00-cubierta m-abril. 08 - nº4 - pedeca.espedeca.es/wp-content/uploads/2012/02/moldpress_21.pdf ·...
TRANSCRIPT

FEB
RER
O20
11•
Nº
21M
OLD
PRES
S


1
Por su amable y desinteresada colaboraciónen la redacción de este número, agradece-mos sus informaciones, realización de repor-tajes y redacción de artículos a sus autores.
MOLD PRESS se publica seis veces al año: Fe-brero, Abril, Junio, Septiembre, Octubre y Di-ciembre.
Los autores son los únicos responsables delas opiniones y conceptos por ellos emitidos.
Queda prohibida la reproducción total o parcialde cualquier texto o artículo publicado enMOLD PRESS sin previo acuerdo con la revista.
Editorial 2Noticias 4Segula Technologies adquiere la división de automoción de EDAG España • EFEF 2011 se celebrará enGinebra • H2O recibe la patente de la tecnología CleartCat® • Catálogo de matricería 2011 de Meusbur-ger • MORI SEIKI cambia su estrategia de distribución en el sector de moldes y matrices en España • Te-sa micro-hite 3D recorder • Nuevo rango de productos de Meusburger • Stratasys obtiene la certifica-ción ISO 9001:2008 • Nuevo Q2 ION • Ingenieros especializados en plásticos de todo el mundo se daráncita en Equiplast 2011 • Nueva válvula de aire cilíndrica • Industrias Megalfer adquiere centro de meca-nizado Mazak.
Artículos• La producción de acero crece un 14% en 2010 - Por UNESID 12• La Cumbre afronta su edición de 2011 con nuevos proyectos 14• “Smart Efficiency”, tema aglutinador de HANNOVER MESSE 2011 16• EasyBlank Inventor – El análisis del anidado de piezas estampadas implantado en el Software Auto-
desk Inventor 18• Chorreado con hielo seco ASCOJET en Hukla Möbel GmbH 20• La cifra de pedidos de la máquina-herramienta se duplicó en 2010 - Por AFM 22• CoroMill® 790 de Sandvik Coromant va más lejos en el fresado de aluminio 25• Generadores de ultrasonidos BRANSON digitalizados para la automatización 26• Fagor Automation anuncia sus nuevos modelos CNC 8055 28• KONTEC KSG-5A: Máxima flexibilidad para el mecanizado en 5 ejes 30• Las buenas perspectivas de la automatización industrial y la matricería cristalizan en MATIC y
MOLDEXPO 31• Nuevo Centro Técnico en Vitoria de Hexagon Metrology 32• Tecnología láser para limpieza y tratamiento de superficies - Por Ana Mas Riera 34• Comportamiento tribológico a alta temperatura de aceros de herramienta: Aplicabilidad de recubri-
mientos en moldes de inyección de aluminio - Por M. Vilaseca, J. Pujante. S. Molas y D. Casellas 38Guía de compras 46Indice de Anunciantes 48
Sumario • FEBRERO 2011 - Nº 21
Nue
stra
Port
ada
Director: Antonio Pérez de CaminoPublicidad: Carolina AbuinAdministración: María González Ochoa
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4431 - Depósito legal: M-53064-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: Villena Artes Gráficas
Colaborador:Manuel A.
Martínez Baena
Asociación colaboradora
Asociaciónde Amigosde la Metalurgia
Tebis es la solución CAD / CAM, con la que másde 1.800 empresas manufactureras en todo elmundo diseñan, construyen y fabrican con pro-cesos altamente productivos. Tebis está prepa-rado para la fabricación en procesos de taladra-do, roscado, fresado en 2 1/2, 3, 3+2 y 5 ejes,erosión por penetración, erosión por hilo, cortepor láser y corte por fresado (recanteo).
El software Tebis no sólo calcula programas demecanizado, sino que genera procesos de fa-bricación automatizados. Para ello centralizael conocimiento de la fabricación que tienenlos individuos, en bases de datos, poniéndolos
a disposición de toda la empresa. De esta ma-nera con Tebis consigue optimizar los tiemposde procesamiento, reducir el tiempo de ama-rre y los tiempos de inactividad, aumentandola calidad de sus productos.
Tebis Iberia, S.L.Avda. Dr. Severo Ochoa, 36
28100 Alcobendas - Madrid - SpainTel.: +34 916 624 354Fax: +34 916 574 058

Información / Febrero 2011
2
En este año 2011 tenemos varios “puntos de encuentro”para promocionar el sector de Moldes y Matrices.
Estaremos con stand en MOLDEXPO y MATIC (Zaragoza,10-12 mayo), después en ROBOTIK y AYRI (Barcelona, 1-2 junio). Una vez pasado el verano en la Cumbre Indus-trial (Bilbao, 27-30 Septiembre) y casi a final de año enEQUIPLAST (Barcelona, 14-18 noviembre).
Publicaremos números especiales con una difusión ma-yor de lo habitual, para entregar gratuitamente a expo-sitores y visitantes.
Desde 3 fuentes distintas, me han comentado que va-rios moldes que se fabricaban últimamente en paísesdel Este y en China, de los que anteriormente se fabri-caban aquí, están volviendo a fabricarse por moldistasnacionales. Es una excelente noticia para el sector y quesiga creciendo este regreso, será bienvenido.
El próximo número estará en MOLDEXPO y MATIC, re-serven ya su publicidad.
Antonio Pérez de Camino
Editorial


SegulaTechnologiesadquierela divisiónde automociónde EDAG EspañaEl grupo francés SEGULA Tech-nologies ha adquirido con fecha1 de enero de 2011 la rama deactividad de automoción delgrupo Alemán EDAG en España,reforzándose en el entorno declientes de automoción en Bar-celona y en las actividades dediseño y fabricación, principal-mente de sistemas eléctricos.
Esta integración, sigue la líneadel acuerdo establecida en 2008con la adquisición de la filial deEDAG en Francia por parte de lamatriz del grupo SEGULA, refor-zando su división de Automo-ción que con unos 1.500 técni-cos puede ofrecer solucionesglobales a sus clientes tanto anivel de diseño, cálculo, prototi-pado e industrialización, así co-mo de acompañamiento en suimplementación internacional.
Info 1
EFEF 2011se celebraráen GinebraTras dos exitosas ediciones enBilbao y Londres (la última deellas congregó a 3.713 profesio-nales del máximo nivel, proce-dentes de 53 países), los organi-zadores de European Future E-nergy Forum han anunciado estasemana desde Abu Dhabi las fe-chas de su próxima edición. Seráen octubre de este año, los días 4a 6, y se celebrará en el recinto
equipos de destilación al vacíode bajo consumo. De todas lasmarcas registradas existentesse ha creado recientemente latecnología ClearCat®.
De esta manera se pueden tra-tar aguas de procesos con con-tenido de aceites y emulsionesen un solo paso.
La calidad del agua tratada per-mite el vertido a la red pública,o aún mejor, la reutilización enel mismo proceso. Sin la tecno-logía innovadora ClearCat® sonnecesarios procesos de post tra-tamiento con costos operativoselevados.
Gracias a las ventajas económi-cas para los usuarios del Vacu-dest®, hasta el momento 50% delos sistemas de destilación alvacío instalados están equipa-dos con este nuevo desarrollo.
De esta manera es esta patenteun importante punto para lasventas y crecimiento de la em-presa H2O GmbH de Steinen.
Info 3
Catálogode matricería 2011de MeusburgerLa compañía Meus-burger resenta unnuevo catálogo dematricería dondeencontrará más de19.000 artículospara su campo deaplicación espe-cial, así como numerosos ejem-plos de montaje. Se ha dadoprioridad a la claridad y facilidadde uso y se ofrece apoyo, por e-jemplo, mediante la ayuda de se-lección de los elementos de guía.
Info 4
Noticias / Febrero 2011
4
Palexpo de Ginebra, tal y comohan hecho público representan-tes de Bilbao Exhibition Centre yTurret Middle East.
El Gobierno Suizo ha expresadosu total apoyo a esta convocato-ria, versión europea de la Cumbrede Emiratos Árabes, denominadaWorld Future Energy Summit. Asílo ha manifestado la Presidentadel país, Micheline Calmy-Rey:
“Ginebra tiene una larga tradi-ción y una reputación muy sóli-da como centro de desarrollo ypromoción de tecnologías orien-tadas al futuro. Estoy convencidade que como ciudad anfitrionade EFEF 2011 hará todos los es-fuerzos a su alcance para con-vertir este encuentro en un granéxito”.
Representantes de Bilbao Exhibi-tion Centre se han trasladado es-ta semana a la capital de los E-miratos Árabes Unidos junto conuna importante delegación em-presarial e institucional de másde 100 personas. Además de ges-tionar la participación de empre-sas e instituciones en la Cumbrede Abu Dhabi como agentes deWFES para la Península Ibérica,los responsables de la entidadvasca están promocionando lamarca europea del evento endistintas reuniones de trabajo ydesarrollando una intensa agen-da de contactos internacionales,también en Dubai y Doha.
Info 2
H2O recibela patentede la tecnologíaClearCat®
La empresa H2O en Alemaniademuestra nuevamente su rolde líder del mercado europeo de


MORI SEIKIcambiasu estrategiade distribuciónen el sectorde moldesy matricesen EspañaEn febrero de 2006 LM MACHI-NERY, S.L. y JUAN MARTÍN, S.L.llegaron a un acuerdo para ladistribución de máquinas MORISEIKI en España, en virtud delcual JUAN MARTÍN, S.L. pasabaa hacerse cargo de los sectoresde moldes y matrices.
Dicho acuerdo de colaboraciónexpira este mes de febrero de2011, por lo que a partir de aho-ra será LM MACHINERY, S.L.quien volverá a ocuparse direc-tamente de atender comercial ytécnicamente el mercado espa-ñol en su totalidad, incluidos losmencionados sectores de mol-des y matrices.
Asimismo, también será LM MA-CHINERY, S.L. quien quedará alcargo del servicio post-venta delas máquinas que en este tiempoha suministrado JUAN MARTÍN,S.L. en España.
MORI SEIKI desea expresar susincero agradecimiento a JUANMARTÍN S.L. por la cooperaciónprestada y el esfuerzo hechodurante estos cinco años.
Info 5
Tesa micro-hite3D recorderEsta nueva máquina ofrece laposibilidad de reproducir en au-tomático una pieza medida en
modo manual. No pierda tiem-po programando largas pautasde control delante de la pantallay hágalo midiendo directamen-te la primera pieza. En menosde 5 minutos usted tendrá lapieza programada.
Además, es la única máquinadel mercado que permite medirpiezas unitarias en modo ma-nual, y si tenemos series de me-didas, la máquina permite darlea un botón, ejecutar el progra-ma de forma automática, y de-dicarse a otra tarea mientras e-lla sola mide.
¿Tiene cuellos de botella en sumáquina tridimensional CNC?Con esta máquina podrá com-plementar en su taller, y no ensu sala de calidad, las labores demedición.
Info 6
Nuevo rangode productosde MeusburgerCon su nuevo concepto de porta-matrices modulares, estándar yde precisión, Meusburger ofrecea sus clientes numerosos benefi-cios, facilitando el uso de porta-
matrices estandarizados en unamplio rango de aplicaciones.
Ofrece dos tipos de portamatri-ces que pueden obtenerse tantocon las columnas pre mecaniza-das como sin ellas. El portama-trices estándar SV se ofrece entamaños entre 196 246 y 496 696.Las columnas se pueden ajustartanto en la placa superior comoen la inferior, según la aplica-ción.
En el portamatrices de precisionSP las columnas se ajustan en laplaca intermedia permitiendopor ello una óptima absorciónde las fuerzas horizontales delsistema de guiado. El portama-trices de precisión está disponi-ble en tamaños entre 196 246 y346 596. La oferta de Meusbur-ger se completa con una ampliavariedad de elementos de guia-do, barras de precisión y ele-mentos de montaje.
Una mirada rápida:
• Cerca de 19.000 elementos decatálogo para matricería.
• Portamatrices estándar y deprecisión para un amplio ran-go de aplicaciones.
• Diseñados especialmente pa-ra satisfacer las necesidadesde los clientes.
• Amplio rango de placas y ba-rras estándar.
• Servicio de mecanizado espe-cial bajo plano.
• Elementos de guiado para unamplio rango de aplicaciones.
Noticias / Febrero 2011
6

• Componentes de montaje co-mo muelles y resortes, elemen-tos de corte, accesorios, etc.
Info 7
Stratasys obtienela certificaciónISO 9001:2008Stratasys Inc., fabricante de má-quinas de fabricación de aditi-vos para el prototipado y la fa-bricación de piezas de plástico,ha anunciado hoy que ha obte-nido la certificación ISO 9001:2008.
La certificación ISO 9001: 2088proporciona una estructura paraun sistema de gestión de calidadque se esfuerza por conseguir lasatisfacción del cliente y una ca-lidad y eficiencia sistemáticas.“Nuestro nuevo sistema de ges-tión de calidad nos aporta la basesobre la que aumentar la capaci-dad y las ventas en la fabricacióndigital directa”, comenta Tom S-tenoien, director de operacionesde Stratasys.
“Y recibir esta certificacióntransmite el mensaje de quenos tomamos en serio el apoyoa segmentos del mercado de fa-bricación como el sector aeroes-pacial, de defensa y médico,mediante la implantación de unsistema de gestión de calidad o-ficial que está respaldado por u-na norma internacional recono-cida.”Stratasys dice que elimpulso para mejorar la calidadproviene de las lecciones apren-didas en sus primeros años.
“Al principio de nuestra historialanzamos un sistema al merca-do de forma prematura”, co-menta Stenoien. “El productono tuvo tan buen rendimientocomo debería. Decepcionamos a
los clientes y gastamos muchodinero en rectificar el problema.Fue una lección difícil, pero trasla experiencia, decidimos no de-jar que volviera a ocurrir.
La experiencia nos ha llevado aperseguir una mejora continuaque continúa hasta hoy. ”Segúnalgunos estudios, las empresasque tienen la certificación ISO9001: 2008 superan el rendimien-to de su grupo de control.
También se ha visto que las ven-tajas derivadas de obtener unamayor cuota de mercado nacio-nal e internacional superan a lainversión inicial.
También se obtienen ventajas anivel interno como una mayorsatisfacción del cliente, mejorescomunicaciones entre los depar-tamentos, procesos de trabajo yrelaciones con los clientes y pro-veedores.
Enterprise Minnesota, fue la prin-cipal consultora para la certifi-cación ISO 9001: 2008.
Info 8
Nuevo Q2 IONEl espectrómetro de emisión porchispa totalmente nuevo deBruker Elemental modelo Q2ION eleva el análisis de metalesa unos nuevos límites de sim-plicidad y facilidad de manejo.A día de hoy, el Q2 ION es el es-pectrómetro de chispa más pe-queño y ligero ultra compactodisponible en el mercado parael análisis de metales.
Es un sistema multimatriz muyversátil para una inspección fá-cil y rápida de recepción demateriales, así como control decalidad de aleaciones metáli-cas. Su precio asequible y susbajos costes de operación lo
hacen ser una herramienta ide-al para pequeñas y medianasempresas.
El Q2 ION cubre la mayoría delos elementos aleantes en mul-titud de aplicaciones tales comoaleaciones de Hierro, Alumi-nios, Cobre y muchas más. Estádirigido especialmente a aque-llas fundiciones de tamaño me-dio-pequeño, industrias de pro-cesado de metales, fabricantes,departamentos de control decalidad, almacenes, plantas dereciclaje de metales e inclusopara aquellas empresas dedica-das a la inspección.
Su especial diseño hace al Q2ION ultra ligero (menos de 20kg), de tal manera que puedeser transportable a lugares cer-canos para analizar. Hay dispo-nible también una maleta op-cional. A pesar de su poco peso,es adecuado para aplicacionesen las cuales se requiera robus-tez. El Q2 ION también estableceun nuevo estándar en facilidadde uso.
Coloque su muestra sobre el es-tativo de chispeo y pulse el bo-tón de START. En menos detreinta segundos obtendrá lacomposición elemental comple-ta de su metal!
La nueva óptica patentada FlatField CCD es una obra de arte endiseño óptico e ingeniería mecá-nica. Su sistema de Compensa-ción Ambiente Activa (AAC) pro-porciona la máxima estabilidaden un rango de temperaturas en-tre 10 y 45 °C.
Su detector CCD de Alta Defini-ción junto con la ya establecidatecnología ClearSpectrum®, pro-porcionan el mejor rendimientode cualquier equipo analítico desu clase.
Info 7
Noticias / Febrero 2011
8


Ingenierosespecializadosen plásticosde todo el mundose darán citaen Equiplast 2011Equiplast, el Salón Internacio-nal del Plástico y Caucho de Firade Barcelona, será la sede de laprimera edición de EUROTEC,congreso organizado por la So-ciedad de Ingenieros Plásticos(SPE, en sus siglas en inglés) quereunirá del 14 al 18 de noviem-bre a expertos en los tratamien-tos plásticos de todo el mundo.La celebración de este evento enel marco de Equiplast otorga ungran valor añadido a la cita líderdel sector de nuestro país quellega a su 16ªedición.
La primera edición de EUROTECcuenta con el aval de las trece e-diciones de ANTEC, el congresoque la SPE organiza en el ámbitonorteamericano anualmente des-de 1998 y que reúne a los exper-tos y profesionales más prestigio-sos del sector plástico.
La organización de EUROTEC, elprimer congreso que la Sociedadde Ingenieros Plásticos celebraen Europa, corre a cargo del Cen-tro Español de Plásticos (CEP),que es la sección española de laSPE. La trayectoria de Equiplast,salón de periodicidad trienal quecelebra en 2011 su decimosextaedición y que se ha consolidadocomo el evento ferial de referen-cia del sector, ha hecho posibleque el certamen de Fira de Barce-lona haya sido escogido como lasede de este nuevo congreso.
En 2011, Equiplast tendrá lugaren el recinto de Gran Via con-juntamente con Expoquimia yEurosurfas, como viene siendo
habitual desde 1987, año en quese celebran de manera simultá-nea estos tres certámenes y queconstituyen el mayor encuentrode la química aplicada del surde Europa. Además, la cita deeste año tiene una especial tras-cendencia, ya que se trata delúnico evento ferial que la indus-tria química mundial celebra en2011, declarado Año Internacio-nal de la Química por la Organi-zación de las Naciones Unidas.
Más de 200 presentaciones téc-nicas serán analizadas a lo largode los tres días de duración delcongreso, al que se espera que a-sistan cientos de ingenieros es-pecializados en plásticos de todoel mundo. Cuestiones como losdistintos procesos de fabricaciónde plástico, su aplicación en elsector de la automoción y en elde la medicina o la creación delos bioplásticos serán algunos delos temas que se debatirán enEUROTEC 2011.
La SPE fue fundada en 1942 y re-úne a más de 20.000 profesiona-les del sector plástico de más de70 países. Desde entonces, susaportaciones han sido clave pa-ra el desarrollo de la industriadel plástico en los Estados Uni-dos y Canadá.
Info 10
Nueva válvulade aire cilíndricaLa nueva válvula HASCO de aireZ4912/… ha evolucionado muyfavorablemente su estructura in-terna para adaptarse a las necesi-dades de los moldes de inyecciónde ciclo rápido. En su fabricaciónse hizo especial hincapié en undiseño estable y en la unión delos diferentes componentes paragarantizar un funcionamientoduradero y eficaz.
La válvula de aire contribuye aldesmoldeo de piezas de inyec-ción de gran volumen y huecas,evitando problemas de vacíomediante el soplado de aire.
También la situación de monta-je se ha mejorado: un montajesencillo mediante un agujerocon tolerancia H6, permite unmontaje rápido y seguro en lacavidad.
Todas las piezas que entran encontacto con plástico son de a-cero inoxidable, con lo que se e-vitan problemas en su uso conplásticos agresivos.
La gama abarca los tamaños ha-bituales del mercado de 8, 12 y16mm, pero además se ha añadi-do el diámetro de 6 mm para per-mitir también una ventilaciónsegura en pequeñas cavidades yseguir minimizando las marcasen la superficie del molde.
Info 11
IndustriasMegalferadquierecentro demecanizadoMazakIntermaher, representante ex-clusivo de las máquinas de alta
Noticias / Febrero 2011
10

mm de altura. Sus recorridos sonde X1.050, Y900 y Z980 con velo-cidades de posicionamiento de60 mts/min.
Dispone de un potente cabezalISO50 de 8.000 rpm y 1.218 Nmde par. Su potente control Ma-trix dispone del potente lengua-je conversacional Mazatrol, quefacilita enormemente la progra-mación y puesta a punto de lamáquina.
Asimismo, este modelo está e-quipado de funciones inteligen-tes como el control activo de vi-braciones, compensación devariaciones de temperatura am-biente y prevención de colisio-nes.
Industrias Megalfer, ubicada en
Vitoria-Gasteiz, se dedica desdehace 25 años a la fabricación,mecanización o reparación depiezas. Está avalada por la certi-ficación de AENOR según normaUNE-EN ISO 9001:2000 para ase-gurar en todo momento la cali-dad y acabado de las piezas desus clientes.
Info 12
tecnología Mazak, ha instaladorecientemente un centro demecanizado horizontal ISO50modelo HCN6800 en la empre-sa vitoriana Industrias Megal-fer.
Con la incorporación de la nue-va máquina Mazak, que es la demayor capacidad de arranquede viruta en centros de su clase,Industrias Megalfer pretendemejorar el proceso productivopara diferenciarse de los com-petidores.
El modelo adquirido dispone decambiador de pallet de 630 mmde cuadrado, de este modo lamáquina puede seguir trabajan-do mientras se cargan nuevaspiezas. Permite voltear piezas de1.050 mm de diámetro y 1.300
Febrero 2011 / Noticias

Información / Febrero 2011
12
En diciembre se han producido 1 millón de to-neladas de acero bruto en las fábricas españo-las, prácticamente igual que en diciembre del
año anterior (+0,5%). Este dato deja de ser negativo,como lo fue en octubre y noviembre, meses en losque la producción descendió un 11% interanual.
Con esta cifra, el total del año se eleva a 16,4 millo-nes de toneladas, mejorando en 2 millones de to-neladas la producción de 2009. En términos relati-vos, es un crecimiento del 14% anual. El nivelalcanzado es similar al del año 2003.
El perfil del año ha sido irregular, con un comienzoalgo más fuerte y varios meses produciendo 1,6 mi-llones de toneladas. El último trimestre ha sido másdébil, con un máximo de 1,4 millones en octubre, eincluso un mes de noviembre que fue un 10% inferioral de 2009. El comportamiento también ha sido dis-
La producción de acero creceun 14% en 2010PPoorr UUNNEESSIIDD
par entre los principales productos y calidades. To-das las calidades han crecido este año, pero especial-mente los aceros inoxidables y otros aceros aleados.Estos últimos han doblado la producción del año an-terior. En cuanto a los productos, el crecimiento se haconcentrado en los planos, habiendo aumentado entorno a un 30% con respecto a 2009. Sin embargo, losproductos largos todavía han seguido descendiendoligeramente en este año.
Aunque los últimos datos de comercio exterior sonde octubre, sí se puede adelantar que la exporta-ción ha sido el principal destino de este aumentode producción, creciendo a un ritmo más impor-tante que las ventas nacionales.

Información / Febrero 2011
14
La maquinaria de la Cumbre Industrial y Tec-nológica ya está en marcha y su equipo orga-nizador trabaja con un objetivo claro: ofrecer
los días 27 a 30 de septiembre de 2011 un espaciodinamizador de negocios, de alto valor añadido.Para ello, el diseño de la próxima edición se pre-senta marcado por iniciativas como la figura delpaís de honor, el área de innovación, las jornadassobre diversificación y herramientas online con a-plicaciones dedicadas a la concertación de agen-das, entre otras.
La política de precios favorable presentada en laactual campaña completará el perfil del certamen,que quiere ofrecer a las empresas un punto de en-
cuentro rentable en un año decisivo para el desa-rrollo de estrategias y operaciones comerciales.
Por último, el equipo organizador de la Cumbre ha i-niciado el contacto con contratistas y compradoresestratégicos para cerrar acuerdos de colaboración, yya han confirmado su compromiso con la Feria em-presas como Aernnova, Daewoo, Danobat, EpsilonEuskadi, Hiriko, Inmotec, Irizar, Itp, La Naval, Mi-chelín, Peddinghaus y Tubos Reunidos.
FRANCIA, PAÍS DE HONOR
En 2011, la Cumbre contará con un nuevo espaciodedicado a la presencia destacada de un país, figuraque en su primera edición representará Francia. Elpaís galo ha sido elegido por los organizadores delcertamen por el importante volumen de negocioque genera en el mercado nacional. Así, sus empre-sas constituirán uno de los principales grupos expo-sitores del certamen, mientras que también habráen él una delegación muy significativa de compra-dores y contratistas franceses.
Las oportunidades que ofrece el mercado francésserán analizadas en distintas jornadas que se de-sarrollarán de manera paralela a la exposición, enuna programación especial que, además, incluirála celebración del “Día de Francia” y la organiza-ción de agendas a todos los participantes.
“NETWORKING” INTERNACIONAL
El carácter global del certamen permitirá al visi-
La Cumbre afronta su ediciónde 2011 con nuevos proyectos

nuestro país. A lo largo de este tiempo, el certamenha querido dar respuesta al sector de la subcontra-tación industrial, facilitando una herramienta efi-caz a las pequeñas y medianas empresas para lapromoción de sus actividades y el intercambio in-formativo, técnico y comercial.
Para reforzar este objetivo, en su 15ª edición la Fe-ria contará con dos elementos muy destacados: elárea de nuevos proyectos y las jornadas sobre di-versificación.
En efecto, el área de nuevos proyectos ofrecerá aempresas fabricantes, procedentes de sectores notan habituales en subcontratación, la posibilidadde presentar sus novedades en la exposición. Deeste modo, los subcontratistas podrán conocer deprimera mano las necesidades y objetivos de losfabricantes de aquellos ámbitos más innovadores.
Por su parte, en las Jornadas sobre Diversificación,el Consejo Superior de Cámaras ofrecerá a los sub-contratistas claves concretas para ampliar su acti-vidad con los medios existentes en cada subsector,analizando las demandas de los nuevos sectores e-mergentes.
tante contactar en un único espacio con profesio-nales internacionales de todos los ámbitos de inte-rés para su actividad productiva, relacionados conla fabricación de bienes de equipo.
Esta vertiente participativa también se fomentaráa través de otras fórmulas de entrevistas y “net-working”. Así, muchos meses antes de que la feriaabra sus puertas existirá la posibilidad de interac-tuar con otras empresas a través de los distintosprogramas que se ofrecerán desde el catálogo onli-ne, donde se divulgarán las novedades y tanto ex-positores como visitantes podrán programar aque-llos encuentros de su interés.
Las tres grandes áreas que agruparán la oferta de laCumbre serán las de Subcontratación, Automatiza-ción y Trasmet, esta última relacionada con la ma-quinaria y el suministro para siderurgia, fundición,forja, laminación y tratamiento de superficies.
30 AÑOS AL SERVICIODE LA SUBCONTRATACIÓN
En 2011 Subcontratación cumplirá 30 años comoúnica feria internacional en su especialidad en
Febrero 2011 / Información

Información / Febrero 2011
16
El tema aglutinador de HANNOVERMESSE 2011 reza “Smart Effi-ciency”. Siguiendo este lema, las
empresas de las 13 ferias monográficasinternacionales presentan del 4 al 8 deabril de 2011 las tecnologías clave de laindustria mundial. “Desde hace años, laeficacia en los más diversos ámbitos esel tema dominante en la industria. Peroprogramar los procesos industriales implica mu-cho más: se trata de conectar y usar de manera in-teligente potenciales individuales de eficacia.Smart Efficiency interconecta concretamente losámbitos de la eficacia de costes, procesos y recur-sos. Es la interconexión inteligente la que permitea las empresas posicionarse en el mercado a largoplazo, manteniendo la competitividad a nivelmundial”, afirma el Dr. Wolfram von Fritsch, presi-dente de la junta directiva de Deutsche Messe AG.“En concreto esto significa hacer uso de los mate-riales y de la energía protegiendo los recursos na-turales, optimizar los procesos de producción, ygestionar los costes de modo eficaz”, añade vonFritsch.
Sólo HANNOVER MESSE reúne las tecnologías rele-vantes a lo largo de la cadena industrial de valor a-ñadido. HANNOVER MESSE se centra en las inno-vaciones y los desarrollos, en los nuevos productosy tecnologías, en materiales y procesos eficaces.Presentando los núcleos temáticos de la automati-zación industrial, las tecnologías energéticas, lasubcontratación y los servicios industriales, así co-mo las técnicas de transmisión y de fluidos, HAN-
NOVER MESSE refleja las tendenciascentrales de los ramos de las mencio-nadas industrias.
“En primavera de 2011 ocuparemos todoel recinto ferial de Hannóver con nues-tras 13 ferias clave internacionales. El vi-sitante podrá ver una presentación delos ramos industriales potente e interna-
cional. Hoy ya estamos registrando en las distintassecciones un elevado nivel de inscripciones. Este de-sarrollo nos muestra que HANNOVER MESSE llegaen el momento oportuno en un fase de incipienteauge económico y que en 2011 vamos a experimen-tar un evento muy poderoso”, afirma von Fritsch.
Pronósticos de crecimiento positivospara la industria
Las empresas industriales han aprovechado la difí-cil época económica, presentándose en el mercadomundial con nuevos productos y soluciones. “Con-tamos con que el año que viene se presentarán enHANNOVER MESSE más de 4.500 innovaciones. Lasempresas expositoras van a mostrar una vez másde manera impresionante que para los desafíoscentrales y globales del futuro ya existen solucio-nes altamente inteligentes”, afirma von Fritsch.
Según indica la Asociación Alemana de Fabricantesde Maquinaria e Instalaciones e.V. (VDMA), deFráncfort del Meno, la construcción de maquinariacrecerá en 2010 un seis por ciento en todo el mundoy en 2011 un ocho por ciento más. La Asociación
“Smart Efficiency”,tema aglutinadorde HANNOVER MESSE 2011

Central de la Industria Electrotécnica y Electrónicae.V. (ZVEI), de Fráncfort del Meno, estima asimismoque el mercado electrónico mundial crecerá un seispor ciento en 2010 y 2011 respectivamente. VonFritsch: “En HANNOVER MESSE el auge coyunturaladquirirá mayor dinamismo, confiriendo a los ra-mos importantes impulsos, pues las ferias son indi-cadores precoces de los futuros desarrollos en losdistintos ramos. Los expositores tienen la oportuni-dad de establecer nuevos contactos de negocios in-ternacionales en Hannóver, dando así mayor estabi-lidad y sostenibilidad a su crecimiento.”
Francia, País Asociado
Francia se presenta como País Asociado de HAN-NOVER MESSE 2011 siguiendo el lema “Innovaciónpara un crecimiento sostenible”. Los temas centra-les de la presentación son la energía, la movilidady la eficacia energética, conectándose así con losnúcleos temáticos de HANNOVER MESSE. Junto a
Alemania, Francia es uno de los principales paísesindustriales de Europa. Alemania fue en el año2009 el principal socio comercial de Francia con unvolumen de 114.000 millones de euros.
Sobre HANNOVER MESSE
El más destacado evento tecnológico del mundo tie-ne lugar en Hannóver del 4 al 8 de abril de 2011.HANNOVER MESSE 2011 reúne 13 ferias clave en unmismo lugar: “Industrial Automation” • “Motion,Drive & Automation” • “Energy” • “Power Plant Tech-nology” • “Wind” • “MobiliTec” • “Digital Factory” •“ComVac” • “Industrial Supply” • “CoilTechnica” •“SurfaceTechnology” • “MicroNanoTec” y “Research& Technology”. Los temas centrales de HANNOVERMESSE 2011 son la automatización industrial, lastecnologías de la energía, las técnicas de transmi-sión, la subcontratación y servicios industriales, asícomo las tecnologías de vanguardia. El País Asociadode HANNOVER MESSE 2011 es Francia.
Febrero 2011 / Información
Información / Febrero 2011
18
AutoForm Engineering, proveedor líder ensoluciones de software para la industria deconformado de chapa metálica, ha anun-
ciado la introducción de EasyBlank Inventor en elmercado mundial.
Este módulo complementario del software Auto-desk Inventor está especialmente pensado para losdiseñadores de piezas metálicas y de herramien-tas, los matriceros y los responsables del cálculode costes de herramienta.
El más reciente producto de software de Auto-Form, EasyBlank Inventor, se ha implantado en el
entorno de software de diseño e ingeniería mecá-nica de Autodesk Inventor.
Este software va más allá de los prototipos digita-les en 3D, permitiendo a los ingenieros diseñar, vi-sualizar y simular productos antes de que éstos se-an construidos.
Utilizando la reconocida tecnología de simulación deAutoForm, se calcula rápidamente el desarrollo dechapa desde su geometría CAD de pieza.
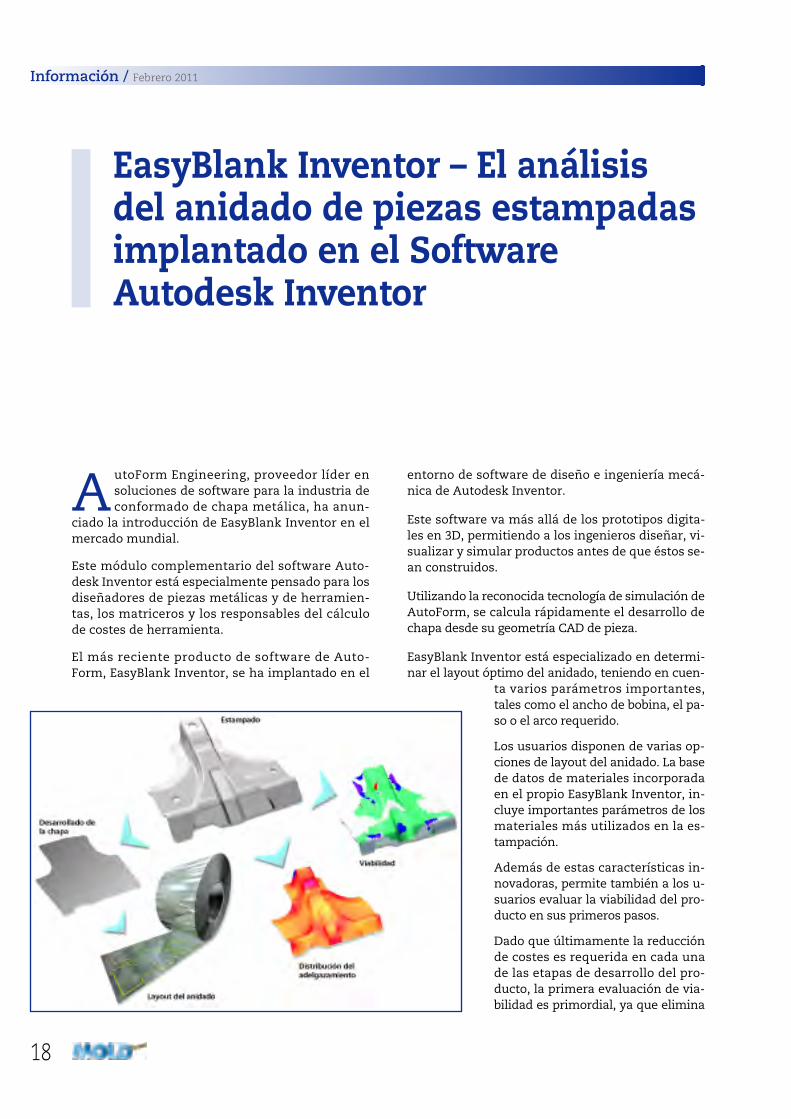
EasyBlank Inventor está especializado en determi-nar el layout óptimo del anidado, teniendo en cuen-
ta varios parámetros importantes,tales como el ancho de bobina, el pa-so o el arco requerido.
Los usuarios disponen de varias op-ciones de layout del anidado. La basede datos de materiales incorporadaen el propio EasyBlank Inventor, in-cluye importantes parámetros de losmateriales más utilizados en la es-tampación.
Además de estas características in-novadoras, permite también a los u-suarios evaluar la viabilidad del pro-ducto en sus primeros pasos.
Dado que últimamente la reducciónde costes es requerida en cada unade las etapas de desarrollo del pro-ducto, la primera evaluación de via-bilidad es primordial, ya que elimina
EasyBlank Inventor – El análisisdel anidado de piezas estampadasimplantado en el SoftwareAutodesk Inventor

declaró: "EasyBlank Inventor está disponible paralos clientes a través de nuestra red de distribuido-res. Los beneficios de la tecnología de simulaciónde AutoForm incorporados dentro de EasyBlank In-ventor son ciertamente atractivos para nuestrosclientes y nos alegra poder expandir nuestra tec-nología tanto en talleres de herramientas y matri-ces como en el campo del estampado en general."
"Debido a su facilidad de uso, encaja perfectamen-te en Autodesk. El análisis de piezas estampadasestá ya integrado en el entorno de Autodesk Inven-tor, haciéndolo fácilmente accesible para un públi-co más amplio”, añadió el Dr. Markus Thomma, Di-rector Corporativo de Marketing.
Autodesk, Autodesk Inventor e Inventor son mar-cas registradas o marcas comerciales de Autodesk,Inc., en EE.UU. y/u otros países. Todas las demásmarcas, nombres de productos o marcas comercia-les pertenecen a sus respectivos propietarios.
cambios costosos y tardíos del diseño de pieza, ypermite así la optimización del coste de las materiasprimas.
Los resultados del análisis se resumen en un in-forme basado en HTML que contiene informacióndetallada sobre el contorno de la chapa, el layoutóptimo del anidado, el consumo y coste del mate-rial, la distribución del adelgazamiento de la pie-za, el gráfico de viabilidad y el diagrama FLD aso-ciado.
EasyBlank Inventor permite la fácil y rápida crea-ción de dichos informes, que facilitan la comunica-ción interna en la empresa y que son muy útilespara finalidades de presupuesto. Los beneficios pa-ra los usuarios son los análisis tempranos de costey fabricación, el uso óptimo del material y la mini-mización de desechos y costes.
Chris Douglass, Responsable de la Unidad de Nego-cio de Autodesk Manufacturing Industry Group,
Febrero 2011 / Información

Información / Febrero 2011
20
En Gengenbach se fabrican diversos compo-nentes de muebles tapizados para viviendas,concretamente cojines, brazos, etc.
En HUKLA la calidad es la base para todos los tra-bajos, también para la limpieza de moldes.
Se buscaba un procedimiento de limpieza sin resi-duos para las herramientas de espumaje PU, quese pudiera integrar fácilmente en el proceso.
De esta forma se encontró la compañía suiza ASCOCARBON DIOXIDE LTD y su tecnología de chorrea-do con hielo seco ASCOJET.
Las moldes se limpian de forma cuidadosa y efi-
ciente con el aparato de chorreado con hielo secoASCOJET 908.
Hukla aplica el procedimiento de chorreado conhielo seco también para el mantenimiento, es de-cir para la limpieza de las máquinas. HUKLA tam-bién compra el hielo seco a ASCO.
Antes de emplear el procedimiento de chorreadocon hielo seco se tenía mucho trabajo en la limpie-za manual con espátulas y cepillos.
El ahorro de tiempo con la limpieza de hielo secode es enorme. “Dependiendo del tamaño del moldenecesitamos hoy para la limpieza sólo entre 30 mi-
Chorreado con hielo seco ASCOJETen Hukla Möbel GmbH
El desgaste de las herramientas ha disminuido enormementegracias al cuidadoso chorreado con hielo seco.
En la limpieza de las herramientas de espumaje PU se ha aho-rrado mucho tiempo desde la introducción de la técnica de cho-rreado con hielo seco.

nutos y una hora, antes aproximadamente cuatrohoras”, nos explicaba Markus Gross, Jefe de fabri-cación de espumas.
Además del gran ahorro de tiempo, Markus Grosstambién aprecia otras ventajas del chorreado conhielo seco: no se produce ninguna suciedad se-cundaria, porque el hielo seco empleado se subli-ma directamente sobre la superficie durante elimpacto.
Además hay grandes ahorros en cuanto al des-gaste de las herramientas. La vida útil de las he-rramientas aumenta considerablemente porquela limpieza con hielo seco no daña las moldes nilas herramientas.
¿Por qué HUKLA se decidió por ASCO? “Porquetiene por un lado la mejor relación calidad-precioy porque ofrece por otro lado soluciones de lim-pieza a la medida”, explica Markus Gross.
Herramientas de espumaje PU antes y después de la limpiezacon hielo seco.

Información / Febrero 2011
22
“Apesar de la mejoría que anticipan los da-tos de entrada de pedidos duplicando lacifra de 2009, muchas empresas siguen
sufriendo, especialmente las más pequeñas y me-nos internacionalizadas. Espe-ramos que en los próximos me-ses se consolide el crecimiento ypodamos dejar atrás la crisis de-finitivamente.
El subsector de arranque, conun incremento de los pedidosde tan sólo el 40%, todavía hade recuperar mucho caminopara alcanzar el umbral de es-tabilidad. Por el contrario, el
subsector de deformación arroja mejores datos a lolargo de todo el ejercicio y afronta 2011 con con-fianza”, afirma Koldo Arandia, Presidente de AFM.
La producción de Máquinas-herramienta se situóen 2010 en 613,2 millones de euros, cifra inferior enun 17,7% a la alcanzada en 2009, ejercicio en el quese facturaron 745,1 millones de euros. Habidacuenta del largo período de maduración de los pe-didos de Máquinas-herramienta, el dato de factu-ración de 2010 refleja la escasa entrada de pedidosdel año 2009 y del primer semestre de 2010.
La exportación ha experimentado similar retroceso,descendiendo de los 551,9 millones de euros de 2009a los 453,5 correspondientes a 2010, lo que represen-ta una bajada del 17,8%. El índice de cobertura de lasexportaciones con respecto a las importaciones si-gue siendo muy elevado, con un 211,7%. La exporta-
ción en 2010 ha sido el destino del 74% de la produc-ción española de Máquinas-herramienta.
Por mercados, destacamos la extraordinaria forta-leza exhibida por China e India y la solidez de Ale-mania que, pese a los malos tiempos sufridos se harecuperado en el último semestre. Si analizamos elranking de destinos de nuestra exportación con da-tos acumulados hasta octubre de 2010, observamosque Alemania se mantiene como primer destino re-presentando un 14,1%, si bien ha perdido diez pun-tos de cuota respecto al 24% que representó en2009. A escasa distancia se sitúa China que ha subi-do a la segunda posición desde la tercera de 2009 yque ya representa un 13,3%. En tercer lugar, se sitúaBrasil con un 7,8%, que ha ascendido desde la un-décima posición que ocupó en 2009 y que ha tripli-cado su cuota. Asciende al cuarto lugar India conun 7,6%, seguida de Italia, país con el que ha inter-cambiado posiciones con respecto a 2009, con un6,9%. Tras ellos, Francia, Portugal, USA, México yPolonia completan la lista de los diez principalesdestinos de nuestras exportaciones. Estos diez paí-ses aglutinan el 70% del total de exportaciones.
“La recuperación de Alemania en el último semes-tre es una buenísima noticia para nuestras empre-sas. China e India siguen creciendo intensamentey Brasil también ha arrancado con fuerza, mien-tras que USA y México se encuentran en procesode recuperación. Si esta tónica se mantiene, espe-ramos que en 2011 continúe la consolidación delcrecimiento del mercado que nos lleve a abando-nar la situación de crisis que todavía nos aqueja”,afirma Koldo Arandia.
La cifra de pedidosde la máquina-herramientase duplicó en 2010PPoorr AAFFMM
Koldo Arandia.

Las importaciones, por su parte, crecen un escaso2,9% alcanzando los 214,2 millones de euros frentea los 208,2 de 2009. El consumo aparente, resultadode sumar producción e importaciones y detraer lasexportaciones, retrocede un 6,9%. La demanda in-terior, ya muy deteriorada, ha seguido descendien-do, si bien la máquinaherramienta española man-tiene su cuota incrementándola ligeramente hastaun 26% de la producción.
“A pesar de que las cifras ponen de manifiesto quese está produciendo una grave descapitalización
Febrero 2011 / Información

industrial en España, nosotros queremos seguirsiendo proveedores de competitividad para la in-dustria, porque creemos que nuestro futuro pasapor apostar por la industria como sector clave decrecimiento de toda economía avanzada. Estamoscomprometidos con una industria más eficiente ymás respetuosa con el medio ambiente, que con-tribuya a reducir el consumo de energía maximi-zando el rendimiento de las máquinas, preservan-do y generando empleo cualificado y de calidad”,Arandia reafirma su defensa de la sostenibilidadde la industria en todos los sentidos.
La vocación internacional del sector junto con sucapacidad para innovar y dotar a sus máquinas dela más avanzada tecnología, han resultado ser fac-tores clave de supervivencia a lo largo de los dosúltimos ejercicios. La presencia y el desarrollo deposiciones comerciales y/o productivas en los mer-cados de mayor crecimiento, como China, India oBrasil, serán fundamentales para el crecimientodel sector en los próximos años.
“No quiero ocultar que los retos a los que nos en-frentamos son de gran magnitud para la Máquina-herramienta y para la industria vasca en general, ysi queremos abordarlos estamos obligados a quenuestras empresas ganen en dimensión. Debemosencontrar sin demora fórmulas de cooperación,
Información / Febrero 2011
24
que nos permitan crear estructuras potentes paraatacar mercados tan enormes y exigentes con ga-rantías de éxito”, concluye Koldo Arandia.

Febrero 2011 / Información
25
Dentro de los nuevos productos presentadosen el CoroPak 10.2, el especialista en herra-mienta de corte y sistemas de herramienta
Sandvik Coromant, lanza una novísima geometríade corte ligero para su fresa frontal de plaquitas in-tercambiables CoroMill® 790. Diseñada especialmen-te para conseguir la mayor calidad en el corte de pie-zas de aluminio, se espera que esta nueva geometríaresulte atractiva para los fabricantesde la industria aeroespacial.
El mecanizado de piezas de alumi-nio, como las estructuras aeroespa-ciales, implica el desbaste y acabadode cavidades, escuadras y filos, loque exige tanto una elevada veloci-dad de arranque de viruta como una buena calidadsuperficial. Hasta el momento, las herramientas deplaquitas intercambiables no eran capaces de ofre-cer unas fuerzas de corte tan reducidas y una entra-da tan suave en el corte, como las propias de la espi-ral de una fresa integral de metal duro equivalente.
Sin embargo, gracias a exhaustivos cálculos, simula-ciones y ensayos mediante el método de elementosfinitos (FEM) y a una nueva técnica de rectificado ymedición, se ha desarrollado una combinación únicade características geométricas nuevas en una plaqui-ta para la fresa CoroMill 790, entre ellas las siguientes:
• Un ángulo de desprendimiento optimizado queproduce un filo más agudo sin menoscabo de laresistencia.
• Un filo de corte más suavizado que reduce elchoque inicial de la entrada.
• Un formador de viruta que presenta un menor
contacto de fricción y una dirección más favora-ble de la viruta.
• Una faceta de desahogo primaria que funcionacomo amortiguador de las vibraciones a medidaque éstas se producen.
Las fuerzas de corte radiales son responsables engran parte de la flexión de la herramienta en el a-
cabado radial. La faceta de desaho-go primaria, cuidadosamente dise-ñada, tiene un importante efectoestabilizador, pues rompe la ampli-tud de la fuerza que provoca la vi-bración de la herramienta. Combi-nada con un mayor ángulo dedesprendimiento y un filo de corte
más agudo, reduce considerablemente la magni-tud de la fuerza.
Además, el hecho de que el aluminio tenga un pun-to de fusión bajo, significa que la temperatura de lazona de corte no asciende nunca a un nivel peligro-so para las plaquitas de metal duro, lo que abre elcamino al empleo de altas velocidades de corte. Noobstante, mayores velocidades del husillo implicanla demanda de mayor potencia, por lo que cualquierefecto que limite la fuerza necesaria resulta consi-derablemente valioso. En este sentido, la nueva geo-metría de plaquita de la fresa CoroMill 790 permiteuna clara reducción de la potencia requerida.
La fuerza de corte axial, dirigida hacia la superficiemecanizada situada bajo la fresa frontal y un fac-tor esencial en las numerosas estructuras de alu-minio de pared fina habituales en el sector aeroes-pacial, también se ve considerablemente reducida.
CoroMill® 790 de SandvikCoromant va más lejosen el fresado de aluminio

Información / Febrero 2011
26
Generadores DC (Digital Compact)y PC (Professional Compact)
El fundamento de esta generación exclusiva de sis-temas consta de la implementación continua detecnología digital en el área de generadores y man-dos. Dichos generadores son especialmente com-pactos, tienen la composición modular y la caja demando es de mantenimiento fácil, por eso estimu-lan los conceptos modernos. En general, los gene-radores poseen una capacidad de manipulaciónque supera a otros sistemas de mando.
Tres versiones DC, que cumplen todas susexigencias:
• Digital Compact Basic (básico) se usa cuando to-do el proceso de soldadura se puede realizar conel mando de la máquina.
• Digital Compact (estándar) se usa en aquellos ca-sos en los que es imprescindible mantener preci-samente la duración adecuada de la soldadura yla exactitud periódica de las energías con la de-terminación posterior del valor límite.
• Digital Compact plus se usa cuando es necesario
pilotar todo el ciclo de soldadura, incluso el ma-nejo de uno de los elementos activos.
Elementos principales
• Modulación de amplitud.• Amplitud de utillaje – sonotrodo es una de las ca-
racterísticas más importantes en el proceso desoldadura ultrasónica. Con el control electrónicode amplitud se llega a una exactitud, que hastaahora no se ha logrado en el área de optimaliza-ción de proceso.
• Monitoreo de parámetros importantes de solda-dura.
• RTP: Datos del proceso en el tiempo real. • PPL digital: el circuito de control entrelazado por
varias fases. • Regulación activa de frecuencia AFR: Modula au-
tomáticamente el suministro, de modo que éstetrabaje en el área adecuado a pesar de la influen-cia de sonoridades secundarias y de la alteracióntérmica en la punta de sonotrodo hasta los 70 °C.
• Regulación de la tensión de red eléctrica AVR: Encuanto a las desviaciones de hasta ±15 % de ten-sión de entrada, la alteración en la distribuciónprincipal está infiltrada.
• La potencia y la amplitud se mantienen invariables. • El inicio variable flexible / el inicio según la curva
VRT: Se igualan los esfuerzos de equipos monta-dos de tensión baja.
Interfaz estándar
Proporciona posibilidades útiles de manejo y de re-gistración de datos:
• Exploración externa de frecuencia.• Anulación externa (revolver en marcha las confi-
guraciones anteriores).• Señal de estado de emergencia.• Dispersión de vibraciones de ultrasonido.
Generadores de ultrasonidosBRANSON digitalizadospara la automatización

tencia pico, Ultrasonido continuo, Detección detierra.
• Integración de valores límite como son Energía,Tiempo, Margen de Potencia, Perfil de amplitud
• Generar las señales sobre fallo, como son Sobre-carga y Exceso de tiempo.
• Acceso a los datos de soldadura, como son Po-tencia, Amplitud, Energía, Frecuencia, Tiempo desoldadura.
• Comprobación de la unidad de resonancia (sono-trodo).
• Cambio continuo de parámetros antes de cadasoldadura.
• Control paramétrico de generador mediante unsistema de control externo.
• Señal de frecuencia y de potencia de salida.• Señal de amplitud de entrada.• Señales para pantallas de monitoreo de potencia.
Professional Compact (PC)
Es cierto que el máximo de calidad de la producciónse garantiza no por medios estadísticos, sino me-diante la supervisión, el análisis y regulación cons-tantes de la cadena de procesos. Esto correspondetanto a la capacidad de transmisión de los dispositi-vos empleados, así como a la integración y transpa-rencia de los medios informáticos que son compo-nentes fundamentales de una concepción deautomatización con vistas al futuro. En relación a loanterior, la compañía Branson responde a estas exi-gencias con la evolución del generador Digital Com-pact, el Professional Compact (con Profibus).
Elementos principales
• Acceso completo a todos los parámetros y datosde soldadura.
• Soldadura en varios modos: Tiempo, Energía, Po-
Febrero 2011 / Información
Información / Febrero 2011
28
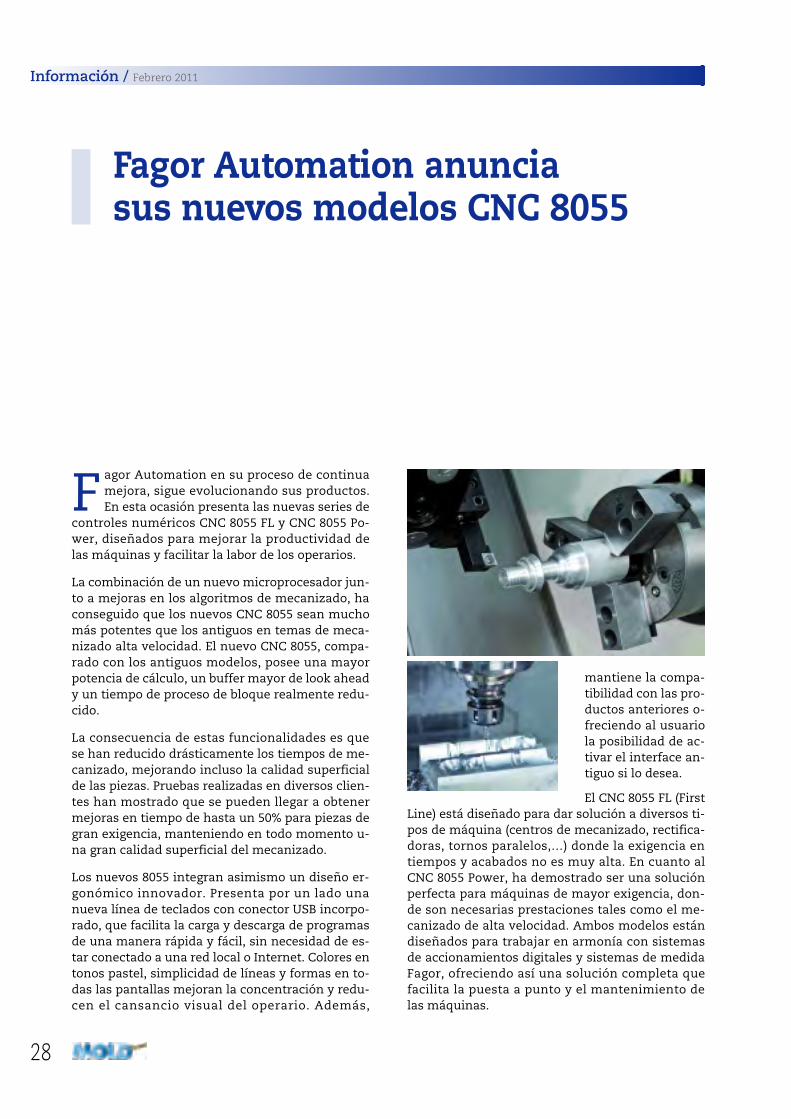
Fagor Automation en su proceso de continuamejora, sigue evolucionando sus productos.En esta ocasión presenta las nuevas series de
controles numéricos CNC 8055 FL y CNC 8055 Po-wer, diseñados para mejorar la productividad delas máquinas y facilitar la labor de los operarios.
La combinación de un nuevo microprocesador jun-to a mejoras en los algoritmos de mecanizado, haconseguido que los nuevos CNC 8055 sean muchomás potentes que los antiguos en temas de meca-nizado alta velocidad. El nuevo CNC 8055, compa-rado con los antiguos modelos, posee una mayorpotencia de cálculo, un buffer mayor de look aheady un tiempo de proceso de bloque realmente redu-cido.
La consecuencia de estas funcionalidades es quese han reducido drásticamente los tiempos de me-canizado, mejorando incluso la calidad superficialde las piezas. Pruebas realizadas en diversos clien-tes han mostrado que se pueden llegar a obtenermejoras en tiempo de hasta un 50% para piezas degran exigencia, manteniendo en todo momento u-na gran calidad superficial del mecanizado.
Los nuevos 8055 integran asimismo un diseño er-gonómico innovador. Presenta por un lado unanueva línea de teclados con conector USB incorpo-rado, que facilita la carga y descarga de programasde una manera rápida y fácil, sin necesidad de es-tar conectado a una red local o Internet. Colores entonos pastel, simplicidad de líneas y formas en to-das las pantallas mejoran la concentración y redu-cen el cansancio visual del operario. Además,
mantiene la compa-tibilidad con las pro-ductos anteriores o-freciendo al usuariola posibilidad de ac-tivar el interface an-tiguo si lo desea.
El CNC 8055 FL (FirstLine) está diseñado para dar solución a diversos ti-pos de máquina (centros de mecanizado, rectifica-doras, tornos paralelos,…) donde la exigencia entiempos y acabados no es muy alta. En cuanto alCNC 8055 Power, ha demostrado ser una soluciónperfecta para máquinas de mayor exigencia, don-de son necesarias prestaciones tales como el me-canizado de alta velocidad. Ambos modelos estándiseñados para trabajar en armonía con sistemasde accionamientos digitales y sistemas de medidaFagor, ofreciendo así una solución completa quefacilita la puesta a punto y el mantenimiento delas máquinas.
Fagor Automation anunciasus nuevos modelos CNC 8055

30 €
40 €
206 páginas
316 páginas
E stos libros son el resultado de una serie de charlas impartidasal personal técnico y mandos de taller de un numeroso
grupo de empresas metalúrgicas, particularmente, del sectorauxiliar del automóvil. Otras han sido impartidas, también, aalumnos de escuelas de ingeniería y de formación profesional.
E l propósito que nos ha guiado es el de contribuir a despertarun mayor interés por los temas que presentamos, permitien-
do así la adquisición de unos conocimientos básicos y una visiónde conjunto, clara y sencilla, necesarios para los que han de uti-lizar o han de tratar los aceros y aleaciones; no olvidándonos deaquéllos que sin participar en los procesos industriales están in-teresados, de una forma general, en el conocimiento de los ma-teriales metálicos y de su tratamiento térmico.
No pretendemos haber sido originales al recoger y redactarlos temas propuestos. Hemos aprovechado información
procedente de las obras más importantes ya existentes; y, funda-mentalmente, aportamos nuestra experiencia personal adquiriday acumulada durante largos años en la docencia y de una dilata-da vida de trabajo en la industria metalúrgica en sus distintos sec-tores: aeronáutica –motores–, automoción, máquinas herramien-ta, tratamientos térmicos y, en especial, en el de aceros finos deconstrucción mecánica y de ingeniería. Por tanto, la única justifi-cación de este libro radica en los temas particulares que trata, suordenación y la manera en que se exponen.
E l segundo volumen describe, de una manera práctica, clara,concisa y amena el estado del arte en todo lo que concierne
a los aceros finos de construcción mecánica y a los aceros inoxida-bles, su utilización y sus tratamientos térmicos. Tanto los que hande utilizar como los que han de tratar estos grupos de aceros, en-contrarán en este segundo volumen los conocimientos básicos ynecesarios para acertar en la elección del acero y el tratamientotérmico más adecuados a sus fines. También es recomendablepara aquéllos que, sin participar en los procesos industriales, es-tán interesados de un modo general, en el conocimiento de losaceros finos y su tratamiento térmico.
E l segundo volumen está dividido en dos partes. En la primeraque consta de 9 capítulos se examinan los aceros de con-
strucción al carbono y aleados, los aceros de cementación y nitru-ración, los aceros para muelles, los de fácil maquinabilidad y demaquinabilidad mejorada, los microaleados, los aceros para de-formación y extrusión en frío y los aceros para rodamientos. Lostres capítulos de la segunda parte están dedicados a los aceros i-noxidables, haciendo hincapié en su comportamiento frente a lacorrosión, y a los aceros maraging.
Puede ver el contenidode los libros y el índice en
www.pedeca.eso solicite más información a:
Teléf.: 917 817 776E-mail: [email protected]

Información / Febrero 2011
30
Para los operarios, que desean utilizar todo elpotencial de mecanizado en 5-ejes en la pro-ducción de moldes y matrices, SCHUNK, el
principal experto en sistemas de sujeción, ofrece u-na forma más eficiente y flexible, la mordaza de a-marre rápido tipo KSG-5A. Gracias a la longitud desus garras, las piezas pueden ser sujetadas en cues-tión de segundos, proporcionando una libertadcompleta al husillo. Con el fin de evitar la deforma-ción de la pieza, la fuerza de sujeción de la KSG-5Ase puede ajustar continuamente y de forma precisaentre los 4 kN y los 40 kN.
Desde que se ha equipado a esta mordaza multifun-cional para 5 ejes con garras tope, se evitan los con-tornos perturbantes, en general, las herramientascortas estándar son suficientes para llegar a todoslos ángulos posibles de la pieza. Esto permite aho-rrar gastos en los portaherramientas especialescostosos, permite un gran volumen de corte del me-tal y asegura la máxima precisión en la pieza, asícomo una calidad superficialperfecta. Debido a sus ranu-ras adicionales en la carcasa,la garra fijada a la KSG KON-TEC-5A-PC puede ser com-pensada más cerca del cen-tro de la mordaza: En el casode un mecanizado de 5 ejescon piezas más pequeñas, eloperario gana una mayor li-bertad. Esta versión de mor-daza para 5-ejes, está dispo-nible como versióndenominada VS, ampliando
así el rango de sujeción. Se pueden girar rápida y fá-cilmente las garras, lo cual amplia el rango de ama-rre hasta los 88 mm.
El manejo de la sofisticada palanca de sujeción esmuy simple: Con un giro de la palanca, se activa labarra de tracción integrada. Una caja de transmi-sión de fuerza, situada cerca de la garra fija, actúael pistón a través de un sistema de transmisiónmecánica hacia atrás. Por lo tanto, la sujeción de lapieza se realiza mediante el movimiento de tiro yevita así la torsión de la carcasa.
Con su caja de transmisión de fuerza estanca, lamordaza NC de SCHUNK es particularmente resis-tente a la suciedad, a las virutas y al refrigerante. Op-cionalmente puede ser accionada hidráulica o neu-máticamente. La carcasa de la KSG KONTEC-5A estápreparada para combinarse al sistema de cambio rá-pido de pallets SCHUNK UNILOCK, con el fin de re-ducir significativamente los tiempos de preparación.
Con esta mordaza, los costo-sos tiempos de parada de má-quina pueden ser evitados.En cuestión de segundos, lamordaza con la pieza ya ama-rrada es posicionada y sujeta-da en la mesa de la máquinacon una precisión de micras.El sistema de cambio rápidocon accionamiento neumáti-co se puede auto-bloquear yde ser necesario, puede serinstalado fácilmente en cual-quier máquina de 5-ejes.
KONTEC KSG-5A:Máxima flexibilidadpara el mecanizado en 5 ejes

Febrero 2011 / Información
31
Las buenas perspectivas de la automatizaciónindustrial y la matricería cristalizan en MA-TIC y MOLDEXPO 2011.
Un buen ejemplo del respaldo institucional lo en-contramos en la Sección Española de ISA, Interna-cional Society of Automation. La asociación estáformada por medio centenar de empresas patroci-nadoras y más de 400 profesionales interesados enla medida, la automatización y la gestión de proce-sos. ISA colaborará con la Feria Internacional deAutomatización Industrial en diversas jornadastécnicas y conferencias que transmitirán conoci-miento y formación a los visitantes profesionales.
La colaboración de MATIC y MOLDEXPO con loscentros tecnológicos e instituciones es extensiva alCentro para el Desarrollo Tecnológico Industrial,CDTI, la Federación Española de Centros Tecnoló-gicos –FEDIT–, la Fundación AITIIP –Centro Tecno-lógico de Inyección de Plásticos–, así como la Aso-ciación Española de Robótica y Automatización,AER-ATP, el Comité Español de Automática – CEA–,
el Instituto Tecnológico de Aragón –ITA–, la Plata-forma Tecnológica Española de Robótica –HISPA-ROB–, la Universidad de Zaragoza, etc.
Las buenas perspectivasde la automatización industrialy la matricería cristalizanen MATIC y MOLDEXPO 2011
En esta convocatoria de MOLDEXPO 2011, ASAMM(Asociación Aragonesa de Empresas fabricantes deMoldes y Matrices) vuelve a colaborar estrecha-mente con FERIA DE ZARAGOZA para el desarrollode una jornada técnica para los profesionales delsector moldes y matrices, además de la visita de u-na delegación comercial de empresas extranjeras.Junto a estas acciones, ASAMM y la Federación Es-pañola de Moldes y Matrices, FEAMM, colaboraránincluyendo en su programa de actividades estasacciones, con objeto de dar mayor cobertura a lasmismas.
MATIC y MOLDEXPO 2011 ofrecen toda la expe-riencia, garantía y solvencia de su organización acargo de FERIA DE ZARAGOZA que cuenta, para a-segurar el éxito de la convocatoria, con el respaldode las más prestigiosas instituciones públicas yprivadas. Y todo ello, en la privilegiada situacióngeográfica de la ciudad de Zaragoza, que la con-vierte en el destino más accesible desde las princi-pales urbes españolas, por carretera, ferrocarril yavión.

Información / Febrero 2011
32
No ha pasado ni un año después de aquel fa-tídico 15 de abril de 2010, fecha en la cuallas llamas arrasaron prácticamente la tota-
lidad de la factoría de sistemas especiales, utillajesy Máquinas de Medición por Coordenadas de VittekMetrology, empresa del grupo Hexagon Metrology.Para salir adelante después de aquel lamentable ac-cidente hacía falta valor, decisión y confianza en elproyecto. Y estos son algunos de los valores queHexagon Metrology ha puesto en juego, con su fir-me decisión de apostar firmemente por esta unidadde fabricación flexible de equipos, sistemas y acce-sorios de metrología. En estos últimos meses Hexa-gon Metrology ha redoblado sus esfuerzos en dotar-se de unas nuevas y modernas instalaciones deI+D, que combinan producción, servicios y sala dedemostraciones.
El nuevo Centro Técnico de Hexagon Metrology enVitoria-Gasteiz se inaugurará el próximo 9 de mar-zo de 2011, con la presencia de del Director Gene-ral de Hexagon Metrology en España y Portugal, Sr.Jordi Edo, del Presidente de Hexagon Metrology Eu-ropa, Sr. Per Holmberg, que estarán acompañadospor las autoridades locales, provinciales y autonó-micas.
Hexagon Metrology, con motivo de la inaugura-ción, también realizará una Jornada de Puertas A-biertas el día 10 de marzo durante todo el día, paramostrar las nuevas instalaciones y todas las últi-mas novedades tecnológicas en sistemas de medi-ción tridimensional a sus clientes y amigos.
Con este paso al frente, Hexagon Metrology pre-tende a nivel nacional dar un salto hacia delante y
comprometerse con la calidadde servicio y de sus productos,estando cada vez más cerca desus clientes de la zona norte. Anivel internacional Hexagon Me-trology S.A. pretende tambiénexpandir y consolidar el CentroTécnico de Vitoria-Gasteiz comouna pequeña unidad de fabrica-ción flexible de sistemas espe-ciales de metrología tridimen-sional, con un alto componentede I+D y calidad, suministrandoproductos y servicios a todas lasorganizaciones comerciales dela corporación Hexagon Metro-logy en todo el mundo.
Nuevo Centro Técnico en Vitoriade Hexagon Metrology

Algunas Cifras
• Hexagon Metrology Vitoria cuenta más de1.500 m2 útiles, repartidos en 3 áreas dife-renciadas:
— Pabellón de 1.000 m2 para las activida-des propias de fabricación, ajuste y en-samblaje. En esta zona se construyenlas máquinas de medición de brazohorizontal, modelo DEA MERCURY, es-pecializadas en medición de chapa.También se construyen utillajes y sis-temas especiales de carga y descarga,que son diseñados por la oficina técni-ca de la empresa y que sirven de com-plemento ideal para los sistemas demedición tridimensional, con especialaplicación a los sectores de automo-ción y aeronáutica.
— Un espacio de 300 m2 para la OficinaTécnica, que incluye el departamentode ingeniería, desarrollo de proyectosy también los Servicios de Medición.En esta zona existe también un impor-tante espacio de demostración y for-mación a clientes, equipada con losmás modernos equipos de medicióntridimensional, tanto de tipo estáticocomo portátil, utilizando las nuevastecnologías de escáner láser, de foto-grametrías, medición por visión, o me-dición táctil punto a punto.
— Una zona de 150 m2 destinados a re-cepción y al trabajo de los equipos co-merciales y administrativos de la em-presa.
• Hexagon Metrology S.A. ha realizado unainversión de más de 1,6 millones de euros,en estas nuevas instalaciones y en la ad-quisición de los equipos de alta tecnología.
• A nivel de recursos humanos el nuevocentro de Vitoria cuenta con un equipo demás de 35 personas entre ingenieros dediseño, personal de fabricación, personalde oficina técnica e ingenieros de servi-cios y aplicaciones.
• Hexagon Metrology S.A. creció en 2010 susventas de un 30% sobre 2009, alcanzandolos 14 mill. de euros de facturación, y gene-rando un beneficio neto de la actividad del5%, recuperándose de este modo de lasperdidas habidas en el ejercicio de 2009.
Información / Febrero 2011
34
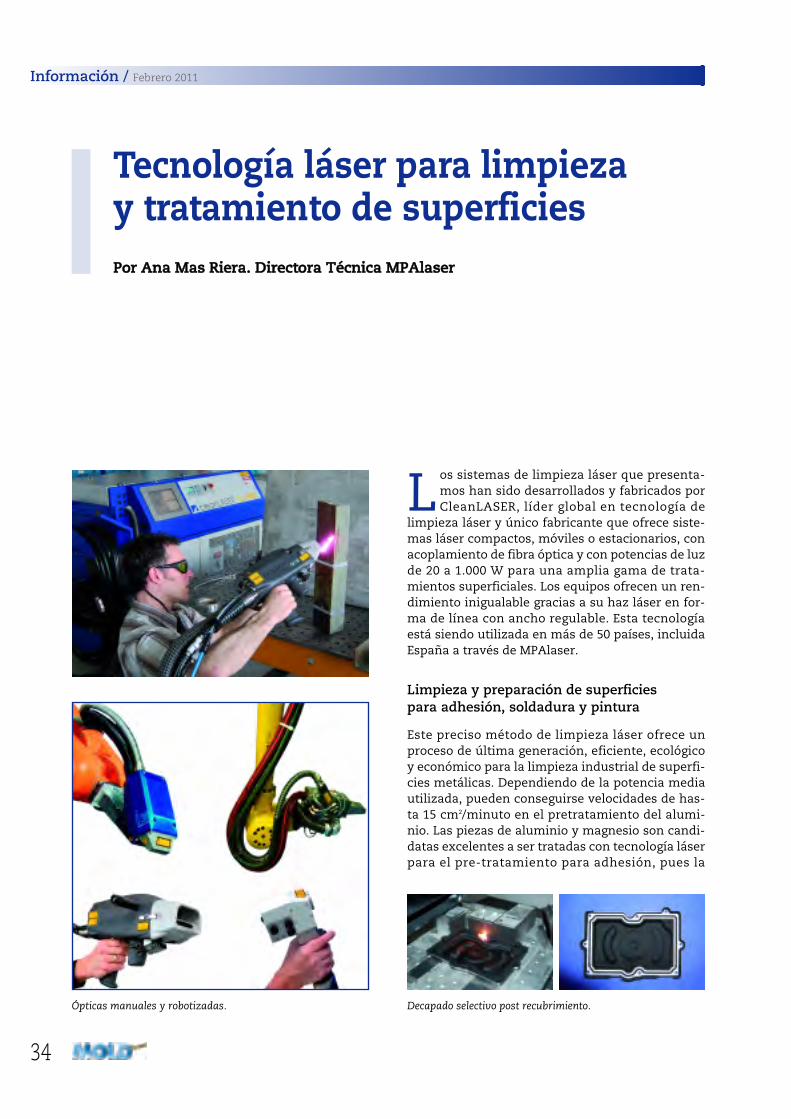
Los sistemas de limpieza láser que presenta-mos han sido desarrollados y fabricados porCleanLASER, líder global en tecnología de
limpieza láser y único fabricante que ofrece siste-mas láser compactos, móviles o estacionarios, conacoplamiento de fibra óptica y con potencias de luzde 20 a 1.000 W para una amplia gama de trata-mientos superficiales. Los equipos ofrecen un ren-dimiento inigualable gracias a su haz láser en for-ma de línea con ancho regulable. Esta tecnologíaestá siendo utilizada en más de 50 países, incluidaEspaña a través de MPAlaser.
Limpieza y preparación de superficiespara adhesión, soldadura y pintura
Este preciso método de limpieza láser ofrece unproceso de última generación, eficiente, ecológicoy económico para la limpieza industrial de superfi-cies metálicas. Dependiendo de la potencia mediautilizada, pueden conseguirse velocidades de has-ta 15 cm2/minuto en el pretratamiento del alumi-nio. Las piezas de aluminio y magnesio son candi-datas excelentes a ser tratadas con tecnología láserpara el pre-tratamiento para adhesión, pues la
Tecnología láser para limpiezay tratamiento de superficiesPPoorr AAnnaa MMaass RRiieerraa.. DDiirreeccttoorraa TTééccnniiccaa MMPPAAllaasseerr
Ópticas manuales y robotizadas. Decapado selectivo post recubrimiento.

CleanLASER proporciona soluciones para las exi-gencias actuales de uniones adhesivas de metales.La preparación de la superficie con láser es el úni-co método que limpia con la calidad, repetitividady fiabilidad necesarias para asegurar las cualida-des técnicas a largo plazo de la unión.
Preparación o activación de plásticosy composites para uniones adhesivas
La tecnología CleanLASER puede emplearse en eltratamiento de plásticos para facilitar uniones ad-hesivas al eliminar los contaminantes superficia-les, como desmoldeantes, resinas u otros residuos.El haz genera una superficie optimizada para laposterior unión.
La preparación superficial con láser se ha mostra-do efectiva en fibras de carbono y fibras reforzadasde polímeros (CFRP) y plásticos. Existe un ampliohistorial de uso de los sistemas CleanLASER en in-
misma energía que hace vaporizar la suciedad fa-vorece también la desoxidación y reestructuraciónde la superficie de estos metales. Tras el proceso,el metal vuelve a oxidarse, no obstante esta vez lohará de forma más ordenada y estable aumentan-do notablemente su resistencia a la corrosión.
Otros metales también pueden ser fácilmente lim-piados de aceites para prepararlos para pintura, u-so de adhesivos u otros procesos. Cuando una su-perficie metálica es limpiada, la capa de óxido esretirada permitiendo una adhesión directa con elsustrato. De este modo se establece una adhesiónmás estable y duradera. El láser es una tecnologíacompetitiva en términos de calidad y coste capazde ofrecer una excelente y científicamente proba-da estabilidad de la adhesión a largo plazo.
Con el mismo equipo, además, es posible realizaruna estructuración de la superficie para aumentarsu rugosidad y superficie de contacto.
Decapado parcial sin utilización de máscaras.
Limpieza y desoxidado de aluminio previa a adhesión en la ca-dena de producción del Audi TT.
Limpieza y creación de rugosidad.
Remoción de óxido.
Febrero 2011 / Información
35

dustrias que requieren uniones con CFRP y cauchoPUR.
La eficacia del láser en estos tratamientos se ve li-mitada en los plásticos pigmentados o coloreados,capaces de absorber la longitud de onda del haz.
Además de la preparación para soldadura, los cor-dones de soldadura pueden limpiarse fácilmentepara eliminar las manchas térmicas y los residuosde soldadura, así como óxidos y restos de residuos.
El tratamiento láser es beneficioso para los ele-mentos de acero inoxidable. El haz elimina peque-ños gránulos, pasiva los cordones de soldadura yproporciona una resistencia mayor a la corrosión.
Información / Febrero 2011
36
Pretratamiento a adhesión de poliuretano.
Decapado de composites dejando las fibras al descubierto.
Pretratamiento para soldaduras
La tecnología CleanLASER es ideal para la limpiezade acero y aluminio en preparaciones para solda-dura en la industria del automóvil, en la fabrica-ción de herramientas de precisión, en la construc-ción naval, etc. La preparación con láser parasoldadura es un método probado con una larga y e-xitosa tradición en estos procesos.
La limpieza láser elimina lubricantes de los meta-les dando unas soldaduras lisas de gran calidad ysin poros, ofreciendo la más alta calidad y estabili-dad en uniones vistas.
Limpieza post-soldadura.
Limpieza de superficie metálica.
Decapado
Un haz de luz focalizado vaporiza los recubrimien-tos del metal. Esto sucede a una velocidad extrema-damente rápida aunque al mismo tipo es un proce-so delicado que no daña el material base. Estaremosrealizando un decapado donde no son necesariosproductos químicos ni abrasivos ni tampoco proce-sos mecánicos. Los sistemas CleanLASER trabajande forma precisa y hacen redundante el uso de más-caras. El beneficio económico y ecológico es muy al-to debido en parte a su excelente calidad.

Febrero 2011 / Información
37
Los recubrimientos puedenser retirados de forma selecti-va: la pintura puede ser reti-rada por completo hasta lle-gar al sustrato o, con el láseradecuado, la capa superiorpuede ser retirada preservadouna primera cubierta. Nues-tros clientes en la industria a-eroespacial han comprobadoque zonas delicadas, metalesen particular, pueden ser de-capados sin daño alguno.
Decapado pieza aeronave.
Limpieza de moldes de neumático.
Limpieza de molde.
Limpieza de chapa de acero naval chapa naval.

Información / Febrero 2011
38
1. RESUMEN
El desgaste abrasivo y el pegado de material en lasuperficie de herramientas de conformado son al-gunos de los principales problemas a los que se en-frenta la industria de inyección de aluminio. Lacomprensión del comportamiento tribológico deestos sistemas es crucial de cara al diseño y selec-ción de nuevos aceros y recubrimientos para mol-des. El presente trabajo tiene como objetivo inves-tigar los fenómenos de adhesión, desgaste yfricción del par aluminio/acero de herramienta(con y sin recubrimientos PVD), a través de ensa-yos de desgaste a alta temperatura con la configu-ración “ball-on-disc”.
Se han probado diferentes condiciones de ensayocon tal de determinar los parámetros óptimos paraestudiar la adhesión de aluminio sobre la superfi-cie de acero de herramientas DIN 1.2344. Una vezdiseñado el experimento, se ha estudiado el com-portamiento tribológico a alta temperatura de tresaceros de herramienta (DIN 1.2344, HTCS-150 yHTCS-170) sin recubrir y con recubrimientos durosPVD contra aluminio. Los resultados muestran unefecto importante del material de acero de herra-mientas y del recubrimiento, en lo que se refiere ala reducción de adhesión de aluminio y la resisten-cia al desgaste abrasivo.
2. INTRODUCCIÓN
La mayor parte de los componentes de aluminiopara automoción con requerimientos de alta cali-
dad se producen por inyección a alta presión (highpressure die-casting, HPDC). Este proceso consisteen la inyección a alta velocidad y presión del metalfundido en un molde metálico refrigerado por cir-cuitos de agua o aceite. Tras su solidificación, lapieza de colada se eyecta mecánicamente con laayuda de pines expulsores situados en el interiordel molde. De este modo se obtiene un gran volu-men de producción de componentes de alta cali-dad. Los moldes de inyección tienen un elevadocoste económico (a menudo por encima de los100.000 $), con una gran incidencia sobre el costedel componente producido (alrededor del 20% encomponentes de aluminio). Por ello, alargar la vidaútil de la matriz es de gran importancia. Esta vidaútil se ve limitada por las condiciones extremas a-sociadas a la inyección a alta presión (alta tempe-ratura, ataque químico por parte del metal fundi-do, esfuerzos cíclicos), que pueden causar dañosprematuros con un efecto directo sobre la eficien-cia del proceso y calidad del componente produci-do [1,2]. La fatiga térmica (en forma de retículas degrietas en la superficie [3], y de grietas profundasen las aristas [4]), el pegado sobre la superficie dela matriz del aluminio o die soldering (se puede di-vidir en pegado mecánico y en pegado químico) [5-8] y la pérdida de material o washout (causado porcorrosión, erosión, cavitación y desgaste abrasivo)[3,9] son los principales mecanismos de daño de lamatriz. Estos mecanismos tienen su origen en elcontacto entre la superficie de la herramienta y elmetal fundido, la interacción mecánica asociada alflujo de metal fundido y el contacto con el compo-nente durante su solidificación y eyección. De esta
Comportamiento tribológico a altatemperatura de aceros de herramienta:Aplicabilidad de recubrimientosen moldes de inyección de aluminio
PPoorr MM.. VViillaasseeccaa((11)),, JJ.. PPuujjaannttee((11)),, SS.. MMoollaass((11)) yy DD.. CCaasseellllaass((11))
((11)) FFuunnddaacciióó CCTTMM--CCeennttrree TTeeccnnoollòòggiicc,, MMaannrreessaa

para evaluar la fricción, el desgaste y la adhesiónen chapas de aluminio AA5083 y magnesio AZ31Bcontra acero de herramientas AISI P20, a tempera-tura ambiente y a 450 ºC [14]. Este ensayo permiteevaluar la aplicabilidad de lubricantes y recubri-mientos para herramientas.
En el presente trabajo se ha diseñado un ensayo delaboratorio con el objetivo de estudiar el comporta-miento tribológico de moldes durante el procesode inyección de aluminio. Se pretende reproducirla interacción del aluminio sobre la superficie delacero de herramientas. Para ello, se ha elegido unaconfiguración “ball-on-disc” a alta temperatura, enla que una bola de aleación de aluminio se utilizacomo contraparte a un disco de acero de herra-mientas. Se han probado diferentes condiciones deensayo sobre un acero de referencia, con tal de de-terminar los parámetros óptimos para estudiar laadhesión de aluminio en su superficie. Una vez di-señado el experimento, éste se ha utilizado paraestudiar el comportamiento tribológico a alta tem-peratura de tres aceros de herramienta sin recubriry tres recubrimientos duros PVD contra aluminio,con el objetivo de determinar el efecto del tipo deacero y del recubrimiento frente a la adhesión dealuminio y el desgaste abrasivo.
3. PROCEDIMIENTO EXPERIMENTAL
Los ensayos se llevaron a cabo sobre aceros de he-rramientas para trabajo en caliente DIN 1.2344,HTCS 150 y HTCS 170. El acero DIN 1.2344 es unode los aceros más utilizados en la producción demoldes para HPDC y se utilizó como referencia. LosHTCS (High Thermal Conductivity Steel) son unaserie de aceros de herramientas desarrollados re-cientemente y caracterizados por su alta conducti-vidad térmica, que han sido utilizados con éxitopara reducir el tiempo de ciclo en HPDC [15].
Se prepararon discos de 40 mm de diámetro y 5mm de espesor de los tres tipos de acero. La super-ficie de los discos se pulió hasta una rugosidad Ra< 0,1 µm. Se utilizó un reactor PVD comercial de ar-co catódico para la aplicación de tres recubrimien-tos duros (R1, R2 y R3) sobre discos de acero HTCS150. La Tabla 1 presenta una breve descripción deestos materiales.
Los ensayos de desgaste se realizaron en un tribó-metro CETR UMT-2 con la configuración “ball-on-disc”, utilizando una bola de aleación de aluminioAA2017-T4 de 9,5 mm de diámetro sobre los discosde acero de herramientas. Todos los ensayos fueron
forma la comprensión del comportamiento triboló-gico de estos sistemas es crucial de cara al diseño yselección de aceros y recubrimientos para moldes.Los mecanismos tribo-físico-químicos asociados ala interacción a alta temperatura entre matriz ycomponente son complejos, e implican una combi-nación de fricción, desgaste, transferencia de ma-terial, oxidación y deformación. La observación di-recta de herramientas industriales puede aportarinformación sobre el sistema y los mecanismos dedaño. Sin embargo el proceso de análisis requeridoes complejo y tedioso, y no es factible en la mayo-ría de casos debido al coste, tamaño y limitada dis-ponibilidad de estas herramientas. Por todo ello, eldesarrollo de un ensayo que reproduzca este tribo-sistema en condiciones de laboratorio permitirá e-valuar la aplicabilidad de nuevos aceros de herra-mientas y recubrimientos duros en moldes deinyección.
Hasta la fecha, existen pocos trabajos desde elpunto de vista tribológico del par aluminio/acerode herramientas a alta temperatura. Menezes et al.[10,11] describen un ensayo “pin-on-plate” para es-tudiar el efecto del acabado superficial en el con-tacto entre un pin de aluminio puro sobre unaplancha de acero EN8 (acero no aleado con conte-nido medio de carbono) a temperatura ambiente.Se concluye que el coeficiente de fricción y latransferencia de material entre superficies depen-den fuertemente de la dirección de la textura de lasuperficie del elemento duro del par de contacto.Ni et al [12] investigan el comportamiento triboló-gico de recubrimientos diamond-like-carbon(DLC), hidrogenados y no hidrogenados, en contac-to contra la aleación A319, mediante ensayos “pin-on-disc” a temperaturas hasta 300 ºC. A alta tem-peratura se observa pegado de aluminio sobre lasuperficie recubierta con DLC no hidrogenado. Elrecubrimiento DLC hidrogenado mantiene sus pro-piedades antiadherentes, aunque disminuye su re-sistencia al desgaste a partir de 120 ºC debido a lagrafitización del carbono. En otro trabajo [13] se u-tiliza un montaje “block-on-cilinder” (con un blo-que de acero AISI H13/DIN 1.2344, y una contrapar-te de aleación de aluminio AA6063) para evaluar elefecto de la capa compuesta (capa blanca) en ma-trices nitruradas utilizadas en el proceso de extru-sión en caliente de aluminio. Los ensayos se llevana cabo a 510 ºC, y concluyen que la capa compues-ta es químicamente más estable frente al contactocon el aluminio a alta temperatura, en compara-ción al propio material de la matriz. En otro estu-dio se emplea un método de ensayo “flat-on-flat”
Febrero 2011 / Información
39

de 1.400 ciclos de duración. Se ensayaron diferentescombinaciones de velocidad (0,025 y 0,05 m/s), car-ga (8 y 15 N), temperatura (250 y 450 ºC) y dureza deldisco (41 y 52 HRC), con el objetivo de determinarlos parámetros óptimos para estudiar la adhesiónde aluminio sobre la superficie del disco.
Tras los ensayos, las pistas de desgaste generadasen los discos se estudiaron mediante microscopíaóptica confocal (Sensofar Plµ 2300), microscopía e-lectrónica (SEM y BSE, ZEISS ULTRAplus) y espec-troscopia de rayos X (EDX). La pérdida de materiala causa del desgaste y la ganancia debida a latransferencia de material a la superficie del discose calcularon a través de la sección transversal dela pista de desgaste. Para ello, se adquirieron imá-genes de 8 secciones de cada pista mediante mi-croscopía confocal (200x). Se utilizó un software deanálisis topográfico (SensoMap) para calcular elperfil promedio de cada una de estas secciones y a-nalizarlo cuantitativamente, para finalmente ex-traer un promedio para toda la pista. De este análi-sis se desprenden la tasa normalizada de desgaste(Kdesgaste, en mm3/N·m), que cuantifica la pérdida dematerial en el disco a causa del desgaste, y defini-da como la pérdida de volumen por unidad de car-
ga normal aplicada y de distancia de deslizamien-to, y su equivalente, (Kadherencia, en mm3/N·m), quecuantifica el material adherido o apilado sobre lasuperficie original del disco.
4. RESULTADOS EXPERIMENTALESY DISCUSIÓN
4.2. Determinación de los parámetrosóptimos de ensayo
Se diseñó una serie de ensayos con el objetivo dedeterminar las condiciones experimentales quemejor reproducen el comportamiento tribológicodel par aluminio/acero de herramientas en el pro-ceso de inyección de aluminio. Para ello, se estudióel efecto sobre el sistema de los parámetros de du-reza del disco, velocidad de deslizamiento, carga a-plicada y temperatura. La Tabla 2 describe la seriede experimentos diseñada.
La Fig. 1 muestra la tasa normalizada de desgasteK, para la pérdida de volumen (Kdesgaste) y para la ga-nancia de volumen (Kadherencia). Hay que destacarque estos coeficientes de desgaste y de adherenciase obtienen a partir de los volúmenes que quedan
Información / Febrero 2011
40
Tabla 1. Lista de aceros y recubrimientos estudiados.
Tabla 2. Condiciones de ensa-yo evaluadas sobre el aceroDIN 1.2344. Todos los ensa-yos tienen una duración de1.400 ciclos.
Fig. 1. Tasas de desgaste y de adherencia normalizadas.

De la comparación de los ensayos A y C por un la-do, y B y D por otro se desprende la influencia dela dureza del disco sobre el mecanismo de desgas-te predominante. En ambos casos, manteniendoconstantes el resto de parámetros de ensayo, elaumento de dureza promueve la adhesión de alu-minio sobre la superficie del acero. De forma simi-lar, comparando los ensayos C, E y D, F se observaque el aumento de la velocidad de deslizamientodisminuye la adhesión y promueve el desgaste deldisco. Aplicando una mayor carga se consigue queel mecanismo de desgaste predominante aumentede intensidad. Comparando los ensayos A y B, seobserva que a mayor carga aumenta el desgaste a-brasivo. En el caso de C y D, el aumento de fuerzaaplicada promueve la adhesión de aluminio, comomuestra el análisis EDX. Sin embargo, a alta velo-cidad su efecto es menos notable. Así, si se com-paran los ensayos E y F no se encuentran diferen-cias significativas entre ellos. Finalmente, ladisminución de temperatura dificulta la adhesiónde aluminio sobre el acero, cambiando el meca-nismo predominante de adhesión, en el ensayo C,por desgaste abrasivo en el G.
El comportamiento tribológico descrito también seobserva en la evolución del ensayo de fricción. LaFig. 3 muestra como ejemplo el registro del coefi-ciente de fricción medido a lo largo de los ensayosB y C. Para el ensayo B, donde se observa un des-gaste predominantemente abrasivo, el coeficientede fricción presenta poca variabilidad y un valorestable a lo largo de todo el ensayo. En cambio, du-rante el ensayo C, donde predomina la adhesión dealuminio, se observa una mayor variabilidad y os-cilación, atribuible a un fenómeno de stick-slip a-
por debajo y por encima de la superficie del disco,respectivamente. El principal inconveniente en lainterpretación de los resultados es el efecto de en-mascaramiento del desgaste real, debido a la adhe-sión de material en los surcos de la pista de des-gaste, o bien al incremento de volumen por ladeformación plástica del disco. También se ha ob-servado oxidación en la superficie de los discos sinrecubrir, que genera cambios en la rugosidad su-perficial y dificulta la medida de los volúmenes dedesgaste y de adherencia. De esta forma hay quetener en cuenta que los coeficientes de desgaste yde adherencia obtenidos no son absolutos, si biennos proporcionan una tendencia del comporta-miento tribológico global y el análisis de estos da-tos ofrece información sobre el mecanismo de des-gaste predominante en cada ensayo.
Los resultados obtenidos con las tasas de desgaste yadherencia se complementan con el porcentaje enpeso de aluminio presente en las pistas de desgaste(obtenido por EDX en 4 zonas de cada pista), ver Fig.2. El análisis conjunto de las tasas de desgaste y ad-herencia y el porcentaje de aluminio presente en lapista de desgaste ofrece información sobre el com-portamiento tribológico y permite evaluar la in-fluencia de cada uno de los parámetros.
Febrero 2011 / Información
41
Fig. 2. Porcentaje en peso de aluminio en la pista de desgastemedido por análisis EDX.
En los ensayos B, E, F y G el alto valor de Kdesgaste,referente a la pérdida de material en el disco, su-giere un predominio del desgaste abrasivo. Esto seve corroborado por los resultados de EDX, en losque se detecta muy poco aluminio en las pistas dedesgaste. Por el contrario, en los ensayos C y DKadherencia es mayor que Kdesgaste, mostrandoun predominio del mecanismo de adhesión. En es-tos dos ensayos el porcentaje en peso de aluminiodetectado por EDX es más elevado.
Fig. 3. Evolución del coeficiente de fricción a lo largo de los en-sayos C y D.

sociado a la adhesión entre las superficies en con-tacto.
La Fig. 4 muestra imágenes de microscopía electró-nica (SEM) de las pistas de desgaste correspondien-tes a los ensayos B y C. Se emplearon electrones re-trodispersados para obtener contraste entre loselementos presentes en la huella. Los elementosmás másicos (Fe, Cr, W y Mo), así como sus óxidos,aparecen más claros, y más oscuros los de menorpeso atómico (principalmente Al). La pista corres-pondiente al ensayo B muestra los surcos y marcastípicas del desgaste abrasivo, y prácticamente nohay presencia de aluminio. La imagen correspon-diente al ensayo C, sin embargo, presenta elevadapresencia de aluminio (en forma de aglomeradospuntuales, de gran tamaño y repartidos de forma i-rregular), es decir, un desgaste adhesivo severocombinado con desgaste abrasivo.
Del análisis de los resultados obtenidos se conclu-ye que los parámetros más adecuados para estu-diar la adhesión de aluminio sobre la superficie deacero de herramientas son los correspondientes alos ensayos C y D. En particular, la menor cargaempleada en el ensayo C genera una pista de des-gaste más estrecha y fácil de analizar, por lo que seconsideraron los parámetros correspondientes alensayo C como los óptimos para estudiar el des-gaste adhesivo.
4.2. Comportamiento tribológicode diferentes aceros y recubrimientos
Una vez establecidos los parámetros de ensayo seestudió el comportamiento tribológico de los ace-ros y recubrimientos descritos en la Tabla 1 del a-partado 3 de este trabajo. La Fig. 5 muestra la tasanormalizada de desgaste y de adherencia para ca-da uno de los ensayos. En la Fig. 6 se presenta el
porcentaje en peso de aluminio medido en la pistade desgaste correspondiente a cada ensayo. En to-dos los aceros de herramientas sin recubrir y en elHTCS 150 con el recubrimiento R3, estos datos seobtuvieron a través del análisis EDX de las pistas
Información / Febrero 2011
42
Fig. 4. Imágenes deelectrones retrodis-persados de las pis-tas de desgaste co-rrespondientes a losensayos B y C.
Fig. 5. Tasas de desgaste y de adherencia normalizadas.
Fig. 6. Porcentaje en peso de aluminio en la pista de desgaste.

de desgaste. Los recubrimientos R1 y R2 contienenaluminio y el porcentaje en peso de aluminio pro-cedente de la bola se estimó a partir de imágenesde microscopía electrónica de electrones retrodis-persados.
Los aceros HTCS presentan mejor comportamientotribológico que el DIN 1.2344, mostrando tasas Kdes-
gaste y Kadherencia notablemente menores, y una me-nor cantidad de transferencia de material. Los re-sultados obtenidos con los aceros HTCS son muysimilares entre sí, aunque ligeramente mejores losdel HCTS 170. El comportamiento tribológico delrecubrimiento R1 empeora bastante respecto al a-cero sin recubrir. La tasa de desgaste adhesivo Kad-
herencia aumenta en gran medida y esto se ve corro-borado por la gran cantidad de aluminio presentesobre la pista de desgaste. En cambio, con la apli-cación del recubrimiento R2 se aprecia una impor-tante reducción del desgaste abrasivo y adhesivo;es con esta combinación de acero y recubrimientoque se han obtenido los mejores resultados. El re-cubrimiento R3 reduce moderadamente la tasa dedesgaste respecto al material sin recubrir, pero lacantidad de aluminio pegado detectada tras el en-sayo es ligeramente más elevada que para R2.
La Fig. 7 muestra como ejemplo la evolución delcoeficiente de fricción del acero HTCS 150 con losrecubrimientos R1 y R2 a lo largo del ensayo. El co-eficiente de fricción medido durante el ensayo deR1 muestra altibajos y un comportamiento irregu-lar a lo largo de todo el ensayo, que se puede aso-ciar a una mayor interacción entre bola y disco, y afenómenos de pegado y transferencia de material.
Febrero 2011 / Información
43
Fig. 7. Evolución del coeficiente de fricción a lo largo del ensayode desgaste del acero de herramientas HTCS 150 con los recu-brimientos PDV R1 y R2.
Esto concuerda con la mayor tasa Kadherencia y la ma-yor cantidad de aluminio presente en la pista dedesgaste. El coeficiente de fricción del recubri-miento R2 se mantiene más estable durante todoel ensayo alrededor de 0,4.
Las pistas de desgaste se observaron por microsco-pía electrónica (SEM) y se tomaron imágenes de e-lectrones retrodispersados para estudiar la morfo-logía del desgaste y de la adhesión de aluminiosobre el disco. Estas imágenes se muestran en lasFig. 9a-f, donde el aluminio presenta un contrasteoscuro con el fondo. En concordancia con las tasasde desgaste, se observa menor cantidad de alumi-nio en la huella de desgaste de los aceros HTCS(Fig. 9b y c) que en la huella correspondiente al DIN1.2344 (Fig. 9a). En todos los casos, el material pe-gado está en forma de aglomerados discontinuos.Se observan también los surcos del desgaste abra-sivo en los aceros DIN 1.2344 y HTCS 150, muchomenos evidentes en el HTCS 170.
El recubrimiento R1 (Fig. 9d) presenta surcos pro-fundos de abrasión, que llegan hasta el sustrato, yfragmentación y agrietamiento del recubrimiento.También se observa transferencia de aluminio dela bola, con una apariencia gris oscuro en la ima-gen. En cambio, en los recubrimientos R2 y R3 (Fig.9e y f) el aluminio se reparte de forma homogéneaa lo largo de la pista de desgaste y no se observa a-brasión.
El análisis de micrografías tomadas a mayor magni-ficación (Fig. 9) revela que la adhesión de aluminioen los recubrimientos R2 y R3 tiene lugar preferen-temente en las asperezas y poros del recubrimiento.Esto indica que la transferencia de material se debeprincipalmente a un efecto mecánico de labrado porparte de las asperezas de metal duro sobre la super-ficie más blanda del aluminio y no a una interacciónquímica entre las superficies en contacto.
5. CONCLUSIONES
Se ha diseñado un ensayo a nivel de laboratorio pa-ra estudiar el comportamiento tribológico del par a-luminio/acero de herramientas mediante la confi-guración “ball-ondisc”. Se han estudiado diferentescondiciones de ensayo para seleccionar los paráme-tros óptimos que permiten obtener adhesión de alu-minio en la superficie del disco. De las variables es-tudiadas se ha determinado que la tendencia a laadhesión de aluminio es más elevada para durezadel acero, carga aplicada y temperatura elevadas, ypara una velocidad de deslizamiento lenta.

Información / Febrero 2011
44
Fig. 8. Imágenes de electro-nes retrodispersados (BSE)tomadas de las pistas dedesgaste correspondientesa: a) DIN 1.2344, b) HTCS150, c) HTCS 170, d) HTCS150 + R1, e) HTCS 150 +R2, f) HTCS 150 + R3. El a-luminio adherido presentaun color gris oscuro.
Fig. 9. Imágenes en detallede la superficie de desgastede los recubrimientos a) R2y b) R3.
Una vez seleccionados los parámetros de ensayose ha estudiado el comportamiento tribológico detres tipos de acero de herramientas: DIN 1.2344,HTCS 150 Y HTCS 170, sin recubrir y con recubri-
mientos aplicados por PVD contra aluminio. Se ob-serva que el material del disco tiene una elevadainfluencia en el mecanismo de desgaste observa-do. Los aceros HTCS presentan menor adhesión de

ce Texture on Friction and Transfer Layer Formation—AStudy Using Al and Steel Pair, Wear 265 (2008) 1655–1669.
[12] Ni, W., et al., Tribological Behavior of Diamond-like-car-bon (DLC) Coatings Against Aluminum Alloys at Eleva-ted Temperatures, Surface & Coatings Technology 201(2006) 3229–3234.
[13] Tercelj, M. et al., Laboratory Assessment of Wear on Ni-trided Surfaces of Dies for Hot Extrusion of Aluminium,Tribology International 40 (2007) 374–384.
[14] Hanna, M.D., Tribological Evaluation of Aluminium andMagnesium Sheet Forming at High Temperatures, Wear267 (2009) 1046–1050.
[15] Valls, I., Casas, B., Rodriguez, N., Importance of Tool Ma-terial Thermal Conductivity in the Die Longevity andProduct Quality in HPDC, Procedings of the 8th Interna-tional Conference on Tooling (Eds. P. Beiss, C. Broeck-mann, S. Franke, B. Keysselitz) (2009) 127-140.
Ponencia presentada en el XII Congreso Tratermat(Octubre 2010). Publicada con la autorización
expresa de la Dirección del Congreso y los autores.
aluminio que el acero DIN 1.2344. La aplicación derecubrimientos duros PVD afecta sustancialmenteel comportamiento tribológico del par estudiado.Dos de los tres recubrimientos estudiados reducenel desgaste abrasivo y el pegado de aluminio sobreel acero HTCS 150. El análisis de los recubrimientosR2 y R3 después del ensayo reveló además que latransferencia de aluminio a la superficie del discotuvo lugar por medios mecánicos y no por meca-nismos de carácter químico-metalúrgico.
Los ensayos realizados permiten estudiar la in-fluencia del acero de herramientas y del recubri-miento en el comportamiento tribológico contra a-luminio y de esta forma mejorar el diseño demateriales y de sistemas recubiertos de cara a su a-plicación en moldes para la inyección de aluminio.
AGRADECIMIENTOS
Este trabajo ha sido financiado por ACC1Ó (CI-DEM/COPCA) CT09-1-0006.
REFERENCIAS
[1] Shivpuri, R., Semiatin, S.L., Friction and Wear of Diesand Die Materials, in:.ASM Metals Handbook Vol 18: Fric-tion, Lubrication and Wear Technology, 2nd ed., ASM In-ternational, USA, 1995, pp. 1266-1326.
[2] Zhu, Y. et al., Evaluation of Soldering, Washout and T-hermal Fatigue Resistance of Advanced Metal Materialsfor Aluminum Die-Casting Dies, Materials Science andEngineering A 379 (2004) 420–431.
[3] Persson, A., Hogmark, S., Bergström, J., Thermal FatigueCracking of Surface Engineered Hot Work Tool Steels,Surface & Coatings Technology 191 (2005) 216– 227.
[4] Srivastava, A., Joshi, V., Shivpuri, R., Computer Modelingand Prediction of Thermal Fatigue Cracking in Die-Cas-ting Tooling, Wear 256 (2004) 38–43.
[5] Chen, Z.W., Formation and Progression of Die SolderingDuring High Pressure Die Casting, Materials Science andEngineering A 397 (2005) 356–369.
[6] Domkin, K., Hattel, J.H., Thorborg, J., Modeling of HighTemperature- and Diffusion- Controlled Die Soldering inAluminum High Pressure Die Casting, Journal of Mate-rials Processing Technology 209 (2009) 4051–4061.
[7] Shankar, S., Apelian, D., Die soldering: Mechanism of theinterface reaction between molten aluminum alloy andtool steel, Metallurgical and materials transactions. B 33(2002) 465-476.
[8] Han, Q., Kenik, E.A., Viswanathan, S., Die Soldering in A-luminum Die Casting, Light Metals 2000, Proceedings ofthe 129th TMS Annual Meeting (2000) 765-770.
[9] Gopal, S., Lakare, A., Shivpuri, R., Evaluation of Thin FilmCoatings for Erosive- Corrosive Wear Prevention in DieCasting Dies, Surface Engineering 15 (1999) 297-300.
[10] Menezes, P.L., Kishore, Kailas, S.V., Studies on Frictionand Transfer Layer: Role of Surface Texture, TribologyLetters 24 (2006) 265-273.
[11] Menezes, P.L., Kishore, Kailas, S.V., On the Effect of Surfa-
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20116 números90 euros
Suscripción anual 20116 números90 euros
Febrero 2011 / Información
45

46
Solución total conun único proveedor
PROGRAMA DE FABRICACIÓN:• Hornos de atmósfera de una o varias cámaras.• Hornos de vacío horizontales y verticales.• Instalaciones continuas de atmósfera.• Instalaciones continuas de vacío.• Generación de atmósferas para procesos.• Control y automatización de procesos.• Investigación, fabricación, servicio postventa, formación.
Ipsen International GmbHFlutstrasse 78 – 47533 Kleve, Alemania – Teléfono 0049-2821-804-518
www.ipsen.de

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC
• Laboratorio de ensayo de materiales : análisis químicos, ensayos mecánicos, metalo-gráficos de materiales metálicos y sus uniones soldadas.
• Solución a problemas relacionados con fallos y roturas de piezas o componentes me-tálicos en producción o servicio : calidad de suministro, transformación, conformado,tratamientos térmico, termoquímico, galvánico, uniones soldadas etc.
• Puesta a punto de equipos automáticos de soldadura y robótica, y temple superficialpor inducción de aceros.
• Cursos de fundición inyectada de aluminio y zamak con práctica real de trabajo en laempresa.
47
Información / Febrero 2011
48
ABRASIVOS Y MAQUINARIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47ACEMSA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47APLITEC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46BMI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46BRANSON ULTRASONIDOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5CUMBRE INDUSTRIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13DÖRRENBERG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47FERROFORMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21HANNOVER MESSE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11HORNOS ALFERIEFF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46INEO PROTOTIPOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46LIBROS TRATAMIENTOS TÉRMICOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29MATERIAS PRIMAS ABRASIVAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15MATIC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 2METALOGRÁFICA LEVANTE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19MOLDEXPO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9QSM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7REVISTAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 3S.A METALOGRÁFICA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47SANDVIK COROMANT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3SINAVAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23TEBIS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . PORTADATECNO DISSENY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27TEY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 4TRATAMIENTOS TERMICOS ESPECIALES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46WEHL & PARTNER IBÉRICA, S.L. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
ABRILNº especial MOLDEXPO y MATIC (Zaragoza).
Máquinas-herramienta. Acero. Mecanizado alta velocidad.
Próximo número
INDICE de ANUNCIANTES