viabilidad en la elaboraciÓn de … · viabilidad en la elaboraciÓn de prefabricados en concreto...
TRANSCRIPT

VIABILIDAD EN LA ELABORACIÓN DE PREFABRICADOS EN CONCRETO USANDO AGREGADOS GRUESOS RECICLADOS
GONZALO ALFONSO AGREDA SOTELO GINNA LIZETH MONCADA MORENO
UNIVERSIDAD CATÓLICA DE COLOMBIA FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA CIVIL TRABAJO DE INVESTIGACIÓN TECNOLÓGICA
BOGOTÁ D.C. 2015

VIABILIDAD EN LA ELABORACIÓN DE PREFABRICADOS EN CONCRETO USANDO AGREGADOS GRUESOS RECICLADOS
GONZALO ALFONSO AGREDA SOTELO GINNA LIZETH MONCADA MORENO
Trabajo de grado para optar al título de Ingeniero Civil
Director MARISOL NEMOCÓN RUIZ
Ingeniera Civil
UNIVERSIDAD CATÓLICA DE COLOMBIA FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA CIVIL TRABAJO DE INVESTIGACIÓN TECNOLÓGICA
BOGOTÁ D.C. 2015


Nota de aceptación ______________________________________ ______________________________________ ______________________________________ ______________________________________
Directora de Investigación Ing. Marisol Nemocón Ruiz
______________________________________
Asesor Metodológico Ing. Javier Valencia Sierra
______________________________________ Jurado Bogotá D.C., noviembre de 2015

CONTENIDO
pág. INTRODUCCIÓN.................................................................................................. 10 1. JUSTIFICACIÓN ....................................................................................... 11 2. ANTECEDENTES ..................................................................................... 12 3. PLANTEAMIENTO Y FORMULACIÓN DEL PROBLEMA......................... 14 4. OBJETIVOS .............................................................................................. 15 4.1. GENERAL: ................................................................................................ 15 4.2. ESPECÍFICOS: ......................................................................................... 15 5. MARCO DE REFERENCIA ....................................................................... 16 5.1. MARCO CONCEPTUAL............................................................................ 16 5.2. MARCO TEÓRICO.................................................................................... 17 5.3. PROPIEDADES DEL AGREGADO DE CONCRETO RECICLADO.......... 20 5.3.1. Granulometría ........................................................................................... 20 5.3.2. Forma y textura superficial ........................................................................ 20 5.3.3. Densidad y absorción ................................................................................ 21 5.3.4. Desgaste en máquina de los ángeles........................................................ 21 6. RECOPILACIÓN DE INFORMACIÓN Y ESTADO DEL ARTE ................. 22 7. PRUEBAS DE LABORATORIO ................................................................ 24 7.1. CARACTERIZACIÓN DE LOS MATERIALES .......................................... 24 7.2. DISEÑO DE MEZCLA ............................................................................... 25 7.3. ELABORACIÓN DE PROBETAS. ............................................................. 28 8. RESULTADOS Y ANÁLISIS...................................................................... 30 8.1. MANEJABILIDAD...................................................................................... 30 8.1.1. Resultados esperados............................................................................... 30 8.1.2. Resultados ................................................................................................ 30 8.1.3. Análisis de resultados................................................................................ 31 8.2. ENSAYO A COMPRESIÓN....................................................................... 32 8.2.1. Resultados esperados............................................................................... 32 8.2.2. Resultados ................................................................................................ 33 8.2.3. Análisis de Resultados. ............................................................................. 36 8.3. ENSAYO A RESISTENCIA A LA FLEXIÓN .............................................. 38 8.3.1. Resultados esperados............................................................................... 38 8.3.2. Resultados ................................................................................................ 39

pág. 9. CONCLUSIONES...................................................................................... 42 10. RECOMENDACIONES ............................................................................. 43 BIBLIOGRAFIA..................................................................................................... 44 ANEXOS............................................................................................................... 46

LISTA DE TABLAS
pág. Tabla 1. Tabla resumen caracterización Arena 24 Tabla 2. Tabla resumen análisis granulométrico Arena 24 Tabla 3. Tabla resumen análisis caracterización grava 24 Tabla 4. Tabla resumen análisis granulométrico grava 25 Tabla 5. Diseño de mezcla para 1m3 26 Tabla 6.Volumen de concreto requerido para los ensayos 26 Tabla 7.Diseño Mezcla Convencional 26 Tabla 8.Diseño Mezcla 70% RCD 26 Tabla 9. Diseño Mezcla 25% RCD 27 Tabla 10. Diseño Mezcla 50% RCD 27 Tabla 11. Diseño Mezcla 70% RCD 27 Tabla 12. Resultados prueba asentamiento 30 Tabla 13. Resumen Resistencia a la Compresión 7 Días 34 Tabla 14. Resumen Resistencia a la compresión a 14 días 34 Tabla 15. Resumen resistencia la compresión a 21 días 35 Tabla 16. Resumen Prueba Resistencia a la compresión 36 Tabla 17. Módulo de rotura mínimo en MPa para bordillos y cunetas 48 Tabla 18. Resumen prueba Resistencia a la flexión 40
LISTA DE FIGURAS
pág. Figura 1. Elaboración de cilindros en laboratorio. ..................................................29
Figura 2. Elaboración de cilindros y viguetas en laboratorio..................................29
Figura 3. Resumen prueba de asentamiento. ........................................................31
Figura 4. Resistencia a la compresión a 7 días. ....................................................34
Figura 5. Resistencia a la compresión a 14 días. ..................................................35
Figura 6. Resistencia a la compresión a 21 días. ..................................................35
Figura 7. Resistencia a la compresión de diferentes tipos de mezcla....................36
Figura 8. Montaje prueba a flexión.........................................................................39
Figura 9. Resistencia a la flexión cada tipo de mezcla. .........................................40
LISTA DE ANEXOS
pág. Anexo A. Tablas con la información completa correspondiente a los
resultados de los experimentos realizados durante esta investigación

10
INTRODUCCIÓN En Colombia el tema ambiental en la construcción ha tenido gran relevancia en las últimas décadas, el gobierno nacional a través del ministerio del medio ambiente está incentivando el uso de materiales, metodologías y técnicas sostenibles, con el ánimo de cuidar los recursos y asegurar que las generaciones futuras disfruten de condiciones óptimas para su desarrollo.1 Teniendo en cuanta lo anterior, nuestra propuesta para investigación se basa en la optimización de un recurso que en la construcción es indispensable pero a su vez sea ambientalmente sostenible; usando el principio de la reutilización que busca cuidar y aprovechar al máximo un recurso, nos centramos en la grava reciclada, proveniente de los residuos de la construcción, material que cumple con las expectativas ecológicas y que se ha probado ampliamente como un componente que puede cumplir con los requisitos mínimos de calidad que exige la fabricación de concreto2. Los elementos prefabricados son ideales para comprobar el uso de un nuevo material en la tecnología del concreto, pues en buenas condiciones se pueden controlar variables que en campo son difíciles de manejar y permiten hacer las pruebas necesarias para comprobar las características que en un elemento se buscan. Buscamos lograr que la grava reciclada sea un material usado para la producción de prefabricados y que estos elementos cumplan con las características técnicas y sean competitivos en un mercado que día a día está creciendo.
1 CONSEJO MUNDIAL EMPRESARIAL PARA EL DESARROLLO SOSTENIBLE. Reciclando Concreto: Cement Sustainability Initiative (CSI - WBCSD) [en línea] [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://ficem.org/publicaciones-CSI/DOCUMENTO-CSI-RECICLAJE-DEL-CONCRETO/RECICLAJE-D-CONCRETO_1.pdf>. 2 BEDOYA MONTOYA, Carlos Mauricio. El concreto reciclado con escombros como generador de hábitats urbanos sostenibles [en línea] Medellín: Universidad Nacional de Colombia. Facultad de Arquitectura [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://www.bdigital.unal.edu.co/3477/1/98589947-2003.pdf>.

11
1. JUSTIFICACIÓN
El uso de concreto reciclado resulta atractivo al evaluar los beneficios económicos que puede aportar en la producción de nuevos elementos, que sean competitivos en el mercado y, que a su vez aporten en el desarrollo auto-sostenible de la construcción. La implementación de agregados gruesos reciclados en concreto es una práctica que en los últimos años ha tenido gran acogida por parte de la industria de construcción y productores de concreto, ya que se ha probado que es un material que puede cumplir con las características de calidad, manejabilidad y producción requeridas en la elaboración de elementos tipo prefabricados. Los prefabricados no estructurales tales como sardineles, bordillos, cunetas, y tope llantas, son ideales para realizar la propuesta de investigación; al ser elementos de uso común y de uso mayoritario que tienen moldes de una precisión más elevada y no llevan armaduras de acero.

12
2. ANTECEDENTES El uso de agregados reciclados ha venido haciendo carrera entre todos los productores y consumidores de concreto, ya sea en mezclas elaboradas en las obras o en elementos prefabricados, inclusive se habla ya de especificaciones y parámetros para regular y optimizar el uso de este tipo de agregado y sus productos3. La industria de la construcción es a nivel mundial una de las más grandes consumidoras de recursos y materias primas no renovables, el concreto específicamente utiliza en su composición materiales provenientes directamente de la corteza terrestre (agregados gruesos y finos) además de agua potable. Estos son recursos que naturalmente no tienen un sustituto y debido a la gran demanda por parte de la industria, en las últimas décadas se ha buscado una forma de optimizar el uso de materiales y encontrar alternativas que cumplan con las especificaciones técnicas suficientes, para darle al concreto las propiedades que lo caracterizan. Investigadores e industriales han visto con buenos ojos es la reutilización del residuos provenientes de la demolición de estructuras o RDC (Residuos de construcción y demolición), tema que en países europeos, Medio Oriente, Asia, Estados Unidos o Australia ya ha tenido cierto recorrido y se ha probado con éxito en elementos fabricados con concreto, que cumplen con la normativa de estos países a tal punto que se ya existen manuales y legislación que regula e incentivan el uso de los RDC; un ejemplo claro es España, en cuya norma sismo resistente (NCSE-02 anexos 15 y 18) se nombra el concreto reciclado como una opción para elaboración de mezclas, también podemos nombrar la “Guía española de áridos reciclados procedentes de residuos de construcción y demolición” donde encontramos un marco normativo y técnico de la utilización de agregados reciclados para la elaboración de estructuras y elementos de concreto.4 En Latinoamérica, específicamente en Colombia el tema de reciclaje de concreto es relativamente nuevo, sin embargo en el marco del cumplimiento de normas ambientales colombianas y a manera de generar incentivo en el uso materiales reciclados y sostenibles, instituciones como ICONTEC o el Consejo Colombiano de Construcción Sostenible se han puesto a la tarea de generar documentación y recomendaciones para el uso de concreto reciclado en el sector de construcción, sin embargo aún no existe una normativa clara al respecto a pesar de que existen
3 RINCÓN, Juan Carlos. Uso eficiente del concreto reciclado [en línea] Bogotá: Asocreto [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://app.idu.gov.co/boletin_alejandria/julio2013/doc/ARTICULOS_TECNICOS/CON-2-13.pdf>. 4 Ibíd.

13
estudios de la industria y académicos que pueden avalar el uso del material como una alternativa viable.5 La producción de escombros por concepto de actividades propias de la construcción y la demolición en nuestro país carece de datos y estadísticas fiables, se logra evidenciar que la información disponible discrepa entre las fuentes que la suministran, entidades gubernamentales administrativas, asociaciones empresariales y empresas privadas aportan en el estudio y manejo de esta actividad.
5 GRUPO DE INVESTIGACIÓN DECOR. Aplicación de prefabricados ecológicos: análisis de mercado. [en línea] Bucaramanga: Universidad Pontificia Bolivariana [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://decor.upbbga.edu.co/documents/PREFABRICADOS%20EN%20COLOMBIA%20%20v7%20digital.pdf>.

14
3. PLANTEAMIENTO Y FORMULACIÓN DEL PROBLEMA La propuesta de investigación que queremos lograr está fundamentada en un principio en la utilización de un material poco usado en nuestro medio; aprovechando la cantidad de residuos provenientes de la construcción y que existe un mercado para productos que cumplan con la optimización de un recurso del que puede tener beneficios tanto ambientales como económicos. Se quiere lograr un producto que logre cumplir con las expectativas a nivel de ingeniería y de investigación, además que abrir la posibilidad de salir al mercado como una alternativa ecológica y ambientalmente sostenible, teniendo en cuenta que este es un campo relativamente nuevo en nuestro país pero que sin embargo tiene gran acogida y cada día gana más adeptos.

15
4. OBJETIVOS 4.1 GENERAL
Evaluar la viabilidad técnica del uso de agregado grueso reciclado en la elaboración de productos prefabricados para espacio público tales como sardineles, bordillos, cunetas y topellantas que cumplan con la normativa colombiana para este tipo de elementos (NTC-4109) y con estándares mínimos de calidad.
4.2 ESPECÍFICOS: ● Elaborar mezclas de concreto con distintos porcentajes de contenido de agregado grueso reciclado, para luego evaluar su comportamiento físico y mecánico en prefabricados, aplicando las pruebas a comprensión y eventualmente tensión según la norma NTC-4109. ● Describir en detalle los resultados de los ensayos practicados a los elementos prefabricados para decidir qué tipo de mezcla es la óptima en la elaboración de los nuevos productos con material reciclado. ● Dar recomendaciones sobre el uso y posible aplicación del material reciclado para la elaboración de elementos prefabricados teniendo en cuenta los resultados obtenidos de los ensayos.

16
5. MARCO DE REFERENCIA 5.1 MARCO CONCEPTUAL En el marco de referencia conceptual se hace necesario relacionar las siguientes definiciones, las cuales hacen parte de vocabulario que se desarrollará a lo largo de todo el documento.
• Concreto. (hormigón) es un material de construcción producido por medio de la combinación de tres elementos fundamentales: el principal componente es el cemento que puede llegar a ocupar de un 7% un 15% de la mezcla y tiene propiedades de adherencia y cohesión que pueden suministrar una buena resistencia a la compresión, el segundo es el agua que ocupa entre un 14% y 18% de la mezcla que hidrata el cemento por medio de complejas reacciones químicas y el tercero es el agregado, definido como material inerte, de forma granular, naturales o artificiales, y se encuentra separado en fracciones finas (arenas) y fracciones gruesas (gravas). Se puede decir que el concreto es un material durable, resistente y adherente con forma indefinida, puesto que es una mezcla maleable.6 • Agregados7.Son aquellos que provienen de la roca, habitualmente se encuentran en forma de bloques, losetas o fragmentos de distintos tamaños, principalmente en la naturaleza, aunque de igual modo existen otros que son procesados e industrializados por el ser humano. Los agregados pétreos se dividen en:
► Finos: Se le da comúnmente el nombre de arena y se define como partículas de arena, rocas trituradas, o materiales similares con un diámetro ligeramente inferior a 5 mm. Las especificaciones para el aditivo fino exigen cierta variedad en los tamaños de las partículas. El agregado fino debe consistir en partículas fuertes, libres de arcilla, materia orgánica, sedimentos, mica u otras sustancias perjudiciales. Se puede usar arena de mar sólo si el concreto se va a preparar con agua dulce.
► Gruesos: El que se usa con mayor frecuencia es la grava. El agregado grueso puede componerse de piedras trituradas, escorias de altos hornos y otras partículas duras similares, que varían en tamaño de l0mm a 75mm.
6 SÁNCHEZ DE GUZMÁN, Diego. Tecnología del concreto y del mortero: diseño de mezclas de concreto. 5 ed.. Bogotá: Bhandar, 2001, p. 221. 7 MORALES CAJAMARCA, Juan Carlos. Reciclaje de concreto y ladrillo de desecho de construcción como agregado grueso en el concreto. Trabajo de grado. Ingeniero Civil. Bogotá D.C: Universidad Católica de Colombia. Facultad Ingeniería. Programa Ingeniería Civil 2004, p. 16.
17
• Reciclaje de concreto8. Se entiende por concreto reciclado, a todos los áridos (agregados) finos o gruesos que son obtenidos mediante los procesos de demolición en plantas especializadas de reciclados que se encargan de separar los agregados de materias inservibles para la reutilización para un nuevo concreto. • Prefabricados9.Un elemento prefabricado como su nombre lo señala es aquel que ha sido preparado con anterioridad y está listo para su uso haciendo los procesos constructivos más eficientes y económicos que los tradicionales, por cuanto reduce el costo de materiales y mano de obra durante la instalación. Normalmente, los sistemas prefabricados se producen en planta con un procedimiento industrial por lo cual la esencia en su uso se sustenta por la organización durante el montaje, lo cual le corresponde al usuario o constructor, más que en su producción, que es una labor del fabricante o productor. 5.2 MARCO TEÓRICO El uso de concreto con agregados reciclados comenzó alrededor de lo los años 50’s y 60’s, como consecuencia de la segunda guerra mundial, en la que se produjeron grandes cantidades de desechos de estructuras de hormigón que tuvieron que ser reutilizadas en los procesos de reconstrucción. Desde la fecha han sido numerosos los trabajos de investigación realizados con mucha disparidad en las conclusiones, principalmente por la heterogeneidad que presentan estos materiales.10 A nivel nacional hemos encontrados estudios a nivel académico principalmente tesis de pregrado y maestría de diferentes universidades en Colombia que en general arrojan conclusiones positivas sobre el uso de material reciclado como un componente alternativo en la elaboración de concreto. Los altos costos en la preparación del concreto sumado al deterioro ambiental causado por la producción del mismo han motivado la inclusión de nuevos materiales o sustitución de otros, buscando conservar el balance entre resistencia y costo, siendo un requisito la evaluación de calidad de las nuevas adiciones. Para el caso de sustitución parcial de agregado, el aprovechamiento del agregado de demolición reciclado y recuperado in situ ha demostrado que no afecta la resistencia del elemento finalmente obtenido (Soutsos, Tang, & Stephen G., Concrete building blocks made with recycled demolition aggregate, 2011) y los estudios realizados evalúan comportamiento de las piezas con sustituciones en
8 Ibíd., p. 17. 9 GRUPO DE INVESTIGACIÓN DECOR. Op. cit. 10 PÉREZ BENEDICTO, José Ángel. Estudio experimental sobre propiedades mecánicas del hormigón reciclado con áridos procedentes de la no calidad en prefabricación. Tesis Doctoral. 2011 [en línea] Madrid: Universidad Politécnica de Madrid [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://oa.upm.es/9055/3/JOSE_ANGEL_PEREZ_BENEDICTO.pdf>.

18
solo el agregado grueso, solo el agregado fino y sustituciones de ambos materiales (Soutsos, Tang, & Millard, Use of recycled demolition aggregate in precast products, phase II: Concrete paving blocks, 2011). En todos los casos, la gravedad específica, absorción, finura, y la angulosidad, para el caso de los agregados y la gravedad específica, consistencia normal y tiempo de fraguado para el caso del cemento son propiedades que se deben tomar en consideración cuando se realiza un diseño de mezcla de concreto, pero adquieren mayor relevancia cuando se están realizando sustituciones o reemplazos de material.11 Este trabajo de investigación centra su objetivo en uno de los componentes de la mezcla de concreto como lo es el agregado grueso, es por esto que debemos tener en cuenta que la producción del material en las plantas es similar al procesamiento de los agregados naturales, incorporando fases de separación de impurezas y otros contaminantes, el material que se obtiene del proceso anteriormente descrito presenta falta de uniformidad, con diferencias notables en la proporción de mortero y de otros componentes, pude contener sustancias que perjudiquen la calidad del concreto y su durabilidad, por lo tanto, deben limitarse.12 Como se mencionó anteriormente, razones económicas incentivaron considerar la implementación del uso de agregados reciclados, sin embargo el deterioro ambiental causado por la explotación de recursos naturales para la producción de concreto ha llevado a evaluar al sector de la construcción, quien juega un papel de gran envergadura en el proceso de crecimiento de la sociedad, los beneficios ambientales que este tipo de prácticas trae consigo; Nuestro país consiente de la condición de figurar como uno de los lugares más biodiversos del planeta después de Brasil, frente a 172 países del mundo* , ha trabajado desde la década de los 90 por modificar e implementar una legislación que contribuya con la sostenibilidad en materia ambiental del mismo. El marco jurídico es amplio y contempla leyes fundamentales concebidas en la constitución política, como iniciativas legislativas promulgadas en cámara y senado. Por otra parte y como iniciativa del sector privado en el año 2008 un conjunto de empresas y entidades del sector se asociaron, para crear lo que se denominó el Concejo Colombiano de Construcción Sostenible (CCCS), con el fin de promover la transformación de la industria de la construcción para lograr un entorno responsable con el medio ambiente y el bienestar de los Colombianos.** A pesar de lo expuesto anteriormente lamentablemente en Colombia la reglamentación que promueve y exige el manejo y buen uso de los residuos sólidos generados en la construcción con fines de reutilización esta pobremente implantada. 11 GRUPO DE INVESTIGACIÓN DECOR. Op. cit. 12 PÉREZ BENEDICTO, José Ángel. Op. cit. * Foro Económico Mundial del 2010. Clasificación mundial de competitividad turística. ** CONSEJO COLOMBIANO DE CONSTRUCCION SOSTENIBLE (CCCS).

19
Datos estadísticos suministrados por el Banco Mundial reflejan que el porcentaje de crecimiento demográfico en nuestro país para el año 2013 fue del 0.9% con respecto a la población total censada el año inmediatamente anterior13, lo que implicó el aumento significativo en la construcción de vivienda, de acuerdo a información provista por el Departamento Administrativo Nacional de Estadística (DANE) para el mes de marzo del año 2014 se licenciaron (1.843.902 m²) para construcción, 418.635 m² más que en el mismo mes del año anterior (1.425.267 m²), lo que significó un aumento de 29,4%14, automáticamente se entiende que por dichas actividades la cantidad de residuos de demolición y construcción (RDC) incrementó y por consiguiente el impacto ambiental de su disposición. La producción de escombros por concepto de actividades propias de la construcción y la demolición en nuestro país carece de datos y estadísticas fiables, se logra evidenciar que la información disponible discrepa entre las fuentes que la suministran; Entidades gubernamentales administrativas, asociaciones empresariales y empresas privadas aportan en el estudio y manejo de esta actividad. En Bogotá se disponen ilegalmente más de 450 toneladas de escombros diarias, debido al desarrollo de infraestructura tanto pública como privada. Debido a la falta de control existente y a pesar de existir cartillas para la gestión de escombros de acuerdo al origen del mismo sólo un bajo porcentaje de RCD llega a sitios destinados para su disposición final y un alto porcentaje termina en botaderos no autorizados, bermas, humedales e invadiendo el espacio público y privado del área urbana de la ciudad (Personería de Bogotá D.C., 2009).Estos residuos denominados RCD pueden estar compuestos de una gran cantidad de materiales según el tipo de proyecto (Secretaría Distrital de Ambiente, 2008).15 Esta investigación busca demostrar la viabilidad técnica en la utilización de agregado reciclado grueso, proveniente de RCD, como componente sustituto en el diseño de mezcla para elaboración de concreto, en la fabricación de prefabricados, teniendo en cuenta que esté, se ha convertido en un producto de gran dinámica en el sector de la construcción con sus múltiples usos y aplicaciones sumando a esto su alto valor agregado desde el desempeño 13 BANCO MUNDIAL. Crecimiento de la población (% anual) [en línea] Washington: La Empresa [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://datos.bancomundial.org/indicador/SP.POP.GROW>. 14 DEPARTAMENTO ADMINISTRATIVO NACIONAL DE ESTADÍSTICA. Estadísticas de Edificación Licencias de Construcción [en línea] Bogotá: DANE [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://www.dane.gov.co/index.php/construccion-alias/estadisticas-de-edificacion-de-licencias-de-construccion-elic>. 15 ESCANDÓN MEJÍA, Juan Camilo. Diagnóstico técnico y económico del aprovechamiento de residuos de construcción y demolición en edificaciones en la ciudad de Bogotá. Trabajo de Grado. Ingeniero Civil, 2011 [en línea] Bogotá: Pontificia Universidad Javeriana [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://repository.javeriana.edu.co/bitstream/10554/7516/1/tesis603.pdf>.

20
ambiental en comparación a otros sistemas constructivos similares; sin embargo para el aprovechamiento de estos materiales se debe tener en cuenta que la cantidad de impurezas que se puedan encontrar en ellos puede afectar de manera directa el resultado de la mezcla, por eso la importancia del manejo en la disposición del mismo. Una de las entidades encargadas de promover la oferta y demanda de productos y servicios que causen menor impacto en el ambiente es El Instituto Colombiano de Normas Técnicas (ICONTEC), entidad de carácter privado, sin ánimo de lucro, encargada de acreditar, reglamentar y estipular, previo estudios técnicos, metodologías, procesos y características que deben seguir las entidades que deseen certificar sus servicios o productos, los sellos expedidos por esta entidad generan ventajas competitivas en los mercados internos y externos16. La NTC 6093 denominada ETIQUETAS AMBIENTALES TIPO I. SELLO AMBIENTAL COLOMBIANO. CRITERIOS AMBIENTALES PARA PREFABRICADOS EN CONCRETO, estipula en sus objetivos que fue creada con el fin de promover la construcción sostenible y de permitir a los fabricantes de prefabricados en concreto, responder a requisitos ambientales y de esta manera puedan demostrar que sus productos cumplen integralmente las exigencias del mercado verde. 5.3 PROPIEDADES DEL AGREGADO DE CONCRETO RECICLADO
5.3.1 Granulometría17. La granulometría de los agregados de concreto reciclado varía según el proceso de trituración que se realice, pudiéndose seleccionar mediante pequeños ajustes en la apertura de las trituradoras. El porcentaje de agregado grueso que se obtiene puede variar entre 70% y 90% del agregado total producido. Este porcentaje depende además del tamaño máximo del agregado grueso de concreto reciclado producido y de la composición del concreto original. La fracción gruesa posee una curva granulométrica adecuada, que se puede englobar dentro de los límites granulométricos que recomiendan algunas normas internacionales para el empleo de agregado grueso en concreto estructural (ASTM, prEN). 5.3.2 Forma y textura superficial18. La presencia del mortero que queda adherido a los agregados del concreto original provoca que la textura de los agregados de concreto reciclado sea más rugosa y porosa que la de los agregados naturales como consecuencia del proceso de trituración. No obstante, el coeficiente de forma del agregado de concreto reciclado es similar al que puede presentar el 16 PÉREZ BENEDICTO, José Ángel. Op. cit. 17 ARRIAGA TAFHURT, Libardo Enrique. Utilización de agregado grueso de concreto reciclado en elementos estructurales de concreto reforzado. Tesis de Grado. Magíster en Ingeniería Civil, 2013 [en línea] Bogotá: Escuela Colombiana de Ingeniería Julio Garavito [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://repositorio.escuelaing.edu.co/handle/001/118>. 18 Ibíd.

21
agregado natural. En una investigación nacional se obtuvo un coeficiente de forma para el agregado grueso reciclado de 0,24 y de 0,31 para el agregado grueso natural. 5.3.3 Densidad y absorción19. La densidad del agregado de concreto reciclado es inferior a la del agregado natural, debido a la pasta de cemento que queda adherida a los granos. La densidad del agregado de concreto reciclado suele oscilar entre 2100 y 2400 kg/m3, mientras que la densidad saturada con superficie seca varía entre 2300 y 2500 kg/m3, por lo que en todos los casos se pueden considerar estos agregados de densidad normal. Absorción promedio del 10% para el concreto con agregado reciclado equivalente a una mayor absorción frente al concreto con agregado natural del 43%. Humedad de absorción promedio 7,8% para el concreto con agregado reciclado equivalente a una mayor absorción frente al concreto con agregado natural del doble. La absorción es una de las propiedades físicas del agregado de concreto reciclado que presenta una mayor diferencia con respecto al agregado natural, debido a la elevada absorción de la pasta que queda adherida a él. Los principales aspectos que influyen tanto en la densidad como en la absorción del agregado de concreto reciclado son: el tamaño de las partículas, la calidad del concreto original y las técnicas de procesado. 5.3.4 Desgaste en máquina de los ángeles20. El agregado de concreto reciclado presenta un elevado desgaste en la máquina de los ángeles ya que en el ensayo se elimina todo el mortero que queda adherido al agregado, además de la pérdida de peso propia del agregado natural. En una investigación nacional se encontró un desgaste promedio en la máquina de los ángeles del 45% frente a un 25% de la muestra patrón. En otra similar, por su parte, se encontró un desgaste promedio en la máquina de los ángeles del 40,5% frente a un 30,3% de la muestra patrón. El valor esperable del coeficiente de los ángeles del agregado de concreto reciclado puede situarse en un rango muy amplio de 25-42%, dependiendo entre otros factores del tamaño de las partículas y de la calidad del concreto original, así como del propio coeficiente de los ángeles del agregado natural que contenga.
19 Ibíd. 20 Ibíd.
22
6. RECOPILACIÓN DE INFORMACIÓN Y ESTADO DEL ARTE • “Estudio experimental de las propiedades mecánicas del concreto reciclado para uso en edificaciones convencionales”
Juan Pablo Robles – Juliana Vanegas. Pontificia Universidad Javeriana.
• “Utilización de agregado grueso de concreto reciclado en elementos estructurales de concreto reforzado”
Libardo Enrique Arriaga Tafhurt. Escuela Colombiana de Ingeniería Julio Garavito.
• “Reciclaje de concreto y ladrillo de desechos de construcción como agregado grueso en el concreto”.
Juan Carlos Morales – Jimmy G. Pérez. Universidad Católica de Colombia.
• “Estudio experimental sobre propiedades mecánicas del hormigón reciclado con áridos procedentes de la no calidad en prefabricación”.
JoséÁngelPérez Benedicto. Universidad Politécnica de Madrid.
• “Guía española de áridos reciclados procedentes de residuos de construcción y demolición (RCD)”.
Proyecto GEAR. • Aplicación de prefabricados Ecológicos: Análisis de mercado.
Grupo de Investigación Decor. Universidad Pontificia Bolivariana.
Gracias a la búsqueda de antecedentes e investigaciones previas sobre el tema, se han logrado identificar varios artículos, tesis, ensayos, normas y manuales sobre la utilización de grava reciclada en elementos prefabricados de concreto que han sido de gran ayuda y sirven como punto de partida para abordar esta investigación. En Colombia existen varios estudios, específicamente tesis universitarias sobre el uso de concreto reciclado, mas no se ha logrado sentar un precedente que apunte hacia una normativa técnica sobre el uso del material, este es un tema que en varios lugares en el mundo ya tiene gran acogida y por ende nos llevan una ventaja notable en temas de aplicaciones y desarrollo; es por esta razón en un principio nuestro trabajo seguirá las recomendaciones de la “Guía española de áridos reciclados procedentes de residuos de construcción y demolición” ya que es un manual muy completo donde encontramos ensayos, características, normativa y recomendaciones para la fabricación de los

23
elementos con agregados reciclados y tiene un capítulo dedicado a productos prefabricados.
Adicionalmente la parte experimental del trabajo se apoyara en las tesis planteadas por los Ingenieros Juan Pablo Robles–Juliana Vanegas de la Universidad Javeriana y el Ing. Libardo Enrique Arriaga Tafhurt de la Escuela Colombiana de Ingeniería Julio Garavito; quienes con investigación previa han logrado comprobar las bondades, ventajas y desventajas del uso de agregados reciclados en el medio colombiano.

24
7. PRUEBAS DE LABORATORIO 7.1 CARACTERIZACIÓN DE LOS MATERIALES Esta investigación está centrada en encontrar una mezcla de concreto que cumpla con las características mínimas que exige la norma colombiana para elementos prefabricados de tipo cuneta, bordillo, sardineles y topellantas, para ello debemos tener en cuenta la calidad de materiales que vamos utilizar la elaboración de la mezcla, información que fue suministrada por el productor de materiales Concrescol de Colombia S.A., y por la empresa Reciclados Industriales, quien fueron las empresas de las cuales obtuvimos los materiales para realizar esta investigación. A continuación resumen de la caracterización del material. Tabla 1. Tabla resumen caracterización Arena.
RESUMEN - ARENA TRITURACIÓN AGREGADOS NACIONALES – CONCRESCOL PESO UNITARIO SUELTO (gr/cm3) 1.473 PESO UNITARIO APISONADO (gr/cm3) 1.547 PESO ESPECIFICO APARENTE(gr/cm3) 2.56 CONTENIDO DE MATERIA ORGÁNICA 1 SOLIDEZ - SULFATO DE SODIO (%) 11.9 EQUIVALENTE DE ARENA (%) 82
Fuente: Agregados Nacionales. Tabla 2. Tabla resumen análisis granulométrico Arena.
RESUMEN ANÁLISIS GRANULOMÉTRICO ARENA ABERTURA No % RETIENE % ACUMULADO % PASA
9.52 3/8 0.6 0.6 99.4 4.76 No.4 7.1 7.7 92.4
2 No.10 20.9 28.6 71.4 0.42 No.40 45.9 74.5 25.5
0.177 No.80 17.6 92.1 7.9 0.074 No.200 5.9 98 2
FONDO 2 100 0 Fuente: Agregados Nacionales. Tabla 3. Tabla resumen análisis caracterización grava.
RESUMEN ENSAYOS - GRAVA 3/4 AGREGADOS NACIONALES - CONCRESCOL PESO UNITARIO SUELTO (gr/cm3) PESO ESPECIFICO SSS (gr/cm3) 2.65

25
RESUMEN ENSAYOS - GRAVA 3/4 AGREGADOS NACIONALES - CONCRESCOL PASA TAMIZ 200 - LAVADO (%) 1.9 CONTENIDO DE MATERIA ORGÁNICA N.A SOLIDES - SULFATO DE SODIO (%) 5.56 EQUIVALENTE DE ARENA (%) N.A ABSORCIÓN 1.03
Fuente: Agregados Nacionales. Tabla 4. Tabla resumen análisis granulométrico grava.
RESUMEN ANÁLISIS GRANULOMÉTRICO ABERTURA No % RETIENE % ACUMULADO % PASA
19.1 3/4 47.7 47.7 52.3 12.7 1/2 50.4 98.1 1.9 9.52 3/8 0 98.1 1.9 4.76 No.4 0 98.1 1.9
2 No.10 0 98.1 1.9 0.42 No.40 0 98.1 1.9
0.177 No.80 0 98.1 1.9 0.074 No.200 0 98.1 1.9
FONDO 1.9 100 0 Fuente: Agregados Nacionales. 7.2 DISEÑO DE MEZCLA Teniendo en cuenta las especificaciones dadas por la norma NTC4109 para la elaboración de prefabricados tipo cuneta, sardinel, bordillo y topellantas en donde la resistencia de diseño requerida no se expone de manera textual, pero se solicita el cumplimiento de módulo de rotura mayor o igual a 3 MPa, y teniendo en cuenta que los resultados esperados al realizar este ensayo oscilen entre el 10 y 20 % de la resistencia a la compresión, se elaboró un diseñó la mezcla capaz de resistir 29 MPa o 4000 psi. Como se pretende evaluar el comportamiento del agregado reciclado en la composición de la mezcla, se suplió en tres porcentajes diferentes el contenido del mismo 70, 50 y 25 por ciento con respecto al agregado grueso convencional. El material reciclado utilizado como agregado grueso en las mezclas de ensayo no cuenta con una caracterización confiable ya que proviene de distintas fuentes, esto se debe a que los residuos de demolición corresponden a diferentes estructuras que en su proceso fueron diseñados para alcanzar múltiples resistencias de acuerdo a su funcionalidad.

26
A continuación se expone de manera detallada las cantidades requeridas en una mezcla convencional para lograr la resistencia demandada, y las modificaciones realizadas en la misma para evaluar los porcentajes mencionados. Tabla 5. Diseño de mezcla para 1m3.
DISEÑO DE MEZCLA PARA 28 MPa POR m3 PROPORCIÓN 1: 1 1/2: ½
MATERIAL m3 Kg CEMENTO 0 532 ARENA 0.527 815.269 GRAVA 0.527 1396.55 AGUA 0.234 0.234
Fuente: Autores. Tabla 6. Volumen de concreto requerido para los ensayos.
VOLUMEN REQUERIDO PARA ENSAYOS VOLUMEN CILINDROS VOLUMEN VIGUETA
D (cm) 10 L (cm) 15 H(cm) 20 H (cm) 20
A (cm2) 78.54 A (cm2) 225.00 V (cm3) 1570.80 V (cm3) 4500.00 V (m3) 0.00157 V (m3) 0.00450
TOTAL C 0.014137 TOTAL V 0.00450 TOTA REQUERIDO (M3) 0.01864
Fuente: Autores. Tabla 7. Diseño Mezcla Convencional. Tabla 8. Diseño Mezcla 70% RCD.
Fuente: Autores. Fuente: Autores.
MEZCLA CONVENCIONAL MATERIAL m3 Kg CEMENTO 0 10.906
ARENA 0.010 16.714 GRAVA 0.010 28.631 AGUA 0.004 0.005
MEZCLA CON 70% GRAVA RECICLADA
MATERIAL m3 Kg CEMENTO 0 10.906
ARENA 0.010 16.714 GRAVA 0.003 8.589
GRAVA REC. 0.007 20.041 AGUA 0.234 0.005

27
Tabla 9. Diseño Mezcla 50% RCD. Tabla 10. Diseño Mezcla 25% RCD.
Fuente: Autores. Fuente: Autores. Es importante tener en cuenta que las mezclas en las que se utilizó grava reciclada requirieron de una cantidad de agua mayor a los 4.8 litros que el diseño de mezcla original dictaba. Durante la elaboración de la mezcla se fue agregando gradualmente agua necesaria para obtener una consistencia similar al de la mezcla testigo (Concreto Convencional), entre mayor la cantidad de agregado reciclado mayor fue la cantidad de agua que requirió para llegar a la consistencia deseada; la cantidad de agua adicional para las mezclas fue: Tabla 11. Diseño Mezcla 70% RCD.
Tipo de mezcla Cantidad de agua
(ml) 70% Grava Reciclada 880 50% Grava Reciclada 610 25% Grava Reciclada 280
Fuente. Autores La anterior situación normalmente puede ser un factor preocupante en la elaboración de concreto, sin embargo se esperaba que las mezclas que contienen el agregado grueso reciclado se comporten de esta forma, pues como anteriormente mencionamos el material reciclado tiene una alta absorción generando una reducción de la relación agua/cemento. Como explica el ingeniero Libardo Enrique Arriaga Tafhurt en su investigación “El aumento de la demanda de agua se debe principalmente a la mayor absorción y al cambio de granulometría del agregado, fundamentalmente por generación de finos durante el mezclado, aunque también pueden influir otros factores como su forma angular
MEZCLA CON 50% GRAVA RECICLADA
MATERIAL M3 Kg CEMENTO 0 10.906 ARENA 0.010 16.714 GRAVA 0.005 14.315 GRAVA REC. 0.005 14.315 AGUA 0.234 0.005
MEZCLA CON 25% GRAVA RECICLADA
MATERIAL m3 Kg CEMENTO 0 10.906 ARENA 0.010 16.714 GRAVA 0.007 21.473 GRAVA REC. 0.002 6.507 AGUA 0.234 0.005
es

28
y su textura rugosa. Además, la pérdida de manejabilidad es más rápida, ya que después del mezclado el agregado continúa absorbiendo agua.”21 7.3 ELABORACIÓN DE PROBETAS Definido el diseño de mezcla, se procedió a fundir las probetas que sirvieron como testigo para realizar en laboratorio el ensayo de módulo de rotura y resistencia a la compresión. • Módulo de rotura. Se fundieron 4 viguetas de 15cm x 15cm de sección y 50cm de longitud con el fin de fallar a los 21días; una por cada tipo de mezcla y se compararon los resultados con respecto a la vigueta realizada con mezcla convencional. • Resistencia a la compresión. La prueba de Resistencia a la compresión a 7, 14 y 21díasen cilindros de �=10cm y L=20cm. Por limitaciones de tiempo no fue posible ensayar resistencia a la compresión a los 28 días como lo exige la norma Colombiana, sin embargo con los resultados obtenidos de los anteriores ensayos se realizó una proyección teórica la cual tiene una confiabilidad muy aproximada al método experimental. Al igual que con las viguetas el objetivo es comparar los resultados de los cilindros respecto a los elaborados con mezcla de materiales convencionales. Todas las muestras fueron elaboradas en la misma semana, con una diferencia 24 horas, tiempo mínimo necesario para desencofrar las muestras y poder reutilizar los moldes para siguiente mezcla. En orden de ejecución, se hizo la mezcla convencional, mezcla con 70% de agregado grueso reciclado, Mezcla con 50% de agregado grueso reciclado y por último la mezcla con 25% de agregado grueso reciclado. Se pesaron todos los materiales en la cantidades requeridas y se mezclaron de manera manual, con ayuda de palas y palustres; primero se pre-mezcló el agregado grueso, con el agregado fino y por último el cemento asegurando que todos los materiales se encuentren distribuidos de tal forma que al agregar el agua de manera gradual sea fácil lograr la mezcla homogénea que requiere el concreto. Una vez lista la mezcla se prosiguió a elaborar los cilindros y la vigueta usando los moldes metálicos especiales para este tipo de tarea, es importante tener en cuenta que los moldes deben estar aceitados previamente para evitar que el concreto se adhiera a sus paredes. Los cilindros fueron hechos en tres capas compactando cada una con una varilla 16 mm apisonando cada capa con 25 golpes de afuera hacia dentro en forma de espiral, después se golpea el molde en 21 Ibíd.

29
las paredes exteriores con un mazo la misma cantidad de veces por cada capa. Para las viguetas el proceso es similar pero se hace en dos capas únicamente. Figura 1. Elaboración de cilindros en laboratorio.
Fuente: Autores. Figura 2. Elaboración de cilindros y viguetas en laboratorio.
Fuente. Autores.

30
8. RESULTADOS Y ANÁLISIS 8.1 MANEJABILIDAD 8.1.1 Resultados esperados. El concreto elaborado con agregados gruesos de concreto reciclado presenta menores asentamientos en comparación con mezclas hechas de agregado natural según Investigaciones adelantadas por el instituto de ingeniería UNAM; también refieren la relación directa en el resultado del asentamiento frente al aumento de agregado de concreto reciclado presente en la muestra. “Este efecto puede ser mayor si se aumenta la cantidad de cemento presente en la mezcla o se usa cemento de alta resistencia. Esta característica limitara el uso de agregados de concreto reciclado, en concretos destinados a proyectos en los cuales esta característica no genere problemas. Lo que lo hace poco recomendable su uso para casos donde se exija alta fluidez del concreto”22 8.1.2 Resultados. Tabla 12. Resultados prueba asentamiento.
Tipo de Mezcla
Asentamiento Convencional cm
Convencional 3.0070% Grava Reciclada 2.0050% Grava Reciclada 2.5025% Grava Reciclada 2.80
Fuente: Autores.
22 UNIVERSIDAD DE SANTIAGO DE CHILE. Utilización de hormigón reciclado como material de remplazo de árido grueso para la fabricación de hormigones. En: Revista ingeniería de Construcción (28, mar., 2005), p. 106.

31
Figura 3. Resumen prueba de asentamiento.
Fuente: Autores. 8.1.3 Análisis de resultados. Es notable evidenciar la variación en el asentamiento presentado entre una mezcla convencional con respecto a las que cuentan con agregado reciclado. El asentamiento del concreto de la mezcla con contenido de agregado reciclado del 70% disminuyó un 33%, con respecto al espécimen de la mezcla convencional, lo que nos permite corroborar la incidencia del agua en la manejabilidad del concreto ya que la absorción de este elemento en los agregados reciclados es mucho mayor, debido entre otros factores tales como el mortero adherido a los componentes originales. Pese a lo expuesto anteriormente esta variación no se refleja en las mismas condiciones en el momento que se busca verificar el comportamiento del ensayo cuando se realiza la modificación del porcentaje de agregado reciclado en la mezcla; al evaluar está característica en los distintos diseños 70%, 50% y 25 % propuestos como investigación en este documentó, se obtuvo un asentamiento de 2 cm, 2.5 cm y 2,8 cm respectivamente, lo que nos permite concluir que la tendencia a la disminución es creciente puesto que al aumentar el contenido de agregado grueso reciclado disminuye considerablemente esta característica, resultados que no coinciden con la investigación realizada por los coreanos Yang y Chung.23
23 KEUN-HYEOK, Yang, HEON-SOO, Chung y ASHRAF, Ashour. Influence of type and replacement level of recycled aggregates onconcrete properties. En: ACI Materials Journal (jun., 2008). Vol. 105, no. 3. p. 292.

32
8.2 ENSAYO A COMPRESIÓN 8.2.1 Resultados esperados. A nivel internacional los ensayos realizados a mezclas que contiene agregado reciclado grueso, generalmente arrojan una reducción respecto a la resistencia a la compresión en promedio de un 20% a 30% con relación al concreto convencional según la cantidad de porcentaje de agregado grueso reciclado utilizado y el grado de absorción del agregado reciclado como lo indica la investigación hecha por Keun-Hyeok Yang, Heon-Soo Chung y Ashraf F. Ashour, “The Influence of Type and Replacement Level of Recycled Aggregates on Concrete Properties” en donde analizan las propiedades físicas y químicas del material reciclado clasificándolos por peso específico y absorción,con distintos porcentajes de material en el concrreto (30%,50% y 100%). Al igual que sus colegas los ingenieros Xiao, Jiabin Li y Ch. Zang en su investigación “Mechanical properties of recycled aggregate concrete under uniaxialloading” fabricaron y ensayaron, con la aplicaciónde una carga uniaxial, varias probetas con diferentes porcentajes de sustitución de agregado reciclado en el contenido del concreto (0%, 30%, 50%, 70% y 100%). Ellos se concentraron en estudiar la influencia que tiene el contenido de agregado sobre la resistencia a compresión, el módulo de elasticidad y la tensión máxima y última del concreto. Al analizar los resultados obtenidos, llegaron a concluir que el porcentaje utilizado de agregado reciclado influye considerablemente en la curva esfuerzo-deformación; la resistencia a la compresión decrece con el aumento del contenido de agregado reciclado, el módulo de elasticidad del concreto con agregado reciclado es menor que el módulo del concreto convencional y éste disminuye con el aumento del contenido de agregado reciclado.24 A nivel nacional la investigación hecha por el ingeniero Álvaro León Rodríguez, “Propiedades del concreto reciclado como agregado”, logró concluir que el agregado reciclado tiene una capacidad de absorción de agua excesivamente alta, y esto se debe a la presencia de la pasta de cemento adherida al agregado y a la micro fisuración producida por la trituración del concreto. También observó que el concreto con agregado reciclado presentó una mayor resistencia a la compresión y a la flexión con respecto al concreto convencional; esto se debe a que el nivel de resistencia dependía de la relación agua – cemento y al agregado reciclado que cuenta con una forma y una textura favorable en comparación con el agregado natural extraído del río Tunjuelo.25 Por otra parte el trabajo hecho por los ingenieros Juan Pablo Robles – Juliana Vanegas de la Universidad Javeriana arroja resultados un poco diferentes al del ingeniero Rodríguez pues concluyen que se puede lograr una resistencia a compresión casi igual a la de un concreto convencional al alcanzar un 96% de resistencia respecto a su muestra testigo.
24 ROBLES, Juan Pablo y VANEGAS, Juliana. Estudio experimental de las propiedades mecánicas del concreto reciclado para uso en edificaciones convencionales. Trabajo de grado. Ingeniería civil. Bogotá: Pontificia Universidad Javeriana, 2008, p. 20-24. 25 Ibíd., p. 22.

33
Por último en el trabajo hecho por los ingenieros Juan Carlos Morales Cajamarca y Jimmy Gonzalo Pérez Valenzuela de la Universidad Católica de Colombia concluye que con los agregados reciclados provenientes del concreto de demolición tienen una resistencia a la compresión mucho más alta que de un agregado natural siempre y cuando se controlen variables de absorción y periodo de mezclado en seco. Teniendo en cuenta los resultados que arrojan estas investigaciones se espera que las mezclas hechas con agregado grueso reciclado tengan un buen comportamiento y arrojen buenos resultados al ser sometidos a compresión, esperando una resistencia igual o mayor a las mezclas echas de manera convencional. 8.2.2 Resultados. Éste ensayo consiste en aplicar una carga axial de compresión a un cilindro, a una velocidad de carga constante, hasta que éste presente una falla. La resistencia a la compresión del espécimen se determina dividiendo la carga aplicada durante el ensayo entre la sección transversal del cilindro. A continuación la formulas usadas para hallar la resistencia a la compresión
Para realizar este ensayo se retiraron los cilindros del tanque de curado y se le tomaron medidas características para cada cilindro para luego fallarlo la maquina universal. Cada uno de los cilindros fueron denominados con un número del 1 al 9 y el porcentaje de material reciclado que tenían, C (mezcla convencional), 70%(mezcla con 70% de grava reciclada), 50%(mezcla con 50% de grava reciclada) 25%(mezcla con 70% de grava reciclada). Los cilindros serán ensayados a 7, 14 y 21; como se explica anteriormente por cuestión de tiempo no fue posible hacer la prueba a los 28 días. Los resultados se muestran a continuación son un resumen del proceso de cálculo posterior a la elaboración de cada ensayo, en los anexos se encuentra de descrito en manera detallada los datos de cada cilindro ensayado, medidas y resultados individuales.

34
Tabla 13. Resumen resistencia a la compresión 7 días.
Resistencia Promedio 7 días de curado
Tipo de Mezcla Esf. Prom (Kg/cm2)
Esf. Prom (psi)
Esf. Prom (MPa)
Convencional 226.5805 3221.97 22.66 70% Grava Reciclada 230.4454 3276.93 23.04 50% Grava Reciclada 227.6663 3237.41 22.77 25% Grava Reciclada 183.7233 2612.55 18.37
Fuente: Autores. Figura 4. Resistencia a la compresión a 7 días.
Fuente: Autor. Tabla 14. Resumen resistencia a la compresión a 14 días.
Resistencia Promedio 14 días de curado
Tipo de Mezcla Esf. Prom (Kg/cm2)
Esf. Prom (psi)
Esf. Prom (MPa)
Convencional 291.83 4149.93 29.18 70% Grava Reciclada 316.44 4499.85 31.64 50% Grava Reciclada 294.68 4190.36 29.47 25% Grava Reciclada 226.40 3219.54 22.64
Fuente: Autor.

35
Figura 5. Resistencia a la compresión a 14 días.
Fuente: Autores. Tabla 15. Resumen resistencia la compresión a 21 días.
Resistencia Promedio 21 días de curado
Tipo de Mezcla Esf. Prom (Kg/cm2)
Esf. Prom (psi)
Esf. Prom (MPa)
Convencional 345.84 4917.85 34.58 70% Grava Reciclada 349.09 4964.08 34.91 50% Grava Reciclada 299.00 4251.84 30.87 25% Grava Reciclada 287.87 4093.65 28.79
Fuente: Autores. Figura 6. Resistencia a la compresión a 21 días.
Fuente: Autores.

36
Tabla 16. Resumen prueba resistencia a la compresión. RESUMEN RESISTENCIA A LA COMPRESIÓN
(MPa) TIPO DE MEZCLA 7 Días 14 Días 21 Días
Convencional 22.66 29.18 34.58 70% Grava Reciclada 23.04 31.64 34.91 50% Grava Reciclada 22.77 29.47 30.87 25% Grava Reciclada 18.37 22.64 28.79
Fuente: Autores. Figura 7. Resistencia a la compresión de diferentes tipos de mezcla.
Fuente: Autores. 8.2.3 Análisis de Resultados. Teniendo en cuenta el tiempo de curado de los cilindros el comportamiento de las mezclas se manifiesta bajo los siguientes resultados: Al evaluar las muestras obtenidas a los 7días de haberse fundido los diferentes especímenes, se encontró que la resistencia más baja obtenida fue de 18.13 MPa, correspondiente al diseño de mezcla en el que, el porcentaje de agregado reciclado es del (25%), por su parte la mezcla con contenido del (50%) y del (70%) lograron una resistencia de 22.77 MPa y 23.04 MPa respectivamente; al comparar los resultados expuestos con la resistencia obtenida por el cilindro de agregado convencional, la cual fue de 22.66 MPa, se evidencio que las mezclas con contenido de agregado grueso reciclado de 50% y 70% se comportaron de forma similar al de la muestra testigo, alcanzando una resistencia que la supera en 0.48% y 1.71% respectivamente, mientras que la mezcla de menos desempeño fue la de contenido de agregado grueso reciclado del 25% quien en comparación presento una reducción de la resistencia en un 18.91%.
37
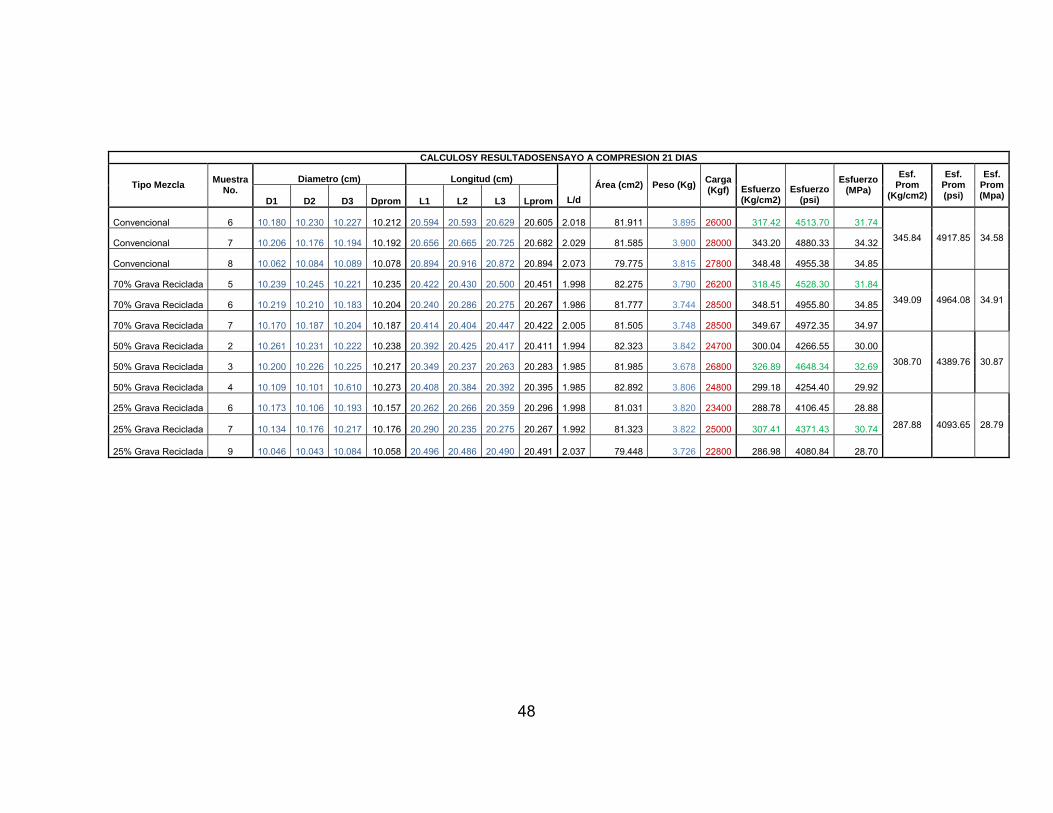
Los resultados obtenidos al evaluar las muestras a los 14 días siguen siendo congruentes con los mencionados anteriormente, los cilindros con mayor contenido de agregado grueso reciclado 70% y 50% superan la evaluadas en la mezcla convencional en un 8.43% y 0.97% respectivamente, por su parte la mezcla diseñada con 25% de agregado grueso reciclado presento una disminución del22.42% con respecto al testigo. A 21 días el patrón de resistencia que venían presentando los cilindros se mantuvo a excepción de la mezcla elaborada con el 50% de contenido de agregado grueso reciclado, ya que al realizar el ensayo el resultado obtenido fue menor en un 10.86% con respecto a la mezcla convencional. El motivo de esta variación se puede adjudicar a la porosidad que presentaba la muestra al momento de ser ensayada, aunque este es solo un posible motivo ya que habría que tener en cuenta otros factores. En general las mezclas en las que se sustituyó agregado grueso convencional por agregado grueso reciclado presentaron buenos resultados al ser evaluadas mediante el ensayo de resistencia a la compresión, pues en todas se alcanzó y supero, la resistencia de 28 MPa que se esperaba para este tipo de mezcla; tendencialmente se podría asumir un comportamiento para los cilindros al cumplir los 28 que ratifique el resultado obtenido en la evaluación practicada en los periodos antes mencionados. Si se tiene en cuenta que la mezcla con discriminación menor en contenido de agregado reciclado es la más similar, a la de contenido convencional, no se debería estar presentando una variación tan amplia en la capacidad de resistencia de la mezcla y teniendo en cuenta los resultado obtenidos en las mezclas de mayor contenido de agregado reciclado podemos concluir que las prácticas de manejo al momento de realizar este diseño no fue el mejor. Sin embargo para corroborar este supuesto se debe adelantar nuevamente la mezcla. Por otra parte uno de los resultados que merecen un mayor análisis teniendo en cuenta las características propias de la mezcla es el peso obtenido en los cilindros que fueron fundidos con agregado reciclado y su diferencia con los de mezcla convencional ya que el valor obtenido fue menor; en el caso de los prefabricados el peso de los elementos es una variable de gran envergadura, ya que este determina el embalaje, el transporte y facilidad de instalación; aunque en porcentaje esta diferencia al parecer no es significativa , en grandes cantidades puede generar reducción en costos de producción que pueden beneficiar al cliente que adquiera este tipo de producto.

38
8.3 ENSAYO A RESISTENCIA A LA FLEXIÓN 8.3.1 Resultados esperados. Este ensayo es particularmente importante para esta investigación pues está dirigida a la elaboración de elementos prefabricados tipo cunetas, sardineles y topellantas, para que estos elementos cumplan con los requisitos mínimos de calidad deben cumplir las condiciones expuestas en la norma NTC-4109. Entre otros aspectos técnicos el material con el que son elaborados estos elementos debe cumplir con un mínimo de resistencia a la flexión para elementos prefabricados. Tabla 17. Módulo de rotura mínimo en MPa para bordillos y cunetas.
Módulo de rotura mínimo en MPa para Bordillos y Cunetas
Unidades Prefabricadas Prom. 3 Especímenes Individual
4 3.5 Fuente. NTC-4109. Las investigaciones hechas a nivel tanto nacional como internacional también difieren en este punto al igual que en resistencia a la compresión. Los ingenieros Keun-Hyeok Yang, Heon-Soo Chung y Ashraf F. Ashour en su investigación “The Influenceof Type and Replacement Level of Recycled Aggregates on Concrete Properties” tuvieron un rango bastante amplio de dispersión entre las mezclas ensayadas con respecto a las hechas convencionalmente, en donde se obtuvo como resultado una disminución del módulo de rotura entre 3% al 30% cuando la absorción del agregado es menor del 2,5%. Al igual que sus colegas coreanos los ingenieros chinosJianzhuang Xiao, Jiabin Li y Ch. Zang, concluyen que esta propiedad también se ve afectada respecto al concreto convencional, disminuyendo la resistencia a mayor cantidad de agregado reciclado utilizado hasta en un 38%. En el medio local los ingenieros Juliana M. Vanegas Cabrera y Juan Pablo Robles Castellanos en su trabajo de investigación “Estudio Experimental de las Propiedades Mecánicas del Concreto Reciclado para uso en Edificaciones Convencionales”; la resistencia a la flexión alcanza valores superiores en los concretos con agregado grueso reciclado de entre un 7% a 29% aproximadamente respecto a un concreto convencional, pero puntualizan que esta diferencia es mayor en los concretos no curados. El ingeniero Álvaro León Rodríguez de la Universidad Nacional en su investigación observó un aumento de la resistencia a la flexión mayor al 25% en promedio en las mezclas hechas por él, con contenido de concreto reciclado. Guiados por la investigaciones hechas en el medio local, esperamos que lo resultados para prueba a flexión sean satisfactorios y que las muestras con
39
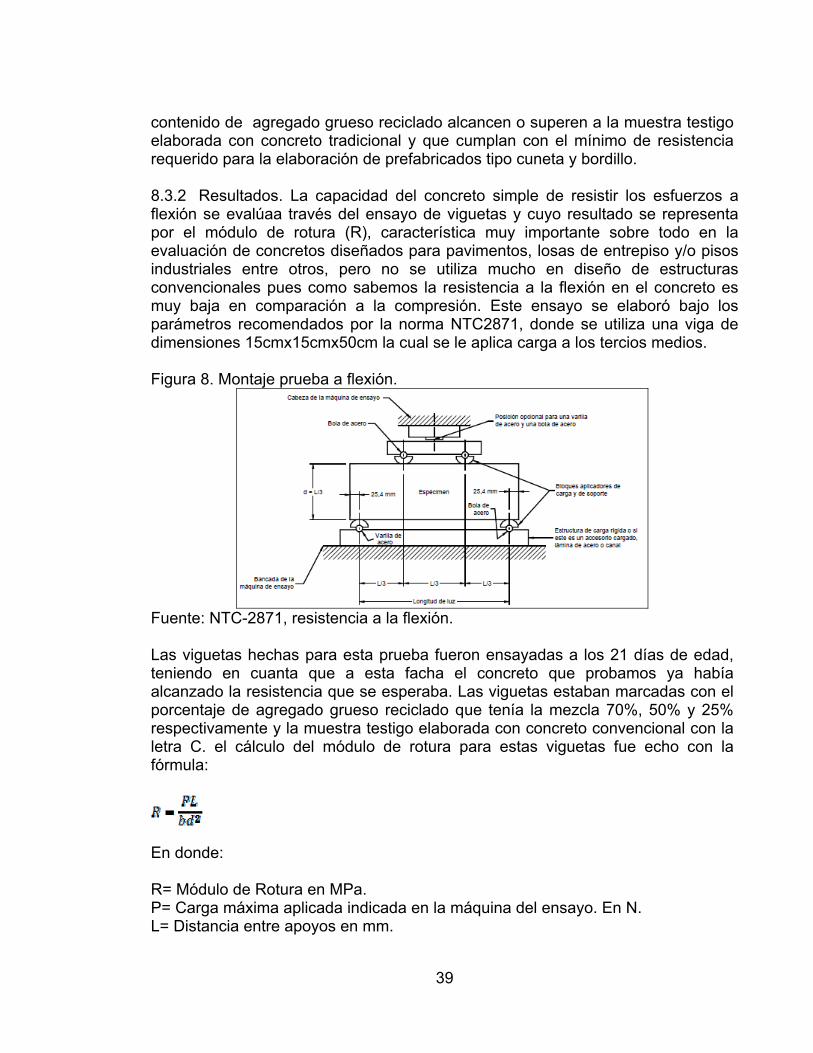
contenido de agregado grueso reciclado alcancen o superen a la muestra testigo elaborada con concreto tradicional y que cumplan con el mínimo de resistencia requerido para la elaboración de prefabricados tipo cuneta y bordillo. 8.3.2 Resultados. La capacidad del concreto simple de resistir los esfuerzos a flexión se evalúaa través del ensayo de viguetas y cuyo resultado se representa por el módulo de rotura (R), característica muy importante sobre todo en la evaluación de concretos diseñados para pavimentos, losas de entrepiso y/o pisos industriales entre otros, pero no se utiliza mucho en diseño de estructuras convencionales pues como sabemos la resistencia a la flexión en el concreto es muy baja en comparación a la compresión. Este ensayo se elaboró bajo los parámetros recomendados por la norma NTC2871, donde se utiliza una viga de dimensiones 15cmx15cmx50cm la cual se le aplica carga a los tercios medios. Figura 8. Montaje prueba a flexión.
Fuente: NTC-2871, resistencia a la flexión. Las viguetas hechas para esta prueba fueron ensayadas a los 21 días de edad, teniendo en cuanta que a esta facha el concreto que probamos ya había alcanzado la resistencia que se esperaba. Las viguetas estaban marcadas con el porcentaje de agregado grueso reciclado que tenía la mezcla 70%, 50% y 25% respectivamente y la muestra testigo elaborada con concreto convencional con la letra C. el cálculo del módulo de rotura para estas viguetas fue echo con la fórmula:
En donde: R= Módulo de Rotura en MPa. P= Carga máxima aplicada indicada en la máquina del ensayo. En N. L= Distancia entre apoyos en mm.

40
b= ancho promedio de la probeta en la fractura en mm. d= altura promedio del espécimen en el lugar de la fractura en mm. Para determinar las dimensiones de la sección transversal de la probeta, después del ensayo se toman las medidas a través de una de las caras fracturadas. Para cada dimensión se hace una medición en cada borde y una en el centro de la sección transversal. Las tres dimensiones se hacen en cada dirección, para determinar el ancho y la altura promedio.26 Los resultados se muestran a continuación son un resumen del proceso de cálculo posterior a la elaboración de cada ensayo, en los anexos se encuentra descrito en manera detallada los datos de cada vigueta ensayado, medidas y resultados individuales. Tabla 18. Resumen prueba resistencia a la flexión.
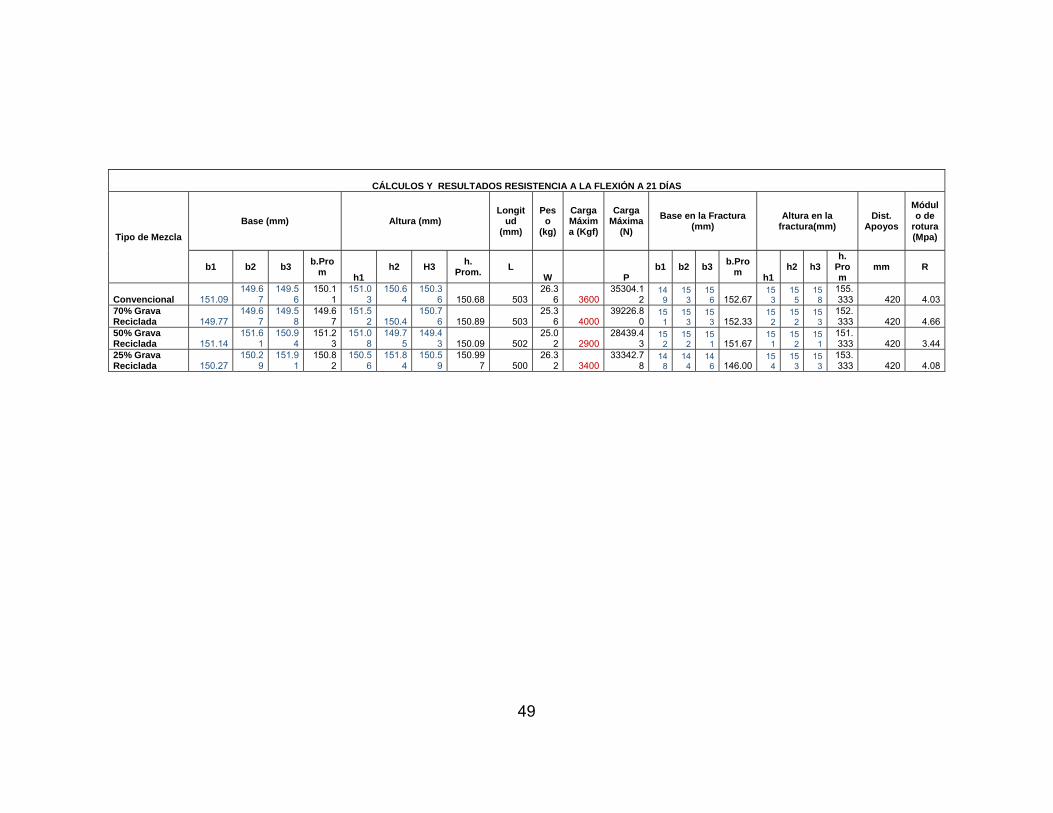
Tipo de Mezcla Módulo de rotura (MPa)
Convencional 4.03 70% Grava Reciclada 4.66 50% Grava Reciclada 3.41 25% Grava Reciclada 4.08
Fuente: Autores. Figura 9. Resistencia a la flexión cada tipo de mezcla.
Fuente: Autores. 26 INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Método para determinar la resistencia del concreto a la flexión. Segunda actualización. Bogotá: ICONTEC, 2012. NTC-2871.

41
8.3.3 Análisis de resultados. El comportamiento presentado al momento de ensayar las probetas coincidió con el que se había planteado como propósito, sin embargo al analizar con detenimiento los resultados, la muestra con el 50% de contenido de agregado reciclado, presenta un desempeño inferior con respecto a las otras muestras, pese a estas condiciones el módulo de rotura alcanzado fue de 3.41 MPa, valor que sigue considerándose alto para esta característica. Respecto a la muestra elaborada con concreto convencional hay una variación considerable con las mezclas hechas con 70% y 50% de agregado grueso reciclado. La primera se destaca por un aumento de su módulo de rotura de un 15.8%, demostrando que esta ha sido la mezcla de mejor rendimiento tanto en la prueba de compresión con en la de flexión, superando por amplio margen el mínimo de 3.5 MPa como lo exige la norma NTC-4109 para elementos prefabricados. La muestra elaborada con 50% de agrado grueso reciclado sorprende por su bajo rendimiento respecto a las otras mezclas, pues el módulo de rotura de este espécimen esta un 15.32% por debajo de la muestra testigo, esta diferencia puede verse relacionada con la caída de resistencia a la compresión se ve en las muestras evaluadas a 21 días, pues si bien este tipo de mezcla en un principio demostró un excelente comportamiento, al final vio reducida la resistencia respecto a los otros tipos de mezcla. El valor de módulo de rotura sigue siendo bueno (3.41 MPa) sin embargo no alcanza a cumplir con el mínimo de 3.5 MPa que exige la norma pero le hace falta menos del 3% para que se cumpla, por lo que se puede considerar que este tipo mezcla también es apta para la elaboración del prefabricados si tenemos en cuenta que si la evaluamos a los 28 días seguramente sobrepasa el mínimo. Por ultimo si vemos el comportamiento de la muestra elaborada con 25% de agregado reciclado respecto a la muestra testigo hecha con material convencional, podemos ver una resistencia a la flexión casi que idéntica, supera tan solo por un 1.4% respecto al testigo. Se puede ver claramente que esta mezcla cumple con el mínimo de 3.5 que pide la norma y su comportamiento es más satisfactorio si tenemos en cuenta que esta mezcla fue la que menos resistencia a la compresión demostró sin embargo su comportamiento siempre fue constante, superando los estándares mínimos requeridos.

42
9. CONCLUSIONES Se diseñaron tres tipos de mezcla, en donde se sustituyó el agregado convencional en proporciones iguales al 25% 50% y 70% por ciento, por agregado grueso reciclado. Al evaluar las propiedades físicas y mecánicas se logró concluir mediante los ensayos practicados que la resistencia a la compresión en los tres tipos de mezcla fue favorable, ya que en cada una de ellas se registraron valores iguales o superiores a los 28 MPa requeridos para el propósito que fueron diseñadas, sin embargo la mezcla con contenido del 70% de agregado se destaca de las otras, ya que en los periodos de curado evaluados (7, 14 y 21días ) se mantuvo constantemente en rangos superiores a los obtenidos al ensayar la muestra testigo, alcanzado hasta un 8% de diferencia. Así mismo al realizar el ensayo a flexión se evidencio que la probeta que mayor valor obtuvo es la que presenta 70% de contenido de agregado grueso reciclado, sin embargo al realizar el ensayo de consistencia de concreto esta muestra fue la que presento menor asentamiento, lo que significa una consistencia seca y perdida en la manejabilidad de la mezcla. De acuerdo a lo expuesto anteriormente la mezcla de diseño con contenido de agregado grueso reciclado de 70% presenta los mejores resultados por lo que sería la dosificación más óptima para la elaboración de nuevos productos. Sin embargo los cambios denotados en el análisis de resultados de cada una de las muestras ensayadas, en los diferentes periodos, evidencia que la muestra con contenido del 25% presenta valores incluso más bajos que los obtenidos en los de mezcla convencional, comportamiento que no concuerda con la mezcla de 50% y 70%, por lo tanto consideramos, no es prudente recomendar uno de los diseños como el más factible sin antes adelantar nuevamente la mezcla y sus respectivos ensayos y poder ratificar la información. La manejabilidad de concreto puede verse disminuida al emplear materiales reciclados, por lo que se aumenta el consumo de agua, pero para que esta característica no afecte la propiedades del concreto es recomendable un aumento gradual hasta obtener la consistencia de mezcla deseada o se podría probar con algún tipo de aditivo plastificante que ayude a mejorar esta característica. El agregado grueso reciclado, demostró ser una opción viable como sustituto del agregado grueso convencional, para la elaboración de prefabricados tipo sardinel, bordillo, cuneta y topellantas desde el punto de vista técnico, pues en todos los especímenes valorados se cumplió con lo requerido por la norma, al evaluarse mediante el ensayo a la resistencia a la compresión así como el ensayo en el que se sometieron a flexión con relación a las probetas elaboradas con mezcla convencional.

43
10. RECOMENDACIONES Para mejores resultados la fuente de procedencia del agregado reciclado debe ser la misma, es decir que corresponda a un solo tipo concreto, ya que el propósito de las estructuras es distinto en todo caso y por ende la resistencia con la que fue diseñada varia, lo que influye significativamente en la caracterización del agregado grueso reciclado. Uno de los factores que influyeron en la obtención de resultados fue la procedencia y calidad de los demás componentes para la elaboración de concreto. Para futuras investigaciones o para continuar el trabajo realizado en esta investigación se recomienda el uso de este material (arena y grava) que resulta óptimo para alcanzar las propiedades del concreto que se diseñó para la elaboración de elementos prefabricados. Para corroborar o refutar los resultados obtenidos en esta investigación se recomienda realizar nuevamente los ensayos con el diseño de mezcla que se aquí utilizamos; sobre todo en la evaluación del módulo de rotura ya que como se explica anteriormente por cuestiones de tiempo y recursos solo fue posible ensayar una vigueta por cada tipo de mezcla.

44
BIBLIOGRAFÍA ARRIAGA TAFHURT, Libardo Enrique. Utilización de agregado grueso de concreto reciclado en elementos estructurales de concreto reforzado. Tesis de Grado. Magíster en Ingeniería Civil, 2013 [en línea] Bogotá: Escuela Colombiana de Ingeniería Julio Garavito [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://repositorio.escuelaing.edu.co/handle/001/118>. BANCO MUNDIAL. Crecimiento de la población (% anual) [en línea] Washington: La Empresa [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://datos.bancomundial.org/indicador/SP.POP.GROW>. BEDOYA MONTOYA, Carlos Mauricio. El concreto reciclado con escombros como generador de hábitats urbanos sostenibles [en línea] Medellín: Universidad Nacional de Colombia. Facultad de Arquitectura [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://www.bdigital.unal.edu.co/3477/1/98589947-2003.pdf>. CONSEJO MUNDIAL EMPRESARIAL PARA EL DESARROLLO SOSTENIBLE. Reciclando Concreto: Cement Sustainability Initiative (CSI - WBCSD) [en línea] [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://ficem.org/publicaciones-CSI/DOCUMENTO-CSI-RECICLAJE-DEL-CONCRETO/RECICLAJE-D-CONCRETO_1.pdf>. DEPARTAMENTO ADMINISTRATIVO NACIONAL DE ESTADÍSTICA. Estadísticas de Edificación Licencias de Construcción [en línea] Bogotá: DANE [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://www.dane.gov.co/index.php/construccion-alias/estadisticas-de-edificacion-de-licencias-de-construccion-elic>. ESCANDÓN MEJÍA, Juan Camilo. Diagnóstico técnico y económico del aprovechamiento de residuos de construcción y demolición en edificaciones en la ciudad de Bogotá. Trabajo de Grado. Ingeniero Civil, 2011 [en línea] Bogotá: Pontificia Universidad Javeriana [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://repository.javeriana.edu.co/bitstream/10554/7516/1/tesis603.pdf>. GRUPO DE INVESTIGACIÓN DECOR. Aplicación de prefabricados ecológicos: análisis de mercado. [en línea] Bucaramanga: Universidad Pontificia Bolivariana [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://decor.upbbga.edu.co/documents/PREFABRICADOS%20EN%20COLOMBIA%20%20v7%20digital.pdf>. INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Método para determinar la resistencia del concreto a la flexión. Segunda actualización. Bogotá: ICONTEC, 2012. NTC-2871.
45
KEUN-HYEOK, Yang, HEON-SOO, Chung y ASHRAF, Ashour. Influence of type and replacement level of recycled aggregates onconcrete properties. En: ACI Materials Journal (jun., 2008). Vol. 105, no. 3. p. 292. MORALES CAJAMARCA, Juan Carlos. Reciclaje de concreto y ladrillo de desecho de construcción como agregado grueso en el concreto. Trabajo de grado. Ingeniero Civil. Bogotá D.C: Universidad Católica de Colombia. Facultad Ingeniería. Programa Ingeniería Civil 2004, 108 p. PÉREZ BENEDICTO, José Ángel. Estudio experimental sobre propiedades mecánicas del hormigón reciclado con áridos procedentes de la no calidad en prefabricación. Tesis Doctoral. 2011 [en línea] Madrid: Universidad Politécnica de Madrid [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://oa.upm.es/9055/3/JOSE_ANGEL_PEREZ_BENEDICTO.pdf>. RINCÓN, Juan Carlos. Uso eficiente del concreto reciclado [en línea] Bogotá: Asocreto [citado: 21, ago., 2015]. Disponible en Internet: <URL: http://app.idu.gov.co/boletin_alejandria/julio2013/doc/ARTICULOS_TECNICOS/CON-2-13.pdf>. ROBLES, Juan Pablo y VANEGAS, Juliana. Estudio experimental de las propiedades mecánicas del concreto reciclado para uso en edificaciones convencionales. Trabajo de grado. Ingeniería civil. Bogotá: Pontificia Universidad Javeriana, 2008, 126 p. SÁNCHEZ DE GUZMÁN, Diego. Tecnología del concreto y del mortero: diseño de mezclas de concreto. 5 ed.. Bogotá: Bhandar, 2001, 346 p. UNIVERSIDAD DE SANTIAGO DE CHILE. Utilización de hormigón reciclado como material de remplazo de árido grueso para la fabricación de hormigones. En: Revista ingeniería de Construcción (28, mar., 2005), p. 106.

46
ANEXOS
Anexo A. Tablas con la información completa correspondiente a los resultados de los experimentos realizados durante esta investigación
A continuación se presentan las tablas con la información completa correspondiente a los resultados de los experimentos realizados durante esta investigación; en donde encontramos la información específica correspondiente a cada probeta y vigueta ensayadas. Cabe resaltar que en los resultados promedio no se tuvieron en cuenta ciertos resultados por considerarse atípicos, en las tablas son los valores resaltados en color verde. Las tablas que se muestran son:
• Comparación peso promedio de Cilindros • Cálculos y resultados del ensayo a compresión a 7 días • Cálculos y resultados del ensayo a compresión a 14 días • Cálculos y resultados del ensayo a compresión a 21 días • Cálculos y resultados del ensayo a flexión a 21 días
Peso Promedio Cilindros 7
Días Comparación 14
Días Comparación 21
Días Comparación Tipo de Mezcla (Kg) (%) (Kg) (%) (Kg) (%)
Convencional 3.84 3.87 3.87 70% Grava Reciclada 3.68 95.80% 3.70 95.65% 3.76 97.17%50% Grava Reciclada 3.76 98.05% 3.83 98.88% 3.78 97.55%25% Grava Reciclada 3.87 100.78% 3.82 98.60% 3.79 97.92%

47
CÁLCULOS Y RESULTADOS ENSAYO A COMPRESIÓN 7 DÍAS
Diámetro (cm) Longitud (cm) Tipo Mezcla Muestra No.
D1 D2 D3 Dprom L1 L2 L3 Lprom L/d Área (cm2) Peso (Kg) Carga
(Kgf) Esfuerzo (Kg/cm2)
Esfuerzo (psi)
Esfuerzo (MPa)
Esf. Prom
(Kg/cm2)
Esf. Prom (psi)
Esf. Prom (Mpa)
Convencional 1 10.245 10.156 10.171 10.191 20.478 20.515 20.536 20.510 2.013 81.563 3.830 18500 226.82 3225.35 22.68
Convencional 2 10.185 10.213 10.206 10.201 20.510 20.521 20.493 20.508 2.010 81.734 3.844 18500 226.34 3218.60 22.63
226.58 3221.97 22.66
70% Grava Reciclada 3 10.032 10.201 10.073 10.102 20.453 20.475 20.508 20.479 2.027 80.150 3.688 18800 234.56 3335.44 23.46
70% Grava Reciclada 2 10.099 10.208 10.215 10.174 20.503 20.493 20.478 20.491 2.014 81.297 3.664 18400 226.33 3218.43 22.63230.45 3276.93 23.04
50% Grava Reciclada 1 10.183 10.180 10.202 10.188 20.250 20.560 20.250 20.353 1.998 81.526 3.786 18000 220.79 3139.61 22.08
50% Grava Reciclada 7 10.106 10.124 10.077 10.102 20.336 20.451 20.409 20.399 2.019 80.155 3.738 18800 234.54 3335.22 23.45227.67 3237.41 22.77
25% Grava Reciclada 5 10.201 10.220 10.214 10.212 20.463 20.361 20.345 20.390 1.997 81.900 3.836 15200 185.59 2639.13 18.56
25% Grava Reciclada 1 10.254 10.253 10.237 10.248 20.670 20.700 20.669 20.680 2.018 82.484 3.898 15000 181.85 2585.97 18.19
183.72 2612.55 18.37
CALCULOS Y RESULTADOS ENSAYO A COMPRESION 14 DIAS
Diámetro (cm) Longitud (cm) Tipo Mezcla Muestra No.
D1 D2 D3 Dprom L1 L2 L3 Lprom L/d Área (cm2) Peso (Kg) Carga
(Kgf) Esfuerzo (Kg/cm2)
Esfuerzo (psi)
Esfuerzo (MPa)
Esf. Prom
(Kg/cm2)
Esf. Prom (psi)
Esf. Prom (Mpa)
Convencional 3 10.225 10.215 10.227 10.222 20.458 20.378 20.315 20.384 1.994 82.071 3.866 24000 292.43 4158.35 29.24
Convencional 4 10.175 10.223 10.203 10.200 20.429 20.473 20.499 20.467 2.007 81.718 3.876 23800 291.24 4141.50 29.12
Convencional 5 10.176 10.212 10.205 10.198 20.338 20.397 20.427 20.387 1.999 81.675 3.866 22500 275.48 3917.33 27.55
291.84 4149.93 29.18
70% Grava Reciclada 1 10.186 10.147 10.120 10.151 20.224 20.348 20.218 20.263 1.996 80.930 3.650 26200 323.74 4603.56 32.37
70% Grava Reciclada 4 10.261 10.251 10.232 10.248 20.366 20.395 20.332 20.364 1.987 82.484 3.752 25500 309.15 4396.14 30.92316.45 4499.85 31.64
50% Grava Reciclada 5 10.179 10.203 10.225 10.202 20.356 20.315 20.331 20.334 1.993 81.750 3.812 24500 299.69 4261.64 29.97
50% Grava Reciclada 6 10.167 10.199 10.214 10.193 20.490 20.471 20.445 20.469 2.008 81.606 3.820 20400 249.98 3554.74 25.00
50% Grava Reciclada 9 10.146 10.179 10.230 10.185 20.660 20.724 20.718 20.701 2.032 81.473 3.846 23600 289.67 4119.07 28.97
294.68 4190.36 29.47
25% Grava Reciclada 2 10.123 10.112 10.133 10.123 20.544 20.500 20.535 20.526 2.028 80.478 3.784 16600 206.27 2933.11 20.63
25% Grava Reciclada 4 10.153 10.174 10.167 10.165 20.421 20.437 20.465 20.441 2.011 81.148 3.842 19000 234.14 3329.48 23.41
25% Grava Reciclada 8 10.130 10.184 10.196 10.170 20.452 20.432 20.465 20.450 2.011 81.233 3.819 19400 238.82 3396.01 23.88
226.41 3219.54 22.64
48
CALCULOSY RESULTADOSENSAYO A COMPRESION 21 DIAS
Diametro (cm) Longitud (cm) Tipo Mezcla Muestra No.
D1 D2 D3 Dprom L1 L2 L3 Lprom L/d Área (cm2) Peso (Kg) Carga
(Kgf) Esfuerzo (Kg/cm2)
Esfuerzo (psi)
Esfuerzo (MPa)
Esf. Prom
(Kg/cm2)
Esf. Prom (psi)
Esf. Prom (Mpa)
Convencional 6 10.180 10.230 10.227 10.212 20.594 20.593 20.629 20.605 2.018 81.911 3.895 26000 317.42 4513.70 31.74
Convencional 7 10.206 10.176 10.194 10.192 20.656 20.665 20.725 20.682 2.029 81.585 3.900 28000 343.20 4880.33 34.32
Convencional 8 10.062 10.084 10.089 10.078 20.894 20.916 20.872 20.894 2.073 79.775 3.815 27800 348.48 4955.38 34.85
345.84 4917.85 34.58
70% Grava Reciclada 5 10.239 10.245 10.221 10.235 20.422 20.430 20.500 20.451 1.998 82.275 3.790 26200 318.45 4528.30 31.84
70% Grava Reciclada 6 10.219 10.210 10.183 10.204 20.240 20.286 20.275 20.267 1.986 81.777 3.744 28500 348.51 4955.80 34.85
70% Grava Reciclada 7 10.170 10.187 10.204 10.187 20.414 20.404 20.447 20.422 2.005 81.505 3.748 28500 349.67 4972.35 34.97
349.09 4964.08 34.91
50% Grava Reciclada 2 10.261 10.231 10.222 10.238 20.392 20.425 20.417 20.411 1.994 82.323 3.842 24700 300.04 4266.55 30.00
50% Grava Reciclada 3 10.200 10.226 10.225 10.217 20.349 20.237 20.263 20.283 1.985 81.985 3.678 26800 326.89 4648.34 32.69
50% Grava Reciclada 4 10.109 10.101 10.610 10.273 20.408 20.384 20.392 20.395 1.985 82.892 3.806 24800 299.18 4254.40 29.92
308.70 4389.76 30.87
25% Grava Reciclada 6 10.173 10.106 10.193 10.157 20.262 20.266 20.359 20.296 1.998 81.031 3.820 23400 288.78 4106.45 28.88
25% Grava Reciclada 7 10.134 10.176 10.217 10.176 20.290 20.235 20.275 20.267 1.992 81.323 3.822 25000 307.41 4371.43 30.74
25% Grava Reciclada 9 10.046 10.043 10.084 10.058 20.496 20.486 20.490 20.491 2.037 79.448 3.726 22800 286.98 4080.84 28.70
287.88 4093.65 28.79
49
CÁLCULOS Y RESULTADOS RESISTENCIA A LA FLEXIÓN A 21 DÍAS
Base (mm) Altura (mm) Longit
ud (mm)
Peso
(kg)
Carga Máxima (Kgf)
Carga Máxima
(N) Base en la Fractura
(mm) Altura en la
fractura(mm) Dist.
Apoyos
Módulo de
rotura (Mpa) Tipo de Mezcla
b1 b2 b3 b.Prom h1
h2 H3 h. Prom. L
W P b1 b2 b3 b.Pro
m h1 h2 h3
h. Prom
mm R
Convencional 151.09 149.6
7 149.5
6 150.1
1151.0
3150.6
4150.3
6 150.68 50326.3
6 360035304.1
2 149
153
156 152.67
153
155
158
155.333 420 4.03
70% Grava Reciclada 149.77
149.67
149.58
149.67
151.52 150.4
150.76 150.89 503
25.36 4000
39226.80
151
153
153 152.33
152
152
153
152.333 420 4.66
50% Grava Reciclada 151.14
151.61
150.94
151.23
151.08
149.75
149.43 150.09 502
25.02 2900
28439.43
152
152
151 151.67
151
152
151
151.333 420 3.44
25% Grava Reciclada 150.27
150.29
151.91
150.82
150.56
151.84
150.59
150.997 500
26.32 3400
33342.78
148
144
146 146.00
154
153
153
153.333 420 4.08