universidad tecnolÓgica...
TRANSCRIPT

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERÍA EN PETRÓLEOS
OPTIMIZACIÓN DEL FLUJO A SER TRANSFERIDO POR MEDIO DEL BOMBEO MULTIFÁSICO DESDE EL CAMPO
PAÑACOCHA HACIA EDÉN YUTURI UBICADO EN EL BLOQUE 15 OPERADO POR PETROAMAZONAS
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO
DE INGENIERO EN PETRÓLEOS
JAIRO FERNANDO FLORES VACA
DIRECTOR: ING. VINICIO MELO
Quito, Noviembre 2013

© Universidad Tecnológica Equinoccial. 2012
Reservados todos los derechos de reproducción
DECLARACIÓN
Yo JAIRO FERNANDO FLORES VACA, declaro que el trabajo
aquí descrito es de mi autoría; que no ha sido previamente
presentado para ningún grado o calificación profesional; y, que
he consultado las referencias bibliográficas que se incluyen en
este documento. La Universidad Tecnológica Equinoccial puede hacer uso de los
derechos correspondientes a este trabajo, según lo establecido
por la Ley de Propiedad Intelectual, por su Reglamento y por la
normativa institucional vigente.
_________________________
Jairo Fernando Flores Vaca
C.I. 1717724106

CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título
“Optimización del flujo a ser transferido por medio del
bombeo multifásico desde el campo Pañacocha hacia
Edén Yuturi ubicado en el bloque 15 operado por
Petroamazonas EP”, que, para aspirar al título de Ingeniero
de Petróleos fue desarrollado por Jairo Flores, bajo mi
dirección y supervisión, en la Facultad de Ciencias de la
Ingeniería; y cumple con las condiciones requeridas por el
reglamento de Trabajos de Titulación artículos 18 y 25.
___________________
Ing. Vinicio Melo
DIRECTOR DEL TRABAJO
C.I. 1001048105
i
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN xiv
ABSTRACT xv
CAPÍTULO I 1
1. INTRODUCCIÓN 1
1.1. OBJETIVOS 4
1.1.1. OBJETIVO GENERAL 4
1.1.2. OBJETIVOS ESPECÍFICOS 5
CAPÍTULO II 9
2. MARCO TEÓRICO 9
2.1. CARACTERÍSTICAS DEL CAMPO PAÑACOCHA 9
2.1.1. PROPIEDADES DE LOS FLUIDOS 10
2.1.2. INFORMACIÓN 10
2.1.3. RESERVAS 12
2.1.3.1. Yacimiento A 13
2.1.3.2. Yacimiento U superior 14
2.1.3.3. Yacimiento U Inferior 15
2.1.3.4. Yacimiento T 16
2.1.4. UBICACIÓN GEOGRÁFICA 18
2.1.5. MAPA ESTRUCTURAL 19
2.1.6. COLUMNA ESTRATIGRÁFICA 20
2.2. FACILIDADES DE SUPERFICIE 21
2.2.1. DISTRIBUIDOR DE PRODUCCIÓN (MANIFOLD) 21
2.2.2. OLEODUCTO PAÑACOCHA 22
2.2.3. SISTEMA DE TRAMPAS 22
ii
2.2.4. MLV (VÁLVULA DE CORTE) 24
2.2.5. EQUIPOS DE SUPERFICIE PARA PRODUCCIÓN CON
BOMBEO ELECTROSUMERGIBLE (BES) 24
2.2.6. SISTEMA DE INYECCIÓN DE QUÍMICOS 24
2.2.7. SISTEMA DE AGUA PARA LAS UTILIDADES 26
2.2.8. SISTEMA DE DRENAJES 26
2.2.9. SISTEMA DE AIRE INSTRUMENTOS Y UTILIDADES 27
2.2.10. SISTEMA DE CONTROL, SEGURIDAD Y
COMUNICACIONES 27
2.2.10.1. Paros de emergencia (ESD) 28
2.2.10.2. Sistema de detección de gas y fuego 29
2.2.10.3. Filosofía de control y seguridad 29
2.2.10.4. Generalidades de los sistemas 29
2.2.11. SISTEMAS DE DETECCIÓN DE FUGAS (LDS) 31
2.2.11.1. Posibles fallas de sistema de detección de fugas 35
2.2.12. MEDIDOR MULTIFÁSICO 35
2.2.12.1. Medidor de flujo Vx (phase tester) 35
2.2.12.2. Incertidumbre de medición de flujo y fluidos 37
2.2.13. SISTEMA ELÉCTRICO 38
2.2.14. SISTEMA DE TRATAMIENTO DE LODOS
(PLATAFORMA B) 39
2.2.15. SISTEMA DE BOMBEO MULTIFÁSICO (PLATAFORMA C) 39
CAPÍTULO III 41
3. METODOLOGÍA 41
3.1. FUNDAMENTOS DEL BOMBEO MULTIFÁSICO 41
3.1.1. CONCEPTO GENERAL 41
3.1.2. FILOSOFÍA SECUENCIAL DE OPERACIÓN DEL
PROYECTO PAÑACOCHA 42
3.2. QUÍMICOS UTILIZADOS EN EL SISTEMA DE BOMBEO
MULTIFÁSICO 43
3.2.1. DEMULSIFICANTE 43
iii
3.2.2. ANTIESCALA 44
3.2.3. INHIBIDOR DE CORROSIÓN 45
3.3. OLEODUCTO Y LÍNEAS SECUNDARIAS DE BOMBEO 47
3.3.1. CONDICIONES DE DISEÑO DEL OLEODUCTO 47
3.4. DESCRIPCIÓN DE LAS BOMBAS MULTIFÁSICAS 48
3.4.1. CRITERIOS DE SELECCIÓN DEL TIPO DE BOMBEO
MULTIFÁSICO: BOMBA DE DOBLE TORNILLO VS. BOMBA
ROTODINÁMICA HELICOAXIAL 48
3.4.1.1. Principio de funcionamiento 49
3.4.1.2. Influencia de la Viscosidad 49
3.4.1.3. Velocidad de rotación 50
3.4.1.4. Presión de descarga 50
3.4.1.5. Arranque de bomba 51
3.4.1.6. Rango de operación en caudal, caudal mínimo 51
3.4.1.7. Protección por alta presión 52
3.4.1.8. GVF “Gas Volume Fraction” 52
3.4.1.9. Tensiones de corte 53
3.4.1.10. Presiones Diferenciales 53
3.4.1.11. Tiempo medio entre fallas (MTBF) 54
3.4.1.12. Altura de succión neta “NPSH”
(Net Positive Suction Head) 54
3.4.1.13. Sellos mecánicos 54
3.4.1.14. Eficiencia mecánica 54
3.4.1.15. Comportamiento por la presencia de sólidos abrasivos 55
3.4.2. IMPLEMENTACIÓN DE SISTEMA DE BOMBEO
MULTIFÁSICO POR BOMBA DE TORNILLO 56
3.4.2.1. Resumen del impacto de las variables antes analizadas
en el equipo seleccionado 57
3.4.2.2. Comparación de reparto en el mercado “MARKET
SHARING” de bombas instaladas por proveedor 58
3.4.3. PARÁMETROS OPERACIONALES DE LAS BOMBAS
MULTIFÁSICAS INSTALADAS EN EL CAMPO PAÑACOCHA 59
iv
3.4.3.1. Puntos de lubricación 61
3.4.3.2. Parámetros para la operación de las Bombas
multifásicas desde sala de control 63
3.4.3.3. Parámetros para Sellos mecánicos 73
3.4.3.4. Parámetros para engranajes 74
3.4.3.5. Parámetros para rodamientos 75
3.4.3.6. Parámetros para tornillos impulsores 76
3.5. FALLAS EN EL SISTEMA DE BOMBEO MULTIFÁSICO 79
3.5.1. ROTURA DEL EJE CONDUCTOR 79
3.5.1.1. Actividades realizadas 79
3.5.2. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA EN
PLC 90
3.5.3. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA
IOC EN VARIADOR DE FRECUENCIA 92
3.5.3.1. Actividades realizadas 92
3.5.4. AUMENTO DE TEMPERATURA EN RODAMIENTOS 95
3.5.4.1. Actividades realizadas 96
3.5.5. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA DE
COMUNICACIÓN 99
3.5.5.1. Actividades realizadas 99
3.5.6. FALLA AL DESENERGIZAR CELDA ELÉCTRICA
SWG-23004 A/B 100
3.5.6.1. Actividades realizadas 100
3.6. CÁLCULOS PARA DIMENSIONAMIENTO DE UNA BOMBA
DE TORNILLO O CAVIDAD PROGRESIVA 102
3.7. COSTOS 112
CAPÍTULO IV 119
4. ANÁLISIS Y RESULTADOS 119
4.1. ROTURA DEL EJE CONDUCTOR 119
4.2. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA EN PLC 122
4.3. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA IOC EN
EL VARIADOR DE FRECUENCIA 124
v
4.4. AUMENTO DE TEMPERATURA EN RODAMIENTOS 125
4.5. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA DE
COMUNICACIÓN 128
4.6. FALLA AL DESENERGIZAR CELDA ELÉCTRICA
SWG-23004A/B 129
4.7. USO DE PLACAS DE ORIFICIO 130
4.8. DEMULSIFICANTE Y PUNTOS DE INYECCIÓN ADECUADO 132
CAPÍTULO V 138
5. CONCLUSIONES Y RECOMENDACIONES 138
5.1. CONCLUSIONES 138
5.2. RECOMENDACIONES 141
GLOSARIO 144
BIBLIOGRAFÍA 147
ANEXOS 148
vi
ÍNDICE DE TABLAS
PÁGINA
Tabla 1. Parámetros generales del proyecto Pañacocha. 11
Tabla 2. Reservas determinadas para el campo Pañacocha a diciembre 2011.
12
Tabla 3. Propiedades físicas del químico demulsificante. 44
Tabla 4. Propiedades físicas del químico antiescala. 45
Tabla 5. Propiedades físicas del químico inhibidor de corrosión. 46
Tabla 6. Resumen del impacto de las variables. 58
Tabla 7. Comparación “market sharing”. 59
Tabla 8. Resultados TTP-23050-B05. 97
Tabla 9. Resultados TTP-23050-B04. 97
Tabla 10. Resultados de balance de fases. 101
Tabla 11. Resultados de balance de fases 2. 102
Tabla 12. Costos de equipos Dumbique 113
Tabla 13. Costos de equipos Pañacocha 114
Tabla 14. Amortización de activos 115
Tabla 15. Costos de tratamiento químico Dumbique 115
Tabla 16. Costos de tratamiento químico Pañacocha 115
Tabla 17. Consumo energético Dumbique y Pañacocha 2011 116
Tabla 18. Costo energético operacional por barril de crudo 117
vii
Tabla 19. Costo operativo total 117
Tabla 20. Evaluación económica 118
Tabla 21. Resultados de temperaturas TT-23050-B05 antes y
después 9/mar/2011
126
Tabla 22. Temp. Máx. de servicio para rodamientos aplicados en
P-23050A/B/C.
127
Tabla 23. Histórico de demulsificante y placas de orificio. 137
Tabla 24. Cuadro comparativo de pérdidas económicas. 139
viii
ÍNDICE DE FIGURAS
PÁGINA
Figura 1. Historia de producción del Yacimiento A del campo Pañacocha.
13
Figura 2. Historia de Producción del Yacimiento U Superior del campo Pañacocha.
14
Figura 3. Historia de Producción del Yacimiento U Inferior del campo Pañacocha.
15
Figura 4. Historia de Producción del Yacimiento T del Campo Pañacocha.
17
Figura 5. Ubicación geográfica del campo Pañacocha. 18
Figura 6. Mapa estructural para el campo Pañacocha. 19
Figura 7. Columna estratigráfica para el campo Pañacocha. 20
Figura 8. Pantalla de registro de variaciones de presión en la tubería tramo Pañayacu – Napo.
31
Figura 9. Vista del tramo completo desde Pañacocha C hasta EPF.
32
Figura 10. Vista de todos los sensores que componen el sistema sónico de detección de fugas.
33
Figura 11. Esquema que muestra la ubicación de las válvulas de corte y los sensores acústicos.
34
Figura 12. Esquema de funcionamiento del medidor multifásico. 36
Figura 13. Componentes del medidor multifásico. 37
Figura 14. Muestra del esquema de medición trifásica. (Tal y como se muestra dentro del software de medición).
38
Figura 15. Motor eléctrico del equipo de bombeo multifásico. 59
Figura 16. Simbología del panel de control de las bombas multifásicas.
60
Figura 17. Esquema descriptivo de puntos de lubricación de la bomba multifásica (vista 1).
61
Figura 18. Esquema descriptivo de puntos de lubricación de la bomba multifásica (vista 2).
62
ix
Figura 19. Puntos de lubricación para lavado del sistema de enfriamiento de sellos mecánicos.
62
Figura 20. Pantalla principal del panel de control del sistema de bombeo multifásico.
64
Figura 21. Parámetros de presión de descarga de las bombas multifásicas.
64
Figura 22. Parámetros de presión de succión de las bombas multifásicas.
64
Figura 23. Parámetros de presión diferencial de las bombas multifásicas.
65
Figura 24. Parámetros de presión diferencial de los filtros de entrada de las bombas multifásicas.
65
Figura 25. Parámetros de temperatura de descarga las bombas multifásicas.
65
Figura 26. Parámetros de temperatura de succión de las bombas multifásicas.
66
Figura 27. Vista general a las bombas multifásicas. 66
Figura 28. Vista secundaria de parámetros de funcionamiento de las bombas multifásicas.
67
Figura 29. Parámetros de temperatura de cojinetes del motor lado enganche (coupling).
67
Figura 30. Parámetros de temperatura de cojinetes del motor lado libre.
68
Figura 31. Parámetros de temperatura de cojinetes de la bomba lado enganche (coupling).
68
Figura 32. Parámetros de temperatura de cojinetes de la bomba lado libre.
68
Figura 33. Parámetros de temperatura de devanado de motor. 69
Figura 34. Parámetros de temperatura de la carcasa de la bomba. 69
Figura 35. Parámetros de vibración de la bomba lado libre. 69
Figura 36. Parámetros de vibración de la bomba lado enganche (coupling).
70
Figura 37. Distribución eléctrica de la planta del campo Pañacocha.
71
Figura 38. Vista de parámetros eléctricos para variadores de frecuencia.
71
Figura 39. Parámetros eléctricos de transformadores A/B. 72
x
Figura 40. Status de UPS. 72
Figura 41. Estatus de ESD “Emergency shutdown” (parada de emergencia).
73
Figura 42. Fotografía de sellos mecánicos con cara de diamante. 73
Figura 43. Engranajes templados. 74
Figura 44. Flujo a través de los tornillos impulsores. 76
Figura 45. Fotografía que muestra la distancia de separación de 53 mm entre espiras.
77
Figura 46. Fotografía de desgaste de espiras por condiciones de operación negativas.
77
Figura 47. Fotografía de resquebrajamiento de la carcasa de alojamiento de los tornillos de la bomba multifásica.
78
Figura 48. Fotografía de coupling dúplex con pernos seccionados. 80
Figura 49. Fotografía de nivel de aceite de la caja engranajes lado coupling.
80
Figura 50. Fotografía de filtro de succión F-23050B. 81
Figura 51. Fotografía de alojamiento del strainer (filtro de succión) 81
Figura 52. Fotografía de drenado y desmontaje de la tapa de los engranajes lado libre.
82
Figura 53. Fotografía de desmontaje de los piñones lado libre. 83
Figura 54. Fotografía de desmontaje de los sellos mecánicos lado libre.
83
Figura 55. Fotografía de desmontaje de la tapa porta sellos mecánicos lado libre.
84
Figura 56. Fotografía de eje roto por torsión y fatiga del material. 84
Figura 57. Fotografía de sección del eje roto. 85
Figura 58. Fotografía de desmontaje de la manzana de enganche (lado enganche).
85
Figura 59. Fotografía de desmontaje del estator o liner conjuntamente con los tornillos.
86
Figura 60. Fotografía de estator y tornillos. 86
xi
Figura 61. Fotografía de prensa de 20 toneladas improvisada. 87
Figura 62. Fotografía de corte longitudinal del estator 87
Figura 63. Fotografía de sección superior del estator 88
Figura 64. Fotografía de sección inferior del estator. 88
Figura 65. Fotografía de alojamiento de liner y tornillos. 89
Figura 66. Pantalla del historial de alarmas para el evento de apagado del sistema multifásico.
91
Figura 67. Pantalla que muestra la alarma VSD-23050A. 92
Figura 68. Fotografía de visualización de alarma en VSD-23050A. 93
Figura 69. Descripción de alarma IOC en manual de comunicaciones NXG.
93
Figura 70. Descripción de puesta en marcha y temas avanzados. 94
Figura 71. Fotografía de ubicación de transmisores de temperatura TTP-23050-B04 / TTP-23050-B05.
96
Figura 72. Fotografía de calibración y pruebas de lazo de los sensores de temperatura TTP-23050-B04 / TTP-23050-B05.
98
Figura 73. Pantalla de alarma obtenida desde Relé de protección Multilin 750.
99
Figura 74. Alarmas obtenida desde el panel de control maestro de las bombas multifásicas.
100
Figura 75. Gráfica de valores de corriente al momento de apagado. 101
Figura 76. Gráfica de valores de corriente después de la normalización del sistema.
102
Figura 77. Gráfica de bomba multifásica. 103
Figura 78. Variables tomadas en cuenta para diseño del eje de la bomba.
107
Figura 79. Potencia de accionamiento requerida sin factor de seguridad.
108
Figura 80. Gráfica caudal de producción vs diferencial de presión. 110
Figura 81. Gráfica caudal vs presión (espaciamiento 1 mayor a espaciamiento 2).
111
xii
Figura 82. Gráfica caudal vs presión (viscosidad 1 mayor a viscosidad 2).
111
Figura 83. Gráfica caudal vs presión (FGV 1 mayor a FGV 2). 112
Figura 84. Placa de orificio con perforación concéntrica. 127
Figura 85. Placa de orificio con dos perforaciones. 127
Figura 86. Pantalla de Oleoducto Pañacocha - EPF 131
xiii
ÍNDICE DE ECUACIONES
PÁGINA
Ecuación 3.1. Caudal de gas 104
Ecuación 3.2. Caudal de la mezcla 105
Ecuación 3.3. Relación gas líquido 105
Ecuación 3.4. Relación gas petróleo 105
Ecuación 3.5. Factor volumétrico 106
Ecuación 3.6. Potencia hidráulica 107
Ecuación 3.7. Potencia absoluta 108
Ecuación 3.8. Potencia teórica 108
Ecuación 3.9. Potencia requerida 108
Ecuación 3.10. Rendimiento total 109
Ecuación 3.11. Potencia real 109
Ecuación 3.12. Potencia de motor 109
Ecuación 3.13. Caudal disponible 110
xiv
ÍNDICE DE ANEXOS
PÁGINA
ANEXO 1
Hoja de seguridad de materiales peligrosos químico anticorrosivo
144
ANEXO 2
Hoja de seguridad de materiales peligrosos químico inhibidor de
escala
149
ANEXO 3
Hoja de seguridad de materiales químico secuestrante
153
ANEXO 4
Hoja de seguridad de materiales químico demulsificante
157
ANEXO 5
Características de flujo según ingeniería conceptual
161
ANEXO 6
Arreglo general de las bombas multifásicas
162
ANEXO 7
Arreglo general de las bombas multifásicas 2
163
ANEXO 8
Diagrama topográfico entre Pañacocha y Tumali (implantación
general)
164
xv
RESUMEN
El objetivo del estudio es tener como resultado la optimización de las
condiciones operativas para mantener un flujo constante y dentro de los
rangos necesarios para el correcto funcionamiento del sistema de bombeo
multifásico. En el primer capítulo se realiza la introducción al tema de tesis
en desarrollo mostrando los objetivos que se plantea, realizando una
justificación de la razón para analizar la optimización de flujo para el sistema
de bombeo multifásico, planteando una hipótesis sobre los resultados que se
obtendrán al termino y detallando los aspectos metodológicos a seguir para
desarrollar el tema.
El segundo capítulo se trata acerca del marco teórico en el cual se detallan
aspectos como parámetros petrofísicos del crudo que se encuentra dentro
del campo Pañacocha, ubicación geográfica, litología, reservas y además se
realiza una descripción tanto los equipos necesarios para el funcionamiento
del campo como de las facilidades para su operación.
El tercer capítulo referente a la metodología es la parte experimental del
estudio donde encontraremos los fundamentos del bombeo multifásico, el
criterio de selección del tipo de bombeo multifásico empleado en el campo,
químicos necesarios para mantener al flujo dentro de condiciones óptimas
para su bombeo, parámetros operacionales de las bombas multifásicas
instaladas, costos y lo más importante las fallas que ha presentado el
sistema de bombeo multifásico durante casi dos años de operación.
En el cuarto capítulo se presenta el análisis y resultados de los problemas
relacionados con las fallas del sistema de bombeo multifásico, dosificación
de químico demulsificante y el uso de placas de orificio.
Finalmente en el quinto capítulo se presentan las conclusiones y
recomendaciones relacionadas al tema de estudio.
xvi
ABSTRACT
The objective of this study is to result in optimization of operating conditions
to maintain a constant flow within the ranges required for proper operation of
multiphase pumping system.
The first chapter provides an introduction to the thesis topic in development
showing the objectives proposed, making a justification of the reason for the
optimization of flow analysis to multiphase pumping system, proposing a
hypothesis about the results to be obtained and at finish detailing the
methodological issues to continue to develop the theme.
The second chapter discusses the theoretical framework which details things
like oil petrophysical parameters found within the Pañacocha field,
geographic location, lithology, reserves and also a description both the
equipment necessary to operate the field as of facilities for operation.
The third chapter is the experimental methodology of the study, we will find
the fundamentals of multiphase pumping, the selection criteria multiphase
pumping rate used in the field, chemicals needed to keep the flow within the
optimal conditions for pumping parameters operational multiphase pumps
installed, costs and most importantly the faults that has presented the
multiphase pumping system for almost two years of operation.
In the fourth chapter presents the analysis and results of the problems
associated with system failures multiphase pumping, demulsifier chemical
feed and the use of orifice plates.
Finally in the fifth chapter presents the conclusions and recommendations
related to the subject matter.
1
CAPÍTULO I
1. INTRODUCCIÓN
El método de bombeo multifásico como medio para extraer crudo de fondo
ha sido ampliamente usado en nuestro país, no así el bombeo multifásico
como medio para transportar crudo entre estaciones de producción a gran
distancia una de la otra y con una tubería de gran diámetro. Esto hace que
este tipo de bombeo de superficie aplicado en la estación de producción de
Pañacocha ubicada en el bloque 15 operado por Petroamazonas EP sea
pionero en nuestro país y esté en la mira de sus principales directivos como
proyecto de suma importancia por los beneficios tanto económicos como
ecológicos que el mismo ofrece.
Como antecedentes tenemos que el sistema de bombeo multifásico fue
inicialmente utilizado en los sistemas de levantamiento artificial por varias
empresas a lo largo de los años. Es un método confiable con el cual se
puede bombear fluidos viscosos, con altos contenidos de sólidos, que no
necesitan removerse o que formen espumas si se agitan. Como la bomba de
tornillo desplaza el líquido este no sufre movimientos bruscos, pudiendo
incluso bombear uvas enteras.
Las instalaciones de Pañacocha, se encuentran ubicadas en el oriente
ecuatoriano, en un medioambiente de bosque húmedo lluvioso. Debido a la
disponibilidad de reservas del campo Pañacocha, se desarrollaron tres áreas
de producción denominadas plataformas de producción A, B y C, las cuales
envían su producción de petróleo, gas y agua a la planta de tratamiento
existente denominada Edén Production Facilities (EPF) a través del sistema
de bombeo multifásico. Las plataformas de producción A, B, C se conectan
con el EPF mediante un ducto de 16”.
2
Los planes iniciales de perforación se contemplaron para el desarrollo de 24
pozos más 2 pozos existentes (entre duales y simples), para un total de 26
completaciones en las tres plataformas de producción, sin embargo en la
actualidad el campo sigue en crecimiento con la perforación de nuevos
pozos. Todos los pozos se diseñaron con sistema de producción mediante
bombas electrosumergibles (BES) provistas con variador de velocidad.
Además de la producción de las plataformas de producción A, B y C del área
de Pañacocha se ha previsto la producción de las áreas futuras
denominadas Tangay, Tumali y una nueva plataforma D, las cuales se
conectarán al oleoducto de 16 pulgadas que se encuentra aguas abajo de la
plataforma C. En el EPF para este propósito se instaló un separador de
entrada V-20160 y un deshidratador electroestático V-320 axial planeados
para esta ampliación y teniendo en cuenta también la incorporación del
nuevo campo denominado Bloque 31.
Los caudales de este campo serán enviados a EPF por un oleoducto
independiente, recibidos y tratados en tres separadores de entrada
adicionales que junto con el separador V-20160 destinado a Pañacocha
formarán los nuevos trenes de producción 3 y 4 ubicados en EPF. La
ingeniería conceptual y básica incluyó las siguientes instalaciones en
Pañacocha: Plataforma de producción A; plataforma de producción B;
plataforma de producción C y el oleoducto que vincula las plataformas
mencionadas con EPF.
Sumado a esto se realizaron las siguientes ampliaciones en EPF:
1. Instalación: V-20160.
2. Instalación: V-320.
3. Interconexión V-20160; V-320 e instalaciones existentes.
3
4. Instalación HP/LP: X-20595; actual: X-595 queda para
mantenimiento.
5. Previsión para tres nuevos separadores para Bloque 31.
6. Previsión para nuevo recibidor B-31: 24 pulgadas.
7. Previsión de nuevo tanque petróleo de 50.000 barriles.
8. Verificación sistemas auxiliares dados los incrementos de equipos
para los sistemas de aire (instrumentos), drenajes abiertos y
cerrados, sistema de reinyección de agua, sistema de gas
combustible y compresión de gas y sistema de inyección de
químicos.
9. Sistema de venteos y sistema contra incendios no sólo se verifica
por el agregado de nuevos equipos, sino que también se verifica
para toda la planta.
Aspectos históricos de la bomba multifásica para bombeo de crudo en
superficie no se encuentran como registro en nuestro país ya que como se
mencionó anteriormente este tipo de aplicaciones para bombas tipo tornillo
es pionero en el Ecuador.
Una bomba de tornillo es un tipo de bomba hidráulica considerada de
desplazamiento positivo que se diferencia de las habituales más conocidas
como bombas centrífugas. Esta bomba utiliza un tornillo helicoidal excéntrico
que se mueve dentro de una camisa y hace fluir el líquido desde el tornillo y
la camisa hacía la salida.
El principio fundamental de este tipo de bombas es el Tornillo de
Arquímedes, experimento que consiste en una máquina gravimétrica
helicoidal utilizada para elevación de agua, harina, cereales o materiales
excavados.
Fue inventado en el siglo III A.C. por Arquímedes del que recibe su nombre
aunque existen hipótesis de que ya era utilizado en el Antiguo Egipto. Se
4
basa en un tornillo que se hace girar dentro de un cilindro hueco, situado
sobre un plano inclinado, y que permite fluir o elevar el cuerpo el cual está
situado por debajo del eje de giro. Desde su invención hasta ahora este
método ha sido utilizado para el bombeo.
También es llamado tornillo sin fin por su circuito en infinito. Uno de los usos
mas comunes que tiene es el de bombear fangos de las distintas etapas de
las depuradoras, pudiendo incluso bombear fangos deshidratados
procedentes de filtros prensa con un 22-25% de sequedad.
Este tipo de bombas son ampliamente utilizadas en la industria petrolera a
nivel mundial, para el bombeo de crudos altamente viscosos y con
contenidos apreciables de sólidos y pueden operar con flujos fijos en la
descarga aun cuando bombeen dentro de una red de presión variable,
convirtiéndolas en excelentes equipos de bombeo a utilizar en redes de
recolección de petróleo.
En el caso de las bombas centrífugas el flujo entregado depende de la
presión de entrada (intake).
1.1. OBJETIVOS
A continuación se presentan el objetivo general y los objetivos específicos
por separado relacionados este tema de tesis.
1.1.1. OBJETIVO GENERAL
Establecer las condiciones para optimizar el flujo a ser transferido por medio
del bombeo multifásico desde el campo Pañacocha hacia Edén Yuturi
ubicado en el Bloque 15 operado por Petroamazonas.
5
1.1.2. OBJETIVOS ESPECÍFICOS
Realizar una descripción operativa del campo Pañacocha en lo que a
condiciones de bombeo y líneas se refiere.
Determinar los parámetros para reducir al máximo la fluctuación de
presiones en las plataformas de producción.
Establecer las condiciones para evitar apagones del sistema de
bombeo multifásico que se reflejarían en una pérdida de producción.
Definir los parámetros necesarios para conseguir que el flujo enviado
hacia la estación principal EPF lleguen en condiciones aceptables
para sus equipos.
El campo Pañacocha no es solo una zona de extracción de crudo más en
nuestra verde Amazonía, sino un proyecto que intenta mantener la delgada
línea que separa a esa industria de la contaminación ambiental, el proyecto
Pañacocha pretende convertirse en el punto de inicio de la "nueva era
petrolera" del país, ligada a la protección ambiental y a la responsabilidad
social.
El sistema de tubería de transporte crudo se encuentra varios metros bajo
tierra y éste cuenta con un modelo tecnológico que permite detectar
cualquier fuga, activando los sistemas y deteniendo automáticamente el
bombeo para evitar así derrames y contaminación al medio ambiente. En
este campo no existe ningún sistema de procesamiento ya que esta
actividad se realiza en el campo Edén Yuturi, con lo que se reduce al
máximo el impacto ambiental.
Con esto se enfatiza que el aspecto ambiental es tomado muy en serio en
Pañacocha y no es para menos si se considera que el campo se ubica en
una especie de frontera donde confluyen dos parques nacionales, el
Cuyabeno y el Yasuní, considerados como grandes reservas de biosfera y
hábitat de etnias ancestrales amazónicas.
6
En el área no se observan desde el aire los caminos que conforman el
campo Pañacocha, debido a que uno de los principios ha sido que el bosque
no pierda el íntimo contacto de sus copas, hábitat de muchas especies de
fauna, esto se logra reduciendo el derecho de vía y creando puentes
naturales para las especies animales. A Pañacocha sólo se puede llegar por
vía aérea en helicóptero o por vía fluvial en lancha rápida con lo que se
intenta minimizar el impacto de las carreteras sobre la selva.
Como dato importante las reservas de 42 millones de barriles de crudo en el
campo Pañacocha podrían aumentar después de nuevos estudios que ha
emprendido la empresa estatal Petroamazonas EP. Se realizan actividades
de geofísica constantemente y actualmente se construyen dentro del área ya
las nuevas plataformas D (playas de Cuyabeno), Proyecto Tangay Este y
Tumali las cuales estarán ligadas a la producción de Pañacocha.
Estas dos últimas estaciones se encuentran a 20 Km. del campamento base,
el crudo extraído de las mismas será transferido por medio de un oleoducto
de 16 pulgadas impulsado por una nueva bomba multifásica ubicada en
Tumali y direccionado hacia la plataforma C donde se encuentra la
Estación de bombeo multifásico de Pañacocha.
Esta es la razón principal para justificar el estudio, tener una guía que pueda
ser aplicada en Tumali, Bloque 31 o cualquier locación donde se vaya a
implementar este tipo de bombeo de producción, tomando en cuenta las
pruebas realizadas para determinar la cantidad de químico necesaria para
obtener un flujo adecuado, donde y como debe ser inyectado este químico,
errores en los lazos de programación, válvulas o placas orificio ubicados en
lugares estratégicos necesarios para empaquetar el flujo antes de la succión
de la bomba multifásica, esto en caso que el flujo de producción en sus
primeras etapas no sea el óptimo para el trabajo del sistema multifásico y
además de lo antes mencionado revisaremos también problemas tanto
7
mecánicos como eléctricos que se tuvo en general dentro del sistema de
bombeo de Pañacocha.
De esta manera lograríamos optimizar el flujo de manera más rápida en la
nueva estación de Tumali, evitando así la necesidad de instalar un sistema
de “Well Testing” (tanques de almacenamiento, separador trifásico, bota de
gas, depuradores, mechero y bomba triplex para transferencia de fluido)
como ocurrió anteriormente en Pañacocha, lo que no solo desvía al proyecto
de su principal objetivo ecológico sino que además eleva el costo de
producción por barril.
Petroamazonas EP, operadora encargada de Pañacocha, se encuentra en la
vanguardia de las empresas petroleras que operan en el país, incluso
delante de las trasnacionales extranjeras. Esa filosofía de responsabilidad
ambiental y social se extenderá a campos como la minería y la electricidad,
es por eso que los objetivos planteados para Pañacocha no solo
beneficiarán a Petroamazonas EP sino a todo el país.
Mediante el estudio, cálculo, análisis y tratamiento adecuado de los datos y
experiencias que se han venido obteniendo a lo largo de estos 16 meses de
funcionamiento del sistema multifásico en Pañacocha obtendremos un texto
que nos servirá como guía técnica para no solo corregir problemas eléctricos,
mecánicos o de programación sino también como guía práctica para obtener el
flujo en las condiciones de trabajo necesarias para el óptimo funcionamiento de
la bomba multifásica mediante de la aplicación de alguna de las técnicas que
en el texto se detallarán, esto sin la necesidad de la implementación de algún
otro sistema como Well Testing que no solo eleva los costos operativos sino
que podría producir un nivel de contaminación ambiental elevado que es lo que
precisamente se trata de evitar en los nuevos proyectos de Petroamazonas EP.
Como dicen Green y Tull en su libro Técnicas de la Investigación: “El diseño
de la investigación es la especificación de métodos y procedimientos de
8
adquisición de información necesaria para estructurar o solucionar
problemas” (66).
Tomaremos presente para nuestro estudio la realización de un diseño de
investigación de tipo descriptivo o correlacional e investigativo, con lo que se
pretende describir características, estimar relaciones y efectuar predicciones.
Las variables que se han utilizado en la investigación son variables
descriptivas de los procedimientos de bombeo multifásico aplicados a nivel
mundial.
El estudio desarrollará las siguientes etapas en el diseño de la investigación:
(1) La identificación del problema a investigar. (2) Los objetivos de la
investigación. (3) La determinación del diseño de la investigación. (4) La
clasificación y medida de las variables de estudio (como por ejemplo el tipo,
cantidad y lugar de aplicación de químicos, choques o placas orificios,
problemas de carácter mecánico o eléctrico presentados en las bombas
multifásicas).
9
CAPÍTULO II
2. MARCO TEÓRICO
A continuación se presenta una descripción del campo Pañacocha que
resume el comportamiento productivo de los yacimientos productores del
campo Pañacocha, su ubicación geográfica y columna estratigráfica de la
zona, es importante mencionar que debido al corto historial de producción
del campo se consideró que éste estudio será actualizado posteriormente
con fecha 31 de diciembre de 2012, justificado en la razón técnica de que
cada yacimiento contará con información histórica más amplia de
comportamiento permitiéndonos estimar potenciales productivos más
cercanos a la realidad. Las arenas productoras en el campo Pañacocha son
U superior, U inferior, M1, M2, A y T.
2.1. CARACTERÍSTICAS DEL CAMPO PAÑACOCHA
PAM, ha adquirido todos los equipos y materiales principales del campo, que
comprende entre lo más importante: los equipos y materiales para la línea de
flujo, sistema de transmisión y generación eléctrica, sistema de bombeo
multifásico, separador y deshidratador de producción y bombas para el
sistema de inyección de agua de producción, así como también tubería de
producción, cabezales y completaciones para los pozos. Se desarrollaron los
trabajos de sísmica 3D, lo que provee información importante para un diseño
óptimo del plan de perforación y la extracción de las reservas, así como
también entender la geología del campo, definir la configuración estructural y
componente estratigráfico de cada reservorio.
10
El costo total del proyecto está bordeando una inversión de 216 millones de
dólares con financiamiento total de gobierno nacional e inversión del IESS.
2.1.1. PROPIEDADES DE LOS FLUIDOS
Se dispone del análisis PVT de fluidos del pozo Pañacocha-2, en dos
muestras representativas de la arenisca U Superior y del pozo Pañacocha-
10 para U Inferior. Para el resto de reservorios se han utilizado campos
análogos especialmente el campo Edén Yuturi.
2.1.2. INFORMACIÓN
Para la estimación de potenciales productivos se empleó la metodología de
analogías con campos cercanos, es así que para estos yacimientos se
consideró como campo análogo más cercano a Edén Yuturi en los mismos
horizontes productores con las siguientes salvedades técnicas a ser
tomadas en cuenta para estimar el potencial en los yacimientos de
Pañacocha:
1. Corto historial de producción de los pozos de Pañacocha lo cual
crea un escenario de incertidumbre en las predicciones por pozo.
2. Tamaño de la estructura.
3. Calidad petrofísica de los yacimientos.
4. Proximidad a contactos.
5. POES.
6. Resultados de los últimos pozos perforados.
Es así que se sensibilizó para dos tipos de comportamiento de tipo
exponencial e hiperbólico en donde dependiendo del tipo de curva empleada
se tomó extremo cuidado con la tasa de declinación, la cual no conlleve a
conclusiones de baja estimación de potenciales y tampoco de sobre
estimación de reservas. Por lo antes mencionado se adoptó una curva de
11
tipo hiperbólico que suaviza el comportamiento productivo, pero debido al
corto historial en donde por la actividad de desarrollo en el campo no se
evidencia la tasa de declinación, se empleó una tasa estimada en el orden
del 50%. Con las consideraciones técnicas antes citadas se estimó el
volumen de reservas de tipo P1 pero soportadas con el comportamiento
productivo del pozo a pozo, es así que el volumen individualizado de
reservas remanentes, soporta el volumen estimado remanente total de cada
yacimiento y su tasa de declinación. En tanto que para la estimación de
reservas probables y posibles se mantuvieron los valores estimados en el
plan de desarrollo del campo Pañacocha en los respectivos reservorios, los
cuales serán sujetos a revisión en el futuro en función de los últimos
resultados de perforación y al contar con un histórico de producción más
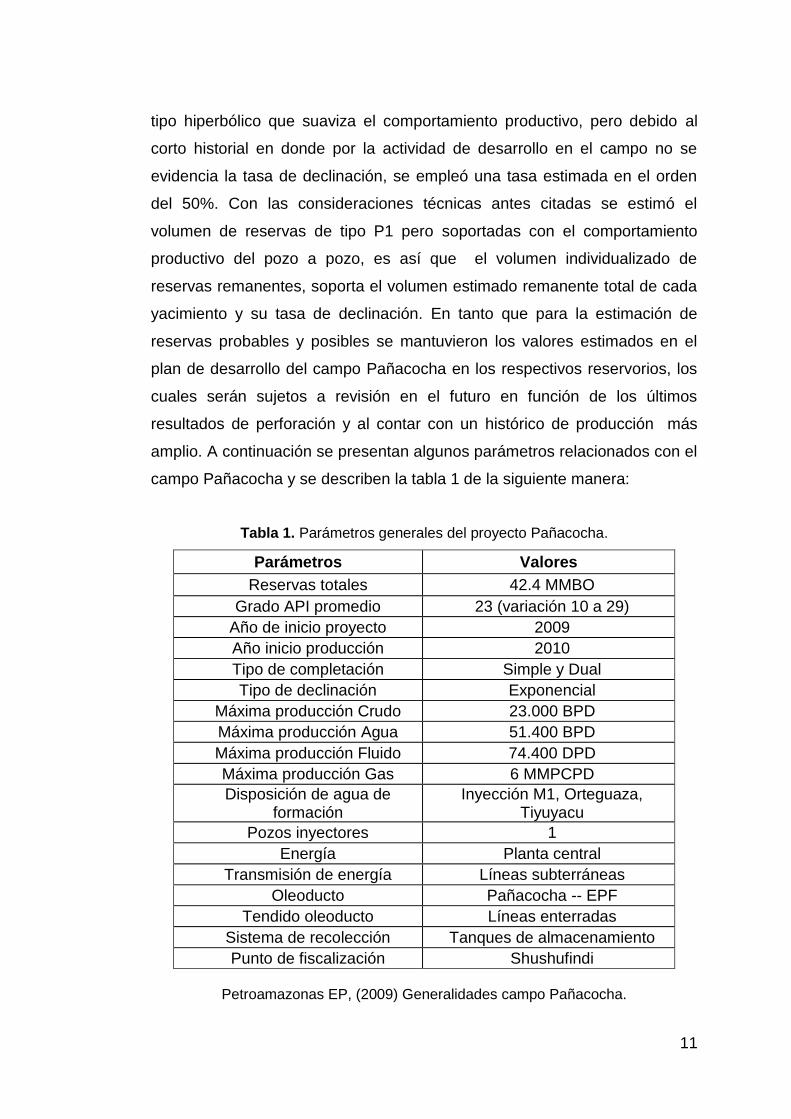
amplio. A continuación se presentan algunos parámetros relacionados con el
campo Pañacocha y se describen la tabla 1 de la siguiente manera:
Tabla 1. Parámetros generales del proyecto Pañacocha.
Parámetros Valores
Reservas totales 42.4 MMBO
Grado API promedio 23 (variación 10 a 29)
Año de inicio proyecto 2009
Año inicio producción 2010
Tipo de completación Simple y Dual
Tipo de declinación Exponencial
Máxima producción Crudo 23.000 BPD
Máxima producción Agua 51.400 BPD
Máxima producción Fluido 74.400 DPD
Máxima producción Gas 6 MMPCPD
Disposición de agua de formación
Inyección M1, Orteguaza, Tiyuyacu
Pozos inyectores 1
Energía Planta central
Transmisión de energía Líneas subterráneas
Oleoducto Pañacocha -- EPF
Tendido oleoducto Líneas enterradas
Sistema de recolección Tanques de almacenamiento
Punto de fiscalización Shushufindi
Petroamazonas EP, (2009) Generalidades campo Pañacocha.
12
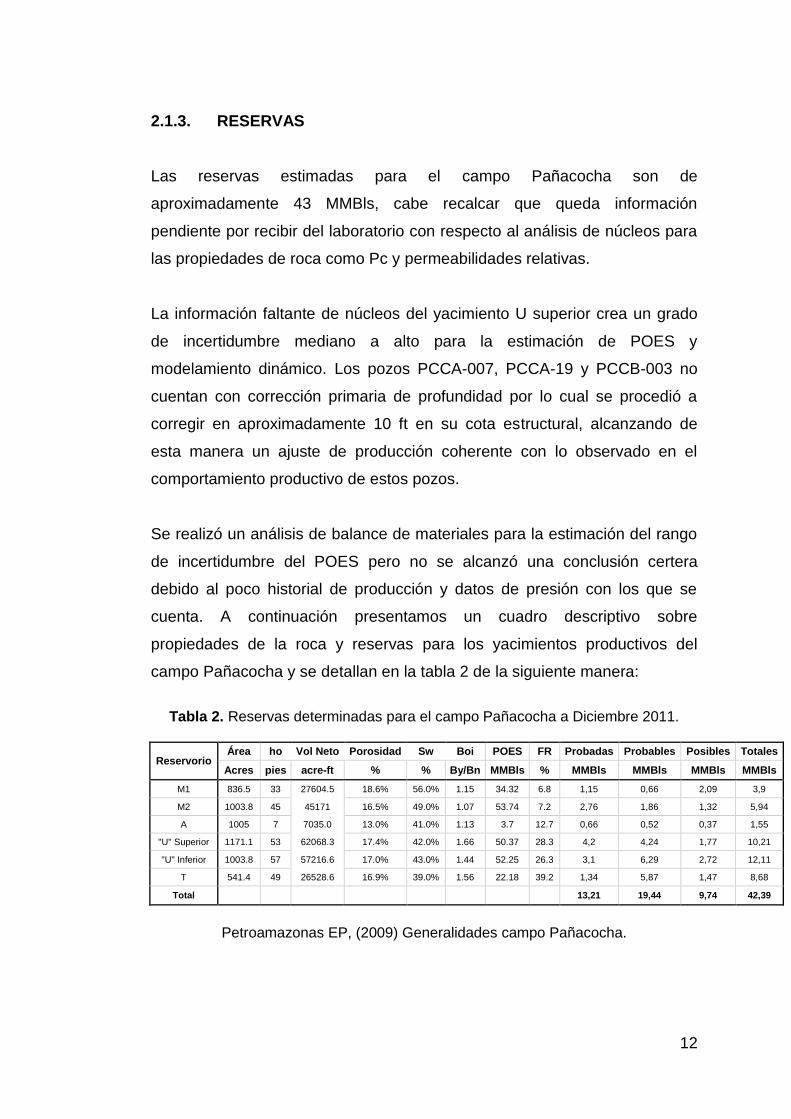
2.1.3. RESERVAS
Las reservas estimadas para el campo Pañacocha son de
aproximadamente 43 MMBls, cabe recalcar que queda información
pendiente por recibir del laboratorio con respecto al análisis de núcleos para
las propiedades de roca como Pc y permeabilidades relativas.
La información faltante de núcleos del yacimiento U superior crea un grado
de incertidumbre mediano a alto para la estimación de POES y
modelamiento dinámico. Los pozos PCCA-007, PCCA-19 y PCCB-003 no
cuentan con corrección primaria de profundidad por lo cual se procedió a
corregir en aproximadamente 10 ft en su cota estructural, alcanzando de
esta manera un ajuste de producción coherente con lo observado en el
comportamiento productivo de estos pozos.
Se realizó un análisis de balance de materiales para la estimación del rango
de incertidumbre del POES pero no se alcanzó una conclusión certera
debido al poco historial de producción y datos de presión con los que se
cuenta. A continuación presentamos un cuadro descriptivo sobre
propiedades de la roca y reservas para los yacimientos productivos del
campo Pañacocha y se detallan en la tabla 2 de la siguiente manera:
Tabla 2. Reservas determinadas para el campo Pañacocha a Diciembre 2011.
Reservorio Área ho Vol Neto Porosidad Sw Boi POES FR Probadas Probables Posibles Totales
Acres pies acre-ft % % By/Bn MMBls % MMBls MMBls MMBls MMBls
M1 836.5 33 27604.5 18.6% 56.0% 1.15 34.32 6.8 1,15 0,66 2,09 3,9
M2 1003.8 45 45171 16.5% 49.0% 1.07 53.74 7.2 2,76 1,86 1,32 5,94
A 1005 7 7035.0 13.0% 41.0% 1.13 3.7 12.7 0,66 0,52 0,37 1,55
"U" Superior 1171.1 53 62068.3 17.4% 42.0% 1.66 50.37 28.3 4,2 4,24 1,77 10,21
"U" Inferior 1003.8 57 57216.6 17.0% 43.0% 1.44 52.25 26.3 3,1 6,29 2,72 12,11
T 541.4 49 26528.6 16.9% 39.0% 1.56 22.18 39.2 1,34 5,87 1,47 8,68
Total 13,21 19,44 9,74 42,39
Petroamazonas EP, (2009) Generalidades campo Pañacocha.
13
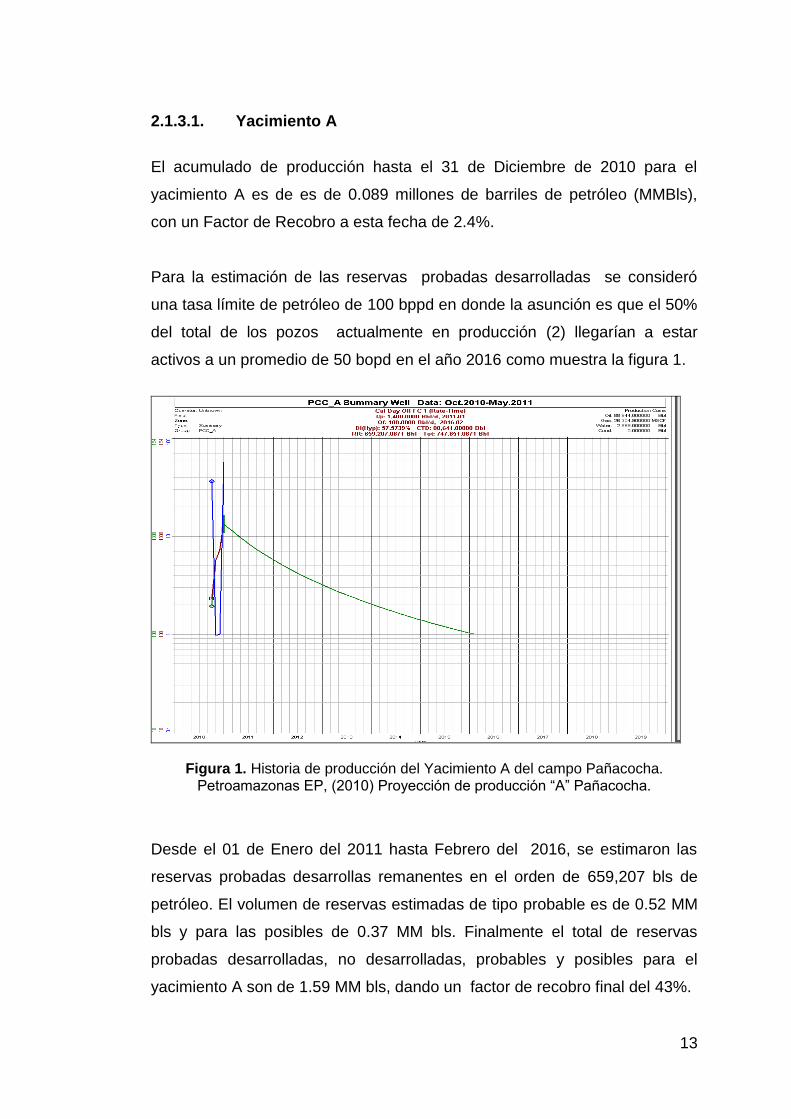
2.1.3.1. Yacimiento A
El acumulado de producción hasta el 31 de Diciembre de 2010 para el
yacimiento A es de es de 0.089 millones de barriles de petróleo (MMBls),
con un Factor de Recobro a esta fecha de 2.4%.
Para la estimación de las reservas probadas desarrolladas se consideró
una tasa límite de petróleo de 100 bppd en donde la asunción es que el 50%
del total de los pozos actualmente en producción (2) llegarían a estar
activos a un promedio de 50 bopd en el año 2016 como muestra la figura 1.
Figura 1. Historia de producción del Yacimiento A del campo Pañacocha. Petroamazonas EP, (2010) Proyección de producción “A” Pañacocha.
Desde el 01 de Enero del 2011 hasta Febrero del 2016, se estimaron las
reservas probadas desarrollas remanentes en el orden de 659,207 bls de
petróleo. El volumen de reservas estimadas de tipo probable es de 0.52 MM
bls y para las posibles de 0.37 MM bls. Finalmente el total de reservas
probadas desarrolladas, no desarrolladas, probables y posibles para el
yacimiento A son de 1.59 MM bls, dando un factor de recobro final del 43%.
14
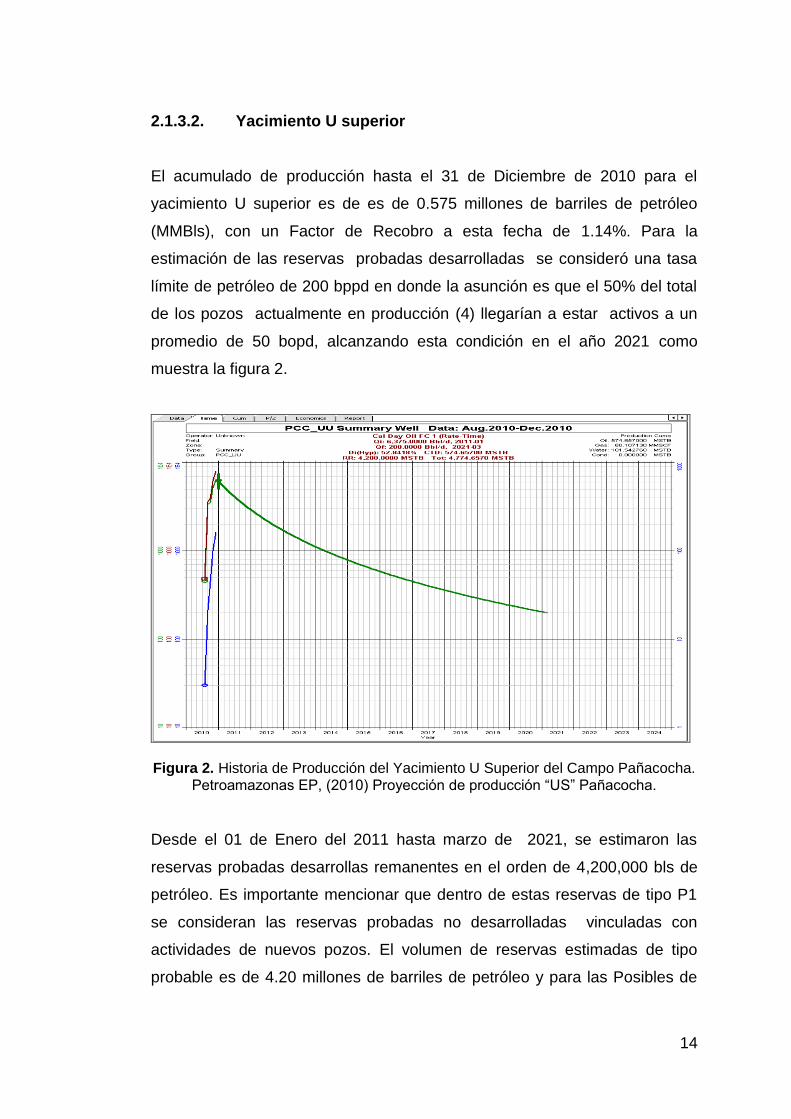
2.1.3.2. Yacimiento U superior
El acumulado de producción hasta el 31 de Diciembre de 2010 para el
yacimiento U superior es de es de 0.575 millones de barriles de petróleo
(MMBls), con un Factor de Recobro a esta fecha de 1.14%. Para la
estimación de las reservas probadas desarrolladas se consideró una tasa
límite de petróleo de 200 bppd en donde la asunción es que el 50% del total
de los pozos actualmente en producción (4) llegarían a estar activos a un
promedio de 50 bopd, alcanzando esta condición en el año 2021 como
muestra la figura 2.
Figura 2. Historia de Producción del Yacimiento U Superior del Campo Pañacocha. Petroamazonas EP, (2010) Proyección de producción “US” Pañacocha.
Desde el 01 de Enero del 2011 hasta marzo de 2021, se estimaron las
reservas probadas desarrollas remanentes en el orden de 4,200,000 bls de
petróleo. Es importante mencionar que dentro de estas reservas de tipo P1
se consideran las reservas probadas no desarrolladas vinculadas con
actividades de nuevos pozos. El volumen de reservas estimadas de tipo
probable es de 4.20 millones de barriles de petróleo y para las Posibles de
15
1.77 millones de barriles de petróleo. Finalmente el total de reservas
probadas desarrolladas, no desarrolladas, probables y posibles para el
yacimiento U superior son de 10.21 MM bls, dando un factor de recobro final
del 20.3%.
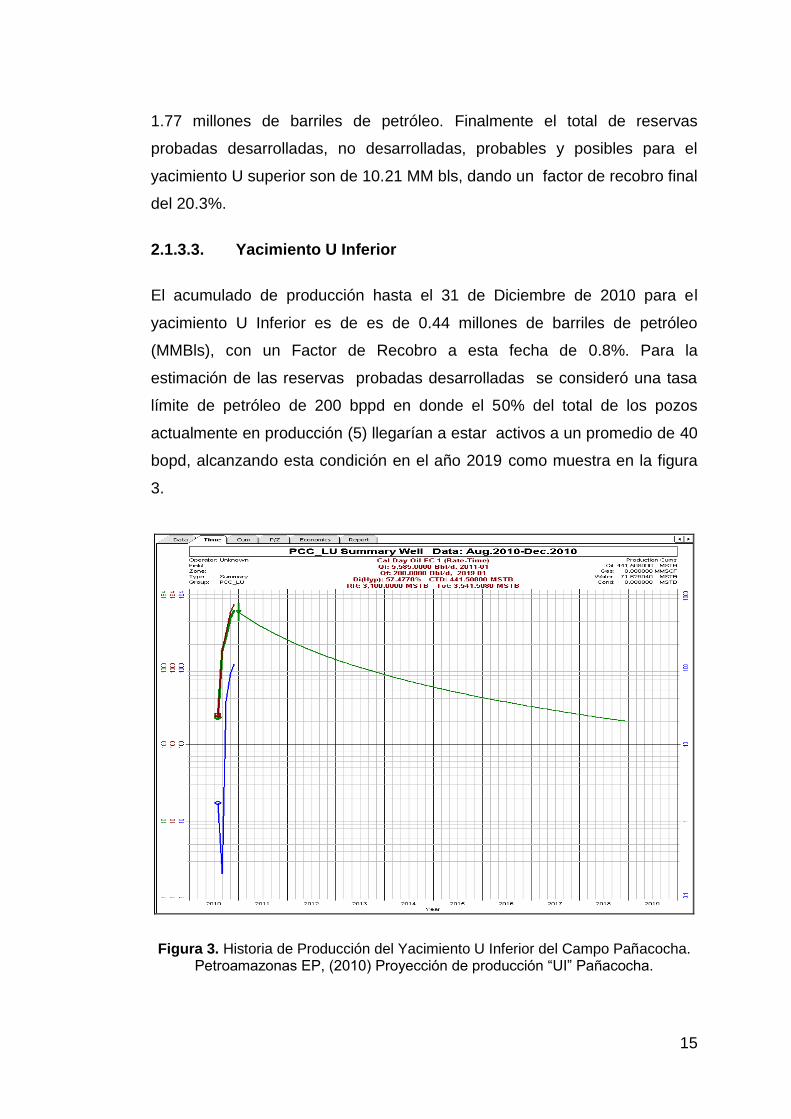
2.1.3.3. Yacimiento U Inferior
El acumulado de producción hasta el 31 de Diciembre de 2010 para el
yacimiento U Inferior es de es de 0.44 millones de barriles de petróleo
(MMBls), con un Factor de Recobro a esta fecha de 0.8%. Para la
estimación de las reservas probadas desarrolladas se consideró una tasa
límite de petróleo de 200 bppd en donde el 50% del total de los pozos
actualmente en producción (5) llegarían a estar activos a un promedio de 40
bopd, alcanzando esta condición en el año 2019 como muestra en la figura
3.
Figura 3. Historia de Producción del Yacimiento U Inferior del Campo Pañacocha.
Petroamazonas EP, (2010) Proyección de producción “UI” Pañacocha.
16
Desde el 01 de Enero del 2011 hasta enero de 2019, se estimaron las
reservas probadas desarrollas remanentes en el orden de 3,100,000 bls de
petróleo.
Es importante mencionar que dentro de estas reservas de tipo P1 se
consideran las reservas probadas no desarrolladas vinculadas con
actividades de nuevos pozos.
El volumen de reservas estimadas de tipo probable es de 6.29 millones de
barriles de petróleo y para las posibles de 2.72 millones de barriles de
petróleo.
Finalmente el total de reservas Probadas desarrollas, no desarrollados,
probables y posibles para el yacimiento U inferior son de 12.11 millones de
barriles de petróleo, dando un factor de recobro final del 23.14%.
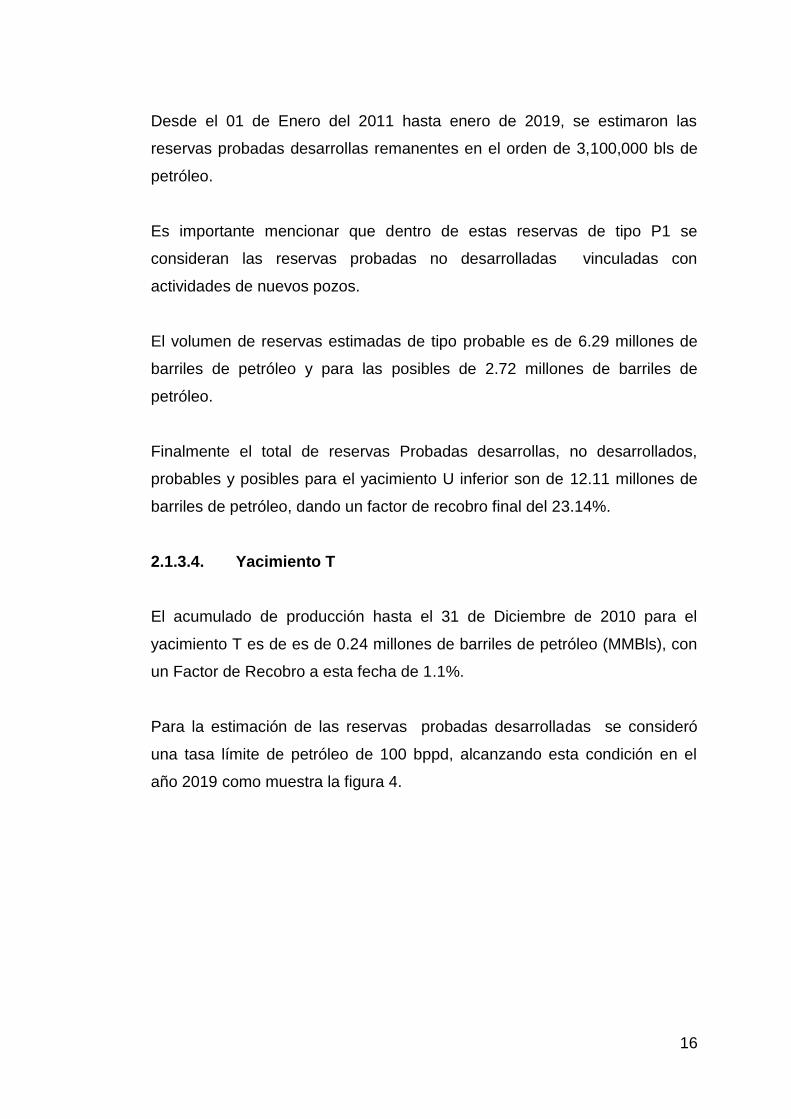
2.1.3.4. Yacimiento T
El acumulado de producción hasta el 31 de Diciembre de 2010 para el
yacimiento T es de es de 0.24 millones de barriles de petróleo (MMBls), con
un Factor de Recobro a esta fecha de 1.1%.
Para la estimación de las reservas probadas desarrolladas se consideró
una tasa límite de petróleo de 100 bppd, alcanzando esta condición en el
año 2019 como muestra la figura 4.
17
Figura 4. Historia de Producción del Yacimiento T del Campo Pañacocha. Petroamazonas EP, (2010) Proyección de producción “T” Pañacocha.
Desde el 01 de Enero del 2011 hasta Junio del 2019, se estimaron las
reservas probadas desarrollas remanentes en el orden de 1,339,697 bls de
petróleo.
El volumen de reservas estimadas de tipo probable es de 5.87 millones de
barriles de petróleo y para las posibles de 1.47 millones de barriles de
petróleo.
Finalmente el total de reservas probadas desarrollas, no desarrollados,
probables y posibles para el yacimiento T son de 8.68 millones de barriles de
petróleo, dando un factor de recobro final del 39.2%.
18
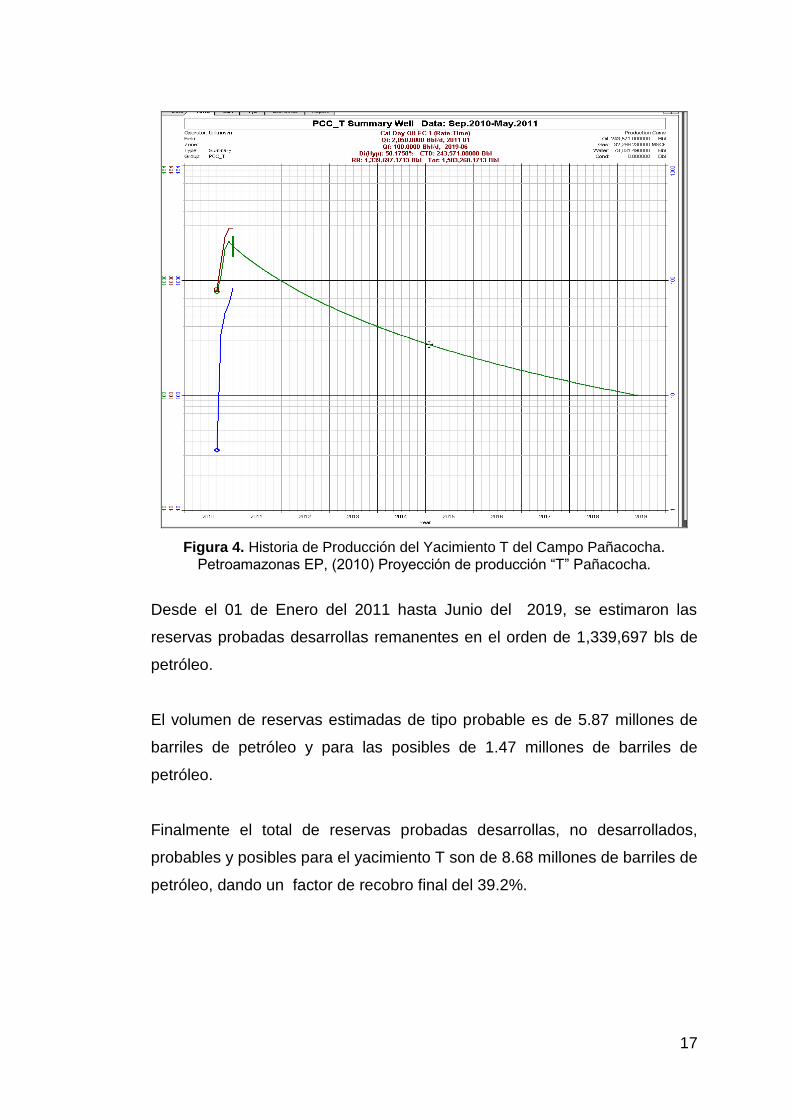
2.1.4. UBICACIÓN GEOGRÁFICA
El campo Pañacocha fue descubierto en 1972 y se encuentra localizado a
unos 70 km al Este del campo Limoncocha y a 30 km al Norte del campo
Edén-Yuturi como se muestra en la figura 5.
El campo fue descubierto con la perforación del pozo Pañacocha-1,
perforado por la compañía Grace Oil and Minerals, que probó 1,105 BPPD
de 30.1° API de la Arenisca U superior y algunos barriles de petróleo pesado
de las Areniscas M-1 y M-2.
En 1994, luego de una nueva campaña de registro y reprocesamiento de
sísmica 2D, Petroproducción confirmó el descubrimiento con el pozo
Pañacocha-2, el cual probó de 6 reservorios un total superior a 6000 BPPD.
Figura 5. Ubicación geográfica del campo Pañacocha. Petroamazonas EP, (2008) Proyecto Pañacocha.
19
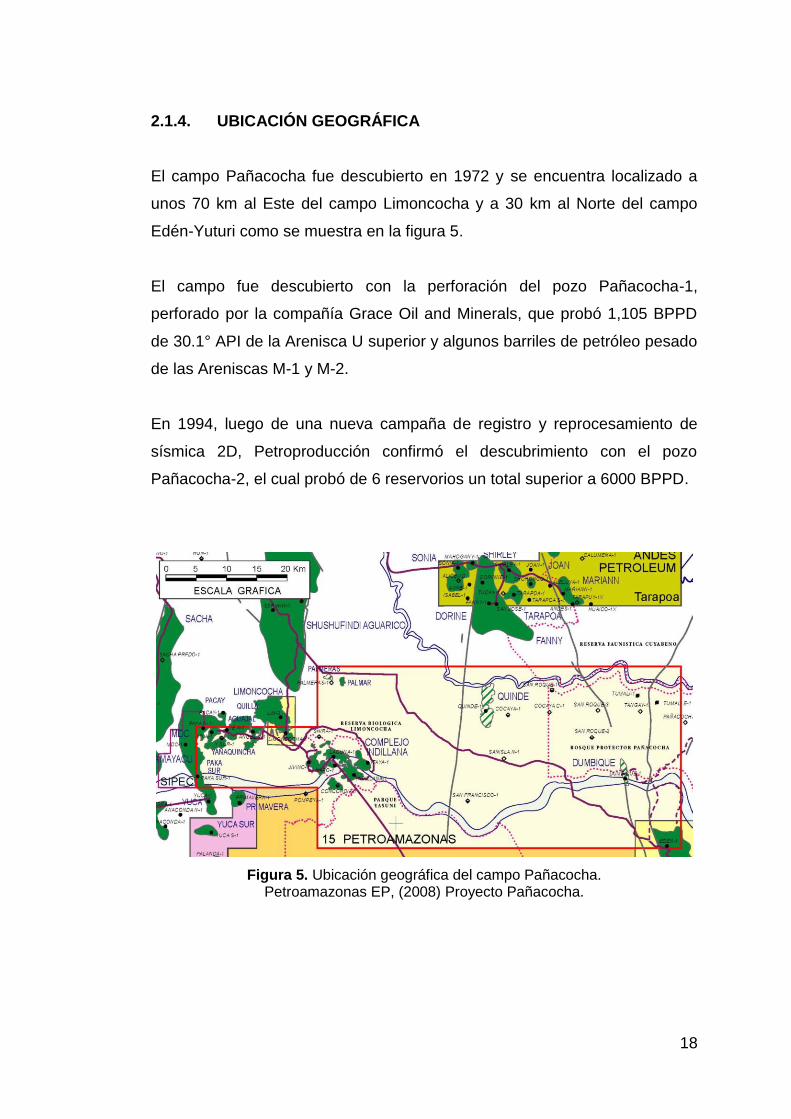
2.1.5. MAPA ESTRUCTURAL
A continuación se presenta el mapa estructural actual para el campo
Pañacocha (figura 6).
Figura 6. Mapa estructural para el campo Pañacocha. Petroamazonas EP, (2009) Prospección geológica campo Pañacocha.
20
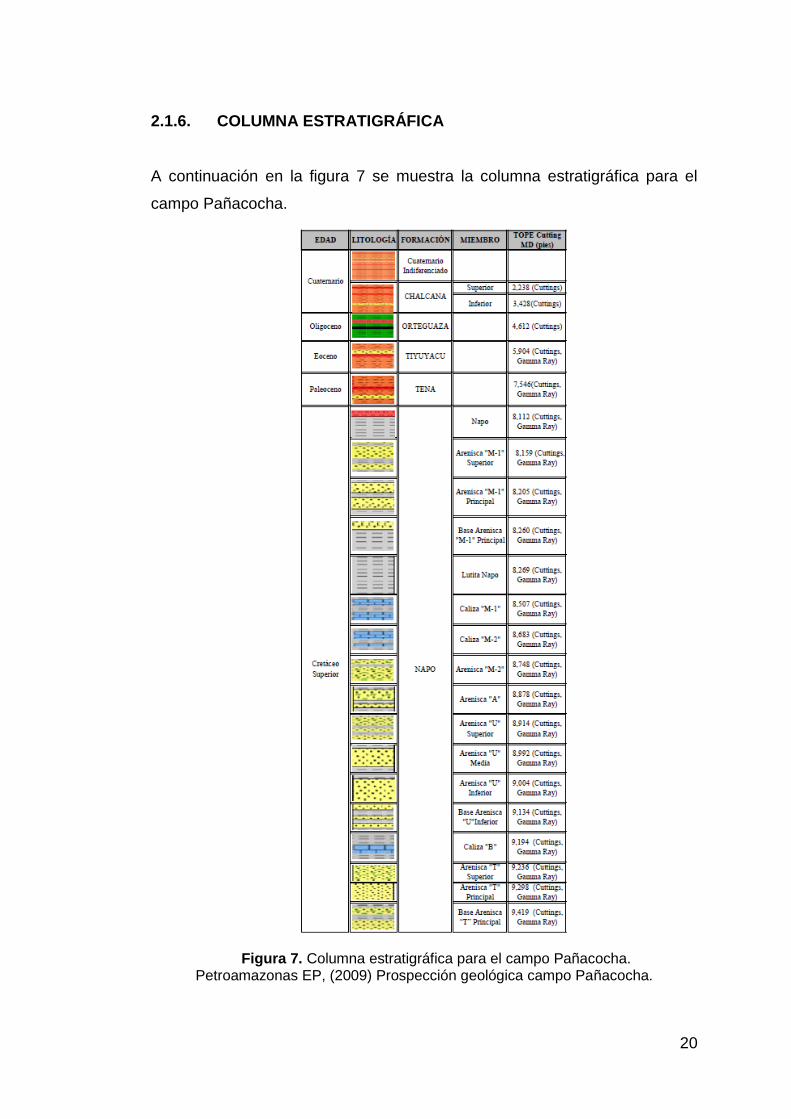
2.1.6. COLUMNA ESTRATIGRÁFICA
A continuación en la figura 7 se muestra la columna estratigráfica para el
campo Pañacocha.
Figura 7. Columna estratigráfica para el campo Pañacocha. Petroamazonas EP, (2009) Prospección geológica campo Pañacocha.
21
2.2. FACILIDADES DE SUPERFICIE
En el presente documento se describen las instalaciones correspondientes al
desarrollo del campo Pañacocha, conformadas por las plataformas de
producción A, B y C que se conectan a través de un oleoducto de 16”. La
producción de las tres plataformas se envía a través de bombas multifásicas
a la planta de tratamiento Edén Production Facilities (EPF). Para la
identificación los de equipos e instrumentos comunes a las tres plataformas,
se empleará la siguiente codificación:
S - 2X_ _ _
Siendo:
S : simbología del instrumento
X=1 Plataforma A
X=2 Plataforma B
X=3 Plataforma C
Por ejemplo, para los compresores de aire que son equipos que forman
parte de las tres plataformas, se escribirá:
C-2X800 A/B/C
Para las bombas multifásicas ubicadas en la plataforma C, se escribirá:
P-23050 A/B/C
2.2.1. DISTRIBUIDOR DE PRODUCCIÓN (MANIFOLD)
Los módulos: MAN-2300(1, 2, 3) A, fueron asignados a cada plataforma en
el siguiente orden: A-1, B-2 y C-3, por ende todos los equipos que se
22
encuentren dentro de cada plataforma tendrán esta misma nomenclatura y
en lo futuro para la ampliación de nuevas plataformas se mantendrá este
orden. Los módulos están conformados cada uno por un múltiple de
producción y un múltiple de prueba.
2.2.2. OLEODUCTO PAÑACOCHA
Las plataformas de producción A, B y C se conectan con el EPF mediante un
oleoducto de 16” de diámetro. El tramo que conecta plataforma B, plataforma
A y plataforma C hasta las bombas multifásicas tiene las siguientes
condiciones de diseño: 665 psig @ 250 F, y para el tramo que une la
Plataforma C con EPF las condiciones de diseño son: 1100 psig @ 250ºF.
Desde la plataforma A y B hasta la plataforma C, la circulación se debe a la
presión en los pozos, cuyo caudal de producción varía por medio de la
variación manual de la velocidad de las bombas electrosumergibles (BES).
Desde la plataforma C hasta el EPF, la circulación se debe al bombeo
multifásico.
Los componentes del oleoducto son: 35 km (aproximadamente) de tubería
de 16” que parte desde la plataforma de producción B llegando hasta EPF;
Cuatro estaciones de válvulas de corte (Line Break o MLV’s) en cruces de
río Pañayacu (MLV-20901 y MLV-20902) y Napo (MLV-20903 y MLV-
20904); Sistemas de detección de fugas basado en tecnología sónica
(medición por medio de sensores acústicos).
2.2.3. SISTEMA DE TRAMPAS
Se dispone de un sistema de trampas para permitir la limpieza y prueba de
la totalidad del oleoducto desde la plataforma de producción B hasta EPF,
dicho sistema se divide en dos tramos. El primero está comprendido entre
las plataformas B y C. La trampa lanzadora es la ST-22121 (PCB) y la
23
receptora ST-23118 (PCC). El segundo tramo va desde la plataforma C
hasta EPF, y las trampas lanzadora y receptora son ST-23121 (PCC) y ST-
20118 (EPF) respectivamente. Por el tramo que va de la plataforma A hasta
la acometida con el oleoducto no se puede enviar un raspador (pig) al
momento. Se consideró espacio en dicha plataforma para la instalación
futura de una trampa lanzadora.
Los equipos que conforman el sistema de trampas de Pañacocha se los
describe a continuación:
Lanzador de raspador (pig launcher) ST-22121 en plataforma B.
20”x16” de diámetro y 232” de largo. Con presión de diseño 665
psig/vacío total @ 250ºF. El equipo se encuentra montado sobre el
patín SK-22121.
Recibidor de raspador (pig receiver) ST-23118 en plataforma C.
20”x16” de diámetro y 348” de largo. Con presión de diseño 665
psig/vacío total @ 250ºF. El equipo se encuentra montado sobre el
patín SK-23118.
Lanzador de raspador (pig launcher) ST-23121 en Plataforma C.
20”x16” de diámetro y 232” de largo. Con presión de diseño 1100
psig/vacío total @ 250ºF. El equipo se encuentra montado sobre el
patín SK-23121.
Recibidor de raspador (pig receiver) ST-20118 en EPF. 20”x16” de
diámetro y 348” de largo. Con presión de diseño 1100 psig/vacío total
@ 250ºF. El equipo se encuentra montado sobre el patín SK-20118.
Cabe notar que los siguientes parámetros pueden ser monitoreados en EPF:
Presión aguas arriba de cada válvula de corte (line break); Presión aguas
abajo de cada válvula de corte; Presión de los botellones de nitrógeno que
alimentan los actuadores de las válvulas.
24
2.2.4. MLV (VÁLVULA DE CORTE)
La indicación de presión aguas arriba y aguas abajo de cada válvula de corte
(MLV) permitirá monitorear el perfil de presiones a lo largo del oleoducto y
detectar así anomalías. Por medio de una alarma de baja presión que será
transmitida a la Plataforma C y a EPF se indicará la necesidad de cambio del
botellón. En este caso el operador deberá tomar acción rápidamente para
evitar tener condiciones no deseadas en dichas válvulas.
2.2.5. EQUIPOS DE SUPERFICIE PARA PRODUCCIÓN CON
BOMBEO ELECTROSUMERGIBLE (BES)
Las bombas de los pozos operarán mediante variadores de frecuencia
(VSD), donde se controlarán parámetros de velocidad teniendo en cuenta la
presión dinámica de cabeza de pozo. Cada bomba consta de un equipo de
superficie individual que está conformado por un variador de frecuencia de
última generación con cerebro Unicornn que además se encuentra
conectado al sistema SCADA de cada plataforma, un transformador elevador
de voltaje de 480 V a 4160 V, una caja Bristol para registro de amperaje de
motor de fondo y una caja de venteo.
Dependiendo de las características del crudo de cada pozo también es
inyectado químico antiescala y anticorrosivo por lo que al equipo de
superficie en general se le pude añadir una bomba de tipo pistón que está
configurada para inyectar por medio del capilar al fondo del equipo
electrosumergible o a la línea de flujo.
2.2.6. SISTEMA DE INYECCIÓN DE QUÍMICOS
Se dispone de tres químicos almacenados en tanques en las plataformas
cuyo objetivo es, por medio de tubo capilar, mezclarse con el fluido, uno
ubicado antes de la toma la bomba por encima del motor en el fondo del
25
pozo y otro ubicado en superficie en el cabezal de pozo, esto se realizará en
todas las plataformas que existen y que se crearán dentro del proyecto.
Los químicos que se inyectan son demulsificante, inhibidor de corrosión,
inhibidor de incrustaciones y antiespumante.
Por otro lado, en el sistema de reinyección de agua residual ubicado en la
plataforma B se inyecta secuestrante de oxígeno, biocida e inhibidor de
incrustaciones.
El demulsificante y el anti-asfalteno se almacenan en tanques de acero al
carbono, mientras que el inhibidor de corrosión, el inhibidor de
incrustaciones, el secuestrante de oxígeno y el biocida se almacenan en
tanques de polietileno HDPE (high density polyethylene).
Los químicos son inyectados a través de bombas de pistón, con tubería de
acero inoxidable de media pulgada de diámetro.
Los equipos que conforman el sistema de inyección de químicos son:
Tanque de almacenamiento de demulsificante (T-2X600). 72” de
diámetro y 108” de altura. Fabricado en acero al carbono. Con una
presión de diseño de 300 atm @ 104ºF y un volumen de 1835 gal.
Tanque de almacenamiento de anti-asfalteno (T-2X602). 48” de
diámetro y 84” de altura. Fabricado en acero al carbono. Con una
presión de diseño 300 atm @ 104ºF y un volumen de 628 gal.
Tanque de almacenamiento de inhibidor de corrosión (T-2X604). 86”
de diámetro y 72” de altura. Fabricado en polietileno (XDPE). Con una
presión de diseño 300 atm @ 104ºF y un volumen de 1650 gal.
Tanque de almacenamiento de inhibidor de escala (T-2X606). 70” de
diámetro y 163.5” de altura. Fabricado en Polietileno (XDPE). Con una
presión de diseño 300 atm @ 104ºF y un volumen de 3900 gal.
26
2.2.7. SISTEMA DE AGUA PARA LAS UTILIDADES
Provee agua de servicios y para el sistema de duchas y lavado de ojos. El
agua es tomada desde el pozo (W-2X670) y luego es tratada mediante filtros
para su uso en la plataforma.
Los equipos que conforman el sistema de agua de utilidades son P-2X670.
Bomba sumergible, con caudal nominal de 50 gpm @ 120 psig; Filtro
multimediar F-2X670. Presión de diseño 120 psig @ 104ºF. Filtro de
poliester F-2X671 A/B. Presión de diseño 120 psig @ 104ºF. Posee
cartuchos de 5 μm; Tanque de agua de utilidades T-2X670. Capacidad de 50
gal. Fabricado en Polietileno (XDPE). Abastece al servicio de lavado de ojos
y duchas de emergencia y por último un recipiente de presión para agua de
utilidades V-2X670. 36” de diámetro y 78” de longitud entre tangentes. Con
una presión de diseño de 120 psig @ -20ºF/104ºF y un volumen de 400 gal.
2.2.8. SISTEMA DE DRENAJES
Los drenajes cerrados y los drenajes abiertos de las plataformas A y B se
envían al tanque sumidero (T-2X710), desde el cual el líquido acumulado es
bombeado y enviado al oleoducto de salida de la plataforma.
Los drenajes cerrados y los drenajes abiertos de la plataforma C se
distribuyen entre dos sumideros de drenajes (T-23710 A/B), desde los cuales
el líquido es bombeado y enviado a la interconexión entre el distribuidor de
flujo y las bombas multifásicas.
Los equipos que conforman el sistema de drenajes son:
Bomba de sumidero P-2X710. Bomba de cavidad progresiva, con un
caudal nominal de 10 gpm @ 650 psig. Potencia 7.5 HP y motor
eléctrico.
T-21710 sumidero de drenajes.
27
Válvula de descarga de la bomba 665 psig.
Transmisores indicadores de nivel: LL @ 350 mm / H @ 700 mm / HH
@ 760 mm.
Indicador de rango de descarga: PI 0-400 psig.
2.2.9. SISTEMA DE AIRE INSTRUMENTOS Y UTILIDADES
El sistema completo de aire de utilidades e instrumentos está compuesto
por:
Compresores de aire: C-2X800A y C-20X800B. Dichos equipos
operan bajo una lógica avance / retardo.
Recibidor de aire: V-2X800. Dicho equipo suministra aire de utilidades
y aire a secador de adsorción M-2X800 A/B y recibidor de aire seco:
V-2X801. El cual suministra aire de instrumentos.
Secador de adsorción: M-2X800 A/B y filtros secundarios aire de
instrumentos y por último indicadores y transmisores de presión
necesarios para el funcionamiento automático de los equipos.
Si se detuvieran los compresores de aire, el recibidor de aire seco (V-2X801)
es capaz de abastecer de aire de instrumentos a las plataformas durante 14
minutos, esto considerando una presión de mínima requerida en los
actuadores de las válvulas de 85 psig.
Como indicación debemos destacar que los siguientes parámetros pueden
ser monitoreados en campo por medio de manómetros: Presión diferencial
en los filtros de aire; Presión en el recibidor de aire seco (V-2X801).
2.2.10. SISTEMA DE CONTROL, SEGURIDAD Y COMUNICACIONES
Cada plataforma está provista de tres controladores lógico programables
(PLC) denominados: PLC-2X000; RIO-2X001; RIO-2X002 (Solo plataformas
28
A y C) y panel TOAS-2X000. El PLC-2X000 cubre las señales lógicas de
seguridad de los sistemas de inyección de químicos, aire de instrumentos,
drenajes, agua de utilidades, tratamiento de agua de reinyección (plataforma
B) y producción de pozos.
El RIO-2X001 cubre las señales de monitoreo de los sistema de producción
de pozos y electro-válvulas para prueba de producción de pozos.
En la plataforma C, el RIO-23002 cubre las señales de los sistemas que
monitorean a transformadores elevadores de tensión, transformadores
reductores de tensión, variadores de frecuencia de las bombas multifásicas y
bombas multifásicas.
El panel TOAS permite el monitoreo remoto de los variadores de frecuencia
de los sistemas de bombeo electrosumergible. Todas las plataformas tienen
un panel de comunicación que permite el flujo de comunicación externa e
interna mediante un cable de fibra óptica tendido desde las plataformas
hasta EPF.
Los sistemas de interfase hombre máquina (HMI) están localizados en la
sala de control de cada plataforma brindando la información de las variables
operativas y alarmas de la plataforma. A su vez, existen pantallas en campo
que permiten la visualización rápida al operador de las variables que se
manejan dentro de la plataforma.
2.2.10.1. Paros de emergencia (ESD)
Los mismos pueden ser llevados a cabo a través de pulsadores ubicados en
distintos puntos de la planta así como en la sala de control de cada
plataforma. Además se dispone de paros de emergencia debidos a señales
de procesos como por ejemplo alta o baja presión a la salida de la
plataforma.
29
2.2.10.2. Sistema de detección de gas y fuego
Las plataformas están provistas con sistema de tapones fusibles para la
detección de fuego en los patines y disponen además de sensores para la
detección de gas. Particularmente en la plataforma C, se dispone de un
detector de gas y dos detectores de llama en la zona de las bombas
multifásicas.
2.2.10.3. Filosofía de control y seguridad
Las plataformas de producción deben operarse con la seguridad requerida
para su personal y equipos y ello debe lograrse prolongando la vida útil de
los equipos, minimizando sus roturas y tasas de corrosión. Nunca se deben
operar los equipos fuera de los rangos permitidos inscriptos en sus placas de
identificación.
Cada unidad y sistema de la plataforma cuenta con todos los transmisores
necesarios que permiten conocer las variables operativas determinando si
operan de acuerdo al diseño y si fuera el caso, realizar maniobras a
distancia. Los ajustes a las variables que deben mantener los diferentes
lazos de control a fin de lograr que los equipos respondan a las condiciones
operativas son verificados constantemente.
2.2.10.4. Generalidades de los sistemas
El agregado del nuevo campo Pañacocha en lo que a control y
comunicaciones respecta, se realizará en el centro de control de
operaciones existente en EPF. El sistema incluye el monitoreo de las nuevas
plataformas A, B y C ubicadas en Pañacocha a través de un enlace de fibra
óptica y un enlace de radio, el monitoreo de los sistemas de las válvulas de
corte de línea (MLV-20901, MLV- 20902, MLV-20903 y MLV-20904) en los
30
cruces de río Napo y Pañayacu a través de enlace de fibra óptica y radio, el
monitoreo del sistema asociado a los nuevos equipos de EPF.
Cada plataforma y sistema de válvulas de corte tiene su propio PLC, la
comunicación entre las plataformas y los contenedores de las válvulas de
corte con EPF se realiza a través de un enlace principal de fibra óptica y un
enlace secundario por radio.
La mitad de los hilos de la fibra óptica serán utilizados como enlace principal,
mientras que la otra mitad como enlace back up. De cada grupo se
dedicarán dos hilos para la comunicación de la red SCADA y dos hilos para
la comunicación de la red de negocios (cámaras de video, telefonía IP). El
enlace secundario de radio se establece entre EPF y puerto Pañacocha.
Luego, desde puerto Pañacocha la comunicación continúa por la fibra óptica
hasta cada plataforma y sistema de válvulas de corte, siendo la plataforma B
el punto inicial para el cable de fibra óptica.
El centro de operación de control está situado en EPF. La principal función
de este sistema es permitir el monitoreo y control del oleoducto principal y
las operaciones en proceso.
Cada plataforma tendrá un ordenador con una interfase HMI en su sala de
control y un panel de visualización en campo. Las plataformas también serán
monitoreadas de manera remota desde el sistema de control de EPF.
Desde el HMI, el operador controlará y monitoreará parámetros como
equipos y líneas de flujo de la plataforma, estado y alarmas de
instrumentación de campo y sistema de detección de fugas.
Cada plataforma cuenta con un distribuidor de producción y de prueba. El
operador de cada plataforma seleccionará qué pozos estarán en el modo de
31
producción y qué pozos estarán en modo prueba desde la interfase HMI por
medio de los interruptores ubicados en pantalla para tal fin.
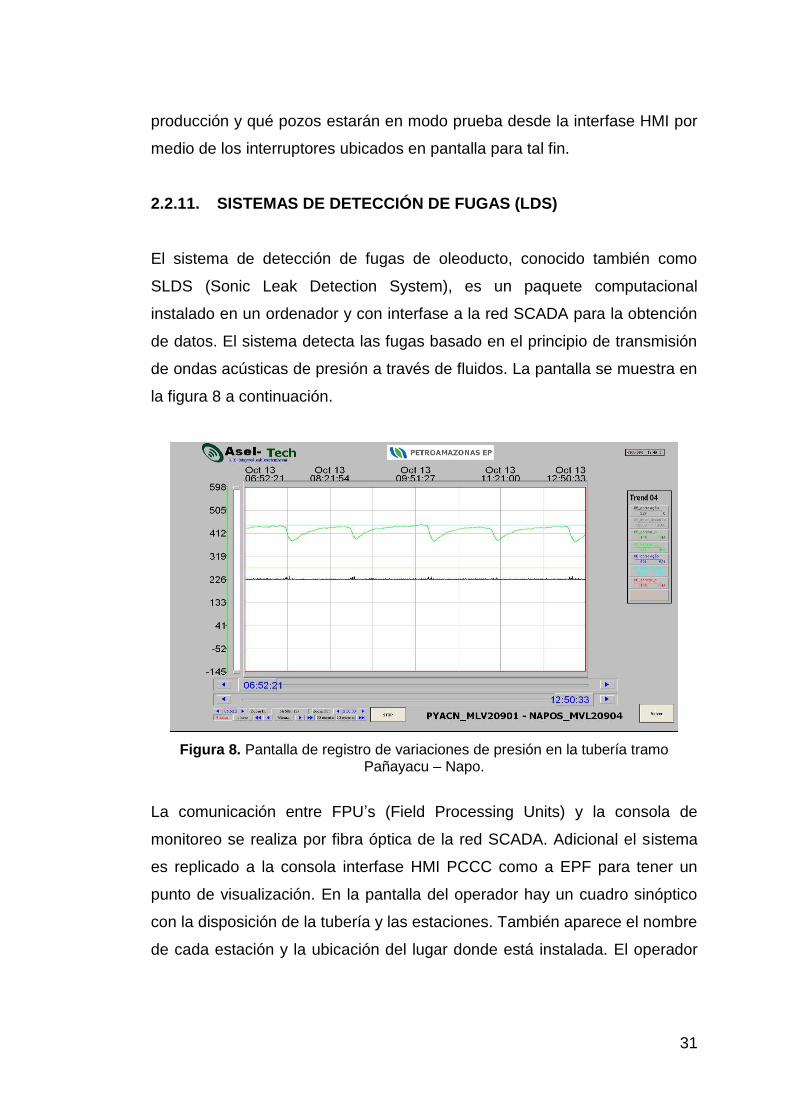
2.2.11. SISTEMAS DE DETECCIÓN DE FUGAS (LDS)
El sistema de detección de fugas de oleoducto, conocido también como
SLDS (Sonic Leak Detection System), es un paquete computacional
instalado en un ordenador y con interfase a la red SCADA para la obtención
de datos. El sistema detecta las fugas basado en el principio de transmisión
de ondas acústicas de presión a través de fluidos. La pantalla se muestra en
la figura 8 a continuación.
Figura 8. Pantalla de registro de variaciones de presión en la tubería tramo Pañayacu – Napo.
La comunicación entre FPU’s (Field Processing Units) y la consola de
monitoreo se realiza por fibra óptica de la red SCADA. Adicional el sistema
es replicado a la consola interfase HMI PCCC como a EPF para tener un
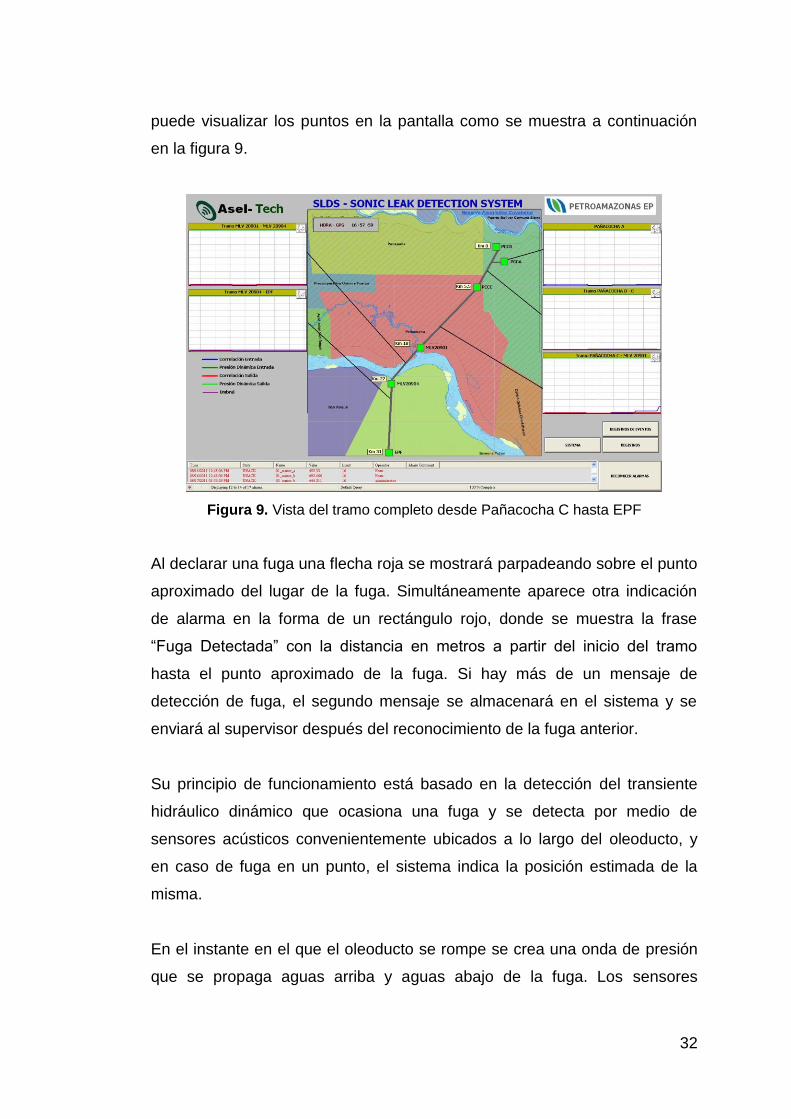
punto de visualización. En la pantalla del operador hay un cuadro sinóptico
con la disposición de la tubería y las estaciones. También aparece el nombre
de cada estación y la ubicación del lugar donde está instalada. El operador
32
puede visualizar los puntos en la pantalla como se muestra a continuación
en la figura 9.
Figura 9. Vista del tramo completo desde Pañacocha C hasta EPF
Al declarar una fuga una flecha roja se mostrará parpadeando sobre el punto
aproximado del lugar de la fuga. Simultáneamente aparece otra indicación
de alarma en la forma de un rectángulo rojo, donde se muestra la frase
“Fuga Detectada” con la distancia en metros a partir del inicio del tramo
hasta el punto aproximado de la fuga. Si hay más de un mensaje de
detección de fuga, el segundo mensaje se almacenará en el sistema y se
enviará al supervisor después del reconocimiento de la fuga anterior.
Su principio de funcionamiento está basado en la detección del transiente
hidráulico dinámico que ocasiona una fuga y se detecta por medio de
sensores acústicos convenientemente ubicados a lo largo del oleoducto, y
en caso de fuga en un punto, el sistema indica la posición estimada de la
misma.
En el instante en el que el oleoducto se rompe se crea una onda de presión
que se propaga aguas arriba y aguas abajo de la fuga. Los sensores
33
acústicos instalados estratégicamente a lo largo del oleoducto son capaces
de leer estas señales. Por lo tanto, midiendo el tiempo que tardan dos
sensores en medir la onda de presión, se puede saber con exactitud el lugar
donde se ha producido la fuga.
Para el confinamiento de la fuga, dependiendo de dónde ocurra, el operador
podrá accionar el cierre de las válvulas de emergencia en la entrada o salida
a plataformas y EPF y las válvulas de corte (MLVs) que han sido ubicadas a
ambos lados de los ríos Pañayacu y Napo que son cruzados por el
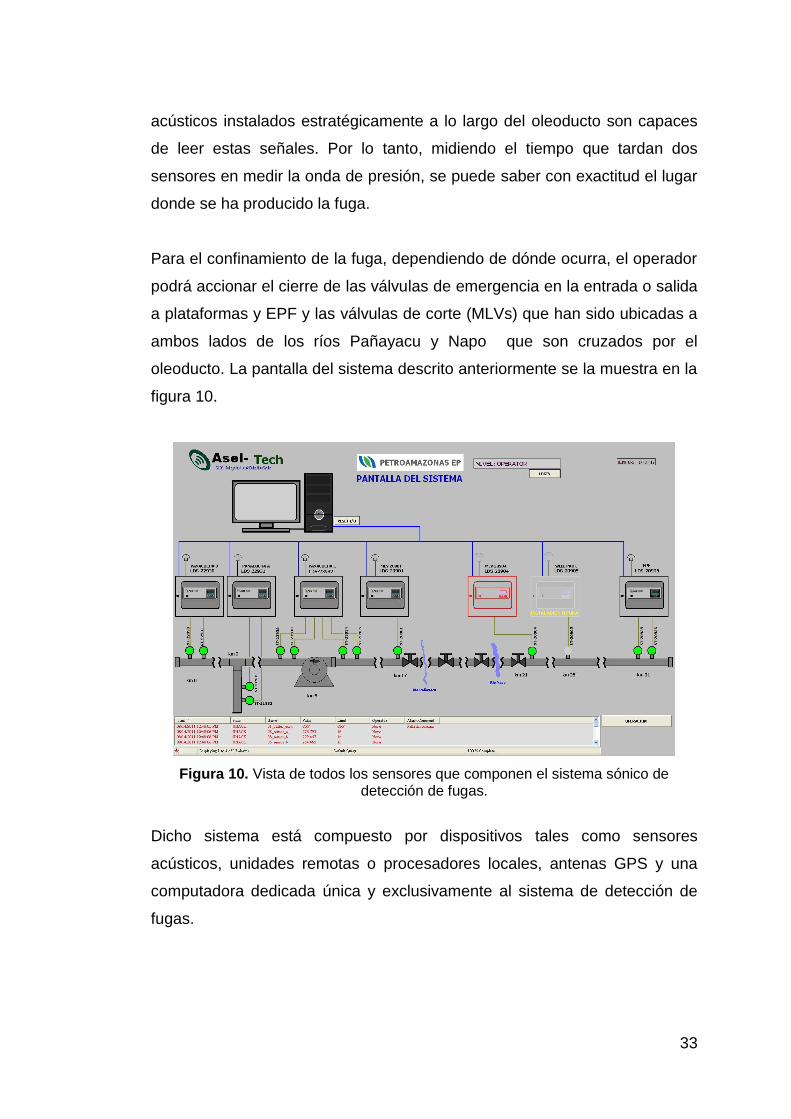
oleoducto. La pantalla del sistema descrito anteriormente se la muestra en la
figura 10.
Figura 10. Vista de todos los sensores que componen el sistema sónico de detección de fugas.
Dicho sistema está compuesto por dispositivos tales como sensores
acústicos, unidades remotas o procesadores locales, antenas GPS y una
computadora dedicada única y exclusivamente al sistema de detección de
fugas.
34
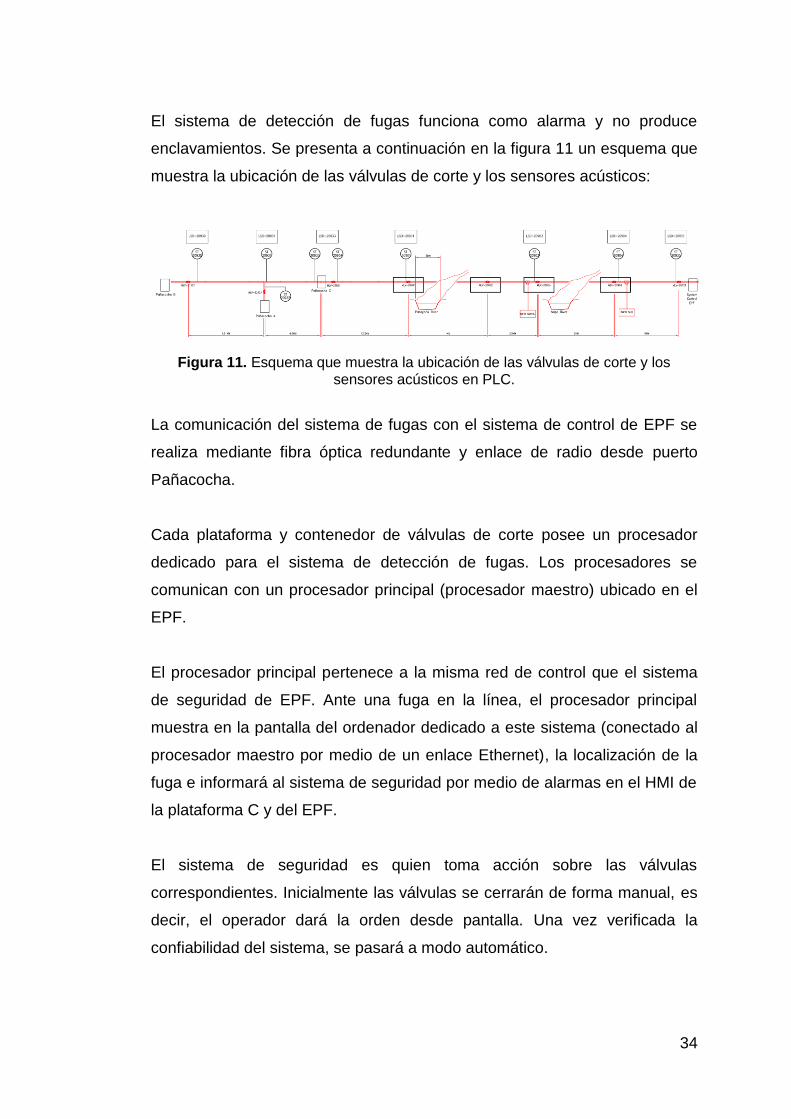
El sistema de detección de fugas funciona como alarma y no produce
enclavamientos. Se presenta a continuación en la figura 11 un esquema que
muestra la ubicación de las válvulas de corte y los sensores acústicos:
Figura 11. Esquema que muestra la ubicación de las válvulas de corte y los sensores acústicos en PLC.
La comunicación del sistema de fugas con el sistema de control de EPF se
realiza mediante fibra óptica redundante y enlace de radio desde puerto
Pañacocha.
Cada plataforma y contenedor de válvulas de corte posee un procesador
dedicado para el sistema de detección de fugas. Los procesadores se
comunican con un procesador principal (procesador maestro) ubicado en el
EPF.
El procesador principal pertenece a la misma red de control que el sistema
de seguridad de EPF. Ante una fuga en la línea, el procesador principal
muestra en la pantalla del ordenador dedicado a este sistema (conectado al
procesador maestro por medio de un enlace Ethernet), la localización de la
fuga e informará al sistema de seguridad por medio de alarmas en el HMI de
la plataforma C y del EPF.
El sistema de seguridad es quien toma acción sobre las válvulas
correspondientes. Inicialmente las válvulas se cerrarán de forma manual, es
decir, el operador dará la orden desde pantalla. Una vez verificada la
confiabilidad del sistema, se pasará a modo automático.
35
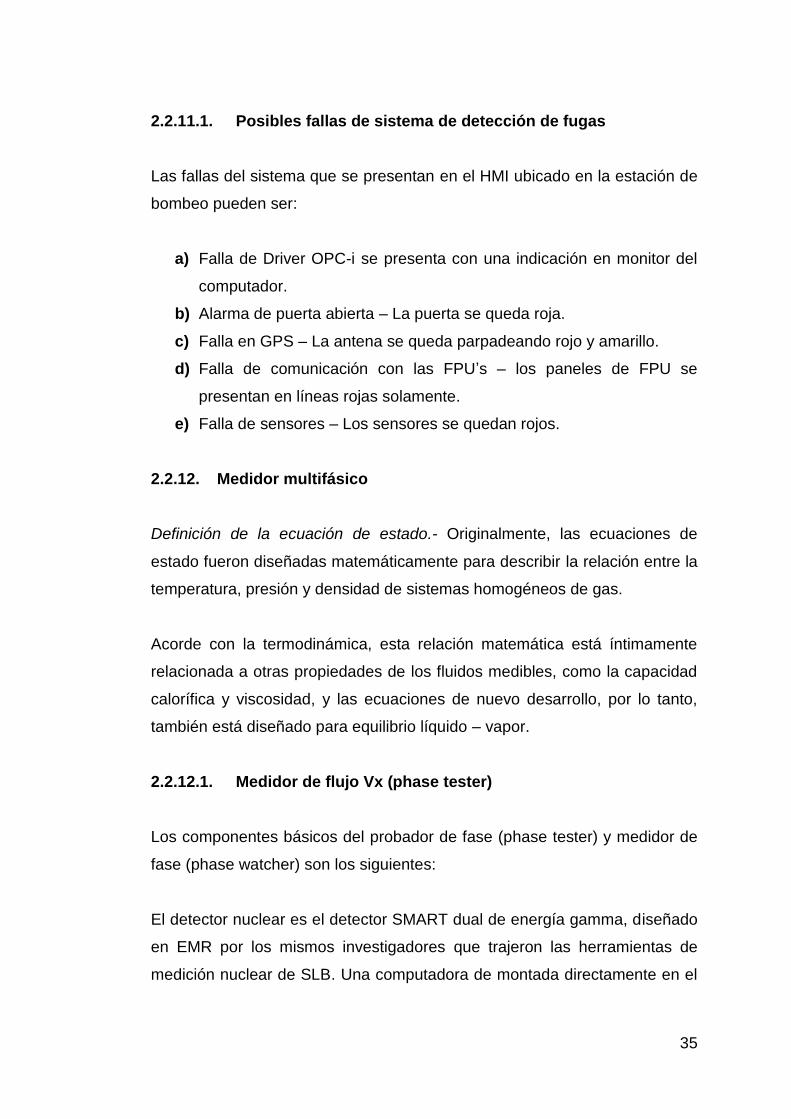
2.2.11.1. Posibles fallas de sistema de detección de fugas
Las fallas del sistema que se presentan en el HMI ubicado en la estación de
bombeo pueden ser:
a) Falla de Driver OPC-i se presenta con una indicación en monitor del
computador.
b) Alarma de puerta abierta – La puerta se queda roja.
c) Falla en GPS – La antena se queda parpadeando rojo y amarillo.
d) Falla de comunicación con las FPU’s – los paneles de FPU se
presentan en líneas rojas solamente.
e) Falla de sensores – Los sensores se quedan rojos.
2.2.12. Medidor multifásico
Definición de la ecuación de estado.- Originalmente, las ecuaciones de
estado fueron diseñadas matemáticamente para describir la relación entre la
temperatura, presión y densidad de sistemas homogéneos de gas.
Acorde con la termodinámica, esta relación matemática está íntimamente
relacionada a otras propiedades de los fluidos medibles, como la capacidad
calorífica y viscosidad, y las ecuaciones de nuevo desarrollo, por lo tanto,
también está diseñado para equilibrio líquido – vapor.
2.2.12.1. Medidor de flujo Vx (phase tester)
Los componentes básicos del probador de fase (phase tester) y medidor de
fase (phase watcher) son los siguientes:
El detector nuclear es el detector SMART dual de energía gamma, diseñado
en EMR por los mismos investigadores que trajeron las herramientas de
medición nuclear de SLB. Una computadora de montada directamente en el

36
medidor. Esta provee todos los datos de procesamiento y los datos de rata
de flujo en condiciones estándar y de línea (a más de otros treinta
parámetros). También puede almacenar más de 200 perfiles de pozos
(características específicas de fluidos de pozos tales como presión, volumen,
temperatura y densidad, de esta manera varios pozos pueden ser medidos a
través de un mismo medidor.
La forma del Venturi está basada en estándares de la industria. Se usan
ventanas nucleares transparentes en el Venturi para que los rayos gamma
pasen desde la fuente hacia el detector con pérdidas mínimas debido al
hardware. Esto permite al detector nuclear mayor exactitud para el efecto de
medida sobre fluidos fluyentes.
La presión y medidas de diferencial de presión, todas suceden en
exactamente la misma locación que es la garganta del Venturi como se
muestra en la figura 12. La fuente nuclear es Bario 133 y tiene una vida
media de aproximadamente 10.5 años.
Figura 12. Esquema de funcionamiento del medidor multifásico. Schlumberger, (2007) Vx Technology general presentation.
37
2.2.12.2. Incertidumbre de medición de flujo y fluidos
Cualquier dispositivo de medición de flujo requiere propiedades de fluido
para estimar ratas de flujo a condiciones de operación (línea) y para
convertir aquellas a condiciones estándar.
La exactitud total del medidor depende de la metrología de hardware, la
habilidad de capturar la naturaleza caótica del flujo o ser independiente del
régimen de flujo y la validez en la interpretación de los datos recopilados.
Típicamente, la mayoría de medidores usan correlaciones basadas en
mediciones de stock en tanques para determinar propiedades de fluido, lo
que tiende a proveer la fuente principal de errores.
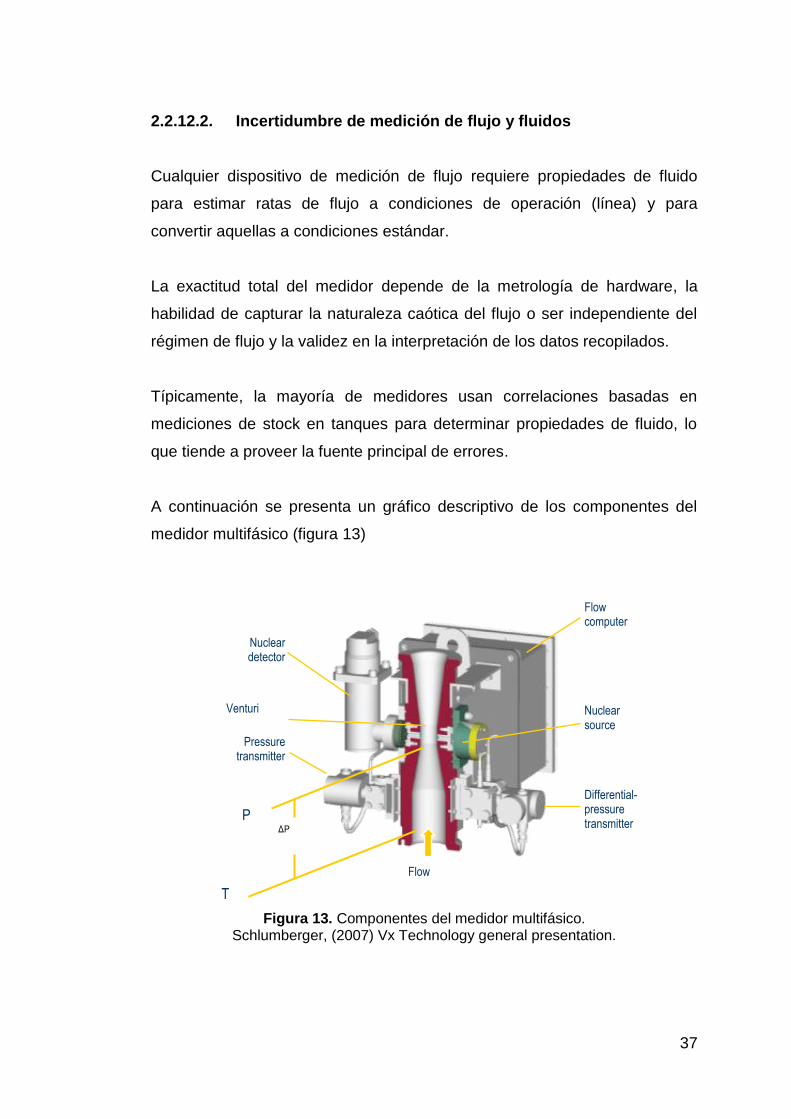
A continuación se presenta un gráfico descriptivo de los componentes del
medidor multifásico (figura 13)
Figura 13. Componentes del medidor multifásico. Schlumberger, (2007) Vx Technology general presentation.
Venturi Nuclear source
Flow
ΔP
P
T
Nuclear detector
Pressure transmitter
Flow computer
Differential- pressure transmitter
38
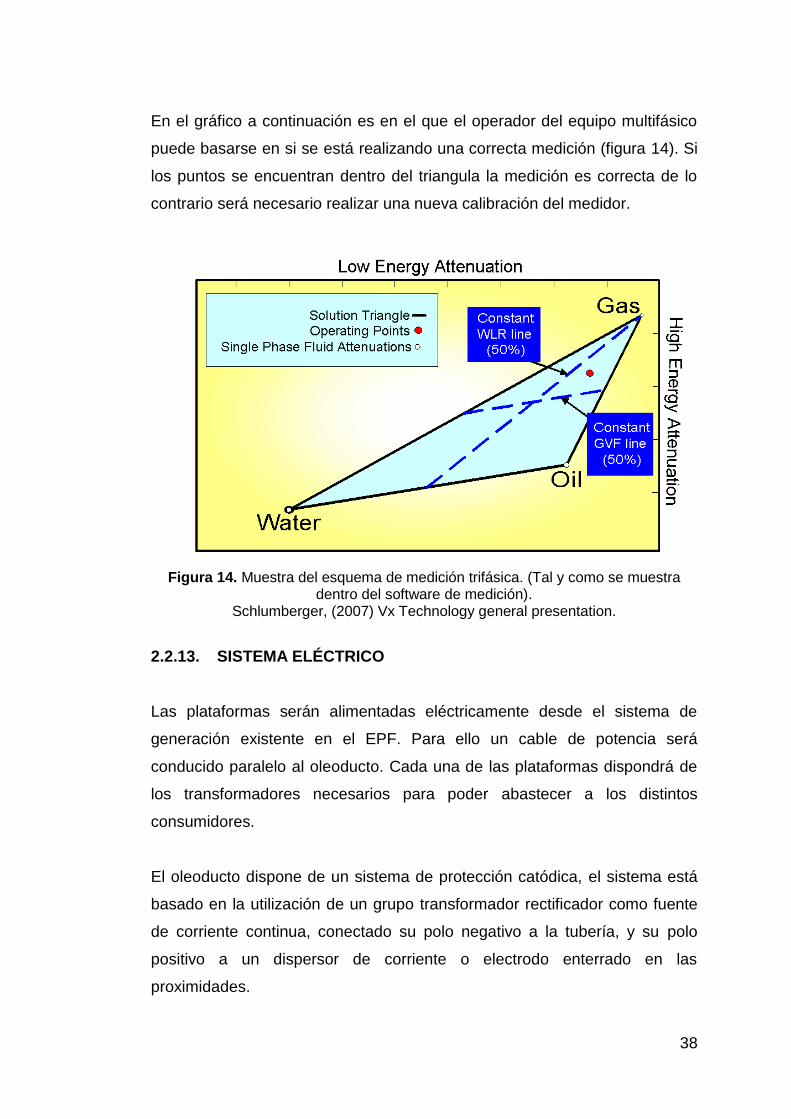
En el gráfico a continuación es en el que el operador del equipo multifásico
puede basarse en si se está realizando una correcta medición (figura 14). Si
los puntos se encuentran dentro del triangula la medición es correcta de lo
contrario será necesario realizar una nueva calibración del medidor.
Figura 14. Muestra del esquema de medición trifásica. (Tal y como se muestra
dentro del software de medición). Schlumberger, (2007) Vx Technology general presentation.
2.2.13. SISTEMA ELÉCTRICO
Las plataformas serán alimentadas eléctricamente desde el sistema de
generación existente en el EPF. Para ello un cable de potencia será
conducido paralelo al oleoducto. Cada una de las plataformas dispondrá de
los transformadores necesarios para poder abastecer a los distintos
consumidores.
El oleoducto dispone de un sistema de protección catódica, el sistema está
basado en la utilización de un grupo transformador rectificador como fuente
de corriente continua, conectado su polo negativo a la tubería, y su polo
positivo a un dispersor de corriente o electrodo enterrado en las
proximidades.
39
2.2.14. SISTEMA DE TRATAMIENTO DE LODOS (PLATAFORMA B)
La plataforma B cuenta con un sistema de disposición de lodos e inyección
del agua de formación hacía las formaciones Orteguaza y Tiyuyacu aisladas
por camisas. En este sistema los lodos son filtrados y luego cargados en un
tanque tipo B API 650 donde decantan. A la salida del tanque, el líquido
clarificado es filtrado nuevamente y una bomba de pistón lo reinyecta en el
pozo sumidero W-22700. El caudal de reinyección es 259 gpm @ 3279 psig.
El sistema dispone, además, de 2 sumideros de drenaje para la disposición
final de los lodos y consta de las siguientes partes:
Bomba de desechos P-22700. Bomba de pistón con un caudal
nominal de 259 gpm @ 3279 psig. Potencia 600 HP.
Tanques de desecho T-22700 A/B. 144” de diámetro y 300” de altura.
Volumen 21000 gal.
Tanques de drenaje T-22701/2.
1era etapa: Filtros interno de desecho F-22702 A/B. Filtro tipo
canasto. Presión de diseño 65 psig @ 104ºF. Caudal nominal de 500
gpm @ 15 psig. Tiene el propósito de retener partículas de tamaño
mayor a 20mm de diámetro.
2da etapa: Filtros interno de desecho F-22700 A/B. Filtro tipo canasto.
Presión de diseño 65 psig @ 104ºF. Tiene el propósito de retener
partículas de tamaño mayor a 2mm de diámetro.
Filtros de refinamiento de desecho F-22701 A/B. Presión de diseño 65
psig @ 104ºF. Caudal nominal de 259 gpm @ 10 psig. Tiene el
propósito de retener partículas de tamaño tal de proteger a la bomba.
2.2.15. SISTEMA DE BOMBEO MULTIFÁSICO (PLATAFORMA C)
El sistema de bombeo multifásico ubicado en la plataforma C es el
encargado de transportar el crudo, el agua y el gas producidos desde las
plataformas A, B y C hasta el EPF, donde son procesados.
40
Las condiciones de operación tienden a variar a lo largo de la vida del
campo, por lo que se debe adecuar el sistema para soportar dichas
variaciones. El sistema de bombeo multifásico está compuesto por tres
bombas de doble tornillo denominadas bombas multifásicas (P-23050
A/B/C). Cada una de las bombas posee como elementos necesarios para su
funcionamiento tales como motor eléctrico, sistema de sellos, cañerías y
válvulas, filtros de succión, instrumentos de medición, variador de velocidad
(VSD) y PLC tanto de proceso como de seguridad.
La velocidad de las bombas multifásicas se controla por medio de un control
maestro de presión de succión a través del controlador de presión PIC-
23932. La válvula de apagado y desviación de las bombas (SDV-23953)
podrá ser abierta manualmente por el operador si es que la presión en el
colector de descarga es inferior a 300 psig y las bombas multifásicas (P-
23050 A/B/C) están apagadas, caso contrario su apertura estará inhabilitada.
La válvula se cerrará automáticamente si la presión llega a 300 psig. El
paquete de cada bomba cuenta a su vez con protecciones en caso de baja y
alta presión tanto en la succión como en la descarga.
41
CAPÍTULO III
3. METODOLOGÍA
A continuación se presenta la parte experimental desarrollada en relación al
tema de estudio.
3.1. FUNDAMENTOS DEL BOMBEO MULTIFÁSICO
El sistema de bombeo multifásico está diseñado para los requerimientos
operativos y volúmenes estimados de producción para Pañacocha ya que
en cada caso de aplicación a futuro su diseño será específico para cada
locación; Esto es indispensable para optimizar la producción y compensar
las contrapresiones en las cabezas de los pozos que se encuentre aguas
abajo del bombeo.
3.1.1. CONCEPTO GENERAL
El bombeo multifásico hace innecesario la utilización de equipos de
superficie típicos en una estación de bombeo y/o transferencia, para la
aplicación de Petroamazonas EP, su implementación es necesaria ya que
reduce los costos operacionales, transportando el fluido desde el área del
proyecto a las instalaciones de proceso existentes en el EPF. Las bombas
de doble husillo y las bombas de tornillo sin fin excéntrico Bornemann son la
solución ideal de bombeo en aquellas instalaciones en las que se necesita
bombear fluidos tanto de baja como alta viscosidad.
42
Estas bombas, siendo de desplazamiento volumétrico, resultan ideales para
bombear las mezclas de crudo, gas, agua y pequeñas partículas sólidas
resultantes de la extracción de petróleo. La aplicación es posible tanto en
tierra firme como fuera costa (offshore). La elevada tolerancia a la marcha en
seco admite porcentajes elevados de gas. La construcción compacta y el
perfil de los husillos permiten altas presiones de bombeo en el oleoducto.
El núcleo de los sistemas multifasicos es la bomba de doble husillo. Los
husillos trabajan sin contacto metal-metal con lo cual se logra un caudal
prácticamente constante contra la presión del sistema aguas abajo.
La bomba y el equipo de accionamiento forman una unidad, montados sobre
una misma base, los dos elementos deben ser aptos para las condiciones
operativas más disímiles.
Así por ejemplo grandes variaciones de temperatura no deben ejercer
ninguna influencia sobre la unidad. También es esencial que la bomba y el
equipo de accionamiento sean robustos y requieran poco mantenimiento por
lo que el diseño y desarrollo del proyecto Pañacocha consideró un
accionamiento con motor eléctrico.
La protección del motor se realiza mediante el control de la tensión eléctrica
entrante es decir mediante fusibles. La temperatura de bobinado se controla
mediante resistencias termo dependientes o termistores electrónicos. El uso
opcional de sistemas de control de cojinetes permite un mantenimiento
planificado.
3.1.2. FILOSOFÍA SECUENCIAL DE OPERACIÓN DEL PROYECTO
PAÑACOCHA
El diseño de cada plataforma es individual pero en general fue proyectado
para la perforación de diez pozos de completación dual en cada una de las
43
plataformas. La plataforma C consta de diez celdas para pozos de los cuales
cuatro serán perforados e iniciaran su producción inmediatamente, los siete
restantes están en espera serán perforados a mediados del 2012.
La producción total de la plataforma B más la plataforma A llega a hacia la
plataforma C a través de una línea de flujo de diámetro de 16”, donde se une
con otra línea de 16” que colecta la producción de la plataforma C, la
producción de las tres plataformas será enviada a las facilidades previstas y
localizadas en el EPF mediante la acción de un sistema de bombeo
multifásico a través de una tubería de 16”.
3.2. QUÍMICOS UTILIZADOS EN EL SISTEMA DE BOMBEO
A continuación se presentan los químicos que se usan dentro del sistema de
bombeo multifásico y plataformas de Pañacocha.
3.2.1. DEMULSIFICANTE
Su principal función es romper la emulsión formada por crudo, agua y gas.
Es muy importante saber la dosificación y el punto exacto de inyección de
este químico para el correcto funcionamiento del sistema de bombeo
multifásico. La identificación del químico en la plataforma es
DEMULSOTRON X-8215 y sus propiedades físicas se describen en la tabla
3 que se presenta a continuación:
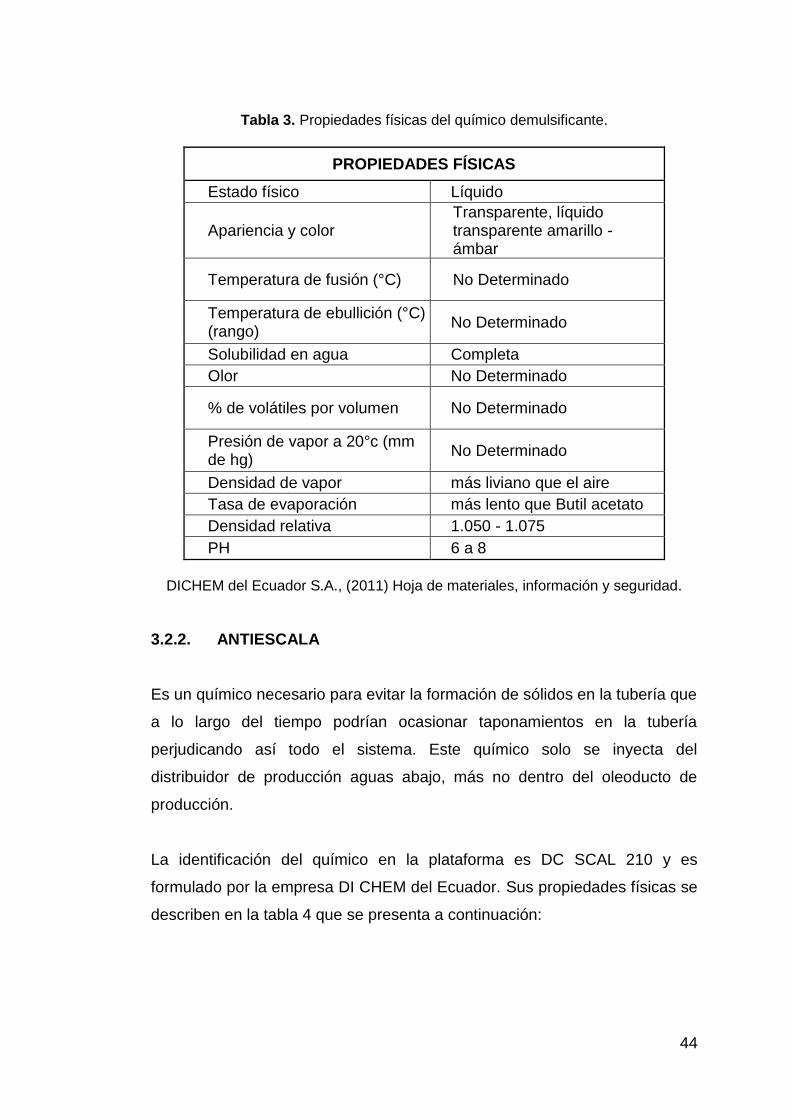
44
Tabla 3. Propiedades físicas del químico demulsificante.
PROPIEDADES FÍSICAS
Estado físico Líquido
Apariencia y color Transparente, líquido transparente amarillo - ámbar
Temperatura de fusión (°C) No Determinado
Temperatura de ebullición (°C) (rango)
No Determinado
Solubilidad en agua Completa
Olor No Determinado
% de volátiles por volumen No Determinado
Presión de vapor a 20°c (mm de hg)
No Determinado
Densidad de vapor más liviano que el aire
Tasa de evaporación más lento que Butil acetato
Densidad relativa 1.050 - 1.075
PH 6 a 8
DICHEM del Ecuador S.A., (2011) Hoja de materiales, información y seguridad.
3.2.2. ANTIESCALA
Es un químico necesario para evitar la formación de sólidos en la tubería que
a lo largo del tiempo podrían ocasionar taponamientos en la tubería
perjudicando así todo el sistema. Este químico solo se inyecta del
distribuidor de producción aguas abajo, más no dentro del oleoducto de
producción.
La identificación del químico en la plataforma es DC SCAL 210 y es
formulado por la empresa DI CHEM del Ecuador. Sus propiedades físicas se
describen en la tabla 4 que se presenta a continuación:
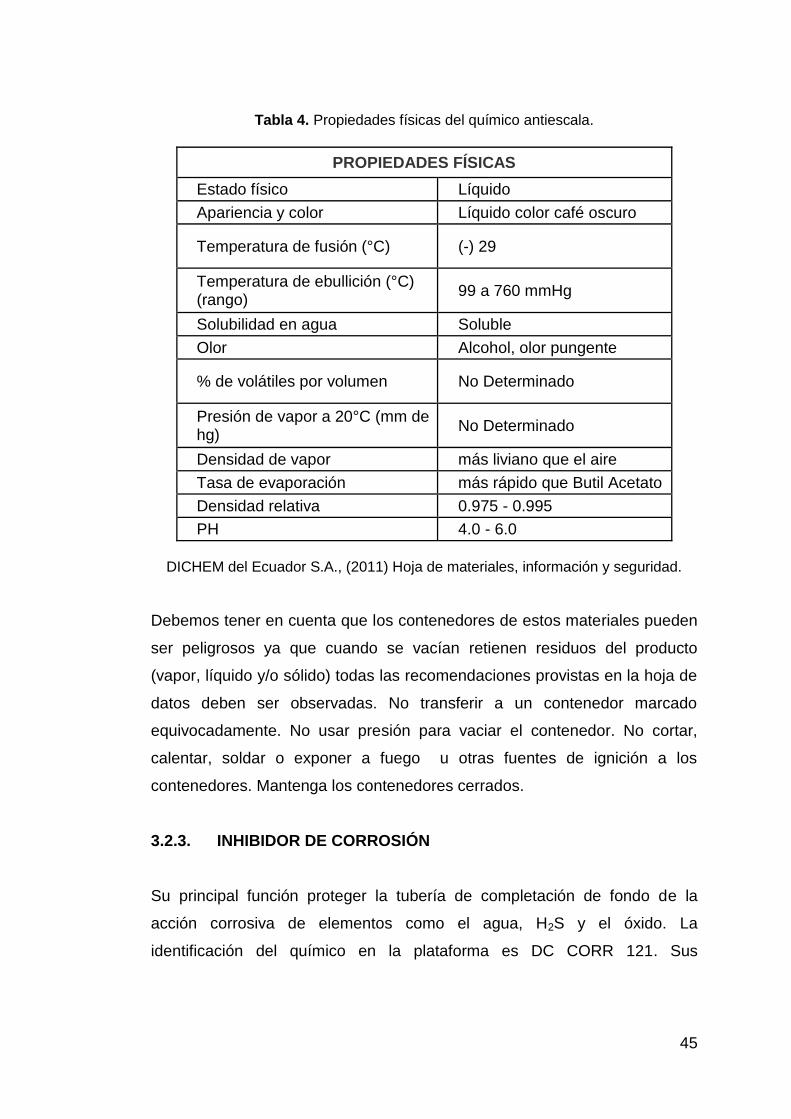
45
Tabla 4. Propiedades físicas del químico antiescala.
PROPIEDADES FÍSICAS
Estado físico Líquido
Apariencia y color Líquido color café oscuro
Temperatura de fusión (°C) (-) 29
Temperatura de ebullición (°C) (rango)
99 a 760 mmHg
Solubilidad en agua Soluble
Olor Alcohol, olor pungente
% de volátiles por volumen No Determinado
Presión de vapor a 20°C (mm de hg)
No Determinado
Densidad de vapor más liviano que el aire
Tasa de evaporación más rápido que Butil Acetato
Densidad relativa 0.975 - 0.995
PH 4.0 - 6.0
DICHEM del Ecuador S.A., (2011) Hoja de materiales, información y seguridad.
Debemos tener en cuenta que los contenedores de estos materiales pueden
ser peligrosos ya que cuando se vacían retienen residuos del producto
(vapor, líquido y/o sólido) todas las recomendaciones provistas en la hoja de
datos deben ser observadas. No transferir a un contenedor marcado
equivocadamente. No usar presión para vaciar el contenedor. No cortar,
calentar, soldar o exponer a fuego u otras fuentes de ignición a los
contenedores. Mantenga los contenedores cerrados.
3.2.3. INHIBIDOR DE CORROSIÓN
Su principal función proteger la tubería de completación de fondo de la
acción corrosiva de elementos como el agua, H2S y el óxido. La
identificación del químico en la plataforma es DC CORR 121. Sus
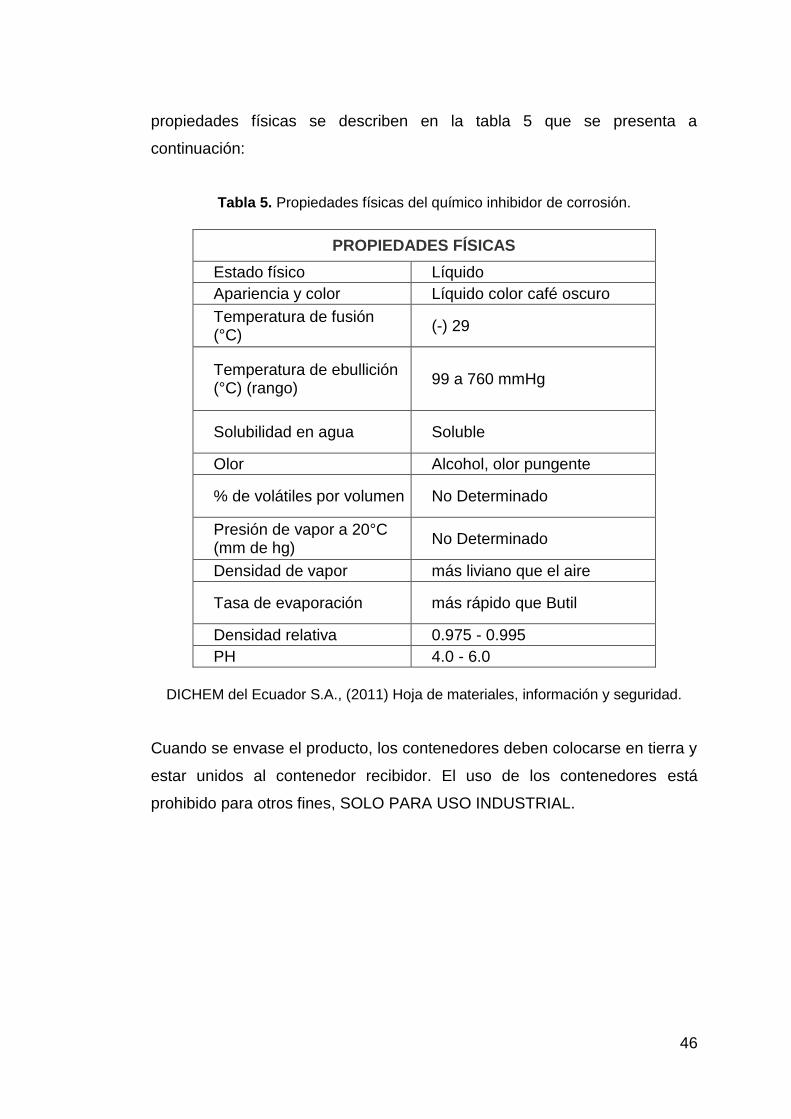
46
propiedades físicas se describen en la tabla 5 que se presenta a
continuación:
Tabla 5. Propiedades físicas del químico inhibidor de corrosión.
PROPIEDADES FÍSICAS
Estado físico Líquido
Apariencia y color Líquido color café oscuro
Temperatura de fusión (°C)
(-) 29
Temperatura de ebullición (°C) (rango)
99 a 760 mmHg
Solubilidad en agua Soluble
Olor Alcohol, olor pungente
% de volátiles por volumen No Determinado
Presión de vapor a 20°C (mm de hg)
No Determinado
Densidad de vapor más liviano que el aire
Tasa de evaporación más rápido que Butil
Densidad relativa 0.975 - 0.995
PH 4.0 - 6.0
DICHEM del Ecuador S.A., (2011) Hoja de materiales, información y seguridad.
Cuando se envase el producto, los contenedores deben colocarse en tierra y
estar unidos al contenedor recibidor. El uso de los contenedores está
prohibido para otros fines, SOLO PARA USO INDUSTRIAL.
47
3.3. OLEODUCTO Y LÍNEAS SECUNDARIAS DE BOMBEO
El oleoducto que compone el sistema de producción de Pañacocha consta
de aproximadamente 35 km de tubería de 16” que parte desde la Plataforma
de producción B llegando hasta EPF, estaciones de válvulas de corte en los
cruces de río Napo y Pañayacu, lanzadores y recibidores para permitir la
limpieza y prueba de la totalidad del oleoducto desde la plataforma B hasta
EPF y sistemas de detección de fugas y la estación
Entre el oleoducto de Pañacocha y el oleoducto que se dirige al EPF se
incluyen los puntos de conexión Napo Norte 15 km aguas debajo de la
plataforma C y Napo Sur 9 km aguas arriba del EPF.
Se colocaran válvulas de corte de línea (MLV) en ambos lados del cruce de
cada uno de los ríos: Napo y Pañayacu, existentes en el trayecto desde las
plataformas hasta el EPF.
Cada válvula de corte tendrá sus propio PLC que será quien se comunique
con los servidores ubicados en la EPF que almacenarán los datos de los
PLC’s y monitorearán las condiciones de operación del oleoducto
observadas en la interfase HMI de la plataforma C.
3.3.1. CONDICIONES DE DISEÑO DEL OLEODUCTO
Los caudales de producción en las plataformas A, B y C se calculan
proporcionalmente de acuerdo al número de completaciones en cada
plataforma. De acuerdo al pronóstico de ingeniería, se establecen los
siguientes casos de diseño del oleoducto del bombeo multifásico:
Caso 1: máximo crudo: 21282 BO /24877 BW /3.83 MMSCFD.
Caso 2: máxima agua: 3733 BO/ 65248 BW/ 0.67 MMSCFD.
48
Caso 3: máximo futuro: 36282 BO/ 80248 BW/ 6.53 MMSCFD.
Caso 4: máxima perdida de carga: 40800 BO/ 44200 BW/ 7.3
MMSCFD.
Caso 5: condición inicial: 9024 BO/ 6780 BW/ 1.66 MMSCFD.
Cabe aclarar que las presiones operativas de las plataformas de producción
en ningún caso superaran los límites de la serie 300# es decir más de 800
psig.
3.4. DESCRIPCIÓN DE LAS BOMBAS MULTIFÁSICAS
A continuación se presenta una descripción sobre la razón de la elección del
sistema de bombeo multifásico tipo tornillo versus el sistema de bomba
rotodinámica, además una descripción de los parámetros operacionales de
la bomba multifásica.
3.4.1. CRITERIOS DE SELECCIÓN DEL TIPO DE BOMBEO
MULTIFÁSICO: BOMBA DE DOBLE TORNILLO VS. BOMBA
ROTODINÁMICA HELICOAXIAL
El objeto es comparar las características técnicas entre las bombas de doble
tornillo y las bombas rotodinámicas helicoaxiales para el bombeo
multifásico.
Las referencias se harán de acuerdo a:
Ofertas preliminares y artículos varios de bombas a doble tornillo.
Ofertas preliminares y artículos varios de bombas rotodinámicas
helicoaxiales.
49
La metodología acordada para este efecto es:
Solicitar a los fabricantes un listado de bombas instaladas para este
servicio.
Solicitar, en base a un caso de operación representativo, un
presupuesto y el plazo de entrega a al menos un representante por
cada tecnología, asumiendo su provisión estándar, que deberá
detallar.
Evaluar cualitativamente las ventajas y desventajas técnicas de cada
tecnología.
Comparar el “reparto de mercado” (market sharing) de acuerdo a la
información suministrada por los proveedores.
3.4.1.1. Principio de funcionamiento
Doble tornillo.- Es de desplazamiento positivo. Impulsa un volumen
constante hacia un sistema a presión. La presión de descarga tiene una
influencia menor sobre su comportamiento hidráulico.
Rotodinámica helicoaxial.- Es de comportamiento dinámico. Entrega
energía cinética que luego es convertida en presión. La presión de descarga
tiene una influencia muy marcada sobre su comportamiento hidráulico.
3.4.1.2. Influencia de la Viscosidad
Doble tornillo.- La eficiencia volumétrica aumenta con el aumento de
viscosidad del fluido. Es decir, la bomba es capaz de impulsar un mayor
caudal mientras más viscoso sea el fluido bombeado. Como consecuencia
de esto, también puede observarse que la eficiencia volumétrica de la
bomba se ve afectada en forma indirecta por la temperatura de bombeo
debido a la fuerte dependencia de la viscosidad con la temperatura. Por lo
tanto, a mayor temperatura del fluido, menor capacidad de bombeo.
50
Rotodinámica helicoaxial.- El rendimiento general de la bomba está
afectado en forma negativa por la viscosidad. A mayor viscosidad, la
capacidad de bombeo es menor, la altura capaz de desarrollar la bomba es
menor y la potencia consumida es mayor. En términos generales la bomba a
doble tornillo tiene un mejor comportamiento mientras más viscoso sea un
fluido mientras que la bomba rotodinámica helicoaxial tiene un mejor
comportamiento mientras menos viscoso sea un fluido. Para la selección de
una bomba a doble tornillo debe prestarse especial atención en la
viscosidad mínima.
Para la selección de una bomba rotodinámica helicoaxial debe prestarse
especial atención en la viscosidad máxima siendo de particular cuidado la
condición de arranque en frío (con el ducto parado).
3.4.1.3. Velocidad de rotación
Doble tornillo.- La velocidad de rotación de las bombas a doble tornillo son
bajas no superando las 3000 rpm
Rotodinámica helicoaxial.- La velocidad de rotación de las bombas
rotodinámicas helicoaxiales son altas, alcanzan hasta 4000 rpm (requieren
caja de engranajes / variadores de velocidad)
3.4.1.4. Presión de descarga
Doble tornillo.- La eficiencia volumétrica disminuye muy levemente con el
aumento de la presión de descarga. Es decir, la bomba impulsa
prácticamente el mismo caudal independientemente de la presión de
descarga.
51
Rotodinámica helicoaxial.- Debido a su comportamiento dinámico, al
aumentar la presión de descarga el caudal impulsado disminuye
notablemente. Es decir, el caudal cambia sustancialmente al variar la
presión de descarga.
3.4.1.5. Arranque de bomba
Doble tornillo.- Este tipo de bomba se arranca intentando imponer la
mínima presión diferencial. Usualmente se logra mediante la recirculación.
Por su naturaleza no existen mayores consideraciones para el arranque.
Rotodinámica helicoaxial.- Este tipo de bomba se arranca intentando
imponer una alta presión diferencial a la bomba. Usualmente se logra
abriendo la válvula de descarga parcialmente. Debido a la dependencia de
las propiedades con este tipo de bomba, es usual que la potencia del motor
pueda quedar definida por la condición de arranque. Puede destacarse los
requerimientos disímiles para el arranque de ambos tipos de bombas.
3.4.1.6. Rango de operación en caudal, caudal mínimo
Doble tornillo.- El caudal es directamente proporcional a la velocidad de
rotación de la bomba pero prácticamente independiente de la presión de
descarga. La velocidad máxima esta limitada por consideraciones
mecánicas del fabricante (rodamientos, velocidades críticas) y la potencia
del motor. La velocidad mínima esta limitada por la velocidad mínima de
rotación del motor.
Esta velocidad mínima puede estimarse para motores estándar en
aproximadamente 50% de la velocidad nominal. Pueden obtenerse
velocidades menores pero debe recurrirse a motores con sistemas de
ventilación auxiliares. Los modelos estándar alcanzan los 300 000 BPD
actuales (en las condiciones de la succión).
52
Rotodinámica helicoaxial.- El caudal es proporcional a la velocidad de
rotación de la bomba y a su vez depende de la presión de descarga. La
velocidad máxima esta limitada por consideraciones mecánicas del
fabricante (rodamientos, velocidades críticas) y especialmente por la
potencia del motor.
La velocidad mínima esta limitada por la velocidad mínima de rotación del
motor y particularmente por la estabilidad hidráulica de la bomba (caudal
mínimo estable). Para mantener a la bomba por encima del caudal mínimo
es necesario implementar protecciones adecuadas para proteger a la
bomba, usualmente son necesarias recirculaciones controladas.
A su vez existe la misma limitación sobre la capacidad del motor. Los
modelos estándar alcanzan los 500 000 BPD actuales (en las condiciones
de la succión). Puede destacarse la diferencia en las necesidades de
funcionamiento y protección entre ambas bombas.
3.4.1.7. Protección por alta presión
Doble tornillo.- Las bombas de desplazamiento positivo requieren una
válvula de seguridad en la descarga para la protección por alta presión.
Rotodinámica helicoaxial.- Las bombas rotodinámica helicoaxiales no
requieren usualmente protecciones adicionales en la descarga siempre que
el sistema aguas abajo este protegido para la máxima presión de succión
más la máxima presión diferencial que pueda generar la bomba.
3.4.1.8. GVF “Gas Volume Fraction”
Doble tornillo.- Estas bombas pueden aceptar hasta un GVF=100% para
períodos de tiempo predeterminados en la etapa de selección.
53
El funcionamiento “seco” máximo garantizado para funcionamiento continuo
alcanza un GVF de 95%. El rotor y el estator son de no contacto (non
contacting), por lo que queda asegurada la operación con regímenes de flujo
gas / líquido variables.
Rotodinámica helicoaxial.- Estas bombas pueden aceptar hasta un
GVF=100% para períodos de tiempo predeterminados, pero para ello
requieren la instalación de un recipiente amortiguador / estabilizador aguas
arriba de la succión. El funcionamiento “cuasi seco” máximo garantizado
para funcionamiento continuo alcanza en ciertos casos un GVF del orden de
70- 90%, dependiendo del caudal, ya que de ser muy bajo, no lograría
enfriar a la bomba lo suficiente. Puede destacarse la diferencia en las
necesidades de instalaciones auxiliares alrededor de ambas bombas.
3.4.1.9. Tensiones de corte
Doble tornillo.- Estas bombas trabajan con bajas tensiones de corte.
Rotodinámica helicoaxial.- Estas bombas con altas Tensiones de Corte.
Esto implica alta probabilidad de formación de emulsiones, con sus
correspondientes inconvenientes.
3.4.1.10. Presiones Diferenciales
Doble tornillo.- Estas bombas trabajan con presiones diferenciales de hasta
1100 psig.
Rotodinámica helicoaxial.- Estas bombas trabajan con presiones
diferenciales de hasta 1600 psig.
54
3.4.1.11. Tiempo medio entre fallas (MTBF)
Doble tornillo.- Estas bombas cuentan con un MTBF de más de 3 años.
Rotodinámica helicoaxial.- Estas bombas cuentan con un MTBF de aprox.
3 años.
3.4.1.12. Altura de succión neta “NPSH” (Net Positive Suction Head)
Es la altura neta positiva de aspiración., Para bombeo multifásico no resulta
aplicable este concepto. Si aplica en todo caso una presión de succión
mínima requerida. Esta presión mínima requerida depende de cada
caso/tipo de bomba en particular.
3.4.1.13. Sellos mecánicos
Doble tornillo.- Estas bombas cuentan con cuatro sellos mecánicos.
Rotodinámica helicoaxial.- Estas bombas cuentan con un solo sello
mecánico. La menor cantidad de sellos mecánicos que requiere la bomba
rotodinámica, implica menores problemas de mantenimiento y de eventuales
fugas de fluidos al exterior. Asimismo un costo menor en repuestos.
3.4.1.14. Eficiencia mecánica
Doble tornillo.- La eficiencia global de esta bomba es prácticamente
independiente del caudal y la presión de descarga.
Rotodinámica helicoaxial.- La eficiencia global de esta bomba es variable
con el caudal y la presión de descarga.
55
En términos generales la bomba a doble tornillo no ve afectada su eficiencia
por los cambios en las condiciones operativas mientras que la bomba
rotodinámica helicoaxial tiene una sensibilidad importante a estos
parámetros. La eficiencia mecánica impacta directamente sobre la potencia
requerida para seleccionar el motor.
.
3.4.1.15. Comportamiento por la presencia de sólidos abrasivos
Doble tornillo.- La presencia de arena producirá un desgaste superficial
sobre los dobles tornillos que dependerá del material de los mismos. Esto
aumentará los huelgos del doble tornillo provocando una consecuente
disminución en el rendimiento volumétrico de la bomba.
Los fabricantes suelen resolver este problema con tratamientos de
endurecimiento superficial de los tornillos. Por sus características
constructivas, la bomba a doble tornillo es capaz de manejar sólidos de
tamaños relativamente grandes sin problemas.
Rotodinámica helicoaxial.- La presencia de arena producirá un desgaste
superficial sobre los impulsores que dependerá del material de los mismos.
En principio no se identificará una reducción sensible de caudal.
Por sus características constructivas, la bomba rotodinámica helicoaxial es
menos adecuada para manejar sólidos.
El desgaste abrasivo produce una reducción en el rendimiento de la bomba
a doble tornillo. Esto podría implicar la necesidad de una reparación o
recambio de los doble tornillos para volver a alcanzar la capacidad de
diseño.
56
Sin embargo es necesario destacar que si bien en la bomba rotodinámica
helicoaxial no se evidencia usualmente una disminución de la capacidad por
el desgaste, es posible que el desgaste de los impulsores de la bomba
rotodinámica helicoaxial sea de tal magnitud que también requieran de
reparación o recambio.
En ese sentido es importante notar que tanto la velocidad de rotación como
el diámetro de los impulsores es mayor (el doble) para la bomba
rotodinámica helicoaxial que para la bomba a doble tornillo, lo cual es
perjudicial por incrementar el desgaste abrasivo.
Considerando además la característica de la circulación del fluido dentro de
la bomba rotodinámica helicoaxial, sería esperable una tasa mayor de
desgaste en los impulsores de la bomba rotodinámica helicoaxial a igualdad
de materiales.
3.4.2. IMPLEMENTACIÓN DE SISTEMA DE BOMBEO MULTIFÁSICO
POR BOMBA DE TORNILLO
Según lo expuesto existen ventajas y desventajas en las aplicaciones de
ambos tipos de bombas para los sistemas de bombeo multifásico.
Ambos tipos de bombas serían aptas para operar sin problemas para esta
aplicación y existe amplia experiencia en la implementación en sistemas de
bombeo que puede ser documentada por sus proveedores. No obstante la
de doble tornillo ha ganado largamente en cantidad de bombas instaladas.
En cualquier caso siempre deberá respetarse los recaudos necesarios para
su selección, montaje, operación y mantenimiento. Respecto de la
instalación, es muy difícil encontrar referencias documentadas de la
operación exitosa de un sistema con bombas rotodinámica helicoaxiales y
de desplazamiento positivo en paralelo.
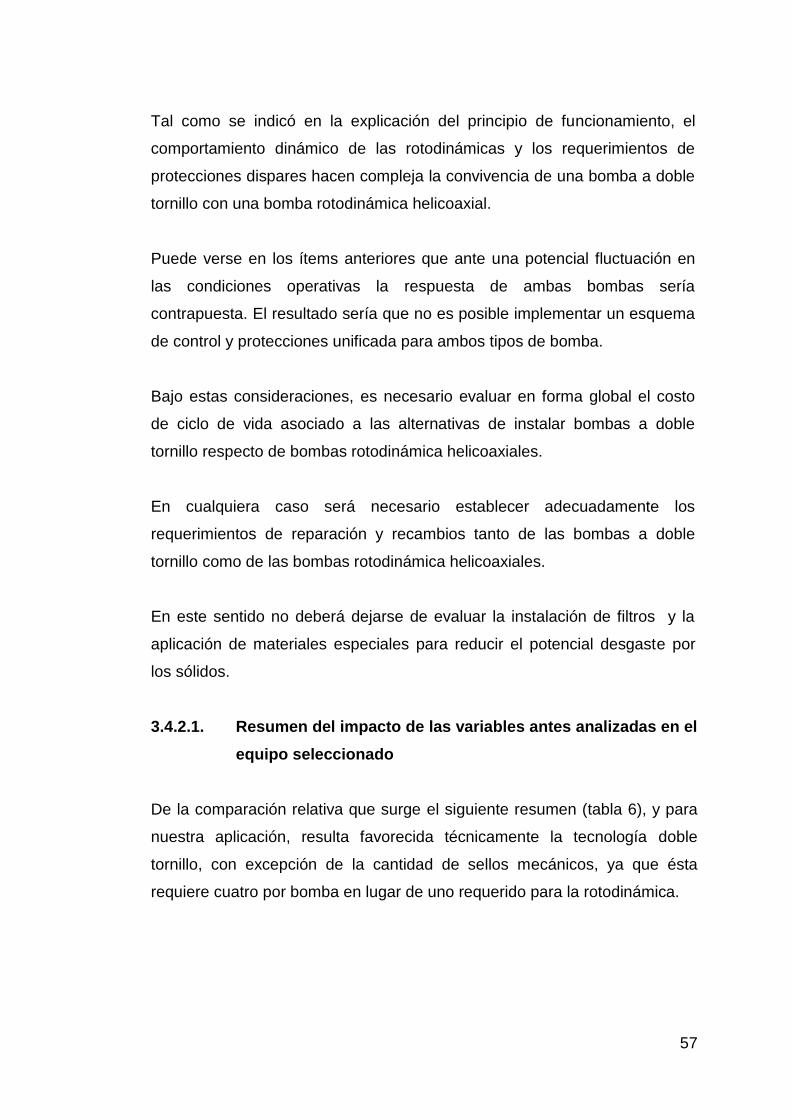
57
Tal como se indicó en la explicación del principio de funcionamiento, el
comportamiento dinámico de las rotodinámicas y los requerimientos de
protecciones dispares hacen compleja la convivencia de una bomba a doble
tornillo con una bomba rotodinámica helicoaxial.
Puede verse en los ítems anteriores que ante una potencial fluctuación en
las condiciones operativas la respuesta de ambas bombas sería
contrapuesta. El resultado sería que no es posible implementar un esquema
de control y protecciones unificada para ambos tipos de bomba.
Bajo estas consideraciones, es necesario evaluar en forma global el costo
de ciclo de vida asociado a las alternativas de instalar bombas a doble
tornillo respecto de bombas rotodinámica helicoaxiales.
En cualquiera caso será necesario establecer adecuadamente los
requerimientos de reparación y recambios tanto de las bombas a doble
tornillo como de las bombas rotodinámica helicoaxiales.
En este sentido no deberá dejarse de evaluar la instalación de filtros y la
aplicación de materiales especiales para reducir el potencial desgaste por
los sólidos.
3.4.2.1. Resumen del impacto de las variables antes analizadas en el
equipo seleccionado
De la comparación relativa que surge el siguiente resumen (tabla 6), y para
nuestra aplicación, resulta favorecida técnicamente la tecnología doble
tornillo, con excepción de la cantidad de sellos mecánicos, ya que ésta
requiere cuatro por bomba en lugar de uno requerido para la rotodinámica.
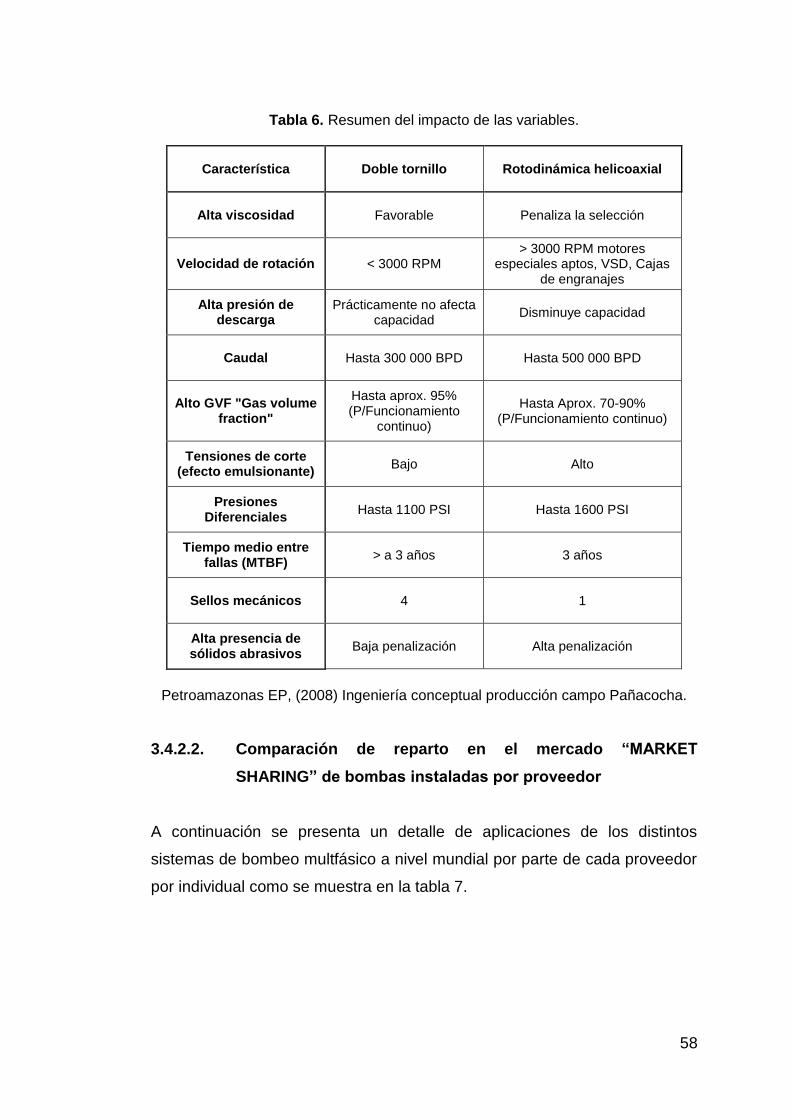
58
Tabla 6. Resumen del impacto de las variables.
Característica Doble tornillo Rotodinámica helicoaxial
Alta viscosidad Favorable Penaliza la selección
Velocidad de rotación < 3000 RPM > 3000 RPM motores
especiales aptos, VSD, Cajas de engranajes
Alta presión de descarga
Prácticamente no afecta capacidad
Disminuye capacidad
Caudal Hasta 300 000 BPD Hasta 500 000 BPD
Alto GVF "Gas volume fraction"
Hasta aprox. 95% (P/Funcionamiento
continuo)
Hasta Aprox. 70-90% (P/Funcionamiento continuo)
Tensiones de corte (efecto emulsionante)
Bajo Alto
Presiones Diferenciales
Hasta 1100 PSI Hasta 1600 PSI
Tiempo medio entre fallas (MTBF)
> a 3 años 3 años
Sellos mecánicos 4 1
Alta presencia de sólidos abrasivos
Baja penalización Alta penalización
Petroamazonas EP, (2008) Ingeniería conceptual producción campo Pañacocha.
3.4.2.2. Comparación de reparto en el mercado “MARKET
SHARING” de bombas instaladas por proveedor
A continuación se presenta un detalle de aplicaciones de los distintos
sistemas de bombeo multfásico a nivel mundial por parte de cada proveedor
por individual como se muestra en la tabla 7.
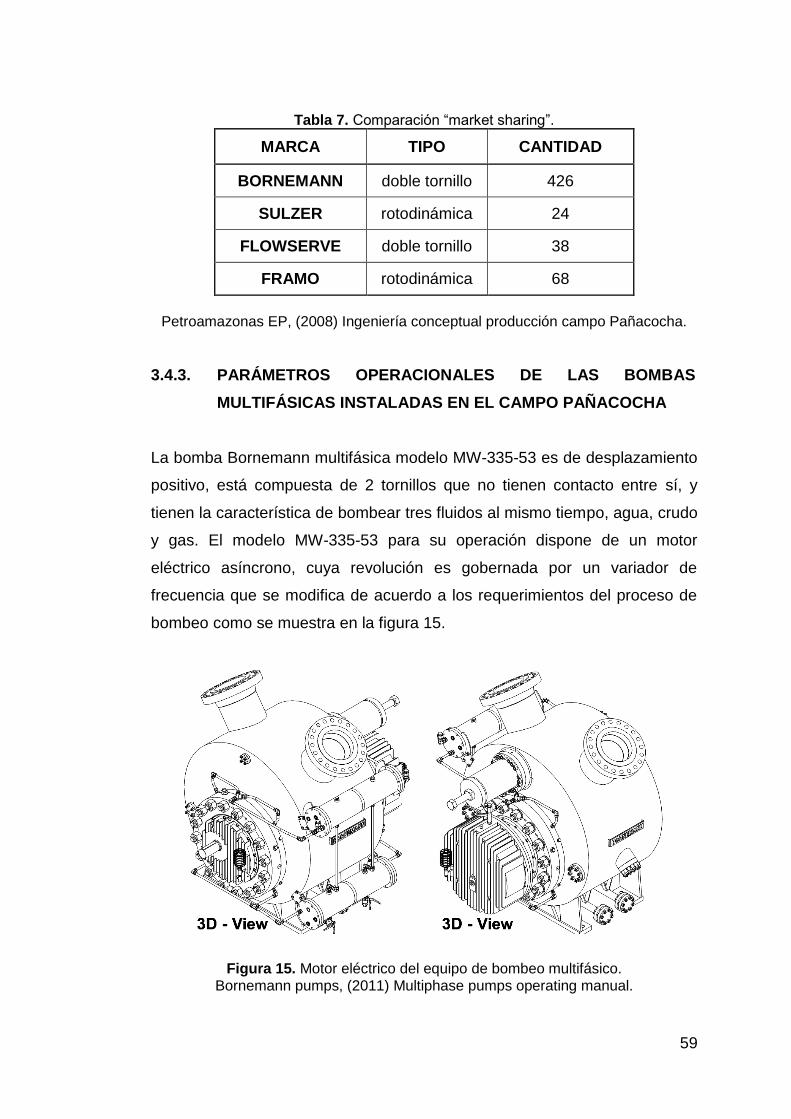
59
Tabla 7. Comparación “market sharing”.
MARCA TIPO CANTIDAD
BORNEMANN doble tornillo 426
SULZER rotodinámica 24
FLOWSERVE doble tornillo 38
FRAMO rotodinámica 68
Petroamazonas EP, (2008) Ingeniería conceptual producción campo Pañacocha.
3.4.3. PARÁMETROS OPERACIONALES DE LAS BOMBAS
MULTIFÁSICAS INSTALADAS EN EL CAMPO PAÑACOCHA
La bomba Bornemann multifásica modelo MW-335-53 es de desplazamiento
positivo, está compuesta de 2 tornillos que no tienen contacto entre sí, y
tienen la característica de bombear tres fluidos al mismo tiempo, agua, crudo
y gas. El modelo MW-335-53 para su operación dispone de un motor
eléctrico asíncrono, cuya revolución es gobernada por un variador de
frecuencia que se modifica de acuerdo a los requerimientos del proceso de
bombeo como se muestra en la figura 15.
Figura 15. Motor eléctrico del equipo de bombeo multifásico.
Bornemann pumps, (2011) Multiphase pumps operating manual.
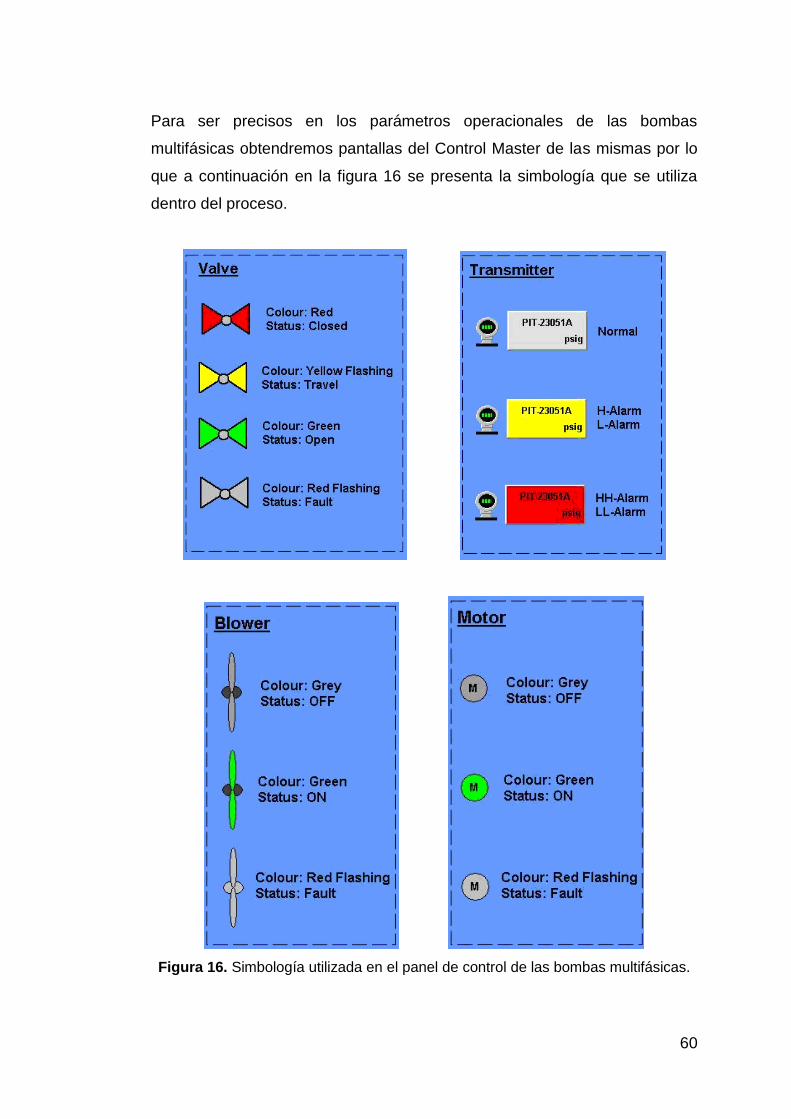
60
Para ser precisos en los parámetros operacionales de las bombas
multifásicas obtendremos pantallas del Control Master de las mismas por lo
que a continuación en la figura 16 se presenta la simbología que se utiliza
dentro del proceso.
Figura 16. Simbología utilizada en el panel de control de las bombas multifásicas.
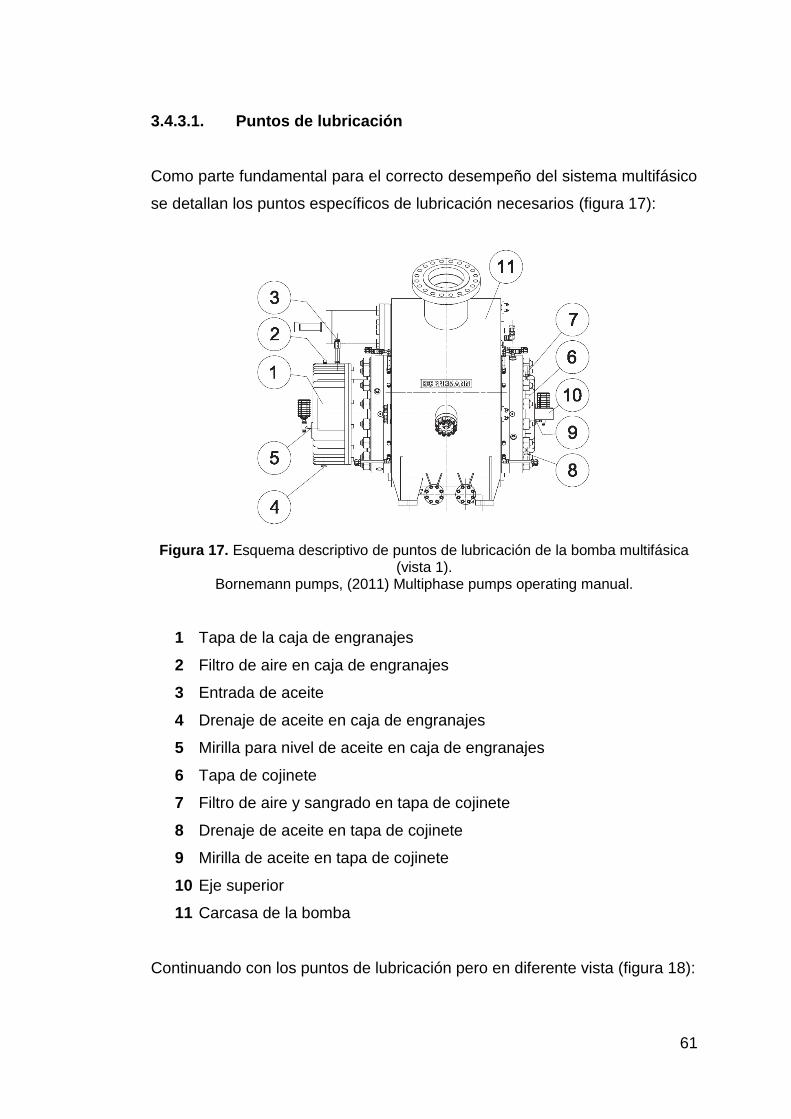
61
3.4.3.1. Puntos de lubricación
Como parte fundamental para el correcto desempeño del sistema multifásico
se detallan los puntos específicos de lubricación necesarios (figura 17):
Figura 17. Esquema descriptivo de puntos de lubricación de la bomba multifásica (vista 1).
Bornemann pumps, (2011) Multiphase pumps operating manual.
1 Tapa de la caja de engranajes
2 Filtro de aire en caja de engranajes
3 Entrada de aceite
4 Drenaje de aceite en caja de engranajes
5 Mirilla para nivel de aceite en caja de engranajes
6 Tapa de cojinete
7 Filtro de aire y sangrado en tapa de cojinete
8 Drenaje de aceite en tapa de cojinete
9 Mirilla de aceite en tapa de cojinete
10 Eje superior
11 Carcasa de la bomba
Continuando con los puntos de lubricación pero en diferente vista (figura 18):
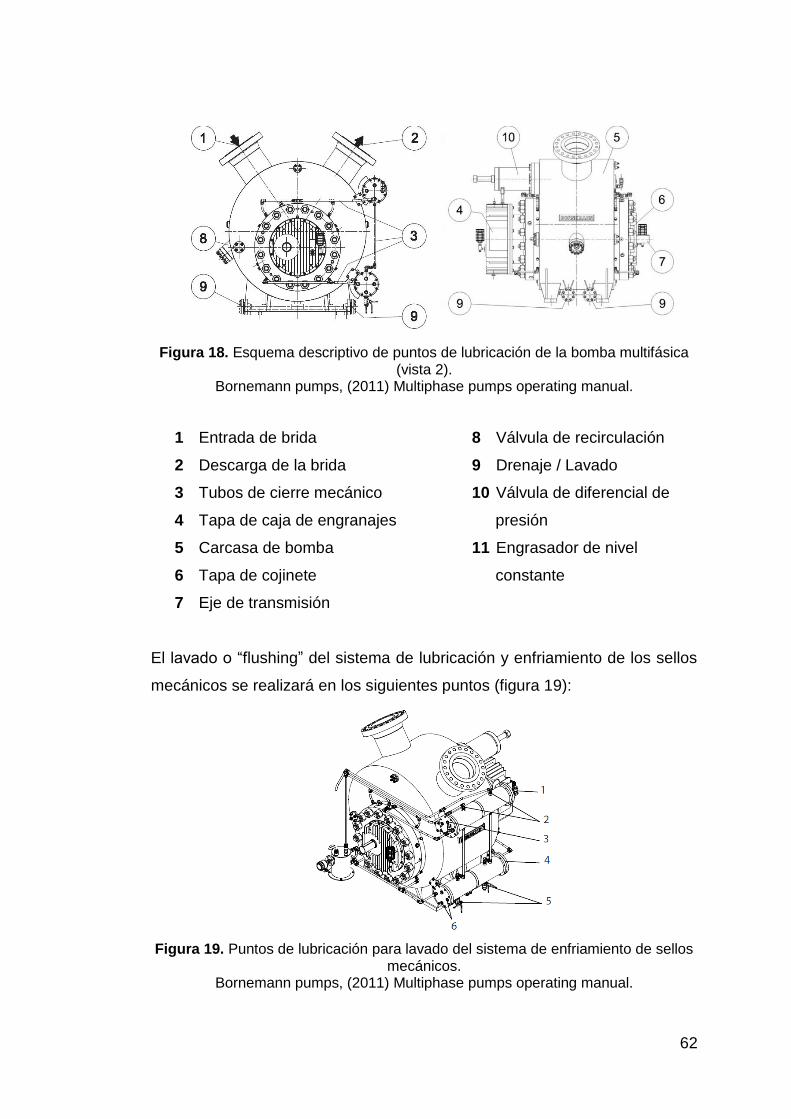
62
Figura 18. Esquema descriptivo de puntos de lubricación de la bomba multifásica (vista 2).
Bornemann pumps, (2011) Multiphase pumps operating manual.
1 Entrada de brida
2 Descarga de la brida
3 Tubos de cierre mecánico
4 Tapa de caja de engranajes
5 Carcasa de bomba
6 Tapa de cojinete
7 Eje de transmisión
8 Válvula de recirculación
9 Drenaje / Lavado
10 Válvula de diferencial de
presión
11 Engrasador de nivel
constante
El lavado o “flushing” del sistema de lubricación y enfriamiento de los sellos
mecánicos se realizará en los siguientes puntos (figura 19):
Figura 19. Puntos de lubricación para lavado del sistema de enfriamiento de sellos
mecánicos. Bornemann pumps, (2011) Multiphase pumps operating manual.
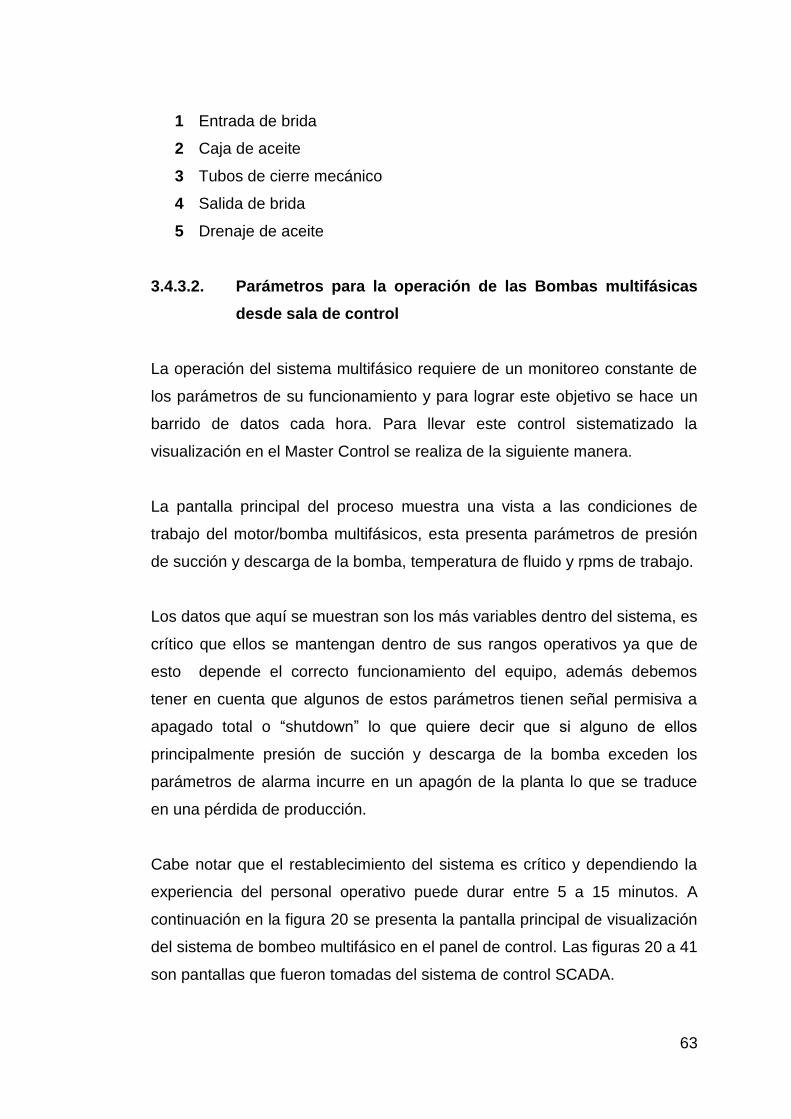
63
1 Entrada de brida
2 Caja de aceite
3 Tubos de cierre mecánico
4 Salida de brida
5 Drenaje de aceite
3.4.3.2. Parámetros para la operación de las Bombas multifásicas
desde sala de control
La operación del sistema multifásico requiere de un monitoreo constante de
los parámetros de su funcionamiento y para lograr este objetivo se hace un
barrido de datos cada hora. Para llevar este control sistematizado la
visualización en el Master Control se realiza de la siguiente manera.
La pantalla principal del proceso muestra una vista a las condiciones de
trabajo del motor/bomba multifásicos, esta presenta parámetros de presión
de succión y descarga de la bomba, temperatura de fluido y rpms de trabajo.
Los datos que aquí se muestran son los más variables dentro del sistema, es
crítico que ellos se mantengan dentro de sus rangos operativos ya que de
esto depende el correcto funcionamiento del equipo, además debemos
tener en cuenta que algunos de estos parámetros tienen señal permisiva a
apagado total o “shutdown” lo que quiere decir que si alguno de ellos
principalmente presión de succión y descarga de la bomba exceden los
parámetros de alarma incurre en un apagón de la planta lo que se traduce
en una pérdida de producción.
Cabe notar que el restablecimiento del sistema es crítico y dependiendo la
experiencia del personal operativo puede durar entre 5 a 15 minutos. A
continuación en la figura 20 se presenta la pantalla principal de visualización
del sistema de bombeo multifásico en el panel de control. Las figuras 20 a 41
son pantallas que fueron tomadas del sistema de control SCADA.
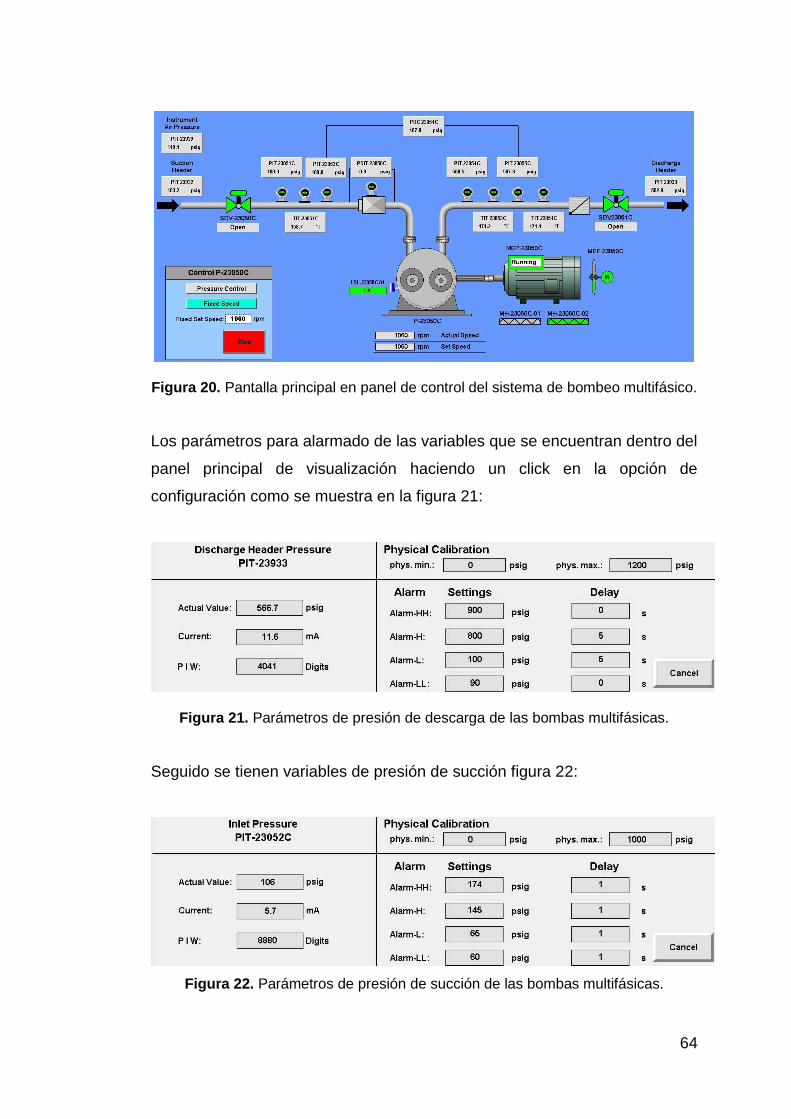
64
Figura 20. Pantalla principal en panel de control del sistema de bombeo multifásico.
Los parámetros para alarmado de las variables que se encuentran dentro del
panel principal de visualización haciendo un click en la opción de
configuración como se muestra en la figura 21:
Figura 21. Parámetros de presión de descarga de las bombas multifásicas.
Seguido se tienen variables de presión de succión figura 22:
Figura 22. Parámetros de presión de succión de las bombas multifásicas.
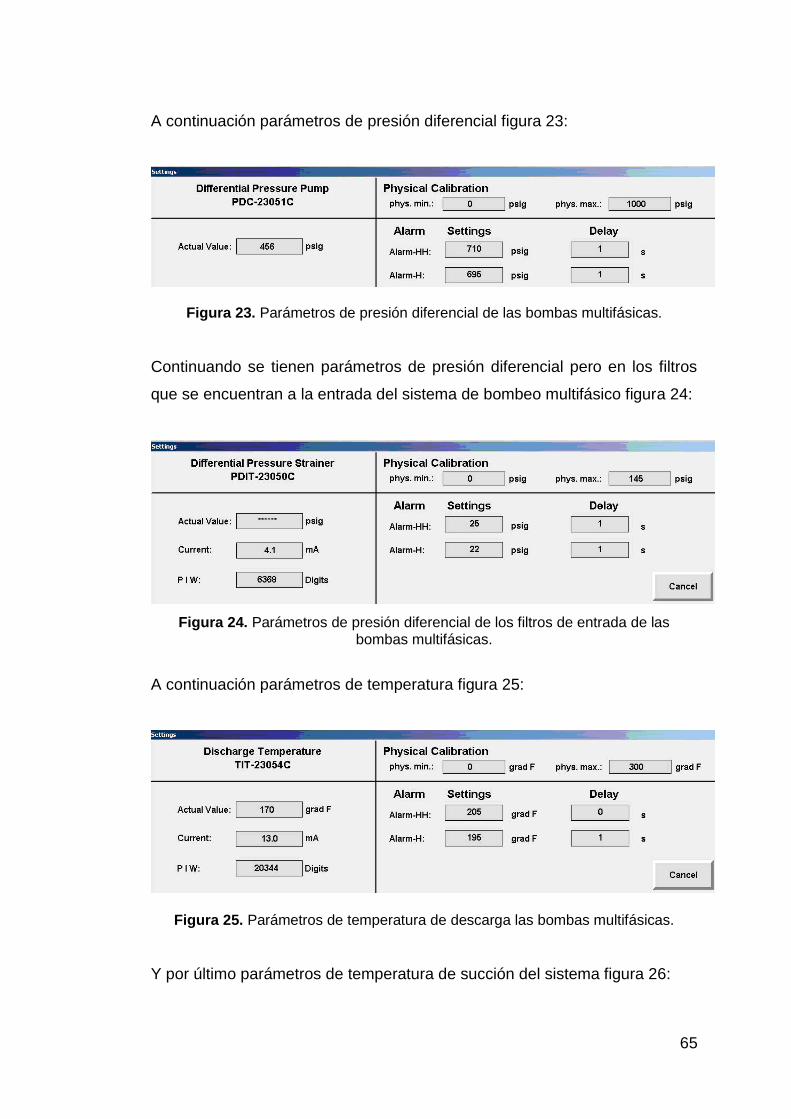
65
A continuación parámetros de presión diferencial figura 23:
Figura 23. Parámetros de presión diferencial de las bombas multifásicas.
Continuando se tienen parámetros de presión diferencial pero en los filtros
que se encuentran a la entrada del sistema de bombeo multifásico figura 24:
Figura 24. Parámetros de presión diferencial de los filtros de entrada de las bombas multifásicas.
A continuación parámetros de temperatura figura 25:
Figura 25. Parámetros de temperatura de descarga las bombas multifásicas.
Y por último parámetros de temperatura de succión del sistema figura 26:
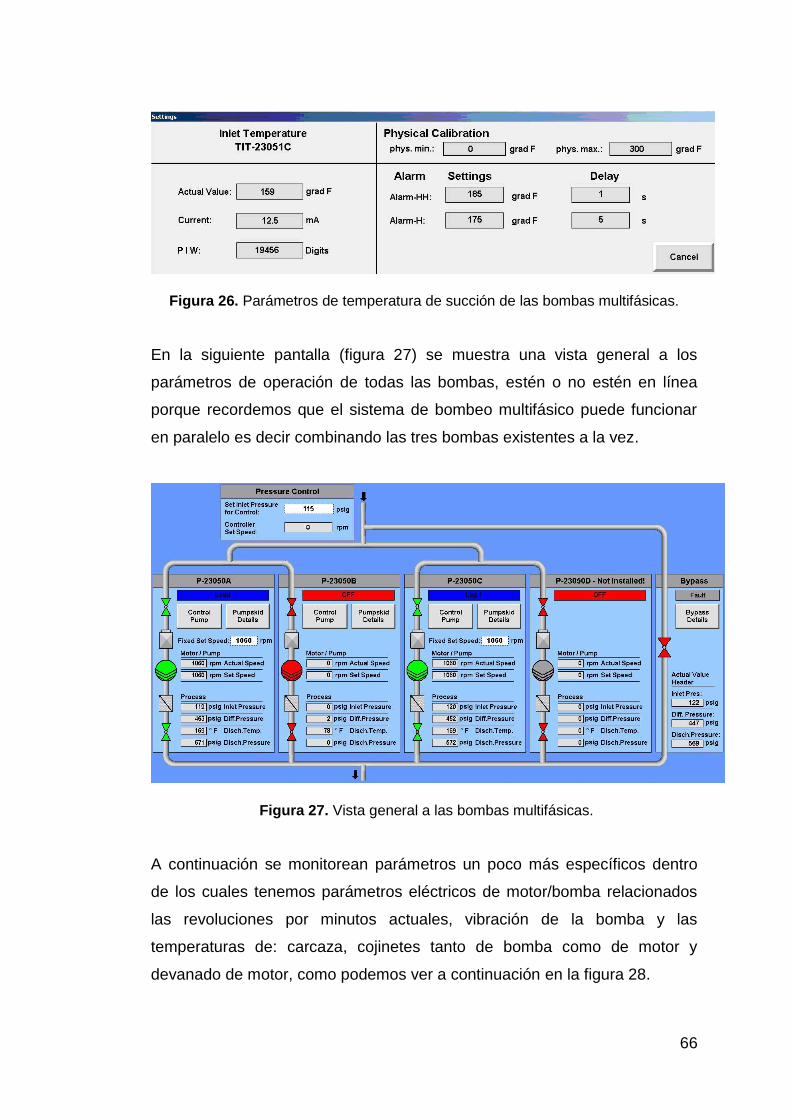
66
Figura 26. Parámetros de temperatura de succión de las bombas multifásicas.
En la siguiente pantalla (figura 27) se muestra una vista general a los
parámetros de operación de todas las bombas, estén o no estén en línea
porque recordemos que el sistema de bombeo multifásico puede funcionar
en paralelo es decir combinando las tres bombas existentes a la vez.
Figura 27. Vista general a las bombas multifásicas.
A continuación se monitorean parámetros un poco más específicos dentro
de los cuales tenemos parámetros eléctricos de motor/bomba relacionados
las revoluciones por minutos actuales, vibración de la bomba y las
temperaturas de: carcaza, cojinetes tanto de bomba como de motor y
devanado de motor, como podemos ver a continuación en la figura 28.
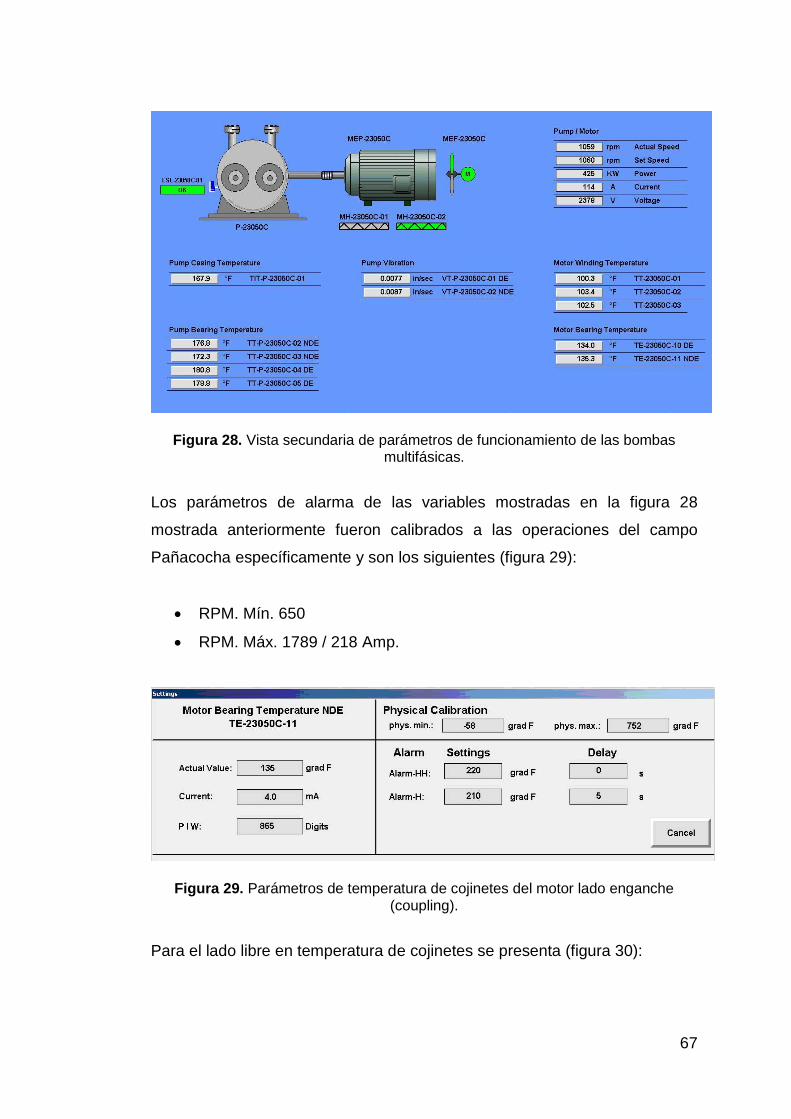
67
Figura 28. Vista secundaria de parámetros de funcionamiento de las bombas multifásicas.
Los parámetros de alarma de las variables mostradas en la figura 28
mostrada anteriormente fueron calibrados a las operaciones del campo
Pañacocha específicamente y son los siguientes (figura 29):
RPM. Mín. 650
RPM. Máx. 1789 / 218 Amp.
Figura 29. Parámetros de temperatura de cojinetes del motor lado enganche (coupling).
Para el lado libre en temperatura de cojinetes se presenta (figura 30):
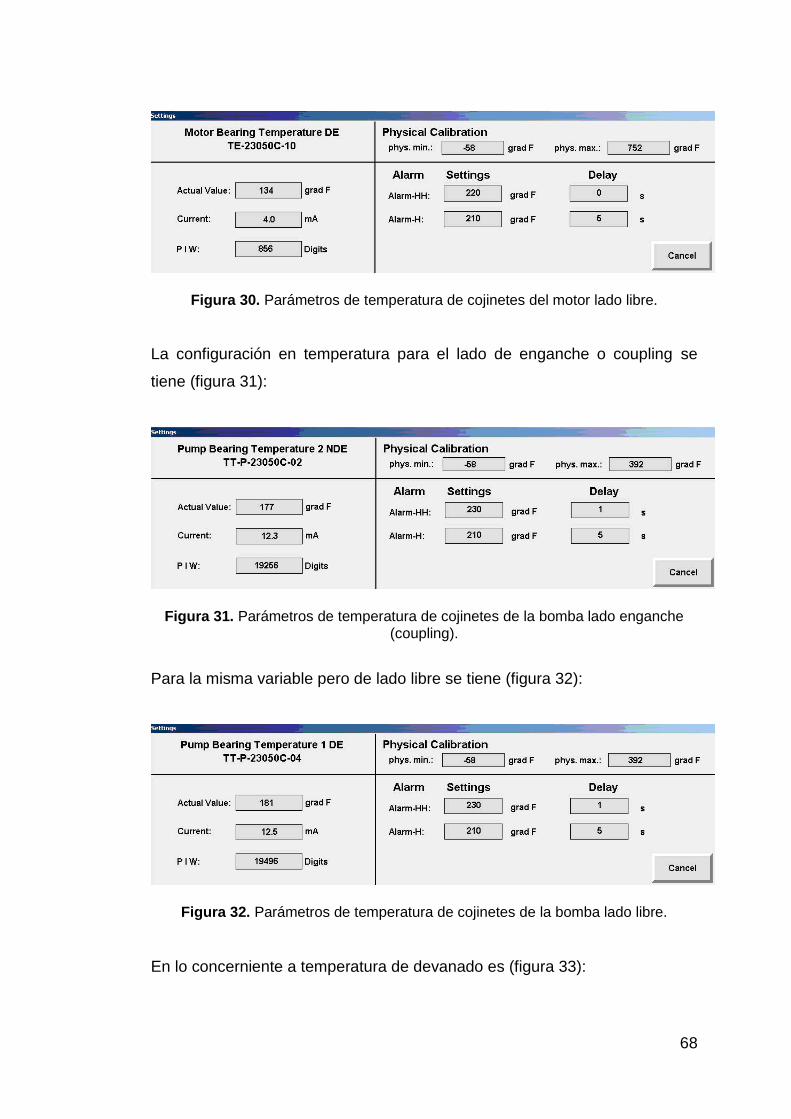
68
Figura 30. Parámetros de temperatura de cojinetes del motor lado libre.
La configuración en temperatura para el lado de enganche o coupling se
tiene (figura 31):
Figura 31. Parámetros de temperatura de cojinetes de la bomba lado enganche (coupling).
Para la misma variable pero de lado libre se tiene (figura 32):
Figura 32. Parámetros de temperatura de cojinetes de la bomba lado libre.
En lo concerniente a temperatura de devanado es (figura 33):

69
Figura 33. Parámetros de temperatura de devanado de motor.
Para temperatura de casing o carcaza de la bomba es (figura 34):
Figura 34. Parámetros de temperatura de la carcasa de la bomba.
Cambiando de variable se tiene a continuación vibración (figura 35):
Figura 35. Parámetros de vibración de la bomba lado libre.
Para vibración pero del lado de enganche o coupling se tiene (figura 36):
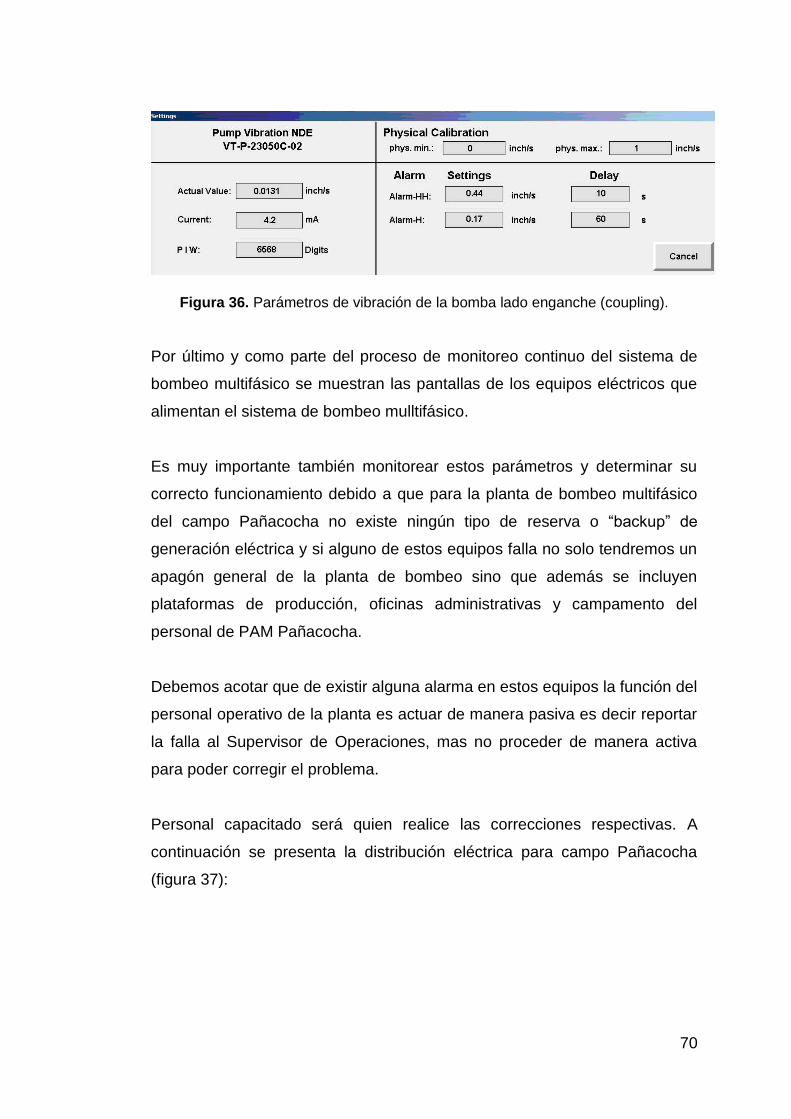
70
Figura 36. Parámetros de vibración de la bomba lado enganche (coupling).
Por último y como parte del proceso de monitoreo continuo del sistema de
bombeo multifásico se muestran las pantallas de los equipos eléctricos que
alimentan el sistema de bombeo mulltifásico.
Es muy importante también monitorear estos parámetros y determinar su
correcto funcionamiento debido a que para la planta de bombeo multifásico
del campo Pañacocha no existe ningún tipo de reserva o “backup” de
generación eléctrica y si alguno de estos equipos falla no solo tendremos un
apagón general de la planta de bombeo sino que además se incluyen
plataformas de producción, oficinas administrativas y campamento del
personal de PAM Pañacocha.
Debemos acotar que de existir alguna alarma en estos equipos la función del
personal operativo de la planta es actuar de manera pasiva es decir reportar
la falla al Supervisor de Operaciones, mas no proceder de manera activa
para poder corregir el problema.
Personal capacitado será quien realice las correcciones respectivas. A
continuación se presenta la distribución eléctrica para campo Pañacocha
(figura 37):
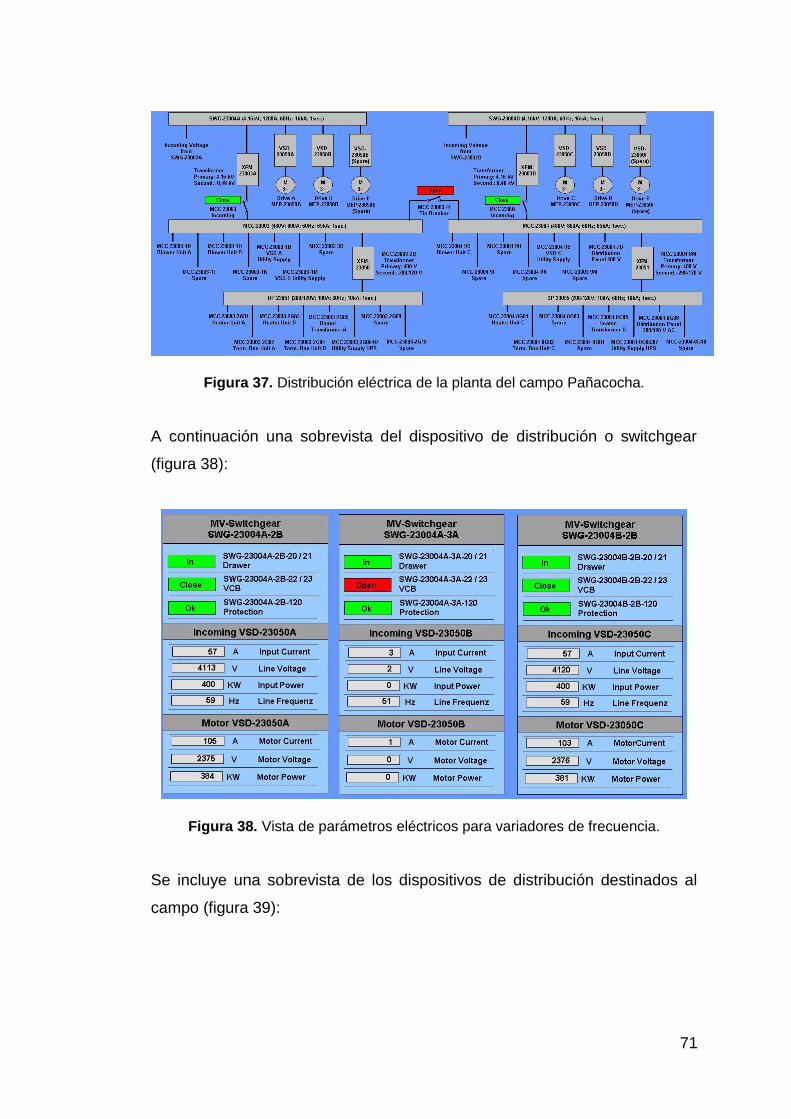
71
Figura 37. Distribución eléctrica de la planta del campo Pañacocha.
A continuación una sobrevista del dispositivo de distribución o switchgear
(figura 38):
Figura 38. Vista de parámetros eléctricos para variadores de frecuencia.
Se incluye una sobrevista de los dispositivos de distribución destinados al
campo (figura 39):

72
Figura 39. Parámetros eléctricos de transformadores A/B.
Se debe también tomar en cuenta el estado del UPS (Uninterruptible Power
Supply) o abastecimiento interrumpible de energía (figura 40):
Figura 40. Status de UPS.

73
Y por último muy importante revisar el estatus de las paradas de emergencia
(figura 41):
Figura 41. Estatus de ESD “Emergency shutdown” (parada de emergencia).
3.4.3.3. Parámetros para Sellos mecánicos
Debido al tipo de crudo extraído del campo Pañacocha se previeron sellos
mecánicos con caras de diamante (figura 42) mejorados en sus
configuración para tener mejor lubricación y enfriamiento. La lubricación
específica de los sellos para la parte operativa se la realiza con aceite
MOBIL DTE-32.
Figura 42. Fotografía de sellos mecánicos con cara de diamante.
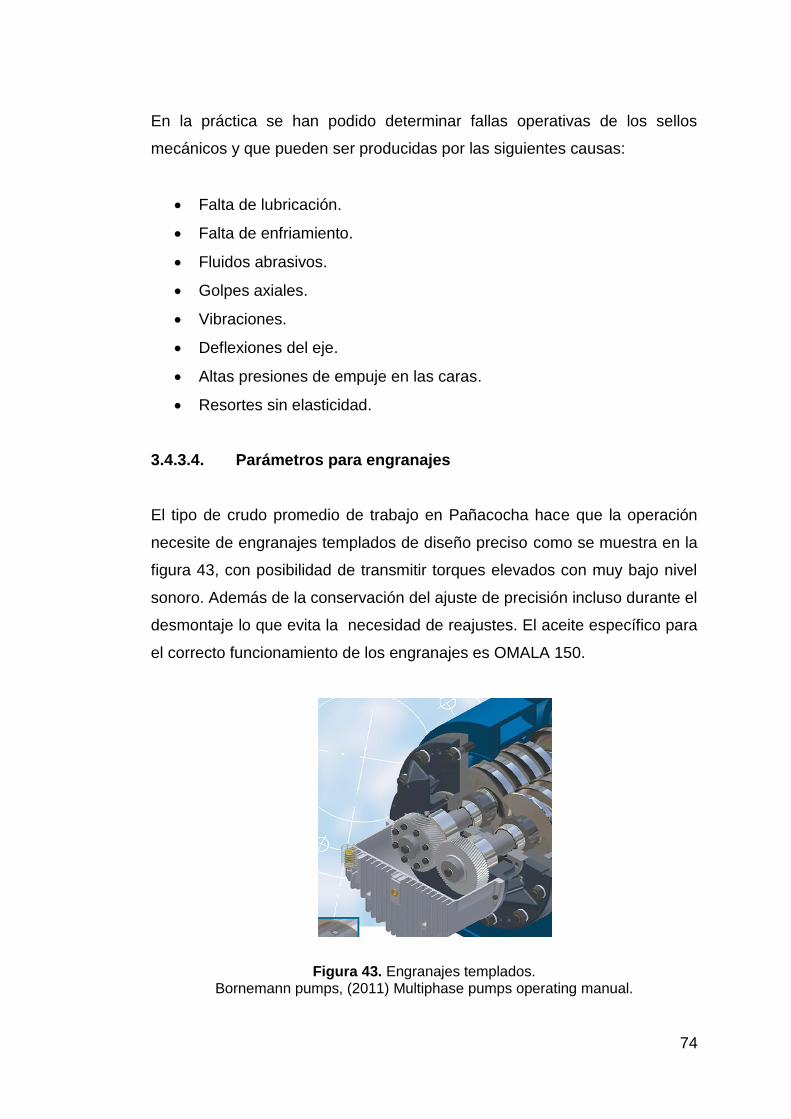
74
En la práctica se han podido determinar fallas operativas de los sellos
mecánicos y que pueden ser producidas por las siguientes causas:
Falta de lubricación.
Falta de enfriamiento.
Fluidos abrasivos.
Golpes axiales.
Vibraciones.
Deflexiones del eje.
Altas presiones de empuje en las caras.
Resortes sin elasticidad.
3.4.3.4. Parámetros para engranajes
El tipo de crudo promedio de trabajo en Pañacocha hace que la operación
necesite de engranajes templados de diseño preciso como se muestra en la
figura 43, con posibilidad de transmitir torques elevados con muy bajo nivel
sonoro. Además de la conservación del ajuste de precisión incluso durante el
desmontaje lo que evita la necesidad de reajustes. El aceite específico para
el correcto funcionamiento de los engranajes es OMALA 150.
Figura 43. Engranajes templados.
Bornemann pumps, (2011) Multiphase pumps operating manual.
75
Las fallas operativas posibles de los engranajes pueden presentarse por:
Golpes de ariete.
Paradas súbitas.
Falta de lubricación.
Estrés térmico.
Aceite mal seleccionado.
Existe un procedimiento técnico para la calibración de engranajes que
después de ser revisado se modificó para las condiciones operacionales de
las bombas en el campo y es el siguiente:
1. Trabar los tornillos de lado de enganche (coupling).
2. Mantener flojos los pernos del plato de sujeción del engrane.
3. Llevar el engrane al extremo.
4. Medir la holgura.
5. Ajustar a la mitad de la holgura.
3.4.3.5. Parámetros para rodamientos
Como parte del programa de mantenimiento preventivo los rodamientos de
las tres bombas multifásicas deben ser revisados cada mes en el caso de
cargas radiales y para el caso de rodamientos para cargas axiales serán
revisados cada dos meses. El departamento de Operaciones PAM del
campo Pañacocha con fecha 2 de Julio de 2010 generó una OT para que se
proceda con dicho mantenimiento en razón a los problemas que se
presentaron en los mismos debido en su mayor parte al recalentamiento de
los cojinetes o rodamientos.
Las fallas operativas que se han podido determinar han sido debidas en su
mayor parte a las siguientes causas:

76
Mal montaje de rodamientos.
Demasiada vibración.
Mala lubricación.
Altas temperaturas.
Ajuste incorrecto.
Contaminantes provenientes del fluido de trabajo.
3.4.3.6. Parámetros para tornillos impulsores
Los tornillos impulsores pueden cambiarse con un mínimo esfuerzo, ya que
los ejes y los tornillos impulsores son fabricados en dos piezas. Así, es
posible también la elección de distintos materiales haciendo que la bomba
Bornemann este diseñada para sus condiciones de trabajo específicas. Al
seleccionar una bomba con un paso de mínima inclinación de los tornillos
impulsores, la velocidad de circulación del fluido en dirección axial o del eje
dentro de los elementos de bombeo es extremadamente pequeña. Los
tornillos helicoidales están construidos de materiales de acuerdo al tipo de
fluido con el cual van a trabajar. La figura 44 muestra un esquema de flujo de
los tornillos impulsores:
Figura 44. Flujo a través de los tornillos impulsores. Bornemann pumps, (2011) Multiphase pumps operating manual.
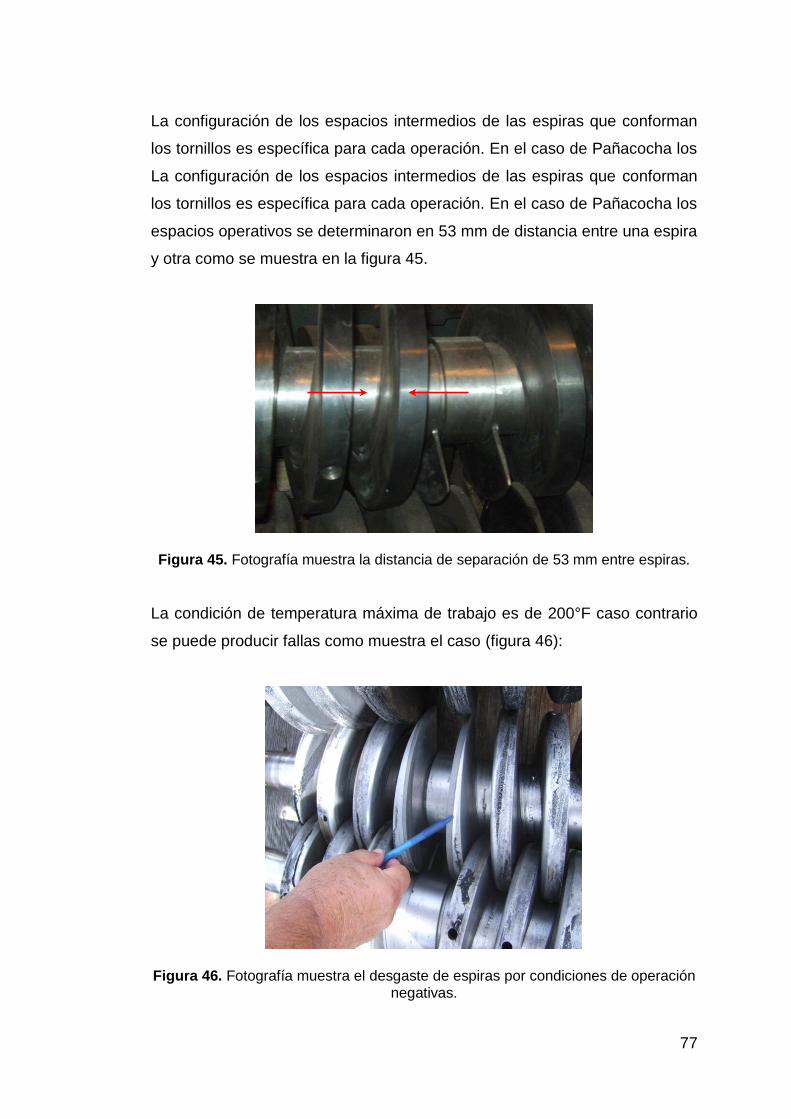
77
La configuración de los espacios intermedios de las espiras que conforman
los tornillos es específica para cada operación. En el caso de Pañacocha los
La configuración de los espacios intermedios de las espiras que conforman
los tornillos es específica para cada operación. En el caso de Pañacocha los
espacios operativos se determinaron en 53 mm de distancia entre una espira
y otra como se muestra en la figura 45.
Figura 45. Fotografía muestra la distancia de separación de 53 mm entre espiras.
La condición de temperatura máxima de trabajo es de 200°F caso contrario
se puede producir fallas como muestra el caso (figura 46):
Figura 46. Fotografía muestra el desgaste de espiras por condiciones de operación negativas.
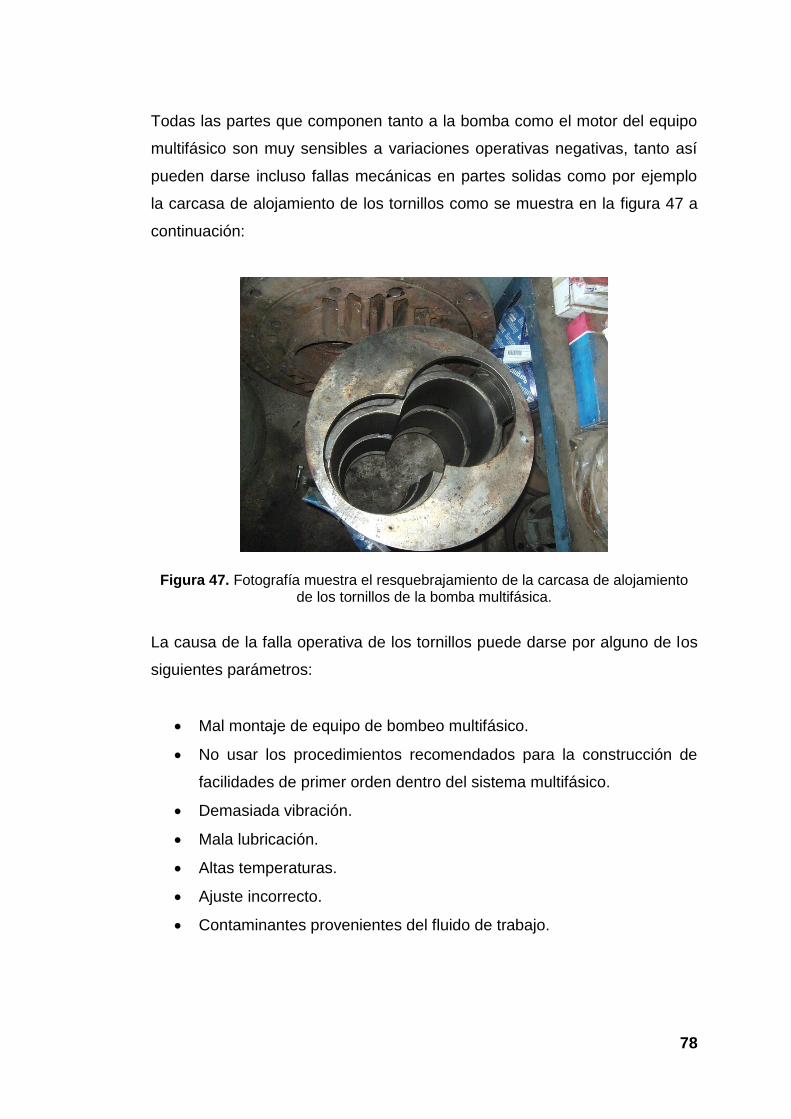
78
Todas las partes que componen tanto a la bomba como el motor del equipo
multifásico son muy sensibles a variaciones operativas negativas, tanto así
pueden darse incluso fallas mecánicas en partes solidas como por ejemplo
la carcasa de alojamiento de los tornillos como se muestra en la figura 47 a
continuación:
Figura 47. Fotografía muestra el resquebrajamiento de la carcasa de alojamiento de los tornillos de la bomba multifásica.
La causa de la falla operativa de los tornillos puede darse por alguno de los
siguientes parámetros:
Mal montaje de equipo de bombeo multifásico.
No usar los procedimientos recomendados para la construcción de
facilidades de primer orden dentro del sistema multifásico.
Demasiada vibración.
Mala lubricación.
Altas temperaturas.
Ajuste incorrecto.
Contaminantes provenientes del fluido de trabajo.
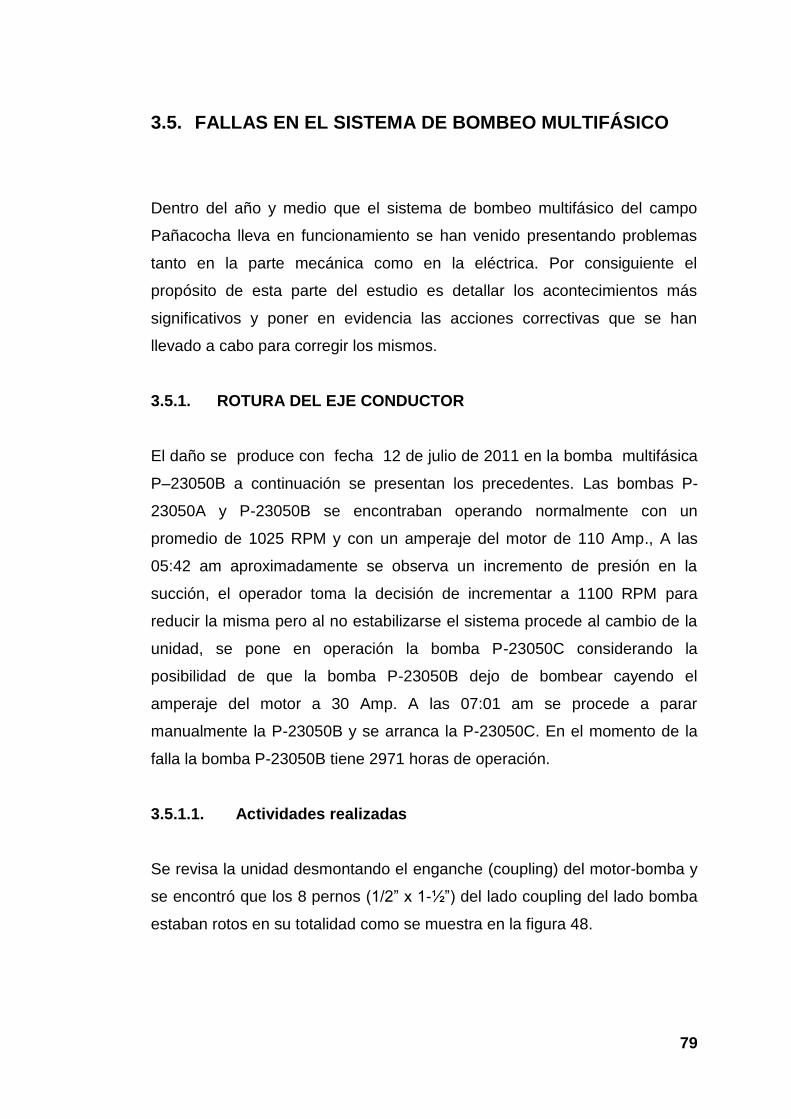
79
3.5. FALLAS EN EL SISTEMA DE BOMBEO MULTIFÁSICO
Dentro del año y medio que el sistema de bombeo multifásico del campo
Pañacocha lleva en funcionamiento se han venido presentando problemas
tanto en la parte mecánica como en la eléctrica. Por consiguiente el
propósito de esta parte del estudio es detallar los acontecimientos más
significativos y poner en evidencia las acciones correctivas que se han
llevado a cabo para corregir los mismos.
3.5.1. ROTURA DEL EJE CONDUCTOR
El daño se produce con fecha 12 de julio de 2011 en la bomba multifásica
P–23050B a continuación se presentan los precedentes. Las bombas P-
23050A y P-23050B se encontraban operando normalmente con un
promedio de 1025 RPM y con un amperaje del motor de 110 Amp., A las
05:42 am aproximadamente se observa un incremento de presión en la
succión, el operador toma la decisión de incrementar a 1100 RPM para
reducir la misma pero al no estabilizarse el sistema procede al cambio de la
unidad, se pone en operación la bomba P-23050C considerando la
posibilidad de que la bomba P-23050B dejo de bombear cayendo el
amperaje del motor a 30 Amp. A las 07:01 am se procede a parar
manualmente la P-23050B y se arranca la P-23050C. En el momento de la
falla la bomba P-23050B tiene 2971 horas de operación.
3.5.1.1. Actividades realizadas
Se revisa la unidad desmontando el enganche (coupling) del motor-bomba y
se encontró que los 8 pernos (1/2” x 1-½”) del lado coupling del lado bomba
estaban rotos en su totalidad como se muestra en la figura 48.
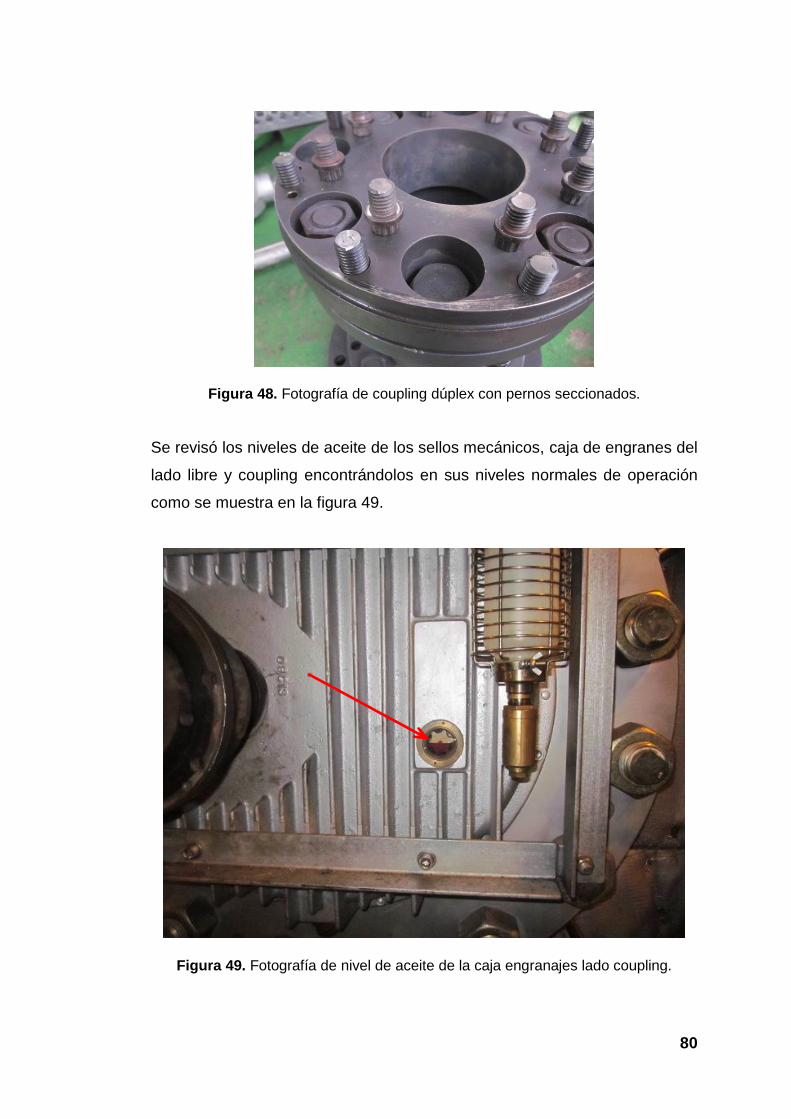
80
Figura 48. Fotografía de coupling dúplex con pernos seccionados.
Se revisó los niveles de aceite de los sellos mecánicos, caja de engranes del
lado libre y coupling encontrándolos en sus niveles normales de operación
como se muestra en la figura 49.
Figura 49. Fotografía de nivel de aceite de la caja engranajes lado coupling.
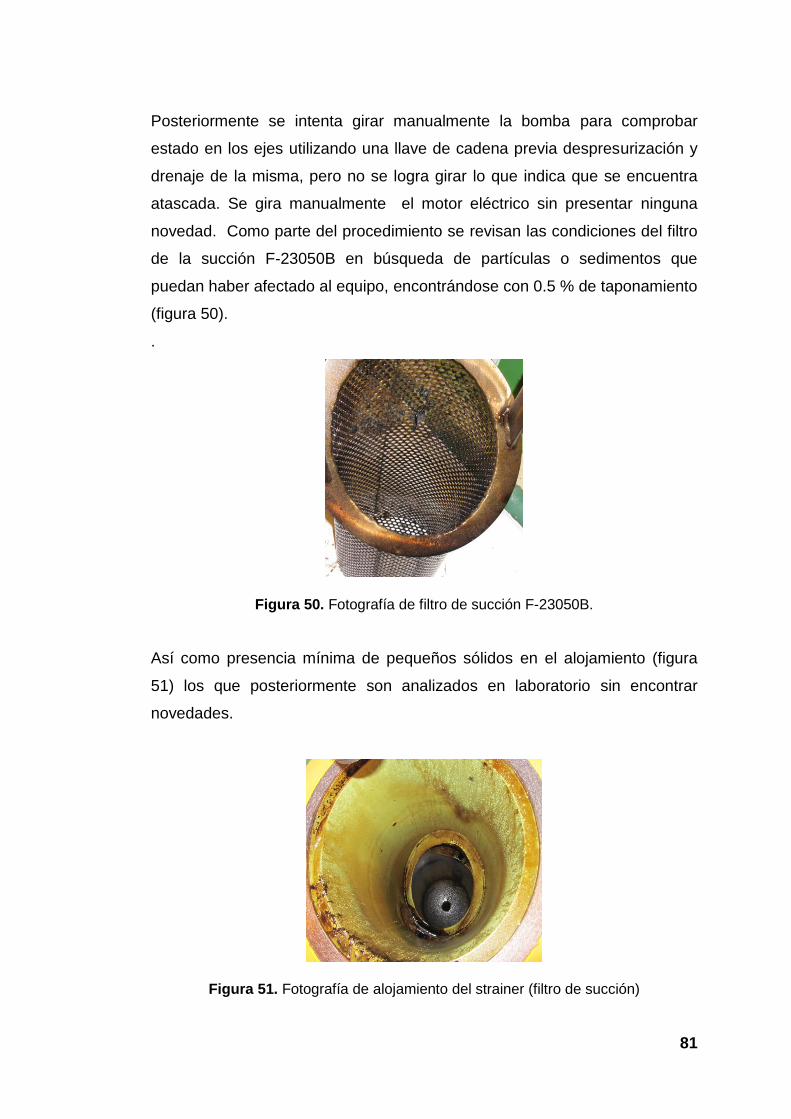
81
Posteriormente se intenta girar manualmente la bomba para comprobar
estado en los ejes utilizando una llave de cadena previa despresurización y
drenaje de la misma, pero no se logra girar lo que indica que se encuentra
atascada. Se gira manualmente el motor eléctrico sin presentar ninguna
novedad. Como parte del procedimiento se revisan las condiciones del filtro
de la succión F-23050B en búsqueda de partículas o sedimentos que
puedan haber afectado al equipo, encontrándose con 0.5 % de taponamiento
(figura 50).
.
Figura 50. Fotografía de filtro de succión F-23050B.
Así como presencia mínima de pequeños sólidos en el alojamiento (figura
51) los que posteriormente son analizados en laboratorio sin encontrar
novedades.
Figura 51. Fotografía de alojamiento del strainer (filtro de succión)
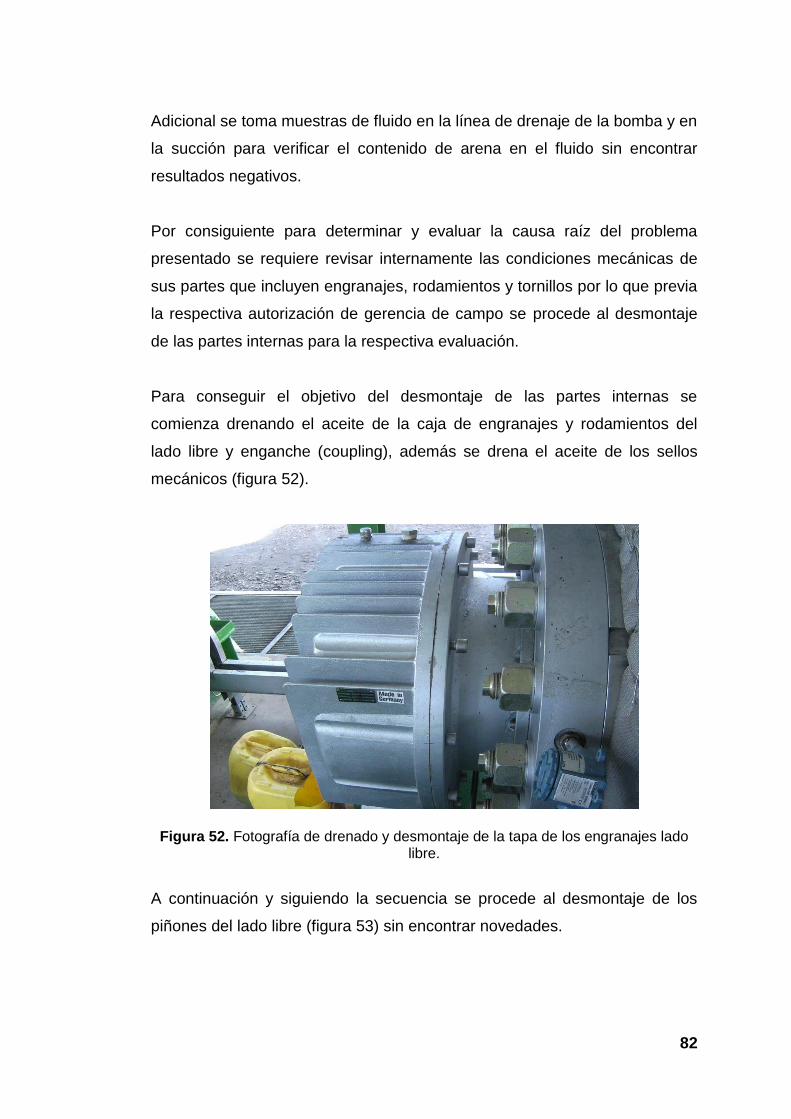
82
Adicional se toma muestras de fluido en la línea de drenaje de la bomba y en
la succión para verificar el contenido de arena en el fluido sin encontrar
resultados negativos.
Por consiguiente para determinar y evaluar la causa raíz del problema
presentado se requiere revisar internamente las condiciones mecánicas de
sus partes que incluyen engranajes, rodamientos y tornillos por lo que previa
la respectiva autorización de gerencia de campo se procede al desmontaje
de las partes internas para la respectiva evaluación.
Para conseguir el objetivo del desmontaje de las partes internas se
comienza drenando el aceite de la caja de engranajes y rodamientos del
lado libre y enganche (coupling), además se drena el aceite de los sellos
mecánicos (figura 52).
Figura 52. Fotografía de drenado y desmontaje de la tapa de los engranajes lado libre.
A continuación y siguiendo la secuencia se procede al desmontaje de los
piñones del lado libre (figura 53) sin encontrar novedades.

83
Figura 53. Fotografía de desmontaje de los piñones lado libre.
Otra parte crítica es el desmontaje de los sellos mecánicos los cuales fueron
en primer lugar la hipótesis de la falla del equipo, pero se encontraron
intactos (figura 54).
Figura 54. Fotografía de desmontaje de los sellos mecánicos lado libre.
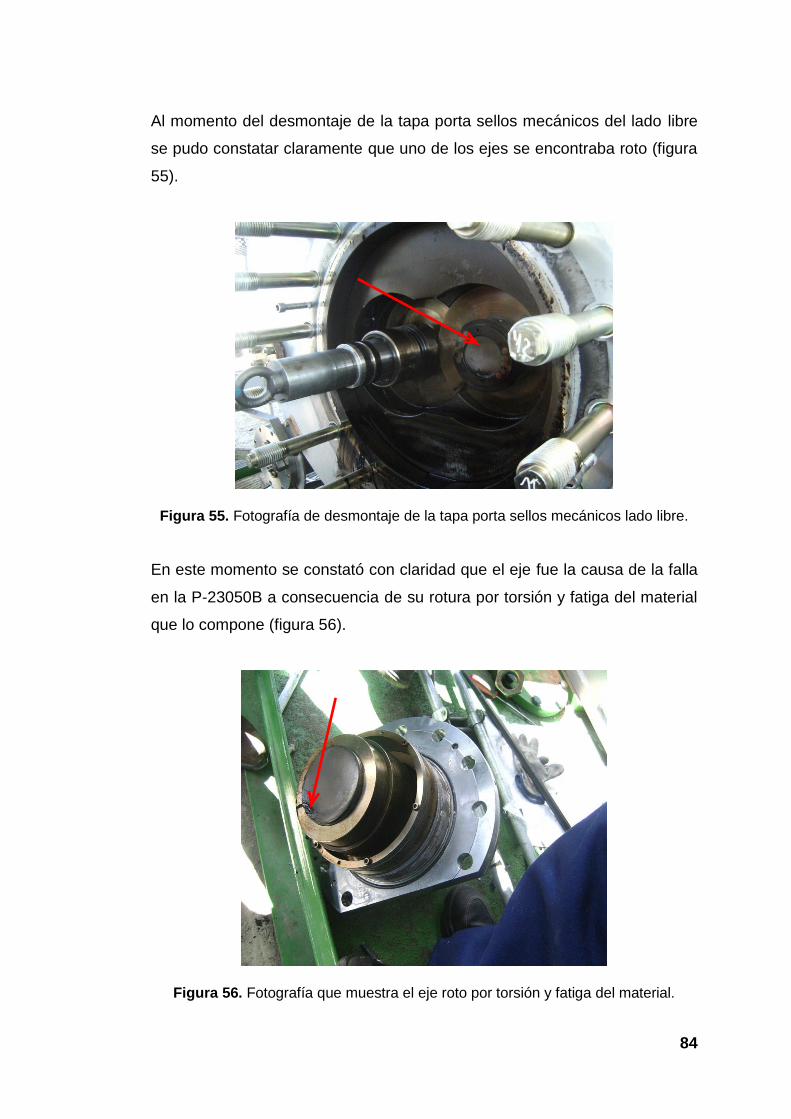
84
Al momento del desmontaje de la tapa porta sellos mecánicos del lado libre
se pudo constatar claramente que uno de los ejes se encontraba roto (figura
55).
Figura 55. Fotografía de desmontaje de la tapa porta sellos mecánicos lado libre.
En este momento se constató con claridad que el eje fue la causa de la falla
en la P-23050B a consecuencia de su rotura por torsión y fatiga del material
que lo compone (figura 56).
Figura 56. Fotografía que muestra el eje roto por torsión y fatiga del material.
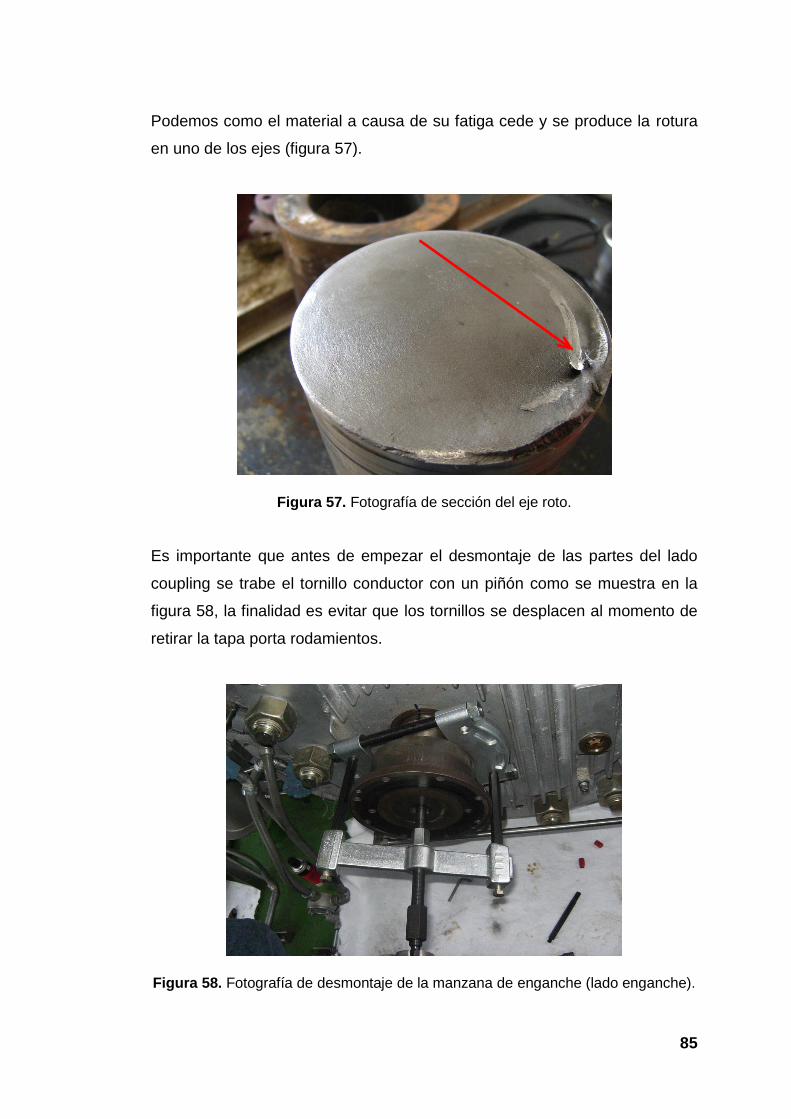
85
Podemos como el material a causa de su fatiga cede y se produce la rotura
en uno de los ejes (figura 57).
Figura 57. Fotografía de sección del eje roto.
Es importante que antes de empezar el desmontaje de las partes del lado
coupling se trabe el tornillo conductor con un piñón como se muestra en la
figura 58, la finalidad es evitar que los tornillos se desplacen al momento de
retirar la tapa porta rodamientos.
Figura 58. Fotografía de desmontaje de la manzana de enganche (lado enganche).

86
Para efecto de reparación del eje dañado y como parte del procedimiento
Bornemann ejecutado por técnicos de Petroamazonas EP se procede al
desmontaje de todo el estator que contiene los tornillos de la bomba
multifásica como se muestra en la figura 59.
Figura 59. Fotografía de desmontaje del estator o liner conjuntamente con los tornillos.
Al no disponer de las herramientas necesarias se suelda una barra de 2 ½” a
uno de los ejes para así poder empujarlo pero no se obtienen resultados
(figura 60).
Figura 60. Fotografía de estator y tornillos.

87
Con el objetivo se salvar el estator que contiene los tornillos y poderlo
reutilizar se improvisa una prensa de 20 toneladas para empujar los tornillos
fuera pero tampoco se obtienen resultados (figura 61).
Figura 61. Fotografía de prensa de 20 toneladas improvisada.
Debido a que no se pudo desmontar los tornillos y después de haber
realizado algunos intentos fallidos se procede a realizar cortes con
amoladora en los dos extremos del estator (figura 62).
Figura 62. Fotografía de corte longitudinal del estator
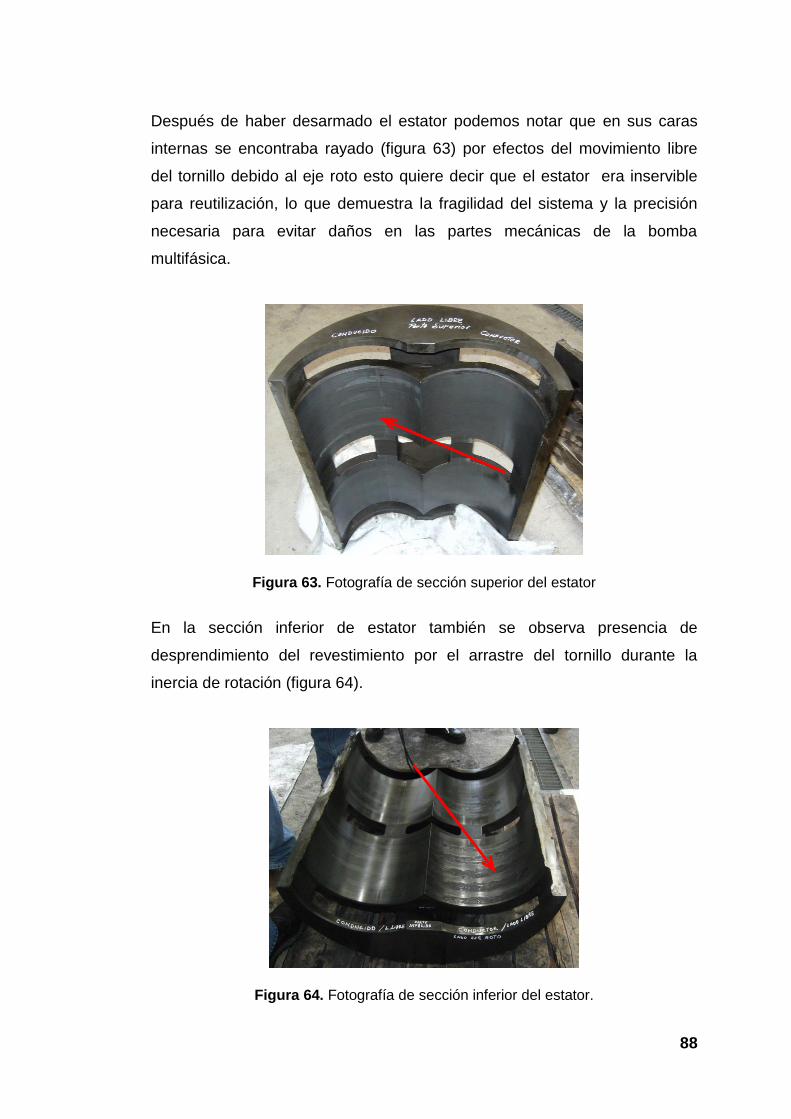
88
Después de haber desarmado el estator podemos notar que en sus caras
internas se encontraba rayado (figura 63) por efectos del movimiento libre
del tornillo debido al eje roto esto quiere decir que el estator era inservible
para reutilización, lo que demuestra la fragilidad del sistema y la precisión
necesaria para evitar daños en las partes mecánicas de la bomba
multifásica.
Figura 63. Fotografía de sección superior del estator
En la sección inferior de estator también se observa presencia de
desprendimiento del revestimiento por el arrastre del tornillo durante la
inercia de rotación (figura 64).
Figura 64. Fotografía de sección inferior del estator.
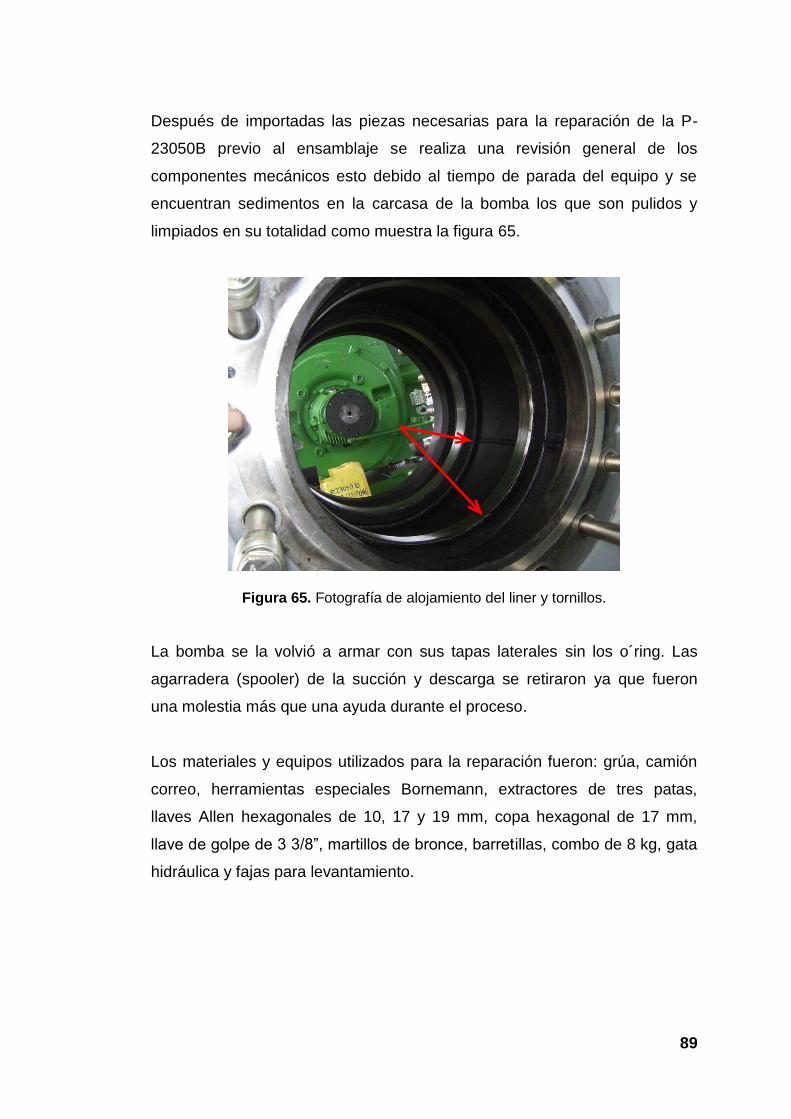
89
Después de importadas las piezas necesarias para la reparación de la P-
23050B previo al ensamblaje se realiza una revisión general de los
componentes mecánicos esto debido al tiempo de parada del equipo y se
encuentran sedimentos en la carcasa de la bomba los que son pulidos y
limpiados en su totalidad como muestra la figura 65.
Figura 65. Fotografía de alojamiento del liner y tornillos.
La bomba se la volvió a armar con sus tapas laterales sin los o´ring. Las
agarradera (spooler) de la succión y descarga se retiraron ya que fueron
una molestia más que una ayuda durante el proceso.
Los materiales y equipos utilizados para la reparación fueron: grúa, camión
correo, herramientas especiales Bornemann, extractores de tres patas,
llaves Allen hexagonales de 10, 17 y 19 mm, copa hexagonal de 17 mm,
llave de golpe de 3 3/8”, martillos de bronce, barretillas, combo de 8 kg, gata
hidráulica y fajas para levantamiento.
90
3.5.2. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA EN PLC
La falla se presentó en todo el sistema de bombeo multifásico con fecha 21
de marzo de 2011. El problema inicio varios meses atrás a menor escala,
desde entonces se estuvo revisando todas las partes que componen el
controlador lógico programable o PLC y se fue encontrando algunos
problemas para los cuales se dio soluciones tales como:
Reajuste de terminales flojos encontrados en los tableros de control y
comunicaciones.
Cambio de conectores en la red de “control net” del sistema.
Cambio total de la red “control net” del sistema.
Personal de PIL realizó un análisis del sistema, alarmas y eventos
que ocurrían en los disparos de alarmas emitiendo un informe con sus
respectivas recomendaciones.
Después de estas acciones correctivas los eventos continuaron sucediendo
de manera gradual, los últimos disparos producidos (apertura de los
alimentadores de 4169 Voltios), según bitácora de operaciones fueron:
22 de febrero: Todas las bombas.
23 de febrero: Disparo individual.
27 de febrero: Disparo individual.
6 de marzo: Dos disparos individuales (relé multilin).
19 de marzo: Disparo individual (bomba en espera “stand by”)
El día 21 de marzo a las 6:10 se disparan todas las bombas nuevamente
(apertura de los alimentadores de 4160 voltios), se recopila información de
las alarmas y eventos y se verifica que son las mismas alarmas que han
producido los anteriores disparos y que constan en el informe realizado por
PIL. Las alarmas que se presentan durante estos eventos son:
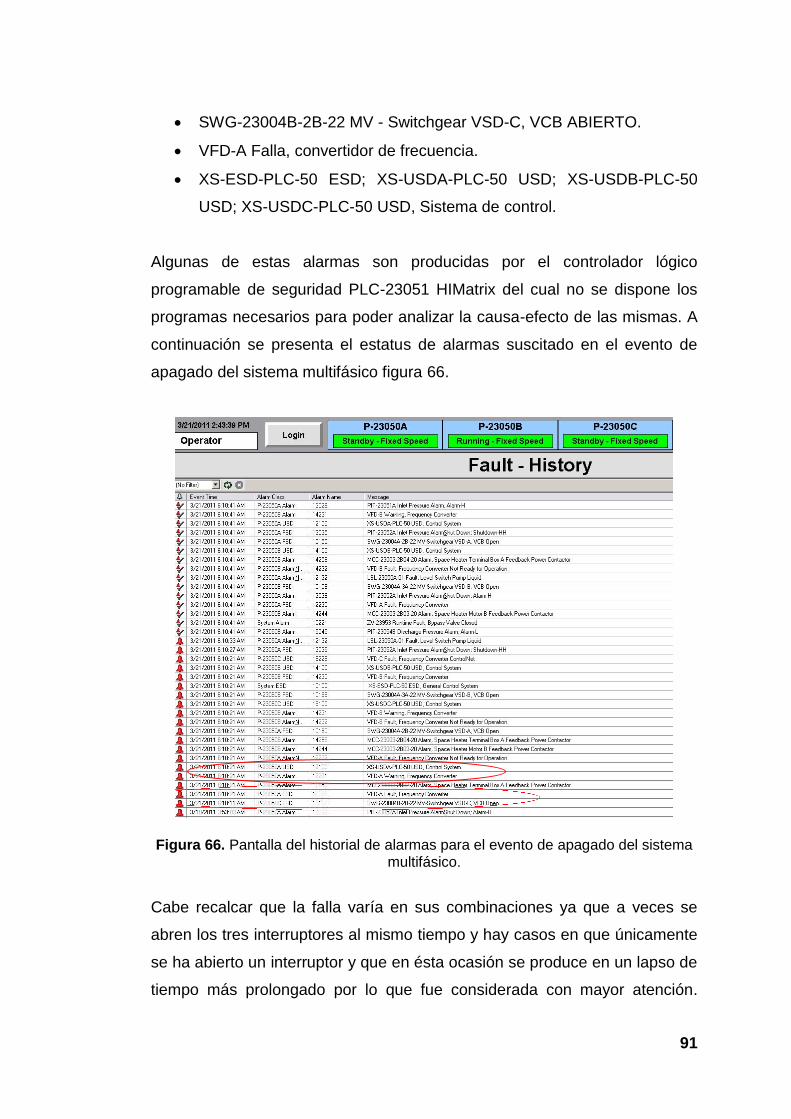
91
SWG-23004B-2B-22 MV - Switchgear VSD-C, VCB ABIERTO.
VFD-A Falla, convertidor de frecuencia.
XS-ESD-PLC-50 ESD; XS-USDA-PLC-50 USD; XS-USDB-PLC-50
USD; XS-USDC-PLC-50 USD, Sistema de control.
Algunas de estas alarmas son producidas por el controlador lógico
programable de seguridad PLC-23051 HIMatrix del cual no se dispone los
programas necesarios para poder analizar la causa-efecto de las mismas. A
continuación se presenta el estatus de alarmas suscitado en el evento de
apagado del sistema multifásico figura 66.
Figura 66. Pantalla del historial de alarmas para el evento de apagado del sistema multifásico.
Cabe recalcar que la falla varía en sus combinaciones ya que a veces se
abren los tres interruptores al mismo tiempo y hay casos en que únicamente
se ha abierto un interruptor y que en ésta ocasión se produce en un lapso de
tiempo más prolongado por lo que fue considerada con mayor atención.
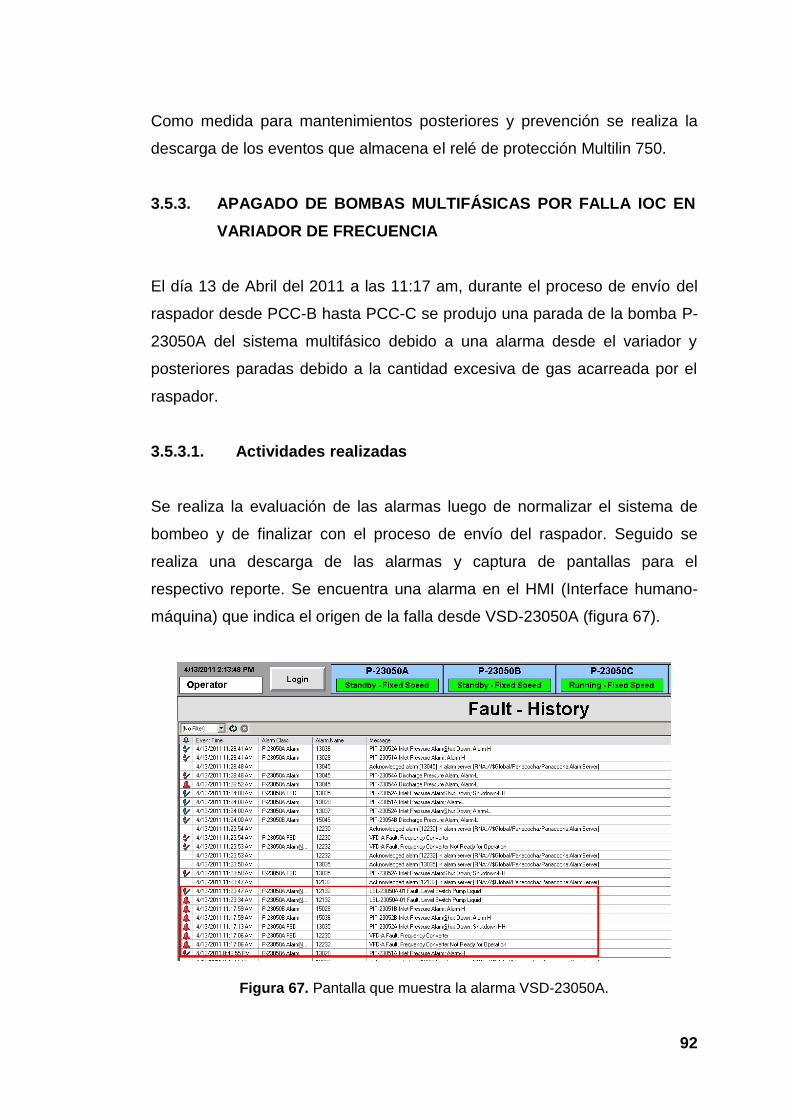
92
Como medida para mantenimientos posteriores y prevención se realiza la
descarga de los eventos que almacena el relé de protección Multilin 750.
3.5.3. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA IOC EN
VARIADOR DE FRECUENCIA
El día 13 de Abril del 2011 a las 11:17 am, durante el proceso de envío del
raspador desde PCC-B hasta PCC-C se produjo una parada de la bomba P-
23050A del sistema multifásico debido a una alarma desde el variador y
posteriores paradas debido a la cantidad excesiva de gas acarreada por el
raspador.
3.5.3.1. Actividades realizadas
Se realiza la evaluación de las alarmas luego de normalizar el sistema de
bombeo y de finalizar con el proceso de envío del raspador. Seguido se
realiza una descarga de las alarmas y captura de pantallas para el
respectivo reporte. Se encuentra una alarma en el HMI (Interface humano-
máquina) que indica el origen de la falla desde VSD-23050A (figura 67).
Figura 67. Pantalla que muestra la alarma VSD-23050A.
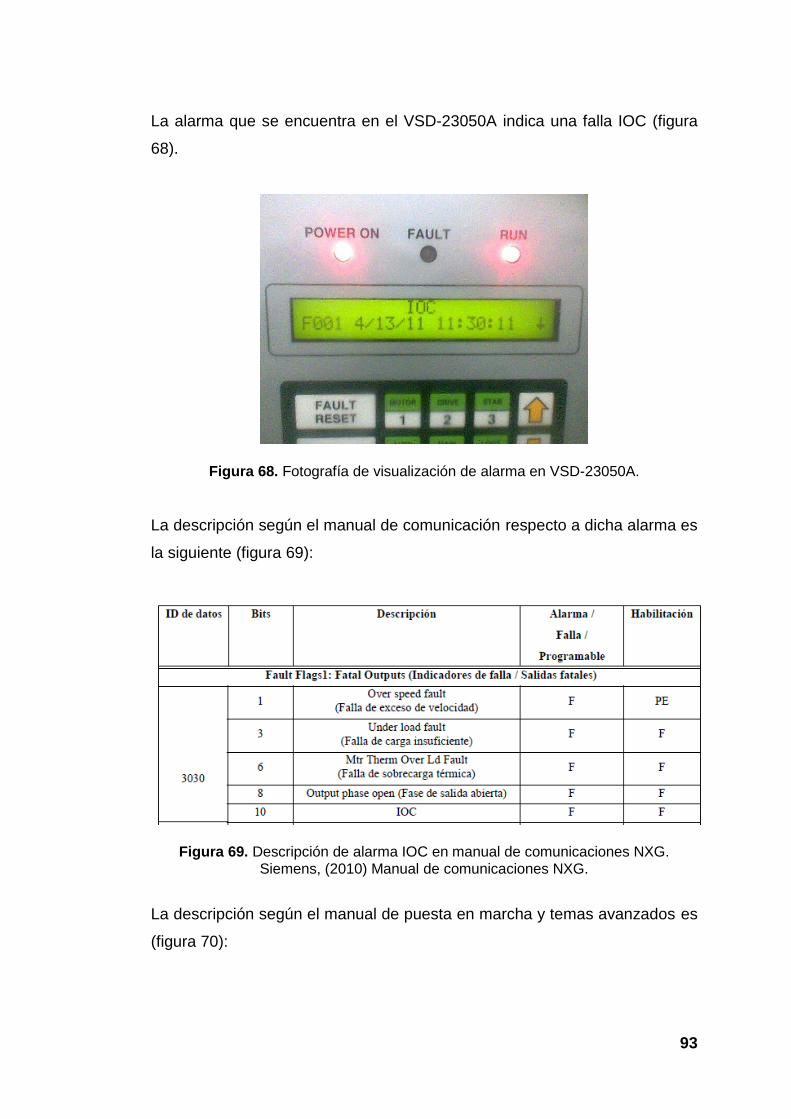
93
La alarma que se encuentra en el VSD-23050A indica una falla IOC (figura
68).
Figura 68. Fotografía de visualización de alarma en VSD-23050A.
La descripción según el manual de comunicación respecto a dicha alarma es
la siguiente (figura 69):
Figura 69. Descripción de alarma IOC en manual de comunicaciones NXG. Siemens, (2010) Manual de comunicaciones NXG.
La descripción según el manual de puesta en marcha y temas avanzados es
(figura 70):
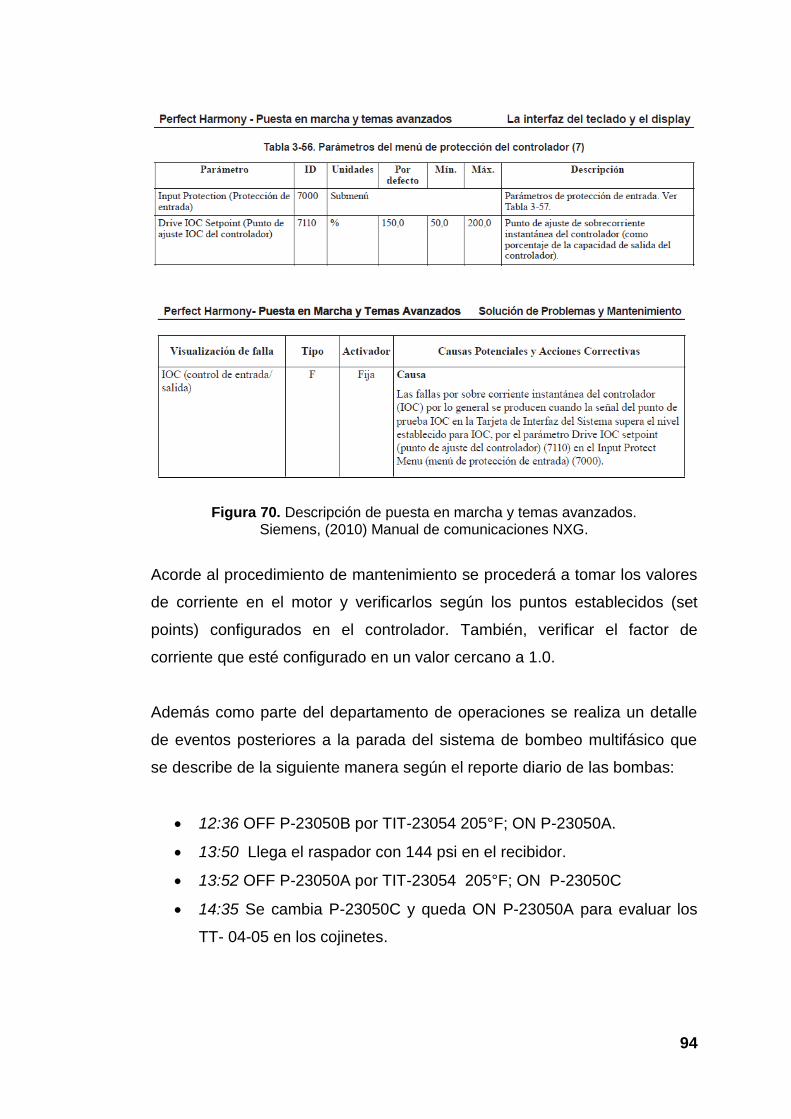
94
Figura 70. Descripción de puesta en marcha y temas avanzados. Siemens, (2010) Manual de comunicaciones NXG.
Acorde al procedimiento de mantenimiento se procederá a tomar los valores
de corriente en el motor y verificarlos según los puntos establecidos (set
points) configurados en el controlador. También, verificar el factor de
corriente que esté configurado en un valor cercano a 1.0.
Además como parte del departamento de operaciones se realiza un detalle
de eventos posteriores a la parada del sistema de bombeo multifásico que
se describe de la siguiente manera según el reporte diario de las bombas:
12:36 OFF P-23050B por TIT-23054 205°F; ON P-23050A.
13:50 Llega el raspador con 144 psi en el recibidor.
13:52 OFF P-23050A por TIT-23054 205°F; ON P-23050C
14:35 Se cambia P-23050C y queda ON P-23050A para evaluar los
TT- 04-05 en los cojinetes.
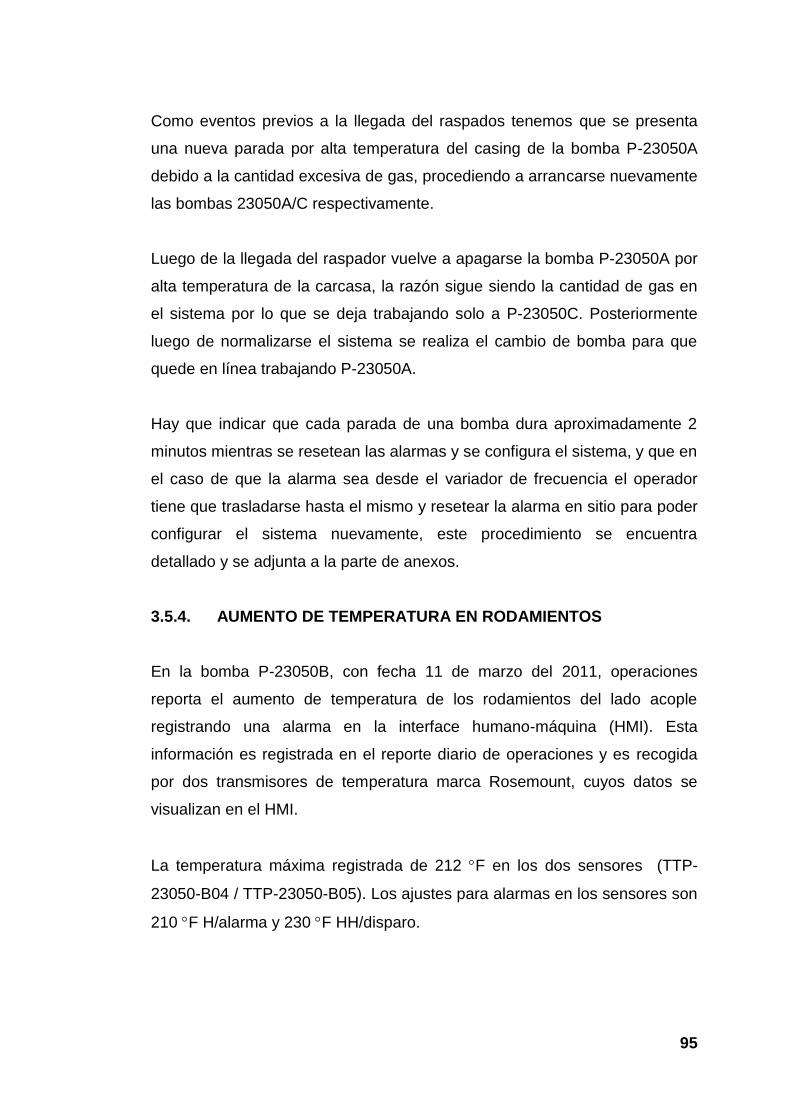
95
Como eventos previos a la llegada del raspados tenemos que se presenta
una nueva parada por alta temperatura del casing de la bomba P-23050A
debido a la cantidad excesiva de gas, procediendo a arrancarse nuevamente
las bombas 23050A/C respectivamente.
Luego de la llegada del raspador vuelve a apagarse la bomba P-23050A por
alta temperatura de la carcasa, la razón sigue siendo la cantidad de gas en
el sistema por lo que se deja trabajando solo a P-23050C. Posteriormente
luego de normalizarse el sistema se realiza el cambio de bomba para que
quede en línea trabajando P-23050A.
Hay que indicar que cada parada de una bomba dura aproximadamente 2
minutos mientras se resetean las alarmas y se configura el sistema, y que en
el caso de que la alarma sea desde el variador de frecuencia el operador
tiene que trasladarse hasta el mismo y resetear la alarma en sitio para poder
configurar el sistema nuevamente, este procedimiento se encuentra
detallado y se adjunta a la parte de anexos.
3.5.4. AUMENTO DE TEMPERATURA EN RODAMIENTOS
En la bomba P-23050B, con fecha 11 de marzo del 2011, operaciones
reporta el aumento de temperatura de los rodamientos del lado acople
registrando una alarma en la interface humano-máquina (HMI). Esta
información es registrada en el reporte diario de operaciones y es recogida
por dos transmisores de temperatura marca Rosemount, cuyos datos se
visualizan en el HMI.
La temperatura máxima registrada de 212 F en los dos sensores (TTP-
23050-B04 / TTP-23050-B05). Los ajustes para alarmas en los sensores son
210 F H/alarma y 230 F HH/disparo.
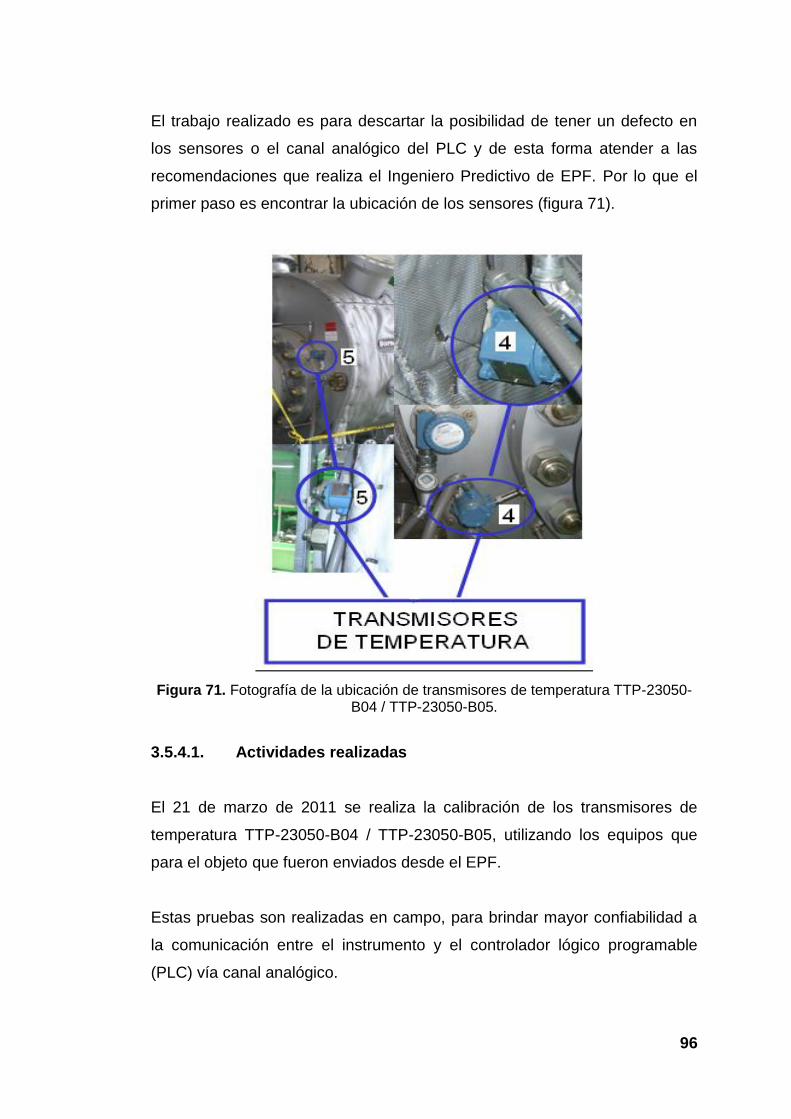
96
El trabajo realizado es para descartar la posibilidad de tener un defecto en
los sensores o el canal analógico del PLC y de esta forma atender a las
recomendaciones que realiza el Ingeniero Predictivo de EPF. Por lo que el
primer paso es encontrar la ubicación de los sensores (figura 71).
Figura 71. Fotografía de la ubicación de transmisores de temperatura TTP-23050-B04 / TTP-23050-B05.
3.5.4.1. Actividades realizadas
El 21 de marzo de 2011 se realiza la calibración de los transmisores de
temperatura TTP-23050-B04 / TTP-23050-B05, utilizando los equipos que
para el objeto que fueron enviados desde el EPF.
Estas pruebas son realizadas en campo, para brindar mayor confiabilidad a
la comunicación entre el instrumento y el controlador lógico programable
(PLC) vía canal analógico.
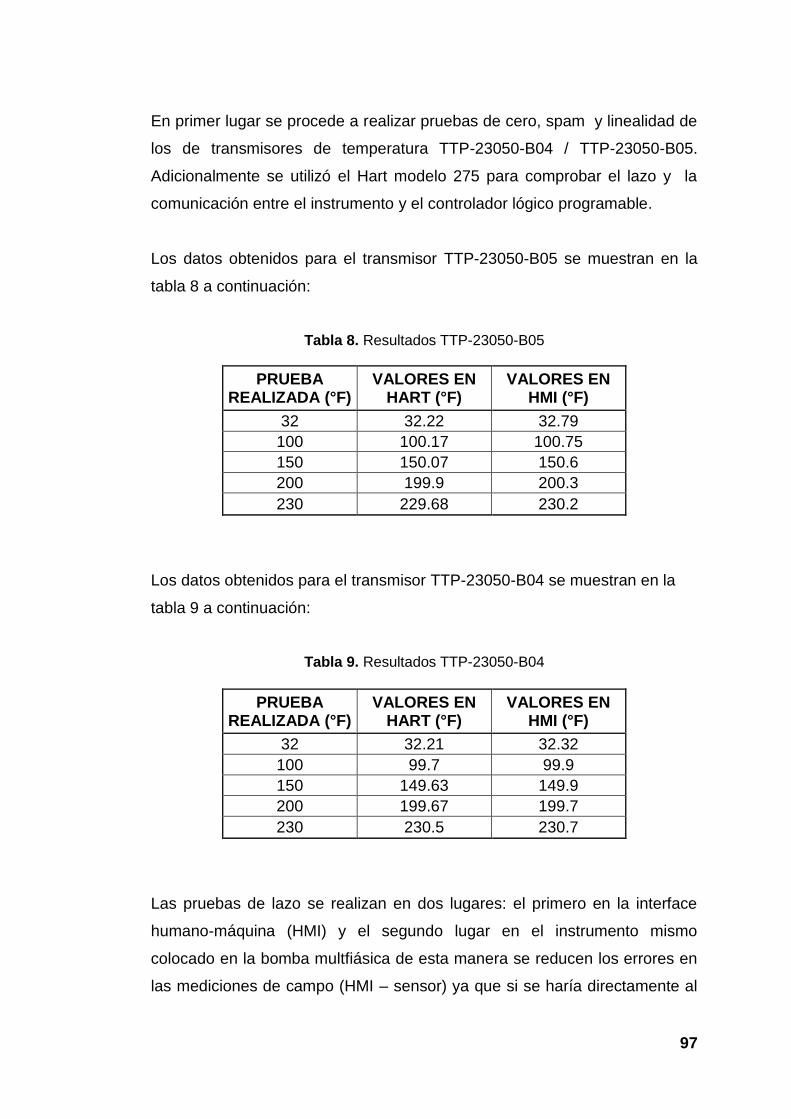
97
En primer lugar se procede a realizar pruebas de cero, spam y linealidad de
los de transmisores de temperatura TTP-23050-B04 / TTP-23050-B05.
Adicionalmente se utilizó el Hart modelo 275 para comprobar el lazo y la
comunicación entre el instrumento y el controlador lógico programable.
Los datos obtenidos para el transmisor TTP-23050-B05 se muestran en la
tabla 8 a continuación:
Tabla 8. Resultados TTP-23050-B05
PRUEBA REALIZADA (°F)
VALORES EN HART (°F)
VALORES EN HMI (°F)
32 32.22 32.79
100 100.17 100.75
150 150.07 150.6
200 199.9 200.3
230 229.68 230.2
Los datos obtenidos para el transmisor TTP-23050-B04 se muestran en la
tabla 9 a continuación:
Tabla 9. Resultados TTP-23050-B04
PRUEBA REALIZADA (°F)
VALORES EN HART (°F)
VALORES EN HMI (°F)
32 32.21 32.32
100 99.7 99.9
150 149.63 149.9
200 199.67 199.7
230 230.5 230.7
Las pruebas de lazo se realizan en dos lugares: el primero en la interface
humano-máquina (HMI) y el segundo lugar en el instrumento mismo
colocado en la bomba multfiásica de esta manera se reducen los errores en
las mediciones de campo (HMI – sensor) ya que si se haría directamente al

98
controlador lógico programable como es usual es más probable que los
datos de muestra sean incorrectos ya que la medición no es directa (PLC –
HMI – sensor). Las pruebas de lazo resultan sin novedad, los valores
cumplen con los requerimientos como se muestra en la figura 72.
Figura 72. Fotografía de calibración y pruebas de lazo de los sensores de temperatura TTP-23050-B04 / TTP-23050-B05.
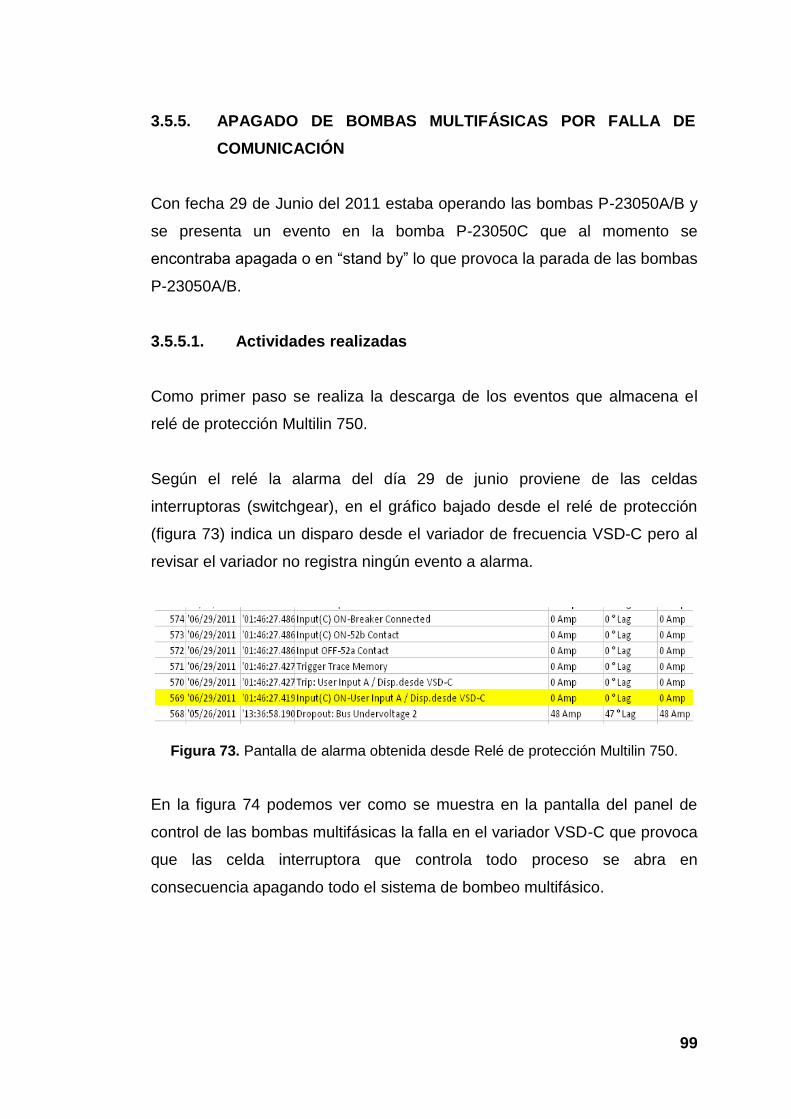
99
3.5.5. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA DE
COMUNICACIÓN
Con fecha 29 de Junio del 2011 estaba operando las bombas P-23050A/B y
se presenta un evento en la bomba P-23050C que al momento se
encontraba apagada o en “stand by” lo que provoca la parada de las bombas
P-23050A/B.
3.5.5.1. Actividades realizadas
Como primer paso se realiza la descarga de los eventos que almacena el
relé de protección Multilin 750.
Según el relé la alarma del día 29 de junio proviene de las celdas
interruptoras (switchgear), en el gráfico bajado desde el relé de protección
(figura 73) indica un disparo desde el variador de frecuencia VSD-C pero al
revisar el variador no registra ningún evento a alarma.
Figura 73. Pantalla de alarma obtenida desde Relé de protección Multilin 750.
En la figura 74 podemos ver como se muestra en la pantalla del panel de
control de las bombas multifásicas la falla en el variador VSD-C que provoca
que las celda interruptora que controla todo proceso se abra en
consecuencia apagando todo el sistema de bombeo multifásico.
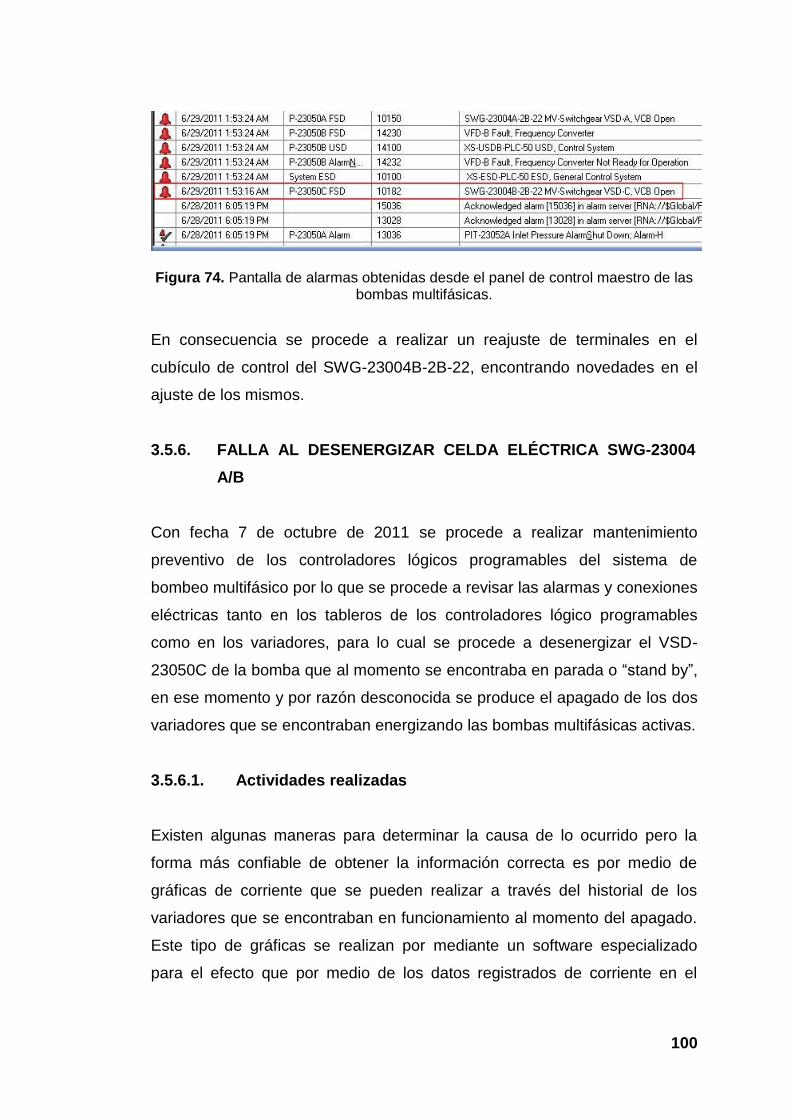
100
Figura 74. Pantalla de alarmas obtenidas desde el panel de control maestro de las bombas multifásicas.
En consecuencia se procede a realizar un reajuste de terminales en el
cubículo de control del SWG-23004B-2B-22, encontrando novedades en el
ajuste de los mismos.
3.5.6. FALLA AL DESENERGIZAR CELDA ELÉCTRICA SWG-23004
A/B
Con fecha 7 de octubre de 2011 se procede a realizar mantenimiento
preventivo de los controladores lógicos programables del sistema de
bombeo multifásico por lo que se procede a revisar las alarmas y conexiones
eléctricas tanto en los tableros de los controladores lógico programables
como en los variadores, para lo cual se procede a desenergizar el VSD-
23050C de la bomba que al momento se encontraba en parada o “stand by”,
en ese momento y por razón desconocida se produce el apagado de los dos
variadores que se encontraban energizando las bombas multifásicas activas.
3.5.6.1. Actividades realizadas
Existen algunas maneras para determinar la causa de lo ocurrido pero la
forma más confiable de obtener la información correcta es por medio de
gráficas de corriente que se pueden realizar a través del historial de los
variadores que se encontraban en funcionamiento al momento del apagado.
Este tipo de gráficas se realizan por mediante un software especializado
para el efecto que por medio de los datos registrados de corriente en el
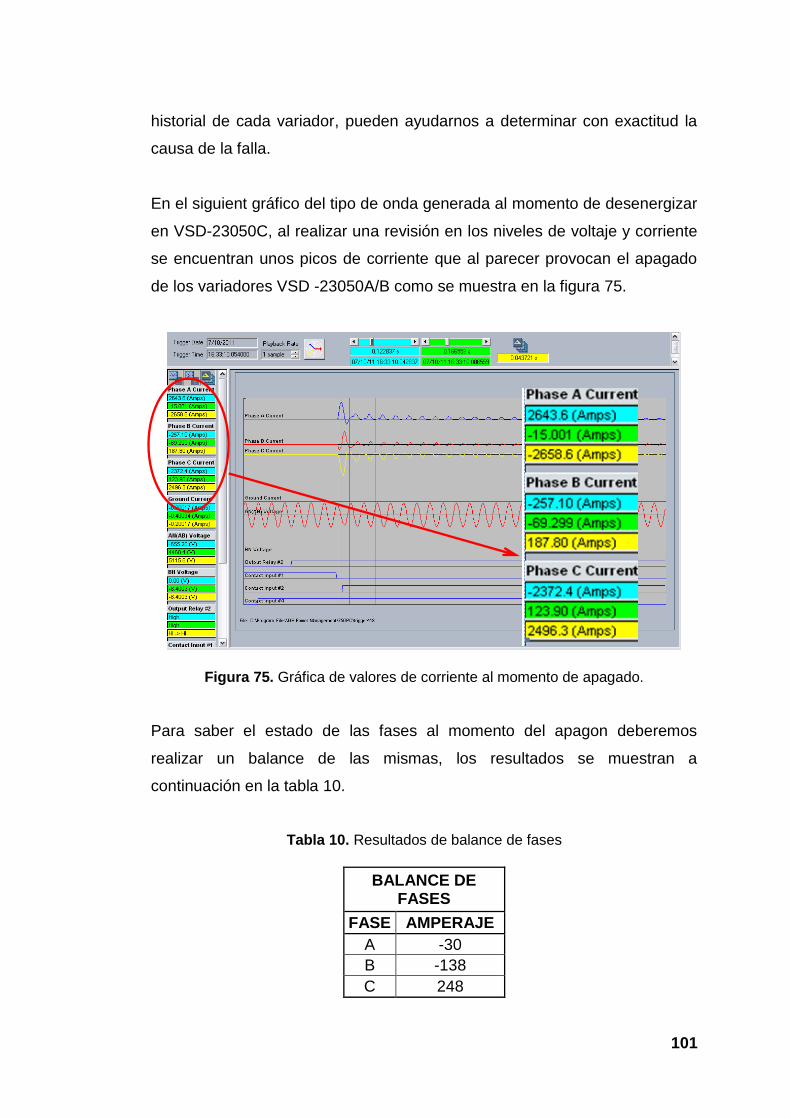
101
historial de cada variador, pueden ayudarnos a determinar con exactitud la
causa de la falla.
En el siguient gráfico del tipo de onda generada al momento de desenergizar
en VSD-23050C, al realizar una revisión en los niveles de voltaje y corriente
se encuentran unos picos de corriente que al parecer provocan el apagado
de los variadores VSD -23050A/B como se muestra en la figura 75.
Figura 75. Gráfica de valores de corriente al momento de apagado.
Para saber el estado de las fases al momento del apagon deberemos
realizar un balance de las mismas, los resultados se muestran a
continuación en la tabla 10.
Tabla 10. Resultados de balance de fases
BALANCE DE FASES
FASE AMPERAJE
A -30
B -138
C 248
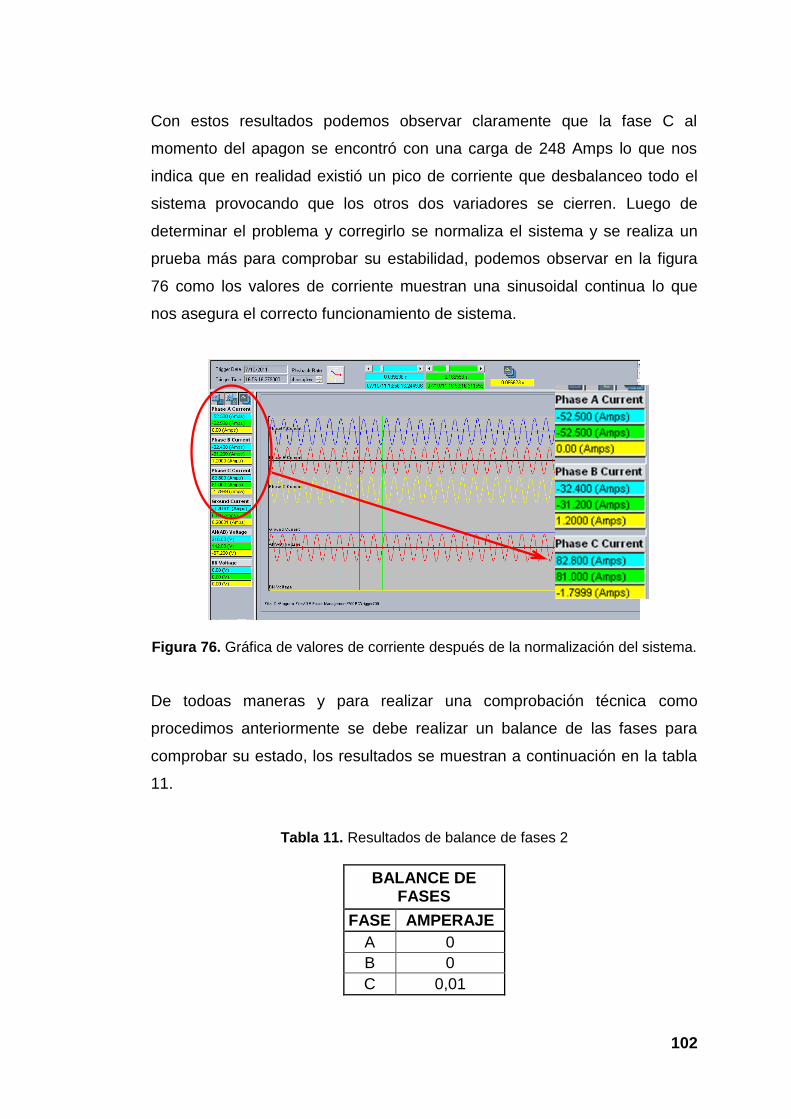
102
Con estos resultados podemos observar claramente que la fase C al
momento del apagon se encontró con una carga de 248 Amps lo que nos
indica que en realidad existió un pico de corriente que desbalanceo todo el
sistema provocando que los otros dos variadores se cierren. Luego de
determinar el problema y corregirlo se normaliza el sistema y se realiza un
prueba más para comprobar su estabilidad, podemos observar en la figura
76 como los valores de corriente muestran una sinusoidal continua lo que
nos asegura el correcto funcionamiento de sistema.
Figura 76. Gráfica de valores de corriente después de la normalización del sistema.
De todoas maneras y para realizar una comprobación técnica como
procedimos anteriormente se debe realizar un balance de las fases para
comprobar su estado, los resultados se muestran a continuación en la tabla
11.
Tabla 11. Resultados de balance de fases 2
BALANCE DE FASES
FASE AMPERAJE
A 0
B 0
C 0,01

103
Los valores aceptables pueden fluctuar entre 0 a 1 en consecuencia se
puede saber con certeza que el sistema se encuentra normalizado.
3.6. CÁLCULOS PARA DIMENSIONAMIENTO DE UNA
BOMBA DE TORNILLO O CAVIDAD PROGRESIVA
El dimensionamiento de la bomba de doble tornillo con bancadas externas
(Figura 77), probada exitosamente desde hace más de 50 años se basa
principalmente en el caudal que va a manejar.
Figura 77. Gráfica de bomba multifásica.
Bornemann pumps, (2010) KTO – Presicion on principle.
Su capacidad depende de:
Diámetro del tornillo y la separación entre ejes.
Velocidad de la bomba requerida.
104
Presión diferencial.
Viscosidad del líquido.
Mezcla volumétrica a condiciones de entrada.
Es de gran importancia realizar el cálculo de la mezcla volumétrica a
condiciones de entrada antes de empezar con el dimensionamiento de la
bomba, por lo tanto a continuación realizaremos dichas operaciones
matemáticas utilizando como ejemplo datos reales de producción del campo
Pañacocha ya que es donde se aplica este método de bombeo multifásico:
La producción diaria registrada en el potencial de pruebas para la fecha 25
de marzo de 2011 en el campo Pañacocha dio como resultado 65346 BFPD
con un BSW de 42%, el caudal de gas asociado al proceso es 84,327 MPCD
la temperatura interna es 125 F y la presión de trabajo es 245 psia. Con
estos datos procedemos a calcular la fracción gas volumen a condiciones de
entrada:
hm288
273T
P
1.013QQ 3in
in.abs
Gas.StdGas
[3.1]
Dónde:
Tin: temperatura interna (°C)
Pin.abs: presión interna absoluta (atm)
105
Así calcularemos el caudal de la mezcla:
[3.2]
[3.3]
[3.4]
106
[3.5]
Con este valor resultante de fracción gas volumen de 0,016 por medio de
tablas se puede empezar con la elección de la carcasa de la bomba, que
para nuestro caso es de 0,65” de espesor por 16” de diámetro.
Cada bomba necesita una potencia de trabajo requerida definida, esta
potencia depende de las condiciones operativas. El elemento crítico de
dimensionamiento de una bomba de cavidad progresiva es el eje ya que es
aquel que transmite la energía desde el motor hacía el flujo., La variable que
se calcula para dimensionar el eje y por ende la bomba es la potencia de los
ejes.
La potencia (transmisión de energía desde el motor) de los ejes de la bomba
es calculada para el caso de peor condición de operación que incluye:
Presión diferencial máxima, máxima velocidad de operación, máxima
viscosidad, 100% líquido, 0% gas.
A continuación se calcula la potencia absoluta del eje de la bomba necesaria
para nuestro caso en particular y se considera principalmente:
El diferencial de presión (de línea Δp = 2,234 psi).
Solo se considera al flujo líquido.
Constante de corrección de flujo (n = 1,0025).
Potencia hidráulica.
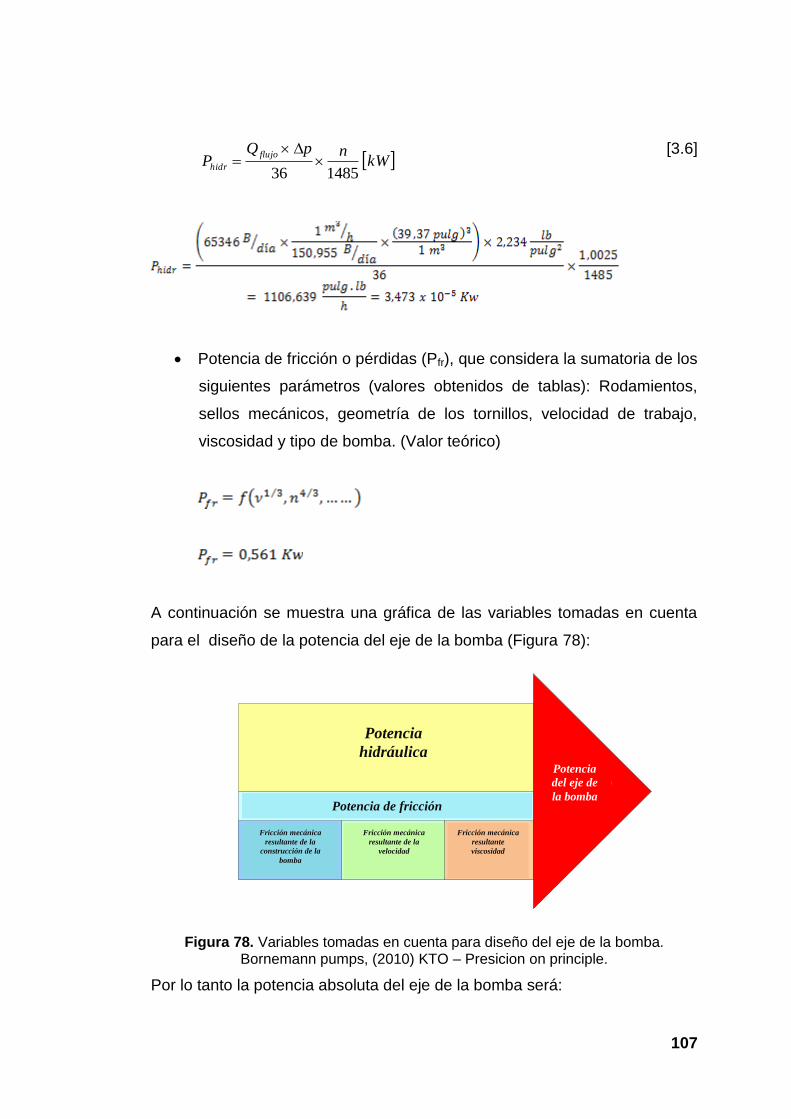
107
[3.6]
Potencia de fricción o pérdidas (Pfr), que considera la sumatoria de los
siguientes parámetros (valores obtenidos de tablas): Rodamientos,
sellos mecánicos, geometría de los tornillos, velocidad de trabajo,
viscosidad y tipo de bomba. (Valor teórico)
A continuación se muestra una gráfica de las variables tomadas en cuenta
para el diseño de la potencia del eje de la bomba (Figura 78):
Figura 78. Variables tomadas en cuenta para diseño del eje de la bomba. Bornemann pumps, (2010) KTO – Presicion on principle.
Por lo tanto la potencia absoluta del eje de la bomba será:
Hydraulic Power
Friction Power
Mechanical Friction
Power resultiong
from pump
construction
Mechanical Friction
Power resulting
from speed
Mechanical
Friction Power
resultiing from
viscosity
Shaft Power
of Pump
kWnpQ
Pflujo
hidr148536
Potencia
hidráulica
Potencia de fricción
Fricción mecánica
resultante de la
construcción de la
bomba
Fricción mecánica
resultante de la
velocidad
Fricción mecánica
resultante
viscosidad
Potencia
del eje de
la bomba
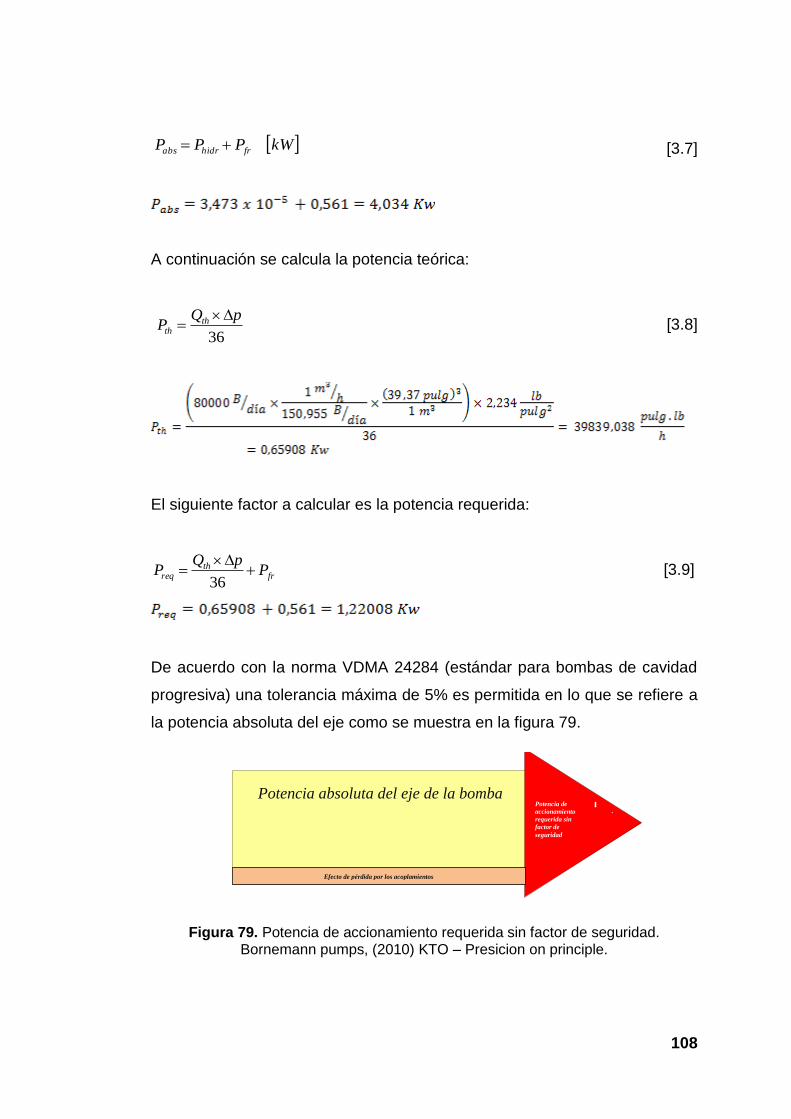
108
[3.7]
A continuación se calcula la potencia teórica:
36
pQP th
th
[3.8]
El siguiente factor a calcular es la potencia requerida:
frth
req PpQ
P
36
[3.9]
De acuerdo con la norma VDMA 24284 (estándar para bombas de cavidad
progresiva) una tolerancia máxima de 5% es permitida en lo que se refiere a
la potencia absoluta del eje como se muestra en la figura 79.
Figura 79. Potencia de accionamiento requerida sin factor de seguridad.
Bornemann pumps, (2010) KTO – Presicion on principle.
kWPPP frhidrabs
Shaft Power of Pump
Lost effect by coupling
Required
drive power
without
safety
factor
Potencia absoluta del eje de la bomba
Efecto de pérdida por los acoplamientos
Potencia de
accionamiento
requerida sin
factor de
seguridad
109
Para realizar una selección adecuada en cuanto a potencia y rendimiento se
refiere para un equipo de bombeo multifásico tomaremos en cuenta las
siguientes fórmulas. En primer lugar se calcula el rendimiento total de la
bomba que es adimensional:
[3.10]
Dónde:
Ƞm: Rendimiento mecánico se relaciona a DP y fricción 0,12 (tablas)
Ƞh: Rendimiento hidráulico se relaciona a la viscosidad 0,34 (tablas)
ȠQ: Rendimiento volumétrico se relaciona a DP y viscosidad 0,04
(tablas)
Con el valor de potencia teórica (Ptheo = Nt) podemos calcular la potencia real
de la bomba:
[3.11]
Por lo tanto obtendremos la potencia necesaria por el motor, valor con el
cual podremos dimensionar nuestro equipo:
[3.12]
Dónde:
ȠTr: Rendimiento del mecanismo de transmisión 0,26 (tablas)
mhQb ηηηη
b
tN
bN
Tr
bN
mN
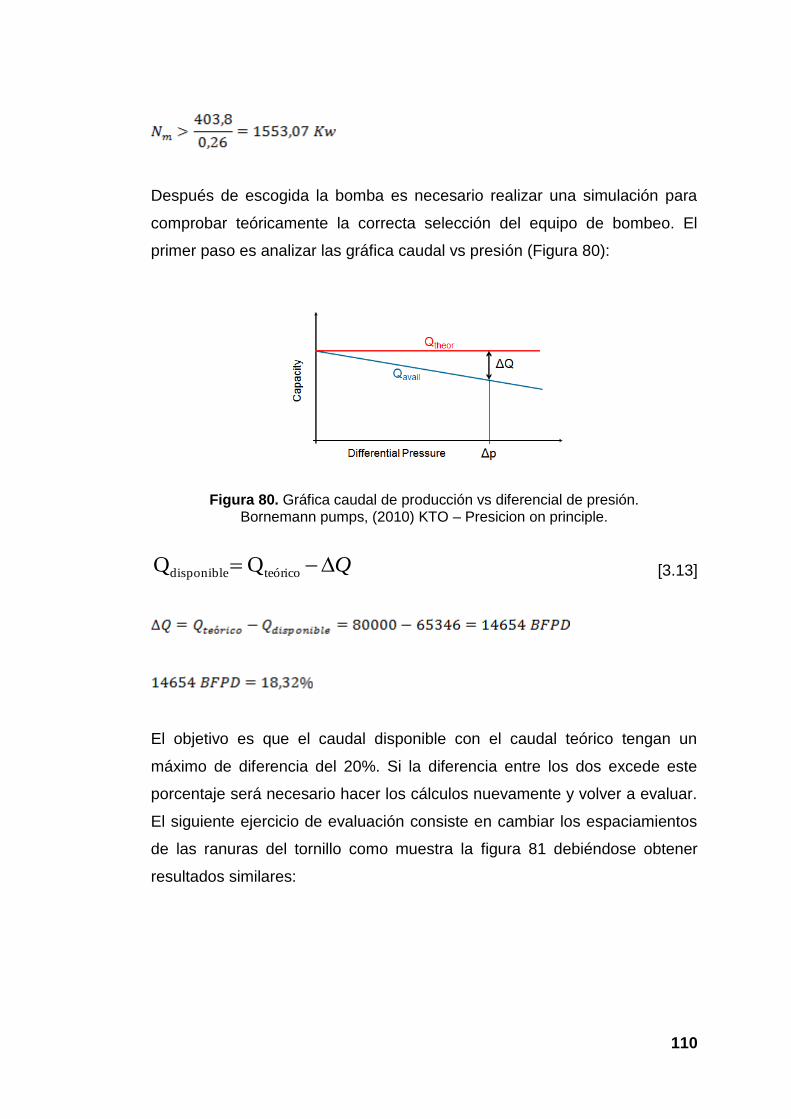
110
Después de escogida la bomba es necesario realizar una simulación para
comprobar teóricamente la correcta selección del equipo de bombeo. El
primer paso es analizar las gráfica caudal vs presión (Figura 80):
Figura 80. Gráfica caudal de producción vs diferencial de presión.
Bornemann pumps, (2010) KTO – Presicion on principle.
[3.13]
El objetivo es que el caudal disponible con el caudal teórico tengan un
máximo de diferencia del 20%. Si la diferencia entre los dos excede este
porcentaje será necesario hacer los cálculos nuevamente y volver a evaluar.
El siguiente ejercicio de evaluación consiste en cambiar los espaciamientos
de las ranuras del tornillo como muestra la figura 81 debiéndose obtener
resultados similares:
Q teóricodisponible QQ
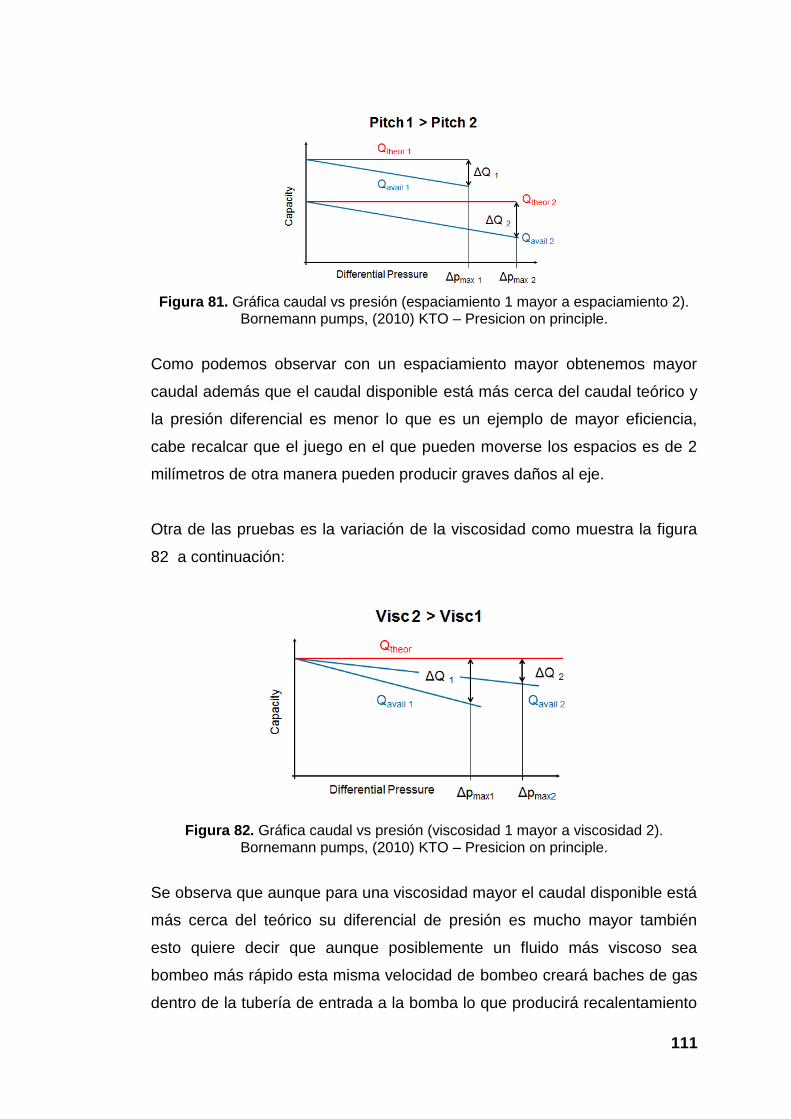
111
Figura 81. Gráfica caudal vs presión (espaciamiento 1 mayor a espaciamiento 2). Bornemann pumps, (2010) KTO – Presicion on principle.
Como podemos observar con un espaciamiento mayor obtenemos mayor
caudal además que el caudal disponible está más cerca del caudal teórico y
la presión diferencial es menor lo que es un ejemplo de mayor eficiencia,
cabe recalcar que el juego en el que pueden moverse los espacios es de 2
milímetros de otra manera pueden producir graves daños al eje.
Otra de las pruebas es la variación de la viscosidad como muestra la figura
82 a continuación:
Figura 82. Gráfica caudal vs presión (viscosidad 1 mayor a viscosidad 2). Bornemann pumps, (2010) KTO – Presicion on principle.
Se observa que aunque para una viscosidad mayor el caudal disponible está
más cerca del teórico su diferencial de presión es mucho mayor también
esto quiere decir que aunque posiblemente un fluido más viscoso sea
bombeo más rápido esta misma velocidad de bombeo creará baches de gas
dentro de la tubería de entrada a la bomba lo que producirá recalentamiento
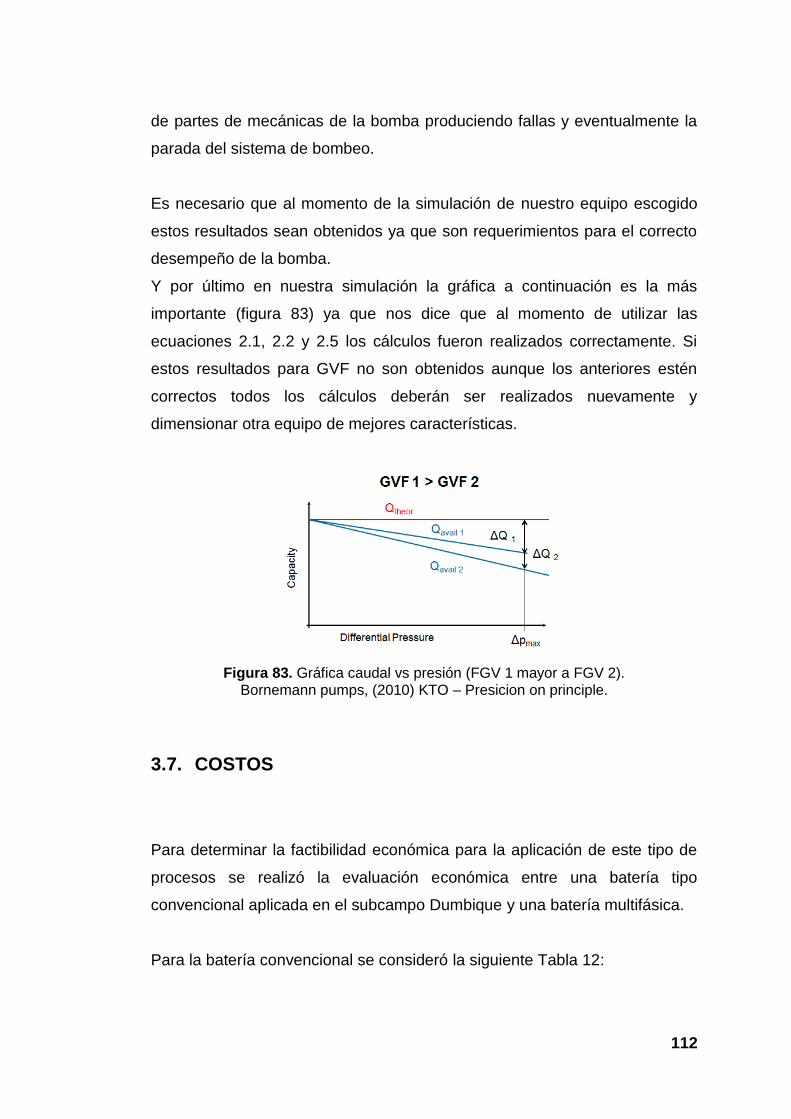
112
de partes de mecánicas de la bomba produciendo fallas y eventualmente la
parada del sistema de bombeo.
Es necesario que al momento de la simulación de nuestro equipo escogido
estos resultados sean obtenidos ya que son requerimientos para el correcto
desempeño de la bomba.
Y por último en nuestra simulación la gráfica a continuación es la más
importante (figura 83) ya que nos dice que al momento de utilizar las
ecuaciones 2.1, 2.2 y 2.5 los cálculos fueron realizados correctamente. Si
estos resultados para GVF no son obtenidos aunque los anteriores estén
correctos todos los cálculos deberán ser realizados nuevamente y
dimensionar otra equipo de mejores características.
Figura 83. Gráfica caudal vs presión (FGV 1 mayor a FGV 2). Bornemann pumps, (2010) KTO – Presicion on principle.
3.7. COSTOS
Para determinar la factibilidad económica para la aplicación de este tipo de
procesos se realizó la evaluación económica entre una batería tipo
convencional aplicada en el subcampo Dumbique y una batería multifásica.
Para la batería convencional se consideró la siguiente Tabla 12:
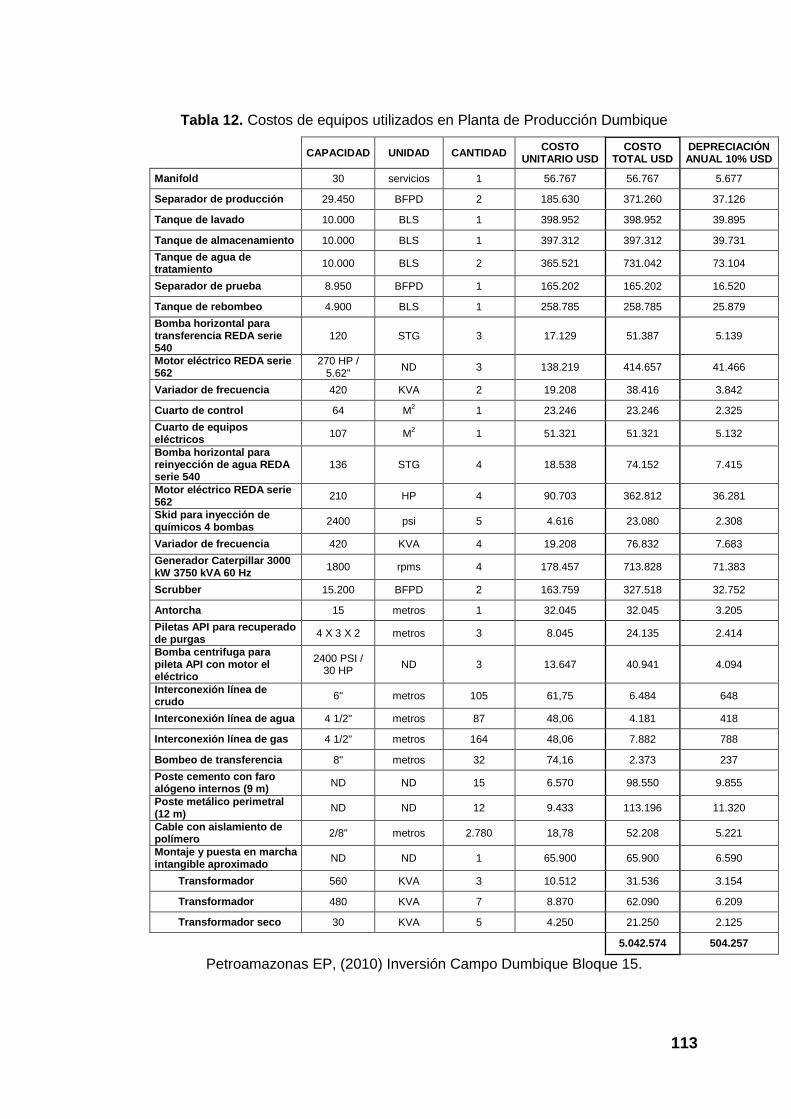
113
Tabla 12. Costos de equipos utilizados en Planta de Producción Dumbique
CAPACIDAD UNIDAD CANTIDAD
COSTO UNITARIO USD
COSTO TOTAL USD
DEPRECIACIÓN ANUAL 10% USD
Manifold 30 servicios 1 56.767 56.767 5.677
Separador de producción 29.450 BFPD 2 185.630 371.260 37.126
Tanque de lavado 10.000 BLS 1 398.952 398.952 39.895
Tanque de almacenamiento 10.000 BLS 1 397.312 397.312 39.731
Tanque de agua de tratamiento
10.000 BLS 2 365.521 731.042 73.104
Separador de prueba 8.950 BFPD 1 165.202 165.202 16.520
Tanque de rebombeo 4.900 BLS 1 258.785 258.785 25.879
Bomba horizontal para transferencia REDA serie 540
120 STG 3 17.129 51.387 5.139
Motor eléctrico REDA serie 562
270 HP / 5.62"
ND 3 138.219 414.657 41.466
Variador de frecuencia 420 KVA 2 19.208 38.416 3.842
Cuarto de control 64 M2
1 23.246 23.246 2.325
Cuarto de equipos eléctricos
107 M2
1 51.321 51.321 5.132
Bomba horizontal para reinyección de agua REDA serie 540
136 STG 4 18.538 74.152 7.415
Motor eléctrico REDA serie 562
210 HP 4 90.703 362.812 36.281
Skid para inyección de químicos 4 bombas
2400 psi 5 4.616 23.080 2.308
Variador de frecuencia 420 KVA 4 19.208 76.832 7.683
Generador Caterpillar 3000 kW 3750 kVA 60 Hz
1800 rpms 4 178.457 713.828 71.383
Scrubber 15.200 BFPD 2 163.759 327.518 32.752
Antorcha 15 metros 1 32.045 32.045 3.205
Piletas API para recuperado de purgas
4 X 3 X 2 metros 3 8.045 24.135 2.414
Bomba centrifuga para pileta API con motor el eléctrico
2400 PSI / 30 HP
ND 3 13.647 40.941 4.094
Interconexión línea de crudo
6" metros 105 61,75 6.484 648
Interconexión línea de agua 4 1/2" metros 87 48,06 4.181 418
Interconexión línea de gas 4 1/2" metros 164 48,06 7.882 788
Bombeo de transferencia 8" metros 32 74,16 2.373 237
Poste cemento con faro alógeno internos (9 m)
ND ND 15 6.570 98.550 9.855
Poste metálico perimetral (12 m)
ND ND 12 9.433 113.196 11.320
Cable con aislamiento de polímero
2/8" metros 2.780 18,78 52.208 5.221
Montaje y puesta en marcha intangible aproximado
ND ND 1 65.900 65.900 6.590
Transformador 560 KVA 3 10.512 31.536 3.154
Transformador 480 KVA 7 8.870 62.090 6.209
Transformador seco 30 KVA 5 4.250 21.250 2.125
5.042.574 504.257
Petroamazonas EP, (2010) Inversión Campo Dumbique Bloque 15.

114
Mientras que para una batería multifásica se consideró Tabla 13:
Tabla 13. Costos de equipos utilizados en Sistema de Producción Multifásico
CAPACIDAD UNIDAD CANTIDAD
COSTO UNITARIO USD
COSTO TOTAL USD
DEPRECIACIÓN ANUAL 10% USD
Manifold 10 servicios 1 22.480 22.480 2.248
Medidor multifásico 3.500 BFPD 2 16.780 33.560 3.356
Bombas multifásicas Bornemann MW-335-53
1.600 PSI 3 2.345.789 7.037.367 703.737
Motor eléctrico Bornemann 300 HP 3 1.478.456 4.435.368 443.537
Skid para instalación sistema multifásico
2.300 TONS 3 259.874 779.622 77.962
Variador de frecuencia 560 KVA 3 22.417 67.251 6.725
Skid para inyección de químicos
4 bombas/2400
psi ND 3 4.616 13.848 1.385
Transformador 65.000 KVA 2 45.210 90.420 9.042
Transformador 4.860 KVA 3 10.512 31.536 3.154
Transformador 480 KVA 3 8.870 26.610 2.661
Transformador seco 30 KVA 5 4.250 21.250 2.125
Celdas eléctricas 65.000 a
4.860 V 3 22.457 67.371 6.737
Estructura oficina y equipos eléctricos
450 metros
cuadrados 1 62.980 62.980 6.298
Instrumentación y utilidades
3 - 15 mmA 1 27.498 27.498 2.750
Sistema de seguridad ND ND 1 33.784 33.784 3.378
Interconexión línea de crudo
16" metros 87 193,45 16.830 1.683
Bombeo de transferencia 18" metros 51 203,87 10.397 1.040
Poste metálico perimetral (12 m)
ND ND 15 9.433 141.495 14.150
Cable con aislamiento de metálico
3/8" metros 420 36,75 15.435 1.544
12.912.623 1.291.262
Petroamazonas EP, (2009) Generalidades campo Pañacocha.
Después de haber obtenido los costos totales de los equipos que encierran
cada una de las dos aplicaciones para producción y transporte de crudo se
determina el valor de amortización de los activos dado en dólares sobre
barriles de crudo como se muestra en la Tabla 14:
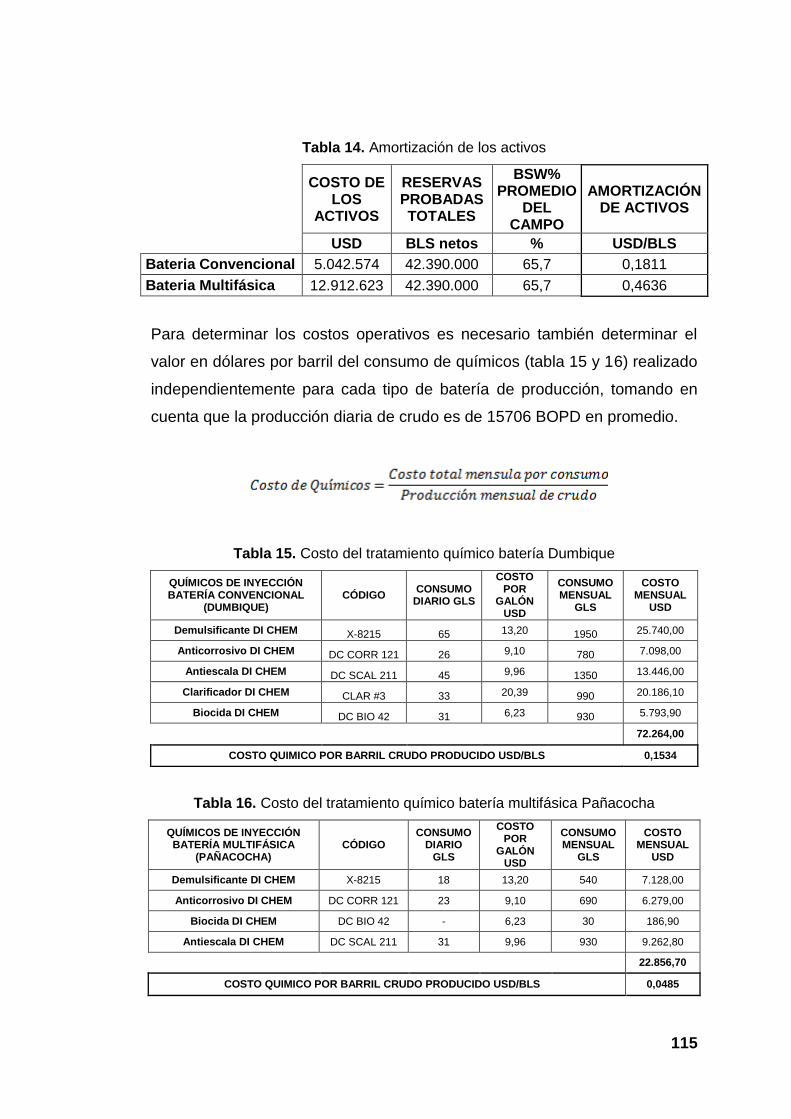
115
Tabla 14. Amortización de los activos
COSTO DE LOS
ACTIVOS
RESERVAS PROBADAS TOTALES
BSW% PROMEDIO
DEL CAMPO
AMORTIZACIÓN DE ACTIVOS
USD BLS netos % USD/BLS
Bateria Convencional 5.042.574 42.390.000 65,7 0,1811
Bateria Multifásica 12.912.623 42.390.000 65,7 0,4636
Para determinar los costos operativos es necesario también determinar el
valor en dólares por barril del consumo de químicos (tabla 15 y 16) realizado
independientemente para cada tipo de batería de producción, tomando en
cuenta que la producción diaria de crudo es de 15706 BOPD en promedio.
Tabla 15. Costo del tratamiento químico batería Dumbique
QUÍMICOS DE INYECCIÓN BATERÍA CONVENCIONAL
(DUMBIQUE) CÓDIGO
CONSUMO DIARIO GLS
COSTO POR
GALÓN USD
CONSUMO MENSUAL
GLS
COSTO MENSUAL
USD
Demulsificante DI CHEM X-8215 65 13,20 1950 25.740,00
Anticorrosivo DI CHEM DC CORR 121 26 9,10 780 7.098,00
Antiescala DI CHEM DC SCAL 211 45 9,96 1350 13.446,00
Clarificador DI CHEM CLAR #3 33 20,39 990 20.186,10
Biocida DI CHEM DC BIO 42 31 6,23 930 5.793,90
72.264,00
COSTO QUIMICO POR BARRIL CRUDO PRODUCIDO USD/BLS 0,1534
Tabla 16. Costo del tratamiento químico batería multifásica Pañacocha
QUÍMICOS DE INYECCIÓN BATERÍA MULTIFÁSICA
(PAÑACOCHA) CÓDIGO
CONSUMO DIARIO
GLS
COSTO POR
GALÓN USD
CONSUMO MENSUAL
GLS
COSTO MENSUAL
USD
Demulsificante DI CHEM X-8215 18 13,20 540 7.128,00
Anticorrosivo DI CHEM DC CORR 121 23 9,10 690 6.279,00
Biocida DI CHEM DC BIO 42 - 6,23 30 186,90
Antiescala DI CHEM DC SCAL 211 31 9,96 930 9.262,80
22.856,70
COSTO QUIMICO POR BARRIL CRUDO PRODUCIDO USD/BLS 0,0485
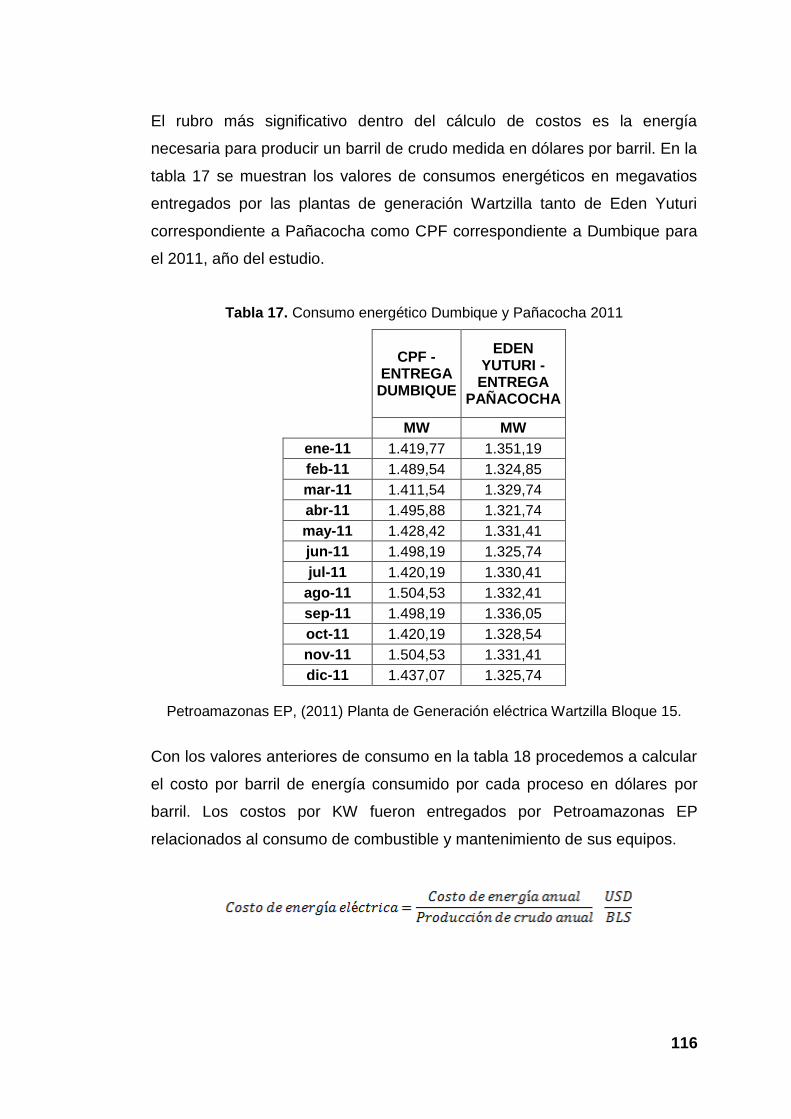
116
El rubro más significativo dentro del cálculo de costos es la energía
necesaria para producir un barril de crudo medida en dólares por barril. En la
tabla 17 se muestran los valores de consumos energéticos en megavatios
entregados por las plantas de generación Wartzilla tanto de Eden Yuturi
correspondiente a Pañacocha como CPF correspondiente a Dumbique para
el 2011, año del estudio.
Tabla 17. Consumo energético Dumbique y Pañacocha 2011
CPF - ENTREGA
DUMBIQUE
EDEN YUTURI - ENTREGA
PAÑACOCHA
MW MW
ene-11 1.419,77 1.351,19
feb-11 1.489,54 1.324,85
mar-11 1.411,54 1.329,74
abr-11 1.495,88 1.321,74
may-11 1.428,42 1.331,41
jun-11 1.498,19 1.325,74
jul-11 1.420,19 1.330,41
ago-11 1.504,53 1.332,41
sep-11 1.498,19 1.336,05
oct-11 1.420,19 1.328,54
nov-11 1.504,53 1.331,41
dic-11 1.437,07 1.325,74
Petroamazonas EP, (2011) Planta de Generación eléctrica Wartzilla Bloque 15.
Con los valores anteriores de consumo en la tabla 18 procedemos a calcular
el costo por barril de energía consumido por cada proceso en dólares por
barril. Los costos por KW fueron entregados por Petroamazonas EP
relacionados al consumo de combustible y mantenimiento de sus equipos.
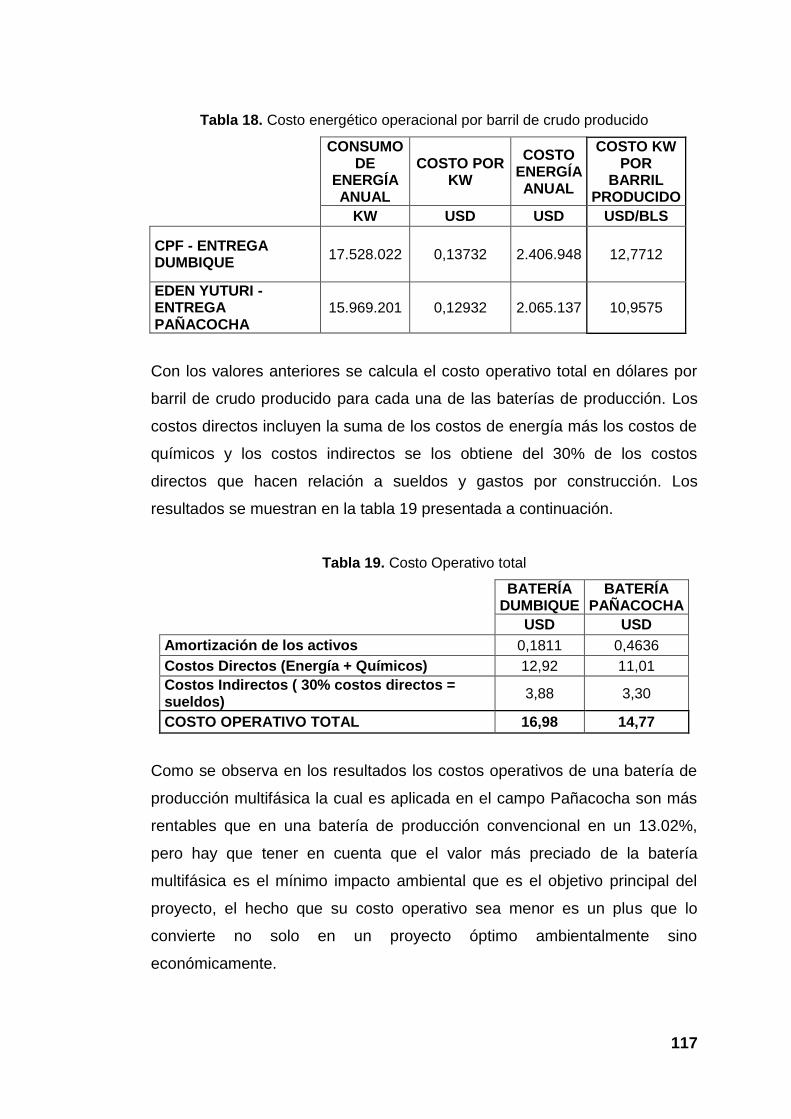
117
Tabla 18. Costo energético operacional por barril de crudo producido
CONSUMO DE
ENERGÍA ANUAL
COSTO POR KW
COSTO ENERGÍA ANUAL
COSTO KW POR
BARRIL PRODUCIDO
KW USD USD USD/BLS
CPF - ENTREGA DUMBIQUE
17.528.022 0,13732 2.406.948 12,7712
EDEN YUTURI - ENTREGA PAÑACOCHA
15.969.201 0,12932 2.065.137 10,9575
Con los valores anteriores se calcula el costo operativo total en dólares por
barril de crudo producido para cada una de las baterías de producción. Los
costos directos incluyen la suma de los costos de energía más los costos de
químicos y los costos indirectos se los obtiene del 30% de los costos
directos que hacen relación a sueldos y gastos por construcción. Los
resultados se muestran en la tabla 19 presentada a continuación.
Tabla 19. Costo Operativo total
BATERÍA DUMBIQUE
BATERÍA PAÑACOCHA
USD USD
Amortización de los activos 0,1811 0,4636
Costos Directos (Energía + Químicos) 12,92 11,01
Costos Indirectos ( 30% costos directos = sueldos)
3,88 3,30
COSTO OPERATIVO TOTAL 16,98 14,77
Como se observa en los resultados los costos operativos de una batería de
producción multifásica la cual es aplicada en el campo Pañacocha son más
rentables que en una batería de producción convencional en un 13.02%,
pero hay que tener en cuenta que el valor más preciado de la batería
multifásica es el mínimo impacto ambiental que es el objetivo principal del
proyecto, el hecho que su costo operativo sea menor es un plus que lo
convierte no solo en un proyecto óptimo ambientalmente sino
económicamente.
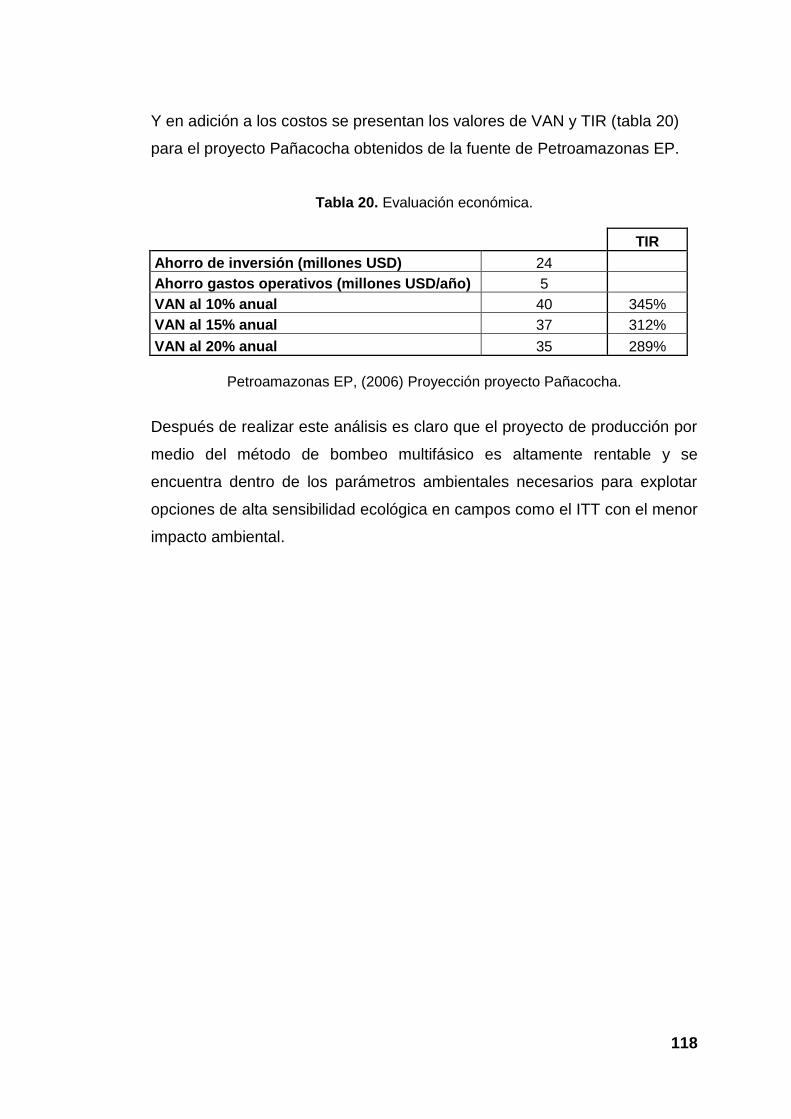
118
Y en adición a los costos se presentan los valores de VAN y TIR (tabla 20)
para el proyecto Pañacocha obtenidos de la fuente de Petroamazonas EP.
Tabla 20. Evaluación económica.
TIR
Ahorro de inversión (millones USD) 24
Ahorro gastos operativos (millones USD/año) 5
VAN al 10% anual 40 345%
VAN al 15% anual 37 312%
VAN al 20% anual 35 289%
Petroamazonas EP, (2006) Proyección proyecto Pañacocha.
Después de realizar este análisis es claro que el proyecto de producción por
medio del método de bombeo multifásico es altamente rentable y se
encuentra dentro de los parámetros ambientales necesarios para explotar
opciones de alta sensibilidad ecológica en campos como el ITT con el menor
impacto ambiental.
119
CAPÍTULO IV
4. ANÁLISIS Y RESULTADOS
Para seguir una secuencia organizada se el análisis de resultados se hará
en primer lugar acerca de las fallas en el sistema de bombeo multfásico que
se presentaron en el capítulo anterior y después continuaremos con el
análisis de las variables que afectan directamente al sistema.
4.1. ROTURA DEL EJE CONDUCTOR
Hay que tener claro que este problema es el de mayor grado de complejidad
y preocupación que se ha presentado hasta la actualidad desde el inicio de
operaciones del sistema de bombeo multifásico así casi ya dos años. Y no
es que se catalogue de esta manera por la complejidad en la reparación y
puesta en marcha del mismo, sino complejo porque implicó de una revisión
completa de todos los equipos y facilidades que lo conforman.
En primer lugar se creyó que la fatiga del material y su falla posterior se
debió a que el mismo no fue calculado de manera adecuada, es decir, no se
tomó en cuenta variables como corrosión y abrasión del fluido que en el
campo Pañacocha se produce que dicho sea de paso no es un fluido inusual
para nuestro país., Se encuentra en un rango promedio de 24 API, no
contiene metales en cantidades considerables que puedan formar alguna
reacción negativa con el material que conforma elementos mecánicos de la
bomba multifásica y tampoco tiene altos contenidos de azufre que puedan
formar ácidos corrosivos.
120
Entonces, ¿Cuál fue la razón de que el material sufriera fatiga en menos de
un año de operación de la bomba multifásica? Debido a que los gastos de
reparación eran bastante elevados este era un tema de suma importancia ya
que dependiendo los resultados, contratante (PAM) o contratista
(Bornemann) debían corren con todos los rubros de reparación. Para salir de
dudas y aclarar el asunto se procede a desarmar el liner y los tornillos de la
carcasa de la bomba como vimos anteriormente y se envía el eje roto y
muestras de los materiales que componen la bomba multifásica hacia
Alemania para que se realicen pruebas, teniendo en cuenta que PAM
también realizaría pruebas sobre dichos materiales para poder realizar un
adecuado cruce de información. Transcurre el tiempo y con resultados en
mano de parte y parte se procede a realizar un análisis de resultados. De
todo este análisis se concluye que los materiales que componen la bomba
multifásica eran los adecuados para el flujo que produce el campo
Pañacocha y que la razón de la fatiga del material no fue un mal cálculo en
su composición.
Esto hace que se busquen otras razones para que se haya dado la rotura del
eje y las conclusiones caen sobre la parte operativa. Se plantea que el
operador por alguna razón no se dio cuenta de la alarma registrada en el
HMI (interface humano-máquina) que muestra un incremento de vibración en
los sensores de las bombas 2 horas antes de que se produzca la rotura, la
respuesta a un incremento considerable de vibración es apagar la bomba en
la que se está registrando el hecho. Este incremento de vibración se da
porque el raspador que fue enviado a las 20:00 horas del día anterior aguas
abajo desde la plataforma B del campo Pañacocha a las 05:00 am del día
siguiente había llegado al recibidor de la plataforma C y vino acarreando
todo el gas que se encontraba recirculando en el oleoducto.
Por tal razón se realizan pruebas simulando las mismas condiciones pero
esta vez prestando mucha más atención a las variables del sistema., Pero
después de 3 pruebas consecutivas y recreando condiciones similares los
sensores de vibración no registran incrementos como los detectados en el
121
suceso de rotura del eje, en consecuencia se descarta que haya sido un falla
operativa. Lo que deja en incertidumbre a los encargados y gran
preocupación a razón de que el sistema de bombeo de Pañacocha se
quedaría sin una bomba de repuesto o “back up” además teniendo en cuenta
que nuevos pozos estaban siendo perforados lo que incrementaría el caudal
de producción del campo.
Como respuesta urgente de Gerencia de operaciones, se realiza diferentes
equipos tanto de personal de PAM como contratistas para que puedan
buscar causas desde diferentes tipos de vista y gracias a la colaboración de
Bornemann Perú es traído un técnico especializado en vibraciones que
realizó mediciones en la bomba y en toda la parte integral que la compone
es decir el patín donde se encuentra asentada la misma.
Es ahí cuando se detecta el problema principal causante de la falla y rotura
del eje. El patín en el que se asienta la bomba multifásica es independiente
del patín en el que se asienta el motor eléctrico de la bomba multifásica y se
después de analizar los datos entregados por el técnico se descubre que los
mismos no fueron construidos bajo las especificaciones de Bornemann que
son determinantes para sostener todo el peso del equipo y que puedan estar
alineados constantemente sin ninguna variación.
El peso del motor eléctrico había deformado el patín en el que se encontraba
asentado en alrededor de 3 mm lo que hacía que el eje de transmisión del
motor tome una deflexión anormal, esto a su vez produjo que los ejes de los
tornillos también tomen una ligera curvatura que si tenemos en cuenta que
los tornillos se calibran mediante un procedimiento extremadamente exacto,
esta desviación hizo que uno de los ejes de los tornillos empiece a rozar con
el estator de la bomba lo que produjo la alarma de alta vibración registrada
en la interface humano-máquina y que en cuestión de 2 horas hizo que el
material del eje se fatigue y por consiguiente se rompa. Se determinó q los
patines en los que se encuentran asentados los 3 equipos de bombeo
multifásico están fuera de las especificaciones de construcción requeridas
122
por Bornemann y detalladas en los diagramas entregados por la ingeniería
conceptual, la que describió una estructura sólida de cemento de alta
resistencia en su base al contrario de la construida que está compuesta por
varillas y relleno de piedra en el centro lo que reduce considerablemente la
capacidad para mantener su forma al aplicarse grandes pesos sobre la
misma.
4.2. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA EN
PLC
Es casi un evento inevitable la falla en la programación de un equipo nuevo
aplicado si tenemos en cuenta que la misma se realizó en oficinas y con
condiciones operativas supuestas solamente, es por eso que en sus fases
iniciales la programación del sistema de bombeo multifásica tuvo que ser
monitoreada constantemente hasta ajustar los parámetros a puntos óptimos
de operación.
El reajuste de terminales flojos encontrados en los tableros de control y
comunicaciones es una medida que desde que se presentó este suceso
entró como actividad emergente en primer lugar y luego pasó a formar parte
del programa de mantenimiento preventivo realizándola cada 2 meses ya
que se determinó que por efecto de la vibración en la caseta de protección
de equipos eléctricos estos terminales tienden a aflojarse y provocar fallas.
De tal manera y resumiendo, la medida preventiva que se sugiere quedaría
redactada como: realizar un reajuste de todos los puntos de bornera
ubicados en los cubículos de control de las celdas y en los variadores cada 2
meses.
El cambio total de la red de control (control net) desde sus conectores, cable
de red hasta la revisión de su programación son muestra de que las
especificaciones requeridas por el fabricante no se están cumpliendo o en su
123
defecto la fiscalización de las obras no está siendo lo suficientemente
estrictas acorde con el nivel de acabado y mano de obra que este tipo de
proyectos requieren, permitiendo dejar conexiones sueltas o flojas que en
algún punto van a provocar fallas en el sistema y hasta posiblemente daño
en equipos.
Las recomendaciones de la empresa PIL han servido de mucho para
capacitar a los técnicos de PAM en áreas específicas necesarias para dar
solución a este tipo de eventos de manera rápida y precisa reduciendo cada
vez más el tiempo en paradas del sistema de bombeo multifásico
beneficiando a la producción del campo Pañacocha.
También se puso en evidencia que para identificar y corregir la apertura
involuntaria de las celdas eléctricas se hace necesario tener el soporte en
sitio del personal que programó al controlador lógico programable HMIatrix-
System de forma tal que permita aclarar la secuencia lógica que ordena la
apertura de las celdas ya que PAM no cuenta con el acceso a los códigos de
programación ni tampoco con el software necesario para realizar este tipo
de ajustes.
Esta verificación de lógicas debe estar acompañada de un procedimiento de
pruebas que permita explorar las diferentes situaciones operativas y las
fallas que se puedan presentar en las señales de equipos externos que
llegan tanto al PLC-23051 como al PLC-23050.
124
4.3. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA
IOC EN EL VARIADOR DE FRECUENCIA
Debemos tener presente que el campo Pañacocha es muy irregular en su
topografía lo que hace que el oleoducto tenga varias elevaciones y
depresiones en su extensión. Esto quiere decir que estos puntos bajos del
oleoducto serán considerados como puntos de acumulación de gas en la
tubería. En el momento que se envía el raspador el efecto instantáneo es
una presurización de todo el sistema de oleoducto desde la plataforma B, A,
D y C lo que se evidencia claramente en la interface humano-máquina del
operador que fluctúa entre 25 a 30 psi por encima del promedio de presiones
con el sistema libre.
Esto nos indica que el momento en que el raspador llega a la plataforma C
es el más crítico ya que todo el gas acumulado en la tubería ha sido
acarreado hasta ese punto produciendo un efecto que en campo se lo
nombró como efecto “bache”., Este bache además de causar
sobrecalentamiento de elementos mecánicos por la transmisión acelerada
de calor del gas, produce un exceso de mismo dentro de la bomba
multifásica que es perjudicial ya que al momento de pasar por los tornillos
hace que el motor eléctrico funcione con espasmos acelerando y frenando
por milésimas de segundo su velocidad.
Como resultado de este efecto el variador de frecuencia del motor eléctrico
es objeto de variaciones de voltaje inusuales a lo que responde con la
alarma IOC que tiene permisivo para cortar la corriente de entrada, lo que
apaga el variador de frecuencia y a su vez apaga la bomba multifásica. La
alarma IOC contempla los siguientes puntos:
Falla de exceso de velocidad.
Falla de carga insuficiente.
125
Falla de sobrecarga térmica.
Falla de salida abierta.
Esto no quiere decir que dentro de la programación del variador de
frecuencia se haya contemplado el efecto “bache”, sino que la alarma IOC es
una acción de seguridad que se ejecuta como protección eléctrica en caso
de que una o más de una de las opciones citadas anteriormente ocurran.
El envío del raspador dentro del campo Pañacocha era mas bien una
cuestión que se trataba de evitar en lo posible ya que afecta directamente al
potencial de producción diario en alrededor de 400 Barriles, sin embargo una
observación clave fue que el último envío del raspador había sido un mes y
medio antes que se suscite este evento lo que permitió que grandes
cantidades de gas se acumulen dentro del oleoducto, por tal razón se hizo
evidente que el envío del raspador debe realizarse al menos dos veces por
mes evitando así que la acumulación excesiva de gas, aunque el potencial
de producción diario se vea afectado.
4.4. AUMENTO DE TEMPERATURA EN RODAMIENTOS
Los rodamientos son parte fundamental para el correcto funcionamiento de
los ejes de los tornillos en las bombas multifásicas. Un aumento en su
temperatura nos puede indicar: bajo nivel de aceite en la carcasa, mal
funcionamiento de los sellos mecánicos e incluso desviación en los ejes
centrales.
Los rodamientos al encontrarse dentro de la carcasa de la bomba resultan
imposibles de realizar una inspección física por lo que la única manera de
poder determinar su estado son los sensores de temperatura, por tal razón
es muy importante revisar la calibración de los transmisores.
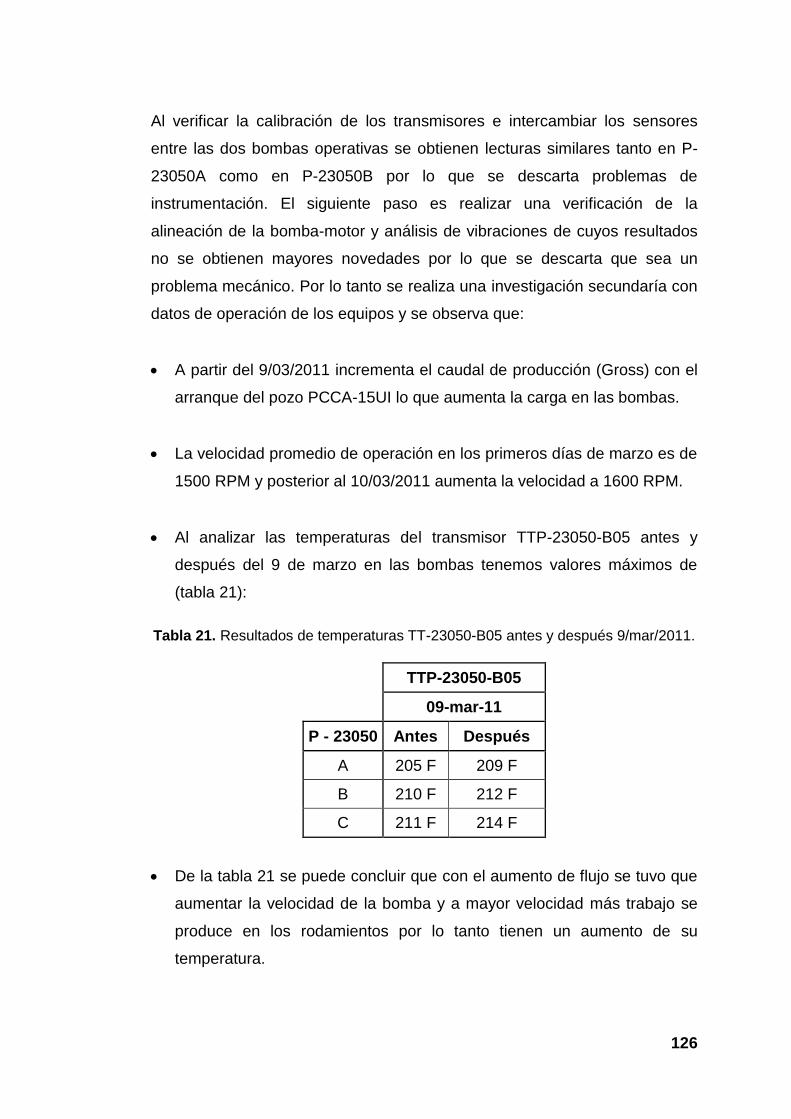
126
Al verificar la calibración de los transmisores e intercambiar los sensores
entre las dos bombas operativas se obtienen lecturas similares tanto en P-
23050A como en P-23050B por lo que se descarta problemas de
instrumentación. El siguiente paso es realizar una verificación de la
alineación de la bomba-motor y análisis de vibraciones de cuyos resultados
no se obtienen mayores novedades por lo que se descarta que sea un
problema mecánico. Por lo tanto se realiza una investigación secundaría con
datos de operación de los equipos y se observa que:
A partir del 9/03/2011 incrementa el caudal de producción (Gross) con el
arranque del pozo PCCA-15UI lo que aumenta la carga en las bombas.
La velocidad promedio de operación en los primeros días de marzo es de
1500 RPM y posterior al 10/03/2011 aumenta la velocidad a 1600 RPM.
Al analizar las temperaturas del transmisor TTP-23050-B05 antes y
después del 9 de marzo en las bombas tenemos valores máximos de
(tabla 21):
Tabla 21. Resultados de temperaturas TT-23050-B05 antes y después 9/mar/2011.
TTP-23050-B05
09-mar-11
P - 23050 Antes Después
A 205 F 209 F
B 210 F 212 F
C 211 F 214 F
De la tabla 21 se puede concluir que con el aumento de flujo se tuvo que
aumentar la velocidad de la bomba y a mayor velocidad más trabajo se
produce en los rodamientos por lo tanto tienen un aumento de su
temperatura.
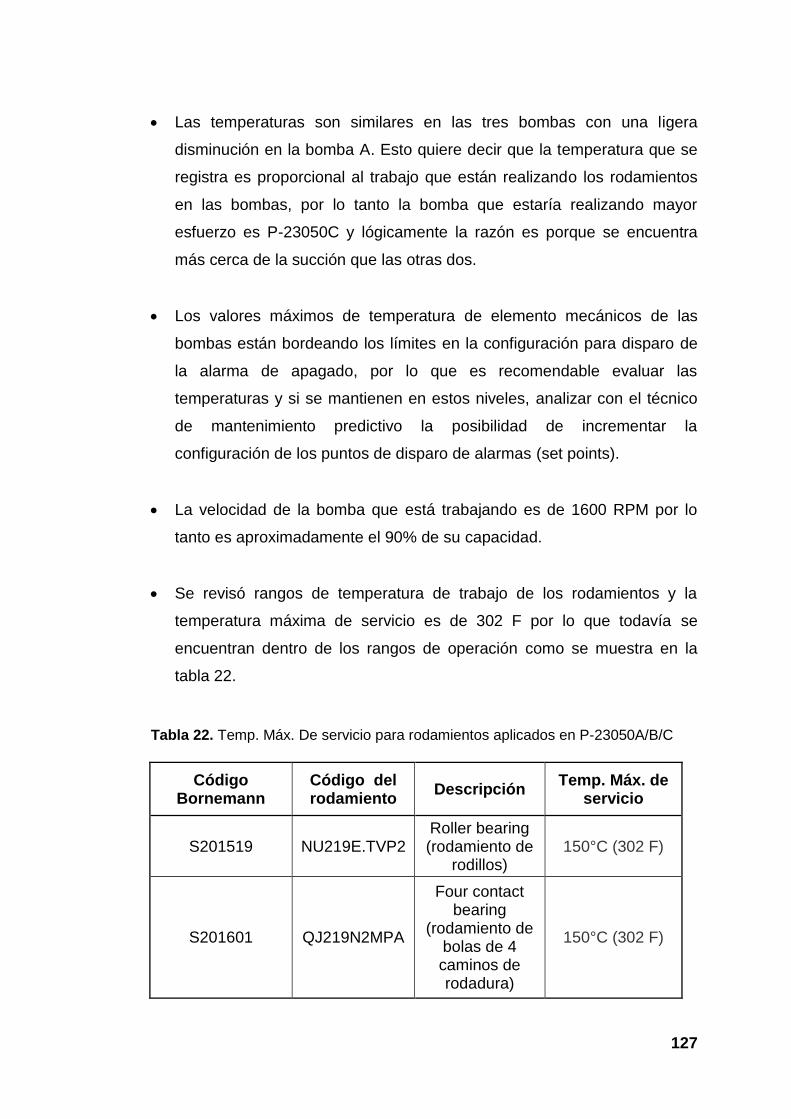
127
Las temperaturas son similares en las tres bombas con una ligera
disminución en la bomba A. Esto quiere decir que la temperatura que se
registra es proporcional al trabajo que están realizando los rodamientos
en las bombas, por lo tanto la bomba que estaría realizando mayor
esfuerzo es P-23050C y lógicamente la razón es porque se encuentra
más cerca de la succión que las otras dos.
Los valores máximos de temperatura de elemento mecánicos de las
bombas están bordeando los límites en la configuración para disparo de
la alarma de apagado, por lo que es recomendable evaluar las
temperaturas y si se mantienen en estos niveles, analizar con el técnico
de mantenimiento predictivo la posibilidad de incrementar la
configuración de los puntos de disparo de alarmas (set points).
La velocidad de la bomba que está trabajando es de 1600 RPM por lo
tanto es aproximadamente el 90% de su capacidad.
Se revisó rangos de temperatura de trabajo de los rodamientos y la
temperatura máxima de servicio es de 302 F por lo que todavía se
encuentran dentro de los rangos de operación como se muestra en la
tabla 22.
Tabla 22. Temp. Máx. De servicio para rodamientos aplicados en P-23050A/B/C
Código Bornemann
Código del rodamiento
Descripción Temp. Máx. de
servicio
S201519 NU219E.TVP2 Roller bearing (rodamiento de
rodillos) 150°C (302 F)
S201601 QJ219N2MPA
Four contact bearing
(rodamiento de bolas de 4 caminos de rodadura)
150°C (302 F)
128
4.5. APAGADO DE BOMBAS MULTIFÁSICAS POR FALLA DE
COMUNICACIÓN
Este tipo de eventos deja muchas inquietudes primeramente porque el
evento se da en un circuito independiente (P-23050C) de las bombas que
estaban operando al momento (P-23050A/B), las cuales son arrastradas por
el fallo de la que se encontraba en paro o “stand by”. Esto nos da a pensar
que puede ser problemas de comunicación entre los sistema lógicos.
Se intenta ingresar a la celda interruptora para verificar físicamente el valor
del punto de referencia (setpoint) pero después de un intento fallido se
concluye que es muy peligroso para el personal entrar en dicha zona por los
altos niveles de estática que se producen. Es decir no se pudo verificar el
valor de “setpoint” de la sobre corriente instantánea del controlador, pero se
descarta la posibilidad de que este valor haya sido modificado por el mismo
hecho de que es casi imposible entrar a un celda cargada sin el equipo de
protección necesario peor aún entrar y modificarlo y si así fuera los disparos
serían reiterativos por esta causa y no aislados como se dio en este evento.
La interface humano-máquina (HMI) registra valores de corriente para celdas
eléctricas pero lamentablemente no los almacena razón por la cual no se
dispone de un historial de corrientes con el que se podría comparar y
verificar si el valor es real.
De todo este evento se pueden rescatar que si la falla es por sobre corriente
como indica la alarma puede ser real o falsa alarma, si es real se debe
investigar en el circuito de fuerza (motor-bomba) pero si es falsa se debe
analizar desde el elemento de medida de corriente pasando por su
conversor, revisar donde se procesa la señal hasta llegar al controlador
(tarjetas de control).
129
Según los eventos se entiende que la falla se origina en el variador de
frecuencia de la P-23050C, pero al revisar el historial de alarmas del mismo
no registra ningún evento a esa hora. La interpretación de esto es que la
falla puede ser por un mal contacto de una señal o problemas de
comunicaciones.
4.6. FALLA AL DESENERGIZAR CELDA ELÉCTRICA SWG-
23004A/B
Después de revisar los permisos de trabajo y hacer un seguimiento al
procedimiento que se dio para des energizar dicha celda se concluye que el
trabajo fue ejecutado correctamente por lo que se procede a realizar un
estudio de estos eventos ya que posiblemente se requiera una re calibración
de los relés de protección.
Como parte del departamento de operaciones se consideró que esta no es
una operación normal y se debe hacerse un estudio detallado de este evento
para aclararlo y solucionarlo. Se presume que la programación de las
protecciones eléctricas están fuera de rango y no están calibradas para las
operaciones que se realizan en campo.
Por la experiencia que se ha tenido con equipos eléctricos nuevos se puede
afirmar que la programación de controladores, variadores de frecuencia y/o
relés de protección si se hizo dentro de los parámetros especificados por la
Ingeniería conceptual pero al momento de ser aplicados a operaciones de
campo simplemente no se ajustan a las condiciones de trabajo.
Es de suma importancia que estas re calibraciones se realicen los más
pronto y lo posible trate de hacerse un estudio de todos los equipos
eléctricos y saber cual es la configuración en sus puntos de referencia
130
(setpoint), de esta manera preparar un informe y detallar que equipos se
encuentran dentro de los rangos de operación y que equipos necesitan una
re calibración de sus puntos de referencia.
Debe tomarse en cuenta que este tipo de operaciones agota la vida útil de
los equipos y mucho mas de las celdas interruptoras (Switchgear) ya que al
cerrar los interruptores el choque eléctrico de 46500 voltios produce un gran
impacto en sus componentes mecánicos, además que carga con una
peligrosa electroestática a sus celdas contiguas es por esto que el abrir y
cerrar con frecuencia este tipo de interruptores no solo es causa de
preocupación sobre los equipos sino también sobre la seguridad del
personal que trabaja con estos.
4.7. USO DE PLACAS DE ORIFICIO
El uso de placas de orificio dentro del sistema de bombeo multifásico se lo
realiza con la finalidad de mantener empaquetada la presión en la línea de
oleoducto que viene desde la plataforma B pasa por la plataforma A en
donde estas dos se combinan y llegan hacia la plataforma C donde se
encuentra instalada la bomba multifásica.
El uso de estas placas fue de vital importancia inicialmente cuando los pozos
perforados y completados que ya se encontraban produciendo eran pocos
dentro del campo Pañacocha (producción inicial del campo 6000 BFPD) y
aunque con el tiempo más pozos se han incorporado a la producción de
Pañacocha llegando a los 30.000 BFPD se ha llegado a la conclusión que
las placas de orificio tienen un efecto positivo sobre el sistema de bombeo
por lo que en la actualidad todavía se siguen usando.
131
A continuación se detalla el lugar de colocación de las placas de orificio, su
dimensión, número de orificios, configuración de los mismos y efecto de
cada uno de estos ha tenido sobre el empaquetamiento de la presión. Esto
con la finalidad de en casos futuros poder tener una idea más clara de la
manera correcta de usar las placas de orificio dentro de un sistema de
bombeo multifásico y no como en el caso de Pañacocha que el aprendizaje
fue por prueba y error.
Dentro del proceso de presurización de la tubería del oleoducto se usaron
placas (panquecas) de 12” de diámetro con perforaciones concéntricas de
2”, 2 ½”, 2.3”, 2.4” y 4”. Figura 84.
Figura 84. Placa de orificio con perforación concéntrica.
Pero mediante el procedimiento de prueba y falla de determinó que estas
placas (figura 78) presurizaban de manera excesiva al oleoducto por lo que s
uso combinaciones de placas con dos orificios de los igual diámetro con
medidas de 2”, 2 ½”, 2.3”, 2.4” centrados dentro de la placa a 8” uno de otro
como se muestra en la figura 85.
Figura 85. Placa de orificio con dos perforaciones.
La idea principal de la placa de orificio es restringir el paso del fluido, lo que
aguas abajo se interpreta como una presurización de la línea de producción,
este aumento en la presión de la tubería permite una mayor presión de
132
succión de las bombas multifásicas necesaria para su correcto
funcionamiento de otra manera ocurriría un la alarma por baja presión de
succión estaría en constante disparo. El punto de referencia para disparo de
alarma por baja presión de succión es 75 psig. (setpoint suction low low).
Las placas de orificios inicialmente fueron colocadas a la entrada de la
succión de las bombas multifásica pero mediante pruebas en el medidor
multifásico se pudo comprobar que su efecto era mínimo en este punto,
debido a esto fueron retiradas y colocadas en la entrada a la plataforma C de
esta manera se podría presurizar (empaquetar) todo el fluido aguas abajo
por lo que se instaló una válvula y una brida las dos de 16” antes de los
filtros primarios F-23050A/B. Esta brida permite cambiar la placa de orificio
dependiendo las necesidades que requiera la operación.
Al momento las placas que se encuentran colocadas en la plataforma C son
de 2 huecos de 2” cada una lo que hasta al momento ha sido la
configuración óptima para las operaciones en el campo, aunque ya se están
realizando pruebas con placas de orificios más grandes debido a que la
producción del campo sigue en aumento.
4.8. DEMULSIFICANTE Y PUNTOS DE INYECCIÓN
ADECUADO
En Pañacocha se utiliza el método químico de inyección de demulsificante
para romper la emulsión crudo/agua, el químico involucrado es el
EMULSOTRON X-8215 el cual puede ser aplicado en un amplio rango de
temperaturas para conseguir el resultado deseado, la selección adecuada
(de acuerdo a las características del fluido y la disponibilidad de facilidades)
y la aplicación son determinantes para un resultado exitoso dentro del
sistema de bombeo multifásico del campo.
133
La parte inicial el sistema consistía en inyección del químico en las 3
plataformas de producción en diferentes dosis lo que en un principio se
pensaba mantenía el sistema estable permitiendo que la bomba multifásica
pueda actuar de mejor manera.
En la fase inicial de producción del campo se utilizaban alrededor de 80
gal/día distribuidos de la siguiente manera: 30 gal/d plataforma B, 15 gal/d
plataforma A y 35 gal/d plataforma C.
Es necesario aclarar que la dosis de 80 gal/día fue determinada por los
técnicos de la compañía DICHEM la cual provee el químico y además
aprobada por el Ingeniero de corrosión del campo y su Supervisor en Edén
Yuturi Bloque 15.
El costo del químico demulsificante tiene un valor de 13,2 usd/gal. Si
hacemos un cálculo sobre el costo de químico obtenemos que al final el
gasto por este concepto es un valor aproximado de 32.000 usd por mes a lo
que deberíamos sumarle costos por mantenimiento de facilidades de
almacenamiento y personal que en su totalidad rodean los 35.000 usd por
mes, es decir que con estos valores en promedio al año el gasto por
consumo de químico demulsificante están en alrededor de los 420.000 usds.
Este claro referente nos advierte que del uso adecuado del químico
demulsificante no solo se beneficia al proceso de producción del campo sino
que también del correcto manejo del mismo depende la optimización de los
recursos económicos de la empresa.
Con fecha 3 de junio de 2011 se realizó un mantenimiento preventivo en la
bomba de inyección de químico demulsificante de la plataforma A del campo
Pañacocha en horas de la mañana. Aproximadamente a las 19H00 del
mismo día la bomba intervenida falla y deja de inyectar el químico durante
aproximadamente 14 horas momento en el cual el Operador de la plataforma
134
pone en alerta al Supervisor de producción del acontecimiento para tomar
acciones rápidas sobre el sistema.
Después de revisar los datos del bombeo y las condiciones del sistema se
pudo concluir que para EL CASO DE PAÑACOCHA EN PARTICULAR el
químico demulsificante tenía un efecto mas bien negativo sobre el sistema
por lo que se cortó definitivamente la inyección del mismo de la plataforma A
y se evaluó los días posteriores inyectando los mismos 80 gal/día pero
cambiando la dosificación en las plataformas quedando de la siguiente
manera: 30 gal plataforma B, 0 gal plataforma A y 50 gal plataforma C,
seguido a esto y después de obtener más resultados positivos se empezó a
bajar paulatinamente la dosis de inyección de demulsificante de la
plataforma B y evaluando.
Los resultados arrojados fueron positivos lo que eventualmente conllevo a
que la inyección de demulsificante en el Pad B llegue a los 3 gal/día después
de lo cual la dosificación quedó de la siguiente manera: 3 gal Pad B, 0 gal
Pad A y 77 gal Pad C.
Seguido a esto y de acorde a los resultados positivos obtenidos las dosis de
químico demulsificante en la plataforma C empezó a reducirse hasta llegar a
la actualidad a 15 gal/día sin afectar en ninguna manera al bombeo
multifásico.
Hay que recalcar que la dosis de demulsificante en el Pad C es solo para
ayudar a los separadores de producción que están a la entrada de la planta
de procesos ubicada en Edén Yuturi Bloque 15, sin embargo en los tramos
de cruce de río ubicados en los ríos Napo y Pañayacu también se inyectan
pequeñas dosis del químico.
Para que pueda tenerse una idea de la disposición de las plataformas y los
puntos de inyección después de la salida de Pañacocha se adjunta un
gráfico tomado de la interfase humano-máquina de producción (figura 86).
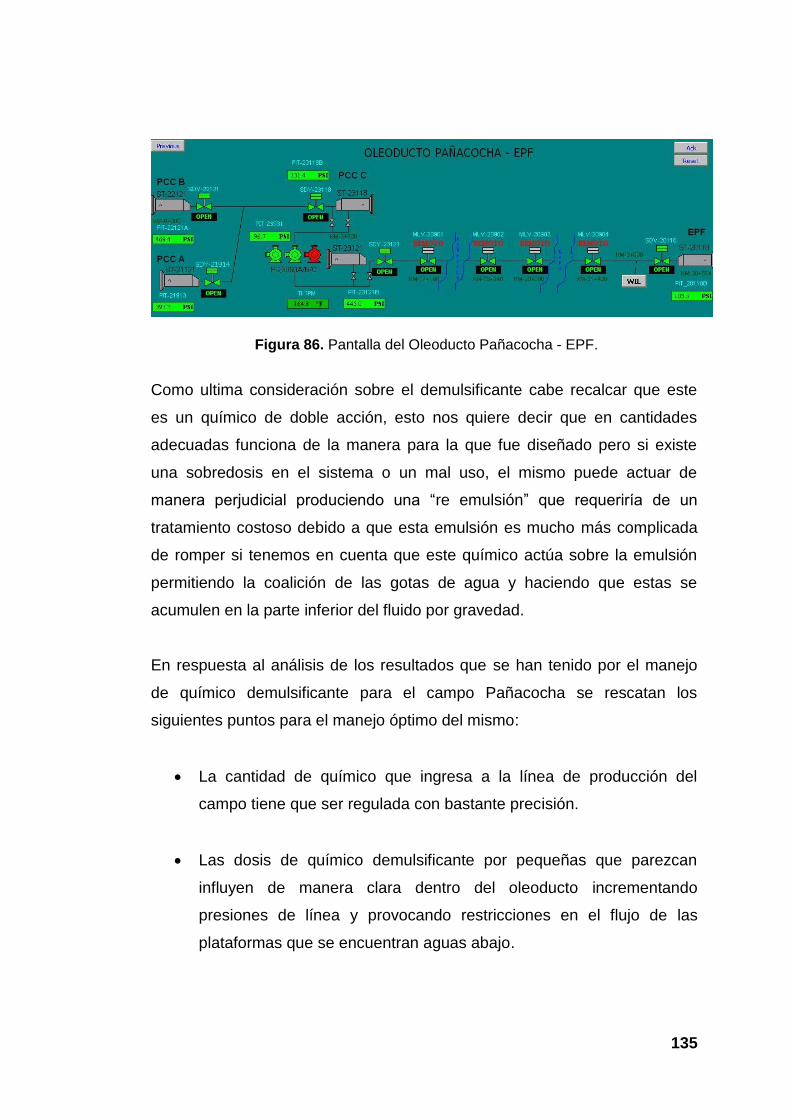
135
Figura 86. Pantalla del Oleoducto Pañacocha - EPF.
Como ultima consideración sobre el demulsificante cabe recalcar que este
es un químico de doble acción, esto nos quiere decir que en cantidades
adecuadas funciona de la manera para la que fue diseñado pero si existe
una sobredosis en el sistema o un mal uso, el mismo puede actuar de
manera perjudicial produciendo una “re emulsión” que requeriría de un
tratamiento costoso debido a que esta emulsión es mucho más complicada
de romper si tenemos en cuenta que este químico actúa sobre la emulsión
permitiendo la coalición de las gotas de agua y haciendo que estas se
acumulen en la parte inferior del fluido por gravedad.
En respuesta al análisis de los resultados que se han tenido por el manejo
de químico demulsificante para el campo Pañacocha se rescatan los
siguientes puntos para el manejo óptimo del mismo:
La cantidad de químico que ingresa a la línea de producción del
campo tiene que ser regulada con bastante precisión.
Las dosis de químico demulsificante por pequeñas que parezcan
influyen de manera clara dentro del oleoducto incrementando
presiones de línea y provocando restricciones en el flujo de las
plataformas que se encuentran aguas abajo.
136
Realizando pruebas sobre la dosificación necesaria de químico en el
bombeo de producción podemos no solo mejorar el sistema sino
optimizar los costos de producción por barril debido a la disminución
en gasto por consumo de químico demulsificante.
La dosificación del químico es un tema que se debe tratar con mucha
precisión ya que una de las consecuencias debido a un mal
tratamiento con químico es la formación de una “re emulsión”
realmente perjudicial para el proceso ya que necesitaría de un
tratamiento costoso debido a la dureza de la emulsión que produce.
En relación a la inyección de demulsificante y el cambio de placas orificio
durante todo el tiempo de funcionamiento del sistema de bombeo multifásico
en Pañacocha se presenta el siguiente material histórico (tabla 23):
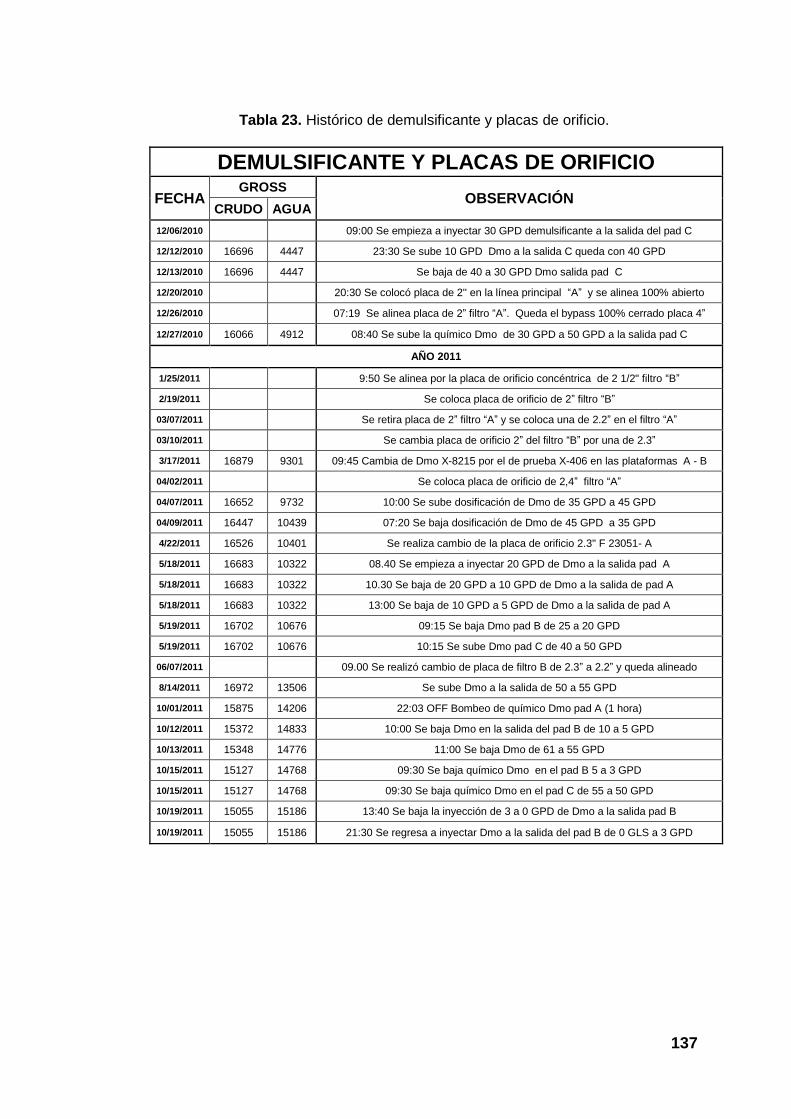
137
Tabla 23. Histórico de demulsificante y placas de orificio.
DEMULSIFICANTE Y PLACAS DE ORIFICIO
FECHA GROSS
OBSERVACIÓN CRUDO AGUA
12/06/2010 09:00 Se empieza a inyectar 30 GPD demulsificante a la salida del pad C
12/12/2010 16696 4447 23:30 Se sube 10 GPD Dmo a la salida C queda con 40 GPD
12/13/2010 16696 4447 Se baja de 40 a 30 GPD Dmo salida pad C
12/20/2010 20:30 Se colocó placa de 2'' en la línea principal “A” y se alinea 100% abierto
12/26/2010 07:19 Se alinea placa de 2” filtro “A”. Queda el bypass 100% cerrado placa 4”
12/27/2010 16066 4912 08:40 Se sube la químico Dmo de 30 GPD a 50 GPD a la salida pad C
AÑO 2011
1/25/2011 9:50 Se alinea por la placa de orificio concéntrica de 2 1/2" filtro “B”
2/19/2011 Se coloca placa de orificio de 2” filtro “B”
03/07/2011 Se retira placa de 2” filtro “A” y se coloca una de 2.2” en el filtro “A”
03/10/2011 Se cambia placa de orificio 2” del filtro “B” por una de 2.3”
3/17/2011 16879 9301 09:45 Cambia de Dmo X-8215 por el de prueba X-406 en las plataformas A - B
04/02/2011 Se coloca placa de orificio de 2,4” filtro “A”
04/07/2011 16652 9732 10:00 Se sube dosificación de Dmo de 35 GPD a 45 GPD
04/09/2011 16447 10439 07:20 Se baja dosificación de Dmo de 45 GPD a 35 GPD
4/22/2011 16526 10401 Se realiza cambio de la placa de orificio 2.3'' F 23051- A
5/18/2011 16683 10322 08.40 Se empieza a inyectar 20 GPD de Dmo a la salida pad A
5/18/2011 16683 10322 10.30 Se baja de 20 GPD a 10 GPD de Dmo a la salida de pad A
5/18/2011 16683 10322 13:00 Se baja de 10 GPD a 5 GPD de Dmo a la salida de pad A
5/19/2011 16702 10676 09:15 Se baja Dmo pad B de 25 a 20 GPD
5/19/2011 16702 10676 10:15 Se sube Dmo pad C de 40 a 50 GPD
06/07/2011 09.00 Se realizó cambio de placa de filtro B de 2.3” a 2.2” y queda alineado
8/14/2011 16972 13506 Se sube Dmo a la salida de 50 a 55 GPD
10/01/2011 15875 14206 22:03 OFF Bombeo de químico Dmo pad A (1 hora)
10/12/2011 15372 14833 10:00 Se baja Dmo en la salida del pad B de 10 a 5 GPD
10/13/2011 15348 14776 11:00 Se baja Dmo de 61 a 55 GPD
10/15/2011 15127 14768 09:30 Se baja químico Dmo en el pad B 5 a 3 GPD
10/15/2011 15127 14768 09:30 Se baja químico Dmo en el pad C de 55 a 50 GPD
10/19/2011 15055 15186 13:40 Se baja la inyección de 3 a 0 GPD de Dmo a la salida pad B
10/19/2011 15055 15186 21:30 Se regresa a inyectar Dmo a la salida del pad B de 0 GLS a 3 GPD
138
CAPÍTULO V
5. CONCLUSIONES Y RECOMENDACIONES
A continuación las conclusiones sobre lo expuesto.
5.1. CONCLUSIONES
El sistema de bombeo multifásico como método te transporte de
grandes cantidades de fluido de producción entre estaciones aplicado
en el campo Pañacocha bloque 12 administrado por Petroamazonas
EP ha probado ser exitoso. Está claro que debido a que es un nuevo
método aplicado en el país ha tenido muchos problemas dentro de su
operación, pero la dedicación y esfuerzo del personal que labora en
sus instalaciones ha podido levantar el proyecto y permitir una
calificación positiva en la opinión pública. Los gastos que se han
hecho para solucionar los problemas operativos no se acercan ni
siquiera mínimamente a los gatos operativos y de facilidades que
necesita una estación de producción habitual en el país (separadores
de producción y prueba, tanques de almacenamiento, botas de gas,
desaladoras, depuradores, etc.) además con un plus importante que
es la reducción de la contaminación ambiental al mínimo.
Básicamente todas las operaciones que se realizan en el campo
Pañacocha están relacionadas con el bombeo del equipo multifásico y
al incremento de producción, es por esto que todos los esfuerzos
detallados anteriormente se traducen en beneficio económico
optimizando los recursos asignados al proyecto. En la siguiente tabla
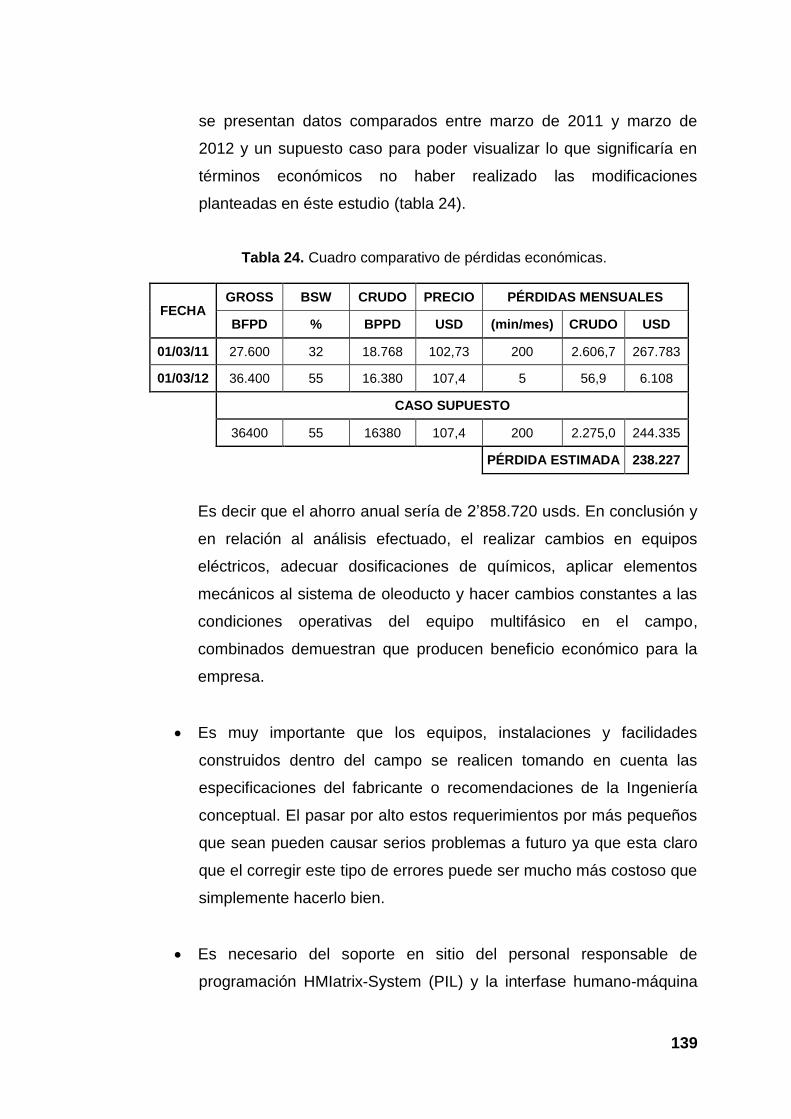
139
se presentan datos comparados entre marzo de 2011 y marzo de
2012 y un supuesto caso para poder visualizar lo que significaría en
términos económicos no haber realizado las modificaciones
planteadas en éste estudio (tabla 24).
Tabla 24. Cuadro comparativo de pérdidas económicas.
FECHA GROSS BSW CRUDO PRECIO PÉRDIDAS MENSUALES
BFPD % BPPD USD (min/mes) CRUDO USD
01/03/11 27.600 32 18.768 102,73 200 2.606,7 267.783
01/03/12 36.400 55 16.380 107,4 5 56,9 6.108
CASO SUPUESTO
36400 55 16380 107,4 200 2.275,0 244.335
PÉRDIDA ESTIMADA 238.227
Es decir que el ahorro anual sería de 2’858.720 usds. En conclusión y
en relación al análisis efectuado, el realizar cambios en equipos
eléctricos, adecuar dosificaciones de químicos, aplicar elementos
mecánicos al sistema de oleoducto y hacer cambios constantes a las
condiciones operativas del equipo multifásico en el campo,
combinados demuestran que producen beneficio económico para la
empresa.
Es muy importante que los equipos, instalaciones y facilidades
construidos dentro del campo se realicen tomando en cuenta las
especificaciones del fabricante o recomendaciones de la Ingeniería
conceptual. El pasar por alto estos requerimientos por más pequeños
que sean pueden causar serios problemas a futuro ya que esta claro
que el corregir este tipo de errores puede ser mucho más costoso que
simplemente hacerlo bien.
Es necesario del soporte en sitio del personal responsable de
programación HMIatrix-System (PIL) y la interfase humano-máquina
140
del equipo de bombeo multifásico (Bornemann) de forma tal que se
permita aclarar la secuencia lógica de sus equipos: celdas
interruptoras, relés de protección, variadores y controladores lógico
programables, ya que PAM no cuenta con el acceso a los códigos de
programación ni tampoco con el software necesario para realizar
ajustes sobre estos equipos.
La verificación de lógicas de programación debe estar acompañada
de un procedimiento de pruebas que permita explorar las diferentes
situaciones operativas y las fallas que se puedan presentar en las
señales de equipos tanto de equipos relacionados directamente al
proceso de bombeo multifásico como a equipos de apoyo.
Las paradas del sistema multifasico por pequeñas que sean son
consideradas perjudiciales no solo para la producción del campo sino
también para sus equipos eléctricos, ya que estos están diseñados
para funcionamiento continuo, el hecho de energizar y des
energizarlos constantemente hace que su vida útil se reduzca
considerablemente.
El envío del raspador más que ser considerado como un
procedimiento de limpieza del oleoducto en el campo Pañacocha
debe ser tomado como medida preventiva a la acumulación de gas en
el oleoducto, considerando que el exceso de gas dentro de bomba
multifásica produce un recalentamiento en sus partes mecánicas por
lo que el sistema se apaga automáticamente, y además los efectos
del exceso de gas producen una pérdida en el potencial de
producción del campo.
Las celdas interruptoras (Switchgear) a pesar de su gran tamaño son
equipos muy frágiles, debe tomarse en cuenta que en ella se manejan
voltajes en el rango de 46500 voltios lo que quiere decir que el
choque eléctrico que se produce al energizar los equipos produce un
141
gran impacto en sus componentes mecánicos, además que carga con
una peligrosa electroestática a sus celdas contiguas es por esto que
el abrir y cerrar con frecuencia este tipo de interruptores no sólo es
causa de preocupación sobre la integridad de los equipos sino
también sobre la seguridad del personal que trabaja con estos.
En primer lugar no se consideró necesario el uso de placas de orificio
pero el tiempo demostró que son una parte importante para el
proceso de bombeo multifásico. De otra manera la presión de succión
vital para el correcto funcionamiento del equipo no podría ser
controlada y el equipo fluctuaría constantemente.
Una manera adicional de controlar la presión de succión de las
bombas multifásicas aunque no convencional es cerrar o abrir el paso
de fluido por los filtros primarios F-23050 A/B.
El demulsificante es un químico de gran importancia dentro del
proceso de bombeo multifásico, precisar su dosificación y el lugar
donde va a ser inyectado son factores esenciales para evitar que el
mismo actúe perjudicando al fluido o al sistema en general.
5.2. RECOMENDACIONES
Es necesario que PAM disponga de material para poder realizar sus
propios análisis en el campo respecto a fallas en sus equipos
eléctricos tales como: celdas eléctricas, relés de protección,
variadores de frecuencia, etc. La adquisición del software y
programas para controladores lógico programables de seguridad
HIMAX es indispensable. También lo es la adquisición de la
actualización de la versión del Factory Talk para analizar el programa
142
de la interfase humano-máquina (HMI) de Bornemann y poder así
verificar los diagramas causa-efecto.
Respecto a equipos eléctricos de Bornemann se recomienda soporte
del su personal con el objetivo de tener claro la lógica tanto de
variadores de frecuencia como de los controladores lógicos
programables. Y adicional gestionar los accesos a la red Bornemann
que al momento son restringidos para nuestro personal y que esta
claro son necesarios para solucionar problemas en sitio. Además de
aprovechar al máximo estas visitas exigiendo reparación a equipos
defectuosos ya que se cuenta con garantía de los mismos.
Para evitar fallas por alarma IOC se recomienda que durante los
procesos de envío de raspador desde la plataforma B hacia la C, se
monitoree continuamente los valores de corriente en el motor de la
bomba que esté ese momento en línea, además de solicitar la
presencia de un técnico eléctrico durante este tipo de maniobras.
Es importante analizar la temperatura de operación de los
rodamientos en función a los aspectos climáticos que fueron
considerados para el diseño de la bomba, posiblemente fueron
realizados con temperaturas ambientales bajas como en Alemania.
Realizar el cálculo de barriles equivalentes del fluido multifásico
(pendiente en Quito) y observar el rendimiento de la bomba en base a
los datos de placa.
Cada vez que se realice mantenimiento a la bomba multifásica tomar
muestras de aceite y enviar a su análisis. Si se detecta que no existen
novedades en su composición y los problemas de aumento de
temperatura en partes mecánicas siguen dándose, se debe analizar la
posibilidad de que dicho incremento de temperatura sea por el
143
incremento de flujo y se requiera empezar a trabajar con 2 bombas en
paralelo constantemente.
Se ha detectado en el historial de alarmas de la interface humano-
máquina (HMI) de sala de control de bombeo multifásico, falsas
alarmas por lo que se recomienda al operador reportar toda alarma:
verdadera, falsa o extraña que se presente aunque no tenga efecto
sobre las bombas. De esta manera es recomendable seguir
analizando y buscando posibles causas a estos eventos en
coordinación con los técnicos de Automatización, quienes desde el
punto de vista del software utilizado pueden encontrar alguna
solución.
Si persiste la falla eléctrica y se presume que sean falsas alarmas se
recomienda revisar el circuito de medición de corriente del variador
para descartar un mal contacto. Igualmente se debe revisar o hacer
un mantenimiento de racks (soportes) y tarjetas electrónicas que
pueden estar afectadas por el polvo por falta de una buena limpieza
interna de las instalaciones debido a esto se recomienda aspirar
dentro de los contenedores eléctricos y no barrer evitando así levantar
polvo.
Respecto al tema de apertura involuntaria de las celdas interruptoras
se recomienda informar al personal especializado en protecciones
eléctricas, para su análisis y posterior solución. Y dicho sea de paso
consultar con el personal técnico de Siemens acerca de las
protecciones eléctricas de los variadores.
144
GLOSARIO
Arena “A”. Es el nombre dado para una arena productora entre los 8300 y
8700 pies que se produce en el campo Pañacocha.
°API. Grado API del petróleo.
BAPD. Barriles de agua por día.
BES. Bomba electrosumergible.
BFPD. Barriles de fluido por día.
BLS. Barriles.
BPM. Barriles por minuto.
BPPD. Barriles de petróleo por día.
BSW. Porcentaje de agua y sedimentos.
CORR. Químico anticorrosivo.
DEM. Químico demulsificante.
ESD. Botón para apagado total en caso de emergencia (Emergency
shutdown).
Flushing. Es el proceso de lavado a presión de un tanque, recipiente o
contenedor.
145
FPU. Unidad de proceso en campo (field processsing units).
Ft. Unidad de medida conocida como pie igual a 30.48 cm.
Gals, gls. Unidad de medida de volumen.
GVF. Fracción de gas volumétrico (gas volumen fraction).
HMI. Interface humano-máquina (human machine interfase).
IOC. Alarma para variadores de frecuencia relacionada a la protección de
alta y baja carga de corriente (input/output control).
LDS. Sistema de detección de fugas (leak detection system).
MMBls. Millones de barriles por día.
MBls. Miles de barriles por día.
MAN. Manifold o múltiple de producción.
MLV. Válvulas de corte.
MPFM. Medidor multifásico (multiphase flow meter).
NPSH . Presión positiva de succión neta (net positive suction head).
PCC. Nomenclatura para pozos y plataforma campo Pañacocha.
PLC. Controlador lógico programable (programable logic controller).
PSI. Libras fuerza/pulgadas cuadrada.
ST. Trampas lanzadora y recibidora.
146
Sw. Saturación de agua
SCAL. Químico antiescala.
SWG. Celas eléctricas interruptoras de gran tamaño (switchgear) manejan
voltajes en el rango de 41650 voltios.
TOAS. Es un panel de circuitos eléctricos que permite la interface entre dos
controladores lógico programables.
VSD. Variador de frecuencia (variable speed drive).
Φ. Porosidad.
147
BIBLIOGRAFÍA
Ruf, Heinrich. (1965). Tecnología del petróleo: Estudio sobre los
procesos de extracción y tratamiento del petróleo. Madrid: Editorial
Tecnos.
Valdospinos, Néstor. (2002). Bombas Selección y Diseño. Quito:
Editorial Universitaria.
Lopezlena, R., C. de la Cruz, J., Godoy, S., Pascual, A., Lopezlena,
A., Ramírez, V., Casasola. (2005). Operación de los procesos de
producción. Ciudad de México: Editorial Costa.
Mochizuki, S., Saputelli, C., Kabir, A. (2006). Real Time Optimization:
Classification and Assessment. SPE Prod. & Operations 21 (4), 455-
467. Texas: Cohen.
Almeida, A. (2010). Ampliación de nueva tecnología mediante bombas
multifásicas. Quito: Institucional.
Játiva, J. (2010). Plan de desarrollo del campo Tumali-
Petroamazonas. Quito: Institucional.
Petroamazonas EP, (2009). Ingeniería conceptual y básica para
desarrollo del campo Pañacocha.
Petroamazonas EP, (2009). Ingeniería conceptual para instalación de
bombeo multifásico en el campo Pañacocha.
Bornemann Pumps. Equipos de bombeo multifásico. Recuperado
20 de junio, 2011, de http://www.bornemann.com/Multiphase-
Boosting/.
Schlumberger library. Bombeo multifásico (2009). Recuperado
15 de agosto, 2011, de
http://www.slb.com/media/services/resources/oilfieldreview/spani
sh05/spr05/05_multiphase_flow.pdf.
ASME. New & Information Spring (2011). Recuperado 27 de
marzo, 2012, de
http://divisions.asme.org/FED/News_Information.cfm
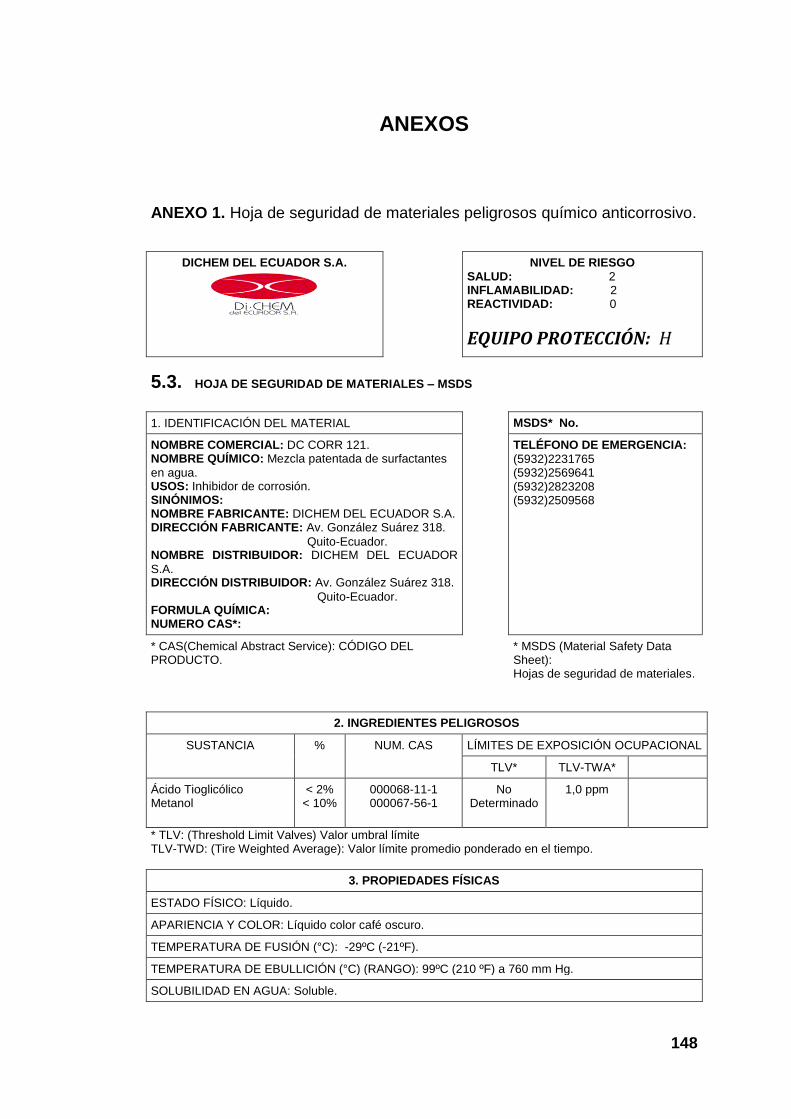
148
ANEXOS
ANEXO 1. Hoja de seguridad de materiales peligrosos químico anticorrosivo.
DICHEM DEL ECUADOR S.A.
NIVEL DE RIESGO SALUD: 2 INFLAMABILIDAD: 2 REACTIVIDAD: 0
EQUIPO PROTECCIÓN: H
5.3. HOJA DE SEGURIDAD DE MATERIALES – MSDS
1. IDENTIFICACIÓN DEL MATERIAL MSDS* No.
NOMBRE COMERCIAL: DC CORR 121. NOMBRE QUÍMICO: Mezcla patentada de surfactantes
en agua. USOS: Inhibidor de corrosión. SINÓNIMOS: NOMBRE FABRICANTE: DICHEM DEL ECUADOR S.A. DIRECCIÓN FABRICANTE: Av. González Suárez 318.
Quito-Ecuador. NOMBRE DISTRIBUIDOR: DICHEM DEL ECUADOR
S.A. DIRECCIÓN DISTRIBUIDOR: Av. González Suárez 318.
Quito-Ecuador. FORMULA QUÍMICA: NUMERO CAS*:
TELÉFONO DE EMERGENCIA:
(5932)2231765 (5932)2569641 (5932)2823208 (5932)2509568
* CAS(Chemical Abstract Service): CÓDIGO DEL PRODUCTO.
* MSDS (Material Safety Data Sheet): Hojas de seguridad de materiales.
2. INGREDIENTES PELIGROSOS
SUSTANCIA % NUM. CAS LÍMITES DE EXPOSICIÓN OCUPACIONAL
TLV* TLV-TWA*
Ácido Tioglicólico Metanol
< 2% < 10%
000068-11-1 000067-56-1
No Determinado
1,0 ppm
* TLV: (Threshold Limit Valves) Valor umbral límite TLV-TWD: (Tire Weighted Average): Valor límite promedio ponderado en el tiempo.
3. PROPIEDADES FÍSICAS
ESTADO FÍSICO: Líquido.
APARIENCIA Y COLOR: Líquido color café oscuro.
TEMPERATURA DE FUSIÓN (°C): -29ºC (-21ºF).
TEMPERATURA DE EBULLICIÓN (°C) (RANGO): 99ºC (210 ºF) a 760 mm Hg.
SOLUBILIDAD EN AGUA: Soluble.
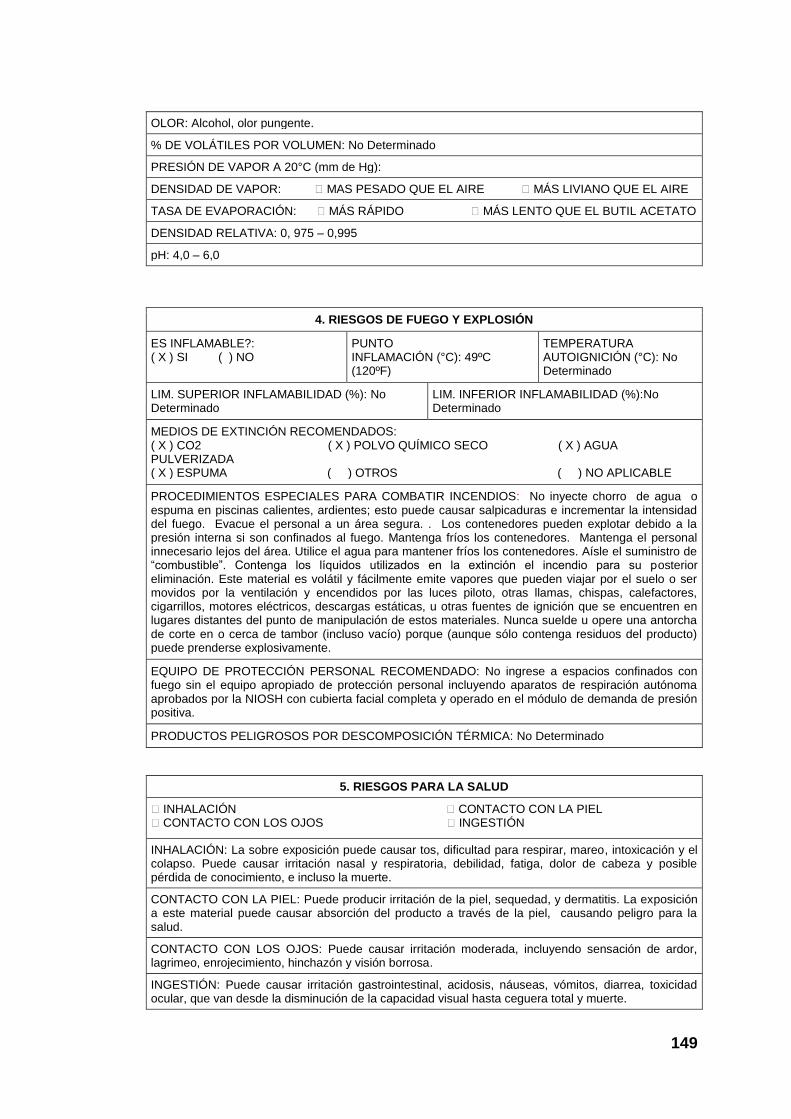
149
OLOR: Alcohol, olor pungente.
% DE VOLÁTILES POR VOLUMEN: No Determinado
PRESIÓN DE VAPOR A 20°C (mm de Hg):
DENSIDAD DE VAPOR: � MAS PESADO QUE EL AIRE � MÁS LIVIANO QUE EL AIRE
TASA DE EVAPORACIÓN: � MÁS RÁPIDO � MÁS LENTO QUE EL BUTIL ACETATO
DENSIDAD RELATIVA: 0, 975 – 0,995
pH: 4,0 – 6,0
4. RIESGOS DE FUEGO Y EXPLOSIÓN
ES INFLAMABLE?: ( X ) SI ( ) NO
PUNTO INFLAMACIÓN (°C): 49ºC (120ºF)
TEMPERATURA AUTOIGNICIÓN (°C): No Determinado
LIM. SUPERIOR INFLAMABILIDAD (%): No Determinado
LIM. INFERIOR INFLAMABILIDAD (%):No Determinado
MEDIOS DE EXTINCIÓN RECOMENDADOS: ( X ) CO2 ( X ) POLVO QUÍMICO SECO ( X ) AGUA PULVERIZADA ( X ) ESPUMA ( ) OTROS ( ) NO APLICABLE
PROCEDIMIENTOS ESPECIALES PARA COMBATIR INCENDIOS: No inyecte chorro de agua o espuma en piscinas calientes, ardientes; esto puede causar salpicaduras e incrementar la intensidad del fuego. Evacue el personal a un área segura. . Los contenedores pueden explotar debido a la presión interna si son confinados al fuego. Mantenga fríos los contenedores. Mantenga el personal innecesario lejos del área. Utilice el agua para mantener fríos los contenedores. Aísle el suministro de “combustible”. Contenga los líquidos utilizados en la extinción el incendio para su posterior eliminación. Este material es volátil y fácilmente emite vapores que pueden viajar por el suelo o ser movidos por la ventilación y encendidos por las luces piloto, otras llamas, chispas, calefactores, cigarrillos, motores eléctricos, descargas estáticas, u otras fuentes de ignición que se encuentren en lugares distantes del punto de manipulación de estos materiales. Nunca suelde u opere una antorcha de corte en o cerca de tambor (incluso vacío) porque (aunque sólo contenga residuos del producto) puede prenderse explosivamente.
EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO: No ingrese a espacios confinados con fuego sin el equipo apropiado de protección personal incluyendo aparatos de respiración autónoma aprobados por la NIOSH con cubierta facial completa y operado en el módulo de demanda de presión positiva.
PRODUCTOS PELIGROSOS POR DESCOMPOSICIÓN TÉRMICA: No Determinado
5. RIESGOS PARA LA SALUD
� INHALACIÓN � CONTACTO CON LA PIEL � CONTACTO CON LOS OJOS � INGESTIÓN
INHALACIÓN: La sobre exposición puede causar tos, dificultad para respirar, mareo, intoxicación y el colapso. Puede causar irritación nasal y respiratoria, debilidad, fatiga, dolor de cabeza y posible pérdida de conocimiento, e incluso la muerte.
CONTACTO CON LA PIEL: Puede producir irritación de la piel, sequedad, y dermatitis. La exposición a este material puede causar absorción del producto a través de la piel, causando peligro para la salud.
CONTACTO CON LOS OJOS: Puede causar irritación moderada, incluyendo sensación de ardor, lagrimeo, enrojecimiento, hinchazón y visión borrosa.
INGESTIÓN: Puede causar irritación gastrointestinal, acidosis, náuseas, vómitos, diarrea, toxicidad ocular, que van desde la disminución de la capacidad visual hasta ceguera total y muerte.
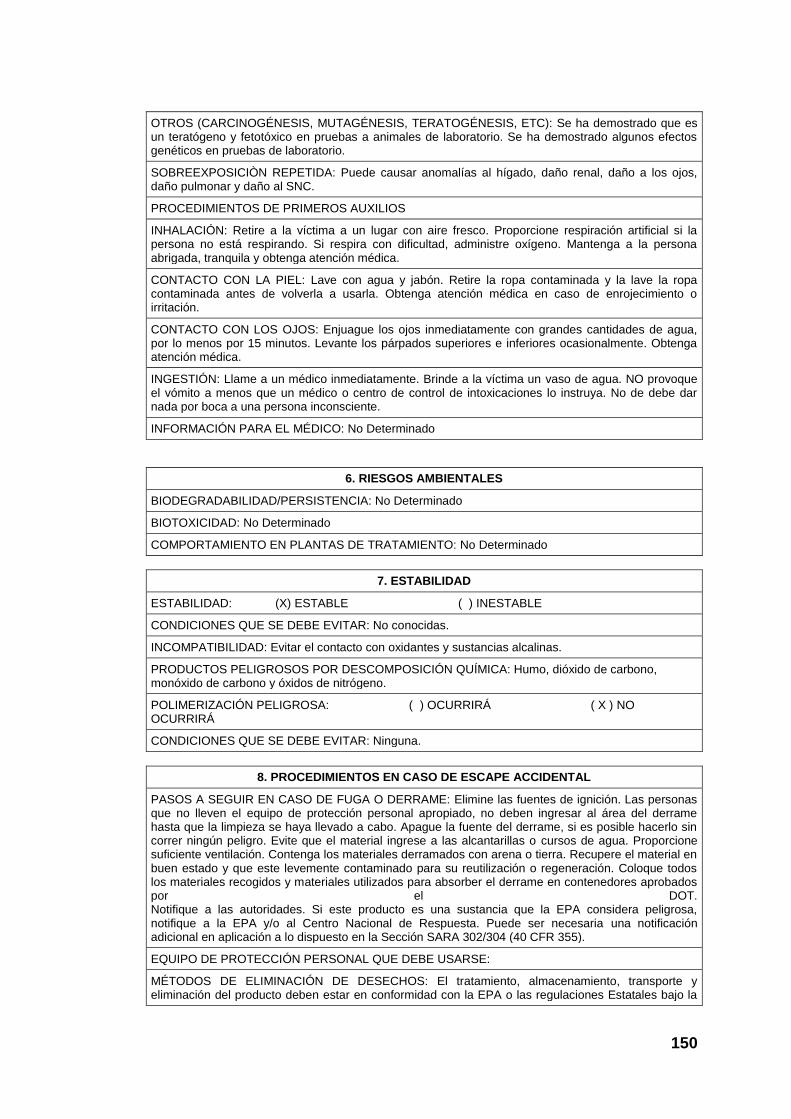
150
OTROS (CARCINOGÉNESIS, MUTAGÉNESIS, TERATOGÉNESIS, ETC): Se ha demostrado que es un teratógeno y fetotóxico en pruebas a animales de laboratorio. Se ha demostrado algunos efectos genéticos en pruebas de laboratorio.
SOBREEXPOSICIÒN REPETIDA: Puede causar anomalías al hígado, daño renal, daño a los ojos, daño pulmonar y daño al SNC.
PROCEDIMIENTOS DE PRIMEROS AUXILIOS
INHALACIÓN: Retire a la víctima a un lugar con aire fresco. Proporcione respiración artificial si la persona no está respirando. Si respira con dificultad, administre oxígeno. Mantenga a la persona abrigada, tranquila y obtenga atención médica.
CONTACTO CON LA PIEL: Lave con agua y jabón. Retire la ropa contaminada y la lave la ropa contaminada antes de volverla a usarla. Obtenga atención médica en caso de enrojecimiento o irritación.
CONTACTO CON LOS OJOS: Enjuague los ojos inmediatamente con grandes cantidades de agua, por lo menos por 15 minutos. Levante los párpados superiores e inferiores ocasionalmente. Obtenga atención médica.
INGESTIÓN: Llame a un médico inmediatamente. Brinde a la víctima un vaso de agua. NO provoque el vómito a menos que un médico o centro de control de intoxicaciones lo instruya. No de debe dar nada por boca a una persona inconsciente.
INFORMACIÓN PARA EL MÉDICO: No Determinado
6. RIESGOS AMBIENTALES
BIODEGRADABILIDAD/PERSISTENCIA: No Determinado
BIOTOXICIDAD: No Determinado
COMPORTAMIENTO EN PLANTAS DE TRATAMIENTO: No Determinado
7. ESTABILIDAD
ESTABILIDAD: (X) ESTABLE ( ) INESTABLE
CONDICIONES QUE SE DEBE EVITAR: No conocidas.
INCOMPATIBILIDAD: Evitar el contacto con oxidantes y sustancias alcalinas.
PRODUCTOS PELIGROSOS POR DESCOMPOSICIÓN QUÍMICA: Humo, dióxido de carbono, monóxido de carbono y óxidos de nitrógeno.
POLIMERIZACIÓN PELIGROSA: ( ) OCURRIRÁ ( X ) NO OCURRIRÁ
CONDICIONES QUE SE DEBE EVITAR: Ninguna.
8. PROCEDIMIENTOS EN CASO DE ESCAPE ACCIDENTAL
PASOS A SEGUIR EN CASO DE FUGA O DERRAME: Elimine las fuentes de ignición. Las personas que no lleven el equipo de protección personal apropiado, no deben ingresar al área del derrame hasta que la limpieza se haya llevado a cabo. Apague la fuente del derrame, si es posible hacerlo sin correr ningún peligro. Evite que el material ingrese a las alcantarillas o cursos de agua. Proporcione suficiente ventilación. Contenga los materiales derramados con arena o tierra. Recupere el material en buen estado y que este levemente contaminado para su reutilización o regeneración. Coloque todos los materiales recogidos y materiales utilizados para absorber el derrame en contenedores aprobados por el DOT. Notifique a las autoridades. Si este producto es una sustancia que la EPA considera peligrosa, notifique a la EPA y/o al Centro Nacional de Respuesta. Puede ser necesaria una notificación adicional en aplicación a lo dispuesto en la Sección SARA 302/304 (40 CFR 355).
EQUIPO DE PROTECCIÓN PERSONAL QUE DEBE USARSE:
MÉTODOS DE ELIMINACIÓN DE DESECHOS: El tratamiento, almacenamiento, transporte y eliminación del producto deben estar en conformidad con la EPA o las regulaciones Estatales bajo la
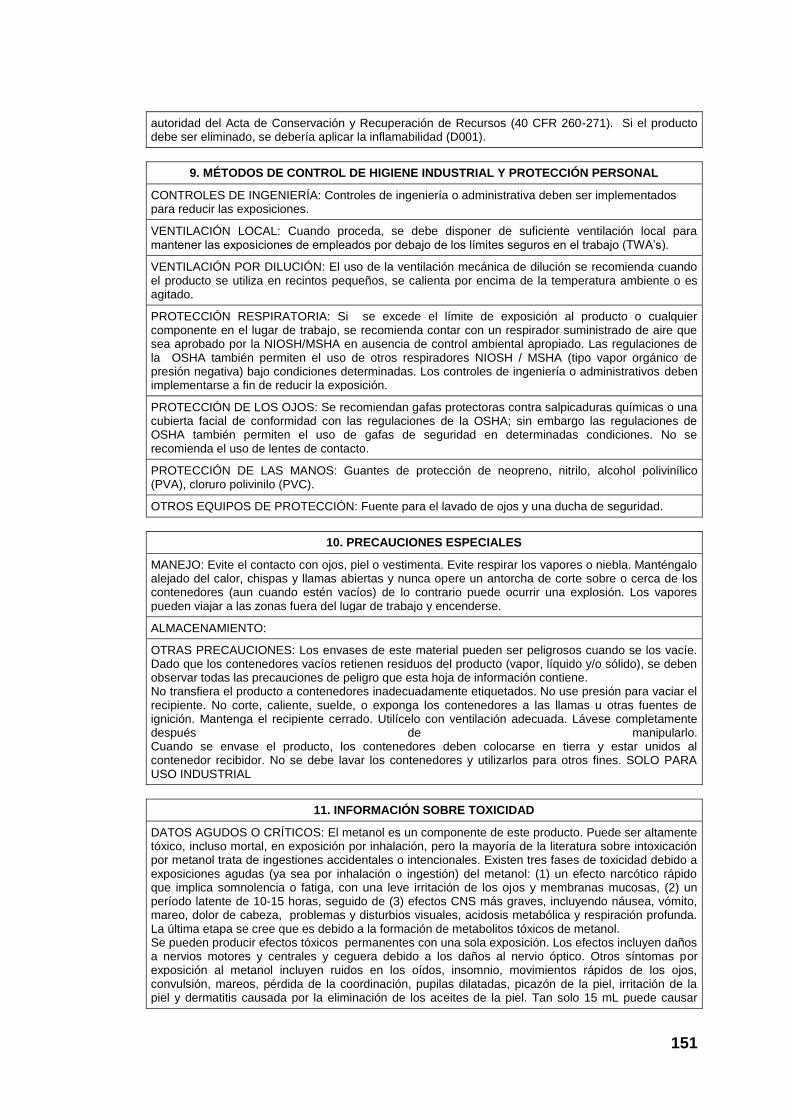
151
autoridad del Acta de Conservación y Recuperación de Recursos (40 CFR 260-271). Si el producto debe ser eliminado, se debería aplicar la inflamabilidad (D001).
9. MÉTODOS DE CONTROL DE HIGIENE INDUSTRIAL Y PROTECCIÓN PERSONAL
CONTROLES DE INGENIERÍA: Controles de ingeniería o administrativa deben ser implementados para reducir las exposiciones.
VENTILACIÓN LOCAL: Cuando proceda, se debe disponer de suficiente ventilación local para mantener las exposiciones de empleados por debajo de los límites seguros en el trabajo (TWA’s).
VENTILACIÓN POR DILUCIÓN: El uso de la ventilación mecánica de dilución se recomienda cuando el producto se utiliza en recintos pequeños, se calienta por encima de la temperatura ambiente o es agitado.
PROTECCIÓN RESPIRATORIA: Si se excede el límite de exposición al producto o cualquier componente en el lugar de trabajo, se recomienda contar con un respirador suministrado de aire que sea aprobado por la NIOSH/MSHA en ausencia de control ambiental apropiado. Las regulaciones de la OSHA también permiten el uso de otros respiradores NIOSH / MSHA (tipo vapor orgánico de presión negativa) bajo condiciones determinadas. Los controles de ingeniería o administrativos deben implementarse a fin de reducir la exposición.
PROTECCIÓN DE LOS OJOS: Se recomiendan gafas protectoras contra salpicaduras químicas o una cubierta facial de conformidad con las regulaciones de la OSHA; sin embargo las regulaciones de OSHA también permiten el uso de gafas de seguridad en determinadas condiciones. No se recomienda el uso de lentes de contacto.
PROTECCIÓN DE LAS MANOS: Guantes de protección de neopreno, nitrilo, alcohol polivinílico (PVA), cloruro polivinilo (PVC).
OTROS EQUIPOS DE PROTECCIÓN: Fuente para el lavado de ojos y una ducha de seguridad.
10. PRECAUCIONES ESPECIALES
MANEJO: Evite el contacto con ojos, piel o vestimenta. Evite respirar los vapores o niebla. Manténgalo alejado del calor, chispas y llamas abiertas y nunca opere un antorcha de corte sobre o cerca de los contenedores (aun cuando estén vacíos) de lo contrario puede ocurrir una explosión. Los vapores pueden viajar a las zonas fuera del lugar de trabajo y encenderse.
ALMACENAMIENTO:
OTRAS PRECAUCIONES: Los envases de este material pueden ser peligrosos cuando se los vacíe. Dado que los contenedores vacíos retienen residuos del producto (vapor, líquido y/o sólido), se deben observar todas las precauciones de peligro que esta hoja de información contiene. No transfiera el producto a contenedores inadecuadamente etiquetados. No use presión para vaciar el recipiente. No corte, caliente, suelde, o exponga los contenedores a las llamas u otras fuentes de ignición. Mantenga el recipiente cerrado. Utilícelo con ventilación adecuada. Lávese completamente después de manipularlo. Cuando se envase el producto, los contenedores deben colocarse en tierra y estar unidos al contenedor recibidor. No se debe lavar los contenedores y utilizarlos para otros fines. SOLO PARA USO INDUSTRIAL
11. INFORMACIÓN SOBRE TOXICIDAD
DATOS AGUDOS O CRÍTICOS: El metanol es un componente de este producto. Puede ser altamente tóxico, incluso mortal, en exposición por inhalación, pero la mayoría de la literatura sobre intoxicación por metanol trata de ingestiones accidentales o intencionales. Existen tres fases de toxicidad debido a exposiciones agudas (ya sea por inhalación o ingestión) del metanol: (1) un efecto narcótico rápido que implica somnolencia o fatiga, con una leve irritación de los ojos y membranas mucosas, (2) un período latente de 10-15 horas, seguido de (3) efectos CNS más graves, incluyendo náusea, vómito, mareo, dolor de cabeza, problemas y disturbios visuales, acidosis metabólica y respiración profunda. La última etapa se cree que es debido a la formación de metabolitos tóxicos de metanol. Se pueden producir efectos tóxicos permanentes con una sola exposición. Los efectos incluyen daños a nervios motores y centrales y ceguera debido a los daños al nervio óptico. Otros síntomas por exposición al metanol incluyen ruidos en los oídos, insomnio, movimientos rápidos de los ojos, convulsión, mareos, pérdida de la coordinación, pupilas dilatadas, picazón de la piel, irritación de la piel y dermatitis causada por la eliminación de los aceites de la piel. Tan solo 15 mL puede causar
152
ceguera y 30-250mL puede resultar fatal. El metanol puede ser absorbido por la piel en cantidades tóxicas. Ya que el producto se elimina lentamente del organismo, se puede tener efectos tóxicos acumulativos debido a las exposiciones diarias. La ingestión sub-aguda de metanol ha causado daños en el hígado en los animales de laboratorio.
DÉRMICA: No Determinado
ORAL: No Determinado
IRRITACIÓN DE LOS OJOS: No Determinado
IRRITACIÓN DE LA PIEL: No Determinado
SENSIBILIZACIÓN DE LA PIEL: No Determinado
12. INFORMACIÓN SOBRE EL TRANSPORTE
INFORMACIÓN SOBRE INCIDENTES: (Guía de emergencia de transporte): 128
NUMERO DE IDENTIFICACIÓN DOT*: UN 1993
ETIQUETA SEGÚN DOT*: Líquidos inflamables, n.o.s.
* DOT: (US Departament of Transportation) = Departamento de transporte de los Estados Unidos.
13. RESPONSABILIDAD
Aunque DI CHEM DEL ECUADOR S.A. considere que la información anterior es correcta, DI CHEM DEL ECUADOR S.A. no asume expresamente ninguna responsabilidad por daños y perjuicios derivados de la utilización de esta información o la utilización de cualquiera de los materiales designados.
FECHA: 2011.01.18
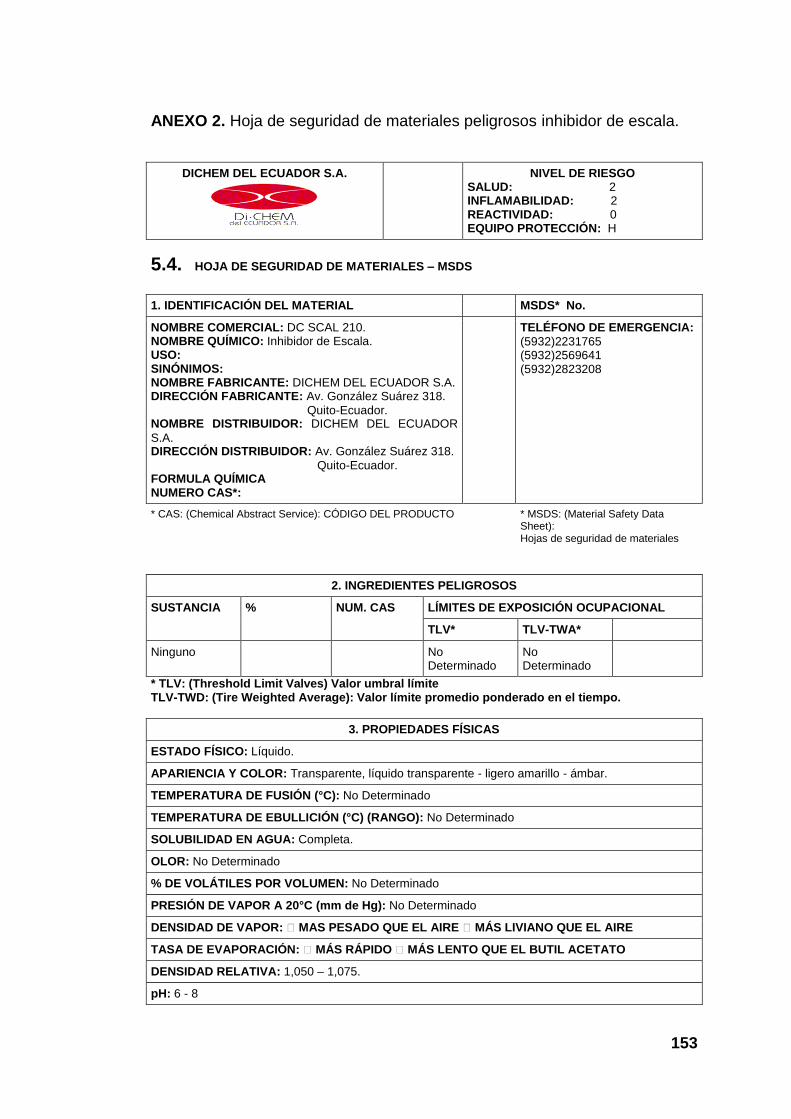
153
ANEXO 2. Hoja de seguridad de materiales peligrosos inhibidor de escala.
DICHEM DEL ECUADOR S.A.
NIVEL DE RIESGO SALUD: 2 INFLAMABILIDAD: 2 REACTIVIDAD: 0 EQUIPO PROTECCIÓN: H
5.4. HOJA DE SEGURIDAD DE MATERIALES – MSDS
1. IDENTIFICACIÓN DEL MATERIAL MSDS* No.
NOMBRE COMERCIAL: DC SCAL 210. NOMBRE QUÍMICO: Inhibidor de Escala. USO: SINÓNIMOS: NOMBRE FABRICANTE: DICHEM DEL ECUADOR S.A. DIRECCIÓN FABRICANTE: Av. González Suárez 318.
Quito-Ecuador. NOMBRE DISTRIBUIDOR: DICHEM DEL ECUADOR
S.A. DIRECCIÓN DISTRIBUIDOR: Av. González Suárez 318.
Quito-Ecuador. FORMULA QUÍMICA NUMERO CAS*:
TELÉFONO DE EMERGENCIA:
(5932)2231765 (5932)2569641 (5932)2823208
* CAS: (Chemical Abstract Service): CÓDIGO DEL PRODUCTO * MSDS: (Material Safety Data Sheet): Hojas de seguridad de materiales
2. INGREDIENTES PELIGROSOS
SUSTANCIA % NUM. CAS LÍMITES DE EXPOSICIÓN OCUPACIONAL
TLV* TLV-TWA*
Ninguno No Determinado
No Determinado
* TLV: (Threshold Limit Valves) Valor umbral límite TLV-TWD: (Tire Weighted Average): Valor límite promedio ponderado en el tiempo.
3. PROPIEDADES FÍSICAS
ESTADO FÍSICO: Líquido.
APARIENCIA Y COLOR: Transparente, líquido transparente - ligero amarillo - ámbar.
TEMPERATURA DE FUSIÓN (°C): No Determinado
TEMPERATURA DE EBULLICIÓN (°C) (RANGO): No Determinado
SOLUBILIDAD EN AGUA: Completa.
OLOR: No Determinado
% DE VOLÁTILES POR VOLUMEN: No Determinado
PRESIÓN DE VAPOR A 20°C (mm de Hg): No Determinado
DENSIDAD DE VAPOR: � MAS PESADO QUE EL AIRE � MÁS LIVIANO QUE EL AIRE
TASA DE EVAPORACIÓN: � MÁS RÁPIDO � MÁS LENTO QUE EL BUTIL ACETATO
DENSIDAD RELATIVA: 1,050 – 1,075.
pH: 6 - 8
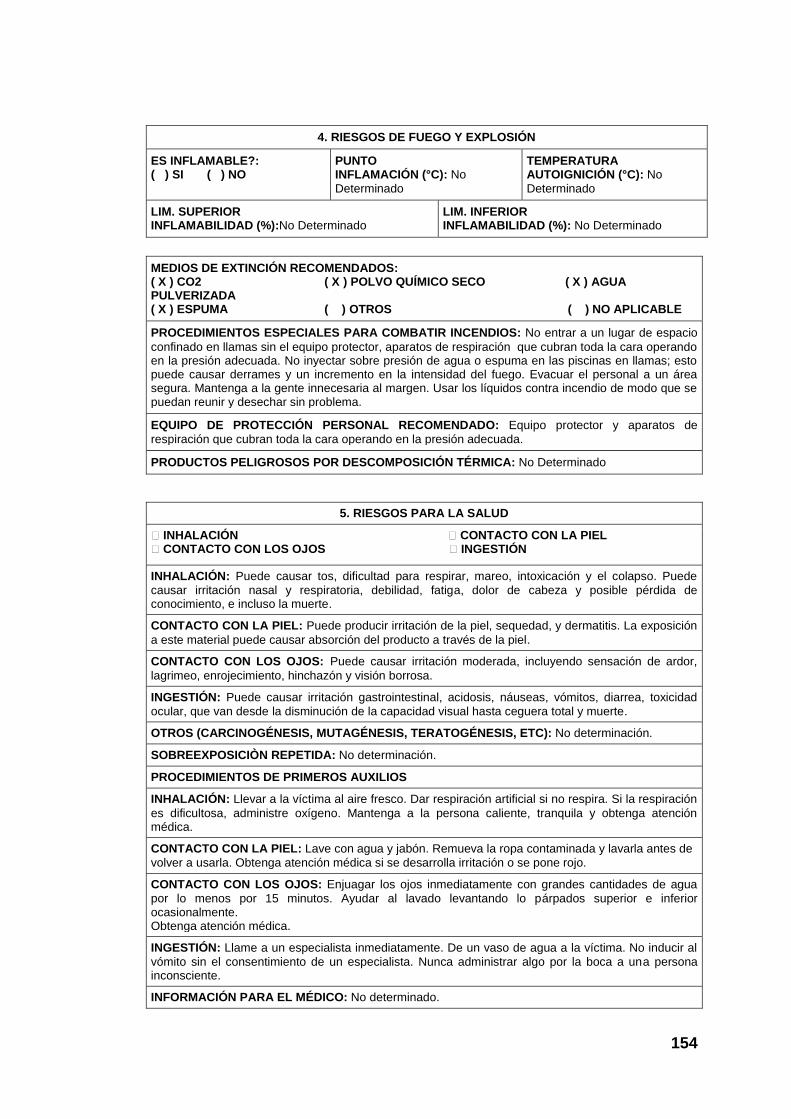
154
4. RIESGOS DE FUEGO Y EXPLOSIÓN
ES INFLAMABLE?: ( ) SI ( ) NO
PUNTO INFLAMACIÓN (°C): No
Determinado
TEMPERATURA AUTOIGNICIÓN (°C): No
Determinado
LIM. SUPERIOR INFLAMABILIDAD (%):No Determinado
LIM. INFERIOR INFLAMABILIDAD (%): No Determinado
MEDIOS DE EXTINCIÓN RECOMENDADOS: ( X ) CO2 ( X ) POLVO QUÍMICO SECO ( X ) AGUA PULVERIZADA ( X ) ESPUMA ( ) OTROS ( ) NO APLICABLE
PROCEDIMIENTOS ESPECIALES PARA COMBATIR INCENDIOS: No entrar a un lugar de espacio
confinado en llamas sin el equipo protector, aparatos de respiración que cubran toda la cara operando en la presión adecuada. No inyectar sobre presión de agua o espuma en las piscinas en llamas; esto puede causar derrames y un incremento en la intensidad del fuego. Evacuar el personal a un área segura. Mantenga a la gente innecesaria al margen. Usar los líquidos contra incendio de modo que se puedan reunir y desechar sin problema.
EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO: Equipo protector y aparatos de
respiración que cubran toda la cara operando en la presión adecuada.
PRODUCTOS PELIGROSOS POR DESCOMPOSICIÓN TÉRMICA: No Determinado
5. RIESGOS PARA LA SALUD
� INHALACIÓN � CONTACTO CON LA PIEL � CONTACTO CON LOS OJOS � INGESTIÓN
INHALACIÓN: Puede causar tos, dificultad para respirar, mareo, intoxicación y el colapso. Puede
causar irritación nasal y respiratoria, debilidad, fatiga, dolor de cabeza y posible pérdida de conocimiento, e incluso la muerte.
CONTACTO CON LA PIEL: Puede producir irritación de la piel, sequedad, y dermatitis. La exposición
a este material puede causar absorción del producto a través de la piel.
CONTACTO CON LOS OJOS: Puede causar irritación moderada, incluyendo sensación de ardor,
lagrimeo, enrojecimiento, hinchazón y visión borrosa.
INGESTIÓN: Puede causar irritación gastrointestinal, acidosis, náuseas, vómitos, diarrea, toxicidad
ocular, que van desde la disminución de la capacidad visual hasta ceguera total y muerte.
OTROS (CARCINOGÉNESIS, MUTAGÉNESIS, TERATOGÉNESIS, ETC): No determinación.
SOBREEXPOSICIÒN REPETIDA: No determinación.
PROCEDIMIENTOS DE PRIMEROS AUXILIOS
INHALACIÓN: Llevar a la víctima al aire fresco. Dar respiración artificial si no respira. Si la respiración
es dificultosa, administre oxígeno. Mantenga a la persona caliente, tranquila y obtenga atención médica.
CONTACTO CON LA PIEL: Lave con agua y jabón. Remueva la ropa contaminada y lavarla antes de
volver a usarla. Obtenga atención médica si se desarrolla irritación o se pone rojo.
CONTACTO CON LOS OJOS: Enjuagar los ojos inmediatamente con grandes cantidades de agua
por lo menos por 15 minutos. Ayudar al lavado levantando lo párpados superior e inferior ocasionalmente. Obtenga atención médica.
INGESTIÓN: Llame a un especialista inmediatamente. De un vaso de agua a la víctima. No inducir al
vómito sin el consentimiento de un especialista. Nunca administrar algo por la boca a una persona inconsciente.
INFORMACIÓN PARA EL MÉDICO: No determinado.
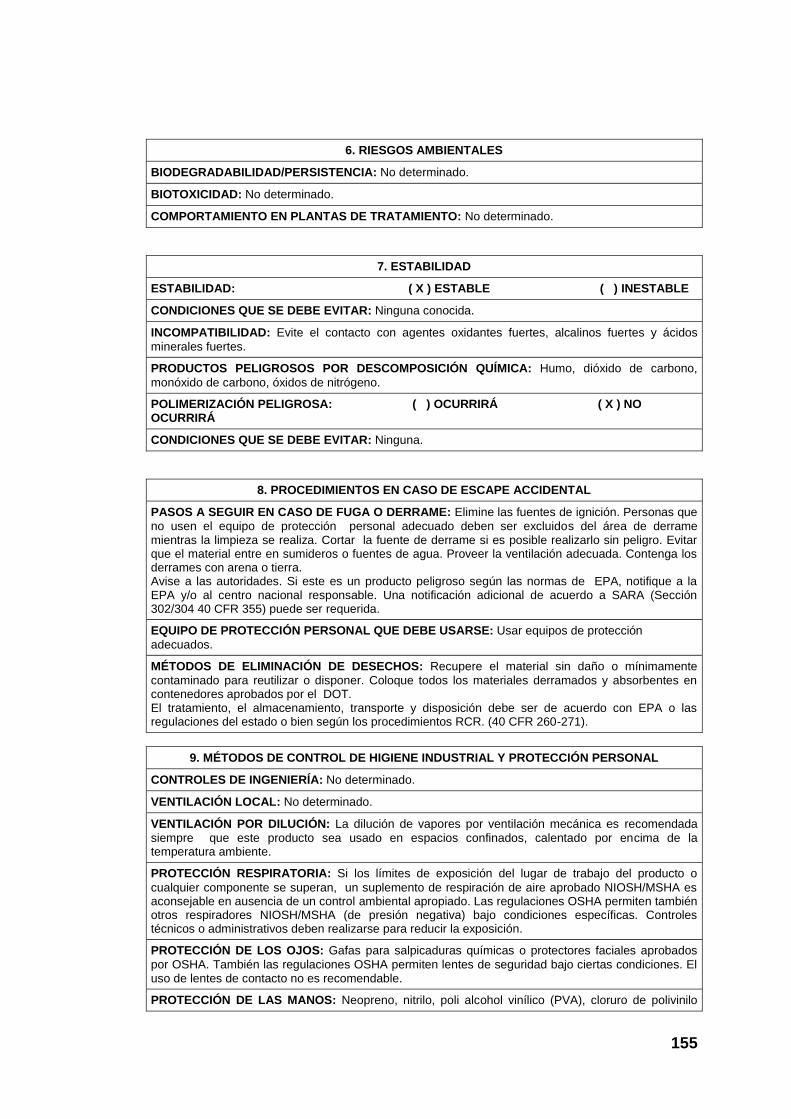
155
6. RIESGOS AMBIENTALES
BIODEGRADABILIDAD/PERSISTENCIA: No determinado.
BIOTOXICIDAD: No determinado.
COMPORTAMIENTO EN PLANTAS DE TRATAMIENTO: No determinado.
7. ESTABILIDAD
ESTABILIDAD: ( X ) ESTABLE ( ) INESTABLE
CONDICIONES QUE SE DEBE EVITAR: Ninguna conocida.
INCOMPATIBILIDAD: Evite el contacto con agentes oxidantes fuertes, alcalinos fuertes y ácidos
minerales fuertes.
PRODUCTOS PELIGROSOS POR DESCOMPOSICIÓN QUÍMICA: Humo, dióxido de carbono,
monóxido de carbono, óxidos de nitrógeno.
POLIMERIZACIÓN PELIGROSA: ( ) OCURRIRÁ ( X ) NO OCURRIRÁ
CONDICIONES QUE SE DEBE EVITAR: Ninguna.
8. PROCEDIMIENTOS EN CASO DE ESCAPE ACCIDENTAL
PASOS A SEGUIR EN CASO DE FUGA O DERRAME: Elimine las fuentes de ignición. Personas que
no usen el equipo de protección personal adecuado deben ser excluidos del área de derrame mientras la limpieza se realiza. Cortar la fuente de derrame si es posible realizarlo sin peligro. Evitar que el material entre en sumideros o fuentes de agua. Proveer la ventilación adecuada. Contenga los derrames con arena o tierra. Avise a las autoridades. Si este es un producto peligroso según las normas de EPA, notifique a la EPA y/o al centro nacional responsable. Una notificación adicional de acuerdo a SARA (Sección 302/304 40 CFR 355) puede ser requerida.
EQUIPO DE PROTECCIÓN PERSONAL QUE DEBE USARSE: Usar equipos de protección
adecuados.
MÉTODOS DE ELIMINACIÓN DE DESECHOS: Recupere el material sin daño o mínimamente
contaminado para reutilizar o disponer. Coloque todos los materiales derramados y absorbentes en contenedores aprobados por el DOT. El tratamiento, el almacenamiento, transporte y disposición debe ser de acuerdo con EPA o las regulaciones del estado o bien según los procedimientos RCR. (40 CFR 260-271).
9. MÉTODOS DE CONTROL DE HIGIENE INDUSTRIAL Y PROTECCIÓN PERSONAL
CONTROLES DE INGENIERÍA: No determinado.
VENTILACIÓN LOCAL: No determinado.
VENTILACIÓN POR DILUCIÓN: La dilución de vapores por ventilación mecánica es recomendada
siempre que este producto sea usado en espacios confinados, calentado por encima de la temperatura ambiente.
PROTECCIÓN RESPIRATORIA: Si los límites de exposición del lugar de trabajo del producto o
cualquier componente se superan, un suplemento de respiración de aire aprobado NIOSH/MSHA es aconsejable en ausencia de un control ambiental apropiado. Las regulaciones OSHA permiten también otros respiradores NIOSH/MSHA (de presión negativa) bajo condiciones específicas. Controles técnicos o administrativos deben realizarse para reducir la exposición.
PROTECCIÓN DE LOS OJOS: Gafas para salpicaduras químicas o protectores faciales aprobados
por OSHA. También las regulaciones OSHA permiten lentes de seguridad bajo ciertas condiciones. El uso de lentes de contacto no es recomendable.
PROTECCIÓN DE LAS MANOS: Neopreno, nitrilo, poli alcohol vinílico (PVA), cloruro de polivinilo
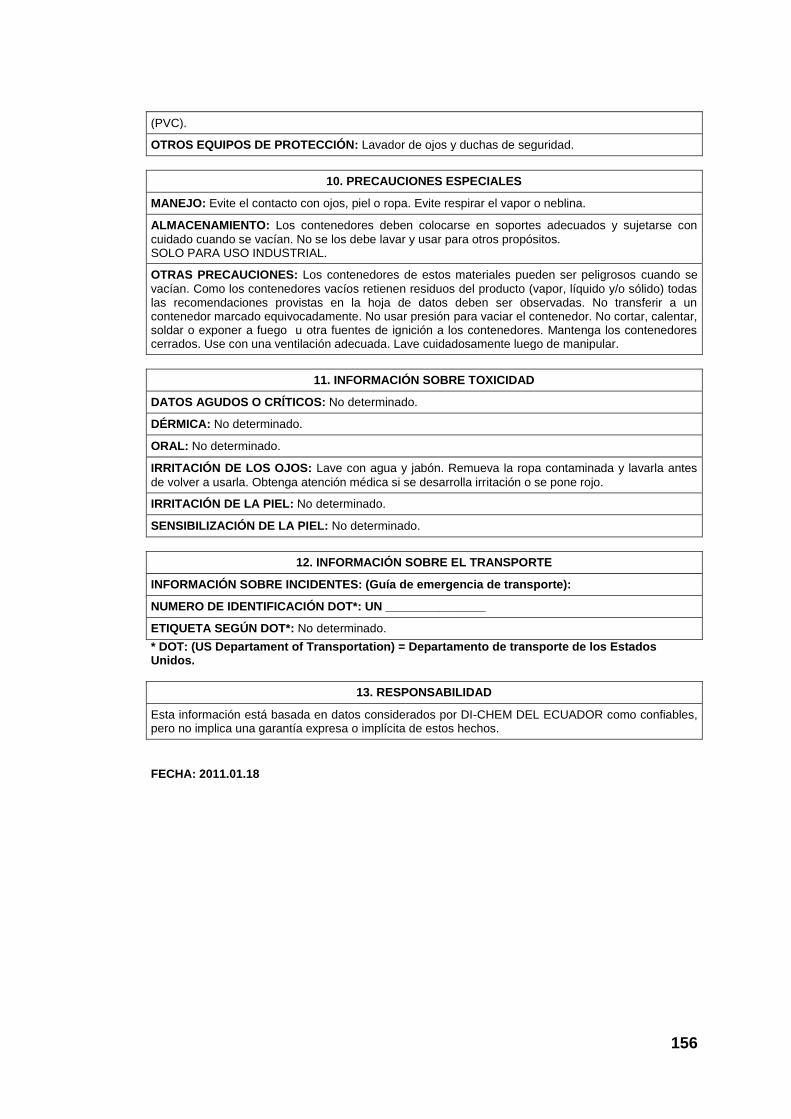
156
(PVC).
OTROS EQUIPOS DE PROTECCIÓN: Lavador de ojos y duchas de seguridad.
10. PRECAUCIONES ESPECIALES
MANEJO: Evite el contacto con ojos, piel o ropa. Evite respirar el vapor o neblina.
ALMACENAMIENTO: Los contenedores deben colocarse en soportes adecuados y sujetarse con
cuidado cuando se vacían. No se los debe lavar y usar para otros propósitos. SOLO PARA USO INDUSTRIAL.
OTRAS PRECAUCIONES: Los contenedores de estos materiales pueden ser peligrosos cuando se
vacían. Como los contenedores vacíos retienen residuos del producto (vapor, líquido y/o sólido) todas las recomendaciones provistas en la hoja de datos deben ser observadas. No transferir a un contenedor marcado equivocadamente. No usar presión para vaciar el contenedor. No cortar, calentar, soldar o exponer a fuego u otra fuentes de ignición a los contenedores. Mantenga los contenedores cerrados. Use con una ventilación adecuada. Lave cuidadosamente luego de manipular.
11. INFORMACIÓN SOBRE TOXICIDAD
DATOS AGUDOS O CRÍTICOS: No determinado.
DÉRMICA: No determinado.
ORAL: No determinado.
IRRITACIÓN DE LOS OJOS: Lave con agua y jabón. Remueva la ropa contaminada y lavarla antes
de volver a usarla. Obtenga atención médica si se desarrolla irritación o se pone rojo.
IRRITACIÓN DE LA PIEL: No determinado.
SENSIBILIZACIÓN DE LA PIEL: No determinado.
12. INFORMACIÓN SOBRE EL TRANSPORTE
INFORMACIÓN SOBRE INCIDENTES: (Guía de emergencia de transporte):
NUMERO DE IDENTIFICACIÓN DOT*: UN _______________
ETIQUETA SEGÚN DOT*: No determinado.
* DOT: (US Departament of Transportation) = Departamento de transporte de los Estados Unidos.
13. RESPONSABILIDAD
Esta información está basada en datos considerados por DI-CHEM DEL ECUADOR como confiables, pero no implica una garantía expresa o implícita de estos hechos.
FECHA: 2011.01.18

157
ANEXO 3. Hoja de seguridad de materiales peligrosos químico secuestrante.
DICHEM DEL ECUADOR S.A.
NIVEL DE RIESGO SALUD: 2 INFLAMABILIDAD: 2 REACTIVIDAD: 0
EQUIPO PROTECCIÓN: H
5.5. HOJA DE SEGURIDAD DE MATERIALES – MSDS
1. IDENTIFICACIÓN DEL MATERIAL MSDS* No.
NOMBRE COMERCIAL: DC SEC 1810. NOMBRE QUÍMICO: Solución de Sulfito Catalizado. USO: SINÓNIMOS: NOMBRE FABRICANTE: DICHEM DEL ECUADOR S.A. DIRECCIÓN FABRICANTE: Av. González Suárez 318.
Quito-Ecuador. NOMBRE DISTRIBUIDOR: DICHEM DEL ECUADOR
S.A. DIRECCIÓN DISTRIBUIDOR: Av. González Suárez 318.
Quito-Ecuador. FORMULA QUÍMICA NUMERO CAS*:
TELÉFONO DE EMERGENCIA:
(5932)2231765 (5932)2569641 (5932)2823208
* CAS (Chemical Abstract Service): CÓDIGO DEL PRODUCTO.
* MSDS (Material Safety Data Sheet): Hojas de seguridad de materiales.
2. INGREDIENTES PELIGROSOS
SUSTANCIA % NUM. CAS LÍMITES DE EXPOSICIÓN OCUPACIONAL
TLV* TLV-TWA*
Sulfito de sodio < 15 7681-57-4 No determinado.
No determinado.
* TLV: (Threshold Limit Valves) Valor umbral límite TLV-TWD: (Tire Weighted Average): Valor límite promedio ponderado en el tiempo.
3. PROPIEDADES FÍSICAS
ESTADO FÍSICO: Líquido.
APARIENCIA Y COLOR: Líquido rosado claro.
TEMPERATURA DE FUSIÓN (°C): No determinado.
TEMPERATURA DE EBULLICIÓN (°C) (RANGO): No determinado.
SOLUBILIDAD EN AGUA: Soluble.
OLOR: Olor pungente.
% DE VOLÁTILES POR VOLUMEN: No determinado.
PRESIÓN DE VAPOR A 20°C (mm de Hg): No determinado.
DENSIDAD DE VAPOR: � MAS PESADO QUE EL AIRE � MÁS LIVIANO QUE EL AIRE
TASA DE EVAPORACIÓN: � MÁS RÁPIDO � MÁS LENTO QUE EL BUTIL ACETATO
DENSIDAD RELATIVA: 1,070 – 1,080.

158
pH: 3,5 – 5,5.
4. RIESGOS DE FUEGO Y EXPLOSIÓN
ES INFLAMABLE?: (X) SI ( ) NO
PUNTO INFLAMACIÓN (°C): No
determinado.
TEMPERATURA AUTOIGNICIÓN (°C):
No determinado.
LIM. SUPERIOR INFLAMABILIDAD (%): No determinado.
LIM. INFERIOR INFLAMABILIDAD (%):No determinado.
MEDIOS DE EXTINCIÓN RECOMENDADOS: ( X ) CO2 ( X ) POLVO QUÍMICO SECO ( X ) AGUA PULVERIZADA ( X ) ESPUMA ( ) OTROS ( ) NO APLICABLE
PROCEDIMIENTOS ESPECIALES PARA COMBATIR INCENDIOS: Químico seco, CO2, rocío de
agua o espuma regular. Retire el contenedor del área de incendio si lo puede hacer sin correr riesgos. Aplique agua para enfriar los lados del contenedor que están expuestos a las llamas hasta mucho después de que el fuego se haya extinguido. Permanezca alejado de los extremos de los contenedores.
EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO: H según el Sistema HMIS
PRODUCTOS PELIGROSOS POR DESCOMPOSICIÓN TÉRMICA: La descomposición térmica
puede producir óxidos de azufre.
5. RIESGOS PARA LA SALUD
� INHALACIÓN � CONTACTO CON LA PIEL � CONTACTO CON LOS OJOS � INGESTIÓN
INHALACIÓN: Puede ser peligroso si se lo inhala. Irritante para la membrana mucosa.
CONTACTO CON LA PIEL: Corrosivo para la piel. El contacto directo con la piel puede causar
irritación, ampollas, úlceras y cicatrices profundas.
CONTACTO CON LOS OJOS: Corrosivo para los ojos. El contacto directo con los ojos puede causar
destrucción del tejido ocular.
INGESTIÓN: Peligro moderado de ingestión; Sensibilizador alérgico. Puede ser peligroso si se lo
ingiere. La ingestión puede causar corrosión del tracto GI.
OTROS (CARCINOGÉNESIS, MUTAGÉNESIS, TERATOGÉNESIS, ETC): No se ha encontrado
datos sobre absorción a través de la piel.
SOBREEXPOSICIÒN REPETIDA: No se han reportado peligros crónicos para la salud del ser
humano con la posible excepción de sensibilización alérgica luego de la ingestión oral.
PROCEDIMIENTOS DE PRIMEROS AUXILIOS
INHALACIÓN: Retire a la víctima a un lugar con aire fresco y solicite atención médica de emergencia.
Si la persona no respira, proporcione respiración artificial. Si respira con dificultad, suministre oxígeno.
CONTACTO CON LA PIEL: Lave la vestimenta contaminada antes de volver a utilizarla.
CONTACTO CON LOS OJOS: En caso de contacto con los OJOS, lávelos inmediatamente con agua
y jabón.
INGESTIÓN: En caso de INGESTION, contacte a un médico.
INFORMACIÓN PARA EL MÉDICO: No determinado.
6. RIESGOS AMBIENTALES
BIODEGRADABILIDAD/PERSISTENCIA: No determinado.
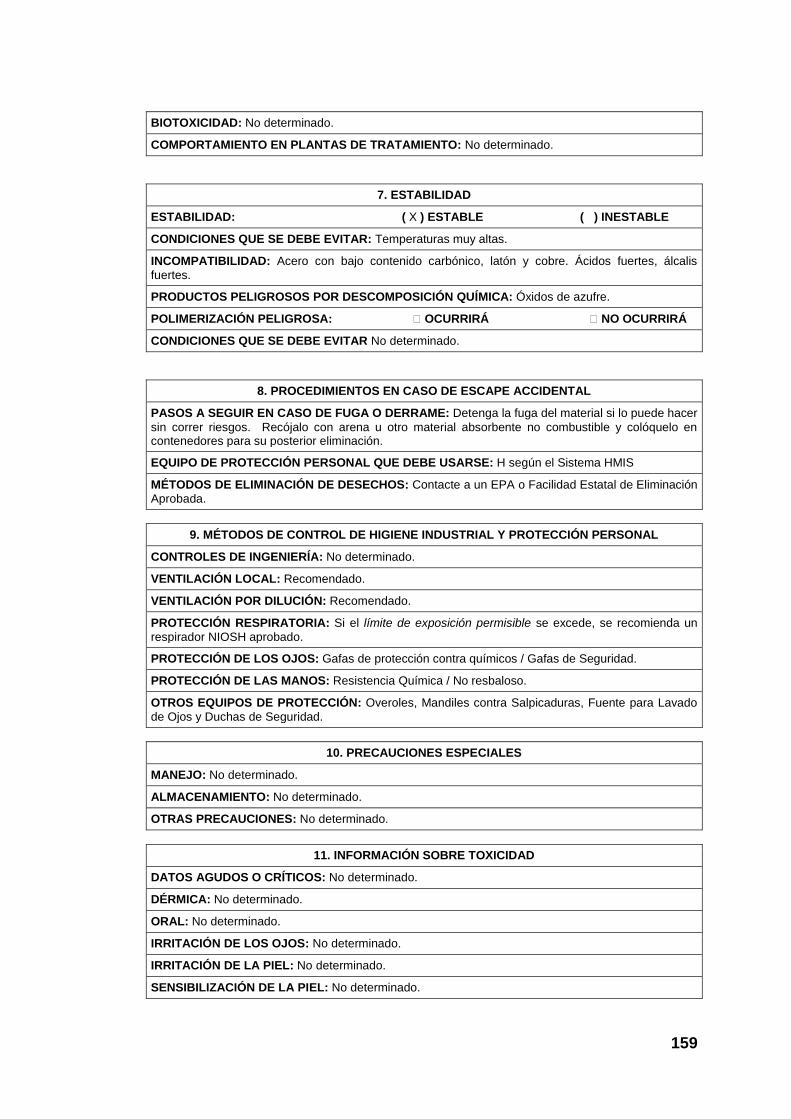
159
BIOTOXICIDAD: No determinado.
COMPORTAMIENTO EN PLANTAS DE TRATAMIENTO: No determinado.
7. ESTABILIDAD
ESTABILIDAD: ( X ) ESTABLE ( ) INESTABLE
CONDICIONES QUE SE DEBE EVITAR: Temperaturas muy altas.
INCOMPATIBILIDAD: Acero con bajo contenido carbónico, latón y cobre. Ácidos fuertes, álcalis
fuertes.
PRODUCTOS PELIGROSOS POR DESCOMPOSICIÓN QUÍMICA: Óxidos de azufre.
POLIMERIZACIÓN PELIGROSA: � OCURRIRÁ � NO OCURRIRÁ
CONDICIONES QUE SE DEBE EVITAR No determinado.
8. PROCEDIMIENTOS EN CASO DE ESCAPE ACCIDENTAL
PASOS A SEGUIR EN CASO DE FUGA O DERRAME: Detenga la fuga del material si lo puede hacer
sin correr riesgos. Recójalo con arena u otro material absorbente no combustible y colóquelo en contenedores para su posterior eliminación.
EQUIPO DE PROTECCIÓN PERSONAL QUE DEBE USARSE: H según el Sistema HMIS
MÉTODOS DE ELIMINACIÓN DE DESECHOS: Contacte a un EPA o Facilidad Estatal de Eliminación
Aprobada.
9. MÉTODOS DE CONTROL DE HIGIENE INDUSTRIAL Y PROTECCIÓN PERSONAL
CONTROLES DE INGENIERÍA: No determinado.
VENTILACIÓN LOCAL: Recomendado.
VENTILACIÓN POR DILUCIÓN: Recomendado.
PROTECCIÓN RESPIRATORIA: Si el límite de exposición permisible se excede, se recomienda un
respirador NIOSH aprobado.
PROTECCIÓN DE LOS OJOS: Gafas de protección contra químicos / Gafas de Seguridad.
PROTECCIÓN DE LAS MANOS: Resistencia Química / No resbaloso.
OTROS EQUIPOS DE PROTECCIÓN: Overoles, Mandiles contra Salpicaduras, Fuente para Lavado
de Ojos y Duchas de Seguridad.
10. PRECAUCIONES ESPECIALES
MANEJO: No determinado.
ALMACENAMIENTO: No determinado.
OTRAS PRECAUCIONES: No determinado.
11. INFORMACIÓN SOBRE TOXICIDAD
DATOS AGUDOS O CRÍTICOS: No determinado.
DÉRMICA: No determinado.
ORAL: No determinado.
IRRITACIÓN DE LOS OJOS: No determinado.
IRRITACIÓN DE LA PIEL: No determinado.
SENSIBILIZACIÓN DE LA PIEL: No determinado.
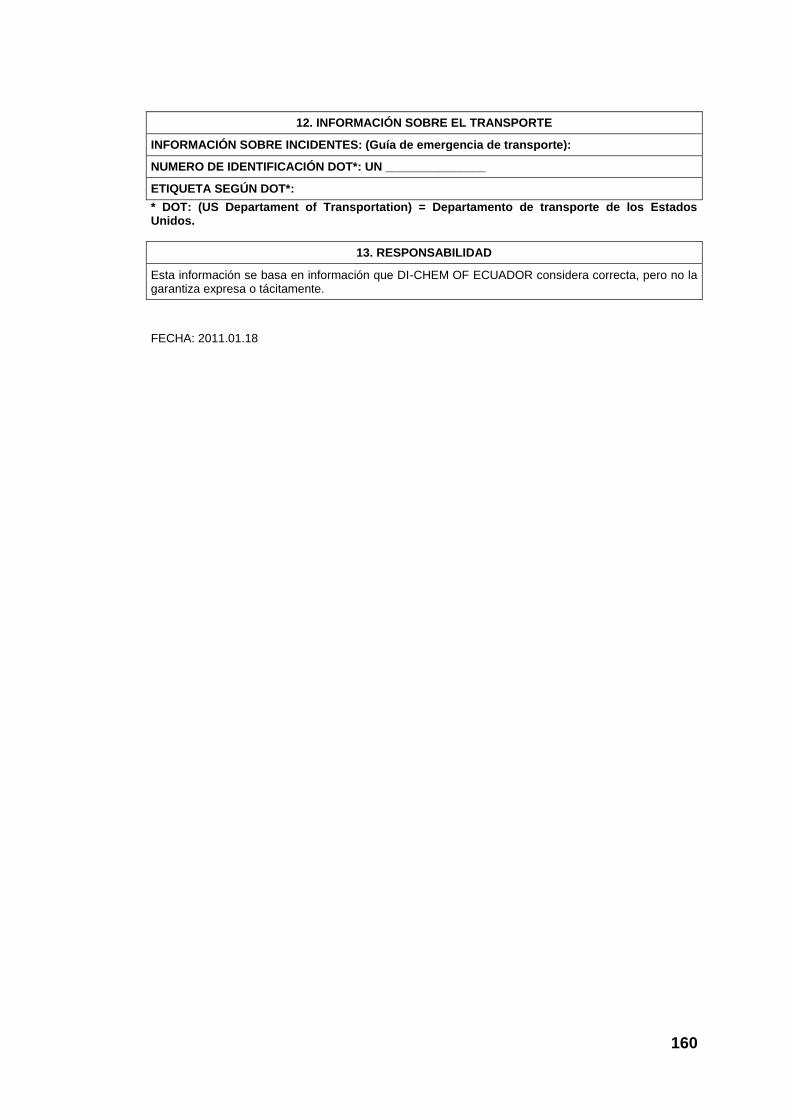
160
12. INFORMACIÓN SOBRE EL TRANSPORTE
INFORMACIÓN SOBRE INCIDENTES: (Guía de emergencia de transporte):
NUMERO DE IDENTIFICACIÓN DOT*: UN _______________
ETIQUETA SEGÚN DOT*:
* DOT: (US Departament of Transportation) = Departamento de transporte de los Estados Unidos.
13. RESPONSABILIDAD
Esta información se basa en información que DI-CHEM OF ECUADOR considera correcta, pero no la garantiza expresa o tácitamente.
FECHA: 2011.01.18
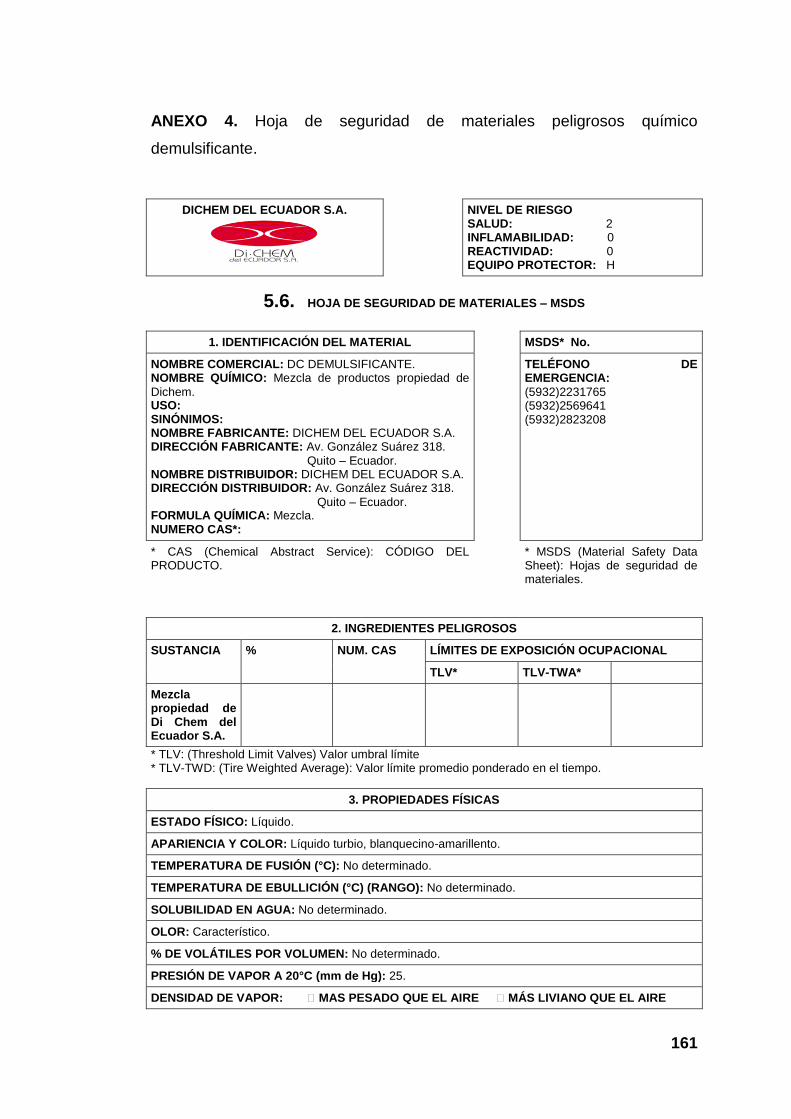
161
ANEXO 4. Hoja de seguridad de materiales peligrosos químico
demulsificante.
DICHEM DEL ECUADOR S.A.
NIVEL DE RIESGO SALUD: 2 INFLAMABILIDAD: 0 REACTIVIDAD: 0 EQUIPO PROTECTOR: H
5.6. HOJA DE SEGURIDAD DE MATERIALES – MSDS
1. IDENTIFICACIÓN DEL MATERIAL MSDS* No.
NOMBRE COMERCIAL: DC DEMULSIFICANTE. NOMBRE QUÍMICO: Mezcla de productos propiedad de
Dichem. USO: SINÓNIMOS: NOMBRE FABRICANTE: DICHEM DEL ECUADOR S.A. DIRECCIÓN FABRICANTE: Av. González Suárez 318.
Quito – Ecuador. NOMBRE DISTRIBUIDOR: DICHEM DEL ECUADOR S.A. DIRECCIÓN DISTRIBUIDOR: Av. González Suárez 318.
Quito – Ecuador. FORMULA QUÍMICA: Mezcla. NUMERO CAS*:
TELÉFONO DE EMERGENCIA:
(5932)2231765 (5932)2569641 (5932)2823208
* CAS (Chemical Abstract Service): CÓDIGO DEL PRODUCTO.
* MSDS (Material Safety Data Sheet): Hojas de seguridad de materiales.
2. INGREDIENTES PELIGROSOS
SUSTANCIA % NUM. CAS LÍMITES DE EXPOSICIÓN OCUPACIONAL
TLV* TLV-TWA*
Mezcla propiedad de Di Chem del Ecuador S.A.
* TLV: (Threshold Limit Valves) Valor umbral límite * TLV-TWD: (Tire Weighted Average): Valor límite promedio ponderado en el tiempo.
3. PROPIEDADES FÍSICAS
ESTADO FÍSICO: Líquido.
APARIENCIA Y COLOR: Líquido turbio, blanquecino-amarillento.
TEMPERATURA DE FUSIÓN (°C): No determinado.
TEMPERATURA DE EBULLICIÓN (°C) (RANGO): No determinado.
SOLUBILIDAD EN AGUA: No determinado.
OLOR: Característico.
% DE VOLÁTILES POR VOLUMEN: No determinado.
PRESIÓN DE VAPOR A 20°C (mm de Hg): 25.
DENSIDAD DE VAPOR: � MAS PESADO QUE EL AIRE � MÁS LIVIANO QUE EL AIRE
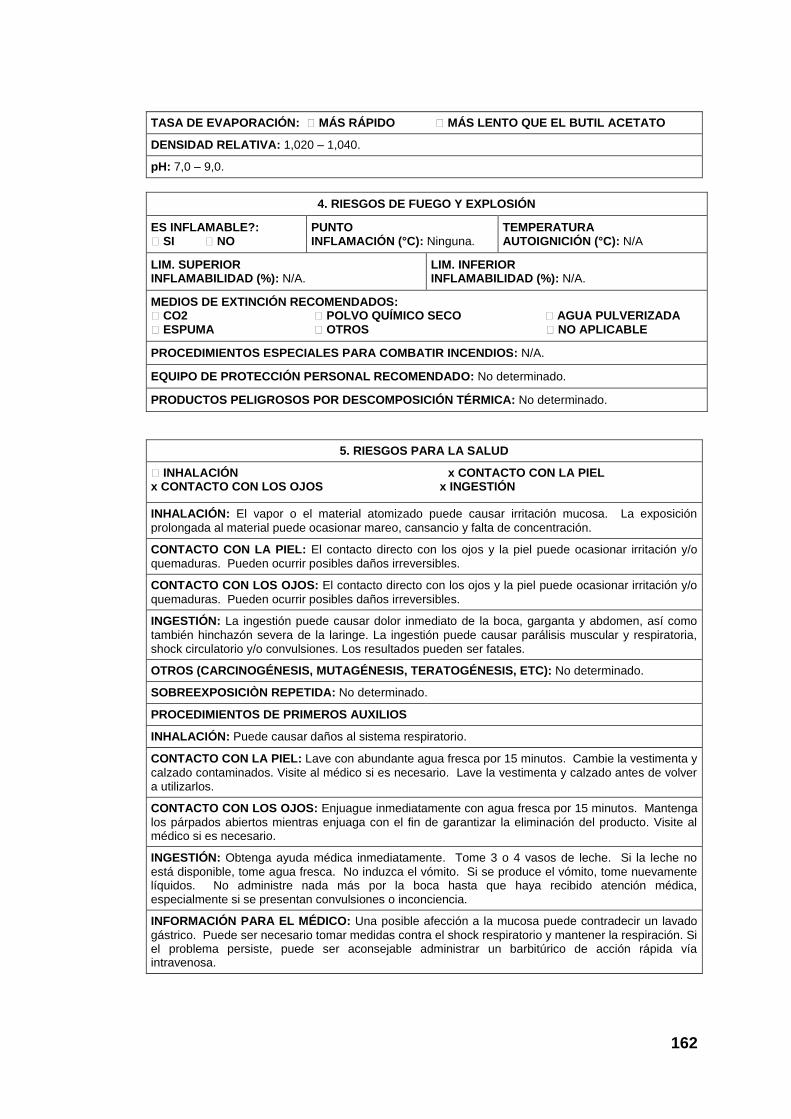
162
TASA DE EVAPORACIÓN: � MÁS RÁPIDO � MÁS LENTO QUE EL BUTIL ACETATO
DENSIDAD RELATIVA: 1,020 – 1,040.
pH: 7,0 – 9,0.
4. RIESGOS DE FUEGO Y EXPLOSIÓN
ES INFLAMABLE?: � SI � NO
PUNTO INFLAMACIÓN (°C): Ninguna.
TEMPERATURA AUTOIGNICIÓN (°C): N/A
LIM. SUPERIOR INFLAMABILIDAD (%): N/A.
LIM. INFERIOR INFLAMABILIDAD (%): N/A.
MEDIOS DE EXTINCIÓN RECOMENDADOS: � CO2 � POLVO QUÍMICO SECO � AGUA PULVERIZADA � ESPUMA � OTROS � NO APLICABLE
PROCEDIMIENTOS ESPECIALES PARA COMBATIR INCENDIOS: N/A.
EQUIPO DE PROTECCIÓN PERSONAL RECOMENDADO: No determinado.
PRODUCTOS PELIGROSOS POR DESCOMPOSICIÓN TÉRMICA: No determinado.
5. RIESGOS PARA LA SALUD
� INHALACIÓN x CONTACTO CON LA PIEL x CONTACTO CON LOS OJOS x INGESTIÓN
INHALACIÓN: El vapor o el material atomizado puede causar irritación mucosa. La exposición
prolongada al material puede ocasionar mareo, cansancio y falta de concentración.
CONTACTO CON LA PIEL: El contacto directo con los ojos y la piel puede ocasionar irritación y/o
quemaduras. Pueden ocurrir posibles daños irreversibles.
CONTACTO CON LOS OJOS: El contacto directo con los ojos y la piel puede ocasionar irritación y/o
quemaduras. Pueden ocurrir posibles daños irreversibles.
INGESTIÓN: La ingestión puede causar dolor inmediato de la boca, garganta y abdomen, así como
también hinchazón severa de la laringe. La ingestión puede causar parálisis muscular y respiratoria, shock circulatorio y/o convulsiones. Los resultados pueden ser fatales.
OTROS (CARCINOGÉNESIS, MUTAGÉNESIS, TERATOGÉNESIS, ETC): No determinado.
SOBREEXPOSICIÒN REPETIDA: No determinado.
PROCEDIMIENTOS DE PRIMEROS AUXILIOS
INHALACIÓN: Puede causar daños al sistema respiratorio.
CONTACTO CON LA PIEL: Lave con abundante agua fresca por 15 minutos. Cambie la vestimenta y
calzado contaminados. Visite al médico si es necesario. Lave la vestimenta y calzado antes de volver a utilizarlos.
CONTACTO CON LOS OJOS: Enjuague inmediatamente con agua fresca por 15 minutos. Mantenga
los párpados abiertos mientras enjuaga con el fin de garantizar la eliminación del producto. Visite al médico si es necesario.
INGESTIÓN: Obtenga ayuda médica inmediatamente. Tome 3 o 4 vasos de leche. Si la leche no
está disponible, tome agua fresca. No induzca el vómito. Si se produce el vómito, tome nuevamente líquidos. No administre nada más por la boca hasta que haya recibido atención médica, especialmente si se presentan convulsiones o inconciencia.
INFORMACIÓN PARA EL MÉDICO: Una posible afección a la mucosa puede contradecir un lavado
gástrico. Puede ser necesario tomar medidas contra el shock respiratorio y mantener la respiración. Si el problema persiste, puede ser aconsejable administrar un barbitúrico de acción rápida vía intravenosa.
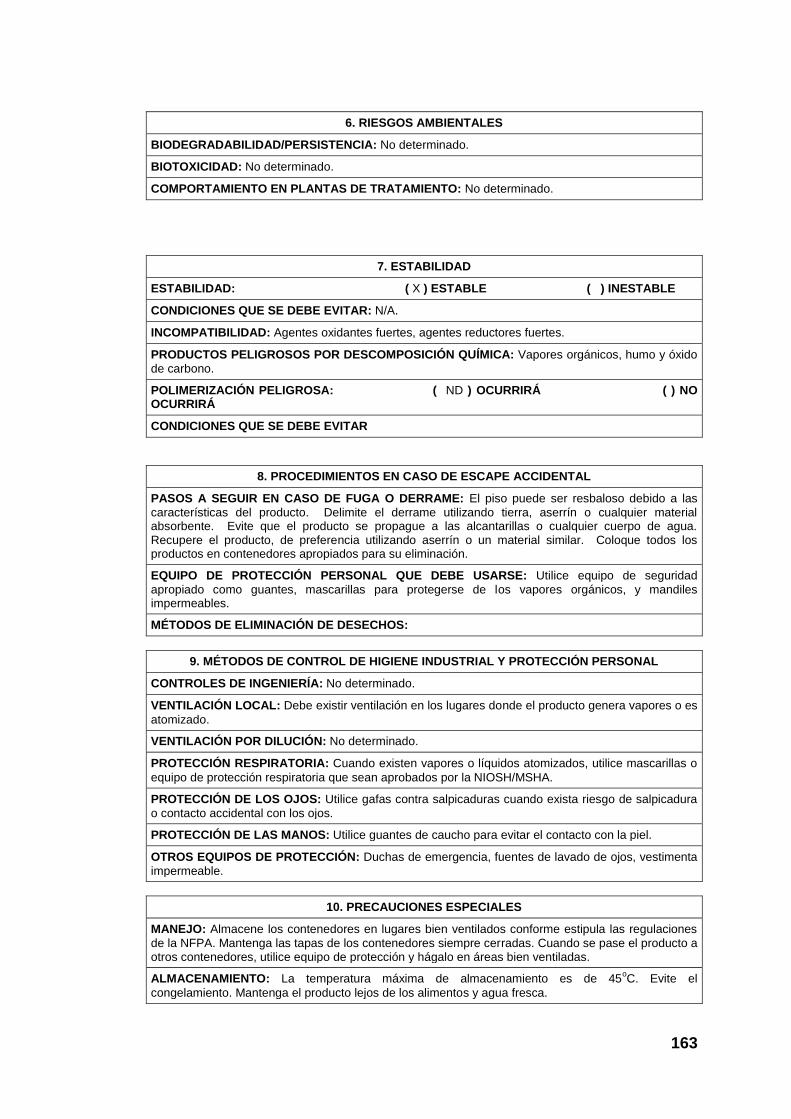
163
6. RIESGOS AMBIENTALES
BIODEGRADABILIDAD/PERSISTENCIA: No determinado.
BIOTOXICIDAD: No determinado.
COMPORTAMIENTO EN PLANTAS DE TRATAMIENTO: No determinado.
7. ESTABILIDAD
ESTABILIDAD: ( X ) ESTABLE ( ) INESTABLE
CONDICIONES QUE SE DEBE EVITAR: N/A.
INCOMPATIBILIDAD: Agentes oxidantes fuertes, agentes reductores fuertes.
PRODUCTOS PELIGROSOS POR DESCOMPOSICIÓN QUÍMICA: Vapores orgánicos, humo y óxido
de carbono.
POLIMERIZACIÓN PELIGROSA: ( ND ) OCURRIRÁ ( ) NO OCURRIRÁ
CONDICIONES QUE SE DEBE EVITAR
8. PROCEDIMIENTOS EN CASO DE ESCAPE ACCIDENTAL
PASOS A SEGUIR EN CASO DE FUGA O DERRAME: El piso puede ser resbaloso debido a las
características del producto. Delimite el derrame utilizando tierra, aserrín o cualquier material absorbente. Evite que el producto se propague a las alcantarillas o cualquier cuerpo de agua. Recupere el producto, de preferencia utilizando aserrín o un material similar. Coloque todos los productos en contenedores apropiados para su eliminación.
EQUIPO DE PROTECCIÓN PERSONAL QUE DEBE USARSE: Utilice equipo de seguridad
apropiado como guantes, mascarillas para protegerse de los vapores orgánicos, y mandiles impermeables.
MÉTODOS DE ELIMINACIÓN DE DESECHOS:
9. MÉTODOS DE CONTROL DE HIGIENE INDUSTRIAL Y PROTECCIÓN PERSONAL
CONTROLES DE INGENIERÍA: No determinado.
VENTILACIÓN LOCAL: Debe existir ventilación en los lugares donde el producto genera vapores o es
atomizado.
VENTILACIÓN POR DILUCIÓN: No determinado.
PROTECCIÓN RESPIRATORIA: Cuando existen vapores o líquidos atomizados, utilice mascarillas o
equipo de protección respiratoria que sean aprobados por la NIOSH/MSHA.
PROTECCIÓN DE LOS OJOS: Utilice gafas contra salpicaduras cuando exista riesgo de salpicadura
o contacto accidental con los ojos.
PROTECCIÓN DE LAS MANOS: Utilice guantes de caucho para evitar el contacto con la piel.
OTROS EQUIPOS DE PROTECCIÓN: Duchas de emergencia, fuentes de lavado de ojos, vestimenta
impermeable.
10. PRECAUCIONES ESPECIALES
MANEJO: Almacene los contenedores en lugares bien ventilados conforme estipula las regulaciones
de la NFPA. Mantenga las tapas de los contenedores siempre cerradas. Cuando se pase el producto a otros contenedores, utilice equipo de protección y hágalo en áreas bien ventiladas.
ALMACENAMIENTO: La temperatura máxima de almacenamiento es de 45oC. Evite el
congelamiento. Mantenga el producto lejos de los alimentos y agua fresca.
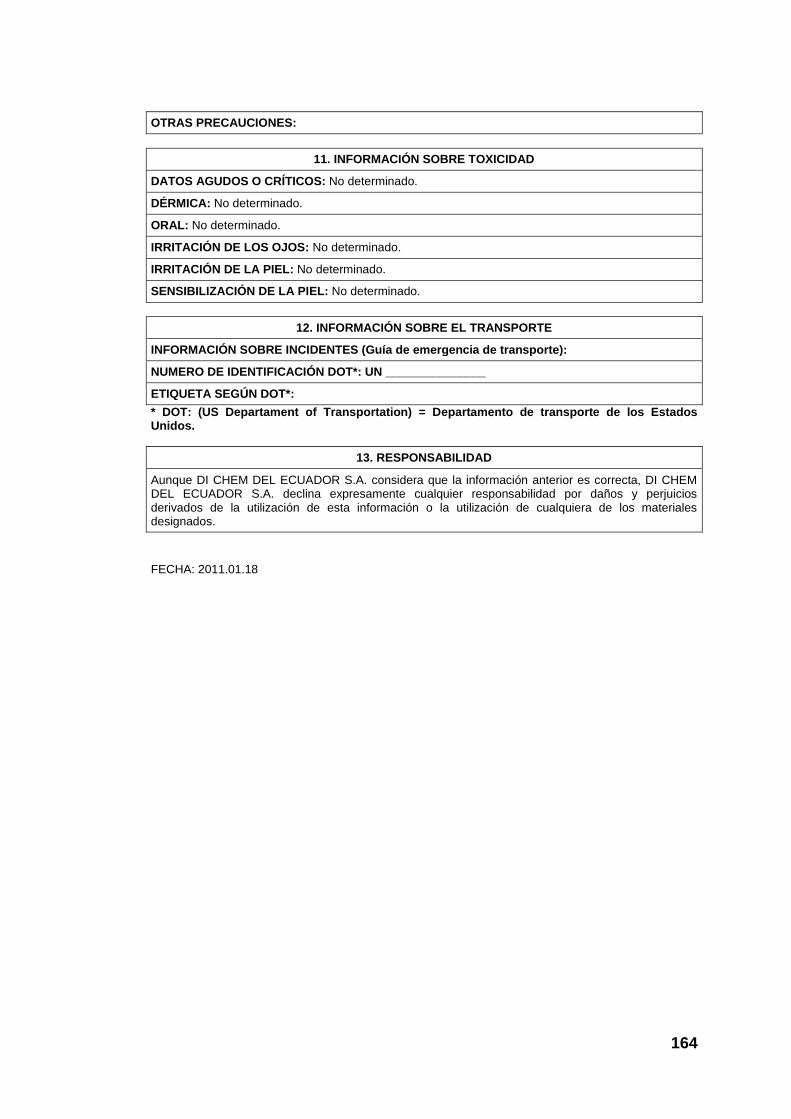
164
OTRAS PRECAUCIONES:
11. INFORMACIÓN SOBRE TOXICIDAD
DATOS AGUDOS O CRÍTICOS: No determinado.
DÉRMICA: No determinado.
ORAL: No determinado.
IRRITACIÓN DE LOS OJOS: No determinado.
IRRITACIÓN DE LA PIEL: No determinado.
SENSIBILIZACIÓN DE LA PIEL: No determinado.
12. INFORMACIÓN SOBRE EL TRANSPORTE
INFORMACIÓN SOBRE INCIDENTES (Guía de emergencia de transporte):
NUMERO DE IDENTIFICACIÓN DOT*: UN _______________
ETIQUETA SEGÚN DOT*:
* DOT: (US Departament of Transportation) = Departamento de transporte de los Estados Unidos.
13. RESPONSABILIDAD
Aunque DI CHEM DEL ECUADOR S.A. considera que la información anterior es correcta, DI CHEM DEL ECUADOR S.A. declina expresamente cualquier responsabilidad por daños y perjuicios derivados de la utilización de esta información o la utilización de cualquiera de los materiales designados.
FECHA: 2011.01.18
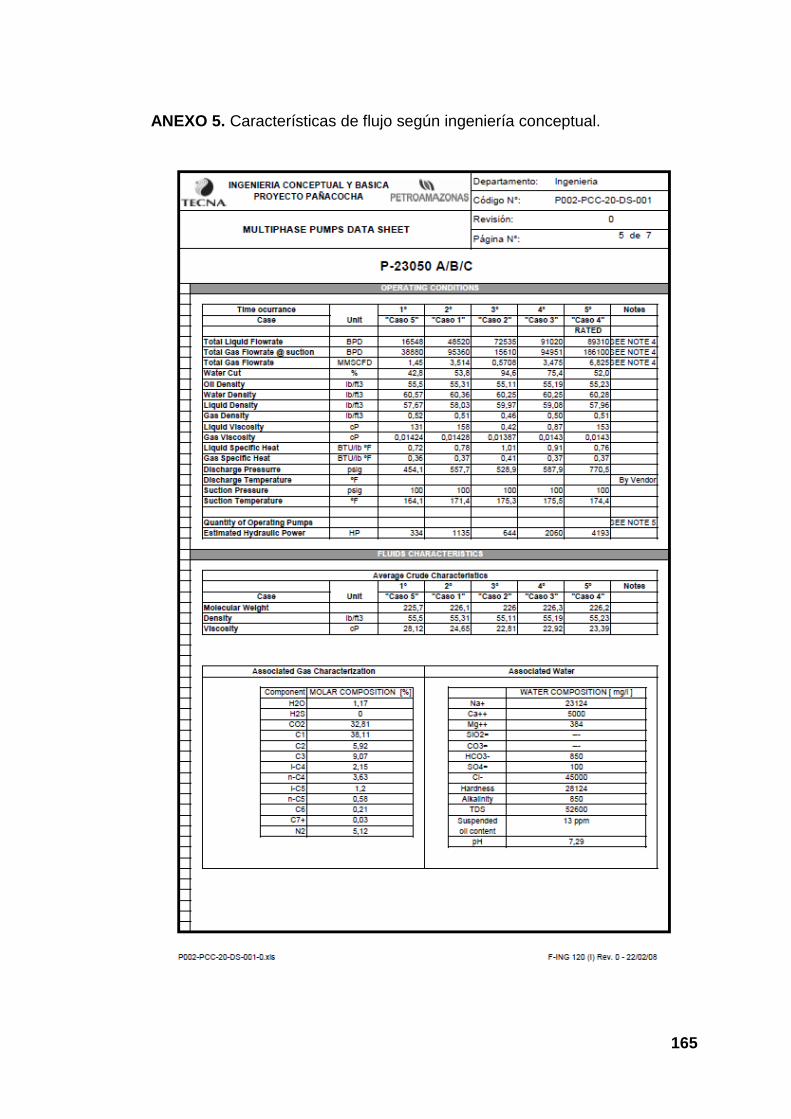
165
ANEXO 5. Características de flujo según ingeniería conceptual.

166
ANEXO 6. Arreglo general de las bombas multifásicas.
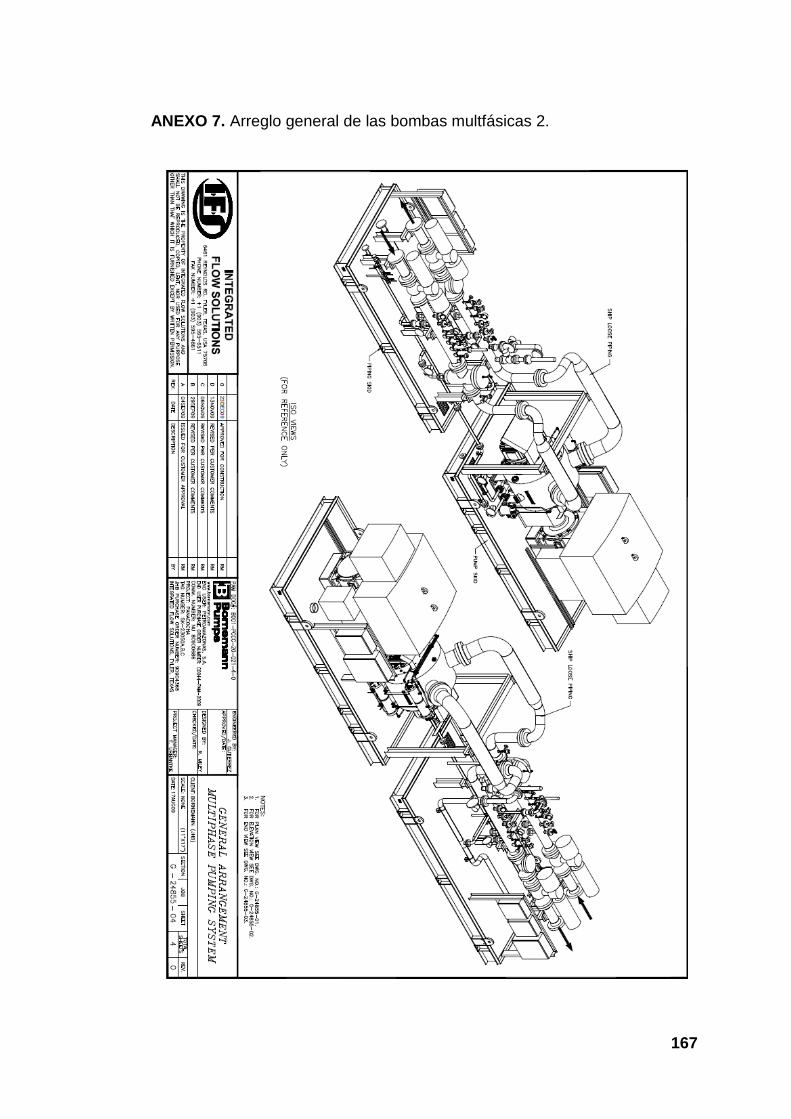
167
ANEXO 7. Arreglo general de las bombas multfásicas 2.
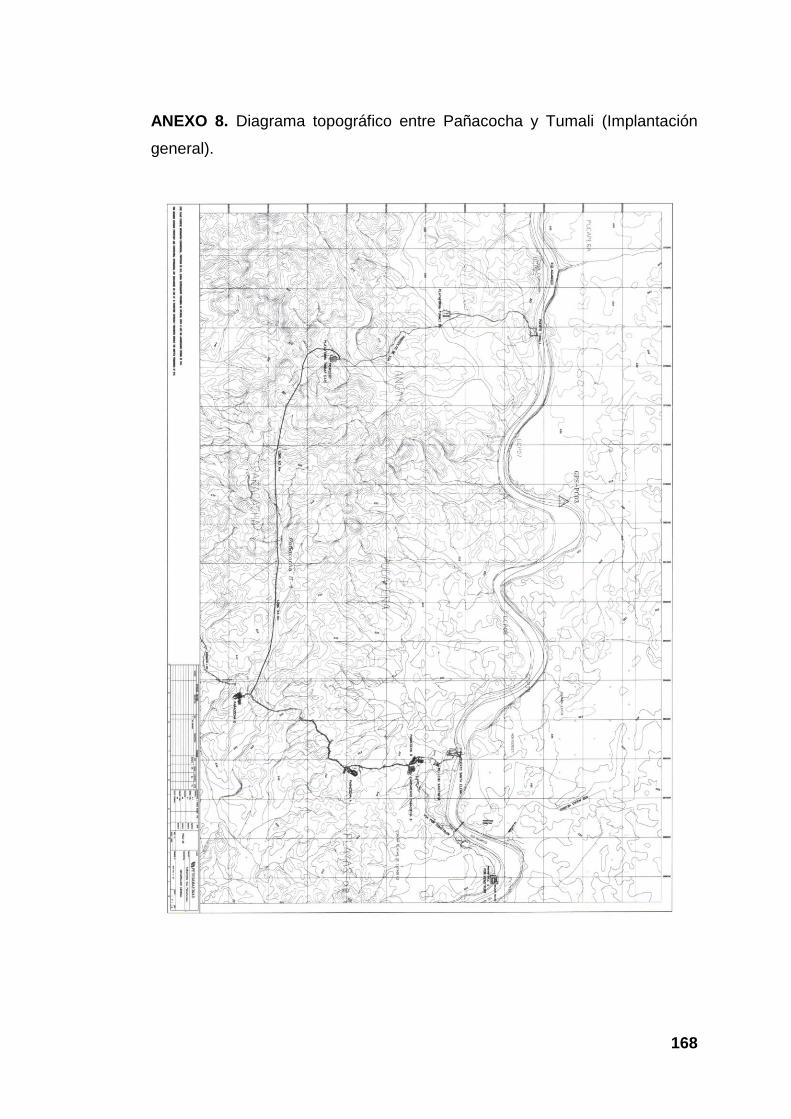
168
ANEXO 8. Diagrama topográfico entre Pañacocha y Tumali (Implantación
general).