universidad de cuenca -...
TRANSCRIPT

UNIVERSIDAD DE CUENCA
Facultad de Ciencias Químicas
Carrera de Ingeniería Química
“Propuesta de un plan de implementación de un sistema HACCP en la planta
Cañar de lácteos San Antonio”
Trabajo de titulación previo a la
obtención del título de Ingeniera
Química
Autora:
Deysi Liliana Andrade Narváez
CI: 0350104980
Directora:
Ing. Daniela Estefanía Zúñiga García
CI: 0105275226
Cuenca – Ecuador
16/12/2019
Deysi Liliana Andrade Narváez Página 2
Universidad de Cuenca
RESUMEN
En el presente trabajo se diseñó una propuesta de implementación de un sistema HACCP
para la planta Cañar de Lácteos “San Antonio”, para los procesos de elaboración de leche
pasteurizada a granel, queso fresco y mantequilla pasteurizada sin sal, para lo cual se basó
en el texto de la comisión del Codex Alimentarius y el programa conjunto de FAO/OMS sobre
normas alimentarias y en la norma Chilena NCh 2861-2011, en dichos documentos
proporcionan las directrices para la aplicación del sistema HACCP en industrias
agroalimentarias.
El diseño del plan HACCP, se llevó a cabo mediante la aplicación de los siete principios
HACCP, los cuales se alcanzan mediante una secuencia lógica de doce pasos. Cabe
destacar que para la identificación de los Puntos Críticos de Control (PCC) y los Programas
Pre-Requisitos Operacionales (PPRO) se utilizó el árbol de decisiones propuesto por la
norma ISO 22000.
Como punto adicional al diseño del sistema HACCP, se llevó a cabo la validación de las
medidas de control establecidas tanto para los PCC como para los PPRO.
Palabras clave: Sistema HACCP. Leche pasteurizada a granel. Queso fresco. Mantequilla
pasteurizada sin sal. PCC. PPRO.
Deysi Liliana Andrade Narváez Página 3
Universidad de Cuenca
ABSTRACT
In the present work, a proposal was designed for the implementation of a HACCP system for
the Cañar de Lácteos "San Antonio" plant, for the production processes of pasteurized milk
in bulk, fresh cheese and pasteurized butter without salt, based on the text of the Codex
Alimentarius Commission and the joint FAO/WHO program on food standards and on the
Chilean standard NCh 2861-2011. These documents provide guidelines for the application of
the HACCP system in agro-food industries.
The design of the HACCP plan was carried out through the application of the seven HACCP
principles, which are achieved through a logical sequence of twelve steps. It should be noted
that the decision tree proposed by ISO 22000 was used to identify the Critical Control Points
(PCC) and the Pre-Operational Requirements Programs (PPRO).
As an additional point to the design of the HACCP system, the validation of the control
measures established for both PCC and PPRO was carried out.
Keywords: HACCP system. Bulk pasteurized milk. Fresh cheese. Pasteurized butter
without salt. PCC. PPRO.

Deysi Liliana Andrade Narváez Página 4
Universidad de Cuenca
ÍNDICE DE CONTENIDO
RESUMEN ........................................................................................................................... 2
ABSTRACT .......................................................................................................................... 3
ÍNDICE DE TABLAS ............................................................................................................ 8
ÍNDICE DE GRÁFICOS ........................................................................................................ 9
ÍNDICE DE FIGURAS ........................................................................................................ 11
ÍNDICE DE ILUSTRACIONES ........................................................................................... 12
CLÁUSULA DE PROPIEDAD INTELECTUAL .................................................................. 13
CLÁUSULA DE LICENCIA Y AUTORIZACIÓN PARA PUBLICACIÓN EN EL
REPOSITORIO INSTITUCIONAL ..................................................................................... 14
AGRADECIMIENTO .......................................................................................................... 15
DEDICATORIA .................................................................................................................. 16
INTRODUCCIÓN ................................................................................................................ 17
OBJETIVOS ....................................................................................................................... 19
Objetivo general: ............................................................................................................. 19
Objetivos específicos: ..................................................................................................... 19
CAPÍTULO I: MARCO TEÓRICO ...................................................................................... 20
1.1 Lácteos San Antonio .......................................................................................... 20
1.1.1 Reseña histórica ................................................................................................. 20
1.1.2 Misión de la empresa .......................................................................................... 21
1.1.3 Visión de la empresa .......................................................................................... 21
1.1.4 Valores de la empresa ........................................................................................ 21
1.1.5 Política Integrada de Gestión de Seguridad Alimentaria, Seguridad y Salud
Ocupacional, Medio Ambiente y Responsabilidad Social Empresarial ......................... 22
1.2 Productos lácteos .............................................................................................. 23
1.2.1 Generalidades de la leche ............................................................................. 23
1.2.2 Leche pasteurizada ....................................................................................... 26
1.2.3 Queso fresco ................................................................................................. 30
1.2.4 Mantequilla .................................................................................................... 32
1.3 Sistema HACCP .................................................................................................. 34
1.3.1 Reseña histórica del sistema HACCP ........................................................... 35
1.3.2 Importancia y ventajas de implementar el sistema HACCP ........................... 36

Deysi Liliana Andrade Narváez Página 5
Universidad de Cuenca
1.3.3 Requisitos para la implementación del sistema HACCP ................................ 37
CAPÍTULO II: METODOLOGÍA ......................................................................................... 40
1. Formación de un equipo HACCP ............................................................................. 40
2. Descripción de los productos ................................................................................... 40
3. Determinación del uso previsto de los productos ..................................................... 40
4. Elaboración de un diagrama de flujo de cada producto ............................................ 41
5. Confirmación in situ de los diagramas de flujo ......................................................... 42
6. Realizar un análisis de peligros (Primer principio HACCP) ...................................... 42
7. Determinar los puntos críticos de control (Segundo principio HACCP) .................... 46
8. Establecer los límites críticos para cada punto crítico de control (Tercer principio
HACCP) .......................................................................................................................... 48
9. Establecer un sistema de monitoreo para cada punto crítico de control (Cuarto
principio HACCP) ............................................................................................................ 48
10. Establecer las acciones correctivas (Quinto principio HACCP) ............................. 49
11. Establecer los procedimientos de verificación (Sexto principio HACCP)............... 50
12. Establecer un sistema de documentación y registro (Séptimo principio HACCP) . 50
CAPITULO III: ELABORACIÓN DEL PLAN HACCP ......................................................... 52
1. Formación del equipo HACCP ................................................................................. 52
2. Descripción y uso previsto del producto ................................................................... 53
2.1 Leche pasteurizada a granel .................................................................................. 53
2.2 Queso fresco ......................................................................................................... 54
2.3 Mantequilla pasteurizada sin sal ....................................................................... 55
3. Elaboración del diagrama de flujo y confirmación in situ del mismo ......................... 55
3.1 Leche Pasteurizada a Granel ............................................................................ 56
3.2 Queso Fresco ................................................................................................... 57
3.3 Mantequilla Sin Sal ........................................................................................... 58
4 Realizar un análisis de peligros (Principio 1) ............................................................ 59
5 Determinar los puntos críticos (Principio 2) .............................................................. 59
5.1 Leche Pasteurizada a Granel ............................................................................ 59
5.2 Queso Fresco ................................................................................................... 60
5.3 Mantequilla Sin Sal ........................................................................................... 60
6 Establecer los límites para cada punto crítico de control (principio 3) ...................... 60
6.1 Leche Pasteurizada a Granel ............................................................................ 60
6.2 Queso Fresco ................................................................................................... 62
Deysi Liliana Andrade Narváez Página 6
Universidad de Cuenca
6.3 Mantequilla Sin Sal .......................................................................................... 62
7. Establecer un sistema de monitoreo para cada punto crítico de control (Principio 4)
622
7.1 Leche Pasteurizada a Granel ............................................................................ 63
7.2 Queso Fresco ................................................................................................... 64
7.3 Mantequilla Sin Sal ........................................................................................... 64
8. Establecer acciones correctivas (Principio 5) ........................................................... 65
8.1 Leche Pasteurizada a Granel ............................................................................ 65
8.2 Queso Fresco ................................................................................................... 65
8.3 Mantequilla Sin Sal ........................................................................................... 66
9. Establecer los procedimientos de verificación (Principio 6) ...................................... 66
9.1 Leche Pasteurizada a Granel ............................................................................ 66
9.2 Queso Fresco .................................................................................................. 67
9.3 Mantequilla Sin Sal ........................................................................................... 67
10. Establecer un sistema de documentación y registro (Principio 7) ......................... 68
10.1 Leche Pasteurizada a Granel ............................................................................ 68
10.2 Queso Fresco ...................................................................................................... 68
10.3 Mantequilla Sin Sal ........................................................................................... 69
11 Validaciones de las medidas de control de PPRO y PCC ..................................... 70
11.1 Validación del filtrado de leche cruda (PPRO) .................................................. 70
11.2 Validación del envasado de queso fresco (PPRO) ............................................ 71
11.3 Validación de la declaración de alérgenos en el envase de queso fresco (PPRO)
…………………………………………………………………………………………………..72
11.4 Validación de la declaración de alérgenos en el envase de mantequilla sin sal
(PPRO) ........................................................................................................................ 72
11.5 Validación de la prueba para detección de trazas de antibiótico en leche cruda
(PCC)…. ...................................................................................................................... 73
11.6 Validación de la pasteurización de leche (PCC) ................................................ 75
11.7 Validación de la pasteurización de crema de leche (PCC) ................................ 78
CAPÍTULO IV: DISCUSIÓN .............................................................................................. 80
CAPÍTULO V: CONCLUSIONES Y RECOMENDACIONES .............................................. 82
4.1 Conclusiones ............................................................................................................ 82
4.2 Recomendaciones .................................................................................................... 83
BIBLIOGRAFÍA.................................................................................................................. 84
Deysi Liliana Andrade Narváez Página 7
Universidad de Cuenca
ANEXOS ............................................................................................................................ 88
Anexo 1: Conformación del equipo HACCP .................................................................... 88
Anexo 2: Formato de las Cartas de Nombramiento ......................................................... 89
Anexo 3: Diagrama de flujo de Leche Pasteurizada a Granel con PCC y PPRO
indentificados ................................................................................................................. 90
Anexo 4: Diagrama de flujo de Queso Fresco con PCC y PPRO indentificados ............. 91
Anexo 5: Diagrama de flujo de Mantequilla Sin Sal con PCC y PPRO indentificados ..... 92
Anexo 6: Análisis de peligros de la Leche Pasteurizada a Granel ................................... 93
Anexo 7: Análisis de peligros del Queso Fresco ........................................................... 107
Anexo 8: Análisis de peligros de la Mantequilla pasteurizada sin sal ............................ 112
Anexo 9: Registro RP-01-01 ......................................................................................... 117
Anexo 10: Registro RLsa-01-03 .................................................................................... 118
Anexo 11: Registro RLsa-01-19 .................................................................................... 119
Anexo 12: Registro RP-01-08 ....................................................................................... 120
Anexo 13: Registro RP-01-06 ....................................................................................... 121
Anexo 14: Registro RP-01-07 ....................................................................................... 122
Anexo 15: Fotografías de la validación del filtrado de leche cruda ................................ 123
Anexo 16: Fotografías de la validación del envasado de Queso Fresco ....................... 125

Deysi Liliana Andrade Narváez Página 8
Universidad de Cuenca
ÍNDICE DE TABLAS
Tabla 1 Composición porcentual de la leche ...................................................................... 23
Tabla 2 Requisitos fisicoquímicos de la leche cruda ........................................................... 25
Tabla 3 Límites máximos para contaminantes en leche cruda ............................................ 26
Tabla 4 Requisitos microbiológicos para leche cruda ......................................................... 26
Tabla 5 Temperaturas y tiempos de pasteurización ............................................................ 27
Tabla 6 Leche Pasteurizada: Requisitos fisicoquímicos...................................................... 27
Tabla 7 Requisitos microbiológicos para leche pasteurizada .............................................. 29
Tabla 8 Límites máximos de contaminantes en leche pasteurizada.................................... 30
Tabla 9 Requisitos para quesos frescos ............................................................................. 31
Tabla 10 Requisitos microbiológicos para quesos frescos .................................................. 31
Tabla 11 Requisitos fisicoquímicos para Crema de Leche .................................................. 32
Tabla 12 Requisitos microbiológicos para Crema de Leche ............................................... 33
Tabla 13 Requisitos fisicoquímicos para mantequillas ........................................................ 33
Tabla 14 Requisitos de la grasa de las mantequillas .......................................................... 33
Tabla 15 Requisitos microbiológicos para mantequillas ...................................................... 34
Tabla 16 Principales peligros físicos ................................................................................... 43
Tabla 17 Criterios para determinar la severidad del peligro ................................................ 45
Tabla 18 Criterios para la determinación de la probabilidad de ocurrencia de un peligro .... 45
Tabla 19 Criterios para identificar un peligro significativo ................................................... 46
Tabla 20 Equipo HACCP .................................................................................................... 52
Tabla 21 Descripción Leche Pasteurizada a granel ............................................................ 53
Tabla 22 Descripción de Queso Fresco .............................................................................. 54
Tabla 23 Descripción de Mantequilla Sin Sal ...................................................................... 55
Tabla 24 Determinación de PCC: Leche Pasteurizada a Granel ......................................... 59
Tabla 25 Determinación de PCC: Queso Fresco ................................................................ 60
Tabla 26 Determinación de PCC: Mantequilla Sin Sal ........................................................ 60
Tabla 27 Determinación de Límites Críticos PPRO: Leche Pasteurizada a Granel ............. 60
Tabla 28 Determinación de Límites Críticos PCC: Leche Pasteurizada a Granel ............... 61
Tabla 29 Determinación de Límites Críticos PPRO: Queso Fresco .................................... 62
Tabla 30 Determinación de Límites Críticos PPRO: Mantequilla Sin Sal ............................ 62
Tabla 31 Determinación de Límites Críticos PCC: Mantequilla Sin Sal ............................... 62
Tabla 32 Sistema de Monitoreo PPRO: Leche Pasteurizada a Granel ............................... 63
Tabla 33 Sistema de Monitoreo PCC: Leche Pasteurizada a Granel .................................. 63
Deysi Liliana Andrade Narváez Página 9
Universidad de Cuenca
Tabla 34 Sistema de Monitoreo PPRO: Queso Fresco ....................................................... 64
Tabla 35 Sistema de Monitoreo PPRO: Mantequilla Sin Sal ............................................... 64
Tabla 36 Sistema de Monitoreo PCC: Mantequilla Sin Sal ................................................. 64
Tabla 37 Acciones Correctivas PPRO: Leche Pasteurizada a Granel ................................. 65
Tabla 38 Acciones Correctivas PCC: Leche Pasteurizada a Granel ................................... 65
Tabla 39 Acciones Correctivas PPRO: Queso Fresco ........................................................ 65
Tabla 40 Acciones Correctivas PPRO: Mantequilla Sin Sal ................................................ 66
Tabla 41 Acciones Correctivas PCC: Mantequilla Sin Sal ................................................... 66
Tabla 42 Verificación de PPRO: Leche Pasteurizada a Granel ........................................... 66
Tabla 43 Verificación PCC: Leche Pasteurizada a Granel .................................................. 67
Tabla 44 Verificación PPRO: Queso Fresco ....................................................................... 67
Tabla 45 Verificación de PPRO: Mantequilla Sin Sal .......................................................... 67
Tabla 46 Verificación PCC: Mantequilla sin sal ................................................................... 68
Tabla 47 Verificación de PCC: Mantequilla Sin Sal ............................................................. 68
Tabla 48 Registros para Control de PCC: Leche Pasteurizada a Granel ............................ 68
Tabla 49 Registro para Control de PPRO: Queso Fresco ................................................... 69
Tabla 50 Registros para Control de PPRO: Mantequilla Sin Sal ......................................... 69
Tabla 51 Registro para Control de PCC: Mantequilla Sin Sal ............................................. 69
Tabla 52 Objetos utilizados en el ensayo de validación del filtro ......................................... 70
Tabla 53 Capacidad de retención del filtro del área de recepción de leche cruda ............... 70
Tabla 54 Resultados del ensayo de validación del filtro de recepción ................................. 71
Tabla 55 Resultados del ensayo de validación del envasado de queso fresco ................... 71
Tabla 56 Resultados del ensayo de inmersión de envases de queso fresco en agua ......... 72
Tabla 57 Resultados de la validación de la declaración de alérgenos en el material de
envase de queso fresco ...................................................................................................... 72
Tabla 58 Resultados de la validación de la declaración de alérgenos en el material de
envase de mantequilla sin sal ............................................................................................. 73
Tabla 59 Antibióticos más utilizados en ganadería ............................................................. 73
Tabla 60 Patrones de antibióticos ....................................................................................... 74
Tabla 61 Resultados de la validación de Bioeasy ............................................................... 75
Tabla 62 Resultados de siembras microbiológicas de leche pasteurizada abril-octubre 2018
........................................................................................................................................... 76
Tabla 63 Resultados de siembras microbiológicas de crema de leche pasteurizada abril-
septiembre 2018 ................................................................................................................. 78

Deysi Liliana Andrade Narváez Página 10
Universidad de Cuenca
ÍNDICE DE GRÁFICOS
Gráfico 1 Resultados de Aerobios Mesófilos de leche pasteurizada VS Límite de la NTE
INEN 0010 .......................................................................................................................... 76
Gráfico 2 Resultados de Coliformes Totales de leche pasteurizada VS Límite de la NTE
INEN 0010 .......................................................................................................................... 77
Gráfico 3 Resultados de É. Coli de leche pasteurizada VS Límite de la NTE INEN 0010 . 77
Gráfico 4 Resultados de Aerobios Mesófilos de crema de leche pasteurizada VS Límite de
la NTE INEN 712 ................................................................................................................ 78
Gráfico 5 Resultados de Coliformes Totales de crema de leche pasteurizada VS Límite de
la NTE INEN 712 ................................................................................................................ 79
Deysi Liliana Andrade Narváez Página 11
Universidad de Cuenca
ÍNDICE DE FIGURAS
Figura 1 Árbol de Decisiones .............................................................................................. 47
Deysi Liliana Andrade Narváez Página 12
Universidad de Cuenca
ÍNDICE DE ILUSTRACIONES
Ilustración 1 Elementos utilizados para el primer ensayo de validación del filtro ............... 123
Ilustración 2 Filtro del área de recepción de leche ............................................................ 123
Ilustración 3 Colocación de objetos en un tanque cisterna de leche cruda ...................... 123
Ilustración 4 Filtro después del primer ensayo de validación ............................................ 123
Ilustración 5 Filtro después del segundo ensayo de validación ......................................... 123
Ilustración 6 Extracción de material retenido en el filtro .................................................... 124
Ilustración 7 Pesado del material retenido en el filtro ........................................................ 124
Ilustración 8 Material retenido en el filtro .......................................................................... 124
Ilustración 9 Solución colorante colocada en la máquina envasadora .............................. 125
Ilustración 10 Envasado de la solución colorante ............................................................. 125
Ilustración 11 Inmersión en agua de los empaques con solución colorante ...................... 125
Deysi Liliana Andrade Narváez Página 13
Universidad de Cuenca
CLÁUSULA DE PROPIEDAD INTELECTUAL

Deysi Liliana Andrade Narváez Página 14
Universidad de Cuenca
CLÁUSULA DE LICENCIA Y AUTORIZACIÓN PARA PUBLICACIÓN EN EL
REPOSITORIO INSTITUCIONAL

Deysi Liliana Andrade Narváez Página 15
Universidad de Cuenca
AGRADECIMIENTO
CON INFINITO AMOR, a Dios, nuestro
creador, por iluminar y guiar en el
trascurso de mi vida personal y
universitaria, a mis queridos padres,
quienes con sus palabras de aliento
supieron motivarme a continuar luchando
por mis metas.
CON GRATITUD, al Sr. Luis David
Moncayo, Gerente General de Lácteos
“San Antonio” por brindarme las
facilidades para realizar el presente trabajo
de titulación en tan prestigiosa empresa,
de igual manera al Ing. José Orbe,
Coordinador de Planta por compartir sus
sabios conocimientos y por su apoyo
incondicional, y en general a todo el
personal de planta, quienes con su valiosa
amistad y espíritu de colaboración
permitieron la exitosa culminación de esta
tesis.
CON AFECTO, a mi querida directora de
tesis, Ing. Daniela Zúñiga, a quien debo
muchas horas de afable dedicación y
sapiencia.
CON SATISFACCIÓN a todas aquellas
personas que formaron parte de esta gran
experiencia de vida.
DEYSI LILIANA

Deysi Liliana Andrade Narváez Página 16
Universidad de Cuenca
DEDICATORIA
Dedico el presente trabajo:
CON AMOR, a mis queridos padres
Wilson Andrade y Rosa Narváez, cuyo
sacrificio me ha permitido culminar con
éxito mis estudios en este nivel.
CON CARIÑO, a mi apreciado hermano
Wilson Stalin, por ser mi compañero y
apoyo incondicional durante el transcurso
de mi vida universitaria.
DEYSI LILIANA

Deysi Liliana Andrade Narváez Página 17
Universidad de Cuenca
INTRODUCCIÓN
El principal requerimiento que exigen los consumidores a la hora de ingerir un alimento es la
inocuidad del mismo, por tal razón es de vital importancia la prevención de los potenciales
peligros a los que un alimento se encuentra expuesto durante su procesamiento, mediante
controles llevados a cabo por las personas que participan en el proceso de producción
(Organización Panamericana de la Salud, 2015).
Los peligros tanto físicos, químicos y biológicos pueden presentarse en cualquier etapa de
procesamiento de un alimento como consecuencia de diversos errores de manipulación o
procesamiento. La identificación de dichos errores, la rápida corrección y sobre todo su
prevención en el futuro constituyen el objetivo principal de los diferentes sistemas de
aseguramiento de la calidad e inocuidad (Guzmán, 2005).
Tradicionalmente el control de la inocuidad de los alimentos se ha llevado a cabo mediante
el análisis de las operaciones y procesos de producción con la finalidad de asegurar que se
está cumpliendo con las Buenas Prácticas de Manufactura (BPM), así como también el
muestreo de producto terminado para su respectivo análisis de laboratorio; esta manera de
controlar la calidad de los alimentos resulta muy costosa y no garantiza la inocuidad de los
mismos; esta situación dio origen a nuevos sistemas de aseguramiento de calidad de los
alimentos basados en la prevención, lo que resulta ser más confiable y con un menor costo
económico (Guzmán, 2005).
La implementación de un sistema HACCP es de vital importancia para la industria de
alimentos, pero especialmente para la industria láctea, ya que garantiza el correcto
funcionamiento de las áreas de manipulación, de las condiciones de recepción de materia
prima e insumos, la adecuada acidez de la leche destinada a la elaboración de los diferentes
derivados lácteos, la correcta gestión de transporte desde las ganaderías hasta los puntos
de venta de producto terminado, pero sobre todo incrementará la competitividad de la
empresa y por ende su rentabilidad económica (ASP, 2014).
El sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) es reconocido a
nivel internacional como el mejor sistema para garantizar la calidad de los productos y
controlar los potenciales riesgos ocasionados por los alimentos. Además de que este sistema
cuenta con fundamentos científicos y carácter sistemático, de manera que permite identificar
Deysi Liliana Andrade Narváez Página 18
Universidad de Cuenca
los peligros específicos y las medidas de control a tomar con la finalidad de garantizar la
inocuidad de los alimentos (Guzmán, 2005).
Por ello este trabajo tiene como finalidad proponer un plan de implementación de un sistema
de análisis de peligros y puntos críticos de control (HACCP) para los productos que se
elaboran en la Planta Cañar de Lácteos “San Antonio”, que incide en la optimización de los
procesos productivos ya que mediante su análisis se podrán establecer los procesos óptimos
de producción y procedimientos, además de alcanzar un estándar más de calidad y de esta
manera continuar garantizando la producción de alimentos nutritivos, sanos y libres de
peligros para el consumo de la población con el fin de que Lácteos “San Antonio” continúe
siendo la empresa pionera en la elaboración de productos lácteos de la mejor calidad.

Deysi Liliana Andrade Narváez Página 19
Universidad de Cuenca
OBJETIVOS
Objetivo general:
Diseñar un plan de implementación del sistema HACCP para la producción de leche
pasteurizada a granel, queso fresco y mantequilla en la planta Cañar de Lácteos San Antonio
Objetivos específicos:
Identificar los puntos críticos de control (PCC) y Programas Pre-Requisitos
Operacionales (PPRO) presentes en las diferentes etapas de producción de leche
pasteurizada a granel
Identificar los puntos críticos de control (PCC) y Programas Pre-Requisitos
Operacionales (PPRO) presentes en las diferentes etapas de producción de queso
fresco
Identificar los puntos críticos de control (PCC) y Programas Pre-Requisitos
Operacionales (PPRO) presentes en las diferentes etapas de producción de
mantequilla
Establecer las medidas necesarias para controlar los PCC y PPRO identificados en
cada proceso de producción
Validar las medidas de control establecidas para los PCC y PPRO

Deysi Liliana Andrade Narváez Página 20
Universidad de Cuenca
CAPÍTULO I
MARCO TEÓRICO
1.1 Lácteos San Antonio
1.1.1 Reseña histórica
Lácteos San Antonio constituye una compañía anónima que fue formada el 20 de diciembre
de 1975, en la provincia del Cañar, la misma que se encuentra situada en la región Austral
de Ecuador. Esta compañía nació gracias al esfuerzo de unos pocos ganaderos de la región,
liderados por el Sr. Alejandrino Moncayo Alvarado, quienes buscaban fomentar el desarrollo
del sector lácteo (Lácteos San Antonio, 2005).
La empresa inició en la hacienda San Antonio, con la pasteurización de leche y posterior
envasado en funda, producción de derivados lácteos y su comercialización en los diferentes
mercados de consumo del país bajo la marca “Nutri Leche” (Lácteos San Antonio, 2005).
Con la finalidad de brindar a la comunidad productos de la más alta calidad, la empresa
continuamente ha innovado mejores sistemas de procesamiento y controles de calidad. Es
así que en 1997 se crea una sucursal en la ciudad de Cuenca, perteneciente a la provincia
del Azuay, en donde se procesa con la más alta tecnología utilizando la técnica de
tratamiento UHT y envasado aséptico, lo cual permite que el producto se conserve por más
tiempo y en óptimas condiciones (Lácteos San Antonio, 2005).
Lácteos San Antonio C.A con su marca comercial Nutri Leche, es una empresa que emplea
la más alta tecnología bajo el control de técnicos ampliamente capacitados, de igual manera,
sus productos cumplen con los más altos estándares de calidad, BPM y cuidado del ambiente
e imagen, lo que sin duda le han hecho merecedora de múltiples reconocimientos (Lácteos
San Antonio, 2005).
Actualmente la empresa cuenta con la certificación FSSC 22000, convirtiéndose así en la
primera industria láctea en Ecuador en obtener dicha certificación, reafirmando así su
compromiso de alimentar y cuidar la salud del consumidor (Lácteos San Antonio, 2018b).
Deysi Liliana Andrade Narváez Página 21
Universidad de Cuenca
1.1.2 Misión de la empresa
“Lácteos “San Antonio” C.A es una empresa comprometida en satisfacer las necesidades de
nutrición, mediante la entrega de productos inocuos para la sociedad, elaborados con la más
alta calidad, y desarrollados por personal altamente calificado, fortaleciendo el crecimiento y
desarrollo de la comunidad” (Lácteos San Antonio, 2018a).
1.1.3 Visión de la empresa
“Lácteos “San Antonio” C.A busca ser un referente en el mercado nacional con proyección al
mercado externo mediante la elaboración de productos alimenticios seguros y de alto valor
nutricional.
Además, pretender ser reconocidos por:
Ser la primera opción de compra para sus clientes por su valor nutricional, calidad y
precio;
La innovación, al estar presente en los diferentes segmentos de mercado con
productos desarrollados para cada uno de ellos;
Mantener procesos eficientes con la última tecnología; y,
Ser una empresa rentable reconocida por su mayor activo, su “Marca”” (Lácteos San
Antonio, 2018a).
1.1.4 Valores de la empresa
“Lácteos “San Antonio” C.A mantiene los siguientes valores:
Integridad: siendo coherentes entre lo que deben hacer y lo que realmente hacen en
el ejercicio de sus actividades; convirtiendo éste valor en la base que los hace
creíbles.
Compromiso: la empresa está comprometida con el desarrollo y crecimiento de la
misma y su gente. Mediante el trabajo contribuyen al bienestar de sus clientes.
Pasión: realizar su trabajo con amor, entusiasmo y dedicación buscando la
excelencia en cada acción llevada a cabo, también se aprovechan las nuevas
experiencias y conocimientos” (Lácteos San Antonio, 2018a).
Deysi Liliana Andrade Narváez Página 22
Universidad de Cuenca
1.1.5 Política Integrada de Gestión de Seguridad Alimentaria, Seguridad y Salud
Ocupacional, Medio Ambiente y Responsabilidad Social Empresarial
“Lácteos San Antonio C.A, empresa ecuatoriana dedicada a la elaboración de productos
lácteos, sus derivados, néctares y bebidas, asume el compromiso de desarrollar sus
actividades considerando prioritariamente los sistemas de gestión de Seguridad Alimentaria,
Seguridad y Salud Ocupacional, Medio Ambiente y Responsabilidad Social Empresarial”
(Lácteos San Antonio, 2018b).
“Para el cumplimiento de esta política se compromete a:
Cumplir con las leyes y reglamentos vigentes aplicables a los procesos y productos,
así como con los demás requisitos y obligaciones contractuales a los cuales la
organización se suscriba.
Capacitar, educar y concientizar a los colaboradores, para reforzar el compromiso de
la fuerza de trabajo, reflejados en el desempeño en los Sistemas Integrados de
Gestión.
Incorporar el principio de Mejora Continua en todos los ámbitos de gestión de la
empresa mediante el establecimiento de programas que desarrollen los contenidos
de esta política y asignando los recursos necesarios consecuentes con los objetivos
y metas planteados.
Documentar, implementar, mantener y actualizar permanentemente esta política para
garantizar su pertinencia y difundirla a todos los colaboradores y a las partes
interesadas“ (Lácteos San Antonio, 2018b).

Deysi Liliana Andrade Narváez Página 23
Universidad de Cuenca
1.2 Productos lácteos
1.2.1 Generalidades de la leche
La norma NTE INEN 9 (2012) define a la leche como el “producto de la secreción mamaria
normal de animales bovinos lecheros sanos, obtenida mediante uno o más ordeños diarios,
higiénicos, completos e ininterrumpidos, sin ningún tipo de adición o extracción, destinado a
un tratamiento posterior previo a su consumo”.
La leche sin duda es uno de los alimentos más completos disponibles en la naturaleza y
corresponde a una mezcla compleja de diferentes sustancias presentes en forma de
suspensión o emulsión y otras en forma de una verdadera solución (Agudelo & Bedoya,
2005). Las sustancias que componen la leche son: proteínas, grasa, vitaminas y minerales,
las mismas que son necesarias para la alimentación del ser humano (UNAD, 2016).
Por otra parte, la leche al tratarse de un alimento muy completo, constituye también el medio
ideal para el desarrollo de microorganismos, los cuales si no son eliminados pueden constituir
una fuente de riesgo para los consumidores (Agudelo & Bedoya, 2005). De igual manera, la
leche puede convertirse en un vehículo de enfermedades, las que pueden causar daño a los
consumidores (Agudelo & Bedoya, 2005).
A continuación, en la Tabla 1 se muestra la composición porcentual de la leche:
Tabla 1 Composición porcentual de la leche
Componente Proporción
Agua 90%
Proteína 2,8 – 3,1 %
Grasa 2,9 – 3,3 %
Lactosa 3,6 – 5,5 %
Vitaminas Todas las vitaminas hidro y liposolubles, destacándose las vitaminas
B1,B2, niacina, B12 y otras del complejo B. Respecto a las vitaminas
A y D, éstas se encuentran representadas en la grasa láctea
Minerales 0,75%
Fuente: Galván (2005)
Proteínas: de todas las proteínas presentes en la leche, la que se encuentra en
mayor cantidad es la caseína, representando el 80%, ésta se caracteriza por
precipitar a pH inferior a 4,6. El 20% restante corresponde a las proteínas del
Deysi Liliana Andrade Narváez Página 24
Universidad de Cuenca
lactosuero como son: lactoalbúminas, lactoglobulinas, seroalbúminas e
inmunoglobulinas (Armas, 2017).
Grasas: se encuentran en forma de emulsión, formando glóbulos lipídicos; dicha
emulsión al romperse debido a su baja densidad ocasiona que los glóbulos lipídicos
asciendan a la superficie y formen lo que conoce como crema o nata (Armas, 2017).
Lactosa: corresponde a un disacárido compuesto por una molécula de glucosa y una
de galactosa, representa el 97,5% del total de azúcares de la leche. Este hidrato de
carbono tiene un poder edulcorante inferior al de la sacarosa, lo cual constituye una
ventaja en la elaboración de derivados de la leche con sabor moderadamente dulce
(UNAD, 2016).
Minerales: los minerales que se encuentran en mayor cantidad en la leche son:
calcio, fósforo, potasio, cloro y sodio, los mismos que tienen gran importancia tanto a
nivel nutricional como industrial. Por otra parte, los minerales que se encuentran en
menor cantidad son: zinc, cobre, hierro, hierro y manganeso (UNAD, 2016).
Vitaminas: la leche contiene todas las vitaminas indispensables para el ser humano,
tanto en mayor como en menor cantidad, sin embargo, cabe destacar que éstas
vitaminas tienden a destruirse debido a la influencia de los diferentes factores como
los tratamientos térmicos, acción de la luz, las oxidaciones, etc.(UNAD, 2016).
La norma NTE INEN 9 (2012)establece que la leche cruda debe cumplir con los siguientes
requisitos organolépticos:
“Color: blanco opalescente o ligeramente amarillento”
“Olor: suave, lácteo característico y libre de olores extraños”
“Aspecto: homogéneo y libre de materias extrañas”

Deysi Liliana Andrade Narváez Página 25
Universidad de Cuenca
En lo referente a los requisitos fisicoquímicos, éstos se muestran a continuación en la Tabla
2.
Tabla 2 Requisitos fisicoquímicos de la leche cruda
Requisitos Unidad Mín. Máx.
Densidad relativa:
A 15ºC
A 20ºC
-
1,0029
1,028
1,033
1,032
Materia grasa % (fracción de masa) 3,0 -
Acidez titulable como ácido láctico % (fracción de masa) 0,13 0,17
Sólidos totales % (fracción de masa) 11,2 -
Sólidos no grasos % (fracción de masa) 8,2 -
Cenizas % (fracción de masa) 0,65 -
Punto de congelación (punto
crioscópico)
ºC
ºH
-0,536
-0,555
-0,512
-0,530
Proteínas % (fracción de masa) -2,9 -
Ensayo de reductasa (azul de metileno) h 3 -
Reacción de estabilidad proteica
(prueba de alcohol)
-Leche destinada a pasteurización: No se coagulará por
adición de un volumen igual de alcohol neutro de 68% en
peso o 75% en volumen
-Leche destinada a ultrapasteurización: No se coagulará
por adición de un volumen igual de alcohol neutro de 71%
en peso o 78% en volumen
Presencia de conservantes 1 - Negativo
Presencia de neutralizantes 2 - Negativo
Presencia de adulterantes 3 - Negativo
Grasas vegetales - Negativo
Suero de leche - Negativo
Prueba de brucelosis - Negativo
Residuos de medicamentos
veterinarios
µg/l - MLR, establecidos
en el Codex
Alimentarius
CAC/MRL2
1) Conservantes: formaldehído, peróxido de hidrógeno, cloro, hipocloritos, cloraminas, lactoperoxidasa
adicionada y dióxido de cloro
2) Neutralizantes: orina, carbonatos, hidróxido de sodio, jabones
3) Adulterantes: harina y almidones, soluciones azucaradas o soluciones salinas, colorantes, leche en
polvo, suero de leche, grasas vegetales
Fuente: NTE INEN 9 (2012)

Deysi Liliana Andrade Narváez Página 26
Universidad de Cuenca
A continuación, en la Tabla 3 se presentan los límites máximos para contaminantes:
Tabla 3 Límites máximos para contaminantes en leche cruda
Requisito Límite máximo (LM)
Plomo, mg/kg 0,02
Aflatoxina M1, µg/kg 0,5
Fuente: NTE INEN (2012)
Finalmente, en la Tabla 4 se presentan los requisitos microbiológicos para leche cruda.
Tabla 4 Requisitos microbiológicos para leche cruda
Requisito Límite máximo
Recuento de microorganismos
aerobios mesófilos REP, UFC/cm3
1,5 x 106
Recuento de células somáticas/cm3 7,0 x 105
Fuente: NTE INEN 9 (2012)
1.2.2 Leche pasteurizada
La norma NTE INEN 0010 (2012) define a la leche pasteurizada como: “la leche cruda
homogenizada o no, que ha sido sometida a un proceso térmico que garantice la destrucción
total de microorganismos patógenos y casi la totalidad de los microorganismos banales
(saprofitos) sin alterar sensiblemente las características fisicoquímicas, nutricionales y
organolépticas de la misma”.
La pasteurización de la leche consiste en un tratamiento térmico de baja intensidad, cuyo
objetivo es la reducción de las poblaciones de microorganismos patógenos a niveles en los
que no causen enfermedades alimentarias; dicho tratamiento debe llevarse a cabo mediante
una combinación de la temperatura a la que se somete la leche y el periodo de tiempo el cual
la leche es mantenida a dicha temperatura (Martínez & Rosenberger, 2013).
El proceso de pasteurización no destruye la totalidad de microorganismos patógenos, sin
embargo, los reduce en número. En la pasteurización se destruyen microorganismos como
la Escherichia coli y aquellos microorganismos generadores de: Brucelosis, Tuberculosis,
Fiebre, Salmonelosis, estafilococos y Coxiella burnettii, pero no logra la destrucción de los
microorganismos mastíticos tales como el Staphilococus aereus o el Streptococus pyogenes,
así como tampoco destruye los microorganismos causantes de acidez como los
Lacotobacillus (Martínez & Rosenberger, 2013).
Deysi Liliana Andrade Narváez Página 27
Universidad de Cuenca
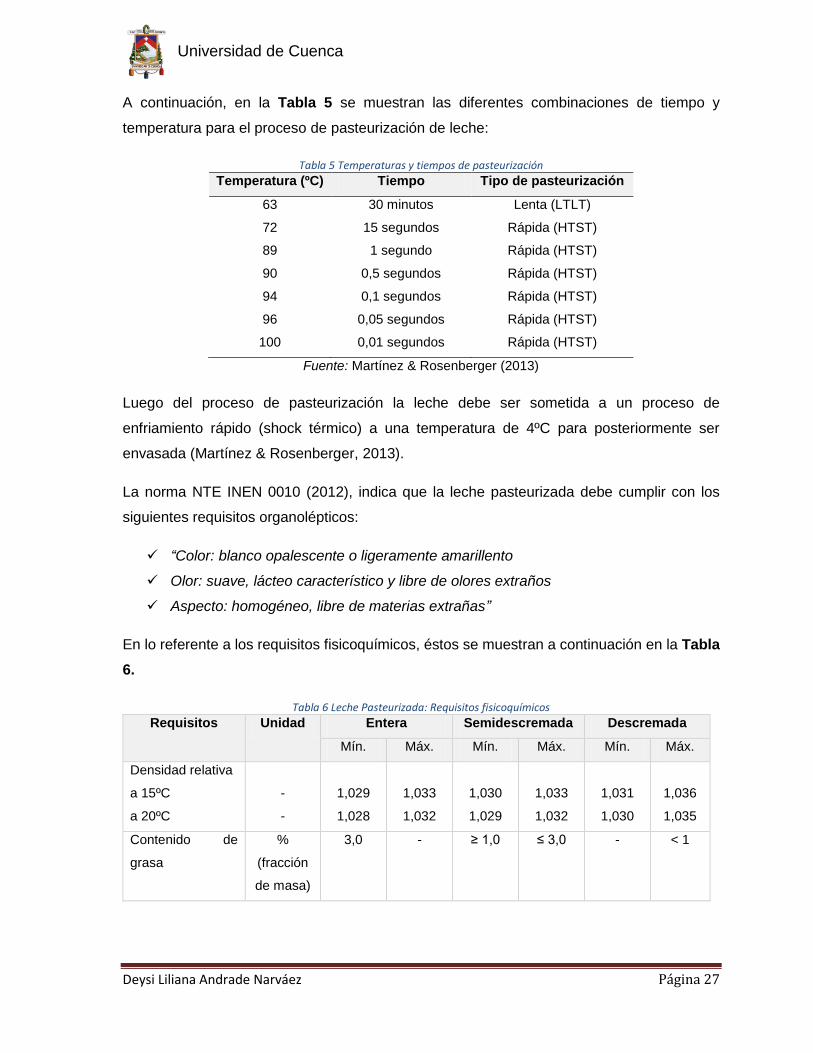
A continuación, en la Tabla 5 se muestran las diferentes combinaciones de tiempo y
temperatura para el proceso de pasteurización de leche:
Tabla 5 Temperaturas y tiempos de pasteurización
Temperatura (ºC) Tiempo Tipo de pasteurización
63 30 minutos Lenta (LTLT)
72 15 segundos Rápida (HTST)
89 1 segundo Rápida (HTST)
90 0,5 segundos Rápida (HTST)
94 0,1 segundos Rápida (HTST)
96 0,05 segundos Rápida (HTST)
100 0,01 segundos Rápida (HTST)
Fuente: Martínez & Rosenberger (2013)
Luego del proceso de pasteurización la leche debe ser sometida a un proceso de
enfriamiento rápido (shock térmico) a una temperatura de 4ºC para posteriormente ser
envasada (Martínez & Rosenberger, 2013).
La norma NTE INEN 0010 (2012), indica que la leche pasteurizada debe cumplir con los
siguientes requisitos organolépticos:
“Color: blanco opalescente o ligeramente amarillento
Olor: suave, lácteo característico y libre de olores extraños
Aspecto: homogéneo, libre de materias extrañas”
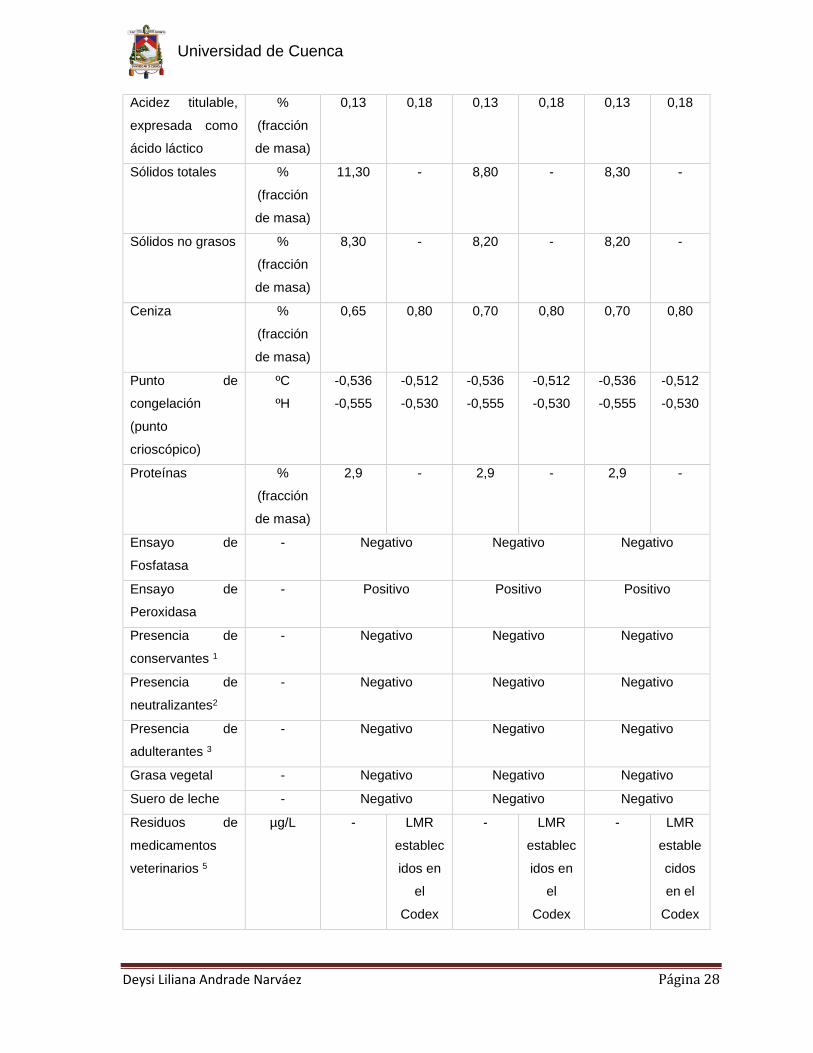
En lo referente a los requisitos fisicoquímicos, éstos se muestran a continuación en la Tabla
6.
Tabla 6 Leche Pasteurizada: Requisitos fisicoquímicos
Requisitos Unidad Entera Semidescremada Descremada
Mín. Máx. Mín. Máx. Mín. Máx.
Densidad relativa
a 15ºC
a 20ºC
-
-
1,029
1,028
1,033
1,032
1,030
1,029
1,033
1,032
1,031
1,030
1,036
1,035
Contenido de
grasa
%
(fracción
de masa)
3,0 - ≥ 1,0 ≤ 3,0 - < 1
Deysi Liliana Andrade Narváez Página 28
Universidad de Cuenca
Acidez titulable,
expresada como
ácido láctico
%
(fracción
de masa)
0,13 0,18 0,13 0,18 0,13 0,18
Sólidos totales %
(fracción
de masa)
11,30 - 8,80 - 8,30 -
Sólidos no grasos %
(fracción
de masa)
8,30 - 8,20 - 8,20 -
Ceniza %
(fracción
de masa)
0,65 0,80 0,70 0,80 0,70 0,80
Punto de
congelación
(punto
crioscópico)
ºC
ºH
-0,536
-0,555
-0,512
-0,530
-0,536
-0,555
-0,512
-0,530
-0,536
-0,555
-0,512
-0,530
Proteínas %
(fracción
de masa)
2,9 - 2,9 - 2,9 -
Ensayo de
Fosfatasa
- Negativo Negativo Negativo
Ensayo de
Peroxidasa
- Positivo Positivo Positivo
Presencia de
conservantes 1
- Negativo Negativo Negativo
Presencia de
neutralizantes2
- Negativo Negativo Negativo
Presencia de
adulterantes 3
- Negativo Negativo Negativo
Grasa vegetal - Negativo Negativo Negativo
Suero de leche - Negativo Negativo Negativo
Residuos de
medicamentos
veterinarios 5
µg/L - LMR
establec
idos en
el
Codex
- LMR
establec
idos en
el
Codex
- LMR
estable
cidos
en el
Codex
Deysi Liliana Andrade Narváez Página 29
Universidad de Cuenca
CAC/LM
R 2
CAC/LM
R 2
CAC/L
MR 2
Reacción de
estabilidad
proteica (prueba
de alcohol)
No se coagulará por adición de un volumen igual de alcohol neutro de 68%
en peso o 75% en volumen
4) Conservantes: formaldehído, peróxido de hidrógeno, cloro, hipocloritos, cloraminas,
lactoperoxidasa adicionada y dióxido de cloro
5) Neutralizantes: orina, carbonatos, hidróxido de sodio, jabones
6) Adulterantes: harina y almidones, soluciones azucaradas o soluciones salinas, colorantes,
leche en polvo, suero de leche, grasas vegetales
5) Medicamentos aprobados para uso en ganado de producción lechera
6) Establecido por el comité del Codex sobre residuos de medicamentos veterinarios en los
alimentos
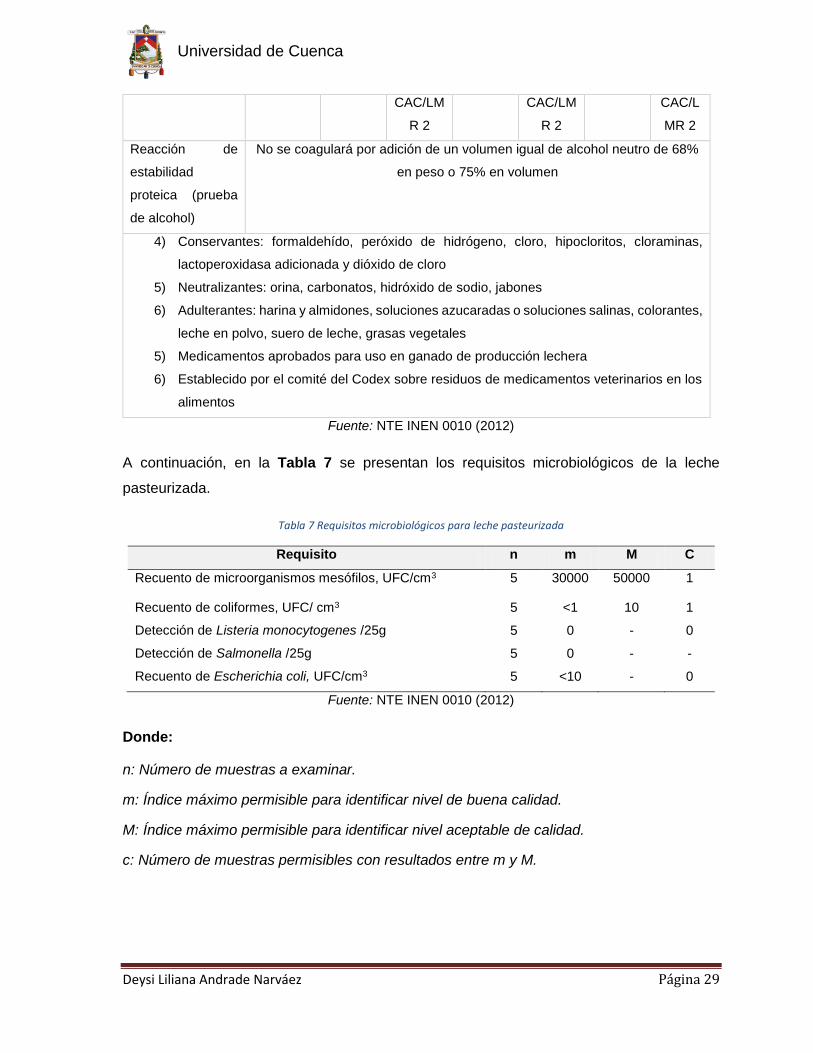
Fuente: NTE INEN 0010 (2012)
A continuación, en la Tabla 7 se presentan los requisitos microbiológicos de la leche
pasteurizada.
Tabla 7 Requisitos microbiológicos para leche pasteurizada
Requisito n m M C
Recuento de microorganismos mesófilos, UFC/cm3 5 30000 50000 1
Recuento de coliformes, UFC/ cm3 5 <1 10 1
Detección de Listeria monocytogenes /25g 5 0 - 0
Detección de Salmonella /25g 5 0 - -
Recuento de Escherichia coli, UFC/cm3 5 <10 - 0
Fuente: NTE INEN 0010 (2012)
Donde:
n: Número de muestras a examinar.
m: Índice máximo permisible para identificar nivel de buena calidad.
M: Índice máximo permisible para identificar nivel aceptable de calidad.
c: Número de muestras permisibles con resultados entre m y M.
Deysi Liliana Andrade Narváez Página 30
Universidad de Cuenca
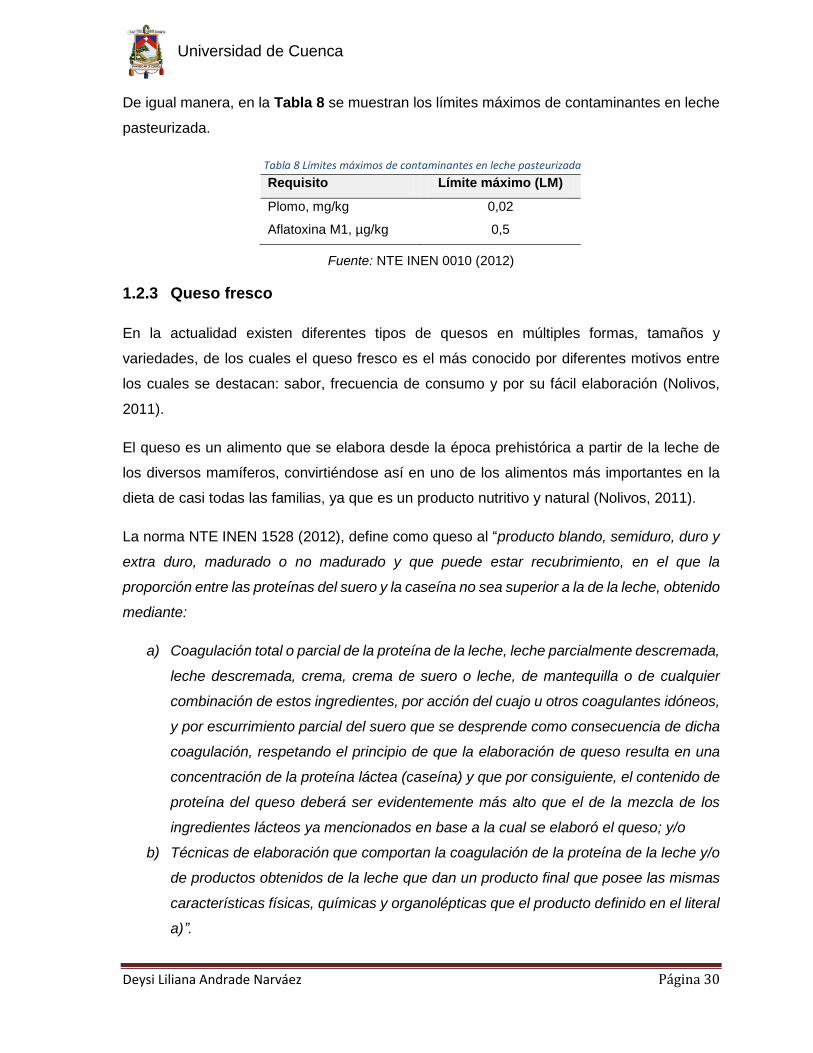
De igual manera, en la Tabla 8 se muestran los límites máximos de contaminantes en leche
pasteurizada.
Tabla 8 Límites máximos de contaminantes en leche pasteurizada
Fuente: NTE INEN 0010 (2012)
1.2.3 Queso fresco
En la actualidad existen diferentes tipos de quesos en múltiples formas, tamaños y
variedades, de los cuales el queso fresco es el más conocido por diferentes motivos entre
los cuales se destacan: sabor, frecuencia de consumo y por su fácil elaboración (Nolivos,
2011).
El queso es un alimento que se elabora desde la época prehistórica a partir de la leche de
los diversos mamíferos, convirtiéndose así en uno de los alimentos más importantes en la
dieta de casi todas las familias, ya que es un producto nutritivo y natural (Nolivos, 2011).
La norma NTE INEN 1528 (2012), define como queso al “producto blando, semiduro, duro y
extra duro, madurado o no madurado y que puede estar recubrimiento, en el que la
proporción entre las proteínas del suero y la caseína no sea superior a la de la leche, obtenido
mediante:
a) Coagulación total o parcial de la proteína de la leche, leche parcialmente descremada,
leche descremada, crema, crema de suero o leche, de mantequilla o de cualquier
combinación de estos ingredientes, por acción del cuajo u otros coagulantes idóneos,
y por escurrimiento parcial del suero que se desprende como consecuencia de dicha
coagulación, respetando el principio de que la elaboración de queso resulta en una
concentración de la proteína láctea (caseína) y que por consiguiente, el contenido de
proteína del queso deberá ser evidentemente más alto que el de la mezcla de los
ingredientes lácteos ya mencionados en base a la cual se elaboró el queso; y/o
b) Técnicas de elaboración que comportan la coagulación de la proteína de la leche y/o
de productos obtenidos de la leche que dan un producto final que posee las mismas
características físicas, químicas y organolépticas que el producto definido en el literal
a)”.
Requisito Límite máximo (LM)
Plomo, mg/kg 0,02
Aflatoxina M1, µg/kg 0,5
Deysi Liliana Andrade Narváez Página 31
Universidad de Cuenca
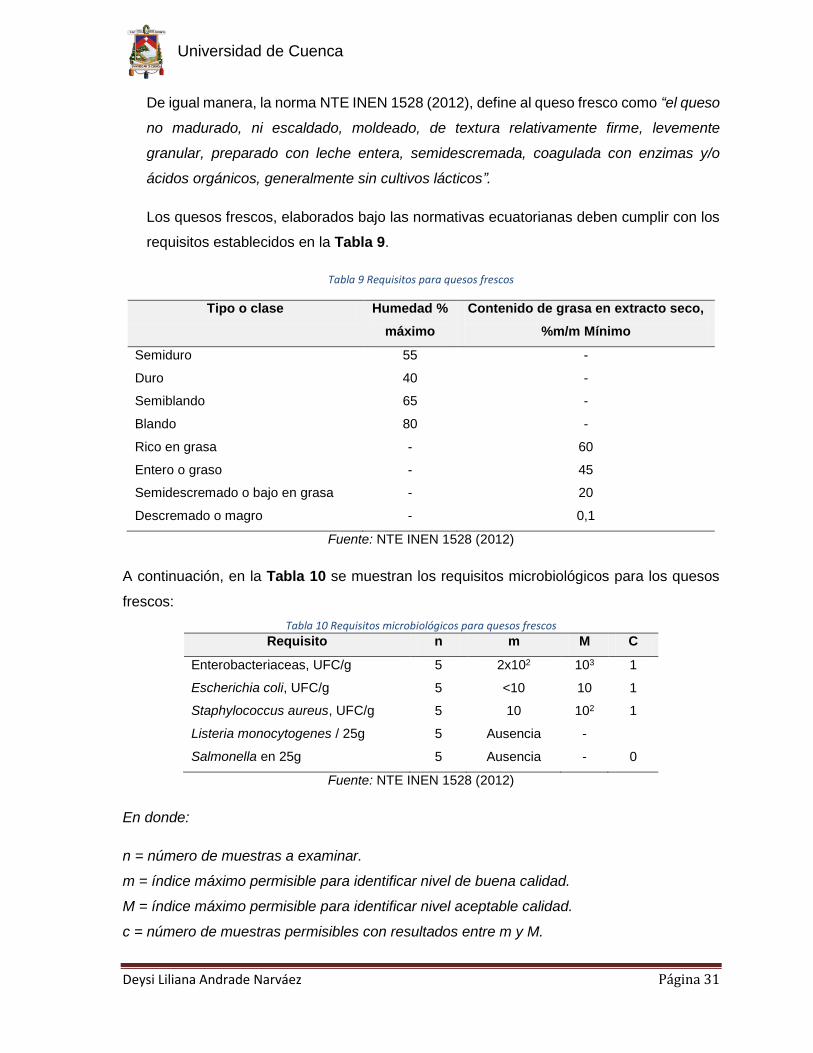
De igual manera, la norma NTE INEN 1528 (2012), define al queso fresco como “el queso
no madurado, ni escaldado, moldeado, de textura relativamente firme, levemente
granular, preparado con leche entera, semidescremada, coagulada con enzimas y/o
ácidos orgánicos, generalmente sin cultivos lácticos”.
Los quesos frescos, elaborados bajo las normativas ecuatorianas deben cumplir con los
requisitos establecidos en la Tabla 9.
Tabla 9 Requisitos para quesos frescos
Tipo o clase Humedad %
máximo
Contenido de grasa en extracto seco,
%m/m Mínimo
Semiduro 55 -
Duro 40 -
Semiblando 65 -
Blando 80 -
Rico en grasa - 60
Entero o graso - 45
Semidescremado o bajo en grasa - 20
Descremado o magro - 0,1
Fuente: NTE INEN 1528 (2012)
A continuación, en la Tabla 10 se muestran los requisitos microbiológicos para los quesos
frescos:
Tabla 10 Requisitos microbiológicos para quesos frescos
Requisito n m M C
Enterobacteriaceas, UFC/g 5 2x102 103 1
Escherichia coli, UFC/g 5 <10 10 1
Staphylococcus aureus, UFC/g 5 10 102 1
Listeria monocytogenes / 25g 5 Ausencia -
Salmonella en 25g 5 Ausencia - 0
Fuente: NTE INEN 1528 (2012)
En donde:
n = número de muestras a examinar.
m = índice máximo permisible para identificar nivel de buena calidad.
M = índice máximo permisible para identificar nivel aceptable calidad.
c = número de muestras permisibles con resultados entre m y M.

Deysi Liliana Andrade Narváez Página 32
Universidad de Cuenca
1.2.4 Mantequilla
Entre los derivados lácteos, la mantequilla es un alimento habitual, el mismo que se elabora
desde hace algunos siglos a partir de la grasa de la leche (nata), la cual se bate hasta
conseguir dicho producto. Las mantequerías antiguas, donde la leche era batida de forma
manual con la finalidad de obtener la mantequilla, hace algún tiempo dieron paso a procesos
innovadores mediante los cuales se obtiene un producto con menor acidez, más homogéneo
que los de antaño y de mejor calidad (Esnaola, 2014).
La norma NTE INEN 161 (2011) define a la mantequilla como “el producto graso derivado
exclusivamente de la leche y/o de productos obtenidos de la leche, principalmente en forma
de emulsión del tipo agua en aceite”.
La mantequilla ideal debe ser de una tonalidad amarillenta y uniforme, poseer un sabor muy
agradable, pero además debe disponer de una textura suave con la finalidad de que se derrita
fácilmente en la boca del consumidor. Por lo general la mantequilla contiene
aproximadamente el 82% de grasa láctea y el resto de su peso está constituido por agua,
proteínas, minerales, ácido láctico y lactosa. A pesar de que se sugiere la disminución en el
consumo de mantequilla por su elevado contenido de grasa, cabe destacar que no se trata
de un alimento que se tenga que descartar totalmente en una dieta diaria debido a que
constituye una buena fuente de vitaminas A y D y lípidos (Esnaola, 2014).
La crema de leche (materia prima) destinada a la elaboración de mantequilla debe cumplir
con los requisitos fisicoquímicos detallados en la Tabla 11.
Tabla 11 Requisitos fisicoquímicos para Crema de Leche
Requisitos Mínimo (%) Máximo (%)
Contenido de grasa láctea, % (m/m)
Crema de leche liviana 18,0 ---
Crema de leche 30,0 ---
Crema de leche concentrada 50,0 ---
Acidez, % como ácido láctico
Crema de leche ---- 0,16
Cremas de leche fermentadas y acidificadas 0,60 ---
Fuente: NTE INEN 712 (2011)

Deysi Liliana Andrade Narváez Página 33
Universidad de Cuenca
De igual forma, la crema de leche destinada a la elaboración de mantequilla debe cumplir
con los requisitos microbiológicos detallados en la Tabla 12.
Tabla 12 Requisitos microbiológicos para Crema de Leche
Requisito n m M c
Recuento de Aerobios Mesófilos UFC/g 5 104 5 x 104 2
Coliformes totales, UFC/g 5 1 10 2
Salmonella, 125g 5 Ausencia - -
Fuente: INEN 712 (2011)
En donde:
n = número de muestras a examinar.
m = índice máximo permisible para identificar nivel de buena calidad.
M = índice máximo permisible para identificar nivel aceptable calidad.
c = número de muestras permisibles con resultados entre m y M.
Por otra parte, las mantequillas elaboradas de acuerdo a las normativas ecuatorianas deben
cumplir con los requisitos fisicoquímicos establecidos en la Tabla 13.
Tabla 13 Requisitos fisicoquímicos para mantequillas
Requisitos Mín. (%) Máx. (%)
Contenido de grasa, % (m/m) 80,0 -
Extracto seco magro de la leche, % (m/m) - 2,0
Humedad, % (m/m) - 16,0
Fuente: NTE INEN 161 (2011)
De igual manera, la grasa de mantequilla y la grasa de la mantequilla de suero, deben cumplir
con los requisitos establecidos en la Tabla 14.
Tabla 14 Requisitos de la grasa de las mantequillas
Requisito Mínimo Máximo
Índice de refracción (40ºC) 1,4528 1,4565
Índice de Yodo, cg/g 26,0 45,0
Índice de Reicher – Meissi, cm3/g 24,0 32,0
Índice de Polenske, cm3/g 1,0 3,6
Índice de saponificación, mg/g 218,0 234,0
Fuente: NTE INEN 161 (2011)
Deysi Liliana Andrade Narváez Página 34
Universidad de Cuenca
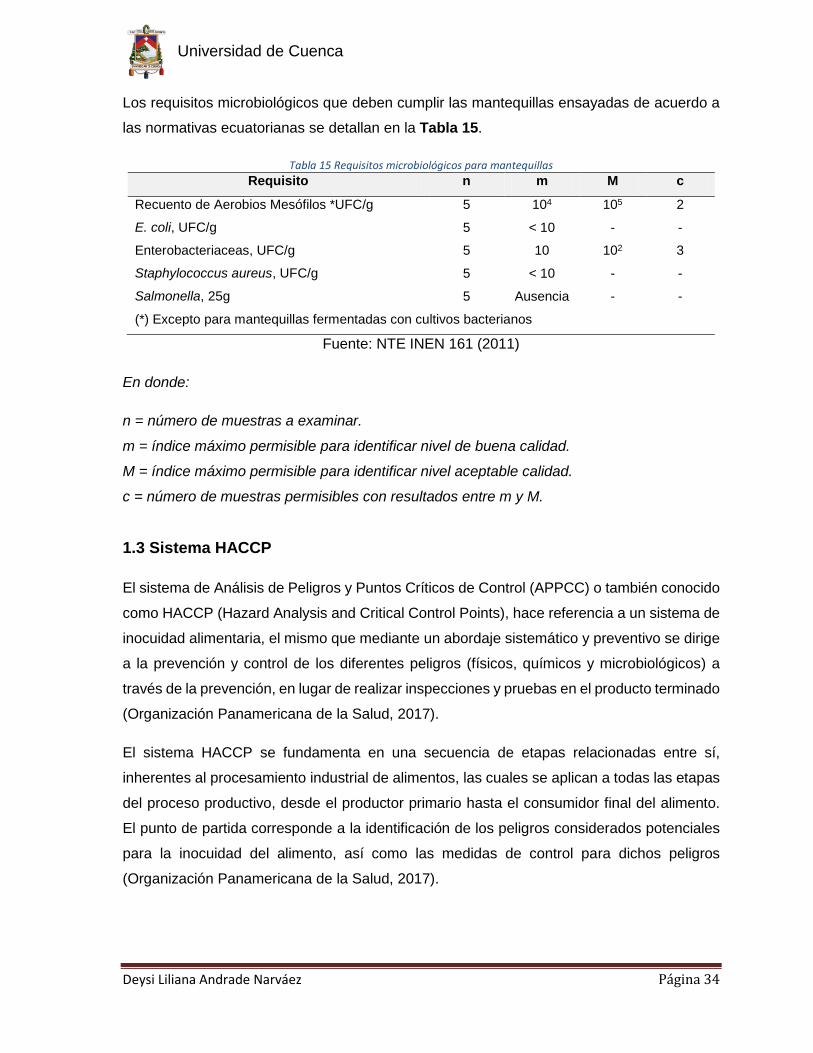
Los requisitos microbiológicos que deben cumplir las mantequillas ensayadas de acuerdo a
las normativas ecuatorianas se detallan en la Tabla 15.
Tabla 15 Requisitos microbiológicos para mantequillas
Requisito n m M c
Recuento de Aerobios Mesófilos *UFC/g 5 104 105 2
E. coli, UFC/g 5 < 10 - -
Enterobacteriaceas, UFC/g 5 10 102 3
Staphylococcus aureus, UFC/g 5 < 10 - -
Salmonella, 25g 5 Ausencia - -
(*) Excepto para mantequillas fermentadas con cultivos bacterianos
Fuente: NTE INEN 161 (2011)
En donde:
n = número de muestras a examinar.
m = índice máximo permisible para identificar nivel de buena calidad.
M = índice máximo permisible para identificar nivel aceptable calidad.
c = número de muestras permisibles con resultados entre m y M.
1.3 Sistema HACCP
El sistema de Análisis de Peligros y Puntos Críticos de Control (APPCC) o también conocido
como HACCP (Hazard Analysis and Critical Control Points), hace referencia a un sistema de
inocuidad alimentaria, el mismo que mediante un abordaje sistemático y preventivo se dirige
a la prevención y control de los diferentes peligros (físicos, químicos y microbiológicos) a
través de la prevención, en lugar de realizar inspecciones y pruebas en el producto terminado
(Organización Panamericana de la Salud, 2017).
El sistema HACCP se fundamenta en una secuencia de etapas relacionadas entre sí,
inherentes al procesamiento industrial de alimentos, las cuales se aplican a todas las etapas
del proceso productivo, desde el productor primario hasta el consumidor final del alimento.
El punto de partida corresponde a la identificación de los peligros considerados potenciales
para la inocuidad del alimento, así como las medidas de control para dichos peligros
(Organización Panamericana de la Salud, 2017).

Deysi Liliana Andrade Narváez Página 35
Universidad de Cuenca
1.3.1 Reseña histórica del sistema HACCP
La FAO (2002) y la Organización Panamericana de la Salud (2017) coinciden en que el primer
hecho que dio origen al sistema HACCP está relacionado a W. E. Deming y sus teorías
referentes a la gestión de la calidad total, ya que las mismas se consideran la principal causa
que ocasionó cambios en la calidad de los productos japoneses, en los años 50. El sistema
de gestión de la calidad total consistía en la aplicación de una metodología al proceso de
fabricación con el objetivo de mejorar la calidad y al mismo tiempo reducir los costos de
producción.
El segundo y principal acontecimiento corresponde al desarrollo del concepto de HACCP
como tal. En 1960, la NASA (Administración Nacional de la Aeronáutica y del Espacio), la
corporación Pillsbury y la armada de los Estados Unidos introdujeron el sistema HACCP,
como solución a la necesidad de generar alimentos inocuos para los astronautas. El objetivo
era elaborar alimentos libres de peligros que pudieran generar daños o enfermedades a la
tripulación; razón por la cual el sistema HACCP fue diseñado para operar como una
herramienta que permita eliminar, reducir o controlar los peligros que pudieran estar
presentes a niveles tolerables en los alimentos desde el principio de la cadena de
procesamiento mediante el control por parte de los operarios y/o técnicas de monitoreo
continuo de cada uno de los puntos críticos de control (FAO, 2002; OIRSA, 2016).
Inicialmente el sistema HACCP se fundamentó en un sistema de ingeniería denominado
Análisis Modal de Fallos y Efectos (AMFE), cuya función fue analizar lo que podía ir mal en
cada etapa de un proceso productivo junto con sus posibles causas, así como el efecto que
producen. Después de este análisis entraron en acción mecanismos de control vigorosos que
garanticen que los fallos potenciales no ocurran (Madrid Salud, 2016).
En el año de 1971, Pillsbury Company socializó el sistema HACCP en una conferencia acerca
de inocuidad de alimentos llevada a cabo en los Estados Unidos, después este sistema sirvió
como base para que la FDA (Administración de Alimentos y Medicamentos) lleve a cabo
diferentes normas legales destinadas a la producción de alimentos enlatados de baja acidez
(Organización Panamericana de la Salud, 2017).
En 1973, Pillsbury Company publicó un documento en el cual se detallaba la metodología del
sistema HACCP, el mismo que fue utilizado como referencia para la formación de inspectores
de la FDA (Organización Panamericana de la Salud, 2017).
Deysi Liliana Andrade Narváez Página 36
Universidad de Cuenca
A mediados de los años ochenta, varias instituciones como la ICMSF (International Comisión
on Microbiological Specifications for Foods), la OMS (Organización Mundial de la Salud) y la
NAS (National Academy of Sciences) impulsaron la aplicación de este sistema (Madrid Salud,
2016).
En 1988, el NACMCF (US National Advisory Committee on Microbiological Criteria for Foods)
renovó el sistema HACCP, y el ICMSF promocionó su aplicación en las industrias dedicadas
al procesamiento de alimentos (Madrid Salud, 2016).
En 1993, la Comisión del Codex Alimentarius acogió los lineamientos para la aplicación del
sistema HACCP, incorporando el mismo como anexo al Código de principios Generales de
Higiene de los Alimentos. Dichos lineamientos fueron revisados en 1997 por la Comisión del
Codex Alimentarius incluyendo los principios en los que se fundamenta este sistema, así
como la secuencia lógica de su aplicación que actualmente siguen vigentes (Madrid Salud,
2016).
A nivel latinoamericano, en 1997 fue el decreto 3075 uno de los primeros reglamentos que
recomendó ampliamente el Sistema HACCP para garantizar la calidad sanitaria de los
alimentos. Con el paso de los años, la aplicación del sistema HACCP ha evolucionado y hoy
en día constituye la base fundamental para el control de los alimentos y para el
aseguramiento de la calidad en empresas agroalimentarias, ya que garantiza la inocuidad
de los productos al prevenir los potenciales peligros en todas las fases de la cadena
productiva (Castellanos, Villamil, & Romero, 2004).
1.3.2 Importancia y ventajas de implementar el sistema HACCP
Como se mencionó anteriormente, el sistema HACCP fue planteado para controlar los
procesos productivos, para lo cual se basa en principios y nociones preventivas. Además,
gracias a este sistema es posible aplicar medidas que aseguren un control eficaz a través de
la identificación de las diferentes etapas en las que se puede controlar un determinado peligro
(Organización Panamericana de la Salud, 2015).
El sistema HACCP a más de tener base científica, ser sistemático y asegura la inocuidad de
los alimentos, tiene beneficios indirectos como la reducción de los costos de operación,
disminución de la necesidad de recolección y análisis de muestras, destrucción y
reprocesamiento del producto terminado por razones relacionadas a la seguridad
(Organización Panamericana de la Salud, 2015).

Deysi Liliana Andrade Narváez Página 37
Universidad de Cuenca
Entre otras ventajas de la implementación del sistema HACCP se tienen:
Reducción de la inspección y análisis de producto terminado,
Aumenta la confianza del consumidor, ofreciendo un producto inocuo y
comercialmente factible,
Facilita el cumplimiento de los diferentes requerimientos legales,
Optimiza el uso de recursos y por ende la reducción de costos,
Aumenta el compromiso y el nivel de control de la industria alimentaria, ya que
estimula una mayor responsabilidad de los operadores y garantiza la inocuidad,
El sistema HACCP puede aplicarse en todas las etapas de procesamiento y a
cualquier actividad relacionada con el procesamiento de alimentos (Organización
Panamericana de la Salud, 2015).
1.3.3 Requisitos para la implementación del sistema HACCP
La norma chilena NCh 2861 (2011), indica que previo a la implementación del sistema
HACCP la empresa debe contar con la implementación de los programas de prerrequisitos
conforme a los Principios Generales de Higiene de los Alimentos y los Códigos de Prácticas
establecidos por el Codex Alimentarius, dichos programas que deben estar escritos,
actualizados, sólidamente establecidos, en completo funcionamiento y haber sido verificados
adecuadamente.
Se consideran programas de prerrequisitos las “Buenas Prácticas de Manufactura (BPM), las
Buenas Prácticas de Fabricación (BPF), las Buenas Prácticas de Elaboración (BPE), las
Buenas Prácticas de Producción (BPP), los Procedimientos Operacionales Estandarizados
(POE) y los Procedimientos Operacionales Estandarizados de Sanitización (POES)”; ya que
éstos representan un pilar fundamental para el establecimiento de medidas de control que
serán sugeridas en el plan HACCP (NCh 2861, 2011).
Es importante que previo a realizar el análisis de peligros, la empresa cumpla con los
siguientes requisitos:
a) Llevar a cabo una indagación completa con la finalidad de verificar si la planta y su
equipamiento son idóneos con referencia a su construcción y mantenimiento;
b) Identificar cualquier falla que pueda dificultar la ejecución del sistema HACCP y
afectar la inocuidad del producto; también se debe verificar que las instalaciones y los

Deysi Liliana Andrade Narváez Página 38
Universidad de Cuenca
equipos sean los apropiados para realizar el proceso, garantizando la inocuidad del
producto;
c) Corregir las fallas reconocidas en las construcciones de la planta y su respectivo
mantenimiento y establecer periodos de tiempo adecuados para su ejecución;
d) Determinar los requerimientos relacionados a la operación y sanitización de la planta
y sus equipos, incluyendo también el abastecimiento de agua potable, manejo de
desechos tanto sólidos como líquidos, limpieza y sanitización, control de plagas e
higiene del personal que manipula los alimentos, incluyendo la salud, higiene
personal, así como su capacitación en temas relacionados a la higiene y manipulación
de alimentos;
e) Disponer de Procedimientos Operacionales Estandarizados (POE) para los temas
antes mencionados, donde se encuentren registradas las actividades a realizar antes,
durante y después de las operaciones, desde la entrada de materia prima hasta el
producto terminado;
f) Auditar los programas de prerrequisitos y gestionar el sistema HACCP diseñado;
g) El programa de prerrequisitos debe estar conformado por:
“Instalaciones
Equipos de producción
Materia prima
Procedimientos de limpieza y sanitización
Manejo de productos químicos
Higiene del personal
Control integrado de plagas
Especificaciones en el control de producción y control de calidad
Control de calidad en envases
Condiciones de recepción, almacenamiento y distribución de alimentos
Sistema de trazabilidad para materia prima y producto terminado
Sistema de investigación y retroalimentación de reclamos
Especificaciones de etiquetado
Sistema de capacitación al personal
Retiro de producto
Control y evaluación de proveedores
Calibración de equipos e instrumentos de medición” (NCh 2861, 2011).

Deysi Liliana Andrade Narváez Página 39
Universidad de Cuenca
Otro punto clave e indispensable previo a la implementación del sistema HACCP es el
compromiso de la alta dirección, así como el conocimiento y habilidades técnicas necesarias
para poder aplicar un sistema HACCP que resulte efectivo (NCh 2861, 2011).
Deysi Liliana Andrade Narváez Página 40
Universidad de Cuenca
CAPÍTULO II
METODOLOGÍA
Para el desarrollo de la propuesta de un Plan de implementación de un sistema HACCP en
la planta Cañar de Lácteos “San Antonio”, se revisó el texto de la comisión del Codex
Alimentarius y el programa conjunto de FAO/OMS sobre normas alimentarias y en la norma
chilena NCh 2861-2011, documentos en los cuales proporcionan las directrices para la
aplicación del sistema HACCP en la industria agroalimentaria.
En cuanto a la metodología a seguir para la aplicación del sistema HACCP, se aplicó la
secuencia lógica que plantea la norma chilena NCh 2861 2011, la misma que consta de los
12 pasos detallados a continuación:
1. Formación de un equipo HACCP
Tanto la norma chilena NCh 2861 (2011) como la comisión del Codex Alimentarius &
FAO/OMS (2002), plantean que el primer paso previo a la implementación de un sistema
HACCP es la formación de un equipo HACCP, para lo cual la empresa debe crear un
equipo multidisciplinario, el mismo que debe poseer los conocimientos y aptitudes
técnicas acerca de los productos que se fabrican, los procesos, el manejo de los
productos en cada etapa de procesamiento, los posibles peligros, la probabilidad de
ocurrencia, sus efectos sobre la salud y su grado de significancia. En caso de que la
empresa no cuente con el personal adecuado, se deberá buscar asesoramiento técnico
de otras fuentes e identificarse el ámbito de aplicación del sistema HACCP.
Por otra parte, la Organización Panamericana de la Salud (2015), sugiere que la
Dirección General de la empresa designe un líder para el equipo HACCP, con la finalidad
de que se haga evidente su compromiso con la implementación del sistema HACCP. Los
requisitos para que una persona pueda ser líder del equipo HACCP son: formar parte del
organigrama de la empresa y tener una relación directa con la Dirección General.
2. Descripción de los productos
En este paso se debe efectuar una descripción completa del producto, la misma que debe
constar como mínimo la siguiente información sobre su inocuidad: (ACHIPIA, 2018; NCh
2861, 2011).
Deysi Liliana Andrade Narváez Página 41
Universidad de Cuenca
o Composición (aditivos, ingredientes, etc.)
o Características fisicoquímicas (pH, aw, forma, color, olor, densidad, etc.)
o Tratamientos a los que fue sometido el producto (pasteurización, congelación,
escaldado, etc.)
o Tipo y material del envase
o Vida útil del producto
o Condiciones de almacenamiento y comercialización
La finalidad de realizar la descripción del producto es disponer de toda la información
necesaria acerca del producto para después llevar a cabo una identificación completa y
el respectivo análisis de los peligros asociados (ACHIPIA, 2018).
3. Determinación del uso previsto de los productos
El Codex Alimentarius & FAO/OMS (2002) indican que el uso previsto del producto debe
fundamentarse en los usos que el consumidor final vaya a darle al producto y que
además, en casos específicos como la alimentación en instituciones, se debe analizar si
se trata de un grupo vulnerable de la población. Además el uso previsto del producto
debe ser documentado (NCh 2861, 2011).
4. Elaboración de un diagrama de flujo de cada producto
Después de haber establecido el alcance del sistema HACCP a implementar, el equipo
HACCP debe elaborar el diagrama de flujo de los procesos que se llevan a cabo en la
planta (ACHIPIA, 2018).
El diagrama de flujo puede ser empleado para varios productos, siempre y cuando dichos
productos tengan operaciones en común (ACHIPIA, 2018).
La norma chilena NCh 2861 (2011) establece que el diagrama de flujo debe ser simple y
también debe expresar de manera clara todas las etapas implicadas en el proceso
productivo.
Tanto la Organización Panamericana de la Salud (2015) como la (FDA, 2017) manifiestan
que un diagrama de flujo de tipo bloque es suficiente para representar de manera
completa al proceso productivo.
Deysi Liliana Andrade Narváez Página 42
Universidad de Cuenca
5. Confirmación in situ de los diagramas de flujo
La confirmación de los diagramas de flujo debe ser llevada a cabo por la persona o las
personas que conozcan claramente cada una de las actividades involucradas en el
proceso productivo (OIRSA, 2016).
El proceso de confirmación in-situ de los diagramas de flujo consiste en el recorrido de la
planta verificando cada una de las etapas del proceso productivo, así como la
comprobación de que el producto con el que se está trabajando tenga las mismas
características y pase por cada una de las etapas descritas en el diagrama de flujo que
fue elaborado previamente (OIRSA, 2016).
Es importante tener en cuenta que el diagrama de flujo debe ser modificado cada vez
que se elimine o adicione alguna etapa o paso operacional (ACHIPIA, 2018).
6. Realizar un análisis de peligros (Primer principio HACCP)
En esta etapa, el equipo HACCP debe realizar un análisis de peligros y posterior a ello
se deben establecer las medidas de control óptimas para dichos peligros (FDA, 2017).
El objetivo de realizar el análisis de peligros es elaborar una lista de peligros, los mismos
que tengan la capacidad y la probabilidad de causar lesiones o enfermedades si no son
controlados de la forma correcta (FDA, 2017).
Al realizar el análisis de peligros se deben considerar los siguientes aspectos:
Probabilidad de ocurrencia del peligro identificado y el grado de severidad de los
efectos nocivos para la salud;
Evaluación cuantitativa y/o cualitativa de los peligros presentes;
Supervivencia o desarrollo de los microorganismos implicados;
Generación o persistencia de toxinas, agentes físicos o químicos en los alimentos;
y
Condiciones que pueden ocasionar los aspectos anteriores (NCh 2861, 2011).
Deysi Liliana Andrade Narváez Página 43
Universidad de Cuenca
El análisis de peligros se debe realizar en dos etapas, las mismas que se detallan a
continuación:
Primera etapa: Identificación de peligros.
En esta etapa se debe realizar una revisión de los ingredientes utilizados para la
elaboración del producto, las actividades realizadas en cada etapa del proceso
productivo, los equipos empleados, el producto terminado y su método de
almacenamiento, el uso previsto y los consumidores del producto (FDA, 2017).
Posteriormente, el equipo HACCP debe realizar una lista de los posibles peligros que
pudieran introducirse, incrementarse o controlarse en cada etapa del proceso productivo
(FDA, 2017).
Un peligro debe entenderse como aquel agente o propiedad física, química y/o
microbiológica que estando presente en un alimento puede ocasionar un efecto
perjudicial para la salud (Codex Alimentarius, 2002). La clasificación de los peligros se
presenta a continuación:
a) Peligros físicos: son objetos duros o puntiagudos que pueden causar
lesiones como cortes, heridas, ahogo, etc. (ACHIPIA, 2018).
A continuación, en la Tabla 16 se presentan los principales peligros físicos, sus fuentes y
lesiones potenciales.
Tabla 16 Principales peligros físicos
Peligro físico Fuentes Lesión potencial
Vidrio Botellas, utensilios, lámparas,
protección de medidores, etc.
Cortes, sangrado que puede exigir cirugía para
remover los fragmentos.
Madera Producción primaria, envases,
utensilios, cajas, etc.
Cortes, sangrado que puede exigir cirugía para
remover los fragmentos.
Piedras Campo, construcción, etc. Atragantamiento y rotura de dientes.
Metal Máquinas, campo, alambres
operarios, etc.
Cortes, sangrado que puede exigir cirugía para
remover los fragmentos.
Plástico Embalaje, envases,
equipamientos.
Atragantamiento, cortes, infección; puede exigir
cirugía para remover fragmentos.
Objetos de
uso personal
Operarios Atragantamiento, cortes, rotura de dientes;
puede exigir cirugía para remover fragmentos.
Fuente: (Organización panamericana de la salud, 2015)

Deysi Liliana Andrade Narváez Página 44
Universidad de Cuenca
b) Peligros químicos: en la actualidad existe una gran diversidad de productos
químicos que pueden ser utilizados en la elaboración y procesamiento de
alimentos o que se generan durante el proceso productivo, entre los peligros
químicos que más se destacan están los antibióticos, aditivos, pesticidas,
alérgenos, dioxinas, metales pesados, lubricantes, sanitizantes, detergentes,
histamina y micotoxinas (ACHIPIA, 2018).
c) Peligros biológicos: dentro de este tipo de peligros se deben incluir
únicamente las bacterias patógenas, virus y parásitos (ACHIPIA, 2018).
Las bacterias pueden ser perjudiciales para el ser humano ya que tienen la
capacidad de invadir los tejidos, multiplicarse y liberar o producir toxinas, las
que pueden contaminar los alimentos. Las baterías que pueden ser
transmitidas por los alimentos son: Listeria monocytogenes, Salmonella spp,
E. coli enteropatógenas, Staphylococcus aureus, Campylobacter spp.,
Bacillus cereus, Vibrio parahaemolyticus, Clostridium botulinum y Clostridium
perfringens (ACHIPIA, 2018).
Los virus que pueden ser transmitidos por los alimentos son: Virus de la
hepatitis A, Norovirus y Rotavirus y finalmente en el caso de los parásitos se
tiene: Trichinella, Echinococcus, Entamoeba, Cryptosporidium y Toxoplasma
(ACHIPIA, 2018).
Segunda etapa: Evaluación de los peligros.
Durante esta etapa, los peligros se evalúan de acuerdo a la severidad del peligro
potencial y a su probabilidad de ocurrencia (FDA, 2017).
La severidad hace referencia a la gravedad de las consecuencias derivadas de la
exposición al peligro (FDA, 2017).
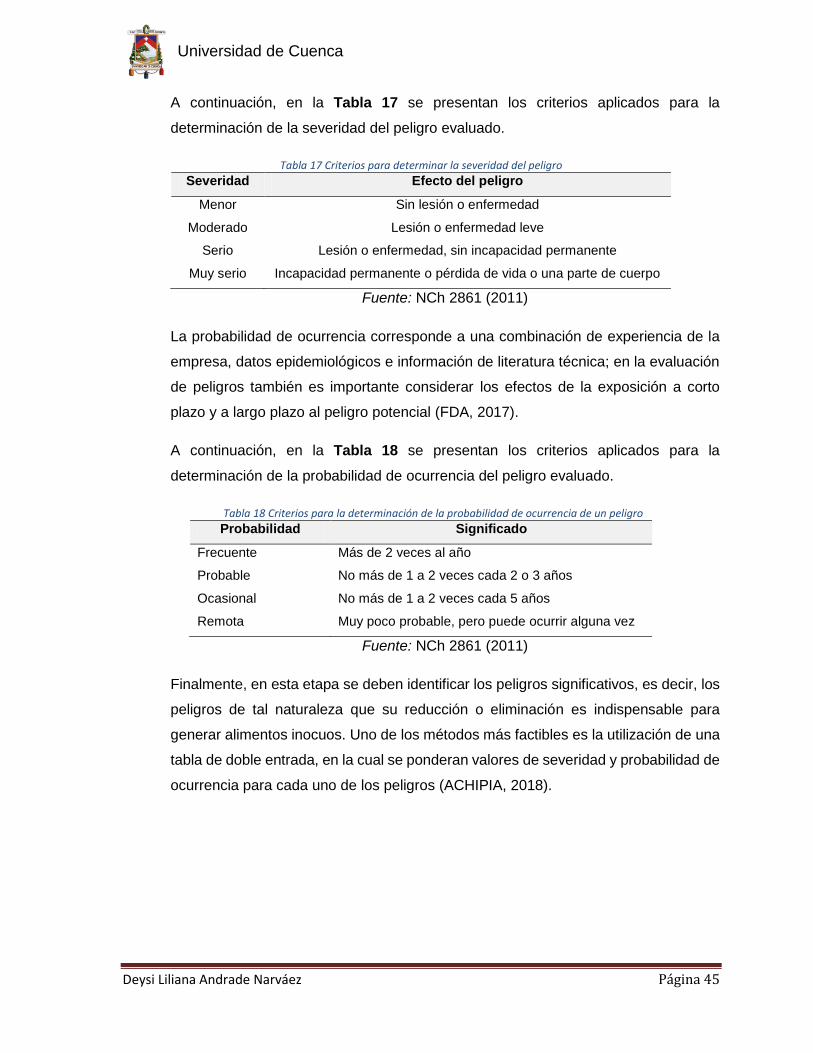
Deysi Liliana Andrade Narváez Página 45
Universidad de Cuenca
A continuación, en la Tabla 17 se presentan los criterios aplicados para la
determinación de la severidad del peligro evaluado.
Tabla 17 Criterios para determinar la severidad del peligro
Severidad Efecto del peligro
Menor Sin lesión o enfermedad
Moderado Lesión o enfermedad leve
Serio Lesión o enfermedad, sin incapacidad permanente
Muy serio Incapacidad permanente o pérdida de vida o una parte de cuerpo
Fuente: NCh 2861 (2011)
La probabilidad de ocurrencia corresponde a una combinación de experiencia de la
empresa, datos epidemiológicos e información de literatura técnica; en la evaluación
de peligros también es importante considerar los efectos de la exposición a corto
plazo y a largo plazo al peligro potencial (FDA, 2017).
A continuación, en la Tabla 18 se presentan los criterios aplicados para la
determinación de la probabilidad de ocurrencia del peligro evaluado.
Tabla 18 Criterios para la determinación de la probabilidad de ocurrencia de un peligro
Probabilidad Significado
Frecuente Más de 2 veces al año
Probable No más de 1 a 2 veces cada 2 o 3 años
Ocasional No más de 1 a 2 veces cada 5 años
Remota Muy poco probable, pero puede ocurrir alguna vez
Fuente: NCh 2861 (2011)
Finalmente, en esta etapa se deben identificar los peligros significativos, es decir, los
peligros de tal naturaleza que su reducción o eliminación es indispensable para
generar alimentos inocuos. Uno de los métodos más factibles es la utilización de una
tabla de doble entrada, en la cual se ponderan valores de severidad y probabilidad de
ocurrencia para cada uno de los peligros (ACHIPIA, 2018).
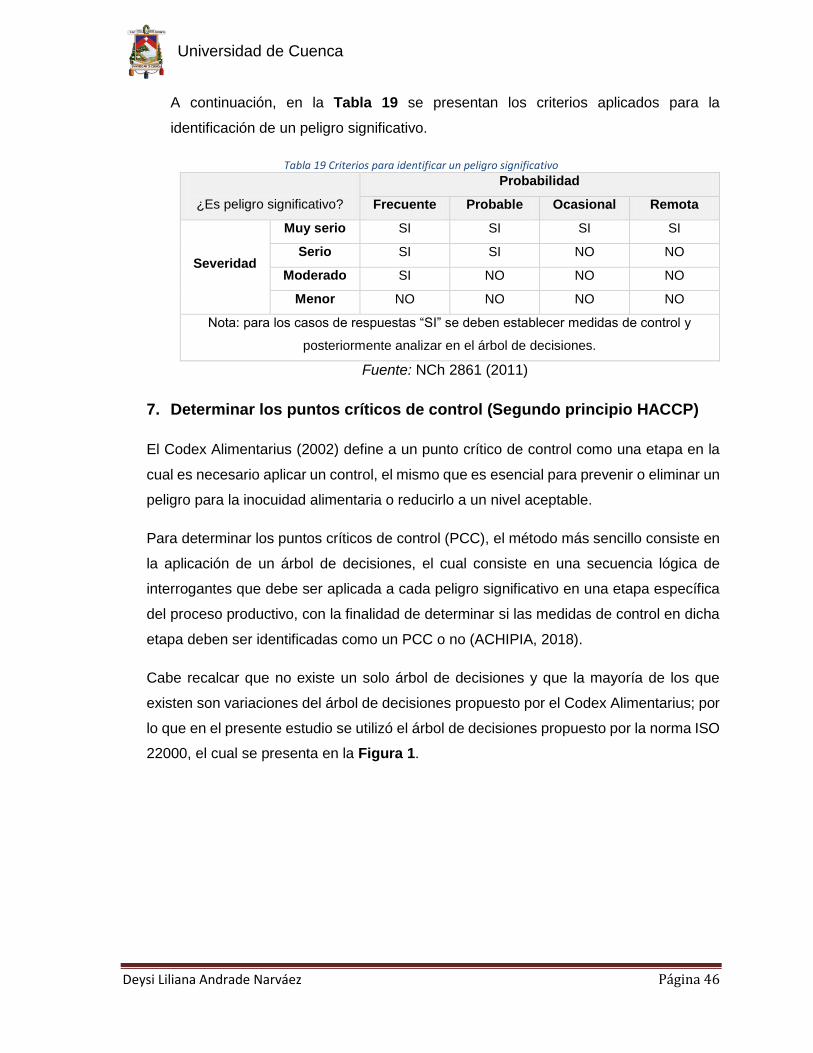
Deysi Liliana Andrade Narváez Página 46
Universidad de Cuenca
A continuación, en la Tabla 19 se presentan los criterios aplicados para la
identificación de un peligro significativo.
Tabla 19 Criterios para identificar un peligro significativo
¿Es peligro significativo?
Probabilidad
Frecuente Probable Ocasional Remota
Severidad
Muy serio SI SI SI SI
Serio SI SI NO NO
Moderado SI NO NO NO
Menor NO NO NO NO
Nota: para los casos de respuestas “SI” se deben establecer medidas de control y
posteriormente analizar en el árbol de decisiones.
Fuente: NCh 2861 (2011)
7. Determinar los puntos críticos de control (Segundo principio HACCP)
El Codex Alimentarius (2002) define a un punto crítico de control como una etapa en la
cual es necesario aplicar un control, el mismo que es esencial para prevenir o eliminar un
peligro para la inocuidad alimentaria o reducirlo a un nivel aceptable.
Para determinar los puntos críticos de control (PCC), el método más sencillo consiste en
la aplicación de un árbol de decisiones, el cual consiste en una secuencia lógica de
interrogantes que debe ser aplicada a cada peligro significativo en una etapa específica
del proceso productivo, con la finalidad de determinar si las medidas de control en dicha
etapa deben ser identificadas como un PCC o no (ACHIPIA, 2018).
Cabe recalcar que no existe un solo árbol de decisiones y que la mayoría de los que
existen son variaciones del árbol de decisiones propuesto por el Codex Alimentarius; por
lo que en el presente estudio se utilizó el árbol de decisiones propuesto por la norma ISO
22000, el cual se presenta en la Figura 1.

Deysi Liliana Andrade Narváez Página 47
Universidad de Cuenca
Figura 1 Árbol de Decisiones
Fuente: ISO 22000 (2015)

Deysi Liliana Andrade Narváez Página 48
Universidad de Cuenca
La norma chilena NCh 2861 (2011) indica que el árbol de decisiones debe ser aplicado de
forma flexible, considerando si la etapa se refiere a la producción, elaboración,
almacenamiento, distribución u otra operación, además se debe utilizar dicho árbol como
referencia para establecer los PCC.
8. Establecer los límites críticos para cada punto crítico de control (Tercer
principio HACCP)
El Codex Alimentarius (2002) define como límite crítico a aquel criterio que marca la
diferencia entre la aceptabilidad e inaceptabilidad del proceso productivo en una etapa
de procesamiento específica.
Es indispensable establecer límites críticos que garanticen el control de un peligro
específico para cada PCC, éstos pueden ser temperatura, tiempo, actividad acuosa,
humedad, etc. (Organización Panamericana de la Salud, 2017).
Las principales fuentes de información para establecer los límites críticos son:
Resultados de investigaciones científicas
Requisitos establecidos en normativas
Consultores
Resultados de estudios experimentales y simulaciones llevados a cabo en las
instalaciones de la empresa (ACHIPIA, 2018).
9. Establecer un sistema de monitoreo para cada punto crítico de control
(Cuarto principio HACCP)
La FDA (2017) define como monitoreo a la secuencia planificada de mediciones u
observaciones con el fin de evaluar si un determinado PCC está bajo control y también
para generar un registro preciso, el cual será utilizado en un futuro para el proceso de
verificación.
La importancia de un sistema de monitoreo radica en que permite controlar
adecuadamente un proceso incluso cuando se ocurren deviaciones, garantizando así la
producción de un alimento inocuo (FDA, 2017).
Deysi Liliana Andrade Narváez Página 49
Universidad de Cuenca
Con el objetivo de conocer las condiciones reales de operación del proceso productivo,
los sistemas de monitoreo deben proporcionar resultados de manera rápida, motivo por
el cual los análisis microbiológicos no son utilizados para monitorear los PCC, sin
embargo, si se utilizan las características físicas y químicas ya que generalmente éstas
están directamente relacionadas con el control microbiológico del proceso productivo
(ACHIPIA, 2018).
Debe establecerse de manera adecuada las especificaciones de monitoreo para cada
PCC, donde se debe proporcionar la siguiente información (Organización Panamericana
de la Salud, 2017):
1) ¿Qué será monitoreado?
2) ¿Cómo se realizará el monitoreo?
3) ¿Cuándo se realizará el monitoreo?
4) ¿Quién llevará a cabo el monitoreo?
Es importante recalcar que los resultados obtenidos del monitoreo deben ser analizados
por una persona competente con la finalidad de que pueda aplicar las acciones
correctivas oportunamente (NCh 2861, 2011).
10. Establecer las acciones correctivas (Quinto principio HACCP)
La norma chilena NCh 2861 (2011) indica que se deben crear acciones correctivas para
cada uno de los PCC identificados en el plan HACCP con el fin de controlar las
desviaciones que se puedan producir.
Las acciones correctivas deben estar establecidas de tal manera que los responsables
del monitoreo de los PCC, las comprendan y puedan ejecutarlas de forma adecuada y
acertada cuando ocurra una deviación (ACHIPIA, 2018).
Las acciones correctivas contempladas dentro del plan HACCP deben ser claras en
referencia al producto afectado, así como la disposición del mismo, además deben
permitir que el proceso productivo retorne a sus condiciones normales de operación
(ACHIPIA, 2018).
Deysi Liliana Andrade Narváez Página 50
Universidad de Cuenca
11. Establecer los procedimientos de verificación (Sexto principio HACCP)
Al hablar de verificación se hace referencia a la revisión constante, la cual asegura la
adecuada ejecución y eficiencia del sistema HACCP (ACHIPIA, 2018).
Para el proceso de verificación se pueden utilizar procedimientos y pruebas de
verificación como por ejemplo el muestreo aleatorio y análisis (NCh 2861, 2011).
El proceso de verificación debe ser llevado a cabo por una persona distinta a la que
realiza el monitoreo, así como de las acciones correctivas y en el caso de que la
verificación no pueda realizarse dentro de la empresa, dicho proceso puede ser llevado
a cabo por personas externas, siempre y cuando estén capacitados para el fin (NCh 2861,
2011).
Entre las principales actividades que pueden llevarse a cabo para la verificación están
(ACHIPIA, 2018):
Auditorías internas del sistema HACCP
Calibración y verificación de instrumentos y equipos
Muestreo y análisis del producto
Análisis de los reclamos del consumidor
Reevaluación completa del sistema HACCP
12. Establecer un sistema de documentación y registro (Séptimo principio
HACCP)
Es imprescindible que al implementar un sistema HACCP se disponga de un sistema de
registro preciso y eficiente (NCh2861, 2011). Se deben documentar todos los
procedimientos del sistema HACCP y el sistema de documentación y registro debe
ajustarse al tipo y a la dimensión del proceso productivo que se lleva a cabo en la empresa
(ACHIPIA, 2018).
La norma chilena NCh2861 (2011) indica que se debe documentar como mínimo lo
siguiente:
o “Análisis de peligros;
o Determinación de los PCC;
o Determinación de los límites críticos;

Deysi Liliana Andrade Narváez Página 51
Universidad de Cuenca
o Procedimientos para productos no conformes;
o Procedimientos de verificación”
De igual manera, norma chilena NCh 2861 (2011) indica que se debe registrar lo
siguiente:
o Monitoreo de los PCC
o Desviaciones con sus respectivas acciones correctivas
o Procedimientos aplicados para la verificación
o Reformas del sistema HACCP
También es fundamental que tanto los documentos como los registros correspondientes
al sistema HACCP cuenten con la identificación de la persona o personas que realizan el
monitoreo y verificación (NCh 2861, 2011).
Si bien dentro del sistema HACCP no se contempla la parte de validaciones, sin embargo,
la norma chilena NCh 2861 (2011) incluye dicho proceso como etapa previa a la puesta
en marcha del sistema HACCP, motivo por el cual es importante realizar tal proceso.
El principal objetivo del proceso de validación es garantizar que los peligros identificados
por el equipo HACCP están completos y acertados, pero sobre todo asegurar que dichos
peligros son controlados efectivamente mediante el plan diseñado (NCh 2861, 2011).
El proceso de validación se basa en la recolección de información y su posterior análisis
con la finalidad de determinar si las medidas de control tienen o no la capacidad de
cumplir con su objetivo en las diferentes etapas del proceso productivo (NCh 2861, 2011).
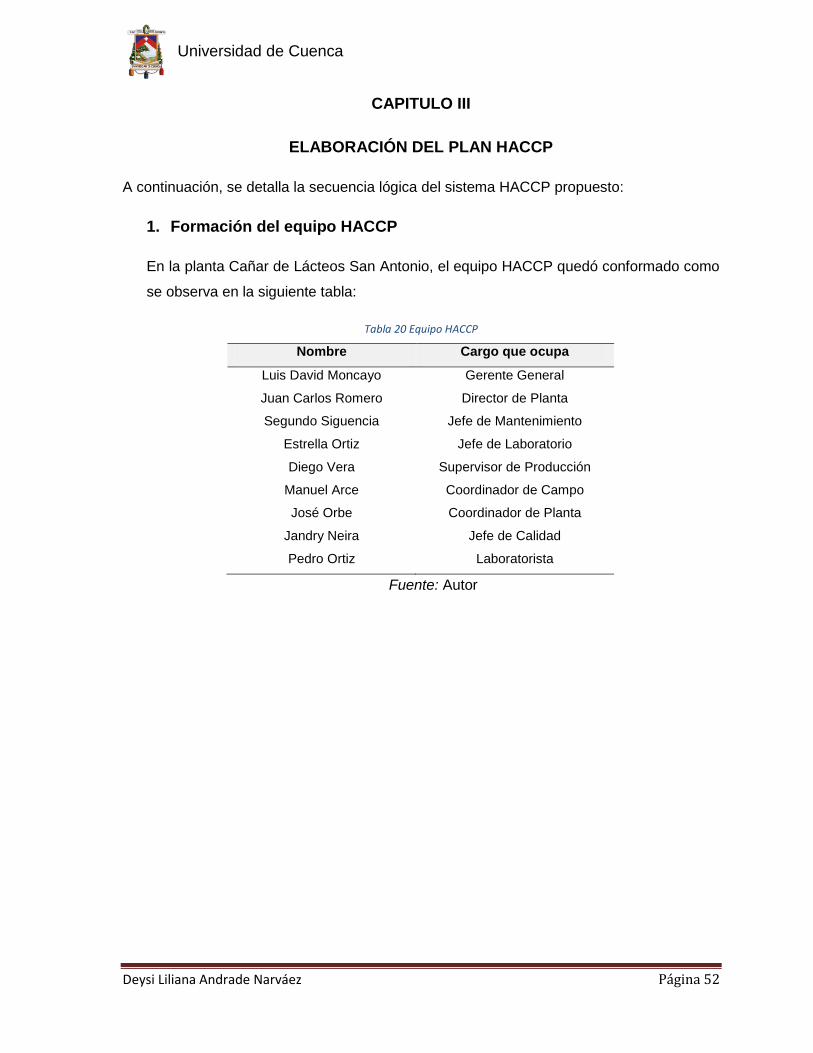
Deysi Liliana Andrade Narváez Página 52
Universidad de Cuenca
CAPITULO III
ELABORACIÓN DEL PLAN HACCP
A continuación, se detalla la secuencia lógica del sistema HACCP propuesto:
1. Formación del equipo HACCP
En la planta Cañar de Lácteos San Antonio, el equipo HACCP quedó conformado como
se observa en la siguiente tabla:
Tabla 20 Equipo HACCP
Fuente: Autor
Nombre Cargo que ocupa
Luis David Moncayo Gerente General
Juan Carlos Romero Director de Planta
Segundo Siguencia Jefe de Mantenimiento
Estrella Ortiz Jefe de Laboratorio
Diego Vera Supervisor de Producción
Manuel Arce Coordinador de Campo
José Orbe Coordinador de Planta
Jandry Neira Jefe de Calidad
Pedro Ortiz Laboratorista

Deysi Liliana Andrade Narváez Página 53
Universidad de Cuenca
2. Descripción y uso previsto del producto
A continuación, se muestran las tablas de descripción y uso previsto de cada uno de los
productos analizados dentro del plan HACCP.
2.1 Leche pasteurizada a granel
Tabla 21 Descripción Leche Pasteurizada a granel
DESCRIPCIÓN DEL PRODUCTO
Nombre del producto Leche Pasteurizada a Granel
Descripción del producto Producto líquido, homogenizado, obtenido a partir de la
leche cruda sometida a un tratamiento térmico que
garantice la destrucción de microorganismos
patógenos pero que conserve las características y
propiedades nutricionales de la misma.
Composición del producto Leche entera pasteurizada
Características del producto Aspecto: homogéneo y libre de materias extrañas
Sabor: lácteo característico
Olor: lácteo característico
Color: blanco o ligeramente amarillento
Requisitos fisicoquímicos y microbiológicos de acuerdo
a las Tablas 6 y 7 respectivamente
Uso intencionado Destinado al uso industrial
Envase Tanques de acero inoxidable
Presentaciones comerciales No aplica
Vida útil 72 horas a partir de su fecha de elaboración.
Uso no intencionado Consumirlo luego de su fecha de expiración.
Método de distribución Entrega directa en tanqueros
Instrucciones de etiquetado No Aplica
Fuente: Autor
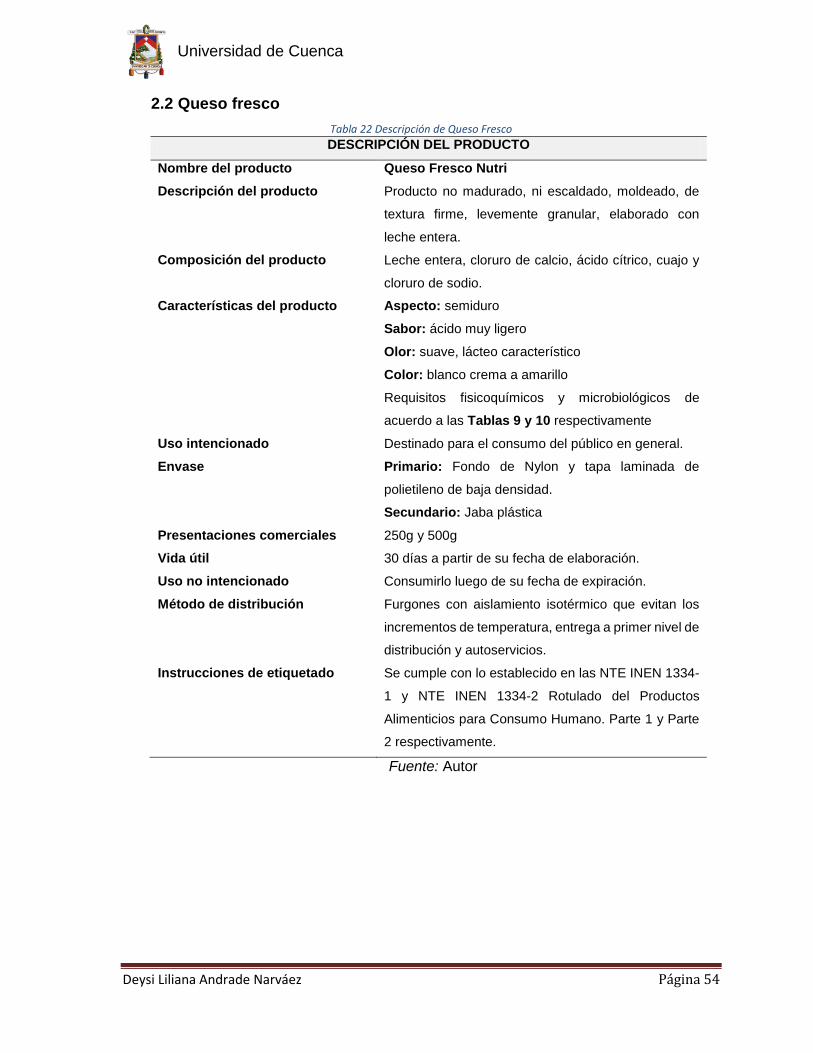
Deysi Liliana Andrade Narváez Página 54
Universidad de Cuenca
2.2 Queso fresco
Tabla 22 Descripción de Queso Fresco
DESCRIPCIÓN DEL PRODUCTO
Nombre del producto Queso Fresco Nutri
Descripción del producto Producto no madurado, ni escaldado, moldeado, de
textura firme, levemente granular, elaborado con
leche entera.
Composición del producto Leche entera, cloruro de calcio, ácido cítrico, cuajo y
cloruro de sodio.
Características del producto Aspecto: semiduro
Sabor: ácido muy ligero
Olor: suave, lácteo característico
Color: blanco crema a amarillo
Requisitos fisicoquímicos y microbiológicos de
acuerdo a las Tablas 9 y 10 respectivamente
Uso intencionado Destinado para el consumo del público en general.
Envase Primario: Fondo de Nylon y tapa laminada de
polietileno de baja densidad.
Secundario: Jaba plástica
Presentaciones comerciales 250g y 500g
Vida útil 30 días a partir de su fecha de elaboración.
Uso no intencionado Consumirlo luego de su fecha de expiración.
Método de distribución Furgones con aislamiento isotérmico que evitan los
incrementos de temperatura, entrega a primer nivel de
distribución y autoservicios.
Instrucciones de etiquetado Se cumple con lo establecido en las NTE INEN 1334-
1 y NTE INEN 1334-2 Rotulado del Productos
Alimenticios para Consumo Humano. Parte 1 y Parte
2 respectivamente.
Fuente: Autor

Deysi Liliana Andrade Narváez Página 55
Universidad de Cuenca
2.3 Mantequilla pasteurizada sin sal
Tabla 23 Descripción de Mantequilla Sin Sal
DESCRIPCIÓN DEL PRODUCTO
Nombre del producto Mantequilla Pasteurizada Sin Sal
Descripción del producto Producto elaborado a partir de la crema de leche,
formando una emulsión de tipo agua en aceite.
Composición del producto Crema de leche
Características del producto Aspecto: más o menos blanda y pastosa
Sabor: ácido muy ligero
Olor: suave, lácteo característico
Color: blanco crema a amarillo
Requisitos fisicoquímicos y microbiológicos de acuerdo
a las Tablas 13,14 y 15.
Uso intencionado Destinado para el consumo del público en general.
Envase Primario: Papel vegetal
Secundario: Jaba plástica
Presentaciones comerciales 250g y 7lb
Vida útil 60 días a partir de su fecha de elaboración.
Uso no intencionado Consumirlo luego de su fecha de expiración.
Método de distribución Furgones con aislamiento isotérmico que evitan los
incrementos de temperatura, entrega a primer nivel de
distribución y autoservicios.
Instrucciones de etiquetado Se cumple con lo establecido en las NTE INEN 1334-1
y NTE INEN 1334-2 Rotulado del Productos
Alimenticios para Consumo Humano. Parte 1 y Parte 2
respectivamente.
Fuente: Autor
3. Elaboración del diagrama de flujo y confirmación in situ del mismo
Tanto la elaboración de los diagramas de flujo como su confirmación fueron realizados in situ
y posteriormente fueron plasmados en el programa AutoCAD.
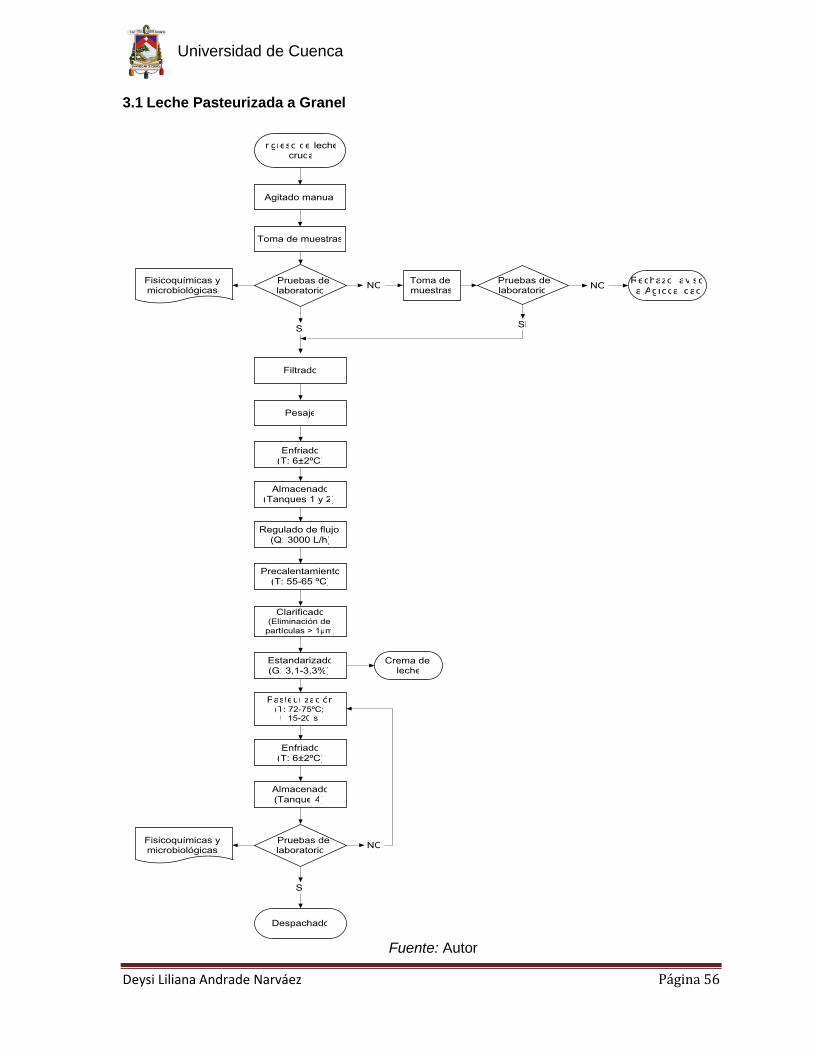
Deysi Liliana Andrade Narváez Página 56
Universidad de Cuenca
3.1 Leche Pasteurizada a Granel
Fuente: Autor
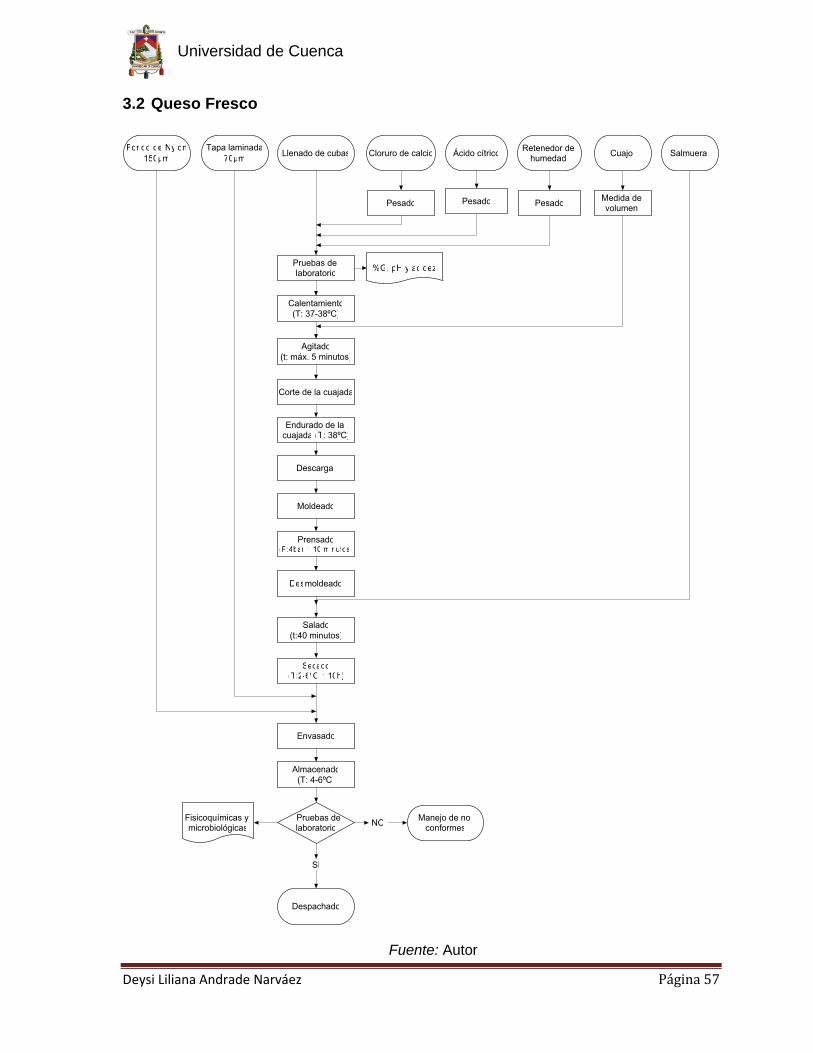
Deysi Liliana Andrade Narváez Página 57
Universidad de Cuenca
3.2 Queso Fresco
Fuente: Autor

Deysi Liliana Andrade Narváez Página 58
Universidad de Cuenca
3.3 Mantequilla Sin Sal
Fuente: Autor
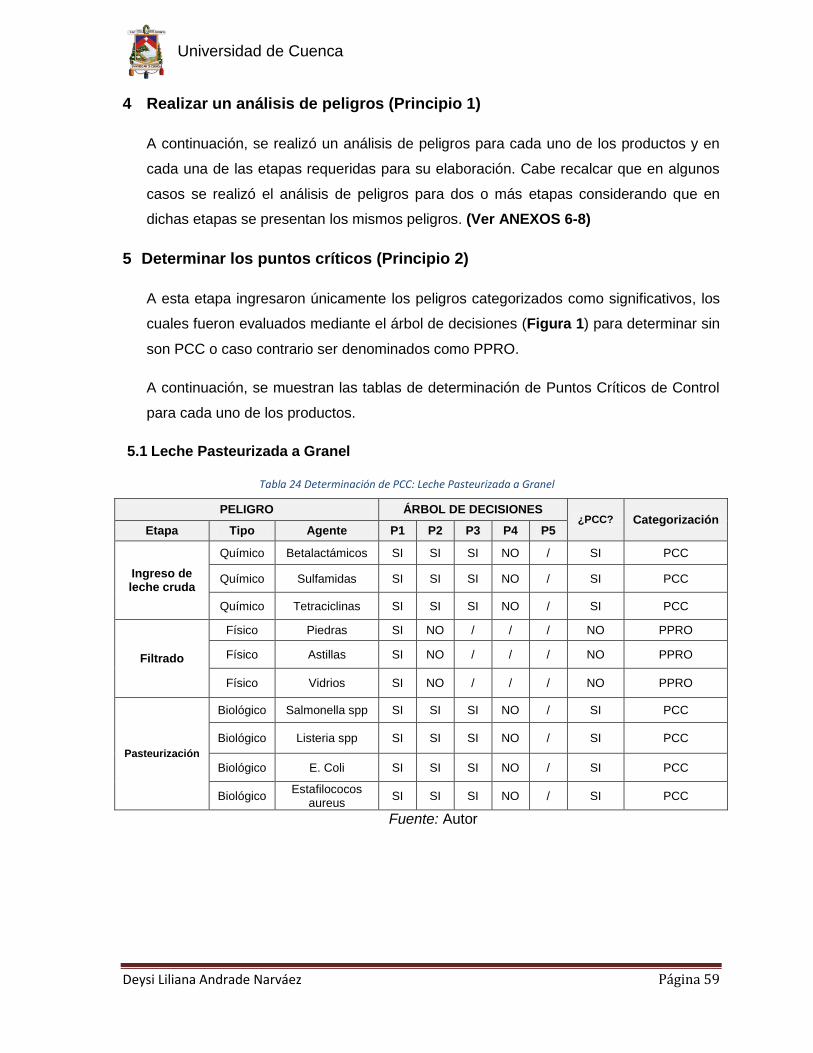
Deysi Liliana Andrade Narváez Página 59
Universidad de Cuenca
4 Realizar un análisis de peligros (Principio 1)
A continuación, se realizó un análisis de peligros para cada uno de los productos y en
cada una de las etapas requeridas para su elaboración. Cabe recalcar que en algunos
casos se realizó el análisis de peligros para dos o más etapas considerando que en
dichas etapas se presentan los mismos peligros. (Ver ANEXOS 6-8)
5 Determinar los puntos críticos (Principio 2)
A esta etapa ingresaron únicamente los peligros categorizados como significativos, los
cuales fueron evaluados mediante el árbol de decisiones (Figura 1) para determinar sin
son PCC o caso contrario ser denominados como PPRO.
A continuación, se muestran las tablas de determinación de Puntos Críticos de Control
para cada uno de los productos.
5.1 Leche Pasteurizada a Granel
PELIGRO ÁRBOL DE DECISIONES ¿PCC? Categorización
Etapa Tipo Agente P1 P2 P3 P4 P5
Ingreso de leche cruda
Químico Betalactámicos SI SI SI NO / SI PCC
Químico Sulfamidas SI SI SI NO / SI PCC
Químico Tetraciclinas SI SI SI NO / SI PCC
Filtrado
Físico Piedras SI NO / / / NO PPRO
Físico Astillas SI NO / / / NO PPRO
Físico Vidrios SI NO / / / NO PPRO
Pasteurización
Biológico Salmonella spp SI SI SI NO / SI PCC
Biológico Listeria spp SI SI SI NO / SI PCC
Biológico E. Coli SI SI SI NO / SI PCC
Biológico Estafilococos
aureus SI SI SI NO / SI PCC
Fuente: Autor
Tabla 24 Determinación de PCC: Leche Pasteurizada a Granel

Deysi Liliana Andrade Narváez Página 60
Universidad de Cuenca
5.2 Queso Fresco
Fuente: Autor
5.3 Mantequilla Sin Sal
PELIGRO ÁRBOL DE DECISIONES ¿PCC? Categorización
Etapa Tipo Agente P1 P2 P3 P4 P5
Pasteurización de la crema de
leche
Biológico Salmonella spp SI SI SI NO / SI PCC
Biológico Listeria spp SI SI SI NO / SI PCC
Biológico E. Coli SI SI SI NO / SI PCC
Biológico Estafilococos aureus SI SI SI NO / SI PCC
Envasado y etiquetado
Químico Alérgeno indeseado inherente al producto
NO / / / / NO PPRO
Fuente: Autor
6 Establecer los límites para cada punto crítico de control (principio 3)
En esta etapa se establecieron los límites para cada uno de los Puntos Críticos de Control
(PCC) identificados en la etapa anterior, pero también se establecieron los límites críticos
para los Programas Pre Requisitos Operacionales (PPRO) identificados.
6.1 Leche Pasteurizada a Granel
Fuente: Autor
PELIGRO ÁRBOL DE DECISIONES ¿PCC? Categorización
Etapa Tipo Agente P1 P2 P3 P4 P5
Envasado y
etiquetado
Químico Alérgeno indeseado inherente al producto
NO / / / / NO PPRO
Biológico Salmonella spp SI SI NO / / NO PPRO
Biológico Listeria spp SI SI NO / / NO PPRO
Biológico E. Coli SI SI NO / / NO PPRO
Biológico Estafilococos aureus SI SI NO / / NO PPRO
PPRO PELIGRO MEDIDAS DE
CONTROL LÍMITE OPERACIONAL
Filtrado de Leche Cruda
Físicos ( piedras, astillas, vidrios)
Revisión de la integridad física del
filtro
Partículas de 7 mm (Parlamento Europeo & Codex Alimentarius
(2017). Mapa de peligros alimentarios Peligro físico Cuerpos extraños, 1–8.)
Tabla 25 Determinación de PCC: Queso Fresco
Tabla 26 Determinación de PCC: Mantequilla Sin Sal
Tabla 27 Determinación de Límites Críticos PPRO: Leche Pasteurizada a Granel
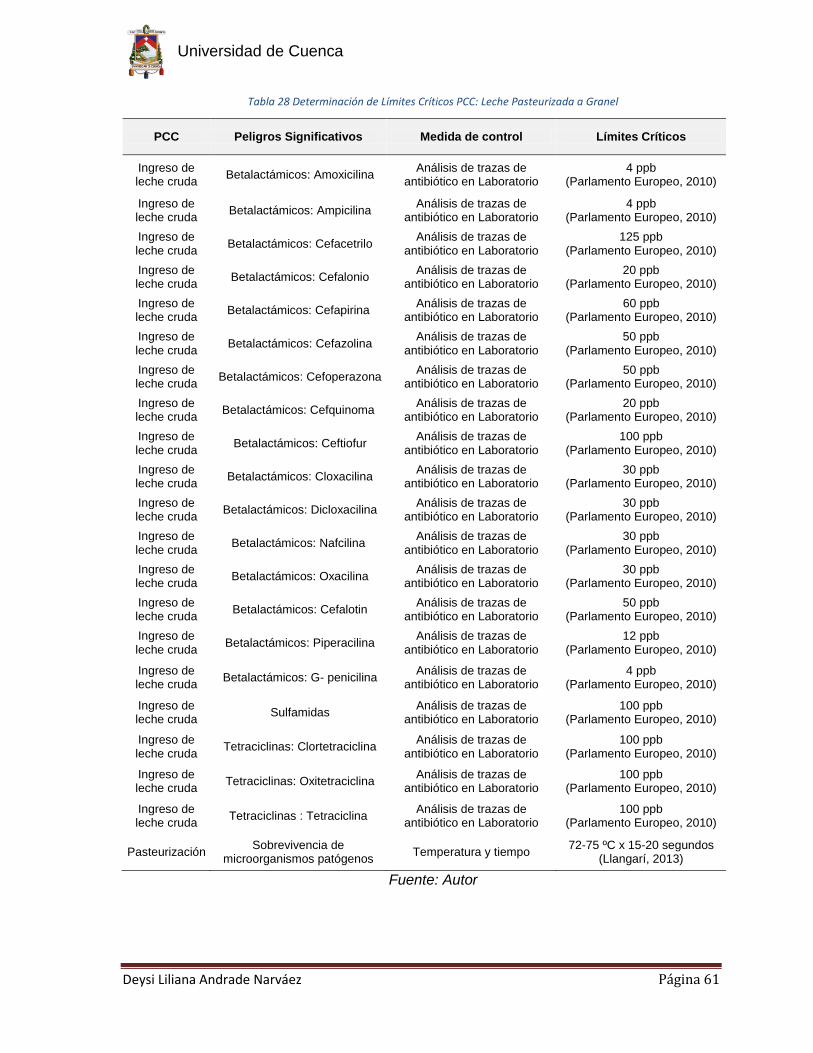
Deysi Liliana Andrade Narváez Página 61
Universidad de Cuenca
Fuente: Autor
PCC Peligros Significativos Medida de control Límites Críticos
Ingreso de leche cruda
Betalactámicos: Amoxicilina Análisis de trazas de
antibiótico en Laboratorio 4 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Ampicilina Análisis de trazas de
antibiótico en Laboratorio 4 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Cefacetrilo Análisis de trazas de
antibiótico en Laboratorio 125 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Cefalonio Análisis de trazas de
antibiótico en Laboratorio 20 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Cefapirina Análisis de trazas de
antibiótico en Laboratorio 60 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Cefazolina Análisis de trazas de
antibiótico en Laboratorio 50 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Cefoperazona Análisis de trazas de
antibiótico en Laboratorio 50 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Cefquinoma Análisis de trazas de
antibiótico en Laboratorio 20 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Ceftiofur Análisis de trazas de
antibiótico en Laboratorio 100 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Cloxacilina Análisis de trazas de
antibiótico en Laboratorio 30 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Dicloxacilina Análisis de trazas de
antibiótico en Laboratorio 30 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Nafcilina Análisis de trazas de
antibiótico en Laboratorio 30 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Oxacilina Análisis de trazas de
antibiótico en Laboratorio 30 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Cefalotin Análisis de trazas de
antibiótico en Laboratorio 50 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: Piperacilina Análisis de trazas de
antibiótico en Laboratorio 12 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Betalactámicos: G- penicilina Análisis de trazas de
antibiótico en Laboratorio 4 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Sulfamidas Análisis de trazas de
antibiótico en Laboratorio 100 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Tetraciclinas: Clortetraciclina Análisis de trazas de
antibiótico en Laboratorio 100 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Tetraciclinas: Oxitetraciclina Análisis de trazas de
antibiótico en Laboratorio 100 ppb
(Parlamento Europeo, 2010)
Ingreso de leche cruda
Tetraciclinas : Tetraciclina Análisis de trazas de
antibiótico en Laboratorio 100 ppb
(Parlamento Europeo, 2010)
Pasteurización Sobrevivencia de
microorganismos patógenos Temperatura y tiempo
72-75 ºC x 15-20 segundos (Llangarí, 2013)
Tabla 28 Determinación de Límites Críticos PCC: Leche Pasteurizada a Granel
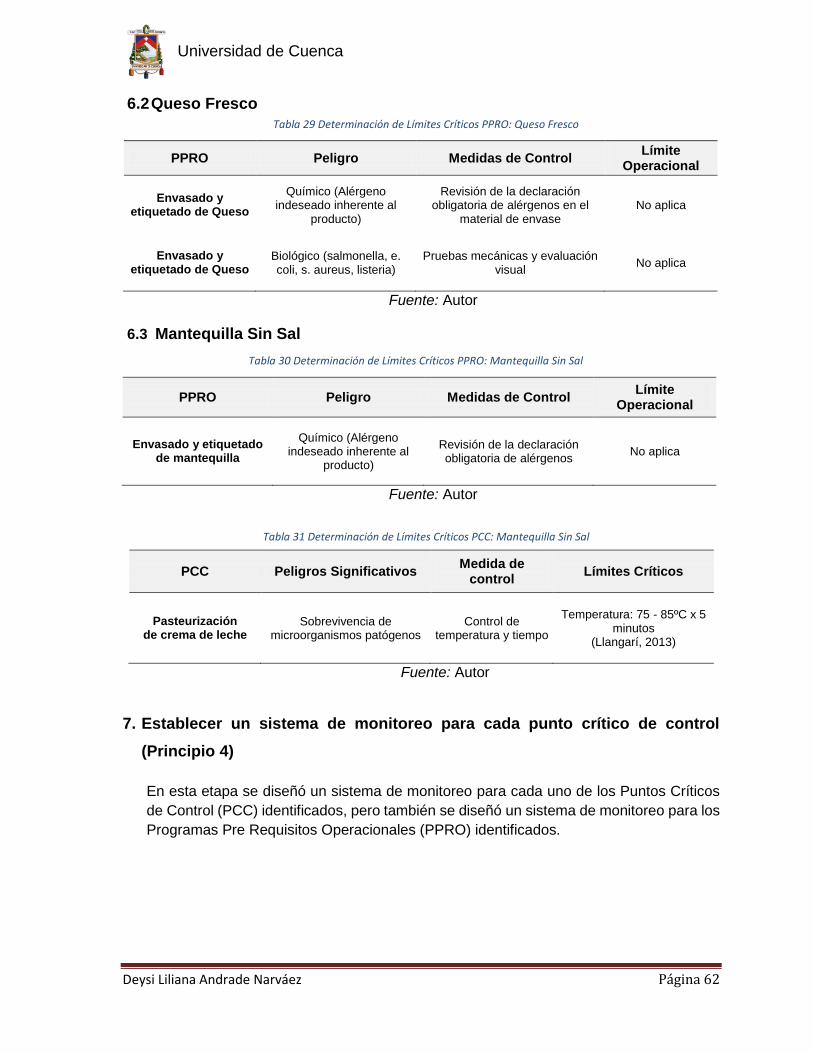
Deysi Liliana Andrade Narváez Página 62
Universidad de Cuenca
6.2 Queso Fresco
Fuente: Autor
6.3 Mantequilla Sin Sal
Fuente: Autor
Fuente: Autor
7. Establecer un sistema de monitoreo para cada punto crítico de control
(Principio 4)
En esta etapa se diseñó un sistema de monitoreo para cada uno de los Puntos Críticos
de Control (PCC) identificados, pero también se diseñó un sistema de monitoreo para los
Programas Pre Requisitos Operacionales (PPRO) identificados.
PPRO Peligro Medidas de Control Límite
Operacional
Envasado y etiquetado de Queso
Químico (Alérgeno indeseado inherente al
producto)
Revisión de la declaración obligatoria de alérgenos en el
material de envase No aplica
Envasado y etiquetado de Queso
Biológico (salmonella, e. coli, s. aureus, listeria)
Pruebas mecánicas y evaluación visual
No aplica
PPRO Peligro Medidas de Control Límite
Operacional
Envasado y etiquetado de mantequilla
Químico (Alérgeno indeseado inherente al
producto)
Revisión de la declaración obligatoria de alérgenos
No aplica
PCC Peligros Significativos Medida de
control Límites Críticos
Pasteurización de crema de leche
Sobrevivencia de microorganismos patógenos
Control de temperatura y tiempo
Temperatura: 75 - 85ºC x 5 minutos
(Llangarí, 2013)
Tabla 29 Determinación de Límites Críticos PPRO: Queso Fresco
Tabla 30 Determinación de Límites Críticos PPRO: Mantequilla Sin Sal
Tabla 31 Determinación de Límites Críticos PCC: Mantequilla Sin Sal

Deysi Liliana Andrade Narváez Página 63
Universidad de Cuenca
Los sistemas de monitoreo diseñados se muestran en las tablas a continuación:
7.1 Leche Pasteurizada a Granel
Fuente: Autor
PCC PELIGROS
SIGNIFICATIVOS
MONITOREO
QUÉ CÓMO CUÁNDO QUIÉN
Ingreso de leche cruda
Químico: Betalactámicos
Presencia de trazas de antibiótico
Análisis mediante la
prueba Bioeasy
Ingreso de leche cruda
de cada proveedor
Laboratorista de
Bromatología
Ingreso de leche cruda
Químico: Sulfamidas
Presencia de trazas de antibiótico
Análisis mediante la
prueba Bioeasy
Ingreso de leche cruda
de cada proveedor
Laboratorista de
Bromatología
Ingreso de leche cruda
Químico: Tetraciclinas
Presencia de trazas de antibiótico
Análisis mediante la
prueba Bioeasy
Ingreso de leche cruda
de cada proveedor
Laboratorista de
Bromatología
Pasteurización Sobrevivencia de microorganismos
patógenos
Temperatura Flujo de
pasteurizadores
Inspección visual del panel
de control
Cada 20 minutos
Operador de Proceso
Fuente: Autor
PPRO PELIGRO
MONITOREO
QUÉ CÓMO CUÁNDO QUIÉN
Control de la integridad física
del filtro
Físicos ( piedras, astillas, vidrios)
Estado físico del filtro
Inspección visual
Al inicio y al final del proceso de recepción
Operador de recepción
Tabla 32 Sistema de Monitoreo PPRO: Leche Pasteurizada a Granel
Tabla 33 Sistema de Monitoreo PCC: Leche Pasteurizada a Granel
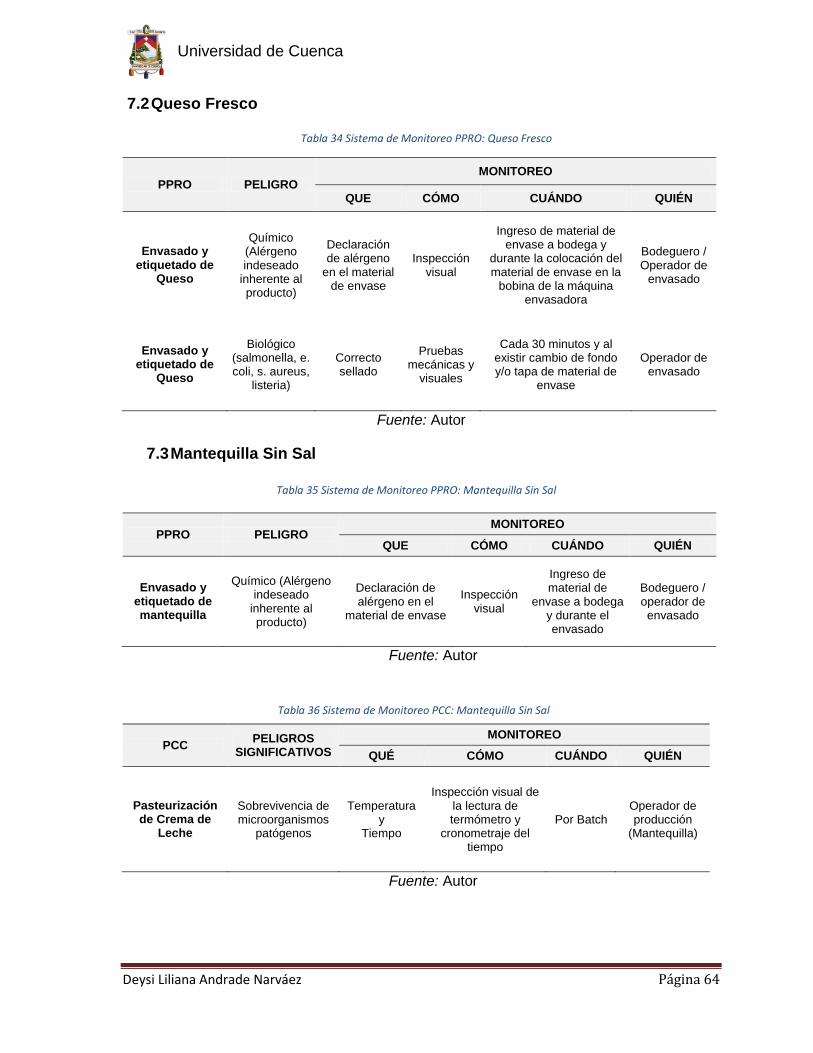
Deysi Liliana Andrade Narváez Página 64
Universidad de Cuenca
7.2 Queso Fresco
Fuente: Autor
7.3 Mantequilla Sin Sal
Fuente: Autor
PCC PELIGROS
SIGNIFICATIVOS
MONITOREO
QUÉ CÓMO CUÁNDO QUIÉN
Pasteurización de Crema de
Leche
Sobrevivencia de microorganismos
patógenos
Temperatura y
Tiempo
Inspección visual de la lectura de termómetro y
cronometraje del tiempo
Por Batch Operador de producción
(Mantequilla)
Fuente: Autor
PPRO PELIGRO MONITOREO
QUE CÓMO CUÁNDO QUIÉN
Envasado y etiquetado de
Queso
Químico (Alérgeno indeseado
inherente al producto)
Declaración de alérgeno
en el material de envase
Inspección visual
Ingreso de material de envase a bodega y
durante la colocación del material de envase en la
bobina de la máquina envasadora
Bodeguero / Operador de
envasado
Envasado y etiquetado de
Queso
Biológico (salmonella, e. coli, s. aureus,
listeria)
Correcto sellado
Pruebas mecánicas y
visuales
Cada 30 minutos y al existir cambio de fondo y/o tapa de material de
envase
Operador de envasado
PPRO PELIGRO MONITOREO
QUE CÓMO CUÁNDO QUIÉN
Envasado y etiquetado de mantequilla
Químico (Alérgeno indeseado
inherente al producto)
Declaración de alérgeno en el
material de envase
Inspección visual
Ingreso de material de
envase a bodega y durante el envasado
Bodeguero / operador de envasado
Tabla 34 Sistema de Monitoreo PPRO: Queso Fresco
Tabla 35 Sistema de Monitoreo PPRO: Mantequilla Sin Sal
Tabla 36 Sistema de Monitoreo PCC: Mantequilla Sin Sal

Deysi Liliana Andrade Narváez Página 65
Universidad de Cuenca
8. Establecer acciones correctivas (Principio 5)
Para controlar las posibles desviaciones que se puedan presentar en el proceso de
monitoreo de PPRO y PCC se han establecido las acciones correctivas que se detallan
en las tablas a continuación:
8.1 Leche Pasteurizada a Granel
Fuente: Autor
PCC PELIGROS
SIGNIFICATIVOS CORRECCIONES
Ingreso de leche
cruda Químico: Betalactámicos
Rechazo del producto
Comunicado al ente oficial (Agrocalidad)
Ingreso de leche
cruda Químico: Sulfamidas
Rechazo del producto
Comunicado al ente oficial (Agrocalidad)
Ingreso de leche
cruda Químico: Tetraciclinas
Rechazo del producto
Comunicado al ente oficial (Agrocalidad)
Pasteurización Sobrevivencia de
microorganismos patógenos
Detener el proceso, desviar el producto y
reprocesar
Fuente: Autor
8.2 Queso Fresco
Fuente: Autor
PPRO PELIGRO CORRECCIONES
Control de la integridad física del filtro
Físicos ( piedras, astillas, vidrios) Realizar los cambios que se
requieran
PPRO PELIGRO CORRECCIONES
Envasado y etiquetado de Queso
Químico (Alérgeno indeseado inherente al producto)
Colocar la declaración obligatoria de alérgenos en el
envase
Envasado y etiquetado de Queso
Biológico (salmonella, e. coli, s. aureus, listeria)
Declaración de producto potencialmente inconforme
Tabla 37 Acciones Correctivas PPRO: Leche Pasteurizada a Granel
Tabla 38 Acciones Correctivas PCC: Leche Pasteurizada a Granel
Tabla 39 Acciones Correctivas PPRO: Queso Fresco

Deysi Liliana Andrade Narváez Página 66
Universidad de Cuenca
8.3 Mantequilla Sin Sal
Fuente: Autor
PCC PELIGROS SIGNIFICATIVOS CORRECCIONES
Pasteurización de
Crema de leche
Sobrevivencia de
microorganismos patógenos
Detener el proceso y reprocesar el
producto
Fuente: Autor
9. Establecer los procedimientos de verificación (Principio 6)
Para lograr que el sistema HACCP se lleve a cabo correctamente y se auto-corrija
permanentemente se estableció el plan de verificación que se detalla en las tablas a
continuación.
9.1 Leche Pasteurizada a Granel
PPRO PELIGRO VERIFICACIÓN
Control de la integridad física del filtro
Físicos ( piedras, astillas, vidrios)
Revisión de Registro de inspección de carros tanque y filtros de recepción.
Responsable: Coordinador de planta
Fuente: Autor
PPRO PELIGRO CORRECCIONES
Envasado y etiquetado de Mantequilla
Químico (Alérgeno indeseado inherente al producto)
Colocar la declaración obligatoria de alérgenos en el
envase
Tabla 40 Acciones Correctivas PPRO: Mantequilla Sin Sal
Tabla 41 Acciones Correctivas PCC: Mantequilla Sin Sal
Tabla 42 Verificación de PPRO: Leche Pasteurizada a Granel

Deysi Liliana Andrade Narváez Página 67
Universidad de Cuenca
Tabla 43 Verificación PCC: Leche Pasteurizada a Granel
PCC PELIGROS SIGNIFICATIVOS VERIFICACIÓN
Ingreso de leche cruda
Químico: Betalactámicos Revisión de Registro de Control de leche cruda
Responsable: Jefe de laboratorio
Ingreso de leche cruda
Químico: Sulfamidas Revisión de Registro de Control de leche cruda
Responsable: Jefe de laboratorio
Ingreso de leche cruda
Químico: Tetraciclinas Revisión de Registro de Control de leche cruda
Responsable: Jefe de laboratorio
Pasteurización Sobrevivencia de
microorganismos patógenos
Revisión de registro diario de pasteurización, Análisis microbiológico de producto procesado.
Responsable: Coordinador de planta , Jefe de laboratorio
Fuente: Autor
9.2 Queso Fresco
Fuente: Autor
9.3 Mantequilla Sin Sal
PPRO PELIGRO VERIFICACIÓN
Envasado y etiquetado de mantequilla
Químico (Alérgeno indeseado inherente al producto)
Revisión de Registro de Mantequilla Responsable: Supervisor de producción
Fuente: Autor
PPRO PELIGRO VERIFICACIÓN
Envasado y etiquetado de Queso
Químico (Alérgeno indeseado inherente al producto)
Revisión del registro de Control en Quesera. Responsable: Supervisor de producción
Envasado y etiquetado de Queso
Biológico (salmonella, e. coli, s. aureus, listeria)
Revisión del registro de Control en Quesera. Responsable: Supervisor de producción
Tabla 44 Verificación PPRO: Queso Fresco
Tabla 45 Verificación de PPRO: Mantequilla Sin Sal
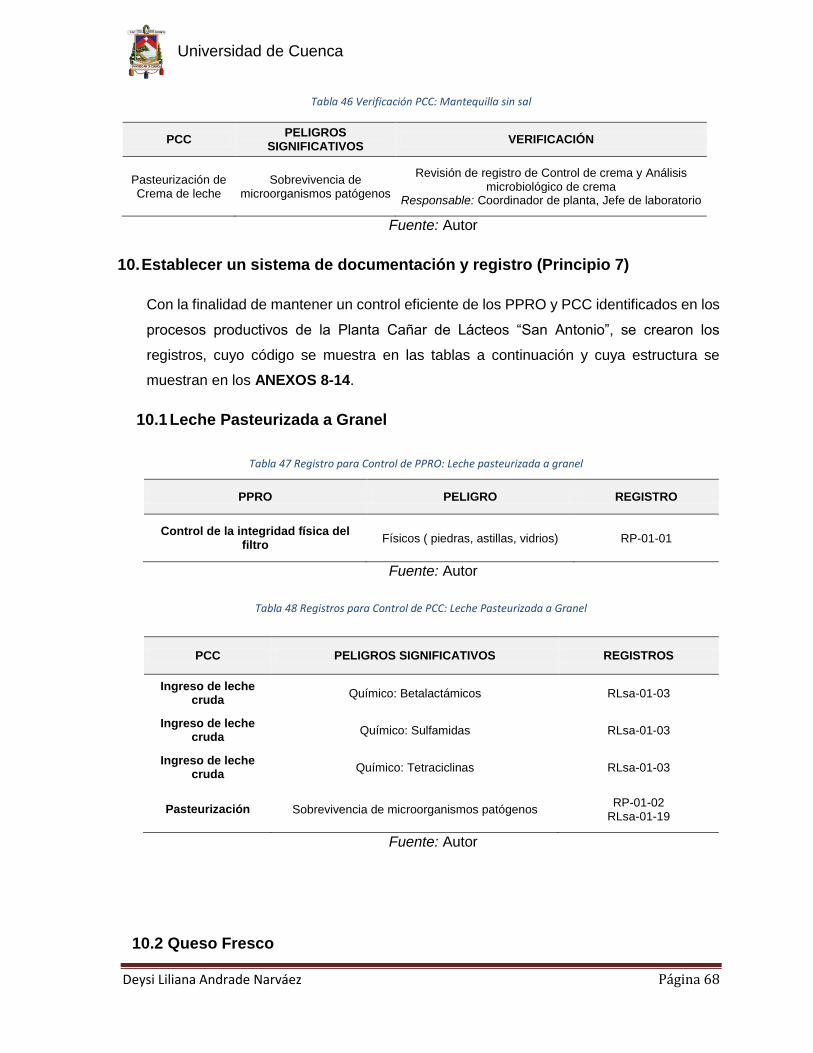
Deysi Liliana Andrade Narváez Página 68
Universidad de Cuenca
Tabla 46 Verificación PCC: Mantequilla sin sal
PCC PELIGROS
SIGNIFICATIVOS VERIFICACIÓN
Pasteurización de Crema de leche
Sobrevivencia de microorganismos patógenos
Revisión de registro de Control de crema y Análisis microbiológico de crema
Responsable: Coordinador de planta, Jefe de laboratorio
Fuente: Autor
10. Establecer un sistema de documentación y registro (Principio 7)
Con la finalidad de mantener un control eficiente de los PPRO y PCC identificados en los
procesos productivos de la Planta Cañar de Lácteos “San Antonio”, se crearon los
registros, cuyo código se muestra en las tablas a continuación y cuya estructura se
muestran en los ANEXOS 8-14.
10.1 Leche Pasteurizada a Granel
Fuente: Autor
Tabla 48 Registros para Control de PCC: Leche Pasteurizada a Granel
Fuente: Autor
10.2 Queso Fresco
PPRO PELIGRO REGISTRO
Control de la integridad física del filtro
Físicos ( piedras, astillas, vidrios) RP-01-01
PCC PELIGROS SIGNIFICATIVOS REGISTROS
Ingreso de leche cruda
Químico: Betalactámicos RLsa-01-03
Ingreso de leche cruda
Químico: Sulfamidas RLsa-01-03
Ingreso de leche cruda
Químico: Tetraciclinas RLsa-01-03
Pasteurización Sobrevivencia de microorganismos patógenos RP-01-02
RLsa-01-19
Tabla 47 Registro para Control de PPRO: Leche pasteurizada a granel
Deysi Liliana Andrade Narváez Página 69
Universidad de Cuenca
Tabla 49 Registro para Control de PPRO: Queso Fresco
Fuente: Autor
10.3 Mantequilla Sin Sal Tabla 50 Registros para Control de PPRO: Mantequilla Sin Sal
Fuente: Autor
Tabla 51 Registro para Control de PCC: Mantequilla Sin Sal
PCC PELIGROS SIGNIFICATIVOS REGISTROS
Pasteurización de crema de leche
Sobrevivencia de microorganismos patógenos RP-01-07
RLsa-01-19
Fuente: Autor
PPRO PELIGRO REGISTROS
Envasado y etiquetado de Queso
Químico (Alérgeno indeseado inherente al producto) RP-01-08
Envasado y etiquetado de Queso
Biológico (salmonella, e. coli, s. aureus, listeria) RP-01-08
PPRO PELIGRO REGISTRO
Envasado de mantequilla Químico (Alérgeno indeseado inherente al
producto) RP-01-06

Deysi Liliana Andrade Narváez Página 70
Universidad de Cuenca
11 Validaciones de las medidas de control de PPRO y PCC
11.1 Validación del filtrado de leche cruda (PPRO)
Para realizar la validación del filtro ubicado en el área de ingreso de leche cruda, el primer
paso fue seleccionar objetos duros o filosos que pueden causar lesiones traumáticas y
que, además tienen la probabilidad de estar presentes en la leche. En la Tabla 52 que se
muestra a continuación se presentan los objetos seleccionados para el ensayo de
validación con sus respectivas medidas.
Tabla 52 Objetos utilizados en el ensayo de validación del filtro
Fuente: Autor
El ensayo de validación de la medida de control consistió en el paso de los objetos
detallados en la Tabla 52 conjuntamente con leche cruda a través del filtro con la finalidad
de evaluar la capacidad de retención del filtro y de esta manera asegurar la ausencia de
los contaminantes físicos en el producto terminado.
Cabe destacar que como primer ensayo se colocaron los contaminantes físicos en el
tanque de leche cruda de uno de los proveedores, pero debido a la forma del tanque y al
peso de algunos objetos (piedras, tornillos, joyas de mano), éstos últimos se depositaron
en el fondo del tanque, razón por la que se forzó a circular los contaminantes, para lo cual
se los depositó en la manguera de descarga de leche cruda.
A continuación, en la Tabla 53 se muestran los resultados del ensayo de validación.
Tabla 53 Capacidad de retención del filtro del área de recepción de leche cruda
Fuente: Autor
Peligro físico Medidas
Piedras 1 cm de largo x 8mm de ancho Joyas de mano 2 cm de diámetro Vidrios 1,5 cm de largo x 1cm de ancho Partes de lentes 8 mm de largo x 8mm de ancho Partes de empaques 2,5 cm de largo Tornillos 2,5 cm de largo Partes de esferos 2,5 cm de largo Residuos de henolaje 2,5 cm de largo Astillas 3,5 cm de largo Lustres 1,5 cm de diámetro Plástico duro 2,5 cm de largo
MEDIDA DE CONTROL RETENCIÓN DE PARTÍCULAS > 7 mm
Filtro del área de recepción de leche cruda
100%

Deysi Liliana Andrade Narváez Página 71
Universidad de Cuenca
También se realizó un ensayo más real, el mismo que consistió en monitorear las
partículas que quedaban retenidas en el filtro ubicado antes de la bomba de descarga de
leche cruda al final de la recepción del día. Este ensayo se llevó a cabo por 6 días, donde
cada día al final de la recepción se retiraban todas las partículas que se encontraban en
el filtro, luego dichas partículas se secaban en la estufa y finalmente se las pesaba y
extrapolaba al volumen total de recepción de leche del día.
A continuación, en la Tabla 54 se muestran los resultados del ensayo descrito.
Tabla 54 Resultados del ensayo de validación del filtro de recepción
Fecha Peso de contaminantes
físicos (g)
Volumen de recepción de leche
(L)
g contaminantes físicos / L leche cruda
08/12/2018 21,6 62226 3,47 * 10-4 15/12/2018 19,97 60992 3,27 * 10-4 22/12/2018 27,92 61927 4,05 * 10-4 24/12/2018 1,11 27658 4,01 * 10 -5 26/12/2018 12,54 62552 2,004*10-4
05/01/2019 6,97 62299 1,110 * 10-4
Fuente: Autor
11.2 Validación del envasado de queso fresco (PPRO)
Para realizar la validación del envasado de queso fresco se procedió a preparar una
solución, para lo cual se diluyó cúrcuma en alcohol etílico puro. Después este colorante
fue colocado en 30 envases de polietileno de alta densidad para posterior ser sellados en
la termo selladora VC999. Luego del sellado se aplicó fuerza mecánica manual con la
finalidad de verificar si existen fugas de colorante a través del envase.
A continuación, en la Tabla 55 se muestran los resultados del ensayo de validación.
Tabla 55 Resultados del ensayo de validación del envasado de queso fresco
Nº envases utilizados en el ensayo
Envases con fugas de colorante
Envases sin fuga de colorante
30 0 30
Fuente: Autor
Por otra parte, de los 30 envases antes sellados, se tomaron 10 envases al azar y fueron
sumergidos en agua por varias horas con la finalidad de observar si hay filtración del
colorante hacia el agua o viceversa.

Deysi Liliana Andrade Narváez Página 72
Universidad de Cuenca
A continuación, en la Tabla 56 se puede observar los resultados del ensayo.
Tabla 56 Resultados del ensayo de inmersión de envases de queso fresco en agua
Nº envases utilizados en el ensayo
Envases con fugas de colorante
Envases sin fuga de colorante
10 0 10
Fuente: Autor
11.3 Validación de la declaración de alérgenos en el envase de queso
fresco (PPRO)
Para llevar a cabo la validación de la declaración de alérgenos en el material de envase
de queso fresco se revisaron los registros de Control en Quesera, donde se verificó si en
el material de envase existe o no la declaración obligatoria de alérgenos. La revisión de
los registros de Control en Quesera correspondió al periodo comprendido de febrero a
mayo del año 2019.
A continuación, en la Tabla 57 se muestran los resultados de la validación.
Tabla 57 Resultados de la validación de la declaración de alérgenos en el material de envase de queso fresco
DECLARACIÓN DE ALÉRGENOS
Presencia de la declaración de alérgenos en material de envase 100%
Ausencia de la declaración de alérgenos en material de envase 0%
Fuente: Autor
11.4 Validación de la declaración de alérgenos en el envase de mantequilla
sin sal (PPRO)
Para llevar a cabo la validación de la declaración de alérgenos en el material de envase
de mantequilla sin sal se revisaron los registros de Control en Mantequilla, donde se
verificó si en el material de envase existe o no la declaración obligatoria de alérgenos. La
revisión de los registros de Control en Mantequilla correspondió al periodo comprendido
de febrero a mayo del año 2019.
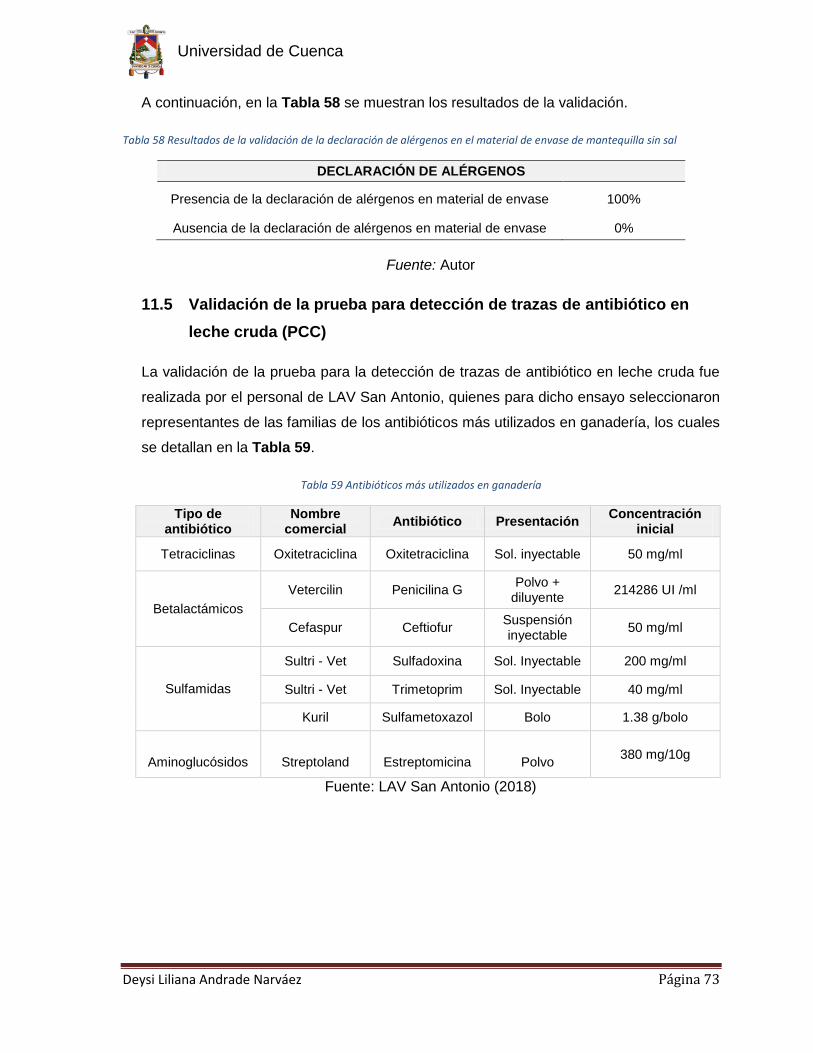
Deysi Liliana Andrade Narváez Página 73
Universidad de Cuenca
A continuación, en la Tabla 58 se muestran los resultados de la validación.
Tabla 58 Resultados de la validación de la declaración de alérgenos en el material de envase de mantequilla sin sal
DECLARACIÓN DE ALÉRGENOS
Presencia de la declaración de alérgenos en material de envase 100%
Ausencia de la declaración de alérgenos en material de envase 0%
Fuente: Autor
11.5 Validación de la prueba para detección de trazas de antibiótico en
leche cruda (PCC)
La validación de la prueba para la detección de trazas de antibiótico en leche cruda fue
realizada por el personal de LAV San Antonio, quienes para dicho ensayo seleccionaron
representantes de las familias de los antibióticos más utilizados en ganadería, los cuales
se detallan en la Tabla 59.
Tabla 59 Antibióticos más utilizados en ganadería
Tipo de antibiótico
Nombre comercial
Antibiótico Presentación Concentración
inicial
Tetraciclinas Oxitetraciclina Oxitetraciclina Sol. inyectable 50 mg/ml
Betalactámicos
Vetercilin Penicilina G Polvo +
diluyente 214286 UI /ml
Cefaspur Ceftiofur Suspensión inyectable
50 mg/ml
Sulfamidas
Sultri - Vet Sulfadoxina Sol. Inyectable 200 mg/ml
Sultri - Vet Trimetoprim Sol. Inyectable 40 mg/ml
Kuril Sulfametoxazol Bolo 1.38 g/bolo
Aminoglucósidos
Streptoland
Estreptomicina
Polvo
380 mg/10g
Fuente: LAV San Antonio (2018)

Deysi Liliana Andrade Narváez Página 74
Universidad de Cuenca
De cada uno de estos antibióticos detallados en la Tabla 59, prepararon patrones con una
determinada concentración inicial, utilizando como disolvente leche cruda sin antibiótico.
Los patrones fueron preparados como se detalla a continuación:
Tabla 60 Patrones de antibióticos
Nombre comercial
Antibiótico Presentación Concentración
inicial Método de
Preparación Patrón
Oxitetraciclina Oxitetraciclina Sol.
Inyectable 50 mg/ml
Medir 0,5 ml y aforar a
0,5L 50000 ppb
Vetercilin Peniclina G Polvo +
diluyente 214286 UI/ml
Medir 0,5 ml y aforar a
0,5L / 0,5ml y aforar a
0,5L
128,5 ppb
Cefaspur Ceftiofur Suspensión inyectable
50mg/ml Medir 0,5ml y aforar a
0,5L 50000 ppb
Sultri – Vet Sulfadoxina Sol.
Inyectable 200 mg/ml
Medir 0,5ml y aforar a
0,5L
200000 ppb
Kuril Sulfametoxazol Bolo 1,38 g/bolo 1bolo y
aforar a 1L / 0.5 ml
1,38 ppb
Streptoland Estreptomicina Polvo 380 mg/10g Pesar 0,5g y aforar a 0,5L
38000 ppb
Fuente: LAV San Antonio (2018)

Deysi Liliana Andrade Narváez Página 75
Universidad de Cuenca
Para el ensayo de validación prepararon 4 muestras con concentraciones iguales al Límite
máximo de Residuos (LMR) más bajo que es capaz de detectar Bioeasy 3 en 1; con el
objetivo de verificar la capacidad de detección declarada por BIOEASY, donde obtuvieron
los resultados que se muestran en la Tabla 61.
Tabla 61 Resultados de la validación de Bioeasy
Nº Muestra Repeticiones BETA SULFA TETRA CUMPLE
22
1 POSITIVO POSITIVO POSITIVO √
2 POSITIVO POSITIVO POSITIVO √
3 POSITIVO POSITIVO POSITIVO √
1
1 POSITIVO NEGATIVO POSITIVO √
2 POSITIVO NEGATIVO POSITIVO √
3 POSITIVO NEGATIVO POSITIVO √
4 POSITIVO NEGATIVO POSITIVO √
5 POSITIVO NEGATIVO POSITIVO √
10
1 NEGATIVO POSITIVO POSITIVO √
2 NEGATIVO POSITIVO POSITIVO √
3 NEGATIVO POSITIVO POSITIVO √
4 NEGATIVO POSITIVO POSITIVO √
5 NEGATIVO POSITIVO POSITIVO √
24
1 POSITIVO POSITIVO NEGATIVO √
2 POSITIVO POSITIVO NEGATIVO √
3 POSITIVO POSITIVO NEGATIVO √
4 POSITIVO POSITIVO NEGATIVO √
5 POSITIVO POSITIVO NEGATIVO √
Fuente: LAV San Antonio (2018)
11.6 Validación de la pasteurización de leche (PCC)
Para llevar a cabo la validación del proceso de pasteurización se procedió a revisar los
resultados del análisis microbiológico de leche pasteurizada (producto terminado) del
periodo abril-octubre del 2018 con la finalidad de verificar que los valores se encuentran
dentro de los límites establecidos por la NTE INEN 0010.

Deysi Liliana Andrade Narváez Página 76
Universidad de Cuenca
A continuación, en la Tabla 62, se muestran los resultados de los análisis microbiológicos
de leche pasteurizada del periodo antes especificado.
Tabla 62 Resultados de siembras microbiológicas de leche pasteurizada abril-octubre 2018
Requisito Límite establecido por
la NTE INEN 0010
Promedio de las siembras microbiológicas abril-
octubre 2018
Recuento de microorganismos mesófilos, UFC/cm3
50000 66,069
Recuento de coliformes, UFC/cm3 10 1,026 Detección de Listeria Monocytogenes/25g - - Detección de Salmonella /25g - - Recuento de Escherichia coli, UFC/g 10 1,042
Fuente: Autor
Con la finalidad de visualizar de mejor forma los resultados de los análisis microbiológicos
de leche pasteurizada, se elaboraron gráficos, donde se puede visualizar dichos valores
y también el valor límite establecido por la norma NTE INEN 0010.
Gráfico 1 Resultados de Aerobios Mesófilos de leche pasteurizada VS Límite de la NTE INEN 0010
Fuente: Autor
0
10000
20000
30000
40000
50000
60000
AER
OB
IOS
MES
ÓFI
LOS
(UFC
/G)
FECHA
AEROBIOS MESÓFILOS
Resultados abril-octubre 2018 Limite establecido por la NTE INEN 0010
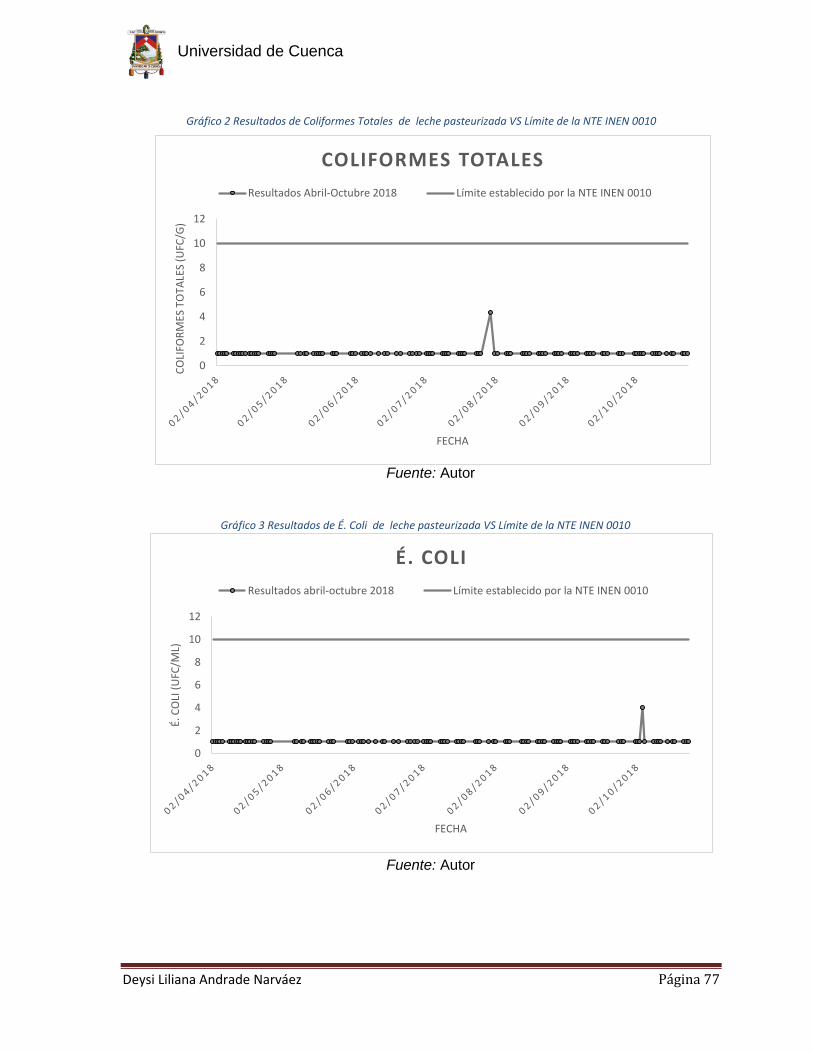
Deysi Liliana Andrade Narváez Página 77
Universidad de Cuenca
Fuente: Autor
Fuente: Autor
Gráfico 2 Resultados de Coliformes Totales de leche pasteurizada VS Límite de la NTE INEN 0010
Gráfico 3 Resultados de É. Coli de leche pasteurizada VS Límite de la NTE INEN 0010
0
2
4
6
8
10
12
CO
LIFO
RM
ES T
OTA
LES
(UFC
/G)
FECHA
COLIFORMES TOTALES
Resultados Abril-Octubre 2018 Límite establecido por la NTE INEN 0010
0
2
4
6
8
10
12
É. C
OLI
(U
FC/M
L)
FECHA
É. COLI
Resultados abril-octubre 2018 Límite establecido por la NTE INEN 0010
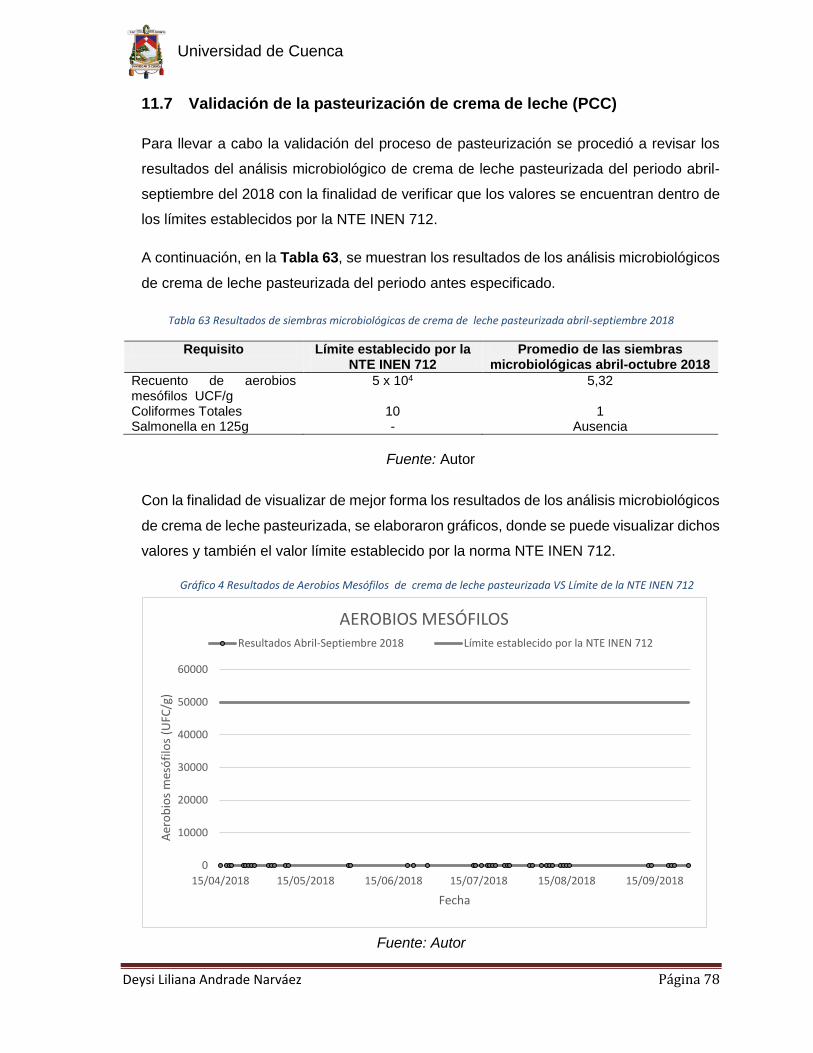
Deysi Liliana Andrade Narváez Página 78
Universidad de Cuenca
11.7 Validación de la pasteurización de crema de leche (PCC)
Para llevar a cabo la validación del proceso de pasteurización se procedió a revisar los
resultados del análisis microbiológico de crema de leche pasteurizada del periodo abril-
septiembre del 2018 con la finalidad de verificar que los valores se encuentran dentro de
los límites establecidos por la NTE INEN 712.
A continuación, en la Tabla 63, se muestran los resultados de los análisis microbiológicos
de crema de leche pasteurizada del periodo antes especificado.
Tabla 63 Resultados de siembras microbiológicas de crema de leche pasteurizada abril-septiembre 2018
Requisito Límite establecido por la NTE INEN 712
Promedio de las siembras microbiológicas abril-octubre 2018
Recuento de aerobios mesófilos UCF/g
5 x 104 5,32
Coliformes Totales 10 1 Salmonella en 125g - Ausencia
Fuente: Autor
Con la finalidad de visualizar de mejor forma los resultados de los análisis microbiológicos
de crema de leche pasteurizada, se elaboraron gráficos, donde se puede visualizar dichos
valores y también el valor límite establecido por la norma NTE INEN 712.
Fuente: Autor
Gráfico 4 Resultados de Aerobios Mesófilos de crema de leche pasteurizada VS Límite de la NTE INEN 712
0
10000
20000
30000
40000
50000
60000
15/04/2018 15/05/2018 15/06/2018 15/07/2018 15/08/2018 15/09/2018
Aer
ob
ios
mes
ófi
los
(UFC
/g)
Fecha
AEROBIOS MESÓFILOSResultados Abril-Septiembre 2018 Límite establecido por la NTE INEN 712
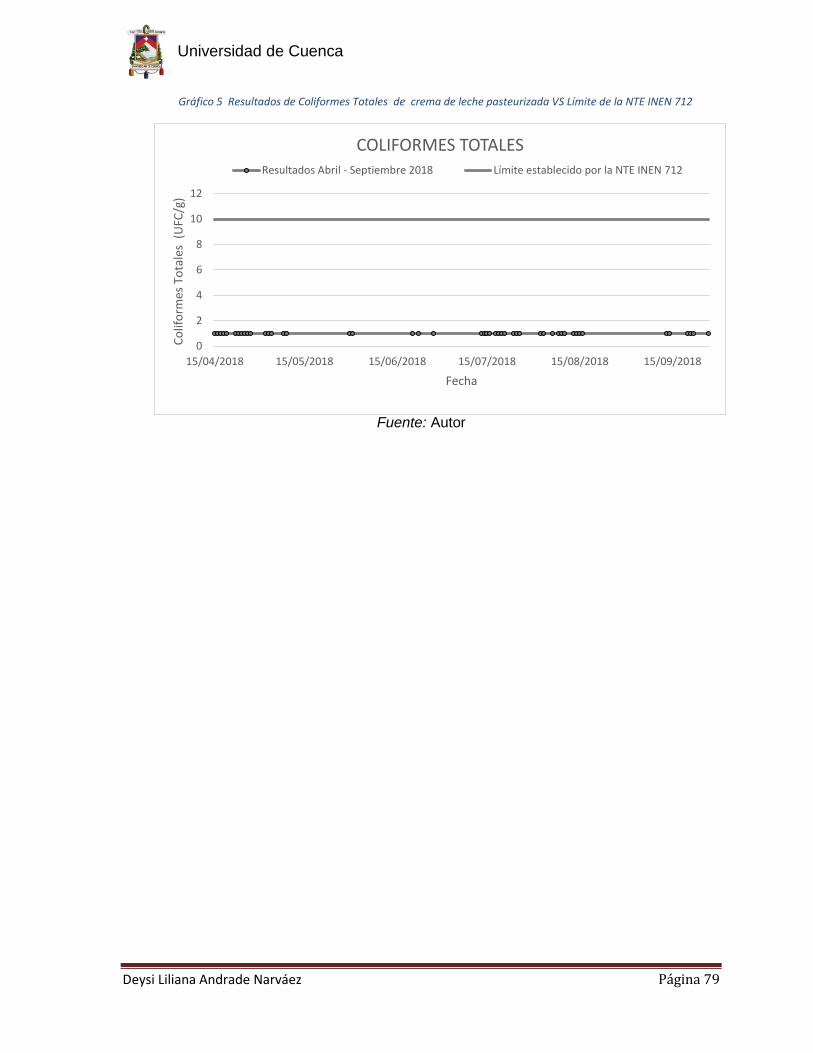
Deysi Liliana Andrade Narváez Página 79
Universidad de Cuenca
Fuente: Autor
0
2
4
6
8
10
12
15/04/2018 15/05/2018 15/06/2018 15/07/2018 15/08/2018 15/09/2018
Co
lifo
rmes
To
tale
s (
UFC
/g)
Fecha
COLIFORMES TOTALES Resultados Abril - Septiembre 2018 Límite establecido por la NTE INEN 712
Gráfico 5 Resultados de Coliformes Totales de crema de leche pasteurizada VS Límite de la NTE INEN 712
Deysi Liliana Andrade Narváez Página 80
Universidad de Cuenca
CAPÍTULO IV
DISCUSIÓN
Es importante recalcar que la Planta Cañar de Lácteos “San Antonio” cuenta con un
programa de Buenas Prácticas de Manufactura (BPM) muy estricto y en pleno cumplimiento,
lo cual permitió y facilitó el diseño de un sistema HACCP para dicha planta, el mismo que
evidentemente contó con la menor cantidad posible de Puntos Críticos de Control (PCC), lo
que facilitará la implementación y por ende su adecuado seguimiento y control.
Mediante la aplicación del árbol de decisiones se logró identificar 3 Puntos Críticos de Control
(PCC) en la empresa, lo cuales son: presencia de trazas de antibióticos en la etapa de ingreso
de leche cruda, pasteurización de leche y pasteurización de crema de leche; de la misma
manera se lograron identificar 4 Programas Pre-Requisitos Operacionales (PPRO) lo mismos
que corresponden al filtrado de leche cruda, envasado de queso fresco, etiquetado de queso
fresco y etiquetado de mantequilla pasteurizada sin sal.
Tanto para los Puntos Críticos de Control (PCC) como para los Programas Pre-Requisitos
Operacionales (PPRO) se llevaron a cabo procesos de validación de las medidas de control
diseñadas para cada uno de ellos.
En la validación del filtrado de leche cruda se pudo confirmar que el filtro instalado en el área
de recepción de leche cumple perfectamente con los fines para los cuales fue instalado
(retener partículas extrañas que pudiera venir en la leche), además con el segundo ensayo
realizado se pudo observar que las partículas extrañas que vienen en la leche cruda son
residuos de henolaje y cabellos, recalcando que estos últimos no se consideran peligros
físicos.
Por su parte en la validación del envasado de queso freso fresco, gracias a los ensayos
realizados se pudo confirmar que el termo-sellado de dicho producto es correcto y por ende
garantiza la inocuidad del producto final, pues no existe posibilidades de re contaminación a
causa de un mal sellado.
En lo referente a la validación de la declaración de alérgenos (lactosa) en el material de
envase de queso fresco, por medio del análisis de los resultados de la verificación de la
declaración de alérgenos en el material de envase de queso del periodo comprendido desde
el 12 de febrero hasta el 23 de mayo del año 2019, se puede evidenciar que en todos los

Deysi Liliana Andrade Narváez Página 81
Universidad de Cuenca
lotes de material de empaque para queso existe la presencia de la declaración de alérgenos,
lo cual permite asegurar que la medida de control establecida para este peligro es la correcta.
En la validación de la declaración de alérgenos (lactosa) en el material de envase de
mantequilla pasteurizada sin sal, mediante el análisis de los resultados de la verificación de
la declaración de alérgenos en el material de envase de mantequilla del periodo comprendido
desde el 08 de febrero hasta el 16 de mayo del año 2019, se pudo evidenciar que en todos
los lotes de material de empaque para mantequilla existe la presencia de la declaración de
alérgenos, lo cual permite asegurar que la medida de control establecida para este peligro
es la adecuada.
En cuanto a la validación de la prueba para detección de trazas de antibiótico en leche cruda,
los resultados obtenidos de los ensayos realizados por el LAV San Antonio permitieron
demostrar que la prueba BIOEASY 3 en 1 para detectar antibióticos betalactámicos,
sulfamidas y tetraciclinas es 100% efectivo, con lo cual se garantiza la eliminación del peligro
asociado.
Por otra parte, en la validación de la pasteurización de leche, mediante el análisis de los
resultados de siembras microbiológicas para Aerobios mesófilos, Coliformes totales y
Escherichia coli., del periodo abril - octubre del 2018, se pudo notar que dichos valores se
encuentran dentro de los límites establecidos en la normativa vigente NTE INEN 0010. Leche
pasteurizada. Requisitos, por lo que permite asegurar la total eficiencia del proceso de
pasteurización y por ende la inocuidad del producto (leche pasteurizada). También es
importante mencionar que los valores que la empresa obtiene de las siembras
microbiológicas de leche pasteurizada se encuentran muy por debajo de los límites
establecidos por la norma NTE INEN 10.
Finalmente, en la validación de la pasteurización de crema de leche destinada a la
elaboración de mantequilla, por medio del análisis de los resultados de siembras
microbiológicas para Aerobios mesófilos y Coliformes totales se pudo notar que dichos
valores se encuentran dentro de los límites establecidos en la normativa vigente NTE INEN
0712. Crema de Leche pasteurizada. Requisitos, por lo que permite asegurar la total
eficiencia del proceso de pasteurización y por ende la inocuidad del producto (crema de leche
pasteurizada).

Deysi Liliana Andrade Narváez Página 82
Universidad de Cuenca
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
4.1 Conclusiones
Gracias al presente trabajo se logró realizar un análisis profundo de los procesos que se
llevan a cabo en la planta Cañar de Lácteos “San Antonio”, pero sobre todo se consiguió
identificar los peligros que pudieran estar presentes en cada una de las etapas de
procesamiento de alimentos (leche pasteurizada a granel, queso fresco y mantequilla
pasteurizada sin sal), los mismos que si no son controlados pueden causar graves daños a
la salud de los consumidores.
En la producción de leche pasteurizada a granel se determinó que existen dos Puntos
Críticos de Control (PCC), el primero corresponde a la etapa de ingreso de leche cruda donde
el peligro asociado corresponde a los residuos de antibióticos (Betalactámicos, Sulfamidas y
Tetraciclinas) y el segundo corresponde a la etapa de pasteurización donde el peligro
asociado es la sobrevivencia de microorganismos; de igual manera también se logró
identificar que existe un Programa Pre-Requisito Operacional (PPRO), el mismo que
corresponde a la etapa de ingreso de leche cruda, donde los peligros asociados son la
presencia de partículas sólidas en la leche cruda.
En la producción de queso fresco se determinó que no existen Puntos Críticos de Control
(PCC), sin embargo, se identificaron dos Programas Pre-Requisitos Operacionales (PPRO)
en la etapa de envasado, el primero tiene como peligro asociado la presencia de alérgenos
inherentes al producto y los mismos que deberían estar descritos en el envase y el segundo
presenta como peligro asociado la presencia de microorganismos a causa de una re-
contaminación derivada de un mal sellado.
Finalmente, en la producción de mantequilla pasteurizada sin sal se logró determinar que
existe un Punto Crítico de Control (PCC) correspondiente a la etapa de pasteurización de
crema de leche y que tiene como peligro asociado la sobrevivencia de microorganismos,
también se pudo identificar un Programa Pre-Requisito Operacional (PPRO) correspondiente
a la etapa de envasado y que como peligro asociado tiene la presencia de alérgenos
inherentes al producto (mantequilla pasteurizada sin sal).
En el presente trabajo también se logró establecer medidas de control y límites operacionales
para cada uno de los Puntos Críticos de Control (PCC) y de igual manera para cada uno de

Deysi Liliana Andrade Narváez Página 83
Universidad de Cuenca
los Programas Pre-Requisitos Operacionales (PPRO), también se elaboraron registros, los
cuales serán utilizados para los procesos de monitoreo y verificación que exige el sistema
HACCP.
Finalmente, se validaron cada una de las medidas de control adoptadas tanto para los Puntos
Críticos de Control (PCC) como para los Programas Pre-Requisitos Operacionales (PPRO),
de este proceso es importante mencionar que las medidas de control establecidas cumplen
con los objetivos para los cuales fueron diseñadas, es decir, garantizan la inocuidad de los
productos terminados.
4.2 Recomendaciones
Se recomienda a la empresa, implementar el sistema HACCP diseñado en el presente
trabajo, auditarlo y finalmente certificarlo ya que esto permitirá contar con un mayor grado de
confianza por parte de los consumidores e incluso le permitirá abrirse a nuevos mercados.
También ser recomienda que la empresa continúe con su enfoque en la mejora continua, ya
que le permitirá alcanzar estándares cada vez más altos de calidad e inocuidad alimentaria.

Deysi Liliana Andrade Narváez Página 84
Universidad de Cuenca
BIBLIOGRAFÍA
ACHIPIA. (2018). Guía para el diseño, desarrollo e implementación del Sistema de
Análisis de Peligros y de Puntos Críticos de Control en establecimientos de
alimentos HACCP. Retrieved from https://www.achipia.gob.cl/wp-
content/uploads/2018/08/Manual-HACCP.pdf
Agudelo, & Bedoya, O. (2005). Composición nutricional de la leche de ganado
vacuno. Retrieved from http://www.redalyc.org/pdf/695/69520107.pdf
Armas, S. (2017). Determinación de parámetros fisicoquímicos en leche. Retrieved
from https://riull.ull.es/xmlui/bitstream/handle/915/6815/Determinacion de
parametros fisocoquimicos en leche.pdf?sequence=1&isAllowed=y
ASP. (2014). APPCC Industria Láctea. Retrieved from
https://www.aspozono.es/appcc-industria-lactea.asp
Castellanos, L., Villamil, L., & Romero, J. (2004). Incorporación del Sistema de
Análisis de Peligros y Puntos Críticos de Control en la legislación alimentaria.
Retrieved from
http://www.scielo.org.co/scielo.php?script=sci_arttext&pid=S0124-
00642004000300005
Codex Alimentarius, F. (2002). PRINCIPIOS GENERALES DE HIGIENE DE LOS
ALIMENTOS. Retrieved from
http://www.fao.org/ag/agn/cdfruits_es/others/docs/cac-rcp1-1969.pdf
Esnaola (2014). Mantequilla: situación internacional y evolución de la producción y
consumo en Chile. Retrieved from
http://www.aproval.cl/manejador/resources/mantequilla2014-1.pdf
FAO. (2002). Manual de capacitación sobre higiene de los alimentos y sobre el
sistema de Análisis de Peligros y de Puntos Críticos de Control (APPCC).
Retrieved from http://www.fao.org/ag/agn/CDfruits_es/others/docs/sistema.pdf
FDA. (2017). HACCP Principles & Application Guidelines. Retrieved from
Deysi Liliana Andrade Narváez Página 85
Universidad de Cuenca
https://www.fda.gov/food/hazard-analysis-critical-control-point-haccp/haccp-
principles-application-guidelines
Galván, M. del P. (2005). PROCESO BÁSICO DE LA LECHE Y EL QUESO.
Retrieved from http://www.revista.unam.mx/vol.6/num9/art87/sep_art87.pdf
Guzmán, E. (2005). El Análisis de Peligros y Puntos Críticos de Control (HACCP)
como instrumento para la reducción de los peligros biológicos. Retrieved from
https://www.redalyc.org/pdf/636/63612657006.pdf
ISO 22000. (2015). Sistemas de gestión de la inocuidad de los alimentos —
Requisitos para cualquier organización en la cadena alimentaria.
Lácteos San Antonio (2005). Manual de Seguridad alimentaria.
Lácteos San Antonio (2018a). Misión, Visión y Valores.
Lácteos San Antonio (2018b). Política Integrada de Gestión.
LAV San Antonio. (2018). INFORME DE VALIDACIÓN: DETECCIÓN DE
RESIDUOS DE ANTIBIÓTICO POR EL MÉTODO DE BIOEASY 3 EN 1.
Llangarí, P. (2013). Tecnología para la elaboración de productos lácteos. 2013.
Madrid Salud (2016). Origen y principios de la implantación del sistema APPCC en
la industria alimentaria. Retrieved from http://madridsalud.es/origen-y-
principios-de-la-implantacion-del-sistema-appcc-en-la-industria-alimentaria/
Martínez, A. M., & Rosenberger, y M. R. (2013). MODELADO NUMÉRICO DE
PASTEURIZACIÓN ARTESANAL DE LECHE Y JUGOS NATURALES.
Retrieved from
https://ri.conicet.gov.ar/bitstream/handle/11336/8467/CONICET_Digital_Nro.11
276.pdf?sequence=1&isAllowed=y
NCh 2861. (2011). Sistema de análisis de peligros y de puntos críticos de control
(HACCP), directrices para su ejecución. Sitio Web, 27.

Deysi Liliana Andrade Narváez Página 86
Universidad de Cuenca
Nolivos, R. (2011). USO DE CUAJO VEGETAL (Leche de Higo Verde - Ficus Carica
Linnaeus) PARA LA ELABORACIÓN DE QUESO FRESCO. Retrieved from
http://repositorio.uta.edu.ec/bitstream/123456789/3258/1/PAL262.pdf
NTE INEN 712. (2011). Crema de leche. Requisitos, 0712. Retrieved from
https://law.resource.org/pub/ec/ibr/ec.nte.0712.2011.pdf
NTE INEN 0010. (2012). Leche pasteurizada. Requisitos. Octubre, 0010. Retrieved
from https://law.resource.org/pub/ec/ibr/ec.nte.0010.2012.pdf
NTE INEN 9 (2012). Leche Cruda. Requisitos.
NTE INEN 1528. (2012). Norma General para quesos frescos no madurados.
Requisitos. Norma General Para Quesos Frescos No Madurados. Requisitos,
1528, 1–11. Retrieved from
https://law.resource.org/pub/ec/ibr/ec.nte.1528.2012.pdf
NTE INEN 161. (2011). Mantequillas. Requisitos, 0161. Retrieved from
https://law.resource.org/pub/ec/ibr/ec.nte.0161.2011.pdf
NTE INEN 57 (2015). SAL PARA CONSUMO HUMANO. REQUISITOS.
OIRSA. (2016). Manual de análisis de peligros y puntos críticos de control- HACCP.
Retrieved from https://www.oirsa.org/contenido/biblioteca/Manual de análisis de
peligros y puntos críticos de control - HACCP.pdf
Organización Panamericana de la Salud (PAHO). (2017). ANÁLISIS DE PELIGROS
Y PUNTOS CRÍTICOS DE CONTROL (HACCP). Retrieved from
https://www.paho.org/hq/dmdocuments/2017/food-safety-hacpp-cha-analisis-
peligros-puntos-criticos-control.pdf
Organización Panamericana de la Salud (2015). Etapas anteriores a la
implementación del sistema HACCP. Retrieved from
https://www.paho.org/hq/index.php?option=com_content&view=article&id=1088
6:2015-etapas-implementacion-sistema-haccp&Itemid=41451&lang=en
Deysi Liliana Andrade Narváez Página 87
Universidad de Cuenca
Organización Panamericana de la Salud, Organización mundial de la Salud. (2015).
Justificación e importancia del Sistema HACCP. Retrieved from
https://www.paho.org/hq/index.php?option=com_content&view=article&id=1083
4:2015-justificacion-e-importancia-del-sistema-haccp&Itemid=41432&lang=pt
Organización panamericana de la salud, Organización mundial de la salud. (2015).
Peligros físicos. Retrieved from
https://www.paho.org/hq/index.php?option=com_content&view=article&id=1088
5:2015-peligros-fisicos&Itemid=41432&lang=es
Parlamento Europeo. (2010). Reglamento (UE) No 37/2010 de la comisión. Diario
Oficial de La Unión Europea, 15, 1–72. Retrieved from
www.boe.es/doue/2010/015/L00001-00072.pdf
UNAD. (2016). DEFINICIÓN, COMPOSICIÓN, ESTRUCTURA Y PROPIEDADES
DE LA LECHE. Retrieved from http://infolactea.com/wp-
content/uploads/2016/01/301105_LECTURA_Revision_de_Presaberes.pdf
Universidad de Cuenca
ANEXOS
Anexo 1: Conformación del equipo HACCP
Conformación del Equipo HACCP
Equipo HACCP Lácteos San Antonio deberá asegurar que dispone de un Equipo con los conocimientos y competencia técnica adecuados para sus productos específicos a fin de desarrollar, implementar y mantener el sistema HACCP. Para lograrlo, lo ideal es crear un equipo multidisciplinario que tenga la competencia técnica”. Las personas que formen parte de él aporten en líneas generales los conocimientos siguientes:
1. Conocimientos y experiencias suficientes en lo que respecta al proceso productivo y a los productos que se elaboran o se comercializan, debe conocerse muy bien <<que se hace>> y <<como se hace>> en cada momento.
2. Conocimientos suficientes en materia de seguridad alimentaria (peligros microbiológicos, químicos y físicos) y en tecnología, asociados al proceso productivo del establecimiento.
3. Conocimientos suficientes sobre los principios técnicos y de aplicación del sistema HACCP. El Equipo HACCP de Lácteos San Antonio Planta Cañar queda conformado de la siguiente manera:
Nombre Cargo Aporta conocimientos en:
Juan Carlos Romero
Director de Planta
Productos, Procesos, Equipos, Normativa y Regulaciones
Segundo Sigüencia
Jefe de Mantenimiento Procesos Tecnológicos y Equipos
Estrella Ortiz
Jefe de Laboratorio
Seguridad Alimentaria, Normas y Regulaciones
Diego Vera
Supervisor de Producción Planta San Antonio
Productos, Procesos y Equipos
Manuel Arce
Coordinador de Campo Producción Primaria
José Orbe
Coordinador de Planta San Antonio
Seguridad Alimentaria
Jandry Neira
Jefe de Calidad Seguridad Alimentaria
Pedro Ortiz Laboratorista Seguridad Alimentaria, Normas y
Regulaciones
Luis David Moncayo Gerente General
EQUIPO HACCP SGSA
EQUIPO HACCP SGSA IZ-01 / 01 04-17
Deysi Liliana Andrade Narváez Página 89
Universidad de Cuenca
Anexo 2: Formato de las Cartas de Nombramiento
Cañar, 11 de febrero de 2019
Bioquímico Jandry Neira JEFE DE CALIDAD En su despacho De mi consideración:
El propósito de esta carta es comunicarle que nuestra organización ha comenzado el proceso de implementación de un Sistema HACCP para la Planta San Antonio, como parte del proceso es necesario la formación del Equipo HACCP ante lo cual y mediante la presente se hace entrega de su Nombramiento como Integrante del mismo; teniendo como responsabilidad: - Asistir y participar en las reuniones - Ser parte del proceso de análisis de peligros de seguridad e inocuidad - Informar a la Gerencia General sobre el desempeño del Sistema - Coordinar y participar en capacitación
- Mantener la implantación de los Programas Prerrequisitos Operaciones y el Plan HACCP
- Ser proactivo indicando las oportunidades de mejora para el plan HACCP Seguro de contar con su apoyo en este nuevo reto propuesto, el mismo que hará que nuestra organización tenga mayores herramientas ante la exigencia de los mercados actuales. Me despido. Atentamente, Ing. José Alberto Orbe Acepto: ________________ Coordinador Planta San Antonio Fecha: ________________
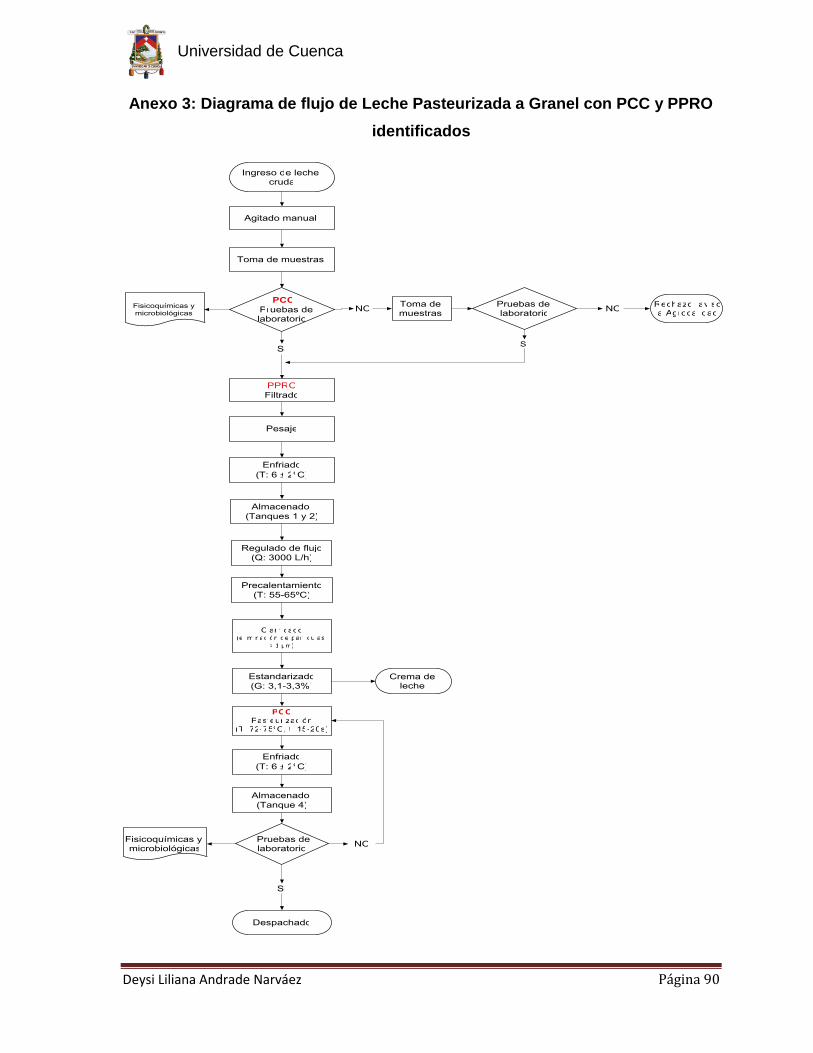
Deysi Liliana Andrade Narváez Página 90
Universidad de Cuenca
Anexo 3: Diagrama de flujo de Leche Pasteurizada a Granel con PCC y PPRO
identificados

Deysi Liliana Andrade Narváez Página 91
Universidad de Cuenca
Anexo 4: Diagrama de flujo de Queso Fresco con PCC y PPRO identificados
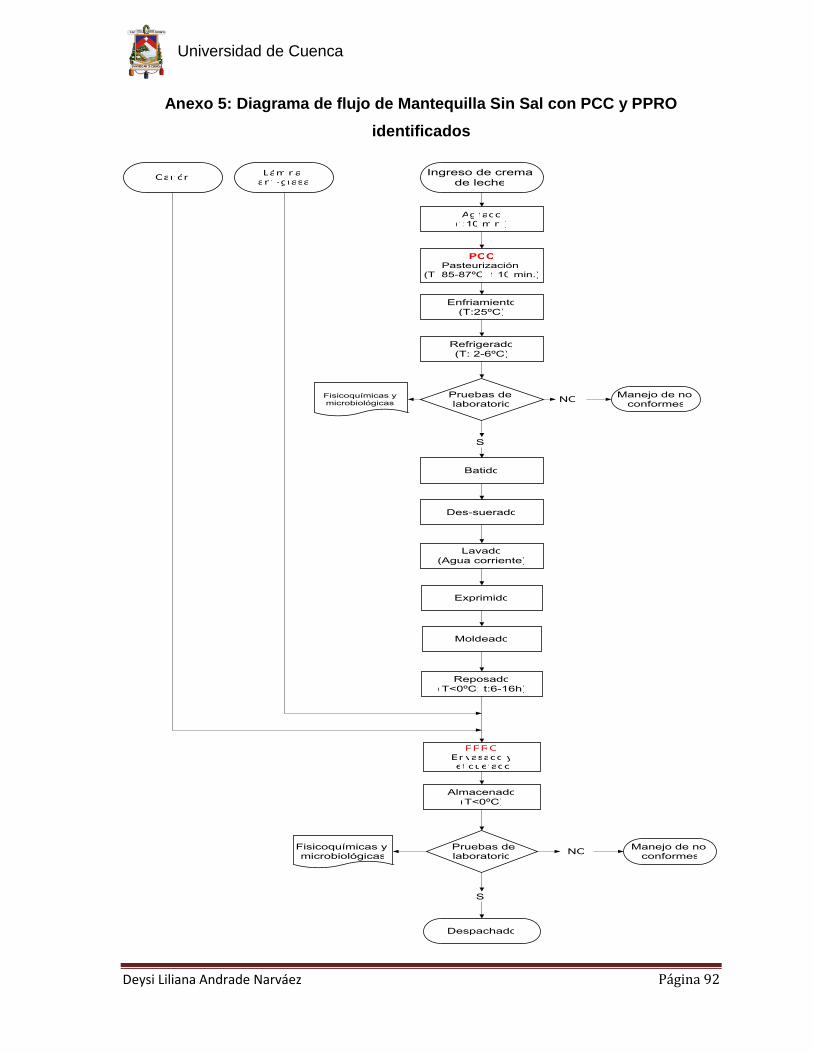
Deysi Liliana Andrade Narváez Página 92
Universidad de Cuenca
Anexo 5: Diagrama de flujo de Mantequilla Sin Sal con PCC y PPRO
identificados
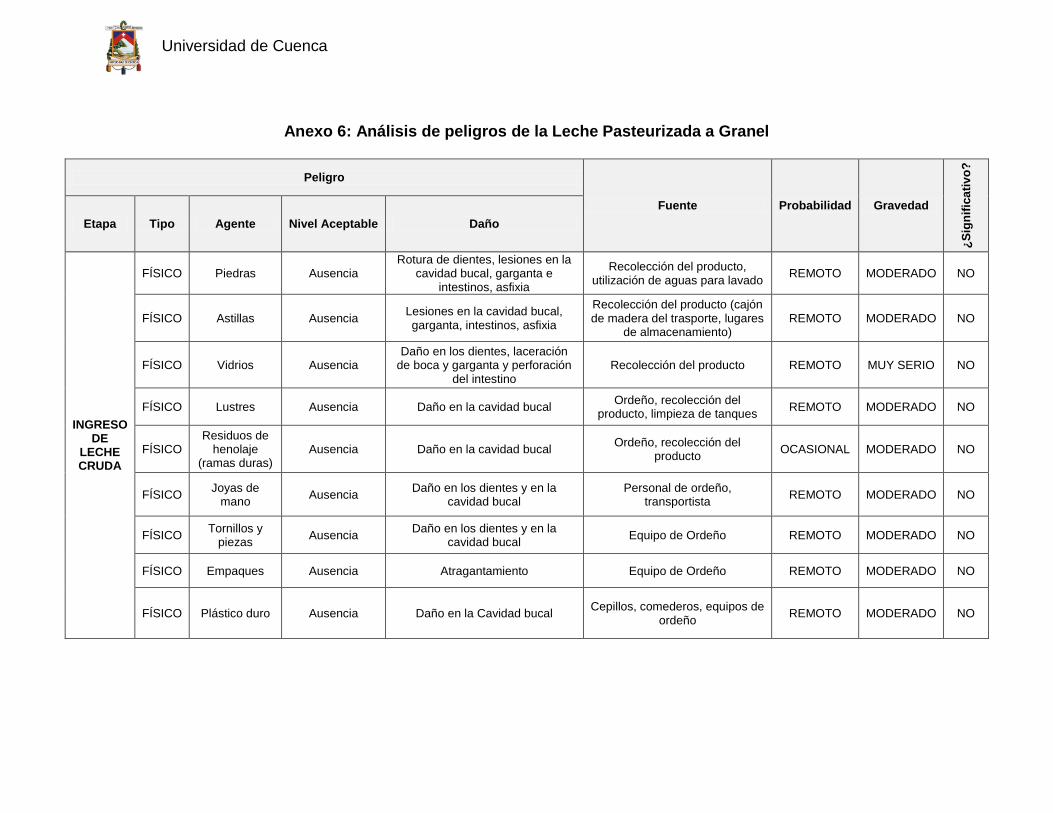
Universidad de Cuenca
Anexo 6: Análisis de peligros de la Leche Pasteurizada a Granel
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel Aceptable Daño
INGRESO DE
LECHE CRUDA
FÍSICO Piedras Ausencia Rotura de dientes, lesiones en la
cavidad bucal, garganta e intestinos, asfixia
Recolección del producto, utilización de aguas para lavado
REMOTO MODERADO NO
FÍSICO Astillas Ausencia Lesiones en la cavidad bucal, garganta, intestinos, asfixia
Recolección del producto (cajón de madera del trasporte, lugares
de almacenamiento) REMOTO MODERADO NO
FÍSICO Vidrios Ausencia Daño en los dientes, laceración
de boca y garganta y perforación del intestino
Recolección del producto REMOTO MUY SERIO NO
FÍSICO Lustres Ausencia Daño en la cavidad bucal Ordeño, recolección del
producto, limpieza de tanques REMOTO MODERADO NO
FÍSICO Residuos de
henolaje (ramas duras)
Ausencia Daño en la cavidad bucal Ordeño, recolección del
producto OCASIONAL MODERADO NO
FÍSICO Joyas de
mano Ausencia
Daño en los dientes y en la cavidad bucal
Personal de ordeño, transportista
REMOTO MODERADO NO
FÍSICO Tornillos y
piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipo de Ordeño REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipo de Ordeño REMOTO MODERADO NO
FÍSICO Plástico duro Ausencia Daño en la Cavidad bucal Cepillos, comederos, equipos de
ordeño REMOTO MODERADO NO
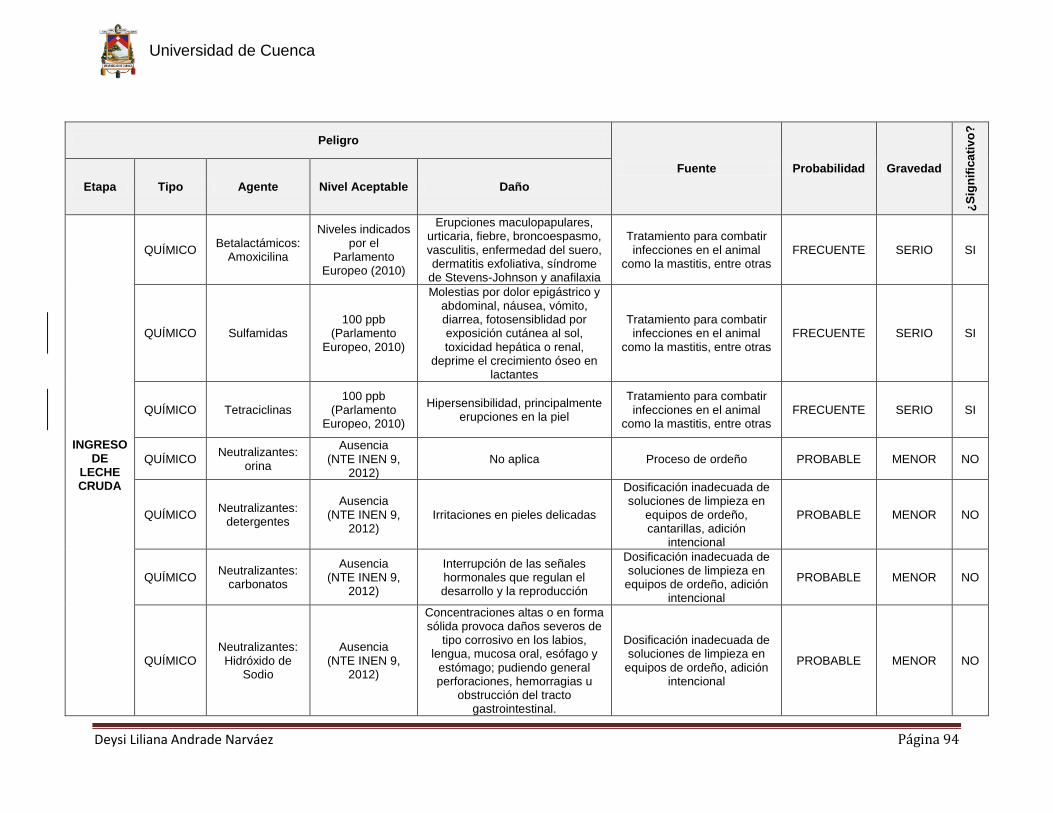
Deysi Liliana Andrade Narváez Página 94
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel Aceptable Daño
INGRESO DE
LECHE CRUDA
QUÍMICO Betalactámicos:
Amoxicilina
Niveles indicados por el
Parlamento Europeo (2010)
Erupciones maculopapulares, urticaria, fiebre, broncoespasmo, vasculitis, enfermedad del suero, dermatitis exfoliativa, síndrome
de Stevens-Johnson y anafilaxia
Tratamiento para combatir infecciones en el animal
como la mastitis, entre otras FRECUENTE SERIO SI
QUÍMICO Sulfamidas 100 ppb
(Parlamento Europeo, 2010)
Molestias por dolor epigástrico y abdominal, náusea, vómito, diarrea, fotosensiblidad por exposición cutánea al sol, toxicidad hepática o renal,
deprime el crecimiento óseo en lactantes
Tratamiento para combatir infecciones en el animal
como la mastitis, entre otras FRECUENTE SERIO SI
QUÍMICO Tetraciclinas 100 ppb
(Parlamento Europeo, 2010)
Hipersensibilidad, principalmente erupciones en la piel
Tratamiento para combatir infecciones en el animal
como la mastitis, entre otras FRECUENTE SERIO SI
QUÍMICO Neutralizantes:
orina
Ausencia (NTE INEN 9,
2012) No aplica Proceso de ordeño PROBABLE MENOR NO
QUÍMICO Neutralizantes:
detergentes
Ausencia (NTE INEN 9,
2012) Irritaciones en pieles delicadas
Dosificación inadecuada de soluciones de limpieza en
equipos de ordeño, cantarillas, adición
intencional
PROBABLE MENOR NO
QUÍMICO Neutralizantes:
carbonatos
Ausencia (NTE INEN 9,
2012)
Interrupción de las señales hormonales que regulan el desarrollo y la reproducción
Dosificación inadecuada de soluciones de limpieza en
equipos de ordeño, adición intencional
PROBABLE MENOR NO
QUÍMICO Neutralizantes: Hidróxido de
Sodio
Ausencia (NTE INEN 9,
2012)
Concentraciones altas o en forma sólida provoca daños severos de
tipo corrosivo en los labios, lengua, mucosa oral, esófago y
estómago; pudiendo general perforaciones, hemorragias u
obstrucción del tracto gastrointestinal.
Dosificación inadecuada de soluciones de limpieza en
equipos de ordeño, adición intencional
PROBABLE MENOR NO
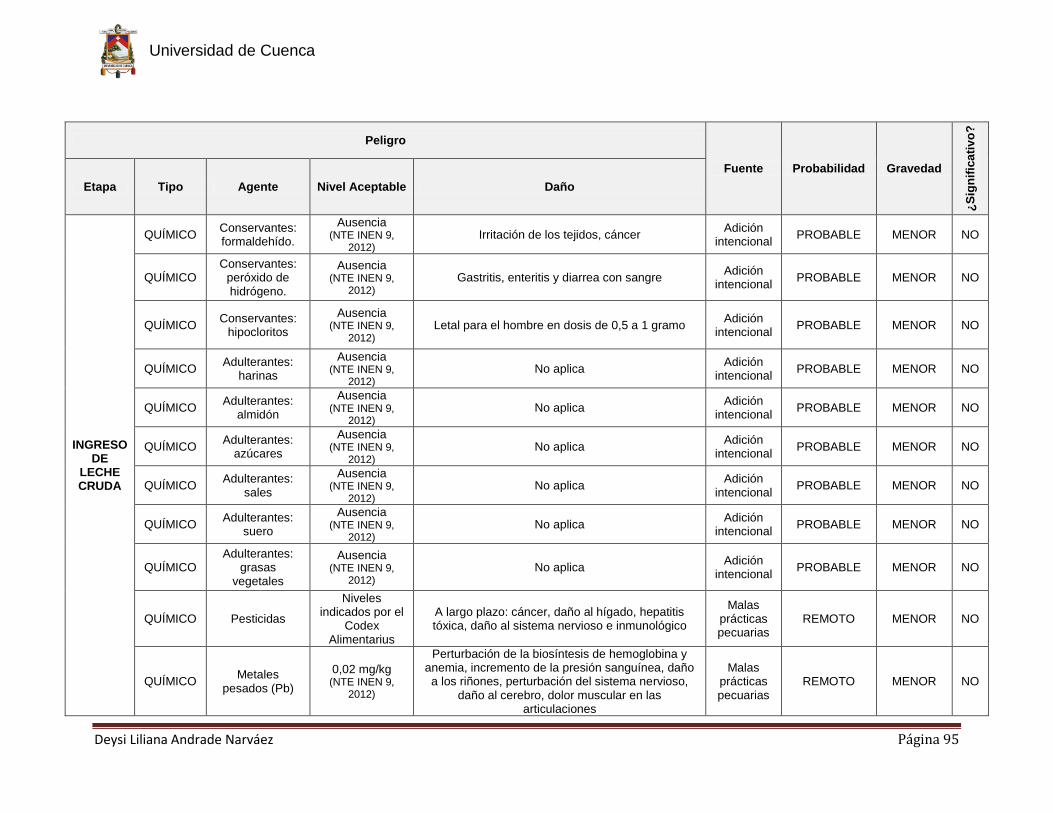
Deysi Liliana Andrade Narváez Página 95
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel Aceptable Daño
INGRESO DE
LECHE CRUDA
QUÍMICO Conservantes: formaldehído.
Ausencia (NTE INEN 9,
2012) Irritación de los tejidos, cáncer
Adición intencional
PROBABLE MENOR NO
QUÍMICO Conservantes:
peróxido de hidrógeno.
Ausencia (NTE INEN 9,
2012) Gastritis, enteritis y diarrea con sangre
Adición intencional
PROBABLE MENOR NO
QUÍMICO Conservantes:
hipocloritos
Ausencia (NTE INEN 9,
2012) Letal para el hombre en dosis de 0,5 a 1 gramo
Adición intencional
PROBABLE MENOR NO
QUÍMICO Adulterantes:
harinas
Ausencia (NTE INEN 9,
2012) No aplica
Adición intencional
PROBABLE MENOR NO
QUÍMICO Adulterantes:
almidón
Ausencia (NTE INEN 9,
2012) No aplica
Adición intencional
PROBABLE MENOR NO
QUÍMICO Adulterantes:
azúcares
Ausencia (NTE INEN 9,
2012) No aplica
Adición intencional
PROBABLE MENOR NO
QUÍMICO Adulterantes:
sales
Ausencia (NTE INEN 9,
2012) No aplica
Adición intencional
PROBABLE MENOR NO
QUÍMICO Adulterantes:
suero
Ausencia (NTE INEN 9,
2012) No aplica
Adición intencional
PROBABLE MENOR NO
QUÍMICO Adulterantes:
grasas vegetales
Ausencia (NTE INEN 9,
2012) No aplica
Adición intencional
PROBABLE MENOR NO
QUÍMICO Pesticidas
Niveles indicados por el
Codex Alimentarius
A largo plazo: cáncer, daño al hígado, hepatitis tóxica, daño al sistema nervioso e inmunológico
Malas prácticas pecuarias
REMOTO MENOR NO
QUÍMICO Metales
pesados (Pb)
0,02 mg/kg (NTE INEN 9,
2012)
Perturbación de la biosíntesis de hemoglobina y anemia, incremento de la presión sanguínea, daño a los riñones, perturbación del sistema nervioso,
daño al cerebro, dolor muscular en las articulaciones
Malas prácticas pecuarias
REMOTO MENOR NO
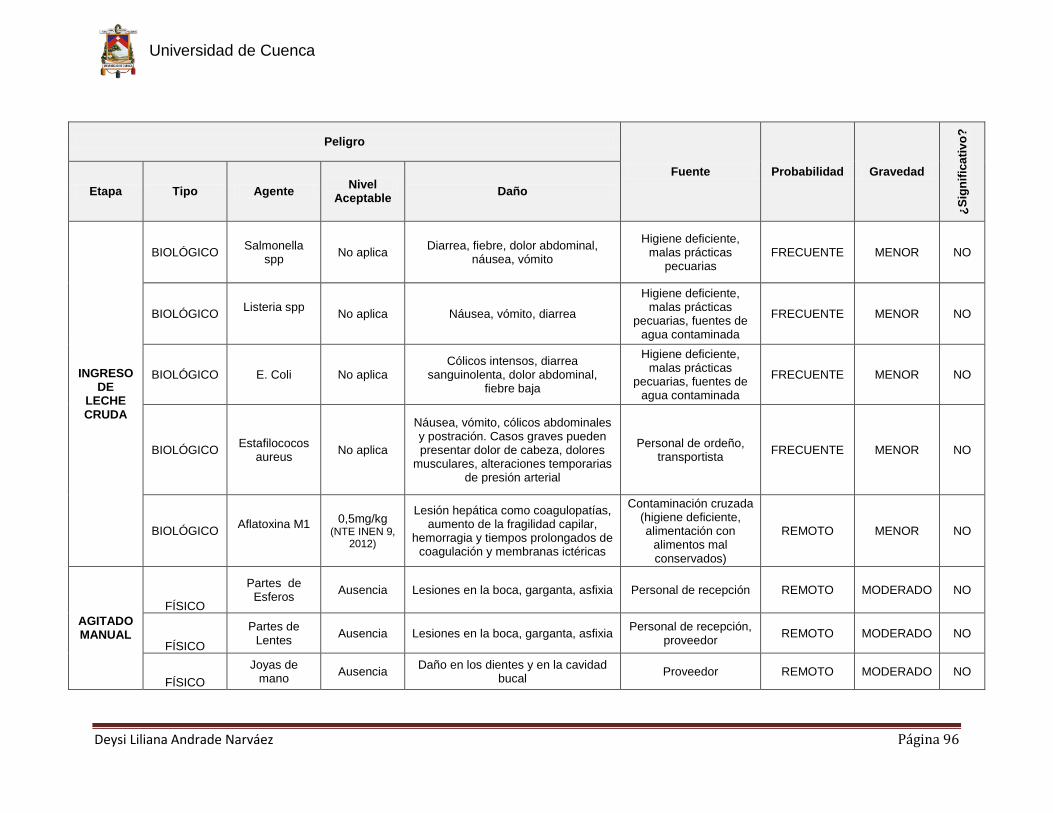
Deysi Liliana Andrade Narváez Página 96
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
INGRESO DE
LECHE CRUDA
BIOLÓGICO Salmonella
spp No aplica
Diarrea, fiebre, dolor abdominal, náusea, vómito
Higiene deficiente, malas prácticas
pecuarias FRECUENTE MENOR NO
BIOLÓGICO Listeria spp
No aplica Náusea, vómito, diarrea
Higiene deficiente, malas prácticas
pecuarias, fuentes de agua contaminada
FRECUENTE MENOR NO
BIOLÓGICO E. Coli No aplica Cólicos intensos, diarrea
sanguinolenta, dolor abdominal, fiebre baja
Higiene deficiente, malas prácticas
pecuarias, fuentes de agua contaminada
FRECUENTE MENOR NO
BIOLÓGICO Estafilococos
aureus No aplica
Náusea, vómito, cólicos abdominales y postración. Casos graves pueden presentar dolor de cabeza, dolores
musculares, alteraciones temporarias de presión arterial
Personal de ordeño, transportista
FRECUENTE MENOR NO
BIOLÓGICO Aflatoxina M1
0,5mg/kg (NTE INEN 9,
2012)
Lesión hepática como coagulopatías, aumento de la fragilidad capilar,
hemorragia y tiempos prolongados de coagulación y membranas ictéricas
Contaminación cruzada (higiene deficiente, alimentación con
alimentos mal conservados)
REMOTO MENOR NO
AGITADO MANUAL
FÍSICO
Partes de Esferos
Ausencia Lesiones en la boca, garganta, asfixia Personal de recepción REMOTO MODERADO NO
FÍSICO
Partes de Lentes
Ausencia Lesiones en la boca, garganta, asfixia Personal de recepción,
proveedor REMOTO MODERADO NO
FÍSICO
Joyas de mano
Ausencia Daño en los dientes y en la cavidad
bucal Proveedor REMOTO MODERADO NO

Deysi Liliana Andrade Narváez Página 97
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
AGITADO MANUAL
QUÍMICO Betalactámicos:
Amoxicilina
Niveles indicados
por el Parlamento
Europeo (2010)
Erupciones maculopapulares, urticaria, fiebre,
broncoespasmo, vasculitis, enfermedad del suero, dermatitis exfoliativa, síndrome de Stevens-Johnson y anafilaxia
Re contaminación por el batidor
OCASIONAL MENOR NO
QUÍMICO Sulfamidas
100 ppb (Parlamento
Europeo, 2010)
Molestias por dolor epigástrico y abdominal, náusea, vómito, diarrea,
fotosensiblidad por exposición cutánea al sol, toxicidad
hepática o renal, deprime el crecimiento óseo en lactantes
Re contaminación por el batidor
OCASIONAL MENOR NO
QUÍMICO Tetraciclinas
100 ppb (Parlamento
Europeo, 2010)
Hipersensibilidad, principalmente erupciones en
la piel
Re contaminación por el batidor
OCASIONAL MENOR NO
TOMA DE MUESTRAS
FÍSICO Partes de Esferos
Ausencia Lesiones en la boca,
garganta, asfixia Personal de recepción REMOTO MODERADO NO
FÍSICO Partes de Lentes Ausencia Lesiones en la boca,
garganta, asfixia Personal de recepción REMOTO MODERADO NO
FILTRADO
FÍSICO Piedras Ausencia Lesión de la cavidad bucal Ordeño, recolección del
producto FRECUENTE MODERADO SI
FÍSICO Astillas Ausencia Lesión de la cavidad bucal Ordeño, recolección del
producto FRECUENTE MODERADO SI
FÍSICO Vidrios Ausencia Lesión de la cavidad bucal Ordeño, recolección del
producto REMOTO MUY SERIO SI
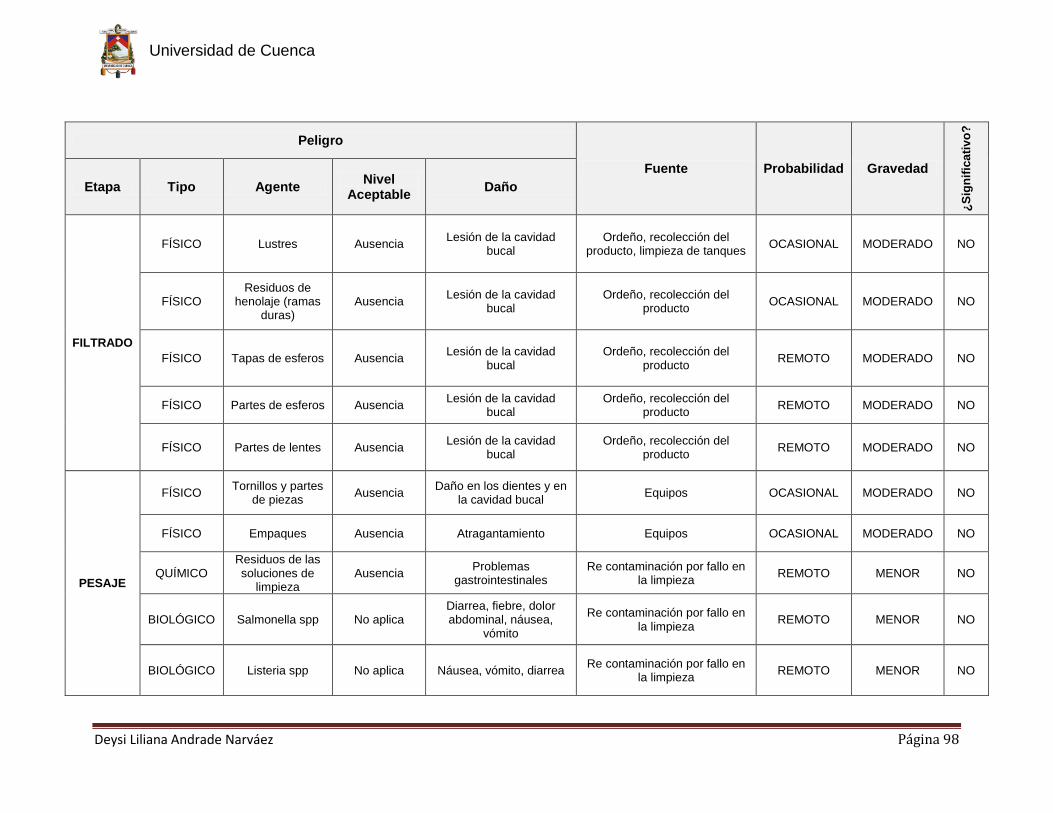
Deysi Liliana Andrade Narváez Página 98
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
FILTRADO
FÍSICO Lustres Ausencia Lesión de la cavidad
bucal Ordeño, recolección del
producto, limpieza de tanques OCASIONAL MODERADO NO
FÍSICO Residuos de
henolaje (ramas duras)
Ausencia Lesión de la cavidad
bucal Ordeño, recolección del
producto OCASIONAL MODERADO NO
FÍSICO Tapas de esferos Ausencia Lesión de la cavidad
bucal Ordeño, recolección del
producto REMOTO MODERADO NO
FÍSICO Partes de esferos Ausencia Lesión de la cavidad
bucal Ordeño, recolección del
producto REMOTO MODERADO NO
FÍSICO Partes de lentes Ausencia Lesión de la cavidad
bucal Ordeño, recolección del
producto REMOTO MODERADO NO
PESAJE
FÍSICO Tornillos y partes
de piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos OCASIONAL MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos OCASIONAL MODERADO NO
QUÍMICO Residuos de las soluciones de
limpieza Ausencia
Problemas gastrointestinales
Re contaminación por fallo en la limpieza
REMOTO MENOR NO
BIOLÓGICO Salmonella spp No aplica Diarrea, fiebre, dolor abdominal, náusea,
vómito
Re contaminación por fallo en la limpieza
REMOTO MENOR NO
BIOLÓGICO Listeria spp No aplica Náusea, vómito, diarrea Re contaminación por fallo en
la limpieza REMOTO MENOR NO

Deysi Liliana Andrade Narváez Página 99
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
PESAJE
BIOLÓGICO E. Coli No aplica Cólicos intensos, diarrea
sanguinolenta, dolor abdominal, fiebre baja
Re contaminación por fallo en la limpieza
REMOTO MENOR NO
BIOLÓGICO Estafilococos
aureus No aplica
Náusea, vómito, cólicos abdominales y postración.
Casos graves pueden presentar dolor de cabeza, dolores musculares, alteraciones
temporarias de presión arterial
Re contaminación por fallo en la limpieza
REMOTO MENOR NO
ENFRIADO
FÍSICO Tornillos y partes de
piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO
Residuos de las
soluciones de limpieza
Ausencia Problemas gastrointestinales Re contaminación por fallo
en la limpieza REMOTO MENOR NO
BIOLÓGICO Salmonella
spp No aplica
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re contaminación por fallo en la limpieza
FRECUENTE MENOR NO
BIOLÓGICO Listeria spp No aplica Náusea, vómito, diarrea Re contaminación por fallo
en la limpieza FRECUENTE MENOR NO
BIOLÓGICO E. Coli No aplica Cólicos intensos, diarrea
sanguinolenta, dolor abdominal, fiebre baja
Re contaminación por fallo en la limpieza
FRECUENTE MENOR NO
BIOLÓGICO Estafilococos
aureus No aplica
Náusea, vómito, cólicos abdominales y postración.
Casos graves pueden presentar dolor de cabeza, dolores musculares, alteraciones
temporarias de presión arterial
Re contaminación por fallo en la limpieza
FRECUENTE MENOR NO
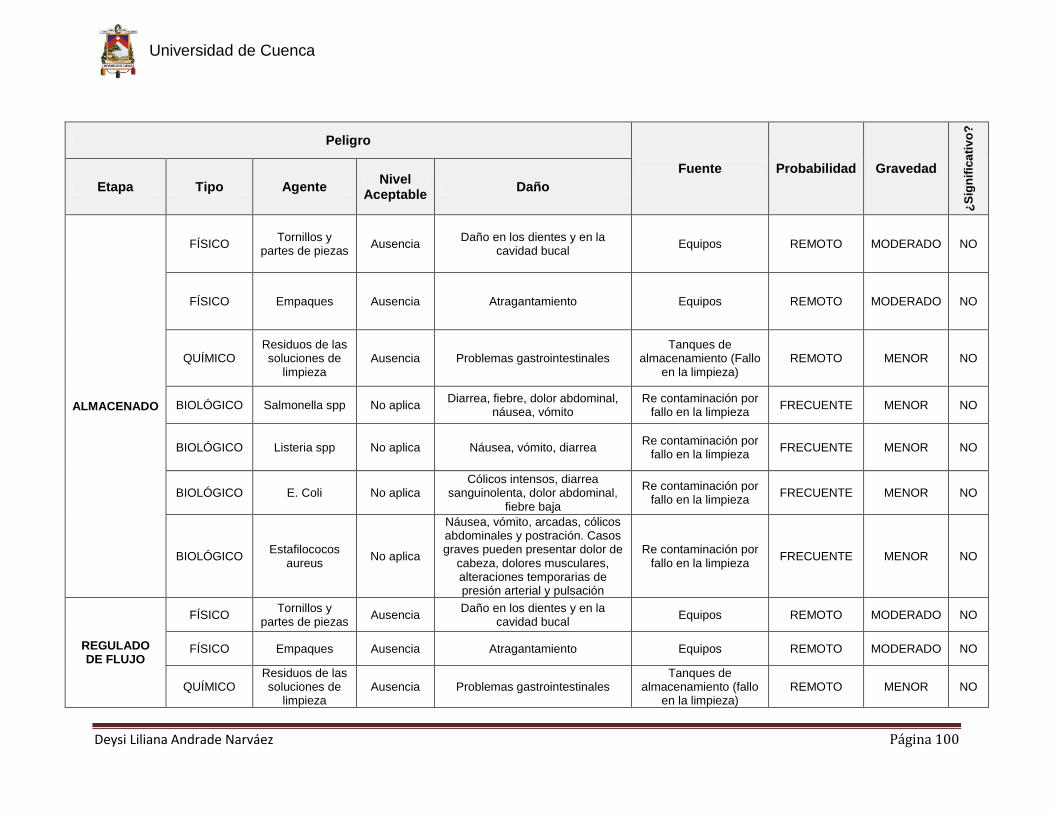
Deysi Liliana Andrade Narváez Página 100
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
ALMACENADO
FÍSICO Tornillos y
partes de piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO Residuos de las soluciones de
limpieza Ausencia Problemas gastrointestinales
Tanques de almacenamiento (Fallo
en la limpieza) REMOTO MENOR NO
BIOLÓGICO Salmonella spp No aplica Diarrea, fiebre, dolor abdominal,
náusea, vómito Re contaminación por
fallo en la limpieza FRECUENTE MENOR NO
BIOLÓGICO Listeria spp No aplica Náusea, vómito, diarrea Re contaminación por
fallo en la limpieza FRECUENTE MENOR NO
BIOLÓGICO E. Coli No aplica Cólicos intensos, diarrea
sanguinolenta, dolor abdominal, fiebre baja
Re contaminación por fallo en la limpieza
FRECUENTE MENOR NO
BIOLÓGICO Estafilococos
aureus No aplica
Náusea, vómito, arcadas, cólicos abdominales y postración. Casos graves pueden presentar dolor de
cabeza, dolores musculares, alteraciones temporarias de presión arterial y pulsación
Re contaminación por fallo en la limpieza
FRECUENTE MENOR NO
REGULADO DE FLUJO
FÍSICO Tornillos y
partes de piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO Residuos de las soluciones de
limpieza Ausencia Problemas gastrointestinales
Tanques de almacenamiento (fallo
en la limpieza) REMOTO MENOR NO

Deysi Liliana Andrade Narváez Página 101
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
PR
EC
AL
EN
TA
MIE
NT
O
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO Residuos de
las soluciones de limpieza
Ausencia Problemas gastrointestinales Limpieza de líneas con
soluciones ácidas y básicas
REMOTO MENOR NO
BIOLÓGICO Salmonella
spp No aplica
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re contaminación por fallo en la limpieza de equipos, materia prima
FRECUENTE MENOR NO
BIOLÓGICO Listeria spp No aplica Náusea, vómito, diarrea Re contaminación por fallo en la limpieza de equipos, materia prima
PROBABLE MENOR NO
BIOLÓGICO E. Coli No aplica Cólicos intensos, diarrea
sanguinolenta, dolor abdominal, fiebre baja
Re contaminación por fallo en la limpieza de equipos, materia prima
FRECUENTE MENOR NO
BIOLÓGICO Estafilococos
aureus No aplica
Náusea, vómito, cólicos abdominales y postración.
Casos graves pueden presentar dolor de cabeza,
dolores musculares, alteraciones temporarias de
presión arterial
Re contaminación por fallo en la limpieza de equipos, materia prima
FRECUENTE MENOR NO
CLARIFICADO
FÍSICO Tornillos y partes de
piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO Residuos de
las soluciones de limpieza
Ausencia Problemas gastrointestinales Limpieza de líneas con
soluciones ácidas y básicas
REMOTO MENOR NO

Deysi Liliana Andrade Narváez Página 102
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
CLARIFICADO
BIOLÓGICO Salmonella
spp Ausencia
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re contaminación por fallo en la limpieza de equipos, materia prima
FRECUENTE MENOR NO
BIOLÓGICO Listeria spp Ausencia Náusea, vómito, diarrea Re contaminación por fallo en la limpieza de equipos, materia prima
PROBABLE MENOR NO
BIOLÓGICO E. Coli Ausencia Cólicos intensos, diarrea
sanguinolenta, dolor abdominal, fiebre baja
Re contaminación por fallo en la limpieza de equipos, materia prima
FRECUENTE MENOR NO
BIOLÓGICO Estafilococos
aureus Ausencia
Náusea, vómito, cólicos abdominales y postración.
Casos graves pueden presentar dolor de cabeza,
dolores musculares, alteraciones temporarias de
presión arterial
Re contaminación por fallo en la limpieza de equipos, materia prima
FRECUENTE MENOR NO
ESTANDARIZADO
FÍSICO Tornillos y partes de
piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO
Residuos de las
soluciones de limpieza
Ausencia Problemas gastrointestinales Limpieza de líneas con
soluciones ácidas y básicas
REMOTO MENOR NO
BIOLÓGICO Salmonella
spp Ausencia
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re contaminación por fallo en la limpieza de equipos, materia prima
FRECUENTE MENOR NO
BIOLÓGICO Listeria spp Ausencia Náusea, vómito, diarrea Re contaminación por fallo en la limpieza de equipos, materia prima
PROBABLE MENOR NO
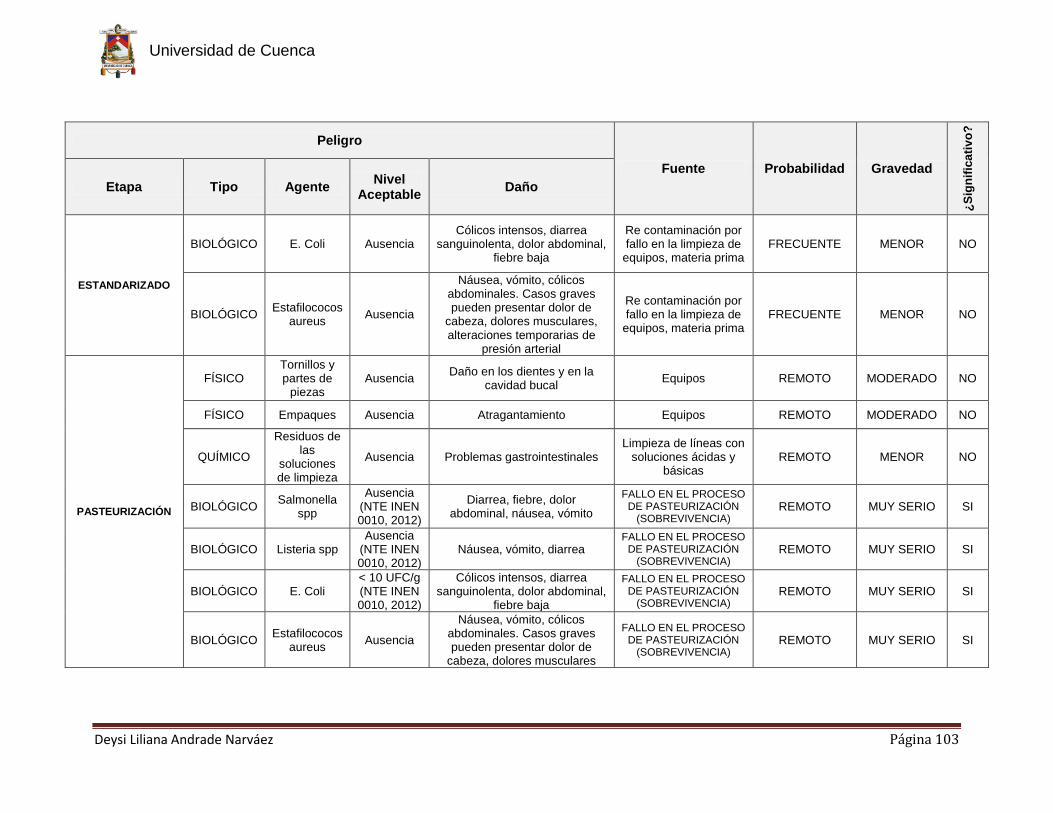
Deysi Liliana Andrade Narváez Página 103
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
ESTANDARIZADO
BIOLÓGICO E. Coli Ausencia Cólicos intensos, diarrea
sanguinolenta, dolor abdominal, fiebre baja
Re contaminación por fallo en la limpieza de
equipos, materia prima FRECUENTE MENOR NO
BIOLÓGICO Estafilococos
aureus Ausencia
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de
cabeza, dolores musculares, alteraciones temporarias de
presión arterial
Re contaminación por fallo en la limpieza de
equipos, materia prima FRECUENTE MENOR NO
PASTEURIZACIÓN
FÍSICO Tornillos y partes de
piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO
Residuos de las
soluciones de limpieza
Ausencia Problemas gastrointestinales Limpieza de líneas con
soluciones ácidas y básicas
REMOTO MENOR NO
BIOLÓGICO Salmonella
spp
Ausencia (NTE INEN 0010, 2012)
Diarrea, fiebre, dolor abdominal, náusea, vómito
FALLO EN EL PROCESO DE PASTEURIZACIÓN
(SOBREVIVENCIA) REMOTO MUY SERIO SI
BIOLÓGICO Listeria spp Ausencia
(NTE INEN 0010, 2012)
Náusea, vómito, diarrea FALLO EN EL PROCESO
DE PASTEURIZACIÓN (SOBREVIVENCIA)
REMOTO MUY SERIO SI
BIOLÓGICO E. Coli < 10 UFC/g (NTE INEN 0010, 2012)
Cólicos intensos, diarrea sanguinolenta, dolor abdominal,
fiebre baja
FALLO EN EL PROCESO DE PASTEURIZACIÓN
(SOBREVIVENCIA) REMOTO MUY SERIO SI
BIOLÓGICO Estafilococos
aureus Ausencia
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de
cabeza, dolores musculares
FALLO EN EL PROCESO DE PASTEURIZACIÓN
(SOBREVIVENCIA) REMOTO MUY SERIO SI
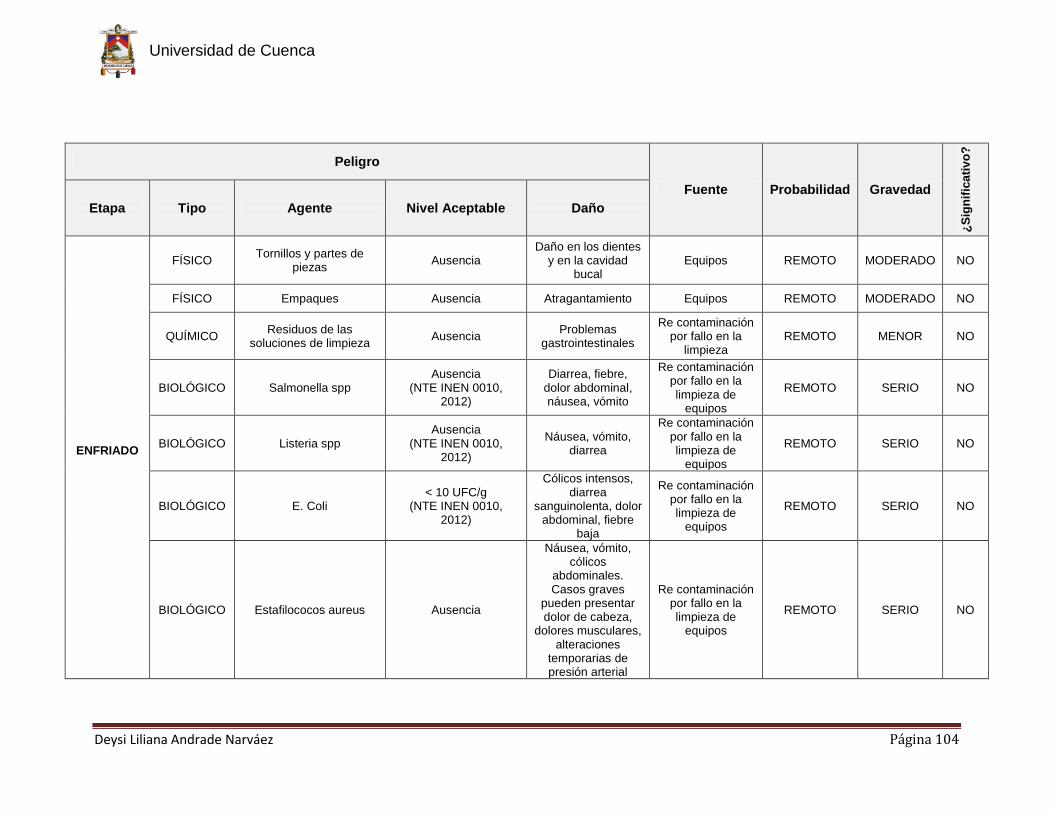
Deysi Liliana Andrade Narváez Página 104
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel Aceptable Daño
ENFRIADO
FÍSICO Tornillos y partes de
piezas Ausencia
Daño en los dientes y en la cavidad
bucal Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO Residuos de las
soluciones de limpieza Ausencia
Problemas gastrointestinales
Re contaminación por fallo en la
limpieza REMOTO MENOR NO
BIOLÓGICO Salmonella spp Ausencia
(NTE INEN 0010, 2012)
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re contaminación por fallo en la limpieza de
equipos
REMOTO SERIO NO
BIOLÓGICO Listeria spp Ausencia
(NTE INEN 0010, 2012)
Náusea, vómito, diarrea
Re contaminación por fallo en la limpieza de
equipos
REMOTO SERIO NO
BIOLÓGICO E. Coli < 10 UFC/g
(NTE INEN 0010, 2012)
Cólicos intensos, diarrea
sanguinolenta, dolor abdominal, fiebre
baja
Re contaminación por fallo en la limpieza de
equipos
REMOTO SERIO NO
BIOLÓGICO Estafilococos aureus Ausencia
Náusea, vómito, cólicos
abdominales. Casos graves
pueden presentar dolor de cabeza,
dolores musculares, alteraciones
temporarias de presión arterial
Re contaminación por fallo en la limpieza de
equipos
REMOTO SERIO NO

Deysi Liliana Andrade Narváez Página 105
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel Aceptable Daño
ALMACENADO
FÍSICO Tornillos y partes de
piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO Residuos de las soluciones de
limpieza Ausencia
Problemas gastrointestinales
Tanques de almacenamiento
REMOTO MENOR NO
BIOLÓGICO Salmonella spp Ausencia
(NTE INEN 0010, 2012)
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re contaminación por fallo en la limpieza,
materia prima REMOTO MENOR NO
BIOLÓGICO Listeria spp Ausencia
(NTE INEN 0010, 2012)
Náusea, vómito, diarrea Re contaminación por
fallo en la limpieza, materia prima
REMOTO MENOR NO
BIOLÓGICO E. Coli < 10 UFC/g
(NTE INEN 0010, 2012)
Cólicos intensos, diarrea sanguinolenta, dolor
abdominal, fiebre baja
Re contaminación por fallo en la limpieza,
materia prima REMOTO MENOR NO
BIOLÓGICO Estafilococos
aureus Ausencia
Náusea, vómito, cólicos abdominales. Casos
graves pueden presentar dolor de cabeza, dolores musculares, alteraciones temporarias de presión
arterial
Re contaminación por fallo en la limpieza,
materia prima REMOTO MENOR NO
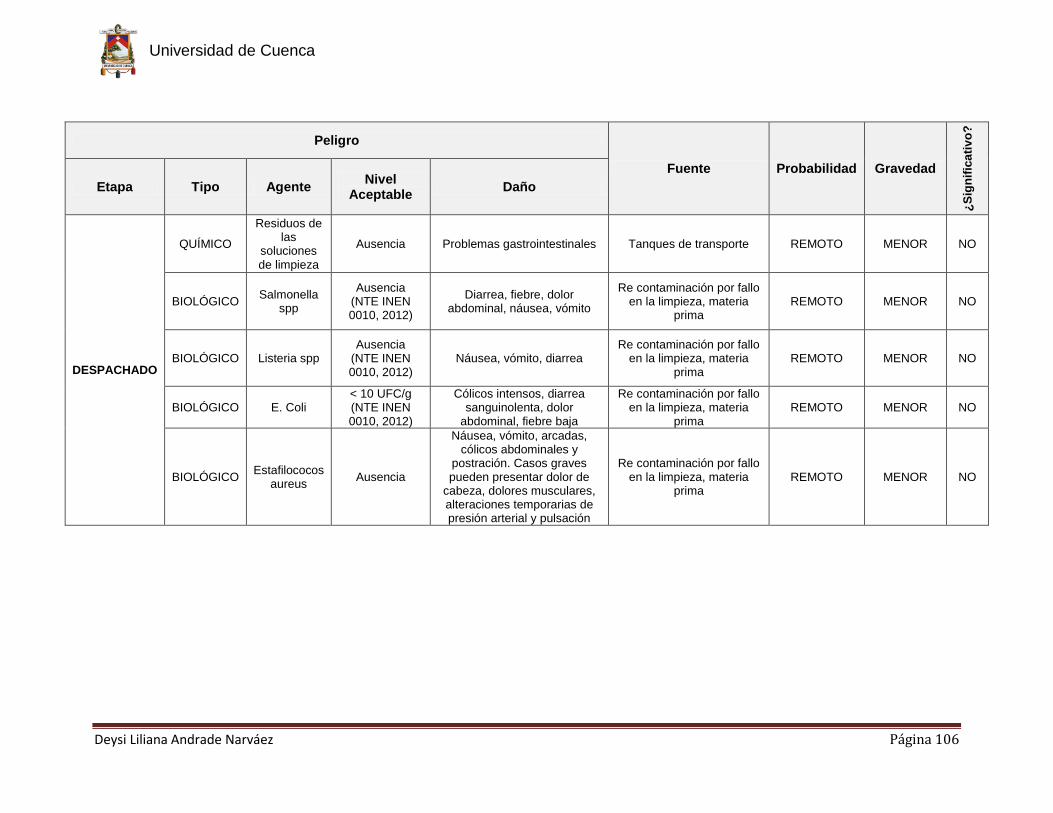
Deysi Liliana Andrade Narváez Página 106
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
DESPACHADO
QUÍMICO
Residuos de las
soluciones de limpieza
Ausencia Problemas gastrointestinales Tanques de transporte REMOTO MENOR NO
BIOLÓGICO Salmonella
spp
Ausencia (NTE INEN 0010, 2012)
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re contaminación por fallo en la limpieza, materia
prima REMOTO MENOR NO
BIOLÓGICO Listeria spp Ausencia
(NTE INEN 0010, 2012)
Náusea, vómito, diarrea Re contaminación por fallo
en la limpieza, materia prima
REMOTO MENOR NO
BIOLÓGICO E. Coli < 10 UFC/g (NTE INEN 0010, 2012)
Cólicos intensos, diarrea sanguinolenta, dolor
abdominal, fiebre baja
Re contaminación por fallo en la limpieza, materia
prima REMOTO MENOR NO
BIOLÓGICO Estafilococos
aureus Ausencia
Náusea, vómito, arcadas, cólicos abdominales y
postración. Casos graves pueden presentar dolor de
cabeza, dolores musculares, alteraciones temporarias de presión arterial y pulsación
Re contaminación por fallo en la limpieza, materia
prima REMOTO MENOR NO
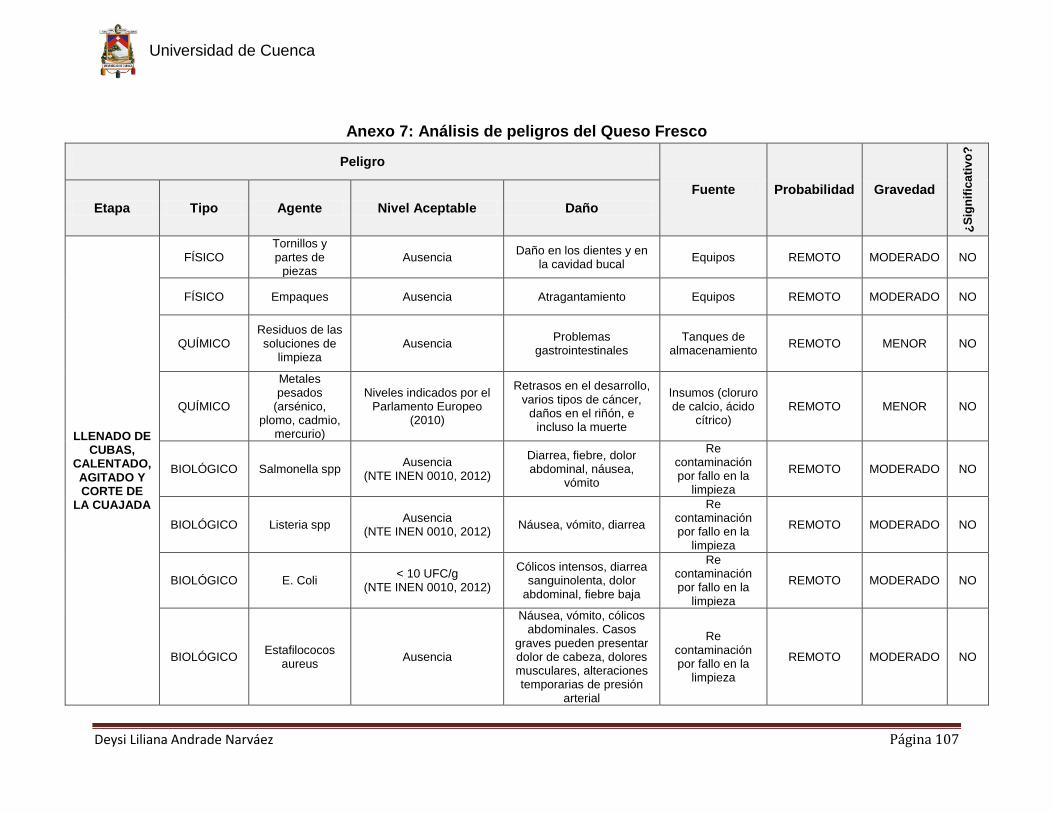
Deysi Liliana Andrade Narváez Página 107
Universidad de Cuenca
Anexo 7: Análisis de peligros del Queso Fresco
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel Aceptable Daño
LLENADO DE CUBAS,
CALENTADO, AGITADO Y CORTE DE
LA CUAJADA
FÍSICO Tornillos y partes de
piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO Residuos de las soluciones de
limpieza Ausencia
Problemas gastrointestinales
Tanques de almacenamiento
REMOTO MENOR NO
QUÍMICO
Metales pesados
(arsénico, plomo, cadmio,
mercurio)
Niveles indicados por el Parlamento Europeo
(2010)
Retrasos en el desarrollo, varios tipos de cáncer,
daños en el riñón, e incluso la muerte
Insumos (cloruro de calcio, ácido
cítrico) REMOTO MENOR NO
BIOLÓGICO Salmonella spp Ausencia
(NTE INEN 0010, 2012)
Diarrea, fiebre, dolor abdominal, náusea,
vómito
Re contaminación por fallo en la
limpieza
REMOTO MODERADO NO
BIOLÓGICO Listeria spp Ausencia
(NTE INEN 0010, 2012) Náusea, vómito, diarrea
Re contaminación por fallo en la
limpieza
REMOTO MODERADO NO
BIOLÓGICO E. Coli < 10 UFC/g
(NTE INEN 0010, 2012)
Cólicos intensos, diarrea sanguinolenta, dolor
abdominal, fiebre baja
Re contaminación por fallo en la
limpieza
REMOTO MODERADO NO
BIOLÓGICO Estafilococos
aureus Ausencia
Náusea, vómito, cólicos abdominales. Casos
graves pueden presentar dolor de cabeza, dolores musculares, alteraciones temporarias de presión
arterial
Re contaminación por fallo en la
limpieza
REMOTO MODERADO NO

Deysi Liliana Andrade Narváez Página 108
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel Aceptable Daño
DESCARGA, MOLDEADO, PRENSADO Y
DESMOLDEADO
FÍSICO Tornillos y partes de
piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO Residuos de
las soluciones de limpieza
Ausencia Problemas
gastrointestinales Equipos REMOTO MENOR NO
BIOLÓGICO Salmonella
spp
Ausencia (NTE INEN 1528,
2012)
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re - contaminación por fallo en la
limpieza
REMOTO MODERADO NO
BIOLÓGICO Listeria spp Ausencia
(NTE INEN 1528, 2012)
Náusea, vómito, diarrea
Re -contaminación por fallo en la
limpieza
REMOTO MODERADO NO
BIOLÓGICO E. Coli 10 UFC/g
(NTE INEN 1528, 2012)
Cólicos intensos, diarrea sanguinolenta, dolor
abdominal, fiebre baja
Re -contaminación por fallo en la
limpieza, materia prima
(insumos)
REMOTO MODERADO NO
BIOLÓGICO Estafilococos
aureus
100 UFC/g (NTE INEN 1528,
2012)
Náusea, vómito, arcadas, cólicos abdominales y
postración. Casos graves pueden presentar dolor de
cabeza, dolores musculares, alteraciones temporarias de presión
arterial y pulsación
Re -contaminación por fallo en la
limpieza, personal
REMOTO MODERADO NO

Deysi Liliana Andrade Narváez Página 109
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
SALADO
QUÍMICO Metales pesados
(Arsénico)
0,5mg/kg (NTE INEN 57,
2015)
Vómito, dolor abdominal, diarrea, entumecimiento u hormigueo en las manos, y
los pies o calambre musculares, hiperqueratosis
Sal REMOTO MENOR NO
QUÍMICO Metales pesados (Cobre)
2mg/kg (NTE INEN 57,
2015)
Náusea, vómito, diarrea, daño hepático, daño renal, muerte
Sal REMOTO MENOR NO
QUÍMICO Metales pesados (Plomo)
2mg/kg (NTE INEN 57,
2015)
Perturbación de la biosíntesis de hemoglobina y anemia, incremento de la presión sanguínea, daño a los riñones,
perturbación del sistema nervioso, daño al cerebro, dolor muscular en las articulaciones
Sal REMOTO MENOR NO
QUÍMICO Metales pesados (Cadmio)
0,5mg/kg (NTE INEN 57,
2015)
Efectos tóxicos en los riñones y en los sistemas óseo y respiratorio, cancerígeno
Sal REMOTO MENOR NO
QUÍMICO Metales pesados
(Mercurio)
0,1mg/kg (NTE INEN 57,
2015)
Dolor de pecho, dificultad para respirar, tos, sabor metálico, náusea, diarrea, dolor
abdominal, vómito, dolor de cabeza y en ocasiones albuminuria, gastroenteritis aguda
intensa, gingivitis, nefritis
Sal REMOTO MENOR NO
BIOLÓGICO Estafilococos
aureus
100 UFC/g (NTE INEN 1528, 2012)
Náusea, vómito, arcadas, cólicos abdominales y postración. Casos graves
pueden presentar dolor de cabeza, dolores musculares, alteraciones temporarias de
presión arterial y pulsación
Salmuera contaminada
REMOTO MODERADO NO
BIOLÓGICO Listeria spp Ausencia
(NTE INEN 1528, 2012)
Náusea, vómito, diarrea Salmuera
contaminada REMOTO MODERADO NO
BIOLÓGICO E. Coli 10 UFC/g
(NTE INEN 1528, 2012)
Cólicos intensos, diarrea sanguinolenta, dolor abdominal, fiebre baja
Salmuera contaminada
REMOTO MODERADO NO
BIOLÓGICO Estafilococos
aureus
100 UFC/g (NTE INEN 1528, 2012)
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de cabeza,
dolores musculares, alteraciones temporarias de presión arterial
Salmuera contaminada
REMOTO MODERADO NO
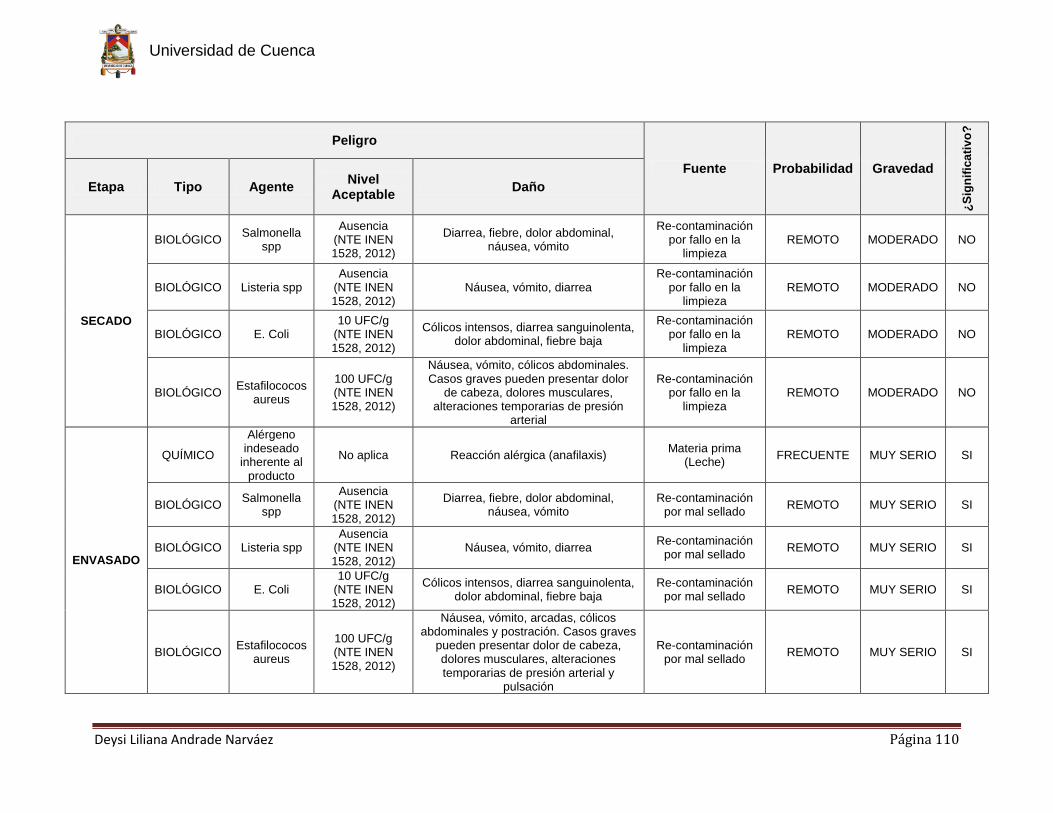
Deysi Liliana Andrade Narváez Página 110
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
SECADO
BIOLÓGICO Salmonella
spp
Ausencia (NTE INEN 1528, 2012)
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re-contaminación por fallo en la
limpieza REMOTO MODERADO NO
BIOLÓGICO Listeria spp Ausencia
(NTE INEN 1528, 2012)
Náusea, vómito, diarrea Re-contaminación
por fallo en la limpieza
REMOTO MODERADO NO
BIOLÓGICO E. Coli 10 UFC/g
(NTE INEN 1528, 2012)
Cólicos intensos, diarrea sanguinolenta, dolor abdominal, fiebre baja
Re-contaminación por fallo en la
limpieza REMOTO MODERADO NO
BIOLÓGICO Estafilococos
aureus
100 UFC/g (NTE INEN 1528, 2012)
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor
de cabeza, dolores musculares, alteraciones temporarias de presión
arterial
Re-contaminación por fallo en la
limpieza REMOTO MODERADO NO
ENVASADO
QUÍMICO
Alérgeno indeseado
inherente al producto
No aplica Reacción alérgica (anafilaxis) Materia prima
(Leche) FRECUENTE MUY SERIO SI
BIOLÓGICO Salmonella
spp
Ausencia (NTE INEN 1528, 2012)
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re-contaminación por mal sellado
REMOTO MUY SERIO SI
BIOLÓGICO Listeria spp Ausencia
(NTE INEN 1528, 2012)
Náusea, vómito, diarrea Re-contaminación
por mal sellado REMOTO MUY SERIO SI
BIOLÓGICO E. Coli 10 UFC/g
(NTE INEN 1528, 2012)
Cólicos intensos, diarrea sanguinolenta, dolor abdominal, fiebre baja
Re-contaminación por mal sellado
REMOTO MUY SERIO SI
BIOLÓGICO Estafilococos
aureus
100 UFC/g (NTE INEN 1528, 2012)
Náusea, vómito, arcadas, cólicos abdominales y postración. Casos graves
pueden presentar dolor de cabeza, dolores musculares, alteraciones temporarias de presión arterial y
pulsación
Re-contaminación por mal sellado
REMOTO MUY SERIO SI

Deysi Liliana Andrade Narváez Página 111
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
ALMACENADO
BIOLÓGICO Salmonella
spp
Ausencia (NTE INEN 1528, 2012)
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re-contaminación por fallo en la limpieza
REMOTO MODERADO NO
BIOLÓGICO Listeria spp Ausencia
(NTE INEN 1528, 2012)
Náusea, vómito, diarrea Re-contaminación por
fallo en la limpieza REMOTO MODERADO NO
BIOLÓGICO E. Coli 10 UFC/g
(NTE INEN 1528, 2012)
Cólicos intensos, diarrea sanguinolenta, dolor abdominal,
fiebre baja
Re-contaminación por fallo en la limpieza
REMOTO MODERADO NO
BIOLÓGICO Estafilococos
aureus
100 UFC/g (NTE INEN 1528, 2012)
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de
cabeza, dolores musculares, alteraciones temporarias de
presión arterial
Re-contaminación por fallo en la limpieza
REMOTO MODERADO NO
DESPACHADO
BIOLÓGICO Salmonella
spp
Ausencia (NTE INEN 1528, 2012)
Diarrea, fiebre, dolor abdominal, náusea, vómito
Contaminación cruzada REMOTO MODERADO NO
BIOLÓGICO Listeria spp Ausencia
(NTE INEN 1528, 2012)
Náusea, vómito, diarrea Contaminación cruzada REMOTO MODERADO NO
BIOLÓGICO E. Coli 10 UFC/g
(NTE INEN 1528, 2012)
Cólicos intensos, diarrea sanguinolenta, dolor abdominal,
fiebre baja Contaminación cruzada REMOTO MODERADO NO
BIOLÓGICO Estafilococos
aureus
100 UFC/g (NTE INEN 1528, 2012)
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de
cabeza, dolores musculares, alteraciones temporarias de
presión arterial
Contaminación cruzada REMOTO MODERADO NO
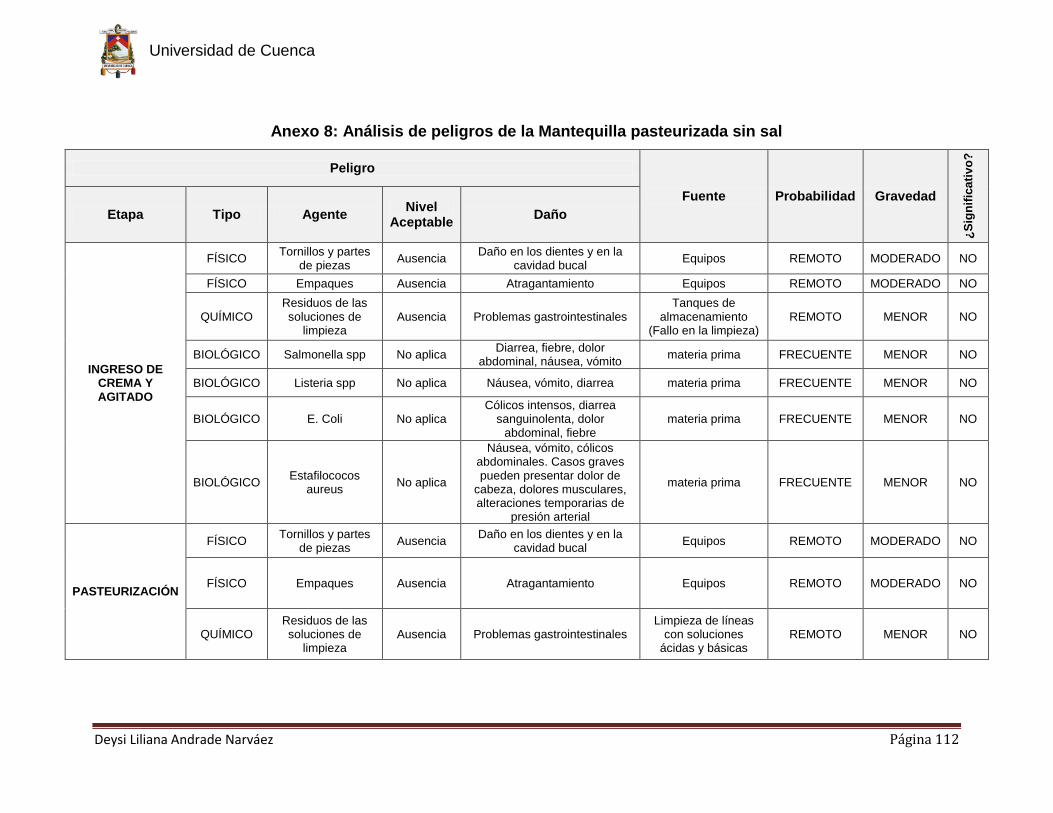
Deysi Liliana Andrade Narváez Página 112
Universidad de Cuenca
Anexo 8: Análisis de peligros de la Mantequilla pasteurizada sin sal
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
INGRESO DE CREMA Y AGITADO
FÍSICO Tornillos y partes
de piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO Residuos de las soluciones de
limpieza Ausencia Problemas gastrointestinales
Tanques de almacenamiento
(Fallo en la limpieza) REMOTO MENOR NO
BIOLÓGICO Salmonella spp No aplica Diarrea, fiebre, dolor
abdominal, náusea, vómito materia prima FRECUENTE MENOR NO
BIOLÓGICO Listeria spp No aplica Náusea, vómito, diarrea materia prima FRECUENTE MENOR NO
BIOLÓGICO E. Coli No aplica Cólicos intensos, diarrea
sanguinolenta, dolor abdominal, fiebre
materia prima FRECUENTE MENOR NO
BIOLÓGICO Estafilococos
aureus No aplica
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de
cabeza, dolores musculares, alteraciones temporarias de
presión arterial
materia prima FRECUENTE MENOR NO
PASTEURIZACIÓN
FÍSICO Tornillos y partes
de piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO Residuos de las soluciones de
limpieza Ausencia Problemas gastrointestinales
Limpieza de líneas con soluciones
ácidas y básicas REMOTO MENOR NO

Deysi Liliana Andrade Narváez Página 113
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
PASTEURIZACIÓN
BIOLÓGICO Salmonella
spp
Ausencia en 25g
(INEN 712, 2011)
Diarrea, fiebre, dolor abdominal, náusea, vómito
FALLO EN EL PROCESO DE PASTEURIZACIÓN
(SOBREVIVENCIA) REMOTO
MUY SERIO
SI
BIOLÓGICO Listeria spp Ausencia Náusea, vómito, diarrea FALLO EN EL PROCESO
DE PASTEURIZACIÓN (SOBREVIVENCIA)
REMOTO MUY
SERIO SI
BIOLÓGICO E. Coli Ausencia Cólicos intensos, diarrea
sanguinolenta, dolor abdominal, fiebre baja
FALLO EN EL PROCESO DE PASTEURIZACIÓN
(SOBREVIVENCIA) REMOTO
MUY SERIO
SI
BIOLÓGICO Estafilococos
aureus Ausencia
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de
cabeza, dolores musculares, alteraciones temporarias de
presión arterial
FALLO EN EL PROCESO DE PASTEURIZACIÓN
(SOBREVIVENCIA) REMOTO
MUY SERIO
SI
ENFRIADO Y REFRIGERADO
QUÍMICO
Residuos de las
soluciones de limpieza
Ausencia Problemas gastrointestinales Re contaminación por
fallo en la limpieza REMOTO MENOR NO
BIOLÓGICO Salmonella
spp
Ausencia en 25g
(INEN 712, 2011)
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re contaminación por fallo en la limpieza
REMOTO MENOR NO
BIOLÓGICO Listeria spp Ausencia Náusea, vómito, diarrea Re contaminación por
fallo en la limpieza REMOTO MENOR NO

Deysi Liliana Andrade Narváez Página 114
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
ENFRIADO Y REFRIGERADO
BIOLÓGICO E. Coli Ausencia Cólicos intensos, diarrea
sanguinolenta, dolor abdominal, fiebre baja
Re contaminación por fallo en la
limpieza REMOTO MENOR NO
BIOLÓGICO Estafilococos
aureus Ausencia
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de cabeza, dolores
musculares, alteraciones temporarias de presión arterial
Re contaminación por fallo en la
limpieza REMOTO MENOR NO
BATIDO, DES/SUERADO,
LAVADO Y EXPRIMIDO
FÍSICO Tornillos y partes de
piezas Ausencia
Daño en los dientes y en la cavidad bucal
Equipos REMOTO MODERADO NO
FÍSICO Empaques Ausencia Atragantamiento Equipos REMOTO MODERADO NO
QUÍMICO Residuos de
las soluciones de limpieza
Ausencia Problemas gastrointestinales Equipos, por fallo
en la limpieza REMOTO MENOR NO
BIOLÓGICO Salmonella spp Ausencia
(NTE INEN 161, 2011)
Diarrea, fiebre, dolor abdominal, náusea, vómito
Re contaminación por fallo en la
limpieza, materia prima
REMOTO SERIO NO
BIOLÓGICO Listeria spp Ausencia Náusea, vómito, diarrea
Re contaminación por fallo en la
limpieza, materia prima
REMOTO SERIO NO
BIOLÓGICO E. Coli < 10 UFC/g (NTE INEN 161, 2011)
Cólicos intensos, diarrea sanguinolenta, dolor abdominal,
fiebre
Re contaminación por fallo en la
limpieza, materia prima
REMOTO SERIO NO
BIOLÓGICO Estafilococos
aureus
< 10 UFC/g (NTE INEN 161, 2011)
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de cabeza, dolores
musculares, alteraciones temporarias de presión arterial
Re contaminación por fallo en la
limpieza, materia prima
REMOTO SERIO NO
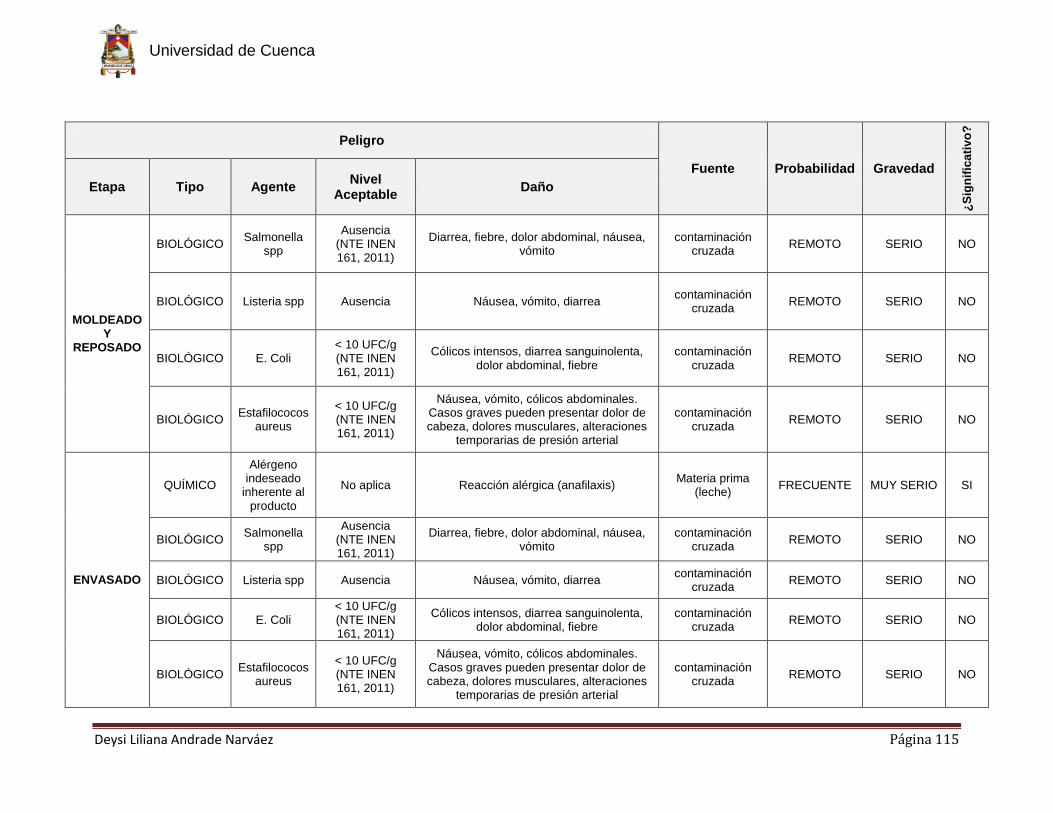
Deysi Liliana Andrade Narváez Página 115
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
MOLDEADO Y
REPOSADO
BIOLÓGICO Salmonella
spp
Ausencia (NTE INEN 161, 2011)
Diarrea, fiebre, dolor abdominal, náusea, vómito
contaminación cruzada
REMOTO SERIO NO
BIOLÓGICO Listeria spp Ausencia Náusea, vómito, diarrea contaminación
cruzada REMOTO SERIO NO
BIOLÓGICO E. Coli < 10 UFC/g (NTE INEN 161, 2011)
Cólicos intensos, diarrea sanguinolenta, dolor abdominal, fiebre
contaminación cruzada
REMOTO SERIO NO
BIOLÓGICO Estafilococos
aureus
< 10 UFC/g (NTE INEN 161, 2011)
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de cabeza, dolores musculares, alteraciones
temporarias de presión arterial
contaminación cruzada
REMOTO SERIO NO
ENVASADO
QUÍMICO
Alérgeno indeseado
inherente al producto
No aplica Reacción alérgica (anafilaxis) Materia prima
(leche) FRECUENTE MUY SERIO SI
BIOLÓGICO Salmonella
spp
Ausencia (NTE INEN 161, 2011)
Diarrea, fiebre, dolor abdominal, náusea, vómito
contaminación cruzada
REMOTO SERIO NO
BIOLÓGICO Listeria spp Ausencia Náusea, vómito, diarrea contaminación
cruzada REMOTO SERIO NO
BIOLÓGICO E. Coli < 10 UFC/g (NTE INEN 161, 2011)
Cólicos intensos, diarrea sanguinolenta, dolor abdominal, fiebre
contaminación cruzada
REMOTO SERIO NO
BIOLÓGICO Estafilococos
aureus
< 10 UFC/g (NTE INEN 161, 2011)
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de cabeza, dolores musculares, alteraciones
temporarias de presión arterial
contaminación cruzada
REMOTO SERIO NO

Deysi Liliana Andrade Narváez Página 116
Universidad de Cuenca
Peligro
Fuente Probabilidad Gravedad
¿S
ign
ific
ati
vo
?
Etapa Tipo Agente Nivel
Aceptable Daño
ALMACENADO Y
DESPACHADO
BIOLÓGICO Salmonella
spp
Ausencia (NTE INEN 161, 2011)
Diarrea, fiebre, dolor abdominal, náusea, vómito
contaminación cruzada REMOTO SERIO NO
BIOLÓGICO Listeria spp Ausencia Náusea, vómito, diarrea contaminación cruzada REMOTO SERIO NO
BIOLÓGICO E. Coli < 10 UFC/g (NTE INEN 161, 2011)
Cólicos intensos, diarrea sanguinolenta, dolor
abdominal, fiebre contaminación cruzada REMOTO SERIO NO
BIOLÓGICO Estafilococos
aureus
< 10 UFC/g (NTE INEN 161, 2011)
Náusea, vómito, cólicos abdominales. Casos graves pueden presentar dolor de
cabeza, dolores musculares, alteraciones temporarias de
presión arterial
contaminación cruzada REMOTO SERIO NO

Universidad de Cuenca
Anexo 9: Registro RP-01-01
1
2
3
4
5
6
1 2 3 4 5 6
Revisión de Filtros:
Observaciones:
Realizado por: Revisado por:
Fecha:
RP-01-01 / 01 02-19
REGISTRO DE INSPECCIÓN DE CARROS TANQUE Y FILTROS DE RECEPCIÓN
SGSA
Hora ProveedorCumple
Observaciones y Correcciones
AGUARONGO
Fecha :
Transporte: Cabina, plataforma y tanques, deben encontrarse en condiciones de limpieza adecuadas, sin suciedad ni lodos adheridos
Transporte: ausencia de elementos ajenos a la operación normal (herramientas, tachos plásticos, combustibles, llantas, animales, etc)
Transportista: ropa de trabajo limpia y en buenas condiciones, chaleco reflectivo, botas y gorra)
Batidor: de acero inoxidable, limpio y en buen estado
Cantidad entregada.
Tanques o contenedores: sin fisuras, válvulas de descarga sanitarias, sellos de las tapas de uso en alimentos (no fundas, ni sogas)
AMANTA
CHIMBORAZO LUIS
CHACAPAMBA
CHARRON
CHUGUIN GRANDE
CHUICHUN
H. VASQUEZ
INGAPIRCA
C. AYLLU LLAKTA
COMUNIDAD CISNE
MONCAYO MAG.
PATIÑO HOMERO
MONCAYO LUIS
RUMILOMA
QUISHPI CARMEN
QUESERAS
SAN ANTONIO
SAETEROS JAIME
SAN PEDRO
SISID
SAN JOSE
VENTANAS
TENESACA MOISES
VENDELECHE
ZHUD
LA GLORIA
Integridad
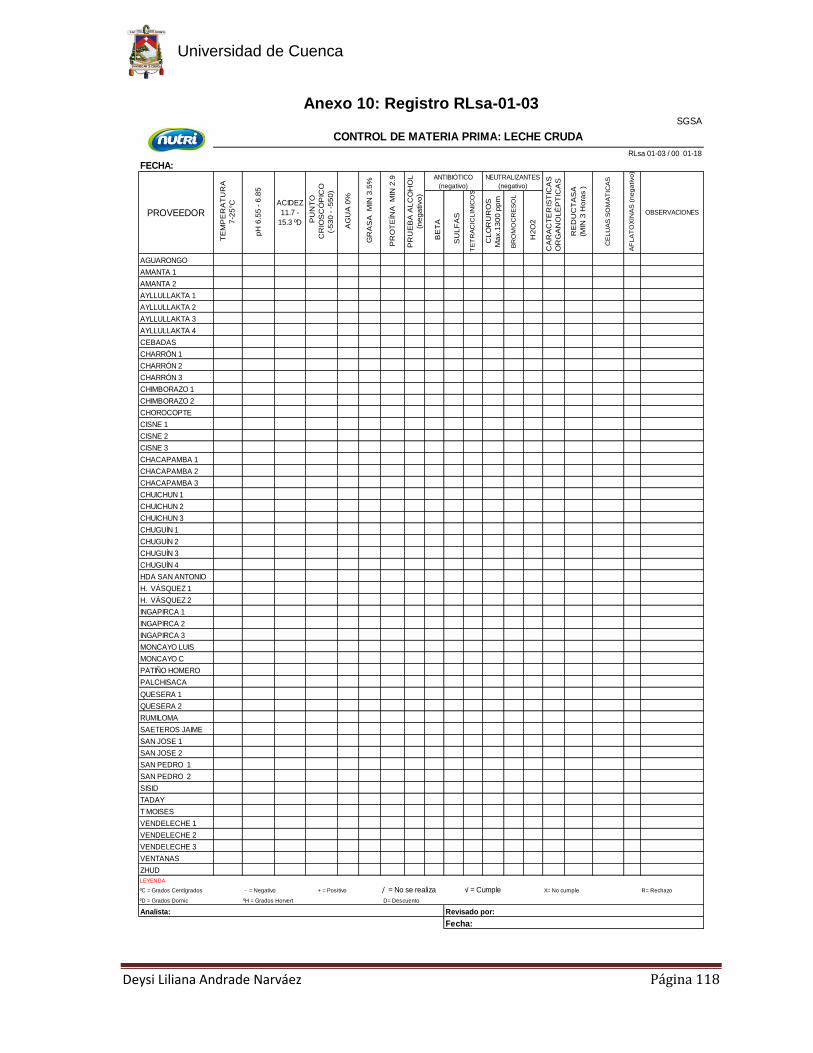
Deysi Liliana Andrade Narváez Página 118
Universidad de Cuenca
Anexo 10: Registro RLsa-01-03
B
ET
A
S
UL
FA
S
TE
TR
AC
ICL
INIC
OS
CL
OR
UR
OS
Ma
x.1
30
0 p
pm
BR
OM
OC
RE
SO
L
H
2O
2
AGUARONGO
AMANTA 1
AMANTA 2
AYLLULLAKTA 1
AYLLULLAKTA 2
AYLLULLAKTA 3
AYLLULLAKTA 4
CEBADAS
CHARRÓN 1
CHARRÓN 2
CHARRÓN 3
CHIMBORAZO 1
CHIMBORAZO 2
CHOROCOPTE
CISNE 1
CISNE 2
CISNE 3
CHACAPAMBA 1
CHACAPAMBA 2
CHACAPAMBA 3
CHUICHUN 1
CHUICHUN 2
CHUICHUN 3
CHUGUÍN 1
CHUGUÍN 2
CHUGUÍN 3
CHUGUÍN 4
HDA SAN ANTONIO
H. VÁSQUEZ 1
H. VÁSQUEZ 2
INGAPIRCA 1
INGAPIRCA 2
INGAPIRCA 3
MONCAYO LUIS
MONCAYO C
PATIÑO HOMERO
PALCHISACA
QUESERA 1
QUESERA 2
RUMILOMA
SAETEROS JAIME
SAN JOSE 1
SAN JOSE 2
SAN PEDRO 1
SAN PEDRO 2
SISID
TADAY
T MOISES
VENDELECHE 1
VENDELECHE 2
VENDELECHE 3
VENTANAS
ZHUD
LEYENDA
R= Rechazo
ºD = Grados Dornic
CA
RA
CT
ER
IST
ICA
S
OR
GA
NO
LÉ
PT
ICA
S
pH
6.5
5 -
6.8
5
RE
DU
CT
AS
A
(MIN
3 H
ora
s )
PR
OT
EÍN
A M
IN 2
.9
D= Descuento
- = Negativo + = Positivo
SGSA
PROVEEDORT
EM
PE
RA
TU
RA
7-2
5°C
PR
UE
BA
AL
CO
HO
L
(ne
ga
tivo
)
/ = No se realiza √ = Cumple X= No cumple
CONTROL DE MATERIA PRIMA: LECHE CRUDA
CE
LU
AS
SO
MA
TIC
AS
AF
LA
TO
XIN
AS
(n
eg
ativo
)
OBSERVACIONES
NEUTRALIZANTES
(negativo)
RLsa 01-03 / 00 01-18
FECHA:
Fecha:
GR
AS
A M
IN 3
.5%
ACIDEZ
11.7 -
15.3 ºD P
UN
TO
CR
IOS
CÓ
PIC
O
(-5
30
- -
55
0)
AG
UA
0%
ºH = Grados Horvert
ANTIBIÓTICO
(negativo)
Analista: Revisado por:
ºC = Grados Centígrados

Deysi Liliana Andrade Narváez Página 119
Universidad de Cuenca
Anexo 11: Registro RLsa-01-19
RLsa-01-19/ 00 02-18
REGISTRO DE ANALISIS DE PRODUCTO PASTEURIZADO A GRANEL
MES:
RE
VIS
AD
O P
OR
OBSER
VACIO
NES
ANALISIS BROMATOLOGICO ANALISIS MICROBIOLÓGICO
24H 48 hDIA
CARACTERISTICAS
ORGANOLEPTICAS
ALCO
HOL
REDUCTA
SA
ESTADO
DESTINO
PRODUCTO
HORA pH ºD GRASA
CRIOSCO
PIA
T°
FOSFA
TASA
PEROXID
O
RE
VIS
AD
O P
OR
OBSER
VACIO
NES
Mesófilos
Aerobios UFC/mlE. Coli
UFC/ml
Coliformes
Totales
UFC/ML
AN
ALIS
TA
AN
ALIS
TA
TANQUE #
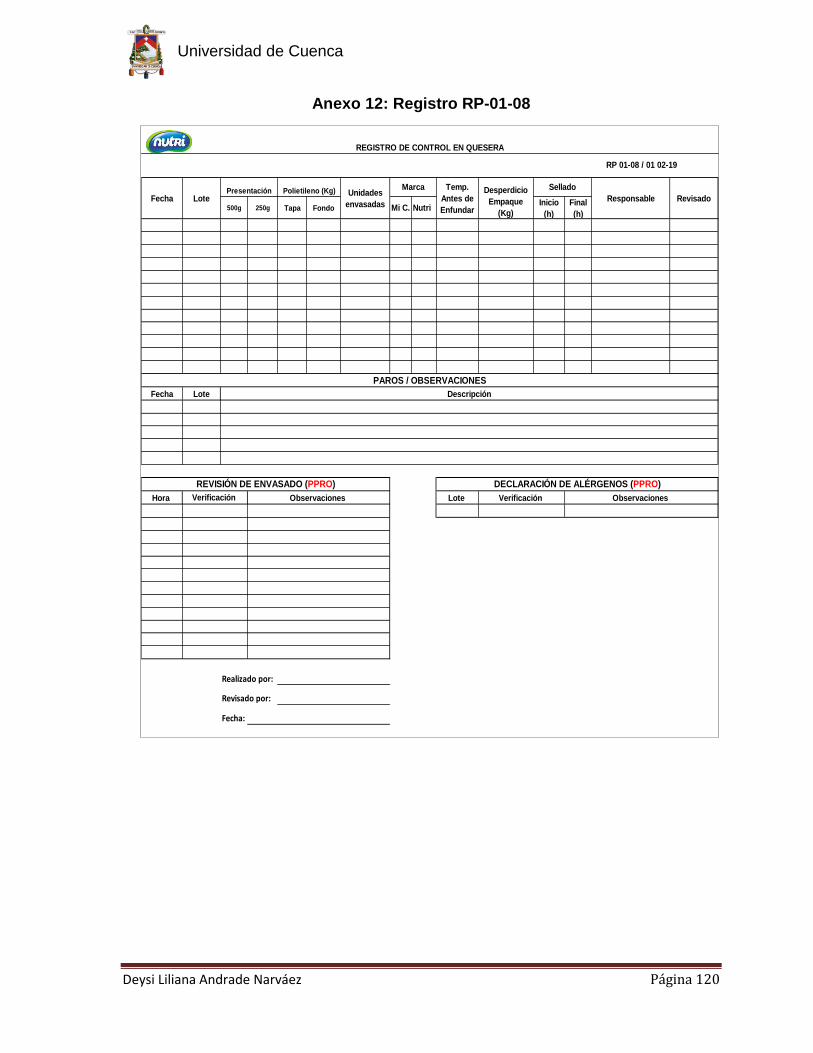
Deysi Liliana Andrade Narváez Página 120
Universidad de Cuenca
Anexo 12: Registro RP-01-08
500g 250g Tapa Fondo Mi C. NutriInicio
(h)
Final
(h)
Fecha Lote
Hora Lote
Realizado por:
Revisado por:
Fecha:
DECLARACIÓN DE ALÉRGENOS (PPRO)
Verificación Observaciones Verificación
REVISIÓN DE ENVASADO (PPRO)
Observaciones
Descripción
PAROS / OBSERVACIONES
Desperdicio
Empaque
(Kg)
ResponsablePresentación Sellado
REGISTRO DE CONTROL EN QUESERA
RP 01-08 / 01 02-19
RevisadoFecha LoteUnidades
envasadas
Marca Temp.
Antes de
Enfundar
Polietileno (Kg)
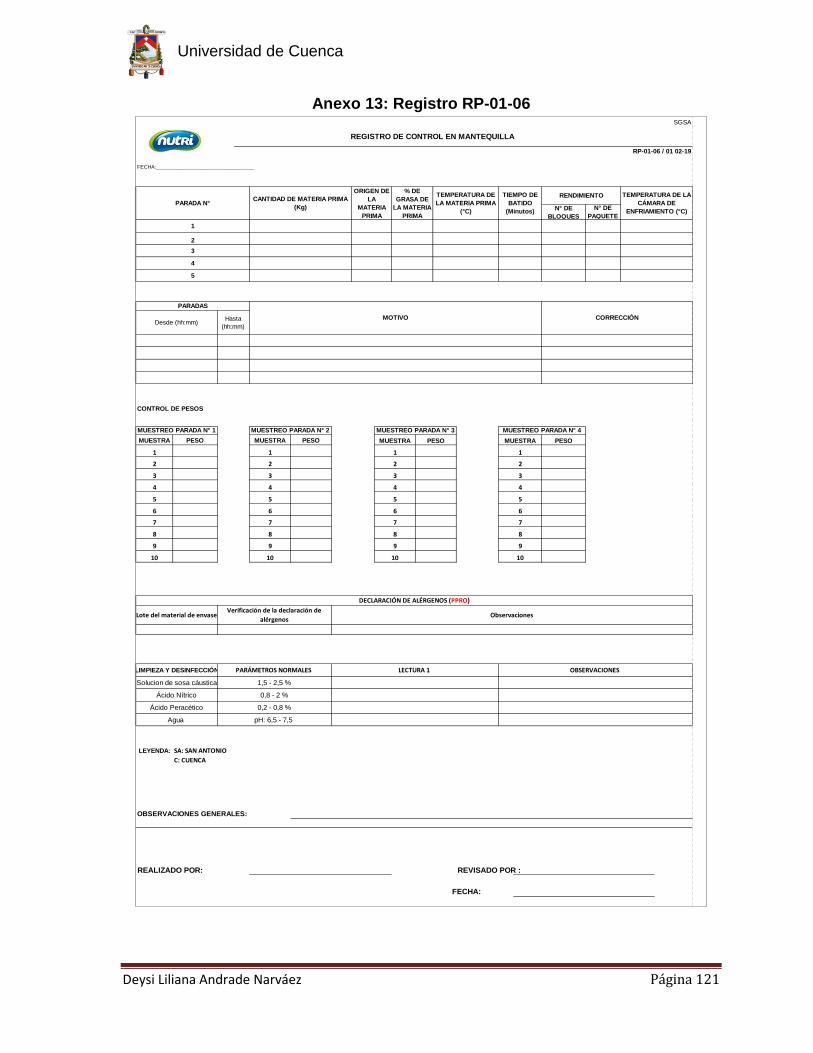
Deysi Liliana Andrade Narváez Página 121
Universidad de Cuenca
Anexo 13: Registro RP-01-06
N° DE
BLOQUES
CONTROL DE PESOS
MUESTRA PESO MUESTRA PESO
1 1
2 2
3 3
4 4
5 5
6 6
7 7
8 8
9 9
10 10
LEYENDA:
C: CUENCA
OBSERVACIONES GENERALES:
REALIZADO POR: REVISADO POR :
FECHA:
SGSA
RP-01-06 / 01 02-19
REGISTRO DE CONTROL EN MANTEQUILLA
4
PARADAS
Desde (hh:mm)Hasta
(hh:mm)
FECHA:__________________________________
PARADA N°CANTIDAD DE MATERIA PRIMA
(Kg)
ORIGEN DE
LA
MATERIA
PRIMA
% DE
GRASA DE
LA MATERIA
PRIMA
TEMPERATURA DE
LA MATERIA PRIMA
(°C)
RENDIMIENTO TEMPERATURA DE LA
CÁMARA DE
ENFRIAMIENTO (°C)N° DE
PAQUETE
TIEMPO DE
BATIDO
(Minutos)
2
1
5
3
Solucion de sosa cáustica
Ácido Nítrico
Ácido Peracético
Agua
1,5 - 2,5 %
0,8 - 2 %
SA: SAN ANTONIO
CORRECCIÓNMOTIVO
MUESTREO PARADA N° 1 MUESTREO PARADA N° 2
PESO
MUESTREO PARADA N° 4
MUESTRA PESO
1
2
3
4
5
6
7
8
MUESTREO PARADA N° 3
MUESTRA
1
2
3
4
5
9
10
LIMPIEZA Y DESINFECCIÓN PARÁMETROS NORMALES OBSERVACIONES
6
7
8
9
10
DECLARACIÓN DE ALÉRGENOS (PPRO)
Lote del material de envaseVerificación de la declaración de
alérgenos Observaciones
0,2 - 0,8 %
pH: 6,5 - 7,5
LECTURA 1

Deysi Liliana Andrade Narváez Página 122
Universidad de Cuenca
Anexo 14: Registro RP-01-07
LÍMITES:
TEMPERATURA DE PASTEURIZACIÓN: 85 - 90 °C
TIEMPO DE PASTEURIZACIÓN: 5 - 10 MINUTOS
OBSERVACIONES GENERALES:
REALIZADO POR: REVISADO POR :
FECHA:
PARADA N°CANTIDAD DE MATERIA
PRIMA (Kg)
ORIGEN DE LA
MATERIA PRIMA
PCC
TIIEMPO DE
PASTEURIZACIÓN
(MINUTOS)
CANTIDAD
OBTENIDA DE
CREMA (LITROS)
VOLUMEN DE LECHE
ADICIONADA (LITROS)
1
LIMPIEZA Y
DESINFECCIÓNPARÁMETROS NORMALES
0,2 - 0,8 %
pH: 6,5 - 7,5
LECTURA 1
2
Solucion de
sosa cáustica
Ácido Nítrico
Ácido
Peracético
Agua de
enjuague
1,5 - 2,5 %
0,8 - 2 %
3
SGSA
RP-01-07 / 01 09-18
REGISTRO DE CONTROL PARA CREMA
FECHA:__________________________________
TEMPERARURA
DE
PASTEURIZACIÓN
(°C)
OBSERVACIONES

Deysi Liliana Andrade Narváez Página 123
Universidad de Cuenca
Anexo 15: Fotografías de la validación del filtrado de leche cruda
Ilustración 1 Elementos utilizados para el primer ensayo de validación del filtro
Ilustración 2 Filtro del área de recepción de leche
Ilustración 3 Colocación de objetos en un tanque cisterna de leche cruda
Ilustración 2 Filtro del área de recepción de lecheIlustración 3 Colocación de objetos en un tanque cisterna de leche
cruda
Ilustración 4 Filtro después del primer ensayo de validación
Ilustración 2 Pesado del material retenido en el filtroIlustración 4 Filtro después del primer ensayo
de validación
Ilustración 5 Filtro después del segundo ensayo de validación
Ilustración 4 Filtro después del primer ensayo de validaciónIlustración 5 Filtro después del segundo
ensayo de validación

Deysi Liliana Andrade Narváez Página 124
Universidad de Cuenca
Ilustración 6 Extracción de material retenido en el filtro
Ilustración 5 Material retenido en el filtroIlustración 6 Extracción de material
retenido en el filtro
Ilustración 7 Pesado del material retenido en el filtro
Ilustración 3 Extracción de material retenido en el filtroIlustración 4 Pesado del material retenido
en el filtro
Ilustración 7 Material retenido en el filtro
Ilustración 8 Envasado de la solución coloranteIlustración 9 Material retenido en el filtro

Deysi Liliana Andrade Narváez Página 125
Universidad de Cuenca
Anexo 16: Fotografías de la validación del envasado de Queso Fresco
Ilustración 9 Solución colorante colocada en la máquina envasadora
Ilustración 12 Inmersión en agua de los empaques con solución coloranteIlustración 13 Solución colorante colocada
en la máquina envasadora
Ilustración 10 Envasado de la solución colorante
Ilustración 10 Solución colorante colocada en la máquina envasadoraIlustración 11 Envasado de la solución colorante
Ilustración 11 Inmersión en agua de los empaques con solución colorante