dentro de un crisol refractario, y continúa hasta agotarse los elementos iniciales de la carga
5. Para la ignición se usa una bengala encendida, puesta en contacto con la carga.6. El acero se decanta por gravedad, debido a la mayor densidad que la alúmina.

38
75
5.‐ Otros procesos de soldadura
5.1.‐ Aluminotermia
La reacción es muy rápida y por tanto las piezas a soldar adquieren, en la zona que rodea al punto de soldadura, una temperatura muy inferior a la que se obtiene empleando los procedimientos habituales, factor muy importante cuando se trata de proteger el aislamiento del cable o las características físicas de los materiales a soldar.
Características del uso con Cu
76
5.‐ Otros procesos de soldadura
5.1.‐ Aluminotermia
La aleación utilizada tiene una temperatura de fusión prácticamente igual a la del cobre y posee, generalmente, una sección aproximadamente doble que la de los conductores a soldar, por lo que:
•Las sobrecargas o intensidades de cortocircuito no afectan a la conexión y los ensayos han demostrado que los conductores funden antes que la soldadura.
•La conductividad de la conexión es, al menos, igual o superior a la de los conductores unidos.
•No existe posibilidad de corrosión galvánica, puesto que los conductores quedan integrados en la propia conexión.
Características del uso con Cu

39
77
5.‐ Otros procesos de soldadura
5.1.‐ Aluminotermia
*4
Procedimiento de conexión para la soldadura de cable
1º
2º
3º
4º
Pre‐calentamiento
78
5.‐ Otros procesos de soldadura
5.1.‐ Aluminotermia
*5

40
79
5.‐ Otros procesos de soldadura
5.1.‐ Aluminotermia
*5
80
5.‐ Otros procesos de soldadura
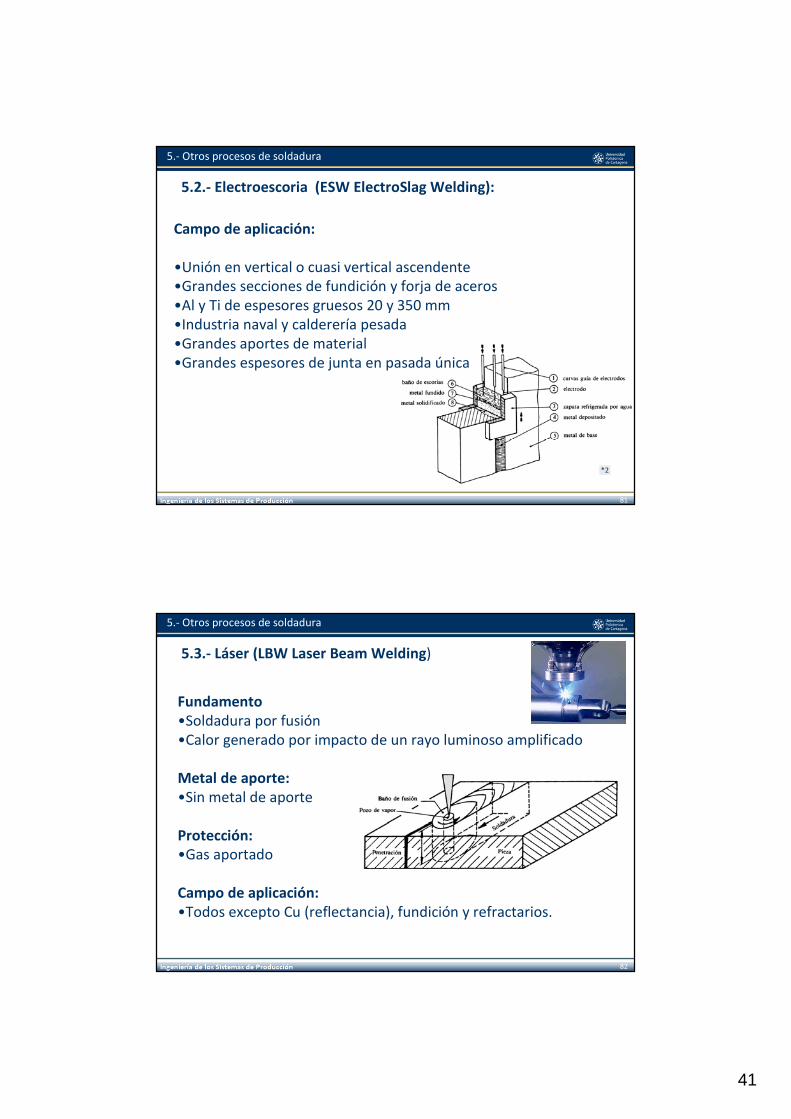
5.2.‐ Electroescoria (ESW ElectroSlag Welding):
Fundamento:•Energía: arco entre electrodo consumible y metal base recubierto de escoria de baja conductividad.•Hay fusión material base.•Empleo de moldes refrigerados como contención
Electrodo:Consumible aportado mecánicamente
Protección:Escoria depositada sobre las piezas a fundir
*2
41
81
Campo de aplicación:
•Unión en vertical o cuasi vertical ascendente•Grandes secciones de fundición y forja de aceros•Al y Ti de espesores gruesos 20 y 350 mm•Industria naval y calderería pesada•Grandes aportes de material•Grandes espesores de junta en pasada única
5.2.‐ Electroescoria (ESW ElectroSlag Welding):
5.‐ Otros procesos de soldadura
*2
82
5.3.‐ Láser (LBW Laser BeamWelding)
Fundamento •Soldadura por fusión•Calor generado por impacto de un rayo luminoso amplificado
Metal de aporte:•Sin metal de aporte
Protección:•Gas aportado
Campo de aplicación:•Todos excepto Cu (reflectancia), fundición y refractarios.
5.‐ Otros procesos de soldadura

42
83
5.4.‐ Haz de Electrones (EBW Electron Beam Welding)
Fundamento:•Soldadura por fusión•Calor generado colisión de electrones •Soldadura en vacíoMetal de aporte:•Sin metal de aporteProtección:•Cámara de vacíoCampo de aplicación:•Materiales de difícil soldeo (circonio, berilio, wolframio)•Muy alta pureza y calidad•Mínima ZAT•Industria automoción, óptica, aeronáutica...
5.‐ Otros procesos de soldadura
*8
84
5.5.‐ Explosión
Fundamento:
•Basada en el uso de explosivos
•La detonación de una carga colocada adecuadamente obliga a uno de los metales que se desean soldar a precipitarse aceleradamente sobre el otro, incidiendo a una cierta velocidad y bajo un determinado ángulo.
5.‐ Otros procesos de soldadura
*2

43
85
5.5.‐ Explosión
Campo de aplicación:•Fabricación de placas bimetálicas•Uniones Al‐Acero•Materiales disimilares difícilmente soldables por fusión.
5.‐ Otros procesos de soldadura
*12
86
5.5.‐ Explosión
Campo de aplicación:•Fabricación de placas bimetálicas•Uniones Al‐Acero•Materiales disimilares difícilmente soldables por fusión.
5.‐ Otros procesos de soldadura
*10*9 Explosión 20 μs después del inicio
Metal base 1 (flyer plate)
Explosivo

44
87
Referencias
Referencias
1. http://www.electroglobal.net2. M. Reina, “Soldadura de los Aceros. Aplicaciones”, Manuel Reina Gómez, Madrid, 19863. http://es.wikipedia.org/wiki/Soldadura_aluminot%C3%A9rmica4. http://www.chinaleiying.com5. http://www.kumwell.com6. http://www.obtesol.es7. http://es.slideshare.net/Fran1176/ud10‐mecanizado‐bsico8. http://www.ebteccorp.com/9. http://www.amexservices.com10. http://www.aist.go.jp11. http://es.machinetools.net.tw12. http://www.eltecheng.com
Figuras
Nota: Todas las imágenes se han obtenido utilizando resultados de búsquedas en la sección de Imágenes de Google
•S. Kalpakjian, S.R. Schmid, (2008) Manufactura, Ingeniería y Tecnología, Pearson Educación, ISBN 10: 970‐26‐1026‐5
•M. Reina, “Soldadura de los Aceros. Aplicaciones”, Manuel Reina Gómez, Madrid, 1986
Rosendo Zamora PedreñoDpto. Ingeniería de Materiales y Fabricación
Ingeniería de los Sistemas de Producción