universidad te cnolÓgica eq uinoccial campu santo …
TRANSCRIPT

I
“OBMEELATRI
UN
FACarre
INGENIE
BTENCIÓDIANTE
ABORARIGO EN L
NIVERSI
ACULTAera de Ing
TesisERO AGR
ÓN DE E PROCER PAN COLA UTE S
IDAD TECampu
Sa
AD DE CIgeniería A
s previa aROINDUS
HARINAESO DE ON DIVESANTO D
Es JE
DiING.
Santo D
ECNOLÓGs Arturoanto Dom
IENCIASAgroindus
a la obtencSTRIAL,
A DE PLSECAD
ERSOS PDOMING
studianteEFFERSO
irector deJUAN C
Domingo Junio, 20
GICA EQRuiz Mor
mingo
S DE LA Istrial y Si
ción del tí MENCIÓ
LÁTANOO POR
PORCENTGO 2009”
: ON VINIC
e tesis RESPÍN
– Ecuado010
QUINOCCra
INGENIEistemas de
ítulo de:ÓN EN A
O VERDCONDU
TAJES D”.
CIO MAC
or
CIAL
ERÍA e Gestión
ALIMENT
DE DOMUCCIÓN DE HARIN
CIAS MIN
n
TOS
MINICO PARA
NA DE
NAYA
ii
“OBTENCIÓN DE HARINA DE PLÁTANO VERDE DOMINICO MEDIANTE PROCESO DE SECADO POR CONDUCCIÓN PARA ELABORAR PAN CON DIVERSOS PORCENTAJES DE HARINA DE TRIGO EN LA UTE SANTO DOMINGO 2009”. Ing. Juan Crespín DIRECTOR DE TESIS _________________________
APROBADO Ing. Daniel Anzules PRESIDENTE DEL TRIBUNAL _________________________ MIEMBRO DEL TRIBUNAL _________________________ MIEMBRO DEL TRIBUNAL _________________________ Santo Domingo......................de..........................del 2010

iii
Del contenido del presente trabajo se responsabiliza el autor
________________________ Jefferson Vinicio Macias Minaya
Autor: Jefferson Vinicio Macias Minaya
Institución: Universidad Tecnológica Equinoccial
Título de tesis: “Obtención de harina de plátano verde dominico mediante proceso
de secado por conducción para elaborar pan con diversos porcentajes de harina de
trigo en la UTE Santo Domingo 2009”
Fecha: SEPTIEMBRE 2009 –JUNIO 2010

iv
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
CAMPUS ARTURO RUIZ MORA
Santo Domingo
ESCUELA DE INGENIERÍA AGROINDUSTRIAL
INFORME DEL DIRECTOR DE TESIS
Santo Domingo, junio del 2010
Ingeniero Daniel Anzules
COORDINADOR DE LA ESCUELA DE INGENIERÍA AGROINDUSTRIAL
Presente
Yo, Ing. Juan Crespín en calidad de director de tesis, mediante el presente, informo a usted
que el señor JEFFERSON VINICIO MACIAS MINAYA egresado de la Escuela de
Ingeniería Agroindustrial; ha cumplido con los requisitos pertinentes para la elaboración de
la tesis de grado que lleva de título “OBTENCIÓN DE HARINA DE PLÁTANO
VERDE DOMINICO MEDIANTE PROCESO DE SECADO POR CONDUCCIÓN
PARA ELABORAR PAN CON DIVERSOS PORCENTAJES DE HARINA DE
TRIGO EN LA UTE SANTO DOMINGO 2009” realizado en la Universidad
Tecnológica Equinoccial, Campus Santo Domingo; por lo tanto, la tesis esta lista para ser
entregada y publicada.
Por la atención que se digne a la presente anticipo mi sincero agradecimiento.
Atentamente,
Ing. Juan Crespín
DIRECTOR DE TESIS

v
DEDICATORIA
Este presente trabajo va dedicado con amor a Dios quien ha iluminado mi sendero
cuando más oscuro ha estado. Ha sido el creador de todas las cosas, el que me
ha dado fortaleza para continuar cuando a punto de caer he estado; por ello, con
toda la humildad que de mi corazón puede emanar te doy Mil gracias Papá.
De igual forma, a mis padres, quienes han sabido formarme con buenos
sentimientos, hábitos y valores, lo cual me ha ayudado a salir adelante buscando
siempre el mejor camino.
A mis hermanos por darme su apoyo moral en todo momento de mi vida
universitaria.
A mis abuelos, Frella Alava, Pepe Macias, Enma Santana y Dolores Minaya, por
sus consejos los cuales ayudaron a elevar mi vida profesional.
A mis amigos con los que compartí cuatro años y medio de estudios, los cuales
fueron de mucho aprendizaje.
Mil gracias a todos. Dios los bendiga
Jefferson Macias

vi
AGRADECIMIENTO
Primeramente doy infinitamente gracias a Dios, por haber estado en todo
momento dándome fuerza, valor y haciendo entender que si confiamos en él
podemos lograr nuestras metas y objetivos, lo cual lo he podido notar porque
gracia a él he culminado con éxito y bendición mis estudios. Agradezco también la confianza y el apoyo de mis padres, Ramón Macias y María
Minaya, por haber estado pendiente en todo momento para poder lograr la meta
que un día me propuse, ser un profesional.
A mis queridos hermanos, Vanesa, Silvia, Jonathan, Carlos y Jhon porque han
contribuido positivamente para llevar a cabo este trabajo.
A todos los maestros que me asesoraron, porque cada uno, con sus valiosas
aportaciones, me ayudaron a crecer como persona y como profesional
A mi director de tesis, Ing. Juan Crespín, quien compartió conmigo sus
conocimientos y supo tener paciencia y guiarme en la realización de la tesis.
Finalmente, agradezco a mis compañeros de grupo, porque la constante
comunicación con ellos ha contribuido en gran medida a transformar y mejorar mi
forma de actuar como persona, especialmente a aquellos que me brindaron su
apoyo y amistad incondicional, Lucy, Sofy, Taty, Dianita, Edison, Marcelo, Elías y
José Luis, con quienes compartí momentos agradables durante mi vida
universitaria. Gracias amigos que Dios los bendiga.
Jefferson Macias
vii
CAPÍTULO I
INTRODUCCIÓN
1.1 Antecedentes 1
1.1.1 Antecedentes históricos 1
1.1.2 Antecedentes científicos 2
1.1.3 Antecedentes prácticos 2
1.1.4 Importancia del estudio 2
1.1.5 Situación actual del tema de investigación 2
1.2 Limitación del estudio 3
1.3 Alcance del trabajo 3
1.4 Objeto del estudio 3
1.5 Objetivos 4
1.5.1 Objetivo general 4
1.5.2 Objetivos específicos 4
1.6 Justificación 4
1.7 Hipótesis o idea a defender del estudio 5
INDICE
Portada i
Hoja de sustentación y aprobación de los integrantes del tribunal ii
Hoja de responsabilidad del autor iii
Informe de aprobación del director del plan de titulación iv
Dedicatoria v
Agradecimiento vi
Índice vii
Resumen xix
Summary xx

viii
1.7.1 Hipótesis alternativa 5
1.7.2 Hipótesis nula 5
1.7.3 Variables 6
1.7.3.1 Variables independientes 6
1.7.3.2 Variables dependientes 6
1.8 Aspectos metodológicos 6
1.8.1 Diseño o tipo de investigación 6
1.8.1.1 Experimental 6
1.8.1.2 No observacional 6
1.8.1.3 Relacional 6
1.8.2 Métodos de investigación 7
1.8.2.1 Método inductivo 7
1.8.2.2 Método estadístico 7
1.8.2.3 Método analítico 7
1.9 Fuentes y técnicas de investigación 7
1.10 Población y Muestra 8
1.10.1 Población 8
1.10.2 Muestra 8
CAPITULO II
MARCO DE REFERENCIA
2.1 El plátano 9
2.1.1 Descripción de la planta 9
2.1.2 Composición química 11
2.1.3 Composición química 11
2.1.4 Clima y suelo para el cultivo de plátano y banana 12
2.1.5 Plagas 12

ix
2.1.6 Enfermedades 12
2.1.7 Cosecha 13
2.1.8 Exportación del plátano en el Ecuador 13
2.1.9 Industrialización del plátano 13
2.1.9.1 Harina 13
2.1.9.2 Utilización 14
2.2 El Pan 15
2.2.1 Ingredientes básicos para preparar pan 15
2.3 Trasmisión de calor 16
2.3.1 Conducción del calor 16
2.3.2 Transmisión del calor con convección 17
2.3.2.1 Coeficiente de transferencias de calor 18
2.3.2.2 Coeficiente de transferencia de calor global 20
2.3.2.3 Calor específico 21
2.4 Secado 22
2.4.1 Conducción 22
2.4.2 Tipos de secadores 22
2.4.2.1 Secadores de bandeja 23
2.4.2.2 Secadores de tambor 25
2.4.2.3 Secadores rotatorios 26
2.5 Molienda 27
2.5.1 Tipos de molinos 27
2.6 Tamizado 28
2.7 Mezclado 29
2.7.1 Tipos de mezcladores 29
2.8 Amasado 30
2.9 Horneado 30
x
CAPITULO III
METODOLOGIA
3.1 Diseño o tipo de investigación 32
3.1.1 Experimental 32
3.1.2 No observacional 32
3.1.3 Relacional 32
3.2 Método de investigación 32
3.2.1 Método Inductivo 32
3.2.2 Método estadístico 32
3.2.3 Método analítico 33
3.3 Fuentes y técnicas de investigación 33
3.4 Población y muestra 33
3.4.1 Población 33
3.4.2 Muestra 33
3.5 Materiales, materia prima, equipos y reactivos 34
3.5.1 Materiales 34
3.5.2. Materia prima 35
3.5.3 Equipos 35
3.5.4 Reactivos 36
3.6 Elaboración de harina de plátano verde dominico 36
3.6.1 Diagrama de flujo cualitativo para la obtención de harina
de plátano verde dominico. 36
3.6.2 Memoria técnica del proceso de elaboración de harina de
plátano verde dominico 38
3.6.2.1 Recepción 38
3.6.2.2 Selección 38
3.6.2.3 Pesado 38
3.6.2.4 Lavado 38
3.6.2.5 Pelado 38

xi
3.6.2.6 Picado 39
3.6.2.7 Inmersión 39
3.6.2.8 Secado 39
3.6.2.9 Molido 40
3.6.2.10 Tamizado 40
3.6.2.11 Empacado 40
3.6.2.12 Almacenado 40
3.7 Control de calidad de la harina de plátano verde dominico 41
3.7.1 Análisis bromatológico 41
3.7.2 Análisis físico y químico 41
3.7.3 Análisis organoléptico 42
3.8 Análisis microbiológico de la harina de plátano verde
dominico 43
3.9 Elaboración de pan de harina de trigo y harina de
plátano verde dominico 44
3.9.1 Diagrama de flujo cualitativo para la elaboración de
Pan de harina de trigo y harina de plátano verde dominico 44
3.9.2 Memoria técnica del proceso de elaboración de pan de
harina de trigo harina de plátano verde dominico 45
3.9.2.1 Recepción 45
3.9.2.2. Pesado 45
3.9.2.3 Amasado 46
3.9.2.4 Leudado I 47
3.9.2.5 Boleo 47
3.9.2.6 Reposo 47
3.9.2.7 Moldeo 47
3.9.2.8 Leudado II 48
3.9.2.9 Horneado 48
3.9.2.10 Enfriado 48
xii
3.9.2.11 Empacado 48
3.9.2.12 Almacenado 48
3.10 Control de calidad del Pan 49
3.10.1 Análisis Bromatológica del Pan 49
3.10.2 Análisis físico y químicos del Pan 49
3.10.3 Análisis organoléptico 50
3.11 Análisis microbiológico del Pan 50
3.12 Diseño experimental 51
3.12.1 Determinar del mejor tratamiento en la obtención de
Harina de plátano verde dominico 51
3.13 Análisis e interpretación de datos 53
3.13.1 Análisis de la varianza % de humedad 53
3.13.2 Análisis de la varianza % de grasa 55
3.13.3 Análisis de la varianza % de proteína 56
CAPITULO IV
PROPUESTA, RESULTADOS Y DISCUSIONES
4.1 Análisis de las encuestas realizadas al pan de harina de
Trigo y harina de plátano verde dominico mediante
pruebas organolépticas 59
4.1.1 Color 59
4.1.2 Olor 60
4.1.3 Sabor 61
4.1.4 Textura 62
4.1.5 Elección de la mejor tabulación 63
4.2 Diagrama de flujo cuantitativo para la obtención de
harina de plátano verde dominico a nivel de laboratorio 63
4.3 Diagrama de flujo cuantitativo para la obtención de
xiii
harina de plátano verde dominico a nivel de planta
piloto 63
4.4 Balance de materia para la obtención de harina de plátano
verde dominico a nivel de planta piloto 69
4.5 Diagrama de flujo cuantitativo para la elaboración de
pan de harina de trigo y harina de plátano verde dominico
a nivel de planta piloto 80
4.6 Balance de materia para la elaboración de pan de harina
de trigo y harina de plátano verde dominico a nivel de
planta piloto 83
4.7 Balance de energía del proceso para la obtención de
harina de plátano verde dominico a nivel de laboratorio 93
4.7.1 Balance de energía del secador 93
4.7.1.1 Cálculo del calor de paredes verticales 94
4.7.1.2 Cálculo del calor de las paredes frontales y posterior 97
4.7.1.3 Cálculo del calor de las paredes horizontales 101
4.7.1.4 Cálculo de la cantidad de energía que ingresa
al secador 105
4.7.1.5 Cálculo del calor práctico del producto 105
4.7.1.6 Cálculo del calor teórico del producto 105
4.7.1.7 Porcentaje de eficiencia del secador 107
4.7.1.8 Cálculo del coeficiente global de transferencia de calor
a nivel de laboratorio 107
4.8 Curva de secado 108
4.8.1 Perdida de humedad 110
4.8.2 Contenido de humedad 111
4.8.3 Velocidad de secado 111
4.8.4 Tiempo teórico de secado 112
4.9 Rendimiento 114
4.9.1 Rendimiento de la harina de plátano verde dominico 114

xiv
4.9.2 Rendimiento del producto pan de harina de trigo y
harina de plátano verde dominico 114
4.10 Diseño del secador a nivel piloto 115
4.10.1 Área de transferencia de calor a nivel piloto 115
4.10.2 Flujo másico de aire 115
4.10.2.1 Cálculo de la humedad absoluta del aire que ingresa
Wc 115
4.10.2.2 Cálculo de la humedad absoluta del aire que sale Wd 116
4.10.2.3 Balance húmedo del sistema 117
4.10.2.4 Cantidad de calor total del secador 118
4.10.2.5 Cálculo del área 118
4.10.2.6 Dimensionamiento de las bandejas 119
4.11 Diseño del molino a nivel de planta piloto. 121
4.11.1 Cálculo de la potencia del motor 121
4.11.2 Datos del molino a nivel fábrica 122
4.11.3 Cálculo del diámetro del disco de frotamiento del molino 123
4.11.4 Cálculo de la potencia del molino 123
4.12 Costos 125
4.12.1 Costos de la harina de plátano verde dominico 125
4.12.2 Costo del pan de harina de trigo y harina de plátano
verde dominico 126
CAPITULO V
CONCLUSIONES Y RECOMENDACIONES
5.1 Conclusiones 128
5.2 Recomendaciones 129
BIBLIOGRAFÍA 131
ANEXOS 134

xv
INDICE DEL DISEÑO DE EQUIPOS
1 Diseño del secador a nivel piloto vista superior 120
2 Diseño del molino de frotamiento por disco 124
INDICE DE CUADROS
Cuadro 1 Composición nutricional del plátano dominico 11
Cuadro 2 Composición química de la harina de plátano 14
Cuadro 3 Tipos de secadores 23
Cuadro 4 Análisis bromatológico del plátano verde dominico 39
Cuadro 5 Parámetros de Secado 49
Cuadro 6 Análisis bromatológico de la harina de plátano verde
dominico 41
Cuadro 7 Granulometría de la harina de plátano verde dominico 41
Cuadro 8 Características químicas de la harina de plátano verde
dominio 42
Cuadro 9 Análisis de macro y micro nutrientes de la harina
de plátano verde dominico 42
Cuadro 10 Análisis organoléptico de la harina de plátano verde
dominico 42
Cuadro 11 Análisis microbiológico de la harina de plátano verde
dominico 43
Cuadro 12 Porcentaje de harina de trigo y harina de plátano
verde dominico 46
Cuadro 13 Formulaciones para la elaboración de pan de harina
de trigo y harina de plátano verde dominico 46
Cuadro 14 Análisis bromatológico del pan 49
Cuadro 15 Análisis físico del Pan 49
Cuadro 16 Análisis químicos del Pan 49

xvi
Cuadro 17 Análisis organoléptico del Pan 50
Cuadro 18 Análisis microbiológico del pan 50
Cuadro 19 Factores y niveles de estudio 52
Cuadro 20 Combinación de tratamientos 52
Cuadro 21 Puntuación del color del pan 59
Cuadro 22 Puntuación del olor del pan 60
Cuadro 23 Puntuación del sabor del pan 61
Cuadro 24 Puntuación de la textura del pan 62
Cuadro 25 Datos experimentales para la curva de secado (65º C) 108
Cuadro 26 Perdida de humedad (XT) 110
Cuadro 27 Velocidad de secado 111
Cuadro 28 Rendimiento de la harina de plátano verde dominico 114
Cuadro 29 Rendimiento del pan de harina de trigo y harina de
plátano verde dominico 114
Cuadro 30 Costos de producción de la harina de plátano verde
dominico 125
Cuadro 31 Costos de producción del pan de harina de trigo y
harina de plátano verde dominico 126
ÍNDICE DE GRÁFICOS
Gráfico 1 Plátano 9
Gráfico 2 El pan 15
Gráfico 3 Esquema de un secador de bandejas 23
Gráfico 4 Secador de tambor 25
Gráfico 5 Secador rotatorio 26
Gráfico 6 Molino de martillo 27
Gráfico 7 Molino de piedra 28

xvii
Gráfico 8 Tamizador 28
Gráfico 9 Mezclador de paleta 30
Gráfico 10 Amasadora 30
Gráfico 11 Horno de pan 31
Gráfico 12 Resultado estadístico del color del pan 59
Gráfico 13 Resultado estadístico del olor del pan 60
Gráfico 14 Resultado estadístico del sabor del pan 61
Gráfico 15 Resultado estadístico de la textura del pan 62
Gráfico 16 Balance de energía del secador 93
Gráfico 17 Área de las paredes verticales del secador 97
Gráfico 18 Área de las paredes frontal y posterior del secador 100
Gráfico 19 Área de las paredes horizontales del secador 104
Gráfico 20 Área de las bandejas del secador 107
Gráfico 21 Curva de secado del plátano verde dominico 112
Gráfico 22 Velocidad de secado del plátano verde dominico 113
INDICE DE ANEXOS
ANEXO 1 Fotografías del proceso de elaboración de harina de
plátano verde dominico 135
ANEXO 2 Fotografías del proceso de elaboración de pan de
harina de trigo y harina de plátano verde dominico 138
ANEXO 3 Análisis microbiológico de la harina de plátano verde
dominico 140
ANEXO 4 Análisis bromatológico del pan 141
ANEXO 5 Análisis microbiológico del pan 142
ANEXO 6 Tabla C-9 Propiedades útiles del aire para transferencia
de calor por convección. 143
ANEXO 7 Tabla B-1 Propiedades del vapor saturado (Unidades SI) 144
ANEXO 8 Cuadro de lectura de Nusselt 145

xviii
ANEXO 9 Norma INEN 0616:2006 Harina de trigo: Requisitos 146
ANEXO 10 Norma INEN 95. Pan común: Requisitos 151
ANEXO 11 Formato de la hoja de encuesta para el pan 154

xix
RESUMEN
El presente trabajo describe el proceso de obtención de harina de plátano verde dominico,
para luego elaborar pan con diversos porcentajes de harina de trigo, cuya característica es
por ser un alimento novedoso y especialmente de darle un proceso productivo al plátano, ya
que en la actualidad existe abundancia en algunos sectores del país, por esto se realizó está
investigación con la finalidad de que sea empleado la harina de plátano verde dominico en
la elaboración de pan sustituyendo un cierto porcentaje de harina de trigo.
En la obtención de harina de plátano verde dominico se empleo el diseño experimental
(A x B) implementando un DBCA siendo las variables: A (Temperatura de secado en
grados centígrados), B (Tiempo de secado en horas), las temperaturas a la que se sometió el
plátano verde dominio son: 60ºC, 65ºC, 70ºC y los tiempos empleados fueron: 6h, 8h, 10h,
obteniéndose como mejor tratamiento la temperatura de secado de 65ºC x 10 horas. A esta
harina se le realizó un estudio para conocer su composición físico-química y el tiempo de
vida útil mediante análisis microbiológico, determinando que el producto es inocuo y puede
durar 6 meses almacenada a temperatura ambiente. Los análisis de calidad bromatológicos
permitieron establecer que el producto por su calidad puede ser utilizado como alternativa
tecnológica en la industria de alimentos. Se la utiliza en la elaboración de pan realizando 3
formulaciones, mediante pruebas de cataciones se tiene que la formula Nº 2 es la más
aceptada por sus características organolépticas color, olor, sabor y textura con una
calificación de aceptabilidad promedio del 72.5%
El costo de la harina fue de $0.29 ctvs cada 250gr, en cuanto al valor del pan fue de $0.88
cada 500gr, cuyo valor es competitivo con el que se comercializa en el mercado local.
Posteriormente, se realizaron los balances de materia y energía tanto a nivel de laboratorio
como piloto, cuyos resultados permitieron determinar las capacidades, requerimientos de
energía y características del secador y molino con una capacidad de producción de
100Kg/h.

xx
SUMMARY
This paper describes the process of obtaining a Dominican plantain flour, then make bread
with various percentages of wheat flour, whose characteristic is to be a novel food and
especially to give you a banana production process, as currently There is plenty in some
areas of the country, so this research was conducted with the aim of which is used the
Dominican plantain flour in bread production by replacing a certain percentage of wheat
flour.
In obtaining Dominican GPF experimental design was employed (A x B) implementing a
DBCA being the variables: A (drying temperature in degrees Celsius), B (Drying time in
hours), temperatures to which underwent green plantain domain are: 60 º C, 65 º C, 70 º C
and times were: 6h, 8h, 10h, obtaining as best treatment drying temperature of 65 ° C x 10
hours. This meal was performed a study to find physical-chemical composition and lifespan
through microbiological analysis, determining that the product is safe and can last 6 months
stored at room temperature. Bromatological quality tests helped confirm that the product
quality can be used as an alternative technology in the food industry. It is used in bread
production by 3 formulations, by cupping tests have the formula N º 2 is the most
acceptable organoleptic characteristics of color, smell, taste and texture with an average
rating of 72.5% acceptability
The cost of flour was $ 0.29 cents each 250g, about the value of bread was $ 0.88 per
500gr, whose value is competitive with that which is marketed in the local market.
Subsequently, we performed mass and energy balances both at laboratory and pilot results
to establish the appropriate capacity, energy requirements and characteristics of the dryer
and mill with a production capacity of 100Kg / h.

1
CAPÍTULO I
INTRODUCCIÓN
1.1. Antecedentes
1.1.1. Antecedentes históricos
El plátano tiene su origen en Asia meridional, siendo conocido en el Mediterráneo
desde el año 650 d.C. La especie llegó a Canarias en el siglo XV y desde allí fue llevado
a América en el año 1516. El cultivo comercial se inicia en Canarias a finales del siglo
XIX y principios del siglo XX. El plátano macho y el bananito son propios del Sudoeste
Asiático, su cultivo se ha extendido a muchas regiones de Centroamérica y Sudamérica,
así como de África subtropical; constituyendo la base de la alimentación de muchas
regiones tropicales.
El plátano es el cuarto cultivo de frutas más importante del mundo. Los países
latinoamericanos y del Caribe producen el grueso de los plátanos que entran en el
comercio internacional, unos 10 millones de toneladas, del total mundial de 12 millones
de toneladas. Es considerado el principal cultivo de las regiones húmedas y cálidas del
sudoeste asiático.
La producción de plátano ha sido ancestral en el Ecuador principalmente para el
consumo interno. La presión de la demanda étnica en países como Estados Unidos y
otros en Europa, han estimulado la producción de plátano de buena calidad para la
exportación, el cual es una fuente de ingreso para pequeños y grandes productores que
se dedican al cultivo del producto.
Los consumidores del norte lo aprecian sólo como un postre, pero constituye una parte
esencial de la dieta diaria para los habitantes de más de cien países tropicales y
subtropicales.
2
1.1.2. Antecedentes científicos
Su nombre científico es Musa paradisiaca y pertenece a la familia de las Musaceae.
Especie: Musa cavendishii (plátanos comestibles cuando están crudos) y Musa
paradisiaca (plátanos machos o para cocer). Además descienden, como producto de
variado y múltiples cruzamientos, de dos especies silvestres, Musa acuminata Colla y
Musa balbisiana Colla.
1.1.3. Antecedentes prácticos
La utilización de la haría de plátano en el pan va a ayudar a mejorar su característica
organoléptica. Por lo tanto, podemos decir que llevando a cabo el proceso de
elaboración, va a incrementar la producción de pequeñas y grandes industrias
panificadoras ya que tendrían al plátano como materia prima opcional en casos de que
exista escasez de la harina de trigo, pudiendo decir que este producto podrá llevar a un
mejoramiento en gran parte a la nutrición de los seres humanos.
1.1.4. Importancia del estudio
La importancia de ésta investigación pretende darle al plátano un proceso diferente para
su comercialización y especialmente para su consumo, obteniendo la harina de plátano
para luego utilizarla en elaboración de pan mezclando con diferentes porcentajes de
harina de trigo.
Además se pretende ayudar al pequeño productor aprovechando la materia prima
(plátano) dándole un proceso unitario, como es la elaboración de harina ya que en la
actualidad en la zona de El Carmen en épocas de invierno, se produce en grandes
cantidades lo cual provoca desperdicio y pérdida del producto.
1.1.5. Situación actual del tema de investigación
En la actualidad podemos encontrar variedades de panes el cual es de consumo masivo,
pero en el mercado consumidor no existen panes de harina de trigo y plátano. La
investigación sobre este producto incentiva a aprovechar la materia prima como es el
3
plátano, el cual es de producción masiva en algunos sectores, se pretende darle un
proceso tecnológico para evitar pérdidas y por ende incrementar la situación económica
de los productores, incentivar a los pequeños panaderos a que elaboren sus productos
utilizando a la harina de plátano como materia prima directa.
1.2. Limitaciones del estudio
No existen limitaciones ya que la elaboración de este producto se lleva a cabo en la
planta agroindustrial de la UTE, ya que posee los equipos adecuados en su totalidad
para su desarrollo.
Las materias primas (plátano) se obtendrá de la empacadora de plátanos REMA, la cual
se encuentra ubicada en el Cantón El Carmen y la harina de trigo se obtendrá en las
tiendas de la misma ciudad.
1.3. Alcance del trabajo
Obtener el producto final como es el pan de harina de trigo y harina de plátano, la cual
se obtiene al secar el plátano a diferentes tiempos y temperaturas, para luego realizar las
debidas formulaciones entre las dos materias primas.
Posteriormente se analiza a cada mezcla mediante análisis bromatológico para elegir el
mejor tratamiento que proporciona el mejor nivel nutritivo y mejores características
organolépticas.
1.4. Objeto de estudio
El objeto de estudio es la obtención de harina de plátano verde dominico mediante
proceso de secado por conducción y los diversos porcentajes de harina de trigo para
elaborar pan, con la finalidad de obtener un producto nutritivo con características
organolépticas aceptables al consumidor.
4
1.5. Objetivos
1.5.1. General
Obtener harina de plátano verde dominico mediante proceso de secado por conducción
para elaborar pan con diversos porcentajes de harina de trigo en la UTE Santo Domingo
2009.
1.5.2. Específicos
1. Realizar los análisis bromatológicos del plátano verde dominico para determinar su
composición antes de ser sometido al secado
2. Determinar la temperatura y el tiempo de secado del plátano para obtener la harina
y ser utilizada en la elaboración de pan.
3. Realizar los análisis bromatológicos de la harina de plátano verde dominico para
determinar su composición.
4. Determinar el porcentaje de harina de trigo y harina de plátano verde dominico para
mejorar las características organolépticas del pan.
5. Realizar los análisis químicos y organolépticos para determinar la composición del
pan.
6. Realizar el balance de masa y energía para determinar el rendimiento del pan y el
consumo de energía de los equipos.
1.6. Justificación
Para la realización de esta investigación se utilizan conocimientos como son análisis de
alimentos, tecnología de frutas y hortalizas, tecnología de cereales, conocimientos
panderos, balance de materia y energía, lo cual se aplicará en el laboratorio.
5
La elaboración del producto pretende implementar nuevos pasos a los diferentes
métodos teórico-prácticos que se aplican para su elaboración. Podemos decir, que se
aportará con un cambio en el diagrama de flujo en la tecnología de la elaboración de pan
ya que se incrementa a la harina de plátano como materia prima en su elaboración.
La obtención de harina de plátano va ayudar al crecimiento económico en pequeñas y
grandes empresas que elaboran el producto, además, generará ingresos económicos a los
productores de plátano ya que en la actualidad existe abundancia del producto el cual no
es procesado como un subproducto (harina) en la zona del Carmen, además ayudando a
que el pan sea más nutritivo en la alimentación diaria de las persona.
1.7. Hipótesis o idea a defender del estudio
1.7.1. Hipótesis alternativa
Hi = La temperatura y tiempo de secado del plátano verde dominico está influenciando
en la obtención de la harina.
Hi = El porcentaje de harina de trigo y harina de plátano verde dominico está
influenciado en las características organolépticas del pan.
1.7.2. Hipótesis Nula
Ho = La temperatura y tiempo de secado del plátano verde dominico no está
influenciando en la obtención de la harina.
Ho = El porcentaje de harina de trigo y harina de plátano verde dominico no está
influenciado en las características organolépticas del pan.
6
1.7.3. Variables
1.7.3.1. Variable independiente
• Tiempo y temperatura de secado
• Porcentaje de harina de trigo y harina de plátano verde dominio
1.7.3.2.Variable dependiente
• Composición organoléptica (color, olor, sabor y textura)
• Composición química.(humedad, grasa, proteína, ceniza, fibra y minerales)
1.8. Aspectos metodológicos del estudio
1.8.1 Diseño o tipo de investigación
Se aplicará el tipo de investigación Experimental – No Observacional – Relacional
1.8.1.1. Experimental
Debido a que se manejara la experimentación a través de la realización Causa – Efecto
entre las variables en juego.
1.8.1.2. No observacional
Ya que las variables a utilizar en la investigación no solo se observan sino que pueden
ser utilizadas a conveniencia o necesidad de dicha investigación.
1.8.1.3. Relacional
Debido a que las variables se relacionan directa o indirectamente entre ellas, es decir
muestran una casualidad causa-efecto.
7
1.8.2. Métodos de investigación
1.8.2.1. Método inductivo
Modalidad eminentemente empírica de investigación que parte de la observación de la
casuística de un fenómeno para, mediante la búsqueda y agrupación de semejanzas,
formular conclusiones de valor general.
1.8.2.2. Método Estadístico
Permite realizar el análisis de los datos para transformarlos en información y de allí
extraer resultados, conclusiones y recomendaciones
1.8.2.3. Método analítico
Es aquel que se preocupa de dividir el todo en partes y revisar cuidadosamente cada una
de ellas, identificando las partes de interés.
1.9. Fuentes y técnicas de investigación
Para la recolección de datos necesarios, y llevar a cabo esta investigación utilizaremos:
a) Fuentes secundarias tales como: libros, folletos, revistas.
b) Técnicas como: la revisión de literaturas, revisión de documentos, consultas a
expertos, trabajo de campo, Internet y fichas bibliográficas.
Obtener harina de plátano verde dominico mediante proceso de secado por conducción
para elaborar pan con diversos porcentajes de harina de trigo en la UTE Santo Domingo
2009.
8
1.10. Población y Muestra
1.10.1. Población
La población que se va a seleccionar para realizar las cataciones de aceptabilidad del
producto, van hacer los estudiantes de la escuela de Ingeniería Agroindustrial a partir
del séptimo semestre y varios docentes.
1.10.2. Muestra
Mediante la aplicación de la fórmula:
N
n =
E2 (N - 1) + 1
En donde:
n = Tamaño de la muestra
N = Tamaño de la población
E = Probabilidad estadística

9
CAPITULO II
MARCO DE REFERENCIA
2.1. EL PLÁTANO
2.1.1. Descripción de la planta
Grafico Nº 1
Plátano dominico
Fuente: www.answers.com/topic/musaceae-1
Pertenece a la familia de las Musáceas cuya especies es la Musa cavendishii (plátanos
comestibles cuando están crudos) y Musa paradisiaca (plátanos machos o para cocer).
Tiene su origen en Asia meridional, siendo conocida en el Mediterráneo desde el año
650.
La planta es una herbácea perenne gigante, con rizoma corto y tallo aparente, que
resulta de la unión de las vainas foliares, cónico de 3.5-7.5 m de altura, es subterráneo
que está coronado con yemas; éstas se desarrollan una vez que la planta ha florecido y
fructificado, terminado en una corona de hojas las cuales son muy grandes y dispuestas
en forma de espiral, de 2-4 m. de largo y hasta de medio metro de ancho, con un peciolo
de 1 m o más de longitud.
“Cada planta tiene normalmente entre 5 y 15 hojas, siendo 10 el mínimo para
considerarla madura.” 1
1 http://articulos.infojardin.com/Frutales/fichas/platano-platanos-banano-bananos.htm
10
La variedad Musa paradisiaca, que viene a producir el 30% del género, proporciona
frutos que sólo son comestibles si se asan o cuecen (técnicamente son los verdaderos
plátanos).
• Flores
Flores amarillentas, irregulares y con seis estambres, de los cuales uno es estéril,
reducido a estaminodio petaloideo.
El gineceo tiene tres pistilos, con ovario ínfero. El conjunto de la inflorescencia
constituye el "régimen" de la platanera.
Cada grupo de flores reunidas en cada bráctea forma una reunión de frutos llamada
"mano", que contiene de 3 a 20 frutos. Un régimen no puede llevar más de 4 manos,
excepto en las variedades muy fructíferas, que pueden contar con 12-14.
• Fruto
Oblongo durante el desarrollo del fruto éstos se doblan geotrópicamente, según el peso
de este, hace que el pedúnculo se doble. Esta reacción determina la forma del racimo.
Los plátanos son polimórficos, pudiendo contener de 5-20 manos, cada una con 2-20
frutos; siendo de color amarillo verdoso, amarillo, amarillo-rojizo o rojo.
Los plátanos comestibles son de partenocarpia vegetativa, o sea, que desarrollan una
masa de pulpa comestible sin la polinización. Los óvulos se atrofian pronto, pero
pueden reconocerse en la pulpa comestible.
La partenocarpia y la esterilidad son mecanismos diferentes, debido a cambios
genéticos, que cuando menos son parcialmente independientes.
La mayoría de los frutos de la familia de las Musáceas comestibles son estériles, debido
a un complejo de causas, entre otras, a genes específicos de esterilidad femenina,
triploidía y cambios estructurales cromosómicos, en distintos grados

11
2.1.2. Composición química
Cuadro Nº 1
Composición Nutricional del Plátano dominico
Componentes Contenido de 100 g de parte
comestible
Agua 70 %
Cenizas 0.9 %
Grasa total 0.6 %
Hidratos de carbono 27 %
Proteínas 1.2 %
Fibra 0,60 g
Acido ascórbico 120 mg
Calcio 80 mg
Caroteno 2,40 mg
Fósforo 290 mg
Hierro 6 mg
Niacina 7 mg
Riboflavina 0,50 mg
Tiamina 0,50 mg Fuente: http://www.vivirnatural.com/alim/platanos.htm
2.1.3. Cultivos en el Ecuador
En el país se produce muchas variedades de plátano. Pero en región litoral existen dos
variedades predominantes denominadas Barraganete y Dominico.
“En el sector de El Carmen y La Maná existen pequeñas plantaciones de las variedades
Dominico hartón y Maqueño, en todo el litoral se aprecia, en forma diseminada, un
pequeño número de plantas de la variedad denominada Cuatro Filos”2
Las características morfológicas de las principales variedades son las siguientes:
2 CABEZAS, Luis. El cultivo de plátanos en Ecuador (2003). Guayaquil – Ecuador .Pp. 13
12
• Dominico: Ocupa el 60% de la superficie en producción.
• Barraganete: Ocupa el 30% de la superficie en producción.
• Barraganete enano: Ocupa el 30% de la superficie en producción.
• Dominico hartón: Es una mezcla de las dos anteriores.
• Maqueño.
• Cuatro filos.
• Morado AAA.
2.1.4. Clima y suelo para el cultivo del plátano o banana
Exige un clima cálido y una constante humedad en el aire. Necesita una temperatura
media de 26-27 ºC, con lluvias prolongadas y regularmente distribuidas.
Estas condiciones se cumplen en la latitud 30 a 31 º norte o sur y de los 1.00 a los 2.00
m de altitud. Son preferibles las llanuras húmedas próximas al mar, resguardadas de los
vientos y regables.
El crecimiento se detiene a temperaturas inferiores a 18ºC. Se producen daños a
temperaturas menores de 13ºC y mayores de 45ºC. En condiciones tropicales, la luz, no
tiene tanto efecto en el desarrollo de la planta como en condiciones subtropicales,
aunque al disminuir la intensidad de luz, el ciclo vegetativo se alarga.
2.1.5. Plagas
• Thrips (Hercinothrips femoralis).
• Cochinilla Algodonosa (Dysmicoccus alazon) .
• Ácaros (Tetranychus telarius, Tetranychus urticae)
• Taladro o Traza (Hieroxestis subcervinella)
• Barrenador de la raíz del plátano (Cosmopolites sordidus)
• Nemátodos (Pratylenchus, Helicotylenchus, Meloidogyne)
2.1.6. Enfermedades
• Sigatoka negra

13
2.1.7. Cosecha
“El punto de cosecha se determina visualmente de acuerdo al llenado y calibre de los
frutos. En el caso de fruta para exportación se considera también el color de la cinta
colocada en el raquis que indica el número de la semana de parición.”3
2.1.8. Exportación del plátano en el Ecuador.
El plátano de exportación no puede tener resquebrajamientos en su cáscara, signos de
marchitamiento, golpes o cicatrices excesivas, ni puntas rotas. Se toleran pequeñas
cicatrices causadas por insectos o manchas del fruto, pero no aquellas producidas a
causa de maltrato mecánico (corte, transporte, etc.).
Se realiza exclusivamente en base a los plátanos Barraganete y Barraganete enano,
empacados en cajas de cartón conteniendo 22,7 kilos (50 libras) de dedos, los que se
disponen sueltos dentro de la caja para facilitar su disposición dentro del cartón.
“Existen más de veinte empresas exportadoras de plátano, pero solo 4 de ellas la hacen
semanalmente en volúmenes importantes. Más del 90% de la exportación platanera se
origina en el sector El Carmen, pues la gran extensión de plantaciones ahí concentradas
(sobre 30000Has.) facilita obtener toda la fruta necesaria para llenar los contenedores.” 4
2.1.9. Industrialización del plátano
2.1.9.1. Harina
La harina de plátano es muy rica en hidratos de carbono y sales minerales como ser:
calcio orgánico, potasio, fósforo, hierro, cobre, fluor, iodo y magnesio. También posee
vitaminas del complejo B, tiamina, riboflavina, pirodoxina y ciancobalamina.
Por lo cual constituyen una de las mejores maneras de nutrir de energía vegetal a
nuestro organismo. Es muy indicado para la dieta de los niños, que precisan muchas
veces de un alimento que pueda saciar su hambre rápidamente. Igualmente para los
3 CABEZAS, Luis. El cultivo de plátanos en Ecuador (2003). Guayaquil – Ecuador. Pp. 66 4 CABEZAS, Luis. El cultivo de plátanos en Ecuador (2003). Guayaquil – Ecuador. Pp. 70

14
deportistas o para cualquier persona que requiera un sano energético en cualquier
momento.
Cuadro N° 2
Composición química de la harina de plátano
HARINA DE PLÁTANO
%
Agua 11.2
Proteínas 3.6
Grasa 0.8
Carbohidratos 82.2
Minerales 2.2
Total 100% Fuente: www.corpei.org
2.1.9.2. Utilización
Básicamente para el mercado interno, pues la denominada “colada de plátano” ha sido
un alimento tradicional en las áreas rural y urbana del litoral ecuatoriano, inclusive en el
medio campesino, para la nutrición de los infantes a falta de leche. En la actualidad se
realizan exportaciones eventuales a Estados Unidos y permanentemente a Colombia, de
una parte de la producción platanera de El Carmen, esto es el procesamiento de 5000
racimos (150000 “dedos” semanales).
“La cantidad de plátano empleada en la elaboración de harina representaría un total de
18000 toneladas métricas, con la salvedad que esta información es solo estimativa por la
no existencia de registros oficiales valederos” 5
5 CABEZAS, Luis. El cultivo de plátanos en Ecuador (2003). Guayaquil – Ecuador. Pp. 71
15
2.2. El pan
Gráfico Nº 2
El pan
Fuente: http://es.wikipedia.org/wiki/Pan
Desde hace miles de años, los cereales han sido el principal alimento del ser humano, y
el pan desde este tiempo es el símbolo de su alimento. En la actualidad en todo el
mundo se elabora pan, pero este que se consume hoy poco ha cambiado en su
elaboración e ingredientes desde la antigüedad.
“El pan es un alimento apetecible al mismo tiempo que nutritivo, por lo que es
conveniente incluir una adecuada proporción de féculas, entre las que se incluye el pan,
en la dieta diaria. Un gran número de panes básicos son bajos en grasa y proporcionan
una buena fuente de fécula, es decir, de hidratos de carbonos complejos que
proporcionan al cuerpo energía, así como algunas proteínas, fibra, vitaminas y hierro” 6.
2.2.1. Ingredientes básicos para preparar pan
• Harina de trigo.- La harina (término proveniente del latín farina, que a su vez
proviene de far y de farris, nombre antiguo del farro) es el polvo fino que se obtiene
del cereal molido y de otros alimentos ricos en almidón.
• Levadura.- Es un ingrediente básico en la preparación de pan, ya que permite que
éste leve. Se trata d un organismo vivo que requiere alimento y humedad para crecer
y sobrevivir.
6 SHEASBY, Anne. Recetas de pan. Edit, Blume. Edición 2005. Pp 7

16
• El azúcar.- Ayuda a alimentar la levadura y a hacerla más activa para que la
fermentación tenga lugar en el menos tiempo posible.
• Sal.- Mejora el sabor del pan. Sin embargo, también retrasa la acción de la levadura,
por lo que no debe añadir demasiada cantidad ni debe incorporarla directamente a la
levadura
• Líquidos.- El líquido más empleado en la preparación del pan es el agua, aunque
algunas recetas utilizan leche o una mezcla de leche y agua.
• Grasa.- Algunas recetas incluyen una pequeña cantidad de grasa, como mantequilla
o manteca, las cuales deben incorporarse con la harina antes o después de añadir la
levadura.
2.3. Transmisión de calor
Es una de las operaciones que tienen lugar en la industria alimentaria. Por ejemplo, la
cocción, el horneado, el secado, la esterilización y la congelación, son etapas en la que
transfiere calor, y forman parte del procesado de casi todos los alimentos.
“La transmisión de calor es un proceso dinámico durante el cual se transmite calor
desde una materia caliente a otra más fría. Su velocidad depende de la diferencia de
temperatura existente entre ellas y es mayor cuanto más grande sea ésta.” 7
2.3.1. Conducción del calor
La en tiende a fluir de una región de temperatura alta a una región de temperatura baja
dentro de una sustancia. “La ley de Fourier de conducción de calor establece que la
velocidad a la cual la energía fluye a través de una sustancia es directamente
7 EARLE, R.L. Ingeniería de los alimentos (las operaciones básicas del procesado de los alimentos, 2 da edición. España 1998. Pp. 45.

17
proporcional al gradiente de temperatura en ese punto de la sustancia y del área normal
al flujo de energía” 8
Q = - kA
En donde:
Q = Velocidad de calentamiento, tiene unidades características de W o Btu/h.
K = La conductividad térmica de la sustancia, tiene unidades características de Btu/h x
pies x ºF o W/m x ºC.
A = Área de la sección transversal normal al flujo de calor, tiene unidades
características de pie2 o m2.
dT = Cambio en la temperatura dentro de la sustancia, que se realiza en la distancia dx.
Las unidades características para dT/dx son ºF/pie o ºC/m.
2.3.2. Transmisión de calor por convección
Es el proceso mediante el cual un fluido se mueve en una comunicación termal con una
superficie sólida o líquida, recibe o libera energía por medio de conducción o radiación,
y entonces deja la superficie. En consecuencia, por lo general se expresa el flujo de
calor de acuerdo a la ley de Newton del enfriamiento como.
QA
= h (Ts – T∞) (9)
En donde:
Q/A = Flujo de calor, las unidades son W/m2 o BTU/h x pie2.
8 Clay Batty (1990). Fundamentos de Ingeniería de Alimentos. Primera Edición. Editorial Continental S.A. México. Pp. 180.
9 Clay Batty (1990). Fundamentos de Ingeniería de Alimentos. Primera Edición. Editorial Continental S.A. México. Pp. 180.

18
h = Coeficiente de transferencia de calor, las unidades son W/m2 x ºC o BTU/h x pie2 x
ºF.
Ts = Temperatura de la superficie, las unidades son ºC o ºF.
T∞ = Temperatura de corriente libre, las unidades son ºC o ºF.
2.3.2.1. Coeficiente de transferencia de calor.
Se llama alguna veces coeficiente pelicular de conductancia unitaria pelicular o
coeficiente pelicular de convección y depende de varios parámetros de flujo que
incluyen conductividad, densidad, viscosidad y velocidad de fluido, nivel de turbulencia
y posición en la superficie.
• El número de Nusselt, algunas veces llamado el coeficiente adimensional de
transferencia de calor se define como:
Nu = (10)
En donde:
Nu = Número de Nusselt, adimensional.
h = Coeficiente pelicular, las unidades son W/m2 x ºC o BTU/h x pie2 x ºF.
L = Longitud característica como diámetro de un tubo o longitud de la superficie plana,
la unidad es m.
k = Conductividad térmica del fluido, la unidad es W/m x ºC.
• El número de Reynolds se define como:
10 Clay Batty (1990). Fundamentos de Ingeniería de Alimentos. Primera Edición. Editorial Continental S.A. México. Pp. 191.

19
Re = ∞
µ (11)
En donde:
Re = Número de Reynolds, adimensional.
ρ = Densidad del fluido, la unidad es kg/m3.
V∞ = Corriente libre o velocidad media, la unidad es m/s.
L = Longitud característica, la unidad es m.
µ = Viscosidad, la unidad es kg/m x s.
• El número de Prandtl se define como:
Pr = µ (12)
En donde:
Pr = Número de Prandtl, adimensional.
Cp = Calor específico a presión constante, la unidad es kJ/kg x ºC.
µ = Viscosidad, la unidad es kg/m x s.
k = Conductividad térmica, la unidad es W/m x ºC.
• El número de Grashof se define como:
Gr = (13) 11 Clay Batty (1990). Fundamentos de Ingeniería de Alimentos. Primera Edición. Editorial Continental S.A. México. Pp. 191.
12 Clay Batty (1990). Fundamentos de Ingeniería de Alimentos. Primera Edición. Editorial Continental S.A. México. Pp. 191.

20
En donde:
Gr = Número de Grashof, adimensional.
g = Aceleración debido a la gravedad, la unidad es m/s2.
β = Coeficiente volumétrico de expansión que tiene unidades de K-1 R-1.
ρ = Densidad de masa, la unidad es kg/m3.
µ = Viscosidad, la unidad es kg/m x s.
Ts = Temperatura de superficie, la unidad es ºC.
T∞ = Temperatura de corriente libre o temperatura ambiente, la unidad es ºC.
L = Una longitud característica, la unidad es m.
2.3.2.2. Coeficiente de transferencia de calor global
La transferencia de calor comúnmente se encuentra en el procesamiento de alimentos
que implica un proceso con múltiples etapas en el cual el calor se transmite por
convección, en parte de un fluido a la superficie de una pared sólida, después es
conducido desde la superficie de la pared hacia otro fluido. La ecuación para el calcula
de la transferencia de calor global seria.
U = 1 (14) 1 h1
Δxk
1h2
En donde:
U = Coeficiente de transferencia de calor global, la unidad es W/m2 x ºC.
h = Coeficiente pelicular, la unidad es W/m2 x ºC.
Δx = Espesor de las paredes, la unidades son cm o m.
k = Conductividad térmica, la unidad es W/m x ºC. 13 Clay Batty (1990). Fundamentos de Ingeniería de Alimentos. Primera Edición. Editorial Continental S.A. México. Pp. 191.
14 Clay Batty (1990). Fundamentos de Ingeniería de Alimentos. Primera Edición. Editorial Continental S.A. México. Pp. 208.
21
Q = U x A x ΔT (15)
Diferencia en la temperatura del fluido. ΔT = T∞1 - T∞2
En donde:
Q = Velocidad de transmisión de calor, las unidades son W o BTU.
U = Coeficiente de transferencia de Calor global entre la fuente calorífica y la
superficie, la unidad es W/m2 x ºC.
A= Es el área de transferencia de calor, las unidades son m2 o pie2.
ΔT = Es la diferencia de temperaturas, las unidades son ºC o ºF.
2.3.2.3. Calor Específico
“El calor específico se define como el cambio de energía específica interna por el
cambio de temperatura. Ya que en esta fase puede ser un sólido, un líquido o un gas,
pero no se producirán cambios de fase. Así se definirá una variable llamada calor
específico, la cantidad de calor que se requiere por unidad de masa para elevar la
temperatura en un grado” 16
Q = M Cp ΔT (17)
En donde:
M = Masa en kilogramos.
Cp= Calor específico, la unidad es kJ / kg* °C.
ΔT = Cambio de Temperaturas en grados centígrados.
15 EARLE, R.L. Ingeniería de los alimentos (las operaciones básicas del procesado de los alimentos, 2 da edición. España 1998. Pp. 60.
16 Van, Wylwn Gordon: Fundamentos de la Termodinámica , Segunda Edición, Editorial
17 Van, Wylwn Gordon: Fundamentos de la Termodinámica , Segunda Edición, Editorial

22
2.4. Secado.
“El secado es uno de los métodos más antiguos para conservar alimentos. Los
practicaban los pueblos primitivos, con anterioridad a la historia escrita, para secar
carne y pescado al sol.”18
Se entiende por secado de los alimentos la extracción deliberada del agua que contiene,
operación que se lleva a cabo en la mayoría de los casos evaporando el agua por acción
de su calor latente de vaporización.
“El secado es un proceso en el cual se elimina la humedad de un producto alimenticio
para reforzar su estabilidad, transportabilidad, sabor, y textura.”19
2.4.1. Conducción
“Es un mecanismo para la transferencia de calor al material que se está secando. La
trasferencia de calor se efectúa en un lado del producto alimenticio húmedo mientras
que el vapor de agua sale por el otro lado.” 20
2.4.2. Tipos de secadores.
En la industria de alimentos es de esperar que se utilicen diferentes tipos de secadores,
aunque los principios básicos y fundamentales del secado de alimentos se pueden
aplicar a cualquier tipo de secadores.
18 EARLE, R.L. Ingeniería de los alimentos (las operaciones básicas del procesado de los alimentos, 2 da edición. España 1998. Pp. 83.
19 Clay Batty (1990). Fundamentos de Ingeniería de Alimentos. Primera Edición. Editorial Continental S.A. México. Pp. 258.
20 Clay Batty (1990). Fundamentos de Ingeniería de Alimentos. Primera Edición. Editorial Continental S.A. México. Pp. 260.
23
Cuadro Nº 3
Tipos de secadores
SECADORES PRODUCTOSSecador de tambor Leche, hortalizas, plátanos.
Secadores de túnel Algunos productos de carne
Secadores rotatorios Frutas y hortalizas
Hornos secadores Manzanas, algunas hortalizas
Secador de bandejas Granos secos
Fuente: Desrosier Norman 1997
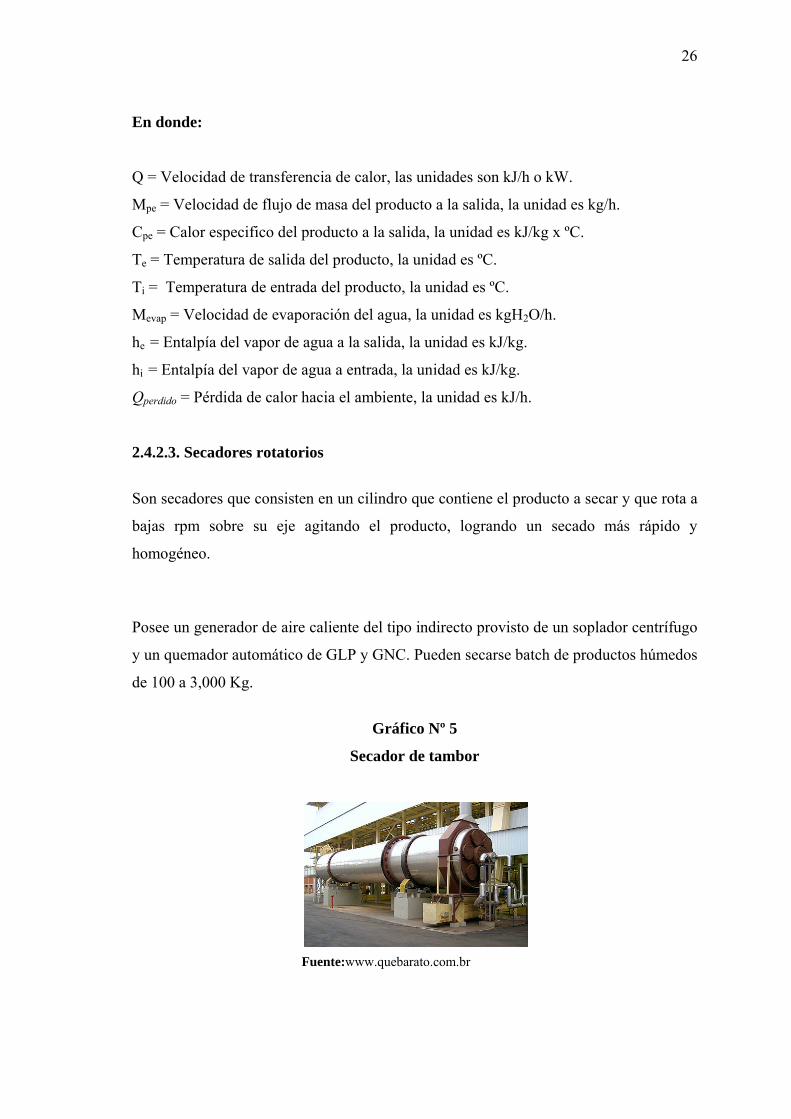
2.4.2.1. Secadores de bandeja.
“En los secadores de bandeja el producto el producto alimenticio se extiende sobre
bandejas en las que tiene lugar la desecación.
La calefacción se puede llevar a cabo mediante una corriente de aire que pasa sobre la
bandeja, por conducción en bandejas calefactoras, por soportes calentados o por
radiación desde superficies calientes.” 21
Gráfico Nº 3
Esquema de un secador de bandejas
Fuente: http://www.virtual.unal.edu.co/cursos/sedes/manizales/4070035/images/Fig_7.7.gif 21 EARLE, R.L. Ingeniería de los alimentos (las operaciones básicas del procesado de los alimentos, 2 da edición. España 1998. Pp. 98.

24
Considérese el sistema secador que se ilustra en el gráfico Nº 2. Un balance de energía
para este sistema da:
Q = Mpe * Cpe (Tpe – Tpi) + Ma[Ca(Tae – Tai) (22)
+ ωai(hve – hvi)] + Mevap(hve – Hli) + Qperdido
En donde:
Q = Transferencia de calor que se necesita, las unidades son kJ/h o kW.
Mpe = Velocidad de flujo de masa del producto que sale del sistema, la unidad es kg/h.
Cpe = Calor específico del producto de salida, la unidad es kJ/kg x ºC.
Tpe = Temperatura del producto a la salida, la unidad es ºC.
Tpi = Temperatura del producto a la entrada, la unidad es ºC.
Ma = Velocidad de flujo de masa del aire seco a la entrada del secador, la unidad es
kg/h.
Ca = Calor específico a presión constante del aire seco, la unidad es kJ/kg x ºC.
Tae = Temperatura del aire a la salida, la unidad es ºC.
Tai = Temperatura del aire a la entrada, la unidad es ºC.
ωai = Humedad absoluta del aire que entra al secador, la unidad es kgH2O/kg A.S.
hve = Entalpía del vapor de agua en la salida del aire, la unidad es kJ/kg.
hvi = Entalpía del vapor de agua en la entrada del aire, la unidad es kJ/kg.
Mevap = Velocidad de evaporación dentro del secador, la unidad es kg H2O/h.
hli = Entalpía del vapor de agua líquida en la entrada del producto, la unidad es kJ/kg.
Qperdido = Perdida de calor a través de las paredes por fugas de aire, la unidad es kJ/h.
Q = U * A * ΔT (23)
22 Clay Batty (1990). Fundamentos de Ingeniería de Alimentos. Primera Edición. Editorial Continental S.A. México. Pp. 265.
23 EARLE, R.L. Ingeniería de los alimentos (las operaciones básicas del procesado de los alimentos, 2 da edición. España 1998. Pp. 60.

25
En donde:
Q = Velocidad de transmisión de calor, las unidades son W o BTU.
U = Coeficiente de transferencia de Calor global entre la fuente calorífica y la
superficie, la unidad es W/m2 x ºC.
A= Es el área de transferencia de calor, las unidades son m2 o pie2.
ΔT = Es la diferencia de temperaturas, las unidades son ºC o ºF.
2.4.2.2. Secadores de tambor
Los secadores de tambor usan transferencia de calor por conducción para suministrar la
energía para la vaporización del agua. El vapor se condensa dentro del tambor para
constituir una fuente de calor, a medida que el tambor gira se adhiere una delgada capa
del producto sobre el tambor.
La velocidad de rotación del tambor se ajusta para obtener el contenido deseado de
humedad en el producto que una vez secado es raspado para desprenderlo del tambor
por medio de una cuchilla.
Gráfico Nº 4
Secador de tambor
Fuente: http://www.jlsintl.com
Un balance de energía para este sistema es el siguiente:
Q = Mpe * Cpe (Te – Ti) + Mevap(he – hi) + Qperdido
26
En donde:
Q = Velocidad de transferencia de calor, las unidades son kJ/h o kW.
Mpe = Velocidad de flujo de masa del producto a la salida, la unidad es kg/h.
Cpe = Calor especifico del producto a la salida, la unidad es kJ/kg x ºC.
Te = Temperatura de salida del producto, la unidad es ºC.
Ti = Temperatura de entrada del producto, la unidad es ºC.
Mevap = Velocidad de evaporación del agua, la unidad es kgH2O/h.
he = Entalpía del vapor de agua a la salida, la unidad es kJ/kg.
hi = Entalpía del vapor de agua a entrada, la unidad es kJ/kg.
Qperdido = Pérdida de calor hacia el ambiente, la unidad es kJ/h.
2.4.2.3. Secadores rotatorios
Son secadores que consisten en un cilindro que contiene el producto a secar y que rota a
bajas rpm sobre su eje agitando el producto, logrando un secado más rápido y
homogéneo.
Posee un generador de aire caliente del tipo indirecto provisto de un soplador centrífugo
y un quemador automático de GLP y GNC. Pueden secarse batch de productos húmedos
de 100 a 3,000 Kg.
Gráfico Nº 5
Secador de tambor
Fuente:www.quebarato.com.br

27
2.5. Molienda.
“La molienda es una operación unitaria que reduce el volumen promedio de las
partículas de una muestra sólida. La reducción se lleva a cabo dividiendo o
fraccionando la muestra por medios mecánicos hasta el tamaño deseado.” 24 .
Los métodos de reducción más utilizados en las maquinas de molienda son compresión,
impacto, frotamiento y cortado.
2.5.1. Tipos de molinos.
• Molinos de martillo
Se basa en el mecanismo de compresión del material entre dos cuerpos. Entre más
rápida sea la fuerza de aplicación más rápido ocurre la fractura por el aumento de la
energía cinética concentrando la fuerza de fragmentación en un solo punto produciendo
partículas que se fracturan rápidamente hasta el límite.
Gráfico Nº 6
Molino de martillo
Fuente: www.imbetahn.com/Molino.html
• Molino de piedra
Se utilizan dos piedras circulares, siendo la inferior fija y la superior giratoria. El
principio de su funcionamiento es el efecto de cortadura de la piedra giratoria. Las 24 http://www.emagister.com/uploads_courses/Comunidad_Emagister_22241_22241.pdf

28
piedras suelen estar formadas por segmentos que se mantienen unidos por una banda de
hierro, de modo que cuando gira la piedra superior se produce un efecto de corte sobre
el grano.
Gráfico Nº 7
Molino de piedra
Fuente: www.tumbes.olx.com.pe
2.6. Tamizado
El tamizado es un proceso físico, con el objeto de separar la materia en sus distintos
tamaños. Se realiza con una herramienta denominada tamiz, puede ser simplemente una
red o un proceso industrial.
El tamizado puede realizarse en seco (el material está en polvo) o en húmedo. El
tamizado en húmedo se efectúa con adición de agua, o un fluido al material.
Gráfico Nº 8
Tamizador
Fuente: www.solostocks.com
29
• Granulometría
“Es la medición de los granos de una formación sedimentaria y el cálculo de la
abundancia de los correspondientes a cada uno de los tamaños previstos por una escala
granulométrica.” 25
2.7. Mezclado.
El mezclado es el proceso según el cual varios ingredientes se ponen en contacto, de tal
forma que al final de la operación se obtenga un sistema homogéneo.
La mezcla completa se puede por ello definir como aquella situación en la que todas las
muestras contienen los componentes en las mismas proporciones.
2.7.1. Tipos de mezcladores
• Mezcladores de corrientes:
En este tipo de mezclador, se introducen los materiales casi siempre por medio de una
bomba y la mezcla se produce por interferencia de sus flujos corrientes. Solo se
emplean en los sistemas continuos o circulantes para la mezcla completa de fluidos
miscibles.
• Mezclador de Paletas o Brazos.
“Este es, probablemente el tipo más antiguo de mezclador y consiste en esencia en una
o varias paletas horizontales, verticales o inclinadas unidas a un eje horizontal, vertical
o inclinado que gira axialmente dentro del recipiente (aunque no siempre está centrado
con éste). De esta manera el material que se mezcla es empujado o arrastrado alrededor
del recipiente siguiendo una trayectoria circular.” 26
25 http://taninos.tripod.com/molinosmartillo.htm
26 http://www.monografias.com/trabajos15/mezclado/mezclado.shtml

30
Gráfico Nº 9
Mezclador de paleta
Fuente: www.pharmaceutical-equipment.com
2.8. Amasado.
El amasado es una etapa clave y decisoria en la calidad del pan. En esta etapa influirá
tanto el tipo de amasadora como la velocidad, la duración y la capacidad de ocupación
de la misma. Durante este proceso, los componentes de la harina (almidón, proteínas,
grasas, cenizas y enzimas), pierden su individualidad y, junto con sus demás
ingredientes, van a dotar a la masa de unas características plásticas (fuerza y equilibrio).
Gráfico Nº 10
Amasadora
Fuente: www.archiexpo.es
2.9. Horneado
Es un proceso muy importante, en el cual se somete a la masa a una temperatura
determinada y durante un tiempo de cocción característico del tipo de pan. Al someter al
pan a estas temperaturas, que suelen ser mayores a 200 grados, se matan a todas las

31
levaduras ya a todos los posibles contaminantes excepto a formas de resistencia, que
pueden provocar contaminaciones a las 24-36 horas.
Gráfico Nº 11
Horno de pan
Fuente: www.panaderiaindustrial.com.
32
CAPÍTULO III
METODOLOGÍA
3.1. Diseño o tipo de investigación
Se aplicará el tipo de investigación Experimental – No Observacional – Relacional
3.1.1. Experimental.- Debido a que se manejara la experimentación a través de la
realización Causa – Efecto entre las variables en juego.
3.1.2. No observacional.- Ya que las variables a utilizar en la investigación no solo se
observan sino que pueden ser utilizadas a conveniencia o necesidad de dicha
investigación.
3.1.3. Relacional.- Debido a que las variables se relacionan directa o indirectamente
entre ellas, es decir muestran una casualidad causa-efecto.
3.2. Métodos de investigación
3.2.1. Método inductivo
Modalidad eminentemente empírica de investigación que parte de la observación de la
casuística de un fenómeno para, mediante la búsqueda y agrupación de semejanzas,
formular conclusiones de valor general.
3.2.2. Método Estadístico
Permite realizar el análisis de los datos para transformarlos en información y de allí
extraer resultados, conclusiones y recomendaciones.

33
3.2.3. Método analítico
Es aquel que se preocupa de dividir el todo en partes y revisar cuidadosamente cada una
de ellas, identificando las partes de interés.
3.3. Fuentes y técnicas de investigación
Para la recolección de datos y llevar a cabo esta investigación utilizaremos:
• Fuentes secundarias tales como: libros, folletos, revistas.
• Técnicas como: la revisión de literaturas, revisión de documentos, consultas a
expertos, trabajo de campo, Internet y fichas bibliográficas.
3.4. Población y Muestra
3.4.1. Población
La población que se va a seleccionar para realizar las cataciones de aceptabilidad del
producto, van hacer los estudiantes de la escuela de Ingeniería Agroindustrial a partir
del séptimo semestre y varios docentes.
3.4.2. Muestra
Mediante la aplicación de la fórmula:
En donde:
n = Tamaño de la muestra
N = Tamaño de la población (100)
E = Error (0.2) o diferencia máxima entre la media muestra y la media de la población
que se está dispuesto a aceptar con el nivel de confianza que se ha definido.
34
N
n =
E2 (N - 1) + 1
100
n =
0.22 (100 - 1) + 1
n = 20.16 ≈ 20
3.5. Materiales, materia prima, equipos y reactivos
3.5.1. Materiales
• Cápsulas
• Pinzas
• Desecador
• Papel filtro
• Cartuchos
• Algodón
• Crisoles
• Papel aluminio
• Matraces
• Tubos de digestión
• Pipetas
• Bandejas metálicas
• Tamices
• Vaso de precipitación
• Calentador
• Agitador
• Cuchara
• Fundas plásticas
35
• Cuchillo
• Moldes para hornear
• Bolillo
3.5.2. Materia prima
• Plátano dominico
• Harina de trigo
• Agua
• Sal
• Azúcar
• Manteca
• Levadura
3.5.3. Equipos
• Balanza analítica
• Balanza gramera
• Estufa
• Cocina industrial
• Equipo de digestión
• Destilador
• Equipo de titulación
• Equipo de absorción atómica
• Soxhlet
• Mufla
• Secadores
• Molino manual
• Batidora eléctrica
• Cámara de fermentación
• Horno

36
3.5.4. Reactivos
• Acido cítrico
• Agua
• Éter de petróleo
• Acido sulfúrico concentrado
• Hidróxido de sodio al 40%
• Acido bórico al 2%
• Acido sulfúrico 0.1 N
• Indicador de proteína
• Catalizador
• Hidróxido de sodio al 1.25%
• Acido sulfúrico al 1.25%
• Etanol al 95%
3.6. Elaboración de harina de plátano verde dominico
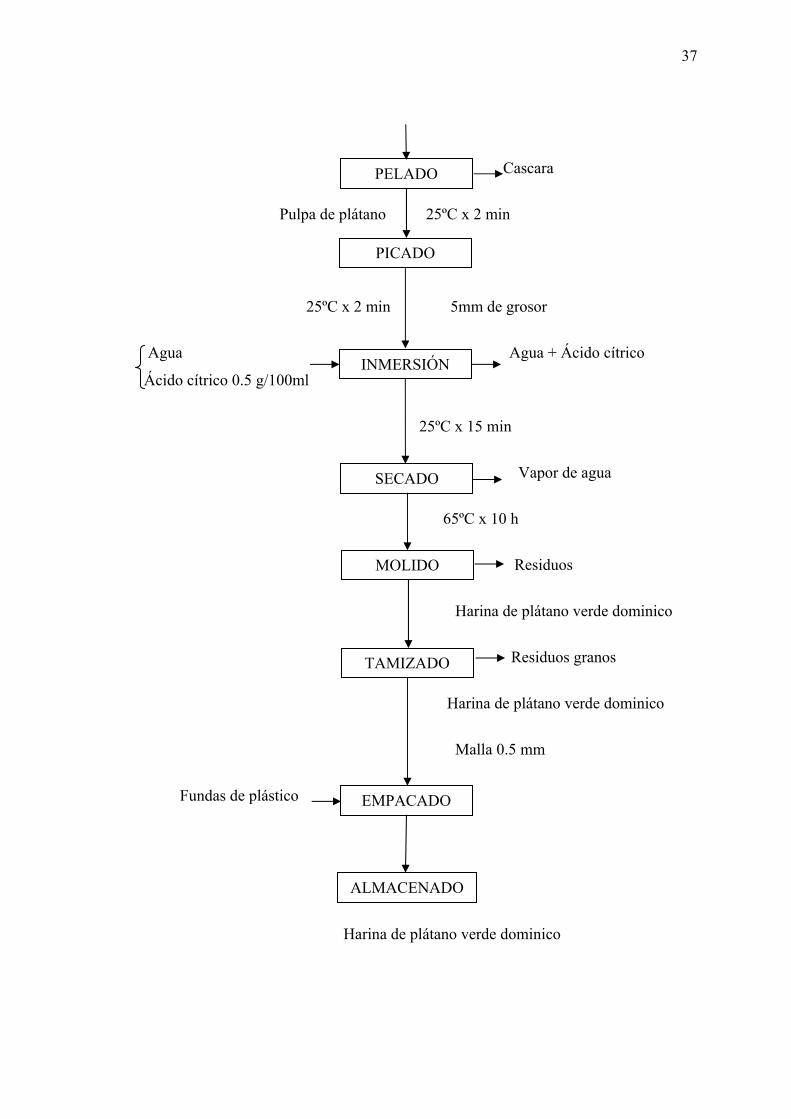
3.6.1. Diagrama de flujo cualitativo para la obtención de harina de plátano verde
dominico
PLÁTANO VERDE DOMINICO
Agua Agua con impurezas
25ºC x 1 min
RECEPCIÓN
PESADO
LAVADO
37
Cascara
Pulpa de plátano 25ºC x 2 min
25ºC x 2 min 5mm de grosor
Agua Agua + Ácido cítrico
Ácido cítrico 0.5 g/100ml
25ºC x 15 min
Vapor de agua
65ºC x 10 h
Residuos
Harina de plátano verde dominico
Residuos granos
Harina de plátano verde dominico
Malla 0.5 mm
Fundas de plástico
Harina de plátano verde dominico
PELADO
PICADO
TAMIZADO
EMPACADO
ALMACENADO
INMERSIÓN
SECADO
MOLIDO
38
3.6.2. Memoria técnica del proceso de elaboración de harina de plátano verde
dominico
3.6.2.1. Recepción
Se receptan los racimos de plátano dominico los cuales estén en buen estado con su
coloración verde.
3.6.2.2. Selección
Se realiza separando manos y dedos que estén en perfecto estado
3.6.2.3. Pesado
Se pesa la materia prima para determinar el rendimiento del producto y realizar el
balance de materia.
3.6.2.4. Lavado
Se realiza con agua potable que esté a temperatura ambiente (25ºC) por 1 minuto, para
eliminar impurezas durante el pelado.
3.6.2.5. Pelado
Se pela con la finalidad de extraer la cascara y obtener la pulpa por un tiempo de dos
minutos
39
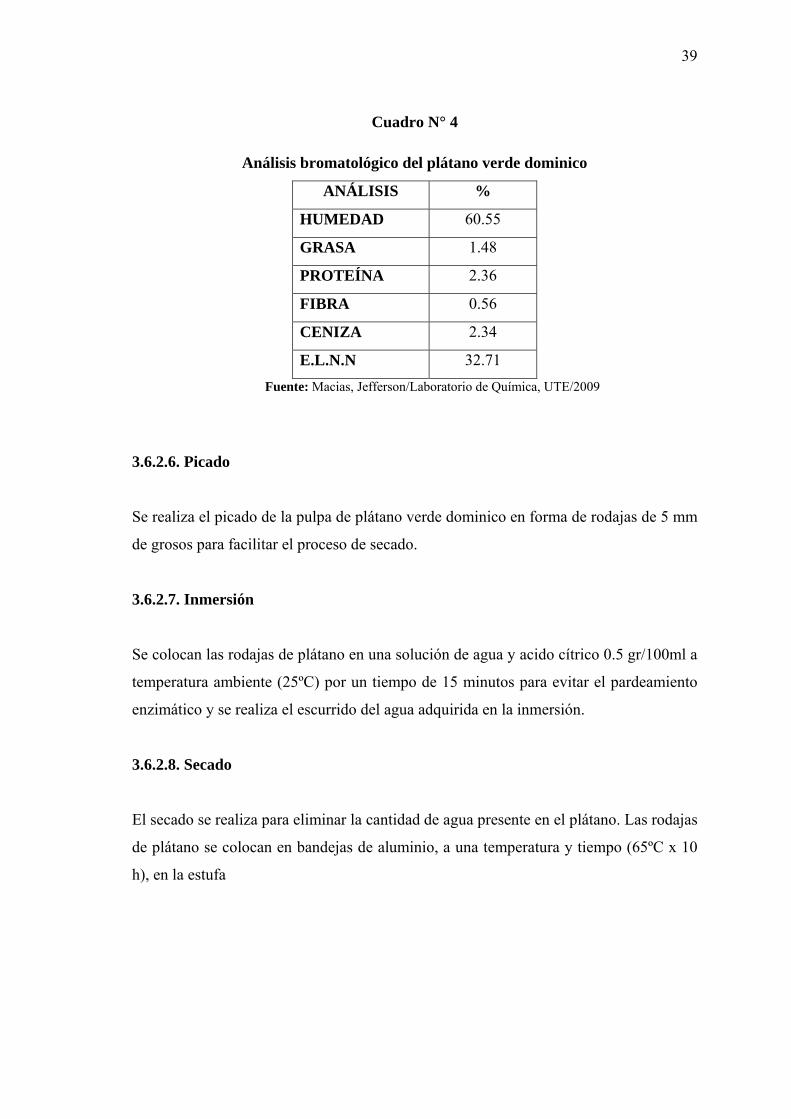
Cuadro N° 4
Análisis bromatológico del plátano verde dominico
ANÁLISIS %
HUMEDAD 60.55
GRASA 1.48
PROTEÍNA 2.36
FIBRA 0.56
CENIZA 2.34
E.L.N.N 32.71 Fuente: Macias, Jefferson/Laboratorio de Química, UTE/2009
3.6.2.6. Picado
Se realiza el picado de la pulpa de plátano verde dominico en forma de rodajas de 5 mm
de grosos para facilitar el proceso de secado.
3.6.2.7. Inmersión
Se colocan las rodajas de plátano en una solución de agua y acido cítrico 0.5 gr/100ml a
temperatura ambiente (25ºC) por un tiempo de 15 minutos para evitar el pardeamiento
enzimático y se realiza el escurrido del agua adquirida en la inmersión.
3.6.2.8. Secado
El secado se realiza para eliminar la cantidad de agua presente en el plátano. Las rodajas
de plátano se colocan en bandejas de aluminio, a una temperatura y tiempo (65ºC x 10
h), en la estufa
40
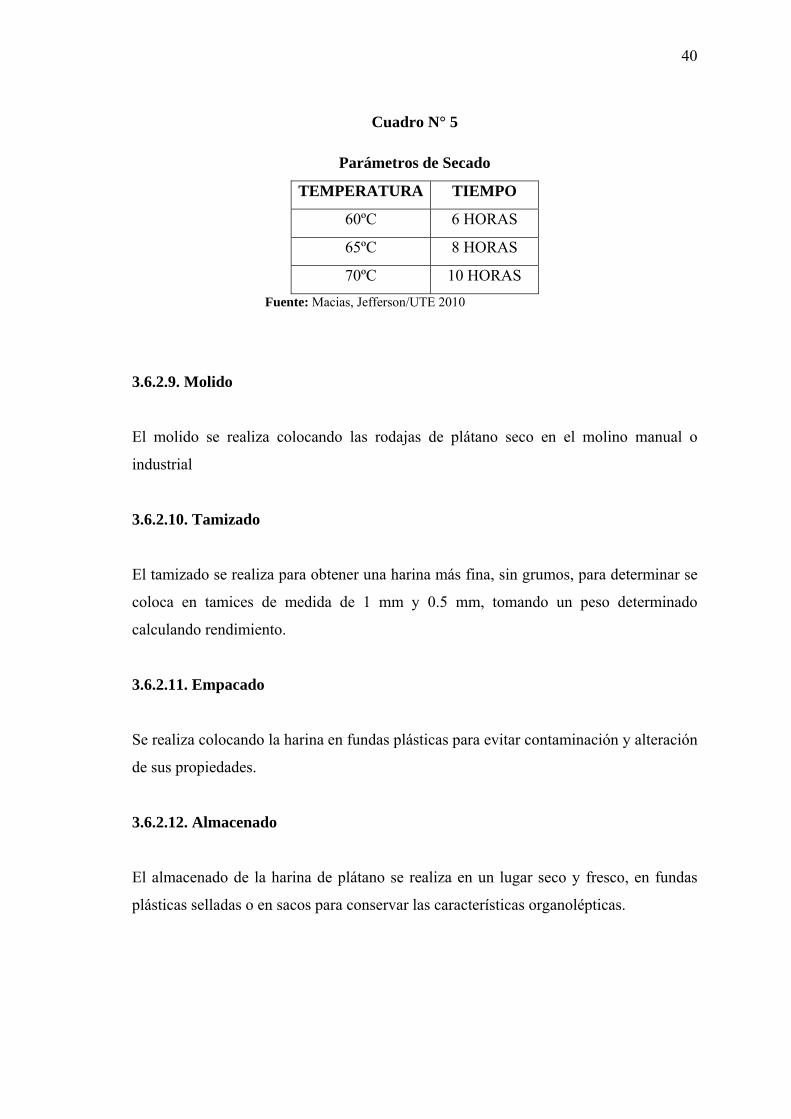
Cuadro N° 5
Parámetros de Secado
TEMPERATURA TIEMPO
60ºC 6 HORAS
65ºC 8 HORAS
70ºC 10 HORAS Fuente: Macias, Jefferson/UTE 2010
3.6.2.9. Molido
El molido se realiza colocando las rodajas de plátano seco en el molino manual o
industrial
3.6.2.10. Tamizado
El tamizado se realiza para obtener una harina más fina, sin grumos, para determinar se
coloca en tamices de medida de 1 mm y 0.5 mm, tomando un peso determinado
calculando rendimiento.
3.6.2.11. Empacado
Se realiza colocando la harina en fundas plásticas para evitar contaminación y alteración
de sus propiedades.
3.6.2.12. Almacenado
El almacenado de la harina de plátano se realiza en un lugar seco y fresco, en fundas
plásticas selladas o en sacos para conservar las características organolépticas.
41
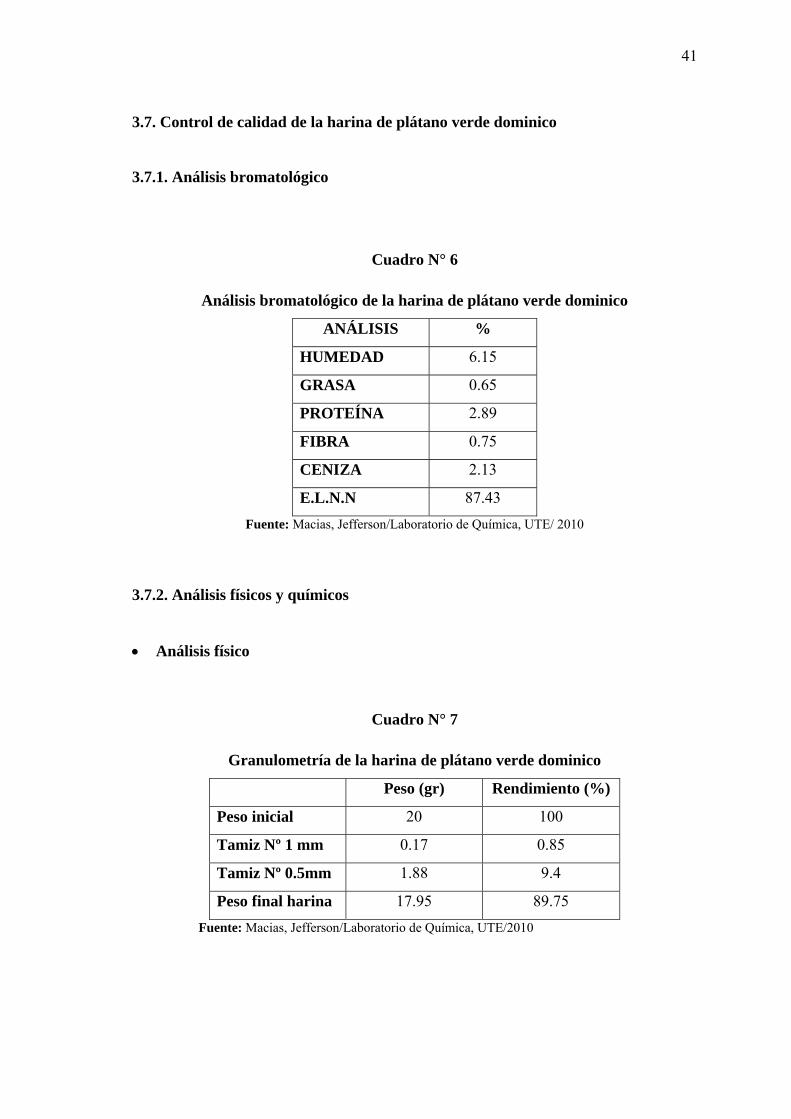
3.7. Control de calidad de la harina de plátano verde dominico
3.7.1. Análisis bromatológico
Cuadro N° 6
Análisis bromatológico de la harina de plátano verde dominico
ANÁLISIS %
HUMEDAD 6.15
GRASA 0.65
PROTEÍNA 2.89
FIBRA 0.75
CENIZA 2.13
E.L.N.N 87.43 Fuente: Macias, Jefferson/Laboratorio de Química, UTE/ 2010
3.7.2. Análisis físicos y químicos
• Análisis físico
Cuadro N° 7
Granulometría de la harina de plátano verde dominico
Peso (gr) Rendimiento (%)
Peso inicial 20 100
Tamiz Nº 1 mm 0.17 0.85
Tamiz Nº 0.5mm 1.88 9.4
Peso final harina 17.95 89.75 Fuente: Macias, Jefferson/Laboratorio de Química, UTE/2010

42
• Análisis químico
Cuadro Nº 8
Características químicas de la harina de plátano verde dominico
PARÁMETROS CANTIDAD
pH 5.16
ºBRIX (sólidos solubles totales) 1
% ACIDEZ TITULABLE 0.067 Fuente: Macias, Jefferson/ Laboratorio de Química, UTE/ 2010
Cuadro Nº 9
Análisis de macro y micro nutrientes de la harina de plátano verde dominico
IDENTIFICACIÓN % DE MATERIA SECA ppm
Harina de plátano
verde dominico
N P K Ca Mg Mn Cu Fe Zn
0.41 0.06 1.29 0.21 0.13 4.5 10.00 55.00 17.25Fuente: Macias, Jefferson/ Laboratorio de Química, UTE/ 2010
3.7.3. Análisis organoléptico
Cuadro Nº 10
Análisis organoléptico de la harina de plátano verde dominico
Parámetros Resultado (0 días )
Consistencia Producto homogéneo
Olor y sabor Característico
Color Característico Fuente: Instituto Nacional de Higiene y Medicina Tropical “Leopoldo Izquieta Perez-Santo Domingo”

43
3.8. Análisis microbiológico de la harina de plátano verde dominico.
Cuadro Nº 11
Análisis microbiológico de la harina de plátano verde dominico.
PARÁMETROS DE
IDENTIFICACIÓN METODOLOGÍA RESULTADO
NORMA DE
REFERENCIA
Coliformes totales
(u.f.c/ml) Petrifilm 40 <1x102
Coliformes fecales
(NMP/ml) Petrifilm <1 <1
Investigación de
estafilococcus aureus
(colonias/ml)
Petrifilm <1 <1
Recuento estándar en placa
aerobios mesófilos (u.f.c/ml) Stándar methods 2000 1x105
Recuento de mohos y
levaduras
(u.p.c/ml)
Stándar methods 280 5x102
Fuente: Instituto Nacional de Higiene y Medicina Tropical “Leopoldo Izquieta Perez-Santo Domingo”
Discusión del análisis microbiológico
En el análisis microbiológico de la harina de plátano verde dominico, se obtuvo como
resultado la presencia de coliformes totales, de 40 u.f.c/ml, encontrándose dentro de la
Norma Referencial permisible de <1x102 u.f.c/ml. Se encontró la ausencia de
coliformes fecales y estafilococus aureus. En el recuento de earobios mesófilos se
encontraron 2000 u.f.c/ml, la cual está dentro de la norma referencial permisible de
1x105 u.f.c/ml. En el recuento de mohos y levaduras fue de 280u.p.c/ml, encontrandoce
dentro de la Norma Referencial permisible de 5x102 u.p.c/ml
44
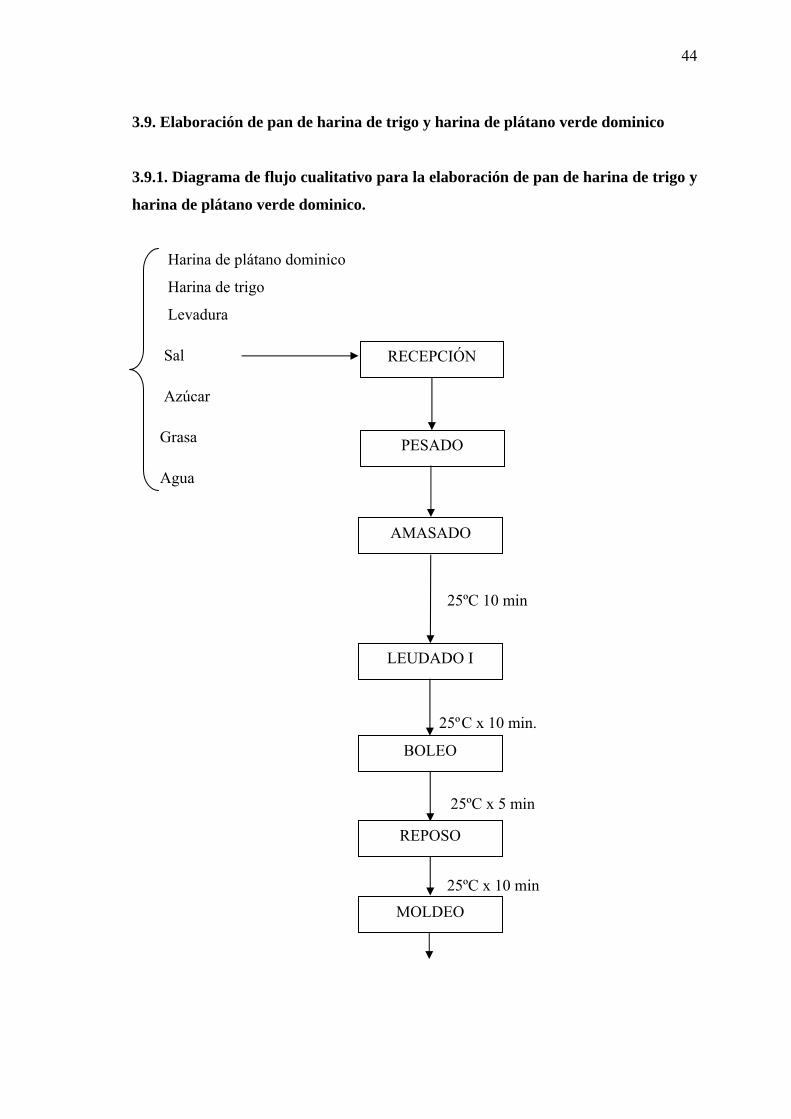
3.9. Elaboración de pan de harina de trigo y harina de plátano verde dominico
3.9.1. Diagrama de flujo cualitativo para la elaboración de pan de harina de trigo y
harina de plátano verde dominico.
Harina de plátano dominico
Harina de trigo
Levadura
Sal
Azúcar
Grasa
Agua
25ºC 10 min
25º C x 10 min.
25ºC x 5 min
10 min
25ºC x 10 min
PESADO
RECEPCIÓN
AMASADO
LEUDADO I
BOLEO
REPOSO
MOLDEO
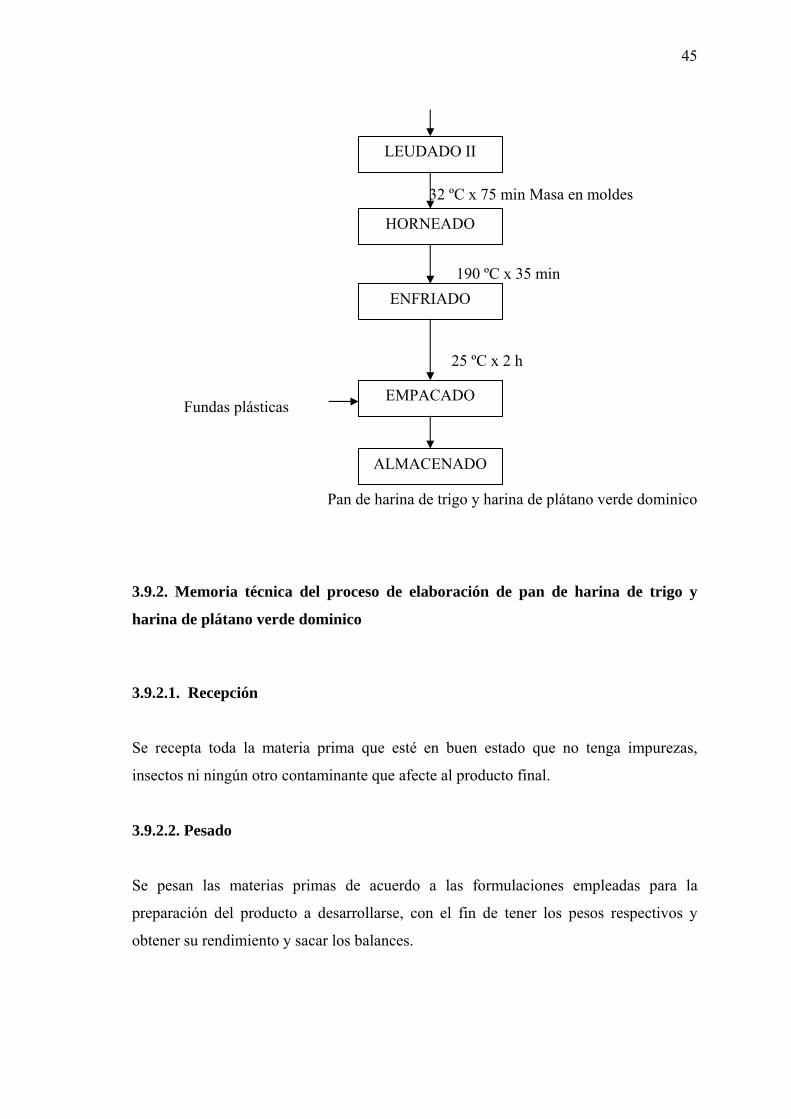
45
32 ºC x 75 min Masa en moldes
190 ºC x 35 min
25 ºC x 2 h
Fundas plásticas
Pan de harina de trigo y harina de plátano verde dominico
3.9.2. Memoria técnica del proceso de elaboración de pan de harina de trigo y
harina de plátano verde dominico
3.9.2.1. Recepción
Se recepta toda la materia prima que esté en buen estado que no tenga impurezas,
insectos ni ningún otro contaminante que afecte al producto final.
3.9.2.2. Pesado
Se pesan las materias primas de acuerdo a las formulaciones empleadas para la
preparación del producto a desarrollarse, con el fin de tener los pesos respectivos y
obtener su rendimiento y sacar los balances.
LEUDADO II
HORNEADO
ENFRIADO
EMPACADO
ALMACENADO

46
Cuadro Nº 12
Porcentaje de harina de trigo y harina de plátano verde dominico
%
Porcentajes de harina de
trigo y harina de plátano
verde dominico
HT : HPVD
90% : 10%
80% : 20%
70% : 30%
Fuente: Macias, Jefferson/UTE /2010
Cuadro Nº 13
Formulaciones para la elaboración de pan de harina de trigo y harina de plátano
verde dominico
Formulación 1
90% HT: 10% HPVD
Formulación 2
80% HT: 20% HPVD
Formulación 3
70% HT: 30% HPVD
Ingredientes Pesos
(gr) Ingredientes
Pesos
(gr) Ingredientes
Pesos
(gr)
Harina de trigo 225 Harina de trigo 200 Harina de trigo 175
Harina de plátano
V. dominico 25
Harina de plátano
V. dominico 50
Harina de plátano
V. dominico 75
Agua 153 Agua 153 Agua 153
Sal 3.77 Sal 3.77 Sal 3.77
Azúcar 15.10 Azúcar 15.10 Azúcar 15.10
Levadura 3.02 Levadura 3.02 Levadura 3.02
Grasa 7.55 Grasa 7.55 Grasa 7.55 Fuente: Macias, Jefferson/UTE /2010
3.9.2.3. Amasado
Colocar en el recipiente de la mezcladora los ingredientes secos (harina, sal, azúcar,
grasa, levadura y enzima).
47
• Adicionar agua a la mezcla seca, la cual debe estar a una temperatura de 37ºC para
que ayude a la activación de la levadura.
• Poner en funcionamiento la mezcladora en velocidad media e iniciar
• Tomar un pedazo de masa, extenderla y ver si la película que se forma (liga) es
transparente y fuerte, caso contrario se amasa un poco más y se hace de nuevo la
prueba.
• El amasado se lo realiza durante un tiempo de 10 minutos
• Sacar la masa de la mezcladora y colocarla en la mesa de trabajo.
3.9.2.4. Leudado I
Se procede a cubrir la masa con tela plástica y se la deja reposar por 10 minutos a
temperatura ambiente (25ºC), para que exista un levantamiento de la masa.
3.9.2.5. Boleo
Consiste en dar forma de bola a la masa, su objetivo es reconstruir la estructura de la
masa por un tiempo de 5 minutos a temperatura ambiente (25ºC).
3.9.2.6. Reposo
Dejar reposar la masa por 10 minutos a temperatura ambiente (25ºC) con el objetivo que
se recupere de la desgasificación sufrida durante el boleo.
3.9.2.7. Moldeo
Se realiza el aplastamiento con el fin de romper las grandes bolsas de aire y asegurar
una buena textura homogénea al pan.
Existen varias formas de moldear o darle forma al pan, entre las formas más habituales
se encuentran:
• El pan de molde
48
• El de payés o campesino
• Redondo u ovalado
• Trenza o bastón
• Circulo, anillos
• Rollos alargados
3.9.2.8. Leudado II
Colocar el pan dentro de la cámara que debe estar a 30-32 ºC por 75 minutos.
3.9.2.9. Horneado
Colocar el pan en el horno a una temperatura de 190 ºC por 35 minutos hasta obtener un
producto con características, como es el sabor, color, olor textura deseadas.
3.9.2.10. Enfriado
Colocar los panes en una rejilla y dejar enfriar por un tiempo de 2 horas hasta que llegue
la temperatura ambiente.
3.9.2.11. Empacado
El empacado de los panes en materiales idóneos tales como: el papel suave y las bolsas
de celofán o polietileno especialmente para pan.
3.9.2.12. Almacenado
Se realiza el almacenado en lugares de ambiente fresco a temperatura no mayor a los
18ºC, para prolongar su vida útil.
49
3.10. Control de calidad del Pan
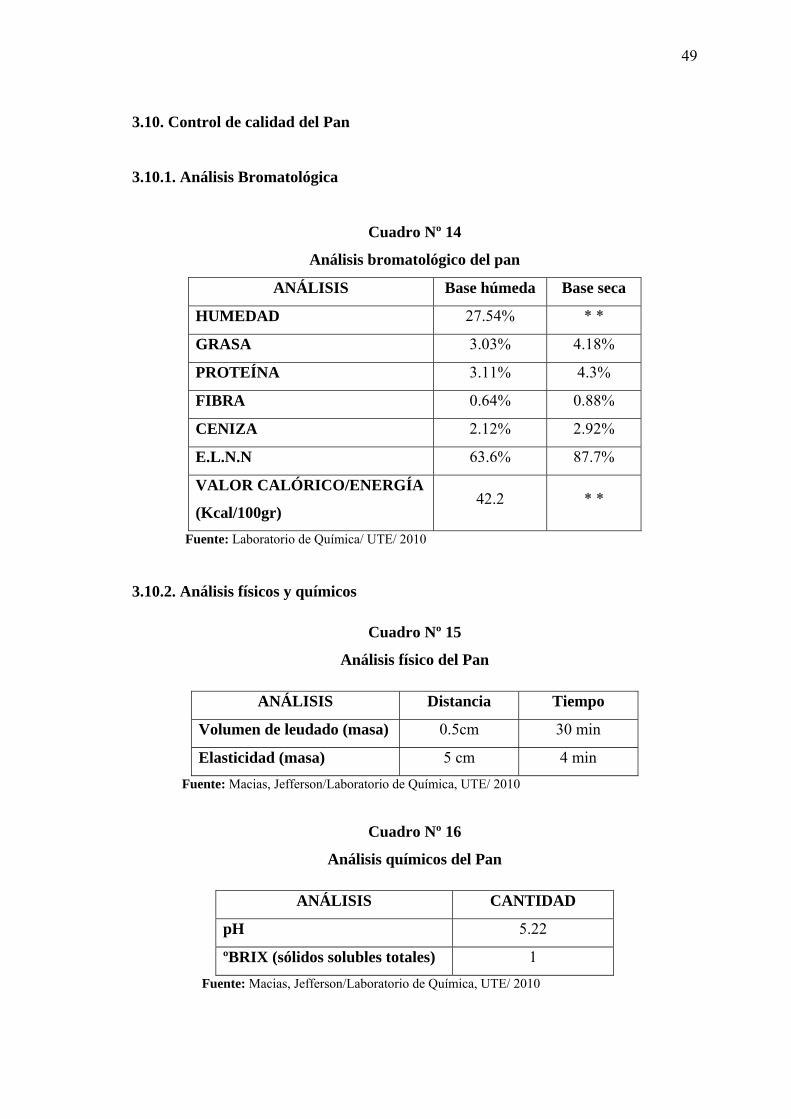
3.10.1. Análisis Bromatológica
Cuadro Nº 14
Análisis bromatológico del pan
ANÁLISIS Base húmeda Base seca
HUMEDAD 27.54% * *
GRASA 3.03% 4.18%
PROTEÍNA 3.11% 4.3%
FIBRA 0.64% 0.88%
CENIZA 2.12% 2.92%
E.L.N.N 63.6% 87.7%
VALOR CALÓRICO/ENERGÍA
(Kcal/100gr) 42.2 * *
Fuente: Laboratorio de Química/ UTE/ 2010
3.10.2. Análisis físicos y químicos
Cuadro Nº 15
Análisis físico del Pan
ANÁLISIS Distancia Tiempo
Volumen de leudado (masa) 0.5cm 30 min
Elasticidad (masa) 5 cm 4 min Fuente: Macias, Jefferson/Laboratorio de Química, UTE/ 2010
Cuadro Nº 16
Análisis químicos del Pan
ANÁLISIS CANTIDAD
pH 5.22
ºBRIX (sólidos solubles totales) 1 Fuente: Macias, Jefferson/Laboratorio de Química, UTE/ 2010
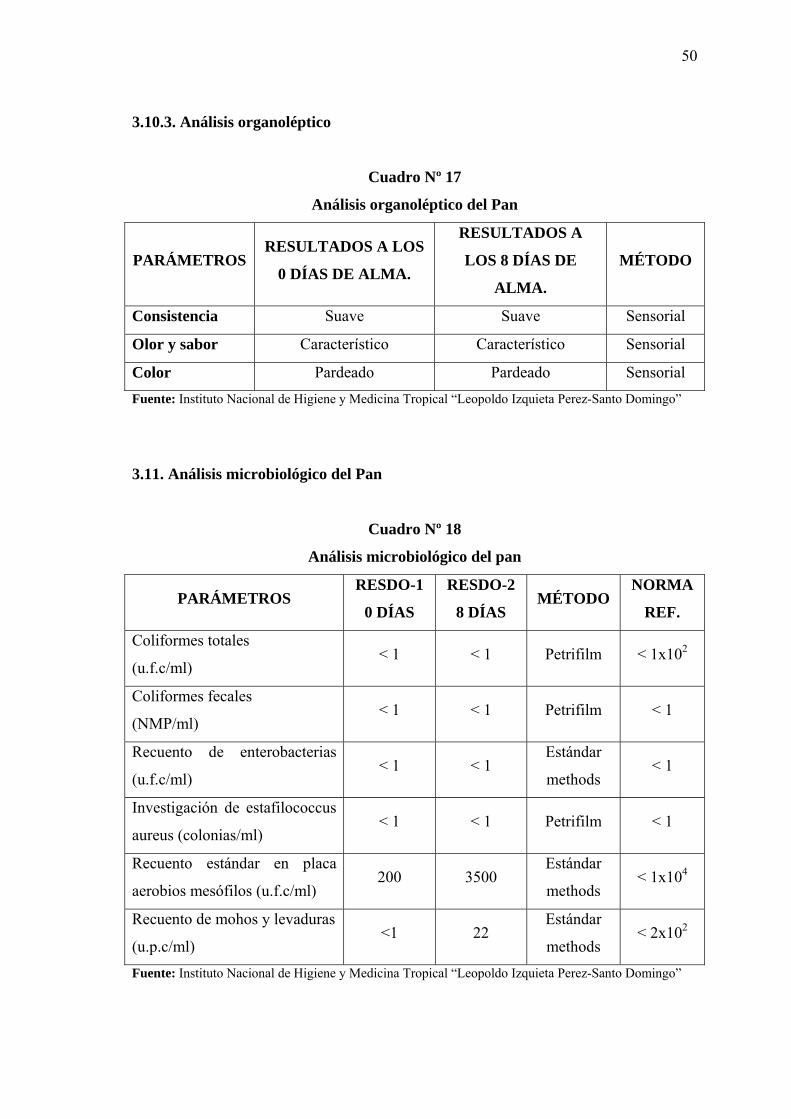
50
3.10.3. Análisis organoléptico
Cuadro Nº 17
Análisis organoléptico del Pan
PARÁMETROS RESULTADOS A LOS
0 DÍAS DE ALMA.
RESULTADOS A
LOS 8 DÍAS DE
ALMA.
MÉTODO
Consistencia Suave Suave Sensorial
Olor y sabor Característico Característico Sensorial
Color Pardeado Pardeado Sensorial Fuente: Instituto Nacional de Higiene y Medicina Tropical “Leopoldo Izquieta Perez-Santo Domingo”
3.11. Análisis microbiológico del Pan
Cuadro Nº 18
Análisis microbiológico del pan
PARÁMETROS RESDO-1
0 DÍAS
RESDO-2
8 DÍAS MÉTODO
NORMA
REF.
Coliformes totales
(u.f.c/ml) < 1 < 1 Petrifilm < 1x102
Coliformes fecales
(NMP/ml) < 1 < 1 Petrifilm < 1
Recuento de enterobacterias
(u.f.c/ml) < 1 < 1
Estándar
methods < 1
Investigación de estafilococcus
aureus (colonias/ml) < 1 < 1 Petrifilm < 1
Recuento estándar en placa
aerobios mesófilos (u.f.c/ml) 200 3500
Estándar
methods < 1x104
Recuento de mohos y levaduras
(u.p.c/ml) <1 22
Estándar
methods < 2x102
Fuente: Instituto Nacional de Higiene y Medicina Tropical “Leopoldo Izquieta Perez-Santo Domingo”

51
Discusión del análisis microbiológico
En el análisis microbiológico del pan de harina de trigo y harina de plátano verde
dominico, se obtuvo como resultado la ausencia de coliformes totales, fecales,
enterobaterias y estafilococcus aureus a los 0 y 8 días de almacenamiento. En el
recuento de aerobios mesófilos, se encontró la presencia de 200 u.f.c/ml a los 0 días de
almacenamiento y 3500 u.f.c/ml a los 8 días de almacenamiento, encontrándose dentro
de la Norma Referencial permisible de <1x104 u.f.c/ml. En el recuento de mohos y
levadura, se obtuvo como resultado la ausencia de mohos y levaduras a los 0 días de
almacenamiento y la presencia de 22 u.p.c/cml a los 8 días de almacenamiento,
encontrándose dentro de la Norma Referencial permisible de 2x102 u.p.c/ml.
3.12. Diseño experimental
3.12.1. Determinar del mejor tratamiento en la obtención de harina de plátano
verde dominico.
Para determinar el mejor tratamiento en la obtención de la harina de plátano verde
dominico se aplico un diseño de bloques completamente al azar (DBCA); con arreglo
factorial A x B (3 x 3); es decir que involucra 3 parámetros que son tiempo y
temperatura de secado realizando 3 repeticiones por cada tratamiento en total se obtuvo
un total de 27 tratamientos.
Para la evaluación del mejor tratamiento se aplicó el programa de diseño experimental
InfoStat.
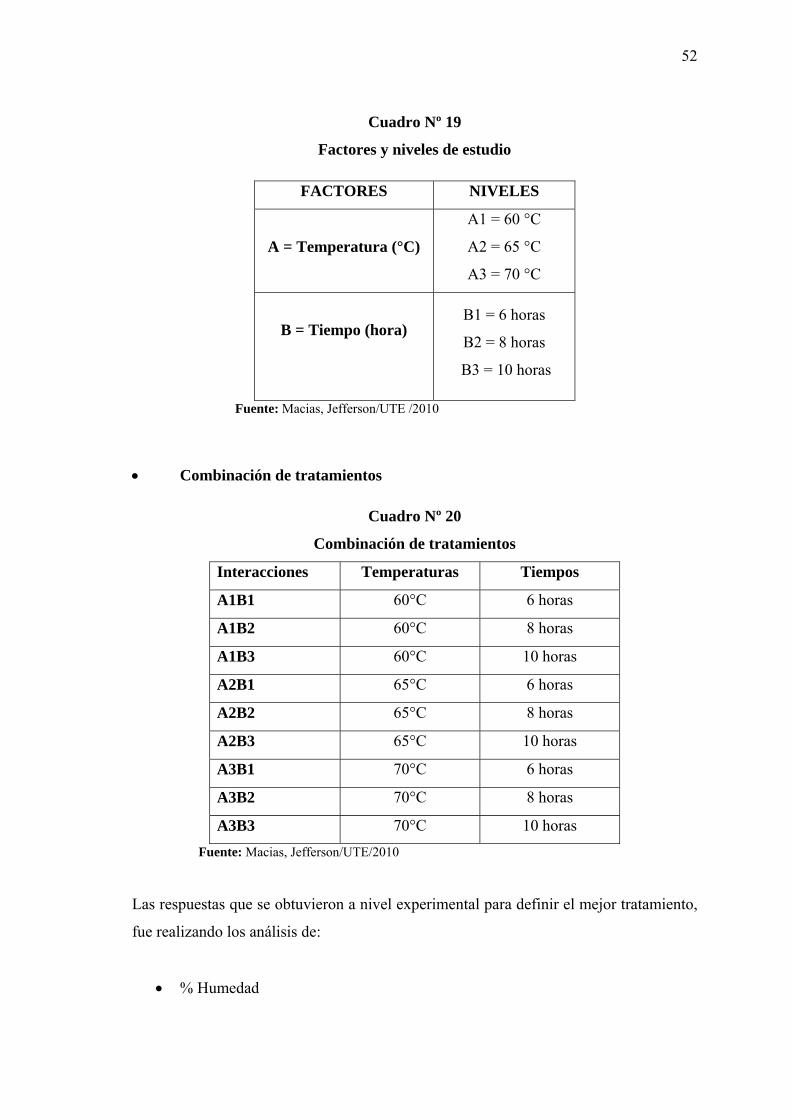
52
Cuadro Nº 19
Factores y niveles de estudio
FACTORES NIVELES
A = Temperatura (°C)
A1 = 60 °C
A2 = 65 °C
A3 = 70 °C
B = Tiempo (hora) B1 = 6 horas
B2 = 8 horas
B3 = 10 horas
Fuente: Macias, Jefferson/UTE /2010
• Combinación de tratamientos
Cuadro Nº 20
Combinación de tratamientos
Interacciones Temperaturas Tiempos
A1B1 60°C 6 horas
A1B2 60°C 8 horas
A1B3 60°C 10 horas
A2B1 65°C 6 horas
A2B2 65°C 8 horas
A2B3 65°C 10 horas
A3B1 70°C 6 horas
A3B2 70°C 8 horas
A3B3 70°C 10 horas Fuente: Macias, Jefferson/UTE/2010
Las respuestas que se obtuvieron a nivel experimental para definir el mejor tratamiento,
fue realizando los análisis de:
• % Humedad
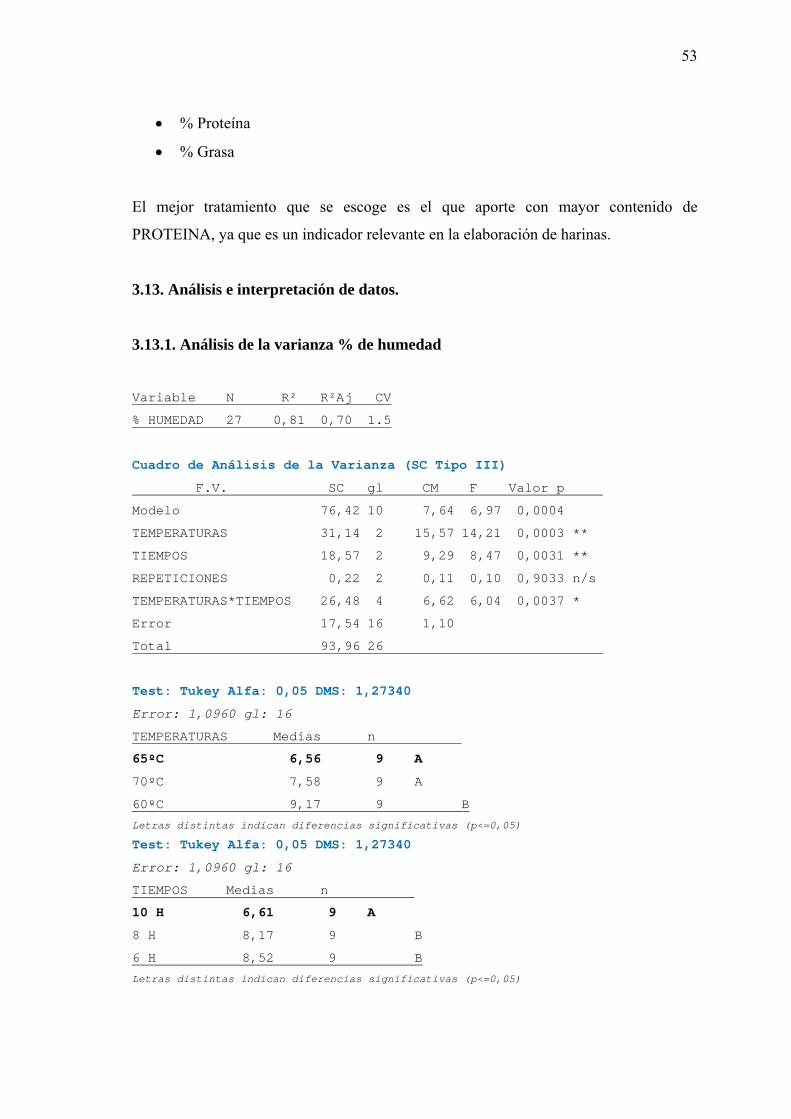
53
• % Proteína
• % Grasa
El mejor tratamiento que se escoge es el que aporte con mayor contenido de
PROTEINA, ya que es un indicador relevante en la elaboración de harinas.
3.13. Análisis e interpretación de datos.
3.13.1. Análisis de la varianza % de humedad
Variable N R² R²Aj CV
% HUMEDAD 27 0,81 0,70 1.5
Cuadro de Análisis de la Varianza (SC Tipo III)
F.V. SC gl CM F Valor p
Modelo 76,42 10 7,64 6,97 0,0004
TEMPERATURAS 31,14 2 15,57 14,21 0,0003 **
TIEMPOS 18,57 2 9,29 8,47 0,0031 **
REPETICIONES 0,22 2 0,11 0,10 0,9033 n/s
TEMPERATURAS*TIEMPOS 26,48 4 6,62 6,04 0,0037 *
Error 17,54 16 1,10
Total 93,96 26
Test: Tukey Alfa: 0,05 DMS: 1,27340
Error: 1,0960 gl: 16
TEMPERATURAS Medias n
65ºC 6,56 9 A
70ºC 7,58 9 A
60ºC 9,17 9 B
Letras distintas indican diferencias significativas (p<=0,05)
Test: Tukey Alfa: 0,05 DMS: 1,27340
Error: 1,0960 gl: 16
TIEMPOS Medias n
10 H 6,61 9 A
8 H 8,17 9 B
6 H 8,52 9 B
Letras distintas indican diferencias significativas (p<=0,05)
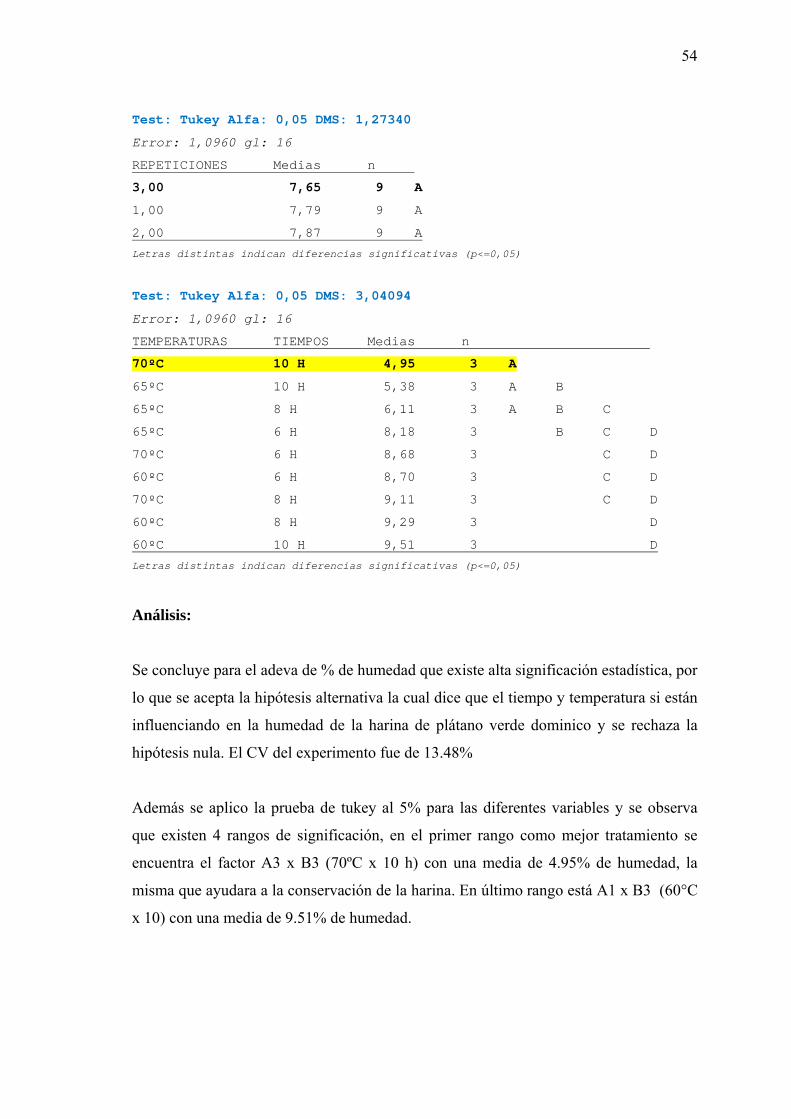
54
Test: Tukey Alfa: 0,05 DMS: 1,27340
Error: 1,0960 gl: 16
REPETICIONES Medias n
3,00 7,65 9 A
1,00 7,79 9 A
2,00 7,87 9 A
Letras distintas indican diferencias significativas (p<=0,05)
Test: Tukey Alfa: 0,05 DMS: 3,04094
Error: 1,0960 gl: 16
TEMPERATURAS TIEMPOS Medias n
70ºC 10 H 4,95 3 A
65ºC 10 H 5,38 3 A B
65ºC 8 H 6,11 3 A B C
65ºC 6 H 8,18 3 B C D
70ºC 6 H 8,68 3 C D
60ºC 6 H 8,70 3 C D
70ºC 8 H 9,11 3 C D
60ºC 8 H 9,29 3 D
60ºC 10 H 9,51 3 D
Letras distintas indican diferencias significativas (p<=0,05)
Análisis:
Se concluye para el adeva de % de humedad que existe alta significación estadística, por
lo que se acepta la hipótesis alternativa la cual dice que el tiempo y temperatura si están
influenciando en la humedad de la harina de plátano verde dominico y se rechaza la
hipótesis nula. El CV del experimento fue de 13.48%
Además se aplico la prueba de tukey al 5% para las diferentes variables y se observa
que existen 4 rangos de significación, en el primer rango como mejor tratamiento se
encuentra el factor A3 x B3 (70ºC x 10 h) con una media de 4.95% de humedad, la
misma que ayudara a la conservación de la harina. En último rango está A1 x B3 (60°C
x 10) con una media de 9.51% de humedad.
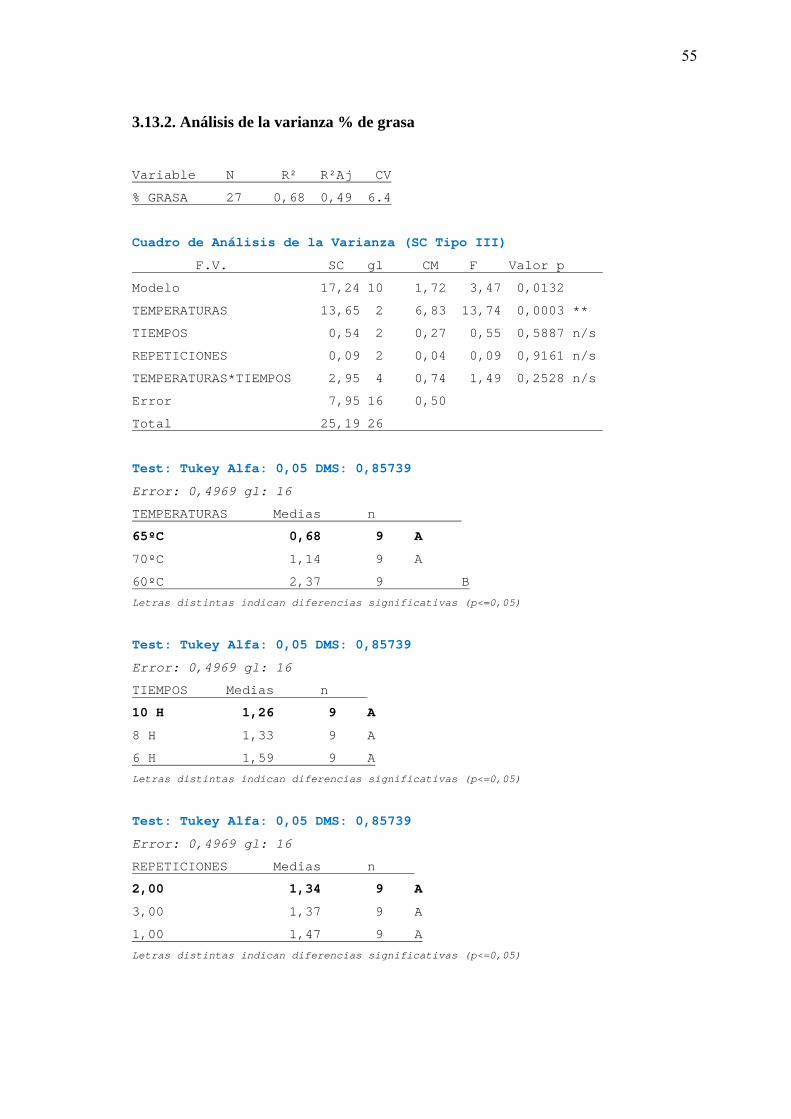
55
3.13.2. Análisis de la varianza % de grasa
Variable N R² R²Aj CV
% GRASA 27 0,68 0,49 6.4
Cuadro de Análisis de la Varianza (SC Tipo III)
F.V. SC gl CM F Valor p
Modelo 17,24 10 1,72 3,47 0,0132
TEMPERATURAS 13,65 2 6,83 13,74 0,0003 **
TIEMPOS 0,54 2 0,27 0,55 0,5887 n/s
REPETICIONES 0,09 2 0,04 0,09 0,9161 n/s
TEMPERATURAS*TIEMPOS 2,95 4 0,74 1,49 0,2528 n/s
Error 7,95 16 0,50
Total 25,19 26
Test: Tukey Alfa: 0,05 DMS: 0,85739
Error: 0,4969 gl: 16
TEMPERATURAS Medias n
65ºC 0,68 9 A
70ºC 1,14 9 A
60ºC 2,37 9 B
Letras distintas indican diferencias significativas (p<=0,05)
Test: Tukey Alfa: 0,05 DMS: 0,85739
Error: 0,4969 gl: 16
TIEMPOS Medias n
10 H 1,26 9 A
8 H 1,33 9 A
6 H 1,59 9 A
Letras distintas indican diferencias significativas (p<=0,05)
Test: Tukey Alfa: 0,05 DMS: 0,85739
Error: 0,4969 gl: 16
REPETICIONES Medias n
2,00 1,34 9 A
3,00 1,37 9 A
1,00 1,47 9 A
Letras distintas indican diferencias significativas (p<=0,05)
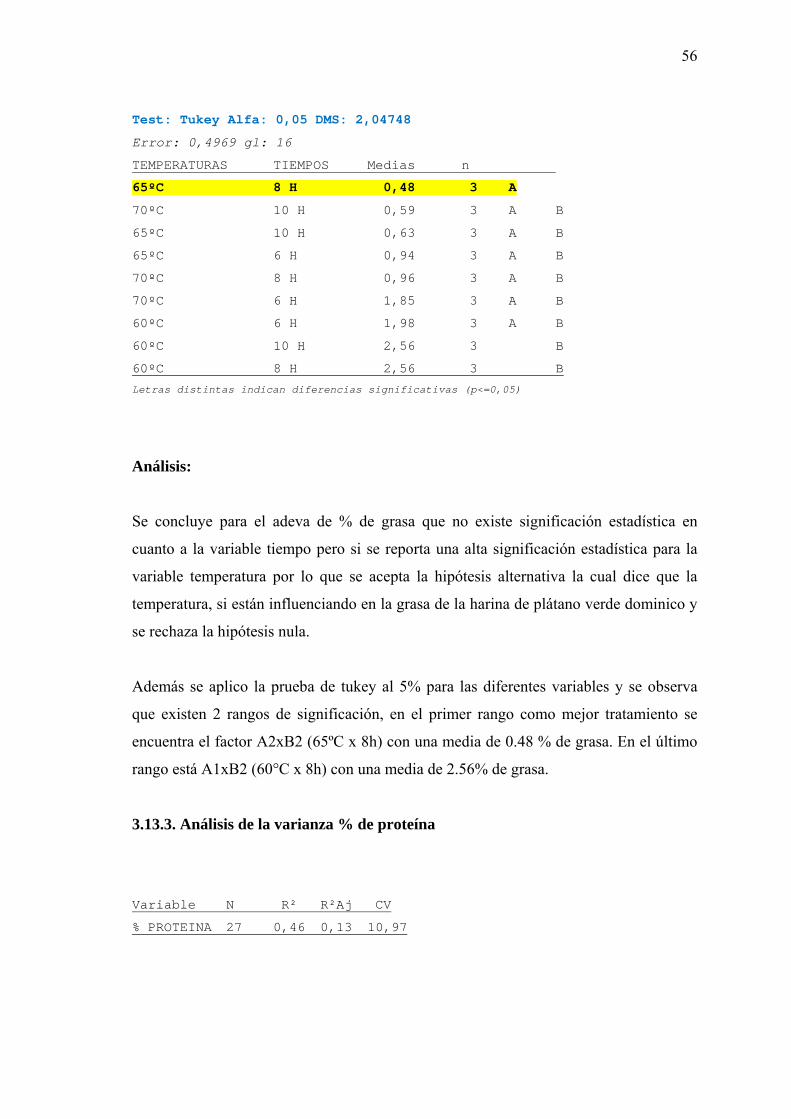
56
Test: Tukey Alfa: 0,05 DMS: 2,04748
Error: 0,4969 gl: 16
TEMPERATURAS TIEMPOS Medias n
65ºC 8 H 0,48 3 A
70ºC 10 H 0,59 3 A B
65ºC 10 H 0,63 3 A B
65ºC 6 H 0,94 3 A B
70ºC 8 H 0,96 3 A B
70ºC 6 H 1,85 3 A B
60ºC 6 H 1,98 3 A B
60ºC 10 H 2,56 3 B
60ºC 8 H 2,56 3 B
Letras distintas indican diferencias significativas (p<=0,05)
Análisis:
Se concluye para el adeva de % de grasa que no existe significación estadística en
cuanto a la variable tiempo pero si se reporta una alta significación estadística para la
variable temperatura por lo que se acepta la hipótesis alternativa la cual dice que la
temperatura, si están influenciando en la grasa de la harina de plátano verde dominico y
se rechaza la hipótesis nula.
Además se aplico la prueba de tukey al 5% para las diferentes variables y se observa
que existen 2 rangos de significación, en el primer rango como mejor tratamiento se
encuentra el factor A2xB2 (65ºC x 8h) con una media de 0.48 % de grasa. En el último
rango está A1xB2 (60°C x 8h) con una media de 2.56% de grasa.
3.13.3. Análisis de la varianza % de proteína
Variable N R² R²Aj CV
% PROTEINA 27 0,46 0,13 10,97

57
Cuadro de Análisis de la Varianza (SC Tipo III)
F.V. SC gl CM F Valor p
Modelo 2,86 10 0,29 1,38 0,2725
TEMPERATURAS 0,95 2 0,48 2,30 0,1323 n/s
TIEMPOS 0,87 2 0,44 2,11 0,1533 n/s
REPETICIONES 0,25 2 0,13 0,61 0,5577 n/s
TEMPERATURAS*TIEMPOS 0,78 4 0,19 0,94 0,4651 n/s
Error 3,31 16 0,21
Total 6,17 26
Test: Tukey Alfa: 0,05 DMS: 0,55343
Error: 0,2070 gl: 16
TEMPERATURAS Medias n
60ºC 2,52 9 A
70ºC 2,59 9 A
65ºC 2,94 9 A
Letras distintas indican diferencias significativas (p<=0,05)
Test: Tukey Alfa: 0,05 DMS: 0,55343
Error: 0,2070 gl: 16
TIEMPOS Medias n
8 H 2,54 9 A
6 H 2,57 9 A
10 H 2,94 9 A
Letras distintas indican diferencias significativas (p<=0,05)
Test: Tukey Alfa: 0,05 DMS: 0,55343
Error: 0,2070 gl: 16
REPETICIONES Medias n
2,00 2,58 9 A
1,00 2,66 9 A
3,00 2,81 9 A
Letras distintas indican diferencias significativas (p<=0,05)

58
Test: Tukey Alfa: 0,05 DMS: 1,32160
Error: 0,2070 gl: 16
TEMPERATURAS TIEMPOS Medias n
60ºC 6 H 2,13 3 A
70ºC 8 H 2,19 3 A
60ºC 8 H 2,59 3 A
70ºC 6 H 2,71 3 A
60ºC 10 H 2,83 3 A
65ºC 8 H 2,83 3 A
70ºC 10 H 2,86 3 A
65ºC 6 H 2,88 3 A
65ºC 10 H 3,12 3 A
Letras distintas indican diferencias significativas (p<=0,05)
Análisis
Se concluye para el adeva de % de proteína que existe no significación estadística en
cuanto a las variables temperatura y tiempo, por lo que se acepta la hipótesis nula la
cual dice que la temperatura y tiempo, no están influenciando en la proteína de la harina
de plátano verde dominico y se rechaza la hipótesis alternativa.
Además se aplico la prueba de tukey al 5% para las diferentes variables y se observa
que existen 1 rangos de significación, el cual nos indica como mejor tratamiento el
factor A2xB3 (65ºC x 10h) con una media de 3.12 % de proteína.
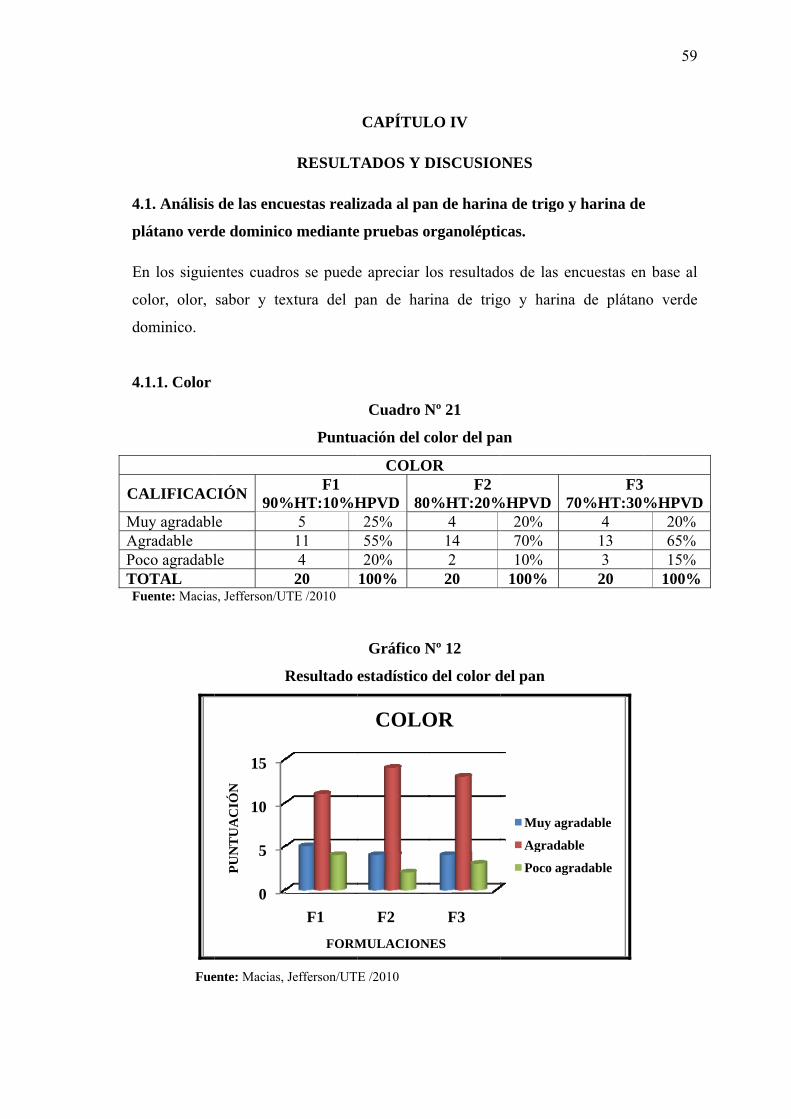
4.
pl
En
co
do
4.
CA
MuAgPoTOFu
.1. Análisis
látano verd
n los siguie
olor, olor,
ominico.
.1.1. Color
ALIFICAC
uy agradablgradable co agradabl
OTAL uente: Macias
Fue
de las encu
de dominico
entes cuadro
sabor y tex
CIÓN 90%le
le
s, Jefferson/U
R
ente: Macias,
0
5
10
15
PUN
TU
AC
IÓN
RESULT
uestas reali
o mediante
os se puede
xtura del p
Puntu
F1 %HT:10%H
5 11 4
20 TE /2010
Resultado
Jefferson/UT
F1FORM
CAPÍTUL
TADOS Y D
izada al pa
e pruebas o
e apreciar l
pan de har
Cuadro N
uación del c
COLO
HPVD 8025% 55% 20%
100%
Gráfico N
estadístico
E /2010
F2MULACION
COLO
LO IV
DISCUSIO
an de harina
organolépti
los resultado
rina de trig
Nº 21
color del pa
OR F2
0%HT:20%4
14 2
20
Nº 12
del color d
F3NES
OR
ONES
a de trigo y
cas.
os de las en
go y harina
an
%HPVD 720% 70% 10%
100%
del pan
Muy agr
Agradab
Poco agr
y harina de
ncuestas en
a de plátan
F370%HT:30%
4 13 3
20
radable
ble
radable
59
e
n base al
no verde
%HPVD20% 65% 15%
100%
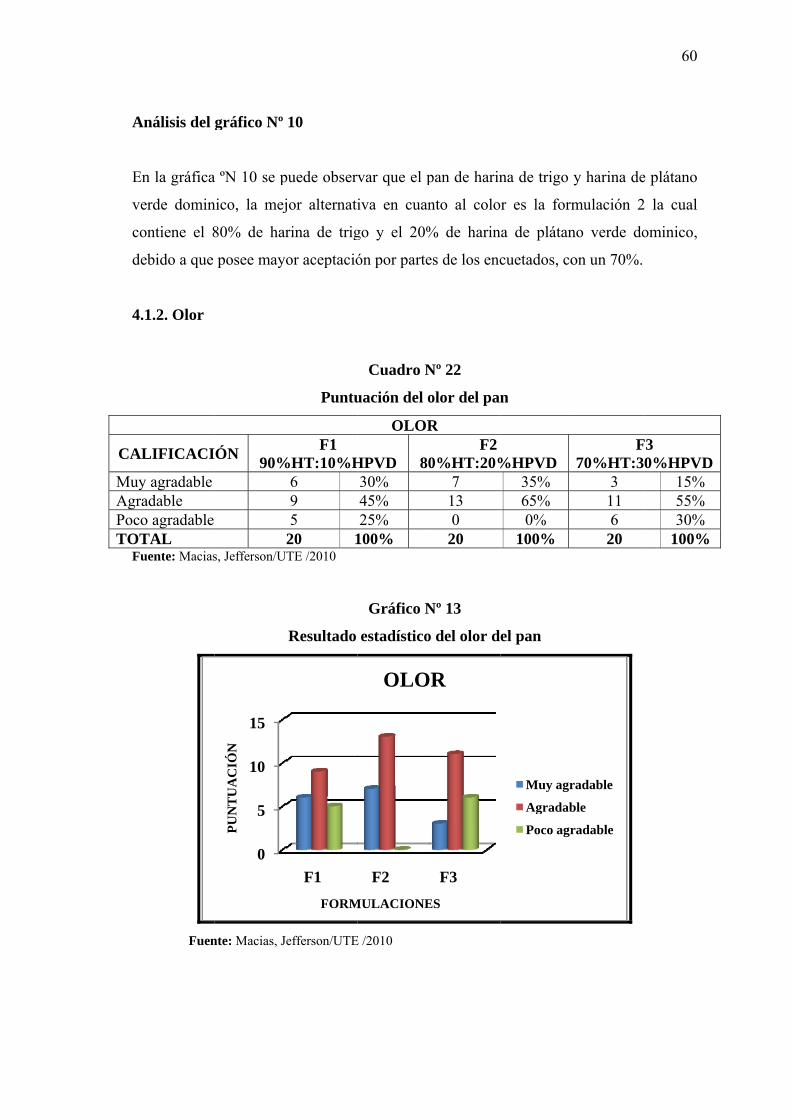
A
En
ve
co
de
4.
CAL
MuyAgraPocoTOT
Fu
Análisis del
n la gráfica
erde domin
ontiene el 8
ebido a que
.1.2. Olor
LIFICACI
y agradable adable o agradable TAL uente: Macias
Fuen
gráfico Nº
a ºN 10 se p
nico, la mej
80% de har
posee mayo
ÓN 90%
s, Jefferson/U
nte: Macias, J
0
5
10
15
PUN
TU
AC
IÓN
10
puede observ
jor alternati
rina de trig
or aceptació
Puntu
F1 %HT:10%H
6 9 5
20 1TE /2010
Resultado
efferson/UTE
F1FORM
var que el p
iva en cuan
go y el 20%
ón por parte
Cuadro N
uación del o
OLOR
HPVD 8030% 45% 25%
100%
Gráfico N
estadístico
E /2010
F2MULACIONE
OLO
pan de harin
nto al colo
% de harin
es de los enc
Nº 22
olor del pan
R F2
0%HT:20%7
13 0
20
Nº 13
o del olor d
F3ES
OR
na de trigo
r es la form
a de plátan
cuetados, co
n
%HPVD 35% 65% 0%
100%
el pan
Muy agr
Agradab
Poco agr
y harina de
mulación 2
no verde do
on un 70%.
F70%HT:3
3 11 6
20
radable
ble
radable
60
e plátano
2 la cual
ominico,
F3 0%HPVD
15% 55% 30%
100%
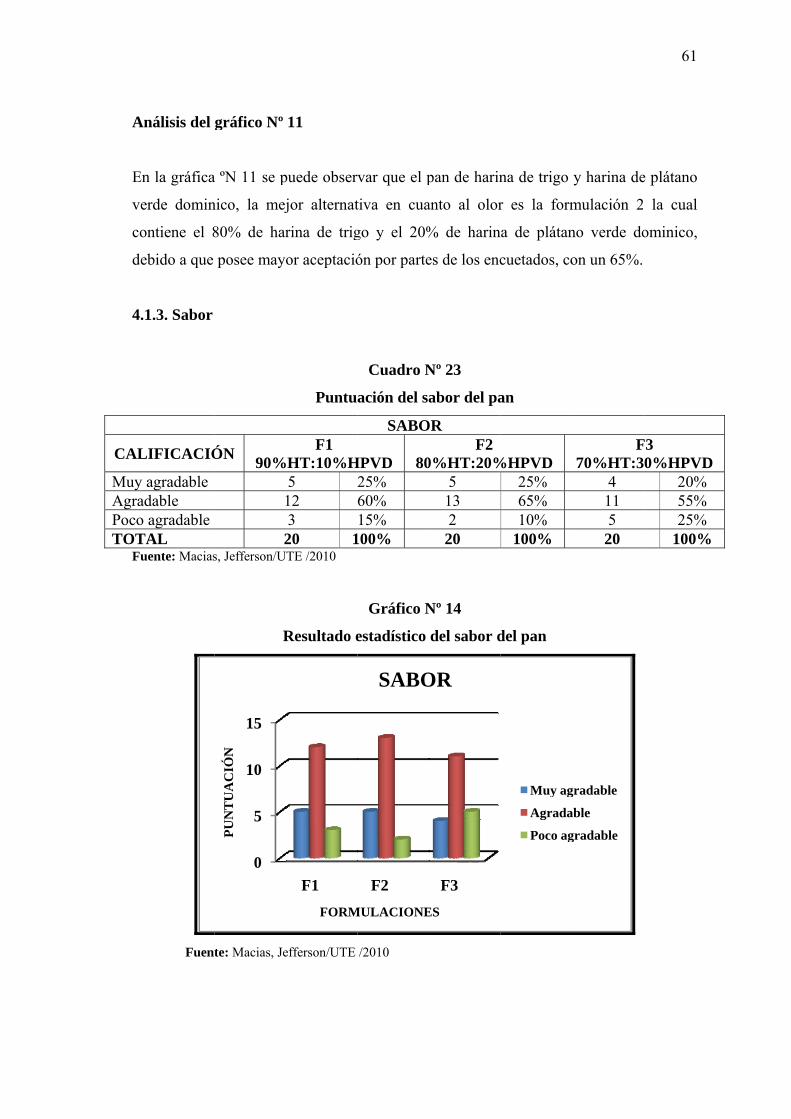
A
En
ve
co
de
4.
CAL
Muy AgraPocoTOT
Fu
Análisis del
n la gráfica
erde domin
ontiene el 8
ebido a que
.1.3. Sabor
LIFICACIÓ
agradable adable o agradable TAL uente: Macias
Fuent
gráfico Nº
a ºN 11 se p
nico, la mej
80% de har
posee mayo
ÓN 90%
1
2s, Jefferson/U
R
te: Macias, Je
0
5
10
15
PUN
TU
AC
IÓN
11
puede observ
jor alternat
rina de trig
or aceptació
Puntu
F1 %HT:10%H
5 12 3
20 1TE /2010
Resultado e
efferson/UTE
F1FORM
var que el p
tiva en cua
go y el 20%
ón por parte
Cuadro N
ación del sa
SABO
HPVD 8025% 60% 15%
100%
Gráfico N
estadístico
/2010
F2MULACIONE
SABO
pan de harin
anto al olor
% de harin
es de los enc
Nº 23
abor del pa
OR F2
0%HT:20%5
13 2
20
Nº 14
del sabor d
F3ES
OR
na de trigo
r es la form
a de plátan
cuetados, co
an
%HPVD 25% 65% 10%
100%
del pan
Muy ag
Agrada
Poco ag
y harina de
mulación 2
no verde do
on un 65%.
F70%HT:3
4 11 5
20
gradable
able
gradable
61
e plátano
la cual
ominico,
F3 0%HPVD
20% 55% 25%
100%
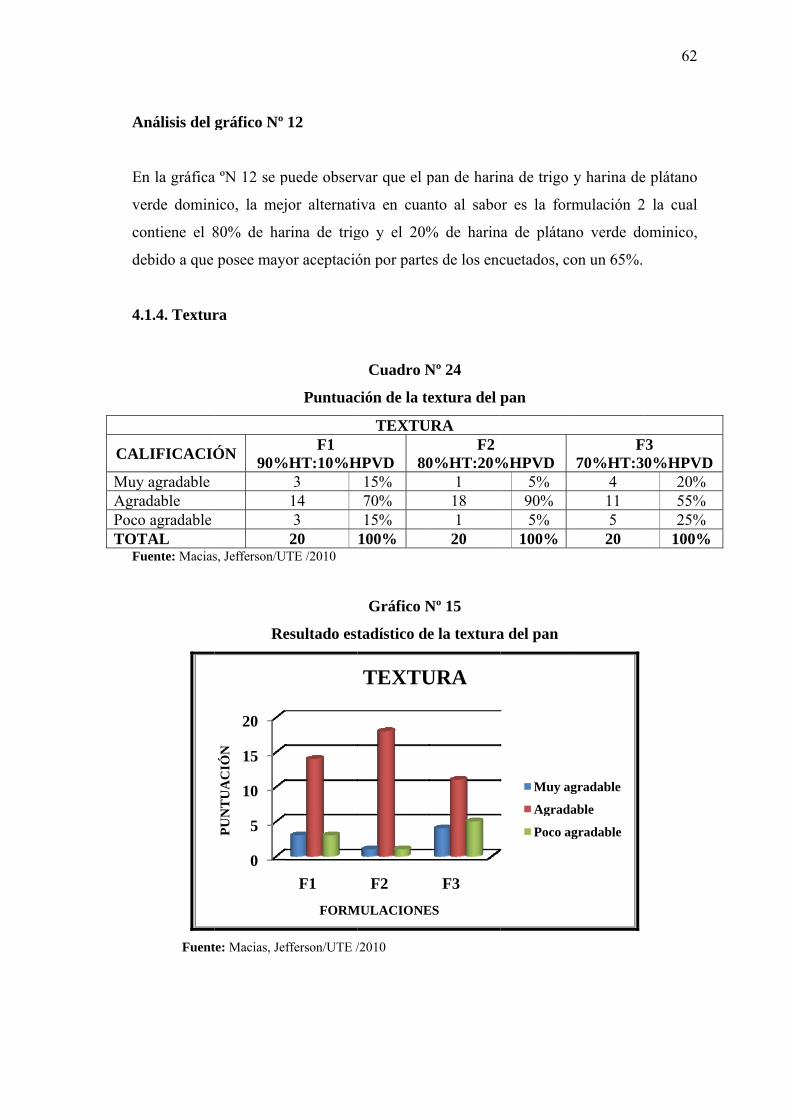
A
En
ve
co
de
4.
CAL
MuyAgraPocoTOT
Fu
Análisis del
n la gráfica
erde domin
ontiene el 8
ebido a que
.1.4. Textur
LIFICACIÓ
y agradable adable o agradable TAL uente: Macias
Fuent
gráfico Nº
a ºN 12 se p
nico, la mej
80% de har
posee mayo
ra
ÓN 90%
s, Jefferson/U
Re
te: Macias, Jef
0
5
10
15
20
PUN
TU
AC
IÓN
12
puede observ
jor alternati
rina de trig
or aceptació
Puntuac
F1 %HT:10%H
3 14 3
20 TE /2010
esultado est
fferson/UTE /
F1FORM
var que el p
iva en cuan
go y el 20%
ón por parte
Cuadro N
ción de la te
TEXTU
HPVD 8015% 70% 15%
100%
Gráfico N
tadístico de
/2010
F2MULACIONE
TEXTU
pan de harin
nto al sabo
% de harin
es de los enc
Nº 24
extura del p
URA F2
0%HT:20%1
18 1
20
Nº 15
e la textura
F3ES
URA
na de trigo
or es la form
a de plátan
cuetados, co
pan
%HPVD 5%
90% 5%
100%
a del pan
Muy ag
Agrada
Poco ag
y harina de
mulación 2
no verde do
on un 65%.
F70%HT:3
4 11 5
20
gradable
able
gradable
62
e plátano
2 la cual
ominico,
F3 0%HPVD
20% 55% 25%
100%
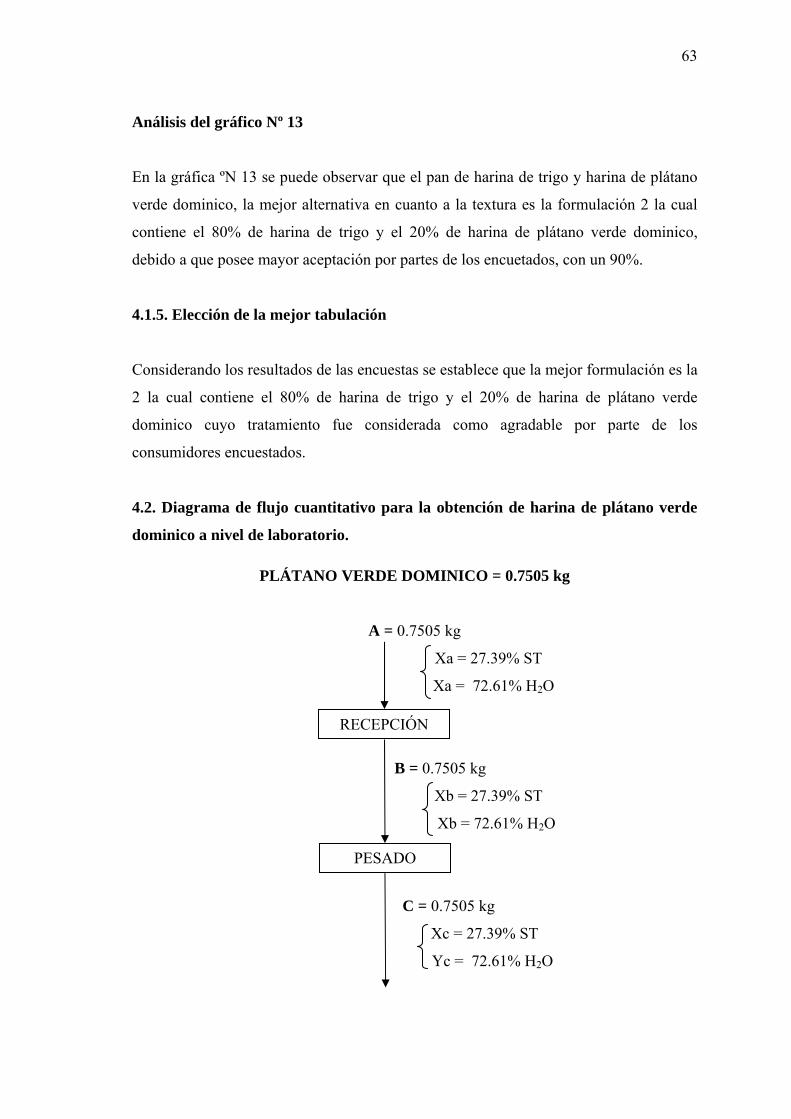
63
Análisis del gráfico Nº 13
En la gráfica ºN 13 se puede observar que el pan de harina de trigo y harina de plátano
verde dominico, la mejor alternativa en cuanto a la textura es la formulación 2 la cual
contiene el 80% de harina de trigo y el 20% de harina de plátano verde dominico,
debido a que posee mayor aceptación por partes de los encuetados, con un 90%.
4.1.5. Elección de la mejor tabulación
Considerando los resultados de las encuestas se establece que la mejor formulación es la
2 la cual contiene el 80% de harina de trigo y el 20% de harina de plátano verde
dominico cuyo tratamiento fue considerada como agradable por parte de los
consumidores encuestados.
4.2. Diagrama de flujo cuantitativo para la obtención de harina de plátano verde
dominico a nivel de laboratorio.
PLÁTANO VERDE DOMINICO = 0.7505 kg
A = 0.7505 kg
Xa = 27.39% ST
Xa = 72.61% H2O
B = 0.7505 kg
Xb = 27.39% ST
Xb = 72.61% H2O
C = 0.7505 kg
Xc = 27.39% ST
Yc = 72.61% H2O
PESADO
RECEPCIÓN
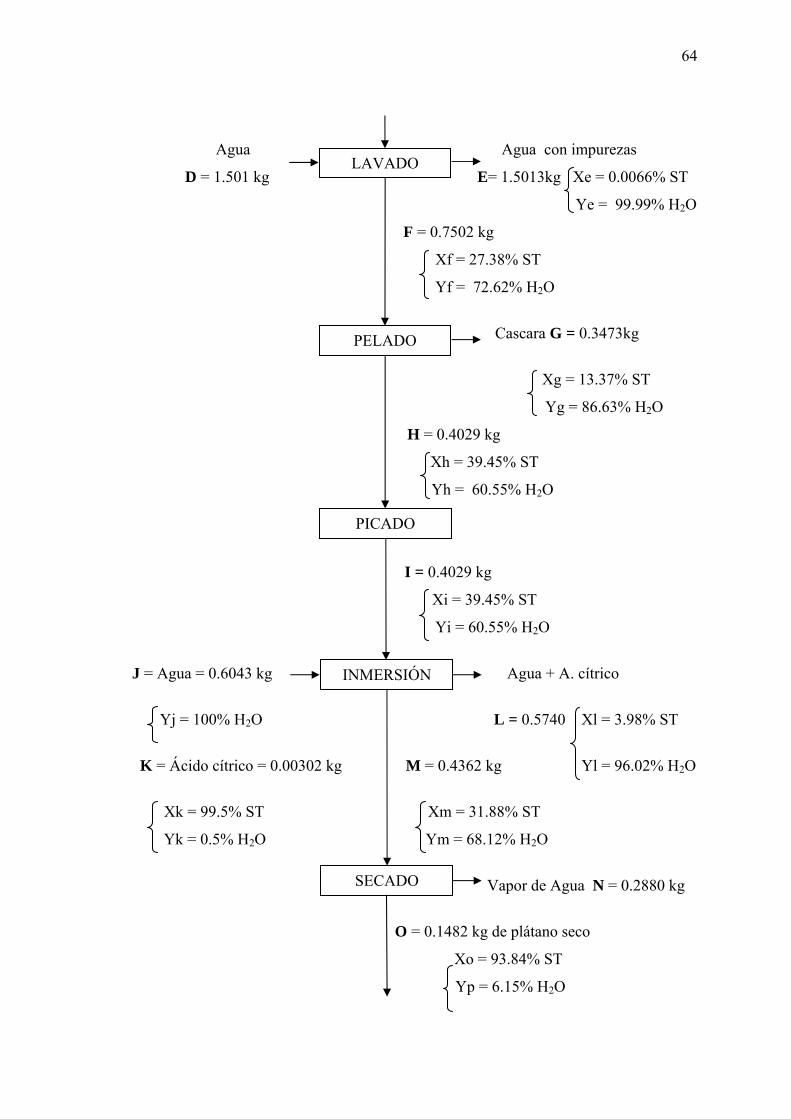
64
Agua Agua con impurezas
D = 1.501 kg E= 1.5013kg Xe = 0.0066% ST
Ye = 99.99% H2O
F = 0.7502 kg
Xf = 27.38% ST
Yf = 72.62% H2O
Cascara G = 0.3473kg
Xg = 13.37% ST
Yg = 86.63% H2O
H = 0.4029 kg
Xh = 39.45% ST
Yh = 60.55% H2O
I = 0.4029 kg
Xi = 39.45% ST
Yi = 60.55% H2O
J = Agua = 0.6043 kg Agua + A. cítrico
Yj = 100% H2O L = 0.5740 Xl = 3.98% ST
K = Ácido cítrico = 0.00302 kg M = 0.4362 kg Yl = 96.02% H2O
Xk = 99.5% ST Xm = 31.88% ST
Yk = 0.5% H2O Ym = 68.12% H2O
Vapor de Agua N = 0.2880 kg
O = 0.1482 kg de plátano seco
Xo = 93.84% ST
Yp = 6.15% H2O
LAVADO
PELADO
PICADO
INMERSIÓN
SECADO
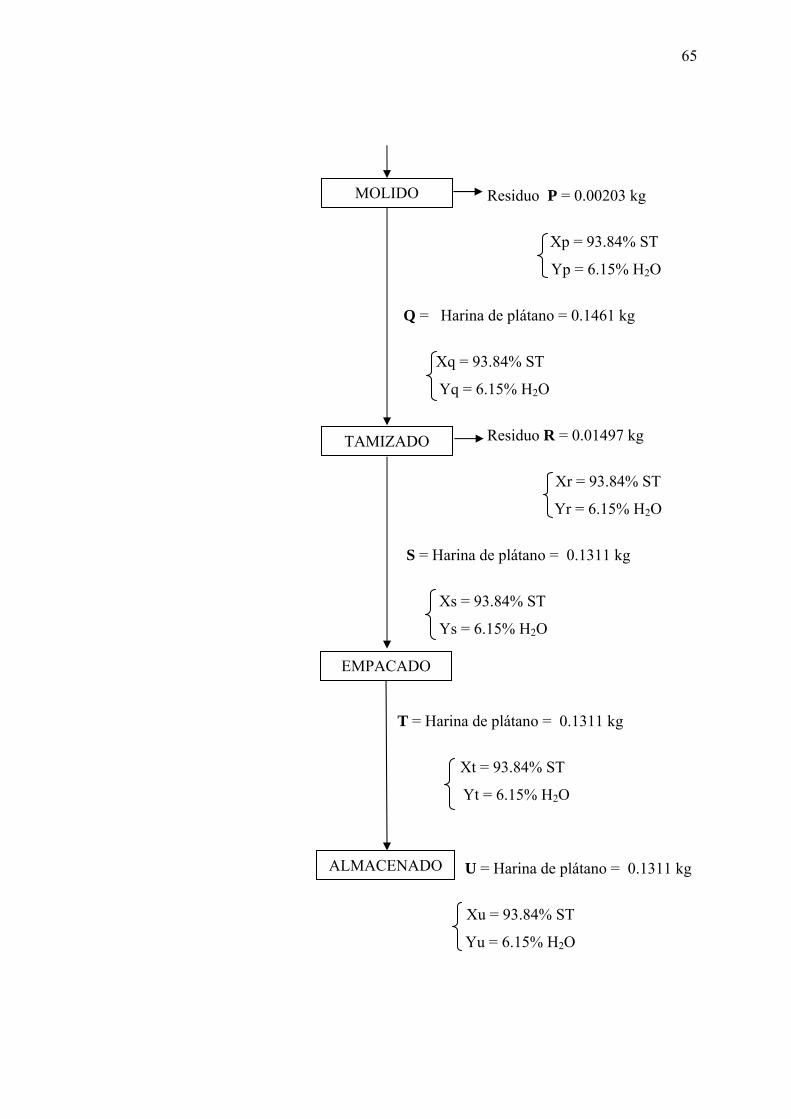
65
Residuo P = 0.00203 kg
Xp = 93.84% ST
Yp = 6.15% H2O
Q = Harina de plátano = 0.1461 kg
Xq = 93.84% ST
Yq = 6.15% H2O
Residuo R = 0.01497 kg
Xr = 93.84% ST
Yr = 6.15% H2O
S = Harina de plátano = 0.1311 kg
Xs = 93.84% ST
Ys = 6.15% H2O
T = Harina de plátano = 0.1311 kg
Xt = 93.84% ST
Yt = 6.15% H2O
U = Harina de plátano = 0.1311 kg
Xu = 93.84% ST
Yu = 6.15% H2O
TAMIZADO
EMPACADO
ALMACENADO
MOLIDO
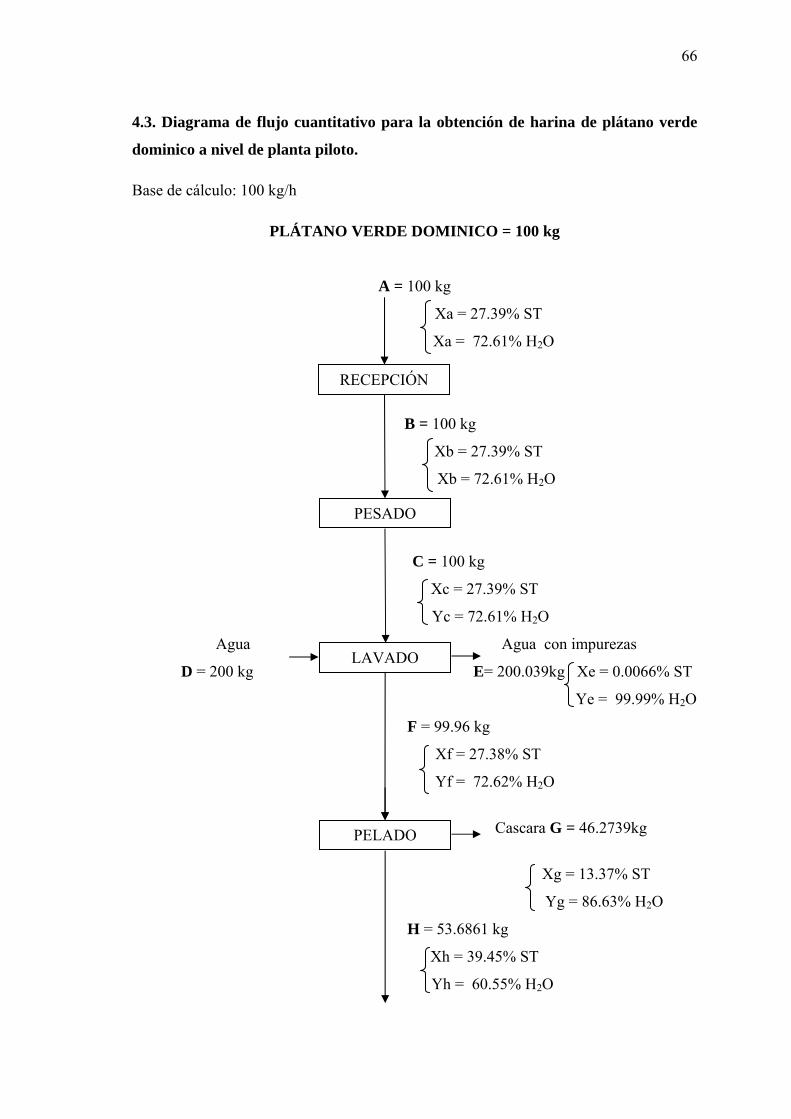
66
4.3. Diagrama de flujo cuantitativo para la obtención de harina de plátano verde
dominico a nivel de planta piloto.
Base de cálculo: 100 kg/h
PLÁTANO VERDE DOMINICO = 100 kg
A = 100 kg
Xa = 27.39% ST
Xa = 72.61% H2O
B = 100 kg
Xb = 27.39% ST
Xb = 72.61% H2O
C = 100 kg
Xc = 27.39% ST
Yc = 72.61% H2O
Agua Agua con impurezas
D = 200 kg E= 200.039kg Xe = 0.0066% ST
Ye = 99.99% H2O
F = 99.96 kg
Xf = 27.38% ST
Yf = 72.62% H2O
Cascara G = 46.2739kg
Xg = 13.37% ST
Yg = 86.63% H2O
H = 53.6861 kg
Xh = 39.45% ST
Yh = 60.55% H2O
PESADO
RECEPCIÓN
LAVADO
PELADO

67
I = 53.6861 kg
Xi = 39.45% ST
Yi = 60.55% H2O
J = Agua = 80.5291 kg Agua + A. cítrico
Yj = 100% H2O L = 76.5026 kg Xl = 3.98% ST
K = Ácido cítrico = 0.4026 kg M = 58.1152 kg Yl = 96.02% H2O
Xk = 99.5% ST Xm = 31.88% ST
Yk = 0.5% H2O Ym = 68.12% H2O
Vapor de Agua N = 38.3719 kg
O = 19.7433 kg de plátano seco
Xo = 93.84% ST
Yp = 6.15% H2O
Residuo P = 0.2704 kg
Xp = 93.84% ST
Yp = 6.15% H2O
Q = Harina de plátano = 19.4729 kg
Xq = 93.84% ST
Yq = 6.15% H2O
PICADO
INMERSIÓN
SECADO
MOLIDO

68
Residuo R = 1.9952 kg
Xr = 93.84% ST
Yr = 6.15% H2O
S = 17.4777 kg Harina de plátano
Xs = 93.84% ST
Ys = 6.15% H2O
T = 17.4777 kg Harina de plátano
Xt = 93.84% ST
Yt = 6.15% H2O
U = 17.4777 kg Harina de plátano
Xu = 93.84% ST
Yu = 6.15% H2O
TAMIZADO
EMPACADO
ALMACENADO
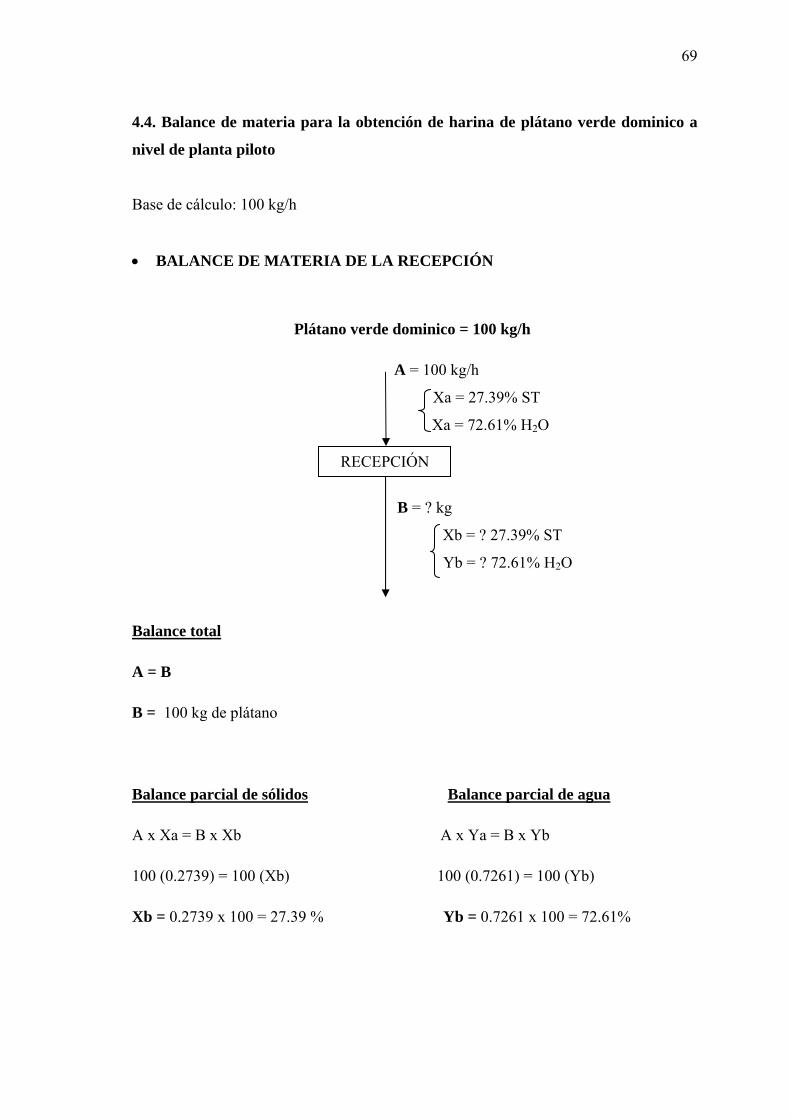
69
4.4. Balance de materia para la obtención de harina de plátano verde dominico a
nivel de planta piloto
Base de cálculo: 100 kg/h
• BALANCE DE MATERIA DE LA RECEPCIÓN
Plátano verde dominico = 100 kg/h
A = 100 kg/h
Xa = 27.39% ST
Xa = 72.61% H2O
B = ? kg
Xb = ? 27.39% ST
Yb = ? 72.61% H2O
Balance total
A = B
B = 100 kg de plátano
Balance parcial de sólidos Balance parcial de agua
A x Xa = B x Xb A x Ya = B x Yb
100 (0.2739) = 100 (Xb) 100 (0.7261) = 100 (Yb)
Xb = 0.2739 x 100 = 27.39 % Yb = 0.7261 x 100 = 72.61%
RECEPCIÓN
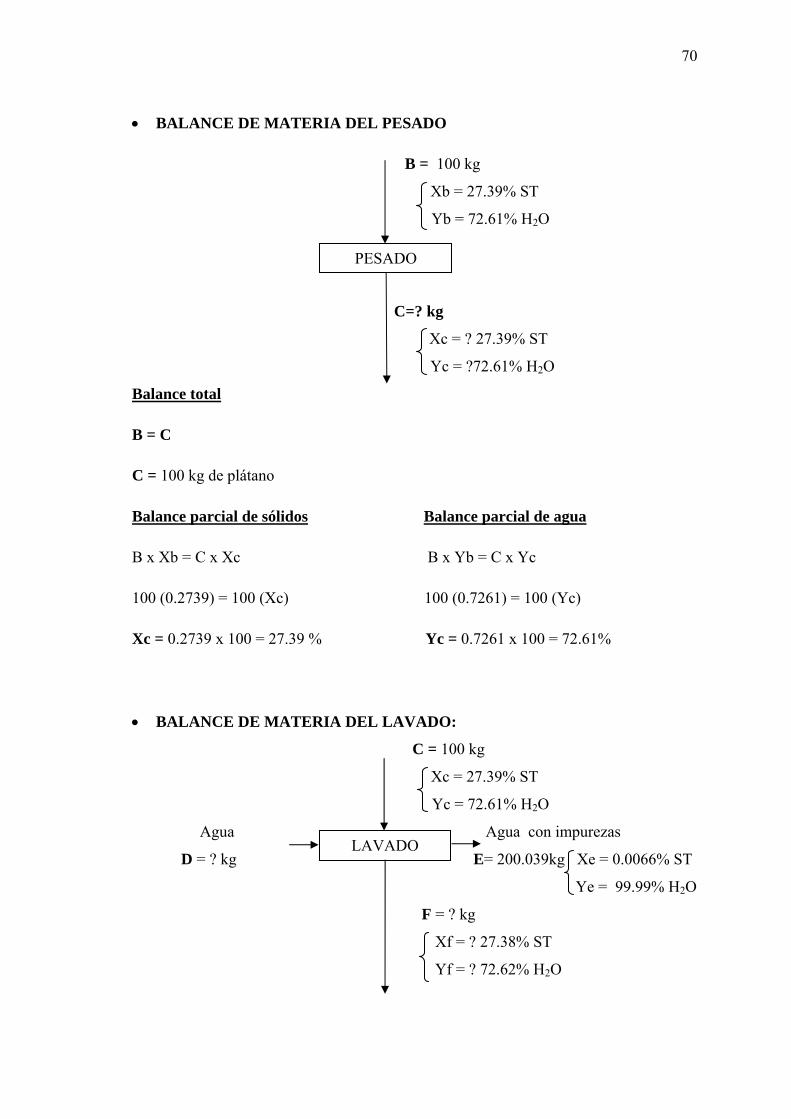
70
• BALANCE DE MATERIA DEL PESADO
B = 100 kg
Xb = 27.39% ST
Yb = 72.61% H2O
C=? kg
Xc = ? 27.39% ST
Yc = ?72.61% H2O
Balance total
B = C
C = 100 kg de plátano
Balance parcial de sólidos Balance parcial de agua
B x Xb = C x Xc B x Yb = C x Yc
100 (0.2739) = 100 (Xc) 100 (0.7261) = 100 (Yc)
Xc = 0.2739 x 100 = 27.39 % Yc = 0.7261 x 100 = 72.61%
• BALANCE DE MATERIA DEL LAVADO:
C = 100 kg
Xc = 27.39% ST
Yc = 72.61% H2O
Agua Agua con impurezas
D = ? kg E= 200.039kg Xe = 0.0066% ST
Ye = 99.99% H2O
F = ? kg
Xf = ? 27.38% ST
Yf = ? 72.62% H2O
PESADO
LAVADO
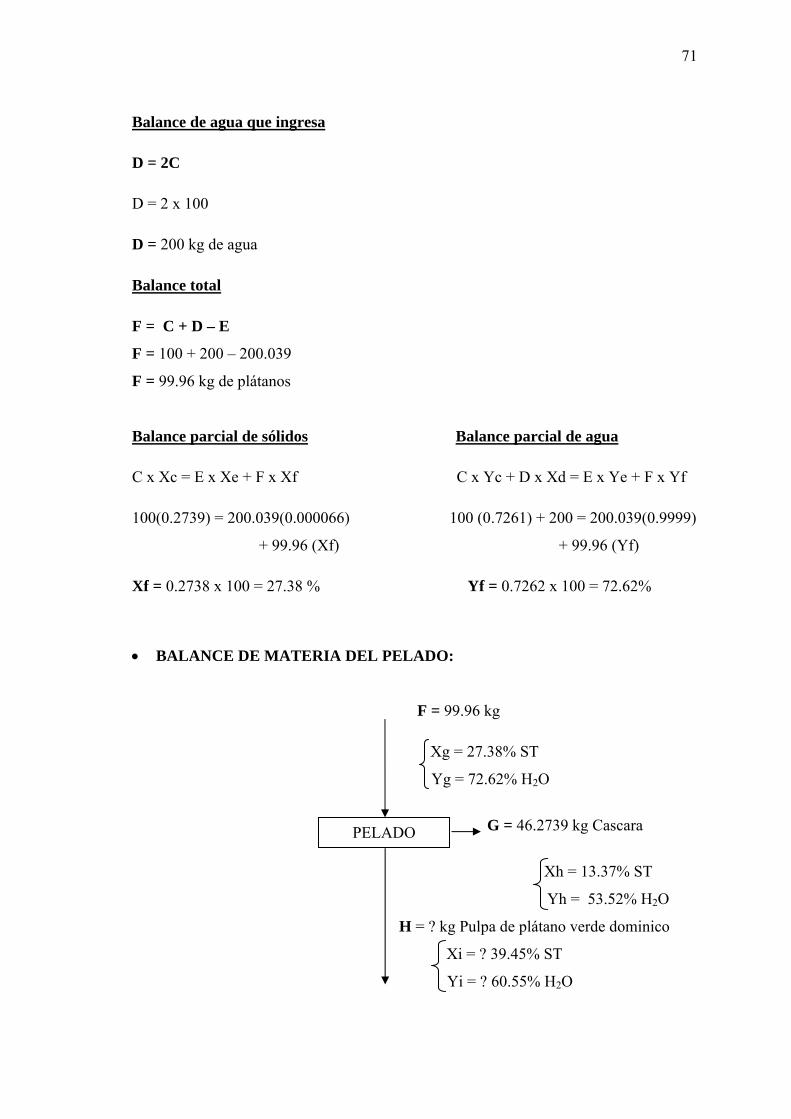
71
Balance de agua que ingresa
D = 2C
D = 2 x 100
D = 200 kg de agua
Balance total
F = C + D – E
F = 100 + 200 – 200.039
F = 99.96 kg de plátanos
Balance parcial de sólidos Balance parcial de agua
C x Xc = E x Xe + F x Xf C x Yc + D x Xd = E x Ye + F x Yf
100(0.2739) = 200.039(0.000066) 100 (0.7261) + 200 = 200.039(0.9999)
+ 99.96 (Xf) + 99.96 (Yf)
Xf = 0.2738 x 100 = 27.38 % Yf = 0.7262 x 100 = 72.62%
• BALANCE DE MATERIA DEL PELADO:
F = 99.96 kg
Xg = 27.38% ST
Yg = 72.62% H2O
G = 46.2739 kg Cascara
Xh = 13.37% ST
Yh = 53.52% H2O
H = ? kg Pulpa de plátano verde dominico
Xi = ? 39.45% ST
Yi = ? 60.55% H2O
PELADO
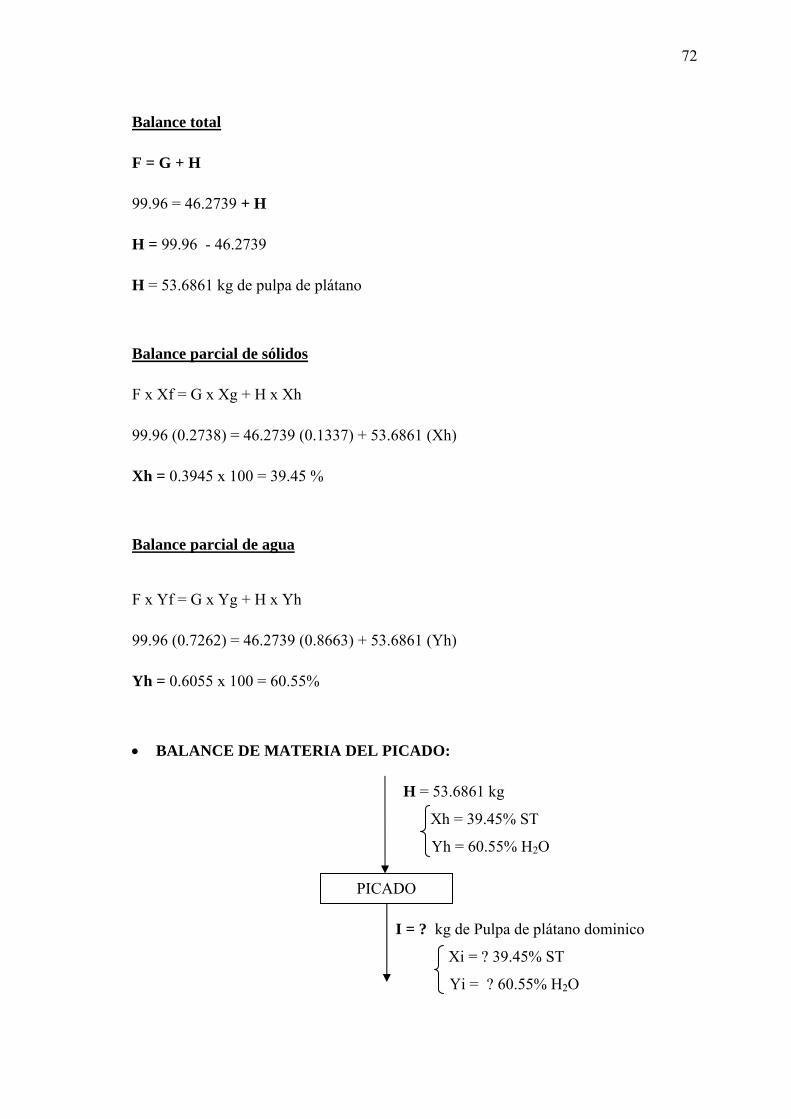
72
Balance total
F = G + H
99.96 = 46.2739 + H
H = 99.96 - 46.2739
H = 53.6861 kg de pulpa de plátano
Balance parcial de sólidos
F x Xf = G x Xg + H x Xh
99.96 (0.2738) = 46.2739 (0.1337) + 53.6861 (Xh)
Xh = 0.3945 x 100 = 39.45 %
Balance parcial de agua
F x Yf = G x Yg + H x Yh
99.96 (0.7262) = 46.2739 (0.8663) + 53.6861 (Yh)
Yh = 0.6055 x 100 = 60.55%
• BALANCE DE MATERIA DEL PICADO:
H = 53.6861 kg
Xh = 39.45% ST
Yh = 60.55% H2O
I = ? kg de Pulpa de plátano dominico
Xi = ? 39.45% ST
Yi = ? 60.55% H2O
PICADO
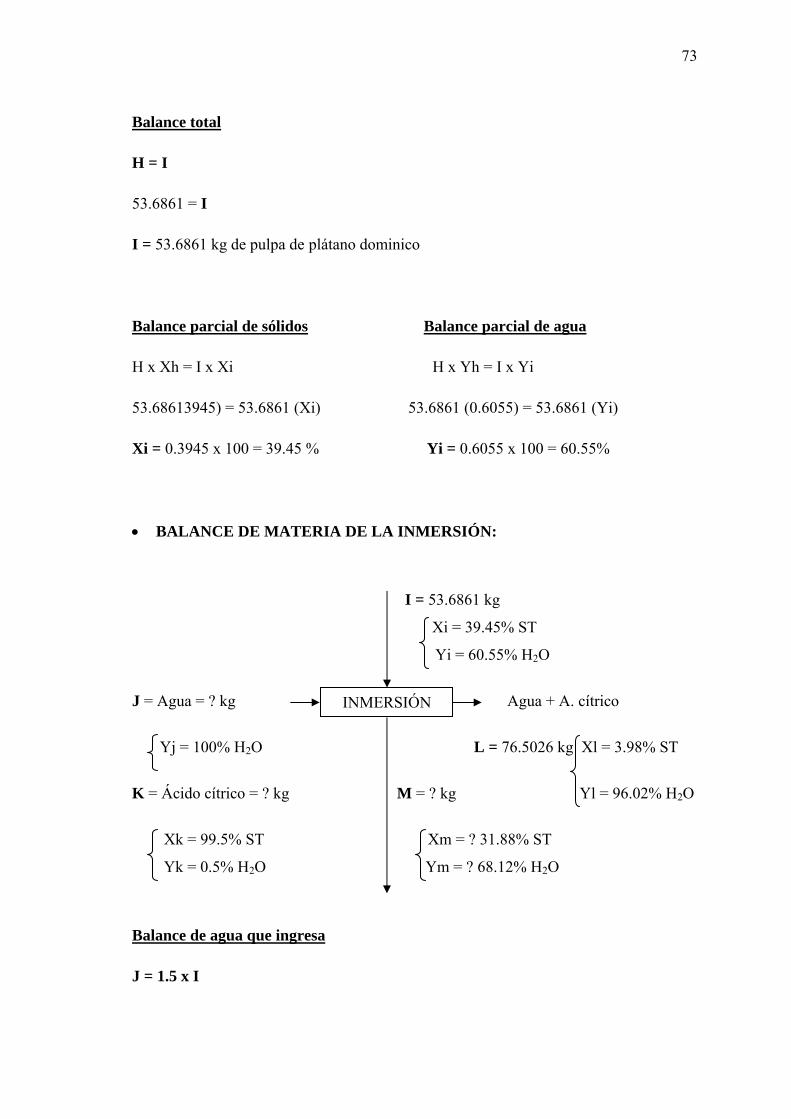
73
Balance total
H = I
53.6861 = I
I = 53.6861 kg de pulpa de plátano dominico
Balance parcial de sólidos Balance parcial de agua
H x Xh = I x Xi H x Yh = I x Yi
53.68613945) = 53.6861 (Xi) 53.6861 (0.6055) = 53.6861 (Yi)
Xi = 0.3945 x 100 = 39.45 % Yi = 0.6055 x 100 = 60.55%
• BALANCE DE MATERIA DE LA INMERSIÓN:
I = 53.6861 kg
Xi = 39.45% ST
Yi = 60.55% H2O
J = Agua = ? kg Agua + A. cítrico
Yj = 100% H2O L = 76.5026 kg Xl = 3.98% ST
K = Ácido cítrico = ? kg M = ? kg Yl = 96.02% H2O
Xk = 99.5% ST Xm = ? 31.88% ST
Yk = 0.5% H2O Ym = ? 68.12% H2O
Balance de agua que ingresa
J = 1.5 x I
INMERSIÓN

74
J = 1.5 x 53.6861
J = 80.5291kg de agua
Dato experimental
Cantidad de acido cítrico (K)
80529.15 ml x 0.5 gr = 402.64 gr x 1 kg = 0.4026 kg de ácido cítrico
100ml 1000gr
Balance total
I + J + K = L + M
53.6861 + 80.5291 + 0.4026 = 76.5026 + M
M = 58.1152
Balance parcial de sólidos
Ix Xi x J x Xj + K x Xk = L x Xl + M x Xm
53.6861 (0.3945) + 80.5291 (0) + 0.4026 (0.995) = 76.5026 (0.0398) + 58.1152 (Xm)
Xm = 0.3188 x 100 = 31.88%
Balance parcial de agua
Ix Yi x J x Yj + K x Yk = L x Yl = M x Ym
53.6861 (0.6055) + 80.5291 (1) + 0.4026 (0.005) = 76.5026 (0.9602) + 58.1152 (Xm)
Ym = 0.6812 x 100 = 68.12%
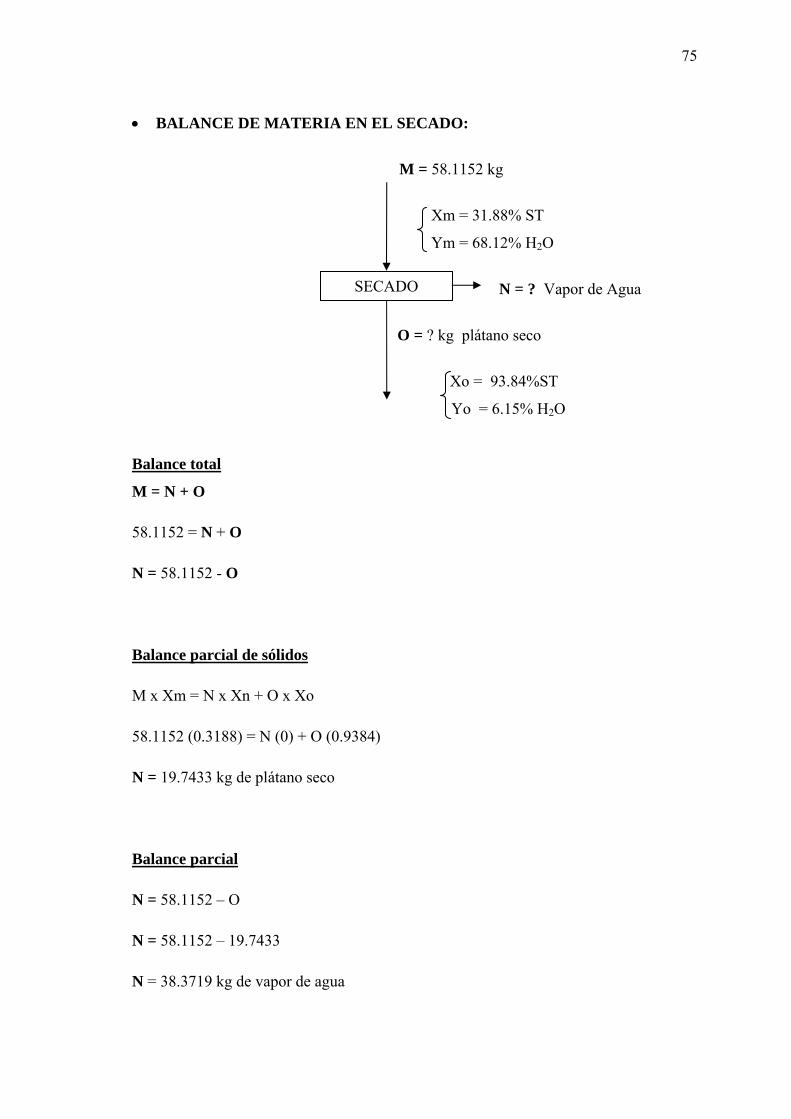
75
• BALANCE DE MATERIA EN EL SECADO:
M = 58.1152 kg
Xm = 31.88% ST
Ym = 68.12% H2O
N = ? Vapor de Agua
O = ? kg plátano seco
Xo = 93.84%ST
Yo = 6.15% H2O
Balance total
M = N + O
58.1152 = N + O
N = 58.1152 - O
Balance parcial de sólidos
M x Xm = N x Xn + O x Xo
58.1152 (0.3188) = N (0) + O (0.9384)
N = 19.7433 kg de plátano seco
Balance parcial
N = 58.1152 – O
N = 58.1152 – 19.7433
N = 38.3719 kg de vapor de agua
SECADO
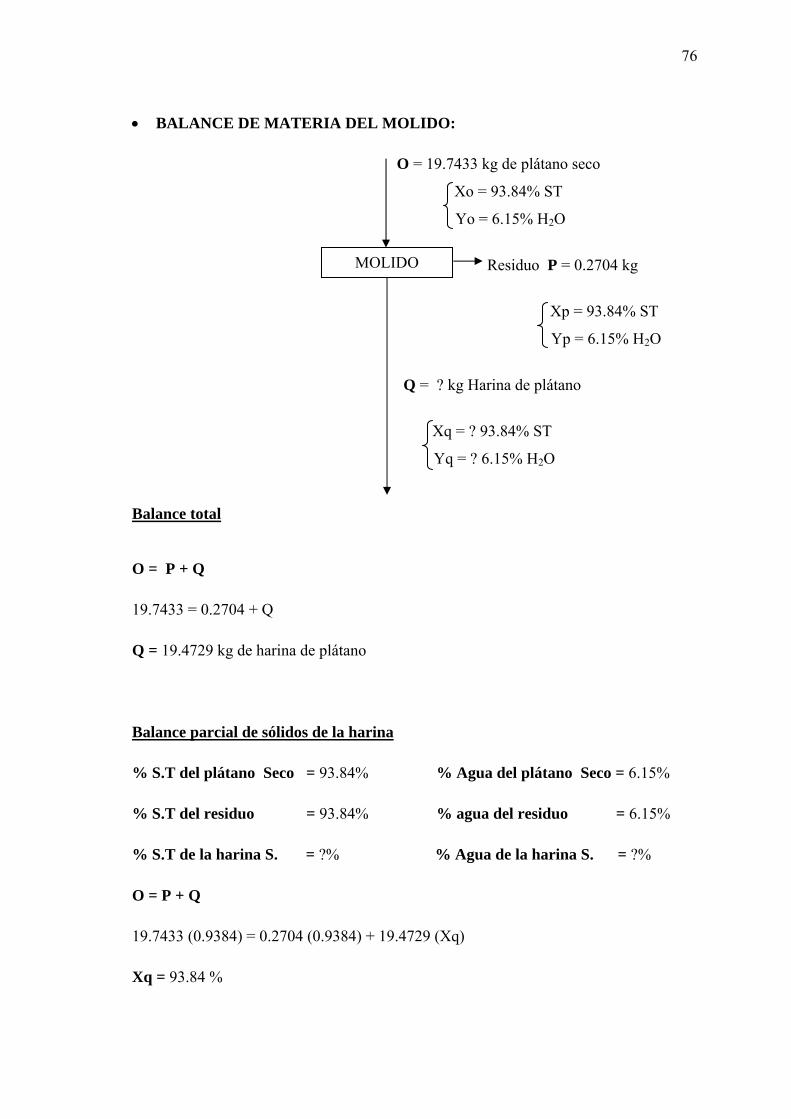
76
• BALANCE DE MATERIA DEL MOLIDO:
O = 19.7433 kg de plátano seco
Xo = 93.84% ST
Yo = 6.15% H2O
Residuo P = 0.2704 kg
Xp = 93.84% ST
Yp = 6.15% H2O
Q = ? kg Harina de plátano
Xq = ? 93.84% ST
Yq = ? 6.15% H2O
Balance total
O = P + Q
19.7433 = 0.2704 + Q
Q = 19.4729 kg de harina de plátano
Balance parcial de sólidos de la harina
% S.T del plátano Seco = 93.84% % Agua del plátano Seco = 6.15%
% S.T del residuo = 93.84% % agua del residuo = 6.15%
% S.T de la harina S. = ?% % Agua de la harina S. = ?%
O = P + Q
19.7433 (0.9384) = 0.2704 (0.9384) + 19.4729 (Xq)
Xq = 93.84 %
MOLIDO

77
Balance parcial de agua de la harina
O = P + Q
19.7433 (0.0615) = 0.2704 (0.0615) + 19.4729 (Yq)
Yq = 6.15%
• BALANCE DE MATERIA DEL TAMIZADO:
Q = Harina de plátano = 19.4729 kg
Xq = 93.84% ST
Yq = 6.15% H2O
R= 1.9952 kg Residuo
Xr = 93.84% ST
Yr = 6.15% H2O
S = ? kg harina de plátano
Xs = ? 93.84% ST
Ys = ? 6.15% H2O
Balance total
Q = R + S
19.4729 = 1.9952 + S
S = 17.4777 kg de harina de plátano
Balance parcial de sólidos de la harina
% S.T de la harina E. = 93.84% % Agua de la harina E. = 6.15%
TAMIZADO

78
% S.T del residuo = 93.84% % agua del residuo = 6.15%
% S.T de la harina S. = ?% % Agua de la harina S. = ?%
Q = R + S
19.4729 (0.9384) = 1.9952 (0.9384) + 17.4777 (Xs)
Xs = 93.84 %
Balance parcial de agua de la harina
Q = R + S
19.4729 (0.0615) = 1.9952 (0.0615) +17.4777 (Ys)
Ys = 6.15%
• BALANCE DE MATERIA DEL EMPACADO:
S = Harina de plátano = 17.4777 kg
Xu = 93.84% ST
Yu = 6.15% H2O
T = ? kg harina de plátano
Xt = ? 93.84% ST
Yt = ? 6.15% H2O
Balance total
S = T
EMPACADO

79
17.4777 = T
T = 17.4777 kg de harina de plátano verde dominico
Balance parcial de sólidos de la harina P
% S.T de la harina E. = 93.84% % Agua de la harina E. = 6.15%
% S.T de la harina S. = ?% % Agua de la harina S. = ?%
S = T
17.4777 (0.9384) = 17.4777 (Xt)
Xt = 93.84 %
Balance parcial de agua de la harina
S = T
17.4777 (0.0615) = 17.4777 (Yt)
Yt = 6.15%
• BALANCE DE MATERIA DEL ALMACENADO:
T = 17.4777 kg Harina de plátano
Xt = 93.84% ST
Yt = 6.15% H2O
U=? kg Harina de plátano
Xu = ? 93.84% ST
Yu = ? 6.15% H2O
ALMACENADO

80
Balance total
T = U
17.4777 = U
U = 17.4777 kg de harina de plátano verde dominico
Balance parcial de sólidos de la harina P
% S.T de la harina E. = 93.84% % Agua de la harina E. = 6.15%
% S.T de la harina S. = ?% % Agua de la harina S. = ?%
T = U
17.4777 (0.9384) = 17.4777 (Xu)
Xu = 93.84 %
Balance parcial de agua de la harina
T = U
17.4777 (0.0615) = 17.4777 (Yu)
Yu = 6.15%
4.5. Diagrama de flujo cuantitativo para la elaboración de pan de harina de trigo y
harina de plátano verde dominico a nivel de planta piloto.
Base de cálculo = 100 kg/h
Formulación 80% harina de trigo y 20% harina de plátano verde dominico
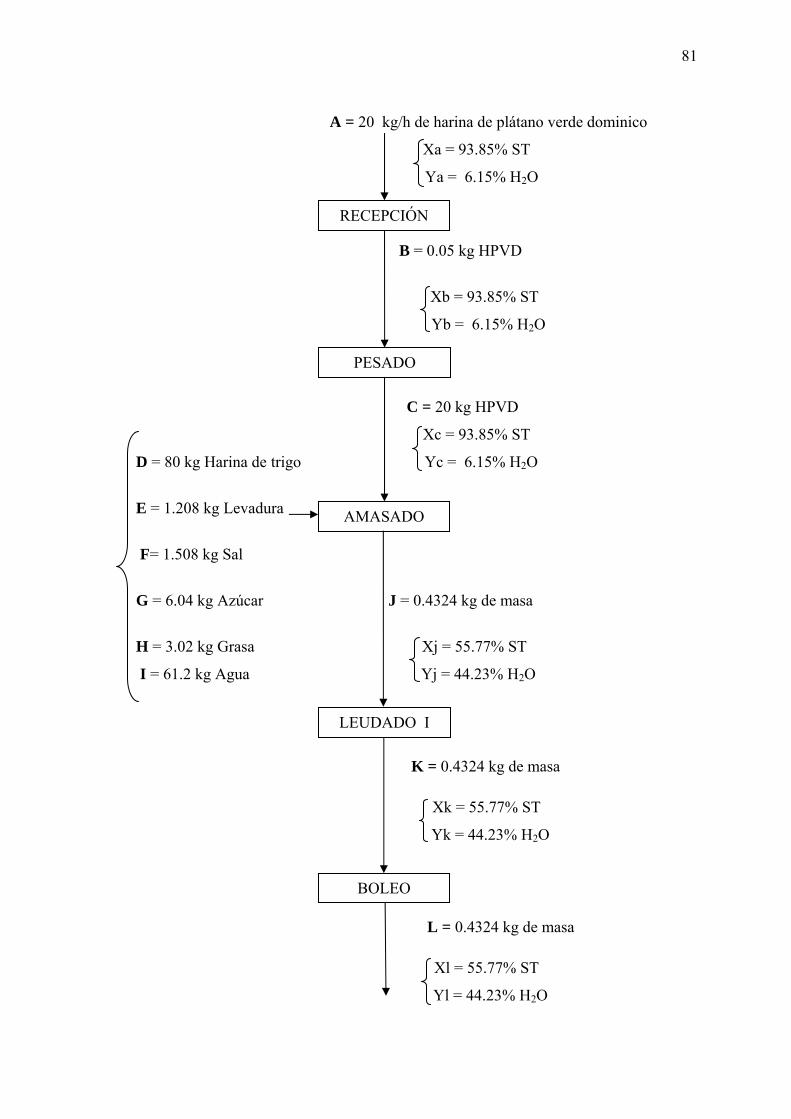
81
A = 20 kg/h de harina de plátano verde dominico
Xa = 93.85% ST
Ya = 6.15% H2O
B = 0.05 kg HPVD
Xb = 93.85% ST
Yb = 6.15% H2O
C = 20 kg HPVD
Xc = 93.85% ST
D = 80 kg Harina de trigo Yc = 6.15% H2O
E = 1.208 kg Levadura
F= 1.508 kg Sal
G = 6.04 kg Azúcar J = 0.4324 kg de masa
H = 3.02 kg Grasa Xj = 55.77% ST
I = 61.2 kg Agua Yj = 44.23% H2O
K = 0.4324 kg de masa
Xk = 55.77% ST
Yk = 44.23% H2O
L = 0.4324 kg de masa
Xl = 55.77% ST
Yl = 44.23% H2O
AMASADO
PESADO
RECEPCIÓN
LEUDADO I
BOLEO
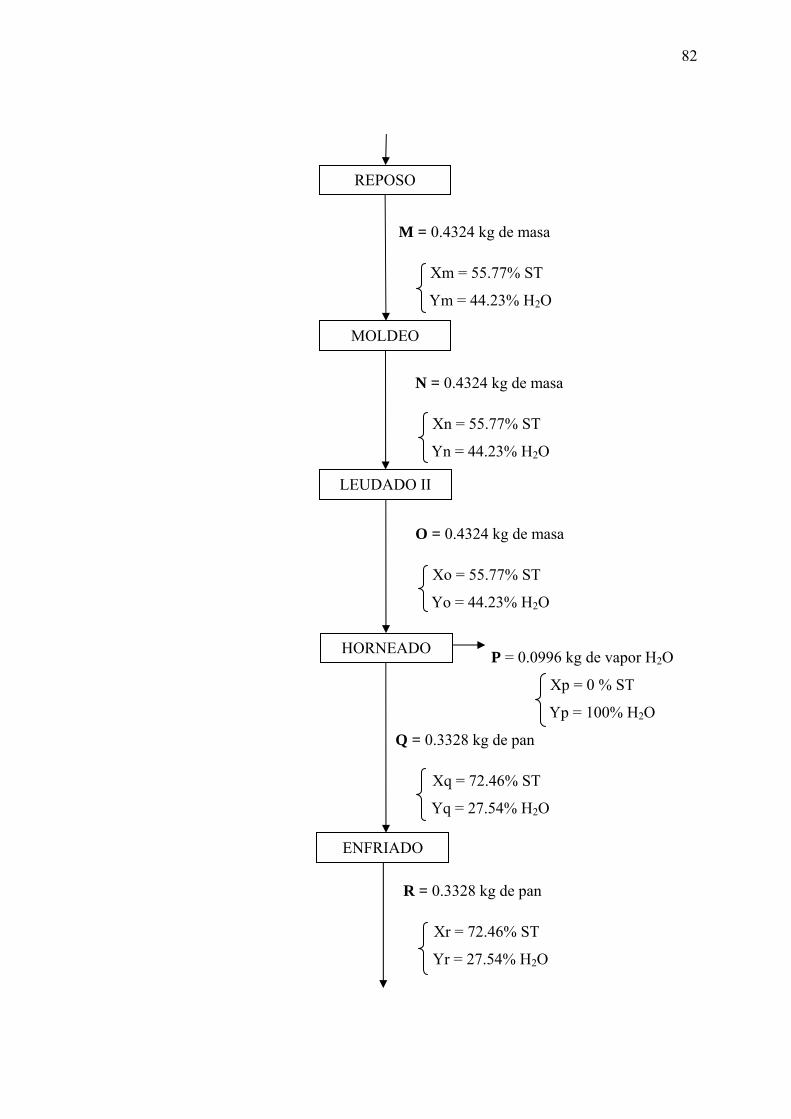
82
M = 0.4324 kg de masa
Xm = 55.77% ST
Ym = 44.23% H2O
N = 0.4324 kg de masa
Xn = 55.77% ST
Yn = 44.23% H2O
O = 0.4324 kg de masa
Xo = 55.77% ST
Yo = 44.23% H2O
P = 0.0996 kg de vapor H2O
Xp = 0 % ST
Yp = 100% H2O
Q = 0.3328 kg de pan
Xq = 72.46% ST
Yq = 27.54% H2O
R = 0.3328 kg de pan
Xr = 72.46% ST
Yr = 27.54% H2O
REPOSO
MOLDEO
LEUDADO II
HORNEADO
ENFRIADO
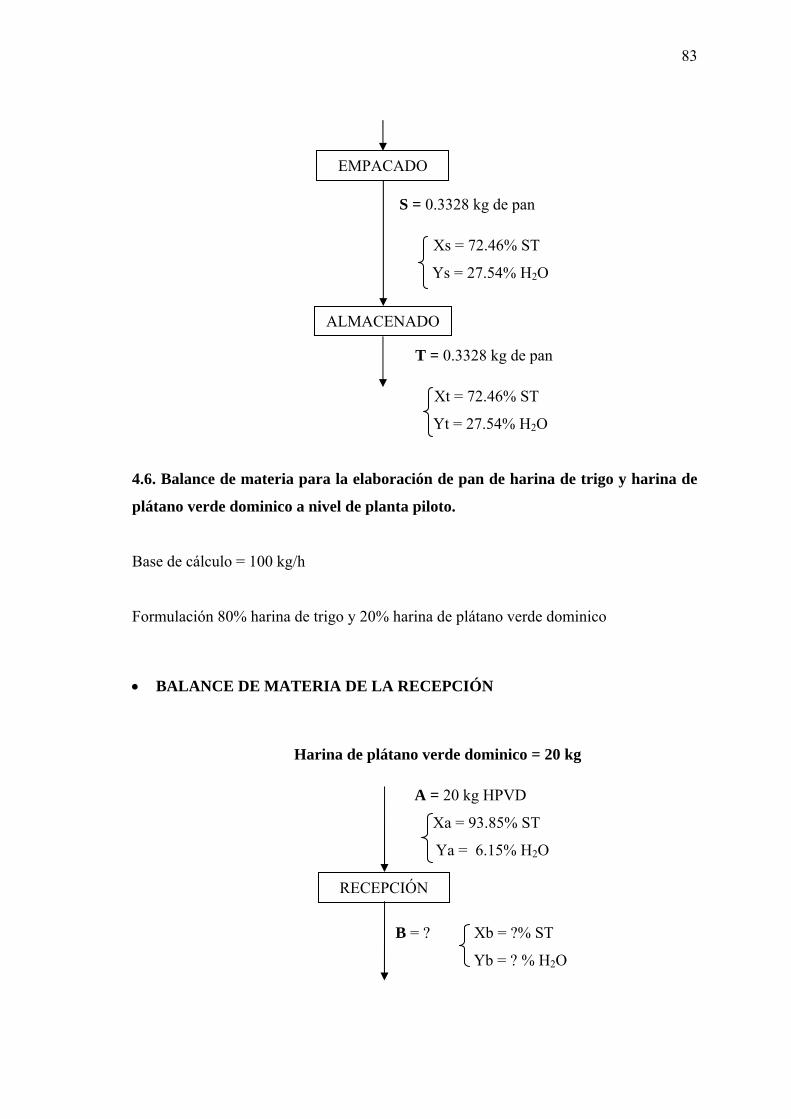
83
S = 0.3328 kg de pan
Xs = 72.46% ST
Ys = 27.54% H2O
T = 0.3328 kg de pan
Xt = 72.46% ST
Yt = 27.54% H2O
4.6. Balance de materia para la elaboración de pan de harina de trigo y harina de
plátano verde dominico a nivel de planta piloto.
Base de cálculo = 100 kg/h
Formulación 80% harina de trigo y 20% harina de plátano verde dominico
• BALANCE DE MATERIA DE LA RECEPCIÓN
Harina de plátano verde dominico = 20 kg
A = 20 kg HPVD
Xa = 93.85% ST
Ya = 6.15% H2O
B = ? Xb = ?% ST
Yb = ? % H2O
EMPACADO
ALMACENADO
RECEPCIÓN

84
Balance total
A = B
B = 20 kg harina de plátano verde dominico
Balance parcial de sólidos Balance parcial de agua
A x Xa = B x Xb A x Ya = B x Yb
20 (0.9385) = 20 (Xb) 20 (0.0615) = 20 (Yb)
Xb = 0.9385 x 100 = 93.85 % Yb = 0.0615 x 100 = 6.15%
• BALANCE DE MATERIA DEL PESADO
B = 20 kg HPVD
Xb = 93.85% ST
Yb = 6.15% H2O
C = ?
Xc = ? % ST
Yc = ? % H2O
Balance total
B = C
20 = C
C = 20 kg harina de plátano verde dominico
PESADO

85
Balance parcial de sólidos Balance parcial de agua
B x Xb = C x Xc B x Yb = C x Yc
20 (0.9385) = 20 (Xc) 20 (0.0615) = 20 (Yc)
Xc = 0.9385 x 100 = 93.85 % Yc = 0.0615 x 100 = 6.15%
• BALANCE DE MATERIA DEL AMASADO
C = 20 kg de harina de plátano verde dominio
Xc = 93.85% ST
D = 80 kg harina de trigo Yc = 6.15% H2O
Xd = 85% ST
Yd = 15% H2O
E = 1.208 kg Levadura
Xe = 75% ST
Ye = 25% H2O
F= 1.508 kg Sal
Xf = 86% ST J = ?
Yf = 14% H2O Xj = ? % ST
G = 6.04 kg Azúcar Yj = ? % H2O
Xg = 82% ST
Yg = 18% H2O
H = 3.02 kg Grasa
Xh = 84% ST
Yh = 16% H2O
I = 61.2 kg Agua
Xi = 0% ST
Yi = 100% H2O
Balance total
C + D + E + F + G + H + I + = J
AMASADO

86
20 + 80 + 1.208 + 1.508 + 6.04 + 3.02 + 61.2 = J
J = 172.976 kg de masa
Balance parcial de sólidos
(C x Xc) + (D x Xd) + (E x Xe) + (F x Xf) + (G x Xg) + (H x Xh) + (I x Xi) = (J x Xj)
20 (0.9385) + 80 (0.85) + 1.208 (0.75) + 1.508 (0.86) + 6.04 (0.82) + 3.02 (0.84) + 61.2
(0) = 172.976 (Xj)
Xj = 0.5577 x 100 = 55.77%
Balance parcial de agua
(C x Yc) + (D x Yd) + (E x Ye) + (F x Yf) + (G x Yg) + (H x Yh) + (I x Yi) = (J x Yj)
20 (0.0615) + 80 (0.15) + 1.208 (0.25) + 1.508 (0.14) + 6.04 (0.18) + 3.02 (0.16) + 61.2
(1) = 172.976 (Yj)
Yj = 0.4423 x 100 = 44.23%
• BALANCE DE MATERIA DEL LEUDADO I
J = 172.976 kg de masa
Xj = 55.77% ST
Yj = 44.23% H2O
K =?
Xk = ? % ST
Yk = ? % H2O
Balance total
J = K
172.976 = K
LEUDADO I
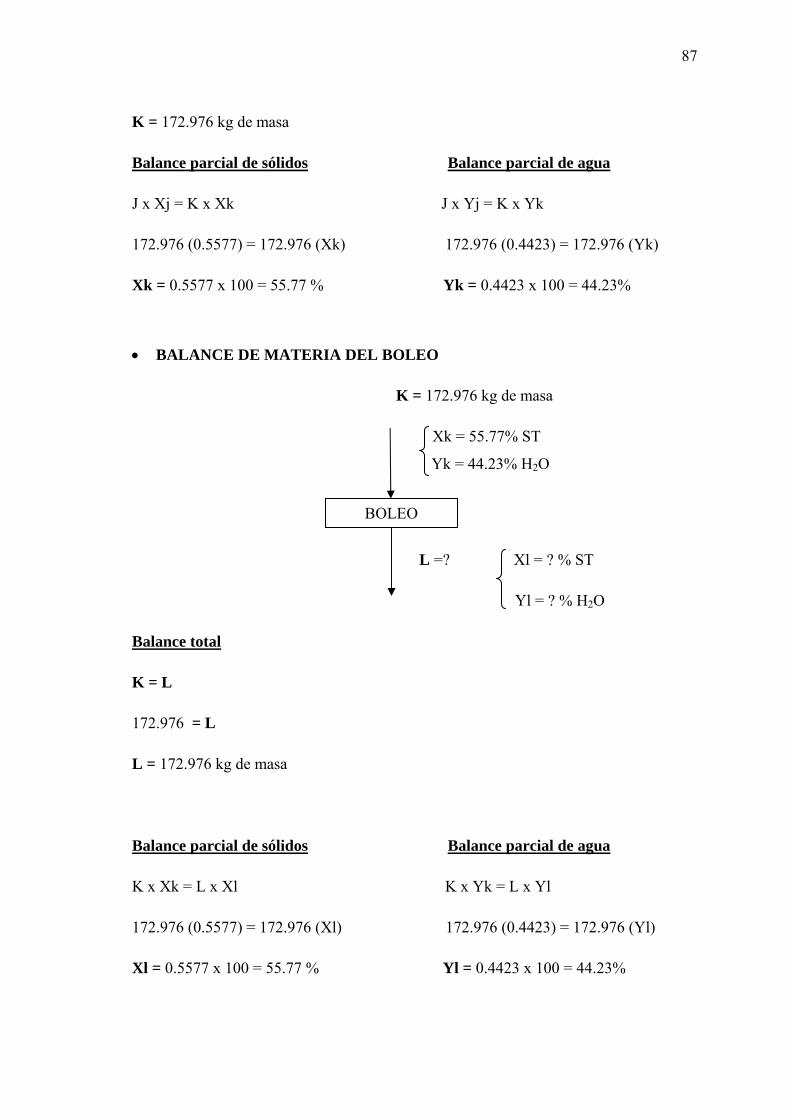
87
K = 172.976 kg de masa
Balance parcial de sólidos Balance parcial de agua
J x Xj = K x Xk J x Yj = K x Yk
172.976 (0.5577) = 172.976 (Xk) 172.976 (0.4423) = 172.976 (Yk)
Xk = 0.5577 x 100 = 55.77 % Yk = 0.4423 x 100 = 44.23%
• BALANCE DE MATERIA DEL BOLEO
K = 172.976 kg de masa
Xk = 55.77% ST
Yk = 44.23% H2O
L =? Xl = ? % ST
Yl = ? % H2O
Balance total
K = L
172.976 = L
L = 172.976 kg de masa
Balance parcial de sólidos Balance parcial de agua
K x Xk = L x Xl K x Yk = L x Yl
172.976 (0.5577) = 172.976 (Xl) 172.976 (0.4423) = 172.976 (Yl)
Xl = 0.5577 x 100 = 55.77 % Yl = 0.4423 x 100 = 44.23%
BOLEO
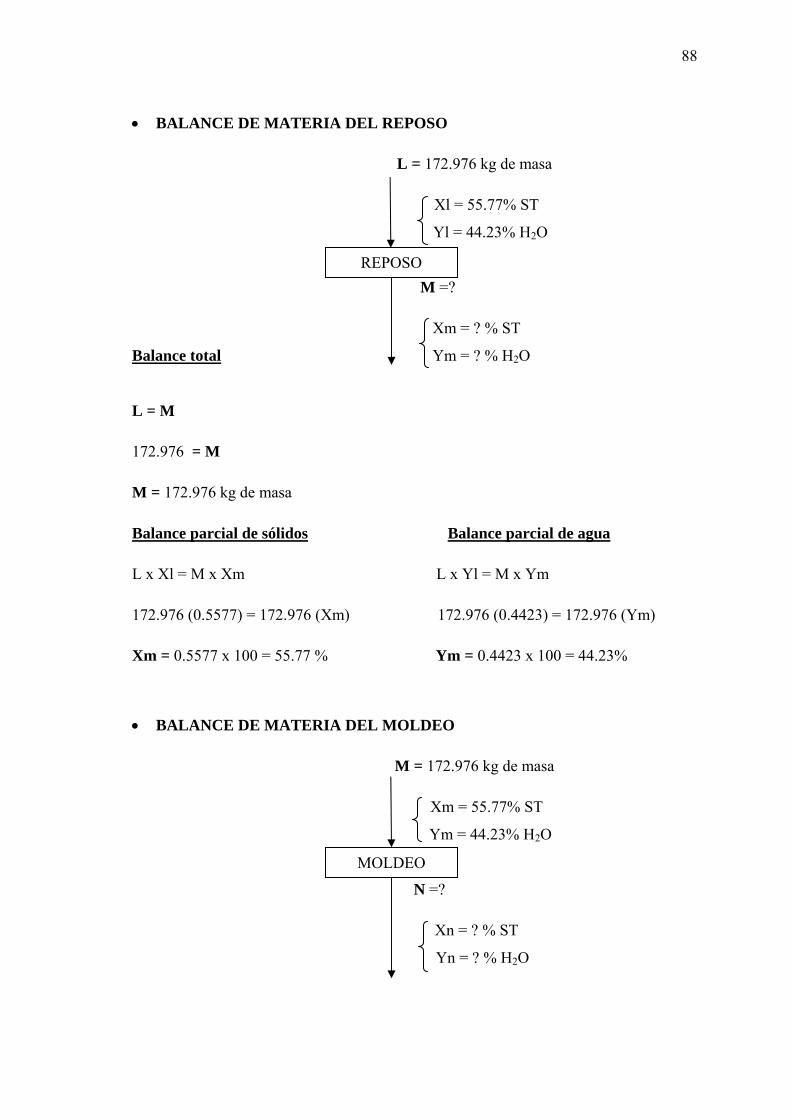
88
• BALANCE DE MATERIA DEL REPOSO
L = 172.976 kg de masa
Xl = 55.77% ST
Yl = 44.23% H2O
M =?
Xm = ? % ST
Balance total Ym = ? % H2O
L = M
172.976 = M
M = 172.976 kg de masa
Balance parcial de sólidos Balance parcial de agua
L x Xl = M x Xm L x Yl = M x Ym
172.976 (0.5577) = 172.976 (Xm) 172.976 (0.4423) = 172.976 (Ym)
Xm = 0.5577 x 100 = 55.77 % Ym = 0.4423 x 100 = 44.23%
• BALANCE DE MATERIA DEL MOLDEO
M = 172.976 kg de masa
Xm = 55.77% ST
Ym = 44.23% H2O
N =?
Xn = ? % ST
Yn = ? % H2O
REPOSO
MOLDEO

89
Balance total
M = N
172.976 = N
N = 172.976 kg de masa
Balance parcial de sólidos Balance parcial de agua
M x Xm = N x Xn L x Ym = M x Yn
172.976 (0.5577) = 172.976 (Xn) 172.976 (0.4423) = 172.976 (Yn)
Xn = 0.5577 x 100 = 55.77 % Yn = 0.4423 x 100 = 44.23%
• BALANCE DE MATERIA DEL LEUDADO II
N = 172.976 kg de masa
Xn = 55.77% ST
Yn = 44.23% H2O
O =?
Xo = ? % ST
Yo = ? % H2O
Balance total
N = O
172.976 = O
O = 172.976 kg de masa
LEUDADO II

90
Balance parcial de sólidos Balance parcial de agua
N x Xn = O x Xo N x Yn = O x Yo
172.976 (0.5577) = 172.976 (Xo) 172.976 (0.4423) = 172.976 (Yo)
Xo = 0.5577 x 100 = 55.77 % Yo = 0.4423 x 100 = 44.23%
• BALANCE DE MATERIA DEL HORNEADO
O = 172.976 kg de masa
Xo = 55.77% ST
Yo = 44.23% H2O
P = ? kg de vapor de agua
Xp = 0 % ST
Yp = 100% H2O
Q =?
Xq = 72.46% ST
Yq = 27.54 % H2O
Balance total
O = P + Q
172.976 = P + Q
P = 172.976 – Q
Balance parcial de sólidos Balance parcial de agua
O x Xo = P x Xp + Q x Xq O x Yo = P x Yp + Q x Yq
172.976 (0.5577) = P (0) + Q (0.7246) 72.976 (0.4423) = P (1) + 133.13 (0.2754)
Q = 133.13 kg de pan P = 39.84 kg de vapor de agua
HORNEADO
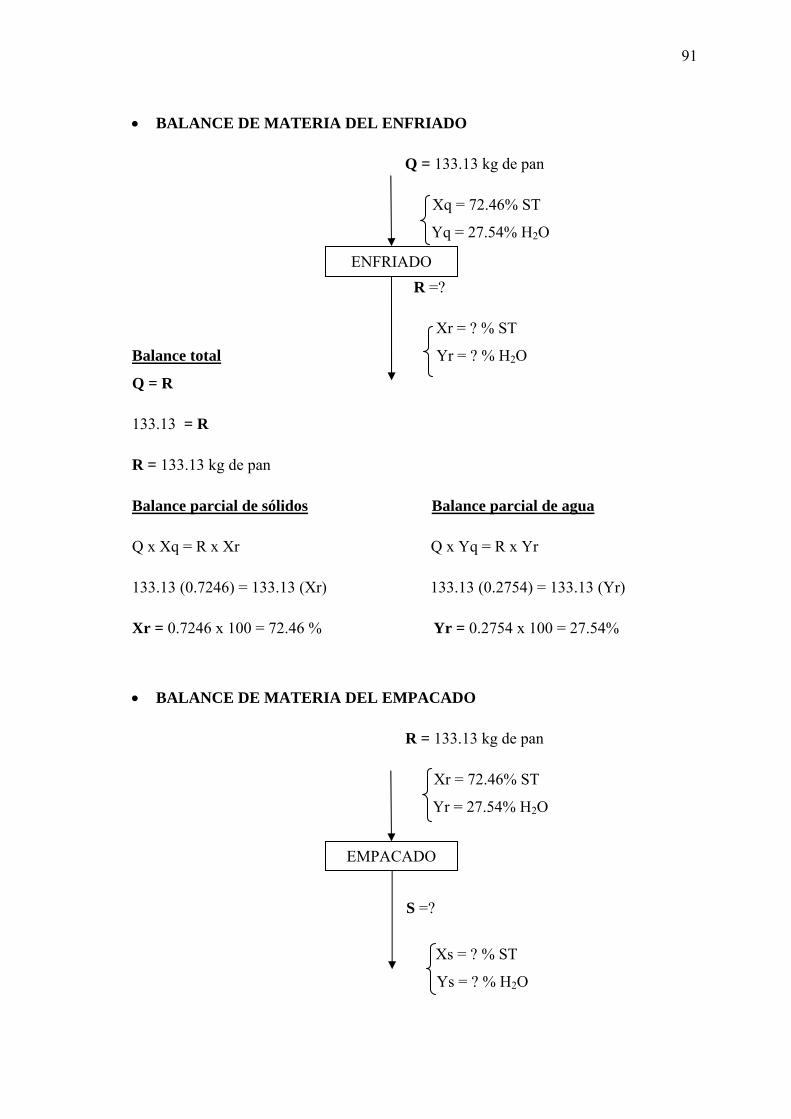
91
• BALANCE DE MATERIA DEL ENFRIADO
Q = 133.13 kg de pan
Xq = 72.46% ST
Yq = 27.54% H2O
R =?
Xr = ? % ST
Balance total Yr = ? % H2O
Q = R
133.13 = R
R = 133.13 kg de pan
Balance parcial de sólidos Balance parcial de agua
Q x Xq = R x Xr Q x Yq = R x Yr
133.13 (0.7246) = 133.13 (Xr) 133.13 (0.2754) = 133.13 (Yr)
Xr = 0.7246 x 100 = 72.46 % Yr = 0.2754 x 100 = 27.54%
• BALANCE DE MATERIA DEL EMPACADO
R = 133.13 kg de pan
Xr = 72.46% ST
Yr = 27.54% H2O
S =?
Xs = ? % ST
Ys = ? % H2O
ENFRIADO
EMPACADO

92
Balance total
R = S
133.13 = S
S = 133.13 kg de pan
Balance parcial de sólidos Balance parcial de agua
R x Xr = S x Xs R x Yr = S x Ys
133.13 (0.7246) = 133.13 (Xs) 133.13 (0.2754) = 133.13 (Ys)
Xs = 0.7246 x 100 = 72.46 % Ys = 0.2754 x 100 = 27.54%
• BALANCE DE MATERIA DEL ALMACENADO
S = 133.13 kg de pan
Xs = 72.46% ST
Ys = 27.54% H2O
T =? Kg de pan
Xt = ? % ST
Balance total Yt = ? % H2O
S = T
133.13 = T
T = 133.13 kg de pan
Balance parcial de sólidos Balance parcial de agua
S x Xs = T x Xt S x Ys = T x Yt
133.13 (0.7246) = 133.13 (Xt) 133.13 (0.2754) = 133.13 (Yt)
Xt = 0.7246 x 100 = 72.46 % Yt = 0.2754 x 100 = 27.54%
ALMACENADO

93
4.7. Balance de energía del proceso para la obtención de harina de plátano verde
dominico a nivel de laboratorio.
4.7.1. Balance de energía del secado
Gráfico Nº 16
Balance de energía del secador
Fuente: Macias, Jefferson/UTE /2010
Q1= Calor de paredes verticales
Q2= Calor de paredes horizontales
Q3= Calor que ingresa al sistema
Q4= Calor del producto
• Ecuación general para realizar el balance de energía
Balance general:
Q5 Q4
Q1
Q3
Q2

94
4.7.1.1. Cálculo del calor de paredes verticales
Datos:
Ts = 33ºC
Tα = 25ºC
L = 0.58 m
α
Donde:
Ts = Temperatura de la superficie
Tα = Temperatura de la corriente de aire
L = Longitud
Ts Tα2
33 25 ºC2
29ºC 273.15 302.15ºK
• Coeficiente isobárico
Donde:
β= Coeficiente isobárico
T = Temperatura 1T
1302.15ºK
3.3096 x 10

95
Lecturas tomadas a 302.15ºK de la tabla de propiedades del aire para transferencia de
calor por convección en la tabla C – 9 del apéndice del libro Fundamentos de la
Ingeniería de Alimentos Batty (Anexo 6)
α δ
Donde:
g = Gravedad
β = Coeficiente isobárico de expansión
Ts = Temperatura de la superficie
Tα = Temperatura de la corriente de aire
δ = Densidad
L= Longitud de la pared
Μ = Viscosidad
g = 9.8 m/s2
K = 0.0264 W/m.ºC
μ = 1.9869 x 10-5 Kg/m. s
δ = 1.1696 Kg/m3
Pr = 0.7075
α δ
9.8 ms2 3.3096 x 10 33 25 1.1122 Kg
m3 0.58
1.9869 Kgm . s x 10
1.7542 x10
1.2411 x 10
8.09
96
Los valores de Nusselt se leen en la curva de la página 200 del libro de Fundamentos de
la Ingeniería de Alimentos de Batty (Anexo 8).
1.79
61.65
Donde:
Nu = Número de Nussel
h = Coeficiente de transferencia de calor
L = Longitud
K = Propiedades del aire
61.65 x 0.0264 W/m. ºC0.58m
2.80 W/m ºC
• Área de las paredes verticales
Donde:
A= área
b = base
a = altura
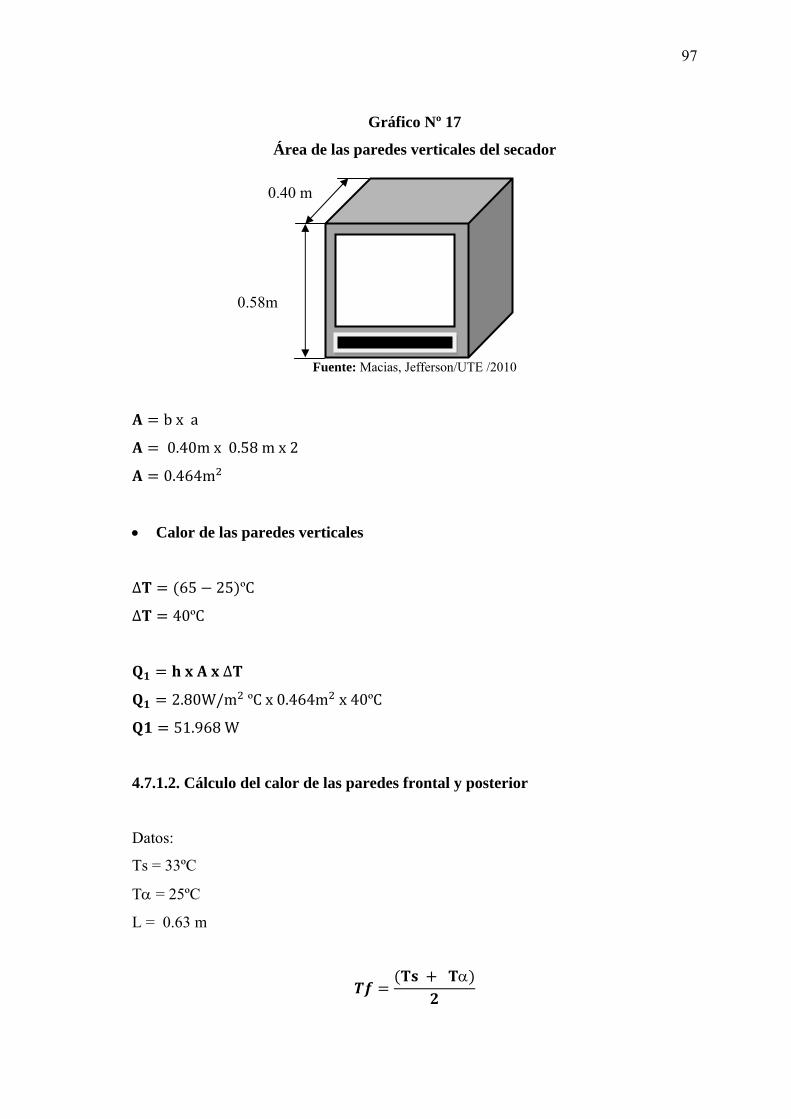
97
Gráfico Nº 17
Área de las paredes verticales del secador
Fuente: Macias, Jefferson/UTE /2010
b x a
0.40m x 0.58 m x 2
0.464m
• Calor de las paredes verticales
∆ 65 25 ºC
∆ 40ºC
∆
2.80W/m ºC x 0.464m x 40ºC
51.968 W
4.7.1.2. Cálculo del calor de las paredes frontal y posterior
Datos:
Ts = 33ºC
Tα = 25ºC
L = 0.63 m
α
0.58m
0.40 m

98
Donde:
Ts = Temperatura de la superficie
Tα = Temperatura de la corriente de aire
L = Longitud
Ts Tα2
33 25 ºC2
29ºC 273.15 302.15ºK
• Coeficiente isobárico
Donde:
β = Coeficiente isobárico
T = Temperatura
1T
1302.15ºK
3.3096 x 10
Lecturas tomadas a 302.15ºK de la tabla de propiedades del aire para transferencia de
calor por convección en la tabla C – 9 del apéndice del libro Fundamentos de la
Ingeniería de Alimentos Batty (Anexo 6)
α δ
Donde:
g = Gravedad

99
β = Coeficiente isobárico de expansión
Ts = Temperatura de la superficie
Tα = Temperatura de la corriente de aire
δ = Densidad
L= Longitud de la pared
Μ = Viscosidad
g = 9.8 m/s2
K = 0.0264 W/m.ºC
μ = 1.9869 x 10-5 Kg/m. s
δ = 1.1696 Kg/m3
Pr = 0.7075
α δ
9.8 ms2 3.3096 x 10 33 25 1.1696 Kg
m3 0.63
1.9869 Kgm . s x 10
2.2482x10
1.5906 x 10
8.20
Los valores de Nusselt se leen en la curva de la página 200 del libro de Fundamentos de
la Ingeniería de Alimentos de Batty (Anexo 8).
1.8
63.09
Donde:
Nu = Número de Nussel
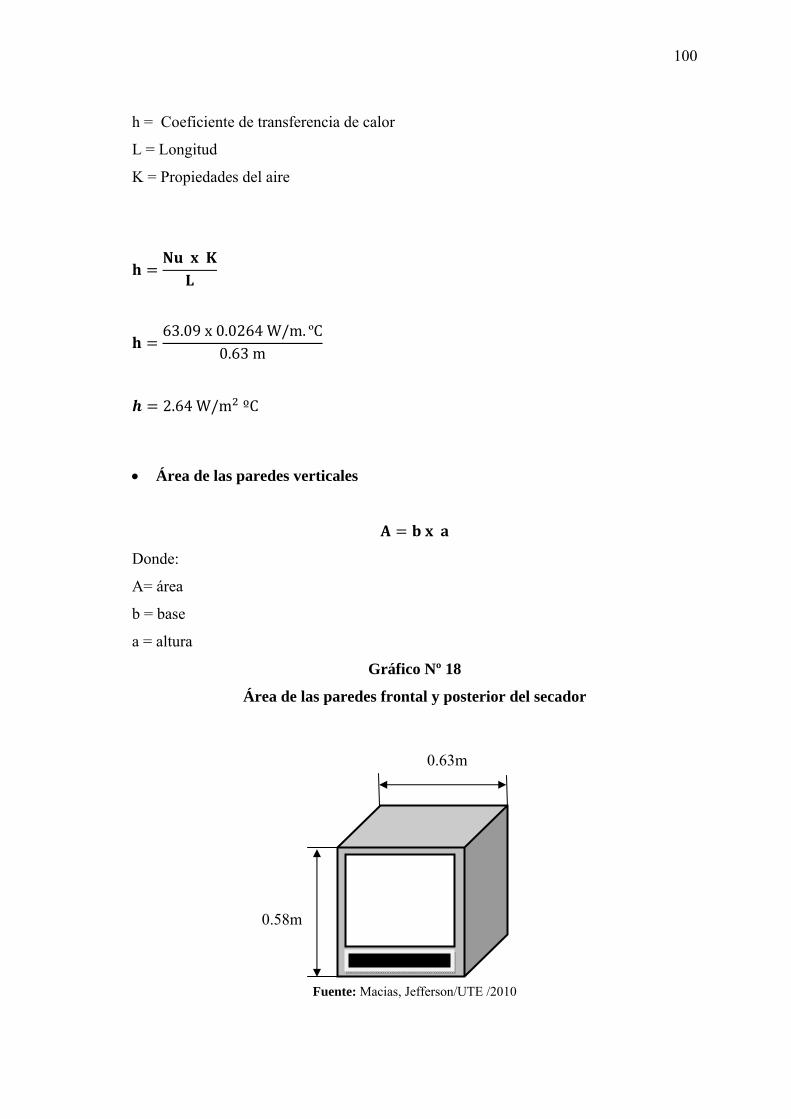
100
h = Coeficiente de transferencia de calor
L = Longitud
K = Propiedades del aire
63.09 x 0.0264 W/m. ºC0.63 m
2.64 W/m ºC
• Área de las paredes verticales
Donde:
A= área
b = base
a = altura
Gráfico Nº 18
Área de las paredes frontal y posterior del secador
Fuente: Macias, Jefferson/UTE /2010
0.63m
0.58m

101
b x a
0.63m x 0.58m x 2
0.7308m
• Calor de las paredes verticales
∆ 65 25 ºC
∆ 40ºC
∆
2.64W/m ºC x 0.7308m x 40ºC
77.1724 W
4.7.1.3. Cálculo del calor de las paredes horizontales
Datos:
Ts = 33ºC
Tα = 25ºC
L = 0.40 m
α
Donde:
Ts = Temperatura de la superficie
Tα = Temperatura de la corriente de aire
L = Longitud
Ts Tα2
33 25 ºC2
29ºC 273.15 302.15ºK

102
• Coeficiente isobárico
Donde:
β = Coeficiente isobárico
T = Temperatura
1T
1302.15ºK
3.3096 x 10
Lecturas tomadas a 302.15ºK de la tabla de propiedades del aire para transferencia de
calor por convección en la tabla C – 9 del apéndice del libro Fundamentos de la
Ingeniería de Alimentos Batty (Anexo 6)
α δ
Donde:
g = Gravedad
β = Coeficiente isobárico de expansión
Ts = Temperatura de la superficie
Tα = Temperatura de la corriente de aire
δ = Densidad
L= Longitud de la pared
Μ = Viscosidad
g = 9.8 m/s2
K = 0.0264 W/m.ºC
μ = 1.9869 x 10-5 Kg/m. s
δ = 1.1696 Kg/m3

103
Pr = 0.7075
α δ
9.8 ms2 3.3096 x 10 33 25 1.1696 Kg
m3 0.40
1.9869 Kgm . s x 10
5.7543x10
4.0711x 10
7.60
Los valores de Nusselt se leen en la curva de la página 200 del libro de Fundamentos de
la Ingeniería de Alimentos de Batty (Anexo 8).
1.68
47.86
Donde:
Nu = Número de Nussel
h = Coeficiente de transferencia de calor
L = Longitud
K = Propiedades del aire
47.86 x 0.0264 W/m. ºC0.40 m

104
3.15 W/m ºC
• Área de las paredes verticales
Donde:
A= área
b = base
a = altura
Gráfico Nº 19
Área de las paredes horizontales del secador
Fuente: Macias, Jefferson/UTE /2010
b x a
0.63m x 0.40m x 2
0.504m
• Calor de las paredes verticales
∆ 65 25 ºC
∆ 40ºC
∆
3.15W/m ºC x 0.504m x 40ºC
0.63m
0.40m
105
63.504 W
4.7.1.4. Cálculo de la cantidad de energía que ingresa al secador
Datos:
Vol = 115 vol
Amp = 9.5 amp
Tiempo con energía = 2 horas = 7200 segundos = 20%
115 vol x 9.5 amp
1092.5 W x 20%
218.5W
4.7.1.5. Cálculo del calor práctico del producto
Balance general:
218.5 W 63.504W 77.1724W 51.968W
25.8556 W
4.7.1.6. Cálculo del calor teórico del producto
• Calor específico de la harina de plátano vede dominico
Datos:
% Humedad = 6.15%
% sólidos = 93.84%
Cp agua = 4.19 KJ / Kg. ºC
Cp sólido = 1.38 KJ / Kg. ºC
106
6.15100 x 4.19 KJ/KgºC
93.84100 x 1.38 KJ/KgºC
1.55 KJ/KgºC
• Calor sensible
Datos:
M = 0.1482 kg/10h = 0.01482 kg/h
CpHPVD = 1.55 KJ/kgºC
ΔT = 40ºC
0.01482kg/h x 1.55KJ/KgºC x 40ºC
0.91884KJ/h
0.2552W
• Calor latente
Datos:
MH2O = 0.2880 kg/10h = 0.0288
hfg65ºC = 2346.2 KJ/kg
Ql = MH2O x hfg65ºC
Ql = 0.0288 kg/h x 2346.2 KJ/kg
Ql = 67.5705 KJ/h
QL = 18.7696 W
• Calor total teórico del producto
QT = Qs + Ql + 20%
QT = (0.2552 W + 18.7696 W) + 3.8049
QT = 22.8297 W

107
4.7.1.7. Porcentaje de eficiencia del secador
% ó
á
% 22.829725.8556 100
% 88.3%
4.7.1.8. Cálculo del coeficiente global de transferencia de calor a nivel de
laboratorio
Área de la superficie de las bandejas utilizadas para secar
Batty, 1990
Donde
A = Área
b = Base
h = Altura
Grafico Nº 20
Área de las bandejas del secador
Fuente: Macias, Jefferson/UTE /2010
0.48 0.22
0.48m
0.22 m
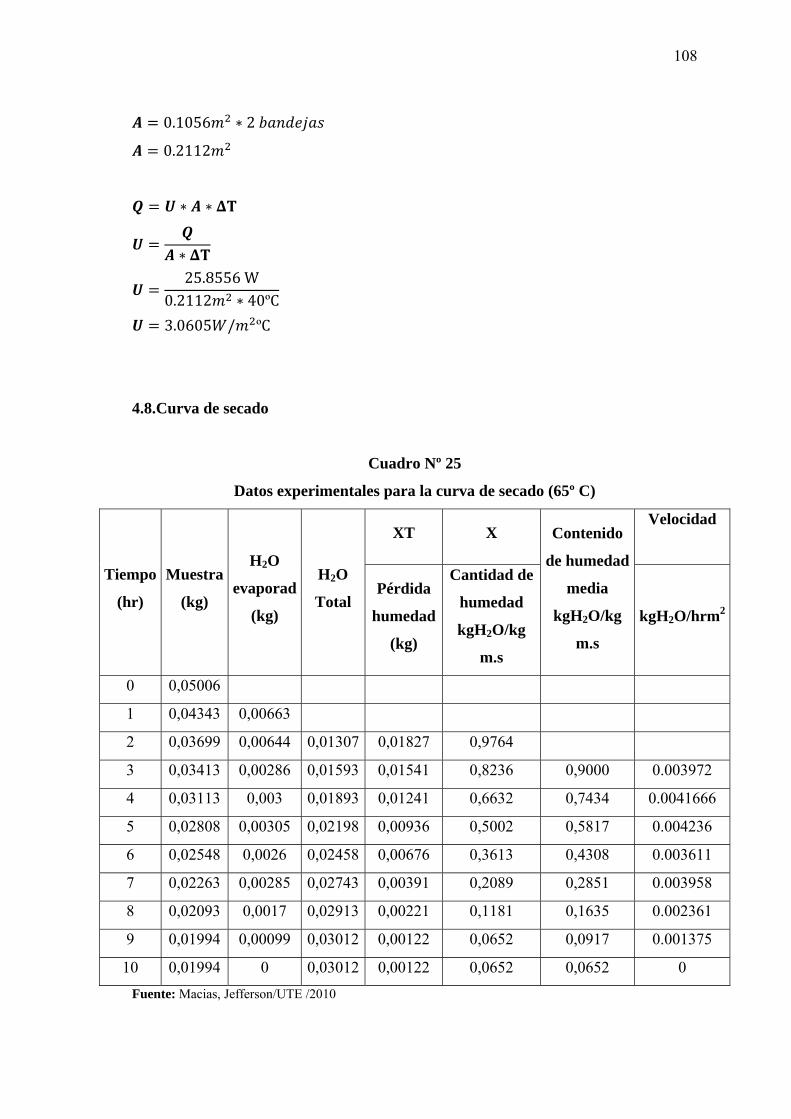
108
0.1056 2
0.2112
25.8556 W0.2112 40ºC
3.0605 / ºC
4.8.Curva de secado
Cuadro Nº 25
Datos experimentales para la curva de secado (65º C)
Tiempo
(hr)
Muestra
(kg)
H2O
evaporad
(kg)
H2O
Total
XT X Contenido
de humedad
media
kgH2O/kg
m.s
Velocidad
Pérdida
humedad
(kg)
Cantidad de
humedad
kgH2O/kg
m.s
kgH2O/hrm2
0 0,05006
1 0,04343 0,00663
2 0,03699 0,00644 0,01307 0,01827 0,9764
3 0,03413 0,00286 0,01593 0,01541 0,8236 0,9000 0.003972
4 0,03113 0,003 0,01893 0,01241 0,6632 0,7434 0.0041666
5 0,02808 0,00305 0,02198 0,00936 0,5002 0,5817 0.004236
6 0,02548 0,0026 0,02458 0,00676 0,3613 0,4308 0.003611
7 0,02263 0,00285 0,02743 0,00391 0,2089 0,2851 0.003958
8 0,02093 0,0017 0,02913 0,00221 0,1181 0,1635 0.002361
9 0,01994 0,00099 0,03012 0,00122 0,0652 0,0917 0.001375
10 0,01994 0 0,03012 0,00122 0,0652 0,0652 0 Fuente: Macias, Jefferson/UTE /2010
109
• Datos y cálculos de laboratorio
Producto húmedo: 60.55% H2O
Producto seco: 6.15 % H2O
• Peso inicial de agua
Peso inicial de H O Peso de H O elminada Peso H O de la masa seca
Peso de H O elinada Peso muestra humeda Peso muestra seca
Peso de H O eliminada 0.05006 – 0.01994
Peso de H O eliminada 0.03012
• Peso de agua de la masa seca
%
0.01994 0.0615
0.001226Kg
Peso %
0.03012Kg 0.001226Kg
0.03134Kg
• Peso de la muestra seca
0.01994 0.001226
0.01871Kg
• Porcentaje de humedad inicial
%
100%
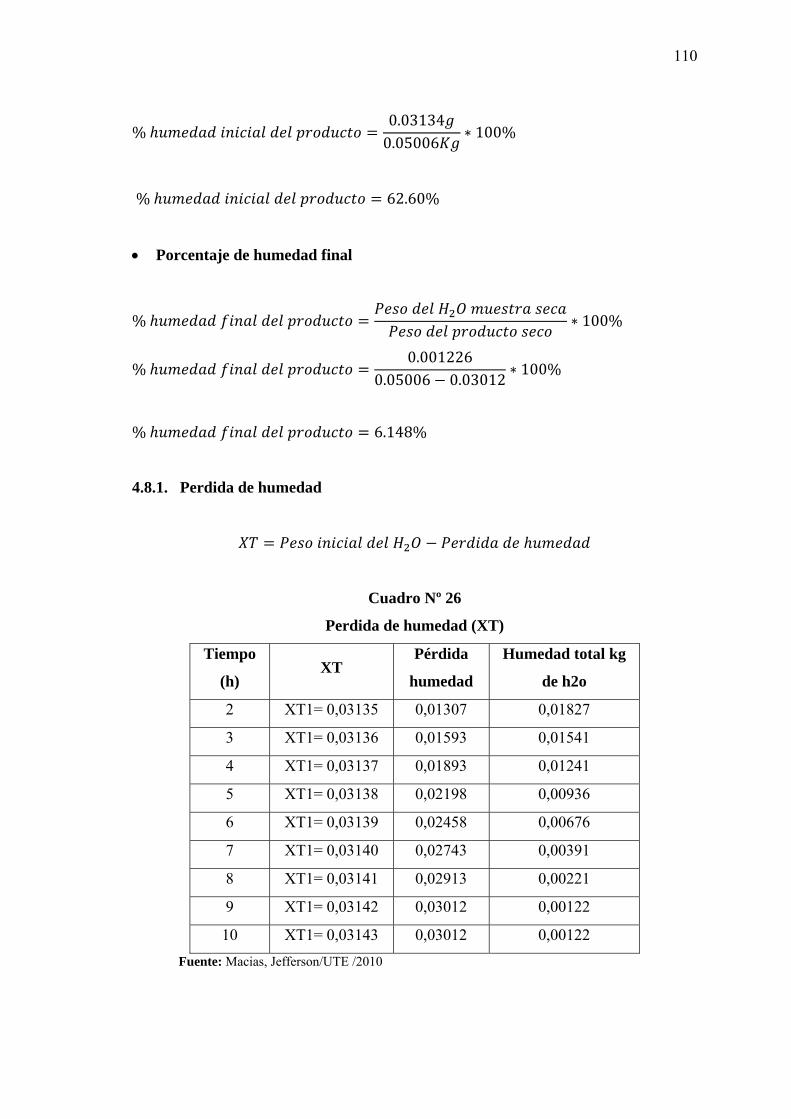
110
% 0.03134
0.05006 100%
% 62.60%
• Porcentaje de humedad final
%
100%
% 0.001226
0.05006 0.03012 100%
% 6.148%
4.8.1. Perdida de humedad
Cuadro Nº 26
Perdida de humedad (XT)
Tiempo
(h) XT
Pérdida
humedad
Humedad total kg
de h2o
2 XT1= 0,03135 0,01307 0,01827
3 XT1= 0,03136 0,01593 0,01541
4 XT1= 0,03137 0,01893 0,01241
5 XT1= 0,03138 0,02198 0,00936
6 XT1= 0,03139 0,02458 0,00676
7 XT1= 0,03140 0,02743 0,00391
8 XT1= 0,03141 0,02913 0,00221
9 XT1= 0,03142 0,03012 0,00122
10 XT1= 0,03143 0,03012 0,00122 Fuente: Macias, Jefferson/UTE /2010
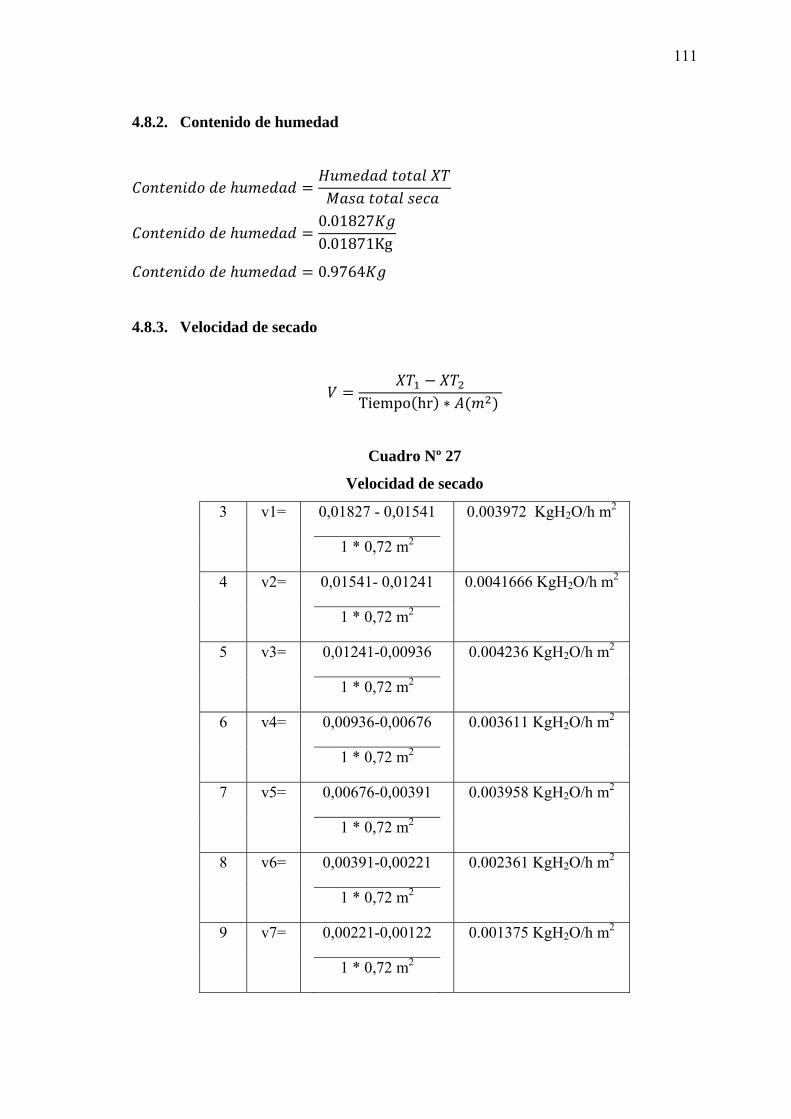
111
4.8.2. Contenido de humedad
0.018270.01871Kg
0.9764
4.8.3. Velocidad de secado
Tiempo hr
Cuadro Nº 27
Velocidad de secado
3 v1=
0,01827 - 0,01541 0.003972 KgH2O/h m2
1 * 0,72 m2
4 v2=
0,01541- 0,01241 0.0041666 KgH2O/h m2
1 * 0,72 m2
5 v3=
0,01241-0,00936 0.004236 KgH2O/h m2
1 * 0,72 m2
6 v4=
0,00936-0,00676 0.003611 KgH2O/h m2
1 * 0,72 m2
7 v5=
0,00676-0,00391 0.003958 KgH2O/h m2
1 * 0,72 m2
8 v6=
0,00391-0,00221 0.002361 KgH2O/h m2
1 * 0,72 m2
9 v7=
0,00221-0,00122 0.001375 KgH2O/h m2
1 * 0,72 m2
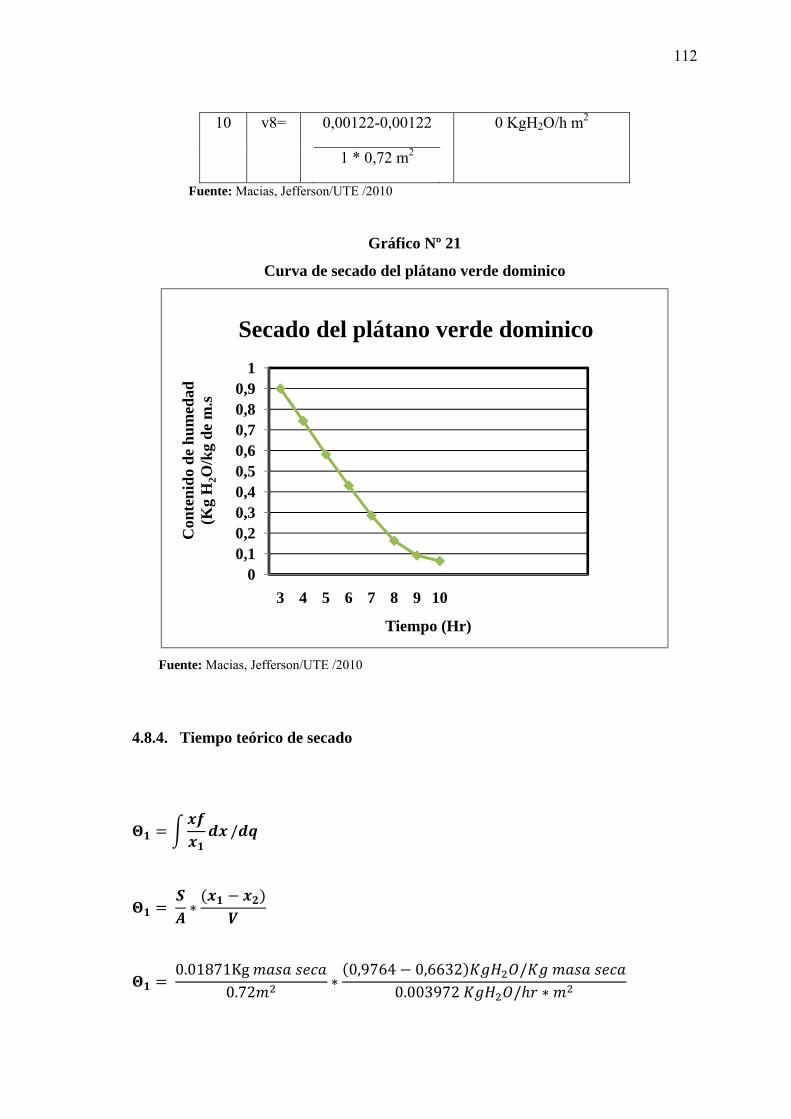
112
10 v8=
0,00122-0,00122 0 KgH2O/h m2
1 * 0,72 m2
Fuente: Macias, Jefferson/UTE /2010
Gráfico Nº 21
Curva de secado del plátano verde dominico
Fuente: Macias, Jefferson/UTE /2010
4.8.4. Tiempo teórico de secado
/
0.01871Kg
0.720,9764 0,6632 /
0.003972 /
00,10,20,30,40,50,60,70,80,9
1
3 4 5 6 7 8 9 10
Con
teni
do d
e hu
med
ad
(Kg
H2O
/kg
de m
.s
Tiempo (Hr)
Secado del plátano verde dominico

113
2.04
0.01871Kg
0.72 0.3613 0.1181 11
0.00416662
10.004236
10.003611
2
8.02
2.04 8.02
10.06 hr
Ó 10.06 hr
Gráfico Nº 22
Velocidad de secado del plátano verde dominico
Fuente: Macias, Jefferson/UTE /2010
00,00050,001
0,00150,002
0,00250,003
0,00350,004
0,0045
3 4 5 6 7 8 9 10
Velo
cida
d (K
g H
2O/h
m2 )
Tiempo (Hr)
Velocidad de secado vs Tiempo de secado

114
4.9. Rendimiento
4.9.1. Rendimiento de la haría de plátano verde dominico
Mediante la aplicación del balance de materia se obtiene el rendimiento de la harina de
plátano verde dominico de 19.16%, luego de todos los cambios que ha sufrido el
proceso hasta llegar a convertirse en harina.
Cuadro Nº 28
Rendimiento de la harina de plátano verde dominico
Fuente: Macias, Jefferson/UTE /2010
4.9.2. Rendimiento del producto pan de harina de trigo y harina de plátano verde
dominico.
Cuadro Nº 29
Rendimiento del pan de harina de trigo y harina de plátano verde dominico
Fuente: Macias, Jefferson/UTE /2010
kilogramos de harina obtenida
kilogramos de platano verde entra x100
0.13110.7505 100
17.5%
Kilogramos de plátano verde dominico (entra) = 0.7505 kg
Kilogramos de harina de plátano (obtenida) = 0.1311 kg
kilogramos de pan obtenido
kilogramos de m. p masa entra x100
0.33280.4324 100
76.97%
Kilogramos de materias prima - masa (entra) = 0.4324 kg
Kilogramos de pan (obtenido) = 0.3328 kg

115
4.10.Diseño del secador a nivel piloto
4.10.1. Área de transferencia de calor a nivel piloto
A = 58.1152 kg
Xa = 31.88% ST
Ya = 68.12% H2O
Vapor de Agua B = 38.3719 kg
C = 19.7433 kg de plátano seco
Xc = 93.84% ST
Yc = 6.15% H2O
4.10.2. Flujo másico de aire
4.10.2.1. Cálculo de la humedad absoluta del aire que ingresa Wc
Ø 50
° 3.169
SECADO
C= aire seco Kg/h Tc= 25°C Hc= 50% Wc=?
A= 58.1152 Kg/h H2O = 68.12% wa ST = 31.88% Ta=25°C
SECADOR D= aire húmedo Kg/h Td = 65°C Hd =25% Wd =?
B = 19.7433Kg/h H2O = 6.15% wb ST = 93.84% Tb= 65°C
116
Ø
3.169 0.50
1.5845
PT Pv
101 1.5845
99.4155
0.622PvPa
0.6221.5845
99.4155
0.009 /
4.10.2.2.Cálculo de la humedad absoluta del aire que sale Wd
Ø 25
° 25.03Kpa
Ø
25.03 0.25
6.2575
PT Pv
101 6.2575
94.74

117
0.622PvPa
0.6226.25
94.74
0.04 /
4.10.2.3.Balance húmedo del sistema
• Balance general
58.1152 C 19.7433 D
C D 58.115 19.7433
C D 38.3719
• Balance de agua
58.1152 0.6812 C 0.009 19.7433 0.0615 D 0.04
39.5880 D 38.3719 0.009 1.214 0.04D
39.5880 0.009D 0.3453 1.2142 0.04D
39.5880 0.3453 1.2142 0.04D 0.009D
38.0285 D 0.031
D38.02850.0031
D 1226.72

118
• Balance total
D 38.3719
1226.72 38.3719
1188.34
4.10.2.4.Cantidad de calor total del secador
19.7433 / 1.55 / ° 65 25 ° 1188.34
1.0056 / ° 65 25 °
0.009k / 2618.3 2547.2 /
38.3719 / 2618.3 104.89 /
12240.08 47799.78 0.6399 96444.31 /
156484.8 / 1.2 187781.76
10 18778.176/
5216.16
4.10.2.5.Cálculo del área
5216.163.0605 / ºC 40ºC
42.60

119
4.10.2.6.Dimensionamiento de las bandejas
A = 42.60m2/10 bandejas = 4.26m2 el área de cada bandeja
4.26m2.2m
L = 2.13m
• Dimensionamiento de cada bandeja = 1.93m de largo x 2.2m de ancho
• Cantidad de materia prima en cada bandeja
M.P. = 58.1152 Kg/h de pulpa de plátano
#Bandejas = 10
58.1152kg/h
C.M.P.B=
10
C.M.P.B= 5.8115 kg/h de pulpa de plátano en cada bandeja
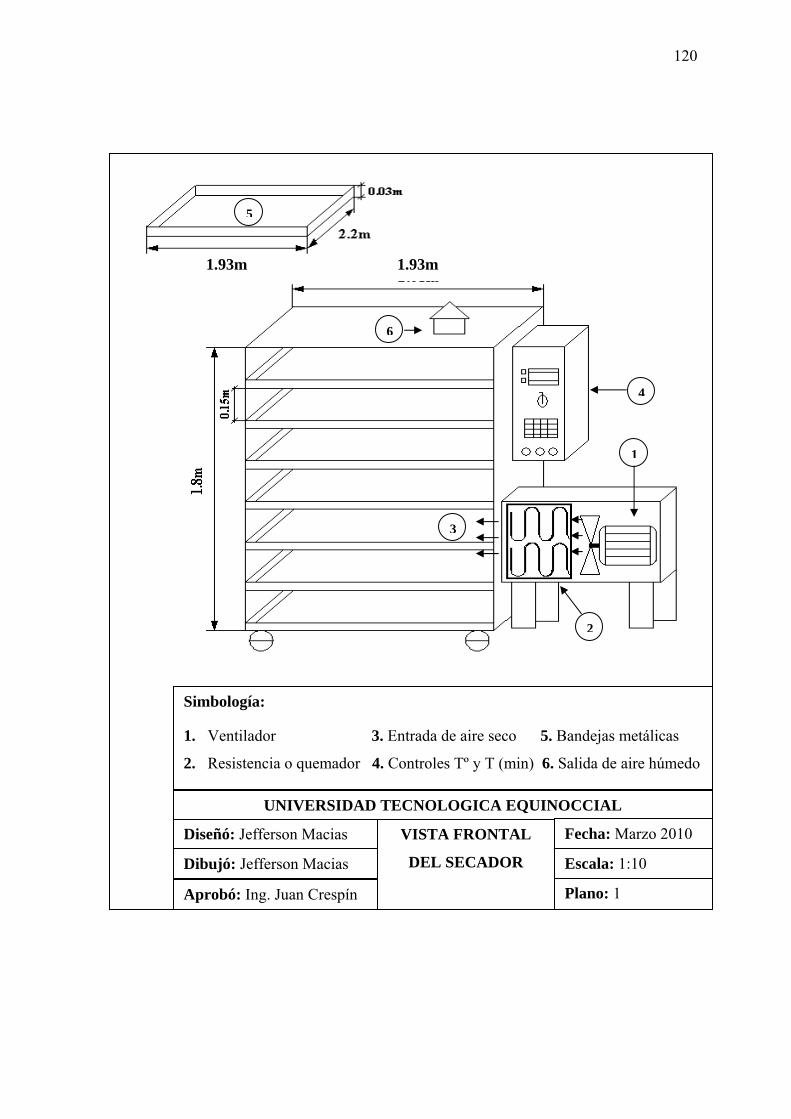
120
Plano: 1
Diseñó: Jefferson Macias
UNIVERSIDAD TECNOLOGICA EQUINOCCIAL
Fecha: Marzo 2010
Escala: 1:10 Dibujó: Jefferson Macias
Aprobó: Ing. Juan Crespín
VISTA FRONTAL
DEL SECADOR
Simbología:
1. Ventilador 3. Entrada de aire seco 5. Bandejas metálicas
2. Resistencia o quemador 4. Controles Tº y T (min) 6. Salida de aire húmedo
1
2
3
4
5
6
1.93m 1.93m
121
4.11. Diseño del molino a nivel de planta piloto.
Datos experimentales:
P = Potencia
V = Voltaje 110 v
I = amperaje 2.9 vacío, lleno 3.5
Motor = 220 V
R.P.M = 1722 r.p.m.
½ Hp
4.11.1. Cálculo de la potencia del motor:
P = V x I x Cos Ø
P = 110 W * 3.5 * 0,9
P = 346.5 W 1 hp = 0.464 hp
746 W
• Capacidad del molino:
M = 0.1482 kg
T = 2 min * 1h / 60 min = 0,033hr
C = M / T
C = 4.94Kg / h
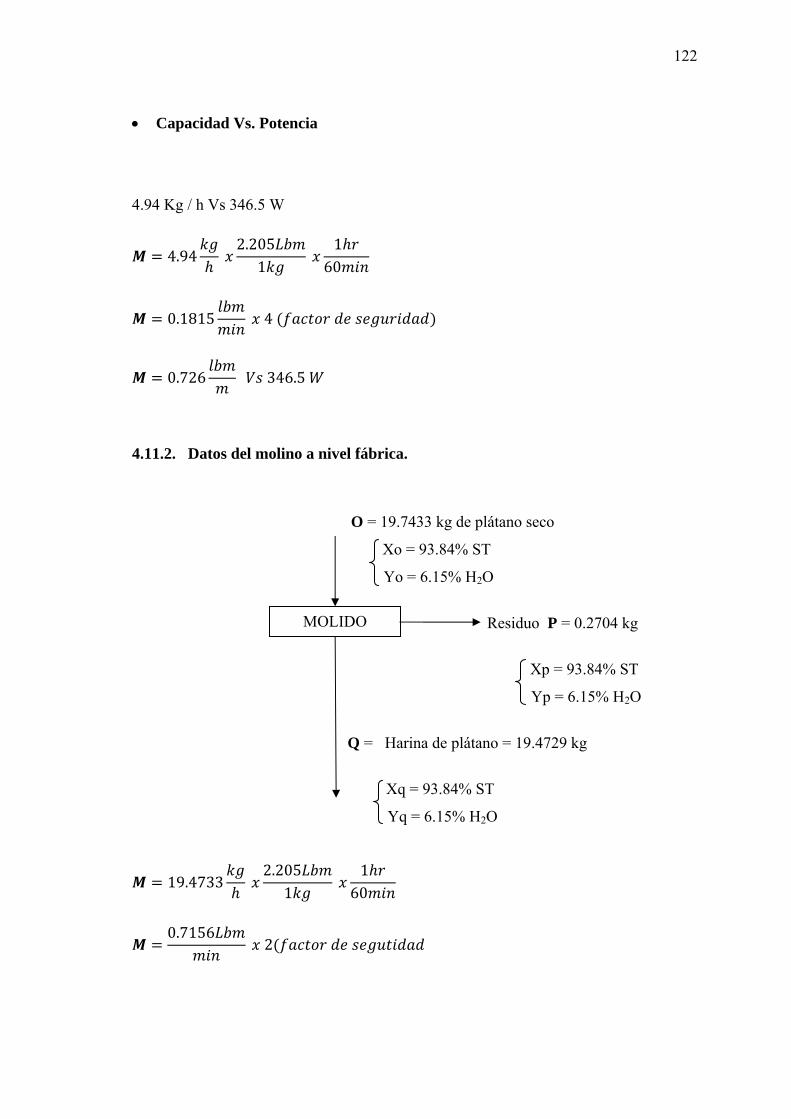
122
• Capacidad Vs. Potencia
4.94 Kg / h Vs 346.5 W
4.94 2.205
1 1
60
0.1815 4
0.726 346.5
4.11.2. Datos del molino a nivel fábrica.
O = 19.7433 kg de plátano seco
Xo = 93.84% ST
Yo = 6.15% H2O
Residuo P = 0.2704 kg
Xp = 93.84% ST
Yp = 6.15% H2O
Q = Harina de plátano = 19.4729 kg
Xq = 93.84% ST
Yq = 6.15% H2O
19.4733 2.205
1 1
60
0.7156 2
MOLIDO

123
1.4312
Según la tabla 8-23 rendimiento de los desintegradores, del Manual de Perry, se calcula
que la potencia del motor es 1 Hp.
4.11.3. Cálculo del diámetro del disco de frotamiento del molino.
Según Perry, R. en el Manual del Ingeniero Químico p.8-51 molinos de frotamiento por
discos para tamiz menor a malla # 200
145lbm/h = 15Hp = 50.8 cm
Datos:
19.7433 2.205
1
43.5339 /
145lbm/h 50.8cm
43.5339lbm/h x
X= 15.25cm (diámetro del disco)
4.11.4. Cálculo de la potencia del molino
15Hp 50.8cm
X 15.25cm
15.25cm x15Hp50.8cm
4.50 Hp

124
Plano: 2
Diseñó: Jefferson Macias
UNIVERSIDAD TECNOLOGICA EQUINOCCIAL
Fecha: Marzo 2010
Escala: 1:10 Dibujó: Jefferson Macias
Aprobó: Ing. Juan Crespín
VISTA DEL MOLINO
Simbología: 4. Ubicación del eje principal
1. Cuerpo del molino 5. Cono de alimentación 2. Motor 6. Disco y placas de distribución 3. Sistema de transmisión por polea 7. Bandeja recolectora
ф15.25
0.20m0.35m
0.75m
0.40m
1m
1.40m
1
2
3
4
56
7
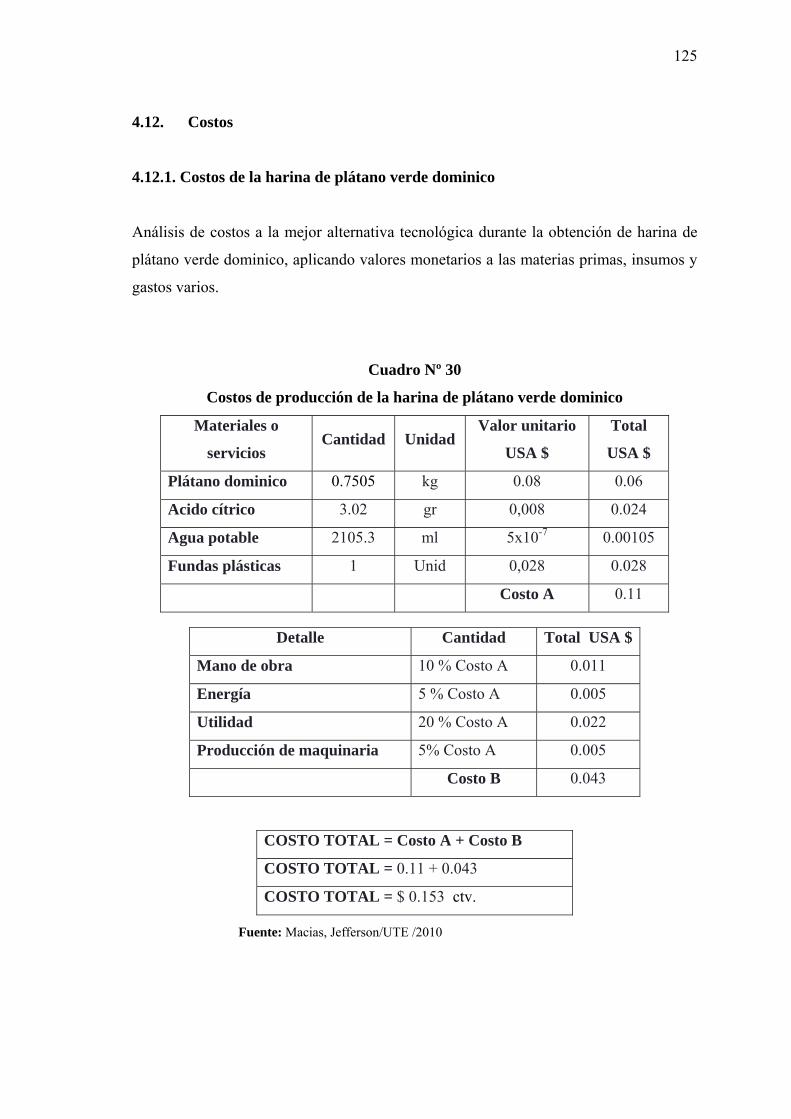
125
4.12. Costos
4.12.1. Costos de la harina de plátano verde dominico
Análisis de costos a la mejor alternativa tecnológica durante la obtención de harina de
plátano verde dominico, aplicando valores monetarios a las materias primas, insumos y
gastos varios.
Cuadro Nº 30
Costos de producción de la harina de plátano verde dominico
Materiales o
servicios Cantidad Unidad
Valor unitario
USA $
Total
USA $
Plátano dominico 0.7505 kg 0.08 0.06
Acido cítrico 3.02 gr 0,008 0.024
Agua potable 2105.3 ml 5x10-7 0.00105
Fundas plásticas 1 Unid 0,028 0.028
Costo A 0.11
Fuente: Macias, Jefferson/UTE /2010
Detalle Cantidad Total USA $
Mano de obra 10 % Costo A 0.011
Energía 5 % Costo A 0.005
Utilidad 20 % Costo A 0.022
Producción de maquinaria 5% Costo A 0.005
Costo B 0.043
COSTO TOTAL = Costo A + Costo B
COSTO TOTAL = 0.11 + 0.043
COSTO TOTAL = $ 0.153 ctv.

126
Peso total del producto: 0.1311 kg
Peso por envase: 250 gr
Precio unitario: $ 0.29 ctv. /1 envase (funda plástica)
Precio unitario: $ 0.29 ctv.
PVP: $ 0.29 ctv.
El precio de venta al público de la harina de plátano verde dominico de 250 gr es de
$0.29 ctv.
4.12.2. Costo del pan de harina de trigo y harina de plátano verde dominico
Cuadro Nº 31
Costos de producción del pan de harina de trigo y harina de plátano verde
dominico
Materiales o
servicios Cantidad Unidad
Valor unitario
USA $
Total
USA $
Harina de Plátano
verde dominico 50 gr 0.00116 0.058
Harina de trigo 200 gr 0.00099 0.20
Levadura 3.020 gr 0.021 0.06
Azúcar 15.10 gr 0.0007 0.011
Sal 3.77 gr 0.000195 0.00074
Manteca 7.55 gr 0.0017 0.013
Agua 153 ml-gr 0.0005 0.076
Costo A 0.42
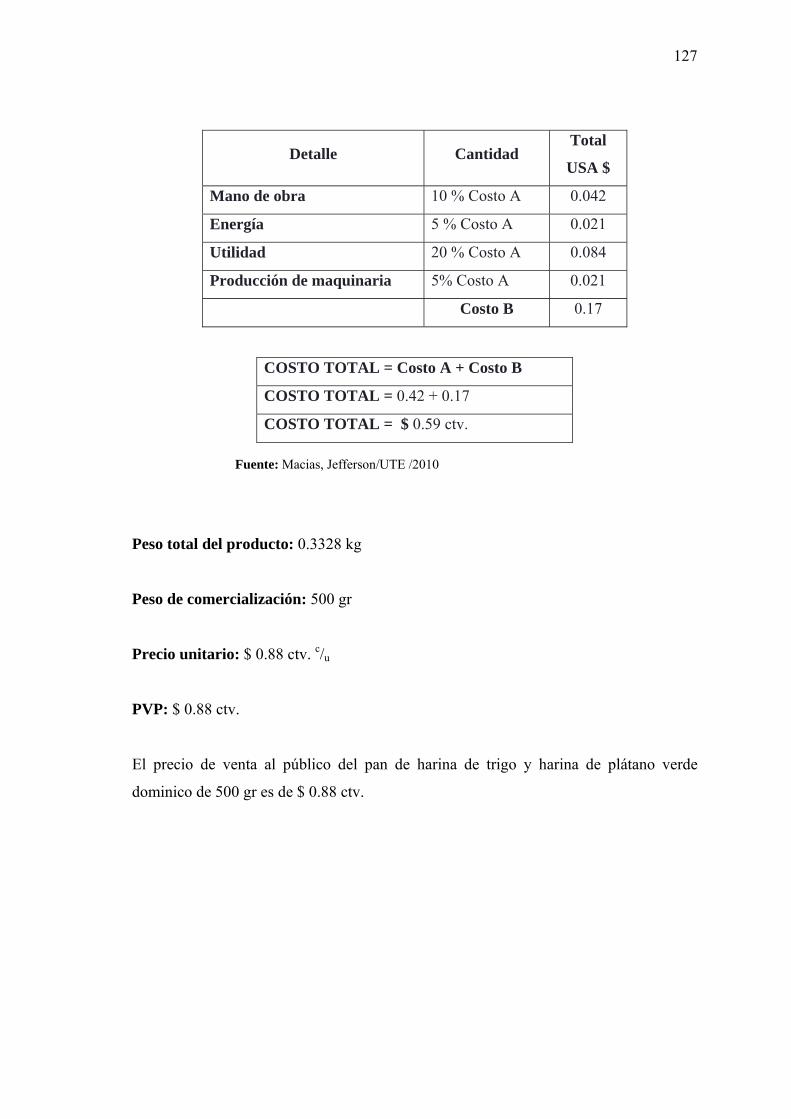
127
Fuente: Macias, Jefferson/UTE /2010
Peso total del producto: 0.3328 kg
Peso de comercialización: 500 gr
Precio unitario: $ 0.88 ctv. c/u
PVP: $ 0.88 ctv.
El precio de venta al público del pan de harina de trigo y harina de plátano verde
dominico de 500 gr es de $ 0.88 ctv.
Detalle Cantidad Total
USA $
Mano de obra 10 % Costo A 0.042
Energía 5 % Costo A 0.021
Utilidad 20 % Costo A 0.084
Producción de maquinaria 5% Costo A 0.021
Costo B 0.17
COSTO TOTAL = Costo A + Costo B
COSTO TOTAL = 0.42 + 0.17
COSTO TOTAL = $ 0.59 ctv.

128
CAPITULO V
CONCLUSIONES Y RECOMENDACIONES
5.1. Conclusiones
• El plátano verde dominico como materia prima debe estar en buenas condiciones,
con un contenido de humedad 60.55%, grasa 1.48%, proteína 2.36%, ceniza 2.34%,
fibra 0.56% y minerales 32.71%.
• Para la determinación del mejor tratamiento, se aplico el Diseño Experimental
(AXB) con tres repeticiones, lo cual se baso en los datos obtenidos de humedad,
grasa y proteína del plátano ya que son lo más relévate en la investigación, la cual
no existió diferencia significativa al someter al plátano verde dominico a un secado
por conducción a diferentes temperaturas, pero por su composición bromatológica
se determino que la harina con mejor característica es la secada a 65°C por 10 horas.
• Se determinó la composición química de la harina de plátano verde dominico
llegando a tener: humedad 6.15%, proteína 2.89%, grasa 0.65%, fibra 0.75%, ceniza
2.13 y elementos no nitrogenados 87.43%.
• Se logró darle un proceso productivo al plátano verde dominico realizando el secado
y luego utilizarla en la elaboración de pan.
• Se logró determinar un proceso tecnológico adecuado para la elaboración del pan de
harina de trigo y harina de plátano verde dominico a nivel de laboratorio,
estableciendo la formulación Nº 2 como la más aceptable, la cual contiene el 80%
de harina de trigo y el 20% de harina de plátano verde dominico cuyas
características organolépticas son excelentes.
• Se estableció que el 20% de harina de plátano verde dominico se puede reemplazar
en la fabricación de pan común, la cual no cambia significativamente las
propiedades de la masa.

129
• Realizado el análisis bromatológico al pan, se obtuvo el siguiente resultado:
humedad 27.54%; ceniza 2.12%; grasa 3.03%; proteína 3.11%; fibra 0.64%,
elementos no nitrogenados 63.6%; aportando con mayor cantidad de carbohidratos,
debido a que posee al plátano como materia prima el cual es fuente de energía.
• En el análisis microbiológico realizado en el laboratorio de control de calidad del
Instituto “Leopoldo Izquieta Pérez” dio como resultado que la harina de plátano
verde dominico se encuentra en buenas condiciones, cumpliendo con todos los
parámetros de la norma NTE INEN 616:206 para harinas, por lo tanto, el producto
se encuentra en perfectas condiciones para ser consumido dentro de un tiempo de 6
meses. Además se realizó el análisis físico, químicos y microbiológico al pan a 0 y 8
días de almacenamiento el cual demostró que está en perfectas condiciones
cumpliendo con la norma NTE INEN 95 y 96 de pan común, resaltando que el
producto puede ser consumido por las persona en el transcurso de los 8 días de vida
útil.
• Se realizó el balance de materia conociendo así el rendimiento de la harina de
plátano verde dominico el cual fue del 17.5% y 76.97% del pan de harina de trigo y
harina de plátano verde dominico. Además se realizo el balance de energía
determinando una efectividad del secador del 88.3%.
• El diseño de equipos está considerado para trabajar con 100 Kg/h de materia prima,
con un área de trasferencia de calor de 42.6m2.
• El costo de elaboración de harina de plátano verde dominico de 250gramos es de
$0,29 ctv.; y el pan tienen un costo de $ 0.88 ctv. la porción de 500 gramos.
5.2. Recomendaciones
• Se recomienda usar para el secado, plátano en estado verde para que las
características de la harina no cambien.
130
• Para evitar el pardeamiento enzimático se recomienda sumergir el plátano picado en
una solución de acido ácido cítrico u acido ascórbico 0.5g por cada 100ml de agua,
caso contrario quedaría una harina muy ácida lo cual sería perjudicial en la
elaboración de pan.
• Realizar el cortado de las rodajas de plátano de un grosor de 5 mm para que el
secado sea más rápido y eficiente.
• Es necesario contar con un secador de aire forzado para que haya una mejor
distribución de calor, y debe mantenerse cerrado para evitar pérdida de calor.
• Se recomienda mantener un nivel de higiene y asepsia de todos los equipos,
maquinarias y materiales, también como de las personas que van a ingresar en el
proceso.
• No utilizar altas temperaturas para acelerar la fermentación o leudado de la masa en
la cámaras de fermentación, ya que si esto sucede se puede dar un desperfecto en las
propiedades de la masa
• El pan se debe almacenar en fundas de polietileno grado alimenticio, y almacenar en
un área limpia y seca.
131
BIBLIOGRAFÍA
1. A. Casp y J. Abril. 2003. Procesos de conservación de los alimentos. Segunda
edición. Editorial Mundi – Prensa. España.
2. BATTY J, Clair. / (1990). Fundamentos de la Ingeniería de Alimentos, Primera
Edición, Compañía Editorial Continental S.A., México.
3. Biblioteca de consulta Microsoft Encarta 2009.
4. CABEZAS, Luis. El cultivo de plátanos en Ecuador (2003). Guayaquil – Ecuador.
5. CATALÁN, Manuel. / (1971). Tecnología de los cereales. Editorial Acriba
Zaragoza, España.
6. CHARLEY, Helen. Tecnología de Alimentos, México, Editorial Limusa, S.A.,
1995.
7. DESROSIER. Norman. / (1977). Conservación de alimentos México.
8. EARLE, R.L. Ingeniería de los alimentos (las operaciones básicas del procesado de
los alimentos, 2 da edición. España 1998.
9. GONZALEZ, Mayra Guillermina. Diseño de una planta piloto para la elaboración
de harina de quinua, y su aplicación en la industria de la panificación para el
consumo humano, UTE, 2006.
10. GONZALEZ, María Jesús. Industria de cereales y derivados. Editorial Mundi
Prensa.2002.
11. LOMAS, María del Carmen. Introducción al cálculo de los procesos tecnológicos de
los alimentos, España: Edit. Acribia 2002. 229 pág. Ilust.

132
12. LARRAÑAGA, C. Ildefonso (1999): Control e Higiene de los Alimentos. Ed Mc
Graw Hill.Primera Edición. Aravaca-Madrid
13. MALES, Tania Gisela. Elaboración de empanadas con alto índice de proteína
mediante mezcla con diferentes porcentajes de harina de plátano dominico secado
con control de tiempo y temperatura, harina de soya y acido cítrico en la UTE santo
domingo 2007.
14. Manual de Análisis de Alimentos, del “Laboratorio de Química”. Universidad
Tecnológica Equinoccial. Santo Domingo de los Tsáchilas.
15. Normas INEN para harinas de origen vegetal y panificación.
16. Normas INEN para harinas de trigo (requisitos).
17. PEARSON. 2002. Composición y análisis de los alimentos. Editorial Continental.
México.
18. PERRY, Robert. / (1992). “Manual del Ingeniero Químico”. Tomo II. México.
19. SÁNCHEZ, Julio./(2005).Introducción al diseño experimental. Quality Print. Quito-
Ecuador.
20. TERRANOVA. / (1995). Enciclopedia Agropecuaria, Producción Agrícola Tomo II.
Terranova Editores, Ltda. Santafé de Bogotá, D.C., Colombia.
21. http://redalyc.uaemex.mx/redalyc/pdf/469/46934205.pdf.
22. http://www.medicinasnaturistas.com/harina_platano_anorexia_ardor_estomago_cai
da_cabello_colesterol_diarrea_gastritis.php
23. http://www.directindustry.es/fabricante-industrial/secador-61731.html
24. http://es.wikipedia.org/wiki/Composicionquimica.html
133
25. http://www.diccionariodelvino.com/index.php/analisis-organoleptico/
26. http://es.wikipedia.org/wiki/Balance_de_materia.
27. http://es.wikipedia.org/wiki/Harinas.
28. http://www.codexalimentarius.net/web/standard_list.do?lang=es
29. http://es.wikipedia.org/wiki/Pan_(luna)
30. http://www.engormix.com/molinos_industriales_granos_s_products571-652.htm
31. http://www.panaderia.com/informes/mejorantes_panarios.html
32. http://es.wikipedia.org/wiki/Gluten
134
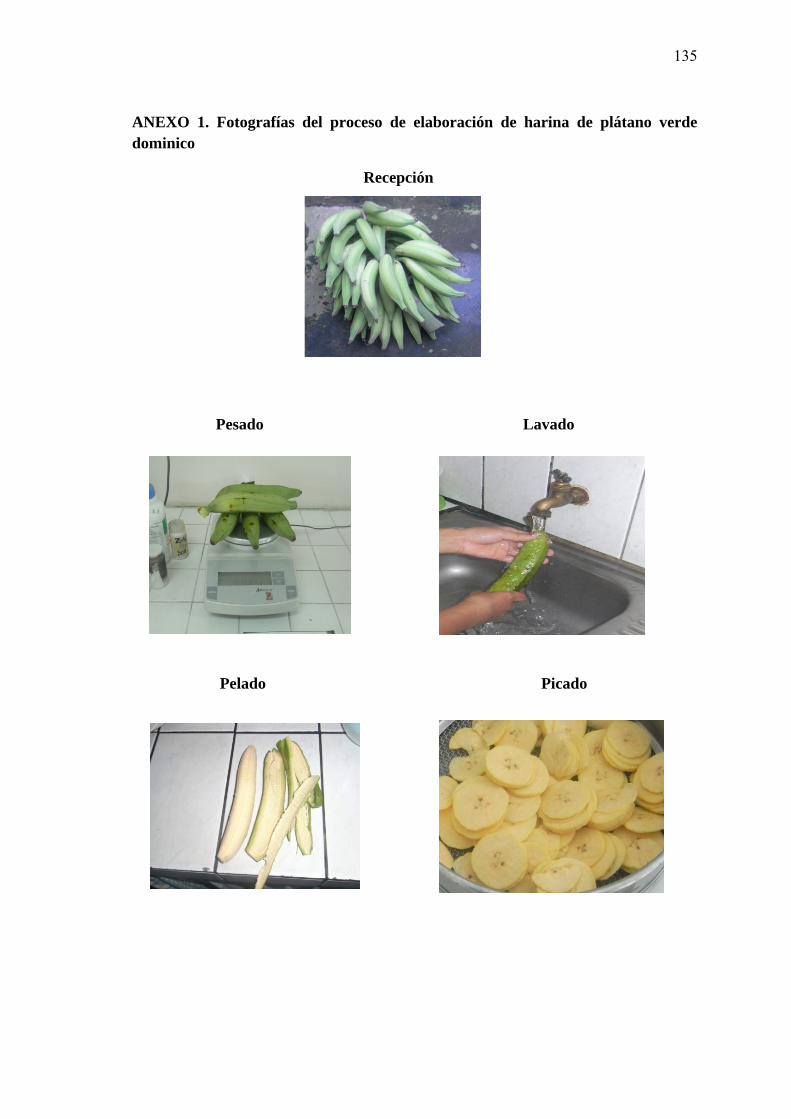
135
ANEXO 1. Fotografías del proceso de elaboración de harina de plátano verde dominico
Recepción
Pesado Lavado
Pelado Picado
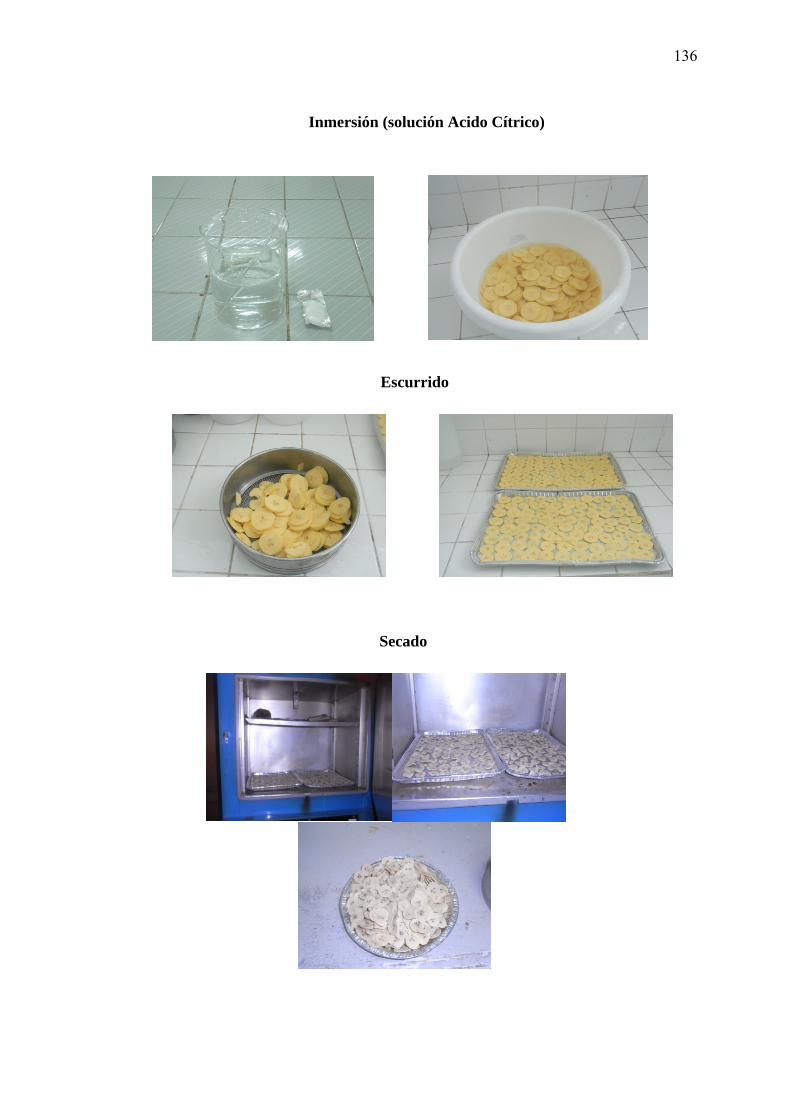
136
Inmersión (solución Acido Cítrico)
Escurrido
Secado

137
Molido
Tamizado
Empacado y almacenado

138
ANEXO 2. Fotografías del proceso de elaboración de pan de harina de trigo y
harina de plátano verde dominico.
Recepción Pesado
Amasado Leudado I
Reposo Boleo

139
Moldeo Leudado II
Horneado Enfriado
Empacado y Almacenado
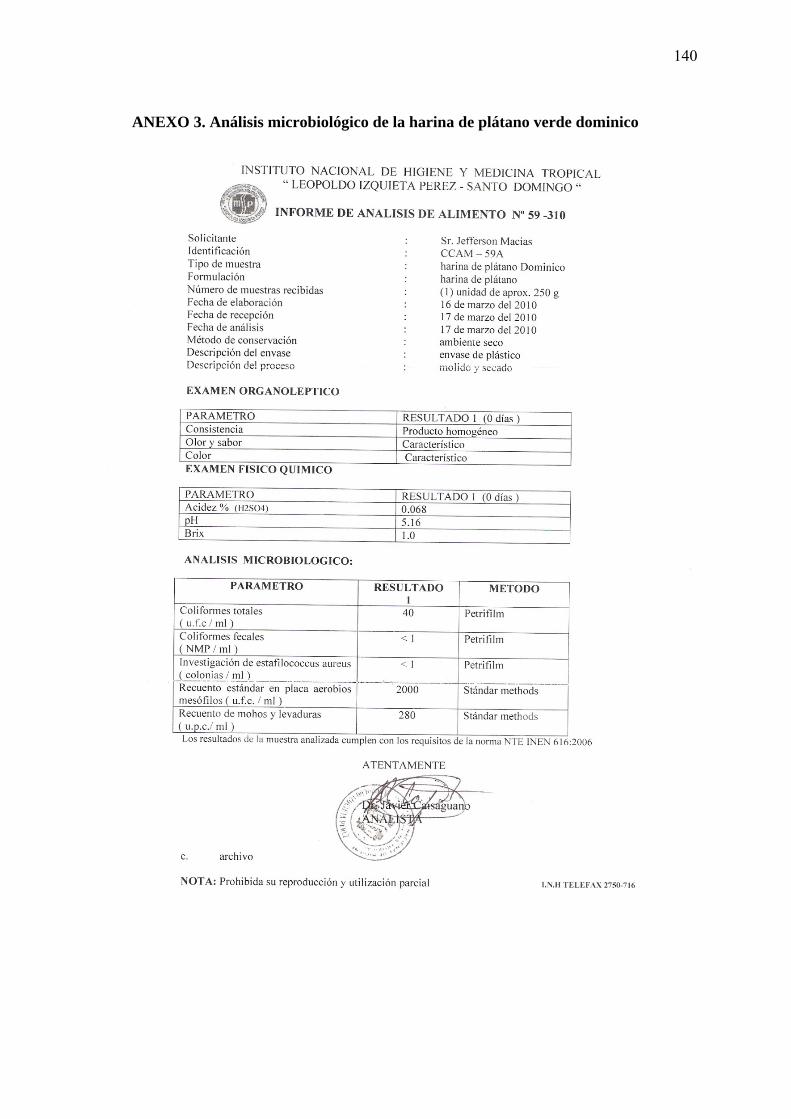
140
ANEXO 3. Análisis microbiológico de la harina de plátano verde dominico

141
ANEXO 4. Análisis bromatológico del pan
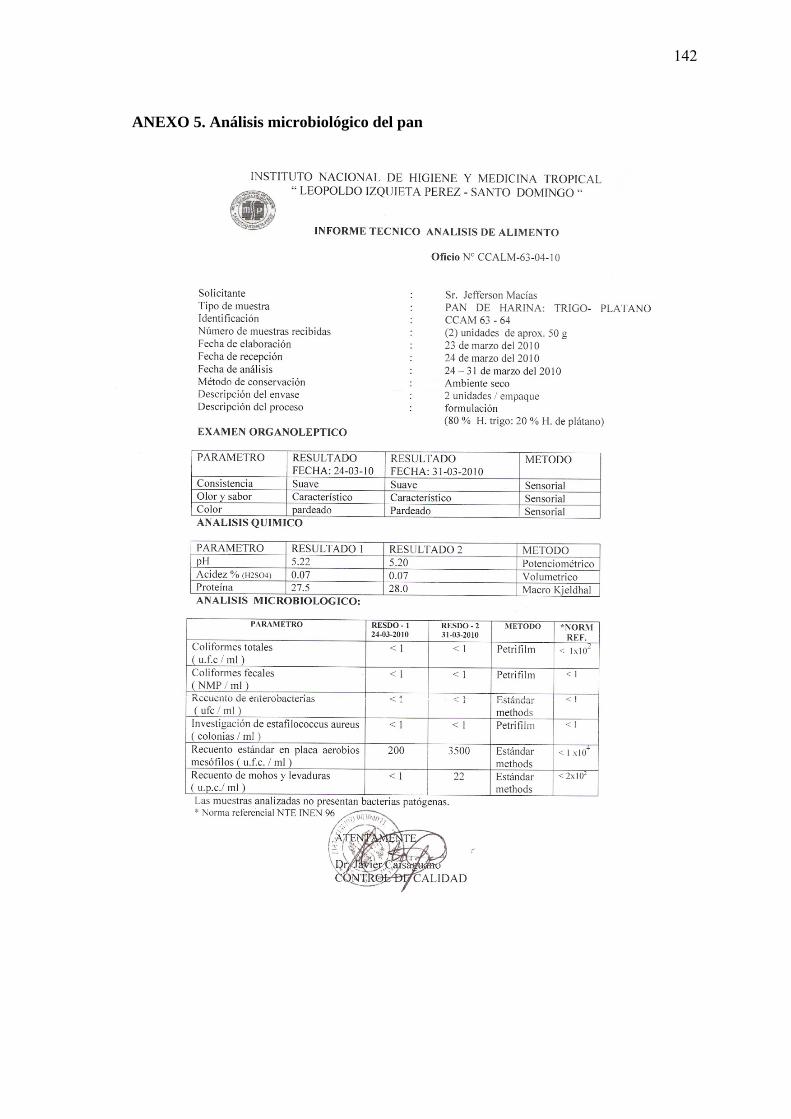
142
ANEXO 5. Análisis microbiológico del pan

143
ANEXO 6. Tabla C-9 Propiedades útiles del aire para transferencia de calor por
convección.
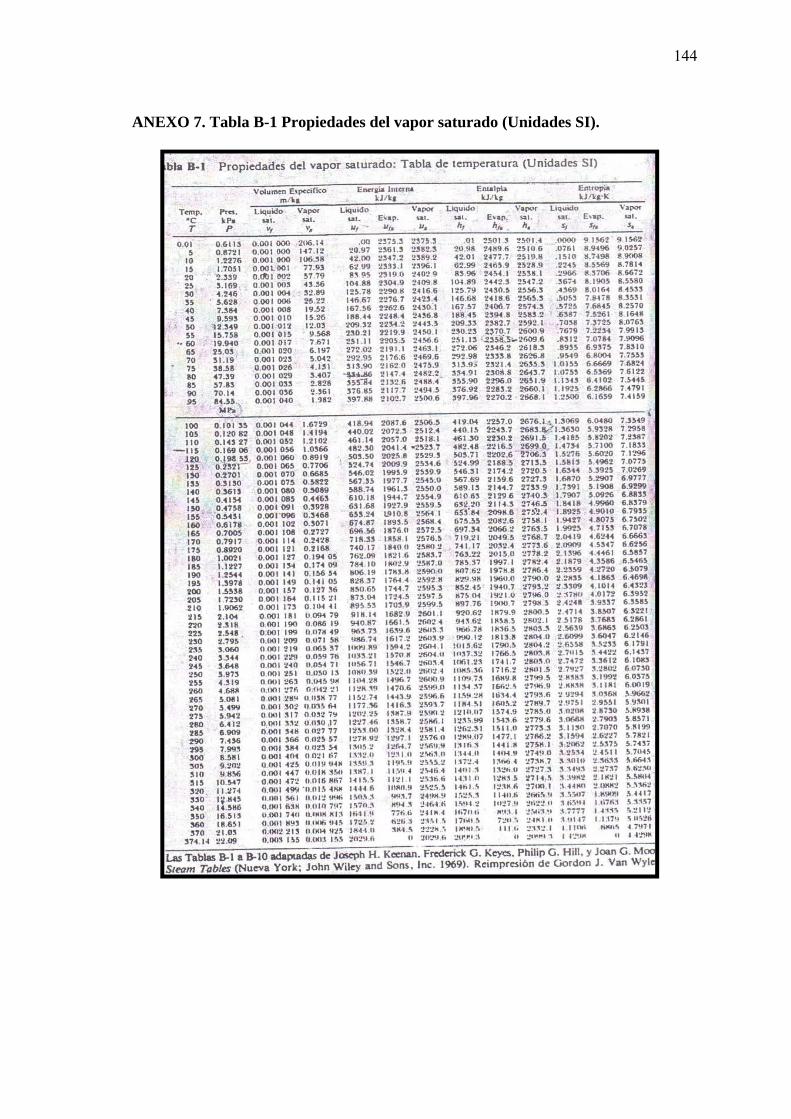
144
ANEXO 7. Tabla B-1 Propiedades del vapor saturado (Unidades SI).
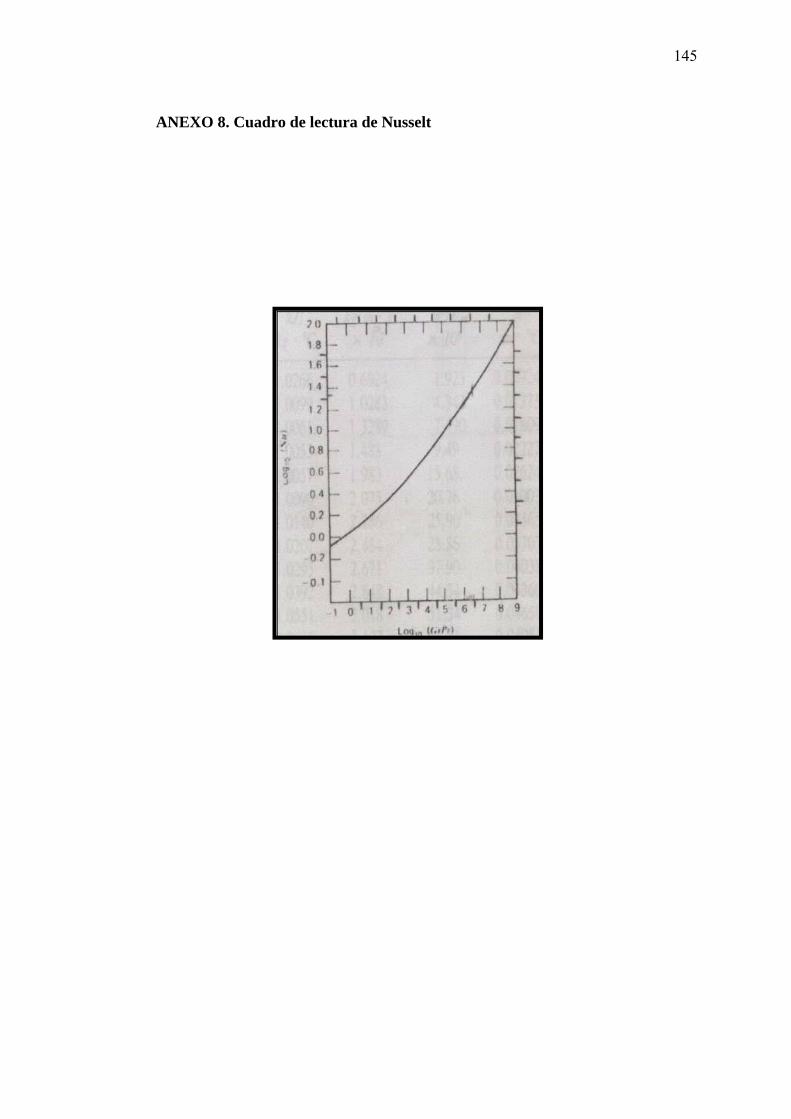
145
ANEXO 8. Cuadro de lectura de Nusselt
146
ANEXO 9. Norma INEN 0616:2006 Harina de trigo: Requisitos

147
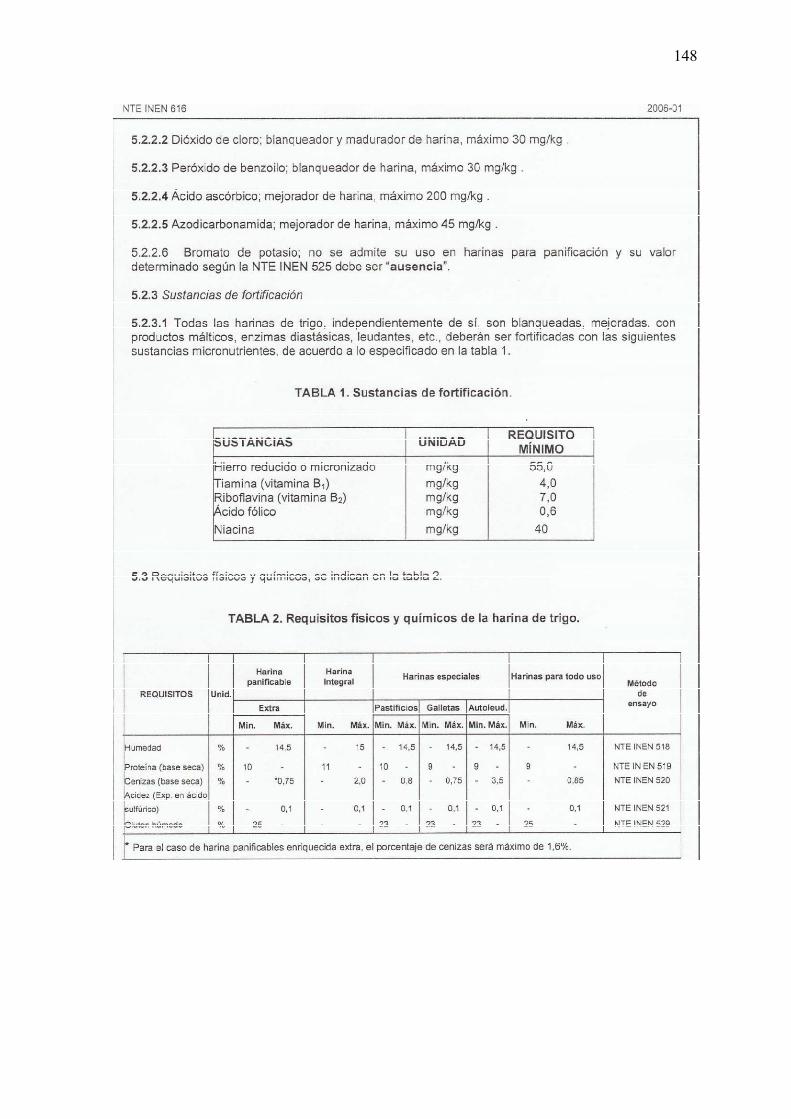
148

149

150
151
ANEXO 10. Norma INEN 95. Pan común: Requisitos
152

153

154
ANEXO 11. Formato de la hoja de encuesta para el pan
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
Escuela de Ingeniería Agroindustrial
Usted recibirá tres formulaciones de pan, las cuales podrá degustar y a la vez evaluar los diferentes atributos (color, olor, sabor y textura).
Marque con una (X) según su criterio.
COLOR
Calificación Formulación 1 Formulación 2 Formulación 3 Muy agradable Agradable Poco agradable
OLOR
Calificación Formulación 1 Formulación 2 Formulación 3 Muy agradable Agradable Poco agradable
SABOR
Calificación Formulación 1 Formulación 2 Formulación 3 Muy agradable Agradable Poco agradable
TEXTURA
Calificación Formulación 1 Formulación 2 Formulación 3 Muy agradable Agradable Poco agradable
OBSERVACIONES:…………………………………………………………………….
GRACIAS POR SU COLABORACIÓN