universidad tecnolÓgica...
TRANSCRIPT
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERÍA DE ALIMENTOS
ELABORACIÓN DE SALAMI MADURADO CON APLICACIÓN DE
ENZIMA TRANSGLUTAMINASA
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO
DE INGENIERA DE ALIMENTOS
ANDREA CAROLINA GALLEGOS CALDERÓN
DIRECTOR: ING. PRISCILA MALDONADO
Quito, Octubre del 2013

© Universidad Tecnológica Equinoccial. 2013
Reservados todos los derechos de reproducción
DECLARACIÓN
Yo ANDREA CAROLINA GALLEGOS CALDERÓN, declaro que el trabajo aquí
descrito es de mi autoría; que no ha sido previamente presentado para ningún
grado o calificación profesional; y, que he consultado las referencias
bibliográficas que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de Propiedad
Intelectual, por su Reglamento y por la normativa institucional vigente.
_________________________
ANDREA CAROLINA GALLEGOS CALDERÓN
C.I.172263483-7

CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “Elaboración De Salami
Madurado Con Aplicación De Enzima Transglutaminasa”, que, para aspirar
al título de Ingeniera de Alimentos fue desarrollado por Andrea Carolina
Gallegos Calderón, bajo mi dirección y supervisión, en la Facultad de Ciencias
de la Ingeniería; y cumple con las condiciones requeridas por el reglamento de
Trabajos de Titulación artículos 18 y 25.
___________________ Ing. Priscila Maldonado
DIRECTORA DEL TRABAJO C.I.170790626-7
CARTA DE LA INSTITUCI

DEDICATORIA
A mis padres que siempre han estado a mi lado ofreciéndome su amor, apoyo y
comprensión incondicional.
A mis hermanos Marco, Christian y David por su cariño y optimismo brindado.
A mi familia en general que de alguna manera me ayudaron a lograr mis
objetivos.
A mis amigos por los momentos compartidos y a quienes en todo momento me
han llenado de amor y alegría.
AGRADECIMIENTOS
Agradecimientos en forma especial a la Universidad Tecnológica Equinoccial,
por haberme proporcionado una óptima y actualizada formación académica,
técnica y práctica.
A la facultad de Ciencias de la Ingeniería, a sus autoridades, a los catedráticos
por impartir sus conocimientos en mi beneficio y al personal administrativo por
la colaboración brindada.
A la ingeniera Priscila Maldonado, por haber alimentado este proyecto con su
asesoramiento, experiencia y comentarios.
A la empresa GRUPO ORO S.A. y sus directivos por la apertura brindada y por
facilitarme el ingreso a sus instalaciones para poner en práctica mis
conocimientos en el desarrollo y elaboración de la investigación.
Al ingeniero Alex Ávila por su guía, consejos y apoyo absoluto, cuya experiencia
enriquecieron la investigación.
Finalmente a los trabajadores de la empresa involucrados en el desarrollo de la
investigación, en especial al personal de producción.
i
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN vii
ABSTRACT viii
1. INTRODUCCIÓN 1
1.1. OBJETIVO GENERAL 4
1.2. OBJETIVOS ESPECIFICOS 4
2. REVISIÓN BIBLIOGRÁFICA 5
2.1. PROESO DE CURADO 5
2.1.1. CURADO EN SECO 6
2.1.2. CURADO EN HÚMEDO 7
2.1.3. CURADO POR INYECCION 8
2.2. MADURACIÓN DE LOS EMBUTIDOS CRUDOS 9
2.2.1. CAMBIOS EN LA MADURACIÓN 11
2.2.2. ACTIVIDAD DE AGUA(Aw) 12
2.2.3. PÉRDIDA DE PESO 13
2.2.4. DECENSO DEL pH 13
2.3. MICROBIOLOGÍA DEL PRODUCTO CÁRNICO MADURADO 14
2.3.1. MOHOS DE SUPERFICIE 16
2.3.2. CRECIMIENTO 17
2.4. SALAMI 17
2.4.1. COMPONENTES DEL SALAMI 18
2.5. ENZIMAS 23
2.5.1. LA TRANSGLUTAMINASA 23
2.6. ANALISIS DE TEXTURA 24
3. METODOLOGÍA 26
3.1. MATERIALES Y MÉTODOS 26
3.2. ANÁLISIS SENSORIAL DE LA MATERIA PRIMA 26
3.3. ANÁLISIS MICROBIOLOGICOS DE LA MATERIA PRIMA 27
3.4. ANÁLISIS FISICO-QUIMICOS DE LA MATERIA PRIMA 27
3.5. FORMULACIÓN 28
ii
PÁGINA
3.6. TRATAMIENTOS APLICADOS 28
3.7. PROCESO DE ELABORACIÓN 29
3.8. CONDICIONES DE MADURACIÓN 32
3.9. ANÁLISIS FÍSICOS DE TEXTURA 33
3.10. ANÁLISIS MICROBIOLÓGICOS DEL PRODUCTO FINAL 34
3.11. ANÁLISIS COSTO BENEFICIO. 34
4. ANÁLISIS Y RESULTADOS 35
4.1. ANALISIS SENSORIAL DE LA MATERIA PRIMA 35
4.2. RESULTADOS MICROBIOLÓGICOS DE LA MATERIA PRIMA 37
4.3. RESULTADOS FISICO-QUIMICOS DE LA MATERIA PRIMA 38
4.4. RESULTADOS DE pH DURANTE EL PROCESO DE
MADURACIÓN 40
4.5. ANÁLISIS DE PÉRDIDA DE PESO DURANTE LA
MADURACIÓN 42
4.6. RESULTADOS DEL PERFIL TEXTURA 44
4.6.1. DUREZA 44
4.6.2. FUERZA ADHESIVA 45
4.6.3. ADHESIVIDAD 47
4.6.4. EXTENSIBILIDAD 48
4.7. ANÁLISIS MICROBIOLÓGICOS DEL PRODUCTO FINAL 50
4.8. ANÁLISIS FÍSICO-QUÍMICO DEL PRODUCTO FINAL 52
4.9. ANÁLISIS COSTO BENEFICO DEL PRODUCTO FINAL 54
4.9.1. COSTOS 55
4.9.2. BENEFICIOS 57
5. CONCLUSIONES Y RECOMENDACIONES 60
5.1. CONCLUSIONES 60
5.2. RECOMENDACIONES 61
GLOSARIO 62
BIBLIOGRAFÍA 65
ANEXOS 72
iii
ÍNDICE DE TABLAS
PÁGINA
Tabla 1. Pérdida de Peso en función del tiempo 11
Tabla 2. Criterios de valoración de materia prima 26
Tabla 3. Registro análisis microbiológicos de la materia prima
según las normas 27
Tabla 4. Registro análisis Físico - Químicos de la materia prima 27
Tabla 5. Formulación para la elaboración del salami 28
Tabla 6. Registro de valoración de características internas 33
Tabla 7. Registro de valoración de características externas 33
Tabla 8. Registro de normas aplicadas en los siguientes análisis 34
Tabla 9. Registro resultados de Análisis sensoriales de la
materia prima 35
Tabla 10. Formulación para la elaboración del salami 36
Tabla 11. Resultados de análisis Microbiológicos de la materia
prima grasa y carne de cerdo 37
Tabla 12. Resultados de análisis Microbiológicos de la materia
prima carne de res 37
Tabla 13. Resultados de los Análisis Físicos-Químicos de la carne
de cerdo 38
Tabla 14. Resultados de los Análisis Físicos-Químicos de la carne
de res 39
Tabla 15. Resultados de los Análisis Físicos-Químicos de la grasa
de cerdo 39
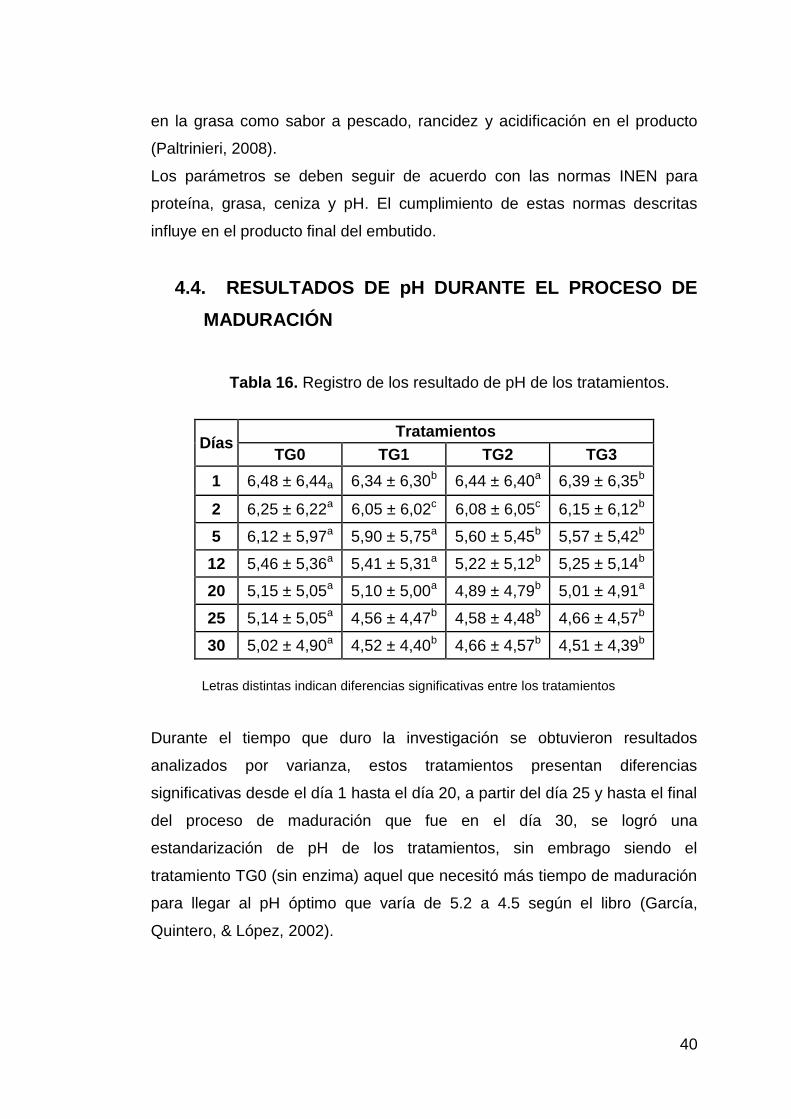
Tabla 16. Registro de los resultado de pH de los tratamientos 40
Tabla 17. Registro de los resultado de pérdida de peso de los
tratamientos 42
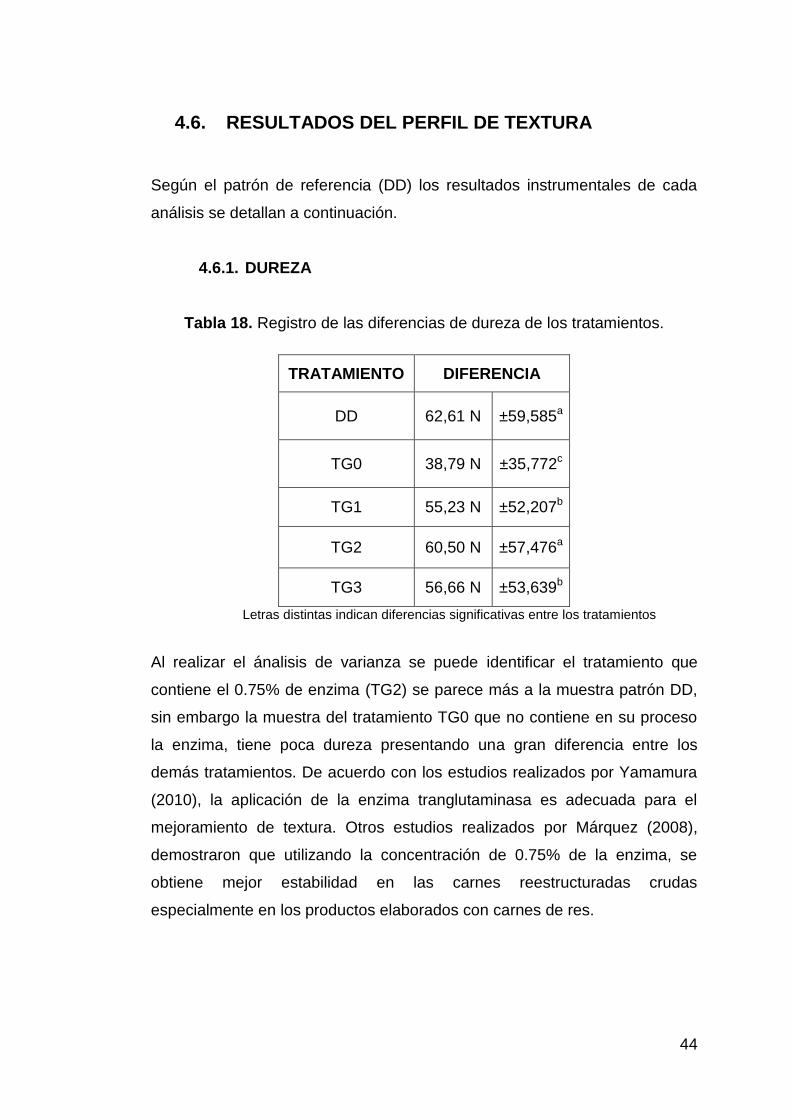
Tabla 18. Registro de las diferencias de dureza de los
tratamientos 44
Tabla 19. Registro de las diferencias de Fuerza Adhesiva de los
tratamientos 45

iv
PÁGINA
Tabla 20. Registro de las diferencias de Adhesividad de los
tratamientos 47
Tabla 21. Registro de las diferencias de Extensibilidad de los
Tratamientos 48
Tabla 22. Registro de valoración análisis microbiológicos muestra TG0 50
Tabla 23. Registro de valoración análisis microbiológicos muestra TG1 50
Tabla 24. Registro de valoración análisis microbiológicos muestra TG2 51
Tabla 25. Registro de valoración análisis microbiológicos muestra TG3 51
Tabla 26. Registro de valoración muestra TG0 producto final 52
Tabla 27. Registro de valoración muestra TG1 producto final 53
Tabla 28. Registro de valoración muestra TG2 producto final 53
Tabla 29. Registro de valoración muestra TG3 producto final 53
Tabla 30. Costos de Producción de Producto final con enzima TG 55
Tabla 31. Costos por Kilo de Producción a los 30 días con enzima TG 55
Tabla 32. Costos de Producción de Producto final sin enzima TG 56
Tabla 33. Costos por Kilo de Producción a los 30 días sin enzima TG 56
Tabla 34. Costos de Mano de Obra Directa (MOD) 57
Tabla 35. Costos Indirectos de Fabricación (CIF) 57
Tabla 36. Proyección de ventas mensuales 58
Tabla 37. Costo por Kilo Directos e Indirectos 58
Tabla 38. Devoluciones Mensuales 59
v
ÍNDICE DE FIGURAS
PÁGINA
Figura 1. Valoración del pH y final en referencia al tiempo 41
Figura 2. Valoración de la Pérdida de Peso final en referencia
al tiempo 43
Figura 3. Valoración de la Dureza final entre Tratamientos 45
Figura 4. Valoración de la Fuerza Adhesivas final entre Tratamientos 46
Figura 5. Valoración de la Adhesividad entre tratamientos 47
Figura 6. Valoración de la Extensibilidad entre tratamientos 49
Figura 7. Valoración entre los tratamientos finales 49
vi
ÍNDICE DE ANEXOS
PÁGINA
ANEXO 1.
Enzima Transglutaminasa – Salami 71
ANEXO 2.
Proceso de elaboración de Salami Madurado 72
ANEXO 3.
Proceso de Estufaje 73
ANEXO 4.
Proceso de Maduración 74
ANEXO 5.
Tratamientos Con TG 75
ANEXO 6.
Diferencia de textura TG0 día 30 con TG2 día 30 79
ANEXO 7.
Análisis Microbiológicos de tratamientos 80
vii
RESUMEN
El propósito de esta investigación fue evaluar el efecto de la enzima
Transglutaminasa en la elaboración de salami madurado con la finalidad de
mejorar la textura.
Se realizaron formulaciones de salami con 0.5, 0.75 y 1% de enzima
Transglutaminasa y una muestra control (sin la enzima). Se siguió todos los
procesos de elaboración y tiempo de maduración en cada uno de los
tratamientos, los cuales fueron denominados de la siguiente forma: TG0 (sin
enzima), TG1 (0.5% de Transglutaminasa), TG2 (0.75% de
Transglutaminasa), TG3 (1% de Transglutaminasa).
Se realizó la caracterización de la materia prima, los procedimientos físico-
químicos y microbiológicos. Durante el proceso de elaboración se realizó el
control de pH y pérdida de peso en los días 1, 2, 5, 12, 15 y 30, controlando
los parámetros externos como temperatura 24°C y 90% de humedad en el
primer día, en el segundo día 22°C y 85% de humedad relativa, en el tercer
día 18°C y 84% de humedad relativa y desde el cuarto día en adelante a
17°C y 74% de humedad relativa. Se realizó el análisis sensorial, físico-
químico y microbiológico de la materia prima, el cual cumplió con todos los
parámetros estipulados en las norma INEN 1338.
Además de los análisis físicos-químicos y microbiológicos, se analizó
instrumentalmente el perfil de textura del producto final para determinar el
mejor tratamiento, evaluando atributos de dureza, extensibilidad,
adhesividad, y fuerza adhesiva.
El porcentaje de adición de la enzima Transglutaminasa que mejores
resultados mostró fue de 0.75 % (TG2), la cual se comparó con una muestra
patrón del mercado, logrando cumplir con los objetivos planteados y sin
efecto alguno en los parámetros de pH, humedad, proteína, grasa y ceniza
evaluados en la normas INEN 783,777,778,781 y 786 respectivamente.
viii
ABSTRACT
The purpose of this research was to evaluate the effect of transglutaminase
enzyme in the production of salami ripened in order to improve the texture.
Salami formulations were made with 0.5, 0.75 and 1% enzyme
transglutaminase and a control sample (without the enzyme). Followed all
processes of development and maturation time in each of the treatments,
which were designated as follows: TG0 (without enzyme), TG1 (0.5%
transglutaminase), TG2 (0.75% of transglutaminase), TG3 (1%
transglutaminase).
A characterization of the raw material, the physical and chemical processes
and microbiological. During the process performed pH control and weight
loss on Days 1, 2, 5, 12, 15 and 30, controlling the external parameters such
as temperature 24 ° C and 90% humidity in the first day, the second day, 22 °
C and 85% relative humidity, on the third day 18 ° C and 84% RH and from
the fourth day onwards to 17 ° C and 74% relative humidity. Sensory analysis
was performed, physico-chemical and microbiological testing of raw
materials, which meet all the parameters specified in the standard INEN
1338.
In addition to the physical-chemical analysis and microbiological profile was
analyzed instrumentally texture of the final product to determine the best
treatment, evaluating attributes of hardness, extensibility, adhesion, and
adhesive strength.
The rate of addition of the enzyme transglutaminase showed the best results
was 0.75% (TG2), which was compared with a standard sample of the
market, failing to meet objectives without effect on the parameters of pH,
moisture, protein , fat and ash INEN assessed at 783,777,778,781 and 786
respectively.

1
1. INTRODUCCIÓN
El Grupo Oro es una industria establecida en la provincia de Pichincha,
encargada de la crianza de aves y cerdos para la elaboración de productos
alimenticios como son cárnicos y snacks. La empresa SOPRODAL es parte
del Grupo Oro, esta se encarga de la elaboración de productos cárnicos
como jamón cocido, salchichas, nuggets de pollo, hamburguesas, tocino,
chuletas, pernil, mortadela, salami de ajo, entre otros. Para lograr mayor
crecimiento, ampliar su gama de productos, cumplir con los requerimientos
de los clientes y consumidores e incrementar su rentabilidad se ha propuesto
elaborar un producto de alta calidad que sea de consumo exclusivo como es
el salami madurado.
De los resultados obtenidos en las pruebas de control de calidad que la
empresa SOPRODAL CIA LTDA realizó en el salami madurado, se demostró
que este no cumplió con las exigencias que el consumidor requiere, el
producto presentó deficiencias de textura como: dureza, adhesividad,
extensibilidad y fuerza adhesiva. Otro problema generado fue el tiempo
extenso de maduración y la falta de adherencia de la tripa al producto.
Según Dalla Santa, Coelho, Freitas, & Terra, (2006), se entiende por salami
al producto cárnico industrializado obtenido de carne porcina o porcina-
bovina, adicionada tocino e ingredientes complementarios; envasado en
tripas naturales y/o artificiales, curado, fermentado, madurado, ahumado o
no y desecado.
De acuerdo a Hughes & Monfort, (1997), los embutidos fermentados se
caracterizan por su bajo valor de humedad y de actividad de agua y por la
presencia de ácido láctico en concentraciones que confieren al producto un
sabor característico. El procesamiento de estos productos tiene como
principio básico la utilización de métodos combinados de conservación,
permitiendo la obtención de un producto estable a temperatura ambiente.
2
Los embutidos crudos madurados son productos cárnicos elaborados con
carne y grasa, normalmente ambas de cerdo, que han sido picadas,
mezcladas con sal, especias y condimentos mediante amasado, embutidas
en tripas de distintos calibres y que sin ser sometidos a tratamiento térmico
alguno, son sometidos a tratamiento de curado o maduración. Durante el
curado los embutidos son mantenidos en condiciones ambientales
adecuadas para provocar el transcurso de una lenta y gradual reducción de
la humedad, la evolución de los procesos naturales de fermentación y
diversos procesos enzimáticos necesarios para aportar al producto
cualidades organolépticas características y que posibiliten la conservación
del producto (Oyague, 2011).
García, Quintero & López, (2002), exponen que la tecnología enzimática
ocupa un lugar preponderante dentro de la biotecnología y específicamente
dentro del sector alimentario. Alrededor de un 65% de las enzimas que se
producen industrialmente están relacionadas con la industria alimentaria.
En estudios realizados por Girón, (2005), sobre el uso de la
transglutaminasa en la industria panadera, expone que las proteínas de
almacenamiento del trigo, gliadinas y gluteninas, tienen un papel
fundamental en el proceso de panificación. Estas proteínas tienen la
capacidad de formar glúten, estructura reticular que mantiene al resto de los
constituyentes de la harina de trigo, principalmente hidratos de carbono, y
además retiene el dióxido de carbono que se produce en los procesos
fermentativos. Las características del glúten y por tanto de las proteínas de
almacenamiento determinan la calidad panadera de la harina de trigo.
Así concluyendo que el cruzamiento de las proteínas por vía enzimática
permite modificar las propiedades de las proteínas, la adición de
Transglutaminasa a la harina de trigo genera múltiples enlaces covalentes
inter e intramolecular entre las gliadinas y gluteninas obteniéndose una red
de glúten reforzada. Otro estudio reciente sobre los efectos de la
transglutaminasa y proteínas en la preparación de panes de arroz sin glúten

3
utilizando harina de arroz no ceroso determinó que la transglutaminasa
mejoró la estructura de la red de masa de arroz, acortando el tiempo de 4 a
9 minutos con la adición de la transglutaminasa. La calidad general fue
significativamente diferente a una concentración menor al 0,5% de esta
enzima, disminuyendo la dureza de pan de arroz (Malshick, 2010).

4
1.1. OBJETIVO GENERAL
Estudiar el efecto de la enzima transglutaminasa en la elaboración de
salami, sobre las características físico-químicas y perfil de textura del
producto final.
1.2. OBJETIVOS ESPECÍFICOS
Determinar los cambios fisicoquímicos generados en el proceso de
elaboración y maduración del salami por el efecto de la aplicación de
la enzima transglutaminasa.
Identificar el mejor tratamiento empleado para la elaboración de
salami madurado en base al perfil instrumental de textura.
Determinar mediante pruebas físicas, bromatológicas y
microbiológicas el cumplimiento de la norma INEN 1338.
Realizar un análisis de costo-beneficio en base al mejor tratamiento.
5
2. REVISIÓN BIBLIOGRÁFICA
2.1. PROCESO DE CURADO
Los productos curados son productos preparados con partes comestibles de
las especies de abastos, picados o no, adicionados de sal y otros
ingredientes, introducidos o no en tripas naturales o artificiales y sometidas a
un proceso de maduración-desecación, y opcionalmente ahumado, que les
confiere características organolépticas propias (Pardo, 1998).
El curado de las carnes se limita a las de vacuno y cerdo, tanto picadas
como cortadas en piezas (como jamones, ancas, cabeza, costillas, lomos y
panceta del cerdo y pierna y pecho del vacuno). Originalmente, el curado se
practicaba para conservar las carnes saladas sin refrigeración, actualmente
la mayoría de las carnes curadas llevan además otros ingredientes y se
conservan refrigeradas y la mayoría se ahúman, por lo que son también,
hasta cierto punto desecadas (Robles, 2007).
Los agentes del curado permitido son: cloruro sódico, azúcar, nitrato sódico
y vinagre, que suelen usarse en general. Las funciones que tales productos
cumplen son las siguientes: El cloruro de sodio o sal común se usa
preferentemente como conservador y agente que contribuye al sabor. La
salmuera en que se introduce la carne durante el curado suele tener una
concentración de cloruro sódico del 15%, en contraste con la que se le
inyecta, que tienen mayor concentración, aproximadamente el 24 % (Robles,
2007).
Se aplica, para desarrollar las siguientes características:
Color rojo estable
Olor y sabor característico de la carne curada
Estructura más dura/consistente que proporciona un buen corte
Su principal objetivo es disminuir la actividad de agua (Robles, 2007).

6
Las sustancias curantes penetran en la carne y proporcionan un ambiente
desfavorable para el desarrollo de los microorganismos. Sobre todo la sal
impide la putrefacción bloqueando parcialmente la actividad de las bacterias
(Avendaño, Gamez, & Luis, 2012).
El azúcar, aparte de dar sabor, sirve también como material energético para
las bacterias que reducen los nitratos en la solución de curados. Se emplea
principalmente la sacarosa, pero puede sustituirse por glucosa si se lleva a
cabo un curado más corto, e incluso puede suprimirse el azúcar. (Albuja
citado en Castillo, 1997)
El nitrato sódico actúa indirectamente como fijador del color y es ligeramente
bacteriostático en solución ácida, especialmente contra los anaerobios. Sirve
también como material de reserva a partir del cual, las bacterias reductoras
pueden originar nitritos durante un curado largo. El nitrito sódico sirve de
fuente de óxido nítrico, que es el verdadero fijador del color, teniendo
también cierto poder bacteriostático en solución ácida. (Albuja citado en
Castillo, 1997)
El curado es la conservación de la carne, mediante la adición de sustancias
curantes, como la sal. Con este sistema se obtiene un producto cárnico más
o menos conservable. Se distingue tres sistemas de curado: en seco, en
húmedo y por inyección (Santos, Querol, Flores & Durán 2004).
2.1.1. CURADO EN SECO
El curado en seco es el sistema más largo pero el más eficiente. Se aplica
cubriendo y frotando las piezas de carne con sal común sola o mezclada con
salitre (Rodríguez, 2011).
De preferencia se aplica en piezas grandes que no sean ni pierna ni
brazuelo, su uso tiene limitaciones. Consiste en preparar una mezcla en
7
seco de sal común, nitrato, nitrito y azúcar o una mezcla de sal o azúcar,
según la fórmula que se proporcione y se frota en todos los lados de la pieza
de carne, en forma íntegra y pareja, logrando mejorar las sales con el jugo
de la carne y obteniendo una verdadera capa de sales sobre la carne. La
cantidad de sal aplicada varía entre 3 y 6% del peso de la pieza a conservar.
Las piezas saladas se ponen a curar en ambientes con una temperatura de
alrededor de 3 °C, de tal manera que la salmuera pueda escurrir. Es
conveniente cambiar cada 8 días la sal o agregar nueva sal, repitiendo el
frotado. El curado en seco puede durar de 25 a 30 días si el ambiente es
parcialmente húmedo y 22 o 24 días si el ambiente es seco. Posteriormente,
las piezas se lavan con agua tibia y se cepillan para eliminar la capa
superficial de sal. Luego, la carne se pone a secar al sol o en un ambiente
durante 2 a 4 días (Barreto, 2011).
2.1.2. CURADO EN HÚMEDO
Generalmente se utiliza para piezas pequeñas de carne, aunque también se
puede usar en otros tamaños. La preparación se basa en una salmuera con
sal común, nitratos de potasio, azúcar y agua, la salmuera debe tener entre
12 a 20 °B y se debe colocar un dispositivo, de preferencia de plástico bien
limpio y en ellos se sumergen las carnes (Barreto, 2011).
El curado se lleva a cabo en locales con una temperatura de alrededor de 3
°C es conveniente cambiar de posición las piezas cada 24 o 48 horas
mezclar la salmuera para lograr una distribución uniforme. La duración de
curado depende de diversos factores tales como tipo de carne y sustancias
curantes, utilizadas, contenido de sal, tamaño de las piezas y grado de
curados que se desea. En el curado en húmedo rápido, las piezas de carne
se pasan en una salmuera compuesta de sal, sal curante, azúcar y en
algunos casos con fosfatos. Periódicamente se debe observar el proceso de
curado, al finalizar se debe escurrir y lavar bien las carnes (Barreto, 2011).
8
Las ventajas del curado húmedo incluyen una completa disolución de los
ingredientes solubles, dando como resultado una distribución uniforme y una
reducción de tiempo de curado. (Barreto, 2011)
En el curado húmedo rápido, las piezas de carne se pasan en una salmuera
compuesta de sal, nitrato y nitrito sódico, azúcar, adición de los fosfatos y
otros aglutinantes, el producto en vez de encogerse, aumentan en un 5 a un
10% de peso durante el curado. El tiempo de curado es reducido hasta 7
días. El riesgo de la acidificación de la parte alrededor de los huesos se
puede reducir utilizando este sistema en combinación con el de inyección
(Rodríguez, 2011).
De acuerdo con Rodríguez, (2011), expone lo siguiente:
Riesgo del procedimiento: Acidificación de la carne junto a los huesos.
Recomendaciones: Deshuesar antes de sumergir la carne en salmuera.
Utilice este procedimiento si la carne va a ser consumida en corto tiempo.
Recipientes adecuados: Tachos y piletas de plástico, acero inoxidable,
hormigón lustrado.
2.1.3. CURADO POR INYECCIÓN
Este método consiste en introducir la salmuera en el interior de la carne por
medio de inyección a presión y complementar la inyección con el sistema
húmedo o seco. Este sistema asegura una buena distribución de las
sustancias curantes en el interior de la carne. Además, reduce el tiempo de
curado y los riesgos de acidificación. La salmuera se introduce en la carne
por medio de jeringas. Para reducir las posibilidades de contaminación
bacteriana, la salmuera y la jeringa deben ser esterilizadas (Espinel, 2011).
9
De esto dependerán todas las fases posteriores del proceso. Posteriormente
se sumergen las piezas ya inyectadas, en el resto de la salmuera, se dejan a
temperaturas de refrigeración hasta unos 4ºC durante 24 horas. La cantidad
de salmuera a inyectar no debe ser superior al 5 o 10% del peso de la carne.
(Espinel, 2011)
De acuerdo a Barreto (2011) las sustancias curantes pueden ser nitratos o
nitritos, en función de esto puede ser:
Curado Lento: Cuando se usan nitrato de sodio (salitre), pues tiene que
desdoblarse y eso requiere de más tiempo, pero el efecto es también más
perdurable.
Curado rápido: Cuando se usan nitritos o sal curantes con nitrito, se
requieren menos tiempo, pero los efectos del curado (coloración) son menos
perdurables.
Embutidos Curados
En embutidos curados, son los pigmentos del músculo, no el nitrito, los que
causan el reflejo de luz característico del color de la carne curada. El nitrito
únicamente actúa como un estabilizador de la mioglobina a través de un
enlace químico reversible de la misma manera que el pigmento muscular es
estabilizado por el oxígeno molecular en el sistema biológico de un animal
vivo. En otras palabras el nitrito fija en lugar de impartir color (Rodríguez
citado en Pegg & Shahidi 2000).
2.2. MADURACIÓN DE LOS EMBUTIDOS CRUDOS
Según Rodríguez (citado en Schiffner, 1996) el concepto de maduración del
embutido crudo comprende diferentes procesos que tienen lugar en el
embutido crudo una vez elaborada su masa. Los procedimientos de
maduración son los que realmente originan las características de los
distintos embutidos crudos (frescos, de consistencia firme, curados, etc.). La

10
maduración se desarrolla en dos fases. Durante la primera fase predominan
las actividades reproductoras y metabólicas de las bacterias. Esta fase
concluye con la diferenciación bacteriana y se caracteriza por la aparición de
numerosos ácidos grasos, ácido pirúvico y ácido láctico. En la segunda fase
dominan los procesos de descomposición y transformación. Lo más
relevante es la descomposición de los ácidos grasos producidos en la
primera fase, formándose así el típico aroma del producto.
Rodríguez (citado en Varnam & Sutherland, 1998) hace referencia que los
embutidos madurados poseen características notablemente diferentes,
haciéndolos más apetitosos y aceptables para el mercado.
Los productos cárnicos madurados son una mezcla de carne picada, grasa,
sal, agentes de curado, azúcar, especias y otros aditivos, que es introducida
en las tripas naturales o artificiales y sometida a un proceso de fermentación,
seguida de una fase de secado. (Rodríguez citado en Price, 1994).
Se establece entonces que los ingredientes utilizados en la elaboración de
un embutido madurado son similares a los de un embutido escaldado
(salchichas, por ejemplo), salvo que el primero es sometido a un proceso de
maduración que proporciona características organolépticas definidas.
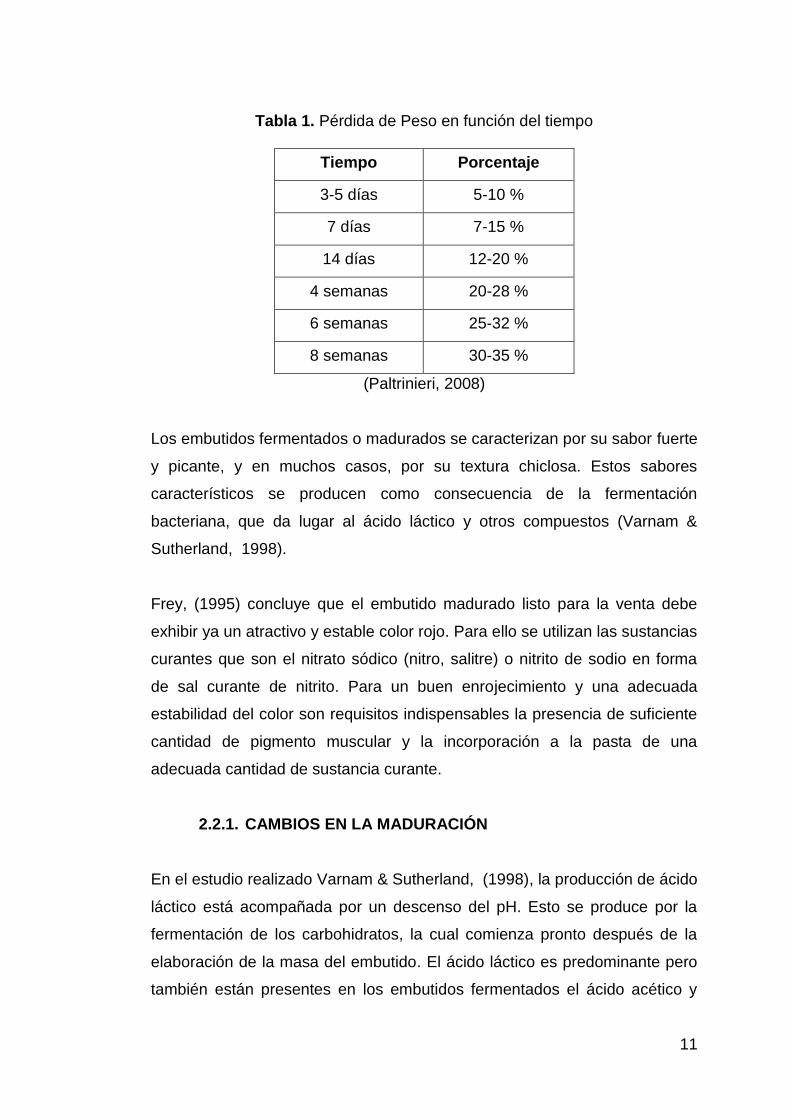
Paltrinieri, (2008) expone que durante el secado, maduración y
almacenamiento, los embutidos pierden peso, dependiendo de la
temperatura y de la humedad en los locales de depósito, de la calidad de las
materias primas utilizadas, de la modalidad de picado, del tipo de tripa y del
calibre del embutido.
En la siguiente tabla se muestra la pérdida de peso en porcentajes después
de tiempos variables:
11
Tabla 1. Pérdida de Peso en función del tiempo
Tiempo Porcentaje
3-5 días 5-10 %
7 días 7-15 %
14 días 12-20 %
4 semanas 20-28 %
6 semanas 25-32 %
8 semanas 30-35 %
(Paltrinieri, 2008)
Los embutidos fermentados o madurados se caracterizan por su sabor fuerte
y picante, y en muchos casos, por su textura chiclosa. Estos sabores
característicos se producen como consecuencia de la fermentación
bacteriana, que da lugar al ácido láctico y otros compuestos (Varnam &
Sutherland, 1998).
Frey, (1995) concluye que el embutido madurado listo para la venta debe
exhibir ya un atractivo y estable color rojo. Para ello se utilizan las sustancias
curantes que son el nitrato sódico (nitro, salitre) o nitrito de sodio en forma
de sal curante de nitrito. Para un buen enrojecimiento y una adecuada
estabilidad del color son requisitos indispensables la presencia de suficiente
cantidad de pigmento muscular y la incorporación a la pasta de una
adecuada cantidad de sustancia curante.
2.2.1. CAMBIOS EN LA MADURACIÓN
En el estudio realizado Varnam & Sutherland, (1998), la producción de ácido
láctico está acompañada por un descenso del pH. Esto se produce por la
fermentación de los carbohidratos, la cual comienza pronto después de la
elaboración de la masa del embutido. El ácido láctico es predominante pero
también están presentes en los embutidos fermentados el ácido acético y
12
trazas de ácido pirúvico. El descenso del pH es también un factor importante
para la reducción de la capacidad de retención de agua de las proteínas y
así asegura que el secado se realice correctamente.
Durante el período de estufaje o fermentación se debe alcanzar un pH de 5,3
a 5,5 en un tiempo determinado. El pH está determinado principalmente por
la cantidad de ácido láctico producido y de la capacidad tampón de las
proteínas cárnicas (Mossel, Moreno & Struijk, 2003).
De acuerdo con INEN (2010), se establece un valor de pH máximo de 5.6,
como requisito bromatológico final para el salami madurado.
2.2.2. ACTIVIDAD DE AGUA (Aw)
Mossel, Moreno & Struijk (2003), establecen que este parámetro
generalmente se utiliza como medida de la cantidad de agua disponible en
un alimento para el crecimiento microbiano. Las bacterias Gram negativas
generalmente son más sensibles que las Gram positivas a la aw reducida.
Muchas bacterias son incapaces de multiplicarse a valores de aw por debajo
de 0,90, la mayoría de las levaduras no crecen en una aw de valor menor de
0,87 y la mayor parte de los mohos no crecen cuando este valor es menor
de 0,80.
En la mayoría de productos cárnicos, la aw está determinada por la adición o
sustracción de agua, por los solutos añadidos (especialmente NaCl), y
atreves de un descenso del contenido de agua, por la adición de grasa. La
aw de los embutidos recientemente preparada disminuye, dependiendo de la
intensidad de la concentración de solutos y del contenido de grasa. Esto
favorece el desarrollo de microorganismos starters en las etapas iniciales de
la fermentación, pero es insuficiente para inhibir otros microorganismos. La
reducción de la aw durante el secado en gran parte está en función de la
pérdida de agua y del consiguiente aumento en la concentración de solutos.
13
Los valores de la aw en embutidos secos madurados van desde 0,82 a 0,86
(Rodríguez citado en Varnam & Sutherland, 1998).
2.2.3. PÉRDIDA DE PESO
En el estudio realizado por Rodríguez (citado en Price, 1994) uno de los
factores importantes para establecer el período de maduración del salami es
el porcentaje de pérdida de peso. Durante la desecación, estos embutidos
pierden el 30 – 40% de su peso inicial.
La pérdida de peso del embutido se debe a la diferencia de humedad. Es
importante que exista siempre una diferencia de humedad (gradiente) entre
el interior del embutido y el aire circundante. El valor de pH ejerce influencia
sobre la cesión de agua por parte de la carne. Si el pH se encuentra en la
proximidad del punto isoeléctrico, el músculo cede a la máxima cantidad de
humedad, el embutido se seca de forma óptima ganando consistencia y
capacidad de conservación (Rodríguez citado en Frey, 1995).
2.2.4. DESCENSO DEL pH
Según lo expuesto por Rodríguez (2005), el ácido acético es el principal
compuesto que se genera en el proceso de acidificación de los productos
cárnicos, ya sea durante el transcurso de la maduración microbiana-
enzimática, o por la adición de ácidos comestibles.
En embutidos crudos de maduración rápida, se alcanza valores de pH bajos,
que por razones del sabor oscilan entre 4.7 y 5.2 sin llegar a cifras inferiores
a 4.6 si se añade vinagre el valor del pH reduce a 4.5 como sucede en
productos con gelatina acidificados. En determinados fiambres selectos se
reducen todavía más los valores del pH (Rodriguez, 2005).

14
2.3. MICROBIOLOGÍA DEL PRODUCTO CÁRNICO
MADURADO
En varias investigaciones Varnam, & Sutherland, (1998), concluyeron que
como en otros alimentos fermentados las bacterias lácticas juegan un papel
clave. Se influye sobre el equilibrio bacteriano al añadir una cierta cantidad
de bacterias productoras de ácido láctico, provocando de esta manera el
predominio ya desde el inicio de este tipo de bacterias.
El método para la identificación y recuento de cultivos starters de
características ácido lácticos es el empleo de Agar Rogosa o Agar M.R.S. El
Agar M.R.S. fue desarrollado por Man, Rogosa y Sharpe para proveer un
medio que pudiera evidenciar un buen crecimiento de lactobacilos y otras
bacterias ácido lácticas (Becton & Dickinson 2003).
Con la excepción de los mohos, algunos de los cuales pueden ser
micotoxigénicos, los embutidos fermentados no sustentan el crecimiento de
microorganismos potencialmente patógenos. Los embutidos fermentados
generalmente se considera que son productos de bajo riesgo, aunque hay
dos áreas problemáticas: crecimiento de microorganismos productores de
toxinas en la carne, especialmente Staphylococcus aureus, antes de que la
fermentación tenga lugar, y supervivencia de bacterias patógenas tales
como la Salmonella (Rodríguez citado en Varnam & Sutherland, 1998).
Staphylococcus aureus.- La producción de enterotoxina por S. aureus
ha sido un problema importante en la producción de embutidos
fermentados. Staphylococcus aureus es un contaminante común de la
carne cruda (Varnam & Sutherland, 1998). Como requisito
microbiológico para productos cárnicos curados madurados se
establece que el Staphylococcus aureus puede estar presente en un
rango de 1x102 a 1x103 ufc/g (INEN, 2009a).
15
Clostridium perfringens.- Es un bacilo esporulado, anaeróbico, pero
estrictas condiciones anaeróbicas no son requeridas para su
crecimiento. Las cepas de esta especie se dividen en cinco tipos: A,
B, C, D y E, basado en su habilidad de producir las toxinas alfa, beta,
epsilon e iota (Pineda, De Aponte & Santander 2004).
El C. perfringens, es el gente etiológico de muchas enfermedades y
es la tercera causa de toxiinfección alimentaria bacteriana después de
Salmonella spp. y Staphylococcus aureus (Aycachi, 2008).
La presencia de Clostridium perfringens como requisito microbiológico
para productos cárnicos curados madurados se establece en un
rango de 1x103 a 1x104 ufc/g (INEN, 2009b).
Salmonella.- Son bacterias que pertenecen a la familia
Enterobacteriaceae, formado por bacilos gran negativos, anaerobios
facultativos, con flagelos periticos y que no desarrollan cápsula, ni
esporas (INEN, 2009c). Es la segunda causa más común de
enfermedades transmitidas por alimentos. La actividad de agua y pH
afectan el crecimiento de Salmonella, siendo el límite inferior de 0.94
y 3.8 (Rodríguez, 2011).
En productos cárnicos curados madurados mediante pruebas de
identificación microbiológica debe existir ausencia de unidades
formadoras de colonias (ufc) por 25 gramos de muestra, tanto de
Salmonella (INEN, 2009c).
Escherichia coli.- Es una bacteria que se encuentra de forma natural
en el intestino de los humanos formando parte de la microbiota
intestinal. Existe sin embargo grupos de E. coli cuyas toxinas afectan
a los seres humanos y causan severas infecciones (Troxler, 2010).

16
Escherichia coli.- Presenta un serio riesgo para la salud humana
particularmente en alimentos que son consumidos sin cocinar o
incorrectamente cocinados. Se ha identificado grupos de E. coli que
son ácidos tolerantes son capaces de sobrevivir en la elaboración de
embutidos madurados, en especial E. coli O157:H7
(Muthukumarasamy & Holley, 2010).
2.3.1. MOHOS DE SUPERFICIE
Frey (1995), considera que durante el secado, los hongos colonizan
frecuentemente la superficie del embutido asentándose en la tripa. Se
considera meramente incomodidad que afecta solo el aspecto externo del
embutido, y se elimina por cepillado o lavado antes de su venta.
Generalmente, para el lavado de embutidos madurados que presentan
mohos se utiliza ácido acético, láctico, o bien sumergir en solución de ácido
ascórbico a sus sales.
En el estudio realizado por Posa, Ludemann, Pollio, & Segura (2004),
asumen que esta microbiota deseable produce un efecto antioxidante,
impide la formación de encostrado y favorece el desarrollo de aromas y
sabores característicos. Muchos productores consideran tal cubierta como
un indicador de buena calidad y terminación del proceso de madurado. Se
han identificado 45 cepas pertenecientes a los géneros Penicillium,
Aspergillus y Eurotium.
De acuerdo a Schiffner (1996), la presencia de hongos se debe,
principalmente, a la humedad relativa del aire demasiado alto. Estos
defectos se pueden evitar controlando la humedad relativa del aire. Hay que
realizar controles continuos para vigilar que los mohos no se extiendan por
toda la superficie del embutido. El enmohecimiento no es únicamente un
defecto estético no es solamente un defecto estético, sino también un peligro
para la salud, ya que algunas de especies de mohos producen micotoxinas.
17
2.3.2. CRECIMIENTO
El crecimiento de microorganismos está influenciado notablemente por la
naturaleza química y física de su ambiente. Si se conocen las influencias
ambientales como temperatura, pH, concentración de oxigeno, actividad de
agua y potencial redox se puede controlar el crecimiento de microbiano (De
Falke & Degrossi, 2007).
2.4. SALAMI
El método de elaboración de salami se remonta muchos siglos atrás cuando
se estudiaban métodos para prolongar y conservar de mejor manera los
alimentos, especialmente la carne. Es así que al salami se lo define como un
embutido curado y madurado. El curado consiste, esencialmente, en agregar
a la carne una mezcla de sales (cloruros, nitratos y nitritos) que, además de
prolongar su conservación, le dan un sabor característico. Y la maduración
se da en cámaras especiales, donde la humedad relativa es menor que la
del embutido, para reducir su humedad, y con la acción de los
microorganismos (presentes o adicionados) desarrollar y modificar las
características organolépticas del salami (Crismadgm, 2012).
En un estudio realizado por Profeco (2012), hace referencia que las
bacterias lácticas no se limitan a crecer o proliferar en alimentos lácteos. En
lo particular son responsables de madurar vegetales como los pepinillos o
aceitunas y alimentos cárnicos como este. Mientras crecen y acidifican el
alimento crean condiciones que ya no son favorables para otros organismos
peligrosos y que comúnmente causan diarreas, sin embargo, brindan sabor.
Para lo cual las sales de nitrato no se consideran tóxicas. Se encuentran
naturalmente en algunas fuentes de agua y vegetales como el perejil y las
espinacas. Esta sal es reducida por acción bacteriana formando nitrito, que
es un conservador muy utilizado en los productos cárnicos y que también es
18
responsable del característico color rojo (en los productos madurados) o
rosa (en los productos cocidos) (Profeco, 2012).
2.4.1. COMPONENTES DEL SALAMI
Carne.- Se trata fundamentalmente de magros de vacuno y de cerdo.
La masa inicial usada para la elaboración de salami contiene un 50 –
70% de carne magra (Paltrinieri, 2008).
Dentro de los principales problemas que presenta esta materia
prima tenemos:
Defectos de coloración.- Con frecuencia los microorganismos
provocan cambios del color en productos cárnicos curados y tratados
por calor, a modo de manchas grises o verdosas, extensas o
limitadas. Los principales responsables suelen ser los Lactobacillus
formadores de peróxidos, aunque para ello necesitan una tensión de
oxígeno suficiente (Rodriguez, 2005).
Normalmente, las decoloraciones se hacen visibles en las zonas
marginales o en el centro de una superficie de sección reciente, al
poco tiempo de contactar con el aire que le rodea. La formación de un
anillo verdoso o gris tiene lugar en el seno de la pieza cárnica cuando
existe una carencia de oxigeno, mientras que en las zonas marginales
los gérmenes se eliminan, como sucede por acción del humo o del
calor (Rodriguez, 2005).
El núcleo central gris tiene un origen exclusivamente microbiano. Se
desarrolla en productos tratados por calor en los que la temperatura
interna alcanzada no ha sido suficiente como consecuencia de un tipo
de tratamiento insuficiente o bien porque la temperatura aplicada no
fue lo bastante elevada. Sin embrago cuando se tratan de productos

19
cárnicos curados la presencia de un núcleo central gris puede ser
indicativo de una alteración de la grasa, ya que se forma también
peróxidos responsables de la alteración del color. Dicha alteración
puede tener un origen microbiano o antibiótico (Rodriguez, 2005).
Limo bacteriano y enmohecimiento superficial.- Son alteraciones
muy comunes en las carnes curadas, por lo que su manipulación y
almacenamiento deben ser controlados.
El limo es producido más que todo por bacterias acido lácticas,
micrococo y levaduras, todos estos microorganismos contaminan la
superficie de los productos curados durante la manipulación posterior
al proceso y pueden crecer a temperaturas de refrigeración sobre la
superficie humedad de estos. El enmohecimiento es producido por
mohos estrictamente aerobios. Su desarrollo se controla con la
anaerobiosis y el empleo de bajas temperatura (Amerling, 2001).
Acidificación demasiado rápida.- Un elevado contenido de agua,
temperatura y humedad relativa de secado elevadas y ausencia de
flora externa facilitan la acidificación (Arnau, 2011).
En los productos cárnicos como los embutidos fermentados, se
desarrolla una flora microbiana típica que actúa sobre los azucares
presentes para producir acido láctico. Este acido va a producir el
descenso del pH, con lo que se inhibe el desarrollo de gérmenes
causantes de alteración se va a fijar el color y se pierde la capacidad
de retención de agua de las proteínas (Amerling, 2001).
Alteraciones del sabor y olor.- Los organismos productores de
sabor se inhiben con consecuencia de una fermentación rápida y con
el fin de limitar la intensidad de sabor y acidez, se utiliza mecanismo
de control en la formulación y el procesamiento, lo cual se logra
controlando a los tipos de inoculo y a los factores tiempo-temperatura-
humedad del proceso a fin de favorecer inicialmente las condiciones
20
de baja temperatura en las que predominan microorganismos
productores de sabor, antes de elevar la temperatura del proceso
para acelerar a la producción de ácido láctico (García, Quintero, &
López, 2002).
Los fallos de olor se presenta frecuentemente cuando se utiliza carne
adquirida en lugares que no se tiene el correcto control, no se debe
utilizar, carne con olor muy fresco que no esté pegajosa en todo caso
es conveniente controlar los embutidos de forma continua (Rodríguez,
2011).
Grasa.- Se utiliza casi siempre grasas de estructura compacta y de
aspecto firme: tocino, grasa de cobertura del jamón o de la paleta, etc.
La grasa puede llegar a representar hasta el 50% del producto
después del secado (Patrinieri, 2008).
Acidificación: Presenta problemas en la coloración.
Pardeamiento: Cambio de su coloración característico.
Sal.- Se añade habitualmente a la mezcla en una concentración del
2,5 - 3%, lo que disminuye la actividad de agua inicial, los embutidos
madurados contienen más sal que los frescos. Esta sal adicionada
desempeña las funciones de dar sabor al producto, actuar como
conservante, solubilizar las proteínas y aumentar la capacidad de
retención del agua de las proteínas (Albuja, 2005).
Nitritos.- Se trata de un aditivo denominado “de salazón” cuyo papel
bacteriostático es fundamental, al igual el ayudar a mantener el color,
mediante el curado, característico en productos cárnicos. Dicha
acción inhibidora depende básicamente del valor de pH del medio, ya
que cuanto más bajo sea el pH del medio, mayor será el efecto
inhibidor del nitrito y viceversa (Pérez citado en Multon, 2000).
21
Azúcares.- Los más utilizados son la dextrosa, sacarosa, lactosa y
jarabes de glucosa. Estos sustratos permiten obtener una
acidificación más o menos rápida e intensa del producto (Albuja,
2005).
Ácido Ascórbico y Sorbato de Potasio.- Son verdaderos
antioxidantes de las grasas, ya que fijan el oxígeno residual del
medio; además, limitan el contenido residual de los iones de nitrito
libre y la formación de nitrosaminas, así como también favorecen la
formación de nitrosohemoglobina (Rodríguez, 2011).
Tripas.- Las tripas deben prepararse bien, para que el proceso de
elaboración no sufra demoras y queden garantizados en rellenado y
atado correctos. En la fabricación de embutidos escaldados se utilizas
tripas naturales y artificiales (Paltrinieri, 2008).
a) Tripas naturales: En el proceso del faenado se obtiene diversos
despojos, como son el intestino, vejiga, estómago y distintas membranas,
que convenientemente tratados constituyen envolturas naturales para
embutidos (Barroso, 2013).
b) Tripas artificiales: Las tripas artificiales se fabrican a partir de diversos
materiales animales y vegetales. De acuerdo con su materia prima y con sus
propiedades, se distinguen las siguientes tripas artificiales: tripas de
celulosa, pergamino, fibra membranosa y entramado sedoso (Barroso,
2013).
c) Tripas sintéticas: Elaboradas a partir de sustancias celulósicas o de
polímeros de síntesis.
22
Defectos Producidos en la Elaboración del Salami
Dentro de los defectos que puede presentar este producto y que afectan
considerablemente a la aceptación son los siguientes.
Defectos en los Embutidos Madurados
Rodríguez (citado en Schiffner, 1996), aduce que entre los principales
defectos que se pueden encontrar en embutidos madurados están:
Putrefacción interna.- Se acompaña a menudo de una retracción de
la envoltura, que puede llegar a separarse de la masa del embutido.
Al corte se observan diferencias de color y de consistencia. El borde
suele presentar el típico color rojo (a veces solo unos milímetros) y
textura correcta, mientras que la parte central de la masa esta parcial
o totalmente descolorida, en ocasiones de color gris o gris-verdoso, y
reblandecida. El olor y sabor no son los típicos, sino desagradables y
rancios. Hay presencia de microbiota atípica a la de un embutido
madurado, identificándose únicamente micrococos y bacterias
esporulantes aerobias. No hay corrección posible, por esta razón es
muy importante controlar el embutido durante los primeros días de la
maduración.
Putrefacción generalizada.- A diferencia de la interna es fácil de
reconocer externamente. El embutido afectado normalmente no se
enrojece y no adquiere la consistencia al corte deseado. En el cuarto
de maduración se percibe inicialmente un olor ácido que más tarde
será de putrefacción. En los análisis microbiológicos predominan las
enterobacterias, pseudomonas, levaduras, estafilococos y bacterias
aerobias productoras de esporas, observándose muy pocas bacterias
ácido lácticas. Las causas pueden ser varias como:
Alteración del equilibrio bacteriano por utilizar carne con carga microbiana
elevada, por ejemplo carne en malas condiciones higiénicas, insuficiente
23
suministro de sustancias nutritivas, sobre todo de hidratos de carbono
simples (Rodríguez citado en Schiffner, 1996).
2.5. ENZIMAS
Las enzimas son proteínas que se comportan como catalizadores, es decir,
aceleran la velocidad con la que las reacciones se llevan a cabo sin alterar el
equilibrio y son responsables de las transformaciones metabólicas en los
seres vivos.
Desde el punto de vista fisicoquímico y como consecuencia de su estructura
proteica, la actividad catálica de las enzimas depende del pH y de la
temperatura de reacción, característica que resulta de fundamental
importancia en una aplicación industrial (García, Quintero & López, 2002).
2.5.1. LA TRANSGLUTAMINASA
La Transglutaminasa tisular pertenece a una familia diversa de enzimas
dependientes del calcio que catalizan la formación de enlaces cruzados
entre las proteínas. La TG está ampliamente distribuida en los órganos
humanos y se encuentra asociada a fibras alrededor del músculo liso y de
las células endoteliales en el tejido conjuntivo. La TG interviene en los
mecanismos de ensamblaje de la matriz extracelular y de reparación de los
tejidos. Las gliadinas del trigo pueden actuar como sustrato para las
reacciones de la Transglutaminasa (Mejía & Ramelli, 2006).
Las Transglutaminasa (TGM) son enzimas capaces de unir proteínas entre
un grupo ε-amino de un residuo de lisina y un grupo γ-carboxamida de un
residuo de glutamina. De esta manera, son capaces de crear un enlace inter
o intramolecular altamente resistente a la proteólisis, es decir, la ruptura de
la proteína. Esta técnica permite un mejor comportamiento de la masa de la
carne, el pescado o el pan y una mejora de la estabilidad de la proteína y de
la textura de los alimentos. Se perfila, además, como una forma de obtener
24
nuevos alimentos más atractivos para el consumidor que aprovecha mejor
los subproductos de la industria (Gimferrer, 2008).
Actualmente la Transglutaminasa es una herramienta de utilidad en la
aplicación de tecnologías innovadoras para la producción de alimentos a
base de proteína (animal o vegetal). Entre las tecnologías y aplicaciones
principales se encuentran su uso como agente gelificante de alta estabilidad,
unión en frío, gelificación sin cocción, texturizante y espesante (Palafox,
2006).
2.6. ANÁLISIS DE TEXTURA
Velasco, Farrés & Llorente, (2013), exponen que los factores principales a
evaluar para lograr la aceptación de un producto alimenticio son tres, su
apariencia, sabor y textura, esta última es el reflejo de la estructura del
alimento, su evaluación es muy compleja y se realiza mediante la obtención
de los gráficos generados al aplicar una fuerza en función del tiempo.
Los parámetros a evaluar como son los siguientes:
Dureza: Fuerza máxima que tiene lugar en cualquier tiempo durante el
primer ciclo de compresión. Se refiere a la fuerza requerida para comprimir
un alimento entre los molares o entre la lengua y el paladar. Se expresa en
unidades de fuerza, N ó (kg m s-2) (Velasco & Hleap, 2010).
Adhesividad: Representa el trabajo necesario para despegar el plato de
compresión de la muestra o el trabajo necesario para despegar el alimento
de una superficie simulando el paladar. Se mide en (kg m-2 s-2). La
adhesividad simula la fuerza requerida para retirar con la lengua el alimento
que se queda adherido a la boca (por ejemplo: paladar, dientes o labios)
bajo condiciones normales de comida (Velasco & Hleap, 2010).
25
Fuerza adhesiva: La fuerza adhesiva se puede ver en ensayos donde una
muestra es sondeada o comprimida. Es la acción de retirar lo que produce
un pico de fuerza por la cual la muestra se queda fijada o se adhiere a la
sonda del instrumento. La fuerza adhesiva es la acción en el momento de
ascender del ciclo de un mordisco y el alimento se queda pegado a los
dientes o el paladar (Ametek, 2009).
Extensibilidad: Es la altura que recupera el alimento durante el tiempo que
recorre entre el primer ciclo y el segundo (D2/D1) (Velasco & Hleap, 2010).
Mide cuanta estructura original del alimento se ha roto por la compresión
inicial. Es adimensional, una longitud dividida por otra longitud. Un alimento
con alta elasticidad tiene una textura gomosa mientras que un producto con
baja elasticidad es un producto quebradizo (Ametek, 2009).
26
3. METODOLOGÍA
3.1. MATERIALES Y MÉTODOS
El presente tratamiento fue realizado en la planta de embutidos SOPRODAL
CIA LTD, ubicada en Carcelén Industrial, perteneciente al Cantón Quito,
provincia de Pichincha.
3.2. ANÁLISIS SENSORIAL DE LA MATERIA PRIMA
Se procedió a tomar y pesar 25 gr. de la materia prima seleccionada (carne
de res, carne de cerdo y grasa de cerdo), las cuales fueron evaluadas, de
acuerdo con el siguiente formato.
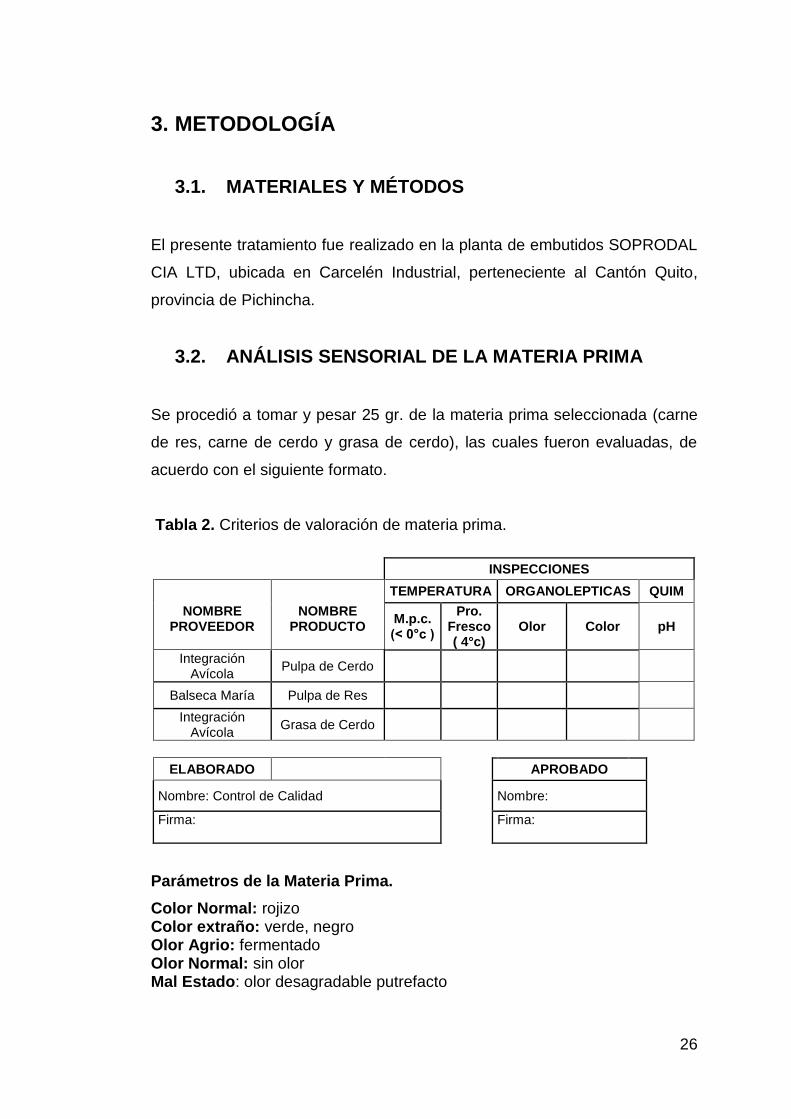
Tabla 2. Criterios de valoración de materia prima.
Parámetros de la Materia Prima.
Color Normal: rojizo Color extraño: verde, negro Olor Agrio: fermentado Olor Normal: sin olor Mal Estado: olor desagradable putrefacto
INSPECCIONES
TEMPERATURA ORGANOLEPTICAS QUIM
NOMBRE PROVEEDOR
NOMBRE PRODUCTO
M.p.c. (˂ 0°c )
Pro. Fresco ( 4°c)
Olor Color pH
Integración Avícola
Pulpa de Cerdo
Balseca María Pulpa de Res
Integración Avícola
Grasa de Cerdo
ELABORADO APROBADO
Nombre: Control de Calidad Nombre:
Firma:
Firma:

27
3.3. ANÁLISIS MICROBIOLÓGICOS DE LA MATERIA
PRIMA
Se realizó el análisis microbiológico en base a la norma INEN 1338 de la
Carne y Productos Cárnicos.
Tabla 3. Registro análisis microbiológicos de la materia prima según las
normas.
ANÁLISIS NORMA
E. Coli INEN 1529-8
Estafilococos A. INEN 1529-14
Salmonella. spp INEN 1529-15
3.4. ANÁLISIS FÍSICO-QUÍMÍCOS DE LA MATERIA PRIMA
Dentro de los análisis físicos se determinó el pH y para analizar la
composición de la carne se consideró humedad, proteína, grasa y
ceniza mediante los siguientes métodos:
Tabla 4. Registro análisis Físico - Químicos de la materia prima.
Ensayos Físico- Químicos NORMA
Humedad INEN 777
Proteína INEN 778
Grasa INEN 781
Ceniza INEN 786
pH INEN 783
28
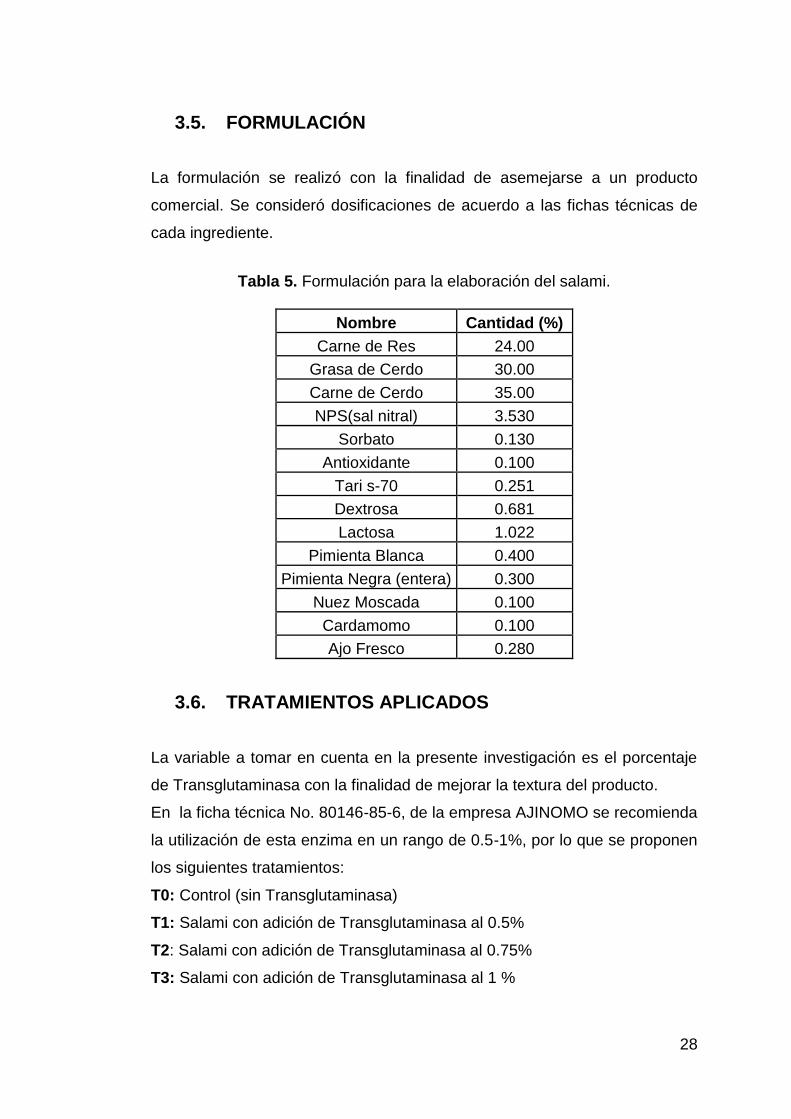
3.5. FORMULACIÓN
La formulación se realizó con la finalidad de asemejarse a un producto
comercial. Se consideró dosificaciones de acuerdo a las fichas técnicas de
cada ingrediente.
Tabla 5. Formulación para la elaboración del salami.
Nombre Cantidad (%)
Carne de Res 24.00
Grasa de Cerdo 30.00
Carne de Cerdo 35.00
NPS(sal nitral) 3.530
Sorbato 0.130
Antioxidante 0.100
Tari s-70 0.251
Dextrosa 0.681
Lactosa 1.022
Pimienta Blanca 0.400
Pimienta Negra (entera) 0.300
Nuez Moscada 0.100
Cardamomo 0.100
Ajo Fresco 0.280
3.6. TRATAMIENTOS APLICADOS
La variable a tomar en cuenta en la presente investigación es el porcentaje
de Transglutaminasa con la finalidad de mejorar la textura del producto.
En la ficha técnica No. 80146-85-6, de la empresa AJINOMO se recomienda
la utilización de esta enzima en un rango de 0.5-1%, por lo que se proponen
los siguientes tratamientos:
T0: Control (sin Transglutaminasa)
T1: Salami con adición de Transglutaminasa al 0.5%
T2: Salami con adición de Transglutaminasa al 0.75%
T3: Salami con adición de Transglutaminasa al 1 %
29
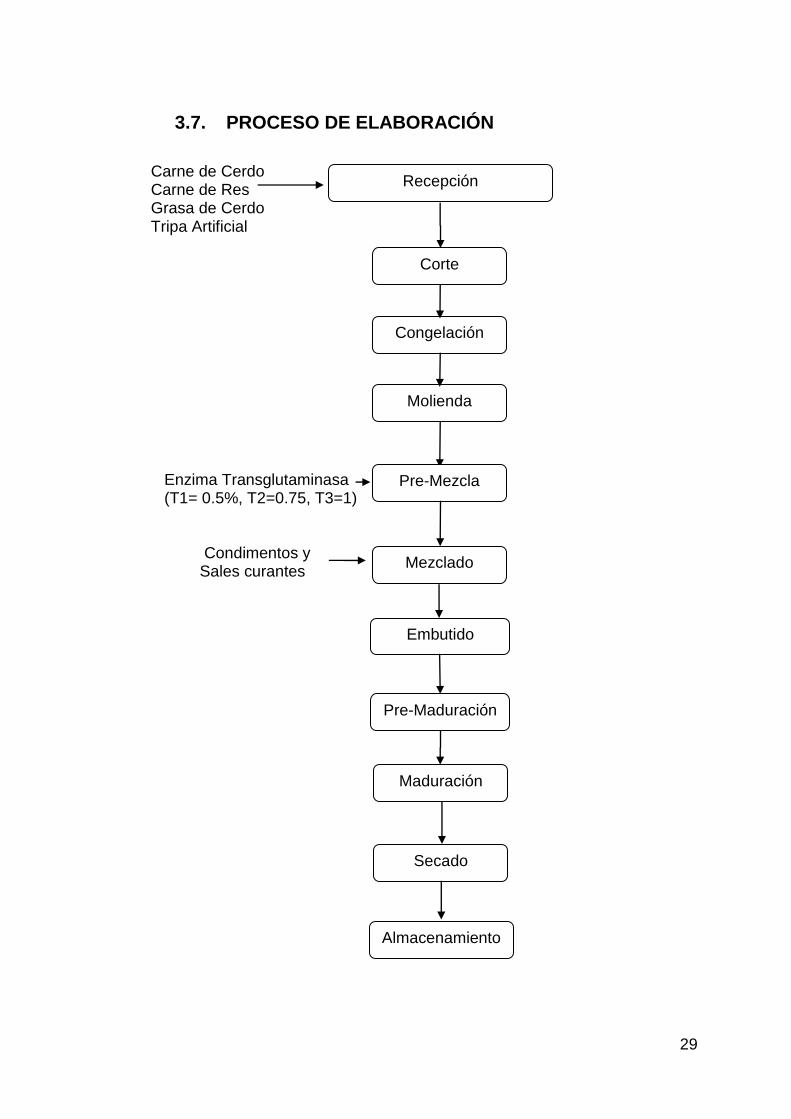
3.7. PROCESO DE ELABORACIÓN
Carne de Cerdo Carne de Res Grasa de Cerdo Tripa Artificial
Enzima Transglutaminasa (T1= 0.5%, T2=0.75, T3=1) Condimentos y Sales curantes
Recepción
Corte
Congelación
Mezclado
Molienda
Embutido
Pre-Maduración
Pre-Mezcla
Secado
Almacenamiento
Maduración
30
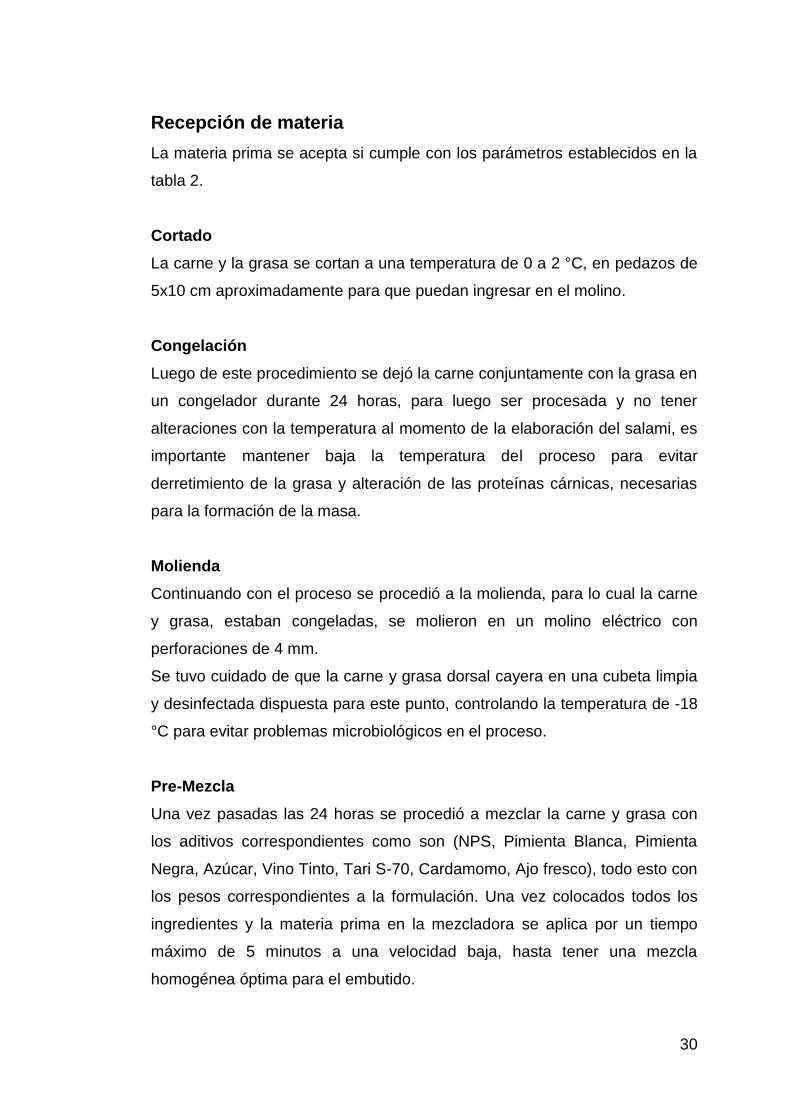
Recepción de materia
La materia prima se acepta si cumple con los parámetros establecidos en la
tabla 2.
Cortado
La carne y la grasa se cortan a una temperatura de 0 a 2 °C, en pedazos de
5x10 cm aproximadamente para que puedan ingresar en el molino.
Congelación
Luego de este procedimiento se dejó la carne conjuntamente con la grasa en
un congelador durante 24 horas, para luego ser procesada y no tener
alteraciones con la temperatura al momento de la elaboración del salami, es
importante mantener baja la temperatura del proceso para evitar
derretimiento de la grasa y alteración de las proteínas cárnicas, necesarias
para la formación de la masa.
Molienda
Continuando con el proceso se procedió a la molienda, para lo cual la carne
y grasa, estaban congeladas, se molieron en un molino eléctrico con
perforaciones de 4 mm.
Se tuvo cuidado de que la carne y grasa dorsal cayera en una cubeta limpia
y desinfectada dispuesta para este punto, controlando la temperatura de -18
°C para evitar problemas microbiológicos en el proceso.
Pre-Mezcla
Una vez pasadas las 24 horas se procedió a mezclar la carne y grasa con
los aditivos correspondientes como son (NPS, Pimienta Blanca, Pimienta
Negra, Azúcar, Vino Tinto, Tari S-70, Cardamomo, Ajo fresco), todo esto con
los pesos correspondientes a la formulación. Una vez colocados todos los
ingredientes y la materia prima en la mezcladora se aplica por un tiempo
máximo de 5 minutos a una velocidad baja, hasta tener una mezcla
homogénea óptima para el embutido.
31
Mezclado
Lista la mezcla se agregó la enzima a tratar (Transglutaminasa), en los
diferentes porcentajes (0.5, 0.75 y 1 %).
Al término de esta operación se midió el pH.
Embutición
Luego de haber culminado con la etapa de mezcla, se procedió a embutir la
masa en tripa fibrosa artificial, se tuvo mucha precaución con el aire que
pueda quedar dentro de la masa antes de embutir, ya que el aire presente
en el interior de la masa puede ser uno de los causante de la
descomposición bacteriana y de crecimiento de mohos o la formación de
cámaras huecas dentro del embutido. Se tomó en consideración la presión
de llenado de cada uno de los tacos.
Posteriormente se procedió al registro de peso de cada uno de los tacos de
salami, ya que este fue el primer peso registrado como patrón a seguir
durante el proceso de elaboración.
Pre- Maduración o Estufaje
Una vez registrado el peso de los tacos de salami se procedido al darle el
siguiente proceso, que fue el estufado en el cual se trata de someter el
salami a una temperatura de 24°C y una Humedad relativa de 90%, durante
un tiempo no menor a 24 horas, en el segundo día 22°C y 85 humedad, en
el tercer día 18°C y 84% de humedad y desde el cuarto día en adelante a
17°C y 74% de humedad, este proceso es óptimo para el desarrollo de los
microorganismos causantes del proceso de fermentación.
Maduración
El objetivo es que la curación sea rápida y mayor. La transformación de la
pasta en salami y la conservación de este, está sujeto al éxito de fenómenos
fisicoquímicos y microbiológicos que se producen por la acción de ciertos
microorganismos en la pasta por la producción de ácidos orgánicos(láctico)
32
esto disminuye el pH y contribuye a la inhibición de microorganismos no
deseados y dan características deseables al producto, ya que el descenso
de pH es un factor importante de la capacidad de retención de agua de las
proteínas y así asegura que el secado se realice correctamente (Paltrinieri,
2008).
Se procedió a almacenar en la cámara o sala de maduración la cual debe
tener una temperatura de 12 a 16°C y una humedad relativa de 70 a 85%.
Es en estas condiciones donde el salami adquiere todas las características
organolépticas que lo distinguen y lo transforman en un producto de alta
calidad y gran aceptabilidad. El tiempo de maduración es indeterminado, ya
que el secado del salami dependerá de las características de la tripa y de las
condiciones de la pasta, además se debe esperar que el producto alcance
su color rojo óptimo y característico del mismo.
Almacenamiento
Una vez terminada con la etapa de maduración, se procedió con la etapa
final que es el almacenamiento en un ambiente limpio a temperaturas de
refrigeración de 4 a 7 °C a una humedad relativa de 70 a 85%. Como todos
los productos que contienen bacterias vivas, se deben refrigerar durante el
almacenamiento. Esto es necesario para garantizar altos índices de
supervivencia de los microorganismos probióticos y para asegurar la
estabilidad del producto.
3.8. CONDICIONES DE MADURACIÓN
Para el proceso de maduración se registró información en base a las
siguientes tablas:
33
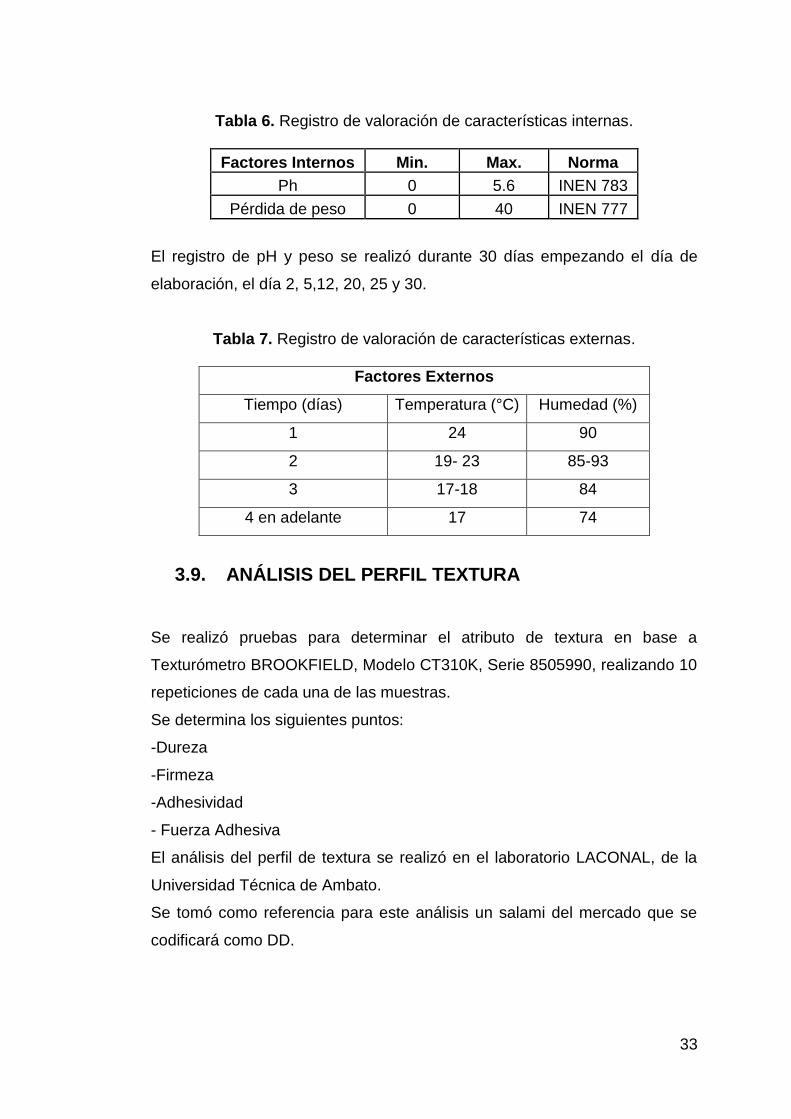
Tabla 6. Registro de valoración de características internas.
Factores Internos Min. Max. Norma
Ph 0 5.6 INEN 783
Pérdida de peso 0 40 INEN 777
El registro de pH y peso se realizó durante 30 días empezando el día de
elaboración, el día 2, 5,12, 20, 25 y 30.
Tabla 7. Registro de valoración de características externas.
Factores Externos
Tiempo (días) Temperatura (°C) Humedad (%)
1 24 90
2 19- 23 85-93
3 17-18 84
4 en adelante 17 74
3.9. ANÁLISIS DEL PERFIL TEXTURA
Se realizó pruebas para determinar el atributo de textura en base a
Texturómetro BROOKFIELD, Modelo CT310K, Serie 8505990, realizando 10
repeticiones de cada una de las muestras.
Se determina los siguientes puntos:
-Dureza
-Firmeza
-Adhesividad
- Fuerza Adhesiva
El análisis del perfil de textura se realizó en el laboratorio LACONAL, de la
Universidad Técnica de Ambato.
Se tomó como referencia para este análisis un salami del mercado que se
codificará como DD.
34
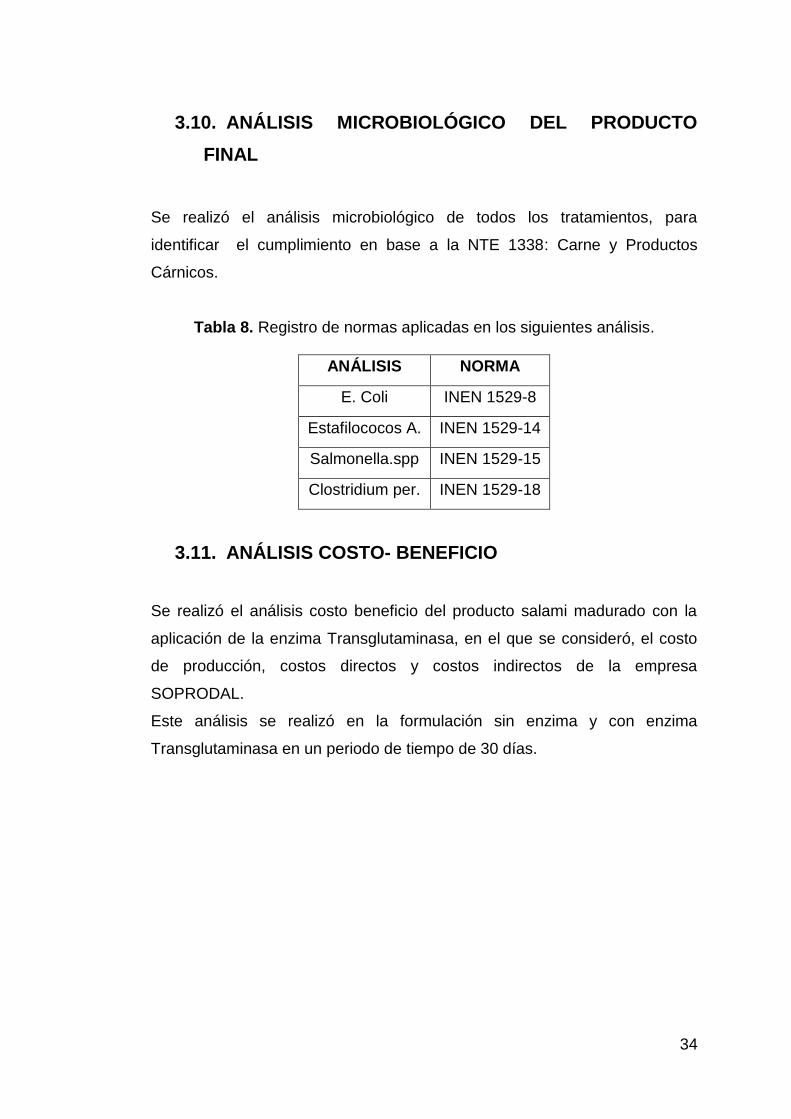
3.10. ANÁLISIS MICROBIOLÓGICO DEL PRODUCTO
FINAL
Se realizó el análisis microbiológico de todos los tratamientos, para
identificar el cumplimiento en base a la NTE 1338: Carne y Productos
Cárnicos.
Tabla 8. Registro de normas aplicadas en los siguientes análisis.
ANÁLISIS NORMA
E. Coli INEN 1529-8
Estafilococos A. INEN 1529-14
Salmonella.spp INEN 1529-15
Clostridium per. INEN 1529-18
3.11. ANÁLISIS COSTO- BENEFICIO
Se realizó el análisis costo beneficio del producto salami madurado con la
aplicación de la enzima Transglutaminasa, en el que se consideró, el costo
de producción, costos directos y costos indirectos de la empresa
SOPRODAL.
Este análisis se realizó en la formulación sin enzima y con enzima
Transglutaminasa en un periodo de tiempo de 30 días.
35
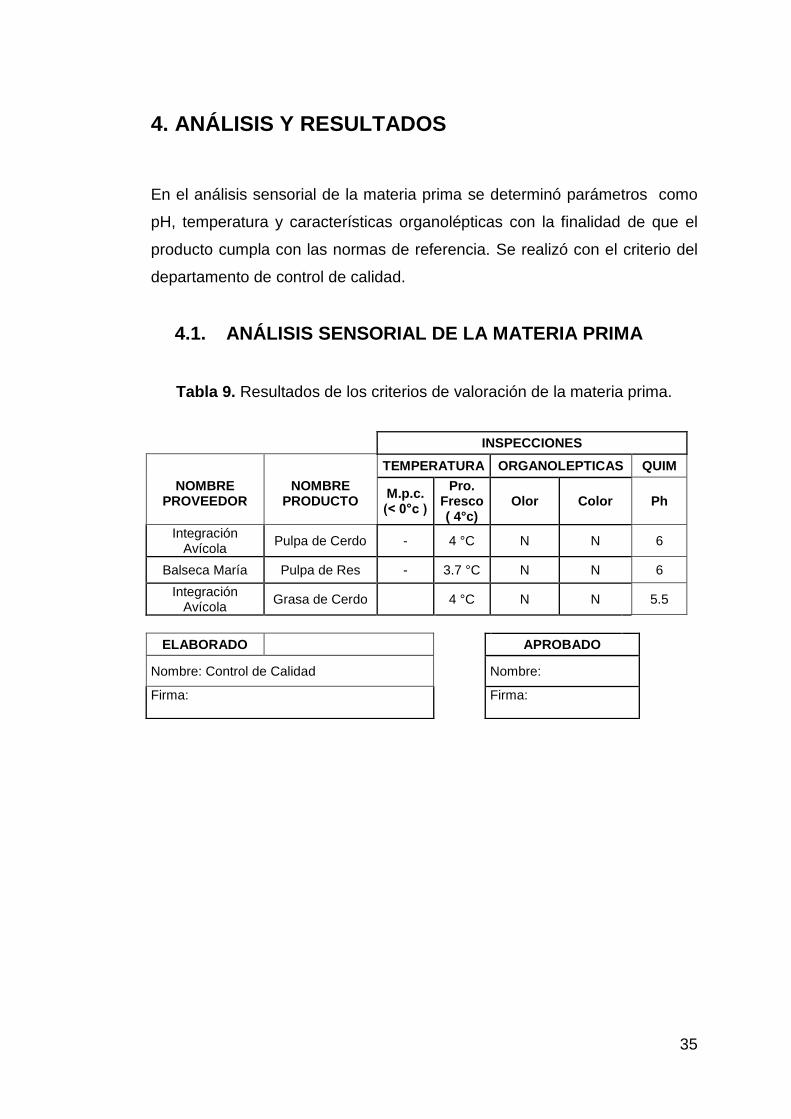
4. ANÁLISIS Y RESULTADOS
En el análisis sensorial de la materia prima se determinó parámetros como
pH, temperatura y características organolépticas con la finalidad de que el
producto cumpla con las normas de referencia. Se realizó con el criterio del
departamento de control de calidad.
4.1. ANÁLISIS SENSORIAL DE LA MATERIA PRIMA
Tabla 9. Resultados de los criterios de valoración de la materia prima.
INSPECCIONES
TEMPERATURA ORGANOLEPTICAS QUIM
NOMBRE PROVEEDOR
NOMBRE PRODUCTO
M.p.c. (˂ 0°c )
Pro. Fresco ( 4°c)
Olor Color Ph
Integración Avícola
Pulpa de Cerdo - 4 °C N N 6
Balseca María Pulpa de Res - 3.7 °C N N 6
Integración Avícola
Grasa de Cerdo 4 °C N N 5.5
ELABORADO APROBADO
Nombre: Control de Calidad Nombre:
Firma:
Firma:
36
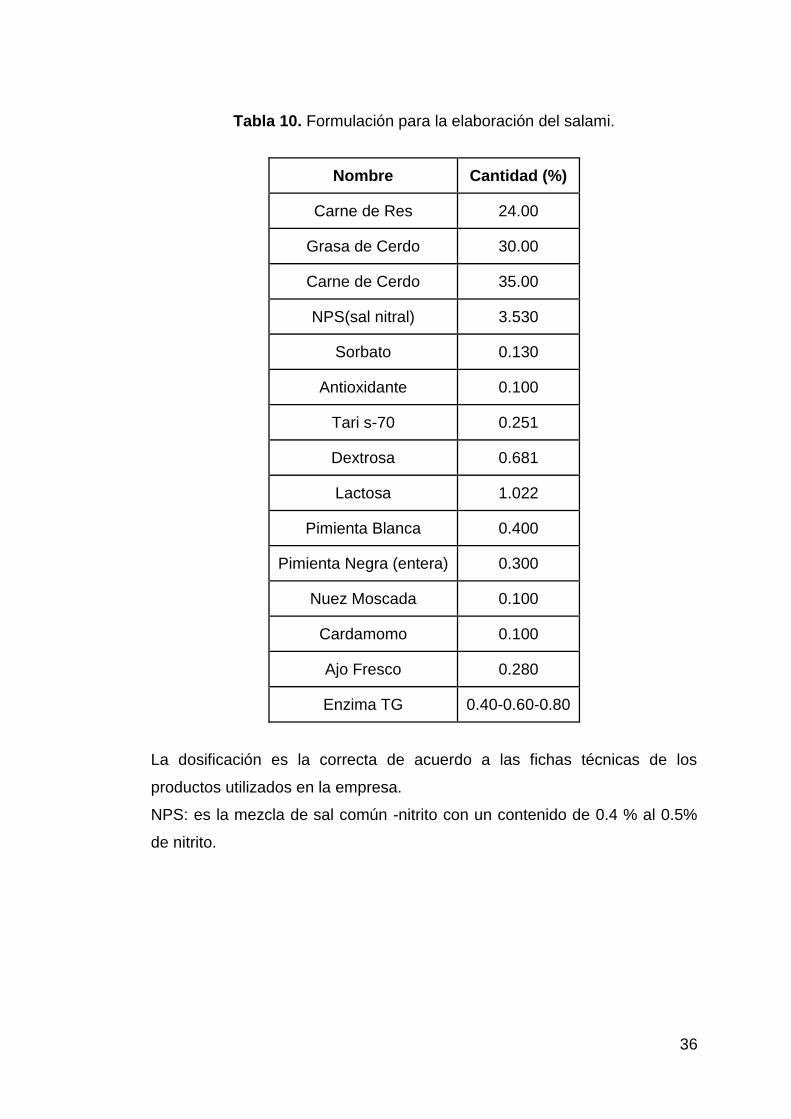
Tabla 10. Formulación para la elaboración del salami.
Nombre Cantidad (%)
Carne de Res 24.00
Grasa de Cerdo 30.00
Carne de Cerdo 35.00
NPS(sal nitral) 3.530
Sorbato 0.130
Antioxidante 0.100
Tari s-70 0.251
Dextrosa 0.681
Lactosa 1.022
Pimienta Blanca 0.400
Pimienta Negra (entera) 0.300
Nuez Moscada 0.100
Cardamomo 0.100
Ajo Fresco 0.280
Enzima TG 0.40-0.60-0.80
La dosificación es la correcta de acuerdo a las fichas técnicas de los
productos utilizados en la empresa.
NPS: es la mezcla de sal común -nitrito con un contenido de 0.4 % al 0.5%
de nitrito.
37
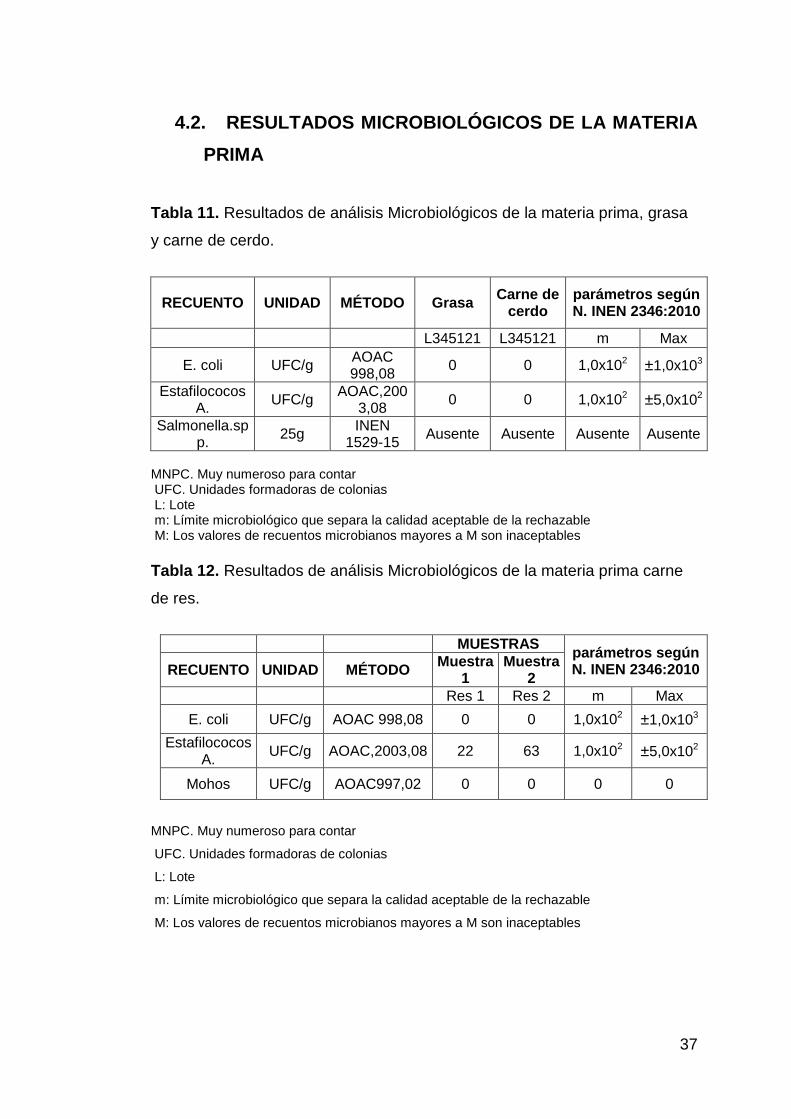
4.2. RESULTADOS MICROBIOLÓGICOS DE LA MATERIA
PRIMA
Tabla 11. Resultados de análisis Microbiológicos de la materia prima, grasa
y carne de cerdo.
RECUENTO UNIDAD MÉTODO Grasa Carne de
cerdo parámetros según N. INEN 2346:2010
L345121 L345121 m Max
E. coli UFC/g AOAC 998,08
0 0 1,0x102 ±1,0x103
Estafilococos A.
UFC/g AOAC,200
3,08 0 0 1,0x102 ±5,0x102
Salmonella.spp.
25g INEN
1529-15 Ausente Ausente Ausente Ausente
MNPC. Muy numeroso para contar UFC. Unidades formadoras de colonias L: Lote m: Límite microbiológico que separa la calidad aceptable de la rechazable M: Los valores de recuentos microbianos mayores a M son inaceptables
Tabla 12. Resultados de análisis Microbiológicos de la materia prima carne
de res.
MUESTRAS
parámetros según N. INEN 2346:2010 RECUENTO UNIDAD MÉTODO
Muestra 1
Muestra 2
Res 1 Res 2 m Max
E. coli UFC/g AOAC 998,08 0 0 1,0x102 ±1,0x103
Estafilococos A.
UFC/g AOAC,2003,08 22 63 1,0x102 ±5,0x102
Mohos UFC/g AOAC997,02 0 0 0 0
MNPC. Muy numeroso para contar
UFC. Unidades formadoras de colonias
L: Lote
m: Límite microbiológico que separa la calidad aceptable de la rechazable
M: Los valores de recuentos microbianos mayores a M son inaceptables
38
Los análisis microbiológicos realizados, demuestran que la materia prima es
apta para la elaboración de salami, cumple con las especificaciones de la
norma INEN (2010), es decir están dentro de los parámetros.
La carne y los productos cárnicos son productos muy variables, por lo que
deben manejarse con especial cuidado durante todas las operaciones de
procesado. La alteración se inicia pronto, después de la sangría, como
resultado de acciones microbianas, químicas y físicas. Si no se frenasen
pronto estas acciones se convertiría la carne en un producto no apto para el
consumo (Mendoza citado en Forrest, Aberle, Hedrick, Judge, & Merkel,
1991).
Una vez que los microorganismos se encuentran en la carne raramente
puede inhibirse por completo su actividad cualesquiera que sean las
medidas de control aplicadas subsiguientemente, por lo tanto la cantidad de
contaminación microbiana es un factor importante en la determinación de la
vida de almacenamiento y aceptabilidad de todos los productos cárnicos
tanto frescos como procesados (Mendoza citado (Forrest, Aberle, Hedrick,
Judge, & Merkel, 1991).
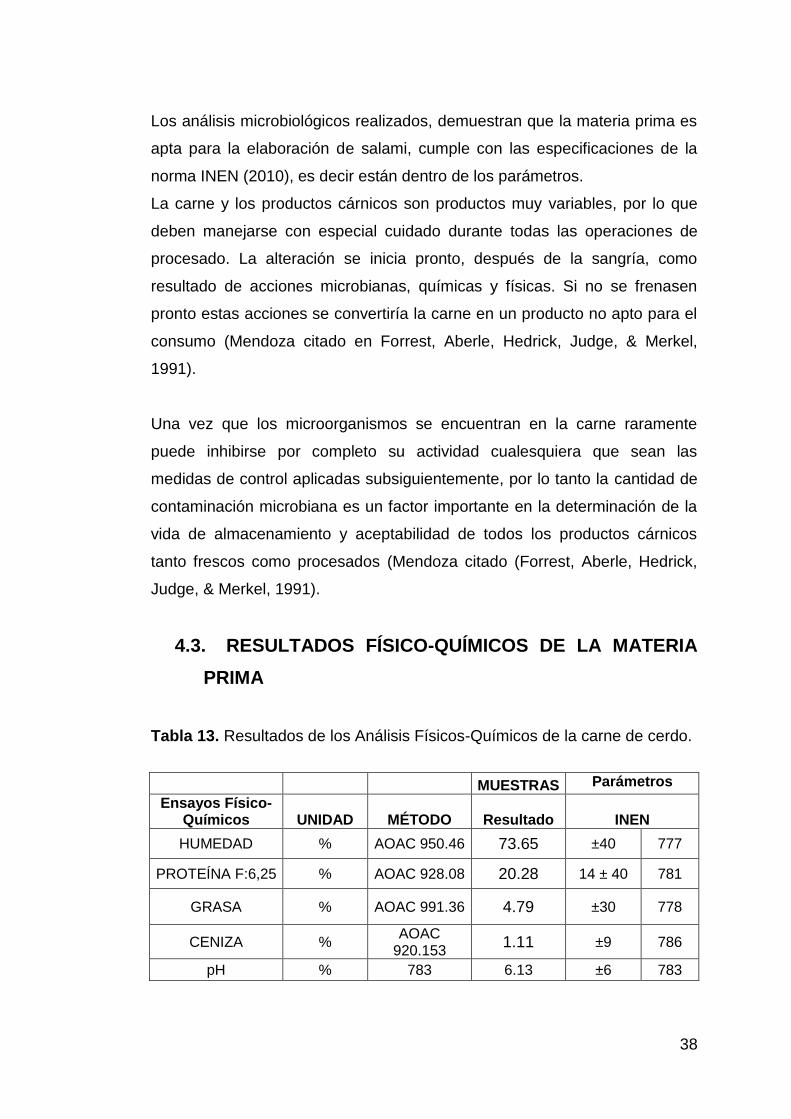
4.3. RESULTADOS FÍSICO-QUÍMICOS DE LA MATERIA
PRIMA
Tabla 13. Resultados de los Análisis Físicos-Químicos de la carne de cerdo.
MUESTRAS Parámetros
Ensayos Físico- Químicos UNIDAD MÉTODO Resultado INEN
HUMEDAD % AOAC 950.46 73.65 ±40 777
PROTEÍNA F:6,25 % AOAC 928.08 20.28 14 ± 40 781
GRASA % AOAC 991.36 4.79 ±30 778
CENIZA % AOAC
920.153 1.11 ±9 786
pH % 783 6.13 ±6 783

39
Tabla 14. Resultados de los Análisis Físicos-Químicos de la carne de res.
MUESTRAS Parámetros
Ensayos Físico- Químicos UNIDAD MÉTODO Resultado INEN
HUMEDAD % AOAC 950.46 75.74 ±40 777
PROTEÍNA F:6,25 % AOAC 928.08 20.30 14 ± 40 781
GRASA % AOAC 991.36 2.76 ±30 778
CENIZA % AOAC
920.153 1.10 ±9 786
pH % 783 5.81 ±6 783
Tabla 15. Resultados de los Análisis Físicos-Químicos de la grasa de cerdo.
MUESTRAS Parámetros
Ensayos Físico- Químicos UNIDAD MÉTODO Resultado INEN
HUMEDAD % AOAC 950.46 13.72 ±40 777
GRASA % AOAC 991.36 82.44 ±30 778
CENIZA % AOAC
920.153 0.24 ±9 786
pH % 783 5.5 ±6 783
Los análisis físico-químicos realizados en la materia prima, demuestran que
es apta para la elaboración de salami, cumple con las especificaciones de la
norma INEN. Uno de los parámetros más importantes influyente en la
materia prima es el pH, según Molina (2001), el pH óptimo para la
elaboración de productos cárnicos es de 5.5 a 5.9. Si el pH desciende causa
defectos en los embutidos ya que la disminución de este parámetro influye
sobre todo la desecación sobre la capacidad de conservación del producto.
No se debe utilizar carne demasiada humedad para la elaboración de
embutidos crudos porque si se utiliza en la formulación sal con nitrito esto va
a eliminar el contenido de agua en exceso, acelerando el proceso de
maduración. Es importante que la humedad sea la correcta de acuerdo con
la norma INEN (2010), para evitar alteraciones que pueden causar defectos
40
en la grasa como sabor a pescado, rancidez y acidificación en el producto
(Paltrinieri, 2008).
Los parámetros se deben seguir de acuerdo con las normas INEN para
proteína, grasa, ceniza y pH. El cumplimiento de estas normas descritas
influye en el producto final del embutido.
4.4. RESULTADOS DE pH DURANTE EL PROCESO DE
MADURACIÓN
Tabla 16. Registro de los resultado de pH de los tratamientos.
Días Tratamientos
TG0 TG1 TG2 TG3
1 6,48 ± 6,44a 6,34 ± 6,30b 6,44 ± 6,40a 6,39 ± 6,35b
2 6,25 ± 6,22a 6,05 ± 6,02c 6,08 ± 6,05c 6,15 ± 6,12b
5 6,12 ± 5,97a 5,90 ± 5,75a 5,60 ± 5,45b 5,57 ± 5,42b
12 5,46 ± 5,36a 5,41 ± 5,31a 5,22 ± 5,12b 5,25 ± 5,14b
20 5,15 ± 5,05a 5,10 ± 5,00a 4,89 ± 4,79b 5,01 ± 4,91a
25 5,14 ± 5,05a 4,56 ± 4,47b 4,58 ± 4,48b 4,66 ± 4,57b
30 5,02 ± 4,90a 4,52 ± 4,40b 4,66 ± 4,57b 4,51 ± 4,39b
Letras distintas indican diferencias significativas entre los tratamientos
Durante el tiempo que duro la investigación se obtuvieron resultados
analizados por varianza, estos tratamientos presentan diferencias
significativas desde el día 1 hasta el día 20, a partir del día 25 y hasta el final
del proceso de maduración que fue en el día 30, se logró una
estandarización de pH de los tratamientos, sin embrago siendo el
tratamiento TG0 (sin enzima) aquel que necesitó más tiempo de maduración
para llegar al pH óptimo que varía de 5.2 a 4.5 según el libro (García,
Quintero, & López, 2002).
41
De acuerdo a la empresa Ajinomoto proveedores de la Transglutaminasa, la
enzima no influye en la pérdida gradual del pH, es decir no afecta a las
bacterias responsables de la fermentación. La muestra patrón no bajó a los
valores referidos para una buena fermentación, ya que según Paltrinieri
(2008), indica que es necesario agregar diferentes clases de azúcares que
sirve como sustrato que actúa con las bacterias y se desarrollan otros
microorganismos que acidifican la pasta, lo que causa la baja del pH. Esto
dependerá de la cantidad de azúcar añadida en la formulación para obtener
así un salami de buen color, aroma y sabor con un pH de 4.7.
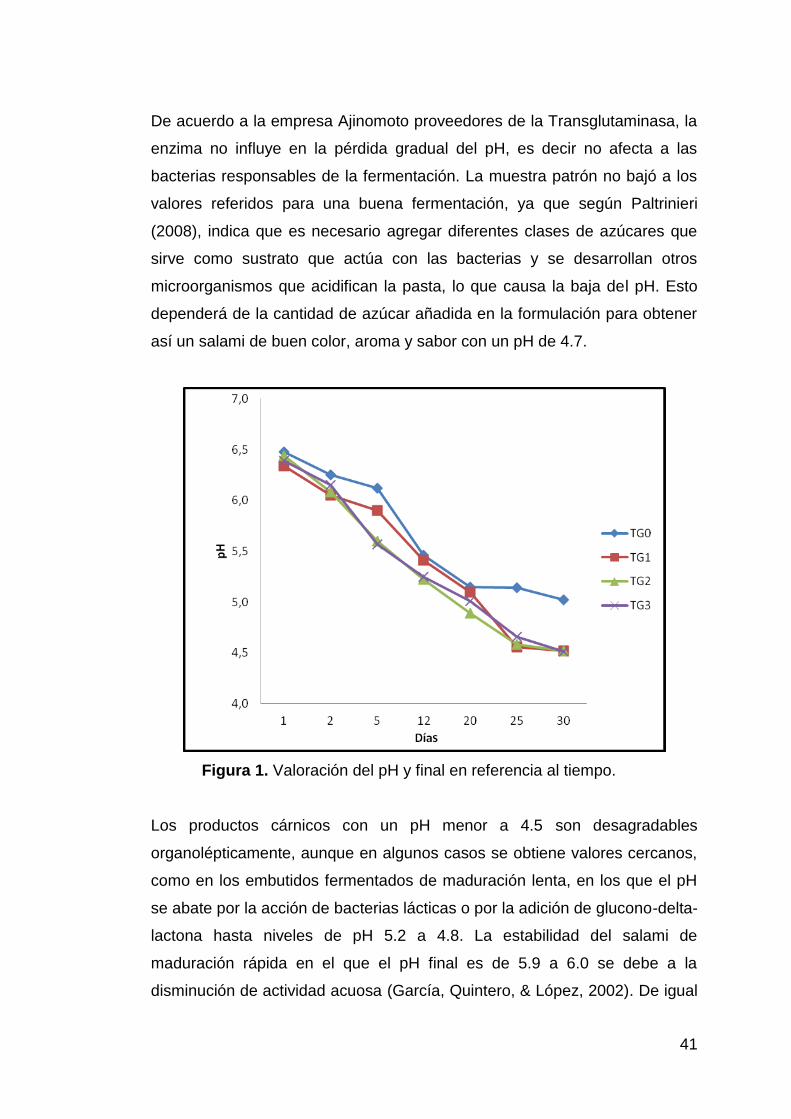
Figura 1. Valoración del pH y final en referencia al tiempo.
Los productos cárnicos con un pH menor a 4.5 son desagradables
organolépticamente, aunque en algunos casos se obtiene valores cercanos,
como en los embutidos fermentados de maduración lenta, en los que el pH
se abate por la acción de bacterias lácticas o por la adición de glucono-delta-
lactona hasta niveles de pH 5.2 a 4.8. La estabilidad del salami de
maduración rápida en el que el pH final es de 5.9 a 6.0 se debe a la
disminución de actividad acuosa (García, Quintero, & López, 2002). De igual

42
manera el mencionado autor afirma que en otros productos cárnicos en los
que la estabilidad depende del pH pero en los que los organismos
vegetativos se inactiva por calor, los valores limitantes de pH se alcanzan
por la adición de sustratos, ya que el número de estas decrece durante el
tratamiento térmico. Estos se observa en la figura 1 que muestra el
comportamiento del pH de acuerdo a los días evaluados.
4.5. ANÁLISIS DE PÉRDIDA DE PESO DURANTE LA
MADURACIÓN
Tabla 17. Registro de los resultado de pérdida de peso de los tratamientos.
Letras distintas indican diferencias significativas entre los tratamientos
Al realizar el análisis de varianza, se puede identificar que en el proceso de
deshidratación del tratamiento patrón presenta una diferencia significativa
constante desde el día 25, observando que TGO (sin enzima) necesita más
días para culminar el proceso de maduración, según el estudio realizado por
Yamamura (2010), indica que no hay diferencia, pero este estudio muestra
que si se presenta diferencia que en el caso de la maduración resulta
positiva cuando se usa la enzima según lo expuesto por Oyague (2011), en
el cual indica que la perdida de peso para productos secos madurados como
Días
Tratamientos
TG0 TG1 TG2 TG3
1 6,12 ± 5,97a 5,90 ± 5,75a 5,60 ± 5,45b 5,57 ± 5,42b
2 5,46 ± 5,36a 5,41 ± 5,31a 5,22 ± 5,12b 5,25 ± 5,14b
5 4,38 ± 3,95a 3,94 ± 3,51a 3,90 ± 3,48a 3,86 ± 3,44a
12 4,20 ± 3,80b 3,71 ± 3,31a 3,69 ± 3,30a 3,70 ± 3,31a
20 2,16 ± 1,96a 2,02 ± 1,82a 1,85 ± 1,65b 2,28 ± 2,08a
25 2,14 ± 1,95a 1,86 ± 1,67b 1,73 ± 1,54b 1,89 ± 1,70b
30 1,69 ± 1,55a 1,46 ± 1,31b 1,49 ± 1,35b 1,35 ± 1,21b
43
el salami tinenden a descender en un rango de 25-50%, durante su proceso
de maduración, los salamis sujetos a estudios presentan un rango similar.
Los contenidos crudos secos son productos de humedad intermiedia que se
pueden conservar a un tiempo largo a temperatura ambiente sin que se
alteren y que se consideran seguros desde el punto de vista higienico-
sanitario siempre que se elaboren según las buenas practicas de fabricación
(Oyague, 2011).
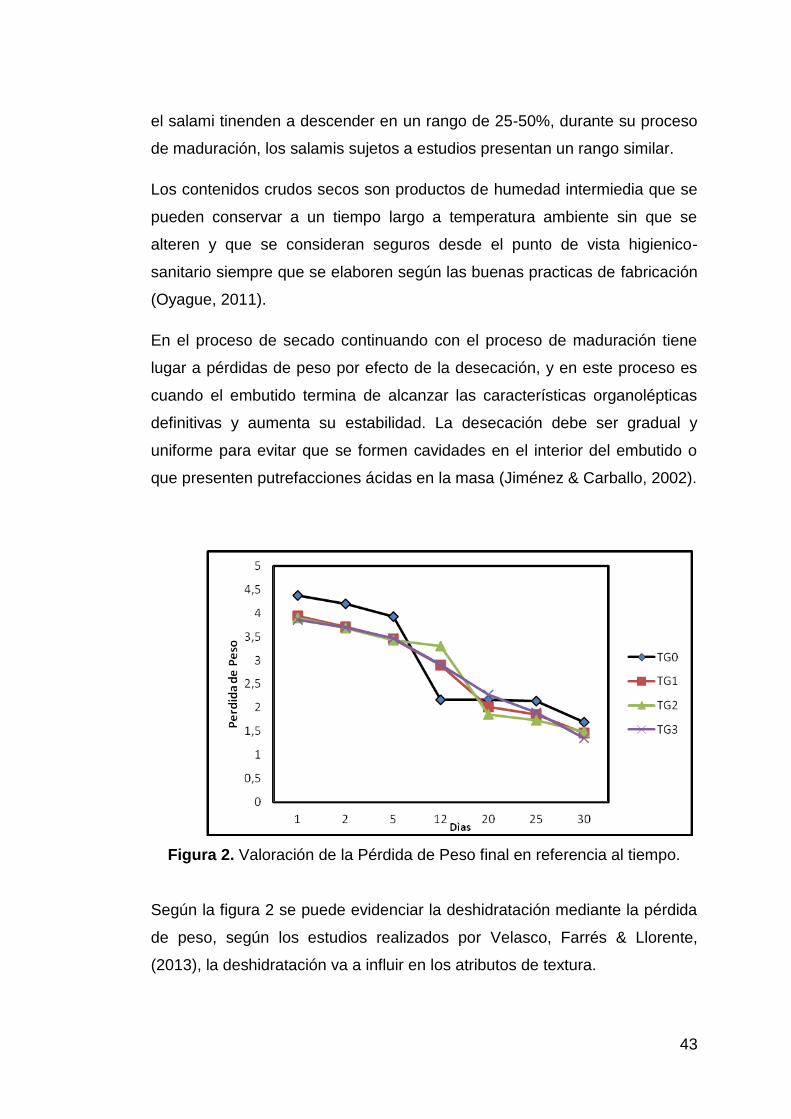
En el proceso de secado continuando con el proceso de maduración tiene
lugar a pérdidas de peso por efecto de la desecación, y en este proceso es
cuando el embutido termina de alcanzar las características organolépticas
definitivas y aumenta su estabilidad. La desecación debe ser gradual y
uniforme para evitar que se formen cavidades en el interior del embutido o
que presenten putrefacciones ácidas en la masa (Jiménez & Carballo, 2002).
Figura 2. Valoración de la Pérdida de Peso final en referencia al tiempo.
Según la figura 2 se puede evidenciar la deshidratación mediante la pérdida
de peso, según los estudios realizados por Velasco, Farrés & Llorente,
(2013), la deshidratación va a influir en los atributos de textura.
44
4.6. RESULTADOS DEL PERFIL DE TEXTURA
Según el patrón de referencia (DD) los resultados instrumentales de cada
análisis se detallan a continuación.
4.6.1. DUREZA
Tabla 18. Registro de las diferencias de dureza de los tratamientos.
TRATAMIENTO DIFERENCIA
DD 62,61 N ±59,585a
TG0 38,79 N ±35,772c
TG1 55,23 N ±52,207b
TG2 60,50 N ±57,476a
TG3 56,66 N ±53,639b
Letras distintas indican diferencias significativas entre los tratamientos
Al realizar el ánalisis de varianza se puede identificar el tratamiento que
contiene el 0.75% de enzima (TG2) se parece más a la muestra patrón DD,
sin embargo la muestra del tratamiento TG0 que no contiene en su proceso
la enzima, tiene poca dureza presentando una gran diferencia entre los
demás tratamientos. De acuerdo con los estudios realizados por Yamamura
(2010), la aplicación de la enzima tranglutaminasa es adecuada para el
mejoramiento de textura. Otros estudios realizados por Márquez (2008),
demostraron que utilizando la concentración de 0.75% de la enzima, se
obtiene mejor estabilidad en las carnes reestructuradas crudas
especialmente en los productos elaborados con carnes de res.

45
Figura 3. Valoración de la Dureza Final entre Tratamientos.
Se puede observar que en la figura 3 concuerda con los resultados
compartidos por Velasco, Farrés & Llorente (2013), en el que expone que la
dureza disminuye cuando existe un pérdida notable de humedad o pérdida
de agua como se dio en la figura 2 siendo así que los factores internos
evaluados como pérdida de peso son importantes para conseguir una mejor
dureza para el producto.
4.6.2. FUERZA ADHESIVA
Tabla 19. Registro de las diferencias de Fuerza Adhesiva de los
tratamientos.
TRATAMIENTO DIFERENCIA
DD 0,26 N ±0,23a
TG0 0,26 N ±0,24a
TG1 0,24 N ±0,21a
TG2 0,27 N ±0,24a
TG3 0,27 N ± 0,24a
Letras distintas indican diferencias significativas entre los tratamientos
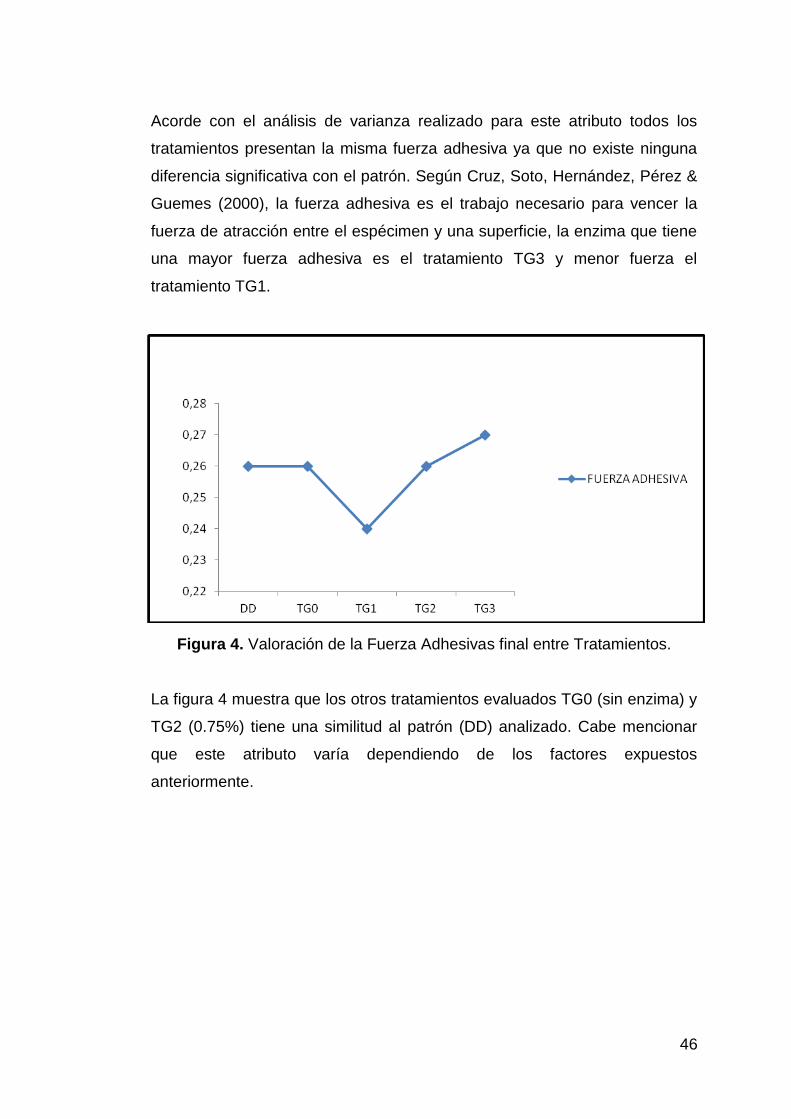
46
Acorde con el análisis de varianza realizado para este atributo todos los
tratamientos presentan la misma fuerza adhesiva ya que no existe ninguna
diferencia significativa con el patrón. Según Cruz, Soto, Hernández, Pérez &
Guemes (2000), la fuerza adhesiva es el trabajo necesario para vencer la
fuerza de atracción entre el espécimen y una superficie, la enzima que tiene
una mayor fuerza adhesiva es el tratamiento TG3 y menor fuerza el
tratamiento TG1.
Figura 4. Valoración de la Fuerza Adhesivas final entre Tratamientos.
La figura 4 muestra que los otros tratamientos evaluados TG0 (sin enzima) y
TG2 (0.75%) tiene una similitud al patrón (DD) analizado. Cabe mencionar
que este atributo varía dependiendo de los factores expuestos
anteriormente.
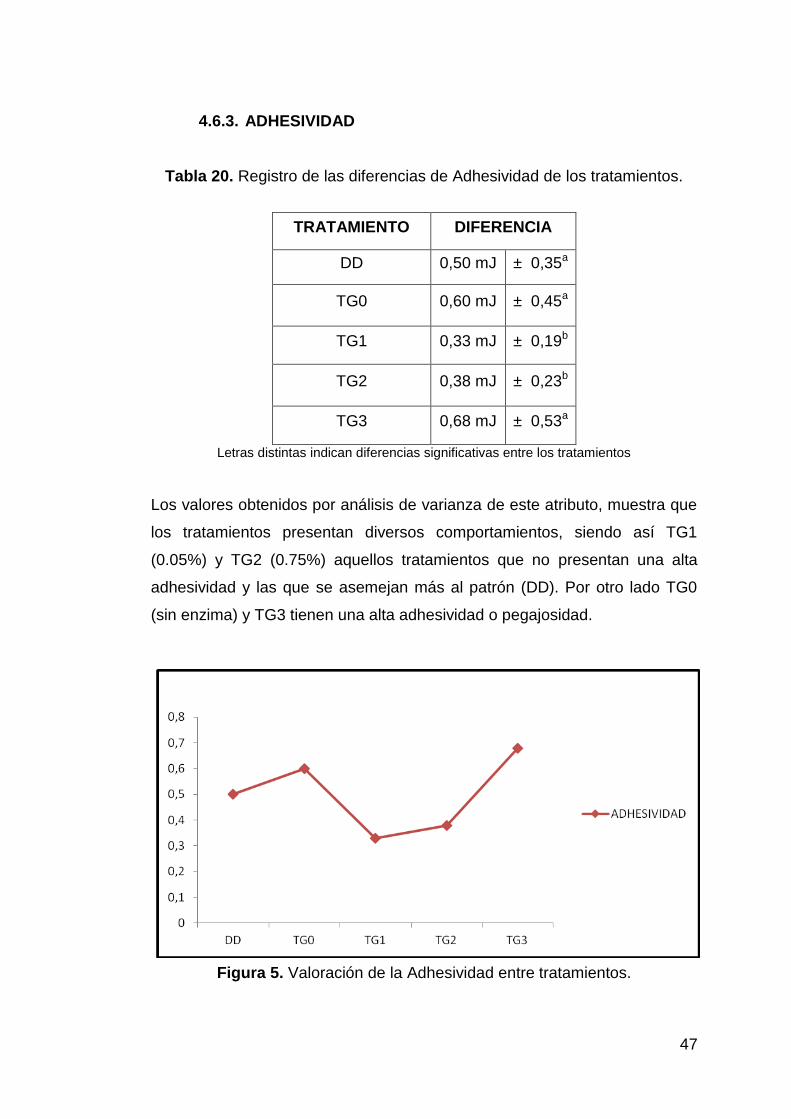
47
4.6.3. ADHESIVIDAD
Tabla 20. Registro de las diferencias de Adhesividad de los tratamientos.
TRATAMIENTO DIFERENCIA
DD 0,50 mJ ± 0,35a
TG0 0,60 mJ ± 0,45a
TG1 0,33 mJ ± 0,19b
TG2 0,38 mJ ± 0,23b
TG3 0,68 mJ ± 0,53a
Letras distintas indican diferencias significativas entre los tratamientos
Los valores obtenidos por análisis de varianza de este atributo, muestra que
los tratamientos presentan diversos comportamientos, siendo así TG1
(0.05%) y TG2 (0.75%) aquellos tratamientos que no presentan una alta
adhesividad y las que se asemejan más al patrón (DD). Por otro lado TG0
(sin enzima) y TG3 tienen una alta adhesividad o pegajosidad.
Figura 5. Valoración de la Adhesividad entre tratamientos.

48
Los estudios realizado por Velasco, Farrés & Llorente (2013), expone que al
disminuir la humedad en el producto aumenta la adhesividad, pero en la
figura 5 con la utilización de la enzima TG actúa favorablemente, ya que al
disminuir la humedad o pérdida de agua de los tratamientos disminuye la
adhesividad en el producto final.
4.6.4. EXTENSIBILIDAD
Tabla 21. Registro de las diferencias de Extensibilidad de los tratamientos.
TRATAMIENTO DIFERENCIA
DD 0,66 mJ ± 0,21a
TG0 1,17 mJ ± 0,72a
TG1 0,78 mJ ± 0,33a
TG2 0,73 mJ ± 0,27a
TG3 1,28 mJ ± 0,83a
Letras distintas indican diferencias significativas entre los tratamientos
En la tabla 23 muestran que en los resultados obtenidos al analizar el
atributo de extensibilidad no existe diferencias entre el patrón y los
tratamientos analizados porque presentan la misma extensibilidad, sin
embargo estudios realizados por Steffolan (2010), al analizar la adición de la
enzima Transglutaminasa en la industria panadera tiene el mismo
comportamiento en la industria cárnica. Al colocar niveles bajos de enzima el
producto presenta una mejor extensibilidad, los tratamientos TG1 y TG2 se
asemeja al patrón. Al colocar una mayor dosis de la enzima aumentó
significativamente su extensibilidad, como muestra en la figura 6.
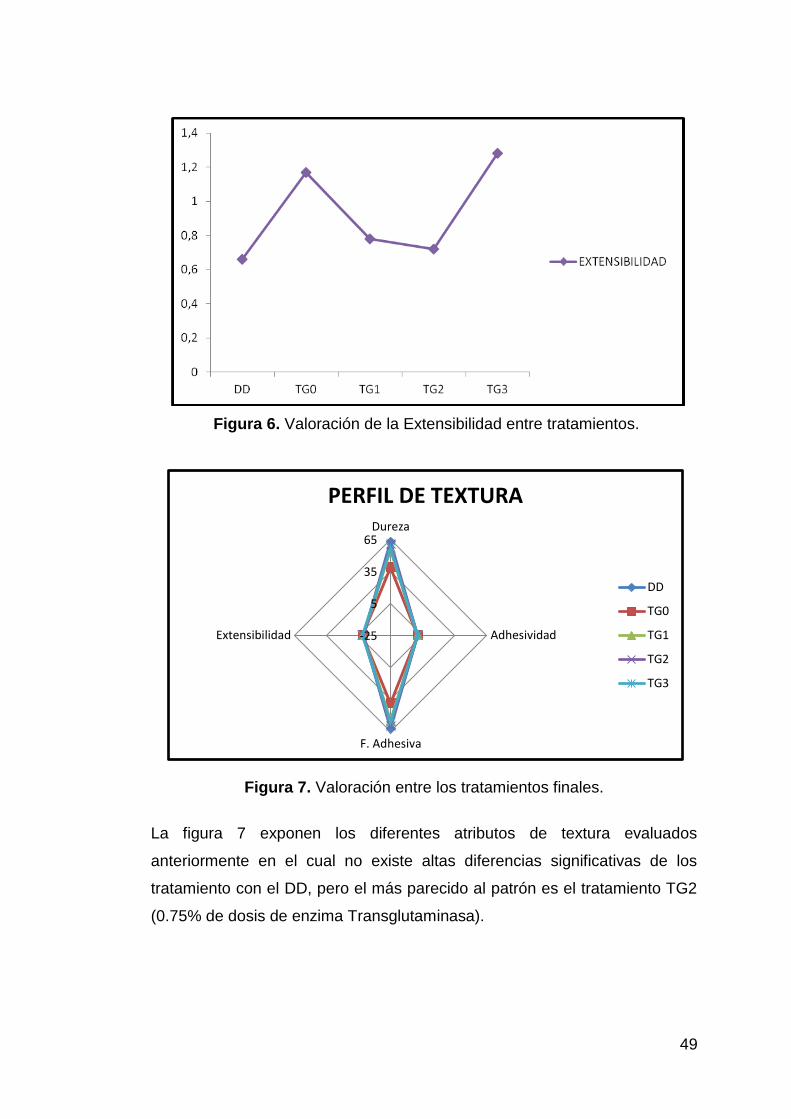
49
Figura 6. Valoración de la Extensibilidad entre tratamientos.
Figura 7. Valoración entre los tratamientos finales.
La figura 7 exponen los diferentes atributos de textura evaluados
anteriormente en el cual no existe altas diferencias significativas de los
tratamiento con el DD, pero el más parecido al patrón es el tratamiento TG2
(0.75% de dosis de enzima Transglutaminasa).
-25
5
35
65Dureza
Adhesividad
F. Adhesiva
Extensibilidad
PERFIL DE TEXTURA
DD
TG0
TG1
TG2
TG3
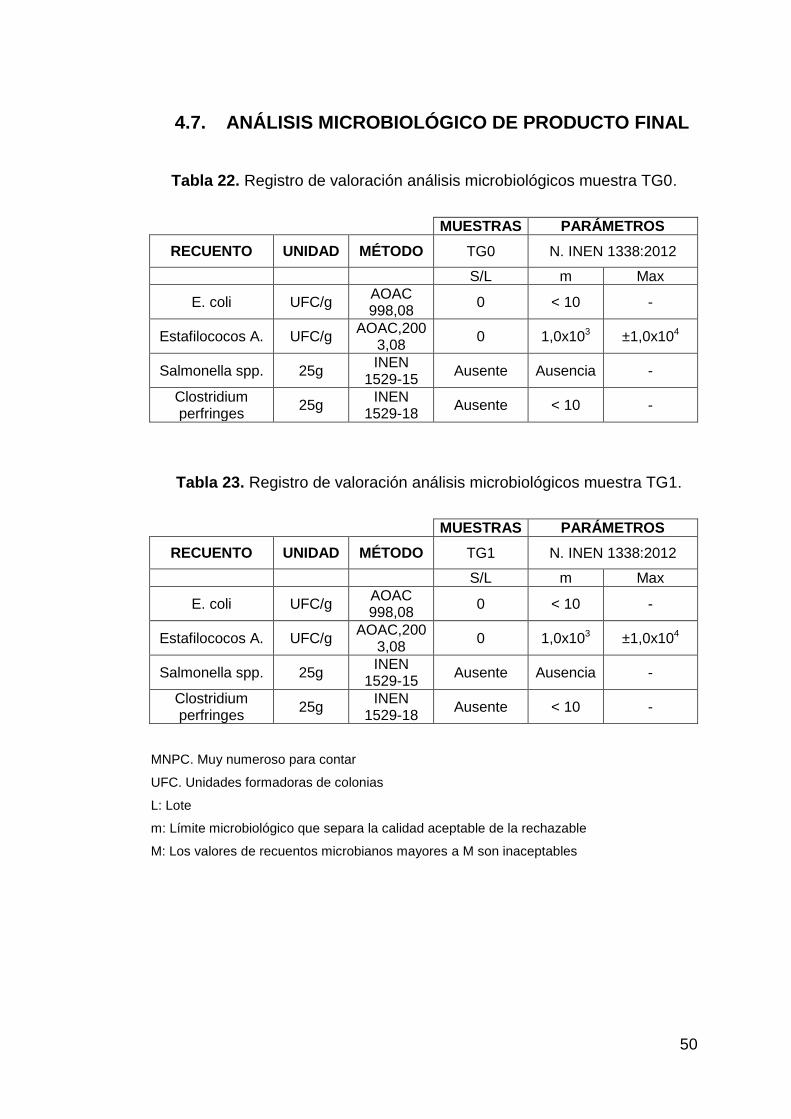
50
4.7. ANÁLISIS MICROBIOLÓGICO DE PRODUCTO FINAL
Tabla 22. Registro de valoración análisis microbiológicos muestra TG0.
MUESTRAS PARÁMETROS
RECUENTO UNIDAD MÉTODO TG0 N. INEN 1338:2012
S/L m Max
E. coli UFC/g AOAC 998,08
0 < 10 -
Estafilococos A. UFC/g AOAC,200
3,08 0 1,0x103 ±1,0x104
Salmonella spp. 25g INEN
1529-15 Ausente Ausencia -
Clostridium perfringes
25g INEN
1529-18 Ausente < 10 -
Tabla 23. Registro de valoración análisis microbiológicos muestra TG1.
MUESTRAS PARÁMETROS
RECUENTO UNIDAD MÉTODO TG1 N. INEN 1338:2012
S/L m Max
E. coli UFC/g AOAC 998,08
0 < 10 -
Estafilococos A. UFC/g AOAC,200
3,08 0 1,0x103 ±1,0x104
Salmonella spp. 25g INEN
1529-15 Ausente Ausencia -
Clostridium perfringes
25g INEN
1529-18 Ausente < 10 -
MNPC. Muy numeroso para contar
UFC. Unidades formadoras de colonias
L: Lote
m: Límite microbiológico que separa la calidad aceptable de la rechazable
M: Los valores de recuentos microbianos mayores a M son inaceptables
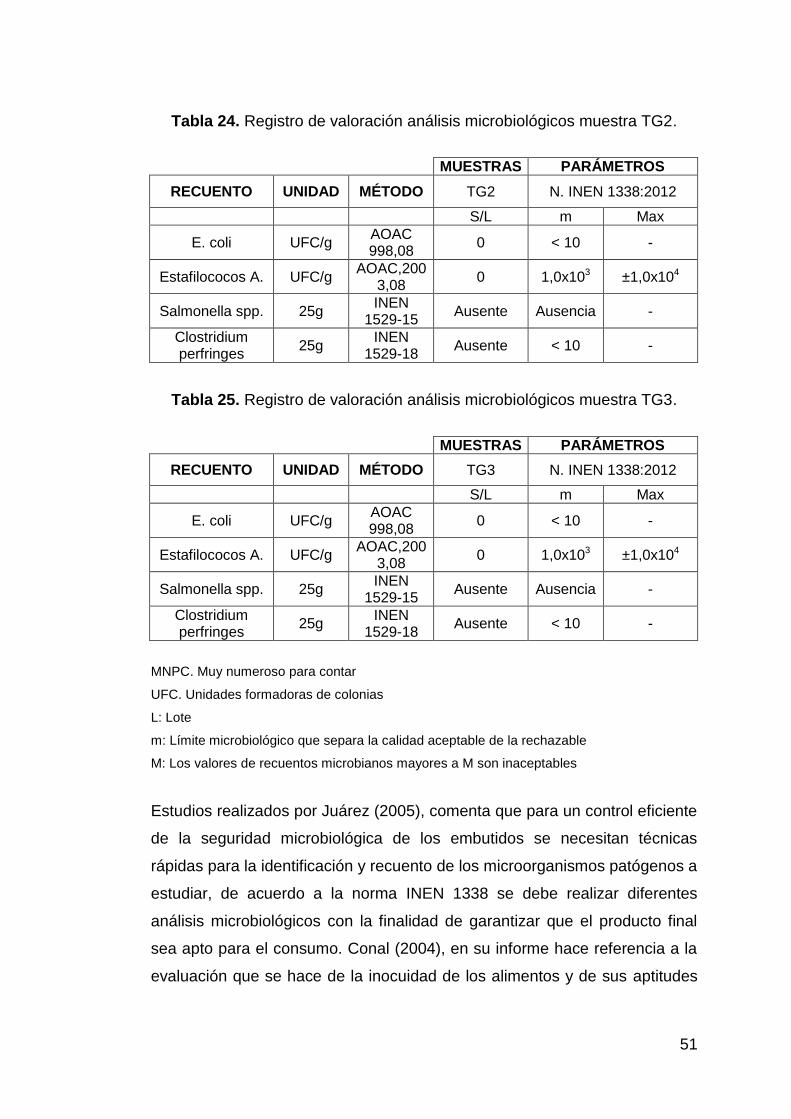
51
Tabla 24. Registro de valoración análisis microbiológicos muestra TG2.
MUESTRAS PARÁMETROS
RECUENTO UNIDAD MÉTODO TG2 N. INEN 1338:2012
S/L m Max
E. coli UFC/g AOAC 998,08
0 < 10 -
Estafilococos A. UFC/g AOAC,200
3,08 0 1,0x103 ±1,0x104
Salmonella spp. 25g INEN
1529-15 Ausente Ausencia -
Clostridium perfringes
25g INEN
1529-18 Ausente < 10 -
Tabla 25. Registro de valoración análisis microbiológicos muestra TG3.
MUESTRAS PARÁMETROS
RECUENTO UNIDAD MÉTODO TG3 N. INEN 1338:2012
S/L m Max
E. coli UFC/g AOAC 998,08
0 < 10 -
Estafilococos A. UFC/g AOAC,200
3,08 0 1,0x103 ±1,0x104
Salmonella spp. 25g INEN
1529-15 Ausente Ausencia -
Clostridium perfringes
25g INEN
1529-18 Ausente < 10 -
MNPC. Muy numeroso para contar
UFC. Unidades formadoras de colonias
L: Lote
m: Límite microbiológico que separa la calidad aceptable de la rechazable
M: Los valores de recuentos microbianos mayores a M son inaceptables
Estudios realizados por Juárez (2005), comenta que para un control eficiente
de la seguridad microbiológica de los embutidos se necesitan técnicas
rápidas para la identificación y recuento de los microorganismos patógenos a
estudiar, de acuerdo a la norma INEN 1338 se debe realizar diferentes
análisis microbiológicos con la finalidad de garantizar que el producto final
sea apto para el consumo. Conal (2004), en su informe hace referencia a la
evaluación que se hace de la inocuidad de los alimentos y de sus aptitudes
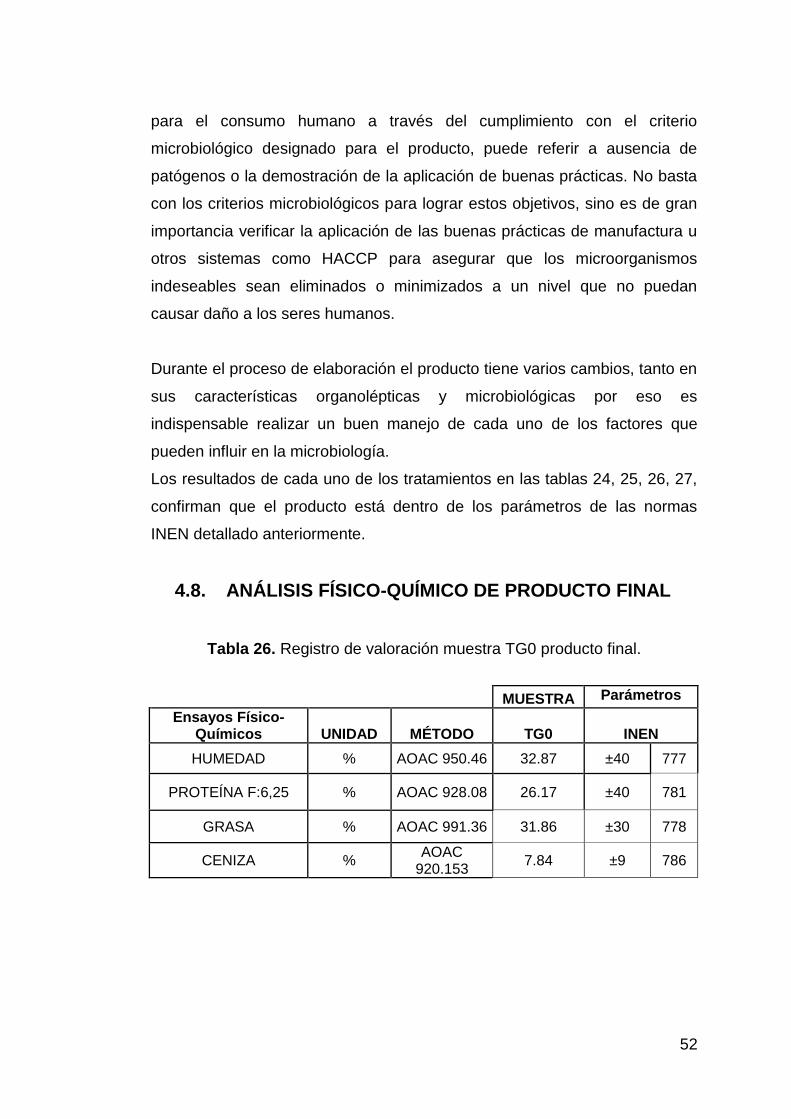
52
para el consumo humano a través del cumplimiento con el criterio
microbiológico designado para el producto, puede referir a ausencia de
patógenos o la demostración de la aplicación de buenas prácticas. No basta
con los criterios microbiológicos para lograr estos objetivos, sino es de gran
importancia verificar la aplicación de las buenas prácticas de manufactura u
otros sistemas como HACCP para asegurar que los microorganismos
indeseables sean eliminados o minimizados a un nivel que no puedan
causar daño a los seres humanos.
Durante el proceso de elaboración el producto tiene varios cambios, tanto en
sus características organolépticas y microbiológicas por eso es
indispensable realizar un buen manejo de cada uno de los factores que
pueden influir en la microbiología.
Los resultados de cada uno de los tratamientos en las tablas 24, 25, 26, 27,
confirman que el producto está dentro de los parámetros de las normas
INEN detallado anteriormente.
4.8. ANÁLISIS FÍSICO-QUÍMICO DE PRODUCTO FINAL
Tabla 26. Registro de valoración muestra TG0 producto final.
MUESTRA Parámetros
Ensayos Físico- Químicos UNIDAD MÉTODO TG0 INEN
HUMEDAD % AOAC 950.46 32.87 ±40 777
PROTEÍNA F:6,25 % AOAC 928.08 26.17 ±40 781
GRASA % AOAC 991.36 31.86 ±30 778
CENIZA % AOAC
920.153 7.84 ±9 786
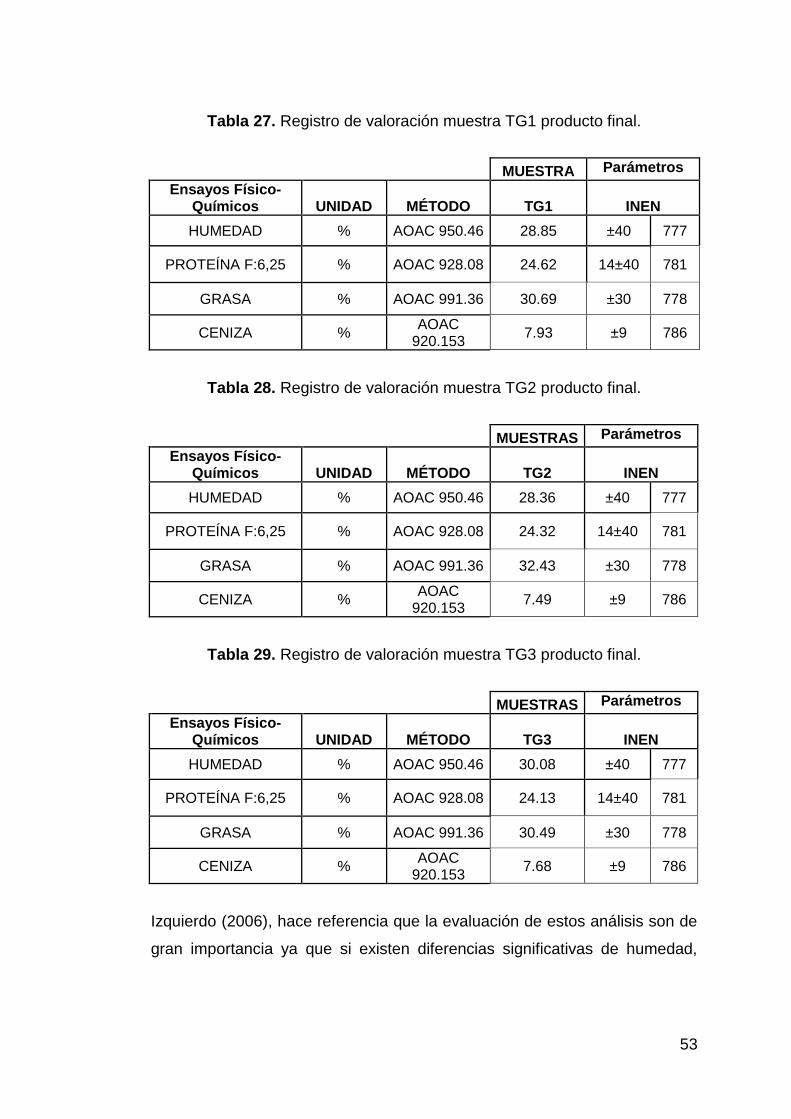
53
Tabla 27. Registro de valoración muestra TG1 producto final.
MUESTRA Parámetros
Ensayos Físico- Químicos UNIDAD MÉTODO TG1 INEN
HUMEDAD % AOAC 950.46 28.85 ±40 777
PROTEÍNA F:6,25 % AOAC 928.08 24.62 14±40 781
GRASA % AOAC 991.36 30.69 ±30 778
CENIZA % AOAC
920.153 7.93 ±9 786
Tabla 28. Registro de valoración muestra TG2 producto final.
MUESTRAS Parámetros
Ensayos Físico- Químicos UNIDAD MÉTODO TG2 INEN
HUMEDAD % AOAC 950.46 28.36 ±40 777
PROTEÍNA F:6,25 % AOAC 928.08 24.32 14±40 781
GRASA % AOAC 991.36 32.43 ±30 778
CENIZA % AOAC
920.153 7.49 ±9 786
Tabla 29. Registro de valoración muestra TG3 producto final.
MUESTRAS Parámetros
Ensayos Físico- Químicos UNIDAD MÉTODO TG3 INEN
HUMEDAD % AOAC 950.46 30.08 ±40 777
PROTEÍNA F:6,25 % AOAC 928.08 24.13 14±40 781
GRASA % AOAC 991.36 30.49 ±30 778
CENIZA % AOAC
920.153 7.68 ±9 786
Izquierdo (2006), hace referencia que la evaluación de estos análisis son de
gran importancia ya que si existen diferencias significativas de humedad,

54
proteína, grasa y ceniza va a afectar en las características sensoriales y de
textura del producto.
Pérez (citado en Fernández & Ordoñez, 2000), ostenta que la reducción de
humedad y consecuentemente de actividad de agua, así como el desarrollo
de las propiedades organolépticas ocurren durante la etapa de maduración.
Los resultados físico-químicos de las tablas muestran que los tratamientos
cumplen adecuadamente con los parámetros determinados en las normas
INEN 1338. Sin embargo si los resultados exceden o son deficientes de lo
estipulado en las normas INEN va a afecta notoriamente en la calidad del
producto. El salami madurado requiere un adecuado control de estos análisis
fisicoquímicos para no alterar sus propiedades, sea aceptado por el
consumidor y así alcanzar los objetivos planteados en la investigación.
La enzima Transglutaminasa no influye en los resultados de los análisis
físico-químicos de los tratamientos utilizados (TG1 TG2 TG3).
4.9. ANÁLISIS COSTO-BENEFICIO DEL PRODUCTO
FINAL
En la actualidad SOPRODAL utiliza estos insumos con los siguientes precios
en el área industrial. Este análisis de costo beneficio se aplicó al mejor
tratamiento TG2.
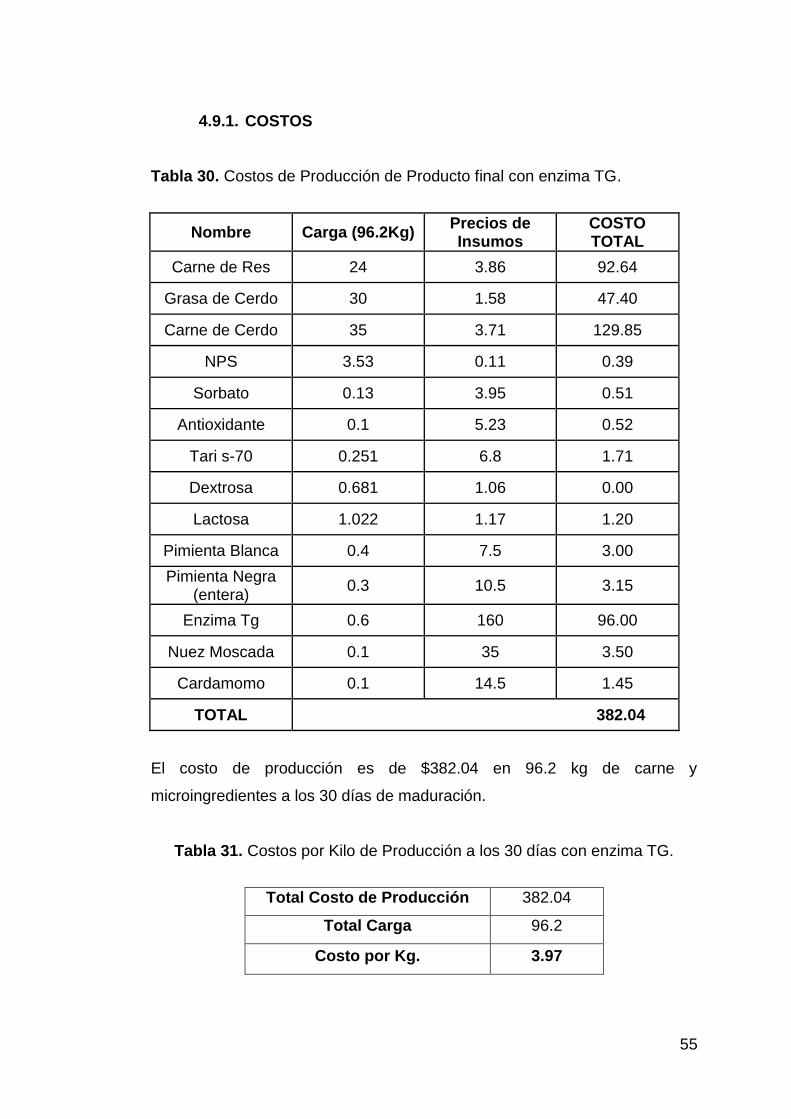
55
4.9.1. COSTOS
Tabla 30. Costos de Producción de Producto final con enzima TG.
Nombre Carga (96.2Kg) Precios de Insumos
COSTO TOTAL
Carne de Res 24 3.86 92.64
Grasa de Cerdo 30 1.58 47.40
Carne de Cerdo 35 3.71 129.85
NPS 3.53 0.11 0.39
Sorbato 0.13 3.95 0.51
Antioxidante 0.1 5.23 0.52
Tari s-70 0.251 6.8 1.71
Dextrosa 0.681 1.06 0.00
Lactosa 1.022 1.17 1.20
Pimienta Blanca 0.4 7.5 3.00
Pimienta Negra (entera)
0.3 10.5 3.15
Enzima Tg 0.6 160 96.00
Nuez Moscada 0.1 35 3.50
Cardamomo 0.1 14.5 1.45
TOTAL 382.04
El costo de producción es de $382.04 en 96.2 kg de carne y
microingredientes a los 30 días de maduración.
Tabla 31. Costos por Kilo de Producción a los 30 días con enzima TG.
Total Costo de Producción 382.04
Total Carga 96.2
Costo por Kg. 3.97
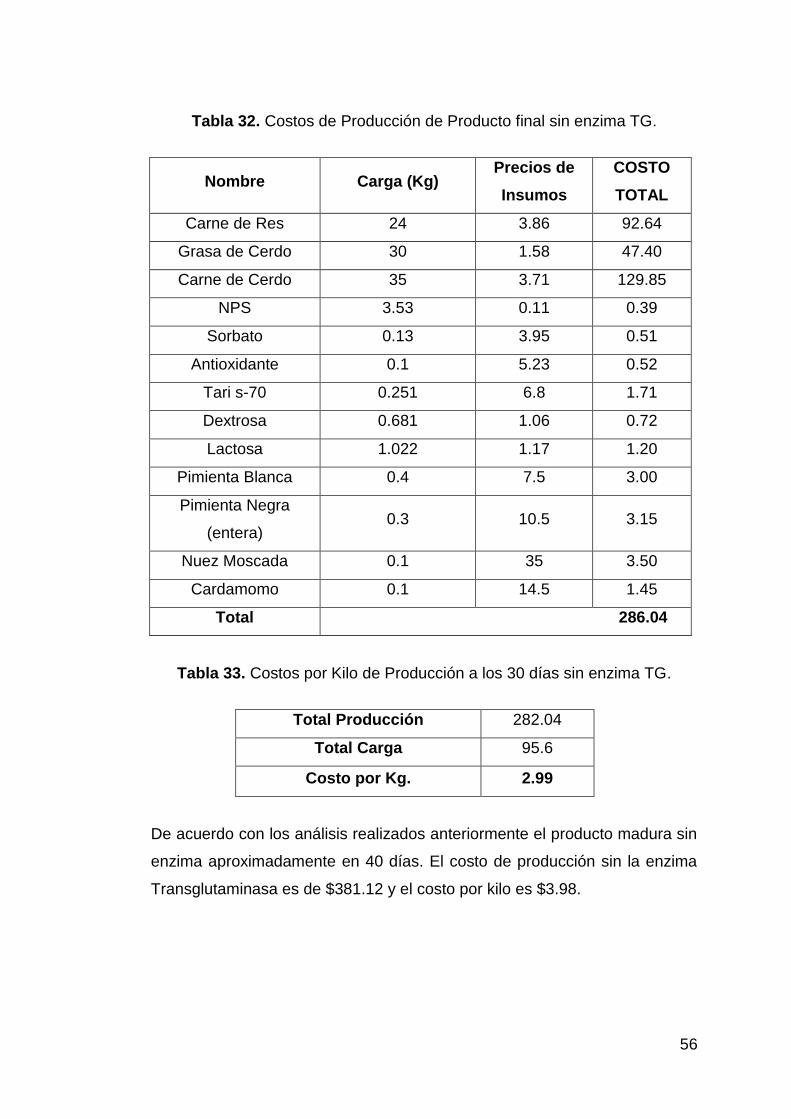
56
Tabla 32. Costos de Producción de Producto final sin enzima TG.
Nombre Carga (Kg) Precios de
Insumos
COSTO
TOTAL
Carne de Res 24 3.86 92.64
Grasa de Cerdo 30 1.58 47.40
Carne de Cerdo 35 3.71 129.85
NPS 3.53 0.11 0.39
Sorbato 0.13 3.95 0.51
Antioxidante 0.1 5.23 0.52
Tari s-70 0.251 6.8 1.71
Dextrosa 0.681 1.06 0.72
Lactosa 1.022 1.17 1.20
Pimienta Blanca 0.4 7.5 3.00
Pimienta Negra
(entera) 0.3 10.5 3.15
Nuez Moscada 0.1 35 3.50
Cardamomo 0.1 14.5 1.45
Total 286.04
Tabla 33. Costos por Kilo de Producción a los 30 días sin enzima TG.
Total Producción 282.04
Total Carga 95.6
Costo por Kg. 2.99
De acuerdo con los análisis realizados anteriormente el producto madura sin
enzima aproximadamente en 40 días. El costo de producción sin la enzima
Transglutaminasa es de $381.12 y el costo por kilo es $3.98.
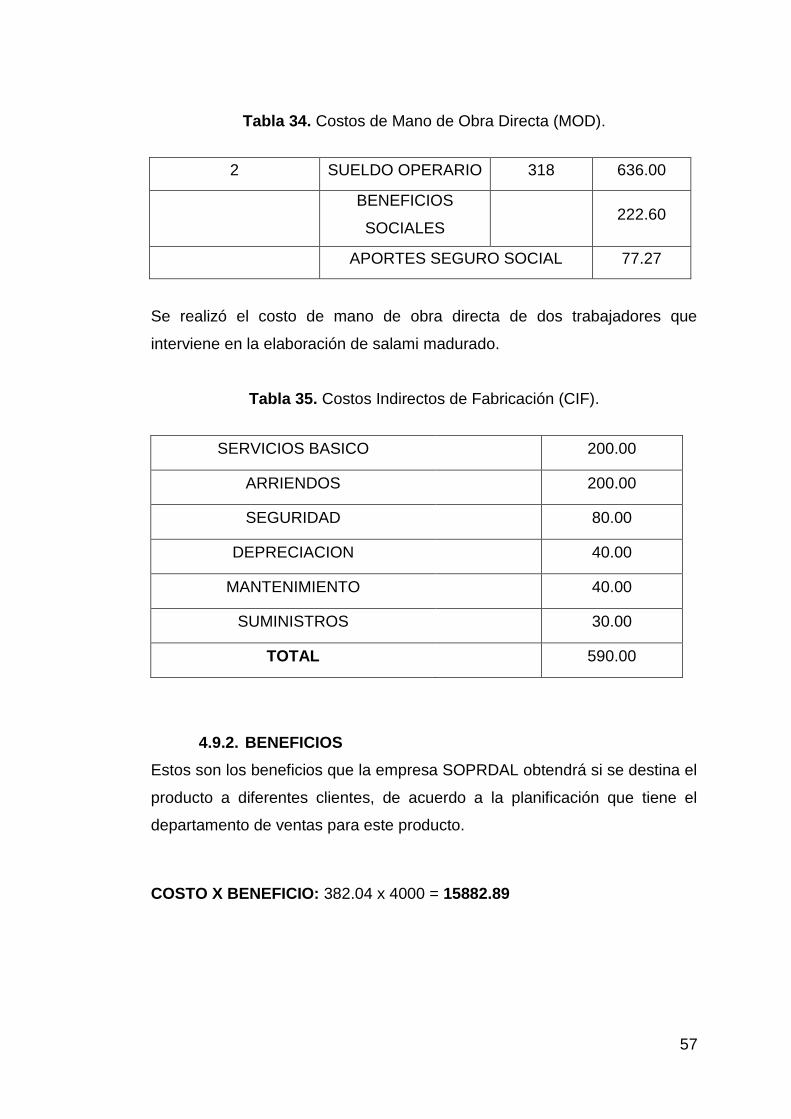
57
Tabla 34. Costos de Mano de Obra Directa (MOD).
2 SUELDO OPERARIO 318 636.00
BENEFICIOS
SOCIALES 222.60
APORTES SEGURO SOCIAL 77.27
Se realizó el costo de mano de obra directa de dos trabajadores que
interviene en la elaboración de salami madurado.
Tabla 35. Costos Indirectos de Fabricación (CIF).
SERVICIOS BASICO 200.00
ARRIENDOS 200.00
SEGURIDAD 80.00
DEPRECIACION 40.00
MANTENIMIENTO 40.00
SUMINISTROS 30.00
TOTAL 590.00
4.9.2. BENEFICIOS
Estos son los beneficios que la empresa SOPRDAL obtendrá si se destina el
producto a diferentes clientes, de acuerdo a la planificación que tiene el
departamento de ventas para este producto.
COSTO X BENEFICIO: 382.04 x 4000 = 15882.89
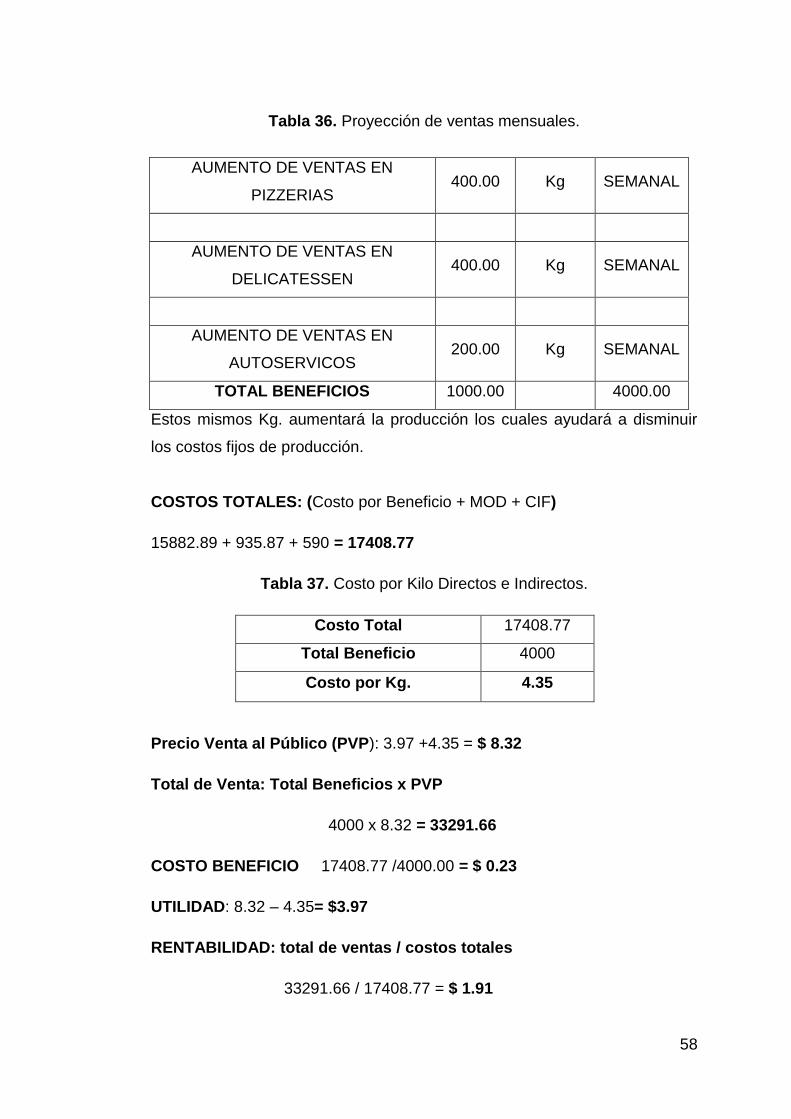
58
Tabla 36. Proyección de ventas mensuales.
AUMENTO DE VENTAS EN
PIZZERIAS 400.00 Kg SEMANAL
AUMENTO DE VENTAS EN
DELICATESSEN 400.00 Kg SEMANAL
AUMENTO DE VENTAS EN
AUTOSERVICOS 200.00 Kg SEMANAL
TOTAL BENEFICIOS 1000.00 4000.00
Estos mismos Kg. aumentará la producción los cuales ayudará a disminuir
los costos fijos de producción.
COSTOS TOTALES: (Costo por Beneficio + MOD + CIF)
15882.89 + 935.87 + 590 = 17408.77
Tabla 37. Costo por Kilo Directos e Indirectos.
Costo Total 17408.77
Total Beneficio 4000
Costo por Kg. 4.35
Precio Venta al Público (PVP): 3.97 +4.35 = $ 8.32
Total de Venta: Total Beneficios x PVP
4000 x 8.32 = 33291.66
COSTO BENEFICIO 17408.77 /4000.00 = $ 0.23
UTILIDAD: 8.32 – 4.35= $3.97
RENTABILIDAD: total de ventas / costos totales
33291.66 / 17408.77 = $ 1.91
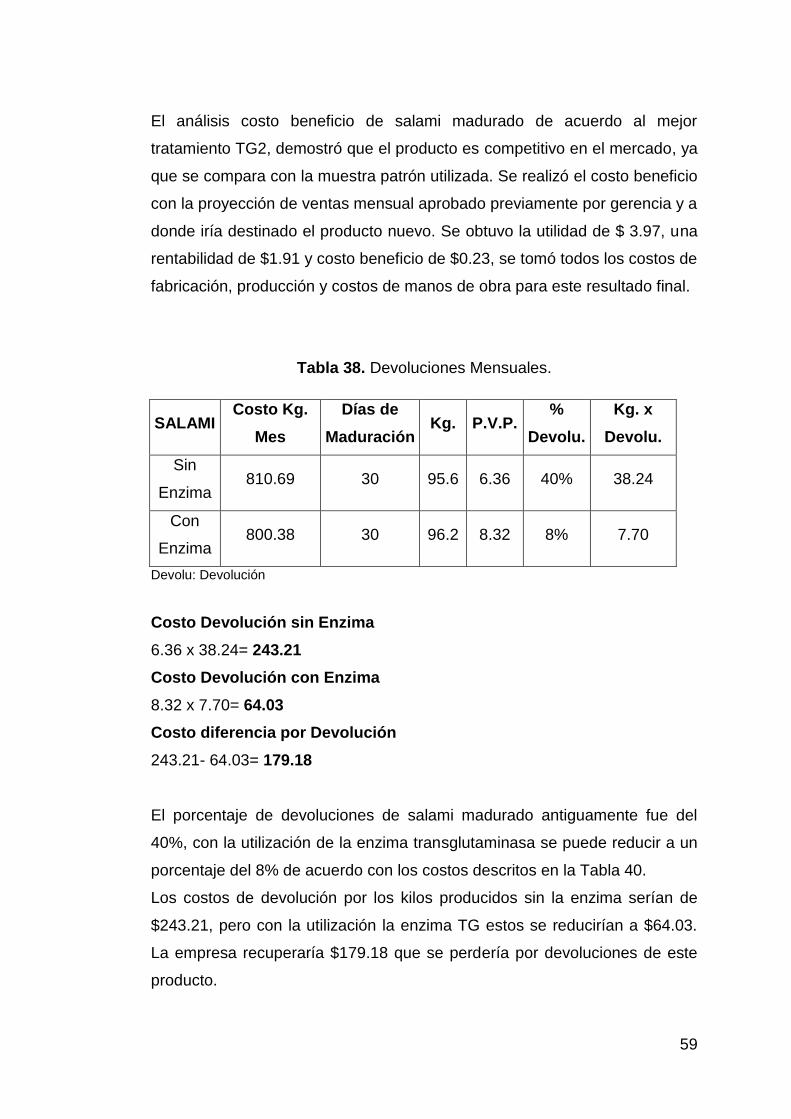
59
El análisis costo beneficio de salami madurado de acuerdo al mejor
tratamiento TG2, demostró que el producto es competitivo en el mercado, ya
que se compara con la muestra patrón utilizada. Se realizó el costo beneficio
con la proyección de ventas mensual aprobado previamente por gerencia y a
donde iría destinado el producto nuevo. Se obtuvo la utilidad de $ 3.97, una
rentabilidad de $1.91 y costo beneficio de $0.23, se tomó todos los costos de
fabricación, producción y costos de manos de obra para este resultado final.
Tabla 38. Devoluciones Mensuales.
SALAMI Costo Kg.
Mes
Días de
Maduración Kg. P.V.P.
%
Devolu.
Kg. x
Devolu.
Sin
Enzima 810.69 30 95.6 6.36 40% 38.24
Con
Enzima 800.38 30 96.2 8.32 8% 7.70
Devolu: Devolución
Costo Devolución sin Enzima
6.36 x 38.24= 243.21
Costo Devolución con Enzima
8.32 x 7.70= 64.03
Costo diferencia por Devolución
243.21- 64.03= 179.18
El porcentaje de devoluciones de salami madurado antiguamente fue del
40%, con la utilización de la enzima transglutaminasa se puede reducir a un
porcentaje del 8% de acuerdo con los costos descritos en la Tabla 40.
Los costos de devolución por los kilos producidos sin la enzima serían de
$243.21, pero con la utilización la enzima TG estos se reducirían a $64.03.
La empresa recuperaría $179.18 que se perdería por devoluciones de este
producto.
60
5. CONCLUSIONES Y RECOMENDACIONES
5.1. CONCLUSIONES
El mejor tratamiento de acuerdo con los análisis de pH, textura y
pérdida de peso es TG2, que tiene una dosis del 0.75% de la enzima,
este se asemeja a la muestra patrón utilizada para la evaluación del
perfil de textura en el cual se determinó que la utilización de la enzima
disminuye el tiempo de maduración sin presentar cambios físico-
químicas y microbiológicas.
El tratamiento TG2 tiene un mejor comportamiento, ya que al perder
agua los atributos de dureza, extensibilidad, adhesividad y fuerza
adhesiva se asemejan más al patrón DD con el que se comparó,
corroborando que la enzima ayuda a mejora las características de
textura del producto.
El tratamiento TG0 (sin enzima) presenta una menor deshidratación,
ocasionando un incremento de tiempo para obtener las mismas
características que el tratamiento TG2.
La evaluación de costo beneficio en base al mejor tratamiento (TG2)
representa para la empresa un costo de producción de $3.97 más los
costos indirectos y costo de mano de obra de $4.35, dando como
resultado un costo de venta al público de $8.32, el cual se asemeja
con el costo de la muestra patrón que utiliza en la actualidad en el
mercado.
El costo beneficio que tiene la implementación de la enzima
transglutaminasa es significativo, ya que se reduce el tiempo de
maduración y bajan las devoluciones reportas por logística a un 32%,
61
es decir que la empresa con la utilización de la enzima no perderá
$179.18 por futuras devoluciones.
5.2. RECOMENDACIONES
Es recomendable el buen control de los factores externos como
temperatura y humedad porque pueden influir en los resultados
finales del producto terminado como en la microbiología del producto.
Para realizar salami madurado se debe utilizar carne magra con el fin
de evitar posibles problemas en la maduración de producto.
Es importante el control de factores internos como pH y perdida de
pesos ya que esto va influir en el producto final.
La enzima transglutaminasa se puede utilizar en los diversos
productos que la planta SOPRPODAL produce como jamones,
salchichas, hamburguesas y mortadelas obteniendo un mejor
resultado.
Es elemental que el proceso se lo realice de acuerdo a la formulación
planteada con el fin de no alterar a la estabilidad lograda por este
estudio.
Se debe entrenar mejor al personal con la finalidad de tener un mejor
control de calidad de materia prima, productos en proceso y producto
terminado.

62
GLOSARIO
Transglutaminasa: se encuentra en la mayoría de tejidos animales y fluidos
corporales y está relacionada en varios procesos biológicos; actúa en
proteínas catalizando la reacción de formación de enlaces covalentes entre
un grupo carboxilamida de la cadena lateral de un residuo de Glutamina
(Gln) y un grupo amino de la cadena lateral de una Lisina (Lys). Estos
enlaces se pueden formar entre proteínas de distinto tipo y origen como
pueden ser: caseínas, miosinas, globulinas de la soja, gluten, actinas etc.
Gliadinas: proteína encontrada en el gluten de algunos cereales, como
componente tóxico del gluten que desencadenada la respuesta inflamatoria
en la enfermedad celiaca (diarrea blanquecina).
Gluteninas: proteína que forma parte del gluten del trigo.
Gluten: proteínas que se encuentran en algunos cereales, tales como trigo,
centeno, cebada y avena.
Actividad Catalica: es la capacidad del catalizador de acelerar o disminuir
una reacción. Se compone por tres partes: soporte, fase activa, selectividad.
Microbiota: conjunto de microorganismos que se encuentran generalmente
asociados a tejidos sanos (piel, mucosas, etc.) del cuerpo humano.
Metamioglobina: mioglobina que se encuentra en la forma férrica oxidada o
en forma hemínica.
Nitrosomioglobina: unión del Nitrito con la hemoglobina.
Anca: mitad lateral de la parte posterior de algunos animales o sus patas
traseras.
Anaerobio: se aplica al organismo que vive y se desarrolla en ausencia del
oxígeno.
Magra: carne de cerdo junto al lomo, sin grasa.
63
Aglutinantes: sustancias liquidas que solidifican pasado algún tiempo y en
la que se diluyen los pigmentos.
Bacteriostático: es una acción que aunque no produce la muerte a una
bacteria, impide su reproducción, la bacteria envejece y muere sin dejar
descendencia.
Aw: actividad de agua
Pirúvico: es un ácido incoloro, de aroma similar al ácido acético. Es miscible
en agua y soluble en etanol y dietiléter. En el laboratorio, puede ser
sintetizado por calentamiento de una mezcla de ácido tartárico y bisulfato de
potasio; o por la hidrólisis de cianuro de etanoilo, formado por la reacción de
cloruro de etanoilo y cianuro de potasio.
Isoeléctrico: es el pH al que un polianfólito tiene carga neta cero. El
concepto es particularmente interesante en los aminoácidos y también en las
proteínas. A este valor de pH la solubilidad de la sustancia es casi nula.
Micotoxigénicos: son metabolitos secundarios tóxicos, de composición
variada, producidos por organismos del reinofungí, que incluye setas, mohos
y levaduras.
Esporulado: tipo de reproducción tanto mediante esporas como
endoesporas.
Epsilon: quinta letra del alfabeto griego, que se corresponde con nuestra e.
Su grafía mayúscula es y la minúscula e, en el sistema de numeración
griega tiene un valor de 5.
Etiológico: es la ciencia que estudia las causas de las cosas.
Toxiinfección: infección provocada por un parásito que además provoca
una intoxicación de forma simultánea a causa de la síntesis de toxinas
producidas por el propio germen.
Enmohecimiento: acción y resultado de enmohecer o enmohecerse.

64
Nitrosomioglobina: es la molécula encargada de dar ese color rojo
característico de los productos curados.
Metamioglobina: da un color pardo a la carne cundo tiene un contacto
prolongado con oxigeno.
Proteolítica: acción d dirigir las proteínas en los alimentos.
Nitrosaminas: son compuestos orgánicos que generalmente se originan
debido a la reacción de una amina secundaria con nitritos en un medio muy
ácido (por ejemplo, dentro del estómago). Las temperaturas moderadamente
altas también pueden desencadenar la formación de nitrosaminas.
Nitrosohemoglobina: el óxido nitroso reacciona con la mioglobina del tejido
muscular y con la hemoglobina de la sangre y forma nitrosomioglobina y
nitrosohemoglobina, que da su color rojo característico a la carne curada.
Enterobacterias: son fermentadores de carbohidratos en condiciones
anaeróbicas con o sin la producción de gas (en especial glucosa y lactosa), y
oxidadores de una amplia gama de substratos en condiciones aeróbicas.
Pseudomonas: es un género de bacilos rectos o ligeramente curvados,
Gram negativos, oxidasa positivos, aeróbicos estrictos aunque en algunos
casos pueden utilizar el nitrato como aceptor de electrones.
Endotelial: es un tipo de célula aplanada que recubre el interior de los vasos
sanguíneos y sobre todo de los capilares, formando parte de su pared.
Nps: Sal Nitral
Tari s-70: agente de maduración para embutidos crudos secos de
maduración rápida.
Glucono-Delta-Lactona: es un ingrediente de muchos alimentos, y eso de
“lactona” puede hacer que pienses que procede de los lácteos. La glucono
delta lactona funciona como sustituto de las enzimas en la fabricación del
tofu, y en productos de pastelería se usa como ácido leudante.
°B: Grados baumé, mide la densidad de cualquier liquido.

65
BIBLIOGRAFÍA
Albuja, M. F. (2005). Utilización de la Carne de Conejo y de Pollo en la
Elaboración de Salchicha Frankfurt., Escuela Superior Politécnica de
Chimborazo . Riobamba, Ecuador .
Amerling, C. (2001). Tecnología de la Carne. Unviersidad Estatal a
Distancia, Costa Rica.
Ametek. (2009). Principios y Teoría de la Texturometría. Retrieved from
http://www.metrotec.es/metrotec/WWW_DOC/Texturometria_Principio
s-1-PPS-E-R1.pdf
Arnau, J. (2011). Problemas de los Embutidos Crudos Curados. Girona,
España: Eurocarne.
Avendaño, M., Gamez, F., & Juarez, L. (2012). Bioquimica de Productos
Cárnicos. Retrieved from
http://bioprodcarn.blogspot.com/2012_06_01_archive.html
Aycachi, R. (2008). Aislamiento de Identificación de Clostridium perfringens.
Scribd.
Barreto, J. (2011). Operaciones Básicas en la Elaboración de Productos
Cárnicos y Embutidos. Perú: Ciencias y Embutidos.
Barroso, N. (2013). Utilización de Almidón de Yuca (manihote sculenta) en la
Elaboración de Salchicha de Tilapia Roja (Oreochromis sp).
Universidad Estatal Amazónica, Puyo – Ecuador.
Becton, & Dickinson. (2003). BD LBS Agar (Lactobacillus Selection Agar).
Castillo, J. (1997). Carne y sus Derivados. Zamora: UNELLEZ.
66
Conal, C. (2004). Guía de Interpretación de Resultados Microbiológicos de
Alimentos, from Instituto Nacional de Alimentos.
Crismadgm. (2012). Elaboración de Salami. 17. Retrieved from Buenas
Tareas.
Cruz, R., Soto, S. Hernández I., Pérez, E. Guemes, M. (2000).
Características Reológicas de Masas de Harina de Trigo Elaborado
con diferentes marcas comerciales para la elaboración de Tortillas de
Harina. Paper presented at the V Congreso Internacional de la
Ingeniería Bioquímica, XVI Consejo Nacional de Ingeniería
Bioquímica, VI Jornadas Científicas de Biomedicina y Biotecnología
Molecular Mexico.
Dalla Santa, O., Coelho, F., Freitas, J., & Terra, N. (2006). Características de
Salamis Fermentados producidos sin adición de Cultivo Iniciador.
Paper presented at the Sociedad Mexicana de Nutrición y Tecnología
de Alimentos, México.
De Falke, S., & Degrossi, C. (2007). Microbiologia y Parasitologia General y
Amimentaria. Paper presented at the Metabolismo, Nutrición y Control
del Crecimiento Microbiano.
http://www.contenidonutricion2.com.ar/microbiologia/modulo%203/Uni
dad_2.pdf
Espinel, E. (2011). Efecto de la Sustitución de Salmuera de Inyección por
una bebida Fermentada (chicha de jora) en la Producción de Jamones
Cocidos para Mejorar sus Atributos Organolépticos. Universidad
Técnica de Ambato, Ambato - Ecuador.
Fernández, & Ordoñez. (2000). Accelerated Ripening of Dry Fermented
Sausages. Trends in Food Science and Technology 11, 201-209.

67
Forrest, J., Aberle, E., Hedrick, H., Judge, M., & Merkel, R. (1991).
Fundamentos de Ciencia de la Carne. Zaragosa – España, Acribia.
Frey, W. (1995). Fabricación Fiable de Embutidos. Zaragoza-España:
Acribia.
García, M., Quintero, R., & López, A. (2002). Biotecnología Alimentaria.
México D.F: Limusa Grupo Noriega Balderas.
Gimferrer, N. (2008). Transglutaminasa, el Adhesivo de los Alimentos. Eroski
Consumer.
Giron, J., Pedroche, J., Rodriguez, J., & Millan, F. (2005). Proteínas
Alimentarias y Coloides de interes Industrial. Universidad de Sevilla,
Sevilla - España.
Huges, M., & Monfort, J. (1997). Bacterial Sttarter cultures form meat
fermentation: Food Chemistry.
INEN. (2009a). NTE INEN 1529-14 Control Microbiológico de los Alimentos.
Staphylococcus Aureus. Recuento en Placa de Siembra por Extensión
en Superficie.
INEN. (2009b). NTE INEN 1529-18 Control Microbiológico de los Alimentos
Clostridium Perfringens. Recuento en Tubo por Siembra en Masa.
INEN. (2009c ). NTE INEN 1529-15 Control Microbiológico de los Alimentos,
Salmonella. Método de Detección.

68
INEN. (2010). NTE INEN 1338: “Carne y productos cárnicos. Productos
cárnicos crudos, productos cárnicos curados–madurados y productos
cárnicos precocidos – cocidos.”
Izquierdo, P. (2006). Análisis Proximal, Microbiólogico y Evaluación
Sensorial de Salchichas Elaboradas a base de Cachama Negra
(Colossomam cropomum). Universidad de los Andes, Colombia,
Jimenez, F., & Carballo, J. (2002). Principios Básicos de Elaboración de
Embutidos. Madrid - España: Rivadeneyra S. A.
Juárez, B. (2005). Estudio de las Comunidades Microbianas de Embutidos
Fermentados ligeramente Acidificados mediante técnicas
Moleculares. Paper presented at the Estandarización, Seguridad y
mejora Tecnológica., Cataluña- España.
Malshick, S. (2010). Efectos de las Proteínas y Transglutaminasa en la
preparación de pan sin glúten de Arroz. Ciencia de los Alimentos y
Biotecnología, 951-956.
Márquez, E. (2008). Estabilidad de Productos Cárnicos Reestructurados
Crudos con agregado de Transglutaminasa y Plasma Bovino.
Científica, FCV-LUZ, 618-623.
Mejía, Á., & Ramelli, M. (2006). Interpretación Clínica del Laboratorio.
Médica Internacional.
Mendoza, B. (2008). Conservación de Carne de Conejo empacada al Vacío,
Universidad Autónoma del Estado de Hidalgo, Pachuca- Mexico.
Molina, D. (2001). Industrias de Carnes. Medellín - Colombia.
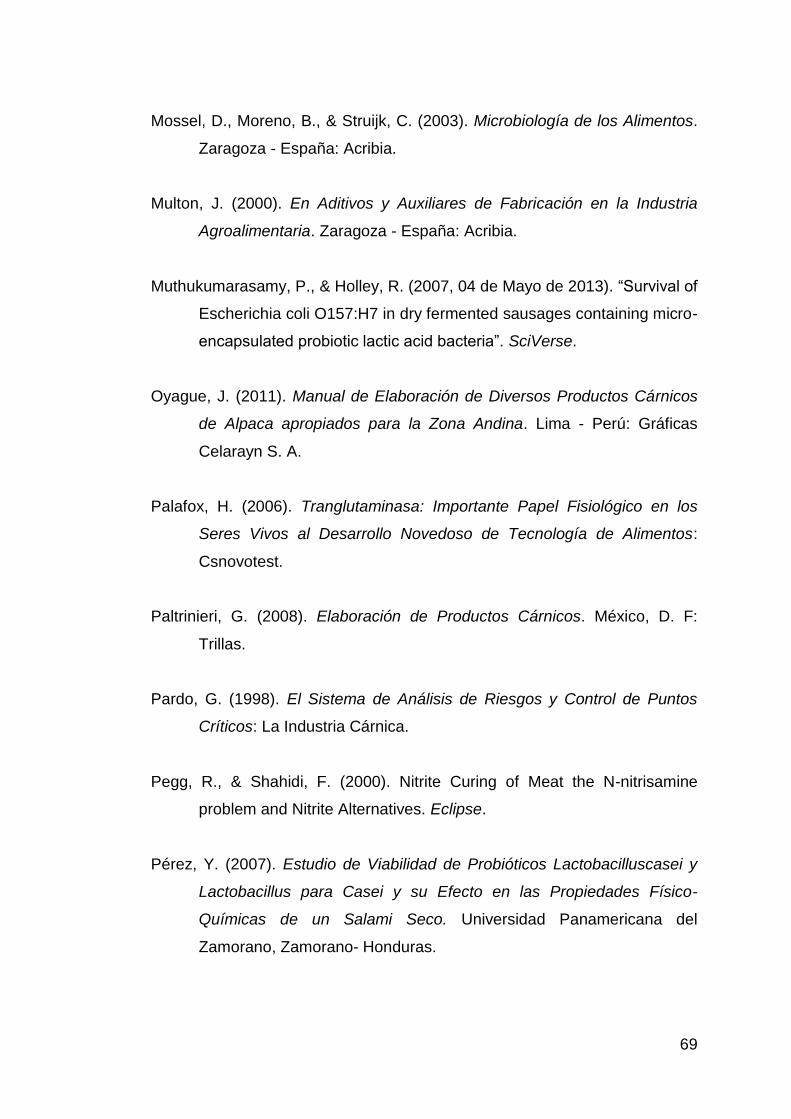
69
Mossel, D., Moreno, B., & Struijk, C. (2003). Microbiología de los Alimentos.
Zaragoza - España: Acribia.
Multon, J. (2000). En Aditivos y Auxiliares de Fabricación en la Industria
Agroalimentaria. Zaragoza - España: Acribia.
Muthukumarasamy, P., & Holley, R. (2007, 04 de Mayo de 2013). “Survival of
Escherichia coli O157:H7 in dry fermented sausages containing micro-
encapsulated probiotic lactic acid bacteria”. SciVerse.
Oyague, J. (2011). Manual de Elaboración de Diversos Productos Cárnicos
de Alpaca apropiados para la Zona Andina. Lima - Perú: Gráficas
Celarayn S. A.
Palafox, H. (2006). Tranglutaminasa: Importante Papel Fisiológico en los
Seres Vivos al Desarrollo Novedoso de Tecnología de Alimentos:
Csnovotest.
Paltrinieri, G. (2008). Elaboración de Productos Cárnicos. México, D. F:
Trillas.
Pardo, G. (1998). El Sistema de Análisis de Riesgos y Control de Puntos
Críticos: La Industria Cárnica.
Pegg, R., & Shahidi, F. (2000). Nitrite Curing of Meat the N-nitrisamine
problem and Nitrite Alternatives. Eclipse.
Pérez, Y. (2007). Estudio de Viabilidad de Probióticos Lactobacilluscasei y
Lactobacillus para Casei y su Efecto en las Propiedades Físico-
Químicas de un Salami Seco. Universidad Panamericana del
Zamorano, Zamorano- Honduras.

70
Pineda, Y., De Aponte, F., & Santander, J. (2004). Aislamiento de
Clostridium perfringens en un Ternero de Venezuela. Universidad de
Zulia.
Posa, G., Ludemann, V., Pollio, M., & Segura, J. (2004). Microflora
Autóctona de la Superficie de Embutidos Secos Fermentados.
Prince, J. (1994). Ciencia de la Carne y de los Productos Cárnicos. Zaragoza
- España: Acribia.
Profeco. (2012). Tecnología Doméstica Salami Madurado. Revista del
Consumidor .
Robles, Á. (2007). Impacto de las Variaciones de Temperatura en el Periódo
de almacenamiento y el deterioro en las Características Físicas de
Salchichas Tipo Frankfurt. Universidad Técnica de Ambato, Ambato -
Ecuador.
Rodriguez. (2011). Efecto de Empleo de Microorganismos Probióticos
(Lactobacillisrhamnosusy Bifidobacterium animalis spp. lactis) en el
Elaboración de un Producto Cárnico Madurado tipo Salami.
Universidad Técnica de Ambato, Ambato - Ecuador.
Rodriguez, M. (2005). Tratamiento de Curación, Secado y Calor en la
Elaboración de Productos Cárnicos. España: Ideas Propias.
Santos, R., Querol, S., Flores, A., & Duran, J. (2004). Procedimiento de
Fabricación de Embutidos Curados con baja acidez y Propiedades
Sensoriales Tipicas de los Producto Artesanales. Ciencia en Abierto.

71
Schiffner, E. (1996). Cultivos Bacterianos para la Industria Cárnica en la
Elaboración Casera de Carne y Embutidos. Zaragoza - España:
Acribia.
Steffolan, M. (2010). Efecto de las Enzimas Pentosanasa. Universidad
Nacional de La Plata, La Plata - Argentina.
Troxler, S. (2010). Escherichia coli. Norte de Carolina Departamento de
Agricultura y Servicio al Consumidor Retrieved from
http://www.ncagr.gov.
Varnam, A., & Sutherlan, J. (1998). En Carne y Productos Cárnicos.
Zaragoza - España: Acribia.
Velasco, L., Farrés, A., & Llorente, A. (2013). Efecto de la Adición de
Cultivos indicadores en el Perfil de Textura de Embutidos Cárnicos
Madurados. San Sebastián - México: UNAM.
Velasco V. & Hleap, I. (2010). Análisis de las Propiedades de Textura
durante el almacenamiento de Salchichas Elaboradas a partir de
Tilapia Roja. Paper presented at the Biotecnolgia en el Sector
Agropecuario y Agroindustrial Palmira.
Yamamura, C. (2010). Transglutaminasa., from Ajinomoto
http://www.ajinomoto.com.pe/productos/activa.pdf

72
ANEXO 1
ENZIMA TRANSGLUTAMINASA – SALAMI
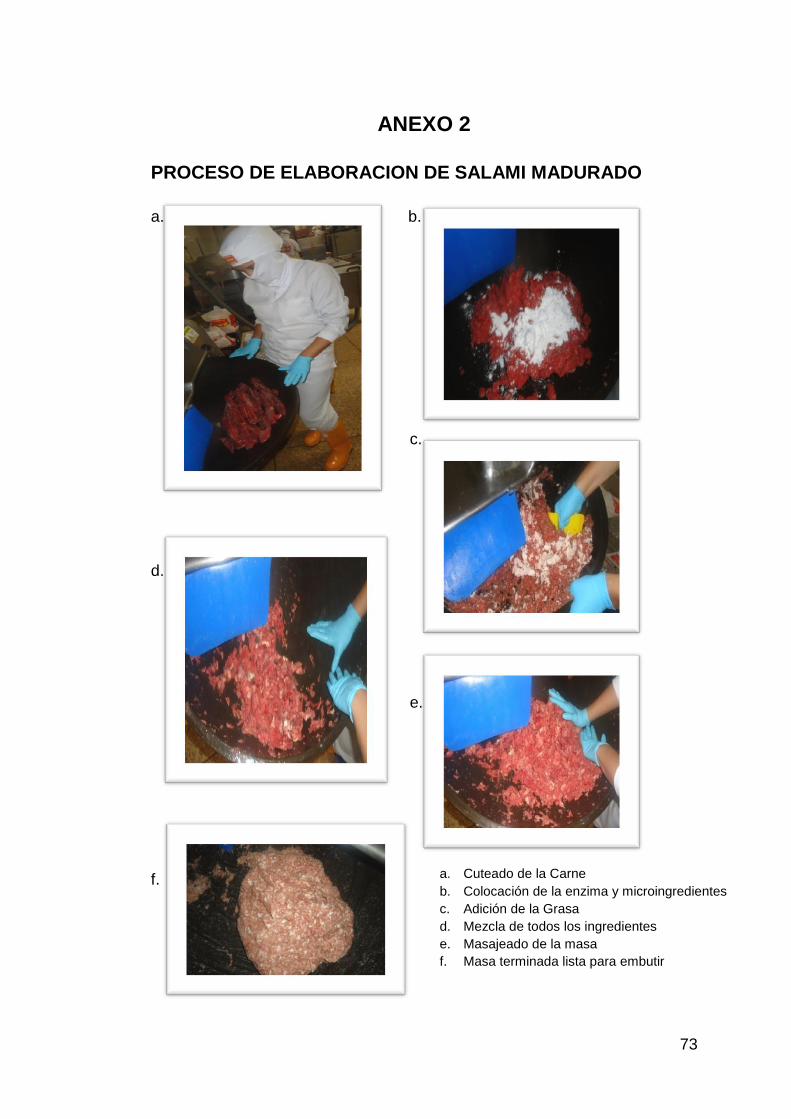
73
ANEXO 2
PROCESO DE ELABORACION DE SALAMI MADURADO
a. b.
c.
d.
e.
f.
a. Cuteado de la Carne
b. Colocación de la enzima y microingredientes
c. Adición de la Grasa
d. Mezcla de todos los ingredientes
e. Masajeado de la masa
f. Masa terminada lista para embutir

74
ANEXOS 3
PROCESO DE ESTUFAJE
a.
b. c.
a. Corresponde a el tratamiento TG1
b. Corresponde a el tratamiento TG2
c. Corresponde a el tratamiento TG3

75
ANEXOS 4
PROCESO DE MADURACION
a.
b.
a. Correspondiente al tratamiento TG2 – Día 2
b. Correspondiente a los tratamientos TG2 y TG3 – Día 20
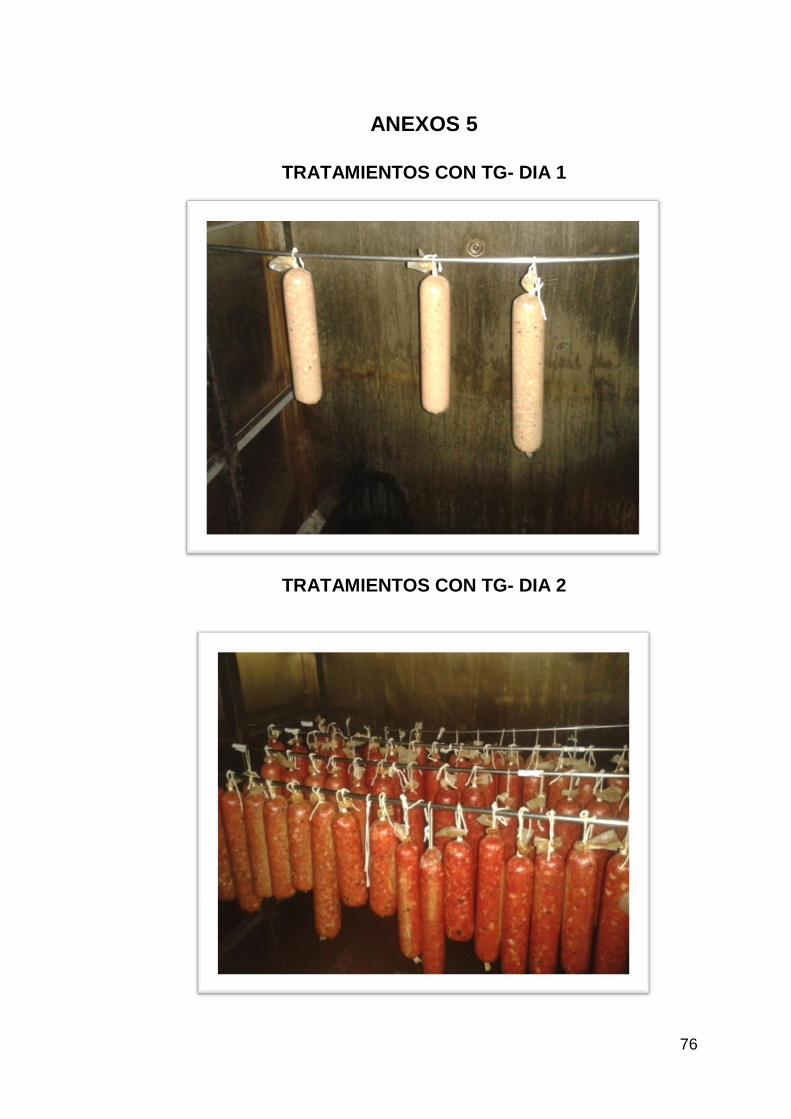
76
ANEXOS 5
TRATAMIENTOS CON TG- DIA 1
TRATAMIENTOS CON TG- DIA 2

77
TRATAMIENTOS CON TG- DIA 5
TRATAMIENTOS CON TG- DIA 12
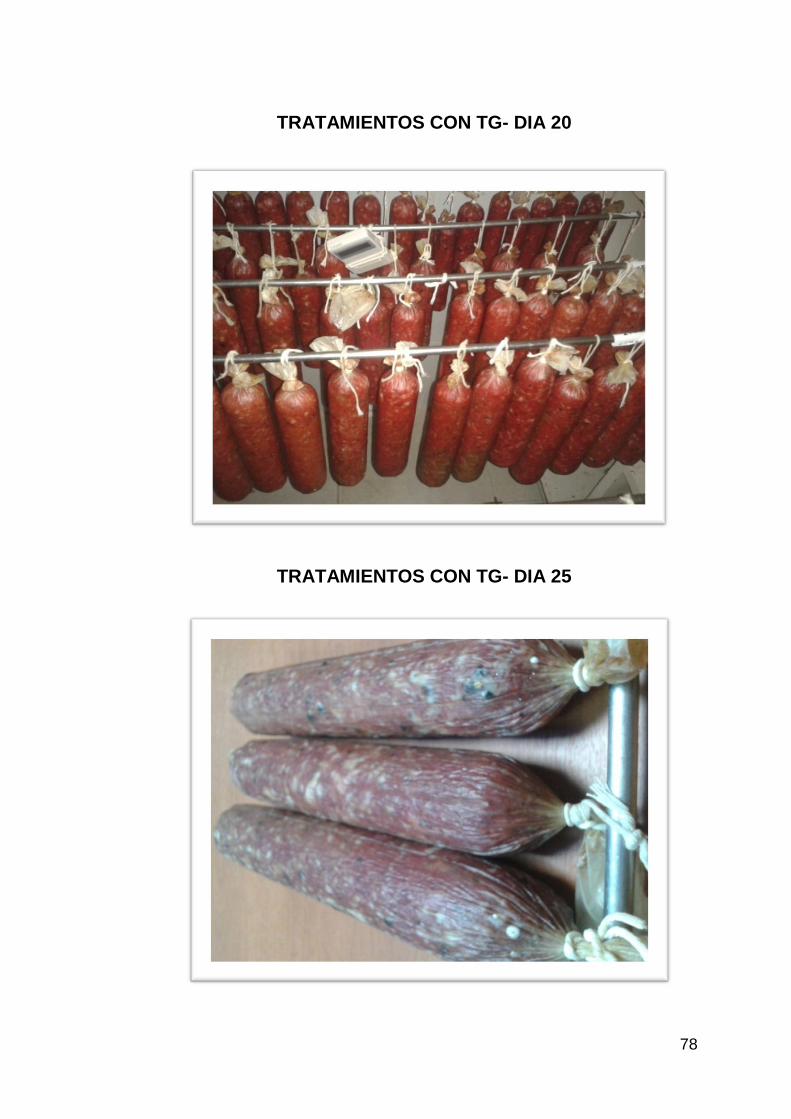
78
TRATAMIENTOS CON TG- DIA 20
TRATAMIENTOS CON TG- DIA 25

79
TRATAMIENTOS CON TG- DIA 30
80
ANEXOS 6
DIFERENCIA DE TEXTURA TG0-DIA 30 CON TG2 – DIA 30
TG0
TG2

81
ANEXOS 7
ANÁLISIS MICROBIOLÓGICOS DE LOS TRATAMIENTOS
a. b.
c. d.
e. f.

82
g. h.
i. j.
k. l.
a. Pesaje del tratamiento TG0 b. Pesaje del tratamiento TG2
c. Procedimiento de siembra de E. coli. d. Procedimiento de siembra de S. aureus.
e. f. g. h. i. y j. Siembra de salmonella de cada tratamiento.
k. y l. Resultados negativos de presencia de salmonella.