universidad nacional intercultural de la...
TRANSCRIPT

UNIVERSIDAD NACIONAL INTERCULTURAL DE LA AMAZONIA
FACULTAD DE INGENIERÍA Y CIENCIAS AMBIENTALES
CARRERA PROFESIONAL DE INGENERÍA AGROINDUSTRIAL
TESIS
EXTRACCIÓN DE PECTINA POR HIDRÓLISIS ÁCIDA Y PRECIPITACIÓN
ALCOHÓLICA A PARTIR DE LAS CÁSCARAS DE CACAO HÍBRIDO CCN51
(Theobroma cacao L.) PARA LA FABRICACIÓN DE UN PROTOTIPO DE
EMPAQUE ALIMENTARIO, PUCALLPA, REGIÓN UCAYALI 2015
PRESENTADA POR:
DEL AGUILA FLORES, DALY
ZEGARRA JUMANGA, DIEGO ARMANDO
Como requisito para optar el título profesional de Ingeniero Agroindustrial
PUCALLPA – PERU
2016

ii
DEDICATORIA
A Dios, por habernos dado la vida; protección, salud y fortaleza para
poder lograr uno de nuestros objetivos. A toda nuestra familia, en
especial a nuestros padres; quien con todo su esfuerzo y sacrificio nos
han apoyado en cada momento, educándonos y formándonos con
valores éticos y morales, para ser personas de bien, y lograr ser
profesionales de provecho.
iii
AGRADECIMIENTOS A dios por ser nuestra fortaleza espiritual.
A nuestros padres por habernos apoyado con amor y sacrificio para nuestra
formación personal y profesional.
Un agradecimiento especial al Ing. Ronald Marlon Lozano Reátegui, por el
asesoramiento brindado durante el desarrollo del presente trabajo de
investigación.
De igual manera agradecemos a:
Al señor Roberto Tuesta Bardales, por ayudarnos y orientarnos, y a la vez
también facilitarnos, el laboratorio general de Química, de la Universidad Nacional
de Ucayali.
También agradecer a muchas personas que nos brindaron su constante apoyo
material, moral y profesional para llegar a cumplir la culminación de esta
investigación.

iv
ÍNDICE
CARATULA I DEDICATORIA Ii AGRADECIMIENTO Iii INDICE Iv INTRODUCCIÓN xi RESUMEN xiii ABSTRAC xiv CAPITULO I:.PLANTEAMIENTO DEL PROBLEMA
15
1.1. DESCRIPCIÓN DE LA SITUACIÓN PROBLEMÁTICA 15 1.2. FORMULACIÓN DEL PROBLEMA 17 1.3. OBJETIVOS DE LA INVESTIGACIÓN 18
1.3.1. Objetivo general 18 1.3.2. Objetivos específicos 18
1.4. JUSTIFICACIÓN DEL ESTUDIO 19 1.5. LIMITACIONES DE LA INVESTIGACIÓN 20 CAPITULO II: MARCO TEÓRICO
22
2.1. ANTECEDENTES DE LA INVESTIGACIÓN 22 2.2. BASES TEÓRICAS 28
2.2.1. Cacao (Theobroma cacao L.) 28 2.2.2. Clasificación Taxonómica del Theobroma cacao L. 29 2.2.3. Fenología (Theobroma cacao L.) 29
2.2.3.1. Árbol 30 2.2.3.2. Hojas 30 2.2.3.3. Tallo 30 2.2.3.4. Flores 30 2.2.3.5. Fruto 30 2.2.3.6. Semillas 31
2.2.4. Variedades Comunes del cacao 31 2.2.4.1. Criollos 31 2.2.4.2. Forasteros 31 2.2.4.3. Trinitarios 32
2.2.5. Productos de desecho de la manufactura de Theobroma Cacao L.
32
2.2.5.1. Desechos del proceso de beneficio del cacao 32 2.2.5.2. Aprovechamiento de los residuos del cacao 33
2.2.6. Pectina 34 2.2.6.1. Origen 36 2.2.6.2. Características de la pectina 36 2.2.6.3. Propiedades generales de las pectinas 39 2.2.6.4. Pectinas de alto metóxilo 41 2.2.6.5. Pectinas de bajo metóxilo 41 2.2.6.6. Clasificación de las sustancias pécticas 42 2.2.6.7. Pectina como agente gelificante 42 2.2.6.8. Propiedades del poder gelificante 43 2.2.6.9. Pectina de gelificación rápida 43 2.2.6.10.Pectina de gelificación lenta 44
2.2.7. Ácido cítrico 44
v
2.2.7.1. Aplicaciones del ácido cítrico 45 2.2.8. Ácido clorhídrico 46
2.2.8.1. Ventajas del ácido clorhídrico 47 2.2.9. Obtención de pectina por hidrólisis ácida 47 2.2.10.Empaques biodegradables 48
2.2.10.1. Origen de los biopolímeros naturales 49 2.2.10.2. Degradación de los biopolímeros 49 2.2.10.3. Películas de biopolímeros 49
2.3. DEFINICIÓN DE TÉRMINOS BÁSICOS 50 2.3.1. Sustancias pécticas 50 2.3.2. Gelificación 50 2.3.3. Velocidad de gelificación 50 2.3.4. Grado de esterificación 51 2.3.5. Plástico degradable 51 2.3.6. Plástico biodegradable 51 2.3.7. Producto biodegradable 52 2.3.8. Biodegradabilidad 52 2.3.9. ASTM 52
2.4. HIPÓTESIS 52 2.4.1. Hipótesis general 52 2.4.2. Hipótesis específicas 53
2.5. VARIABLES 53 2.5.1. Variable Independiente 53 2.5.2. Variable Dependiente 54
CAPITULO III: METODOLOGÍA
55
3.1. LUGAR DE UBICACIÓN 55 3.2. TIPO Y NIVEL DE INVESTIGACIÓN 55
3.2.1. Tipo de investigación 55 3.2.2. Nivel de investigación 55
3.3. METODOLOGÍA DE LA INVESTIGACIÓN 56 3.3.1. Materiales, equipos y reactivos 56
3.3.1.1. Materiales para el procesamiento 56 3.3.1.2. Materiales de laboratorio 56 3.3.1.3. Materiales de escritorio 57 3.3.1.4. Equipos de laboratorio y de proceso 57 3.3.1.5. Reactivos 57 3.3.1.6. Materia prima 58
3.4. DISEÑO DE LA INVESTIGACIÓN 58 3.4.1. Obtención de pectina a partir de la cáscara de cacao 58
3.4.1.1. Procedimiento para la obtención de pectina 58 3.4.1.2. Diagrama de flujo para la obtención de pectina 61 3.4.1.3. Modelo estadístico utilizado para la obtención de
pectina 62
3.4.1.4. Análisis físico químico de la pectina obtenida 64 3.4.2. Elaboración del prototipo de empaque alimentario 65
3.4.2.1. Procedimiento para la elaboración de prototipo de empaque alimentario
65
3.4.2.2. Diagrama de flujo para la elaboración del prototipo de empaque alimentario
66

vi
3.4.2.3. Modelo estadístico utilizado para la elaboración del prototipo de empaque alimentario
66
3.4.2.4. Análisis del prototipo de empaque alimentario 69 3.5. POBLACIÓN, MUESTRA Y UNIDAD EXPERIMENTAL 71
3.5.1. Población 71 3.5.2. Muestra 71 3.5.3. Unidad experimental 71
3.6. TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS
72
3.6.1. Técnicas de recolección de datos 72 3.6.1.1. Fuente primaria 72 3.6.1.2. Fuentes secundarias 72 3.6.1.3. Técnicas de proceso 72 3.6.1.4. Técnicas de procesamiento y análisis de los
datos 73
3.6.2. Instrumentos de recolección de datos 73 3.6.2.1. Referencias bibliográficas 73 3.6.2.2. De laboratorio 74 3.6.2.3. Evaluación sensorial 74 3.6.2.4. Procesamiento, análisis de datos y presentación
de resultados 74
CAPITULO IV: RESULTADOS Y DISCUSIÓN
75
4. RESULTADOS Y DISCUSIÓN 75 4.1. PROCEDIMIENTOS DE VALIDEZ Y CONFIABILIDAD DE
INSTRUMENTOS 76
4.2. TÉCNICAS ESTADÍSTICAS PARA EL PROCESAMIENTO DE LA INFORMACIÓN
77
4.2.1. Obtención de pectina 78 4.2.1.1. Tratamiento estadístico para el análisis de
varianza (ANOVA) de los resultados obtenidos de los pesos en g de la pectina obtenida en laboratorio
79
4.2.1.2. Prueba de Diferencia Significativa Honesta (DSH) de Tukey
82
4.2.1.3. Análisis físico químico de la pectina obtenida 85 4.2.2. Elaboración del prototipo del empaque alimentario 87
4.2.2.1. Tratamiento estadístico para el análisis de varianza (ANOVA) de los resultados obtenidos de la solubilidad en porcentaje (%) del biopolímero obtenido en laboratorio
88
4.2.2.2. Prueba de Diferencia Significativa Honesta (DSH) de Tukey
90
4.2.2.3. Análisis del prototipo de empaque alimentario T1 (concentración de pectina del 3% y glicerina del 1,50%)
93
4.2.3. Análisis sensorial de los prototipos de empaques alimentarios
94
4.2.3.1. Atributo COLOR 94 4.2.3.2. Atributo OLOR 98

vii
4.2.3.3. Atributo SABOR 100 4.2.3.4. Atributo TEXTURA 101
4.3. PRUEBA DE HIPÓTESIS 105 CONCLUSIONES 106 SUGERENCIAS 107 V. BIBLIOGRAFÍA
108
ANEXOS 116
viii
INDICE DE CUADROS
Pág. Cuadro 1: Composición química de las cáscaras de Theobroma
cacao L. (Expresados en porcentaje de peso/peso (%
p/p) de estos desechos).
34
Cuadro 2: Cantidad de pectina de diferentes frutos (Expresados en
base seca del alimento) 35
Cuadro 3: Clasificación de las pectinas 44
Cuadro 4: Cuadro ANVA del Modelo factorial con tres factores 62
Cuadro 5: Cuadro ANVA del Modelo factorial con dos factores 68
Cuadro 6: Cuadro ANVA del Modelo factorial con dos factores 71
Cuadro 7: ANOVA de los resultados obtenidos de los pesos en g
de la pectina obtenida en laboratorio 81
Cuadro 8: Prueba de Diferencia Significativa Honesta (DSH) de
Tukey 83
Cuadro 9: Resultados de la Prueba de Diferencia Significativa
Honesta (DSH) de Tukey 84
Cuadro 10: Resultados de los análisis físicos químicos de la pectina
obtenida de las cáscaras de cacao. 85
Cuadro 11: Resultados del DCA con arreglo Factorial de 3x3
utilizado en la investigación en cuanto a la solubilidad
del empaque alimentario.
88
Cuadro 12: ANOVA de los resultados obtenidos de la solubilidad en
porcentaje (%) del biopolímero obtenido en laboratorio. 90
Cuadro 13: Prueba de Diferencia Significativa Honesta (DSH) de
Tukey 91
Cuadro 14: Resultados de la Prueba de Diferencia Significativa
Honesta (DSH) de Tukey 91
Cuadro 15: Resultados de los análisis físicos químicos del empaque
alimentario elaborado con la pectina de las cáscaras de
cacao.
93
Cuadro 16: ANOVA del atributo COLOR de las muestras de frutas
cubiertas con el prototipo de empaque alimentario 96
ix
reportado por los panelistas
Cuadro 17: Resultados de la Prueba de Diferencia Significativa
Honesta (DSH) de Tukey para el atributo COLOR 97
Cuadro 18: ANOVA del atributo OLOR de las muestras de frutas
cubiertas con el prototipo de empaque alimentario
reportado por los panelistas
98
Cuadro 19: ANOVA del atributo SABOR de las muestras de frutas
cubiertas con el prototipo de empaque alimentario
reportado por los panelistas
100
Cuadro 20: ANOVA del atributo TEXTURA de las muestras de
frutas cubiertas con el prototipo de empaque alimentario
reportado por los panelistas.
102
Cuadro 21: Resultados de la Prueba de Diferencia Significativa
Honesta (DSH) de Tukey para el atributo TEXTURA 103

x
INDICE DE FIGURAS
Pág.
Figura 1: Diagrama de flujo experimental para la extracción de
pectina a partir de cáscara de cacao 61
Figura 2: Diagrama de flujo experimental para la fabricación del
prototipo de empaque alimentario 67
Figura 3: Medias de los pesos de la pectina obtenida en los
diferentes tratamientos 78
xi
INTRODUCCIÓN
El cacao (Theobroma cacao L.) es una de los cultivos tropicales que está
incrementándose en sus áreas de cultivo. Promocionado por ser una alternativa al
cultivo de la coca, desde su introducción ha sido una de las especies que mejor
se ha adaptado a las diversas condiciones de suelo y clima que existen en la
región de Ucayali.
Al presentar un incremento del precio a nivel mundial de la semilla, se ha
incentivado su producción y estimulado la exportación del mismo, permitiéndole
competir en calidad con los exigentes mercados de los Estados Unidos y Europa.
Sin embargo, durante el procesamiento del cacao se generan gran cantidad de
residuos orgánicos como son las cáscaras (aproximadamente el 75% del total del
fruto), lo cual aumenta los costos de disposición y tratamiento de los mismos.
Siendo éste, un gran problema en muchas industrias de procesamiento de
semillas de cacao, es la razón por la cual se busca una alternativa para minimizar
los desechos y aprovecharlos, aplicando tecnologías que permitan aprovechar los
residuos generados, disminuir el impacto ambiental y generar ingresos
económicos por la venta de los subproductos.
Una alternativa para el manejo de estos residuos, es la obtención de
subproductos que le aporten valor agregado al proceso de despulpado del cacao,
como las pectinas con la finalidad de aprovecharla en empaques
agroalimentarios. El procesamiento de los residuos es hoy en día un tendencia
ambientalmente beneficiosa, que toda agroindustria debe implementar para la
obtención de diversos subproductos con un alto valor monetario.
Por otro lado, debido a exigencias ambientales y legales, la agroindustria se
ve cada vez más comprometida a encontrar alternativas de uso de los residuos
que genera.
La pectina, proviene de la palabra griega “Pekos” (denso, espeso,
coagulado), es una sustancia mucilaginosa de las plantas superiores. Está

xii
asociada con la celulosa y le otorga a la pared celular la habilidad de absorber
grandes cantidades de agua. La celulosa tiene un importante rol en la estructura
ya que le da rigidez a las células, mientras que la pectina contribuye a su textura.
El interés de investigar nuevas alternativas de obtención de pectinas a partir de
los residuos (cáscaras) del procesamiento de la semilla del cacao, se debe a que
es un aditivo importante en la industria de alimentos, por sus propiedades
espesantes, estabilizantes y gelificantes en productos como: mermeladas,
gelatinas, mashmelos, jaleas, gomas, etc.; es por ello se evaluaron parámetros
químicos asociados a esta propiedad como por ejemplo, el grado de esterificación
a fin de conocer su comportamiento y en base a ello determinar su posibilidad de
uso.
En esta investigación, se evaluó el uso de las cáscaras del cacao híbrido
CCN51, las cuales se obtuvieron del proceso de quitar las semillas y como
materias primas para la obtención de pectinas por hidrólisis ácida, con una
dilución con ácido cítrico a temperaturas de 60, 75 y 90°C, como agente
extractante a un rango de pH de 3,0, 4,0 y 5,0, utilizando un tiempo de 80 minutos
para la hidrólisis ácida y precipitando la pectina con alcohol etílico a 96% v/v, por
lo cual se experimentaron diez y ocho (18) tratamientos para obtener pectina a
partir de las cáscaras de cacao. Con la pectina obtenida, se experimentaron
nueve (09) tratamientos para elaborar un empaque alimentario, del cual resultaron
tres (03) tratamientos que se usó para recubrir trozos de fruta de papaya, plátano
y piña a modo de un empaque alimentario, los cuales fueron sometidos a una
prueba de degustación por 25 jueces semi entrenados, que evaluaron los
atributos de color, sabor, olor y textura.
xiii
RESUMEN
En el presente trabajo se experimentó en laboratorio, la factibilidad de obtener
pectinas de uso agroindustrial, utilizando las cáscaras del cacao híbrido CCN-51.
El interés de trabajar en la obtención de pectinas de los desechos generados del
proceso de despulpado del cacao, se basa en gran parte a su creciente demanda
como aditivo en la industria agroalimentaria por su capacidad gelificante y
espesante, aunado a esto su aumento de consumo por la versatilidad de
aplicaciones que tienen en diversos sectores industriales. Para ello se determinó
las características de la pectina extraída por hidrólisis ácida con ácido cítrico y
precipitación de las mismas con alcohol etílico al 96% v/v, con la finalidad de
efectuar el proceso de obtención de pectina con insumos accesibles y disponibles
en los laboratorios; se evaluaron tres rangos de pH (3,0, 4,0 y 5,0), un tiempo y
temperatura de hidrólisis de 80 minutos y 90°C respectivamente, para lo cual se
utilizó el diseño estadístico DCA con arreglo factorial 3x3 con 3 repeticiones; en
cuanto a la determinación de las características fisicoquímicas: Rendimiento
promedio de 4,10%; Grado de esterificación promedio de 42,36%; Sólidos
solubles de 46,52; Tiempo de gelificación de 41,5 minutos; Acidez libre de 5,47
meq carboxilos libre/g pectina; Cenizas de 3,34% y Humedad de 14,23%. Con la
pectina obtenida, se elaboró nueve (09) prototipos de empaque alimentario, los
cuales fueron analizados estadísticamente mediante un DCA con arreglo factorial
de 3x2 con 3 repeticiones, resultando como el mejor, el T1 (concentración de
pectina del 3% y glicerina del 1,50%) que presentó las siguientes características:
Transparencia (UT x nm) de 25 623,24; Opacidad (UA x nm) de 43,8; Solubilidad
en agua del 84,23%; Cenizas de 2,98%; Humedad de 12,58% y Biodegradabilidad
del 35,57% a los 5 días; para la evaluación sensorial efectuada por los panelistas
se escogió las tres mejores fórmulas para el prototipo de empaque alimentario,
que fueron evaluados estadísticamente mediante un diseño DBCA con arreglo
factorial de 3x2, tuvo una aceptación de Me gusta moderadamente que
correspondió a un puntaje promedio de 4 para los atributos color, sabor y textura
(muestra de papaya) y olor (muestra de piña).
Palabras claves: pectina, empaque alimentario, hidrólisis ácida,
biodegradabilidad, análisis sensorial, gelificación, grado de esterificación.

xiv
ABSTRAC
In the present work was experienced laboratory, the feasibility of obtaining pectins
agricultural use, using hybrid cocoa shells CCN51. Working interest in obtaining
pectins generated waste pulping process cocoa is based in large part to its
growing demand as an additive in the food industry for its gelling and thickening
capacity, coupled with this his increased consumption the versatility of applications
they have in various industrial sectors. For this purpose the characteristics of
pectin extracted by acid hydrolysis with citric acid and precipitation of the same
with ethyl alcohol 96% v / v, in order to perform the process for obtaining pectin
inputs accessible and available in laboratories determined; three ranges of pH
(3.0, 4.0 and 5.0), time and hydrolysis temperature 80 minutes and 90 ° C
respectively were evaluated, for which the statistical design was used DCA 3x3
factorial arrangement with 3 repetitions; as to the determination of the physico-
chemical characteristics: Average yield of 4.10%; Average degree of esterification
of 42.36%; Soluble solids 46.52; Gel time 41.5 minutes Free free acidity of 5.47 / g
pectin meq carboxyl; Ashes of 3.34% and 14.23% humidity. The pectin obtained,
nine (09) was developed prototypes of food packaging, which were statistically
analyzed by DCA factorial arrangement 3x2 with 3 repetitions, resulting as the
best, the T1 (pectin concentration of 3% and glycerin 1.50%) having the following
features: Transparency (UT x nm) 25 623.24; Opacity (UA x nm) of 43.8; Water
solubility of 84.23%; Ashes of 2.98%; Moisture of 12.58% and 35.57%
biodegradability within 5 days; for sensory evaluation by panelists top three
formulas for the prototype of food packaging, which were statistically evaluated
using a RCBD design factorial arrangement 3x2 was chosen, he had an
acceptance of Thumbs moderately corresponding to an average score of 4 for the
attributes color, flavor and texture (sample papaya) and smell (sample pineapple).
Keywords: pectin, food packaging, acid hydrolysis, biodegradability, sensory
analysis, gelation degree of esterification.
CAPÍTULO I
I. PLANTEAMIENTO DEL PROBLEMA
1.1. DESCRIPCIÓN DE LA SITUACIÓN PROBLEMÁTICA
El cacao (Theobroma cacao L.) es uno de los productos
agroalimentarios de origen tropical de mayor presencia en el mercado
internacional y sus exportaciones en grano han representado más de 33,000
toneladas en el año 2013, del volumen total producido de 62,973 toneladas a nivel
nacional, distribuidas en más de 91,000 hectáreas (El Comercio, 2014), situación
derivada del alto valor agregado promocionado por la industria del chocolate y sus
derivados.
Es así, que el cultivo del cacao es un sustento tradicional en la
producción agropecuaria de numerosas zonas en la selva alta, ceja de selva y, en
los últimos años, en varias más, se considera con una perspectiva muy
promisoria. En la década pasada, la producción de cacao se consideró de gran
importancia para crear una economía alternativa no dependiente de la coca y, en
ese sentido, tuvo lugar un intenso trabajo promotor en La Convención, el Valle del
Río Apurímac y en el Alto Huallaga, región San Martín donde el cultivo ha tenido
un gran éxito para erradicar los sembríos de coca, y en la actualidad, las áreas de
cultivo, se han expandido hacia la región Ucayali.
Según la Dirección Regional de Agricultura de Ucayali (2014), y más
específico, la Dirección de Promoción y Competitividad Agraria, en la región, al
año 2012, se encontraban 52 Cadenas Productivas del cacao, siendo las zonas
productoras, los distritos de Coronel Portillo, Padre Abad (caseríos Shanantía,

16
Cerro Colorado, El Porvenir, Guacamayo y Nuevo Progreso, Nuevo Jordán, Alto
San Antonio y Brisas de Shanantía, ubicados en el centro poblado de Huipoca y
Atalaya.
Por datos obtenidos en el VII Festival Regional del Cacao, realizado en
Irazola en julio del 2014, se mencionó que en Ucayali, hace 7 años existían
alrededor de 3,000 hectáreas de cacao. Actualmente existen 18,000 con una
producción de 3,000 mil toneladas anuales y más de 12 mil familias involucradas.
Sólo en Irazola existen 8,600 hectáreas con la participación de 5,700 familias, y si
tomamos el dato reportado por la Dirección Regional de Agricultura de Ucayali
(2014), que indica un rendimiento por hectárea de 700 kilogramos de fruta, el
volumen de cáscaras que se genera es enorme, lo cual nos da una idea de la
magnitud del problema y de la importancia económica que está cobrando este
sembrío en la región Ucayali.
El aprovechamiento del cacao, se centra exclusivamente en el
procesamiento de las semillas, por lo cual las cáscaras se desechan o
simplemente se apilan en el ambiente, lo cual se constituye en un problema desde
el punto de vista ambiental, si se considera el volumen de producción según las
áreas cultivadas y descritas líneas arriba.
Sin embargo las cáscaras del cacao llegan a representar
aproximadamente más de las 2/3 partes del fruto y con la acción señalada
anteriormente, se contribuye con un sustrato para la propagación de
microorganismos patógenos que pueden enfermar al cultivo; así mismo, la forma
cóncava de las mismas, en época de lluvias son depósitos de agua que facilitan la
multiplicación de insectos como es el caso del zancudo (Aedes aegypti), culpable
de la enfermedad del dengue.
Actualmente se producen al año alrededor de 150 millones de
toneladas de plásticos en todo el mundo, y esto sigue en aumento (Sánchez et al.,
2011).Muchos de estos plásticos están hechos a base de petróleo, lo cual
provoca serios problemas de contaminación ambiental, debido a que los
17
polímeros formulados a partir de esta materia prima no son biodegradables
(Zamudio-Flores et al., 2007, citado por Sánchez et al., 2011). Los empaques a
base de biopolímeros son una alternativa al uso de empaques sintéticos
(Bourtoom y Chinnan, 2008, citado por Sánchez et al., 2011). Algunos estudios
han demostrado que las películas biodegradables pueden conservar la calidad y
extender la vida de anaquel de alimentos mínimamente procesados (Alves et al.,
2007; Chen y Lai, 2008, citado por Sánchez et al., 2011).
Es por ello que el uso de las cáscaras del cacao, para producir
empaques alimentarios, estaría generando un incremento en la cadena de valor
de este producto, considerando que las cáscaras están siendo utilizadas para
fabricar compost que se deposita en el campo donde se ubican los sembríos.
La tendencia actual de los consumidores, se orienta hacia la demanda
de alimentos mínimamente procesados, por lo cual entonces se requieren de los
empaques que siempre deben garantizar la estabilidad y frescura del alimento, y
asegurar que los procedimientos seguidos vayan a prolongar su vida útil. La gran
problemática del mundo en cuanto a la industrialización de la comida tiene que
ver con los empaques, ya que una vez utilizado, el empaque pasa a ser un
residuo. Por ello se deben generar investigaciones que desarrollen tecnologías
que permitan que el empaque no constituya un problema por su acumulación,
sino que se integre con el medio ambiente, a través de su biodegradación.
Es por ello, que urge proyectos de investigación que consideren
aprovechar las cáscaras, ya que pueden constituirse en alternativas de obtener
subproductos como la pectina y su uso para fabricar empaques alimentarios que
generen mayores ganancias del cultivo y producción del cacao.
1.2. FORMULACIÓN DEL PROBLEMA
Los residuos del cacao, principalmente las cáscaras, son de lenta
degradación en condiciones naturales debido principalmente al alto contenido de
celulosa y otros compuestos carbonadas que requieren ser aprovechados a fin de
evitar problemas descritos anteriormente. Su contenido en pectinas del 0,89 por

18
ciento (Mejía, 2000), nos indica que puede ser posible la agroindustrialización de
dicho compuesto de gran uso en la industria alimentaria.
La elaboración de películas comestibles con subproductos descartables
de la industria agropecuaria y de alimentos ofrece la oportunidad de disminuir los
desperdicios, convirtiéndolos en materia prima para la elaboración de películas
comestibles de interés nutricional; además se le pueden conferir algunas
propiedades adicionales al empaque, que vayan en pro de la salud humana.
Se ha tratado de encontrar un uso a las cáscaras en la obtención de
pectinas, en alimentos concentrados para animales (Barazarte et al., 2008), y
espumas (Padrón et al., 2004), sin embargo, en la región y el país no se
aprovecha este subproducto y se planteó por ello ¿Será posible aprovechar los
residuos de las cáscaras del cacao, en la obtención de pectinas utilizando la
hidrólisis ácida, que luego se puedan emplear en la industria de los alimentos
como materia prima en la elaboración de un prototipo de empaque alimentario,
con el fin de dar un valor agregado a este tipo de residuo?.
1.3. OBJETIVOS DE LA INVESTIGACIÓN
1.3.1. Objetivo general
Extraer pectinas de las cáscaras de cacao con diferentes ácidos:
cítrico y ácido clorhídrico, así como a condiciones de temperatura y pH para
elaborar empaques alimentarios.
1.3.2. Objetivos específicos
Establecer la mejor tipo de ácido en la obtención de pectina
de cáscara de cacao.
Determinar el efecto del pH y la temperatura en la obtención
de pectina de calidad a partir de las cáscaras de cacao.

19
Establecer el nivel adecuado de pectina obtenida de cáscara
de cacao para la elaboración de un empaque alimentario de calidad.
Establecer el nivel adecuado de glicerina para la fabricación
de un prototipo de empaque alimentario.
Determinar las características sensoriales de las muestras de
frutas empacadas y las características fisicoquímicas y de biodegradabilidad del
empaque.
1.4. JUSTIFICACIÓN DEL ESTUDIO
Las cáscaras del cacao, corresponden al 90 por ciento del fruto
(FUNDESYRAM, 2013); siendo este el principal desecho en la producción de
cacao. Las cáscaras de cacao representan un grave problema para los
productores, ya que al ser usado como abono sin compostar, se convierten en
una fuente significativa de enfermedades causada por varias especies del género
Phytophthora spp como la mazorca negra o la escoba de bruja causada por el
hongo Moniliophthora perniciosa. Aunque las cáscaras de cacao se han tratado
de utilizar para la alimentación de animales, su uso ha sido limitado ya que los
altos contenidos de alcaloides presentes en las cáscaras restringen el consumo
en animales, debido a que sus sistemas digestivos se ven impedidos para
metabolizar dichos alcaloides.
En el afán de encontrar una solución a los problemas que este tipo de
desechos generan, se han realizado pocos estudios que demuestran que la
cáscara de cacao posee numerosos compuestos que muy bien pueden ser
aprovechados, así posee un pigmento que es un poliflavonoglucosido, requerido
por ser resistente al calor y la luz, es estable y muy utilizado como colorante de
alimentos, otros estudios demuestran su altos contenidos de antioxidantes,
también se han demostrado que pueden ser usadas para la elaboración de
espumas de poliuretano.

20
Hace ya mucho tiempo, que en el área de la ingeniería y tecnología de
alimentos se ha investigado sobre películas comestibles o recubrimientos, para
proteger a los alimentos perecibles de su deterioro natural y de ciertas pérdidas
importantes de la calidad que puedan ser provocadas por el medio ambiente
durante el período de almacenamiento de éstos. Sin embargo, en la última
década ha aumentado de forma muy notoria el interés en el desarrollo y uso de
materiales de envase biodegradables que prolonguen la vida útil y que mejoren la
calidad de los alimentos ya sean frescos, congelados, procesados, entre otros
(Viroben y col., 2000; Ayhllon-Meixueiro y col., 2000; Diab y col., 2001; Khwaldia y
col., 2004, citado por Villamán, 2007).
La tecnología de empaques comestibles es bastante desconocida,
tanto en su capacidad de conservar los alimentos como los procesos de
obtención; tampoco se conocen muy bien los diferentes tipos que existen y sus
características.
El uso indiscriminado de empaques sintéticos ha generado serios
problemas ecológicos contribuyendo a la contaminación ambiental provocada por
desechos sólidos de baja degradabilidad, lo que ha impulsado a la búsqueda de
biopolímeros naturales. El aprovechar los recursos naturales como fuente de
conservación y reciclaje se convierte en una excelente opción e innovación en el
desarrollo de nuevos productos biodegradables. Su total biodegradación en
productos como CO2, agua y posteriormente en abono orgánico es una gran
ventaja frente a los sintéticos (Bastioli, 2001, citado por Villada et al, 2007).
Estos escasos estudios indican el poco conocimiento que se tiene
sobre las características y propiedades de la pectina de las cáscaras de cacao.
1.5. LIMITACIONES DE LA INVESTIGACIÓN
Para el presente trabajo de investigación, se tuvo como limitante la
disponibilidad de las instalaciones de los laboratorios con sus equipos
respectivos, así como los reactivos necesarios para efectuar las pruebas, la cual
21
fue superada, solicitando el apoyo a los laboratorios de instituciones similares a
los de la UNIA.
Otra limitación con la cual los autores encontraron fue la poca
información de trabajos de tesis a nivel nacional y local registradas sobre la
extracción de pectina de residuos agrícolas y su posterior uso para fabricar
empaques de uso alimentario.

CAPÍTULO II
2. MARCO TEÓRICO
2.1. ANTECEDENTES DE LA INVESTIGACIÓN
Barazarte et al., 2008, en el trabajo: LA CÁSCARA DE CACAO
(Theobroma Cacao L.): UNA POSIBLE FUENTE COMERCIAL DE PECTINAS,
ejecutado en la Universidad Simón Bolívar, Laboratorio de Análisis de Alimentos,
Departamento de Procesos Biológicos y Bioquímicos y la Universidad Central de
Venezuela, Instituto de Ciencia y Tecnología de Alimentos – Venezuela,
manifestaron que la explotación comercial del cacao (Theobroma cacao L.)
genera un volumen de cáscaras que puede utilizarse para la producción de
pectinas a nivel industrial. Por tal razón, extrajeron pectinas de la cáscara de
cacao a diferentes condiciones de pH y temperatura y evaluaron sus principales
características químicas. Para la extracción se usaron EDTA al 0,5% a pHs 3, 4 y
5 y temperaturas de 60, 75 y 90ºC, bajo diseño factorial 3^2. Las variables
respuestas fueron: rendimiento, contenido de ácido anhidro galacturónico (AGA),
contenido de metoxilo, grado de esterificación y peso equivalente delas pectinas
extraídas. Se determinó la fuerza del gel pactico con un texturómetro TA – XT2i.
Con la pectina extraída se elaboró una mermelada de fresa y se determinó su
aceptabilidad empleando una escala hedónica de 7 puntos. Se obtuvo un
rendimiento de extracción de 2,64 a 4,69 g/100g, un contenido de AGA entre 49,8
y 64,06 g/100g, un contenido de metoxilo entre 4,72 y 7,18 g/100g, un grado de
esterificación entre 37,94% y 52,20%, un peso equivalente entre 385,47 a 464,61
g/equivalente de H+ y un grado de gelificación entre 285,64 y 806,03 g fuerza. La
pectina extraída a pH 4 y 90 ºC mostró un poder gelificante de 422,16 g fuerza,
pureza 62,26 g/100g de AGA y un rendimiento de extracción de 3,89 g/100g, y

23
permitió preparar una mermelada con un nivel de agrado promedio de “me gusta
moderadamente”. Las pectinas de cáscaras de cacao presentan potencial
aplicación en la industria de alimentos, pero es necesario optimizar los
parámetros de extracción para aumentar su rendimiento.
Betancourt y Llanos (2009), por su parte en el trabajo: EXTRACCIÓN
DE PECTINAS A PARTIR DE LOS SUBPRODUCTOS DEL BENEFICIO DEL
CACAO, ejecutado en Universidad EAFIT, Escuela de Ingeniería, Departamento
de Ingeniería de Procesos – Colombia, evaluaron la posibilidad de obtener
pectinas a partir de los subproductos del proceso del beneficio del cacao. Los
experimentos se llevaron a cabo en el laboratorio de desarrollo de productos del
departamento de ingeniería de procesos de la universidad EAFIT. Mediante un
diseño de experimentos factorial 2K con punto medio se evaluaron las variables
de respuesta rendimiento y grado de metilación para la pectina obtenida a partir
de la mazorca del cacao, los factores del diseño fueron tiempo de cocción (Tc),
tiempo de hidrólisis (Th) o extracción y pH de la mezcla antes de la hidrólisis (con
ácido clorhídrico al 10%) cuyos niveles fueron 20 min y 30 min, 20 min y 40 min y
1.5 y 2.5 respectivamente. Se encontró que los factores que presentan efectos
significativos para la extracción de pectinas fueron Tc y Th. El punto medio mostró
los mejores resultados para las variables de respuesta evaluadas, un rendimiento
de 4.3% y grado de esterificación de 93%. Con los datos del punto medio se
realizó un ensayo para la extracción de pectina a partir de la cascarilla de la
almendra del cacao. La pectina obtenida fue caracterizada, con base en el poder
de gelación, contenido de cenizas y espectroscopia infrarroja. Estas pruebas
definieron la pectina obtenida como una pectina “ultra rapid set”. El resultado del
análisis económico preliminar de este proceso a escala de laboratorio indica que
no es rentable.
Guidi et al., (2010), en el trabajo OBTENCIÓN DE PECTINA A PARTIR
DE LA CASCARA DE MARACUYÁ MEDIANTE HIDRÓLISIS ÁCIDA, cuyo
objetivo: Proponer el método para la obtención de pectina a partir de la cáscara
de maracuyá (Passiflora edulis), mediante Hidrólisis Ácida, usó la metodología:
La materia prima será recibida en sacos de 20 Kg, la cual será pesada y llevada a
la cinta de selección, donde se eliminará la cáscara no apta para el proceso.

24
Posteriormente, se realiza el lavado de la cáscara (balsa de lavado). Ya lavada,
será dirigida a una picadora de alimentos. La cáscara picada será dirigida a la
máquina de cocción continua; el agua utilizada será cuatro veces el peso de la
materia prima, a 60 65°C, durante 5 a 10 minutos. Ya teniendo la cascara tratada,
ésta será trasladada con la ayuda de un elevador a un tanque, en el cual se
añadirá agua a una relación 1:3 (cáscara: agua); la mezcla deberá alcanzar una
temperatura de 50°C; la solución adicionada debe tener una concentración 0.0045
M de ácido cítrico y con 2,5% de hexametafosfato de sodio. Se mantendrá por 10
min, con constante agitación. Luego, la mezcla se hará pasar por un filtro
monoplaca, con la intención de evitar el paso de la cáscara. El líquido filtrado será
bombeado a la centrifugadora (3000 rpm). Saliendo de la centrifugadora, será
enfriado a 4°C. Posteriormente, se bombeará a un tanque para poder realizar la
precipitación. Se precipitará la solución fría con alcohol a 96°GL a una relación
1/0.96 de volumen; esta precipitación tendrá una duración de una hora. Una vez
que haya pasado el tiempo de precipitación, la pectina será bombeada a un filtro
prensa. Una vez filtrada la pectina, se podrá recuperarla de las placas del filtro y
serán colocadas en bandejas para ser secada a 45°C por 12 horas o hasta que el
peso sea constante. La pectina seca será removida de las bandejas y molida. La
pectina molida deberá ser envasada inmediatamente de manera hermética, llegó
a las siguientes conclusiones:
El método consta de la preparación de la materia prima la cual tiene cuatro
operaciones: pesado, selección, lavado y picado; luego viene la inactivación
enzimática, hidrólisis ácida, filtración, centrifugación, enfriado, precipitación con
alcohol, filtración, secado, molido, envasado y almacenado.
Los resultados que se obtuvieron en la caracterización fueron similares a la
pectina comercial, en cuanto al contenido de materia seca, humedad y cenizas;
se obtuvo pequeñas variaciones en cuanto a la acidez libre y el pH.
A partir de los resultados obtenidos en la experimentación, se pudo proponer el
método para obtener pectina a nivel industrial y, al mismo tiempo, dimensionar
las máquinas y equipos necesarios.
Se pudo observar que los factores que influyen en la Hidrólisis Ácida fueron la
temperatura como principal factor seguido del tiempo de hidrólisis y la
interacción de ambos factores.

25
La combinación de los factores, que dio un mayor rendimiento en pectina, fue
de 50°C, con un tiempo de 10 min y a una concentración de 0.0045 M; su
rendimiento fue de 8.59% y 7.09% (en respectivas réplicas).
El grado de esterificación obtenido fue del 20%y del 30%, por lo tanto, la
pectina obtenida se clasificaría como pectina de baja metoxilación.
Muñoz (2011), en la tesis de maestría EXTRACCIÓN Y
CARACTERIZACIÓN DE LA PECTINA OBTENIDA A PARTIR DEL FRUTO DE
DOS ECOTIPOS DE COCONA (Solanum sessiliflorum), EN DIFERENTES
GRADOS DE MADUREZ; A NIVEL DE PLANTA PILOTO, desarrollada en la
Universidad Nacional de Colombia, Facultad de Ingeniería, Departamento de
Ingeniería Civil y Agrícola, Escuela de Maestría en Ingeniería Agrícola –
Colombia, donde fueron investigados los efectos que los factores de proceso
(ecotipo, estado de madurez, parte de la fruta, método de extracción, dilución,
dosis de reactivo y tiempo de extracción) realizan sobre la extracción de pectina
del fruto de cocona, utilizando para ello la metodología de superficie de respuesta.
Los resultados mostraron que el principal efecto lo ejerce la parte de la fruta
(corteza y semillas), seguido del método de extracción (método con ácido) y el
estado de madurez (maduro). En cuanto a los factores de dilución y dosis de
reactivo, sus efectos no fueron significativos en los niveles evaluados. Para el
caso de los ecotipos, no se encontraron diferencias entre los frutos estudiados. En
seguida se buscó los valores óptimos de pH y tiempo de extracción, utilizando
modelos de primer y segundo orden, con los cuales se encontró que el principal
efecto lo establece el pH con un valor óptimo de 1,9 y aunque el tiempo no influyó
de manera determinante, si limita la calidad cuando se usan valores inferiores a
60 ó superiores a 75 min, fijando un óptimo en 65 min. A continuación se escaló el
proceso en planta piloto, donde se ajustaron las condiciones óptimas en un pH de
2,2, un nivel de dilución de 1:3 y un tiempo de 65 min. Se obtuvo un rendimiento
del 10% bs de pectinas, las cuales se clasificaron como de bajo metoxilo,
gelificación lenta y 60 °SAG.
López y Vélez (2013), en el trabajo de tesis: ÁCIDO CÍTRICO Y
CLORHÍDRICO EN LAS CARACTERÍSTICASFÍSICO-QUÍMICAS DE PECTINA
OBTENIDA DE ALBEDO DE MARACUYÁ (Passiflora edulis), desarrollado en la

26
Escuela Superior Politécnica Agropecuaria de Manabí Manuel Félix López,
Carrera de Agroindustrias - Ecuador, determinaron la concentración de ácido
cítrico y clorhídrico para la obtención de pectina de albedo de maracuyá. Se
empleó un Diseño Completamente al Azar (DCA) AxB. Se realizaron tres réplicas
por cada tratamiento y se utilizó como unidad experimental 1 kg de albedo de
maracuyá. Para el experimento las pectinas fueron elaboradas con diferentes
tipos de ácido (cítrico y clorhídrico) y niveles de pH (3.0, 3.5, 4.0). Se evaluaron
las variables físico-químicas porcentaje de esterificación, tiempo de gelificación,
rendimiento, bromatológicas como humedad (INEN 464), y cenizas (INEN 467);
en función de estas variables se estableció como mejor tratamiento a2*b2 que
corresponde a la combinación de ácido clorhídrico con un pH 3.5 debido a que se
mantuvo entre los parámetros permitidos en base al cumplimiento de referencias
pertinentes. Se logró determinar que utilizando ácido clorhídrico en la hidrólisis
ácida con un pH 3.5 no afectan en las características físico-químicas de pectina
obtenida de albedo de maracuyá.
En cuanto a empaques alimentarios, Arévalo et al., (2010), en la
investigación PELÍCULAS BIODEGRADABLES A PARTIR DE RESIDUOS DE
CÍTRICOS: PROPUESTA DE EMPAQUES ACTIVOS, desarrollado en el Instituto
de Biotecnología. Facultad de Ciencias Biológicas, Universidad Autónoma de
Nuevo León– México, mencionan que actualmente, los empaques representan
una de las áreas de aplicación de los polímeros sintéticos, de mayor consumo.
Como parte de las nuevas tecnologías en el desarrollo de procesos sustentables,
debido a la acumulación de desechos sólidos han surgido los polímeros
biodegradables, los cuales tienen propiedades funcionales comparables con los
plásticos sintéticos. La adición de compuestos agroindustriales con alto contenido
de lignina y celulosa, en una matriz polimérica, constituye una de las innovaciones
en el área de polímeros; además, el aprovechamiento de este tipo de residuos
representa una opción para su adecuado manejo. Las películas basadas en
polisacáridos, proteínas y/o compuestos lipídicos, han sido consideradas para la
protección de diversos productos alimenticios, a través del control de la
transferencia de gases y en la mejora de revestimientos naturales aplicados en
frutas y hortalizas. El incremento en la demanda de materiales de empaque
biodegradables, incluye aquellos de tipo antimicrobianos, los cuales son definidos
27
como aquellos empaques activos capaces de inhibir microorganismos patógenos
o causantes de deterioro que podrían contaminar a un alimento. Se elaboraron
películas, mediante la técnica de casting o vaciado en placa, a base de residuos
de la industria citrícola, pectina, alcohol polivinílico y benzoato de sodio para
estudiar el efecto de este, así como del grosor en las propiedades fisicomecánicas
y de barrera de dichas películas. Los empaques presentaron valores de
resistencia a la tensión que fluctuaron entre 5.81 y 11.29 MPa, afectándose
significativamente con la adición del conservador, ya que dicha propiedad se
incrementó con su concentración, en las películas elaboradas con cáscara de
limón; el grosor presentó el mismo efecto que el conservador, es decir a mayor
grosor, mayor resistencia a la tensión, para las películas elaboradas. La
elongación fluctuó entre 3 y 5.9%, incrementándose los valores conforme el
incremento del grosor. Los valores de permeabilidad al vapor de agua de las
películas variaron de 1.61 E-05g/hmm2a 5.69 E-05g/hmm2, encontrándose un efecto
por el grosor. Fue posible la incorporación de residuos agroindustriales, como
matriz polimérica, para la elaboración de empaques activos, los cuales mostraron
propiedades físico mecánicas y de barrera, similares a las de otras películas
biodegradables, lo que las hace potencialmente útiles para su aplicación en la
industria del empaque de alimentos y particularmente como empaques activos.
Rutiaga (2002), en la tesis doctoral ELABORACIÓN DE PELÍCULAS
PLÁSTICAS FLEXIBLES A PARTIR DE POLÍMEROS NATURALES COMO UNA
ALTERNATIVA DE EMPAQUE Y LA EVALUACIÓN DE SUS PROPIEDADES,
efectuada en la Universidad Autónoma de Nuevo León, Facultad de Ciencias
Biológicas, División de Estudios de Postgrado, Monterrey, N.L. - México, indica
que la elaboración de películas plásticas a partir de polímeros naturales surge
como una alternativa para disminuir la contaminación causada por los desechos
plásticos, los cuales se acumulan en el ambiente a gran velocidad. Entre las
principales ventajas que presentan dichas películas son: amigables con el medio
ambiente ya que son susceptibles de sufrir biodegradación, así como
potencialmente comestibles por estar elaborados con compuestos naturales. Las
películas plásticas fueron elaboradas a partir de 3 grupos de biopolímeros,
Almidón catiónico A-pectina, almidón catiónico B-pectina y almidón aniónico-
quitosan, estableciendo las características químicas de cada polímero y
28
evaluando la formación de las películas, se probaron 9 diferentes concentraciones
para cada grupo, así como 2 tipos de plastificante (polietilenglicol y glicerol). A las
películas obtenidas se les determinó las propiedades físico-mecánicas, porciento
de elongación y resistencia a la tensión, mediante estas pruebas se seleccionaron
6 formulaciones para llevar a cabo las pruebas de biodegradación en suelo y en
laboratorio, así como las pruebas de barrera. La resistencia a la tensión fue
diferente en cada una de las formulaciones, en un rango de 4-70 MPa, el
porciento de elongación fue semejante en todas las formulaciones, menor al 14%.
La biodegradación en suelo de jardín el 95% se llevó a cabo en un período de 18
días y en laboratorio la completa mineralización de las películas se llevó a cabo
en 45 días. La permeabilidad al oxígeno fue en un rango de 4,800-8,200
cc/m2/24h, la permeabilidad al vapor de agua fue de 5.92X10"3g/h/m mmHg,
siendo este un valor elevado, lo que se debe principalmente a la composición
química de la película.
2.2. BASES TEÓRICAS
2.2.1. Cacao (Theobroma cacao L.)
El Theobroma cacao L. pertenece a la familia de las
Esterculiáceas. Se clasifica en dos grandes grupos: El Cacao Fino y de Aroma, al
cual pertenecen las variedades conocidas como: Criollo y Trinitario y; El Cacao
Común, Básico o a Granel, principalmente con la variedad conocida como
Forastero. Más del 90% del cacao producido cada año a nivel mundial puede
considerarse como cacao básico o a granel, y procede en su mayoría de África y
Brasil, con la variedad forastero. El cacao fino y de aroma tiene características
distintivas de aroma y sabor que le dan precisamente ese nombre, y es el
preferido por los fabricantes de chocolates; no obstante apenas representa el 5%
de la producción mundial. El cacao criollo se cultiva desde México hasta Brasil y
en Indonesia, Papúa Nueva Guinea y Sri Lanka; el forastero, de cuyas variedades
se produce el cacao básico para generar híbridos de mayor productividad y
calidad, se cultiva en las costas de Golfo de Guinea en África Occidental y en
América Central y Suramérica; y el trinitario, cruce entre criollo y forastero, se
29
cultiva en las Antillas (Velásquez et al. 2005, Prado et al. 2006 citado por Baena y
García, 2012).
En la región Ucayali, se está propagando con gran velocidad el
clon (variedad producida por el hombre que se identifica por sus letras y números,
productos de la investigación) CCN-51 (Colección Castro Naranjal 51, Sánchez,
2013), que presenta las mazorcas rojizas-moradas cuando son tiernas y de color
rojizo-anaranjado cuando maduras. Es tolerante a las enfermedades, de alta
productividad y calidad (Navia y Pazmiño, 2012).
2.2.2. Clasificación Taxonómica del Theobroma cacao L.
(Batista, 2009; Egas, 2010 citado por Baena y García, 2012)
Reino : Plantae
Phylum : Magnoliophyta
Clase : Magnoliopsida
Orden : Malvales
Familia : Sterculiaceae
Género : Theobroma
Especie : Theobroma cacao L.
2.2.3. Fenología (Theobroma cacao L.)
Existen diferentes plantas tropicale9s pertenecientes al género
Theobroma cacao se han reportado aproximadamente 22 especies, aunque solo
una (Theobroma cacao L., familia Sterculiaceae) presenta importante significancia
comercial, por tal motivo ha sido estudiada con más detenimiento (Cuellar, 2010;
Chacón et al., 2011, citado por Baena y García, 2012). Es un cultivo permanente
con periodo de vida de aproximadamente 40 años; crece entre los límites de 26º
latitud norte y 26º latitud sur. Temperatura media entre 25º y 29ºC, son sensibles
a temperaturas mayores a 32ºC. Se desarrolla en suelos no inundables, fértiles,
ricos en materia orgánica, profundos y con buen drenaje (Barazarte et al. 2008;
Chacón et al. 2011, citado por Baena y García, 2012).

30
2.2.3.1. Árbol
Theobroma cacao L. es un arbusto entre 2 y 7 metros de
altura denominado cacao o cacaotero, en forma silvestre puede crecer hasta 20
metros de altura; este árbol posee una copa, baja, densa y extendida (Barazarte
et al., 2008; Chacón et al., 2011, citado por Baena y García, 2012).
2.2.3.2. Hojas
Son grandes, alternas, elípticas u oblondas entre 15-50
centímetros de largo aproximadamente y entre 4-15 centímetros de ancho
(Barazarte et al., 2008; Chacón et al., 2011, citado por Baena y García, 2012).
2.2.3.3. Tallo
Crece en forma dimórfica, con brotes ortotrópicos.
Ramas plagiotrópicas o en abanico; su corteza externa es de color castaño
oscuro, áspera agrietada y delgada (Barazarte et al., 2008; Chacón et al., 2011,
citado por Baena y García, 2012).
2.2.3.4. Flores
Crecen a lo largo del tronco y de las ramas sostenidas
por un pedicelo de 1-3cm, son pequeñas, de color rosado, blanco y purpura
comúnmente. La polinización del cultivo es entomófila destacando la presencia de
pequeñas moscas de varias especies del género Forcipomyia (Barazarte et al.
2008; Chacón et al. 2011, citado por Baena y García, 2012).
2.2.3.5. Fruto
Es una baya grande comúnmente denominada
"mazorca", carnosa, oblonga a ovada, amarilla o purpúrea, de 15 a 30 cm de largo
por 7 a 10 cm de grueso, puntiaguda y con camellones longitudinales; cada
mazorca contiene en general entre 30 y 40 semillas dispuestas en placentación

31
axial e incrustadas en una masa de pulpa desarrollada de las capas externas de
la testa o cascarilla (Barazarte et al., 2008; Chacón et al., 2011, citado por Baena
y García, 2012).
2.2.3.6. Semillas
Son grandes del tamaño de una almendra, color
chocolate o purpúreo, de 2 a 3 cm de largo y de sabor amargo. No tiene albumen,
están recubiertas por una pulpa mucilaginosa de color blanco, de sabor dulce y
acidulado. Todo el volumen de la semilla en el interior está prácticamente
ocupado por los 2 cotiledones del embrión. Se les llama vulgarmente "habas" o
"granos" de cacao. Ricas en almidón, en proteínas, en materia grasa, lo cual les
confiere un valor nutritivo real (Barazarte et al. 2008; Chacón et al. 2011, citado
por Baena y García, 2012).
2.2.4. Variedades Comunes del cacao
2.2.4.1. Criollos
Es originario de Centroamérica, Colombia y Venezuela.
Se distingue por tener frutos de cáscara suave, de esta variedad se produce el
cacao fino o de mejor calidad (Prado et al. 2006; citado por Baena y García,
2012). Este tipo de cacao posee un cotiledón de color entre marfil pardusco y
castaño muy claro, con un olor de cacao dulce unido a un aroma delicado
característico (Quintero, 2004, citado por Baena y García, 2012).
2.2.4.2. Forasteros
Es originario de América del sur y es el más cultivado en
las regiones cacaoteras de África y Brasil. Se distingue porque tiene frutos de
cáscara dura y más o menos lisa. Sus semillas o almendras son de color morado
y sabor amargo (Prado et al. 2006, citado por Baena y García, 2012).

32
2.2.4.3. Trinitarios
Surge del cruce del cacao Criollo y Forastero. Las
mazorcas suelen ser de muchas formas y colores; las semillas son más grandes
que las del cacao criollo y forastero; las plantas son fuertes, de tronco grueso y
hojas grandes. En la actualidad la mayoría de los cacaotales que existen en el
mundo son trinitarios (Prado et al. 2006, citado por Baena y García, 2012).
2.2.5. Productos de desecho de la manufactura de Theobroma
Cacao L.
En el procesamiento industrial del Theobroma cacao L., se
obtienen desechos en cada una de las etapas para la fabricación de los derivados
del cacao.
3.2.5.1. Desechos del proceso de beneficio del cacao
Baena y García (2012) consideran que la Cáscara
corresponde al 90% del fruto; siendo este el principal desecho en la producción de
cacao. Las cáscaras de cacao representan un grave problema para los
cultivadores, ya que al ser usado como abono sin compostar, se convierten en
una fuente significativa de enfermedades causada por varias especies del género
Phytophthora como la mazorca negra. Aunque las cascaras de cacao se han
tratado de utilizar para la alimentación de animales, su uso ha sido limitado ya que
los altos contenidos de alcaloides presentes en las cáscaras restringen el
consumo en animales, debido a que sus sistemas digestivos se ven impedidos
para metabolizar dichos alcaloides.
Barazarte et al., (2008), indican que el cacao
(Theobroma cacao L.) es uno de los productos agroalimentarios de origen
neotropical de mayor penetración en el mercado internacional y que en
Venezuela, sus exportaciones en grano han representado más de 71% de
volumen producido, situación derivada del alto valor agregado promocionado por
la industria del chocolate y sus derivados (Cartay, 1999, citado por Barazarte et
33
al., 2008). En la explotación cacaotera solo se aprovecha económicamente la
semilla, que representa aproximadamente un 10 por ciento del peso del fruto
fresco. Esta circunstancia se ha traducido en serios problemas ambientales tales
como la aparición de olores fétidos y el deterioro del paisaje, así como también
problemas de disposición. Los desechos generados están constituidos en su
mayoría por la cáscara, que además se considera un foco para la propagación de
Phytophora spp, causa principal de pérdidas económicas de la actividad
cacaotera (López et al., 1984, citado por Barazarte et al., 2008).
2.2.5.2. Aprovechamiento de los residuos del cacao
En el afán de encontrar una solución a los problemas
que este tipo de desechos genera, se han realizado estudios que demuestran,
que la cáscara de cacao posee un pigmento que es un poliflavonoglucosido,
requerido por ser resistente al calor y la luz, es estable y muy utilizado como
colorante de alimentos, otros estudios demuestran su altos contenidos de
antioxidantes, también se han demostrado que pueden ser usadas para la
elaboración de espumas de poliuretano (Padrón et al., 2004, citado por Baena y
García, 2012).Recientemente el estudio de un extracto alcalino de las cascaras de
cacao demostró una posible actividad anti-VIH ya que se observó que este
extracto inhibe efectos citopatogénicos de VIH en cultivos celulares.
Barazarte et al., (2008), nos manifiestan que las
cáscaras de cacao se han propuesto como fuente de pectinas a nivel comercial,
por su relativo bajo costo. Las pectinas son un grupo de polisacáridos vegetales
estructurados básicamente por moléculas de ácido D – galacturónico unidas por
enlaces glucosídicos, donde algunos de los carboxilos pueden estar esterificados
con metilos o en forma de sal (Badui, 1999, citado por Barazarte et al., 2008). Las
pectinas se usan en la industria alimentaria como gelificantes, espesantes,
texturizantes, emulsificantes y estabilizantes, como sustitutos de grasa en
alimentos de bajo aporte calórico y su aplicación más común es en la manufactura
de mermeladas y jaleas. Esta multifuncionalidad de la pectina es atribuida a la
presencia de regiones polares y apolares dentro de su molécula, lo que permite
incorporarla a diferentes sistemas alimenticios (Thakur, 1997, citado por Barazarte
34
et al., 2008). Las pectinas se usan en combinación con lípidos en la elaboración
de películas comestibles de doble capa y emulsionadas (Morillon, 2002 y Pastor
et al., 2005, citado por Barazarte et al., 2008); en la industria farmacéutica se
aprovecha el uso terapéutico de la pectina como constituyente de la fibra dietaria.
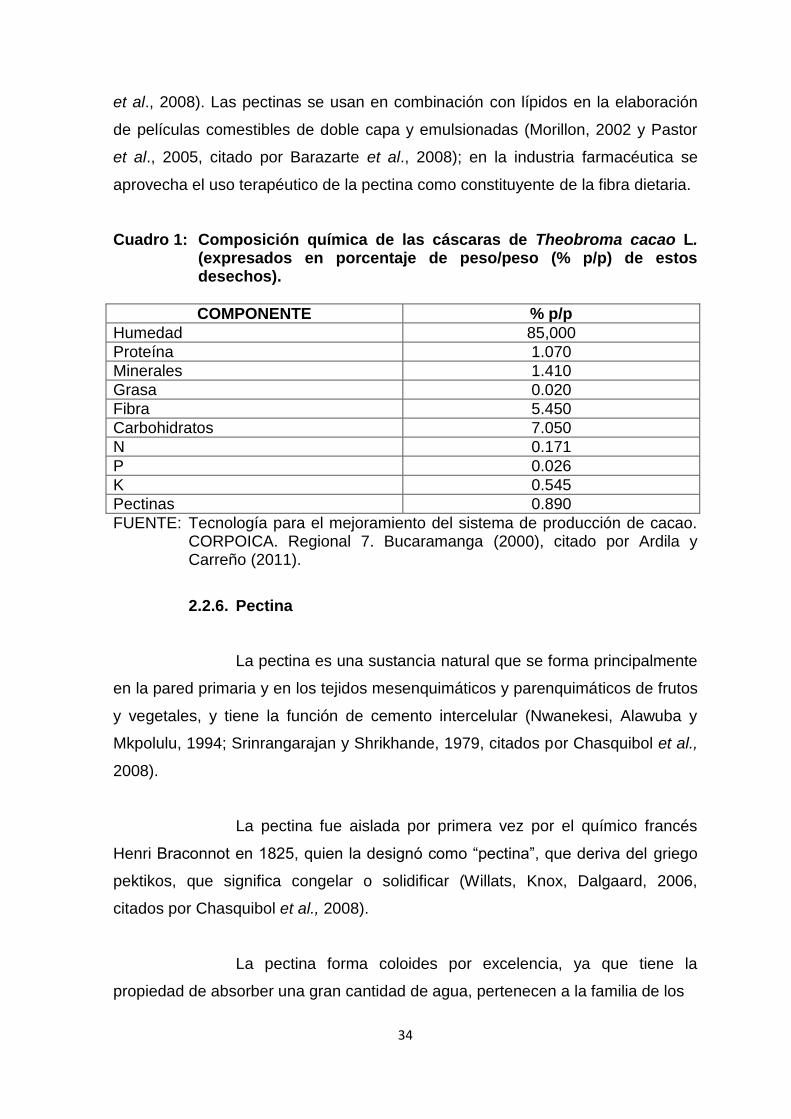
Cuadro 1: Composición química de las cáscaras de Theobroma cacao L. (expresados en porcentaje de peso/peso (% p/p) de estos desechos).
COMPONENTE % p/p
Humedad 85,000
Proteína 1.070
Minerales 1.410
Grasa 0.020
Fibra 5.450
Carbohidratos 7.050
N 0.171
P 0.026
K 0.545
Pectinas 0.890
FUENTE: Tecnología para el mejoramiento del sistema de producción de cacao. CORPOICA. Regional 7. Bucaramanga (2000), citado por Ardila y Carreño (2011).
2.2.6. Pectina
La pectina es una sustancia natural que se forma principalmente
en la pared primaria y en los tejidos mesenquimáticos y parenquimáticos de frutos
y vegetales, y tiene la función de cemento intercelular (Nwanekesi, Alawuba y
Mkpolulu, 1994; Srinrangarajan y Shrikhande, 1979, citados por Chasquibol et al.,
2008).
La pectina fue aislada por primera vez por el químico francés
Henri Braconnot en 1825, quien la designó como “pectina”, que deriva del griego
pektikos, que significa congelar o solidificar (Willats, Knox, Dalgaard, 2006,
citados por Chasquibol et al., 2008).
La pectina forma coloides por excelencia, ya que tiene la
propiedad de absorber una gran cantidad de agua, pertenecen a la familia de los
35
oligosacáridos y polisacáridos de alto peso molecular y contienen largas cadenas
formadas por unidades de 1,4-α-D-áci do galacturónico (GalpA). Tres
polisacáridos pécticos (homogalacturona, rhamno galacturona-I y galacturonas
sustituidas) han sido separados y caracterizados y todos con tienen GalpA en
mayor o menor cantidad. Hasta hace poco se ha aceptado que los polisacáridos
homogalacturona y rhamnogalacturona-I son los constituyentes principales de los
polímeros pécticos (Chasquibol et al., 2008).
Las pectinas son polisacáridos que se componen principalmente
de unidades de ácido galacturónico unidas por enlaces glicosídicos a 1-4. Son
sustancias blancas amorfas que forman en agua una solución viscosa;
combinadas en proporciones adecuadas con azúcar y ácidos, forman una
sustancia gelatinosa utilizada como espesante (Yepes et al., 2008, citado por
López y Vélez, 2013).
Sus propiedades de gelificación, estabilización de emulsiones y
aporte de fibra nutricional, hace que se la utilice en las industrias alimenticia y
farmacéutica, entre otras. Para su producción se utilizan algunos subproductos
propios de industrias de jugos de fruta, principalmente cáscaras de cítricos. Su
precursor es la protopectina, definida como la sustancia péctica insoluble en agua
que origina pectina soluble por despolimerización parcial (Zapata et al., 2009,
citado por López y Vélez, 2013).
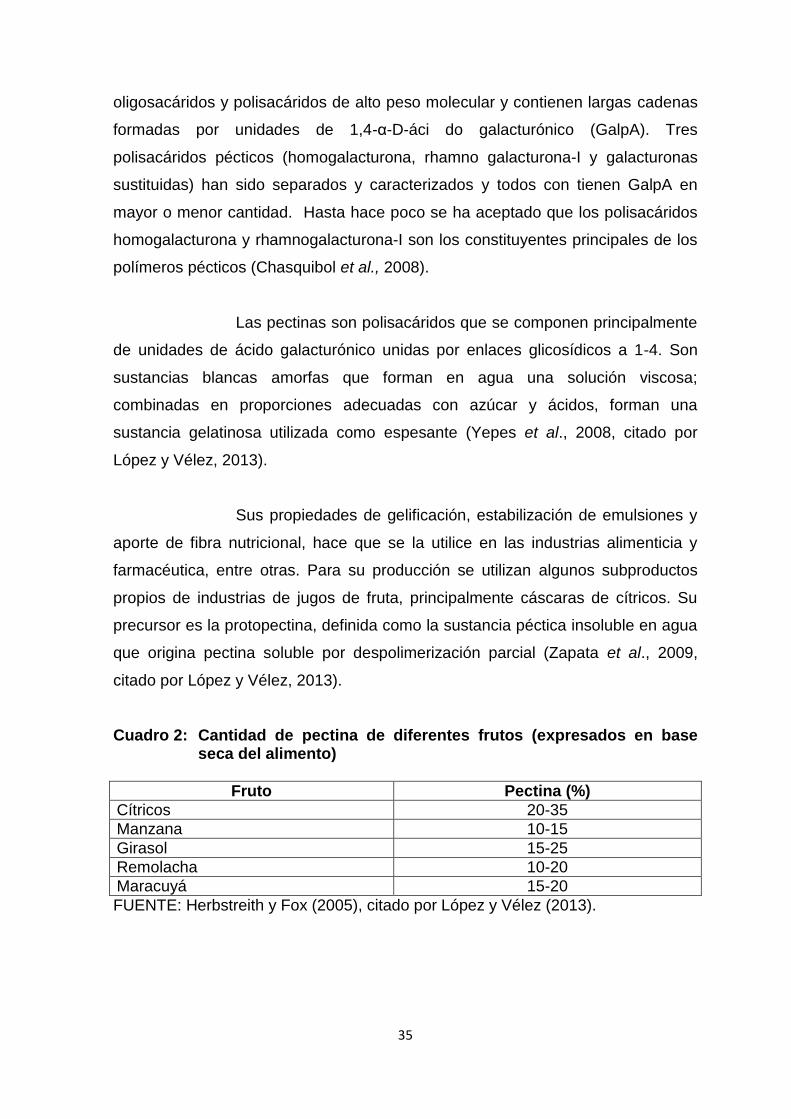
Cuadro 2: Cantidad de pectina de diferentes frutos (expresados en base seca del alimento)
Fruto Pectina (%)
Cítricos 20-35
Manzana 10-15
Girasol 15-25
Remolacha 10-20
Maracuyá 15-20
FUENTE: Herbstreith y Fox (2005), citado por López y Vélez (2013).

36
2.2.6.1. Origen
Según Pagan (1998), citado por López y Vélez (2013),
las pectinas o sustancias pécticas constituyen un grupo de polisacáridos ricos en
ácido galacturónico y, en menor medida, ramnosa, arabinosa y galactosa. Al igual
que en otros grupos de polisacáridos de pared, la definición de pectinas es
operativa y se basa en la extracción de la fibra (previamente delignificada) con
soluciones acuosas de un agente quelante o bien, extracción con una solución
ácida diluida (en ambos casos la extracción se realiza en caliente).
Las pectinas están ampliamente distribuidas en todo el
reino vegetal. Son un componente esencial de las paredes celulares de las
plantas dicotiledóneas y también se hallan presentes, aunque en menor grado, en
las monocotiledóneas. En las primeras, las pectinas constituyen el componente
principal de la lámina media de la pared primaria (Pagan, 1998, citado por López y
Vélez (2013).
La pectina fue definida como los ácidos pectínicos
solubles en agua de grado de metilación variado que son capaces de formar geles
con azúcar y ácido bajo condiciones determinadas. Esta definición abarca la
gelificación con calcio de los ácidos pectínicos, definidos como los ácidos
poligalacturónicos coloidales aislados de plantas conteniendo una cierta
proporción de grupos metiléster (López y Vélez, 2013).
De ahí que también el término pectina se usa
colectivamente para incluir ácido péctico, la forma de pectina completamente
desesterificada (Pagan, 1998, citado por López y Vélez, 2013).
2.2.6.2. Características de la pectina
Es una sustancia neutra, no cristalizable, incolora y
soluble en agua que existe en los frutos maduros, como resultado de la
transformación de la pectosa. Debido a que se convierte en una solución espesa,
como gelatina, cuando se añade en pequeñas cantidades a los ácidos de las
37
frutas, azúcar y agua se usa para hacer jaleas, conservas y mermeladas. Forma
la parte interna de la corteza de los frutos maduros, principalmente cítricos
(Beltrán et al., 2011, citado por López y Vélez, 2013).
A. Características Físico-Químicas
Multon (1988), citado por López y Vélez (2013),
menciona las siguientes características físico-químicas en las pectinas.
a. La viscosidad y el peso molecular de la
pectina
La viscosidad de las soluciones de pectina de alto
metoxilo es muy del número de variables, grado de esterificación, longitud de la
molécula, concentración de electrolitos, pH y temperatura.
Concentraciones diferentes de un azúcar y
diferentes azúcares afectan la viscosidad de manera diferente. La viscosidad se
incrementa marcadamente a medida que la temperatura se acerca a la
temperatura de ebullición.
El peso molecular de la pectina, relacionado con
la longitud de la cadena, es una característica muy importante de la que
dependen la viscosidad de sus disoluciones y su comportamiento en la
gelificación de jaleas. La determinación cuidadosa del peso molecular es difícil,
parcialmente debido a la extrema heterogeneidad de las muestras y parcialmente
debido a la tendencia de las pectinas a agregarse, aún bajo condiciones no
favorables a la gelación.
b. Pureza
En cuanto a la pureza, debe tener un mínimo del
78% de ácido anhidrourónico, así mismo debe estar libre de humedad y cenizas.
38
c. pH
Trazas de ácido mineral que contaminan las
pectinas (derivadas de tratamiento de extracción y purificación) pueden afectar la
concentración de iones hidrógeno en mayor magnitud de los que afectaría la
acidez titulable. La mayor parte de las cenizas que acompañan las pectinas
consisten de carbonatos alcalinos o bases. En general, una alta alcalinidad de
ceniza acompaña a una baja acidez y viceversa. Más aún, cuando es tomado en
cuenta el pH es notable la relación existente entre las tres propiedades.
La alta alcalinidad baja acidez acompaña a un
pH alto, mientras que a una baja alcalinidad alta acidez lo hace con un pH bajo.
Esto es lo que se esperaría si la ceniza alcalina hubiera sido combinada en la
pectina con una proporción de los grupos ácidos no esterificados; la relación entre
los grupos ácidos libres y combinados gobernarían el pH de la solución en un
cierto grado, Badui (1999) citado por López y Vélez (2013), manifiesta las
siguientes características:
d. Solubilidad
La pectina debe ser soluble en 20 partes de
agua y formar una solución coloidal opalescente, de fácil fluidez, ácida al papel
tornasol e insoluble en alcohol o el alcohol diluido y en otros solventes orgánicos.
La solubilidad de las pectinas aumenta con un
incremento en el grado de esterificación y con un decremento en su peso
molecular. Si las pectinas son completamente esterificadas no son precipitadas
por electrolitos, son estables en condiciones ligeramente ácidas, pero inestables
en álcalis y ácidos fuertes.
Las pectinas con un grado de esterificación del
20% son precipitadas por soluciones de cloruro de sodio, con un grado
esterificación del 50% por soluciones de cloruro de calcio, y con un grado del 70%
por cloruro de aluminio o cobre.
39
e. Reología
Las dispersiones de pectina se comportan de
manera muy similar que la de otros biopolímeros en términos de comportamiento
de velocidad de deformación de viscosidad aparente.
Los geles de pectina poseen las propiedades de
los líquidos viscosos y las propiedades de los sólidos elásticos (viscoelasticidad).
De ahí que sus propiedades reológicas son expresadas en términos de módulos
elásticos y viscosidades newtonianas.
2.2.6.3. Propiedades generales de las pectinas
Según lo manifestado por Muñoz (2011), citado por
López y Vélez (2013), como otros biopolímeros, las propiedades funcionales de
las pectinas dependen en gran medida de factores intrínsecos como su peso
molecular y grado de esterificación (que a su vez dependen de la materia prima,
estado de madurez del fruto y de las condiciones de fabricación, entre otros), y
por factores extrínsecos, tales como el pH, las sales disueltas y la presencia de
azúcares.
La viscosidad de sus dispersiones, al igual que la de
otros polisacáridos, se incrementa a medida que aumenta el peso molecular; en el
caso de las pectinas, la viscosidad es mayor cuanto más se incrementa el grado
de esterificación.
A temperatura ambiente y a su propio pH, (2.8 – 3.2) las
pectinas son tanto más solubles en agua cuanto mayor es su grado de
esterificación. Las disoluciones que se obtienen presentan un carácter aniónico
(carga negativa) que puede comportar incompatibilidades en la formulación de
algunos productos alimenticios.
El peso molecular de la pectina, que depende
directamente de la longitud de la cadena molecular, influye en la solidez del gel

40
producido, es decir, en el poder gelificante de la pectina expresado por
convención en grados SAG. Estos grados se definen como el número de gramos
de sacarosa que en una solución acuosa de 65 °Brix y un valor de pH 3.2
aproximadamente, son gelificados por un gramo de pectina, obteniéndose un gel
de una consistencia determinada.
A. Propiedades físicas
Las propiedades físicas, bioquímicas y funcionales de
las pectinas son de gran interés para una gran cantidad de científicos y
tecnólogos en alimentos, ya que la pectina puede ser clasificada como un
polisacárido complejo, una fibra muy importante y un factor nutricional, así como
un agente gelificante de alimentos.
Mejoras constantes en la calidad y en las fuentes
tecnológicas disponibles, hacen posible en nuestros días el producir pectinas que
tienen diferentes características requeridas por el usuario (Guerritz, 1985, citado
por López y Vélez 2013).
B. Propiedades químicas
Para Vásquez (1993), citado por López y Vélez (2013)
la calidad de la pectina depende, desde la preparación de la materia prima hasta
la obtención de la pectina, siendo necesario tener cuidado en todos los procesos
de la extracción, solo esto nos garantiza que el producto a obtenerse tendrá una
calidad satisfactoria.
Las pectinas difieren en sus propiedades químicas de
otros polisacáridos principalmente por la presencia de grandes cantidades de
grupos carboxílicos libres o esterificados por grupos metilo.

41
2.2.6.4. Pectinas de alto metóxilo
En investigaciones realizadas por Durán y Honores
(2012), citados por López y Vélez (2013), indican que la primera condición para
obtener geles de pectina de alto metóxilo es que el pH sea bajo para que los
grupos ácidos, minoritarios, se encuentren fundamentalmente en forma no
ionizada, y no existan repulsiones entre cargas. A pH 3,5, aproximadamente la
mitad de los grupos carboxilo del ácido galacturónico se encuentran ionizados,
pero por debajo de pH 2 el porcentaje es ya muy pequeño. Las cadenas de
pectinas de alto metóxilo pueden entonces unirse a través de interacciones
hidrofóbicas de los grupos metóxilo o mediante puentes de hidrógeno, incluidos
los delos grupos ácidos no ionizados, siempre que exista un material muy hidrófilo
(azúcar) que retire el agua. En consecuencia, las pectinas de alto metóxilo
formarán geles a pH entre 1 y 3,5, con contenidos de azúcar entre el 55%como
mínimo y el 85%. Estas disoluciones de pectina también son estables a
temperaturas elevadas; por el contrario sufren una rápida degradación en medio
alcalina.
En este grupo de pectinas de alto metóxilo el tiempo de
gelificación de la pectina depende del porcentaje de esterificación. Si el porcentaje
es de 60 a 67 la gelificación será lenta, para valores de 68 a 70 la gelificación es
mediana y para obtener una gelificación rápida sería necesario que la pectina
tuviera un porcentaje de esterificación de 71 a 76.
2.2.6.5. Pectinas de bajo metóxilo
Al contrario de las pectinas de alto metóxilo las pectinas
de bajo metóxilo (LM) forman geles termo reversibles por interacción con el calcio
presente en el medio; el pH y la concentración de sólidos son factores
secundarios que influyen en la velocidad y la temperatura de gelificación y
además en la textura final del gel.
En efecto estas pectinas tienen la propiedad de formar
gel cuyo soporte está constituido por una estructura reticular de pectinatos de
42
calcio, mientras su contenido de sólidos solubles puede bajar hasta 2%, y el valor
de pH acercarse a la neutralidad. Por esto, para la gelificación, la sola presencia
de la pectina y delas sales de calcio es necesaria y suficiente.
2.2.6.6. Clasificación de las sustancias pécticas
Reyna y May (2007), citados por López y Vélez (2013)
manifiestan que se pueden distinguir dos clases principales de sustancias
pécticas: los ácidos pectínicos, que tienen parte de sus ácidos galacturónicos
como ésteres metílicos, y los ácidos pécticos, que solo contienen moléculas del
ácido sin esterificación. Por definición, las pectinas son ácidos pectínicos con
diferentes grados de esterificación.
Además de los ácidos pectínicos y pécticos, dentro de la
clasificación desustancias pécticas está la protopectina, la cual la cual da origen a
los ácidos pectínicos y ácidos pécticos mediante varios procedimientos como el
calentamiento con agua, tratamiento con ácidos, tratamiento con agentes
intercambiadores de iones o enzimas (Grünauer, 2009, citados por López y Vélez
(2013).
2.2.6.7. Pectina como agente gelificante
Las pectinas dan lugar a geles termorreversibles en
presencia de sacarosa a pH bajo (pectinas de alto metoxilo) o iones calcio
(pectinas de bajo metoxilo). Por su óptima capacidad de gelificación, la pectina es
uno de los principales responsables de la textura de los productos vegetales y la
viscosidad de sus zumos, y tiene un gran interés tecnológico para el sector de la
alimentación (Yuste y Garza, 2003 citados por López y Vélez, 2013).
Según estudios realizados por Mueckay (2006), citado
por López y Vélez (2013), la etapa más crítica para la obtención de una buena
mermelada o jalea lo constituye la etapa de cocimiento, en la cual se debe
producir el fenómeno de gelificación en forma adecuada, factor muy importante en
la calidad del producto final.

43
Para la gelificación en la elaboración de jaleas y
mermeladas es necesaria la presencia de tres factores: azúcar, ácido y pectina en
las proporciones correctas.
2.2.6.8. Propiedades del poder gelificante
Desde el punto de vista de la tecnología alimentaria la
propiedad más importante de las pectinas es su aptitud para formar geles; por lo
que concierne a la pectina en sí misma, los caracteres del gel dependen
esencialmente de dos factores: Longitud de la molécula péctica y su grado de
metilación.
Para un mismo contenido en pectina del gel final la
longitud de la molécula condiciona su rigidez o firmeza; por debajo de una cierta
longitud molecular una pectina no forma geles, cualquiera que sea la dosis
empleada y las restantes condiciones del medio. En cuanto al grado de
metilación contribuye por un lado a regular la velocidad de gelificación, pero
debido fundamentalmente a la influencia de los enlaces entre moléculas pécticas
también es responsable de algunas propiedades organolépticas de los geles
pectina-azúcar-ácido, que forman las pectinas de alto contenido de metóxilo,
López y Vélez (2013).
2.2.6.9. Pectina de gelificación rápida
Con un grado de metilación de por lo menos el 70%, que
forma geles con adición de azúcar y ácidos a pH de 3,0 - 3,4; y a temperaturas
superiores a los 85°C. Esta pectina produce el espesamiento o gelificación al
poco tiempo de ser agregada.
Esto mantiene las frutas y las partículas de pulpa
uniformemente en todo el lote o en los envases, evitando el problema de
"flotación", López y Vélez (2013).
44
2.2.6.10. Pectina de gelificación lenta
Con un grado de metilación entre el 50 - 70%, que
forma geles con azúcar y ácido a pH óptimo entre 2,8 - 3,2 y su gelificación puede
empezar a temperaturas menores a 85°C.
El uso de esta pectina evita que la jalea se solidifique
antes de ser colocada en los envases (López y Vélez, 2013).
Cuadro 3: Clasificación de las pectinas
Gelificación de pectina Porcentaje de esterificación (%)
Lenta 60 – 67
Mediana 68 – 70
Rápida 71 – 76
FUENTE: Gaviria y López (2005); Grünauer (2009), citados por (López y Vélez
2013).
2.2.7. Ácido cítrico
El ácido cítrico es un ácido orgánico muy frecuente en la
naturaleza ya que es un compuesto intermedio en el ciclo de Crebbs, también
está presente en gran cantidad de frutas. Fue aislado por primera vez por Scheele
al mezclar zumo de limón con cal y disolviendo el precipitado con ácido sulfúrico.
A principios del siglo XX la obtención del ácido cítrico se hacía a partir de limones,
pero a mediados de siglo ese proceso se hizo cada vez menos rentable,
optándose posteriormente, cada vez más, por la producción mediante la
fermentación de un microorganismo.
El ácido cítrico es usado principalmente en la industria de la
alimentación para la elaboración de bebidas y otros productos, también como
saborizante y conservante, aunque tiene otras muchas propiedades por las que
es utilizado en esta industria. El ácido cítrico también es utilizado en la industria
farmacéutica, textil, cosmética, agrícola y de detergentes (Rivada, 2008).

45
El ácido cítrico tiene un fuerte sabor ácido no desagradable. Este
ácido se obtiene por un proceso de fermentación. El ácido cítrico se obtenía
originalmente por extracción física del ácido del zumo de limón. Hoy en día la
producción comercial de ácido cítrico se realiza sobre todo por procesos de
fermentación que utilizan dextrosa o melaza de caña de azúcar como materia
prima y Aspergillus niger como organismo de fermentación. La fermentación
puede llevarse a cabo en tanques profundos (fermentación sumergida, que es el
método más común) o en tanques no profundos (fermentación de superficie). La
fermentación produce ácido cítrico líquido que luego se purifica, concentra y
cristaliza.
El ácido cítrico es un ácido orgánico tricarboxílico que está
presente en la mayoría de las frutas, sobre todo en los limones y naranjas. Su
fórmula química esC6H8O7 y su peso molecular 192.12 g/mol. Es un sólido
cristalino blanco que funde a 153°C (Llano, 2007, citado por López y Vélez, 2013).
Este ácido se obtiene por el Aspergillus niger, seleccionado por
mutación e hibridación (Multon, 2000, citado por López y Vélez, 2013) y
Velásquez et al., 2010, en el trabajo Obtención de ácido cítrico por
fermentación con aspergillus niger utilizando sustrato de plátano dominico
hartón (Musa aab simmonds) maduro, así lo comprobaron.
De acuerdo a investigaciones de Itescam (2007), y Canteri-
Schemin et al., (2005), citado por López y Vélez (2013), el ácido más conveniente
para llevar a cabo la hidrólisis ácida es el ácido cítrico.
2.2.7.1. Aplicaciones del ácido cítrico
El ácido cítrico es un producto con una demanda
mundial creciente, debido a sus aplicaciones en la industria de alimentos
(bebidas, embutidos), farmacéutica, cosmética, plásticos y detergentes (Saniez,
1999 y Betancourt, 2003, citado por López y Vélez (2013).
46
Según investigaciones realizadas por Rivada, (2008),
citado por López y Vélez (2013) manifiesta que el ácido cítrico tiene múltiples
aplicaciones pero se usa principalmente como acidulante de refrescos y bebidas,
ya que les proporciona sabor y acidez, además, por sus características de
secuestrante de metales, evita la turbidez y el deterioro de las propiedades de
dichas bebidas. En otras industrias del sector alimenticio se usa, tanto el ácido
cítrico como sus sales, como saborizante y conservante.
2.2.8. Ácido clorhídrico
Quiminet (2011), citado por López y Vélez (2013) menciona que
el ácido clorhídrico, ácido muriático o sal fumante es una disolución acuosa del
gas cloruro de hidrógeno (HCl). La disolución es un líquido transparente o
ligeramente amarillo, que en estado concentrado produce gases de cloruro de
hidrógeno (por eso es conocida como sal fumante).
El ácido clorhídrico es muy corrosivo y ácido, es empleado
comúnmente como reactivo químico y se trata de un ácido fuerte que se disocia
completamente en disolución acuosa.
El ácido clorhídrico reacciona con los metales activos o sus
sales de ácidos más débiles para formar cloruros. El ácido clorhídrico es una
disolución acuosa del gas cloruro de hidrógeno. Es una disolución de gran poder
ácido y corrosivo que, en contacto con agua se disocia completamente. El cloruro
de hidrógeno, por su parte, es un gas ligeramente amarillo, corrosivo, no
inflamable, más denso que el aire y de un olor fuertemente irritante. En contacto
con el aire forma vapores corrosivos densos de color blanco.
Es un compuesto químico inorgánico cuya fórmula molecular es
HCl. Es un ácido muy fuerte que, en contacto con el aire, desprende un humo
incoloro, de olor fuerte e irritante. Su sabor es agrio (ANIPRON, 2012, citado por
López y Vélez, 2013).

47
En investigaciones realizadas por Adossio et al., (2005), citado
por López y Vélez, (2013), en la extracción de pectina a partir de cáscaras de
maracuyá por el método de hidrólisis ácida obtuvo la mejor calidad con HCl.
2.2.8.1. Ventajas del ácido clorhídrico
Betancourt et al,. (1983), citado por López y Vélez,
(2013), mencionan que el uso del ácido clorhídrico para la obtención de pectina,
tiene las siguientes ventajas:
Es un buen neutralizante y electrolito
Facilita la floculación
Hidroliza fácilmente los azúcares como arabinosa,
galactosa y xilosa que acompaña a la pectina.
2.2.9. Obtención de pectina por hidrólisis ácida
El propósito de la hidrólisis ácida es eliminar especialmente los
iones calcio, los cuales tienen un efecto negativo en el rendimiento del proceso
(Ortiz, 2009, citado por López y Vélez, 2013).Según las investigaciones realizadas
por Maldonado et al., 2010, citado por López y Vélez, 2013 en la obtención de
pectina mediante el método de hidrólisis ácida los niveles del pH del agua
acidulada son de 2.0, 2.5 y 3.0.
El proceso de extracción de pectinas es una hidrólisis ácida,
para la cual existen dos métodos. El método abierto que consiste en el
calentamiento de la solución de material vegetal (molido), algún ácido y agua en
agitación y en un recipiente abierto a la atmósfera. El método cerrado consiste en
el calentamiento de la misma solución anterior en un recipiente con un
condensador acoplado (Devia, 2003, citado por Betancourt y Llano, 2009).
El tiempo de calentamiento es una variable crítica en el proceso
de extracción al igual que la temperatura (Pagan, 1998, citado por Betancourt y
Llano, 2009).
48
Los ácidos que se usan normalmente en este proceso de
extracción son ácido sulfúrico, ácido cítrico, ácido nítrico o ácido clorhídrico (Devia
2003, citado por Betancourt y Llano, 2009).
El método más conocido para obtener pectina es la hidrólisis
ácida, el cual consiste en someter al sustrato a una cocción en medio ácido, con
lo cual se logra separar la pectina presente del resto de compuestos de las
cáscaras, para luego secarla y molerla hasta tener un fino polvo listo para
comercializarlo. A la materia prima se las somete a una hidrólisis ácida que
consiste en agregar ácido clorhídrico en el agua acidulada causando el efecto de
bajar los niveles de pH, generalmente se proponen valores de temperatura para la
extracción de pectina con HCl que varían de 85 a 90ºC, pH de 1,6 a 2,0 y tiempos
de extracción de 30 a 60 minutos (Aza y Méndez, 2011, citado por López y Vélez,
2013).
2.2.10. Empaques biodegradables
Un empaque biodegradable, está definido por la ASTM como
aquel que es capaz de descomponerse en bióxido de carbono, metano, agua,
compuestos inorgánicos o biomasa, siendo el mecanismo dominante de la
descomposición, la acción enzimática de los microorganismos y que los productos
resultantes puedan ser obtenidos y medidos en un período determinado de tiempo
(ASTM, 2005, citado por Rubio y Guerrero, 2012).
Empaque, como cualquier recipiente o envoltura en el cual este
contenido el producto para su venta, almacenaje o transporte; por su relación con
la mercancía, el empaque es el contenedor que está en contacto directo o
indirecto con el producto, por lo que su función es la de proteger, guardar,
conservar e identificar al producto que contiene, a la vez que facilita su manejo
transportación y comercialización (Vidales, 2007, citado por Guevara 2012).

49
2.2.10.1. Origen de los biopolímeros naturales
Los biopolímeros naturales provienen de cuatro
grandes fuentes: origen animal (colágeno/gelatina), origen marino
(quitina/quitosan), origen agrícola (lípidos y grasas e hidrocoloides: proteínas y
polisacáridos) y origen microbiano (ácido poliláctico (PLA) y
polihidroxialcanoatos(PHA)) (Tharanathan, 2003, citado por Villada, 2007).
2.2.10.2. Degradación de los biopolímeros
El uso de los bioplásticos tiene como fin imitar el ciclo
de vida de la biomasa conservando los recursos fósiles y produciendo agua y
dióxido de carbono. Uno de los pasos más importantes en este ciclo es la
biodegradación, el cual es un proceso donde el carbono se descompone en
presencia de enzimas segregadas por organismos vivos y depende de la
temperatura, humedad, presencia de oxígeno y tipo de microorganismos. El tipo
de enlace químico es el que define en qué momento los microorganismos pueden
degradar el material (Camacho et al., 2011).
2.2.10.3. Películas de biopolímeros
En general, los biopolímeros se utilizan en forma de
películas. Sólo los biopolímeros de alto peso molecular se utilizan debido a que
proporcionan una gran fuerza de cohesión y capacidad de fusión. El grado de
cohesión de la matriz del biopolímero afecta las propiedades tales como la
densidad, compacidad, porosidad, permeabilidad, flexibilidad y fragilidad. Casi
todos los biopolímeros naturales pueden ser utilizados para la preparación de
películas (Camacho et al., 2011).
50
2.3. DEFINICIÓN DE TÉRMINOS BÁSICOS
2.3.1. Sustancias pécticas
Sustancias pécticas es una designación grupal, para aquellos
complejos de carbohidratos coloidales, que constituyen una tercera parte de la
pared celular delas plantas dicotiledóneas y de algunas monocotiledóneas, y que
poseen una gran cantidad de unidades de ácido anhidro galacturónico las cuales,
se piensa, existen en una combinación tipo cadena. Los grupos carboxil de los
ácidos poligalacturónicos pueden estar parcialmente esterificados por grupos
metil. En los vegetales se encuentran tres tipos reconocidos de sustancias
pécticas: el ácido péctico, la protopectina y los ácidos pectínicos (García 1978;
Vásquez 1993, Pagan 1998, citado por López y Vélez, 2013).
2.3.2. Gelificación
Un gel de pectina está constituido principalmente por agua
retenida en una red tridimensional de moléculas de pectina. La pectina es
dispersable en agua y forma un sol (sólido disperso en una fase continua líquida),
pero bajo las condiciones adecuadas, se puede convertir en un gel (líquido
disperso en una fase continua sólida). Esto ocurre cuando las moléculas de
pectina interactúan entre sí en puntos específicos. No es fácil formar geles de
pectina, se requiere un delicado equilibrio de pectina, agua, azúcar y ácido
(Vaclavik, 2002).
2.3.3. Velocidad de gelificación
La velocidad de gelificación disminuye mucho con el grado de
esterificación. Las de gelificación lenta (tiempo de gelificación: 180 - 250 s) tienen
un grado de esterificación del orden del 65%, las de gelificación rápida (tiempo de
gelificación: 20 – 70 s) tienen un grado de esterificación del 75% (Vian, A. 1994,
citado por López y Vélez, 2013).
51
2.3.4. Grado de esterificación
El grado de esterificación de una pectina, es una medida del
porcentaje de grupos ácidos que están presentes en la molécula de pectina como
el éster metílico. Para pectinas HM al menos 50% de las unidades de ácido
carboxílico están presentes como éster metílico. Al aumentar el % DE, la
sensibilidad al calcio disminuye y previsiblemente, igualmente el poder
estabilizante. Las pectinas de la presente invención se caracterizan por un % DE
de al menos aproximadamente 55, siendo preferido un intervalo de
aproximadamente 60 o 70 a aproximadamente 72, y el %DE puede ser tan alto
como aproximadamente 80. A estos intervalos superiores en particular, se espera
que el poder estabilizante sea deficiente, con una base teórica para esta
expectativa que es una carga negativa insuficiente de los relativamente pocos
grupos ácidos que quedan para estabilizar efectivamente la proteína. Se
constatará que, cuando se produce la pectina de la presente invención, al tratar
un material de partida pectina con enzima, el % DE del material de partida
permanece esencialmente sin cambio (Hanson et al., 2005, citado por López y
Vélez, 2013).
2.3.5. Plástico degradable
Es un plástico que sufre cambios en la estructura química bajo
condiciones ambientales específicas, resultando con pérdidas en sus
propiedades, muchas de las cuales pueden ser determinadas por métodos ya
establecidos. La utilización de estos plásticos está restringida a un período de
tiempo claramente determinado (Rutiaga, 2002).
2.3.6. Plástico biodegradable
Es un plástico cuya degradación resulta de la acción natural de
microorganismos como bacterias, hongos y algas (Rutiaga, 2002).
52
2.3.7. Producto biodegradable
Sociedad de Composta, definen el término biodegradable como
un producto que puede sufrir una mineralización en sus elementos naturales
como el agua y el dióxido de carbono (Rutiaga, 2002).
2.3.8. Biodegradabilidad
Se define como el potencial que presenta de que los
compuestos orgánicos que lo componen puedan ser convertidos en simples
compuestos por procesos metabólicos simples (Raphael M, et al., 1992, citado
por Rutiaga, 2002).
2.3.9. ASTM
Desde su fundación en 1898, ASTM International (American
Society for Testing and Materials) es una de las organizaciones internacionales de
desarrollo de normas más grandes del mundo. En ASTM se reúnen productores,
usuarios y consumidores, entre otros, de todo el mundo, para crear normas de
consenso voluntarias. Las normas de ASTM International se usan en
investigaciones y proyectos de desarrollo, sistemas de calidad, comprobación y
aceptación de productos y transacciones comerciales por todo el mundo. Son
unos de los componentes integrales de las estrategias comerciales competitivas
de hoy en día.
2.4. HIPÓTESIS
2.4.1. Hipótesis general
La concentración de ácido cítrico y clorhídrico, las temperaturas
y pH influyen en las características fisicoquímicas de la pectina obtenida de la
cáscara de cacao en la elaboración de un prototipo de empaque alimentario de
buena calidad.
53
2.4.2. Hipótesis específicas
El ácido clorhídrico muestra mayor capacidad para obtener
pectina a partir de la cáscara de cacao.
El pH y la temperatura tienen una gran influencia en la
obtención de la pectina a partir de la cáscara de cacao.
El nivel óptimo del 3% de pectina es el que muestra las
mejores características para la fabricación de un empaque alimentario.
El nivel óptimo del 1% de glicerina es el que muestra las
mejores características para la fabricación de un empaque alimentario.
El empaque obtenido con los parámetros determinados
manifiesta una buena calidad fisicoquímica, sensorial y tendrá aceptación por los
consumidores como mostrar excelente biodegradabilidad.
2.5. VARIABLES
De acuerdo con Hernández (1997), una variable puede ser definida
como: “una propiedad que puede variar y cuya variación es susceptible de
medirse“.
2.5.1. Variable Independiente
Extracción de pectina por hidrólisis ácida:
• Tipos de ácidos: ácido cítrico y clorhídrico
• Niveles de pH, y
• Temperaturas de hidrólisis ácida

54
2.5.2. Variable Dependiente
Fabricación de un prototipo de empaque alimentario:
• Características de la pectina obtenida
• Características sensoriales del prototipo de empaque obtenido
Características fisicoquímicas del empaque
CAPÍTULO III
3. METODOLOGÍA
3.1. LUGAR DE UBICACIÓN
El desarrollo de esta investigación se realizó en los laboratorios de
Bioquímica, y Control de Calidad de Aguas, adscritos a los Departamentos
Académicos de Ciencias Básicas e Ingeniería Agroindustrial de la Universidad
Nacional Intercultural de la Amazonia-UNIA, y en el laboratorio de Química
General de la Universidad Nacional de Ucayali, ambas situadas en el distrito de
Yarinacocha, provincia de Coronel Portillo, región Ucayali.
3.2. TIPO Y NIVEL DE INVESTIGACIÓN
3.2.1. Tipo de investigación
Para el cumplimiento de los objetivos planteados, se realizó una
investigación con enfoque cuantitativo y de tipo experimental, ya que, se
manipularon las variables independientes (Tipos de ácidos, Niveles de pH y
Temperaturas de hidrólisis ácida), para analizar el comportamiento del producto y
el cambio que ocasionaron a las variables dependientes del proceso
(Características de la pectina obtenida y Características del prototipo de empaque
obtenido), y así se definió a partir de los resultados, las mejores condiciones de
obtención de pectina y fabricación del prototipo de empaque alimentario.
3.2.2. Nivel de investigación
La presente investigación es aplicada, pues pretendió la
resolución de un problema práctico, inmediato (aprovechamiento de las cáscaras
56
de cacao como residuos). Se llevó a cabo en relación con los problemas reales y
en las condiciones en que aparecieron (trabajo de campo) situó el énfasis en la
resolución de un problema concreto, aquí y ahora, en una situación localizada. Se
centró en PREVER O PREDECIR Y ACTUAR.
Este tipo de investigación comparte con la anterior que en ella
también se puede servir del método científico para dar rigor y sistematizar el
proceso (Muñoz, 2012).
3.3. METODOLOGÍA DE LA INVESTIGACIÓN
3.3.1. Materiales, equipos y reactivos
3.3.1.1. Materiales para el procesamiento
Cuchillos de acero inoxidable, cucharas, tablas de
picar, jarra de plástico medidora de litro, baldes de
plástico de 4 litros, sacos de polipropileno, bolsas de
plástico.
3.3.1.2. Materiales de laboratorio
Vasos de precipitación de 250, 500 y 1 000 mL,
probetas de 10, 50 y 100 mL, tubos de ensayo, agua
destilada, pizetas de vidrio, papel Whatman # 406,
placas petri, campanas desecadoras.
3.3.1.3. Materiales de escritorio
Papel bond 80 g, cuaderno de campo, lapiceros,
corrector, resaltador, equipo de cómputo, memoria USB
de 8 Gb, impresora.

57
3.3.1.4. Equipos de laboratorio y de proceso
Baño maría, estufa, termómetro digital, molino manual,
balanza analítica, centrífuga, selladora de bolsas,
equipo de destilación de agua, equipo de titulación, pH-
metro, cocina eléctrica, bomba de vacío.
3.3.1.5. Reactivos
Ácido clorhídrico, ácido cítrico, hidróxido de sodio 0,1
N, alcohol etílico de 96°, fenolftaleína, glicerina.
3.3.1.6. Materia prima
Para el presente proyecto se utilizó como materia prima
las cáscaras de cacao fresco procedente del distrito de Irazola, provincia de Padre
Abad, Región Ucayali. Una vez obtenida la materia prima, se procedió a su
selección y clasificación, pesado y determinación del porcentaje de humedad.
3.4. DISEÑO DE LA INVESTIGACIÓN
3.4.1. Obtención de pectina a partir de la cáscara de cacao
3.4.1.1. Procedimiento para la obtención de pectina
El procedimiento para la obtención de pectina de las
cáscaras de cacao y la elaboración del prototipo del empaque alimentario se
detallan a continuación:
a. Preparación del material
Las mazorcas de cacao que procedentes del campo,
fueron seleccionadas, lavadas primero con agua potable y posteriormente
desinfectadas con agua clorada a una concentración de 30 ppm para quitar las
sustancias extrañas (tierra, insecticidas, pelos, insectos, gérmenes, etc.). Luego
58
fueron cortadas transversalmente en dos mitades y se separaron manualmente
las semillas de la cáscara. A continuación, las cáscaras se pesaron y se cortaron
en trozos pequeños.
b. Deshidratado
Los trozos pequeños, se deshidrataron a 65ºC
durante 96 horas hasta lograr un contenido de humedad de aproximadamente
10% y se molieron hasta una granulometría de 40 mesh empleando un molino
manual y el producto final se colocó en envases de plástico que fueron sellados
herméticamente y almacenados a temperatura ambiente para su uso posterior.
c. Ajuste de pH
Se preparó agua acidulada, mezclando agua destilada
con los ácidos cítrico y clorhídrico, ajustando el pH de las soluciones a los niveles
establecidos (3,0; 4,0 y 5,0), para lo cual se empleó un medidor de pH digital,
ácido cítrico y ácido clorhídrico al 1.0 N.
d. Hidrólisis ácida
El polvo de la cáscara de cacao obtenido, se sometió
a hidrólisis ácida por el método abierto, durante 80 minutos aproximadamente,
adicionando agua acidulada (pH = 3.0, 4.0, y 5.0 utilizando ácido cítrico o ácido
clorhídrico), en una relación polvo de cáscara de cacao/agua acidulada de 1:10 es
decir 10 g de polvo de cáscara de cacao y 100 mL de agua acidulada a
temperaturas de 60, 75 y 90°C y agitación constante.
e. Enfriamiento
Luego de transcurrido el tiempo de hidrólisis ácida, se
enfrió la mezcla a 10°C para minimizar la degradación de la pectina por el calor.
f. Filtración
Se filtró en una tela de algodón fino, ayudando en la
operación mediante expresión manual.
59
g. Precipitación
La fase acuosa resultante de proceso de filtrado se
precipitó utilizando etanol comercial al 96%. La cantidad empleada de etanol
correspondió al 80% del volumen de filtrado obtenido.
h. Separación/Decantación
Se separó la pectina precipitada en el vaso de vidrio,
donde se observó dos fases, mediante una pera decantadora. Luego de la
separación se obtuvo la pectina (húmeda) y una mezcla etanol-agua. Una parte
del etanol obtenido luego de dicha separación se recuperó mediante destilación.
i. Secado
La pectina se secó en una estufa a una temperatura
de 55ºC por 96 horas, hasta lograr un porcentaje de humedad en la pectina del
15%.
j. Molienda
Una vez seca la pectina se procedió a la molienda, la
cual se realizó en un molino manual hasta pulverización total, la cual se consiguió
usando un tamiz # 80 (0,180 mm).
k. Envasado
Se realizó en bolsas con dispositivos de cierre
hermético (ziploc) para garantizar su estabilidad.
l. Empacado
Las bolsas selladas con la pectina obtenida, se
empacaron en una caja de cartón.
m. Almacenamiento
La pectina empacada se llevó a almacenar en un
lugar seco y fresco a temperatura ambiente (28-30°C).

60
3.4.1.2. Diagrama de flujo para la obtención de pectina
Para la obtención de pectina a partir de las cáscaras de
cacao, se siguió el diagrama de flujo mostrado en la figura 1.
Figura 1: Diagrama de flujo experimental para la extracción de pectina a
partir de cáscara de cacao
T = 10°C
PREPARACIÓN DEL MATERIAL (cáscaras de cacao)
DESHIDRATADO
Selección Lavado Desinfección Cortado Pesado
T = 65°C
= 96 h
AJUSTE DE pH pH = 3.0; 4.0 y 5.0
HIDRÓLISIS ÁCIDA
= 80 min pH = 3.0; 4.0 y 5.0 Relación polvo de cacao: agua acidulada = 1:3 T = 60, 75 y 90°C
FILTRACIÓN
PRECIPITACIÓN Etanol al 96% Volumen = 80% del volumen del filtrado
Sólidos
Líquido
SEPARACIÓN/DECANTACIÓN Mezcla: agua-etanol
SECADO T = 55°C
= 96 h %H = 15%
MOLIENDA Molino manual
ENVASADO
ALMACENAMIENTO
EMPACADO
Bolsas Ziploc
Cajas de cartón
ENFRIAMIENTO

61
3.4.1.3. Modelo estadístico utilizado para la obtención de
pectina
El modelo estadístico utilizado fue un Diseño
Completamente al Azar (DCA), con arreglo Factorial 3x2x3, con tres (03) réplicas.
El diseño completamente al azar, es aquel en el cual los tratamientos se asignan
completamente al azar a las unidades experimentales o, viceversa. Este diseño
es usado ampliamente sólo cuando: las unidades experimentales son
homogéneas (previa verificación de la existencia de homogeneidad), los
tratamientos pueden tener igual o diferente número de unidades experimentales y
la distribución de los tratamientos es al azar en las unidades experimentales, que
matemáticamente se representa:
yijk = μ + τi + βj + γk + (τβ)ij + (τγ)ik + (βγ)jk + (τβγ)ijk + uijk
donde:
yijk = es la respuesta (variable medida, obtención de pectina)
μ = es la media general de la respuesta
τi = es la temperatura de extracción
βj = es el tipo de ácido
γk = es el pH de la solución
(τβ)ij = es el efecto de la temperatura de extracción por tipo de
ácido
(τγ)ik = es el efecto de la temperatura de extracción por pH
utilizado
(βγ)jk = es el efecto del tipo de ácido por el pH utilizado
(τβγ)ijk = es el efecto de la temperatura de extracción por el tipo
de ácido utilizado por el pH de la solución utilizada.
Uijk = es el error experimental
r es el número de replicaciones y n = abcr es el número de
observaciones.
El número de parámetros de este modelo es abc + 1 y el número
de observaciones es abcr.

62
a. Descomposición de la variabilidad
En este modelo la variabilidad total se descompone en:
SCT = SCA + SCB + SCC + SC(AB) + SC(AC) + SC(BC) +
SC(ABC) + SCE
b. ANOVA
Cuadro 4: Cuadro ANOVA del Modelo factorial con tres factores
Fuente de Variación
Grados de Libertad
Suma de Cuadrados
Cuadrado Medio
Fc
Factor A a – 1 SCA CMA CMA/CME
Factor B b – 1 SCB CMB CMB/CME
Factor C c – 1 SCC CMC CMC/CME
A x B (a - 1) (b - 1) SC(AB) CM(AB) CM(AB)/CME
A x C (a – 1) (c – 1) SC(AC) CM(AC) CM(AC)/CME
B x C (b – 1) (c – 1) SC(BC) CM(BC) CM(BC)/CME
A x B x C (a-1) (b-1) (c-1) SC(ABC) CM(ABC) CM(ABC)/CME
Error abc(r – 1) SCE CME
TOTAL abcr – 1 SCT CMT
FUENTE: Elaboración propia
c. Factores de estudio
Factor A: Temperaturas de extracción
Factor B: Tipos de ácidos
Factor C: pH de la solución
c.1. Niveles
Para el factor A, temperaturas de extracción.
a1: 60°C
a2: 75°C
a3: 90°C
Para el factor B, tipos de ácidos.
b1: Ácido cítrico

63
b2: Ácido clorhídrico
Para el factor C, pH de la solución
c1: 3,0
c2: 4,0
c3: 5,0
d. Tratamientos
Se estudiaron tres (03) factores con diferentes niveles, que se
combinaron entre sí y de los cuales se realizó tres (03) réplicas, por lo cual
producto de las combinaciones se obtuvo diez y ocho (18) tratamientos, que
fueron los siguientes:
T1: a1xb1xc1 = 60°C x ácido cítrico x 3,0
T2: a1xb1xc2 = 60°C x ácido cítrico x 4,0
T3: a1xb1xc3 = 60°C x ácido cítrico x 5,0
T4: a1xb2xc1 = 60°C x ácido clorhídrico x 3,0
T5: a1xb2xc2 = 60°C x ácido clorhídrico x 4,0
T6: a1xb2xc3 = 60°C x ácido clorhídrico x 5,0
T7: a2xb1xc1 = 75°C x ácido cítrico x 3,0
T8: a2xb1xc2 = 75°C x ácido cítrico x 4,0
T9: a2xb1xc3 = 75°C x ácido cítrico x 5,0
T10: a2xb2xc1 = 75°C x ácido clorhídrico x 3,0
T11: a2xb2xc2 = 75°C x ácido clorhídrico x 4,0
T12: a2xb2xc3 = 75°C x ácido clorhídrico x 5,0
T13: a3xb1xc1 = 90°C x ácido cítrico x 3,0
T14: a3xb1xc2 = 90°C x ácido cítrico x 4,0
T15: a3xb1xc3 = 90°C x ácido cítrico x 5,0
T16: a3xb2xc1 = 90°C x ácido clorhídrico x 3,0
T17: a3xb2xc2 = 90°C x ácido clorhídrico x 4,0
T18: a3xb2xc3 = 90°C x ácido clorhídrico x 5,0

64
3.4.1.4. Análisis físico químico de la pectina obtenida
Para los análisis de laboratorio, se siguió la metodología
establecida y descrita por The United States Pharmacopeia-USP (1995), para
pectinas, así como las descritas por A.O.A.C. (2000). La metodología se describe
en los anexos. Los análisis fueron:
a. Rendimiento
b. Porcentaje de esterificación
c. Sólidos solubles
d. Tiempo de gelificación
e. Acidez titulable
f. Viscosidad relativa
g. Cenizas
h. Humedad
3.4.2. Elaboración del prototipo de empaque alimentario
3.4.2.1. Procedimiento para la elaboración de prototipo de
empaque alimentario
El procedimiento para la elaboración del prototipo del
empaque alimentario se detalla a continuación:
a. Materia prima
La pectina obtenida, fue pesada para determinar las
concentraciones a utilizar: 1,0%; 1,5% y 3,0%.
b. Preparación de la solución para el empaque
Se agregó agua destilada y el plastificante (glicerina)
en las proporciones de 0,75%; 1,00% y 1,50% con agitación (1000 RPM) y
temperatura ambiente, adicionándose la cantidad de agua requerida para
completar el 100% de la solución (200 mL). Se estableció para el prototipo de
empaque una humedad del 10% aproximadamente, a fin de mantener el

65
contenido de humedad de los productos a empaquetar (trozos de papaya, plátano
y piña), lo más estables.
c. Formación del empaque
Se introdujeron las muestras de los alimentos (trozos
de frutas: papaya y piña de 2 cm de ancho x 3 cm de largo x 1 cm de espesor, y
plátano de 3 cm de diámetro x 0,5 cm de espesor) en el gel, hasta cubrir
totalmente los trozos de frutas, por un tiempo de 15 minutos.
d. Secado
Las muestras empacadas con el gel fueron
introducidas en una estufa para ser secadas a temperaturas de 55°C por un
tiempo de 24 horas.
3.4.2.2. Diagrama de flujo para la elaboración del prototipo
de empaque alimentario
Para la obtención de pectina a partir de las cáscaras de
cacao, se siguió el diagrama de flujo mostrado en la figura 2.
3.4.2.3. Modelo estadístico utilizado para la elaboración del
prototipo de empaque alimentario
El modelo estadístico comprendió un Diseño
Completamente al Azar (DCA), con arreglo Factorial 3x3. Se realizaron 3 réplicas
por cada tratamiento, que matemáticamente se expresa:
yij = μ + τi + βj +(τβ)ij + uij
donde:
yij = es la respuesta (variable medida, elaboración de
prototipo de empaque alimentario)
μ = es media general de la respuesta
τi = es la concentración de pectina
βj = es la concentración de glicerina

66
(τβ)ij = es la concentración de pectina por la
concentración de glicerina
Uij = es el error experimental
r es el número de replicaciones y n = ab es el número de
observaciones.
El número de parámetros de este modelo es ab + 1 y el
número de observaciones es abr.

67
Figura 2: Diagrama de flujo experimental para la fabricación del prototipo de
empaque alimentario
MATERIA PRIMA (Pectina) Concentraciones:
1,0%; 1,5% y 3,0%
PREPARACIÓN DE LA SOLUCIÓN Adición de agua destilada y
glicerina: 0,75%; 1,00% y 1,50%
T = Ambiente Agitación: 1000 RPM
V = 200 mL
FORMACIÓN DEL EMPAQUE Adición de muestras de frutas: papaya, plátano y piña x 15 min
PROTOTIPO DE EMPAQUE
ALIMENTARIO
T = 55°C
= 24 horas SECADO
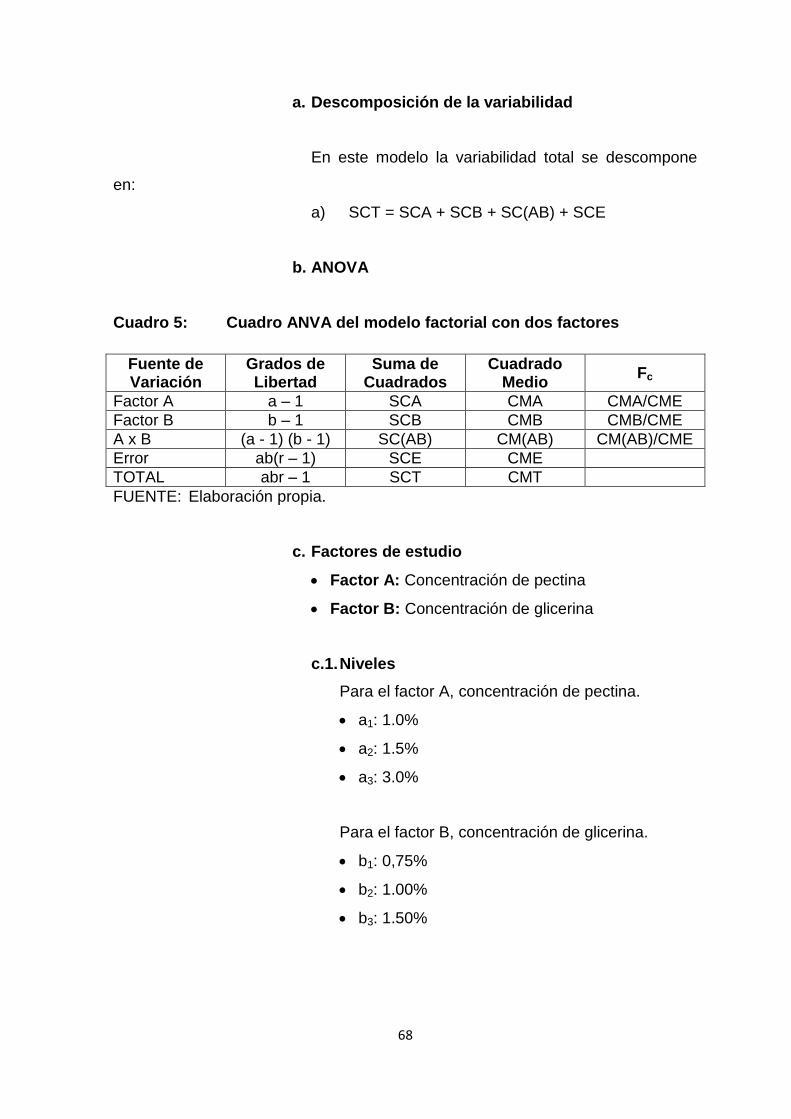
68
a. Descomposición de la variabilidad
En este modelo la variabilidad total se descompone
en:
a) SCT = SCA + SCB + SC(AB) + SCE
b. ANOVA
Cuadro 5: Cuadro ANVA del modelo factorial con dos factores
Fuente de Variación
Grados de Libertad
Suma de Cuadrados
Cuadrado Medio
Fc
Factor A a – 1 SCA CMA CMA/CME
Factor B b – 1 SCB CMB CMB/CME
A x B (a - 1) (b - 1) SC(AB) CM(AB) CM(AB)/CME
Error ab(r – 1) SCE CME
TOTAL abr – 1 SCT CMT
FUENTE: Elaboración propia.
c. Factores de estudio
Factor A: Concentración de pectina
Factor B: Concentración de glicerina
c.1. Niveles
Para el factor A, concentración de pectina.
a1: 1.0%
a2: 1.5%
a3: 3.0%
Para el factor B, concentración de glicerina.
b1: 0,75%
b2: 1.00%
b3: 1.50%
69
d. Tratamientos
Se estudiaron dos (02) factores con tres niveles para
cada uno, que se combinaron entre sí, de esta combinación se obtuvo nueve (09)
tratamientos, los mismos que fueron:
T1: a1xb1 = 1.0% x 0,75%
T2: a1xb2 = 1.0% x 1,00%
T3: a1xb3 = 1,0% x 1,50%
T4: a2xb1 = 1,5% x 0,75%
T5: a2xb2 = 1,5% x 1,00%
T6: a2xb3 = 1,5% x 1,50%
T7: a3xb1 = 3,0% x 0,75%
T8: a3xb2 = 3,0% x 1,00%
T9: a3xb3 = 3,0% x 1,50%
3.4.2.4. Análisis del prototipo de empaque alimentario
El prototipo de empaque alimentario fue sometido a las
evaluaciones de tipo físico químicas, las cuales se encuentran detalladas en la
sección de anexos, comprendiendo:
a. Color
b. Transparencia y opacidad
c. Solubilidad en agua
d. Cenizas
e. Humedad
f. Evaluación sensorial del prototipo de empaque
alimentario
Con los mejores tres (03) tratamientos en cuanto a la
solubilidad del prototipo de empaque alimentario, se procedió a recubrir muestras
de tres (03) frutas: papaya, plátano y piña, las cuales fueron sometidas a un
estudio organoléptico.

70
Para comparar las características sensoriales (olor,
color, sabor y textura) de las muestras de frutas recubiertas con los mejores
prototipos de empaque alimentario, se conformó un panel de degustación de
veinticinco (25) panelistas, utilizando una escala hedónica de cinco (5) categorías,
cada categoría tiene un valor con su puntuación respectiva (1=Me disgusta
mucha, 2=Me disgusta moderadamente, 3=No me gusta ni me disgusta, 4=Me
gusta moderadamente y 5=Me gusta mucho), cuya ficha se muestra en el anexo.
Los resultados de los panelistas fueron tabulados según los atributos y
posteriormente se realizó el Análisis de Varianza, usando para el ello el Diseño en
Bloque Completamente al Azar (DBCA) con arreglo factorial (3Ax4B).
Debido a que el Factor A presentó 3 niveles y el
Factor B presentó 3 niveles, el modelo estadístico, para el diseño seleccionado,
fue el siguiente:
yij = μ + τi + βj +(τβ)ij + uij
donde:
yij = es la respuesta (variable medida, evaluación
sensorial del prototipo de empaque alimentario)
μ = es media general de la respuesta
τi = es el tipo de fruta
βj = es la fórmula utilizada
(τβ)ij = es el tipo de fruta por la fórmula utilizada
Uij = es el error experimental
r es el número de replicaciones y n = ab es el número de
observaciones.
El número de parámetros de este modelo es ab + 1 y el
número de observaciones es abr.
a. Descomposición de la variabilidad
En este modelo la variabilidad total se descompone en:
a) SCT = SCP + SCA + SCB + SC(AB) + SCE

71
b. ANOVA
Cuadro 6: Cuadro ANVA del modelo factorial con dos factores
Fuente de Variación Grados de Libertad
Suma de Cuadrados
Cuadrado Medio
FExperimental
Panelistas (Bloques) p – 1 SCP CMP CMP/CME
Factor A a – 1 SCA CMA CMA/CME
Factor B b – 1 SCB CMB CMB/CME
A x B (a - 1) (b - 1) SC(AB) CM(AB) CM(AB)/CME
Error (ab - 1)(p – 1) SCE CME
TOTAL abp – 1 SCT CMT
FUENTE: Elaboración propia.
g. Prueba de biodegradabilidad
Para comparar la degradación biológica del empaque
alimentario producido, se tomó como referencia las normas ASTM D6400 y ASTM
D5338 para determinar la biodegradación aeróbica de materiales plásticos en
condiciones de compostaje.
Como medio degradativo, se tomó tierra abonada
procedente de un lombricultivo, con 4 meses de edad, elaborada por una empresa
privada.
Se pesó 50 g del empaque alimentario y se cortó en
áreas de 2 cm x 2 cm cada unidad de experimentación para obtener una mayor
degradación, tal como lo recomienda Mendoza, (2009).
3.5. POBLACIÓN, MUESTRA Y UNIDAD EXPERIMENTAL
3.5.1. Población
Estuvo constituida por las cáscaras de cacao variedad CCN-51,
cuya procedencia fueron los sembríos de cacao del señor Edilberto López
Chaurino, de las cuales se consideró la producción de cacao de una hectárea,
que oscila alrededor de 700 Kg/ha en promedio, y teniendo en cuenta que el
rendimiento de la cáscara está alrededor del 80%, se tuvo 560 kg de cáscara.

72
3.5.2. Muestra
a. Procedimiento de muestreo
El muestreo, por tratarse de una población finita, su tamaño
de muestra será determinado, aplicando la fórmula sugerida por Murray y Larry
(2005), que fue:
( )
( )( )( )
( ) ( ) ( )( )
donde:
nc = kg de cáscaras de cacao tomados como muestra
N = kg de cáscara fresca de cacao, 560
p = Probabilidad de éxito, 0,95
q = Probabilidad de fracaso, 0,05
z=0,95 = 1,96 área bajo la curva normal estandarizada
i = Error permisible, 5% ó 0,05
Por lo tanto:
( ) ( )( )( )
( ) ( ) ( ) ( )( )
a.1. Ajuste de la muestra de estudiantes:
Como:
Se corrige la muestra inicial, según la fórmula:
Donde:
n = Muestra ajustada o corregida
nc = Valor de muestra inicial o preliminar
N = Población

73
58 kg de cáscaras frescas de cacao que representa el
10,36% de la población.
La muestra correspondiente a las cáscaras de cacao libres de
suciedad, seleccionadas, clasificadas y con un 12% de humedad, fue de 7 000
gramos, de las cuales se obtuvieron aproximadamente 385 gramos de pectina de
acuerdo al rendimiento esperado que es aproximadamente del 5,5%, siendo de
10 gramos las sub muestras para cada ensayo.
3.5.3. Unidad experimental
La unidad experimental estuvo constituida en la fase de
obtención de pectina por 200 g cáscara de cacao, 10 g de pectina para la
elaboración del prototipo de empaque alimentario y, en fase de prueba de
biodegradabilidad del empaque alimentario por 25 g y áreas de 2 cm x 2 cm.
3.6. TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS
3.6.1. Técnicas de recolección de datos
3.6.1.1. Fuente primaria
Para la recolección de información en el proyecto, se
usó la técnica de observación, que nos permitió reconocer el problema de los
residuos de la industria del cacao (cáscaras), por lo cual se planteó como solución
factible, su tratamiento para la producción de pectinas y empaques alimentarios.
3.6.1.2. Fuentes secundarias
Análisis documental, que permitió obtener información a
partir de fuentes secundarias externas a través de artículos encontrados en bases
de datos (UNIVERSIA, SCIENCE DIRECT, DIALNET, Scielo, entre otras), y tesis

74
publicadas en diferentes bibliotecas virtuales del país o el extranjero, en el tema
de interés, obteniendo conocimientos del comportamiento de las variables
dependientes al tener una manipulación controlada de las variables
independientes.
3.6.1.3. Técnicas de proceso
La observación en el laboratorio, permitió recolectar los
datos directamente del proceso de obtención de pectina y elaboración del
prototipo del empaque alimentario, lográndose así los resultados sobre la
metodología de obtención de pectina a partir de las cáscaras de cacao y la
elaboración del prototipo de empaque alimentario, que nos permitió emitir las
conclusiones del presente informe final.
3.6.1.4. Técnicas de procesamiento y análisis de los datos
La información obtenida, fue sometida a procesamiento,
esto implicó el cómo ordenar y presentar de la forma más lógica e inteligible los
resultados obtenidos con los instrumentos aplicados, de tal forma que la variable
refleje el peso específico de su magnitud, por cuanto el objetivo final es construir
con ellos:
Cuadros estadísticos
Promedios: que sintetizaron valores y así se pudo a
partir de ellos, desarrollar pruebas de medias (Tukey).
El procesamiento de los datos no es otra cosa que el
registro de los datos obtenidos por los instrumentos empleados, mediante una
técnica analítica en la cual se comprueba la hipótesis y se obtienen las
conclusiones.
3.6.2. Instrumentos de recolección de datos
Según Arias (1999), ”los instrumentos son los medios materiales
que se emplean para recoger y almacenar la información” y por su parte

75
Hernández et al., (2003), “un instrumentos de medición adecuado es aquel que
registra datos observables que representan verdaderamente los conceptos y
variables que el investigador tienen en mente”.
Los instrumentos fueron sometidos a juicios de expertos para su
evaluación de relación y coherencia.
3.6.2.1. Referencias bibliográficas
Para la recolección de los datos se utilizó:
Fichas de investigación o documentación.
Fichas de registro.
Webgrafías
3.6.2.2. De laboratorio
Para la toma de datos en el laboratorio se usó:
Libreta de apuntes.
Celular con cámara.
Cámara fotográfica.
Equipos para desarrollo de los análisis
3.6.2.3. Evaluación sensorial
Este instrumento, se usó para compendiar los valores de
las características organolépticas de los tratamientos en estudio, para lo cual se
usó la ficha de evaluación sensorial, debidamente validada mediante juicio de
expertos. Para la toma de los datos, se consideró las horas de la mañana (09: 00
a 11:00 am) en un ambiente adecuado y de confort para los panelistas.

76
3.6.2.4. Procesamiento, análisis de datos y presentación de
resultados
Los datos obtenidos fueron procesados, analizados y los
resultados presentados por una lap top (computadora personal), utilizando el
paquete informático de Microsoft Office con sus programas principales:
Word (procesador de texto)
Excel (hoja de cálculo)
También se utilizó para el Análisis de Varianza
(ANOVA), el programa SPSS, con su versión 21
CAPÍTULO IV
4. RESULTADOS Y DISCUSIÓN
4.1. PROCEDIMIENTOS DE VALIDEZ Y CONFIABILIDAD DE
INSTRUMENTOS
La validez está presente cuando un instrumento mide lo que quiere
medir (Anastasi y Urbina, 1988 citado por Bernal, 2010), y, la confiabilidad se
define como el grado en que un instrumento produce resultados consistentes y
coherentes. Es decir en que su aplicación repetida al mismo sujeto u objeto
produce resultados iguales Kerlinger y Lee (2002).
Por ello en esta investigación, se realizó la validez de contenido de las
fichas de evaluación sensorial mediante el juicio de expertos conformado por
docentes de la Facultad de Industrias Alimentarias de la Universidad Nacional
Agraria de la Selva-UNAS de Tingo María y por docentes de la Escuela
Académico Profesional de Ingeniería Agroindustrial de la Universidad Nacional
Hermilio Valdizán de Huánuco, considerando también las opiniones y
recomendaciones del asesor.
Por su parte Alfaro et al., (2013), manifiestan que la evaluación
sensorial recurre al estudio y los fundamentos de disciplinas bien establecidas
como la Psicología, Fisiología, Química, Física y la Estadística; siendo esta
última, la que auxilia a la tarea de establecer cuantificación matemática de datos
para determinar la validez y confiabilidad de las respuestas sensoriales y su
relación con otras disciplinas.

78
Los datos obtenidos, fueron ordenados y procesados en la
computadora utilizando programas del paquete Micorsoft Office como el
procesador de texto Word y la hoja de cálculo Excel, y para para los análisis
estadísticos se utilizó el programa SPSS, versión 21, con los cuales se contribuyó
a generar su validez real, de contenido, de criterio y de constructo.
Para otorgar confiabilidad a los resultados obtenidos en el laboratorio,
se consideró la calibración de los equipos y la repetición de los ensayos, cuyas
mediciones se muestra en el anexo respectivo.
4.2. TÉCNICAS ESTADÍSTICAS PARA EL PROCESAMIENTO DE LA
INFORMACIÓN
Para la presente investigación, se utilizó el diseño experimental, el cual
se puede definir como un conjunto de métodos que se utilizan para manipular un
proceso con el fin de obtener información de cómo mejorarlo (Sánchez, 2009).
De acuerdo con Sánchez (2009), el diseño de experimentos es la
aplicación del método científico para generar conocimiento acerca de un sistema
o proceso. Para que se lleve a cabo se debe de planear un conjunto de pruebas
experimentales donde los datos puedan ser analizados estadísticamente y así
obtener conclusiones objetivas.
Los resultados se analizaron estadísticamente bajo los siguientes
parámetros:
ANOVA: Se realizará para determinar la existencia de diferencia significativa
estadística entre tratamientos en estudio.
Tukey: Permite determinar la magnitud de las diferencias entre tratamientos.
Se analizó al 5% de probabilidad, de acuerdo a los grados de libertad (GL) del
error.

79
4.2.1. Obtención de pectina
Los diseños factoriales son ampliamente utilizados en
experimentos en los que intervienen varios factores para estudiar el efecto
conjunto de éstos sobre una respuesta.
El experimento factorial permite observar el efecto que tiene
cada variable independiente sobre la variable dependiente, así como el efecto que
tienen las interacciones entre estas variables. Se deben definir los factores y
niveles del experimento. Un factor es cualquier influencia que pueda afectar a la
variable de respuesta y que sea controlada por el experimentador. Los niveles son
las categorías o intensidades que tiene cada factor previamente establecido. En
un diseño factorial es necesario al menos dos réplicas para poder analizar las
observaciones de los efectos principales y las interacciones, de esta forma se
pueden probar las hipótesis que se formularon previamente. Para poder resolver
problemas de este tipo utilizamos el modelo de análisis de varianza (ANOVA),
Garza (2013).
Se realizaron 3 réplicas por cada tratamiento. El resultado de
los ensayos de laboratorio en cuanto a la obtención del peso de la pectina, se
muestra el Anexo 6, cuyas medias se muestran en la siguiente figura.
0.0000
2.0000
4.0000
6.0000
8.0000
10.0000
12.0000
14.0000
Pe
sos
(g)
Medias
80
Figura 3: Medias de los pesos de la pectina obtenida en los diferentes tratamientos
4.2.1.1. Tratamiento estadístico para el análisis de varianza
(ANOVA) de los resultados obtenidos de los pesos
en g de la pectina obtenida en laboratorio
Los resultados mostrados en el cuadro anterior, se
sometieron a un Análisis de Varianza (ANOVA), usando el Diseño Completamente
al Azar-DCA con arreglo factorial (3Ax3Bx3C) con tres (03) réplicas, es decir al
factor A, le correspondió la Temperatura de extracción (60, 75 y 90 °C), al factor
B, le correspondió los Tipos de ácidos (ácido cítrico y ácido clorhídrico), y al factor
C, le correspondió el pH de la solución (3, 4 y 5). Al respecto, Gaillard et al.,
(2010), manifiestan que el ANOVA en experimentos factoriales constituye una
técnica estadística para analizar el efecto de dos ó más variables independientes
(factores) sobre una variable respuesta.
El estudio factorial de tres factores (A, B y C) permitió
investigar los efectos: A, B, C, AB, AC, BC y ABC, donde el nivel de desglose o
detalle con el que pueden estudiarse depende del número de niveles utilizando en
cada factor. En resumen, se tienen siete efectos de interés sin considerar
desglose, y con ellos se pueden plantear las siete hipótesis nulas y alternativas.
Procedimiento de Prueba
i) Hipótesis
El objetivo del análisis fue realizar los contrastes de hipótesis
nula aparejada con su correspondiente hipótesis alternativa:
H0: Todas las temperaturas de extracción tienen el mismo
efecto
Ha: Al menos una de las temperaturas de extracción tiene
efecto diferente
H0: Efecto A = 0 y HA: ≠ 0

81
H0: Todos los ácidos tienen el mismo efecto
Hb: Al menos uno de los ácidos tiene efecto diferente
H0: Efecto B = 0 y HB: ≠ 0
H0: Todos los pH tienen el mismo efecto
Hc: Al menos uno de los pH tiene efecto diferente
H0: Efecto C = 0 y HC: ≠ 0
H0: Todos los niveles de la interacción temperatura de
extracción x tipo de ácido tienen el mismo efecto
Hab: Al menos uno de los niveles de la interacción temperatura
de extracción x tipo de ácido tiene efecto diferente
H0: Efecto AB = 0 y HAB: ≠ 0
H0: Todos los niveles de la interacción temperatura de
extracción x pH tienen el mismo efecto
Hac: Al menos uno de los niveles de la interacción temperatura
de extracción x el pH tiene efecto diferente
H0: Efecto AC = 0 y HAC: ≠ 0
H0: Todos los niveles de la interacción tipo de ácido x pH
tienen el mismo efecto
Hbc: Al menos uno de los niveles de la interacción tipo de
ácido x pH tiene efecto diferente
H0: Efecto BC = 0 y HBC: ≠ 0
H0: Todos los niveles de la interacción temperatura de
extracción x tipo de ácido x pH tienen el mismo efecto
Habc: Al menos uno de los niveles de la interacción
temperatura de extracción x tipo de ácido x pH tiene
efecto diferente
H0: Efecto ABC = 0 y HABC: ≠ 0

82
ii) Nivel de significación: α = 5%
iii) Función de prueba: FExperim = F del ANVA
iv) Valor tabular: FTab. = Tabla F
v) Decisión: Rechazar H0 si FExperim.>FTab.
El ANOVA para probar estas hipótesis se muestran en el
siguiente cuadro.
Cuadro 7: ANOVA de los resultados obtenidos de los pesos en g de la pectina obtenida en laboratorio
Fuente de Variación Grados de Lib. Suma Cuadrad. Cuad. Medio FExperim FTabular Significancia
Suma temp.de extrac.(Factor A) = 2 122.0730 61.0365 70.09051 3,26 **
Suma tipo de ácido (Factor B) = 1 2.6747 2.6747 3.07143 4,11 N.S.
Suma pH de la solución (Factor C)= 2 34.4579 17.2290 19.78466 3,26 *
Suma de interacción AxB = 2 31.1782 15.5891 17.90157 3,26 *
Suma de interacción AxC = 4 30.9893 7.7473 8.89655 2,63 *
Suma de interacción BxC = 2 1.1735 0.5868 0.67379 3,26 N.S.
Suma de interacción AxBxC = 4 74.6506 18.6626 21.43101 2,63 *
Error 36 31.3497 0.8708
TOTAL 53 328.5468
FUENTE: Elaboración propia N.S. = No Significativo * = Significativo ** = Altamente significativo
F. Tab. (2,36)5% = 3,26 F. Tab. (1,36)5% = 4,11 F. Tab. (2,36)5% = 3,26 F. Tab. (2,36)5% = 3,26 F. Tab. (4,36)5% = 2,63 F. Tab. (2,36)5% = 3,26 F. Tab. (4,36)5% = 2,63
Realizando el análisis del cuadro ANOVA, observamos
que existe en el factor A (Temperatura de extracción) una alta significancia, con el
factor C, interacciones AxB, AxC y AxBxC una diferencia significativa, es decir
que FExp. > FTab., por lo cual rechazamos la H0 y concluimos que entre las
temperaturas de extracción y el tipo de ácido, la interacción entre las
temperaturas de extracción y el pH de las soluciones, entre la interacción tipo de

83
ácido y pH de la solución, que son el objetivo principal del análisis del cuadro
ANOVA, al menos una de sus medias, es diferente de los otras; mientras con
respecto al factor B (Tipo de ácido) y la interacción BxC, no existen diferencias
significativas, a un nivel del 5% de significancia. Con respecto a las interacciones
Gaillard et al., (2010), indican que entre dos factores hay interacción si los efectos
de un nivel de un factor dependen de los niveles del otro. Dicho con otras
palabras, la respuesta de un factor es influenciada en forma diferenciada por los
niveles del otro. La existencia de interacciones indica que los efectos de los
factores sobre la respuesta no son aditivos y por tanto no pueden separarse los
efectos de los factores.
Al existir tratamientos diferentes, pasamos al siguiente
paso, que fue proceder a realizar la Prueba Tukey, a fin de determinar el
tratamiento más significativo en la investigación.
4.2.1.2. Prueba de diferencia significativa honesta (DSH) de
Tukey
Consiste en realizar comparaciones múltiples luego de
haber obtenido una razón F significativa en la prueba de ANOVA. La prueba se
utiliza para determinar en dónde se encuentran las diferencias significativas, lo
cual no se pudo determinar con el análisis general de ANOVA (Moncada, 2005).
La prueba de Diferencia Significativa Honesta (DSH) de
Tukey, sólo se debe usar después que se ha rechazado la hipótesis nula en el
análisis de varianza y cuando todos los tamaños de muestra son iguales. Emplea
un valor q se obtiene de la tabla de rango estudentizado (q) deTukey, para el
nivel de significancia , el número de tratamientos k y los grados de libertad del
error (Marques, 2003).
La prueba de Tukey, exige que los tamaños muestrales
sean iguales. Sin embargo, el método de Tukey es mejor en la medida que
detecta mejor las diferencias significativas.
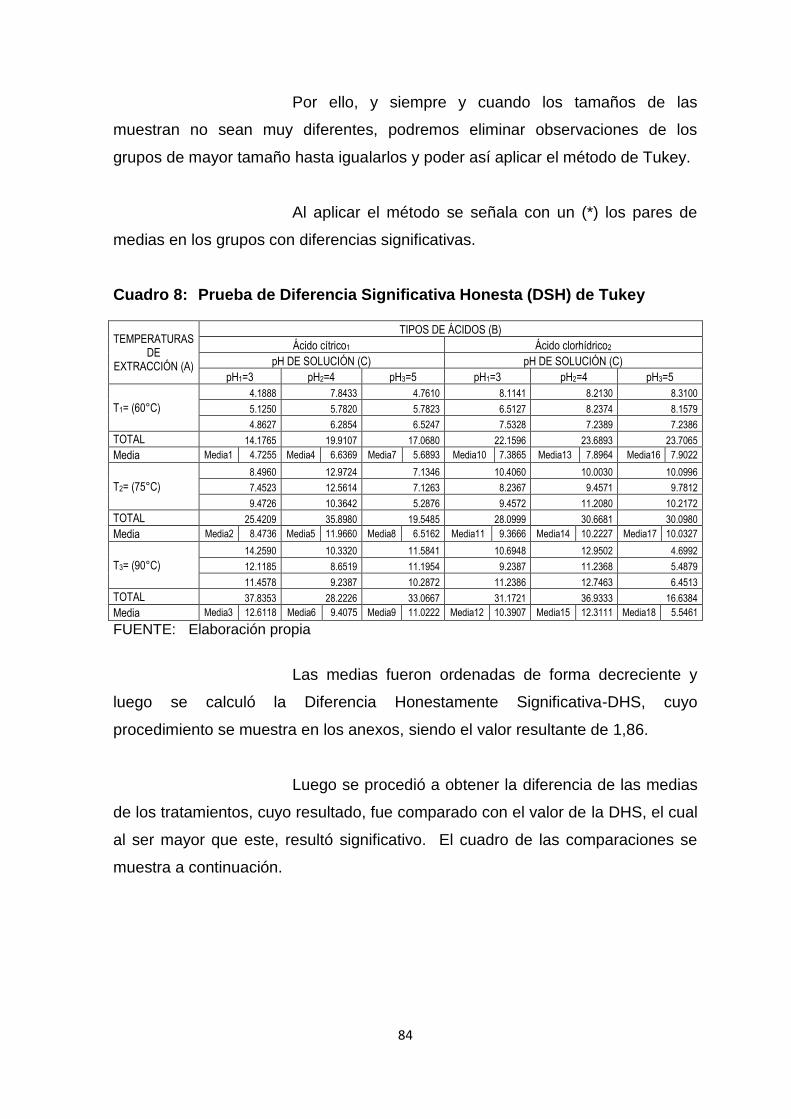
84
Por ello, y siempre y cuando los tamaños de las
muestran no sean muy diferentes, podremos eliminar observaciones de los
grupos de mayor tamaño hasta igualarlos y poder así aplicar el método de Tukey.
Al aplicar el método se señala con un (*) los pares de
medias en los grupos con diferencias significativas.
Cuadro 8: Prueba de Diferencia Significativa Honesta (DSH) de Tukey
TEMPERATURAS DE
EXTRACCIÓN (A)
TIPOS DE ÁCIDOS (B)
Ácido cítrico1 Ácido clorhídrico2
pH DE SOLUCIÓN (C) pH DE SOLUCIÓN (C)
pH1=3 pH2=4 pH3=5 pH1=3 pH2=4 pH3=5
T1= (60°C)
4.1888 7.8433 4.7610 8.1141 8.2130 8.3100
5.1250 5.7820 5.7823 6.5127 8.2374 8.1579
4.8627 6.2854 6.5247 7.5328 7.2389 7.2386
TOTAL 14.1765 19.9107 17.0680 22.1596 23.6893 23.7065
Media Media1 4.7255 Media4 6.6369 Media7 5.6893 Media10 7.3865 Media13 7.8964 Media16 7.9022
T2= (75°C)
8.4960 12.9724 7.1346 10.4060 10.0030 10.0996
7.4523 12.5614 7.1263 8.2367 9.4571 9.7812
9.4726 10.3642 5.2876 9.4572 11.2080 10.2172
TOTAL 25.4209 35.8980 19.5485 28.0999 30.6681 30.0980
Media Media2 8.4736 Media5 11.9660 Media8 6.5162 Media11 9.3666 Media14 10.2227 Media17 10.0327
T3= (90°C)
14.2590 10.3320 11.5841 10.6948 12.9502 4.6992
12.1185 8.6519 11.1954 9.2387 11.2368 5.4879
11.4578 9.2387 10.2872 11.2386 12.7463 6.4513
TOTAL 37.8353 28.2226 33.0667 31.1721 36.9333 16.6384
Media Media3 12.6118 Media6 9.4075 Media9 11.0222 Media12 10.3907 Media15 12.3111 Media18 5.5461
FUENTE: Elaboración propia
Las medias fueron ordenadas de forma decreciente y
luego se calculó la Diferencia Honestamente Significativa-DHS, cuyo
procedimiento se muestra en los anexos, siendo el valor resultante de 1,86.
Luego se procedió a obtener la diferencia de las medias
de los tratamientos, cuyo resultado, fue comparado con el valor de la DHS, el cual
al ser mayor que este, resultó significativo. El cuadro de las comparaciones se
muestra a continuación.
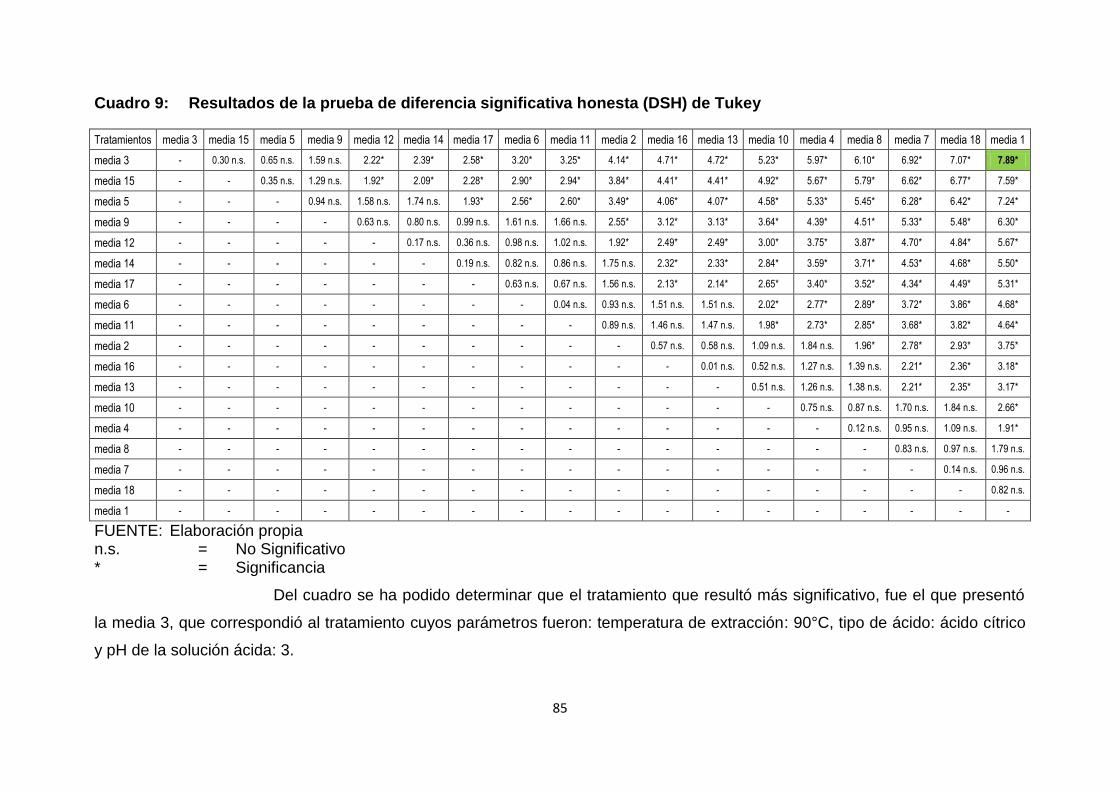
85
Cuadro 9: Resultados de la prueba de diferencia significativa honesta (DSH) de Tukey
Tratamientos media 3 media 15 media 5 media 9 media 12 media 14 media 17 media 6 media 11 media 2 media 16 media 13 media 10 media 4 media 8 media 7 media 18 media 1
media 3 - 0.30 n.s. 0.65 n.s. 1.59 n.s. 2.22* 2.39* 2.58* 3.20* 3.25* 4.14* 4.71* 4.72* 5.23* 5.97* 6.10* 6.92* 7.07* 7.89*
media 15 - - 0.35 n.s. 1.29 n.s. 1.92* 2.09* 2.28* 2.90* 2.94* 3.84* 4.41* 4.41* 4.92* 5.67* 5.79* 6.62* 6.77* 7.59*
media 5 - - - 0.94 n.s. 1.58 n.s. 1.74 n.s. 1.93* 2.56* 2.60* 3.49* 4.06* 4.07* 4.58* 5.33* 5.45* 6.28* 6.42* 7.24*
media 9 - - - - 0.63 n.s. 0.80 n.s. 0.99 n.s. 1.61 n.s. 1.66 n.s. 2.55* 3.12* 3.13* 3.64* 4.39* 4.51* 5.33* 5.48* 6.30*
media 12 - - - - - 0.17 n.s. 0.36 n.s. 0.98 n.s. 1.02 n.s. 1.92* 2.49* 2.49* 3.00* 3.75* 3.87* 4.70* 4.84* 5.67*
media 14 - - - - - - 0.19 n.s. 0.82 n.s. 0.86 n.s. 1.75 n.s. 2.32* 2.33* 2.84* 3.59* 3.71* 4.53* 4.68* 5.50*
media 17 - - - - - - - 0.63 n.s. 0.67 n.s. 1.56 n.s. 2.13* 2.14* 2.65* 3.40* 3.52* 4.34* 4.49* 5.31*
media 6 - - - - - - - - 0.04 n.s. 0.93 n.s. 1.51 n.s. 1.51 n.s. 2.02* 2.77* 2.89* 3.72* 3.86* 4.68*
media 11 - - - - - - - - - 0.89 n.s. 1.46 n.s. 1.47 n.s. 1.98* 2.73* 2.85* 3.68* 3.82* 4.64*
media 2 - - - - - - - - - - 0.57 n.s. 0.58 n.s. 1.09 n.s. 1.84 n.s. 1.96* 2.78* 2.93* 3.75*
media 16 - - - - - - - - - - - 0.01 n.s. 0.52 n.s. 1.27 n.s. 1.39 n.s. 2.21* 2.36* 3.18*
media 13 - - - - - - - - - - - - 0.51 n.s. 1.26 n.s. 1.38 n.s. 2.21* 2.35* 3.17*
media 10 - - - - - - - - - - - - - 0.75 n.s. 0.87 n.s. 1.70 n.s. 1.84 n.s. 2.66*
media 4 - - - - - - - - - - - - - - 0.12 n.s. 0.95 n.s. 1.09 n.s. 1.91*
media 8 - - - - - - - - - - - - - - - 0.83 n.s. 0.97 n.s. 1.79 n.s.
media 7 - - - - - - - - - - - - - - - - 0.14 n.s. 0.96 n.s.
media 18 - - - - - - - - - - - - - - - - - 0.82 n.s.
media 1 - - - - - - - - - - - - - - - - - -
FUENTE: Elaboración propia n.s. = No Significativo * = Significancia
Del cuadro se ha podido determinar que el tratamiento que resultó más significativo, fue el que presentó
la media 3, que correspondió al tratamiento cuyos parámetros fueron: temperatura de extracción: 90°C, tipo de ácido: ácido cítrico
y pH de la solución ácida: 3.

86
Estos resultados, coinciden con lo reportado por
Barazarte et al., 2008, en cuanto a temperatura de extracción de 90°C, pero en
pH y tipo de ácido difieren, pues usaron EDTA, aun cuando trabajaron en cacao.
Por su parte Betancourt y Llanos (2009), en la extracción de pectina a partir de
subproductos del beneficio del cacao, usaron ácido clorhídrico al 10% para la
hidrólisis ácida. En cuanto a procesos similares pero con otras materias primas,
Guidi et al., (2010) determinaron el valor de pH óptimo de 2,2 para extracción de
pectina a partir de frutos de cocona. López y Vélez (2013), por su parte para
extraer pectina de albedo de maracuyá, usaron ácido cítrico y clorhídrico, siendo
éste último, el ácido el más óptimo para extracción a un pH de 3,5, por lo cual se
puede confirmar que la extracción de pectina ofrece mejores resultados mediante
hidrólisis ácida, la cual tiene el propósito de eliminar especialmente los iones
calcio, los cuales tienen un efecto negativo en el rendimiento del proceso (Ortiz,
2009, citado por López y Vélez, 2013).
4.2.1.3. Análisis físico químico de la pectina obtenida
Los análisis efectuados a la pectina extraída de las
cáscaras de cacao fueron:
Cuadro 10: Resultados de los análisis físicos químicos de la pectina obtenida de las cáscaras de cacao
Análisis Resultados/Valores
Rendimiento promedio (%) 4,10
Grado de esterificación promedio (%) 42,36
Sólidos solubles 46,52
Tiempo de gelificación (minutos) 41,5
Acidez libre (meq carboxilo libre/ g pectina 5,47
Cenizas (%) 3,34
Humedad (%) 14,23
Color Marrón claro a oscuro
FUENTE: Elaboración propia.
Los valores obtenidos en los análisis físicos químicos de
la pectina obtenida de las cáscaras de cacao se encuentran dentro de los rangos
obtenidos por otros autores, así Barazarte et al., (2008), obtuvo un rendimiento de
87
extracción de 3,89 g/100g, valor por debajo de lo obtenido en el presente trabajo
de investigación que fue de 4,10%, el cual está en estrecha relación con el tipo de
ácido usado para la hidrólisis ácida, mientras que Adomako (1972), citado por
Barazarte et al., (2008) que obtuvo un rendimiento de extracción de 8,0% a
11,0% (base seca) a partir de cáscaras de cacao. Los altos rendimientos de la
pectina extraída obtenidos a la temperatura de 90ºC pueden atribuirse al mayor
rompimiento de los enlaces presentes en la protopectina generado por el aumento
de temperatura. La protopectina representa un grupo de sustancias insolubles en
agua presentes en las paredes celulares vegetales, a partir de las cuales, bajo
hidrólisis, se obtienen las pectinas. El mayor rendimiento observado a pH 3
puede atribuirse al menor grado de desintegración de la pectina, ya que pHs bajos
pueden causar su depolimerización, Yoslin, 1962, citado por Barazarte et al.,
2008.
Con respecto al grado de esterificación promedio,
Barazarte et al., (2008), obtuvo un grado entre 37,94% y 52,20%, mientras Guidi y
Arandia (2010) obtuvieron 33%, por lo cual el valor de 42,36 obtenido en el
presente trabajo, se encuentra ligeramente elevado del rango logrado por los
autores citados.
En cuanto al tiempo de gelificación de 41,5 minutos, este
valor es variable, ya que depende de la temperatura ambiental y de las
condiciones del proceso como pH, temperatura de extracción y tipo de ácido
utilizado en la hidrólisis ácida, pues según Guidi y Arandia (2010) que extrajeron
pectina a partir de cáscaras de maracuyá, de estas combinaciones da como
resultado características propias en la pectina como un tiempo de gelificación y
temperatura de 14 minutos a 65°C respectivamente.
El valor de los sólidos solubles de 46,52 es bajo al
compararlo con otro estudio realizado por Vriesmann et al., (2012), usando
pectina de cascarilla de cacao, quien reportó 64,00 de sólidos solubles.
La pectina estudiada presentó un valor de 5,47 meq/g de
Acidez Libre, la cual representa los carboxilos libres en la cadena lineal de la
88
pectina (Owens et al., 1952, citado por Suarez y Orozco, 2014), el valor reportado
en otros estudios realizados en Ecuador, usando como matriz cascarilla de cacao
(Theobroma cacao L.), pero variando la solución extractora (ácido clorhídrico y
EDTA 0,5 %) fue de 1,39 meq/g (Lucas, 2012, citado por Suarez y Orozco, 2014),
mientras(Guidi y Arandia, 2010) reportaron una acidez libre de 0.7 meq/g, por lo
cual el resultado mayor obtenido en este estudio, es atribuido a las diferencias en
los parámetros de extracción de pectina.
Las cenizas fueron de 3,34% un valor muy alto, ya que
el valor máximo para una pectina comercial es del 1% (Food Chemicals Codex,
2003, citado por Suarez y Orozco, 2014) y superior a 1,4% reportado por Guidi y
Arandia (2010), por lo tanto se considera que la pectina extraída tiene minerales
como Calcio, Potasio, Sodio, Cadmio e inclusive demostró que tuvo un alto
contenido de impurezas.
El contenido de humedad fue de 14,23%, cercano a la
humedad máxima de una pectina comercial que es de un 12% (Food Chemicals
Codex, 2003, citado por Suarez y Orozco, 2014), pero muy superior al 2,7%
reportado por Vriesmann et al., (2012) y levemente superior a la humedad de 9%
resportado por Guidi y Arandia (2010).
El color marrón oscuro de la pectina, se debe a la
presencia de polifenoles presentes en la cáscara del cacao, los cuales son
componentes naturales del producto, que se oxidan ante la presencia de oxígeno
y temperaturas altas.
4.2.2. Elaboración del prototipo del empaque alimentario
Los resultados obtenidos en cuanto al porcentaje de solubilidad del
empaque, se muestran en el siguiente cuadro.
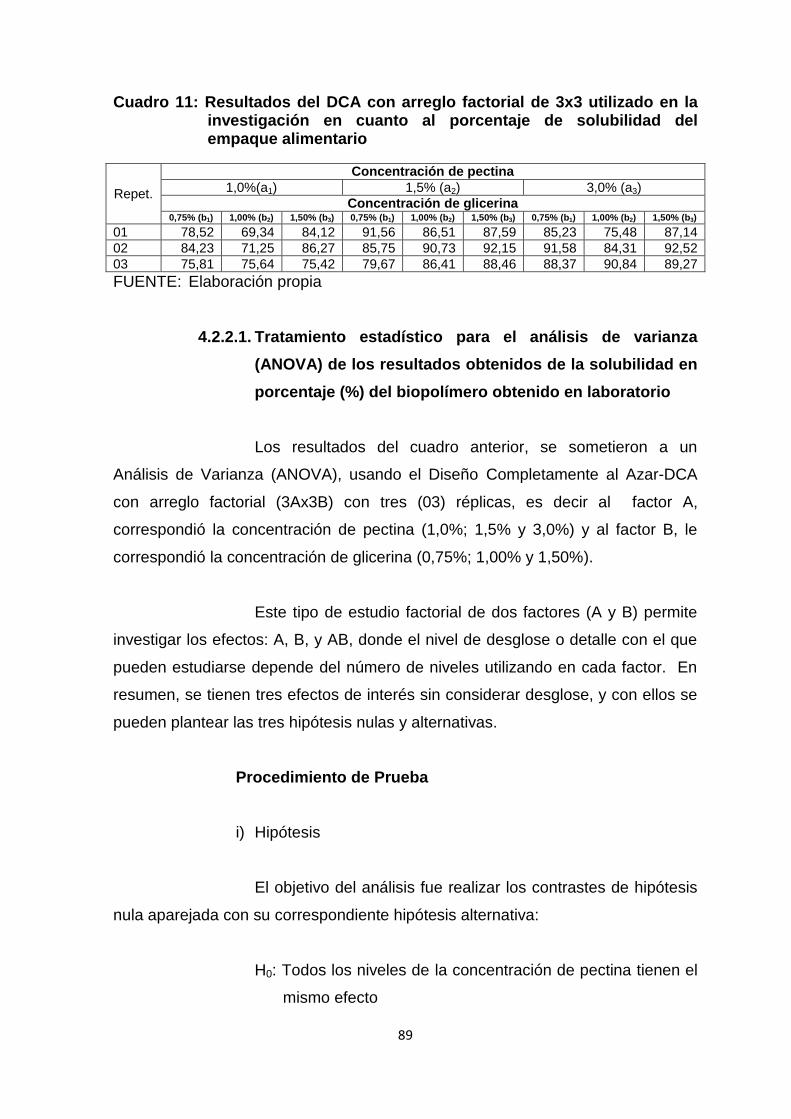
89
Cuadro 11: Resultados del DCA con arreglo factorial de 3x3 utilizado en la investigación en cuanto al porcentaje de solubilidad del empaque alimentario
Repet.
Concentración de pectina
1,0%(a1) 1,5% (a2) 3,0% (a3)
Concentración de glicerina 0,75% (b1) 1,00% (b2) 1,50% (b3) 0,75% (b1) 1,00% (b2) 1,50% (b3) 0,75% (b1) 1,00% (b2) 1,50% (b3)
01 78,52 69,34 84,12 91,56 86,51 87,59 85,23 75,48 87,14
02 84,23 71,25 86,27 85,75 90,73 92,15 91,58 84,31 92,52
03 75,81 75,64 75,42 79,67 86,41 88,46 88,37 90,84 89,27
FUENTE: Elaboración propia
4.2.2.1. Tratamiento estadístico para el análisis de varianza
(ANOVA) de los resultados obtenidos de la solubilidad en
porcentaje (%) del biopolímero obtenido en laboratorio
Los resultados del cuadro anterior, se sometieron a un
Análisis de Varianza (ANOVA), usando el Diseño Completamente al Azar-DCA
con arreglo factorial (3Ax3B) con tres (03) réplicas, es decir al factor A,
correspondió la concentración de pectina (1,0%; 1,5% y 3,0%) y al factor B, le
correspondió la concentración de glicerina (0,75%; 1,00% y 1,50%).
Este tipo de estudio factorial de dos factores (A y B) permite
investigar los efectos: A, B, y AB, donde el nivel de desglose o detalle con el que
pueden estudiarse depende del número de niveles utilizando en cada factor. En
resumen, se tienen tres efectos de interés sin considerar desglose, y con ellos se
pueden plantear las tres hipótesis nulas y alternativas.
Procedimiento de Prueba
i) Hipótesis
El objetivo del análisis fue realizar los contrastes de hipótesis
nula aparejada con su correspondiente hipótesis alternativa:
H0: Todos los niveles de la concentración de pectina tienen el
mismo efecto
90
Ha: Al menos uno de los niveles de la concentración de
pectina tiene efecto diferente
H0: Efecto A = 0 y HA: ≠ 0
H0: Todos los niveles de la concentración de pectina tienen el
mismo efecto
Hb: Al menos uno de la concentración de pectina tiene efecto
diferente
H0: Efecto B = 0 y HB: ≠ 0
H0: Todos los niveles de la interacción concentración de
pectina x concentración de glicerina tienen el mismo
efecto
Hab: Al menos uno de los niveles de la interacción
concentración de pectina x concentración de glicerina
tiene efecto diferente
H0: Efecto AB = 0 y HAB: ≠ 0
ii) Nivel de significación: α
iii) Función de prueba: FExperim = F del ANVA
iv) Valor tabular: FTab. = Tabla F
v) Decisión: Rechazar H0 si FExperim.>FTab.
El ANOVA para probar estas hipótesis se muestran en el
siguiente cuadro.
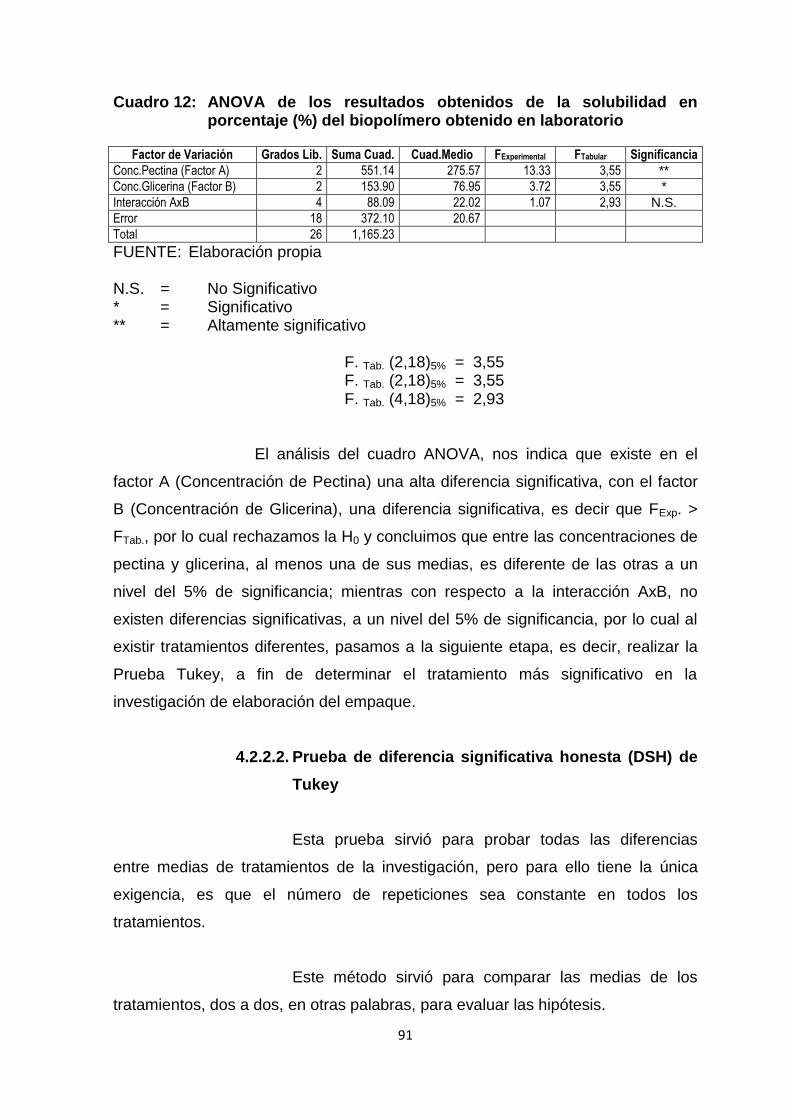
91
Cuadro 12: ANOVA de los resultados obtenidos de la solubilidad en porcentaje (%) del biopolímero obtenido en laboratorio
Factor de Variación Grados Lib. Suma Cuad. Cuad.Medio FExperimental FTabular Significancia
Conc.Pectina (Factor A) 2 551.14 275.57 13.33 3,55 **
Conc.Glicerina (Factor B) 2 153.90 76.95 3.72 3,55 *
Interacción AxB 4 88.09 22.02 1.07 2,93 N.S.
Error 18 372.10 20.67
Total 26 1,165.23
FUENTE: Elaboración propia N.S. = No Significativo * = Significativo ** = Altamente significativo
F. Tab. (2,18)5% = 3,55 F. Tab. (2,18)5% = 3,55 F. Tab. (4,18)5% = 2,93
El análisis del cuadro ANOVA, nos indica que existe en el
factor A (Concentración de Pectina) una alta diferencia significativa, con el factor
B (Concentración de Glicerina), una diferencia significativa, es decir que FExp. >
FTab., por lo cual rechazamos la H0 y concluimos que entre las concentraciones de
pectina y glicerina, al menos una de sus medias, es diferente de las otras a un
nivel del 5% de significancia; mientras con respecto a la interacción AxB, no
existen diferencias significativas, a un nivel del 5% de significancia, por lo cual al
existir tratamientos diferentes, pasamos a la siguiente etapa, es decir, realizar la
Prueba Tukey, a fin de determinar el tratamiento más significativo en la
investigación de elaboración del empaque.
4.2.2.2. Prueba de diferencia significativa honesta (DSH) de
Tukey
Esta prueba sirvió para probar todas las diferencias
entre medias de tratamientos de la investigación, pero para ello tiene la única
exigencia, es que el número de repeticiones sea constante en todos los
tratamientos.
Este método sirvió para comparar las medias de los
tratamientos, dos a dos, en otras palabras, para evaluar las hipótesis.
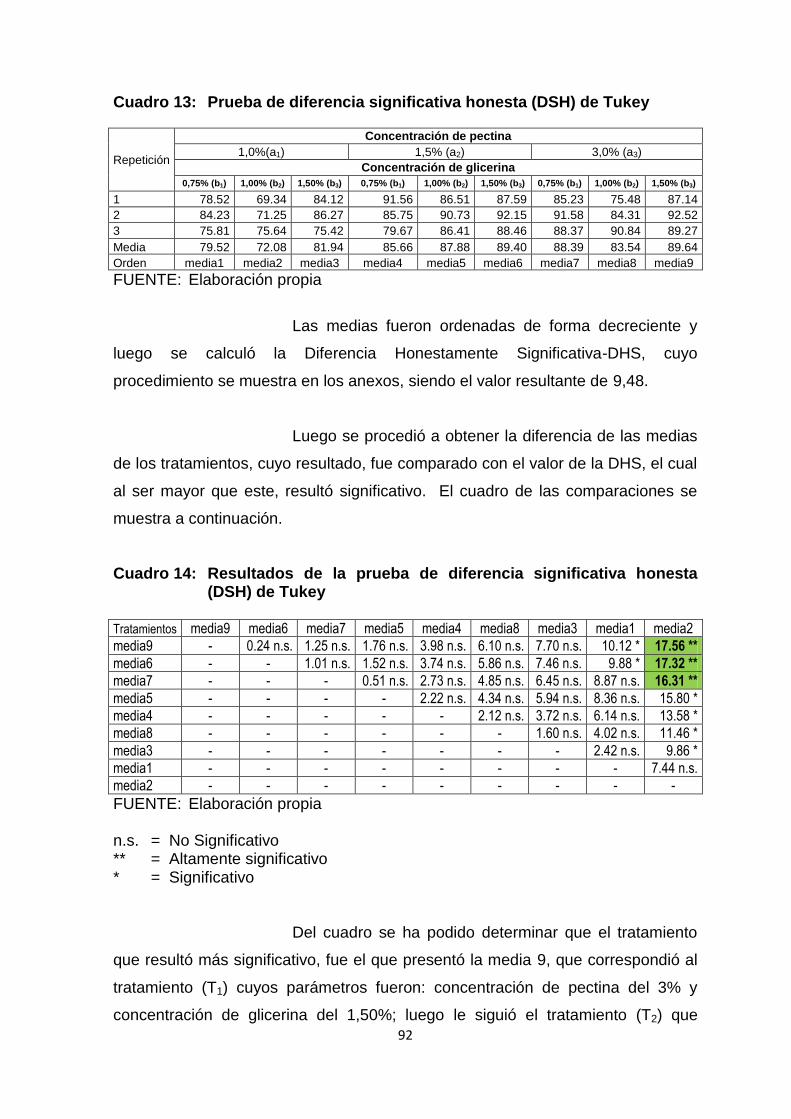
92
Cuadro 13: Prueba de diferencia significativa honesta (DSH) de Tukey
Repetición
Concentración de pectina
1,0%(a1) 1,5% (a2) 3,0% (a3)
Concentración de glicerina
0,75% (b1) 1,00% (b2) 1,50% (b3) 0,75% (b1) 1,00% (b2) 1,50% (b3) 0,75% (b1) 1,00% (b2) 1,50% (b3)
1 78.52 69.34 84.12 91.56 86.51 87.59 85.23 75.48 87.14
2 84.23 71.25 86.27 85.75 90.73 92.15 91.58 84.31 92.52
3 75.81 75.64 75.42 79.67 86.41 88.46 88.37 90.84 89.27
Media 79.52 72.08 81.94 85.66 87.88 89.40 88.39 83.54 89.64
Orden media1 media2 media3 media4 media5 media6 media7 media8 media9
FUENTE: Elaboración propia
Las medias fueron ordenadas de forma decreciente y
luego se calculó la Diferencia Honestamente Significativa-DHS, cuyo
procedimiento se muestra en los anexos, siendo el valor resultante de 9,48.
Luego se procedió a obtener la diferencia de las medias
de los tratamientos, cuyo resultado, fue comparado con el valor de la DHS, el cual
al ser mayor que este, resultó significativo. El cuadro de las comparaciones se
muestra a continuación.
Cuadro 14: Resultados de la prueba de diferencia significativa honesta (DSH) de Tukey
Tratamientos media9 media6 media7 media5 media4 media8 media3 media1 media2
media9 - 0.24 n.s. 1.25 n.s. 1.76 n.s. 3.98 n.s. 6.10 n.s. 7.70 n.s. 10.12 * 17.56 **
media6 - - 1.01 n.s. 1.52 n.s. 3.74 n.s. 5.86 n.s. 7.46 n.s. 9.88 * 17.32 **
media7 - - - 0.51 n.s. 2.73 n.s. 4.85 n.s. 6.45 n.s. 8.87 n.s. 16.31 **
media5 - - - - 2.22 n.s. 4.34 n.s. 5.94 n.s. 8.36 n.s. 15.80 *
media4 - - - - - 2.12 n.s. 3.72 n.s. 6.14 n.s. 13.58 *
media8 - - - - - - 1.60 n.s. 4.02 n.s. 11.46 *
media3 - - - - - - - 2.42 n.s. 9.86 *
media1 - - - - - - - - 7.44 n.s.
media2 - - - - - - - - -
FUENTE: Elaboración propia n.s. = No Significativo ** = Altamente significativo * = Significativo
Del cuadro se ha podido determinar que el tratamiento
que resultó más significativo, fue el que presentó la media 9, que correspondió al
tratamiento (T1) cuyos parámetros fueron: concentración de pectina del 3% y
concentración de glicerina del 1,50%; luego le siguió el tratamiento (T2) que

93
presentó la media 6, con los parámetros: concentración de pectina del 1,5% y
concentración de glicerina del 1,50%; y, en tercer lugar estuvo el tratamiento (T3)
con la media 7, que presentó los parámetros: concentración de pectina del 3% y
concentración de glicerina del 0,75%.
Arévalo et al., (2010), elaboraron películas
biodegradables a partir de cáscaras de limón, usando como insumos pectina,
alcohol polivinílico y benzoato de sodio como preservante, encontrando que
presentó excelentes características físico mecánicas y de barrera. Por su parte
Rutiaga (2002), en su tesis doctoral, elaboró películas plásticas flexibles a partir
de 3 biopolímeros Almidón catiónico A-pectina, almidón catiónico B-pectina y
almidón aniónico-quitosan, empleando como plastificante polietilenglicol y glicerol.
Arredondo (2012), diseñó y caracterizó una película comestible a base de almidón
modificado de maíz ceroso, incorporando cera de abeja como agente hidrofóbico
mediante una dispersión acuosa del almidón, al cual incorporó sorbitol no
cristalizable como plastificante. Aguilar (2005) elaboró una película a base de una
mezcla de gelatina-almidón, a la cual agregó glicerol, indicando que sus
propiedades deformantes se debió a las concentraciones de este plastificante,
siendo el pH de 6, el que le otorgó mayor resistencia, y que la usar la película en
aguacates, retrasó el proceso de maduración lo cual puede prolongar su vida en
anaquel.
El uso de la glicerina como plastificante es muy común
en la elaboración de películas o films de uso alimentario, lo cual le otorga una
impermeabilidad al empaque pero contribuye a sus características deformantes.
Los plastificantes, ayudan a mantener la integridad de las películas, ya que
reducen su fragilidad, aumentando la flexibilidad y la resistencia a la ruptura
(Sothornvit y Krochta 2005, citados por López, 2012), se asocian
fisicoquímicamente con el polímero, reduciendo la cohesión de la estructura,
interfieren en la asociación de las cadenas poliméricas, facilitan su deslizamiento,
por lo que aumentan la flexibilidad de las películas. Ejemplos de plastificantes de
grado alimentario son los polialcoholes (glicerol, sorbitol, manitol, sacarosa,
propilenglicol y polietilenglicol), siendo el agua el plastificante más común
(Lazaridou y Biliaderis, 2002; Mali y col., 2002, citados por López 2012). Las

94
propiedades de las películas comestibles dependen de los materiales que forman
la película y sobre todo de su cohesión estructural. Aditivos como plastificantes,
antimicrobianos, antioxidantes son utilizados para modificar las propiedades
funcionales de las películas (Miramont, 2012).
4.2.2.3. Análisis del prototipo de empaque alimentario T1
(concentración de pectina del 3% y glicerina del
1,50%)
Los análisis efectuados al empaque alimentario T1,
elaborado con la pectina procedente de las cáscaras de cacao fueron:
Cuadro 15: Resultados de los análisis físicos químicos del empaque alimentario T1 elaborado con la pectina de las cáscaras de cacao
Análisis Resultados/Valores
Transparencia (UT x nm) 25 623,24
Opacidad (UA x nm) 43,8
Solubilidad en agua (%) 84,23
Cenizas (%) 2,98
Humedad (%) 12,56
Biodegradabilidad (%) 35,57 (5 días)
FUENTE: Elaboración propia
Los resultados obtenidos de la caracterización
fisicoquímica del empaque alimentario elaborado a partir de pectina obtenida de
las cáscara de cacao, muestran valores semejantes a los de otros autores, así en
cuanto a la transparencia y opacidad, Reyes (2013) que trabajó con almidón de
maíz y ácido oleico determinó 27 314,4 UT x nm y 48,9 UA x nm, los cuales son
ligeramente superiores al encontrado en el presente trabajo que fue de 25 623,24
UT x nm para la transparencia y 43,8 UT x nm para la opacidad, atribuible a la
presencia de compuestos oxidables como los polifenoles.
En cuanto a la solubilidad en agua, el biopolímero
obtenido muestra un valor de 84,23%, mientras que Reyes (2013), determinó el
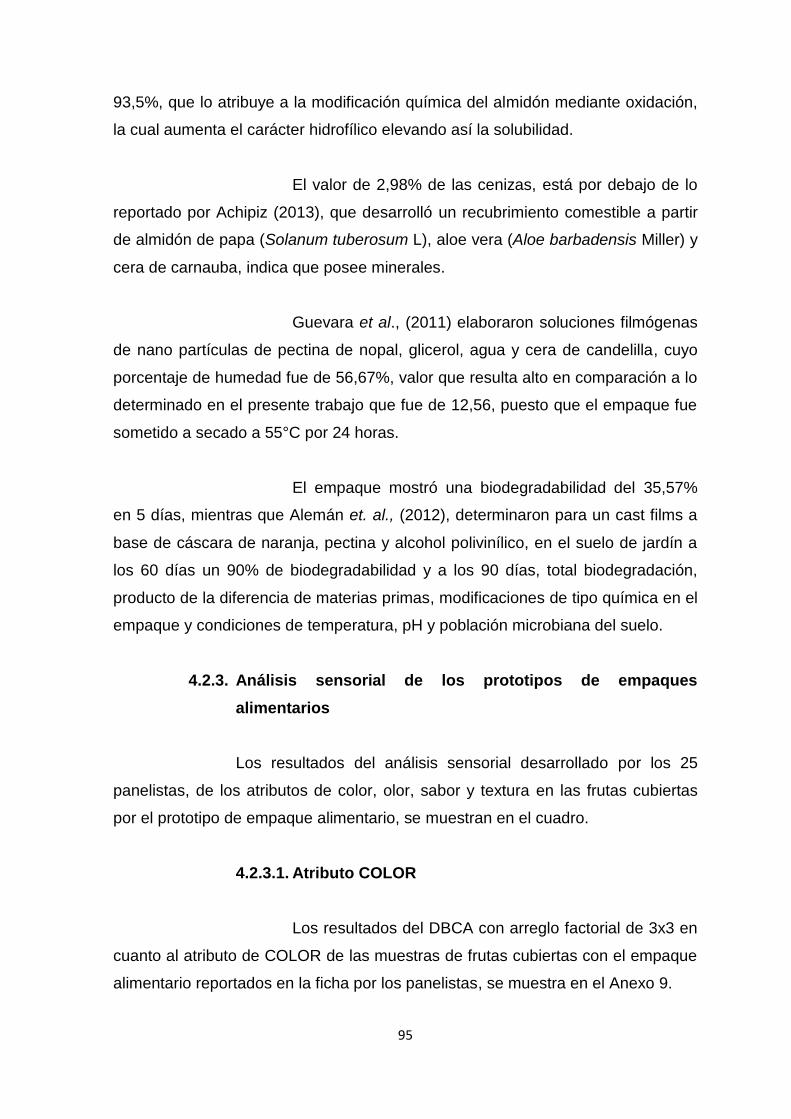
95
93,5%, que lo atribuye a la modificación química del almidón mediante oxidación,
la cual aumenta el carácter hidrofílico elevando así la solubilidad.
El valor de 2,98% de las cenizas, está por debajo de lo
reportado por Achipiz (2013), que desarrolló un recubrimiento comestible a partir
de almidón de papa (Solanum tuberosum L), aloe vera (Aloe barbadensis Miller) y
cera de carnauba, indica que posee minerales.
Guevara et al., (2011) elaboraron soluciones filmógenas
de nano partículas de pectina de nopal, glicerol, agua y cera de candelilla, cuyo
porcentaje de humedad fue de 56,67%, valor que resulta alto en comparación a lo
determinado en el presente trabajo que fue de 12,56, puesto que el empaque fue
sometido a secado a 55°C por 24 horas.
El empaque mostró una biodegradabilidad del 35,57%
en 5 días, mientras que Alemán et. al., (2012), determinaron para un cast films a
base de cáscara de naranja, pectina y alcohol polivinílico, en el suelo de jardín a
los 60 días un 90% de biodegradabilidad y a los 90 días, total biodegradación,
producto de la diferencia de materias primas, modificaciones de tipo química en el
empaque y condiciones de temperatura, pH y población microbiana del suelo.
4.2.3. Análisis sensorial de los prototipos de empaques
alimentarios
Los resultados del análisis sensorial desarrollado por los 25
panelistas, de los atributos de color, olor, sabor y textura en las frutas cubiertas
por el prototipo de empaque alimentario, se muestran en el cuadro.
4.2.3.1. Atributo COLOR
Los resultados del DBCA con arreglo factorial de 3x3 en
cuanto al atributo de COLOR de las muestras de frutas cubiertas con el empaque
alimentario reportados en la ficha por los panelistas, se muestra en el Anexo 9.
96
A. Tratamiento estadístico para el análisis de
varianza (ANOVA) de los resultados obtenidos de
la calificación del atributo COLOR de las muestras
de frutas cubiertas con el prototipo de empaque
alimentario, reportado por los panelistas
Los resultados del cuadro anterior, se sometieron a un
Análisis de Varianza (ANOVA), usando el Diseño en Bloques Completamente al
Azar-DBCA con arreglo factorial (3Ax3B) con veinticinco (25) réplicas, es decir al
factor A, correspondió las muestras de frutas (papaya, plátano y piña) y al factor
B, le correspondió los tratamientos (T1, T2 y T3).
Este tipo de estudio factorial de dos factores (A y B)
permite investigar tres efectos de interés: A, B y AxB, planteándose tres hipótesis
nulas y alternativas.
Procedimiento de Prueba
i) Hipótesis
H0: Todas las muestras de frutas tienen el mismo efecto
Ha: Al menos uno de los niveles de las muestras de frutas
tiene efecto diferente
H0: Efecto A = 0 y HA: ≠ 0
H0: Todos los tratamientos tienen el mismo efecto
Hb: Al menos uno de los tratamientos tiene efecto diferente
H0: Efecto B = 0 y HB: ≠ 0
H0: Todas las interacciones de muestras de frutas x
tratamientos tienen el mismo efecto
Hab: Al menos una de las interacciones de muestras de frutas x
tratamientos tiene efecto diferente
H0: Efecto AB = 0 y HAB: ≠ 0

97
ii) Nivel de significación: α = 5%
iii) Función de prueba: FExperim = F del ANVA
iv) Valor tabular: FTab. = Tabla F
v) Decisión: Rechazar H0 si FExperim.>FTab.
El ANOVA para probar estas hipótesis se muestran en
el siguiente cuadro.
Cuadro 16: ANOVA del atributo COLOR de las muestras de frutas cubiertas
con el prototipo de empaque alimentario reportado por los panelistas
Fuente de Variación Grados de Lib. Suma Cuadrad. Cuad. Medio FExperim FTabular Significancia
Panelistas (Bloques) 24 28,15 1,17 1,74 1,57 *
Frutas (Factor A) 2 15,18 7,59 11,24 3,04 *
Fórmulas (Factor B) 2 1,24 0,62 0,91 3,04 N.S.
Interacción (AxB) 4 1,67 0,42 0,62 2,42 N.S.
Error 192 129,69 0,68
TOTAL 224 112,00
FUENTE: Elaboración propia N.S. = No Significativo ** = Altamente significativo
F. Tab. (24,192)5% = 1,57 F. Tab. (2,192)5% = 3,04 F. Tab. (2,192)5% = 3,04 F. Tab. (4,192)5% = 2,42
El análisis del cuadro ANOVA, nos indica que existe
entre los panelistas y los tipos de frutas (factor A), significancia en cuanto al
atributo COLOR, es decir que FExp. > FTab., por lo cual rechazamos la H0 y
concluimos que entre los panelistas y los tipos de frutas, al menos una de sus
medias, es diferente de las otras a un nivel del 5% de significancia; mientras con
respecto a las fórmulas (factor B) y la interacción AxB, no existen diferencias
significativas, a un nivel del 5% de significancia. Al existir tratamientos diferentes,
continuamos con la Prueba Tukey, a fin de determinar el tratamiento más
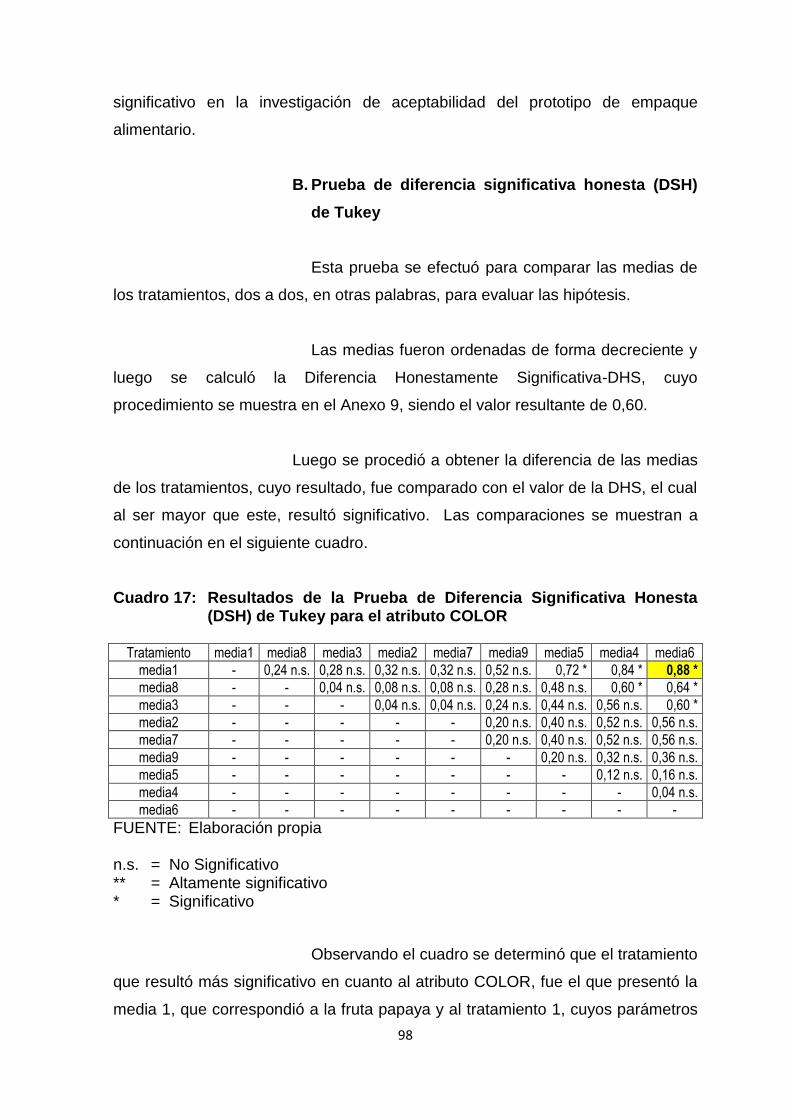
98
significativo en la investigación de aceptabilidad del prototipo de empaque
alimentario.
B. Prueba de diferencia significativa honesta (DSH)
de Tukey
Esta prueba se efectuó para comparar las medias de
los tratamientos, dos a dos, en otras palabras, para evaluar las hipótesis.
Las medias fueron ordenadas de forma decreciente y
luego se calculó la Diferencia Honestamente Significativa-DHS, cuyo
procedimiento se muestra en el Anexo 9, siendo el valor resultante de 0,60.
Luego se procedió a obtener la diferencia de las medias
de los tratamientos, cuyo resultado, fue comparado con el valor de la DHS, el cual
al ser mayor que este, resultó significativo. Las comparaciones se muestran a
continuación en el siguiente cuadro.
Cuadro 17: Resultados de la Prueba de Diferencia Significativa Honesta (DSH) de Tukey para el atributo COLOR
Tratamiento media1 media8 media3 media2 media7 media9 media5 media4 media6
media1 - 0,24 n.s. 0,28 n.s. 0,32 n.s. 0,32 n.s. 0,52 n.s. 0,72 * 0,84 * 0,88 *
media8 - - 0,04 n.s. 0,08 n.s. 0,08 n.s. 0,28 n.s. 0,48 n.s. 0,60 * 0,64 *
media3 - - - 0,04 n.s. 0,04 n.s. 0,24 n.s. 0,44 n.s. 0,56 n.s. 0,60 *
media2 - - - - - 0,20 n.s. 0,40 n.s. 0,52 n.s. 0,56 n.s.
media7 - - - - - 0,20 n.s. 0,40 n.s. 0,52 n.s. 0,56 n.s.
media9 - - - - - - 0,20 n.s. 0,32 n.s. 0,36 n.s.
media5 - - - - - - - 0,12 n.s. 0,16 n.s.
media4 - - - - - - - - 0,04 n.s.
media6 - - - - - - - - -
FUENTE: Elaboración propia n.s. = No Significativo ** = Altamente significativo * = Significativo
Observando el cuadro se determinó que el tratamiento
que resultó más significativo en cuanto al atributo COLOR, fue el que presentó la
media 1, que correspondió a la fruta papaya y al tratamiento 1, cuyos parámetros

99
de elaboración del prototipo de empaque alimentario fueron: concentración de
pectina del 3,00% y concentración de glicerina del 1,50%.
4.2.3.2. Atributo OLOR
Los resultados del DBCA con arreglo factorial de 3x3 en
cuanto al atributo de OLOR de las muestras de frutas cubiertas con el empaque
alimentario reportados en la ficha por los panelistas, se muestra en el Anexo 10.
A. Tratamiento estadístico para el análisis de
varianza (ANOVA) de los resultados obtenidos de
la calificación del atributo OLOR de las muestras
de frutas cubiertas con el prototipo de empaque
alimentario, reportado por los panelistas
Los resultados del cuadro anterior, se sometieron a un
Análisis de Varianza (ANOVA), usando el Diseño en Bloques Completamente al
Azar-DBCA con arreglo factorial (3Ax3B) con veinticinco (25) réplicas, es decir al
factor A, correspondió las muestras de frutas (papaya, plátano y piña) y al factor
B, le correspondió los tratamientos (T1, T2 y T3).
Este tipo de estudio factorial de dos factores (A y B)
permite investigar tres efectos de interés: A, B y AxB, planteándose tres hipótesis
nulas y alternativas.
Procedimiento de Prueba
i) Hipótesis
H0: Efecto A = 0 y HA: ≠ 0
H0: Efecto B = 0 y HB: ≠ 0
H0: Efecto AB = 0 y HAB: ≠ 0
ii) Nivel de significación: α = 5%

100
iii) Función de prueba: FExperim = F del ANVA
iv) Valor tabular: FTab. = Tabla F
v) Decisión: Rechazar H0 si FExperim.>FTab.
El ANOVA para probar estas hipótesis se muestran en
el siguiente cuadro.
Cuadro 18: ANOVA del atributo OLOR de las muestras de frutas cubiertas con el prototipo de empaque alimentario reportado por los panelistas
Fuente de Variación Grados de Lib. Suma Cuadrad. Cuad. Medio FExperim FTabular Significancia
Panelistas (Bloques) 24 37,23 1,55 3,19 1,57 *
Frutas (Factor A) 2 1,10 0,55 1,13 3,04 N.S.
Fórmulas (Factor B) 2 0,38 0,19 0,39 3,04 N.S.
Interacción (AxB) 4 2,66 0,66 1,37 2,42 N.S.
Error 192 93,41 0,49
TOTAL 224 112,00
FUENTE: Elaboración propia N.S. = No Significativo * = Significativo
F. Tab. (24,192)5% = 1,57 F. Tab. (2,192)5% = 3,04 F. Tab. (2,192)5% = 3,04 F. Tab. (4,192)5% = 2,42
El análisis del cuadro ANOVA, nos indica que existe
entre los panelistas, significancia en cuanto al atributo OLOR, es decir que FExp. >
FTab., por lo cual rechazamos la H0 y concluimos que entre los panelistas al menos
una de sus medias, es diferente de las otras a un nivel del 5% de significancia;
mientras con respecto a los tipos de frutas (factor A), las fórmulas (factor B) y la
interacción AxB, no existen diferencias significativas, a un nivel del 5% de
significancia. Al no existir diferencias significativas entre los factores A y B, se
obvia la Prueba Tukey.

101
4.2.3.3. Atributo SABOR
Los resultados del DBCA con arreglo factorial de 3x3 en
cuanto al atributo de SABOR de las muestras de frutas cubiertas con el empaque
alimentario reportados en la ficha por los panelistas, se muestra en el Anexo 11.
A. Tratamiento estadístico para el análisis de
varianza (ANOVA) de los resultados obtenidos de
la calificación del atributo SABOR de las muestras
de frutas cubiertas con el prototipo de empaque
alimentario, reportado por los panelistas
Los resultados del cuadro anterior, se sometieron a un
Análisis de Varianza (ANOVA), usando el Diseño en Bloques Completamente al
Azar-DBCA con arreglo factorial (3Ax3B) con veinticinco (25) réplicas, es decir al
factor A, correspondió las muestras de frutas (papaya, plátano y piña) y al factor
B, le correspondió los tratamientos (T1, T2 y T3).
Este tipo de estudio factorial de dos factores (A y B)
permite investigar tres efectos de interés: A, B y AxB, planteándose tres hipótesis
nulas y alternativas.
Procedimiento de Prueba
i) Hipótesis
H0: Efecto A = 0 y HA: ≠ 0
H0: Efecto B = 0 y HB: ≠ 0
H0: Efecto AB = 0 y HAB: ≠ 0
ii) Nivel de significación: α = 5%
iii) Función de prueba: FExperim = F del ANVA
iv) Valor tabular: FTab. = Tabla F
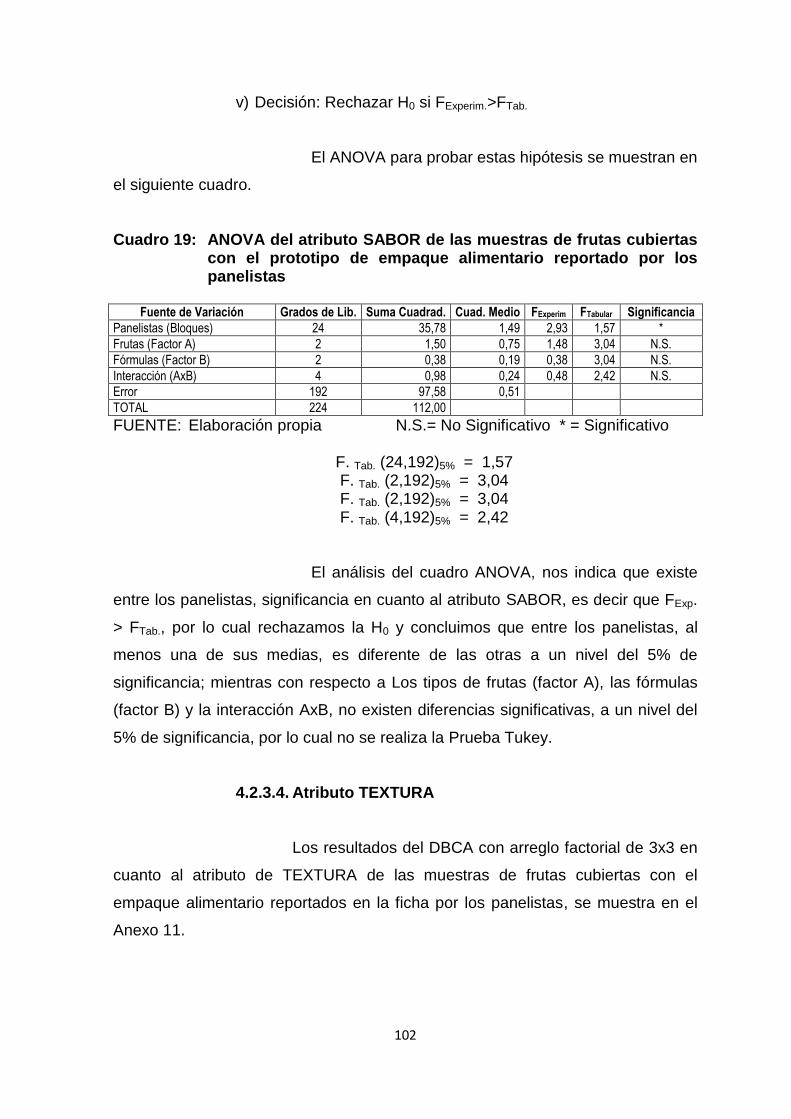
102
v) Decisión: Rechazar H0 si FExperim.>FTab.
El ANOVA para probar estas hipótesis se muestran en
el siguiente cuadro.
Cuadro 19: ANOVA del atributo SABOR de las muestras de frutas cubiertas con el prototipo de empaque alimentario reportado por los panelistas
Fuente de Variación Grados de Lib. Suma Cuadrad. Cuad. Medio FExperim FTabular Significancia
Panelistas (Bloques) 24 35,78 1,49 2,93 1,57 *
Frutas (Factor A) 2 1,50 0,75 1,48 3,04 N.S.
Fórmulas (Factor B) 2 0,38 0,19 0,38 3,04 N.S.
Interacción (AxB) 4 0,98 0,24 0,48 2,42 N.S.
Error 192 97,58 0,51
TOTAL 224 112,00
FUENTE: Elaboración propia N.S.= No Significativo * = Significativo
F. Tab. (24,192)5% = 1,57 F. Tab. (2,192)5% = 3,04 F. Tab. (2,192)5% = 3,04 F. Tab. (4,192)5% = 2,42
El análisis del cuadro ANOVA, nos indica que existe
entre los panelistas, significancia en cuanto al atributo SABOR, es decir que FExp.
> FTab., por lo cual rechazamos la H0 y concluimos que entre los panelistas, al
menos una de sus medias, es diferente de las otras a un nivel del 5% de
significancia; mientras con respecto a Los tipos de frutas (factor A), las fórmulas
(factor B) y la interacción AxB, no existen diferencias significativas, a un nivel del
5% de significancia, por lo cual no se realiza la Prueba Tukey.
4.2.3.4. Atributo TEXTURA
Los resultados del DBCA con arreglo factorial de 3x3 en
cuanto al atributo de TEXTURA de las muestras de frutas cubiertas con el
empaque alimentario reportados en la ficha por los panelistas, se muestra en el
Anexo 11.

103
A. Tratamiento estadístico para el análisis de
varianza (ANOVA) de los resultados obtenidos de
la calificación del atributo TEXTURA de las
muestras de frutas cubiertas con el prototipo de
empaque alimentario, reportado por los panelistas
Los resultados del cuadro anterior, se sometieron a un
Análisis de Varianza (ANOVA), usando el Diseño en Bloques Completamente al
Azar-DBCA con arreglo factorial (3Ax3B) con veinticinco (25) réplicas, es decir al
factor A, correspondió las muestras de frutas (papaya, plátano y piña) y al factor
B, le correspondió los tratamientos (T1, T2 y T3).
Este tipo de estudio factorial de dos factores (A y B)
permite investigar tres efectos de interés: A, B y AxB, planteándose tres hipótesis
nulas y alternativas.
Procedimiento de Prueba
i) Hipótesis
H0: Efecto A = 0 y HA: ≠ 0
H0: Efecto B = 0 y HB: ≠ 0
H0: Efecto AB = 0 y HAB: ≠ 0
ii) Nivel de significación: α = 5%
iii) Función de prueba: FExperim = F del ANVA
iv) Valor tabular: FTab. = Tabla F
v) Decisión: Rechazar H0 si FExperim.>FTab.
El ANOVA para probar estas hipótesis se muestran en
el siguiente cuadro.
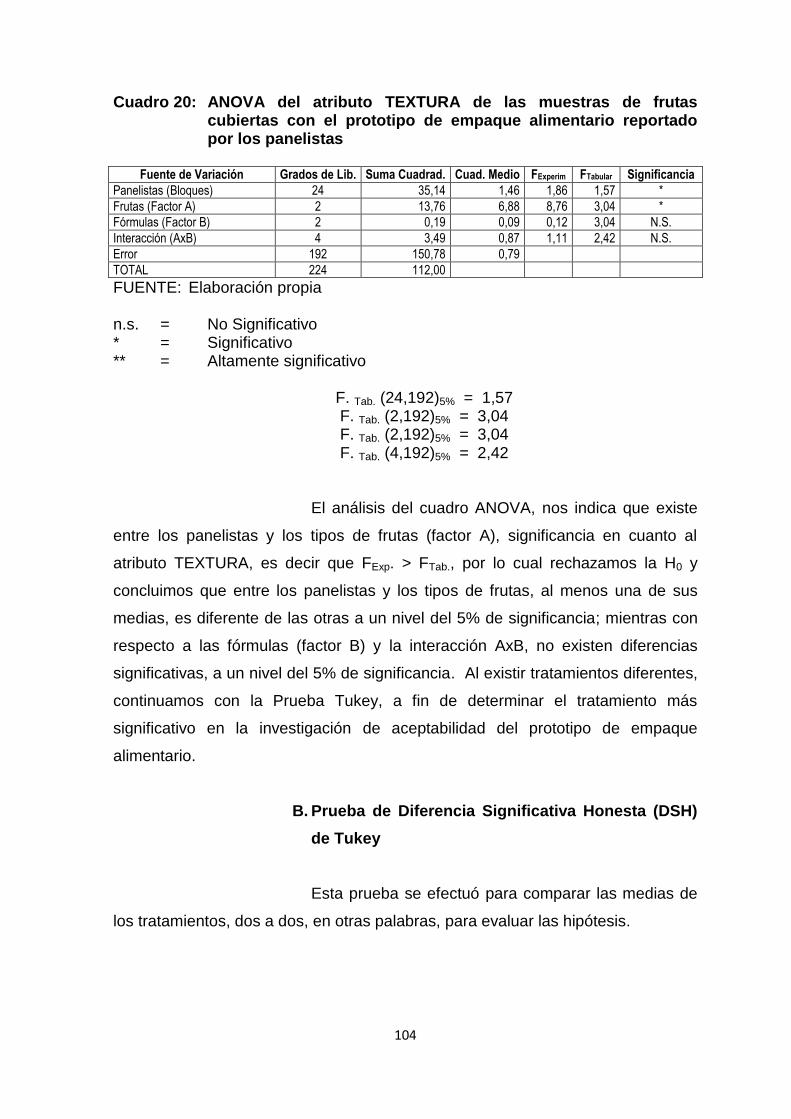
104
Cuadro 20: ANOVA del atributo TEXTURA de las muestras de frutas cubiertas con el prototipo de empaque alimentario reportado por los panelistas
Fuente de Variación Grados de Lib. Suma Cuadrad. Cuad. Medio FExperim FTabular Significancia
Panelistas (Bloques) 24 35,14 1,46 1,86 1,57 *
Frutas (Factor A) 2 13,76 6,88 8,76 3,04 *
Fórmulas (Factor B) 2 0,19 0,09 0,12 3,04 N.S.
Interacción (AxB) 4 3,49 0,87 1,11 2,42 N.S.
Error 192 150,78 0,79
TOTAL 224 112,00
FUENTE: Elaboración propia n.s. = No Significativo * = Significativo ** = Altamente significativo
F. Tab. (24,192)5% = 1,57 F. Tab. (2,192)5% = 3,04 F. Tab. (2,192)5% = 3,04 F. Tab. (4,192)5% = 2,42
El análisis del cuadro ANOVA, nos indica que existe
entre los panelistas y los tipos de frutas (factor A), significancia en cuanto al
atributo TEXTURA, es decir que FExp. > FTab., por lo cual rechazamos la H0 y
concluimos que entre los panelistas y los tipos de frutas, al menos una de sus
medias, es diferente de las otras a un nivel del 5% de significancia; mientras con
respecto a las fórmulas (factor B) y la interacción AxB, no existen diferencias
significativas, a un nivel del 5% de significancia. Al existir tratamientos diferentes,
continuamos con la Prueba Tukey, a fin de determinar el tratamiento más
significativo en la investigación de aceptabilidad del prototipo de empaque
alimentario.
B. Prueba de Diferencia Significativa Honesta (DSH)
de Tukey
Esta prueba se efectuó para comparar las medias de
los tratamientos, dos a dos, en otras palabras, para evaluar las hipótesis.
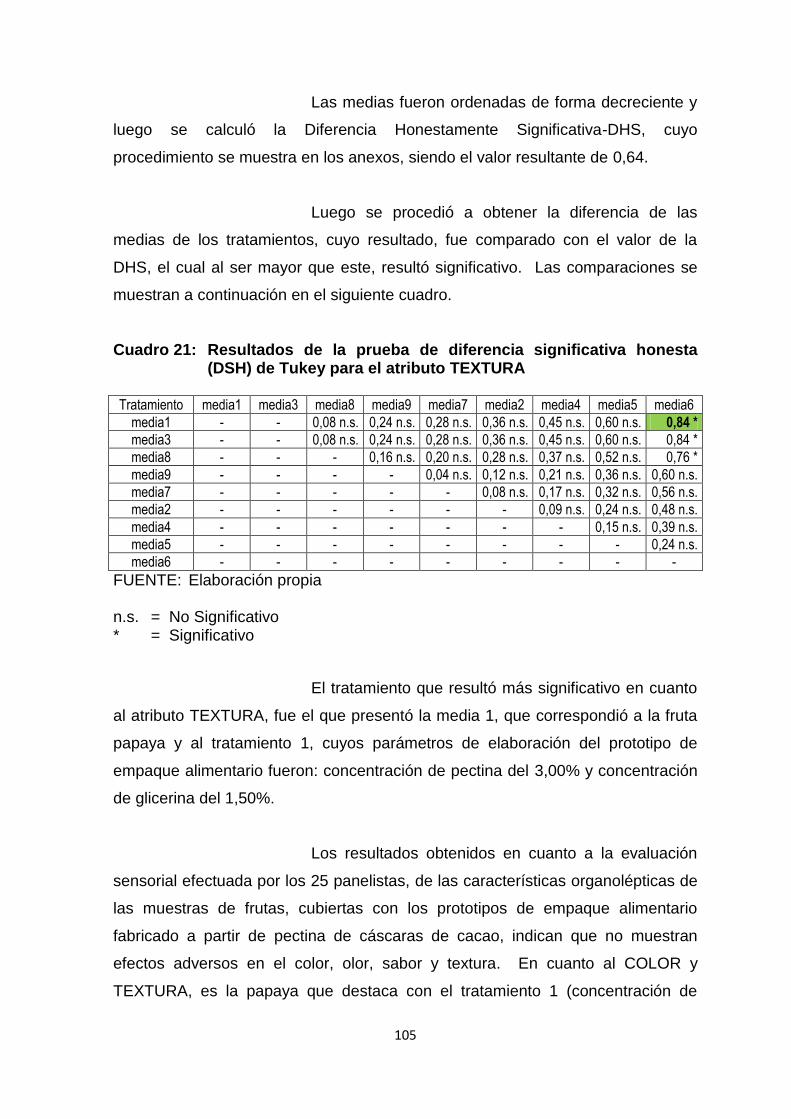
105
Las medias fueron ordenadas de forma decreciente y
luego se calculó la Diferencia Honestamente Significativa-DHS, cuyo
procedimiento se muestra en los anexos, siendo el valor resultante de 0,64.
Luego se procedió a obtener la diferencia de las
medias de los tratamientos, cuyo resultado, fue comparado con el valor de la
DHS, el cual al ser mayor que este, resultó significativo. Las comparaciones se
muestran a continuación en el siguiente cuadro.
Cuadro 21: Resultados de la prueba de diferencia significativa honesta (DSH) de Tukey para el atributo TEXTURA
Tratamiento media1 media3 media8 media9 media7 media2 media4 media5 media6
media1 - - 0,08 n.s. 0,24 n.s. 0,28 n.s. 0,36 n.s. 0,45 n.s. 0,60 n.s. 0,84 *
media3 - - 0,08 n.s. 0,24 n.s. 0,28 n.s. 0,36 n.s. 0,45 n.s. 0,60 n.s. 0,84 *
media8 - - - 0,16 n.s. 0,20 n.s. 0,28 n.s. 0,37 n.s. 0,52 n.s. 0,76 *
media9 - - - - 0,04 n.s. 0,12 n.s. 0,21 n.s. 0,36 n.s. 0,60 n.s.
media7 - - - - - 0,08 n.s. 0,17 n.s. 0,32 n.s. 0,56 n.s.
media2 - - - - - - 0,09 n.s. 0,24 n.s. 0,48 n.s.
media4 - - - - - - - 0,15 n.s. 0,39 n.s.
media5 - - - - - - - - 0,24 n.s.
media6 - - - - - - - - -
FUENTE: Elaboración propia n.s. = No Significativo * = Significativo
El tratamiento que resultó más significativo en cuanto
al atributo TEXTURA, fue el que presentó la media 1, que correspondió a la fruta
papaya y al tratamiento 1, cuyos parámetros de elaboración del prototipo de
empaque alimentario fueron: concentración de pectina del 3,00% y concentración
de glicerina del 1,50%.
Los resultados obtenidos en cuanto a la evaluación
sensorial efectuada por los 25 panelistas, de las características organolépticas de
las muestras de frutas, cubiertas con los prototipos de empaque alimentario
fabricado a partir de pectina de cáscaras de cacao, indican que no muestran
efectos adversos en el color, olor, sabor y textura. En cuanto al COLOR y
TEXTURA, es la papaya que destaca con el tratamiento 1 (concentración de
106
pectina del 3% y concentración de glicerina del 1,5%); por lo cual se puede
afirmar que pueden resultar una alternativa para prolongar la vida útil de los
productos vegetales, pues según Figueroa et al., (2011), un recubrimiento
comestible (biopelícula, film, empaque) es una película que envuelve al alimento y
que puede ser consumida como parte del mismo (Pastor et al., 2005, citados por
Figueroa et al., 2011), y cuya función es mantener la calidad de los productos
recubiertos que permitan evitar la ganancia o pérdida de humedad, provocar una
modificación de la textura, turgencia; retardar cambios químicos que pueden
afectar el color, aroma o valor nutricional del alimento; actuar como barrera al
intercambio de gases que puede influir en gran medida en la estabilidad de los
alimentos sensibles a la oxidación de lípidos, vitaminas y pigmentos; mejorar la
estabilidad microbiológica y aumentar la integridad mecánica en el caso de las
frutas y hortalizas (Debeaufort, 1998, citados por Figueroa et al., 2011).
4.3. PRUEBA DE HIPÓTESIS
Los resultados del Análisis de Varianza efectuados tanto para la
obtención de pectina, elaboración del prototipo de empaque alimentario y
aceptabilidad del mismo, nos mostraron que se encontraron en la región de la
Hipótesis alternativa, es decir “al menos uno de los tratamientos era diferente al
resto”, por lo cual se tuvo que realizar una prueba de separación de promedios
para conocer el detalle de las diferencias entre los tratamientos.
Separación de Promedios
Estas pruebas se realizan solamente cuando el resultado de la ANOVA refleja que
estamos en HA, es decir al menos los promedios extremos son diferentes. La
prueba que se usó para ello fue la Prueba de rangos múltiples de Tukey.

107
CONCLUSIONES
Como producto de los resultados obtenidos en la presente investigación, se llegó
a las siguientes conclusiones:
Se logró extraer la pectina de las cáscaras de cacao mediante el ácido cítrico, a
90°C y pH 3, con la cual se elaboró un prototipo de empaque alimentario.
El nivel adecuado de pectina para elaborar el mejor prototipo de empaque
alimentario correspondió al 3%.
El nivel adecuado de glicerina para elaborar el mejor prototipo de empaque
alimentario fue de 1,5%.
Las características sensoriales determinadas de las muestras de frutas, fueron:
mejor color, sabor y textura para la muestra de papaya y mejor olor para la
muestra de piña, ya que mostraron una aceptación de Me gusta
moderadamente (puntaje 4); por su parte el empaque mostró baja
transparencia, alta opacidad, alta solubilidad en agua, bajo contenido de
cenizas, humedad intermedia y mediana biodegradabilidad.

108
SUGERENCIAS
Para experimentar otros rendimientos en cuanto a la extracción de pectina,
efectuar pruebas de hidrólisis ácida, utilizando Ácido Etilendiamino
Tetraacético-EDTA, tal como lo emplearon otros investigadores.
Efectuar pruebas de su efectividad como gelificante, mediante la elaboración
de mermeladas de frutas.
A fin de mejorar el tiempo de almacenamiento de los productos alimenticios
como las frutas procesadas mínimamente y evitar el deterioro microbiano, el
empaque alimentario puede incorporar como insumo al sorbato de potasio u
otro producto que actúe como preservante e incremente su efecto
antimicrobiano.
Experimentar el uso de blanqueadores o técnicas de blanqueo, para mejorar el
color de la pectina, pues presenta un color marrón, lo cual puede ser un factor
a considerar cuando se desee comercializarla.
Los resultados obtenidos aportan información esencial sobre las características
del empaque comestible, que la hacen adecuadas para aumentar la vida útil de
los productos alimenticios y mejorar su calidad, por lo cual se recomienda y
autoriza a utilizar los datos del presente trabajo, para conducir otros trabajos
similares a optimizar la obtención y comportamiento de los empaques
alimentarios a fin de satisfacer la demanda de los consumidores, por productos
cada vez más naturales, seguros, inocuos y benignos con el medio ambiente.
V. BIBLIOGRAFÍA
Alfaro RRH; Jiménez BMdelR; Braña VD; Guadalupe TM; del Razo ROE.
Evaluación Sensorial de la Carne de Cabra y Cabrito. Centro Nacional de
Investigación Disciplinaria en Fisiología y Mejoramiento Animal, Instituto
Nacional de Investigaciones Forestales, Agrícolas y Pecuarias. Instituto de
Ciencias Agropecuarias, Universidad Autónoma del Estado de Hidalgo.
Libro Técnico No. 14. Ajuchitlán, Colón, Querétaro, México. pp 88.
Aguilar Méndez MA. 2005. Propiedades físicas y mecánicas de películas
biodegradables y su empleo como recubrimiento de frutos de aguacate.
Tesis para obtener el Grado de Maestro en Tecnología Avanzada. Instituto
Politécnico Nacional. Centro de Investigación en Ciencia Aplicada y
Tecnología Avanzada. Área Alimentos. México D.F. pp 112.
Association of official analitytical chemist-A.O.A.C. 2000. Official Methods of
Analysis of AOAC, Arlington, Virginia, USA.
Arias. (1999). El proyecto de investigación: Guía para su elaboración. Caracas.
Editorial Episteme, C.A. Venezuela.
Ardila SC y Carreño JSC. 2011. Aprovechamiento de la cáscara de la mazorca de
cacao como adsorbente. Trabajo presentado como requisito para optar el
título de Ingeniero Químico. Universidad Industrial de Santander. Facultad de
Ingenierías Fisicoquímicas. Escuela de Ingeniería Química. Bucaramanga.
Colombia.

110
Arévalo NK; Alemán HME; Rojas VMaG; Morales RLA. 2010. Películas
biodegradables a partir de residuos de cítricos: propuesta de empaques
activos. Instituto de Biotecnología. Facultad de Ciencias Biológicas,
Universidad Autónoma de Nuevo León. México.
Arredondo Ochoa, T. 2012. Diseño de empaques comestibles activos a base de
almidón modificado para su posible aplicación en alimentos en fresco. Tesis
para obtener el grado de Maestro en Ciencias y Tecnología de Alimentos.
Universidad Autónoma de Querétaro. Facultad de Química. Maestría en
Ciencias y Tecnología de Alimentos. Querétaro. México. pp 82.
Baena LM y García CNA. 2012. Obtención y caracterización de fibra dietaría a
partir de cascarilla de las semillas tostadas de Theobroma cacao L. de una
Industria Chocolatera Colombiana. Documento presentado como requisito
parcial para optar el título de Químico Industrial. Universidad Tecnológica de
Pereira. Facultad de Tecnologías. Escuela de Química. Pereira, Colombia.
Barazarte, H; Sangronis, E y Unai, E. 2008. La cáscara de cacao (Theobroma
cacao L.): una posible fuente comercial de pectinas. ARCHIVOS
LATINOAMERICANOS DE NUTRICION, Órgano Oficial de la Sociedad
Latinoamericana de Nutrición, Vol. 58 Nº 1, 2008, pp. 64-70.Universidad
Simón Bolívar. Laboratorio de Análisis de Alimentos. Dpto. de Procesos
Biológicos y Bioquímicos. Universidad Central de Venezuela. Instituto de
Ciencia y Tecnología de Alimentos. Caracas, Venezuela.
Bernal, C. (2010). Metodología de la Investigación. Editorial Pearson. Bogotá,
Colombia.
Betancourt LaTLD y Llano MJE. 2009. Extracción de pectinas apartir de los
subproductos del beneficio del cacao. Trabajo de grado investigación
presentado como requisito parcial para optar al título de Ingenieros de
Procesos. Universidad EAFIT. Escuela de Ingeniería, Departamento de
Ingeniería de Procesos. Medellín, Colombia.
111
Camacho EM, Vega BJ, Campos GA. 2011. Uso de nanomateriales en
polímeros para la obtención de bioempaques en aplicaciones alimentarias.
Artículo de divulgación. Laboratorio Nacional de Nanotecnología
(LANOTEC-CeNAT); Facultad de Química, Universidad Nacional, Costa
Rica.
Chasquibol SN, Arroyo BE, Morales GJC. 2008. Extracción y caracterización de
pectinas obtenidas a partir de frutos de la biodiversidad peruana. Revista
Ingeniería Industrial N° 26, 2008, publicada por la Universidad de Lima. pp.
175-199.
El Comercio. 2014. Exportación peruana de cacao crecería más del 8% este año.
El Comercio. Lima, Perú, feb. 3:10.Consultado 10 setiembre2014.
Disponible en http://elcomercio.pe/economia/peru/exportacion-peruana-
cacao-creceria-mas-8-este-ano-noticia-1707054.
ERCO Worldwide. (s/f). Ácido Clorhídrico (en línea). Ontario, Canadá.
Consultado 20sep. 2014. Disponible en http://www.ercoworldwide.com/index.
php/products/hydrochloric-acid/?lang=es.
Figueroa J, Salcedo J, Aguas Y, Olivero R, Narvaez G. 2011. Recubrimientos
comestibles en la conservación del mango y aguacate, y perspectiva, al uso
del propóleo en su formulación. Universidad de Sucre. Facultad de
Ingeniería. Colombia.
Food Chemicals Codex. 2003. National academy of sciences. USA.
FUNDESYRAM. 2013. Desechos del proceso de beneficio del cacao (en línea).
Biblioteca Virtual -FUNDESYRAM. Consultado 10 setiembre2014. Disponible
en http://www.fundesyram.info/biblioteca/displayFicha.php?fichaI D=3567.
Gaillard de BC, Pece MG y Juárez de GM. 2010. Análisis de la variancia en
experimentos factoriales. Serie Didáctica Nro. 21. Cátedra de Estadística

112
O.F. Facultad de Ciencias Forestales. Universidad Nacional de Santiago
del Estero. Argentina.
Garza Villegas, JB. 2013. Aplicación de diseño de experimentos para el análisis
de secado de un producto. Artículo publicado en InnOvaciOnes de
NegOciOs 10(19): 145 – 158. Universidad de Monterrey. México
Guevara HJC. 2012. Sistema de Producción de un Empaque Sustentable. Tesis
para optar el Grado de Ingeniero Industrial. Universidad Nacional Autónoma
de México, Facultad de Ingeniería. D.F. México.
Guevara Arauza JC, Pérez Martinez JD, Órnelas Paz J de J. 2011. Elaboración y
caracterización de películas biodegradables a base de nanobiopartículas
(mucilago y pectina) de nopal verdura (Opuntia ficus-indica). Universidad
Autónoma de San Luis Potosí. San Luis Potosí, SLP, México.
Guidi A, Zyla M, Quiroga A. 2010. Obtención de pectina a partir de la cáscara de
maracuyá mediante hidrólisis ácida. Artículo. Journal Boliviano de Ciencias.
JBC v.7 n.21 Cochabamba oct. 2010, Bolivia.
Hernández SR. 1997. Metodología de la Investigación. Ediciones Mc Graw Hill,
México.
Hernández A, Fernández J y Baptista L. 2003. Metodología de la Investigación.
Editorial Mc Graw-Hill. Interamericano de México, S.A.
Kerlinger, FN y Lee HB. 2002. Investigación del Comportamiento: Métodos de
Investigación en ciencias sociales, México: McGraw-Hill Interamericana
Editores.
Lanzamiento del VII Festival Regional del Cacao Irazola – Ucayali 2014. (2014,
Irazola, Ucayali, Perú).

113
López PVN y Vélez MAK. 2013. Ácido cítrico y clorhídrico en las características
físico-químicas de pectina obtenida de albedo de maracuyá (Passiflora
edulis). Escuela Superior Politécnica Agropecuaria de Manabí Manuel Félix
López, Carrera Agroindustrias. Tesis Previa la Obtención del Título de
Ingeniero Agroindustrial, Ecuador.
López, Olivia Valeria. 2012. Desarrollo, caracterización y aplicación de envases
biodegradables a partir de almidón. 1a ed. Tesis doctoral. Universidad
Nacional de La Plata. Facultad de Ciencias Exactas. Departamento de
Química. La Plata. Argentina. pp 263.
Marques Dos Santos, María José. Pruebas de diferencia de medias o de
comparaciones múltiples. 2003 Texto: En http://colposfesz.galeon.
com/disenos/teoria/cap13bmj/cap13bmj.htm. Consultado 10 agosto 2015.
Mejía, LA y Argüello, O. 2000. Tecnología para el mejoramiento del sistema de
producción del cacao. Publicaciones Corpoica. 21-140.
Mendoza RSE. 2009. Estudio de la producción de empaques plásticos
biodegradables a partir de bioresinas en la empresa Halcon Plásticos LTDA
de Bucaramanga. Trabajo de grado como requisito para obtener el título de
Ingeniero Químico. Universidad Industrial de Santander, Facultad de
Ingenierías Físico-Químicas, Escuela de Ingeniería Química. Bucaramanga,
Colombia. pp 49.
Miramont Sofía. 2012. Recubrimientos elaborados a partir de biopolímeros para
el soporte de sustancias con actividad antimicrobiana: carvacrol y sorbatos.
Tesis de Maestría en Tecnología de los Alimentos. Universidad Nacional
Tecnológica-Buenos Aires. Escuela de Posgrado. Ciudad Autónoma de
Buenos Aires, Argentina. pp 109.
Moncada Jiménez, José. 2005. Estadística: para ciencias del movimiento
humano. 1ra Edición. Editorial de la Universidad de Costa Rica. San José,
Costa Rica, vii, pp 210.
114
Muñoz CJ. 2012. Investigación social, en Contribuciones a las Ciencias Sociales,
Junio 2012, www.eumed.net/rev/cccss/20/.
Muñoz OFJ. 2011. Extracción y caracterización de la pectina obtenida a partir del
fruto de dos ecotipos de cocona (Solanum sessiliflorum), en diferentes
grados de madurez; a nivel de planta piloto. Tesis de Maestría. Universidad
Nacional de Colombia Facultad de Ingeniería, Departamento de Ingeniería
Civil y Agrícola, Escuela de Maestría en Ingeniería Agrícola, Bogotá D.C.,
Colombia.
Navia OAA y Pazmiño PNV. 2012. Mejoramiento de las características
sensoriales del cacao CCN51a través de la adición de enzimas durante el
proceso de fermentación. Tesis de grado para la obtención del título de
Ingeniero en Alimentos. Universidad Superior Politécnica del Litoral, Facultad
de Ingeniería en Mecánica y Ciencias de la Producción, Guayaquil, Ecuador.
Padrón GG; Arias MEM; Romero GJ; Benavides MA; Zamora RJ; García RSP.
2004. Efecto de la cáscara de cacao en la obtención de espumas de
poliuretano para uso hortícola. Propiedades físicas y de biodegradabilidad
Rev. Soc. Quím. Méx. 2004., pp. 156-64.
Reyes Gonzáles, LR. 2013. Caracterización de dispersiones filmogénicas a base
de almidón de maíz y ácido oleico en nanoemulsión con capacidad de
formación de recubrimientos comestibles activos. Tesis para optar el grado
de Maestro en Ciencia y Tecnología de Alimentos. Universidad Autónomo
de Querétaro. Facultad de Química. Programa de Posgrado en Alimentos
del Centro de la República (PROPAC). Santiago de Querétaro. Colombia.
Rivada NFJ. 2008. Planta industrial de producción de ácido cítrico a partir de
melazas de remolacha. Proyecto Fin de Carrera de Ingeniería Química.
Universidad de Cádiz. Facultad de Ciencias. Título de Ingeniero Químico.
Cádiz, España.
115
Rubio AM y Guerrero BJA. 2012. Polímeros utilizados para la elaboración de
películas biodegradables. Universidad de las Américas, Departamento de
Ingeniería Química, Alimentos y Ambiental. Puebla - México.
Rutiaga QOM. 2002. Elaboración de Películas Plásticas Flexibles a partir de
Polímeros Naturales como Alternativa de Empaque y la Evaluación de sus
Propiedades. Tesis presentada como requisito parcial para obtener el Grado
de Doctor en Ciencias con Especialidad en Biotecnología. Universidad
Autónoma de Nuevo León, Facultad de Ciencias Biológicas, División de
Estudios de Posgrado – México.
Sánchez AVD; Aguilar GCN; Contreras EJC; Nevárez MGV. 2011. Moléculas
pécticas: extracción y su potencial aplicación como empaque. Facultad de
Ciencias Químicas. Universidad Autónoma de Coahuila. Blvd. V. Carranza,
Saltillo, Coahuila. México. Revista Tecnociencia Chihuahua, Vol.V, No. 2.
Mayo-Agosto 2011.
Sánchez QJP. 2013. Evaluación energética de cáscaras de cacao nacional y
CCN-51. Tesis previa a la obtención del título de Magister en Planificación y
Gestión Energéticas. Universidad de Cuenca, Facultad de Ciencias
Químicas, Maestría en Planificación y Gestión Energéticas. Cuenca,
Ecuador.
Sánchez, G. 2009. Medición del ruido en la línea de transmisión eléctrica
generado por electrodomésticos, para aplicaciones de PLC. Tesis para
obtener el título de Licenciado en Ingeniería en Electrónica y
Comunicaciones por la Universidad de las Américas Puebla, Escuela de
Ingeniería. México.
Suárez Rozo DL, Orozco Giraldo DM. 2014. Obtención y caracterización de
pectina a partir de la cascarilla de cacao (Theobroma cacao L). del
subproducto de una industria chocolatera nacional. Trabajo de grado para
optar el título de Químico Industrial. Universidad Tecnológica de Pereira.
Facultad de Tecnología. Escuela de Química. Pereira. Colombia. pp

116
The United States Pharmacopeia-USP. 1995. Pp 1161 – 1162.
Vaclavik VA. 2002. Fundamentos de Ciencia de los Alimentos. Editorial Acribia,
Zaragoza – España.
Villada HS, Acosta HA, Velasco RJ. 2007. Biopolímeros naturales usados en
empaques biodegradables. Universidad del Cauca, Departamento de
Agroindustria, Facultad de Ciencias Agropecuarias Cauca y Universidad del
Valle. Departamento de Ingeniería de Alimentos. Facultad de Ingeniería. Cali
– Colombia.
Villamán DMC. 2007. Elaboración y caracterización de films comestibles
basadas en mezclas entre proteínas de quínoa y quitosano. Memoria para
Optar el Título Profesional de Ingeniero en Alimentos. Universidad de Chile,
Facultad de Ciencias Químicas y Farmacéuticas, Departamento de Ciencia
de los Alimentos y Tecnología Química, Santiago – Chile.
Vriesmann, R. Teófilo y C. De Oliveira. 2012. Extraction and characterization of
pectin from cacao pod husks (Theobroma cacao L.) With citric acid. Food
Science and Technology., nº 49, pp. 108-116.
117
A N E X O S

118
ANEXO 1
MATRIZ DE CORRELACIÓN PROBLEMA OBJETIVOS HIPÓTESIS VARIABLES INDICADORES METODOLOGÍA
Problema ¿Será posible aprovechar los residuos de las cáscaras del cacao, en la obtención de pectinas que se puedan emplear en la industria de los alimentos como materia prima en la elaboración de un prototipo de empaque alimentario, con el fin de dar un valor agregado a este tipo de residuo?.
Objetivo general Extraer pectinas de las cáscaras de cacao con diferentes ácidos: cítrico y ácido clorhídrico, así como a condiciones de temperatura y pH para elaborar empaques alimentarios. Objetivos Específicos
Establecer la mejor tipo de ácido en la obtención de pectina de cáscara de cacao.
Determinar el efecto del pH y la temperatura en la obtención de pectina de calidad a partir de las cáscaras de cacao.
Establecer el nivel adecuado de pectina obtenida de cáscara de cacao para la elaboración de un empaque alimentario de calidad.
Establecer el nivel adecuado de glicerina para la fabricación de un prototipo de empaque alimentario.
Determinar las características sensoriales de las muestras de frutas empacadas y las características fisicoquímicas y de biodegradabilidad del empaque.
Hipótesis general La concentración de ácido cítrico y clorhídrico, las temperaturas y pH influyen en las características físicoquímicas de la pectina obtenida de la cáscara de cacao para elaborar un prototipo de empaque alimentario de buena calidad. Hipótesis específicas
El ácido clorhídrico muestra mayor capacidad para obtener pectina a partir de la cáscara de cacao.
El pH y la temperatura tienen una gran influencia en la obtención de la pectina a partir de la cáscara de cacao.
El nivel óptimo del 3% de pectina es el que muestra las mejores características para la fabricación de un empaque alimentario.
El nivel óptimo del 1% de glicerina es el que muestra las mejores características para la fabricación de un empaque alimentario.
El empaque obtenido con los parámetros determinados manifiesta una buena calidad fisicoquímica, sensorial y tendrá aceptación por los consumidores como mostrar excelente biodegradabilidad.
Variable Independiente Extracción de pectina por hidrólisis ácida: • Tipos de ácidos, • Niveles de pH, y • Temperaturas de hidrólisis ácida Variables Dependientes Fabricación de un prototipo de empaque alimentario: • Características de la pectina obtenida • Características del prototipo de
empaque obtenido
g de ácido cítrico
g de ácido clorhídrico
Valor de 3.0
Valor de 4.0
Valor de 5.0
60°C
75°C
90°C
Rendimiento (%)
Porcentaje de esterificación: Grado de Metóxilo (%)
Sólidos solubles (°Brix)
Tiempo de gelificación (s)
Acidez titulable (g de ácido cítrico
Cenizas (%)
Humedad (%)
Concentración de pectina (%)
Concentración de glicerina (%)
Olor (análisis sensorial)
Color (análisis sensorial)
Textura (análisis sensorial)
Biodegradabilidad (horas o días)
Tipo de Investigación Para el cumplimiento de los objetivos planteados, se realizará una investigación con enfoque cuantitativo y de tipo experimental. Nivel de Investigación La presente investigación es aplicada, pues pretende la resolución de un problema práctico, inmediato (aprovechamiento de las cáscaras de cacao como residuos). Se lleva a cabo en relación con los problemas reales y en las condiciones en que aparecen (trabajo de campo) sitúa el énfasis en la resolución de un problema concreto, aquí y ahora, en una situación localizada. Se centra en PREVER O PREDECIR Y ACTUAR. Este tipo de investigación comparte con la anterior que en ella también se puede servir del método científico para dar rigor y sistematizar el proceso (Muñoz, 2012). Diseño de la investigación Obedece a una investigación experimental.

119
ANEXO 2
INSTRUMENTOS DE LA INVESTIGACIÓN
FICHA DE EVALUACIÓN SENSORIAL PRODUCTO: Frutas con empaque biodegradable a partir de pectina de cáscara
de cacao HORA: …………………………………………. FECHA: ……………….…………………………. LUGAR: ………………………………………….. MUESTRA: ………………………………………….. Pruebe el producto (fruta) que se le presenta a continuación. Por favor marque con el símbolo “X” el puntaje correspondiente a cada atributo, indicando de acuerdo a la escala que presentan las muestras. Recuerde limpiar su paladar entre cada muestra con un sorbo de agua.
ESCALA DE CALIFICACIÓN
TRATAMIENTO 1 TRATAMIENTO 2 TRATAMIENTO 3 Características organolépticas de la
fruta después del T1 Características organolépticas de la
fruta después del T2 Características organolépticas de la
fruta después del T3
Color Olor Sabor Textura Color Olor Sabor Textura Color Olor Sabor Textura
Me gusta mucho
Me gusta moderadamente
No me gusta ni me disgusta
Me disgusta moderadamente
Me disgusta mucho
120
ANEXO 3
PRUEBAS DE VALIDEZ DE INSTRUMENTOS
01) VALIDEZ REAL: Conocimientos obtenidos a lo largo de la Carrera
Profesional
02) VALIDEZ DE CONTENIDO: Juicio de Expertos.
03) VALIDEZ DE CRITERIO: Correlación de resultados de las mediciones con
el criterio y la lógica.
04) PROCESAMIENTO ESTADISTICO: Aplicación de programas del paquete
Microsoft Office como el procesador de texto Word y la hoja de cálculo
Excel, y para para los análisis estadísticos se utilizó el programa SPSS,
versión 21.

121
ANEXO 4
PRUEBA DE CONFIABILIDAD DE INSTRUMENTOS
INSTRUMENTO MEDICIONES
Número Valor
Termómetro (°C)
01 89,88
02 90,05
03 89,13
04 90,03
05 90,07
06 90,12
07 89,95
08 90,00
09 90,06
10 90,00
pH-metro
01 7,1
02 7,0
03 7,1
04 7,0
05 7,0
06 7,0
07 7,2
08 7,1
09 7,0
10 7,0
Balanza analítica (g)
01 5,2004
02 4,9544
03 5,0347
04 4,9913
05 5,0010
06 4,9958
07 4,9898
08 5,0020
09 5,1001
10 5,0001
122
ANEXO 5
VALIDEZ DEL INSTRUMENTO DE INVESTIGACIÓN JUICIO DE EXPERTO
Informe de Tesis: EXTRACCIÓN DE PECTINA POR HIDRÓLISIS ÁCIDA Y PRECIPITACIÓN
ALCOHÓLICA A PARTIR DE LAS CÁSCARAS DE CACAO HÍBRIDO CCN51 (Theobroma cacao L.) PARA LA FABRICACIÓN DE UN PROTOTIPO DE
EMPAQUE ALIMENTARIO, PUCALLPA, REGIÓN UCAYALI 2015
Responsables: Bach. DALY DEL AGUILA FLORES Bach. DIEGO ARMANDO ZEGARRA JUMANGA INSTRUCCIÓN: Luego de analizar y cotejar el instrumento de investigación Ficha de Evaluación Sensorial con los objetivos del informe de tesis, le solicitamos que en base a su criterio y experiencia profesional, valide dicho instrumento para su aplicación. NOTA: Para cada criterio considere la escala de 1 a 5 donde:
1. Muy poco 2. Poco 3. Regular 4. Aceptable 5. Muy aceptable
Criterio de Validez Puntuación
Argumento Observaciones y/o sugerencias 1 2 3 4 5
Validez de contenido
Validez de criterio metodológico
Validez de intención y objetividad de medición y observación
Presentación y formalidad del instrumento
SUB-TOTAL
TOTAL
Puntuación: De 04 a 11: No válido, reformular
De 12 a 14: No válido, modificar
De 15 a 17: Válido, mejorar
De 18 a 20: Válido, aplicar
Apellidos y nombres
ANICAMA ORMEÑO, DIANA
Grado académico
Magister
Mención Administración y planificación en Educación
Firma

123
VALIDEZ DEL INSTRUMENTO DE INVESTIGACIÓN JUICIO DE EXPERTO
Informe de Tesis: EXTRACCIÓN DE PECTINA POR HIDRÓLISIS ÁCIDA Y PRECIPITACIÓN
ALCOHÓLICA A PARTIR DE LAS CÁSCARAS DE CACAO HÍBRIDO CCN51 (Theobroma cacao L.) PARA LA FABRICACIÓN DE UN PROTOTIPO DE
EMPAQUE ALIMENTARIO, PUCALLPA, REGIÓN UCAYALI 2015
Responsables: Bach. DALY DEL AGUILA FLORES Bach. DIEGO ARMANDO ZEGARRA JUMANGA INSTRUCCIÓN: Luego de analizar y cotejar el instrumento de investigación Ficha de Evaluación Sensorial con los objetivos del informe de tesis, le solicitamos que en base a su criterio y experiencia profesional, valide dicho instrumento para su aplicación. NOTA: Para cada criterio considere la escala de 1 a 5 donde:
1. Muy poco 2. Poco 3. Regular 4. Aceptable 5. Muy aceptable
Criterio de Validez Puntuación
Argumento Observaciones y/o sugerencias 1 2 3 4 5
Validez de contenido X
Validez de criterio metodológico
X
Validez de intención y objetividad de medición y observación
X
Presentación y formalidad del instrumento
X
SUB-TOTAL
TOTAL
Puntuación: De 04 a 11: No válido, reformular De 12 a 14: No válido, modificar De 15 a 17: Válido, mejorar De 18 a 20: Válido, aplicar
Apellidos y nombres
NATIVIDAD BARDALES ANGEL DAVID
Grado académico
MSc. Ciencia de los Alimentos (Candidato a doctor en Ciencia de Alimentos)
Mención Ciencia de los Alimentos Firma
X

124
ANEXO 6
PRUEBA DE HOMOGENEIDAD DE VARIANZAS
PROCEDIMIENTO PARA ENCONTRAR LA SIGNIFICANCIA ESTADÍSTICA
PASO DESCRIPCIÓN
1 Planteamiento de la hipótesis: H0: la varianza de los tratamientos no son diferentes H1: la varianza de los tratamientos son diferentes
2 Establecer el nivel de significancia:
Nivel de significancia alfa: = 0,05 ó 5%
3 Estadístico de prueba: a) Prueba de LEVENE
4 Comparación: Valor calculado: 0,965 Valor de P = 0,513
5
Interpretación: Al resultar el valor de P mayor a 0,05, aceptamos la H0 y concluimos que las varianzas de los tratamientos son homogéneas, es decir tienen HOMOCEDASTICIDAD.
Prueba de homogeneidad de varianzas
Peso de la pectina
Estadístico de Levene df1 df2 Sig.
,965 17 36 ,513
FUENTE: Reporte obtenido con el programa SPSS 21.

125
ANEXO 7
RESULTADOS DEL DCA CON ARREGLO FACTORIAL DE 3x2x3 DEL PESO
DE LA PECTINA OBTENIDA EN LOS ENSAYOS DE LABORATORIO
TEMPERATURAS DE
EXTRACCIÓN (A)
TIPOS DE ÁCIDOS (B)
Suma AxC Ácido cítrico1 Ácido clorhídrico2
pH DE SOLUCIÓN (C) pH DE SOLUCIÓN (C)
pH1=3 pH2=4 pH3=5 pH1=3 pH2=4 pH3=5
T1= (60°C)
4.1888
14.1765
7.8433
19.9107
4.7610
17.0680
8.1141
22.1596
8.2130
23.6893
8.3100
23.7065 120.7106 5.1250 5.7820 5.7823 6.5127 8.2374 8.1579
4.8627 6.2854 6.5247 7.5328 7.2389 7.2386
T2= (75°C)
8.4960
25.4209
12.9724
35.8980
7.1346
19.5485
10.4060
28.0999
10.0030
30.6681
10.0996
30.0980 169.7334 7.4523 12.5614 7.1263 8.2367 9.4571 9.7812
9.4726 10.3642 5.2876 9.4572 11.2080 10.2172
T3= (90°C)
14.2590
37.8353
10.3320
28.2226
11.5841
33.0667
10.6948
31.1721
12.9502
36.9333
4.6992
16.6384 183.8684 12.1185 8.6519 11.1954 9.2387 11.2368 5.4879
11.4578 9.2387 10.2872 11.2386 12.7463 6.4513
Totales de BxC 77.4327 84.0313 69.6832 81.4316 91.2907 70.4429 474.3124
Suma de BxC 231.1472 243.1652 FUENTE: Elaboración propia
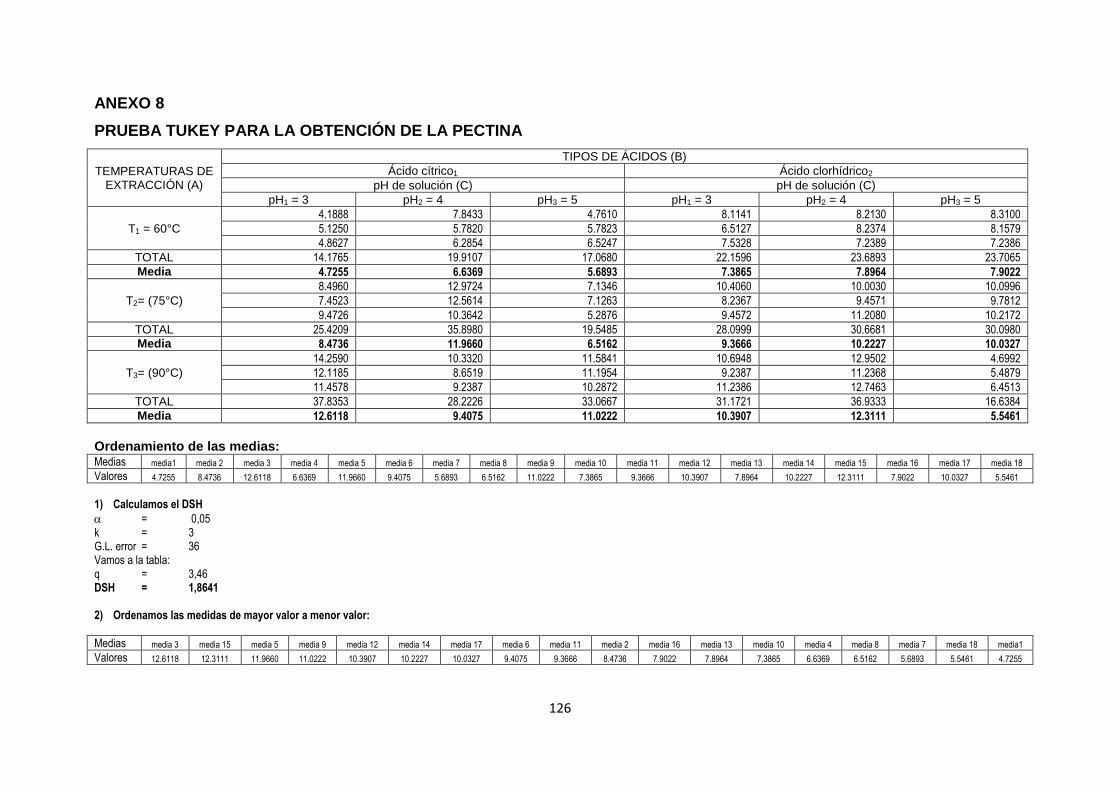
126
ANEXO 8
PRUEBA TUKEY PARA LA OBTENCIÓN DE LA PECTINA
TEMPERATURAS DE EXTRACCIÓN (A)
TIPOS DE ÁCIDOS (B)
Ácido cítrico1 Ácido clorhídrico2
pH de solución (C) pH de solución (C)
pH1 = 3 pH2 = 4 pH3 = 5 pH1 = 3 pH2 = 4 pH3 = 5
T1 = 60°C
4.1888 7.8433 4.7610 8.1141 8.2130 8.3100
5.1250 5.7820 5.7823 6.5127 8.2374 8.1579
4.8627 6.2854 6.5247 7.5328 7.2389 7.2386
TOTAL 14.1765 19.9107 17.0680 22.1596 23.6893 23.7065
Media 4.7255 6.6369 5.6893 7.3865 7.8964 7.9022
T2= (75°C)
8.4960 12.9724 7.1346 10.4060 10.0030 10.0996
7.4523 12.5614 7.1263 8.2367 9.4571 9.7812
9.4726 10.3642 5.2876 9.4572 11.2080 10.2172
TOTAL 25.4209 35.8980 19.5485 28.0999 30.6681 30.0980
Media 8.4736 11.9660 6.5162 9.3666 10.2227 10.0327
T3= (90°C)
14.2590 10.3320 11.5841 10.6948 12.9502 4.6992
12.1185 8.6519 11.1954 9.2387 11.2368 5.4879
11.4578 9.2387 10.2872 11.2386 12.7463 6.4513
TOTAL 37.8353 28.2226 33.0667 31.1721 36.9333 16.6384
Media 12.6118 9.4075 11.0222 10.3907 12.3111 5.5461
Ordenamiento de las medias: Medias media1 media 2 media 3 media 4 media 5 media 6 media 7 media 8 media 9 media 10 media 11 media 12 media 13 media 14 media 15 media 16 media 17 media 18
Valores 4.7255 8.4736 12.6118 6.6369 11.9660 9.4075 5.6893 6.5162 11.0222 7.3865 9.3666 10.3907 7.8964 10.2227 12.3111 7.9022 10.0327 5.5461
1) Calculamos el DSH
= 0,05 k = 3 G.L. error = 36 Vamos a la tabla: q = 3,46 DSH = 1,8641 2) Ordenamos las medidas de mayor valor a menor valor:
Medias media 3 media 15 media 5 media 9 media 12 media 14 media 17 media 6 media 11 media 2 media 16 media 13 media 10 media 4 media 8 media 7 media 18 media1
Valores 12.6118 12.3111 11.9660 11.0222 10.3907 10.2227 10.0327 9.4075 9.3666 8.4736 7.9022 7.8964 7.3865 6.6369 6.5162 5.6893 5.5461 4.7255
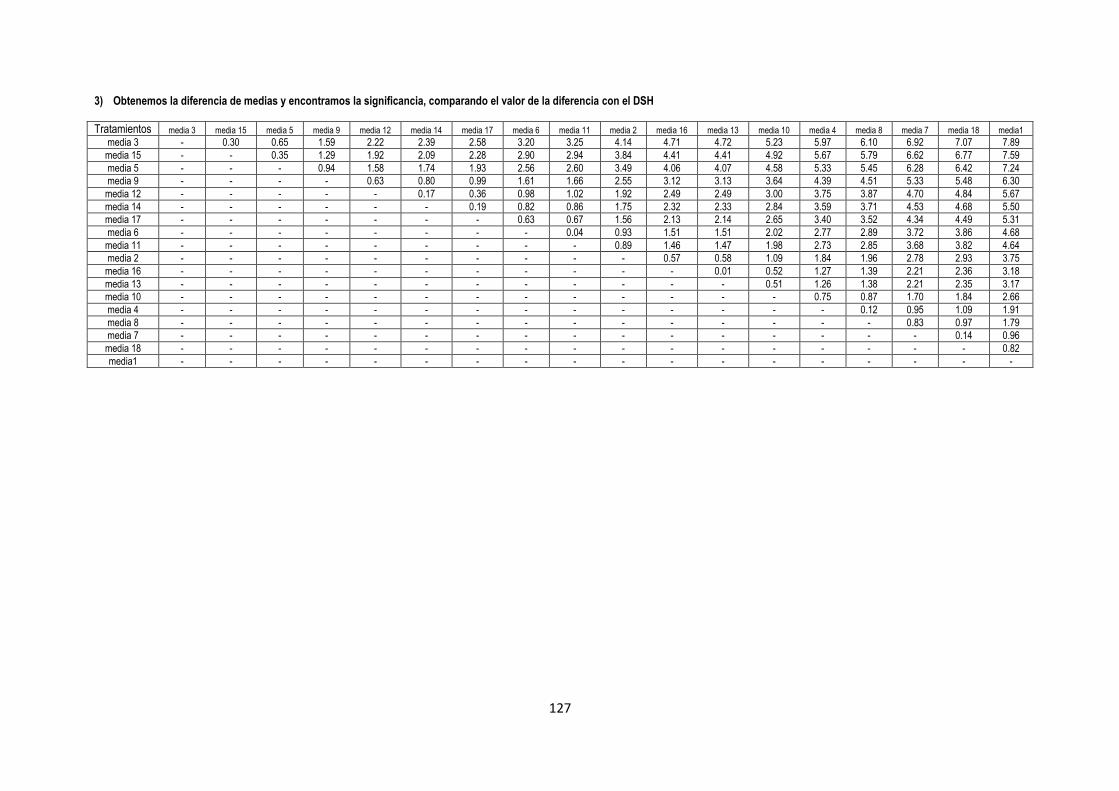
127
3) Obtenemos la diferencia de medias y encontramos la significancia, comparando el valor de la diferencia con el DSH
Tratamientos media 3 media 15 media 5 media 9 media 12 media 14 media 17 media 6 media 11 media 2 media 16 media 13 media 10 media 4 media 8 media 7 media 18 media1
media 3 - 0.30 0.65 1.59 2.22 2.39 2.58 3.20 3.25 4.14 4.71 4.72 5.23 5.97 6.10 6.92 7.07 7.89
media 15 - - 0.35 1.29 1.92 2.09 2.28 2.90 2.94 3.84 4.41 4.41 4.92 5.67 5.79 6.62 6.77 7.59
media 5 - - - 0.94 1.58 1.74 1.93 2.56 2.60 3.49 4.06 4.07 4.58 5.33 5.45 6.28 6.42 7.24
media 9 - - - - 0.63 0.80 0.99 1.61 1.66 2.55 3.12 3.13 3.64 4.39 4.51 5.33 5.48 6.30
media 12 - - - - - 0.17 0.36 0.98 1.02 1.92 2.49 2.49 3.00 3.75 3.87 4.70 4.84 5.67
media 14 - - - - - - 0.19 0.82 0.86 1.75 2.32 2.33 2.84 3.59 3.71 4.53 4.68 5.50
media 17 - - - - - - - 0.63 0.67 1.56 2.13 2.14 2.65 3.40 3.52 4.34 4.49 5.31
media 6 - - - - - - - - 0.04 0.93 1.51 1.51 2.02 2.77 2.89 3.72 3.86 4.68
media 11 - - - - - - - - - 0.89 1.46 1.47 1.98 2.73 2.85 3.68 3.82 4.64
media 2 - - - - - - - - - - 0.57 0.58 1.09 1.84 1.96 2.78 2.93 3.75
media 16 - - - - - - - - - - - 0.01 0.52 1.27 1.39 2.21 2.36 3.18
media 13 - - - - - - - - - - - - 0.51 1.26 1.38 2.21 2.35 3.17
media 10 - - - - - - - - - - - - - 0.75 0.87 1.70 1.84 2.66
media 4 - - - - - - - - - - - - - - 0.12 0.95 1.09 1.91
media 8 - - - - - - - - - - - - - - - 0.83 0.97 1.79
media 7 - - - - - - - - - - - - - - - - 0.14 0.96
media 18 - - - - - - - - - - - - - - - - - 0.82
media1 - - - - - - - - - - - - - - - - - -

128
ANEXO 9
PRUEBA TUKEY PARA LA ELABORACIÓN DEL PROTOTIPO DE EMPAQUE ALIMENTARIO
Ordenamiento de las medias:
Medias media1 media2 media3 media4 media5 media6 media7 media8 media9
Valores 79.52 72.08 81.94 85.66 87.88 89.40 88.39 83.54 89.64
1) Calculamos el DSH
= 0,05 k = 3 G.L. error = 18 Vamos a la tabla: q = 3,61 DSH = 9,48 2) Ordenamos las medidas de mayor valor a menor valor:
Medias media9 media6 media7 media5 media4 media8 media3 media1 media2
Valores 89.64 89.40 88.39 87.88 85.66 83.54 81.94 79.52 72.08
3) Obtenemos la diferencia de medias y encontramos la significancia, comparando el valor de la diferencia con el DSH
Tratamientos media9 media6 media7 media5 media4 media8 media3 media1 media2
media9 - 0.24 1.25 1.76 3.98 6.10 7.70 10.12 17.56
media6 - - 1.01 1.52 3.74 5.86 7.46 9.88 17.32
media7 - - - 0.51 2.73 4.85 6.45 8.87 16.31
media5 - - - - 2.22 4.34 5.94 8.36 15.80
media4 - - - - - 2.12 3.72 6.14 13.58
media8 - - - - - - 1.60 4.02 11.46
media3 - - - - - - - 2.42 9.86
media1 - - - - - - - - 7.44
media2 - - - - - - - - -

129
ANEXO 10
PRUEBA TUKEY PARA EL ATRIBUTO COLOR
Panelistas
F R U T A S
Papaya Plátano Piña
T r a t a m i e n t o s
T1 T2 T3 T1 T2 T3 T1 T2 T3 1 4 4 4 1 1 1 4 4 3
2 5 5 5 4 4 2 5 5 2
3 4 5 2 2 4 4 4 5 4
4 4 4 4 4 4 5 4 4 4
5 5 5 3 5 5 4 4 5 2
6 5 4 4 3 4 4 3 5 3
7 5 4 5 3 3 4 4 3 5
8 4 3 5 3 4 3 3 4 5
9 4 5 4 4 4 3 5 5 5
10 4 5 5 4 5 3 4 5 4
11 4 3 3 3 3 3 4 4 4
12 5 5 4 5 5 5 4 4 5
13 5 5 5 3 3 4 5 5 4
14 4 4 5 4 3 4 3 3 4
15 5 4 5 3 4 4 4 4 3
16 5 4 4 4 4 3 5 5 3
17 4 5 3 4 5 3 5 4 4
18 4 3 5 3 4 3 5 4 4
19 2 3 5 4 5 3 4 4 3
20 4 5 3 5 4 4 2 4 5
21 5 4 5 3 2 3 4 3 4
22 5 4 4 5 3 4 5 4 5
23 5 3 4 5 4 5 4 4 4
24 5 3 4 3 3 3 4 4 4
25 5 4 4 3 3 5 5 4 5
Promedio 4.44 4.12 4.16 3.60 3.72 3.56 4.12 4.20 3.92
Orden media1 media2 media3 media4 media5 media6 media7 media8 media9
1) Calculamos el DSH
= 0,05 k = 3 G.L. error = 192 Vamos a la tabla: q = 3,63 DSH = 0,60

130
2) Ordenamos las medidas de mayor valor a menor valor:
Medias Media1 Media8 Media3 Media2 Media7 Media9 Media5 Media4 Media6
Valores 4.44 4.20 4.16 4.12 4.12 3.92 3.72 3.60 3.56
3) Obtenemos la diferencia de medias y encontramos la significancia, comparando el valor de la diferencia con el DSH
Tratamiento media1 media8 media3 media2 media7 media9 media5 media4 media6
media1 - 0.24 0.28 0.32 0.32 0.52 0.72 0.84 0.88
media8 - - 0.04 0.08 0.08 0.28 0.48 0.6 0.64
media3 - - - 0.04 0.04 0.24 0.44 0.56 0.6
media2 - - - - - 0.2 0.4 0.52 0.56
media7 - - - - - 0.2 0.4 0.52 0.56
media9 - - - - - - 0.2 0.32 0.36
media5 - - - - - - - 0.12 0.16
media4 - - - - - - - - 0.04
media6 - - - - - - - - -

131
ANEXO 11
PRUEBA TUKEY PARA EL ATRIBUTO TEXTURA
Panelistas
F R U T A S
Papaya Plátano Piña
T r a t a m i e n t o s
T1 T2 T3 T1 T2 T3 T1 T2 T3
4 4 5 4 2 4 4 4 4 4
4 4 5 4 4 3 4 5 3 4
2 2 2 2 2 4 3 5 4 2
4 4 5 4 4 4 4 4 5 4
4 4 4 4 5 4 4 5 2 4
5 4 4 3 3 3 3 5 3 5
5 4 5 5 2 3 4 3 5 5
4 3 5 4 4 3 3 4 5 4
4 5 4 4 3 2 5 5 5 4
4 5 5 4 2 3 5 4 4
4 3 3 3 4 4 4 4 4 4
5 5 4 4 5 4 4 4 5 5
5 5 5 5 4 5 5 5 4 5
4 4 5 4 4 5 3 3 4 4
5 4 5 2 3 2 4 4 3 5
5 4 4 4 5 2 5 5 3 5
4 5 3 4 2 5 5 4 4 4
4 3 5 3 3 2 5 4 4 4
2 3 5 4 5 2 4 4 3 2
4 5 3 4 3 3 2 4 5 4
5 4 5 5 5 5 4 3 4 5
5 4 4 5 5 5 5 4 5 5
5 3 4 5 5 4 4 4 4 5
5 3 4 4 4 4 4 4 4 5
5 4 4 2 2 2 5 4 5 5
4.28 3.92 4.28 3.83 3.68 3.44 4.00 4.20 4.04 4.28
media1 media2 media3 media4 media5 media6 media7 media8 media9 media1
1) Calculamos el DSH
= 0,05 k = 3 G.L. error = 192
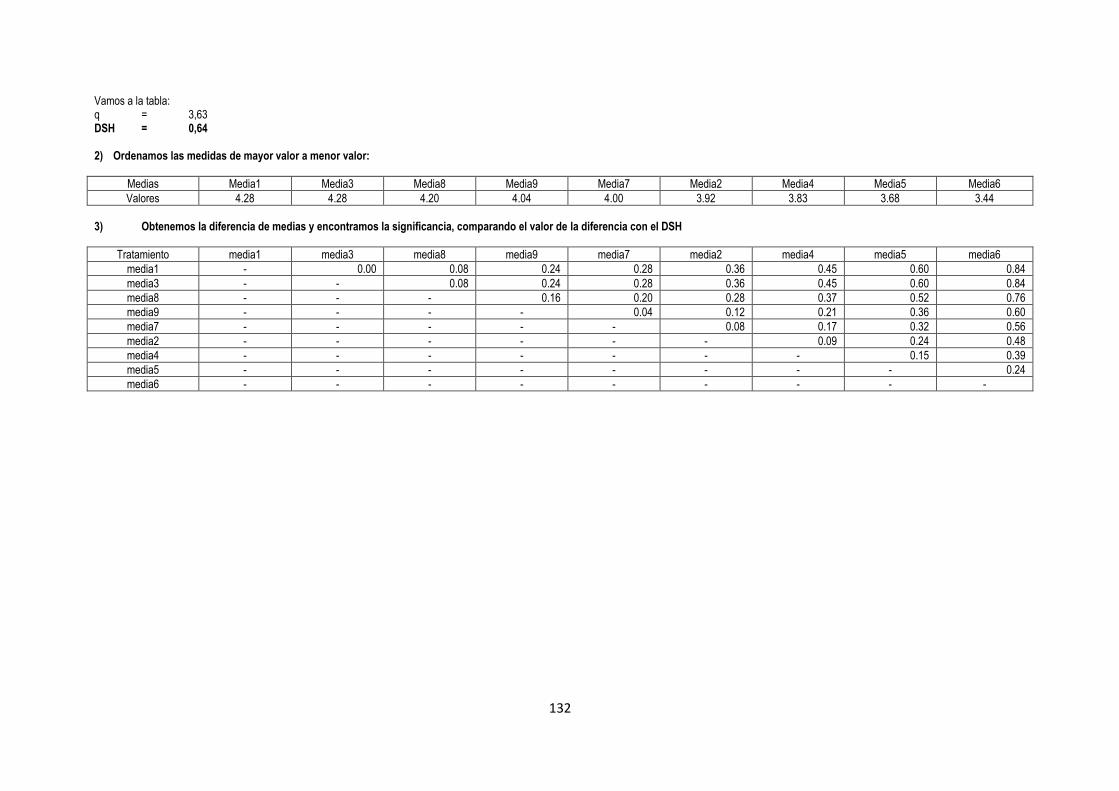
132
Vamos a la tabla: q = 3,63 DSH = 0,64 2) Ordenamos las medidas de mayor valor a menor valor:
Medias Media1 Media3 Media8 Media9 Media7 Media2 Media4 Media5 Media6
Valores 4.28 4.28 4.20 4.04 4.00 3.92 3.83 3.68 3.44
3) Obtenemos la diferencia de medias y encontramos la significancia, comparando el valor de la diferencia con el DSH
Tratamiento media1 media3 media8 media9 media7 media2 media4 media5 media6
media1 - 0.00 0.08 0.24 0.28 0.36 0.45 0.60 0.84
media3 - - 0.08 0.24 0.28 0.36 0.45 0.60 0.84
media8 - - - 0.16 0.20 0.28 0.37 0.52 0.76
media9 - - - - 0.04 0.12 0.21 0.36 0.60
media7 - - - - - 0.08 0.17 0.32 0.56
media2 - - - - - - 0.09 0.24 0.48
media4 - - - - - - - 0.15 0.39
media5 - - - - - - - - 0.24
media6 - - - - - - - - -

133
ANEXO 12
CONSTANCIA
El responsable del Laboratorio General de Química, de la
Universidad Nacional de Ucayali, hace constar que:
Los bachilleres DALY DEL AGUILA FLORES y DIEGO ARMANDO
ZEGARRA JUMANGA, pertenecientes a la Carrera Profesional de
Ingeniería Agroindustrial de la Universidad Nacional Intercultural
de la Amazonia-UNIA, han desarrollado el proyecto de tesis:
“Extracción de pectina por hidrólisis ácida y precipitación
alcohólica a partir de las cáscaras de cacao híbrido CCN51
(Theobroma cacao L.) para la fabricación de un prototipo de
empaque alimentario, Pucallpa, Región Ucayali 2015”, en los
ambientes de este laboratorio bajo mi responsabilidad,
ejecutando sus pruebas experimentales contempladas en su
perfil de tesis, durante los meses de enero a agosto del 2015.
Por lo cual se expide la presente constancia a petición de
1os interesados para los fines que estime conveniente.
Campus universitario, 02 de septiembre del 2015.
Sr. Roberto Tuesta Bardales
Responsable del Laboratorio General de Química de la UNU
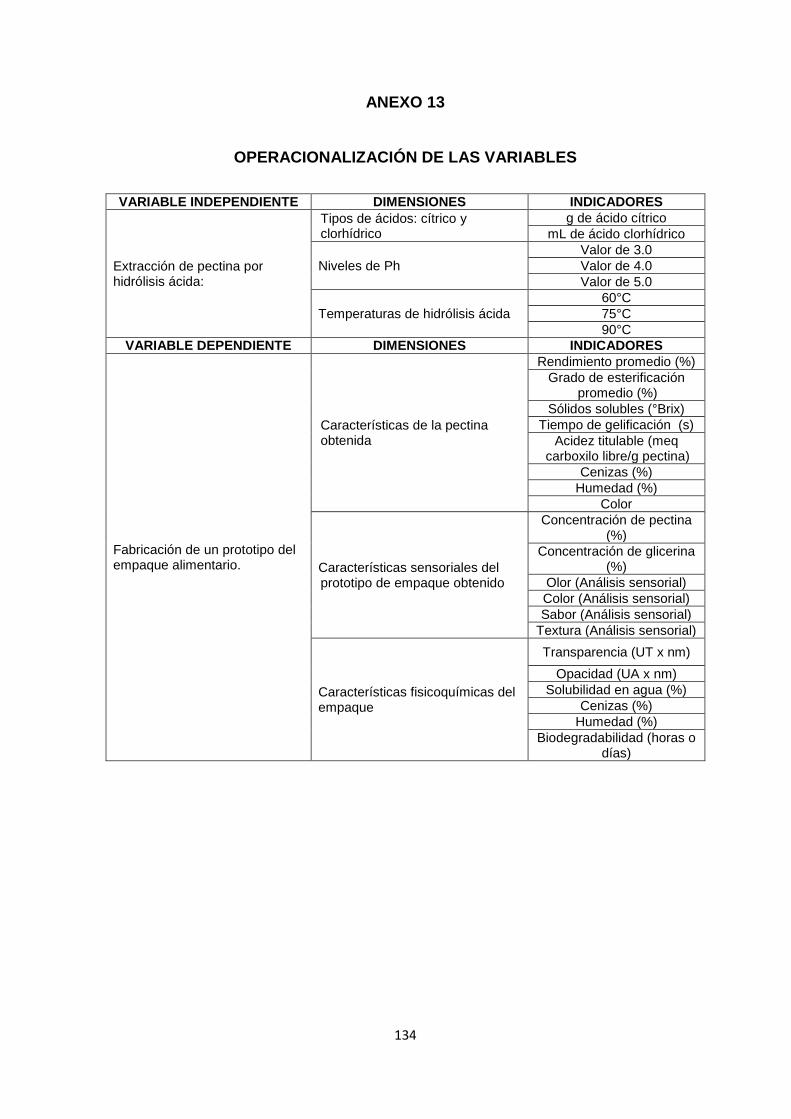
134
ANEXO 13
OPERACIONALIZACIÓN DE LAS VARIABLES
VARIABLE INDEPENDIENTE DIMENSIONES INDICADORES
Extracción de pectina por hidrólisis ácida:
Tipos de ácidos: cítrico y clorhídrico
g de ácido cítrico
mL de ácido clorhídrico
Niveles de Ph
Valor de 3.0
Valor de 4.0
Valor de 5.0
Temperaturas de hidrólisis ácida
60°C
75°C
90°C
VARIABLE DEPENDIENTE DIMENSIONES INDICADORES
Fabricación de un prototipo del empaque alimentario.
Características de la pectina obtenida
Rendimiento promedio (%)
Grado de esterificación promedio (%)
Sólidos solubles (°Brix)
Tiempo de gelificación (s)
Acidez titulable (meq carboxilo libre/g pectina)
Cenizas (%)
Humedad (%)
Color
Características sensoriales del prototipo de empaque obtenido
Concentración de pectina (%)
Concentración de glicerina (%)
Olor (Análisis sensorial)
Color (Análisis sensorial)
Sabor (Análisis sensorial)
Textura (Análisis sensorial)
Características fisicoquímicas del empaque
Transparencia (UT x nm)
Opacidad (UA x nm)
Solubilidad en agua (%)
Cenizas (%)
Humedad (%)
Biodegradabilidad (horas o días)
135
ANEXO 14
MÉTODO DE CÁLCULO PARA PREPARAR LEJÍA DESINFECTANTE
(Hipoclorito de sodio)
Para preparar la lejía se tomó los siguientes datos:
Volumen a preparar (V2) = 20 litros = 20 000 mL
Concentración de la lejía (C1) = 4%
Concentración final de la lejía (C2) = 30 ppm
Volumen de lejía a usar (V1) = ¿x?
Usaremos la siguiente fórmula:
V1 x C1 = V2 x C2
Convertimos la concentración de la lejía que está en % a ppm:
ppm = % x 10 000
ppm = 4% x 10 000 = 40 000 ppm
Despejando la incógnita (x), y reemplazando valores en la fórmula, tenemos:
Entonces, para preparar 20 litros de lejía a 30 ppm, se debe tomar 15 mL de la
lejía CLOROX al 4% y se deben verter en los 20 litros de agua.

136
ANEXO 15
OTRAS EVIDENCIAS DE LA INVESTIGACIÓN ARCHIVO FOTOGRÁFICO
Materia prima: frutos de cacao
Mostrando los frutos
Lavando los frutos
Cortando longitudinalmente las cáscaras
Cortando transversalmente las cáscaras
Colocando las cáscaras en la estufa
Secando las cáscaras en la estufa
Preparación de las soluciones ácidas

137
Mezclas de polvo de cáscara con las soluciones
ácidas
Midiendo la temperatura en la hidrólisis ácida
Hidrólisis ácida en baño maría
Agitando, a fin de extraer la mayor cantidad de
pectina de las cáscaras de cacao
Molienda de la cáscara seca
Tamizado de la cáscara deshidratada

138
Enfriamiento rápido para evitar reacciones
perjudiciales en la pectina extraída
Precipitación con alcohol de 96°
Precipitación de la pectina con alcohol de 96°
Tamizado de la solución péctica
Secado de la pectina obtenida
Recogiendo la pectina desecada
Moliendo la pectina obtenida
Muetras de frutas con el empaque a base de pectina
listas para ser evaluadas por los as panelistas
139
ANÁLISIS SENSORIAL
Instalaciones del laboratorio de Pos Cosecha, donde se llevó a cabo la evaluación sensorial
Interior de la cabina donde se llevó a cabo la evaluación sensorial
Preparando las muestras para su evaluación por los
panelistas
Panelista en plena trabajo de evaluar las
muestras de frutas con el empaque alimentario
140
Panelistas observando los atributos de las muestras
de frutas
Degustando las muestras de frutas para su
calificación respectiva
Panelistas anotando en la Ficha de Evaluación Sensorial, los atributos determinados en las muestras de
frutas
Tesista en plena fase de realización de la evaluación sensorial