yodairaproductividad.files.wordpress.com · web viewfundamentos teóricos y utilización práctica....
TRANSCRIPT

Maestría Gestión Industrial
Tecnología y productividad
Dra. C. Ing. Yodaira Borroto Pentón
-2013-
1
UNIVERSIDAD CENTRAL “MARTA ABREU” DE LAS VILLAS, CUBAFACULTAD DE INGENIERÍA INDUSTRIAL Y TURISMO

Objetivo general: Dominar la base conceptual y los conocimientos que les permitan valorar las ventajas de decidir por mantenimiento ante varias alternativas competitivas después de un período de utilización de sus equipos e instalaciones. Analizar la conveniencia de integrar diferentes sistemas de mantenimiento en un sistema único, flexible, económico, organizado y planeado de acuerdo con la situación de su organización.
Sistema de conocimientos: Generalidades sobre mantenimiento, Generalidades sobre tecnología de mantenimiento. Estrategias y políticas gerenciales de mantenimiento. Sistemas estratégicos de mantenimiento: Mantenimiento Productivo Total (TPM), Mantenimiento Centrado en la Confiabilidad (RCM). Análisis de criticidad de los activos fijos.
Sistema de habilidades Identificar los sistemas de mantenimiento en las empresas. Definir la organización del sistema de mantenimiento de la empresa. Realizar análisis de criticidad de los activos fijos.
Indicaciones metodológicas:Las clases se dictarán a través de actividades expositivas y actividades prácticas, empleando métodos interactivos de enseñanza, incluyendo estudios de casos desarrollados mediante el trabajo en grupo de los cursistas.
Sistema de evaluación: Evaluaciones sistemáticas a través de la participación en la solución de estudios de casos discutidos en equipos de trabajo y en el trabajo a presentar en el taller modular de Productividad.
Bibliografía1. Borroto Pentón, Yodaira [2013]. Memorias del curso Tecnología y
productividad.2. Moubray, J. M. [1997]. “RCM II. Mantenimiento Centrado en
Confiabilidad”. Segunda Edición. Ellmann, Sueiro y Asociados. España. 433 p.
3. Tavares, L. A. [1999]. “Administración Moderna de Mantenimiento” 1ra Edición. Editorial Novo Polo Publicacao. Brasil. 158 p.
4. Torres, L. D. [2005]. “Mantenimiento. Su implementación y gestión“. Editorial UNIVERSITAS. 2da Edición. Argentina. 347 p.
2

1. Los activos fijosLos activos fijos son aquellos bienes permanentes y derechos que la empresa utiliza en el desarrollo de sus actividades. Según autores como Weston & Brigham [1994], White & James [2000], Gitman [2003] y Office of Financial Management [2004] los activos fijos se clasifican en tangibles e intangibles, teniendo en cuenta el carácter material o inmaterial de los mismos. De ellos, son de especial atención en este curso los activos fijos tangibles, los cuales han recibido varias denominaciones, dadas por diferentes autores. Además de activos fijos tangibles [Kohler, 1990 y FreeAdvice, 2004], algunos los llaman medios básicos productivos [Cruz Pérez, 1985; Marrero, 1986; Portuondo Pichardo, 1990], como bienes de producción [Thuesen et al., 1993] y otros [García, 1999; Baca, 2000; Gómez, 2000; Idárraga, 2003] los llaman activos físicos. Muchas veces se les llama simplemente equipos, equipamiento o instalaciones.
Por su parte, Portuondo Pichardo [1990] ofrece una conceptualización más detallada, al considerar a los activos fijos tangibles como aquellos medios de trabajo que se utilizan para producir bienes, prestar servicios o realizar la actividad comercial y que crean las condiciones necesarias para el funcionamiento ininterrumpido de la actividad dada. Según este autor se incluyen en este concepto, por ejemplo, edificios, construcciones, máquinas y equipos, medios de transporte, etcétera. Se excluyen los utensilios, herramientas y similares, que por su escaso valor o rápido desgaste se consideran como medios de rotación.
No obstante a las diferentes denominaciones, todos coinciden en que:
Son objetos físicos.
Son medios que participan en el proceso de producción más de una vez.
Tienen vida limitada.
Pierden su valor a medida que se desgastan.
Transfieren su valor al producto en cuya elaboración participan.
Existen también varias clasificaciones de activos fijos que no presentan diferencias significativas, una de las utilizadas en Cuba se muestra en la tabla 1.
Tabla 1. Clasificación de los activos fijos en Cuba (Fuente: Ministerio de Finanzas y precios, 2004).
G R U P O DENOMINACION EJEMPLOS
1 Edificios Industriales, de vivienda, para deportes, naves.
2 Otras construcciones Cimentaciones, carreteras, tanques, torres de enfriamiento.
3 Máquinas y equipos energéticos Compresores, bombas, calderas, motores, transformadores.
4 Máquinas y equipos productivos Hornos, máquinas y equipos de industrias específicas.
5 Aparatos y equipos técnicos especiales
Instrumentos de medición, máquinas de oficina, computadoras.
3

6 Medios y equipos de transporte Camiones, barcos, aviones, ferrocarril.
7 Muebles y otros objetos Equipos de iluminación de uso doméstico, muebles, objetos de protección.
8 Animales Animales de trabajo.
9 Otros medios básicos Plantaciones permanentes agrícolas.
El peso específico de cada uno de los grupos de la clasificación respecto al total se conoce como estructura de los activos fijos. En la mayoría de las empresas manufactureras existe la tendencia a incrementar la proporción del grupo correspondiente a máquinas y equipos productivos, que constituyen la llamada parte activa de los activos fijos, ya que esto implicaría mayor producción por cada peso invertido de los mismos [Portuondo Pichardo, 1990].
El incremento de la eficiencia en el uso de los activos fijos equivale a la ampliación de la producción sin gastos adicionales por la construcción o adquisición de nuevos activos fijos. Pero, durante su explotación, los activos fijos van perdiendo sus cualidades productivas: los edificios se deterioran, las máquinas pierden ajuste y capacidad, algunas instalaciones se corroen y determinadas partes sufren fatiga. Sobre las edificaciones influyen principalmente fenómenos naturales como los rayos solares, la lluvia, el viento y los movimientos de la corteza terrestre. Sobre las máquinas inciden el desgaste mecánico, la fatiga, el desgaste molecular y la corrosión. Todo esto puede resumirse como desgaste material o físico.
Con relación al desgaste Carlos Marx (en su obra “El Capital”) expresó: “El desgaste material de toda máquina es doble. Uno viene del uso, como en el caso de las monedas, que se desgastan al circular de mano en mano; otro procede de su inacción, como la espada inactiva que se oxida en la vaina. Este segundo desgaste corresponde a la acción corrosiva de los elementos. El primero está más o menos en razón directa con el uso de las máquinas, el segundo hasta cierto punto, opera en razón inversa.”
Es decir, los activos fijos también están sometidos a desgaste moral, el cual se caracteriza por la pérdida de su valor y que se manifiesta aunque estos se mantengan inalterables en su forma material. Las máquinas pierden su valor en la medida en que pueden reproducirse máquinas de la misma construcción a un precio menor o construirse otras que les hagan la competencia.
Las causas del desgaste moral pueden ser:
1. El desarrollo científico-técnico de la producción que permite adquirir equipos de mayor productividad al mismo costo.
2. El aumento de la productividad social del trabajo, que permite adquirir equipos del mismo tipo a menor costo.
3. La combinación de las anteriores causas, que conducen a la producción de equipos del mismo tipo, con rendimientos superiores y por ende, de mayor eficiencia que los existentes.
La identificación del desgaste físico requerirá de información sobre el equipo bajo estudio que se deberá recolectar en el interior de la empresa. Identificar el desgaste moral, por su parte, precisa de mayor esfuerzo en la gestión de información para obtener no sólo información interna a la empresa, sino también mantenerse informado sobre avances tecnológicos que permitan la realización de comparaciones.
4

Lo anterior, es de gran importancia para las economías subdesarrolladas, como es el caso cubano, que se convierten, la mayoría de las veces, en receptoras de tecnologías de países desarrollados, corriendo el riesgo de adquirir equipos con un grado avanzado de obsolescencia, o ambientalmente insostenible.
Debido al desgaste físico y moral, los activos fijos se ven envueltos en un proceso de pérdida de valor, denominado depreciación [Portuondo Pichardo, 1990]. Otros autores como Peters & Timmerhaus [1968], Kohler [1990] y Thuesen et al. [1993] han abordado este concepto estableciendo las principales causas en el deterioro físico, los avances tecnológicos, los cambios económicos u otros factores, los cuales finalmente conducen al retiro del activo.
Kohler [1990] considera que la depreciación de un activo fijo está en función de su uso o de la falta de este, de su mantenimiento, de un cambio o una restricción en la producción, de una disminución en la demanda, de su obsolescencia o de su insuficiencia para ajustarse a una alteración en el carácter o en la velocidad de la producción.
Thuesen et al. [1993] opinan que una clasificación común de las clases de depreciación incluye: la física, la funcional y la que ocurre por accidente, explicando que la depreciación física tiene como resultado el deterioro físico del activo y sus causas principales son: el deterioro (debido a la acción de los elementos incluyendo la corrosión de tubos, la acción de los insectos sobre la madera, la descomposición química, la acción bacterial, etcétera), que por lo general es independiente del uso, y el daño y destrucción (como consecuencia del uso que somete al activo a la abrasión, golpes, vibraciones, impactos, etcétera) y que la depreciación funcional resulta de un cambio en la demanda por los servicios que el activo presta, y puede deberse a obsolescencia (como consecuencia del descubrimiento de otro activo que es notoriamente superior como para hacer antieconómico continuar usando el activo original) o a insuficiencia o incapacidad para satisfacer la demanda que se le ha impuesto. Un activo fijo se consume en realidad en la producción de bienes y servicios y su depreciación constituye un costo de producción.
Muy relacionado con el concepto de depreciación está el de amortización.Según Portuondo Pichardo [1990], la amortización es el proceso de traslado de valores de los activos fijos a los valores de las producciones terminadas y Kohler [1990] plantea que es la extinción gradual de cualquier cantidad de dinero durante un período, una reducción del valor en libros de una partida de activo fijo; un término genérico para depreciación, agotamiento, baja en libros o la extinción gradual en libros de una partida o grupo de partidas de activo de vida limitada, coincidiendo con lo que ya habían planteado Peters y Timmerhaus [1968] en cuanto a que los términos amortización y depreciación son usados casi siempre intercambiablemente, solo que la primera está usualmente asociada con un período definido de distribución de costos, mientras que la depreciación usualmente tiene que ver con un período desconocido o estimado sobre el cual los costos del activo fijo son distribuidos.
1.1 Alternativas de decisión frente al desgaste de los activos fijos De todo lo planteado anteriormente se puede concluir que, en el transcurso del proceso productivo, los activos fijos se desgastan gradualmente, pierden exactitud y potencia y, en última instancia, se rompen. Esas roturas crean interrupciones considerables y pueden llegar a detener el proceso, lo que implica grandes pérdidas económicas.
5
Los activos fijos seleccionados para instalarlos en una empresa, desde que son adquiridos, se insertan en un proceso que se extiende durante toda su vida útil como se muestra en la Figura 1 y 2 (ciclo de vida de los activos fijos).
Tomar decisiones correctas respecto a los activos fijos implica un análisis técnico y económico basado en la estrategia definida por la organización en este sentido.
Según se aprecia en la figura 1, la decisión puede llevar a una medida que permita, luego de tomada, continuar utilizando el activo fijo, este es el caso de mantenimiento, ampliación y modernización. También puede decidirse el reemplazo o sustitución del mismo si fuera necesario.
Figura 1 Ciclo de vida de los activos fijos. (Fuente: De la Paz Martínez, 1996)
Figura 2 Ciclo de vida de los activos fijos. (Fuente: Mora, 2007) Asociado al ciclo de vida de los activos fijos está la estructura de los costos del ciclo de vida (lyfe cycle cost- LCC). Según NORMA AFNOR X60-10 1994, el costo global del Ciclo de Vida” es el conjunto de costos generados por un bien durante toda su vida para un uso dado”. En la Figura 3 se muestra esta estructura.
6
ADQUISICIÓN
INSTALACIÓN
UTILIZACIÓN
DECISIÓN
MANTENIMIENTO AMPLIACIÓN MODERNIZACIÓN REEMPLAZO
FIN DEL CICLO DE VIDA

Figura 3 Estructura de costos (Citada por: De la Paz Martínez, 1996)A continuación se describirán las alternativas de decisión frente al desgaste de los activos fijos, haciendo mayor énfasis en las que se acercan al objetivo del curso.
La ampliación implica erogaciones para la adquisición de nuevos activos fijos, situación típica de empresas en crecimiento, las cuales aunque estén operando a plena capacidad (agotadas todas las otras posibilidades) no son capaces de satisfacer la demanda de sus productos y se ven en la necesidad de adquirir rápidamente nuevos activos [Weston & Brigham, 1994].
La modernización se considera muchas veces como una alternativa al reemplazo y contiene los cambios técnicos en los equipos o instalaciones de forma que sea posible aumentar su campo de empleo. Puede traer consigo reconstrucción, reparación o completamiento de estas. Las medidas de modernización obran contra el desgaste moral y contribuyen al cumplimiento del tiempo de utilización planificado del activo fijo.
Se debe ser cuidadoso al analizar las sugerencias de modernización. Estas deben considerarse a la luz de los costos y beneficios pertinentes; pudiendo resultar incluso que el costo de modernizar activos sea mayor que el de reemplazarlos y en algunos casos, aunque sea menor, puede resultar preferible el reemplazo, ya que produce la recepción de beneficios durante un tiempo más largo [Weston & Brigham, 1994].
Ni la ampliación ni la modernización son medidas que se toman a partir de las roturas o del desgaste material de los activos fijos y sí están en este caso el mantenimiento y el reemplazo, por lo cual, se profundizará más en ellos, comenzando por este último.
El término reemplazo ha sido abordado por diversos autores en cuanto a la forma de realizarlo y el momento idóneo para ello, así como los factores que conllevan a la decisión de reemplazar.
Varios autores, entre ellos Kohler [1990], consideran iguales los términos reemplazo y renovación y los definen como la sustitución de una partida de activo fijo por otra,
7
IngenieríaConstrucción y
montajeOperación y
mantenimiento Retirada
DirecciónIngenieríaI+DCálculos de productividad
Construcción y montajeFabricaciónEnsayosControl de calidaInspección
Operación Sustituciones valor final
FiabilidadMantenibilidad Logística
Servicios Talleres Fluidos Energía
LogísticaRepuestosTratamiento de datos
MantenimientoPersonal FormaciónGestión
MantenimientoAmpliaciónModificación

particularmente de una partida vieja por una nueva o de una parte nueva en vez de una parte vieja.
Sencillamente se puede decir, que el reemplazo no es más que la sustitución de un activo fijo viejo por uno nuevo, pero, para realizarlo, deben estar presentes algunos factores que lo justifiquen económicamente. Un factor importante es la disposición de reemplazar máquinas cuando es rentable hacerlo, en lugar de esperar a que ya no funcionen.
Se consideran razones para decidir por reemplazo las siguientes:
el deterioro físico,
la obsolescencia,
aumento de capacidades,
reducción de costos de mantenimiento a largo plazo,
factores relacionados con el medio ambiente.
Aunque los autores consultados no lo manifiestan directamente, existen dentro de estos motivos no económicos, factores relacionados con el medio ambiente y con la organización, que pueden apoyar e incluso definir el reemplazo de un equipo.
La definición del término mantenimiento ha sido expresada en diferentes libros, revistas y otros documentos con puntos de vista similares y pequeñas diferencias o adaptaciones al caso de la empresa u organización de que se trate.
En la década de los años 50 fue definido el mantenimiento como la realización eficiente de todas las inspecciones, reparaciones, revisiones y construcciones necesarias para establecer y mantener una facilidad o equipo en condiciones para cumplir los requerimientos de operación [Morrow, 1957], planteándose también [Peters & Timmerhaus, 1968], que este término implica la idea de un mantenimiento constante del equipo en buenas condiciones.
Se ha definido el mantenimiento como la “conservación” de bienes en condiciones adecuadas de operación mediante limpieza, lubricación, reparación y ajuste [Kohler, 1990] y también como el conjunto de acciones que permiten mantener o restablecer un bien en un estado específico o en condiciones de asegurar un determinado servicio. [Payement, 1994.]
Existen muchos otros autores que se han referido al concepto y contenido de la actividad de mantenimiento, en particular, Kamenitzer [1985] se refiere a la limpieza y lubricación de los equipos; Encinas Beltrán [1994] reduce su concepto a lograr que las máquinas no solo trabajen, sino que lo hagan con eficiencia, confiablemente y con calidad; Tavares de Carvalho [1994] lo define como la actividad encaminada a incrementar la disponibilidad de los equipos, Dounce Villanueva [1998] refiere que mantenimiento es una de las dos grandes ramas en que se divide la conservación y se encarga de cuidar el servicio que proporcionan los recursos físicos y Sotuyo Blanco [2000] plantea que es una función empresarial por medio de cuyas actividades de control, reparación y revisión, permite garantizar el funcionamiento regular y el buen estado de conservación de las instalaciones.
En definitiva, deberá decidirse cuál de las alternativas de decisión sobre los activos fijos (ampliación, modernización, mantenimiento o reemplazo) es más conveniente después de un período, y esta decisión puede ser tomada bajo riesgo, bajo incertidumbre, bajo conflicto o bajo certeza según las circunstancias existentes. Una buena ayuda en este sentido es el Procedimiento de selección de alternativas de decisión sobre los activos fijos [de la Paz Martínez, 1996] que se presenta en el Anexo 1.
8

2. Mantenimiento. Base conceptualEl mantenimiento como alternativa de decisión frente al desgaste de los activos fijos se trata con mayor profundidad por constituir el objeto de estudio teórico del presente curso.
2.1 Evolución histórica del mantenimientoDesde que el hombre inició una actividad artesanal, como la de tallar sus armas primitivas, preparar refugios con pieles de animales, conformar troncos de árboles para construir canoas o preparar sus artes de pesca, aparecen las inevitables tareas de mantenimiento: afilar herramientas y armas para conservarlas en condiciones eficaces, coser y remendar las pieles de las tiendas y vestidos, cuidar la hermeticidad de las piraguas, etcétera.
Con la construcción de las máquinas y su introducción para multiplicar la limitada labor manual, aparece la tarea de repararlas; sin embargo, en la mayoría de los trabajos en los que se contempla la evolución del mantenimiento, con ciertas variaciones en el enunciado, aparece la idea de que el mantenimiento no fue una actividad industrial importante hasta después de la Segunda Guerra Mundial. Algunos autores sitúan el momento histórico del inicio de esta importancia en el período entre guerras y otros plantean que fue algo implícito de la Revolución Industrial, acontecida en Inglaterra durante los siglos XVII y XVIII y que dio cimiento conceptual al mantenimiento empresarial, cuya dinámica se establece en una línea empírica y simplista, ya que solamente se ejecutaban acciones de corrección inmediata; todo ello debido a la simplicidad estructural y funcional de los equipos, aunado igualmente a que la situación económica del momento no exigía ser especialmente competitivos.
La Segunda Guerra Mundial trajo consigo cambios relevantes en el área productiva, pues se introducen tecnologías que propician nuevos conceptos para el logro de la optimización del funcionamiento de los equipos militares, así como en su producción.
Se considera que relegar la importancia del mantenimiento a estos períodos históricos constituye un error conceptual, pues solo se está analizando una parte de la historia del mantenimiento, la cual tiene “…dos partes bien diferenciadas: la historia técnica y la historia económica. El mantenimiento, en su aspecto técnico, nació con la primera herramienta, con la primera piedra afilada, y a partir de aquel momento no ha cesado en su evolución técnica siguiendo una línea de evolución igual a la seguida por la actividad productiva (…). El mantenimiento, en su aspecto económico, nació con el taylorismo. Se introdujo en aquel momento el elemento diferenciador entre la actividad productiva y la actividad de mantenimiento.” [Treserra Amigó, 1995.]
Es un asunto conocido que al separarse ambas actividades también se comenzaron a controlar por separado. A las necesidades económicas de la fabricación se le asignó el nombre de costo y a las de mantenimiento el de gasto, que tiene connotaciones despectivas. Esta separación contable fue ganando terreno en el mundo industrial y de ahí procede el error conceptual de atribuirle al mantenimiento una evolución diferente a la de la actividad productiva.
La planificación del mantenimiento mejoró considerablemente las actuaciones desde la citada fecha hasta el inicio de la Segunda Guerra Mundial y se convirtió en factor de la mayor importancia y necesidad en 1940, cuando los países en conflagración exigían de sus industrias la continuidad de servicio para obtener la máxima producción.
Otro aspecto de la evolución del mantenimiento es la forma de ejecutarlo. En la época de las primeras máquinas la función de mantenimiento, entendida como preventiva de averías, no existía y las intervenciones eran todas de urgencia; es decir, cuando la avería estaba a punto de producirse o ya había tenido lugar. Se encomendaba casi siempre la reparación al propio operador de la máquina al no existir otras personas familiarizadas con sus elementos.
9

En aquellas circunstancias, cada fábrica o taller solicitaba del servicio de mantenimiento la seguridad de funcionamiento de toda la maquinaria antigua y moderna, de accionamiento manual, semiautomático o completamente automático y al costo que fuese. Esto obligó a estudiar los equipos y máquinas, investigar sus averías, recopilar datos, confeccionar estadísticas, en definitiva, a organizar científicamente el trabajo y “…conformar un cuerpo de doctrina que desde entonces no ha dejado de evolucionar.” [AEM, 1995, p. 14.]
Se ha hecho referencia hasta aquí a la primera generación definida desde 1940 hasta 1950, resumiendo, la maquinaria era robusta, sobredimensionada y simple, las fallas de los equipos se caracterizaba en el desgaste de las piezas, no se previene el fallo.
Al término de la Segunda Guerra Mundial, el concepto de mantener a cualquier precio equipos e instalaciones deja de tener vigencia y el mantenimiento queda íntimamente ligado a los costos. No obstante, el costo por hora de la mano de obra era bajo y el mercado se desenvolvía muy frecuentemente en régimen de monopolios, con escasas intromisiones de unas economías nacionales en otras, lo cual permitió holgados excedentes particularmente en las empresas europeas.
Las investigaciones en técnicas y sistemas de mantenimiento, iniciadas y divulgadas por la gran industria norteamericana [Morrow, 1957], fueron asimiladas por las principales empresas de otros países. Sin embargo, fue comprobándose que los sistemas de mantenimiento preventivo, en forma de planes para el desmontaje y revisión total con sustitución a priori de todos los elementos sujetos a desgaste, corrosión o fatiga, aún siendo un importante avance cualitativo, suponían un gran desperdicio, tanto en recursos humanos como materiales.
La segunda generación se enmarca en el período comprendido entre 1950 a 1970. Aumentó la mecanización de las máquinas y la complejidad de los sistemas, el tiempo improductivo de una máquina se hizo más evidente y fue necesario medir, calcular índices, dando mayor importancia a los tiempos de parada por averías, surgiendo el concepto de mantenimiento programado o preventivo. Como resultado se comenzaron a implantar sistemas de planeación y control.
Desde mediados de los setenta, el proceso de cambio en las empresas tomó velocidades muy altas, caracterizado por equipos de producción altamente mecanizados y automatizados y con la presencia de la electrónica los equipos son más complejos y de menor tamaño. La tercera generación se enmarca desde 1970 hasta la actualidad.
El mantenimiento abarca hoy una amplísima variedad de disciplinas que difícilmente pueden ser cubiertas en su totalidad por una sola entidad u organismo en un país. De ahí surge la necesidad de un forum adecuado en el que los técnicos de mantenimiento de cualquier nivel pudieran intercambiar sus conocimientos y experiencias; con este propósito han sido estructuradas y constituidas numerosas instituciones por países y también a nivel internacional. En el cuadro 1 se resume la evolución del mantenimiento en el siglo XX.
Cuadro 1 Evolución del mantenimiento en el siglo XX
10

Una definición general de Mantenimiento es la siguiente:
Mantenimiento es la totalidad de las acciones técnicas, organizativas y económicas encaminadas a conservar o restablecer el buen estado de los activos fijos, a partir de la observancia y reducción de su desgaste y con el fin de alargar su vida útil económica, para lograr una mayor disponibilidad y confiabilidad para cumplir con calidad y eficiencia su función productiva y(o) de servicio, conservando el medio ambiente y la seguridad del personal.
Buen estado: estado de un artículo en el cual el mismo satisface todos los requisitos establecidos.
En esta definición de mantenimiento se encuentran reflejados los principios que se consideran básicos en el mantenimiento:
Los objetivos del mantenimiento están subordinados a las exigencias de la producción principal.
Las funciones del mantenimiento tienen que fundamentarse en conocimientos progresivos, tanto técnicos como organizativos y económicos.
La organización del mantenimiento tiene carácter sistémico.
Para cumplir los principios planteados se enunciarán a continuación los objetivos, las funciones y las características de organización que se proponen para el nuevo enfoque del mantenimiento, considerando que su meta debe ser:
Contribuir a la competitividad de la organización dando respuesta a las necesidades del proceso de producción (su cliente principal), tanto en cantidad como en calidad, lo cual implica la adaptación rápida a los cambios del entorno (flexibilidad) y la racionalidad en los costos de mantenimiento.
2.2 Objetivos del mantenimiento
11

Toda organización avanza si sus objetivos han sido definidos, de lo contrario, su éxito llegará a ser un hecho aleatorio [Ríos, 1994]. Según Stoner [1987] un objetivo es una meta, que en términos comparativos se caracteriza por logros específicos susceptibles de ser cuantificados.
Entre los principales objetivos del mantenimiento pueden señalarse: Garantizar la máxima disponibilidad del equipamiento y las instalaciones, al mínimo
costo posible. Mejorar la fiabilidad del servicio, teniendo en cuenta las horas de funcionamiento del
equipamiento, calidad del servicio, seguridad de las personas y mínimo deterioro ambiental.
Prolongar la vida útil económica de los activos fijos. Contribuir al confort de las instalaciones. Cuidar la imagen de la institución desde el punto de vista del entorno físico.
2.3 Funciones del mantenimiento Portuondo Pichardo [1990] plantea que las funciones de mantenimiento caracterizan y de hecho justifican la existencia de una subdivisión de la empresa dedicada al mantenimiento. Al respecto describió las funciones básicas de mantenimiento desglosadas en primarias y secundarias. Las primeras referidas al mantenimiento, inspecciones, servicio de lubricación y protección contra la corrosión, recuperación y modificación de equipos, instalaciones y edificaciones. Las funciones secundarias incluyen la protección técnica y los medios técnicos para la limpieza tecnológica de equipos e instalaciones, los medios técnicos para la eliminación de desechos y la generación y distribución de algunas producciones auxiliares como energía eléctrica, vapor, aire comprimido, aire para instrumentos y agua de enfriamiento.
Por su parte Corretger Rauet 1994 plantea, que las funciones de mantenimiento son las que comprenden sus relaciones con los objetivos de producción u otros departamentos de la empresa y las que corresponden a sus propias responsabilidades como servicio autónomo. Entre las del primer grupo se encuentran: corrección de averías, reparaciones, inspecciones preventivas, revisiones preventivas, suministros generales de agua, electricidad y otros, así como trabajos nuevos, engrase y pintura. En cuanto a las funciones inherentes al propio servicio, se refieren a los medios de los que este dispone: personal, maquinaria y utillaje, edificios, servicios, staff y almacenes.
Para asegurar el cumplimiento de los objetivos del mantenimiento deberán ser desarrolladas las funciones siguientes:
Organizar el sistema de mantenimiento que se decida establecer.
Planificar, ejecutar y controlar las acciones técnicas de mantenimiento.
Seleccionar, conservar y aplicar los lubricantes.
Coordinar con el área de servicios generales las labores de limpieza de los locales de trabajo en general y con los operarios (técnicos y personal de enfermería) la limpieza del equipamiento.
Conservar en buen estado los dispositivos de seguridad y velar porque se cumplan las normas de seguridad en la operación y el mantenimiento de los equipos.
Elaborar las solicitudes de herramientas y utillaje propios de la actividad de mantenimiento.
Asesorar la gestión de inventarios de piezas de repuesto y agregados para el mantenimiento.
Participar en la concepción y ejecución del programa de conservación para los activos fijos en almacén y los instalados pero no en explotación.
12

Registrar detalladamente los recursos de todo tipo, invertidos en el mantenimiento.
Concebir y ejecutar programas de mejoramiento continuo del mantenimiento, con énfasis en la formación del personal.
Participar en la evaluación y selección del personal para llevar a cabo estas funciones.
Participar en la evaluación de nuevas inversiones (ampliaciones, modernizaciones o reemplazo), corroborando si se corresponden con las necesidades reales del hospital.
Participar con el inversionista en las tareas de puesta en marcha de equipamientos u objetos de obra.
Participar en el establecimiento de políticas referidas a la tercerización del mantenimiento.
Realizar evaluaciones periódicas del cumplimiento de estas funciones.
3 Sistemas de mantenimientoEn la literatura especializada, han sido tratados indistintamente los sistemas de mantenimiento como políticas, estrategias o filosofías, métodos y tipos de mantenimiento. En la Tabla 1 se muestra una recopilación de tipos de mantenimiento extraídos de la bibliografía consultada.
Según Sánchez & Molina [1991] las políticas de mantenimiento tienen como fin primordial la reducción de tiempos de paradas, al menor costo. Las más conocidas son: política de mantenimiento por avería, política de mantenimiento preventivo y política de mantenimiento predictivo.
Por su parte, Crespo, Sánchez & Ruiz [1995] plantean que la política global de mantenimiento de un sistema heterogéneo vendrá integrada por toda una gama de políticas parciales adecuadas a las necesidades específicas de los distintos subsistemas y consideran que esas políticas parciales son: Política de mantenimiento exclusivamente correctivo, Mantenimiento periódico total (se procede periódicamente al mantenimiento preventivo de todos los equipos, independientemente del tiempo de funcionamiento sin fallos), Mantenimiento preventivo periódico en función del tiempo de funcionamiento sin fallos y Mantenimiento preventivo basado en los resultados de una inspección previa.
Son considerados como filosofías de mantenimiento [Nakajima, 1988; Ellmann, 1996; Lezana, 1996; Moubray, 1997; Améndola, 2002] el Reliability Centered Maintenance (RCM), lo que en su versión española se conoce como Mantenimiento Basado en la Fiabilidad (MBF) o Mantenimiento Centrado en la Confiabilidad (MCC) y el Mantenimiento Productivo Total (MPT) o Total Productive Maintenance (TPM).
Lo más común en las denominaciones es el término de sistemas. En Cuba, algunos autores [Fernández, Matos & Prim, 1983; Navarrete Pérez & González Martín, 1986; Portuondo Pichardo, 1990; Taboada Rodríguez et al., 1990] han identificado como sistemas de mantenimiento a los siguientes: Sistema controlado mediante la supervisión en la producción, Sistema regulado, Sistema por interrupción en la producción o contra avería, Sistema inspectivo, predictivo o por diagnóstico y Sistema de Mantenimiento Preventivo Planificado (MPP).
También es conocido en la industria cubana, el Sistema Alterno de Mantenimiento (SAM) como un sistema integrador de varios de los sistemas tradicionales, caracterizado por su flexibilidad. Con su aplicación en la industria mecánica se logró una reducción de la laboriosidad entre el 11% y el 14%, una reducción de la estadía de los equipos por mantenimiento entre un 10% y un 23%, un incremento de la producción entre 0,4% y 3% anual y una reducción del costo total de mantenimiento
13
del orden del 9% [Portuondo Pichardo, Montes de Oca Oubiña & Morera Morera, 1989]. En la industria textilera cubana, con la introducción del Sistema Alternativo de Mantenimiento [De la Paz Martínez, 1996] y el Sistema Alternativo de Mantenimiento en hospitales (SAMHOS) [Borroto Pentón, 2005] se redujeron los costos de mantenimiento, lográndose un ahorro de la laboriosidad y de la estadía de los equipos y el mejoramiento de la calidad de vida de las personas.
En lo adelante, asumirá la denominación de sistemas de mantenimiento cosiderando que estos sistemas están basados de algún modo en los métodos correctivo y preventivo, coincidiendo con algunos especialistas en el tema, como Idhammar [1984], Heber González [1984] y Lourival Tavares [1999], los cuales plantean que cualquier sistema que se adopte es, en definitiva, preventivo o correctivo.
El Mantenimiento correctivo consiste en la ejecución de las reparaciones programadas a partir de defectos detectados en las inspecciones de rutina y de las no programadas que se realizan posteriormente a la ocurrencia de una avería. En este último caso, se trata de aquellos equipos a los que se ha decidido dejar en servicio hasta que ocurra la avería, pues esta se encuentra localizada y puede ser controlada; se limita a reparar cuando se produce el fallo.
El Mantenimiento preventivo se basa en realizar inspecciones o pruebas periódicas para prevenir reparaciones de emergencia de alto costo, asegurando de ese modo la funcionalidad de los equipos. Este objetivo de funcionamiento es de vital importancia, el tiempo que un equipo permanece fuera de servicio puede ocasionar altos costos, tanto financieros como sociales.
El concepto de mantenimiento preventivo debe asociarse con una inspección de evidencia de fallo, para evitar que este tenga consecuencias graves o para corregirlo en un tiempo que permita preparar la intervención sin que se produzca un paro del equipo.
Básicamente, el mantenimiento preventivo puede subdividirse en mantenimiento preventivo periódico o a intervalos constantes de tiempo y mantenimiento basado en la condición o mantenimiento predictivo [Saavedra, 2000].
Tabla 1 Tipos de mantenimiento según varios autores
Tipos de mantenimiento Referencias
Detectivo [Malaguera, 2001]
Mejorativo [Malaguera, 2001]
Rutinario [Vinivius Lucattelli & García Ojeda, 1995 ; Malaguera, 2001]
Programado, periódico o sistemático
[Pérez Jaramillo, 1992; Aduvire, López & Mazadiego, 1994; Malaguera, 2001]
Contra avería, reactivo, Correctivo
[Aduvire, López & Mazadiego, 1994; Benaim et al., 1994; Torres, 1997; Lourival Tavares, 1999; Malaguera, 2001; Saavedra, 2000]
Circunstancial [Malaguera, 2001]
Progresivo [ Pérez Jaramillo, 1992]
Preventivo [Pérez Jaramillo, 1992; Aduvire, López &
14

Mazadiego,1994; Benaim et al., 1994; Vinicius Lucatelly & García Ojeda, 1995; González García, 1997; Ellmann, 1997; Torres, 1997]
Predictivo [Araya Schulz, 1991; Roda Vázquez & Sal García, 1992; Araya Schulz, 1993; Aduvire, López & Mazadiego, 1994; Benaim et al., 1994; Bollman, 1995; Ellmann, 1997; Torres, 1997; Ortiz Álvarez, 2000; Martín, 2003]
Protectivo [Desir & Castolin, 1994]
Productivo [Nakajima,1988; Pérez Jaramillo, 1992; Hartmann, 1993; Rey Sacristán,1993; Tobalina, 1992; Martín de Santiago, 1994; Lezana, 1995; Ortiz Álvarez, 2000]
Proactivo [Borda Elejabarrieta, 1993]
3.1 El mantenimiento a intervalos de tiempo comprende aquellas actividades que se realizan previamente a la aparición de un fallo en el equipo, con una frecuencia fija establecida en función de las horas de funcionamiento, tiempo calendario u otro criterio.
En Cuba a este sistema de mantenimiento se le dio el nombre de Mantenimiento Preventivo Planificado (MPP).
El Sistema de MPP establece las siguientes operaciones:
Los servicios técnicos
Las reparaciones programadas
Los servicios técnicos son todos los trabajos que se les realiza a los equipos entre dos reparaciones programadas. Estos trabajos podrán ser planificados o no en dependencia del tipo de servicio y de la experiencia de los mantenedores.
Los servicios técnicos planificados comprenden las revisiones periódicas y en cada turno de trabajo, comprobaciones y las pruebas de exactitud, limpieza de los equipos y locales diario, engrases periódicos, etc.
Las revisiones periódicas constituyen unas de las operaciones más importantes que indica el MPP, a través de ella se preparan las condiciones para la próxima reparación.
Los servicios técnicos no planificados comprenden trabajos como cambio de piezas que presentan dificultades en su funcionamiento y cuyo tiempo de servicio normado es menor que el tiempo entre reparaciones, restablecimiento de desajustes imprevistos en algún mecanismo, etc.
Las reparaciones programadas son los trabajos de mantenimiento que se les realiza a los activos fijos con el fin de restablecer los parámetros tecnológicos perdidos durante la explotación de los mismos.
Cuando se aplica el sistema de MPP es necesario establecer los llamados: Ciclos de mantenimiento.
• Los ciclos tienen una estructura que se conforma por actividades: R (Revisiones), P (reparaciones Pequeñas), M (reparaciones Medianas) y G (reparaciones Generales). El ciclo a aplicar en cada equipo se determina
15

analizando individualmente sus características, las del área en que opera, la experiencia, las sugerencias del fabricante, etc.
• Cada ciclo tiene una duración total en horas (T). La duración del ciclo depende de las características constructivas del equipo, las condiciones de explotación, el tipo de producción, etc. Existen muchos equipos para los que se han establecido fórmulas de cálculo para T (Tabla 2).
Ejemplo: Medio de izaje (Monorraíl, grúa viajera)
Tabla 2 Selección de tablas (Fuente: Fernández, Matos y Prim, 1983)Estructura del ciclo
Equipos Estructura del ciclo Cantidad de intervenciones
Fórmulas para determinar T
(en horas)M P RGrúas G-RRRR-P-RRRR-P-RRRR-
P-RRRR-P-RRRR-P-RRRR-P-RRRR-P-RRRR-P-RRRR-G
- 8 36 T= By . 14 000
Tabla de A: Duración teórica del ciclo (horas)Equipos industriales A Livianos y medianos hasta 10 ton.1. Hasta 10 años de uso 26 0002. Mas de 10 años hasta 20 años de uso 23 4003. Mas de 20 años de uso 14 000Grandes y pesados hasta 50 ton.1. Hasta 10 años de uso 52 7002. Mas de 10 años hasta 20 años de uso 47 4003. Mas de 20 años de uso 30 000
Tabla de By: Coeficiente para el régimen de trabajoEQUIPO Régimen de trabajo ByGrúa Ligero 2,0
Mediano 1,75Pesado 1,5Muy pesado 1,0
Revisión1. Desconectar eléctricamente
2. Limpiar todo el equipo exteriormente
3. Revisar el nivel de aceite del reductor
4. Lubricar los rodajes
5. Revisar el cable y lubricar
7. Revisar el sistema de freno
8. Revisar los carbones
9. Comprobar los parámetros eléctricos
10. Conectar eléctricamente el equipo
11. comprobar las funciones del equipo
Reparación Pequeña1. Desconectar eléctricamente el equipo
16

2. Limpiar todo el equipo exteriormente
3. Lubricar todos los rodajes
4. Cambiar el aceite de los reductores y la grasa de los engranajes de las ruedas. Cambiar los rodamientos si estuvieran en mal estado.
5. Revisar la fibra de freno. Quitar y cambiar si fuera necesario
6. Revisar y lubricar el cable. Cambiarlo si está en mal estado
7. Revisar dispositivo de seguridad
8. Rectificar los carbones. Cambiar si están muy gastados
9. Revisar los rodamientos de los motores. Cambiar si fuese necesario
10. Comprobar los parámetros eléctricos
11. Conectar eléctricamente el equipo
12. Comprobar el funcionamiento del tope de seguridad
Reparación General1. Desconectar eléctricamente el equipo
2. Bajar el equipo y desarmarlo totalmente
3. Lavar y secar todos sus componentes
4. Revisar todos los componentes fijos y móviles. Cambiar los defectuosos
5. Armar, ajustar y lubricar todos los componentes del equipo
6. Montar en su riel y conectar eléctricamente
7. Comprobar los mecanismos de seguridad
8. Realizar las pruebas estática y dinámica acorde con la Resolución vigente
9. Confeccionar el informe de la reparación
Desventajas del sistema:
Ciclos inadecuados en duración y frecuencia de intervención.
Desarmes innecesarios que provocan averías adicionales.
Gastos de recursos que no responden a las necesidades reales.
3.2 Mantenimiento basado en la condición o mantenimiento predictivoEl mantenimiento basado en la condición consiste en determinar en todo instante la condición mecánica real del equipo mientras se encuentre operando, a través de un programa sistemático de mediciones de algunos parámetros o síntomas. Este sistema de mantenimiento también es llamado mantenimiento según condición, mantenimiento sintomático [Márquez, 2000] y mantenimiento preventivo por estado [Lourival Tavares, 1999].
Este “sistema” se realiza un monitoreo del equipamiento crítico, de modo que sea posible conocer la “condición” de este y su ritmo de cambio al paso del tiempo. Este es precisamente el principal objetivo del monitoreo de condición y los dos métodos principales que se emplean en este son:
Monitoreo de tendencia: consiste en medir e interpretar en forma continua o regular, datos recogidos durante la operación de la máquina, a fin de indicar variaciones en la condición de la misma o de sus componentes y lograr así un funcionamiento seguro y económico. Esto supone la selección de algún indicador adecuado y medible de deterioro de la máquina o de un componente. También será necesario el estudio de la
17

tendencia de dicha medición durante el tiempo de funcionamiento, a fin de saber cuándo el deterioro está excediendo un nivel crítico.
La verificación de condición: consiste en realizar una medición de control con la máquina en funcionamiento, utilizando algún indicador adecuado y luego utilizarla como una medida de la condición de la máquina en ese momento. Para ser eficaz, la medición debe ser precisa y contar con valores límites conocidos que no deben ser excedidos por más de un cierto número de horas de funcionamiento adicionales permitidas. Esto requiere poseer un registro histórico para el tipo particular de máquina, lo cual hace al método menos flexible que el anterior; pero puede resultar muy útil, sin embargo, en una situación donde existan varias máquinas similares que funcionen juntas y esto permitirá una verificación comparativa entre la máquina monitoreada y otras que sean nuevas o estén en buen estado.
Figura 4 Monitoreo de tendencia del parámetro “nivel de ruido” de un equipoEs oportuno señalar que la decisión de intervenir en un equipo bajo este sistema puede ser tomada a partir de un diagnóstico subjetivo (el tacto, la vista, el olfato, el oído) y no sólo utilizando instrumentos o equipos de medición, y que para determinar el momento justo de la intervención, se toma en consideración la opinión de personas altamente calificadas que se responsabilizarán con la rutina de inspección reconocidas como “inspectores”.
Las aplicaciones del mantenimiento preventivo basado en la condición del equipo son cada vez más importantes y frecuentes, sobre todo en la industria de procesos y cuando existen equipos de gran complejidad tecnológica o de gran trascendencia en cuanto a seguridad para los trabajadores, personal en el local o para el medio ambiente, es una de las armas más formidables con la que puede contar cualquier entidad [Saavedra, 2000]. Esto se ve reflejado, en la disponibilidad de los equipos y en la reducción de las paradas imprevistas; la detección de fallos, no solo depende de los equipos que se utilicen para la detección de los mismos, sino también del correcto análisis de las tecnologías predictivas utilizadas. En el Anexo 2 se muestra un resumen de algunas de las tecnologías predictivas utilizadas para identificar y/o corregir fallos.
Desventajas del sistema
18
Nivel de ruido crítico(db)
t Período de desarrollo de la falla
Emisión de la O.T

Implica la realización de inversiones en la formación del personal y la compra de equipos de medición.
Requiere de la investigación inicial para la determinación de los puntos del monitoreo y de límites permisibles de los parámetros.
3.3 El mantenimiento productivo totalEl Mantenimiento Productivo Total (Total Productive Maintenance - TPM) se basa en considerar que no existe nadie mejor que el operario para conocer el funcionamiento del equipo [Gómez, 2002] y combina las prácticas habituales de mantenimiento preventivo con el sistema japonés de involucrar al máximo al personal de operaciones. El resultado es un sistema innovador que busca optimizar la efectividad global del equipamiento, la eliminación de roturas y el aprovechamiento de las actividades que día a día realiza un grupo de operarios autónomos [Nakajima, 1988].La palabra "total" tiene los significados relacionados con las características de TPM.
Efectividad económica total.
PM total: establecer un plan de mantenimiento para la vida del equipo, incluyendo prevención del mantenimiento (técnicas de monitoreo para diagnosticar las condiciones del equipo, identificando signos de deterioro y la inminente falla) y mantenimiento preventivo.
Participación total: mantenimiento autónomo por operadores y actividades de grupos pequeños en cada nivel.
Características del TPM Maximizar la efectividad global del equipo.
Involucra a todas las personas a todos los niveles de la organización.
La ejecución de las actividades se realiza con pequeños grupos autónomos.
Los grupos de trabajo autónomos se caracterizan por ser polivalentes, formados constantemente y autocontrolados.
Establece la figura del operador mantenedor.
El TPM tiene su base en 8 pilares básicos. En la Tabla 3 se muestran los pilares básicos del TPM.
Algunos comentarios sobre los pilares básicos del TPM:
1- Mejoras enfocadas: se trata de las mejoras individuales a los equipos para establecer condiciones óptimas en los equipos, mejora de la eficacia a través de la eliminación de las seis grandes pérdidas, estas son:Tiempo perdido:
• falla de equipos• preparación y ajuste de equipos
Pérdida de velocidad:• reducción de velocidad• tiempo ocioso y paros menores
Defectos de calidad:• Por defectos de calidad y pérdidas por trabajos rehechos. • Reducción de rendimientos
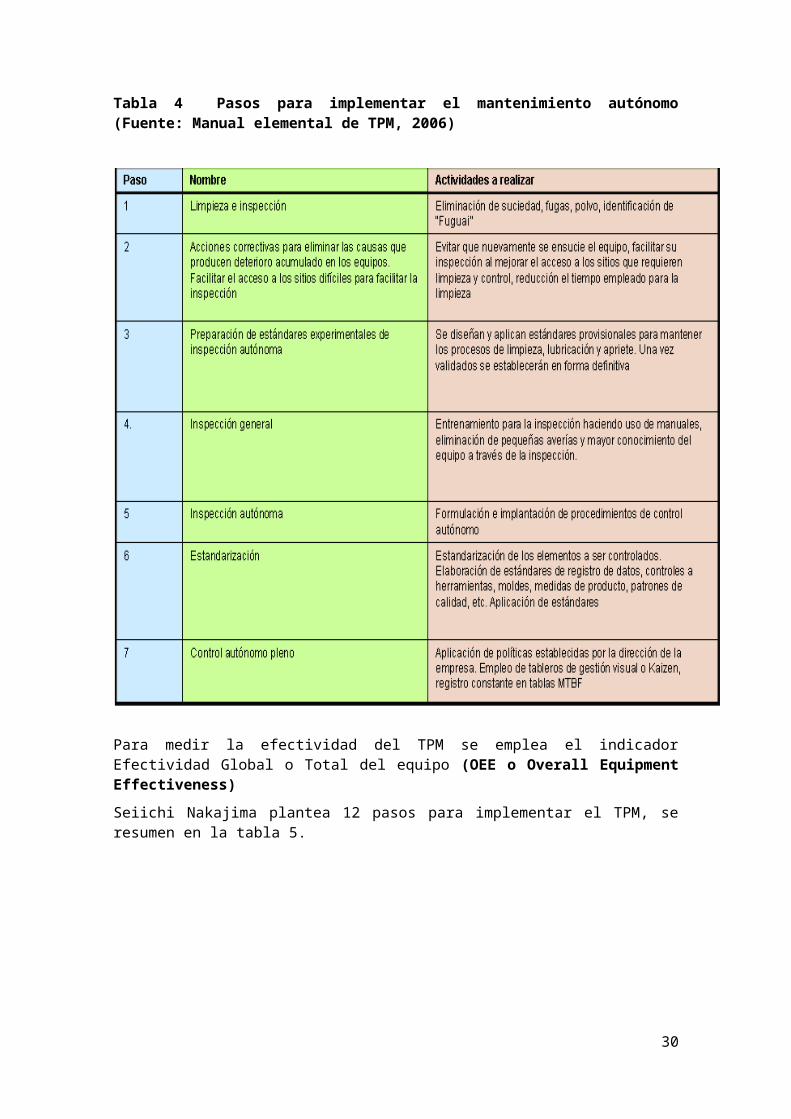
2- Mantenimiento autónomo: comprende el desarrollo de la conciencia de “a mi máquina la cuido yo”. En la tabla 4 se muestran los pasos para implementar el mantenimiento autónomo.
19

3- Mantenimiento planificado / Costo del ciclo de vida: se trata de conseguir alta disponibilidad de los equipos realizando análisis de costos.
4- Mantenimiento de la calidad: se trata de evaluar como influye la condición operativa del equipo en la calidad de los productos que ofrece la empresa.
5- Prevención del mantenimiento o mantenimiento preventivo: busca unificar criterios sobre el tipo de mantenimiento aplicar a cada activo fijo y el perfeccionamiento de la gestión del mantenimiento.
6- Liderazgo y educación o Educación y capacitación: se busca planificar la capacitación de los operarios, mantenedores, ingenieros de producción, de forma tal que los operarios sean capaces de realizar de forma espontánea la limpieza, lubricación, inspección, pequeños a justes y mediciones. Los mantenedores sean profesionales capaces de realizar actividades múltiples (mecatrónico: mecánico + electricista + electrónico). Los ingenieros de producción sean capaces de evaluar, revisar, proyectar soluciones.
7- Seguridad, higiene y medio ambiente: se establecerá las políticas de prevención de accidentes, implementar acciones para lograr la meta””cero accidentes” y la implementación de la filosofía de las “5S”.
Filosofía de las “5S”: contribuye a la mejora de las actividades en el puesto de trabajo mediante la mejora del ambiente laboral. Estas palabras provenientes del japonés son:
Seiri
Seiton
Seiso
Seiketsu
Shitsuke
A continuación se explican cada una de ellas.
Seiri: se trata de diferenciar entre elementos necesarios e innecesarios en el lugar de trabajo y descartar los innecesarios.
Seiton: poner las cosas en orden.
Seiso: se refiere a la limpieza, o sea mantener limpio el puesto y área de trabajo.
Seiketsu: extender hacia uno mismo el concepto de limpieza a través de la estandarización de hábitos, normas, procedimientos.
Shitsuke: lograr la autodisciplina (control des mismo, educación).
8- Mantenimiento en áreas administrativas o control administrativo: busca conseguir las mejores formas de control para la optimización de las áreas relacionadas al mantenimiento a través de la implementación de “5S”, Just in time (JIT), realización de trabajos con expertos.
Tabla 3 Pilares básicos del TPM (Fuente: Zambrano & Leal, 2005; Tavares, 1999; Nakajima, 1988)
20

Tabla 4 Pasos para implementar el mantenimiento autónomo (Fuente: Manual elemental de TPM, 2006)
21

Para medir la efectividad del TPM se emplea el indicador Efectividad Global o Total del equipo (OEE o Overall Equipment Effectiveness)Seiichi Nakajima plantea 12 pasos para implementar el TPM, se resumen en la tabla 5.
Tabla 5 Pasos para la implementación del TPM
22

3.4 El Mantenimiento Centrado en la fiabilidad (Reliability Centered Maintenance - RCM)El Reliability Centered Maintenance (RCM), lo que en su versión española se conoce como Mantenimiento Basado en la Fiabilidad (MBF) o Mantenimiento Centrado en la Confiabilidad (MCC) es una metodología que permite identificar los sistemas de mantenimiento óptimos para garantizar el cumplimiento de los estándares requeridos por los procesos de producción [Améndola, 2002]. El resultado del RCM definirá cuáles tareas de mantenimiento son más adecuadas en la prevención de fallos funcionales del sistema, haciendo énfasis en los aspectos de seguridad para el hombre y el medio ambiente e importancia para la producción y obedeciendo a un criterio de costo - eficiencia.
El RCM constituye una estrategia de mantenimiento cuyo objetivo principal es preservar las funciones de un determinado sistema, al contrario de las políticas
23

convencionales de mantenimiento que tienen como enfoque fundamental la preservación del equipamiento.
Se inició en la década de los ’60 durante el desarrollo del proyecto del Boeing - 747 en la industria aeronáutica. Es utilizado actualmente a gran escala por la industria nuclear en los EU y en Francia (donde el 75% de la energía eléctrica proviene de centrales nucleares).
Se utiliza también en la industria petroquímica, principalmente en el área de derivados (papel, celulosa, refinerías), así como en la aeronáutica civil y militar, generación y distribución de energía, marina de guerra, montaje de automóviles, industria alimenticia y metalúrgica, abastecimiento de agua y en muchas plantas de proceso y líneas de producción.
Paradigma central:Preservar la función del sistema
Los equipos no son importantes por sí solos, sino por la función que cumplen en el sistema. Se verán las consecuencias de una parada de ese equipo en el sistema. Por ejemplo, pueden existir 20 bombas que sean idénticas y sin embargo, sólo 2 son tan importantes que detengan la producción, o sea su fallo es catastrófico como el de un avión o el de una central nuclear.
Según Moubray, una definición completa de RCM es la siguiente:
RCM es un proceso utilizado para determinar lo que precisa ser hecho para asegurar que cualquier activo físico continúe cumpliendo sus funciones en su
contexto operacional.
Esto es, que el énfasis no debe ser hecho en las tareas preventivas que tiendan a conservar el equipamiento en una condición ideal, sino por el contrario, en aquellas tareas necesarias para mantener el sistema funcionando.
Una importante peculiaridad del RCM es reconocer que la consecuencia de un fallo es mucho más importante que sus características técnicas, y por tanto, solamente merecen esfuerzos de planificación, de predicción, financieros y de recursos materiales o de mano de obra, aquellos fallos que puedan y que realmente valgan la pena ser prevenidos.Definición de Fiabilidad
Fiabilidad es la probabilidad de que un dispositivo realice satisfactoriamente su función específica durante un período especificado y bajo un conjunto dado de
condiciones operativas.
Procedimiento de aplicación del RCMLa metodología de RCM propone un procedimiento que permite identificar las necesidades reales de mantenimiento de los activos fijos en su contexto operacional a partir de las siguientes preguntas:
1. ¿Cuál es la función (es) y estándares de funcionamiento del activo fijo en su contexto operacional?
2. ¿De qué manera puede fallar e activo al tratar de cumplir su función? (Fallos funcionales)
3. ¿Qué causa cada fallo funcional? (Modos de fallos)
4. ¿Qué sucede cuando hay fallos? (Efectos de los fallos)
24

5. ¿Qué ocurre ante cada fallo? (Consecuencias de los fallos)6. ¿Qué se puede hacer para prevenir los fallos? (Tareas preventivas)
7. ¿Qué sucede o que debe hacerse si no pueden prevenirse los fallos? (Tareas “a falta de”)
Funciones y estándares de funcionamientoCada elemento o sistema tienen una función determinada, la pérdida parcial o total de estas funciones afectará a la Organización. Además cuando se establece el funcionamiento deseado de cada elemento, el RCM pone gran énfasis en la necesidad de cuantificar los estándares de funcionamiento siempre que sea posible. Estos estándares se extienden a: niveles de producción, calidad del producto, servicio al cliente, problemas del medio ambiente, seguridad, costos de operación.
Fallos funcionalesNo son más que los fallos que pueden ocurrir en determinados elementos. Se define como la incapacidad de un elemento o componente de un equipo para satisfacer un estándar de funcionamiento deseado.
Modos de fallosSe define como la causa origen de cada fallo funcional. Permite que no se malgaste el tiempo y esfuerzo tratando los síntomas en lugar de las causas.
Efecto de los fallosEs lo que sucede al producirse cada modo de fallo, cómo se manifiesta el fallo.
Consecuencias de los fallosEs la respuesta a ¿cómo y cuánto importa un fallo? Las consecuencias de cada fallo nos dicen si necesitamos prevenirlos. Las consecuencias de los fallos se clasifican:
1. Consecuencias de los fallos no evidentes: dispositivos de seguridad, redundancias.
2. Consecuencias a la seguridad de las personas y al medio ambiente.
3. Consecuencias operacionales: si afecta a la producción en capacidad, calidad del producto, servicio al cliente, costos de operación.
4. Consecuencias no operacionales: no afectan ni a la seguridad ni a la producción, por lo que el único gasto directo es el de la reparación.
Es importante que en el registro de las consecuencias de los fallos aparezca la información siguiente:
Especificar si el fallo será evidente a los operarios en el desempeño de sus tareas diarias.
La descripción debería indicar si el fallo va acompañado o precedido de efectos físicos tales como ruido, humo, fuego, fugas de vapor, etc.
Al tratarse de dispositivos de seguridad indicar que ocurriría si fallase un elemento cuando el dispositivo de seguridad se encontrase inactivo.
Posibilidad de riesgo para la seguridad de las personas y el medio ambiente.
Tareas preventivas:
Tareas “a condición”: se realiza seguimiento de los parámetros de operación con el fin de detectar alguna condición que marque el inicio de un fallo potencial. (Basadas en la condición)
25

Tareas de reacondicionamiento cíclico y de sustitución periódica: los equipos son revisados o sus componentes reparados a frecuencias establecidas, independientemente de su estado en ese momento. (Basadas en el tiempo)
Tareas “a falta de”Además de preguntar si las tareas preventivas son técnicamente factibles, el RCM, se pregunta si vale la pena hacerlas. La respuesta depende de cómo reaccionan ante las consecuencias de los fallos que desean prevenir.
En la práctica el personal de mantenimiento no puede dar respuesta a todas las preguntas por sí solos, en mucho de los casos las consecuencias de los fallos sólo pueden proporcionarlas el personal de operaciones. Se recomienda que el equipo de trabajo esté formado por: un facilitador de RCM, mantenimiento, operaciones, supervisores de mantenimiento y producción, especialistas.
A continuación se muestra un ejemplo para una Planta eléctrica, dando respuesta a las primeras cuatro preguntas del procedimiento.
Función Fallo funcional
Modo de fallo Efecto del fallo
Suministrar en promedio 63 MW a 115 KV ± 5%
No suministra potencia
Falla en el suministrador de 13.8 KV
falla en el suministro de gasoil, provoca parada total de la planta
Suministra potencia menor que 63MW a 115KV
Falla del suministrador de gas
Se pierden los 20 MW generados por PG-11, ya que las unidades PG-12, PG-13 y PG-14 pueden funcionar con gasoil (conversión automática en caso de falla)
TPPR:30 min
Pérdida de aislamiento en los aisladores de barra de la salida del generador hasta el 52G.
Actúa el 64G y/o 87G sacando la unidad de servicio y por ende al TX, perdiendo 20 MW de generación.
TPPR: 4 h
Falla en cable de potencia que va del interruptor al TX
Actuación de protecciones 67T y/o 50/51 por pérdida de aislamiento o falso contacto en sus terminales, provocando interrupción del suministro eléctrico al TX asociado.TPPR: 8 h
La norma ISO 14224 Industria de Petróleo y Gas – Recolección e Intercambio de Datos de Confiabilidad y Mantenimiento de Equipos, contiene en forma predefinida la información que proporciona el RCM, clasifica los equipos por jerarquías a saber: CLASES/ TIPOS /SISTEMAS/ SUBSISTEMAS/COMPONENTES (Items mantenibles).
Esta Norma internacional brinda una base para la recolección de datos de Confiabilidad y Mantenimiento en un formato estándar para las áreas de perforación, producción, refinación, transporte de petróleo y gas natural, con criterios que pueden
26

extenderse a otras actividades e industrias. Sus definiciones son tomadas del RCM.
Presenta los lineamientos para la especificación, recolección y aseguramiento de la calidad de los datos que permitan Cuantificar la Confiabilidad de Equipos y compararla con la de otros de características similares.
Los parámetros sobre Confiabilidad pueden determinarse para su uso en las fases de DISEÑO MONTAJE, OPERACIÓN Y MANTENIMIENTO.
Los principales objetivos de esta norma internacional son:
a) Especificar los datos que serán recolectados para el análisis de:
- Diseño y configuración del Sistema.
- Seguridad, Confiabilidad y Disponibilidad de los Sistemas y Plantas.
- Costo del Ciclo de Vida.
- Planeamiento, optimización y ejecución del Mantenimiento.
b) Especificar datos en un formato normalizado, a fin de:
- Permitir el intercambio de datos entre Plantas.
- Asegurar que los datos sean de calidad suficiente, para el análisis que se pretende realizar.
Si bien la norma está orientada al registro de fallas, son de gran importancia las posibilidades de aplicación que presenta para definir los límites y jerarquía de los equipos de Operación, como también la calificación de la jerarquía de las Fallas. Parte desde el Modo de Falla hasta el detalle de la Causa de Falla y el componente (ítem mantenible para la norma), que provoca el evento. Esta calificación tiene como ventaja que limita la profundidad de detalle del análisis, acotando el nivel al que llega el Técnico de Mantenimiento (y las que quedan para un Especialista como metalografía, fractomecánica, etc.)
A diferencia del RCM la norma ISO 14224 tiene definidos los Modos de Falla por CLASE de EQUIPO, de esta manera:
• No se pierde tiempo definiéndolas.
• No se cae en la trampa de buscar o listar enromes cantidades de modos de fallas asociados a funciones principales y secundarias.
Se comienza calificando a la FALLA con el MODO DE FALLA, la cual está asociada a las funciones del SISTEMA.
La Norma ISO 14224 permite elegir las siguientes acciones, que están alineadas con las preguntas del RCM.
27

3.5 El Sistema Alternativo de MantenimientoEl Sistema Alternativo de Mantenimiento (SAM) es un sistema para la gestión del mantenimiento que se caracteriza por integrar armónicamente más de uno de los sistemas de mantenimiento conocidos, en calidad de subsistemas del mismo. Este sistema de mantenimiento se ha aplicado en Cuba con resultados muy satisfactorios, el SAM diseñado y aplicado en la industria manufacturera por [Portuondo Pichardo, Montes de Oca Oubiña & Morera Morera, 1989], [De la Paz Martínez, 1996] y el Sistema Alternativo de Mantenimiento en hospitales (SAMHOS) [Borroto Pentón et. al., 2005] incluye:- Sistema de mantenimiento preventivo a intervalos constantes.- Sistema de mantenimiento preventivo basado en la condición.- Sistema de mantenimiento contra avería.Además de estos sistemas se recomienda incluir lo que se ha llamado “mantenimiento de uso” en el caso de las instalaciones de salud y mantenimiento de línea en la industria manufacturera, en definitiva, el mantenimiento de uso pretende responsabilizar a los operarios de los equipos, con la conservación y mantenimiento en servicio de las instalaciones por ellos operadas, de tal forma que incluso pequeñas reparaciones, compatibles con sus habituales ocupaciones, sean realizadas por ellos. Para poder enfrentar esa tarea, se requerirá la formación adecuada de estas personas y su integración a los procesos que se desarrollan en las empresas o entidades. El mantenimiento de uso constituye un importante elemento del Mantenimiento Productivo Total [González Luque, 2002] y se aplica a todos los equipos. Un problema de mayor complejidad, detectado a partir del mantenimiento de uso, puede ser resuelto con una reparación programada del Sistema de mantenimiento contra avería.En los Anexos 3 y 4 se muestran los procedimientos para la implementación de este sistema.Es importante señalar que de cierta manera este sistema se basa en el análisis de criticidad de los activos fijos.
Como ha podido apreciarse hasta aquí, son muchas las denominaciones de las formas en que se pretende efectuar el mantenimiento a los activos fijos, todos expresan como hacer el mantenimiento. La mayoría de los autores consideran evidente que a nivel empresarial no se opta por un solo sistema de mantenimiento, sino que se aplican varios de ellos, de forma integrada.
Para la selección de los sistemas que se van a integrar se recomienda utilizar los análisis de criticidad del equipamiento.
28

4. Análisis de criticidad del equipamientoEl análisis de criticidad consiste en una metodología con la cuales posible jerarquizar sistemas, instalaciones y equipos en función de su impacto global, basada en la realidad actual con el fin facilitar la toma de decisiones acertadas y efectivas, dirigiendo los esfuerzos y recursos en áreas donde sea más importante [Huerta, 1999].
Luego de realizar un análisis de criticidad se obtiene una lista ponderada donde aparece todo el universo analizado, ordenados desde el más crítico hasta el menos crítico, pudiendo ser diferenciadas tres zonas de clasificación: alta criticidad, mediana criticidad y baja criticidad. Identificadas estas zonas, se diseña entonces una estrategia, para realizar proyectos y estudios que mejoren el desempeño de la organización.
Matemáticamente el índice de criticidad es expresado como:
Donde la frecuencia está asociada al número de eventos o fallas que presenta el sistema o proceso evaluado y, la consecuencia está referida a: impacto y flexibilidad operacional, los costos de reparación y el impacto en seguridad y medio ambiente.
El impacto operacional está asociado al porcentaje de producción que se afecta cuando ocurre la falla o puede entenderse como la capacidad que se deja de producir cuando ocurre la falla (se expresa en unidades no producidas o afectadas por unidad de tiempo).
Los costos de reparación se refieren a los costos implícitos en mantenimiento o la reparación de la falla.
El impacto en seguridad y medio ambiente refleja la posibilidad de ocurrencia de eventos no deseados con daños a las personas y/o al medio ambiente.
El análisis de criticidad puede realizarse atendiendo a diferentes criterios o variables permitiendo la clasificación del equipamiento con que se cuente.
Los equipos pueden clasificarse:
1- Por orden de importancia en A, B, C [Torres, 1999]; [González Danger & Hechavarría Pierre, 2002]; [García Garrido, 2003]; [Borroto Pentón et. Al., 2005]
2- En grupos: I, II y III si son muy importantes o fundamentales, normales o convencionales y auxiliares, respectivamente [De la Paz Martínez, 1996].
3- En equipos fundamentales o no fundamentales en la producción [MINBAS, 1986].
4- En equipos de máxima categoría (categoría A) hasta ir descendiendo a la categoría “D” en función de la incidencia que tenga la consecución de un índice de productividad alto [Ochoa Crespo, 1994].
5- Equipamiento de soporte directo a la vida, equipamiento con sustitución periódica y obligatoria de piezas, equipamiento que ofrece altos niveles de energía, equipamiento con intervalo de mantenimiento normalizado [Vinicius Lucatelli & García Ojeda, 1995].
Se describirán a continuación algunos de estos análisis.González Danger & Hechavarría Pierre (2002) proponen clasificar los equipos en clase A, B o C atendiendo a los siguientes criterios (ver tabla)
No Criterio CATEGORÍASA B C
1 Intercambiabilidad Irremplazable Reemplazable Intercambiable
29
Índice de criticidad = frecuencia x consecuencia
2 Importancia Productividad. Imprescindible Limitante Convencional
3 Régimen de operación Producción continua
Producción de series
Producción alternativa
4 Nivel de utilización Muy utilizable Medio Utilizable Esporádico5 Precisión Alta Mediana Baja6 Mantenibilidad Alta complejidad Media complejidad Baja complejidad
7 Conservabilidad Condiciones Especiales Estar protegido Condiciones
normales8 Automatización Automático Semi automático Mecánico9 Valor de la máquina Alto Medio Bajo10 Aprovisionamiento Malo Regular Bueno11 Seguridad Muy peligroso Medio peligroso Sin peligro
La Mantenibilidad y Conservabilidad son índices complejos de la fiabilidad.
La mantenibilidad es la propiedad de un artículo consistente en la facilidad que el mismo brinda para prevenir y detectar las causas que originan sus fallos y deterioros, así como la eliminación de sus consecuencias, mediante la realización de mantenimiento, reparaciones.
La conservabilidad es la propiedad del artículo de conservar su condición de buen estado y su estado de capacidad de trabajo durante y después del almacenamiento y transportación en condiciones dadas.
Términos importantes de fiabilidad
Estado de capacidad de trabajo: Estado del artículo que le permite cumplir las funciones asignadas manteniendo sus especificaciones dentro de los límites establecidos.
Estado límite: Estado del artículo en el cual su utilización es interrumpida debido a:
violaciones insuperables de los requisitos de seguridad,
corrimiento irreversible de sus especificaciones fuera de los límites establecidos,
reducción insuperable de la eficiencia de la utilización por debajo de lo permisible.
¿Cómo procedemos a clasificar el equipo? La respuesta afirmativa o negativa agrega o no el valor 1 al tipo de mantenimiento que estimula. De esta forma el sistema de mantenimiento seleccionado es el que alcance mayor puntuación. En determinadas circunstancias el desestímulo en vez de cero puede tomar valor -1. Veamos un ejemplo: tenemos un equipo que es irremplazable en el proceso en el cual participa, imprescindible en su importancia en la productividad, opera en un régimen de producción en series, el nivel de utilización es medio utilizable, de precisión alta, media complejidad de mantenibilidad, condiciones normales de conservabilidad, valor del equipo medio, buen aprovisionamiento y en seguridad medio peligroso. ¿Cómo clasifica este equipo según las recomendaciones del autor?
Si el equipo clasifica como Categoría A : Objetivo: Lograr la máxima productividad del equipo.
Se Recomienda:
1- Máxima utilización del mantenimiento predictivo siempre que se cuente con equipos y personal para ello.
2- Amplia utilización del mantenimiento Preventivo con periodicidad frecuente para reducir posibilidad de fallo.
30

3- Uso del mantenimiento Correctivo como vía para reducir el tiempo medio de rotura.
Categoría B : Objetivo: Reducir los costos de mantenimiento sin que esto implique una catástrofe.
Se Recomienda:
1- Poca utilización del mantenimiento Predictivo.
2- Empleo de cálculos técnicos estadísticos para el mantenimiento Preventivo.
3- Empleo del mantenimiento Correctivo sólo en la ocurrencia aleatoria de fallos.
Categoría C : Objetivo: Reducir al mínimo los costos de mantenimiento.
Se Recomienda:
1- Mantenimiento Predictivo anulado.
2- Mantenimiento Preventivo sólo el que indique el fabricante.
3- Mantenimiento Correctivo a la ocurrencia de fallos.
Los criterios se establecen para cada categoría atendiendo a las siguientes preguntas.
Garrido García (2003) propone clasificar los equipos en clase A (equipo crítico), B (equipo importante), C (equipo prescindible), tiene en cuenta para esto los criterios siguientes:
Tipo de
equipo
Variables
Seguridad y medio
ambiente
Producción Calidad Mantenimiento
A Puede originar accidentes muy graves
Su parada afecta al plan de producción
Es clave para la calidad del producto
Alto costo de reparación en caso de averías
Necesita revisiones periódicas frecuentes (mensuales)
Es el causante de un alto porcentaje de rechazos
Averías muy frecuentes
Produjo accidentes en el pasado
Consume una parte significativa de los recursos de mantenimiento
B Necesita revisiones periódicas (anuales)
Afecta a la producción, pero es recuperable (no afecta a clientes o al plan de producción)
Afecta la calidad, pero no habitualmente
Costo medio en mantenimiento
Puede ocasionar un accidente grave con
31

posibilidades remotas
C Poca influencia en seguridad
Poca influencia en la producción
No afecta a la calidad
Bajo costo de mantenimiento
Según este autor la clasificación del equipo se corresponde con la categoría más alta que haya obtenido al valorar los cuatro aspectos. Veamos el siguiente ejemplo: al valorar un equipo ha resultado ser crítico por mantenimiento, prescindible por calidad y seguridad e importante por producción; el equipo clasifica entonces como clase A (crítico).
Clasificado el equipo se recomienda lo siguiente:
Equipo A crítico: mantenimiento preventivo
Equipo C prescindible: mantenimiento correctivo
Equipo B importante: Algoritmo
Figura 5 Algoritmo para determinar tipo de mantenimiento para equipos clase BBorroto Pentón (2005) propone clasificar los equipos en clase A, B o C atendiendo a los niveles que ocupe el equipo en cada una de las variables que se relacionan a continuación y a la clasificación de los fallos.
Las variables son:
Seguridad: Capacidad del fallo del equipo de ocasionar riesgos al paciente a las personas que se encuentran en la zona donde opera el equipo o el medio ambiente.
Calidad: Nivel de afectación de la calidad que conlleva el fallo del equipo.
Utilización: Se relaciona directamente con el régimen de trabajo del Equipo.
Afectaciones: Está asociado al efecto del fallo del equipo sobre el servicio prestado y su capacidad de interrumpir de forma total o parcial el mismo.
Frecuencia: Cantidad de fallas por periodo de utilización (Fallas / unidad de tiempo)
Tiempo: Tiempo empleado para corregir la falla.
32
Importante
Valor por hora de parada
Mantenimiento preventivo
¿Costo de reparación?
Mantenimiento correctivo
Alto Bajo
Alto
Bajo

Para la selección de las variables a tener en cuenta en el algoritmo se partió de criterios extraídos de la bibliografía consultada en la temática de mantenimiento orientado al riesgo, no obstante es recomendable en cada caso específico, realizar un trabajo en grupo donde los especialistas de mantenimiento y tomando como punto de partida las variables consideradas en el algoritmo antes mencionado, se llegue al consenso de que las variables sean perfectamente aplicables a los equipos seleccionados. La gradación (en niveles 1, 2 ó 3) es la siguiente:
Seguridad: Nivel 1: El fallo del equipo provoca efectos graves sobre las personas y/o sobre el
medio ambiente. Nivel 2: El fallo del equipo trae consigo riesgos para las personas y/o para el medio
ambiente. Nivel 3: El fallo del equipo no trae riesgos para las personas ni afecta el medio
ambiente.
Calidad:Nivel 1: El fallo del equipo inhabilita el servicio.
Nivel 2: El fallo del equipo afecta la calidad de manera que se genera un servicio fuera de especificaciones.Nivel 3: El fallo del equipo afecta ligeramente la calidad del servicio.
Utilización:Nivel 1: El equipo es utilizado con mucha frecuencia (más de 8 horas diarias).Nivel 2: El equipo es utilizado entre 4 y 8 horas diarias.Nivel 3: El equipo es de uso ocasional.
Afectaciones:Nivel 1: El fallo del equipo provoca la interrupción total del servicio.Nivel 2: El fallo del equipo provoca la interrupción de un sistema o unidad importante.Nivel 3: Existen equipos similares disponibles y la posibilidad de alternar el servicio automáticamente al ocurrir el fallo sin producir afectaciones en el servicio.
Frecuencia:Nivel 1: Muchas paradas debidas a las fallas (Tasa de fallas mayor que 1,0 E-04/h).Nivel 2: Paradas ocasionales (Tasa de fallas de: 1,0 E-05/h a 1,0 E-04/h).Nivel 3: Poco frecuente (Tasa de fallas menor que 1,0 E-05/h)
Tiempo:Nivel 1: El tiempo de reparación es mayor que una semanaNivel 2: El tiempo de reparación es de 1día a una semanaNivel 3: El tiempo de reparación es menor que 1 día
En resumen, cada una de las variables tiene solo tres posibles valores que corresponden a sus valores máximos permisibles, medios y mínimos; sin embargo, es importante definir con claridad el rango de valores de cada variable debido a que estos serán los que se utilizarán para valorar la situación puntual de cada equipo y su posterior mantenimiento, por lo cual es de gran significación la discusión y el acuerdo mediante consenso en cada variable; y que todas las personas que forman parte de la evaluación posterior de las mismas hayan formado parte del grupo de selección de sus niveles.
El algoritmo de selección se muestra en el Anexo 5 y como conceptos finales de clasificación se recomiendan:
33

Clase de Equipo Concepto“A” “Máxima disponibilidad”“B” “Falla mínima”“C” “Costo mínimo”
2- Clasificación de fallos de equipos En dicho aspecto existió concordancia con lo planteado por Torres (ibídem) el cual clasifica los fallos en cuatro grupos:
Periódicos de fácil detección (PFD) Periódicos de difícil detección (PDD) Aleatorios muy frecuentes (AMF) Aleatorios poco frecuentes (APF)
Para la clasificación de los fallos es ideal revisar el expediente de los equipos o basarse en la Técnica Cualitativa de AMFEAC (Análisis del Modo de Fallos, sus Efectos y Análisis de Causas), sin embargo, por lo general esto no es posible dada la inexistencia de históricos. Entonces, de nuevo y hasta tanto se disponga de la información, una alternativa será el acuerdo de los expertos obtenido por consenso a través de sesiones de trabajo en grupo.
3- Selección del sistema de mantenimientoCorresponde ahora, a partir de la clasificación de los equipos y de los fallos, seleccionar el sistema de mantenimiento a aplicar, o para ser más concretos, definir las estrategias más convenientes puesto que un solo sistema en la práctica no resuelve los problemas.
La estrategia que se propone se basa en la aplicación de los siguientes sistemas:1. Mantenimiento Preventivo con base en la condición.2. Mantenimiento Preventivo a intervalos constantes.3. Mantenimiento Correctivo.
En la tabla a continuación se observa la propuesta que se ha estado probando con buenos resultados en algunos hospitales de la provincia de Villa Clara, Cuba y del Estado de Hidalgo en México.
Clase Periódico de Fácil
Detección
Periódico de Difícil
Detección
Aleatorio Poco Frecuente
Aleatorio Muy Frecuente
“A” 1,2,3 2,1,3 1,3 1,3“B” 1,2,3 2,3 3 1,3“C” 2,3 3 3 3
De la Paz Martínez (1996) propone clasificar los equipos en grupos: I, II y III si son muy importantes o fundamentales, normales o convencionales y auxiliares, respectivamente.
Los equipos que se incluyen en el grupo I cumplen en general con los requisitos siguientes:
Imposibilidad tecnológica de ser sustituidos.
Alta precisión operacional.
Alto grado de automatización.
Alta complejidad.
34

Son utilizados por encima del 80% de su capacidad.
Trabajan en producción continua, dos turnos o más.
Gran influencia en la seguridad operacional.
Alto precio.
Nuevos o con tiempo de explotación menor de cinco años.
Los equipos que se incluyen en el grupo II cumplen en general con los requisitos siguientes:
Existen en cantidad suficiente para garantizar su sustitución sin afectar el proceso productivo.
Son de accionamiento mecánico o un menor grado de automatización.
Tienen complejidad moderada.
Trabajan hasta un 80% de su capacidad.
Los equipos que se incluyen en el grupo III cumplen en general con los requisitos siguientes:
Existen en gran cantidad.
Son técnicamente simples.
Son empleados en servicios auxiliares.
Tienen muy bajo costo.
Son utilizados por debajo del 50% de su capacidad.
Es importante destacar que no es necesario que un equipo cumpla todos los requisitos señalados para pertenecer a un determinado grupo. En esta clasificación no se puede hacer abstracción de la experiencia y el sentido común y es imprescindible que se logre consenso en la decisión.
Una vez que se hayan clasificado los equipos, entonces y sólo entonces se determinará el subsistema de mantenimiento más adecuado, haciendo corresponder el orden de importancia con el subsistema. Esto es:
Grupo I: Subsistema de mantenimiento Predictivo en sus dos formas: objetivo y subjetivo.
Grupo II: Subsistema de Mantenimiento Preventivo Planificado.
Grupo III: Subsistema de mantenimiento Correctivo.
35

REFERENCIAS BIBLIOGRÁFICAS 1. Améndola, L. (2003). Indicadores de confiabilidad propulsores en la gestión del
mantenimiento. Revisado el 4 de noviembre de 2004: http://www.mantenimientomundial.com/notas/propulsores.asp.
2. Améndola, L. (2002). Modelos Mixtos de Confiabilidad. Revisado el 3 de diciembre de 2004: http://datastream.net/latinamérica/libroaméndola/default.asp?lang=esp.
3. Barba-Romero, S. & Pomerol, J. C. (1997). Decisiones multicriterio. Fundamentos teóricos y utilización práctica. Universidad de Alcalá. Madrid, Colección de Economía.
4. Benaim, S. et al. (1994). Mantenimiento de edificios para la salud. Buenos Aires, Argentina, OPS, CAM.
5. Borroto Pentón, Yodaira et. al. (2005). Contribución al mejoramiento de la gestión de mantenimiento en hospitales en Cuba. Aplicación en hospitales de la provincia Villa Clara. Tesis Doctoral. UCLV. Santa Clara, Cuba.
6. Corretger Rauet, M. (1996). Auditoría y autoevaluación del mantenimiento. Revista Mantenimiento, España. 100: 21-28.
7. De la Paz Martínez, Estrella M. (1996). Perfeccionamiento del sistema de mantenimiento en la Industria Textil Cubana. Aplicación en la Empresa Textil "Desembarco del Granma". Santa Clara, Cuba, UCLV. Tesis Doctoral.
8. Dounce Villanueva, E. (1998). La productividad en el mantenimiento industrial. Compañía Editorial Continental, S.A. de C. V. México.
9. Ellmann, H. (1997). ¿Por qué el mantenimiento predictivo antes que preventivo? Revista Mantenimiento, España. 10: 44-51.
10. Encinas Beltrán, V. (2000). Mantenimiento basado en tecnología de avanzada: un enfoque para el próximo milenio. Revista Mantenimiento, Costa Rica. 11: 3-7.
11. Fabrés Díaz, J. L. (1991). Auditorías en mantenimiento: un paso inicial para mejorar la competitividad. Revisado 15 de marzo de 2002: http://www.apics.org/sigs/articles/fall99PI.htm.
12. Fernández, J., Matos, J. & Prim, R. (1983). Sistema de Mantenimiento Preventivo Planificado. Editorial Científico-Técnica. Ciudad de La Habana.
13. García, Garrido, S. (2003). Organización y gestión integral de mantenimiento. Ediciones Díaz de Santos. España. 304p.
14. González Luque, J. L. (2002). Mantenimiento Hospitalario. Hospital Regional "Carlos Haya". Málaga, España. Monografía.
15. González Fernández Francisco Jacier. Auditoría de mtto e indicadores de gestión. 2da edición. Fundación Confemetal.
16. Idhammar, B. (1984). Maintenance and Reliability. North Carolina, USA, Idhammar Konsult AB.
17. Juric Komorski, Z. (1995). La auditoría y el autodiagnóstico del mantenimiento industrial. Revista Mantenimiento, España. 84:
18. Kamenitzer, S. E. (1985). Organización, planificación y dirección de la actividad de las empresas industriales. La Habana, Editorial Pueblo y Educación.
36
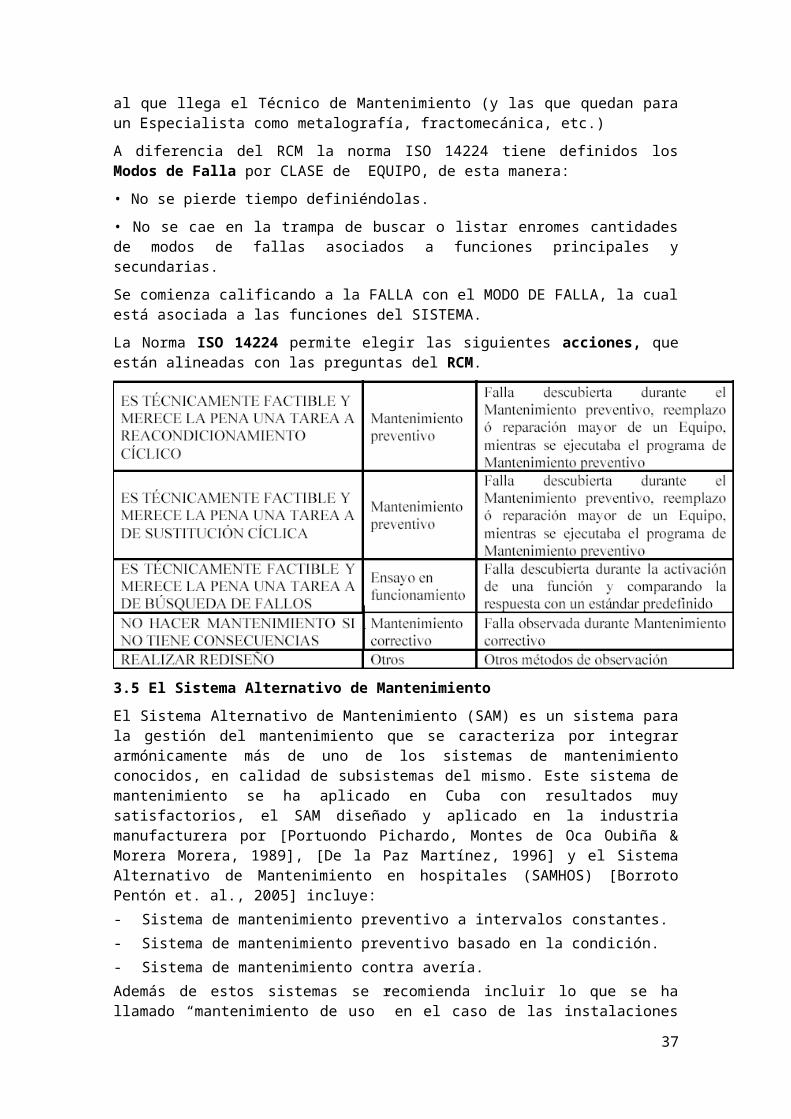
19. Larralde Ledo, E. (1994). Métodos de evaluación de la gestión de mantenimiento. Revista Mantenimiento, España. 72: 7-13.
20. Lezana, E. (1996). Mantenimiento centrado en la fiabilidad (RCM). Revista Mantenimiento, España. 91: 25-36.
21. Lloret, J. (1994). Mantenimiento y gestión de edificios sanitarios. Revista Mantenimiento, España. 73: 5-9.
22. Lourival Tavares, A. (1999). Administración moderna de Mantenimiento, Editorial Novopolo, Publicaciones Brasil.
23. Nakajima, S. (1988). Introduction to TPM. Productivity Press. Cambridge, Massachusetts.
24. Navarrete Pérez, E. & González Martín, J. R. (1986). Mantenimiento Industrial. ISPJAE. Ciudad de la Habana.
25. Omarov, A. M. (1977). Economía de empresas industriales. La Habana, Editorial Orbe.
26. Pérez Jaramillo, C. (1992). Gerencia de Mantenimiento y Sistemas de Información. Colombia, Soporte y CIA. LTDA.
27. Portuondo Pichardo, F & Pérez Tejeda, A (1994). Selección y diseño de un sistema de mantenimiento. Ciudad de La Habana, ISPJAE.
28. Portuondo Pichardo, F. (1990). Economía de Empresas Industriales. (2 partes). Ciudad de la Habana, Editorial Pueblo y Educación.
29. Portuondo Pichardo, F., Montes de Oca Oubiña, B. & Morera Morera, J.D. (1989). Sistema alterno de mantenimiento. Revista Ingeniería Industrial, Cuba. 10: 113-120.
30. Zambrano, S. & Leal, S. (2005). Fundamentos básicos de mantenimiento. Litho Arte. Venezuela. 130p.
37

Tecnologías ReferenciasAnálisis vibracional [Bolaños, 1992; Aduvire, López &
Aduvire, 1992; González García, 1997; Encinas, 2000; Estupiñán &
38
Selección
Adquisición
Instalación
¿Se satisface la demanda en cantidad y calidad transcurrido t?
¿Es solo un problema de cantidad?
Ampliación
¿Se satisface la demanda modernizando el activo fijo?
¿Es económicamente factible la Modernización?
Modernización Análisis de vida económica
¿Costos totales anuales (operación + mantenimiento)
constantes?
Valoración objetiva de otros factores influyentes
¿Se dispone de capital para la compra de un nuevo activo fijo?
ReemplazoMantenimiento
Utilización
Fin del ciclo de vida
Anexo 1 Procedimiento de selección de alternativas de decisión sobre los activos fijos

Saavedra, 2002]
Análisis de aceite
[Payri González, Macián Martínez & Espinosa Bejerano, 1992; Saavedra,2000; Encinas, 2000; Estupiñán & Saavedra, 2002]
Análisis Ultrasónico [Encinas Beltrán, 2000]Análisis espectral de corriente en motores de inducción [Encinas Beltrán , 2000]
Análisis de cables de acero [Encinas Beltrán, 2000]Inspecciones electromagnéticas [Encinas Beltrán, 2000]Control y automatización [Encinas Beltrán, 2000]Alineamiento láser [Encinas Beltrán, 2000]Balanceo dinámico [Encinas Beltrán, 2000]
Ensayos no destructivos (líquidos penetrantes, partículas magnéticas, ultrasonidos, radiografía, técnicas microestructuradas, medida de deformaciones, variaciones de dureza, medidas de capas internas de óxido, etcétera)
[Aduvire, López Y Aduvire, 1992; Naval, 1997]
Detección de problemas (Espectro Spike Energy) [Rayo, 1992]
Inspecciones visuales (estrosboscopía, endoscopía, fotografía y video, perfilometría, sonda de luz, baroscopio, etcétera)
[Aduvire, 1992; Eade, 1997; Améndola, 2002]
Inspecciones acústicas (sonómetros, vibrómetros, Análisis de Impulsos de choque) [Aduvire,1992; Améndola, 2002]
Ensayos tribólicos (ferrografía, ferroscopía, análisis de lubricantes)
[Aduvire, 1992; Verdini & Veratti, 2000]
Medidas de magnitudes físicas en general (corrosión, presión) [Aduvire, 1992]
Inspecciones térmicas (termómetros de expansión de fluidos, análisis termográficos, termoindicadores, etcétera.)
[Aduvire, 1992; González García, 1997; Eade, 1997; Verdini & Veratti, 2000; Encinas Beltrán, 2000; Estupiñán & Saavedra, 2002]
Anexo 2 Tecnologías predictivas para identificar y/o corregir fallos
Anexo 3 Procedimiento para la implementación del SAM (Fuente: De la Paz Martínez, 1996)
391. Estudio de las condiciones
del objeto de estudio2. Intercambio inicial con dirigentes y especialistas sobre objetivos y ventajas del SAM3. Clasificación de los equipos para cada subsistema
de mantenimiento4. Equipos aptos para el
Mantenimiento Predictivo 5. Equipos que
continúan en MPP6. Equipos que pasan a
Mantenimiento Correctivo
8. Evaluación periódica del SAM y sus efectos
7. Organización del trabajo de planificación, ejecución y control de la actividad de
mantenimiento con el SAM

Anexo 4 Procedimiento para la implementación del SAMHOS
40

Anexo 5 Algoritmo de clasificación (Fuente: Borroto Pentón, 2005 adaptado del algoritmo de Torres, 1997)
41

42
1,2Seguridad
Afectaciones
Calidad
Tiempo
Frecuencia
Afectaciones
Utilización
Tiempo
Frecuencia
Equipamiento clase A Equipamiento clase B Equipamiento clase C
3
1
1, 2
2,3
2,3
3
3
3
3
2, 3
3
1, 2
1, 2
21,2
1
1, 2