universitat politÈcnica de catalunya … · la razón de ser del nacimiento de esta nueva...
TRANSCRIPT

UNIVERSITAT POLITÈCNICA DE CATALUNYA DEPARTAMENT D’ENGINYERIA DE LA CONSTRUCCIÓ
SERIE: DOCENCIA REFERENCIA: 706-D02-06
Anales de Construcciones y Materiales Avanzados Volumen 5
Curso 2005-2006
Profesores y editores:
Antonio Aguado
Luis Agulló Barcelona, Mayo 2006
E.T.S. D’ENGINYERS DE CAMINS, CANALS I PORTS

SERIE: DOCENCIA REFERENCIA: 706-D02-06
Anales de Construcciones y Materiales Avanzados Volumen 5
Curso 2005-2006
Profesores y editores:
Antonio Aguado
Luis Agulló Barcelona, Mayo 2006

Depósito Legal B-39020-2006 I.S.B.N. 84-87691-38-2 Publicaciones del Departamento de Ingeniería de la Construcción E.T.S. Ingenieros de Caminos, Canales y Puertos Universidad Politécnica de Cataluña C/ Jordi Girona Salgado 1-3. Módulo C1. 08034 Barcelona Esta monografía ha sido aprobada en la Junta del Departamento del día 20 de julio de 2006, si bien el Departamento no se hace participe de las opiniones emitidas en la misma.

Indice -i-
ÍNDICE Prólogo
ASPECTOS GENERALES DE CONSTRUCCIÓN
Propuesta metodológica para la gestión integrada de obras ......................................... 1 Rafael Arturo Dueñas Naranjo – César Trapote Barreira Análisis de riesgos en los proyectos de infraestructuras públicas en España y mejora con experiencias en otros países .................................... 13 Carlos Albiol Boira – Montse Ferre Avellaneda Índice de sostenibilidad en estructuras de hormigón ................................................... 21 David Gómez Brañas – Ignacio Sáenz de Santa María Gatón ASPECTOS ESPECÍFICOS DE CONSTRUCCIÓN
Alternativas para la construcción de grandes torres para aerogeneradores................ 33 Enric Borrell Ferreres – José Mª Santiago Pérez Medidas para la construcción de estructuras de hormigón a bajas temperaturas........ 43 Joan Bertomeu Bo – Lluís Marco Planells Medidas para la construcción de estructuras de hormigón a bajas temperaturas en países del norte de Europa ............................................................... 55 Anna Álvarez Moretó – Pedro Jiménez Pérez Las barreras de seguridad tipo New Jersey .................................................................. 65 Francesc Brufau Vall – Mª Rosa Oliveras Brunsó Las barreras de seguridad tipo New Jersey (II) ........................................................... 75 Cristian Gil Sagueres – Marta Jordà Regàs Underwatter concret ................................................................................................... 87 Steffen Mohr Resistencia y efectos del fuego en las estructuras de hormigón armado .................... 93 Sebastià Villena Nicolau – Esteve Riba Genescà Recomendaciones de producción y utilización de hormigón reciclado........................ 103 Alberte, Eleine Varela Pinto – Louzada, Desilva Machado
Índice -ii-
MATERIALES AVANZADOS
Materiales para estructuras de ámbito marino .......................................................... 115 Albert de la Fuente Antequera – Mónica Martínez Escamilla Comportament dels materials compostos de fibra de vidre i les seves aplicacions en l’enginyeria ............................................................................... 125 Evangelina Blanco Obiol – Josep Casas Pérez – Elsa Pastó Carmona Hormigón autocompactable ........................................................................................ 135 Miquel Arévalo Rodríguez El hormigón autocompactable y su aplicación con fibras ........................................... 145 Marc Busquets Zapata – Javier Pausas Escolà Necesidad de finos en los hormigones autocompactables............................................ 155 Mireia Hernández Asensi – Josep Vilanova Gabarró La utilización de fibras plásticas en el hormigón proyectado para la construcción de túneles .................................................................................. 165 Jose Carlos Edo Monfort – Víctor Guasch Vela Reinforced masonry applied to arches and walls ........................................................ 177 Pedro Miguel Almeida Silva Hormigón antimicrobiano ........................................................................................... 187 José María Vaquero Martínez

PRÓLOGO En el denominado Plan Viejo de la titulación de Ingeniero de Caminos, Canales y Puertos de la E.T.S.I.C.C.P de Barcelona se incluyó una asignatura optativa denominada Hormigones Especiales, iniciada en el curso 1980-81, siendo el profesor Antonio Aguado el responsable de la misma, convirtiéndose en pocos años en una asignatura de gran éxito que se ha constatado, no sólo en nuestra Escuela sino en otras universidades españolas y extranjeras. Esa repetición exhaustiva, supuso un cierto cansancio, por lo que se planteó impartir de forma alternativa con una nueva asignatura sobre Construcciones Especiales.
La razón de ser del nacimiento de esta nueva asignatura fue la constatación, a través de los ejercicios teórico-prácticos de los exámenes de las asignaturas del área de Hormigón, que existía una falta de ligazón entre los conocimientos impartidos y la aplicación de estos, a casos concretos. Por ello se entendió conveniente, tanto en el entorno citado como en el Departamento de Ingeniería de la Construcción, el proponer una asignatura que intentase cubrir esa laguna detectada así como otros temas no recogidos en otras asignaturas de los estudios de Ingeniero de Caminos, Canales y Puertos.
Esta propuesta se realizó a la E.T.S.I.C.C.P de Barcelona para iniciar la asignatura "Construcciones Especiales", en el curso 1994-95, con el profesor Antonio Aguado como responsable de la misma. Ahora bien, con el fin de no dispersar más la oferta existente, se consideró conveniente que dicha asignatura optativa tuviese un carácter cíclico con la asignatura "Hormigones Especiales" que se venía impartiendo desde 1981.
La desaparición del Plan Viejo y la introducción del Plan Nuevo, dió lugar a la aparición de una intensificación de Construcción y, en ella se fundieron las dos asignaturas citadas en la denominada Construcción y Materiales Avanzados, con 9 créditos, la cual comenzó a impartirse el curso 1999-2000, quedando encuadrada en la docencia de la Cátedra de Hormigón del citado departamento, dentro de la citada intensificación.
El título de la misma responde a que en ella se estudia, por un lado, temas relativos a la
ejecución de obras de todo tipo, haciéndose un mayor énfasis en aquellas que presentan mayor singularidad y, por otro lado, en los materiales avanzados, especialmente, hormigones especiales, que hacen posible esas obras. El planteamiento transversal que se señala, se refleja, tanto en el marco general que constituye el sector de la construcción, como en el estudio de casos particulares donde se tienen que integrar conocimientos de diversas áreas.
El objetivo principal de la asignatura es transmitir al alumno criterios cara a una
adecuada solución estructural, empleando tanto técnicas avanzadas de construcción como materiales avanzados. Hay que pensar que el nivel de los requisitos exigidos a las mismas pueden ser muy variados y distintos a los usuales en estructuras convencionales. Asimismo, se pretende crear en el alumno una disposición abierta ante los cambios tecnológicos que representan. Con ello se pretende superar la inercia que con frecuencia conlleva el día a día de la práctica profesional.

En el planteamiento de la asignatura, no se pretende hacer especialistas en estos temas,
sino dar criterio al alumno sobre estos temas, cara a que el mismo se enfrente con garantía de seguridad a dichos temas dentro de su vida profesional. El carácter de la misma es marcadamente tecnológico, pero con un planteamiento muy transversal de los temas, basados en los amplios conocimientos que el alumno debe poseer de las asignaturas, tanto de la especialidad más afines, como de otras especialidades.
Dentro del método seguido en la asignatura se ha incorporado, aparte de las
herramientas utilizadas usualmente en docencia, la filosofía del caso (frecuente en los master del ámbito de economía). Asimismo se plantea una evaluación mediante trabajos, los cuales deben ser presentados y defendidos en público. El desarrollo de esta asignatura a lo largo de los años ha tenido resultados, asimismo, muy satisfactorios, tanto para los profesores que la imparten como para los alumnos que la cursan.
En el presente curso académico, con el afán de mejorar el rendimiento de los trabajos y
aportar valor añadido a los mismos, los temas han sido propuestos por los profesores que han intervenido en la misma (Antonio Aguado y Luis Agulló), habiendo colaborado otros profesores del departamento como tutores de esos trabajos, a los cuales queremos agradecer su contribución y dedicación.
Aparte de la definición de los trabajos, también se preparó un formato de presentación
tipo artículo o comunicación, limitando el número de páginas, el cual se aportó a los alumnos que han seguido dicho formato. El documento que ahora tienen en sus manos es el resultado de ese esfuerzo colectivo que, como el lector podrá comprobar, se entiende ha merecido la pena.
Dada la envergadura de la labor y el éxito alcanzado en la edición anterior se mantiene
el carácter anual de esta publicación tenga. Por ello se da el título de ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. Vol 5 (Curso 2005-2006), representando, este documento, el quinto volumen de la serie.
Para finalizar, quisiéramos agradecer su aportación a nuestros compañeros que han
colaborado como tutores de algunos de los trabajos y, muy especialmente, a todos los alumnos, tanto de este curso como de cursos anteriores, verdaderos artífices de este documento y clave en la motivación conjunta por esta asignatura que ha sido factor principal del éxito de la misma. Barcelona, 14 de abril de 2006 Los profesores de la asignatura: Antonio Aguado Luis Agulló

PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
1
PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
Rafael Arturo Dueñas Naranjo César Trapote Barreira
Universitat Politècnica de Catalunya / Ingeniería de Caminos, Canales y Puertos Departamento de Ingeniería de la Construcción / ETSECCPB
Jordi Girona, 1-3 Edifici C1, Campus Nord / Tel. 93 401 65 16 / Fax 93 401 10 36 Resumen: La gestión de obra supone, en la práctica, un conjunto de toma de decisiones que recae sobre el jefe de obra. Los nuevos requerimientos del sector y unas mayores exigencias aumentan la incertidumbre ante estas decisiones. A partir de este trabajo, se pretende aportar una herramienta válida para el gestor de la obra que aporte un rigor en el proceso de gestión, evitando en la medida de lo posible todas aquellas actuaciones llevadas a cabo bajo una justificación subjetiva y, por lo tanto, arriesgadas. La metodología planteada se basa en estudiar por separado las diferentes situaciones en las que un jefe de obra se puede encontrar y definir, para cada una, un procedimiento a seguir considerando tanto la magnitud del problema como los recursos temporales y materiales de que se dispone. Palabras clave: gestión de obra, toma de decisiones, requerimientos, teoría de sistemas, propuesta metodológica.
1. Introducción
El sector de la construcción en España supone una importante área de actividad económica y social, representando el 8.3% del Producto Interior Bruto (PIB) y un 11.4% de los puestos de trabajo. Actualmente, tras el Tratado de Mastrich, las nuevas exigencias en términos de déficit público han hecho que se reduzca la inversión pública. Éste hecho, junto con la reducción progresiva de fondos de cohesión europeos destinados al crecimiento económico mediante la creación de infraestructuras supondrá que las nuevas demandas de obra civil sean absorbidas por el sector privado, con sus respectivos condicionantes y exigencias.
La creciente complejidad de los proyectos, el ambiente de gran incertidumbre que rodea siempre el sector constructivo y la necesidad de grandes organizaciones para la ejecución de obras cada vez mayores exigen un control continuo de la obra que resulta vital en un mercado cada vez más competitivo.
En este sentido, el jefe de obra como máximo responsable de la ejecución de un proyecto y gestor del mismo, se ve obligado a planificar, controlar y decidir continuamente en un entorno altamente exigente y cambiante. Además, estas funciones se
llevan a cabo de forma rápida y basándose, en la mayoría de los casos, en la propia experiencia del jefe de obra. Esta situación hace plantearse la necesidad de una herramienta en forma de plan de gestión integrada de obra destinada al jefe de obra, que le ayude en el proceso de toma de decisiones a lo largo de toda la obra y que considere los condicionantes y sus pesos presentes en cada fase de ejecución del proyecto. Esto supondría, con el tiempo, un mecanismo de gestión del conocimiento en cuanto a la gestión de obras que suplantaría las carencias del sistema descentralizado de obras.
En esta situación, se pretende valorar la necesidad de implantar un programa de gestión integrado de obra como herramienta en el proceso de toma de decisiones en la ejecución de la obra.
Para este punto, se han consultado las impresiones de varios profesionales del sector que han podido vivir en primera persona esta experiencia.
Por último, se pretende formalizar un modelo de proceso de toma de decisiones para gestionar la obra en cada momento de su ejecución.
2. Gestión de obra
2.1. Introducción
Este apartado pretende establecer una base sobre
lo que se entiende por gestión de obra para posteriormente analizar el desarrollo que ha tenido dicha técnica en el contexto actual de la construcción.
2.2. Concepto de gestión
En primer lugar, se puede definir la gestión de
obra como el conjunto de actividades tales como la planificación, tomas de decisión, organización y control del proceso que se llevan a cabo con el fin de materializar el proyecto constructivo y alcanzar los objetivos propuestos optimizando los recursos y el tiempo. Esta definición es paralela a la que se puede encontrar en referencia a una Gestión Integrada de Proyecto o Project Management con la salvedad que el contexto de la obra es más concreto y está

PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
2
contenido en un ámbito superior que sería el proyecto.
Tradicionalmente la gestión de una obra se ha basado en el trinomio calidad, coste y plazo. No obstante, los tiempos cambian y en la actualidad aparecen más planos de requerimiento que deben ser considerados, como por ejemplo, la sostenibilidad medioambiental entre otros. Esta circunstancia ha creado la necesidad de entender la complejidad de la obra desde otros puntos de vista y por lo tanto la necesidad de gestionarla de una forma global.
2.3. Innovación en gestión
La innovación y la investigación no han tenido en
la construcción el peso que se le ha dado en otros sectores, sin duda por las características particulares del sector. Siempre se ha centrado principalmente en campos como el de los materiales, los equipos y los procesos constructivos; siendo aislados y menos sistemáticos los esfuerzos en materias como la dirección o la gestión.
Son varios los factores de carácter general que explican este insuficiente desarrollo, los más importantes son sin duda la alta competitividad en que se desenvuelven las empresas constructoras, los bajos márgenes de beneficio y la inercia propia del medio. También la gran movilidad de personal y medios entre las empresas del sector que hace muy difícil rentabilizar las inversiones en investigación. Por último y quizá el más importante de todos, una obra es única, cada proyecto es un prototipo y es imposible su estandarización. El clima creado por estas condiciones no es favorable para la inversión en investigación.
Además existen factores relativos a los agentes que intervienen en la construcción que han desfavorecido el desarrollo como son la falta de tradición investigadora y la creencia que la construcción es una actividad no se puede analizar de forma científica y sistemática.
Una característica importante del medio es que en una obra cualquier situación nueva o imprevisto es resuelto, pero cuan óptima ha sido la solución encontrada es más difícil de cuantificar porque rara vez es abordado el análisis. Sin duda los profesionales del sector poseen cualidades como la creatividad, el ingenio y la habilidad para resolver con medios precarios los problemas que se presentan. De esta forma el conocimiento que se genera en una obra lo capitalizan las personas, por lo que es frecuente oír aquel refrán que dice: “Cada maestrillo tiene su librillo”. Esta circunstancia es una fuente potencial de conocimiento y experiencias que adecuadamente recogidas y divulgadas serían de enorme utilidad en el sector.
En los últimos años el área de la gestión ha recibido mayor atención por parte de universidades y
centros de investigación. El motivo es que se conoce el rol decisivo que tienen en el logro de los objetivos básicos del proceso de construcción. Hay que tener en cuenta que en este proceso disminuyen las posibilidades de mejora con el tiempo y aumentan los costes de dichos cambios, por consiguiente es indispensable realizar una óptima gestión. 2.4. Gestión integrada, necesidad y realidad.
De igual forma que se han ido desarrollando
técnicas de Gestión Integrada de Proyectos de Construcción está apareciendo en el sector la fórmula de la Gestión Integrada de Obras. Es aún reducido el número de empresas que cuentan con un programa de estas características, por ejemplo Dragados o ACS, no obstante la tendencia es alcista.
La realidad de la mayor parte de las obras es que la gestión se hace en base a la curva de producción y la planificación, donde los criterios o requerimientos que más pesan son el coste y el plazo, primando el primero de ellos más en la primera mitad de la obra y el segundo en la segunda mitad. Debido a esto, las actuales propuestas de las empresas sobre sistemas de gestión integrados están destinadas a estudiar el curso de la obra. Se han introducido como una herramienta informática de pronosticación del curso del plan de obra. Estudiando básicamente los requerimientos económicos y temporales, intentan pronosticar las repercusiones futuras de la obra a partir de dos o más opciones a escoger. En este sentido, siempre se opta por aquella decisión que asegura una mejor marcha de la ejecución en el futuro. Uno de los problemas que conlleva estos métodos aparece cuando el número de variables y requerimientos es elevado. En estos casos, el programa juega con tal cantidad de variables, que la predicción dada por un programa informático que manipula una gran cantidad de variables de carácter social, económico y político (todas con pesos y repercusiones distintas) no puede ser creíble
Los nuevos y recientes planteamientos de calidad y medioambiente son muy restrictivos y quedan reflejados en las exigencias de la propiedad, no obstante, la realidad es que los proyectos no los recogen presupuestariamente de forma adecuada, de forma que sumado a la baja de la adjudicación se genera un todo que complica el desempeño real de estos criterios.
En cuanto a la toma de decisiones basta decir que se realiza un número muy elevado al día de ellas por parte del jefe de obra, máximo responsable de la obra y gestor. Pero pocas de ellas se toman con rigor metodológico sino más bien de forma intuitiva en base a la experiencia.

PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
3
3. La obra como parte de un sistema.
3.1. Enfoque sistemático de la obra. Para comprender bien todos los mecanismos que
engloban la gestión de una obra desde el punto de vista del jefe de obra, se han de considerar todas aquellas variables y factores que intervienen en ella. Todos estos elementos no afectan únicamente al jefe de obra, sino que se relacionan entre ellos a la vez que interactúan con el medio que les rodea. Ante esta complejidad, la teoría de sistemas nos permite plantear y estudiar esta situación.
Desde un punto de vista sistémico y teniendo en cuenta la jerarquización de los sistemas, se considera para este caso que la obra, inserta en un entorno que tiene como objetivo el obtener un producto final que supone la ejecución de un proyecto, es un subsistema dentro del sistema ‘proyecto constructivo’. A su vez, dicho sistema, no solo consta del subsistema ‘obra’, sino que esta formado por otros subsistemas (que suponen sistemas individualmente) que interaccionan mutuamente afectando el resultado final.
En el siguiente gráfico se muestra el enfoque sistemático en el cual se quiere ubicar la obra para poder dar el paso que nos permita ver el problema desde una perspectiva ventajosa.
Dicho gráfico nos muestra como ‘propiedad’, ‘dirección de obra’, ‘proveedores’, ‘subcontatista’ y la propia obra son los subsistemas que forman el sistema general llamado ‘proyecto’.
Figura I : Enfoque sistemático de la obra.
Las relaciones que se pueden dar entre los
diversos subsistemas son numerosas, tanto entre los agentes como entre los subsistemas que ellos forman. Estos flujos representan todas aquellas negociaciones que se dan entre dos partes y que desean cumplir en la medida de lo posible los objetivos de ambos.
De esta forma, conceptos como condicionantes, requerimientos, plazo, coste, riesgos, variabilidad, etc, forman el entorno que rodea el subsistema ‘obra’ y con el que éste ha de luchar conjuntamente con los
otros subsistemas para poder obtener el producto final exigido.
El sistema queda definido pues a partir de una serie de elementos y las relaciones que existen entre cada uno de ellos. Ambos serán descritos a continuación de una forma crítica al respecto de cómo afectan a la propia gestión de la obra.
3.2. Actores del sistema.
Uno de los elementos más importantes que forma
parte del proyecto es su demandante: la propiedad. Tal y como se ha indicado en el punto anterior, los
organismos públicos generan un alto porcentaje de la demanda de proyectos constructivos. Este hecho hace que las respectivas administraciones pasen a ser el principal cliente de las empresas constructoras, lo que incide fuertemente en el mercado de la construcción, produciéndose en la práctica un monopolio de demanda en el cual los organismos públicos se ven con la capacidad de fijar las condiciones y características de las empresas que pueden licitar, reglas de contratación, financiación, etc.
Esta posición ventajosa por parte de la propiedad provoca que la empresa constructora se encuentre ante un reducido espacio de maniobra empresarial y con las reglas del juego prefijadas, reduciendo al máximo toda posibilidad de negociación.
En los proyectos con empresas privadas, la situación cambia notoriamente ya que se produce un ambiente de mayor flexibilidad, que debidamente conducido, permite una mayor optimización del proceso constructivo.
La dirección de obra (D.O.) tiene una presencia y participación en el proyecto que varía según si se trata del redactor del proyecto o no. En el primer caso, la D.O. mantiene en todo momento una relación más estrecha con la propiedad que con las empresas constructoras involucradas en el proyecto, manteniendo con éstas una relación puramente técnica. Por el contrario, cuando esta no ha redactado el proyecto, se establece entre D.O. y empresa constructora una relación mucho más provechosa en la cual se unen las fuerzas de ambas formando un único frente que comparte el mismo deseo de ejecutar la obra de una forma rápida, económica y bajo las exigencias de la propiedad.
El papel del sistema ‘empresas subcontratadas’ es muy importante durante todo el proceso constructivo, es decir, durante la ejecución del proyecto. Éstas se relacionan principalmente con la empresa constructora dentro del sistema ‘proyecto’.
Actualmente, la política de subcontratación se ha adoptado de forma general por parte de la gran mayoría de empresas constructoras hasta el punto que en algunas obras todo el proceso de ejecución se divide por completo en diferentes tajos subcontratados. Esta realidad hace que las

PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
4
constructoras dependan por completo de estas empresas de personal especializado y que su presencia en el sistema ‘proyecto’ sea vital.
El subsistema ‘proveedores’ corresponde al conjunto de empresas que suministra materiales, equipos y maquinaria. Son importantes durante el proceso de construcción y se relacionan principalmente con la empresa constructora o, tal y como se ha reflejado en la Figura I, con el subsistema ‘obra’.
Por último, el sistema ‘proyecto’ está formado por un quinto subsistema, la ‘obra’. Dirigida por el jefe de obra como máximo responsable, está contratada por la propiedad para que ejecute un proyecto constructivo que tendrá como finalidad la construcción de una infraestructura destinada a cubrir necesidades humanas. Todo esto lo ha de hacer considerando la presencia de los otros cuatro subsistemas, cada uno con sus objetivos diferentes, y enmarcado globalmente por un entorno que le restringe la libertad de actuación en base a una serie de requerimientos sociales, económicos, políticos, etc. 3.3. Relación ‘Obra’-‘Propiedad’. Tradicionalmente la realización de la obra pública en España tiene como uno de sus pilares fundamentales la relación de confianza entre el contratista y la administración como ente contratante. Esta confianza, basada en múltiples relaciones personales y modelada a partir de proyectos ejecutados satisfactoriamente para ambas partes, ha sido necesaria para poder llevar a cabo la gran mayoría de actuaciones. Esta confianza ha generado una mecánica de producción de costes de obra que se ha convertido en habitual y ha llevado al sector a la política de las bajas de adjudicación excesivas. Aunque la constructora tiende a compensar estas bajas con la negociación de los modificados del proyecto, proyectos complementarios, precios contradictorios y un sinfín de estrategias diferentes, esta práctica obliga al gestor de la obra a dedicar una gran cantidad de tiempo y esfuerzo en resolver los problemas originados por las “trampas” realizadas durante el proceso de adjudicación.
Esta política de bajas como medio para conseguir la adjudicación de una obra se ha especializado tanto en nuestro país, que los procesos de adjudicación y ejecución se estudian de forma separada, siendo el gerente el punto de unión entre ambas. Este hecho supone una dificultad añadida a la gestión de ejecución de la obra debido a que los criterios seguidos a la hora de crear el proyecto no persiguen los mismos objetivos que posee el jefe de obra y que intentan optimizar el proceso de ejecución del proyecto. El jefe de obra se encuentra así con una baja que puede no haber tenido en cuenta el tipo de proyecto al que va asociada. Por ejemplo, aspectos
como la ubicación geográfica del proyecto, accesibilidad y disponibilidad de recursos en la zona son aspectos que te determinan en gran medida la flexibilidad y maniobra comercial que permiten alcanzar los objetivos de dicha baja.
Otra consecuencia negativa para la constructora debido a esta política más económica que práctica es la falta de control de los costes de las unidades de obra. Como consecuencia de esta obsesión por aplicar modificados, el mayor esfuerzo se centra en aspectos que no pertenecen al proyecto definido y se busca continuamente la rentabilidad de la obra en la obtención del correspondiente modificado, complementario, etc. Vemos así como la política de contratación llevada a cabo por la propiedad cambia la filosofía de un sector.
3.4. Relación ‘Obra’-‘D.O.’. Principalmente, la relación que se establece por parte de la dirección de obra es de asistencia técnica. En este sentido, el jefe de obra acudirá a la D.O. siempre que exista algún tipo de duda en cómo define el proyecto un procedimiento, detalle constructivo, indefinición de materiales a utilizar o cualquier otro aspecto que no quede claro en el documento. Este tipo de relación hace indispensable un mecanismo de comunicación entre ambas partes capaz de permitir la puesta en contacto y la transmisión de decisiones de una forma rápida y clara para no interrumpir el proceso constructivo. Esta relación se optimizaría con la presencia de un representante de la D.O. en la obra que no se da en la mayoría de los casos en los que el contraste entre comunicación y prisas obliga a ralentizar la ejecución o tomar decisiones arriesgadas por parte del jefe de obra. Este defecto hace que todo problema surgido en una planificación diaria e incluso semanal suponga un obstáculo para la marcha normal de la ejecución. La no presencia continua de la asistencia técnica en la obra supone muchas veces que a la dirección de obra le cueste llevar el ritmo de la constructora, lo que supone que el papel de la D.O. entorpezca la marcha de la obra. Es importante tener en cuenta también que la participación de la D.O. aparece en cuanto surgen dificultades para el jefe de obra en relación al proyecto. Desde este punto de vista, y resaltando nuevamente la repercusiones de una mala definición del proyecto, las relaciones necesarias con la D.O. como asistente técnico crecen cuanto peor es el estudio del proyecto. El jefe de obra se encuentra pues en un entorno en que las indefiniciones del proyecto y la no siempre fácil comunicación y disposición de la D.O. le obliga a tomar importantes decisiones, arriesgándose en muchos casos cuando el factor tiempo es primordial.

PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
5
3.5. Relación ‘Obra’-‘Subcontratista’. La política de subcontratación llevada a cabo por las constructoras permite reducir al máximo la estructura de la empresa disminuyendo así los gastos indirectos. Así pues, la subcontratación minimiza los costes, aunque no está comprobado que este mecanismo permita maximizar los beneficios. Este tipo de relación también dificulta la tarea del gestor de obra en el sentido en que es él quien acaba decidiendo que recursos se necesitan y cuales ha de escoger considerando aspectos como el rendimiento, el riesgo e incluso el factor humano intrínseco a la mano de obra que se busca. Todo esto, hace que el jefe de obra se enfrente ante una elección para la cual no tiene las herramientas necesarias para realizar un juicio lo más objetivo posible. Hay que sumar que esta elección no siempre es libre, ya que en ocasiones la elección de la subcontrata viene condicionada o forzada desde esferas superiores. En este apartado hay que resaltar que si bien la subcontratación permite minimizar costes, este procedimiento no supone un traspaso de responsabilidades en cuanto al tajo subcontratado.
4. Propuesta metodológica de gestión integrada de obras.
4.1. Introducción. Vista la posición de la obra desde la perspectiva sistémica, se observa como el papel de la constructora dentro de un complejo sistema que engloba el proyecto no se resume simplemente a la propia ejecución del mismo, sino que se ve involucrada en un medio de negociaciones de índole político, económico y social que quedan fuera de la propia actividad constructora. Esta situación hace plantearse la necesidad de introducir un elemento que participe en este sistema de la mano del subsistema ‘obra’ y que le permita centrar todos sus esfuerzos en la propia actividad constructora. Dicho elemento se propone en este trabajo en forma de programa de gestión integrada para la obra. 4.2. Antecedentes. La gestión de infraestructuras viarias consiste en controlar de forma continua la evolución de la calidad de las infraestructuras, evaluada por diferentes parámetros e índices que indican el estado de la misma, y determinar programas de actuación según su deterioro. En el marco europeo, cada país lleva su política de gestión de infraestructuras, realizando los ensayos oportunos y abarcando la muestra más representativa que se considere de la red. Sin embargo, la experiencia ha demostrado que existen
muchos kilómetros de carreteras y autopistas que no son estudiados y que el mantenimiento de una base de datos en la que se va incorporando toda la información extraída de los ensayos resulta una tarea difícil. Actualmente, la política de concesiones originada tras las restricciones del tratado de Mastrich obliga a las constructoras a buscar nuevos inversores en el sector privado. En este sentido, para el inversor que apueste por una concesión de infraestructuras de este tipo, la gestión de la infraestructura, tanto durante la ejecución como en la explotación, es una pieza clave para garantizar la rentabilidad de su inversión. En este sentido, el Banco Mundial, muy interesado en el sector de las concesiones, ha creado un sistema de gestión integrada (SGI) de obligado cumplimiento para el concesionario. A nivel europeo este sistema, llamado HDM-III, se ha afianzado de forma generalizada. Dicho sistema de gestión integrado consiste en un programa que se va alimentando continuamente con información acerca del estado de los firmes y proporciona el estado general de la red viaria. Al mismo tiempo, se definen en el programa diferentes estrategias a seguir sobre la infraestructura según posibles patologías, todas ellas asociadas a un coste y considerando el parámetro dinero disponible a lo largo de la concesión. Toda esta información se complementa con todas aquellas obligaciones y restricciones impuestas desde el exterior que limitan ciertas decisiones. Con toda esta información, el programa valora la situación de la red, las posibilidades de actuación y los requerimientos externos para proporcionar cuales son las actuaciones mas acertadas. Ratios Modelo Estrategias. Estado de la Requerimientos f ($,plazo…) vía. externos. HDM-III Actuaciones a hacer en el tiempo.
Figura II : Modelo de gestión integrada HDM-III. Este caso pretende ser un antecedente que nos permita ser optimistas al pensar en la fiabilidad de un sistema integrado de gestión de obra. Aunque los objetivos de ambos sistemas de gestión no se comparten y puede parecer que no tengan nada en
PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
6
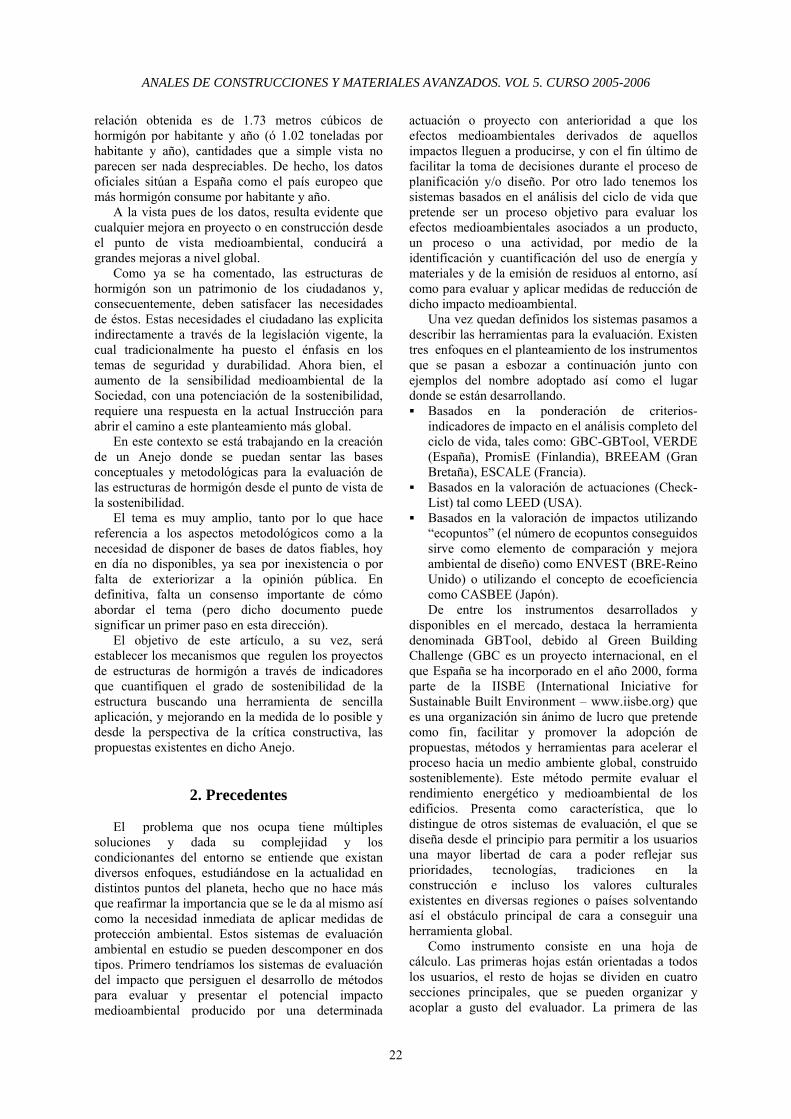
común, la naturaleza de un sistema de gestión integrada como herramienta de apoyo en la toma de decisiones dentro de un entorno agresivo y muy variable está presente en ambos casos. En la tabla siguiente, se intenta mostrar este paralelismo entre las funciones de ambos sistemas de gestión:
Gestión
infraestructuras Gestión de obra
Franja temporal
Explotación Ejecución
Ratios Fisuras, asientos, colmataciones…
Dinero, recursos, plazo.
Modelo Ciclo de vida con mínimas prestaciones.
Plan de obra.
Estrategias Mantenimentos Más recursos, optimización.
Por que? Herramienta de ayuda en explotación.
Herramienta de ayuda en ejecución
Tabla I : Paralelismo entre sistemas de gestión integrada.
Este ejemplo pretende mostrar un caso en el que
la aplicación de un sistema de gestión integrada ha supuesto una herramienta útil y un apoyo en la realización de una actividad de gran complejidad como son las concesiones en infraestructuras.
4.3. Justificación de la necesidad de un SGI para la obra. El asumir la obra como parte de un sistema que funciona gracias a la presencia, la participación y las interrelaciones de los subsistemas que lo forman, han puesto de manifiesto la gran cantidad de condicionantes, impedimentos, restricciones y demás dificultades que suponen una molestia para la normal ejecución del proyecto constructivo. Esta complejidad hace que las continuas decisiones llevadas a cabo por el jefe de obra para resolver problemas puedan tener una mayor repercusión a la vez que se dificulta la búsqueda de una solución óptima para cada problema en la que todas las partes implicadas en éste queden satisfechas. Ante este marco, es muy razonable pensar en la necesidad de un instrumento que ayude al jefe de obra a valorar la situación en cada toma de decisiones, teniendo presentes todas aquellas variables impuestas por el entorno del proyecto, tanto de forma cualitativa como cuantitativa, que restringen fuertemente y de forma variable a lo largo del proyecto la libertad de actuación del gestor.
4.4. Bases de la propuesta. El objeto de este apartado es sentar las bases que regirán la nueva propuesta que más tarde se describirá
en detalle y hacerlo desde una óptica específica al contexto de una obra.
En primer lugar hay que destacar que los problemas a los que se tienen que enfrentar los responsables de una obra tienen una vertiente técnica importante pero no es única, sino que intervienen otros aspectos como el coste, el plazo, la seguridad y salud o aspectos medioambientales; por no comentar las interacciones con otros actores del sistema que se han analizado anteriormente. Por lo tanto, es necesario tomar decisiones con una voluntad integradora, de manera que se contemplen todas las vertientes del proyecto y se evite reducir su valor a un determinado aspecto.
En segundo lugar y relacionado con lo expuesto anteriormente, la gestión de cualquier proceso tiene varias actividades (planificación, ejecución, control…); pero queda claro que una vez establecida la estrategia a seguir para llevarlo a cabo en cuanto a planificación, ejecución y control para lo que ya se han tomado varias decisiones, lo que resta es una larga serie de tomas de decisiones para poder corregir y solventar los diferentes problemas que vayan surgiendo. Expuesto esto, queda justificado que se plantee la gestión de un proceso dándole especial importancia a la toma de decisiones.
Conviene ahora destacar que los problemas de gestión y en concreto la toma de decisión en la construcción tienen diferencias sustanciales a los estrictamente técnicos. Por citar algunos, se destacan:
• El alcance y límites del problema son difusos o de compleja definición.
• La toma de decisión contempla varios procesos, componentes y las diversas vertientes o aspectos del problema.
• Numerosas variables y cuya interdependencia es de difícil estimación.
• Algunas variables no se pueden medir de forma cuantitativa sino cualitativa.
Por lo tanto, la nueva propuesta debe dotar a los
responsables de la obra de una herramienta que les permita desarrollar un proceso de toma de decisión con mayor rigor, pero sin ser ésta de una complejidad tal que la haga poco útil o atractiva.
La propuesta se basará fundamentalmente en un
proceso metodológico denominado ACE en relación a las tres etapas que lo componen: Análisis, Creatividad y Evaluación. El método en detalle se expone en el siguiente apartado, no obstante el esquema conceptual puede verse a continuación.

PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
7
Fig. III: Esquema del proceso de toma de decisión.
A grandes rasgos la fase de análisis permitirá
conocer el problema y los requerimientos a los que está sujeto, que obviamente pueden tener un nivel de importancia diferente en según que punto del proceso se esté. El proceso de creatividad tiene como finalidad la generación de alternativas, donde una vez más la experiencia del jefe de obra y del equipo es esencial en las aportaciones. Y por último, la evaluación introduce técnicas que formalizan las decisiones que habitualmente se toman de forma intuitiva, como base fundamental la propuesta tiene diferenciar las diferentes situaciones en que un decidor puede estar en obra, por ello plantea una técnica sofisticada y otra más sencilla, pero ambas rigurosas. La fase de control tiene por objeto retroalimentar el proceso.
Llegados a este punto conviene introducir dos conceptos que dan lugar a las técnicas de evaluación y que, por otro lado, han sido objeto de cuestiones filosóficas: el valor y el riesgo. Aunque son diversas las ideas vertidas sobre ambos por diferentes autores o corrientes de pensamiento [6] básicamente podemos resumir los siguientes puntos:
• El valor tiene por objeto medir la utilidad percibida por un usuario de una cierta alternativa, después de este matiz general se puede entrar en detalles de enfoque positivista o posmodernista que no son ya objeto de este artículo. La formulación del valor en el ámbito de la toma de decisión será la abajo propuesta, donde v(x) es el valor asociado al objeto x y ki es el peso del requerimiento i-ésimo.
( )∑ ⋅=
iiii xvkxv )( (1)
• El riesgo es la incertidumbre asociada a cierto resultado, también en este concepto hay matices según los enfoques positivistas o posmodernistas. En el artículo y en la propuesta por sencilla que pretende ser se abordará de una forma práctica.
Los requerimientos juegan un papel fundamental en la vida del proyecto desde su inicio, por lo tanto será así también en la obra donde muchos llegan de fases iniciales (plazo, coste, sociales, etc.) y otros aparecen (constructibilidad, etc.). En la propuesta planteada se abordan mediante el árbol de requerimientos, como se podrá comprobar, de forma
que su determinación en la toma de decisión conlleva al análisis. Ahora bien, los requerimientos de primer nivel o planos funcionales son básicamente seis en el ámbito de la construcción: Económicos (E), Temporales (T), Funcional (F), Social (S), Medioambiental (M) y Seguridad Laboral (SS). Los tres primeros son tradicionales pero en los últimos tiempos cobran también importancia los tres últimos. Por último, conviene hacer énfasis en que la experiencia pone de manifiesto que a lo largo del proceso de ejecución material del proyecto van cambiando los pesos de los requerimientos, por ejemplo, empieza primando el coste en la primera mitad de la vida de la obra para acabar primando el plazo en la segunda.
Finalmente, toda esta herramienta potente de toma de decisiones se implanta sobre la planificación obviamente, que es donde el decisor podrá identificar los puntos clave. Además de jugar con otras herramientas ya tradicionales como son la curva de producción, etc., pero que no serán más que herramientas de apoyo al método ACE.
4.5. Propuesta metodológica En resumen la aportación de este documento es
una propuesta metodológica que se centra en el uso de dos metodologías conocidas que se han aplicado al ámbito de la obra. En primer lugar, mediante el método ACE podremos conocer el problema y generar el flujo del proceso identificando los puntos posibles de mejora y los puntos de tomas de decisión importantes. Las decisiones pueden ser de dos tipo, las pertenecientes a los puntos identificados o bien las que surjan durante la obra y que no se han previsto; las primeras se resolverán mediante una técnica de análisis multicriterio similar al proceso MIV [6]0 y las segundas se abordarán mediante un método más rápido pero riguroso también.
La propuesta propone realizar la gestión de la obra a partir de tres elementos clave, que son:
• La planificación de las actividades complementada por la planificación de decisiones.
• Los requisitos temporales. • Herramientas tradicionales de gestión, como
por ejemplo, la curva de producción para analizar la evolución de costes.
Los dos primeros puntos están perfectamente contenidos en el método ACE.
A continuación se desarrollará el concepto del método ACE aplicado a la gestión y toma de decisión de la obra, para ello se hará un análisis de las diferentes fases.
Previamente hay que indicar que lo idóneo es realizar un ACE al inicio del trabajo con un alcance de toda la obra (ACE en global – primer paso) ya que siempre es mejor introducir mejoras en edades
Análisis Creatividad ControlEvaluación
Retroalimentación

PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
8
tempranas porque los costes de los cambios crecen con el tiempo, después se aplica de nuevo sobre cada punto singular sobre la marcha de la obra (ACE en local – recursivo sobre puntos de decisión). Esta idea irá quedando perfectamente especificada a lo largo de la exposición.
El objetivo de la fase de análisis es estudiar el marco del problema y fijar una estructura que servirá de base para la siguiente fase. En el caso de una obra esta fase efectuaría una análisis global del proyecto que permita conocerlo y hacer un esquema de cómo va a ser la ejecución material del mismo en base a la definición de proyecto. No se entra todavía en la identificación de los puntos de decisión. Las diferentes partes de esta fase son las siguientes:
• Conocer el proyecto y recopilar información: Sería interesante no solo conocer el documento del proyecto en cuestión y los condicionantes propios de la fase de adjudicación (baja, plazo y consideraciones constructivas propuestas por la constructora) sino también recabar información de proyectos similares y de la zona donde se va a llevar a cabo.
• Identificación de procesos: Es interesante plantear los diferentes procesos que conforman la obra en tres niveles que son los clave, los estratégicos y los de soporte (AENOR, 2000). Llegando a un nivel de detalle tal que se haya confeccionado la planificación de la obra (diagramas de precedencias, etc.) para los condicionantes dados de tiempo y coste iniciales. Es importante ya que sobre este esquema se van a identificar posteriormente los puntos de decisión y mejora.
• Requerimientos: En esta fase se deben identificar los diferentes requerimientos que entran en juego y no solo desde el punto de vista de la constructora, sino desde el de otros actores. El motivo es que la posición relativa que adopta cada uno de ellos respecto a los requerimientos puede ser diferente y por lo tanto puede resultar que las diferentes posiciones de éstos den lugar a una dispersión en los objetivos cuya meta no debe ser otra que la realización exitosa del proyecto. Este concepto queda bien explicado con una analogía a la determinación de centros de gravedad, véase la siguiente figura, donde la región de gravedad es el área encerrada por los diferentes centros de gravedad y supone la dispersión comentada anteriormente. A este concepto se volverá a hacer referencia en apartados posteriores. Además estos requerimientos deben establecerse para los diferentes niveles de concreción de análisis aunque después en cada punto de decisión
deban ser modificados, de hecho el sistema permite retroalimentarse y por lo tanto es flexible. En un nivel primario los requerimientos son los seis comentados anteriormente (E, T, F, S, M y SS)
Figura. IV: Región de gravedad.
• Ponderación y asignación de pesos. Aunque existen técnicas muy rigurosas para realizar este proceso (análisis jerárquico o AHP), la realidad hace pensar que en la obra no es el método más adecuado, aunque deseable, y por lo tanto es más práctico proponer una estimación de los pesos en función la experiencia del jefe de obra, del equipo y de los otros actores si la decisión a tomar les incumbe. Es interesante destacar que este último matiz pone de manifiesto el carácter integrador de la propuesta.
• Construcción del árbol de requerimientos, de forma genérica queda resumido por el siguiente esquema.
REQUERIMIENTOS RESPUESTA Nivel 1 Subreq X1 Req K V Subreq X2 Nivel 2 Subreq X3 V Req K V Subreq X4 Nivel i indicadores Requerimiento 1r orden Requerimiento 2º orden K. Peso del requerimiento V. Valor relativo del requerimiento
R1
R2
R3 R4
R5
R6 R7
Región de gravedad
Centro de gravedad objetivo del Actor i

PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
9
Figura V: Árbol de requerimientos.
Aquí hay que indicar que el nivel de desarrollo del
árbol, aunque si bien al principio debe plantearse de forma genérica bien desarrollado, podrá adaptarse a las necesidades de la decisión en cuestión, incluso como se verá reducirse hasta el punto en que la toma de decisión sea por comparación de criterios (decisión rápida).
Respecto a la fase de creatividad cabe decir que su
misión principal es buscar puntos de mejora y generar alternativas. El motivo principal es que debido a la oferta es probable que el plazo y coste propuestos no sean compatibles con el proyecto sin entrar en una fase de planteamiento de estrategias. Cabe en esta fase plantear los cambios constructivos y mejoras e identificar los puntos en que el gestor deberá abordar las decisiones más importantes de la obra. Por lo tanto, los puntos importantes de esta fase del método son:
• Identificación de los puntos de decisión: Cabe identificar los puntos de decisiones que requieren un análisis más sofisticado como los que necesitan las más rápidas, aunque como la práctica pone de manifiesto este tipo de decisiones son numerosas y muchas aparecen sobre propia marcha de las obras. Al aplicar el método en un primer paso, de forma más global, se puede realizar una identificación de puntos de “parada” durante la obra. Al entrar en el análisis de cada uno de ellos será necesario profundizar el método, en ese caso la fase creativa destacaría los aspectos importantes de cada ítem de forma específica
• Generación de alternativas para cada punto de decisión: Aquí solo cabe un comentario, cuando se aplica la metodología en un primer paso global las alternativas con de carácter general tal que permitirían cambios de proyecto, etc. Cuando se aplican en detalle sobre los puntos de “parada” suelen ser alternativas de carácter específico. Es el momento adecuado de presentar un
esquema de cómo puede ser la identificación de puntos de decisión y se comenta lo relativo a esta fase con un ejemplo; de esta forma en lo sucesivo ya se puede avanzar de forma precisa.
Figura VI. Esquema aplicación de la propuesta.
Como ejemplo supongamos ahora que la obra en
cuestión en la que un determinado jefe de obra está embarcado es el proyecto de un edificio de uso industrial. Al recibir el proyecto (punto rojo inicial) la aplicación del método ACE en un nivel global le lleva a conocer el proyecto e identificar claramente los planos funcionales (fase A) y a continuación comienza la fase C. En ella el gestor realiza una identificación de los puntos de decisión sobre el eje temporal que dicta la propia planificación. Además es el momento de plantearse alternativas de tipo general como cambiar la estructura prefabricada de hormigón por la metálica, el tipo de cimentación, etc. Cuando entra en el análisis de un punto de decisión debe aplicar de nuevo el ACE en local, es decir, profundizar el análisis ya que tiene capacidad en ese punto para ver los subrequerimientos que aplican y los puntos de decisión a mejorar sobre esa cuestión en particular, sería por ejemplo, en el caso de la cimentación cuestiones relativas a subcontratar algunas partes, traer maquinaria extra o no para ganar tiempo, etc.
Por último de detallan los aspectos fundamentales
de la última fase, la evaluación. En ella y de forma general, se debe concretar los indicadores que se van a utilizar como valores respuesta para cada subrequerimiento (último nivel), darles valor y evaluar el conjunto. Ahora bien, el cómo detallado depende del tipo de decisión:
• Opción A: Decisión meditada, requiere análisis más profundo y tiempo para realizarlo. Muchas veces carente en obra.
tiempo
Asignación Obra
Final Obra
Planificación actividades
Planificación puntos de decisión
Análisis detallado, ACE local
Análisis rápido,
ACE local
Análisis detallado,
ACE gobal

PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
10
• Opción B: Decisión rápida, un análisis riguroso pero con pocos criterios aunque muy significativos (dos o tres). Decisiones típicas en obra que requieren una respuesta al momento.
Ante la situación A, la aplicación de lo detallado es directa. Todo el desarrollo del árbol por subrequerimientos con su peso correspondiente ha acabado llevando a unos indicadores o parámetros respuesta que han podido ser evaluados. La formulación del valor es la siguiente:
( )ii j
kkk
kji xvkkkxV ∑ ∑ ∑
⋅⋅⋅= ...)( (2)
Obviamente, es inmediata la asociación de esta formulación con la aplicada en el análisis multicriterio. En realidad se ha adoptado el desarrollo propuesto por Ormazábal para una estructura en árbol de requerimientos. La evaluación de cada alternativa da al final un ranking del que se deduce cual es la adecuada o más interesante.
Dos consideraciones adicionales, en primer lugar, la forma de tratar el riesgo es introduciendo un indicador a nivel de subrequerimiento, a modo de ejemplo:
Plano
funcional Subrequerimiento Indicador
Duración (tiempo) Temporal Plazo obras Certeza duración Tabla II. Ejemplo de valoración del riesgo. Como se puede apreciar, la certeza del coste
indica la incertidumbre sobre lo que puedan durar las obras. Esta técnica ha sido aplicada por Manga (2005) en el ámbito de la gestión y toma de decisión en la contratación.
En segundo lugar, puede ser necesario descartar alternativas por condiciones filtro. Esto es, cuando una alternativa no cumpla algún condicionante de tipo contorno.
La segunda opción, una la decisión que deba ser inmediata no debe excusar la falta de rigor formal, consecuencia de ello son los problemas generados por la práctica de decisión por hechos consumados. La propuesta en este sentido es práctica, reducir el número de planos funcionales a dos o tres, de cada uno un indicador. La evaluación propuesta es:
( )∏=
iii xvxV )( (3)
La idea gráfica en que se basa esta sencilla técnica es que, dados dos criterios por ejemplo, la expresión mide el área encerrada por un paralelogramo cuyos ejes son los criterios valorados. La alternativa cuya
área es mayor es la que sería más adecuada. El riesgo debe valorarse de forma intrínseca, es decir, no cabe aquí la técnica de introducir un indicador específico. Si bien, puede sofisticarse si es posible aproximar una probabilidad asociada al evento, de la siguiente forma:
( ) ( )ii
ii xpxvxV ⋅=∏)( (4)
Aunque la realidad es que los planteamientos probabilísticas a pie de obra no son los más deseados.
Fig. VII. Esquema gráfico de la valoración rápida.
Con esto queda finalizada la propuesta metodológica, las consideraciones a cerca de ella se abordan en siguiente apartado.
4.6. Consideraciones a la propuesta Finalmente se pueden hacer unas consideraciones
a modo de conclusión específicamente sobre la propuesta metodológica.
En primer lugar conviene destacar que se aporta una metodología que viste de rigor la gestión y la toma de decisiones en obra pero sigue dando contando con la experiencia del jefe de obra como principal decisor. Además incorpora formalmente los diferentes planos funcionales en la toma de decisiones, desde el concepto del valor y del riesgo.
La aportación más práctica es que la metodología exige una entrada de información en el sistema pequeña aunque específica pero que está al alcance del equipo y del jefe de obra, distingue bien dos aplicaciones en evaluación para considerar los ritmos de trabajo en obra y todo esto da como resultado una respuesta contrastable siempre con experiencias previas. La experiencia, tan valorada en el sector, no es un elemento que se desee sustituir por procedimientos sistemáticos sino que da juego en la metodología.
Por último, decir que la propuesta sirve de elemento integrador de los diferentes actores, facilitando por tanto acercarse a objetivos comunes en el proyecto, reduciendo los conflictos del plano social que tradicionalmente se han vivido en la obra o la pérdida de ciertas perspectivas relativas a otros criterios.
X1
X2
A1
A2 A1>A2
V1(x1) V2(x1)
V1(x2)
V2(x2)

PROPUESTA METODOLÓGICA PARA LA GESTIÓN INTEGRADA DE OBRAS.
11
5. Conclusiones. Una vez finalizado este trabajo, las conclusiones obtenidas son optimistas, aunque la imagen de un sector tradicional como es el de la construcción, con una inversión en innovación escasa, merma el potencial que dispone esta propuesta metodológica. Para empezar, se ha mostrado la existencia de la necesidad de una herramienta de apoyo para el jefe de obra en la toma de decisiones en un entorno agresivo y muy variable en el tiempo en cuanto a requerimientos, que es la obra.
En segundo lugar, se han introducido ejemplos de iniciativas llevadas a cabo por parte de empresas buscando un concepto integral de gestión. En el caso de las concesiones de infraestructuras viarias ha quedado demostrada su utilidad. Por el contrario, en el caso de los sistemas de gestión integral de obra utilizados por empresas constructoras, el uso de éste como herramienta de pronosticación ha supuesto una importante inversión desde el punto de vista del tiempo y de los recursos, sin que suponga este valor añadido para el jefe de obra que aquí se está buscando.
Esto realza la idea de una metodología de gestión integrada de obra destinada a apoyar al jefe de obra en el proceso de toma de decisiones, pero nunca deberá ser un instrumento que haga el trabajo en su lugar.
Agradecimientos
Los autores expresan su agradecimiento a
A.Simarro, G.Ormazábal, G.Ramos, C.Fernandez, D.Andrés, F.Ares, R.Domínguez, M.Planas y A.Guillén por la colaboración prestada para la realización de este trabajo, que no hubiera sido posible sin su participación.
Referencias
[1] G. Santana Larenas.“Construcción: Características y propiedades de un sistema”, Revista de Obras Públicas. Marzo 1988. pp 221-231.
[2] G. Santana Larenas. “La investigación en ingeniería de construcción”, Revista de Obras Públicas. Diciembre 1987. pp 803-818.
[3] J.M. Compte Guinovart. “Algunas especulaciones relativas a organización de obras”, Revista de Obras Públicas. Septiembre 1950. pp 474-479.
[4] F.J. de Águeda Martín. “El papel de la administración en la gestión de la reducción de costes de obra”, Revista de Obras Públicas. Noviembre 1997. pp 17-19.
[5] R.Manga Conte. “Una nueva metodología para la toma de decisiones en la gestión de la contratación de proyectos constructivos”, Tesis doctoral. Septiembre 2005.
[6] G. Ormazábal Sánchez. “Un nuevo sistema integrado de toma de decisiones para la gestión de projectos constructivos “, Tesis doctoral. Enero 2002.

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 3. CURSO 2003-2004
12

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
ÍNDICE DE SOSTENIBILIDAD EN ESTRUCTURAS DE HORMIGÓN
David Gómez Brañas e Ignacio Sáenz de Santa María Gatón Ingeniería de Caminos, Canales y Puertos
Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos de Barcelona Campus Nord, Edificio C2, C/ Jordi Girona Salgado, 1-3, 08034 Barcelona
Resumen: Este artículo tiene como fin desarrollar las directrices de un Índice de Sostenibilidad, específico para las estructuras de hormigón, de manera que se pueda catalogar de una forma sistémica, ágil y eficaz una determinada estructura en su fase de proyecto. Tras un análisis de las cifras que mueve el sector en la actualidad y tras un repaso a los condicionantes de la época en que vivimos, se pasa a la resolución del problema. Para ello se avanza cronológicamente, empezando con una breve singladura por los precedentes existentes y después adentrándose en las tendencias más actuales. Se formaliza una metodología particular, con un esquema del método y una propuesta de su respectivo árbol de requerimientos, quedando pendiente de cara a una futura revisión, la calibración numérica del mismo. Palabras clave: Índice de Sostenibilidad, Estructuras de Hormigón, Fase de Proyecto
1. Introducción
En el transcurso de la historia la construcción ha sufrido la lógica evolución tecnológica buscando solventar los problemas que surgían con la aparición de nuevas necesidades, creando obras cada vez mayores en cuyo complejo desarrollo se ha perdido de vista el verdadero fin de las mismas, servir al ciudadano. Se precisa en la actualidad de un nuevo enfoque encaminado a considerar las necesidades tanto individuales como colectivas y éstas pasan sin duda por una construcción sostenible que nos lleve a racionalizar el consumo tanto de materias primas como de energía y disminuir en lo posible el impacto generado en el entorno. Un primer paso se está dando con la implantación de las normas de calidad y medio ambiente (UNE-EN ISO 9000:2000 así como la UNE-EN ISO 14000:2004 y la norma de sistemas de acreditaciones UNE-EN ISO 17025:2004), pero el sector de la construcción por su gran variabilidad en la ubicación de los centros de trabajo así como la provisionalidad de los mismos requiere un nuevo enfoque, una nueva solución. De hecho se puede observar un incremento de la exigencia de la sociedad en calidad, medio ambiente, seguridad, etc. Estas nuevas tendencias han incitado la aparición de un nuevo concepto, “desarrollo sostenible”. Una derivación es la conocida como “construcción sostenible”, aplicada tanto en el sector de construcción en general como en el de Obra Civil en particular.
Si observamos las cifras que mueve el sector, al igual que sucede en otros países desarrollados, vemos que es uno de los sectores productivos de mayor importancia en España. Esta importancia se justifica no sólo por su impacto en el producto interior bruto del país, sino también en el empleo: cada 60.000 euros invertidos significan la creación de un puesto de trabajo directo y 0,6 indirectos. Asimismo el efecto multiplicador global estimado para el sector en España es de dos (x2), lo que quiere decir que una subida de un punto porcentual en la demanda constructiva se traduce en casi el doble de subida en la producción económica del país.
A título indicativo se pueden ver algunas de las cifras que explican el peso del sector de la construcción en la economía nacional correspondientes al año 2001 (fuente: “Informe Construcción 2001 de SEOPAN”):
Parámetro Valor
Cifra de producción total 95.200 m€ % de la producción sobre el PIB 14,62% Valor Añadido Bruto sobre el PIB 8,30% Población laboral ocupada sobre el total 11,40% Nº trabajadores empleados >1 millón
Tabla I: Peso de la construcción en la economía nacional
Estos datos son referencias al global del sector,
haciendo una pequeña introspectiva, se observa que el peso se subdivide tal y como sigue:
Subsector Peso (sobre el total)
Obra civil 22% Edificación 78% Edificación Residencial 37% Edificación no Residencial 11% Rehabilitación y Mantenimiento de la Edificación 30%
Tabla II: Subsectores de la Construcción
Todo ello nos hacen pensar en grandes consumos,
tanto energéticos como de materias primas. Y pensando en materias primas lo primero que nos viene a la cabeza es el hormigón. Para hacernos una idea, hagamos la siguiente cábala: considerando que somos una población de unos 44 millones de habitantes y que consumimos unos 76 millones de metros cúbicos de hormigón al año, lo que equivale a una producción de 45 millones de toneladas, la
21
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
relación obtenida es de 1.73 metros cúbicos de hormigón por habitante y año (ó 1.02 toneladas por habitante y año), cantidades que a simple vista no parecen ser nada despreciables. De hecho, los datos oficiales sitúan a España como el país europeo que más hormigón consume por habitante y año.
A la vista pues de los datos, resulta evidente que cualquier mejora en proyecto o en construcción desde el punto de vista medioambiental, conducirá a grandes mejoras a nivel global.
Como ya se ha comentado, las estructuras de hormigón son un patrimonio de los ciudadanos y, consecuentemente, deben satisfacer las necesidades de éstos. Estas necesidades el ciudadano las explicita indirectamente a través de la legislación vigente, la cual tradicionalmente ha puesto el énfasis en los temas de seguridad y durabilidad. Ahora bien, el aumento de la sensibilidad medioambiental de la Sociedad, con una potenciación de la sostenibilidad, requiere una respuesta en la actual Instrucción para abrir el camino a este planteamiento más global.
En este contexto se está trabajando en la creación de un Anejo donde se puedan sentar las bases conceptuales y metodológicas para la evaluación de las estructuras de hormigón desde el punto de vista de la sostenibilidad.
El tema es muy amplio, tanto por lo que hace referencia a los aspectos metodológicos como a la necesidad de disponer de bases de datos fiables, hoy en día no disponibles, ya sea por inexistencia o por falta de exteriorizar a la opinión pública. En definitiva, falta un consenso importante de cómo abordar el tema (pero dicho documento puede significar un primer paso en esta dirección).
El objetivo de este artículo, a su vez, será establecer los mecanismos que regulen los proyectos de estructuras de hormigón a través de indicadores que cuantifiquen el grado de sostenibilidad de la estructura buscando una herramienta de sencilla aplicación, y mejorando en la medida de lo posible y desde la perspectiva de la crítica constructiva, las propuestas existentes en dicho Anejo.
2. Precedentes
El problema que nos ocupa tiene múltiples soluciones y dada su complejidad y los condicionantes del entorno se entiende que existan diversos enfoques, estudiándose en la actualidad en distintos puntos del planeta, hecho que no hace más que reafirmar la importancia que se le da al mismo así como la necesidad inmediata de aplicar medidas de protección ambiental. Estos sistemas de evaluación ambiental en estudio se pueden descomponer en dos tipos. Primero tendríamos los sistemas de evaluación del impacto que persiguen el desarrollo de métodos para evaluar y presentar el potencial impacto medioambiental producido por una determinada
actuación o proyecto con anterioridad a que los efectos medioambientales derivados de aquellos impactos lleguen a producirse, y con el fin último de facilitar la toma de decisiones durante el proceso de planificación y/o diseño. Por otro lado tenemos los sistemas basados en el análisis del ciclo de vida que pretende ser un proceso objetivo para evaluar los efectos medioambientales asociados a un producto, un proceso o una actividad, por medio de la identificación y cuantificación del uso de energía y materiales y de la emisión de residuos al entorno, así como para evaluar y aplicar medidas de reducción de dicho impacto medioambiental.
Una vez quedan definidos los sistemas pasamos a describir las herramientas para la evaluación. Existen tres enfoques en el planteamiento de los instrumentos que se pasan a esbozar a continuación junto con ejemplos del nombre adoptado así como el lugar donde se están desarrollando. Basados en la ponderación de criterios-
indicadores de impacto en el análisis completo del ciclo de vida, tales como: GBC-GBTool, VERDE (España), PromisE (Finlandia), BREEAM (Gran Bretaña), ESCALE (Francia).
Basados en la valoración de actuaciones (Check-List) tal como LEED (USA).
Basados en la valoración de impactos utilizando “ecopuntos” (el número de ecopuntos conseguidos sirve como elemento de comparación y mejora ambiental de diseño) como ENVEST (BRE-Reino Unido) o utilizando el concepto de ecoeficiencia como CASBEE (Japón). De entre los instrumentos desarrollados y
disponibles en el mercado, destaca la herramienta denominada GBTool, debido al Green Building Challenge (GBC es un proyecto internacional, en el que España se ha incorporado en el año 2000, forma parte de la IISBE (International Iniciative for Sustainable Built Environment – www.iisbe.org) que es una organización sin ánimo de lucro que pretende como fin, facilitar y promover la adopción de propuestas, métodos y herramientas para acelerar el proceso hacia un medio ambiente global, construido sosteniblemente). Este método permite evaluar el rendimiento energético y medioambiental de los edificios. Presenta como característica, que lo distingue de otros sistemas de evaluación, el que se diseña desde el principio para permitir a los usuarios una mayor libertad de cara a poder reflejar sus prioridades, tecnologías, tradiciones en la construcción e incluso los valores culturales existentes en diversas regiones o países solventando así el obstáculo principal de cara a conseguir una herramienta global.
Como instrumento consiste en una hoja de cálculo. Las primeras hojas están orientadas a todos los usuarios, el resto de hojas se dividen en cuatro secciones principales, que se pueden organizar y acoplar a gusto del evaluador. La primera de las
22

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
secciones se refiere a valores de contexto, energía, etc., y debe rellenarse por personas que no estén vinculadas al diseño o aquellas encargadas de la evaluación. Para rellenar las hojas de la segunda de las secciones, se requiere un profundo conocimiento del edificio a evaluar, y se manejan datos referentes al emplazamiento, características arquitectónicas, instalaciones y consumos de energía, materiales, ciclo de vida, etc. La sección tres se compone de una evaluación, por cuanto contiene las puntuaciones para todos los criterios y subcriterios y aplica los valores asignados a la sección primera. La importancia relativa de unos criterios respecto de otros se determina mediante una serie de coeficientes de ponderación que se asignan a todos y cada uno de los criterios de evaluación. Por último, la cuarta sección resume y muestra los resultados de todas las entradas de datos previos y como tales, no contiene campos modificables por el usuario. La hoja final muestra los resultados de las evaluaciones efectuadas, mediante puntuaciones y pesos ponderados, mostrándose dos tipos de resultados. Primeramente se muestra los indicadores de sostenibilidad medioambiental, que son números absolutos. A continuación se presentan los gráficos de barras que muestran las puntuaciones del rendimiento de los pesos ponderados, con valores comprendidos entre –2 y +5, del edificio analizado y en relación con los valores de referencia.
La aplicación del GBC como método de evaluación de la sostenibilidad de los edificios proporciona una medida, tanto del comportamiento absoluto del edificio respecto a un determinado grupo de indicadores de sostenibilidad para su contraste con otros edificios en diferentes regiones, como del comportamiento medioambiental de un edificio determinado, con relación a la práctica habitual para este tipo de edificio en la zona geográfica donde este situado y representada ésta por el edificio de referencia. Por el contrario, este método resulta farragoso y precisa disponer de una gama muy amplia de datos (consta de 90 indicadores). Además la definición previa de los pesos a priori admite la crítica ya que puede introducir un sesgo en la decisión. Por última la visualización del proceso no es óptima, lo que puede representar una barrera para su uso más generalizado.
3. El enfoque actual
A continuación se presenta el método en que se está trabajando en nuestro país del que primeramente se expondrá su planteamiento general, el esqueleto en el que se sustenta, para posteriormente entrar en detalle al estudio de la sostenibilidad de las estructuras de hormigón en los apartados siguientes. Dicho estudio se basa en el borrador de uno de los Anejos de la futura Instrucción de Hormigón Estructural así como en tesis doctorales expuestas en
la bibliografía relacionadas con la toma de decisiones en el sector de la construcción, que plantean herramientas matemáticas (basadas en el análisis multicriterio) que a su vez permiten la toma de decisiones en cada etapa del proceso, teniendo en cuenta no solo aspectos económicos sino también temas ambientales, de seguridad y salud, sociales, funcionales y plazos, entre otros. 3.1. Esquema del método
El primer paso lógico en cualquier proceso es definir con precisión tanto los límites como los objetivos a alcanzar. Estando ya claro el segundo punto pasamos a definir los límites del sistema propuesto para evaluar un edificio. Estos quedan reflejados de forma gráfica en la figura 1, en la que se representan en tres ejes los parámetros principales del modelo que se presenta. Estos ejes son: funciones o requerimientos, ciclo de vida (eje temporal) y componentes.
Fig. 1: Ejes del sistema y desglose del eje de funciones o requerimientos
Entrando en detalle en cada uno de ellos, dentro
de las funciones o requerimientos, las consideradas desde el punto de vista de la sostenibilidad son: Medio ambiente, económico y social. Es importante destacar que si bien estas son las funciones consideradas en la actualidad, el planteamiento que se realiza permite incorporar otras en el futuro, lo cual es imprescindible en un instrumento que nazca con voluntad de futuro más si cabe en un sector tan cambiante como es la construcción.
En lo referente al eje temporal, correspondiente al ciclo de vida, se puede descomponer en 4 diferentes etapas que según un orden cronológico son la concepción y planificación incorporando las fases asociadas a la toma de decisiones respecto a la ubicación de la estructura, la materialización asociada al proyecto y la ejecución, la gestión de la estructura, incorporando los aspectos relativos a la explotación y mantenimiento así como la última y siempre olvidada fase de deconstrucción integrando la demolición así como gestión de residuos.
23

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
El eje de componentes quedará definido por los propios objetivos a alcanzar en la creación de espacios controlados para el desarrollo de las actividades humanas. Desde un punto de vista global, se puede dividir en tres partes, que tienen en cuenta las interacciones existentes entre ellas como son el exterior del edificio o entorno, el edificio (estructura) en sí y también el interior del edificio. Se deberá por tanto tener en cuenta los diferentes elementos constructivos que lo componen. De un modo genérico se debe de estudiar el tipo de cimentación a utilizar en función del terreno y de las cargas del edificio, el sistema estructural más adecuado, los cerramientos,
las instalaciones etc. En definitiva, es posible el desglose que se estime oportuno, siendo lo principal acotar los límites del eje, para que no se produzcan superposiciones o lagunas, que reduzcan o invaliden el resultado de la evaluación. Se desprende de lo expuesto que la herramienta permite hacer tanto un análisis global del edificio o bien un análisis parcial del mismo. Para ello sólo requiere la consideración parcial de las etapas o fases en las que se desglosa cada uno de los ejes como muestra la figura 2 en la que se muestra como ejemplo el caso que pretende estudiar a fondo este artículo.
Fig. 2: La metodología de análisis 3.2. Parámetros de medida
El siguiente paso lógico e imprescindible en la creación de nuestra herramienta para la evaluación de la sostenibilidad será definir y ponerse de acuerdo sobre qué criterios e indicadores son los que se van a utilizar. Asimismo es importante acotar el número de criterios o indicadores a considerar, en aras de evitar sesgos o difuminar los principales. Para ello se puede definir a priori un nivel de representación, por debajo del cual, ese indicador y/o criterio no debe considerarse.
A partir de las funciones o requerimientos, en cada decisión se generan una serie de niveles más específicos llamados criterios e indicadores que junto al nivel de las funciones, conforman el árbol de requerimientos de la decisión, el cuál de forma genérica toma la forma que se muestra en la figura 3. Los criterios, tal como se muestra en la citada figura 3, corresponden a un segundo nivel de jerarquía. Tienen como función agrupar de forma natural los
aspectos medibles de cada plano de requerimiento. Los indicadores, corresponden al último nivel de jerarquía. Éstos representan la forma de cuantificar el valor de cada alternativa según los criterios planteados en cada plano de requerimiento. Un indicador medioambiental de un edificio señala un aspecto medioambiental en términos de carga o impacto. Cargas ambientales son el uso de recursos y la producción de residuos, olores, ruidos y emisiones nocivas para el suelo, agua y aire. Estas cargas ambientales están relacionadas con los impactos ambientales que pueden expresarse como categorías de impacto. Así pues queda patente la importancia de los indicadores en la formulación del método pues son el eslabón entre la realidad y el papel y por tanto un punto de posibles imprecisiones y errores. Es por ello que se les deben exigir unos requisitos tal como ser exactos, inequívocos y específicos así como comprensibles y fáciles de interpretar. Deben ser asimismo accesibles y sencillos de obtener evitando aquellos cuya interpretación requieran de infinidad de
24

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
cálculos estadísticos y matemáticos. Otra exigencia es que sean significativos y relevantes; que representen la realidad de un sistema para poder actuar en consecuencia y ser sensibles a los cambios, solo así se podrá evaluar de una manera rápida, sencilla y
continua el desarrollo de las actuaciones ambientales. Por último deben ser válidos, científicamente solventes, verificables y reproducibles.
Fig. 3: Despliegue de las funciones (o requerimientos) en criterios e indicadores
El siguiente paso será pues definir la respuesta que genera una alternativa a cierto indicador y para ello es necesario definir la función de valor de cada uno de ellos. Será imprescindible homogeneizar las unidades de los indicadores, convirtiéndolos en unidades de valor, optando por establecer un rango entre 0 y 1. Para construir dichas funciones de valor
de un indicador es necesario definir previamente la tendencia de la función de valor, los puntos de mínima y máxima respuesta así como la forma de la función de valor, dando la expresión de la misma. A continuación se exponen las 2 formas de la función de valor que se emplearán en nuestra propuesta cuya expresión matemática se incluye seguidamente.
Fig. 4: Diversos ejemplos de funciones de valor
25

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡−+=
⎟⎟⎠
⎞⎜⎜⎝
⎛ −−
iP
i
mínindi C
XX*K
ind e1*BAV (1)
Donde:
A =Valor que genera la abscisa “Xmin”, generalmente A = 0
mínX =Abscisa del indicador que genera un valor igual a “A”.
indX =Abscisa del indicador evaluado que genera
un valor indV
iP =Es un factor de forma que define si la curva es cóncava, convexa, recta o con forma de “S”. Obteniéndose curvas cóncavas para valores de Pi < 1, convexas o en forma de “S” si Pi >1 y tendiendo a rectas si Pi ≈ 1. Además, determina la pendiente de la curva en el punto de inflexión de coordenadas: (Ci, Ki)
iC =En curvas con Pi > 1 establece el valor de la abscisa donde se localiza el punto de inflexión.
iK =Define el valor de la ordenada del punto
iCB =Este factor permite que la función se
mantenga en el rango de valor de (0,00; 1,00) y que siempre la mejor respuesta tenga un valor igual a 1.
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡−=
⎟⎟⎠
⎞⎜⎜⎝
⎛ −−
iP
i
mínmáxi C
XX*K
e1B (2)
máxX = Abscisa del indicador que genera un valor igual a 1.
3.3. Metodología de evaluación
Una vez que cada indicador tiene su función, es necesario pasar a evaluar cada alternativa. En esta fase es necesario incorporar dos aspectos importantes. Por un lado, la determinación de los pesos de cada uno de los indicadores dentro de su grupo de criterios y de estos englobados en el correspondiente eje de funciones. Por otro lado, introducir para cada alternativa, el total de unidades que corresponden a cada indicador, por ejemplo, el volumen de hormigón necesario para construir la estructura, etc.
Con respecto a la obtención de los pesos se propone utilizar el planteamiento existente en el Análisis Jerárquico de Procesos (AHP Analytical Hierarchy Process; Saaty 1980), para cada nivel
(indicadores, criterios y funciones). Este proceso consta de tres pasos: Construcción de la matriz de decisión Cálculo del vector de pesos Evaluación de la consistencia de la matriz
La matriz de decisión o matriz “A”, es una matriz cuadrada de n*n (donde n es el número de indicadores del criterio o los criterios del plano de requerimiento o los planos de requerimiento que definen el valor de las alternativas, según el caso) en donde cada uno de sus elementos se calcula a través de una comparación por pares entre ellos. Los valores que toma cada elemento de la matriz “A”, se calculan de acuerdo a la escala que se muestra en la tabla III.
Para el cálculo del vector de pesos es necesario normalizar los elementos de la matriz “A” mediante la expresión (3) creándose la matriz “B”. Cada elemento de la matriz “B” es igual al elemento correspondiente a la matriz “A” dividido entre la sumatoria de los elementos de la columna donde se encuentra.
∑=
=n
1iaij
aijbij (3)
Con los componentes de la matriz “B” se calcula el vector de pesos mediante la expresión (4). Por lo que cada elemento del vector está compuesto por el resultado de la sumatoria de los elementos de cada columna de la matriz “B” dividido entre el número de requerimiento, criterios o indicadores.
n
n
1jbij
wi
∑=
= (4)
Cada uno de los elementos de este vector es el
peso correspondiente del requerimiento, criterio o indicador evaluado, según el orden en que hayan sido ubicados en la matriz “A”.
La evaluación de la consistencia, mide cómo el usuario tiene examinada la matriz “A”, teniendo en cuenta la proporcionalidad de las referencias. Para evaluar la consistencia, Saaty propone calcularla mediante la relación de consistencia (C.R., Consistency Ratio). Para ello, se parte del vector propio máximo que se consigue mediante el producto de la suma de las columnas de la matriz aij, por la componente del vector de prioridades Wi obteniéndose el valor de λmáx mediante la ecuación (5).
26

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
w j*n
1iaij
n
1jλmax ⎟
⎟⎠
⎞⎜⎜⎝
⎛∑=
∑=
= (5)
Posteriormente, la consistencia se calcula mediante la ecuación matemática (6).
0.1R.I.C.I.C.R. ≤= (6)
Donde,
C.R.=relación de consistencia (Consistency Ratio) C.I. =índice de consistencia (Consistency Index) R.I. =índice de consistencia aleatoria (Random Index)
El índice de consistencia (C.I.), se define mediante la ecuación (7).
1nnλ
C.I. max
−−
= (7)
Donde, y n tienen el significado dado con anterioridad.
maxλ
Elemento de la matriz Importancia relativa Significado (i respecto a j)
aij aji
1/9 Absolutamente o extremadamente menos preferido 1/9 9
1/8 Valor intermedio entre 1/9 y 1/7 1/8 8
1/7 Mucho menos importante o preferido 1/7 7
1/6 Valor intermedio entre 1/7 y 1/5 1/6 6
1/5 Menos importante o preferido 1/5 5
1/5 Valor intermedio entre 1/5 y 1/3 1/4 4
1/3 Ligeramente menos importante o preferido 1/3 3
1/2 Valor intermedio entre 1/3 y 1 1/2 2
1 Igual importancia 1 1
2 Valor intermedio entre 1 y 3 2 1/2
3 Ligeramente más importante o preferido 3 1/3
4 Valor intermedio entre 3 y 5 4 1/4
5 Más importante o preferido 5 1/5
6 Valor intermedio entre 5 y 7 6 1/6
7 Mucho más importante o preferido 7 1/7
8 Valor intermedio entre 7 y 9 8 1/8
9 Absolutamente o extremadamente más preferido 9 1/9
Tabla III: Comparación por pares para el cálculo de la matriz de decisión
El índice de consistencia aleatoria (R.I.) se describe como el máximo índice de consistencia de una matriz de decisión generada de forma aleatoria. Sólo depende del tamaño de la matriz y toma los valores que se encuentran en la tabla IV.
El valor final que se denomina índice de sostenibilidad viene dado por:
⎭⎬⎫
⎩⎨⎧
= ∑=
ij
4
1ekijk RCIFunción)RCV(I (8)
Tamaño de la matriz (n) 1 2 3 4 5 6 7 8 9 10
Índice de consistencia aleatoria (R.I.) 0,00 0,00 0,58 0,90 1,12 1,24 1,32 1,41 1,45 1,49
Tabla IV: Índices de consistencia aleatoria de las matrices de decisión según su orden
27
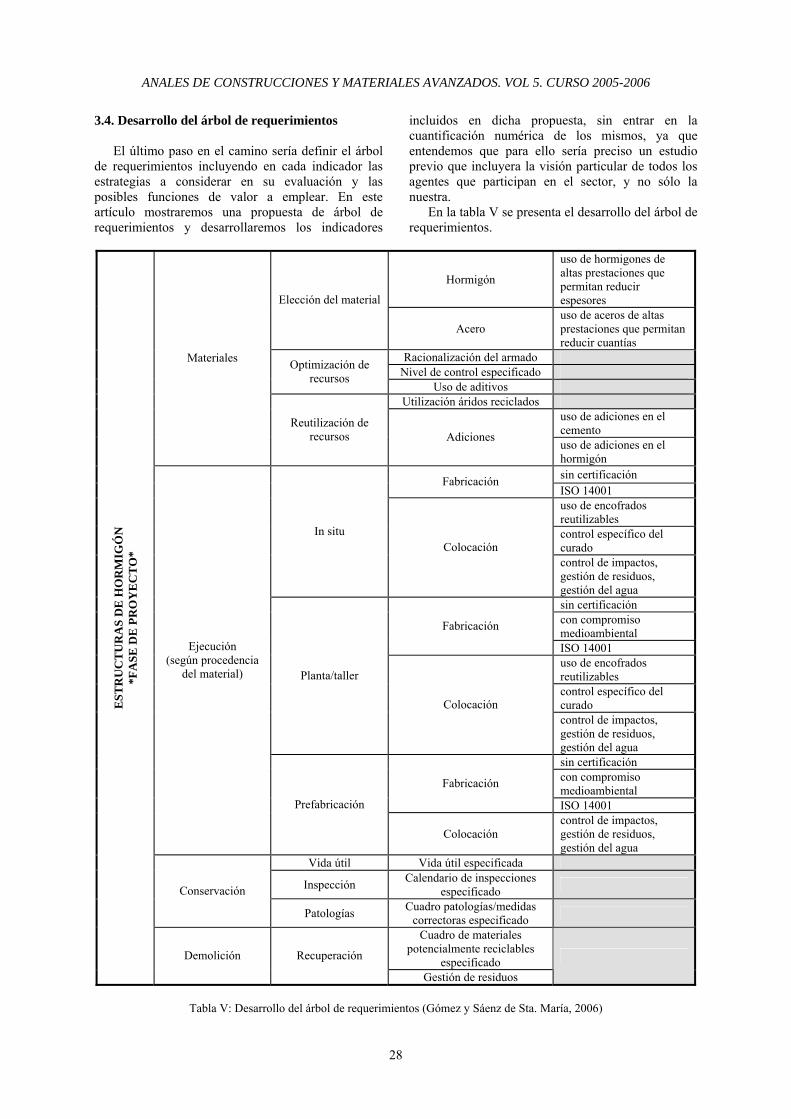
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
3.4. Desarrollo del árbol de requerimientos
El último paso en el camino sería definir el árbol de requerimientos incluyendo en cada indicador las estrategias a considerar en su evaluación y las posibles funciones de valor a emplear. En este artículo mostraremos una propuesta de árbol de requerimientos y desarrollaremos los indicadores
incluidos en dicha propuesta, sin entrar en la cuantificación numérica de los mismos, ya que entendemos que para ello sería preciso un estudio previo que incluyera la visión particular de todos los agentes que participan en el sector, y no sólo la nuestra.
En la tabla V se presenta el desarrollo del árbol de requerimientos.
Hormigón
uso de hormigones de altas prestaciones que permitan reducir espesores Elección del material
Acero uso de aceros de altas prestaciones que permitan reducir cuantías
Racionalización del armado Nivel de control especificado Optimización de
recursos Uso de aditivos
Utilización áridos reciclados uso de adiciones en el cemento
Materiales
Reutilización de recursos Adiciones
uso de adiciones en el hormigón sin certificación Fabricación ISO 14001 uso de encofrados reutilizables control específico del curado
In situ Colocación
control de impactos, gestión de residuos, gestión del agua sin certificación con compromiso medioambiental Fabricación
ISO 14001 uso de encofrados reutilizables control específico del curado
Planta/taller
Colocación control de impactos, gestión de residuos, gestión del agua sin certificación con compromiso medioambiental Fabricación
ISO 14001
Ejecución (según procedencia
del material)
Prefabricación
Colocación control de impactos, gestión de residuos, gestión del agua
Vida útil Vida útil especificada
Inspección Calendario de inspecciones especificado Conservación
Patologías Cuadro patologías/medidas correctoras especificado
Cuadro de materiales potencialmente reciclables
especificado
EST
RU
CT
UR
AS
DE
HO
RM
IGÓ
N
*FA
SE D
E P
RO
YE
CT
O*
Demolición Recuperación
Gestión de residuos
Tabla V: Desarrollo del árbol de requerimientos (Gómez y Sáenz de Sta. María, 2006)
28

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
3.5. Materiales
La mayor parte de los materiales que se utilizan en la construcción de estructuras de hormigón son recursos no renovables, o cuya renovación se da de forma muy lenta. En consecuencia, se plantea este requerimiento en aras a evaluar la eficiencia con la que se utilizan los materiales del proyecto de estructuras de hormigón 3.5.1. Elección del material
Hormigón Se favorece el uso de hormigones de altas
prestaciones debido a que éstos permiten, a igual solicitación, el diseño de estructuras con cantos menores que las obtenidas con hormigones convencionales. La reducción de canto conlleva un menor consumo de hormigón. Se discriminarán de este criterio las estructuras que ya requieran el uso de hormigones de altas prestaciones por motivos de resistencia y/o estructurales.
Acero Análogamente al caso del hormigón se puede
deducir que el uso de aceros de altas prestaciones permite una reducción, a igual solicitación, de la cuantía de armadura a disponer. Lo que conlleva una reducción del acero utilizado en la estructura. Asimismo, a aquellas estructuras que ya requieran aceros de altas prestaciones por motivos de resistencia y/o estructurales no se les aplicará esta bonificación. 3.5.2. Optimización de recursos
Este criterio esta enfocado a determinar la eficiencia con la que se utilizan los materiales en construcción. Lo cual está relacionado con la optimización del diseño en aras a disminuir el uso de acero de armado, cemento y otros recursos naturales.
Racionalización del armado El objetivo será reducir las mermas de armado y,
en consecuencia, los impactos producidos por la extracción de minerales y la fabricación de dicho acero. Se considera que un proyecto permite la optimación del armado y la industrialización de la ferralla si:
Emplea mallas electrosoldadas o mallazo soldado en losas con superficie mayor a 6,00 x 6,00 m.
Utilización de soldadura, u otro método de conexión, como unión tanto de las barras como de los elementos fabricados de la estructura.
Utiliza las formas de barra incluidas en UNE 36831:97
Utilizar armadura activa en aquellos elementos donde su uso este indicado.
Nivel de control especificado Define el nivel de control en obra que especifica
el proyecto y así reducir el uso de materia prima, a consecuencia de la disminución en los coeficientes parciales de seguridad para acciones, por el aumento del control en la ejecución de las obras, según la normativa vigente. Se deberá especificar en el proyecto el nivel de control de ejecución y los costes derivados de dicho nivel de control. Según la normativa vigente, se deben seleccionar uno de los siguientes niveles de control:
Control a nivel normal: Este nivel de control externo es de aplicación general y exige la realización de, al menos, dos inspecciones por cada lote en los que se ha dividido la obra.
Control a nivel intenso: además del control externo, exige que el constructor posea un sistema de calidad propio, auditado de forma externa, y que la elaboración de la ferralla y los elementos prefabricados, se realicen en instalaciones industriales fijas y con un sistema de certificación voluntario. Si no se dan estas condiciones, la Dirección de Obra deberá exigir al constructor unos procedimientos específicos para la realización de las distintas actividades de control interno, involucradas en la construcción de la obra. Para este nivel de control, externo, se exige la realización de, al menos, tres inspecciones por cada lote en los que se ha dividido la obra.
Control con certificado de calidad de ejecución: Este nivel de control externo incluye los niveles anteriores y, además, se encuentra normalizado lo cual asegura una correcta ejecución de la construcción y, por lo tanto, una mayor disminución de los coeficientes de seguridad. Uso de aditivos En lo referente a los aditivos, la inmensa variedad
de éstos no nos permitiría entrar en detalle en este artículo, pero si mencionar un ejemplo de las ventajas ambientales que nos pueden ofrecer. Como muestra los plastificantes o superplastificantes, que permiten un consumo de agua menor pudiendo alcanzar una reducción del 30%. De nuevo por la complejidad del tema será precisa la colaboración de la industria, que además de ayudar en el calibrado de la herramienta, puede promocionar y buscar productos con beneficios medioambientales bien determinados.
3.5.3. Reutilización de recursos
Se determina el aprovechamiento, en el proyecto, de residuos producidos en otras actuaciones humanas. Con ello se disminuirían los impactos generados por la extracción o modificación de los recursos naturales.
29

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Utilización de áridos reciclados Este indicador tiene en cuenta la incorporación de
áridos reciclados, tanto en el hormigón estructural como en el no estructural, esperando que así se impulse el uso de éstos hormigones con el fin de disminuir los posibles impactos que se crean por la extracción de recursos naturales y los residuos generados en la demolición de estructuras cuya funcionalidad ha terminado. Cabrá recordar en el momento de definir con precisión la función de valor que el punto de máxima satisfacción será del 20 % del árido total puesto que es el límite que marca la normativa.
Adiciones Se deberá valorar positivamente el uso de
adiciones que favorezcan la reducción de algún impacto, especialmente aquellas que permiten una disminución en el consumo de ciertas materias primas y que además ofrecen otros valores añadidos de carácter estructural o de durabilidad. Usar subproductos de otras industrias conlleva un beneficio en dos frentes, primero una reducción de recursos empleados de origen natural, y segundo, una solución a los residuos ajenos al sector propio. Si empleamos además aquellos que reduzcan el calor de hidratación, reduciremos el consumo de agua.
3.6. Ejecución
Los proyectos se discretizarán dependiendo del lugar en donde se manipule la materia prima para preparar el hormigón y la armadura, y el tipo de compromiso medioambiental que se pide en proyecto a la empresa encargada de la manipulación de dichos materiales. En el proyecto se debe estimar el porcentaje de:
Hormigón preparado en obra por la empresa constructora Hormigón preparado en planta hormigonera Hormigón utilizado en prefabricado Armadura pasiva manipulada en obra por la
empresa constructora Armadura pasiva manipulada en taller de
ferralla Armadura pasiva utilizada en elementos
prefabricados Además se debe indicar si el responsable de la
preparación (o definición) de estos materiales debe tener certificación UNE-EN ISO 14001:2004. 3.6.1. In situ
Fabricación Sin certificación: En cuanto al hormigón se
producen impactos en el entorno, mayores desperdicios que con los hormigones preparados en planta, en prefabricados o en obra con certificación ISO 14001. Además, hay una menor optimización de la dosificación. En cuanto a la armadura, hay una
menor optimización de la cuantía y se generan mayores desperdicios que con los aceros figurados y armados en taller o planta. Además, no se asegura el control de desperdicios y se originan mayores impactos en el entorno debido al ruido ocasionado por el armado y figurado del acero de refuerzo.
ISO 14001: Es similar al caso anterior pero se asegura un mejor control de los residuos e impactos en los entornos de la obra.
Colocación Se valorará el uso de encofrados (y otros
elementos auxiliares) de más de un solo uso o reutilizables. También se valorará que exista un control específico del curado, con la intención de mejorar el comportamiento resistente de la estructura minimizando las actuaciones de conservación. Y por último, un uso racional del agua y una gestión adecuada de los residuos generados que permitan la minimización de los impactos generados. 3.6.2. Planta/taller
Fabricación Sin certificación: Se disminuyen los impactos en
los entornos de la obra pero no se asegura un adecuado control de desperdicios ni procesos. El proceso industrial, colabora con la optimización de la dosificación (del hormigón) pero sin la certificación no se asegura.
Con compromiso medioambiental: Se disminuyen los impactos en los entornos de la obra y se disminuyen los desperdicios producidos. Existe un plan, no normalizado, para el control de desperdicios procesos. Para el caso del hormigón, se entiende que es una planta grande en la cual se optimiza la dosificación.
ISO 14001: Igual que en planta o taller con compromiso ambiental pero los procesos se encuentran normalizados.
Colocación De forma análoga a la expuesta en la colocación
de materiales manipulados in situ. 3.6.3. Prefabricación
Fabricación Sin certificación: Se disminuye al mínimo los
impactos en el entorno y se optimiza al máximo la dosificación del hormigón y la cuantía de armadura. Sin embargo, al no tener compromiso ambiental o ISO 14001 no se asegura el control de residuos ni el de los procesos.
Con compromiso medioambiental: Igual que sin certificación. Sin embargo el compromiso ambiental permite asegurar un control de los residuos y de los procesos pero sin que estos se encuentren normalizados.
ISO 14001: Igual que con compromiso ambiental pero con procesos normalizados
30

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Colocación A diferencia de los casos anteriores aquí se
valorará únicamente que haya un uso racional del agua y una gestión adecuada de los residuos generados que permitan la minimización de los impactos generados. 3.7. Conservación
Esta vertiente del estudio incluye todas aquellas medidas que favorezcan una mejor conservación de la estructura pues resulta evidente que ello conllevará una reducción del consumo tanto de materiales como energía en el largo periodo de tiempo asociado al uso de la estructura. 3.7.1. Vida útil
El objetivo de este criterio será valorar la especificación de la vida útil de la estructura y sus repercusiones en la sostenibilidad.
Vida útil especificada Se valorará positivamente la especificación de la
vida útil en el proyecto. Cuanto mayor sea este valor mayor será a su vez el rendimiento de los materiales aportados y por tanto repercutirá en un impacto ambiental menor. Se deberá ajustar este indicador a lo establecido en la futura Instrucción de Hormigón Estructural. 3.7.2. Inspección
Un correcto seguimiento de la estructura a lo largo de su vida útil llevará a detectar las posibles patologías que inevitablemente surgen con el paso del tiempo. La temprana detección de un problema facilita siempre su solución y por tanto reduce costes.
Calendario de inspecciones especificado Deberá adjuntarse en el proyecto un anejo donde
queden perfectamente delimitados los ensayos a realizar así como el calendario de las inspecciones. Será preciso para ello un estudio más profundo de las patologías asociadas a las distintas edades del hormigón. 3.7.3. Patologías
En relación a lo expuesto en el punto anterior, el siguiente paso lógico será adjuntar en el proyecto un cuadro de patologías y en relación a ellas las posibles medidas correctoras.
Cuadro de patologías y medidas correctoras especificado
Se evaluará positivamente aquellos proyectos que incluyan un cuadro de posibles patologías que pueda sufrir por el ambiente al que está expuesto así como por su uso, así como una relación de medidas correctoras para subsanar
cualquier tipo de problema con que nos podamos encontrar en el futuro. 3.8. Demolición
La última etapa en la vida de una estructura es obviamente su demolición. Siendo un momento tan decisivo en cuanto al impacto ambiental que se generará resulta chocante ver como se encuentra relegado al olvido. Deben sentarse por tanto las bases para reducir los impactos generados en este momento concluyente. 3.8.1. Recuperación
Se enfocará el problema buscando tanto una correcta gestión de los residuos como aprovechar al máximo todo aquel material que libere a futuras estructuras del uso de material de origen natural.
Reciclado Es este un apartado en estrecha relación con el ya
expuesto de reutilización de recursos. Sería preciso especificar en el proyecto el porcentaje del árido y hierro que podrán ser reciclados así como las medidas correctas para llevar a cabo este proceso. Es interesante añadir que, al margen de lo expuesto, se requeriría un desarrollo de la industria del reciclado de hormigón. Si se aplicasen a gran escala estas propuestas, que en la actualidad son más bien excepcionales, serían imprescindibles depósitos y plantas de tratamiento, siendo éste un campo empresarial de gran potencial por explotar.
Gestión de residuos Se evaluarán las propuestas en el proyecto, y
tenidas en cuenta en los presupuestos, para gestionar adecuadamente los residuos sólidos que genere la demolición con el fin de disminuir el volumen de material a enviar a vertedero.
Los residuos se identifican siguiendo el código CER (Catálogo Europeo de Residuos) en inertes, no especiales y especiales según su naturaleza y el impacto ambiental que generan. Dependiendo de dicha clasificación, se debe realizar su control obteniendo la hoja de seguimiento del residuo, justificante de recepción o bien el justificante de transporte de éste. Todos los productores de residuos, según el Real Decreto 952/1997 del 20 de junio, deben realizar un seguimiento minucioso del residuo, desde el momento en que se genera o el tiempo de almacenaje hasta su transporte hasta la planta de residuos donde será tratado.
4. Conclusiones
El presente artículo se ha planteado desde el enfoque de ser un punto de partida en el desarrollo de la herramienta definitiva para conseguir una evaluación del Índice de Sostenibilidad de las
31

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Estructuras de Hormigón en fase de proyecto, aportando finalmente tras su aplicación una categoría a la estructura que sea un reflejo del impacto asociado a la misma. Las alternativas son múltiples y por ello está sujeto, de hecho será imprescindible, a una discusión con los distintos agentes del sector tanto para las modificaciones en el árbol de requerimientos como para establecer, como ya se ha indicado, un sólido sistema de valoración numérica para los diferentes indicadores.
De cara a la implantación debemos recordar varios aspectos que pueden favorecer su correcto uso. Sería deseable un manejo fácil del mismo para lograr así una mayor aceptación. Ello conllevaría además un mejor uso y por tanto una herramienta útil. Lo peor que podría pasar es que tanto los anejos que sean precisos añadir a los proyectos, como las modificaciones en la concepción del conjunto, sean resueltas por parte del proyectista como pasa en la actualidad con el anejo de seguridad y salud del que se tiene un modelo y se adjunta sin pensar o valorar los condicionantes con que se encontrará.
En el aspecto económico resulta evidente que se producirá un encarecimiento de la estructura. El conflicto de intereses que se generará puede limitarse aplicando unos límites bien claros, por parte de la administración, sobre los costes añadidos según la categoría de sostenibilidad que obtenga la estructura en cuestión. La picaresca en el sector que nos ocupa en busca de un mayor beneficio económico está a la orden del día. Por eso hemos de cuidar muy detenidamente la calibración del modelo para evitar que puedan obtenerse categorías de sostenibilidad alta con medidas de bajo coste y poca repercusión real en la reducción de impactos ambientales para conseguir así mayores beneficios. Es preciso un compromiso, un esfuerzo conjunto en el que cada uno tome su grado de responsabilidad en busca de un futuro sostenible.
Agradecimientos
Los autores de este artículo quieren expresar su agradecimiento a Adriana y a Mireia por su paciencia y apoyo incondicional.
Así como al profesor Antonio Aguado de Cea, del Departamento de Ingeniería de la Construcción de la Universidad Politécnica de Cataluña, por su ayuda a la hora de documentarnos para abordar la resolución del caso objeto de estudio de este artículo.
Referencias [1] Gaizca Ormazabal Sánchez. “El IDS: un nuevo
sistema integrado de toma de decisiones para la gestión de proyectos constructivos”, Tesis Doctoral Universidad Politécnica de Cataluña, Barcelona 2001
[2] Deissy Bibiana Alarcón Núñez. “Modelo integrado de valor para estructuras sostenibles”, Tesis Doctoral Universidad Politécnica de Cataluña, Barcelona 2005
[3] Resmundo Manga Conte. “Una nueva metodología para la toma de decisión en la gestión de la contratación de proyectos constructivos”, Tesis Doctoral Universidad Politécnica de Cataluña, Barcelona 2005
[4] José Carlos Peña, Javier Ignacio Urreta, José Luis Ramírez, Alma de Pilar Pardo y Ana Morato. “Obra Civil. Estudio de Prospectiva del Sector Obra Civil en Construcción”, Fundación OPTI y Centro Tecnológico Labein, Madrid 2002
[5] Comisión Permanente del Hormigón. “Borrador Anejo EHE: Índice de Sensibilidad Medioambiental. Aplicación a proyectos de estructuras de hormigón”, Ministerio de Fomento. Secretaría General Técnica, Madrid 2006
[6] Norma española UNE-EN ISO 14040. “Gestión medioambiental. Análisis de ciclo de vida. Principios y estructura”, Asociación Española de Normalización y Certificación AENOR, Madrid 1998
32
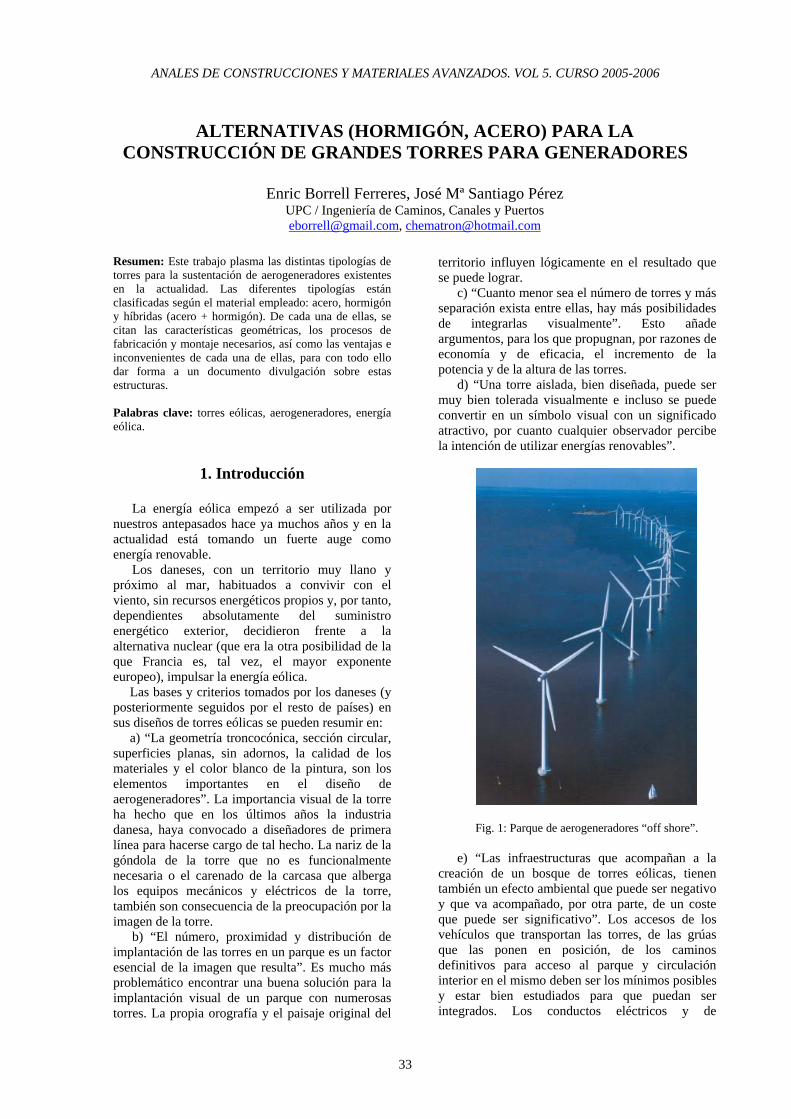
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
ALTERNATIVAS (HORMIGÓN, ACERO) PARA LA CONSTRUCCIÓN DE GRANDES TORRES PARA GENERADORES
Enric Borrell Ferreres, José Mª Santiago Pérez
UPC / Ingeniería de Caminos, Canales y Puertos [email protected], [email protected]
Resumen: Este trabajo plasma las distintas tipologías de torres para la sustentación de aerogeneradores existentes en la actualidad. Las diferentes tipologías están clasificadas según el material empleado: acero, hormigón y híbridas (acero + hormigón). De cada una de ellas, se citan las características geométricas, los procesos de fabricación y montaje necesarios, así como las ventajas e inconvenientes de cada una de ellas, para con todo ello dar forma a un documento divulgación sobre estas estructuras.
Palabras clave: torres eólicas, aerogeneradores, energía eólica.
1. Introducción La energía eólica empezó a ser utilizada por
nuestros antepasados hace ya muchos años y en la actualidad está tomando un fuerte auge como energía renovable.
Los daneses, con un territorio muy llano y próximo al mar, habituados a convivir con el viento, sin recursos energéticos propios y, por tanto, dependientes absolutamente del suministro energético exterior, decidieron frente a la alternativa nuclear (que era la otra posibilidad de la que Francia es, tal vez, el mayor exponente europeo), impulsar la energía eólica. Las bases y criterios tomados por los daneses (y posteriormente seguidos por el resto de países) en sus diseños de torres eólicas se pueden resumir en: a) “La geometría troncocónica, sección circular, superficies planas, sin adornos, la calidad de los materiales y el color blanco de la pintura, son los elementos importantes en el diseño de aerogeneradores”. La importancia visual de la torre ha hecho que en los últimos años la industria danesa, haya convocado a diseñadores de primera línea para hacerse cargo de tal hecho. La nariz de la góndola de la torre que no es funcionalmente necesaria o el carenado de la carcasa que alberga los equipos mecánicos y eléctricos de la torre, también son consecuencia de la preocupación por la imagen de la torre.
b) “El número, proximidad y distribución de implantación de las torres en un parque es un factor esencial de la imagen que resulta”. Es mucho más problemático encontrar una buena solución para la implantación visual de un parque con numerosas torres. La propia orografía y el paisaje original del
territorio influyen lógicamente en el resultado que se puede lograr.
c) “Cuanto menor sea el número de torres y más separación exista entre ellas, hay más posibilidades de integrarlas visualmente”. Esto añade argumentos, para los que propugnan, por razones de economía y de eficacia, el incremento de la potencia y de la altura de las torres.
d) “Una torre aislada, bien diseñada, puede ser muy bien tolerada visualmente e incluso se puede convertir en un símbolo visual con un significado atractivo, por cuanto cualquier observador percibe la intención de utilizar energías renovables”.
Fig. 1: Parque de aerogeneradores “off shore”. e) “Las infraestructuras que acompañan a la
creación de un bosque de torres eólicas, tienen también un efecto ambiental que puede ser negativo y que va acompañado, por otra parte, de un coste que puede ser significativo”. Los accesos de los vehículos que transportan las torres, de las grúas que las ponen en posición, de los caminos definitivos para acceso al parque y circulación interior en el mismo deben ser los mínimos posibles y estar bien estudiados para que puedan ser integrados. Los conductos eléctricos y de
33

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
comunicaciones enterrados y la red aérea para transporte de energía pueden ser también intrusiones. Tras la ejecución de la obra hay que procurar recuperar el paisaje original y si es posible mejorarlo.
f) Ya se ha comentado que “los acabados de la torre y del entorno en el que se instalan es un concepto muy valorado, por cuanto favorece la aceptación social de la energía eólica”. En tal sentido, la prefabricación de torres de hormigón tiene unas indudables ventajas, que las puede equiparar en calidad a las torres metálicas. Y que, por el contrario, no son comparables al aspecto que inevitablemente resulta de torres de hormigón construidas con encofrados trepantes o deslizantes. En las torres prefabricadas de hormigón la utilización del cemento blanco puede ser muy interesante. Una cuidada ejecución de las juntas sería indispensable. Y la geometría exterior no tiene por qué ser exclusivamente troncocónica y de sección circular. [1]
Por lo que respecta a los principales productores de energía eólica, España es la tercera potencia mundial en energía eólica, y en diciembre de 2003 existían 9.650 molinos de viento con 6.202 megawatios instalados (potencia media de unos 650 Kw por molino). España sólo es ampliamente superada a este respecto por Alemania, que con 14.609 Mw instalados es la mayor potencia del mundo y está muy cerca de la potencia eólica instalada en Estados Unidos (6.370 Mw). Dentro de nuestro país, Navarra ha sido la Comunidad que con mayor convicción apostó por la energía eólica. Creó una empresa muy eficiente, Gamesa Eólica, que ha contado con la tecnología de la empresa danesa VESTAS, y con una empresa semipública, EHN, que ha sido decisiva al mostrar con hechos las posibilidades de la energía eólica en España.
El Director del IDEA (Instituto para el Desarrollo de Alternativas para la Energía), Institución que ha tenido un papel destacado en el impulso a la energía eólica, considera que la meta oficial de 13.000 Mw de energía eólica debería ampliarse para llegar a 20.000.
En Holanda, Alemania y Dinamarca se están construyendo parques “off-shore” con torres eólicas implantadas en zonas marinas, donde las profundidades no son muy elevadas. Greenpeace que también favorece estas implantaciones, aunque de momento le parezcan prematuras, ha hecho estudios evaluando en 25.000 megavatios el potencial en España de los parques marinos. Este dato, y esta percepción, es particularmente interesante, porque las torres en parques marinos suelen ser más potentes y de más altura que las construidas en “parques terrestres”, para compensar los sobrecostes de los cimientos, y porque el montaje de las torres se puede llevar a cabo con grúas y medios marinos sobre plataformas flotantes
mucho más potentes que las empleadas en tierra. Ya se han instalado torres de 100 metros y 3,0 a 5,0 Mw en estos parques marinos, lo que significa que la tecnología requerida está disponible y es fiable.
Fig. 2: Parque de aerogeneradores de celosía. Es también digno de destacar la tendencia a
proliferar pequeños promotores (ayuntamientos, inmobiliarias, industrias específicas, sociedades concesionarias, etc.) que se verán atraídos por el impulso de plantas “llave en mano” o con “operación y mantenimiento” incluidos, con pocas torres pero más potentes. Todas las obras lineales (carreteras, ferrocarriles), áreas de descanso, centros de mantenimiento asociados a corredores de infraestructuras, plataformas logísticas, zonas industriales, diques de puertos, generan espacios que pueden ser adecuados para implantar un número limitado de torres de gran potencia, del orden de 3,0 a 5,0 Mw y de alturas que, probablemente, no tendrán que superar los 100 metros. [2]
Los aerogeneradores están construidos para atrapar la energía cinética (de movimiento) del viento. Sin embargo el numero de palas es limitado ya que las turbinas con muchas palas o con palas muy anchas están sujetas a fuerzas muy grandes, cuando actúa sobre ellas fuertes vientos y, dado que los fabricantes de aerogeneradores deben certificar sus turbinas, garantizando que una vez cada 50 años pueden soportar vientos extremos de unos 10 minutos de duración, estos optan por construir turbinas con pocas palas, largas y estrechas. Para compensar la estrechez de las palas de cara al viento, los fabricantes prefieren dejar que las turbinas giren relativamente rápidas.
Los componentes sujetos a una flexión repetida pueden desarrollar grietas, que en última instancia pueden provocar la rotura del componente. Un ejemplo de esto es la enorme máquina alemana Growian (100 m de diámetro de rotor), que tuvo que ponerse fuera de servicio en menos de 3 semanas de funcionamiento. La fatiga del metal es un problema bien conocido en muchas industrias.
34

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Así pues, generalmente el metal no se elige como material para las palas del rotor.
En el diseño de una turbina eólica, es muy importante calcular por anticipado como vibrarán los diferentes componentes, tanto individualmente como en conjunto. También es importante calcular las fuerzas que participan en cada flexión y estiramiento de un componente. De esto se ocupa la dinámica estructural, donde los físicos han desarrollado modelos matemáticos de ordenador que analizan el comportamiento de toda la turbina eólica. Las propias palas del rotor son también flexibles y pueden tener tendencia a vibrar, digamos, una vez por segundo. Como puede ver, es muy importante conocer las frecuencias propias de todos los componentes para diseñar una turbina segura, que no oscile fuera de control.
2. Tipología de torres Las funciones principales de las torres de
aerogeneradores son las de soportar la góndola y el rotor, y elevar el conjunto para permitir su correcto funcionamiento. La razón de la búsqueda de altura estriba en que la velocidad del viento crece cuanto mayor sea la cota del rotor, dado que las capas inferiores de la atmósfera se ven afectadas por la rugosidad del terreno. Para alturas considerables este efecto es apenas perceptible. Por otro lado, torres de mayor diámetro permiten rotores de dimensiones proporcionales, que generan mayor cantidad de energía por sus dimensiones y altura de la torre.
En los grandes aerogeneradores los materiales
utilizados para conformar las torres de sustentación son el hormigón, el acero y una solución híbrida de ambos, así pues a continuación se procede con los datos más relevantes de cada una de las topologías. [3]
3. Torres de Acero 3.1 Torre tubular de acero
El uso del acero para la construcción de las torres de sustentación para los grandes aerogeneradores es la tipología que más se ha utilizado hasta la actualidad. Pese a presentar ciertas limitaciones de altura y geométricas, resulta ser óptima por razones de resistencia y de ahorro de materiales para alturas inferiores a 80 metros.
3.1.1. Características geométricas
Las limitaciones geométricas que presenta esta
tipología se resumen en la siguiente tabla.
CARACTERÍSTICAS GEOMÉTRICAS Torres Tubulares de Acero
Altura (H) <80m Diámetro máximo (φmax) 4,30m H/φ 17-18 Espesor Chapas 16-30mm Topología Geométrica Tronco-cónicas
Tabla I: Características geométricas de torres
tubulares de acero [4]
Fig. 3: Tipología de torres de aerogeneradores
35

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
3.1.2. Fabricación y montaje
Para la fabricación de las torres tubulares de acero en planta, se usan de planchas de acero, previamente cortadas con láser, que son enrolladas para formar una subsección cónica (cada una con sus características propias).
Fig. 4: Secciones tubulares de acero. A cada subsección de la torre se suelda con un
cordón longitudinal y a su vez se suelda a la subsección contigua con un cordón transversal hasta conformar la sección completa. Todas las soldaduras son inspeccionadas mediante dispositivos ultrasonidos o rayos X.
Se utilizan bridas de acero laminado en caliente soldadas en los extremos de cada sección de la torre, para permitir la correcta unión de elementos de la torre, mediante pernos. La calidad de las bridas y la tensión de los pernos son la pieza clave para la calidad y seguridad de la torre.
Una vez conformadas las secciones se transportan a su emplazamiento final en obra. El transporte es uno de los factores más condicionantes en la concepción de la torres, pues
Fig. 5: Brida de acero. Detalle de pernos.
el tamaño de las piezas se limita a 4,30 metros de diámetro, debido al gálibo de los transportes por
carretera, y la longitud máxima permitida de cada sección está entre los 20 y 30 metros.
3.1.3. Ventajas e inconvenientes
Las principales ventajas de las torres tubulares
de acero son que permiten una altura considerable (hasta los 80 m de altura resultan rentables); la mayor parte del proceso constructivo está altamente industrializado, lo cual permite una optimización de costes y reduce el tiempo de ejecución; y por último, al ser tubulares huecas, permiten el acceso a su interior de una manera cómoda y segura al personal de mantenimiento de la misma.
Por el contrario esta tipología necesita de maquinaria especial, tanto para montaje como para el transporte, el cual también se ve limitado a distancias inferiores a los 1000 Km. para que resulte rentable. Otro factor en contra es la limitación de altura de la torre, pues si se superan los 80 metros la torre no presenta un buen comportamiento estructural
Fig. 6: Transporte de las secciones.
4. Torre de celosía metálica
Las torres de celosía se basan en la creación de
una estructura en celosía mediante la unión de perfiles de acero soldados o atornillados.
Fig. 7: Torre de celosía.
36
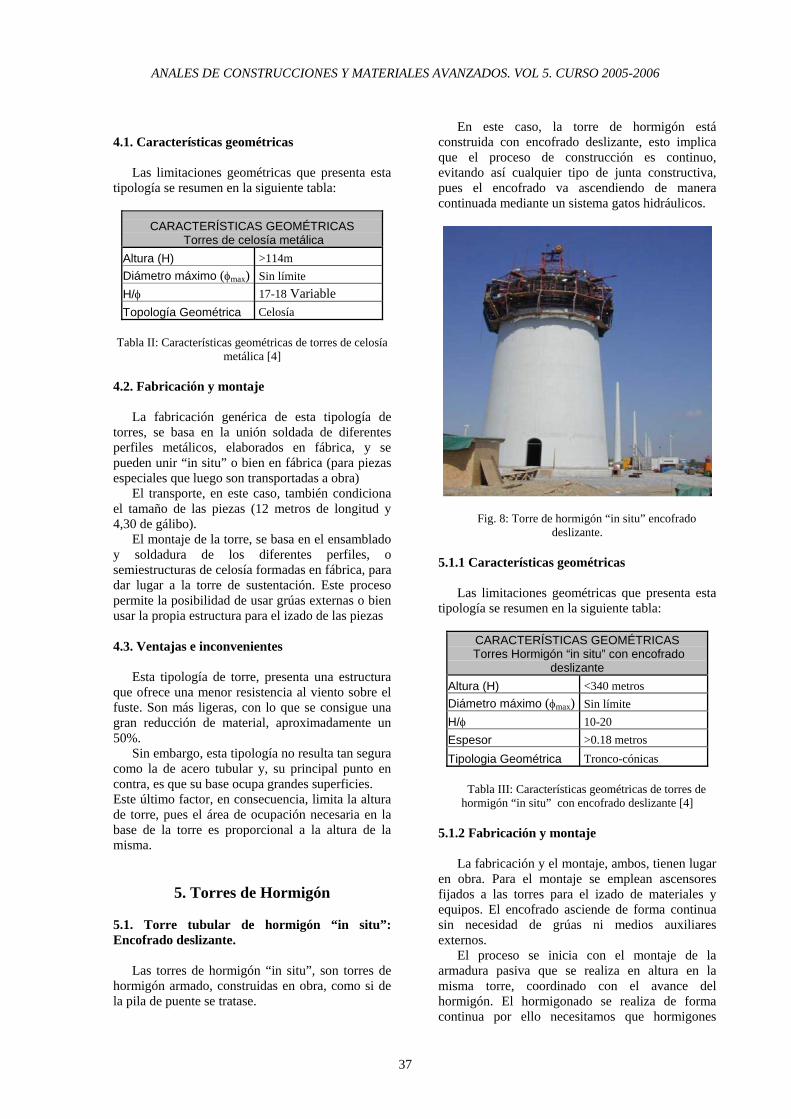
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
4.1. Características geométricas
Las limitaciones geométricas que presenta esta tipología se resumen en la siguiente tabla:
CARACTERÍSTICAS GEOMÉTRICAS Torres de celosía metálica
Altura (H) >114m Diámetro máximo (φmax) Sin límite H/φ 17-18 Variable Topología Geométrica Celosía
Tabla II: Características geométricas de torres de celosía
metálica [4]
4.2. Fabricación y montaje La fabricación genérica de esta tipología de
torres, se basa en la unión soldada de diferentes perfiles metálicos, elaborados en fábrica, y se pueden unir “in situ” o bien en fábrica (para piezas especiales que luego son transportadas a obra)
El transporte, en este caso, también condiciona el tamaño de las piezas (12 metros de longitud y 4,30 de gálibo).
El montaje de la torre, se basa en el ensamblado y soldadura de los diferentes perfiles, o semiestructuras de celosía formadas en fábrica, para dar lugar a la torre de sustentación. Este proceso permite la posibilidad de usar grúas externas o bien usar la propia estructura para el izado de las piezas
4.3. Ventajas e inconvenientes
Esta tipología de torre, presenta una estructura que ofrece una menor resistencia al viento sobre el fuste. Son más ligeras, con lo que se consigue una gran reducción de material, aproximadamente un 50%.
Sin embargo, esta tipología no resulta tan segura como la de acero tubular y, su principal punto en contra, es que su base ocupa grandes superficies. Este último factor, en consecuencia, limita la altura de torre, pues el área de ocupación necesaria en la base de la torre es proporcional a la altura de la misma.
5. Torres de Hormigón
5.1. Torre tubular de hormigón “in situ”: Encofrado deslizante.
Las torres de hormigón “in situ”, son torres de
hormigón armado, construidas en obra, como si de la pila de puente se tratase.
En este caso, la torre de hormigón está construida con encofrado deslizante, esto implica que el proceso de construcción es continuo, evitando así cualquier tipo de junta constructiva, pues el encofrado va ascendiendo de manera continuada mediante un sistema gatos hidráulicos.
Fig. 8: Torre de hormigón “in situ” encofrado deslizante.
5.1.1 Características geométricas
Las limitaciones geométricas que presenta esta
tipología se resumen en la siguiente tabla:
CARACTERÍSTICAS GEOMÉTRICAS Torres Hormigón “in situ” con encofrado
deslizante Altura (H) <340 metros Diámetro máximo (φmax) Sin límite H/φ 10-20 Espesor >0.18 metros Tipologia Geométrica Tronco-cónicas
Tabla III: Características geométricas de torres de
hormigón “in situ” con encofrado deslizante [4]
5.1.2 Fabricación y montaje La fabricación y el montaje, ambos, tienen lugar
en obra. Para el montaje se emplean ascensores fijados a las torres para el izado de materiales y equipos. El encofrado asciende de forma continua sin necesidad de grúas ni medios auxiliares externos.
El proceso se inicia con el montaje de la armadura pasiva que se realiza en altura en la misma torre, coordinado con el avance del hormigón. El hormigonado se realiza de forma continua por ello necesitamos que hormigones
37

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
deben fluidos y de altas resistencias (en los cuales se controlan las resistencias iniciales y el calor de hidratación). En caso de tener que parar el avance del hormigonado debido a condicionantes meteorológicos u otros motivos, se debe cuidar especialmente la limpieza y preparación de la superficie de contacto, aplicando, si se considerase necesario, una resina epoxi en la junta entre hormigones para conseguir la adherencia necesaria entre juntas.
Al ser una fabricación “in situ”, hay tener en cuenta diversos condicionantes ambientales durante el proceso constructivo. Así pues para temperaturas medias diarias inferiores a 5ºC, habría que prestar especial atención a la dosificación del hormigón, con relaciones agua/cemento lo más bajas posible y utilizando cementos de mayor categoría resistente. Cuando exista riesgo de helada, el hormigón fresco deberá protegerse mediante dispositivos de cobertura o aislamiento, manteniendo la humedad adecuada. En la unión entre el tramo final de hormigón y la parte de acero de la góndola, se dispondrá una brida similar a la solución empleada en la estructura tubular de acero, anclando la chapa al hormigón mediante barras corrugadas tipo GEWI o similar.
En esta clase de torres el transporte es poco condicionante pues únicamente se debe considerar para el suministro de encofrados, materiales y otros elementos. Por otra parte, el verdadero condicionante de estas construcciones son los vientos admisibles (<70Km/h) que impiden los trabajos constructivos en altura.
Los rendimientos típicos de estos trabajos son de 4m/día aproximadamente. Esta solución permite dejar elementos embebidos en el hormigón para la posterior fijación en la pared interior de la torre de elementos internos (ascensores y otros), sin coaccionar el avance del encofrado.
5.1.3 Ventajas e inconvenientes
La solución de hormigón armado permite
reducir la excentricidad de la carga debido al incremento de peso que supone el fuste de hormigón respecto al metálico (aproximadamente 3 veces superior para la misma geometría exterior). Se produce un mejor comportamiento de la cimentación, al aumentar el axil y disminuir los vuelos. Esto puede suponer un ahorro en el coste de las cimentaciones.
La ejecución “in situ” permite adoptar diámetros y espesores mayores que mejorarán el comportamiento dinámico de la torre. Se pueden dejar huecos o aperturas sin mucha complejidad. Esta solución no genera importantes zonas de acopio y elimina las juntas frías. No precisa tratamiento de impermeabilización para evitar la entrada de agua a través de la pared de la torre.
Se permite la variación del diámetro con la altura, siendo más compleja la variación del espesor de la pared con la altura. Son seguras y cómodas para el personal que tiene que acceder a la torre. Presentan un mejor comportamiento en caso de incendios que las soluciones metálicas, alcanzando con recubrimientos de 4cm resistencias al fuego de 120’. Se utiliza poco volumen de hormigón al día (15m3/día), repartido durante las 24h. Existe la posibilidad de implantar una planta móvil de hormigonado en obra, lo que supone un incremento del coste del hormigón. Todo el trabajo se desarrolla en obra: menores posibilidades de industrialización y mayor riesgo de afecciones externas. La colocación del transformador cuando la torre alcanza una altura media debido a condicionantes geométricos supondría la interrupción del proceso de hormigonado continuo, lo que implicaría el tratamiento de la junta y un perjuicio para el proceso y, por lo tanto, para los rendimientos. 5.2. Torre de Hormigón “In situ”: Encofrado trepante
Como ya se ha indicado en el apartado 5.1, las
torres de hormigón “in situ”, son torres de hormigón armado, construidas directamente en su emplazamiento final en obra.
Fig. 9: Torre de hormigón “in situ” encofrado trepante.
En este caso, la torre está construida con
encofrado trepante, esto implica que el proceso de construcción se va realizando a tramos, y estos
38

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
encofrados se van izando en posteriores puestas para conformar la totalidad de la torre.
5.2.1. Características geométricas
Las características geométricas que presenta
esta tipología se resumen en la siguiente tabla:
CARACTERÍSTICAS GEOMÉTRICAS Torres Hormigón “in situ” con encofrado
trepante Altura (H) >80m Diámetro máximo (φmax) Sin límite H/φ 10-20 Espesor >0.30 metros Topología Geométrica Tronco-cónicas
Tabla IV: Características geométricas de torres de hormigón “in situ” con encofrado trepante. [4]
5.2.2. Fabricación y montaje La fabricación y el montaje tienen lugar a pie de obra. Para el montaje se emplean grúas importantes para el izado de los encofrados, que han de ser bajados en cada puesta para su limpieza y adaptación a la geometría troncocónica o parabólica del fuste. Existe la alternativa de emplear encofrados autotrepantes, con lo que se elimina la necesidad de las grúas de gran tonelaje, pero se incrementa el precio de venta de los encofrados 2,5 veces.
Los pasos de una puesta son los siguientes: - Descenso al suelo del encofrado exterior e interior para su limpieza y adaptación geométrica - Izado de los elementos de trepado interior y exterior desde la posición anterior, incluidas las plataformas de trabajo. - Izado de los encofrados desde el suelo y ajuste geométrico mediante usillos; colocación de la jaula de ferralla ya montada y soldada en el suelo para optimizar el proceso. - Hormigonado de la tongada de 4,40m; fraguado durante la noche. - Repetición del proceso. Al tratarse de una ejecución “in situ”, los condicionantes son los vientos admisibles de trabajo (hasta 70 km/h). Para temperaturas medias diarias inferiores a 5ºC, habrá que prestar especial atención a la dosificación del hormigón, con relaciones agua/cemento lo más bajas posible y utilizando cementos de mayor categoría resistente. Cuando exista riesgo de helada el hormigón fresco deberá protegerse mediante dispositivos de cobertura o aislamiento. En la unión entre el tramo final de hormigón y la parte de acero de la góndola, se dispondrá una brida similar a la solución empleada en la estructura tubular de acero,
anclando la chapa al hormigón mediante barras corrugadas tipo GEWI o similar.
Los rendimientos normales de esta tipología son de 4,40 m/día. Al igual que con los encofrados deslizantes, esta solución permite dejar elementos embebidos en el hormigón para la posterior fijación en la pared interior de la torre de elementos internos (ascensores y otros), sin coaccionar el avance de la trepa.
La colocación del transformador a mitad de la torre debido a condicionantes geométricos supone menos interferencias en el proceso constructivo que en el caso de los encofrados deslizantes.
5.2.3. Ventajas e inconvenientes
La solución de hormigón armado permite
reducir excentricidades debido al incremento de peso que supone el fuste de hormigón respecto al metálico (aproximadamente 3 veces superior para la misma geometría exterior). Mejor comportamiento de la cimentación, al aumentar el axil y disminuir los vuelos. Esto puede suponer un ahorro en el coste de las cimentaciones.
La ejecución “in situ” permite adoptar diámetros y espesores mayores que mejorarán el comportamiento dinámico de la torre. Se pueden dejar huecos o aperturas sin mucha complejidad.
Esta solución no requiere importantes zonas de acopio. Si las juntas entre tongadas se ejecutan correctamente, no se precisa tratamiento de impermeabilización para evitar la entrada de agua a través de la pared de la torre.
Frente a la solución de encofrado deslizante, permite turnos de trabajo de 8 horas al día, lo que evita la exigencia de trabajar ininterrumpidamente. La variación del diámetro con la altura está constructivamente resuelta. Son seguras y cómodas para el personal que tiene que acceder a la torre.
Presentan un mejor comportamiento en caso de incendios que las soluciones metálicas, alcanzando con recubrimientos de 4cm resistencias al fuego de dos horas. Requieren poco volumen de hormigón al día (15m3/día), pero en una única puesta. En caso de no disponer cerca del parque una planta de hormigonado con garantías, existe la posibilidad de implantar una planta móvil de hormigonado en obra, lo que supone un incremento del coste del hormigón a cambio de un mayor control de la calidad del hormigón.
Todo el trabajo se desarrolla en obra lo que conlleva menores posibilidades de industrialización y mayor riesgo de afecciones externas. En el caso de encofrados no autotrepantes se necesitan grúas con grandes plumas.
39

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
5.3. Torres de Hormigón Prefabricado En los últimos años, gracias al interés de
algunos fabricantes de torres, se han empezado a utilizar las torres de hormigón prefabricado para grandes alturas (del orden de 100 metros o superior), debido a la competitividad que ofrece esta solución frente a las torres de acero, al disminuir los volúmenes a transportar, y frente a las torres de hormigón “in situ”, pues permiten unos espesores menores y un mayor control de la calidad final de la torre.
Fig. 10: Torre de hormigón prefabricado. Esta tipología se basa en la prefabricación de las
diferentes piezas y su unión posterior en obra mediante el uso de cables tesados.
5.3.1. Características geométricas
Las características geométricas que presenta
esta tipología se resumen en la siguiente tabla:
CARACTERÍSTICAS GEOMÉTRICAS Torres Hormigón Prefabricado
Altura (H) >80m Diámetro máximo (φmax) Sin límite H/φ 10-20
Espesor >0.15 metros Tipologia Geométrica Tronco-cónicas
Tabla V: Características geométricas de torres de
hormigón prefabricado [4]
5.3.2. Fabricación y montaje Se utilizan plantas de prefabricados. Se podría
utilizar una planta de prefabricación en el parque si resulta económicamente viable. Para el transporte existe limitación de gálibo a 4,30 metros. En el montaje se utilizan grúas adecuadas para la unidad prefabricada.
Existe la posibilidad de pretensar la estructura mediante barras de pretensado que se dejan embebidas en la pieza durante el proceso de prefabricación. En la unión entre el tramo final de hormigón y la parte de acero de la góndola, se dispondrá una brida similar a la solución empleada en la estructura tubular de acero, anclando la chapa al hormigón mediante barras corrugadas tipo GEWI o similar. Los rendimientos normales son de 10-15 m/día.
Fig. 11: Secciones prefabricadas de hormigón.
5.3.3. Ventajas e inconvenientes
La solución de hormigón armado, tanto prefabricado como “in situ”, permite reducir excentricidades debido al incremento de peso que supone el fuste de hormigón respecto al metálico (aproximadamente 3 veces superior para la misma geometría exterior). Para esta solución existe mejor comportamiento de la cimentación, al aumentar el
40

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
axil y disminuir los vuelos. Esto puede suponer un ahorro en el coste de las cimentaciones. Esta solución permite una fácil industrialización del proceso. Por otro lado tenemos mayor independencia de los condicionantes los condicionantes meteorológicos, son seguras y cómodas para el personal que tiene que acceder a la torre, no generan importantes zonas de acopio. Como inconvenientes tenemos una pérdida de monolitismo, un mayor coste, las uniones son muy comprometidas, existe una limitación de transporte por carretera y en función de la modulación de las piezas, se necesita de grúas de gran tonelaje.
6. Torres híbridas
Las torres híbridas, se caracterizan por tener parte de su estructura construida en acero y parte en hormigón. En la configuración más general, estas torres constan de un fuste metálico con un pedestal de hormigón. Apto para alturas mayores de 80 metros. La relación altura diámetro se sitúa entre 10 y 20. El diámetro máximo no tiene límite.
6.1. Características geométricas
Las características geométricas que presenta
esta tipología se resumen en la siguiente tabla:
CARACTERÍSTICAS GEOMÉTRICAS Torres Híbridas
Altura (H) >80m Diámetro máximo (φmax) Sin límite H/φ 10-20 Espesor Chapas 16-30mm Topología Geométrica Tronco-cónicas
Tabla VI: Características geométricas de torres de
híbridas [4]
6.2. Fabricación y montaje El pedestal se ejecuta “in situ” con encofrados trepantes o módulos prefabricados, la estructura metálica se elabora en talleres siguiendo los procedimientos ya explicados anteriormente. Se puede utilizar una central de prefabricación en el parque si es económicamente rentable.
Referente al transporte existe una limitación del tamaño de las piezas debido al gálibo del transporte por carretera. Para el montaje se necesitan grúas importantes de gran tonelaje, para unas piezas con pesos máximos de 40-50 toneladas. Las uniones se materializan mediante bridas en los tramos de chapa metálica y a través de una virola para la conexión acero-hormigón. Existe la posibilidad de
pretensar tanto longitudinalmente como circunferencialmente el pedestal de hormigón para rigidizar la base. Este pretensado puede ser exterior al hormigón por el interior del fuste. Los rendimientos normales son de 3-5 días.
6.3. Ventajas e inconvenientes Como ventajas se puede decir que se aprovecha la tecnología ya controlada para la chapa metálica, alcanzando alturas superiores, permite una optimización e industrialización del proceso. Esta solución es segura y cómoda para el personal que tiene que acceder a la torre, el pedestal de hormigón permite reducir excentricidades, aunque en menor medida que en el caso del fuste completo de hormigón, lo que supone también un mejor comportamiento de la cimentación, al aumentar el axil y disminuir los vuelos, existe mayor independencia de los condicionantes meteorológicos, permite también la variación del diámetro con la altura.
Como inconvenientes tenemos que se generan importantes zonas de acopio, tenemos pérdida de monolitismo y se requieren grúas importantes. En esta tipología existe la necesidad de controlar dos procesos distintos en la industrialización, las uniones son mucho más comprometidas al ser entre dos materiales distintos, y el empleo de dos materiales puede penalizar la percepción visual de la torre.
7. Conclusiones
El estudio realizado permite contemplar un amplio abanico de torres posibles para alcanzar las grandes alturas que requieren los aerogeneradores, y que permitan la sustentación de los rotores, que cada vez son mayores para conseguir velocidades de viento más altas. La elección de la tipología a desarrollar para el fuste de las torres cobra especial importancia tanto funcional como económicamente, ya que, además de tener que ofrecer un buen comportamiento estructural frente a las solicitaciones dinámicas del viento, la torre de un aerogenerador supone alrededor de un 20% del coste total del molino eólico. Estos condicionantes implican que la construcción de las torres de la forma más óptima adquiere una relevancia importante en el coste final de la energía.
Las limitaciones que las torres tubulares metálicas, que se presentan a partir de ciertas alturas, obligan a considerar otros materiales y tecnologías, más propios de otros campos de la obra civil, para adecuarse a la rápida evolución que se vive en la actualidad en el desarrollo de la ingeniería eólica. Así, las tecnologías aplicadas en
41

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
la construcción de enormes chimeneas de hormigón armado para centrales térmicas, de hasta 380m de altura, o en las pilas de los grandes viaductos que cruzan los valles, guardan gran similitud con las que cabría emplear en el fuste de hormigón que ha de soportar la góndola y el rotor en una torre eólica.
La tendencia a la disminución del peso de la torres en los últimos años (alrededor del 50% en los últimos 5 años) por medio de métodos de diseño más avanzados, tiene su justificación en la importancia de los costes de transporte dentro de los procesos actuales. Con la solución de fuste de hormigón ejecutado “in situ” este inconveniente se torna en ventaja, al no existir el condicionante de transporte y ser estructuras más pesadas que permiten reducir la excentricidad de las cargas consideradas y abaratar las cimentaciones de las torres (entre un 5 y un 10%). Además, las estructuras de hormigón permiten un mejor control frente a vibraciones debidas al viento que las de acero. El inconveniente que pueden suponer, además de un posible incremento de coste respecto a las soluciones más tradicionales, es que presentan menos posibilidades de industrialización al ejecutarse completamente ”in situ”. Esto supone un ahorro en transporte desde los talleres o plantas a la obra, pero conlleva un menor control del proceso o un mayor riesgo de verse afectado por factores externos propios de la obra.
Como alternativa a la ejecución “in situ” de las torres se contempla la opción de módulos prefabricados de hormigón, que tienen la virtud de poder someterse a procesos de industrialización similares a los que se desarrollan en la actualidad para las torres metálicas (fabricación + transporte + montaje), aunque precisen de transportes especiales y medios de montaje importantes. Por otro lado, la solución prefabricada pierde una de las ventajas que supone la ejecución “in situ” del hormigón, como es el monolitismo del conjunto. Esto se soluciona con la posibilidad de introducir cables de pretensado que atan los diversos módulos de la torre o mediante algún sistema que permita crear un elemento monolítico en la zona de juntas, opción que se puede contemplar para las torres ejecutadas “in situ” con vistas a reducir las cuantías de armadura pasiva, aunque en principio no se prevé necesario. Por otro lado, la inversión necesaria para realizar un primer prototipo de hormigón prefabricado se dispara en comparación con lo que puede suponer hacerla “in situ”, ya que la inversión inicial necesaria en el prefabricado necesita un número muy importante de torres para poder amortizarse.
Repasar la situación de la tecnología actual en el mundo para las torres eólicas permite observar que ya se han realizado en el norte de Europa fustes de gran altura (118m) con soluciones de hormigón ejecutado “in situ” mediante encofrados deslizantes. Este proceso constructivo, utilizado para las chimeneas de las centrales térmicas, consigue rendimientos elevados con hormigonado continuo (24h/día), lo que implica la eliminación de las juntas frías a costa de 3 turnos diarios de trabajo. La alternativa a este tipo de encofrados la representa los encofrados trepantes, utilizados frecuentemente en pilas de puentes y en edificación, cuyo desarrollo tecnológico ha permitido igualar rendimientos con la solución deslizante en turnos de trabajo de 8h/día.
No parece haber precedentes en la prefabricación de fustes para torres eólicas, aunque con la técnica actual sí que existen estructuras similares solucionadas con dovelas o módulos prefabricados. Cabe señalar la posibilidad de conjugar estos dos materiales en estructuras híbridas, materializadas mediante un pedestal de hormigón más la estructura tubular metálica. Esta solución permitiría aprovechar la tecnología ya controlada en las torres metálicas introduciendo las virtudes del hormigón en la base.
Agradecimientos
Los autores expresan su agradecimiento a Marta González Pliego, a Jesús Villar por la información facilitada y el gran interés mostrado; y muy especialmente a los profesores del departamento de ingeniería de la construcción, Antonio Aguado y Luis Agulló, por guiarnos y ayudarnos en la búsqueda de información.
Referencias [1] http://www.windpower.org/es/tour.htm[2] http://www.enercon.de/es/_home.htm [3] http://www.windpower.org/es/tour/wtb/tower.htm [4] Villar Juan, Jesús “Proyecto de cimentación y
torre eólica de gran altura en hormigón”, Proyecto final de carrera, Julio 2005, pp, 12-80.
42

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
MEDIDAS PARA LA CONSTRUCCIÓN DE ESTRUCTURAS DE HORMIGÓN A BAJAS TEMPERATURAS. RAZÓN DE SER
Joan Bertomeu Bo / Lluís Marco Planells Universitat Politècnica de Catalunya / Enginyeria de Camins, Canals i Ports
Departament d’Enginyeria de la Construcció / ETSECCPB Jordi Girona 1-3 Edifici C-1 / telf. 93 401 65 16 / Fax. 93 401 10 36
Resumen: Este artículo aborda el estudio de los efectos del tiempo frío sobre el hormigón fresco y las solicitaciones a las cuales se verá sometido una vez endurecido. Se aplicarán medidas correctoras, que otros países con climas más adversos se han visto obligados a adoptar, para paliar estos efectos desfavorables. El artículo introduce, en primer lugar, la peligrosidad de este tipo de condicionantes ambientales, enumerando las distintas hipótesis a tener en cuenta a la hora de proyectar los elementos que constituyen el hormigón. Seguidamente se presentan las principales medidas para paliar los efectos de tiempo frío durante el hormigonado y sobre qué elementos incidir principalmente para obtener unos mejores resultados. Finalmente, se realiza el capítulo de conclusiones dónde se describen los puntos más importantes tratados en el presente artículo. Palabras clave: tiempo frío, ciclo hielo-deshilo, cinética del hormigón, temperatura del hormigón puesto en obra, calor de hidratación, curado, protección, aislamiento, resistencia.
1. Introducción
En nuestro país, o países con similares características climáticas, donde raramente estaremos condicionados por el tiempo frió no tiene razón de ser un estudio detallado de la puesta en obra de hormigones en tiempo frío, pues a priori siempre podremos elegir unas condiciones climáticas más propicias sin que ello suponga ningún retraso en plazo de obra y siempre en cuando tengamos una planificación curada y bien definida. Ahora bien en otros países donde las condiciones climáticas son más adversas se han visto en la obligación de estudiar con mayor grado de atención estos efectos sobre el hormigón tanto en edades tempranas como una vez endurecido. Estas medidas serán de gran utilidad cuando por circunstancias externas a la propia obra o por plazos de obra ajustados tengamos que hormigonar en tiempo frío. De hecho, en el artículo 72º de nuestra instrucción de hormigón se recoge unas directrices básicas de actuación bajo estas condiciones climáticas adversas, dejando al criterio de los técnicos competentes un estudio más detallado cuando no sea posible seguir el articulado básico.
El contenido de esta comunicación se divide en tres partes. En primer lugar se hace referencia a la concepción general de la cinética del hormigón tanto
en hormigones frescos como en endurecidos para pasar a un segundo estadio más extenso donde se exponen las medidas correctoras para paliar los efectos de la puesta en obra en tiempo frío. Finalmente, se realiza el capítulo de conclusiones dónde se describen los puntos más importantes tratados en el presente texto.
2. Cinética del hormigón 2.1. Definición de Tiempo frío
Se entiende por Tiempo frío aquella condición climática en que la temperatura ambiental desciende a niveles que obligan a tomar precauciones especiales en el hormigonado.
En nuestro país, la EHE en su artículo 72º, siguiendo la definición expuesta en el código ACI306R – Cold Weather Concreting, establece tiempo frío como el período durante el cual existe, durante más de tres días, las siguientes condiciones:
- la temperatura media diaria del aire es inferior a 5º C
- la temperatura del aire no supera los 10º C durante más de la mitad del día.
A hora bien, la condición de tiempo frío puede variar según la normativa, su importancia no radica en la definición, sino en el criterio para poder determinar cuándo y qué medidas se deben tomar en la faena de hormigonado con bajas temperaturas.
En general, se deberán tomar medidas especiales siempre que la temperatura ambiente descienda bajo los 5° C. El hormigón puede sufrir daño considerable cuando la temperatura decrece al punto que el agua contenida en mezclas frescas o en hormigones jóvenes se congela.
Entre los efectos del tiempo frío sobre el hormigón encontraremos:
- Aumento en los tiempos de fraguado (tanto inicial como final).
- Disminución en la tasa de desarrollo de resistencia.
- Daño en hormigón endurecido por congelación del agua contenida en su interior. La presión interna provocada por el aumento de volumen del agua al congelarse (cercano a
43

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
un 10%) puede provocar destrucción irreparable.
2.2. Etapas de reacción del hormigón Portland
Para situarnos, en cuanto a la cinética del
hormigón, partimos de cuatro etapas de reacción del hormigón, sus procesos químicos y físicos y las propiedades mecánicas adquiridas todo ello para una temperatura de curado alrededor de 20º C, es decir en unas condiciones “estándar” para nuestro clima temperado.
a) Los primeros minutos. Desde un punto de vista químico se produce una rápida disolución inicial de sulfatos alcalinos y aluminato, la hidratación inicial del C3S y la formación del AFt. En cuanto al proceso físico, se desarrolla una alta velocidad de liberación de calor. Finalmente, en las propiedades mecánicas se producen cambios en la composición de la fase líquida que pueden influir en el posterior fraguado
b) Primeras horas (período de inducción). Desde un punto de vista químico se produce un reducción de silicatos y concentración de iones Ca2+, la formación de CH y C-S-H y la concentración de Ca2+ alcanza el nivel de sobresaturación. En cuanto al proceso físico, se desarrollan productos de hidratación iniciales y una baja liberación de calor seguido de un incremento continuo de viscosidad. Finalmente, en las propiedades mecánicas se forman las fases AFt y AFm que pueden influir en el fraguado y la trabajabilidad y la hidratación de los silicatos cálcicos determina el fraguado inicial y final.
c) Aproximadamente 3 a 12 horas (etapa de aceleración). Se producen la reacción química rápida del C3S y aceleración de la formación de C-S-H y CH junto con la disminución de la concentración de Ca2+
. En cuanto al proceso físico, la rápida formación de hidratos conduce hacia la solidificación y la disminución de la porosidad y se produce una alta velocidad de liberación de calor. Finalmente, en las propiedades mecánicas se produce el paso reconsistencia plástica a rígida (fraguado inicial y final) junto con el desarrollo de la resistencia inicial.
d) Etapa de post-Aceleración. El proceso químico se inicia con la difusión-formación controlada de C-S-H y CH, la recristalización de la etringita hacia monosulfato y alguna polimerización de posibles silicatos para terminar con la hidratación del C2S que llega a ser significativa. En cuanto al proceso físico, se produce una importante disminución de la velocidad de liberación de calor, el descenso continuo de la porosidad y la formación de
adherencia partícula-partícula y pasta-árido. Finalmente, las propiedades mecánicas se producen el desarrollo continuo de resistencia, la disminución de la fluencia y la porosidad y morfología del sistema hidratado determinan la resistencia última, estabilidad de volumen y durabilidad.
Siendo C-S-H silicato cálcico hidratado o gel de tobermorita. CH hidróxido de calcio. Afm la fase formada en la hidratación del cemento Portland que se deriva del monosulfoaluminato puro con sustitución parcial de A(AL2O3) por F(Fe2O3) y SO4
-2 por otros aniones. AFt la fase formada en la hidratación del cemento Portland que se deriva de la etringita pura con sustitución parcial de A(AL2O3) por F(Fe2O3) y SO4
-2 por otros aniones.
2.3. Efectos de la congelación en el hormigón fresco En primer lugar, antes de hablar de los efectos
dañinos de la congelación y del deshielo en el hormigón endurecido, uno de los principales problemas en lo que se refiere a la durabilidad del hormigón, tenemos que considerar la acción del hielo sobre el hormigón fresco y los problemas que se relacionan con la elaboración del hormigón en clima frío.
Si se permite que el hormigón se congele antes de fraguar, la anterior etapa tercera, la acción del hielo es muy similar a la que se observa en un suelo saturado sometido a dislocación: el agua de mezclado se congela y, en consecuencia, se observa un aumento del volumen total del hormigón. Además, ya que no hay agua disponible para reacciones químicas, se retrasan el fraguado y el endurecimiento del hormigón. Es decir, si el hormigón se congela inmediatamente después de haber sido puesto en obra, no fraguará, y por lo tanto, no habrá pasta que se pueda romper a causa de la formación del hielo. Mientras la temperatura sea baja, el proceso de fraguado quedará pendiente para cuando comience posteriormente el deshielo del hormigón, éste se deberá volver a vibrar y, entonces, fraguará y se endurecerá sin perder su resistencia. Sin embargo, puesto que el agua de mezclado se expande debido a la congelación, la falta de vibrado permitirá que el hormigón fragüe en presencia de gran cantidad de poros y, en consecuencia, disminuya la resistencia. El revibrado en el momento del deshielo puede producir un hormigón satisfactorio, pero este procedimiento no se recomienda, excepto cuando sea inevitable.
En cambio, si la congelación ocurre después de que el hormigón ha fraguado, inicio de la etapa de post aceleración, justo antes que logre una resistencia apreciable, la expansión junto con la formación de hielo, causa fractura y pérdida irreparable de resistencia. No obstante, si el hormigón ha adquirido suficiente resistencia, puede soportar la temperatura de congelación sin dañarse, no sólo gracias a su
44
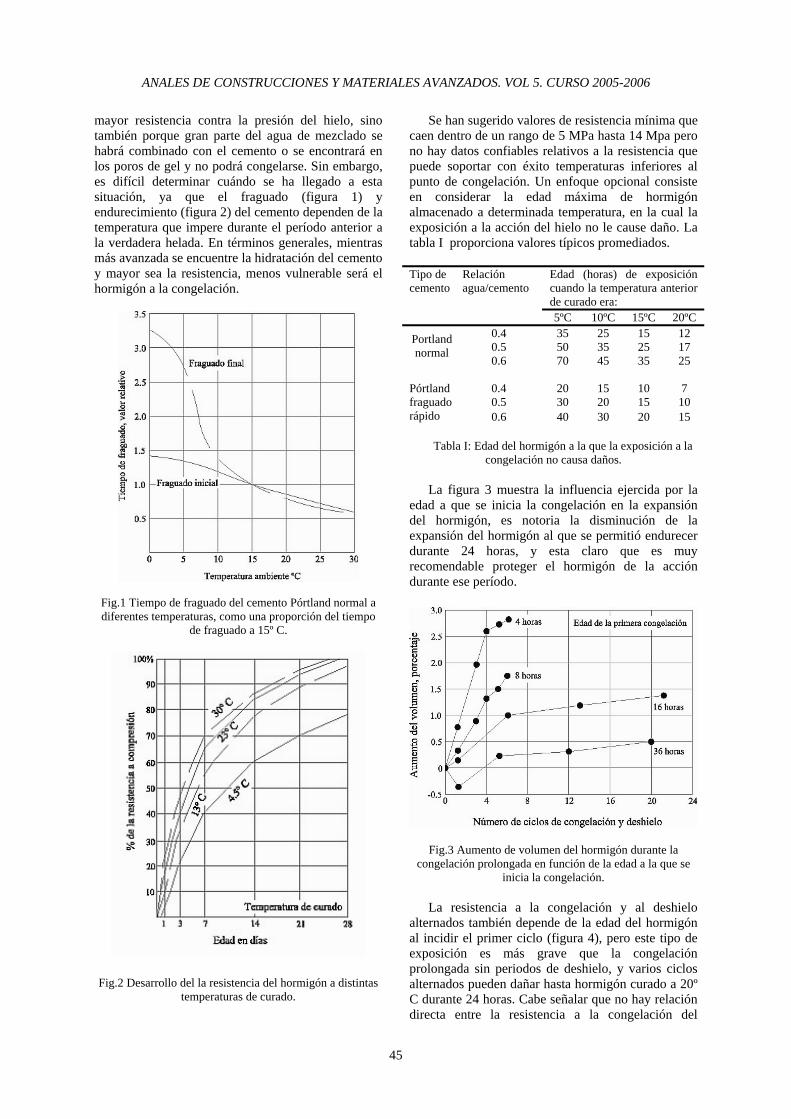
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 mayor resistencia contra la presión del hielo, sino también porque gran parte del agua de mezclado se habrá combinado con el cemento o se encontrará en los poros de gel y no podrá congelarse. Sin embargo, es difícil determinar cuándo se ha llegado a esta situación, ya que el fraguado (figura 1) y endurecimiento (figura 2) del cemento dependen de la temperatura que impere durante el período anterior a la verdadera helada. En términos generales, mientras más avanzada se encuentre la hidratación del cemento y mayor sea la resistencia, menos vulnerable será el hormigón a la congelación.
Fig.1 Tiempo de fraguado del cemento Pórtland normal a diferentes temperaturas, como una proporción del tiempo
de fraguado a 15º C.
Fig.2 Desarrollo del la resistencia del hormigón a distintas temperaturas de curado.
Se han sugerido valores de resistencia mínima que caen dentro de un rango de 5 MPa hasta 14 Mpa pero no hay datos confiables relativos a la resistencia que puede soportar con éxito temperaturas inferiores al punto de congelación. Un enfoque opcional consiste en considerar la edad máxima de hormigón almacenado a determinada temperatura, en la cual la exposición a la acción del hielo no le cause daño. La tabla I proporciona valores típicos promediados.
Tipo de cemento
Relación agua/cemento
Edad (horas) de exposición cuando la temperatura anterior de curado era:
5ºC 10ºC 15ºC 20ºC 0.4 35 25 15 12 0.5 50 35 25 17
Portland normal
0.6 70 45 35 25
0.4 20 15 10 7 0.5 30 20 15 10
Pórtland fraguado rápido 0.6 40 30 20 15
Tabla I: Edad del hormigón a la que la exposición a la
congelación no causa daños.
La figura 3 muestra la influencia ejercida por la edad a que se inicia la congelación en la expansión del hormigón, es notoria la disminución de la expansión del hormigón al que se permitió endurecer durante 24 horas, y esta claro que es muy recomendable proteger el hormigón de la acción durante ese período.
Fig.3 Aumento de volumen del hormigón durante la congelación prolongada en función de la edad a la que se
inicia la congelación.
La resistencia a la congelación y al deshielo alternados también depende de la edad del hormigón al incidir el primer ciclo (figura 4), pero este tipo de exposición es más grave que la congelación prolongada sin periodos de deshielo, y varios ciclos alternados pueden dañar hasta hormigón curado a 20º C durante 24 horas. Cabe señalar que no hay relación directa entre la resistencia a la congelación del
45

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 hormigón joven y la durabilidad del hormigón maduro sujeto a numerosos ciclos de congelación y deshielo.
Fig.4 Aumento de volumen del hormigón sometido a congelación y deshielo en función de la edad a la que se
inicia la primera congelación.
2.4. Efectos de la congelación en el hormigón endurecido
Llegados a este punto consideraremos el
hormigón maduro sometido a congelación y deshielo alternado, que es un ciclo de temperatura que se encuentra con frecuencia en la naturaleza. 2.4.1 Ciclos hielo-deshielo
En primer lugar definimos el ciclo hielo-deshielo como aquel evento de congelamiento y posterior deshielo del agua contenida en el hormigón o mortero endurecido en un período de tiempo determinado. Los ciclos hielo-deshielo son un fenómeno común en la naturaleza, debido al cambio propio en la temperatura ambiente en zonas que registran tiempo frío.
La exposición a estos ciclos es una solicitación severa a la durabilidad del hormigón. Por medio de una serie de mecanismos complejos, el efecto cíclico de congelamiento y deshielo del agua al interior del hormigón en servicio puede destruir su estructura.
Conforme disminuye la temperatura del hormigón saturado y endurecido, el agua que contienen los poros capilares se congela en la pasta de cemento, de manera similar a lo que sucede con los capilares de las rocas, y se produce una expansión del hormigón. Si un subsiguiente deshielo va seguido de otra congelación, hay más expansión, de manera que los ciclos repetidos de hielo-deshielo ejercen un efecto acumulativo y se puede apreciar una analogía entre este proceso y la falla por fatiga. La acción ocurre principalmente en la pasta de cemento, generalmente, los poros más grandes de hormigón, que provienen de una compactación incompleta, están llenos de aire y
por lo tanto no son apreciables para la acción del hielo. El contenido de humedad del hormigón al momento del congelamiento es un factor fundamental en la magnitud del daño. Al aumentar el contenido de humedad existirá más agua disponible para congelarse, por lo que el daño será mayor. En cuanto a los áridos no es tan importante el congelamiento de estos como el producido en la pasta de cemento que produce mayores daños.
La congelación es un proceso gradual debido en parte a la velocidad con que el calor se transfiere a través del hormigón, en parte al aumento progresivo de la concentración de álcalis disueltos en el agua que aún no se ha congelado, y en parte a que el punto de congelación varía según el tamaño de la cavidad. Puesto que la tensión superficial de los cuerpos de hielo que se encuentran en los capilares los hace sufrir una presión más alta mientras más pequeños sean, la congelación comienza en las cavidades de mayor tamaño y se va extendiendo a las más pequeñas. Los poros del gel son demasiado pequeños, para permitir la formación de núcleos de hielo a más de -78º C, de tal manera prácticamente no se forma hielo en ellos, básicamente por la diferencia de entropía entre el gel y el hielo, el agua del gel adquiere una energía potencial que le permite penetrar en las cavidades capilares que contienen hielo. La difusión de dicha agua de gel hace crecer los cuerpos de hielo y produce expansión.
Así pues, nos encontramos con dos fuentes de presión de dilatación. En primer lugar, el agua que se hiela causa un aumento de volumen de orden del 9%, de modo que se expulsa el exceso de agua que se encontraba en las cavidades. La velocidad de congelación determina la velocidad de desplazamiento del agua, la cual debe salir al ser empujada por el frente de hielo que va avanzando, y la presión hidráulica resultante dependerá de la resistencia al flujo, es decir, de la longitud de la trayectoria y la permeabilidad de la pasta entre la cavidad en congelación y una cavidad en que se pueda acomodar el exceso de agua.
La causa de la segunda fuerza de dilatación del hormigón es la difusión de agua que ocasiona un incremento en la cantidad relativamente pequeña de cuerpos de hielo. Con base a numerosas investigaciones se cree que este último mecanismo es especialmente importante debido al daño por congelación que causa al hormigón. Esta difusión es producida por la presión osmótica causada por aumentos locales de concentración de solutos que ocurren debido a la separación de agua congelada (pura) de la solución. Como ejemplo, una losa que se está congelando en su parte superior sufrirá un grave daño si el agua tiene acceso desde abajo y puede viajar a través del espesor de la losa impulsada por la presión osmótica. Entonces, el contenido total de humedad del hormigón será mayor que el que existía antes de la congelación y, en algunos casos, se han
46

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 llegado a observar daños producidos por la segregación de cristales de hielo que forman capas. La presión osmótica también proviene de otra fuente, cuando se utilizan sales para deshelar carreteras, la parte superior del hormigón absorbe parte de ellas. Esto produce una alta presión osmótica, y un movimiento de agua hacia las zonas más frías, en donde ocurre la congelación.
Así pues, el daño ocurre cuando la presión de dilatación del hormigón es mayor que su resistencia a la tensión. Esta presión causa la ruptura de la pasta endurecida, acrecentando microfisuras existentes y creando otras nuevas. Con el deshielo el agua se trasladaría a estas microfisuras. Por el mismo proceso, una posterior congelación causaría nuevo daño en las zonas debilitadas, registrándose un deterioro acumulativo que puede resultar en la destrucción parcial o total del hormigón. La extensión del daño varía desde un descascaramineto superficial hasta una desintegración total a medida que se van formando las capas de hielo, empezando por la superficie expuesta y progresando a través de su profundidad.
Finalmente, aunque la resistencia del hormigón a la congelación depende de varias de sus propiedades (resistencia de la pasta de cemento, extensibilidad y fluencia), los principales factores son el grado de saturación y la estructura de poro de la pasta de cemento.
3. Medidas para el hormigonado a bajas temperaturas
Hasta ahora, hemos visto los efectos negativos
que se pueden derivar de unas condiciones meteorológicas dominadas por las bajas temperaturas. Ahora bien, el hormigonado en tiempo frío presenta varias ventajas que deben ser aprovechadas. El hormigón colocado a bajas temperaturas (entre 5º C y 13º C), protegido adecuadamente del congelamiento y curado adecuadamente, poseerá mayor resistencia final, mayor durabilidad y será menos susceptible a la figuración por temperatura.
La planificación para proteger el hormigón del congelamiento y posterior mantenimiento sobre temperaturas mínimas debe comenzar antes de que ocurran temperaturas de congelamiento. Esto, que puede parecer obvio, obliga a que en todo proyecto donde se esperan condiciones en tiempo frío, el constructor, el proveedor de hormigón y el promotor (o sus representantes como la dirección de obra) evalúen antes de la construcción las medidas a implementar, el nivel de protección y sus costos.
A su vez, es importante planificar los trabajos de hormigonado de forma que estos se realicen durante períodos de la jornada dónde la temperatura sea la máxima posible (evitando, por ejemplo, faenas nocturnas en invierno).
Entre las posibles medidas de protección encontraremos la selección adecuada de los materiales, el uso de aditivos químicos, procurar una buena dosificación y el calentamiento de los componentes. Otro tipo de medidas podrían ser las que se aplicarían en el amasado, el transporte, el vertido y la compactación, el acabado, el curado y el desencofrado. Veamos cada una de estas medidas.
3.1. Selección de los materiales
El objetivo principal en construcciones a bajas temperaturas es la adquisición rápida de resistencia. Por lo tanto, procuraremos tener en cuenta este aspecto a la hora de trabajar con los distintos materiales que configuran el hormigón.
3.1.1. Cemento
Son recomendables cementos con alta velocidad
de fraguado y endurecimiento. Serían adecuados pues cementos del tipo clase CEM I (Portland sin adiciones) clase CEM IIA-D (Portland con humo de Sílice). Siendo preferible la no utilización de cenizas volantes o escorias puesto que reducen la velocidad de adquisición de resistencia del hormigón.Los cementos de alta resistencia también ofrecen altas prestaciones a bajas temperaturas dada la rápida adquisición de resistencia.
Fig.5 Relación entre la resistencia del hormigón con
cemento normal y cemento de alta resistencia inicial en la primera edad.
47

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 3.1.2. Agua
Deberá controlarse aquellas sustancias que retrasen el fraguado del cemento como azúcares, grasas, aceites etc. 3.1.3. Áridos
Evitar los áridos con nieve, hielo o grumos
helados. Los grumos de más de 75mm no se deshacen en el amasado y permanecen en el hormigón una vez colocado.
Una medida preventiva sería cubrir los acopios de árido, especialmente por la noche, con lonas, láminas de plástico o mantas aislantes. En el caso de los áridos rodados convendría controlar la presencia de materia orgánica en ellos puesto que contribuye al retraso del fraguado.
3.2. Uso de aditivos químicos
3.2.1. Anticongelantes
Partiendo de los estudios de la US Army Corps
Engeneer Reserch and Development Center: Cold Weather Concreting, los anticongelantes son productos solubles, que activan la hidratación del cemento. Ello permite obtener desprendimiento más rápido del calor de hidratación del cemento, aumentando así en algunos grados la temperatura del hormigón durante el amasado. Por otra parte, rebajan la temperatura de congelación del agua del hormigón.
Estos efectos combinados permiten que el hormigón se endurezca antes que se produzca su congelamiento por efectos de las bajas temperaturas durante el hormigonado en tiempo frío. Sin embargo estos aditivos disminuyen la velocidad de endurecimiento así como la aparición de efloscencias en la superficie. Aunque en España el uso de estos productos no se encuentra normalizados.
El empleo de este tipo de aditivos, unido al uso de las medidas de protección recomendadas en la tecnología para el hormigonado a bajas temperaturas, permite el trabajo hasta con temperaturas de –10º C.
Dado que el efecto de este tipo de aditivos depende de la concentración que se use en proporción al agua de amasado del hormigón y de la clase de cemento empleado, es conveniente verificar en la práctica su aplicabilidad o, al menos, obtener información sobre otras experiencias de uso en condiciones similares al de la obra en construcción.
Hoy en día se está investigando en el campo de aditivos y acelerantes que permitan hormigonados a temperaturas de hasta -10º C sin medidas adicionales tomando como buena práctica no hormigonar sobre superficies con hielo o escarcha o con una sub-base congelada.
Fig.6 Hormigonado con acelerantes y aditivos tales que no necesitan de medidas adicionales.
3.2.2. Acelerantes
Los acelerantes son aditivos que aceleran la
velocidad de endurecimiento. Aún así, un efecto negativo sería la disminución de resistencia a largo plazo.
Un ejemplo de ellos es el cloruro cálcico o potasa (K2CO3). El uso de este último se desarrolló en la antigua URSS como un método auxiliar diferente para la colocación de hormigón en clima de congelación, la potasa disminuye el punto de congelación del agua de mezclado y permite así que el hormigón desarrolle cierta resistencia. No obstante, debido a que la potasa acelera el fraguad, es necesario el uso de un retardante simultáneo. Aparentemente, la potasa no afecta adversamente la adherencia con el acero ni fomenta la corrosión, de tal forma que su uso en la fabricación y colocación del hormigón en invierno puede ser interesante en invierno.
En cuanto al uso de cloruro cálcico, aunque es de una gran efectividad, en España está prohibido por la EHE en hormigones armados y pretensazos.
3.2.3. Aireantes
Como ya se ha comentado anteriormente, el
efecto más destructivo debido al intemperismo es el debido al hielo y deshielo ya sea en el estado fresco del hormigón como durante su vida útil de éste.
Para afrontar este efecto, podemos optar por la inclusión de aire en el amasado. Incluyendo aire en la mezcla, el hormigón gana una gran resistencia al deterioro. Durante la congelación, el agua se desplaza a través de los recintos de aire y se acomoda en la matriz de la mezcla sin ocasionar daños perjudiciales debidos al aumento de las presiones intersticiales. Sin embargo estos aditivos tienen como efecto secundario la reducción de la resistencia del hormigón aunque una parte pequeña de este efecto se compensa por la mejora de docilidad del hormigón fresco, una docilidad que ayuda a reducir ligeramente el agua del amasado.
48
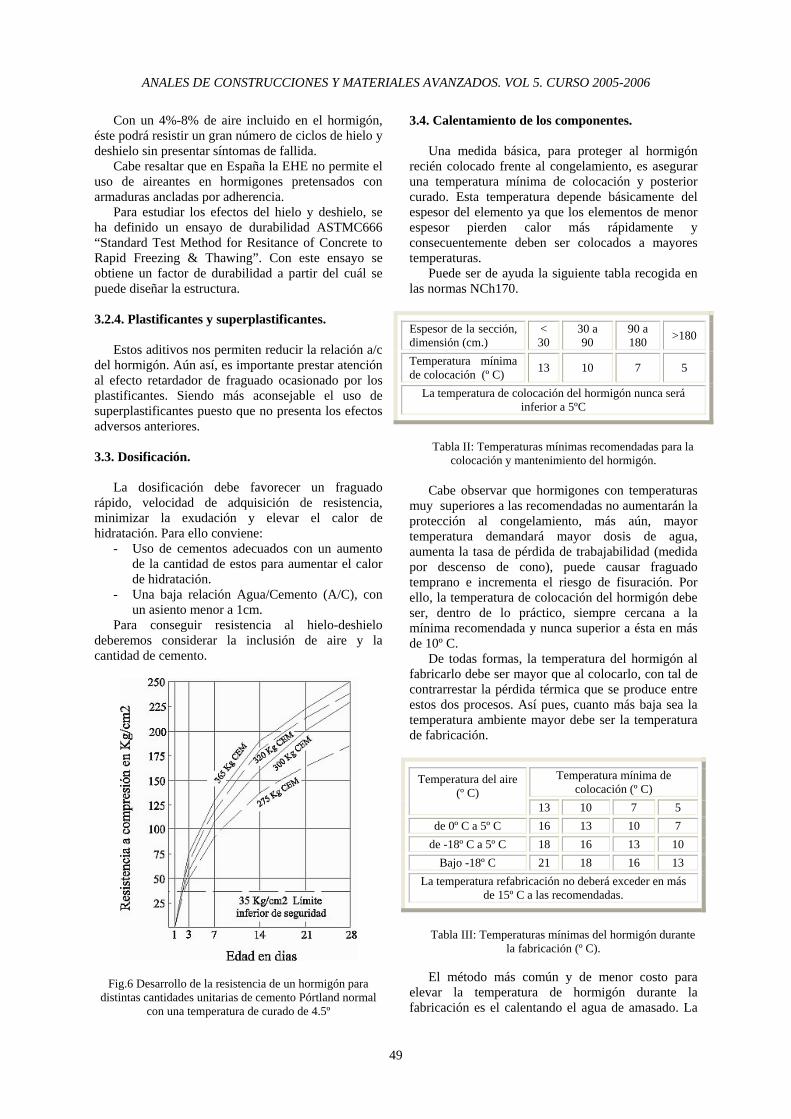
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Con un 4%-8% de aire incluido en el hormigón, éste podrá resistir un gran número de ciclos de hielo y deshielo sin presentar síntomas de fallida.
Cabe resaltar que en España la EHE no permite el uso de aireantes en hormigones pretensados con armaduras ancladas por adherencia.
Para estudiar los efectos del hielo y deshielo, se ha definido un ensayo de durabilidad ASTMC666 “Standard Test Method for Resitance of Concrete to Rapid Freezing & Thawing”. Con este ensayo se obtiene un factor de durabilidad a partir del cuál se puede diseñar la estructura.
3.2.4. Plastificantes y superplastificantes.
Estos aditivos nos permiten reducir la relación a/c
del hormigón. Aún así, es importante prestar atención al efecto retardador de fraguado ocasionado por los plastificantes. Siendo más aconsejable el uso de superplastificantes puesto que no presenta los efectos adversos anteriores.
3.3. Dosificación.
La dosificación debe favorecer un fraguado
rápido, velocidad de adquisición de resistencia, minimizar la exudación y elevar el calor de hidratación. Para ello conviene:
- Uso de cementos adecuados con un aumento de la cantidad de estos para aumentar el calor de hidratación.
- Una baja relación Agua/Cemento (A/C), con un asiento menor a 1cm.
Para conseguir resistencia al hielo-deshielo deberemos considerar la inclusión de aire y la cantidad de cemento.
Fig.6 Desarrollo de la resistencia de un hormigón para distintas cantidades unitarias de cemento Pórtland normal
con una temperatura de curado de 4.5º
3.4. Calentamiento de los componentes.
Una medida básica, para proteger al hormigón recién colocado frente al congelamiento, es asegurar una temperatura mínima de colocación y posterior curado. Esta temperatura depende básicamente del espesor del elemento ya que los elementos de menor espesor pierden calor más rápidamente y consecuentemente deben ser colocados a mayores temperaturas.
Puede ser de ayuda la siguiente tabla recogida en las normas NCh170.
Espesor de la sección, dimensión (cm.)
< 30
30 a 90
90 a 180 >180
Temperatura mínima de colocación (º C) 13 10 7 5
La temperatura de colocación del hormigón nunca será inferior a 5ºC
Tabla II: Temperaturas mínimas recomendadas para la
colocación y mantenimiento del hormigón.
Cabe observar que hormigones con temperaturas muy superiores a las recomendadas no aumentarán la protección al congelamiento, más aún, mayor temperatura demandará mayor dosis de agua, aumenta la tasa de pérdida de trabajabilidad (medida por descenso de cono), puede causar fraguado temprano e incrementa el riesgo de fisuración. Por ello, la temperatura de colocación del hormigón debe ser, dentro de lo práctico, siempre cercana a la mínima recomendada y nunca superior a ésta en más de 10º C.
De todas formas, la temperatura del hormigón al fabricarlo debe ser mayor que al colocarlo, con tal de contrarrestar la pérdida térmica que se produce entre estos dos procesos. Así pues, cuanto más baja sea la temperatura ambiente mayor debe ser la temperatura de fabricación.
Temperatura mínima de colocación (º C)
Temperatura del aire (º C)
13 10 7 5 de 0º C a 5º C 16 13 10 7
de -18º C a 5º C 18 16 13 10 Bajo -18º C 21 18 16 13
La temperatura refabricación no deberá exceder en más de 15º C a las recomendadas.
Tabla III: Temperaturas mínimas del hormigón durante
la fabricación (º C).
El método más común y de menor costo para elevar la temperatura de hormigón durante la fabricación es el calentando el agua de amasado. La
49

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 mayoría de las veces esta medida será suficiente, sin embargo, en casos de frío extremo será necesario además calentar los árido, tarea por lo general de mayor complicación y costo.
3.4.1. Calentamiento del agua.
Como ya se ha comentado esta es la forma más
económica y sencilla de aumentar la temperatura del hormigón. El método es suficiente si los áridos están libres de hielo y grumos helados, y la temperatura no baja de los -5º C. Como consideraciones adicionales tomaremos:
- Se debe contar con suficiente cantidad de agua a temperatura uniforme, para evitar diferencias térmicas importantes entre amasada y amsada.
- La temperatura del agua no debe superar los 70º C con tal de evitar el “fraguado relámpago”.
- Cuando el agua posea alta temperatura, durante el mezclado se debe evitar su contacto directo con el cemento. Para ello, se debe mezclar el agua de amasado con los áridos(el árido grueso primero) y luego añadir el cemento.
- La temperatura del agua puede ajustarse mezclando agua fría y caliente, de modo que se obtenga un temperatura del hormigón dentro de un rango de ± 5°C de la requerida.
Como medios de calentamiento podemos utilizar vapor inyectado, vapor circulando por tuberías o calefactores eléctricos o de gas. Finalmente, debe disponerse de un depósito aislado térmicamente.
3.4.2. Calentamiento de los áridos
Como consideraciones para el calentamiento de
los áridos, tomaremos las siguientes: - En general será necesario calentar los áridos
cuando la temperatura ambiente permanezca bajo -4º C.
- Normalmente no será necesario calentar los áridos sobre 15º C si el agua de amasado alcanza 50º C.
- No se deben calentar los áridos por encima de los 50º C.
- Si el árido grueso se encuentra seco y libre de hielo, generalmente será necesario sólo calentar la arena, que usualmente no requerirá poseer más de 40º C si el agua de mezclado alcanza los 50º C.
- Los áridos deberán estar el mayor tiempo posible tapados y con humedad uniforme.
El calentamiento de los áridos para deshacernos de hielo, nieve o grumos puede hacerse con aire caliente insuflado desde distintos puntos estando el acopio bajo lonas. Los áridos deben calentarse de uniformemente y nunca a temperaturas por encima de los 65º. Se recomienda el uso de calor húmedo
(tuberías con circulación de vapor en acopios) de forma uniforme, evitando en lo posible el uso de calor seco.
3.4.3. Cálculo de la temperatura del hormigón recién fabricado.
Conocidos los pesos, absorción y el contenido de humedad de los áridos; la temperatura del hormigón recién fabricado se puede estimar como:
T: Temperatura final del hormigón (°C)
Ws: Peso árido fino saturado superficie seca (SSS) (kg)
Ts: Temperatura del árido fino (°C)
Wa: Peso árido grueso SSS (kg)
Ta: Temperatura del árido grueso (°C)
Ww: Peso agua de amasado (kg)
Tc: Temperatura del cemento (°C)
Wws: Peso agua libre en árido fino (kg)
Tw: Temperatura del agua de amasado (°C)
Wwa: Peso agua libre en árido grueso (kg)
Wc: Peso del cemento (kg)
Esta ecuación asume los calores específicos del
cemento y los áridos son iguales a 0.22 Kcal/(Kg ºC). Si la temperatura de uno o ambos áridos está bajo
0º C, el agua contenida en ellos se congelará. Así, la ecuación debe ser modificada sustituyendo el término (Ts Wws) por Wws(0.50Ts - 80) si la arena está congelada, o (Ta Wwa) por Wwa(0.5Ta – 80) si la grava está congelada.
De donde se deduce que, para la mayoría de las mezclas, elevar la temperatura del hormigón en 1º C se logra subiendo la temperatura del agua de amasado aproximadamente 5º C o la de los áridos 1.4º C.
3.5. Amasado
La temperatura recomendable del hormigón en el amasado es 3º C o 4º C por encima de la temperatura exigida en obra. De esta forma se tiene en cuenta la pérdida de calor durante el transporte.
3.6. Transporte
Para temperaturas superiores a los -10º C la disminución de temperatura del hormigón en las cubas de los camiones no superará los 3º C. Si las temperaturas fuesen inferiores, el descenso podría llegar a los 5 ó 6º C. Para ayudar a no perder calor en el transporte se recomienda girar la cuba lo indispensable.
50

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 3.7. Vertido y compactación
El hormigón debe colocarse en los encofrados y compactarse a continuación de forma rápida e ininterrumpida.
Se debe eliminar toda la nieve, hielo, escarcha y el agua originada en su fusión antes de verter el hormigón. Puede utilizarse para ello inyectores de aire caliente.
Las temperaturas de todos los equipos que entran en contacto con el hormigón no deben ser inferiores a los 3º C ni superar en más de 5º C la temperatura del hormigón. La superficie del terreno donde se vierta el hormigón puede calentarse cubriéndola con un material aislante durante días, o en caso extremo, con aire seco. La utilización de encofrados de madera es totalmente recomendada. Los equipos de encofrado pueden estar dotados de encofrado térmico con espesor recrecido en las esquinas.
Para evitar congelaciones locales alrededor de la armadura conviene que ésta esté por encima de los 0ºC. En cuanto a canaletas y cintas transportadoras, éstas deberían evitarse a no ser que se aíslen.
3.7. Acabado
A bajas temperaturas, el agua proveniente de la exudación debe eliminarse antes de realizar el acabado ya que si se mezcla en el hormigón durante el alisado o fratasado, la superficie se volverá menos resistente a la helada.
3.8. Desencofrado
En hormigonados a bajas temperaturas conviene mantener los encofrados el máximo tiempo posible puesto que si están aislados o bien están calentados, éstos ayudan a mantener el calor.
El momento de desencofrar depende de varios factores como el tipo de cemento, la dosificación, temperatura de curado etc. Por lo tanto el momento de desencofrar se determinará por experiencia.
Antes del descimbrado o el desapeo es fundamental hacer controles de resistencia para verificar que el hormigón ha adquirido la resistencia necesaria. Una vez hecho el desencofrado debe protegerse el hormigón.
3.9. Protección de los hormigones expuestos a bajas temperaturas: el Curado. Cuando se habla de protección del hormigón a las bajas temperaturas, el objetivo que se busca es mantenerlo a una temperatura y con una humedad que aseguren la resistencia y la durabilidad a lo largo de la vida útil de la estructura. A la vez, lo que se busca con el curado es evitar la helada temprana y evitar llegar a temperaturas críticas para el hormigón.
Mínima dimensión
(mm)
<300mm
300-900m
m
900-1800mm
>1800mm
Temperatura mínima en la colocación
13ºC 10ºC 7ºC 5ºC
Caída máxima de temperatura
en las 24h después de
interrumpir el curado
28ºC 22ºC 17ºC 11ºC
Tabla IV: Temperaturas del hormigón recomendadas según
el ACI 306R-88.
Para prevenir la helada temprana y llegar a temperaturas excesivamente bajas se puede optar por la protección térmica a base de una cobertura con materiales aislantes utilizando así el calor natural de hidratación.
El periodo de protección térmica del hormigón que va a entrar en carga y no va estar expuesto a ciclos de heladas, puede acortarse hasta que el hormigón haya alcanzado una resistencia de 5Mpa. Esta resistencia se suele alcanzar en 2 ó 3 días si la temperatura exterior no baja de los 5º C. En elementos de grandes dimensiones el periodo debe ser mayor para evitar fisuración térmica.
Si el hormigón ha de estar expuesto a ciclos de hielo-deshielo, el periodo se alargará hasta que éste haya alcanzado los 25Mpa.
Aún así, debemos asegurarnos que el hormigón seguirá ganando resistencia al quitar la protección. Por ello se opta por un periodo de 5-6 días de curado: medida muy conservadora. Se pueden tomar como referencia los valores expuestos en las siguientes tablas:
Temperatura del hormigón protegido
10º C 21º C
Grado de cemento Grado de cemento
Temperatura media diaria
del aire durante el periodo de
curado (º C) Normal Alta
resistencia Normal Alta resistencia
Sobre 0º C 6 3 4 3
de 0º C a -4º C 11 5 8 4
de -5 C a -9º C 21 16 16 12
menos de -9º C 29 26 23 20
Tabla V: Plazos de protección en elementos cargados y
expuestos en días.
51
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Plazo para asegurar durabilidad
Plazo para asegurar durabilidad y
resistencia Cemento grado Cemento grado
Condición del elemento
Normal
Alta resistenci
a
Normal
Alta resistencia
Sin carga, no expuesto
(función bajo tierra)
2 1 2 1
Sin carga, expuesto (represas,
pilares macizos)
3 2 3 2
Carga parcial, expuesto
(sobrecimientos)
3 2 6 4
Cargado y expuesto
(vigas, losas, columnas)
3 2 Aplicar tabla V
Tabla VI: Plazo de protección en días. Los días o fracciones de día de interrupción de la
protección no cuentan para determinar el plazo de protección.
En elementos cargados, especialmente aquellos
con alta solicitación, se recomienda determinar el plazo de protección basándose en controles de resistencia de al menos 6 probetas especiales en cada etapa de hormigonado (probetas confeccionadas y curadas en condición de mayor similitud a la estructura que representan), estableciendo un plan de ensayos para determinar la curva edad-resistencia. El plazo de protección para cumplir con la resistencia puede reducirse cuando las probetas especiales demuestren resistencias superiores a las indicadas en la siguiente tabla:
Temperatura media diaria del ambiente previsto para el período de curado º C.
% de la resistencia especificada
Sobre 0º C 50 de 0º C a -4º C 65
de -5 C a -9º C 85
menos de -9º C 95
Tabla VII: Resistencia mínima para finalizar plazos de
protección.
Con tal de acortar el periodo de curado se puede optar por distintos métodos sin olvidar que todo lo que ganemos en resistencia a corto plazo se pierde, en parte, a largo plazo. Entre estas medidas se encontrarían los acelerantes.
3.9.1. Métodos de protección. 3.9.1.1. Cubrición aislante.
Con tal de aprovechar el calor de hidratación para evitar que el hormigón se hiele podemos optar por distintos medios de cubrición.
Estos medios deben mantenerse en contacto directo sobre la superficie de hormigón o sobre los encofrados. Éstos deben colocarse inmediatamente después de haber vertido el hormigón. La cara exterior del material aislante debe ser resistente al agua y al viento.
Algunos materiales aislantes serían: • láminas de espuma de poliestireno • mantas de lana mineral • fibra de vidrio • fibras de celulosa • espumas proyectadas al encofrado.
Es importante no excederse en cuanto a aislamiento puesto que se puede incrementar en exceso la temperatura interna del hormigón.
Fig. 7 Láminas aislantes que protegen las paredes, ya sea de la deshidratación como de la pérdida muy rápida de calor.
3.9.1.2. Calentamiento bajo lonas.
Otra forma de mantener la temperatura del hormigón sería a base de cubrirlo con lonas apoyadas sobre caballetes u otros soportes. Éstas deberían estar a una distancia de unos 30-40cm del hormigón. A través de este espacio se ha de poder insuflar aire caliente o vapor.
Al usar aire para calentar, el hormigón debe cubrirse con algún material impermeable para evitar que se seque.
Si calentamos mediante vapor, lo debemos hacer si la temperatura exterior no es inferior a 0º C puesto que en este caso se originaría hielo en los puntos donde se insufla el vapor y en el agua condensada a su salida.
El curado con agua no es recomendable puesto que presenta problemas de helada en la evacuación de ésta.
52

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 3.9.1.3. Recintos calentados
Cuando las temperaturas bajan de forma drástica hará falta tomar medidas adicionales para proteger el hormigón. Entre ellas, la construcción de recintos para aislar el hormigón de la intemperie. Estos son el método más efectivo pero a la vez el más caro. Este método es aconsejable cuando las temperaturas son inferiores a los -10º C.
Los recintos pueden ser de madera, de lona o de polietileno, hasta pueden ser recintos prefabricados de plástico rígido. Deben ser capaces de soportar cargas de viento, nieve y a la vez ofrecer una cierta estanqueidad al aire.
Un factor a tener en cuenta es el aprovechamiento de la luz solar en cuanto al calentamiento del recinto. Por ello, muchos recintos están hechos a base de materiales translúcidos. Las dimensiones y formas de los recintos dependen, en buena parte, de la tipología de la estructura. Aún así, se acepta una altura mínima de protección de 1.8m para lograr una protección adecuada a los vientos penetrantes.
El uso de recintos permite un curado al vapor que ayuda a mantener el hormigón a una temperatura adecuada y, a la vez, evita problemas de fisuración.
En cuanto a los materiales de los recintos, estos tendrán que retener tanto el calor como la humedad. Para ello, se buscan también materiales fibrosos. Entendemos por materiales fibrosos, materiales que en su estructura interna disponen de una gran porosidad con tal de que el aire de los poros actúe como aislante ideal.
Fig.3 Recinto de hormigonado necesario para poder hormigonar a menos de 5ºC.
3.9.1.4. Calentamiento del hormigón.
El hormigón también puede calentarse mediante bobinas embebidas y resistencias eléctricas aisladas. Sin embargo se debe hacer un control intenso de la temperatura con tal de no llegar a temperaturas críticas.
Este método no es muy adecuado para elementos de pequeño espesor o elementos muy armados.
Las piezas que son sólo calentadas por una cara no deben tener un espesor superior a los 15cm para evitar gradientes térmicos excesivos.
El calentamiento por inducción a través de un campo electromagnético sería el más adecuado dada la uniformidad que se consigue en elementos de todo tipo, incluso los fuertemente armados.
3.2.4. Control de las temperaturas a que se expone y a las que llega el hormigón. Consideración del calor de hidratación.
El calor de hidratación del hormigón depende del tipo de cemento. Este calor ayuda al proceso de hormigonado puesto que ya de por sí, este calor es suficiente para mantener una temperatura de curado sin que sean necesarias otras fuentes de calor adicionales. Con tal de aprovechar al máximo este calor tomaremos ciertas medidas:
• En primer lugar verteremos el hormigón a una temperatura adecuada calentando agua o áridos como se ha comentado anteriormente.
• Se tendrá en cuenta la temperatura de los encofrados. Sobretodo, en las zonas angulosas y bordes, que son las más susceptibles en cuanto a pérdida de calor.
• El acero estructural de refuerzo de los moldes también tendrá que estar a una temperatura adecuada.
• La temperatura del terreno también es un factor crucial y nada menospreciable. Como norma, nunca se debe hormigonar sobre terrenos congelados o nevados. Si el terreno presentara estas situaciones tendríamos que acondicionarlo y quitar la nieve o el hielo.
• Control de la temperatura del hormigón a lo largo de todo el proceso de hormigonado.
Fig.4 Determinación de la temperatura del hormigón
• Proteger el hormigón de las corrientes de aire. • Si la temperatura del hormigón desciende por
debajo del punto de congelamiento, prolongar el tiempo de curado.
53

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
5. Conclusiones Con esta comunicación se ha pretendido dar a
conocer las distintas medidas a tener en cuenta a la hora de hormigonar en tiempo frío. Primeramente, hemos analizado los diversos efectos dañinos que podrían inducir las bajas temperaturas en el hormigón fresco y endurecido. A partir de ahí, consultando bibliografía de otros países con climas más adversos, así como también bibliografía nacional hemos llegado a las siguientes conclusiones:
- Lo más importante es una buena planificación y previsión. Cualquier medida correctora en situaciones de urgencia sale más cara tanto desde un punto de vista económico como estructural.
- El hormigonado en tiempo frío es posible técnicamente gracias a las nuevas tecnologías, a una buena protección de los agentes externos y a un buen curado.
- Aunque en los últimos tiempos se ha recurrido sistemáticamente a nuevos productos que representan importantes ventajas tecnológicas, es necesario no olvidar técnicas clásicas que igualmente presentan mejoras frente a la puesta en obra del hormigón: sería el caso representativo el calentamiento del agua o de los áridos.
- Finalmente el hormigonado en tiempo frío no sería posible sin un control exhaustivo del proceso de endurecimiento y de la temperatura del hormigón.
Esperamos que este artículo haya sido de interés y haya aproximado al lector a un nuevo campo de aplicación del hormigón.
Agradecimientos Todo lo expuesto anteriormente no hubiera sido
posible sin el criterio y consejo de Lluís Agulló Catedrático de la Escuela de Ingenieros de Caminos, Canales y Puertos de Barcelona. También queremos agradecer al Servei de Recerca de la Biblioteca Rector Gabriel Ferraté (UPC, Campus Nord) la documentación facilitada.
Referencias
[1] A. M. Neville. Tecnología del concreto, tomo 2, México 1988, pp. 39-61.
[2] J. Calavera Ruiz, P. Alaejos Guitiérrez, J. Fernández Gómez, E. González Gómez Valle, F. Rodríguez García. Ejecución y control de Estructuras de Hormigón, Instituto Técnico de materiales y construcciones, Madrid 2004, pp. 287 a 303.
[3] Comisión permanente del hormigón “artículos 72º y 89º”, Instrucción de Hormigón estructural, Madrid 2000, pp. 259 y 284-285.
[4] J. A. Ortiz Lozano. “Estudio experimental sobre la influencia de la temperatura ambiental en la resistencia del hormigón preparado”, Tesis doctoral, Barcelona 2005, pp. 40-50.
[5] R. Day y N. Watson “Cold-weather concreting”, In journal: Concrete, London 2002 v.36 nº 8, pp. 55-56.
[6] L. Hodgkinson. “Cold-weather”, In journal: Concrete formes de la Construcción, London 1999 v.33 nº 7.
[7] Engineer Research and Development Center, US Army Corps of engineers “Cold Weather Concreting”, June 2003, www.erdc.usace.army.mil
[8] http://www.hormigonelaborado.com/manual-14.htm[9] http://www.melon.cl[10] http://www.crrel.usace.army.mil/concrete/[11] http://www.construaprende.com[12] http://www.arqhys.com
54

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
MEDIDAS PARA LA CONSTRUCCIÓN DE ESTRUCTURAS DE HORMIGÓN A BAJAS TEMPERATURAS
EN PAÍSES EL NORTE DE EUROPA. RAZÓN DE SER
Anna Alvarez Moretó/Pedro Jiménez Pérez UPC/Ingeniería de caminos
Departamento de construcción 669 94 16 78 / 647 331 635
Resumen: Los efectos nocivos provocados por las bajas temperaturas sobre el hormigón básicamente son dos. Por un lado el aumento de volumen (aprox. 9%) derivado de la congelación del agua y las tensiones internas que genera y por el otro, directamente relacionado, las bajas temperaturas actúan como un retardador del fraguado. Por ello es preciso adoptar previamente las precauciones adecuadas. La temperatura del hormigón fresco, en el momento de su colocación, se debe mantener tan próxima como se pueda a los mínimos adecuados a las temperaturas ambientales que se prevean. De todos los componentes del hormigón, el mas afectado por los efectos del frío es el agua y aunque la proporción de agua en el hormigón no es elevada, su calor específico es más de cuatro veces los del cemento y áridos. Si la temperatura ambiente no es demasiado baja el sistema de calentar el agua de amasado puede ser suficiente. Palabras clave: hormigonado, frío, norte de Europa, congelación, fraguado
1. Introducción 1.1. Introducción
Los períodos de tiempo frío tienen un enorme impacto en la industria de la construcción y la economía. Esto se refleja de varias maneras. El tiempo frío puede causar retrasos y paradas en la obra. Una obra de hormigón no realizada correctamente por no haber sido protegida del frío puede conllevar el tener que ser demolida y reconstruida. El propósito de este documento técnico es describir cómo reacciona el hormigón ante condiciones atmosféricas adversas y exponer las medidas que se deben tomar en la fabricación, transporte, colocación y curado del hormigón fresco para reducir los efectos adversos que sobre el hormigón puede producir el ambiente frío si no se utilizan. Con estos sistemas se obtendrá un hormigón con mejores características en su estado final endurecido. El ambiente frío puede provocar problemas en el curado y en el endurecimiento en las primeras edades del hormigón fresco, lo que puede afectar negativamente a las propiedades del hormigón endurecido y a su durabilidad durante su vida útil.
Según el “American Concrete Institute” (ACI), se considera tiempo frío el periodo de tiempo dentro del cual, durante mas de tres días consecutivos, las temperaturas medias que se presentan son inferiores a 5ºC. Si durante más de la mitad de cada periodo de 24 horas tienen lugar temperaturas del aire superiores a 10ºC, no se considerara como tiempo frío. En los países del Norte de Europa predominan largos periodos de tiempo frío, entre los meses de noviembre a marzo. Ello obliga a que la construcción se tenga que adaptar a los problemas derivados del frío. El hormigonado es una de las actividades mas afectadas por las bajas temperaturas.
Fig. 1: Hormigonado a bajas temperaturas en el Norte de
Europa 1.2. Problemas del hormigonado en tiempo frío Los problemas del hormigonado en tiempo frío pueden tener repercusiones muy diferentes, según si la temperatura es tan baja que implica la congelación del agua del hormigón o no. Si la temperatura es muy baja, el agua del hormigón comienza a helarse aumentando de volumen y rompiendo los débiles enlaces de la pasta de cemento, de manera que el hormigón pierde todas sus propiedades resistentes. Si la temperatura no implica la congelación del agua, las consecuencias son la ralentización de la reacción, disminuyendo las resistencias a edades tempranas aunque aumentando éstas a 28 días.
55

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 Las propiedades del hormigón que fragua y endurece en un ambiente frío pueden verse influidas de manera desfavorable. El fraguado y endurecimiento del hormigón es una reacción química de hidratación de la pasta de cemento que es exotérmica, es decir, desprender calor al producirse. Como la mayoría de las reacciones químicas, su velocidad depende de la temperatura de los materiales que reaccionan, retrasándose el proceso al disminuir la temperatura. Por ello, al retrasarse el fraguado y el endurecimiento, el hormigón es vulnerable a acciones externas durante más tiempo, por lo que será preciso alargar los periodos de curado y de inicio del desencofrado y del descimbrado. Además, el agua que contiene el hormigón fresco o poco endurecido, necesaria para la hidratación del cemento y que siempre existe en exceso, puede helarse, aumentando de volumen dentro de los poros de un hormigón poco resistente y produciendo su rotura. En consecuencia, es necesario adoptar las medidas adecuadas para asegurar una correcta velocidad de endurecimiento y que no se hiele el agua del hormigón ya colocado ni tampoco durante su transporte. En cambio, con bajas temperaturas del hormigón fresco, al retrasarse la reacción química de fraguado por hidratación y reducirse la evaporación del agua de amasado, se disminuye la exigencia de agua y se puede obtener una resistencia final mas alta. Además, se mantiene la fluidez y se reduce la velocidad con la que ésta se pierde, por lo que se favorecen en algún modo las condiciones de puesta en obra, aumentando el tiempo disponible para manejo, acabado y curado (siempre que no haya riesgo de formación de hielo) y disminuyendo el riesgo de necesidad de juntas frías. También se reduce el riesgo de fisuras por retracción plástica. Los riesgos de daños por heladas van disminuyendo conforme el hormigón va endureciendo. Por un lado, al desprenderse calor del hormigón al fraguar, se acelera la reacción y se calienta el agua interna y, por otro, se van vaciando los poros donde se halla el agua que se va empleando en la hidratación del cemento, dejando hueco para que se pueda dilatar al helarse. Además el hormigón va incrementando su resistencia. 1.3. Precauciones en tiempo frío Como se ha dicho, los daños causados en las propiedades del hormigón endurecido, por los efectos de la congelación del agua de amasado por hormigonar en tiempo frío, no se pueden remediar después, por lo que es preciso adoptar previamente las precauciones adecuadas para que no se produzcan estos daños, llegando a un compromiso entre economía, calidad y facilidad de hormigonado. Las medidas a tomar dependen del tipo y medios de
construcción, de las peores condiciones climáticas esperadas y de los materiales empleados. Como la improvisación rara vez tiene éxito, se debe programar con anticipación todo el proceso antes de iniciar el hormigonado. Entre las medidas utilizadas para controlar los efectos del tiempo frío en el hormigón se pueden citar:
a) Utilización de mayor cantidad de cemento y de baja relación de agua/cemento
b) Uso de cementos de mayor calor de hidratación y mayor resistencia inicial y final
c) Uso de aditivos acelerantes y anticongelantes
d) Calentamiento de uno o varios de los componentes del hormigón
e) Calentamiento de los encofrados, especialmente si se calienta el hormigón
f) Protección del hormigón frente a pérdidas de calor mediante aislamiento
g) Calentamiento del aire ambiente que rodea el hormigón
h) Suspensión del hormigonado hasta la mejora del tiempo
2. Dosificación del hormigón para tiempo frío
2.1. Efectos del tiempo frío en el hormigón fresco
Los factores más importantes que en invierno pueden actuar sobre el hormigón en el Norte de Europa, son: la helada, el viento, el frío, la lluvia, la nieve y la humedad. La helada es uno de los fenómenos que más pueden afectar al hormigón durante su fraguado y principio de endurecimiento. El agua pura y libre se congela a 0ºC, con un aumento de volumen del 9%. Esta agua llena los poros de un hormigón que aun no tiene resistencia a tracción suficiente para soportar la presión que produce la expansión de ésta al helarse en los mismos, con lo cual, el hormigón se disgregara y perderá toda su coherencia. Por supuesto que, cuanto mas avanzado esté el proceso de endurecimiento del hormigón, tanto mejor resistirá la presión ejercida por el hielo y no sólo por tener mayor resistencia a tracción sino, también, por haber disipado la cantidad de agua disponible al haberse combinado una buena parte de ella con los componentes del cemento. El viento refuerza la acción destructiva de las bajas temperaturas, especialmente, si sobreviene bruscamente. Su acción consiste en acelerar la pérdida calorífica del hormigón y se manifiesta principalmente en la superficie. La dirección del viento y su velocidad condicionan la intensidad de disipación calorífica.
56

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 Si las temperaturas no son excesivamente frías, la humedad del aire puede cederse al hormigón por condensación si éste está más seco que aquel, favoreciendo de esta forma su curado, pero, si ocurre lo contrario, el agua será cedida por el hormigón produciéndose una desecación superficial que puede ocasionar una fisuración importante debida a la retracción plástica generada; por otra parte, la humedad y sus variaciones producen cambios volumétricos del hormigón que se traducen en entumecimientos y contracciones según aumente o disminuya esta. Las precipitaciones de nieve y lluvia limitan la profundidad de penetración del frío. La baja temperatura del hormigón fresco retrasa la reacción química de fraguado y disminuye la velocidad de hidratación y la exigencia de agua, por lo que se aumenta la fluidez. Además, ésta disminuye con el tiempo mas lentamente, por lo que se favorecen en general las condiciones de puesta en obra. Por ello es posible disminuir la cantidad de agua de la mezcla y aumentar la resistencia y durabilidad del hormigón, pudiendo también disminuir las cantidades de plastificante o superfluidificante, manteniendo las condiciones previstas de trabajabilidad para la adecuada puesta en obra.
Fig. 2: Relación entre temperatura de curado, resistencia y
edad del hormigón Como puede observarse en la figura 1, la resistencia del hormigón curado a bajas temperaturas es inferior a la de un hormigón curado a temperaturas mas elevadas, sin embargo aumenta con el paso del tiempo, y a los 28 días, ha desarrollado una resistencia aceptable aunque no tan elevada como la que adquiere un hormigón curado a temperaturas mas elevadas.
Conviene repetir que los hormigones fabricados, colocados y curados con temperaturas bajas (siempre que no exista congelación) desarrollan normalmente sus resistencias con mayor lentitud, pero suelen tener unas resistencias superiores a los 28 días. Esto se produce por un mejor curado. En efecto, las bajas temperaturas ambientales suelen ir acompañadas de más altas humedades relativas, lo que disminuye la evaporación del agua del hormigón fresco, manteniendo con holgura la disponible para la correcta hidratación del cemento. Además, se produce una lenta pérdida del agua del hormigón superficial, inferior al posible aporte por difusión desde el resto del hormigón, lo que reduce la formación de fisuras superficiales por retracción plástica. Por otro lado, la exposición al sol no suele ser perjudicial, al ser reducida en duración y con poca intensidad. Las medidas a adoptar en el hormigón fresco para evitar los efectos perjudiciales del tiempo frío se pueden reducir a dos tipos, el calentamiento de uno o varios de los componentes del hormigón, que se tratará después en los siguientes apartados, y el diseño de una mezcla apropiada de hormigón en componentes y dosificación, que se analiza a continuación. 2.2. Influencia de los materiales del hormigón
El cemento utilizado es el factor principal en el proceso de fraguado. Las altas dosificaciones de cemento desarrollan más calor de hidratación y los cementos de alta resistencia, normalmente con mayor finura de molido y también los de altas resistencias iniciales, lo desarrollan más rápidamente, por lo que su empleo en tiempo frío puede ser conveniente. Se puede emplear algo más de cemento del estrictamente necesario y es conveniente usar cementos de fraguado rápido o de mayor calor de hidratación, que reducen los efectos térmicos antes descritos. Los mayores contenidos de silicatos y aluminatos tricálcicos en los cementos aumentan el calor de hidratación de los mismos. No es conveniente sustituir parte del cemento por otras adiciones activas como microsílice, cenizas volantes, puzolanas o escoria de alto horno, que pueden reducir la velocidad de fraguado. El contenido de agua se puede reducir para aumentar la velocidad de hidratación del hormigón fresco, lo que además conlleva un aumento de la resistencia y de durabilidad del hormigón. Las propiedades térmicas de los áridos influyen poco en el comportamiento del hormigón en tiempo frío. Además, son propiedades que no se suelen conocer y no es fácil poder elegir la naturaleza de los áridos al no disponerse de varias alternativas a precios adecuados. Se puede actuar en la elección de
57

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 granulometrías y formas que requieran menos demanda de agua, facilitando la obtención de una apropiada fluidez al hormigón fresco, con una menor relación agua/cemento y por lo tanto aumentando su velocidad de hidratación. El uso de aditivos anticongelantes adecuados puede proporcionar una mayor resistencia al congelamiento del agua de amasado, pero no deben ser susceptibles de atacar las armaduras, por lo que se debe tener cuidado en caso de que estén basados en el ión cloro, y limitar su porcentaje, de manera que se asegure que no se dañan las armaduras. También el uso de aditivos acelerantes y aireantes favorecen la elevación de temperatura en el hormigón. 2.3. Ensayos previos Los materiales utilizados y su dosificación son por lo tanto importantes para el hormigonado en tiempo frío. Es pues conveniente realizar ensayos previos con la dosificación que se tiene previsto realizar, si no se tiene suficiente experiencia de su uso bajo las temperaturas que se van a presentar. Hay que verificar la fluidez si se ha reducido la relación agua/cemento y además su variación con el tiempo para distancias largas de transporte. También hay que estudiar el desarrollo de temperaturas durante el endurecimiento. Estos ensayos no son a veces suficientemente representativos si se realizan en laboratorio, por lo que es preciso hacer amasadas y pruebas en situaciones similares a las de obra. 2.4. Precauciones a tomar en el proyecto del hormigón A la hora de redactar el proyecto, se debe especificar que a menos que se tome alguna precaución en forma de calefacción y protección del hormigón, es conveniente suspender el hormigonado cuando la temperatura alcance +4ºC a las nueve de la mañana del día que se hormigona, ya que es probable que se alcancen los 0ºC dentro de las 48 horas siguientes. Con ciertas precauciones puede continuarse hormigonando aun con temperaturas muy por debajo de 0ºC teniendo en cuenta que el grado de precaución durante el tiempo frío debe ser proporcional al descenso de la temperatura ambiente. En proyectos de obras realizadas en lugares donde es habitual encontrarse bajas temperaturas a la hora de realizar la obra, se recomendara tomar una serie de precauciones. Una de las precauciones a tomar consiste en el empleo de cementos de alto calor de hidratación que tienen la ventaja de poder emplearse con temperaturas muy por debajo de 0ºC. Otras precauciones consisten en emplear aditivos acelerantes, calentar los componentes del hormigón y prever medidas de protección
adecuadas, a fin de mantener las temperaturas por encima de los mínimos permisibles para impedir que el hormigón se hiele. Los acelerantes de fraguado y las adiciones de CaCl2 aumentan la evolución térmica de los cementos Pórtland normales y su velocidad de endurecimiento. El CaCl2 es muy adecuado para temperaturas frías, pero se ha de tener cuidado de que su porcentaje, sobre peso de cemento, no sobrepase el 2% y, sobretodo, no emplearlo bajo ningún concepto con armaduras pretensadas. La adición de CaCl2 no exime que se proteja al hormigón. Para diseñar hormigones resistentes a la acción de las bajas temperaturas hay que conocer cuales van a ser las magnitudes de estas, su duración, acción del viento, etc. Fundamentalmente, en estos hormigones va a tener una gran influencia no solo el tipo de cemento empleado y el uso o no de acelerantes, sino también las medidas que se tomen en el amasado y protección de los mismos.
3. Producción y transporte del hormigón 3.1. Consideraciones generales Es importante que los sistemas de producción y transporte sean capaces de suministrar el hormigón requerido al ritmo previsto, ya que el tiempo transcurrido puede reducir la trabajabilidad, si se demora la colocación, en el caso de utilización de relaciones agua/cemento muy bajas o si se utilizan acelerantes (salvo que se añadan en obra). Las demoras debidas a averías en los sistemas pueden obligar a prolongar el hormigonado hasta últimas horas de la tarde o ya de la noche, con ambiente aun más frío, o retrasar la instalación de los sistemas de protección durante el curado por aislamiento o calentamiento. También se puede producir un enfriamiento del hormigón, reduciendo o anulando las medidas de calentamiento durante la producción del hormigón. Por lo tanto, es muy importante estar seguros del correcto funcionamiento de todos los equipos, en especial si hay sistemas de calentamiento no habituales en las obras y, por ello, más difíciles de reparar.
3.2. Control de la temperatura del hormigón
Se ha tratado anteriormente del efecto de la temperatura del hormigón fresco en su proceso de fraguado. Deberá evitarse preparar el hormigón con una temperatura excesivamente baja ya que esto trae como consecuencia el peligro de congelación del agua de amasado. En tiempo frío, una de las medidas posibles para evitar el riesgo de congelación es la colocación de un hormigón más caliente.
58
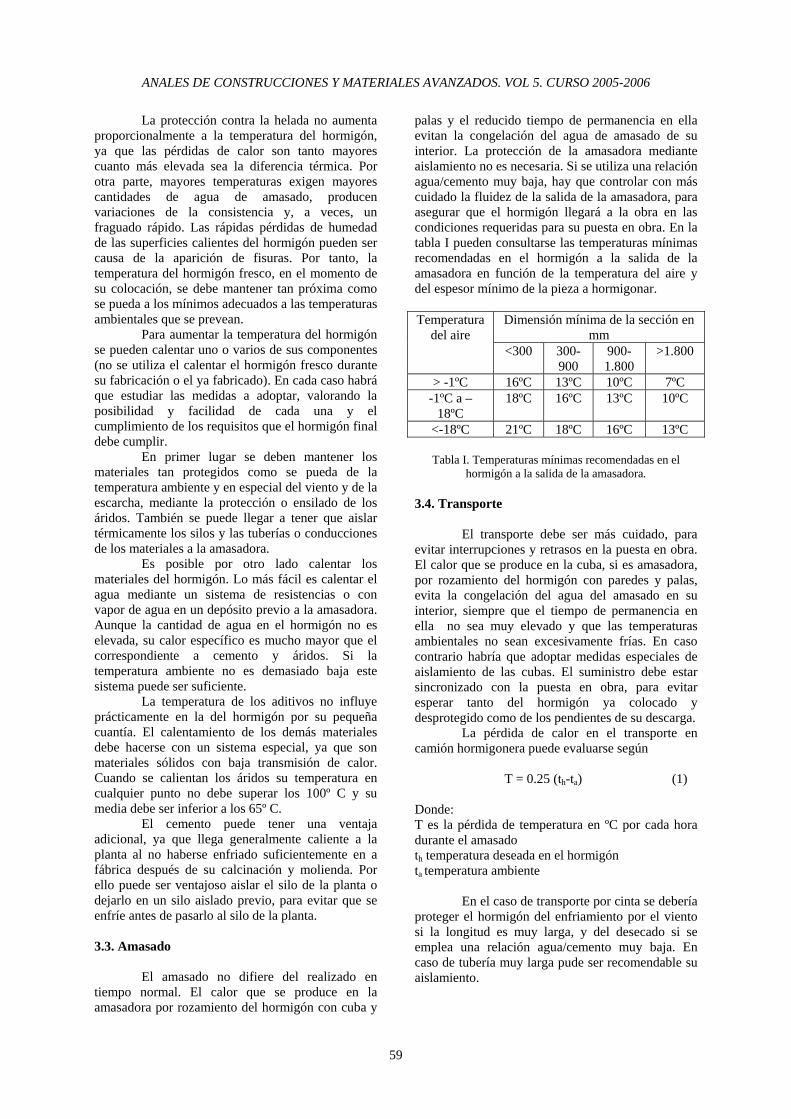
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 La protección contra la helada no aumenta proporcionalmente a la temperatura del hormigón, ya que las pérdidas de calor son tanto mayores cuanto más elevada sea la diferencia térmica. Por otra parte, mayores temperaturas exigen mayores cantidades de agua de amasado, producen variaciones de la consistencia y, a veces, un fraguado rápido. Las rápidas pérdidas de humedad de las superficies calientes del hormigón pueden ser causa de la aparición de fisuras. Por tanto, la temperatura del hormigón fresco, en el momento de su colocación, se debe mantener tan próxima como se pueda a los mínimos adecuados a las temperaturas ambientales que se prevean. Para aumentar la temperatura del hormigón se pueden calentar uno o varios de sus componentes (no se utiliza el calentar el hormigón fresco durante su fabricación o el ya fabricado). En cada caso habrá que estudiar las medidas a adoptar, valorando la posibilidad y facilidad de cada una y el cumplimiento de los requisitos que el hormigón final debe cumplir. En primer lugar se deben mantener los materiales tan protegidos como se pueda de la temperatura ambiente y en especial del viento y de la escarcha, mediante la protección o ensilado de los áridos. También se puede llegar a tener que aislar térmicamente los silos y las tuberías o conducciones de los materiales a la amasadora. Es posible por otro lado calentar los materiales del hormigón. Lo más fácil es calentar el agua mediante un sistema de resistencias o con vapor de agua en un depósito previo a la amasadora. Aunque la cantidad de agua en el hormigón no es elevada, su calor específico es mucho mayor que el correspondiente a cemento y áridos. Si la temperatura ambiente no es demasiado baja este sistema puede ser suficiente. La temperatura de los aditivos no influye prácticamente en la del hormigón por su pequeña cuantía. El calentamiento de los demás materiales debe hacerse con un sistema especial, ya que son materiales sólidos con baja transmisión de calor. Cuando se calientan los áridos su temperatura en cualquier punto no debe superar los 100º C y su media debe ser inferior a los 65º C. El cemento puede tener una ventaja adicional, ya que llega generalmente caliente a la planta al no haberse enfriado suficientemente en a fábrica después de su calcinación y molienda. Por ello puede ser ventajoso aislar el silo de la planta o dejarlo en un silo aislado previo, para evitar que se enfríe antes de pasarlo al silo de la planta. 3.3. Amasado El amasado no difiere del realizado en tiempo normal. El calor que se produce en la amasadora por rozamiento del hormigón con cuba y
palas y el reducido tiempo de permanencia en ella evitan la congelación del agua de amasado de su interior. La protección de la amasadora mediante aislamiento no es necesaria. Si se utiliza una relación agua/cemento muy baja, hay que controlar con más cuidado la fluidez de la salida de la amasadora, para asegurar que el hormigón llegará a la obra en las condiciones requeridas para su puesta en obra. En la tabla I pueden consultarse las temperaturas mínimas recomendadas en el hormigón a la salida de la amasadora en función de la temperatura del aire y del espesor mínimo de la pieza a hormigonar.
Dimensión mínima de la sección en mm
Temperatura del aire
<300 300-900
900-1.800
>1.800
> -1ºC 16ºC 13ºC 10ºC 7ºC -1ºC a –
18ºC 18ºC 16ºC 13ºC 10ºC
<-18ºC 21ºC 18ºC 16ºC 13ºC
Tabla I. Temperaturas mínimas recomendadas en el hormigón a la salida de la amasadora.
3.4. Transporte El transporte debe ser más cuidado, para evitar interrupciones y retrasos en la puesta en obra. El calor que se produce en la cuba, si es amasadora, por rozamiento del hormigón con paredes y palas, evita la congelación del agua del amasado en su interior, siempre que el tiempo de permanencia en ella no sea muy elevado y que las temperaturas ambientales no sean excesivamente frías. En caso contrario habría que adoptar medidas especiales de aislamiento de las cubas. El suministro debe estar sincronizado con la puesta en obra, para evitar esperar tanto del hormigón ya colocado y desprotegido como de los pendientes de su descarga. La pérdida de calor en el transporte en camión hormigonera puede evaluarse según T = 0.25 (th-ta) (1)
Donde: T es la pérdida de temperatura en ºC por cada hora durante el amasado th temperatura deseada en el hormigón ta temperatura ambiente En el caso de transporte por cinta se debería proteger el hormigón del enfriamiento por el viento si la longitud es muy larga, y del desecado si se emplea una relación agua/cemento muy baja. En caso de tubería muy larga pude ser recomendable su aislamiento.
59

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
4. Colocación y curado
4.1. Requisitos generales Los requisitos generales de colocación y curado del hormigón en tiempo frío no difieren de los usuales en condiciones normales como son:
a) Transporte con un mínimo de segregación y pérdida de fluidez
b) Colocación en el sitio donde deba quedarse. c) Colocación en capas con intervalos que
permitan la unión entre ellas. d) Juntas hechas en hormigón sano y limpio. e) Curado cuidadoso para que no falte
humedad de hidratación. Además, en tiempo frío hay que proteger de la congelación el hormigón fresco colocado hasta que alcance un endurecimiento suficiente. A medida que endurece el hormigón el agua se va utilizando en el proceso de hidratación del cemento y se reduce la cantidad de agua que se puede helar y dañar al hormigón; éste va incrementando progresivamente su resistencia. La temperatura mínima del hormigón recomendada durante su colocación se recoge en la tabla II.
Dimensión mínima de la sección en mm <300 300-900 900-1.800 >1.800 13ºC 10ºC 7ºC 5ºC
Tabla II. Temperaturas mínimas recomendadas en el
hormigón durante su colocación.
4.2. Preparativos para la puesta en obra y curado Con antelación suficiente se deben prever todas las operaciones para reducir los efectos adversos del tiempo frío y no tener que improvisar. Se debe tener conciencia en la obra de los daños que el tiempo frío puede causar al hormigón. Es conveniente tener datos climáticos registrados, temperaturas, insolación y vientos, para poder estimar las condiciones a que va estar sometido el hormigón y adoptar las medidas oportunas, tanto sobre el hormigón fresco, como se ha descrito en apartados anteriores, como sobre el sistema de colocación en obra, que se describe a continuación. Se debe prever que el transporte, colocación y consolidación del hormigón se realicen a un ritmo rápido sin interrupciones largas. El suministro de hormigón a obra debe estar programado de tal manera que su colocación se realice sin demoras tan pronto como se reciba. En especial, la obra debe estar dispuesta antes de la llegada de las primeras entregas.
El equipo para la colocación del hormigón tiene que tener la capacidad adecuada para que la colocación no sufra retrasos y que sea posible consolidar el hormigón tan pronto como haya sido colocado, para no demorar su protección durante el curado. Todos los equipos estarán en condiciones óptimas de trabajo. Hay que prever un número suficiente de vibradores adecuados. Deben preverse los equipos de repuesto necesarios para no interrumpir la colocación por causa de una avería, ya que en tiempo muy frío las averías suelen se más frecuentes. Los preparativos para la colocación deben incluir la exacta realización y preparación de las juntas de construcción. Los encofrados deben ser lo más estancos posibles, para evitar las pérdidas de lechada. Los encofrados de madera son preferibles, ya que son peores conductores de calor y evacuan más lentamente el generado por el cemento al hidratarse.
Fig. 3: Encofrado de madera, apropiado en tiempo frío ya que es peor conductor térmico
Hay que proteger las estructuras del viento excesivo y aislar adicionalmente en caso de bruscos cambios en la temperatura ambiente.
60
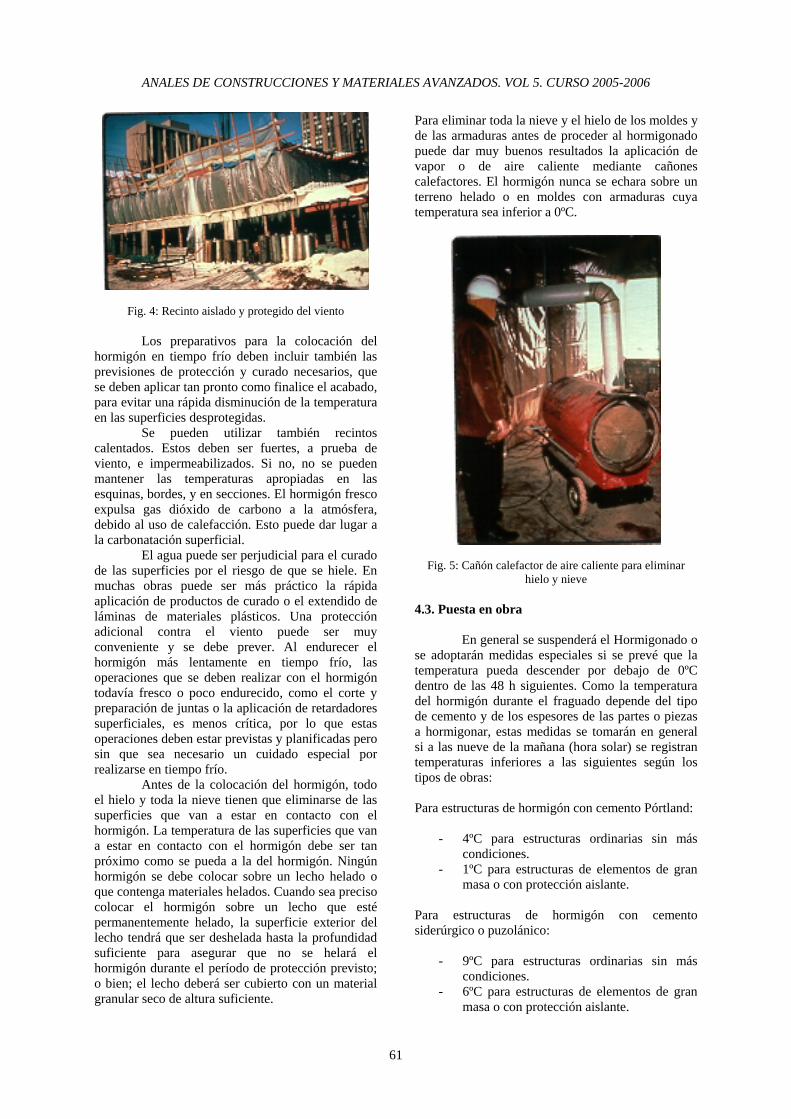
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Fig. 4: Recinto aislado y protegido del viento Los preparativos para la colocación del hormigón en tiempo frío deben incluir también las previsiones de protección y curado necesarios, que se deben aplicar tan pronto como finalice el acabado, para evitar una rápida disminución de la temperatura en las superficies desprotegidas. Se pueden utilizar también recintos calentados. Estos deben ser fuertes, a prueba de viento, e impermeabilizados. Si no, no se pueden mantener las temperaturas apropiadas en las esquinas, bordes, y en secciones. El hormigón fresco expulsa gas dióxido de carbono a la atmósfera, debido al uso de calefacción. Esto puede dar lugar a la carbonatación superficial. El agua puede ser perjudicial para el curado de las superficies por el riesgo de que se hiele. En muchas obras puede ser más práctico la rápida aplicación de productos de curado o el extendido de láminas de materiales plásticos. Una protección adicional contra el viento puede ser muy conveniente y se debe prever. Al endurecer el hormigón más lentamente en tiempo frío, las operaciones que se deben realizar con el hormigón todavía fresco o poco endurecido, como el corte y preparación de juntas o la aplicación de retardadores superficiales, es menos crítica, por lo que estas operaciones deben estar previstas y planificadas pero sin que sea necesario un cuidado especial por realizarse en tiempo frío. Antes de la colocación del hormigón, todo el hielo y toda la nieve tienen que eliminarse de las superficies que van a estar en contacto con el hormigón. La temperatura de las superficies que van a estar en contacto con el hormigón debe ser tan próximo como se pueda a la del hormigón. Ningún hormigón se debe colocar sobre un lecho helado o que contenga materiales helados. Cuando sea preciso colocar el hormigón sobre un lecho que esté permanentemente helado, la superficie exterior del lecho tendrá que ser deshelada hasta la profundidad suficiente para asegurar que no se helará el hormigón durante el período de protección previsto; o bien; el lecho deberá ser cubierto con un material granular seco de altura suficiente.
Para eliminar toda la nieve y el hielo de los moldes y de las armaduras antes de proceder al hormigonado puede dar muy buenos resultados la aplicación de vapor o de aire caliente mediante cañones calefactores. El hormigón nunca se echara sobre un terreno helado o en moldes con armaduras cuya temperatura sea inferior a 0ºC.
Fig. 5: Cañón calefactor de aire caliente para eliminar hielo y nieve
4.3. Puesta en obra En general se suspenderá el Hormigonado o se adoptarán medidas especiales si se prevé que la temperatura pueda descender por debajo de 0ºC dentro de las 48 h siguientes. Como la temperatura del hormigón durante el fraguado depende del tipo de cemento y de los espesores de las partes o piezas a hormigonar, estas medidas se tomarán en general si a las nueve de la mañana (hora solar) se registran temperaturas inferiores a las siguientes según los tipos de obras: Para estructuras de hormigón con cemento Pórtland:
- 4ºC para estructuras ordinarias sin más condiciones.
- 1ºC para estructuras de elementos de gran masa o con protección aislante.
Para estructuras de hormigón con cemento siderúrgico o puzolánico:
- 9ºC para estructuras ordinarias sin más condiciones.
- 6ºC para estructuras de elementos de gran masa o con protección aislante.
61

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 Es necesario asegurarse de que el hormigón no se coloque en los encofrados a un ritmo superior al que permite su correcta compactación y acabado final. En la puesta en obra del hormigón en forjados y elementos superficiales es necesario realizar la colocación en frentes reducidos.
4.4. Curado Después de las operaciones de colocación y acabado, hay que proteger el hormigón tan pronto como sea posible de las pérdidas de calor por las superficies que no están protegidas por los encofrados, en especial las esquinas que poseen una mayor relación superficie/volumen.
Fig. 6: Proceso de protección del hormigonado Este trabajador esta tapando el hormigón fresco con una manta de aislamiento impermeable. El calor producido por la reacción química de hidratación en el fraguado del hormigón se retiene en el hormigón gracias al uso de esta manta.
Fig. 7: Mantas para el hormigonado en tiempo frío
Antes de eliminar las protecciones, debe existir un período de enfriamiento gradual del hormigón para adecuarlo a las condiciones ambientales, de forma que en las primeras 24 horas posteriores a su retirada el descenso de la temperatura en la superficie del hormigón no supere los valores indicados en la tabla III.
Dimensión mínima de la sección en mm <300 300-900 900-1.800 >1.800 28ºC 22ºC 17ºC 11ºC
Tabla III: Máximos descensos de temperatura en la superficie del hormigón en las primeras 24 horas
posteriores a la retirada de encofrados y otras protecciones
En general, durante el fraguado y endurecimiento del hormigón la temperatura de superficie no deberá bajar de -1ºC en obras con cemento Pórtland y de 5ºC en obras con cemento siderúrgico o puzolánico. Hay que mantener las condiciones de curado, que protegerán el normal desarrollo de la resistencia, sin un excesivo calentamiento ni una saturación crítica del hormigón al final del período de protección. El grado de saturación del hormigón fresco se va reduciendo a medida que endurece el hormigón y el agua se utiliza en el proceso de hidratación. El tiempo en que el grado de saturación alcanza el nivel en que no se suelen producir daños por la helada se corresponden más o menos con el tiempo en que el hormigón alcanza una resistencia a la compresión de 3,5 MPa. Para temperaturas de 10ºC la mayoría de los hormigones bien dosificados alcanzan esta resistencia durante el segundo día. Es preciso limitar los cambios rápidos de temperatura, sobre todo antes de que la resistencia se haya desarrollado lo suficiente como para soportar las tensiones térmicas. Una helada repentina de la superficie del hormigón puede dar lugar a una figuración en detrimento de la resistencia y de la durabilidad. Acabado el período de protección, deben ponerse los medios necesarios para que la disminución de la temperatura en cualquier porción de hormigón sea gradual y no brusca. Hay que obtener la protección adecuada a la finalidad de la estructura. Una resistencia satisfactoria a los 28 días no será suficiente si la estructura muestra esquinas deterioradas por la helada, fisuración por un calentamiento excesivo o superficies deshidratadas como consecuencia de una protección y curado inadecuado. Por idénticas razones, una resistencia temprana y una buena apariencia estructural, conseguida a base de un exceso de acelerantes, no serán suficientes si el hormigón se fisura años más tarde o se corroen las armaduras. La economía en la construcción no se debe conseguir a costa de sacrificar la durabilidad.
62

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
DURACION DE LA PROTECCION DEL HORMIGON EN TIEMPO FRIO
Clase de servicio
Protección recomendada en días, para la temperatura indicada en la tabla 2
Protección contra la helada
Asegurar resistencias
Cemento tipo I o II (ASTM)
Cemento tipo
III, acelerantes o 60 Kg/m3
de supercemento
Cemento tipo I
o II
Cemento tipo
III, acelerantes o 60 Kg/m3
de
1. Sin carga,
expuesto a las
condiciones (a)
2 1 2 1
2. Sin carga,
expuesto a las
condiciones (b)
3 2 3 2
3. Parcialme
nte cargado,
expuesto a las
condiciones (c)
3 2 6 4
4. Cargado
3 2 De acuerdo con el grado de madurez
Tabla IV: Duración de la protección del hormigón
en tiempo frío Condición (a): Incluye a los hormigones de cimentaciones y subestructuras que no están sujetas a cargas tempranas y que, debido a la protección del terreno, al estar enterradas, no van a sufrir las acciones de las heladas. Están sometidos a un curado natural. Condición (b): Incluye a los hormigones empleados en presas y grandes masas que poseen superficies expuestas al ambiente y helada pero cuyo núcleo esta sometido a un auto curado. A fin de dar un curado inicial a las superficies y a las esquinas, que son las partes más delicadas, se respetaran los tiempos recomendados. Condición (c): Incluye a las estructuras expuestas a la intemperie que pueden ser cargadas antes de que las condiciones de curado natural hayan subministrado las resistencias suficientes al hormigón.
5. Control de calidad Debido a los problemas de riesgo de congelación del agua de amasado que se presentan en tiempo frío, hay que tener mayor cuidado en la toma de muestras y en la conservación en obra de las probetas antes de su envío al laboratorio. Las muestras se deben tomar de partes que sean representativas del hormigón que se está colocando y lo más cerca posible del vertido del hormigón. Se debe evitar el transportar el hormigón en recipientes sin proteger para confeccionar las probetas en un laboratorio de obra. Las probetas son pequeñas y los efectos del tiempo frío son más dañinos sobre ellas. Hay que protegerlas debidamente del frío, del viento y de la desecación, manteniéndolas cubiertas y convenientemente aisladas. También hay que protegerlas durante el transporte al laboratorio de ensayo, para que las probetas jóvenes no sufran temperaturas excesivamente bajas. En tiempo frío puede ser conveniente realizar ensayos sobre el principio y el fin del fraguado y mediciones de la temperatura del hormigón, especialmente en las superficies menos protegidas. También es conveniente registrar las condiciones ambientales de la puesta en obra. La inspección de todo el proceso de hormigonado debe ser más cuidadosa, para evitar que algún elemento no esté correctamente dispuesto y se produzcan daños al hormigón. En caso de haberse producido la congelación del hormigón, se rechazarán las zonas afectadas picando el hormigón dañado hasta llegar al hormigón sano. Posteriormente, dependiendo del volumen afectado, se realizará el relleno cuidando la unión de hormigón fresco con endurecido.
6. Conclusiones
La acción del frío, bien sea natural o artificial, sobre un hormigón en estado de fraguado o principio de endurecimiento, retarda o incluso, anula el endurecimiento al disminuir la velocidad de hidratación de los componentes activos del cemento, o bien, destruye las resistencias mecánicas del hormigón si el frío es tan intenso como para que se hiele el agua del hormigonado. Si el hormigón se hiela inmediatamente después de su colocación en estado aun fresco, no fraguara al no existir agua por haberse convertido en hielo, es decir, el proceso de fraguado se habrá interrumpido. Si después de haber deshelado, el hormigón se vibra nuevamente, fraguará y endurecerá de forma totalmente normal. En conclusión se puede decir que en los lugares donde es habitual el hormigonado en tiempo frío, como es el Norte de Europa, se toman
63

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 habitualmente las medidas siguientes para minimizar los efectos del tiempo frío: se utiliza más cantidad de cemento y la relación de agua/cemento es inferior a lugares con climas más calidos. Además, se utilizan cementos de mayor calor de hidratación y mayor resistencia inicial y final. Por otra parte, es habitual el uso de aditivos acelerantes y anticongelantes o el calentamiento de uno o varios de los componentes del hormigón o de los encofrados, especialmente si se calienta el hormigón. Se protege también el hormigón frente a pérdidas de calor mediante aislamiento (mantas térmicas impermeables) o se calienta el aire ambiente que rodea el hormigón mediante cañones de aire caliente. En última instancia, en caso de que ninguna de estas medidas resulte suficiente, se procede a la suspensión del hormigonado hasta la mejora del tiempo
Agradecimientos
A Ruth Gallardo, Jefa de Obra de la Conservación del Túnel de Vielha, experta en hormigonado a bajas temperaturas.
Referencias [1] ACI Committee 306R, “Cold Weather
Concreting,(ACI 306R-99),” American Concrete Institute, Farmington Hills, Mich., 1999
[2] Manuel Fernandez Canovas, “Hormigón”, Colegio de Ingenieros de Caminos, Canales y Puertos, 1989, pp. 298-309
64

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
LAS BARRERAS DE SEGURIDAD TIPO NEW JERSEY Aspectos de proyecto, materiales y construcción
Francesc Brufau Vall
MaRosa Oliveras Brunsó Universitat Politècnica de Catalunya / ETSECCPB
Resumen: Ya desde su aparición las barreras de seguridad tipo New Jersey han ido evolucionando adaptándose a las necesidades de cada momento hasta convertirse actualmente en un elemento básico e indispensable en las carreteras de todo el país. Su papel cada vez más relevante ha provocado la necesidad de normativas de utilización y fabricación para asegurar de manera fehaciente que cumplan con los requisitos de seguridad y durabilidad para los que fueron creadas. No sólo han representado una mayor seguridad en toda la red viaria sino que además se están reivindicando como elementos válidos para la integración de distintos servicios requeridos en la trama vial. Palabras clave: barreras, seguridad, hormigón, in situ, prefabricado, perfil F.
1. Introducción
Las barreras New Jersey fueron diseñadas en 1949 por General Motors y la administración del estado de Nueva Jersey basándose en un gran número de pruebas de impacto. Esta primera generación de barreras nació con dos objetivos principales, en primer lugar reducir el número de vehículos pesados que su trayectoria se salía de la calzada y en segundo lugar reducir el coste y mantenimiento de los elementos de seguridad en los puntos más conflictivos de la red viaria. Estas barreras pueden ser simples o dobles dependiendo de su ubicación lateral o central en la carretera. Las medianas (barreras dobles) se constituyen en una situación de riesgo natural ya que en ellas se presentan dos condiciones de riesgo permanente. La primera está relacionada con la alta probabilidad de que un vehículo que abandona su pista de circulación, por su costado izquierdo, impacte frontalmente a otro que circula en sentido contrario. De este tipo de accidentes se esperan normalmente consecuencias muy graves y un alto número de vehículos involucrados. La otra situación de riesgo característico en la mediana son los vehículos que viran en U, utilizándola como zona de estacionamiento o como zona de parada intermedia en el viraje a la izquierda. La primera barrera fue instalada en 1955 en Jersey y contaba con una altura de 18 pulgadas (45,72 centímetros). Se observó que las medidas de la estructura no respondían de forma eficiente a los impactos de los vehículos por lo que se aumentó su
altura a 24 pulgadas (60,96 centímetros) y posteriormente a 32 pulgadas (81,28 centímetros) en 1959. Y su altura de talud se redujo de 25,4 centímetros a 17,8. Este nuevo perfil se pasó a denominar perfil F, que es el más utilizado actualmente como elemento de seguridad en los proyectos de vías de circulación en todo el mundo.
2. Descripción
La forma de las barreras de seguridad fue pensada explícitamente para resistir los impactos de los vehículos que salen de la carretera evitando daños importantes. Se diferencian tres segmentos: un segmento inferior vertical, otro intermedio inclinado a 55º y otro superior inclinado a 88º con el eje vertical. Las barreras tras recibir el impacto de un vehículo funcionan primero como un muro inclinado a 55º y después funcionan como un muro liso vertical. El segmento inferior, de altura 75 milímetros aproximadamente, está diseñado con un corte vertical por un requerimiento práctico del diseño general de estructuras de hormigón. En efecto, el ángulo de 55º podría iniciarse desde el pavimento mismo, pero esto generaría una zona débil en la estructura de hormigón, lo cual es subsanado por el plano vertical de 75 milímetros. Esta altura se determinó en base a numerosas pruebas, obteniéndose que éste era el valor máximo que evitaba un efecto negativo ante un impacto de un vehículo pequeño. Si este elemento del diseño es ampliado por cualquier razón, se generan dos problemas importantes. Primero, se eleva el punto de transición entre el plano de 55° y 84°, aumentando la posibilidad de volcar vehículos pequeños. Segundo, algunos vehículos no podrían pasar por encima de este segmento, anulando la efectividad de la barrera. Si la dimensión del segmento inferior es disminuida, no se afecta el funcionamiento de la barrera. La función del segmento intermedio inclinado a 55º es desviar la trayectoria del vehículo verticalmente, lo que se consigue con el impulso inferior a la rueda que impacta. Para la mayoría de los casos, este segmento provoca que el primer impacto del vehículo contra la barrera sea en las ruedas y no directamente en su carrocería. Para impactos a baja velocidad el vehículo podrá retomar su pista de circulación con daños menores o, en muchos casos, sin daños.
65

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 Las pruebas de impacto real han demostrado la conveniencia de levantar de manera moderada el vehículo durante el impacto, ya que esto contribuye a eliminar el contacto entre los neumáticos y el pavimento, facilitando el redireccionamiento horizontal del vehículo. Por último, el segmento superior tiene la función de evitar que el vehículo sobrepase la barrera y es el último elemento responsable del redireccionamiento horizontal de la trayectoria del vehículo. La mayor parte de la energía disipada por el roce entre el vehículo y la barrera también se produce en este tramo. El pequeño ángulo que mantiene con el eje vertical se relaciona con la conveniencia de mantener el centro de gravedad de la barrera a una baja altura y, adicionalmente, contribuye a disminuir la severidad del impacto horizontal. Una vez expuestas las funcionalidades de cada segmento, se han observado una serie de relaciones en las dimensiones de los elementos, por ejemplo: la altura entre la superficie del pavimento adyacente a la barrera y el quiebre entre los planos de 84º y 55° nunca debe superar los 330 milímetros (perfil New Jersey) y es aconsejable que no fuera menor de 180 milímetros. La altura máxima del segmento inferior nunca debe superar los 75 milímetros. No hay límite inferior. La altura total de la barrera se recomienda en 810 milímetros, sin límite superior. Nunca debe ser inferior a 740 milímetros. El perfil New Jersey y el perfil F han sido los sistemas de barreras más probados en los últimos años. En la mayoría de los casos, el elemento de prueba ha sido una sección típica del perfil, con lo que se asume un comportamiento absolutamente rígido del elemento de contención. Las pruebas se han realizado con todo tipo de vehículos, demostrando un comportamiento adecuado en el rango de 820 a 2000 kilogramos. Ocasionalmente, ha demostrado también un comportamiento adecuado en la contención de autobuses, con un peso aproximado de 8000 kilogramos y en impactos moderados. El perfil utilizado en estos casos tiene una altura de 810 milímetros. Un perfil New Jersey con una altura de 1070 milímetros ha contenido de manera razonable un camión con acoplado, con un peso de 36300 kilogramos, impactando a 15º y a una velocidad de 84 kilómetros/hora. El comportamiento de este tipo de barreras no se considera regular cuando son colisionadas en forma moderada por vehículos pesados, mostrando un desempeño aleatorio en cuanto a la estabilidad y redireccionamiento, teniendo en la mayoría de los casos como consecuencia el volcamiento del móvil. Se han realizado pruebas con perfiles de mayor altura para contener de manera estable vehículos con centros de gravedad más altos, sin embargo, éstas no
han sido concluyentes en cuanto a la conveniencia de su utilización. Es decir, se reconoce que funcionan, pero no está claro si tienen una buena relación coste/beneficio. Por último, se debe mencionar que estos sistemas son usados más comúnmente como barrera central, sin embargo, también es adecuado en ubicaciones laterales. En este caso, se puede omitir la construcción del perfil simétrico en la parte posterior, pero se debe asegurar la estabilidad estructural de la barrera o proveer los anclajes adecuados entre elementos y/o el suelo. Para facilitar el drenaje de las aguas superficiales de la calzada en muchos casos llevan a lo largo de su base una ranura interna de 5,1 centímetros de altura y 10,2 centímetros de ancho aproximadamente y dos aberturas laterales de la misma altura y mediana longitud. Existen, finalmente, unos elementos finales para los tramos en los que se colocan estas barreras que consiguen un mejor acabado. A continuación se presentan un ejemplo comercial de barreras de seguridad ya que las dimensiones no están estandarizadas. En el gráfico siguiente se recoge un ejemplo de la barrera doble de hormigón de perfil J (tipo 1), de perfil F (tipo 2) y una de simple (tipo 3).
Fig. 1: Esquema de las barreras según el fabricante Vanguard
Las medidas se adjuntan en la siguiente tabla:
Tipo de perfil Perfil doble
J
Perfil doble F
Perfil simple F
Ancho superior 17 20 17 Ancho intermedio 25 32 20
Ancho inferior 59 57 46 Altura superior 47 54 54 Altura de talud 25 18 18
Altura recta 10 8 8 Altura total 82 80 80
Tabla I: Medidas de las barreras según el fabricante
Vanguard Estas barreras al ser prefabricadas tienen una longitud predeterminada; en este caso, el perfil tipo 1 tiene una longitud de 622 centímetros y el tipo 2 de 200
66

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 centímetros. Estas piezas están unidas entre sí por unas rótulas metálicas que permiten la rotación de las piezas. Ante un impacto, la barrera se deforma, pero los bloques se mantienen unidos por efecto de la rótula. Para acabar con este ejemplo comercial y a modo de orientación indicar que un elemento del tipo 1 tendrá un peso de 3680 kilos y el de tipo 2 de 1140 kilos.
3. Clasificación
Las barreras de seguridad de hormigón se clasifican en primer lugar en simples (BHS) y dobles (BHD). Dentro de esta clasificación se subdividen según su fabricación, “in situ” y prefabricada. Y en último lugar se diferencian según su sección, con una letra que expresa el tipo de perfil: J para New Jersey; F para perfil F, y T para perfil "Tric-Bloc". A continuación se adjunta un cuadro resumen de todos los tipos de barreras de hormigón existentes en el mercado:
J
Perfil J E
In situ
F
Perfil F
BHS
P Prefab ricadas
J
Perfil J
J
Perfil J E
In situ
F
Perfil F
J
Perfil J
F
Perfil F
P Prefab ricadas
T
Tric-bloc
B H D
X De
molde
F
Perfil F
Fig. 2: Clasificación de las barreras según normativa
española
La diferencia entre los perfiles en J y los perfiles en F es la altura del talud siendo la del perfil J superior a la del perfil en F. En el caso de la forma New Jersey (perfil J), el muro inclinado sube verticalmente hasta
un máximo de 33 centímetros, medidos de la superficie de rodado adyacente, y, a esa elevación, se convierte en un muro liso, casi vertical, a un ángulo de 84°. En el caso de la forma F, la transición de muro inclinado a muro vertical ocurre a una elevación de 25,5 centímetros. Esta reducción del segmento intermedio fue debida al cambio de comportamiento que los coches experimentaban al colisionar con estos elementos. La altura donde se intersectan los dos planos, uno a 55° y el segundo a 84°, es crítica para el buen funcionamiento de estos perfiles. La diferencia de 7,5 centímetros de elevación entre el perfil New Jersey (tipo J) y el perfil F es importante, ya que en los años 70 y 80 se notó un aumento significativo del parque de vehículos pequeños, los cuales tendían a volcarse al impactar con el perfil New Jersey. Un estudio definió, basado en ensayos a escala real, la elevación ideal para la intersección de los dos planos. Se encontró que bajándolo de 33 a 25,5 centímetros, se limitaba el fenómeno del volcamiento de vehículos pequeños. Los perfiles X están hormigonados con molde y pueden estar construído “in situ” o pueden ser prefabricados. Las dimensiones de estos perfiles no están estandarizadas aunque todos los fabricantes tienen comercializadas barreras de dimensiones parecidas.
4. Utilización Las barreras de seguridad dobles se utilizan en medianas estrechas (anchura inferior a 3 metros), se utilizan también cuando la distancia mínima al borde de la calzada es de como mínimo 0,50 metros y cuando la distancia mínima al obstáculo es entre 5 y 10 centímetros. Las barreras de seguridad son aconsejables en vías suburbanas de IMD elevada. El perfil F está recomendado frente al J con tráfico elevado de vehículos ligeros. Las barreras fueron concebidas principalmente para reducir los daños provocados por salidas de calzada, es por este motivo que se ha tabulado la disposición longitudinal de las barreras en relación a la sección que presenta mayor peligrosidad. En el siguiente gráfico se representa dicha disposición:
Fig. 3: Esquema de distancias entre calzada y barreras
67
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Distancia Lr (m) del comienzo de la barrera a la sección en que resulta
estrictamente necesaria
Distancia transversal a una zona peligrosa u
obstáculo Calzada única Calzadas separadas
a < 2 m 100 140
De 2 a 4 m 64 84 De 4 a 6 m 72 92 b
> 6 m 80 100
Tabla II: Distancias recomendadas entre calzadas y barreras de seguridad
También está regulada la distancia máxima al borde de la calzada, en la siguiente tabla se muestra como varía esta distancia en función de las velocidades de proyecto de cada vía:
Velocidad de proyecto Vp (km/h) No carriles 50 60 70 90 100 120 140
1 1,5 2,8 4,5 7,5 11,0 16,8 23,3
2 0,5 0,5 1,0 4,0 7,5 13,3 19,8
3 0,5 0,5 0,5 0,5 4,0 9,8 16,3
4 0,5 0,5 0,5 0,5 0,5 6,3 12,8
Tabla III: Distancia máxima al borde de la calzada Esta distancia, expresada en metros, indica la distancia máxima entre el borde de la plataforma y una barrera de seguridad paralela a ella. En el caso de la mediana, si ésta es plana las barreras se colocarán simétricamente respecto de los bordes de los arcenes interiores. Si la mediana es muy ancha, no se recomienda esta disposición. Para el resto de los casos se colocará una barrera doble en el centro de la mediana. Si la mediana no es plana, las barreras se dispondrán de la misma manera que en los márgenes de la carretera y dependerá de cada sección tranversal. Cuando se instalen o se repongan deberá tenerse en cuenta que la altura debe ser igual o superior a 80 centímetros. Las barreras simples se colocan en lugares donde se tiene tránsito por un solo lado de la barrera, esto es al lado derecho de las calzadas o en la protección de estructuras existentes en el separador central. Estas barreras son muy parecidas a las dobles pero la pared trasera debe tener un ángulo de 81º con relación a la horizontal, un ancho de 500 milímetros en la base y 150 milímetros en la cara superior. La pared trasera inclinada amplía la base y le confiere mayor resistencia al volcamiento. Estas barreras simples también se colocan a los lados de una vía frente a los terraplenes, depresiones o estructuras que representen posibilidades de colisión para el vehículo conformando una baranda que evita que los vehiculos se salgan de la vía.
Los módulos están diseñados para ser utilizados indistintamente tanto en trazos rectos como en curvas. La utilización de estas barreras es también interesante en ferrocarriles para elevar andenes y para realizar canaletas de hormigón armado sobre balasto, extrayendo después una segunda canaleta sobre la anterior para paso de cables.
5. Materiales
En barreras de hormigón se empleará un material con una resistencia característica superior a veinticinco megapascales (25 MPa), de acuerdo con la vigente "Instrucción hormigón estructural (EHE-98)", o normativa que la sustituya. En barreras con encofrado perdido, el hormigón de relleno deberá tener una resistencia característica superior a veinte megapascales (20 Mpa).En el caso de barreras de hormigón prefabricadas el valor de dicha resistencia característica sería de treinta y cinco megapascales (35 MPa). Cementos: Se podrán utilizar cementos de tipo I ó II en todas sus clases y categorías resistentes (35, 35A, 45 , 45ª, 55 y 55ª) definidas en la norma UNE 80.301. Asimismo, estos cementos podrán tener, en caso necesario, características especiales: resistentes a los sulfatos y/o al agua de mar (UNE 80.303), o de bajo calor de hidratación (UNE 80.306). La dosificación mínima en cemento del hormigón será de 325 Kg/m3, con una relación agua/cemento <0,5, y la consistencia, acorde con el método de construcción, debe ser muy regular. Para el caso de utilizar máquina de encofrado deslizante debe ser de 3 centímetros en el cono de Abrahms, con una tolerancia de ± 1 centímetro. El tamaño máximo de árido será de veinte milímetros (20 mm) y cumplirá con las prescripciones técnicas indicadas en el artículo 7 de la vigente "Instrucción de hormigón estructural (EHE-98)", o normativa que la sustituya. En lugares sometidos a la helada, el hormigón debe presentar un contenido de aire ocluido comprendido entre el 4 y el 6 por ciento. Si se utilizaran aditivos, cuyo uso esté permitido, deberían cumplir las prescripciones indicadas en la norma UNE 83 200. Áridos: Los áridos, con un tamaño máximo de 20 milímetros, cumplirán con las prescripciones técnicas indicadas en el artículo 7 de la “Instrucción para el proyecto y la ejecución de obras de hormigón en masa o armado EHE”. Agua de amasado: El agua para el amasado y curado del hormigón cumplirá con lo especificado en el artículo 6 de la “Instrucción para el proyecto y la ejecución de obras de hormigón en masa o armado EHE”.
68
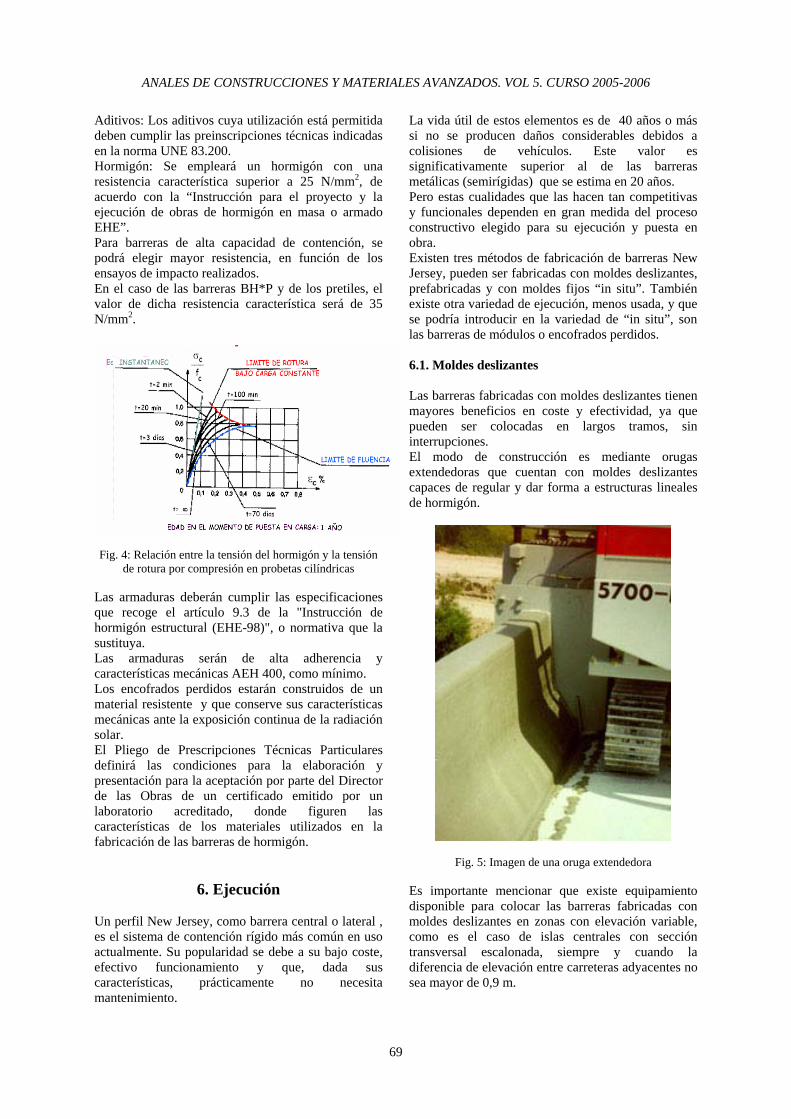
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 Aditivos: Los aditivos cuya utilización está permitida deben cumplir las preinscripciones técnicas indicadas en la norma UNE 83.200. Hormigón: Se empleará un hormigón con una resistencia característica superior a 25 N/mm2, de acuerdo con la “Instrucción para el proyecto y la ejecución de obras de hormigón en masa o armado EHE”. Para barreras de alta capacidad de contención, se podrá elegir mayor resistencia, en función de los ensayos de impacto realizados. En el caso de las barreras BH*P y de los pretiles, el valor de dicha resistencia característica será de 35 N/mm2.
Fig. 4: Relación entre la tensión del hormigón y la tensión de rotura por compresión en probetas cilíndricas
Las armaduras deberán cumplir las especificaciones que recoge el artículo 9.3 de la "Instrucción de hormigón estructural (EHE-98)", o normativa que la sustituya. Las armaduras serán de alta adherencia y características mecánicas AEH 400, como mínimo. Los encofrados perdidos estarán construidos de un material resistente y que conserve sus características mecánicas ante la exposición continua de la radiación solar. El Pliego de Prescripciones Técnicas Particulares definirá las condiciones para la elaboración y presentación para la aceptación por parte del Director de las Obras de un certificado emitido por un laboratorio acreditado, donde figuren las características de los materiales utilizados en la fabricación de las barreras de hormigón.
6. Ejecución Un perfil New Jersey, como barrera central o lateral , es el sistema de contención rígido más común en uso actualmente. Su popularidad se debe a su bajo coste, efectivo funcionamiento y que, dada sus características, prácticamente no necesita mantenimiento.
La vida útil de estos elementos es de 40 años o más si no se producen daños considerables debidos a colisiones de vehículos. Este valor es significativamente superior al de las barreras metálicas (semirígidas) que se estima en 20 años. Pero estas cualidades que las hacen tan competitivas y funcionales dependen en gran medida del proceso constructivo elegido para su ejecución y puesta en obra. Existen tres métodos de fabricación de barreras New Jersey, pueden ser fabricadas con moldes deslizantes, prefabricadas y con moldes fijos “in situ”. También existe otra variedad de ejecución, menos usada, y que se podría introducir en la variedad de “in situ”, son las barreras de módulos o encofrados perdidos. 6.1. Moldes deslizantes Las barreras fabricadas con moldes deslizantes tienen mayores beneficios en coste y efectividad, ya que pueden ser colocadas en largos tramos, sin interrupciones. El modo de construcción es mediante orugas extendedoras que cuentan con moldes deslizantes capaces de regular y dar forma a estructuras lineales de hormigón.
Fig. 5: Imagen de una oruga extendedora
Es importante mencionar que existe equipamiento disponible para colocar las barreras fabricadas con moldes deslizantes en zonas con elevación variable, como es el caso de islas centrales con sección transversal escalonada, siempre y cuando la diferencia de elevación entre carreteras adyacentes no sea mayor de 0,9 m.
69
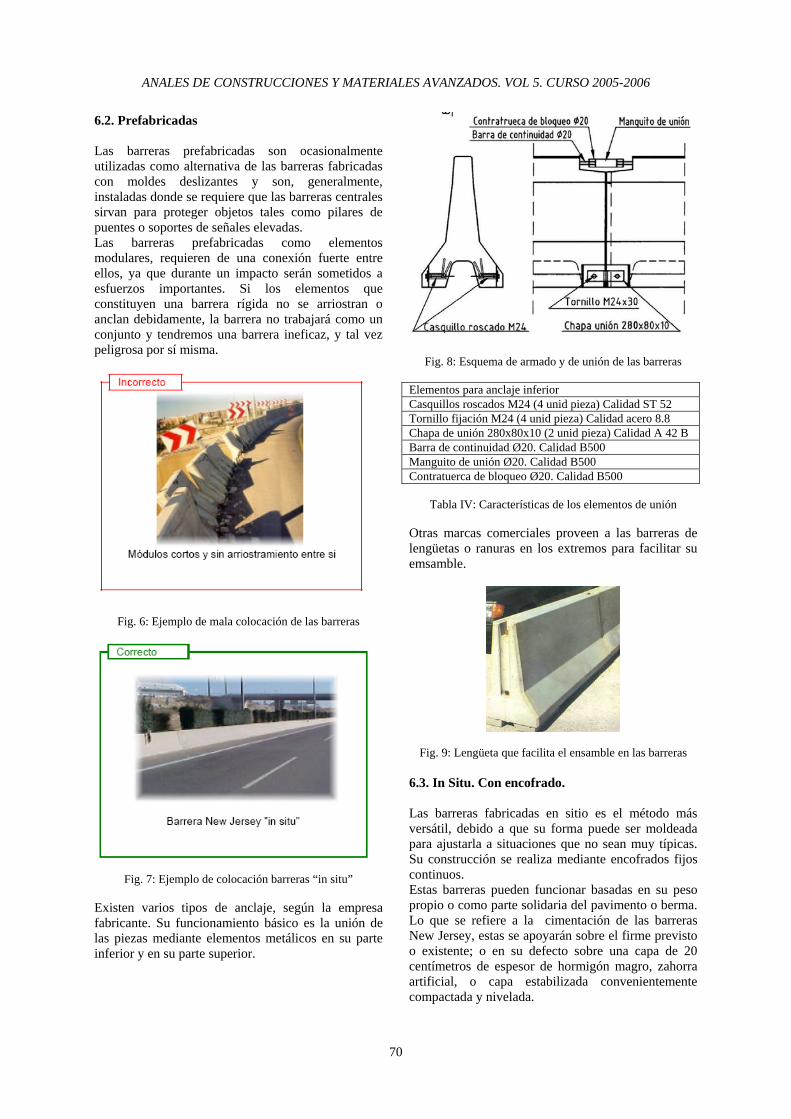
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 6.2. Prefabricadas Las barreras prefabricadas son ocasionalmente utilizadas como alternativa de las barreras fabricadas con moldes deslizantes y son, generalmente, instaladas donde se requiere que las barreras centrales sirvan para proteger objetos tales como pilares de puentes o soportes de señales elevadas. Las barreras prefabricadas como elementos modulares, requieren de una conexión fuerte entre ellos, ya que durante un impacto serán sometidos a esfuerzos importantes. Si los elementos que constituyen una barrera rígida no se arriostran o anclan debidamente, la barrera no trabajará como un conjunto y tendremos una barrera ineficaz, y tal vez peligrosa por sí misma.
Fig. 6: Ejemplo de mala colocación de las barreras
Fig. 7: Ejemplo de colocación barreras “in situ”
Existen varios tipos de anclaje, según la empresa fabricante. Su funcionamiento básico es la unión de las piezas mediante elementos metálicos en su parte inferior y en su parte superior.
Fig. 8: Esquema de armado y de unión de las barreras Elementos para anclaje inferior Casquillos roscados M24 (4 unid pieza) Calidad ST 52 Tornillo fijación M24 (4 unid pieza) Calidad acero 8.8 Chapa de unión 280x80x10 (2 unid pieza) Calidad A 42 B Barra de continuidad Ø20. Calidad B500 Manguito de unión Ø20. Calidad B500 Contratuerca de bloqueo Ø20. Calidad B500
Tabla IV: Características de los elementos de unión
Otras marcas comerciales proveen a las barreras de lengüetas o ranuras en los extremos para facilitar su emsamble.
Fig. 9: Lengüeta que facilita el ensamble en las barreras
6.3. In Situ. Con encofrado. Las barreras fabricadas en sitio es el método más versátil, debido a que su forma puede ser moldeada para ajustarla a situaciones que no sean muy típicas. Su construcción se realiza mediante encofrados fijos continuos. Estas barreras pueden funcionar basadas en su peso propio o como parte solidaria del pavimento o berma. Lo que se refiere a la cimentación de las barreras New Jersey, estas se apoyarán sobre el firme previsto o existente; o en su defecto sobre una capa de 20 centímetros de espesor de hormigón magro, zahorra artificial, o capa estabilizada convenientemente compactada y nivelada.
70

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 Una de las ventajas más importantes de las barreras de hormigón es que en general no requieren labores de manutención, aún después de múltiples impactos. Su diseño estructural debe ser tal que estos elementos puedan resistir además cambios de temperatura y otros efectos ambientales. Ante un impacto, los segmentos móviles tienen que contar con una armadura suficientemente fuerte, para resistir los esfuerzos impartidos a los elementos durante su desplazamiento. Por eso motivo la implementación de la cuantía de armadura de acero dependerá del diseño en el proyecto y las solicitaciones calculadas.
Fig. 10: Esquema de colocación del armado
7. Puesta en obra
7.1. In situ-Encofrados deslizantes
El hormigón será fabricado en una central automática (o semiautomática) fija o móvil, equipada con dispositivos de control continuo de dosificación por peso. El transporte del hormigón debe ser realizado mediante camiones hormigonera mezcladores, siendo su tiempo de transporte inferior a una hora, y el tiempo global de transporte y puesta en obra inferior a dos horas. La puesta en obra de este hormigón se realizará según el modo de ejecución. En el caso de encofrados deslizantes la puesta en obra será mediante extrusión del material. En el caso de ejecución “in situ” con encofrados fijos, las condiciones serán disponer de encofrados para una jornada de hormigonado y contar con un vibrador interno de aguja. El curado del hormigón se garantizará mediante la aplicación de un producto filmógeno de curado; o mediante el recubrimiento de la superficie con membranas impermeables debidamente sujetas por sus extremos.
Si se utilizan encofrados fijos, las superficies desencofradas antes de 24 horas deberán ser protegidas con un líquido de curado. El hormigonado se deberá detener en caso de que haya riesgo de helada durante las primeras horas de endurecimiento del hormigón. Si la temperatura ambiente es superior a 30 ºC, se deberá detener el hormigonado si la temperatura de éste no es inferior a 20 ºC. Se detendrá el hormigonado con máquina de encofrados deslizantes en caso de fuerte lluvia. Para la puesta en obra de las armaduras, en el caso de utilizar soldadura para garantizar la continuidad, el solape de las barreras debe ser de, al menos, 12 centímetros, y estar soldado con cordón continuo. En los demás casos, el solape será de 50 centímetros como mínimo, con atado de las barras en sus extremos. En el caso de utilizar máquinas de encofrados deslizantes las juntas de construcción se realizarán empleando una plantilla con la forma del perfil anclada en la base. Para asegurar la continuidad estructural de la barrera, debe disponerse de una llave, o pasar la armadura por unos agujeros practicados en la plantilla. Las juntas de dilatación deben disponerse en localizaciones especiales (por ejemplo, encuentros con obras de fábrica), o bien acomodarse a juntas de dilatación existentes en el pavimento o mediana sobre la que se haya construido la barrera. Si se detiene el hormigonado durante un espacio de tiempo superior a una hora y media, se considerará que se ha formado una junta de construcción y deberá tratarse como tal. 7.2. Prefabricadas Los moldes utilizados para la fabricación de las barreras se deben ubicar en un lugar cubierto, protegido del sol y del agua. Los moldes se deben recubrir interiormente con algún producto desmoldante. El aspecto general de la barrera debe ser continuo y uniforme. La base del asiento de la barrera debe ser plana, con irregularidades inferiores a 5 milímetros, medida con una regla de 3 metros. Cada elemento prefabricado deberá contar con la armadura necesaria para resistir los esfuerzos debidos a su manipulación. El conjunto compuesto por tres unidades ensambladas tiene un peso suficiente para llegar a considerarse una barrera de gran estabilidad, que puede ser instalada sobre pavimentos existentes, sin anclajes. Para instalaciones de carácter permanente, las unidades se insertan en un corte practicado en la calzada, previo llenado del mismo con un mortero de cemento, que se compacta adecuadamente.
71

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 7.3. Modulares
Los módulos o encofrados perdidos que conforman las barreras estarán construidos en un material resistente y que conserve sus características mecánicas ante la exposición continuada a la radiación solar. La configuración de las paredes interiores del módulo debe presentar salientes o relieves que, además de conformar la estructura resistente, sean capaces de soportar la presión hidrostática del hormigón de llenado y sirvan para evitar el deslizamiento del encofrado sobre el hormigón fraguado. Asimismo, en caso de impacto darán rigidez al conjunto y evitarán que salga desprendido algún trozo de hormigón. El aspecto general de la obra debe ser esmerado y continuo. Las caras vistas deben ser lisas, las aristas no deberán presentar rebabas, y el color deberá ser uniforme. La base de asiento de la barrera no presentará ondulaciones de amplitud superior a 5 milímetros, medidas con una regla de 3 metros. El hormigón de llenado tendrá una resistencia característica mínima de 20 N/mm2 y consistencia plástica.
8. Control de calidad Todos los materiales utilizados están sujetos a las normativas de calidad vigentes en nuestro país. La fabricación de las barreras de seguridad está sujeta a la normativa UNE 135.111 de sistemas viales de contención de vehículos: barreras de hormigón, definiciones, clasificación, dimensiones y tolerancias. Las normas que hacen referencia a los materiales y a las condiciones de calidad que deben cumplir son la UNE 36.068 de barras corrugadas de acero soldable para armaduras de hormigón; la UNE 36.088/1 de barras corrugadas de acero para hormigón armado, barras sin exigencias especiales de soldabilidad; la UNE 80.301 de cementos: definiciones, clasificación y especificaciones; la UNE 82.301 de rugosidad superficial: parámetros, valores y reglas generales para la determinación de las especificaciones; la UNE 83.200 de aditivos para el hormigón, morteros y pastas: clasificación y definiciones. 8.1. In situ Para control de calidad del hormigón se realizará, como mínimo, una medida de la consistencia para cada cuba de hormigón. El control de la superficie se efectuará con una regla de 3 metros, sobre la totalidad de la obra. 8.2. Prefabricadas Para cada lote de 400 elementos o cantidades inferiores se tomarán 5 elementos cualesquiera sobre
los que se comprobará los recubrimientos mínimos de 2 centímetros de las armaduras en todos los puntos, también se comprobarán los pequeños defectos superficiales que no deben ser superiores al 15% de la superficie de cada elemento; se comprobará la ausencia de coqueras y por último, se verificará la resistencia característica del hormigón del prefabricado, la resistencia media sobre testigos extraídos de la barrera deberá ser al menos el 80% de la especificada. 8.3. Modulares Para este tipo de fabricación deberá comprobarse el control estadístico en el que se verificarán las dimensiones proyectadas, tanto en sección como en longitud, no debiendo presentar desviaciones superiores a 5 milímetros; esta comprobación se realizará a nivel de módulo o encofrado perdido. Si consideramos el control de calidad del hormigón se llevará a cabo de acuerdo con lo explicado en el apartado anterior de barreras in situ.
9. Aplicaciones
Como se ha ido explicando las barreras de seguridad fueron concebidas con la intención de reducir los daños ocasionados por la salida de los vehículos de la calzada. Con los años, y una vez ya se han visto cumplidos los objetivos de seguridad, se han buscado otras utilidades a estas barreras. A continuación se describen una serie de ejemplos de aplicaciones que aprovechan la colocación de las barreras. En primer lugar, y como aplicación más común está la utilización de las barreras como soporte para barandilla en puentes.
Fig. 11: Fotografía de barandilla cuyo soporte son las barreras de seguridad
Otra aplicación que se ha llevado a la práctica es la de utilización de las barreras dobles como jardineras.
72

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Fig. 12: Fotografía de las barreras utilizadas como jardineras
Esta aplicación está claramente recomendada en ciudades de alta densidad de tráfico que requieren de estas barreras para regular su circulación o para zonas que va alejándose de los centros como elemento de transición entre lo urbano y lo rural. El esquema de su sección tipo no se ve modificado excesivamente.
Fig. 13: Esquema de las dimensiones de las barreras utilizadas como jardineras
Ya para acabar con los distintos usos que se les ha dado a las barreras de seguridad encontramos el ejemplo de barreras utilizadas como base para el alumbrado. Este empleo lo encontramos, por ejemplo, en la autopista A10 de Bruselas a Ostende donde se colocaron los soportes de la luminaria en huecos serrados en el hormigón pocas horas después de la construcción de la barrera. Esta operación debe realizarse cuidadosamente para no dañar a la armadura longitudinal. Estos soportes tienen una altura de 20 metros y están separados 90 metros entre sí. Durante la primera fase de las obras se construyeron las cimentaciones de los soportes, consistentes en zapatas de hormigón armado de una altura de 2 metros y unas dimensiones de 1,8 x 1,8 metros en planta. Los anclajes de los soportes en las mismas se dispusieron en 4 orificios de 12 milímetros
de diámetro, los cuales se protegieron durante el hormigonado de la barrera.
Fig.14: Armadura de la cimentación de las luminarias. Como última aplicación a las barreras de seguridad encontramos la utilización de éstas como soporte de elementos refractantes a lo largo de la vía que ayudan a la señalización de los límites. Ejemplo de ello podemos comprobarlo en la ronda de dalt de la ciudad de Barcelona.
10. Las barreras New Jersey de polietileno
En este último apartado describiremos las barreras de seguridad que coinciden en diseño con las barreras de hormigón vistas hasta ahora pero que están fabricadas con otro material; son las barreras de polietileno. El uso de estas barreras está más restringido al de señalización temporal en obras o de cambios de circulación en carreteras por otros motivos inesperados, por esta razón se designan bajo el nombre de barreras móviles. Se comercializan de dos tamaños distintos, el de 60 x 40 de 150 kilogramos de peso y las de 80 x 50 de 300 kilogramos de peso. Sus ventajas principales son su fácil transporte hasta el lugar de ubicación y una vez instaladas se procede al relleno con agua o arena para darles estabilidad. El elemento estabilizador se introduce por la parte superior y se vacía, cuando quiera trasladarse por la parte inferior. Estas barreras se unen mediante un eslabón inferior que facilita el ensamblaje entre los distintos módulos.
73

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Fig.15: Imagen de barreras de polietileno
11. Conclusiones Las barreras de seguridad New Jersey ya desde su creación han tenido como objetivo el evitar los daños más graves cuando un vehículo sale de su trayectoria inicialmente marcada. Prueba de ello han sido los cambios que se han producido para adaptarse a los nuevos vehículos y a sus dimensiones. Los modos de fabricación son muy diversos y cada uno cuenta con sus ventajas e inconvenientes. Las barreras fabricadas “in-situ” con molde deslizante son más económicas para obras de gran magnitud y su puesta en obra reduce los puntos débiles como las juntas. Las barreras fabricadas en planta (prefabricadas) cuentan con ventajas asociadas a su construcción como mayor calidad de acabados o mayor control de fabricación y materiales. Además, su ejecución permite más adaptabilidad al terreno y salva los obstáculos existentes en su ubicación, como pilas de puentes.
Por el contrario, este método tiene un precio más elevado por metro lineal y requiere juntas de unión que debilitan la estructura frente un choque lateral. En último lugar, las barreras fabricadas con moldes en obra, permiten al igual que las prefabricadas una mayor adaptabilidad a las exigencias topográficas del terreno pero presentan mayor rentabilidad en obras pequeñas. Por estas razones la utilización de barreras New Jersey es el método más empleado actualmente como sistema de seguridad en regulación de tráfico. Su simplicidad constructiva permite mantener su eficacia adaptándose a los cambios que las prestaciones del tráfico rodado experimenta a lo largo del tiempo, asegurando así su continuidad en el futuro.
Agradecimientos Los autores del trabajo agradecen su colaboración al Sr. Rubio, comercial de la empresa Suberolita SA.
Referencias
[1] Scott M.Kozel. “New Jersey Median Barrier History”. Roads to the Future. Virginia, USA 1997.
[2] Orden circular 321/95 T y P “Recomendaciones sobre sistemas de contención de vehículos”. Ministerio de Fomento, España 1995.
[3] “Instrucción de hormigón estructural”. Ministerio de Fomento, España 1999.
[4] “Señales flexibles y neo-protect”. Portal Miliarium.com Ingeniería Civil Construcción y Medio Ambiente.
74

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
LES BARRERES DE SEGURETAT TIPUS NEW JERSEY (II) (CONTINUES I DISCONTINUES)
Aspectos de projecte, materials i construcció
Cristian Gil Saguer / Marta Jordà Regàs Escola tècnica Superior d’Enginyers de Camins, Canals i Ports
Universitat Politècnica de Catalunya C\ Jordi Girona, s/n
Resum: La finalitat d’aquests document és definir els tipus de barreres New Jersey existents. Classificar-les i conèixer les seves característiques, així tenir eines per poder decidir en cada cas el model que més s’adapta a les necessitats. Paraules clau: Contenció de vehicles, barrera de seguretat, ampit, New Jersey, continues i discontinues.
1. Introducció
El present document té com a objectiu donar a conèixer les característiques generals de les barreres de seguretat tipus New Jersey.
Per a això el document es dividirà en dues parts ben diferenciades; una referida a les recomanacions existents per a aquestes barreres i una altra més dirigida a veure’n l’aplicació real a l’obra.
La primera part tindrà coma objectiu definir i diferenciar i classificar el sistemes de contenció de vehicles. Així podrem arribar a diferenciar el tipus que ens interessa respecte els altres. I acabarem amb taules explicatives on es detallen les característiques de cada tipus de New Jersey que trobem en el catàleg de les recomanacions. Aquestes taules seran les que ens permetran escollir el tipus de barrera que s’adapti més a les necessitats en cada cas.
La segona part pretén donar una visió dels mètodes més utilitzats per a la col·locació o fabricació d’aquestes barreres, tant contínues com discontínues. Alhora explicar els problemes més freqüents i els avantatges i inconvenients.
2. Recomanacions sobre sistemes de
contenció de vehicles
2.1. Definició de sistemes de contenció de vehicles S’entén per sistema de contenció de vehicles; a un
dispositiu instal·lat a una carretera amb la finalitat de proporcionar un cert nivell de contenció d’un vehicle fora de control, de manera que així es limitin els danys produïts i lesions tant per als ocupants com per
a la resta d’usuaris de la via i altres persones o objectes situats a les proximitats.
Les recomanacions existents són per a donar una ajuda per a escollir i dissenyar aquests elements.
2.2. Classificació
La classificació d’aquests sistemes de contenció es fa segons la seva ubicació i funció; així trobem els quatre tipus següents:
• Barreres de seguretat: utilitzades en marges, i en mitjanes de carreteres.
• Ampit: són gairebé iguals que els anteriors, però estan especialment dissenyats per als límits de les obres de pas, coronacions de murs i obres similars.
• Esmorteïdors d’impacte: són elements dissenyats per a un impacte frontal
• Llits de frenada: situats als marges de la carretera, sobre tot en pendents prolongades, i reblerts de un material específic.
Pel que fa a les barreres de seguretat i ampits, es poden classificar en diferents tipus atenent a diferents aspectes: rígides o deformables; definitives o provisionals; simples o dobles; metàl·liques, de formigó, mixtes o altres materials.
Així mateix els esmorteïdors d’impacte es poden dividir en: sense capacitat de redireccionament, amb capacitat de redireccionament, sistemes mòbils o esmorteïdors finals per a barreres de seguretat.
I els llits de frenada: adjacents a la plataforma o separats d’ella; amb capacitat per a un vehicle sencer o per a mig vehicle.
Així doncs els sistemes de contenció de vehicles inclosos en aquestes recomanacions són molts i variats; tot i així es permet l’utilització d’altres sistemes no inclosos en el catàleg, que hagin estat assajats d’acord amb la normativa del Comitè Europeu de la Normalització i disposin de provada experiència en vies de característiques semblants.
75
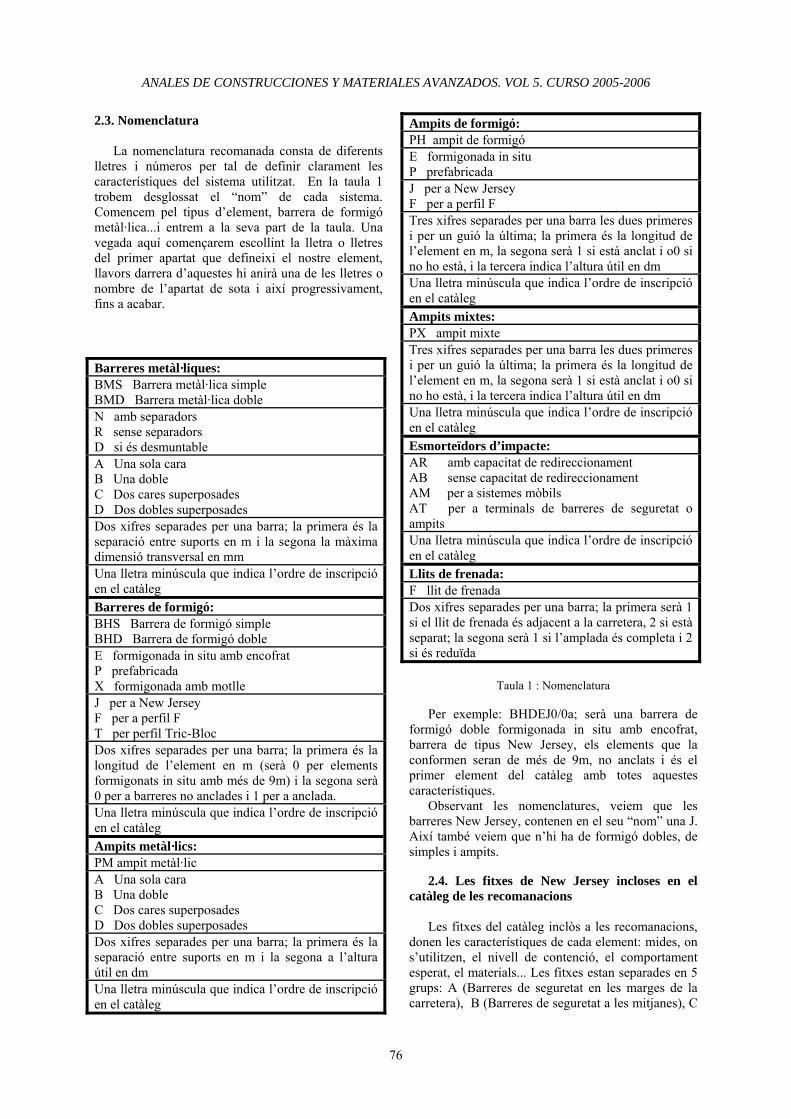
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 2.3. Nomenclatura
La nomenclatura recomanada consta de diferents
lletres i números per tal de definir clarament les característiques del sistema utilitzat. En la taula 1 trobem desglossat el “nom” de cada sistema. Comencem pel tipus d’element, barrera de formigó metàl·lica...i entrem a la seva part de la taula. Una vegada aquí començarem escollint la lletra o lletres del primer apartat que defineixi el nostre element, llavors darrera d’aquestes hi anirà una de les lletres o nombre de l’apartat de sota i així progressivament, fins a acabar.
Barreres metàl·liques: BMS Barrera metàl·lica simple BMD Barrera metàl·lica doble N amb separadors R sense separadors D si és desmuntable A Una sola cara B Una doble C Dos cares superposades D Dos dobles superposades Dos xifres separades per una barra; la primera és la separació entre suports en m i la segona la màxima dimensió transversal en mm Una lletra minúscula que indica l’ordre de inscripció en el catàleg Barreres de formigó: BHS Barrera de formigó simple BHD Barrera de formigó doble E formigonada in situ amb encofrat P prefabricada X formigonada amb motlle J per a New Jersey F per a perfil F T per perfil Tric-Bloc Dos xifres separades per una barra; la primera és la longitud de l’element en m (serà 0 per elements formigonats in situ amb més de 9m) i la segona serà 0 per a barreres no anclades i 1 per a anclada. Una lletra minúscula que indica l’ordre de inscripció en el catàleg Ampits metàl·lics: PM ampit metàl·lic A Una sola cara B Una doble C Dos cares superposades D Dos dobles superposades Dos xifres separades per una barra; la primera és la separació entre suports en m i la segona a l’altura útil en dm Una lletra minúscula que indica l’ordre de inscripció en el catàleg
Ampits de formigó: PH ampit de formigó E formigonada in situ P prefabricada J per a New Jersey F per a perfil F Tres xifres separades per una barra les dues primeres i per un guió la última; la primera és la longitud de l’element en m, la segona serà 1 si està anclat i o0 si no ho està, i la tercera indica l’altura útil en dm Una lletra minúscula que indica l’ordre de inscripció en el catàleg Ampits mixtes: PX ampit mixte Tres xifres separades per una barra les dues primeres i per un guió la última; la primera és la longitud de l’element en m, la segona serà 1 si està anclat i o0 si no ho està, i la tercera indica l’altura útil en dm Una lletra minúscula que indica l’ordre de inscripció en el catàleg Esmorteïdors d’impacte: AR amb capacitat de redireccionament AB sense capacitat de redireccionament AM per a sistemes mòbils AT per a terminals de barreres de seguretat o ampits Una lletra minúscula que indica l’ordre de inscripció en el catàleg Llits de frenada: F llit de frenada Dos xifres separades per una barra; la primera serà 1 si el llit de frenada és adjacent a la carretera, 2 si està separat; la segona serà 1 si l’amplada és completa i 2 si és reduïda
Taula 1 : Nomenclatura
Per exemple: BHDEJ0/0a; serà una barrera de
formigó doble formigonada in situ amb encofrat, barrera de tipus New Jersey, els elements que la conformen seran de més de 9m, no anclats i és el primer element del catàleg amb totes aquestes característiques.
Observant les nomenclatures, veiem que les barreres New Jersey, contenen en el seu “nom” una J. Així també veiem que n’hi ha de formigó dobles, de simples i ampits.
2.4. Les fitxes de New Jersey incloses en el catàleg de les recomanacions
Les fitxes del catàleg inclòs a les recomanacions,
donen les característiques de cada element: mides, on s’utilitzen, el nivell de contenció, el comportament esperat, el materials... Les fitxes estan separades en 5 grups: A (Barreres de seguretat en les marges de la carretera), B (Barreres de seguretat a les mitjanes), C
76

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 (Ampits), E (Esmorteïdors d’impacte) i O (Peces i elements generals).
Només els 3 primers contenen barreres New Jersey.
* Barreres de seguretat als marges de la carretera (grup A) :
BHDEJ0/0a
o s’utilitza als marges de la carretera o distància mínima a l’obstacle 5-10cm o distància mínima la calçada 0.50m o distància màxima la calçada taula 2 o és més estable que les BHS.
Classe M Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
escassa escassa ---
Possibilitat de redireccionament
bona bona ---
Possibilitat de ser traspassat
nul·la escassa ---
Deformabilitat nul·la escassa --- Conservació bona bona ---
fck > 25 N/mm² i armadures AEH400
Fitxa 1 : BHDEJ0/0a BHSEJ0/0a
o s’utilitza al marges de la carretera o distància mínima a l’obstacle 5-10cm o distància mínima la calçada 0.50m o distància màxim ala calçada taula 2
o estudiar posar BHD perquè son més estables o aconsellables en vies suburbanes de IMD alta
Classe M Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
escassa escassa ---
Possibilitat de redireccionament
bona bona ---
Possibilitat de ser traspassat
nul·la escassa ---
Deformabilitat nul·la escassa --- Conservació bona bona ---
fck > 25 N/mm² i armadures AEH400
Fitxa 2 : BHSEJ0/0a BHSPJ3/1a
o s’utilitza al marges de la carretera o distància mínima a l’obstacle 5-10cm o distància mínima la calçada 0.50m o distància màxima la calçada taula 2 o estudiar posar BHD perquè son més estable o aconsellables en vies suburbanes de IMD alta o els detalls es faran in situ.
Classe M Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
escassa escassa ---
Possibilitat de redireccionament
bona bona ---
Possibilitat de ser traspassat
nul·la escassa ---
Deformabilitat nul·la escassa --- Conservació bona bona ---
fck > 25 N/mm² i armadures AEH400
Fitxa 3 : BHSPJ3/1a
77

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
BHDPJB6/0a
o s’utilitza al marges de la carretera o distància mínima a l’obstacle 5-10cm o distància mínima la calçada 0.50m o distància màxima la calçada taula 2 o els detalls es faran in situ.
Classe M Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
escassa apreciable apreciable
Possibilitat de redirec-cionament
bona bona bona
Possibilitat de ser traspassat
nul·la escassa mitja
Deformabi-litat
mínima apreciable apreciable
Conservació bona bona fck >35 N/mm² , armadures AEH400 i acer A42B
Fitxa 4 : BHDPJB6/0a
BHDXJ2/0a
o s’utilitza al marges de la carretera o distància mínima a l’obstacle 25cm o distància mínima la calçada 0.50m o distància màxima la calçada taula 2 o carreteres amb velocitat màxima de 90Km/h o els detalls es faran in situ.
Classe L1
Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
escassa --- ---
Possibilitat de redireccionament
bona --- ---
Possibilitat de ser traspassat
nul·la --- ---
Deformabilitat escassa --- --- Conservació mitja --- ---
Mòdul de resina de poliester reforçat amb fibra de vidre, fck ≥ 17.5 N/mm² i acer A42b
Fitxa 5 : BHDXJ2/0a
BHDXJ6/0a
o s’utilitza al marges de la carretera o distància mínima a l’obstacle 25cm o distància mínima la calçada 0.50m o distància màxima la calçada taula 2 o els detalls es faran in situ.
Classe L1 Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
escassa escassa ---
Possibilitat de redireccionament
bona bona ---
Possibilitat de ser traspassat
nul·la escassa ---
Deformabilitat nul·la escassa --- Conservació bona bona ---
Mòdul de resina de poliester reforçat amb fibra de vidre, fck ≥ 17.525 N/mm² i acer AEH500 A42b
Fitxa 6 : BHDXJ6/0a
78
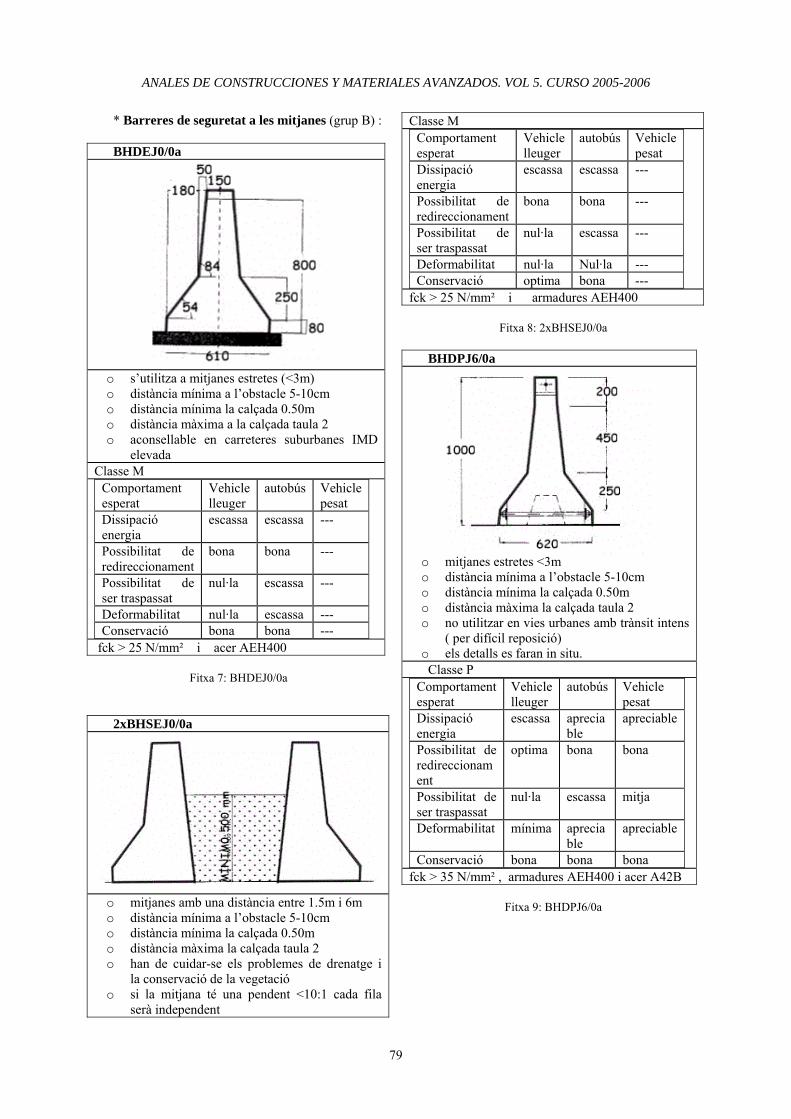
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
* Barreres de seguretat a les mitjanes (grup B) : BHDEJ0/0a
o s’utilitza a mitjanes estretes (<3m) o distància mínima a l’obstacle 5-10cm o distància mínima la calçada 0.50m o distància màxima a la calçada taula 2 o aconsellable en carreteres suburbanes IMD
elevada Classe M
Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
escassa escassa ---
Possibilitat de redireccionament
bona bona ---
Possibilitat de ser traspassat
nul·la escassa ---
Deformabilitat nul·la escassa --- Conservació bona bona ---
fck > 25 N/mm² i acer AEH400
Fitxa 7: BHDEJ0/0a 2xBHSEJ0/0a
o mitjanes amb una distància entre 1.5m i 6m o distància mínima a l’obstacle 5-10cm o distància mínima la calçada 0.50m o distància màxima la calçada taula 2 o han de cuidar-se els problemes de drenatge i
la conservació de la vegetació o si la mitjana té una pendent <10:1 cada fila
serà independent
Classe M Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
escassa escassa ---
Possibilitat de redireccionament
bona bona ---
Possibilitat de ser traspassat
nul·la escassa ---
Deformabilitat nul·la Nul·la --- Conservació optima bona ---
fck > 25 N/mm² i armadures AEH400
Fitxa 8: 2xBHSEJ0/0a BHDPJ6/0a
o mitjanes estretes <3m o distància mínima a l’obstacle 5-10cm o distància mínima la calçada 0.50m o distància màxima la calçada taula 2 o no utilitzar en vies urbanes amb trànsit intens
( per difícil reposició) o els detalls es faran in situ.
Classe P Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
escassa apreciable
apreciable
Possibilitat de redireccionament
optima bona bona
Possibilitat de ser traspassat
nul·la escassa mitja
Deformabilitat mínima apreciable
apreciable
Conservació bona bona bona fck > 35 N/mm² , armadures AEH400 i acer A42B
Fitxa 9: BHDPJ6/0a
79

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
2xBHDEJ0/0a
o Equivalents a 2 BHS o Mitjanes amb una distància entre 3m i 6m o distància màxima la calçada taula 2 o han de cuidar-se els problemes de drenatge i
la conservació de la vegetació o si la mitjana té una pendent <10:1 ca da fila
serà independent Classe M
Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
escassa escassa ---
Possibilitat de redireccionament
bona bona ---
Possibilitat de ser traspassat
nul·la escassa ---
Deformabilitat nul·la Nul·la --- Conservació optima bona ---
fck > 25 N/mm² i armadures AEH400
Fitxa 10: 2xBHDEJ0/0a 2xBHSPJ3/1a
o equivalent a 2 BHD o mitjanes amb una distància entre 1.5m i 6m o distància màxima a la calçada taula 2 o han de cuidar-se els problemes de drenatge i
la conservació de la vegetació o si la mitjana té una pendent <10:1 cada fila
serà independent Classe M
Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
escassa escassa ---
Possibilitat de bona bona ---
Possibilitat de ser traspassat
nul·la escassa ---
Deformabilitat nul·la nul·la --- Conservació optima bona ---
fck > 25 N/mm² , armadures AEH400
Fitxa 11: 2xBHSPJ3/1a * Ampits (grup C) : PHPJ6/1-10a
o per marges d’obres de pas existents o noves o en els accessos de les obres de pas o zona central de les obres de pas paral·leles
situades a <3m Classe P
Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
bona bona bona
Possibilitat de redireccionament
bona bona bona
Possibilitat de ser traspassat
nul·la escassa mitja
Deformabilitat nul·la escassa escassa Conservació optima optima bona
fck > 45 N/mm² , armadures AEH400 i acer A42B
Fitxa 12: PHPJ6/1-10a
80
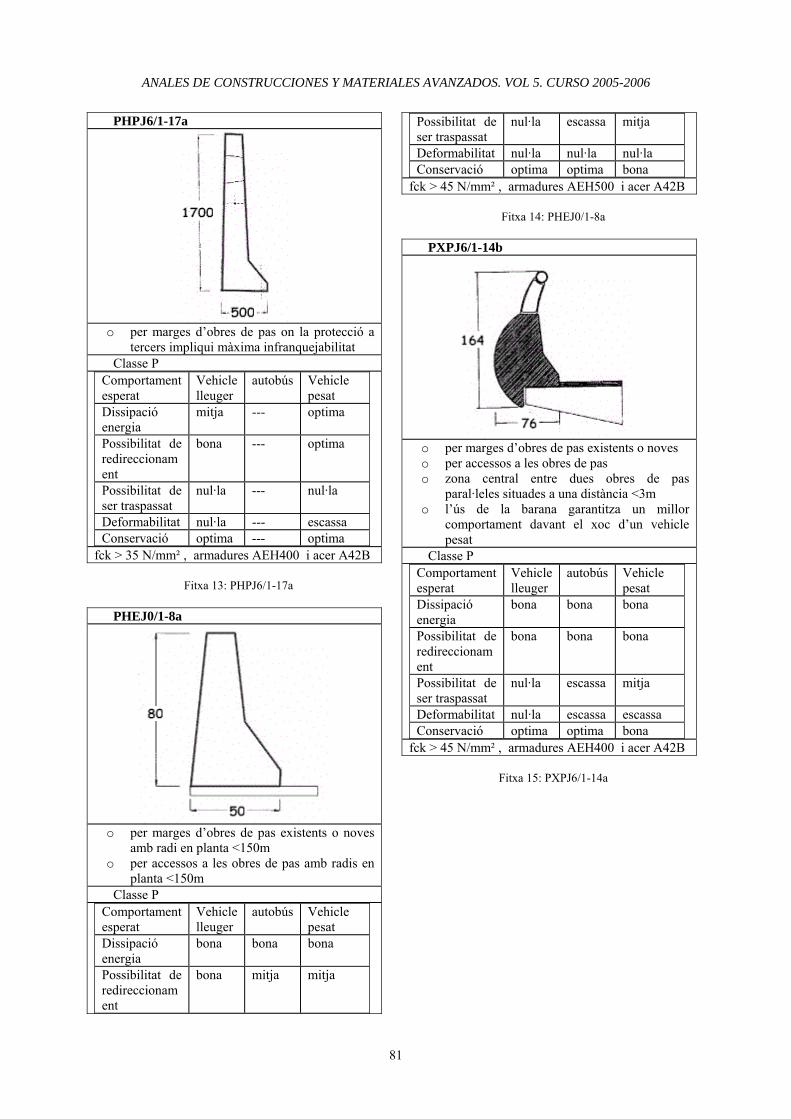
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
PHPJ6/1-17a
o per marges d’obres de pas on la protecció a
tercers impliqui màxima infranquejabilitat Classe P
Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
mitja --- optima
Possibilitat de redireccionament
bona --- optima
Possibilitat de ser traspassat
nul·la --- nul·la
Deformabilitat nul·la --- escassa Conservació optima --- optima
fck > 35 N/mm² , armadures AEH400 i acer A42B
Fitxa 13: PHPJ6/1-17a PHEJ0/1-8a
o per marges d’obres de pas existents o noves
amb radi en planta <150m o per accessos a les obres de pas amb radis en
planta <150m Classe P
Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
bona bona bona
Possibilitat de redireccionament
bona mitja mitja
Possibilitat de ser traspassat
nul·la escassa mitja
Deformabilitat nul·la nul·la nul·la Conservació optima optima bona
fck > 45 N/mm² , armadures AEH500 i acer A42B
Fitxa 14: PHEJ0/1-8a PXPJ6/1-14b
o per marges d’obres de pas existents o noves o per accessos a les obres de pas o zona central entre dues obres de pas
paral·leles situades a una distància <3m o l’ús de la barana garantitza un millor
comportament davant el xoc d’un vehicle pesat
Classe P Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
bona bona bona
Possibilitat de redireccionament
bona bona bona
Possibilitat de ser traspassat
nul·la escassa mitja
Deformabilitat nul·la escassa escassa Conservació optima optima bona
fck > 45 N/mm² , armadures AEH400 i acer A42B
Fitxa 15: PXPJ6/1-14a
81

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
PXPJ6/1-14c
o per marges d’obres de pas existents o noves o per accessos a les obres de pas o zona central entre dues obres de pas
paral·leles situades a una distància <3m o l’ús de la barana garantitza un millor
comportament davant el xoc d’un vehicle pesat
Classe P Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
bona bona bona
Possibilitat de redireccionament
bona bona bona
Possibilitat de ser traspassat
nul·la escassa mitja
Deformabilitat nul·la escassa escassa Conservació optima optima bona
fck > 45 N/mm² , armadures AEH400 i acer A42B
Fitxa 16: PXPJ6/1-14c PXEJ0/1-14a
o per marges d’obres de pas existents o noves
amb un radi en planta <150m i >75m o per accessos a les obres de pas amb un radi
en planta <150m i >75m Classe P
Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
bona bona bona
Possibilitat de redireccionament
bona mitja mitja
Possibilitat de ser traspassat
nul·la escassa mitja
Deformabilitat nul·la nul·la nul·la Conservació optima optima bona
fck > 45 N/mm² , armadures AEH500N i acer A42B
Fitxa 17: PXEJ0/1-14a
PXEJ0/1-14b
o per marges d’obres de pas existents o noves
amb un radi en planta <150m i >75m o per accessos a les obres de pas amb un radi
en planta <150m i >75m Classe P
Comportament esperat
Vehicle lleuger
autobús Vehicle pesat
Dissipació energia
bona bona bona
Possibilitat de redireccionament
bona mitja mitja
Possibilitat de ser traspassat
nul·la escassa mitja
Deformabilitat nul·la nul·la nul·la Conservació optima optima bona
fck > 45 N/mm² , armadures AEH500N i acer A42B
Fitxa 18: PXEJ0/1-14b
50 60 70 90 100 120 1401 1,5 2,8 4,5 7,5 11,0 16,8 23,32 0,5 0,5 1,0 4,0 7,5 13,3 19,83 0,5 0,5 0,5 0,5 4,0 9,8 16,34 0,5 0,5 0,5 0,5 0,5 6,3 12,8
Nombre de carrils
Velocitat de projecte Vp(Km/h)
Taula 2 : distància màxima al ala calçada
82

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
3. Aplicació en obra
Podem diferenciar 2 tipus de barreres. Les
barreres definitives o les barreres temporals.
3.1. Instal·lació de barreres definitives
Són fàcils d’instal·lar. L’anclatge o empotrament pot ser sobre paviment, col·locades sobre una capa de 25mm de formigó, o col·locades amb una combinació d’ambdós mètodes. La profunditat de les fondacions varia entre 150 i 300mm depenent de les condicions del terreny.
Les unitats van trabades entre sí mitjançant un sistema tipus metàl·lic mascle-femella. En aquest cas, degut a la forma de les peces, permet una fàcil col·locació i desmuntatge individual.
3.2. Instal·lació de barreres temporals
Les unitats van directament disposades sobre la superfície pavimentada, sense elements d’anclatge, la qual cosa facilita el seu desplaçament temporal o definitiu. El sistema d’unió és el mateix que per les barreres definitives.
3.3. Baixes despeses de manteniment i reparació
Aquest tipus de barreres, per ser de formigó, representen un cost mínim de manteniment. Segons estudis realitzats sobre les despeses de reparació de diferents barreres utilitzades als estat de Califòrnia i Arizona, s’aprecia una relació 1 a 8 entre les barreres de formigó i les metàl·liques en una estat i una raó 1 a 13 en l’altre, favorable sempre a la barrera de formigó.
Foto 1 : New Jersey prefabricada
3.4. Arriostraments en barreres rígides. Si els elements que constitueixen una barrera
rígida no s’arriostren o s’anclen degudament, la barrera no treballarà com un conjunt i tindrem una barrera ineficaç i potser fins i tot perillosa per ella mateixa.
Per aquest motiu la barrera rígida i els seus elements hauran de complir les Recomanacions sobre Sistemes de Contenció de Vehicles (ordre circular 321/95 T i P).
A continuació presentem casos d’execució incorrecta i correcta.
Foto 2 : Execució incorrecta
Foto 3 : Execució correcta
Foto 3 : Execució correcta 2
83

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
3.5. Barreres terminals
Just al principi i al final d’obra, les barreres new jersey adopten una forma diferent. Van perdent alçada fins arribar a cota de paviment. S’anomenen barreres terminals. L’explicació és ben senzilla. L’objectiu és evitar grans danys en cas que hi hagi alguna topada d’algun vehicle. Aquest no es trobarà amb una barrera frontal, sinó amb una augment progressiu de barrera.
Foto 4 : barrera terminal 4. Barreres New Jersey en continu
4.1. Barreres de formigó amb motlle continu.
Les barreres de seguretat en formigó amb motlle continu milloren les condicions de seguretat vial en les carreteres, autovies, autopistes, evitant en cas d’accident, que els vehicles pesats creuin la mitjana.
En els marges impedeixen als vehicles caure pel terraplè o des d’un viaducte, tanmateix protegeixen a les obres de fàbrica i a les instal·lacions en general, dels impactes provocats per les sortides del vial. 4.2. Maquinària específica
Evidentment, si parlem de formigó en continu, ja no disposarem de la maniobrabilitat que teníem en peces aïllades. Tractarem la barrera com una unitat continua.
La forma d’aplicació més utilitzada és la màquina estenedora de formigó d’encofrat lliscant.
Es pot fer servir en molts aspectes; tant en voreres, aceres, treballs de rehabilitació i pel cas que ens interessa, per a l’execució de barreres de seguretat.
Com a exemple pràctic de maquinària parlarem d’una de les maquines més utilitzades a Espanya, que és la PC 5700 súper B, capaç d’executar barreres rígides estándar, tipus New Jersey, fins a 132 cm d’alçada.
Foto 5 : PC 5700 súper B
Les cubes de formigó van proveint la maquina a
mesura que aquesta avança., deixant un perfil de formigó al seu pas
De fet, en qüestions econòmiques hi ha diferencia entre les barreres discontínues i les contínues. S’ha de tenir en compte el cost de la màquina, del formigó, etc. Però per temes més que res estètics i encara més quan son barreres definitives, s’utilitza el perfil continu.
Foto 6 : PC 5700 súper B més aprop
4.3. Aspectes a considerar
En aquest tipus de barreres, hem d’utilitzar un formigó dur. Ens interessa que agafi resistència ràpidament per tal de poder agilitzar l’execució i la seva funcionalitat.
84
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
En el cas que haguem de deixar algun espai en la barrera, sigui per posar alguna senyal, farola, arquetes, etc. el que es fa es tallar el formigó en fresc. És a dir, la màquina segueix el seu curs, però tot just després, encara sense resistència, es talla el formigó. Després el tapem amb xapes i així podem deixar l’espai desitjat
De vegades, també per motius estètics, s’executen el que s’anomenen jardineres.
Foto 7 : Jardineres
No es tracta de res més que posar terres i aspectes vegetals entre dues barreres tal com mostra la figura.
No obstant per això, en aquest cas hem de tenir en compte l’evacuació de les aigües. Per això el que es fa és, previ al formigonat, col·locar tubs de drenatge.
Foto 8 : Fabricació jardinera
5. Conclusions A dia d’avui, un cop aprofundit en el tema de les
barreres de seguretat, ens n’adonem que és molt més extens del que ens pensem. En els darrers anys, la normativa vigent en cada etapa en quan a seguretat es tracta és cada cop més exigent. És per això que trobem un ampli ventall de possibilitats que ens permet amollar-nos a les condicions que més ens convinguin.
Sobretot en aspectes tècnics, sigui en el tipus de barrera (simple, doble, temporal, permanent) com en el tipus de formigó, com en el tipus d’armat...tec
Qualsevol recomanació és poca quan de seguretat és tracta.
Referències
[1] Orden circular 321/95 T y P. “Recomendaciones
sobre sistemas de contención de vehículos”. Ministerio de Obras Públicas, Transportes y Medio Ambiente. Dirección General de Carreteras. 1996.
[2] www.temac.es[3] www.vialidad.cl [4] www.grupisa.es [5] www.miliarium.com [6] www.grau.cl [7] www.givasa.es [8] www.panasfalto.es [9] www.vanguard.es [10] www.cop.gva.es
85

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
86

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
UNDERWATTER CONCRET
Steffen Mohr Universitat Politèchnica de Catalunya
ETSECCPB / Ingeniería de Caminos, Canales y Puertos [email protected]
Summary: In the article will be explained the principle problem to create concrete elements inside the water. After a small introduction to the subject, the special constitution and necessary behavior of underwater concrete is described. Finally, different methods to create underwater concrete elements are presented. Key words: principle problem, constitution, Contractor process, Tubs-process, Hydro valve process, Pump process, Hydrocrete-process
1. Introduction
What is underwater concrete? Definition Concrete, that is used to create concrete elements
or structures inside calmly standing water. The fresh concrete must be inserted under the water in a way that the cement paste can not be washed out of the concrete before the strengthening process has started.
While during usual processing of concrete all
conditions for reaching a good quality are given, it is also possible to control and if it is necessary to correct directly the structure. In principle it is more difficult to build elements with underwater concrete, because the control and the building process is technically more challenging. Nevertheless the underwater concrete gained more significance in the last decades, and the installation methods were constantly refined.
Fig. 1 Construction process of underwater concrete slab
The area of applications are e.g. the production of base plates for tunnel and docks in a harbor,
concreting of foundation pile in the groundwater range, stabilizations of the shore from canals and rivers (protection against erosion).
Also underwater concrete is used in construction of excavations e.g. for slotted wall and for the bottom plate, if the dewatering of excavations for technical and/or economic reasons is disadvantageous, that particularly applies to deep excavations in the groundwater. An other example is the manufacturing of piers for a bridge in the water.
Fig. 2 A final situation in a excavation with a underwater concrete slab after dewatering
Before modern installations techniques of the
underwater concrete were developed, a dry concrete mixture was sunk in permeable bags. In this way a punctual good concrete was obtained, but in general the characteristics of this concrete elements was not in the desired quality. In the beginning of the 20th century, installation methods were developed, which permit to mount a fresh concrete under water without separation of the cement paste and the grain microstructure. Already in the 30s some established procedures existed, which are also used today. These can be arranged in two groups:
• Tip out underwater concrete (installation of
finished mixed concrete under the water) • Drain (inject) concrete (under water
developing (be formed) concrete [ drain of a rock/sand matrix with cement mortar])
Principle problem
87

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
With all procedures it is important to avoid a
separation of the concrete paste or mortar, when it is brought into the final position under the water. This means, that concrete or mortar in general only come in contact with the water, when they reach the final position.
2. Constitution of an underwater
concrete
2.1. Tip out concrete A concrete which will be tipped out under the
water must be a well connected mass, so that it forms a closed structure without pores. To mix a concrete for this case, the following parameters must be keeped:
• Water-cement-value ≤ 0.60 [The water cement value must be smaller, if other demands require it (e.g. exposition class XA2).]
• By a maximum size of stones (pebble) in the sand of 32 mm must be the value of the cement ≥ 350 kg/m³
• The value for very small pebble must be more or less 400kg/m³
• steady screening portion • flow consistency 45 to 50 cm or flowing
concrete (advisable ≤ 55 cm)
With these parameters, from the concrete technology, an underwater concrete is mixed. It has a good behavior to create underwater concrete elements.
• a good connected mass • able to flow • it is possible to pump this kind of concrete • it is difficult to separate the cements and the
sand • and when the concrete is solid it is
waterproof In general all types of the concrete technology can
be used for underwater concrete i.e. to put fibre in the concrete, but it is not allowed to compact the concrete, because on the top edge of the concrete elements the value of water / cement will be higher and the resistance goes down. Normally, for this kind of concrete a cement with a resistant smaller then 42.5 R N/mm² is used. The special mixture of the concrete depends of the kind of element which is to be created, and the exposition and static function of the part of the construction. For example, for
elements with a large thickness and large demission a cement with a low heat of hydration will be used.
A new kind of tip out concrete is concrete which is nearly erosion resistant. In this case, it is not necessary to protect the concrete, while it falls through the water.
2.2 Drain (inject) concrete
In this case the concrete is produced in two steps.
In the first step, the grain structure (with different screening portion) is installed. The second phase is to inject the sand matrix with the cement paste. To be sure that all points of the elements receive the cement paste, the paste must be capable of flowing and also it must be a well connected mass. In this situation exists the danger that the value of the water / cement goes up (watering down of the cement paste). This is the reason why in the injection concrete the value of water / cement must be lower that for the tip out concrete. To build waterproof elements with this kind of concrete the value of the water / cements is between 0.45 and 0.55. The composition of the mortar (cement paste) depends of the construction process which will be used.
Prepakt process
This process was developed by the American
Wertz in the year 1947. In Germany it was used to build piers for a bridge or the bottom slab of locks. The inject suspension consists of cement, sand water and a liquefying additive. The maximum size of the sand grain is 2 mm in this process.
Concrete and tectocrete process
In the year 1930 this process was developed by
the engineers Morgan, Pickersgill and Gammon in cooperation with the physical research institute Teddington in Great Britain. The colcrete / tectocrete mortar is produced in two phases. In the first phase, the cement paste is mixed only with cement and water in a special high turning cement mixer. In the second phase, the sand is added to the cement paste. The maximum grain size in this process is 4 mm. Hereby, a stabile mortar with good flow behavior is gained.
In both construction processes it is important to create a good grain structure to be sure that the mortar can reach all points. The max grain of the cement suspension must be smaller than 1/10 of the smallest grain of the grain structure before created. The dimension of the stone structure must be selected as large as possible.
By a purposeful selection of sand, crushed stone and larger stones, the cavity in the concrete matrix can be kept relatively small. Generally, it amounts to
88

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
approximately 40 % of volume. For both procedures a mixing proportion for the weight from cement to sand of 1:1 to 1:2 applies. This means - with consideration of the cavity in the concrete matrix – the finished underwater concrete contains between 280 and 350 kg/m³ cement.
3. Processes to create underwater concrete
3.1 Contractor process
This process was applied the first time in 1911 by
the Swedish building company Contractor. The procedures is tipped out the concrete in vertical tubes. The lower tube end must always be sufficient deep in the already around run out concrete to avoid rinsing out and separation. The installation pipes usually have a circular cross section with a diameter from 200 to 300 mm. Generally the pouring pipes are attached to a delivery construction with a funnel.
Fig. 3 pattern of Contractor process
There are three tubing systems. The simplest form is the rigid pipe, which exceeds after lifting over the delivery construction. Another system is a structured pipe, which is shortened in each case when the level of the concrete is high enough and the pipe is pulled up. The technical most complex system is the telescope pipe.
Fig. 3 shows the principle function of the Contractor - process. To make sure that the concrete doesn’t come in contact with water in the pipe, a rubber ball is used in the beginning of the concreting. The first step in concreting is to put the ball on the ground of the funnel. Then the funnel is filled with concrete. If the concrete in the funnel is sufficient to fill the whole pipe, the rubber ball is loosened. With the pressure from the dead weight of the concrete, the ball goes down and displaces the water in the pipe. On the lower end of the pipe the ball comes out. By reason of the buoyancy of the ball, it swims up to the top edge of the water level.
By carefully lifting the pipe, the concrete can escape on the lower end of the pipe. In the concrete – process the pipe must be (if possible) one meter inside the run out concrete to make sure that there is no separation. This is the reason that this procedure can only be used for concreting thick construction units. For example the Contractor process would be used for drilling pile or slotted walls.
The production of approximately even horizontal level is difficult and complex by using several pouring mechanisms. To create layers with homogeneous structure and equal lasting quality is only possible with a thickness about 1.0 to 1.5 meters. This kind of process is too expensive, for example, to build underwater slabs in an excavation. 3.2 Tubs-process
The procedure is a method propagated in the
Netherlands to install fresh concrete under water. It conditional the use a special tubs, in which the fresh concrete without contact to the water is transported to the installation place. The discharge is opened only there, so that the concrete runs out always directly on the excavation sole or on the already existing concrete. Opening and closing of the tubs should be hydraulically controllable. Concreting with this method can be started, stopped or continued at every time, but a continuous concreting is not possible. A disadvantage of this procedure is that it is difficult to control the emptying of the tubs and it is impossible exclude the free fall of concrete in the water. A reinforced slab cannot be created with this method, since the reinforcement prevents the placing of the concrete.
3.3 Hydro valve process
The hydro valve procedure is a Dutch development for the production of underwater concrete. The equipment consists of a funnel and a compressible tube (Fig. 4).
The tube ends in a steel cylinder, which is the height remaining adjustable attached with chains to the funnel. This escape cylinder is used lead and load the tube.
To control the movements and the length of the compressible tube, the tube is connected with steel rings at some point. These rings are attached to the chain. With this system, it is possible to coordinate the tube movements and the length can be controlled like a piano accordion.
If a sufficient quantity of concrete is filled into the funnel, the concrete slips down (glide) in form as a ball slowly in tube, which is pressed together by the water pressure. In this case the concrete is loaded by it’s dead weight, the pressure of the water and the friction effect between concrete and tube wall. In the
89

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
concreting progress, the escape cylinder is pulled up with the chains step by step, until the desired target height is reached.
Fig. 4 pattern of Hydro valve process
The procedure avoids the free fall of the concrete through the water with high security measures. With this kind of concreting method it is possible to control the quantity of the concrete by concreting continuously. For the production of base plates several devices are used, arranged next to each other and is shifted (moved) in horizontal direction when the target height is reached.
3.4 Pump process
“The pump process” is a variation of the Contractor – process. Since the development of efficient powerful concrete pumps, it is possible to extract concrete in pipes with a small diameter of example 100 mm. The conditions for a simple and safe production of underwater concrete are given with current pump technology. In this case a concrete pump with a boom is used. On the end of the distribution tube a pouring pipe is connected. The length of the pouring pipe must be longer than the depth of the water.
Fig. 5 The concreting of a bottom plate with the Pump process
As with the described Contractor – process, the end of the pipe must be immersed in the concrete about one meter if possible, but at least more than 20 cm. To control this situation it is necessary to know the level of the water. With this information, the immerse depth of the pouring pipe and a bar to take soundings of the level of the concrete in the excavation can be controlled the process. If necessary, movement of the pouring pipe can be accomplished with the arm of the concrete pump. This procedure can be used for all kinds of construction units.
It makes a constant concrete production possible. Because concrete always is pressed into the close built layer and the concrete almost never comes in contact with the water, the result is practically no quality loss arises by separations. The large advantage is the fact that once filled, the pipe system does not have to be emptied to move the pouring pipe into the new position. The reason is that the pipe system is completely closed and it is not possible that the concrete comes in contact with the water. The only point, where the concrete has contact with the water is the lower end of the pouring pipe. With this process it is possible to start the concreting after moving without problem; and re-use the rubber ball again. This make the pump process very efficient.
Since it is not possible to manufacture a very even surface with this installation method, if this is necessary a balance concrete layer must be created in the dry excavation after the dewatering.
90

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
3.5 Hydrocrete-process
Hydrocrete is the name for an installation method of waterproof underwater concrete with tubes or pumps. The concrete in the fresh condition is resistant to erosion. With special kind of underwater concrete it is possible that it falls several meters freely through the water without washing out of cement and separation under water. That means preventive measures for the installation of the concrete are not necessary. With the Hydrocrete-process it is possible to concrete plates from 10 cm thickness under water. It does not need to be compacted and by flowing of the fresh concrete plates with surface parallelism of approximately 3 cm can be built. With this described procedure can be manufactured concrete with or without reinforced. An example for this is the clasping or capping of pouring stone bank stabilizations (Fig. 6).
Fig. 6 Hydrocrete-process to stabilize pouring stone
The fresh concrete, which is to be inserted, is spread on swimming pallet consisting of lamellas over water level. The distribution of the quantity of the concrete is made over water. By dumps of the revolving stored lamellas the concrete glides up and falls freely through the water and penetrates into cavities between rocks. A necessary condition to reach a good quality is that the pouring stones are clean. 3.6 Prepakt / Colcrete and Tectocrete process
The concreting process of the Prepakt and the Colcrete process are very similar. Therefore both processes can be described together.
The grouting methods for the production of
underwater concrete require an excavation sole free of mud and sludge. The sole must be relatively leak-proof, that means no rough gravel with only one screening portion. On the other hand it is not possible that the sole consist of cohesive soil (clay/ tone/ loam). In the first case, the grouting mortar would
flow down uncontrolled, in the second case the cohesive soil would penetrate or crush the gravel stone matrix, which is applied in the desired pouring level on the excavation sole. After the installation of the rock gravel matrix the injection pipes are molded in regular interval (distance). The diameter of the injection pipes amounts to up to 40 mm, the distance between the pipes depends on the rock gravel matrix, usually 1.5 to 3 m (Fig. 7). The pipes are connected with a tube system over the water level and can be filled with injection mortar, over valves individually or in groups. With the rising of the mortar level in the rock gravel matrix, the injection pipes will be lifted. In this case it is important, that the pipes are always 30 cm inside the escaped mortar.
Fig. 7 pattern of the underwater injection of the sand matrix
The rise of the mortar level and therefore also the immerse depth of the injection pipes are examined by observation tubes (diameter 50 mm), which are installed like the injection pipes in regular intervals. Normally one observation tube for three to six injection pipes is used. Slots along the wall let the mortar penetrate at each height level into the observation tubes. The reached level of the mortar is determined with flotation chambers or electrically working measuring method. The injection pipes are fed in such a way that one receives mortar level rising as evenly as possible in the whole excavation, or that only on one side the full height of mortar is reached and the rest of excavation uses the natural slope to drive the mortar to each point in the excavation on the final height. The selection which method is used depends on the dimensions of the excavation and the efficiency of the mixing and pumping machine. If the concrete sole has a clear dived top edge or the rising water can not escape, then on the highest level a tube system is placed in which the surplus water and mortar can be escape over the top edge level.
The strength and the waterproof from this kind of concrete are often not so good then with the other kind of concreting methods. One reason is, that the mortar didn’t arrived on all points in element and the
91

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
also the sand grain (stones) have a film of water. That make the connection of the sand matrix and the cement paste not so powerful. But one large advantage of this method is that the larges part of the concrete (the sand matrix) can be produce without protection things.
4. Conclusion
In general the underwater concrete is a special
kind of concrete with necessary behavior which depends on the construction process and the static function of the elements. To create underwater concrete it is necessary to avoid the separation of the sand matrix and the cement paste. To reach this goal, a lot of different productions methods were developed. All of these methods require a little bit different concrete. What kind of method is applied depends on the element which is to be created,
because for each problem the best method must be defined.
References
[1] Tegelaar, R. “Unterwasserbeton – Einbauverfahren und Anwendung” Beton Informationen 25 (1985) H4, pp. 34-43
[2] Zwissler, U. Falkowski, E. “Betonieren unter Wasser” Beton 40 (1990) H.7 pp. 279-284
[3] Tegelaar, R. Pickhardt, R “Unterwasserbeton” Zementmerkblatt B12 Bundesverband der Deutschen Zementindustrie e.V.(2005) pp 1-8
[4] Kühling, G. Petscharing,F. “Zusatzmittel für Unterwasserbeton” Beton 41 (1991) H. 8 pp.371-373
[5] Petscharing, F “Erosionsfester Unterwasserbeton vom Transportbetonwerk” Zement und Beton (1991) H.2 pp.12-14
[6] Verein Deutscher Zementindustrie (VDZ) “Besondere Betone” Zementtaschenbuch (2002) pp478 – 489
92

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
RESISTENCIA Y EFECTOS DEL FUEGO EN LAS ESTRUCTURAS DE HORMIGON ARMADO
Sebastià Villena Nicolau / Esteve Riba Genescà ETSECCPB
Universitat Politècnica de Catalunya
Resumen: El fuego, como situación accidental, exige de las estructuras una capacidad de resistencia que permita desalojar del objeto incendiado a las personas que lo estén utilizando, de manera que no se produzcan víctimas ni entre los usuarios ni entre el cuerpo de bomberos que actúa para controlar y extinguir el incendio. El hormigón estructural, además de las prestaciones de carácter resistente, presenta otras complementarias. Algunas se refieren a su utilización y forman parte de la funcionalidad de la obra en su conjunto. Otras, tales como la resistencia al fuego, y la durabilidad, tienen que ver con la Vida de Servicio de la estructura. Por eso, las posibles consecuencias derivadas de un incendio deben ser analizadas y consideradas en el diseño en proyecto de la estructura. Palabras clave: fuego, incendio, estructura, hormigón, acero, recubrimiento.
1. Introducción
Los incendios recientemente ocurridos en edificios singulares como en el atentado contra las Torres Gemelas de Nueva York o el de la Torre Windsor de Madrid han vuelto a poner de actualidad el debate sobre qué tipo de estructuras tienen un mejor comportamiento ante el fuego y sobre cuáles deben ser las medidas de protección contra incendios que se deben adoptar para evitar o, en todo caso, reducir en lo posible el número de víctimas mortales.
La conclusión a la que llegan la mayoría de expertos es que no hay un material ni mejor ni peor por sí solo, sino que depende de la respuesta global del edificio en su conjunto, y que hay tres puntos en los que se debe guardar especial atención: la detección rápida y efectiva del incendio, la evacuación rápida y lo más ordenada posible del personal y la reducción del impacto del fuego en la estructura del edificio. A los efectos de evaluar estos puntos se han desarrollado complicados modelos de cálculo bajo las siglas ISAI (Ingeniería de Seguridad Ante un Incendio).
Una vez se ha declarado el incendio, su gravedad recae en dos aspectos: por un lado los gases tóxicos que se generan y que afectan a las personas y, por otro lado, las elevadas temperaturas alcanzadas y los cambios que se producen en el hormigón armado.
2. Comportamiento estructural ante el fuego de las estructuras de hormigón La respuesta de una estructura de hormigón frente
al fuego es compleja puesto que se trata de un material compuesto (hormigón y acero) y dónde cada uno de los materiales a partir de los 200ºC se comporta de forma diferente al analizarlos por separado o de forma conjunta.
2.1. El Hormigón
La conductividad térmica del hormigón es baja y,
por tanto, la incidencia de la temperatura hacia el interior del elemento se puede considerar lenta. Aun así, según la geometría de la pieza y de las características del hormigón (procedencia del árido, tipo de cemento, porosidad, etc.), la velocidad de propagación puede variar. No es igual un elemento de sección cuadrada que uno de circular, ni un árido silícico que uno de procedencia calcárea con un coeficiente de conductividad térmica más bajo. A modo de ejemplo, las esquinas de un pilar de sección cuadrada son las zonas más débiles ante un incendio, ya que el calor incide en ellas por dos lados y, además, suele ser en estas zonas donde el hormigón tiene menor compacidad.
0
0,2
0,4
0,6
0,8
1
100 400 600 800 1000
Temperatura [ºC]
Coe
ficie
nte
kc(T
)
Fig. 1: Coeficiente kc(T) de disminución de la resistencia característica a compresión (fck) del hormigón de áridos
silíceos a altas temperaturas.
93
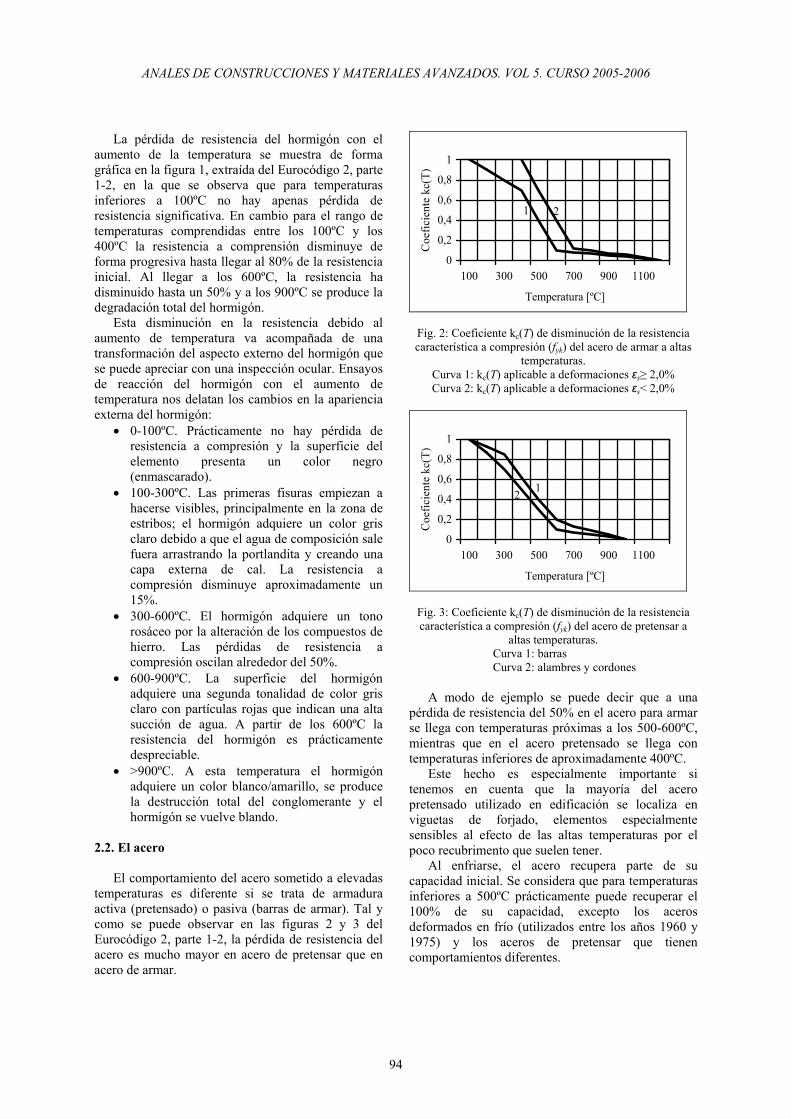
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
La pérdida de resistencia del hormigón con el aumento de la temperatura se muestra de forma gráfica en la figura 1, extraída del Eurocódigo 2, parte 1-2, en la que se observa que para temperaturas inferiores a 100ºC no hay apenas pérdida de resistencia significativa. En cambio para el rango de temperaturas comprendidas entre los 100ºC y los 400ºC la resistencia a comprensión disminuye de forma progresiva hasta llegar al 80% de la resistencia inicial. Al llegar a los 600ºC, la resistencia ha disminuido hasta un 50% y a los 900ºC se produce la degradación total del hormigón.
Esta disminución en la resistencia debido al aumento de temperatura va acompañada de una transformación del aspecto externo del hormigón que se puede apreciar con una inspección ocular. Ensayos de reacción del hormigón con el aumento de temperatura nos delatan los cambios en la apariencia externa del hormigón:
• 0-100ºC. Prácticamente no hay pérdida de resistencia a compresión y la superficie del elemento presenta un color negro (enmascarado).
• 100-300ºC. Las primeras fisuras empiezan a hacerse visibles, principalmente en la zona de estribos; el hormigón adquiere un color gris claro debido a que el agua de composición sale fuera arrastrando la portlandita y creando una capa externa de cal. La resistencia a compresión disminuye aproximadamente un 15%.
• 300-600ºC. El hormigón adquiere un tono rosáceo por la alteración de los compuestos de hierro. Las pérdidas de resistencia a compresión oscilan alrededor del 50%.
• 600-900ºC. La superficie del hormigón adquiere una segunda tonalidad de color gris claro con partículas rojas que indican una alta succión de agua. A partir de los 600ºC la resistencia del hormigón es prácticamente despreciable.
• >900ºC. A esta temperatura el hormigón adquiere un color blanco/amarillo, se produce la destrucción total del conglomerante y el hormigón se vuelve blando.
2.2. El acero
El comportamiento del acero sometido a elevadas
temperaturas es diferente si se trata de armadura activa (pretensado) o pasiva (barras de armar). Tal y como se puede observar en las figuras 2 y 3 del Eurocódigo 2, parte 1-2, la pérdida de resistencia del acero es mucho mayor en acero de pretensar que en acero de armar.
1 2
0
0,2
0,4
0,6
0,8
1
100 300 500 700 900 1100
Temperatura [ºC]
Coe
ficie
nte
kc(T
)
Fig. 2: Coeficiente kc(T) de disminución de la resistencia característica a compresión (fyk) del acero de armar a altas
temperaturas. Curva 1: kc(T) aplicable a deformaciones εs≥ 2,0% Curva 2: kc(T) aplicable a deformaciones εs< 2,0%
12
0
0,2
0,4
0,6
0,8
1
100 300 500 700 900 1100
Temperatura [ºC]
Coe
ficie
nte
kc(T
)
Fig. 3: Coeficiente kc(T) de disminución de la resistencia característica a compresión (fyk) del acero de pretensar a
altas temperaturas. Curva 1: barras Curva 2: alambres y cordones
A modo de ejemplo se puede decir que a una
pérdida de resistencia del 50% en el acero para armar se llega con temperaturas próximas a los 500-600ºC, mientras que en el acero pretensado se llega con temperaturas inferiores de aproximadamente 400ºC.
Este hecho es especialmente importante si tenemos en cuenta que la mayoría del acero pretensado utilizado en edificación se localiza en viguetas de forjado, elementos especialmente sensibles al efecto de las altas temperaturas por el poco recubrimento que suelen tener.
Al enfriarse, el acero recupera parte de su capacidad inicial. Se considera que para temperaturas inferiores a 500ºC prácticamente puede recuperar el 100% de su capacidad, excepto los aceros deformados en frío (utilizados entre los años 1960 y 1975) y los aceros de pretensar que tienen comportamientos diferentes.
94

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
2.3. El hormigón armado El principal problema que afecta a una estructura
de hormigón armado expuesta a temperaturas elevadas es la pérdida de adherencia que se produce entre el acero y el hormigón que lo envuelve. A pesar de tener un coeficiente de dilatación parecido, el acero es mucho mejor conductor y puede alcanzar elevadas temperaturas en zonas donde incluso el hormigón se encuentra relativamente frío. Al coger más temperatura, se dilata y se producen unas tensiones importantes en el perímetro de la barra (zona de unión del hormigón-acero) con la consiguiente fisuración del hormigón y la pérdida de adherencia entre ambos materiales. Esta pérdida es mayor después del incendio, cuando se enfría el material y se originan nuevos movimientos que llegan, en muchos casos, al desprendimiento del hormigón de recubrimiento.
Otra consecuencia importante es la pérdida de durabilidad del elemento, ya que se aumenta la fisuración, se reducen los recubrimientos al evaporarse de forma brusca el agua contenida en los poros, lo que provoca unas tensiones importantes que originan el desprendimiento explosivo del hormigón (efecto spalling) y, además, el hormigón sufre un proceso de carbonatación que provoca un aumento de la profundidad del frente de carbonatación.
2.4. Inercia a la transmisión de calor
La transmisión térmica, cuando la temperatura del
fuego es superior a 100ºC, es afectada por un fenómeno muy particular que poseen los materiales derivados del cemento, como son el cemento, el yeso y la cal. Estos materiales compuestos obtienen su consistencia, resistencia y rigidez por el fraguado con agua que viene a integrarse dentro de la configuración cristalográfica y molecular del compuesto. Cuando estos materiales son sometidos a altas temperaturas, muy por encima de los 100ºC, se inicia en su interior un proceso opuesto al fraguado con la evaporación del agua contenida en los huecos y luego el agua molecular. Este proceso se denomina calcinación y donde al final el hormigón deja de tener consistencia y toma un tono rojizo.
Este proceso es relativamente lento y el material trata de resistir el proceso de evaporación pero con la virtud que, mientras dura el proceso, no se sobrepasa la temperatura de ebullición del agua. Así, la calcinación viene a ser un proceso relativamente lento por capas donde cada una de estas capas estará a 100ºC mientras se evapora el agua de la misma y luego aumentará su temperatura hasta llegar a las armaduras que comienzan a sobrecalentarse.
En el proceso de calentamiento del hormigón se produce vapor de agua que, al estar confinado, genera presiones y con ello grietas y desprendimientos de
capas de recubrimiento del hormigón y disminución de la protección que éste confiere a las armaduras. La velocidad de avance de la calcinación y el proceso de las capas sucesivas calcinándose dependen de varios factores pero en líneas generales puede decirse que está en el orden de entre 3 y 5 cm de avance en la primera hora del incendio.
2.5. Recubrimientos en elementos de hormigón.
Una vez analizado el mecanismo de protección
que ofrece el hormigón a las armaduras, cabe mencionar que en determinados países, muchos de estos temas se regulan por los seguros quienes emiten recomendaciones para los distintos tipos de protección contra el fuego a partir de datos empíricos obtenidos de ensayos de resistencia al fuego.
Estas recomendaciones conducen a determinar cuantas horas resisten ciertos elementos de hormigón armado al fuego. Sin embargo, desde el punto de vista práctico, no son de fácil aplicación en el diseño diario rutinario de una estructura de hormigón armado.
En la siguiente figura 4 se muestra una sección de una viga de 30 cm de ancho y 40 cm de canto y las curvas isotermas en la sección de hormigón normal a las dos horas de haberse iniciado el fuego. La línea de 500ºC está aproximadamente a 3,5 cm desde el fondo y el lateral de la viga, lo que nos indica que si la armadura se coloca con ese recubrimiento comenzará a fallar por recalentamiento a la temperatura crítica alcanzada a 500ºC a las dos horas del fuego.
150ºC40
260ºC
370ºC480ºC595ºC705ºC815ºC925ºC
30
Fig. 4: Curvas isotermas de distribución de temperatura en una sección rectangular de hormigón normal de áridos
silíceos a las 2 horas de exposición al fuego. La figura anterior muestra claramente cómo
resulta necesario disponer los recubrimientos mínimos indicados en la vigente normativa de hormigón armado si se pretende asegurar mínimamente que el acero de las armaduras no se ablande y colapsen las vigas.
95

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
2.5. Resistencia al fuego del hormigón armado. La resistencia al fuego es suministrada para los
distintos elementos que se emplean en la construcción de hormigón armado, en los prefabricados e incluso en los pretensados, informando simplemente de las condiciones, dimensiones mínimas y recubrimientos mínimos para las resistencias al fuego (RF) definidas por el tiempo de protección a 30, 60, 90, 120 y 180 minutos. En la tabla I se muestran las dimensiones mínimas del ancho de la pieza (b) y de sus recubrimientos inferior (rinf) y lateral (rlat) de una sección de una viga isostática realizada con hormigón normal para asegurar la resistencia al fuego antes de que las armaduras empiecen a reblandecerse, según se especifica en la norma DIN 4021.
Dimensiones mínimas (mm)
Dimensión RF30 RF60 RF90 RF120 RF180b (500 ºC) 80 120 150 200 240 b (350 ºC) 120 160 190 240 350 rinf 25 40 55 65 80 rlat 35 50 65 75 90 N (barras) 2 2 2 2 2
Tabla I: Dimensiones mínimas del ancho de la pieza (b) a diferentes temperaturas y de sus recubrimientos inferior
(rinf) y lateral (rlat), según DIN 4021. Esta norma admite considerar el espesor de los
revestimientos de la pieza como parte del espesor de recubrimiento. Pero por otro lado, si los recubrimientos requeridos por fuego fueran mayores de 4 cm, sería necesario colocar mallas de acero de 15x15 cm, de por lo menos 2,5 mm de diámetro y unidas a la armadura principal a no más de 50 cm entre puntos de unión, para asegurar que los recubrimientos no se separen del cuerpo de la viga.
Otro punto a considerar en los elementos prefabricados con hormigones pretensados es que para los aceros especiales usados en esas obras es necesario reducir las temperaturas críticas de ese acero. En el caso de aceros especiales tratados en frío, esa temperatura baja a 350 ºC, con lo cual los recubrimientos a centro de las barras aumentan considerablemente. En estos hormigones con aceros pretensados, los recubrimientos indicados en la tabla I deben incrementarse en 15 mm.
3. Principios de dimensionado de las
estructuras de hormigón frente al fuego El hormigón estructural, armado y pretensado,
combina el material acero de las armaduras y el material hormigón que conforma el elemento estructural que, mediante el espesor del recubri-miento, separa y protege al acero del exterior.
El acero, como material con alta ductilidad térmica, se calienta de modo inmediato, de modo que expuesto directamente al incremento de temperaturas producido por el fuego, adquiere inmediatamente la temperatura que se alcanza en el incendio. No se comporta de la misma manera el hormigón que se calienta mucho más lentamente alcanzando temperaturas inferiores a las que para cada instante se alcanzan en el incendio.
La tabla II indica la temperatura que se alcanza en un incendio, de acuerdo con la curva normalizada y en función del tiempo que dura el incendio, la temperatura que alcanzaría un acero estructural y la que alcanzaría una losa de hormigón de 10 cm de espesor a diversas profundidades, medidas desde la cara exterior próxima al incendio. Esta profundidad se denomina recubrimiento de la armadura.
Temperatura alcanzada (ºC)
En la armadura con recubrimiento r (cm)
Tiempo (min) En el
incendio
En el acero sin
protección r = 3 r = 4,5 30 815 815 205 140 60 925 925 370 270 90 990 990 490 350
120 1.030 1.030 570 425 180 1.100 1.100 660 510
Tabla II: Temperaturas alcanzadas en el acero sin protección y con recubrimiento, según la duración del
incendio. El efecto del aumento de la temperatura sobre la
estructura es doble: por una parte afecta a las características resistentes de los materiales (hormigón y acero en armaduras) y por otra genera deformación (dilatación) impuesta que al no ser, en general, libre origina los esfuerzos correspondientes. Esta acción sobre el elemento se resume en una pérdida de capacidad resistente y en una disminución del módulo de elasticidad. La tabla III recoge la disminución, en tanto por ciento, de la resistencia a tracción del acero de la armadura (fyk), de la resistencia a compresión del hormigón con árido silícico (fck) y del módulo de elasticidad del acero y del hormigón, en función de la temperatura alcanzada por el material.
Disminución de resistencia (%)
Disminución módulo de elasticidad (%) Temp.
(ºC) Acero Hormigón Acero Hormigón
20 0 0 0 0 400 15 15 30 75 500 30 30 40 83 600 60 40 70 90 700 85 60 87 90
Tabla III: Disminución de resistencia a tracción del acero y a compresión del hormigón y de los módulos de elasticidad.
96

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
De las anteriores tablas se deduce que la resistencia de los materiales cuando alcanzan una temperatura crítica de 500 ºC se reduce al 70% de la que presentan a temperatura ambiente y que, para dicha temperatura la deformación del acero resulta ser 1,70 veces superior a la correspondiente a 20 ºC y en el hormigón 6 veces superior.
La fuerte disminución de los módulos de elasticidad hace que la estructura bajo la acción del fuego sea mucho menos rígida, por lo cual su deformabilidad aumenta y puede aceptar elevadas deformaciones impuestas por el incremento de temperatura sin que aparezcan esfuerzos de importancia.
Por otra parte la combinación de cargas con que se comprueba la resistencia al fuego de una estructura es, en general, la correspondiente a la situación accidental, con todos los coeficientes de mayoración iguales a la unidad y, además, con el valor de la sobrecarga frecuente (caso de la sobrecarga determinante) y el valor cuasi permanente de las demás sobrecargas concomitantes con la determi-nante. Se trata, en consecuencia, de un estado de cargas inferior a aquel que se ha utilizado para el dimensionado de la estructura en los diferentes Estados Límite Últimos. Es habitual considerar que la totalidad de las cargas (valores ponderados), representa el 70% del valor mayorado utilizado para asegurar la resistencia de la estructura en los Estados Límite Últimos.
Las razones anteriormente expuestas son la base del dimensionado de las estructuras frente a la acción del fuego. De acuerdo con la Instrucción EHE y con el Eurocódigo 2, parte 1-2, se utiliza un procedimiento simplificado de dimensionado consistente en disponer secciones de hormigón con dimensiones adecuadas a la resistencia al fuego requerida, que se indican en unas tablas de uso directo. Las mismas tablas indican el recubrimiento de cálculo que debe tener la armadura dispuesta así como las precauciones a considerar según el fuego alcance al elemento de hormigón en una, dos, tres o las cuatro caras.
El método directo de utilización de las mencionadas tablas puede afinarse considerando las líneas isotermas de distribución de la temperatura en la sección del elemento estructural considerado, establecer la capacidad resistente del hormigón y de las armaduras de acero sometidas a las temperaturas correspondientes a la resistencia al fuego requerida y, por último, comprobar que, en estas condiciones, la resistencia de cada sección es superior a los esfuerzos que en ella provocan las cargas totales en situación accidental.
Estos métodos de cálculo sencillos evidencian la conveniencia de disponer forjados y vigas continuas ya que en ellos el fuego suele afectar a la cara inferior, pero no a la superior.
Con los recubrimientos usualmente utilizados de entre 3 y 5 cm al centro de gravedad de la armadura pasiva, las secciones habituales de hormigón armado resultan suficientes para dar una buena respuesta ante el fuego y asegurar la resistencia al fuego requerida.
Por todo ello el comportamiento de las estructuras de hormigón sometidas a la acción del fuego es correcto, cumpliendo con las condiciones de estabilidad requeridas en situación accidental, lo que permite desarrollar los trabajos de extinción del fuego y, en su caso, de auxilio de forma eficaz.
4. Bases de cálculo y método basado en tablas para soluciones específicas
Los modelos utilizados tanto para la resistencia
como para la rigidez de los materiales a temperaturas elevadas son válidos para incrementos de temperatura situados entre 2 y 50 ºC/min. Según la temperatura alcanzada, los valores de cálculo deben tener en cuenta un factor de reducción de la resistencia o de la deformación y un coeficiente parcial de seguridad para la situación de incendio, normalmente igual a 1,0, tanto para el hormigón como para el acero.
Respecto a las propiedades del hormigón, hay que distinguir entre situaciones de compresión y de tracción. En el caso de los hormigones comprimidos a temperaturas elevadas se adopta un modelo matemático para la relación tensión-deformación en función de la temperatura, donde se distinguen los siguientes parámetros: la resistencia a compresión (fc,θ), la deformación correspondiente a la máxima tensión de compresión (εc1,θ) y una deformación última (εcu,θ), recomendadas en las tablas A.1 y A.2 del Eurocódigo 2, parte 1-2. Si el hormigón se encuentra traccionado, su resistencia se puede considerar nula a altas temperaturas, con lo cual queda del lado de la seguridad.
El modelo utilizado para las armaduras activas es el mismo que para las armaduras pasivas y se considera que los siguientes parámetros varían con las temperaturas: la pendiente de la curva tensión-deformación en el tramo elástico (εs,θ), la tensión límite proporcional (fsp,θ) y el nivel máximo de tensión (fsmáx,θ).. Estos valores para aceros laminados en caliente o en frío se pueden encontrar en las tablas A.3, A.4, A.5 y A.6 del Eurocódigo 2, parte 1-2.
Por lo que respecta al análisis de los elementos estructurales se considera que, para las reacciones en los soportes, las fuerzas internas y los momentos en el instante t0 hay que aplicar un coeficiente de minoración de las cargas de proyecto en la situación de incendio que el Eurocódigo 2, parte 1-2 recomienda que sea 0,7, como simplificación. Se considera asimismo que las condiciones de traba en los soportes para el tiempo t0 no cambian durante el tiempo de exposición al incendio.
97
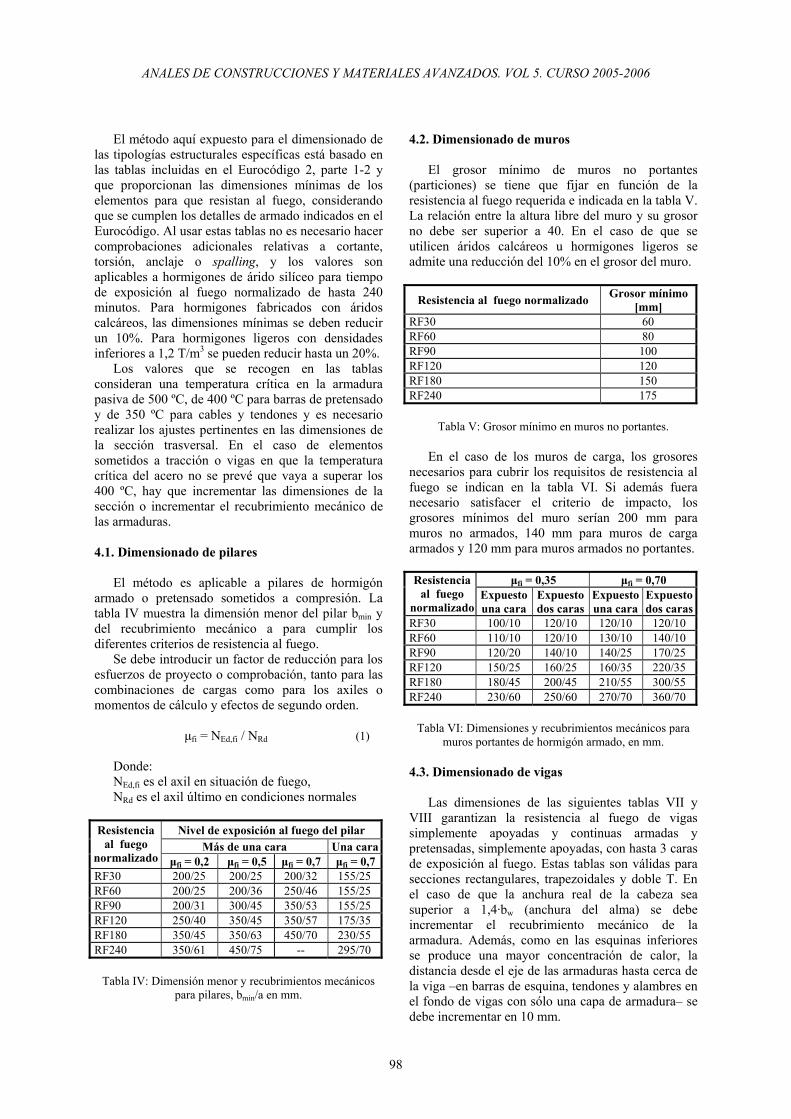
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
El método aquí expuesto para el dimensionado de las tipologías estructurales específicas está basado en las tablas incluidas en el Eurocódigo 2, parte 1-2 y que proporcionan las dimensiones mínimas de los elementos para que resistan al fuego, considerando que se cumplen los detalles de armado indicados en el Eurocódigo. Al usar estas tablas no es necesario hacer comprobaciones adicionales relativas a cortante, torsión, anclaje o spalling, y los valores son aplicables a hormigones de árido silíceo para tiempo de exposición al fuego normalizado de hasta 240 minutos. Para hormigones fabricados con áridos calcáreos, las dimensiones mínimas se deben reducir un 10%. Para hormigones ligeros con densidades inferiores a 1,2 T/m3 se pueden reducir hasta un 20%.
Los valores que se recogen en las tablas consideran una temperatura crítica en la armadura pasiva de 500 ºC, de 400 ºC para barras de pretensado y de 350 ºC para cables y tendones y es necesario realizar los ajustes pertinentes en las dimensiones de la sección trasversal. En el caso de elementos sometidos a tracción o vigas en que la temperatura crítica del acero no se prevé que vaya a superar los 400 ºC, hay que incrementar las dimensiones de la sección o incrementar el recubrimiento mecánico de las armaduras.
4.1. Dimensionado de pilares
El método es aplicable a pilares de hormigón
armado o pretensado sometidos a compresión. La tabla IV muestra la dimensión menor del pilar bmin y del recubrimiento mecánico a para cumplir los diferentes criterios de resistencia al fuego.
Se debe introducir un factor de reducción para los esfuerzos de proyecto o comprobación, tanto para las combinaciones de cargas como para los axiles o momentos de cálculo y efectos de segundo orden.
μfi = NEd,fi / NRd (1)
Donde: NEd,fi es el axil en situación de fuego, NRd es el axil último en condiciones normales
Nivel de exposición al fuego del pilar Más de una cara Una cara
Resistencia al fuego
normalizado μfi = 0,2 μfi = 0,5 μfi = 0,7 μfi = 0,7RF30 200/25 200/25 200/32 155/25 RF60 200/25 200/36 250/46 155/25 RF90 200/31 300/45 350/53 155/25 RF120 250/40 350/45 350/57 175/35 RF180 350/45 350/63 450/70 230/55 RF240 350/61 450/75 -- 295/70
Tabla IV: Dimensión menor y recubrimientos mecánicos
para pilares, bmin/a en mm.
4.2. Dimensionado de muros El grosor mínimo de muros no portantes
(particiones) se tiene que fijar en función de la resistencia al fuego requerida e indicada en la tabla V. La relación entre la altura libre del muro y su grosor no debe ser superior a 40. En el caso de que se utilicen áridos calcáreos u hormigones ligeros se admite una reducción del 10% en el grosor del muro.
Resistencia al fuego normalizado Grosor mínimo [mm]
RF30 60 RF60 80 RF90 100 RF120 120 RF180 150 RF240 175
Tabla V: Grosor mínimo en muros no portantes.
En el caso de los muros de carga, los grosores
necesarios para cubrir los requisitos de resistencia al fuego se indican en la tabla VI. Si además fuera necesario satisfacer el criterio de impacto, los grosores mínimos del muro serían 200 mm para muros no armados, 140 mm para muros de carga armados y 120 mm para muros armados no portantes.
μfi = 0,35 μfi = 0,70 Resistencia
al fuego normalizado
Expuesto una cara
Expuesto dos caras
Expuesto una cara
Expuesto dos caras
RF30 100/10 120/10 120/10 120/10 RF60 110/10 120/10 130/10 140/10 RF90 120/20 140/10 140/25 170/25 RF120 150/25 160/25 160/35 220/35 RF180 180/45 200/45 210/55 300/55 RF240 230/60 250/60 270/70 360/70
Tabla VI: Dimensiones y recubrimientos mecánicos para
muros portantes de hormigón armado, en mm.
4.3. Dimensionado de vigas Las dimensiones de las siguientes tablas VII y
VIII garantizan la resistencia al fuego de vigas simplemente apoyadas y continuas armadas y pretensadas, simplemente apoyadas, con hasta 3 caras de exposición al fuego. Estas tablas son válidas para secciones rectangulares, trapezoidales y doble T. En el caso de que la anchura real de la cabeza sea superior a 1,4·bw (anchura del alma) se debe incrementar el recubrimiento mecánico de la armadura. Además, como en las esquinas inferiores se produce una mayor concentración de calor, la distancia desde el eje de las armaduras hasta cerca de la viga –en barras de esquina, tendones y alambres en el fondo de vigas con sólo una capa de armadura– se debe incrementar en 10 mm.
98
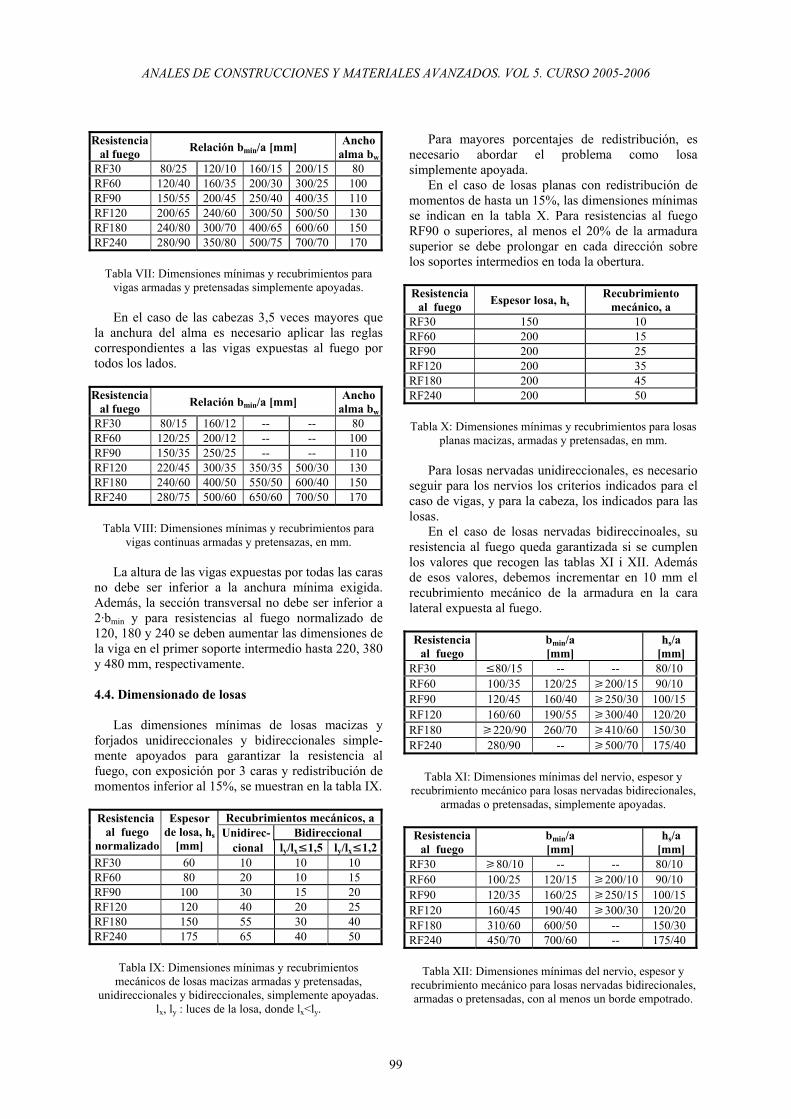
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Resistencia al fuego Relación bmin/a [mm] Ancho
alma bwRF30 80/25 120/10 160/15 200/15 80 RF60 120/40 160/35 200/30 300/25 100 RF90 150/55 200/45 250/40 400/35 110 RF120 200/65 240/60 300/50 500/50 130 RF180 240/80 300/70 400/65 600/60 150 RF240 280/90 350/80 500/75 700/70 170
Tabla VII: Dimensiones mínimas y recubrimientos para
vigas armadas y pretensadas simplemente apoyadas. En el caso de las cabezas 3,5 veces mayores que
la anchura del alma es necesario aplicar las reglas correspondientes a las vigas expuestas al fuego por todos los lados.
Resistencia
al fuego Relación bmin/a [mm] Ancho alma bw
RF30 80/15 160/12 -- -- 80 RF60 120/25 200/12 -- -- 100 RF90 150/35 250/25 -- -- 110 RF120 220/45 300/35 350/35 500/30 130 RF180 240/60 400/50 550/50 600/40 150 RF240 280/75 500/60 650/60 700/50 170
Tabla VIII: Dimensiones mínimas y recubrimientos para
vigas continuas armadas y pretensazas, en mm. La altura de las vigas expuestas por todas las caras
no debe ser inferior a la anchura mínima exigida. Además, la sección transversal no debe ser inferior a 2·bmin y para resistencias al fuego normalizado de 120, 180 y 240 se deben aumentar las dimensiones de la viga en el primer soporte intermedio hasta 220, 380 y 480 mm, respectivamente.
4.4. Dimensionado de losas
Las dimensiones mínimas de losas macizas y
forjados unidireccionales y bidireccionales simple-mente apoyados para garantizar la resistencia al fuego, con exposición por 3 caras y redistribución de momentos inferior al 15%, se muestran en la tabla IX.
Recubrimientos mecánicos, a
Unidirec- Bidireccional Resistencia
al fuego normalizado
Espesor de losa, hs
[mm] cional ly/lx≤1,5 ly/lx≤1,2RF30 60 10 10 10 RF60 80 20 10 15 RF90 100 30 15 20 RF120 120 40 20 25 RF180 150 55 30 40 RF240 175 65 40 50
Tabla IX: Dimensiones mínimas y recubrimientos
mecánicos de losas macizas armadas y pretensadas, unidireccionales y bidireccionales, simplemente apoyadas.
lx, ly : luces de la losa, donde lx<ly.
Para mayores porcentajes de redistribución, es necesario abordar el problema como losa simplemente apoyada.
En el caso de losas planas con redistribución de momentos de hasta un 15%, las dimensiones mínimas se indican en la tabla X. Para resistencias al fuego RF90 o superiores, al menos el 20% de la armadura superior se debe prolongar en cada dirección sobre los soportes intermedios en toda la obertura.
Resistencia
al fuego Espesor losa, hsRecubrimiento
mecánico, a RF30 150 10 RF60 200 15 RF90 200 25 RF120 200 35 RF180 200 45 RF240 200 50 Tabla X: Dimensiones mínimas y recubrimientos para losas
planas macizas, armadas y pretensadas, en mm. Para losas nervadas unidireccionales, es necesario
seguir para los nervios los criterios indicados para el caso de vigas, y para la cabeza, los indicados para las losas.
En el caso de losas nervadas bidireccinoales, su resistencia al fuego queda garantizada si se cumplen los valores que recogen las tablas XI i XII. Además de esos valores, debemos incrementar en 10 mm el recubrimiento mecánico de la armadura en la cara lateral expuesta al fuego.
Resistencia
al fuego bmin/a [mm]
hs/a [mm]
RF30 ≤80/15 -- -- 80/10 RF60 100/35 120/25 200/15 90/10 RF90 120/45 160/40 250/30 100/15 RF120 160/60 190/55 300/40 120/20 RF180 220/90 260/70 410/60 150/30 RF240 280/90 -- 500/70 175/40
Tabla XI: Dimensiones mínimas del nervio, espesor y
recubrimiento mecánico para losas nervadas bidirecionales, armadas o pretensadas, simplemente apoyadas.
Resistencia
al fuego bmin/a [mm]
hs/a [mm]
RF30 80/10 -- -- 80/10 RF60 100/25 120/15 200/10 90/10 RF90 120/35 160/25 250/15 100/15 RF120 160/45 190/40 300/30 120/20 RF180 310/60 600/50 -- 150/30 RF240 450/70 700/60 -- 175/40
Tabla XII: Dimensiones mínimas del nervio, espesor y
recubrimiento mecánico para losas nervadas bidirecionales, armadas o pretensadas, con al menos un borde empotrado.
99
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
En el caso de redistribuciones de momentos superiores al 15%, los recubrimientos mecánicos son los indicados para las losas unidireccionales, y el grosor mínimo debe ser el correspondiente a una losa plana maciza. Para resistencias RF90 o superiores, al menos un 20% de la armadura superior sobre cada soporte se debe prolongar en cada dirección a lo largo de toda la obertura. En el caso de losas nervadas continuas, la armadura superior se debe situar en la mitad superior de la cabeza.
4.5. Hormigón de alta resistencia
El Eurocódigo 2, parte 1-2 cubre los hormigones
de alta resistencia comprendidos entre las clases C55/67 y C90/105, y quedan fuera los hormigones ligeros de altas resistencias y los fuegos ocasionados por hidrocarburos.
El comportamiento del hormigón a compresión a temperaturas elevadas se puede asimilar al de un hormigón normal con árido silíceo para las clases resistentes comprendidas entre la C55/67 y la C80/95. Para las clases C80/95 y C90/105 es necesario aplicar un factor de reducción que depende de la temperatura en que se encuentre el material.
Por lo que respecta al fenómeno del spalling, los hormigones desde C55/67 hasta C80/95 se pueden considerar hormigones convencionales, siempre que el contenido máximo de humo de sílice no supere el 6% sobre el peso de cemento. En el caso de hormigones de las clases C80/95 y C90/105 es necesario disponer una malla de reparto 50x50 mm y de al menos 2 mm de diámetro con un recubrimiento nominal de 15 mm y añadir más de 2 kg/m3 de fibras de propileno de monofilamento en el hormigón.
Tanto la conductividad térmica como el calor específico del hormigón de alta resistencia en estado seco y húmedo dependen de la temperatura del material. Las diferencias en el campo de temperaturas entre hormigones de alta resistencia y convencionales se puede considerar despreciable.
En soportes y muros de hormigones de alta resistencia la comprobación de la capacidad de carga se puede hacer, con una sección reducida, utilizando métodos aplicables al proyecto normal. La sección transversal reducida se debe obtener sobre la base de métodos simplificados a los cuales se incorpora una reducción correspondiente al hormigón dañado por el fuego y la influencia de fenómenos de inestabilidad. A este efecto, reducción de la sección transversal correspondiente a la isoterma de 500 ºC se debe aumentar en un 35%, lo cual la transforma, aproximadamente, en la isoterma de 400 ºC. El método de la zona se puede utilizar para calcular la capacidad de momento para las secciones transversales sometidas a la combinación de momentos y axiles.
Si se utiliza el procedimiento de valores tabulados, los recubrimientos mecánicos mínimos de las armaduras se deben incrementar en un 35% en relación con los valores indicados para hormigones convencionales.
La capacidad de momento en vigas y losas se puede calcular de acuerdo con la sección transversal efectiva utilizando los métodos aplicables al dimensionado normal, pero aplicando el factor adicional de reducción que se indica en la tabla XIII, según el elemento a analizar.
Elemento Factor de reducción
Viga 0,95 Losa expuesta al fuego en zona de compresión 0,95 Losa expuesta al fuego en zona de tracción 0,95
Tabla XIII: Factor de reducción para capacidad de
momento para vigas y losas. Como se utiliza el método de valores tabulados en
vigas y losas, el valor mínimo del recubrimiento mecánico de la armadura se debe incrementar en un 10% en relación con los valores indicados para hormigones convencionales.
5. Sistemas de evaluación de una estructura afectada por el fuego
Para una correcta evaluación de una estructura
afectada por el fuego hay que combinar la información que se puede obtener con ensayos de laboratorio con una precisa inspección visual.
La evaluación se inicia con una inspección ocular para realizar una primera clasificación de los elementos según su grado de afectación basándose en el aspecto que presentan los distintos elementos, el estado en que se encuentran los materiales confrontantes y la información que puedan facilitar los agentes implicados (propietarios, bomberos, vecinos…) de las características del incendio (origen, evolución, distribución de las cargas de fuego, etc.).
El siguiente paso es determinar para cada grado de afectación la capacidad residual del hormigón que, comparándola con la de un elemento del mismo edificio que no haya sido afectado, nos permitirá hacernos una idea aproximada de las temperaturas que se han alcanzado en la zona.
También resulta útil la observación de los demás materiales próximos al elemento de hormigón armado, ya que su estado (fundido, deformado o no afectado) ayudará a conocer las temperaturas alcanzadas. Como ejemplo de diferentes materiales, podemos observar las temperaturas de fusión de distintos materiales en la siguiente tabla XIV.
100

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Puntos de fusión de distintos materiales Material ºC
Acero estructural 1.900 Níquel 1.453 Acero inoxidable 1.450 Cobre 1.083 Latón 904/990 Aluminio 660 Zinc 417 Plomo 327 Vidrio 1.500 Plásticos (punto de reblandecimiento 80/295
Tabla XIV: Temperatura de fusión de distintos materiales
La determinación de la capacidad residual del
hormigón se puede realizar mediante un estudio por ultrasonidos. Esta técnica se considera la más fiable para este tipo de estudio por dos motivos principales:
• Al ser un ensayo no destructivo se puede realizar en todos los elementos afectados y en diversos puntos de cada elemento en función de la distribución del fuego.
• Hay una coincidencia entre la temperatura a la que se produce la pérdida de adherencia entre hormigón y acero y la caída residual de la velocidad de propagación de las ondas.
Fig. 5: Aspecto de una estructura de hormigón después de
un incendio. Se observa la estabilidad casi intacta de la estructura en comparación con el desprendimiento que han
sufrido los muros cortina de cerramiento.
El estudio por ultrasonidos se completa con la extracción de probetas testimonio en puntos donde se hayan obtenido valores de propagación característicos para determinar la resistencia real del hormigón en este punto. El testimonio que se extrae también permite determinar fácilmente el frente de carbonatación aplicando en él una disolución de fenolftaleína al 1%.
Si después de este primer estudio se considera la viabilidad del elemento hay que realizar un ensayo complementario para garantizar el correcto comportamiento del elemento en su conjunto. Los ensayos que se realizan con más frecuencia son las pruebas de carga o la ruptura de un elemento en laboratorio.
5.1. Inspección de pilares
• El calor tiene tendencia a subir. Por tanto, la
parte más afectada suele ser la parte superior del pilar, donde las temperaturas que se alcanzan son mayores.
• Los pilares centrales suelen quedar más afectados, ya que no disponen de cierres en alguno de sus laterales que los pueden proteger.
• Cuanto mayor sea la cuantía de acero del pilar, más sensible será al efecto del fuego.
• Especial consideración merecen los pilares sometidos a excentricidades, ya que el deterioro más acusado de las esquinas puede provocar que la pérdida de la capacidad a flexión sea superior que a compresión. Se puede dar el caso de que pilares sometidos a compresión centrada quedarían por el lado de la seguridad, sometidos a pequeñas excentri-cidades queden por el de la inseguridad.
5.2. Inspección de vigas, losas y forjados
• Las vigas de canto quedan más afectadas que
las jácenas planas, ya que tienen más superficie expuesta.
• Las viguetas son el elemento que queda más afectado debido al pequeño diámetro de las barras y/o alambres y a los recubrimientos menores.
• En viguetas armadas, la ruptura se produce tras el incendio, al enfriarse la armadura y perder la adherencia con el hormigón.
• En viguetas pretensazas, al calentarse se dilatan y pierden el pretensado colapsando durante el incendio.
• Hay que inspeccionar siempre la cara superior de un forjado que ha sufrido un incendio en el piso inferior, aunque pueda parecer que no se encuentra afectado. Al calentarse más la parte
101

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
inferior, los materiales dilatan más en esa zona, aumentando la apariencia de flecha, estos cambios provocan un aumento de momentos negativos, haciendo que el punto de cortante máximo se desplace hacia el centro del elemento, generándose unas tensiones en la cara superior donde la armadura puede ser insuficiente para absorberlas.
6. Conclusiones El hormigón, debido a su baja conductividad
térmica y al espesor de las secciones resistentes de las estructuras de hormigón estructural, evita que la temperatura interior de la estructura sea la que se alcanza en el incendio, dando tiempo a que el fuego controle eficazmente, y se extinga, sin que dicha temperatura interna llegue a alcanzar los valores para los que se produciría el agotamiento de la estructura.
Este hecho unido a la posible redistribución de esfuerzos que una estructura de hormigón bien dimensionada frente al incendio puede admitir, permite ofrecer como prestación del hormigón una buena resistencia al fuego, lo que se traduce en que una estructura de hormigón proporciona la resistencia al fuego requerida sin más que dimensionar adecuadamente el recubrimiento de las armaduras y, por tanto, de modo eficaz, seguro y muy competitivo.
Determinadas circunstancias desgraciadas y lamentables en las que el fuego devora nuestras construcciones, permiten constatar fehacientemente la resistencia al fuego de las estructuras de hormigón adecuadamente dimensionadas y ejecutadas a tal fin.
Referencias
[1] Gemma Soler Pujol. “Los efectos de fuego sobre el hormigón armado”, nivell. CECAM, nº 6, Abril 2006, pp. 6-10.
[2] Manuel Burón Maestro. “Resistencia al fuego de las estructuras de hormigón”, Cemento Hormigón. Ediciones Cemento, SL, nº 873, Marzo 2005, pp. 54-57.
[3] Sergio Carrascón Ortiz y Juan Carlos López Agüí. “Métodos de proyecto o evaluación de la resistencia al fuego de estructuras de hormigón armado”, Cemento Hormigón. Ediciones Cemento, SL, nº 864, Julio 2004, pp. 34-52.
[4] Comité europeo de normalización. “Eurocódigo 2: Proyecto de estructuras de hormigón. Parte 1-2: Reglas generales. Proyecto de estructuras frente al fuego. Norma ENV 1992-1-2”. AENOR, 1996.
[5] Roberto Dannemann. “Hormigón armado. Resistencia al fuego bajo sospecha”, revista BIT, Julio 2003, pp. 36-38
102

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 3. CURSO 2003-2004
103
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
RECOMENDACIONES DE PRODUCCIÓN Y UTILIZACIÓN DE HORMIGÓN RECICLADO
Alberte, Elaine Varela Pinto
UPC / Doctoranda en Ingería Ambiental [email protected]
Louzada, Desilvia Machado UPC / Doctoranda en Ingeniería de la Construcción
[email protected] Departamento de Construcción / Materiales de Construcción
C/ Jordi Girona 1-3 Ed.B1 109 Barcelona 08034 / 934017263 / 934017262
Resumen: Este trabajo se constituye de un resume de recomendaciones de producción y utilización de hormigones estructurales con substituciones de árido grueso reciclado. Ha sido desarrollado de manera práctica tal que sus usuarios puedan hacer una consulta rápida cuando les necesite. De esta manera este documento abarca de modo general aspectos envueltos desde el diseño y selección de materiales hasta la ejecución, control y propiedades del hormigón producido con árido reciclado.
El objetivo de este documento es contribuir para el uso de áridos reciclados en hormigones, y así promover el fortalecimiento de una práctica más sostenible de la industria de la construcción civil.
Palabras clave: árido reciclado, hormigón, reciclaje, residuos de construcción.
1. Introducción La utilización de materiales secundarios (áridos
reciclados provenientes de residuos) en la producción de materiales de construcción es una actividad cada día más estimulada por los países de la CE (Comunidad Europea). Las experiencias europea, japonesa y americana demuestran que el conocimiento existente presenta base tecnológica suficiente para el desarrollo de este tipo de reciclaje, de forma continua, en las áreas urbanizadas donde existan generación de residuo y demanda por materiales de construcción. En los EUA, Japón, España, Francia, Italia, Inglaterra y Alemania y otros países, la reciclaje de residuos ya es una actividad consolidada y los gobiernos locales, cada vez más, disponen de leyes exigiendo el uso de materiales reciclados en la construcción y en servicios públicos.
Una de las aplicaciones más comentadas, estudiadas y valoradas es el uso de árido reciclado procedente del machaqueo de residuos de hormigón para la producción de hormigón nuevo, denominado en este trabajo hormigón reciclado.
Este material es basado en las recomendaciones de utilización de hormigón estructural, hechas en Noviembre de 2002 por el Grupo de Trabajo 2/5 “Hormigón Reciclado” de acuerdo con la Comisión Permanente del Hormigón. El referido documento complementa la reglamentación actual de hormigón
estructural (Instrucción EHE), no que se refiere a recomendaciones específicas sobre la utilización del árido reciclado en esta aplicación.
Este trabajo presenta un resume de recomendaciones de producción y utilización de hormigón reciclado. Así, esta documentación tiene un carácter de orientación, con el objetivo de ser una referencia de consulta para los usuarios del hormigón reciclado. Para obtención de más detalles deberá consultarse la bibliografía indicada.
2. Bases de proyecto De acuerdo con la Comisión Permanente del
Hormigón, se predice que: * La aplicación de árido reciclado está restricta a los casos de hormigón en masa y armado, excluyendo su uso en hormigón pretensazo; * Sólo se debe utilizar áridos procedentes del reciclado de hormigón convencional, con evidenciada calidad del hormigón de origen, de modo a garantizar la obtención final de un árido de propiedades adecuadas y con una uniformidad suficiente. Excluyese hormigones especiales tales como hormigones ligeros, hormigones con fibras o aquellos fabricados con cemento aluminoso, etc; * Utilizar sólo exclusivamente la fracción gruesa del árido reciclado (tamaño mínimo superior a 4 mm), sustituyendo a una cantidad limitada de 20% en peso del árido natural. Con esta limitación, las propiedades finales del hormigón reciclado apenas se ven afectadas en relación a las que presenta un hormigón convencional. Para porcentajes superiores, es necesaria la realización de estudios específicos y experimentación complementaria referente a cada aplicación deseada. Resaltase que la densidad resultante del hormigón reciclado es inferior a la de un hormigón convencional por la menor densidad que presenta el árido reciclado (el mortero permanece adherido al árido natural, lo mismo no ocurriendo con el árido reciclado). Así, cuanto mayor es el porcentaje de árido reciclado utilizado
103

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
menor será la densidad del hormigón (ver Tabla I); * En caso de producción de hormigón para ambientes agresivos, la utilización del árido reciclado estará condicionada por la ejecución de algunos procedimientos especiales como, por ejemplo, utilizar una única fuente de árido reciclado controlada, realizar ensayos complementarios, incrementar el contenido de cemento o disminuir la relación agua/cemento en la dosificación, etc. Se quedan fuera de los objetivos de este
documento: * El uso de árido fino reciclado para la fabricación de hormigones. * El uso de áridos reciclados de naturaleza distinta del hormigón (áridos mayoritariamente cerámicos, asfálticos, etc), procedentes de estructuras de hormigón con patologías que afectan a la calidad del hormigón (tales como álcaliárido, ataque por sulfatos, fuego, etc.) o procedentes de hormigones especiales tales como aluminoso, con fibras, con polímeros, etc.
% de árido grueso reciclado
Valores característicos de densidad
0 - 20%
Hormigón en masa 2.300 kg/m3
Hormigón armado 2.500 kg/m3
Superior al 20% Densidad resultante inferior1
Tabla I: Valores característicos de densidad del hormigón
por porcentual de árido reciclado [4]
3. Selección de los materiales
3.1. Cementos En la fabricación de hormigones con áridos
reciclados son utilizados los mismos tipos de cemento empleados en un hormigón convencional para las mismas aplicaciones. (ver tabla II).
Estos materiales deben estar de acuerdo con las Normas Españolas (Instrucción de Recepción de Cementos RC-03) con una clase de la fuerza igual o superior a 32,5 [5].
3.2. Áridos
En este punto se indican los requisitos que deben
cumplir tanto los áridos gruesos reciclados, como los
1 Para sustituciones de 100% del árido grueso, las
declinaciones de densidad de un hormigón convencional se sitúan entre el 5-15%.
áridos naturales para que la mezcla de ambos esté de acuerdo con las normativas vigentes.
Referente a los métodos de ensayo utilizados para los áridos reciclados, en general, se emplea los mismos utilizados para áridos convencionales, incluidos en la Instrucción EHE [3]. Sin embargo, en algunos casos pueden ser necesarias modificaciones, tal como se indica en los puntos oportunos de este documento.
Tipo de
hormigón Tipo de cemento Norma
aplicada Hormigón en masa
Cementos comunes Cementos especiales
UNE 80301:96 UNE 80307:96
Hormigón armado
Cementos comunes
UNE 80301:96
Tabla II: Cementos aplicables a la fabricación del hormigón
reciclado
3.2.1. Características físicas La fracción gruesa producida por las plantas
productoras de árido reciclado presenta generalmente un coeficiente de forma, índice de lajas y una granulometría adecuadas dentro de los usos recomendables para el empleo del material en hormigón estructural. En la tabla III se presenta las características físicas de los áridos naturales y reciclados para producción de hormigón reciclado estructural.
Característica Áridos
Naturales Áridos
Reciclados Procedencia
Rodados o procedentes de rocas machacadas
Originados de hormigones estructurales sanos, o bien de hormigones de resistencia elevada, con comprobado cumplimiento de las especificaciones exigidas en los siguientes apartados
Tamaño ≥ 4 mm ≥ 4 mm Desclasificados inferiores
< 10%
≤ 10%
Partículas menores de 4 mm
< 5%
< 5%.
Tabla III: Características de áridos gruesos para producción
de hormigón reciclado estructural [4]
3.2.2. Condiciones físico-químicas
En la tabla IV se presenta las condiciones físico-
químicas de los áridos naturales y reciclados para
104

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
producción de hormigón reciclado estructural referente a las substancias perjudiciales.
3.2.2.1. Reactividad potencial
Para los áridos reciclados procedentes de un único hormigón de origen controlado, entendiendo como tales hormigones de composición y características conocidas, se deberán realizar las comprobaciones indicadas en el articulado de la Instrucción EHE (articulo 28.3.1).
Para los áridos reciclados procedentes de distintos hormigones de origen, éstos deben considerarse potencialmente reactivos.
Los áridos reciclados pueden presentar un contenido de cloruros respetable, a depender de la procedencia del hormigón usado como materia prima (hormigones procedentes de obras marítimas, puentes o pavimentos expuestos a las sales para el deshielo, o mismo hormigones con aditivos acelerantes). Por lo tanto se recomienda determinar el contenido de cloruros totales, aplicando el límite que establece la Instrucción EHE. La Norma UNE 80-217:91 “Método de ensayo de cementos. Determinación del contenido de cloruros, dióxido de carbono y alcalinos en los cementos” es la indicada para la determinación de los cloruros totales en el árido reciclado.
Las normas indicadas son validas tanto para áridos reciclados como convencionales. No obstante deben ser realizados ciertos cuidados a respecto del contenido de partículas blandas, resistencia a hielo, terrones de arcilla y partículas de bajo peso específico (ver tabla IV).
3.2.2.2. Contenido de partículas ligeras
Para la determinación del contenido de partículas ligeras, la norma UNE-EN 1744-1 “Ensayos para determinar las propiedades químicas de los áridos. Parte 1: Análisis químico” presenta diversos problemas cuando se la aplica en áridos reciclados, al enturbiarse la solución con partículas de tierra y variar su densidad. Así recomendase la ejecución del ensayo solamente después de la ejecución de un lavado previo de la muestra y posterior desecado.
3.2.2.3. Contenido de partículas
Para la determinación del contenido de partículas
blandas, la norma UNE 7134:58 “Determinación de partículas blandas en áridos gruesos para hormigones” deberá ser adaptada. El método de ensayo debe ser hecho únicamente sobre la parte de árido natural de las partículas y no sobre el mortero adherido de las mismas. El límite para el contenido de partículas blandas para los áridos reciclados será el mismo que establece la Instrucción EHE para áridos convencionales.
Sustancia Árido Natural
Árido Reciclado
Norma Aplicada
Terrones de arcilla
< 0,15%.
< 0,6% UNE 7133:58
Partículas blandas
< 5%.
< 5%. UNE 7133:58
Sulfatos solubles en ácidos
< 0,8%.
< 0,8%.
UNE EN 1744-1:99
Compuestos totales de azufre
< 1 %
< 1 %
UNE EN 1744-1:99
Cloruros
< 0,05%
< 0,05% UNE EN 1744-1:99
Partículas de bajo peso específico
< 1 %
< 1 %
UNE EN 1744-1:99
Impurezas
-
Material cerámico < 5% Partículas ligeras < 1% Asfalto < 1% Otros materiales (vidrio, plásticos, metales, etc) < 1%
prEN 933-11
Tabla IV: Limitaciones a las substancias perjudiciales en
los áridos gruesos [4]
3.2.2.4 Impureza y contaminantes
Se debe tener cuidados con las impurezas y contaminantes pasibles de existencia en los áridos reciclados (plástico, madera, yeso, ladrillo, vidrio, materia orgánica, aluminio, asfalto, etc.), ya que estas impurezas producen en todos los casos un descenso de resistencia en el hormigón. Además, dependiendo del tipo de impureza, se pueden presentar otras complicaciones como reacciones álcali-árido (vidrio), ataque por sulfatos (yeso), desconchados superficiales (madera o papel), elevada retracción (tierras arcillosas) o mal comportamiento hielo-deshielo (algunos cerámicos).
La norma prEN 933-11 “Test for geometrical properties of aggregates. Part 11: Classification test form the constituents of coarse recycled aggregates” es la indicada para la determinación del contenido de impurezas de áridos reciclados. 3.2.2.5. Terrones de arcilla
En hormigón reciclado producido con más de
20% de áridos reciclados es necesario aumentar las precauciones durante su producción, para eliminar al máximo las impurezas de tierras que lleve la materia prima, de modo a contribuir para el cumplimiento de
105
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
la Instrucción EHE. En la situación extrema de utilizar 100% de árido grueso reciclado, la especificación máxima admitida es de 0,25% de terrones de arcilla.
3.2.3. Condiciones físico-mecánicas
La Tabla V presenta las condiciones físico-
mecánicas de los áridos naturales y reciclados para producción de hormigón reciclado estructural.
Caracte-rística
Áridos Naturales
Áridos Reciclados
Norma aplicada
Absorción
≤ 4,5%
≤ 7%.
UNE 83133:90
UNE 83134:90
Pérdida de peso con sulfato de magnesio
<18%
<18%
UNE EN 1367-2:99
Resistencia al desgaste de la grava
≤ 40% ≤ 40% UNE EN 1097-2:99
Tabla V: Limitaciones físico-mecánicas de los áridos [4]
Como control rápido en la planta de producción,
se permite estimar la absorción del árido reciclado a través de un ensayo de absorción a los 10 minutos. Los límites estipulados son de menos de 5,5% para aplicaciones de árido reciclado no superiores al 20%.
Cuando el hormigón está sometido a ambientes de helada, se debe realizar la determinación de la pérdida de peso máxima experimentada por los áridos reciclados al ser sometidos a ciclos de tratamiento con soluciones de sulfato magnésico, antecedida por una preparación previa de la muestra.
Así, el procedimiento de ensayo indicado (norma UNE-EN 1367-2:99 “Ensayos para determinar las propiedades térmicas y de alteración de los áridos. Parte 2: Ensayo de sulfato de magnesio”) deberá ser antecedido por un lavado y tamizado enérgico por el tamiz de abertura 10 mm de la muestra, con el objetivo de eliminar todas las partículas friables. Los límites de resultado del ensayo establecidos por la Instrucción EHE para los áridos naturales será también de aplicación para los áridos gruesos reciclados.
3.4. Suministro y almacenamiento
Los cuidados necesarios para suministro y
almacenamiento de los áridos en obra consisten en: * Adoptar un procedimiento de caracterización de los escombros de origen que envuelva la identificación de naturaleza del material (hormigón en masa, armado, mezcla de hormigón, etc), de la planta productora del árido y empresa
transportista del escombro, de la presencia de impurezas (cerámico, madera, asfalto), de detalles sobre su procedencia (origen o el tipo de estructura de la que procede), además de cualquier otra información que resulte de interés (causa de la demolición, contaminación de cloruros, hormigón afectado por reacciones álcali-árido, etc); * Establecer depósitos separados e debidamente identificados para los áridos reciclados y los áridos naturales. Para esta exigencia aconsejase almacenar separadamente los áridos reciclados procedentes de hormigones de muy distintas calidades, ya que la calidad del hormigón de origen influye en la calidad del árido reciclado. * Almacenar en depósitos separados los escombros procedentes de hormigón estructural o de elevada resistencia y los procedentes de hormigones no estructurales, generando así una mayor uniformidad en las propiedades de los áridos producidos. Para los otros materiales son válidas las
prescripciones para hormigón convencional indicadas en la instrucción EHE.
3.5. Otros componentes del hormigón
Se debe adoptar los mismos términos utilizados
para hormigones convencionales, de acuerdo con las indicaciones de la instrucción EHE (articulo 29).
Como regla general, se recomienda el uso de aditivos en la producción de hormigón reciclado con el objetivo de obtener una trabajabilidad adecuada, principalmente cuando se utiliza el árido en estado seco.
El uso de adiciones, como las cenizas volantes y los humos de silicona, tienen las mismas recomendaciones indicadas para áridos convencionales (para cenizas máximo de 35% en relación al peso del cemento y para silicona máximo de 10%). Los usos de adiciones son limitados únicamente en el caso del cemento tipo CEM I.
4. Cálculo de secciones y elementos estructurales
En el diseño, la tipificación de los hormigones
reciclados consistirá de la sigla T indicativa del tipo de hormigón donde HRM será para Hormigones Reciclado en Masa y HRA para Hormigones Reciclados Armados.
Para la resistencia característica, se recomienda utilizar la serie incluida en la Instrucción EHE (articulo 39.2) con el límite de 40 N/mm2.
Para sustituciones de árido grueso reciclado no superiores al 20%, para el cálculo de secciones y elementos estructurales, se debe adoptar la fórmula y las tablas del articulado EHE, así como sus
106

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
comentarios. Adoptarse, todavía, las siguientes recomendaciones
* Para el estado límite de figuración, se mantiene la redacción del articulado de la Instrucción EHE a excepción de la separación máxima entre estribos recogida en la tabla 49.3 de la referida Instrucción. Para hormigón reciclado se debe utilizar un valor máximo de 200mm, con el objetivo de mejorar la respuesta frente a figuración bajo esfuerzo cortante * Para el estado límite de vibraciones, son válidas las prescripciones del articulado EHE. Para porcentajes de sustitución mayores del 20%
se recomienda la realización de ensayos en cada caso y las siguientes recomendaciones:
* Para el cálculo de la resistencia a tracción, se recomienda realizar ensayos en cada caso no obstante el hecho de que esta propiedad se ve poco afectada por el porcentual de áridos reciclados utilizados; * Para el diagrama tensión-deformación de cálculo del hormigón se debe considerar que el aumento del porcentual de reciclados produce un aumento de la deformación en pico εc1, debido a la mayor deformabilidad de estos, y puede acusar mayores pérdidas de resistencia en ensayos bajo cargas sostenidas. Por lo tanto, en estos casos se recomienda la realización de estudios específicos para fijar el diagrama de cálculo que se debe utilizar. * Para el módulo de deformación longitudinal del hormigón, hay una disminución progresiva (para un 100% de árido grueso reciclado, el módulo del hormigón será 0,8 veces el del hormigón convencional). Así, debido a la variación de la calidad de los áridos reciclados, que puede provocar una gran dispersión en el valor del módulo y presentar valores incluso inferiores al apuntado, se aconseja ejecutar ensayos en cada caso. * Para estimar la retracción del hormigón, se debe considerar que la retracción aumenta progresivamente al aumentar el porcentaje de árido reciclado. (para un 100% de árido grueso reciclado, la retracción será 1,5 veces la de un hormigón convencional) Así, debido a la variación de la calidad de los áridos reciclados, que puede provocar una gran dispersión en el valor de la retracción y presentar valores superiores al indicado, se aconseja ejecutar ensayos en cada caso. * No que se refiere a la fluencia del hormigón, se debe considerar que la fluencia aumenta progresivamente al aumentar el porcentaje de árido reciclado (para un 100% de árido grueso reciclado, la fluencia será 1,25 veces la de un hormigón convencional). Así, debido a la variación de la calidad de los áridos reciclados, que puede provocar una gran dispersión en el
valor de la fluencia y presentar valores superiores al indicado, se aconseja ejecutar ensayos en cada caso. * Para la capacidad resistente de bielas, tirantes y nudos, también se recomienda realizar ensayos específicos (artículo 39.5) ya que las disminuciones de resistencia bajo carga sostenida pueden ser relevantes. * Para los cálculos relativos a los estados límite últimos, se recomienda realizar estudios específicos, de acuerdo a las especificaciones en los artículos 39 y 40. * Para el estado límite de figuración, debe realizarse estudios específicos o desarrollar una campaña experimental. * Para el estado límite de deformación, debe realizarse estudios específicos o desarrollar una campaña experimental en ensayos previos.
5. Ejecución del hormigón reciclado Debido a la grande variedad de los áridos
reciclados se recomienda producir hormigones con árido reciclado solo en Central de Mezcla. 5.1. Dosificación
Para ajustar la dosificación es necesario realizar
los mismos ensayos previos del Hormigón Convencional, de acuerdo con la Instrucción EHE.
No que se refiere a las sustituciones de áridos superiores al 20%, se recomienda:
1) aumentar el contenido de cemento o utilizar menor relación agua / cemento, para mantener la resistencia.
2) añadir más agua o utilizar aditivos plastificantes o superfluidificantes o presaturar el árido reciclado, para conseguir la consistencia deseada.
5.2. Controle de la humedad
Para garantizar la humedad de los áridos
reciclados en condicción de superficie saturada, la Central de Mezcla debe mantener sistemas tales como aspersores de agua. Debido al hecho de que la absorción de agua del árido grueso reciclado es elevada, recomendase utilizar los áridos en condiciones de saturación para hormigones con más del 20% de árido reciclado. 5.3. Tiempo y velocidad del amasado
El tiempo y velocidad del amasado del hormigón
con árido puede ser más grande que el convencional. No obstante, tampoco debe ser excesivamente prolongado para evitar la generación de finos, debido al atrito durante el proceso de mezcla, provenientes
107

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
de los morteros adheridos a la superficie de los áridos reciclados.
Se recomienda realizar los mismos ensayos característicos del hormigón convencional para garantizar las condiciones adecuadas del referido proceso. 5.4. Transporte
En la operación de transporte se debe tener en
cuenta que el volumen de transporte siempre debe se menor que 2/3 del tambor del elemento de transporte.
Para los hormigones con más de 20% de árido reciclado recomendase realizar ensayos característicos con el objetivo de evaluar la variación de la consistencia durante el transporte, y compensar dicha variación con la incorporación de aditivo plastificante o superplastificante en obra. Se debe seguir las indicaciones del fabricante del aditivo. 5.5. Puesta en obra
Se debe tener los mismos cuidados de colocación
y compactación necesarios al hormigón convencional, estipulados por el artículo 70 de la Instrucción EHE.
Resaltase la posibilidad de alteración de la homogeneidad de las características del hormigón reciclado si aplicado a través del bombeo (debido a la presión y su influencia sobre la absorción del agua por parte del árido reciclado).
Por lo tanto, para la aplicación de hormigón bombeado, se deberá ajustar la dosificación del hormigón basado en ensayos característicos y muestras a la salida de la tubería.
5.6. Armadura
Para los hormigones con hasta 20% de árido
reciclado deben ser consideradas las prescripciones recogidas en el capitulo 5 de la Instrucción EHE.
Para los hormigones con más de 20% de árido reciclado todavía no existen valores característicos. No obstante, se permite adoptar la siguiente expresión para las longitudes básicas de anclaje de las armaduras pasivas:
* Para barras en posición l: lbl = 1,1 m ф 2 ≥ (fyk / 20) ф.
* Para barras en posición ll: lbll = 1,55 m ф 2 ≥ (fyk / 14) ф.
6. Control de los materiales
6.1 Control de los Áridos Debido a mayor heterogeneidad que suelen
presentar los áridos reciclados, aconsejase la aplicación de un mayor control de las propiedades de
estos materiales, especialmente aquellas que son más desfavorables en este tipo de áridos (absorción, contenido de finos, contenido de desclasificados inferiores y contenido de impurezas).
Por lo tanto se recomienda adoptar el criterio más conservador de los recogidos en la tabla siguiente [2]:
PROPIEDAD NORMA FRECUENCIA
Granulometría. Desclasificados inferiores
UNE-EN-933-1:98
1/semana
Cada 2.000t
Coeficiente de forma
UNE-EN-933-4:00
1/mes
Cada 10.000t
Contenido de finos
UNE-EN-933-2:96
1/semana
Cada 2.000t
Coeficiente de los Ángeles
UNE-EN-1097-2:99
1/mes
Cada 2.000t
Absorción
UNE-EN-1097-6:01
1/semana
Cada 2.000t
Estabilidad frente a soluciones de MgSO4 (*)
UNE-EN-1367-2:99
1/6 mes
Cada 10.000t
Partículas blandas UNE 4134:58
1/mes
Cada 10.000t
Torrones de arcilla UNE 7133:58
1/semana
Cada 2.000t
Partículas ligeras UNE 7244 1/mes
Cada 10.000t
Determinación de compuestos de azufre (SO3)
UNE-EN-1744-1
1/3 mes
Cada 10.000t
Determinación de sulfatos solubles en ácido
UNE-EN-1744-1
1/3 mes
Cada 10.000t
Determinación de clóralos totales
UNE-EN-1744-1
1/3 mes
Cada 10.000t
Impurezas prEN 933-11
1/semana
Cada 2.000t
Tabla VI Frecuencia de los ensayos de control de
producción
6.2. Ensayos característicos Recomendase hacer los ensayos característicos de
consistencia y resistencia con el objetivo de comprobar las posibles variaciones en los resultados de consistencia y resistencia del hormigón reciclado.
Además, estos ensayos permitirán:
108

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
* ajustar el tiempo de amasado; * comprobar el efecto del tiempo de transporte sobre la consistencia; * evaluar la necesidad de corregir la consistencia en obra a través del uso aditivos plastificantes o superplastificantes (de acuerdo con las indicaciones del fabricante). De acuerdo con la Instrucción EHE (articulo 87),
recomendase los siguientes ensayos: UNE-83300:84, UNE-83301:91, UNE-83303:84 y UNE-83304:84.
6.2.1. Control de la consistencia
El control de la consistencia se debe hacer por
medio de ensayos previos que cuantifiquen la cuantidad de agua adicional que se debe añadir al hormigón durante el amasado (UNE 83313:90).
Como los áridos reciclados deben atender la condición de humedad saturada con superficie seca, se recomienda realizar los ensayos previos para se ajustar el grado de saturación a alcanzar y para reducir la variación de la consistencia entre amasadas.
Los aditivos tales como los plastificantes o superfluidificante también pueden ser utilizados para obtener la consistencia deseada.
6.2.2. Control de la resistencia
De acuerdo con la Instrucción EHE (articulo 86),
recomendase los siguientes ensayos de control de resistencia a compresión del hormigón: UNE-83300:84, UNE-83301:91, UNE-83303:84 y UNE-83304:84.
Para asegurar que la resistencia característica de obra será satisfactoria, en el caso de hormigones reciclados, observase que la resistencia que debe alcanzarse con estos ensayos puede ser algo superior a la esperada con un hormigón convencional, teniendo en cuenta el aumento en la dispersión de resultados derivada de la falta de uniformidad del árido reciclado empleado.
Así, aconsejase que: * En los ensayos de resistencia se debe utilizar áridos reciclados de diferentes calidades dentro dos límites admisibles. * Se debe incluir en el conjunto de los ensayos aquellos que determinen propiedades tales como el módulo de elasticidad, la retracción o la fluencia del hormigón, en elementos sensibles a la deformación o hormigones con más de 20% de árido reciclado.
6.3. Ensayos de controle Para hormigones reciclados con hasta 20% de
áridos reciclado son válidas las prescripciones de control del articulado EHE (articulo 88).
Juan[2] recomienda que en los elementos de especial responsabilidad, o para el caso de
hormigones con más de 20% de árido reciclado, se puede adoptar lotes de acuerdo con los recogidos en la tabla VII:
Tipo de elementos estructurales Limite
superior Elementos
comprimidos
Elementos en flexión simples
Macizos
Volumen de hormigón 50m3 50m3 100m3
Número de amasadas 25 25 50
Tiempo de hormigonado
2 semanas
2 semanas
1 semana
Superficie construida 500m3 500m3
Numero de plantas 1 1
Tabla VII. Lotes de control de producción
7. Propiedades del hormigón reciclado En general, la incorporación de árido reciclado en
el hormigón influye de forma negativa en todas sus propiedades. A seguir son presentadas algunas propiedades del hormigón que son afectadas con la adición de áridos reciclados.
7.1. Densidad
La densidad del hormigón reciclado es inferior
debido al mortero que permanece adherido al árido natural. Cuanto mayor es el porcentaje de árido reciclado utilizado menor será la densidad del hormigón. En las sustituciones del árido grueso, la densidad se encuentra entre el 5-15% de la densidad de un hormigón convencional.
La absorción de agua del árido grueso reciclado es elevada. Por lo tanto, los áridos deben ser utilizados en condiciones de saturación. 7.2. Consistencia
En general, cuando se mantiene la misma relación
agua / cemento, los hormigones con áridos reciclados presentan aumento de consistencia.
Para mantener la consistencia se puede adicionar más agua, aditivos superfluidificantes o presaturar los áridos.
109

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
7.3. Contenido de aire El contenido de aire ocluido en el hormigón
reciclado suele ser que en el convencional. Con la saturación del árido, se obtiene valores similares de contenido de aire de un hormigón convencional.
7.4. Tiempo de Mezcla
Debido a partículas más finas adheridas al árido
reciclado el tiempo de mezcla excesivo cambia la granulometría del árido, reflejando, por lo tanto, en las características resistentes del hormigón.
7.5. Dosificación
Los estudios de dosificación tienen el objetivo de
determinar la proporción de materiales que garantizan tanto las cualidades requeridas durante el amasado, su transporte y aplicación, bien como las cualidades finales del hormigón de acuerdo con su aplicación. En cada una de esas etapas son requeridas propiedades diferentes que deben ser previamente estudiadas. Así, durante los estudios de dosificación es necesario:
* aumentar el contenido de agua de amasado o utilizar árido saturado o añadir aditivos como los plastificantes o superfluidificante, para evitar la perdida de fluidez; * hacer una dosificación con un contenido de cemento más grande (hasta 17% más en hormigones con 100% de árido grueso reciclado y hasta 5% en hormigones hasta 50% de árido grueso reciclado). Resaltase que el incremento de cemento se acentúa para hormigones de categoría resistente elevada; * aumentar el contenido de agua en la dosificación entre el 5-10% adicional (próximo a 10 l/m3), para conseguir la misma consistencia en el hormigón reciclado (ni siempre necesario); * realizar un seguimiento de la densidad, absorción y humedad del árido reciclado tanto durante la producción del hormigón como durante su acopio; * realizar ensayos previos para determinar el contenido de agua libre necesario para conseguir una determinada consistencia; * determinar la relación agua libre / cemento para una determinada resistencia y la relación árido fino/ árido grueso para conseguir una consistencia óptima.
7.6. Resistencia a compresión En general, el hormigón reciclado presenta
resistencia inferior. El grado de sustitución de árido natural por árido reciclado es determinante, como indicado en la tabla VIII.
Se recomienda realizar pruebas previas para especificar la cuantidad de sustitución.
Perdida de resistencia
sustitución Aumento de la resistencia
20 a 30% 100% 7 a 17% < 5%0 <20% pequeñas
diferencias
Tabla VIII: Cambios de resistencia
7.7. Resistencia a tracción La resistencia a tracción en los hormigones con
áridos reciclado también es más baja. La recomendación en este caso es utilizar áridos sometidos a varios procesos de trituración y disminuir la relación agua/cemento.
Cuando no se dispone de resultados la Instrucción EHE permite adoptar la relación de la formula 1.
9,03,0 3 2
, ckfm =fct (1)
7.8. Resistencia a flexotracción
Los cambios que se producen en la resistencia a
flexotracción del hormigón reciclado son muy similares a los que se producen en la resistencia a tracción.
En sustituciones del 100%, la resistencia a flexotracción del hormigón reciclado oscila entre un +20% del valor correspondiente al hormigón del control.
En sustituciones comprendidas entre 20-30% la resistencia a flexotracción del hormigón reciclado oscila entre -6% y +2% del valor correspondiente al hormigón del control.
7.9. Modulo de elasticidad
Para los hormigones producidos con cantidades de
áridos reciclados superiores al 20% es necesario establecer un coeficiente de corrección para estimar el modulo estático de elasticidad del hormigón.
( )23 /8500 mmNfr cm⋅⋅∝⋅=Ec (2)
Donde: r : es el coeficiente de corrección del porcentaje
de áridos reciclados utilizado. ∝ : es el coeficiente de corrección de la
naturaleza del árido.
110

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
7.10. Retracción La retracción del hormigón reciclado puede ser
influenciada por diversos factores. El incremento del tamaño máximo del árido, generalmente produce un descenso en la retracción del hormigón. En los áridos reciclados las fracciones mayores incorporan un menor contenido de mortero adherido por lo que la retracción del hormigón disminuye respecto a las fracciones más finas.
La retracción puede mejorar considerablemente cuando el árido reciclado está sometido a varios procesos de trituración.
7.11. Fluencia
El hormigón reciclado presenta mayor fluencia
que el hormigón fabricado con árido natural, debido principalmente al menor módulo de elasticidad del mortero que incorpora el árido reciclado.
Cuanto mayor es el contenido de árido reciclado utilizado, mayor es la deformación por fluencia.
7.12. Porosidad y distribución del tamaño de los poros
Los hormigones reciclados presentan una
porosidad mas elevada que la de los hormigones fabricados con áridos naturales debido a la mayor porosidad de los áridos reciclados provocada por la presencia de la pasta de cemento adherida.
La mayor porosidad del árido reciclado repercutirá en la porosidad del hormigón reciclado fabricado con él, produciendo un mayor porcentaje de poros, con una distribución a distintas edades. En los hormigones reciclados aumenta sobre todo el contenido de poros de tamaños inferior a 60-70mm.
El contenido de poros capilares (inferiores a 0,1 μm) disminuye después del machaqueo y aumenta el porcentaje de poros de diámetro superior comprendidos entre 0,5 a 10μm, debido a la aparición de micro fisuras producidas durante la trituración.
7.13. Permeabilidad
La permeabilidad del hormigón reciclado puede
variar de acuerdo con el nivel de sustitución del árido reciclado (ver tabla IX).
% sustitución permeabilidad
> 50% 2x mayor que del hormigón producido con árido natural
100% del árido grueso
2-7 x mayor que del hormigón producido con árido natural
Tabla IX: Variación de la permeabilidad
7.14. Carbonatación
Igual que en el hormigón con áridos naturales, al
aumentar las resistencia del hormigón aumenta la resistencia a la carbonatación (ver tabla X).
% sustitución carbonatación
< 50% Influye en la profundidad de carbonatación del hormigón
100% del árido grueso
Se puede obtener ligeros aumentos del orden del 10%
Tabla X: Variación de la carbonatación
La sustitución total o parcial de áridos reciclados
afecta todas las propiedades del hormigón. Juan [4] recomienda los factores de corrección apuntados en las tablas XI y XII.
8. Durabilidad del hormigón reciclado La durabilidad del hormigón reciclado con un
contenido de árido reciclado hasta 20% es similar a la de un hormigón convencional, por lo que son de aplicación las prescripciones recogidas en el capítulo VII de la Instrucción EHE.
Sin embargo, debido a la porosidad del hormigón reciclado es recomendable precauciones especiales para mantener la durabilidad. En este punto se indican las recomendaciones necesarias para garantizar la durabilidad del hormigón reciclado.
8.1. Recubrimientos
Para hormigones con un contenido de árido
reciclado no superior al 20% se debe respectar los recubrimientos mínimos de hormigón en función de la resistencia del mismo y de la clase de exposición, indicados en la Instrucción EHE.
Para sustituciones superiores al 20% se podrán mantener los recubrimientos de la Instrucción EHE si las dosificaciones adoptadas de hormigón garantizan, para ambientes agresivos y mediante los estudios pertinentes, una durabilidad similar a la que la Instrucción pide al hormigón convencional en cada ambiente ( artículo 37.3).
Sino, recomendase: * el incremento en el contenido de cemento o; * una disminución de la relación agua / cemento o; * el aumento del recubrimiento de las armaduras n determinados ambientes agresivos. e
111

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Coeficiente de corrección Fcm = 25N/mm2 – 110 N/mm2
Propiedad
20% árido reciclado
50% árido reciclado
100% árido reciclado
Resistencia a compresión
0,97 -0,88 0,96 0,86
Módulo de elasticidad estático
0,99
0,90
0,80
Resistencia a tracción
0,97
0,92
Resistencia a flexotracción
0,99
0,89
Retracción
1,16 -1,22 1,45 1,62
Fluencia 1,00 1,25 1,45 Tabla XII: Coeficientes de corrección para el hormigón
reciclado con misma dosificación
Coeficiente de corrección Fcm = 25N/mm2 – 70 N/mm2
Propiedad 20% árido reciclado
50% árido reciclado
100% árido reciclado
Módulo de elasticidad estático
0,93
0,80
Resistencia a tracción
1,0
1,0
Resistencia a flexotracción
1,0
1,0
Retracción
1,2 1,45 1,62
Fluencia 1,00 1,25 1,45 Tabla XI: Coeficientes de corrección para el hormigón
reciclado con misma dosificación
8.2. Contenidos de agua / cemento En hormigón reciclado con más de un 20% de
árido reciclado, los valores de la relación agua/cemento indicados en la tabla 37.3.2 de la Instrucción EHE pueden ser insuficientes. Recomendase ajustar la dosificación de forma que se cumplan los requisitos referentes al resultado del ensayo de penetración de agua bajo presión, según se recoge en el artículo, para todas las clases de exposición excepto la I y IIb.
Los resultados de pruebas de penetración de presión de agua deben atender: Pmax<50mm, Pav<30mm. (UNE 83309:90).
8.3. Ambientes de helada Cuando el hormigón reciclado esté sometido a una
clase de exposición H ó F, es decir, esta expuesto a ambientes de helada relevantes:
* el árido reciclado deberá cumplir la especificación relativa a la estabilidad de los áridos frente a soluciones de sulfato sódico o magnésico (UNE EN 1367-2:99) de 18% para áridos gruesos; * se deberá introducir un contenido mínimo de aire ocluido del 4,5% (UNE 83315:96). En el caso de hormigones con más de un 20% de
árido reciclado, se deberán realizar ensayos específicos con la dosificación del hormigón reciclado adoptada. Se puede mejorar la resistencia al hielo y deshielo con la reducción de la relación agua/cemento o uso de incorporadores del aire.
8.4. Ataque por sulfatos
Los hormigones reciclados expuestos al ataque
por sulfatos deben ser producidos con áridos de hormigones fabricados con cementos resistentes a los sulfatos.
8.5. Ataque del agua de mar
Cuando se utiliza hormigones reciclados en
ambientes sujetos al ataque del agua del mar, se debe utilizar áridos originados de hormigones de origen fabricados con cementos resistentes al agua de mar.
8.6. Resistencia a la erosión
La Instrucción EHE prescribe un coeficiente Los
Ángeles del árido reciclado inferior al 30%. La resistencia a la erosión de los áridos reciclados,
en general es baja debido al mortero adherido, y, por lo tanto, la limitación establecida es difícil de cumplir.
8.7. Reactividad álcali – árido En ambientes de exposición húmedos, (aquellos
distintos a las clases I y IIb), la reactividad álcali-árido debe ser investigada por medio de ensayos previos. Como precauciones se recomienda utilizar áridos reciclados procedentes de un único hormigón de origen controlado.
Sin embargo, en el caso de utilizar áridos reciclados de distintas procedencias, se debe, como precaución, utilizar cementos con bajo contenido de álcalis, cementos con adiciones, excepto filler calcáreo.
8.8. Corrosión Solamente para hormigones con porcentajes de
árido reciclado superiores al 20%, la protección frente a la corrosión es inferior que la que ofrece un
112
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
hormigón convencional (manteniéndose la misma dosificación).
Así, es conveniente la realización de ensayos específicos en cada caso. La recomendación para garantizar la protección de la armadura a la corrosión es reducir la relación agua/cemento.
9. Ejemplos de uso de hormigón reciclado En esto punto son presentadas algunas obras-
ejemplos en el ámbito europeo del uso de árido reciclado para producción de hormigón estructural.
9.1. Puente de Marina Seca del FORUM 2004 España (2004)
Esta obra fue hecha bajo el control y supervisión
del Departamento de Materiales de la ETS de la Universidad Politécnica de Cataluña, y comprendió en la aplicación de hormigón reciclado en el Puente de Marina Seca del Forum 2004 de Barcelona.
Los áridos reciclados utilizados tenían las siguientes características: un solo origen, 4/25 mm, absorción media del 6,7%, exento de cloruros, sulfatos y de cualquier patología, y compuesto en más del 95% de hormigón.
La cantidad de finos inferiores a 0,063 mm fue del 1% y el aporte de finos menores de 4 mm fue del 10%, lo que obligó a una ligera corrección en la cantidad de arena que no se ha reflejado en los resultados obtenidos.
Así, fueran utilizados 20% en volumen del árido reciclado, sustituyendo el mismo porcentaje sobre el total de árido del hormigón convencional.
La cantidad de cemento empleada fue la misma que en el hormigón convencional, 340 kg/m3 (el hecho de aumentar la cantidad de cemento no aportaba mucha resistencia adicional a la obtenida en el hormigón experimental, respecto del convencional de referencia (47,8 frente a 51,6 Mpa), resultados ambos a 28 días. Tampoco se presentaros grandes diferencias a los 7 días (41 frente a 43,3 Mpa).
El árido reciclado fue humectado previamente a la mezcla, estimándose un grado de saturación entre el 80% y el 90%. La relación agua/cemento eficaz se mantuvo constante y asimismo el cono obtenido apenas varió de 7,5.
También cabe resaltar que el color del hormigón no registró cambio alguno, ni tampoco los resultados de penetración del agua y que la puesta en obra no presentó ninguna dificultad.
Figura 1 Puente de Marina Seca – FORUM 2004 Para más informaciones, contactar Enric Vazquez
(UPC - Depart. de Ingenieria de la Construcción): [email protected]
9.2. Rijkswaterstaat Demonstration Projects Países Bajos (1988-1992)
Rijkswaterstaat (delegación ejecutiva del
Ministerio de Transportes, Obras Publicas y gestión de Agua de los Países Bajos) desarrolló varios proyectos utilizando hormigón con 20% de árido reciclado en el periodo de 1988 a 1992. Como ejemplos de uso de árido reciclado de hormigón en hormigón estructural, hay:
* el dique De Haandrik cerca Almelo (1988): que utilizó cerca de 2000 m3 de árido reciclado de hormigón en la losa de hormigón sumergida; * la presa Nieuw Statenzijl (1989), que utilizó cerca de 2000 m3 de árido reciclado de hormigón en la losa de hormigón sumergida.
Figura 2 Presa Nieuw Statenzijl Para más informaciones, contactar W.
Colenbrander (Bounwdienst Rijkswaterstaat): [email protected].
113

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
9.3. The Environmental Building de la BRE - Reino Unido (1995 – 1996)
Esta obra se refiere a la primera edificación del
Reino Unido que utilizó hormigón con árido reciclado para fundación, losas, columnas estructurales y pisos. El árido reciclado fue originado de la demolición de la casa Suffolk, un edificio de oficinas de 12 plantas ubicado en el centro de Londres. Fueran utilizados áridos reciclados en cerca de 1500 m3 de hormigón, donde:
* para las fundaciones, fue prescrito una mezcla de 25 Mpa y un asentamiento de 75 mm. Debido a las condiciones de sulfato Classe 2 del terreno, fueran requeridos un contenido de cemento Pórtland ordinario de 330 kg/m3 y un contenido de 70% de escorias de alto horno granuladas. El contenido máximo de la relación agua/cemento fue de 0,50. * para los pisos y demás estructuras fue prescrito una mezcla de 35 Mpa y un asentamiento de 75 mm. El cemento contuve solamente 50% de escorias de alto horno granuladas para la protección contra carbonatación. Todas las mezclas contenían 985 kg/m3 de árido
grueso reciclado de hormigón con excepción de las mezclas de bombeo que presentaron una redución de 50 kg/m3 de árido reciclado y un aumento 10 kg/m3 del contenido de cemento.
La puesta en obra no presentó ninguno problema.
Figura 3. Environmental Building de la BRE Para más informaciones, contactar R. Collins
(BRE): [email protected] 9.4. BRE Cardington Laboratory Reino Unido (1996)
Esta obra comprendió en la ejecución de una
segunda losa hecha con hormigón de árido reciclado del edifico de la BRE Cardington Laboratory.
Esta estructura comprendió en la ejecución de 500 m3 de hormigón con una substitución de 20% en peso
del árido grueso convencional por árido reciclado mezclado (50% de árido de hormigón y 50% de árido de bloques de baja calidad).
La concepción de ejecución de esta estructura fue similar a la utilizada en la primera losa hecha en el edificio: fue adoptada una fuerza de 60 Nm-2 en 91 días.
Como en la obra del Environmental Building de la BRE, el uso del árido reciclado no afectó el bombeo y compactación del hormigón, ni mismo la programación de producción.
Figura 4 BRE Cardington Laboratory Para más informaciones, contactar R. Collins
(BRE): [email protected]
Referencias [1] M. Barra. “Estudio de la Durabilidad del Hormigón
de Árido Reciclado en su Aplicación como Hormigón Estructural”. Tesis doctoral. Universidad Politécnica de Cataluña. Barcelona, 1996.
[2] M. S. de Juan. "Estudio sobre la utilización de árido reciclado para la fabricación de hormigón estructural". Tesis doctoral. Universidad Politécnica de Madrid. Madrid, 2004.
[3] Ministerio de Fomento. Instrucción de Hormigón Estructural. EHE / Comisión Permanente del Hormigón. Madrid: Ministerio de Fomento. 1999.
[4] Ministerio de Fomento. Utilización de Árido Reciclado para la Fabricación de Hormigón Estructural. Grupo Hormigón Reciclado / Comisión Permanente del Hormigón. Madrid: Ministerio de Fomento. 2004.
[5] RILEM (International Union of Testing and Research Laboratories for Materials and Structures): “Draft of Spanish Regulations for the Use of Recycled Aggregate in the Production of Structural Concrete: Task Force of the Standing Committee of Concrete”, Proceedings PRO 40. p.p. 511-525, España, 2004.
114

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
MATERIALES PARA ESTRUCTURAS DE ÁMBITO MARINO
Mónica Martínez Escamilla / Albert de la Fuente Antequera UPC / Ingeniería de Caminos, Canales y Puertos
Departamento de Ingeniería de la Construcción / ETSECCPB / Tecnología y Construcción de Estructuras
Resumen: Se resumen los principales factores que afectan a los aspectos de durabilidad, funcionalidad y estética de las estructuras marítimas. Del mismo modo se describen cuatro materiales (hormigón, aceros inoxidables de alta aleación, titanio y polímeros) como las alternativas más competitivas para hacer frente a las duras condiciones ambientales que el medio marino impone a las estructuras y conducciones que se ubican en él. De estos cuatro materiales el hormigón es el más utilizado para la construcción y el que posee un estado del arte mucho más desarrollado, por lo que se profundizará más en los factores que el medio marino induce sobre él y son causa de su mal funcionamiento en servicio. Palabras clave: ambiente marino, hormigón, acero inoxidable, titanio, polímeros.
1. Introducción
El medio marino introduce unos factores ambientales de valores elevados (agresividad física y química y mecánicos) que repercuten de forma importante sobre la durabilidad de las estructuras. Por ello se dedica el segundo apartado a explicar y desarrollar los factores más importantes. De este modo se introduce la problemática que induce el ambiente marino y se justifica la existencia de los apartados 3, 4, 5 y 6 en los que se presentan las cuatro alternativas a materiales de construcción (tanto de estructuras como de maquinaria) más frecuentes en este ambiente tan específico.
Se hace un especial hincapié en el hormigón, para el que se reserva el tercer apartado, ya que es el material por excelencia para el caso de elementos estructurales y del que mejor se conoce su comportamiento en estas circunstancias.
Los otros tres materiales a exponer son el acero inoxidable de alta aleación, el titanio, y los materiales compuestos por matriz polimérica, cuarto, quinto y sexto apartado respectivamente. Estos materiales son mucho más modernos y consecuentemente menos estudiados, tal es así que las actuales normativas y códigos de cálculo han empezado, estos últimos cinco años, a incorporar, por ejemplo, el acero inoxidable como material de construcción con carácter estructural. En cambio, para los dos restantes, no hay una normativa clara en cuanto a su posible uso como elementos estructurales y los pocos casos en los que se han utilizado son en obras de conducciones sumergidas o estaciones de bombeo.
También se dará una pequeña pincelada de sus posibles aplicaciones en ingeniería naval.
Así, para cada material se expone, si procede, la idoneidad de su uso para cada tipo de circunstancia y factor ambiental a resistir. Del mismo modo se dan ejemplos de tipologías estructurales o de otro tipo y ejemplos concretos en los que se utiliza.
2. El Medio Marino y sus Factores Ambientales
El medio marino como tal, induce una serie de
condiciones de contorno que afectan a cualquier estructura ubicada en él. Cada tipología estructural (diques, plataformas, barcos…) se verá afectada en distinta medida según el factor ambiental y los materiales de los que esté compuesta.
De este modo puede realizarse la siguiente clasificación de factores ambientales genuinos del ámbito marino:
• Gradientes térmicos. • Salinidad. • Acción del oleaje. • Factores biológicos. • Factores locales: zonas de exposición.
2.1. Gradientes Térmicos
Dentro del ambiente marino los gradientes de
temperatura son menos acusados que los que se pueden producir en la atmósfera. En latitudes medias, las variaciones de temperatura que se dan en las proximidades del océano no son un factor importante a lo que se refiere a la respuesta estructural, no obstante, si lo son hacia zonas interiores y de montaña donde en algunas épocas del año estas variaciones pueden ser lo suficiente importantes para tenerlas en cuenta en el diseño estructural. Sin embargo, existen climas extremos en zonas marítimas en los cuales la acción térmica adquiere una mayor importancia, es el caso del clima ártico en los que puede darse un gradiente de temperaturas de hasta 50ºC entre zonas sumergidas y exteriores de estructuras marítimas. El caso contrario se daría en climas tropicales donde esta variación alcanza los 35ºC por lo que no debe despreciarse, en ninguno de los dos casos, la influencia de la acción térmica en el cálculo y diseño de la estructura.
115

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
En cambio en aquellas estructuras próximas al mar el factor distribución de temperaturas no tiene una repercusión específica, las condiciones térmicas serán las que produce la misma atmósfera.
Fig.1: Perfiles de temperatura para distintos climas
(Myers,1969)
2.2. Salinidad Aunque los contenidos de sal depende del carácter
abierto o cerrado de la cuenca marina y de la latitud en que se sitúa se puede aceptar un contenido típico de sales en las aguas oceánicas del 3.3-3.5 %. Los principales elementos que contribuyen a esta salinidad son el cloro y el sodio.
Fig.2: Variaciones globales de la salinidad (‰) en las distintas cuencas oceánicas (datos Agosto)
Los efectos agresivos de la salinidad del agua
marina sobre las construcciones de hormigón se hacen más patentes en las estructuras de hormigón armado, en las que las partes metálicas son los elementos más susceptibles de ataque químico (corrosión) por parte de las sales disueltas en el agua. Los efectos de la corrosión sobre la durabilidad de este tipo de estructuras se describen más adelante y se propondrán métodos constructivos y materiales para disminuir los efectos perniciosos de la salinidad en las estructuras marinas. Además, la salinidad es el factor más importante que condiciona la densidad del
agua marina, más incluso que la temperatura o la presión.
En zonas costeras los cambios de salinidad pueden llegar a ser importantes, no sucede lo mismo en mar abierto. Estas variaciones en la salinidad del agua pueden ser consecuencia del deshielo y el consiguiente aporte de agua dulce, o en temporadas de fuertes precipitaciones. Los efectos más inmediatos de estos cambios afectan a los empujes hidrostáticos que sufren las estructuras y por consiguiente a la línea de flotación de las estructuras. Como ejemplo ilustrativo se puede citar que variaciones de la salinidad de 0.2% supone variaciones de 1 metro en la línea de flotación de una estructura marina de 250.000 toneladas. 2.3. Acción del oleaje
De todas las componentes del impacto ambiental el oleaje es la más significativa, fundamentalmente en forma directa sobre las grandes instalaciones marinas. La complejidad estriba en acotar la altura de ola de diseño con la que se proyecta la estructura de modo que se cumplan los requisitos necesarios de seguridad y funcionalidad evitando sobredimensionar la obra. Esta es una tarea ardua a la que se le confiere un gran carácter matemático y estadístico en la que se centra su atención a través de distintas líneas abiertas de investigación en ingeniería hidráulica y marítima. De este modo se han confeccionado tablas como la que se muestra a continuación y que se muestra la altura de ola de diseño y las condiciones ambientales de diseño y diversos mares y países europeos.
2.4. Factores biológicos
El océano es el hábitat de un gran número de
especies acuáticas y de flora que se instalan en cualquier tipo de superficie sumergida y semi-sumergida de estructuras marinas. La incidencia de este hecho puede repercutir de forma directa e indirecta.
Una acción indirecta podría ilustrarse con una colonia de mejillones instalada en un talud de la estructura y que ejerce un peso considerable sobre la misma dándole una superficie mayor de exposición frente al oleaje. La misma comunidad de mejillones ejerce una acción directa cuando los mismos se instalan en las fisuras y coqueras del hormigón haciéndolas más grandes y vulnerables frente la acción de agentes agresivos para el hormigón y los aceros, si procede. En ambos casos se debe actuar en distintas etapas de diseño, construcción y mantenimiento con la finalidad de reducir estas acciones negativas sobre la instalación.
116
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
2.5. Factores locales: Zonas de exposición
Por lo que se refiere a las principales causas que alteran las propiedades del hormigón y del acero embebido en éste se pueden definir tres zonas de exposición de una estructura en ambiente marino en las que se desarrollan mecanismos de degradación de distinta índole e importancia.
En lo referente a ambientes marinos, los más agresivos son:
• Heladas fuertes en periodos intermareales de 6 horas.
• Inundaciones de zonas pantanosas de áreas tropicales.
• Lagunas saladas en zonas áridas y desiertos. Las distintas zonas de exposición y principales
causas de alteración del hormigón de una estructura en un ambiente marino se pueden clasificar en:
Fig.3: Zonas de exposición de estructuras en ambientes marino [2]
a) Zona atmosférica: Parte de la estructura que no
recibe una acción directa del agua marina. Los tipos de alteración que sufre son la corrosión de armaduras, heladas y erosión.
b) Zona de transición: Parte de la estructura sometida a la acción del agua marina de forma esporádica. Dentro de esta zona se distinguen:
- Zona de mareas: Aquella localizada entre las cotas mínima y máxima alcanzadas por el agua en los períodos de marea baja y alta, respectivamente. En esta zona se desarrollan alteraciones debidas a ataques químicos y biológicos además de la corrosión de armaduras.
- Zona de salpicaduras: Es aquella localizada entre la altura máxima alcanzada por las olas y la cota más elevada del área intermareal. En esta zona se corroen
las armaduras, se pueden dar heladas y erosionar la superficie de contacto.
c) Zona sumergida: Es la que está en contacto permanente con el agua. Las alteraciones de los materiales son debidos a ataques químicos y biológicos.
3. Hormigón 3.1. Durabilidad
Se puede definir como capacidad para resistir los
cambios impuestos por los agentes agresivos que se presentan en condiciones de servicio. De este modo un mismo material puede tener distintos criterios de durabilidad según el tipo de obra y aplicación para la que esté concebido. En la siguiente tabla se identifican los principales procesos que afectan ala durabilidad de los materiales que conforman el hormigón empleados para las distintas estructuras.
FÍSICOS QUÍMICOS
Formación de hielo Hidrólisis y lixiviación Evaporación de agua Penetración de sulfatos
Cristalización de sal en poros Difusión de CO2Infiltración de agua y gases Corrosión por cloruros
Abrasión Reacción Álcali-Sílice
Tabla I: Principales procesos de ataque del hormigón en ambiente marino
3.2. Envejecimiento
Se entiende como aquel deterioro que aparece de
forma gradual de la estructura y propiedades mecánicas, incluso en ausencia de agentes agresivos reconocibles. Este fenómeno debilita el hormigón si éste está húmedo, y lo hace frágil si está seco, de modo que los áridos quedan sueltos en la matriz o fácilmente disgregados por el desgaste natural a que se somete el material. Son muchos los procesos físicos y químicos que pueden acelerar el envejecimiento del hormigón, los principales se recogen en la tabla anterior, cuyos síntomas más significativos pueden ser:
• Aumento de la porosidad. • Microfisuración y fisuración de distintos
tipos. • Decoloración, descamación y abrasión. • Descomposición y desintegración. • Precipitación de calcita y/o sulfoaluminatos
de calcio. El aumento de porosidad puede responder a
diversas causas de tipo físico (p.ej: evaporación del agua) o químico (p.ej: disolución de la pasta de cemento). Asimismo la fisuración responde a un abanico amplio de causas físicas (p.ej: de origen térmico), causas químicas (por ejemplo, la fisuración
117
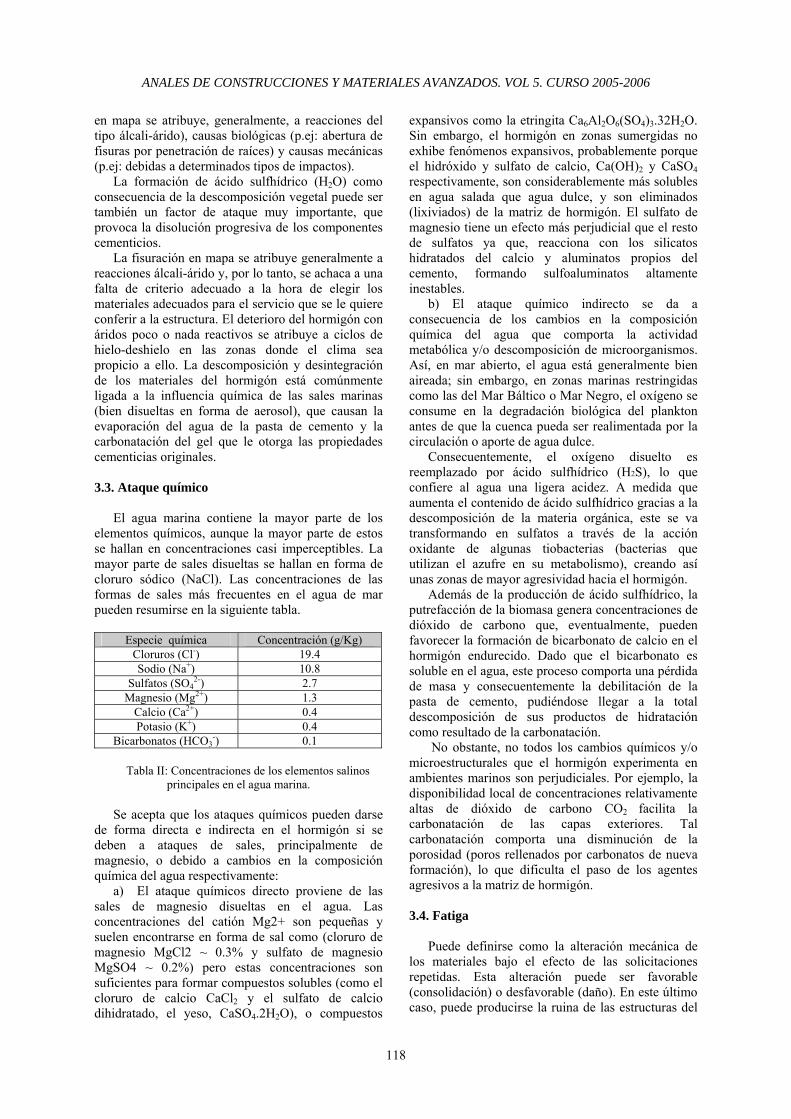
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
en mapa se atribuye, generalmente, a reacciones del tipo álcali-árido), causas biológicas (p.ej: abertura de fisuras por penetración de raíces) y causas mecánicas (p.ej: debidas a determinados tipos de impactos).
La formación de ácido sulfhídrico (H2O) como consecuencia de la descomposición vegetal puede ser también un factor de ataque muy importante, que provoca la disolución progresiva de los componentes cementicios.
La fisuración en mapa se atribuye generalmente a reacciones álcali-árido y, por lo tanto, se achaca a una falta de criterio adecuado a la hora de elegir los materiales adecuados para el servicio que se le quiere conferir a la estructura. El deterioro del hormigón con áridos poco o nada reactivos se atribuye a ciclos de hielo-deshielo en las zonas donde el clima sea propicio a ello. La descomposición y desintegración de los materiales del hormigón está comúnmente ligada a la influencia química de las sales marinas (bien disueltas en forma de aerosol), que causan la evaporación del agua de la pasta de cemento y la carbonatación del gel que le otorga las propiedades cementicias originales.
3.3. Ataque químico
El agua marina contiene la mayor parte de los elementos químicos, aunque la mayor parte de estos se hallan en concentraciones casi imperceptibles. La mayor parte de sales disueltas se hallan en forma de cloruro sódico (NaCl). Las concentraciones de las formas de sales más frecuentes en el agua de mar pueden resumirse en la siguiente tabla.
Especie química Concentración (g/Kg) Cloruros (Cl-) 19.4 Sodio (Na+) 10.8
Sulfatos (SO42-) 2.7
Magnesio (Mg2+) 1.3 Calcio (Ca2+) 0.4 Potasio (K+) 0.4
Bicarbonatos (HCO3-) 0.1
Tabla II: Concentraciones de los elementos salinos
principales en el agua marina.
Se acepta que los ataques químicos pueden darse de forma directa e indirecta en el hormigón si se deben a ataques de sales, principalmente de magnesio, o debido a cambios en la composición química del agua respectivamente:
a) El ataque químicos directo proviene de las sales de magnesio disueltas en el agua. Las concentraciones del catión Mg2+ son pequeñas y suelen encontrarse en forma de sal como (cloruro de magnesio MgCl2 ~ 0.3% y sulfato de magnesio MgSO4 ~ 0.2%) pero estas concentraciones son suficientes para formar compuestos solubles (como el cloruro de calcio CaCl2 y el sulfato de calcio dihidratado, el yeso, CaSO4.2H2O), o compuestos
expansivos como la etringita Ca6Al2O6(SO4)3.32H2O. Sin embargo, el hormigón en zonas sumergidas no exhibe fenómenos expansivos, probablemente porque el hidróxido y sulfato de calcio, Ca(OH)2 y CaSO4 respectivamente, son considerablemente más solubles en agua salada que agua dulce, y son eliminados (lixiviados) de la matriz de hormigón. El sulfato de magnesio tiene un efecto más perjudicial que el resto de sulfatos ya que, reacciona con los silicatos hidratados del calcio y aluminatos propios del cemento, formando sulfoaluminatos altamente inestables.
b) El ataque químico indirecto se da a consecuencia de los cambios en la composición química del agua que comporta la actividad metabólica y/o descomposición de microorganismos. Así, en mar abierto, el agua está generalmente bien aireada; sin embargo, en zonas marinas restringidas como las del Mar Báltico o Mar Negro, el oxígeno se consume en la degradación biológica del plankton antes de que la cuenca pueda ser realimentada por la circulación o aporte de agua dulce.
Consecuentemente, el oxígeno disuelto es reemplazado por ácido sulfhídrico (H2S), lo que confiere al agua una ligera acidez. A medida que aumenta el contenido de ácido sulfhídrico gracias a la descomposición de la materia orgánica, este se va transformando en sulfatos a través de la acción oxidante de algunas tiobacterias (bacterias que utilizan el azufre en su metabolismo), creando así unas zonas de mayor agresividad hacia el hormigón.
Además de la producción de ácido sulfhídrico, la putrefacción de la biomasa genera concentraciones de dióxido de carbono que, eventualmente, pueden favorecer la formación de bicarbonato de calcio en el hormigón endurecido. Dado que el bicarbonato es soluble en el agua, este proceso comporta una pérdida de masa y consecuentemente la debilitación de la pasta de cemento, pudiéndose llegar a la total descomposición de sus productos de hidratación como resultado de la carbonatación.
No obstante, no todos los cambios químicos y/o microestructurales que el hormigón experimenta en ambientes marinos son perjudiciales. Por ejemplo, la disponibilidad local de concentraciones relativamente altas de dióxido de carbono CO2 facilita la carbonatación de las capas exteriores. Tal carbonatación comporta una disminución de la porosidad (poros rellenados por carbonatos de nueva formación), lo que dificulta el paso de los agentes agresivos a la matriz de hormigón. 3.4. Fatiga
Puede definirse como la alteración mecánica de
los materiales bajo el efecto de las solicitaciones repetidas. Esta alteración puede ser favorable (consolidación) o desfavorable (daño). En este último caso, puede producirse la ruina de las estructuras del
118

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
material después de un número más o menos grande de solicitaciones repetidas menores a las correspondientes a las resistencias estática del mismo.
En las estructuras marinas el número de ciclos producidos por las olas puede ser muy elevado, situándose entre 5x107 y 5x108, por lo que debe plantearse el diseño teniendo en cuenta el estado límite último de fatiga.
En el hormigón, no está claramente definida la existencia de un límite de fatiga, si bien en los planteamientos normativos es frecuente encontrar limitaciones acotadas a un valor.
Hay que llamar la atención de que las condiciones de cada uno de los mares condicionan el tipo y la amplitud de los ciclos que se pueden producir, lo que puede conducir a unos daños diferentes en función de la historia de solicitaciones. A la hora de abordar numéricamente este tema se suelen hacer simplificaciones.
Finalmente, y de forma cualitativa, cabe destacar que los procesos de microfisuración producida por procesos de fatiga conlleva un incremento de permeabilidad del material afectado, con la consecuente disminución de sus características de durabilidad. Este deterioro induce a su vez una menor resistencia a procesos de fatiga, y así sucesivamente.
Todo ello se traduce en un ciclo acelerado de degradación de la estructura, por lo que la minimización de los procesos de fatiga en ambientes agresivos (como el marino) es un concepto de extremada importancia en el diseño de tales estructuras. 3.5. Comportamiento térmico
El hormigón marino, como se ha comentado en el
apartado de gradientes térmicos, puede estar expuesto a una gran variedad de ambientes naturales, desde tropicales hasta árticos.
Además, los usos y aplicaciones particulares para los que esté diseñado pueden variar considerablemente, desde el almacenamiento de combustibles gaseosos a bajas temperaturas, hasta paneles de protección contra incendios.
Por lo tanto, esta variedad de condiciones de servicio impuestas por el régimen térmico puede afectar a los requerimientos de los hormigones en ambientes marinos.
En tales ambientes, la humedad es también un factor importante a considerar. Por si sola no tiene una influencia directa en la mayoría de las propiedades térmicas, pero sí en los efectos de tales propiedades. Por ejemplo, la expansión térmica de la pasta de cemento se ve afectada de forma considerable por su contenido en agua, alcanzando mínimos en condiciones secas o saturadas, y máximos en humedades intermedias (60-70%), tal como se ilustra en la Fig.4:
Fig. 4: Variación del coeficiente de expansión térmica del
cemento en función de la saturación No obstante, a pesar de la significación del
contenido en humedad, el factor más importante que afecta a las propiedades térmicas del hormigón es el tipo de áridos utilizados. En la siguiente tabla se ofrece una lista de las propiedades térmicas más relevantes de algunos tipos de rocas y minerales comúnmente utilizados como áridos en el hormigón.
Coeficiente medio de dilatación
lineal (x10-6/ºC)
Calor específico (KJ/KgºC)
Conductividad
térmica (KJm/m2hºC)
Granito 8±3 0.716 10.47 Andesita 7±2 - - Basalto 5.4±1 0.766 6.15
Arenisca 10±2 - - Cuarcita 11 - - Caliza 8±4 0.846 11.64
Mármol 7±2 0.875 8.83 Pizarra 9±1 - - Cuarzo - 0.733 18.63
Dolomita - 0.804 15.49 Feldespato - 0.812 8.37
Tabla III: Propiedades térmicas de algunas rocas y minerales utilizados como áridos en el hormigón.
De los datos expresados en la tabla anterior, se puede resumir que los coeficientes de expansión de los áridos silíceos (arenisca, cuarcita) son elevados, los de los carbonatos (calizas, mármol) son bajos, y los de las rocas ígneas (granito, andesita, basalto) son intermedios.
Aunque la sílice (cuarzo) tiene una conductividad térmica elevada, los silicatos (p.ej: feldespatos) muestran una gran variabilidad en el valor de esta propiedad.
Por lo tanto, los estudios mineralógicos y petrográficos son de esencial importancia en la evaluación de la potencialidad térmica expansiva de los áridos. La anisotropía de algunas rocas (por ejemplo pizarras laminadas) también debe tenerse en cuenta pues su expansión cúbica (isótropa) no tiene
119
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
porque estar relacionada con su expansión lineal y, por lo tanto, los valores experimentales de la tabla anterior pueden inducir a confusión.
3.6. Elección de los componentes del hormigón
El diseño de la mezcla de hormigón (dosificación)
debe estar planteado para conseguir una alta compacidad (y consecuentemente, resistencia), con una elevada trabajabilidad, manteniendo una baja relación agua/cemento y un contenido mínimo de cemento. Ello implica la búsqueda de una máxima compacidad del esqueleto rígido (formado por los áridos) y el empleo de aditivos que reduzcan agua y faciliten la trabajabilidad en estado fresco. La posible solución de aumentar de forma sistemática por estas razones puede ser poco interesante si se superan ciertos límites, tanto por razones económicas como por razones técnicas (aumento de la temperatura durante las primeras horas de la hidratación).
Por lo tanto, después de estas consideraciones, debe plantearse una dosificación acorde de los materiales que componen el hormigón de modo que el resultado final sea un producto capaz de resistir adecuadamente las acciones de servicio y ofrezca una funcionalidad y durabilidad acorde con las necesidades requeridas, de este modo se puede actuar en la elección de los distintos componentes del hormigón del siguiente modo:
a) Áridos: Se deben prohibir aquellos que puedan dar origen a reacciones de tipo expansivo, con la consecuente fisuración que afecte a la durabilidad.
Si las condiciones de resistencia a hielo-deshielo son muy exigentes puede conducir a situaciones muy restrictivas de la selección de los áridos, lo cual implique importantes distancias de transporte de los mismos con el consiguiente encarecimiento.
Además, el árido no debe tener coeficiente de forma bajo que dificulten la trabajabilidad y compactación, dando lugar a un incremento de la porosidad perjudicial para la durabilidad.
Asimismo, es recomendable que el coeficiente de absorción sea bajo con el fin de evitar posibles riesgos de expansiones posteriores.
b) Agua: La que se utiliza para el amasado debe estar contrastada con las normativas, resaltando el énfasis que debe ponerse en la limitación del aporte de cloruros, dadas las condiciones de agresividad ambiental posterior.
c) Cemento: Debe responder, en primer lugar, a las condiciones ambientales existentes.
La categoría del mismo corresponderá a las necesidades mecánicas establecidas para el elemento estructural.
Por otro lado, si el elemento es muy masivo, deberá tenerse en cuenta las condiciones de bajo calor de hidratación.
El requisito de un contenido mínimo de cemento responde, principalmente, desde un punto de vista
químico a reforzar la barrera de protección de la armadura frente a la despasivación por el ataque del CO2 y, desde un punto de vista físico, contribuye al contenido mínimo de finos que facilite la puesta en obra y que al mismo tiempo mejoren la compacidad del hormigón endurecido. Para alguna de estas aplicaciones se pueden utilizar otro tipo de conglomerantes como adición, tal como es el caso de ciertos tipos de cenizas volantes y de la microsílice.
4. Aceros inoxidables de alta aleación El acero inoxidable es un material relativamente
nuevo cuyas aplicaciones más usuales no se encontraban en el ámbito de la construcción, ni mucho menos en el marino.
Estos aceros daban buenos resultados contra la corrosión en atmósferas desfavorables al aire libre, pero su uso en contacto directo con el agua de mar parecía un poco más arriesgado debido a la creencia de que acero y agua salada eran elementos totalmente incompatibles, que de ninguna manera podían estar en contacto a no ser que hubiera algún elemento de protección entre ellos.
Sin embargo, durante los últimos años, la preocupación creciente por encontrar nuevos materiales con elevada resistencia al deterioro en este tipo de ambientes con el afán de mejorar o complementar los ya existentes, ha provocado que la investigación en el campo de los aceros altamente inoxidables (alta aleación) haya avanzado a pasos agigantados.
Así cada vez son más las aplicaciones de este tipo de materiales, sobretodo en ingeniería naval y marítima, aunque el elevado precio y la falta de normativa específica frene un poco su uso como material de construcción para estructuras sumergidas.
4.1. Descripción
El cromo es el elemento clave ante la resistencia a
la corrosión del acero. El acero ordinario, cuando queda expuesto a la
intemperie, se oxida y forma óxido de hierro en su superficie. Si no se combate, la oxidación sigue hasta que la pieza pierde toda capacidad resistente.
Los aceros inoxidables, también se oxidan, pero en vez de óxido de hierro, forman óxido de cromo, que constituye una película protectora sobre la pieza. Normalmente, si dicha película se destruye, el acero aleado contiene el cromo suficiente como para que, en contacto con el oxígeno de la atmósfera, la capa de óxido se vuelva a formar. En ambiente marino, mucho más agresivo, esta capa pasiva de óxido de cromo puede sufrir una rotura local y no volver a aparecer. Así se crean en el interior del material unas condiciones químicas locales muy diferentes del
120

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
resto, acelerándose la velocidad del ataque y produciendo una corrosión localizada.
Para evitar este fenómeno los aceros inoxidables destinados a estar en contacto con agua salada contienen una cantidad mucho mayor de cromo que los inoxidables convencionales. La mínima cantidad de este material para este tipo de aceros ronda el 11%, mientras que para nuestras condiciones ambientales la composición variará entre el 20% y el 25%.
A parte del cromo, también se combina el acero con cantidades de entre el 5% y el 6% de molibdeno, que actúa desplazando el potencial de picadura hasta valores más positivos reforzando así la capa de pasivación y minimizando la corrosión localizada comentada anteriormente.
El níquel es otro elemento destacado. Es el principal componente de la fase austenítica del acero, responsable de la tenacidad y resistencia al impacto de éste. A parte también posee propiedades anticorrosivas. Para reforzar esta fase, los aceros de alta aleación para ambientes marinos incorporan una componente de nitrógeno de entre el 0,2% y el 0,5%.
Finalmente el manganeso, presente en casi todos los aceros, aunque no sean inoxidables. Éste se utiliza para desoxidar, aumentar la capacidad de endurecimiento y facilitar la laminación.
Pero la corrosión localizada por deterioro de la capa de protección no es la única que se puede producir en ambiente marino. Hay que tener en cuenta el deterioro provocado por un cambio en las condiciones ambientales del mismo material, el ataque de microorganismos (bacterias sulforeductoras) y los posibles cambios de composición química del agua. 4.2. Tipología
Los aceros existentes para ámbito marino se clasifican principalmente en tres grupos de aceros súper-inoxidables, que están especialmente formulados para otorgar una gran resistencia a la corrosión localizada y que están a medio camino entre los aceros convencionales y las superaleaciones a base de níquel [4]:
a) Aceros superausteníticos: La principal diferencia entre los aceros austeníticos y los superausteníticos es la cantidad de níquel por el cual están formados. Mientras que los primeros contienen sobre un 9%, los segundos rondan entre en 25% y el 17%. Este incremento de la cantidad de níquel aleado se realiza con la intención de mejorar la resistencia a la corrosión, pero de paso también provocamos un aumento de la fase austenita (formada, como se ha comentado, de níquel principalmente) y de aquí el nombre del grupo. Este tipo de aceros han experimentado un desarrollo espectacular en los últimos años.
b) Aceros superferríticos: contienen más cromo que los ferríticos habituales. Este valor ronda entre el
25% y el 30% para nuestro caso. Incrementando su proporción en la aleación buscando, como en todos los casos, mejorar la resistencia a la corrosión, también formamos más fase ferrita, cuyo principal elemento constitutivo es el cromo. De esta forma, también logramos incrementar la resistencia a altas temperaturas y la capacidad de formar carburos, confiriendo así una gran resistencia frente al desgaste a este tipo de aceros. En las dos últimas décadas se ha dado un interés creciente por los aceros inoxidables superferríticos debido a su buena resistencia a corrosión electroquímica y a oxidación a altas temperaturas.
c) Aceros superdúplex: tienen una estructura mixta formada por ferrita y austenita. Poseen buenas propiedades mecánicas, soldabilidad, resistencia a corrosión bajo tensión y en algunos ambientes, resistencia a la picadura mayor que los aceros de alto contenido en níquel.
En las siguientes tablas se detalla la composición química en frío y la denominación para cada uno de los aceros pertenecientes a cada grupo:
Designación UNS Cr Ni Mo C N Otros
S 31254 20 18 6.1 0.02 0.2 Cu 0.7 N 08926 21 25 6.5 0.02 0.2 Cu 0.1 N 08367 20 25 6.5 0.02 0.2 - S 34565 24 17 4.5 0.02 0.45 -
654SMO 24 22 7.3 0.02 0.50 3 Mn, 0.5 Cu
N 08904 21 25 4.0 0.02 0.50 1 Cu N 08366 20.5 24 6.4 0.05 -
Tabla IV: Composición de aceros superausteníticos [1]
Desig- nación UNS
Cr Ni Mo C N Otros
S 44375 29.0 0.3 4.0 0.02 - Ti
44660 27.5 1.2 3.5 0.02 - - 44635 25.5 - 4.0 0.025 0.025 Nb+Ti SFerrit 28.0 3.5 2.5 0.025 - - 44800 29.0 2.1 4.0 0.01 0.02 -
Tabla V: Composición de los aceros superferríticos [1]
Designación
UNS Cr Ni Mo C N Otros
S 39276 25 7 3.5 0.03 0.25 Cu 0.7 W 0.7
S 39275 25 7 4.0 0.02 0.28 -
S 39274 25 7 3.0 0.02 0.28 Cu 0.5 W 2
S 32550 26 5.5 3.0 0.04 0.17 Cu 2 S 31803 22 5.2 3.0 0.03 0.14 - 3 Rego 18 4.5 2.5 0.02 0.14 -
Tabla VI: Composición de los aceros superdúplex [1]
121

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
4.3. Aplicaciones
Los aceros altamente inoxidables tienen diversas aplicaciones en elementos en contacto con el agua de mar. En este apartado se analizarán estos usos, según las tipologías, tanto en el ámbito de la ingeniería naval y marítima como en el de la construcción.
a) Aceros superausteníticos: se emplean en procesos químicos donde hay presencia de medios muy agresivos (elevadas concentraciones de cloruros y altas temperaturas. En cuanto al ámbito de la construcción, sus aplicaciones más destacadas son en los sistemas de conducción de agua de mar y en elementos estructurales de plataformas off-shore.
b) Aceros superferríticos: se utilizan básicamente en condensadores de agua marina, aunque hay que tener cuidado porque este tipo de aceros acoplados a los AISI 316 pueden sufrir corrosión en resquicios al producir la despasivación de los productos de corrosión formados, de pH muy bajo.
c) Aceros superdúplex: esta tipología presenta la ventaja de poseer una alta resistencia mecánica, alcanzando valores de límite elástico de hasta 900MPa, lo que puede significar, en muchos casos, un ahorro significativo de los costes en material. Son muy utilizados en las plataformas petrolíferas como elemento estructural, y en el caso de la ingeniería naval, se utilizan para la elaboración de elementos que van a estar en contacto directo con el agua salada tales como remaches, válvulas, ejes y bombas.
Para algunas aplicaciones relacionadas con ambientes marinos, quedan excluidos los aceros con contenido inferior al 25% de cromo, al presentar una elevada susceptibilidad a la corrosión a temperatura ambiente.
A la vez hay que vigilar la formación de pares galvánicos, sobretodo en embarcaciones, que pueden dar lugar a picaduras que cambian las condiciones químicas locales, disminuyendo los valores del pH y aumentando así la concentración de cloruros en la picadura.
Por otro lado, estos aceros podrían ser sensibles a una fragilización debida a reacciones con el hidrógeno del ambiente, pero esto se puede evitar si son sometidos a una adecuada selección de tratamientos térmicos.
Finalmente, no hay que perder de vista, que el acero tradicional, pese a no tratarse de un material novedoso, también puede ser utilizado en ambientes con alta concentración en sales y húmedos. El coste del acero inoxidable es bastante elevado, lo que hace que éste no sea un material de uso cotidiano y sólo se utilice para casos muy puntuales o elementos de ajuste.
Para poder utilizar los aceros tradicionales sumergidos en agua de mar, en ambientes de mareas o cercanos a la costa, es necesario protegerlos con algún material. De entre estos materiales los más destacados son:
a) Recubrimiento con zinc: se le conoce como proceso de galvanizado y es la forma más normal de proteger pequeños objetos como amarres, cadenas, grilletes y conductos de agua submarinos.
b) Recubrimiento con plásticos especiales: son plásticos resistentes al desgaste, pero su elevado precio hace que tampoco sean muy usados.
c) Recubrimiento con pinturas: las pinturas especiales son el método más común de proteger estructuras de acero. Las superficies a pintar se limpian con un cepillo de acero y se da una primera capa a base de zinc. La segunda y tercera capa son de una pintura epoxi a base de brea. Al pintar el acero, se deberán tener en cuenta los siguientes puntos:
- Las pinturas caseras normales no son adecuadas para el entorno marino debido a envejecen con mucha rapidez cuando están en contacto con los rayos del sol.
- El diesel, queroseno y la gasolina, no son compatibles con las pinturas marinas.
- Hay que utilizar guantes para manipular este tipo de pinturas epoxi.
d) Recubrimiento con ánodos de zinc: Lo más utilizado es construcción submarina para proteger el acero, ya que prolonga su vida útil. Se pueden presentar en pilones de acero, pontones y flotadores metálicos.
5. El titanio y sus aleaciones
El titanio y sus aleaciones tienen una gran resistencia en agua de mar y en atmósferas desfavorables, por lo que no necesitan ninguna protección.
Fig. 5: Titanio puro
Su resistencia a la corrosión se debe a que en la reacción éste y el oxígeno se forma una capa de óxido superficial que es impermeable y lo protege. Hay que tener en cuanta que un titanio puro puede estar sumergido en agua de mar durante un par de décadas sin experimentar ningún proceso de corrosión.
122

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Incluso resulta eficaz en zona de salpicadura, donde estos procesos son más agresivos.
El titanio también presenta resistencia a la corrosión debida a los microorganismos, lo que lo hace un material muy apto para sustituir a otros que puedan presentar problemas ante este ataque.
Por estos motivos el titanio es utilizado para numerosas aplicaciones marinas. 5.1. Tipología
Las aleaciones de titanio de alta resistencia se
obtienen gracias a una adecuada selección de la composición química y de los tratamientos térmicos.
En la siguiente tabla se exponen las aleaciones de titanio más utilizadas y las cuales han dado resultados excelentes en ámbito marino:
Designación UNS
Nombre común Composición Tipo de
aleación R 50400 Ti Grado 2 100% Ti α R 50250 Ti Grado 1 100% Ti α R 56400 Ti 6-4 Ti-6% Al-4% V α-β
R56210 Ti-6-2-1-8 Ti-6% Al-
2% Nb-1%Ta -0.8% Mo
Cerca de β
Tabla VII: Aleaciones del titanio para ambientes marinos
[1] 5.2. Aplicaciones
Aunque el precio del titanio es todavía muy
elevado, el empleo del mismo en ambiente marino, está justificado en aplicaciones de elevada responsabilidad o cuando no existe material alternativo. Por este mismo motivo su uso como material de construcción también está muy limitado para estas aplicaciones aunque dado su bajo peso y su alta resistencia podría aplicarse. El ejemplo más característico es la fachada del museo Guggenheim de Bilbao, cuyas placas son de titanio y donde podemos ver que su uso ha sido excepcional al tratarse de un edificio singular de nueva construcción. Sin embargo en elementos de construcción sumergidos no encontramos ejemplos destacables dado que el metal estrella continua siendo, hoy en día, el acero.
El titanio se usa básicamente en: - Hélices y ejes de timón, cascos de cámara de
presión submarina y plataformas petrolíferas. - Más en el ámbito de construcciones submarinas,
puede aplicarse en tuberías que transporten agua de mar, o en centrales donde se utilice ésta como refrigerante.
6. Materiales Compuestos de Matriz Polimérica
La principal diferencia entre los materiales
compuestos de matriz polimérica (PMC) y los elementos metálicos que antes hemos descrito es que mientras estos últimos presentan reacciones de tipo electroquímico a temperatura ambiente, los PMC presentan interacciones de tipo físico-químico con el medio, existiendo una cantidad de casos muy elevada dependiendo de los diversos tipos de ambientes marinos y de la clase de cadena polimérica que tenga el material.
En general, los buenos resultados de los valores de resistencia específica y de resistencia a ambientes agresivos hacen de los PMC unos materiales que son usados en gran cantidad de aplicaciones marinas. 6.1. Tipología
Los materiales compuestos aplicados en el ámbito
marino son, fundamentalmente dos tipos: • Resina epoxi
Fig. 6: Resina epoxi • Resina poliéster
Fig. 7: Detalle de dos conos hechos con resina poliéster
123

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Tanto la resina epoxi como la resina poliéster suelen reforzarse con [3]:
• Fibra de vidrio de calidades E y S • Fibra de grafito • Fibra Kevlar 49 (muy puntualmente)
Es posible que en contacto con agua de mar, estos materiales presenten procesos de degradación dependientes del tiempo ocasionados por el contacto de sus moléculas con las partículas de agua salada. A consecuencia de este proceso, el material puede llegar a plastificar, produciéndose así una pérdida bastante importante de su resistencia. Las moléculas de agua penetran en el PCM y acceden hasta el interior gracias a los defectos como grietas o poros que éste puede poseer. El agua se establece en la interfase que forman la matriz de la resina y el refuerzo, generando así un nuevo tipo de moléculas expansivas que acaban disolviéndose una vez se ha roto el enlace químico. Este proceso provoca grandes daños y muchas veces las reparaciones que se requieren suelen ser bastante costosas. 6.2. Aplicaciones
Aunque las aplicaciones estructurales han sido el
inicio de la implantación en este sector, últimamente se están utilizando para la fabricación de:
• Conducciones submarinas • Canalizaciones • Sistemas de bombeo • Vehículos sumergibles
7. Conclusiones Se han presentado los factores ambientales que
induce el medio marino sobre las estructuras ubicadas en zonas que se considera que durante la vida útil de las mismas van a estar condicionadas por los mismos. Del mismo, modo se ha puesto hincapié en cuatro tipos de materiales candidatos a ser utilizados en construcción bajo estas condiciones ambientales, el primero de los cuales, el hormigón, tiene su aplicación y eficacia probadas por la experiencia, siempre que los criterios de dosificación, elección de los áridos, puesta en obra y mantenimiento sean los correctos.
Igualmente, en los últimos años, se está poniendo una atención especial en la selección de nuevos materiales para distintas aplicaciones en ámbito marino, resaltando por su aplicación en diversos campos de la industria los aceros inoxidables de alta aleación, denominados superausteníticos, superferríticos y superdúplex, así como el titanio y sus aleaciones y los materiales compuestos con matriz polimérica.
Sin embargo, no hay una normativa específica ni ensayos de caracterización que aseguren que la elección de estos materiales novedosos sea adecuada
para ciertas aplicaciones en las que actualmente se utilizan. Tampoco se sabe como se comportarán en al cabo de varios años, puesto que las experiencias que se han tenido son relativamente recientes y no se sabe muy bien cual será el comportamiento a largo plazo.
Finalmente resaltar que la investigación está encaminada a la búsqueda de ajustes en la composición y la adecuada selección de los tratamientos térmicos con el fin de minimizar e incluso suprimir la corrosión localizada que suele darse en los elementos metálicos estudiados. En relación a los PMC la investigación se centra en encontrar mecanismo que frenen el proceso expansivo que se da en la interfase y encontrar tratamientos superficiales que favorezcan su durabilidad.
Como conclusión resaltar la importancia de buscar materiales que sustituyan al hormigón en alguno de sus ámbitos, y, en este caso, en ambientes marinos.
Agradecimientos Expresamos nuestro agradecimiento a Patricia
Niño, licenciada en Ciencias Químicas por la Universidad de Barcelona, la cual nos prestó diversa información sobre líneas de investigación en materiales avanzados.
Referencias [1] M.V. Biezma Moraleda y E. Cueto Puente.
“Selección de materiales avanzados para el ámbito marino”, I Congreso Nacional de Investigación y de Innovaciones Tecnológicas en el ámbito marítimo, pp. 701-709.
[2] Comisión permanente del hormigón. EHE Instrucción del Hormigón Estructural. Ministerio de Fomento 2002.
[3] T.J. Glober. Corrosion Resistant Materials for Sea Water Systems, in Corrosion and Marine Growth of Offshore Structures. Ellis Horwood Publications, England, 1984.
[4] A.J. Sedricks. “Advanced Materials in Marine Enviroments”. MP, pg 56
124

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 3. CURSO 2003-2004
125

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
COMPORTAMENT DELS MATERIALS COMPOSTOS DE FIBRA DE VIDRE I LES SEVES APLICACIONS EN L’ENGINYERIA
Evangelina Blanco Obiol
ETSECCPB- Enginyeria de Camins Canals i Ports e-mail: [email protected]
Josep Casas Pérez ETSECCPB- Enginyeria de Camins Canals i Ports
e-mail: [email protected] Elsa Pastó Carmona
ETSECCPB- Enginyeria de Camins Canals i Ports e-mail: [email protected]
Resum: Els materials compostos de fibra de vidre són materials bifàssics compostos d’un material fibrós i una matriu, generalment resines. És un material molt flexible, però a la vegada molt resistent. En quant a les seves propietat químiques, té molt bon comportament respecte les agressions ambientals. El bon comportament d’aquest material possibilita el seu ús en multitud d’aplicacions de diferents àmbits relacionats amb l’enginyeria i la construcció. Per altra banda el seu cost és encara un factor que, en alguns casos, descarta la seva aplicació. Paraules clau: materials compostos, fibra de vidre, aplicacions.
1. Introducció
Aquest treball pretén analitzar un material nou en l’àmbit de l’enginyeria civil: la fibra de vidre.
La seva finalitat consisteix en donar a conèixer les propietats més rellevants d’aquest material, així com mostrar algunes de les seves aplicacions.
És molt interessant conèixer un material que encara està poc desenvolupat, però que ofereix moltes possibilitats de cara al futur.
La seva lleugeresa i fàcil muntatge, amb l’alta resistència a corrosió i baix manteniment, juntament amb la manca d’interacció electromagnètica, li proporcionen aquestes interessants perspectives de futur.
2. Antecedents
La primera aplicació dels materials compostos es va dur a terme en les indústries aeronàutica, aerospacial i de l’automòbil. Des de fa més de 50 anys aquests materials s’han utilitzat en aquest tipus d’indústries degut a les bones propietats que presenten.
En el camp de l’enginyeria civil, els materials fibroplàstics han tingut una incorporació molt lenta però progressiva en l’última dècada, i s’han construït, per exemple, alguns ponts a Europa i a Xina. Aquest increment en l’ús de materials
compostos en el camp de l’enginyeria el podem atribuir, en part, al desenvolupament de processos de fabricació com ara la pultrusió. Gràcies a aquest procés, ha augmentat molt l’oferta de perfils disponibles, el que permet dissenyar un nombre major de estructures.
Al llarg de la història, la innovació en nous materials de construcció ha estat relacionada amb geometries similars a les que s’utilitzaven amb els materials existents. És evident que així no s’optimitzen les propietats dels nous materials; caldrà doncs una tasca d’investigació en aquest sentit, i és exactament en el punt on ens trobem actualment en el cas dels materials compostos.
3. Descripció dels materials compostos
El terme material compost s’utilitza per anomenar els materials bifàsics (fibra + matriu) fabricats per tal de millorar les propietats que cadascun dels elements constituents té per separat.
Si bé és cert que la varietat de materials compostos és molt àmplia, entre ells es compleix el denominador comú de l’existència d’un element fibrós, que aporta rigidesa i resistència, i una matriu (generalment resina), que aporta cohesió al material. Normalment la matriu és flexible i poc resistent, amb l’objectiu clar de transmetre els esforços de unes fibres a les altres, i alhora a la superfície. A més, també serveix per a protegir les fibres de possibles danys mecànics i agressions ambientals. Les fibres més utilitzades per a la fabricació de materials compostos solen estar formades per carboni, vidre, bor, aramida, metall, ceràmica, etc. La naturalesa de la matriu pot ser també molt variada: orgànica, mineral, metàl·lica, ceràmica, etc. En referència al camp de l’enginyeria civil, els materials compostos estan formats generalment per matrius orgàniques i fibres de carboni, vidre i aramida.
En el cas dels perfils compostos de fibra de vidre més utilitzats, estan formats per fibra de vidre tipus E, que es un vidre borosilísic amb baix contingut
125

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
a cada projecte.
d’àlcalis (menor al 1%) i per resines a base de polièsters.
4. Fabricació de perfils
Un dels processos més utilitzats per a la fabricació de perfils de materials compostos és el procés de pultrusió.
La pultrusió és un procés de producció automatitzat per a la fabricació, de manera contínua, de perfils de secció constant de material compost de resines termoestables i fibres de materials mecànicament més resistents. L’avantatge del procés de pultrusió és que es poden aconseguir infinites formes de perfils, cosa que permet l’adaptació a necessitats ambientals i estructurals específiques per
Fig. 1: Esquemes del procés de pultrusió
Aquest procés (fig. 1) onsisteix en estirar dels ref
procés productiu preveu que les fibres de ref
per
quest procés es poden obtenir perfils de
c
orços continus (fibres) impregnats de resina juntament amb les malles dels teixits a través d’un motlle (extrusió) on, mitjançant una font de calor externa, es produeix la polimerització de la resina, obtenint així la geometria definitiva del perfil i donant lloc a la producció de perfils de manera contínua. El fet d’introduir malles de teixits ve motivat pel fet que aquestes augmenten la resistència a tallant i la resistència transversal del perfil.
El orç s’incorporin i es dirigeixin directament des de
les prestatgeries d’emmagatzematge de les bobines de fibra de vidre cap a la zona d’impregnació, tot travessant una estació de preformació on es moldegen degudament per a les fases successives. La impregnació de totes les fibres té lloc mentre es travessa el bany de resina. A continuació, el material compost de fibra i resina entra a la zona de motlles de trefilat calent i s’estira a través d’ell. El calor subministrat dóna lloc a una reacció exotèrmica que posa en marxa el procés de polimerització o enduriment de la matriu. Finalment, un perfil de poliester reforçat amb fibra de vidre (GPRF),
polimeritzat i amb les dimensions de secció demanades, surt del motlle de pultrusió. El mecanisme de tir pot ser un remolc d’eruga o dos carros alternats per a garantir el moviment continu.
L’última etapa del procés comprèn el tall delfil en longituds adequades per al seu transport,
emmagatzematge i manipulació, així com succeeix amb perfils d’altres materials. El tall es realitza a la mateixa línia de producció mitjançant sistemes de tall automàtic.
A través d’aformes molt variades, tot i que generalment són
de secció transversal constant (figura 2).
Fig. 2: Perfils de fibra de idre de secció constant
5. Tipologia dels elements
Tal i com ja s’ha comentat, les formes adoptades
pel
la tèc
i aquesta tendència, els perfils pod
v
s perfils compostos coincideixen amb les utilitzades en altres materials, sobretot, i tot i les diferències de comportament existents, en l’acer.
El mateix procés d’execució dels perfils, nica de pultrusionat, confereix un comportament
anisòtrop al material, mentre que l’acer presenta propietats isòtropes.
Tot i això, i tot en adoptar una àmplia gamma de formes: buits o
massissos, rectilinis o corbats. De tota manera, solen ser de secció transversal constant, i el més habitual és fabricar-los de secció rectangular, en doble T o amb forma de pannell.
Fig. 3: Diferents seccions re tzades amb aquest materiali al
126

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Les propietats dels perfils de fibra de vidre
dep
opietats mecàniques depenen, en qualsevol dir
matriu influeixen en la res
i per
e són un
dels materials de
i II es mostren les propietats més sig
6. Propietats dels MC de fibra de vidre
enen, principalment, de la composició del material (proporció de fibra, resina i càrrega), de la seva disposició en el perfil i del tipus de material empleat.
Les precció, de l’orientació de les fibres, de les seves
propietats mecàniques i de la longitud, forma i composició d’aquestes. Per altra banda, també influeixen les propietats de la resina i l’adherència entre les fibres i la resina. Cal mencionar que les propietats depenen, en gran mesura, de la direcció en la qual es mesuren en relació a la direcció en la que estan orientades les fibres.
Les propietats de la istència a tallant i en les propietats químiques,
elèctriques i tèrmiques del material compost, a més de dotar de suport lateral en front al vinclament de les fibres sotmeses a sol·licitacions de compressió.
Les resines són sòlides en una primera etapa, a donar-lis les seves propietats de polimerització
s’han de dissoldre. Les resines passen de l’estat líquid al sòlid per copolimerització del polièster, amb un catalitzador en combinació amb un accelerador o mitjançant l’aportació de calor.
Els materials compostos amb fibra de vidrmaterial molt flexible, però a la vegada molt
resistent. Sota esforços de tracció segueixen la llei de Hooke, amb la particularitat de que la ruptura es produeix sense presentar fluència prèviament. El seu pes específic es de 2,8 kg/dm3, molt menor que el dels elements tradicionals, per tant els perfils compostos tenen una alta resistència.
En quant al comportament químic fibra de vidre, el més rellevant és que són inerts
en front a nombrosos compostos. Aquest comportament està influenciat per la temperatura, el tipus de resina utilitzada i la concentració del producte agressiu. L’elecció de la resina a utilitzar serà, per tant, un factor important en el que s’hauran de tenir en compte les condicions a les que estarà sotmès el perfil.
A les taules I nificatives de les fibres i resines utilitzades en la
fabricació de un perfil format a partir de fibra de vidre i de resines termoestables de vinilèster.
Propietat Fibra de vidre (E)
Densitat (Kg/dm ) 2.6 3
Resistència a tracció (MPa) 3 400Mòdul de deformació (MPa) 72 400 Deformació de ruptura (%) 4.8
Taula I: Propietats m es de les fibres
Propietat Resina vinilèster Resistènci Pa)
ecàniqu
a a tracció (M 81.4 Resistència a flexió (MPa) 137.9 Mòdul a flexió (MPa) 3 700 Deformació de ruptura (%) 5
Taula II: Propietats m càniques de la resina
Propietat MC
e
Resistència a a) tracció (MP 257.8 Resistència a compressió (MPa) 257.8 Mòdul de deformació (GPa) 19.2 Mòdul de tallant (GPa) 2.9 Coeficient de Poisson 0.35 Densitat (Kg/dm3) 1. 3 66-1.9Coeficient de dilatació Tèrmica (10-6 K-1) 8
Taula III: Propietats mecàniques del material compost (en
Com es pot observar a la taula III, el material
com
la direcció de las fibres)
post resultant té molt bona resistència, tant a tracció com a compressió, a més d’una baixa densitat, que proporciona una gran lleugeresa a les estructures formades a partir d’aquests perfils.
Material Resina vinilèster Aigu E a xposició ContínuaAigua oxigenada Exposició Infreqüent Acetona Exposició Infreqüent Olis Exposició Contínua Alcohol Exposició Contínua Clor líquid Exposició Infreqüent Àcid acètic Exposició Contínua Àcid benzoic Exposició Contínua Àcid borhídric Exposició Contínua Àcid butíric Exposició Contínua Àcid carbònic Exposició Infreqüent Àcid cítric Exposició Contínua Àcid clorhídric Exposició Contínua Àcid cròmic Exposició Infreqüent Àcid fluorhídric Exposició Infreqüent Àcid fòrmic Exposició Freqüent Àcid fosfòric Exposició Contínua Àcid hipoclorós Exposició Infreqüent Àcid nítric Exposició Infreqüent Àcid oleic Exposició Contínua Àcid oxàlic Exposició Contínua Àcid perclòric Exposició Infreqüent Àcid sulfhídric Exposició Contínua Àcid sulfúric Exposició Contínua Àcid sulfurós Exposició Infreqüent Àcid tartàric Exposició Contínua Amoníac Exposició Contínua Bicarbonats Exposició Contínua Carbonats Exposició Contínua Clorurs Exposició Contínua Hidròxid d’alumini Exposició Contínua Hidròxid de Na o K Exposició Freqüent Nitrats Exposició Contínua Sulfats Exposició Contínua
127
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
sulfits Sulfurs i Exposició Freqüent Benzè No es recomana Ciclohexà E t xposició FreqüenMonoclorbenzè No es recomana Nafta E xposició contínuaToluè Exposició Freqüent Xilè Exposició Freqüent
Taula IV: Propietats químiques del compost
A més de totes les propietats ja citades, és
inte
Taula V: Propietats mecàn recomanades per als
Val a dir que aquestes especificacions són rec
7. Comparació entre MC de fibra de
Per a tenir una visió obal del comportament d’a
ressant que els perfils construïts amb fibra de vidre presentin també les següents propietats:
iques
perfils estructurals. Extret de Composites for infraestructure, a guide for civil Engineers.
omanades només com a guia pel PIC (Pultrusion Industry Control) del Composites Institute de la SPI (Society of the Plastics Industry, Inc.).
vidre i acer i formigó
glquests materials, a continuació es realitza una
comparació amb dos dels materials més utilitzats en l’actualitat en l’enginyeria civil: l’acer i el formigó. Les propietats d’aquests materials han estat àmpliament estudiades, en les taules VI i VII es resumeixen les característiques més importants de cadascun d’ells per tal de poder realitzar la
comparació amb el materials compostos de fibra de vidre.
Propietat Valor Resistència a a) 420-530 tracció (MPResistència a compressió (MPa) - Mòdul de deformació (GPa) 210 Mòdul de tallant (GPa) 81 Coeficient de Poisson 0.30 Densitat (Kg/dm3) 7.85 Coeficient de dilatació Tèrmica (10-6 K-1) 12
Taula VI: Propietats mecàniques de l’acer (A42b)
Propietat Valor
Resistència a a) tracció (MP 2-5 Resistència a compressió (MPa) 20-50 Mòdul de deformació (GPa) Aprox. 25 Mòdul de tallant(GPa) 10.5 Coeficient de Poisson 0.2 Densitat (Kg/dm3) 2,5 Coeficient de dilatació Tèrmica (10-6 K-1) 10
Taula VII: Propietats m iques del formigó
Al comparar els valors de les propietats
me
podem obs
ica permeten con
ostos d’aquests materials són més gra
Propietat Mètode Mínim
ecàn
càniques del formigó i del material compost, podem observar com la resistència dels materials compostos, tant a compressió com sobretot a tracció, és molt superior a la del formigó. Si ho comparem amb l’acer, veiem que, a tracció, l’acer té un valor màxim superior, però el seu límit elàstic és molt semblant al que tenen materials compostos.
En quant al mòdul de deformació, ervar com el de l’acer és més gran que el dels
materials compostos, per tant aquests seran més deformables. Si bé l’acer és menys deformable que els materials compostos, aquests presenten sobre l’acer un avantatge important: la seva densitat és molt menor, per tant es podran realitzar construccions de pes força més reduït.
Els coeficients de dilatació tèrmèixer l’allargament degut als canvis de
temperatura i, com podem observar, el coeficient de dilatació tèrmica és menor en els materials compostos que en el formigó, i aquest és a la vegada menor que en l’acer. Per tant, tant l’acer com el formigó, sota un mateix increment de temperatura, patiran deformacions majors que el material compost.
Si bé els cns que els d’altres, la resistència als agents
atmosfèrics dels materials compostos de fibra de vidre minimitza considerablement els costos de manteniment. A més, la seva lleugeresa permet aconseguir importants estalvis en els costos de instal·lació i transport.
assaig Resis 2 511 llarg t. a tracció (Kg/cm2) D638 544 través Mòdul tracció D638 192 510 llarg (Kg/cm2) 66 960 través Resist. flexió D790 (Kg/cm2)
2 511 llarg 837 través
Mòdul flexió D790 125 550 llarg (Kg/cm2) 58 590 través Resist. compres. D695 (Kg/cm2)
2 511 llarg 837 través
Impacte Izod D256 (Kgm/m) 4.25 llarg
0.85 través Tall horitzontal D2344 250 aparent (Kg/cm2) Duresa Barcol D2583 50 Absorció d’aigua (% màx.) D2583 0.7
Densita 3t (gr/cm ) D792 1.6-1.9 Gravetat específica D792 1.6-1.0 Coef. d’ expansió tèrmica (cm/cm/ªC) D696 5.2·10-6
Contingut de vidre en pes D2584 50+-5
128
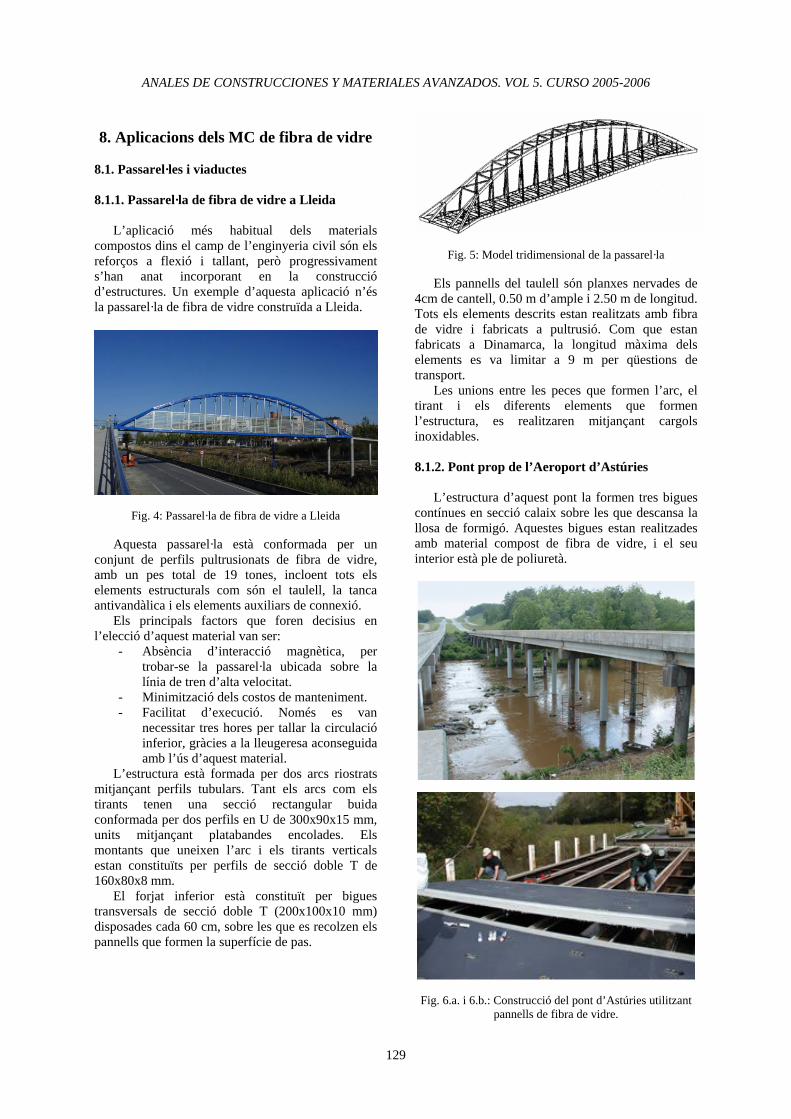
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
8.1. Passarel·les i viaductes
8.1.1. Passarel·la de fibra de vidre a Lleida
L’aplicació més habitual dels materials com
8. Aplicacions dels MC de fibra de vidre
postos dins el camp de l’enginyeria civil són els reforços a flexió i tallant, però progressivament s’han anat incorporant en la construcció d’estructures. Un exemple d’aquesta aplicació n’és la passarel·la de fibra de vidre construïda a Lleida.
Fig. 4: Passarel·la de fibra de vidre a Lleida
Aquesta passarel·la està conformada per un con
n l’el
magnètica, per
- anteniment.
L’est s arcs riostrats mit
ferior està constituït per bigues tran
junt de perfils pultrusionats de fibra de vidre, amb un pes total de 19 tones, incloent tots els elements estructurals com són el taulell, la tanca antivandàlica i els elements auxiliars de connexió.
Els principals factors que foren decisius eecció d’aquest material van ser: - Absència d’interacció
trobar-se la passarel·la ubicada sobre la línia de tren d’alta velocitat. Minimització dels costos de m
- Facilitat d’execució. Només es vannecessitar tres hores per tallar la circulació inferior, gràcies a la lleugeresa aconseguida amb l’ús d’aquest material. ructura està formada per do
jançant perfils tubulars. Tant els arcs com els tirants tenen una secció rectangular buida conformada per dos perfils en U de 300x90x15 mm, units mitjançant platabandes encolades. Els montants que uneixen l’arc i els tirants verticals estan constituïts per perfils de secció doble T de 160x80x8 mm.
El forjat insversals de secció doble T (200x100x10 mm)
disposades cada 60 cm, sobre les que es recolzen els pannells que formen la superfície de pas.
Fig. 5: Model tridimensional de la passarel·la
Els pannells del taulell són planxes nervades de 4cm de cantell, 0.50 m d’ample i 2.50 m de longitud. Tots els elements descrits estan realitzats amb fibra de vidre i fabricats a pultrusió. Com que estan fabricats a Dinamarca, la longitud màxima dels elements es va limitar a 9 m per qüestions de transport.
Les unions entre les peces que formen l’arc, el tirant i els diferents elements que formen l’estructura, es realitzaren mitjançant cargols inoxidables. 8.1.2. Pont prop de l’Aeroport d’Astúries
L’estructura d’aquest pont la formen tres bigues contínues en secció calaix sobre les que descansa la llosa de formigó. Aquestes bigues estan realitzades amb material compost de fibra de vidre, i el seu interior està ple de poliuretà.
Fig. 6.a. i 6.b.: Construcció del pont d’Astúries utilitzant pannells de fibra de vidre.
129

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Va entrar en servei l’any 2004, i suposa un gran avanç en la tecnologia utilitzada, ja que introdueix la secció en forma d’artesa.
Les bigues han estat reforçades en les zones dels recolzaments dels pilars mitjançant diafragmes formats per una estructura tipus sandwich dels dos materials anomenats.
Una altra innovació que incorpora el pont de l’autovia del Cantàbric és la utilització de connectors fabricats amb fibra de vidre AR, Arcotex, que dóna lleugeresa, majors prestacions mecàniques i és un material resistent davant els alcalins del formigó. Aquesta fibra, de molt recent aparició en el mercat, té en aquest pont una de les seves primeres aplicacions estructurals 8.1.3 Smith Road Bridge
Aquest viaducte a l’estat d’Ohio, als Estats Units, va ser el primer en aquest estat federal construït íntegrament amb materials compostos, l’estiu de l’any 1997.
Com s’aprecia en la fig. 7 (a i b) el transport i la col·locació són simples gràcies a la lleugeresa del material. L’estalvi en logística és determinant en el pressupost final de l’obra.
Fig 7.a. i 7.b.: sobre el transport i manipulació de les bigues del pont
8.1.4. Lewis and Clark Bascule Bridge
Aquest pont llevadís és un exemple de l’avantatge que suposa la lleugeresa d’aquest material.
Amb 39 m de llum i 6.5 m d’ample es beneficia de la utilització de pannells de fibra de vidre en el taulell per tal de reduir al màxim el pes a elevar.
Fig. 8: Pont Lewis and Clark, a l’estat nord-americà d’Oregon, construït l’any 2001.
Als pannells de materials compostos se’ls dóna continuïtat, tant amb el formigó com amb l’acer estructural, a partir d’uns perns. En les figures 9.a. i 9.b. es mostra com és aquesta unió.
Fig. 9.a. i 9.b.: Unió pannell-biga
130

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 8.2. Sistemes de reforç amb polímers armats amb fibra de vidre (GFRP)
Aquest sistema ha aparegut com a alternativa a les tècniques tradicionals de reforç d’estructures de formigó, utilitzant materials compostos com armadura suplementària encolada externament al parament de l’element estructural a reforçar.
El disseny d’un reforç a flexió mitjançant GFRP encolat externament és conceptualment molt semblant al de l’armadura passiva d’una secció de formigó armat.
Fig. 10: Exemple de pont amb el formigó en mal estat.
Fig. 11: Solució amb fibra de vidre (GFRP)
Constitueixen un bon sistema per incrementar la capacitat portant a flexió d’estructures de formigó existents. No només aporten un increment del moment últim, sinó que també milloren les condicions de servei de l’estructura, controlant-ne la fisuració, la deformabilitat i el nivell de tensions en les armadures.
En canvi, la ductilitat d’una secció reforçada és inferior a la de la secció de formigó estructural prèvia al reforç, com a conseqüència del caràcter fràgil dels modes de ruptura associats al GFRP, que solen controlar l’esgotament de la secció. Aquest aspecte ha de ser controlat mitjançant un bon dimensionament.
Els materials constituents del sistema de reforç final són, a part de les fibres i la matriu, l’adhesiu,
els materials de preparació superficial i els materials de protecció.
L’adhesiu materialitza la unió del material compost amb el substrat de formigó. Per altra banda, serà necessari preparar una superfície llisa. Aquesta missió la realitzarà el segon dels materials anomenats anteriorment, mentre que posteriorment s’aplicarà la protecció. 8.3. Reforç de ponts de fusta
Actualment la fibra de vidre no s’utilitza únicament en la construcció de ponts nous, sinó que també constitueix un material adequat per al reforç de ponts existents, especialment de fusta.
En aquest sentit, a Canadà s’ha utilitzat la fibra de vidre per a prolongar la vida útil d’una sèrie de viaductes que necessitaven ser adaptats per tal de poder resistir l’augment de trànsit previst.
El sistema de reforç consisteix en col·locar longitudinalment a les bigues barres de fibra de vidre reforçades amb polímer. L’adherència a les ranures de las bigues de fusta s’aconsegueix mitjançant l’aplicació de resina.
Els estudis realitzats fins ara asseguren que aquest procediment permet millorar en gran mesura la ductilitat del conjunt, així com augmentar la resistència a flexió entre un 20 i un 50%.
D’aquesta manera, la fibra de vidre constitueix una solució alternativa viable i simple en comparació amb els materials utilitzats habitualment: formigó i acer.
Els principals avantatges són la seva lleugeresa, que permet no afegir un pes important al pont existent, i la seva resistència a la corrosió, principalment de sals (fet a tenir en compte quan s’han de descongelar carreteres).
D’altra banda, als ponts reforçats d’aquesta manera al Canadà, s’ha aconseguit reduir el cost de reparació fins un 15% en relació al previst inicialment amb materials diferents.
Finalment, i tenint en compte aspectes purament constructius, la utilització de fibres de vidre és també aconsellable pel seu fàcil ús.
Degut a la lleugeresa del material, l’equip d’instal·lació no és pesat, fet pel que la seva col·locació no presenta excessiva dificultat, a més de minimitzar l’afecció al medi i, per tant, les molèsties als usuaris. 8.4. Formigons reforçats amb fibra de vidre
Entre els diferents tipus de materials compostos que existeixen, entenent com a materials compost un material multifase que conserva una proporció significativa de les propietats de les fases constituents de manera que presenti la millor combinació possible, hi ha els materials compostos
131

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 estructurals dels qual s’ha parlat extensament en els capítols anteriors i els materials compostos reforçats. En aquest context trobem els formigons reforçats amb fibra de vidre.
La addició de fibres com a reforç per a formigons, morters o pasta de ciment, pot comportar la millora de moltes de les propietats d’aquests materials. Cal destacar entre elles: resistència a tracció, tenacitat, fatiga, resistència a l’impacte, permeabilitat i resistència a la abrasió.
L’ús de fibres de vidre com a part integrant del formigó produeix canvis favorables en el seu comportament, tot i que aquests canvis estan relacionats amb diferents factors, com ara el tipus de fibra, la quantitat de fibres i l’orientació de les mateixes.
Tots els canvis, però, no són favorables. Per exemple, si tenim en compte el formigó fresc, la incorporació de les fibres comporta una disminució de la treballabilitat entre un 20 i un 1%, depenent de la quantitat de fibres, a major quantitat menor és la treballabilitat del formigó. Per contra, en el formigó endurit la incorporació de les fibres comporta un augment de la resistència a flexotracció, que augmenta directament amb la quantitat de fibres aportada. Cal mencionar, també, que la incorporació de fibres no afecta en gran mesura a la resistència a compressió del formigó.
Donat el canvi de comportament experimentat pel formigó, les principals aplicacions d’aquests materials són:
- Lloses - Paviments industrials - Paviments per a contenidors - Formigó projectat - Revestiment de túnels - Prefabricats Donada la gran quantitat de fibres que es poden
utilitzar per a reforçar el formigó a banda de les fibres de vidre, i la influència que la seva dosi exerceix en el formigó, resulta interessant realitzar una petita comparativa entre el formigó utilitzat habitualment i el reforçat amb diferents tipus de fibres.
Dosi de fibra (kg/m3) Assentament (mm)
- 50
Formació d’esquerdes a l’assaig d’anell Sí
Promig profunditat de desgast (mm) 0.79
Promig profunditat indentació (mm) 1.30
Promig resistència a flexió (MPa) 4.55
Promitjos índexs de tenacitat
I5 1.00 I10 1.00 I20 1.00
Taula VIII: Propietats d’un formigó simple (relació
aigua/ciment=0.56)
Dosi de fibra (kg/m3) 1
Taula IX: Propietats d’un formigó reforçat amb fibres
de vidre
Taula IX: Propietats d’un formigó reforçat amb fibres
de polipropilè
Taula X: Propietats d’un formigó reforçat amb fibres
d’acer
Assentament (mm) 40 5
40 10 5
20 0
Formació d’esquerdes a l’assaig d’anell No No No No
Promig profunditat de desgast (mm) 0.53 0.40 0.34 0.57
Promig profunditat indentació (mm) 0.80 0.50 0.30 0.20
Promig resistència a flexió (MPa) 4.66 4.46 4.95 5.59
Promitjos índexs de tenacitat
I5 1.67 1.98 3.98 3.33 I10 2.05 2.60 5.81 4.12 I20 2.43 2.93 6.67 4.68
Dosi de fibra (kg/m3) 1 Assentament (mm) 25
5 15
10 0
20 0
Formació d’esquerdes a l’assaig d’anell No No No No Promig profunditat de desgast (mm) 0.52 0.49 0.33 3.37
Promig profunditat indentació (mm) 0.90 0.50 0.30 2.00
Promig resistència a flexió (MPa) 5.45 5.24 3.88 2.63
Promitjos índexs de tenacitat
I5 1.76 2.03 3.09 4.87 I10 2.33 3.18 4.98 9.27 I20 2.97 5.30 8.53 18.3
Dosi de fibra (kg/m3) 1 Assentament (mm) 30
5 25
10 20
20 0
Formació d’esquerdes a l’assaig d’anell No No No No Promig profunditat de desgast (mm) 0.56 0.58 0.29 0.50
Promig profunditat indentació (mm) 0.80 0.40 0.20 0.10
Promig resistència a flexió (MPa) 5.08 5.23 4.94 4.67
Promitjos índexs de tenacitat
I5 1.55 2.13 2.51 2.98 I10 2.05 3.05 3.60 4.69 I20 2.54 4.42 5.27 7.76
132

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
De les taules anteriors es poden treure una sèrie de conclusions força interessants en relació a les fibres de vidre:
- La treballabilitat del formigó es veu molt poc afectada utilitzant fibres de vidre (fins 5 kg/m3), mentre que les fibres de polipropilè l’afecten força.
- Les tres fibres responen igual al potencial d’esquerdament per contracció del formigó.
- Totes les fibres augmenten la resistència a l’abrasió del formigó en dosis de fins a 10 kg/m3. Només les fibres de vidre i d’acer milloren aquesta resistència en dosis de 20 kg/m3.
- L’increment de resistència a l’abrasió del formigó amb fibres de vidre és més consistent que amb els altres dos tipus de fibres.
- Totes les fibres augmenten la resistència del formigó a l’impacte en dosis de fins a 10 kg/m3. Només les fibres de vidre i d’acer milloren aquesta resistència en dosis de 20 kg/m3.
- La resistència a flexió augmenta amb l’addició de fibres de vidre, el que no succeeix amb les altres fibres, degut a la reduïda treballabilitat i dificultats en la compactació.
- En dosis baixes (1 a 5 kg/m3), les fibres de vidre són menys efectives per tal d’assolir la tenacitat que les altres fibres.
- En dosis de 10 kg/m3 i superiors, les fibres de vidre són les millors en termes de tenacitat absoluta, resistència a flexió, resistència a la primera esquerda i tenacitat a la primera esquerda.
8.5. Bulons de fibra de vidre
Les barres amb fibra de vidre són usades des de fa més de vint anys per a fabricar bulons utilitzats per a subjectar excavacions que posteriorment s’hauran de demolir.
Bàsicament les barres de fibra de vidre tenen les mateixes característiques que les altres aplicacions ja esmentades, però el seu principal avantatge en aquesta tipologia és la seva resistència al tall, tres vegades menor que la de les barres corregudes. Això fa que puguin ser fàcilment tallades per les piques de les màquines i no perjudiquin el procés d’excavació dels terrenys subjectats per aquest bulons.
Pel que respecta al seu preu, aquest és entre un 40 i un 100% més car que els d’acer, depenent del tipus d’acabat i del consum.
Un altre inconvenient és que generalment es fabriquen sota comanda, fet pel qual el subministrament del producte tarda molt més, arribant al període d’un mes.
Uns d’aquests bulons són els WIBOLT Star GFK (Fig. 12), de l’empresa MINOVA, utilitzats principalment en excavacions i túnels.
Els components d’aquest tipus d’ancoratge són materials compostos de fibra de vidre, que es caracteritzen per la seva alta resistència mecànica i un excel·lent comportament a llarg termini.
Aquests bulons estan formats per dos elements: el capçal d’ancoratge i la barra d’ancoratge.
El capçal està fet de resina de polièster i fibra de vidre bobinada, i es fixa a la barra amb unes falques especials integrades en ell mateix.
Per la seva part, les barres, gràcies a la forma d’estrella de la secció, augmenten notablement la seva superfície en comparació amb els perfils circulars, aconseguint millor interacció amb la resina o l’adhesiu, tot millorant l’efectivitat de l’ancoratge en el terreny. Arriben a transmetre forces de 110 kN al seu cap i de 300 kN a la barra per una secció de 355 mm2.
Fig. 12: Buló tipus WIBOLT Star GFK
8.6. Altres aplicacions en la construcció
A part dels perfils i dels reforços comentats anteriorment, els materials compostos de fibra de vidre poden tenir aplicacions molt diverses en l’àmbit de la construcció, com per exemple la fabricació de pannells decoratius, cobertures, pannells de façana, dipòsits, components per a cases prefabricades, escales i fins i tot terres de seguretat.
Fig 13: Terres de seguretat PRFV De totes aquestes aplicacions la més usual és la
fabricació de pannells amb fibra de vidre, aquests
133

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 pannells són seccions pultrusionades amb estructura de mats i varetes de fibra de vidre, així, grans envergadures poden ser cobertes econòmicament. La superfície dels pannells té contorn ranurat, i si fos necessari es podria acabar amb superfície arenosa.
Fig. 14: Pannells PRFV
9. Futur
Tot i la utilització de materials compostos en l’àmbit de la enginyeria civil exposats en el present article, el seu ús es troba encara en fase poc avançada, però les facilitats que aquest material presenta fan pensar que a mig termini serà una de les alternatives a considerar seriosament.
Si bé és cert que un dels principals entrebancs amb que es troba el seu desenvolupament és l’elevat preu dels materials, la seva resistència a diversos agents ambientals redueix considerablement els seus costos de manteniment, valor afegit que es té cada cop més present a l’hora d’avaluar el cost de les estructures.
L’estalvi econòmic es veu també afavorit per la lleugeresa d’aquests materials, el que permet reduir notablement els costos de transport i instal·lació.
No obstant, no s’ha d’oblidar que, de la mateixa forma que passa amb qualsevol innovació, la generalització del seu ús serà conseqüència, en gran mesura, del nivell d’investigació que acompanya al desenvolupament del material.
En aquest sentit són necessaris encara una sèrie de desenvolupaments que el facin més competitiu.
En primer lloc resulta important trencar la tendència actual a construir formes estructurals pensades per a optimitzar altres materials, i que faci que els materials compostos treballin ineficaçment, el que impedeix aprofitar completament les seves propietats, donant un ús anti-econòmic a aquests materials.
Finalment, el perfeccionament de les tècniques de fabricació i de connexió d’elements tindrà un pes decisiu en l’elecció d’aquests materials per a la construcció de gran part de les estructures futures.
10. Conclusions
La utilització de la fibra de vidre presenta, com qualsevol altre material, una sèrie d’inconvenients.
El principal problema és el seu elevat cost, sens dubte molt relacionat amb la ineficàcia de les geometries existents, que no optimitzen les propietats dels materials compostos.
Tot i això, malgrat aquests inconvenients, els avantatges que s’obtenen no són en cap cas despreciables. La major resistència que les fibres de vidre proporcionen, tant a les estructures noves com a les ja existents, és només un dels factors que les fan aconsellables.
En segon lloc, el seu pes reduït i considerablement inferior al de materials més convencionals repercuteix en un millor maneig de les peces, ja que es poden utilitzar sistemes de transport més senzills, menys personal, etc., fet que permet reduir els costos de construcció.
Un altre aspecte destacable és el menor temps de fabricació, que fins i tot pot reduir-se de mesos a setmanes, essent un factor a tenir en compte en situacions en que l’afectació al medi i, sobretot, als usuaris (talls de circulació) és important. Per tant aquest tipus de materials permet un llibertat de disseny sense les limitacions pràctiques que vénen imposades pels processos de fabricació en la tecnologia dels metalls.
Finalment, el temps de corrosió és menor que el del formigó armat i, òbviament, de l’acer. Les tasques de manteniment seran més duradores, ja que, en el cas de les fibres de vidre, l’aigua i la sal acceleren la seva corrosió.
Tenint en compte tot l’exposat anteriorment, pot afirmar-se que la utilització de materials compostos, especialment la fibra de vidre, en la construcció i reforç d’estructures en enginyeria civil, és una alternativa l’ús de la qual es troba poc estès actualment, però que constitueix una solució viable i competent de cara a un futur pròxim.
Referències [1] J.A.Sobrino, M. Dolores, G. Pulido. “Pasarela de material compuesto de fibra de vidrio sobre el acceso a Lleida de la línea del AVE”, Quaderns d’Estructures nº 13, edita Associació de Consultors d’Estructures. [2] B. Reyes, J. Humberto. “Los Plásticos reforzados en fibra de vidrio, sus aplicaciones y desarrollo en la industria nacional”, Lima 2002. [3] J. Pascual, J.R. Casas. “Disseny del reforç a flexió de ponts de formigó amb materials compostos: proposta i verificació d’una metodologia simplificada” d’Especialitat. ETSECCPB 2004. [4]José Patricio Bravo Celis. “Comportamiento mecánico del hormigón reforzado con fibras de vidrio: influencia del porcentaje de fibra adicionado”, Chile 2003. [5] Revista BIT, Gener 2004 [6] www.staplas.com[7] www.fibrolux.com[8] www.martinmarietta.com [9] www.strongwell.com[10] www.cmeargentina.com
134

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
HORMIGÓN AUTOCOMPACTABLE
Miquel Arévalo Rodríguez UPC / Ingeniería Industrial
Departamento de Ingeniería de la construcción / ETSECCPB Mossèn Jaume Sala 18, Mataró / Telf.: 657836017/ Fax: 972468054
Resumen: El hormigón autocompactable (H.A.C.) es aquel hormigón que , sin necesidad de vibración ( ni otro tipo de compactación), es capaz de rellenar todos los rincones del encofrado a través de la armadura y consolidarse únicamente bajo la acción de su propio peso, sin que se produzca segregación del árido grueso. Es esta característica principalmente la que proporciona mejoras cualitativas en ciertos aspectos que inciden directamente y de manera importante en el resultado final de una obra entre los que destacan, la disminución de la dependencia entre la durabilidad del hormigón y la cualificación de los operarios de la obra, además de poder aumentar la complejidad en el diseño de los proyectos. Otro aspecto a tener en cuenta es el económico, ya que debido a la eliminación de una compactación externa, se reducen el tiempo, el personal y el equipo necesario para la colocación del hormigón. También cabe destacar la mejora en el aspecto medioambiental durante el ciclo de producción de los elementos de obra. Para obtener estos resultados mediante la utilización del H.A.C. debe establecerse un equilibrio estable y óptimo entre alta fluidez y elevada resistencia a la segregación. Palabras clave: hormigón autocompactable, mejoras cualitativas, alta fluidez, elevada resistencia a la segregación.
1. Introducción El uso del hormigón autocompactable, bastante extendido en otros países, es una realidad en las obras realizadas en varias comunidades autónomas. Los resultados obtenidos alientan a la utilización del H.A.C. en la construcción actual, tanto por la rápida, cómoda y segura aplicación como por la calidad final que proporciona. La durabilidad del hormigón, aparte del diseño de la mezcla y de los factores ambientales, depende directamente de la puesta en obra que se realice. Desde el punto de vista del diseño de la mezcla, la instrucción EHE controla y regula los parámetros de máxima relación a/c y la mínima cantidad de cemento a emplear, en función de la agresividad del ambiente al que va a quedar sometido el hormigón para garantizar cierta durabilidad. Sin embargo una puesta en obra inadecuada (desde la adición de agua en el camión hasta un defectuoso, o incluso excesivo, vibrado) puede provocar que el hormigón pierda todas sus propiedades, siendo cuestionable la durabilidad.
El problema reside en que, mientras el diseño de la mezcla es un parámetro controlable, el factor puesta en obra es aleatorio y dependerá de la mano de obra de que se disponga. Este planteamiento nos conduce a pretender un hormigón cuyas propiedades queden garantizadas en el momento de su diseño, independientemente de la ejecución. La vanguardia en el mundo del hormigón se centra en la elaboración de hormigones autocompactables, que permiten ser colocados en obra sin precisar medios de compactación, mejorando significativamente la calidad, la durabilidad y la vida útil de las estructuras. Los objetivos que han promovido el desarrollo del hormigón autocompactable han sido el obtener una mayor productividad, un mejor entorno de trabajo y la capacidad de colocar hormigón en condiciones difíciles. Para mejorar la economía de la construcción en hormigón resulta esencial aumentar la productividad. La eliminación de los trabajos de compactación aumenta la velocidad de puesta en obra, reduciendo sus costes. Además, las propiedades de H.A.C. permiten el desarrollo de nuevos procedimientos de bombeo y llenado de encofrados. En lo referente al entorno de trabajo se elimina el ruido provocado en el proceso de vibración, bien de los vibradores de mano, de superficie o de encofrado, mejorando tanto el entorno de la obra como las molestias a edificaciones vecinas. Además, el empleo de vibrador supone una carga física molesta y puede provocar trastornos en la circulación de la sangre del personal que lo manipula. Para condiciones difíciles de colocación H.A.C. es capaz de dar una respuesta eficaz a nuevos retos estructurales, como las estructuras fuertemente armadas, donde las dificultades para compactar pueden originar serios problemas de calidad del hormigón.A pesar de todas estas ventajas, la utilización del H.A.C. es aún muy limitada, esto ha obligado a investigadores y técnicos a desarrollar ensayos de caracterización específicos o modificar ensayos convencionales motivados principalmente por las características del H.A.C., capacidad de relleno, habilidad de paso y estabilidad frente a la segregación.
135

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
2. Conceptos básicos
El hormigón autocompactable se puede definir como aquel capaz de llenar perfectamente el encofrado, embebiendo las armaduras, sin presentar segregación o bloqueo, por la acción de su propio peso y sin precisar medios de compactación.
Fig. 1: Construcción de un encofrado estanco (Autovía
del Mediterráneo). Para que esto sea posible es necesario un
comportamiento adecuado del hormigón autocompactable en estado fresco.
Fig. 2: Elemento resultante una vez desencofrado. Esta alta autocompactabilidad exige una alta
fluidez de sus mezclas, con suficiente viscosidad y cohesión entre los componentes, a fin de garantizar un flujo continuo e uniforme en toda la masa, sin exhibir segregación y sin que se produzca bloqueo del hormigón entre las barras de la armadura, o en las zonas estrechas del encofrado. Estas propiedades esenciales del H.A.C. presentan cierto antagonismo, ya que todo aumento de la fluidez conlleva una pérdida de viscosidad de la pasta, lo que puede producir tendencia a la segregación. El diseño de estos hormigones está condicionado a obtener un equilibrio estable y óptimo
entre estos dos parámetros durante todo el tiempo que implique el transporte y su colocación en obra. La fluidez deseada se consigue utilizando aditivos superfluidificantes de última generación, mientras que la viscosidad se controla mediante el empleo de altos contenidos de polvo y/o aditivos modificadores de la viscosidad.
3. Criterios de diseño La mayoría de los componenetes del hormigón autocompactable son los que se utilizan para la fabricación de hormigones convencionales. Sin embargo, los métodos de dosificación de mezclas de H.A.C. difieren de los métodos tradicionales empleados en el hormigón, ya que las proporciones de los componentes están condicionadas por las propiedades en estado fresco, fluidez y viscosidad.
Los requisitos básicos a cumplir en cuanto a la formulación son:
* Alto volumen de pasta de cemento (35%-40%
del total) * Contenido de finos (< 0.1 mm) entre 450-600
Kg/m3. * Relación agua/finos en volumen (a/f) entre
0.9-1.05. * Relación de grava no superior al 50% del árido
total. * Tamaño máximo de árido recomendado de 10
a 20 mm. * Curvas de áridos continuas y con adecuado
coeficiente de forma. * Aditivos superplastificantes de última
generación. * Aditivos moduladores de viscosidad (sólo en
caso necesario).
3.1. Cemento No existen requerimientos especiales en cuanto al tipo de cemento, todos son utilizables aunque se recomienda un contenido de C3A no superior al 10%. Su elección se debe principalmente a factores ajenos a la autocompacidad, como los requerimientos de resistencia, de durabilidad, según normativa EHE o el volumen de hormigonado. En general se precisa un mínimo de 350 Kg/m3, variable según los requisitos de aplicación, sin sobrepasar los 450 Kg/m3, salvo en casos especiales. 3.2. Adiciones Un H.A.C. requiere un mínimo contenido de finos (< 0.1 mm) entre 500-550 Kg/m3 que debe corregirse con adición, de este manera se reduce el contenido de cemento empleado. El contenido de adición debe
136
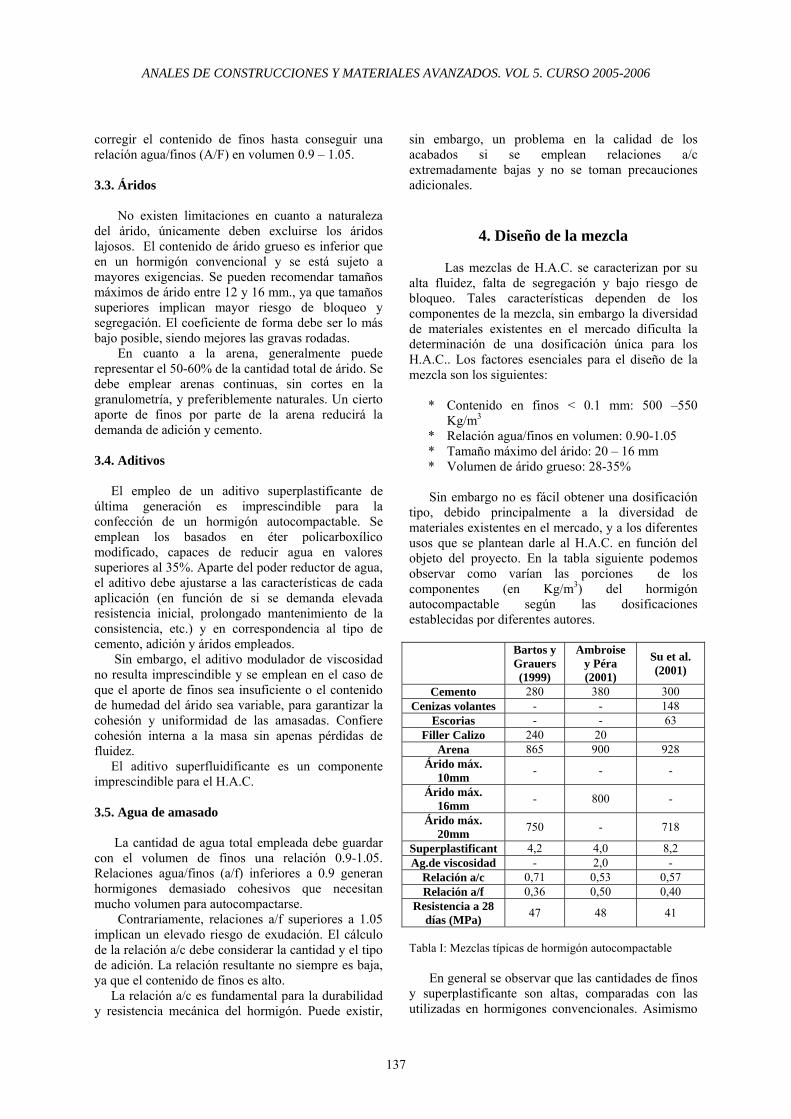
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
corregir el contenido de finos hasta conseguir una relación agua/finos (A/F) en volumen 0.9 – 1.05. 3.3. Áridos No existen limitaciones en cuanto a naturaleza del árido, únicamente deben excluirse los áridos lajosos. El contenido de árido grueso es inferior que en un hormigón convencional y se está sujeto a mayores exigencias. Se pueden recomendar tamaños máximos de árido entre 12 y 16 mm., ya que tamaños superiores implican mayor riesgo de bloqueo y segregación. El coeficiente de forma debe ser lo más bajo posible, siendo mejores las gravas rodadas. En cuanto a la arena, generalmente puede representar el 50-60% de la cantidad total de árido. Se debe emplear arenas continuas, sin cortes en la granulometría, y preferiblemente naturales. Un cierto aporte de finos por parte de la arena reducirá la demanda de adición y cemento. 3.4. Aditivos El empleo de un aditivo superplastificante de última generación es imprescindible para la confección de un hormigón autocompactable. Se emplean los basados en éter policarboxílico modificado, capaces de reducir agua en valores superiores al 35%. Aparte del poder reductor de agua, el aditivo debe ajustarse a las características de cada aplicación (en función de si se demanda elevada resistencia inicial, prolongado mantenimiento de la consistencia, etc.) y en correspondencia al tipo de cemento, adición y áridos empleados. Sin embargo, el aditivo modulador de viscosidad no resulta imprescindible y se emplean en el caso de que el aporte de finos sea insuficiente o el contenido de humedad del árido sea variable, para garantizar la cohesión y uniformidad de las amasadas. Confiere cohesión interna a la masa sin apenas pérdidas de fluidez. El aditivo superfluidificante es un componente imprescindible para el H.A.C. 3.5. Agua de amasado La cantidad de agua total empleada debe guardar con el volumen de finos una relación 0.9-1.05. Relaciones agua/finos (a/f) inferiores a 0.9 generan hormigones demasiado cohesivos que necesitan mucho volumen para autocompactarse. Contrariamente, relaciones a/f superiores a 1.05 implican un elevado riesgo de exudación. El cálculo de la relación a/c debe considerar la cantidad y el tipo de adición. La relación resultante no siempre es baja, ya que el contenido de finos es alto. La relación a/c es fundamental para la durabilidad y resistencia mecánica del hormigón. Puede existir,
sin embargo, un problema en la calidad de los acabados si se emplean relaciones a/c extremadamente bajas y no se toman precauciones adicionales.
4. Diseño de la mezcla
Las mezclas de H.A.C. se caracterizan por su
alta fluidez, falta de segregación y bajo riesgo de bloqueo. Tales características dependen de los componentes de la mezcla, sin embargo la diversidad de materiales existentes en el mercado dificulta la determinación de una dosificación única para los H.A.C.. Los factores esenciales para el diseño de la mezcla son los siguientes:
* Contenido en finos < 0.1 mm: 500 –550
Kg/m3
* Relación agua/finos en volumen: 0.90-1.05 * Tamaño máximo del árido: 20 – 16 mm * Volumen de árido grueso: 28-35%
Sin embargo no es fácil obtener una dosificación tipo, debido principalmente a la diversidad de materiales existentes en el mercado, y a los diferentes usos que se plantean darle al H.A.C. en función del objeto del proyecto. En la tabla siguiente podemos observar como varían las porciones de los componentes (en Kg/m3) del hormigón autocompactable según las dosificaciones establecidas por diferentes autores.
Bartos y Grauers (1999)
Ambroise y Péra (2001)
Su et al. (2001)
Cemento 280 380 300 Cenizas volantes - - 148
Escorias - - 63 Filler Calizo 240 20
Arena 865 900 928 Árido máx.
10mm - - -
Árido máx. 16mm - 800 -
Árido máx. 20mm 750 - 718
Superplastificant 4,2 4,0 8,2 Ag.de viscosidad - 2,0 -
Relación a/c 0,71 0,53 0,57 Relación a/f 0,36 0,50 0,40
Resistencia a 28 días (MPa) 47 48 41
Tabla I: Mezclas típicas de hormigón autocompactable
En general se observar que las cantidades de finos y superplastificante son altas, comparadas con las utilizadas en hormigones convencionales. Asimismo
137
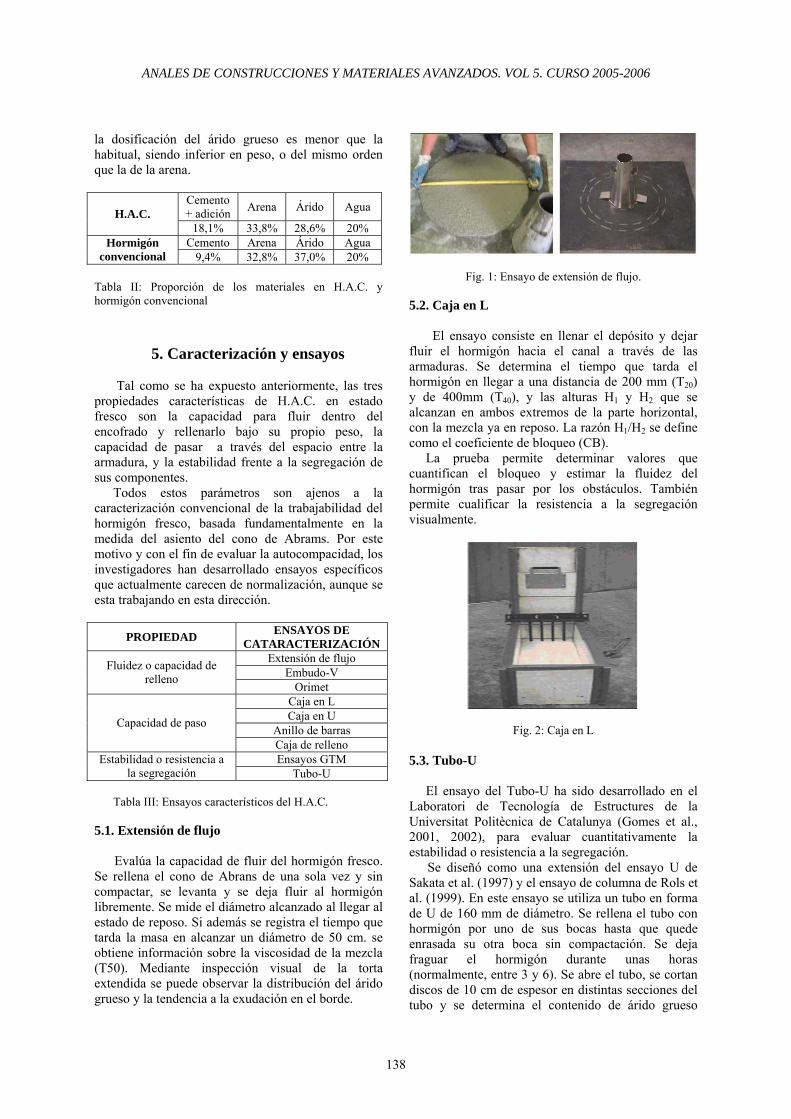
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
la dosificación del árido grueso es menor que la habitual, siendo inferior en peso, o del mismo orden que la de la arena.
Cemento + adición Arena Árido Agua H.A.C.
18,1% 33,8% 28,6% 20% Cemento Arena Árido Agua Hormigón
convencional 9,4% 32,8% 37,0% 20% Tabla II: Proporción de los materiales en H.A.C. y hormigón convencional
5. Caracterización y ensayos Tal como se ha expuesto anteriormente, las tres
propiedades características de H.A.C. en estado fresco son la capacidad para fluir dentro del encofrado y rellenarlo bajo su propio peso, la capacidad de pasar a través del espacio entre la armadura, y la estabilidad frente a la segregación de sus componentes.
Todos estos parámetros son ajenos a la caracterización convencional de la trabajabilidad del hormigón fresco, basada fundamentalmente en la medida del asiento del cono de Abrams. Por este motivo y con el fin de evaluar la autocompacidad, los investigadores han desarrollado ensayos específicos que actualmente carecen de normalización, aunque se esta trabajando en esta dirección.
PROPIEDAD ENSAYOS DE
CATARACTERIZACIÓN Extensión de flujo
Embudo-V Fluidez o capacidad de relleno
Orimet Caja en L Caja en U
Anillo de barras Capacidad de paso
Caja de relleno Ensayos GTM Estabilidad o resistencia a
la segregación Tubo-U Tabla III: Ensayos característicos del H.A.C.
5.1. Extensión de flujo Evalúa la capacidad de fluir del hormigón fresco. Se rellena el cono de Abrans de una sola vez y sin compactar, se levanta y se deja fluir al hormigón libremente. Se mide el diámetro alcanzado al llegar al estado de reposo. Si además se registra el tiempo que tarda la masa en alcanzar un diámetro de 50 cm. se obtiene información sobre la viscosidad de la mezcla (T50). Mediante inspección visual de la torta extendida se puede observar la distribución del árido grueso y la tendencia a la exudación en el borde.
Fig. 1: Ensayo de extensión de flujo. 5.2. Caja en L El ensayo consiste en llenar el depósito y dejar fluir el hormigón hacia el canal a través de las armaduras. Se determina el tiempo que tarda el hormigón en llegar a una distancia de 200 mm (T20) y de 400mm (T40), y las alturas H1 y H2 que se alcanzan en ambos extremos de la parte horizontal, con la mezcla ya en reposo. La razón H1/H2 se define como el coeficiente de bloqueo (CB). La prueba permite determinar valores que cuantifican el bloqueo y estimar la fluidez del hormigón tras pasar por los obstáculos. También permite cualificar la resistencia a la segregación visualmente.
Fig. 2: Caja en L 5.3. Tubo-U
El ensayo del Tubo-U ha sido desarrollado en el Laboratori de Tecnología de Estructures de la Universitat Politècnica de Catalunya (Gomes et al., 2001, 2002), para evaluar cuantitativamente la estabilidad o resistencia a la segregación. Se diseñó como una extensión del ensayo U de Sakata et al. (1997) y el ensayo de columna de Rols et al. (1999). En este ensayo se utiliza un tubo en forma de U de 160 mm de diámetro. Se rellena el tubo con hormigón por uno de sus bocas hasta que quede enrasada su otra boca sin compactación. Se deja fraguar el hormigón durante unas horas (normalmente, entre 3 y 6). Se abre el tubo, se cortan discos de 10 cm de espesor en distintas secciones del tubo y se determina el contenido de árido grueso
138

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
presente en cada sección por lavado, tamizado del mortero (hasta las fracciones de 5 mm) y secado. La relación de segregación (denominada por RS), definida por el cociente entre el contenido de árido grueso evaluado en el hormigón y el contenido teórico según la dosificación, debe ser igual o superior a 0,90 para un HAC que presente buena estabilidad. 5.4 Embudo-V El objetivo del ensayo es evaluar la capacidad de fluir del hormigón en áreas restringidas en dirección vertical y bajo su propio peso, cualificando la tendencia a la segregación y al bloqueo, mediante observación de la variación de la velocidad de flujo. El embudo-V, normalmente de acero, tiene forma de V con una apertura en el fondo, donde se coloca una compuerta que ha de ser estanca mientras esté cerrada y de rápida apertura, para interferir lo menos posible en el momento de la descarga. La geometría de la sección transversal puede ser de forma circular o rectangular, siendo la segunda la más utilizada. El ensayo consiste en llenar el embudo con la muestra representativa de HAC de forma continua y sin compactación alguna. Seguidamente, se abre la compuerta y en ese instante se comienza a medir el tiempo que tarda el volumen total de hormigón en fluir a través de la apertura. En algunos casos se ha propuesto medir también el tiempo de flujo dejando reposar la muestra en el embudo durante 5 minutos para valorar la tendencia a la segregación. 5.4. Criterios de aceptación Como valores orientativos a la hora de interpretar los resultados obtenidos en los ensayos realizados al H.A.C. se pueden tomar los recogidos en la tabla IV. Estos valores se basan en el conocimiento y práctica actuales.
Ensayo Magnitud Margen Valores Extensión de
flujo mm 600-800
Embudo-V segundos 6-12 Orimet segundos 0-5
Caja en L H1/H2 (mm) 0,8-1 Caja en U mm 0-30
Anillo de barras Hint-Hext (mm) ≤10 Caja de relleno % 90-100 Ensayo GTM % 0-30
Tubo-U RS ≥0,90
Tabla IV: Valores de aceptación del H.A.C.
Estos criterios de aceptación son generales. Valores fuera de los márgenes indicados en la tabla IV pueden ser aceptables en función de las
condiciones de la obra. En realidad se podrían definir distintos subtipos de H.A.C. en función del tipo de aplicación. Cada uno de estos subtipos estaría asociado con diferentes propiedades en el estado fresco (viscosidad y fluidez) y las condiciones de puesta en obra. La tabla V define nueve subtipos de H.A.C. en función de la aplicación del hormigón y de dos propiedades en estado fresco; los valores obtenidos en el Ensayo de Extensión de flujo y del Embudo en V.
9-25
Rampas
Pilares
5-9
Tiempo embudoV
(s)
3-5
Pavimentos
470-570
540-660 630-800
Extensión de flujo (mm)
Muros
Tabla V: Áreas de aplicación en función de las
propiedades del H.A.C.
Esta tabla es útil para diseñar un H.A.C. con las propiedades adecuadas a la aplicación a la que se destina. Por ejemplo, si el hormigón se va a aplicar en la rampa del garaje, las propiedades que lo definirán serán un Escurrimiento de 500 mm. y un Tiempo en el Embudo V de 15-25 segundos.
6. Fabricación y puesta en obra
Se puede fabricar hormigón autocompactable con cualquiera de los métodos habituales, tanto amasadoras como plantas dosificadoras con amasado en camión. Es conveniente aumentar el tiempo de amasado habitual (2-3 minutos) para asegurar la homogeneidad y estabilidad de la mezcla. Se debe cuidar la secuencia de amasado para una buena dispersión de las partículas, añadiendo el aditivo en último lugar. La mezcla de H.A.C. es muy sensible a pequeñas variaciones en el contenido total de agua, por lo que el control estricto de la humedad de los áridos es imprescindible. Aunque la mezcla se haya logrado con éxito a nivel laboratorio, deben realizarse los ensayos pertinentes al llegar a la obra. Para cada ensayo, y
139
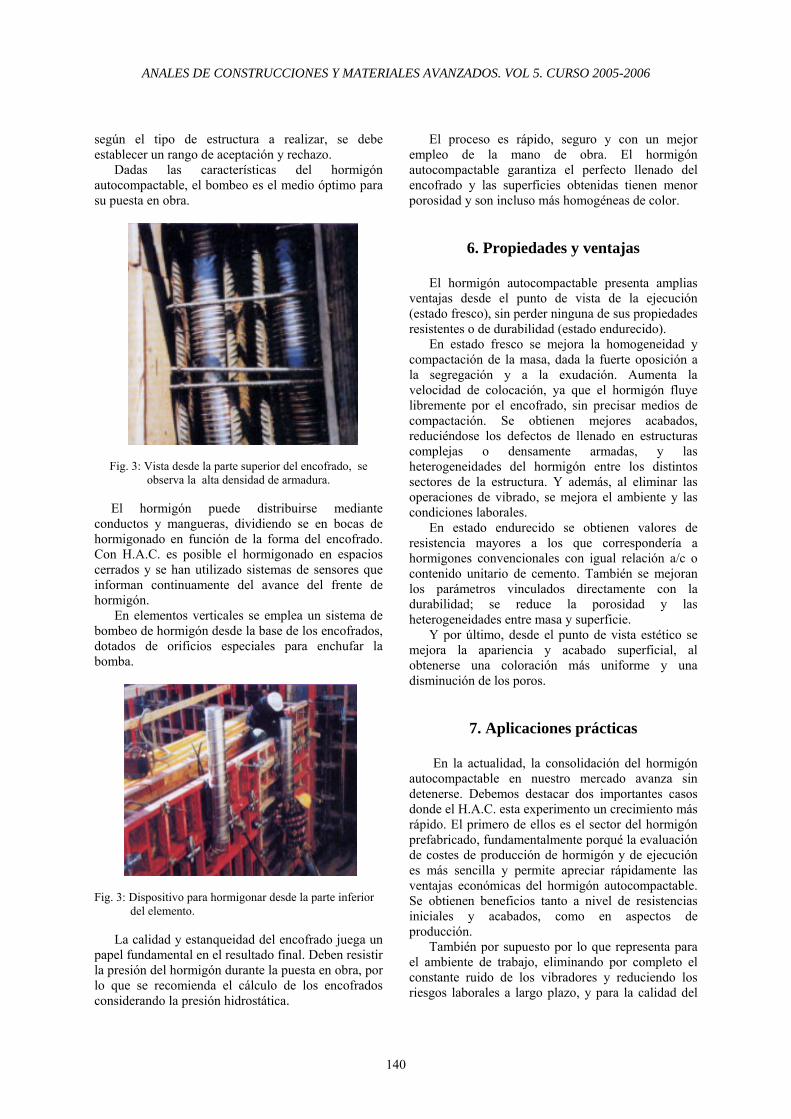
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
según el tipo de estructura a realizar, se debe establecer un rango de aceptación y rechazo. Dadas las características del hormigón autocompactable, el bombeo es el medio óptimo para su puesta en obra.
Fig. 3: Vista desde la parte superior del encofrado, se observa la alta densidad de armadura.
El hormigón puede distribuirse mediante conductos y mangueras, dividiendo se en bocas de hormigonado en función de la forma del encofrado. Con H.A.C. es posible el hormigonado en espacios cerrados y se han utilizado sistemas de sensores que informan continuamente del avance del frente de hormigón. En elementos verticales se emplea un sistema de bombeo de hormigón desde la base de los encofrados, dotados de orificios especiales para enchufar la bomba.
Fig. 3: Dispositivo para hormigonar desde la parte inferior
del elemento. La calidad y estanqueidad del encofrado juega un papel fundamental en el resultado final. Deben resistir la presión del hormigón durante la puesta en obra, por lo que se recomienda el cálculo de los encofrados considerando la presión hidrostática.
El proceso es rápido, seguro y con un mejor empleo de la mano de obra. El hormigón autocompactable garantiza el perfecto llenado del encofrado y las superficies obtenidas tienen menor porosidad y son incluso más homogéneas de color.
6. Propiedades y ventajas
El hormigón autocompactable presenta amplias ventajas desde el punto de vista de la ejecución (estado fresco), sin perder ninguna de sus propiedades resistentes o de durabilidad (estado endurecido). En estado fresco se mejora la homogeneidad y compactación de la masa, dada la fuerte oposición a la segregación y a la exudación. Aumenta la velocidad de colocación, ya que el hormigón fluye libremente por el encofrado, sin precisar medios de compactación. Se obtienen mejores acabados, reduciéndose los defectos de llenado en estructuras complejas o densamente armadas, y las heterogeneidades del hormigón entre los distintos sectores de la estructura. Y además, al eliminar las operaciones de vibrado, se mejora el ambiente y las condiciones laborales. En estado endurecido se obtienen valores de resistencia mayores a los que correspondería a hormigones convencionales con igual relación a/c o contenido unitario de cemento. También se mejoran los parámetros vinculados directamente con la durabilidad; se reduce la porosidad y las heterogeneidades entre masa y superficie. Y por último, desde el punto de vista estético se mejora la apariencia y acabado superficial, al obtenerse una coloración más uniforme y una disminución de los poros.
7. Aplicaciones prácticas En la actualidad, la consolidación del hormigón autocompactable en nuestro mercado avanza sin detenerse. Debemos destacar dos importantes casos donde el H.A.C. esta experimento un crecimiento más rápido. El primero de ellos es el sector del hormigón prefabricado, fundamentalmente porqué la evaluación de costes de producción de hormigón y de ejecución es más sencilla y permite apreciar rápidamente las ventajas económicas del hormigón autocompactable. Se obtienen beneficios tanto a nivel de resistencias iniciales y acabados, como en aspectos de producción. También por supuesto por lo que representa para el ambiente de trabajo, eliminando por completo el constante ruido de los vibradores y reduciendo los riesgos laborales a largo plazo, y para la calidad del
140
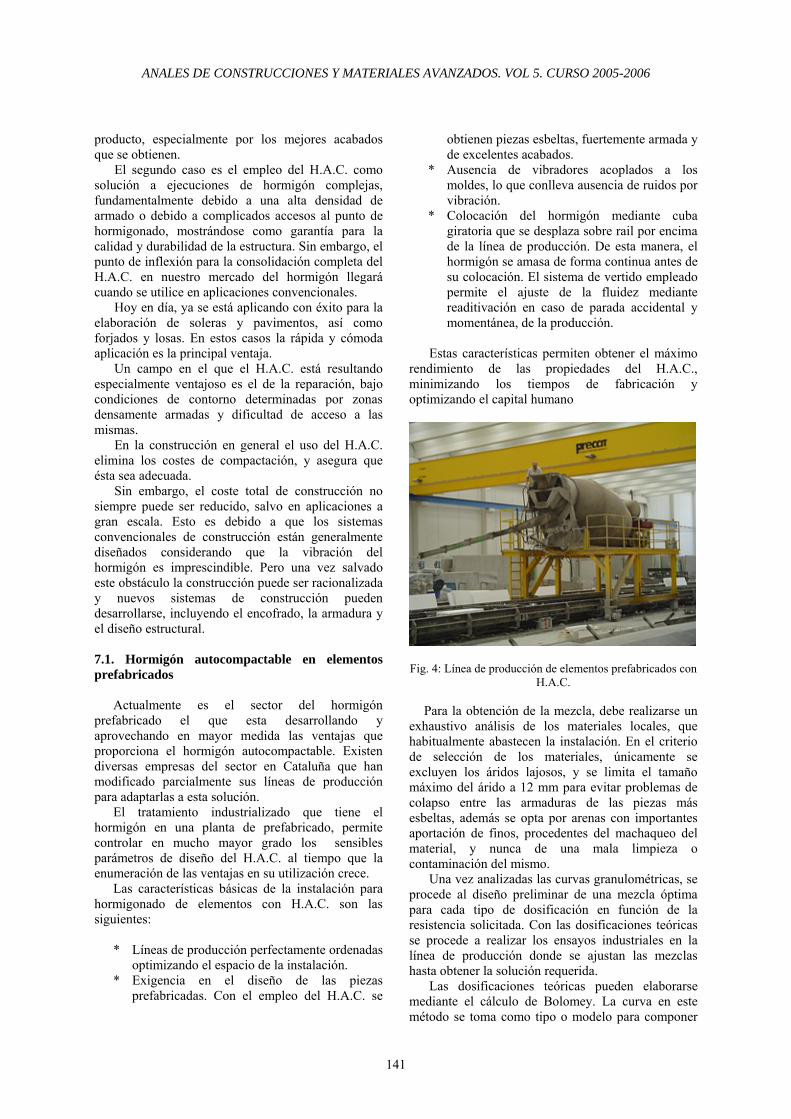
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
producto, especialmente por los mejores acabados que se obtienen. El segundo caso es el empleo del H.A.C. como solución a ejecuciones de hormigón complejas, fundamentalmente debido a una alta densidad de armado o debido a complicados accesos al punto de hormigonado, mostrándose como garantía para la calidad y durabilidad de la estructura. Sin embargo, el punto de inflexión para la consolidación completa del H.A.C. en nuestro mercado del hormigón llegará cuando se utilice en aplicaciones convencionales. Hoy en día, ya se está aplicando con éxito para la elaboración de soleras y pavimentos, así como forjados y losas. En estos casos la rápida y cómoda aplicación es la principal ventaja. Un campo en el que el H.A.C. está resultando especialmente ventajoso es el de la reparación, bajo condiciones de contorno determinadas por zonas densamente armadas y dificultad de acceso a las mismas. En la construcción en general el uso del H.A.C. elimina los costes de compactación, y asegura que ésta sea adecuada. Sin embargo, el coste total de construcción no siempre puede ser reducido, salvo en aplicaciones a gran escala. Esto es debido a que los sistemas convencionales de construcción están generalmente diseñados considerando que la vibración del hormigón es imprescindible. Pero una vez salvado este obstáculo la construcción puede ser racionalizada y nuevos sistemas de construcción pueden desarrollarse, incluyendo el encofrado, la armadura y el diseño estructural. 7.1. Hormigón autocompactable en elementos prefabricados
Actualmente es el sector del hormigón prefabricado el que esta desarrollando y aprovechando en mayor medida las ventajas que proporciona el hormigón autocompactable. Existen diversas empresas del sector en Cataluña que han modificado parcialmente sus líneas de producción para adaptarlas a esta solución.
El tratamiento industrializado que tiene el hormigón en una planta de prefabricado, permite controlar en mucho mayor grado los sensibles parámetros de diseño del H.A.C. al tiempo que la enumeración de las ventajas en su utilización crece.
Las características básicas de la instalación para hormigonado de elementos con H.A.C. son las siguientes:
* Líneas de producción perfectamente ordenadas
optimizando el espacio de la instalación. * Exigencia en el diseño de las piezas
prefabricadas. Con el empleo del H.A.C. se
obtienen piezas esbeltas, fuertemente armada y de excelentes acabados.
* Ausencia de vibradores acoplados a los moldes, lo que conlleva ausencia de ruidos por vibración.
* Colocación del hormigón mediante cuba giratoria que se desplaza sobre rail por encima de la línea de producción. De esta manera, el hormigón se amasa de forma continua antes de su colocación. El sistema de vertido empleado permite el ajuste de la fluidez mediante readitivación en caso de parada accidental y momentánea, de la producción.
Estas características permiten obtener el máximo rendimiento de las propiedades del H.A.C., minimizando los tiempos de fabricación y optimizando el capital humano
Fig. 4: Línea de producción de elementos prefabricados con
H.A.C.
Para la obtención de la mezcla, debe realizarse un exhaustivo análisis de los materiales locales, que habitualmente abastecen la instalación. En el criterio de selección de los materiales, únicamente se excluyen los áridos lajosos, y se limita el tamaño máximo del árido a 12 mm para evitar problemas de colapso entre las armaduras de las piezas más esbeltas, además se opta por arenas con importantes aportación de finos, procedentes del machaqueo del material, y nunca de una mala limpieza o contaminación del mismo. Una vez analizadas las curvas granulométricas, se procede al diseño preliminar de una mezcla óptima para cada tipo de dosificación en función de la resistencia solicitada. Con las dosificaciones teóricas se procede a realizar los ensayos industriales en la línea de producción donde se ajustan las mezclas hasta obtener la solución requerida. Las dosificaciones teóricas pueden elaborarse mediante el cálculo de Bolomey. La curva en este método se toma como tipo o modelo para componer
141
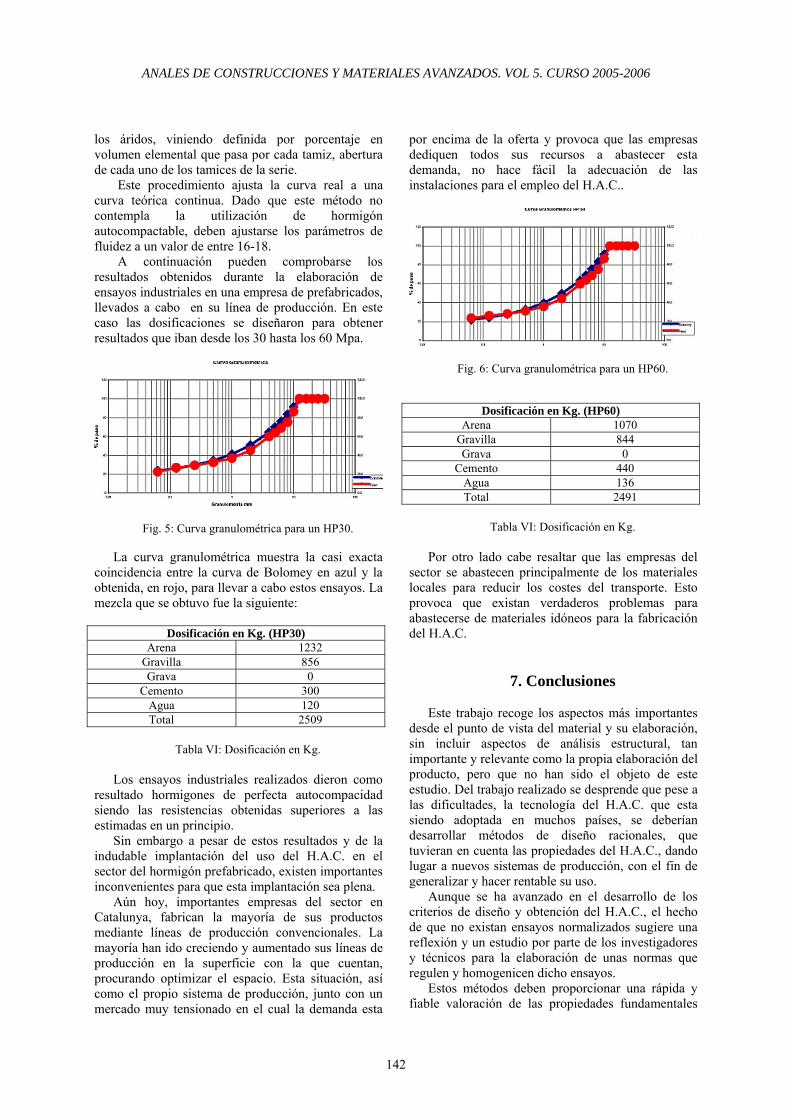
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
los áridos, viniendo definida por porcentaje en volumen elemental que pasa por cada tamiz, abertura de cada uno de los tamices de la serie. Este procedimiento ajusta la curva real a una curva teórica continua. Dado que este método no contempla la utilización de hormigón autocompactable, deben ajustarse los parámetros de fluidez a un valor de entre 16-18. A continuación pueden comprobarse los resultados obtenidos durante la elaboración de ensayos industriales en una empresa de prefabricados, llevados a cabo en su línea de producción. En este caso las dosificaciones se diseñaron para obtener resultados que iban desde los 30 hasta los 60 Mpa.
Fig. 5: Curva granulométrica para un HP30. La curva granulométrica muestra la casi exacta
coincidencia entre la curva de Bolomey en azul y la obtenida, en rojo, para llevar a cabo estos ensayos. La mezcla que se obtuvo fue la siguiente:
Dosificación en Kg. (HP30)
Arena 1232 Gravilla 856 Grava 0
Cemento 300 Agua 120 Total 2509
Tabla VI: Dosificación en Kg.
Los ensayos industriales realizados dieron como
resultado hormigones de perfecta autocompacidad siendo las resistencias obtenidas superiores a las estimadas en un principio.
Sin embargo a pesar de estos resultados y de la indudable implantación del uso del H.A.C. en el sector del hormigón prefabricado, existen importantes inconvenientes para que esta implantación sea plena.
Aún hoy, importantes empresas del sector en Catalunya, fabrican la mayoría de sus productos mediante líneas de producción convencionales. La mayoría han ido creciendo y aumentado sus líneas de producción en la superficie con la que cuentan, procurando optimizar el espacio. Esta situación, así como el propio sistema de producción, junto con un mercado muy tensionado en el cual la demanda esta
por encima de la oferta y provoca que las empresas dediquen todos sus recursos a abastecer esta demanda, no hace fácil la adecuación de las instalaciones para el empleo del H.A.C..
Fig. 6: Curva granulométrica para un HP60.
Dosificación en Kg. (HP60) Arena 1070
Gravilla 844 Grava 0
Cemento 440 Agua 136 Total 2491
Tabla VI: Dosificación en Kg.
Por otro lado cabe resaltar que las empresas del
sector se abastecen principalmente de los materiales locales para reducir los costes del transporte. Esto provoca que existan verdaderos problemas para abastecerse de materiales idóneos para la fabricación del H.A.C.
7. Conclusiones Este trabajo recoge los aspectos más importantes
desde el punto de vista del material y su elaboración, sin incluir aspectos de análisis estructural, tan importante y relevante como la propia elaboración del producto, pero que no han sido el objeto de este estudio. Del trabajo realizado se desprende que pese a las dificultades, la tecnología del H.A.C. que esta siendo adoptada en muchos países, se deberían desarrollar métodos de diseño racionales, que tuvieran en cuenta las propiedades del H.A.C., dando lugar a nuevos sistemas de producción, con el fin de generalizar y hacer rentable su uso.
Aunque se ha avanzado en el desarrollo de los criterios de diseño y obtención del H.A.C., el hecho de que no existan ensayos normalizados sugiere una reflexión y un estudio por parte de los investigadores y técnicos para la elaboración de unas normas que regulen y homogenicen dicho ensayos.
Estos métodos deben proporcionar una rápida y fiable valoración de las propiedades fundamentales
142

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Referencias del H.A.C. en estado fresco, tanto en laboratorio como en obra.
A pesar de estos inconvenientes, las ventajas que ofrece el H.A.C. respecto al hormigón convencional en determinados elementos y condiciones, ha alentado a fabricantes, usuarios y administraciones a favorecer el desarrollo de esta tecnología. Con este propósito el Instituto de Ciencias de la Construcción Eduardo Torroja esta impulsando su normalización según UNE incluyendo ensayos reológicos como de control. En paralelo la comisión encargada de revisar la EHE, muy probablemente recogerá esta tecnología y su reglamentación ya sea en el articulado o bien como un anejo.
* P. Corraleras Mas, J. García San Martín. “Hormigón autocompacto y aditivos. Un compromiso perfecto”. Diseño de hormigones por prestaciones, 5.4. CEMCO 2004, IETcc (CSIC)
* L.Fernández, D. Revuelta Crespo. “Hormigón autocompactable: visión general” nº228-229, Hormigón y Acero, 2003.
* Marina Bravo Sobrino, “Caracterización y utilización del hormigón autocompactable”. Tesina, ETSCCPB (UPC), 2004.
* L. Fernández Luco, D. Revuelta Crespo. “Diseño de Hormigones por prestaciones” 5.4. CEMCO 2004, IETcc (CSIC).
* "Especificaciones y directrices para el hormigón autocompactable", EFNARC 2002
143

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 3. CURSO 2003-2004
144

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
EL HORMIGÓN AUTOCOMPACTABLE Y SU APLICACIÓN CON FIBRAS
Marc Busquets Zapata Escola Tècnica Superior d’Enginyers de Camins, Canals i Ports
Universitat Politècnica de Catalunya C/ Santiago Rusinyol nº39 1º A, Tordera (BARCELONA)/ 669.942.210/ [email protected]
Javier Pausas Escolà
Escola Tècnica Superior d’Enginyers de Camins, Canals i Ports Universitat Politècnica de Catalunya
C/Encarnació 132 7º 1ª/ 616521243/ [email protected]
Resumen: El presente artículo nos introduce al mundo del hormigón autocompactable (HAC), siendo un resumen de algunas directrices y compendios que hay en la actualidad, ya que no existe una norma sobre este. Debido a la importancia que tiene identificar las propiedades del HAC es estado fresco existe una gran variedad de ensayos para caracterizarlo. Su aplicación con fibras, experimental en la actualidad, nos da una variabilidad con respecto a las propiedades del hormigón autocompactable en estado fresco. Se ha analizado detenidamente como varían los resultados en ciertos ensayos y así obtener la diferencia de comportamiento de ciertas propiedades. Cabe destacar, además de las ventajas debidas a la fluidez, otras ventajas que se consiguen, ya sea de reducción de impacto ambiental como de mejora en las condiciones de trabajo. Por último se presentan algunos ejemplos de posibles aplicaciones. Palabras clave: hormigón autocompactable, HAC, fibras metálicas, propiedades, sostenibilidad.
1. Introducción
Podemos definir el hormigón autocompactable, como aquel hormigón que es capaz de fluir en el interior del encofrado, rellenando de forma natural el volumen del mismo pasando entre las barras de armadura y consolidándose únicamente bajo la acción de su propio peso sin compactación interna o externa (Okamura, 1997).
El hormigón autocompactable, se creó en Japón para satisfacer una demanda de mano de obra especializada, que por razones políticas no permitía la introducción de esta mano de obra, de fuera del país. El desarrolló de este tipo de hormigón fue gracias a los desarrollos previos que hubieron en superplástificantes.
La propia definición lleva implícita las propiedades que debe tener todo hormigón
autocompactable, o HAC como llamaremos a partir de ahora. Dichas propiedades son la de fluidez, viscosidad y cohesión. Pero el HAC presenta una serie de propiedades añadidas como son:
* una construcción más rápida * reducción de la mano de obra necesaria para la
puesta en obra * un mejor acabado superficial * mayor facilidad de colocación * mayor libertad y posibilidades en el diseño * secciones más esbeltas * reducción de los niveles de ruido debido a la
ausencia de vibraciones * un entorno de trabajo más seguro Aunque presente esta serie de propiedades, que a
priori, parecen muy favorables para sustituir el hormigón convencional por el HAC, presenta la contrapartida de tener un precio mayor y principalmente se utiliza para los casos de querer un rendimiento mayor de producción y una reducción del plazo de ejecución. Asimismo presenta propiedades óptimas para la utilización en prefabricados y también para la reparación de estructuras ya existentes por su habilidad para fluir en espacios estrechos.
Por otro lado el uso de fibras puede extender los posibles campos de aplicación del HAC. Se sabe que afectan a la trabajabilidad y las características de fluidez del hormigón. La forma de las fibras influye en gran medida a las características del HAC en estado fresco. El grado en que decrece la trabajabilidad depende del tipo y contenido de fibras usado, de la matriz donde están embebidas y de las propiedades de los constituyentes de la matriz.
Otros aspectos a tener en cuenta del HAC son las ventajas que puede presentar desde un punto de vista ambiental y también como mejora de las condiciones de trabajo desde la perspectiva del operario.
145

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
2. Composición y ensayos
2.1. Composición El HAC, no deja de ser un hormigón convencional
con una dosificación especial, al que se le han añadido una serie de aditivos para darle las propiedades óptimas de fluidez, viscosidad y cohesión. Por lo tanto podremos decir que dicho hormigón tiene su parte de cemento, agua y árido.
El porcentaje de pasta de cemento suele estar entre un 35 y un 40% del volumen del hormigón, y suele ser un CEM 42,5 I o un CEM 52,5 I. El árido grueso suele ser un porcentaje bastante bajo y suele limitarse a un tamaño máximo de 20 mm, aunque los tamaños más usuales se encuentran alrededor de los 10 a 16 mm y comprenden un volumen total de la muestra del 28 al 35 %. Será preciso controlar la humedad de los áridos y su granulometría (cantidad de finos) ya que el HAC es más susceptible a cambios en su comportamiento debido a estos dos factores.
La cantidad de agua no suele superar los 200 litros/m3.
Los finos empleados deben tener un diámetro menor a 150 µm y pueden ser de origen natural (filler calizo) o artificiales formando parte del cemento portland o adiciones (escorias, ceniza y humo de sílice). Los finos se dosifican mediante la relación que hay entre agua y finos que suele estar alrededor de 0,8 a 1,1, o lo que es lo mismo entre 400 y 600 kg por metro cúbico. Su función en la mezcla es hacer de lubricante en el HAC, evitando la segregación de los áridos y disminuyendo el rozamiento entre los áridos gruesos.
El último componente en el HAC son los aditivos químicos. Normalmente se usan superplastificantes y agentes viscosos o cohesionantes. Estos modifican la viscosidad y constituyen una herramienta útil para compensar las fluctuaciones debidas a cualquier variación en la granulometría de la arena y el contenido de humedad de los áridos, factor importante ya que nos puede modificar el contenido de agua total de la muestra. Los superplastificantes más usados son los naftalenos y melaminas modificados y los agentes viscosos más utilizados son los basados en polisacáridos y celulosa. El uso de tales agentes viscosos aumenta la dosificación de agua y de superplastificante en la mezcla para alcanzar la fluidez deseada en el HAC. 2.2. Caracterización del hormigón
El HAC puede caracterizarse por su capacidad de
relleno, su capacidad de paso y su resistencia a la segregación. Todo hormigón que presente estas tres propiedades se podrá definir como autocompactante.
Para determinar estas tres propiedades existe una serie de ensayos. Hay diferentes ensayos que miden
las mismas propiedades y según el autor, se tiene preferencia por un tipo u otro de ensayo. Intentaremos en este apartado adentrarnos en la serie de ensayos que hay para determinar las propiedades anteriormente citadas. 2.2.1. Capacidad de relleno
Se entiende como capacidad de relleno, a la
habilidad para fluir y rellenar completamente todos los espacios dentro del encofrado, por su propio peso.
Para poder conocer su capacidad de relleno se pueden hacer cuatro tipo de ensayos, el Ensayo de flujo de asentamiento con cono Abrams, el Flujo de asentamiento T50 cm (que es parte del mismo ensayo y lo llamaremos Slump flow), el Embudo V.
Slump flow. Para este tipo de ensayo se necesita un tronco de
cono de altura 30 cm, base inferior de 20 cm de diámetro y base superior de 10 cm de diámetro; una placa de asiento cuadrada de un material rígido no absorbente, de por lo menos 70x70 cm marcado con un circulo que indica la ubicación central del cono de asiento y otro circulo concéntrico de 50 cm de diámetro; llana, paja, regla y cronometro.
Una vez tenemos todo el material se coloca el cono en el centro de la placa previamente humedecida y se rellena con el hormigón o pasta y se enrasa. No se tiene que compactar. Se eleva el cono y se deja que el hormigón fluya. Cuando el hormigón pasa por el circulo concéntrico a 50 cm paramos el cronometro (obtenemos así el T50 cm). Finalmente cuando el hormigón para se mide el diámetro final en dos direcciones perpendiculares.
Cuanto mayor sea el valor del flujo del asentamiento (FA), mayor será su capacidad de llenar el encofrado por su propio peso. Se determina que un hormigón es autocompactable cuando se llega a un valor de 650 mm.
Un periodo T50 pequeño, nos indica una mayor fluidez. Según investigaciones de Brite EuRam, se determinó que para aplicaciones en ingeniería civil, un periodo entre 3 y 7 segundos era aceptable, mientras que en edificación el periodo debía ser entre 2 y 5 segundos.
fig. 1: slump-flow Existe su versión más pequeña, llamada mini-
slump. Sus relaciones óptimas són una extensión de
146

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
170 a 190 mm y un periodo T115 (equivalente al T50) de 2 a 3,5 segundos.
Embudo V. El ensayo se desarrolló en Japón y fue utilizado
por Ozawa et al. Para realizar el ensayo se necesita un embudo con forma de V y las dimensiones que muestra la figura ¿:
Fig. 2: esquema del embudo V
El procedimiento a seguir es llenar el embudo con
12 litros de hormigón dentro del embudo húmedo. No se debe compactar el hormigón. Una vez lleno i nivelado se abre la trampilla y se mide el tiempo hasta que se vacía el embudo. Se considera que finaliza el ensayo cuando se ve a través del embudo. A este tiempo, se le llama tiempo de flujo y suele estar entre 5 y 12 segundos.
Hay otro tipo de ensayos, como el orimet que se han descartado por su elevado coste y complejidad ya que se rigen por los mismos criterios de funcionamiento. 2.2.2. Capacidad de paso
Se entiendo por capacidad de paso a la habilidad
del hormigón autocompactable para fluir a través de las armaduras.
Para determinar la capacidad de paso tenemos cuatro tipos de ensayos. El Anillo J, la Caja en L, la Caja en U y la Caja de relleno.
Anillo J. El material necesario para este ensayo es igual
que en el slump flow pero se le debe añadir un anillo de acero abierto, perforado verticalmente con agujeros. En dichos agujeros pueden atornillarse secciones roscadas de barras de armadura.
La siguiente figura nos muestra un esquema del Anillo J:
Fig. 3: foto y detalle del Anillo J
Al igual que en el slump flow, se llena de hormigón el cono de Abrams y se levanta. Luego se miden las alturas antes y después del anillo en cuatro puntos y se hace la media. Obtenemos así un número que suele estar comprendido entre 0 y 10 mm. Un número menor nos indicará una mejor capacidad de paso.
Fig. 4: sección del Embudo V Caja en L. Este ensayo evalúa la capacidad de fluir del
hormigón y también la medida en la que sujeto a bloqueos por parte del armado. El aparato consiste en una caja de sección rectangular en forma de L, con una sección vertical y otra horizontal, separadas por una puerta móvil, delante de la cual se encajan barras verticales de acero. La sección vertical se llena de hormigón y acto seguido se eleva la puerta para permitir que el hormigón fluya hacia la sección horizontal. Cuando el flujo se ha detenido, la altura del hormigón al extremo de la sección horizontal se expresa como una proporción del restante en la sección vertical. Además se pueden marcar la sección a 40 y 20 cm y calcular el periodo para llegar a estas longitudes.
147

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Un esquema de este ensayo acotando las medidas de la caja L podría ser el siguiente:
Fig. 5: sección Caja L
A la relación H2/H1 la llamaremos relación de
bloqueo y se mide cuando el hormigón deja de fluir. El procedimiento que se debe seguir para realizar
este ensayo es humedecer la caja, eliminando luego el agua sobrante, se llena con 14 litros de hormigón comprobando previamente que la compuerta este bien cerrada. Se deja reposar un minuto y luego se abre la compuerta. Dejamos fluir el hormigón hasta que llega al bloqueo.
Un valor de 1 en la relación de bloqueo nos indicará un hormigón fluido como el agua. Por tanto, mientras más cerca de 1, mejor será su capacidad de paso. Se ha determinado que el hormigón autocompactable debe tener un valor mínimo de 0,8. Sobre los periodos T40 y T20 todavía no se ha llegado a ningún acuerdo, pero puede ser indicativo de la capacidad de fluir.
Caja en U. Este ensayo está formado por una caja en forma
de U como muestra la figura 6, con sus medidas especificadas en la misma. Esta se llena con 20 litros de hormigón y se abre la compuerta. Entonces se mide la diferencia de alturas entre ambas partes de la U y así obtenemos el factor llamado altura de llenado.
Mientras un hormigón sea más fluido, más pequeña será la altura de llenado y mejor será la capacidad de relleno y paso del hormigón.
Fig. 6: sección de la caja en U.
Caja de relleno. Este ensayo, también llamado “ensayo Kajima”,
se utiliza para medir la capacidad de relleno del HAC. El aparato consiste de un recipiente transparente con una superficie uniforme y lisa, en la que se disponen 35 obstáculos de PVC emulando barras de 20 mm con una distancia entre ejes de 50 mm. La figura 7 Muestra la caja que se rellena luego con el hormigón.
El procedimiento que se sigue para ensayar es similar a los otros ensayos comentados anteriormente. Primero se humedecen las superficies, una vez eliminada el agua sobrante, se va rellenando con una cantidad de hormigón fijada, midiendo alturas en un lado y otro de la prueba después de vaciarlo. De esta forma obtenemos una serie de alturas en distintos momentos del ensayo. De estos parámetros hacemos una media y obtenemos el porcentaje de relleno como la semisuma de las alturas entre la altura en la zona de vertido.
Fig. 7: secciones de la caja de relleno.
Un porcentaje de relleno que tienda al 100% será el resultado óptimo. El mínimo en un hormigón autocompactable será del 90%.
148

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
2.2.3. Resistencia a la segregación
Se entiende por resistencia a la segregación a la
capacidad del hormigón autocompactable para mantener su composición durante el transporte y la puesta en obra.
Para poder determinarla, existen dos tipos de ensayos, el ensayo de estabilidad GTM y el ensayo de embudo en V a periodo de 5 minutos.
Método de ensayo de estabilidad de tamiz
GTM. El ensayo consiste, en pasar por un tamiz de 5mm
y 350 mm de diámetro, una muestra de hormigón. Parte del mortero del hormigón pasará por el tamiz, y después de 2 minutos lo pesaremos.
El hormigón se vierte sobre el tamiz de forma continuada desde una altura de 50 cm. Luego se calcula la masa de hormigón vertido sobre el tamiz y se deja en un periodo de 2 minutos para que el mortero de la mezcla fluya hacia el fondo del tamiz. Se pesa la masa que ha pasado por el tamiz y se hace el porcentaje entre el peso que pasa y el que había inicialmente vertido.
Un hormigón que no segregue nos debe dar una relación de segregación de valor entre un 5 y un 15%. Por encima de un 30% existe una fuerte probabilidad de segregación.
Ensayo de embudo en V a T5 min. Este ensayo sería la continuación del ensayo de
embudo V convencional. Después de realizarlo, sin limpiar el embudo, se rellena de hormigón otra vez sin compactarlo, solo nivelando el hormigón. Después de 5 minutos, se abre la trampilla y se deja fluir el hormigón. Como su predecesor, se mide el tiempo que tarda en vaciarse.
Aquí se relaciona el tiempo obtenido del embudo V anterior con el tiempo obtenido después de 5 minutos. Los valores de este ensayo se encuentran entre 0 (cuando tarda lo mismo que el ensayo de embudo V) a +3. Valores superiores serán indicativos de una segregación del árido.
2.3. Procedimiento para el diseño de la mezcla
Los métodos de dosificación para mezclas de HAC, han sido estudiados por diversos autores. Uno de ellos, el estudiado por Okamura (1997) y Ouchi (1997), es el que establece las especificaciones y directrices para el hormigón autocompactable – HAC del febrero del 2002.
El método propuesto determina que el HAC está compuesto por pasta de hormigón y el esqueleto granular. Se intentan estudiar por separado dichos
elementos. Por una parte, la pasta esta formada por cemento, filler, agua y superplastificante, y el esqueleto granular esta formado por arena, grava y fibras (en el caso ser autocompactable con fibras).
2.3.1. Determinación de la composición de la pasta
La pasta se caracteriza por sus relaciones en peso de agua-cemento, superplastificante sólido – cemento y filler cemento. En el caso de llevar microsílice, también se podría establecer una relación de microsílice-cemento.
La dosificación de superplastificante se determina mediante el ensayo del cono de Marsh (De Larrad, 1990) con apertura de salida de 8 mm según las recomendaciones de la EN 445 (1996).
El procedimiento de este ensayo consiste en introducir un litro de pasta en el cono y medir el tiempo que tarda en fluir una cantidad de 500 ml. Con estos datos se crea una gráfica semilogarítmica con el periodo y la cantidad de superplastificante/cemento.
De la gráfica, obtenemos un punto de saturación a partir del cual, no encontramos una mejora significativa con la adición de mas cantidad de aditivo. Podemos decir que este punto depende también de la relación filler/cemento.
La dosificación óptima de filler se determina mediante el ensayo mini-slump, ensayo equivalente al que anteriormente hemos citado como slump-flow, lo único que tiene unas dimensiones mas reducidas. El procedimiento es equivalente al del slump-flow.
Se deberá ensayar con diferentes relaciones filler-cemento con la dosificación de superplastificante correspondiente al punto de saturación.
Estudios previos experimentales han demostrado que la relación óptima de filler/cemento es aquella que presenta una extensión final en el mini-slump de 180±10 mm y un tiempo T115 del orden de 2 a 3,5 segundos.
2.3.2. Determinación de la composición del esqueleto granular
El estudio del esqueleto granular se compone de un estudio de las fibras, un estudio de las arenas y otro para las gravas. Debido a la complejidad que presentan las fibras, se realizara en un apartado independiente, mientras que aquí trataremos la relación que debe haber entre la arena y el árido grueso.
Para determinar la óptima composición de arena/grava, se utiliza el criterio de máxima compacidad en seco sin compactar. El ensayo consiste en rellenar un recipiente de 5 litros con una mezcla correspondiente a una determinada relación arena/grava. A partir de las densidades y pesos de los componentes se determina el peso unitario de la mezcla y el contenido de vacíos. El ensayo se realiza
149
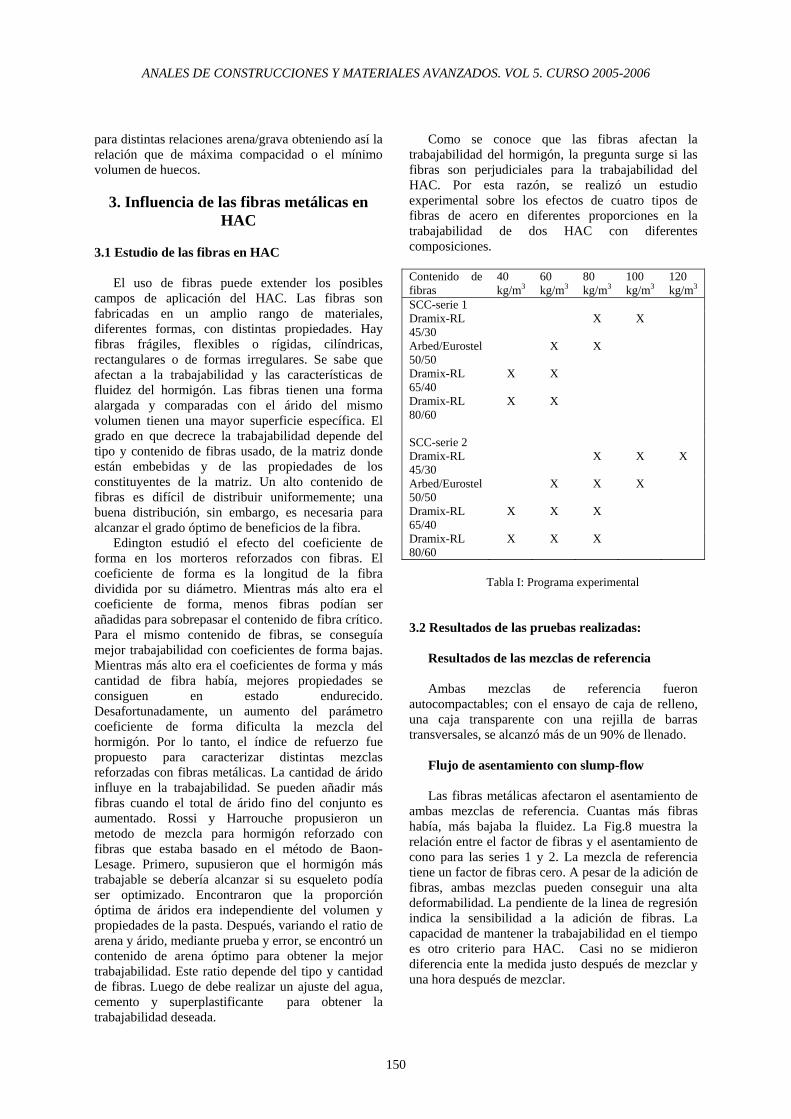
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
para distintas relaciones arena/grava obteniendo así la relación que de máxima compacidad o el mínimo volumen de huecos.
3. Influencia de las fibras metálicas en HAC
3.1 Estudio de las fibras en HAC
El uso de fibras puede extender los posibles
campos de aplicación del HAC. Las fibras son fabricadas en un amplio rango de materiales, diferentes formas, con distintas propiedades. Hay fibras frágiles, flexibles o rígidas, cilíndricas, rectangulares o de formas irregulares. Se sabe que afectan a la trabajabilidad y las características de fluidez del hormigón. Las fibras tienen una forma alargada y comparadas con el árido del mismo volumen tienen una mayor superficie específica. El grado en que decrece la trabajabilidad depende del tipo y contenido de fibras usado, de la matriz donde están embebidas y de las propiedades de los constituyentes de la matriz. Un alto contenido de fibras es difícil de distribuir uniformemente; una buena distribución, sin embargo, es necesaria para alcanzar el grado óptimo de beneficios de la fibra.
Edington estudió el efecto del coeficiente de forma en los morteros reforzados con fibras. El coeficiente de forma es la longitud de la fibra dividida por su diámetro. Mientras más alto era el coeficiente de forma, menos fibras podían ser añadidas para sobrepasar el contenido de fibra crítico. Para el mismo contenido de fibras, se conseguía mejor trabajabilidad con coeficientes de forma bajas. Mientras más alto era el coeficientes de forma y más cantidad de fibra había, mejores propiedades se consiguen en estado endurecido. Desafortunadamente, un aumento del parámetro coeficiente de forma dificulta la mezcla del hormigón. Por lo tanto, el índice de refuerzo fue propuesto para caracterizar distintas mezclas reforzadas con fibras metálicas. La cantidad de árido influye en la trabajabilidad. Se pueden añadir más fibras cuando el total de árido fino del conjunto es aumentado. Rossi y Harrouche propusieron un metodo de mezcla para hormigón reforzado con fibras que estaba basado en el método de Baon-Lesage. Primero, supusieron que el hormigón más trabajable se debería alcanzar si su esqueleto podía ser optimizado. Encontraron que la proporción óptima de áridos era independiente del volumen y propiedades de la pasta. Después, variando el ratio de arena y árido, mediante prueba y error, se encontró un contenido de arena óptimo para obtener la mejor trabajabilidad. Este ratio depende del tipo y cantidad de fibras. Luego de debe realizar un ajuste del agua, cemento y superplastificante para obtener la trabajabilidad deseada.
Como se conoce que las fibras afectan la trabajabilidad del hormigón, la pregunta surge si las fibras son perjudiciales para la trabajabilidad del HAC. Por esta razón, se realizó un estudio experimental sobre los efectos de cuatro tipos de fibras de acero en diferentes proporciones en la trabajabilidad de dos HAC con diferentes composiciones.
Contenido de fibras
40 kg/m3
60 kg/m3
80 kg/m3
100 kg/m3
120 kg/m3
SCC-serie 1 Dramix-RL 45/30
X X
Arbed/Eurostel 50/50
X X
Dramix-RL 65/40
X X
Dramix-RL 80/60
X X
SCC-serie 2 Dramix-RL 45/30
X X X
Arbed/Eurostel 50/50
X X X
Dramix-RL 65/40
X X X
Dramix-RL 80/60
X X X
Tabla I: Programa experimental
3.2 Resultados de las pruebas realizadas: Resultados de las mezclas de referencia Ambas mezclas de referencia fueron
autocompactables; con el ensayo de caja de relleno, una caja transparente con una rejilla de barras transversales, se alcanzó más de un 90% de llenado.
Flujo de asentamiento con slump-flow Las fibras metálicas afectaron el asentamiento de
ambas mezclas de referencia. Cuantas más fibras había, más bajaba la fluidez. La Fig.8 muestra la relación entre el factor de fibras y el asentamiento de cono para las series 1 y 2. La mezcla de referencia tiene un factor de fibras cero. A pesar de la adición de fibras, ambas mezclas pueden conseguir una alta deformabilidad. La pendiente de la linea de regresión indica la sensibilidad a la adición de fibras. La capacidad de mantener la trabajabilidad en el tiempo es otro criterio para HAC. Casi no se midieron diferencia ente la medida justo después de mezclar y una hora después de mezclar.
150
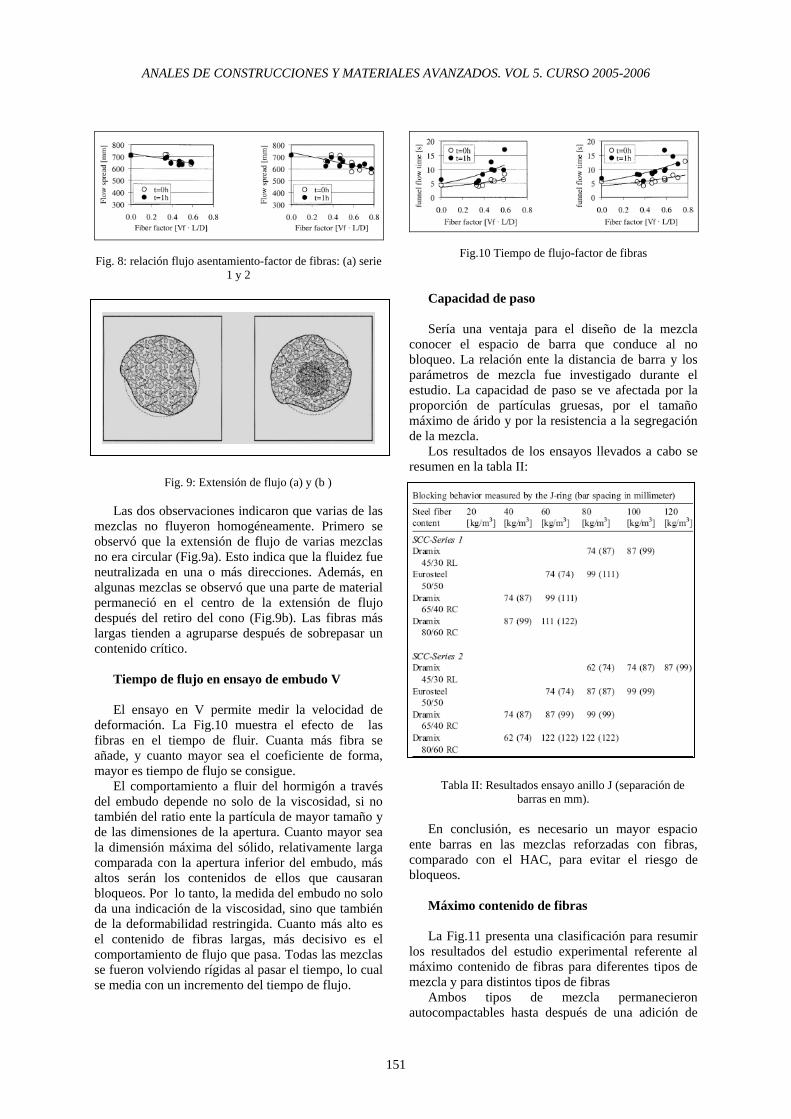
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Fig. 8: relación flujo asentamiento-factor de fibras: (a) serie
1 y 2
Fig. 9: Extensión de flujo (a) y (b )
Las dos observaciones indicaron que varias de las
mezclas no fluyeron homogéneamente. Primero se observó que la extensión de flujo de varias mezclas no era circular (Fig.9a). Esto indica que la fluidez fue neutralizada en una o más direcciones. Además, en algunas mezclas se observó que una parte de material permaneció en el centro de la extensión de flujo después del retiro del cono (Fig.9b). Las fibras más largas tienden a agruparse después de sobrepasar un contenido crítico.
Tiempo de flujo en ensayo de embudo V El ensayo en V permite medir la velocidad de
deformación. La Fig.10 muestra el efecto de las fibras en el tiempo de fluir. Cuanta más fibra se añade, y cuanto mayor sea el coeficiente de forma, mayor es tiempo de flujo se consigue.
El comportamiento a fluir del hormigón a través del embudo depende no solo de la viscosidad, si no también del ratio ente la partícula de mayor tamaño y de las dimensiones de la apertura. Cuanto mayor sea la dimensión máxima del sólido, relativamente larga comparada con la apertura inferior del embudo, más altos serán los contenidos de ellos que causaran bloqueos. Por lo tanto, la medida del embudo no solo da una indicación de la viscosidad, sino que también de la deformabilidad restringida. Cuanto más alto es el contenido de fibras largas, más decisivo es el comportamiento de flujo que pasa. Todas las mezclas se fueron volviendo rígidas al pasar el tiempo, lo cual se media con un incremento del tiempo de flujo.
Fig.10 Tiempo de flujo-factor de fibras Capacidad de paso Sería una ventaja para el diseño de la mezcla
conocer el espacio de barra que conduce al no bloqueo. La relación ente la distancia de barra y los parámetros de mezcla fue investigado durante el estudio. La capacidad de paso se ve afectada por la proporción de partículas gruesas, por el tamaño máximo de árido y por la resistencia a la segregación de la mezcla.
Los resultados de los ensayos llevados a cabo se resumen en la tabla II:
Tabla II: Resultados ensayo anillo J (separación de barras en mm).
En conclusión, es necesario un mayor espacio
ente barras en las mezclas reforzadas con fibras, comparado con el HAC, para evitar el riesgo de bloqueos.
Máximo contenido de fibras La Fig.11 presenta una clasificación para resumir
los resultados del estudio experimental referente al máximo contenido de fibras para diferentes tipos de mezcla y para distintos tipos de fibras
Ambos tipos de mezcla permanecieron autocompactables hasta después de una adición de
151
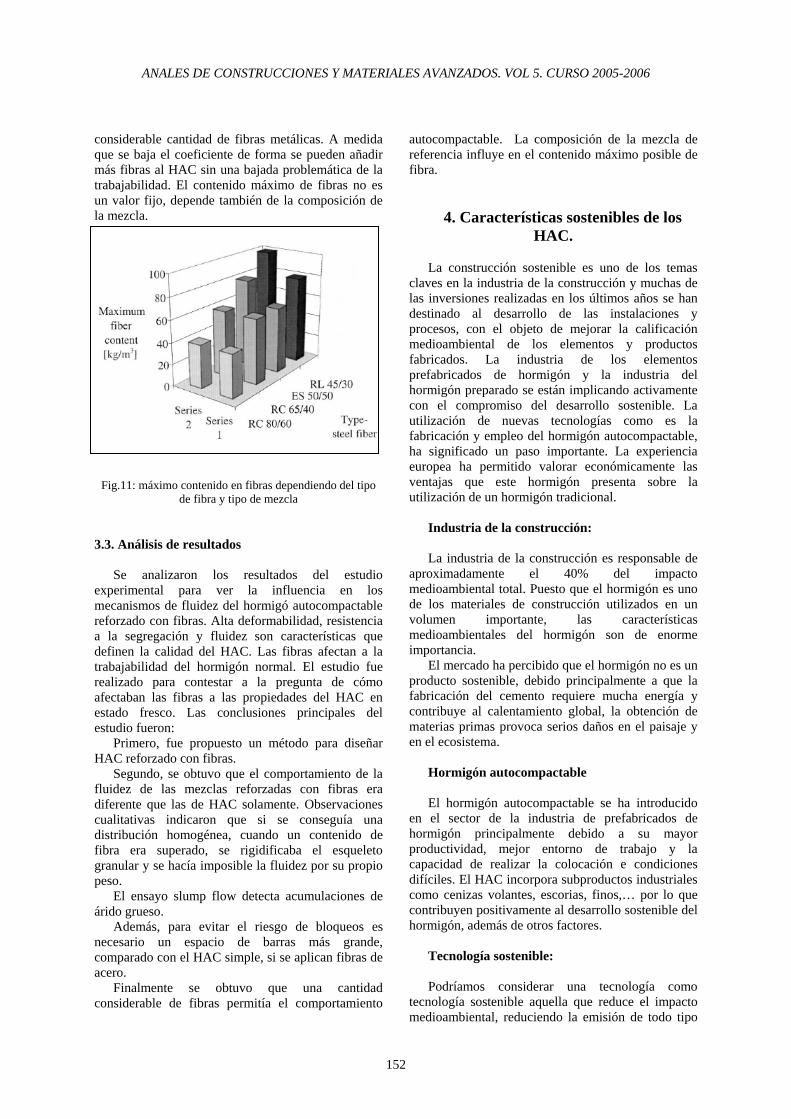
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
considerable cantidad de fibras metálicas. A medida que se baja el coeficiente de forma se pueden añadir más fibras al HAC sin una bajada problemática de la trabajabilidad. El contenido máximo de fibras no es un valor fijo, depende también de la composición de la mezcla.
Fig.11: máximo contenido en fibras dependiendo del tipo de fibra y tipo de mezcla
3.3. Análisis de resultados Se analizaron los resultados del estudio
experimental para ver la influencia en los mecanismos de fluidez del hormigó autocompactable reforzado con fibras. Alta deformabilidad, resistencia a la segregación y fluidez son características que definen la calidad del HAC. Las fibras afectan a la trabajabilidad del hormigón normal. El estudio fue realizado para contestar a la pregunta de cómo afectaban las fibras a las propiedades del HAC en estado fresco. Las conclusiones principales del estudio fueron:
Primero, fue propuesto un método para diseñar HAC reforzado con fibras.
Segundo, se obtuvo que el comportamiento de la fluidez de las mezclas reforzadas con fibras era diferente que las de HAC solamente. Observaciones cualitativas indicaron que si se conseguía una distribución homogénea, cuando un contenido de fibra era superado, se rigidificaba el esqueleto granular y se hacía imposible la fluidez por su propio peso.
El ensayo slump flow detecta acumulaciones de árido grueso.
Además, para evitar el riesgo de bloqueos es necesario un espacio de barras más grande, comparado con el HAC simple, si se aplican fibras de acero.
Finalmente se obtuvo que una cantidad considerable de fibras permitía el comportamiento
autocompactable. La composición de la mezcla de referencia influye en el contenido máximo posible de fibra.
4. Características sostenibles de los HAC.
La construcción sostenible es uno de los temas
claves en la industria de la construcción y muchas de las inversiones realizadas en los últimos años se han destinado al desarrollo de las instalaciones y procesos, con el objeto de mejorar la calificación medioambiental de los elementos y productos fabricados. La industria de los elementos prefabricados de hormigón y la industria del hormigón preparado se están implicando activamente con el compromiso del desarrollo sostenible. La utilización de nuevas tecnologías como es la fabricación y empleo del hormigón autocompactable, ha significado un paso importante. La experiencia europea ha permitido valorar económicamente las ventajas que este hormigón presenta sobre la utilización de un hormigón tradicional.
Industria de la construcción: La industria de la construcción es responsable de
aproximadamente el 40% del impacto medioambiental total. Puesto que el hormigón es uno de los materiales de construcción utilizados en un volumen importante, las características medioambientales del hormigón son de enorme importancia.
El mercado ha percibido que el hormigón no es un producto sostenible, debido principalmente a que la fabricación del cemento requiere mucha energía y contribuye al calentamiento global, la obtención de materias primas provoca serios daños en el paisaje y en el ecosistema.
Hormigón autocompactable El hormigón autocompactable se ha introducido
en el sector de la industria de prefabricados de hormigón principalmente debido a su mayor productividad, mejor entorno de trabajo y la capacidad de realizar la colocación e condiciones difíciles. El HAC incorpora subproductos industriales como cenizas volantes, escorias, finos,… por lo que contribuyen positivamente al desarrollo sostenible del hormigón, además de otros factores.
Tecnología sostenible: Podríamos considerar una tecnología como
tecnología sostenible aquella que reduce el impacto medioambiental, reduciendo la emisión de todo tipo
152

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
de contaminantes, tanto sólidos, como líquidos o gaseosos; reduce el consumo de recursos naturales y energía disponible, y; mejora el bienestar social mejorando las condiciones de trabajo. Es por lo tanto una tecnología más “limpia”, una tecnología “renovable” y una tecnología “amigable
Tecnología limpia: Las tecnologías limpias son soluciones que
reducen el impacto medioambiental al reducir la emisión de sustancias contaminantes. Desde otro punto de vista el ruido se considera a su vez una fuente de contaminación.
En el ejemplo del hormigón autocompactable esto se consigue mediante una menor producción de residuos en la fabricación ya que requiere una menor limpieza.
Tecnología renovable: Las tecnologías renovables son soluciones que
reducen el consumo de materias primas y el consumo de energía favoreciendo el empleo de subproductos y cerrando el ciclo de vida de los elementos fabricados.
La contribución del HAC de mayor impacto es la reducción del consumo de materia prima al permitir y favorecer la utilización de productos residuales, tales como cenizas volantes, escorias, microsílice, finos, etc.
Tecnología amigable: Las tecnologías amigables son soluciones que
mejoran el bienestar de los trabajadores y facilitan su utilización. La contribución del HAC de mayor impacto es la mejora de las condiciones de trabajo y se debe principalmente a la reducción del ruido, y a la eliminación del impacto físico debido a las vibraciones.
En una planta de prefabricados de hormigón se realiza una actividad con un nivel de ruido de 93dB, lo que requiere la utilizar protección externa. El empleo de HAC reduce el nivel de ruido, siendo este inferior a 80 dB y por lo tanto no se requiere ninguna medida de protección.
Las vibraciones por encima de 0.25 m/seg2 causan dolor, rigidez, fatiga, por lo que la eliminación del vibrado reduce el impacto físico en el trabajador.
Al ser el HAC una tecnología limpia se reduce la emisión de partículas en el aire debido a la fácil tarea de limpieza de moldes.
La percepción general del trabajador es la de un hormigonado más fácil al no existir hormigón derramado, bien por el vertido o vibrado, por lo que los moldes y entorno están limpios y el trabajo es más ligero.
Economía:
Uno de los primeros razonamientos en contra del HAC es el precio del material: la mayor cantidad de aditivos, finos y cemento se traducen en un incremento de €/m3. La inversión inicial en parte se compensa al eliminar el vibrado ( no debe olvidarse que los vibradores necesitan un mantenimiento y que tienen una vida limitada), por lo que el coste de equipamiento nuevo, mantenimiento y horas hombre por año deben tenerse en cuenta. Además, debe tenerse en cuenta que las mejoras madioambientales y sociales no pueden ser trasladadas directamente a términos económicos, pero si que deben ser tenidas en cuenta.
5. Posibles aplicaciones del HAC con
fibras metálicas.
A modo de ejemplo presentaremos dos prototipos de aplicaciones que se pueden llevar a cabo con este material y que fueron estudiados conjuntamente entre el departamento de estructuras de la UPC y el “ Concrete Technology Research Group of LEMIT-UNLP”
El primer ejemplo se basó en cementos con 20 y 40 kg/m3 de fibras fluyendo a través de un tubo satisfactoriamente, sin bloqueos. Para evaluar la estabilidad en términos de la uniformidad de los componentes, se extrajeron muestras del inicio y el final del tubo, y se midió el contenido de árido y fibra después de ser lavado sobre un tamiz. La máxima diferencia de contenido de árido y fibra fue del orden de un 5% para un HAC reforzado con 40 kg/m3, lo que se consideró aceptable. Esto demostró que se puede usar sin utilizar el recurso de un bombeo incluso cuando el hormigón tiene que fluir hacia arriba sobre una distancia corta. Esta situación es común en el caso de reparación/refuerzo de las caras inferiores de vigas de puentes, o en el caso de cimentaciones de edificios.
El segundo ejemplo consistió en la construcción de paredes delgadas. Se construyeron 11 paredes de 24 m. de largo, 100 cm. de alto por 8 cm. de ancho, con 5 tipos diferentes de hormigón, incluyendo HAC, HAC reforzado con fibras metálicas y un hormigón convencional vibrado. En el caso de HAC simple, las paredes fueron reforzadas con barras de 6mm. En el caso de HAC con fibras no se utilizaron barras de refuerzo. Todas las paredes de HAC se rellenaron mediante bombeo, utilizando embudos cada 5 metros para llenar los encofrados, sin la necesidad de equipos de vibración ni otros trabajos. El tiempo empleado en la construcción de las paredes con HAC fue aproximadamente una tercera parte del empleado en las paredes realizadas con hormigón convencional vibrado. Esto demuestra que el HAC es ideal para aplicaciones en elementos con paredes delgadas,
153
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
donde el tiempo de construcción es reducido significativamente con la eliminación de la vibración. Además, la eliminación de las barras al utilizar HAC reforzado con fibras influye en una reducción en el coste y los errores de disposición de barras en el caso de utilizar barras.
6. Conclusiones El hecho de no tener una normativa española en
hormigón autocompactable y solo unas recomendaciones, ha reducido su aplicación en la construcción.
La principal ventaja del hormigón autocompactable es la elevada trabajabilidad que nos da. Esta trabajabilidad nos permite no tener que vibrar el hormigón en su puesta. Esto conlleva una reducción de tiempo y personal a la hora de hormigonar, así como evitar posibles situaciones de riesgo debido a enganches de la porra o situaciones comprometidas. No deben olvidarse las mejoras que supone en la calidad laboral, debido a la ausencia de los vibradores y la disminución del ruido soportado por el operario.
Uno de los inconvenientes del hormigón autocompactable es la excesiva resistencia que da, debido principalmente al alto contenido de cemento que contiene la pasta. Actualmente se estan estudiando hormigones autocompactables de baja resistencia para así poder bajar su precio y aumentar su campo de aplicación.
El contenido óptimo de fibras depende de la composición de la mezcla y del tipo de fibras. Se puede conseguir un hormigón autocompactable con fibras, pero previamente se debe tener en cuenta que afectarán a la trabajabilidad y por ello se deberá tener en cuenta a la hora de hacer la dosificación del esqueleto granular.
Con la combinación de HAC con fibras metálicas para piezas esbeltas se puede conseguir un beneficio doble, ya que por una parte se evita el vibrado del hormigón y por otro el montaje de las armaduras; reduciendo así mucho el plazo de ejecución y también se reduce el posible fallo de montaje de las armaduras.
En los últimos años la industria de la construcción se ha concienciado de la necesidad de contribuir con una construcción sostenible al equilibrio ambiental.
El HAC es un material que emplea en su fabricación una tecnología sostenible al reducir el impacto medioambiental, reduciendo la emisión de contaminantes, reduciendo el consumo de recursos naturales, y mejorando el bienestar del trabajador. En los últimos años ha pasado de ser un producto en estudio a un material introducido en el sector de los prefabricados de hormigón en el mercado europeo debido principalmente a una mayor productividad, un
mejor entorno de trabajo y la capacidad de realizar cualquier aplicación.
Vistas las ventajas del HAC es de suponer que la tendencia futura del mercado será hacia el empleo cada vez más mayoritario de este tipo de hormigón, como ya sucede en otros países europeos.
Agradecimientos Los autores expresan su agradecimiento a Camilo
Bernad y a Bryan Barragán por la colaboración prestada para la realización de este trabajo.
Referencias
[1] R.Gettu, P.C.C.Gomes, L.Agulló y C.Bernad. “Diseño de hormigones autocmpactables de alta resistencia.Procedimiento para su dosificación y metodos de caracterización”, Cemento hormigón, nº 832, Enero 2002, pp. 30-42.
[2] S.Grünewald, J.C.Walraven. “Parameter-study on the influence of steel fibers and coarse agrégate content on the fresh properties of self-compacting concrete”. Delft University of Technology, Mayo 2001.
[3] R.Gettu, T.Garcia, C.Bernad, H. Collie. “Utilización de hormigón autocompactable en elementos prefabricados”. Universitat Politècnica de Catalunya, Barcelona 2003.
[4] EFNARC. “Especificaicons y directrices para el hormigón autocompactable- HAC”. Achieving the highest standards. UK, Febrero 2002.
[5] B.Barragán, R.Gettu, C.de la Cruz, M.Bravo, R.Zerbino. “Development and application of fibre-reinforced self-compacting concrete”…
[6] A.Pacios. “El hormigón autocompactable: tecnología sostenible en la industria de la construcción del siglo XXI”. Jornada técnica:”HORMIGÓN AUTOCOMPACTABLE, UN HORMIGÓN PARA EL SIGLO XXI”.
[7] R.Gettu, H.Collie, C.Bernad, T.Garcia, C.Robin. “Use of high-strength self-compacting concrete in prefabricated architectural elements”. Proceding of the INCONTEST 2003. India, Setiembre 2003.
154

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 3. CURSO 2003-2004
155

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
NECESIDAD DE FINOS EN LOS HORMIGONES AUTOCOMPACTABLES
Mireia Hernández Asensi Josep Vilanova Gabarró
Escuela Técnica Superior de Caminos, Canales y Puertos de Barcelona Universidad Politécnica de Catalunya
Departamento de Ingeniería de la Construcción C/ Jordi Girona s/n
Resumen: El uso de los hormigones autocompactables en la construcción civil pone de manifiesto una reducción de tiempos de ejecución y mano de obra importantes para la elaboración de estructuras de gran magnitud densamente armadas con la desventaja de los altos costes y por ende su bajo volumen de producción para estructuras convencionales cuyos requerimientos de resistencia no son altos. Nuevas dosificaciones en la concepción del hormigón autocompactable van encaminadas a la reducción de costes mediante la sustitución del filler por arena fina. De esta forma podemos obtener también reducciones en cuanto a resistencia haciendo del hormigón autocompactable un material de uso más común. Palabras Clave: Autocompactable, finos, arena, resistencia media.
1. Introducción Prácticamente todo el hormigón utilizado habitualmente en la construcción actual depende directamente de una compactación forzada eficiente, durante la colocación, para conseguir compacidades compatibles con la resistencia y durabilidad requeridas. El método de compactación por excelencia es la vibración con aguja, tras el vertido del hormigón en el interior del encofrado. Sin embargo este método, cuya eficacia depende en gran medida de la habilidad del operario que lo ejecuta, puede dar lugar a falta de uniformidad o buena compactación, en especial en estructuras densamente armadas, o en zonas estrechas o poco accesibles del encofrado. Para evitar estos problemas, y promover la construcción más durable y fiable de estructuras el Profesor Okamura de la Universidad de Tokio (Japón) introdujo, en 1986, el concepto de Hormigón Autocompactable (Okamura, 1997). Otros investigadores han seguido esta iniciativa, llegando a desarrollar una clase de hormigones capaces de ser colocados sin necesidad de vibración interna u otro modo de compactación.
Figura 1. Motivación original para el hormigón
autocompactable (Okamura, 1997) El hormigón autocompactable (HAC) se puede definir como aquel hormigón que es capaz de fluir en el interior del encofrado, rellenándolo de forma natural, pasando entre las barras de armadura y consolidándose únicamente bajo la acción de su propio peso. Esto supone grandes ventajas frente al hormigón convencional. Estas inciden, entre otros, en aspectos cualitativos (al disminuir en la dependencia de la formación y experiencia de los operarios para obtener compactaciones correctas, y al aumentar la posibilidad de proyectos más complejos en lo que respecta al diseño), aspectos económicos (ya que, a pesar de tener un coste de material mayor que el hormigón convencional, disminuye los costes de personal y equipos asociados a la compactación, y reduce considerablemente los plazos de ejecución), aspectos medioambientales (al reducir los ruidos, especialmente importante en plantas de prefabricación y obras en entornos urbanos) y aspectos relativos al ambiente de trabajo y la salud laboral (mejorando las condiciones ambientales y eliminando los riesgos laborales imputables a la compactación). Si bien en la actualidad no se puede hablar de una utilización sistemática del hormigón autocompactable en la construcción, sí existen referencias de aplicaciones de los mismos en el ámbito internacional, siendo pioneras las que se han llevado a cabo en Japón.
155

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
2. Propiedades del HAC Para obtener las ventajas que supone la utilización del hormigón autocompactable, es necesario que este tenga un comportamiento adecuado en estado fresco. La autocompactabilidad que éste presenta, exige una alta fluidez de sus mezclas, con suficiente viscosidad y cohesión entre los componentes, a fin de garantizar un flujo continuo y uniforme en toda la masa, sin exhibir segregación y sin que se produzca bloqueo del hormigón entre la barras de armadura o en las zonas estrechas del encofrado. Para conseguirlo, es necesario que el HAC en estado fresco posea unos requeridos niveles de las siguientes propiedades principales: Alta fluidez o capacidad de relleno (flowability
o filling ability): habilidad del HAC para fluir dentro del encofrado y rellenarlo bajo su propio peso, garantizando una cobertura total de la armadura.
Habilidad de paso (passing hability): facilidad del HAC para fluir a través de obstáculos tales como el espacio libre entre las barras de armadura o zonas estrechas del encofrado, sin bloquearse.
Estabilidad frente a la segregación (segregation resistance o stability): el HAC debe conseguir las dos características anteriores conservando su composición uniforme durante el proceso de transporte y colocación.
Estas propiedades esenciales del HAC presentan cierto antagonismo, ya que todo aumento de la fluidez conlleva una pérdida de viscosidad de la pasta, lo que puede producir tendencia a la segregación. El diseño de estos hormigones está condicionado a obtener un equilibrio estable y óptimo entre estos dos parámetros durante todo el tiempo que implique el transporte y su colocación en obra. La fluidez deseada se consigue utilizando aditivos superfluidificantes de última generación, mientras que la viscosidad se controla mediante el empleo de altos contenidos de polvo y/o aditivos modificadores de la viscosidad.
Las tres propiedades que se han indicado del HAC son parámetros ajenos a la caracterización del hormigón fresco convencional y, actualmente, no existen otros ensayos de caracterización de la trabajabilidad en las normas europeas o de otras nacionalidades que sean adecuadas para dar una evaluación rápida de las mismas, y que, por tanto, permitan determinar si un hormigón es o no autocompactable. Es por ello que, en general, su uso está por ahora limitado a casos especiales. En estos casos, los investigadores y otros usuarios del material, han tenido que desarrollar ensayos de caracterización específicos no normalizados, o modificar ensayos convencionales (Bartos, 2000).
3. Ventajas del HAC La utilización de del HAC comporta una serie de ventajas económicas, medioambientales y en relación al ambiente de trabajo y a la salud laboral, como ya se ha indicado anteriormente. Dichas ventajas, pueden resumirse de la siguiente forma:
a) En estado fresco Mejora la homogeneidad y la compactación de
la masa; dada la fuerte oposición a la segregación y a la exudación, gracias al empleo de aditivos y adiciones específicas y a un exhaustivo estudio reológico.
Aumento de la velocidad de colocación dada su capacidad autocompactable, el hormigón fluye libremente sin precisar medios de compactación. Reducción de los plazos de ejecución y reducción del trabajo in situ.
Mejora del ambiente de trabajo: -Disminución en más del 90% el ruido ambiental. Se eliminan las labores de compactación y la contaminación acústica producida por dichos equipos. -Carencia de problemas de circulación sanguínea en los operarios, causados por la vibración (síndrome white fingers), lo cual se encuentra claramente en la línea de la Directiva 89/188/EEC.
Mejora de los acabados; se reducen los defectos de llenado en estructuras complejas o densamente armadas, y las heterogeneidades del hormigón entre los distintos sectores de la estructura. Utilización de ferralla muy densa o de formas complejas.
b) En estado endurecido
Mayor resistencia que la correspondería a hormigones convencionales con igual relación a/c o contenido unitario de cemento.
Mejora de los parámetros vinculados directamente con la durabilidad.
Reducción de la porosidad; baja la permeabilidad.
Reducción de las heterogeneidades entre masa y superficie.
Reducción de las fisuras de retracción; volúmenes estables con mejores módulos de elasticidad.
Aumento de la resistencia química y a la carbonatación.
Mejora de los parámetros estéticos. Reducción de los poros superficiales. Colocación uniforme. Posibilidad de un
hormigonado correcto en zonas alejadas del punto de vertido.
Ausencia de eflorescencias causadas por el vibrado.
Mayor duración de moldes y encofrados.
156
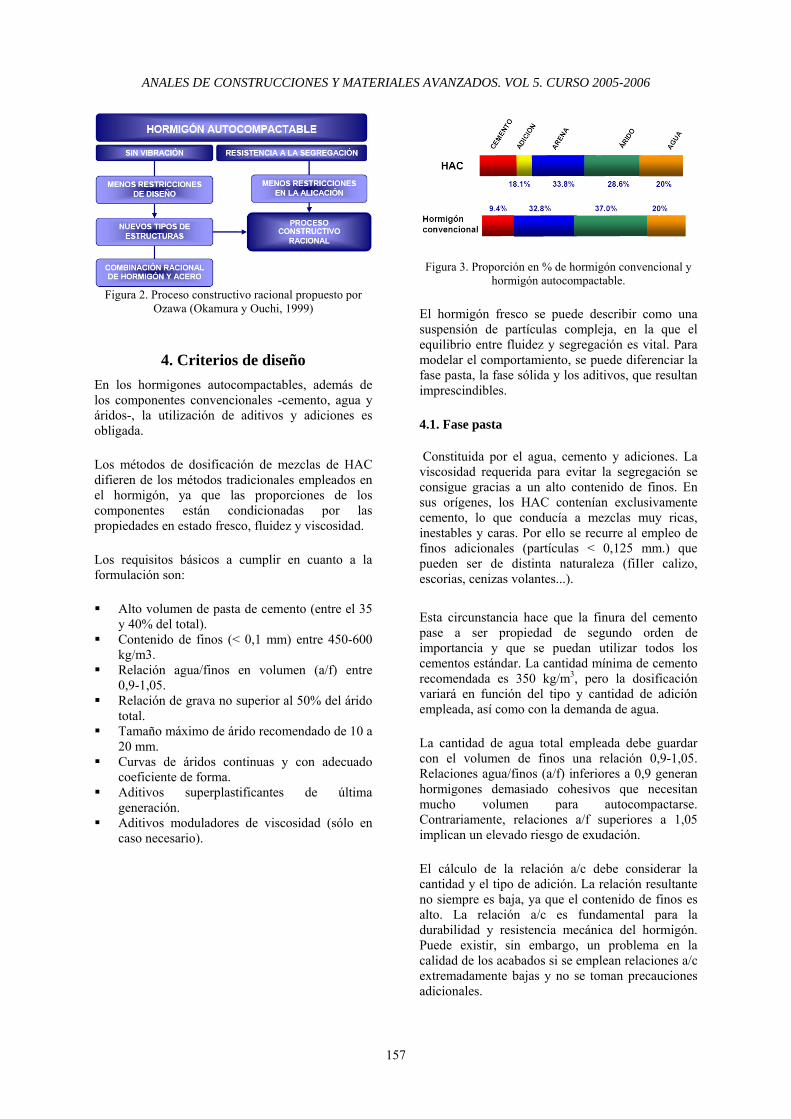
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Figura 2. Proceso constructivo racional propuesto por
Ozawa (Okamura y Ouchi, 1999)
4. Criterios de diseño
En los hormigones autocompactables, además de los componentes convencionales -cemento, agua y áridos-, la utilización de aditivos y adiciones es obligada.
Los métodos de dosificación de mezclas de HAC difieren de los métodos tradicionales empleados en el hormigón, ya que las proporciones de los componentes están condicionadas por las propiedades en estado fresco, fluidez y viscosidad.
Los requisitos básicos a cumplir en cuanto a la formulación son:
Alto volumen de pasta de cemento (entre el 35 y 40% del total).
Contenido de finos (< 0,1 mm) entre 450-600 kg/m3.
Relación agua/finos en volumen (a/f) entre 0,9-1,05.
Relación de grava no superior al 50% del árido total.
Tamaño máximo de árido recomendado de 10 a 20 mm.
Curvas de áridos continuas y con adecuado coeficiente de forma.
Aditivos superplastificantes de última generación.
Aditivos moduladores de viscosidad (sólo en caso necesario).
Figura 3. Proporción en % de hormigón convencional y hormigón autocompactable.
El hormigón fresco se puede describir como una suspensión de partículas compleja, en la que el equilibrio entre fluidez y segregación es vital. Para modelar el comportamiento, se puede diferenciar la fase pasta, la fase sólida y los aditivos, que resultan imprescindibles.
4.1. Fase pasta Constituida por el agua, cemento y adiciones. La viscosidad requerida para evitar la segregación se consigue gracias a un alto contenido de finos. En sus orígenes, los HAC contenían exclusivamente cemento, lo que conducía a mezclas muy ricas, inestables y caras. Por ello se recurre al empleo de finos adicionales (partículas < 0,125 mm.) que pueden ser de distinta naturaleza (fiIler calizo, escorias, cenizas volantes...).
Esta circunstancia hace que la finura del cemento pase a ser propiedad de segundo orden de importancia y que se puedan utilizar todos los cementos estándar. La cantidad mínima de cemento recomendada es 350 kg/m3, pero la dosificación variará en función del tipo y cantidad de adición empleada, así como con la demanda de agua.
La cantidad de agua total empleada debe guardar con el volumen de finos una relación 0,9-1,05. Relaciones agua/finos (a/f) inferiores a 0,9 generan hormigones demasiado cohesivos que necesitan mucho volumen para autocompactarse. Contrariamente, relaciones a/f superiores a 1,05 implican un elevado riesgo de exudación.
El cálculo de la relación a/c debe considerar la cantidad y el tipo de adición. La relación resultante no siempre es baja, ya que el contenido de finos es alto. La relación a/c es fundamental para la durabilidad y resistencia mecánica del hormigón. Puede existir, sin embargo, un problema en la calidad de los acabados si se emplean relaciones a/c extremadamente bajas y no se toman precauciones adicionales.
157

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 4.2. Fase sólida
Constituida por la arena y la grava. Generalmente, la arena puede representar el 50-60% de la cantidad total de árido. Se debe emplear arenas continuas, sin cortes en la granulometría, y preferiblemente naturales. Un cierto aporte de finos por parte de la arena reducirá la demanda de adición y cemento.
El contenido de árido grueso es inferior que en un hormigón convencional y se está sujeto a mayores exigencias. Se pueden recomendar tamaños máximos de árido entre 12 y 16 mm., ya que tamaños superiores implican mayor riesgo de bloqueo y segregación. El coeficiente de forma debe ser lo más bajo posible, siendo mejores las gravas rodadas.
El empleo de un aditivo superplastificante de última generación es imprescindible para la confección de un hormigón autocompactable. Se emplean los basados en éter policarboxílico modificado, capaces de reducir agua en valores superiores al 35%. Aparte del poder reductor de agua, el aditivo debe ajustarse a las características de cada aplicación (en función de si se demanda elevada resistencia inicial, prolongado mantenimiento de la consistencia, etc.) y en correspondencia al tipo de cemento, adición y áridos empleados.
Sin embargo, el aditivo modulador de viscosidad no resulta imprescindible y se emplean en el caso de que el aporte de finos sea insuficiente o el contenido de humedad del árido sea variable, para garantizar la cohesión y uniformidad de las amasadas. Confiere cohesión interna a la masa sin apenas pérdidas de fluidez. Pero el uso de AMVs permite que el hormigón sea menos sensible a pequeños cambios del contenido de agua, del módulo de finura de la arena y de la dosis de superplastificante; luego, su empleo puede contribuir a homogeneizar la calidad de estos hormigones y facilitar su producción (Okamura et al., 2000; Subramanian y Chattopadhyay, 2002). Además se minimiza el riesgo de segregación al aumentar accidentalmente el contenido de agua, la altura de caída del hormigón o el nivel de vibración durante el hormigonado (Sedran, 1995; Khayat y Guizani, 1997; Hibino, 2000).
5. Caracterización y Ensayos
La caracterización de un hormigón autocompactable se basa principalmente en propiedades del hormigón en estado fresco (fluidez y viscosidad), considerando además propiedades tecnológicas (capacidad de relleno y paso).
El estudio de las propiedades reológicas de manera directa es complicado; el empleo de reómetros, además de costoso y engorroso, está restringido a condiciones de laboratorio.
Por ello, se han desarrollado nuevos métodos de medida indirecta para caracterizar las tres propiedades que caracterizan el estado fresco del HAC:
Capacidad de relleno (fluidez). Capacidad de paso (sin bloqueos en
armaduras). Resistencia a la segregación (estabilidad).
No existe un método único para definir las tres propiedades, por lo que cada diseño de mezcla deberá contrastarse con más de un método de ensayo, optimizando la formulación en función de los resultados obtenidos y de los requerimientos particulares. En la tabla I se recoge una lista de métodos de ensayo para evaluar las propiedades de trabajabilidad del HAC.
Ensayo Propiedad
Escurrimiento
Embudo en V Orimet
Velocidad de escurrimiento T50
Fluidez o habilidad de relleno
Anillo-J Caja-L Caja-U
Caja de relleno
Habilidad de paso
Tabla I. Métodos de ensayo para las propiedades de trabajabilidad del HAC
Entre los métodos de ensayo y control más utilizados se pueden destacar los siguientes:
Ensayo de escurrimiento
Evalúa la capacidad de fluir y la viscosidad plástica del hormigón fresco. Se rellena el cono de Abrans de una sola vez y sin compactar, se levanta y se deja fluir al hormigón libremente. Se mide el diámetro alcanzado al llegar al estado de reposo. Si además se registra el tiempo que tarda la masa en alcanzar un diámetro de 50 cm. se obtiene información sobre la viscosidad de la mezcla (T50). Mediante inspección visual de la torta extendida se puede observar la distribución del árido grueso y la tendencia a la exudación en el borde.
158

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 Ensayo de la caja en L
Evalúa la capacidad de fluir en presencia de obstáculos, de autonivelación, así como la viscosa de la masa fresca. Se deja fluir el hormigón a través de un recipiente en forma de L, rebasando una serie de barras verticales (armaduras). Se mide el tiempo que tarda el hormigón en alcanzar una distancia establecida, la diferencia de nivel existente entre los extremos al llegar al estado de reposo (h2/h1), y se observan si existen indicios de bloqueo en las armaduras.
Figura 5. Comparativa del resultado del ensayo de la Caja en L para un hormigón convencional y un HAC
Ensayo del anillo japonés
Evalúa la capacidad de fluir del hormigón fresco en presencia de obstáculos y el riesgo de bloqueo. Consiste en colocar un anillo con barras metálicas en la parte inferior del cono de Abrans al realizar el ensayo de escurrimiento.
Ensayo del embudo en V
Evalúa la capacidad de fluir del hormigón fresco, relacionada con la viscosidad de la masa. Se rellena un molde de forma de embudo de una sola vez y sin compactar. Se quita la trampilla inferior y se deja caer al hormigón libremente, midiendo el tiempo de descarga. Contra más viscosa sea la mezcla, el tiempo de vaciado será mayor, ya que aumenta la fricción entre partículas y las paredes.
Como valores orientativos a la hora de interpretar los resultados obtenidos en los ensayos realizados al HAC se pueden tomar los recogidos en la Tabla 2. Estos valores se basan en el conocimiento y práctica actuales.
Ensayo Unidad Margen valores
Escurrimiento mm 600-800 Velocidad de
escurrimiento T50 s 3-6
Anillo-J mm 0-10 Embudo en V s 6-12
Caja-L H1/h2 0,8-1 Caja-U mm 0-30
Caja de relleno % 90-100 Orimet s 0-5
Tabla II. Criterios de aceptación para HAC (TM<20 mm)
Estos criterios de aceptación son generales. Valores fuera de los márgenes indicados en la tabla II pueden ser aceptables en función de las condiciones de la obra. En realidad se podrían definir distintos subtipos de HAC en función del tipo de aplicación. Cada uno de estos subtipos estaría asociado con diferentes propiedades en el estado fresco (viscosidad y fluidez) y las condiciones de puesta en obra. La Tabla III define nueve subtipos de HAC en función de la aplicación del hormigón y de dos propiedades en estado fresco; los valores obtenidos en el Ensayo de Escurrimiento y del Embudo en V.
9-25 RAMPAS PILARES
5-9 MUROS
3-5 PAVIMENTOS
Tie
mpo
Em
budo
-V(s
)
470-570 540-660 630-800 Escurrimiento (mm)
Tabla III. Áreas de aplicación en relación con las propiedades del HAC.
Esta tabla es útil para diseñar un HAC con las propiedades adecuadas a la aplicación a la que se destina. Por ejemplo, si el hormigón se va a aplicar en la rampa del garaje, las propiedades que lo definirán serán un Escurrimiento de 500 mm. y un Tiempo en el Embudo V de 15-25 segundos.
6. Los finos como elemento diferencial
Los componentes más atípicos del HAC en relación al hormigón convencional son los finos minerales tipo filler y los agentes modificadores de viscosidad (AMV), que se emplean para conseguir un nivel adecuado de cohesión en la mezcla, evitando la segregación y la exudación durante la colocación del hormigón.
La definición de los finos tipo filler varia entre diferentes países con el tamaño máximo de las partículas, siendo 80, 90 ó 125 micras (AFGC, 2000; Skarendahl y Petersson, 2000; EFNARC, 2002). Los filler más empleados son el polvo
159

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 calizo, el polvo de cuarzo, el humo de sílice y las cenizas volantes. Además de ayudar a conseguir la cohesión necesaria, los finos tipo filler reducen el contenido de cemento en la pasta, evitando los problemas relacionados con el exceso de calor de hidratación y retracción.
Los AMV son aditivos químicos que mejoran sustancialmente la cohesión del hormigón y, por tanto, limitan la pérdida de agua por exudación y minimizan la tendencia a la segregación. Su empleo junto con superplastificantes de última generación permite obtener hormigones estables a pesar de tener una gran fluidez. Sin embargo, su empleo no siempre es imprescindible para obtener un hormigón autocompactable, únicamente en el caso en que los finos por si solos no sean capaces de aportar suficiente cohesión a la mezcla (AFGC, 2000).
En general se puede observar que las cantidades de finos y superplastificante son altas, comparadas con las utilizadas en hormigones convencionales. Asimismo, la dosificación del árido grueso es menor que la habitual, siendo inferior en peso, o por lo menos del mismo orden, que la de la arena. En este caso, todos los hormigones llevan filler, complementado a veces por un AMV.
7. Métodos de dosificación
Los métodos de dosificación de mezclas para HAC difieren de los métodos tradicionales empleados en el hormigón, estando fundamentados en una base esencialmente empírica. En la bibliografía son varios los procedimientos presentados para la obtención de mezclas de HAC. A continuación se exponen las directrices principales contempladas en los métodos de dosificación más utilizados.
El procedimiento general propuesto por Okamura (1997) y Ouchi et al. (1997) considera que el hormigón está constituido por dos fases: árido grueso y mortero. El volumen de árido grueso se fija en el 50% del volumen sólido del esqueleto granular (constituido por el árido fino y el árido grueso), mientras que el volumen correspondiente al árido fino se fija en el 40% del volumen del mortero (constituido por la pasta de cemento y los áridos finos). La relación agua/finos y la dosificación del superplastificante se obtienen mediante ensayos de fluidez sobre morteros. A partir de estas proporciones se realizan pruebas de caracterización sobre el hormigón para determinar la dosificación final. Esta metodología ha sido modificada posteriormente por varios investigadores (Skarendahl y Petersson, 2000).
El procedimiento propuesto por Peterson et al. (1996) y Billberg (1999), conocido como método del CBI (Swedish Cement and Concrete Research Institute) tiene como objetivo encontrar un cierto esqueleto granular capaz de minimizar el volumen de pasta necesario para producir suficiente distancia entre los áridos sin que se produzca bloqueo. Para ello se basa en el concepto de máxima distancia entre partículas, junto a un ensayo de evaluación de bloqueo. El contenido de finos (consideran como tal las partículas menores de 250 μm), agua, superplastificante y otros aditivos se ajusta para obtener la resistencia pretendida en el hormigón endurecido, además de suficiente viscosidad y una baja tensión superficial. Para esta determinación se utiliza un viscosímetro coaxial.
Sedran et al. (1996), en el Laboratoire Central des Ponts et Chaussées (LCPC) de París, proponen un método que consiste en utilizar un modelo computacional para determinar un esqueleto granular con el mínimo de vacíos, considerando el efecto pared y la viscosidad de la mezcla. La dosificación de finos se fija inicialmente, en función de la resistencia y los materiales disponibles. El contenido de superplastificante para las posibles combinaciones de finos se define mediante el ensayo del cono de Marsh. El ajuste final de agua y superplastificante para obtener una viscosidad aceptable se realiza con un reómetro y el ensayo de extensión de flujo.
Investigadores de la Universitat Politècnica de Catalunya han desarrollado recientemente una metodología de dosificación para HAC de alta resistencia basada en componentes localmente disponibles y ensayos sencillos de realizar (Gomes et al., 2001, 2002; Gettu et al., 2002). Comienza utilizando el ensayo del cono de Marsh para determinar la dosis de saturación del superplastificante en el sistema de pasta constituido por cemento, agua y finos filler, y con una relación agua/cemento baja (p.e., 0,33-0,40). Posteriormente, mediante el ensayo del mini-slump, se fija la relación filler/cemento considerando una pasta de fluidez alta y cohesión moderada. Separadamente, se obtiene la relación arena/grava correspondiente a la combinación seca de estos componentes que da lugar al mínimo contenido de vacíos. Con esta relación arena/grava se fabrican hormigones con distintos volúmenes de pasta (con la dosis de saturación de superplastificante y relación filler/cemento determinados inicialmente), tomando como mezcla optimizada la que, con el mínimo contenido de pasta, cumple los requisitos de autocompactabilidad y resistencia determinados por varios ensayos sobre el hormigón fresco.
160

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 El método de dosificación aplicado (Gomes et al., 2001) utiliza materiales finos tipo filler para conseguir la viscosidad y cohesión requeridas. Otra posibilidad sería utilizar agentes modificadores de la viscosidad, que podrían sustituir o reducir el contenido de filler. Para ello, sería interesante adaptar este método para incluir estos aditivos químicos en la dosificación. Igualmente, este método da lugar a HAC de alta resistencia, utilizado en aplicaciones específicas pero limitadas. Resultaría práctico poder obtener HAC de resistencia más baja con un método experimental similar. En este sentido, la Universitat Politècnica de Catalunya, está llevando a cabo investigaciones con el objetivo de obtener un hormigón autocompactable de resistencia media (HAC-RM). Además, con la intención de reducir costes y aprovechar al máximo los materiales áridos disponibles, se han realizado ensayos donde se reemplaza el filler, en este caso calizo, por arena 0-2 mm.
8. Ensayos de Hormigones HAC-RM con sustitución de filler calizo por arena
0-2 mm Para la fabricación de este tipo de hormigón, era necesario sustituir la fase pasta, por una fase que se ha denominado “Fase Mortero” (agua, cemento y arena). Con el objeto de reducir al máximo los costes y aprovechar las propiedades de los materiales disponibles, se procedió inicialmente a la optimización del contenido de aditivo sp en el mortero, con CEM I 42,5 R, con arena 0-2 mm y sin ningún tipo de adición mineral, para una relación agua/cemento (A/C) de 0,42, que está en el rango establecido de 0,40 y 0,45. 8.1. Primer ensayo: CEM I 42,5 R En relación al mortero, se estudió el comportamiento para varias relaciones de aditivo sp/cemento (sp/c), y para una relación de arena (0-2 mm)/cemento de 1,84 (utilizando sólo 3 áridos). Se utilizó una relación a/c de 0.42, observándose que aunque la tendencia del mortero era similar a la de las pastas, el punto de saturación era mayor. Mediante el ensayo con el cono de Marsh, se obtuvo como relación sp/c óptima 0,5 (%). Así quedó definido un adecuado contenido sp para el mortero, dado que por encima de esta relación, el tiempo disminuía y el mortero en la mesa de flujo se escurría, impidiendo la medida del diámetro.
sp/c (%) TIEMPO (log) EXTENSIÓN Df (mm)
0,50 0,71 210
Tabla IV. Resultado del ensayo de extensión de flujo para el mortero
Las proporciones del mortero con CEM I 42,5 R en peso fueron:
Relación A/C 0,42 Relación arena 0-2/cemento 1,84 Relación sp/c (%) 0,50
Tabla V. Proporciones del mortero en peso En lo que se refiere al esqueleto granular, se determinó el punto de máxima compacidad de los áridos 0-5 mm y 5-12 mm, verificando un 60 % de arena 0-5 mm y un 40 % de grava 5-12 mm , para un índice de vacíos de 0,34.
Arena 0-5 0,60 Grava 5-12 0,40
Tabla VI. Proporciones de los áridos Para la dosificación final se encontró la relación adecuada entre mortero y esqueleto granular, a partir de distintos ensayos sobre varias mezclas de Hormigón. En HAC-RMCA-1 fue necesario adicionar 0,011 kg de aditivo cohesionante (ch) para evitar la segregación, y se hicieron otras dosificaciones (HAC-RMCA-2 y 3), con el fin de comprobar las propiedades de autocompactabilidad y resistencia sin ch. Las dosificaciones para un metro cúbico de hormigón y los resultados se presentan en la Tabla VII.
HAC
RMCA-1 P.U= 2469
Kg/m3
RMCA-2 P.U= 2469
Kg/m3
RMCA-3 P.U= 2469
Kg/m3
% de pasta (en volumen)34% y
ch=0,011 Kg
31% 29%
COMPOSICIÓN (Kg/m3) Cemento 396 360 340 Agua 166 151 143 Pasta Aditivo sp 10,3 9,36 8,84
Arena 0-2 670 662 627
Arena 0-5 375 383 418
Esqueleto Granular
Grava 5-12 401 402 696
161

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Grava 12-18 295 295 -
RESULTADOS DE LOS ENSAYOS T50 (s) 2,4 2,7 1
Escurrimiento Df (mm) 750 750 760
Embudo V T (s) 13 13 4 T (s) 9,3 8,7 2
Caja en L CB 0,61 0,68 0,85
Eztensión con anillo CB
0,63 con Df (mm) de 660
0,72 con Df (mm) de 680
0,80 con Df (mm) de 710
Resistencia a compresión a los 28 días
en Mpa 46 42 39
Resultados de resistencia promedio de 3 cilindros refrentados son azufre
Tabla VII. Composición y características de los HAC-RMCA (sp/c (%) de 0,5)
Como se puede observar, aunque la recomendación de que el porcentaje óptimo de pasta estaría muy próximo al porcentaje de vacíos existente más 10 puntos, se decidió trabajar con un 34 % de pasta en volumen para lograr la resistencia media en el RMCA-1, si bien se alteró dicho volumen de pasta para obtener valores del 31 % y 29 % en los casos restantes. 8.2. Segundo ensayo: CEM II 32,5 R Para comprobar la metodología de procedimiento, además de reducir costes y resistencias del HAC-RM, para una relación a/c entre 0,40 y 0,45, se fabricaron unos HAC-RMs con CEM II 32,5 R. Para definir el HAC-RM con adición de arena 0-2 en sustitución del material Filler calizo y con CEM II 32,5 R se estableció una relación agua/cemento (A/C) de 0,45, para una resistencia característica de 30 MPa, con áridos de tamaño máximo de 5 a 12 mm. En relación al mortero, se estudió el comportamiento para varias relaciones de aditivo sp/cemento (sp/c), y para una relación de arena (0-2 mm)/cemento de 1,84. Mediante el ensayo con el cono de Marsh, se obtuvo como relación sp/c óptima 0,2 (%). Así quedó definido un adecuado contenido sp para el mortero.
sp/c (%) TIEMPO (log) EXTENSIÓN Df (mm)
0,20 0,98 220
Tabla VIII. Resultado del ensayo de extensión de flujo para el mortero
También se quiso variar la relación arena (0-2)/cemento a 1,7 (RMCA 5). El resultado en el ensayo de extensión de flujo para el mortero fue el siguiente:
sp/c (%) TIEMPO (log) EXTENSIÓN Df (mm)
0,20 0,95 220
Tabla IX. Resultado del ensayo de extensión de flujo para el mortero
La conclusión del esqueleto granular (arena (0-5 mm) 60 % y grava (5-12 mm) 40 %) es la misma que la obtenida para el primer ensayo. Las proporciones en porcentaje de los áridos en el HAC-RMCA, es la que se presenta en la Tabla X.
Arena 0-2 38 % Arena 0-5 22 %
Grava 5-12 40 % Tabla X. Proporciones de los áridos
En este caso, la dosificación que se obtuvo fue la recogida en la Tabla XI.
HAC
RMCA-4 P.U= 2469
Kg/m3
RMCA-5 P.U= 2469
Kg/m3
% de pasta (en volumen) 34% 34% COMPOSICIÓN (Kg/m3)
Cemento 392 392 Agua 177 177 Pasta Aditivo sp 4,1 4,1
Arena 0-2 719 658 Arena 0-5 327 387 Esqueleto
Granular Grava 5-12 401 696
RESULTADOS DE LOS ENSAYOS T50 (s) 1 1
EscurrimientoDf (mm) 670 670
Embudo V T (s) 4,4 5 T (s) 3 4
Caja en L CB 0,8 0,8
Eztensión con anillo CB
0,8 con Df
(mm) de 640
0,8 con Df
(mm) de 640
Resistencia a compresión a los 28 días en Mpa 36 33
Tabla XI. Composición y características de los HAC-RMCA con CEM II 32,5 R
162

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006 Como era de esperar, la utilización de un cemento de menos resistencia permitió obtener un hormigón con resistencia media menor. Asimismo, puede observarse que la reducción de la fracción de arena 0-2 mm, que supuso la variación de arena (0-2)/cemento a 1,7, da lugar a una resistencia sensiblemente menor. 8.3. Conclusiones Analizando los resultados obtenidos en ambos ensayos se desprende: La modificación de la fase pasta por la fase
mortero, permite un mejor acercamiento a HACs de resistencia media a baja, con posibilidades de hacerlos más viables para aplicaciones estructurales en obras civiles convencionales.
El pensamiento común en relación a la aplicación de los HACs, es que sea para estructuras de alta resistencia y altos costes de producción. Queda comprobado que las propiedades de alta fluidez sin problemas de segregación pueden ser alcanzadas con un HAC-RM, eliminando la concepción inicial en lo que respecta a este tipo de hormigones haciéndolos más competitivos en la construcción civil.
9. Conclusiones
La utilización del hormigón autocompactable supone, como se ha podido ver, un avance en el modo constructivo. Su flexibilidad para adaptarse a la construcción de obras con requerimientos estructurales y procedimientos de construcción complicados, abre una nueva puerta en el campo de la construcción. Además, queda constatada la posible utilización de HAC para obras con resistencias medias, lo que supone una ampliación del campo de aplicación de dicho hormigón.
Aunque aún son pocas las obras que se han realizado con dicho hormigón, las ventajas que presenta el HAC hacen pensar en un futuro competidor del hormigón convencional. En este sentido, los avances que se están realizando en el campo de investigación del mismo, ponen en relieve la repercusión económica que puede producir su introducción en el mercado de la construcción.
Referencias [1] L. Fernández Luco, D. Revuelta Crespo.
"Hormigón autocompactable: visión general" n° 228-229, Hormigón y Acero, 2003.
[2] L. Fernández Luco, D. Revuelta Crespo. "Diseño de Hormigones por prestaciones". 5.4. CEMCO 2004, IETcc (CSIC).
[3] P. Borralleras Más, J. García San Martín. "Hormigón autocompacto y aditivos. Un compromiso perfecto". Diseño de Hormigones por prestaciones, 5.4. CEMCO 2004, IETcc (CSIC).
[4] J. Walraven, "Strutural aspects of self compacting concrete", III International Symposium on Self-Compacting Concrete, 2003, Reykjavik, Iceland.
[5] "Especificaciones y directrices para el hormigón autocompactable", EFNARC 2002.
[6] “Hormigón autocompactable, un hormigón para el siglo XXI”, Simposio internacional de de pavimentos de hormigón, 29 de de abril de 2.003.
[7] M. Bravo Sobrino, “Caracterización y utilización del hormigón autocompactable”, Tesina de investigación de la UPC. Tutor: Gettu, Ravindra.
[8] C. Jenny de la Cruz, “Hormigón Autocompactable de Resistencia Media”, Tesis doctoral de la UPC. Tutor: Gettu, Ravindra.
163

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
164

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
LA UTILIZACIÓN DE FIBRAS PLÁSTICAS EN EL HORMIGÓN PROYECTADO PARA LA CONSTRUCCIÓN DE TÚNELES
José Carlos Edo Monfort / Víctor Guasch Vela
Universidad Politécnica de Cataluña / Ingeniería de Caminos, Canales y Puertos Departamento de Ingeniería de la Construcción / ETSECCPB
Jordi Girona 1-3 Edificio C-1 / Telf. 93 401 65 16 / Fax. 93 401 10 36
Resumen: La presente memoria tiene por objetivo el
análisis de las ventajas e inconvenientes que presenta la utilización del hormigón proyectado con fibras plásticas en la construcción de túneles.
Para ello se estudiará las mejoras que presenta el hormigón con fibras respecto al hormigón en masa y las diferencias entre fibras plásticas y metálicas.
Posteriormente, se presentarán las principales características del hormigón proyectado para terminar el estudio valorando conjuntamente todos los temas presentados.
Palabras clave: hormigón proyectado, fibras plásticas,
fibras metálicas.
1. Introducción Apropiadamente aplicado, el hormigón
proyectado es un material estructuralmente resistente y durable, con alta adherencia a roca, hormigón, albañilerías, acero y otros materiales.
El proceso de aplicación consiste en disparar a presión el hormigón o el mortero sobre una superficie para producir una capa auto-compactante y con capacidad de carga.
Estas características lo convierten en un material propicio para ser usado como soporte de rocas en minas y proyectos civiles. Ya que la estabilidad de las obras subterráneas en general y de los túneles en particular requiere, en la mayoría de los casos, reforzar la roca o el terreno circundante de modo que quede garantizada su estabilidad a corto y largo plazo, así como su adecuada funcionalidad durante su vida útil.
Sin embargo, en la construcción de túneles, la demanda de más alta calidad y economía en el hormigón proyectado se ha incrementado fuertemente en los últimos años en todo el mundo. Para satisfacer estas necesidades se implementaron las fibras plásticas y de acero en el hormigón.
Los objetivos de este trabajo pueden resumirse en cuatro puntos:
• Estudio comparativo del hormigón en masa y el hormigón reforzado con fibras.
• Ventajas e inconvenientes que presenta el hormigón reforzado con fibras plásticas
respecto al hormigón reforzado con fibras metálicas.
• Ventajas e inconvenientes que presenta el hormigón proyectado en la construcción de túneles.
• Implementación de las fibras plásticas en el hormigón proyectado y beneficios obtenidos.
2. Hormigón con Fibras
2.1. Definición e Histórico El hormigón con fibras no es más que un
hormigón normal, es decir una mezcla homogénea de agua, cemento y áridos (arena y grava) al que se le han añadido fibras en el momento de la mezcla.
Históricamente las fibras han sido utilizadas para mejorar y reforzar diferentes tipos de materiales de construcción. Recordemos que la paja ya era utilizada por los egipcios para reforzar los ladrillos, o que los romanos usaban la crin de los caballos para hacer enlucidos y morteros.
Podríamos decir que en un principio se comenzó utilizando lo que se denomina actualmente como fibras naturales. Éstas aún siguen utilizándose en los países en vías de desarrollo debido a su bajo costo. Sin embargo esta tecnología de materiales ha ido evolucionando, y poco a poco se han ido introduciendo en el mercado fibras de procedencia muy diversa. Hablamos aquí de las fibras de vidrio, de carbón, de nylon, de acero, de polipropileno...
Actualmente podría decirse que existen dos grandes familias de fibras que han ganado popularidad para remediar y mejorar problemas en el hormigón:
• Fibras metálicas: introducidas en los materiales de construcción a partir de los años 50. En este trabajo trataremos principalmente las fibras de acero (Cf. Fig. 1).
Fig. 1: Fibras metálicas 165

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
• Fibras sintéticas: resultado de la investigación
tecnológica desarrollada por el sector petroquímico y textil, fueron aplicadas por primera vez al hormigón durante los años 70. En este trabajo se tratarán fundamentalmente las fibras de polipropileno (Cf. Fig. 2).
2.2. Propiedades
Para resolver cómo influyen las fibras de acero y de polipropileno en el hormigón utilizaremos la investigación realizada en la Universidad de Aston (Inglaterra) por Massud Sadegzadeh, Roger Kettle, Vasoulla Vassou que fue publicada en español en enero de 2004 en la Revista BIT.
En este estudio se hicieron ensayos con dosificaciones diferentes (1, 5 y 10 kg de fibra de polipropileno por m3 de hormigón y 1, 5, 10 y 20 kg de fibra de acero por m3 de hormigón) y se analizaron distintas propiedades:
1. Trabajabilidad: ensayo de cono del estándar británico BS EN 12350.
2. Formación de grietas: examen visual. 3. Resistencia al impacto: ensayo BS 8204:
Part 1: 1999. 4. Resistencia a la flexión: ensayo ASTM
C78-94. 5. Tenacidad a la flexión y resistencia de la
primera grieta: ensayo ASTM C1018-97.
La mezcla de hormigón fue diseñada con una
resistencia característica de 5N/mm2, asentamiento de 50 mm, con las medidas siguientes:
• Cemento 340 kg/m3 • Árido de 20-10 mm 600 kg/m3 • Árido de 10-5 mm 400 kg/m3 • Árido fino 730 kg/m3 • Razón A/C 0,56 Para la investigación se usaron 8 mezclas
diferentes de hormigón y con cada una de ellas se fabricaron:
• Una losa de 1.0 x 0.5 x 0.1 m • Seis prismas 0.1 x 0.1 x 0.5 m • Un anillo. Todos los elementos fueron curados al aire a 20ºC
en laboratorio (excepto los anillos) y testados a 28 días. Los resultados obtenidos pueden apreciarse en la Tabla I.
1. La trabajabilidad fue evaluada por el ensayo de asentamiento. En la tabla se observa claramente una disminución del asentamiento al añadir cualquiera de las dos clases de fibras utilizadas, lo que conlleva necesariamente una disminución de la trabajabilidad.
Respecto a esta propiedad cabe indicar aquí que se han encontrado informaciones contradictorias en la bibliografía consultada. Así en el catálogo de la empresa de Sactema de fibras de polipropileno (Fibermesh 6130) se afirma que éstas mejoran la trabajabilidad del hormigón.
Estas contradicciones serán comentadas más adelante en otro apartado.
2. Los anillos de hormigón se usaron para simular agrietamiento restringido por contracción (retracción hidráulica) durante los experimentos, que consistieron en colocar círculos de hormigón de 38 mm de espesor alrededor de un anillo rígido de 250 mm de diámetro y 45 mm de alto y mantenerlos en una cámara ambiental a 38ºC.
Después de 28 días, sólo el anillo de hormigón simple se había agrietado. Se deduce que ambas clases de fibras reducen este tipo de fisuras.
Tipo de fibra Hormigón Simple Polipropileno Acero
Dosis de fibra (kg/m3) - 1 5 10 1 5 10 20 Asentamiento 50 25 15 0 30 25 20 0
Formación de grietas de ensayo de anillo Sí No No No No No No No
Promedio profundidad de indentación (mm) 1.30 0.90 0.50 0.30 0.80 0.40 0.20 0.10
Promedio resistencia a flexión (MPa) 4.55 5.45 5.24 3.88 5.08 5.23 4.94 4.67
I5 1.00 1.76 2.03 3.09 1.55 2.13 2.51 2.98 I10 1.00 2.33 3.18 4.98 2.05 3.05 3.60 4.69
Promedio Índices de Tenacidad I20 1.00 2.97 5.30 8.53 2.54 4.42 5.27 7.76
Tabla I: Resultados de los ensayos.
Fig 2: Fibras de polipropileno
166

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
El mecanismo por el que las fibras bloquean la formación de las grietas de retracción durante las primeras horas de curado del hormigón es muy sencillo. Cuando después de una retracción se crea una microfisura en el hormigón, ésta se transforma en una grieta cada vez más amplia y larga. Si en cambio encuentra la fibra, ésta interrumpirá la evolución. Por tanto, al aumentar la dosis de fibras, disminuye la retracción plástica hasta desaparecer.
3. La resistencia a impacto de las losas fue evaluada de acuerdo con el BS 8204: Part 1: 1999. En este ensayo las losas fueron sometidas a repetidos golpes de impacto, dejando caer verticalmente un peso bajo una guía sobre una pieza de herramienta de acero endurecido en contacto con la superficie de prueba. La profundidad de la hendidura (indentación) fue medida después de 4 golpes.
Se observa que la resistencia al impacto aumenta considerablemente respecto al hormigón en masa, obteniéndose además resultados similares para igual dosis de ambas fibras.
Esta mejora se debe a la gran cantidad de energía absorbida en el proceso de desunión, estiramiento y extracción que se produce después de haberse agrietado la matriz del hormigón.
4. Los ensayos de resistencia a flexión en prismas, fueron realizados de acuerdo con ASTM C78-94. Este ensayo consiste en la aplicación de tres fuerzas puntuales sobre el prisma biapoyado.
De los resultados se obtiene que una cantidad reducida de fibras (entre 1 y 5 kg/m3 de fibras plásticas y entre 1 y 10 kg/m3 de fibras de acero) produce una mejora de la resistencia a flexión del hormigón.
Esto se consigue porque la fibra distribuye más homogéneamente los esfuerzos a través de todo el hormigón; sin embargo esta mejora no es sustancialmente importante.
5. La tenacidad a flexión se define como el trabajo de deformación para alcanzar la rotura y la capacidad de mantener la carga incluso después de la formación de fisuras.
Esta propiedad y la resistencia a la primera grieta de prismas se ensayaron de acuerdo con ASTM C1018-97.
La tenacidad se representa con el área comprendida por la curva de carga-deformación (Cf. Fig.3).
El método prevé la determinación de relaciones numéricas, llamadas Índices de Tenacidad que identifican el modelo de comportamiento del compuesto fibro-reforzado. Estos índices se calculan dividiendo el área comprendida por la curva de carga-deformación para un valor específico de deformación (valores establecidos convencionalmente en 3δ, 5.5 δ y 10.5δ) por el área comprendida por la curva de carga-deformación para el valor de la primera fisuración. Se obtienen así tres Índices de Tenacidad: • Índice de tenacidad I5 es la energía absorbida
hasta 3 veces la deflexión a la primera rotura, fluctuando los resultados de 1 (hormigón simple) a 5 (perfecto comportamiento elástico/ plástico).
• Índice de tenacidad I10 es la energía absorbida hasta 5,5 veces la deflexión a la primera rotura, fluctuando los resultados de 1 (hormigón simple) a 10 (perfecto comportamiento elástico/ plástico).
• Índice de tenacidad I20 es la energía absorbida hasta 10,5 veces la deflexión a la primera rotura, fluctuando los resultados de 1 (hormigón simple) a 20 (perfecto comportamiento elástico/ plástico). En la Fig. 3 se presenta la curva de carga
deformación en la que se evidencian el valor de deformación a la primera fisuración y los valores de deformación correspondientes a 3δ, 5.5 δ y 10.5 δ; así como las áreas comprendidas por la curva carga-deformación para dichos valores.
Fig.3: Curva carga-deformación.
167
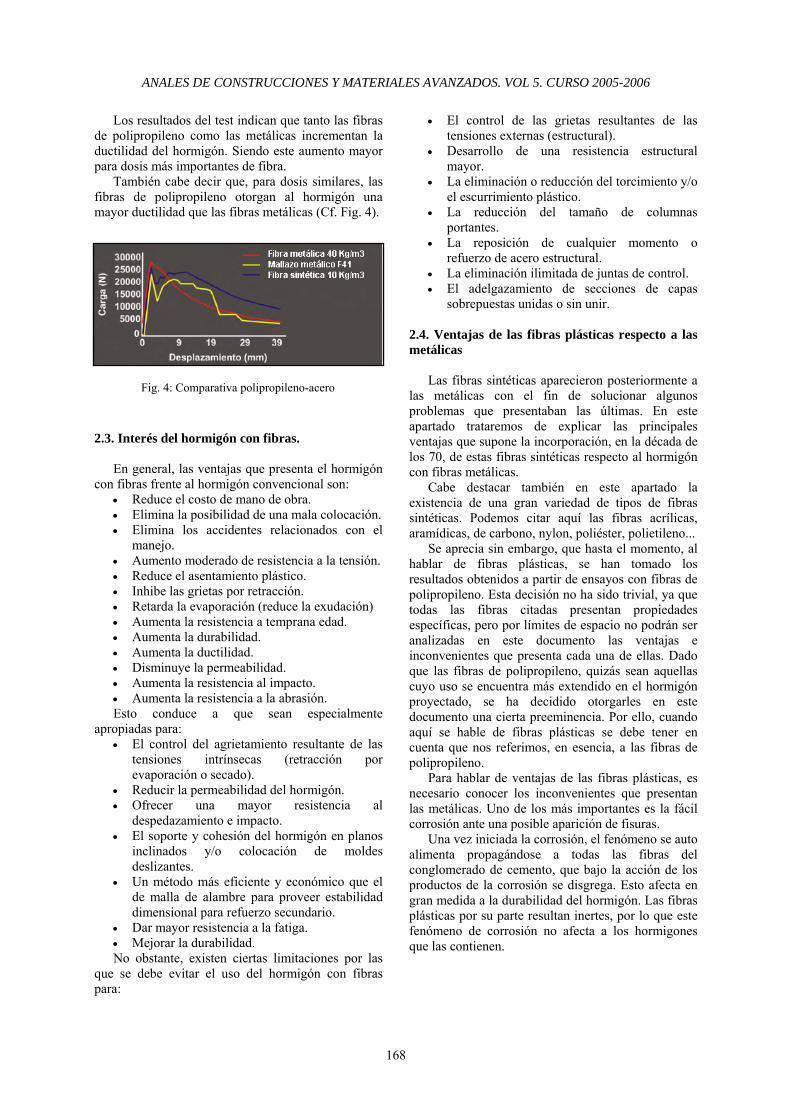
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Los resultados del test indican que tanto las fibras de polipropileno como las metálicas incrementan la ductilidad del hormigón. Siendo este aumento mayor para dosis más importantes de fibra.
También cabe decir que, para dosis similares, las fibras de polipropileno otorgan al hormigón una mayor ductilidad que las fibras metálicas (Cf. Fig. 4).
2.3. Interés del hormigón con fibras. En general, las ventajas que presenta el hormigón
con fibras frente al hormigón convencional son: • Reduce el costo de mano de obra. • Elimina la posibilidad de una mala colocación. • Elimina los accidentes relacionados con el
manejo. • Aumento moderado de resistencia a la tensión. • Reduce el asentamiento plástico. • Inhibe las grietas por retracción. • Retarda la evaporación (reduce la exudación) • Aumenta la resistencia a temprana edad. • Aumenta la durabilidad. • Aumenta la ductilidad. • Disminuye la permeabilidad. • Aumenta la resistencia al impacto. • Aumenta la resistencia a la abrasión. Esto conduce a que sean especialmente
apropiadas para: • El control del agrietamiento resultante de las
tensiones intrínsecas (retracción por evaporación o secado).
• Reducir la permeabilidad del hormigón. • Ofrecer una mayor resistencia al
despedazamiento e impacto. • El soporte y cohesión del hormigón en planos
inclinados y/o colocación de moldes deslizantes.
• Un método más eficiente y económico que el de malla de alambre para proveer estabilidad dimensional para refuerzo secundario.
• Dar mayor resistencia a la fatiga. • Mejorar la durabilidad. No obstante, existen ciertas limitaciones por las
que se debe evitar el uso del hormigón con fibras para:
• El control de las grietas resultantes de las tensiones externas (estructural).
• Desarrollo de una resistencia estructural mayor.
• La eliminación o reducción del torcimiento y/o el escurrimiento plástico.
• La reducción del tamaño de columnas portantes.
• La reposición de cualquier momento o refuerzo de acero estructural.
• La eliminación ilimitada de juntas de control. • El adelgazamiento de secciones de capas
sobrepuestas unidas o sin unir.
2.4. Ventajas de las fibras plásticas respecto a las metálicas
Las fibras sintéticas aparecieron posteriormente a
las metálicas con el fin de solucionar algunos problemas que presentaban las últimas. En este apartado trataremos de explicar las principales ventajas que supone la incorporación, en la década de los 70, de estas fibras sintéticas respecto al hormigón con fibras metálicas.
Fig. 4: Comparativa polipropileno-acero
Cabe destacar también en este apartado la existencia de una gran variedad de tipos de fibras sintéticas. Podemos citar aquí las fibras acrílicas, aramídicas, de carbono, nylon, poliéster, polietileno...
Se aprecia sin embargo, que hasta el momento, al hablar de fibras plásticas, se han tomado los resultados obtenidos a partir de ensayos con fibras de polipropileno. Esta decisión no ha sido trivial, ya que todas las fibras citadas presentan propiedades específicas, pero por límites de espacio no podrán ser analizadas en este documento las ventajas e inconvenientes que presenta cada una de ellas. Dado que las fibras de polipropileno, quizás sean aquellas cuyo uso se encuentra más extendido en el hormigón proyectado, se ha decidido otorgarles en este documento una cierta preeminencia. Por ello, cuando aquí se hable de fibras plásticas se debe tener en cuenta que nos referimos, en esencia, a las fibras de polipropileno.
Para hablar de ventajas de las fibras plásticas, es necesario conocer los inconvenientes que presentan las metálicas. Uno de los más importantes es la fácil corrosión ante una posible aparición de fisuras.
Una vez iniciada la corrosión, el fenómeno se auto alimenta propagándose a todas las fibras del conglomerado de cemento, que bajo la acción de los productos de la corrosión se disgrega. Esto afecta en gran medida a la durabilidad del hormigón. Las fibras plásticas por su parte resultan inertes, por lo que este fenómeno de corrosión no afecta a los hormigones que las contienen.
168

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
En cuanto a su manipulación las fibras sintéticas pueden ser usadas en hormigones proyectados, ya que no atascan orificios ni deterioran tubos de bombeo. Las únicas condiciones que deben cumplir son que su longitud no supere la mitad del diámetro de la manguera ni, por motivos de anclaje, sea inferior a tres veces el tamaño máximo de árido (Cf. Fig. 5).
Pero sin duda, la gran ventaja que presentan las
fibras sintéticas respecto a las metálicas es su mayor resistencia al fuego. Por ello dedicaremos un apartado a esta propiedad.
2.5. Resistencia al fuego del hormigón con fibras de polipropileno.
La exposición al fuego de una estructura de
hormigón produce, fundamentalmente, dos procesos de deterioro:
• Pérdida de resistencia • Degradación superficial o Spalling.
2.5.1. Pérdida de resistencia.
Cuando el hormigón se encuentra sometido a
elevadas temperaturas durante un largo periodo de tiempo, los diferentes componentes del mismo experimentan una serie de cambios físico-químicos.
A nivel de la pasta, a medida que aumenta la temperatura se produce la expulsión del agua libre (100ºC), la deshidratación del CSH (180ºC), la descomposición del Ca(OH)2 (500ºC) y la del CSH (700ºC). Por el contrario la mayoría de los áridos son estables por debajo de los 500 ºC.
Estas afecciones, unidas a los distintos coeficientes de deformación de los constituyentes del hormigón, producen un debilitamiento de la matriz y microfisuración, traduciéndose en la correspondiente pérdida de resistencia y aumento de la deformabilidad. 2.5.2. Spalling.
Durante un incendio, cuando se produce un calentamiento rápido del hormigón, el agua libre o combinada se transforma en vapor desplazándose hacia capas internas más frías.
Debido a la baja permeabilidad del hormigón la evacuación del agua es lenta, saturándose los poros internos dónde la expansión de los gases, por efecto de la temperatura, aumenta considerablemente la presión.
Cuando se supera la resistencia a tracción del hormigón, a medida que aumenta el espesor del hormigón afectado por la alta temperatura, se produce su rotura y el desprendimiento en forma de capas. Este fenómeno se produce cuando la temperatura alcanza los 200-250ºC (Cf. Fig. 6).
En el caso del hormigón armado, la eliminación del hormigón superficial puede dejar la armadura expuesta directamente a las llamas y a las altas temperaturas, con las consecuencias que ello conlleva en la capacidad resistente del acero y, por tanto, de la estructura.
Fig. 5: Límites geométricos de las fibras plásticas.
Fig. 6: Fenómeno de Spalling
2.5.3. Comportamiento del hormigón con fibras
plásticas. En los diversos estudios evaluados existe
consenso a la hora de evaluar los beneficios en el comportamiento frente al fuego de la incorporación de fibras de polipropileno en el hormigón. Se concluye que estas fibras producen una mejoría contra fenómenos de spalling pero una nula aportación frente a la pérdida de resistencia.
Estos resultados pueden explicarse fácilmente. Durante un incendio, cuando se alcanza su temperatura de fusión (alrededor de 160ºC), las fibras se descomponen sin producir gases nocivos, transformando el volumen que ocupaban anteriormente en la mezcla de cemento en una serie de canales conectados entre sí. Los canales actúan como vías de fuga para el calor y el vapor que se crea después de una repentina ebullición del agua intersticial. Esta propiedad evita que el hormigón fibro-reforzado explote violentamente, como sucede en el caso del hormigón en masa o con fibras de acero, evitando así el fenómeno de spalling.
169

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
2.6. Interés del hormigón con fibras plásticas. Las ventajas que presenta el hormigón con fibras
plásticas son aquellas que se encuentran en el apartado 2.3, completado por las propiedades que acabamos de analizar; es decir:
• Mayor resistencia ante el fuego • Supresión del fenómeno de corrosión de las
fibras. • Facilidad para ser usado como hormigón
proyectado. 3. Hormigón Proyectado
3.1. Definición. El hormigón proyectado es una mezcla de
cementos, áridos y agua que se proyecta por medios neumáticos a través de una boquilla para producir una densa masa homogénea (Cf. Fig. 7).
Generalmente la estructura interna de este tipo de hormigón consta de áridos más finos y un mayor contenido de cemento que las mezclas tradicionales.
Además generalmente la relación agua/cemento es más baja y su compacidad más alta, lo que incide en la porosidad.
Los poros capilares se distribuyen uniformemente, no presentan habitualmente cavidades y además la proyección genera poros finos, aislados y esféricos que funcionan como vasos de expansión mejorando la resistencia a las heladas.
3.2. Propiedades.
El aspecto natural del hormigón proyectado es
áspero y rugoso, lo que depende directamente del tamaño máximo del árido empleado y de la técnica de proyección.
La resistencia a compresión se sitúa generalmente entre 20 y 45 MPa, aunque para aplicaciones especiales se ha desarrollado la resistencia llegando a valores de 70 MPa. La densidad varía entre 2200 y 2400 kg/m3.
El hormigón proyectado presenta además una excelente impermeabilidad y baja absorción, esto se debe a su estanqueidad elevada y a su adecuado volumen de poros capilares. En consecuencia, tiene una buena resistencia a congelación y deshielo, al ataque químico, a la abrasión y al desgaste.
Pero indudablemente la propiedad más destacada de los hormigones proyectados es su adherencia a la superficie de soporte, siempre que ésta sea sólida, se encuentre limpia y saturada con superficie seca, y tanto mejor mientras sea más rugosa.
La retracción por secado del hormigón proyectado varia con las proporciones de la mezcla, pero generalmente es ligeramente superior a un hormigón convencional de cono bajo. Esto es debido a las mayores dosis de cemento utilizado. En consecuencia tiene un mayor potencial para generar fisuración, lo que exige una cuidadosa distribución de juntas y/o un mayor empleo de refuerzo.
3.3. Métodos de proyección del hormigón.
Actualmente se usan tres procedimientos para
proyectar el hormigón: 3.3.1. Proceso seco:
Es una técnica en la que se mezclan el cemento y los áridos y se introducen en un equipo específico donde la masa se encuentra presurizada. Se dirige ésta de forma dosificada a un chorro de aire comprimido y se conduce a través de tubería o tubos flexibles a una boquilla en la que se introduce agua en spray para humedecer la masa. A continuación se proyecta de forma continua sobre la superficie a la que va destinada. La masa puede incorporar también aditivos, fibras, o una combinación de estos elementos.
Fig. 7: Proyección del hormigón
3.3.2. Proceso húmedo:
Es una técnica en la que el cemento, los áridos y el agua se mezclan antes de introducirlos en un equipo específico. A continuación se transportan a través de un tubo flexible a una boquilla desde la que la masa se proyecta neumáticamente de forma continua.
3.3.3. Proceso semi-húmedo:
Este proceso consiste en la dosificación del agua aproximadamente 5m antes de la boquilla. Es un proceso que evita fundamentalmente que la mezcla seca se disperse.
170

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
3.4. Rebote en la Proyección.
Uno de los principales problemas del hormigón proyectado es el denominado rebote. Éste se encuentra formado por los componentes que no se adhieren a la capa de hormigón, y que salen rebotados fuera del lugar adecuado. La proporción de rebote es mayor inicialmente porque el chorro de mezcla rebota directamente en el soporte, antes que se forme una capa de hormigón amortiguadora. Por ello, los espesores gruesos tienen una menor proporción de rebote en contra de los espesores delgados.
El porcentaje de rebote en todos los casos dependerá de la relación agua/cemento, del tipo de granulometría de los áridos, de la cantidad de árido grueso presente en la mezcla de hormigón, de la presión de agua (vía seca), de la velocidad de proyección (caudal de aire), del ángulo de proyección, de la distancia de proyección, del diseño del robot y, sobre todo, de la habilidad y experiencia del pitonero.
Como experiencia, se pueden establecer los siguientes parámetros comparativos de porcentajes de rebote en los diferentes sistemas de proyección:
• Vía seca: 30 - 35% • Vía húmeda: 8 - 12% • Vía semihúmeda: 12 - 16% La reducción del rebote es una consideración muy
importante a tener en cuenta en una obra, para lo cual se debe hacer un estudio serio y exhaustivo de los factores enumerados con anterioridad.
3.5. Aplicaciones. Las primeras aplicaciones del mortero proyectado
fueron como recubrimiento (inicialmente como estuco y posteriormente como protección de estructuras de acero contra fuego y la corrosión).
En la actualidad, los morteros y hormigones proyectados han alcanzado una gran difusión, particularmente en obras que requieren rapidez en colocación y puesta en servicio, en estructuras con superficies extensas y/o de forma irregular, en elementos de bajo espesor, y en situaciones en las que la adherencia del hormigón con otros materiales sea importante.
Por lo anterior, los morteros y hormigones proyectados, han encontrado un amplio campo de aplicación en estructuras y sistemas constructivos altamente especializado, como los siguientes:
• Revestimiento de canaletas y depósitos sometidos a abrasión por arrastre de materiales.
• Revestimiento de estructuras antiguas de hormigón, acero o madera expuestas a ambiente agresivo.
• Hormigones refractarios para construcción, mantenimiento y reparación de revestimientos
de hornos, calderas, generadores, incineradores y chimeneas industriales. Nuevos procedimientos de aplicación en caliente y proyección en bancadas, para capas de mayor espesor, abren nuevos campos para el uso de mezclas refractarias proyectadas.
• Para consolidación de roca subterránea, protección de pendiente y reparaciones.
• Mezcla modificadas con polímeros, los que presentan mayores resistencia a tracción y flexión, mejoran la adherencia y reducen la absorción. Se aplican para revestir depósitos y estanques de almacenamiento o proceso de materiales cáusticos o ácidos, canaletas y canchas de vertido de productos químicos y, en general, revestimiento, manutención y reparación de hormigones en ambientes altamente agresivos. Esto las hace especialmente convenientes para estructuras marinas y plantas industriales.
• Una aplicación particular del mortero proyectado, es las estructuras de ferrocemento, sobre todo cuando se requiere una producción masiva y rápida.
• Otra posibilidad son las construcciones tipo sándwich compuestas por una placa de material sintético (por Ej.: espuma de poliestireno o poliuretano). También se utiliza madera aglomerada, corcho y fibra de vidrio provista de mallas de acero por ambas caras, empalmadas mediante amarras transversales que sirven de superficie de aplicación, aislamiento y armadura para la mezcla proyectada. Una vez fijada en su lugar definitivo, se reviste por ambas caras con mortero u hormigón proyectado, constituyendo un panel de hormigón armado con aislamiento interna.
4. Hormigón Proyectado con Fibras
4.1. Definición
El hormigón proyectado es, como acabamos de ver, ampliamente usado como soporte de rocas en minas y proyectos civiles.
Sin embargo, con el paso del tiempo, se ha necesitado una mayor profundidad en los túneles subterráneos lo cuál ha requerido una mayor demanda de resistencia para contener el peso de las rocas. En términos de tecnología se requiere mayor resistencia y tenacidad del hormigón. Para conseguir este objetivo se desarrolló el implemento de diversos tipos de fibras en hormigones.
El avance que ha significado el refuerzo con fibras del hormigón proyectado ha quedado demostrado en un amplio número de proyectos y aplicaciones alrededor del mundo.
171
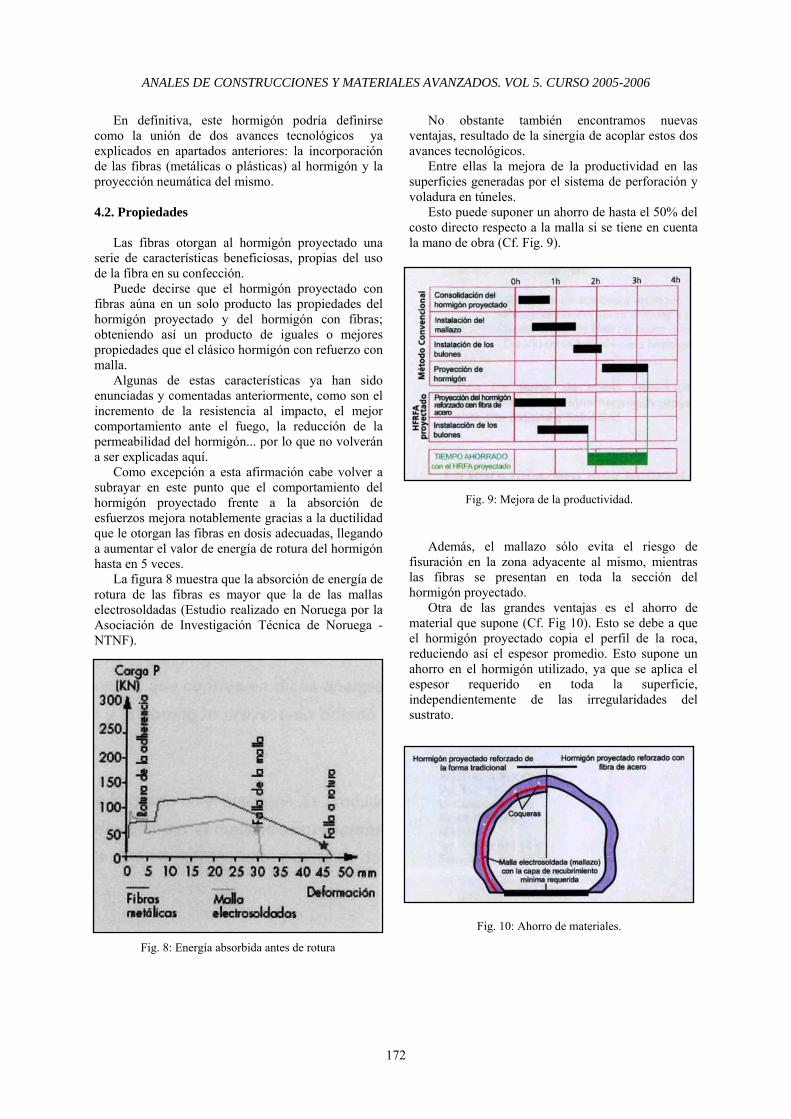
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
En definitiva, este hormigón podría definirse como la unión de dos avances tecnológicos ya explicados en apartados anteriores: la incorporación de las fibras (metálicas o plásticas) al hormigón y la proyección neumática del mismo.
4.2. Propiedades
Las fibras otorgan al hormigón proyectado una serie de características beneficiosas, propias del uso de la fibra en su confección.
Puede decirse que el hormigón proyectado con fibras aúna en un solo producto las propiedades del hormigón proyectado y del hormigón con fibras; obteniendo así un producto de iguales o mejores propiedades que el clásico hormigón con refuerzo con malla.
Algunas de estas características ya han sido enunciadas y comentadas anteriormente, como son el incremento de la resistencia al impacto, el mejor comportamiento ante el fuego, la reducción de la permeabilidad del hormigón... por lo que no volverán a ser explicadas aquí.
Como excepción a esta afirmación cabe volver a subrayar en este punto que el comportamiento del hormigón proyectado frente a la absorción de esfuerzos mejora notablemente gracias a la ductilidad que le otorgan las fibras en dosis adecuadas, llegando a aumentar el valor de energía de rotura del hormigón hasta en 5 veces.
La figura 8 muestra que la absorción de energía de rotura de las fibras es mayor que la de las mallas electrosoldadas (Estudio realizado en Noruega por la Asociación de Investigación Técnica de Noruega - NTNF).
No obstante también encontramos nuevas ventajas, resultado de la sinergia de acoplar estos dos avances tecnológicos.
Entre ellas la mejora de la productividad en las superficies generadas por el sistema de perforación y voladura en túneles.
Esto puede suponer un ahorro de hasta el 50% del costo directo respecto a la malla si se tiene en cuenta la mano de obra (Cf. Fig. 9).
Fig. 9: Mejora de la productividad.
Además, el mallazo sólo evita el riesgo de
fisuración en la zona adyacente al mismo, mientras las fibras se presentan en toda la sección del hormigón proyectado.
Otra de las grandes ventajas es el ahorro de material que supone (Cf. Fig 10). Esto se debe a que el hormigón proyectado copia el perfil de la roca, reduciendo así el espesor promedio. Esto supone un ahorro en el hormigón utilizado, ya que se aplica el espesor requerido en toda la superficie, independientemente de las irregularidades del sustrato.
Fig. 8: Energía absorbida antes de rotura
Fig. 10: Ahorro de materiales.
172
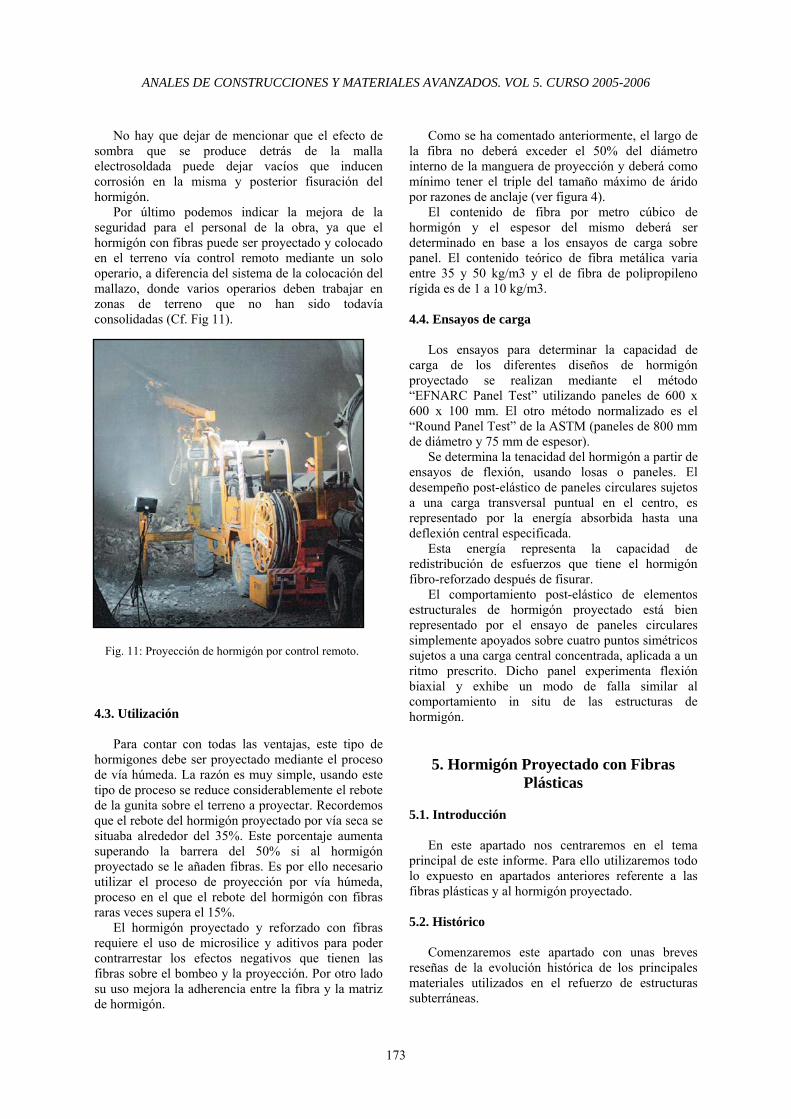
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
No hay que dejar de mencionar que el efecto de
sombra que se produce detrás de la malla electrosoldada puede dejar vacíos que inducen corrosión en la misma y posterior fisuración del hormigón.
Por último podemos indicar la mejora de la seguridad para el personal de la obra, ya que el hormigón con fibras puede ser proyectado y colocado en el terreno vía control remoto mediante un solo operario, a diferencia del sistema de la colocación del mallazo, donde varios operarios deben trabajar en zonas de terreno que no han sido todavía consolidadas (Cf. Fig 11).
4.3. Utilización
Para contar con todas las ventajas, este tipo de hormigones debe ser proyectado mediante el proceso de vía húmeda. La razón es muy simple, usando este tipo de proceso se reduce considerablemente el rebote de la gunita sobre el terreno a proyectar. Recordemos que el rebote del hormigón proyectado por vía seca se situaba alrededor del 35%. Este porcentaje aumenta superando la barrera del 50% si al hormigón proyectado se le añaden fibras. Es por ello necesario utilizar el proceso de proyección por vía húmeda, proceso en el que el rebote del hormigón con fibras raras veces supera el 15%.
El hormigón proyectado y reforzado con fibras requiere el uso de microsilice y aditivos para poder contrarrestar los efectos negativos que tienen las fibras sobre el bombeo y la proyección. Por otro lado su uso mejora la adherencia entre la fibra y la matriz de hormigón.
Como se ha comentado anteriormente, el largo de
la fibra no deberá exceder el 50% del diámetro interno de la manguera de proyección y deberá como mínimo tener el triple del tamaño máximo de árido por razones de anclaje (ver figura 4).
El contenido de fibra por metro cúbico de hormigón y el espesor del mismo deberá ser determinado en base a los ensayos de carga sobre panel. El contenido teórico de fibra metálica varia entre 35 y 50 kg/m3 y el de fibra de polipropileno rígida es de 1 a 10 kg/m3. 4.4. Ensayos de carga
Los ensayos para determinar la capacidad de
carga de los diferentes diseños de hormigón proyectado se realizan mediante el método “EFNARC Panel Test” utilizando paneles de 600 x 600 x 100 mm. El otro método normalizado es el “Round Panel Test” de la ASTM (paneles de 800 mm de diámetro y 75 mm de espesor).
Se determina la tenacidad del hormigón a partir de ensayos de flexión, usando losas o paneles. El desempeño post-elástico de paneles circulares sujetos a una carga transversal puntual en el centro, es representado por la energía absorbida hasta una deflexión central especificada.
Esta energía representa la capacidad de redistribución de esfuerzos que tiene el hormigón fibro-reforzado después de fisurar.
El comportamiento post-elástico de elementos estructurales de hormigón proyectado está bien representado por el ensayo de paneles circulares simplemente apoyados sobre cuatro puntos simétricos sujetos a una carga central concentrada, aplicada a un ritmo prescrito. Dicho panel experimenta flexión biaxial y exhibe un modo de falla similar al comportamiento in situ de las estructuras de hormigón.
Fig. 11: Proyección de hormigón por control remoto.
5. Hormigón Proyectado con Fibras Plásticas
5.1. Introducción
En este apartado nos centraremos en el tema
principal de este informe. Para ello utilizaremos todo lo expuesto en apartados anteriores referente a las fibras plásticas y al hormigón proyectado.
5.2. Histórico
Comenzaremos este apartado con unas breves
reseñas de la evolución histórica de los principales materiales utilizados en el refuerzo de estructuras subterráneas.
173

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Podemos citar, entre otros, la aparición del cemento Pórtland (1824), la primera utilización de pernos o bulones de anclaje en el refuerzo de rocas (cantera en N.Wales 1872) o la primera utilización de la gunita proyectada (1911 en USA), como ejemplos de la continua evolución que los elementos de refuerzo de rocas han venido experimentando.
La utilización de bulones/pernos de anclaje se incrementa notablemente en los años posteriores a la 2ª Guerra Mundial entre los años 1950 y 1955, continuando su evolución y expansión, hasta el momento presente, con nuevos tipos de bulones de mayores prestaciones, con mayores longitudes, una mayor capacidad de refuerzo y una mayor resistencia a la corrosión.
Paralelamente, la maquinaria y los dispositivos para realizar el bulonado han experimentado una gran evolución, pudiendo ser este semi-automático o automático con unos rendimientos de colocación muy elevados.
A partir de 1950 y principalmente en los años 70, el hormigón proyectado experimenta un notable desarrollo y un incremento de utilización simultáneo.
El año 1980 marcó un hito importante con la primera utilización del humo de sílice y la colocación del hormigón proyectado por vía húmeda. Así mismo, en los años 80, se desarrollaron los primeros robots gunitadores, capaces de alcanzar mayores rendimientos con menores rebotes, con una mejor calidad del hormigón y unas condiciones de trabajo más higiénicas y seguras para los operarios.
Otro hito muy importante en la utilización del hormigón proyectado en las obras subterráneas es la aparición de las fibras metálicas como refuerzo de éste, (años 70). A partir de 1983 se planteará abiertamente como refuerzo sustitutivo del mallazo electrosoldado, utilizando una adecuada densidad de fibras.
En el último lugar podemos citar la aparición de fibras plásticas como elemento sustitutivo de las fibras metálicas al corregir ciertos problemas que presentaban éstas. 5.3. Propiedades
En este apartado vamos a ofrecer un resumen de
las características más importantes que presenta el hormigón proyectado y reforzado con fibras plásticas con respecto al hormigón clásico para el revestimiento de túneles.
Cabe decir que estas propiedades ya han sido perfectamente estudiadas y analizadas en diferentes apartados del proyecto. El temor a la redundancia nos lleva a simplemente citar, a continuación, aquellas consideradas como más significativas:
• Incremento de la tenacidad. • Mayor resistencia ante el fuego • Aumento de la resistencia al impacto.
• Supresión del fenómeno de corrosión de las fibras.
• Disminución de la permeabilidad. • Reducción de la fisuración • Mejora de la seguridad • Ahorro de material • Incremento de la productividad • Aumento de la durabilidad.
5.4. Utilización
Respecto a dosificaciones, aditivos y otros menesteres; se remite al lector al apartado 4.3. 5.5. El mercado de las fibras plásticas.
En este informe, al tratar las fibras plásticas, nos
hemos referido fundamentalmente a las fibras de polipropileno por ser las más extendidas actualmente.
Cabe decir que éstas se encuentran en el mercado desde hace algún tiempo, pero todavía son pocas las compañías que las comercializan.
Entre las compañías que presentan este producto en su catálogo, podemos citar a:
Degussa, con su gama Meyco Fix Fib 530/540/550 (20, 40 o 50 mm). Éstas son fibras de polipropileno al uso. Poseen las diferentes características estudiadas en la memoria. La empresa presenta una gama de fibras de longitudes diferentes, con características ligeramente diferentes en función del uso de las mismas.
Sactema, con su gama Fibermesh. Fibras de polipropileno, similares a las anteriores aunque con una variedad de productos levemente inferior.
Pero la tecnología de materiales es una ciencia en continua evolución y algunas compañías ya han introducido en el mercado fibras sintéticas que superan con creces, según catálogos de la propia empresa, las características de las fibras de polipropileno.
Éstas no han sido tratadas con detenimiento en esta memoria (entre otros motivos, por falta de información) pero merecen, sin duda, ser nombradas. Citaremos aquí:
Ruredil, con su gama Xfiber54. Fibras sintéticas estructurales. A las características de las fibras de polipropileno añaden una gran resistencia a flexión, convirtiéndose así en una opción al mallazo metálico en cualquier situación.
Para más información sobre las mismas se aconseja visitar las páginas web de las diferentes compañías en las que se puede descargar el catálogo de los diferentes productos.
174

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
6. Conclusiones El ejemplo más claro hace referencia al tema de la trabajabilidad y la necesidad de añadir agua durante el amasado. Mientras algunos autores defienden que la trabajabilidad aumenta y no es necesario añadir agua adicional, otros mantienen que la trabajabilidad disminuye hasta el punto de poder ser necesario el uso de más agua y/o de fluidificantes.
El objetivo de este documento es realizar una
puesta al día de los nuevos materiales que se utilizan en el revestimiento de túneles, sus características y las propiedades que proporcionan a estos revestimientos.
Estas incoherencias en la información pueden convertirse en un freno para el desarrollo del producto. Por ello sería necesario disponer de una norma oficial para poder afianzar definitivamente el producto en el mundo de la construcción.
Recordemos que hemos tratado tanto la técnica del hormigón proyectado como los hormigones reforzados con fibras metálicas y sintéticas. A través del estudio de éstos, se ha alcanzado el tema central del informe:
El hormigón proyectado con fibras plásticas para la construcción de túneles.
Agradecimientos Llegados a este punto podemos concluir que el hormigón fibro-reforzado resulta interesante al presentar mejoras sustanciales en un número considerable de propiedades respecto al hormigón convencional.
Los autores expresan su agradecimiento a Lluis
Agulló, Dr. Ingeniero de Caminos y Catedrático de la Escuela de Caminos de Barcelona, tanto por la información facilitada como por su ayuda en la confección del guión seguido en la elaboración del presente documento.
En el caso concreto de túneles, la posibilidad de proyectar hormigón con fibras en sustitución del tradicional mallazo ofrece también múltiples ventajas que hacen que este último método quede anticuado y casi obsoleto.
Referencias Dentro de los distintos tipos de fibras existentes hoy en día, las fibras sintéticas aparecen como una opción más sólida que las metálicas. A lo largo de este informe se han ido enumerando las distintas razones que respaldan esta afirmación.
[1] M. Sadegzadeh, R. Kettle y V. Vassou. “Fibras de
Vidrio, Acero y Polipropileno: Hormigón con Fibras es más Resistente” Revista BIT. Aston University, Inglaterra. Enero 2004. Dado la gran variedad de fibras plásticas
existentes en la actualidad, se ha decidido estudiar las fibras de polipropileno por ser éstas las más extendidas actualmente.
[2] D. González y M. Rueda. “Hormigón reforzado con fibras sintéticas estructurales: comportamiento a flexión” 1as Jornadas de investigación en construcción.
Sin embargo, cabe destacar que en estos momentos ya existen algunas fibras con características mejores que las de polipropileno como hemos visto en apartados anteriores (Cf. Apartado 5.5).
[3] B. Witoszek y otros. “Hormigón con fibras de caucho de recuperación de neumáticos usados y de polipropileno” VI Congreso Nacional de firmes. León. Mayo 2004.
[4] M. Barreda, C. Iaiani y J.D. Sota. “Hormigón reforzado con fibras de polipropileno: tramo experimental de un pavimento de hormigón.” Jornadas SAM 2000 - IV Coloquio Latinoamericano de Fractura y Fatiga, Agosto de 2000.
Cabe indicar que los estudios sobre este tema son relativamente recientes y están en constante evolución. Esto supone que aún es posible mejorar propiedades, perfeccionar ensayos y sacar más partido a esta tecnología de nuevos materiales. Precisamente, consideramos que éste es uno de los puntos fuertes de las fibras sintéticas: el gran desarrollo que aún tienen por delante.
[5] E. Bayhass y otros. Especificación europea para hormigón proyectado. 1996.
[6] K.F. Garshol. “Fiber reinforced shotcrete. Steel fibers compared to synthetic fibers”. Miami 2000.
[7] “Incorporación de fibras estructurales al hormigón proyectado como reemplazo de la malla electrosoldada convencional.” Degussa Construction Chemical España, S.A.
En cuanto a las fuentes consultadas, hay que tener en cuenta dos puntos significativos:
La mayoría de información referente a este tema procede de catálogos de empresas privadas que a la postre pretenden vender un producto. Por lo tanto, la información contenida no siempre ofrece las garantías pertinentes.
[8] L. Cornejo. “Nuevas tendencies en los revestimiento de túneles” Geoconsult S.A. Septiembre 2005.
[9] B. de la Peña. “Consideraciones básicas del hormigón proyectado en Túneles” Revista BIT. Septiembre 2005.
Frecuentemente se encuentran contradicciones entre estudios realizados por diferentes grupos de trabajo.
175

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 3. CURSO 2003-2004
176

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
177
Reinforced masonry applied to arches and walls
Pedro Miguel Almeida Silva Universitat Politècnica de Catalunya
Enginyeria de la Construcció Barcelona,Spain
Email:[email protected]
Abstract: This paper is an abstract of many experimental works that have been developed in this subject, explaining the causes and the needs of the reinforcement of masonry has well has the types of instrumentation used for diagnostic. This paper deals with masonry arches and walls strengthened with polymers. Types of reinforcement, fields of application and techniques of usage of the polymers tested in many experimental works published in other articles about this subject. Experiences made in this field, results obtained and conclusions has well has monotorization technique applied to different types of experimental assays.
Database subject headings: monotorization techniques; masonry reinforcement, types of reinforcement.
Introduction
All over the word exists a very large number of
buildings, bridges and shells constructed with un-reinforced masonry, some of them historical constructions that are still in service and are land marks of culture and art. The masonry elements in these constructions were designed to resist primarily gravity and wind loads with little to no consideration of the forces generated by a seismic event, however modern-day loads are far higher than the ones initially considered. An earthquake introduces severe in-plane and out-of-plane forces to un-reinforced wall, arches and shells. Typical damage suffered by these buildings during an earthquake ranges from minor cracking to catastrophic collapse.
This is the first motivation that leads to masonry reinforcement however there are other items of extreme importance especially in buildings, like cracking control due to serviceability (water infiltrations, acoustic and thermal isolation). The cracks in masonry walls are caused by restrains to thermal and/or hygral shrinkage however it doesn’t endanger structural safety.
Strengthening masonry poses serious concerns because the vast majority is of considerable architectural and historical value.
Traditional reinforcement techniques may guarantee an adequate increment in strength, stiffness, and ductility, but are often short-lived and labour-intensive, and they usually violate aesthetic requirements or conservation of restoration needs.
The advantages of the fibbers are not so related to cracking control because cracks will appear in reinforced masonry, however they cannot open because reinforcement stitches the crack, the main propose of fibbers application is due to the improvement at structural safety and serviceability, in the attempt of adapting old building to the new needs and knowledge’s.
Another type of masonry structure are the vaults, masonry vaults were built using different masonry technologies in the past. Nowadays these type of structures are not any more built with masonry but with reinforced concrete. Nevertheless, masonry vaults cover wide rooms in many historical buildings. These structural elements were built using a material which is considered, in many bibliographies, as “no tension” material. These structures need strengthening design due to loading increment and material damage. Their stability is evaluated considering collapse mechanism and few data are available about their elastic behaviour under dead and live loading. Their technology is known even less, especially if the masonry has particular pattern.
Method of intervention
Before any attempt of intervention we have first
to own all dates about the historical construction in study. There are many ways and forms of acquiring all information however we should follow a procedure. In many papers is possible to find procedures, however, same of then are not totally correct or can’t be applied to all cases. In all cases we should adopt the better model, if there is not a “perfect” one, and make adjustments that are able to provide the best solution.
This is an example of procedure that in my opinion can lead to correct diagnostic and intervention.

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Historic investigation Laboratorial test
178
Material characterization
the most important devices and techniques are:
e and infrareds
Boroscopie grametrie
Sli
f the stru ture, and support more quantitative aspects, that introduce sm p structure.
r Double flat jack Flat-Jack
Date acquisition Structural design study Monitorization Structural behavior
Structural behavior Actions Materials characterization
Un-destructive methods Revision
There are many mechanic techniques that can and should be applied to a good characterization on the structure in study:
Diagnostic and safety Historic and quantitative analyses Qualitative and experimental analyses Masonry Iron and steel
Intervention measure Wood Armed concrete Glass Before advancing each steep we should start the
procedure in order to verify the veracity off each date and solution founded. In each intervention we must try to permit that each and every type off intervention can be removed without leaving mark’s in the structure in case that better solutions are found
Evaluation of masonry resistance
In order to achieve a good rehabilitation first we
need to now the conditions of the masonry at the historic construction, know its problems to apply the best technique in the reinforcement. Making a correct structural diagnostic might require the use of experimental tests on the structure at study that can allow the quantification of physics characterization, mechanic and structural behaviour.
The experimental techniques on structures are qualified as destructives, non destructives and slightly destructives. For obvious reasons of patrimonial preservation the usage of destructive experiences will not be allowed in valuable constructions, however can be adopted in other constructions of the same époque that don’t have historical interest and are condemned to demolition.
Destructive methods
As said before these methods can be applied only
at invaluable constructions. In this case many techniques can be applied to the structure in order to
obtain important values for numerical analysis and resistance characterization. The most important results are those that depend of the destructives assays of samples that allow a good property characterization of each and every kind of material existing in the building. To acquire this type of information the building should be studied in order to now the origin, date of construction, type of construction, use gave to the structure, intervention, materials, problems summarising the all structure should be studied to many different aspect that can and will influence the results obtained.
Detection of hidden structural
elements Mechanic damage evaluation Humidity factor evaluation
ation Superficial degradation evalu Physic properties evaluation
aluation Holes and empty spaces ev
This characterization can only be done with the
help of many types of assays and using many types of machinery,
Thermographi Sonic assays Sonic tomography Radar assays Dynamic ass
pulse ays
Mechanic im Eco-impact
Topography and foto ghtly destructive methods This type of assays allows the characterization of
the behaviour of some constitutive materials oc
all erturbations on the
Samples pull out Dilatomete

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
179
Structural monotorization characteristics
consist in the registry of som parame s our of the structure, the most imp a
ment and crack ope
Tensions
o obtain is red to observe the structure the following techniques
extensometer
odes of Masonry Arch
he classic collapse mechanism of an arch req re the formation of four plastic rotulas, of dif rent sign two by two, associated a different sign mo ents.
techniques The monotorization e ter of the behavi
ort nt are:
Deformation Joints move
ning Levelling Verticality Temperature variation
hanism loads). There are a few
al differences exist, however, etween a pin and a beam-hinge, such as the one
use n steel and concrete members, namely: (1) pos ion, and (2) rotation. The pin’s position on the boundary of the structure, i.e., either at the extrads or intrads of the arch, whereas the position of a beam-hinge is along the axis of the member of a pin is unilateral, i.e., only the relative opening of the two pin section is possible, whereas both rotations are possible in a beam-hinge. Consequently, the compatibility conditions depend on whether the hinge is on the extrados or intrados. A further difference exists between a pin and a plastic hinge, that is, contrary to the latter; the former does not display and plasticity.
Foundation nesting Freatic level variation
T th information its requi
and use some of
Plaster certification Charge cellule
Mechanic along Sonic and ultra-sonic Vibrant rope fissurometer Inclinometer Vibration measuring Automatic teodolito Thermometer and termopar Forced vibration Deflect meter Preliminary dynamic assay
Failure M
Tuifem
Figure 1: impulse lines (a) (b) and collapse mechanism (c) (d) en non reinforcement arches with load applied at ½ and ¼ of span [Modena & Valluzzi, 1999]
Failure by crashing is unlikely in masonry arch,
since the ultimate normal action provide any the cross section can balance even every severe external loads, i.e., the crushing load greatly exceeds the hinge mode loads (mec
exceptions, e.g,, an extremely flat arch with tie-rods at the springing, made of poor-quality masonry and loaded symmetrically (in this case, geometrical nonlinearities have to be taken into account too).
Failure by sliding between components could only occur in unrealistic thick arches, but does not happen in real life. In fact, sliding is caused by the excessive inclination of the line of thrust with respect to the cross section. In this case, however, the line of thrust is unable to define within the masonry’s thickness and each intersection of the line of thrust with the boundary corresponds to a pin. This means that the sliding load drastically exceeds the hinged mode loads.
So the masonry arch can fail primarily due to a mechanism, consisting of a set of portions of arch joined by pins. Kinematically, a pin behaves like a hinge. Two fundamentb
d iit
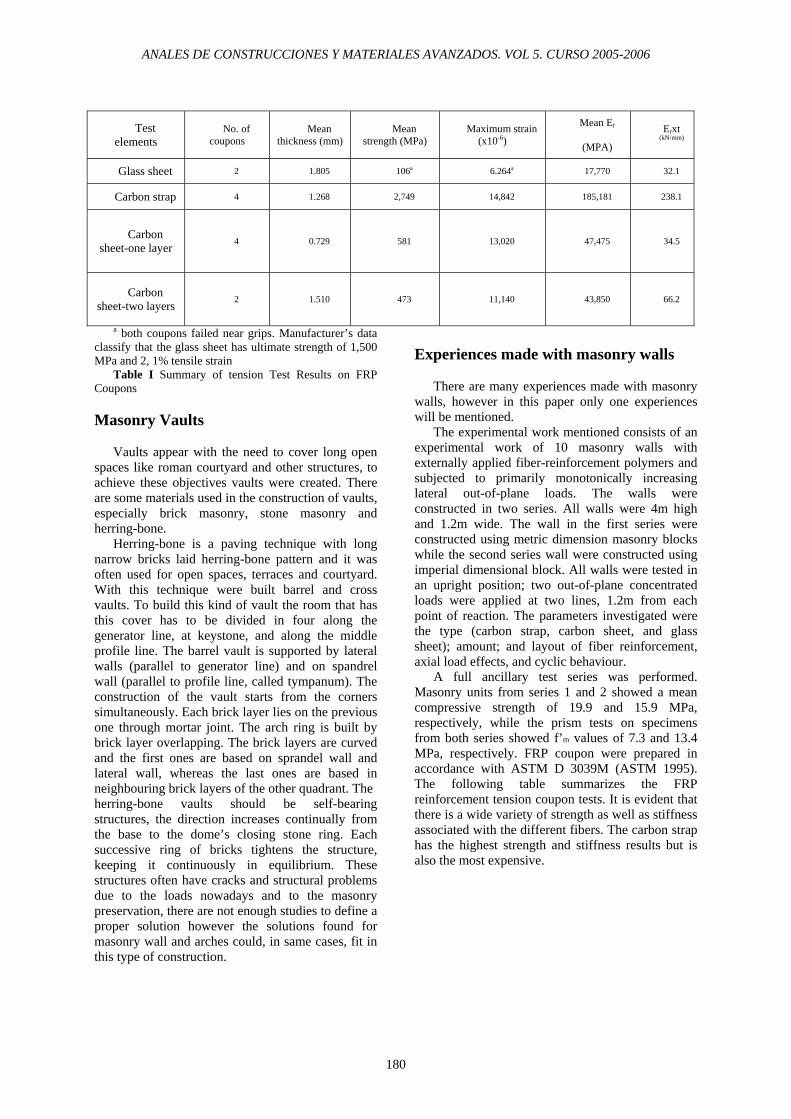
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
a both coupons failed near grips. Manufacturer’s data classify that the glass sheet has ultimate strength of 1,500 MPa and 2, 1% tensile strain
Test elements
No. of coupons
Mean thickness (mm)
Mean strength (MPa)
Maximum strain (x10-6)
Mean Er
(MPA)
Erxt (kN/mm)
Glass sheet 2 1.805 106a 6.264a 17,770 32.1
Carbon strap 4 1.268 2,749 14,842 185,181 238.1
Carbon sheet-one layer 4 0.729 581 13,020 47,475 34.5
Carbon sheet-two layers 2 1.510 473 11,140 43,850 66.2
Experiences made with masonry walls Table I Summary of tension Test Results on FRP
Coupons There are many experiences made with masonry walls, however in this paper only one experiences will be mentioned.
Masonry Vaults
The experimental work mentioned consists of an experimental work of 10 masonry walls with externally applied fiber-reinforcement polymers and subjected to primarily monotonically increasing lateral out-of-plane loads. The walls were constructed in two series. All walls were 4m high and 1.2m wide. The wall in the first series were constructed using metric dimension masonry blocks while the second series wall were constructed using imperial dimensional block. All walls were tested in an upright position; two out-of-plane concentrated loads were applied at two lines, 1.2m from each point of reaction. The parameters investigated were the type (carbon strap, carbon sheet, and glass sheet); amount; and layout of fiber reinforcement, axial load effects, and cyclic behaviour.
Vaults appear with the need to cover long open
spaces like roman courtyard and other structures, to achieve these objectives vaults were created. There are some materials used in the construction of vaults, especially brick masonry, stone masonry and herring-bone.
Herring-bone is a paving technique with long narrow bricks laid herring-bone pattern and it was often used for open spaces, terraces and courtyard. With this technique were built barrel and cross vaults. To build this kind of vault the room that has this cover has to be divided in four along the generator line, at keystone, and along the middle profile line. The barrel vault is supported by lateral walls (parallel to generator line) and on spandrel wall (parallel to profile line, called tympanum). The construction of the vault starts from the corners simultaneously. Each brick layer lies on the previous one through mortar joint. The arch ring is built by brick layer overlapping. The brick layers are curved and the first ones are based on sprandel wall and lateral wall, whereas the last ones are based in neighbouring brick layers of the other quadrant. The
A full ancillary test series was performed. Masonry units from series 1 and 2 showed a mean compressive strength of 19.9 and 15.9 MPa, respectively, while the prism tests on specimens from both series showed f’m values of 7.3 and 13.4 MPa, respectively. FRP coupon were prepared in accordance with ASTM D 3039M (ASTM 1995). The following table summarizes the FRP reinforcement tension coupon tests. It is evident that there is a wide variety of strength as well as stiffness associated with the different fibers. The carbon strap has the highest strength and stiffness results but is also the most expensive.
herring-bone vaults should be self-bearing structures, the direction increases continually from the base to the dome’s closing stone ring. Each successive ring of bricks tightens the structure, keeping it continuously in equilibrium. These structures often have cracks and structural problems due to the loads nowadays and to the masonry preservation, there are not enough studies to define a proper solution however the solutions found for masonry wall and arches could, in same cases, fit in this type of construction.
180
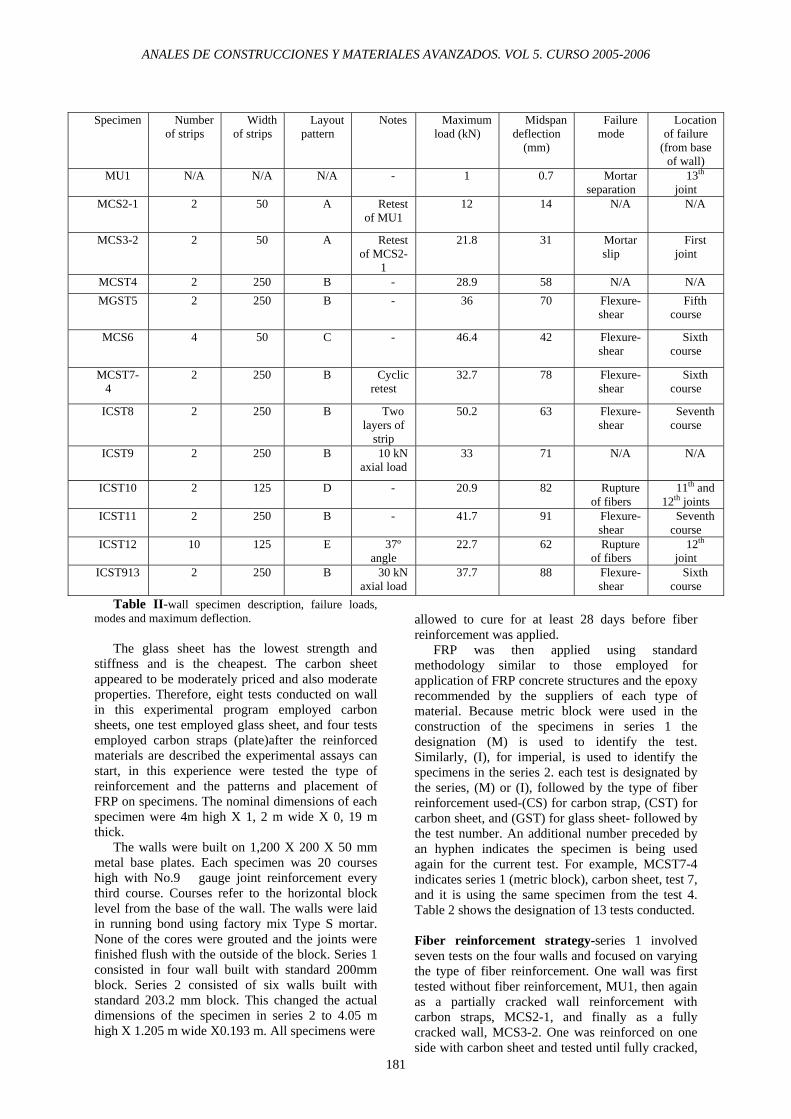
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
181
Specimen Number of strips
Width of strips
Layout pattern
Notes Maximum load (kN)
Midspan deflection
(mm)
Failure mode
Location of failure
(from base of wall)
MU1 N/A N/A N/A - 1 0.7 Mortar separation
13th joint
MCS2-1 2 50 A Retest of MU1
12 14 N/A N/A
MCS3-2 2 50 A Retest of MCS2-
1
21.8 31 Mortar slip
First joint
MCST4 2 250 B - 28.9 58 N/A N/A MGST5 2 250 B - 36 70 Flexure-
shear Fifth
course
MCS6 4 50 C - 46.4 42 Flexure-shear
Sixth course
MCST7-4
2 250 B Cyclic retest
32.7 78 Flexure-shear
Sixth course
ICST8 2 250 B Two layers of
strip
50.2 63 Flexure-shear
Seventh course
ICST9 2 250 B 10 kN axial load
33 71 N/A N/A
ICST10 2 125 D - 20.9 82 Rupture of fibers
11th and 12th joints
ICST11 2 250 B - 41.7 91 Flexure-shear
Seventh course
ICST12 10 125 E 37º angle
22.7 62 Rupture of fibers
12th joint
ICST913 2 250 B 30 kN axial load
37.7 88 Flexure-shear
Sixth course
Table II-wall specimen description, failure loads, modes and maximum deflection.
The glass sheet has the lowest strength and
stiffness and is the cheapest. The carbon sheet appeared to be moderately priced and also moderate properties. Therefore, eight tests conducted on wall in this experimental program employed carbon sheets, one test employed glass sheet, and four tests employed carbon straps (plate)after the reinforced materials are described the experimental assays can start, in this experience were tested the type of reinforcement and the patterns and placement of FRP on specimens. The nominal dimensions of each specimen were 4m high X 1, 2 m wide X 0, 19 m thick.
The walls were built on 1,200 X 200 X 50 mm metal base plates. Each specimen was 20 courses high with No.9 gauge joint reinforcement every third course. Courses refer to the horizontal block level from the base of the wall. The walls were laid in running bond using factory mix Type S mortar. None of the cores were grouted and the joints were finished flush with the outside of the block. Series 1 consisted in four wall built with standard 200mm block. Series 2 consisted of six walls built with standard 203.2 mm block. This changed the actual dimensions of the specimen in series 2 to 4.05 m high X 1.205 m wide X0.193 m. All specimens were
allowed to cure for at least 28 days before fiber reinforcement was applied.
FRP was then applied using standard methodology similar to those employed for application of FRP concrete structures and the epoxy recommended by the suppliers of each type of material. Because metric block were used in the construction of the specimens in series 1 the designation (M) is used to identify the test. Similarly, (I), for imperial, is used to identify the specimens in the series 2. each test is designated by the series, (M) or (I), followed by the type of fiber reinforcement used-(CS) for carbon strap, (CST) for carbon sheet, and (GST) for glass sheet- followed by the test number. An additional number preceded by an hyphen indicates the specimen is being used again for the current test. For example, MCST7-4 indicates series 1 (metric block), carbon sheet, test 7, and it is using the same specimen from the test 4. Table 2 shows the designation of 13 tests conducted.
Fiber reinforcement strategy-series 1 involved seven tests on the four walls and focused on varying the type of fiber reinforcement. One wall was first tested without fiber reinforcement, MU1, then again as a partially cracked wall reinforcement with carbon straps, MCS2-1, and finally as a fully cracked wall, MCS3-2. One was reinforced on one side with carbon sheet and tested until fully cracked,

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
182
MCST4, then additional carbon sheet fiber reinforcement was place on the opposite side and the wall was tested again in a cyclic manner, MCST7-4. one test in the series involved a wall reinforcement with four carbon straps, MCS-6, and another was reinforced with two glass sheets, MGST5. Series 2 involved six tests on the six walls and focused on varying the layout and amount of carbon fiber sheet. The fiber reinforcement was primarily oriented in the vertical direction to optimize the strength of the fiber. However, one specimen, ICST12, was tested with the fiber reinforcement strips oriented diagonally. The purpose of this test was to determine the out-of-plane resistance of wall reinforcement primarily for in-plane loads. Axial load effects were also investigated in this series ICST9 and ICST13. all the FRP reinforcement was terminated before the reaction point, just overlapping the mortar joint. This assay gives a good example from the values of the reinforcement.
Reinforcement techniques and materials
Injection- injection is a passive and irreversible
solution. This technique as a great advantage however, maintains the visual aspect of masonry preserving the arquitectural value of the historic construction. This technique is used especially in stone masonry due to the empty spaces existents between stones.
This technique consist in the emission of a fluid grouting (organic/synthetic and inorganic) in the holes existents or previously opened in order to fulfil the cracks or empty spaces. The aggregates of the grouting depends of the crack or empty spaces. En general is used grouting with water legation and without sand. The use of injection improves the masonry behaviour, mechanical characteristics with produces better structural-mechanic behaviour.
The cements have frequently used, in the past, in the injection of wall, with prejudice results to the conservation due to incompatibilities with the existents mortar. According with the experience, the use of cements should the limited to cases that confirms, with base on chemist analysis, absence of plaster and low portions of alkalis and/or wends its pretended to obtain high resistances on a short period of time. The use of pozalanic mortar, with low or none percentage of Portland cement, is being used, lately for presenting bigger compatibility with the original material properties. In cement base grouting, the influence of the relation water/linking on the mechanic characteristics of the mixture, have been the object of some investigation.
The raised rigidity and resistance of the organic resins doesn’t justify the usage in mortars, it ties for the unbalance that introduces in the structural behaviour. They are, however, adequate for sealing cracks on stone and concrete. The none granular structure becomes extremely fluid and with reduced contact angle, with the advantage of
injection on small cracks, with low pressure (0, 15 to 0,20 Mpa). Beside of that they present a good chemic resistance, in particular to alkalis, and little shrinkage. Has disadvantages have a conditional temperature hardening, a durability not enough tested, has for a low resistance to fire. For compatibility reasons with the original material is used has to be limited to particular cases (raised resistances and/or very tinny cracks). The Italian regulation advise the use of resins, normally epoxy, just if they are economic advantage , relatively to other solutions, however there are no coments or evaluation on the above problems. The adherence of the polymers legation elements requires dry supports. the frequent presence of humidity on historic wall limits it usage.
Some of the grouting characteristic might be improved with the use of special addictives. The need to fulfil the bigger size holes might justify the mixture with sand, using injection concrete and mortar.
The use of plastic materials, or water containers, has influence not only in the fluidity has with the plaster, with secondary effects:
(i) The use of expansive agents reduces the retraction and those effects.
(ii) The tensioactives adjuvants improve the fluidity of the moisture with improvements in the penetration.
Principal requirements of grouting:
1. Reologic Fluidity and penetration
capacity( characterised by a good fluidity during time enough, homogeneity ,
Segregation abstinence(to avoid heterogeneity)
Minima exsudação, to reduce the hole presence on the endureced product
2. Chemic Chemic characteristic
stable in time (capacity to form strong chemic connexions, by means of irreversible reactions with the existent material). Sulphate resistance (to avoid
the formation of expansive odpr ucts). Low alkalis composition (to
favour the alkalis-aggregates reaction).

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
183
3. Physi
he e
ristic n upport).
w shrinkage
4. Mech
ly, similar original mortar dity
5. Therm
judice
e inj
cs Plaster and hardening
(warranty of execution of tinj ction on the adequate time). Hygroscopic properties (water
insolubility, volumetric stability in the presence of humidity and adequate characteco servation of the s Lo
anic Resistance characteristic and,
essentialrigi
al Low hidratation heating to
avoid the development of thermal differences that might prethe support adherence.
Before using injections as a type of
reinforcement first is required some experimental rec é in order to verify the adquability of thherch
ection and therefore the type of injection to use.
f injection
Te
alised by grouting em
th organic resins. In thi process, the grouting is done by aspiration on
in the inferior pipes.
Ex
aration with other techniques, the injection is t othe reinfomain gain
tween walls: the p
ester/sand mortar is
rcement with carbon fibber reinforced polymer (CFRP) to increase structural resistance of masonry structures has been researched in the past decades
Figure 2: example o
chniques to apply injection The injection under pressure is used in
masonry that is able to resist the pressure caused by the technique. The grouting is injected true pipes of adduction proceeding, by regulation, from the bottom to the top and from the ends to the middle, to avoid unbalance that may affect the structural stability. The current parameters that the project should establish are the number and the distribution of the hole, and the composition of the grouting and pression to adopt in the injection.
The injection by gravity is used in masonry strongly degraded and its re
ission by pipes of adduction, inserted in the cracks or in wall cavities, using hypodermic needles acting in predispose wall pipes.
The injection by vacuum is indicated to intervention in small arquitectonic elements, or in elements that can be removed, with requisites of fluid grouting, for instance wi
s the superior pipes, meanwhile proceeds to the grouting
perimental results obtained from injection
testing In comp
he ne that shows better efficiency in rcement of stone masonry, detaching the s:
Better connection be se aration between walls gives on a
level of tension 4 to 10 times superior to the not reinforced situation.
Compression resistance increase, superior to 50% (with small differences in the elasticity modulus, to service conditions of the structure).
Better confinement: significative reduction (about 30%) of the transversal dilation under load.
In antique buildings, the no-cement inorganic grouting, like hydraulic whitewash, should be preferable due to compatibility with the existent mortar. The adjuvant use, plasticizers and water retainers, in grouting, with whitewash base, influence the compression resistance, with increases about 70%, however this increment is not visible in the masonry reinforcement compression results.
However, some investigators conclude that the injection with cement grouting traduces, to ceramic masonry, in small increment in the cut resistance, and with increases of 100 to 300% of that resistance in stone masonry.
Relatively to the organic mortar use, some investigators conclude that the cut resistance of the test tubes injected with polyidentical to the mortar with epoxy/sand. They recommend the use of polyester because those are cheaper that the epoxy resins.
Carbon Fibber Reinforced Polymer (CFRP)-The app ication of external reinfol
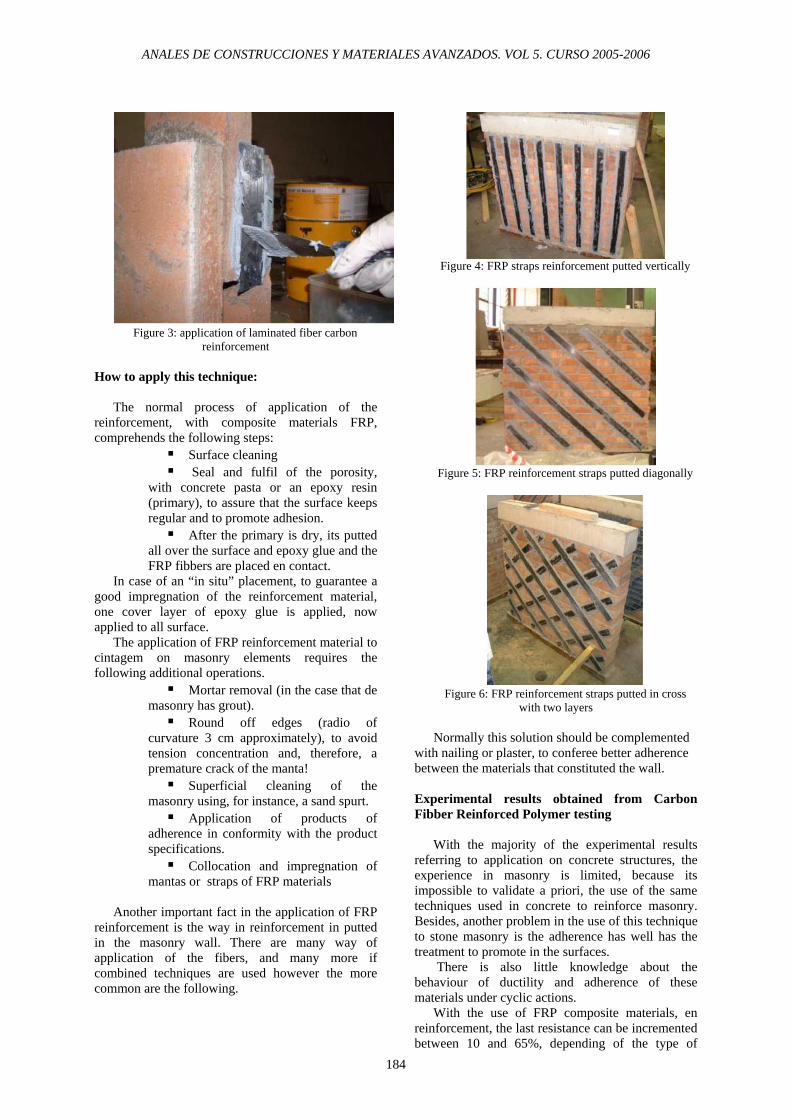
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
Figure 3: application of laminated fiber carbon
reinforcement
How to apply this technique: The normal process of application of the
reinforcement, with composite materials FRP, comprehends the following steps:
Surface cleaning Seal and fulfil of the porosity,
with concrete pasta or an epoxy resin (primary), to assure that the surface keeps regular and to promote adhesion.
After the primary is dry, its putted all over the surface and epoxy glue and the FRP fibbers are placed en contact.
In case of an “in situ” placement, to guarantee a good impregnation of the reinforcement material, one cover layer of epoxy glue is applied, now applied to all surface.
The application of FRP reinforcement material to cintagem on masonry elements requires the following additional operations.
Mortar removal (in the case that de masonry has grout).
Round off edges (radio of curvature 3 cm approximately), to avoid tension concentration and, therefore, a pre tma ure crack of the manta!
Superficial cleaning of the ma rson y using, for instance, a sand spurt.
Application of products of adherence in co
184
nformity with the product spe i
tion of mantas or straps of FRP materials
the more common are the following.
cif cations. Collocation and impregna
Another important fact in the application of FRP
reinforcement is the way in reinforcement in putted in the masonry wall. There are many way of application of the fibers, and many more if combined techniques are used however
Figure 4: FRP straps reinforcement putted vertically
Figure 5: FRP reinforcement straps putted diagonally
Figure 6: FRP reinforcement straps putted in cross
with two layers
Normally this solution should be complemented with nailing or plaster, to conferee better adherence between the materials that constituted the wall.
Experimental results obtained from Carbon Fibber Reinforced Polymer testing
With the majority of the experimental results
referring to application on concrete structures, the experience in masonry is limited, because its impossible to validate a priori, the use of the same techniques used in concrete to reinforce masonry. Besides, another problem in the use of this technique to stone masonry is the adherence has well has the treatment to promote in the surfaces.
There is also little knowledge about the behaviour of ductility and adherence of these materials under cyclic actions.
With the use of FRP composite materials, en reinforcement, the last resistance can be incremented between 10 and 65%, depending of the type of

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
185
composite and of the application conditions, registering that the friction, is from the fragile type and controlled by the taking off of the FRP composites in relation to the support. With this type of friction there is no place to redistribution of efforts and the collapse is instantaneous. For this reason the collapse of the FRP reinforced masonries depends of the local concentration of tensions and of the adherence conditions to the support.
Preliminary laboratory testing concludes that the application of reinforcements in the both sides of the masonry leads to a best behaviour of the reinforced masonry and that the anchorage quality is one key aspect in the intervention success.
Experimental testing has demonstrated that the use of FRP braces in pillars besides of the improving the ductility, improves the compression resistance in 150%, in the case of the braces applied isolate, and 260% in the case of braces with transversal nailing.
Nailing This is another solution, frequently combined
with other techniques. By nailing we understand the use of a mechanical solution to reinforce or to promote the connection between elements that pretend to be collaborating. This technique consisted in the collocation of metallic bars, with anti-corrosion protection, in small diameter holes, previously opened, that cross the elements to reinforce. After the positioning of the reinforcement, the holes were sealed with appropriated grouting. The anchorage of the nailing can be made by chemic way, by mechanic way or with a solution that combines the two techniques.
There are some types of nailing, each one it one proper use:
Generalized nailing- can allow wall to have more less the same behaviour that concrete, able to resist traction and cut efforts, and an increase of the compression strength. This technique can only be used in elements that the thickness is between 0,50 and 2,0 m. Wall with less than 0,50m are extremely difficult to repair because of the damage caused by perforation. Wall with more that 2,0 meters of thickness, rarely, need this kind of intervention. In weak masonry is convenient one anticipatedly injection and joint treatment before starting the perforation. It is advised some prudence in the use of this technique, due to the cost of this technique associated with FRP or grouting and because of the damage caused in the structure, this solution is irreversible.
Transversal nailing- is a solution only used to the transversal confinement of wall with compost section. To this effect are distributed and installed steel bars, with anti-corrosion treatment, transversely to the wall, with anchorage devices in the extremities to facility the knotting. In case of threaded bars its possible to give pré-strength. The efficiency of the transversal confinement depends of
the distribution gave to the anchorage. It’s a easy and effective solution in the control of transversal dilatation in wall and is frequently combined with other intervention techniques.
However the application of this solution on irregular stone masonry denotes some problems due to the installation and anchorage of the bars, related to the frequently lack of joints correspondence in the other side of the wall. This type of confinement seems like more efficient that the injections.
Seam nailing- this method is used to improve
the connection between orthogonal walls. Normally, are constituted by short lifters, in resistant steel, with anti-corrosion treatment.
The recent systems of short nailing are constituted by inox steel lifters, inserted in cotton weaves sleeves that contain mortar, facilitating the holes irregularities adaptation and, avoiding, especially in high thickness wall, grouting escapes with it consequences.
Long nailing- used in the reinforcement of parallel walls, reducing the possibility of horizontal movement. Braces
The use of braces is one
rehabilitation/reinforcement, or complementary, alternative to nailing, especially in the improvement of the connexion pavement-wall. Its normal to use braces of FRP materials or metallic bans in the exterior of the building, however this solution has many inconvenient due to the cross of pipes and other structural systems. Joint fulfil
It’s a technique turn to the reestablishment of the
integrity of cracks and/or to the improvement of it protection. This technique produces results also in the increment of mechanic resistance. This solution praises the joint mortar substitution and partial removal into a deep of 5 to 7 cm depending of the existent mortar; joints wash, with water under low pression, and finally, joints reposition. If the intervention is programmed of both sides of the wall the maximum deep of the mortar extraction cannot exceed 1/3 of the total thickness. In this case, for that the wall stability is not questionable, the mortar removal in the other side can be made only after the first side is finished.
Element substitution
The possibility for elements substitution, or part
of them, in old masonry, constitutes an advantage in the main tenement. The substitution is made, with carefully actions of dismount and reconstruction, using the original materials, or new, and hardly any retraction mortar, for example whitewash mortar and

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 5. CURSO 2005-2006
186
sand. It’s a laborious work, however very effective to correct mechanic capacity of masonry as well as cracks, localized degradation or/and to improve masonry constructive quality.
The dismount operation requires a previously propping, that support, temporarily, the zone above of the reconstructive element until the element is able enter in strength. This work should be done in small steps and leaving undeformed shape to permit an easy connexion to the existing masonry.
Conclusions
The first steps for a good rehabilitation is a good
methodology. A good methodology should allow some
flexibility between each field of the intervention. In historical construction a multidisciplinary group should be formed in order to get the perception of each and every point of view of each person belonging to that group. The advantage of a multidisciplinary group is to obtain different knowledge’s about the structure, historical, arquitectural, etc.
After all dates are collected the intervention should be well thought, starting for to define the objectives in order to establish the route.
Overall results show that the strength and ductility of masonry elements is increased significantly when strengthened with injection and FRP. The fiber reinforcement is easy to handle and apply however normally more expensive. The use of FRP for strengthening un-reinforced masonry wall and arches appears to be a promising alternative to conventional rehabilitation methods. This technique should be accomplished with nailing to confer better properties to the structure. However each case is one case so therefore an exact study must be done in every case in order to find the best solution in all fields, engineering, economics, etc. In all cases the structure must be protected and any work done in an historic building must be done according to the building properties and should not leave any trace in the structure in case of taking the solution out. Sometimes the best solution applies two or three types of techniques so before starting any kind of rehabilitation all the works must be identified and planed.
References
1. Paolo Foraboschi-Strengthening of
masonry arches with Fiber-Reinforced Polymer Strips”-journal of composites for construction
2. João C. A. Roque and Paulo B. Lourenço. “Técnicas de intervenção Estrutural em paredes antigas de alvenaria”
3. Jocelyn Paquette and Michel Bruneau. “Pseudo-dynamic testing of unreinforced masonry building with diaphragm and comparision with existing procedures”
4. Paulo B. Lourenço and J.P.Poças Martins. “Strengthening of the architectural heritage with composite materials”
5. Paulo B. Lourenço. “Guidelines for the analysis of historical masonry structures”
6. J.Mendes da Silva. “Alvenarias não estruturais patologias e estratégias de reabilitação”
7. H.Varum, Aníbal Costa and Artur Pinto. “Uma metodologia simplificada para a avaliaçao de edifícios existentes e dimensionamento do reforço óptimo”
8. James S. Davidson, Jeff W. Fisher et al. “Failure mechanisms of Polymer-Reinforced Concrete- masonry wall subjected to blast”
9. Daniel V. Oliveira and Paulo B. Lourenço. “Repair of Stone Masonry arch Bridges”
10. Michael L. Albert, Alaa E. Elwi and J.J.Roger Cheng. “Strengthening of unreinforced Masonry wall using FRPs” ASTM
11. Tong Li, P. F., Nanni, A., and Myers, J. J. (2001). “Retrofit of un-reinforced infill masonry walls with FRP” Porc. CCC2001, internacional Conference Porto (Portugal), J Figueiras et al., eds., A. A. Balkema, Lisse, Olanda, 583-588.
12. Hamid, A. A., Mahmoud, A. D. S., and El Magd, S. A. (1994). “Strengthening and repair of un-reinforced masonry structures: state of art” Proc.10th International brick and block masonry conference. Elsevier Applied Science, London, Vol. 2 485-497.
13. Modena, C. (1994) “Repair and upgrading techniques of un-reinforced masonry structures utilized after the Friuli and Compania/ Basilicata earthquakes.” Earthquake Spectra, Earthquake Engrg. Res. Inst., Berkeley, California., 10, 171-185.
14. C. Melbourne, J.Wang “The 3-dimensional behaviour of masonry arches” ARCH’04, Pere Roca and E. Oñate(eds), CIMNE, Barcelona, 2004.
15. João C. Almendra Roque and Paulo B. Lourenço “Técnicas de intervenção Estrutural em Paredes Antigas de Alvenaria”.
16. Gerardo Araiza Garaygordóbil “Reparación y refuerzo de paredes de obra de fábrica. Estudio Experimental de la respuesta ante tensiones de Corte” tesis doctoral.
17. Meli, R., “Ingeniería Estructural de los Edificios Históricos”. Fundación ICA, México, 1998.

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006
HORMIGÓN ANTIMICROBIANO
José María Vaquero Martínez Universidad Politécnica de Cataluña / I.T.S. Agrónomo
Departamento Ingeniería de la Construcción / ETSICCPB Rambla Marina, 260 / L’Hospitalet de Llobregat / 699.96.38.17 / [email protected]
Resumen: Con el fin de mejorar las condiciones higiénicas de las instalaciones agrícolas construidas con hormigón, se están desarrollando nuevos hormigones con propiedades antibacterianas y antifúngicas, en base a la adición en el hormigón de fibras especialmente tratadas con una combinación de agentes biocidas y fungicidas o mediante la incorporación de productos químicos con las mismas prestaciones a la masa de hormigón. El hormigón tratado inhibe el crecimiento de colonias de bacterias y hongos, mostrando actividad sobre el espectro gram + y gram -, así como hongos, ofreciendo unas mejores condiciones higiénicas y de conservación tanto para las propias estructuras de hormigón en si como para el material almacenado, bien sea bienes agrícolas como ganaderos. El efecto antibacteriano y antifúngico de este nuevo hormigón es resistente a la acción de la intemperie así como a la acción de lixiviados. Su efecto es durable en el tiempo (comprobado mediante ensayos de envejecimiento acelerado) y se trata de un producto sin riesgos de manipulación, ni una vez aplicado ni durante su puesta en obra. Este hormigón con propiedades antibacterianas y antifúngicas posee las mismas propiedades resistentes y de durabilidad que el hormigón convencional, incluso presentando menor fisuración a causa del uso de fibras de polipropileno. Palabras clave: antibacteriano, antifúngico, hormigón, higiene.
1. Introducción
Las instalaciones agrícolas y ganaderas construidas con hormigón son susceptibles de albergar colonias de microorganismos que pueden extenderse en el interior del hormigón endurecido. Se ha comprobado experimentalmente que el hormigón endurecido no es un medio hostil para la proliferación de microorganismos que pueden ser responsables de malos olores, alteración estética de la superficie de hormigón (crecimiento de microorganismos en superficies), transmisión de posibles patologías y en general, responsables de unas pobres condiciones higiénicas.
Si bien las operaciones de lavado y mantenimiento pueden controlar el crecimiento de estas colonias, es cierto que en una estructura de hormigón de unos 20 cm. resulta difícil el acceso del producto de limpieza en el interior de la misma, siendo esta una zona óptima para el desarrollo de microorganismos.
Si la finalidad es mejorar estas condiciones básicas, no queda otra alternativa que actuar en el interior del hormigón, aplicando algún tipo de tratamiento que aporte propiedades antibacterianas y antifúngicas al hormigón. Sin embargo, evidentemente este tratamiento no puede ser simplemente superficial (aplicando pinturas o revestimientos, por ejemplo), pues el problema en el centro de la estructura persistiría. Es necesario, mediante la adición de un tratamiento específico, aportar este comportamiento antibacteriano y antifúngico en el propio hormigón, en toda su masa, tanto superficialmente como el su interior.
Mediante la adición en el hormigón fresco de fibras de polipropileno que contienen una combinación de agentes biocidas y fungicidas se obtiene este comportamiento específico, que inhibe el crecimiento de las colonias de microorganismos en el interior del hormigón.
2. Antecedentes Los antecedentes de este proyecto son diversos,
se sabe que el hormigón convencional tiene una porosidad y una textura rugosa que permite que los microorganismos se depositen, penetren y se desarrollen en la superficie y en masa contribuyendo así al crecimiento y reproducción de colonia de microorganismos mayores. De esta manera se produce una degradación importante del material al establecer y mantener grandes colonias de bacterias sobre y dentro del hormigón.
Después de observar que los microorganismos de tipo patógeno producen una serie de infecciones y enfermedades tanto a seres humanos, como animales (desde infecciones leves, hasta letales: salmonelosis, cólera, meningitis…) daños a industria alimenticia, ganadera, avícola, hospitales…, y que existen agentes químicos desinfectantes que ayudan a eliminar el crecimiento de éstos pero que son perjudiciales para los seres vivos y que en muchos casos no sirven ya que sólo se puede acceder a nivel superficial pero que penetran en la matriz del hormigón; se llega a la
187
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006 conclusión que hay una necesidad de obtener un sistema que inhiba el desarrollo de microorganismos y que pudiera ser utilizado en hormigones y morteros.
La única obra realizada hasta el momento, sin tener en cuenta las pruebas en construcciones reales, con este tipo de hormigón fue en 1998 en Méjico (en el estado de Yucatán), donde se construyeron viviendas para personas de bajos recursos. Con la utilización de este hormigón se buscó evitar problemas dermatológicos de los habitantes de las mismas. Hay que remarcar que el producto que se diseño para esta aplicación no cubría el espectro de microorganismos que se pretende abarcar con los productos estudiados en este proyecto.
3. Materiales y métodos
Para la preparación de un hormigón con
propiedades antibacterianas y antifúngicas simplemente se requiere de la adición de las mencionadas fibras a la proporción de 1 kg/m3 en el hormigón fresco. La distribución de las unidades individuales de fibra implica la creación de una red entrecruzada de material que contiene en su interior los agentes activos responsables de la actividad deseada.
Mediante un equilibrio de solubilidades de los
componentes activos no se producen pérdidas de biocida en la fase acuosa del hormigón, ni por la acción de lixiviados, permaneciendo este efecto durante el tiempo de servicio de la estructura del hormigón.
El diseño de la fibra, del hormigón tipo y su posterior evaluación se desarrolló en las siguientes fases:
• Fase 1: Diseño de la fibra • Fase 2: Diseño del hormigón con
propiedades antimicrobianas. • Fase 3: Evaluación de la durabiliad y
persistencia del efecto • Fase 4: Evaluación de la influencia del
tratamiento sobre las propiedades fundamentales del hormigón.
3.1. Diseño del agente activo
La primera fase del proyecto consiste en la
selección de la mejor combinación de agentes biocidas y fungicidas que deben ser fijados en el soporte de polipropileno en forma de fibras de 12 mm. de longitud. Asimismo, se ensayan diferentes alternativas hasta definir los agentes activos adecuados y su dosis letal mínima. Por razones de patente no se puede especificar la naturaleza química ni la concentración de los productos evaluados (M1….M9).
Para la selección del principio activo más adecuado se trabaja con los agentes biocidas y fungicidas puros, sin ser aun fijados en la fibra de polipropileno (PP), empleando para la preparación de las muestras de ensayo cemento, áridos lavados de tamaño máximo 12 mm (de acuerdo con el espesor de la placa de ensayo) y agua de procedencia local. La relación A/C de este hormigón es de 0,65, con la finalidad de acentuar la porosidad de la masa y haciendo el ensayo más restrictivo.
Se confeccionan probetas prismáticas de 4x4x16 que son cortadas a espesores de 1 cm. Se aplica para la evaluación de la actividad antibacteriana y antifúngica el método ISO/CD 16869, sometiendo las muestras a una lixiviación de 2 días de duración.
El método de ensayo consiste en situar las placas de hormigón de 1 cm de espesor en una capa de agar nutritivo y cubrirlas con una segunda capa del agar donde se habrán inoculado, por separado, las tres especies de estudio. El cultivo de agar con las muestras será incubado por un periodo mínimo de 48 horas a 30 ºC en el caso de las bacterias y de 5 – 7 días a 25 ºC en el caso de los hongos. Las especies estudiadas son las siguientes:
- Bacterias: Escherichia Coli y Staphiloccocus Aureus
- Hongos: Aspergillus Níger
Estos son los resultados obtenidos, en base a la
realización de dos duplicados:
188

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006
Escherichia Coli
Evaluación de la eficacia bactericia
Réplica 1 Réplica 2 Tipo de muestra
Zona de inhibición (mm)
Contaminación en superficie
Zona de inhibición (mm)
Contaminación en superficie
Fibra, 900 gr/m3 0 Si 0 Si
M1 0 Si 0 Si
M2 0 Si 0 Si
M3 0 Si 0 Si
M4 50 No 50 No
M5 50 No 60 No
M6 3 No 2 No
M7 20 No 26 No
M8 10 No 11 No
M9 7 No 10 No Tabla 1: Resultados de la eficacia bactericida con Escherichia Coli
Las siguientes figuras muestran la capacidad bacteriostática de cada una de las referenciadas en la tabla 1:
Figura 6: M5
Figura 1:Fibra 900 gr/m3 Figura 2: M1 Figura 3: M2 Figura 4: M3
Figura 5: M4 Figura 7: M6 Figura 8: M7
Figura 9: M8 Figura 10: M9
189
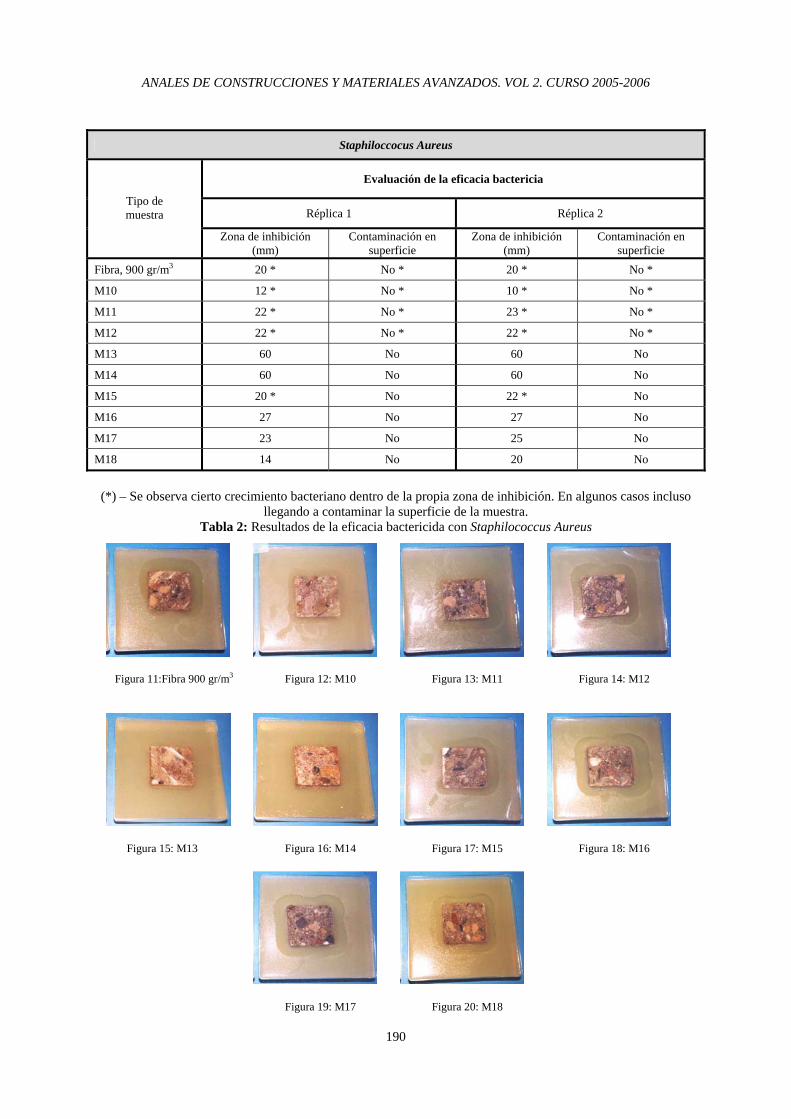
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006
(*) – Se observa cierto crecimiento bacteriano dentro de la propia zona de inhibición. En algunos casos incluso
llegando a contaminar la superficie de la muestra. Tabla 2: Resultados de la eficacia bactericida con Staphilococcus Aureus
Staphiloccocus Aureus
Evaluación de la eficacia bactericia
Réplica 1 Réplica 2 Tipo de muestra
Zona de inhibición (mm)
Contaminación en superficie
Zona de inhibición (mm)
Contaminación en superficie
Fibra, 900 gr/m3 20 * No * 20 * No *
M10 12 * No * 10 * No *
M11 22 * No * 23 * No *
M12 22 * No * 22 * No *
M13 60 No 60 No
M14 60 No 60 No
M15 20 * No 22 * No
M16 27 No 27 No
M17 23 No 25 No
M18 14 No 20 No
Figura 11:Fibra 900 gr/m3 Figura 12: M10 Figura 13: M11 Figura 14: M12
Figura 15: M13 Figura 16: M14 Figura 17: M15 Figura 18: M16
Figura 19: M17 Figura 20: M18
190

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006
Tabla 3: Resultados de la eficacia bactericida con Aspergillus Niger
Aspergillus Niger
Evaluación de la eficacia antifúngica
Réplica 1 Réplica 2 Tipo de muestra
Zona de inhibición (mm)
Contaminación en superficie
Zona de inhibición (mm)
Contaminación en superficie
Fibra, 900 gr/m3 0 Si 0 Si
M19 0 Si 0 Si
M20 0 Si 0 Si
M21 0 Si 0 Si
M22 0 No 0 No
M23 2 No 0 No
M24 0 Si 0 Si
M25 3 No 5 No
M26 0 No 0 No
M27 0 No 0 No
Figura 21:Fibra 900 gr/m3 Figura 22: M19 Figura 23: M20 Figura 24: M21
Figura 25: M22 Figura 26: M23 Figura 27: M24 Figura 28: M25
Figura 29: M26 Figura 30: M27
191

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006
3.2. Diseño del hormigón con propiedades antibacterianas y antifúngicas
Una vez definido el producto que tenía un
mejor comportamiento, se realiza un estudio con la intención de definir la mínima concentración de agentes biocidas incorporada al hormigón para producir un efecto letal sobre los microorganismos, y se preparan nuevas muestras de hormigón que contienen fibras con diferente cantidad de principio activo incorporado. La proporción de fibra en el hormigón se fija a 1 kg/m3 considerando los beneficios de la fibra en reducción de fisuración y a partir de sus características (diámetro, longitud, etc.)
Por la misma razón que en el apartado 3.1 Diseño del agente activo, no se podrá detallar la concentración mínima necesaria del producto seleccionado.
El hormigón de ensayo se prepara con árido lavado de tamaño máximo 12 mm y R A/C 0,7. Se pretende con una elevada R A/C aumentar la porosidad del hormigón y así facilitar el riesgo de contaminación, incrementando el nivel de exigencia del ensayo.
Las normas seguidas para el ensayo no coinciden en nomenclatura, empleándose normas de ámbito nacional. Para este caso, se siguen los procedimientos SN 195 920 / SN 195 921, incluyendo un pre-acondicionamiento de 24 horas.
Se ensaya del mismo modo con dos bacterias (Escherichia Coli y Staphylococcus Aureus) y un hongo (Aspergillus Níger), comparando la actividad de la muestra tratada con fibra con un patrón sin tratamiento.
Según los procedimientos normalizados seguidos, la interpretación de los resultados debe ser la siguiente:
% de superficie de la muestra invadida por
la colonia Interpretación del resultado
0% La muestra está completamente protegida contra el crecimiento del microorganismo de ensayo. Buen efecto
0 – 5% Crecimiento moderado de la colonia. Existe actividad parcial contra el microorganismo de ensayo.
> 5% El efecto inhibidor sobre el crecimiento del microorganismo de ensayo es nulo.
Tabla 4: Interpretación de los resultados del ensayo Se obtienen los siguientes resultados:
Fibra PP, 1 kg/m3 - Concentración 1
Test / Método Crecimiento Alcance (mm) Evaluación
Efecto antimicótico SN 195 921 Aspergillus Níger ATCC 6275
Nulo 0 mm Buen efecto
Efecto bactericida (Parallel Streak Method) AATCC 147 1998 Staphylococcus Aureus ATCC 6538
Nulo 0 mm Buen efecto
Efecto bactericida (Parallel Streak Method) AATCC 147 1998 Escherichia Coli ATCC 8739
Nulo 0 mm Buen efecto
Tabla 5: Resultados con 1 kg/m3 de fibra con concentración menor
Fibra PP, 1 kg/m3 - Concentración 2
Test / Método Crecimiento Alcance (mm) Evaluación
Efecto antimicótico SN 195 921 Aspergillus Níger ATCC 6275
Nulo 0 mm Buen efecto
Efecto bactericida (Parallel Streak Method) AATCC 147 1998 Staphylococcus Aureus ATCC 6538
Nulo 0 mm Buen efecto
Efecto bactericida (Parallel Streak Method) AATCC 147 1998 Escherichia Coli ATCC 8739
Nulo 0 mm Buen efecto
Tabla 6: Resultados con 1 kg/m3 de fibra con concentración superior de fibra
192
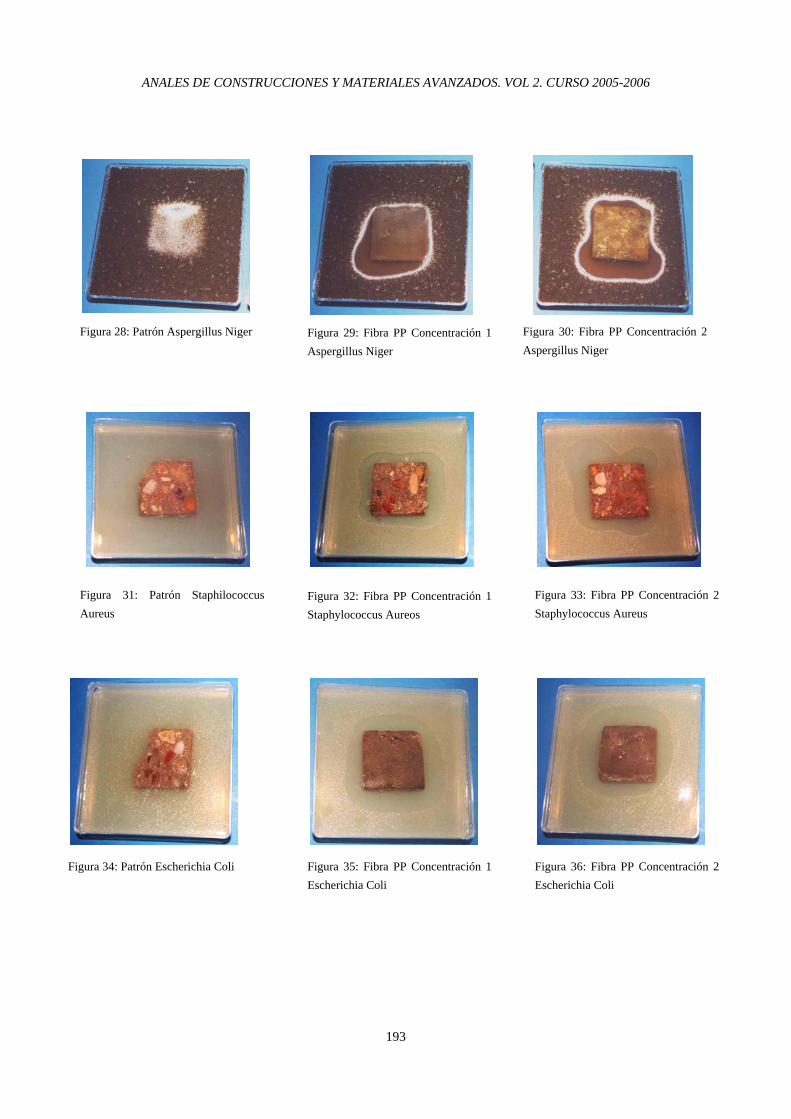
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006
Figura 28: Patrón Aspergillus Niger Figura 30: Fibra PP Concentración 2
Aspergillus Niger Figura 29: Fibra PP Concentración 1 Aspergillus Niger
Figura 31: Patrón Staphilococcus Aureus
Figura 33: Fibra PP Concentración 2 Staphylococcus Aureus
Figura 32: Fibra PP Concentración 1 Staphylococcus Aureos
Figura 34: Patrón Escherichia Coli Figura 35: Fibra PP Concentración 1 Figura 36: Fibra PP Concentración 2 Escherichia Coli Escherichia Coli
193

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006
En el caso de las muestras sin tratamiento (Pat
base a los resultados obtenidos, empleando la prop
sultados con todas las
3.3. Determinación de la durabilidad y per
inalmente, se procede al ensayo de durabilidad del
después de someter las muestras de hormigón
ras para ensayo se preparan con los
seguido se denomina X
ometer al test de envejecimiento, en Octu
os resultados obtenidos son los siguientes:
rón) se observa contaminación en todos los casos.
Enorción de 1 kg/m3 de fibra en el hormigón, se
confirma la actividad sobre bacterias y hongos del hormigón que contiene la fibra tratada con el agente biocida, observando evidentes diferencias con el hormigón patrón sin tratamiento.
A pesar de obtener buenos reconcentraciones de biocida incorporadas en la
fibra, para la decisión final de este valor deberá esperarse a la realización de los ensayos de persistencia y durabilidad del efecto bactericida y fungicida sobre muestras sometidas a procesos de envejecimiento acelerados.
sistencia del efecto Fefecto inhibidor, que consiste en evaluar la
persistencia del efecto bactericida y fungicida
tratadas con fibra bajo condiciones de envejecimiento acelerado. Las muestmismos materiales que anteriormente, con elevada relación A/C (0,7) para acentuar la porosidad del hormigón, intentando conseguir una relación A/C (0,7) y así incrementar el nivel de exigencia del ensayo y empleando 1 kg/m3 de fibra de PP tratada. Se ensayan las fibras con las dos concentraciones de agente biocida incorporadas.
El test de exposición enotest 150S y consiste en irradiar
ininterrumpidamente las muestras durante 2000 horas a 340 nm y 0,5 W/m2, en condiciones estándar ISO 4892-2, que equivale a 6 – 8 meses de radiación solar fuerte continua.
Después de sbre de 2004 se realiza de nuevo el ensayo de
eficacia bactericida y fungicida según SN 195 920 y SN 195 921, incluyendo un pre-acondicionamiento de 24 horas.
L
Fibra PP, 1 kg/m3 - Concentración 1
Test / Método Crecimiento Alcance (mm) Evaluación
Efecto antimicóticNulo 0 mm Buen efecto
o SAN BIO-12/94 Aspergillus Níger ATCC 6275 Efecto bactericida (Parallel Streak Method) AATCC 147 1998
eus ATCC 6538 Staphylococcus AurNulo 2 mm Buen efecto
Efecto bactericida (Parallel Streak Method) Nulo 0 mm Buen efecto AATCC 147 1998
TCC 8739 Escherichia Coli ATabla 7: Resultados con 1 kg/m3 de fibra con concentración menor de fibra
Figura 37: Fibra PP Concentración 1 Aspergillus Níger. Ensayoenvejecimiento.
Figura 38: Fibra PP Concentración 1 Staphylococcus Aureus. Ensayo envejecimiento.
Figura 39: Fibra PP Concentración 1 Escherichia Coli. Ensayoenvejecimiento
194
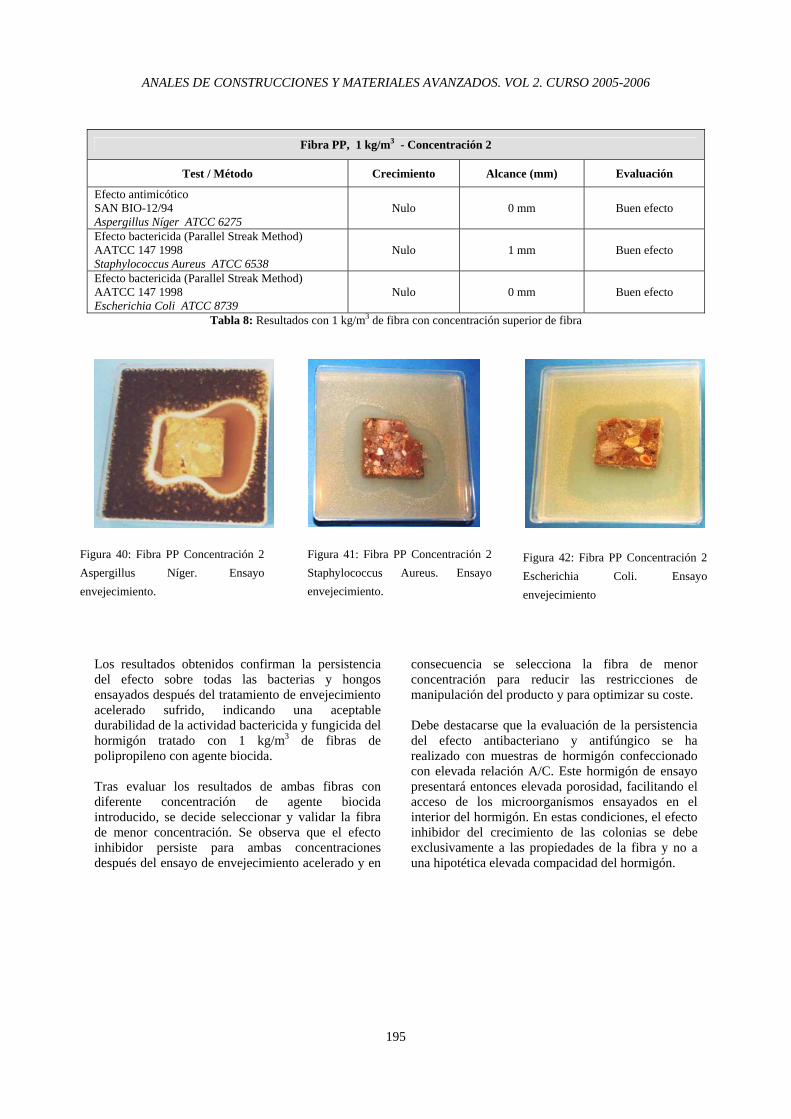
ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006
Fibra PP, 1 kg/m3 - Concentración 2
Test / Método cance (mm) Evaluación Crecimiento Al
Efecto antimicótico SAN BIO-12/94
CC 6275 Aspergillus Níger ATNulo 0 mm Buen efecto
Efecto bactericida (Parallel Streak Method) AATCC 147 1998 Staphylococcus Aureus ATCC 6538
Nulo 1 mm Buen efecto
Efecto bactericida (Parallel Streak Method) AATCC 147 1998 Escherichia Coli ATCC 8739
Nulo 0 mm Buen efecto
Tabla 8: Resultados con 1 kg/m3 de f n concentración superior de fibra
os resultados obtenidos confirman la persistencia el efecto sobre todas las bacterias y hongos
mnte biocida
consecuencia se selecciona la fibra de menor concentración para reducir las restricciones de
ibra co
Figura 40: Fibra PP Concentración 2 Figura 41: Fibra PP Concentración 2 Staphylococcus Aureus. Ensayo envejecimiento.
Figura 42: Fibra PP Concentración 2 Escherichia Coli. Ensayoenvejecimiento
Aspergillus Níger. Ensayo envejecimiento.
Ldensayados después del tratamiento de envejecimiento acelerado sufrido, indicando una aceptable durabilidad de la actividad bactericida y fungicida del hormigón tratado con 1 kg/m3 de fibras de polipropileno con agente biocida. Tras evaluar los resultados de a bas fibras con
iferente concentración de agedintroducido, se decide seleccionar y validar la fibra de menor concentración. Se observa que el efecto inhibidor persiste para ambas concentraciones después del ensayo de envejecimiento acelerado y en
manipulación del producto y para optimizar su coste. Debe destacarse que la evaluación de la persistencia
el efecto antibacteriano y antifúngico se ha drealizado con muestras de hormigón confeccionado con elevada relación A/C. Este hormigón de ensayo presentará entonces elevada porosidad, facilitando el acceso de los microorganismos ensayados en el interior del hormigón. En estas condiciones, el efecto inhibidor del crecimiento de las colonias se debe exclusivamente a las propiedades de la fibra y no a una hipotética elevada compacidad del hormigón.
195

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006
3.4. Evaluación de la influencia del
tratamiento sobre las propiedades fundamentales del hormigón.
Finalmente, se procede a evaluar en hormigón el
comportamiento de la fibra con agente biocida seleccionada, comparativamente a un hormigón patrón sin fibras
.
Hormigón patrón Hormigón con fibra
CEM II A/V 42,5R 350 kg/m3 350 kg/m3
Arena 0/5 silícea lavada 1074 kg/m3 1074 kg/m3
Grava 5/12 silícea rodada 724 kg/m3 724 kg/m3
Aditivo Polifuncional, 1% Polifuncional, 1%
Fibra --- 1,0 kg/m3
Agua amasado 244 l/m3 244 l/m3
R A/C 0,7 0,7
Tabla 9: Dosificaciones Hormigón
Mantenimiento de consistencia, 20 ºC
0
2
4
6
8
10
12
14
16
18
20
0 20 40 60 80 100
min
Ase
ntam
ient
o A
bram
s, c
m Patrón
Fibras
Figura 43: Evolución mantenimiento de la consistencia del hormigón.
196

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006 La evolución de resistencias mecánicas de determina mediante probetas prismáticas de 4x4x16, curadas
en la cámara húmeda a 20 ºC y 98% HR.
Evolución de resistencias mecáncias
0
5
10
15
20
25
30
35
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
días
Res
iste
ncia
com
pres
ión,
MP
a
Patrón
Fibras
Figura 44: Evolución resistencias mecánicas. No se observan efectos negativos sobre la
resistencia final del hormigón y sobre su fluidez y mantenimiento de consistencia. El posible efecto retardador de fraguado aparece imperceptible al hallarse el principio activo retenido dentro de la fase de polipropileno de la fibra.
En consecuencia, la fibra de polipropileno tratada con agente biocida, dosificada a 1 kg/m3, no genera efectos secundarios negativos en el hormigón.
4. Conclusiones y discusión
A partir de todo el estudio realizado y atendiendo
a los resultados obtenidos, el empleo de 1 kg/m3 de fibra de polipropileno tratada especialmente con agentes biocidas y fungicidas otorga propiedades bactericidas y fungicidas al hormigón tratado frente a todos los tipos de microorganismos estudiados (definiéndose como hormigón con propiedades antibacterianas-antifúngicas). Su efecto fundamental es la inhibición del crecimiento de bacterias y hongos en el interior del hormigón, evitando la formación de grandes colonias.
Para un hormigón sometido ante condiciones normales de intemperie, el efecto bactericida y antifúngico proporcionado por la adición de 1 kg/m3
de fibras permanecerá estable durante el tiempo de servicio garantizado para el hormigón, de acuerdo con los resultados obtenidos después de someter las muestras ensayadas a ciclos de envejecimiento acelerado, siempre que se mantengan las operaciones de limpieza y mantenimiento adecuadas y el estado del hormigón no se vea alterado. Clases de exposición diferentes pueden reducir la eficacia bactericida y fungicida a lo largo del tiempo.
La capacidad bactericida y fungicida del hormigón antibacteriano está especialmente concebida para inhibir el crecimiento de las colonias de bacterias presentes o para evitar su primera colonización. Esta propiedad resulta especialmente ventajosa porque elimina el posible crecimiento de colonias en el interior del hormigón (difícilmente accesible con el empleo de productos de limpieza y desinfecciónes convencionales) y por lo tanto colabora en la higiene de las instalaciones.
Sin embargo, no es función de las fibras tratadas exterminar grandes colonias de bacterias ya presentes. La fibra tratada no es capaz de exterminar grandes poblaciones de microorganismos existentes, solamente impide su crecimiento. Por ello, no deben obviarse ni reducirse las tareas de limpieza habituales, a pesar de tratarse de hormigón con propiedades antibacterianas y antifúngicas.
197

ANALES DE CONSTRUCCIONES Y MATERIALES AVANZADOS. VOL 2. CURSO 2005-2006
Recomendamos, para una adecuada durabilidad del efecto de las fibras tratadas, emplear hormigones de baja relación A/C para reducir al máximo la porosidad del hormigón (R A/C < 0,5) así como un adecuado y efectivo curado del mismo durante su puesta en obra para evitar la fisuración del hormigón.
El empleo de hormigón con propiedades antibacterianas y antifúngicas puede resultar especialmente ventajoso en instalaciones agrícolas, ganaderas, sanitarias, piscinas, etc., donde reduciría el riesgo de contaminación por bacterias y hongos y reduciría la emisión de malos olores, mejorando las condiciones higiénicas de las instalaciones.
Para el caso de emplearse en contacto directo con agua potable o con alimentos, a pesar de estimar que no existe riesgo de migración del biocida, recomendamos realizar el ensayo específico de
migración para confirmar su idoneidad (existen ensayos específicos debidamente normalizados en función del tipo de producto que estará en contacto con el hormigón).
El uso de fibras tratadas con agentes biocidas no debe perturbar negativamente la calidad, resistencia y durabilidad del hormigón, así como reducir la adherencia con las armaduras, ofreciendo, al mismo tiempo, las ventajas típicas del uso de fibras de polipropileno en el hormigón (reducción de la fisuración, especialmente).
Referencias
[1] Rosa Elba Rodríguez Camacho. “Concreto professional”, Construccion y TecnologíaEEE, April 1999, pp. 48-51.
198