universidad tecnolÓgica...
TRANSCRIPT
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA INGENIERÍA DE ALIMENTOS
DESARROLLO DE UN MODELO DE MEJORAMIENTO
PRODUCTIVO PARA LA FABRICACIÓN DE CARAMELOS DE
LA INDUSTRIA DE CARAMELOS PÉREZ BERMEO ICAPEB
CIA. LTDA., BASADO EN EL MODELO DE GESTIÓN POR
PROCESOS
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO
DE INGENIERA DE ALIMENTOS
KATHERINE SHISELL GUTIERREZ VÁSQUEZ
DIRECTORA: Ing. Ximena Rojas
Quito, Enero 2015

© Universidad Tecnológica Equinoccial. 2014
Reservados todos los derechos de reproducción
DECLARACIÓN
Yo KATHERINE SHISELL GUTIERREZ VÁSQUEZ, declaro que el trabajo
aquí descrito es de mi autoría; que no ha sido previamente presentado para
ningún grado o calificación profesional; y, que he consultado las referencias
bibliográficas que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de
Propiedad Intelectual, por su Reglamento y por la normativa institucional
vigente.
________________________________
Katherine Shisell Gutiérrez Vásquez
C.I. 1719956839
CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “DESARROLLO DE UN
MODELO DE MEJORAMIENTO PRODUCTIVO PARA LA FABRICACIÓN
DE CARAMELOS DE LA INDUSTRIA DE CARAMELOS PÉREZ BERMEO
ICAPEB CIA. LTDA., BASADO EN EL MODELO DE GESTIÓN POR
PROCESOS”, que, para aspirar al título de Ingeniero en Alimentos fue
desarrollado por Katherine Shisell Gutiérrez Vásquez, bajo mi dirección y
supervisión, en la Facultad de Ciencias de la Ingeniería; y cumple con las
condiciones requeridas por el reglamento de Trabajos de Titulación artículos
18 y 25.
_________________________
Ing. Ximena Rojas
DIRECTOR DEL TRABAJO
C.I. 1715238521

DEDICATORIA
A DIOS
Mis logros primero son hacia Dios, en agradecimiento a todos los dones y
beneficios que he recibido a lo largo de mi vida.
A MI FAMILIA
Este logro les dedico en especial a mis padres Piedad y Ángel quienes me
han apoyado a lo largo de toda mi vida y mi carrera estudiantil. Son ellos
quienes siempre me han incentivado y educado como una persona
luchadora y persistente. Jamás me han dejado caer y son ustedes a quienes
agradeceré infinitamente por su amor y apoyo. Los amo y son mi razón de
vivir.
A mis hermanos Mónica y Javier por ser mis segundos padres, mis amigos,
y más que nada mis ángeles. Agradezco por su persistencia en mi bienestar
y su apoyo incondicional. Gracias por estar ahí siempre y por ser el mejor
ejemplo a seguir. Los amo.
Finalmente a mis sobrinas, mis razones para seguir adelante y luchar. Mis
princesas son ustedes mi motor de lucha.
AGRADECIMIENTO
Deseo expresar mi profundo agradecimiento a:
A la Ingeniera Ximena Rojas, por su paciencia y apoyo en la elaboración de
este trabajo de titulación. Gracias por el apoyo y consejos brindados durante
este tiempo.
A Fabián Pérez Gerente General de La Industria de Caramelos Pérez
Bermeo ICAPEB Cía. Ltda., por permitirme realizar mí trabajo de titulación
en su empresa y brindarme la oportunidad de desarrollar nuevos
conocimientos y habilidades.
A Marcelo Ramírez y Margarita Scacco por compartirme sus conocimientos y
experiencias, además por su apoyo en la elaboración de este trabajo de
titulación, su paciencia y amistad.
A mis mejores amigos Stephani Avilés, Ma. José Zaldumbide y Jefferson
Hidalgo, quienes han llegado a ser más que amigos parte de mi familia.
Gracias por apoyarme en cada uno de los logros y tropiezos de mi vida y por
siempre impulsarme y apoyarme. Los amo. Y quisiera expresar
agradecimiento en especial a Jefferson Hidalgo por haberme ayudado en los
momentos más difíciles de mi carrera universitaria y por no haber permitido
que me rinda, siempre buscando una solución oportuna a los obstáculos que
se han presentado. “Los amigos son la familia que uno escoge” y ustedes
son mi mejor elección.
A mis montoneros por su apoyo y amistad, gracias por demostrar amistad
sincera y desinteresada. Los adoro. Los conozco hace poco pero nuestra
amistad se siente como si fuera de toda la vida.
viii
ÍNDICE DE CONTENIDOS
PÁGINA
ÍNDICE DE CONTENIDOS VIII
RESUMEN XVIII
ABSTRACT XIX
1. INTRODUCCIÓN 1
2. MARCO TEÓRICO 3
2.1. HISTORIA DE LA CONFITERÍA 3
2.2. LA INDUSTRIA CONFITERA 4
2.2.1. MATERIALES 4
2.2.1.1. Materias Primas Principales o Básicas 5
2.3. DESARROLLO DEL SECTOR CONFITERO EN ECUADOR 6
2.3.1. INNOVACIÓN EN EL SECTOR 8
2.3.2. DESAFÍOS DEL MERCADO DE LA CONFITERÍA 9
2.3.3. REQUERIMIENTOS DE LA INDUSTRIA CONFITERA PARA
LA GESTIÓN EMPRESARIAL 9
2.4. GESTIÓN POR PROCESOS 10
2.4.1. DEFINICIÓN DE PROCESO 10
2.4.2. CLASIFICACIÓN DE LOS PROCESOS 11
2.4.3. RECONOCIMIENTO DE LÍMITES Y ELEMENTOS DEL
PROCESO 13
2.4.4. LÍMITES DE UN PROCESO 13
2.4.5. ELEMENTOS DE UN PROCESO 14
2.4.6. VENTAJAS DEL ENFOQUE POR PROCESOS 14
2.4.7. DOCUMENTACIÓN DE PROCESOS Y PROCEDIMIENTOS 16
ix
2.4.8. MAPEO DE PROCESOS 17
2.4.9. APLICACIÓN DEL CICLO PDCA 20
2.4.9.1. Medición, normalización y seguimiento de la gestión por
procesos aplicada a la empresa 20
3. METODOLOGÍA 23
3.1. IDENTIFICACIÓN Y EVALUACIÓN DE LA SITUACIÓN ACTUAL
DE LA EMPRESA 23
3.2. IDENTIFICACIÓN DE HERRAMIENTAS Y DESARROLLO DE UN
MODELO DE GESTIÓN POR PROCESOS 24
3.3. GENERACIÓN UN MANUAL DE PROCESOS 25
3.4. ESTRUCTURACIÓN DE UN PLAN PARA LA IMPLEMENTACIÓN
DEL MODELO 25
3.5. IMPLEMENTACIÓN DE ACCIONES DE MEJORA EN TIEMPOS
DE PRODUCCIÓN Y DISMINUCIÓN DE REPROCESO 26
3.5.1. IMPLEMENTACIÓN DE ACCIONES DE MEJORA PARA
TIEMPOS DE PRODUCCIÓN. 27
3.5.2. IMPLEMENTACION DE ACCIONES DE MEJORA PARA
DISMINUCIÓN DE REPROCESO. 27
4. ANÁLISIS DE RESULTADOS 28
4.1. IDENTIFICACIÓN Y EVALUACIÓN DE LA SITUACIÓN ACTUAL
DE LA EMPRESA 28
4.1.1. ANÁLISIS FODA 28
4.1.2. IDENTIFICACIÓN DE PROBLEMAS 31
4.1.3. ANÁLISIS DE CAUSA – EFECTO CON DIAGRAMA DE
ISHIKAWA PARA LOS PRINCIPALES PROBLEMAS 32
4.1.3.1. Tiempos Muertos 34
4.1.3.2. Reproceso 36
x
4.2. DESARROLLO DE UN MODELO DE GESTIÓN POR PROCESOS,
PARA LOS PROCESOS PRODUCTIVOS DE LA EMPRESA
ICAPEB 36
4.2.1. ASIGNACIÓN Y COMUNICACIÓN DE LA MISIÓN DEL
PROCESO 36
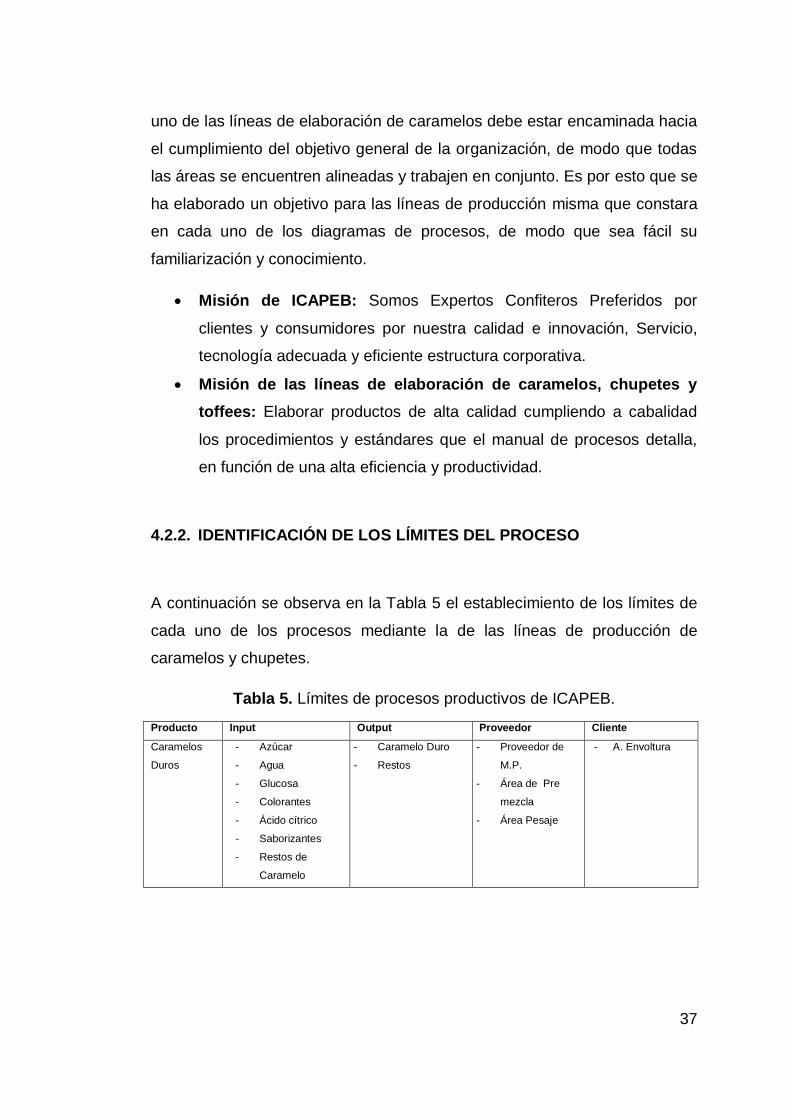
4.2.2. IDENTIFICACIÓN DE LOS LÍMITES DEL PROCESO 37
4.2.3. PLANIFICACIÓN DEL PROCESO 39
4.2.4. INTERACCIONES CON EL RESTO DE PROCESOS 39
4.2.4.1. Estructura de la Cadena de Valor de la empresa 39
4.2.4.2. Procesos productivos claves 40
4.2.4.3. Procesos productivos de apoyo 40
4.2.5. ASEGURAR LA DISPONIBILIDAD DE RECURSOS FÍSICOS,
MATERIALES E INFORMACIÓN NECESARIA PARA LA
OPERACIÓN Y CONTROL DEL PROCESO 41
4.2.5.1. Registro de Control para Caramelos Duros 42
4.2.5.1.1. Registro de Control para Caramelos Duros sin Relleno 42
4.2.5.1.2. Registro de Control para Caramelos Duros con Relleno 42
4.2.5.1.3. Registro de Control para Chupetes 43
4.2.5.1.4. Registro de Control para Caramelos y Chupetes de
Leche 43
4.2.5.1.5. Registro de Control para Caramelos de Maní 44
4.2.5.1.6. Registro de Control para Toffee 44
4.2.6. CONTROL DEL PROCESO 45
4.3. ESTANDARIZACIÓN DE TIEMPOS 45
4.3.1. TOMA DE TIEMPOS DE CARAMELOS DUROS 46
4.3.1.1. Estándar de Tiempos Para Caramelos Duros 47
4.3.2. TOMA DE TIEMPOS DE CARAMELOS RELLENOS 48

xi
4.3.2.1. Estándar de Tiempos Para Caramelos Rellenos 48
4.3.3. TOMA DE TIEMPOS DE CHUPETES 49
4.3.3.1. Estándar de Tiempos para Chupetes 50
4.3.4. CARAMELOS Y CHUPETES DE LECHE 51
4.3.4.1. Estándar de Tiempos Para Caramelos y Chupetes de Leche
Caramelos de Leche 53
4.3.5. CARAMELOS DE MANÍ 55
4.3.5.1. Estándar de Tiempos Para Caramelos de Maní 56
4.3.6. TOFFEE 57
4.3.6.1. Estándar de Tiempos Para Toffee 58
4.3.7. MEDICIÓN Y SEGUIMIENTO 59
4.4. ESTRUCTURACIÓN DE UN PLAN PARA LA IMPLEMENTACIÓN
DEL MODELO 59
4.5. IMPLEMENTACIÓN DE ACCIONES DE MEJORA EN TIEMPOS
DE PRODUCCIÓN Y DISMINUCIÓN DE REPROCESO 61
4.5.1 IMPLEMENTACIÓN DE ACCIONES DE MEJORA PARA
TIEMPOS DE PRODUCCIÓN. 61
4.5.2 RESULTADO SOBRE IMPLEMENTACIÓN DE ACCIONES
PARA LA DISMINUCIÓN DE TIEMPOS DE PRODUCCIÓN. 64
4.5.3 IMPLEMENTACION DE ACCIONES DE MEJORA PARA
DISMINUCIÓN DE REPROCESO. 64
4.5.4 RESULTADO SOBRE IMPLEMENTACIÓN DE ACCIONES
PARA LA DISMINUCIÓN DE REPROCESO 65
5. CONCLUSIONES Y RECOMENDACIONES 66
5.1. CONCLUSIONES 66
5.2. RECOMENDACIONES 69
BIBLIOGRAFÍA 71
xii
ANEXOS 75
xiii
ÍNDICE DE TABLAS
PÁGINA
Tabla 1. Datos económicos sobre la comercialización de la confitería en
Ecuador. 7
Tabla 2. Formato de plan de implementación del modelo de Gestión por
Procesos 26
Tabla 3. Análisis FODA del área de elaboración de caramelos de la
industria de caramelos Pérez Bermeo ICAPEB Cía. Ltda 29
Tabla 4. Clasificación de Problemas de Producción. 31
Tabla 5. Límites de procesos productivos de ICAPEB. 37
Tabla 6. Guía de anexos del manual de procesos. 45
Tabla 7. Plan para la implementación del modelo de Gestión por
Procesos 60
Tabla 8. Descripción de acciones de mejora para tiempos de producción. 62
xiv
ÍNDICE DE FIGURAS
PÁGINA
Figura 1. Porcentaje de captación del mercado de las empresas confiteras
en Ecuador 6
Figura 2. Diagrama de Pareto para la identificación de problemas más
Frecuentes de ICAPEB. 32
Figura 3. Análisis Causa- Efecto con diagrama de Ishikawa sobre tiempos
muertos de procesos productivos de ICAPEB. 33
Figura 4. Análisis Causa- Efecto con diagrama de Ishikawa sobre reproceso
de procesos productivos de ICAPEB. 35
Figura 5. Cadena de Valor de la empresa ICAPEB. 39
Figura 6. Procesos productivos principales. 40
Figura 7. Procesos productivos de apoyo. 41
Figura 8. Registro para caramelos duros sin relleno. 42
Figura 9. Registro de control para caramelos duros con relleno. 42
Figura 10. Registro de control para chupetes. 43
Figura 11. Registro de control para caramelos y chupetes de leche. 43
Figura 12. Registro de control para caramelos de maní. 44
Figura 13. Registro de control para toffee. 44
Figura 14. Diagrama de tiempos para el proceso de elaboración de
caramelos duros. 46
Figura 15. Diagrama de tiempos estandarizados de la línea de producción
de caramelos duros. 47
xv
Figura 16. Diagrama de tiempos para el proceso de elaboración de
caramelos rellenos. 48
Figura 17. Diagrama de tiempos estandarizados de la línea de producción
de caramelos rellenos. 49
Figura 18. Diagrama de tiempos para el proceso de elaboración de
chupetes. 49
Figura 19. Diagrama de tiempos estandarizados de la línea de producción
de chupetes. 50
Figura 20. Diagrama de tiempos para el proceso de elaboración de
caramelos de leche. 51
Figura 21. Diagrama de tiempos para el proceso de elaboración de
chupetes de leche. 52
Figura 22. Diagrama de tiempos estandarizados de la línea de producción
de caramelos de leche. 53
Figura 23. Diagrama de tiempos estandarizados de la línea de producción
de chupetes de leche. 54
Figura 24. Diagrama de tiempos para el proceso de elaboración de
caramelos de maní. 55
Figura 25. Diagrama de tiempos estandarizados de la línea de producción
de caramelos de maní. 56
Figura 26. Diagrama de tiempos para el proceso de elaboración de toffee. 57
Figura 27. Diagrama de tiempos estandarizados de la línea de producción
de toffee. 58
xvi
Figura 28. Lluvia de ideas para la elaboración de nuevos productos a partir
del reproceso. 65
xvii
ÍNDICE DE ANEXOS
PÁGINA
ANEXO 1
Manual de Procesos para caramelos duros 75
ANEXO 2
Manual de Procesos para Chupetes 77
ANEXO 3
Manual De Procesos Para Toffee 77
ANEXO 4
Manual De Procesos Para Caramelos Y Chupetes De Leche 78
ANEXO 5
Fichas Técnicas 79
ANEXO 6
CAPACITACIÓN SOBRE MANEJO DE ALÉRGENOS Y MANEJO DE
QUÍMICOS Y APLICACIÓN DEL TEMA EN CADA UNO DE LOS
PUESTOS DE TRABAJO 80
ANEXO 7
CAPACITACIÓN SOBRE PARÁMETROS Y ACTIVIDADES DE PUESTO
DE TRABAJO 81
xviii
RESUMEN
El trabajo de investigación se realizó en la Industria de Caramelos Pérez
Bermeo Icapeb Cia. Ltda., con la finalidad de apoyar con la solución de
problemas que se presentan a diario en la producción. Después de haber
realizado un estudio de las líneas de producción de la empresa se
determinaron dos problemas principales, la alta cantidad de tiempos muertos
y de reproceso, los cuales nacen principalmente de la falta de
estandarización y documentación de los procesos. Esta identificación se
realizó utilizando un diagrama causa-efecto. Para la disminución de
incidencias del problema raíz se prosiguió con la implantación del modelo de
Gestión por Procesos, se propuso la elaboración de registros, fichas técnicas
de cada uno de los productos, procedimientos, diagramas de flujo,
diagramas de tiempos, estándares de tiempos e indicadores, de modo que
se pueda contar con documentación. Documentos que además permitan dar
a conocer al personal los procesos y obligaciones de cada puesto, además
de mantener un control guiado en estándares y movimientos por parte de los
supervisores y de producción. Para la estandarización de procesos, se
realizó la eliminación de los tiempos muertos mediante la disminución de
actividades innecesarias en el proceso, y la aplicación de registros que
controlan el cumplimiento tanto de tiempos como de procesos de todas las
etapas de producción. Por otro lado para la disminución de reproceso, se
propuso la utilización de este salvaje en la elaboración de dos nuevos
productos, de los cuales uno de ellos ha sido validado por las autoridades
responsables de la empresa. Con esto se logró disminuir los dos principales
problemas así como disuadir los inconvenientes cotidianos de la producción
atacando al problema raíz.
xix
ABSTRACT
The research work was carried out at Industria de Caramelos Pérez Bermeo
Icapeb Compañía Limitada in order to eliminate production problems
presented daily. Having conducted a comprehensive study on the production
lines of the company two main problems were identified: high number of
downtimes and high amount of rework that arise from one main problem
which is the lack of standardization and documentation processes. To
decrease root problem incidents a Model Management Processes was
implanted. This model proposes the development of records, technical
specifications of each product, procedure, flow chart, timing diagram, time
standard and indicator, so you can have complete documentation. In
addition, this information allows staff to know processes and responsibilities
of each position and maintain standards and movements guided by
supervisors and production monitoring. Furthermore, to avoid downtime,
unnecessary activities were decreased within production. As a result, the
total elimination of downtime was obtained and for now due to the
aforementioned documents, the production has a registry that allows time
control within each stage of production. On the other hand, to reduce rework
caramel residue can be reused to develop two new products, which after
being submitted to the responsible authorities, one of them has been
accepted to be a type Nerds candy. Thus it was possible to reduce the two
main issues and also deter everyday production problems attacking the root
problem.
1. INTRODUCCIÓN
1
1. INTRODUCCIÓN
Actualmente la Industria de Caramelos Pérez Bermeo ICAPEB Cía. Ltda. no
cuenta con un Sistema de Gestión por Procesos que normalice sus
operaciones productivas. Debido a los problemas que la empresa presenta,
se ha buscado un método que se ajuste a sus necesidades. Es por esto que
la gestión por procesos es el modelo apropiado, ya que permite el
aseguramiento de calidad de los productos, así como la reducción de los
costes operativos (Fernández, 2003), permitiendo utilizar los recursos de
manera óptima (Vásquez & Pérez Villa, 2007), a través del monitoreo en
cada fase del proceso, evitando las acciones correctivas ya que estas
proporcionan a la organización perdida de tiempos y recursos (Pérez, 2010).
Además al aplicar un sistema de gestión por procesos es posible priorizar y
mantener centradas las oportunidades de mejora evitando problemas graves
como la interrupción o el retraso de un área critica que podría influir en gran
proporción en las demás áreas de la empresa (Guimón, de la Sota, &
Sartorius, 2009). Por lo tanto la gestión por procesos hace compatibles las
necesidades internas de la organización con los requerimientos y
necesidades del cliente transformándola en una organización plana y
participativa (Pérez, 2010).
El objetivo principal del presente trabajo es desarrollar un modelo de
mejoramiento productivo para ICAPEB a través de la guía que ofrece una
gestión por procesos por medio de los siguientes objetivos específicos:
Identificar y evaluar la situación actual de la empresa.
Identificar herramientas de gestión para el modelo de Gestión por
procesos.
Desarrollar un modelo de gestión por procesos.
Generar un Manual de procesos.
Estructurar un plan para la implementación del modelo.

2
Implementar acciones de mejora en tiempos de producción y
disminución de reproceso.
2. MARCO TEÓRICO
3
2. MARCO TEÓRICO
2.1. HISTORIA DE LA CONFITERÍA
La palabra caramelo significa ¨hecho de azúcar¨ y viene de Arabia. La
historia de la confitería detalla que ésta existió hace 3000 años en Egipto, ya
que hay jeroglíficos que muestran su preparación. En aquel tiempo los
confites consistían en productos preparados a base de varios frutos secos,
nueces, especias, hierbas y miel, siendo este último su principal edulcorante.
A partir de la Edad Media fueron apareciendo los productos elaborados
principalmente con azúcar de caña, el cual fue descubierto y refinado en sus
inicios por los persas a finales del siglo XLV, con el pasar del tiempo en la
Revolución Industrial se tuvo acceso a un equipo de confitería especializado,
el mismo que fue mejorando la producción de este tipo de alimentos
(Noriega Editores, 2003).
Si se habla de un crecimiento porcentual de la producción de confites a nivel
mundial se dice que esta ha ido aumentando desde finales de la década de
los ochenta con un ritmo del 8% anual. Esto se debió a que las golosinas
infantiles se promocionaron con mayor fuerza en países con población más
joven como en Europa del Este, Latinoamérica y Asia, para el año 2003 los
principales países productores confiteros eran Francia, Alemania y Reino
Unido (Sánchez, 2003).
Actualmente se define al caramelo como un producto de consistencia sólida
o semisólida que se obtienen a partir de una cocción de elementos bases
como son azúcar, agua y jarabe de maíz, y que pueden contener otras
sustancias y aditivos alimenticios permitidos (INEN, 2012).
4
2.2. LA INDUSTRIA CONFITERA
La confitería es un área de la tecnología de alimentos, la cual puede
realizarse de forma industrial desarrollando nuevas tecnologías y maquinaria
obteniendo una producción en masa, de alta calidad y con bajo
requerimiento de personal. También, se lo realiza de modo artesanal
realizando la mayoría del proceso de forma manual con una producción en
cantidades pequeñas y con alto requerimiento de personal.
Los productos que la industria de la confitería produce son aquellos que
tienen como componente principal un edulcorante; y se los puede clasificar
en dos grandes grupos, el confite y el confitado (Noriega Editores, 2003).
Siendo el confite la agrupación compuesta por los caramelos duros,
caramelos suaves como toffee, caramelos aireados, pastillas de goma, foch,
gomas, mashmellows y todo tipo de chocolates. El Confitado por otro lado
agrupa a los productos que se les da un recubrimiento con jarabes de azúcar
(Noriega Editores, 2003).
2.2.1. MATERIALES
La elaboración de todos los productos de la confitería parte tanto de
materias primas principales así como de materiales o materias de apoyo, de
las cuales se detallara a continuación.
Se considera materias bases o principales a los azúcares y glucosa líquida,
esencias y al agua. Y como materias primas secundarias o de apoyo se
puede considerar a la leche en polvo, la lecitina, manteca vegetal, sal, etc,
los cuales podrán variar según el producto a elaborarse (Sánchez, 2003).
5
2.2.1.1. Materias Primas Principales o Básicas
Azúcar Blanca Refinada: La llamada también sacarosa, es el
edulcorante más reconocido y utilizado a nivel mundial. El cual es
obtenido a partir de la caña de azúcar o de la remolacha azucarera,
siendo superior la producción mundial a partir de la caña de azúcar.
El azúcar puede clasificarse según su pureza, tomando el nombre de
azúcar morena, azúcar semiblanca, azúcar blanca o azúcar refinada,
quedando el azúcar refinada como la más pura (Gil & López, 2010).
Glucosa Líquida: Es la solución acuosa que se obtiene a partir de la
ruptura de la molécula de almidón (papa o de la fécula de maíz). Y es
obtenida por medio de una hidrolisis y posteriormente de una
purificación con carbón activado (Campbell, 2001).
Su funcionalidad en los caramelos es la de impedir la re cristalización
del azúcar (Sánchez, 2003).
Esencias: Son sustancias obtenidas a partir de plantas, frutos,
semillas, flores y hojas de frutos, por medio de procedimientos físicos
o por destilación. En el caso de los alimentos, los más utilizados son
aquellos que se obtienen del epicarpio de los frutos continuando
aquellos que provienen de las semillas o de las hojas de los frutos,
pero el sabor y el aroma que tiene cada una de estas esencias es
diferente a pesar de ser del mismo fruto, esto debido a los
componentes con los que se realiza la extracción o la técnica que se
utilice.
En el caso de los aceites esenciales su atractivo es el flavor, y es por
esto que son muy utilizados como agentes saborizantes en los
alimentos y en algunos casos en bajo porcentaje como agentes
antibacteriales y fungicidas (Ocampo, Ríos, Betancur, & Ocampo,
2008).

6
2.3. DESARROLLO DEL SECTOR CONFITERO EN ECUADOR
Según la información expuesta en la Figura 1 en el año 2005 la empresa con
mayor acogida en ventas en el mercado fue Confiteca con un 63 %, dejando
a las demás empresas confiteras con un porcentaje muy bajo (El Hoy, 2005).
Figura 1. Porcentaje de captación del mercado de las empresas confiteras en Ecuador
(ProChile, 2012)
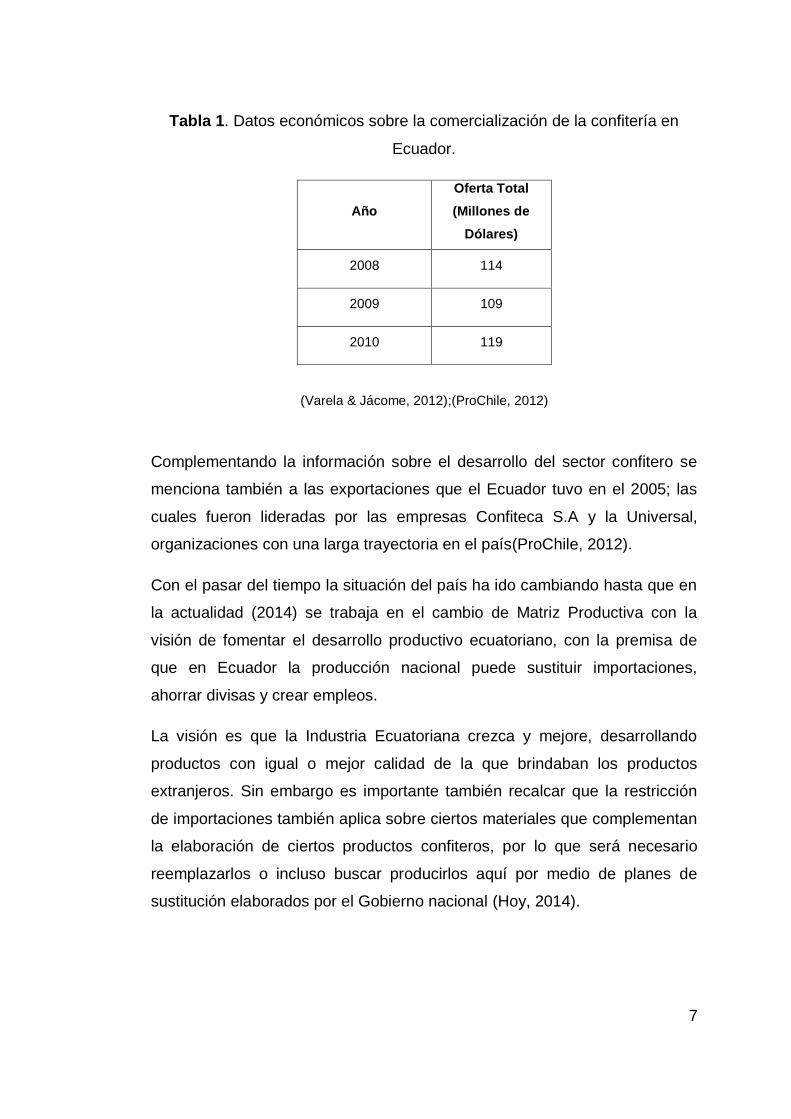
Así también se habla de cifras económicas sobre la oferta total en millones
de dólares de la industria confitera desde el año 2008 hasta el año 2010, las
cuales se detallan en la siguiente tabla. Observando una disminución de la
oferta en el año 2009 y recuperándose e incluso mejorándose en el año
2010. Esto se puede observar a continuación en la Tabla 1.
7
Tabla 1. Datos económicos sobre la comercialización de la confitería en
Ecuador.
Año
Oferta Total
(Millones de
Dólares)
2008 114
2009 109
2010 119
(Varela & Jácome, 2012);(ProChile, 2012)
Complementando la información sobre el desarrollo del sector confitero se
menciona también a las exportaciones que el Ecuador tuvo en el 2005; las
cuales fueron lideradas por las empresas Confiteca S.A y la Universal,
organizaciones con una larga trayectoria en el país(ProChile, 2012).
Con el pasar del tiempo la situación del país ha ido cambiando hasta que en
la actualidad (2014) se trabaja en el cambio de Matriz Productiva con la
visión de fomentar el desarrollo productivo ecuatoriano, con la premisa de
que en Ecuador la producción nacional puede sustituir importaciones,
ahorrar divisas y crear empleos.
La visión es que la Industria Ecuatoriana crezca y mejore, desarrollando
productos con igual o mejor calidad de la que brindaban los productos
extranjeros. Sin embargo es importante también recalcar que la restricción
de importaciones también aplica sobre ciertos materiales que complementan
la elaboración de ciertos productos confiteros, por lo que será necesario
reemplazarlos o incluso buscar producirlos aquí por medio de planes de
sustitución elaborados por el Gobierno nacional (Hoy, 2014).
8
2.3.1. INNOVACIÓN EN EL SECTOR
La innovación en el sector confitero parte de una conciencia ambiental y
social, alineada a cuidar la salud de los consumidores y disminuir el daño
hacia el medio ambiente debido a la contaminación que se genera por los
desechos tanto químicos como de materiales (empaques primarios,
secundarios o terciarios). Además es importante recalcar que al ser el cliente
la razón de ser de todas las organizaciones y por lo tanto ser el que tiene la
última palabra sobre lo que quiere y busca consumir, hace imperante la
innovación en sus productos, impulsando a las empresas alimenticias a
ofertar alimentos con altas cualidades nutricionales y que además brinden
satisfacción al consumirlos, como por ejemplo dulces bajos en calorías o
libres de azúcar, alimentos bajos en grasas o con mayor cantidad de
ingredientes naturales, alimentos con prebióticos, productos libres de gluten
o de lácteos para personas alérgicas o intolerantes o snacks que además de
brindar nutrición mejoren la digestión, etc. Por lo tanto si se habla de una
mayor exigencia en calidad nutricional de los productos es notoria la
atención que los consumidores ponen actualmente sobre la etiqueta de
componentes más que en el precio (Industria Alimenticia, 2014).
Otra de las formas de innovación del sector confitero es la creación de
nuevos envases que permitan la competitividad de ciertas empresas que
ofrecen un mismo producto al mercado, ya que resulta muy complicado
competir en costos de elaboración y precios de venta. Por lo que la actual
competencia se está basando en la calidad y novedad de los envases en los
que se comercializa el producto, generando modelos muy sobrios o muy
coloridos, los cuales se pueden reutilizar después de haber consumido todos
los caramelos. Esta nueva tendencia funcionara únicamente si la
representación visual es familiar para el cliente y además es fácil de
distinguir su posterior utilización (Zegler, 2005).
9
2.3.2. DESAFÍOS DEL MERCADO DE LA CONFITERÍA
Los tres obstáculos principales que las organizaciones deben superar son la
sostenibilidad, innovación y salud, para mantenerse o prosperar en el
mercado. Es importante recalcar que quien controla todo esto son los
consumidores ya que son ellos quienes determinan su necesidad y por otro
lado los competidores ya que son ellos quienes buscan la mejora continua
para satisfacer a sus clientes, a través de la versatilidad, flexibilidad e
innovación (Allen, 2012).
Otra de las nuevas tendencias y desafíos que el mercado confitero enfrenta
es la necesidad de crear caramelos que además sean juguetes, creando así
nuevos nichos de mercado (Industria Alimenticia, 2014)
Por otro lado, en Ecuador según la revista Industria Alimenticia en el año
2014, el sector confitero a pesar de ser este un mercado que no es de
primera necesidad, presenta varias oportunidades de innovación tanto en
presentación sabor y salud en nuevos productos. (Industria Alimenticia,
2014) La importancia radica básicamente en implementar estrategias de
diferenciación y comercialización, haciendo que las empresas productoras
busquen alternativas innovadoras en sus productos como, empaques
llamativos, nuevos sabores, nuevas presentaciones, nuevas formas y
atractivas formas de consumo (ProChile, 2012).
2.3.3. REQUERIMIENTOS DE LA INDUSTRIA CONFITERA PARA LA
GESTIÓN EMPRESARIAL
Esta necesidad de la estructuración de modelos nace del estudio que las
organizaciones realizan del entorno económico en el que Ecuador se
encuentra, notando que el PIB (Producto Interno Bruto) ha ido creciendo con
los años generando mayor oportunidad de crecimiento para las empresas
10
por lo que según previsiones preliminares el PIB para el año presente, serán
el 4 % mayores a las del 2013 si es que no hay cambios repentinos en los
precios de otros países en cuanto al petróleo y nuestros productos de
exportación. Puesto que se provee la inversión pública, creciente como en
años anteriores. Sin embargo aún se tiene cierta incertidumbre de este
crecimiento porcentual debido a la prohibición de las importaciones de
ciertos productos a nuestro país, por lo que se deberá esperar el resultado,
esperando que el mercado nacional crezca en tanto a la disminución de la
competencia extranjera. Entonces para el cumplimiento de estos
requerimientos y el aprovechamiento de esta oportunidad de crecimiento las
organizaciones deberán estructurar modelos de gestión basados en las
herramientas que sustenten sus operaciones, tomando así como referencia
a grandes industrias líderes en el mercado nacional e internacional, las
cuales utilizan sistemas como Suply chain management, gestión por
procesos, BPM, aplicación de normas ISO, ERP robustos, etc. Los cuales
les brindan mayores posibilidades de crecimiento y competitividad frente a
otras empresas del mismo entorno (Álvarez, 2014).
2.4. GESTIÓN POR PROCESOS
2.4.1. DEFINICIÓN DE PROCESO
Un proceso es un conjunto de actividades que se realiza de forma
secuencial o de forma paralela, la cual es ejecutada por un productor para
agregarle valor a un insumo, el cual finalmente se convertirá en un producto
o servicio para un cliente ya sea este interno o externo. Anteriormente no se
tomaba en cuenta la satisfacción del cliente, por lo que la concepción de un
proceso se daba según lo que el ofertador quería brindar al mercado,
mientras que en la actualidad todo está enfocado a la necesidad que el
11
cliente quiere satisfacer, de manera que genere un valor para él (Agudelo &
Escobar, 2010).
También se puede denominar a los procesos como las distintas actividades
ordenadas elementales de una organización, que permiten obtener un
producto final. Es decir es una serie de acciones sistemáticas dirigidas al
cumplimiento de una meta u objetivo establecido con anterioridad, definiendo
los límites o estándares a los que se quiere llegar y guardando la
interrelación e interdependencia de sus actividades, siempre manteniendo
su interacción a través de los canales adecuados (Muñoz, 1999).
Ya que se tiene una definición de procesos se puede decir que también
estos tienen una clasificación la que puede ser en función de los inputs que
este proceso utilice: nombrándolos así como procesos manuales siendo
únicamente realizado por mano de obra, procesos mecánicos combinando la
utilización de la mano de obra y la maquinaria y los procesos automáticos
siendo la maquinaria quien realiza todo el trabajo o la mayoría del mismo.
Aunque también se pueden clasificar a los procesos según los outputs que
producen, clasificándose en: producción en serie, producción en lotes o
también conocida como intermitente, discontinua o por pedido. Siendo la
primera un sistema estandarizado con alta de cantidad de productos y la
segunda un sistema que carece de sistematización y baja cantidad de
producción en relación a la producción continua o en serie (García, 2013).
2.4.2. CLASIFICACIÓN DE LOS PROCESOS
Procesos Estratégicos o de Dirección: Son aquellos que están
relacionados de forma directa con la formulación, revisión y
seguimiento de las estrategias de la empresa así como de la misión,
visión y objetivos de la misma, por lo tanto son los encargados de
establecer y controlar el cumplimiento de las metas, políticas y
estrategias de la empresa y que además involucran al personal de
12
mayor importancia o de primer nivel en la organización haciendo que
tengan una mejor comunicación interna a pesar de que la ejecución
de las operaciones corresponda al área del personal en general. Es
así entonces que sería recomendable vincular la gestión por
procesos a la estrategia de la empresa ya que si no se hace de esa
forma es posible que los cambios propuestos o intentos en cambiar
queden en un cambio de nombre y no se cambie en la práctica
(Pérez, 2010).
Procesos Operativos: Son responsables de conseguir los objetivos
de la empresa y son aquellos que están relacionados directamente
con el cliente, ya que son los que permiten generar un servicio o
producto y de esta forma satisfacer al cliente, además son los que se
encargan del diseño y desarrollo del producto, del proceso de
compras y del proceso de comunicación con el cliente, lo cual es
fundamental ya que se dice que el seguimiento del producto puede ir
incluso hasta que el cliente recibe al bien o servicio o hasta que la
empresa recibo el dinero del producto o servicio vendido (Sangüesa,
Dueñas, & Ilzarbe, 2006).
Procesos de Apoyo o Soporte: Son aquellos que apoyan a los
procesos operativos, y además se ocupan del personal de la
empresa por lo que se encarga de la selección y contratación, la
inducción, la acogida e integración del personal nuevo, de la
comunicación interna general y de la formación del personal joven o
nuevo para tener una consecución de su modo de operación y
finalmente de la evaluación de su personal y de buscar opciones de
mejora de los mismos (Sangüesa, Dueñas, & Ilzarbe, 2006).
Procesos de Gestión: Se debe tomar en cuenta que la clasificación
de los procesos dependerá de la organización y la misión y visión
que esta maneje, como se citó anteriormente ya que en una empresa
el mismo proceso productivo puede ser de apoyo en otra.
13
2.4.3. RECONOCIMIENTO DE LÍMITES Y ELEMENTOS DEL PROCESO
Dentro de los procesos quienes definen donde estos empiezan y terminan
son los límites, así como los elementos y factores determinan que
condiciones el tiempo y los recursos necesarios, por lo que antes de realizar
mediciones de tiempo o elaboración de procedimientos es necesario
establecerlos. Para resaltar la importancia de estos, se explicara
detenidamente uno por uno.
2.4.4. LÍMITES DE UN PROCESO
Los límites de un proceso varían en todas las empresas y esto se da debido
a su diferencia de tamaño, por lo que una forma de limitar el proceso seria
implementando criterios que se puedan mantener a lo largo del tiempo, y
que puedan ser medibles incluso fuera de cada uno de los departamentos,
mejorando así la interacción y la información útil que se tenga entre ellos.
Pero ante todo el límite inferior debe ser un rango en el que el producto aun
sea de buena calidad (Pérez, 2010).
La definición de los límites de un proceso es crucial para saber desde donde
empieza y dónde termina, además permitirá que el proceso se desarrolle de
manera correcta ya que aquí es donde se definen los compromisos que la
organización tiene tanto con proveedores como con clientes. Además no se
puede hablar únicamente de límites inicial y final, sino también de superiores
e inferiores, siendo así los superiores y los iniciales los que permiten el
correcto ingreso de los inputs al proceso, los inferiores la llegada del
producto a un cliente secundario y los limites finales finalmente permitirá que
el servicio o producto hasta el cliente final. Teniendo en cuenta siempre que
un proceso siempre tendrá un input que gracias a una actividad que agrega
valor al producto se convierte en un output ya sea este un servicio o un
producto (Mejía, 2006).
14
2.4.5. ELEMENTOS DE UN PROCESO
Por otro lado los elementos que conforman un proceso son tres
principalmente, los cuales se dará una breve definición a continuación:
a) Input/ entrada: Material o información que se requiere al inicio de un
proceso para ser transformado y obtener un producto final. Dentro de
los input es necesario determinar quién es el proveedor ya que este
será quien asegure la calidad del mismo hasta el momento de la
entrega (Agudelo & Escobar, 2010).
b) Secuencia de actividades: Es una serie de acciones dentro de las
cuales se precisan los medios con los que se va a transformar el
input, o recursos como materiales que necesariamente se deberán
utilizar para que el producto salga correcto al primer intento (Agudelo
& Escobar, 2010).
c) Output/ salida: Se define como todo lo que un proceso entregue a un
cliente como producto final, es decir un producto al que se le agrego
valor para cumplir con la necesidad de su consumidor. Este puede ser
tangible cuando es un bien material o puede ser intangible cuando es
un servicio ya sea este información, atención, resolución de
problemas, etc. Algunos output o salidas pueden ser direccionados
para clientes internos o externos pero en cualquiera de los dos casos
debe cumplir con requerimientos que deben estar bien determinados
(Agudelo & Escobar, 2010).
2.4.6. VENTAJAS DEL ENFOQUE POR PROCESOS
Según la Asociación Española para la Calidad el enfoque por procesos tiene
como ventajas mejorar la eficacia y eficiencia de las actividades, ayudar a
estructurar las actividades de la organización, mejorar el seguimiento y el
15
control de los resultados obtenidos corrigiendo así a tiempo los problemas
que pudieran presentarse y ser irreversibles al final del proceso, provocando
perdida de dinero, además facilita la planificación y el establecimiento de
objetivos de mejora y la consecución de los mismos.
Otra de las grandes ventajas del enfoque por procesos es que induce a
concentrar la atención en el resultado de cada proceso aportando valor para
el cliente, sin eliminar la estructura y la responsabilidad que otros
departamentos de la organización tienen, es decir que además del control
que las jerarquías superiores como ejercen, se tiene un control y apoyo de
los operarios y dueños del proceso por el contacto que tienen con el proceso
y el producto, con la oportunidad de detener la producción en caso de que
esto ameritara o de realizar una acción correctiva de forma más rápida que
las personas nombradas anteriormente y evitar así una perdida mayor tanto
de tiempo como de materia prima (Pérez F. d., 2010).
Además un operario al que se le imparte conocimiento total sobre su
proceso es capaz de realizarlo conscientemente y de forma que se obtenga
la menor falla posible evitando de esta manera errores o minimizándolos al
máximo. El enfoque por procesos además apoya al cambio cultural
oponiéndose al control burocrático interno de los departamentos. Por lo tanto
al dar el conocimiento necesario es posible apuntar a una eficacia global en
vez de una local. Y ayudar a la toma de decisiones y la fácil identificación de
las limitaciones y obstáculos garantizando que estos errores no se vuelvan a
repetir, ya que se resuelve desde la verdadera raíz del problema. Por sobre
todo la gestión por procesos fomenta el trabajo en equipo eliminando así las
barreras jerárquicas e integra eficazmente a las personas (Pérez F. d.,
2010).
Se puede decir entonces que la gestión por procesos permite tener un mayor
enfoque de la organización hacia el cliente para lograr una satisfacción
superior, consiguiendo así mejores resultados en la empresa, siempre
teniendo en cuenta los posibles errores y los puntos dentro de un proceso
16
que necesitan un cambio, realizando así siempre un mejoramiento continuo,
por lo tanto evita que fallas o problemas que se dieron en determinado
momento se repitan. Además al tener mayor atención en el proceso es
posible determinar todas las actividades con las que la organización cuenta y
de esta forma eliminar aquellas que no aportan valor, quitan mucho tiempo o
su realización tiene alto costo dentro del proceso (Serra & Bugueño, 2004).
Además como un punto importante la gestión por procesos permite
reconocer cuantas personas actúan dentro de un proceso y de esta forma
determinar en qué actividades participan mayor cantidad de personas y
revisar si este lo requiere o si se puede distribuir de mejor manera las
actividades, ayudando así a ser eficiente a un proceso. Incluso este punto
permitiría reconocer cual es el proceso con mayor importancia dentro de la
organización así como determinar también su cuello de botella. Por lo tanto
al tener clara la distribución del personal y de la capacidad de cada parte del
proceso permitirá la determinación del tiempo a utilizarse y la maquinaria y
elementos que se necesiten para el mismo, permitiendo una planificación
más acertada y con mayor control (Vergara & Fontalvo, 2010).
2.4.7. DOCUMENTACIÓN DE PROCESOS Y PROCEDIMIENTOS
La documentación de los procesos y procedimientos es una parte
fundamental de la empresa por dos motivos, el primero es que gracias a la
información que se va archivando con el tiempo, se va obteniendo un
aprendizaje y a la vez un registro que aportara con datos cuando sea
necesario, además al tener documentado todo es más fácil la inducción de
un nuevo trabajador en la organización, o incluso resulta un apoyo para
quienes ya trabajan en la empresa. El segundo motivo es que en la
antigüedad las personas llegaban a una organización con cierto
conocimiento y además lo adquirían ahí pero al no tener documentación esta
persona se volvía imprescindible, lo que en algunos casos causaba
incomodidad al momento de necesitar una renovación de personal o incluso
17
cuando esta persona se ausentaba. Además al documentar se puede definir
claramente las obligaciones de los encargados de sus procesos, y es posible
hacer que un proceso sea totalmente replicable por cualquier persona,
incluso de quienes no saben nada del proceso y aun así manteniendo las
mismas condiciones, logrando un producto final siempre igual por ende
asegurando siempre la calidad del mismo. Cuando un proceso se encuentra
documentado y ocurre algún inconveniente es posible solucionarlo de una
manera más fácil y rápida ya que es posible que anteriormente haya ocurrido
un incidente similar y se haya efectuado un plan de acción que funciono, o
incluso pudo no haber obtenido resultados pero servirá de guía para no
volver a intentarlo y perder tiempos y recursos (Agudelo, 2010).
2.4.8. MAPEO DE PROCESOS
Un mapa facilita la comprensión de ubicación y realidad que es compleja,
por lo tanto transforma una información incomprensible para una persona
que no conoce sobre el proceso, en información simple y fácil de entender.
Un Mapa de procesos debe permitir la identificación de las actividades
principales que la organización desarrolla y sus necesidades y fortalezas
para mejorar y cumplir con las necesidades pasando por un diseño y
producción de bienes y/o servicios. Además una de las fortalezas de un
mapa de procesos es que establece los vínculos entre el conjunto de
procesos que contiene la organización, los mismos que bien pueden ser
información, recursos económicos autoridad o productos físicos. Es
importante saber que cada una de las empresas y proveedores son quienes
definen sus propias cadenas de valor y procesos (Medina, 2005).
Esta es una de las herramientas más usadas, ya que un mapa de procesos
ya que es un gráfico que permite tener una perspectiva general ordenada de
la información que se necesite verificar ya que otorga capacidad de
comprensión y permite una ubicación de la realidad (Median, 2005). Es decir
18
que un mapa de procesos que se elabore correctamente puede hacer que
un proceso que aparentemente es complicado, se vea simple y entendible
para cualquier persona, incluso una que no sepa del mismo.
Es necesario tener en cuenta que un mapa de procesos permite demostrar
las interacciones a nivel macro, es decir no se puede pretender que la
riqueza interna se vea reflejado en él ya que sería un intento destinado al
fracaso e incluso lograría producir frustraciones y perdida de empeño en
aprender del negocio (Pérez, 2010).
Como Vergara & Fontalvo (2010) define al mapeo de procesos es una
herramienta que además permite analizar la cadena de entradas y salidas,
mismas que pueden convertirse en entradas de un nuevo proceso. Otros
autores como Sangeeta, Banwet, & Karunes (2004) lo definen como un
indicador que involucra características de entrada, procesos y rendimientos
que están soportados en un componente estratégico (Vergara & Fontalvo,
2010).
El mapeo de proceso debe tener una clasificación por su contenido y su
importancia, ya que dependiendo el propósito y la información que contenga
variara. Se puede clasificar según su contenido en: mapas estratégicos,
mapas de proceso operativos y mapas de proceso de apoyo o soporte.
Mapas estratégicos: Son aquellos que determinan hacia donde se
debe llegar ya que establecen los objetivos que finalmente serán
comprobados por la alta dirección de la empresa.
Mapas de procesos operativos: Son aquellos que realizan las
acciones que los mapas estratégicos establecieron, deben tener
dueños de los procesos (Es decir gente que conozca del mismo).
Mapas de proceso de apoyo o soporte: Son aquellos en los que se
determina a todos los aspectos que influyan indirectamente con el
proceso es decir que su rendimiento influye en el proceso global pero
no es la base o el proceso principal.
19
En la clasificación por su importancia se los puede clasificar como procesos
prioritarios o secundarios, o como procesos estratégicos, operativos o de
soporte para realizar esta clasificación es necesario realizar un listado de los
procesos y una revisión previa de los procesos importantes en la empresa y
de los cuales dependen todos los demás (Lewis, 2003).
Se puede decir que los procesos estratégicos son aquellos que están
relacionados de forma directa a la misión y visión de la organización, por lo
tanto son los encargados de establecer y controlar el cumplimiento de las
metas, políticas y estrategias de la empresa y que además involucran al
personal de mayor importancia o de primer nivel en la organización. Por otro
lado los procesos operativos son aquellos que están relacionados
directamente con el cliente, ya que son los que permiten generar y un
servicio o producto y de esta forma satisfacer al cliente. Finalmente los
procesos de soporte son aquellos que apoyan a los procesos operativos, es
decir son aquellos que permiten la elaboración de sub productos para
clientes internos (Sangüesa, Dueñas, & Ilzarbe, 2006).
Para la implementación de los procesos anteriormente mapeados es posible
tomar varias estrategias como: realizar grupos de trabajo entre los
proveedores, clientes internos y supervisores de los procesos, ya que de
esta manera se puede tener mayor compromiso de parte de los actores
principales de los mismos. Una vez que se tiene un grupo de trabajo se
puede elaborar una agenda de trabajo donde se establezca la visión y
misión global del equipo, y dar una descripción de los pasos a realizarse a lo
largo de la jornada aclarando las dudas y reforzando los conocimientos del
personal, también el determinar el posible costo que tendría un error en la
elaboración del proceso para concienciar a el personal de que el proceso
que vaya a realizar lo haga con conciencia y finalmente incentivarlos con la
ganancia que todos a nivel de empresa y personal tendrían si se realiza de
manera correcta el proceso (Vergara & Fontalvo, 2010).
20
2.4.9. APLICACIÓN DEL CICLO PDCA
El ciclo planificar, hacer, verificar y actuar (PDCA) es una adaptación
japonesa del conocido ciclo de Deming, el cual al ser un ciclo su principal
objetivo es el mejoramiento continuo por lo tanto es aplicable a cualquier
proceso, e incluso este ciclo se lo puede aplicar a la parte gerencial como de
producción de la empresa. Las etapas del ciclo son:
Planificar: De esto se encarga la gerencia o dirección del proceso a tratar, y
principalmente debe basarse en datos pasados donde se ve patrones de
comportamiento de clientes y ventas y de esa forma se planifica la
producción o acciones ya sean estas a corto o largo plazo. Esta planificación
siempre debe ser basada en la calidad total.
Hacer: Este es el trabajo de los operarios en seguir la planificación
determinada o procedimientos establecidos. En esta etapa incluso debería
aplicarse el ciclo PDCA completo.
Verificar: Los inspectores son quienes realizan esta parte del ciclo ya que
verifican que lo que se planifico anteriormente se esté cumpliendo.
Actuar: La misma dirección debe analizar los resultados obtenidos con la
aplicación de lo que planifico con anterioridad y si determinar si es que es
necesario corregir algo más para obtener un mejor resultado (Gómez, Vilar,
& Tejero, 2003).
2.4.9.1. Medición, normalización y seguimiento de la gestión por
procesos aplicada a la empresa
Para la medición, normalización y el seguimiento aplicado a una empresa se
pueden utilizar las siguientes herramientas dependiendo de las cualidades y
necesidades que la organización muestre.
21
Diagramas de Flujo Funcionales: Esta es una herramienta útil para
el análisis de los procesos, ya que permite observar la variabilidad de
los tiempos, en el cual tenemos al cliente y a los costos internos,
donde el cliente es quien compara el tiempo neto o global de la
elaboración de un producto versus el tiempo que transcurre entre el
input y el output, al cual se le llama tiempo de ciclo. Y los costos
internos son aquellos que siempre representan demoras o errores.
Debido a la función de un diagrama de flujo funcional es
recomendable que en procesos muy complicados no se incluyan
todas las etapas del procesos en un solo diagrama, es decir se podría
realizar un diagrama general en el que estén todos los procesos elite
o las áreas y en siguientes diagramas de flujo detallar uno por uno los
procesos o áreas nombradas anteriormente (Conesa, 1997).
El diagrama funcional permite a todos los miembros del equipo
conocer sobre el proceso global y además el momento en el que a
cada uno debe intervenir, además de conocer los responsables y la
actividad específica que debe realizar y la mejor manera de hacerlo.
Para la realización de los diagramas tenemos simbología que
representa una actividad, representando así principalmente el
rectángulo un actividad, el rombo una decisión, la flecha un
transporte, el circulo una inspección y un rombo con la parte de abajo
ondeada un documento, un ovalo horizontal el inicio o el fin de un
proceso y un triángulo con la punta hacia abajo un almacenamiento
(Agudelo & Escobar, 2010).
Mapa de Procesos: Es una representación gráfica de los procesos,
dentro de la cual se resaltan sus principales interrelaciones ofreciendo
de esta manera un visión general o en conjunto del proceso (Servicio
de Evaluación, 2011).
Fichas Técnicas: Las fichas técnicas son una herramienta que
servirá para determinar parámetros desde elaboración hasta producto
22
terminado. Esta herramienta deberá establecer normas de
elaboración y control, teniendo en cuenta así estándares de
aceptabilidad y rechazo (Calaveras, 2004).
Manual de Procedimientos: Es un documento que registra o está
compuesto de los procesos de la organización, haciendo énfasis en
los subprocesos o actividades y tareas del mismo que realizan áreas
determinadas de la organización. Este en un documento que toda
organización debe tener, independientemente de su tamaño. Ya que
es una manera organizada de tener agrupados documentos
importantes e información globalizada para un mejor control, ya que
está compuesto de los procesos, normas, rutinas o estándares,
fichas, formularios, y registros de la misma. Es importante recalcar
que el manual de procesos es una herramienta para entender de
mejor forma los procesos cuando se tornan complejos tanto para el
personal como para los directivos de la organización al momento de
gerenciar. Finalmente si recalcamos algunos de los objetivos que
tiene esta herramienta está el ayudar a brindar servicios más
eficientes, generar uniformidad de las operaciones, orientar al
personal nuevo, facilitar la supervisión y evaluación de las
actividades, proporcionar información sobre el estado de las
operaciones, facilitar la atención al cliente externo y finalmente ser la
memoria de la institución, es decir guardar todos los acontecimientos
de la organización para en un futuro estudiarlos y tener un
mejoramiento continuo (Mejía, 2006).
Registros: Son documentos donde se registra la información
importante para poder identificar con rapidez su ubicación y
utilización. Estos registros pueden estar compuestos por el nombre
del objeto a describir, los criterios bajo los que se clasificaron, y el
número de criterios a tomar en cuenta (Rey, 2003).
23
3. METODOLOGÍA
23
3. METODOLOGÍA
La Industria de Caramelos Pérez Bermeo fue fundada en 1948 por el señor
Miguel Pérez Pazmiño y su esposa María Bermeo esta fue la primera
industria creada en el Ecuador. Los productos con los que la compañía
empezó son el caramelo granizo y los antojitos de maní, mismos productos
que hasta la actualidad son una tradición.
En sus inicios el nombre de la compañía fue NOEL, con el pasar del tiempo
y las inversiones realizadas la compañía toma el nombre de ICAPEB.
Actualmente el gerente general de la empresa es el señor Fabián Pérez hijo
mayor del fundador. Dentro de su cartera de productos la compañía cuenta
con: caramelos duros, caramelos rellenos, toffees, chupetes, caramelos y
chupetes de leche. Dentro de los más destacados están el caramelo
Kaumal, los antojitos de maní, la súper menta cuadrada y el granizo.
3.1. IDENTIFICACIÓN Y EVALUACIÓN DE LA SITUACIÓN
ACTUAL DE LA EMPRESA
Para la determinación del estado actual de la empresa se siguió la
metodología de estudio de caso (Yin, 2010), la cual describe la utilización de
ciertas herramientas que permitan realizar un diagnóstico inicial.
Se inició el levantamiento de información con la aplicación de la observación
directa e indirecta en los procesos, continuando con entrevistas no
estructuradas al personal, ya que las preguntas fueron hechas según la
situación lo ameritaba. Una vez realizada la recopilación de la información en
el periodo de un mes, se realizó la validación de la misma con los
supervisores de planta y el jefe del área de investigación y desarrollo. Al
finalizar este análisis se pudo identificar aspectos relevantes en la
cotidianidad de las operaciones, así como también se identificó la cadena de
valor, las etapas de las líneas de producción de caramelos y chupetes, sus
24
entradas, salidas, recursos, responsables, las paradas de producción diarias
(masa procesada en cada línea) y puntos débiles a ser mejorados.
A través de una matriz FODA, se identificaron fortalezas, amenazas,
oportunidades de mejora y debilidades de las líneas de elaboración de
caramelos y chupetes. Con el soporte de una lluvia de ideas y diagramas de
Pareto se evaluaron los problemas con mayor incidencia en la producción
además se realizó la toma de tiempos en cada una de las líneas para
evidenciar y analizar cada uno de estos puntos.
Posteriormente se utilizaron diagramas de Ishikawa para la identificación de
causas de los problemas planteados anteriormente y la determinación de las
interacciones de los procesos por medio de la representación de la cadena
de valor de la empresa.
3.2. IDENTIFICACIÓN DE HERRAMIENTAS Y DESARROLLO
DE UN MODELO DE GESTIÓN POR PROCESOS
A través de la revisión bibliográfica y la validación respectiva se identificaron
las herramientas que conformarían el modelo a desarrollarse, como fue
descrito en el Capítulo Dos.
Para la primera etapa de gestión por procesos, fue imperante definir
medidas como patrones estándar en cada actividad, puntos de control,
indicadores, documentación existente, funciones específicas del personal,
registros, fichas técnicas, la clasificación, los límites y elementos de los
procesos, de modo que se genere la posibilidad de una gestión previa,
basándose en la premisa de que se necesita estandarizar los procesos. Con
este fin se realizó la toma de tiempos y se establecieron los estándares de
cada una de las líneas de producción de caramelos.
Para la segunda etapa del modelo la cual es la gestión del modelo
propiamente dicha, es decir la medición y el control de cada uno de los
procesos se generaron procedimientos, registros, fichas técnicas, diagramas
25
de flujo incluyendo los indicadores, registros y puntos de control que les
permitan proyectarse al mejoramiento continuo.
3.3. GENERACIÓN UN MANUAL DE PROCESOS
Para la elaboración del manual de procesos se utilizó el método deductivo,
con los procesos estandarizados y controlados se generaron
procedimientos, registros, diagramas de flujos, diagramas de tiempos y
movimientos, formatos y fichas técnicas de los procesos y se actualizaron
aquellos que ya existían.
3.4. ESTRUCTURACIÓN DE UN PLAN PARA LA
IMPLEMENTACIÓN DEL MODELO
Ya que el modelo propuesto por Pérez (2010) consta de dos grandes partes
o etapas, las cuales son la estandarización y la medición y el seguimiento,
se elaboró un plan de implementación, mismo que inició en la definición de
los estándares de cada proceso, continuando con el seguimiento por medio
del establecimiento de métodos, herramientas y los responsables para el
control de los procesos. Este plan empieza la implementación desde la
socialización de los estándares puesto que la estandarización de tiempos fue
necesario para la elaboración del manual de procesos.
Este plan de implementación se estableció de acuerdo a las posibilidades de
la empresa tanto en disponibilidad de tiempo, del personal así como de la
maquinaria, mejoraron en base a las necesidades tanto de la empresa como
de la gestión por procesos. El tiempo total sugerido para la ejecución de este
plan es de 3 semanas, y después un control constante. A continuación se
26
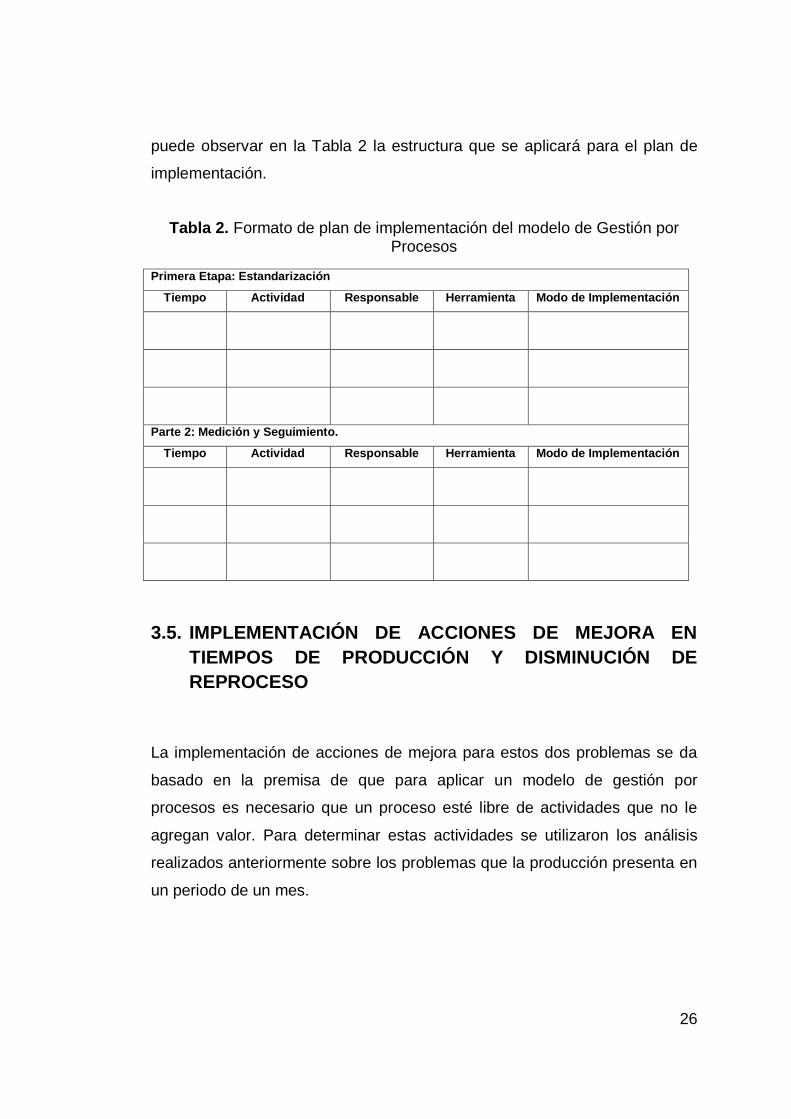
puede observar en la Tabla 2 la estructura que se aplicará para el plan de
implementación.
Tabla 2. Formato de plan de implementación del modelo de Gestión por Procesos
Primera Etapa: Estandarización
Tiempo Actividad Responsable Herramienta Modo de Implementación
Parte 2: Medición y Seguimiento.
Tiempo Actividad Responsable Herramienta Modo de Implementación
3.5. IMPLEMENTACIÓN DE ACCIONES DE MEJORA EN
TIEMPOS DE PRODUCCIÓN Y DISMINUCIÓN DE
REPROCESO
La implementación de acciones de mejora para estos dos problemas se da
basado en la premisa de que para aplicar un modelo de gestión por
procesos es necesario que un proceso esté libre de actividades que no le
agregan valor. Para determinar estas actividades se utilizaron los análisis
realizados anteriormente sobre los problemas que la producción presenta en
un periodo de un mes.
27
3.5.1. IMPLEMENTACIÓN DE ACCIONES DE MEJORA PARA TIEMPOS
DE PRODUCCIÓN.
Para esta implementación se utilizó la información de las Figuras 14, 16, 18,
20, 22, 24, 25 y 27 mismas que mostraban la situación actual de cada uno
de los procesos, en base a estos se analizó y determinó las actividades que
deben eliminarse en favor a la reducción de los tiempos de producción, esto
se realizó conjuntamente con el área de producción e investigación y
desarrollo. Una vez establecidas las mejoras se prosiguió a la validación de
estos cambios en planta en un periodo de dos semanas. A partir de esto se
generó nuevos estándares mismos que se pueden observar en las Figuras
15, 17, 19, 21, 23, 26. Posterior a esto se realizó una descripción de los
cambios realizados.
3.5.2. IMPLEMENTACION DE ACCIONES DE MEJORA PARA
DISMINUCIÓN DE REPROCESO.
Para la disminución de reproceso se generó la propuesta de dos nuevos
productos, los cuales buscan una transformación de la miga por medio del
confitado. Método que ya se aplica en la empresa con otros fines para
ciertos productos. La creación de estos nuevos productos partió de una
lluvia de ideas sobre las posibles utilidades que puede tener este reproceso,
a partir de esto se realizó una validación de las opciones más factibles en
conjunto con el jefe del departamento de investigación y desarrollo buscando
características físicas y químicas similares a los productos existentes.
Finalmente se escogió dos de ellos para su aplicación y propuesta ante los
departamentos encargados de la aprobación de nuevos productos.
28
4. ANÁLISIS DE RESULTADOS
28
4. ANÁLISIS DE RESULTADOS
4.1. IDENTIFICACIÓN Y EVALUACIÓN DE LA SITUACIÓN
ACTUAL DE LA EMPRESA
A partir del levantamiento de información y la identificación de la situación
actual de la empresa se determina que los problemas con mayor incidencia
en la producción son la alta cantidad de tiempos muertos y de reproceso,
siendo estos problemas, la derivación de varios errores causados en la
cotidianidad de las líneas de producción. Derivándose de falta de
conocimiento de los procesos que presenta el personal, ya sea por la alta
rotación del mismo en temporadas altas y bajas, por descuidos, por la falta
de herramientas, procedimientos o tiempos sin establecer.
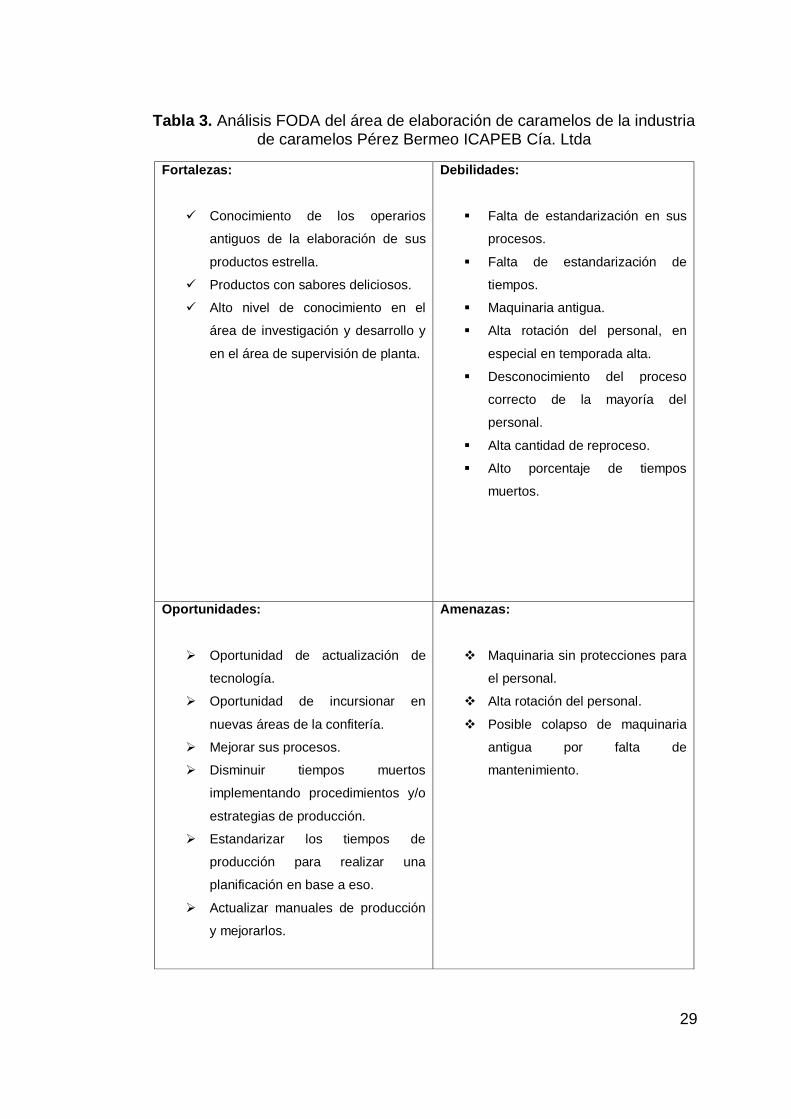
4.1.1. ANÁLISIS FODA
En la Tabla 3 se muestran los resultados del análisis FODA.
29
Tabla 3. Análisis FODA del área de elaboración de caramelos de la industria de caramelos Pérez Bermeo ICAPEB Cía. Ltda
Fortalezas:
Conocimiento de los operarios
antiguos de la elaboración de sus
productos estrella.
Productos con sabores deliciosos.
Alto nivel de conocimiento en el
área de investigación y desarrollo y
en el área de supervisión de planta.
Debilidades:
Falta de estandarización en sus
procesos.
Falta de estandarización de
tiempos.
Maquinaria antigua.
Alta rotación del personal, en
especial en temporada alta.
Desconocimiento del proceso
correcto de la mayoría del
personal.
Alta cantidad de reproceso.
Alto porcentaje de tiempos
muertos.
Oportunidades:
Oportunidad de actualización de
tecnología.
Oportunidad de incursionar en
nuevas áreas de la confitería.
Mejorar sus procesos.
Disminuir tiempos muertos
implementando procedimientos y/o
estrategias de producción.
Estandarizar los tiempos de
producción para realizar una
planificación en base a eso.
Actualizar manuales de producción
y mejorarlos.
Amenazas:
Maquinaria sin protecciones para
el personal.
Alta rotación del personal.
Posible colapso de maquinaria
antigua por falta de
mantenimiento.
30
Este análisis muestra que las debilidades y amenazas no son tan fuertes en
relación a la potenciación de sus fortalezas y oportunidades, además estas
pueden ser mitigadas por medio de la estandarización que la gestión por
procesos propone, pues al tener bajo documentación y control todos los
procesos es posible socializarlos tanto con el personal antiguo como con el
nuevo, además es posible mantener el control de los procesos y productos.
Por otro lado las oportunidades de mejora con las que la empresa cuenta
son alcanzables en el tiempo como la actualización de la documentación, la
disminución de tiempos muertos y reproceso y la oportunidad de incursionar
en nuevas áreas de la confitería, pues cuentan con profesionales altamente
capacitados para la elaboración de nuevos productos y el desarrollo de
nuevas líneas de producción.
31
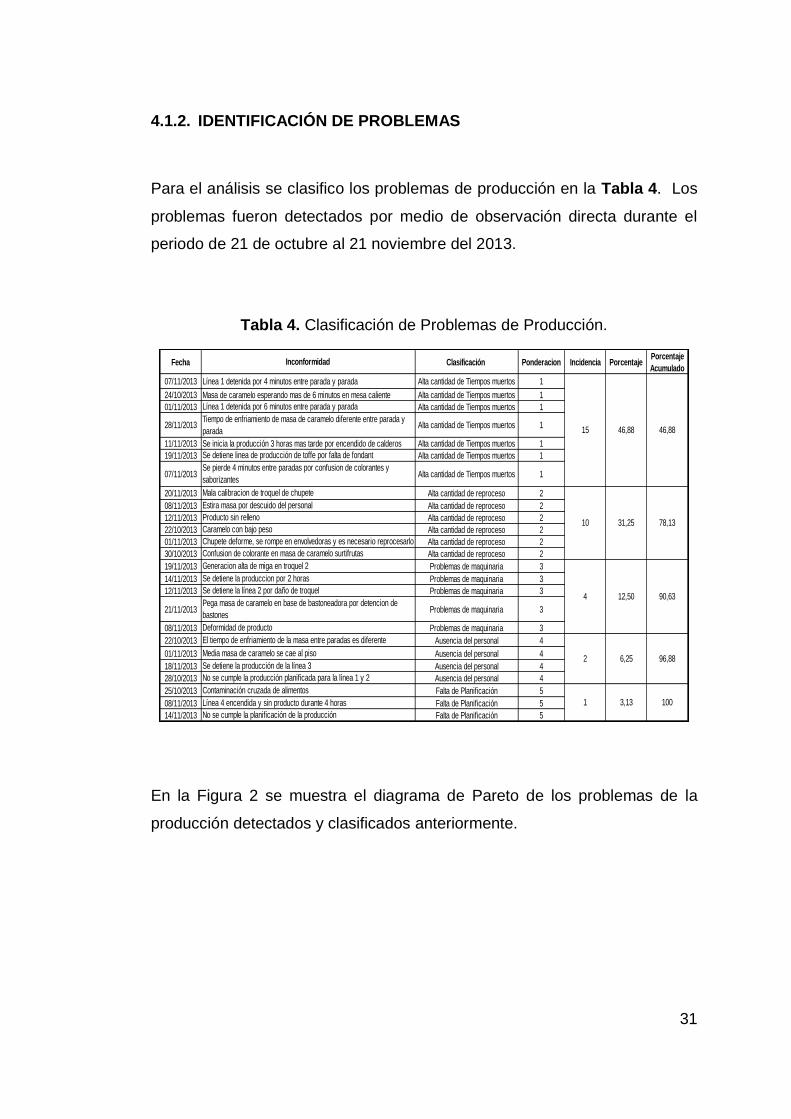
4.1.2. IDENTIFICACIÓN DE PROBLEMAS
Para el análisis se clasifico los problemas de producción en la Tabla 4. Los
problemas fueron detectados por medio de observación directa durante el
periodo de 21 de octubre al 21 noviembre del 2013.
Tabla 4. Clasificación de Problemas de Producción.
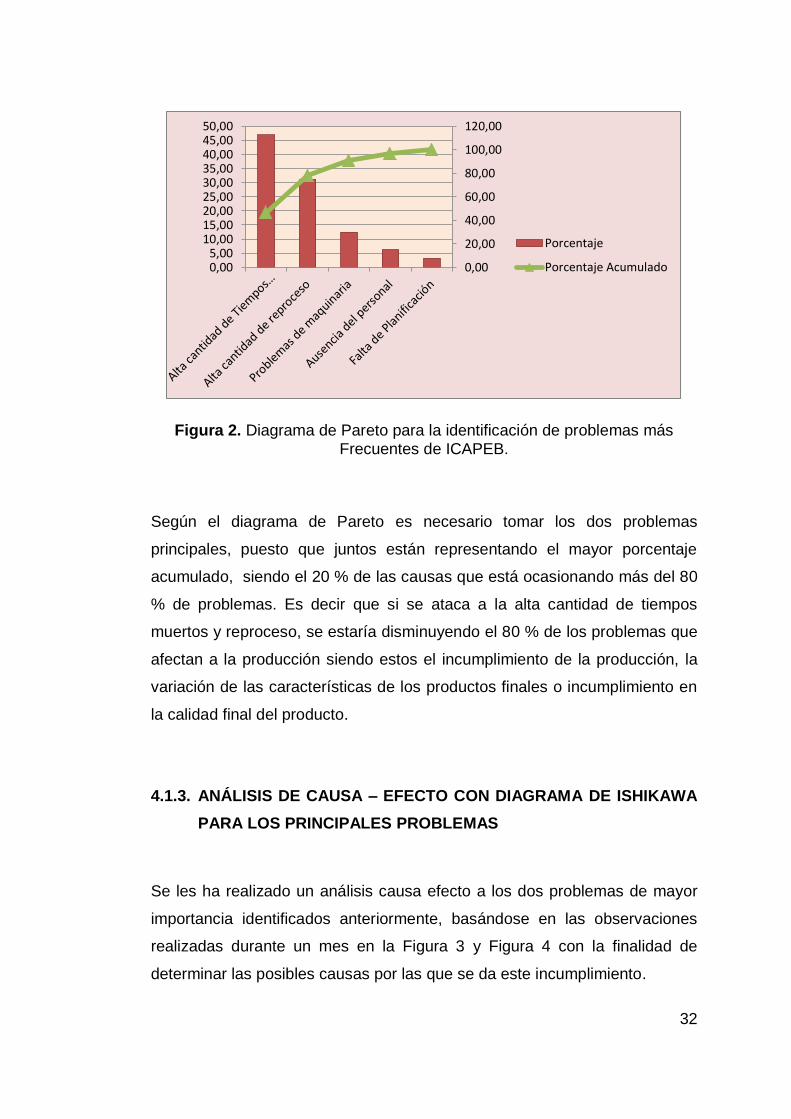
En la Figura 2 se muestra el diagrama de Pareto de los problemas de la
producción detectados y clasificados anteriormente.
Fecha Clasificación Ponderacion Incidencia PorcentajePorcentaje
Acumulado
07/11/2013 Alta cantidad de Tiempos muertos 1
24/10/2013 Alta cantidad de Tiempos muertos 1
01/11/2013 Alta cantidad de Tiempos muertos 1
28/11/2013 Alta cantidad de Tiempos muertos 1
11/11/2013 Alta cantidad de Tiempos muertos 1
19/11/2013 Alta cantidad de Tiempos muertos 1
07/11/2013 Alta cantidad de Tiempos muertos 1
20/11/2013 Alta cantidad de reproceso 2
08/11/2013 Alta cantidad de reproceso 2
12/11/2013 Alta cantidad de reproceso 2
22/10/2013 Alta cantidad de reproceso 2
01/11/2013 Alta cantidad de reproceso 2
30/10/2013 Alta cantidad de reproceso 2
19/11/2013 Problemas de maquinaria 3
14/11/2013 Problemas de maquinaria 3
12/11/2013 Problemas de maquinaria 3
21/11/2013 Problemas de maquinaria 3
08/11/2013 Problemas de maquinaria 3
22/10/2013 Ausencia del personal 4
01/11/2013 Ausencia del personal 4
18/11/2013 Ausencia del personal 4
28/10/2013 Ausencia del personal 4
25/10/2013 Falta de Planificación 5
08/11/2013 Falta de Planificación 5
14/11/2013 Falta de Planificación 5
46,88
78,13
90,63
96,88
1003,13
6,25
12,50
31,25
46,88
Se detiene la producción de la línea 3
No se cumple la producción planificada para la línea 1 y 2
Contaminación cruzada de alimentos
Línea 4 encendida y sin producto durante 4 horas
No se cumple la planificación de la producción
15
10
4
2
1
Media masa de caramelo se cae al piso
Estira masa por descuido del personal
Producto sin relleno
Caramelo con bajo peso
Chupete deforme, se rompe en envolvedoras y es necesario reprocesarlo
Confusion de colorante en masa de caramelo surtifrutas
Generacion alta de miga en troquel 2
Se detiene la produccion por 2 horas
Se detiene la línea 2 por daño de troquel
Pega masa de caramelo en base de bastoneadora por detencion de
bastones
Deformidad de producto
El tiempo de enfriamiento de la masa entre paradas es diferente
Mala calibracion de troquel de chupete
Línea 1 detenida por 6 minutos entre parada y parada
Inconformidad
Línea 1 detenida por 4 minutos entre parada y parada
Se pierde 4 minutos entre paradas por confusion de colorantes y
saborizantes
Masa de caramelo esperando mas de 6 minutos en mesa caliente
Tiempo de enfriamiento de masa de caramelo diferente entre parada y
parada
Se inicia la producción 3 horas mas tarde por encendido de calderos
Se detiene linea de producción de toffe por falta de fondant
32
Figura 2. Diagrama de Pareto para la identificación de problemas más Frecuentes de ICAPEB.
Según el diagrama de Pareto es necesario tomar los dos problemas
principales, puesto que juntos están representando el mayor porcentaje
acumulado, siendo el 20 % de las causas que está ocasionando más del 80
% de problemas. Es decir que si se ataca a la alta cantidad de tiempos
muertos y reproceso, se estaría disminuyendo el 80 % de los problemas que
afectan a la producción siendo estos el incumplimiento de la producción, la
variación de las características de los productos finales o incumplimiento en
la calidad final del producto.
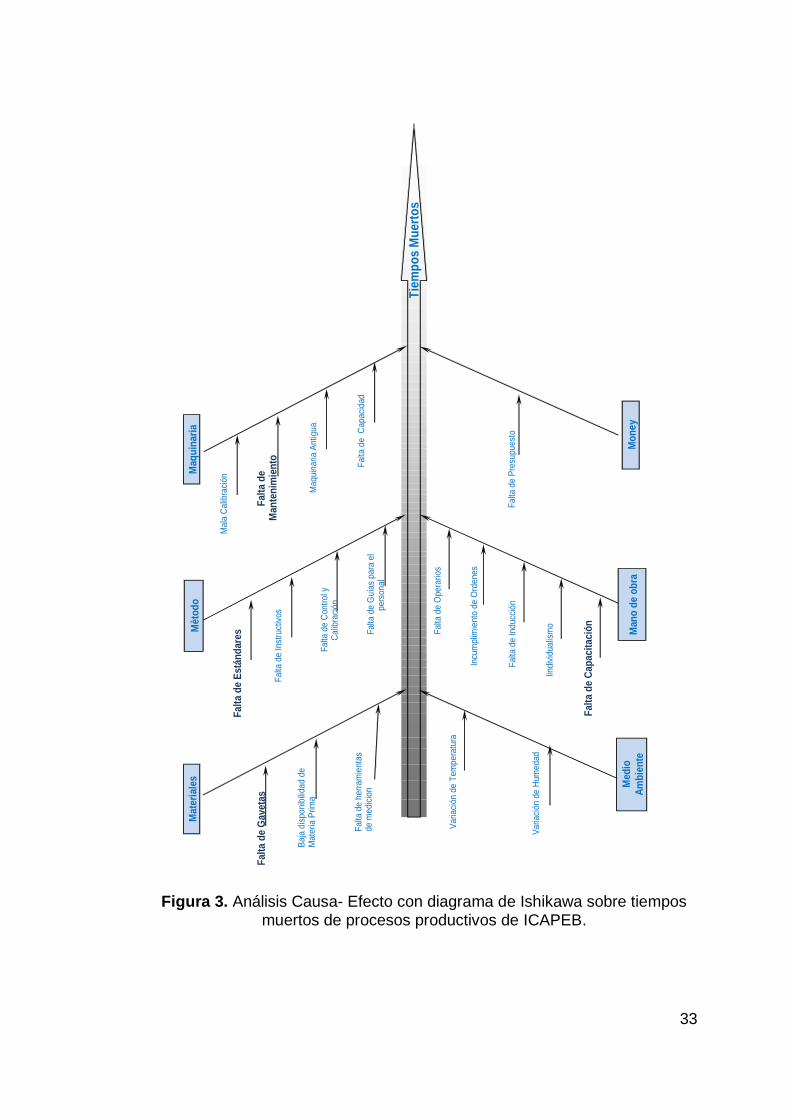
4.1.3. ANÁLISIS DE CAUSA – EFECTO CON DIAGRAMA DE ISHIKAWA
PARA LOS PRINCIPALES PROBLEMAS
Se les ha realizado un análisis causa efecto a los dos problemas de mayor
importancia identificados anteriormente, basándose en las observaciones
realizadas durante un mes en la Figura 3 y Figura 4 con la finalidad de
determinar las posibles causas por las que se da este incumplimiento.
0,00
20,00
40,00
60,00
80,00
100,00
120,00
0,005,00
10,0015,0020,0025,0030,0035,0040,0045,0050,00
Porcentaje
Porcentaje Acumulado
33
Figura 3. Análisis Causa- Efecto con diagrama de Ishikawa sobre tiempos muertos de procesos productivos de ICAPEB.
Varia
ción d
e H
um
edad
Mate
riale
s
Mèto
do
Maq
uin
ari
a
Med
io
Am
bie
nte
M
ano
de o
bra
M
on
ey
Baja
dis
po
nib
ilida
d d
e
Mate
ria P
rim
a
Falt
a d
e E
stá
nd
are
s
Falt
a d
e G
aveta
s
Tie
mp
os M
uert
os
Varia
ción d
e T
em
pe
ratu
ra
Falta
de P
resu
pu
est
o
Falta
de h
err
am
ienta
s
de m
edic
ion
Falta
de I
nst
ruct
ivos
Falta
de C
ontr
ol y
C
alib
raci
ón
Falta
de G
uía
s p
ara
el
pers
on
al
Mala
Ca
libra
ció
n
Falt
a d
e
Man
ten
imie
nto
Maq
uin
ari
a A
ntig
ua
Falta
de C
ap
aci
dad
Falta
de O
pe
rario
s
Incu
mplim
iento
de
Ord
enes
Falta
de I
nd
ucc
ión
Iindiv
idualis
mo
Falt
a d
e C
ap
acit
ació
n
34
4.1.3.1. Tiempos Muertos
De acuerdo al análisis de Ishikawa la alta cantidad de tiempos muertos que
la producción presenta comprende varias causas, dentro de las cuales
existen ciertas manejables y otras inmanejables. Dentro de las manejables
encontramos la falta de gavetas, misma que se soluciona desocupando el
producto en cartones con fundas únicamente cuando el producto se
encuentra a una temperatura de 20-25 C, otro de los problemas más
evidentes es la falta de estandarización de procesos, lo que deriva en la falta
de conocimiento del personal, así como la imposibilidad de mantener un
control basándose en estándares sobre tiempos por parte de los
supervisores de planta y analistas de calidad, para lo cual se elaboró un
manual de procesos, mismo que cuenta con toda la información necesaria
tanto para su aplicación como para su control.
Como punto final se encuentra la falta de capacitación, esto se da tanto en
personal antiguo como nuevo, por lo que se realiza la socialización de los
estándares de modo que el personal conozca los parámetros que debe
mantener bajo control.
35
Figura 4. Análisis Causa- Efecto con diagrama de Ishikawa sobre reproceso de procesos productivos de ICAPEB.
Varia
ció
n d
e H
um
edad
Ma
teri
ale
s
Mè
tod
o
Ma
qu
ina
ria
Me
dio
A
mb
ien
te
Ma
no
de
ob
ra
Mo
ne
y
Err
or
de p
esaje
Falt
a d
e E
stá
nd
are
s
Falt
a d
e I
den
tifi
cació
n
Rep
roceso
Varia
ció
n d
e T
em
pe
ratu
ra
Falta d
e P
resu
pu
esto
Calid
ad d
e M
ate
riale
s
Falta d
e O
rden
Falta d
e r
egis
tros d
e
contr
ol
Falta d
e C
apacid
ad
Falta d
e C
alib
ració
n
Fa
lta
de
Ma
nte
nim
ien
to
Desgaste
de tro
quele
s
Incum
plim
iento
de O
rdenes
Descuid
o
Indiv
idualis
mo
Fa
lta
de
Ca
pac
ita
ció
n
Incum
plim
iento
de
pro
cedim
iento
s
36
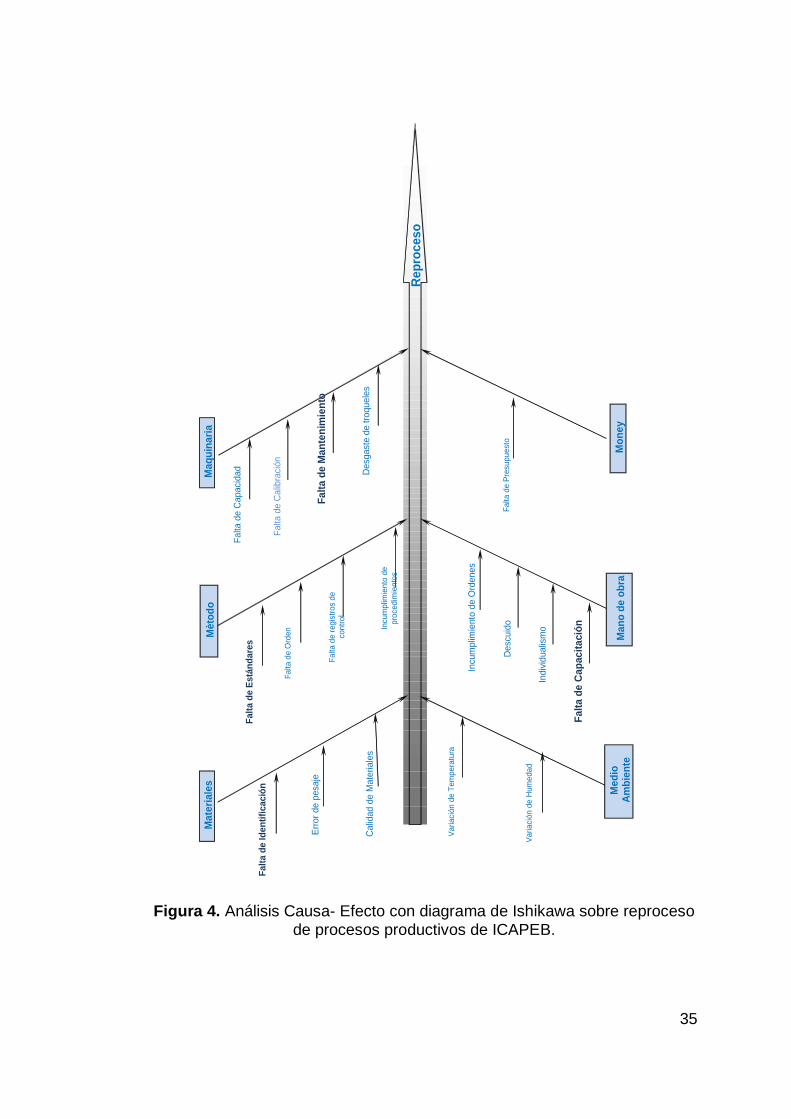
4.1.3.2. Reproceso
De acuerdo al análisis de Ishikawa la alta cantidad de Reproceso está dada
por varias razones dentro de las cuales encontramos la falta de identificación
de ciertos materiales, lo cual se puede solucionar distribuyendo los envases
con una clara identificación así como una distinción por colores de modo que
evite confusiones. Otro de los inconvenientes más comunes es la falta de
estandarización, generando aún más inconvenientes, para esto se realizó un
manual de procesos que sirva como guía y disminuya los errores que
generan reproceso.
La falta de mantenimiento también aporta con la producción alta de restos
por lo que se sugiere la aplicación de planes de mantenimiento preventivo
sustituyendo al mantenimiento correctivo de modo que no se espere a que el
producto final sea rechazado por deformidades o bajos pesos. Como punto
final de este análisis se evidencia la falta de capacitación del personal,
mismo inconveniente que genera alta cantidad de reproceso, por lo que se le
aplica la misma solución.
4.2. DESARROLLO DE UN MODELO DE GESTIÓN POR
PROCESOS, PARA LOS PROCESOS PRODUCTIVOS DE
LA EMPRESA ICAPEB
El modelo a seguir brinda las siguientes herramientas, las cuales deberán
dar apoyo a la implementación de este modelo:
4.2.1. ASIGNACIÓN Y COMUNICACIÓN DE LA MISIÓN DEL PROCESO
Es importante que cada uno de los procesos tenga una misión específica, ya
que si no tiene una orientación es posible que cada operario busque su
propio objetivo restándole eficiencia al proceso. Además la misión de cada
37
uno de las líneas de elaboración de caramelos debe estar encaminada hacia
el cumplimiento del objetivo general de la organización, de modo que todas
las áreas se encuentren alineadas y trabajen en conjunto. Es por esto que se
ha elaborado un objetivo para las líneas de producción misma que constara
en cada uno de los diagramas de procesos, de modo que sea fácil su
familiarización y conocimiento.
Misión de ICAPEB: Somos Expertos Confiteros Preferidos por
clientes y consumidores por nuestra calidad e innovación, Servicio,
tecnología adecuada y eficiente estructura corporativa.
Misión de las líneas de elaboración de caramelos, chupetes y
toffees: Elaborar productos de alta calidad cumpliendo a cabalidad
los procedimientos y estándares que el manual de procesos detalla,
en función de una alta eficiencia y productividad.
4.2.2. IDENTIFICACIÓN DE LOS LÍMITES DEL PROCESO
A continuación se observa en la Tabla 5 el establecimiento de los límites de
cada uno de los procesos mediante la de las líneas de producción de
caramelos y chupetes.
Tabla 5. Límites de procesos productivos de ICAPEB.
Producto Input Output Proveedor Cliente
Caramelos
Duros
- Azúcar
- Agua
- Glucosa
- Colorantes
- Ácido cítrico
- Saborizantes
- Restos de
Caramelo
- Caramelo Duro
- Restos
- Proveedor de
M.P.
- Área de Pre
mezcla
- Área Pesaje
- A. Envoltura
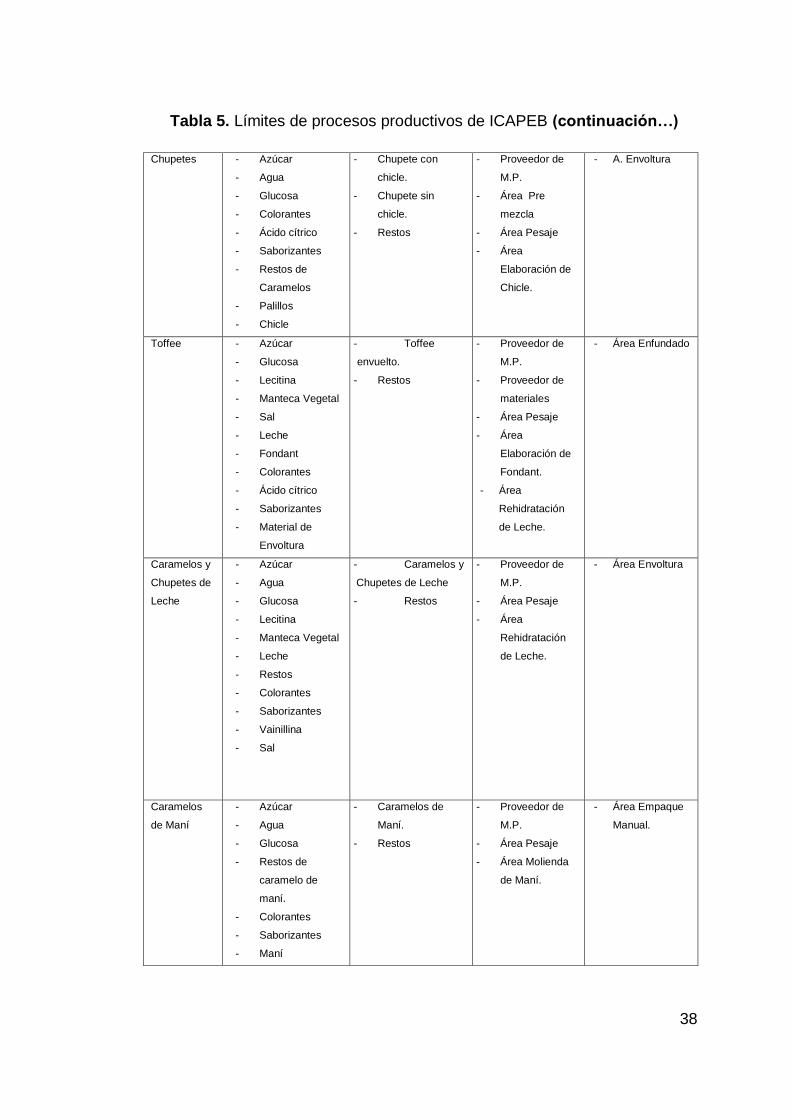
38
Tabla 5. Límites de procesos productivos de ICAPEB (continuación…)
Chupetes - Azúcar
- Agua
- Glucosa
- Colorantes
- Ácido cítrico
- Saborizantes
- Restos de
Caramelos
- Palillos
- Chicle
- Chupete con
chicle.
- Chupete sin
chicle.
- Restos
- Proveedor de
M.P.
- Área Pre
mezcla
- Área Pesaje
- Área
Elaboración de
Chicle.
- A. Envoltura
Toffee - Azúcar
- Glucosa
- Lecitina
- Manteca Vegetal
- Sal
- Leche
- Fondant
- Colorantes
- Ácido cítrico
- Saborizantes
- Material de
Envoltura
- Toffee
envuelto.
- Restos
- Proveedor de
M.P.
- Proveedor de
materiales
- Área Pesaje
- Área
Elaboración de
Fondant.
- Área
Rehidratación
de Leche.
- Área Enfundado
Caramelos y
Chupetes de
Leche
- Azúcar
- Agua
- Glucosa
- Lecitina
- Manteca Vegetal
- Leche
- Restos
- Colorantes
- Saborizantes
- Vainillina
- Sal
- Caramelos y
Chupetes de Leche
- Restos
- Proveedor de
M.P.
- Área Pesaje
- Área
Rehidratación
de Leche.
- Área Envoltura
Caramelos
de Maní
- Azúcar
- Agua
- Glucosa
- Restos de
caramelo de
maní.
- Colorantes
- Saborizantes
- Maní
- Caramelos de
Maní.
- Restos
- Proveedor de
M.P.
- Área Pesaje
- Área Molienda
de Maní.
- Área Empaque
Manual.
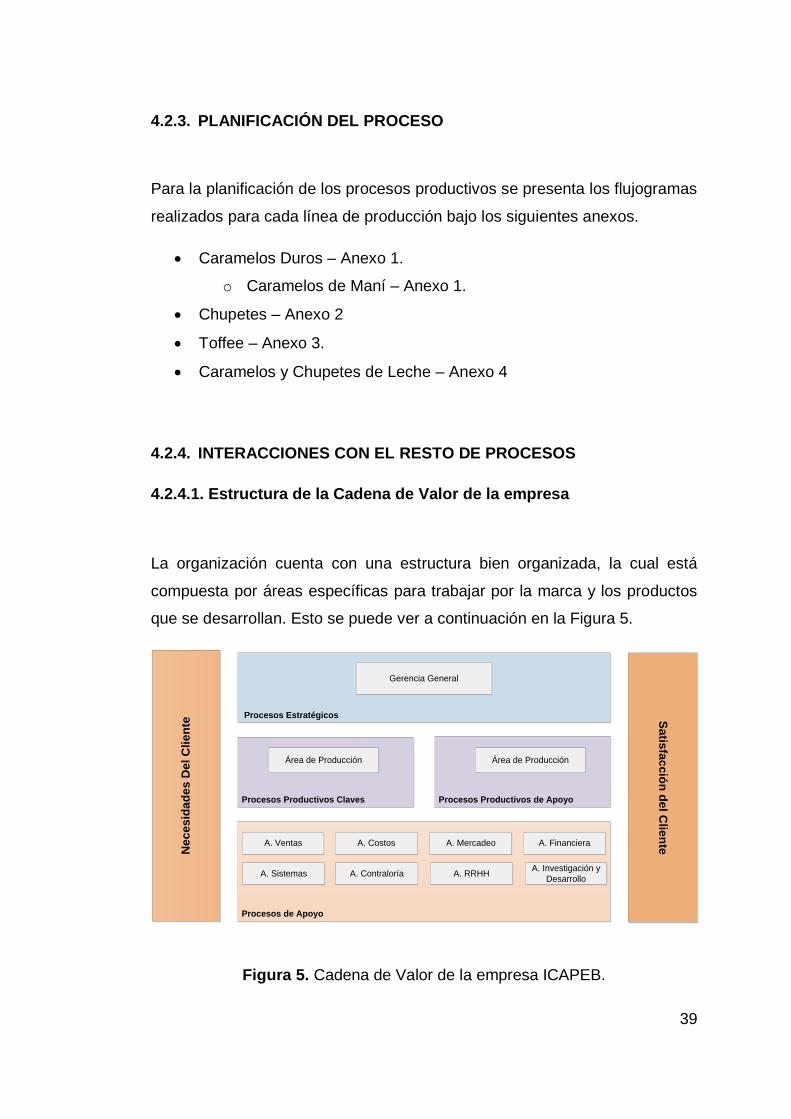
39
4.2.3. PLANIFICACIÓN DEL PROCESO
Para la planificación de los procesos productivos se presenta los flujogramas
realizados para cada línea de producción bajo los siguientes anexos.
Caramelos Duros – Anexo 1.
o Caramelos de Maní – Anexo 1.
Chupetes – Anexo 2
Toffee – Anexo 3.
Caramelos y Chupetes de Leche – Anexo 4
4.2.4. INTERACCIONES CON EL RESTO DE PROCESOS
4.2.4.1. Estructura de la Cadena de Valor de la empresa
La organización cuenta con una estructura bien organizada, la cual está
compuesta por áreas específicas para trabajar por la marca y los productos
que se desarrollan. Esto se puede ver a continuación en la Figura 5.
Procesos Estratégicos
Procesos de Apoyo
Ne
ce
sid
ad
es
De
l C
lie
nte
Sa
tisfa
cc
ión
de
l Clie
nte
Gerencia General
Procesos Productivos Claves Procesos Productivos de Apoyo
Área de Producción Área de Producción
A. Ventas
A. Sistemas
A. Costos
A. Contraloría
A. Mercadeo A. Financiera
A. RRHHA. Investigación y
Desarrollo
Figura 5. Cadena de Valor de la empresa ICAPEB.
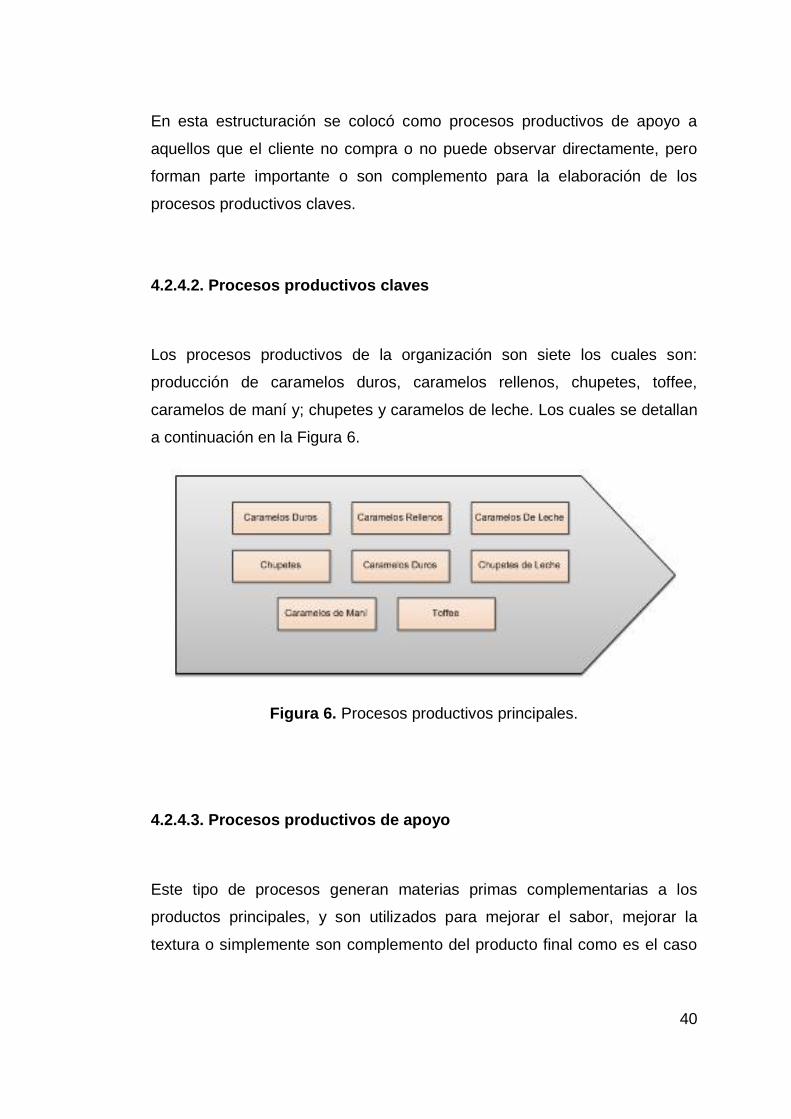
40
En esta estructuración se colocó como procesos productivos de apoyo a
aquellos que el cliente no compra o no puede observar directamente, pero
forman parte importante o son complemento para la elaboración de los
procesos productivos claves.
4.2.4.2. Procesos productivos claves
Los procesos productivos de la organización son siete los cuales son:
producción de caramelos duros, caramelos rellenos, chupetes, toffee,
caramelos de maní y; chupetes y caramelos de leche. Los cuales se detallan
a continuación en la Figura 6.
Figura 6. Procesos productivos principales.
4.2.4.3. Procesos productivos de apoyo
Este tipo de procesos generan materias primas complementarias a los
productos principales, y son utilizados para mejorar el sabor, mejorar la
textura o simplemente son complemento del producto final como es el caso
A. Sistemas A. Contraloría
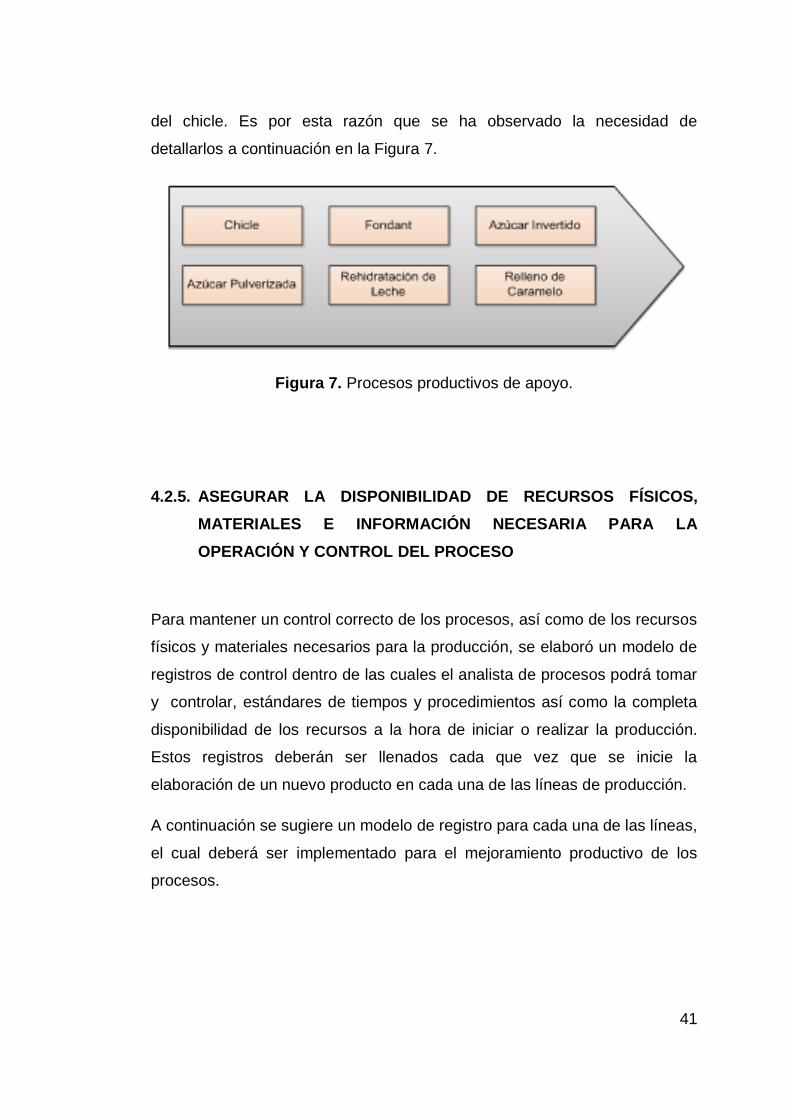
41
del chicle. Es por esta razón que se ha observado la necesidad de
detallarlos a continuación en la Figura 7.
Figura 7. Procesos productivos de apoyo.
4.2.5. ASEGURAR LA DISPONIBILIDAD DE RECURSOS FÍSICOS,
MATERIALES E INFORMACIÓN NECESARIA PARA LA
OPERACIÓN Y CONTROL DEL PROCESO
Para mantener un control correcto de los procesos, así como de los recursos
físicos y materiales necesarios para la producción, se elaboró un modelo de
registros de control dentro de las cuales el analista de procesos podrá tomar
y controlar, estándares de tiempos y procedimientos así como la completa
disponibilidad de los recursos a la hora de iniciar o realizar la producción.
Estos registros deberán ser llenados cada que vez que se inicie la
elaboración de un nuevo producto en cada una de las líneas de producción.
A continuación se sugiere un modelo de registro para cada una de las líneas,
el cual deberá ser implementado para el mejoramiento productivo de los
procesos.
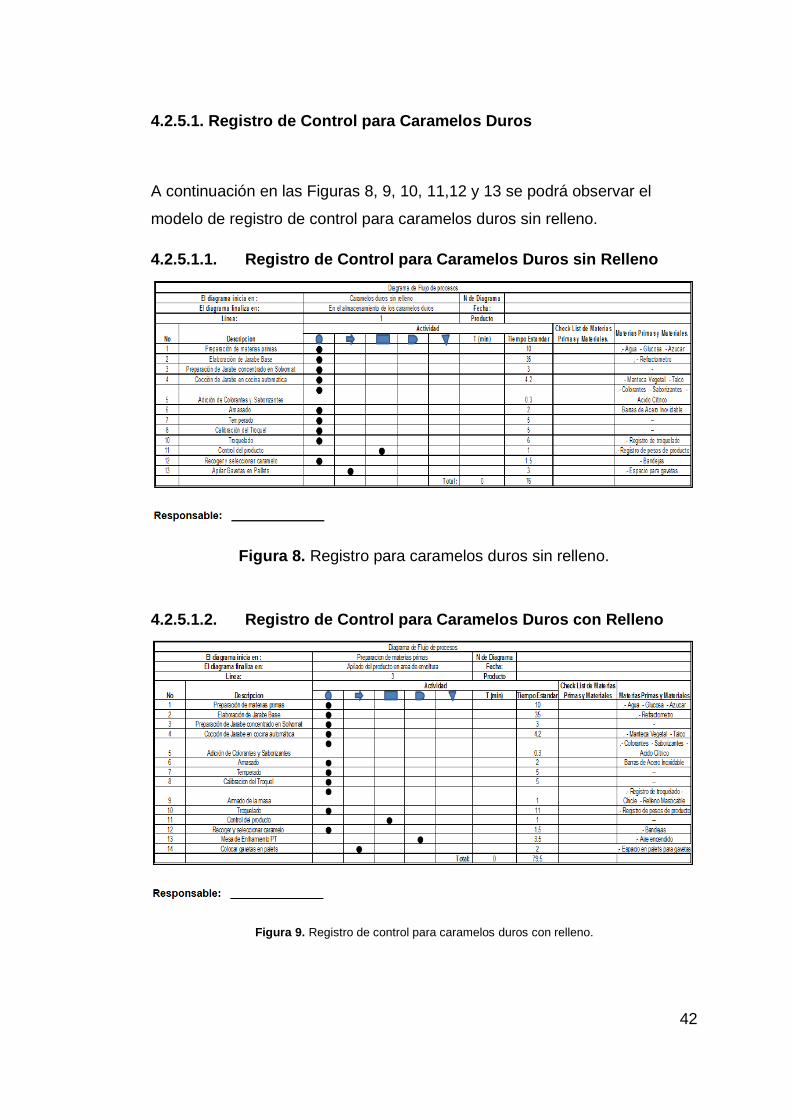
42
4.2.5.1. Registro de Control para Caramelos Duros
A continuación en las Figuras 8, 9, 10, 11,12 y 13 se podrá observar el
modelo de registro de control para caramelos duros sin relleno.
4.2.5.1.1. Registro de Control para Caramelos Duros sin Relleno
Figura 8. Registro para caramelos duros sin relleno.
4.2.5.1.2. Registro de Control para Caramelos Duros con Relleno
Figura 9. Registro de control para caramelos duros con relleno.
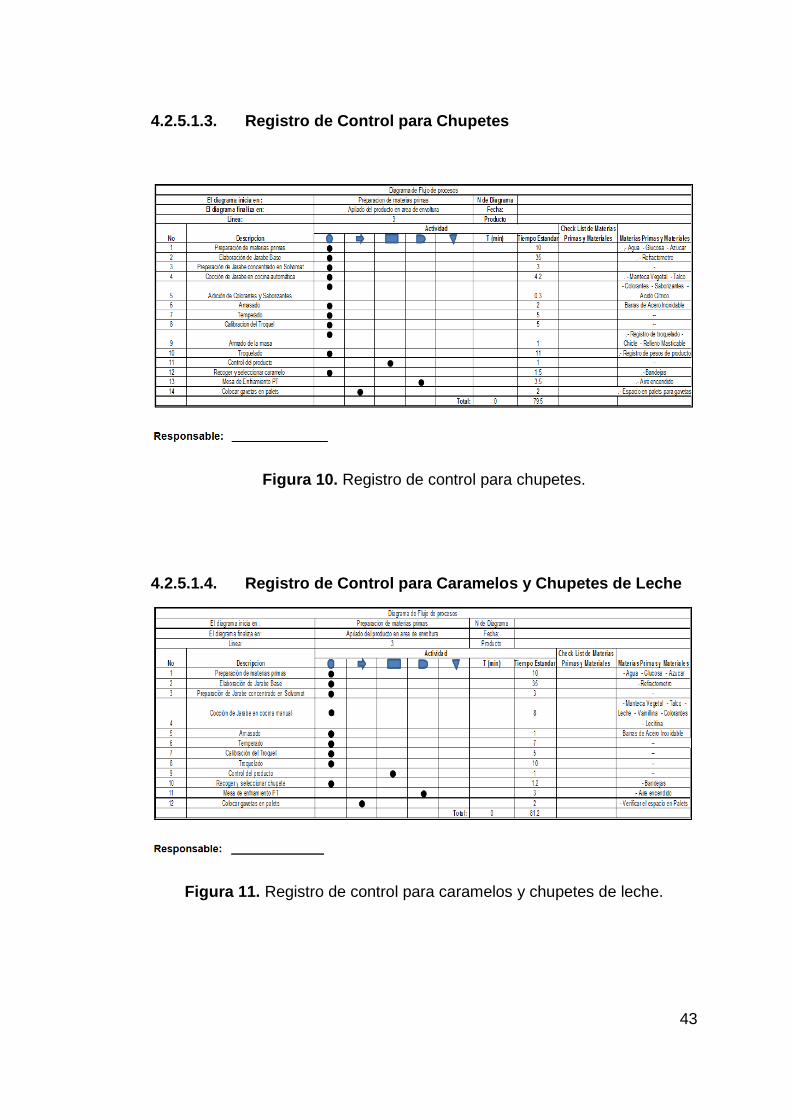
43
4.2.5.1.3. Registro de Control para Chupetes
Figura 10. Registro de control para chupetes.
4.2.5.1.4. Registro de Control para Caramelos y Chupetes de Leche
Figura 11. Registro de control para caramelos y chupetes de leche.
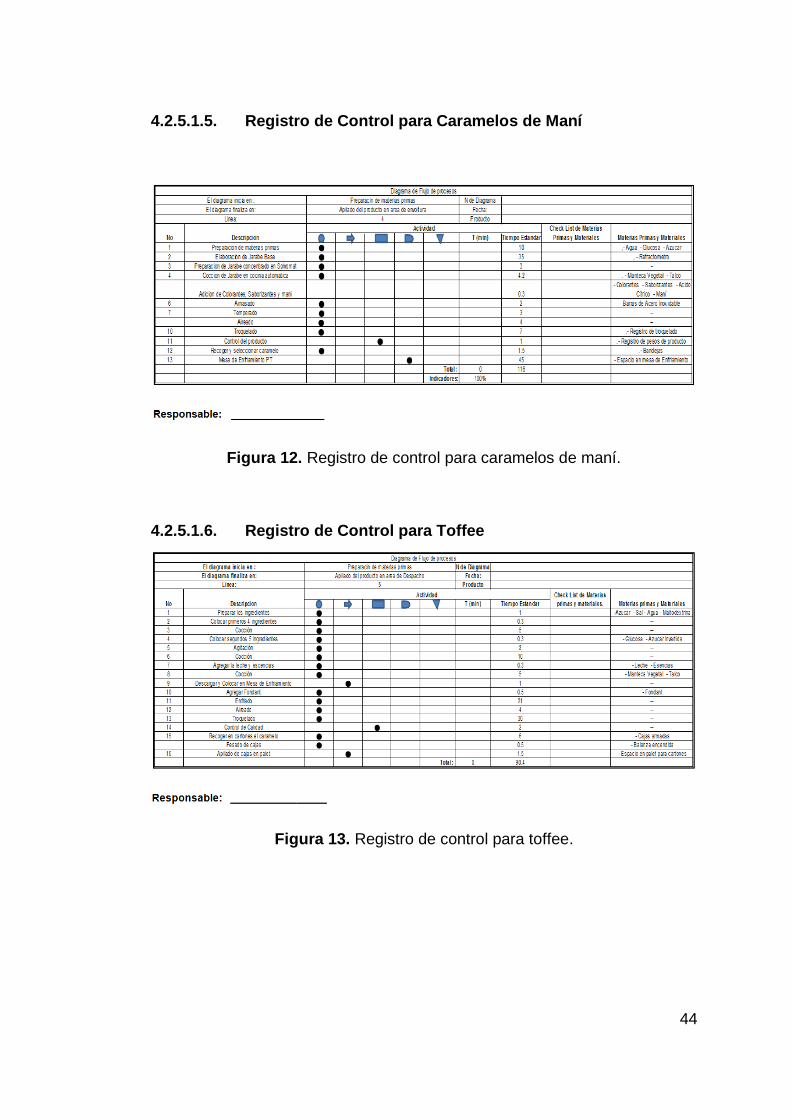
44
4.2.5.1.5. Registro de Control para Caramelos de Maní
Figura 12. Registro de control para caramelos de maní.
4.2.5.1.6. Registro de Control para Toffee
Figura 13. Registro de control para toffee.
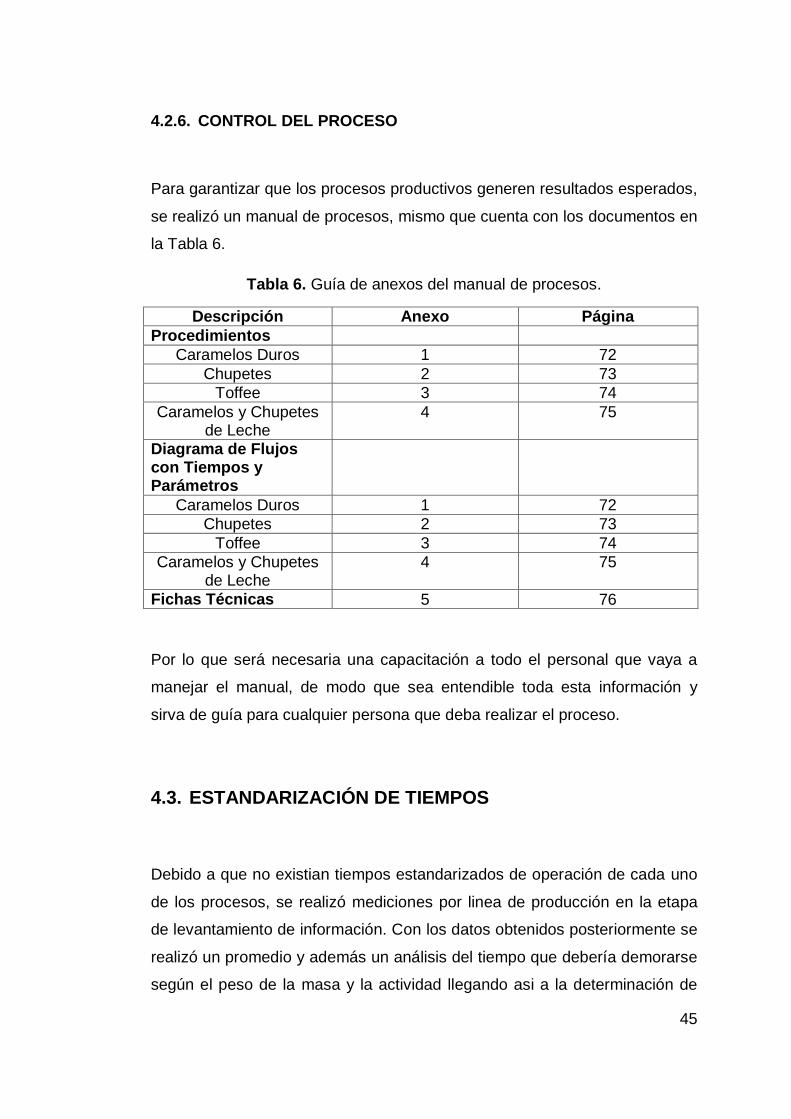
45
4.2.6. CONTROL DEL PROCESO
Para garantizar que los procesos productivos generen resultados esperados,
se realizó un manual de procesos, mismo que cuenta con los documentos en
la Tabla 6.
Tabla 6. Guía de anexos del manual de procesos.
Descripción Anexo Página
Procedimientos
Caramelos Duros 1 72
Chupetes 2 73
Toffee 3 74
Caramelos y Chupetes de Leche
4 75
Diagrama de Flujos con Tiempos y Parámetros
Caramelos Duros 1 72
Chupetes 2 73
Toffee 3 74
Caramelos y Chupetes de Leche
4 75
Fichas Técnicas 5 76
Por lo que será necesaria una capacitación a todo el personal que vaya a
manejar el manual, de modo que sea entendible toda esta información y
sirva de guía para cualquier persona que deba realizar el proceso.
4.3. ESTANDARIZACIÓN DE TIEMPOS
Debido a que no existian tiempos estandarizados de operación de cada uno
de los procesos, se realizó mediciones por linea de producción en la etapa
de levantamiento de información. Con los datos obtenidos posteriormente se
realizó un promedio y además un análisis del tiempo que debería demorarse
según el peso de la masa y la actividad llegando asi a la determinación de
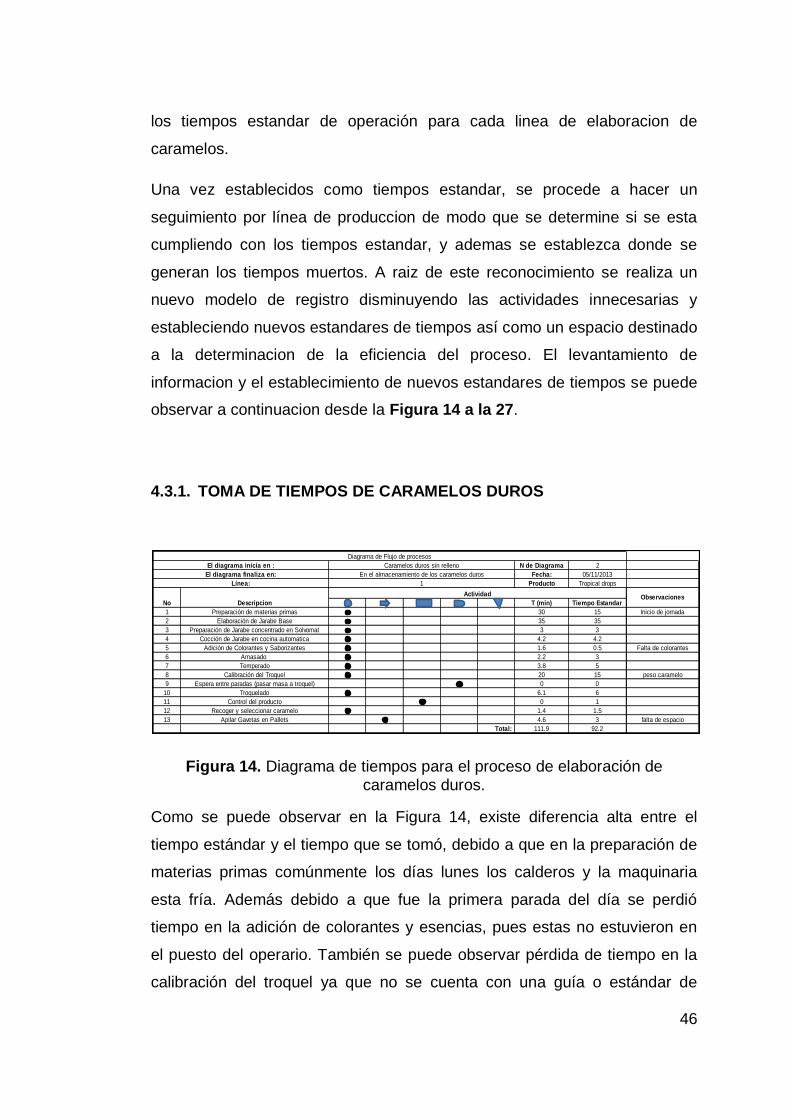
46
los tiempos estandar de operación para cada linea de elaboracion de
caramelos.
Una vez establecidos como tiempos estandar, se procede a hacer un
seguimiento por línea de produccion de modo que se determine si se esta
cumpliendo con los tiempos estandar, y ademas se establezca donde se
generan los tiempos muertos. A raiz de este reconocimiento se realiza un
nuevo modelo de registro disminuyendo las actividades innecesarias y
estableciendo nuevos estandares de tiempos así como un espacio destinado
a la determinacion de la eficiencia del proceso. El levantamiento de
informacion y el establecimiento de nuevos estandares de tiempos se puede
observar a continuacion desde la Figura 14 a la 27.
4.3.1. TOMA DE TIEMPOS DE CARAMELOS DUROS
Figura 14. Diagrama de tiempos para el proceso de elaboración de caramelos duros.
Como se puede observar en la Figura 14, existe diferencia alta entre el
tiempo estándar y el tiempo que se tomó, debido a que en la preparación de
materias primas comúnmente los días lunes los calderos y la maquinaria
esta fría. Además debido a que fue la primera parada del día se perdió
tiempo en la adición de colorantes y esencias, pues estas no estuvieron en
el puesto del operario. También se puede observar pérdida de tiempo en la
calibración del troquel ya que no se cuenta con una guía o estándar de
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparación de materias primas 30 15 Inicio de jornada
2 Elaboración de Jarabe Base 35 35
3 Preparación de Jarabe concentrado en Solvomat 3 3
4 Cocción de Jarabe en cocina automatica 4.2 4.2
5 Adición de Colorantes y Saborizantes 1.6 0.5 Falta de colorantes
6 Amasado 2.2 3
7 Temperado 3.8 5
8 Calibración del Troquel 20 15 peso caramelo
9 Espera entre paradas (pasar masa a troquel) 0 0
10 Troquelado 6.1 6
11 Control del producto 0 1
12 Recoger y seleccionar caramelo 1.4 1.5
13 Apilar Gavetas en Pallets 4.6 3 falta de espacio
Total: 111.9 92.2
El diagrama finaliza en: En el almacenamiento de los caramelos duros
No Descripcion
Actividad
Caramelos duros sin relleno 2
Tropical drops
05/11/2013
Línea: 1
Diagrama de Flujo de procesos
El diagrama inicia en :
Observaciones

47
calibración. Finalmente se observa mayor tiempo en relación al estándar en
la etapa de apilado de gavetas ya que no hay espacio en los pallets y se
debe reordenarlos.
También es necesario recalcar que no hay control de calidad en el inicio de
la producción, situación que podría permitir el paso de primeros productos
del día con fallas de calidad. Mismos que después se transformaran en
reproceso.
4.3.1.1. Estándar de Tiempos Para Caramelos Duros
Figura 15. Diagrama de tiempos estandarizados de la línea de producción de caramelos duros.
En esta línea se podría establecer un tiempo estándar como se observa en
la Figura 15, eliminando cinco minutos en la preparación de materias primas
ya que se podría abrir e incorporar los quintales de azúcar y poniendo el
agua desde antes de la carga ya que el operario tiene varios espacios para
realizar esta actividad. Además se puede disminuir el tiempo de adición de
colorantes si el operario observa y conoce cuál es la siguiente parada,
además el amasado puede disminuir a los dos minutos si se pone la
cantidad correcta de restos y si el operador realiza esto de manera continua,
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparación de materias primas 10 ,- Agua - Glucosa - Azucar
2 Elaboración de Jarabe Base 35 , - Refractometro
3 Preparación de Jarabe concentrado en Solvomat 3 -
4 Cocción de Jarabe en cocina automatica 4.2 . - Manteca Vegetal - Talco
5 Adición de Colorantes y Saborizantes 0.3
.- Colorantes - Saborizantes -
Acido Cítrico
6 Amasado 2 Barras de Acero Inoxidable
7 Temperado 5 --
8 Calibración del Troquel 5 --
10 Troquelado 6 .- Registro de troquelado
11 Control del producto 1 .- Registro de pesos de producto
12 Recoger y seleccionar caramelo 1.5 .- Bandejas
13 Apilar Gavetas en Pallets 3 .- Espacio para gavetas.
Total: 0 70
Indicadores: 100%
No Descripcion
ActividadMaterias Primas y Materiales.
Check List de Materias
Primas y Materiales.
El diagrama inicia en : Caramelos duros sin relleno
El diagrama finaliza en: En el almacenamiento de los caramelos duros
Línea: 1
Diagrama de Flujo de procesos
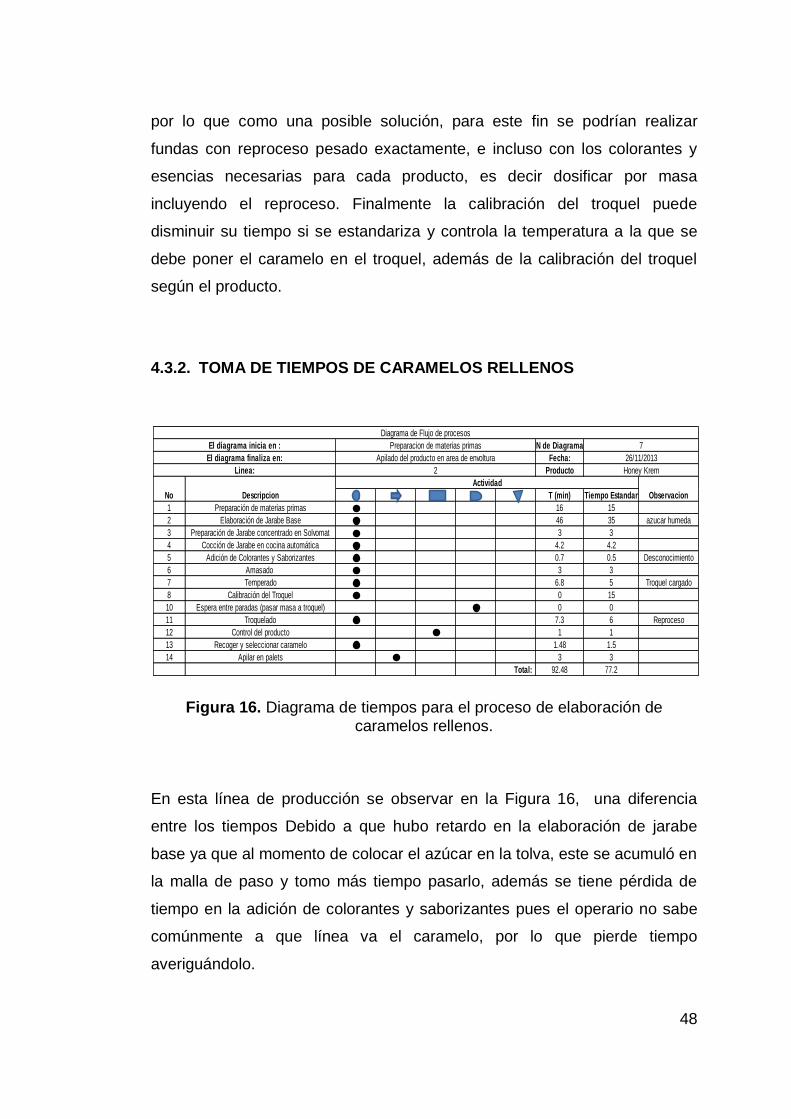
48
por lo que como una posible solución, para este fin se podrían realizar
fundas con reproceso pesado exactamente, e incluso con los colorantes y
esencias necesarias para cada producto, es decir dosificar por masa
incluyendo el reproceso. Finalmente la calibración del troquel puede
disminuir su tiempo si se estandariza y controla la temperatura a la que se
debe poner el caramelo en el troquel, además de la calibración del troquel
según el producto.
4.3.2. TOMA DE TIEMPOS DE CARAMELOS RELLENOS
Figura 16. Diagrama de tiempos para el proceso de elaboración de caramelos rellenos.
En esta línea de producción se observar en la Figura 16, una diferencia
entre los tiempos Debido a que hubo retardo en la elaboración de jarabe
base ya que al momento de colocar el azúcar en la tolva, este se acumuló en
la malla de paso y tomo más tiempo pasarlo, además se tiene pérdida de
tiempo en la adición de colorantes y saborizantes pues el operario no sabe
comúnmente a que línea va el caramelo, por lo que pierde tiempo
averiguándolo.
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparación de materias primas 16 15
2 Elaboración de Jarabe Base 46 35 azucar humeda
3 Preparación de Jarabe concentrado en Solvomat 3 3
4 Cocción de Jarabe en cocina automática 4.2 4.2
5 Adición de Colorantes y Saborizantes 0.7 0.5 Desconocimiento
6 Amasado 3 3
7 Temperado 6.8 5 Troquel cargado
8 Calibración del Troquel 0 15
10 Espera entre paradas (pasar masa a troquel) 0 0
11 Troquelado 7.3 6 Reproceso
12 Control del producto 1 1
13 Recoger y seleccionar caramelo 1.48 1.5
14 Apilar en palets 3 3
Total: 92.48 77.2
No Descripcion
Actividad
Observacion
Linea: 2
Diagrama de Flujo de procesos
El diagrama finaliza en: Apilado del producto en area de envoltura 26/11/2013
7El diagrama inicia en : Preparacion de materias primas
Honey Krem
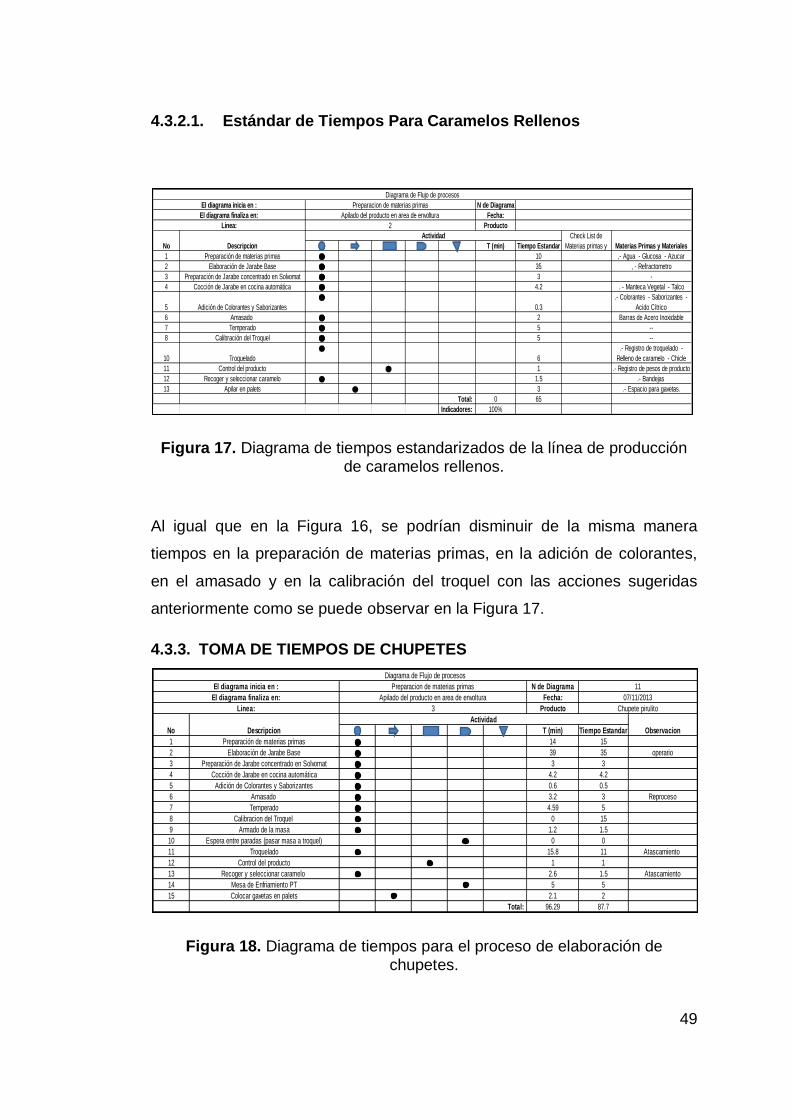
49
4.3.2.1. Estándar de Tiempos Para Caramelos Rellenos
Figura 17. Diagrama de tiempos estandarizados de la línea de producción de caramelos rellenos.
Al igual que en la Figura 16, se podrían disminuir de la misma manera
tiempos en la preparación de materias primas, en la adición de colorantes,
en el amasado y en la calibración del troquel con las acciones sugeridas
anteriormente como se puede observar en la Figura 17.
4.3.3. TOMA DE TIEMPOS DE CHUPETES
Figura 18. Diagrama de tiempos para el proceso de elaboración de chupetes.
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparación de materias primas 10 ,- Agua - Glucosa - Azucar
2 Elaboración de Jarabe Base 35 , - Refractometro
3 Preparación de Jarabe concentrado en Solvomat 3 -
4 Cocción de Jarabe en cocina automática 4.2 . - Manteca Vegetal - Talco
5 Adición de Colorantes y Saborizantes 0.3
.- Colorantes - Saborizantes -
Acido Cítrico
6 Amasado 2 Barras de Acero Inoxidable
7 Temperado 5 --
8 Calibración del Troquel 5 --
10 Troquelado 6
.- Registro de troquelado -
Relleno de caramelo - Chicle
11 Control del producto 1 .- Registro de pesos de producto
12 Recoger y seleccionar caramelo 1.5 .- Bandejas
13 Apilar en palets 3 .- Espacio para gavetas.
Total: 0 65
Indicadores: 100%
No
El diagrama inicia en : Preparacion de materias primas
El diagrama finaliza en: Apilado del producto en area de envoltura
Linea: 2
Descripcion
Actividad
Materias Primas y Materiales
Check List de
Materias primas y
Diagrama de Flujo de procesos
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparación de materias primas 14 15
2 Elaboración de Jarabe Base 39 35 operario
3 Preparación de Jarabe concentrado en Solvomat 3 3
4 Cocción de Jarabe en cocina automática 4.2 4.2
5 Adición de Colorantes y Saborizantes 0.6 0.5
6 Amasado 3.2 3 Reproceso
7 Temperado 4.59 5
8 Calibracion del Troquel 0 15
9 Armado de la masa 1.2 1.5
10 Espera entre paradas (pasar masa a troquel) 0 0
11 Troquelado 15.8 11 Atascamiento
12 Control del producto 1 1
13 Recoger y seleccionar caramelo 2.6 1.5 Atascamiento
14 Mesa de Enfriamiento PT 5 5
15 Colocar gavetas en palets 2.1 2
Total: 96.29 87.7
No Descripcion
Actividad
Observacion
El diagrama inicia en : Preparacion de materias primas 11
El diagrama finaliza en:
Linea: 3 Chupete pirulito
Apilado del producto en area de envoltura 07/11/2013
Diagrama de Flujo de procesos
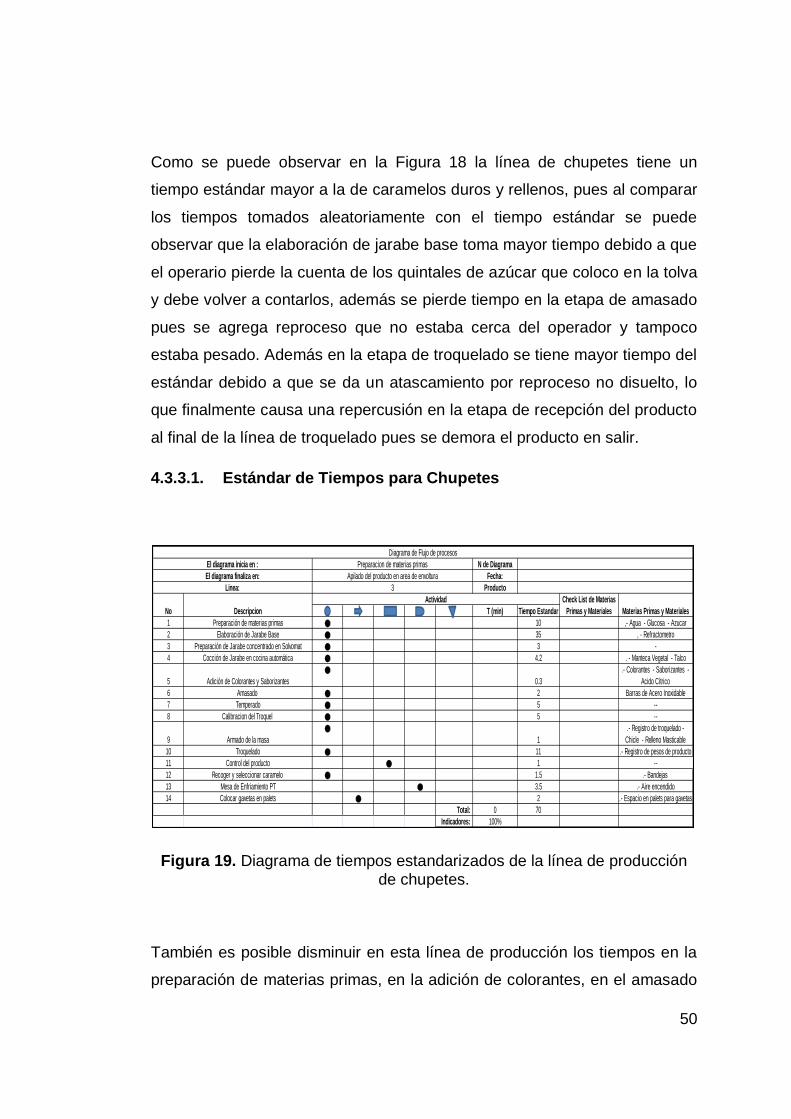
50
Como se puede observar en la Figura 18 la línea de chupetes tiene un
tiempo estándar mayor a la de caramelos duros y rellenos, pues al comparar
los tiempos tomados aleatoriamente con el tiempo estándar se puede
observar que la elaboración de jarabe base toma mayor tiempo debido a que
el operario pierde la cuenta de los quintales de azúcar que coloco en la tolva
y debe volver a contarlos, además se pierde tiempo en la etapa de amasado
pues se agrega reproceso que no estaba cerca del operador y tampoco
estaba pesado. Además en la etapa de troquelado se tiene mayor tiempo del
estándar debido a que se da un atascamiento por reproceso no disuelto, lo
que finalmente causa una repercusión en la etapa de recepción del producto
al final de la línea de troquelado pues se demora el producto en salir.
4.3.3.1. Estándar de Tiempos para Chupetes
Figura 19. Diagrama de tiempos estandarizados de la línea de producción de chupetes.
También es posible disminuir en esta línea de producción los tiempos en la
preparación de materias primas, en la adición de colorantes, en el amasado
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparación de materias primas 10 ,- Agua - Glucosa - Azucar
2 Elaboración de Jarabe Base 35 , - Refractometro
3 Preparación de Jarabe concentrado en Solvomat 3 -
4 Cocción de Jarabe en cocina automática 4.2 . - Manteca Vegetal - Talco
5 Adición de Colorantes y Saborizantes 0.3
.- Colorantes - Saborizantes -
Acido Cítrico
6 Amasado 2 Barras de Acero Inoxidable
7 Temperado 5 --
8 Calibracion del Troquel 5 --
9 Armado de la masa 1
.- Registro de troquelado -
Chicle - Relleno Masticable
10 Troquelado 11 .- Registro de pesos de producto
11 Control del producto 1 --
12 Recoger y seleccionar caramelo 1.5 .- Bandejas
13 Mesa de Enfriamiento PT 3.5 .- Aire encendido
14 Colocar gavetas en palets 2 .- Espacio en palets para gavetas
Total: 0 70
Indicadores: 100%
No Descripcion
Actividad
Materias Primas y Materiales
Check List de Materias
Primas y Materiales
Diagrama de Flujo de procesos
El diagrama inicia en : Preparacion de materias primas
El diagrama finaliza en: Apilado del producto en area de envoltura
Linea: 3
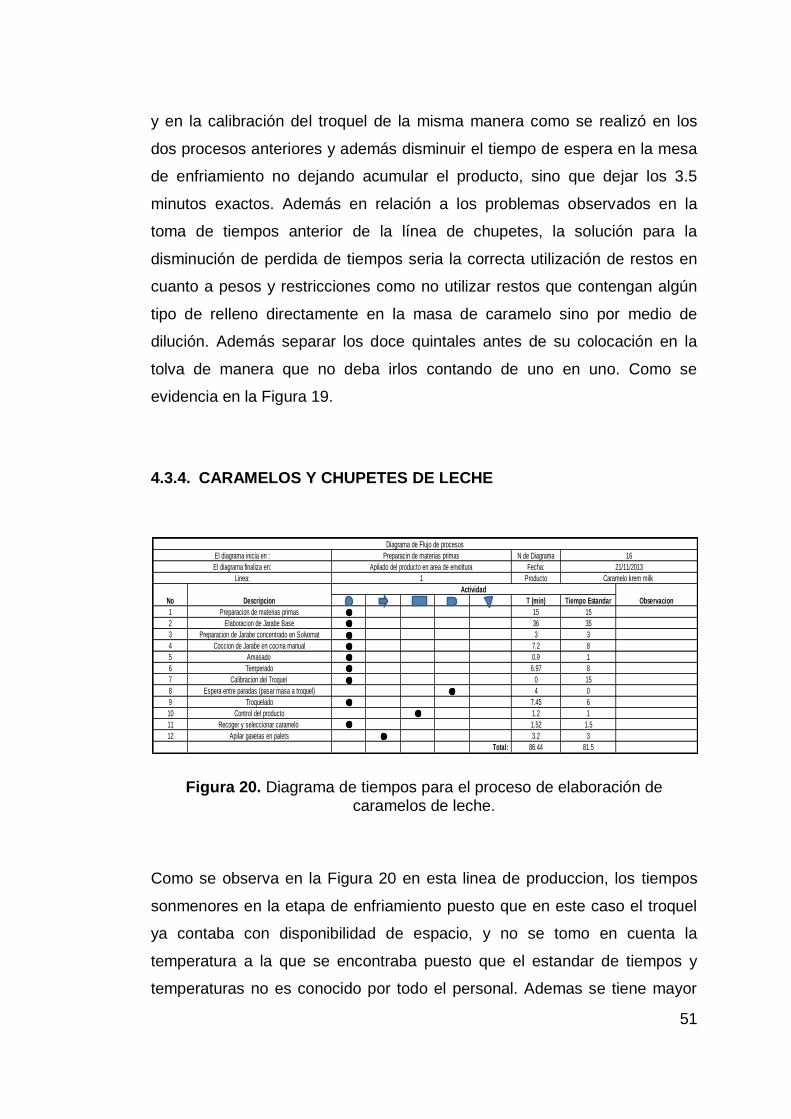
51
y en la calibración del troquel de la misma manera como se realizó en los
dos procesos anteriores y además disminuir el tiempo de espera en la mesa
de enfriamiento no dejando acumular el producto, sino que dejar los 3.5
minutos exactos. Además en relación a los problemas observados en la
toma de tiempos anterior de la línea de chupetes, la solución para la
disminución de perdida de tiempos seria la correcta utilización de restos en
cuanto a pesos y restricciones como no utilizar restos que contengan algún
tipo de relleno directamente en la masa de caramelo sino por medio de
dilución. Además separar los doce quintales antes de su colocación en la
tolva de manera que no deba irlos contando de uno en uno. Como se
evidencia en la Figura 19.
4.3.4. CARAMELOS Y CHUPETES DE LECHE
Figura 20. Diagrama de tiempos para el proceso de elaboración de caramelos de leche.
Como se observa en la Figura 20 en esta linea de produccion, los tiempos
sonmenores en la etapa de enfriamiento puesto que en este caso el troquel
ya contaba con disponibilidad de espacio, y no se tomo en cuenta la
temperatura a la que se encontraba puesto que el estandar de tiempos y
temperaturas no es conocido por todo el personal. Ademas se tiene mayor
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparacion de materias primas 15 15
2 Elaboracion de Jarabe Base 36 35
3 Preparacion de Jarabe concentrado en Solvomat 3 3
4 Coccion de Jarabe en cocina manual 7.2 8
5 Amasado 0.9 1
6 Temperado 6.97 8
7 Calibracion del Troquel 0 15
8 Espera entre paradas (pasar masa a troquel) 4 0
9 Troquelado 7.45 6
10 Control del producto 1.2 1
11 Recoger y seleccionar caramelo 1.52 1.5
12 Apilar gavetas en palets 3.2 3
Total: 86.44 81.5
No Descripcion
Actividad
Observacion
Linea: 1 Caramelo krem milk
El diagrama finaliza en: Apilado del producto en area de envoltura 21/11/2013
Diagrama de Flujo de procesos
El diagrama inicia en : Preparacin de materias primas 16
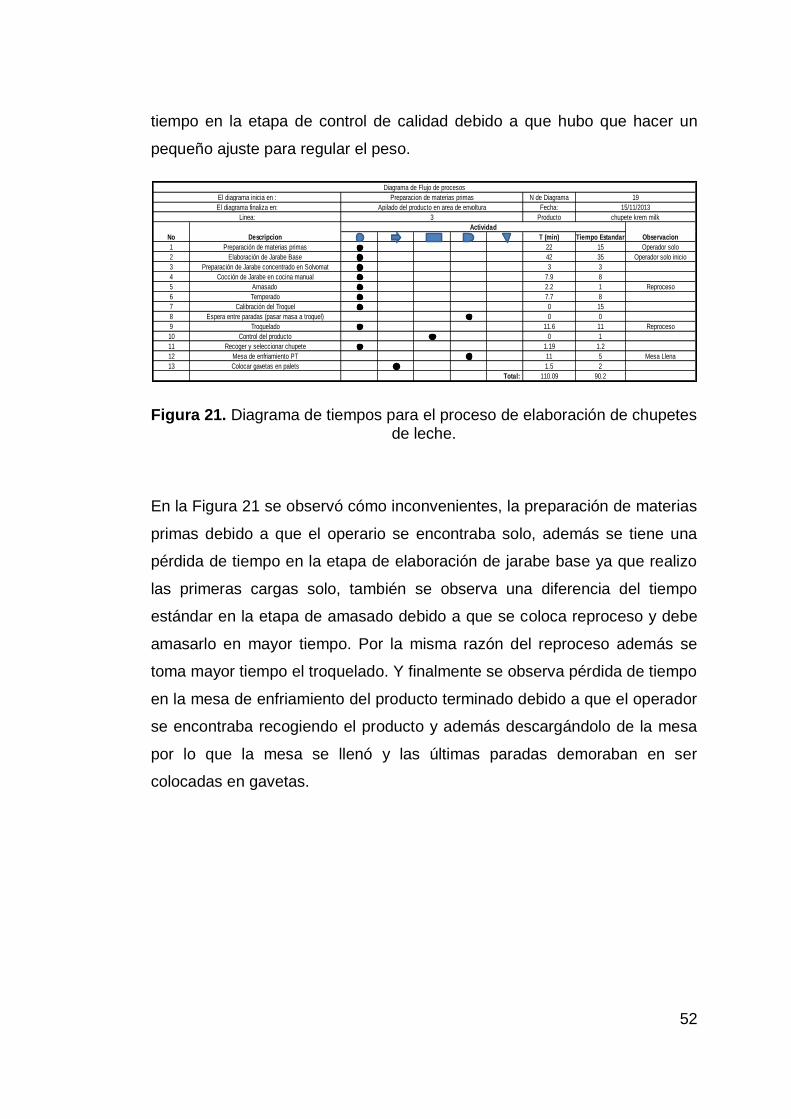
52
tiempo en la etapa de control de calidad debido a que hubo que hacer un
pequeño ajuste para regular el peso.
Figura 21. Diagrama de tiempos para el proceso de elaboración de chupetes de leche.
En la Figura 21 se observó cómo inconvenientes, la preparación de materias
primas debido a que el operario se encontraba solo, además se tiene una
pérdida de tiempo en la etapa de elaboración de jarabe base ya que realizo
las primeras cargas solo, también se observa una diferencia del tiempo
estándar en la etapa de amasado debido a que se coloca reproceso y debe
amasarlo en mayor tiempo. Por la misma razón del reproceso además se
toma mayor tiempo el troquelado. Y finalmente se observa pérdida de tiempo
en la mesa de enfriamiento del producto terminado debido a que el operador
se encontraba recogiendo el producto y además descargándolo de la mesa
por lo que la mesa se llenó y las últimas paradas demoraban en ser
colocadas en gavetas.
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparación de materias primas 22 15 Operador solo
2 Elaboración de Jarabe Base 42 35 Operador solo inicio
3 Preparación de Jarabe concentrado en Solvomat 3 3
4 Cocción de Jarabe en cocina manual 7.9 8
5 Amasado 2.2 1 Reproceso
6 Temperado 7.7 8
7 Calibración del Troquel 0 15
8 Espera entre paradas (pasar masa a troquel) 0 0
9 Troquelado 11.6 11 Reproceso
10 Control del producto 0 1
11 Recoger y seleccionar chupete 1.19 1.2
12 Mesa de enfriamiento PT 11 5 Mesa Llena
13 Colocar gavetas en palets 1.5 2
Total: 110.09 90.2
ObservacionNo Descripcion
Actividad
Linea: 3 chupete krem milk
15/11/2013
19El diagrama inicia en : Preparacion de materias primas
Diagrama de Flujo de procesos
El diagrama finaliza en: Apilado del producto en area de envoltura
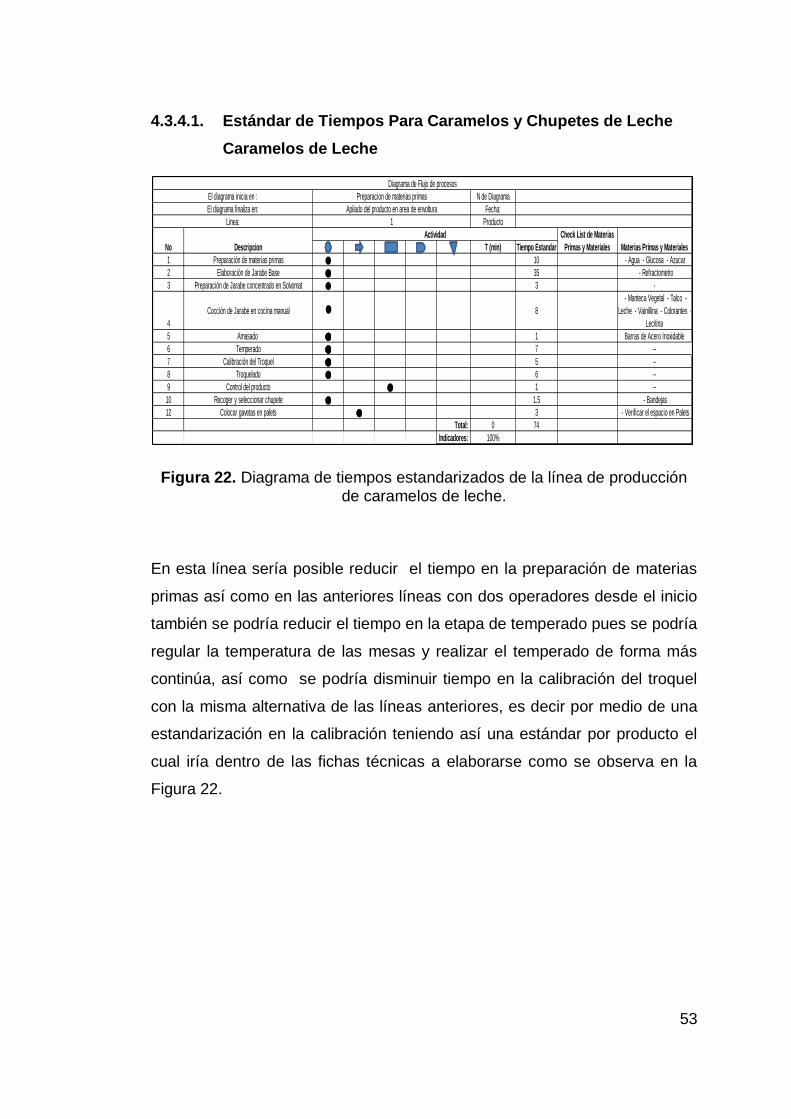
53
4.3.4.1. Estándar de Tiempos Para Caramelos y Chupetes de Leche
Caramelos de Leche
Figura 22. Diagrama de tiempos estandarizados de la línea de producción de caramelos de leche.
En esta línea sería posible reducir el tiempo en la preparación de materias
primas así como en las anteriores líneas con dos operadores desde el inicio
también se podría reducir el tiempo en la etapa de temperado pues se podría
regular la temperatura de las mesas y realizar el temperado de forma más
continúa, así como se podría disminuir tiempo en la calibración del troquel
con la misma alternativa de las líneas anteriores, es decir por medio de una
estandarización en la calibración teniendo así una estándar por producto el
cual iría dentro de las fichas técnicas a elaborarse como se observa en la
Figura 22.
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparación de materias primas 10 ,- Agua - Glucosa - Azucar
2 Elaboración de Jarabe Base 35 , - Refractometro
3 Preparación de Jarabe concentrado en Solvomat 3 -
4
Cocción de Jarabe en cocina manual 8
. - Manteca Vegetal - Talco -
Leche - Vainillina - Colorantes -
Lecitina
5 Amasado 1 Barras de Acero Inoxidable
6 Temperado 7 --
7 Calibración del Troquel 5 --
8 Troquelado 6 --
9 Control del producto 1 --
10 Recoger y seleccionar chupete 1.5 .- Bandejas
12 Colocar gavetas en palets 3 .- Verificar el espacio en Palets
Total: 0 74
Indicadores: 100%
Diagrama de Flujo de procesos
El diagrama inicia en : Preparacion de materias primas
El diagrama finaliza en: Apilado del producto en area de envoltura
Linea: 1
No Descripcion
Actividad Check List de Materias
Primas y Materiales Materias Primas y Materiales
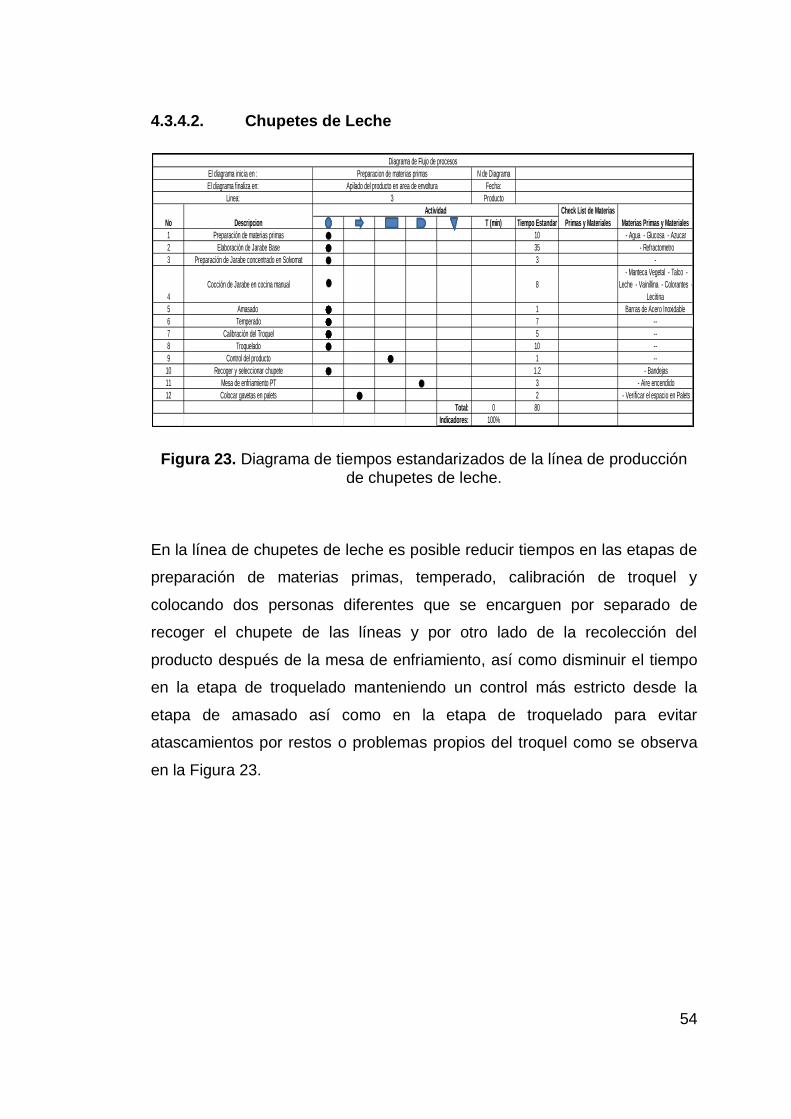
54
4.3.4.2. Chupetes de Leche
Figura 23. Diagrama de tiempos estandarizados de la línea de producción de chupetes de leche.
En la línea de chupetes de leche es posible reducir tiempos en las etapas de
preparación de materias primas, temperado, calibración de troquel y
colocando dos personas diferentes que se encarguen por separado de
recoger el chupete de las líneas y por otro lado de la recolección del
producto después de la mesa de enfriamiento, así como disminuir el tiempo
en la etapa de troquelado manteniendo un control más estricto desde la
etapa de amasado así como en la etapa de troquelado para evitar
atascamientos por restos o problemas propios del troquel como se observa
en la Figura 23.
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparación de materias primas 10 ,- Agua - Glucosa - Azucar
2 Elaboración de Jarabe Base 35 , - Refractometro
3 Preparación de Jarabe concentrado en Solvomat 3 -
4
Cocción de Jarabe en cocina manual 8
. - Manteca Vegetal - Talco -
Leche - Vainillina - Colorantes -
Lecitina
5 Amasado 1 Barras de Acero Inoxidable
6 Temperado 7 --
7 Calibración del Troquel 5 --
8 Troquelado 10 --
9 Control del producto 1 --
10 Recoger y seleccionar chupete 1.2 .- Bandejas
11 Mesa de enfriamiento PT 3 .- Aire encendido
12 Colocar gavetas en palets 2 .- Verificar el espacio en Palets
Total: 0 80
Indicadores: 100%
No Descripcion
Actividad
Materias Primas y Materiales
Check List de Materias
Primas y Materiales
Diagrama de Flujo de procesos
El diagrama inicia en : Preparacion de materias primas
El diagrama finaliza en: Apilado del producto en area de envoltura
Linea: 3
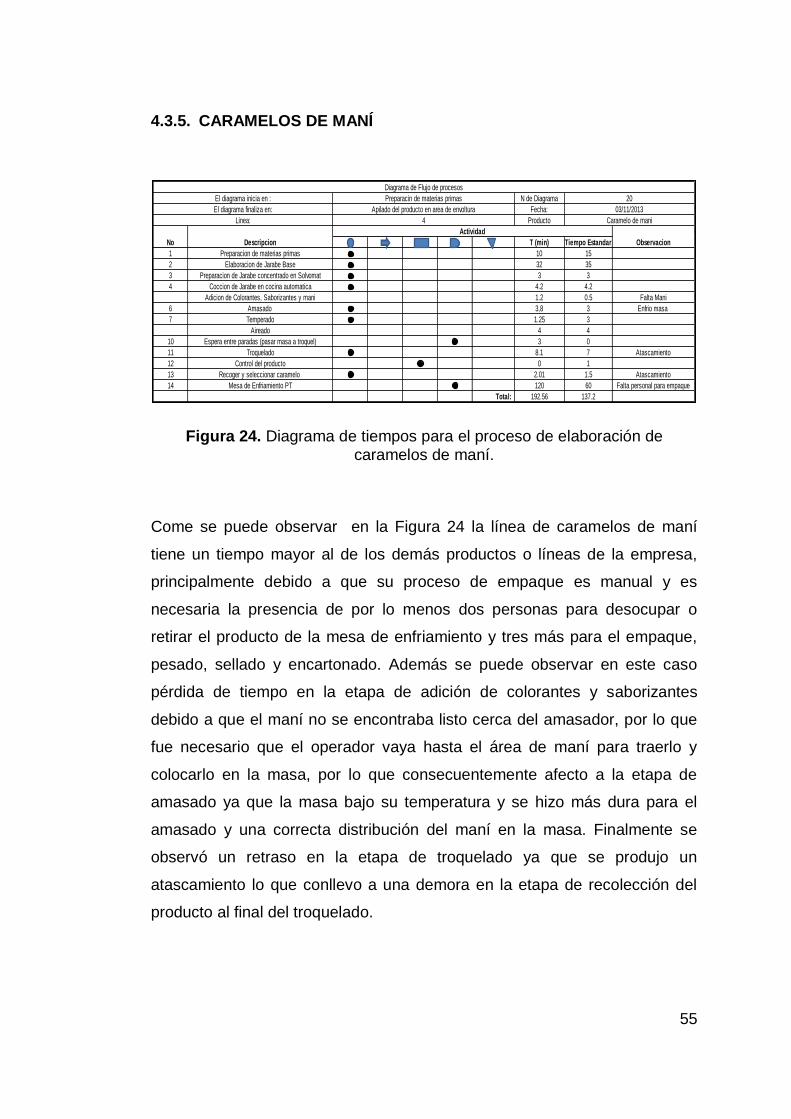
55
4.3.5. CARAMELOS DE MANÍ
Figura 24. Diagrama de tiempos para el proceso de elaboración de caramelos de maní.
Come se puede observar en la Figura 24 la línea de caramelos de maní
tiene un tiempo mayor al de los demás productos o líneas de la empresa,
principalmente debido a que su proceso de empaque es manual y es
necesaria la presencia de por lo menos dos personas para desocupar o
retirar el producto de la mesa de enfriamiento y tres más para el empaque,
pesado, sellado y encartonado. Además se puede observar en este caso
pérdida de tiempo en la etapa de adición de colorantes y saborizantes
debido a que el maní no se encontraba listo cerca del amasador, por lo que
fue necesario que el operador vaya hasta el área de maní para traerlo y
colocarlo en la masa, por lo que consecuentemente afecto a la etapa de
amasado ya que la masa bajo su temperatura y se hizo más dura para el
amasado y una correcta distribución del maní en la masa. Finalmente se
observó un retraso en la etapa de troquelado ya que se produjo un
atascamiento lo que conllevo a una demora en la etapa de recolección del
producto al final del troquelado.
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparacion de materias primas 10 15
2 Elaboracion de Jarabe Base 32 35
3 Preparacion de Jarabe concentrado en Solvomat 3 3
4 Coccion de Jarabe en cocina automatica 4.2 4.2
Adicion de Colorantes, Saborizantes y mani 1.2 0.5 Falta Mani
6 Amasado 3,8 3 Enfrio masa
7 Temperado 1.25 3
Aireado 4 4
10 Espera entre paradas (pasar masa a troquel) 3 0
11 Troquelado 8.1 7 Atascamiento
12 Control del producto 0 1
13 Recoger y seleccionar caramelo 2.01 1.5 Atascamiento
14 Mesa de Enfriamiento PT 120 60 Falta personal para empaque
Total: 192.56 137.2
Diagrama de Flujo de procesos
El diagrama inicia en : Preparacin de materias primas 20
El diagrama finaliza en: Apilado del producto en area de envoltura 03/11/2013
Linea: 4 Caramelo de mani
No Descripcion
Actividad
Observacion
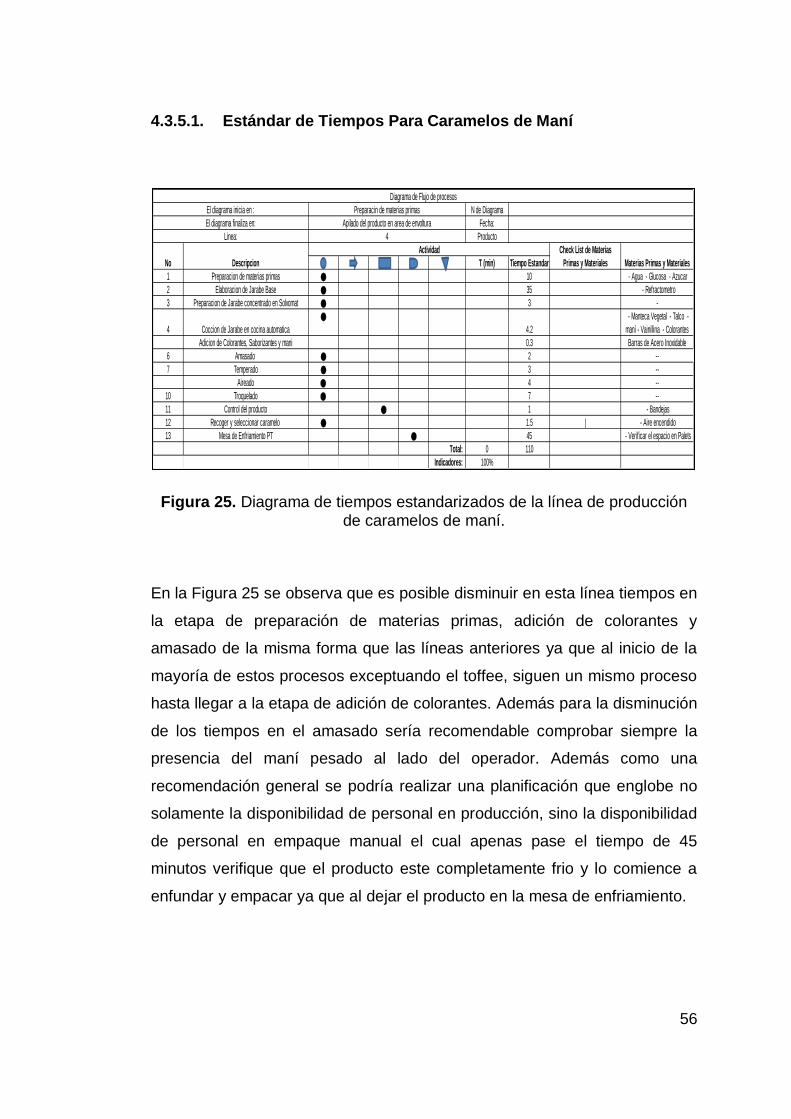
56
4.3.5.1. Estándar de Tiempos Para Caramelos de Maní
Figura 25. Diagrama de tiempos estandarizados de la línea de producción de caramelos de maní.
En la Figura 25 se observa que es posible disminuir en esta línea tiempos en
la etapa de preparación de materias primas, adición de colorantes y
amasado de la misma forma que las líneas anteriores ya que al inicio de la
mayoría de estos procesos exceptuando el toffee, siguen un mismo proceso
hasta llegar a la etapa de adición de colorantes. Además para la disminución
de los tiempos en el amasado sería recomendable comprobar siempre la
presencia del maní pesado al lado del operador. Además como una
recomendación general se podría realizar una planificación que englobe no
solamente la disponibilidad de personal en producción, sino la disponibilidad
de personal en empaque manual el cual apenas pase el tiempo de 45
minutos verifique que el producto este completamente frio y lo comience a
enfundar y empacar ya que al dejar el producto en la mesa de enfriamiento.
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparacion de materias primas 10 ,- Agua - Glucosa - Azucar
2 Elaboracion de Jarabe Base 35 , - Refractometro
3 Preparacion de Jarabe concentrado en Solvomat 3 -
4 Coccion de Jarabe en cocina automatica 4.2
. - Manteca Vegetal - Talco -
maní - Vainillina - Colorantes
Adicion de Colorantes, Saborizantes y mani 0.3 Barras de Acero Inoxidable
6 Amasado 2 --
7 Temperado 3 --
Aireado 4 --
10 Troquelado 7 --
11 Control del producto 1 .- Bandejas
12 Recoger y seleccionar caramelo 1.5 | .- Aire encendido
13 Mesa de Enfriamiento PT 45 .- Verificar el espacio en Palets
Total: 0 110
Indicadores: 100%
No Descripcion
Actividad
Materias Primas y Materiales
Check List de Materias
Primas y Materiales
Diagrama de Flujo de procesos
El diagrama inicia en : Preparacin de materias primas
El diagrama finaliza en: Apilado del producto en area de envoltura
Linea: 4
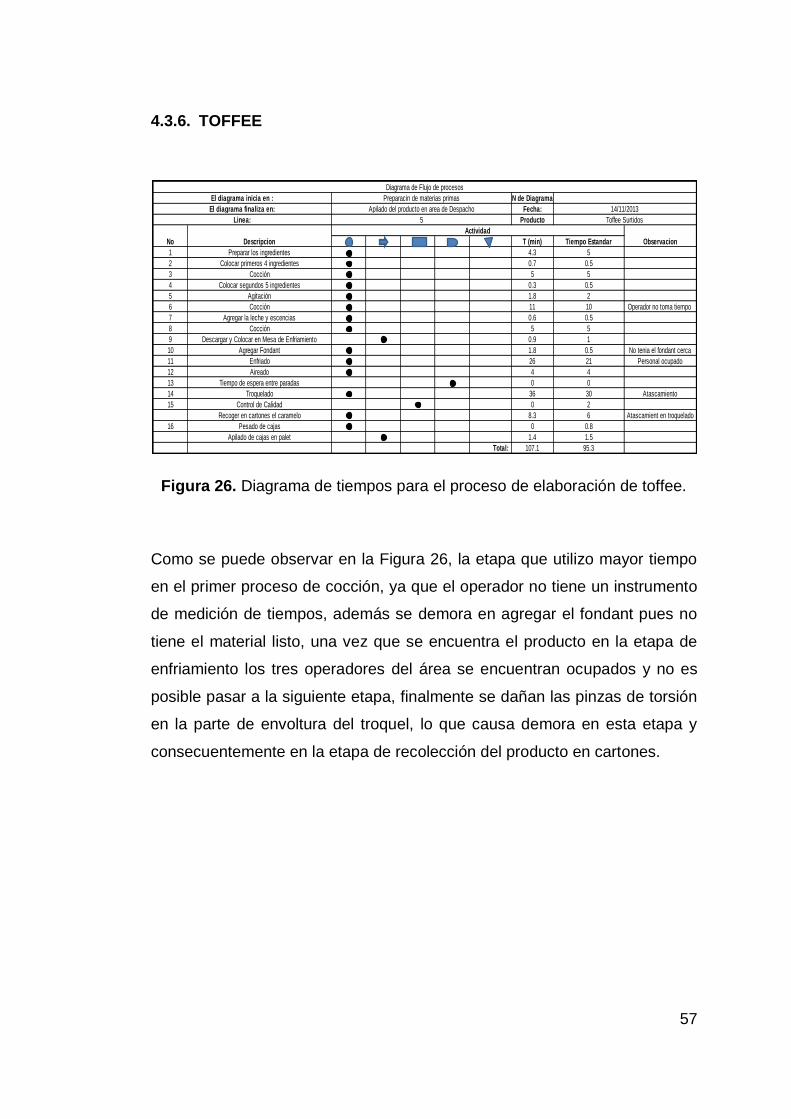
57
4.3.6. TOFFEE
Figura 26. Diagrama de tiempos para el proceso de elaboración de toffee.
Como se puede observar en la Figura 26, la etapa que utilizo mayor tiempo
en el primer proceso de cocción, ya que el operador no tiene un instrumento
de medición de tiempos, además se demora en agregar el fondant pues no
tiene el material listo, una vez que se encuentra el producto en la etapa de
enfriamiento los tres operadores del área se encuentran ocupados y no es
posible pasar a la siguiente etapa, finalmente se dañan las pinzas de torsión
en la parte de envoltura del troquel, lo que causa demora en esta etapa y
consecuentemente en la etapa de recolección del producto en cartones.
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparar los ingredientes 4.3 5
2 Colocar primeros 4 ingredientes 0.7 0.5
3 Cocción 5 5
4 Colocar segundos 5 ingredientes 0.3 0.5
5 Agitación 1.8 2
6 Cocción 11 10 Operador no toma tiempo
7 Agregar la leche y escencias 0.6 0.5
8 Cocción 5 5
9 Descargar y Colocar en Mesa de Enfriamiento 0.9 1
10 Agregar Fondant 1.8 0.5 No tenia el fondant cerca
11 Enfriado 26 21 Personal ocupado
12 Aireado 4 4
13 Tiempo de espera entre paradas 0 0
14 Troquelado 36 30 Atascamiento
15 Control de Calidad 0 2
Recoger en cartones el caramelo 8.3 6 Atascamient en troquelado
16 Pesado de cajas 0 0.8
Apilado de cajas en palet 1.4 1.5
Total: 107.1 95.3
No Descripcion
Actividad
Observacion
El diagrama finaliza en: Apilado del producto en area de Despacho 14/11/2013
El diagrama inicia en : Preparacin de materias primas
Linea: 5 Toffee Surtidos
Diagrama de Flujo de procesos
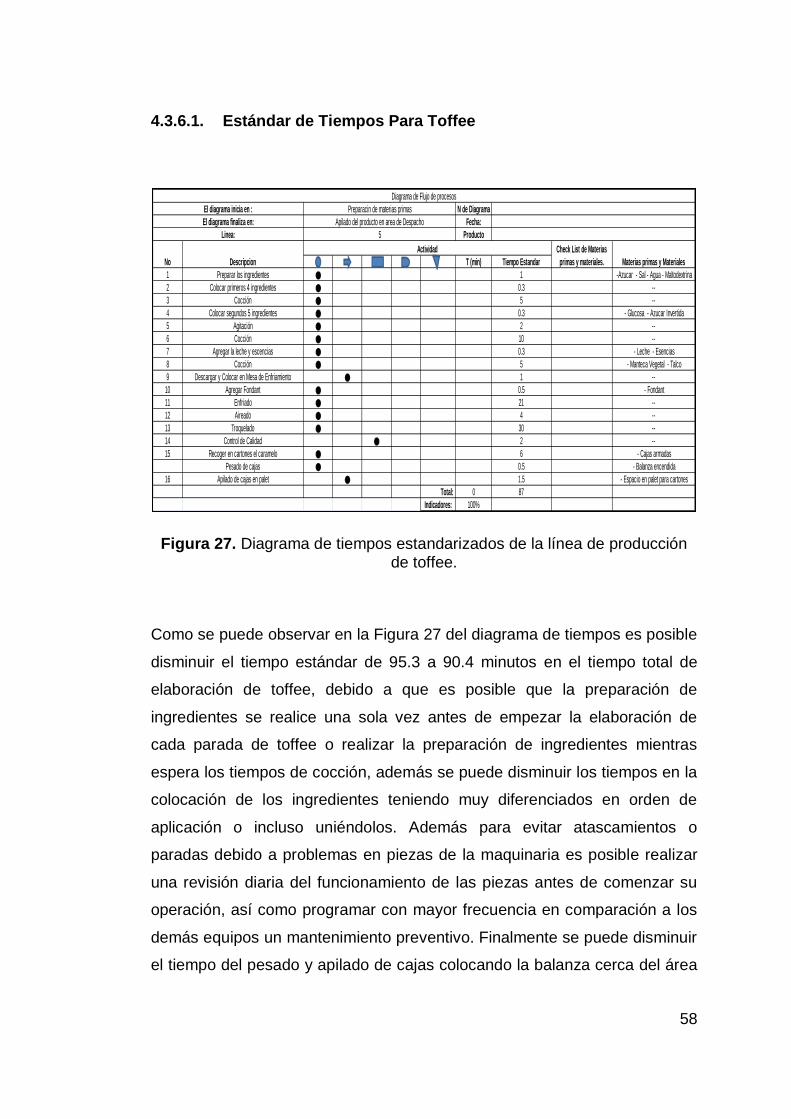
58
4.3.6.1. Estándar de Tiempos Para Toffee
Figura 27. Diagrama de tiempos estandarizados de la línea de producción de toffee.
Como se puede observar en la Figura 27 del diagrama de tiempos es posible
disminuir el tiempo estándar de 95.3 a 90.4 minutos en el tiempo total de
elaboración de toffee, debido a que es posible que la preparación de
ingredientes se realice una sola vez antes de empezar la elaboración de
cada parada de toffee o realizar la preparación de ingredientes mientras
espera los tiempos de cocción, además se puede disminuir los tiempos en la
colocación de los ingredientes teniendo muy diferenciados en orden de
aplicación o incluso uniéndolos. Además para evitar atascamientos o
paradas debido a problemas en piezas de la maquinaria es posible realizar
una revisión diaria del funcionamiento de las piezas antes de comenzar su
operación, así como programar con mayor frecuencia en comparación a los
demás equipos un mantenimiento preventivo. Finalmente se puede disminuir
el tiempo del pesado y apilado de cajas colocando la balanza cerca del área
N de Diagrama
Fecha:
Producto
T (min) Tiempo Estandar
1 Preparar los ingredientes 1 .-Azucar - Sal - Agua - Maltodextrina
2 Colocar primeros 4 ingredientes 0.3 --
3 Cocción 5 --
4 Colocar segundos 5 ingredientes 0.3 .- Glucosa - Azucar Invertida
5 Agitación 2 --
6 Cocción 10 --
7 Agregar la leche y escencias 0.3 .- Leche - Esencias
8 Cocción 5 .- Manteca Vegetal - Talco
9 Descargar y Colocar en Mesa de Enfriamiento 1 --
10 Agregar Fondant 0.5 .- Fondant
11 Enfriado 21 --
12 Aireado 4 --
13 Troquelado 30 --
14 Control de Calidad 2 --
15 Recoger en cartones el caramelo 6 .- Cajas armadas
Pesado de cajas 0.5 .- Balanza encendida
16 Apilado de cajas en palet 1.5 .- Espacio en palet para cartones
Total: 0 87
Indicadores: 100%
Linea: 5
No Descripcion
Actividad
Materias primas y Materiales
Check List de Materias
primas y materiales.
El diagrama inicia en : Preparacin de materias primas
El diagrama finaliza en: Apilado del producto en area de Despacho
Diagrama de Flujo de procesos
59
de recopilación de producto y manteniendo el área de apelación lista y
ordenada para el apilado de cajas.
Posterior a esta estandarización es necesaria la aplicación de una segunda
etapa, en la cual se realiza la gestión del modelo propiamente dicha, con una
correcta medición y control de cada uno de los procesos. Observando el
cumplimiento de estándares planteados en el primer paso y proyectándose
siempre al mejoramiento continuo.
4.3.7. MEDICIÓN Y SEGUIMIENTO
Para la medición y seguimiento de los procesos se agrega a los registros
mostrados anteriormente un espacio en el que se deberán medir los
indicadores en base a los tiempos que se tome la producción. De modo que
se pueda analizar a diario y de forma mensual la eficiencia del proceso. Se
puede observar el modelo de este en las Figuras 15, 17, 19, 22, 23, 25 y 27.
Por lo tanto para la medición de los indicadores se deberá utilizar la
siguiente fórmula, misma que se muestra en la Ecuación 1:
ficiencia iempos omados roceso
iempo st ndar [1]
Meta = 100 %
4.4. ESTRUCTURACIÓN DE UN PLAN PARA LA
IMPLEMENTACIÓN DEL MODELO
Para la implementación se detalla en la Tabla 7 el tiempo, el orden el
responsable y la implementación que deberá realizarse para que el modelo
de gestión genere resultados positivos en todas las líneas de producción.
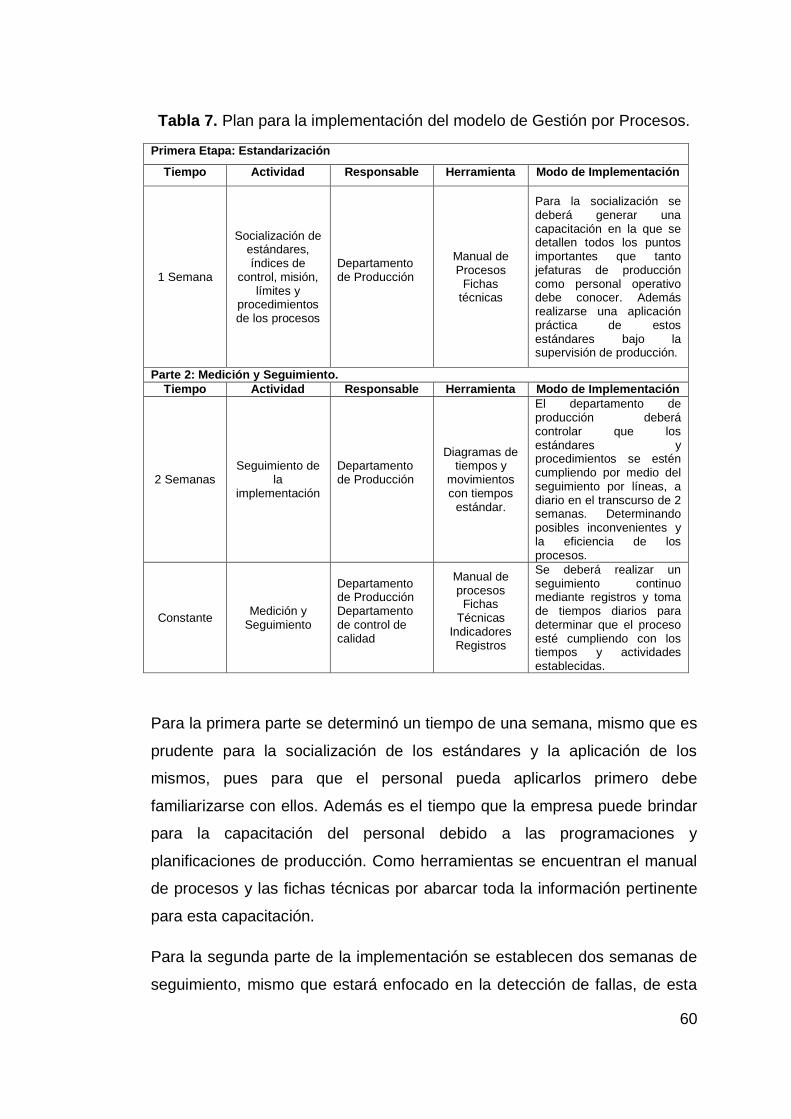
60
Tabla 7. Plan para la implementación del modelo de Gestión por Procesos.
Primera Etapa: Estandarización
Tiempo Actividad Responsable Herramienta Modo de Implementación
1 Semana
Socialización de estándares, índices de
control, misión, límites y
procedimientos de los procesos
Departamento de Producción
Manual de Procesos
Fichas técnicas
Para la socialización se deberá generar una capacitación en la que se detallen todos los puntos importantes que tanto jefaturas de producción como personal operativo debe conocer. Además realizarse una aplicación práctica de estos estándares bajo la supervisión de producción.
Parte 2: Medición y Seguimiento.
Tiempo Actividad Responsable Herramienta Modo de Implementación
2 Semanas Seguimiento de
la implementación
Departamento de Producción
Diagramas de tiempos y
movimientos con tiempos
estándar.
El departamento de producción deberá controlar que los estándares y procedimientos se estén cumpliendo por medio del seguimiento por líneas, a diario en el transcurso de 2 semanas. Determinando posibles inconvenientes y la eficiencia de los procesos.
Constante Medición y
Seguimiento
Departamento de Producción Departamento de control de calidad
Manual de procesos Fichas
Técnicas Indicadores Registros
Se deberá realizar un seguimiento continuo mediante registros y toma de tiempos diarios para determinar que el proceso esté cumpliendo con los tiempos y actividades establecidas.
Para la primera parte se determinó un tiempo de una semana, mismo que es
prudente para la socialización de los estándares y la aplicación de los
mismos, pues para que el personal pueda aplicarlos primero debe
familiarizarse con ellos. Además es el tiempo que la empresa puede brindar
para la capacitación del personal debido a las programaciones y
planificaciones de producción. Como herramientas se encuentran el manual
de procesos y las fichas técnicas por abarcar toda la información pertinente
para esta capacitación.
Para la segunda parte de la implementación se establecen dos semanas de
seguimiento, mismo que estará enfocado en la detección de fallas, de esta
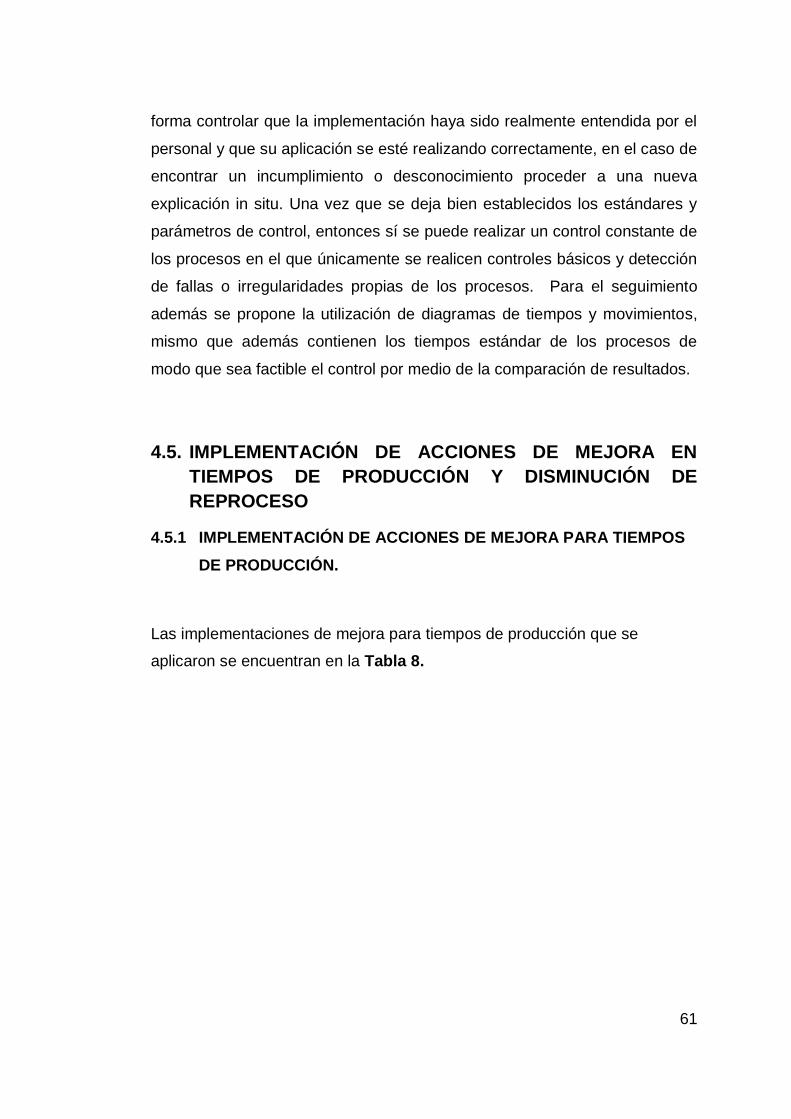
61
forma controlar que la implementación haya sido realmente entendida por el
personal y que su aplicación se esté realizando correctamente, en el caso de
encontrar un incumplimiento o desconocimiento proceder a una nueva
explicación in situ. Una vez que se deja bien establecidos los estándares y
parámetros de control, entonces sí se puede realizar un control constante de
los procesos en el que únicamente se realicen controles básicos y detección
de fallas o irregularidades propias de los procesos. Para el seguimiento
además se propone la utilización de diagramas de tiempos y movimientos,
mismo que además contienen los tiempos estándar de los procesos de
modo que sea factible el control por medio de la comparación de resultados.
4.5. IMPLEMENTACIÓN DE ACCIONES DE MEJORA EN
TIEMPOS DE PRODUCCIÓN Y DISMINUCIÓN DE
REPROCESO
4.5.1 IMPLEMENTACIÓN DE ACCIONES DE MEJORA PARA TIEMPOS
DE PRODUCCIÓN.
Las implementaciones de mejora para tiempos de producción que se
aplicaron se encuentran en la Tabla 8.
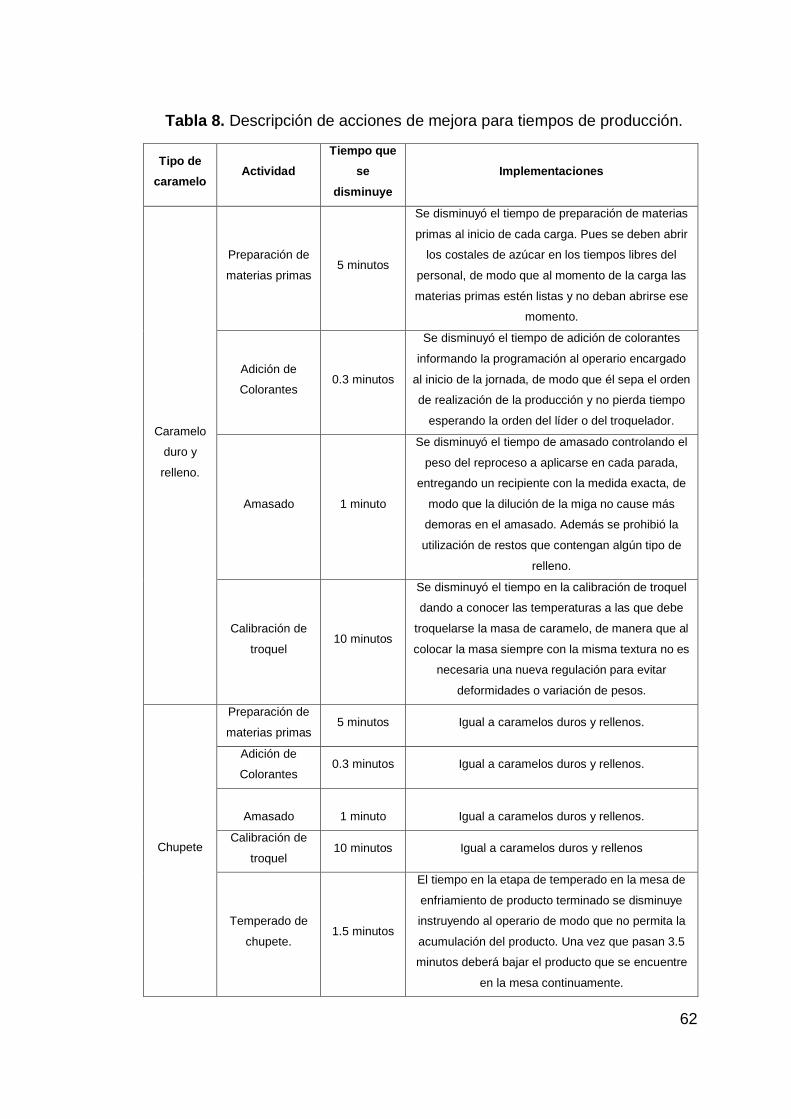
62
Tabla 8. Descripción de acciones de mejora para tiempos de producción.
Tipo de
caramelo Actividad
Tiempo que
se
disminuye
Implementaciones
Caramelo
duro y
relleno.
Preparación de
materias primas 5 minutos
Se disminuyó el tiempo de preparación de materias
primas al inicio de cada carga. Pues se deben abrir
los costales de azúcar en los tiempos libres del
personal, de modo que al momento de la carga las
materias primas estén listas y no deban abrirse ese
momento.
Adición de
Colorantes 0.3 minutos
Se disminuyó el tiempo de adición de colorantes
informando la programación al operario encargado
al inicio de la jornada, de modo que él sepa el orden
de realización de la producción y no pierda tiempo
esperando la orden del líder o del troquelador.
Amasado 1 minuto
Se disminuyó el tiempo de amasado controlando el
peso del reproceso a aplicarse en cada parada,
entregando un recipiente con la medida exacta, de
modo que la dilución de la miga no cause más
demoras en el amasado. Además se prohibió la
utilización de restos que contengan algún tipo de
relleno.
Calibración de
troquel 10 minutos
Se disminuyó el tiempo en la calibración de troquel
dando a conocer las temperaturas a las que debe
troquelarse la masa de caramelo, de manera que al
colocar la masa siempre con la misma textura no es
necesaria una nueva regulación para evitar
deformidades o variación de pesos.
Chupete
Preparación de
materias primas 5 minutos Igual a caramelos duros y rellenos.
Adición de
Colorantes 0.3 minutos Igual a caramelos duros y rellenos.
Amasado
1 minuto
Igual a caramelos duros y rellenos.
Calibración de
troquel 10 minutos Igual a caramelos duros y rellenos
Temperado de
chupete. 1.5 minutos
El tiempo en la etapa de temperado en la mesa de
enfriamiento de producto terminado se disminuye
instruyendo al operario de modo que no permita la
acumulación del producto. Una vez que pasan 3.5
minutos deberá bajar el producto que se encuentre
en la mesa continuamente.
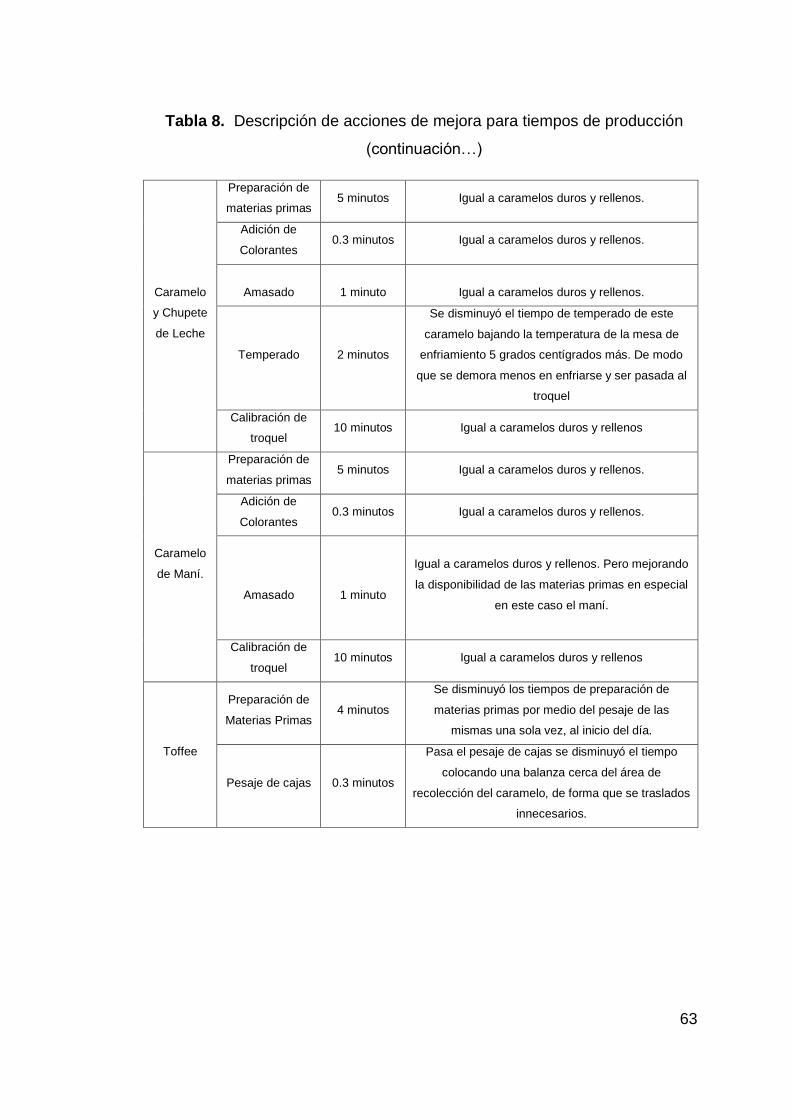
63
Tabla 8. Descripción de acciones de mejora para tiempos de producción
(continuación…)
Caramelo
y Chupete
de Leche
Preparación de
materias primas 5 minutos Igual a caramelos duros y rellenos.
Adición de
Colorantes 0.3 minutos Igual a caramelos duros y rellenos.
Amasado
1 minuto
Igual a caramelos duros y rellenos.
Temperado 2 minutos
Se disminuyó el tiempo de temperado de este
caramelo bajando la temperatura de la mesa de
enfriamiento 5 grados centígrados más. De modo
que se demora menos en enfriarse y ser pasada al
troquel
Calibración de
troquel 10 minutos Igual a caramelos duros y rellenos
Caramelo
de Maní.
Preparación de
materias primas 5 minutos Igual a caramelos duros y rellenos.
Adición de
Colorantes 0.3 minutos Igual a caramelos duros y rellenos.
Amasado
1 minuto
Igual a caramelos duros y rellenos. Pero mejorando
la disponibilidad de las materias primas en especial
en este caso el maní.
Calibración de
troquel 10 minutos Igual a caramelos duros y rellenos
Toffee
Preparación de
Materias Primas 4 minutos
Se disminuyó los tiempos de preparación de
materias primas por medio del pesaje de las
mismas una sola vez, al inicio del día.
Pesaje de cajas 0.3 minutos
Pasa el pesaje de cajas se disminuyó el tiempo
colocando una balanza cerca del área de
recolección del caramelo, de forma que se traslados
innecesarios.
64
4.5.2 RESULTADO SOBRE IMPLEMENTACIÓN DE ACCIONES PARA
LA DISMINUCIÓN DE TIEMPOS DE PRODUCCIÓN.
Se obtuvo disminución de tiempos estándar totales de producción, en todas
las líneas de elaboración de caramelos. Generando así un proceso más
eficiente. Pues se realiza el producto con los mismos recursos pero en
menor tiempo del establecido anteriormente. La disminución de tiempos
estándar se encuentra evidenciada en las Figuras 15, 17, 19, 21, 24, 25 y
27.
4.5.3 IMPLEMENTACION DE ACCIONES DE MEJORA PARA
DISMINUCIÓN DE REPROCESO.
A partir de la lluvia de ideas que se muestra a continuación en la Figura se
tomó dos de los productos generados en la lluvia de ideas en conjunto con el
departamento de investigación y desarrollo. Por su facilidad de aplicación y
disponibilidad de maquinaria existente en la empresa, misma que es
utilizada para otros productos de la compañía.
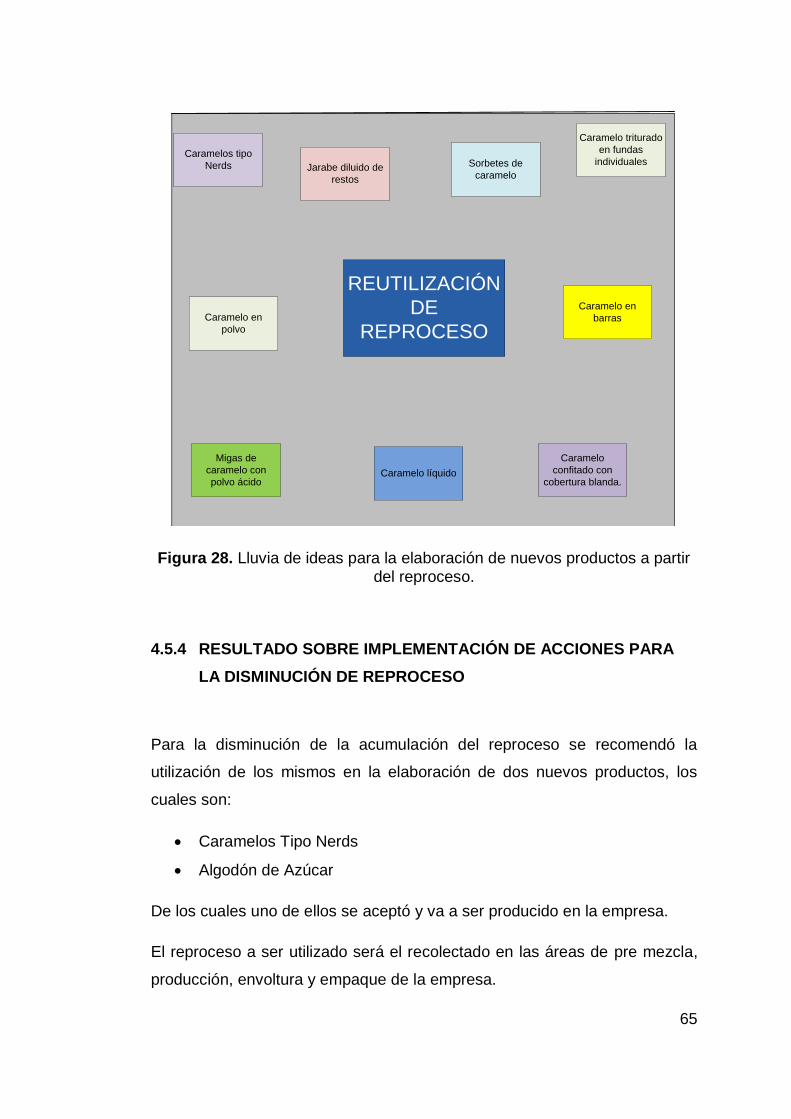
65
Figura 28. Lluvia de ideas para la elaboración de nuevos productos a partir del reproceso.
4.5.4 RESULTADO SOBRE IMPLEMENTACIÓN DE ACCIONES PARA
LA DISMINUCIÓN DE REPROCESO
Para la disminución de la acumulación del reproceso se recomendó la
utilización de los mismos en la elaboración de dos nuevos productos, los
cuales son:
Caramelos Tipo Nerds
Algodón de Azúcar
De los cuales uno de ellos se aceptó y va a ser producido en la empresa.
El reproceso a ser utilizado será el recolectado en las áreas de pre mezcla,
producción, envoltura y empaque de la empresa.
Caramelos tipo
Nerds Jarabe diluido de
restos
Sorbetes de
caramelo
Caramelo en
polvo
Caramelo líquido
Caramelo triturado
en fundas
individuales
REUTILIZACIÓN
DE
REPROCESO
Caramelo en
barras
Caramelo
confitado con
cobertura blanda.
Migas de
caramelo con
polvo ácido
64
5. CONCLUSIONES Y RECOMENDACIONES
66
5. CONCLUSIONES Y RECOMENDACIONES
5.1. CONCLUSIONES
La Industria de Caramelos Pérez Bermeo Icapeb Cia. Ltda. durante
su funcionamiento ha tenido crecimiento tanto en el mercado como
en la cantidad de productos que realizan, pero el crecimiento en
cuanto a la gestión no ha crecido en conjunto, por lo que la empresa
ha evidenciado una obtención de resultados poco efectivos.
Por medio de la metodología aplicada se alcanzaron resultados de
cada uno de los objetivos planteados, se pudo realizar el
levantamiento de información el cual fue de mucho apoyo para
determinar así la situación actual por la que la empresa se
encontraba y de esa manera identificar las posibles causas y
soluciones para los problemas más comunes que enfrentaban tanto
los procesos como los subprocesos basándose en un modelo de
gestión por procesos.
Además por medio de la guía del modelo de gestión por procesos se
pudo realizar la diagramación de los procesos tanto antiguos como
nuevos de manera que se pueda visualizar correctamente el modelo
de organización que maneja el área de fabricación, se estandarizo la
secuencia y los parámetros que cada una de las líneas debería
llevar.
Los diagramas de procesos son el soporte para detectar las
actividades innecesarias, tiempos muertos y los posibles problemas
que cada una de ellas podría representar.
67
Se pudo observar además que debido a la falta de estándares no se
tiene un cumplimiento total de la programación de producción en la
mayoría del tiempo así como la falta de control de los procesos, con
el enfoque de gestión por procesos se realizó una estandarización de
los procesos por medio de la elaboración de manuales de procesos,
fichas técnicas y registros para que los mismos puedan tener más
control y sean más efectivos y rentables para la organización.
La estandarización tiene el intuito de fortalecer el cumplimiento de los
objetivos empresariales, así como para evitar la pérdida de tiempos
muertos y acciones innecesarias de modo que se permita el
cumplimiento de la planificación evitando costos por horas extras.
La utilización de Diagramas de Pareto, así como los de causa-efecto,
fueron muy útiles para la identificación y priorización de problemas en
la empresa, así como para encontrar sus las posibles soluciones con
aplicación ordenada y priorizada.
Aunque los procesos de apoyo no sean palpables para el consumidor
final, se vio la necesidad e importancia de que estos sean
estandarizados y diagramados de modo que puedan ser controlados
también y sean de calidad, ya que contribuyen con gran valor
agregado a los procesos principales.
Los diagramas de flujo así como los diagramas de tiempos nos
permitieron observar que existen actividades importantes que no se
realizan constantemente como es la toma de pesos y evaluación de
los mismos por parte del departamento de calidad dentro del tiempo
de elaboración, además de no realizar análisis químicos básicos para
determinar el estado de los lotes antes de salir a su comercialización,
lo que podría afectar a la vida útil o de anaquel y así a el prestigio de
la organización.
68
También por medio del levantamiento de información se pudo
observar que los cambios de formato toman alrededor de dos horas
dependiendo la línea y que estos cambios se realizan en el día de
producción interrumpiendo la continuidad de la misma, ocasionando
el incumplimiento de la programación que se hizo para mejorarlos.
La eliminación de tiempos muertos y material de reproceso fue
satisfactoria ya que gracias a la aplicación de SMED se logró
disminuir los tiempos muertos de 2 a 15 minutos en cada línea de
producción, así como la optimización de restos en la elaboración de
un nuevo producto.
69
5.2. RECOMENDACIONES
Se recomiendo la asignación de responsabilidades de los operarios
de la línea de producción de los estándares que cada uno debe
manejar para garantizar la cantidad de reproceso evitando así la
perdida de los ismos.
Se sugiere elaborar un tablero o pizarra donde se encuentren los
estándares que la producción debe cumplir, y tomarlos en tiempos
prudenciales durante todo el día para que se muestre si se está
dando el cumplimiento así como para que se evidencien los
problemas cotidianos e ir dando posibles soluciones a los problemas
más repetitivos, de forma que a la larga estos sean disminuidos en su
concurrencia o eliminados incluso.
Comprometer al personal a través de capacitaciones para hacerlos
conocedores y expertos de sus procesos, así como parte de los
objetivos que la empresa busca.
Se recomienda también realizar la planificación de la producción en
base a un estudio de datos históricos tomando en cuenta también las
existencias de planta y bodega, así como la capacidad de reaccionar
ante un improvisto de la producción para no realizar horas extras que
ocasionen que el producto final tenga un alto costo y no sea rentable.
Usar el ciclo PDCA de manera permanente en el que se mantenga la
calidad e incluso se busquen posibilidades de mejora en cada una de
las partes del proceso, para de esta forma alcanzar los objetivos e ir
creciendo tanto en prestigio como económicamente.
La aplicación del PDCA marca un camino hacia la excelencia
empresarial y que aportará mayor control a las operaciones e incluso

70
podría permitir la renovación de la certificación de las normas ISO y
de Buenas prácticas de manufactura.
BIBLIOGRAFÍA
71
BIBLIOGRAFÍA
A.A.P.P.A. (2003). Introducción a la tecnología de alimentos. México:
Editorial Limusa.
Acuña, J. (20058). Mejoramiento de la calidad, un enfoque a los servicios.
Costa Rica: Tecnológica de Costa Rica.
Agudelo, L. F., & Escobar, J. B. (2010). Gestión por Procesos. Medellín:
INCOTEC.
Allen, M. (2012, agosto 15). El chocolate del mañana y sus desafíos.
swissinfo.ch.
Álvarez, S. G. (2014, 02 17). Previsiones 2014 de la economía ecuatoriana.
Retrieved 06 03, 14, from INCADECO Soporte en Emprendimientos:
http://www.incadeco.com/previsiones-2014-de-la-economia-
ecuatoriana/
Calaveras, J. (2004). Nuevo Tratado de Panificación y Bolleria. Madrid:
Mundi-Prensa.
Conesa, V. F. (1997). Auditorias Medioambientales Guía Metodológica 2da
Edición. Madrid: Mundi-Prensa.
El Hoy. (2005, Enero 01). El "dulce éxito" de los confites va de la mano de
Confiteca y de los "golosos". Retrieved Febrero 22, 2014, from Hoy
Online: http://www.hoy.com.ec/zhechos/2004/libro/tema23.htm
Fernández, M. A. (2003). El control, Fundamento para la Gestión por
procesos. Madrid: ESIC Editorial.
García, M. F. (2013). Dirección y gestión de la producción: Una aproximación
mediante la simulación. Barcelona: Marcombo S.A.
Gil, A., & López, R. (2010). Tratado de Nutrición, Composición y Calidad
Nutritiva de los alimentos. Madrid: Medica Panamericana.
72
Gómez, F. F., Vilar, B. J., & Tejero, M. M. (2003). Seis Sigma. Madrid:
Fundación Confemetal Editorial.
Guimón, J., de la Sota, E., &Sartorius, N. (2009). La gestión de las
Intervenciones Psiquiátricas. Bilbao: Universidad de Deusto.
Hoy, E. (2014, 02 05). Las restricciones bajan importaciones de 2014. El
Hoy.
Industria Alimenticia. (2014). Tendencias de Ingredientes en América Latina.
Industria Alimenticia, 11-23.
Lewis, L. (2003). Publicaciones Universo Económico. Retrieved 12 01, 2013,
from La gestión por procesos: un desafío gerencial:
http://www.consep.org.er/publicaciones/ue/ue66/desatgrcial.htm
Medina, A. (2012). Producción, procesos y operaciones: estrategia y
dirección estratégica. Gestiopolis.
Medina, G. A. (2005). Gestión por Procesos y Creación de Valor Público: Un
enfoque analítico. Santo Domingo: INTEC.
Mejía, B. G. (2006). Gerencia de procesos para la organización y el control
interno de empresas de salud. Bogotá: ECOE Ediciones.
Montaldo, A. (1984). Cultivo y mejoramiento de la papa. Costa Rica: IICA.
Moreira, D. M. (2009). Gestión por proceso y su aplicación en las
organizaciones de información. Un caso de estudio. Segunda parte.
Ciencias de la Información Vol40., 21 - 32.
Muñoz, A. M. (1999). La gestión de calidad total en la administración pública.
Madrid: Ediciones Días de Santos.
Ocampo, R. C., Ríos, L. A., Betancur, L. A., & Ocampo, D. M. (2008). Curso
práctico de química orgánica. Enfocado en Biología de alimentos.
Manizales: Editorial Universidad de Caldas.
73
Pérez, F. d. (2010). Gestión Por Procesos. Madrid: ESIC Editorial.
Pérez, R. J., Ruíz, C. J., & Parra, M. C. (2007). Uso del enfoque por
procesos en la actividad investigativa. Revista Chilena de Ingeniería
Vol15., 260 - 269.
ProChile. (2012). www.prochile.cl. Retrieved febrero 23, 2014, from
http://www.prochile.gob.cl/wp-
content/blogs.dir/1/files_mf/documento_05_02_12161210.pdf
Rey, F. S. (2003). Técnicas de resolución de problemas: criterios a seguir en
la producción y el mantenimiento. Madrid: FC Editorial.
Sánchez, P. d. (2003). Procesos de elaboración de alimentos y bebidas.
Madrid: Ediciones Mundi-Prensa.
Sangeeta, S., Banwet, D., &Karunes, S. (2004). Conceptuaizing total
qualitymanagment in higher education.TQM Magazine Vol 16, 2, 145.
Sangüesa, S. M., Dueñas, R. M., &Ilzarbe, I. L. (2006). Teoría y Práctica de
la Calidad. Madrid: Paraninfo.
Serra, J. A., &Bugueño, G. B. (2004). Gestión de calidad en las pymes
agroalimentarias. Valencia: Editorial de la UPV.
Servicio de Evaluación, P. y. (2011). Manual de Gestión de Procesos.
Calidad UPV, 3.
Varela, M., &Jácome, H. (2012). Elaboración de cacao y Subelaborados.
Boletin Mensual de Análisis Sectorial de MIPYMES, 13 - 15.
Vásquez, F. N., & Pérez Villa, P. E. (2007). Reflexiones para implementar un
sistema de Gestión de la calidad (ISO 9001: 2000) en cooperativas y
empresas de economía solidaria. Bogotá: Editorial Universidad
Cooperativa de Colombia.
Vergara, S. J., &Fontalvo, H. T. (2010). La gestión de la calidad en los
servicio ISO 9001:2008. España: EUMED.
74
Villar, J., Gómez, M., &Monzon, m. (2006). Gerencia de procesos para la
organización y el control interno de empresas de salud. Bogotá:
ECOE ediciones.
Zaratiegui, J. (1999). La Gestión por procesos: su papel e importancia en la
empresa. Economía Industrial, 81-88.
Zegler, J. (2005). What’s New With Candy Packaging. Candy Industry.
ANEXOS
75
ANEXO 1
Manual de Procesos para caramelos duros
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 1 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
1
1. CONTROL DEL DOCUMENTO
Versión Motivo Cambio ó Anulación Fecha de Actualización
2. OBJETIVO
Describir el proceso de elaboración de Caramelos y chupetes que se producen en
la Industria de Caramelos Pérez Bermeo – Icapeb –
3. ALCANCE
Este proceso involucra a todos los productos de la Industria de Caramelos Pérez
Bermeo – Icapeb – que se encuentren dentro de la clasificación de caramelos
duros (Simples o rellenos).
4. DEFINICIONES
4.1. Miga.- Cantidad de caramelo en forma de polvo generado como
producto de la actividad del troquelado y envoltura.
4.2. Restos.- Cantidad de producto separado de las actividades de troquelado
y como defectuoso de la selección de las etapas de recepción, envoltura y
empaque.
4.3. Azúcar invertido.- Solución compuesta por glucosa y fructosa, que fue
hidrolizada a partir de la sacarosa (Acuña, 2006)
4.4. Vacío.- Presión negativa de trabajo para extraer agua de la masa.
4.5. Glucosa.- Producto incoloro o ligeramente amarillo, obtenido a partir de
cualquier tipo de almidón comestible por sacarificación con ácidos y
eliminación de estos últimos. Su concentración mínima será de 45 ºBe
(Vicente, 1999)
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 2 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
2
4.6. Caramelos Duros.- Son productos elaborados a base de azúcares en
forma de almíbar, que adquieren una consistencia sólida y quebradiza al
enfriarse (INEN, 2012).
4.7. Caramelos Rellenos.- Son caramelos duros o blandos que contienen en
su interior ingredientes líquidos, sólidos o semisólidos de grado alimentario
(INEN, 2012).
5. DOCUMENTOS DE REFERENCIA
Reglamento de B.P.M. (Decreto3253) TITULO IV - Capítulo III -
Operaciones de Producción –
NTE INEN 2217 (20132) Productos de Confitería, caramelos, pastillas,
grageas, gomitas y turrones. Requisitos
6. RESPONSABLES
Jefatura de Planta
Supervisor de Producción
Operadores/as línea Cocinado
Operadores/as líneas de troquel
Recibidores/as
Ayudantes de producción
Operadores/as máquinas de envoltura
7. DIAGRAMA DE FLUJO
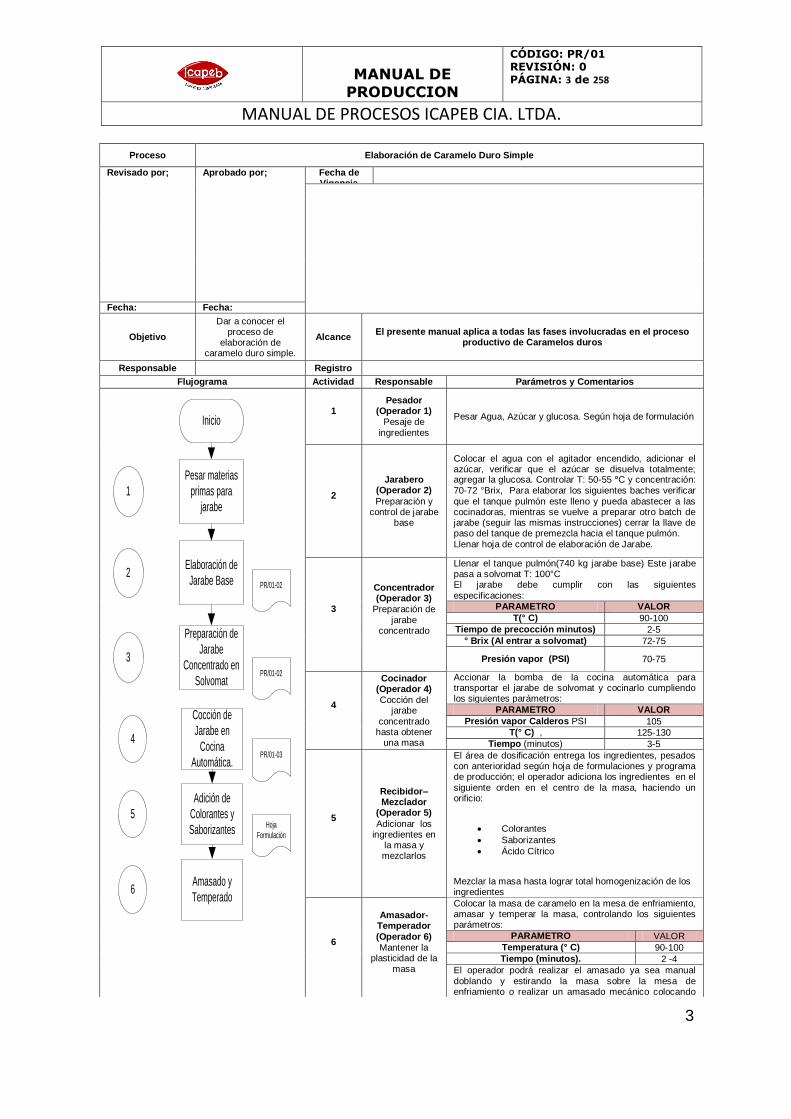
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 3 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
3
Proceso Elaboración de Caramelo Duro Simple
Revisado por; Aprobado por; Fecha de Vigencia
Fecha: Fecha:
Objetivo
Dar a conocer el proceso de
elaboración de caramelo duro simple.
Alcance El presente manual aplica a todas las fases involucradas en el proceso
productivo de Caramelos duros
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Cocción de
Jarabe en
Cocina
Automática.
Adición de
Colorantes y
Saborizantes
Amasado y
Temperado6
5
4
Inicio
Pesar materias
primas para
jarabe
Elaboración de
Jarabe Base
Preparación de
Jarabe
Concentrado en
Solvomat
PR/01-02
1
3
2
PR/01-03
Hoja
Formulación
PR/01-02
1
Pesador (Operador 1)
Pesaje de
ingredientes
Pesar Agua, Azúcar y glucosa. Según hoja de formulación
2
Jarabero (Operador 2)
Preparación y control de jarabe
base
Colocar el agua con el agitador encendido, adicionar el azúcar, verificar que el azúcar se disuelva totalmente; agregar la glucosa. Controlar T: 50-55 °C y concentración: 70-72 °Brix, Para elaborar los siguientes baches verificar que el tanque pulmón este lleno y pueda abastecer a las cocinadoras, mientras se vuelve a preparar otro batch de jarabe (seguir las mismas instrucciones) cerrar la llave de paso del tanque de premezcla hacia el tanque pulmón. Llenar hoja de control de elaboración de Jarabe.
3
Concentrador (Operador 3)
Preparación de jarabe
concentrado
Llenar el tanque pulmón(740 kg jarabe base) Este jarabe pasa a solvomat T: 100°C El jarabe debe cumplir con las siguientes especificaciones:
PARAMETRO VALOR
T(° C) 90-100
Tiempo de precocción minutos) 2-5
° Brix (Al entrar a solvomat) 72-75
Presión vapor (PSI) 70-75
4
Cocinador (Operador 4) Cocción del
jarabe concentrado
hasta obtener una masa
Accionar la bomba de la cocina automática para transportar el jarabe de solvomat y cocinarlo cumpliendo los siguientes parámetros:
PARAMETRO VALOR
Presión vapor Calderos PSI 105
T(° C) , 125-130
Tiempo (minutos) 3-5
5
Recibidor–Mezclador
(Operador 5)
Adicionar los ingredientes en
la masa y mezclarlos
El área de dosificación entrega los ingredientes, pesados con anterioridad según hoja de formulaciones y programa de producción; el operador adiciona los ingredientes en el siguiente orden en el centro de la masa, haciendo un orificio:
Colorantes
Saborizantes
Ácido Cítrico
Mezclar la masa hasta lograr total homogenización de los ingredientes
6
Amasador-Temperador (Operador 6) Mantener la
plasticidad de la masa
Colocar la masa de caramelo en la mesa de enfriamiento, amasar y temperar la masa, controlando los siguientes parámetros:
PARAMETRO VALOR
Temperatura (° C) 90-100
Tiempo (minutos). 2 -4
El operador podrá realizar el amasado ya sea manual
doblando y estirando la masa sobre la mesa de enfriamiento o realizar un amasado mecánico colocando
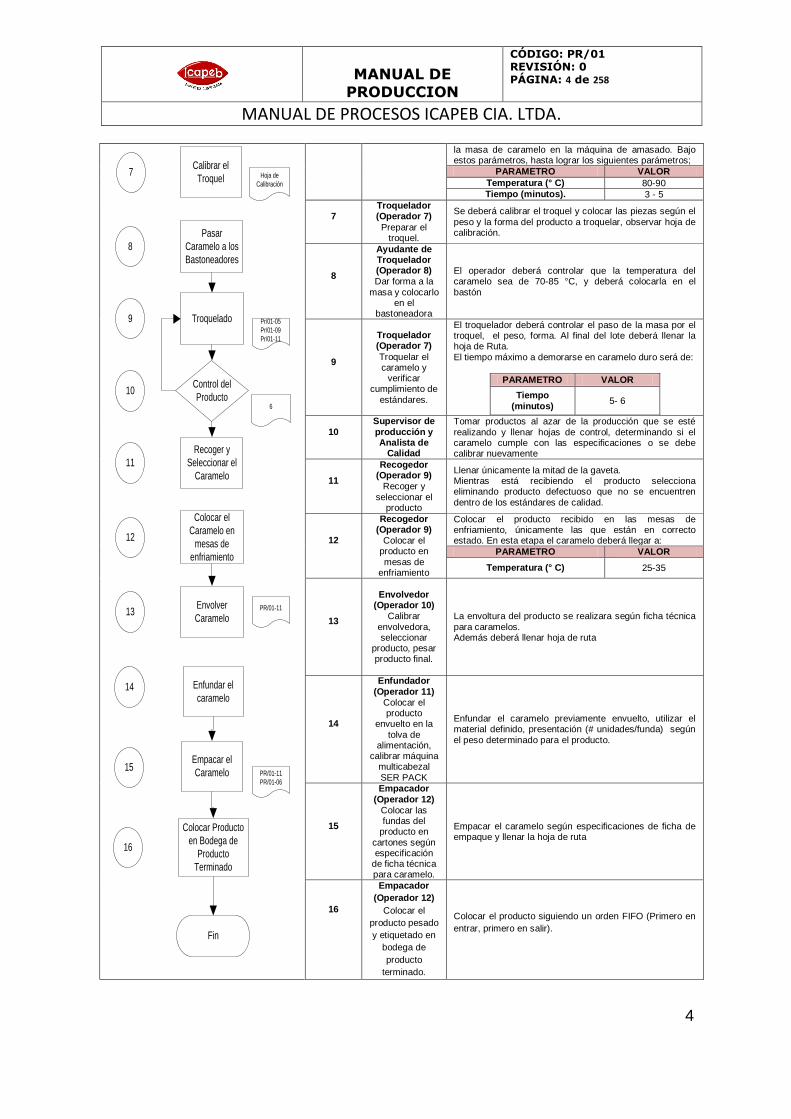
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 4 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
4
Pasar
Caramelo a los
Bastoneadores
Troquelado Pr/01-05
Pr/01-09
Pr/01-11
Control del
Producto6
Recoger y
Seleccionar el
Caramelo
Colocar el
Caramelo en
mesas de
enfriamiento
Envolver
CarameloPR/01-1113
12
11
10
9
8
Enfundar el
caramelo
Empacar el
Caramelo
Colocar Producto
en Bodega de
Producto
Terminado
14
16
15
Fin
Calibrar el
Troquel Hoja de
Calibración
7
PR/01-11
PR/01-06
la masa de caramelo en la máquina de amasado. Bajo estos parámetros, hasta lograr los siguientes parámetros;
PARAMETRO VALOR
Temperatura (° C) 80-90 Tiempo (minutos). 3 - 5
7
Troquelador (Operador 7)
Preparar el troquel.
Se deberá calibrar el troquel y colocar las piezas según el
peso y la forma del producto a troquelar, observar hoja de calibración.
8
Ayudante de Troquelador (Operador 8) Dar forma a la
masa y colocarlo en el
bastoneadora
El operador deberá controlar que la temperatura del caramelo sea de 70-85 °C, y deberá colocarla en el bastón
9
Troquelador (Operador 7)
Troquelar el caramelo y
verificar cumplimiento de
estándares.
El troquelador deberá controlar el paso de la masa por el troquel, el peso, forma. Al final del lote deberá llenar la hoja de Ruta. El tiempo máximo a demorarse en caramelo duro será de:
PARAMETRO VALOR
Tiempo
(minutos) 5- 6
10
Supervisor de producción y Analista de
Calidad
Tomar productos al azar de la producción que se esté realizando y llenar hojas de control, determinando si el caramelo cumple con las especificaciones o se debe calibrar nuevamente
11
Recogedor (Operador 9)
Recoger y seleccionar el
producto
Llenar únicamente la mitad de la gaveta. Mientras está recibiendo el producto selecciona eliminando producto defectuoso que no se encuentren dentro de los estándares de calidad.
12
Recogedor (Operador 9)
Colocar el producto en mesas de
enfriamiento
Colocar el producto recibido en las mesas de enfriamiento, únicamente las que están en correcto estado. En esta etapa el caramelo deberá llegar a:
PARAMETRO VALOR
Temperatura (° C) 25-35
13
Envolvedor
(Operador 10) Calibrar
envolvedora, seleccionar
producto, pesar producto final.
La envoltura del producto se realizara según ficha técnica para caramelos. Además deberá llenar hoja de ruta
14
Enfundador (Operador 11)
Colocar el producto
envuelto en la tolva de
alimentación, calibrar máquina
multicabezal
SER PACK
Enfundar el caramelo previamente envuelto, utilizar el material definido, presentación (# unidades/funda) según el peso determinado para el producto.
15
Empacador (Operador 12)
Colocar las fundas del
producto en cartones según especificación
de ficha técnica para caramelo.
Empacar el caramelo según especificaciones de ficha de empaque y llenar la hoja de ruta
16
Empacador
(Operador 12)
Colocar el
producto pesado
y etiquetado en
bodega de
producto
terminado.
Colocar el producto siguiendo un orden FIFO (Primero en
entrar, primero en salir).
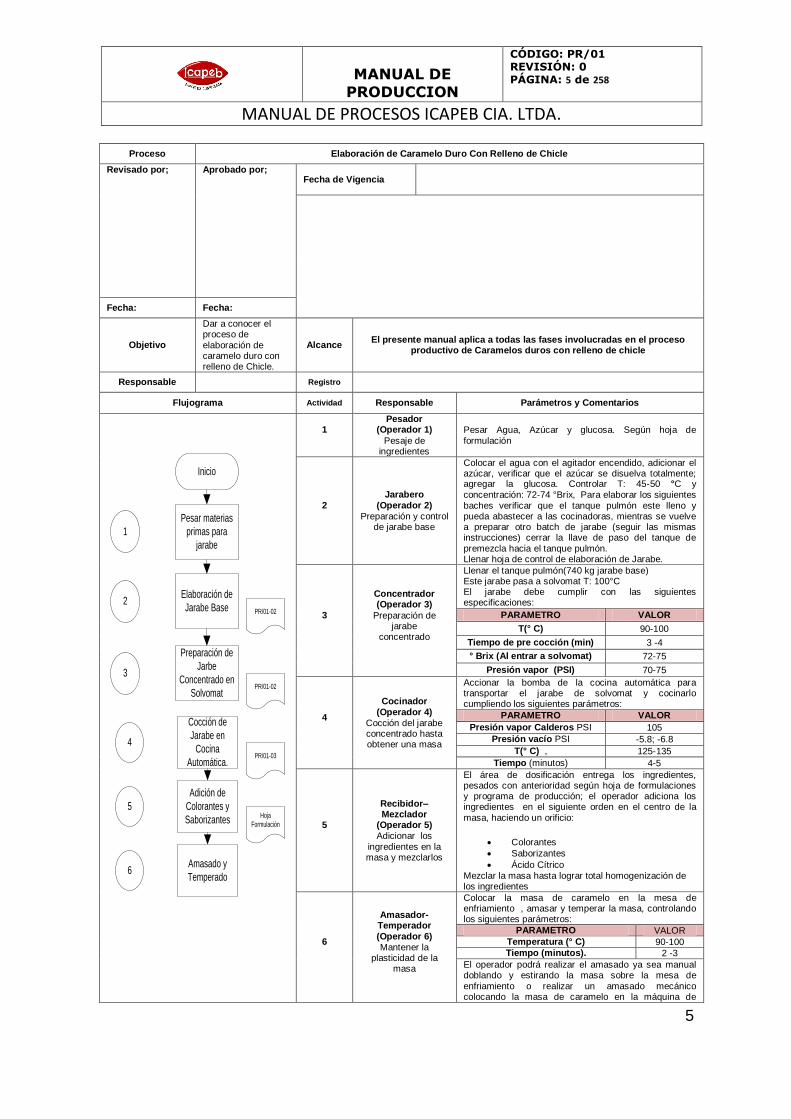
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 5 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
5
Proceso Elaboración de Caramelo Duro Con Relleno de Chicle
Revisado por; Aprobado por; Fecha de Vigencia
Fecha: Fecha:
Objetivo
Dar a conocer el proceso de elaboración de caramelo duro con relleno de Chicle.
Alcance El presente manual aplica a todas las fases involucradas en el proceso
productivo de Caramelos duros con relleno de chicle
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Cocción de
Jarabe en
Cocina
Automática.
Adición de
Colorantes y
Saborizantes
Amasado y
Temperado6
5
4
Inicio
Pesar materias
primas para
jarabe
Elaboración de
Jarabe Base
Preparación de
Jarbe
Concentrado en
Solvomat
PR/01-02
1
3
2
PR/01-03
Hoja
Formulación
PR/01-02
1
Pesador (Operador 1)
Pesaje de ingredientes
Pesar Agua, Azúcar y glucosa. Según hoja de
formulación
2
Jarabero (Operador 2)
Preparación y control de jarabe base
Colocar el agua con el agitador encendido, adicionar el azúcar, verificar que el azúcar se disuelva totalmente; agregar la glucosa. Controlar T: 45-50 °C y concentración: 72-74 °Brix, Para elaborar los siguientes baches verificar que el tanque pulmón este lleno y pueda abastecer a las cocinadoras, mientras se vuelve a preparar otro batch de jarabe (seguir las mismas instrucciones) cerrar la llave de paso del tanque de premezcla hacia el tanque pulmón. Llenar hoja de control de elaboración de Jarabe.
3
Concentrador (Operador 3)
Preparación de jarabe
concentrado
Llenar el tanque pulmón(740 kg jarabe base) Este jarabe pasa a solvomat T: 100°C El jarabe debe cumplir con las siguientes especificaciones:
PARAMETRO VALOR
T(° C) 90-100
Tiempo de pre cocción (min) 3 -4
° Brix (Al entrar a solvomat) 72-75
Presión vapor (PSI) 70-75
4
Cocinador (Operador 4)
Cocción del jarabe concentrado hasta obtener una masa
Accionar la bomba de la cocina automática para transportar el jarabe de solvomat y cocinarlo cumpliendo los siguientes parámetros:
PARAMETRO VALOR
Presión vapor Calderos PSI 105
Presión vacío PSI -5.8; -6.8
T(° C) , 125-135
Tiempo (minutos) 4-5
5
Recibidor–Mezclador
(Operador 5) Adicionar los
ingredientes en la masa y mezclarlos
El área de dosificación entrega los ingredientes, pesados con anterioridad según hoja de formulaciones y programa de producción; el operador adiciona los ingredientes en el siguiente orden en el centro de la
masa, haciendo un orificio:
Colorantes
Saborizantes
Ácido Cítrico Mezclar la masa hasta lograr total homogenización de los ingredientes
6
Amasador-Temperador (Operador 6) Mantener la
plasticidad de la masa
Colocar la masa de caramelo en la mesa de enfriamiento , amasar y temperar la masa, controlando los siguientes parámetros:
PARAMETRO VALOR
Temperatura (° C) 90-100 Tiempo (minutos). 2 -3
El operador podrá realizar el amasado ya sea manual doblando y estirando la masa sobre la mesa de enfriamiento o realizar un amasado mecánico colocando la masa de caramelo en la máquina de
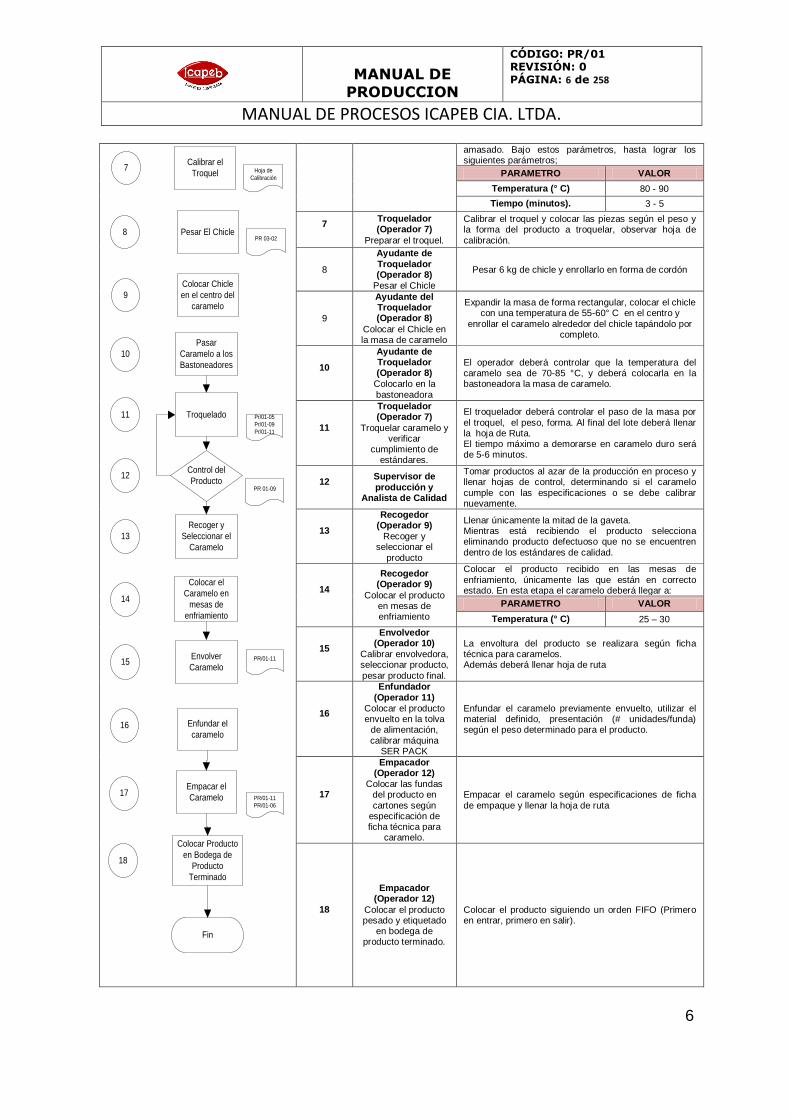
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 6 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
6
Pasar
Caramelo a los
Bastoneadores
Troquelado Pr/01-05
Pr/01-09
Pr/01-11
Control del
ProductoPR 01-09
Recoger y
Seleccionar el
Caramelo
Colocar el
Caramelo en
mesas de
enfriamiento
Envolver
CarameloPR/01-1115
14
13
12
11
10
Enfundar el
caramelo
Empacar el
Caramelo
Colocar Producto
en Bodega de
Producto
Terminado
16
18
17
Fin
Calibrar el
Troquel Hoja de
Calibración
7
PR/01-11
PR/01-06
Pesar El ChiclePR 03-02
8
Colocar Chicle
en el centro del
caramelo
9
amasado. Bajo estos parámetros, hasta lograr los siguientes parámetros;
PARAMETRO VALOR
Temperatura (° C) 80 - 90
Tiempo (minutos). 3 - 5
7
Troquelador (Operador 7)
Preparar el troquel.
Calibrar el troquel y colocar las piezas según el peso y la forma del producto a troquelar, observar hoja de calibración.
8
Ayudante de Troquelador (Operador 8)
Pesar el Chicle
Pesar 6 kg de chicle y enrollarlo en forma de cordón
9
Ayudante del Troquelador (Operador 8)
Colocar el Chicle en la masa de caramelo
Expandir la masa de forma rectangular, colocar el chicle con una temperatura de 55-60° C en el centro y
enrollar el caramelo alrededor del chicle tapándolo por completo.
10
Ayudante de Troquelador (Operador 8)
Colocarlo en la bastoneadora
El operador deberá controlar que la temperatura del caramelo sea de 70-85 °C, y deberá colocarla en la bastoneadora la masa de caramelo.
11
Troquelador (Operador 7)
Troquelar caramelo y verificar
cumplimiento de estándares.
El troquelador deberá controlar el paso de la masa por el troquel, el peso, forma. Al final del lote deberá llenar la hoja de Ruta. El tiempo máximo a demorarse en caramelo duro será de 5-6 minutos.
12
Supervisor de
producción y Analista de Calidad
Tomar productos al azar de la producción en proceso y llenar hojas de control, determinando si el caramelo cumple con las especificaciones o se debe calibrar nuevamente.
13
Recogedor (Operador 9)
Recoger y seleccionar el
producto
Llenar únicamente la mitad de la gaveta. Mientras está recibiendo el producto selecciona eliminando producto defectuoso que no se encuentren dentro de los estándares de calidad.
14
Recogedor (Operador 9)
Colocar el producto en mesas de enfriamiento
Colocar el producto recibido en las mesas de enfriamiento, únicamente las que están en correcto estado. En esta etapa el caramelo deberá llegar a:
PARAMETRO VALOR
Temperatura (° C) 25 – 30
15
Envolvedor (Operador 10)
Calibrar envolvedora, seleccionar producto,
pesar producto final.
La envoltura del producto se realizara según ficha técnica para caramelos. Además deberá llenar hoja de ruta
16
Enfundador (Operador 11)
Colocar el producto envuelto en la tolva
de alimentación, calibrar máquina
SER PACK
Enfundar el caramelo previamente envuelto, utilizar el material definido, presentación (# unidades/funda) según el peso determinado para el producto.
17
Empacador (Operador 12)
Colocar las fundas del producto en cartones según
especificación de ficha técnica para
caramelo.
Empacar el caramelo según especificaciones de ficha de empaque y llenar la hoja de ruta
18
Empacador (Operador 12)
Colocar el producto pesado y etiquetado
en bodega de producto terminado.
Colocar el producto siguiendo un orden FIFO (Primero en entrar, primero en salir).
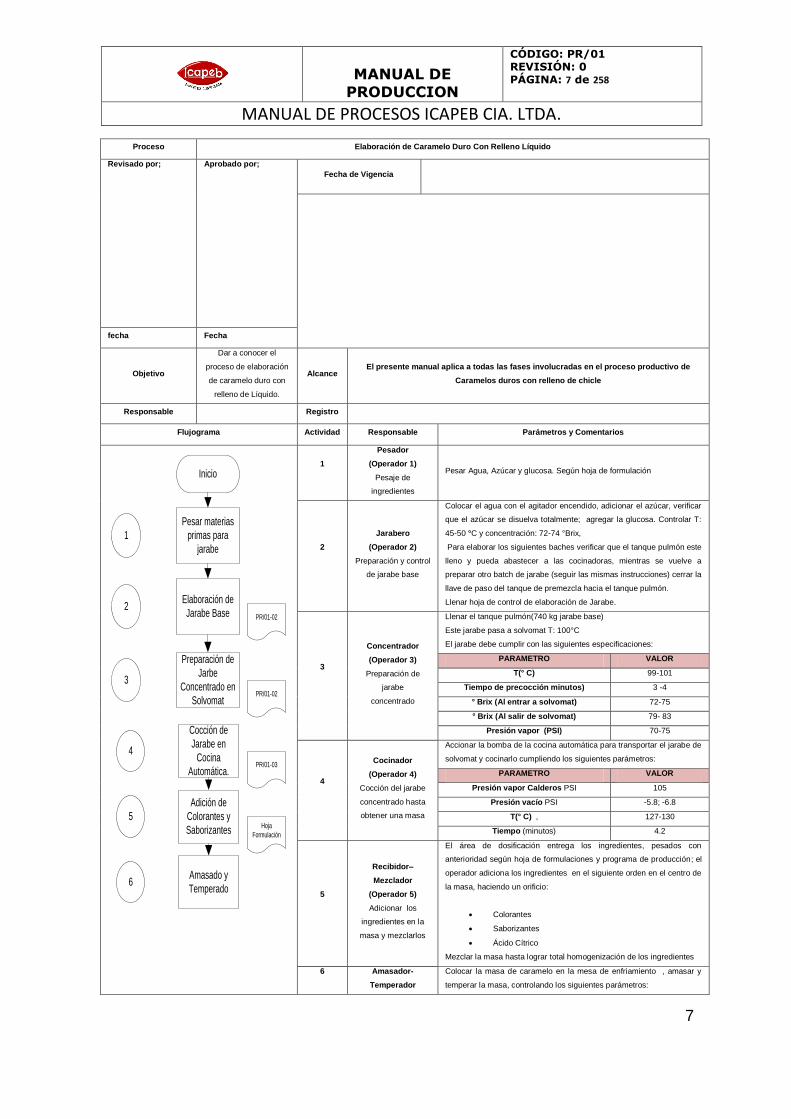
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 7 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
7
Proceso Elaboración de Caramelo Duro Con Relleno Líquido
Revisado por; Aprobado por;
Fecha de Vigencia
fecha Fecha
Objetivo
Dar a conocer el
proceso de elaboración
de caramelo duro con
relleno de Líquido.
Alcance El presente manual aplica a todas las fases involucradas en el proceso productivo de
Caramelos duros con relleno de chicle
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Cocción de
Jarabe en
Cocina
Automática.
Adición de
Colorantes y
Saborizantes
Amasado y
Temperado6
5
4
Inicio
Pesar materias
primas para
jarabe
Elaboración de
Jarabe Base
Preparación de
Jarbe
Concentrado en
Solvomat
PR/01-02
1
3
2
PR/01-03
Hoja
Formulación
PR/01-02
1
Pesador
(Operador 1)
Pesaje de
ingredientes
Pesar Agua, Azúcar y glucosa. Según hoja de formulación
2
Jarabero
(Operador 2)
Preparación y control
de jarabe base
Colocar el agua con el agitador encendido, adicionar el azúcar, verificar
que el azúcar se disuelva totalmente; agregar la glucosa. Controlar T:
45-50 °C y concentración: 72-74 °Brix,
Para elaborar los siguientes baches verificar que el tanque pulmón este
lleno y pueda abastecer a las cocinadoras, mientras se vuelve a
preparar otro batch de jarabe (seguir las mismas instrucciones) cerrar la
llave de paso del tanque de premezcla hacia el tanque pulmón.
Llenar hoja de control de elaboración de Jarabe.
3
Concentrador
(Operador 3)
Preparación de
jarabe
concentrado
Llenar el tanque pulmón(740 kg jarabe base)
Este jarabe pasa a solvomat T: 100°C
El jarabe debe cumplir con las siguientes especificaciones:
PARAMETRO VALOR
T(° C) 99-101
Tiempo de precocción minutos) 3 -4
° Brix (Al entrar a solvomat) 72-75
° Brix (Al salir de solvomat) 79- 83
Presión vapor (PSI) 70-75
4
Cocinador
(Operador 4)
Cocción del jarabe
concentrado hasta
obtener una masa
Accionar la bomba de la cocina automática para transportar el jarabe de
solvomat y cocinarlo cumpliendo los siguientes parámetros:
PARAMETRO VALOR
Presión vapor Calderos PSI 105
Presión vacío PSI -5.8; -6.8
T(° C) , 127-130
Tiempo (minutos) 4.2
5
Recibidor–
Mezclador
(Operador 5)
Adicionar los
ingredientes en la
masa y mezclarlos
El área de dosificación entrega los ingredientes, pesados con
anterioridad según hoja de formulaciones y programa de producción; el
operador adiciona los ingredientes en el siguiente orden en el centro de
la masa, haciendo un orificio:
Colorantes
Saborizantes
Ácido Cítrico
Mezclar la masa hasta lograr total homogenización de los ingredientes
6
Amasador-
Temperador
Colocar la masa de caramelo en la mesa de enfriamiento , amasar y
temperar la masa, controlando los siguientes parámetros:
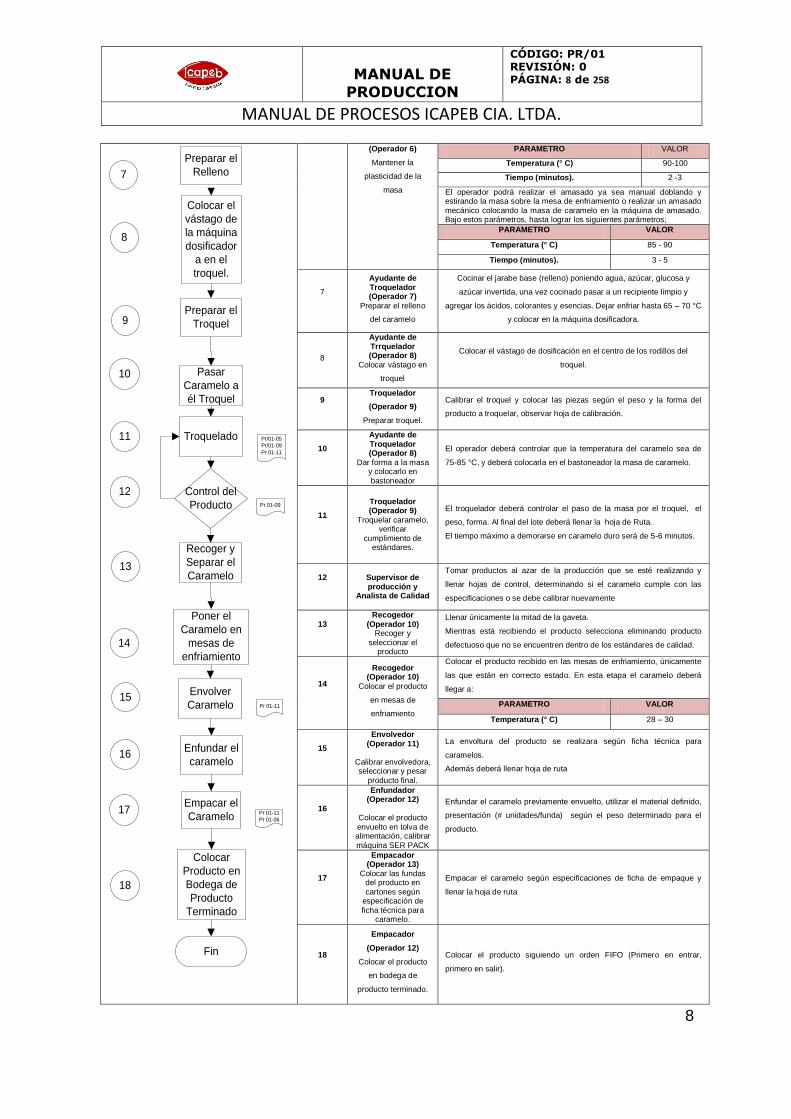
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 8 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
8
Pasar
Caramelo a
él Troquel
10
Preparar el
Relleno7
Colocar el
vástago de
la máquina
dosificador
a en el
troquel.
8
Troquelado Pr/01-05
Pr/01-09
Pr 01-11
Control del
Producto Pr 01-09
Recoger y
Separar el
Caramelo
Poner el
Caramelo en
mesas de
enfriamiento
Envolver
Caramelo15
14
13
12
11
Pr 01-11
Enfundar el
caramelo
Empacar el
Caramelo
Colocar
Producto en
Bodega de
Producto
Terminado
Pr 01-11
Pr 01-06
16
18
17
Fin
Preparar el
Troquel9
(Operador 6)
Mantener la
plasticidad de la
masa
PARAMETRO VALOR
Temperatura (° C) 90-100
Tiempo (minutos). 2 -3
El operador podrá realizar el amasado ya sea manual doblando y estirando la masa sobre la mesa de enfriamiento o realizar un amasado mecánico colocando la masa de caramelo en la máquina de amasado. Bajo estos parámetros, hasta lograr los siguientes parámetros;
PARAMETRO VALOR
Temperatura (° C) 85 - 90
Tiempo (minutos). 3 - 5
7
Ayudante de Troquelador (Operador 7)
Preparar el relleno
del caramelo
Cocinar el jarabe base (relleno) poniendo agua, azúcar, glucosa y
azúcar invertida, una vez cocinado pasar a un recipiente limpio y
agregar los ácidos, colorantes y esencias. Dejar enfriar hasta 65 – 70 °C
y colocar en la máquina dosificadora.
8
Ayudante de Trrquelador (Operador 8)
Colocar vástago en
troquel
Colocar el vástago de dosificación en el centro de los rodillos del
troquel.
9
Troquelador
(Operador 9)
Preparar troquel.
Calibrar el troquel y colocar las piezas según el peso y la forma del
producto a troquelar, observar hoja de calibración.
10
Ayudante de Troquelador (Operador 8)
Dar forma a la masa y colocarlo en bastoneador
El operador deberá controlar que la temperatura del caramelo sea de
75-85 °C, y deberá colocarla en el bastoneador la masa de caramelo.
11
Troquelador (Operador 9)
Troquelar caramelo, verificar
cumplimiento de estándares.
El troquelador deberá controlar el paso de la masa por el troquel, el
peso, forma. Al final del lote deberá llenar la hoja de Ruta.
El tiempo máximo a demorarse en caramelo duro será de 5-6 minutos.
12
Supervisor de producción y
Analista de Calidad
Tomar productos al azar de la producción que se esté realizando y
llenar hojas de control, determinando si el caramelo cumple con las
especificaciones o se debe calibrar nuevamente
13
Recogedor (Operador 10)
Recoger y seleccionar el
producto
Llenar únicamente la mitad de la gaveta.
Mientras está recibiendo el producto selecciona eliminando producto
defectuoso que no se encuentren dentro de los estándares de calidad.
14
Recogedor (Operador 10)
Colocar el producto
en mesas de
enfriamiento
Colocar el producto recibido en las mesas de enfriamiento, únicamente
las que están en correcto estado. En esta etapa el caramelo deberá
llegar a:
PARAMETRO VALOR
Temperatura (° C) 28 – 30
15
Envolvedor (Operador 11)
Calibrar envolvedora, seleccionar y pesar
producto final.
La envoltura del producto se realizara según ficha técnica para
caramelos.
Además deberá llenar hoja de ruta
16
Enfundador (Operador 12)
Colocar el producto envuelto en tolva de alimentación, calibrar máquina SER PACK
Enfundar el caramelo previamente envuelto, utilizar el material definido,
presentación (# unidades/funda) según el peso determinado para el
producto.
17
Empacador (Operador 13)
Colocar las fundas del producto en cartones según
especificación de ficha técnica para
caramelo.
Empacar el caramelo según especificaciones de ficha de empaque y
llenar la hoja de ruta
18
Empacador
(Operador 12)
Colocar el producto
en bodega de
producto terminado.
Colocar el producto siguiendo un orden FIFO (Primero en entrar,
primero en salir).
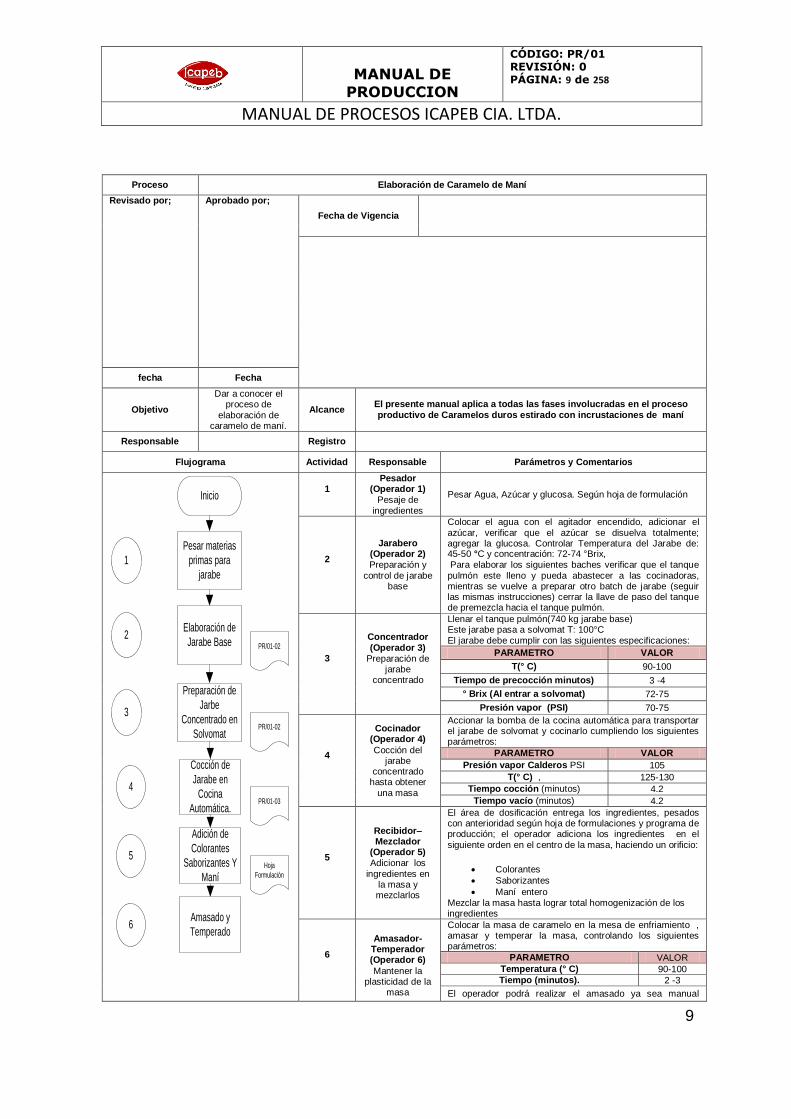
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 9 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
9
Proceso Elaboración de Caramelo de Maní
Revisado por; Aprobado por;
Fecha de Vigencia
fecha Fecha
Objetivo
Dar a conocer el proceso de
elaboración de caramelo de maní.
Alcance El presente manual aplica a todas las fases involucradas en el proceso productivo de Caramelos duros estirado con incrustaciones de maní
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Cocción de
Jarabe en
Cocina
Automática.
Adición de
Colorantes
Saborizantes Y
Maní
Amasado y
Temperado6
5
4
Inicio
Pesar materias
primas para
jarabe
Elaboración de
Jarabe Base
Preparación de
Jarbe
Concentrado en
Solvomat
PR/01-02
1
3
2
PR/01-03
Hoja
Formulación
PR/01-02
1
Pesador (Operador 1)
Pesaje de ingredientes
Pesar Agua, Azúcar y glucosa. Según hoja de formulación
2
Jarabero (Operador 2) Preparación y
control de jarabe base
Colocar el agua con el agitador encendido, adicionar el azúcar, verificar que el azúcar se disuelva totalmente; agregar la glucosa. Controlar Temperatura del Jarabe de: 45-50 °C y concentración: 72-74 °Brix, Para elaborar los siguientes baches verificar que el tanque pulmón este lleno y pueda abastecer a las cocinadoras, mientras se vuelve a preparar otro batch de jarabe (seguir las mismas instrucciones) cerrar la llave de paso del tanque de premezcla hacia el tanque pulmón.
3
Concentrador (Operador 3)
Preparación de jarabe
concentrado
Llenar el tanque pulmón(740 kg jarabe base) Este jarabe pasa a solvomat T: 100°C El jarabe debe cumplir con las siguientes especificaciones:
PARAMETRO VALOR
T(° C) 90-100
Tiempo de precocción minutos) 3 -4
° Brix (Al entrar a solvomat) 72-75
Presión vapor (PSI) 70-75
4
Cocinador (Operador 4)
Cocción del jarabe
concentrado hasta obtener
una masa
Accionar la bomba de la cocina automática para transportar el jarabe de solvomat y cocinarlo cumpliendo los siguientes parámetros:
PARAMETRO VALOR
Presión vapor Calderos PSI 105
T(° C) , 125-130
Tiempo cocción (minutos) 4.2
Tiempo vacío (minutos) 4.2
5
Recibidor–Mezclador
(Operador 5) Adicionar los
ingredientes en la masa y mezclarlos
El área de dosificación entrega los ingredientes, pesados con anterioridad según hoja de formulaciones y programa de producción; el operador adiciona los ingredientes en el siguiente orden en el centro de la masa, haciendo un orificio:
Colorantes
Saborizantes
Maní entero Mezclar la masa hasta lograr total homogenización de los ingredientes
6
Amasador-
Temperador (Operador 6)
Mantener la plasticidad de la
masa
Colocar la masa de caramelo en la mesa de enfriamiento , amasar y temperar la masa, controlando los siguientes parámetros:
PARAMETRO VALOR
Temperatura (° C) 90-100 Tiempo (minutos). 2 -3
El operador podrá realizar el amasado ya sea manual
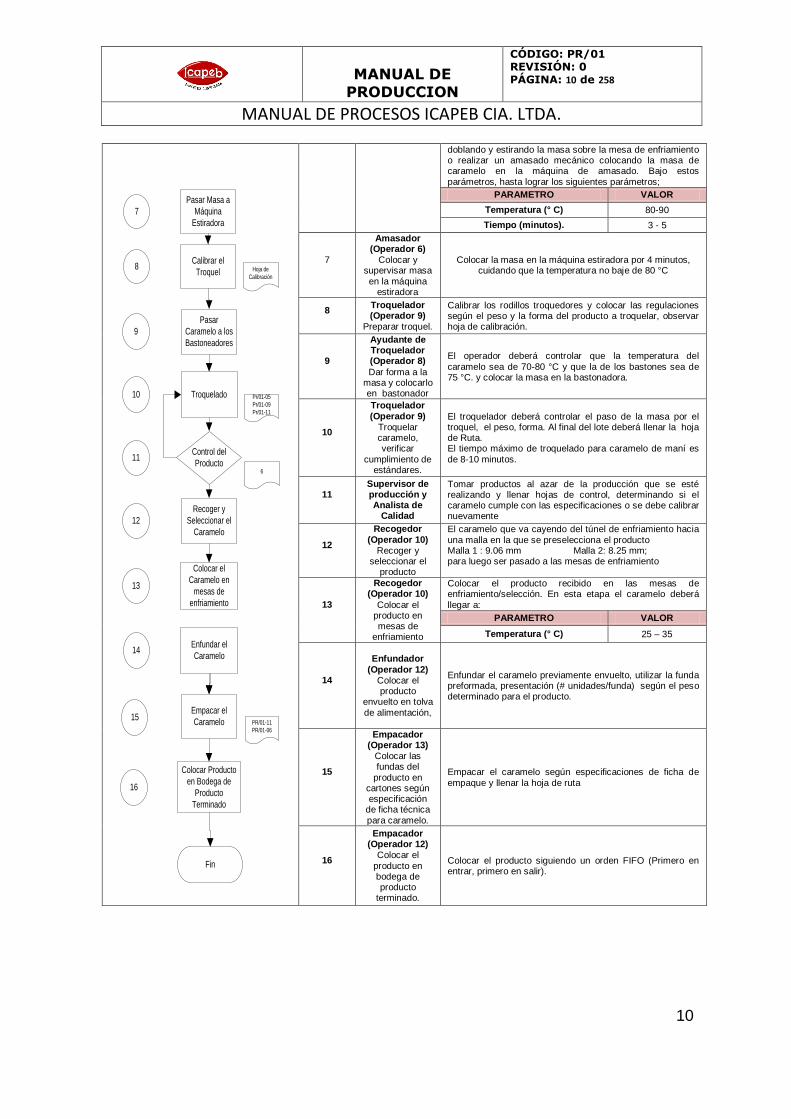
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 10 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
10
Pasar
Caramelo a los
Bastoneadores
Troquelado Pr/01-05
Pr/01-09
Pr/01-11
Control del
Producto6
Recoger y
Seleccionar el
Caramelo
Colocar el
Caramelo en
mesas de
enfriamiento
13
12
11
10
9
Empacar el
Caramelo
Colocar Producto
en Bodega de
Producto
Terminado
16
15
Fin
Calibrar el
Troquel Hoja de
Calibración
8
PR/01-11
PR/01-06
Pasar Masa a
Máquina
Estiradora
7
Enfundar el
Caramelo14
doblando y estirando la masa sobre la mesa de enfriamiento o realizar un amasado mecánico colocando la masa de caramelo en la máquina de amasado. Bajo estos
parámetros, hasta lograr los siguientes parámetros;
PARAMETRO VALOR
Temperatura (° C) 80-90
Tiempo (minutos). 3 - 5
7
Amasador (Operador 6)
Colocar y supervisar masa en la máquina
estiradora
Colocar la masa en la máquina estiradora por 4 minutos, cuidando que la temperatura no baje de 80 °C
8
Troquelador (Operador 9)
Preparar troquel.
Calibrar los rodillos troquedores y colocar las regulaciones según el peso y la forma del producto a troquelar, observar hoja de calibración.
9
Ayudante de Troquelador (Operador 8)
Dar forma a la masa y colocarlo en bastonador
El operador deberá controlar que la temperatura del
caramelo sea de 70-80 °C y que la de los bastones sea de 75 °C. y colocar la masa en la bastonadora.
10
Troquelador (Operador 9)
Troquelar caramelo, verificar
cumplimiento de estándares.
El troquelador deberá controlar el paso de la masa por el troquel, el peso, forma. Al final del lote deberá llenar la hoja de Ruta. El tiempo máximo de troquelado para caramelo de maní es de 8-10 minutos.
11
Supervisor de producción y Analista de
Calidad
Tomar productos al azar de la producción que se esté realizando y llenar hojas de control, determinando si el caramelo cumple con las especificaciones o se debe calibrar nuevamente
12
Recogedor (Operador 10)
Recoger y seleccionar el
producto
El caramelo que va cayendo del túnel de enfriamiento hacia una malla en la que se preselecciona el producto Malla 1 : 9.06 mm Malla 2: 8.25 mm; para luego ser pasado a las mesas de enfriamiento
13
Recogedor (Operador 10)
Colocar el producto en mesas de
enfriamiento
Colocar el producto recibido en las mesas de enfriamiento/selección. En esta etapa el caramelo deberá llegar a:
PARAMETRO VALOR
Temperatura (° C) 25 – 35
14
Enfundador
(Operador 12) Colocar el producto
envuelto en tolva de alimentación,
Enfundar el caramelo previamente envuelto, utilizar la funda preformada, presentación (# unidades/funda) según el peso determinado para el producto.
15
Empacador (Operador 13)
Colocar las fundas del
producto en cartones según especificación
de ficha técnica
para caramelo.
Empacar el caramelo según especificaciones de ficha de
empaque y llenar la hoja de ruta
16
Empacador (Operador 12)
Colocar el producto en bodega de producto
terminado.
Colocar el producto siguiendo un orden FIFO (Primero en entrar, primero en salir).

MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 11 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
11
8. PROCEDIMIENTO
8.1. Elaboración de Jarabe
8.2. Pre Cocción en Solvomat
8.3. Cocción en Cocina Automática (Otto Hansel 1704 – 0082)
8.4. Mezclado y Amasado
8.5. Troquelado
8.6. Recepción y Enfriado
8.7. Envoltura
8.8. Empaque
8.9. Manejo de restos y Migas
8.10. Control de Registros.
8.1. Elaboración de Jarabe
De acuerdo con el programa de producción se prepara diariamente los materiales;
los mismos que han sido previamente liberados por Aseguramiento de la Calidad.
El agua es colocada a temperatura ambiente en el tanque de premezcla con el
agitador encendido, una vez que el agua llegue a una temperatura de 50 ºC se
coloca el azúcar en la tolva de alimentación, la misma que está provista de una
malla para la retención de partículas extrañas mayores y grumos, la salida de esta
tolva da a la banda de ascenso de cangilones la cual por elevación transporta al
azúcar hasta el tanque de premezcla, una vez que se termina de alimentar el
azúcar y el jarabe llega a una temperatura de 50 ºC controlar que el azúcar se
disuelva totalmente (Método de control manual), verificado la total disolución del
azúcar se deja fluir el jarabe de glucosa precalentado a una temperatura entre 40-
45ºC. Todos estos ingredientes se mezclan para formar un jarabe sobresaturado
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 12 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
12
de azúcar con una temperatura de 50 ºC y con una concentración de 65 a 75 º
Brix.
Una vez que la preparación culmina, se puede abrir la llave de paso del tanque de
premezcla hacia el tanque pulmón. La correcta elaboración de este jarabe
asegurará que la formulación del jarabe siempre será la misma en cada una de
las paradas y por ende que el producto elaborado cumple con las
especificaciones de calidad.
Cantidad de materiales para 20 Paradas:
Agua 240 L
Azúcar 600 kg
Glucosa 300 kg
8.2. Concentración en Solvomat
Al inicio de la jornada se debe encender la bomba de succión del jarabe, dejar
llenar el tanque pulmón y controlar la temperatura la cual debe estar entre los 95-
105 °C, al llegar a dicha temperatura se debe abrir la llave de paso que conecta al
tanque pulmón con la olla de pre cocción, una vez lleno se cierra la llave de paso
y se deja cocinar de 3-4 minutos. Al finalizar la cocción el jarabe es depositado en
una marmita de estación. El jarabe debe tener de 80 – 81 º Brix.
A partir de aquí el proceso es repetitivo.

MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 13 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
13
Capacidad de carga de Tanque Pulmón
Jarabe 740 kg
Capacidad de carga de Marmita
Jarabe 100 kg
8.3. Cocción en Cocina Automática (Otto Hansel 1704 – 0082)
El operador debe accionar la bomba para transportar el jarabe pre-cocido desde
Solvomat hacia la cocina automática y cocina manual.
En la cocina automática se tienen parámetros de control importantes, como son:
Temperatura, presión de aire, Vapor de Calderos, Vacío y Tiempo, que el
operador debe controlar.
La concentración adecuada del jarabe pre-cocido permite un tiempo adecuado de
cocción ya que tiempos prolongados de cocción induce principalmente en la
generación de azúcar invertido y como consecuencia se obtiene un caramelo
frágil y corta vida útil. Por el contrario si se tienen tiempos y temperaturas muy
bajas hacen que las masas no salgan perfectamente cocidas provocando la
cristalización del azúcar por lo que tendría menor tiempo de vida útil. Las
variaciones en el contenido de sólidos producen efectos negativos sobre la masa.
Una vez terminada la preparación de la masa de caramelo el operador de cocción
será el encargado de llenar el formato Reporte de Producción Elaboración
(PR/01-03) en el que se reportan:
- Código de producto
- Nombre del producto
- Peso de masa
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 14 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
14
- Reproceso utilizado
- Número de masas cocinadas
- Restos generados
- Desperdicios
- Temperatura de cocina
- Detalles de improductividad
8.3.2 Adición de Salvage
La adición de salvage debe ser en caramelo entero, caramelo partido o en jarabe
predisuelto. Si se realiza con caramelo entero o partido debe el operador
asegurarse de que el porcentaje de salvage agregado se disuelva completamente
La cantidad debe ser aprobada por Aseguramiento de la Calidad:
Como caramelo entero : 5% del total del batch
Como caramelo partido : 8% del total del batch
Como jarabe predisuelto : 10% del total del batch
.
8.3.3. Preparación de jarabe Predisuelto (Restos y Migas)
El Caramelo o restos de éste que no pueden ser añadidos directamente como
caramelo partido o entero, debe ser sometido a dilución completa con agua, debe
ser concentrado y filtrado. (Ésta etapa del proceso aplica a caramelos húmedos,
caducados en buen estado, restos con materiales extraños considerables en
tamaño y cantidad)
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 15 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
15
Una vez reprocesado se coloca en el tanque de premezcla en la proporción
determinada anteriormente.
8.4. Mezclado y Amasado
En la etapa de mezclado, las masas de caramelo cocidas se extraen de la olla de
recepción y vacío sobre la mesa de amasado con una temperatura entre 90 - 100
ºC y se colocan en orden los siguientes ingredientes; colorantes, saborizantes y
ácido cítrico en el caso del caramelo de maní también se coloca el maní tostado y
molido, en el orden indicado con la finalidad de evitar la evaporación de
ingredientes volátiles (esencias) y la formación de azúcar invertido por efecto de
los ácidos. Se mezcla manualmente por aproximadamente 60 a 90 segundos o
hasta observar que la masa sea homogénea en color y textura. En esta parte del
proceso es posible agregar la cantidad permitida de salvage, la misma que más
adelante se detallara en el “ rocedimiento para recolección y tratamiento de
migas y restos de caramelos”
Una vez mezclados los ingredientes la masa debe pasar a una mesa doble fondo
con circulación de agua fría de 15 - 25 ºC. En donde por reposo se tempera y se
realiza un mezclado manual para mejorar la homogenización, el tiempo de reposo
aproximadamente dura de 3 a 5 minutos. La temperatura de la masa después de
este proceso debe bajar de 85 - 90º C y es ahí cuando debe ser colocada en el
bastonador.
El amasado es un proceso en el que el operador dobla manualmente y estira la
masa, o mecánicamente colocando la masa de caramelo en la máquina
amasadora permitiendo una correcta homogenización antes de pasar al troquel.
8.5. Troquelado
(360 kg./h)
Si la masa reúne las características tales como: consistencia y temperatura debe
ser colocada sobre los bastones de la máquina bastonadora, la que comprende 4
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 16 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
16
rodillos bastonadores los cuales interactúan su rotación de izquierda a derecha
(cada 12 segundos líneas 3 y 4, y cada 6 segundos línea 2). Antes de llegar al
troquel pasan por una serie de rodillos egalizadores que determinan el grosor del
cordón de caramelo, estos discos definen la característica del cordón que
posteriormente determina el peso del caramelo cuando es troquelado.
8.5.1. Troquelado Maní
El caramelo de maní es producido en la Línea 4, la masa de caramelo debe ser
colocada sobre los bastones de la bastonadora, la misma que comprende de 4
rodillos bastonadores los cuales interactúan su rotación de izquierda a derecha
cada 12 segundos, para luego pasar por un rodillo laminador el cual tiene una
palanca de accionamiento y después por un rodillo troquelador, el mismo que le
dará la forma deseada. Finalmente pasa por un túnel de enfriamiento y un tambor
rotatorio en el que se enfriaran y separan los caramelos.
El caramelo de maní así como los restos generados deben ser manejados
cuidadosamente evitando cualquier contacto con el resto de productos ya que
están considerados dentro de los alimentos como alergénicos. Los restos deberán
separarse y colocarse en áreas explícitas para este tipo de productos.
8.5.2. Caramelo Relleno
El procedimiento para la elaboración del caramelo relleno es el mismo a
excepción de la etapa de armado y troquelado, como es el caso del caramelo con
chicle. En el cual se estira la masa de caramelo, y se coloca el chicle de 35 - 45 °
C en el centro, se enrolla y se coloca en el bastonador. En el caso del caramelo
con relleno líquido, se realiza la preparación del relleno a la par de la masa de
caramelo, este relleno es un líquido viscoso con una concentración de sólidos
aproximada de 82 °Brix.
La base del jarabe es preparada en la cocinadora JUSTUS TEEGARTHEN
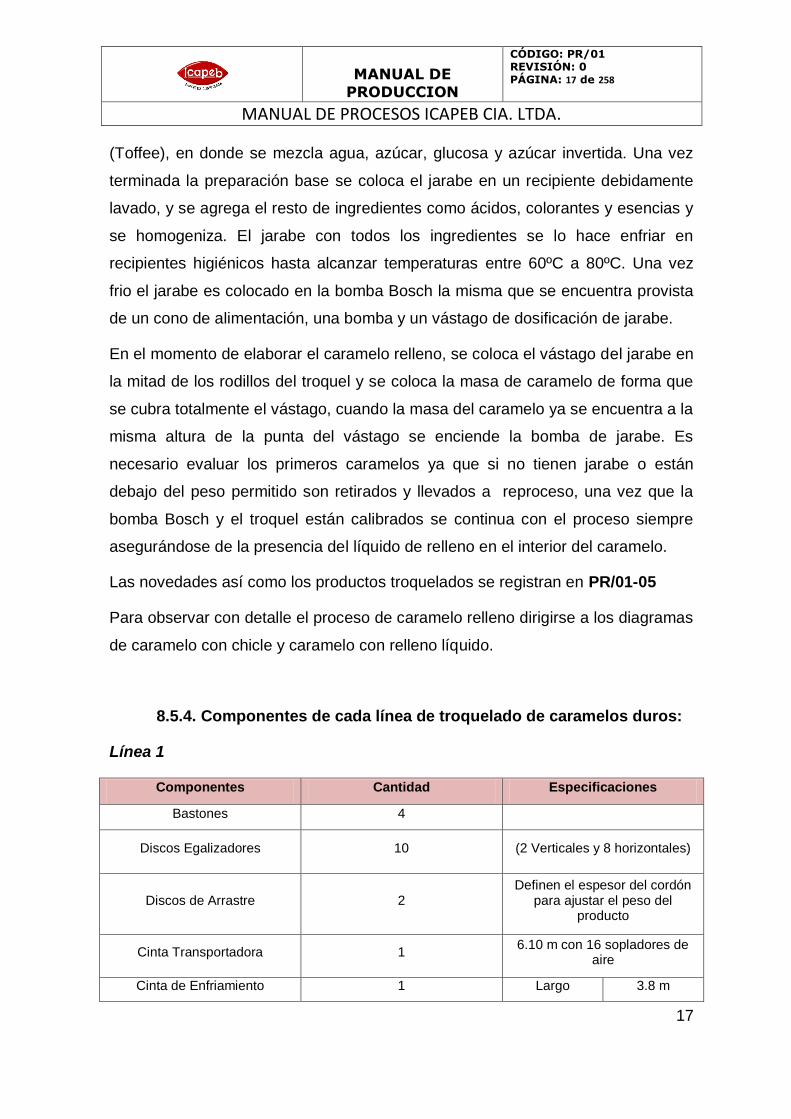
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 17 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
17
(Toffee), en donde se mezcla agua, azúcar, glucosa y azúcar invertida. Una vez
terminada la preparación base se coloca el jarabe en un recipiente debidamente
lavado, y se agrega el resto de ingredientes como ácidos, colorantes y esencias y
se homogeniza. El jarabe con todos los ingredientes se lo hace enfriar en
recipientes higiénicos hasta alcanzar temperaturas entre 60ºC a 80ºC. Una vez
frio el jarabe es colocado en la bomba Bosch la misma que se encuentra provista
de un cono de alimentación, una bomba y un vástago de dosificación de jarabe.
En el momento de elaborar el caramelo relleno, se coloca el vástago del jarabe en
la mitad de los rodillos del troquel y se coloca la masa de caramelo de forma que
se cubra totalmente el vástago, cuando la masa del caramelo ya se encuentra a la
misma altura de la punta del vástago se enciende la bomba de jarabe. Es
necesario evaluar los primeros caramelos ya que si no tienen jarabe o están
debajo del peso permitido son retirados y llevados a reproceso, una vez que la
bomba Bosch y el troquel están calibrados se continua con el proceso siempre
asegurándose de la presencia del líquido de relleno en el interior del caramelo.
Las novedades así como los productos troquelados se registran en PR/01-05
Para observar con detalle el proceso de caramelo relleno dirigirse a los diagramas
de caramelo con chicle y caramelo con relleno líquido.
8.5.4. Componentes de cada línea de troquelado de caramelos duros:
Línea 1
Componentes Cantidad Especificaciones
Bastones 4
Discos Egalizadores 10 (2 Verticales y 8 horizontales)
Discos de Arrastre 2 Definen el espesor del cordón
para ajustar el peso del producto
Cinta Transportadora 1 6.10 m con 16 sopladores de
aire
Cinta de Enfriamiento 1 Largo 3.8 m
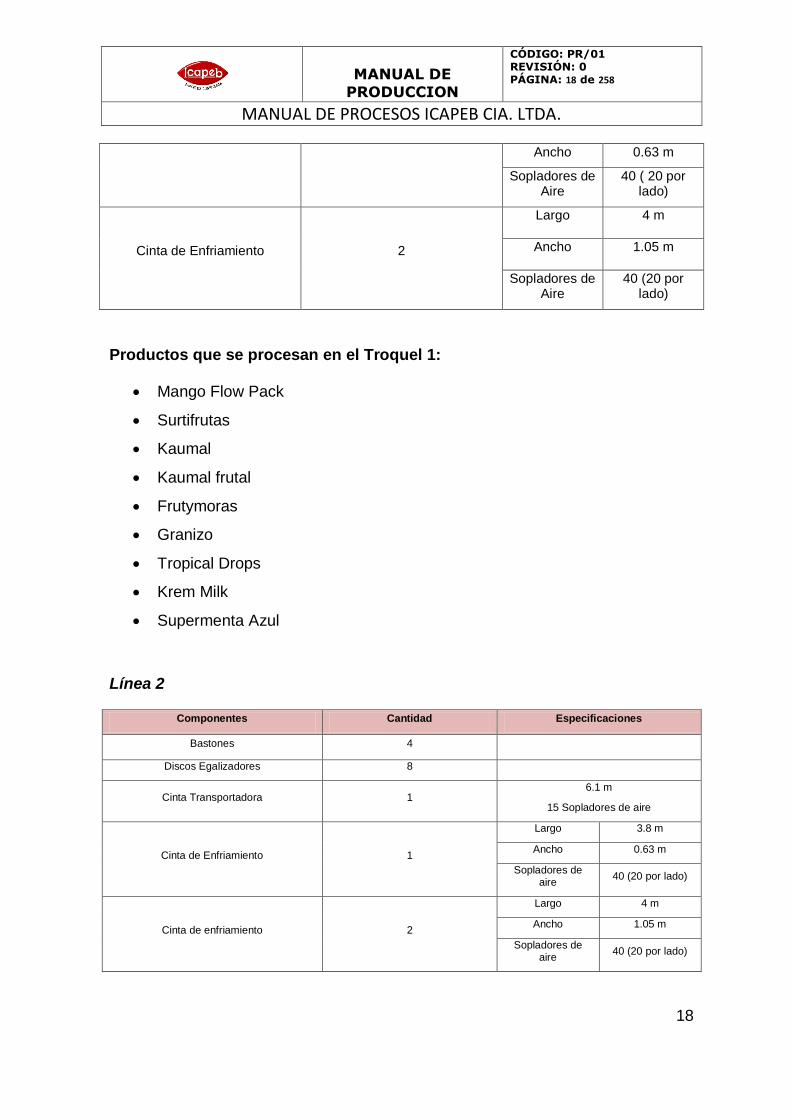
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 18 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
18
Ancho 0.63 m
Sopladores de Aire
40 ( 20 por lado)
Cinta de Enfriamiento 2
Largo 4 m
Ancho 1.05 m
Sopladores de Aire
40 (20 por lado)
Productos que se procesan en el Troquel 1:
Mango Flow Pack
Surtifrutas
Kaumal
Kaumal frutal
Frutymoras
Granizo
Tropical Drops
Krem Milk
Supermenta Azul
Línea 2
Componentes Cantidad Especificaciones
Bastones 4
Discos Egalizadores 8
Cinta Transportadora 1 6.1 m
15 Sopladores de aire
Cinta de Enfriamiento 1
Largo 3.8 m
Ancho 0.63 m
Sopladores de aire
40 (20 por lado)
Cinta de enfriamiento 2
Largo 4 m
Ancho 1.05 m
Sopladores de aire
40 (20 por lado)
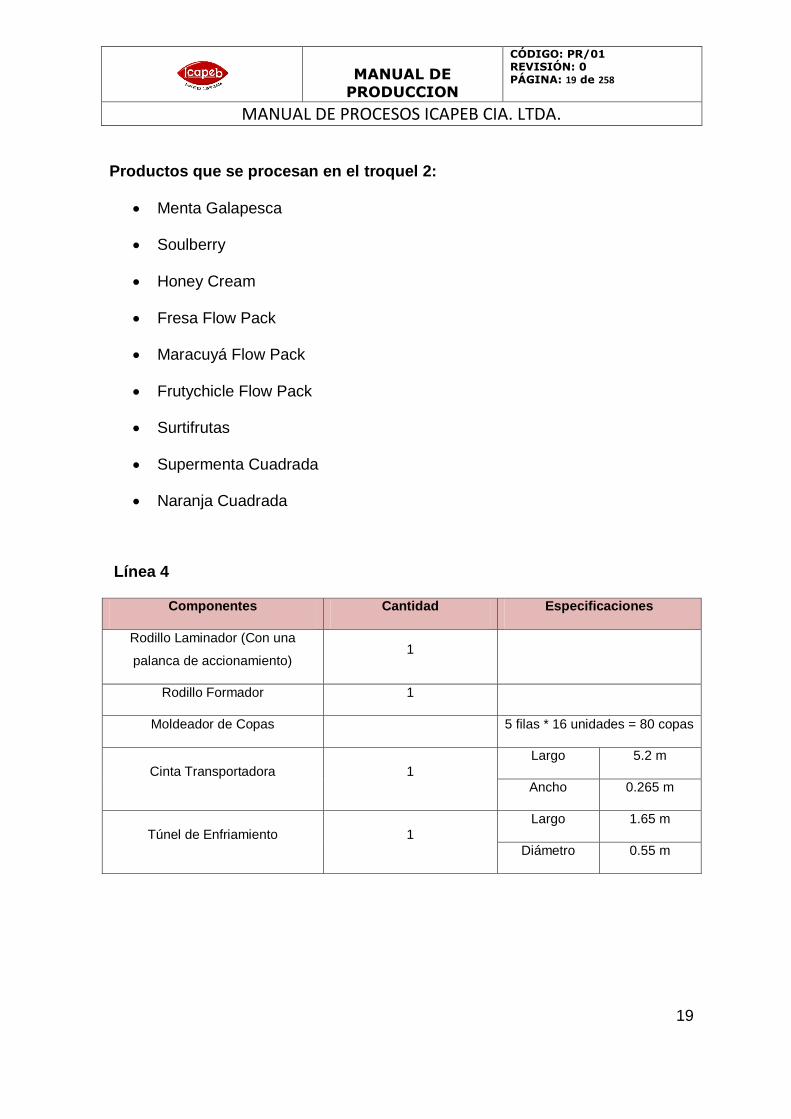
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 19 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
19
Productos que se procesan en el troquel 2:
Menta Galapesca
Soulberry
Honey Cream
Fresa Flow Pack
Maracuyá Flow Pack
Frutychicle Flow Pack
Surtifrutas
Supermenta Cuadrada
Naranja Cuadrada
Línea 4
Componentes Cantidad Especificaciones
Rodillo Laminador (Con una
palanca de accionamiento) 1
Rodillo Formador 1
Moldeador de Copas 5 filas * 16 unidades = 80 copas
Cinta Transportadora 1
Largo 5.2 m
Ancho 0.265 m
Túnel de Enfriamiento 1
Largo 1.65 m
Diámetro 0.55 m
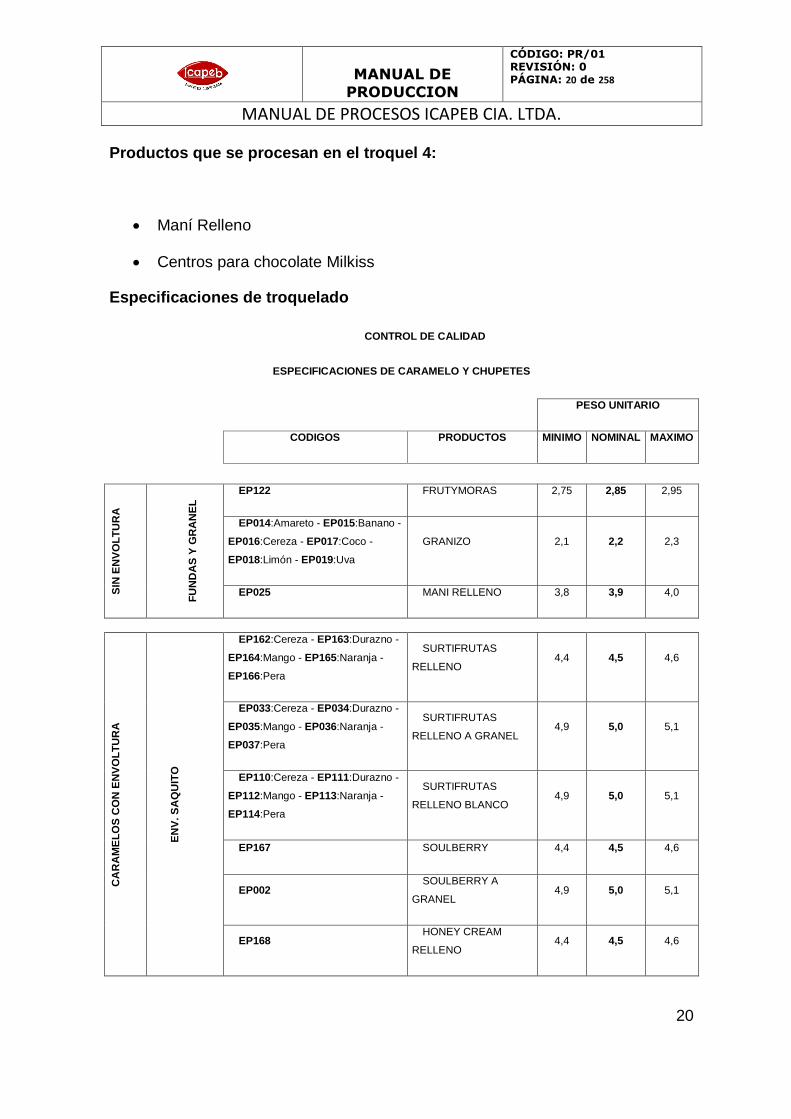
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 20 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
20
Productos que se procesan en el troquel 4:
Maní Relleno
Centros para chocolate Milkiss
Especificaciones de troquelado
CONTROL DE CALIDAD
ESPECIFICACIONES DE CARAMELO Y CHUPETES
PESO UNITARIO
CODIGOS PRODUCTOS MINIMO NOMINAL MAXIMO
SIN
EN
VO
LT
UR
A
FU
ND
AS
Y G
RA
NE
L
EP122 FRUTYMORAS 2,75 2,85 2,95
EP014:Amareto - EP015:Banano -
EP016:Cereza - EP017:Coco -
EP018:Limón - EP019:Uva
GRANIZO 2,1 2,2 2,3
EP025 MANI RELLENO 3,8 3,9 4,0
CA
RA
ME
LO
S C
ON
EN
VO
LT
UR
A
EN
V. S
AQ
UIT
O
EP162:Cereza - EP163:Durazno -
EP164:Mango - EP165:Naranja -
EP166:Pera
SURTIFRUTAS
RELLENO 4,4 4,5 4,6
EP033:Cereza - EP034:Durazno -
EP035:Mango - EP036:Naranja -
EP037:Pera
SURTIFRUTAS
RELLENO A GRANEL 4,9 5,0 5,1
EP110:Cereza - EP111:Durazno -
EP112:Mango - EP113:Naranja -
EP114:Pera
SURTIFRUTAS
RELLENO BLANCO 4,9 5,0 5,1
EP167 SOULBERRY 4,4 4,5 4,6
EP002 SOULBERRY A
GRANEL 4,9 5,0 5,1
EP168 HONEY CREAM
RELLENO 4,4 4,5 4,6
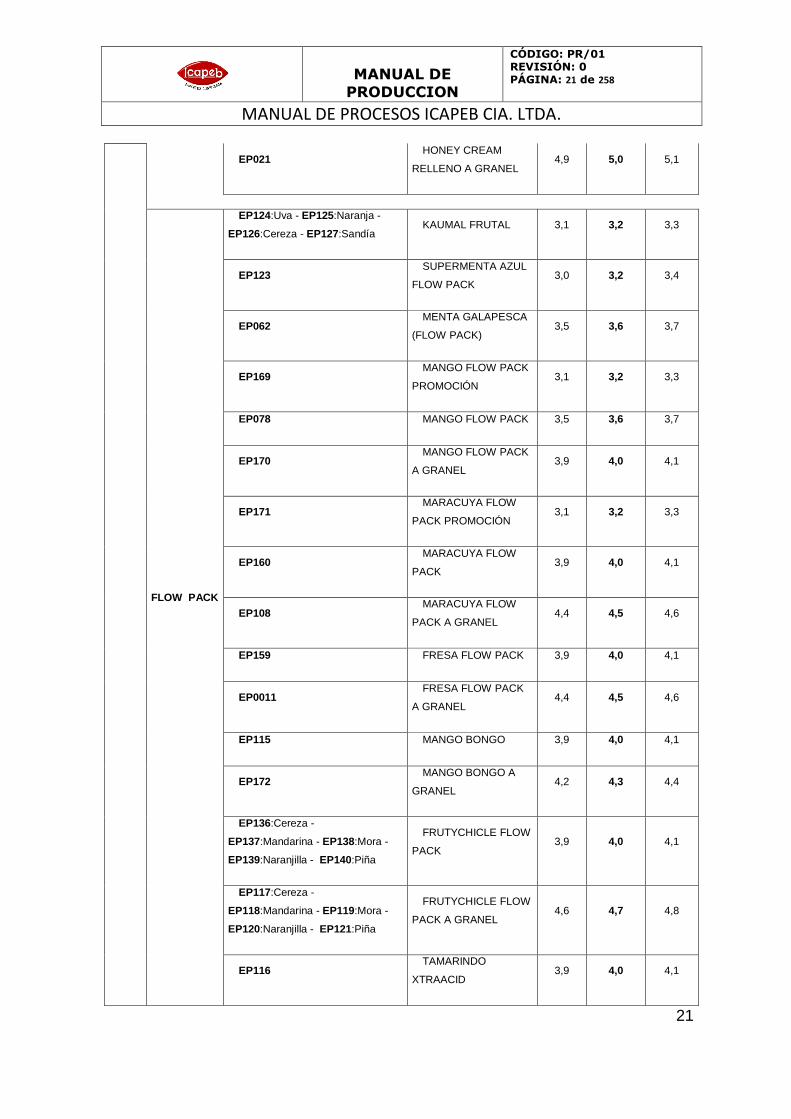
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 21 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
21
EP021 HONEY CREAM
RELLENO A GRANEL 4,9 5,0 5,1
FLOW PACK
EP124:Uva - EP125:Naranja -
EP126:Cereza - EP127:Sandía KAUMAL FRUTAL 3,1 3,2 3,3
EP123 SUPERMENTA AZUL
FLOW PACK 3,0 3,2 3,4
EP062 MENTA GALAPESCA
(FLOW PACK) 3,5 3,6 3,7
EP169 MANGO FLOW PACK
PROMOCIÓN 3,1 3,2 3,3
EP078 MANGO FLOW PACK 3,5 3,6 3,7
EP170 MANGO FLOW PACK
A GRANEL 3,9 4,0 4,1
EP171 MARACUYA FLOW
PACK PROMOCIÓN 3,1 3,2 3,3
EP160 MARACUYA FLOW
PACK 3,9 4,0 4,1
EP108 MARACUYA FLOW
PACK A GRANEL 4,4 4,5 4,6
EP159 FRESA FLOW PACK 3,9 4,0 4,1
EP0011 FRESA FLOW PACK
A GRANEL 4,4 4,5 4,6
EP115 MANGO BONGO 3,9 4,0 4,1
EP172 MANGO BONGO A
GRANEL 4,2 4,3 4,4
EP136:Cereza -
EP137:Mandarina - EP138:Mora -
EP139:Naranjilla - EP140:Piña
FRUTYCHICLE FLOW
PACK 3,9 4,0 4,1
EP117:Cereza -
EP118:Mandarina - EP119:Mora -
EP120:Naranjilla - EP121:Piña
FRUTYCHICLE FLOW
PACK A GRANEL 4,6 4,7 4,8
EP116 TAMARINDO
XTRAACID 3,9 4,0 4,1
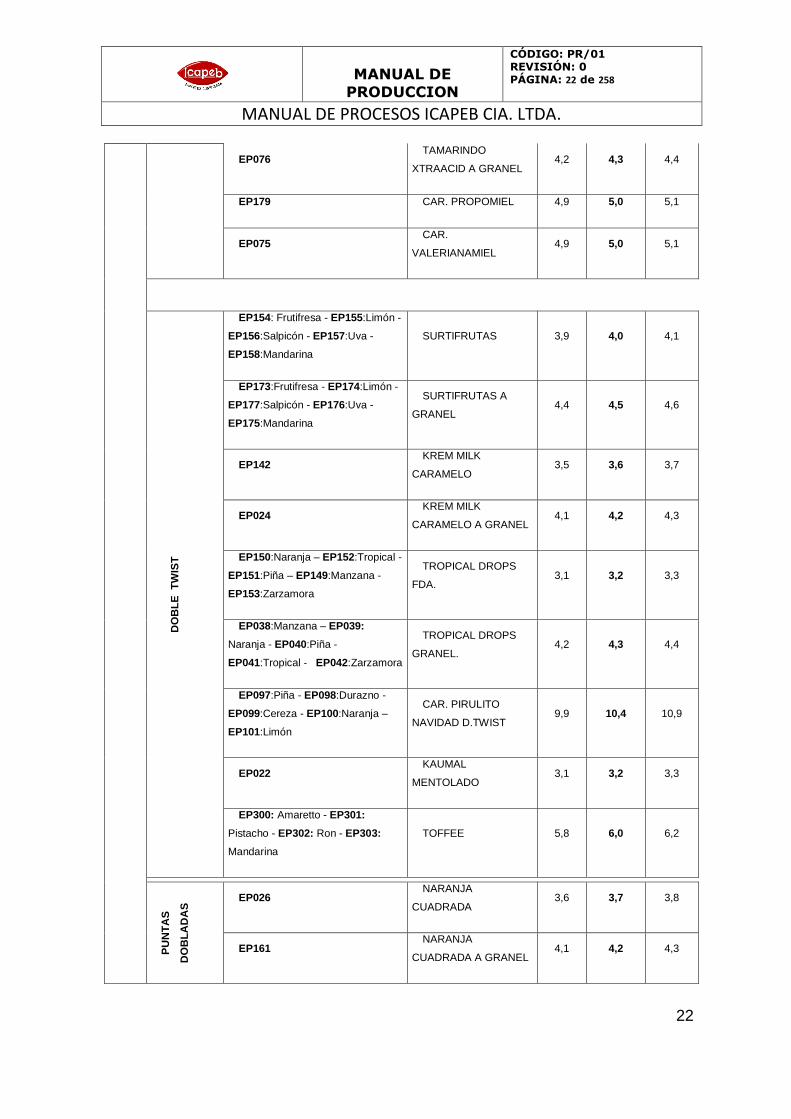
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 22 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
22
EP076 TAMARINDO
XTRAACID A GRANEL 4,2 4,3 4,4
EP179 CAR. PROPOMIEL 4,9 5,0 5,1
EP075 CAR.
VALERIANAMIEL 4,9 5,0 5,1
DO
BL
E T
WIS
T
EP154: Frutifresa - EP155:Limón -
EP156:Salpicón - EP157:Uva -
EP158:Mandarina
SURTIFRUTAS 3,9 4,0 4,1
EP173:Frutifresa - EP174:Limón -
EP177:Salpicón - EP176:Uva -
EP175:Mandarina
SURTIFRUTAS A
GRANEL 4,4 4,5 4,6
EP142 KREM MILK
CARAMELO 3,5 3,6 3,7
EP024 KREM MILK
CARAMELO A GRANEL 4,1 4,2 4,3
EP150:Naranja – EP152:Tropical -
EP151:Piña – EP149:Manzana -
EP153:Zarzamora
TROPICAL DROPS
FDA. 3,1 3,2 3,3
EP038:Manzana – EP039:
Naranja - EP040:Piña -
EP041:Tropical - EP042:Zarzamora
TROPICAL DROPS
GRANEL. 4,2 4,3 4,4
EP097:Piña - EP098:Durazno -
EP099:Cereza - EP100:Naranja –
EP101:Limón
CAR. PIRULITO
NAVIDAD D.TWIST 9,9 10,4 10,9
EP022 KAUMAL
MENTOLADO 3,1 3,2 3,3
EP300: Amaretto - EP301:
Pistacho - EP302: Ron - EP303:
Mandarina
TOFFEE 5,8 6,0 6,2
PU
NT
AS
DO
BL
AD
AS
EP026 NARANJA
CUADRADA 3,6 3,7 3,8
EP161 NARANJA
CUADRADA A GRANEL 4,1 4,2 4,3

MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 23 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
23
EP143 SUPERMENTA
CUADRADA 4,0 4,1 4,2
8.6. Recepción y Enfriado
Una vez que termina el troquelado, el caramelo entra en una túnel de enfriamiento
dentro del cual alcanza temperaturas entre 35 a 50ºC, al final de la línea un
operador debe esperar el producto en una gaveta plástica y colocarlo sobre la
mesa de enfriamiento donde es dispersado y enfriado por aire, durante el tiempo
que dura el enfriamiento el asistente de calidad junto con el supervisor de
producción deben realizar controles de:
- Peso
- Color
- Diámetro y espesor
- Sabor
- Forma
- Caramelo partido, deforme, con burbujas, etc.
El caramelo que no cumple con una de estas características deberá ser enviado
al área de reproceso
Por el contrario el caramelo que si cumple con estos requisitos es seleccionado y
pesado, su valor se registra en PR/01-09. Donde debe indicarse la forma y
dimensiones del caramelo, el troquel que se utilizó para el producto y el espesor
por el peso o cantidad de masa moldeada., se almacena en gavetas y pasa de
inmediato a las máquinas envolvedoras. El caramelo en lo posible no debe
envolverse a temperaturas menores a 35ºC debido a que a temperatura ambiente
empieza absorber humedad y disminuye su tiempo de vida útil. Temperaturas
entre 35-40ºC aseguran el tiempo de vida del producto en condiciones
adecuadas.
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 24 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
24
8.7. Envoltura
8.7.1. Envoltura Doble twist
El operador verifica las características físicas del producto antes de envolverlo.
Además debe realizar la calibración de la máquina envolvedora, verificando que el
tamaño del papel sea el adecuado, que el caramelo vaya perfectamente cubierto,
el Twist bien realizado (1 vuelta mínimo) y que el caramelo o producto final se
encuentre sin maltratos, sin deterioros de papel ni del producto. Una vez
calibrada la máquina se debe colocar el producto en la tolva de alimentación y
poner en marcha el equipo.
Los caramelos que se envuelven en doble twist son:
Surtifrutas
Surtifrutas a Granel
Tropical Drops FDA
Tropical Drops Granel
Kaumal Mentolado
8.7.2. Envoltura Saquito
El procedimiento es el mismo que en envoltura doble twist, con la diferencia que
este tipo de envoltura la mayoría de productos llevan una lámina de papel
parafinado dentro, por lo que debe verificarse que ésta vaya centrada y cumpla su
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 25 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
25
función como es la de proteger al producto.
Surtifrutas Relleno
Surtifrutas Relleno a Granel
Surtifrutas Relleno Blanco
Soulberry
Soulberry a Granel
Honey Cream Relleno
Hony cream Relleno a Granel.
8.7.3. Envoltura Flow Pack
En Icapeb Cia. Ltda. Las máquinas envolvedora EUROSIGMA y SHIFT
PACKAGING son las que realizan este tipo de envoltura y se aplica a:
Kaumal Frutal
Supermenta Azul Flow Pack
Menta Galapesca
Mango Flow Pack
Mango Flow Pack a Granel
Maracuyá Flow Pack
Maracuyá Flow Pack a Granel
Fresa Flow Pack
Fresa Flow Pack a Granel
Mango Bongo
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 26 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
26
Mango Bongo a Granel
Frutychicle Flow Pack
Frutychicle Flow Pack a Granel
Tamarindo Xtraacid
Tamarindo Xtraacid a Granel
Caramelo Propomiel
Caramelo Valerianamiel
El proceso de envoltura es el mismo que el de envoltura doble twist, ya que de
igual forma se debe calibrar la máquina y proceder a revisar las características del
caramelo que se va a envolver.
La diferencia de estas máquinas con las anteriores es que el control y la
calibración de la temperatura de mordazas y rodillos y la presión del aire son
necesarios, ya que su correcto manejo garantiza la seguridad del producto interior
y las características físicas del caramelo envuelto con un correcto sellado
horizontal y transversal. Mientras el producto sigue saliendo es necesario realizar
una selección de sobres vacíos y caramelo roto o partido, los mismos que al final
del proceso de envoltura se devolverán al área de reproceso.
8.7.4. Envoltura Tipo Puntas Dobladas
Se realiza para productos cuya envoltura es a base de papel parafinado el mismo
que por efecto de calentamiento adopta la forma deseada, la misma que debe ser
realizada correctamente con el caramelo centrado y la envoltura ajustada.
Este tipo de envoltura se utiliza para:
Naranja Cuadrada
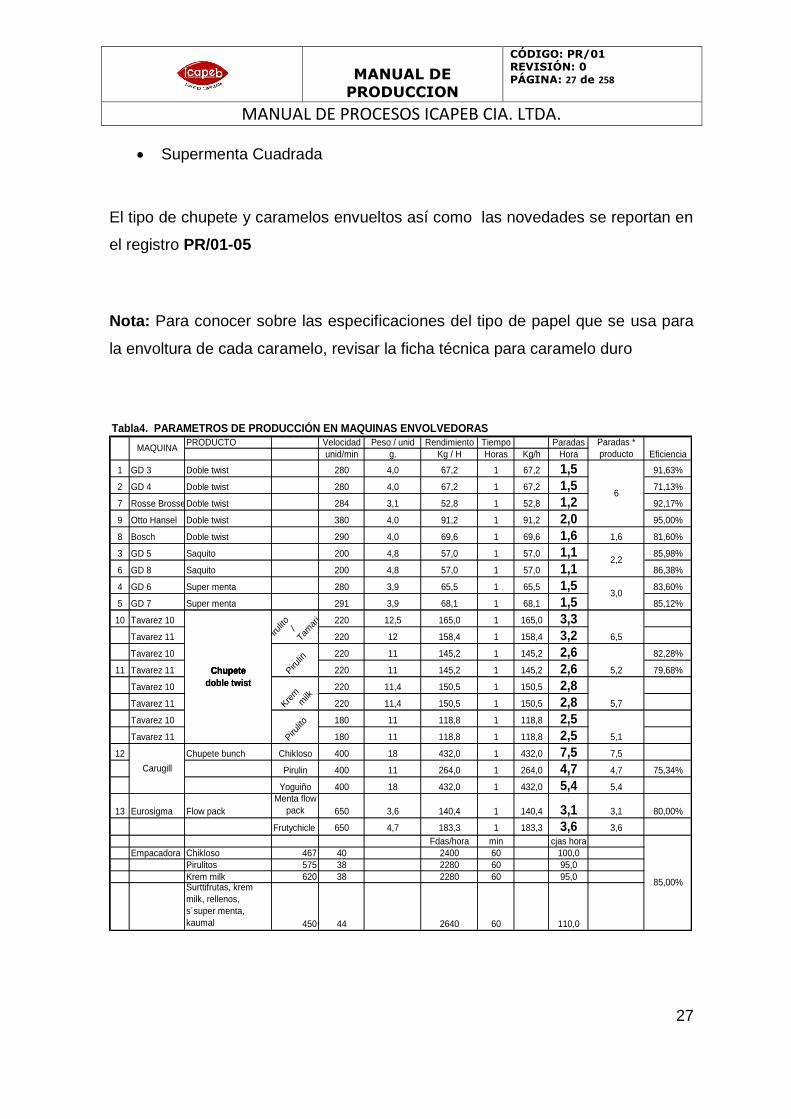
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 27 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
27
Supermenta Cuadrada
El tipo de chupete y caramelos envueltos así como las novedades se reportan en
el registro PR/01-05
Nota: Para conocer sobre las especificaciones del tipo de papel que se usa para
la envoltura de cada caramelo, revisar la ficha técnica para caramelo duro
PRODUCTO Velocidad Peso / unid Rendimiento Tiempo Paradas
unid/min g. Kg / H Horas Kg/h Hora
1 GD 3 Doble twist 280 4,0 67,2 1 67,2 1,5 91,63%
2 GD 4 Doble twist 280 4,0 67,2 1 67,2 1,5 71,13%
7 Rosse BrosseDoble twist 284 3,1 52,8 1 52,8 1,2 92,17%
9 Otto Hansel Doble twist 380 4,0 91,2 1 91,2 2,0 95,00%
8 Bosch Doble twist 290 4,0 69,6 1 69,6 1,6 1,6 81,60%
3 GD 5 Saquito 200 4,8 57,0 1 57,0 1,1 85,98%
6 GD 8 Saquito 200 4,8 57,0 1 57,0 1,1 86,38%
4 GD 6 Super menta 280 3,9 65,5 1 65,5 1,5 83,60%
5 GD 7 Super menta 291 3,9 68,1 1 68,1 1,5 85,12%
2,2
3,0
Chupete
doble twist
Piru
lito
/
Tam
ari
ndo
6,5
MAQUINAParadas *
producto
6
Eficiencia
Tabla4. PARAMETROS DE PRODUCCIÓN EN MAQUINAS ENVOLVEDORAS
10 Tavarez 10 220 12,5 165,0 1 165,0 3,3
Tavarez 11 220 12 158,4 1 158,4 3,2
Chupete
doble twist
Piru
lito
/
Tam
ari
ndo
6,5
Piru
lin
5,2
Tavarez 10 220 11 145,2 1 145,2 2,6 82,28%
11 Tavarez 11 220 11 145,2 1 145,2 2,6 79,68%Chupete
doble twist
Piru
lin
5,2
Kre
m
milk
5,7
Tavarez 10 220 11,4 150,5 1 150,5 2,8
Tavarez 11 220 11,4 150,5 1 150,5 2,8
Chupete
doble twist
Kre
m
milk
Piru
lito
5,1
5,7
Tavarez 10 180 11 118,8 1 118,8 2,5
Tavarez 11 180 11 118,8 1 118,8 2,5
12 Chupete bunch Chikloso 400 18 432,0 1 432,0 7,5 7,5
Pirulin 400 11 264,0 1 264,0 4,7 4,7 75,34%
Yoguiño 400 18 432,0 1 432,0 5,4 5,4
13 Eurosigma Flow pack
Menta flow
pack 650 3,6 140,4 1 140,4 3,1 3,1 80,00%
Frutychicle 650 4,7 183,3 1 183,3 3,6 3,6
Fdas/hora min cjas hora
Empacadora Chikloso 467 40 2400 60 100,0
Pirulitos 575 38 2280 60 95,0
Krem milk 620 38 2280 60 95,0Surttifrutas, krem
milk, rellenos,
s´super menta,
kaumal 450 44 2640 60 110,0
85,00%
Carugill
Chupete
doble twist
Piru
lito
5,1
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 28 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
28
8.8. Empaque
8.8.1. Empacadora Multicabezal Ser Pack
Los caramelos con envoltura son almacenados en el área de empaque donde si
es necesario se realiza el mix en un contenedor, si no es necesario el producto es
colocado directamente en una tolva de alimentación, la misma que por medio de
canjilones llevara el caramelo hasta el centro de la empacadora Ser Pack para ser
enfundado y posteriormente encartonado, El producto empacado así como las
novedades se reportan en (PR/01-06)
Tabla #5 Unidades / hora
Producto Gpm Cajas / H (x30unidades)
Chupete 40 80
Caramelo 44 88
8.1.7.2 Empaque Manual
Todos los productos a granel tales como:
Frutymoras
Granizo
Relleno de maní
Son empacados de forma manual y reportados en el formato. (PR/01-06)
Las actividades comprendidas para el empaque manual son:
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 29 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
29
1. Codificación de fundas (1 persona)
El encargado de codificación deberá verificar el estado de las fundas
preformadas, así como codificar manualmente las etiquetadoras con:
o Fecha de elaboración
o Fecha de vencimiento
o Precio
o # de lote
2. Alimentación y enfundado (1 Persona)
El encargado de alimentación y enfundado deberá verificar el estado del producto
controlando color, sabor, aspecto, peso y forma correcta, si cumple con todos
estos estándares según la ficha técnica para caramelos, se procede a la
alimentación de la tolva con el producto y al llenado de fundas (12 por minuto).
Las cantidades de productos mezclados se reporten el (PR/01-07)
3. Pesado
El encargado de esta actividad deberá pesar el producto funda por funda
siguiendo las especificaciones en cuanto a peso y envoltura de la ficha técnica
para caramelos.
Además deberá mantener su área de trabajo limpia y ordenada.
4. Sellado (1 Persona)
Es realizado manualmente y mediante verificación manual del contenido y la
cantidad por funda, el encargado de este proceso deberá verificar que el sellado y
etiquetado se esté realizando correctamente y además deberá apoyar el resto de
personal en orden y limpieza del área.

MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 30 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
30
5. Conteo y encartonado (1 Persona)
El encargado del conteo y encartonado deberá colocar la etiqueta en la caja, la
cual constara con:
o Fecha de Elaboración
o Fecha de Vencimiento
o # de lote
Después de realizar el etiquetado de las cajas el operador deberá realizar las
siguientes actividades:
Armado de la caja, colocar goma y cinta de embalaje en las solapas
inferiores del cartón
Coloca las funda de producto en el interior
Pesa la caja y registra en el formato
Coloca goma y cinta de embalaje en las solapas superiores del cartón
Sella la caja
Estiba el Pallet
Ubica el Pallet en bodega de transferencia
Los pesos de los productos deben registrarse en el registro PR/01-10
Total personas 4
El producto que no es empacado debe ser almacenado bajo óptimas condiciones
para evitar que se humedezca. Para fines de inventario y cierre de producción se
lo considera como saldo semielaborado en piso, el cual deberá registrarse en el
formato (PR/01-08)
8.1.7.3 Entrega de producto terminado
El producto terminado empacado sea granel o Ser Pack ubicado en la bodega de
transferencia, es revisado en cantidad e identificación por parte del supervisor o

MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 31 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
31
jefe de bodega de producto terminado, quien firma la hoja de la empacadora
aceptando la cantidad de producto empacado declarado (PR/01-06)
El producto es embarcado en el vehículo destinado para el efecto el cual es
revisado para garantizar: Estado, Limpieza, Contaminación
8.9. Manejo de restos y Migas
Ver Procedimiento PR/02 Procedimiento para recolección y tratamiento de migas
y restos de caramelo en Icapeb Cia. Ltda.
9. ANEXOS
Diagrama para la elaboración de Chicle.
Diagrama proceso de Tostado de Maní
Diagrama de elaboración de azúcar invertido.
Hoja de formulación
Índices De Gestión De Procesos Y Control De Producción
Fichas técnicas de caramelos duros (simples o rellenos).
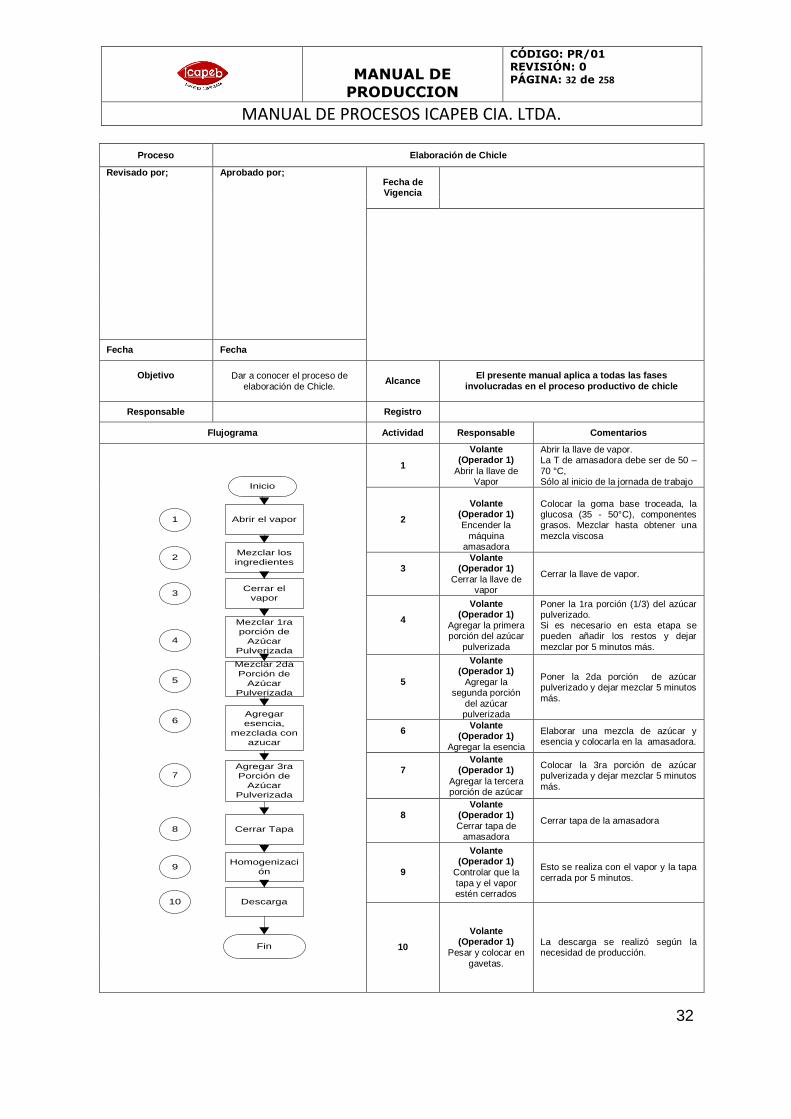
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 32 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
32
Proceso Elaboración de Chicle
Revisado por; Aprobado por; Fecha de Vigencia
Fecha Fecha
Objetivo
Dar a conocer el proceso de
elaboración de Chicle. Alcance
El presente manual aplica a todas las fases
involucradas en el proceso productivo de chicle
Responsable
Registro
Flujograma Actividad Responsable Comentarios
Inicio
1 Abrir el vapor
Mezclar los
ingredientes
Agregar
esencia,
mezclada con
azucar
Cerrar Tapa
Mezclar 2da
Porción de
Azúcar
Pulverizada
Agregar 3ra
Porción de
Azúcar
Pulverizada
Cerrar el
vapor
Mezclar 1ra
porción de
Azúcar
Pulverizada
Descarga
Homogenizaci
ón9
8
7
6
5
4
3
2
10
Fin
1
Volante (Operador 1)
Abrir la llave de Vapor
Abrir la llave de vapor. La T de amasadora debe ser de 50 – 70 °C, Sólo al inicio de la jornada de trabajo
2
Volante
(Operador 1)
Encender la máquina
amasadora
Colocar la goma base troceada, la glucosa (35 - 50°C), componentes grasos. Mezclar hasta obtener una mezcla viscosa
3
Volante (Operador 1)
Cerrar la llave de vapor
Cerrar la llave de vapor.
4
Volante (Operador 1)
Agregar la primera porción del azúcar
pulverizada
Poner la 1ra porción (1/3) del azúcar pulverizado. Si es necesario en esta etapa se pueden añadir los restos y dejar mezclar por 5 minutos más.
5
Volante (Operador 1)
Agregar la segunda porción
del azúcar pulverizada
Poner la 2da porción de azúcar pulverizado y dejar mezclar 5 minutos más.
6
Volante (Operador 1)
Agregar la esencia
Elaborar una mezcla de azúcar y esencia y colocarla en la amasadora.
7
Volante (Operador 1)
Agregar la tercera porción de azúcar
Colocar la 3ra porción de azúcar pulverizada y dejar mezclar 5 minutos más.
8
Volante (Operador 1)
Cerrar tapa de amasadora
Cerrar tapa de la amasadora
9
Volante (Operador 1)
Controlar que la tapa y el vapor estén cerrados
Esto se realiza con el vapor y la tapa cerrada por 5 minutos.
10
Volante
(Operador 1) Pesar y colocar en
gavetas.
La descarga se realizó según la necesidad de producción.
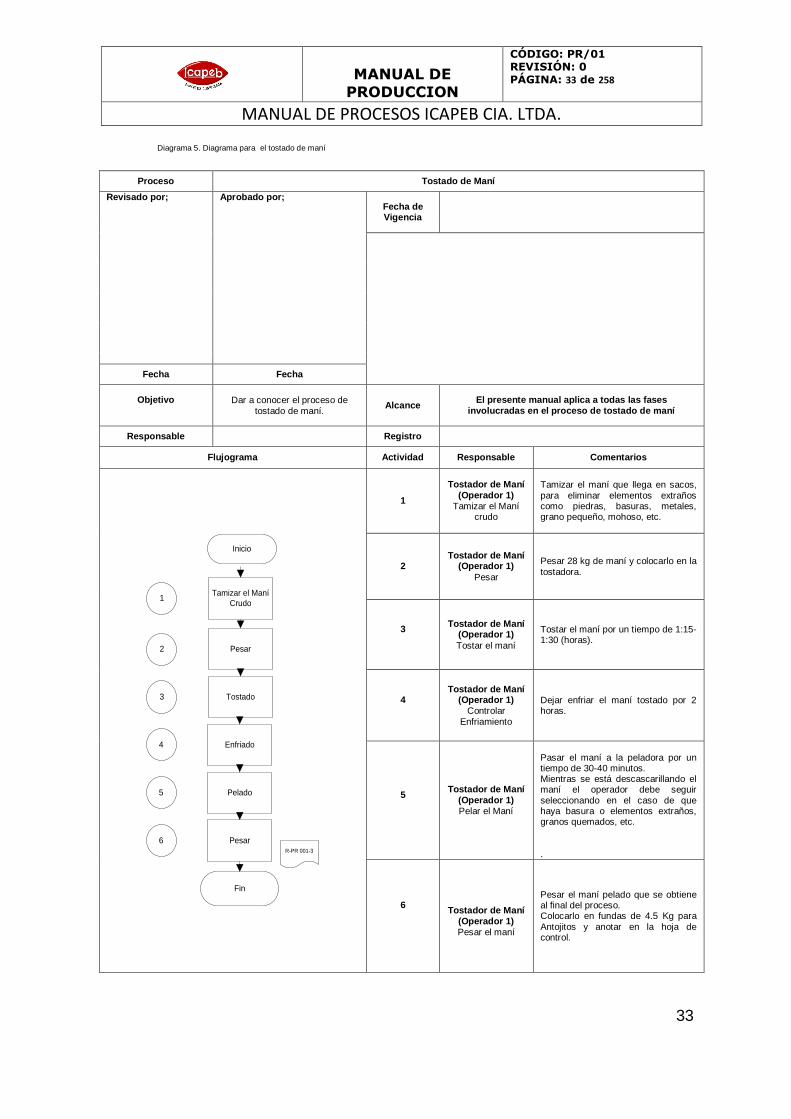
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 33 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
33
Diagrama 5. Diagrama para el tostado de maní
Proceso Tostado de Maní
Revisado por; Aprobado por; Fecha de Vigencia
Fecha Fecha
Objetivo
Dar a conocer el proceso de tostado de maní.
Alcance El presente manual aplica a todas las fases
involucradas en el proceso de tostado de maní
Responsable
Registro
Flujograma Actividad Responsable Comentarios
Inicio
Tamizar el Maní
Crudo1
Pesar 2
Tostado3
Enfriado 4
Pelado5
Pesar6
Fin
R-PR 001-3
1
Tostador de Maní
(Operador 1) Tamizar el Maní
crudo
Tamizar el maní que llega en sacos, para eliminar elementos extraños como piedras, basuras, metales, grano pequeño, mohoso, etc.
2 Tostador de Maní
(Operador 1)
Pesar
Pesar 28 kg de maní y colocarlo en la tostadora.
3
Tostador de Maní (Operador 1)
Tostar el maní
Tostar el maní por un tiempo de 1:15-1:30 (horas).
4
Tostador de Maní (Operador 1)
Controlar
Enfriamiento
Dejar enfriar el maní tostado por 2 horas.
5
Tostador de Maní
(Operador 1) Pelar el Maní
Pasar el maní a la peladora por un tiempo de 30-40 minutos. Mientras se está descascarillando el maní el operador debe seguir seleccionando en el caso de que haya basura o elementos extraños, granos quemados, etc. .
6
Tostador de Maní
(Operador 1) Pesar el maní
Pesar el maní pelado que se obtiene al final del proceso. Colocarlo en fundas de 4.5 Kg para Antojitos y anotar en la hoja de control.
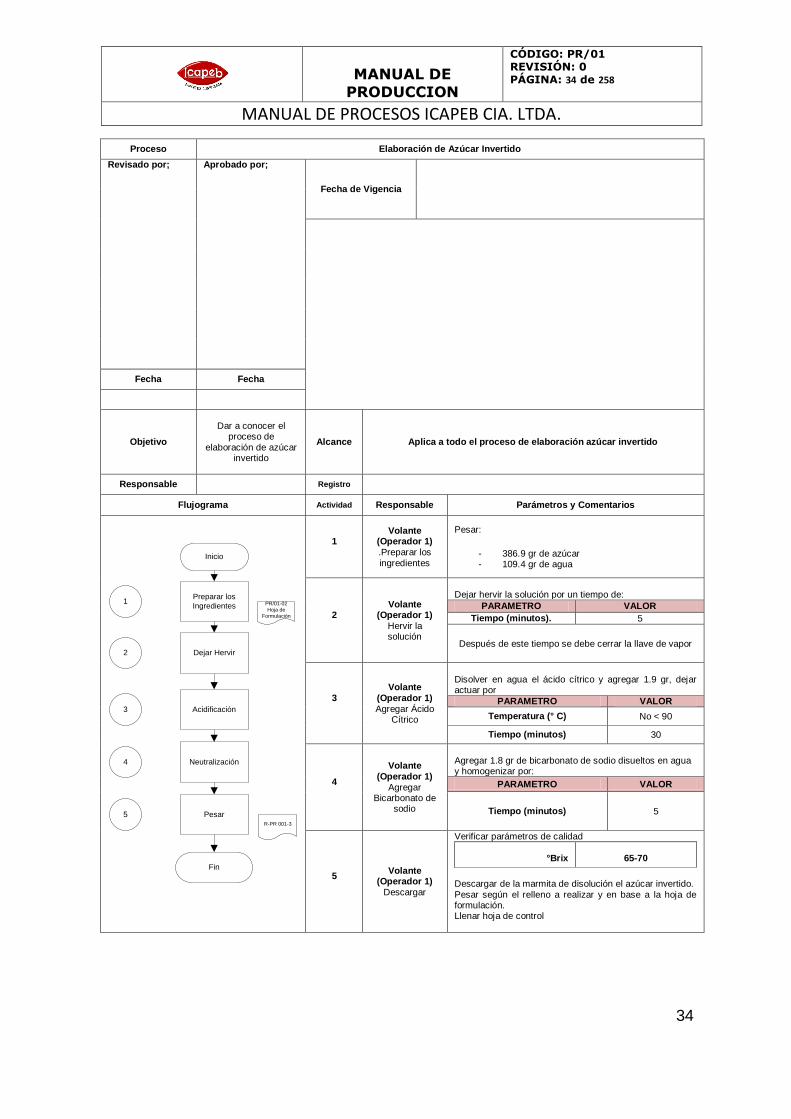
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 34 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
34
Proceso Elaboración de Azúcar Invertido
Revisado por; Aprobado por;
Fecha de Vigencia
Fecha Fecha
Objetivo
Dar a conocer el
proceso de elaboración de azúcar
invertido
Alcance Aplica a todo el proceso de elaboración azúcar invertido
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Inicio
Preparar los
Ingredientes1 PR/01-02
Hoja de
Formulación
Dejar Hervir2
Acidificación3
Neutralización4
Pesar5
Fin
R-PR 001-3
1
Volante (Operador 1) .Preparar los ingredientes
Pesar:
- 386.9 gr de azúcar - 109.4 gr de agua
2
Volante (Operador 1)
Hervir la solución
Dejar hervir la solución por un tiempo de:
PARAMETRO VALOR
Tiempo (minutos). 5
Después de este tiempo se debe cerrar la llave de vapor
3
Volante (Operador 1) Agregar Ácido
Cítrico
Disolver en agua el ácido cítrico y agregar 1.9 gr, dejar actuar por
PARAMETRO VALOR
Temperatura (° C) No < 90
Tiempo (minutos) 30
4
Volante (Operador 1)
Agregar Bicarbonato de
sodio
Agregar 1.8 gr de bicarbonato de sodio disueltos en agua y homogenizar por:
PARAMETRO VALOR
Tiempo (minutos) 5
5
Volante (Operador 1)
Descargar
Verificar parámetros de calidad
°Brix
65-70
Descargar de la marmita de disolución el azúcar invertido. Pesar según el relleno a realizar y en base a la hoja de formulación. Llenar hoja de control
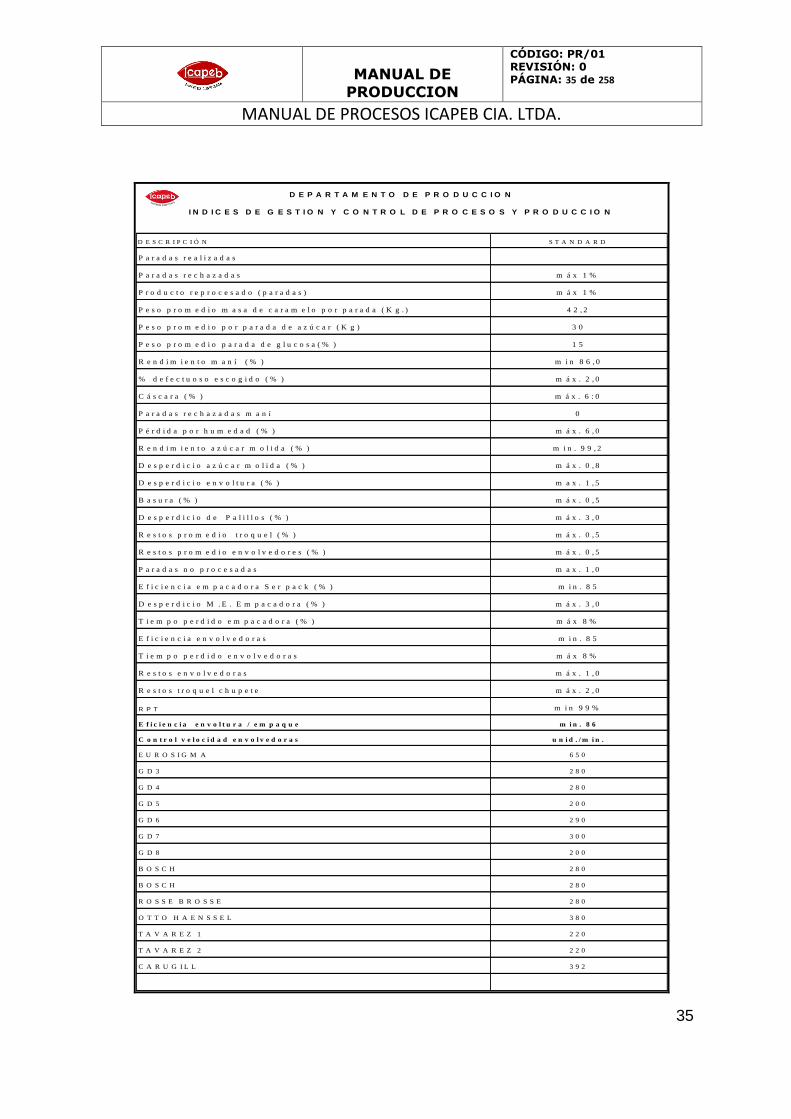
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 35 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
35
D E S C R I P C I Ó N S T A N D A R D
P a r a d a s r e a l i z a d a s
P a r a d a s r e c h a z a d a s m á x 1 %
P r o d u c t o r e p r o c e s a d o ( p a r a d a s ) m á x 1 %
P e s o p r o m e d i o m a s a d e c a r a m e l o p o r p a r a d a ( K g . ) 4 2 , 2
P e s o p r o m e d i o p o r p a r a d a d e a z ú c a r ( K g ) 3 0
P e s o p r o m e d i o p a r a d a d e g l u c o s a ( % ) 1 5
R e n d i m i e n t o m a n í ( % ) m i n 8 6 , 0
% d e f e c t u o s o e s c o g i d o ( % ) m á x . 2 , 0
C á s c a r a ( % ) m á x . 6 : 0
P a r a d a s r e c h a z a d a s m a n í 0
P é r d i d a p o r h u m e d a d ( % ) m á x . 6 , 0
R e n d i m i e n t o a z ú c a r m o l i d a ( % ) m i n . 9 9 , 2
D e s p e r d i c i o a z ú c a r m o l i d a ( % ) m á x . 0 , 8
D e s p e r d i c i o e n v o l t u r a ( % ) m a x . 1 , 5
B a s u r a ( % ) m á x . 0 , 5
D e s p e r d i c i o d e P a l i l l o s ( % ) m á x . 3 , 0
R e s t o s p r o m e d i o t r o q u e l ( % ) m á x . 0 , 5
R e s t o s p r o m e d i o e n v o l v e d o r e s ( % ) m á x . 0 , 5
P a r a d a s n o p r o c e s a d a s m a x . 1 , 0
E f i c i e n c i a e m p a c a d o r a S e r p a c k ( % ) m i n . 8 5
D e s p e r d i c i o M . E . E m p a c a d o r a ( % ) m á x . 3 , 0
T i e m p o p e r d i d o e m p a c a d o r a ( % ) m á x 8 %
E f i c i e n c i a e n v o l v e d o r a s m i n . 8 5
T i e m p o p e r d i d o e n v o l v e d o r a s m á x 8 %
R e s t o s e n v o l v e d o r a s m á x . 1 , 0
R e s t o s t r o q u e l c h u p e t e m á x . 2 , 0
R P T m i n 9 9 %
E f i c i e n c i a e n v o l t u r a / e m p a q u e m i n . 8 6
C o n t r o l v e l o c i d a d e n v o l v e d o r a s u n i d . / m i n .
E U R O S I G M A 6 5 0
G D 3 2 8 0
G D 4 2 8 0
G D 5 2 0 0
G D 6 2 9 0
G D 7 3 0 0
G D 8 2 0 0
B O S C H 2 8 0
B O S C H 2 8 0
R O S S E B R O S S E 2 8 0
O T T O H A E N S S E L 3 8 0
T A V A R E Z 1 2 2 0
T A V A R E Z 2 2 2 0
C A R U G I L L 3 9 2
D E P A R T A M E N T O D E P R O D U C C I O N
I N D I C E S D E G E S T I O N Y C O N T R O L D E P R O C E S O S Y P R O D U C C I O N
76
ANEXO 2
Manual de Procesos para Chupetes
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 1 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
1
1. CONTROL DEL DOCUMENTO
Versión Motivo Cambio ó Anulación Fecha de Actualización
2. OBJETIVO
Describir el proceso de elaboración de Caramelos y chupetes que se producen en
la Industria de Caramelos Pérez Bermeo – Icapeb –
3. ALCANCE
Este proceso involucra a todos los productos de la Industria de Caramelos Pérez
Bermeo – Icapeb – que se encuentren dentro de la clasificación de chupetes.
4. DEFINICIONES
4.1. Miga.- Cantidad de caramelo en forma de polvo generado como producto
de la actividad del troquelado y envoltura.
4.2. Restos.- Cantidad de producto separado de las actividades de troquelado y
como defectuoso de la selección de las etapas de recepción, envoltura y
empaque.
2
4.3. Azúcar invertido.- Es la unión de glucosa y fructosa, los mismos que fueron
hidrolizados anteriormente a partir de la sacarosa (Acuña, 2006)
4.4. Vacío.- Presión negativa de trabajo para extraer agua de la masa
4.6. Glucosa.- Producto incoloro o ligeramente amarillo, obtenido de cualquier
tipo de almidón comestible por sacarificación con ácidos y eliminación de
estos últimos. Su concentración mínima será de 45 ºBe (Vicente, 1999)
4.7. Chupete.- Son caramelos duros con o sin relleno, recubiertos o no que tiene
incorporado un soporte no comestible compuesto por materiales autorizados por
la autoridad sanitaria competente, los mismos que pueden ser madera, plástico,
cartón, etc. (INEN, 2012).
DOCUMENTOS DE REFERENCIA
8. Reglamento de B.P.M. (Decreto3253) TITULO IV - Capítulo III - Operaciones
de Producción –
9. NTE INEN 2217 (20132) Productos de Confitería, caramelos, pastillas,
grageas, gomitas y turrones. Requisitos
6. RESPONSABLES
10. Jefatura de Planta
11. Supervisor de Producción
12. Operadores/as línea Cocinado
13. Operadores/as líneas de troquel
14. Recibidores/as
15. Ayudantes de producción
16. Operadores/as máquinas de envoltura

3
7. DIAGRAMA DE FLUJO
Diagrama 6.
Diagrama para elaboración de Chupetes simples.
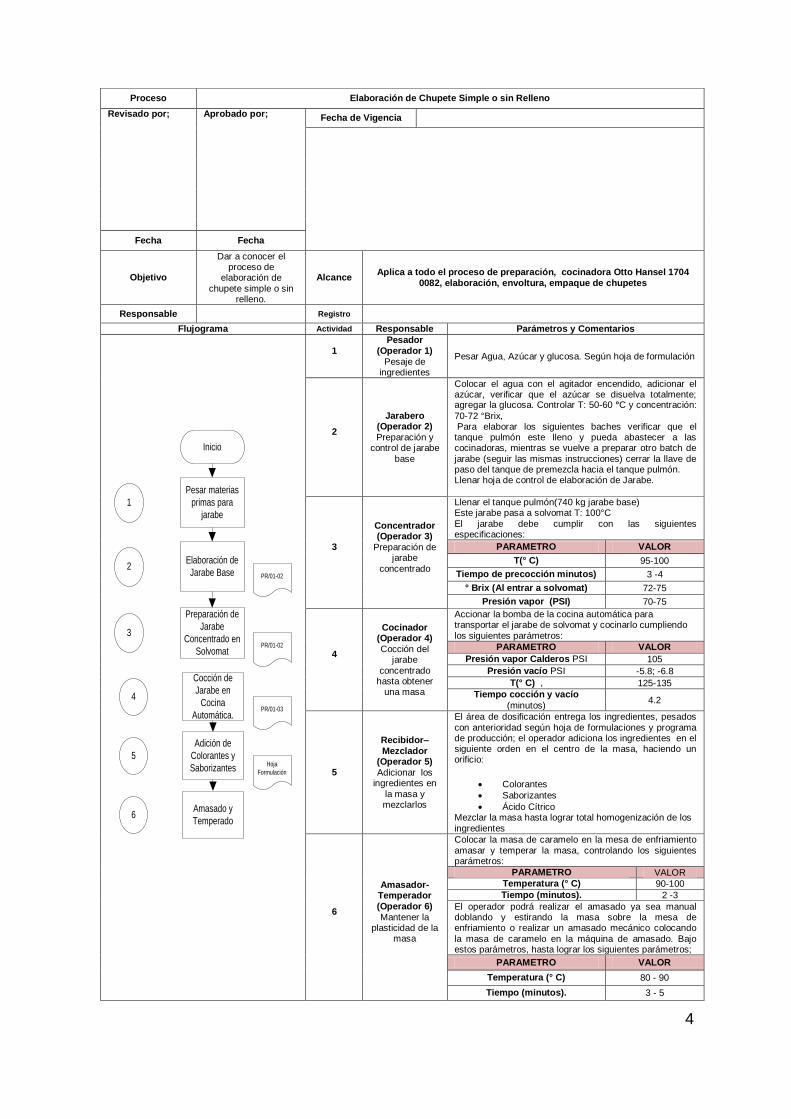
4
Proceso Elaboración de Chupete Simple o sin Relleno
Revisado por; Aprobado por; Fecha de Vigencia
Fecha Fecha
Objetivo
Dar a conocer el proceso de
elaboración de chupete simple o sin
relleno.
Alcance Aplica a todo el proceso de preparación, cocinadora Otto Hansel 1704
0082, elaboración, envoltura, empaque de chupetes
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Cocción de
Jarabe en
Cocina
Automática.
Adición de
Colorantes y
Saborizantes
Amasado y
Temperado6
5
4
Inicio
Pesar materias
primas para
jarabe
Elaboración de
Jarabe Base
Preparación de
Jarabe
Concentrado en
Solvomat
PR/01-02
1
3
2
PR/01-03
Hoja
Formulación
PR/01-02
1
Pesador (Operador 1)
Pesaje de ingredientes
Pesar Agua, Azúcar y glucosa. Según hoja de formulación
2
Jarabero (Operador 2) Preparación y
control de jarabe base
Colocar el agua con el agitador encendido, adicionar el azúcar, verificar que el azúcar se disuelva totalmente; agregar la glucosa. Controlar T: 50-60 °C y concentración:
70-72 °Brix, Para elaborar los siguientes baches verificar que el tanque pulmón este lleno y pueda abastecer a las cocinadoras, mientras se vuelve a preparar otro batch de jarabe (seguir las mismas instrucciones) cerrar la llave de paso del tanque de premezcla hacia el tanque pulmón. Llenar hoja de control de elaboración de Jarabe.
3
Concentrador (Operador 3)
Preparación de jarabe
concentrado
Llenar el tanque pulmón(740 kg jarabe base) Este jarabe pasa a solvomat T: 100°C
El jarabe debe cumplir con las siguientes especificaciones:
PARAMETRO VALOR
T(° C) 95-100
Tiempo de precocción minutos) 3 -4
° Brix (Al entrar a solvomat) 72-75
Presión vapor (PSI) 70-75
4
Cocinador (Operador 4) Cocción del
jarabe
concentrado hasta obtener
una masa
Accionar la bomba de la cocina automática para transportar el jarabe de solvomat y cocinarlo cumpliendo los siguientes parámetros:
PARAMETRO VALOR
Presión vapor Calderos PSI 105
Presión vacío PSI -5.8; -6.8
T(° C) , 125-135
Tiempo cocción y vacío
(minutos) 4.2
5
Recibidor–
Mezclador (Operador 5) Adicionar los
ingredientes en la masa y mezclarlos
El área de dosificación entrega los ingredientes, pesados con anterioridad según hoja de formulaciones y programa de producción; el operador adiciona los ingredientes en el siguiente orden en el centro de la masa, haciendo un orificio:
Colorantes
Saborizantes
Ácido Cítrico Mezclar la masa hasta lograr total homogenización de los ingredientes
6
Amasador-Temperador (Operador 6) Mantener la
plasticidad de la masa
Colocar la masa de caramelo en la mesa de enfriamiento amasar y temperar la masa, controlando los siguientes parámetros:
PARAMETRO VALOR Temperatura (° C) 90-100
Tiempo (minutos). 2 -3
El operador podrá realizar el amasado ya sea manual doblando y estirando la masa sobre la mesa de enfriamiento o realizar un amasado mecánico colocando la masa de caramelo en la máquina de amasado. Bajo estos parámetros, hasta lograr los siguientes parámetros;
PARAMETRO VALOR
Temperatura (° C) 80 - 90
Tiempo (minutos). 3 - 5
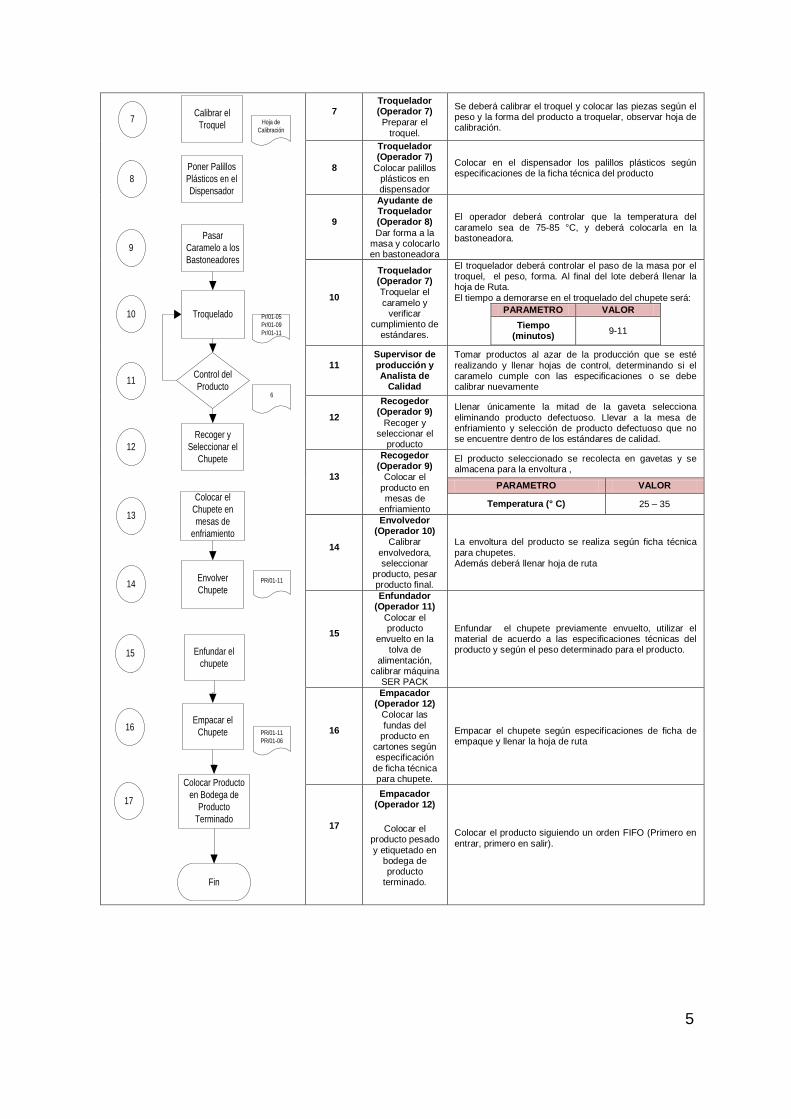
5
Pasar
Caramelo a los
Bastoneadores
Troquelado Pr/01-05
Pr/01-09
Pr/01-11
Control del
Producto6
Recoger y
Seleccionar el
Chupete
Colocar el
Chupete en
mesas de
enfriamiento
Envolver
ChupetePR/01-1114
13
12
11
10
9
Enfundar el
chupete
Empacar el
Chupete
Colocar Producto
en Bodega de
Producto
Terminado
15
17
16
Fin
Calibrar el
Troquel Hoja de
Calibración
7
PR/01-11
PR/01-06
Poner Palillos
Plásticos en el
Dispensador
8
7
Troquelador (Operador 7) Preparar el
troquel.
Se deberá calibrar el troquel y colocar las piezas según el peso y la forma del producto a troquelar, observar hoja de calibración.
8
Troquelador (Operador 7)
Colocar palillos plásticos en dispensador
Colocar en el dispensador los palillos plásticos según especificaciones de la ficha técnica del producto
9
Ayudante de Troquelador (Operador 8)
Dar forma a la masa y colocarlo en bastoneadora
El operador deberá controlar que la temperatura del caramelo sea de 75-85 °C, y deberá colocarla en la bastoneadora.
10
Troquelador (Operador 7) Troquelar el caramelo y
verificar cumplimiento de
estándares.
El troquelador deberá controlar el paso de la masa por el troquel, el peso, forma. Al final del lote deberá llenar la hoja de Ruta. El tiempo a demorarse en el troquelado del chupete será:
PARAMETRO VALOR
Tiempo (minutos)
9-11
11
Supervisor de producción y Analista de
Calidad
Tomar productos al azar de la producción que se esté realizando y llenar hojas de control, determinando si el caramelo cumple con las especificaciones o se debe calibrar nuevamente
12
Recogedor (Operador 9)
Recoger y seleccionar el
producto
Llenar únicamente la mitad de la gaveta selecciona
eliminando producto defectuoso. Llevar a la mesa de enfriamiento y selección de producto defectuoso que no se encuentre dentro de los estándares de calidad.
13
Recogedor (Operador 9)
Colocar el producto en mesas de
enfriamiento
El producto seleccionado se recolecta en gavetas y se almacena para la envoltura ,
PARAMETRO VALOR
Temperatura (° C) 25 – 35
14
Envolvedor (Operador 10)
Calibrar envolvedora, seleccionar
producto, pesar producto final.
La envoltura del producto se realiza según ficha técnica para chupetes. Además deberá llenar hoja de ruta
15
Enfundador (Operador 11)
Colocar el producto
envuelto en la tolva de
alimentación, calibrar máquina
SER PACK
Enfundar el chupete previamente envuelto, utilizar el material de acuerdo a las especificaciones técnicas del producto y según el peso determinado para el producto.
16
Empacador (Operador 12)
Colocar las fundas del
producto en cartones según especificación
de ficha técnica para chupete.
Empacar el chupete según especificaciones de ficha de empaque y llenar la hoja de ruta
17
Empacador (Operador 12)
Colocar el producto pesado y etiquetado en
bodega de producto
terminado.
Colocar el producto siguiendo un orden FIFO (Primero en entrar, primero en salir).
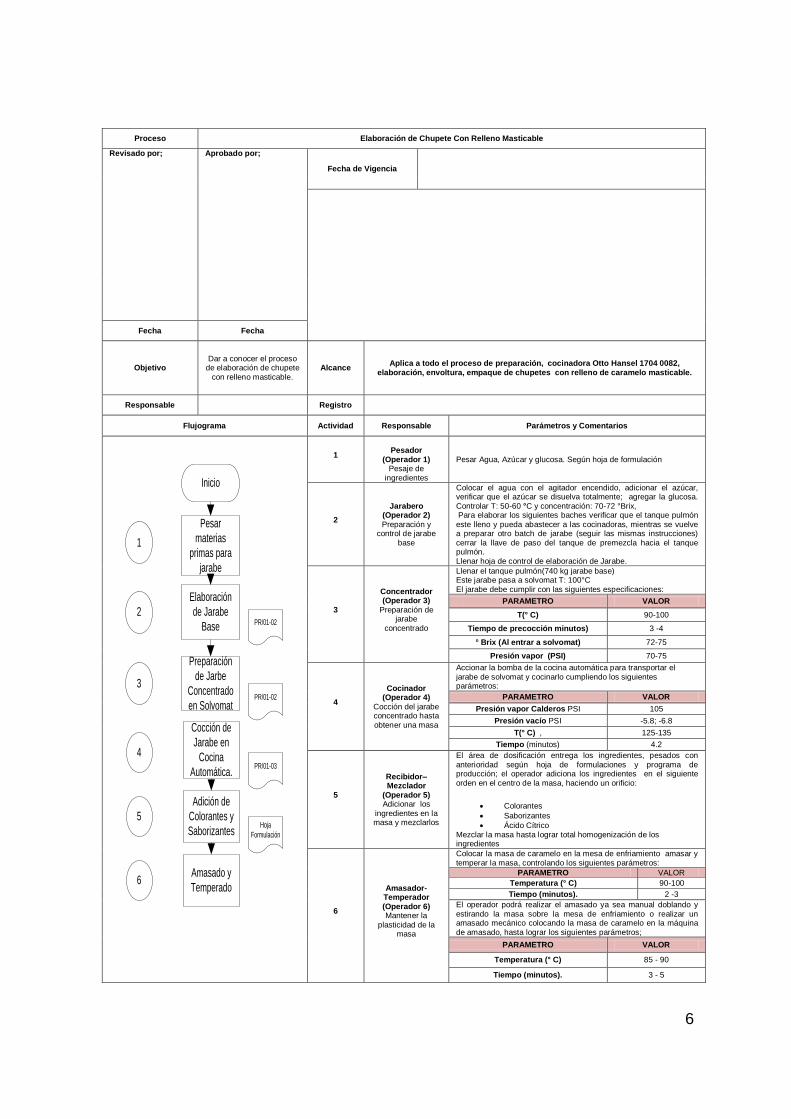
6
Proceso Elaboración de Chupete Con Relleno Masticable
Revisado por; Aprobado por;
Fecha de Vigencia
Fecha Fecha
Objetivo Dar a conocer el proceso
de elaboración de chupete con relleno masticable.
Alcance Aplica a todo el proceso de preparación, cocinadora Otto Hansel 1704 0082,
elaboración, envoltura, empaque de chupetes con relleno de caramelo masticable.
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Cocción de
Jarabe en
Cocina
Automática.
Adición de
Colorantes y
Saborizantes
Amasado y
Temperado6
5
4
Inicio
Pesar
materias
primas para
jarabe
Elaboración
de Jarabe
Base
Preparación
de Jarbe
Concentrado
en Solvomat
PR/01-02
1
3
2
PR/01-03
Hoja
Formulación
PR/01-02
1
Pesador
(Operador 1) Pesaje de
ingredientes
Pesar Agua, Azúcar y glucosa. Según hoja de formulación
2
Jarabero (Operador 2) Preparación y
control de jarabe base
Colocar el agua con el agitador encendido, adicionar el azúcar, verificar que el azúcar se disuelva totalmente; agregar la glucosa. Controlar T: 50-60 °C y concentración: 70-72 °Brix, Para elaborar los siguientes baches verificar que el tanque pulmón este lleno y pueda abastecer a las cocinadoras, mientras se vuelve a preparar otro batch de jarabe (seguir las mismas instrucciones) cerrar la llave de paso del tanque de premezcla hacia el tanque pulmón. Llenar hoja de control de elaboración de Jarabe.
3
Concentrador (Operador 3)
Preparación de jarabe
concentrado
Llenar el tanque pulmón(740 kg jarabe base) Este jarabe pasa a solvomat T: 100°C El jarabe debe cumplir con las siguientes especificaciones:
PARAMETRO VALOR
T(° C) 90-100
Tiempo de precocción minutos) 3 -4
° Brix (Al entrar a solvomat) 72-75
Presión vapor (PSI) 70-75
4
Cocinador (Operador 4)
Cocción del jarabe concentrado hasta obtener una masa
Accionar la bomba de la cocina automática para transportar el jarabe de solvomat y cocinarlo cumpliendo los siguientes parámetros:
PARAMETRO VALOR
Presión vapor Calderos PSI 105
Presión vacío PSI -5.8; -6.8
T(° C) , 125-135
Tiempo (minutos) 4.2
5
Recibidor–Mezclador
(Operador 5) Adicionar los
ingredientes en la masa y mezclarlos
El área de dosificación entrega los ingredientes, pesados con anterioridad según hoja de formulaciones y programa de producción; el operador adiciona los ingredientes en el siguiente orden en el centro de la masa, haciendo un orificio:
Colorantes
Saborizantes
Ácido Cítrico Mezclar la masa hasta lograr total homogenización de los ingredientes
6
Amasador-Temperador (Operador 6) Mantener la
plasticidad de la masa
Colocar la masa de caramelo en la mesa de enfriamiento amasar y temperar la masa, controlando los siguientes parámetros:
PARAMETRO VALOR
Temperatura (° C) 90-100
Tiempo (minutos). 2 -3
El operador podrá realizar el amasado ya sea manual doblando y estirando la masa sobre la mesa de enfriamiento o realizar un amasado mecánico colocando la masa de caramelo en la máquina de amasado, hasta lograr los siguientes parámetros;
PARAMETRO VALOR
Temperatura (° C) 85 - 90
Tiempo (minutos). 3 - 5

7
Tomar una
nueva masa
base y
adicionar
ingredientes
7
Amasado y
Temperado8
Hoja
Formulación
Armado con
Base
Masticable9
Pasar
Caramelo a
Bastoneadora
Troquelado Pr/01-05
Pr/01-09
Pr/01-11
Control del
Producto6
Recoger y
Seleccionar el
Chupete
Colocar el
Chupete en
mesas de
enfriamiento
16
15
14
13
12
Calibrar el
Troquel Hoja de
Calibración
10
Poner Palillos
Plásticos en
Dispensador
11
7
Recibidor– Mezclador
(Operador 5) Utilizar una Nueva masa Y agregar
los ingredientes en la masa y mezclarlos
Al igual que en la anterior etapa de adición de ingredientes, estos van a ser entregados por el área de dosificación y deberán ser agregados en el orden adecuado, determinado también anteriormente.
8
Amasador-Temperador (Operador 6) Mantener la
plasticidad de la masa
Colocar la masa de caramelo en la mesa de enfriamiento amasar y temperar la masa, controlando los siguientes parámetros:
PARAMETRO VALOR
Temperatura (° C) 90-100
Tiempo (minutos). 2 – 3
El operador podrá realizar el amasado ya sea manual doblando y estirando la masa sobre la mesa de enfriamiento o realizar un amasado mecánico colocando la masa de caramelo en la máquina de amasado hasta lograr los siguientes parámetros;
PARAMETRO VALOR
Temperatura (° C) 95-100
Tiempo (minutos). 2 – 3
9
Amasador-Temperador (Operador 6)
Unir las tres masas de caramelo.
El operador deberá tomar la masa de 43 kg de caramelo de color, 21 kg de caramelo Blanco y 11 kg de caramelo masticable se pegan de forma que la masa blanca y de color queden externamente y el caramelo masticable en el centro.
10
Troquelador (Operador 7)
Preparar el troquel.
Se deberá calibrar el troquel y colocar las piezas según el peso y la forma del producto a troquelar, observar hoja de calibración.
11
Troquelador (Operador 7)
Colocar palillos plásticos en dispensador
Colocar en el dispensador los palillos plásticos según especificaciones de la ficha técnica del producto
12
Ayudante de Troquelador (Operador 8) Dar forma a la
masa y colocarlo en bastoneadora
El operador deberá controlar que la temperatura del caramelo sea de 75-85 °C, y deberá colocarla en la bastoneadora.
13
Troquelador (Operador 7) Troquelar el
caramelo y verificar cumplimiento de
estándares.
El Troquelador deberá controlar el paso de la masa por el troquel, el peso, forma. Al final del lote deberá llenar la hoja de Ruta. El tiempo a demorarse en el troquelado del chupete será:
PARAMETRO VALOR
Tiempo (minutos) 10-15
14
Supervisor de producción y Analista de
Calidad
Tomar productos al azar de la producción que se esté realizando y llenar hojas de control, determinando si el caramelo cumple con las especificaciones o se debe calibrar nuevamente
15
Recogedor
(Operador 9) Recoger y
seleccionar el producto
Llenar únicamente la mitad de la gaveta selecciona eliminando producto defectuoso. Llevar a la mesa de enfriamiento y selección de producto defectuoso que no se encuentre dentro de los estándares de calidad.
16
Recogedor (Operador 9)
Colocar el producto en mesas de enfriamiento
El producto seleccionado se recolecta en gavetas y se almacena para la envoltura
PARAMETRO VALOR
Temperatura (° C) 25 – 35
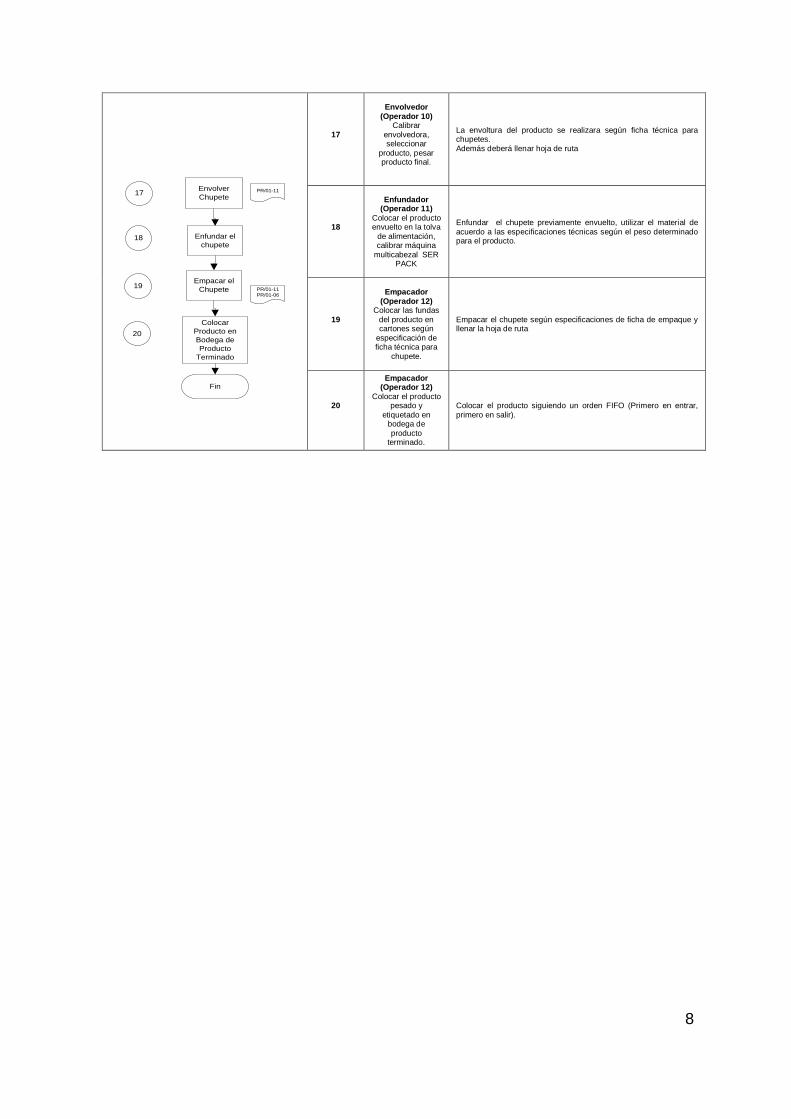
8
Envolver
ChupetePR/01-1117
Enfundar el
chupete
Empacar el
Chupete
Colocar
Producto en
Bodega de
Producto
Terminado
18
20
19
Fin
PR/01-11
PR/01-06
17
Envolvedor
(Operador 10) Calibrar
envolvedora, seleccionar
producto, pesar producto final.
La envoltura del producto se realizara según ficha técnica para chupetes. Además deberá llenar hoja de ruta
18
Enfundador
(Operador 11) Colocar el producto envuelto en la tolva
de alimentación, calibrar máquina
multicabezal SER PACK
Enfundar el chupete previamente envuelto, utilizar el material de acuerdo a las especificaciones técnicas según el peso determinado para el producto.
19
Empacador
(Operador 12) Colocar las fundas
del producto en cartones según
especificación de ficha técnica para
chupete.
Empacar el chupete según especificaciones de ficha de empaque y llenar la hoja de ruta
20
Empacador (Operador 12)
Colocar el producto pesado y
etiquetado en bodega de producto
terminado.
Colocar el producto siguiendo un orden FIFO (Primero en entrar, primero en salir).
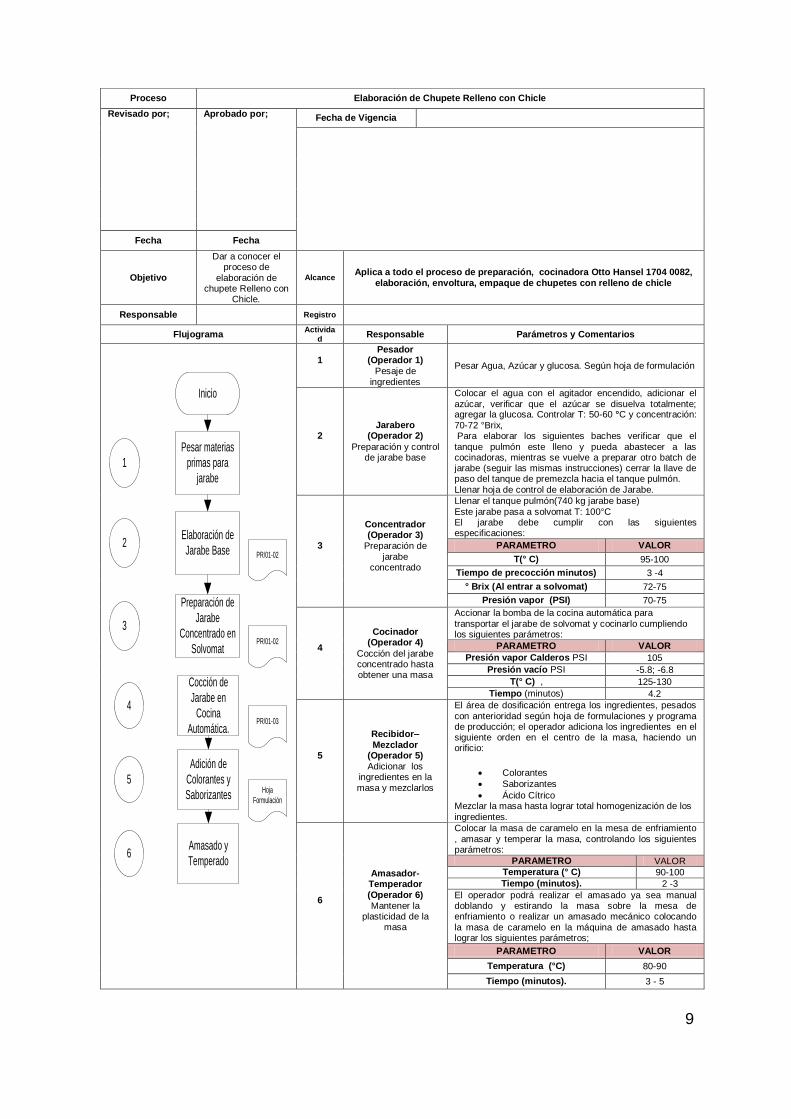
9
Proceso Elaboración de Chupete Relleno con Chicle
Revisado por; Aprobado por; Fecha de Vigencia
Fecha Fecha
Objetivo
Dar a conocer el proceso de
elaboración de chupete Relleno con
Chicle.
Alcance Aplica a todo el proceso de preparación, cocinadora Otto Hansel 1704 0082,
elaboración, envoltura, empaque de chupetes con relleno de chicle
Responsable
Registro
Flujograma Activida
d Responsable Parámetros y Comentarios
Cocción de
Jarabe en
Cocina
Automática.
Adición de
Colorantes y
Saborizantes
Amasado y
Temperado6
5
4
Inicio
Pesar materias
primas para
jarabe
Elaboración de
Jarabe Base
Preparación de
Jarabe
Concentrado en
Solvomat
PR/01-02
1
3
2
PR/01-03
Hoja
Formulación
PR/01-02
1
Pesador (Operador 1)
Pesaje de ingredientes
Pesar Agua, Azúcar y glucosa. Según hoja de formulación
2
Jarabero (Operador 2)
Preparación y control de jarabe base
Colocar el agua con el agitador encendido, adicionar el azúcar, verificar que el azúcar se disuelva totalmente; agregar la glucosa. Controlar T: 50-60 °C y concentración: 70-72 °Brix, Para elaborar los siguientes baches verificar que el tanque pulmón este lleno y pueda abastecer a las cocinadoras, mientras se vuelve a preparar otro batch de jarabe (seguir las mismas instrucciones) cerrar la llave de paso del tanque de premezcla hacia el tanque pulmón. Llenar hoja de control de elaboración de Jarabe.
3
Concentrador (Operador 3)
Preparación de jarabe
concentrado
Llenar el tanque pulmón(740 kg jarabe base) Este jarabe pasa a solvomat T: 100°C El jarabe debe cumplir con las siguientes especificaciones:
PARAMETRO VALOR
T(° C) 95-100
Tiempo de precocción minutos) 3 -4
° Brix (Al entrar a solvomat) 72-75
Presión vapor (PSI) 70-75
4
Cocinador (Operador 4)
Cocción del jarabe concentrado hasta obtener una masa
Accionar la bomba de la cocina automática para transportar el jarabe de solvomat y cocinarlo cumpliendo los siguientes parámetros:
PARAMETRO VALOR
Presión vapor Calderos PSI 105
Presión vacío PSI -5.8; -6.8
T(° C) , 125-130
Tiempo (minutos) 4.2
5
Recibidor–Mezclador
(Operador 5) Adicionar los
ingredientes en la masa y mezclarlos
El área de dosificación entrega los ingredientes, pesados con anterioridad según hoja de formulaciones y programa de producción; el operador adiciona los ingredientes en el siguiente orden en el centro de la masa, haciendo un orificio:
Colorantes
Saborizantes
Ácido Cítrico Mezclar la masa hasta lograr total homogenización de los
ingredientes.
6
Amasador-Temperador (Operador 6) Mantener la
plasticidad de la masa
Colocar la masa de caramelo en la mesa de enfriamiento , amasar y temperar la masa, controlando los siguientes parámetros:
PARAMETRO VALOR Temperatura (° C) 90-100
Tiempo (minutos). 2 -3
El operador podrá realizar el amasado ya sea manual doblando y estirando la masa sobre la mesa de enfriamiento o realizar un amasado mecánico colocando la masa de caramelo en la máquina de amasado hasta lograr los siguientes parámetros;
PARAMETRO VALOR
Temperatura (°C) 80-90
Tiempo (minutos). 3 - 5
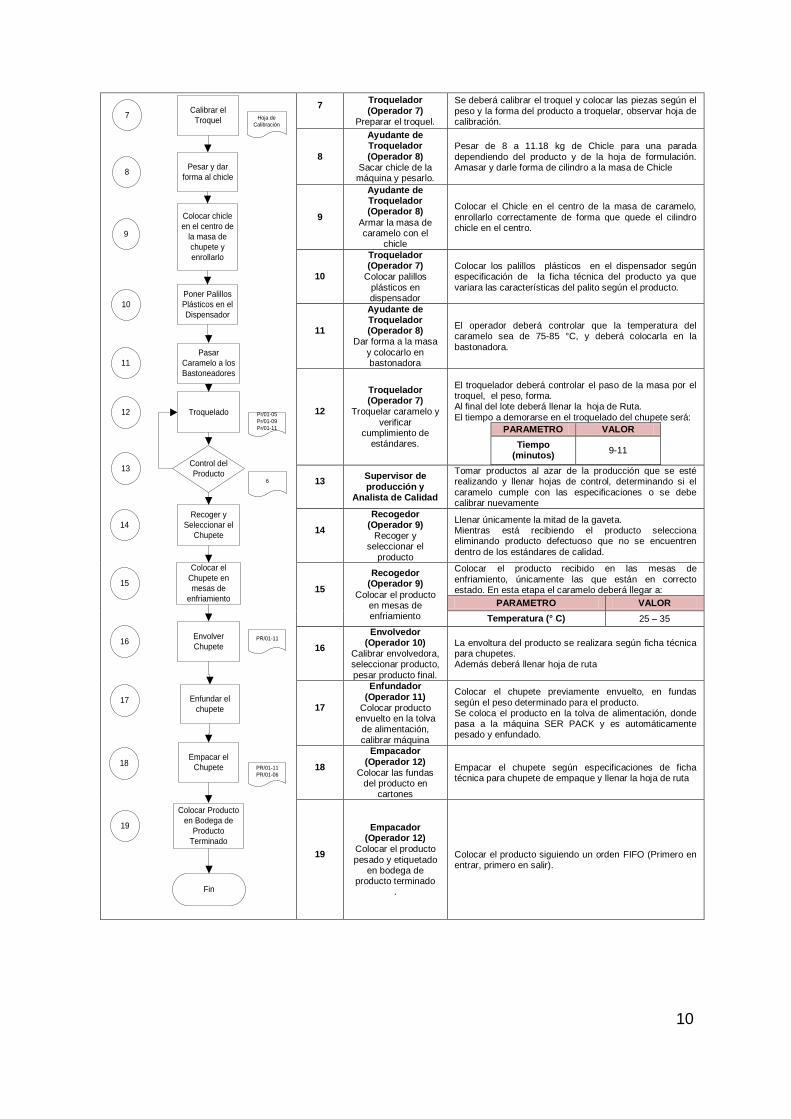
10
Pasar
Caramelo a los
Bastoneadores
11
Calibrar el
Troquel Hoja de
Calibración
7
Poner Palillos
Plásticos en el
Dispensador
10
Pesar y dar
forma al chicle8
Colocar chicle
en el centro de
la masa de
chupete y
enrollarlo
9
Troquelado Pr/01-05
Pr/01-09
Pr/01-11
Control del
Producto6
Recoger y
Seleccionar el
Chupete
Colocar el
Chupete en
mesas de
enfriamiento
Envolver
ChupetePR/01-1116
15
14
13
12
Enfundar el
chupete
Empacar el
Chupete
Colocar Producto
en Bodega de
Producto
Terminado
17
19
18
Fin
PR/01-11
PR/01-06
7
Troquelador (Operador 7)
Preparar el troquel.
Se deberá calibrar el troquel y colocar las piezas según el peso y la forma del producto a troquelar, observar hoja de calibración.
8
Ayudante de Troquelador (Operador 8)
Sacar chicle de la máquina y pesarlo.
Pesar de 8 a 11.18 kg de Chicle para una parada dependiendo del producto y de la hoja de formulación. Amasar y darle forma de cilindro a la masa de Chicle
9
Ayudante de Troquelador (Operador 8)
Armar la masa de caramelo con el
chicle
Colocar el Chicle en el centro de la masa de caramelo,
enrollarlo correctamente de forma que quede el cilindro chicle en el centro.
10
Troquelador (Operador 7)
Colocar palillos plásticos en dispensador
Colocar los palillos plásticos en el dispensador según especificación de la ficha técnica del producto ya que variara las características del palito según el producto.
11
Ayudante de Troquelador (Operador 8)
Dar forma a la masa y colocarlo en bastonadora
El operador deberá controlar que la temperatura del caramelo sea de 75-85 °C, y deberá colocarla en la bastonadora.
12
Troquelador (Operador 7)
Troquelar caramelo y verificar
cumplimiento de estándares.
El troquelador deberá controlar el paso de la masa por el troquel, el peso, forma. Al final del lote deberá llenar la hoja de Ruta. El tiempo a demorarse en el troquelado del chupete será:
PARAMETRO VALOR
Tiempo (minutos)
9-11
13
Supervisor de producción y
Analista de Calidad
Tomar productos al azar de la producción que se esté realizando y llenar hojas de control, determinando si el caramelo cumple con las especificaciones o se debe calibrar nuevamente
14
Recogedor (Operador 9)
Recoger y seleccionar el
producto
Llenar únicamente la mitad de la gaveta. Mientras está recibiendo el producto selecciona eliminando producto defectuoso que no se encuentren dentro de los estándares de calidad.
15
Recogedor (Operador 9)
Colocar el producto en mesas de enfriamiento
Colocar el producto recibido en las mesas de enfriamiento, únicamente las que están en correcto estado. En esta etapa el caramelo deberá llegar a:
PARAMETRO VALOR
Temperatura (° C) 25 – 35
16
Envolvedor (Operador 10)
Calibrar envolvedora, seleccionar producto,
pesar producto final.
La envoltura del producto se realizara según ficha técnica para chupetes. Además deberá llenar hoja de ruta
17
Enfundador (Operador 11)
Colocar producto envuelto en la tolva
de alimentación, calibrar máquina
Colocar el chupete previamente envuelto, en fundas según el peso determinado para el producto. Se coloca el producto en la tolva de alimentación, donde pasa a la máquina SER PACK y es automáticamente pesado y enfundado.
18
Empacador (Operador 12)
Colocar las fundas del producto en
cartones
Empacar el chupete según especificaciones de ficha técnica para chupete de empaque y llenar la hoja de ruta
19
Empacador (Operador 12)
Colocar el producto pesado y etiquetado
en bodega de producto terminado
.
Colocar el producto siguiendo un orden FIFO (Primero en entrar, primero en salir).
11
8. PROCEDIMIENTO
8.1. Elaboración de Jarabe
8.2. Pre Cocción en Solvomat
8.3. Cocción en Cocina Automática (Otto Hansel 1704 – 0082)
8.4. Amasado
8.5. Troquelado
8.6. Recepción y Enfriado
8.7. Envoltura
8.8. Empaque
8.9. Manejo de restos y Migas
8.10. Control de Registros.
8.1. Elaboración de Jarabe
De acuerdo con el programa de producción se separa diariamente los materiales;
los mismos que han sido previamente liberados por Aseguramiento de la Calidad.
El agua es colocada a temperatura ambiente en el tanque de premezcla, después
se coloca el azúcar en la tolva de alimentación, la misma que está provista de una
malla para la retención de partículas extrañas mayores y grumos, la salida de esta
tolva da a la banda de ascenso de cangilones la cual por elevación transporta al
azúcar hasta el tanque de premezcla, una vez que se termina de alimentar el
tanque con azúcar se deja fluir el jarabe de glucosa precalentado.
Todos estos ingredientes se mezclan para formar un jarabe sobresaturado de
azúcar.
La elaboración de este jarabe en el tanque de premezcla permite asegurar que la
12
formulación del jarabe siempre será la misma en cada una de las paradas.
Capacidad de Carga del Tanque de Premezcla
Azúcar 2400 kg
Glucosa 1200 kg
Agua 960 kg
La temperatura de dilución estará entre los 40–50 ºC, de tal forma que se obtenga
un jarabe sobresaturado.
8.2. Concentración en Solvomat
Al inicio de la jornada se debe encender la bomba de succión del jarabe, dejar
llenar el tanque pulmón y controlar la temperatura la cual debe estar entre los 90-
100 °C, al llegar a dicha temperatura se debe abrir la llave de paso que conecta al
tanque pulmón con la olla de pre cocción, una vez lleno se cierra la llave de paso
y se deja cocinar de 3-4 minutos. Al finalizar la cocción el jarabe es depositado en
una marmita de estación. A partir de aquí el proceso es repetitivo.
Capacidad de carga de Tanque Pulmón
Jarabe (75°Brix) 740 kg
8.3. Cocción en Cocina Automática (Otto Hansel 1704 – 0082)
13
El jarabe precocido, es transportado por medio de bombas hacia la cocina
automática y cocina manual.
En la cocina automática se tienen parámetros de control importantes, como son:
Temperatura, presión de aire, Vapor de Calderos, Vacío y Tiempo.
La concentración adecuada del jarabe precocido permite un tiempo adecuado de
cocción ya que tiempos prolongados de cocción induce principalmente en la
generación de azúcar invertido y como consecuencia se obtiene un chupete frágil
y corta vida útil. Por el contrario si se tienen tiempos y temperaturas muy bajas
hacen que las masas no salgan perfectamente cocidas provocando la
cristalización del azúcar y una incorrecta deshidratación por lo que también
tendría menor tiempo de vida útil. Las variaciones en el contenido de sólidos
producen efectos negativos sobre la masa.
Una vez terminada la preparación de la masa de caramelo el operador de cocción
será el encargado de llenar el formato Reporte de Producción Elaboración
(PR/01-03) en el que se reportan:
- Código de producto
- Nombre del producto
- Peso de masa
- Reproceso utilizado
- Número de masas cocinadas
- Restos generados
- Desperdicios
- Temperatura de cocina
- Detalles de improductividad
8.3.1. Cocción para Caramelo Masticable de Chupete Yoguiño.
14
La elaboración de este producto se lo realiza en la cocina JUSTUS
TEEGARTHEN, la misma que se utiliza para la realización del toffee y del relleno
líquido del caramelo.
El proceso inicia combinando azúcar y maltodextrina, estos se diluyen en agua y
se lleva a ebullición hasta. Una vez que tenemos un jarabe se debe cerrar el
vapor y agregar jarabe de maíz y azúcar invertido, mezclar por 5 minutos, abrir
nuevamente la válvula de vapor y agregar grasa vegetal y BHT, agitar hasta lograr
total homogenización, continuar cocinando hasta que llegue a una temperatura
de 105 ºC colocar la base masticable, se cierra automáticamente el vapor y se
descargar la masa que deberá estar a una temperatura de 110°C.
Para ver este procedimiento en forma de diagrama de flujo, observar en anexos.
8.4. Amasado
Las masas de caramelo cocidas se retiran de la olla de vacío sobre la mesa de
amasado, se colocan los ingredientes tales como colorantes, ácidos y
saborizantes; en el orden indicado con la finalidad de evitar la evaporación de
ingredientes volátiles (esencias) y la formación de azúcar invertido por efecto de
los ácidos. Se mezcla manualmente por aproximadamente 60 a 90 segundos o
hasta observar que la masa tiene un color homogéneo. En esta parte del proceso
es posible agregar la cantidad permitida de SCRAP, la misma que más adelante
se detallara.
Una vez mezclados los ingredientes la masa debe pasar a una mesa doble fondo
con circulación de agua fría, en donde por reposo se la tempera y se realiza un
mezclado manual previo para mejorar la distribución de los ingredientes y
temperado uniforme, el tiempo de reposo aproximadamente dura 3 a 5 minutos
dependiendo de la temperatura de la mesa y flujo de agua de enfriamiento.
Lógicamente el tiempo y condiciones de la mesa para enfriado dependerán de la
velocidad y necesidad de las líneas de troquelado. El punto final de reposo debe
ser cuando la masa llegue a los 80 °C.
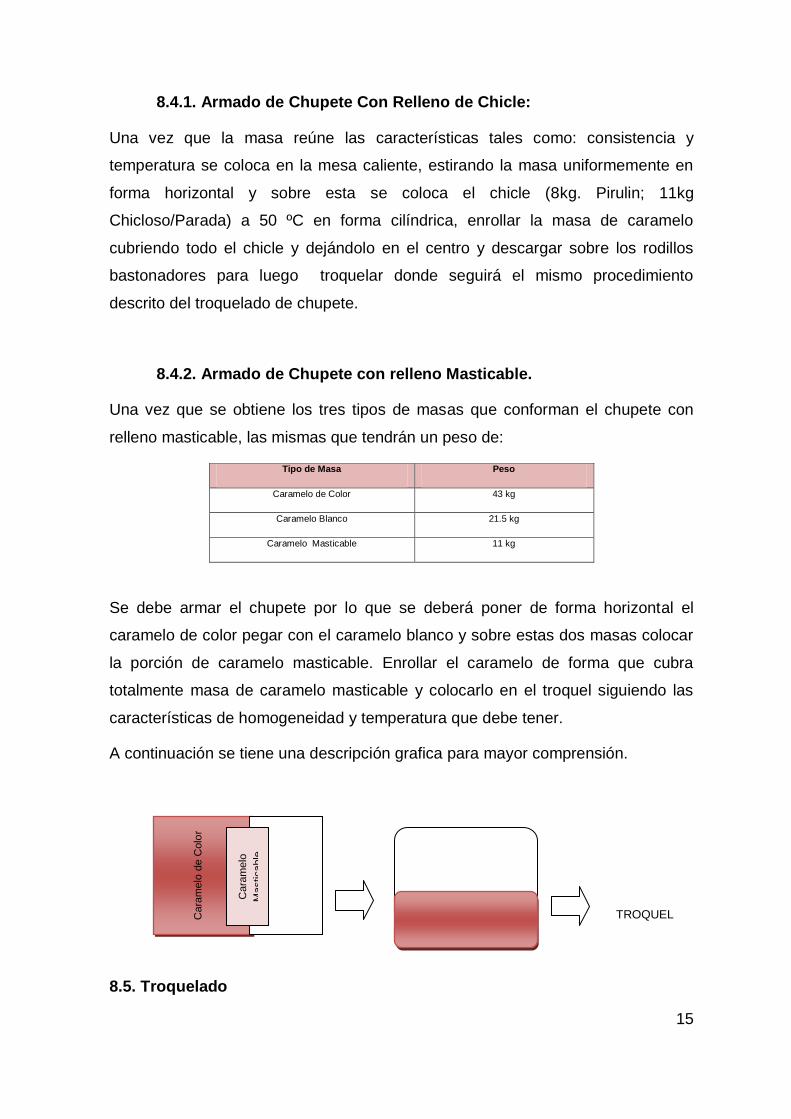
15
8.4.1. Armado de Chupete Con Relleno de Chicle:
Una vez que la masa reúne las características tales como: consistencia y
temperatura se coloca en la mesa caliente, estirando la masa uniformemente en
forma horizontal y sobre esta se coloca el chicle (8kg. Pirulin; 11kg
Chicloso/Parada) a 50 ºC en forma cilíndrica, enrollar la masa de caramelo
cubriendo todo el chicle y dejándolo en el centro y descargar sobre los rodillos
bastonadores para luego troquelar donde seguirá el mismo procedimiento
descrito del troquelado de chupete.
8.4.2. Armado de Chupete con relleno Masticable.
Una vez que se obtiene los tres tipos de masas que conforman el chupete con
relleno masticable, las mismas que tendrán un peso de:
Tipo de Masa Peso
Caramelo de Color 43 kg
Caramelo Blanco 21.5 kg
Caramelo Masticable 11 kg
Se debe armar el chupete por lo que se deberá poner de forma horizontal el
caramelo de color pegar con el caramelo blanco y sobre estas dos masas colocar
la porción de caramelo masticable. Enrollar el caramelo de forma que cubra
totalmente masa de caramelo masticable y colocarlo en el troquel siguiendo las
características de homogeneidad y temperatura que debe tener.
A continuación se tiene una descripción grafica para mayor comprensión.
TROQUEL
8.5. Troquelado
Cara
melo
de C
olo
r
Cara
melo
Bla
nco
Cara
melo
Masticable
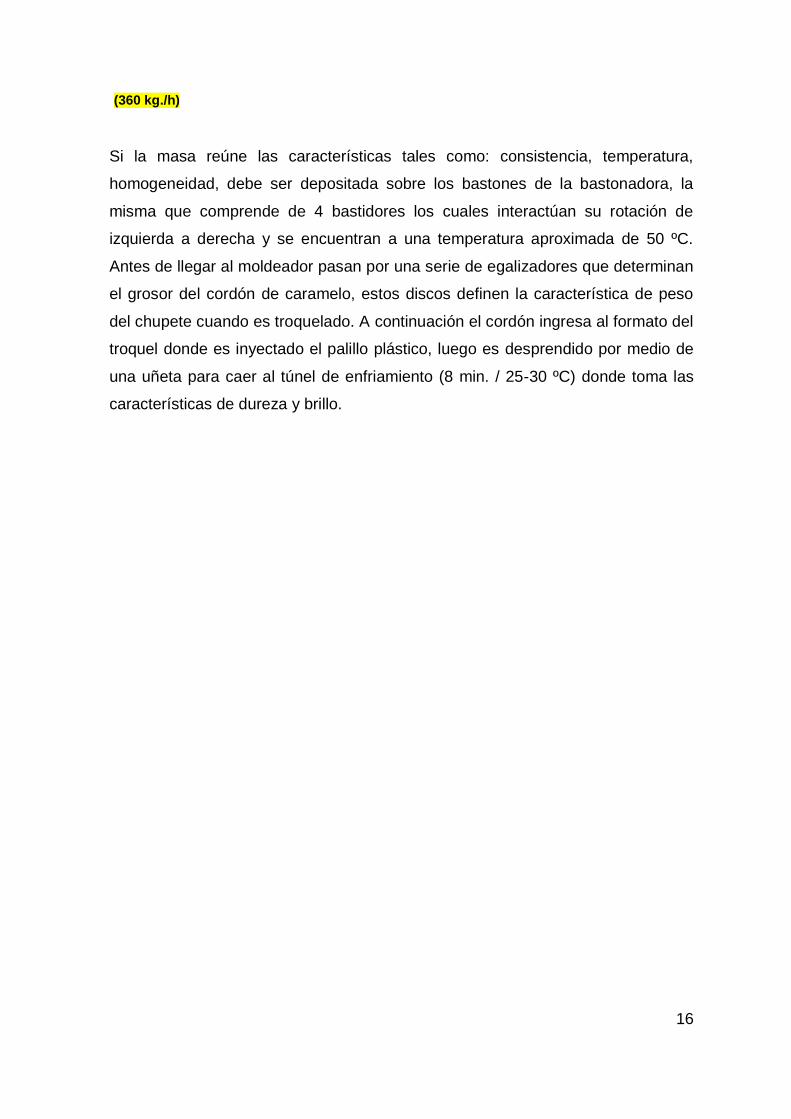
16
(360 kg./h)
Si la masa reúne las características tales como: consistencia, temperatura,
homogeneidad, debe ser depositada sobre los bastones de la bastonadora, la
misma que comprende de 4 bastidores los cuales interactúan su rotación de
izquierda a derecha y se encuentran a una temperatura aproximada de 50 ºC.
Antes de llegar al moldeador pasan por una serie de egalizadores que determinan
el grosor del cordón de caramelo, estos discos definen la característica de peso
del chupete cuando es troquelado. A continuación el cordón ingresa al formato del
troquel donde es inyectado el palillo plástico, luego es desprendido por medio de
una uñeta para caer al túnel de enfriamiento (8 min. / 25-30 ºC) donde toma las
características de dureza y brillo.
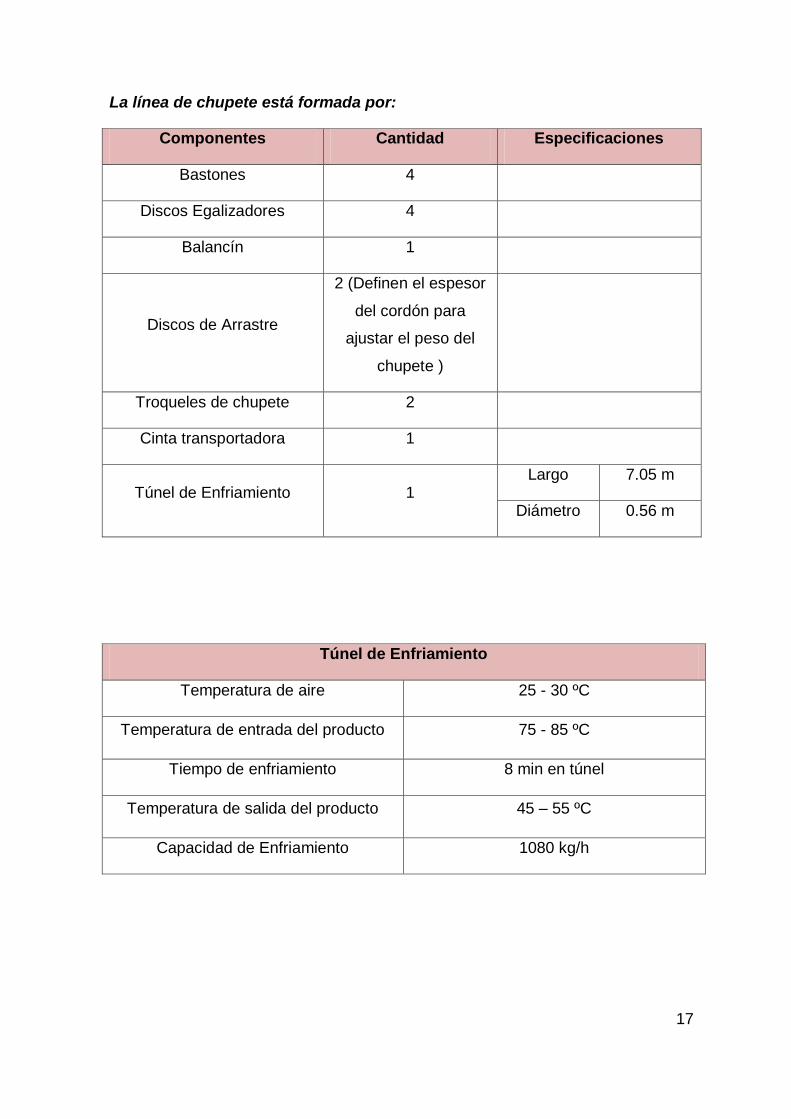
17
La línea de chupete está formada por:
Componentes Cantidad Especificaciones
Bastones 4
Discos Egalizadores 4
Balancín 1
Discos de Arrastre
2 (Definen el espesor
del cordón para
ajustar el peso del
chupete )
Troqueles de chupete 2
Cinta transportadora 1
Túnel de Enfriamiento 1 Largo 7.05 m
Diámetro 0.56 m
Túnel de Enfriamiento
Temperatura de aire 25 - 30 ºC
Temperatura de entrada del producto 75 - 85 ºC
Tiempo de enfriamiento 8 min en túnel
Temperatura de salida del producto 45 – 55 ºC
Capacidad de Enfriamiento 1080 kg/h
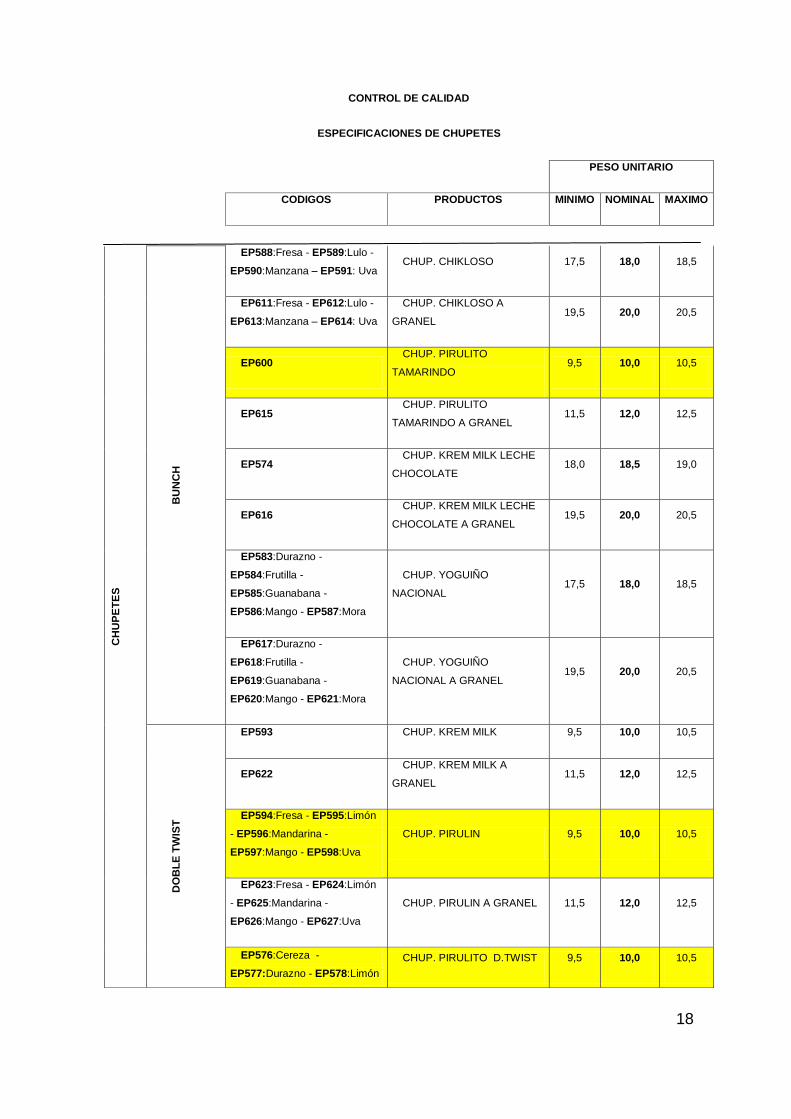
18
CONTROL DE CALIDAD
ESPECIFICACIONES DE CHUPETES
PESO UNITARIO
CODIGOS PRODUCTOS MINIMO NOMINAL MAXIMO
CH
UP
ET
ES
BU
NC
H
EP588:Fresa - EP589:Lulo -
EP590:Manzana – EP591: Uva CHUP. CHIKLOSO 17,5 18,0 18,5
EP611:Fresa - EP612:Lulo -
EP613:Manzana – EP614: Uva
CHUP. CHIKLOSO A
GRANEL 19,5 20,0 20,5
EP600 CHUP. PIRULITO
TAMARINDO 9,5 10,0 10,5
EP615 CHUP. PIRULITO
TAMARINDO A GRANEL 11,5 12,0 12,5
EP574 CHUP. KREM MILK LECHE
CHOCOLATE 18,0 18,5 19,0
EP616 CHUP. KREM MILK LECHE
CHOCOLATE A GRANEL 19,5 20,0 20,5
EP583:Durazno -
EP584:Frutilla -
EP585:Guanabana -
EP586:Mango - EP587:Mora
CHUP. YOGUIÑO
NACIONAL 17,5 18,0 18,5
EP617:Durazno -
EP618:Frutilla -
EP619:Guanabana -
EP620:Mango - EP621:Mora
CHUP. YOGUIÑO
NACIONAL A GRANEL 19,5 20,0 20,5
DO
BL
E T
WIS
T
EP593 CHUP. KREM MILK 9,5 10,0 10,5
EP622 CHUP. KREM MILK A
GRANEL 11,5 12,0 12,5
EP594:Fresa - EP595:Limón
- EP596:Mandarina -
EP597:Mango - EP598:Uva
CHUP. PIRULIN 9,5 10,0 10,5
EP623:Fresa - EP624:Limón
- EP625:Mandarina -
EP626:Mango - EP627:Uva
CHUP. PIRULIN A GRANEL 11,5 12,0 12,5
EP576:Cereza -
EP577:Durazno - EP578:Limón
CHUP. PIRULITO D.TWIST 9,5 10,0 10,5

19
8.6. Recepción y Enfriado
Una vez que termina el troquelado, el chupete entra en un túnel de enfriamiento,
al final de la línea un operador debe esperar el producto en una bandeja plástica y
colocarlo sobre la mesa de enfriamiento donde es dispersado y enfriado por aire,
durante el tiempo que dura el enfriamiento el asistente de calidad junto con el
supervisor de producción deben realizar controles de:
- Peso
- Color
- Diámetro y espesor
- Sabor
- Forma
- Chupete partido, deforme, con burbujas, sin palillo, con palillo flojo, etc.
El chupete que no cumple con una de estas características deberá ser enviado al
área de reproceso, donde deberán separar el palillo y el chicle, para poderlos
separar es necesario dar un golpe al chupete partiéndolo de forma que sea
posible extraer manualmente el palillo y el chicle. Se debe tener cuidado de dañar
el palillo ya que podrían quedar pedazos del mismo en el producto.
Por el contrario el caramelo que si cumple con estos requisitos es seleccionado y
- EP579:Naranja – EP580:Piña
EP628:Cereza -
EP629:Durazno - EP630:Limón
- EP631:Naranja – EP632:Piña
CHUP. PIRULITO D.TWIST
A GRANEL 11,5 12,0 12,5
EP633:Durazno -
EP634:Limón - EP635:Naranja
- EP636:Piña - EP637:Cereza
CHUP. PIRULITO
NAVIDEÑO 11,5 12,0 12,5
20
pesado, su valor se registra en PR/01-09. Donde debe indicarse la forma y
dimensiones del caramelo, el troquel que se utilizó para el producto y el espesor
por el peso o cantidad de masa moldeada.
Y debe colocarse en gavetas y pasar de inmediato a las máquinas envolvedoras.
El caramelo en lo posible no debe envolverse a temperaturas menores a 35ºC
debido a que a temperatura ambiente empieza absorber humedad el producto y
disminuye su tiempo de vida útil.
8.7. Envoltura
8.7.1. Envoltura Chupete tipo Bunch Wrap
Una vez seleccionados los chupetes son ubicados al área de envoltura, en donde
por medio de las máquinas Carugil y Tavarez serán envueltos.
Para la envoltura tipo Bunch Wrap se utiliza la máquina Carugil, la misma que
realiza una cobertura completa del producto, tiene este nombre ya que la
envoltura únicamente se sellara por calentamiento y torsión en la parte inferior del
chupete. El chupete envuelto es nuevamente inspeccionado para evitar que
pasen chupetes rotos, trizados, sin palillo, palo flojo (maracudo), mal envuelto,
etc. Y pasado a la etapa de enfundado y empaquetado.
Los chupetes que se envuelven en Bunch Wrap son:
Chupete Chikloso
Chupete Pirulito Tamarindo
Chupete Krem Milk Leche Chocolate
Chupete Yoquiño Nacional
8.7.2. Envoltura de Chupete tipo Doble twist
Al igual que el anterior tipo de envoltura, el producto en el que se utiliza la
21
envoltura Doble Twist es seleccionado y colocado en la tolva de alimentación de
la máquina Tavarez, la misma que realiza este tipo de envoltura llamado así
porque en la parte superior tiene un lazo y en la parte inferior un sello por
calentamiento y torsión, al final del el proceso el operador y el supervisor de
calidad deberán verificar que el producto esté envuelto adecuadamente y que no
esté roto, trizado, sin palillo , palo flojo (maracudo) o mal envuelto, ya que esto
provocaría que el producto no conserve sus características organolépticas.
Los chupetes que se envuelven en Doble Twist son:
Chupete Krem Milk
Chupete Pirulin
Chupete Pirulito
8.8. Empaque
8.8.1. Empacadora Ser Pack
Los chupetes con envoltura son ubicados en el área de empaque donde si es
necesario se los combina en un contenedor, de lo contrario el producto es
colocado directamente en una tolva de alimentación, la misma que por medio de
canjilones llevara el caramelo hasta el centro de la empacadora Ser Pack para ser
enfundado y posteriormente encartonado.
El producto empacado así como las novedades se reportan en (PR/01-06)
8.9. Manejo de restos y Migas
Ver Procedimiento PR/02 Procedimiento para recolección y tratamiento de migas
y restos de chupete en Icapeb Cia. Ltda.
9. ANEXOS
22
Diagrama de flujo para la realización de Chicle.
Diagrama de Flujo para la realización de Base Masticable para yoguiño
Hoja de formulación
Ficha técnica de Chupetes (simples o rellenos).
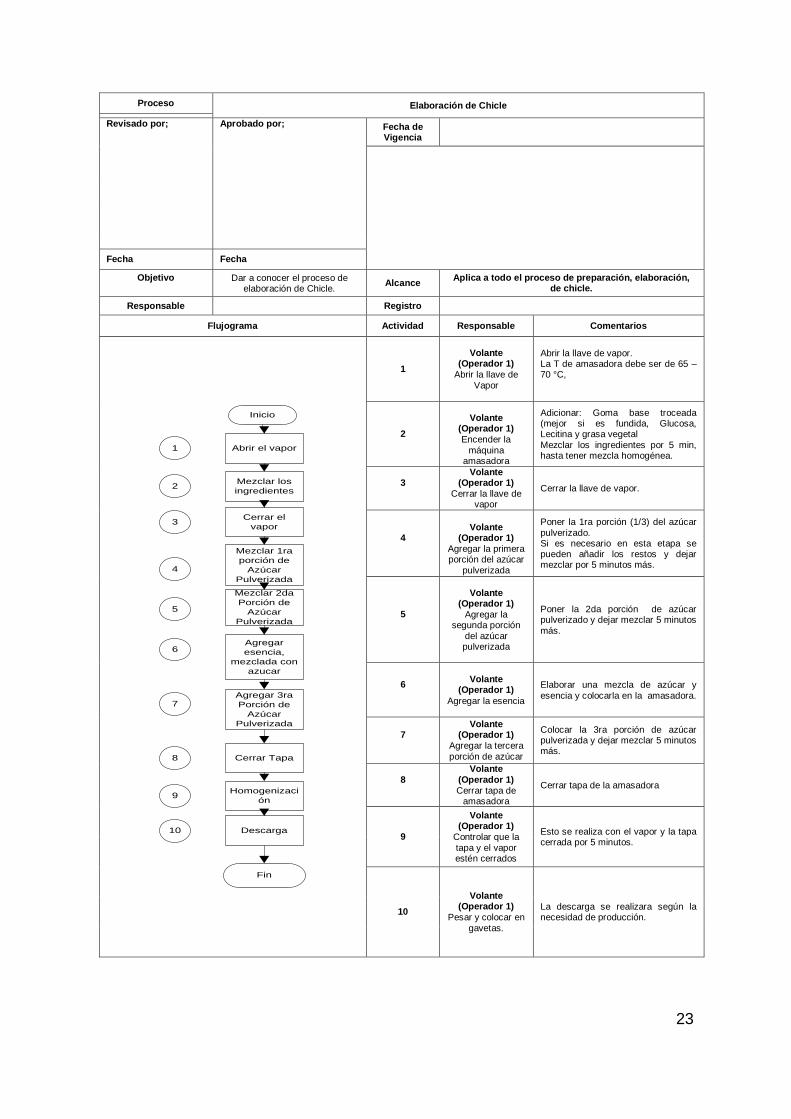
23
Proceso Elaboración de Chicle
Revisado por; Aprobado por; Fecha de Vigencia
Fecha Fecha
Objetivo
Dar a conocer el proceso de elaboración de Chicle.
Alcance Aplica a todo el proceso de preparación, elaboración,
de chicle.
Responsable
Registro
Flujograma Actividad Responsable Comentarios
Inicio
1 Abrir el vapor
Mezclar los
ingredientes
Agregar
esencia,
mezclada con
azucar
Cerrar Tapa
Mezclar 2da
Porción de
Azúcar
Pulverizada
Agregar 3ra
Porción de
Azúcar
Pulverizada
Cerrar el
vapor
Mezclar 1ra
porción de
Azúcar
Pulverizada
Descarga
Homogenizaci
ón9
8
7
6
5
4
3
2
10
Fin
1
Volante (Operador 1)
Abrir la llave de Vapor
Abrir la llave de vapor. La T de amasadora debe ser de 65 – 70 °C,
2
Volante
(Operador 1)
Encender la máquina
amasadora
Adicionar: Goma base troceada (mejor si es fundida, Glucosa, Lecitina y grasa vegetal Mezclar los ingredientes por 5 min, hasta tener mezcla homogénea.
3
Volante (Operador 1)
Cerrar la llave de vapor
Cerrar la llave de vapor.
4
Volante
(Operador 1) Agregar la primera porción del azúcar
pulverizada
Poner la 1ra porción (1/3) del azúcar pulverizado. Si es necesario en esta etapa se pueden añadir los restos y dejar mezclar por 5 minutos más.
5
Volante
(Operador 1) Agregar la
segunda porción del azúcar pulverizada
Poner la 2da porción de azúcar pulverizado y dejar mezclar 5 minutos más.
6
Volante
(Operador 1)
Agregar la esencia
Elaborar una mezcla de azúcar y esencia y colocarla en la amasadora.
7
Volante (Operador 1)
Agregar la tercera porción de azúcar
Colocar la 3ra porción de azúcar pulverizada y dejar mezclar 5 minutos más.
8
Volante (Operador 1) Cerrar tapa de
amasadora
Cerrar tapa de la amasadora
9
Volante (Operador 1)
Controlar que la tapa y el vapor estén cerrados
Esto se realiza con el vapor y la tapa cerrada por 5 minutos.
10
Volante (Operador 1)
Pesar y colocar en gavetas.
La descarga se realizara según la necesidad de producción.
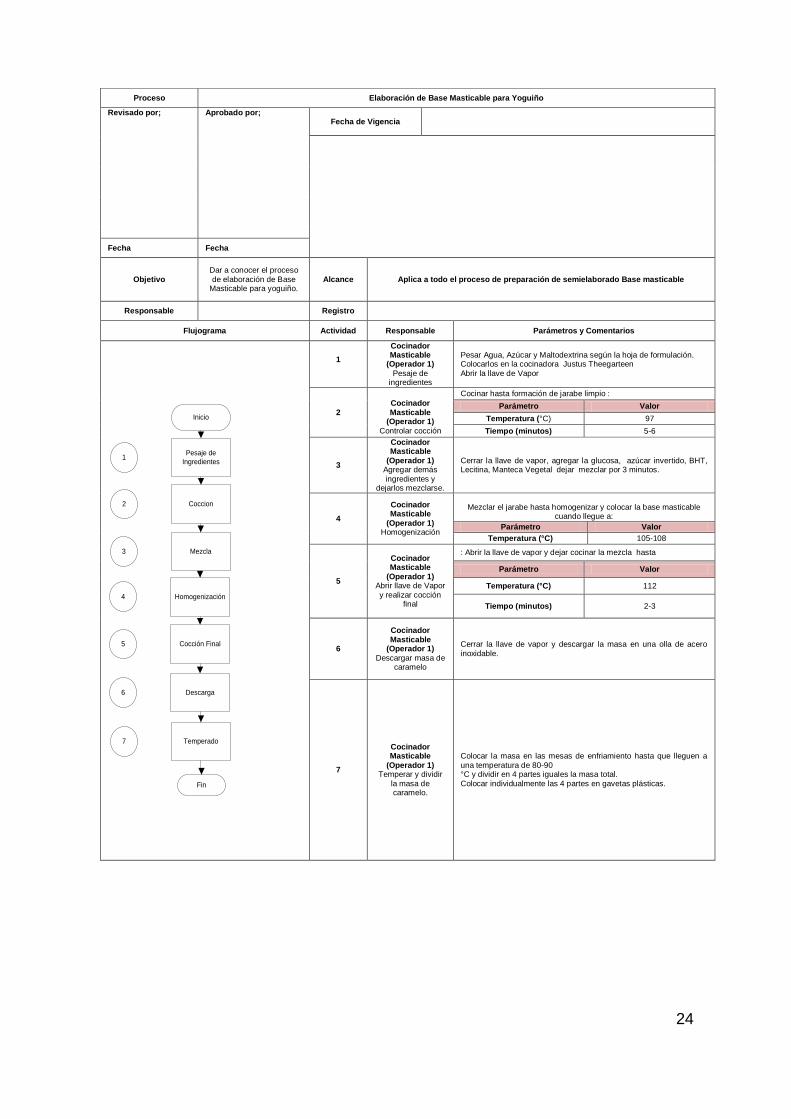
24
Proceso Elaboración de Base Masticable para Yoguiño
Revisado por; Aprobado por; Fecha de Vigencia
Fecha Fecha
Objetivo Dar a conocer el proceso de elaboración de Base
Masticable para yoguiño. Alcance Aplica a todo el proceso de preparación de semielaborado Base masticable
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Inicio
Coccion2
Mezcla3
Homogenización4
Cocción Final5
Fin
Pesaje de
Ingredientes1
Descarga6
Temperado7
1
Cocinador Masticable
(Operador 1) Pesaje de
ingredientes
Pesar Agua, Azúcar y Maltodextrina según la hoja de formulación. Colocarlos en la cocinadora Justus Theegarteen Abrir la llave de Vapor
2
Cocinador Masticable
(Operador 1) Controlar cocción
Cocinar hasta formación de jarabe limpio :
Parámetro Valor
Temperatura (°C) 97
Tiempo (minutos) 5-6
3
Cocinador Masticable
(Operador 1) Agregar demás ingredientes y
dejarlos mezclarse.
Cerrar la llave de vapor, agregar la glucosa, azúcar invertido, BHT, Lecitina, Manteca Vegetal dejar mezclar por 3 minutos.
4
Cocinador Masticable
(Operador 1) Homogenización
Mezclar el jarabe hasta homogenizar y colocar la base masticable
cuando llegue a:
Parámetro Valor
Temperatura (°C) 105-108
5
Cocinador Masticable
(Operador 1) Abrir llave de Vapor y realizar cocción
final
: Abrir la llave de vapor y dejar cocinar la mezcla hasta
Parámetro Valor
Temperatura (°C) 112
Tiempo (minutos) 2-3
6
Cocinador Masticable
(Operador 1) Descargar masa de
caramelo
Cerrar la llave de vapor y descargar la masa en una olla de acero inoxidable.
7
Cocinador Masticable
(Operador 1) Temperar y dividir
la masa de caramelo.
Colocar la masa en las mesas de enfriamiento hasta que lleguen a una temperatura de 80-90 °C y dividir en 4 partes iguales la masa total. Colocar individualmente las 4 partes en gavetas plásticas.
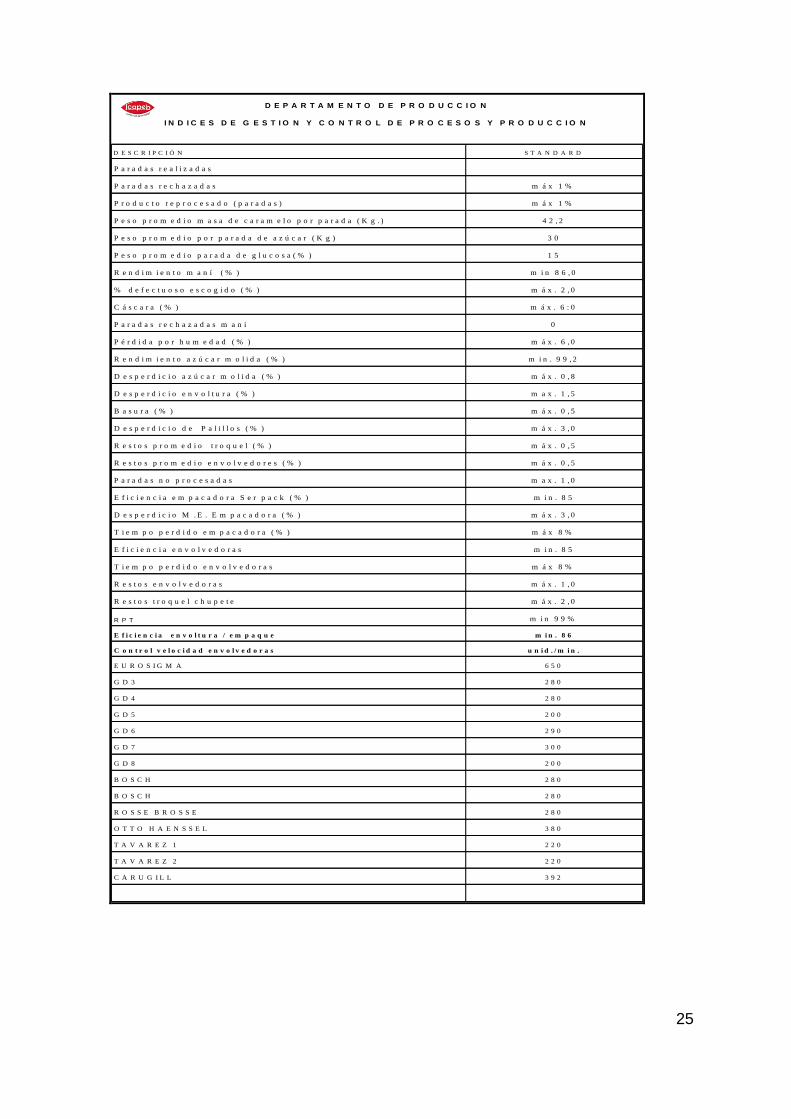
25
D E S C R I P C I Ó N S T A N D A R D
P a r a d a s r e a l i z a d a s
P a r a d a s r e c h a z a d a s m á x 1 %
P r o d u c t o r e p r o c e s a d o ( p a r a d a s ) m á x 1 %
P e s o p r o m e d i o m a s a d e c a r a m e l o p o r p a r a d a ( K g . ) 4 2 , 2
P e s o p r o m e d i o p o r p a r a d a d e a z ú c a r ( K g ) 3 0
P e s o p r o m e d i o p a r a d a d e g l u c o s a ( % ) 1 5
R e n d i m i e n t o m a n í ( % ) m i n 8 6 , 0
% d e f e c t u o s o e s c o g i d o ( % ) m á x . 2 , 0
C á s c a r a ( % ) m á x . 6 : 0
P a r a d a s r e c h a z a d a s m a n í 0
P é r d i d a p o r h u m e d a d ( % ) m á x . 6 , 0
R e n d i m i e n t o a z ú c a r m o l i d a ( % ) m i n . 9 9 , 2
D e s p e r d i c i o a z ú c a r m o l i d a ( % ) m á x . 0 , 8
D e s p e r d i c i o e n v o l t u r a ( % ) m a x . 1 , 5
B a s u r a ( % ) m á x . 0 , 5
D e s p e r d i c i o d e P a l i l l o s ( % ) m á x . 3 , 0
R e s t o s p r o m e d i o t r o q u e l ( % ) m á x . 0 , 5
R e s t o s p r o m e d i o e n v o l v e d o r e s ( % ) m á x . 0 , 5
P a r a d a s n o p r o c e s a d a s m a x . 1 , 0
E f i c i e n c i a e m p a c a d o r a S e r p a c k ( % ) m i n . 8 5
D e s p e r d i c i o M . E . E m p a c a d o r a ( % ) m á x . 3 , 0
T i e m p o p e r d i d o e m p a c a d o r a ( % ) m á x 8 %
E f i c i e n c i a e n v o l v e d o r a s m i n . 8 5
T i e m p o p e r d i d o e n v o l v e d o r a s m á x 8 %
R e s t o s e n v o l v e d o r a s m á x . 1 , 0
R e s t o s t r o q u e l c h u p e t e m á x . 2 , 0
R P T m i n 9 9 %
E f i c i e n c i a e n v o l t u r a / e m p a q u e m i n . 8 6
C o n t r o l v e l o c i d a d e n v o l v e d o r a s u n i d . / m i n .
E U R O S I G M A 6 5 0
G D 3 2 8 0
G D 4 2 8 0
G D 5 2 0 0
G D 6 2 9 0
G D 7 3 0 0
G D 8 2 0 0
B O S C H 2 8 0
B O S C H 2 8 0
R O S S E B R O S S E 2 8 0
O T T O H A E N S S E L 3 8 0
T A V A R E Z 1 2 2 0
T A V A R E Z 2 2 2 0
C A R U G I L L 3 9 2
D E P A R T A M E N T O D E P R O D U C C I O N
I N D I C E S D E G E S T I O N Y C O N T R O L D E P R O C E S O S Y P R O D U C C I O N
77
ANEXO 3
Manual De Procesos Para Toffee
MANUAL DE
PRODUCCION
CÓDIGO: PR/01 REVISIÓN: 0 PÁGINA: 1 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
1
1. CONTROL DEL DOCUMENTO
Versión Motivo Cambio ó Anulación Fecha de Actualización
2. OBJETIVO
Describir el proceso de elaboración de Caramelos y chupetes que se producen en
la Industria de Caramelos Pérez Bermeo – Icapeb –
3. ALCANCE
Este proceso involucra a todos los productos de la Industria de Caramelos Pérez
Bermeo – Icapeb – que se encuentren dentro de la clasificación de Toffee.
4. DEFINICIONES
4.1. Restos.- Cantidad de producto separado de las actividades de troquelado y
como defectuoso de la selección de las etapas de recepción, envoltura y
empaque.
2
4.2. Azúcar invertido.- Solución compuesta por glucosa y fructosa, que fue
hidrolizada a partir de la sacarosa (Acuña, 2006)
4.3. Glucosa.- Producto incoloro o ligeramente amarillo, obtenido a partir de
cualquier tipo de almidón comestible por sacarificación con ácidos y
eliminación de estos últimos. Su concentración mínima será de 45 ºBe
(Vicente, 1999).
4.4. Toffee.- Son caramelos blandos elaborados a base de un almíbar de
azúcares y leche, que pueden contener mantequilla u otra grasa alimentaria
(INEN, 2012).
4.5. Leche Reconstituida.- Es un producto lácteo homogéneo obtenido por un
proceso de incorporación de agua potable a la leche en polvo entera,
descremada o semidescremada de manera que presenten las condiciones
físico-químicas indicadas para estos productos(INEN,2012).
5. DOCUMENTOS DE REFERENCIA
3
17. Reglamento de B.P.M. (Decreto3253) TITULO IV - Capítulo III - Operaciones
de Producción –
18. NTE INEN 2217 (20132) Productos de Confitería, caramelos, pastillas,
grageas, gomitas y turrones. Requisitos
19. NTE INEN 0487 (1988) (Spanish): Leche Reconstituida, Requisitos.
6. RESPONSABLES
20. Jefatura de Planta
21. Supervisor de Producción
22. Operadores/as línea Cocinado
23. Operadores/as líneas de troquel
24. Recibidores/as
25. Ayudantes de producción
26. Operadores/as máquinas de envoltura
7. DIAGRAMA DE FLUJO
Diagrama 1
Diagrama para elaboración de Caramelo Toffee
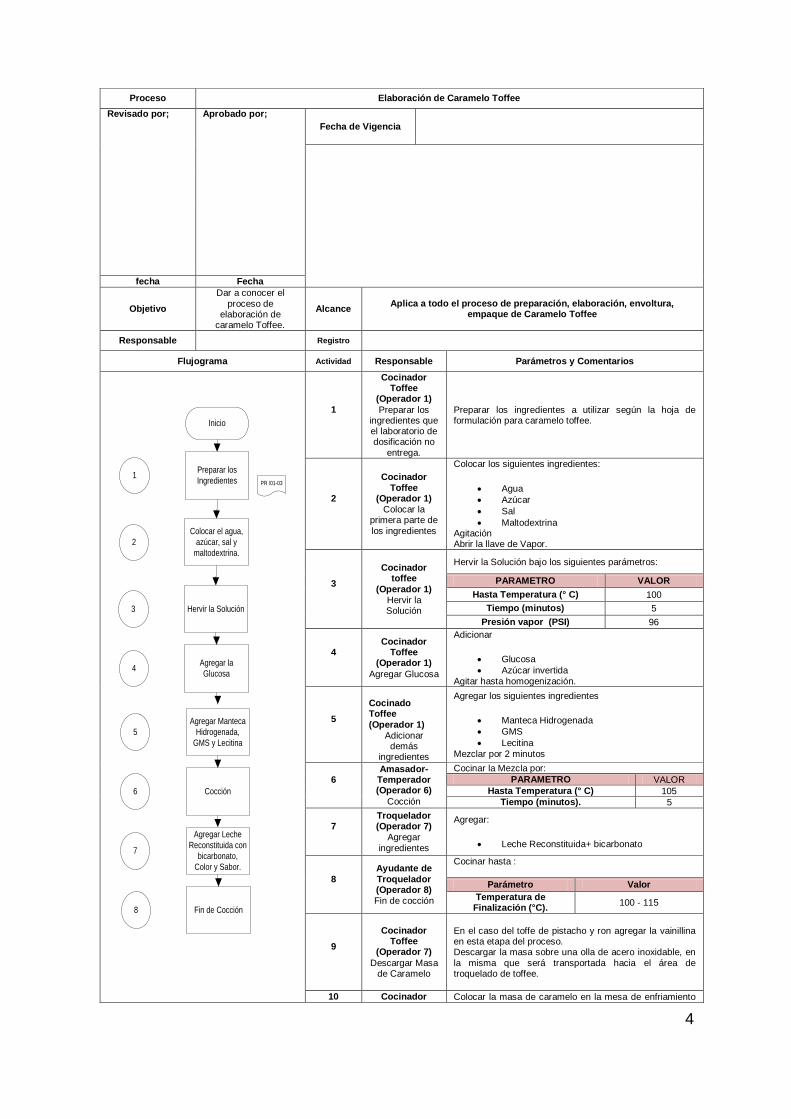
4
Proceso Elaboración de Caramelo Toffee
Revisado por; Aprobado por;
Fecha de Vigencia
fecha Fecha
Objetivo
Dar a conocer el proceso de
elaboración de caramelo Toffee.
Alcance Aplica a todo el proceso de preparación, elaboración, envoltura,
empaque de Caramelo Toffee
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Inicio
Preparar los
Ingredientes1
Colocar el agua,
azúcar, sal y
maltodextrina.
2
Agregar la
Glucosa 4
Hervir la Solución3
Agregar Manteca
Hidrogenada,
GMS y Lecitina
5
Cocción6
Agregar Leche
Reconstituida con
bicarbonato,
Color y Sabor.
7
Fin de Cocción8
PR /01-03
1
Cocinador Toffee
(Operador 1)
Preparar los ingredientes que el laboratorio de dosificación no
entrega.
Preparar los ingredientes a utilizar según la hoja de formulación para caramelo toffee.
2
Cocinador Toffee
(Operador 1) Colocar la
primera parte de los ingredientes
Colocar los siguientes ingredientes:
Agua
Azúcar
Sal
Maltodextrina Agitación Abrir la llave de Vapor.
3
Cocinador toffee
(Operador 1) Hervir la Solución
Hervir la Solución bajo los siguientes parámetros:
PARAMETRO VALOR
Hasta Temperatura (° C) 100
Tiempo (minutos) 5
Presión vapor (PSI) 96
4
Cocinador Toffee
(Operador 1)
Agregar Glucosa
Adicionar
Glucosa
Azúcar invertida Agitar hasta homogenización.
5
Cocinado Toffee (Operador 1)
Adicionar demás
ingredientes
Agregar los siguientes ingredientes
Manteca Hidrogenada
GMS
Lecitina Mezclar por 2 minutos
6
Amasador-Temperador (Operador 6)
Cocción
Cocinar la Mezcla por:
PARAMETRO VALOR
Hasta Temperatura (° C) 105
Tiempo (minutos). 5
7
Troquelador (Operador 7)
Agregar ingredientes
Agregar:
Leche Reconstituida+ bicarbonato
8
Ayudante de Troquelador (Operador 8) Fin de cocción
Cocinar hasta :
Parámetro Valor
Temperatura de Finalización (°C).
100 - 115
9
Cocinador Toffee
(Operador 7)
Descargar Masa de Caramelo
En el caso del toffe de pistacho y ron agregar la vainillina en esta etapa del proceso. Descargar la masa sobre una olla de acero inoxidable, en la misma que será transportada hacia el área de troquelado de toffee.
10 Cocinador Colocar la masa de caramelo en la mesa de enfriamiento
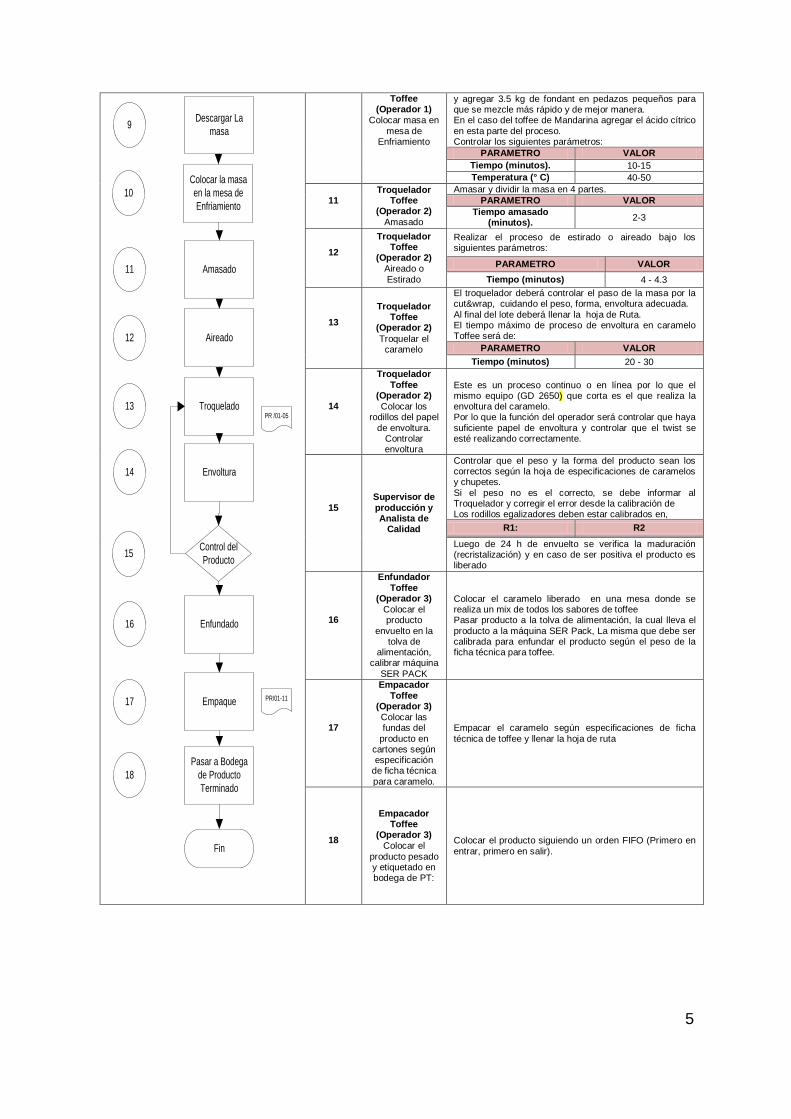
5
Descargar La
masa9
Colocar la masa
en la mesa de
Enfriamiento
10
Amasado11
Aireado12
Troquelado13
Envoltura14
Enfundado16
Pasar a Bodega
de Producto
Terminado
18
Empaque17
15Control del
Producto
PR /01-05
PR/01-11
Fin
Toffee (Operador 1)
Colocar masa en mesa de
Enfriamiento
y agregar 3.5 kg de fondant en pedazos pequeños para que se mezcle más rápido y de mejor manera. En el caso del toffee de Mandarina agregar el ácido cítrico en esta parte del proceso. Controlar los siguientes parámetros:
PARAMETRO VALOR
Tiempo (minutos). 10-15
Temperatura (° C) 40-50
11
Troquelador Toffee
(Operador 2)
Amasado
Amasar y dividir la masa en 4 partes.
PARAMETRO VALOR
Tiempo amasado (minutos).
2-3
12
Troquelador Toffee
(Operador 2) Aireado o Estirado
Realizar el proceso de estirado o aireado bajo los siguientes parámetros:
PARAMETRO VALOR
Tiempo (minutos) 4 - 4.3
13
Troquelador Toffee
(Operador 2)
Troquelar el caramelo
El troquelador deberá controlar el paso de la masa por la cut&wrap, cuidando el peso, forma, envoltura adecuada. Al final del lote deberá llenar la hoja de Ruta. El tiempo máximo de proceso de envoltura en caramelo Toffee será de:
PARAMETRO VALOR
Tiempo (minutos) 20 - 30
14
Troquelador
Toffee (Operador 2) Colocar los
rodillos del papel de envoltura.
Controlar envoltura
Este es un proceso continuo o en línea por lo que el mismo equipo (GD 2650) que corta es el que realiza la envoltura del caramelo. Por lo que la función del operador será controlar que haya suficiente papel de envoltura y controlar que el twist se esté realizando correctamente.
15
Supervisor de
producción y Analista de
Calidad
Controlar que el peso y la forma del producto sean los correctos según la hoja de especificaciones de caramelos y chupetes. Si el peso no es el correcto, se debe informar al Troquelador y corregir el error desde la calibración de Los rodillos egalizadores deben estar calibrados en,
R1: R2
10.45-11.15 6.45-7.15 Luego de 24 h de envuelto se verifica la maduración (recristalización) y en caso de ser positiva el producto es liberado
16
Enfundador Toffee
(Operador 3) Colocar el producto
envuelto en la tolva de
alimentación, calibrar máquina
SER PACK
Colocar el caramelo liberado en una mesa donde se realiza un mix de todos los sabores de toffee Pasar producto a la tolva de alimentación, la cual lleva el producto a la máquina SER Pack, La misma que debe ser calibrada para enfundar el producto según el peso de la ficha técnica para toffee.
17
Empacador Toffee
(Operador 3) Colocar las fundas del
producto en cartones según especificación
de ficha técnica para caramelo.
Empacar el caramelo según especificaciones de ficha técnica de toffee y llenar la hoja de ruta
18
Empacador Toffee
(Operador 3) Colocar el
producto pesado y etiquetado en bodega de PT:
Colocar el producto siguiendo un orden FIFO (Primero en entrar, primero en salir).
6
8. PROCEDIMIENTO
8.1. Elaboración de la Masa de Caramelo
8.2. Amasado y Temperado
8.3. Aireado
8.4. Troquelado - Envoltura
8.6. Enfundado
8.7. Empaque
8.8. Manejo de restos y Migas
8.9. Control de Registros.
8.1. Elaboración de la Masa de Caramelo
El operador debe retirar las materias primas como maltodextrina, sal, manteca
hidrogenada, GMS, lecitina, saborizante y colorante de la bodega de dosificación
y pesa los demás ingredientes como glucosa, leche reconstituida, azúcar y agua.
Una vez que todos los materiales están listos se procede a abrir el vapor y a
colocar en el cocinador Justus Teegarthen los ingredientes en el siguiente orden:
Colocar Agua, Glucosa, Maltodextrina y sal, y esperar que lleguen a una
temperatura de 102 °C, después colocar la glucosa, azúcar invertida y agitar
hasta ver la mezcla homogénea, esto tomará un tiempo aproximado de 2 minutos,
pasado este tiempo debe colocar la manteca hidrogenada, GMS y lecitina y
cocinar toda la mezcla. Colocar la leche reconstituida combinada con
bicarbonato, en este momento la temperatura descenderá de 95 - 100°C,
continuar con la cocción hasta llegar a la temperatura de seteo, agregar color y
7
sabor. Agitar hasta obtener una completa homogenización. Descargar la masa en
una olla de acero inoxidable.
8.2. Amasado y Temperado
Una vez que el caramelo sale del cocinador es colocada en una mesa de
enfriamiento, el fondant es agregado en pedazos sobre toda la masa, en el caso
del toffee de mandarina además del fondant se adiciona el ácido cítrico, se deja
pasar 2-3 minutos y se amasa de forma que se mezclen todos los componentes.
Se mezcla y se divide en dos partes y se deja reposar hasta que la temperatura
baje a 40-50 °C.
8.3. Aireado
La masa es colocada en la máquina estiradora donde estará por 3 minutos.
En esta etapa del proceso por efecto del estirado y del aire que ingresa en la
masa, el color del caramelo se hará más pálido, le dará mejor textura y mayor
volumen.
8.4. Troquelado – Envoltura (Cut&wrap)
A diferencia del troquelado de los otros productos, esta es una línea continua
compuesta por un bastonador en donde se coloca la masa de caramelo estirada,
un juego de rodillos egalizadores y un sistema de corte en forma rectangular
seguido por un proceso de envoltura en formato doble twist y se recibe en gavetas
en donde se selecciona y se almacena en cajas.
8.7. Empaque
8.7.1. Empacadora Ser Pack
Los caramelos con envoltura son ubicados en el área de empaque donde se
8
realiza el proceso de elaboración del mix en una mesa, el mix se alimenta a la
tolva la misma que por medio de canjilones lleva el caramelo hacia las balanzas
multicabezal de la Ser Pack para ser enfundado y posteriormente encartonado,
El producto empacado así como las novedades se reportan en (PR/01-06)
Tabla #5 Unidades / hora
Producto Gpm Cajas / H (x30unidades)
Caramelo 44 88
8.8. Control de Registros
Solicitud De Materias Primas Y Materiales (PR/01-01)
Reporte Producción Solvomat (PR/01-02)
Reporte Producción Elaboración (PR/01-03)
Control Peso Pasta (PR/01-04)
Reporte Producción Troquelado - Envoltura (PR/01-05)
Reporte de Producción Empaque (PR/01-06)
Control de Mezcla Empaque de Productos (PR/01-07)
Saldo de Semielaborado en Piso (PR/01-08)
9. ANEXOS
Índices De Gestión De Procesos Y Control De Producción.
Hoja de formulación
Diagrama de flujo para la elaboración de fondant.
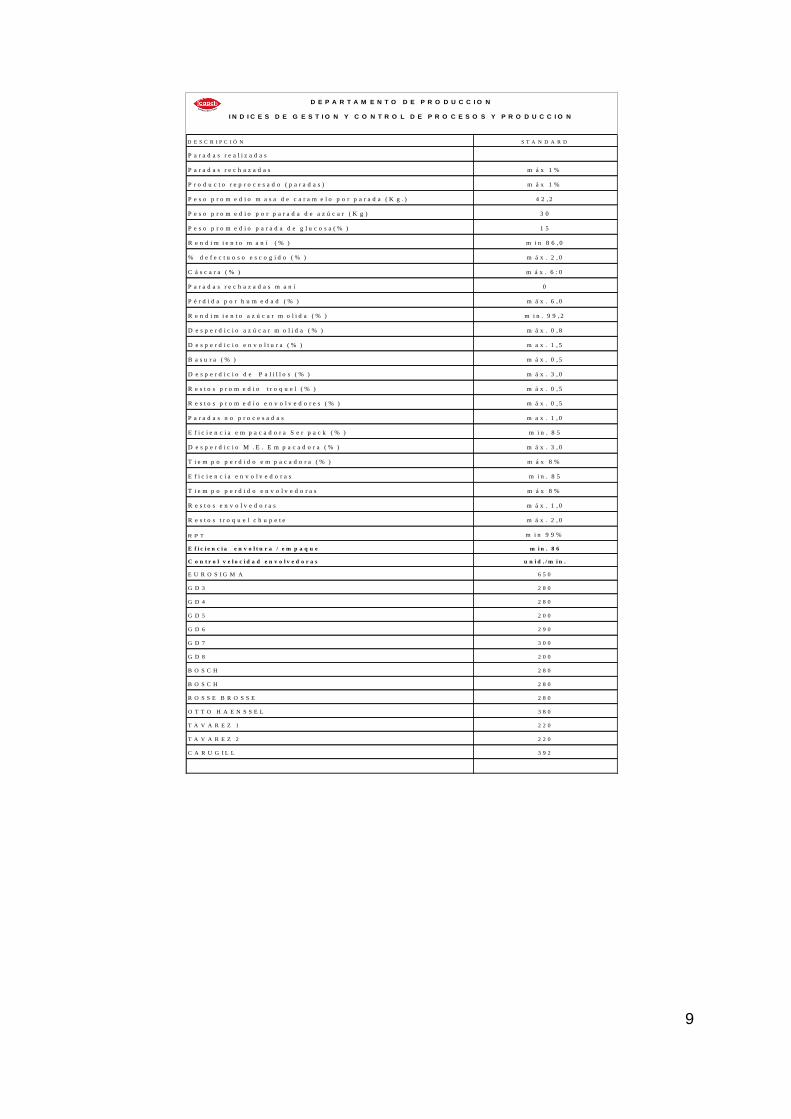
9
D E S C R I P C I Ó N S T A N D A R D
P a r a d a s r e a l i z a d a s
P a r a d a s r e c h a z a d a s m á x 1 %
P r o d u c t o r e p r o c e s a d o ( p a r a d a s ) m á x 1 %
P e s o p r o m e d i o m a s a d e c a r a m e l o p o r p a r a d a ( K g . ) 4 2 , 2
P e s o p r o m e d i o p o r p a r a d a d e a z ú c a r ( K g ) 3 0
P e s o p r o m e d i o p a r a d a d e g l u c o s a ( % ) 1 5
R e n d i m i e n t o m a n í ( % ) m i n 8 6 , 0
% d e f e c t u o s o e s c o g i d o ( % ) m á x . 2 , 0
C á s c a r a ( % ) m á x . 6 : 0
P a r a d a s r e c h a z a d a s m a n í 0
P é r d i d a p o r h u m e d a d ( % ) m á x . 6 , 0
R e n d i m i e n t o a z ú c a r m o l i d a ( % ) m i n . 9 9 , 2
D e s p e r d i c i o a z ú c a r m o l i d a ( % ) m á x . 0 , 8
D e s p e r d i c i o e n v o l t u r a ( % ) m a x . 1 , 5
B a s u r a ( % ) m á x . 0 , 5
D e s p e r d i c i o d e P a l i l l o s ( % ) m á x . 3 , 0
R e s t o s p r o m e d i o t r o q u e l ( % ) m á x . 0 , 5
R e s t o s p r o m e d i o e n v o l v e d o r e s ( % ) m á x . 0 , 5
P a r a d a s n o p r o c e s a d a s m a x . 1 , 0
E f i c i e n c i a e m p a c a d o r a S e r p a c k ( % ) m i n . 8 5
D e s p e r d i c i o M . E . E m p a c a d o r a ( % ) m á x . 3 , 0
T i e m p o p e r d i d o e m p a c a d o r a ( % ) m á x 8 %
E f i c i e n c i a e n v o l v e d o r a s m i n . 8 5
T i e m p o p e r d i d o e n v o l v e d o r a s m á x 8 %
R e s t o s e n v o l v e d o r a s m á x . 1 , 0
R e s t o s t r o q u e l c h u p e t e m á x . 2 , 0
R P T m i n 9 9 %
E f i c i e n c i a e n v o l t u r a / e m p a q u e m i n . 8 6
C o n t r o l v e l o c i d a d e n v o l v e d o r a s u n i d . / m i n .
E U R O S I G M A 6 5 0
G D 3 2 8 0
G D 4 2 8 0
G D 5 2 0 0
G D 6 2 9 0
G D 7 3 0 0
G D 8 2 0 0
B O S C H 2 8 0
B O S C H 2 8 0
R O S S E B R O S S E 2 8 0
O T T O H A E N S S E L 3 8 0
T A V A R E Z 1 2 2 0
T A V A R E Z 2 2 2 0
C A R U G I L L 3 9 2
D E P A R T A M E N T O D E P R O D U C C I O N
I N D I C E S D E G E S T I O N Y C O N T R O L D E P R O C E S O S Y P R O D U C C I O N
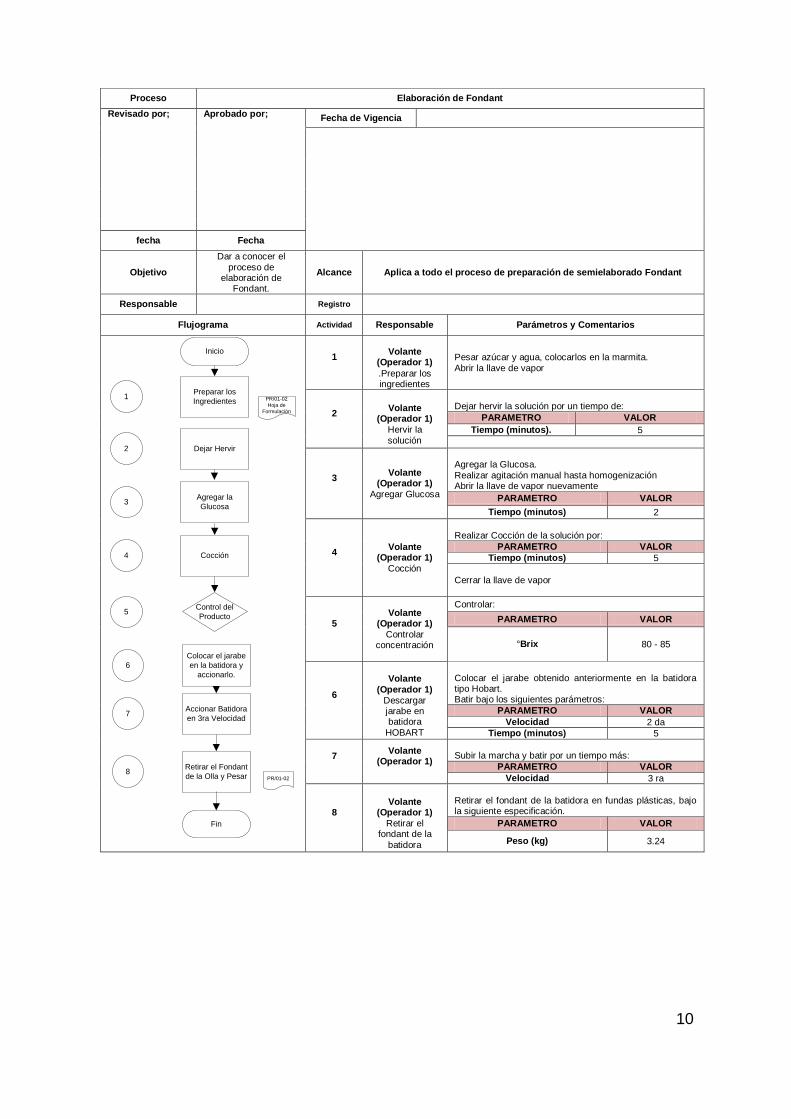
10
Proceso Elaboración de Fondant
Revisado por; Aprobado por; Fecha de Vigencia
fecha Fecha
Objetivo
Dar a conocer el proceso de
elaboración de Fondant.
Alcance Aplica a todo el proceso de preparación de semielaborado Fondant
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Inicio
Preparar los
Ingredientes1 PR/01-02
Hoja de
Formulación
Dejar Hervir2
Agregar la
Glucosa3
Cocción4
Control del
Producto5
Accionar Batidora
en 3ra Velocidad7
Colocar el jarabe
en la batidora y
accionarlo.
6
Retirar el Fondant
de la Olla y Pesar8
Fin
PR/01-02
1
Volante
(Operador 1)
.Preparar los ingredientes
Pesar azúcar y agua, colocarlos en la marmita.
Abrir la llave de vapor
2
Volante
(Operador 1)
Hervir la solución
Dejar hervir la solución por un tiempo de:
PARAMETRO VALOR
Tiempo (minutos). 5
3
Volante (Operador 1)
Agregar Glucosa
Agregar la Glucosa.
Realizar agitación manual hasta homogenización Abrir la llave de vapor nuevamente
PARAMETRO VALOR
Tiempo (minutos) 2
4
Volante (Operador 1)
Cocción
Realizar Cocción de la solución por:
PARAMETRO VALOR
Tiempo (minutos) 5
Cerrar la llave de vapor
5
Volante
(Operador 1) Controlar
concentración
Controlar:
PARAMETRO VALOR
°Brix 80 - 85
6
Volante
(Operador 1)
Descargar jarabe en batidora
HOBART
Colocar el jarabe obtenido anteriormente en la batidora tipo Hobart. Batir bajo los siguientes parámetros:
PARAMETRO VALOR
Velocidad 2 da
Tiempo (minutos) 5
7
Volante (Operador 1)
Subir la marcha y batir por un tiempo más:
PARAMETRO VALOR
Velocidad 3 ra
8
Volante
(Operador 1)
Retirar el fondant de la
batidora
Retirar el fondant de la batidora en fundas plásticas, bajo la siguiente especificación.
PARAMETRO VALOR
Peso (kg) 3.24

78
ANEXO 4
Manual De Procesos Para Caramelos Y Chupetes De Leche
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 1 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
1
1. CONTROL DEL DOCUMENTO
Versión Motivo Cambio ó Anulación Fecha de Actualización
0
2. OBJETIVO
Describir el proceso de elaboración de Caramelos y chupetes que se producen
en la Industria de Caramelos Pérez Bermeo – Icapeb –
3. ALCANCE
Este proceso involucra a todos los productos de la Industria de Caramelos
Pérez Bermeo – Icapeb – que se encuentren dentro de la clasificación de
Caramelos y Chupetes de Leche.
4. DEFINICIONES
4.1. Miga.- Cantidad de caramelo en forma de polvo generado como producto
de la actividad del troquelado y envoltura.
4.2. Restos.- Cantidad de producto separado de las actividades de troquelado
y como defectuoso de la selección de las etapas de recepción, envoltura y
empaque.
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 2 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
2
4.3. Azúcar invertido.- Solución compuesta por glucosa y fructosa, que fue
hidrolizada a partir de la sacarosa (Acuña, 2006)
4.4. Vacío.- Presión negativa de trabajo para extraer agua de la masa.
4.6. Glucosa.- Producto incoloro o ligeramente amarillo, obtenido a partir de
cualquier tipo de almidón comestible por sacarificación con ácidos y
eliminación de estos últimos. Su concentración mínima será de 45 ºBe
(Vicente, 1999)
4.7. Caramelos Duros.- Son productos elaborados a base de azúcares en
forma de almíbar, que adquieren una consistencia sólida y quebradiza al
enfriarse (INEN, 2012).
4.8. Leche Reconstituida.- Es un producto lácteo homogéneo obtenido por un
proceso de incorporación de agua potable a la leche en polvo entera,
descremada o semidescremada de manera que presenten las condiciones
físico-químicas indicadas para estos productos
5. DOCUMENTOS DE REFERENCIA
27. Reglamento de B.P.M. (Decreto3253) TITULO IV - Capítulo III -
Operaciones de Producción –
28. NTE INEN 2217 (20132) Productos de Confitería, caramelos, pastillas,
grageas, gomitas y turrones. Requisitos
6. RESPONSABLES
29. Jefatura de Planta
30. Supervisor de Producción
31. Operadores/as línea Cocinado
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 3 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
3
32. Operadores/as líneas de troquel
33. Recibidores/as
34. Ayudantes de producción
35. Operadores/as máquinas de envoltura
7. DIAGRAMA DE FLUJO
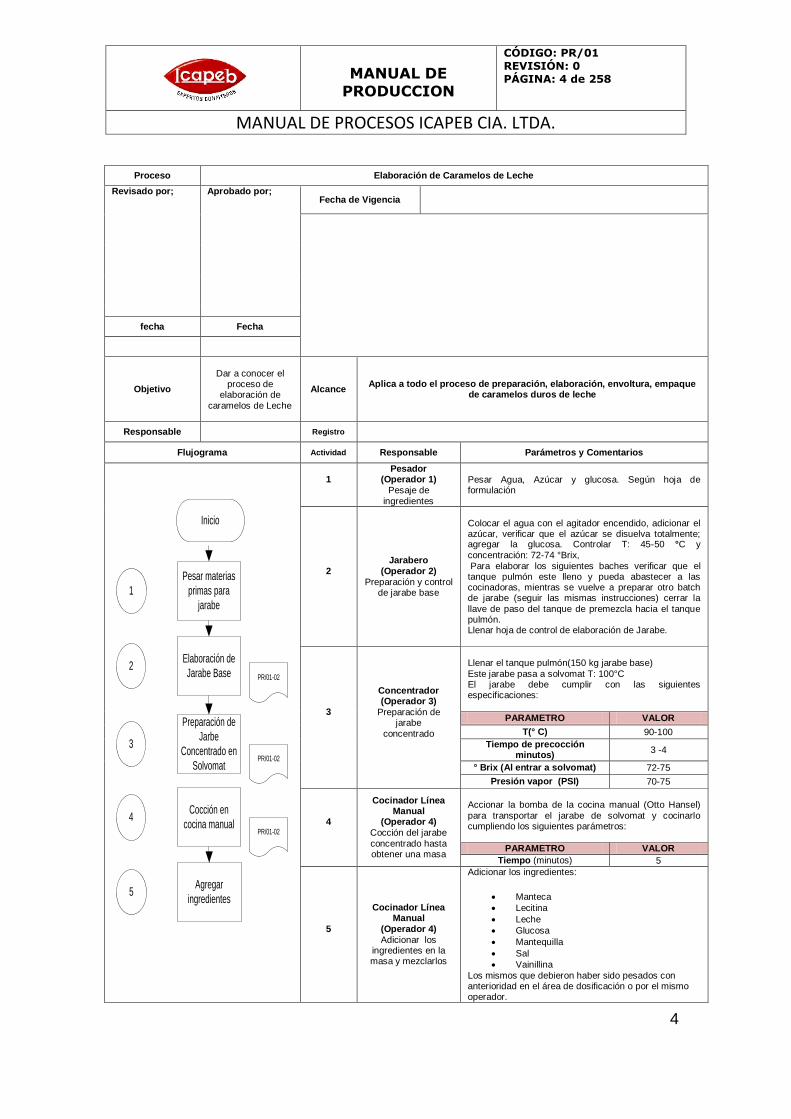
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 4 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
4
Proceso Elaboración de Caramelos de Leche
Revisado por; Aprobado por; Fecha de Vigencia
fecha Fecha
Objetivo
Dar a conocer el
proceso de elaboración de
caramelos de Leche
Alcance Aplica a todo el proceso de preparación, elaboración, envoltura, empaque
de caramelos duros de leche
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Inicio
Pesar materias
primas para
jarabe
Elaboración de
Jarabe Base
Preparación de
Jarbe
Concentrado en
Solvomat
PR/01-02
1
3
2
PR/01-02
Cocción en
cocina manual4
PR/01-02
Agregar
ingredientes5
1
Pesador (Operador 1)
Pesaje de ingredientes
Pesar Agua, Azúcar y glucosa. Según hoja de formulación
2
Jarabero (Operador 2)
Preparación y control de jarabe base
Colocar el agua con el agitador encendido, adicionar el azúcar, verificar que el azúcar se disuelva totalmente; agregar la glucosa. Controlar T: 45-50 °C y concentración: 72-74 °Brix, Para elaborar los siguientes baches verificar que el tanque pulmón este lleno y pueda abastecer a las cocinadoras, mientras se vuelve a preparar otro batch de jarabe (seguir las mismas instrucciones) cerrar la llave de paso del tanque de premezcla hacia el tanque pulmón. Llenar hoja de control de elaboración de Jarabe.
3
Concentrador (Operador 3)
Preparación de jarabe
concentrado
Llenar el tanque pulmón(150 kg jarabe base)
Este jarabe pasa a solvomat T: 100°C El jarabe debe cumplir con las siguientes especificaciones:
PARAMETRO VALOR
T(° C) 90-100
Tiempo de precocción minutos)
3 -4
° Brix (Al entrar a solvomat) 72-75
Presión vapor (PSI) 70-75
4
Cocinador Línea Manual
(Operador 4) Cocción del jarabe concentrado hasta obtener una masa
Accionar la bomba de la cocina manual (Otto Hansel)
para transportar el jarabe de solvomat y cocinarlo cumpliendo los siguientes parámetros:
PARAMETRO VALOR
Tiempo (minutos) 5
5
Cocinador Línea Manual
(Operador 4) Adicionar los
ingredientes en la masa y mezclarlos
Adicionar los ingredientes:
Manteca
Lecitina
Leche
Glucosa
Mantequilla
Sal
Vainillina
Los mismos que debieron haber sido pesados con anterioridad en el área de dosificación o por el mismo operador.
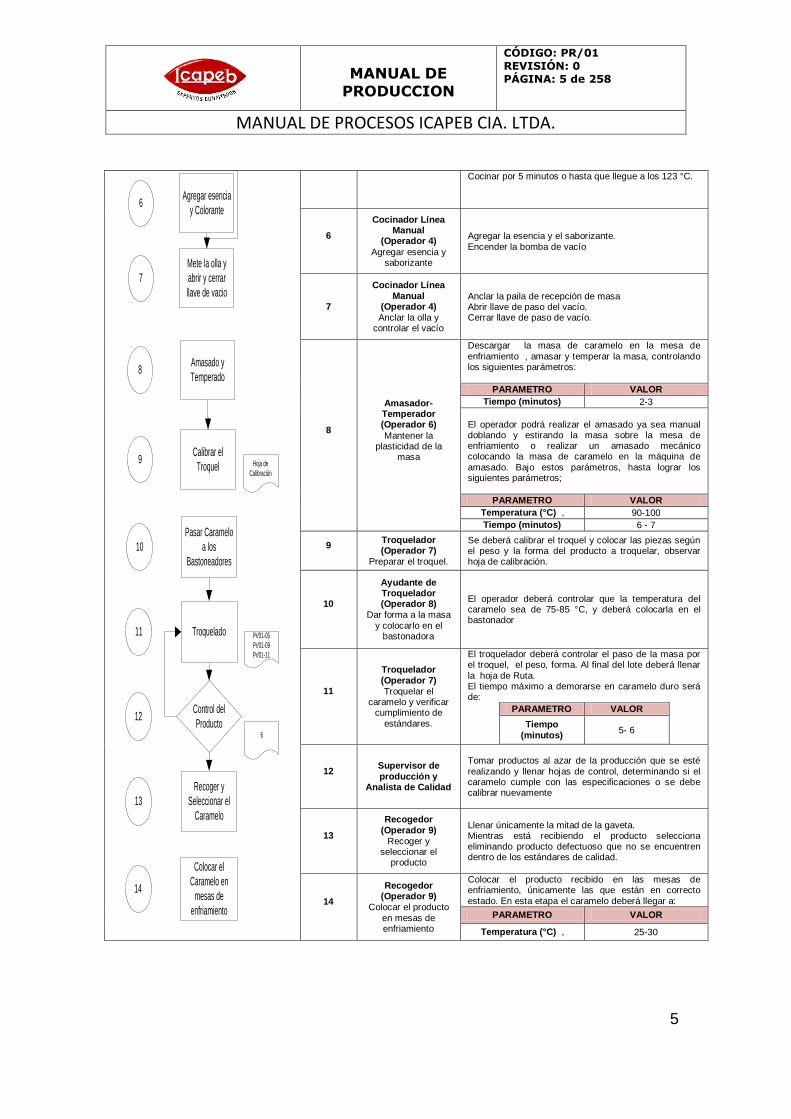
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 5 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
5
Agregar esencia
y Colorante6
Mete la olla y
abrir y cerrar
llave de vacio
7
Pasar Caramelo
a los
Bastoneadores
Troquelado Pr/01-05
Pr/01-09
Pr/01-11
Control del
Producto6
Recoger y
Seleccionar el
Caramelo
Colocar el
Caramelo en
mesas de
enfriamiento
14
13
12
11
10
Amasado y
Temperado
Calibrar el
Troquel Hoja de
Calibración
8
9
Cocinar por 5 minutos o hasta que llegue a los 123 °C.
6
Cocinador Línea Manual
(Operador 4)
Agregar esencia y saborizante
Agregar la esencia y el saborizante. Encender la bomba de vacío
7
Cocinador Línea Manual
(Operador 4) Anclar la olla y
controlar el vacío
Anclar la paila de recepción de masa Abrir llave de paso del vacío. Cerrar llave de paso de vacío.
8
Amasador-Temperador (Operador 6)
Mantener la plasticidad de la
masa
Descargar la masa de caramelo en la mesa de enfriamiento , amasar y temperar la masa, controlando los siguientes parámetros:
PARAMETRO VALOR
Tiempo (minutos) 2-3
El operador podrá realizar el amasado ya sea manual doblando y estirando la masa sobre la mesa de enfriamiento o realizar un amasado mecánico colocando la masa de caramelo en la máquina de
amasado. Bajo estos parámetros, hasta lograr los siguientes parámetros;
PARAMETRO VALOR
Temperatura (°C) , 90-100
Tiempo (minutos) 6 - 7
9
Troquelador (Operador 7)
Preparar el troquel.
Se deberá calibrar el troquel y colocar las piezas según el peso y la forma del producto a troquelar, observar hoja de calibración.
10
Ayudante de Troquelador (Operador 8)
Dar forma a la masa y colocarlo en el
bastonadora
El operador deberá controlar que la temperatura del caramelo sea de 75-85 °C, y deberá colocarla en el bastonador
11
Troquelador (Operador 7) Troquelar el
caramelo y verificar cumplimiento de
estándares.
El troquelador deberá controlar el paso de la masa por el troquel, el peso, forma. Al final del lote deberá llenar
la hoja de Ruta. El tiempo máximo a demorarse en caramelo duro será de:
PARAMETRO VALOR
Tiempo (minutos)
5- 6
12
Supervisor de producción y
Analista de Calidad
Tomar productos al azar de la producción que se esté realizando y llenar hojas de control, determinando si el caramelo cumple con las especificaciones o se debe calibrar nuevamente
13
Recogedor (Operador 9)
Recoger y seleccionar el
producto
Llenar únicamente la mitad de la gaveta. Mientras está recibiendo el producto selecciona eliminando producto defectuoso que no se encuentren dentro de los estándares de calidad.
14
Recogedor (Operador 9)
Colocar el producto en mesas de enfriamiento
Colocar el producto recibido en las mesas de enfriamiento, únicamente las que están en correcto estado. En esta etapa el caramelo deberá llegar a:
PARAMETRO VALOR
Temperatura (°C) , 25-30
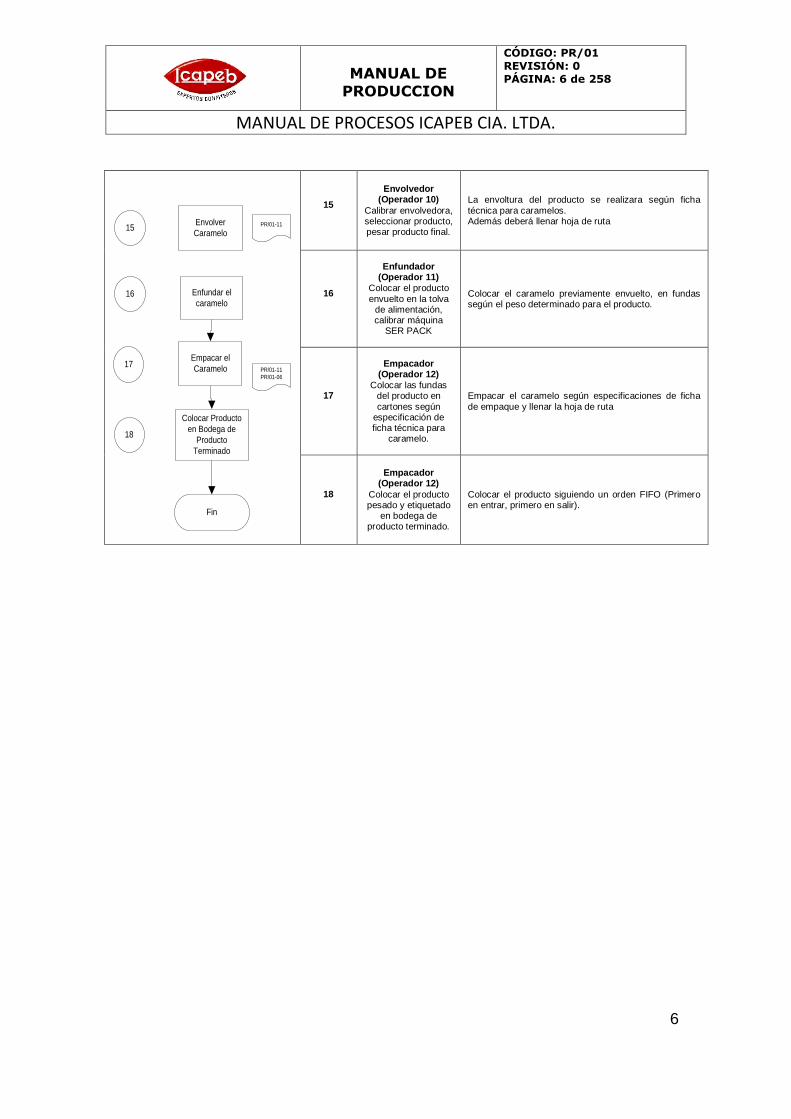
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 6 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
6
Envolver
CarameloPR/01-11
15
Enfundar el
caramelo
Empacar el
Caramelo
Colocar Producto
en Bodega de
Producto
Terminado
16
18
17
Fin
PR/01-11
PR/01-06
15
Envolvedor (Operador 10)
Calibrar envolvedora, seleccionar producto, pesar producto final.
La envoltura del producto se realizara según ficha técnica para caramelos. Además deberá llenar hoja de ruta
16
Enfundador
(Operador 11) Colocar el producto envuelto en la tolva
de alimentación, calibrar máquina
SER PACK
Colocar el caramelo previamente envuelto, en fundas según el peso determinado para el producto.
17
Empacador
(Operador 12) Colocar las fundas
del producto en cartones según
especificación de ficha técnica para
caramelo.
Empacar el caramelo según especificaciones de ficha de empaque y llenar la hoja de ruta
18
Empacador (Operador 12)
Colocar el producto pesado y etiquetado
en bodega de producto terminado.
Colocar el producto siguiendo un orden FIFO (Primero en entrar, primero en salir).
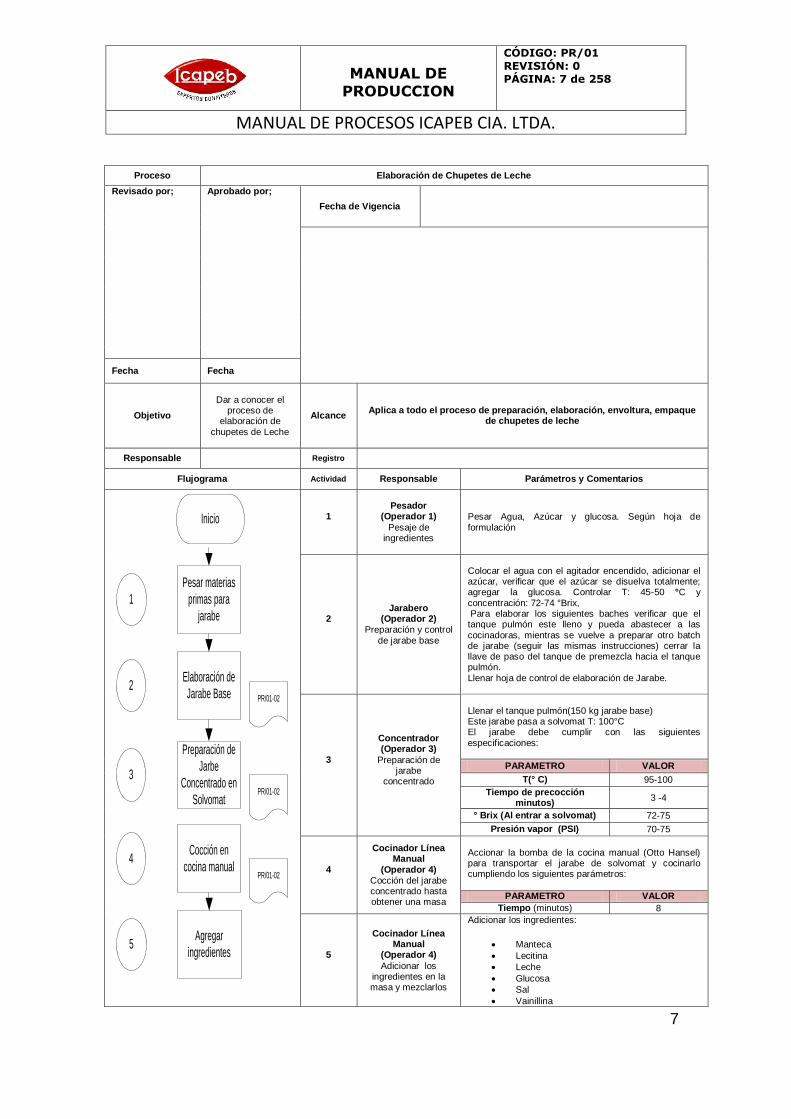
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 7 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
7
Proceso Elaboración de Chupetes de Leche
Revisado por; Aprobado por;
Fecha de Vigencia
Fecha Fecha
Objetivo
Dar a conocer el
proceso de elaboración de
chupetes de Leche
Alcance Aplica a todo el proceso de preparación, elaboración, envoltura, empaque
de chupetes de leche
Responsable
Registro
Flujograma Actividad Responsable Parámetros y Comentarios
Inicio
Pesar materias
primas para
jarabe
Elaboración de
Jarabe Base
Preparación de
Jarbe
Concentrado en
Solvomat
PR/01-02
1
3
2
PR/01-02
Cocción en
cocina manual4
PR/01-02
Agregar
ingredientes5
1
Pesador
(Operador 1)
Pesaje de ingredientes
Pesar Agua, Azúcar y glucosa. Según hoja de formulación
2
Jarabero (Operador 2)
Preparación y control de jarabe base
Colocar el agua con el agitador encendido, adicionar el azúcar, verificar que el azúcar se disuelva totalmente; agregar la glucosa. Controlar T: 45-50 °C y concentración: 72-74 °Brix, Para elaborar los siguientes baches verificar que el tanque pulmón este lleno y pueda abastecer a las cocinadoras, mientras se vuelve a preparar otro batch de jarabe (seguir las mismas instrucciones) cerrar la llave de paso del tanque de premezcla hacia el tanque pulmón. Llenar hoja de control de elaboración de Jarabe.
3
Concentrador (Operador 3)
Preparación de jarabe
concentrado
Llenar el tanque pulmón(150 kg jarabe base) Este jarabe pasa a solvomat T: 100°C El jarabe debe cumplir con las siguientes
especificaciones:
PARAMETRO VALOR
T(° C) 95-100
Tiempo de precocción minutos)
3 -4
° Brix (Al entrar a solvomat) 72-75
Presión vapor (PSI) 70-75
4
Cocinador Línea Manual
(Operador 4) Cocción del jarabe concentrado hasta obtener una masa
Accionar la bomba de la cocina manual (Otto Hansel) para transportar el jarabe de solvomat y cocinarlo cumpliendo los siguientes parámetros:
PARAMETRO VALOR
Tiempo (minutos) 8
5
Cocinador Línea Manual
(Operador 4)
Adicionar los ingredientes en la masa y mezclarlos
Adicionar los ingredientes:
Manteca
Lecitina
Leche
Glucosa
Sal
Vainillina
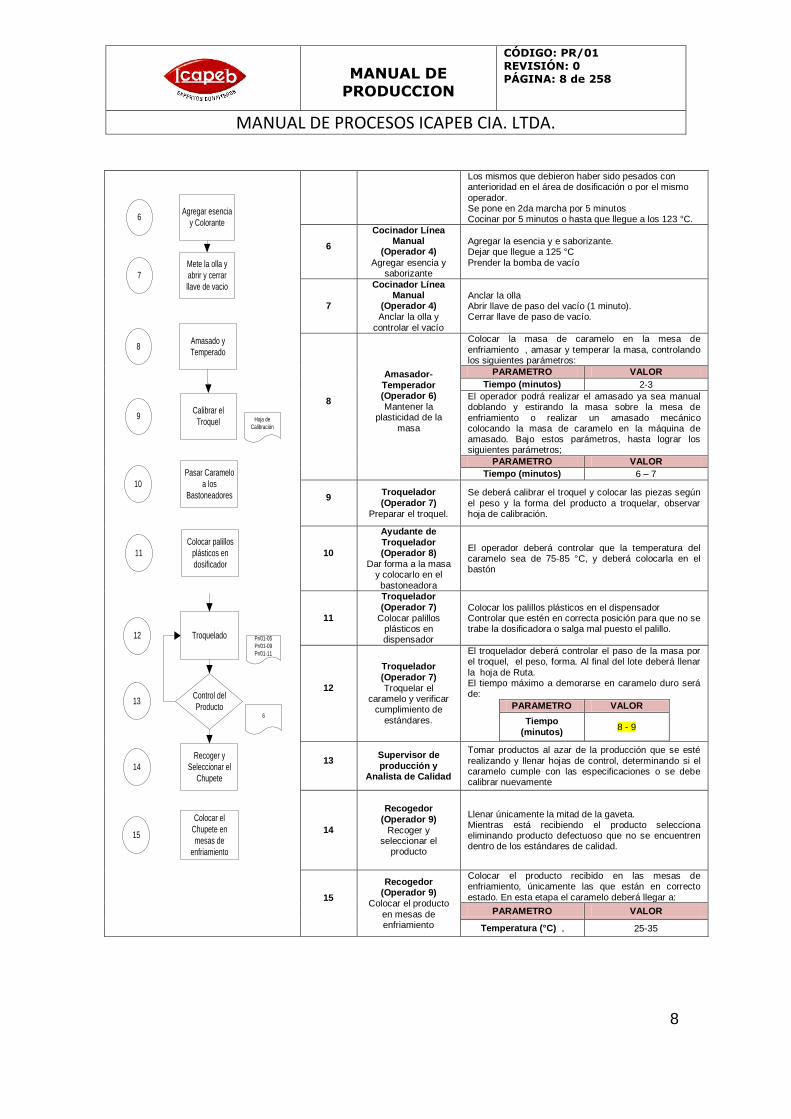
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 8 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
8
Agregar esencia
y Colorante6
Mete la olla y
abrir y cerrar
llave de vacio
7
Pasar Caramelo
a los
Bastoneadores
Troquelado Pr/01-05
Pr/01-09
Pr/01-11
Control del
Producto6
Recoger y
Seleccionar el
Chupete
Colocar el
Chupete en
mesas de
enfriamiento
15
14
13
12
10
Amasado y
Temperado
Calibrar el
Troquel Hoja de
Calibración
8
9
Colocar palillos
plásticos en
dosificador
11
Los mismos que debieron haber sido pesados con anterioridad en el área de dosificación o por el mismo
operador. Se pone en 2da marcha por 5 minutos Cocinar por 5 minutos o hasta que llegue a los 123 °C.
6
Cocinador Línea Manual
(Operador 4)
Agregar esencia y saborizante
Agregar la esencia y e saborizante. Dejar que llegue a 125 °C Prender la bomba de vacío
7
Cocinador Línea Manual
(Operador 4) Anclar la olla y
controlar el vacío
Anclar la olla Abrir llave de paso del vacío (1 minuto). Cerrar llave de paso de vacío.
8
Amasador-Temperador (Operador 6) Mantener la
plasticidad de la masa
Colocar la masa de caramelo en la mesa de enfriamiento , amasar y temperar la masa, controlando los siguientes parámetros:
PARAMETRO VALOR
Tiempo (minutos) 2-3
El operador podrá realizar el amasado ya sea manual doblando y estirando la masa sobre la mesa de enfriamiento o realizar un amasado mecánico colocando la masa de caramelo en la máquina de amasado. Bajo estos parámetros, hasta lograr los siguientes parámetros;
PARAMETRO VALOR
Tiempo (minutos) 6 – 7
9
Troquelador (Operador 7)
Preparar el troquel.
Se deberá calibrar el troquel y colocar las piezas según
el peso y la forma del producto a troquelar, observar hoja de calibración.
10
Ayudante de Troquelador (Operador 8)
Dar forma a la masa y colocarlo en el bastoneadora
El operador deberá controlar que la temperatura del caramelo sea de 75-85 °C, y deberá colocarla en el bastón
11
Troquelador (Operador 7)
Colocar palillos plásticos en dispensador
Colocar los palillos plásticos en el dispensador Controlar que estén en correcta posición para que no se trabe la dosificadora o salga mal puesto el palillo.
12
Troquelador (Operador 7) Troquelar el
caramelo y verificar cumplimiento de
estándares.
El troquelador deberá controlar el paso de la masa por el troquel, el peso, forma. Al final del lote deberá llenar
la hoja de Ruta. El tiempo máximo a demorarse en caramelo duro será de:
PARAMETRO VALOR
Tiempo (minutos)
8 - 9
13
Supervisor de producción y
Analista de Calidad
Tomar productos al azar de la producción que se esté realizando y llenar hojas de control, determinando si el caramelo cumple con las especificaciones o se debe calibrar nuevamente
14
Recogedor
(Operador 9) Recoger y
seleccionar el producto
Llenar únicamente la mitad de la gaveta. Mientras está recibiendo el producto selecciona eliminando producto defectuoso que no se encuentren dentro de los estándares de calidad.
15
Recogedor (Operador 9)
Colocar el producto en mesas de enfriamiento
Colocar el producto recibido en las mesas de enfriamiento, únicamente las que están en correcto estado. En esta etapa el caramelo deberá llegar a:
PARAMETRO VALOR
Temperatura (°C) , 25-35
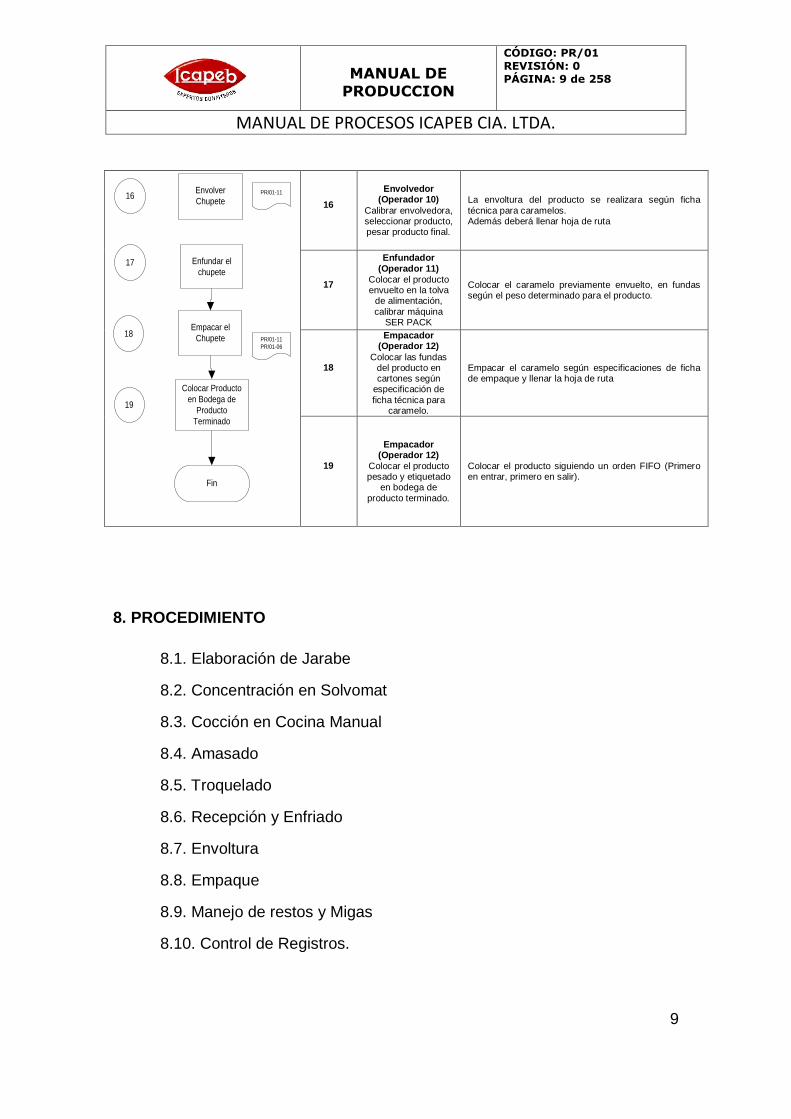
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 9 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
9
8. PROCEDIMIENTO
8.1. Elaboración de Jarabe
8.2. Concentración en Solvomat
8.3. Cocción en Cocina Manual
8.4. Amasado
8.5. Troquelado
8.6. Recepción y Enfriado
8.7. Envoltura
8.8. Empaque
8.9. Manejo de restos y Migas
8.10. Control de Registros.
Envolver
ChupetePR/01-11
16
Enfundar el
chupete
Empacar el
Chupete
Colocar Producto
en Bodega de
Producto
Terminado
17
19
18
Fin
PR/01-11
PR/01-06
16
Envolvedor (Operador 10)
Calibrar envolvedora, seleccionar producto, pesar producto final.
La envoltura del producto se realizara según ficha técnica para caramelos. Además deberá llenar hoja de ruta
17
Enfundador (Operador 11)
Colocar el producto envuelto en la tolva
de alimentación, calibrar máquina
SER PACK
Colocar el caramelo previamente envuelto, en fundas según el peso determinado para el producto.
18
Empacador (Operador 12)
Colocar las fundas del producto en cartones según
especificación de ficha técnica para
caramelo.
Empacar el caramelo según especificaciones de ficha de empaque y llenar la hoja de ruta
19
Empacador (Operador 12)
Colocar el producto pesado y etiquetado
en bodega de producto terminado.
Colocar el producto siguiendo un orden FIFO (Primero en entrar, primero en salir).
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 10 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
10
8.1. Elaboración de Jarabe
De acuerdo con el programa de producción se separa diariamente los
materiales; los mismos que han sido previamente liberados por Aseguramiento
de la Calidad.
El agua es colocada a temperatura ambiente en el tanque de premezcla con las
agitador encendido, se coloca el azúcar en la tolva de alimentación, la misma
que está provista de una malla para la retención de partículas extrañas
mayores y grumos, la salida de esta tolva da a la banda de ascenso de
cangilones la cual por elevación transporta al azúcar hasta el tanque de
premezcla, una vez que se termina de alimentar. Se deja fluir el jarabe de
glucosa precalentado. Todos estos ingredientes se mezclan para formar un
jarabe sobresaturado de azúcar con una temperatura de 50 ºC y con una
concentración de 65 a 75 º Brix.
Una vez que la preparación culmina, se puede abrir la llave de paso del tanque
de premezcla hacia el tanque pulmón. La correcta elaboración de este jarabe
asegurara que la formulación del jarabe siempre será la misma en cada una de
las paradas y por ende que el producto que se está elaborando es de buena
calidad.
Cantidad de materiales para 20 Paradas:
Agua 240 l
Azúcar 600 kg
Glucosa 300 kg
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 11 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
11
8.2. Concentración en Solvomat
Al inicio de la jornada se debe encender la bomba de succión del jarabe, dejar
llenar el tanque y abrir la llave de paso que conecta al tanque pulmón con la
olla de pre cocción, una vez lleno se cierra la llave de paso y se deja cocinar de
3-4 minutos. Al finalizar la cocción el jarabe es depositado en una marmita de
estación. A partir de aquí el proceso es repetitivo.
Capacidad de carga de Tanque Pulmón
Jarabe (75°Brix) 740 Kg
8.3. Cocción en Cocina Manual (Otto Hansel)
Poner en la cocina manual los ingredientes como son:
Manteca
Lecitina
Leche
Glucosa
Sal
Vainillina
Se pone en segunda marcha y se dejar cocinar por 5 minutos o hasta que
llegue a 123 ºC. Cuando la temperatura es de 124 ºC se agrega el colorante y
la esencia. Se enciende el vacío y se deja por 1 minuto.
Se ancla la olla y se abre la llave del vacío, después de 1 minuto se cierra la
llave de vacío y se descarga la masa de caramelo o chupete
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 12 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
12
9.3. Amasado
La masa debe pasar a una mesa doble fondo con circulación de agua fría. En
donde por reposo se tempera y se realiza un mezclado manual para mejorar la
homogenización y que la temperatura sea homogénea en toda la masa, el
tiempo de reposo aproximadamente dura de 2 a 3 minutos. La temperatura de
la masa después de este proceso debe bajar y es ahí cuando debe ser
colocada en el bastonador.
El amasado es un proceso en el que el operador manualmente doblando y
estirando la masa, o mecánicamente colocando la masa de caramelo en la
máquina amasadora permite una correcta homogenización antes de pasar al
troquel.
9.4. Troquelado
Si la masa reúne las características tales como: consistencia y temperatura
debe ser depositada sobre los bastones de la bastonadora, la misma que
comprende de 4 bastidores los cuales interactúan su rotación de izquierda a
derecha (cada 12 segundos líneas 3 y 4, y cada 6 segundos línea 2). Antes de
llegar al moldeador pasan por una serie de egalizadores que determinan el
grosor del cordón de caramelo, estos discos definen la característica del cordón
que posteriormente determina el peso del caramelo cuando es troquelado.
A continuación el cordón ingresa al formato del troquel donde es inyectado el
palillo plástico, luego es desprendido por medio de una uñeta para caer al túnel
de enfriamiento donde toma las características de dureza y brillo.
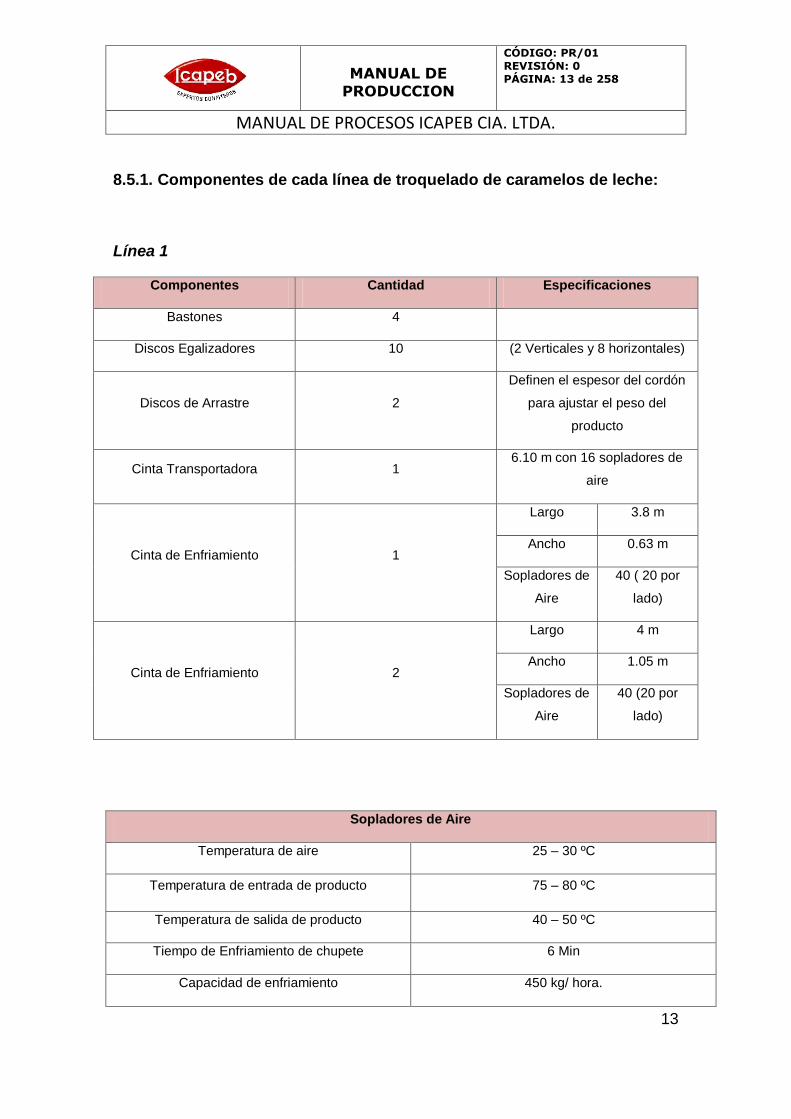
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 13 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
13
8.5.1. Componentes de cada línea de troquelado de caramelos de leche:
Línea 1
Componentes Cantidad Especificaciones
Bastones 4
Discos Egalizadores 10 (2 Verticales y 8 horizontales)
Discos de Arrastre 2
Definen el espesor del cordón
para ajustar el peso del
producto
Cinta Transportadora 1 6.10 m con 16 sopladores de
aire
Cinta de Enfriamiento 1
Largo 3.8 m
Ancho 0.63 m
Sopladores de
Aire
40 ( 20 por
lado)
Cinta de Enfriamiento 2
Largo 4 m
Ancho 1.05 m
Sopladores de
Aire
40 (20 por
lado)
Sopladores de Aire
Temperatura de aire 25 – 30 ºC
Temperatura de entrada de producto 75 – 80 ºC
Temperatura de salida de producto 40 – 50 ºC
Tiempo de Enfriamiento de chupete 6 Min
Capacidad de enfriamiento 450 kg/ hora.
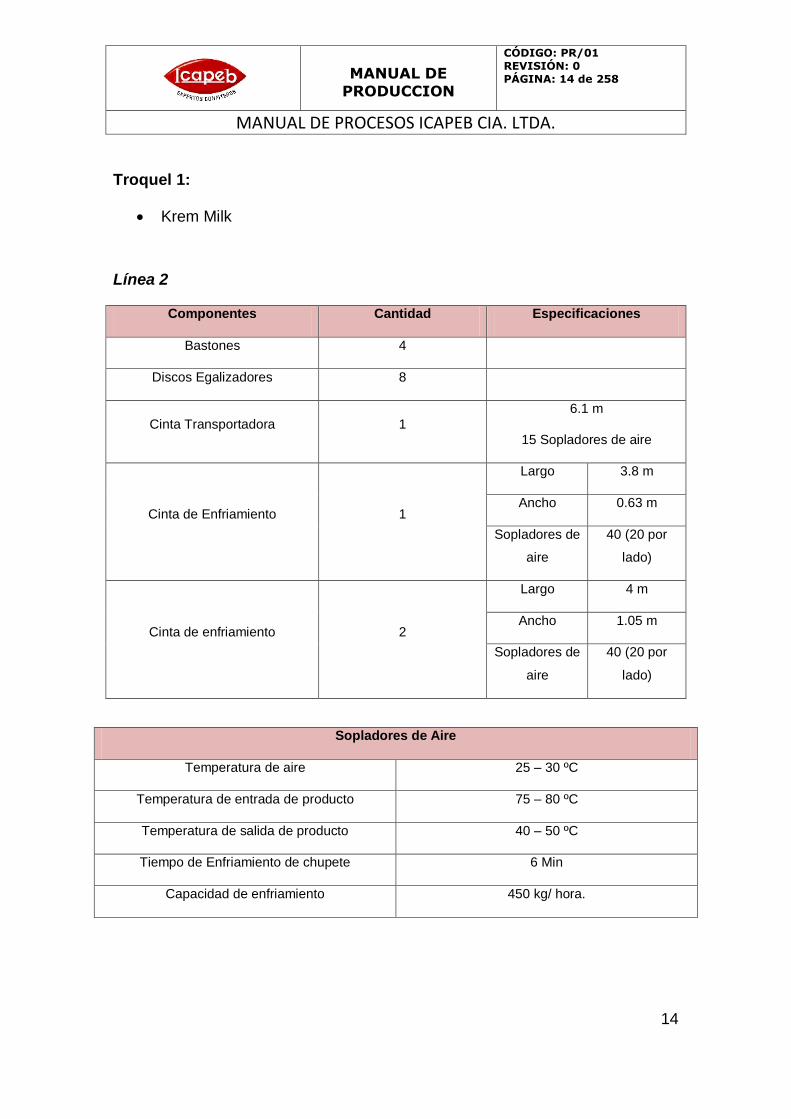
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 14 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
14
Troquel 1:
Krem Milk
Línea 2
Componentes Cantidad Especificaciones
Bastones 4
Discos Egalizadores 8
Cinta Transportadora 1
6.1 m
15 Sopladores de aire
Cinta de Enfriamiento 1
Largo 3.8 m
Ancho 0.63 m
Sopladores de
aire
40 (20 por
lado)
Cinta de enfriamiento 2
Largo 4 m
Ancho 1.05 m
Sopladores de
aire
40 (20 por
lado)
Sopladores de Aire
Temperatura de aire 25 – 30 ºC
Temperatura de entrada de producto 75 – 80 ºC
Temperatura de salida de producto 40 – 50 ºC
Tiempo de Enfriamiento de chupete 6 Min
Capacidad de enfriamiento 450 kg/ hora.
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 15 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
15
8.6. Recepción y Enfriado
Una vez que termina el troquelado, el caramelo entra en una túnel de
enfriamiento dentro del cual alcanza temperaturas entre 35 a 45ºC, al final de
la línea un operador debe esperar el producto en una bandeja plástica y
colocarlo sobre la mesa de enfriamiento donde es dispersado y enfriado por
aire, durante el tiempo que dura el enfriamiento el asistente de calidad junto
con el supervisor de producción deben realizar controles de:
- Peso
- Color
- Diámetro y espesor
- Sabor
- Forma
- Caramelo partido, deforme, con burbujas, etc.
El caramelo que no cumple con una de estas características deberá ser
enviado al área de reproceso
Por el contrario el caramelo que si cumple con estos requisitos es seleccionado
y pesado, su valor se registra en PR/01-09. Donde debe indicarse la forma y
dimensiones del caramelo, el troquel que se utilizó para el producto y el
espesor por el peso o cantidad de masa moldeada.
Y debe colocarse en gavetas y pasar de inmediato a las máquinas
envolvedoras. El caramelo en lo posible no debe envolverse a temperaturas
menores a 35ºC debido a que a temperatura ambiente empieza absorber
humedad el producto y disminuye su tiempo de vida útil. Temperaturas entre
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 16 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
16
35-40ºC aseguran el tiempo de vida del producto en condiciones adecuadas.
8.7. Envoltura
8.7.1. Envoltura Doble twist (Caramelo)
El operador verifica las características físicas del producto antes de envolverlo.
Además debe realizar la calibración de la máquina envolvedora, verificando
que el tamaño del papel sea el adecuado, que el caramelo vaya perfectamente
cubierto, el Twist bien realizado (1 vuelta mínimo) y que el caramelo o producto
final este sin maltratos ni deterioros de papel ni del producto. Una vez calibrada
la máquina se debe colocar el producto en la tolva de alimentación y poner en
marcha el equipo.
8.7.2. Envoltura de Chupete tipo Doble twist
Al igual que el anterior tipo de envoltura, el producto en el que se utiliza la
envoltura Doble Twist es seleccionado y colocado en la tolva de alimentación
de la máquina Tavarez, la misma que realiza este tipo de envoltura llamado así
porque en la parte superior tiene un lazo y en la parte inferior un sello por
calentamiento y torsión, al final del el proceso el operador y el supervisor de
calidad deberán verificar que el producto esté envuelto adecuadamente y que
no esté roto, trizado, sin palillo o mal envuelto, ya que esto provocaría que el
producto no conserve sus características organolépticas.
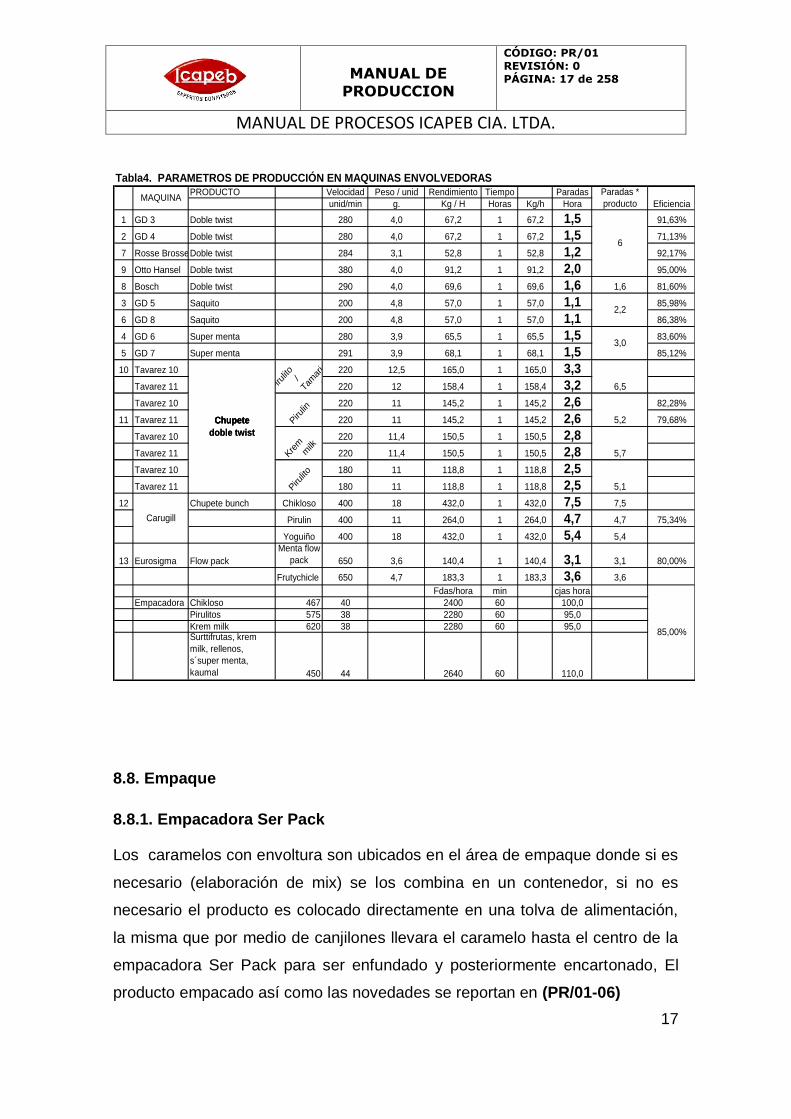
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 17 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
17
PRODUCTO Velocidad Peso / unid Rendimiento Tiempo Paradas
unid/min g. Kg / H Horas Kg/h Hora
1 GD 3 Doble twist 280 4,0 67,2 1 67,2 1,5 91,63%
2 GD 4 Doble twist 280 4,0 67,2 1 67,2 1,5 71,13%
7 Rosse BrosseDoble twist 284 3,1 52,8 1 52,8 1,2 92,17%
9 Otto Hansel Doble twist 380 4,0 91,2 1 91,2 2,0 95,00%
8 Bosch Doble twist 290 4,0 69,6 1 69,6 1,6 1,6 81,60%
3 GD 5 Saquito 200 4,8 57,0 1 57,0 1,1 85,98%
6 GD 8 Saquito 200 4,8 57,0 1 57,0 1,1 86,38%
4 GD 6 Super menta 280 3,9 65,5 1 65,5 1,5 83,60%
5 GD 7 Super menta 291 3,9 68,1 1 68,1 1,5 85,12%
2,2
3,0
Chupete
doble twist
Piru
lito
/
Tam
ari
ndo
6,5
MAQUINAParadas *
producto
6
Eficiencia
Tabla4. PARAMETROS DE PRODUCCIÓN EN MAQUINAS ENVOLVEDORAS
10 Tavarez 10 220 12,5 165,0 1 165,0 3,3
Tavarez 11 220 12 158,4 1 158,4 3,2
Chupete
doble twist
Piru
lito
/
Tam
ari
ndo
6,5
Piru
lin
5,2
Tavarez 10 220 11 145,2 1 145,2 2,6 82,28%
11 Tavarez 11 220 11 145,2 1 145,2 2,6 79,68%Chupete
doble twist
Piru
lin
5,2
Kre
m
milk
5,7
Tavarez 10 220 11,4 150,5 1 150,5 2,8
Tavarez 11 220 11,4 150,5 1 150,5 2,8
Chupete
doble twist
Kre
m
milk
Piru
lito
5,1
5,7
Tavarez 10 180 11 118,8 1 118,8 2,5
Tavarez 11 180 11 118,8 1 118,8 2,5
12 Chupete bunch Chikloso 400 18 432,0 1 432,0 7,5 7,5
Pirulin 400 11 264,0 1 264,0 4,7 4,7 75,34%
Yoguiño 400 18 432,0 1 432,0 5,4 5,4
13 Eurosigma Flow pack
Menta flow
pack 650 3,6 140,4 1 140,4 3,1 3,1 80,00%
Frutychicle 650 4,7 183,3 1 183,3 3,6 3,6
Fdas/hora min cjas hora
Empacadora Chikloso 467 40 2400 60 100,0
Pirulitos 575 38 2280 60 95,0
Krem milk 620 38 2280 60 95,0Surttifrutas, krem
milk, rellenos,
s´super menta,
kaumal 450 44 2640 60 110,0
85,00%
Carugill
Chupete
doble twist
Piru
lito
5,1
8.8. Empaque
8.8.1. Empacadora Ser Pack
Los caramelos con envoltura son ubicados en el área de empaque donde si es
necesario (elaboración de mix) se los combina en un contenedor, si no es
necesario el producto es colocado directamente en una tolva de alimentación,
la misma que por medio de canjilones llevara el caramelo hasta el centro de la
empacadora Ser Pack para ser enfundado y posteriormente encartonado, El
producto empacado así como las novedades se reportan en (PR/01-06)

MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 18 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
18
Tabla #5 Unidades / hora
Producto Gpm Cajas / H (x30unidades)
Chupete 40 80
Caramelo 44 88
8.9. Manejo de restos y Migas
Ver Procedimiento PR/02 Procedimiento para recolección y tratamiento de
migas y restos de caramelo en Icapeb Cia. Ltda.
9. ANEXOS
Hoja de formulación
Ficha técnica para Caramelos Duros (simples o rellenos).
Índices De Gestión De Procesos Y Control De Producción
Diagrama de Rehidratación de Leche.
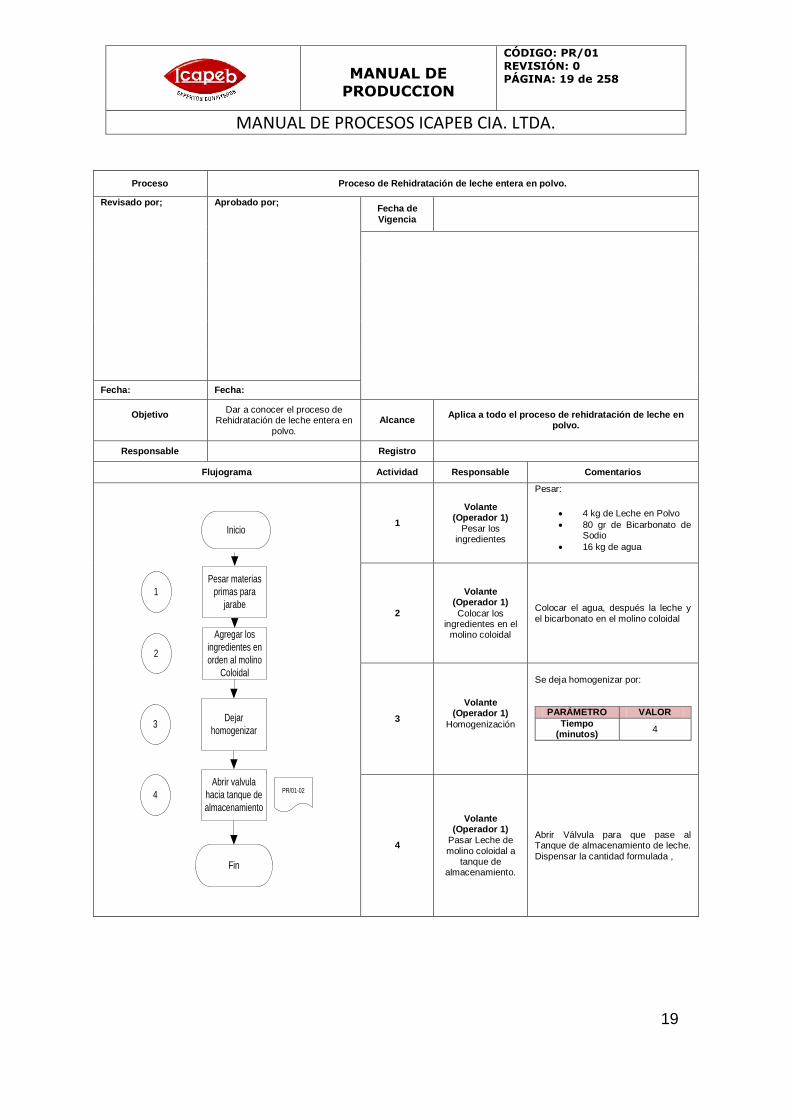
MANUAL DE
PRODUCCION
CÓDIGO: PR/01
REVISIÓN: 0
PÁGINA: 19 de 258
MANUAL DE PROCESOS ICAPEB CIA. LTDA.
19
Proceso Proceso de Rehidratación de leche entera en polvo.
Revisado por; Aprobado por; Fecha de
Vigencia
Fecha: Fecha:
Objetivo
Dar a conocer el proceso de Rehidratación de leche entera en
polvo.
Alcance Aplica a todo el proceso de rehidratación de leche en
polvo.
Responsable
Registro
Flujograma Actividad Responsable Comentarios
Inicio
Pesar materias
primas para
jarabe
1
Agregar los
ingredientes en
orden al molino
Coloidal
2
Dejar
homogenizar 3
Abrir valvula
hacia tanque de
almacenamiento
4PR/01-02
Fin
1
Volante (Operador 1)
Pesar los ingredientes
Pesar:
4 kg de Leche en Polvo
80 gr de Bicarbonato de Sodio
16 kg de agua
2
Volante (Operador 1)
Colocar los ingredientes en el
molino coloidal
Colocar el agua, después la leche y el bicarbonato en el molino coloidal
3
Volante (Operador 1)
Homogenización
Se deja homogenizar por:
PARÁMETRO VALOR
Tiempo (minutos)
4
4
Volante (Operador 1)
Pasar Leche de molino coloidal a
tanque de almacenamiento.
Abrir Válvula para que pase al Tanque de almacenamiento de leche. Dispensar la cantidad formulada ,

79
ANEXO 5
Fichas Técnicas para caramelos duros.
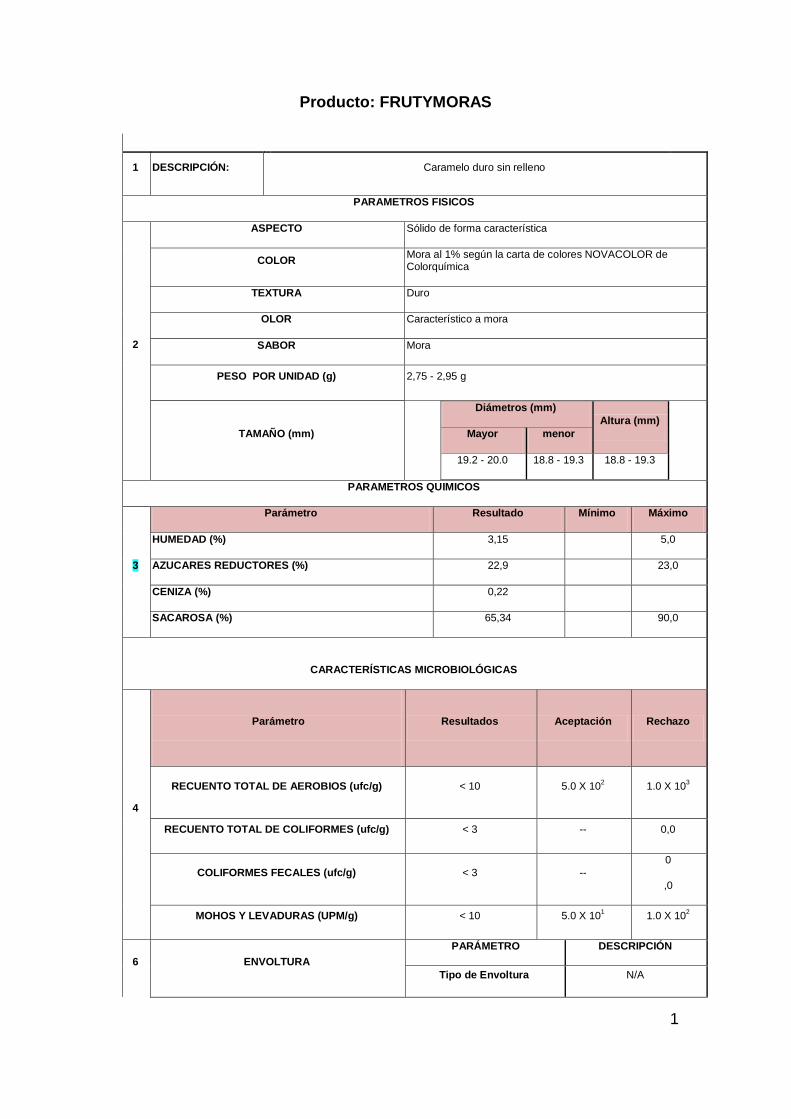
1
Producto: FRUTYMORAS
1 DESCRIPCIÓN: Caramelo duro sin relleno
PARAMETROS FISICOS
2
ASPECTO Sólido de forma característica
COLOR Mora al 1% según la carta de colores NOVACOLOR de Colorquímica
TEXTURA Duro
OLOR Característico a mora
SABOR Mora
PESO POR UNIDAD (g) 2,75 - 2,95 g
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
19.2 - 20.0 18.8 - 19.3 18.8 - 19.3
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g) < 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g) < 3 -- 0,0
COLIFORMES FECALES (ufc/g) < 3 --
0
,0
MOHOS Y LEVADURAS (UPM/g) < 10 5.0 X 101 1.0 X 10
2
6 ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura N/A
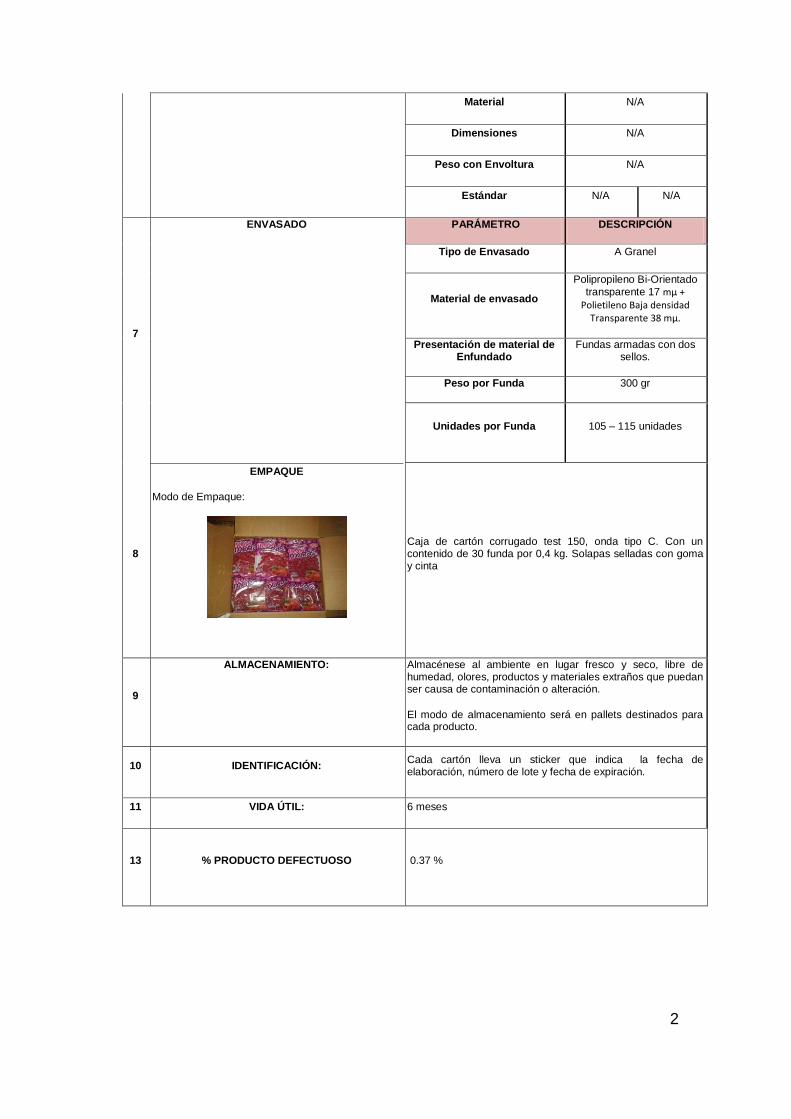
2
Material N/A
Dimensiones N/A
Peso con Envoltura N/A
Estándar N/A N/A
7
ENVASADO PARÁMETRO DESCRIPCIÓN
Tipo de Envasado A Granel
Material de envasado
Polipropileno Bi-Orientado
transparente 17 mµ + Polietileno Baja densidad
Transparente 38 mµ.
Presentación de material de Enfundado
Fundas armadas con dos sellos.
Peso por Funda 300 gr
Unidades por Funda 105 – 115 unidades
8
EMPAQUE
Modo de Empaque:
Caja de cartón corrugado test 150, onda tipo C. Con un contenido de 30 funda por 0,4 kg. Solapas selladas con goma y cinta
9
ALMACENAMIENTO: Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 6 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
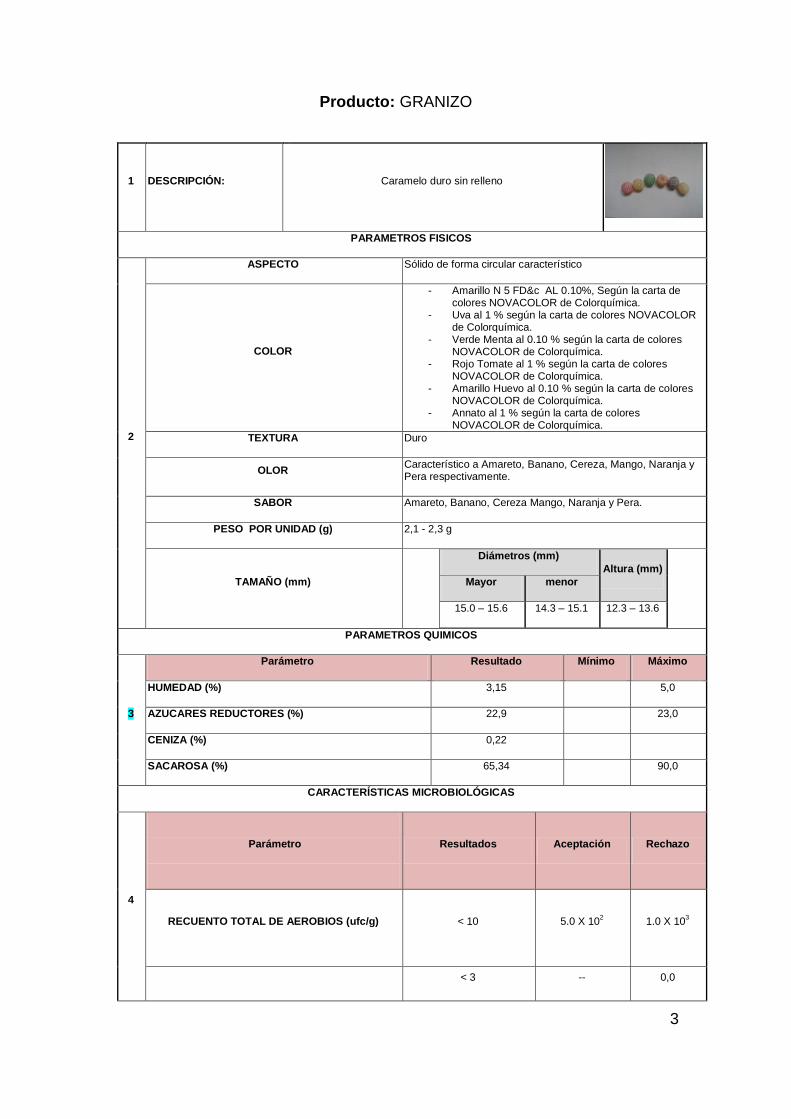
3
Producto: GRANIZO
1 DESCRIPCIÓN: Caramelo duro sin relleno
PARAMETROS FISICOS
2
ASPECTO Sólido de forma circular característico
COLOR
- Amarillo N 5 FD&c AL 0.10%, Según la carta de colores NOVACOLOR de Colorquímica.
- Uva al 1 % según la carta de colores NOVACOLOR de Colorquímica.
- Verde Menta al 0.10 % según la carta de colores NOVACOLOR de Colorquímica.
- Rojo Tomate al 1 % según la carta de colores NOVACOLOR de Colorquímica.
- Amarillo Huevo al 0.10 % según la carta de colores NOVACOLOR de Colorquímica.
- Annato al 1 % según la carta de colores NOVACOLOR de Colorquímica.
TEXTURA Duro
OLOR Característico a Amareto, Banano, Cereza, Mango, Naranja y Pera respectivamente.
SABOR Amareto, Banano, Cereza Mango, Naranja y Pera.
PESO POR UNIDAD (g) 2,1 - 2,3 g
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
15.0 – 15.6 14.3 – 15.1 12.3 – 13.6
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
< 3 -- 0,0
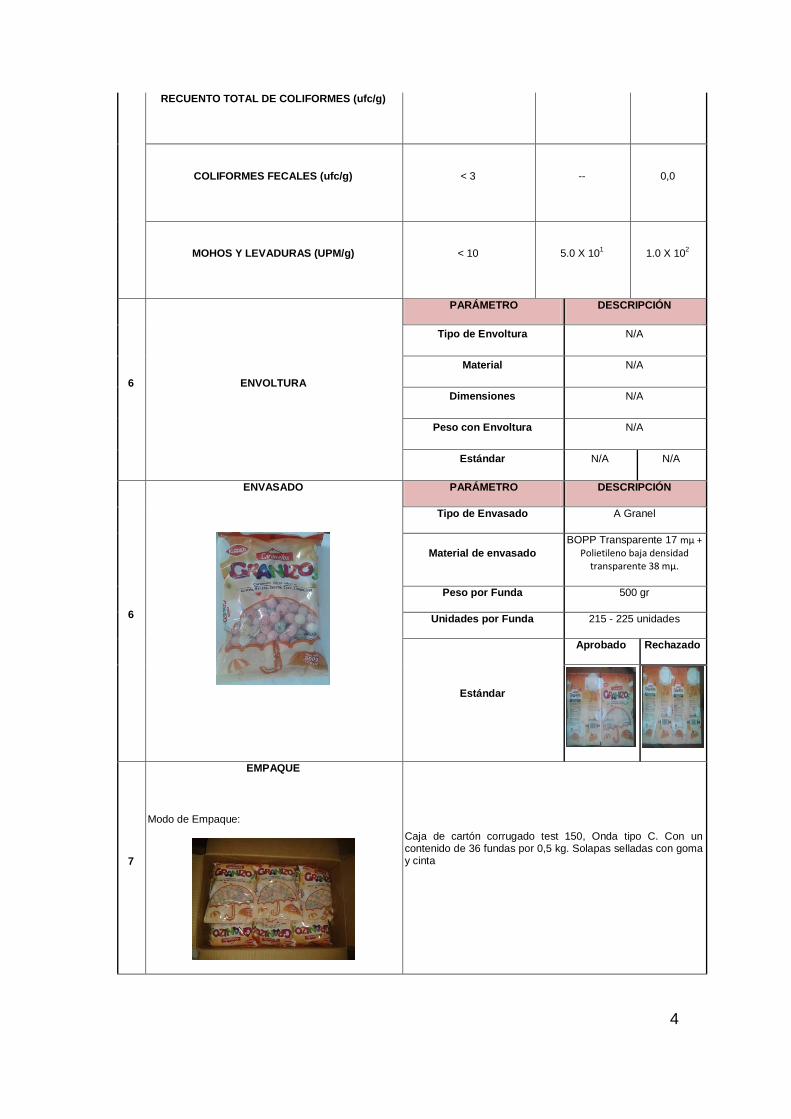
4
RECUENTO TOTAL DE COLIFORMES (ufc/g)
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6 ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura N/A
Material N/A
Dimensiones N/A
Peso con Envoltura N/A
Estándar N/A N/A
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado A Granel
Material de envasado
BOPP Transparente 17 mµ + Polietileno baja densidad
transparente 38 mµ.
Peso por Funda 500 gr
Unidades por Funda 215 - 225 unidades
Estándar
Aprobado Rechazado
7
EMPAQUE
Modo de Empaque:
Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 36 fundas por 0,5 kg. Solapas selladas con goma y cinta
5
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en palets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 Meses
13 % PRODUCTO DEFECTUOSO 0.37 %
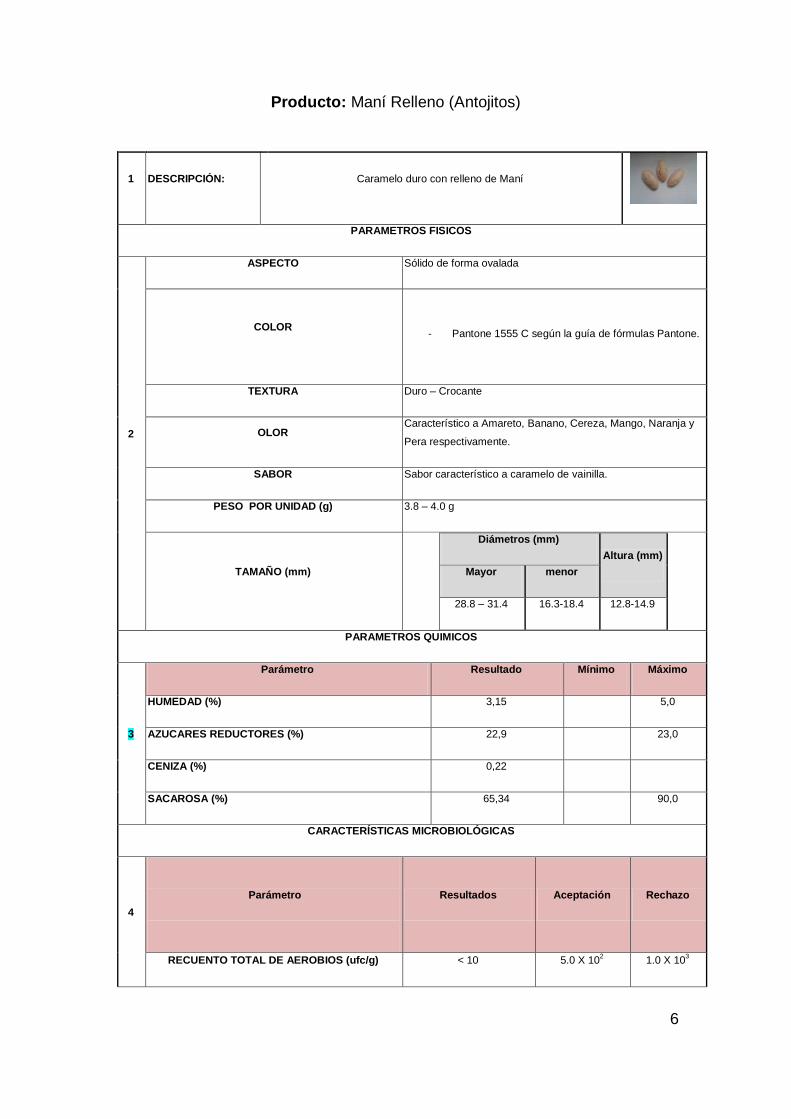
6
Producto: Maní Relleno (Antojitos)
1 DESCRIPCIÓN: Caramelo duro con relleno de Maní
PARAMETROS FISICOS
2
ASPECTO Sólido de forma ovalada
COLOR
- Pantone 1555 C según la guía de fórmulas Pantone.
TEXTURA Duro – Crocante
OLOR Característico a Amareto, Banano, Cereza, Mango, Naranja y
Pera respectivamente.
SABOR Sabor característico a caramelo de vainilla.
PESO POR UNIDAD (g) 3.8 – 4.0 g
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
28.8 – 31.4 16.3-18.4 12.8-14.9
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g) < 10 5.0 X 102 1.0 X 10
3
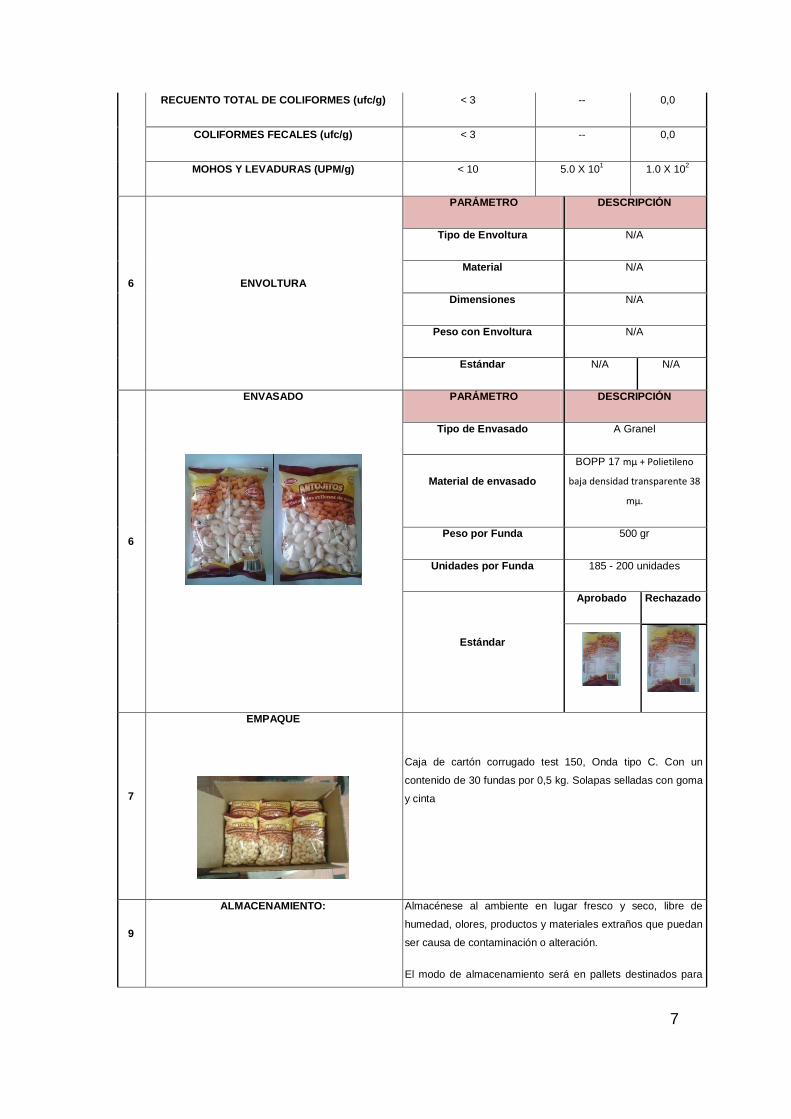
7
RECUENTO TOTAL DE COLIFORMES (ufc/g) < 3 -- 0,0
COLIFORMES FECALES (ufc/g) < 3 -- 0,0
MOHOS Y LEVADURAS (UPM/g) < 10 5.0 X 101 1.0 X 10
2
6 ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura N/A
Material N/A
Dimensiones N/A
Peso con Envoltura N/A
Estándar N/A N/A
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado A Granel
Material de envasado
BOPP 17 mµ + Polietileno
baja densidad transparente 38
mµ.
Peso por Funda 500 gr
Unidades por Funda 185 - 200 unidades
Estándar
Aprobado Rechazado
7
EMPAQUE
Caja de cartón corrugado test 150, Onda tipo C. Con un
contenido de 30 fundas por 0,5 kg. Solapas selladas con goma
y cinta
9
ALMACENAMIENTO: Almacénese al ambiente en lugar fresco y seco, libre de
humedad, olores, productos y materiales extraños que puedan
ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para
8
cada producto.
10 IDENTIFICACIÓN:
Cada cartón lleva un sticker que indica la fecha de
elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL:
6 Meses
13
% PRODUCTO DEFECTUOSO
0.37 %
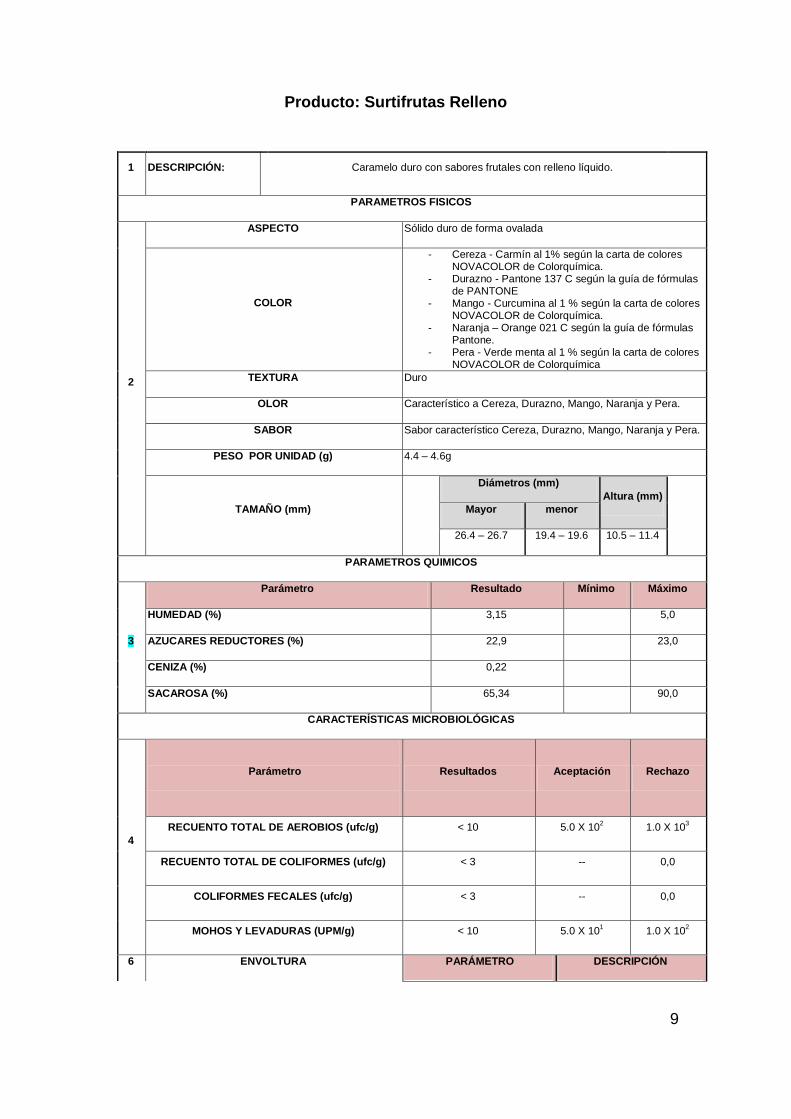
9
Producto: Surtifrutas Relleno
1 DESCRIPCIÓN: Caramelo duro con sabores frutales con relleno líquido.
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR
- Cereza - Carmín al 1% según la carta de colores NOVACOLOR de Colorquímica.
- Durazno - Pantone 137 C según la guía de fórmulas de PANTONE
- Mango - Curcumina al 1 % según la carta de colores NOVACOLOR de Colorquímica.
- Naranja – Orange 021 C según la guía de fórmulas Pantone.
- Pera - Verde menta al 1 % según la carta de colores NOVACOLOR de Colorquímica
TEXTURA Duro
OLOR Característico a Cereza, Durazno, Mango, Naranja y Pera.
SABOR Sabor característico Cereza, Durazno, Mango, Naranja y Pera.
PESO POR UNIDAD (g) 4.4 – 4.6g
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
26.4 – 26.7 19.4 – 19.6 10.5 – 11.4
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g) < 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g) < 3 -- 0,0
COLIFORMES FECALES (ufc/g) < 3 -- 0,0
MOHOS Y LEVADURAS (UPM/g) < 10 5.0 X 101 1.0 X 10
2
6 ENVOLTURA PARÁMETRO DESCRIPCIÓN
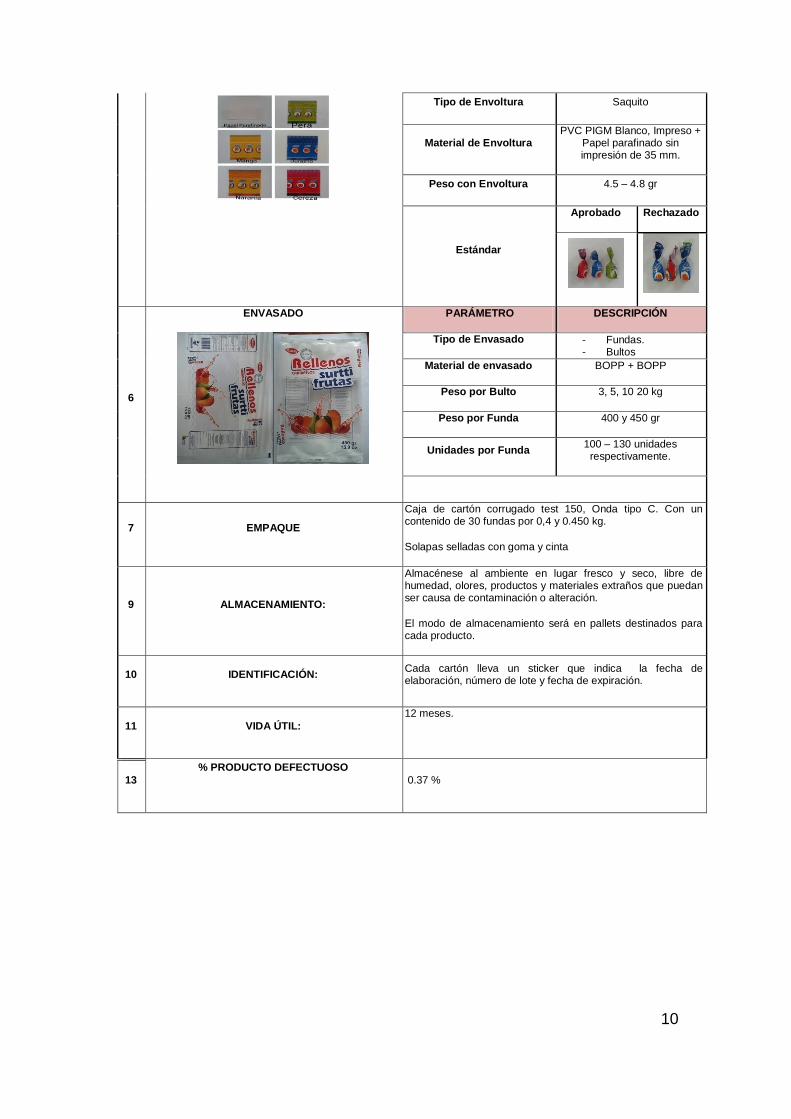
10
Tipo de Envoltura Saquito
Material de Envoltura PVC PIGM Blanco, Impreso +
Papel parafinado sin impresión de 35 mm.
Peso con Envoltura 4.5 – 4.8 gr
Estándar
Aprobado Rechazado
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas. - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 3, 5, 10 20 kg
Peso por Funda 400 y 450 gr
Unidades por Funda 100 – 130 unidades
respectivamente.
7 EMPAQUE
Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 30 fundas por 0,4 y 0.450 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL:
12 meses.
13
% PRODUCTO DEFECTUOSO
0.37 %
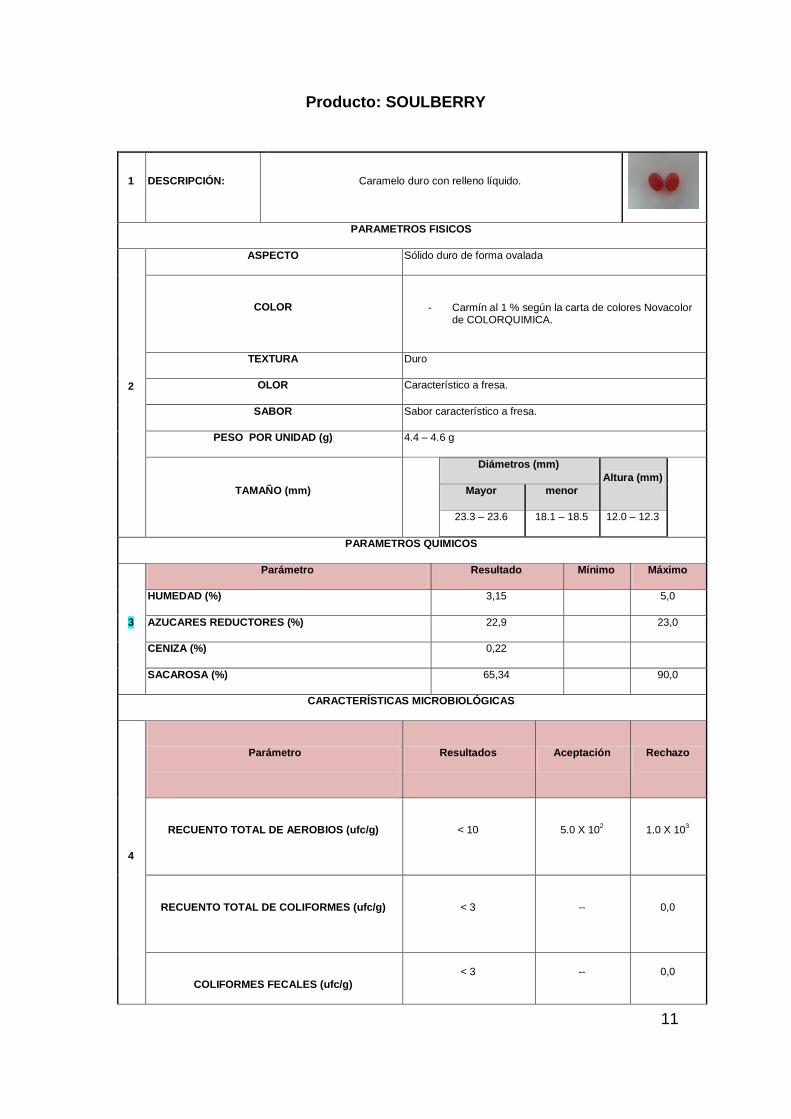
11
Producto: SOULBERRY
1 DESCRIPCIÓN: Caramelo duro con relleno líquido.
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR
- Carmín al 1 % según la carta de colores Novacolor de COLORQUIMICA.
TEXTURA Duro
OLOR Característico a fresa.
SABOR Sabor característico a fresa.
PESO POR UNIDAD (g) 4.4 – 4.6 g
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
23.3 – 23.6 18.1 – 18.5 12.0 – 12.3
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
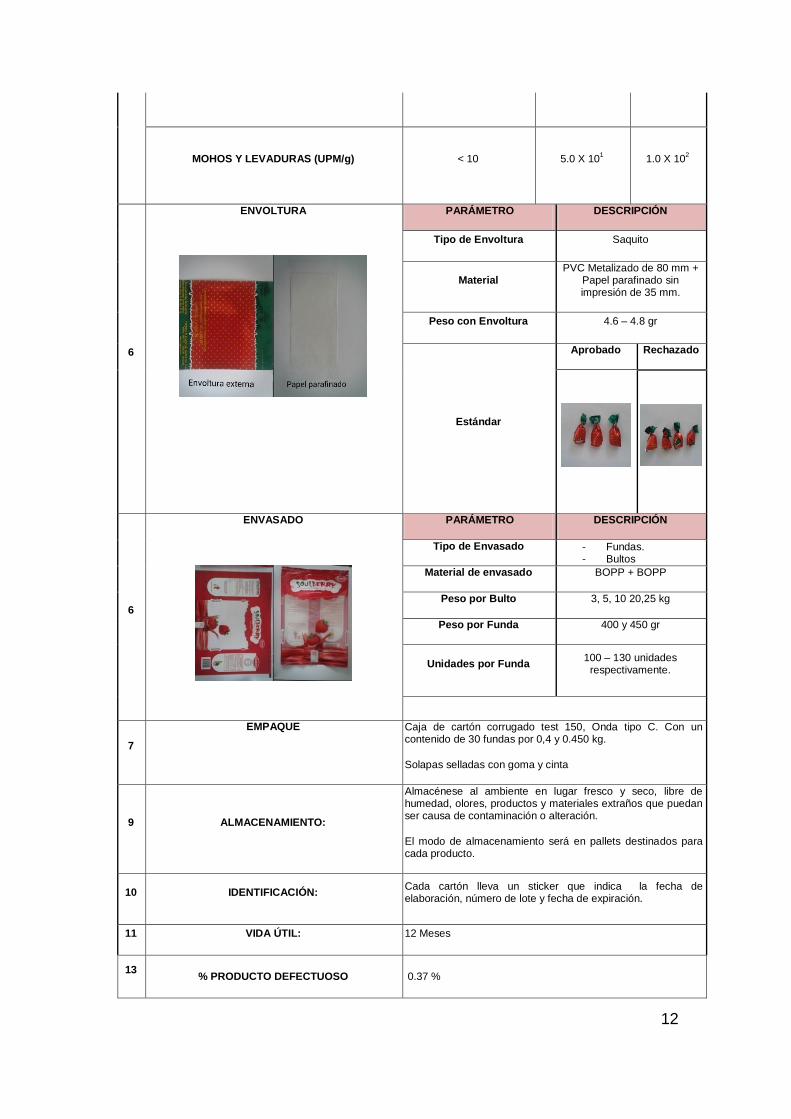
12
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Saquito
Material PVC Metalizado de 80 mm +
Papel parafinado sin impresión de 35 mm.
Peso con Envoltura 4.6 – 4.8 gr
Estándar
Aprobado Rechazado
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas. - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 3, 5, 10 20,25 kg
Peso por Funda 400 y 450 gr
Unidades por Funda 100 – 130 unidades
respectivamente.
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 30 fundas por 0,4 y 0.450 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 Meses
13
% PRODUCTO DEFECTUOSO
0.37 %
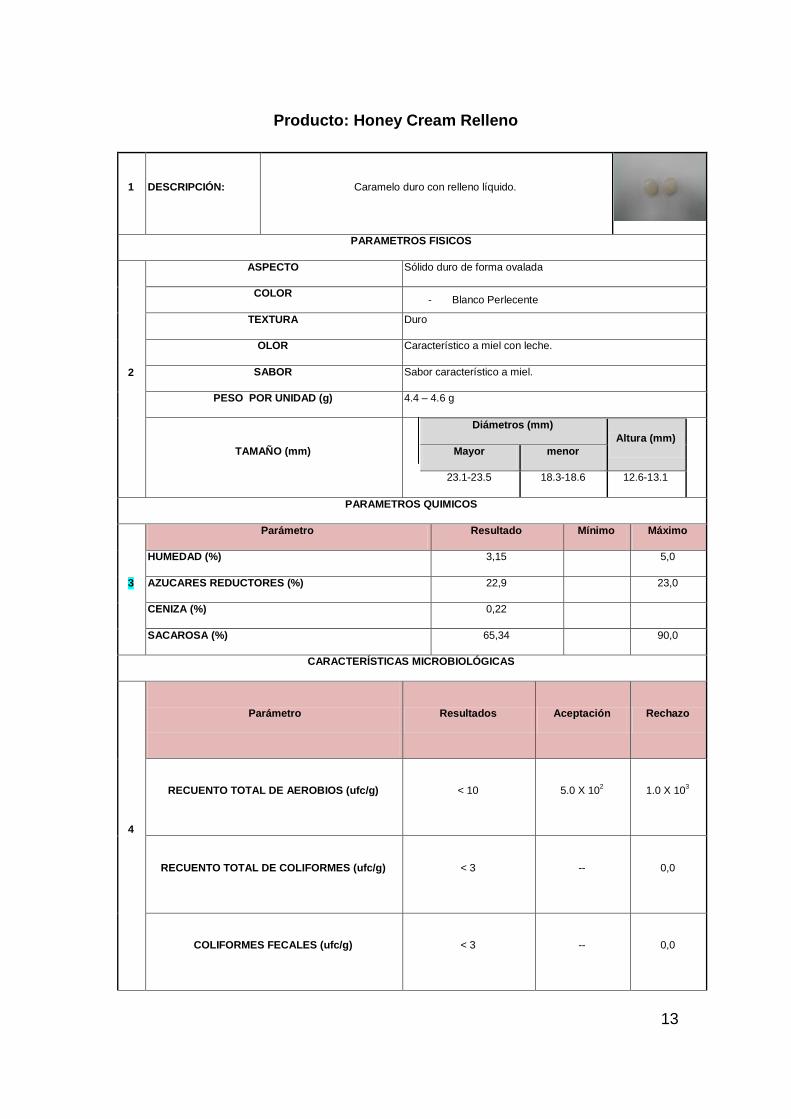
13
Producto: Honey Cream Relleno
1 DESCRIPCIÓN: Caramelo duro con relleno líquido.
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR - Blanco Perlecente
TEXTURA Duro
OLOR Característico a miel con leche.
SABOR Sabor característico a miel.
PESO POR UNIDAD (g) 4.4 – 4.6 g
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
23.1-23.5 18.3-18.6 12.6-13.1
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
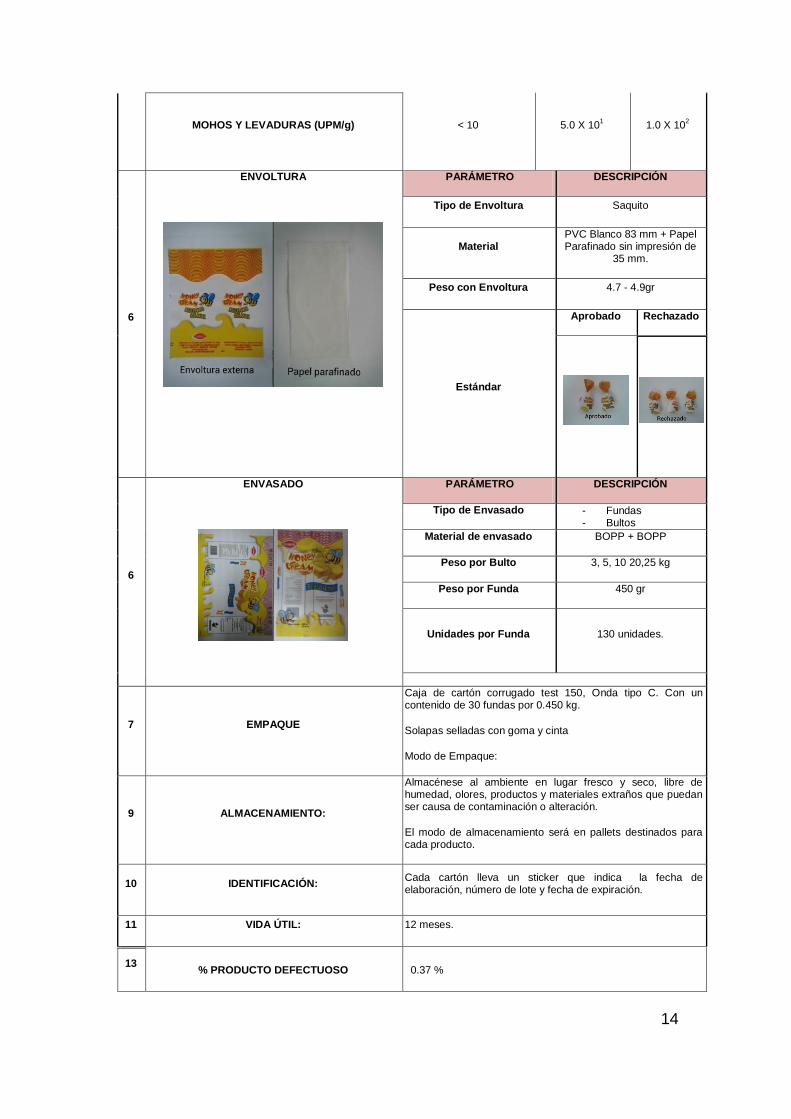
14
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Saquito
Material PVC Blanco 83 mm + Papel Parafinado sin impresión de
35 mm.
Peso con Envoltura 4.7 - 4.9gr
Estándar
Aprobado Rechazado
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 3, 5, 10 20,25 kg
Peso por Funda 450 gr
Unidades por Funda 130 unidades.
7 EMPAQUE
Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 30 fundas por 0.450 kg.
Solapas selladas con goma y cinta
Modo de Empaque:
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses.
13
% PRODUCTO DEFECTUOSO
0.37 %
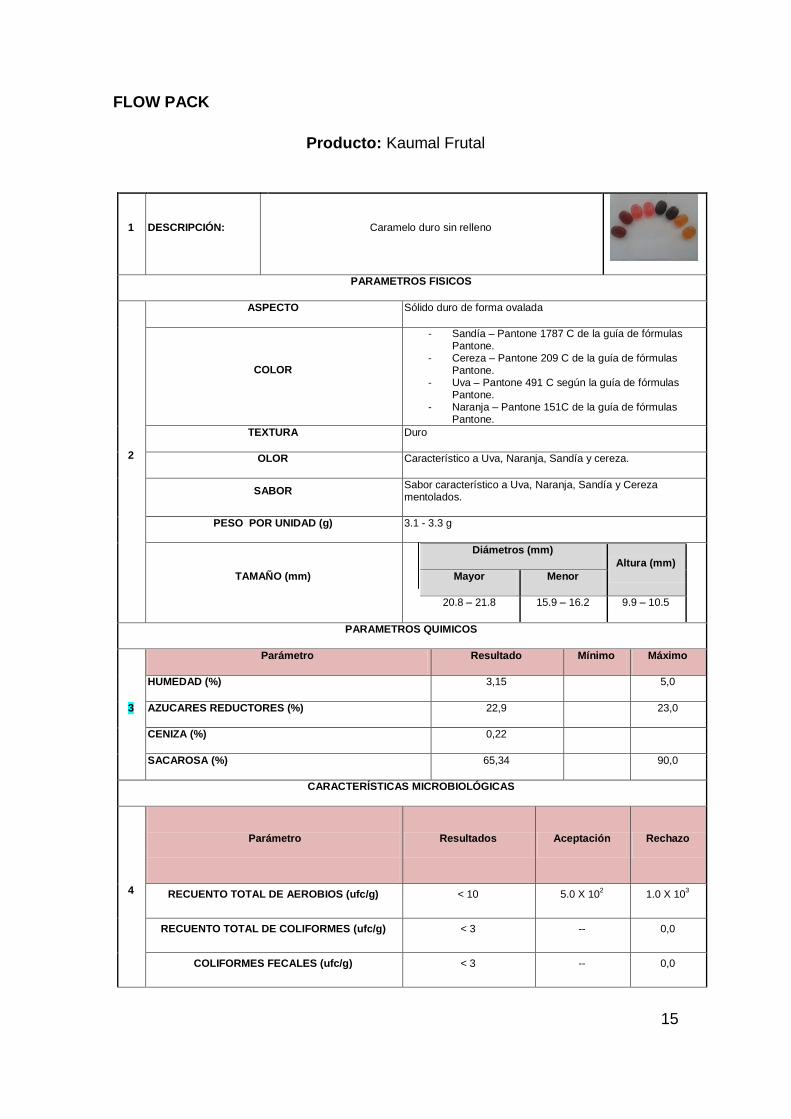
15
FLOW PACK
Producto: Kaumal Frutal
1 DESCRIPCIÓN: Caramelo duro sin relleno
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR
- Sandía – Pantone 1787 C de la guía de fórmulas Pantone.
- Cereza – Pantone 209 C de la guía de fórmulas Pantone.
- Uva – Pantone 491 C según la guía de fórmulas Pantone.
- Naranja – Pantone 151C de la guía de fórmulas Pantone.
TEXTURA Duro
OLOR Característico a Uva, Naranja, Sandía y cereza.
SABOR Sabor característico a Uva, Naranja, Sandía y Cereza mentolados.
PESO POR UNIDAD (g) 3.1 - 3.3 g
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor Menor
20.8 – 21.8 15.9 – 16.2 9.9 – 10.5
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g) < 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g) < 3 -- 0,0
COLIFORMES FECALES (ufc/g) < 3 -- 0,0
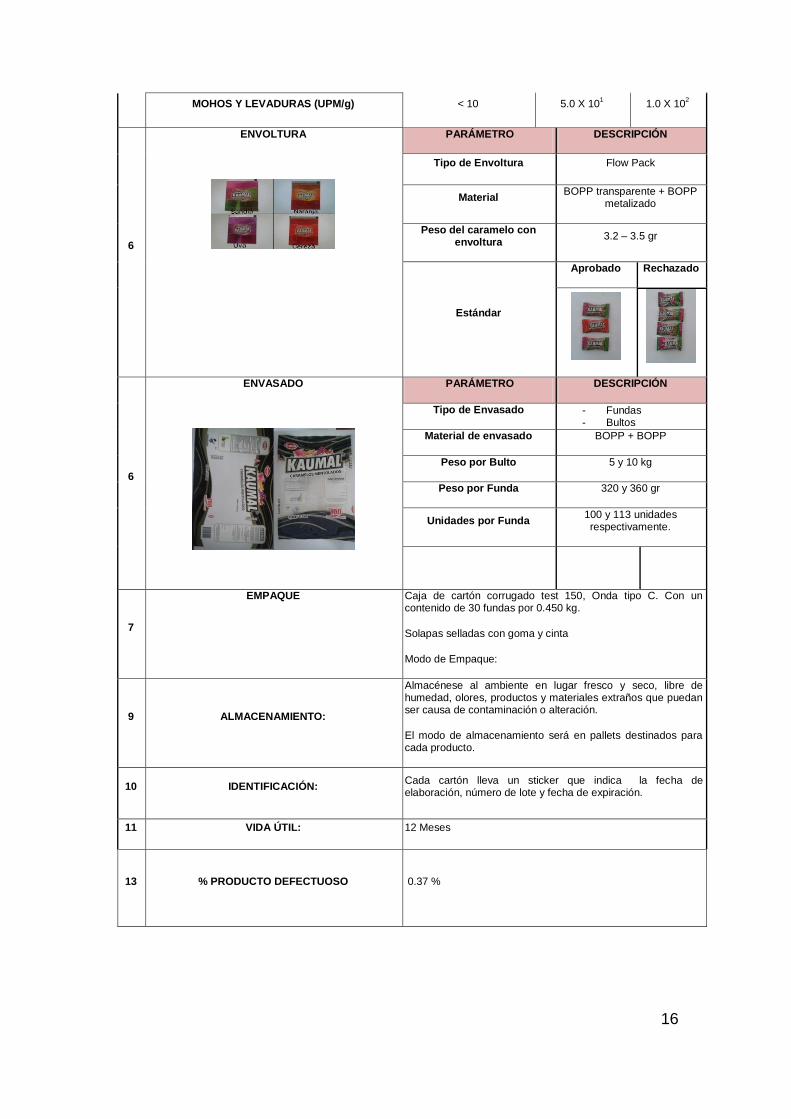
16
MOHOS Y LEVADURAS (UPM/g) < 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Flow Pack
Material BOPP transparente + BOPP
metalizado
Peso del caramelo con envoltura
3.2 – 3.5 gr
Estándar
Aprobado Rechazado
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 5 y 10 kg
Peso por Funda 320 y 360 gr
Unidades por Funda 100 y 113 unidades respectivamente.
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 30 fundas por 0.450 kg.
Solapas selladas con goma y cinta
Modo de Empaque:
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 Meses
13
% PRODUCTO DEFECTUOSO
0.37 %
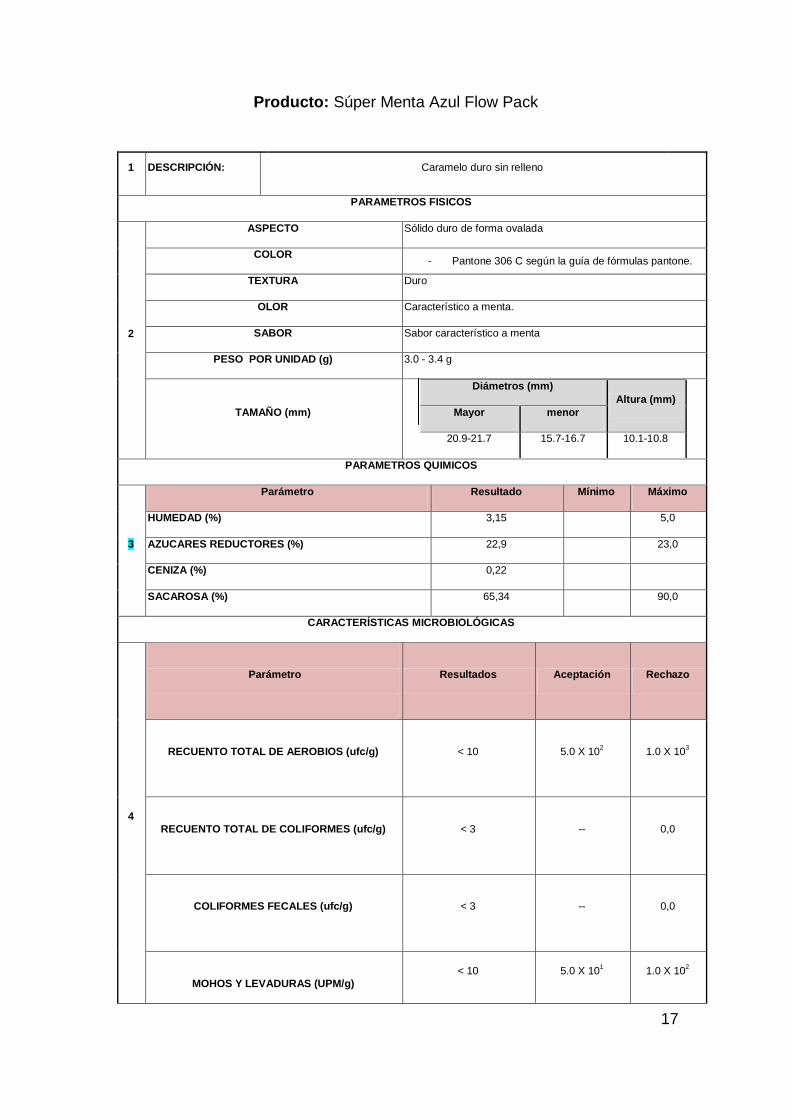
17
Producto: Súper Menta Azul Flow Pack
1 DESCRIPCIÓN: Caramelo duro sin relleno
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR - Pantone 306 C según la guía de fórmulas pantone.
TEXTURA Duro
OLOR Característico a menta.
SABOR Sabor característico a menta
PESO POR UNIDAD (g) 3.0 - 3.4 g
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
20.9-21.7 15.7-16.7 10.1-10.8
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
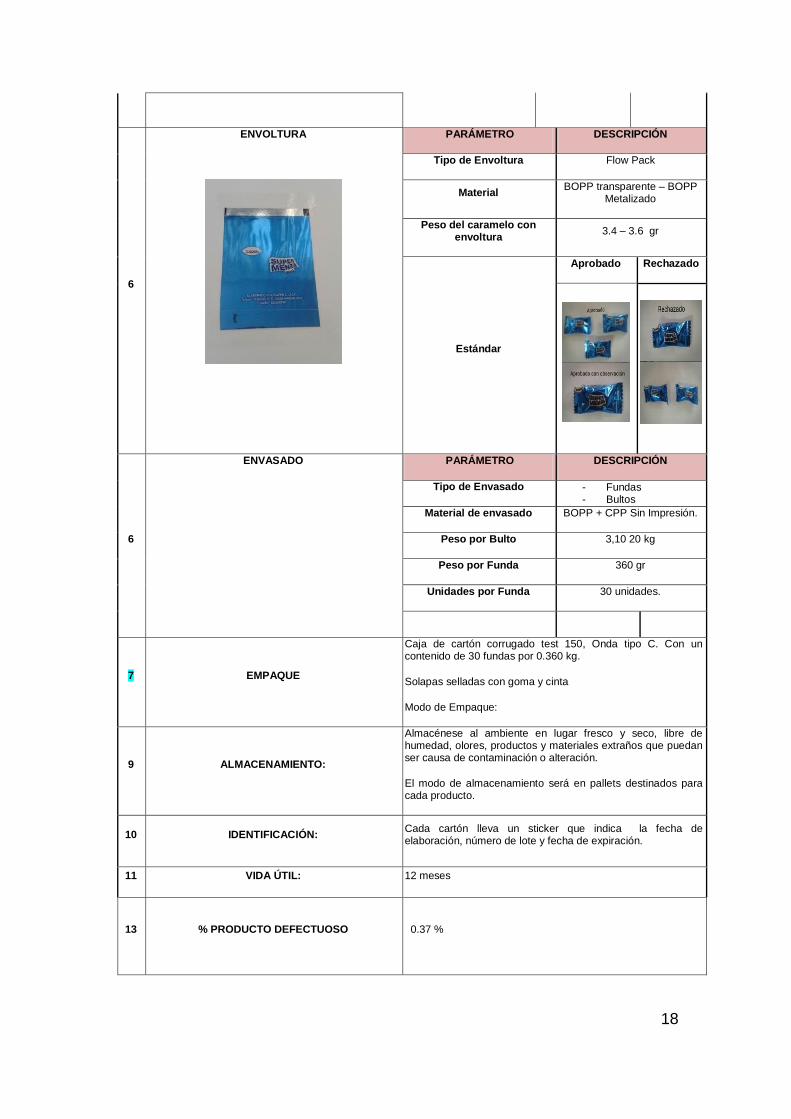
18
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Flow Pack
Material BOPP transparente – BOPP
Metalizado
Peso del caramelo con envoltura
3.4 – 3.6 gr
Estándar
Aprobado Rechazado
6
ENVASADO PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + CPP Sin Impresión.
Peso por Bulto 3,10 20 kg
Peso por Funda 360 gr
Unidades por Funda 30 unidades.
7 EMPAQUE
Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 30 fundas por 0.360 kg.
Solapas selladas con goma y cinta
Modo de Empaque:
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
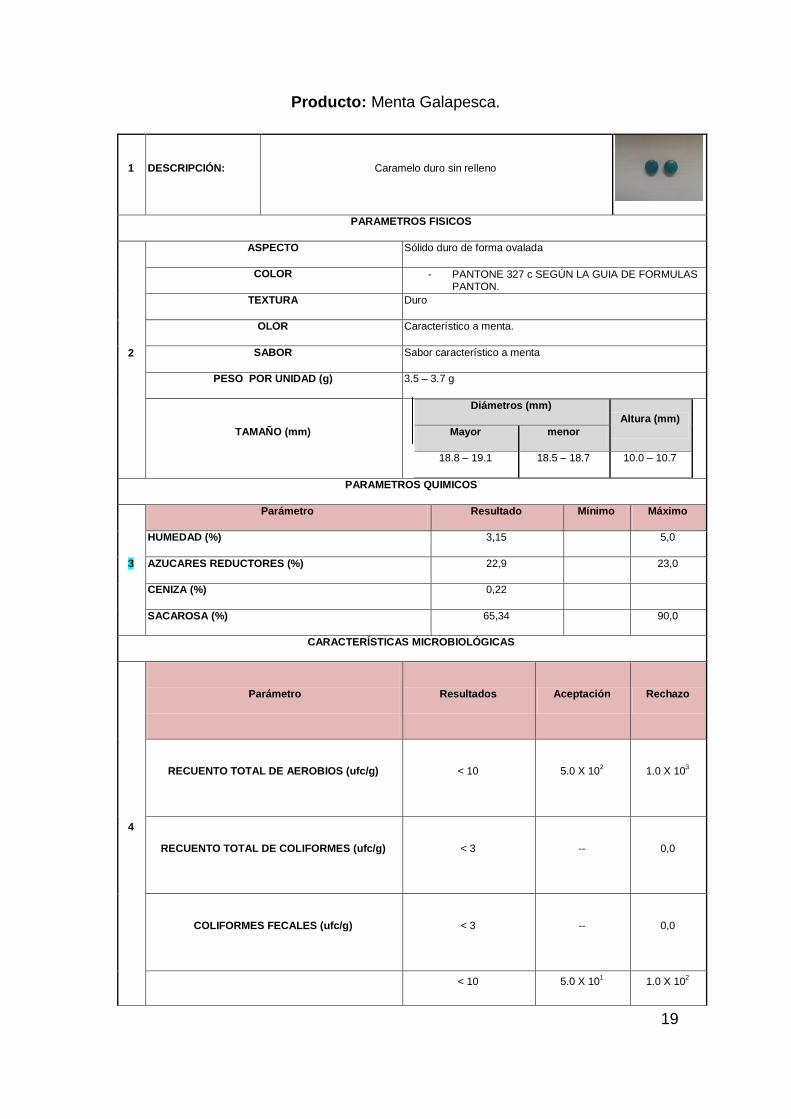
19
Producto: Menta Galapesca.
1 DESCRIPCIÓN: Caramelo duro sin relleno
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR - PANTONE 327 c SEGÚN LA GUIA DE FORMULAS PANTON.
TEXTURA Duro
OLOR Característico a menta.
SABOR Sabor característico a menta
PESO POR UNIDAD (g) 3.5 – 3.7 g
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
18.8 – 19.1 18.5 – 18.7 10.0 – 10.7
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
< 10 5.0 X 101 1.0 X 10
2
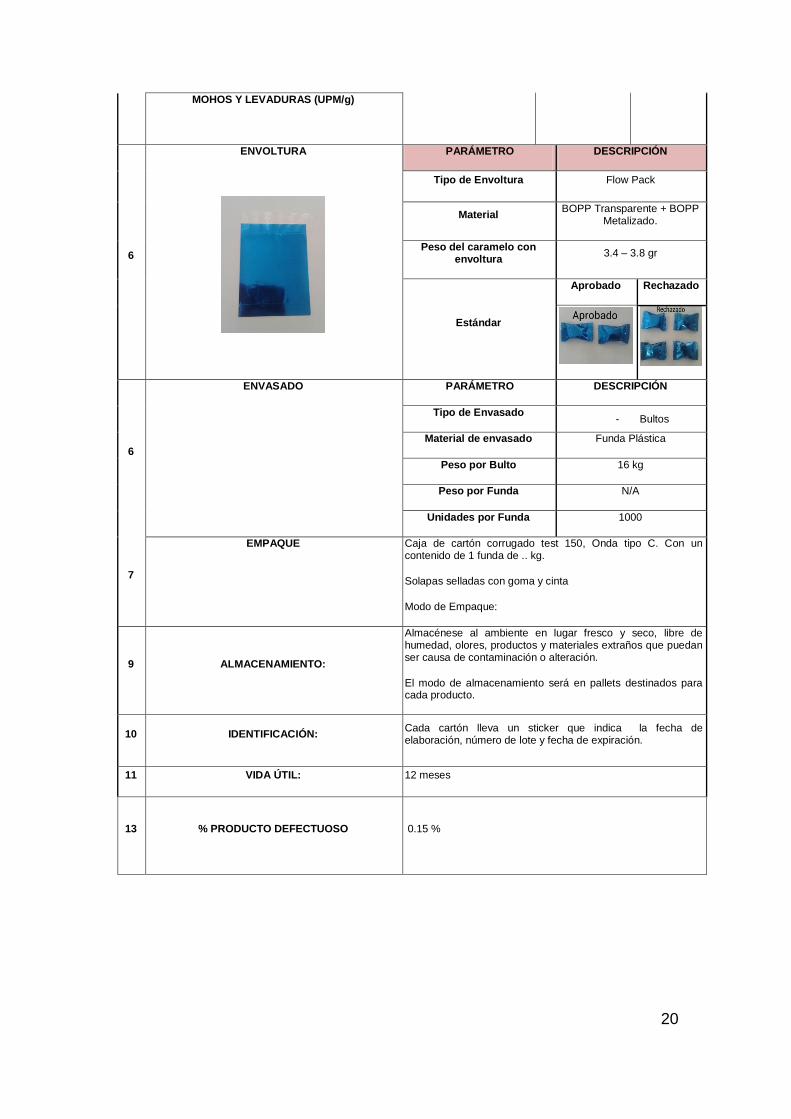
20
MOHOS Y LEVADURAS (UPM/g)
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Flow Pack
Material BOPP Transparente + BOPP
Metalizado.
Peso del caramelo con envoltura
3.4 – 3.8 gr
Estándar
Aprobado Rechazado
6
ENVASADO PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Bultos
Material de envasado Funda Plástica
Peso por Bulto 16 kg
Peso por Funda N/A
Unidades por Funda 1000
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 1 funda de .. kg.
Solapas selladas con goma y cinta
Modo de Empaque:
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.15 %
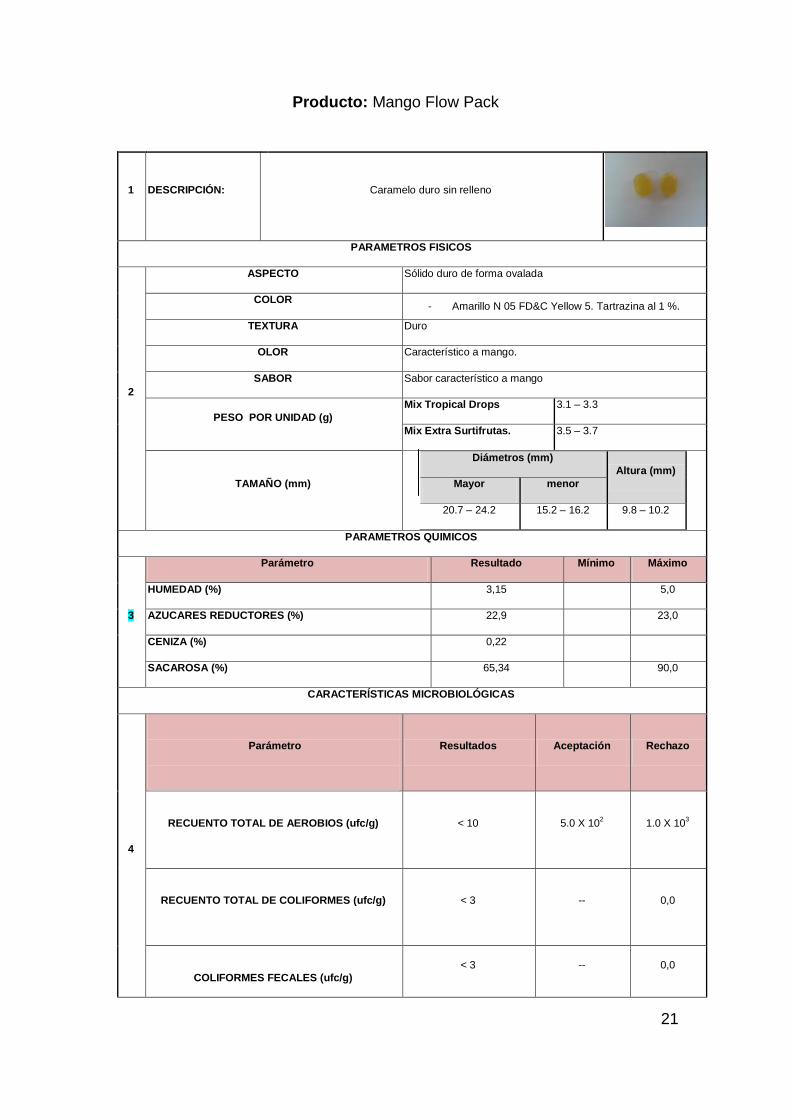
21
Producto: Mango Flow Pack
1 DESCRIPCIÓN: Caramelo duro sin relleno
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR - Amarillo N 05 FD&C Yellow 5. Tartrazina al 1 %.
TEXTURA Duro
OLOR Característico a mango.
SABOR Sabor característico a mango
PESO POR UNIDAD (g)
Mix Tropical Drops 3.1 – 3.3
Mix Extra Surtifrutas. 3.5 – 3.7
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
20.7 – 24.2 15.2 – 16.2 9.8 – 10.2
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
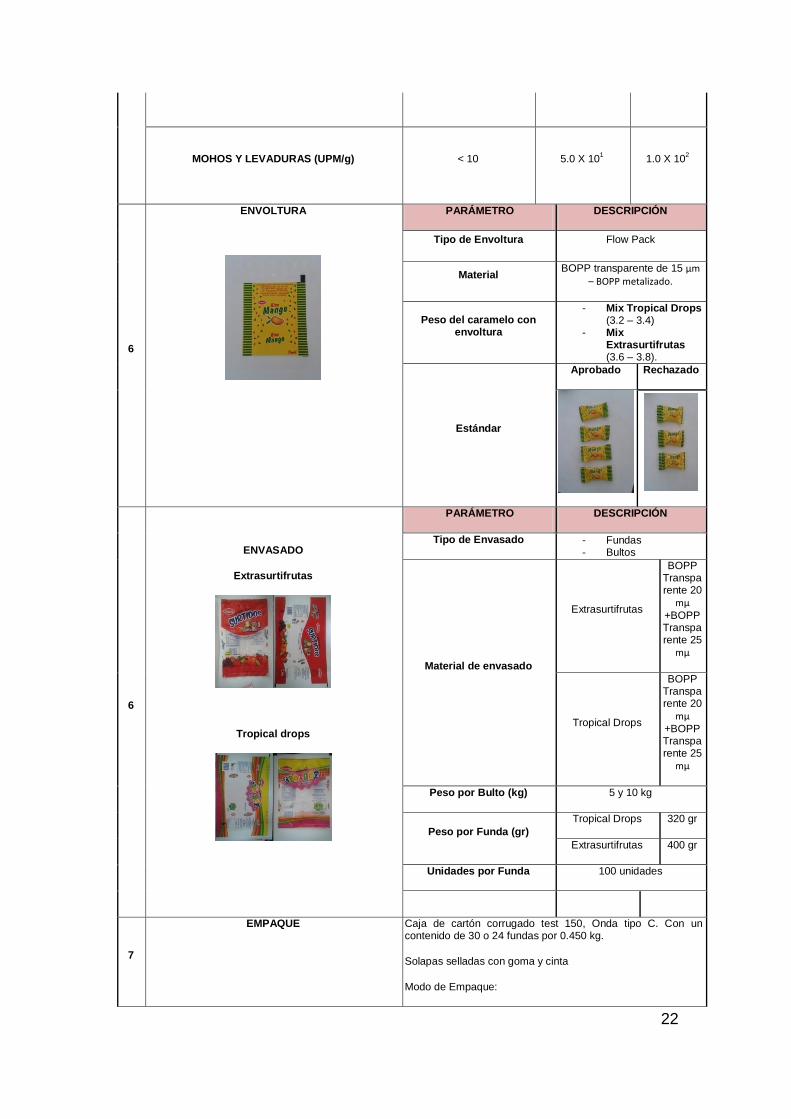
22
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Flow Pack
Material BOPP transparente de 15 µm
– BOPP metalizado.
Peso del caramelo con envoltura
- Mix Tropical Drops (3.2 – 3.4)
- Mix Extrasurtifrutas (3.6 – 3.8).
Estándar
Aprobado Rechazado
6
ENVASADO
Extrasurtifrutas
Tropical drops
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado
Extrasurtifrutas
BOPP Transparente 20
mµ
+BOPP Transparente 25
mµ
Tropical Drops
BOPP Transparente 20
mµ
+BOPP Transparente 25
mµ
Peso por Bulto (kg) 5 y 10 kg
Peso por Funda (gr)
Tropical Drops 320 gr
Extrasurtifrutas 400 gr
Unidades por Funda 100 unidades
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 30 o 24 fundas por 0.450 kg.
Solapas selladas con goma y cinta
Modo de Empaque:
23
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
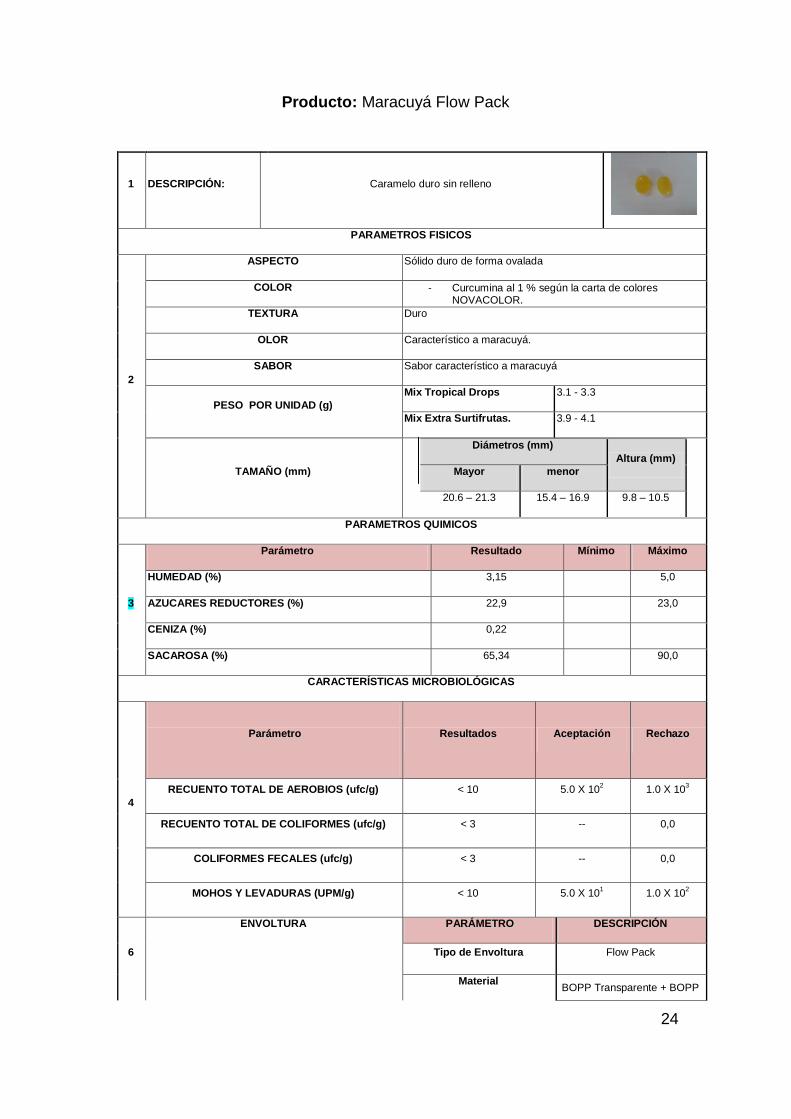
24
Producto: Maracuyá Flow Pack
1 DESCRIPCIÓN: Caramelo duro sin relleno
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR - Curcumina al 1 % según la carta de colores NOVACOLOR.
TEXTURA Duro
OLOR Característico a maracuyá.
SABOR Sabor característico a maracuyá
PESO POR UNIDAD (g)
Mix Tropical Drops 3.1 - 3.3
Mix Extra Surtifrutas. 3.9 - 4.1
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
20.6 – 21.3 15.4 – 16.9 9.8 – 10.5
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g) < 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g) < 3 -- 0,0
COLIFORMES FECALES (ufc/g) < 3 -- 0,0
MOHOS Y LEVADURAS (UPM/g) < 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Flow Pack
Material BOPP Transparente + BOPP
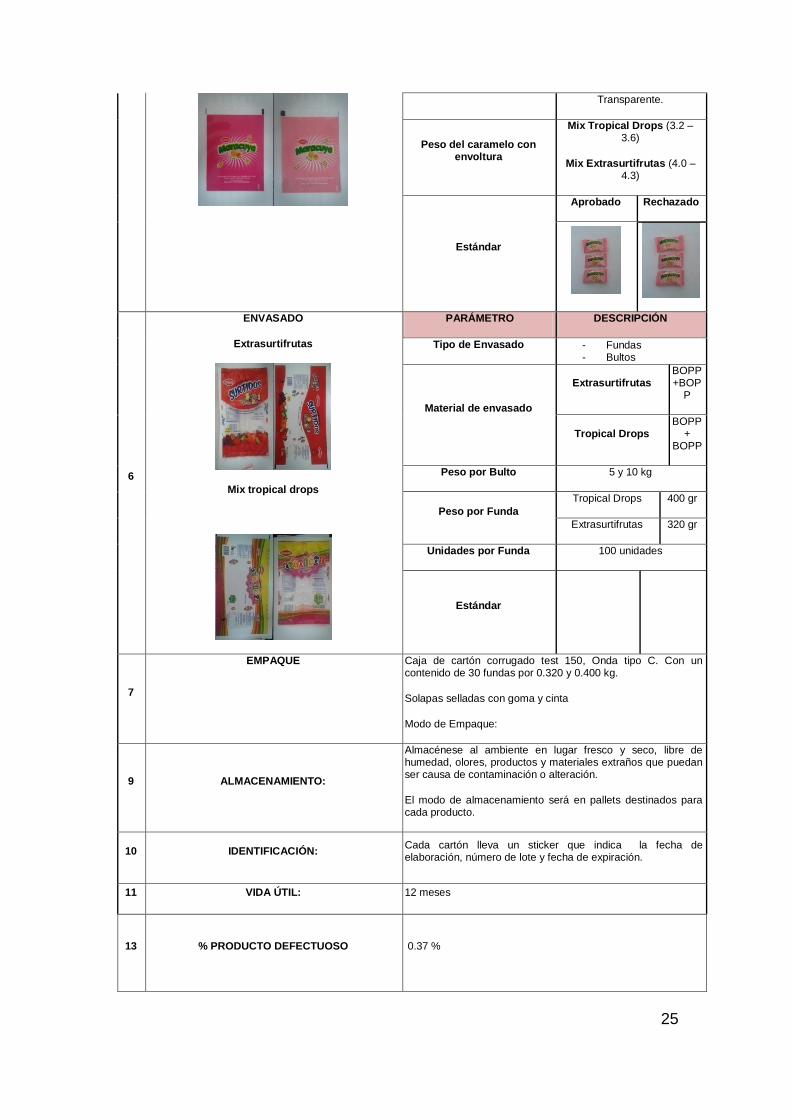
25
Transparente.
Peso del caramelo con envoltura
Mix Tropical Drops (3.2 – 3.6)
Mix Extrasurtifrutas (4.0 – 4.3)
Estándar
Aprobado Rechazado
6
ENVASADO
Extrasurtifrutas
Mix tropical drops
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado
Extrasurtifrutas BOPP +BOP
P
Tropical Drops BOPP
+ BOPP
Peso por Bulto 5 y 10 kg
Peso por Funda
Tropical Drops 400 gr
Extrasurtifrutas 320 gr
Unidades por Funda 100 unidades
Estándar
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 30 fundas por 0.320 y 0.400 kg.
Solapas selladas con goma y cinta
Modo de Empaque:
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
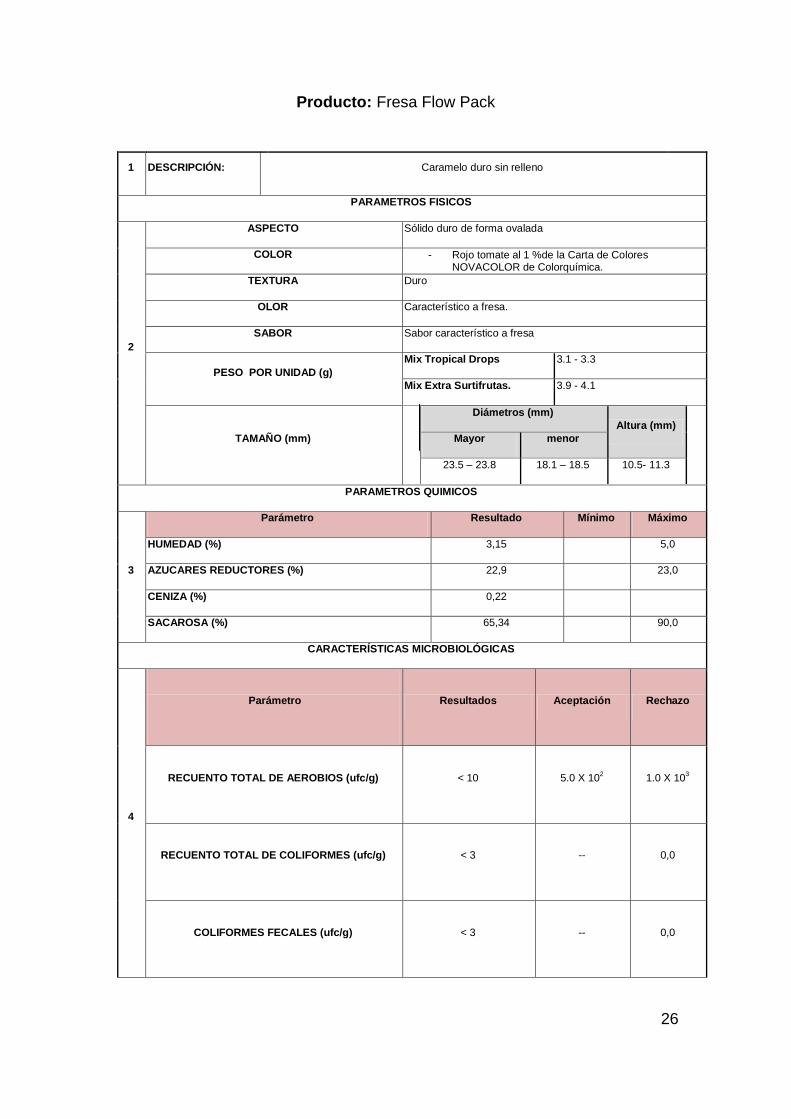
26
Producto: Fresa Flow Pack
1 DESCRIPCIÓN: Caramelo duro sin relleno
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR - Rojo tomate al 1 %de la Carta de Colores NOVACOLOR de Colorquímica.
TEXTURA Duro
OLOR Característico a fresa.
SABOR Sabor característico a fresa
PESO POR UNIDAD (g)
Mix Tropical Drops 3.1 - 3.3
Mix Extra Surtifrutas. 3.9 - 4.1
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
23.5 – 23.8 18.1 – 18.5 10.5- 11.3
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
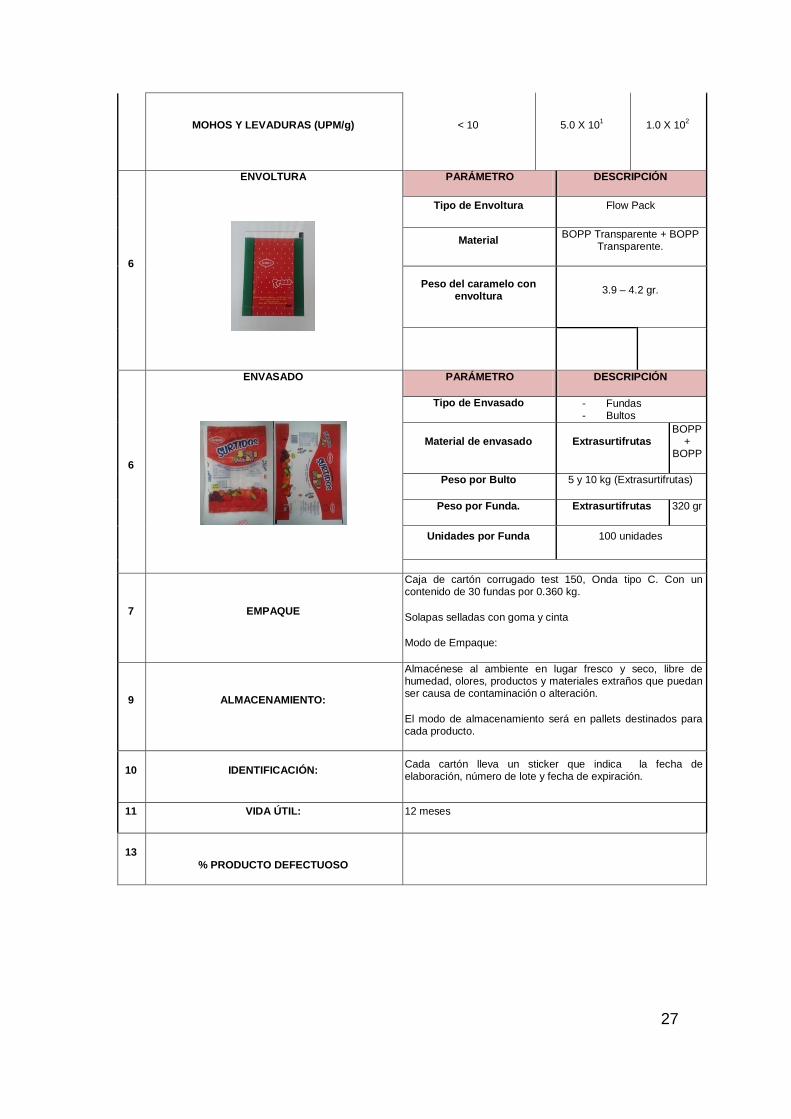
27
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Flow Pack
Material BOPP Transparente + BOPP
Transparente.
Peso del caramelo con envoltura
3.9 – 4.2 gr.
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado Extrasurtifrutas BOPP
+ BOPP
Peso por Bulto 5 y 10 kg (Extrasurtifrutas)
Peso por Funda. Extrasurtifrutas 320 gr
Unidades por Funda 100 unidades
7 EMPAQUE
Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 30 fundas por 0.360 kg.
Solapas selladas con goma y cinta
Modo de Empaque:
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
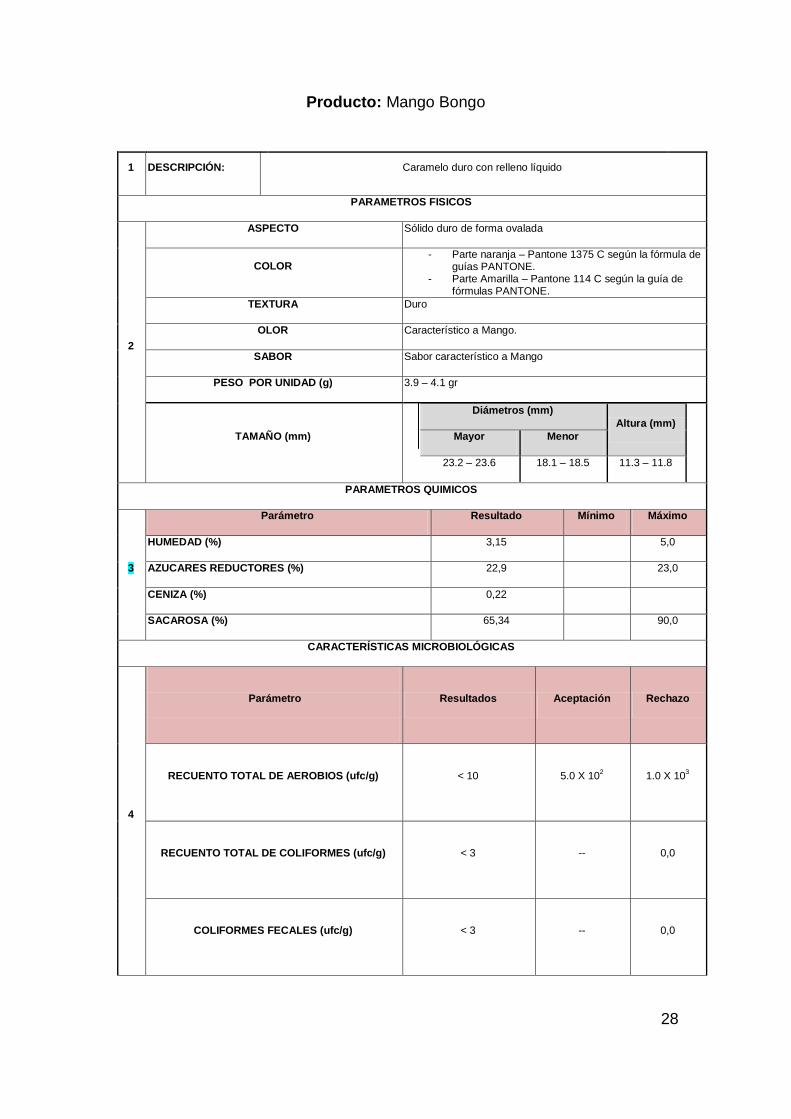
28
Producto: Mango Bongo
1 DESCRIPCIÓN: Caramelo duro con relleno líquido
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR - Parte naranja – Pantone 1375 C según la fórmula de
guías PANTONE. - Parte Amarilla – Pantone 114 C según la guía de
fórmulas PANTONE.
TEXTURA Duro
OLOR Característico a Mango.
SABOR Sabor característico a Mango
PESO POR UNIDAD (g) 3.9 – 4.1 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor Menor
23.2 – 23.6 18.1 – 18.5 11.3 – 11.8
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
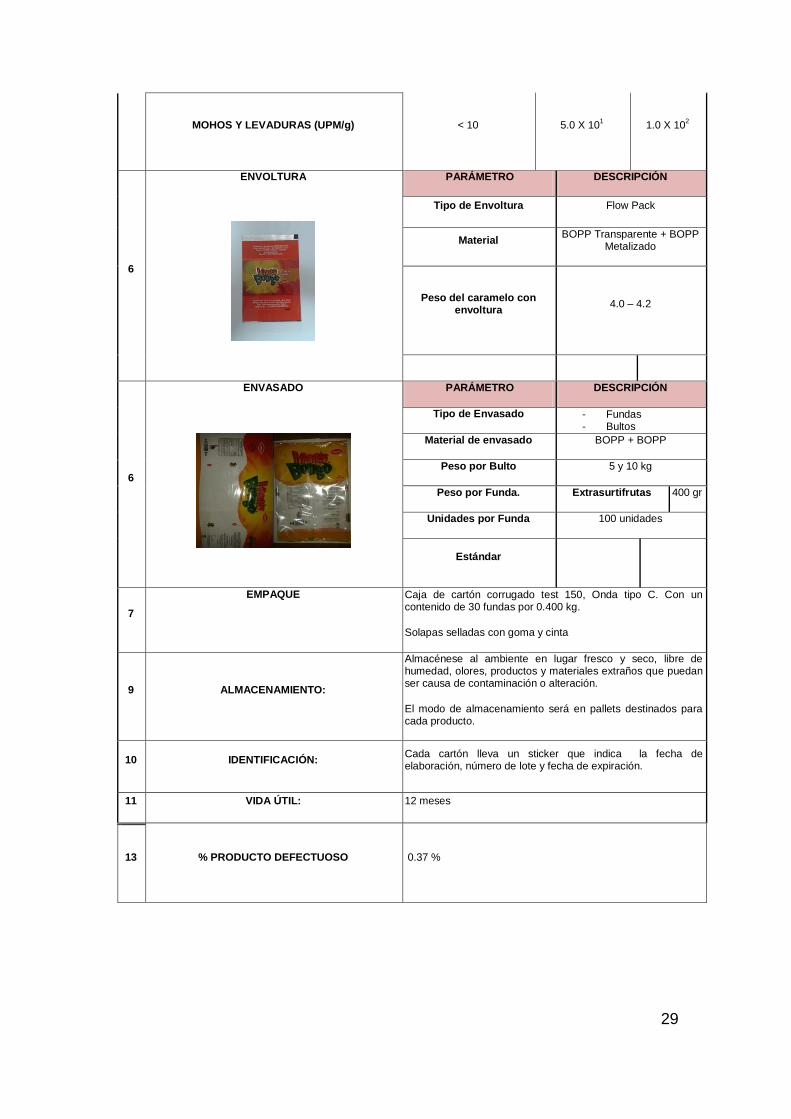
29
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Flow Pack
Material BOPP Transparente + BOPP
Metalizado
Peso del caramelo con envoltura
4.0 – 4.2
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 5 y 10 kg
Peso por Funda. Extrasurtifrutas 400 gr
Unidades por Funda 100 unidades
Estándar
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 30 fundas por 0.400 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
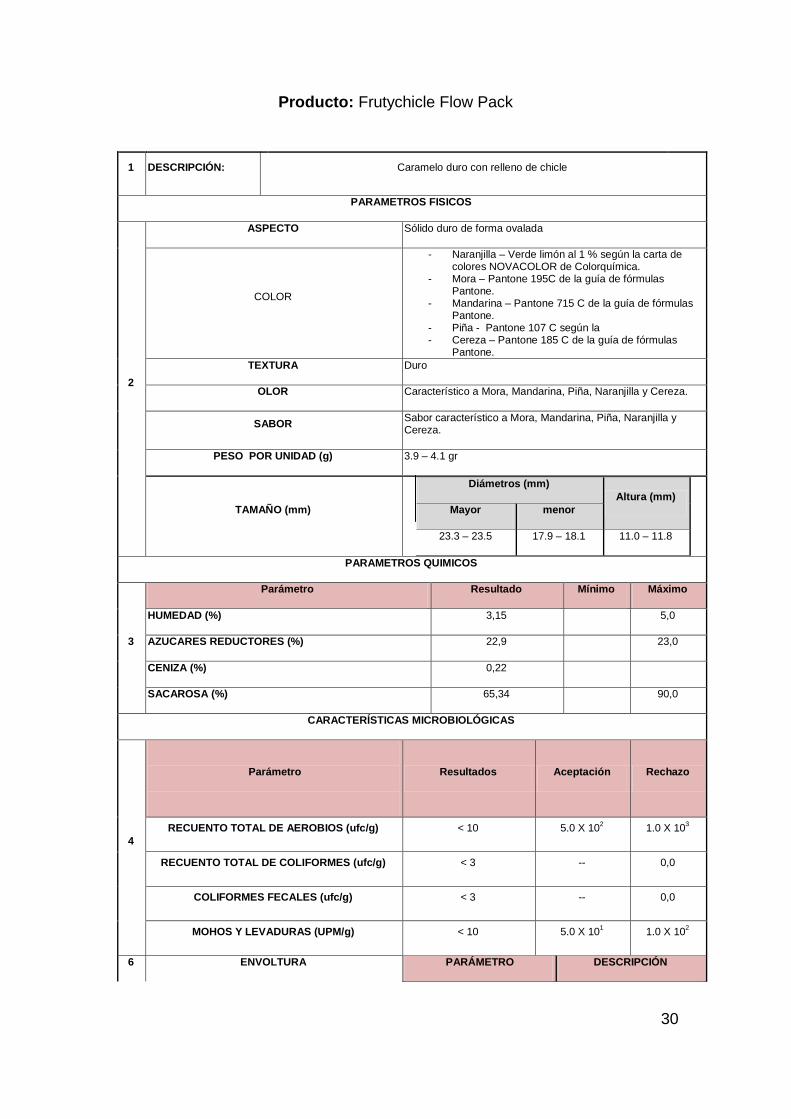
30
Producto: Frutychicle Flow Pack
1 DESCRIPCIÓN: Caramelo duro con relleno de chicle
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR
- Naranjilla – Verde limón al 1 % según la carta de colores NOVACOLOR de Colorquímica.
- Mora – Pantone 195C de la guía de fórmulas Pantone.
- Mandarina – Pantone 715 C de la guía de fórmulas Pantone.
- Piña - Pantone 107 C según la - Cereza – Pantone 185 C de la guía de fórmulas
Pantone.
TEXTURA Duro
OLOR Característico a Mora, Mandarina, Piña, Naranjilla y Cereza.
SABOR Sabor característico a Mora, Mandarina, Piña, Naranjilla y Cereza.
PESO POR UNIDAD (g) 3.9 – 4.1 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
23.3 – 23.5 17.9 – 18.1 11.0 – 11.8
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g) < 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g) < 3 -- 0,0
COLIFORMES FECALES (ufc/g) < 3 -- 0,0
MOHOS Y LEVADURAS (UPM/g) < 10 5.0 X 101 1.0 X 10
2
6 ENVOLTURA PARÁMETRO DESCRIPCIÓN
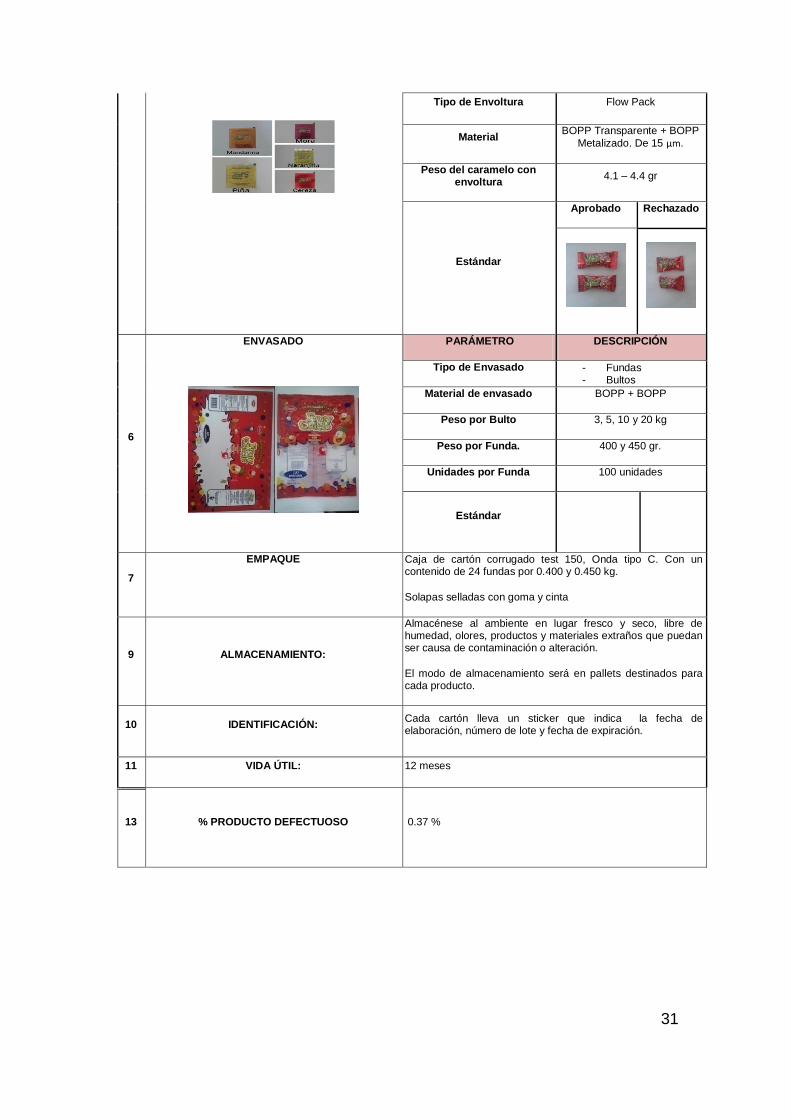
31
Tipo de Envoltura Flow Pack
Material BOPP Transparente + BOPP
Metalizado. De 15 µm.
Peso del caramelo con envoltura
4.1 – 4.4 gr
Estándar
Aprobado Rechazado
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 3, 5, 10 y 20 kg
Peso por Funda. 400 y 450 gr.
Unidades por Funda 100 unidades
Estándar
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 fundas por 0.400 y 0.450 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
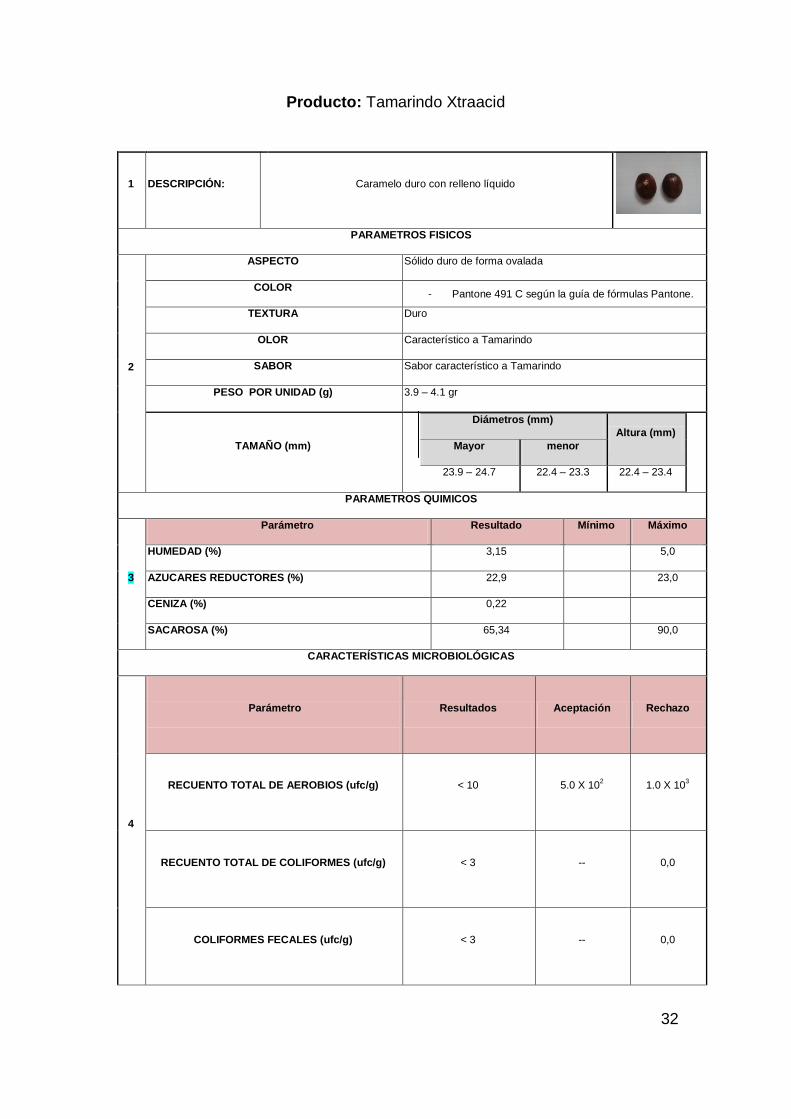
32
Producto: Tamarindo Xtraacid
1 DESCRIPCIÓN: Caramelo duro con relleno líquido
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR - Pantone 491 C según la guía de fórmulas Pantone.
TEXTURA Duro
OLOR Característico a Tamarindo
SABOR Sabor característico a Tamarindo
PESO POR UNIDAD (g) 3.9 – 4.1 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
23.9 – 24.7 22.4 – 23.3 22.4 – 23.4
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
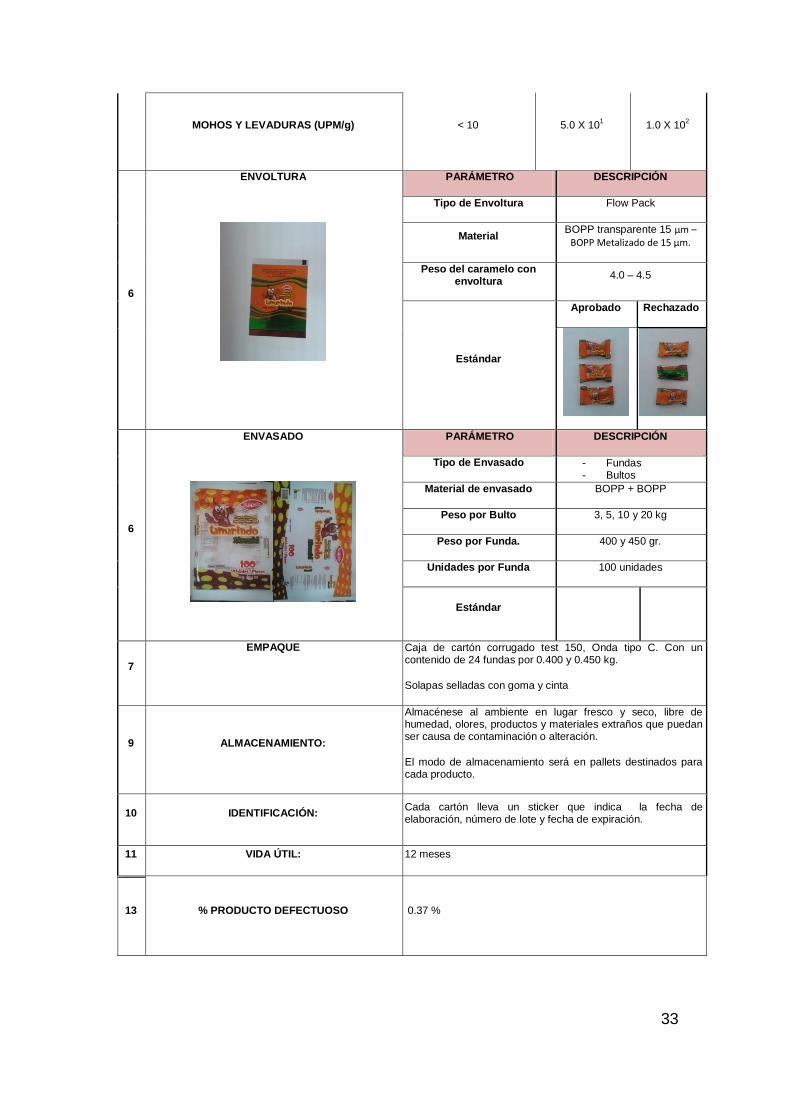
33
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Flow Pack
Material BOPP transparente 15 µm –
BOPP Metalizado de 15 µm.
Peso del caramelo con envoltura
4.0 – 4.5
Estándar
Aprobado Rechazado
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 3, 5, 10 y 20 kg
Peso por Funda. 400 y 450 gr.
Unidades por Funda 100 unidades
Estándar
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 fundas por 0.400 y 0.450 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
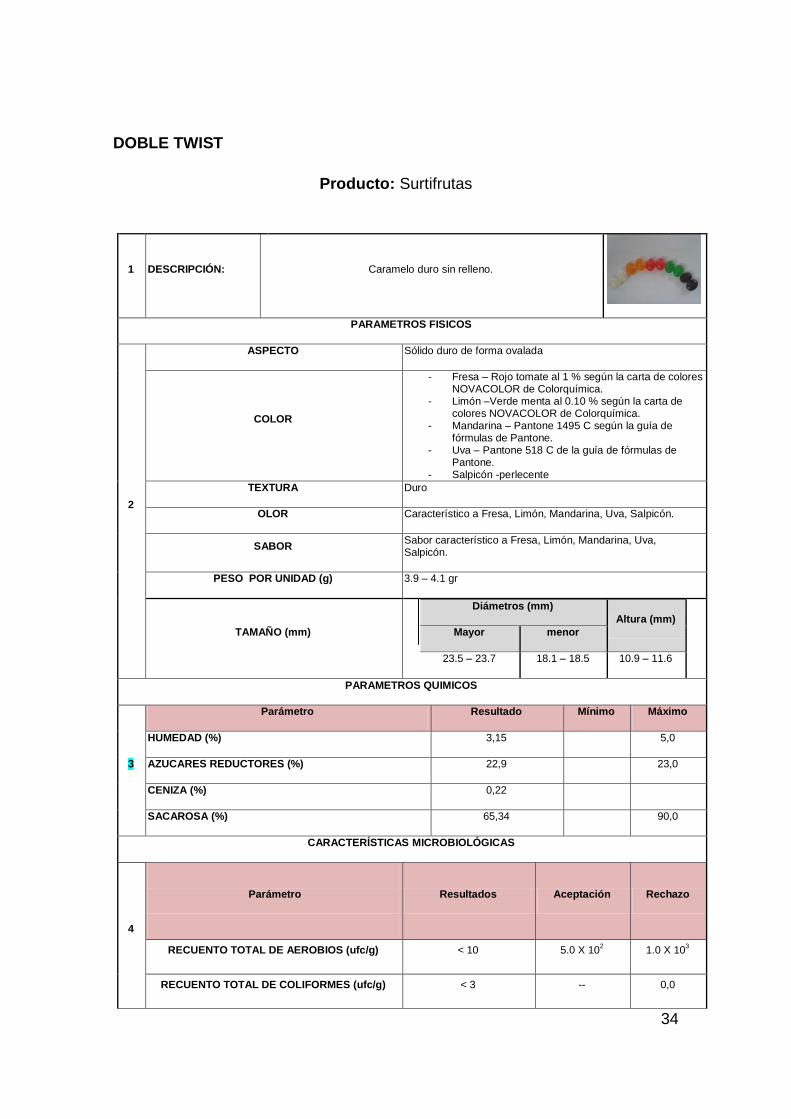
34
DOBLE TWIST
Producto: Surtifrutas
1 DESCRIPCIÓN: Caramelo duro sin relleno.
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR
- Fresa – Rojo tomate al 1 % según la carta de colores NOVACOLOR de Colorquímica.
- Limón –Verde menta al 0.10 % según la carta de colores NOVACOLOR de Colorquímica.
- Mandarina – Pantone 1495 C según la guía de fórmulas de Pantone.
- Uva – Pantone 518 C de la guía de fórmulas de Pantone.
- Salpicón -perlecente
TEXTURA Duro
OLOR Característico a Fresa, Limón, Mandarina, Uva, Salpicón.
SABOR Sabor característico a Fresa, Limón, Mandarina, Uva, Salpicón.
PESO POR UNIDAD (g) 3.9 – 4.1 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
23.5 – 23.7 18.1 – 18.5 10.9 – 11.6
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g) < 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g) < 3 -- 0,0
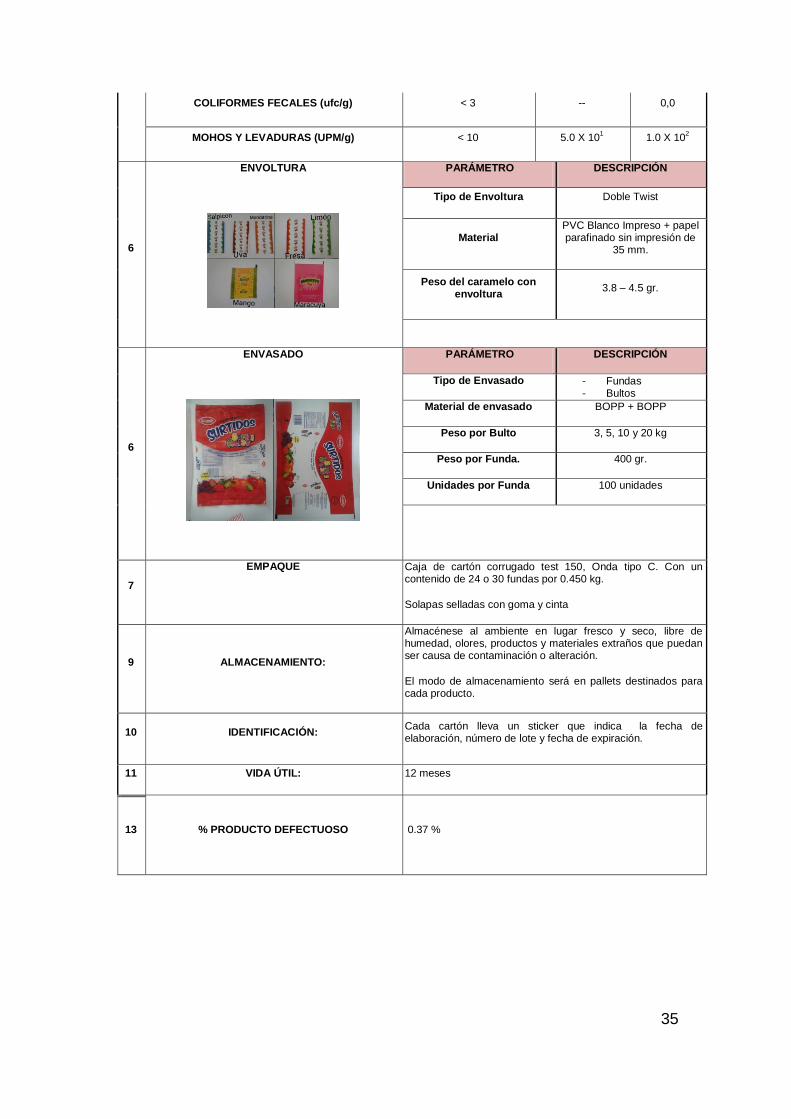
35
COLIFORMES FECALES (ufc/g) < 3 -- 0,0
MOHOS Y LEVADURAS (UPM/g) < 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Doble Twist
Material PVC Blanco Impreso + papel parafinado sin impresión de
35 mm.
Peso del caramelo con envoltura
3.8 – 4.5 gr.
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 3, 5, 10 y 20 kg
Peso por Funda. 400 gr.
Unidades por Funda 100 unidades
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 o 30 fundas por 0.450 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
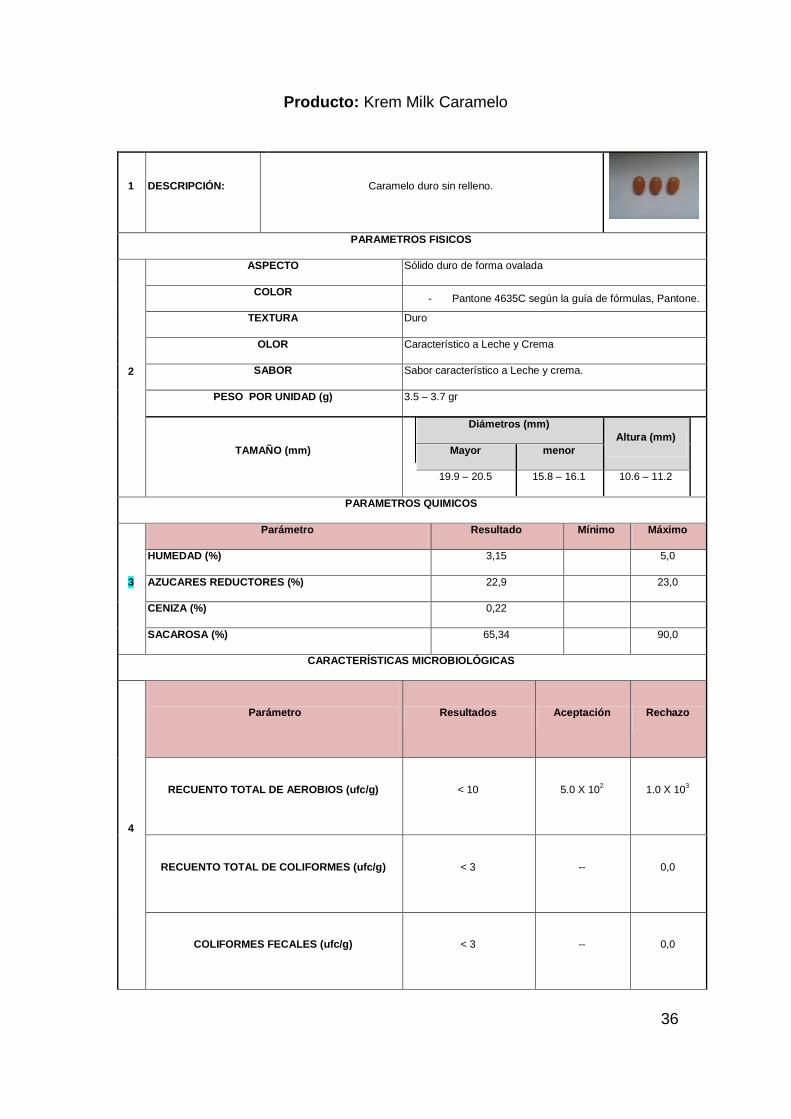
36
Producto: Krem Milk Caramelo
1 DESCRIPCIÓN: Caramelo duro sin relleno.
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR - Pantone 4635C según la guía de fórmulas, Pantone.
TEXTURA Duro
OLOR Característico a Leche y Crema
SABOR Sabor característico a Leche y crema.
PESO POR UNIDAD (g) 3.5 – 3.7 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
19.9 – 20.5 15.8 – 16.1 10.6 – 11.2
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
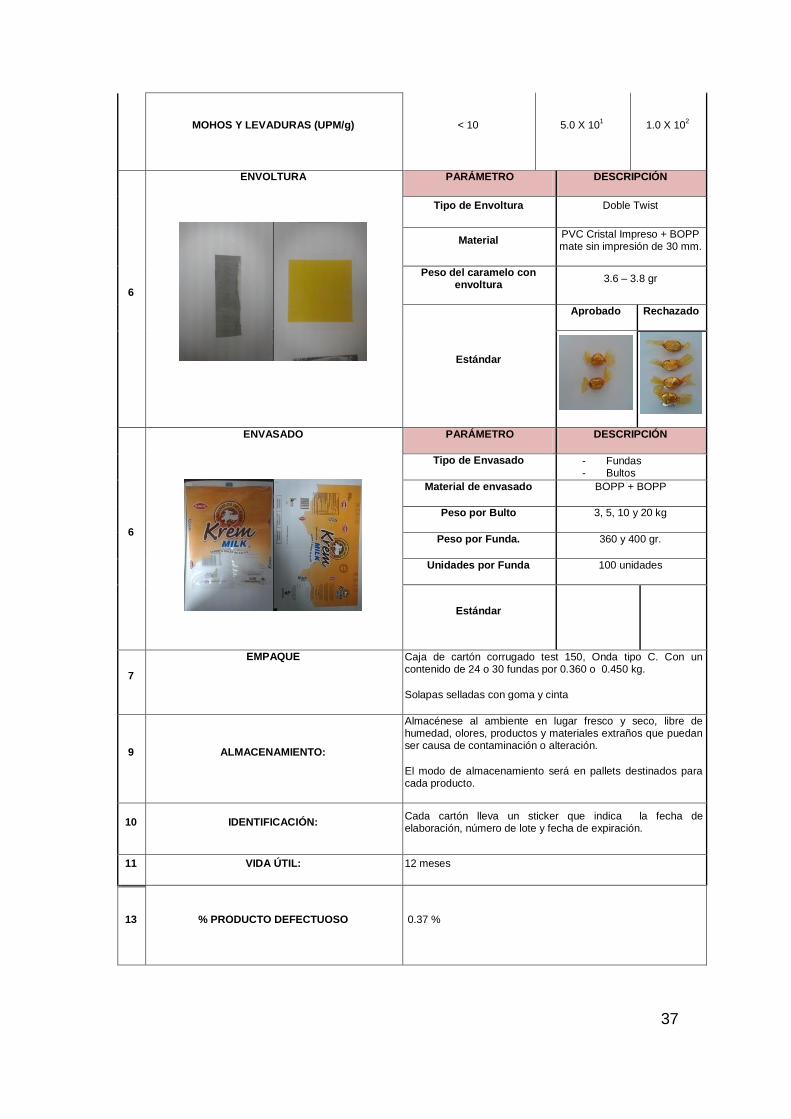
37
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Doble Twist
Material PVC Cristal Impreso + BOPP mate sin impresión de 30 mm.
Peso del caramelo con envoltura
3.6 – 3.8 gr
Estándar
Aprobado Rechazado
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 3, 5, 10 y 20 kg
Peso por Funda. 360 y 400 gr.
Unidades por Funda 100 unidades
Estándar
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 o 30 fundas por 0.360 o 0.450 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
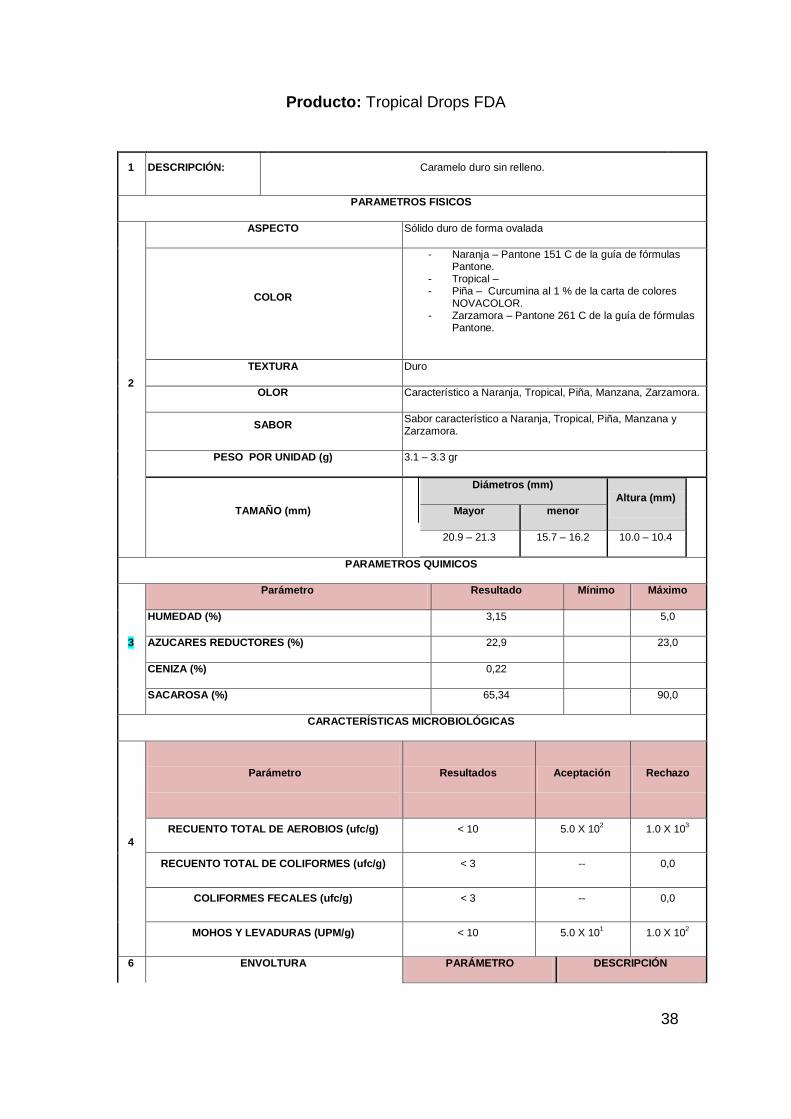
38
Producto: Tropical Drops FDA
1 DESCRIPCIÓN: Caramelo duro sin relleno.
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR
- Naranja – Pantone 151 C de la guía de fórmulas Pantone.
- Tropical – - Piña – Curcumina al 1 % de la carta de colores
NOVACOLOR. - Zarzamora – Pantone 261 C de la guía de fórmulas
Pantone.
TEXTURA Duro
OLOR Característico a Naranja, Tropical, Piña, Manzana, Zarzamora.
SABOR Sabor característico a Naranja, Tropical, Piña, Manzana y Zarzamora.
PESO POR UNIDAD (g) 3.1 – 3.3 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
20.9 – 21.3 15.7 – 16.2 10.0 – 10.4
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g) < 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g) < 3 -- 0,0
COLIFORMES FECALES (ufc/g) < 3 -- 0,0
MOHOS Y LEVADURAS (UPM/g) < 10 5.0 X 101 1.0 X 10
2
6 ENVOLTURA PARÁMETRO DESCRIPCIÓN
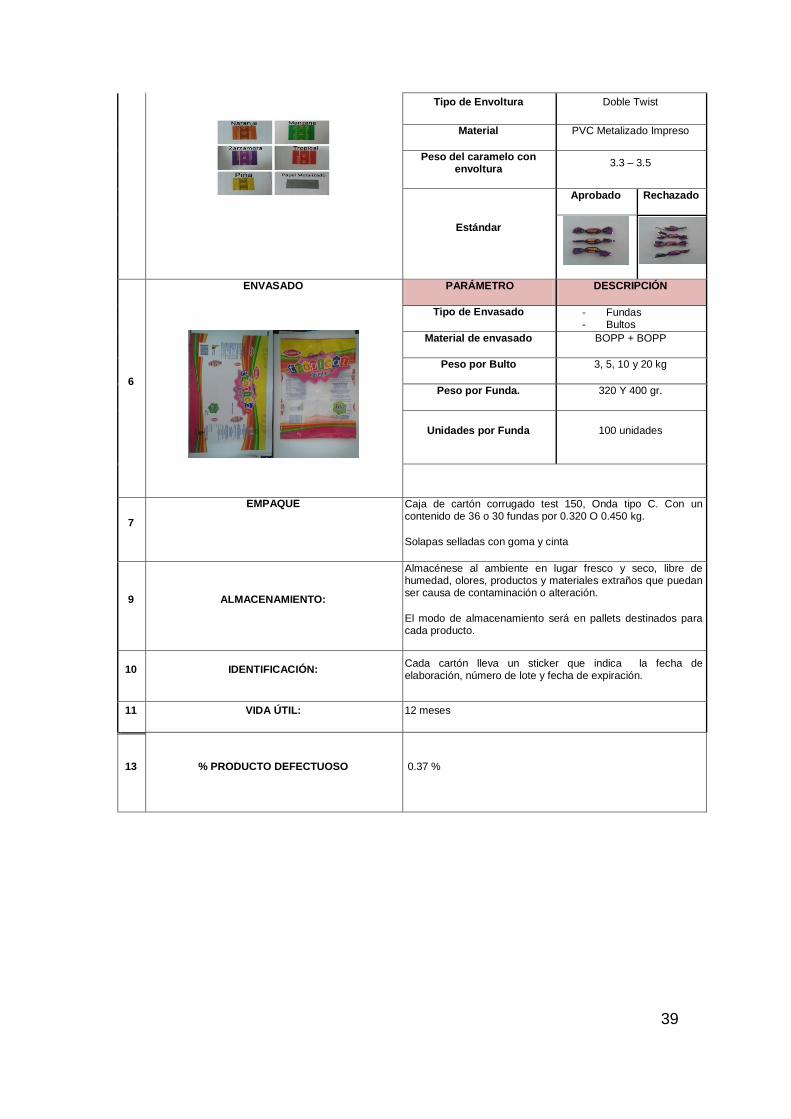
39
Tipo de Envoltura Doble Twist
Material PVC Metalizado Impreso
Peso del caramelo con envoltura
3.3 – 3.5
Estándar
Aprobado Rechazado
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 3, 5, 10 y 20 kg
Peso por Funda. 320 Y 400 gr.
Unidades por Funda 100 unidades
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 36 o 30 fundas por 0.320 O 0.450 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
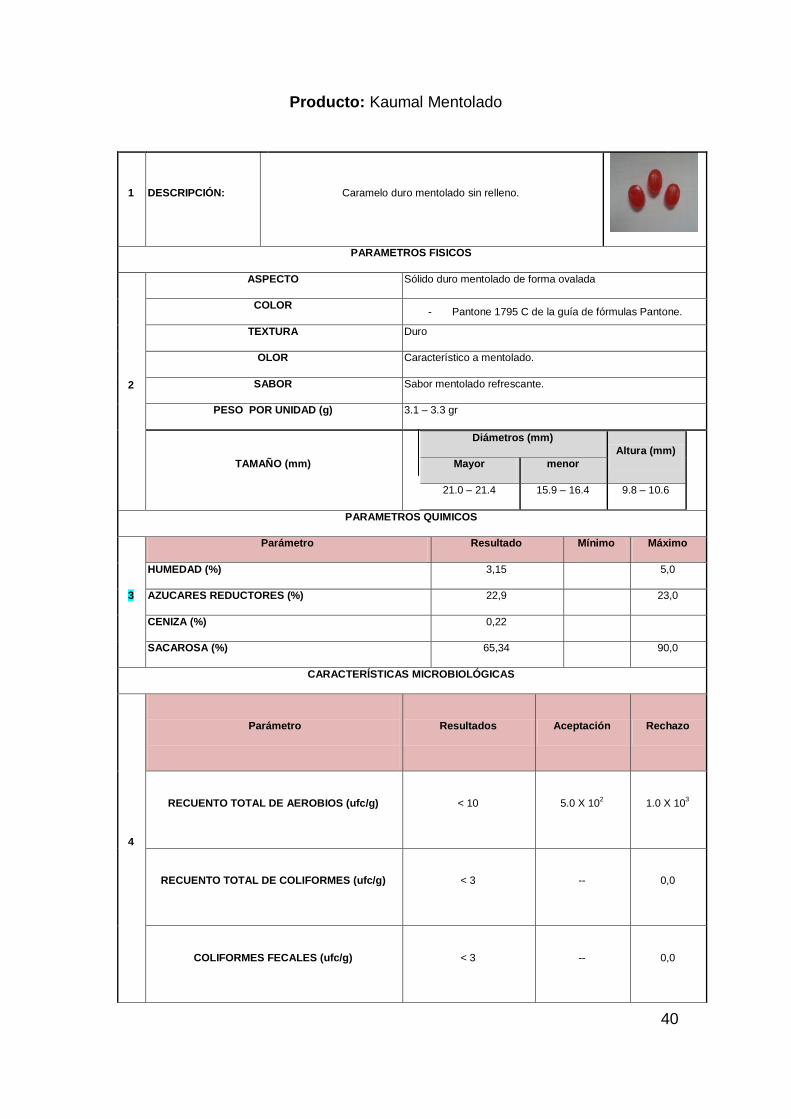
40
Producto: Kaumal Mentolado
1 DESCRIPCIÓN: Caramelo duro mentolado sin relleno.
PARAMETROS FISICOS
2
ASPECTO Sólido duro mentolado de forma ovalada
COLOR - Pantone 1795 C de la guía de fórmulas Pantone.
TEXTURA Duro
OLOR Característico a mentolado.
SABOR Sabor mentolado refrescante.
PESO POR UNIDAD (g) 3.1 – 3.3 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
21.0 – 21.4 15.9 – 16.4 9.8 – 10.6
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
41
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Doble Twist
Material PVC Impreso + BOPP mate
sin impresión de 30 mm.
Peso del caramelo con envoltura
3.3 – 3.5 gr
6
Envasado PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas
Material de envasado BOPP + BOPP
Peso por Bulto N/A
Peso por Funda. 320 gr.
Unidades por Funda 100 unidades
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 36 fundas por 0.320 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
42
Producto: Toffee
1 DESCRIPCIÓN: Caramelo Masticable
PARAMETROS FISICOS
2
ASPECTO Suave de forma rectangular.
COLOR
- Amareto – Pantone 7506 U de la guía de fórmulas Pantone.
- Pistacho- Pantone 155 C de la guía de fórmulas Pantone.
- Ron – Pantone 7508 c de la guía de fórmulas PANTONE.
- Mandarina – Pantone 720 C de la guía de fórmulas Pantone.
TEXTURA Duro
OLOR Característico a Amareto, Pistacho, Ron y Mandarina.
SABOR Sabor característico a Amareto, Pistacho, Ron y Mandarina.
PESO POR UNIDAD (g) 4.8 – 5.2 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
26.3 – 29.7 16.4 – 18.8 13.1 – 14.4
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
43
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Doble Twist
Material PVC Metalizado Impreso +
Papel Parafinado sin impresión de 30 mm.
Peso del caramelo con envoltura
6.1 – 6.4 gr
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas
Material de envasado BOPP + BOPP
Peso por Bulto N/A
Peso por Funda. 300 gr.
Unidades por Funda 50 unidades
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 30 fundas por 0.300 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
44
PUNTAS DOBLADAS
Producto: Supermenta Cuadrada
1 DESCRIPCIÓN: Caramelo duro sin relleno.
PARAMETROS FISICOS
2
ASPECTO Sólido duro sin relleno.
COLOR - Pantone 326 C de la guía de fórmulas Pantone.
TEXTURA Duro
OLOR Característico a mentol.
SABOR Sabor característico a menta refrescante.
PESO POR UNIDAD (g) 4.0 – 4.2 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
19.0 – 19.2 18.9 – 19.1 8.3- 8.1
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
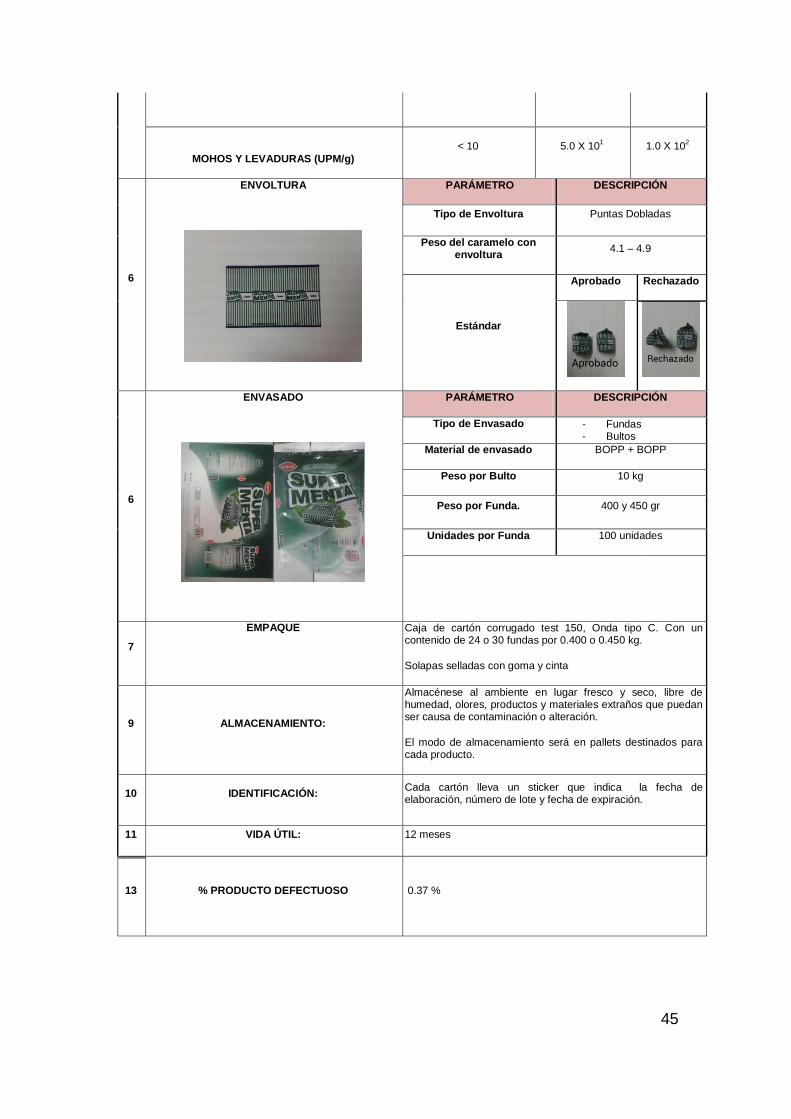
45
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Puntas Dobladas
Peso del caramelo con envoltura
4.1 – 4.9
Estándar
Aprobado Rechazado
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 10 kg
Peso por Funda. 400 y 450 gr
Unidades por Funda 100 unidades
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 o 30 fundas por 0.400 o 0.450 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
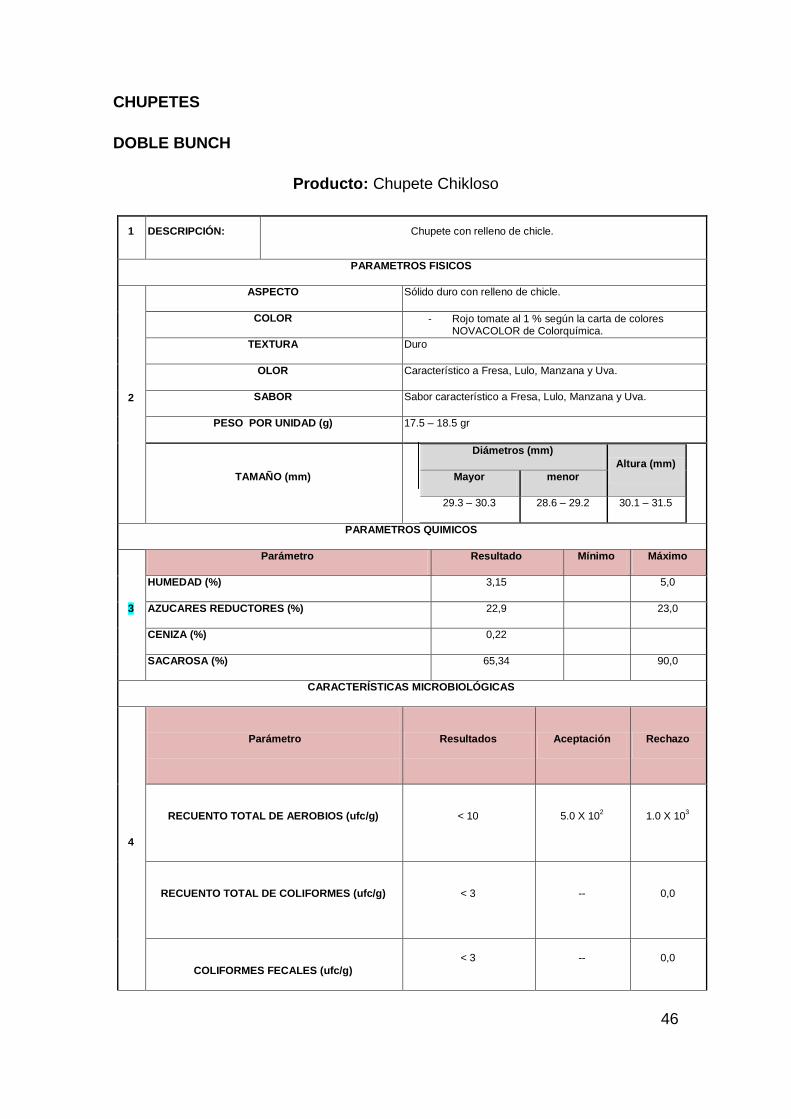
46
CHUPETES
DOBLE BUNCH
Producto: Chupete Chikloso
1 DESCRIPCIÓN: Chupete con relleno de chicle.
PARAMETROS FISICOS
2
ASPECTO Sólido duro con relleno de chicle.
COLOR - Rojo tomate al 1 % según la carta de colores NOVACOLOR de Colorquímica.
TEXTURA Duro
OLOR Característico a Fresa, Lulo, Manzana y Uva.
SABOR Sabor característico a Fresa, Lulo, Manzana y Uva.
PESO POR UNIDAD (g) 17.5 – 18.5 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
29.3 – 30.3 28.6 – 29.2 30.1 – 31.5
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
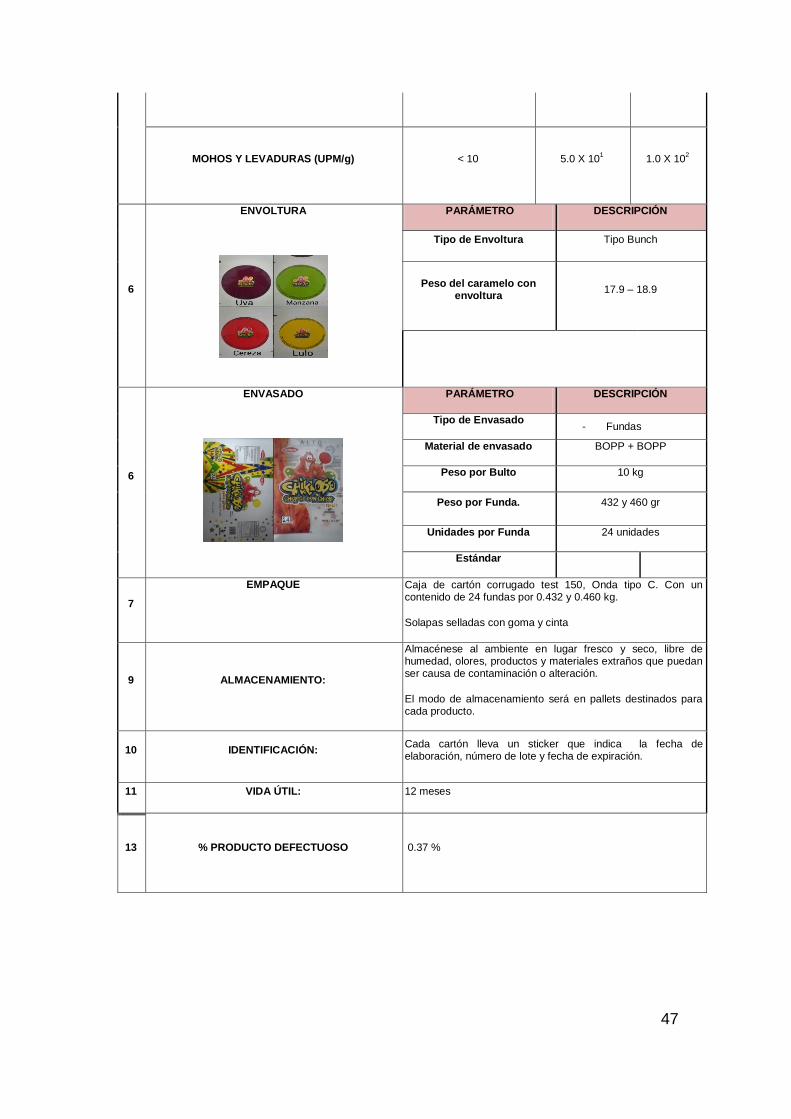
47
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Tipo Bunch
Peso del caramelo con envoltura
17.9 – 18.9
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas
Material de envasado BOPP + BOPP
Peso por Bulto 10 kg
Peso por Funda. 432 y 460 gr
Unidades por Funda 24 unidades
Estándar
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 fundas por 0.432 y 0.460 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
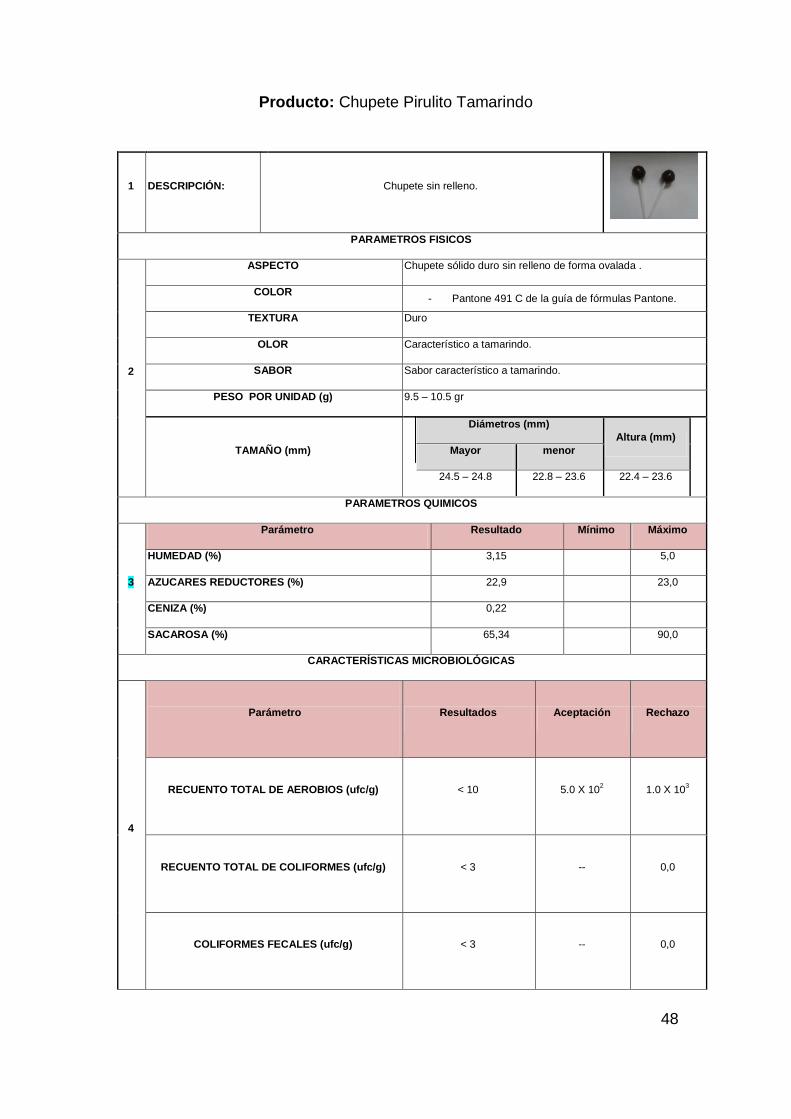
48
Producto: Chupete Pirulito Tamarindo
1 DESCRIPCIÓN: Chupete sin relleno.
PARAMETROS FISICOS
2
ASPECTO Chupete sólido duro sin relleno de forma ovalada .
COLOR - Pantone 491 C de la guía de fórmulas Pantone.
TEXTURA Duro
OLOR Característico a tamarindo.
SABOR Sabor característico a tamarindo.
PESO POR UNIDAD (g) 9.5 – 10.5 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
24.5 – 24.8 22.8 – 23.6 22.4 – 23.6
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
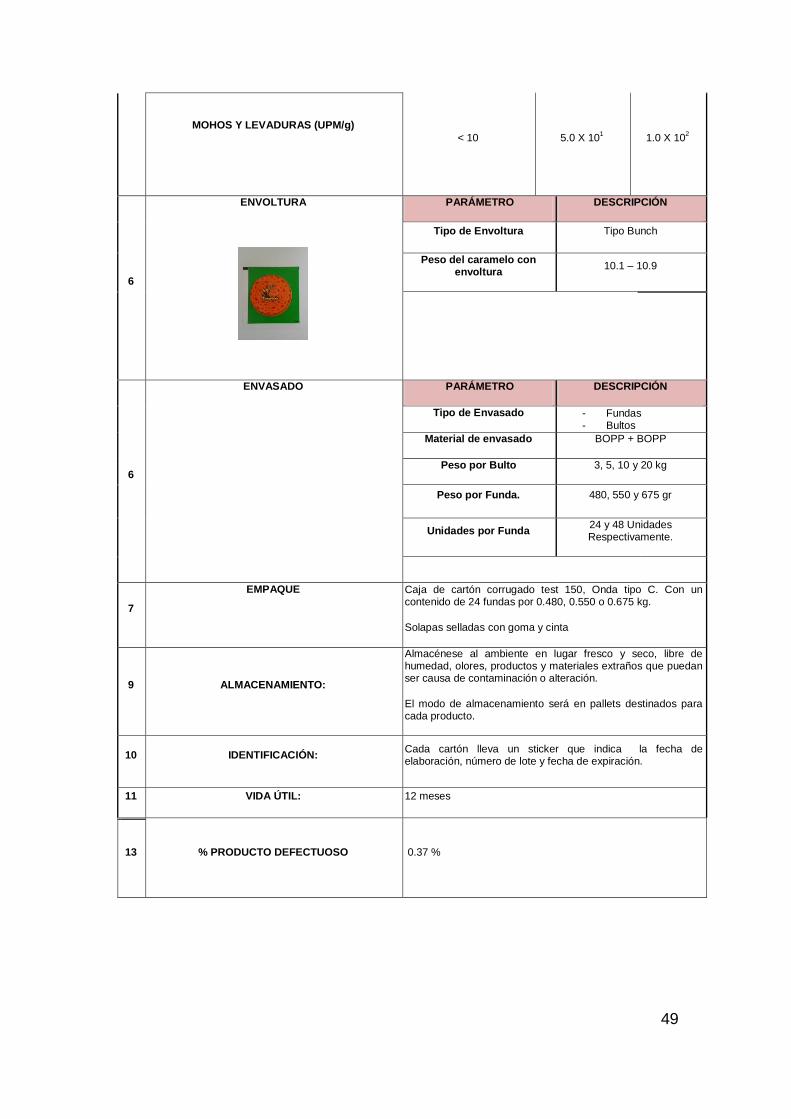
49
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Tipo Bunch
Peso del caramelo con envoltura
10.1 – 10.9
6
ENVASADO PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + BOPP
Peso por Bulto 3, 5, 10 y 20 kg
Peso por Funda. 480, 550 y 675 gr
Unidades por Funda 24 y 48 Unidades Respectivamente.
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 fundas por 0.480, 0.550 o 0.675 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
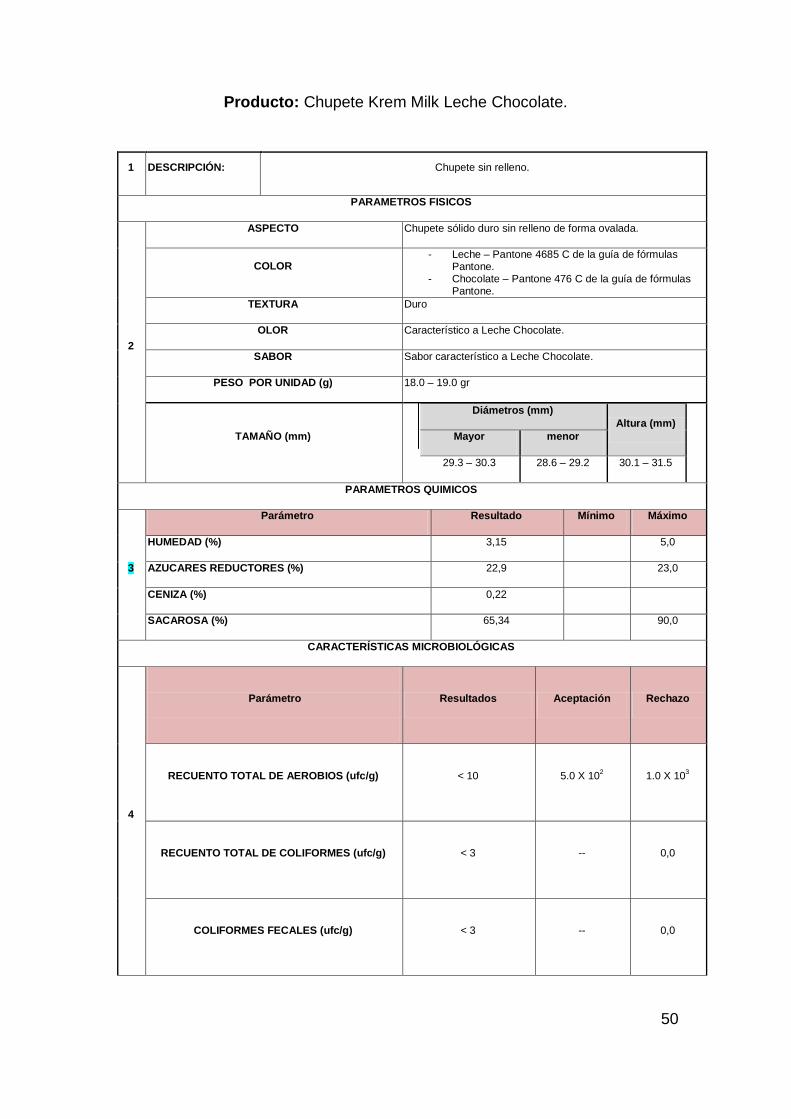
50
Producto: Chupete Krem Milk Leche Chocolate.
1 DESCRIPCIÓN: Chupete sin relleno.
PARAMETROS FISICOS
2
ASPECTO Chupete sólido duro sin relleno de forma ovalada.
COLOR - Leche – Pantone 4685 C de la guía de fórmulas
Pantone. - Chocolate – Pantone 476 C de la guía de fórmulas
Pantone.
TEXTURA Duro
OLOR Característico a Leche Chocolate.
SABOR Sabor característico a Leche Chocolate.
PESO POR UNIDAD (g) 18.0 – 19.0 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
29.3 – 30.3 28.6 – 29.2 30.1 – 31.5
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
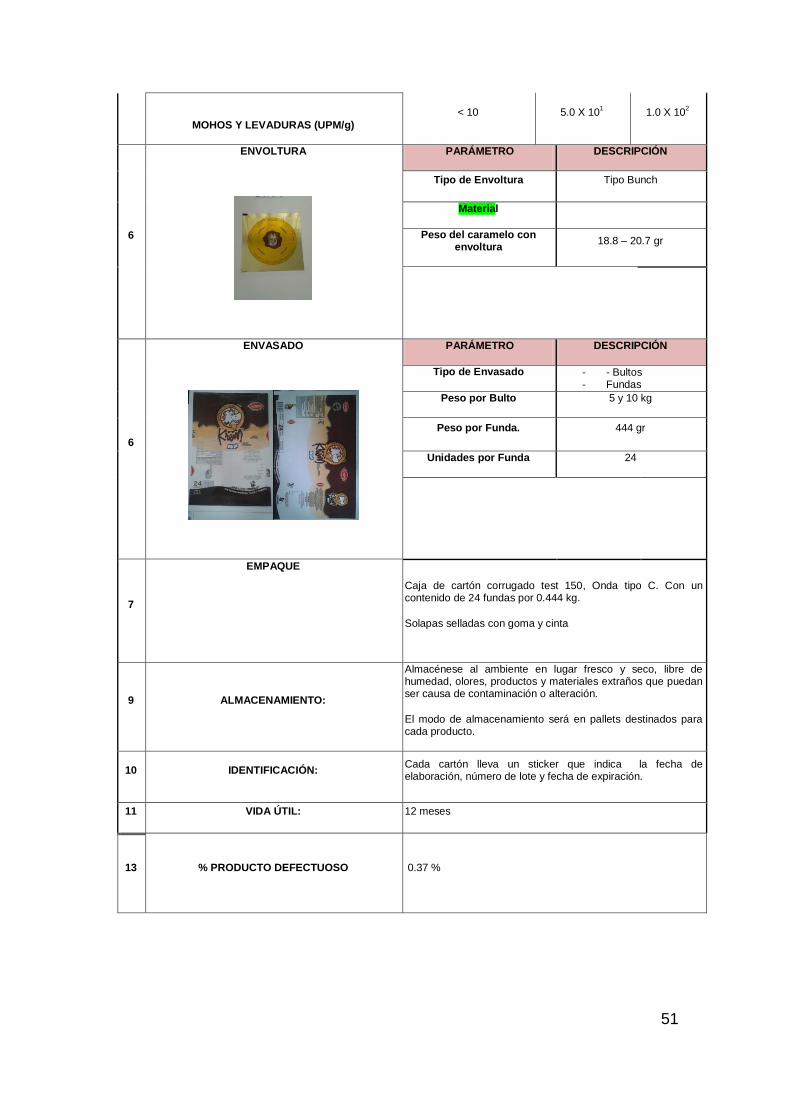
51
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Tipo Bunch
Material
Peso del caramelo con envoltura
18.8 – 20.7 gr
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - - Bultos - Fundas
Peso por Bulto 5 y 10 kg
Peso por Funda. 444 gr
Unidades por Funda 24
7
EMPAQUE
Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 fundas por 0.444 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
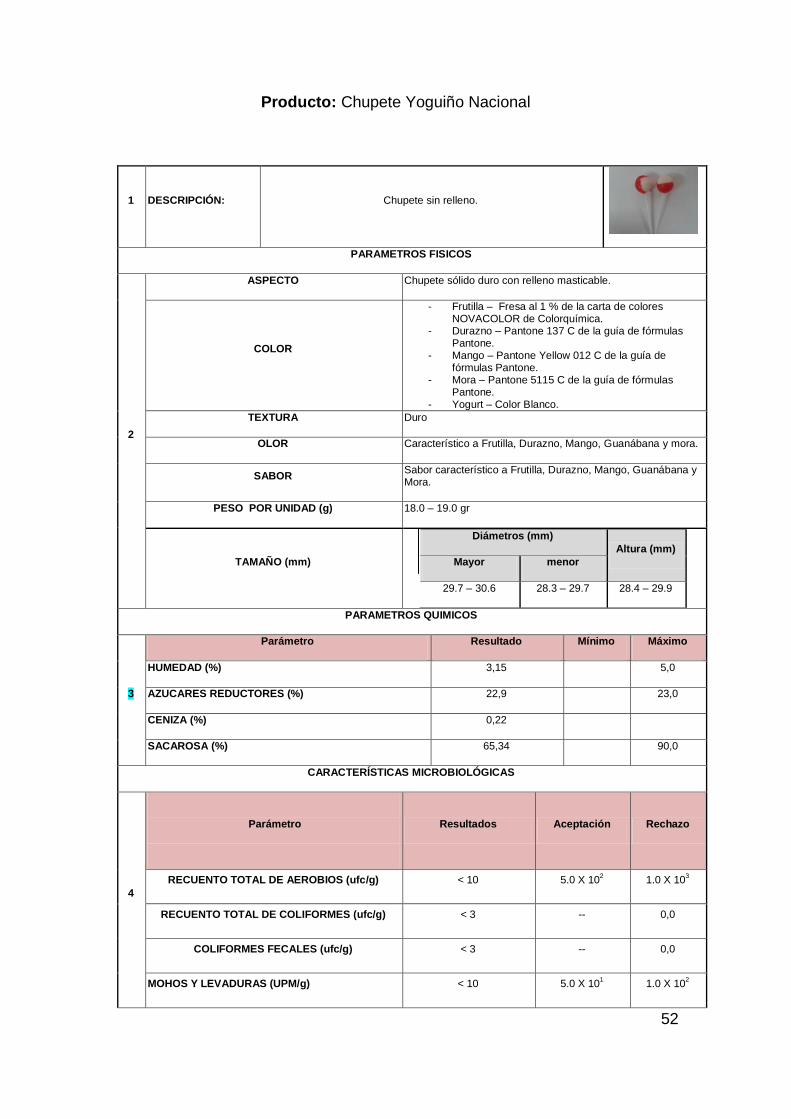
52
Producto: Chupete Yoguiño Nacional
1 DESCRIPCIÓN: Chupete sin relleno.
PARAMETROS FISICOS
2
ASPECTO Chupete sólido duro con relleno masticable.
COLOR
- Frutilla – Fresa al 1 % de la carta de colores NOVACOLOR de Colorquímica.
- Durazno – Pantone 137 C de la guía de fórmulas Pantone.
- Mango – Pantone Yellow 012 C de la guía de fórmulas Pantone.
- Mora – Pantone 5115 C de la guía de fórmulas Pantone.
- Yogurt – Color Blanco.
TEXTURA Duro
OLOR Característico a Frutilla, Durazno, Mango, Guanábana y mora.
SABOR Sabor característico a Frutilla, Durazno, Mango, Guanábana y Mora.
PESO POR UNIDAD (g) 18.0 – 19.0 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
29.7 – 30.6 28.3 – 29.7 28.4 – 29.9
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g) < 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g) < 3 -- 0,0
COLIFORMES FECALES (ufc/g) < 3 -- 0,0
MOHOS Y LEVADURAS (UPM/g) < 10 5.0 X 101 1.0 X 10
2
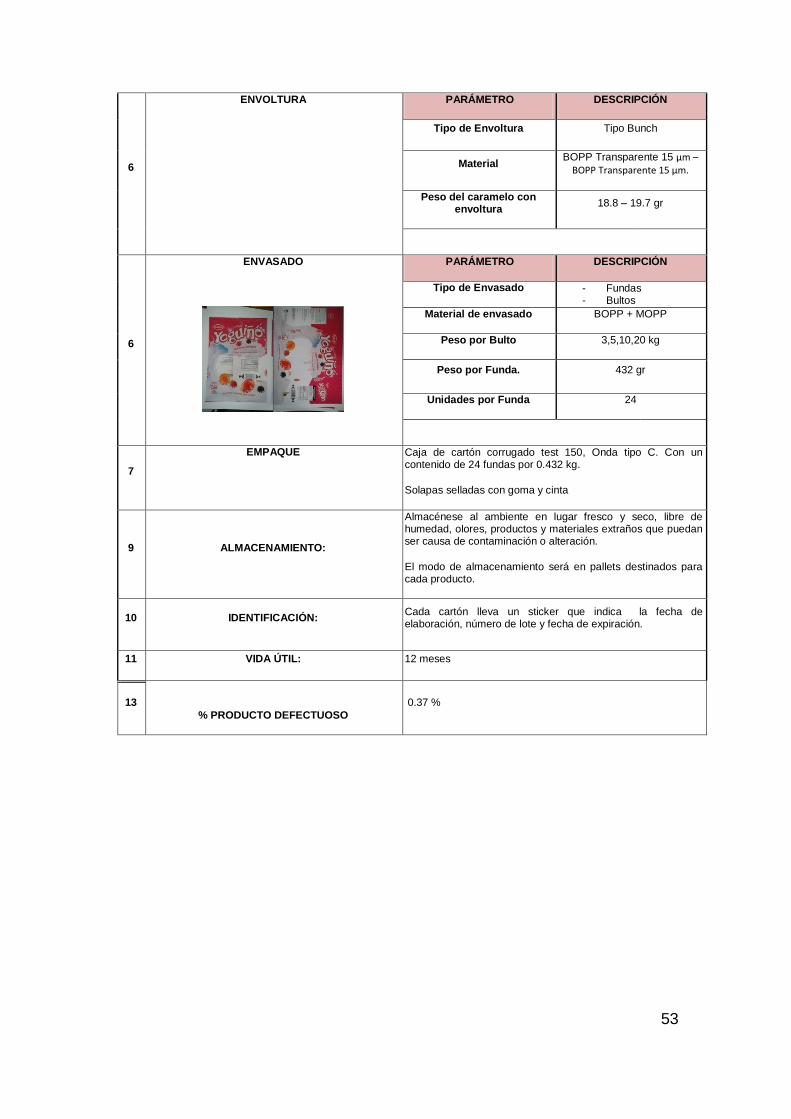
53
6
ENVOLTURA PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Tipo Bunch
Material BOPP Transparente 15 µm –
BOPP Transparente 15 µm.
Peso del caramelo con envoltura
18.8 – 19.7 gr
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas - Bultos
Material de envasado BOPP + MOPP
Peso por Bulto 3,5,10,20 kg
Peso por Funda. 432 gr
Unidades por Funda 24
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 fundas por 0.432 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
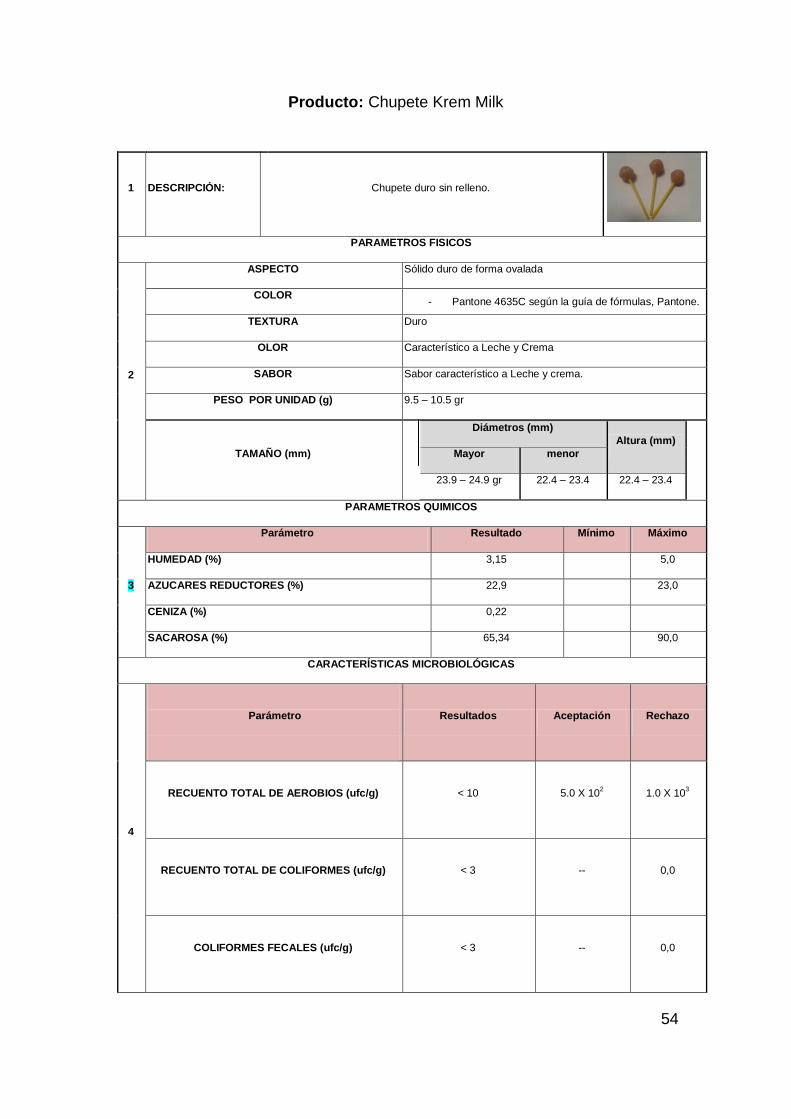
54
Producto: Chupete Krem Milk
1 DESCRIPCIÓN: Chupete duro sin relleno.
PARAMETROS FISICOS
2
ASPECTO Sólido duro de forma ovalada
COLOR - Pantone 4635C según la guía de fórmulas, Pantone.
TEXTURA Duro
OLOR Característico a Leche y Crema
SABOR Sabor característico a Leche y crema.
PESO POR UNIDAD (g) 9.5 – 10.5 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
23.9 – 24.9 gr 22.4 – 23.4 22.4 – 23.4
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g)
< 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g)
< 3 -- 0,0
COLIFORMES FECALES (ufc/g)
< 3 -- 0,0
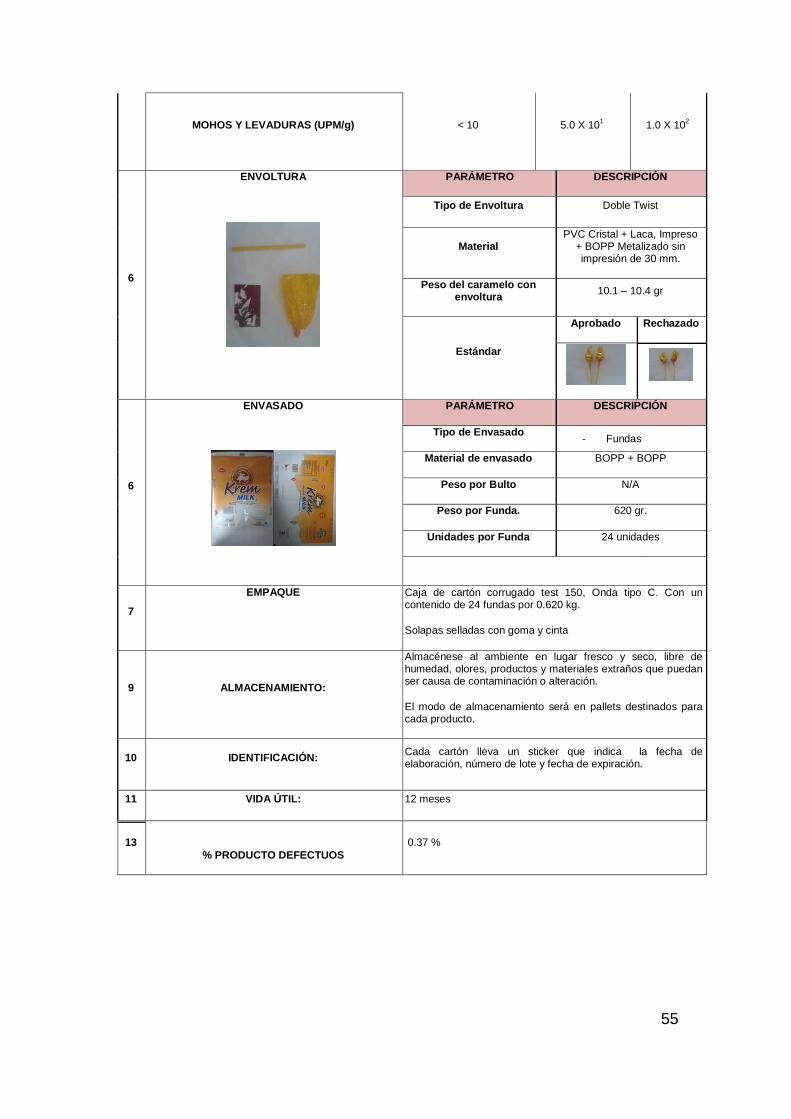
55
MOHOS Y LEVADURAS (UPM/g)
< 10 5.0 X 101 1.0 X 10
2
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Doble Twist
Material PVC Cristal + Laca, Impreso
+ BOPP Metalizado sin impresión de 30 mm.
Peso del caramelo con envoltura
10.1 – 10.4 gr
Estándar
Aprobado Rechazado
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas
Material de envasado BOPP + BOPP
Peso por Bulto N/A
Peso por Funda. 620 gr.
Unidades por Funda 24 unidades
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 fundas por 0.620 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOS
0.37 %
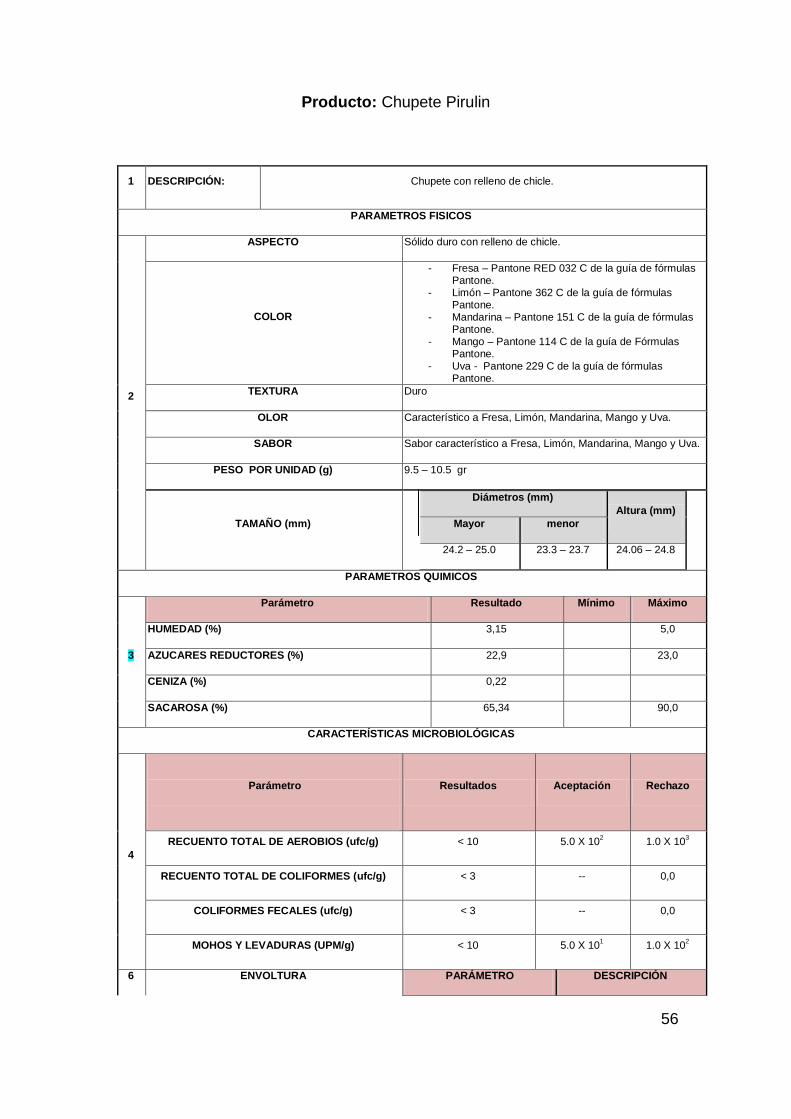
56
Producto: Chupete Pirulin
1 DESCRIPCIÓN: Chupete con relleno de chicle.
PARAMETROS FISICOS
2
ASPECTO Sólido duro con relleno de chicle.
COLOR
- Fresa – Pantone RED 032 C de la guía de fórmulas Pantone.
- Limón – Pantone 362 C de la guía de fórmulas Pantone.
- Mandarina – Pantone 151 C de la guía de fórmulas Pantone.
- Mango – Pantone 114 C de la guía de Fórmulas Pantone.
- Uva - Pantone 229 C de la guía de fórmulas Pantone.
TEXTURA Duro
OLOR Característico a Fresa, Limón, Mandarina, Mango y Uva.
SABOR Sabor característico a Fresa, Limón, Mandarina, Mango y Uva.
PESO POR UNIDAD (g) 9.5 – 10.5 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
24.2 – 25.0 23.3 – 23.7 24.06 – 24.8
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g) < 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g) < 3 -- 0,0
COLIFORMES FECALES (ufc/g) < 3 -- 0,0
MOHOS Y LEVADURAS (UPM/g) < 10 5.0 X 101 1.0 X 10
2
6 ENVOLTURA PARÁMETRO DESCRIPCIÓN
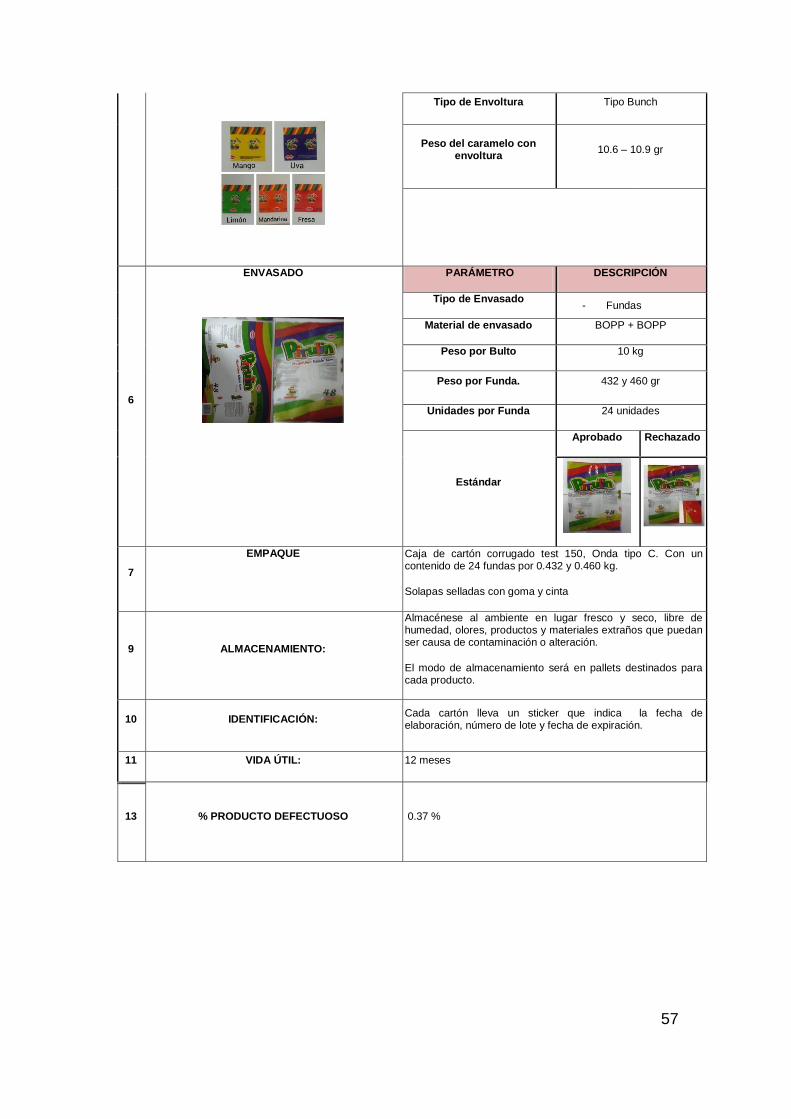
57
Tipo de Envoltura Tipo Bunch
Peso del caramelo con envoltura
10.6 – 10.9 gr
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas
Material de envasado BOPP + BOPP
Peso por Bulto 10 kg
Peso por Funda. 432 y 460 gr
Unidades por Funda 24 unidades
Estándar
Aprobado Rechazado
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 fundas por 0.432 y 0.460 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
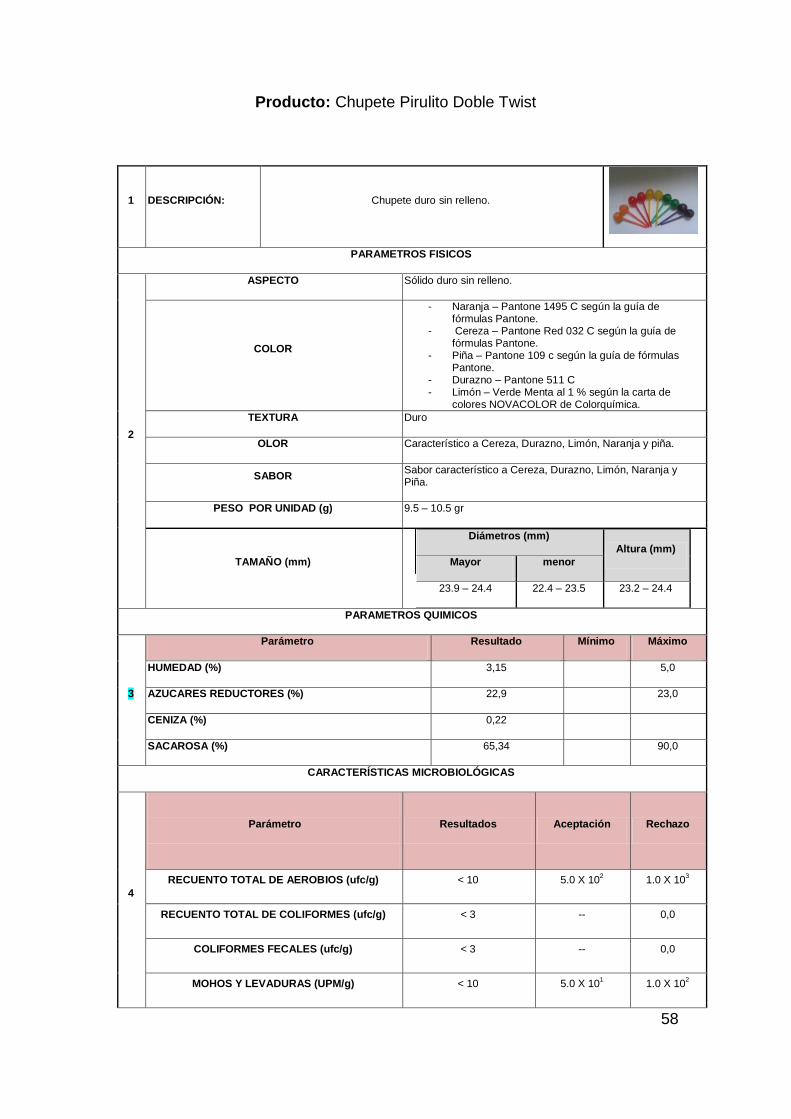
58
Producto: Chupete Pirulito Doble Twist
1 DESCRIPCIÓN: Chupete duro sin relleno.
PARAMETROS FISICOS
2
ASPECTO Sólido duro sin relleno.
COLOR
- Naranja – Pantone 1495 C según la guía de fórmulas Pantone.
- Cereza – Pantone Red 032 C según la guía de fórmulas Pantone.
- Piña – Pantone 109 c según la guía de fórmulas Pantone.
- Durazno – Pantone 511 C - Limón – Verde Menta al 1 % según la carta de
colores NOVACOLOR de Colorquímica.
TEXTURA Duro
OLOR Característico a Cereza, Durazno, Limón, Naranja y piña.
SABOR Sabor característico a Cereza, Durazno, Limón, Naranja y Piña.
PESO POR UNIDAD (g) 9.5 – 10.5 gr
TAMAÑO (mm)
Diámetros (mm)
Altura (mm)
Mayor menor
23.9 – 24.4 22.4 – 23.5 23.2 – 24.4
PARAMETROS QUIMICOS
3
Parámetro Resultado Mínimo Máximo
HUMEDAD (%) 3,15 5,0
AZUCARES REDUCTORES (%) 22,9 23,0
CENIZA (%) 0,22
SACAROSA (%) 65,34 90,0
CARACTERÍSTICAS MICROBIOLÓGICAS
4
Parámetro
Resultados Aceptación Rechazo
RECUENTO TOTAL DE AEROBIOS (ufc/g) < 10 5.0 X 102 1.0 X 10
3
RECUENTO TOTAL DE COLIFORMES (ufc/g) < 3 -- 0,0
COLIFORMES FECALES (ufc/g) < 3 -- 0,0
MOHOS Y LEVADURAS (UPM/g) < 10 5.0 X 101 1.0 X 10
2
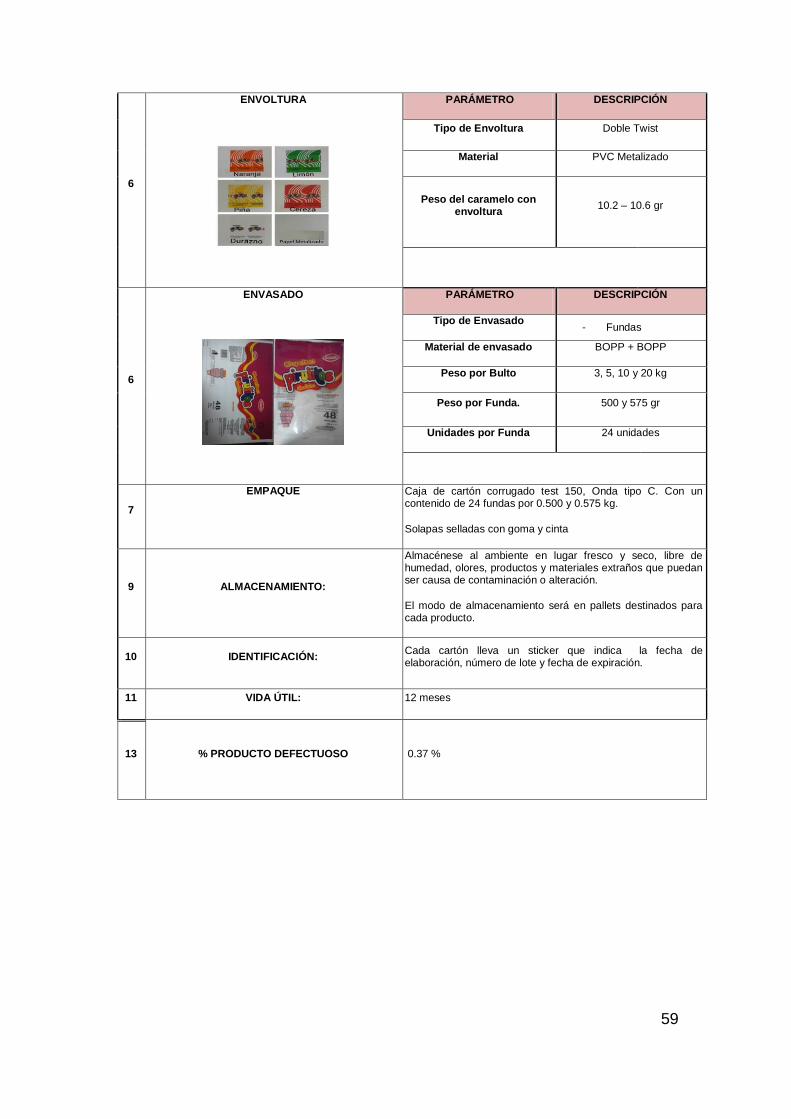
59
6
ENVOLTURA
PARÁMETRO DESCRIPCIÓN
Tipo de Envoltura Doble Twist
Material PVC Metalizado
Peso del caramelo con envoltura
10.2 – 10.6 gr
6
ENVASADO
PARÁMETRO DESCRIPCIÓN
Tipo de Envasado - Fundas
Material de envasado BOPP + BOPP
Peso por Bulto 3, 5, 10 y 20 kg
Peso por Funda. 500 y 575 gr
Unidades por Funda 24 unidades
7
EMPAQUE Caja de cartón corrugado test 150, Onda tipo C. Con un contenido de 24 fundas por 0.500 y 0.575 kg.
Solapas selladas con goma y cinta
9 ALMACENAMIENTO:
Almacénese al ambiente en lugar fresco y seco, libre de humedad, olores, productos y materiales extraños que puedan ser causa de contaminación o alteración.
El modo de almacenamiento será en pallets destinados para cada producto.
10 IDENTIFICACIÓN: Cada cartón lleva un sticker que indica la fecha de elaboración, número de lote y fecha de expiración.
11 VIDA ÚTIL: 12 meses
13
% PRODUCTO DEFECTUOSO
0.37 %
80
ANEXO 6
CAPACITACIÓN SOBRE MANEJO DE ALÉRGENOS Y MANEJO DE
QUÍMICOS Y APLICACIÓN DEL TEMA EN CADA UNO DE LOS PUESTOS
DE TRABAJO
1
2
81
ANEXO 7
CAPACITACIÓN SOBRE PARÁMETROS Y ACTIVIDADES DE PUESTO
DE TRABAJO

1