universidad de guayaquil facultad de …repositorio.ug.edu.ec/bitstream/redug/24074/1/tesis pablo...
TRANSCRIPT

UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS INTEGRADOS DE GESTION
TEMA “ANÁLISIS DE LOS RIESGOS MECÁNICOS
MEDIANTE MATRIZ FINE PARA UN TALLER DE REPARACIÓN DE MONTACARGAS”
AUTOR MOREIRA VALVERDE PABLO ROBERTO
DIRECTOR DEL TRABAJO ING. IND. UGALDE VICUÑA JOSE
2017 GUAYAQUIL ECUADOR
ii
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado JOSE UGALDE VICUÑA, tutor del
trabajo de titulación certifico que el presente trabajo de titulación ha
sido elaborado por MOREIRA VALVERDE PABLO ROBERTO,
C.C.:0915289870, con mi respectiva supervisión como requerimiento
parcial para la obtención del título de INGENIERO INDUSTRIAL.
Se informa que el trabajo de titulación: “ANALISIS DE RIESGOS
MECANICOS MEDIANTE MATRIZ FINE PARA UN TALLER DE
REPARACION DE MONTACARGAS”, ha sido orientado durante todo
el periodo de ejecución en el programa antiplagio URKUND quedando
el 6% de coincidencia.
Moreira Valverde Pablo Roberto Ing. Ind. Ugalde Vicuña José C.C.: 0915289870 Director del Trabajo

iii
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este Trabajo de Titulación me
corresponde exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingeniería Industrial de la Universidad de Guayaquil”
Moreira Valverde Pablo Roberto
C.C.: 0915289870
iv
DEDICATORIA
A mi madre
Que me alientan desde el día que abrí por primera vez mis ojos.
A mi esposa
Su amor incondicional.
A mis hijos
El motor que mueve mi vida.

v
AGRADECIMIENTO
A Dios por darme paz espiritual en momentos duros.
A mi familia por su amor, apoyo y comprensión.
A las autoridades de la facultad de Ingeniería Industrial por haber hecho
posible esta meta.
A mis maestros en el transcurso de mis estudios por su enseñanza con
amor y respeto.
A mis compañeros con quienes compartí momentos de alegría y con cuya
amistad me enriquecí.

vi
ÍNDICE GENERAL
No. Descripción Pág.
PRÓLOGO 1
CAPÍTULO I
INTRODUCCIÓN
No. Descripción Pág.
1.1. Antecedentes 2
1.2 Justificativo 4
1.2.1 Situación problemática 5
1.2.2 La empresa y su Clasificación Industrial Internacional
Uniforme -CIIU 4 Ecuador. 6
1.2.3 Productos (bienes y/o servicios) que produce
o comercializa. 6
1.2.4 Delimitación del problema 7
1.2.5 Formulación del Problema (Forma interrogativa o
forma declarativa) 7
1.2.6 Causas del problema 7
1.3 Objetivos 8
1.3.1 Objetivo General 8
1.3.2 Objetivos Específicos 8
1.4 Marco Teórico 8
1.4.1 Marco Conceptual 8
1.4.2 Marco Histórico 10
1.4.3 Marco Referencial 11
1.4.4 Marco Legal 12

vii
CAPÍTULO II
MARCO METODOLÓGICO
No. Descripción Pág.
2.1. Metodología de la investigación 18
2.2 Situación actual 18
2.3 Política de Seguridad Industrial 20
2.3.1 Compromiso Institucional con la Seguridad Industrial. 20
2.3.2 Prevención de Riesgos Laborales. 20
2.3.3 Evaluación de Riesgos para las que no existe
legislación especifica 20
2.3.4 Evaluación de Riesgos que precisa métodos
específicos de análisis 21
2.4 Recursos Productivos 21
2.4.1 Recursos Materiales 21
2.4.2 Recursos Tecnológicos 22
2.5 Procesos 23
2.5.1 Procesos operativos 23
2.6 Riesgos laborables 24
2.6.1 Factores de Riesgos laborales 24
2.7 Registros de problemas 26
2.7.1 Análisis de datos 26
2.7.2 Diagrama de Causa efecto ISHIKAWA 27
2.7.3 Identificación y Análisis de Riesgos 27
2.8 Clasificación de las actividades de trabajo por
puesto de trabajo. 33
2.8.1 Análisis de Riesgo por Puesto de Trabajo 33
2.8.2 Matriz de identificación de riesgos (Método Fine) 38
2.8.3 Priorización de los riesgos potenciales 43
2.9 Evaluación del riesgo 44
2.9.1 Indicadores de Gestión de cumplimiento de la
seguridad Industrial 44

viii
No. Descripción Pág.
2.10 Diagnostico situacional 46
2.11 Impacto económico de los problemas detectados 49
2.11.1 Impacto económico de los accidentes y enfermedades
de trabajo 49
CAPÍTULO III
PROPUESTA
No. Descripción Pág.
3.1. Estructura de la Propuesta 50
3.1.1 Justificación de la Propuesta 51
3.1.2 Costos de alternativas de solución 53
3.2 Análisis Beneficio – Costo 56
3.3 Programación para Puesta en Marcha 56
3.3.1 Planificación y Cronograma de Implementación 57
3.4 Conclusiones y Recomendaciones 58
ANEXOS 60
BIBLIOGRAFÍA 69

ix
ÍNDICE DE CUADROS
No. Descripción Pág.
1 CIUU de la empresa 6
2 Total de colaboradores 21
3 Recursos tecnológicos de la empresa 23
4 Factores de riesgos 26
5 Valuación de las consecuencias 28
6 Valuación de la exposición 29
7 Valuación de la probabilidad 29
8 Escala de valoración del grado de peligrosidad 30
9 Factor de ponderación de los riesgos 31
10 Priorización de los riesgos 32
11 Matriz de evaluación de riesgos (Inspección de maquinaria) 38
12 Matriz de evaluación de riesgos (Recepción de maquinaria) 39
13 Matriz para evaluación de riesgos (reparaciones) 40
14 Matriz para evaluación de riesgos (control de calidad) 41
15 Matriz para evaluación de riesgos (entrega de equipos) 42
16 Matriz para evaluación de riesgos (Entrega de equipos) 43
17 Peso, calificación y ponderación de factores internos 47
18 Peso, calificación y ponderación de factores externos 48
19 Valoración del factor de coste 52
20 Valoración del grado de corrección 53
21 Costo capacitación al personal de taller 54
22 Costo señalización 55
23 Costo de EPP 55
24 Costo – beneficio 56
25 Programación de la propuesta 57
26 Implementación de la propuesta 58
x
ÍNDICE DE IMAGENES
No. Descripción Pág.
1 Exteriores de la empresa 6
2 Situacion actual del taller 19
3 Gato hidráulico para montacargas 22
4 Carretilla hidráulica 22
5 Recepción de maquinaria 33
6 Inspección de maquinaria 34
7 Área de reparaciones 35
8 Área de control de calidad 36
9 Entrega de maquinaria 37

xi
ÍNDICE DE FIGURAS
No. Descripción Pág.
1 Equipo industrial 7
2 Piramide de kelsen 13

xii
ÍNDICE DE GRÁFICOS
No. Descripción Pág.
1 Factores de riesgo 26

xiii
ÍNDICE DE ANEXOS
No. Descripción Pág.
1 Mapa satelital (ubicasion de la empresa) 61
2 Mapa de procesos heli montacargas 62
3 Diagrama de flujo de preocesos 63
4 Diagrama de ishikawa 64
5 Cotizacion de capacitacion 65
6 Cotizacion de epp 66
7 Cotizacion de capacitacion 67
8 Cotizacion de señaletica 68

xiv
AUTOR: MOREIRA VALVERDE PABLO ROBERTO TEMA: “ANÁLISIS DE LOS RIESGOS MECÁNICOS MEDIANTE
MATRIZ FINE PARA UN TALLER DE REPARACIÓN DE MONTACARGAS”
DIRECTOR: ING. IND. UGALDE VICUÑA JOSE
RESUMEN
Este trabajo se realizó con la finalidad de implementar un proyecto de seguridad industrial al taller HELI montacargas de almacenes Juan Eljuri Guayaquil, identificando los riesgos de origen mecánico para brindar un ambiente laboral seguro a los trabajadores, los riesgos identificados se priorizaron por su mayor grado de peligrosidad según los lineamientos del método Willian Fine, en el análisis se encontraron 21 riesgos mecánicos teniendo como los más altos 7, se aplicó el diagrama causa y efecto mediante el método lluvia de ideas para levantar los problemas internos y externos y establecer un Foda de la situación actual del taller, se implementó un mapa de riesgo, una matriz de riesgo, según la resolución 390 de las leyes vigentes y proponer medidas correctivas para mitigar los riesgos de accidentes ,establecer un plan mínimo de seguridad industrial, y capacitación constante al personal de talleres. PALABRAS CLAVES: Identificar, Riesgos, Mecánicos, Mitigar,
Accidentes, Montacargas.
Moreira Valverde Pablo Roberto Ing. Ind. Ugalde Vicuña José C.C.: 0915289870 Director del Trabajo

xv
AUTHOR: MOREIRA VALVERDE PABLO ROBERTO SUBJECT: "ANALYSIS OF MECHANICAL RISKS THROUGH FINE
MATRIX FOR A WORKSHOP REPAIR LIFT TRUCK" DIRECTOR: IND. ENG. UGALDE VICUÑA JOSE
ABSTRACT
This work was performed with the purpose of implementing a project of
industrial safety to heli montacargas of almacenes Juan Eljuri Workshop
Guayaquil, identifying the risks of mechanical origin to encourage a working
environment safety to workers, the risks prioritize them by his grounds of
danger according to the guidelines of the willian fine method, in the analysis
i found tweny one mechanical risks were seven the most highest, the cause
and effect diagram is applied through the rain method of ideas to identify
external problems and internal and establishing a foda to raise the current
situation of the workshop, a risk map, a matrix of risk was implemented,
according to resolution 390 of the laws in force and propose corrective
measures to mitigate the risk of accidents, establish a minimum industrial
safety plan, and constant training to staff of workshops.
KEY WORDS: Identify, Hazards, Mechanical, Mitigate, Accidents,
Forklift.
Moreira Valverde Pablo Roberto Ind. Eng. Ugalde Vicuña José I.D.: 0915289870 Director of work

PRÓLOGO
En el desarrollo del presente trabajo de titulación se ha realizado una
investigación de campo y una observación directa de la empresa en donde
se recopila la mayor información inherente para el análisis de la situación
Actual de la planta a fin de evaluar las matrices de riesgos, la cual se basa
en tres capítulos que se describen a continuación:
Capítulo 1. En este capítulo se detalla el Marco teórico que tiene por
subtemas el Marco Conceptual que trata sobre análisis de riesgos, Marco
Histórico, Marco Referencial y Marco legal utilizando como instrumento
jurídico la Pirámide de Keizen.
Capítulo 2. Describe el Marco Metodológico y todo lo referente a la
empresa como la ubicación geográfica, Razón social, Organigrama y
Recursos, la situación actual de la empresa de acuerdo a las herramientas
usadas como: Mapa de procesos, Diagramas de flujo, matriz de
identificación de Riesgo (Método Fine), Matriz de evaluación de riesgos,
Análisis FODA, el diagnóstico de la Situación Actual y los riesgos visibles
en la empresa.
Capítulo 3. Se realiza la propuesta para la redacción de los factores
de riesgos mecánicos el cual consiste en mitigar y controlar riesgos,
planificar la prevención, adoptar medidas de control, análisis de costo-
beneficio en donde evaluaremos factibilidad del proyecto y procedemos a
la Conclusión y Recomendación.

Introducción 2
CAPÍTULO I
INTRODUCCÍON
1.1. Antecedentes
Con el fenómeno del maquinismo y el desarrollo pleno de la revolución
industrial aumentan los accidentes en el trabajo, obligando a los Estados a
buscar una solución propia y especial ante la muerte de los trabajadores,
originándose la necesidad de la salud ocupacional y la definición jurídica
de accidente de trabajo. En el siglo XIX se inicia la reglamentación de
accidentes de trabajo en Gran Bretaña, Francia, España y Alemania. En
sus finales, después de la consagración legislativa de la teoría del riesgo
profesional en Europa, se expiden las primeras normas sobre Enfermedad
Profesional en Suiza, Alemania, Inglaterra, Francia e Italia, dándose un
carácter reparador a las enfermedades profesionales y se establecen los
parámetros para la implementación de la salud ocupacional en las
empresas. (BVSDE, 2000)
El hombre ha estado expuesto en forma constante a multitud de
riesgos contra los cuales se ha tenido que enfrentar. El desarrollo de la
humanidad, en tiempos en que el trabajador era predominante artesanal y
agrícola, significo muchas veces el enfrentarse a riesgos que llegaron a
costar muchas vidas. Sin embargo, la creación de la máquina de vapor en
el siglo XVIII, los accidentes laborales no eran significativos. La
incorporación de esta máquina al desarrollo industrial como medio eficaz
para incrementar la producción, aumento el número de percances cuyos
eran fatales. La tarea requería de trabajadores, artesanos y campesinos

Introducción 3
que se incorporaron a una actividad totalmente desconocida para ellos y
para la cual no fueron adiestrados. Los accidentes y enfermedades fueron
la consecuencia de incorporar personal improvisado y represento para los
empresarios, un grave problema socioeconómico (Willian, 1995).
Conforme el hombre va evolucionando, surgen agrupaciones de un
mismo oficio, en donde se perciben más claramente las imágenes del
patrón y el trabajador; pero en el caso de que ocurriera un accidente, no
había legislación alguna que defendiera al trabador. La evolución de las
sociedades, lleva consigo los avances científicos y tecnológicos; donde se
puede hablar, primeramente, del uso de la energía producida por vapor,
posteriormente, del uso de la electricidad: o que hace que la maquinaria
sea compleja y rápida; en el caso de que surgiera algún accidente, este era
considerado de gravedad, llegando en muchas ocasiones hasta la muerte.
Ante estos hechos, el trabajador se veía cada vez más expuesto a sufrir un
accidente, o bien, una enfermedad laboral; pero los directivos de las
empresas, solo se interesaban en la producción de mayor capital. Es la
opinión pública, la que demanda mayor protección al trabajador, quien no
solo tenía la desgracia de sufrir un accidente o enfermedad laboral, sino
que también sufría del despido. Poco a poco, las presiones sociales fueron
provocando el surgimiento de legislaciones que protegieran a los
trabajadores; Dichas legislaciones en un principio, se refería a pequeñas
indemnizaciones, protección a menores y mujeres embarazadas, así como
la disminución de jornadas laborales. (Lazcano, 1995)
Gracias a los resultados obtenidos en estas investigaciones, se llegó
a la conclusión que los accidentes laborales se debían a condiciones físicas
y mecánicas peligrosas, no previstas al inicio de esa época laboral.
Entonces se creó el concepto de seguridad industrial, cuya orientación fue
preventiva, enfocada al control de las condiciones físicas y mecánicas para
eliminar la inseguridad en el trabajo. La seguridad industrial se ha
desarrollado en tres etapas derivadas de los avances tecnológicos (Willian,
1995).

Introducción 4
1.1.1. Objetivo de estudio
Análisis de los riesgos mecánicos en los trabajadores asociados con
máquinas, herramientas y equipos en un taller de reparación y
mantenimiento de montacargas.
1.1.2. Campo de acción
Controlar los riesgos mecánicos calculando el grado de peligrosidad
de cada riesgo aplicando MATRIZ WILLIAN FINE.
1.2 Justificativo
El criterio Fine es aceptado para evaluar los programas de seguridad
actual en el taller y para comparar resultados de programas anteriormente
aplicados.
Para la identificación de factores de riesgos, el criterio Fine ayuda
relativamente con las situaciones de accidentes mecánicos como:
Golpes y cortes.
Caídas al mismo nivel.
Caídas de herramientas, materiales, etc., desde altura.
Peligros asociados con manejo manual de cargas.
Peligros en las instalaciones y en las máquinas asociados con el
montaje, la operación, el mantenimiento, la modificación, la
reparación y el desmontaje.
El criterio Fine nos ayuda a reducir los accidentes y disminuir la
peligrosidad de las tareas cotidianas de los técnicos, al subir y bajar
equipos pesados de las plataformas, establecer medidas de seguridad en
las rampas donde se desplazan los montacargas, y métodos seguros de
manipulación de mástiles que son las tareas de alto grado de exposición.

Introducción 5
No se han hecho evaluaciones de riesgos mecánicos, motivo por el
cual el presente trabajo se concentrará en identificar y evaluar los riegos
mecánicos existentes, aplicando el método William Fine, esperando tener
como resultado una disminución del índice de accidentalidad del taller, para
que el técnico pueda desarrollar sus labores normalmente sin que su
productividad disminuya. (Valencia, 2008)
1.2.1 Situación problemática
Actualmente el área de talleres y mantenimiento de montacargas,
lleva muchos años en funcionamiento desde 1994, tiempo en el cual ante
el desconocimiento general y la necesidad por cumplir con la demanda del
cliente, ha ocasionado que ocurran algunos accidentes que van desde
golpes, incrustación de limallas en partes del cuerpo, hasta rupturas de
huesos.
Una mentira que fácilmente se puede asumir es que los montacargas
no son peligrosos, ya que tendemos a creer que cuando caminamos en el
almacén estamos en un entorno seguro y no en la calle donde si nos
cuidamos de motos, autos y camiones. Trabajar diariamente con esta falsa
confianza es un error muy grande, ya que los montacargas son una de las
principales fuentes de accidentes mayores y menores en una bodega o
planta de manufactura. (Bustamante, 2014)
Los montacargas son un elemento fundamental en cualquier
operación ya que son utilizados tanto para las actividades básicas de
carga/descarga como para el acomodo y surtido de producto. Esto parece
ser obvio, pero lo que quiero transmitirles es que al participar en
prácticamente todas las actividades de un taller, la mayor parte del tiempo
estará en movimiento, lo que trae en consecuencia mayores probabilidades
de percances, por lo que cualquier persona que camine en un área de
montacargas deberá estar siempre atenta. (Bustamante, 2014)

Introducción 6
1.2.2 La empresa y su Clasificación Industrial Internacional
Uniforme -CIIU 4 Ecuador.
CUADRO # 1
CIUU DE LA EMPRESA
CIIU
4.0 G4520
Mantenimiento Y Reparación De Vehículos
Automotores
Fuente: investigación directa Elaborado por: Moreira Valverde Pablo Roberto
IMAGEN # 1
EXTERIORES DE LA EMPRESA
Fuente: Empresa HELI
1.2.3 Productos (bienes y/o servicios) que produce o
comercializa.
La empresa ofrece a sus clientes montacargas eléctricos y a gas de
varias toneladas, además cuentan con un amplio stock de repuestos,
carretillas galvanizadas y eléctricas.

Introducción 7
Presentes en el desarrollo del Ecuador, impulsando el comercio, la
industria y la construcción, garantía, servicio técnico especializado.
FIGURA # 1
EQUIPO INDUSTRIAL
Fuente: Empresa HELI
1.2.4 Delimitación del problema
La investigación se centrará principalmente en el Taller HELI
montacargas del grupo ``Eljuri´´ del Cantón Guayaquil.
1.2.5 Formulación del Problema (Forma interrogativa o forma
declarativa)
¿Si se efectúa un análisis de riesgos mecánicos se eliminará los
accidentes?
1.2.6 Causas del problema
Desconocimiento y el no uso de EPP.
No se ha Levantado un reglamento de seguridad y salud.
Es necesario la mejora de procedimientos de seguridad industrial

Introducción 8
No se recibe capacitación
Señalización no visible
1.3 Objetivos
1.3.1 Objetivo General
Analizar los riesgos mecánicos mediante matriz FINE para un taller
de reparación de montacargas.
1.3.2 Objetivos Específicos
1. Inspeccionar los riesgos mecánicos en las tareas cotidianas de los
técnicos.
2. Identificar los riesgos mecánicos aplicando el mapa de riesgos y la
matriz Fine.
3. Proponer medidas de prevención y control para los riesgos
mecánicos en el manejo de montacargas y maquinaria pesada.
1.4 Marco Teórico
1.4.1 Marco Conceptual
Se lo puede definir como la descripción general de toda la
información que se utiliza en el proceso de investigación.
Accidente: Suceso imprevisto que altera la marcha normal o
prevista de las cosas, especialmente el que causa daños a una persona o
cosa. (S.A, 2017)
Accidentes de Trabajo: Se presentan de manera súbita, son
causados por fuentes externas que provocan una lesión directa al

Introducción 9
organismo, la mayoría de veces es impredecible pero depende
directamente de la exposición a los factores de riesgo. (Vargas, 2014)
Incidente: Suceso repentino no deseado que ocurre por las mismas
causas que se presentan los accidentes, sólo que por cuestiones del azar
no desencadena lesiones en las personas, daños a la propiedad, al proceso
o al ambiente. (S.A, 2017)
Riesgo: Es la combinación de la probabilidad de ocurrencia y
magnitud de las consecuencias de que suceda un evento identificado como
peligroso. (Vargas, 2014)
Riesgo mecánico: Se define el riesgo mecánico como la
probabilidad de ocurrencia de efectos fisiopatológicos tales como cortes,
abrasiones, punciones, contusiones, golpes por desprendimiento o
proyección de objetos, atrapamientos, aplastamientos y quemaduras etc.
como resultado de toda operación que implique la manipulación de
herramientas manuales, maquinaria, manipulación de vehículos o
utilización de equipos de elevación. (López, 2005)
Análisis de riesgo: El análisis de riesgos es una etapa primordial
dentro de la gestión de seguridad y salud, en donde se puede obtener datos
relevantes y fiables que se usen de base 25 para la evaluación de riesgos
y calificar si existe una situación potencialmente peligrosa y si es necesario
realizar mediciones y sus posibles alternativas de control. Este análisis de
riesgos incluye las siguientes fases: identificar el peligro y valorar el riesgo.
Se describe lo que el trabajador hace en su entorno laboral y si es la forma
adecuada para realiza sus actividades; para este análisis es importante
tener un conocimiento íntegro de los procesos y operaciones del trabajo.
(Vargas, 2014)
Mapa de Riesgo: Un Mapa de Riesgos, básicamente consiste en
proporcionar las herramientas necesarias, para realizar la localización,

Introducción 10
control, seguimiento y representación en forma gráfica, de todos aquellos
agentes que por sus características representan una gran probabilidad de
originar riesgos que pueden producir accidentes o enfermedades
profesionales en un centro laboral. (WebStore, 2011)
Montacargas: Un montacargas es un vehículo de uso industrial, es
utilizado en almacenes y bodegas y talleres para transportar y acomodar
diferentes tipos de mercancías y cargas pesadas y su uso requiere
entrenamiento y capacitación. (Equipo de redacción, 2015)
Mástil: Sección vertical que contiene rodillos y cadenas para
desplazar las cargas y manipularlas, es considerada como las partes más
peligrosas de manipular.
Matriz William Fine: La matriz WILLIAN FINE Permite calcular el
grado de peligrosidad de cada riesgo identificado, a través de una fórmula
matemática que vincula la probabilidad de ocurrencia, las consecuencias
que pueden originarse en caso de ocurrencia del evento y la exposición a
dicho riesgo.
1.4.2 Marco Histórico
En el año de 1909 en Quito se realiza el primer congreso obrero, en
el cual dentro de sus puntos indicaba la preocupación por los accidentes
de trabajo y busca impulsar una lucha para conseguir indemnizaciones por
las mismas, sin embargo en el año de 1913 en la asamblea del Guayas se
redacta un proyecto de ley en el cual indica el cobro de un rubro a todos los
empleadores en el caso de existir un accidente laboral, esta ley fue creada
por el alto nivel de mortalidad que existía por la construcción del ferrocarril
en la Sierra Ecuatoriana.
Después de nueve años en 1921 se proclama la Ley de Accidentes
de trabajo en el Ecuador beneficiando a los trabajadores y presionando a

Introducción 11
los empleadores a mejorar la seguridad y el ambiente de trabajo para así
evitar en lo posible algún accidente en la jornada laboral.
En 1927 se promulga la ley, y en el año de 1928 se sanciona a los
empleadores que no toman responsabilidad por accidentes de trabajo. En
esta época se crea la Institución de Pensiones, antecedente para el cual
será actualmente conocido como el Instituto Ecuatoriano de Seguridad
Social (IESS).
Años más tarde, en 1935 se decreta en Ecuador la Ley de Sanidad
y se crea el Servicio Sanitario Nacional, dependiente del Ministerio de
Prevención Social, uno de los entes primordiales para la formación de la
seguridad y salud ocupacional en el Ecuador; en 1944 se constituye la
Confederación de Trabajadores del Ecuador (CTE), instituto elemental para
que los empleadores hagan cumplimiento de las normas para con los
trabajadores.
Pero no es hasta el año de 1945 donde los informes enviados por el
IESS inquieta a delegados del estado donde se indica la inmensa cantidad
de enfermedades causadas por el ambiente de trabajo (conocida
actualmente como enfermedad profesional), estos diferentes períodos que
atraviesan las organizaciones creadas a través de los años consolidan las
estructuras de la seguridad social, la salud pública y por ende la legislación
laboral que incluye temas como la salud en el trabajo y la salud ocupacional
de los trabajadores haciendo valer su derecho a la salud en la empresa que
labora y haciendo responsable a los empleadores por las distintas causas
de accidente dentro de la jornada laboral. (Garcia, 2013)
1.4.3 Marco Referencial
Se evidencia la base teórica y conceptual sobre el cual se sustenta
el proyecto de investigación y como guía de consulta.

Introducción 12
“Riesgos mecánicos y su influencia en la seguridad laboral de
la empresa Guritbalsaflex Cía. Ltda.”
Esta propuesta disminuye paros en la producción por accidentes
laborales con baja, y ningún riesgo psicológico al colaborador, por lo que
genera un ambiente seguro en sus actividades diarias. Autor: Ing. Pedro
Alexander Mestanza Segura
“Aplicación del método William fine para la evaluación de
riesgos laborales en motoniveladoras, cargadoras y bulldozers del
gobierno autónomo descentralizado de la provincia de Chimborazo”
Este proyecto de tesis tiene como finalidad identificar el nivel de
exposición y los accidentes en equipo caminero: motoniveladoras,
cargadoras y bulldozers. Autor: Lluco Chimbo Rodrigo Fernando
“Análisis de los riesgos mecánicos laborales en el área de taller
mecánico de automekano Guayaquil y propuesta de un plan de mejora
de seguridad industrial.”
Autor: Mazzini Lino Enrique Braulio.
Esta tesis sirvió como base fundamental para el trabajo actual, ya
que se asienta los lineamientos en un taller de reparaciones y se utilizó el
método de Fine, se propuso una propuesta de seguridad industrial,
mitigando los riesgos mecánicos.
1.4.4 Marco Legal
Pirámide Kelsen
De acuerdo a la pirámide de Kelsen es un instrumento jurídico que
permite la estratificación y jerarquía de las leyes en el ámbito jurídico, se
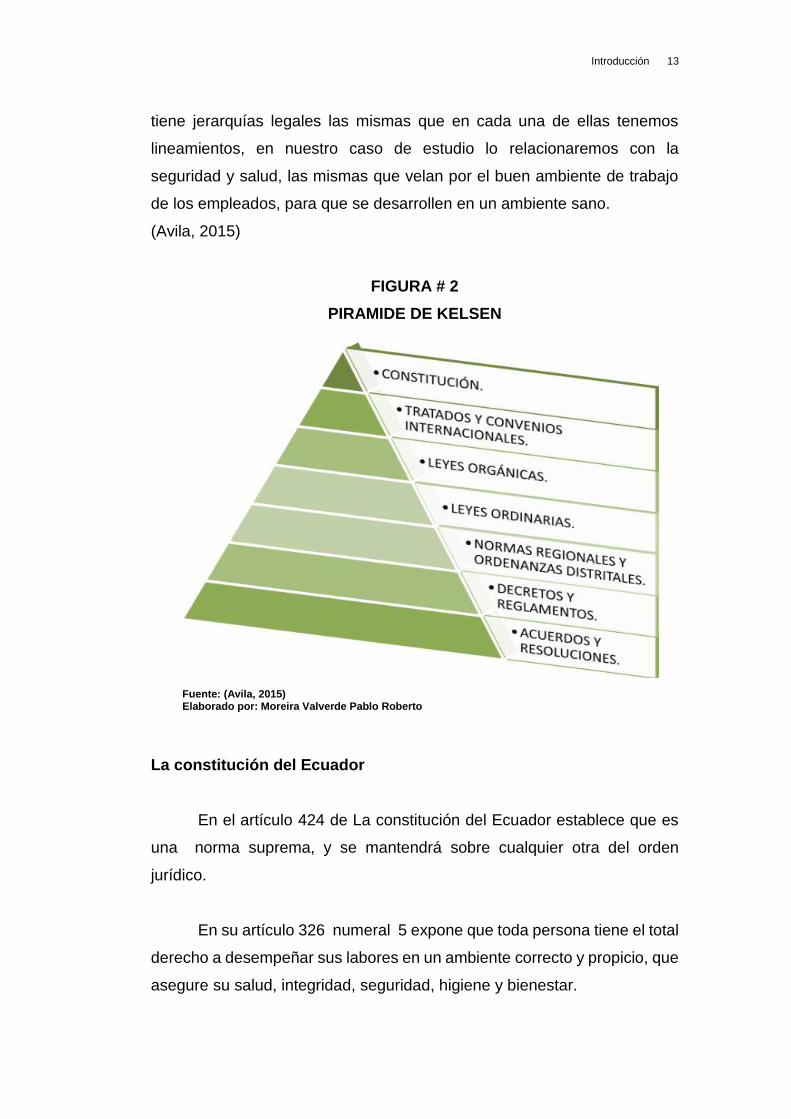
Introducción 13
tiene jerarquías legales las mismas que en cada una de ellas tenemos
lineamientos, en nuestro caso de estudio lo relacionaremos con la
seguridad y salud, las mismas que velan por el buen ambiente de trabajo
de los empleados, para que se desarrollen en un ambiente sano.
(Avila, 2015)
FIGURA # 2
PIRAMIDE DE KELSEN
Fuente: (Avila, 2015) Elaborado por: Moreira Valverde Pablo Roberto
La constitución del Ecuador
En el artículo 424 de La constitución del Ecuador establece que es
una norma suprema, y se mantendrá sobre cualquier otra del orden
jurídico.
En su artículo 326 numeral 5 expone que toda persona tiene el total
derecho a desempeñar sus labores en un ambiente correcto y propicio, que
asegure su salud, integridad, seguridad, higiene y bienestar.

Introducción 14
Decisión 584 del Instrumento Andino de Seguridad y Salud en
el Trabajo.
En el capítulo 2 de la política de prevención de riesgos laborales en
su artículo 4 expone que todos los Países participantes deberán establecer
el mejoramiento de las condiciones de seguridad y salud en el trabajo, a fin
de evitar daños en la integridad física y mental de los trabajadores que sean
consecuencia, guarden relación o sobrevengan durante el trabajo.
Resolución 957 del Reglamento del Instrumento Andino de
Seguridad y Salud en el Trabajo.
En su artículo 5: Participar en el desarrollo de programas para el
mejoramiento de las prácticas de trabajo, así como en pruebas y la
evaluación de nuevos equipos, en relación con la salud.,
D.E 2393:
En su artículo 11 numeral 9: Instruir sobre los riesgos de los
diferentes puestos de trabajo y la forma y métodos, para prevenirlos, literal
10: Dar formación en materia de prevención de riesgos, al personal de la
empresa, con especial atención a los directivos técnicos y mandos medios,
a través de cursos regulares y periódicos.
Código de Trabajo
En el artículo 410 establece que los empleadores están obligados a
otorgar a sus trabajadores condiciones de trabajo que no presenten peligro
para su salud.
Ley de seguridad social
Extraído del artículo 115 señala como lineamientos de política del
seguro General de Riesgos del trabajo, la protección al afiliado y al

Introducción 15
empleador mediante programas de prevención de los riesgos derivados del
trabajo, y acciones de reparación de los daños derivados de los accidentes
del trabajo y enfermedades profesionales, incluida la rehabilitación física y
mental y la reinserción laboral.
Reglamento de Seguridad y Salud de los trabajadores y
Mejoramiento del Medio Ambiente de Trabajo 2393
En el artículo 3: Principios de la Acción Preventiva.- se fundamenta
en los siguientes principios:
a. Mitigación y control de riesgos en su origen.
b. Identificación, medición, evaluación y control de los riesgos de los
ambientes laborales.
c. Adopción de medidas de control, que prioricen la protección colectiva
a la autónoma;
d. Información, formación, capacitación y adiestramiento a los
trabajadores en el desarrollo seguro de sus actividades.
En el artículo 11 sobre las obligaciones de los empleadores:
a. Cumplir las disposiciones de este Reglamento y demás normas
vigentes en materia de prevención de riesgos.
b. Mantener en buen estado de servicio las instalaciones, máquinas,
herramientas y materiales para un trabajo seguro.
c. Entregar gratuitamente a sus trabajadores vestido adecuado para el
trabajo y los medios de protección personal y colectiva necesarios.
En el artículo 24 sobre pasillos dice:
La separación entre máquinas u otros aparatos, será suficiente para
que los trabajadores puedan ejecutar su labor cómodamente y sin riesgo.

Introducción 16
No será menor a 800 milímetros, contándose esta distancia a partir
del punto más saliente del recorrido de las partes móviles de cada máquina.
Título III: Aparatos, máquinas y herramientas, del capítulo 1 al 4
temas de ubicación, separación, colocación de materiales, instalación de
resguardos, dimensiones, órganos de mando, utilización y mantenimiento
de máquinas, que son parámetros de seguridad para que las empresas los
utilicen al momento de diseñar áreas de trabajo que involucran maquinaria.
Art. 188 Prohibiciones para los trabajadores, según literales:
a) Efectuar trabajos sin el debido entrenamiento previo para la labor
que van a realizar.
f) Modificar o dejar inoperantes mecanismos de protección en
maquinarias o instalaciones.
g) Dejar de observar las reglamentaciones colocadas para la
promoción de las medidas de prevención de riesgos.
Resolución 390 reglamento del seguro general de riesgos del
trabajo IESS.
Procedimientos para investigación y análisis de accidentes de trabajo
Objetivo de la investigación y análisis del accidente de trabajo.
a) Establecer el derecho a las prestaciones del Seguro General de
Riesgos del Trabajo (médicos asistenciales, económicos y
preventivos);
b) Definir y motivar los correctivos específicos y necesarios para
prevenir la ocurrencia y repetición de los accidentes de trabajo.
De la investigación de los accidentes de trabajo

Introducción 17
Criterios para definir los accidentes a investigar
a) Los accidentes calificados típicos con consecuencias mortales, o
que generen incapacidades permanentes.
b) Los accidentes que generen incapacidad temporal mayor a un
año.
c) Los que generen preocupación pública así no sean denunciados,
los mismos deberán ser investigados en un término no mayor a
quince días laborales.
CAPÍTULO II
MARCO METODOLÓGICO
2.1. Metodología de la investigación
No experimental: Se lo realiza por medio de observación en los
puestos de trabajo, y en el estudio, no se emplea ejecución de variables.
Descriptivo, analítico: Se explica y se analiza los riesgos en función
de puestos de trabajo.
Trasversal: Porque el estudio se realiza en un periodo de tiempo 3
meses.
2.2 Situación actual
HELI montacargas es una empresa del sector industrial que ha
estado en el mercado desde 1994, dedicado a la venta de maquinaria para
trasporte de cargas pesadas, y concesionario autorizado de la marca
dedicado a la distribución, comercialización y servicio técnico de equipo
industrial como equipos desde 1.5 hasta 25 Toneladas con motores
japoneses de las marcas (NISSAN, ISUZU y MITSUBISHI), y americano
CUMMINS. Equipos Dual (gas/gasolina), a Diesel y Eléctricos ideales para
el área Comercial, Industrial, Construcción, Comercio Exterior y todo lo
relativo a la producción.
El organigrama estructural de la empresa se encuentra jerarquizado por
gerencia, ventas y servicio técnico.

Marco Metodológico 19
Gerencia general.
Departamento de ventas.
Departamento de servicio técnico.
(Ver ANEXO 2 Ubicación de la empresa)
Durante la investigación se realizó un pequeño plan de inspección
donde encontraron las siguientes irregularidades.
IMAGEN # 2
SITUACION ACTUAL DEL TALLER
Fuente: talleres Heli Elaborado por: Moreira Valverde Pablo Roberto
Instalaciones eléctricas en mal estado.
Los extintores se encuentran con obstáculos para su acceso.
Botiquín de primeros auxilios incompleto.
No hay señalización de límite de velocidad.
No hay una línea de fuego para incendios.
Sensores de humo no están operativos.
Una vez realizado el análisis del entorno se puede establecer que
las condiciones laborales dentro del taller HELI MONTACARGAS
Guayaquil son peligrosos si no se resuelven por medio de un plan mínimo
de seguridad.
Marco Metodológico 20
2.3 Política de Seguridad Industrial
2.3.1 Compromiso Institucional con la Seguridad Industrial.
Uno de los principales compromisos de la empresa es el mantener
la seguridad y salud de todos sus colaboradores, mitigando los riesgos a
los que se exponen.
El compromiso de los directivos de HELI montacargas es fomentar
una cultura proactiva en sus actividades a través de la inducción, los
procedimientos seguros de trabajo, la capacitación, las buenas prácticas
laborales, el mejoramiento continuo. La obligación de la gerencia es la dotar
los recursos necesarios para asegurar la protección de los trabajadores
mediante la prevención y reducción de riesgos y al cumplimiento de metas
propias y de los requerimientos legales que apliquen a la organización.
2.3.2 Prevención de Riesgos Laborales.
En cumplimiento con el artículo 43 del Código del Trabajo, como
compromiso de la institución se conservará en el lugar de trabajo un
ambiente adecuado para el desempeño de las funciones de los
trabajadores, asimismo la prevención de accidentes en función de los
decretos 2393 del reglamento de seguridad y salud, en su artículo 11
establece en mantener en buen estado las instalaciones, maquinas,
herramientas y materiales para un trabajo seguro.
2.3.3 Evaluación de Riesgos para las que no existe legislación
especifica
Existen riesgos en el mundo laboral para los que no existe una
legislación, ni nacional y ni comunitaria, que limite la exposición a dichos
riesgos, pero existen normas o guías técnicas que especifican un
procedimiento de evaluación e incluso, en algunos casos, los niveles
máximos de exposición recomendados.

Marco Metodológico 21
2.3.4 Evaluación de Riesgos que precisa métodos específicos de
análisis
Hay legislaciones creadas para el control de los riesgos de
accidentes como el decreto (2393), cuyo fin es la prevención de accidentes
tal como incendios, explosiones, emisiones resultantes de fallos en el
control de una actividad industrial y que puedan entrañar graves
consecuencias para personas internas y externas a la planta o un sistema
de producción industrial.
2.4 Recursos Productivos
La empresa cuenta con diez empleados de los cuales cinco trabajan
en el área operativa y cinco en el área administrativa.
CUADRO # 2
TOTAL DE COLABORADORES
COLABORADORES DE LA EMPRESA HELI
TIPO # %
ADMINSTRATIVO 5 50%
OPERATIVO 5 50%
TOTAL 10 100%
Fuente: Investigación directa Elaborado por: Moreira Valverde Pablo Roberto
2.4.1 Recursos Materiales
Gata Hidráulica
Se utiliza en mantenimientos varios, especialmente en frenos con
respecto a las zapatas y cambio de llantas, son ideales para levantar cargas
pesadas utilizados especialmente para montacargas.

Marco Metodológico 22
IMAGEN # 3
GATO HIDRÁULICO PARA MONTACARGAS
Fuente: Talleres Heli
Carretilla hidráulica
Se utilizan para levantar pallets de varios materiales como baterías
para montacargas eléctricos, motores, cajas convertidores.
IMAGEN # 5
CARRETILLA HIDRÁULICA
Fuente: Talleres Heli
2.4.2 Recursos Tecnológicos
La empresa cuenta con varios equipos y maquinaria para gestionar y
acelerar sus procesos productivos y operativos.

Marco Metodológico 23
CUADRO # 3
RECURSOS TECNOLÓGICOS DE LA EMPRESA.
RECURSOS TANGIBLES QUE TIENE LA EMPRESA
DESCRIPCCION # CARACTERISTICAS USO
COMPUTADORA 4 CORE I7
ABRIR OREDENES DE TRABAJO, GESTION DE
INVENTARIOS, INFORMES TECNICO
CARRETILLAS HIDRAULICAS
2 4 TONELADAS TRANSPORTE DE CARGAS
PESADAS
MONTACARGAS ELECTRICO
1 5 TONELADAS TRANPORTE DE CARGAS
PESADAS
ELEVADORES HIDRAULICOS
4 5 TONELADAS ELEVAR CARGAS PESADAS
Fuente: Investigación directa Elaborado por: Moreira Valverde Pablo Roberto
2.5 Procesos
Actualmente el taller HELI montacargas cuenta con el siguiente
mapa de procesos divididos en:
Procesos Estratégicos – Operativos - Apoyo
2.5.1 Procesos operativos
Los procesos operativos de la organización se definen como las
actividades correctamente alineadas para obtener un fin común, para
producir un bien o un servicio.

Marco Metodológico 24
Recepción de Maquinaria.- Por lo general la maquinaria ingresa al
taller donde el jefe de taller realiza un acta de conformidad de recepción
(lista de chequeo).
Gestión de repuestos.- Una vez ingresado el vehículo el técnico
revisa las partes del vehículo y realiza la requisición de repuestos según
planes de mantenimiento o en su defecto partes correctivas.
Preventivo correctivo.- Despachado los repuestos estos son
sustituidos por el técnico, cuando los trabajos estén realizados pasa a
control de calidad.
Facturación.- Este es el proceso final, terminados los trabajos pasa
la orden de trabajo a cargarse los repuestos y la mano de obra, para luego
facturarse al cliente.
(Ver ANEXO 3 Mapa de procesos)
2.6 Riesgos laborables
2.6.1 Factores de Riesgos laborales
Para la identificación de los factores de riesgo es necesario precisar
que en el proceso pueda estimarse la magnitud de los riesgos que no han
podido evitarse, y con el respaldo suficiente teniendo la información
relevante para que el empleador esté en condiciones de tomar una decisión
apropiada sobre la necesidad de adoptar medidas preventivas en el taller.
Se lleva a cabo la identificación de peligros mediante las siguientes
preguntas:
a) ¿Existe origen de daño?
Marco Metodológico 25
b) ¿Quién (o que) poder originar el daño?
c) ¿Cómo puede originarse el daño?
Para una identificación de peligros es preciso categorizar los riesgos
en distintas formas por ejemplo: mecánicos, físicos, químicos, biológicos,
ergonómicos, psicosociales y en forma general encontramos:
Golpes y cortes.
Caídas al mismo nivel.
Caída a distinto nivel.
Caídas de herramientas.
Espacio inadecuado.
Peligros asociados con manejo manual de cargas.
Peligro en las instalaciones y en las maquinas asociados con el
montaje, la operación, el mantenimiento, la modificación, la
reparación y el desmontaje.
Incendios y explosiones.
Sustancias que pueden inhalarse.
Sustancias o agentes que pueden dañar los ojos.
Sustancias que pueden causar daño por el contacto o la
absorción por la piel.
Energías peligrosas (por ejemplo: electricidad, radiación, ruido y
vibraciones.
Trastornos musculo-esqueléticos por movimientos repetitivos.
Ambiente térmico inadecuado
Condiciones de iluminación inadecuada.
(Ramos, 2010)
Según el anexo se levanta la matriz de riesgos del ministerio de
relaciones laborales, y establece la categorización de los riesgos
encontrados en los talleres HELI, donde se puede apreciar los riegos de
mayor factor al menor factor.

Marco Metodológico 26
CUADRO # 4
FACTORES DE RIESGOS
RIESGOS # FACTORES %
Mecánicos 21 52%
Físicos 3 10%
Químico 1 3%
Biológico 0 0%
Ergonómico 4 13%
Psicosocial 7 23%
TOTAL 31 100% Fuente: Investigación directa
Elaborado por: Moreira Valverde Pablo Roberto
GRÁFICO # 1
FACTORES DE RIESGO
Fuente: Investigación directa Elaborado por: Moreira Valverde Pablo Roberto
2.7 Registros de problemas
2.7.1 Análisis de datos
Los métodos para levantar los datos son los siguientes:
Observación directa
Entrevista
Investigación Documental

Marco Metodológico 27
La investigación documental refiere en principio a la revisión de los
riesgos estadísticos que tengan referencia con problemas derivados de los
riesgos mecánicos en trabajadores que operan montacargas. La principal
fuente de recolección de este tipo de información será la jefatura técnica
del taller.
2.7.2 Diagrama de Causa efecto ISHIKAWA
El diagrama de causa efecto es conocido también como el diagrama
de espina de pescado en el que se fundamenta la idea de que un problema
esta provocado por causas numerosas, contrarrestando la tendencia a
considerar una sola de ellas. Por tanto será necesario llevar a cabo un
levantamiento de datos posterior, y su correspondiente análisis, para llegar
a conclusiones sustentables.
Este diagrama se utilizó con el fin de identificar las causas de los
riesgos mecánicos encontrados en talleres como la falta de capacitación y
la no señalización en ciertas partes de peligro y exposición. (Ver ANEXO 5
Diagrama de causa y efecto)
2.7.3 Identificación y Análisis de Riesgos
El método de Fine es un procedimiento originalmente previsto para
el control de los riesgos cuyas medidas usadas para la reducción de los
mismos eran de alto coste. Este método probabilístico, permite calcular el
grado de peligrosidad de cada riesgo identificado, a través de una fórmula
matemática que vincula la probabilidad de ocurrencia, las consecuencias
que pueden originarse en caso de ocurrencia del evento y la exposición a
dicho riesgo.
La fórmula de la Magnitud del Riesgo o Grado de Peligrosidad es la
siguiente:
GP = C x E x P

Marco Metodológico 28
Las consecuencias ( C )
La exposición ( E )
La probabilidad ( P )
1. Consecuencia (C): Es el daño debido al riesgo considerable,
incluyendo catástrofe personal y daños materiales.
Los valores numéricos asignados para las consecuencias más
probables de un accidente se pueden ver en el cuadro siguiente:
CUADRO # 5
VALUACIÓN DE LAS CONSECUENCIAS
CONSECUENCIAS VALOR
Muertes o daños superiores a 5 nominas mensuales. 10
Lesiones incapacitarte permanente y/o daños entre 1 y 5
nominas mensuales. 6
Lesiones con incapacidad no permanente y/o daños
entre el 10 y 100% de la nómina mensual. 4
Lesiones con heridas leves, contusiones, golpes y/o
daños menores del 10% de la nómina mensual. 1
Fuente: Datos obtenidos de http://es.scribd.com/doc/59941923/Escalas-para-la valoracion-de-factores-de-riesgo-que-generan-accidentes-de-trabajo#scribd Elaborado por: Moreira Valverde Pablo Roberto
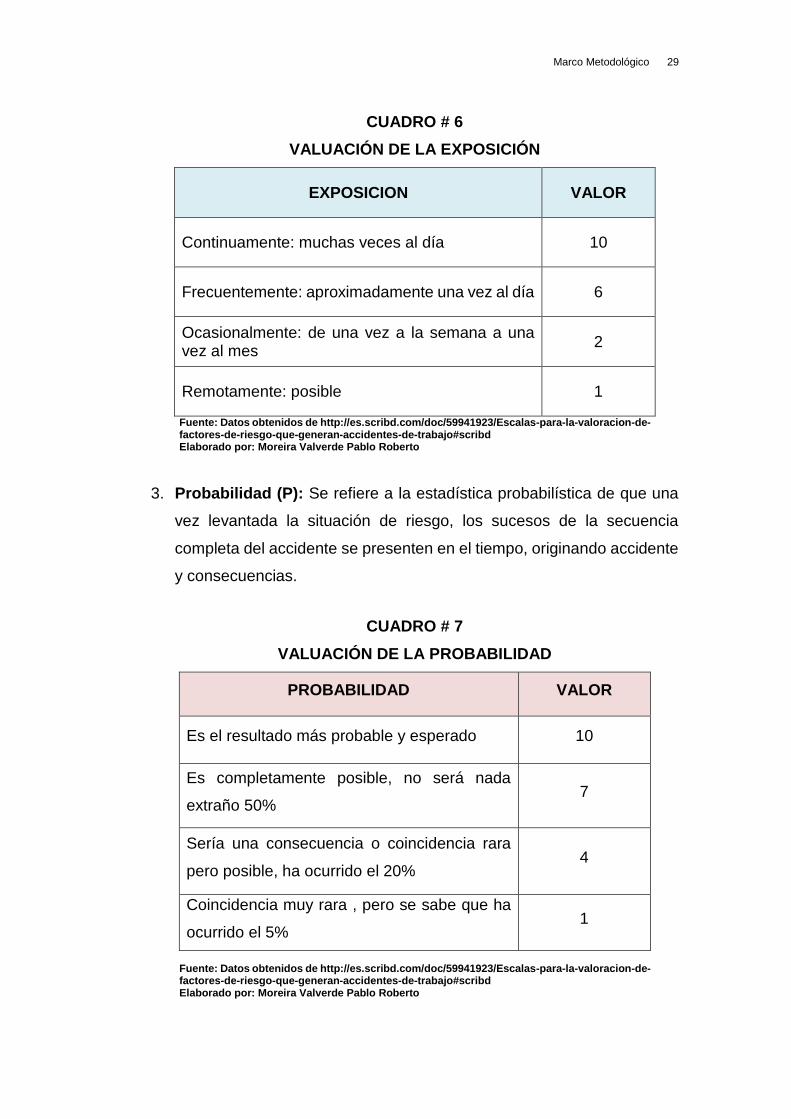
2. Exposición (E): Es la frecuencia con que se manifiesta el evento de
riesgo, siendo el primer acontecimiento indeseado que iniciaría la
secuencia del accidente. Mientras más grande sea la exposición a una
situación potencialmente peligrosa, mayor es el riesgo asociado a dicha
situación.
El cuadro siguiente se presenta una graduación de la frecuencia de
exposición:
Marco Metodológico 29
CUADRO # 6
VALUACIÓN DE LA EXPOSICIÓN
EXPOSICION VALOR
Continuamente: muchas veces al día 10
Frecuentemente: aproximadamente una vez al día 6
Ocasionalmente: de una vez a la semana a una vez al mes
2
Remotamente: posible 1
Fuente: Datos obtenidos de http://es.scribd.com/doc/59941923/Escalas-para-la-valoracion-de-factores-de-riesgo-que-generan-accidentes-de-trabajo#scribd Elaborado por: Moreira Valverde Pablo Roberto
3. Probabilidad (P): Se refiere a la estadística probabilística de que una
vez levantada la situación de riesgo, los sucesos de la secuencia
completa del accidente se presenten en el tiempo, originando accidente
y consecuencias.
CUADRO # 7
VALUACIÓN DE LA PROBABILIDAD
PROBABILIDAD VALOR
Es el resultado más probable y esperado 10
Es completamente posible, no será nada
extraño 50% 7
Sería una consecuencia o coincidencia rara
pero posible, ha ocurrido el 20% 4
Coincidencia muy rara , pero se sabe que ha
ocurrido el 5% 1
Fuente: Datos obtenidos de http://es.scribd.com/doc/59941923/Escalas-para-la-valoracion-de-factores-de-riesgo-que-generan-accidentes-de-trabajo#scribd Elaborado por: Moreira Valverde Pablo Roberto

Marco Metodológico 30
Los valores monetarios asignados a cada factor están basados en
el juicio y experiencia del Jefe de Taller, el cálculo y en los costos que la
empresa pueda incurrir en cada caso y calculada la magnitud del grado
de peligrosidad de cada riesgo (GP), utilizando un mismo juicio y criterio,
se procede a ordenar según la gravedad relativa de sus consecuencias
o pérdidas, el cuadro presenta una ordenación posible que puede ser
variable en función de la valoración de cada factor, de criterios
económicos de la empresa y al número de tipos de actuación frente al
riesgo establecido.
CUADRO # 8
ESCALA DE VALORACION DEL GRADO DE PELIGROSIDAD
VALOR INDICE W FINE RIESGO
0 < GP < 18 BAJO
18 < GP < 85 MEDIO
85 < GP < 200 ALTO
GP < 200 MUY ALTO
Fuente: Datos obtenidos de http://es.scribd.com/doc/59941923/Escalas-para-la-valoracion-de-factores-de-riesgo-que-generan-accidentes-de-trabajo#scribd- Elaborado por: Moreira Valverde Pablo Roberto
Alto: Intervención inmediata de terminación o tratamiento del riesgo.
Medio: Intervención a corto plazo.
Bajo: Intervención a largo plazo o riesgo tolerable.
Obtenida las magnitudes de riesgo, se hace una lista ordenándolos
según su severidad.

Marco Metodológico 31
Grado de repercusión
El cálculo del grado de repercusión está dado por el factor de
peligrosidad, multiplicado por un factor de ponderación que se lo obtiene
de una tabla de acuerdo con el porcentaje de personas expuestas a dicho
peligro.
GR = CP x FP
Los trabajadores expuestos en función de su porcentaje se calculan de
la siguiente manera.
% 𝐸𝑥𝑝𝑢𝑒𝑠𝑡𝑜𝑠 =𝑡𝑟𝑎𝑏. 𝐸𝑥𝑝𝑢𝑒𝑠𝑡𝑜𝑠
𝑡𝑜𝑡𝑎𝑙 𝑡𝑟𝑎𝑏𝑎𝑗𝑎𝑑𝑜𝑟𝑒𝑠𝑥 100
Donde el número de trabajadores expuestos, se refiere a los
trabajadores que se encuentran cercanos a la fuente del peligro, el número
total de trabajadores, se refiere al número de trabajadores que se
encuentran laborando en el área donde se está realizando la identificación
de riesgos, y una vez calculado el porcentaje de expuestos, se procede a
designar el factor de ponderación, cuyo valor se lo encuentra en la siguiente
tabla.
CUADRO # 9
FACTOR DE PONDERACIÓN DE LOS RIESGOS
% EXPUESTOS FACTOR DE
PONDERACION
1-20 % 1
21-40% 2
41-60% 3
61-80% 4
81-100% 5
Fuente: Datos obtenidos de http://es.scribd.com Elaborado por: Moreira Valverde Pablo Roberto

Marco Metodológico 32
Una vez obtenido el valor del grado de repercusión para cada uno
de los riesgos identificados se los procede a ordenar de acuerdo con la
siguiente escala:
BAJO MEDIO ALTO
1 1500 3000 5000
El principal objetivo de evaluar los riesgos es priorizar los mismos
para mitigar los de mayor peligrosidad. Para esto se toma en cuenta el
siguiente cuadro de prioridades:
CUADRO # 10
PRIORIZACIÓN DE LOS RIESGOS
ORDEN DE PRIORIZACION
GP. GR.
ALTO ALTO
ALTO MEDIO
ALTO BAJO
MEDIO ALTO
MEDIO MEDIO
MEDIO BAJO
BAJO ALTO
BAJO MEDIO
BAJO BAJO
Fuente: Datos obtenidos de http://es.scribd.com/doc/59941923/Escalas-para-la-valoracion-de-factores-de-riesgo-que-generan-accidentes-de-trabajo#scribd- Elaborado por: Moreira Valverde Pablo Roberto
Marco Metodológico 33
2.8 Clasificación de las actividades de trabajo por puesto de
trabajo.
2.8.1 Análisis de Riesgo por Puesto de Trabajo
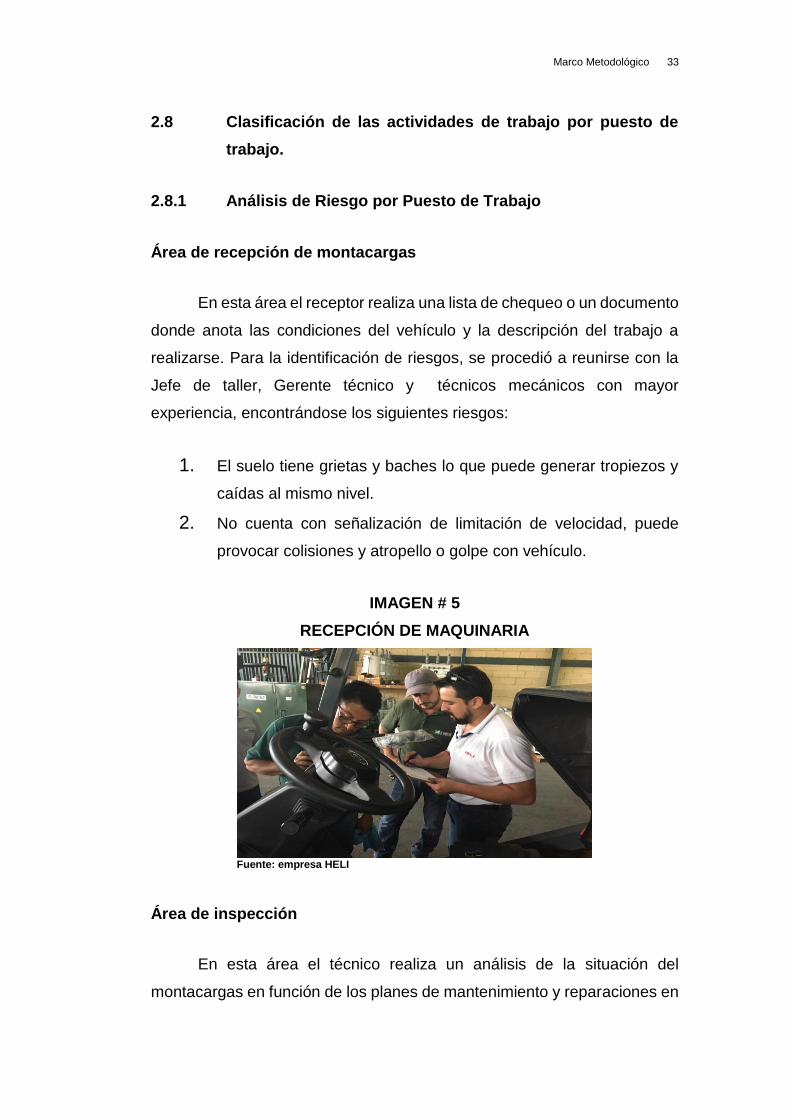
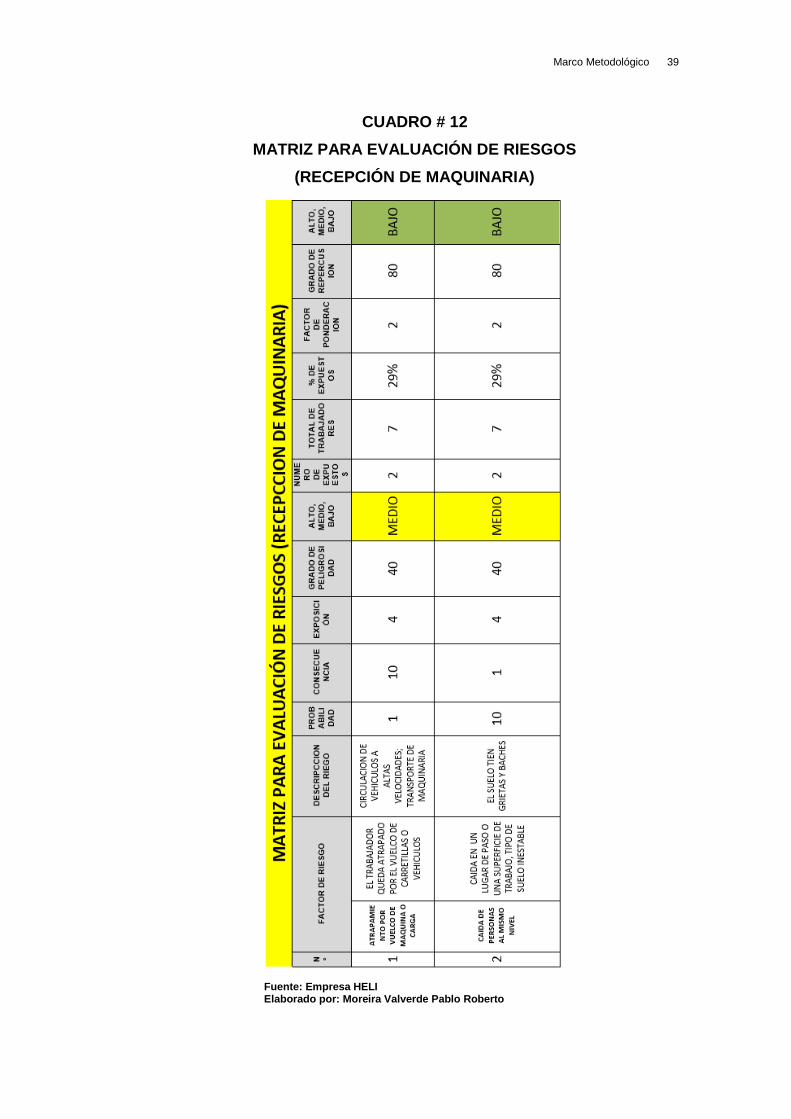
Área de recepción de montacargas
En esta área el receptor realiza una lista de chequeo o un documento
donde anota las condiciones del vehículo y la descripción del trabajo a
realizarse. Para la identificación de riesgos, se procedió a reunirse con la
Jefe de taller, Gerente técnico y técnicos mecánicos con mayor
experiencia, encontrándose los siguientes riesgos:
1. El suelo tiene grietas y baches lo que puede generar tropiezos y
caídas al mismo nivel.
2. No cuenta con señalización de limitación de velocidad, puede
provocar colisiones y atropello o golpe con vehículo.
IMAGEN # 5
RECEPCIÓN DE MAQUINARIA
Fuente: empresa HELI
Área de inspección
En esta área el técnico realiza un análisis de la situación del
montacargas en función de los planes de mantenimiento y reparaciones en

Marco Metodológico 34
el caso que amerite. Para la identificación de riesgos, se procedió a reunirse
con la Jefe de taller, Gerente técnico y técnicos mecánicos con mayor
experiencia, encontrándose los siguientes riesgos:
1. Pintura epóxica en mal estado lo que puede provocar tropiezos y
caídas al mismo nivel.
2. Golpes en dedos y manos por uso de herramientas corto punzantes.
3. Golpes con herramientas por falta de orden y aseo.
4. Instalaciones eléctricas defectuosas (cables pelados, empates sin
recubrimiento aislante).
5. Rejillas y canales de aguas residuales en mal estado, provoca
golpes en el pie y caídas al mismo nivel.
IMAGEN # 6
INSPECCIÓN DE MAQUINARIA
Fuente: empresa HELI Elaborado por: Moreira Valverde Pablo Roberto
Área de reparaciones
En esta área el técnico realiza las reparaciones como despiece de
piezas y partes pesadas y livianas, desmontaje de cajas convertidores,
mástiles, cilindros, uñas, y demás componentes. Para la identificación de
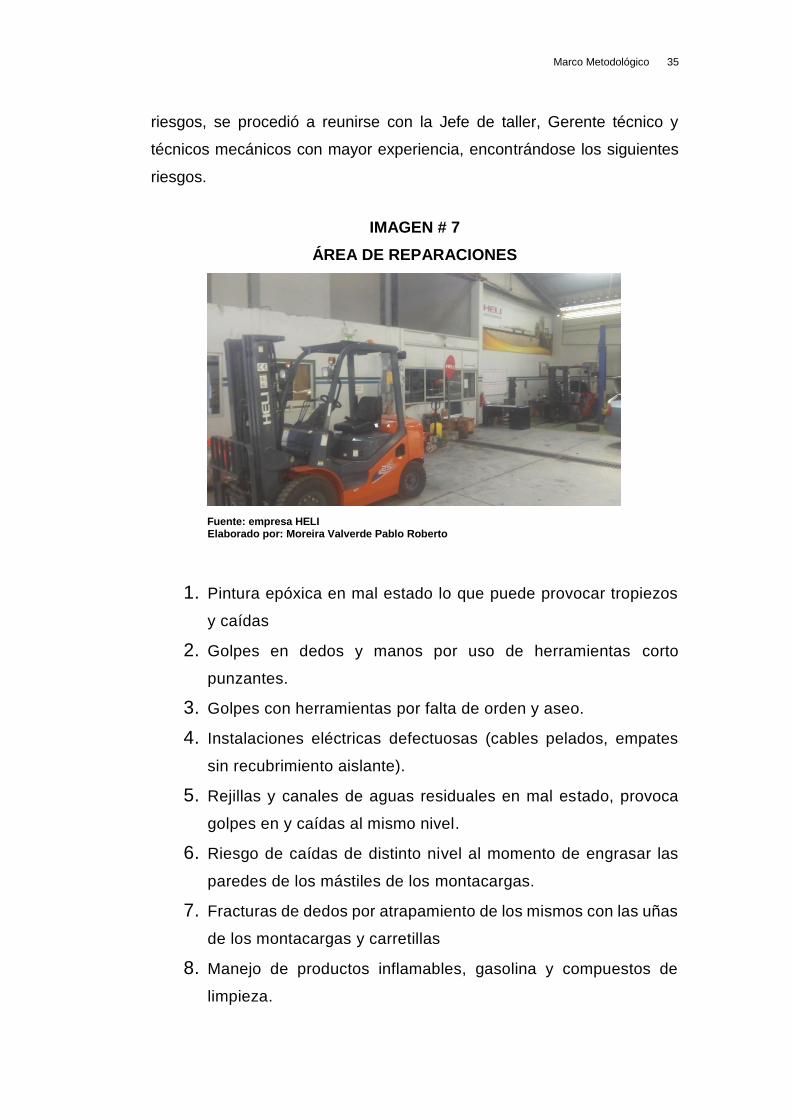
Marco Metodológico 35
riesgos, se procedió a reunirse con la Jefe de taller, Gerente técnico y
técnicos mecánicos con mayor experiencia, encontrándose los siguientes
riesgos.
IMAGEN # 7
ÁREA DE REPARACIONES
Fuente: empresa HELI Elaborado por: Moreira Valverde Pablo Roberto
1. Pintura epóxica en mal estado lo que puede provocar tropiezos
y caídas
2. Golpes en dedos y manos por uso de herramientas corto
punzantes.
3. Golpes con herramientas por falta de orden y aseo.
4. Instalaciones eléctricas defectuosas (cables pelados, empates
sin recubrimiento aislante).
5. Rejillas y canales de aguas residuales en mal estado, provoca
golpes en y caídas al mismo nivel.
6. Riesgo de caídas de distinto nivel al momento de engrasar las
paredes de los mástiles de los montacargas.
7. Fracturas de dedos por atrapamiento de los mismos con las uñas
de los montacargas y carretillas
8. Manejo de productos inflamables, gasolina y compuestos de
limpieza.

Marco Metodológico 36
Área de control de calidad
En esta área el jefe de patio realiza un mapeo y un control,
de que todos los trabajos solicitados por el cliente se hayan
cumplido.
Para la identificación de riesgos, se procedió a reunirse con la Jefe
de taller, Gerente técnico y técnicos mecánicos con mayor experiencia,
encontrándose los siguientes riesgos.
1. El suelo tiene grietas y baches lo que puede generar tropiezos y
caídas
2. No cuenta con señalización de limitación de velocidad, puede
provocar colisiones y atropello o golpe con vehículo.
IMAGEN # 8
ÁREA DE CONTROL DE CALIDAD
Fuente: empresa HELI Elaborado por: Moreira Valverde Pablo Roberto
Área de entrega de maquinaria
Esta área es una de las más riesgosas ya que se pueden
identificar varios factores de riegos de priorización, consiste en mover la
maquinaria al medio de trasporte del cliente. Para la identificación de
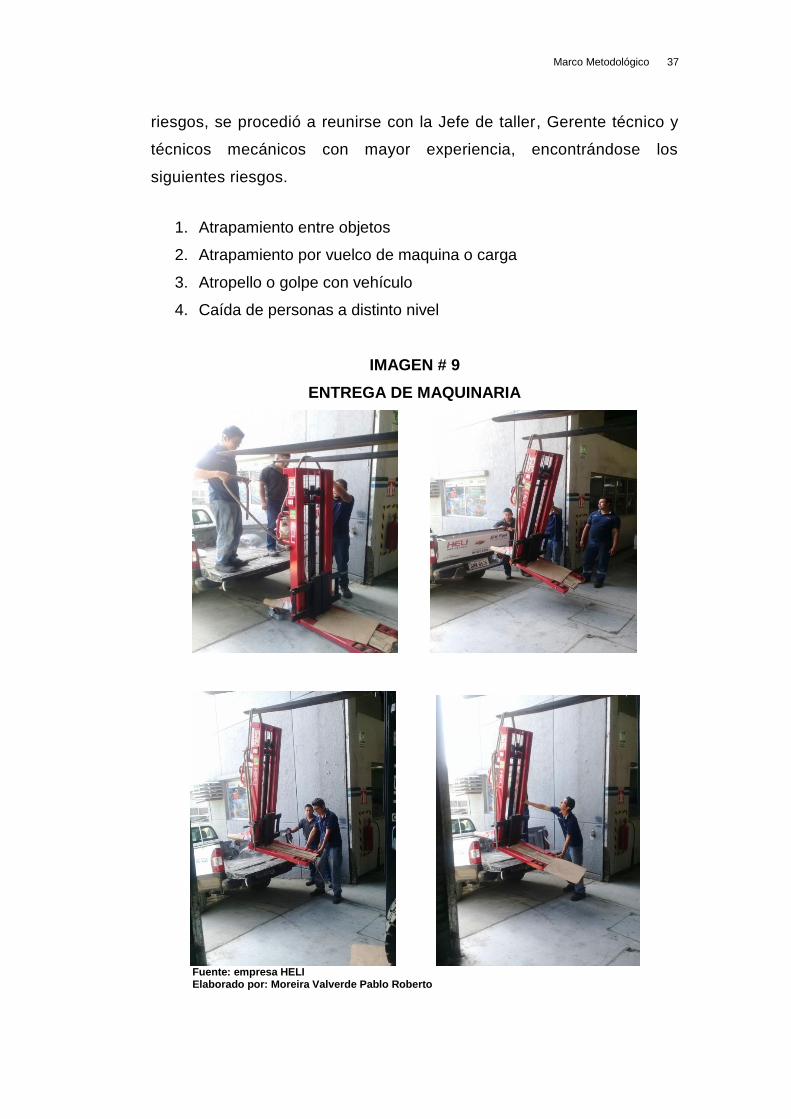
Marco Metodológico 37
riesgos, se procedió a reunirse con la Jefe de taller, Gerente técnico y
técnicos mecánicos con mayor experiencia, encontrándose los
siguientes riesgos.
1. Atrapamiento entre objetos
2. Atrapamiento por vuelco de maquina o carga
3. Atropello o golpe con vehículo
4. Caída de personas a distinto nivel
IMAGEN # 9
ENTREGA DE MAQUINARIA
Fuente: empresa HELI Elaborado por: Moreira Valverde Pablo Roberto
Marco Metodológico 38
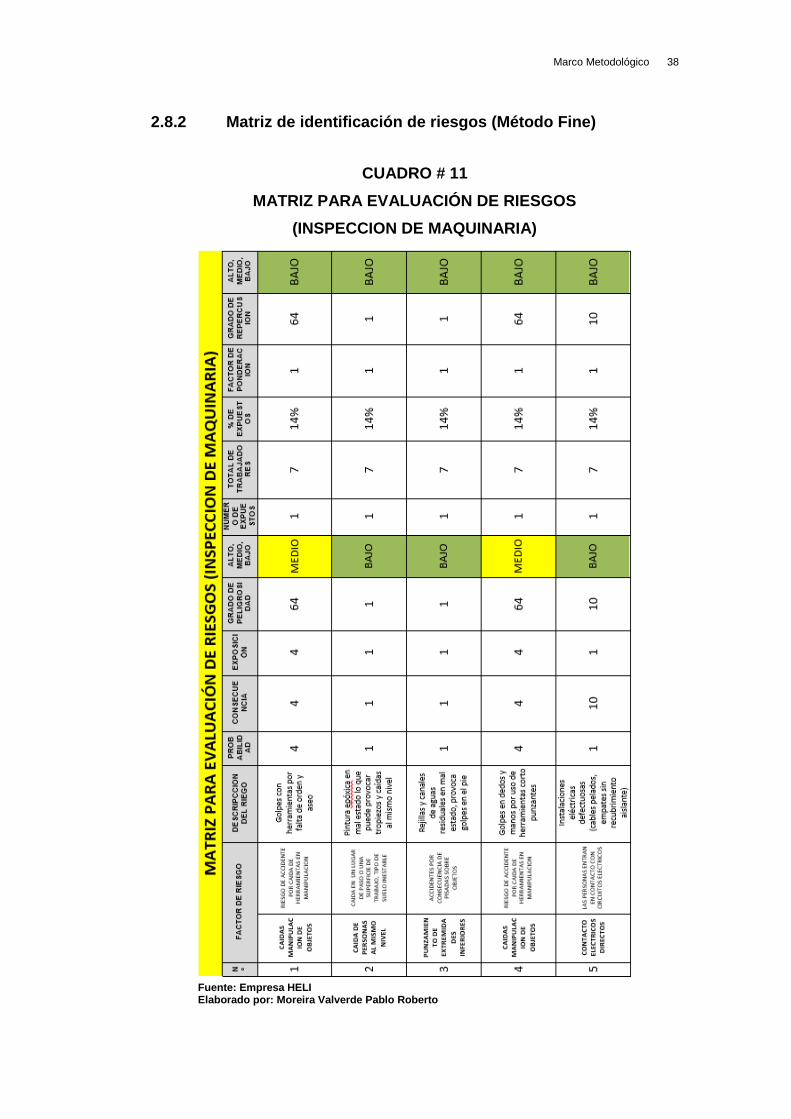
2.8.2 Matriz de identificación de riesgos (Método Fine)
CUADRO # 11
MATRIZ PARA EVALUACIÓN DE RIESGOS
(INSPECCION DE MAQUINARIA)
Fuente: Empresa HELI Elaborado por: Moreira Valverde Pablo Roberto
Marco Metodológico 39
CUADRO # 12
MATRIZ PARA EVALUACIÓN DE RIESGOS
(RECEPCIÓN DE MAQUINARIA)
Fuente: Empresa HELI Elaborado por: Moreira Valverde Pablo Roberto

Marco Metodológico 40
CUADRO # 13
MATRIZ PARA EVALUACIÓN DE RIESGOS
(REPARACIONES)
Fuente: Empresa HELI Elaborado por: Moreira Valverde Pablo Roberto

Marco Metodológico 41
CUADRO # 14
MATRIZ PARA EVALUACIÓN DE RIESGOS
(CONTROL DE CALIDAD)
Fuente: Empresa HELI Elaborado por: Moreira Valverde Pablo Roberto

Marco Metodológico 42
CUADRO # 15
MATRIZ PARA EVALUACIÓN DE RIESGOS
(ENTREGA DE EQUIPOS)
Fuente: Empresa HELI Elaborado por: Moreira Valverde Pablo Roberto

Marco Metodológico 43
2.8.3 Priorización de los riesgos potenciales
CUADRO # 16
MATRIZ PARA EVALUACIÓN DE RIESGOS
(ENTREG DE EQUIPOS)
Fuente: Empresa HELI Elaborado por: Moreira Valverde Pablo Roberto
N°
DE
SC
RIP
CC
ION
DE
L R
IEG
OP
RO
BA
BIL
IDA
DC
ON
SE
CU
EN
CIA
EX
PO
SIC
IÓN
GR
AD
O D
E
PE
LIG
RO
SID
AD
AL
TO
, M
ED
IO,
BA
JO
NU
ME
RO
DE
EX
PU
ES
TO
S
TO
TA
L D
E
TR
AB
AJ
AD
O
RE
S
% D
E
EX
PU
ES
TO
S
FA
CT
OR
DE
PO
ND
ER
AC
IO
N
GR
AD
O D
E
RE
PE
RC
US
IO
N
AL
TO
, M
ED
IO,
BA
JO
PR
IOR
IZA
CIO
N D
E L
OS
RIE
SG
OS
PO
TE
NC
IALE
S
FA
CT
OR
DE
RIE
SG
O
1
AT
RA
PA
MIE
NT
O
PO
R V
UE
LC
O D
E
MA
QU
INA
O
CA
RG
A
EL T
RA
BA
JA
DO
R Q
UE
DA
AT
RA
PA
DO
PO
R E
L
VU
ELC
O D
E
CA
RR
ET
ILLA
S O
VE
HIC
ULO
S
CIR
CU
LA
CIO
N D
E V
EH
ICU
LO
S A
AL
TA
S
VE
LO
CID
AD
ES
; T
RA
NS
PO
RT
E D
E M
AQ
UIN
AR
IA4
10
41
60
37
43
%3
48
0B
AJO
BA
JO
2
PU
NZ
AM
IEN
TO
DE
EX
TR
EM
IDA
DE
S
INF
ER
IOR
ES
AC
CID
EN
TE
S P
OR
CO
NS
EC
UE
NC
IA D
E
PIS
AD
AS
SO
BR
E
OB
JE
TO
S
Fra
ctu
ras
en
el
pie
po
r a
pla
sta
mie
nto
de
ma
qu
ina
s p
es
ad
as
41
04
16
0A
LT
O
ALT
O3
74
3%
34
80
34
80
BA
JO
4A
TR
AP
AM
IEN
TO
PO
R O
EN
TR
E
OB
JE
TO
S
EL C
UE
RP
O O
ALG
UN
A D
E
SU
S P
AR
TE
S Q
UE
DA
N
AT
RA
PA
DA
S P
OR
PIE
ZA
S
Fra
ctu
ras
de
de
do
s p
or
atr
ap
am
ien
to d
e l
os
mis
mo
s c
on
la
s u
ña
s d
e l
os
mo
nta
ca
rga
s y
ca
rre
till
as
4
10
441
60
ALT
O3
74
3%
3T
RA
BA
JO
EN
AL
TU
RA
S
CO
MP
RE
ND
E C
AID
A
DE
SD
E A
LT
UR
AS
DE
1,8
ME
TR
OS
Ca
ida
de
sd
e c
am
ion
eta
s ,
gru
as
o c
am
ion
es
al
mo
mn
eto
de
alz
ar
un
a c
arr
ett
illa
41
0
48
0B
AJO
8
MA
NE
JO
DE
HE
RR
AM
IEN
TA
S
CO
RT
O
PU
NZ
AN
TE
S
CO
MP
RE
ND
E L
OS
CO
RT
ES
Y
PU
NZ
AM
IEN
TO
S Q
UE
EL
TR
AB
AJA
DO
R R
EC
IBE
PO
R A
CC
ION
DE
UN
A
HE
RR
AM
IEN
TA
Go
lpe
s e
n d
ed
os
y m
an
os
po
r u
so
de
he
rra
mie
nta
s c
ort
o p
un
zan
tes
41
04
16
0
16
0A
LT
O3
74
3%
3
37
43
%1
16
0B
AJO
BA
JO
12
TR
AB
AJ
O E
N
AL
TU
RA
S
CO
MP
RE
ND
E C
AID
A
DE
SD
E A
LT
UR
AS
DE
1,8
ME
TR
OS
Rie
sg
o d
e c
aíd
as
de
dis
tin
to n
ive
l a
l m
om
en
to
de
en
gra
sa
r la
s p
are
de
s d
e l
os
má
sti
les
de
lo
s
mo
nta
ca
rga
s4
10
41
60
ALT
O
ALT
O3
74
3%
11
60
11
60
BA
JO
5
AT
RA
PA
MIE
NT
O
PO
R V
UE
LC
O D
E
MA
QU
INA
O
CA
RG
A
EL T
RA
BA
JA
DO
R Q
UE
DA
AT
RA
PA
DO
PO
R E
L
VU
ELC
O D
E
CA
RR
ET
ILLA
S O
VE
HIC
ULO
S
CIR
CU
LA
CIO
N D
E V
EH
ICU
LO
S A
AL
TA
S
VE
LO
CID
AD
ES
; T
RA
NS
PO
RT
E D
E M
AQ
UIN
AR
IA1
10
441
60
ALT
O3
74
3%
13
AT
RA
PA
MIE
NT
O
PO
R O
EN
TR
E
OB
JE
TO
S
EL C
UE
RP
O O
ALG
UN
A D
E
SU
S P
AR
TE
S Q
UE
DA
N
AT
RA
PA
DA
S P
OR
PIE
ZA
S
Fra
ctu
ras
de
de
do
s p
or
atr
ap
am
ien
to d
e l
os
mis
mo
s c
on
la
s u
ña
s d
e l
os
mo
nta
ca
rga
s y
ca
rre
till
as
4
10
80
BA
JO
6C
AID
A D
E
PE
RS
ON
AS
AL
MIS
MO
NIV
EL
CA
IDA
EN
U
N L
UG
AR
DE
PA
SO
O U
NA
SU
PE
RF
ICIE
DE
TR
AB
AJO
, T
IPO
DE
SU
ELO
IN
ES
TA
BLE
EL
SU
EL
O T
IEN
GR
IET
AS
Y B
AC
HE
S1
01
44
0
40
ME
DIO
27
29
%2
27
29
%2
80
BA
JO
BA
JO
20
AT
RA
PA
MIE
NT
O
PO
R V
UE
LC
O D
E
MA
QU
INA
O
CA
RG
A
EL T
RA
BA
JA
DO
R Q
UE
DA
AT
RA
PA
DO
PO
R E
L
VU
ELC
O D
E
CA
RR
ET
ILLA
S O
VE
HIC
ULO
S
CIR
CU
LA
CIO
N D
E V
EH
ICU
LO
S A
AL
TA
S
VE
LO
CID
AD
ES
; T
RA
NS
PO
RT
E D
E M
AQ
UIN
AR
IA1
10
44
0M
ED
IO
ME
DIO
27
29
%2
80
28
0B
AJO
7C
AID
A D
E
PE
RS
ON
AS
AL
MIS
MO
NIV
EL
CA
IDA
EN
U
N L
UG
AR
DE
PA
SO
O U
NA
SU
PE
RF
ICIE
DE
TR
AB
AJO
, T
IPO
DE
SU
ELO
IN
ES
TA
BLE
Pin
tura
ep
óx
ica
en
ma
l e
sta
do
lo
qu
e p
ue
de
pro
vo
ca
r tr
op
iezo
s y
ca
ída
s a
l m
ism
o n
ive
l4
444
40
ME
DIO
27
29
%2
1C
AID
A D
E
PE
RS
ON
AS
AL
MIS
MO
NIV
EL
CA
IDA
EN
U
N L
UG
AR
DE
PA
SO
O U
NA
SU
PE
RF
ICIE
DE
TR
AB
AJO
, T
IPO
DE
SU
ELO
IN
ES
TA
BLE
EL
SU
EL
O T
IEN
GR
IET
AS
Y B
AC
HE
S1
01
64
BA
JO
10
CO
NT
AC
TO
EL
EC
TR
ICO
S
DIR
EC
TO
S
LA
S P
ER
SO
NA
S E
NT
RA
N
EN
CO
NT
AC
TO
CO
N
CIR
CU
ITO
S E
LE
CT
RIC
OS
Ins
tala
cio
ne
s e
léc
tric
as
de
fec
tuo
sa
s (
ca
ble
s
pe
lad
os
, e
mp
ate
s s
in r
ec
ub
rim
ien
to a
isla
nte
)4
44
64
64
ME
DIO
17
14
%1
17
14
%1
64
BA
JO
BA
JO
14
MA
NE
JO
DE
PR
OD
UC
TO
S
INF
LA
MA
BL
ES
AC
CID
EN
TE
S P
RO
DU
CT
O
DE
L F
UE
GO
Y S
US
CO
NS
EC
UE
NC
IAS
Ma
ne
jo d
e p
rod
uc
tos
in
fla
ma
ble
s,
ga
so
lin
a y
co
mp
ue
sto
s d
e l
imp
ieza
44
46
4M
ED
IO
ME
DIO
17
14
%1
64
16
4B
AJO
18
CA
IDA
S
MA
NIP
UL
AC
ION
DE
OB
JE
TO
S
RIE
SG
O D
E A
CC
IDE
NT
E
PO
R C
AID
A D
E
HE
RR
AM
IEN
TA
S E
N
MA
NIP
ULA
CIO
N
Go
lpe
s e
n d
ed
os
y m
an
os
po
r u
so
de
he
rra
mie
nta
s c
ort
o p
un
zan
tes
44
446
4M
ED
IO1
71
4%
15
CA
IDA
S
MA
NIP
UL
AC
ION
DE
OB
JE
TO
S
RIE
SG
O D
E A
CC
IDE
NT
E
PO
R C
AID
A D
E
HE
RR
AM
IEN
TA
S E
N
MA
NIP
ULA
CIO
N
Go
lpe
s c
on
he
rra
mie
nta
s p
or
falt
a d
e o
rde
n y
as
eo
44
64
BA
JO
9C
AID
AS
MA
NIP
UL
AC
ION
DE
OB
JE
TO
S
RIE
SG
O D
E A
CC
IDE
NT
E
PO
R C
AID
A D
E
HE
RR
AM
IEN
TA
S E
N
MA
NIP
ULA
CIO
N
Go
lpe
s c
on
he
rra
mie
nta
s p
or
falt
a d
e o
rde
n y
as
eo
11
1164
ME
DIO
17
14
%1
17
14
%1
10
BA
JO
BA
JO
11
PU
NZ
AM
IEN
TO
DE
EX
TR
EM
IDA
DE
S
INF
ER
IOR
ES
AC
CID
EN
TE
S P
OR
CO
NS
EC
UE
NC
IA D
E
PIS
AD
AS
SO
BR
E
OB
JE
TO
S
Re
jill
as
y c
an
ale
s d
e a
gu
as
re
sid
ua
les
en
ma
l
es
tad
o,
pro
vo
ca
go
lpe
s e
n e
l p
ie1
10
11
0B
AJO
BA
JO1
71
4%
11
11
BA
JO
17
PU
NZ
AM
IEN
TO
DE
EX
TR
EM
IDA
DE
S
INF
ER
IOR
ES
AC
CID
EN
TE
S P
OR
CO
NS
EC
UE
NC
IA D
E
PIS
AD
AS
SO
BR
E
OB
JE
TO
S
Re
jill
as
y c
an
ale
s d
e a
gu
as
re
sid
ua
les
en
ma
l
es
tad
o,
pro
vo
ca
go
lpe
s e
n e
l p
ie1
111
1B
AJO
17
14
%1
6C
AID
A D
E
PE
RS
ON
AS
AL
MIS
MO
NIV
EL
CA
IDA
EN
U
N L
UG
AR
DE
PA
SO
O U
NA
SU
PE
RF
ICIE
DE
TR
AB
AJO
, T
IPO
DE
SU
ELO
IN
ES
TA
BLE
Pin
tura
ep
óx
ica
en
ma
l e
sta
do
lo
qu
e p
ue
de
pro
vo
ca
r tr
op
iezo
s y
ca
ída
s a
l m
ism
o n
ive
l1
1
19
CO
NT
AC
TO
EL
EC
TR
ICO
S
DIR
EC
TO
S
LA
S P
ER
SO
NA
S E
NT
RA
N
EN
CO
NT
AC
TO
CO
N
CIR
CU
ITO
S E
LE
CT
RIC
OS
Ins
tala
cio
ne
s e
léc
tric
as
de
fec
tuo
sa
s (
ca
ble
s
pe
lad
os
, e
mp
ate
s s
in r
ec
ub
rim
ien
to a
isla
nte
)1
10
11
01
BA
JOB
AJO
17
14
%1
101
BA
JOB
AJO
17
14
%1

Marco Metodológico 44
2.9 Evaluación del riesgo
2.9.1 Indicadores de Gestión de cumplimiento de la seguridad
Industrial
Los indicadores de gestión en Seguridad y Salud Ocupacional (SSO)
es un factor determinante para que todos los procedimientos y procesos de
prevención de riesgos laborales, se lleven a cabo con eficiencia y eficacia.
Índice de Frecuencia (IF), es cual se calculara aplicando la siguiente
formula
𝐼𝐹 = # 𝑙𝑒𝑠𝑖𝑜𝑛𝑒𝑠 𝑥200.000
# 𝐻𝐻𝑇
Dónde:
# Lesiones = Número de accidentes y enfermedades profesionales.
# HHT = Total de horas hombre/ mujer trabajadas en la organización
en determinado periodo anual.
Índice de gravedad (IG), el cual se calculara aplicando la siguiente
formula:
𝐼𝐺 = # 𝑑𝑖𝑎𝑠 𝑝𝑒𝑟𝑑𝑖𝑑𝑜𝑠 𝑥200.000
# 𝐻𝐻𝑇
Dónde:
# Días perdidos = Tiempo perdido por las lesiones (días de cargo
según la tabla, más los días actuales de ausentismo en los casos de
incapacidad temporal).
# HHT = Total de horas hombre/ mujer trabajadas en la
organización en determinado periodo anual.

Marco Metodológico 45
Tasa de Riesgo, Se calcula aplicando la formula siguiente:
𝑇𝑟 =𝐼𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑔𝑟𝑎𝑣𝑒𝑑𝑎𝑑
𝐼𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑓𝑟𝑒𝑐𝑢𝑒𝑛𝑐𝑖𝑎
Caso puntual:
Índice de frecuencia
La empresa HELI durante el periodo 2017-2018 ha tenido 2 accidentes
de los cuales han estado expuestas 10 personas.
# De accidentes ocurridos= 2
# De trabajadores expuestos = 10
# De semanas trabajadas = 50
# De horas por semana trabajada= 48
Formula:
𝐼𝐹 = # 𝑙𝑒𝑠𝑖𝑜𝑛𝑒𝑠 𝑥200.000
# 𝐻𝐻𝑇
𝐼𝐹 = 2 𝑥200.000
720.000
𝐼𝐹 =0.55
En un año han ocurrido 0.55 accidentes por cada 200.000 horas
hombre trabajadas.
Índice de gravedad
El número de días perdidos producto de esos dos accidentes fue de 6
días
Formula:
𝐼𝐺 = # 𝑑𝑖𝑎𝑠 𝑝𝑒𝑟𝑑𝑖𝑑𝑜𝑠 𝑥200.000
# 𝐻𝐻𝑇

Marco Metodológico 46
𝐼𝐺 = 6 𝑥200.000
720.000
𝐼𝐺 = 1.66
Entonces podemos decir que en ese año se ha perdido alrededor de
1 día por cada 200.000 horas de exposición al riesgo.
Tasa de riesgo
Formula:
𝑇𝑟 =𝐼𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑔𝑟𝑎𝑣𝑒𝑑𝑎𝑑
𝐼𝑛𝑑𝑖𝑐𝑒 𝑑𝑒 𝑓𝑟𝑒𝑐𝑢𝑒𝑛𝑐𝑖𝑎
𝑇𝑟 =1.66
0.55
𝑇𝑟 = 3
2.10 Diagnostico situacional
Análisis FODA
Se utiliza como herramienta de planificación estratégica diseñado
para un análisis interno y externo de la empresa.
La empresa HELI montacargas durante el tiempo de la investigación
se encontraron los siguientes factores por medio del método lluvia de
ideas
Análisis de Factores Internos
Fortalezas
Importadores exclusivos

Marco Metodológico 47
Servicio especializado
Experiencia laboral
Talento humano
Debilidades
Falta de un reglamento de Seguridad y Salud
Daños en las instalaciones
Falta de planeación
No hay capacitación al personal
CUADRO # 17
PESO, CALIFICACIÓN Y PONDERACIÓN DE FACTORES INTERNOS
FACTORES INTERNOS
PESO CALIF POND
FORTALEZAS
IMPORTADORES EXCLUSIVOS 0.35 4 1.4
SERVICIO ESPECIALIZADO 0.05 3 0.15
EXPERIENCIA LABORAL 0.05 3 0.15
TALENTO HUMANO 0.02 3 0.06
DEBILIDADES
FALTA REGLAMENTO DE SEGURIDAD 0.5 2 1
DAÑOS EN INFRAESTRUCTURA 0.01 4 0.04
FALTA DE PLANEACION 0.01 4 0.04
NO HAY CAPACITACION 0.01 2 0.02
TOTAL 1 2.86
Fuente: Empresa HELI Elaborado por: Moreira Valverde Pablo Roberto

Marco Metodológico 48
Análisis de Factores Externos
Oportunidades
Débil competencia
Aumentar la cartera de clientes
Crecimiento de la industria
Necesidad del producto
Amenazas
Tarifas arancelarias
Competencia de servicio
Rotación de personal
Productos sustitutos
CUADRO # 18
PESO, CALIFICACIÓN Y PONDERACIÓN DE FACTORES EXTERNOS
FACTORES EXTERNOS
PESO CALIF POND
OPORTUNIDADES
DEBIL COMPETENCIA EN VENTAS 0.2 3 0.6
AUMENTAR LA CARTERA DE CLIENTES 0.1 3 0.3
CRECIMIENTO DE LA INDUSTRIA 0.1 4 0.4
NECESIDAD DEL PRODUCTO 0.1 3 0.3
AMENAZAS
TARIFAS ARANCELARIAS 0.2 3 0.6
COMPETENCIA DE SERVICIO 0.1 3 0.3
ROTACION DEL PERSONAL 0.1 3 0.3
PRODUCTO SUSTITUTOS 0.1 2 0.2
TOTAL 1
3
Fuente: Empresa HELI Elaborado por: Moreira Valverde Pablo Roberto
Marco Metodológico 49
En conclusión los factores internos tienen una calificación de 2.86
lo que nos quiere decir que hay deficiencias a diferencia de los factores
externos con una calificación 3 eso quiere decir que existen oportunidades
potenciales y hay que aprovecharlas.
2.11 Impacto económico de los problemas detectados
2.11.1 Impacto económico de los accidentes y enfermedades de
trabajo
Los accidentes laborales y las enfermedades ocasionan daños y
pérdidas. Existen varios métodos para cuantificarlos. Para que estos
cálculos sean válidos.
Método (Elementos de producción)
Este método obtiene el costo del accidente en función de 5 factores
de la producción que son:
Mano de obra.- Se refleja los costos por el tiempo que pierde el o los
trabajadores que hayan participado en el accidente.
Maquinaria.- Refleja los costos de los daños producidos en la
maquinaria, y en herramientas.
Material.- Son las pérdidas de material en bruto, en el proceso de
fabricación de un producto o servicio.
Medio ambiente.- Daños producidos en las instalaciones
Tiempo.- Horas perdidas de trabajo a causa del accidente.
El impacto económico es las sumatoria de los costos y pérdidas
producidas en cada elemento de producción o causa del accidente.
𝐶𝑇 = 𝐶𝑚𝑜 + 𝐶𝑚𝑞 + 𝐶𝑚𝑎 + 𝐶𝑚 + 𝐶𝑚𝑡

CAPÍTULO III
PROPUESTA
3.1. Estructura de la Propuesta
La siguiente propuesta para la reducción de los factores de riesgos
mecánicos en el taller de reparación de montacargas se fundamentara
dentro de los marcos legales del decreto 390, el cual nos dice en su capítulo
1 artículo 3 que para la acción preventiva se levanten los procedimientos
en función de los siguientes principios:
Mitigar y controlar los riesgos desde su origen
Planificar la prevención en función de: la organización, las
condiciones de trabajo
Identificar, medir, evaluar y controlar los riesgos en el taller
Adoptar medidas de control, que priorice la seguridad colectiva a la
individual.
Asignar procedimiento en función de las habilidades de los
trabajadores.
El principal problema es la ausencia de un plan de seguridad
industrial y al no haber dicho plan el desconocimiento tanto de los directivos
como de los colaboradores ocasiona riesgos de accidentes hasta la muerte,
la estructura de la propuesta esta enfatizado puntualmente en los riesgos
de mayor impacto y se programa de la siguiente manera.
Objetivos del plan mínimo de seguridad y salud en el trabajo
Cumplir con toda la normas que rigen en el Ecuador.
Propuesta 51
Prevenir los riegos laborales, sean estos provenientes de accidentes
de trabajo o enfermedad profesional, señalando los actos o
condiciones inseguras.
Crear una cultura de prevención de Riesgos Laborales en las
actividades de trabajo.
3.1.1 Justificación de la Propuesta
Establecer prioridades para las actuaciones preventivas, ya que los
riesgos están ubicados en orden de importancia.
Se empezará desde el grado de peligrosidad ALTO con
repercusión ALTO, en este caso la repercusión es baja, se
trabajara con el grado de peligrosidad ALTO.
Se considerarán riesgos significativos aquellos que su grado de
priorización sean alto y medio con repercusión sea alta, media o
baja en ese orden respectivamente.
El nivel de gravedad puede reducirse si se aplican medidas
correctoras que reduzcan cualquiera de los factores
consecuencias, exposición, probabilidad, por lo que variará el
orden de importancia.
Es un criterio muy aceptado para evaluar programas de seguridad
o para comparar resultados de programas de situaciones
parecidas.
Con la lista de priorización obtenida y determinando los riesgos que
se procederán a atacar como prioridad, se procederá a realizar una
justificación de la acciones correctivas.
Para justificar una acción correctora propuesta para reducir una
situación de riesgo, se compara el coste estimado de la acción
correctora con el grado de peligrosidad. Para la justificación se añaden dos
factores:

Propuesta 52
Coste y Corrección.
Definiremos la justificación como la siguiente relación:
𝐽 =𝐺𝑃
𝐶𝐶 ∗ 𝐺𝐶
Dónde:
G.P.= Grado de Peligrosidad
C.C.= Costo de Corrección
G.C.= Grado de Corrección
Estos dos últimos factores quedan definidos por:
Factor de Coste: Es una medida estimada del coste de la acción
correctora propuesta en dólares (Se interpola para obtener valores
intermedios):
CUADRO # 19
VALORACIÓN DEL FACTOR DE COSTE
FACTORES DE COSTE PUNTUACION
COSTO SUPERIOR A 5.000 DOLARES 10
COSTO ENTRE 3.000 Y 5000 DOLARES 6
COSTO ENTRE 2.000 Y 3.000 DOLARES 4
COSTO ENTRE 1.000 Y 2.000 DOLARES 3
COSTO ENTRE 500 Y 1.000 DOLARES 2
COSTO MENOS 100 1
Fuente: Datos obtenidos de http://es.scribd.com/doc/59941923/Escalas-para-la-valoracion-de-factores-de-riesgo-que-generan-accidentes-de-trabajo#scribd- Elaborado por: Moreira Valverde Pablo Roberto

Propuesta 53
Grado de Corrección: Una estimación de la disminución del Grado
de Peligrosidad que se conseguiría de aplicar la acción correctora
propuesta (Se interpola para obtener valores intermedios):
CUADRO # 20
VALORACIÓN DEL GRADO DE CORRECCIÓN
GRADO DE CORRECCION PUNTUACION
EFICACIA DEL 100% 1
CORRECCION AL 75% 2
CORRECCION ENTRE 50% Y 75% 3
CORRECCION ENTRE 25% Y 50% 4
CORRECCION MNOS DE 25% 5
Fuente: Datos obtenidos de http://es.scribd.com/doc/59941923/Escalas-para-la-valoracion-de-factores-de-riesgo-que-generan-accidentes-de-trabajo#scribd- Elaborado por: Moreira Valverde Pablo Roberto
Para determinar si un gasto propuesto está justificado, se sustituyen
los valores en la fórmula y se obtiene el resultado
Una vez efectuada la operación el Valor de Justificación Crítico se
fija en 20.
Para cualquier valor por encima de 20, el gasto se considera
justificado.
Para resultados por debajo de 20, el coste de la acción correctora
propuesta no está justificado.
3.1.2 Costos de alternativas de solución
Propuesta de Capacitación y Asesora de Seguridad Industrial
Uno de los principales problemas expuesto en el diagrama de causa
y efecto es la ausencia de capacitación del personal de Talleres HELI por
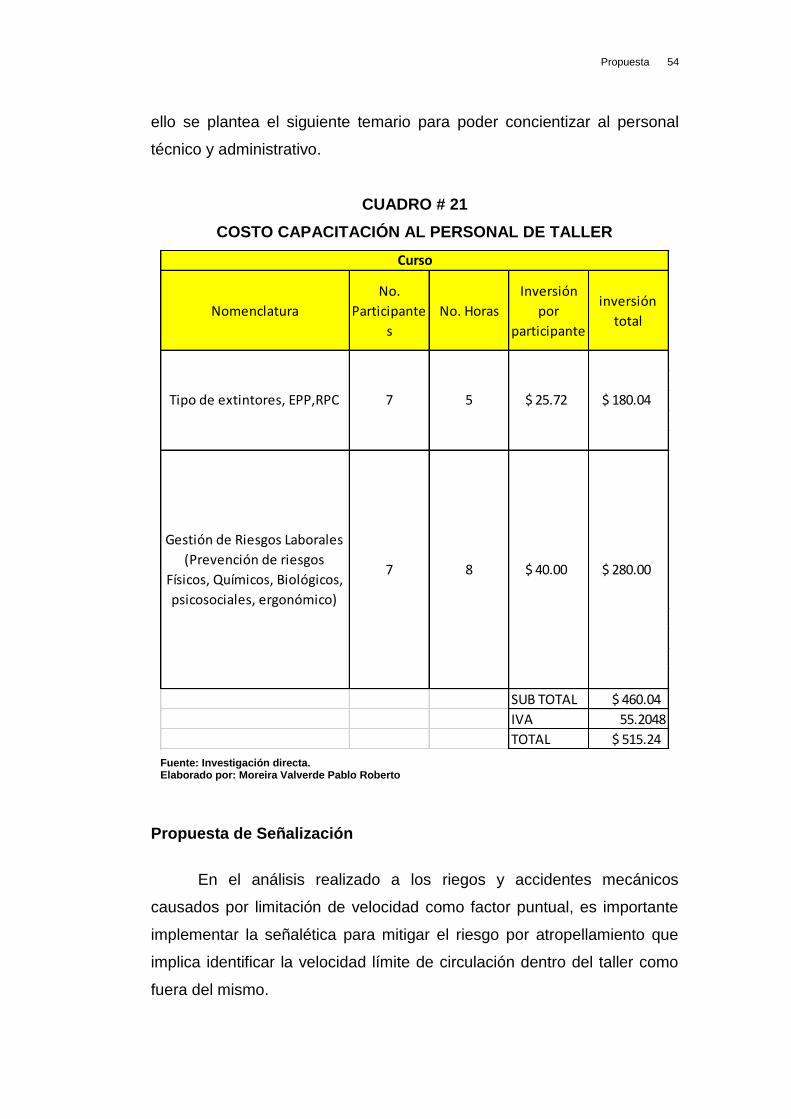
Propuesta 54
ello se plantea el siguiente temario para poder concientizar al personal
técnico y administrativo.
CUADRO # 21
COSTO CAPACITACIÓN AL PERSONAL DE TALLER
Fuente: Investigación directa. Elaborado por: Moreira Valverde Pablo Roberto
Propuesta de Señalización
En el análisis realizado a los riegos y accidentes mecánicos
causados por limitación de velocidad como factor puntual, es importante
implementar la señalética para mitigar el riesgo por atropellamiento que
implica identificar la velocidad límite de circulación dentro del taller como
fuera del mismo.
Nomenclatura
No.
Participante
s
No. Horas
Inversión
por
participante
inversión
total
SUB TOTAL $ 460.04
IVA 55.2048
TOTAL $ 515.24
Tipo de extintores, EPP,RPC 7 5 $ 25.72 $ 180.04
Curso
Gestión de Riesgos Laborales
(Prevención de riesgos
Físicos, Químicos, Biológicos,
psicosociales, ergonómico)
7 8 $ 40.00 $ 280.00

Propuesta 55
CUADRO # 22
COSTO SEÑALIZACIÓN
Referencia Cantidad V. Unitario V. Total
Señalización Límite de velocidad 3 $ 2,00 $ 6,00
Señalización Riesgo Mecánico 4 $ 2,00 $ 8,00
Señalización Extintor 3 $ 2,00 $ 6,00
Señalización Uso obligatorio 2 $ 2,00 $ 4,00
Señalización Riesgo eléctrico 3 $ 2,00 $ 6,00
SUB TOTAL $ 30,00
IVA $ 3,60
IVA $ 3,60
TOTAL $ 33,60
Fuente: Investigación directa. Elaborado por: Moreira Valverde Pablo Roberto
Propuesta de Equipo de Protección Personal EPP
Para prevenir los riesgos mecánicos es fundamental contar con un
buen equipo de protección personal y es en base a esta priorización
plantear la siguiente inversión.
CUADRO # 23
COSTO DE EPP
Fuente: Investigación directa.
Elaborado por: Moreira Valverde Pablo Roberto
SUB TOTAL 681,80$
IVA 81,816
TOTAL 763,62$
Referencia Cantidad V. Unitario V. Total
Mascarilla
con filtros 7 17,45$ 122,15$
60,90$
208,60$
45,15$
Orejeras
Guantes
Casco
7
7
7
Botas de
Seguridad 35,00$ 7 245,00$
8,70$
29,80$
6,45$

Propuesta 56
3.2 Análisis Beneficio – Costo
CUADRO # 24
COSTO - BENEFICIO
Fuente: Investigación directa. Elaborado por: Moreira Valverde Pablo Roberto
Para hacer el cálculo de esta relación en números relativos, se usa
la siguiente formula:
𝑀𝑂𝑁𝑇𝑂 𝐷𝐸 𝐴𝐶𝐶𝐼𝐷𝐸𝑁𝑇𝐸𝑆 𝑌 𝐸𝑁𝐹𝐸𝑅𝑀𝐸𝐷𝐴𝐷𝐸𝑆 𝐸𝑉𝐼𝑇𝐴𝐷𝑂𝑆
𝐼𝑁𝑉𝐸𝑅𝑆𝐼𝑂𝑁𝐸𝑆 𝑃𝑅𝐸𝑉𝐸𝑁𝑇𝐼𝑉𝐴𝑆
El resultado de esta operación será las veces que se ahorra por el
hecho de hacer la inversión en prevención.
3.3 Programación para Puesta en Marcha
La puesta en marcha se sustenta en corregir los peligros que
implican la muerte de un técnico dentro del área de talleres es por ello que
N ° D ESC R IP C C ION D EL R IEGO
INVERSION COSTO DE LOS ACCIDENTES
BALANCE
SEÑALIZACION EPP CAPACITACION TOTAL FACTOR DE COSTE (J)
F A C T OR D E R IESGO
2.25$
2
P UN Z A M IEN T
O D E
EXT R EM ID A D
ES
IN F ER IOR ES
ACCIDENTES POR
CONSECUENCIA
DE PISADAS
SOBRE OBJETOS
Fracturas en el
pie por
aplastamiento
de maquinas 100.00$
3
1
A T R A P A M IE
N T O P OR
VUELC O D E
M A QUIN A O
C A R GA
EL TRABAJADOR
QUEDA
ATRAPADO POR
EL VUELCO DE
CARRETILLAS O
VEHICULOS
CIRCULACION
DE VEHICULOS A
ALTAS
VELOCIDADES;
3.60$ 637.70$
T R A B A JO EN
A LT UR A S
COM PRENDE
CAIDA DESDE
ALTURAS DE 1,8
M ETROS
Caida desde
camionetas ,
gruas o
camiones al 100.00$
4
A T R A P A M IE
N T O P OR O
EN T R E
OB JET OS
EL CUERPO O
ALGUNA DE SUS
PARTES QUEDAN
ATRAPADAS POR
PIEZAS
Fracturas de
dedos por
atrapamiento
de los mismos 100.00$
515.24$ 1,156.54$
2,000.00$
8
12T R A B A JO EN
A LT UR A S
COM PRENDE
CAIDA DESDE
ALTURAS DE 1,8
M ETROS
Riesgo de
caídas de
distinto nivel al
momento de 100.00$
2,600.00$
M A N EJO D E
H ER R A M IEN T
A S C OR T O
P UN Z A N T ES
COM PRENDE LOS
CORTES Y
PUNZAM IENTOS
QUE EL
TRABAJADOR
RECIBE POR
Golpes en
dedos y manos
por uso de
herramientas 100.00$
13
A T R A P A M IE
N T O P OR O
EN T R E
OB JET OS
EL CUERPO O
ALGUNA DE SUS
PARTES QUEDAN
ATRAPADAS POR
PIEZAS
Fracturas de
dedos por
atrapamiento
de los mismos 100.00$

Propuesta 57
se prioriza la capacitación primeramente y de forma emergente cada 2
meses.
CUADRO # 25
PROGRAMACIÓN DE LA PROPUESTA
PROCESO MESES
1 2 3 4 5 6 7 8
Elaboración de la Propuesta (Diagnostico)
x x x
Proponer a Gerencia la propuesta
x
Implementar la propuesta x x x x
Seguimiento de la propuesta x x x x
Fuente: Investigación directa. Elaborado por: Moreira Valverde Pablo Roberto
Dada la programación de la propuesta está encaminada a la mejora
continua para que los procedimientos no se queden desactualizados,
aplicando esto los índices de peligrosidad pueden bajar
considerablemente.
3.3.1 Planificación y Cronograma de Implementación
En la implementación serán seleccionados los responsables quienes
están a cargo de desarrollar acciones individuales pero con una finalidad
en común, a ello se suma el seguimiento respectivo para que cada actividad
se cumpla y que las ideas en este proyecto sirvan de referencia a la
empresa en el área de seguridad.

Propuesta 58
CUADRO # 26
IMPLEMENTACIÓN DE LA PROPUESTA
Implementación del
Plan de Seguridad
Industrial
Responsables Cargo
MESES
1 2 3 4
Adquisición y entrega
de Equipo de
Protección Personal
Lcda. Gina
Villalta Coordinadora x
Adquisición y
colocación de Equipo
de Señalización
Lcdo. Olmedo
Tigua Jefe de taller x
Capacitación al
personal técnico Ing. Rivero
Gerente
técnico x
Fuente: Investigación directa. Elaborado por: Moreira Valverde Pablo Roberto
3.4 Conclusiones y Recomendaciones
Habiendo finalizado el presente estudio me permite levantar las
siguientes conclusiones:
Los riegos son visibles, son sustentables, son notables, como
consecuencia un accidente, es necesario implementar un plan mínimo de
emergencia en los talleres HELI montacargas ya que la priorización de los
riegos es la razón por la cual se efectuó el presente estudio. Durante la
investigación no se ha reportado accidentes laborales esto no quiere decir
que no estén latentes o que no ocurran en el futuro.
Para finalizar este trabajo tuvo como fin demostrar las falencias
existentes en cuanto a seguridad industrial y que si no se toman medidas
preventivas se pueden convertir en accidentes o enfermedades laborales y

Propuesta 59
el no hacer ninguna gestión en pro de la minimización y mitigación de los
riesgos se está atentando contra la integridad del colaborador, negándole
un ambiente sano y seguro para el efecto de sus labores.
Recomendaciones
Aplicar un plan mínimo de seguridad y salud ocupacional para
mitigar todos los riesgos existentes.
Capacitar contantemente al personal tanto técnico como
administrativo.
Realizar inspecciones periódicas mediante un calendario y
elaboración de una hoja de chequeo de las instalaciones.
Elaborar un reglamento de seguridad y salud
ANEXOS

Anexos 61
ANEXO # 1
MAPA SATELITAL (UBICASION DE LA EMPRESA)
Fuente: Google mapas
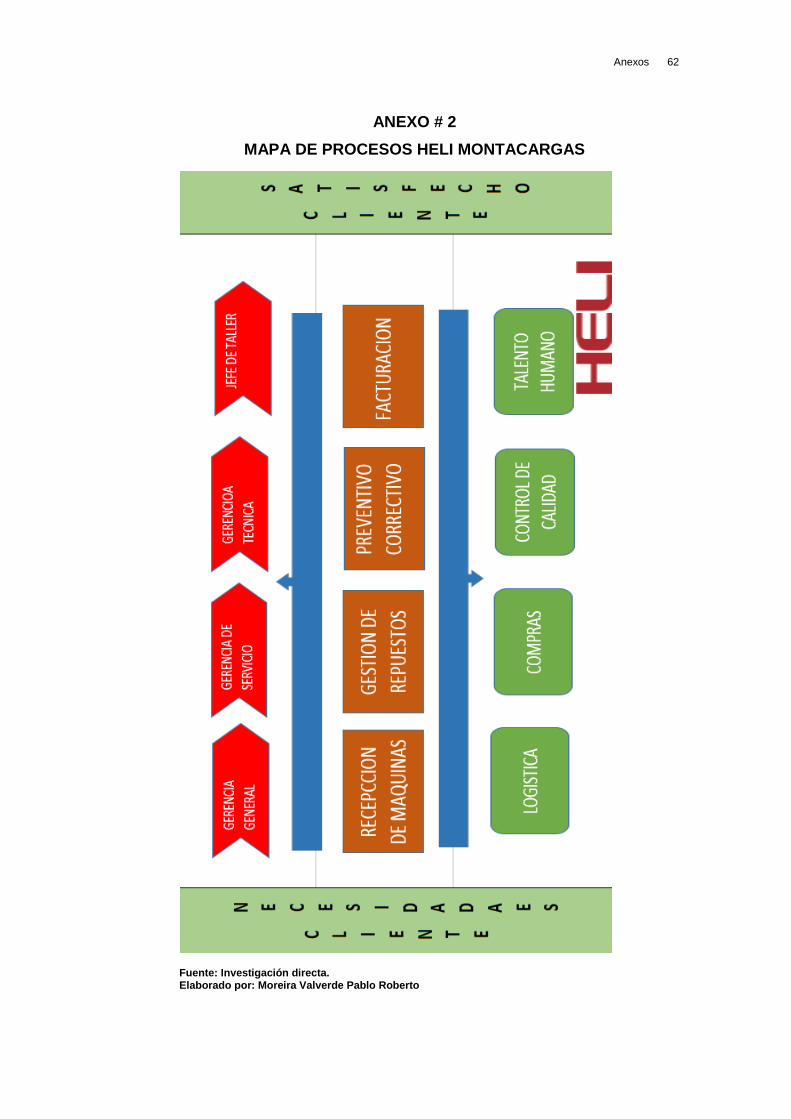
Anexos 62
ANEXO # 2
MAPA DE PROCESOS HELI MONTACARGAS
Fuente: Investigación directa. Elaborado por: Moreira Valverde Pablo Roberto

Anexos 63
ANEXO # 3
DIAGRAMA DE FLUJO DE PREOCESOS
Fuente: Investigación directa. Elaborado por: Moreira Valverde Pablo Roberto

Anexos 64
ANEXO # 4
DIAGRAMA DE ISHIKAWA
Fuente: Investigación directa. Elaborado por: Moreira Valverde Pablo Roberto

Anexos 65
ANEXO # 5
COTIZACION DE CAPACITACION

Anexos 66
ANEXO # 6
COTIZACION DE EPP
Fuente: Investigación directa. Elaborado por: Moreira Valverde Pablo Roberto
Anexos 67
ANEXO # 7
COTIZACION DE CAPACITACION

Anexos 68
ANEXO # 8
COTIZACION DE SEÑALETICA

BIBLIOGRAFÍA
Avila, T. (2015). Obtenido de http://repositorio.uisek.edu.ec/bitstream/
123456789/1410/1/Identificaci%C3%B3n%2c%20medici%C3%B3n
%20y%20evaluaci%C3%B3n%20de%20riesgos%20mec%C3%A1n
icos%20en%20el%20proceso%20de%20mantenimiento%20autom
otriz%20de%20Mec%C3%A1nica%20Express%20S.A.pdf
Bustamante, J. (2014). Obtenido de https://www.linkedin.com/pulse/
20140610125316-102635862-los-riesgos-en-el-uso-de-
montacargas
BVSDE. (2000). Obtenido de http://www.bvsde.paho.org/bvsacd/
cd53/plan/cap1.pdf
Champagnat, L. e. (10 de Julio de 2012). Obtenido de
https://www.gestiopolis.com/diagrama-de-causa-efecto/
Equipo de redacción, R. e. (2015). Obtenido de
http://www.mastiposde.com /monta-carga.html
Fajardo. (Marzo de 2014). Obtenido de https://prezi.com
/65oclsbte0qa/metodo-de-william-fine/
Garcia. (Enero de 2013). Guía de orientación para el cumplimiento de.
Obtenido de http://dspace.ucuenca.edu.ec /bitstream/123456789
/1613/1/tgas75.pdf
Bibliografía 70
Lazcano, G. y. (1995). Obtenido de http://tesis.uson.mx/digital/tesis/
docs/11055/capitulo2.pdf
López, I. B. (2005). Recuperado el 17 de 06 de 2017, de
https://www.ingenieriaindustrialonline.com/herramientas-para-el-
ingeniero-industrial/salud-ocupacional/riesgo-mec%C3%A1nico/
Ramos, V. (2010). Metodo de W. Fine. Recuperado el 20 de 09 de 2017,
de https://www.dspace.espol.edu.ec/bitstream/123456789/11961/
4/CAPITULO%204%20-%20M%C3%A9todo%20de%20W.%20
Fine.doc.
Valencia, A. (2008). Obtenido de http://www.dspace.espol.edu.ec/
xmlui/bitstream/handle/123456789/32319/D-65579.pdf?sequence=-
1&isAllowed=y
Vargas, C. (2014). Análisis de riesgo mecánico y ergonómico en los.
Ambato, Ecuador.
WebStore. (Julio de 2011). Seguridad y salud en el trabajo. Obtenido de
http://norma-ohsas18001.blogspot.com/2013/01/los-mapas-de-
riesgos.html
Willian, B. W. (1995). Obtenido de http://tesis.uson.mx/digital/tesis/docs/
11055/capitulo2.pdf