trio tech s.a diseÑo de la red de suministro de agua de la ... · capÍtulo iii. diseÑo de la red...
TRANSCRIPT
INSTITUTO TECNOLÓGICO DE COSTA RICA
Escuela de Ingeniería Electromecánica
Informe Proyecto de Graduación para optar por el grado de Licenciatura
en Ingeniería en Mantenimiento Industrial
Trio Tech S.A
Proyecto
“DISEÑO DE LA RED DE SUMINISTRO DE AGUA DE LA NUEVA PLANTA DE ALIMENTOS
ESPECIALIZADOS TRÍO TECH S.A”
Geraldo Artavia Esquivel
Cartago, mayo de 2016
• Canadian Engineering Accreditation Board • Bureau canadien d’accréditation des
programmes d’ingénierie
CEAB
Carrera evaluada y acreditada
por:

i
Hoja de información
Información de Estudiante
Nombre: Geraldo Artavia Esquivel
Cédula: 207030673
Carné ITCR: 201042484
Dirección época lectiva: Costado norte escuela Jorge Washington, San Ramón,
Alajuela
Dirección época no lectiva: Monterrey, San Carlos, Alajuela
Teléfono en época lectiva: 24560606 / 83033071
Teléfono en época no lectiva: 83033071
Email: [email protected]
Información del Proyecto
Nombre del proyecto: “Diseño de la red de suministro de agua de la nueva planta de
alimentos especializados de Trío Tech S.A”
Profesor Asesor: Ing. Ignacio del Valle Granados
Jornada: Lunes a viernes (7:00 am- 5:00 pm), sábados (7:00 am- 12:00 pm)
Información de la Empresa
Nombre: Trío Tech S.A
Zona: Departamento de ingeniería
Dirección: 2 km oeste de la entrada a Palmares sobre la Bernardo Soto, carretera a
San Ramón (Frente a taller IMACO)
Teléfono: 24460606
Fax: ---
Apartado: ---
Actividad Principal: Producción de alimento especializado para animales

ii
Dedicatoria
A mi padre quién con el sudor de su frente se aseguró de que no me faltase techo ni
alimento durante el desarrollo de mi carrera, fuente de motivación, ejemplo de lucha,
sacrificio y esfuerzo.
A mi madre por su apoyo incondicional durante este largo camino de preparación.

iii
Agradecimientos
Gracias al ser supremo por prestarme vida y aliento para dar este pequeño pero
importante paso en mi vida.
Gracias a los profesores y profesoras de la Escuela de Ingeniería Electromecánica
por formarme y enseñarme el valor del conocimiento, el esfuerzo, la dedicación, la
tenacidad y la búsqueda de la mejora constante.
Gracias a las personas que de una u otra manera influyeron y aportaron un granito
de arena para lograr esta meta.
Gracias a todos mis amigos y amigas del TEC que estuvieron en los momentos
difíciles dando su apoyo y colaboración, gracias a todas las personas con las que
compartí esta inolvidable época y dejaron enseñanzas y buenos recuerdos en mi
vida.
Gracias al Ing. Ignacio del Valle por su consejo y guía en el desarrollo de la práctica.
Gracias a la empresa Trío Tech por abrirme las puertas y darme la oportunidad de
dar mis primeros pasos como profesional.

iv
Índice general
RESUMEN ................................................................................................................... 1
ABSTRACT .................................................................................................................. 2
CAPÍTULO I. INTRODUCCIÓN ................................................................................... 3
1.1 Descripción de la empresa ................................................................................. 3
1.1.1 Reseña histórica .......................................................................................... 4
1.1.2 Proceso productivo ...................................................................................... 5
1.2 Descripción del problema ................................................................................... 8
CAPÍTULO II. MARCO TEÓRICO .............................................................................. 10
2.1 El sistema Internacional de Unidades .............................................................. 10
2.2 Concepto de fluido ............................................................................................ 10
2.3 Propiedades de los fluidos ................................................................................ 12
2.3.1 Densidad .................................................................................................... 12
2.3.2 Viscosidad .................................................................................................. 13
2.3.3 Presión ....................................................................................................... 13
2.3.1 Presión de vapor ........................................................................................ 15
2.4 Flujo laminar y turbulento ................................................................................. 15
2.5 Ecuación de la continuidad ............................................................................... 16
2.6 Ecuación de Bernoulli y ecuación general de la energía .................................. 17
2.7 Pérdidas de carga primaria y secundaria en una tubería ................................. 19
2.8 Tipos de problema red hidráulica ..................................................................... 22
2.9 Tubería serie y paralelo .................................................................................... 23
2.10 Golpe de ariete ............................................................................................... 24
2.11 Accesorios típicos de una red hidráulica ........................................................ 25

v
2.11.1 Válvulas ................................................................................................... 25
2.12 SDR y Sch ...................................................................................................... 29
2.13 Bombas .......................................................................................................... 29
2.13.1 NPSHR y NPSHD .................................................................................... 32
2.13.2 Cavitación ................................................................................................ 32
2.14 Tanques hidroneumáticos .............................................................................. 33
2.15 Aspectos importantes del Código de Instalaciones Hidráulicas y Sanitarias en
Edificaciones de Costa Rica (CIHSECR)................................................................ 33
2.15.1 Pérdidas de carga CIHSECR ................................................................... 36
2.15.2 El método Hunter ..................................................................................... 36
CAPÍTULO III. DISEÑO DE LA RED DE SUMINISTRO DE AGUA DE LA NUEVA
PLANTA DE ALIMENTOS ESPECIALIZADOS TRÍO TECH S.A ............................... 40
3.1 Introducción ...................................................................................................... 40
3.2 Justificación del proyecto .................................................................................. 40
3.3 Objetivo general ............................................................................................... 42
3.4 Objetivos específicos ........................................................................................ 42
3.5 Metodología ...................................................................................................... 43
3.6 Descripción de los usuarios de la red ............................................................... 45
3.6.1 Consumidores no continuos ....................................................................... 45
3.6.2 Consumidores continuos ............................................................................ 53
3.7 Horario de consumo ......................................................................................... 63
3.8 Distribución de la red ........................................................................................ 65
3.8.1 División de redes para consumidores continuos y no continuos ................ 65
3.9 Red de suministro a usuarios típicos o no continuos ........................................ 66
3.10 Red de suministro a consumidores y equipos especiales de tipo continuo .... 67
vi
3.11 Cálculo de diámetros de los distintos tramos de la red de consumidores no
continuos y la red de consumidores especiales ..................................................... 67
3.11.1 Cálculo de los diámetros de la red de consumidores no continuos.......... 67
3.11.2 Cálculo de los diámetros de la red de consumidores especiales ............. 72
3.11.3 Selección del SDR para ambas redes ..................................................... 75
3.12 Dimensionamiento de la bomba centrífuga, tanque reservorio y tanque
hidroneumático para las dos redes de distribución ................................................. 77
3.12.1 Especificación de las bombas centrífugas de ambas redes ..................... 77
3.13 Volumen mínimo requerido de los tanques hidroneumáticos ......................... 84
3.14 Dimensiones mínimas de los tanques reservorios de ambas redes ............... 84
CAPÍTULO IV. COSTO ECONÓMICO ....................................................................... 88
4.1 Costo económico de la red de consumidores no continuos.............................. 89
4.2 Costo económico de la red de consumidores especiales ................................. 90
CAPÍTULO V. ANÁLISIS DE RESULTADOS............................................................. 92
5.15 Análisis de las curvas de operación de las bombas seleccionadas ................ 92
5.15.1 Bomba propuesta para la red de consumidores no continuos ................. 92
5.15.2 Bomba propuesta para la red de consumidores especiales ..................... 94
5.16 Revisión de otros accesorios complementarios ofrecidos por los proveedores
............................................................................................................................... 97
5.17 Sobre los diámetros y SDR seleccionados para ambas redes de suministro . 99
5.18 Resumen del proyecto .................................................................................. 100
CAPÍTULO VI. RECOMENDACIONES Y CONCLUSIONES ................................... 103
6.1 Recomendaciones .......................................................................................... 104
6.2 Conclusiones .................................................................................................. 106
BIBLIOGRAFÍA ........................................................................................................ 108

vii
APÉNDICES ............................................................................................................ 109
ANEXOS .................................................................................................................. 112

viii
Índice de Tablas
Tabla 2.1.1 Unidades fundamentales SI ................................................................... 10
Tabla 3.5.1 Metodología del proyecto ........................................................................ 43
Tabla 3.6.1 Resumen consumidores no continuos .................................................... 51
Tabla 3.6.2 Requerimientos de caudal y presión de consumidores continuos ........... 62
Tabla 3.7.1 Tiempo efectivo de consumo de agua ..................................................... 65
Tabla 3.11.1 Diámetros calculados para la red de consumidores típicos ................. 69
Tabla 3.11.2 Valores de coeficiente de resistencia (k) utilizados .............................. 70
Tabla 3.11.3 Diámetros finales para la red de consumidores no continuos ............... 72
Tabla 3.11.4 Diámetros calculados para la red de consumidores especiales ........... 73
Tabla 3.11.5 Diámetros finales para la red de consumidores especiales ................. 75
Tabla 3.11.6 Valores de SDR adecuados para cada diámetro de las redes .............. 76
Tabla 3.12.1 Análisis ruta crítica de la red de consumidores no continuos .............. 79
Tabla 3.12.2 Pérdidas de carga estimadas en la distribución interna de los edificios
................................................................................................................................... 80
Tabla 3.12.3 Análisis ruta crítica de la red de consumidores especiales ................. 81
Tabla 3.12.4 Cabeza total para la bomba de la red de consumidores no continuos . 82
Tabla 3.12.5 Cabeza total para la bomba de la red de consumidores especiales .... 83
Tabla 3.13.1 Volúmenes mínimos requeridos para los tanques hidroneumáticos
precargados ............................................................................................................... 84
Tabla 3.14.1 Volumen reservorio red consumidores especiales sin recirculación del
agua de refrigeración de la extrusora ......................................................................... 85
Tabla 3.14.2 Volumen del tanque reservorio de la red de consumidores especiales
optimizado (recirculación agua de refrigeración)........................................................ 86
Tabla 3.14.3 Resumen parámetros para la selección de equipos complementarios 87
Tabla 4.1.1 Costo accesorios de tubería red consumidores no continuos ................ 89
Tabla 4.2.1 Costo económico accesorios tubería red de consumidores especiales . 91

ix
Índice de Figuras
Figura 1.1.1 Planta de alimentos ................................................................................ 3
Figura 1.1.2 Planta productora de huevos ................................................................... 3
Figura 1.1.3 Proceso productivo ................................................................................. 7
Figura 2.2.1 Deformación de un fluido bajo esfuerzo cortante ................................... 11
Figura 2.2.2 Perfil de velocidad fluido de poco espesor ............................................. 12
Figura 2.7.1 Diagrama de Moody .............................................................................. 20
Figura 2.11.1 Válvula de bola.................................................................................... 26
Figura 2.11.2 Válvula check ....................................................................................... 26
Figura 2.11.3 Válvula reguladora depresión ............................................................. 28
Figura 2.13.1 Clasificación de las bombas hidráulicas .............................................. 30
Figura 2.13.2 Bomba centrífuga radial ..................................................................... 31
Figura 2.15.1 Dotaciones mínimas por persona según ocupación............................. 34
Figura 2.15.2 Diámetros, presiones y gastos recomendados .................................... 35
Figura 2.15.3 Unidades de accesorio de cada aparato sanitario. .............................. 37
Figura 2.15.4 Relación entre caudal y unidades accesorio ........................................ 37
Figura 2.15.5 Continuación Relación entre caudal y unidades accesorio ................ 38
Figura 3.6.1 Distribución primera planta Baños-comedor ......................................... 46
Figura 3.6.2 Segunda planta baños-comedor ........................................................... 46
Figura 3.6.3 Laboratorio y baño de la nave principal ................................................ 47
Figura 3.6.4 Primera planta edificio recepción-pesaje .............................................. 48
Figura 3.6.5 Segunda planta edificio recepción-pesaje ............................................. 49
Figura 3.6.6 Pre acondicionador pelletizado ............................................................. 53
Figura 3.6.7 Pre acondicionador extrusora ............................................................... 55
Figura 3.6.8 Extrusora Clextral ................................................................................... 56
Figura 3.6.9 Bomba de pistón Super KL .................................................................... 57
Figura 3.6.10 Dato placa caldera 150 BHP ............................................................... 59
Figura 5.15.1 Curva de desempeño bomba Foras Plus P5- 250 .............................. 93
Figura 5.15.2 Curva de desempeño bomba Foras Plus P7- 300 .............................. 95
x
Índice de Ecuaciones
Ecuación 2.3.1 Viscosidad dinámica ......................................................................... 13
Ecuación 2.3.2 Viscosidad cinemática ...................................................................... 13
Ecuación 2.3.3 Relación presión absoluta y manométrica ........................................ 14
Ecuación 2.3.4 Presión estática ................................................................................ 14
Ecuación 2.3.5 Presión dinámica .............................................................................. 14
Ecuación 2.4.1 Número de Reynolds ........................................................................ 16
Ecuación 2.5.1 Ecuación de continuidad .................................................................. 16
Ecuación 2.6.1 Energía potencial fluido .................................................................... 17
Ecuación 2.6.2 Energía cinética ................................................................................ 17
Ecuación 2.6.3 Energía potencial de un fluido .......................................................... 17
Ecuación 2.6.4 ecuación de Bernoulli ....................................................................... 17
Ecuación 2.6.5 Ecuación general de la energía ........................................................ 18
Ecuación 2.7.1 Darcy-Weisbach ............................................................................... 19
Ecuación 2.7.2 Poiseuille .......................................................................................... 20
Ecuación 2.7.3 Colebrook-White ............................................................................... 20
Ecuación 2.7.4 Blasius .............................................................................................. 21
Ecuación 2.7.5 Pérdidas menores o secundarias ..................................................... 21
Ecuación 2.7.6 Longitud equivalente ........................................................................ 21
Ecuación 2.7.7 Pérdida por fricción total ................................................................... 22
Ecuación 2.8.1 HL Swamme Jain ............................................................................. 23
Ecuación 2.8.2 Swamme Jain ................................................................................... 23
Ecuación 2.10.1 Presión de ariete ............................................................................. 24
Ecuación 2.10.2 Celeridad de la onda elástica .......................................................... 25
Ecuación 2.11.1 Cálculo Cv ....................................................................................... 29
Ecuación 2.13.1 Cálculo potencia requerida de la bomba ......................................... 31
Ecuación 2.13.2 Cabeza neta de succión disponible ................................................. 32
Ecuación 2.15.1 Velocidad recomendada por el CIHSE ............................................ 35

xi
Ecuación 2.15.2 Hazen-Williams ............................................................................... 36
Ecuación 3.12.1 Ajuste del valor de consumo de la bomba ....................................... 78
Ecuación 3.12.2 Presión dinámica ............................................................................ 80
Ecuación 3.12.3 Cabeza total de la bomba ............................................................... 81

1
RESUMEN
El presente proyecto consiste en diseñar la red de suministro de agua a la nueva
planta de alimentos para animales Trío Tech S.A.
Como objetivos del proyecto se planteó: determinar la distribución más funcional de
la red de suministro de agua, además de calcular los diámetros y SDR adecuados,
como segundo objetivo se propone dimensionar los equipos requeridos: bomba
centrífuga, tanque hidroneumático y reservorio de agua, un tercer objetivo consistió
en determinar los accesorios requeridos para el montaje de la red, también se
planteó como un cuarto objetivo dibujar los planos de la distribución y ubicación de
los equipos de la red, el último objetivo consistió en determinar el costo económico
de la red de distribución de agua.
Para desarrollar el proyecto se recopilaron conceptos, ecuaciones matemáticas y
parámetros de diseño, luego se reunió información acerca de los requerimientos de
los equipos y los accesorios sanitarios instalados en la planta. Se plantean dos redes
de suministro, una para agua potable y otra para los equipos del proceso.
Para la red de suministro de agua potable se obtienen diámetros de 50 mm y 31 mm
con SDR 17, tanque reservorio mínimo de 1,8 m³, la bomba centrífuga debe
proporcionar 31 gpm (1,96 l/s) a 57 psi (40 mca) y el volumen mínimo del tanque
hidroneumático es de 117 galones (0,443 m³). Esta red tiene un costo de
₡1 263 094 ivi.
Para la red de suministro de agua potable se obtienen diámetros de 50 mm, 31 mm,
25 mm y 18 mm, con SDR 17, tanque reservorio mínimo de 22 m³, la bomba
centrífuga debe proporcionar 42 gpm (1,96 l/s) a 80,6 psi (57 mca) y el volumen
mínimo del tanque hidroneumático es de 148,9 galones (0,564 m³). Esta red tiene un
costo de ₡3 863 202,66 ivi.
Palabras clave: SDR, Bomba centrífuga, reservorio, tanque hidroneumático,
diámetro nominal.

2
ABSTRACT
This project is to design the water supply network to the new animal feed plant Trío
Tech S.A.
The objectives of the project were: determine the most appropriate distribution
network of water supply in addition to calculating the diameters and SDR suitable,
sizing equipment such as centrifugal pump, hydropneumatic tank and water reservoir,
a third objective was to determine what accessories are required for installation of the
network, a fourth objective was to draw the plans of the distribution and location of
network equipment, the last objective was to determine the economic cost of the
water distribution network.
To develop the project a collection of concepts, mathematical equations and design
parameters was performed, and then information about the requirements of the
equipment and sanitary fittings installed in the plant was collected. Two networks
were designed, one for drinking water and one for process equipment
For the drinking water network diameters of 50 mm and 31 mm with SDR 17 are
obtained, reservoir tank at least 1,8 m³, the centrifugal pump must provide 31 gpm
(1,96 l/s) to 57 psi (40 mca) and the minimum volume of the hydropneumatic tank is
117 gallons (0,443 m³). This network has a cost ₡ 1 263 094 ivi.
For the process network diameters of 50 mm, 31 mm, 25 mm and 18 mm are
obtained, with SDR 17, minimum of 22 m³ reservoir tank, centrifugal pump should
provide 42 gpm (1,96 l/s) to 80,6 psi (57 mca) and the minimum volume of the
hydropneumatic tank is 148,9 gallons (0,564 m³). This network has a cost of
₡ 3 863 202, 66 ivi.
Keywords: SDR, centrifugal pump, reservoir, hydropneumatic tank, nominal
diameter.

3
CAPÍTULO I. INTRODUCCIÓN
1.1 Descripción de la empresa
Trío Tech S.A es una empresa directamente descendiente de Granja Avícola los
pollitos (GAP S.A.), esta última es una empresa costarricense con más de 15 años
de trayectoria perteneciente ahora a los hijos del difunto fundador don Macedonio
Vásquez Rojas.
GAP está ubicada en Palmares de Alajuela. Es una empresa agropecuaria dedicada
al desarrollo de pollitas ponedoras de huevo comercial y a la producción de huevo
comercial, además se dedica a la producción y venta de concentrados para animales
tales como pollos de engorde, gallinas, cerdos, ganado, caballos y otros.
La empresa cuenta en la actualidad con tres plantas, las cuales están ubicadas en
diferentes localidades en los alrededores de Palmares.
La primera planta está destinada a la producción de alimentos para animales. El
proceso es poco automatizado y requiere de operarios en cada punto del proceso. La
segunda planta es totalmente automatizada y se especializa en la producción de
huevos, y crianza de pollas ponedoras, es en esta planta que se realiza la logística y
dirección de la empresa.
Figura 1.1.1 Planta de alimentos
Figura 1.1.2 Planta productora de huevos
Fuente: GAP Fuente: GAP

4
La tercera planta (Trío Tech S.A) es una idea novedosa y maneja un concepto
diferente de lo que es actualmente la producción de alimentos para animales. Se
encuentra actualmente en etapas finales de construcción y corresponde a una planta
financiada por GAP que viene a innovar y superar la producción de la planta de
Palmares. Trío Tech S.A se ubica entre Palmares y San Ramón.
En esta nueva planta se pretende aumentar la capacidad de producción de
alimentos para animales a un nivel más industrial, contando con tres líneas muy
versátiles de producción de harinas, pelletizado y extrusión. Un concepto
diferenciado de lo que se ofrece actualmente en el mercado, con mayor uso de
tecnología y estrictos controles de la calidad en los productos y procesos.
Los productos están proyectados para satisfacer mercados internacionales exigentes
así como mercados regionales que buscan alimentos para animales con mayor
rendimiento y precio competitivo.
Como dato final, la empresa es miembro de grupo GRACO S.A y grupo LECHON
S.A; importadores de materias primas, maíz, soya, destilados y productos menores.
También son parte del grupo Graneles de Costa Rica S.A, grupo encargado de
almacenar maíz, soya, destilados y productos menores.
1.1.1 Reseña histórica
El padre fundador de la empresa fue don Macedonio Vásquez Rojas. Para los años
ochenta, paso de tener un cafetal en La Cocaleca de Palmares a pensar en expandir
sus ingresos por lo que inicia en el negocio de la venta de huevos y gallinas
ponedoras, en ese entonces adquirió 500 gallinas.
A finales de los noventa e inicios del dos mil, se integran al negocio los hijos de don
Macedonio. Ellos modernizan y aumentan la capacidad del negocio de producción
de huevos y gallinas ponedoras con una planta totalmente automatizada.

5
Además comienzan a fabricar alimento para sus animales, dicha planta crece y es la
que produce vende actualmente gran variedad de alimentos para aves, cerdos, reses
y caballos.
Cuentan actualmente con más de setenta empleados directos, beneficiando así a
varias familias de la zona.
Para finales del 2014 nace la idea de una nueva planta con un concepto diferente y
altamente automatizada. Esta idea se materializa en Trío Tech S.A, planta que está a
punto de arrancar producción de harinas y seguidamente pelletizado y extrusión.
1.1.2 Proceso productivo
La nueva planta cuenta con tres líneas de producción: una de harinas, otra de
pelletizado y la tercera de extrusión. Se utilizan ingredientes en harina, granos y
líquidos.
Los ingredientes de las fórmulas vienen en presentaciones de granel, quintales y
gramos. Los insumos a granel que procesan son básicamente maíz, harina de soya,
acemite, coquito, destilado, calcio, semolina, harinas de carne, rendering, entre otros.
Los líquidos constan de grasas, aceites de pescado, aceites vegetales y melaza. Los
micronutrientes se refieren a vitaminas, minerales y otros aditivos de las fórmulas
que se agregan en pequeñas cantidades.
En la siguiente Figura 1.1.3 se explica en forma general el proceso productivo de la
planta.
Los ingredientes llegan en granel a la planta donde son transportados a un elevador
principal el cual los dirige a proceso o a silos de almacenaje. Si el producto se dirige
a proceso se almacena en silos de ingredientes y comienza a atravesar la línea de
harinas pasando primero por el molino y luego es transportado a la mezcladora
donde se le adicionan micro ingredientes y líquidos. Al final del proceso de mezcla se
tiene alimento en harina el cual puede ser empaquetado o enviado a la línea de
pelletizado o extrusión según se desee.
6
Si la mezcla de harinas se desea enviar a la línea de pelletizado esta se almacena en
una tolva o silo de pre pelletizado. Una vez que inicia el proceso la mezcla pasa al
pre acondicionador o mezclador a través de un dosificador, en este punto se aplica
agua y vapor a la mezcla.
Posteriormente la mezcla ingresa a la pelletizadora propiamente donde se forman los
pellets y son ingresados a un enfriador por medio de un elevador “Z”. El producto
enfriado ingresa al moledor y pasa a otro elevador “Z”.
El elevador lleva el producto a una romana en la cual se pesa y se pasa por un
dosificador hacia el aplicador de líquidos donde se le pueden adicionar aceites u otro
ingrediente líquido. Inmediatamente el producto es transportado por un elevador a la
tolva de almacenaje para su posterior empaquetado.
Por otro lado, si se desea enviar la mezcla a la línea de extrusión, esta se almacena
en una tolva o silo de pre extrusión. De aquí ingresa a un dosificador y
posteriormente al acondicionador donde se agrega vapor y agua al producto. La
mezcla acondicionada pasa a la extrusora donde se realiza el proceso de extrusión
de la mezcla.
El producto que sale es transportado por un circuito neumático al secador y de aquí
pasa por un vibrador hacia un elevador “Z” que transporta el producto hacia una
romana y de aquí a un aplicador de líquidos en el cual se puede agregar aceites u
otro ingrediente líquido.
De la salida del aplicador de líquidos el producto es ingresado a un enfriador por
medio de un elevador “Z” y finalmente sale hacia un elevador que lo lleva a la tolva o
silo de producto terminado para su posterior empaque.

7
Figura 1.1.3 Proceso productivo Fuente: Propio Paint 2010

8
1.2 Descripción del problema
Se tiene una nueva planta en construcción con una capacidad de producción teórica
de diez toneladas por hora. La obra gris se encuentra prácticamente finalizada y la
primera línea está ya en fase de pruebas para su puesta en marcha.
Por las características propias del proceso productivo y el correcto funcionamiento de
los equipos, la nueva planta requiere de una red eléctrica, red de vapor, red de aire
comprimido y por supuesto la red hidráulica.
La planta tiene tres líneas de producción, edificio administrativo, edificio de
máquinas, laboratorio, además de un área de baños y comedor.
Lo que corresponde a la red eléctrica, ya fue diseñada y en la parte de montaje falta
únicamente alimentar las dos líneas de producción en proceso de ensamblaje. La red
de aire comprimido ya fue diseñada e instalada para la primera línea de producción.
Por otro lado, la red de vapor y la red hidráulica se encuentran en proceso de diseño.
Estas dos son fundamentales ya que se requieren en el proceso productivo.
Respecto al suministro de agua del edificio se tiene que aún no se ha diseñado la red
de distribución de agua de la planta. El diseño de la red debe garantizar caudal y
presión adecuada a todos los usuarios, entre ellos los usos típicos como lavatorios,
sanitarios, orinales, duchas y fregaderos, además de usuarios críticos como la
pelletizadora, la extrusora y la caldera.
El acueducto local distribuye el agua de la zona en tubería de 50 mm (2 in), por lo es
muy probable que el máximo consumo probable de la planta no pueda ser cubierto
por la capacidad de suministro del acueducto local.
Máquinas críticas como la pelletizadora, extrusora y caldera están proyectadas para
llegar a operar a tres turnos diarios. Tanto la pelletizadora como la extrusora tienen
un consumo continuo de agua que es utilizado como refrigerante y otra parte es
consumida por el producto.

9
La caldera es quien suple de vapor a las tres líneas, en su mayoría el vapor es
consumido por el producto por lo que es necesario garantizar la disponibilidad de
agua de reposición para su operación y la de las otras dos máquinas.
El sistema de suministro de agua debe estar diseñado de tal forma que si el
suministro local de agua se ve interrumpido por un par de horas, la planta no se
detenga ya que el costo en producto no producido o desperdiciado por falta de agua
es muy elevado. Según estimados de la empresa, cada tonelada representa $995
por lo cual un paro en la producción representa pérdidas económicas considerables.
La distribución de la red hidráulica y los equipos auxiliares de la misma debe hacerse
de tal forma que se optimice el espacio y los costos. La selección de los equipos y
accesorios complementarios a la red se deben dimensionar y seleccionar de acuerdo
a las necesidades reales de la planta, esto con el fin de solucionar el problema al
menor costo económico posible y con la seguridad de que la red funcionará
correctamente.
Los puntos anteriores ilustran el porqué de la importancia del diseño de la red de
suministro de agua de la planta. Esta deberá garantizar disponibilidad de caudal y
presión adecuada a todos los usuarios de la planta, además de cumplir con los
requerimientos mínimos del Código de Instalaciones Hidráulicas y Sanitarias en
Edificaciones de Costa Rica (CIHSECR).

10
CAPÍTULO II. MARCO TEÓRICO
Antes de abordar el problema y plantear una solución, es necesario recopilar algunos
conceptos y ecuaciones fundamentales para la comprensión y generación de la
solución. Los conceptos son muchos y se retoman en forma general y breve, dándole
énfasis a los más necesarios para el desarrollo del proyecto.
2.1 El sistema Internacional de Unidades
Antes de profundizar en el proyecto, es fundamental realizar un repaso rápido del
sistema internacional de unidades (SI), dándole énfasis a las unidades
fundamentales. Esto con el fin de trabajar el proyecto lo más apegado posible al
sistema internacional, el cual rige en Costa Rica.
Tabla 2.1.1 Unidades fundamentales SI
Magnitud Nombre Símbolo
Longitud metro m
Masa kilogramo kg
Tiempo segundo s
Intensidad de corriente eléctrica Amperio A
Temperatura termodinámica Kelvin K
Intensidad luminosa candela cd
De las unidades fundamentales anteriores, las que se utilizan típicamente en
mecánica de fluidos son la longitud, la masa y el tiempo.
En adelante, a menos que se indique lo contrario, cada variable o constante se
utilizará en las ecuaciones y cálculos utilizará unidades del Sistema Internacional.
2.2 Concepto de fluido
Para Streeter (1988.p.3-4) “Un fluido es una sustancia que se deforma
continuamente cuando se somete a un esfuerzo cortante, sin importar cuan pequeño
sea ese esfuerzo.”
Mataix (1986.p.6) Excel 2010
11
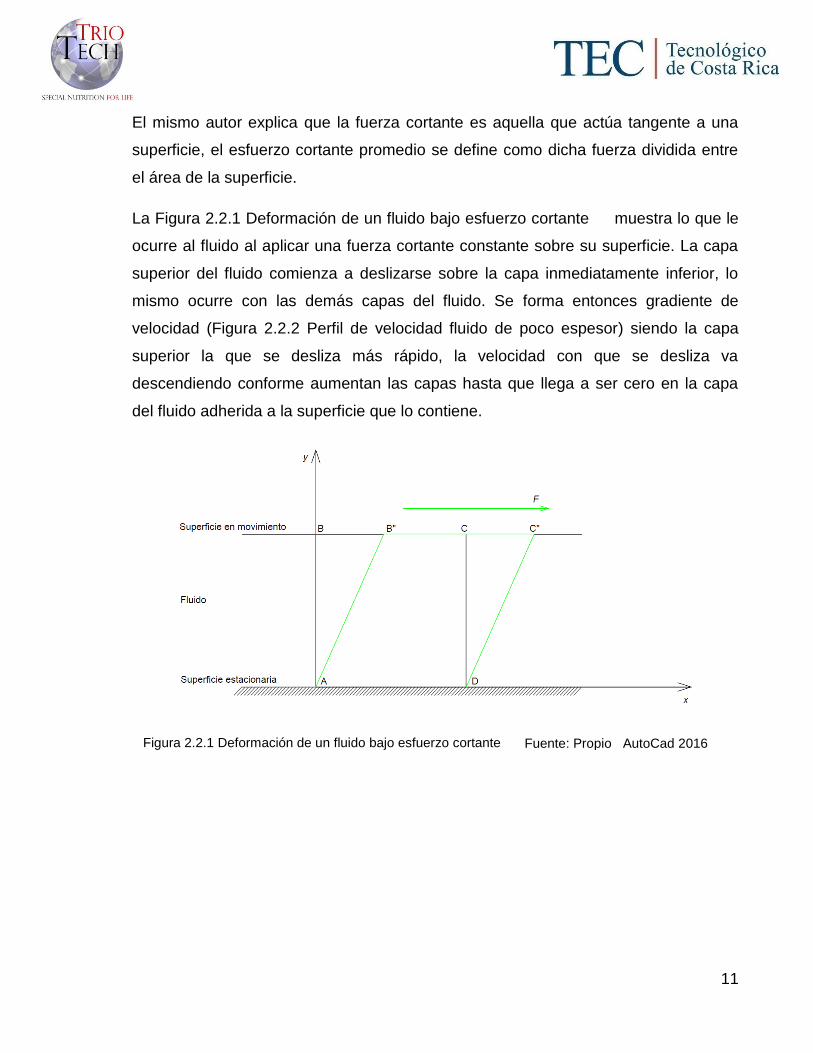
El mismo autor explica que la fuerza cortante es aquella que actúa tangente a una
superficie, el esfuerzo cortante promedio se define como dicha fuerza dividida entre
el área de la superficie.
La Figura 2.2.1 Deformación de un fluido bajo esfuerzo cortante muestra lo que le
ocurre al fluido al aplicar una fuerza cortante constante sobre su superficie. La capa
superior del fluido comienza a deslizarse sobre la capa inmediatamente inferior, lo
mismo ocurre con las demás capas del fluido. Se forma entonces gradiente de
velocidad (Figura 2.2.2 Perfil de velocidad fluido de poco espesor) siendo la capa
superior la que se desliza más rápido, la velocidad con que se desliza va
descendiendo conforme aumentan las capas hasta que llega a ser cero en la capa
del fluido adherida a la superficie que lo contiene.
Figura 2.2.1 Deformación de un fluido bajo esfuerzo cortante Fuente: Propio AutoCad 2016

12
Figura 2.2.2 Perfil de velocidad fluido de poco espesor
2.3 Propiedades de los fluidos
Todo fluido tiene ciertas propiedades que lo caracterizan, las principales propiedades
físicas de los fluidos son: viscosidad, densidad, compresibilidad, fluidez, presión de
vapor y tensión superficial.
De las propiedades físicas mencionadas, las dos más importantes son la viscosidad
y la densidad, ya que estas son requeridas típicamente en los cálculos de diseño que
involucran fluidos.
2.3.1 Densidad
Mott (2006.p.14) define la densidad (ρ) como la cantidad de masa (kg) por unidad de
volumen (m3) de una sustancia. La densidad varía con la temperatura y la presión,
aunque para algunos fluidos como el agua la variación es mínima, esto según lo
menciona Mataix (1986.p.14).
Fuente: Propio AutoCad 2016
13
2.3.2 Viscosidad
En términos generales, la viscosidad se entiende como la resistencia que ofrece un
fluido al corte, esto de acuerdo a lo que indica Streeter (1988.p.8). Existe una sub
clasificación para la viscosidad, esta se divide en cinemática ( ) y dinámica ( ).
Retrocediendo a la Figura 2.2.2 Perfil de velocidad fluido de poco espesor, se puede
observar que al aplicarse una fuerza cortante sobre la superficie del fluido se genera
un gradiente de velocidad. Recordando que el esfuerzo cortante (𝜏) corresponde a la
fuerza (𝐹) sobre el área de la superficie, conociendo el esfuerzo cortante y el
gradiente de velocidad, se puede obtener el valor de la viscosidad dinámica de la
siguiente manera según Cengel (2007.p.47):
µ=τ
dvdy⁄
Ecuación 2.3.1 Viscosidad dinámica
La viscosidad dinámica y se mide en Pascal por segundo (Pa/s), esto en
concordancia con lo que afirma Mott (2006.p.28).
La viscosidad cinemática (𝑣) se obtiene relacionando la viscosidad dinámica (µ) y la
densidad (ρ) del fluido. Se mide en metros cuadrados por segundo (m²/s).
𝑣=μ
ρ Ecuación 2.3.2 Viscosidad cinemática
La viscosidad de los fluidos se ve afectada por la temperatura, para el caso particular
de los líquidos esta disminuye con el aumento de la temperatura.
2.3.3 Presión
La presión se define típicamente como la fuerza por unidad de área y su unidad de
medición es el Pascal (Pa). Es fundamental lograr diferenciar presión absoluta y
presión manométrica.

14
Mott (2006.p.53) define la presión manométrica (Pman) como la magnitud obtenida
mediante un instrumento de medición de presión. Si la presión está por encima de la
presión atmosférica (Patm), la presión manométrica medida será positiva, si por el
contrario la medición es negativa indica que la presión se encuentra por debajo de la
atmosférica.
El mismo autor también señala que la presión absoluta (Pab) corresponde a la
presión medida con relación a un vacío perfecto. Matemáticamente la presión
manométrica y absoluta se relaciona de la siguiente manera:
Pab = Patm + Pm Ecuación 2.3.3 Relación presión absoluta y manométrica
A nivel de fluidos se debe realizar también la distinción entre presión dinámica y
estática.
La presión estática (Pe) es el peso de la columna de un fluido estático por unidad de
área, matemáticamente se determina como:
Pe=ρgz Ecuación 2.3.4 Presión estática
Donde ρ corresponde a la densidad del fluido, g a la gravedad y z corresponde a la
altura de la columna de fluido.
Por otro lado, la inercia del movimiento de un fluido produce un incremento en la
presión estática, ese aumento en la magnitud de la presión estática producto del
movimiento del fluido es a lo que se le conoce como presión dinámica (Pd).
Pd=1
2 ρ V²
Ecuación 2.3.5 Presión dinámica
Donde ρ corresponde a la densidad del fluido y V corresponde a la velocidad
promedio del mismo.
15
La suma de la presión dinámica y estática corresponde a la presión total (Pt) del
fluido.
2.3.1 Presión de vapor
Otra propiedad importante de mencionar es la presión de saturación o presión de
vapor. Mataix (1986.p.30) explica que en la superficie libre de cualquier líquido a
cualquier temperatura, existen un número de partículas que escapan de este en
forma de vapor hasta llegar a un punto de saturación y equilibrio (presión de
saturación), la presión de vapor es la presión que ejerce dicha fase gaseosa del
fluido sobre la superficie libre del mismo. Si aumenta la temperatura, aumenta la
presión de saturación.
2.4 Flujo laminar y turbulento
Cuando un fluido se encuentra en estado de movimiento a través de un conducto
abierto o cerrado, el fluido tendrá un régimen de movimiento, ya sea flujo laminar o
flujo turbulento.
En un flujo laminar, las capas del fluido se deslizan suavemente una sobre otra, esto
concuerda con lo enunciado por Streeter (1988.p.188-189), “...el fluido se mueve en
capas o laminas, deslizándose una capa sobre otra capa adyacente con solo un
intercambio molecular de cantidad de movimiento.” No existe tendencia a la
inestabilidad o turbulencia. Un buen ejemplo de flujo laminar son los canales de
agua.
Cuando se tiene el caso de un flujo turbulento, “…las partículas se mueven en forma
errática, con intercambio de cantidad de movimiento transverso muy violento.”
Streeter (1988.p.189). En un fluido turbulento lo que se tiene son fluctuaciones
irregulares del fluido en movimiento, un ejemplo típico es el agua que corre por un
río.

16
Matemáticamente un fluido que fluye por un tubo redondo se clasifica en laminar o
turbulento según un número adimensional conocido como el número de Reynolds,
obtenido mediante la siguiente ecuación:
Re=V D
v
Ecuación 2.4.1 Número de Reynolds
Donde V corresponde a la velocidad promedio del fluido, v es el valor de viscosidad
cinemática del fluido y D equivale al diámetro interno de la tubería.
Para valores de número de Reynolds inferiores a 2000, el fluido se considerará
laminar, mientras que para un valor superior a 4000 se considera que se está en
presencia de un flujo turbulento, esto de acuerdo a lo mencionado por Mott
(2006.p.231). El autor también indica que para valores de numero de Reynolds entre
2000 y 4000 no es posible determinar si el flujo es laminar o turbulento ya que
corresponde a una zona de transición muy irregular.
2.5 Ecuación de la continuidad
La ecuación de la continuidad relaciona la densidad del fluido (ρ), su velocidad (V) y
la sección transversal del conducto o volumen de control por el cual fluye.
El autor Mott (2006.p.156) la enuncia como:
ρ1 A1 V1= ρ2 A2 V2
Ecuación 2.5.1 Ecuación de continuidad
Donde ρ corresponde a la densidad del fluido, A la sección transversal por donde
fluye y V la velocidad promedio del fluido.

17
El autor menciona que para que se cumpla, no se debe agregar o sustraer fluido
entre un punto 1 y 2. Para el caso de un fluido considerado incompresible la
densidad permanece constante por lo que puede obviarse en la ecuación y se
obtiene una igualdad de flujos volumétricos, esto corresponde al concepto de
continuidad.
2.6 Ecuación de Bernoulli y ecuación general de la energía
Antes de enunciar la ecuación general de la energía es necesario comprender las
formas de energía que posee un fluido, Mott (2006.p.166) indica que estas
corresponden a la energía potencial (EP) producto de su elevación, energía cinética
(EC) debido a su velocidad y la energía de presión (EF). Esta última es la energía
requerida para mover un fluido a través de una determinada sección y a una
determinada presión.
EP=w z
Ecuación 2.6.1 Energía potencial fluido
EC=w V2
2g
Ecuación 2.6.2 Energía cinética
EP=w P
p g
Ecuación 2.6.3 Energía potencial de un fluido
Donde w es el peso específico del fluido, z corresponde a la elevación, g indica el
valor de la gravedad, V corresponde a la velocidad promedio del fluido y P equivale a
la presión total del fluido. Las expresiones anteriores están expresadas en Pascales.
La ecuación de Bernoulli resumida según Mott (2006.p.167) se expresa de la
siguiente manera:
P1
pg+z1+
V12
2g=
P2
pg+z2+
V22
2g Ecuación 2.6.4 ecuación de Bernoulli

18
La ecuación anterior tiene unidades de metro (m) y cada término indica un tipo de
carga que presenta el fluido. Como ya se mencionaron anteriormente, el primer
término corresponde a la carga por presión, el segundo a la carga por elevación y el
tercero corresponde a la carga por velocidad. Sumados los tres anteriores se obtiene
la carga total de un fluido en un determinado punto.
Para que se satisfaga la ecuación de Bernoulli, Mott (2006.p.169) indica que esta
presenta ciertas restricciones. Primeramente el fluido debe ser incompresible, entre
el punto 1 y dos no deben existir dispositivos que agreguen o sustraigan energía,
además no debe existir transferencia de calor desde o hacia el fluido y tampoco debe
existir perdida de energía debido a la fricción.
Es claro que por las restricciones que presenta la ecuación de Bernoulli, no es
posible aplicarla al cálculo o solución de un problema real que involucre fluidos. Es
necesario adecuar la ecuación, es ahí donde entra en juego la ecuación general de la
energía.
Resumiendo lo enunciado por Mott (2006.p.169), la ecuación parte del concepto de
continuidad y corresponde a una extensión de la ecuación de Bernoulli. La ecuación
general de la energía toma en cuenta las pérdidas de energía por fricción-accesorios
(HL) en el recorrido del fluido y la energía agregada (HA) o sustraída (HR) al fluido
por un equipo.
La ecuación general de la energía en su forma total según Mott (2006.p.203) se
expresa de la siguiente manera:
P1
pg+z1+
V12
2g+HA-HR-HL=
P2
pg+z2+
V22
2g
Ecuación 2.6.5 Ecuación general de la
energía

19
2.7 Pérdidas de carga primaria y secundaria en una tubería
Las pérdidas por fricción (HL) se dividen en primarias y secundarias. Las pérdidas
primarias corresponden según Mataix (1986.p.203) a la energía desperdiciada
producto del contacto del fluido con la tubería, además del roce propio de las
distintas capas y partículas del fluido.
El mismo autor señala que las pérdidas secundarias se generan por expansiones o
contracciones de la corriente del fluido producto de accesorios de tubería como
codos, válvulas, entre otros.
Las pérdidas primarias se modelan por medio de la ecuación de Darcy- Weisbach, la
cual dice que:
hf = f L
D V
2
2g Ecuación 2.7.1 Darcy-Weisbach
Donde f corresponde al coeficiente de fricción, L es la longitud de la tubería,
D corresponde al diámetro interno de la tubería y V es la velocidad promedio del
fluido. El resultado obtenido corresponde a las pérdidas por fricción expresadas en
metros.
Mataix (1986.p.207) menciona que el coeficiente de fricción f es un número
adimensional. Depende de la velocidad del fluido, el diámetro y rugosidad del
conducto, la densidad del fluido y su viscosidad.
Una manera de determinar el coeficiente de fricción es por medio del diagrama de
Moody.

20
Figura 2.7.1 Diagrama de Moody
Matemáticamente existen ecuaciones para determinar el valor del coeficiente de
fricción 𝑓. Para el caso de flujo laminar, el coeficiente de fricción se puede determinar
por medio de la ecuación de Poiseuille:
f=64
Re Ecuación 2.7.2 Poiseuille
En el caso de flujo turbulento, una forma de determinar el coeficiente de fricción es
por medio de la ecuación de Colebrook-White:
1
√f=-2 log (
ℰ
3,7 D+
5,2016
Re0,89
) Ecuación 2.7.3 Colebrook-White
Donde ℰ corresponde a la rugosidad absoluta del material de la tubería expresada en
metros, D equivale al diámetro interno de la tubería y Re es el número de Reynolds.
Fuente: Inter [1]

21
Mataix (1986.p.213) señala que para el caso de tuberías lisas con flujo turbulento y
para Re<100 000, el coeficiente de fricción es función únicamente del número de
Reynolds y se puede determinar por medio de la siguiente ecuación:
f=0,316
Re1
4⁄ Ecuación 2.7.4 Blasius
Por otro lado, las pérdidas secundarias o menores según Mott (2006.p.281), se
pueden determinar teóricamente con la siguiente ecuación:
hl=KV
2
2g Ecuación 2.7.5 Pérdidas menores o secundarias
La nueva variable K corresponde al coeficiente de resistencia del accesorio y es un
valor adimensional. Según Mott (2006.p.281), este valor depende mucho de la
geometría del accesorio que genera la pérdida.
Existe en la literatura ecuaciones teóricas para calcular los valores de K en distintos
accesorios como reducciones, expansiones, válvulas, acoples, entre otros. El autor
Mott (2006.p.281-297) expresa varias ecuaciones para obtener tales valores.
Una forma de manejar las perdidas menores en los cálculos es transformarlas en
longitud equivalente de tubería, es decir, la pérdida de carga generada por los
accesorios se convierte a metros de tubería para realizar posteriores cálculos.
Cengel (2007.p.349) expresa las pérdidas de carga de los accesorios en longitud
equivalente de la siguiente manera:
Leq=D
fK Ecuación 2.7.6 Longitud equivalente
Donde D corresponde al diámetro de la tubería en donde se ubica el accesorio y f
corresponde al coeficiente de fricción del mismo tramo.
22
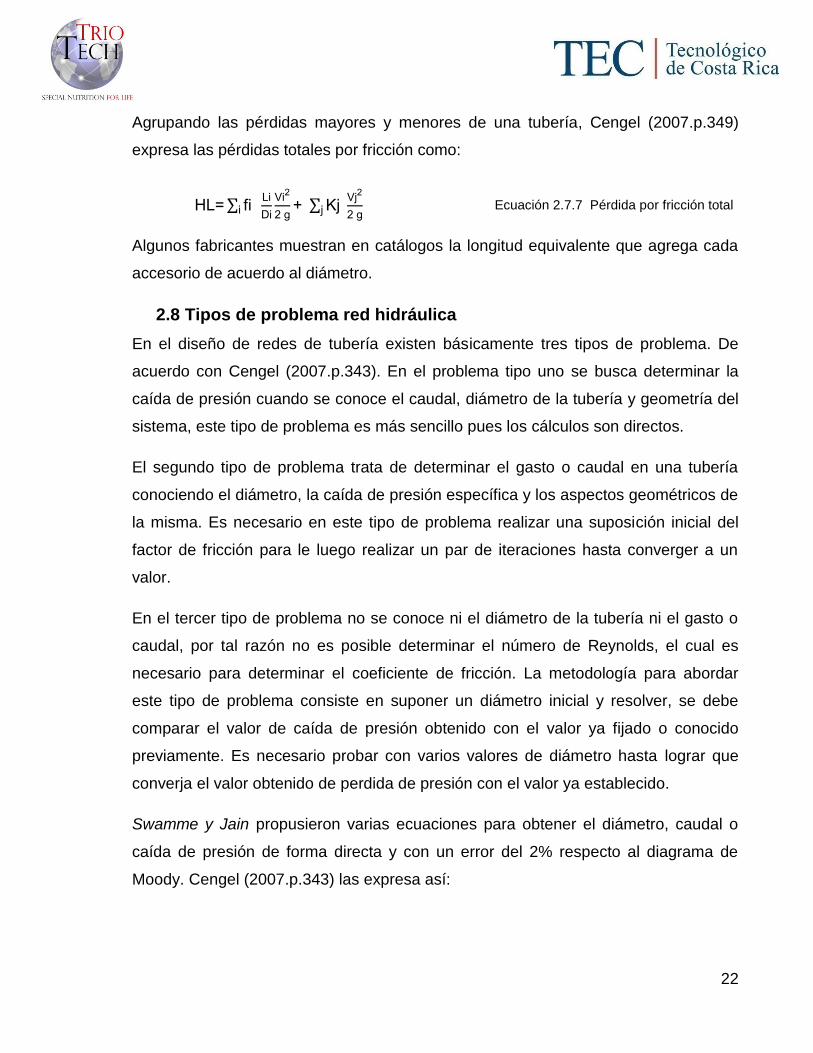
Agrupando las pérdidas mayores y menores de una tubería, Cengel (2007.p.349)
expresa las pérdidas totales por fricción como:
HL=∑ fii Li
Di
Vi2
2 g+ ∑ Kj
Vj2
2 gj Ecuación 2.7.7 Pérdida por fricción total
Algunos fabricantes muestran en catálogos la longitud equivalente que agrega cada
accesorio de acuerdo al diámetro.
2.8 Tipos de problema red hidráulica
En el diseño de redes de tubería existen básicamente tres tipos de problema. De
acuerdo con Cengel (2007.p.343). En el problema tipo uno se busca determinar la
caída de presión cuando se conoce el caudal, diámetro de la tubería y geometría del
sistema, este tipo de problema es más sencillo pues los cálculos son directos.
El segundo tipo de problema trata de determinar el gasto o caudal en una tubería
conociendo el diámetro, la caída de presión específica y los aspectos geométricos de
la misma. Es necesario en este tipo de problema realizar una suposición inicial del
factor de fricción para le luego realizar un par de iteraciones hasta converger a un
valor.
En el tercer tipo de problema no se conoce ni el diámetro de la tubería ni el gasto o
caudal, por tal razón no es posible determinar el número de Reynolds, el cual es
necesario para determinar el coeficiente de fricción. La metodología para abordar
este tipo de problema consiste en suponer un diámetro inicial y resolver, se debe
comparar el valor de caída de presión obtenido con el valor ya fijado o conocido
previamente. Es necesario probar con varios valores de diámetro hasta lograr que
converja el valor obtenido de perdida de presión con el valor ya establecido.
Swamme y Jain propusieron varias ecuaciones para obtener el diámetro, caudal o
caída de presión de forma directa y con un error del 2% respecto al diagrama de
Moody. Cengel (2007.p.343) las expresa así:

23
HL=1,07 Q
2 L
gD5{In [
ε
3,7 D+4,62 (
vD
Q)
0,9
]}
-2
Ecuación 2.8.1 HL Swamme Jain
D= 0,6 [ε1,25 (L Q
2
g hl)
4,75
+v Q9,4(
L
g hl)
5,2
]
0,04
Ecuación 2.8.2 Swamme Jain
Donde L corresponde a la longitud de la tubería, Q es el caudal, ε indica la rugosidad
del material de la tubería, D equivale al diámetro interno y v corresponde a la
viscosidad cinemática.
La ecuación 2.7.6 es válida para:
10-6
< εD⁄ <10
-2 3000<Re<3x10
8
Mientras que la ecuación 2.7.6 es aplicable cuando:
10-6
< εD⁄ <10
-2 5000<Re<3x10
8
2.9 Tubería serie y paralelo
Es importante manejar ciertos conceptos acerca del comportamiento del caudal y la
perdida de carga en el caso de una tubería en serie o paralelo. Entiéndase por
tubería en serie aquella que posee una única ruta continua para el fluido, los
diámetros de los distintos tramos pueden no ser iguales. Dos o más trayectos de
tubería están en paralelo si tienen en común dos nodos; uno de entrada y otro de
salida.
Respecto a los sistemas de tuberías en serie, Cengel (2007.p.355) afirma que “…la
razón de flujo a través de todo el sistema permanece constante…”, además respecto
a la pérdida total de carga afirma que esta corresponde a la suma del total de
pérdidas de carga individuales de cada tramo de tubería.

24
El mismo autor señala también que para el caso de una tubería que se divide o
ramifica en una o más tuberías y se vuelve a unir en otro punto, la razón de flujo total
es la suma de los flujos de cada ramificación, siempre y cuando no se extraiga fluido
en algún tramo antes del punto de unión.
Las pérdidas de carga en una tubería en paralelo son iguales en todos los trayectos
que tienen en común un punto inicial y uno final, esto según lo afirmado por Cengel
(2007.p.355), es decir, la pérdida de carga es la misma en cada tubería sin importar
su diámetro.
2.10 Golpe de ariete
Carnicer, Mainar (2004.p.53) menciona que el golpe de ariete ocurre cuando fluye
una corriente de fluido a una determinada velocidad y ocurre una interrupción brusca
a causa del cierre o apertura violenta de una válvula o un cambio de dirección
pronunciado, se genera entonces una onda mecánica que recorre la tubería
chochando con paredes y accesorios.
Se produce entonces un aumento en la presión del sistema que puede resultar
destructivo para la red si esta no se ha dimensionado correctamente. Una forma de
determinar la presión de ariete es por medio de la siguiente ecuación:
Pa=ρcV Ecuación 2.10.1 Presión de ariete
Donde 𝜌 corresponde a la densidad del fluido (kg/m3), 𝑐 es el valor de la celeridad de
la onda elástica del fluido en la tubería (m/s), y V corresponde a la velocidad
promedio del fluido.
El valor de la celeridad de la onda se determina por medio de la siguiente ecuación:

25
𝑐 =
√
[E
'
ρ]
1/2
[1+E
' Di
E e]
1/2⁄
Ecuación 2.10.2 Celeridad de la onda elástica
En este caso, E' corresponde al módulo de elasticidad del fluido, Di indica el diámetro
de la tubería (mm), e corresponde al espesor de la tubería (mm) y E equivale al
módulo de elasticidad del material de la tubería.
2.11 Accesorios típicos de una red hidráulica
Hay ciertos accesorios que son típicos de cualquier red hidráulica, estos cumplen
diversas funciones y pueden ser de varios materiales. Los accesorios típicos son:
uniones rectas, codos a 90 °, codos a 45°, unión en T, válvulas, reducciones,
válvulas reguladoras de presión y tubería.
La conexión de los accesorios anteriormente mencionados puede ser roscada, lisa,
mediante soldadura, o bridada.
A continuación se brinda una breve descripción de los accesorios típicos dándole
énfasis a los tipos de accesorio y material más usados en redes hidráulicas.
2.11.1 Válvulas
Las válvulas cumplen básicamente dos funciones. La primera función es la de
apertura y cierre, una segunda función en algunas válvulas es la de regulación de
caudal, es decir, de acuerdo al porcentaje de apertura esta restringe el la cantidad de
flujo a través de ella. Algunas de las válvulas típicas reguladoras de caudal son la
válvula de aguja, válvula esférica, válvula de macho y la válvula de diafragma.
Entre las válvulas que se recomiendan únicamente para operaciones de cierre o
apertura están: la válvula de compuerta, válvula de bola y válvula mariposa. Por la
configuración y operación adecuada de este tipo de familias se recomienda
únicamente dos estados para estas válvulas, ya sea completamente abierta o
completamente cerrada.

26
Una válvula que se utiliza típicamente en redes hidráulicas es la válvula de bola. Con
solo un cuarto de giro esta válvula permite o bloquea el paso del fluido, el
mantenimiento es sencillo y las pérdidas de presión son relativamente bajas.
Figura 2.11.1 Válvula de bola
Figura 2.11.2 Válvula check
Entre las familias de válvulas existe una con una función particular, la válvula anti
retorno (check) permite el paso libre del fluido en una dirección pero evita que el
fluido tienda a devolverse a través de ella. Esta válvula está presente en la mayoría
de las redes donde se manejen fluidos.
Fuente: Catálogo Durman CR
Fuente: Brochure TLV

27
Un último tipo de válvula importante de mencionar es la válvula reguladora de
presión. Como su nombre lo indica, este accesorio se utiliza para regular la presión
en el tramo de tubería posterior a su ubicación. En la válvula se calibra la presión
deseada y esta mantiene dicha presión constante aunque la presión de entrada sea
mayor, esto siempre y cuando se encuentre dentro de su rango de presión
operativa.
El mecanismo de regulación de este tipo de válvulas es generalmente un resorte que
presiona el obturador y realiza así la acción de reducción de presión. La mayoría de
válvulas permiten calibrar distintos valores de presión en un rango de trabajo.

28
Figura 2.11.3 Válvula reguladora depresión
Un aspecto importante a tomar en cuenta en las válvulas es el llamando Cv el cual
corresponde al coeficiente de flujo de la válvula el cual permite cuantificar el
rendimiento de la misma, Mott (2006.p.310) así lo menciona.
Típicamente el Cv se define como el caudal de agua a 60 °F (15,6 °C) en galones por
minuto (gpm) que genera una pérdida de carga de una libra por pulgada cuadrada
(psi) al momento de circular por la válvula.
Fuente: Catálogo Spirax

29
Mott (2006.p.310) afirma que un Cv igual a uno equivale a pasar un galón por minuto
de agua a través de una válvula con una pérdida de carga de una libra por pulgada
cuadrada.
La ecuación para determinar el Cv es la siguiente:
Cv=Q
√∆Psg⁄
Ecuación 2.11.1 Cálculo Cv
Donde Q corresponde al caudal a través de la válvula en galones por minuto, ∆P es
el cambio en la presión entre la entrada y salida de la válvula, se mide en libras por
pulgada cuadrada. Finalmente, sg corresponde a la densidad relativa del fluido
respecto a la del agua. Es importante notar que el Cv es un número adimensional.
2.12 SDR y Sch
Estas dos denominaciones se utilizan para especificar el espesor de un tubo metálico
o de otro material.
El SDR o Standard dimention ratio es la relación entre el diámetro exterior del tubo y
el espesor de su pared, el SDR indica cuantas veces cabe el espesor del tubo en el
diámetro exterior del mismo.
Por otro lado el Sch o cédula, representa la relación entre la presión de trabajo de la
tubería y el esfuerzo hidrostático de diseño del material.
2.13 Bombas
Según Mott (2006.p.310), “Las bombas se utilizan para impulsar líquidos a través de
tuberías.”
Según Garro (2008.p.6), “Una bomba es una máquina transformadora de energía.
Para funcionar recibe energía mecánica, que puede proceder de un motor eléctrico,
térmico, etc., y la bomba la convierte en energía que pasa a un fluido en forma de
posición, de Presión, o de velocidad.”

30
Existe toda una familia de bombas hidráulicas, la siguiente figura ilustra a nivel
general una clasificación.
El aplicaciones de bombeo de agua, es típico utilizar bombas dinámicas de tipo
centrifugo, por tal razón se profundizará en los conceptos importantes de esta familia
en particular.
Las partes principales de una bomba centrifuga son la carcasa, el rodete, el eje de
impulsión y los sellos. Estas bombas se utilizan para gastos elevados o medianos,
presiones bajas y todo tipo de líquidos excepto viscosos, esto de acuerdo con lo
mencionado por Garro (2008.p.8).
Figura 2.13.1 Clasificación de las bombas hidráulicas Fuente: Mott (2006.p.386)

31
Un aspecto importante de mencionar es que cada bomba tiene una curva
característica de funcionamiento, es necesario saber interpretar estas curvas para
realizar una adecuada selección de la bomba. En estas gráficas se encuentra
información como eficiencia, diámetro del rodete requerido, potencia necesaria del
motor y NPSHR.
La potencia que debe suministrar una bomba se puede estimar de forma rápida
según Cengel (2007.p.357) por medio de la siguiente ecuación:
Ẇ=ρ g Q H Ecuación 2.13.1 Cálculo potencia requerida de la bomba
Figura 2.13.2 Bomba centrífuga radial Fuente: Carnicer, Mainar (2004.p.21)

32
Donde ρ corresponde a la densidad del fluido, g es el valor de la gravedad, Q el
caudal que trasegará la bomba y H corresponde a la cabeza total requerida por el
sistema.
2.13.1 NPSHR y NPSHD
El NPSHR (cabeza neta necesaria de succión requerida) es un dato crítico pues es
clave para saber si la bomba cavitará o no a la hora de operar. Este valor se
compara con el NPSHD (cabeza neta de succión disponible). Se recomienda que la
cabeza neta disponible sea de 1,25 y 1,35 veces mayor que la requerida.
La cabeza disponible se calcula tomando en cuenta la presión atmosférica, la presión
de vapor, la altura geométrica del fluido respecto al ojo de succión y la pérdida de
carga en el tramo de succión.
NPSHD=Patm - Pv ± h - HL Ecuación 2.13.2 Cabeza neta de succión disponible
Donde Pv corresponde a la presión de vapor, h es la distancia entre la superficie del
líquido y el ojo de succión, y HL corresponde a la pérdida de carga en el tramo de
succión debida a fricción y accesorios.
2.13.2 Cavitación
La cavitación según Mataix (1986.p.318-319) corresponde a un fenómeno que se
produce cuando la presión en algún punto o zona de la corriente del fluido desciende
por debajo de un determinado valor.
Mott (2006.p.411-412) explica que al descender la presión, se forman burbujas en el
agua como si esta estuviera hirviendo y al momento en que la presión vuelve a
aumentar sobre el mínimo crítico (presión de vapor), estas burbujas implosionan
desprendiendo material de las paredes más cercanas y generando erosión.

33
2.14 Tanques hidroneumáticos
Un tanque hidroneumático es un contenedor hermético donde se almacena agua y
aire a presión. Se usan en sistemas donde no se requiere presión constante y los
consumos son variables a lo largo del tiempo. Los tanques pueden ser de tipo
precargado o no precargado.
El tanque hidroneumático precargado trae integrado una membrana o un diafragma
que separa el agua del aire contenido dentro del tanque. Al ingresar el agua, el aire
se comprime permitiendo almacenar el agua a presión.
En el caso de los tanques no precargados, el agua está en contacto directo con el
aire, en estos casos es necesario incorporar una toma de aire comprimido al tanque
ya que con el uso el aire tiende a emulsificarse con el agua haciendo necesaria su
reposición.
2.15 Aspectos importantes del Código de Instalaciones Hidráulicas y
Sanitarias en Edificaciones de Costa Rica (CIHSECR)
Este código es el que rige en el país y dicta las pautas que debe cumplir las
instalaciones hidráulicas y sanitarias en Costa Rica. A continuación se resume los
puntos y artículos importantes a tomar en cuenta a la hora de diseñar una red de
suministro de agua.
Un primer aspecto importante son las dotaciones de agua que se deben garantizar
por persona según la ocupación.

34
Entre los artículos importantes a tomar en cuenta se tienen:
Artículo 6.16: En ningún caso la presión de entrada a las piezas sanitarias será
menor a 2 m.
Artículo 6.17: La presión máxima estática no deberá ser superior a los 40 m en los
puntos de alimentación de las piezas sanitarias.
Figura 2.15.1 Dotaciones mínimas por persona según ocupación Fuente: CHISECR Tabla 4.1

35
Artículo 6.18: Para el cálculo de tuberías de distribución se recomienda una
velocidad mínima de 0,60 m/s para evitar la sedimentación de partículas, y una
velocidad máxima de 2,00 m/s para evitar ruido excesivo en las tuberías y golpes de
ariete.
En el código se recomienda mantener los valores de la velocidad promedio en la
tubería siempre igual o inferior a lo obtenido mediante la siguiente ecuación:
V≤10√D Ecuación 2.15.1 Velocidad recomendada por el CIHSE
Donde D corresponde al diámetro interno de la tubería en metros.
El código también recomienda diámetros mínimos, consumos y presiones para
ciertos usuarios típicos de la red.
Figura 2.15.2 Diámetros, presiones y gastos recomendados Fuente: CIHSECR Tabla 6.1

36
2.15.1 Pérdidas de carga CIHSECR
Para determinar las pérdidas de carga en una tubería, el código propone la siguiente
ecuación:
hfL⁄ =10,675
(QC⁄ )
1,85
D4,87
Ecuación 2.15.2 Hazen-Williams
Donde Q corresponde al caudal en el tramo (mᵌ/s), la variable C corresponde al
coeficiente de rugosidad del material de la tubería y D corresponde al diámetro
interno del tubo en metros.
2.15.2 El método Hunter
El método Hunter corresponde a una metodología probabilística para determinar los
caudales de diseño de los distintos tramos de tubería de un sistema según los
usuarios a los que este alimenta.
Con el método se busca determinar el caudal máximo probable en la instalación, ya
que no todos los usuarios funcionaran simultáneamente. El método le otorga un peso
a cada aparato sanitario intermitente de acuerdo al gasto promedio, duración y
frecuencia de uso y lo mide en Fixture units (unidades de accesorio de
abastecimiento de agua).

37
Una vez conocido la cantidad de unidades de accesorio, se recurre a otra tabla que
relaciona las unidades de accesorio con caudales para obtener así el caudal máximo
probable.
Figura 2.15.4 Relación entre caudal y unidades accesorio
Figura 2.15.3 Unidades de accesorio de cada aparato sanitario. Fuente: CIHSECR Tabla A1
Fuente: CHISECR Tabla A2

38
Figura 2.15.5 Continuación Relación entre caudal y unidades accesorio
Fuente: CHISECR Tabla A2

39
Es necesario aclarar que el método de Hunter únicamente modela el consumo
probable de piezas sanitarias. Cualquier otra carga que no sea una pieza sanitaria se
debe considerar como carga continua. Para estimar el caudal total de un tramo que
alimenta cargas continuas y no continuas, primero se totalizan las unidades
accesorio de las cargas no continuas (piezas sanitarias), se determina de las tablas
el caudal máximo probable correspondiente a ese número de unidades y
posteriormente se le suma al flujo volumétrico de las cargas continuas, de esta
manera se obtiene el caudal total de un tramo que alimente ambos tipos de cargas.

40
CAPÍTULO III. DISEÑO DE LA RED DE SUMINISTRO DE AGUA DE
LA NUEVA PLANTA DE ALIMENTOS ESPECIALIZADOS TRÍO TECH
S.A
3.1 Introducción
Una vez enunciados los aspectos generales de la empresa así como las bases
teóricas para la comprensión y solución del problema, se presenta a continuación el
desarrollo de la solución a la problemática establecida en la descripción del
problema.
3.2 Justificación del proyecto
Trío Tech es una empresa en nacimiento producto de la idea de innovar en la
industria alimenticia animal. El proyecto en general ha requerido una fuerte inversión
económica, y una eventual hora de paro imprevisto en la planta genera una pérdida
estimada de al menos $995 según proyecciones de la dirección del proyecto.
Como toda edificación, la planta requiere suministro de agua continuo y a presiones
adecuadas para atender las necesidades en el proceso productivo y la comodidad de
los colaboradores.
Las líneas de producción requieren un suministro continuo de agua, específicamente
máquinas como la caldera, la pelletizadora y la extrusora. Un corte en el suministro
de agua es motivo inmediato para detener la producción en la planta y como se
mencionó anteriormente genera pérdidas económicas significativas.
Se debe garantizar suministro suficiente y a presiones adecuadas a las distintas
piezas sanitarias típicas para que las y los colaboradores de la planta lleven a cabo
sus necesidades de alimentación y aseo personal con comodidad y tal como lo
estipula el CIHSCR.
41
La red de suministro a la que actualmente está conectada la planta en una línea de
transporte en tubería de 2 pulgadas (50 mm) que según mediciones experimentales
puede suministrar aproximadamente 0,5 l/s.
Por los motivos anteriormente enunciados es necesario diseñar una red de
suministro de agua que garantice disponibilidad de suministro a presiones adecuadas
a los distintos usuarios continuos y no continuos en todo momento de la jornada
productiva, además de cumplir con los aspectos enunciados en el Código de
instalaciones Hidráulicas y Sanitarias en Edificaciones de Costa Rica (CIHSECR).

42
3.3 Objetivo general
1. Diseñar la red de suministro de agua de la nueva planta de producción de alimento
para animales Trío Tech S.A
3.4 Objetivos específicos
1. Determinar los diámetros de tubería y SDR requeridos para los distintos tramos de
la red de distribución de agua
2. Seleccionar la bomba, tanque hidroneumático y cisterna según las presiones y
caudales demandados por los distintos equipos y usuarios de la planta
3. Seleccionar los accesorios requeridos para el correcto funcionamiento de la línea
de suministro de agua de la planta
4. Estimar el costo económico de la red de suministro de agua de la nueva planta
5. Dibujar los planos de la distribución de la red de suministro de agua de la planta
con el software de dibujo de Autodesk (AutoCAD 2016)

43
3.5 Metodología
A continuación se detalla la metodología desarrollada para cumplir con los objetivos
del presente proyecto y brindar una solución satisfactoria al problema definido.
Para cada objetivo se trazó una serie de pasos en un orden establecido para ir
logrando las metas del proyecto, a continuación una descripción:
Tabla 3.5.1 Metodología del proyecto
Actividad Descripción
Comprender y analizar el proceso
productivo
Se busca tener claros los distintos
procesos, actividades y áreas de la
planta que requieren suministro de
agua. Se realiza una división por áreas
para planear la ruta de las líneas de
suministro requeridas.
Planear la distribución de la red
Se determina la ruta más adecuada
para llegar a cada punto de consumo
sin interferir con equipos u otras líneas
como vapor o aire, además de utilizar
trayectos que requieran menor cantidad
de tubería.
Determinar los requerimientos de
suministro y presión de cada usuario y
equipo.
Se determina el caudal que requiere
cada equipo o pieza sanitaria, además
de su presión de operación. Se hace la
diferenciación entre consumidores
continuos o no continuos. Para usuarios
no continuos se aplica el método
Hunter
44
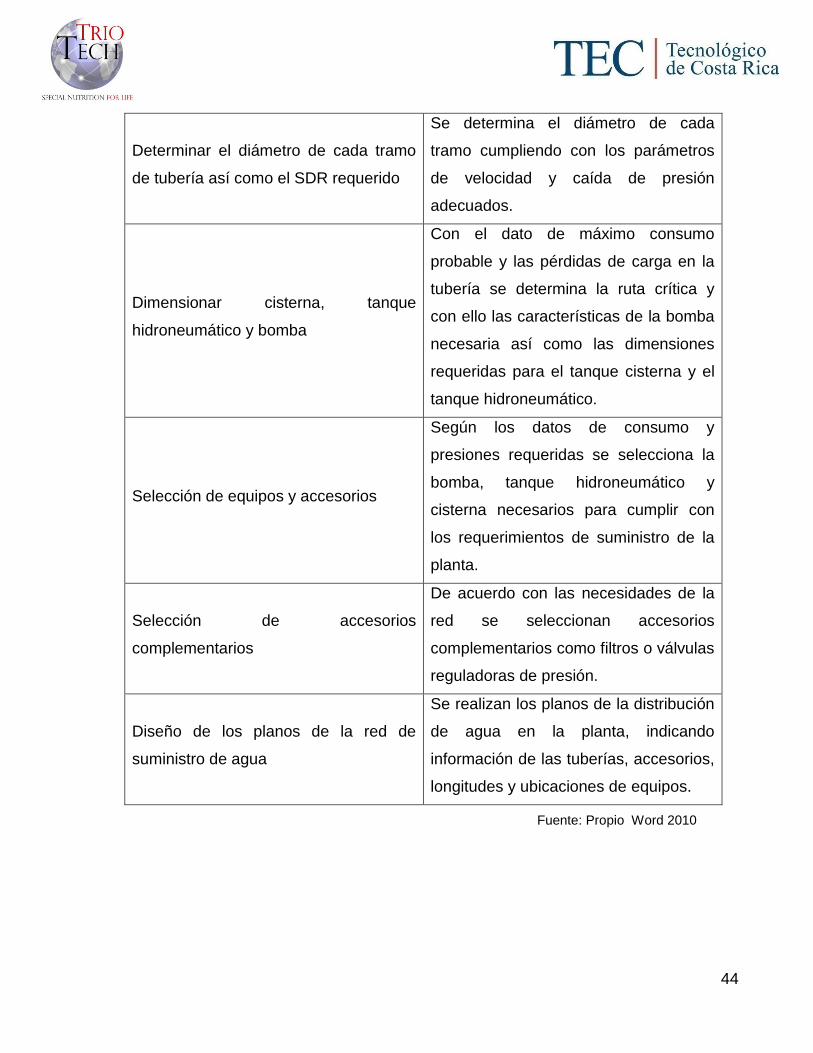
Determinar el diámetro de cada tramo
de tubería así como el SDR requerido
Se determina el diámetro de cada
tramo cumpliendo con los parámetros
de velocidad y caída de presión
adecuados.
Dimensionar cisterna, tanque
hidroneumático y bomba
Con el dato de máximo consumo
probable y las pérdidas de carga en la
tubería se determina la ruta crítica y
con ello las características de la bomba
necesaria así como las dimensiones
requeridas para el tanque cisterna y el
tanque hidroneumático.
Selección de equipos y accesorios
Según los datos de consumo y
presiones requeridas se selecciona la
bomba, tanque hidroneumático y
cisterna necesarios para cumplir con
los requerimientos de suministro de la
planta.
Selección de accesorios
complementarios
De acuerdo con las necesidades de la
red se seleccionan accesorios
complementarios como filtros o válvulas
reguladoras de presión.
Diseño de los planos de la red de
suministro de agua
Se realizan los planos de la distribución
de agua en la planta, indicando
información de las tuberías, accesorios,
longitudes y ubicaciones de equipos.
Fuente: Propio Word 2010

45
3.6 Descripción de los usuarios de la red
Se muestra a continuación una descripción breve de los distintos usuarios de la
planta que requieren suministro de agua. La descripción consta de un estimado de
consumo, presión requerida, así como la ubicación del usuario.
Se hace la clasificación entre usuarios continuos y no continuos ya que la manera de
determinar el consumo difiere en ambos casos. Los usuarios no continuos requieren
una metodología probabilística para determinar su consumo, en este caso se aplica
el método Hunter. Por otro lado, el dato de consumo de usuarios continuos se puede
obtener de las fichas técnicas de los equipos o datos de referencia a partir de
equipos similares.
3.6.1 Consumidores no continuos
En la planta se deben alimentar tres áreas que constan de accesorios típicos como
inodoros, lavatorios, orinales, duchas y fregaderos. La primera área es un edificio de
dos pisos que funciona como baños-comedor, la segunda zona es una caseta de dos
pisos destinada a recepción y pesaje, la tercera área es un laboratorio ubicado en la
planta principal.
El edificio que funciona como baños-comedor cuenta en la primera planta con un
área de aseo que costa de duchas, inodoros, orinales y lavatorios, por otro lado, en
la segunda planta se tiene un comedor y un cuarto de baño.
En la primera planta se tienen a disposición seis inodoros de tanque, seis lavatorios,
cuatro orinales, tres duchas y dos piletas. Es importante aclarar que a la hora de
realizar el diseño de la red, se encontró que el local ya contaba con la distribución
interna de la tubería toda en diámetro de 18 mm SDR 17.

46
Figura 3.6.1 Distribución primera planta Baños-comedor
En la segunda planta se debe servir un fregadero, y un cuarto de baño completo.
Figura 3.6.2 Segunda planta baños-comedor
Fuente: Propio re editado AutoCad 2016
Fuente: Propio re editado AutoCad 2016

47
En la nave principal se tiene un edificio de control de dos plantas. En la primera
planta está ubicado un laboratorio, en él se debe servir un fregadero y una ducha de
emergencia. Al lado se cuenta con un cuarto de aseo que consta de un lavatorio, un
orinal y un inodoro. El local ya contaba con una distribución interna en tubería de 12
mm.
Figura 3.6.3 Laboratorio y baño de la nave principal
En la zona de pesaje se tiene una caseta de dos plantas. La primera planta está
destinada a recepción de proveedores y documentación. La segunda planta se
utilizará para vigilancia y logística de pesaje.
La primera planta se planea colocar en la parte externa un grifo de uso general y en
la parte interior se debe servir un inodoro y un lavatorio. En la parte superior se debe
alimentar un lavatorio y un inodoro.
Fuente: Propio re editado AutoCad 2016

48
Figura 3.6.4 Primera planta edificio recepción-pesaje
Fuente: Propio editado AutoCad 2016

49
Figura 3.6.5 Segunda planta edificio recepción-pesaje
En la Tabla 3.6.1 Resumen consumidores no continuos se muestran los
requerimientos de suministro y presión para usuarios de consumo tipo no continuo.
Los valores de caudal requerido se obtienen aplicando el método Hunter enunciado
en el apartado 2.15.2 del presente documento.
La tabla muestra el tipo de usuario, cantidad y sector de la planta en que se ubica.
En la tabla se incluye también las unidades accesorio para cada accesorio, valga la
redundancia, estos valores se extraen de la Figura 2.15.3 del CIHSECR.
Fuente: Propio editado AutoCad 2016

50
Al tomar dichos valores de unidades accesorio, hay que tener claro si en accesorio
es de uso público o privado. Es importante señalar que los valores de unidades
accesorio de la tabla están dados para determinar demanda total pues ya contempla
el consumo de agua fría y caliente.
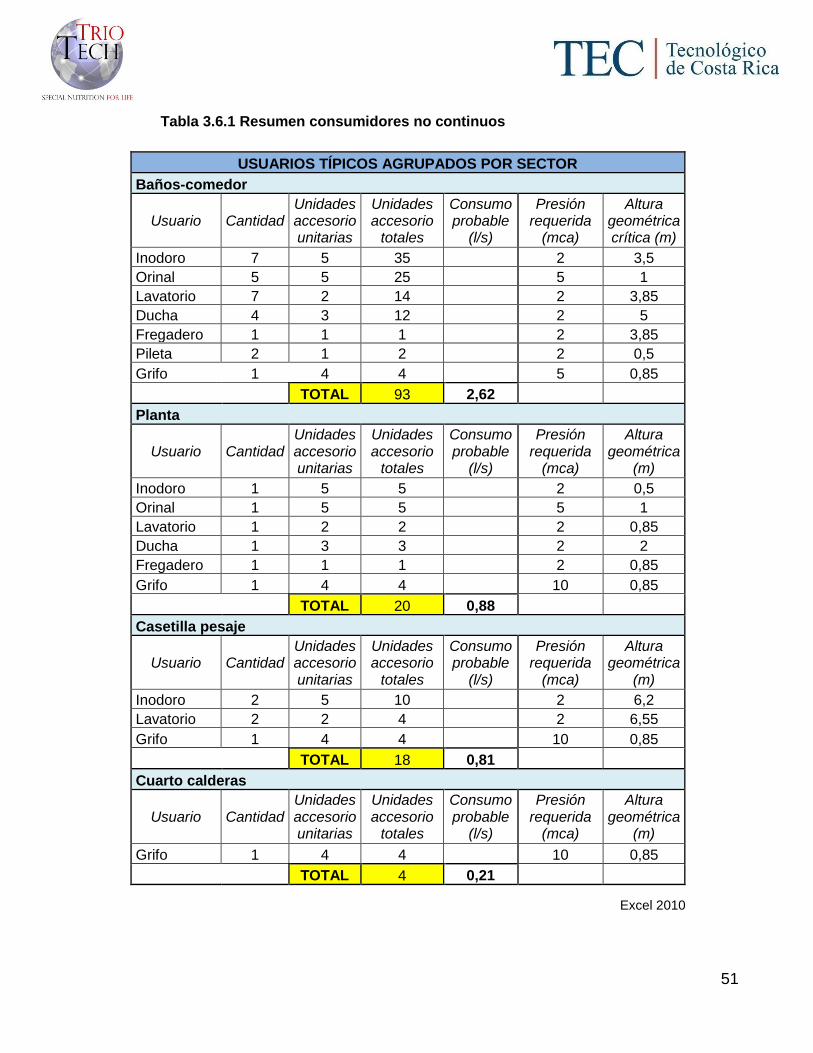
51
Tabla 3.6.1 Resumen consumidores no continuos
USUARIOS TÍPICOS AGRUPADOS POR SECTOR
Baños-comedor
Usuario Cantidad Unidades accesorio unitarias
Unidades accesorio
totales
Consumo probable
(l/s)
Presión requerida
(mca)
Altura geométrica crítica (m)
Inodoro 7 5 35 2 3,5
Orinal 5 5 25 5 1
Lavatorio 7 2 14 2 3,85
Ducha 4 3 12 2 5
Fregadero 1 1 1 2 3,85
Pileta 2 1 2
2 0,5
Grifo 1 4 4 5 0,85
TOTAL 93 2,62
Planta
Usuario Cantidad Unidades accesorio unitarias
Unidades accesorio
totales
Consumo probable
(l/s)
Presión requerida
(mca)
Altura geométrica
(m)
Inodoro 1 5 5 2 0,5
Orinal 1 5 5 5 1
Lavatorio 1 2 2 2 0,85
Ducha 1 3 3 2 2
Fregadero 1 1 1 2 0,85
Grifo 1 4 4 10 0,85
TOTAL 20 0,88
Casetilla pesaje
Usuario Cantidad Unidades accesorio unitarias
Unidades accesorio
totales
Consumo probable
(l/s)
Presión requerida
(mca)
Altura geométrica
(m)
Inodoro 2 5 10 2 6,2
Lavatorio 2 2 4 2 6,55
Grifo 1 4 4 10 0,85
TOTAL 18 0,81
Cuarto calderas
Usuario Cantidad Unidades accesorio unitarias
Unidades accesorio
totales
Consumo probable
(l/s)
Presión requerida
(mca)
Altura geométrica
(m)
Grifo 1 4 4 10 0,85
TOTAL 4 0,21
Excel 2010

52
Para determinar el máximo consumo probable en un tramo de tubería se suman
primeramente todas las unidades accesorio de los accesorios que alimenta dicho
tramo. Para el caso del tubo que alimenta el edificio de baños-comedor, la sumatoria
de unidades accesorio da 93 en total.
Para obtener el valor de caudal equivale a dichas unidades accesorio se acude a la
tabla A2 del CIHSECR (Figura 2.15.4 y Figura 2.15.5). A cada valor de unidades
accesorio se le asocia una demanda, en algunos casos es necesario interpolar.
Nótese que para valores de unidades accesorio menores a 1000 existen dos
columnas de demanda, la columna a utilizar se selecciona sabiendo si en el sistema
predominan los inodoros con fluxómetro o tanque.
Para el caso del tubo que alimenta el edificio de baños-comedor, se tiene que
predominan los inodoros con tanque por lo que al interpolar se obtiene que la
demanda máxima probable para este alimentador es de 2,62 litros por segundo.
El mismo procedimiento se sigue para los demás alimentadores de cada sector de la
planta.
Otro dato presente en la tabla para cada usuario es la presión mínima requerida en el
nodo de alimentación de cada accesorio. El valor de presión se establece según lo
indica el CIHSECR artículo 6.16 y la Tabla 6.1 del código (Figura 2.15.2).
El valor de altura geométrica se obtiene midiendo desde la salida de agua en el
accesorio hasta un nivel cero común para todos los equipos y accesorios en la
planta. El nivel cero lo define básicamente el ojo de succión de la bomba.
En apartados siguientes se continúa con el dimensionamiento de cada tramo de
tubería, a continuación se especifican las características de los consumidores
continuos.

53
3.6.2 Consumidores continuos
A continuación un detalle de los consumidores especiales ubicados dentro de la
planta y en el cuarto de calderas. Como consumidores especiales se tienen
actualmente cuatro equipos. Se debe suministrar agua a una caldera de 150 BHP,
una extrusora Clextral, una pelletizadora Buhler y un intercambiador de calor.
3.6.2.1 Línea de pelletizado
En la línea de pelletizado, previo a la máquina pelletizadora, se encuentra un
conjunto acondicionador que consta de un dosificador y mezcladora
(acondicionador).
Figura 3.6.6 Pre acondicionador pelletizado
El acondicionador requiere de suministro de vapor y agua para acondicionar la
mezcla de harinas que posteriormente será pelletizada. Según datos del manual de
la máquina (Anexo 1), requiere un suministro de agua potable de un 0 a un 3% del
volumen de la mezcla.
Fuente: Propio
54
El acondicionador tiene una capacidad máxima de manejo de producto de 10 000
kg/h. De acuerdo a las especificaciones anteriores se requiere suministrar entonces
0,083 litros por segundo (0,000083 mᵌ/s) de agua potable. La presión mínima
recomendada en el ingreso del suministro de agua del pre acondicionador es de 20
psi (14 mca ó 137,9 kPa).
3.6.2.2 Línea de extrusión
En la línea de extrusión, la mezcla de harinas ingresa al dosificador y de ahí pasa al
pre acondicionador Clextral 500L V2.0. El pre acondicionador tiene una capacidad
máxima de 4000 kg/h.
El pre acondicionador, según el manual del fabricante (Anexo 2), requiere 0,11 litros
por segundo (0,00011 mᵌ/s) de agua potable a una presión máxima de 5 bares (500
kPa). El agua es consumida en su totalidad por el producto.
Es necesario aclarar que el pre acondicionador trae incorporado una bomba de
pistón Super KL RDM PP40, la cual se encarga de regular el caudal y presión
requerida por el equipo. Por tal motivo es necesario únicamente alimentar el
reservorio de la bomba a una presión de entre 2 y 3 bares (30 mca ó 300 kPa), esto
de acuerdo con los requerimientos establecidos en la ficha técnica del equipo (Anexo
3).

55
Figura 3.6.7 Pre acondicionador extrusora
La extrusora Clextral BIVIS BC72 NS AA requiere suministro de agua para dos fines
distintos. Utiliza agua como refrigerante en la zona de arrastre o caja de reducción y
además para refrigeración del barril.
Fuente: Propio

56
Figura 3.6.8 Extrusora Clextral
En el caso de la zona de arrastre o grupo reductor requiere un débito de agua bruta
de 0,53 litros por segundo (1,9 mᵌ/s), a una temperatura de entre 15 y 25 °C y una
presión de 2 a 6 bares. Esta zona tiene una potencia térmica máxima de 11,3 kW.
(Anexo 4).
Para el enfriamiento de los módulos del manguito o barril, se requiere un suministro
de 1,44 litros por segundo (5,2 mᵌ/s) con agua a una temperatura de entre 5 y 25 °C
a una presión de entre 4 y 6 bares. La potencia térmica es de 34,9 kW. (Anexo 5).
Fuente: Propio

57
Es necesario mencionar que la extrusora incluye una bomba de pistón Super KL
RDM PP40, la cual se encarga de suministrarle el agua a la zona de arrastre a las
presiones recomendadas por el fabricante. La bomba requiere una presión de
suministro de entre 2 y 3 bars (30 mca ó 300 kPa). (Anexo 3).
Figura 3.6.9 Bomba de pistón Super KL
3.6.2.3 Caldera 150 BHP
La caldera de 150 BHP ubicada en el cuarto de calderas se utiliza para humectar el
producto con vapor además de realizar el proceso de cocción. El vapor se distribuye
tanto a la línea de pelletizado como a la línea de extrusión.
Fuente: Propio

58
Otro uso secundario del vapor proveniente de la caldera es para el calentamiento de
agua. El agua caliente se utiliza para mantener una temperatura específica en los
dos tanques de uso diario en el interior de la planta, para calefacción de los tanques
de almacenamiento de líquidos en la parte externa de la planta y también se utiliza
en un anillo de agua caliente para limpieza de las máquinas.
Los tanques de uso diario están ubicados en el interior de la planta y tienen una
capacidad de 150 galones, uno almacenará melaza y el otro aceite. Según
disposiciones técnicas, la melaza se debe mantener a unos 32°C, mientras que los
aceites a 28°C.
En el exterior se contará inicialmente con 3 tanques destinados a almacenaje de
ingredientes. El tanque destinado almacenar melaza tiene un volumen de
aproximadamente 73,65 metros cúbicos, mientras que los otros dos tanques
destinados a almacenar aceites tienen un volumen de 15,8 metros cúbicos.
Para estimar el suministro de agua de reposición requerido para la caldera es
necesario conocer primeramente la capacidad real de producción de vapor a la
presión que se desea operar la caldera y posteriormente estimar el retorno de
condensados.
La recuperación de condensado será posible únicamente en las trampas de las
tuberías de transporte y distribución de vapor, en las estaciones de reducción de
presión y en el intercambiador de calor.
La gran mayoría del vapor es consumido por el producto por lo cual el suministro de
agua de reposición debe ser el suficiente para la adecuada operación de la caldera y
cumplimiento de la demanda.
Primeramente se estima la capacidad de evaporación real de la caldera actual. La
caldera es de 150 BHP usada y restaurada.

59
Figura 3.6.10 Dato placa caldera 150 BHP
De acuerdo al dato de placa de la caldera, esta requiere un suministro energético
nominal máximo 6 227 000 BTU/h. La presión de operación proyectada para la
caldera es de 130 psi (896,32 kPa) y la presión atmosférica en el plantel es de
aproximadamente 11,89 psi (81,98 kPa).
Fuente: Propio

60
Se toma un valor de referencia para la temperatura de suministro del agua de 25 °C y
otro de 80 °C para realizar los cálculos.
Para una temperatura de suministro de agua de 25 °C se tiene:
Factor evaporación=663,55 kcal/h - 25,05 kcal/h
540 kcal/h=1,18
Evaporación real=150 BHP (15,65 kg/h)
1,18= 1 990 kg/h
Para una temperatura de suministro de agua de 80 °C se tiene:
Factor evaporación=663,55 kcal/h - 80 kcal/h
540 kcal/h=1,08
Evaporación real=150 BHP (15,65 kg/h)
1,08=2 172 kg/h
Ahora bien, de acuerdo con las fichas técnicas de los equipos, se tienen los
siguientes datos de consumo nominal de vapor.
En la línea de pelletizado, se requiere de 0 a 5% del flujo másico que ingresa a la
pelletizadora. La línea tiene una capacidad de 10 toneladas por hora (10 000 kg/h)
con lo cual se requieren 500 kilogramos por hora de vapor.
En la línea de extrusión, el pre acondicionador de la extrusora requiere según la ficha
técnica, 200 kilogramos por hora de vapor, a una presión de entre 1,5 y 2 bares (150
a 200 kPa).
En la misma línea de extrusión, la extrusora requiere un debito de vapor de 100
kilogramos por hora, a una presión máxima de 2 bares (200 kPa).
En la planta está previsto realizar pelletizado y extrusión simultáneamente, por lo que
el consumo total de vapor por parte del producto puede ascender a 800 kilogramos
por hora (0,22 l/s).
61
Con el valor obtenido de evaporación real de la caldera a dos temperaturas distintas
de ingreso de agua se obtiene que para el primer caso (25 °C) el consumo en vapor
no recuperable representa un 40,2% de la producción de la caldera. Por otro lado,
para el segundo caso (80 °C) se determina que el consumo en vapor no retornable
representa un 36,8% de la producción de vapor.
Se puede concluir también que la caldera no ha alcanzado el rango recomendado
para mayor eficiencia de operación (70-80 %), pues aunque faltan consumidores
como los intercambiadores de calor, estos no requieren gran porcentaje de vapor.
Respecto a las ampliaciones, en el cuarto de calderas se tiene el espacio previsto
para otra caldera de igual capacidad, sin embargo, esta ampliación tomará más de
un año en hacerse efectiva.
La empresa ya adquirió una segunda extrusora para realizar una ampliación de la
línea de extrusión, sin embargo dicha ampliación puede tomar casi un año en
hacerse efectiva y tomando como referencia la extrusora actual, se sabe que el
consumo de vapor puede ser cubierto por la caldera actual.
Se debe prever un eventual aumento en el requerimiento de agua de reposición de la
caldera, una medida a aplicar es dimensionar asumiendo que la caldera opera en el
rango de mayor eficiencia y que el agua de reposición es igual a la cantidad de vapor
producido, esta medida con el fin de garantizar la operación adecuada de la caldera
ante un escenario no previsto.
Según la previsión anterior, la caldera requiere un suministro instantáneo de 0,48
litros por segundo, equivalentes a 1,74 metros cúbicos por hora. La presión requerida
se define a partir de la presión de operación del suavizador; según recomendaciones
del proveedor, esta presión debe ser superior a 20 psi (14 mca ó 137,89 kPa) y hasta
100 psi (70,3 mca ó 689,460 kPa). Se decide utilizar un valor de 45 psi (31,6 mca ó
310,26 kPa).

62
3.6.2.4 Intercambiador de calor
Para realizar un estimado del agua requerida para alimentar el intercambiador de
calor que proporciona calefacción a los tanques de uso diario, se determinará en
forma teórica el posible requerimiento de agua de calefacción de los distintos
tanques y el anillo de limpieza.
El anillo de limpieza consta de 6 tomas, para determinar su consumo se utiliza el
método Hunter. Primeramente se determinan las unidades accesorio modelando
cada toma como una pileta o lavadero por lo que se tiene un total de 24 unidades de
accesorio lo que equivale a un caudal probable de 1,74 l/s.
El consumo proyectado para el intercambiador queda relacionado únicamente con lo
que requiera el anillo de limpieza, que es un consumidor ocasional.
La presión requerida por el intercambiador está relacionada directamente con la
presión requerida por el anillo de limpieza; según la experiencia del consultor
contratado por la empresa, una presión recomendada es de 30 psi (21 mca ó 206,84
kPa).
A continuación una tabla resumen con los requerimientos de los consumidores
especiales o continuos.
Tabla 3.6.2 Requerimientos de caudal y presión de consumidores continuos
CONSUMIDORES ESPECIALES
Consumidor Consumo(l/s) Presión
requerida (mca) Presión
requerida (psi)
Presión requerida
(kPa)
Caldera 150 BHP 0,48 32 45,5 313,8
Acondicionador Pellet 0,083 14 19,9 137,3
Pre acondicionador extrusora 0,11 30 42,7 294,2
Extrusora 1,97 30 42,7 294,2
Intercambiador de calor 1,74 14 19,9 137,3
Excel 2010

63
De la tabla anterior se concluye que el consumo de los equipos de proceso puede
llegar a ser de hasta de 15,8 metros cúbicos por hora.
3.7 Horario de consumo
Es necesario plantear un escenario del posible horario de consumo de los distintos
usuarios de la red, de esta forma se obtiene un estimado del tiempo efectivo de
consumo de los equipos especiales. Esto para dimensionar adecuadamente un
eventual tanque cisterna o tanque elevado.
Se les da énfasis a los consumidores especiales como la caldera, la línea de
pelletizado, la línea de extrusión y el intercambiador, los cuáles son los que
representan el mayor porcentaje del consumo de agua de la planta.
Se debe distinguir entre los equipos que operarán en forma continua y los que lo
harán por ciclos o lapsos de la jornada. Cabe aclarar que la empresa no cuenta aún
con un plan de producción y por ende tampoco con un horario de consumo.
Para preparar una mezcla de harinas, ya sea para pelletizado o extrusión, se tiene
toda una logística de ingreso de ingredientes, pesaje, molienda, mezclado, transporte
y almacenaje. Lo anterior implica que se requiere un tiempo de la jornada dedicado
solo a preparar las mezclas para luego realizar el proceso de extrusión o pelletizado.
Los propios equipos de extrusión y pelletizado requieren un período de preparación
para la producción así como limpieza y ajustes.
Todo lo anterior indica que tanto la línea de pelletizado como la línea de extrusión no
operan en forma continua a lo largo de la jornada. Además la operación de la caldera
está directamente relacionada con el tiempo en marcha de estas dos líneas pues son
las que consumen la mayor parte del vapor que produce la caldera.
Por otro lado, el intercambiador de calor es un equipo que sí puede operar en forma
continua a lo largo de la jornada ya que los tanques de ingredientes líquidos deben
mantenerse a temperatura constante día y noche.

64
El tiempo de operación en forma continua de la línea de pelletizado o extrusión
depende de cuanta mezcla de harinas puede almacenar la tolva de pre pelletizado y
la tolva de pre extrusión respectivamente, ya que una vez que se consume la mezcla
es necesario llenar nuevamente las tolvas y en algunos casos en que se cambia de
fórmula es necesario limpiar las líneas.
La tolva de pre pelletizado tiene un volumen útil aproximado de 60 metros cúbicos,
mientras que las tolvas de pre extrusión tiene un volumen útil aproximado de 20
metros cúbicos en conjunto.
Para una densidad promedio de la mezcla de harinas de 500 kg/mᵌ se obtiene que la
tolva de pre pellet puede almacenar 30 toneladas métricas (30 000 kg). La línea tiene
una capacidad nominal de 10 toneladas por hora por lo que puede operar
aproximadamente 3 horas en forma continua.
Para llenar nuevamente la tolva y volver a pelletizar deben transcurrir 3 horas pues la
capacidad de la línea de harinas es de 10 toneladas por hora también. Según las
estimaciones anteriores, en una jornada de 10 horas, la línea de pelletizado
consumirá agua en forma nominal por al menos 6,5 horas, o sea un porcentaje de
tiempo efectivo de consumo de 65% del total de la jornada.
Por otro lado, para una densidad promedio de 500 kg/mᵌ de la mezcla de harinas, se
obtiene que la tolva de pre extrusión puede almacenar 10 toneladas métricas (10 000
kg). La línea tiene una capacidad nominal de 2 toneladas por hora por lo que puede
operar aproximadamente 5 horas en forma continua, luego deben transcurrir 2 horas
para llenar nuevamente las tolvas y posteriormente trabajar otras 3 horas, lo que
corresponde a un porcentaje de tiempo efectivo de consumo de 80%.
Como la operación de la caldera está relacionada directamente con el tiempo en
producción de la línea de pelletizado o extrusión, se tiene un tiempo efectivo igual al
superior entre pelletizado y extrusión, lo que corresponde a un 80%.

65
El siguiente croquis ilustra de mejor manera lo analizado en el párrafo anterior.
Tabla 3.7.1 Tiempo efectivo de consumo de agua
07:00 a.m.
Pellet
Extrusión
Harinas 08:00 a.m.
09:00 a.m.
10:00 a.m.
Llenado
11:00 a.m.
12:00 p.m.
01:00 p.m.
Pellet
Llenado 02:00 p.m.
03:00 p.m.
Extrusión Harinas 04:00 p.m.
05:00 p.m.
3.8 Distribución de la red
Previo al cálculo de los diámetros adecuados para cada tramo de la red es necesario
definir cómo se va a realizar la distribución de la red de suministro.
El objetivo de planear la distribución es utilizar la menor cantidad de tubería y evitar
que la trayectoria de la tubería interfiera con los equipos, el tránsito de vehículos o
personal así como otras líneas de transporte.
3.8.1 División de redes para consumidores continuos y no continuos
Se plantea realizar dos redes independientes, una para los consumidores no
continuos como lo son los sanitarios, orinales, lavatorios, duchas, fregaderos y grifos,
y otra para los consumidores especiales continuos.
En la planta cuentan con dos previstas para consumo de agua de la red local, cada
prevista entrega según mediciones estimadas 0,5 litros por segundo (1,8 mᵌ/h).
Inicialmente la planta se ve obligada a operar con lo que le suministre la red local.
Excel 2010

66
Una de las razones para proyectar dos redes independientes es que si se utiliza una
sola red para suministro de agua tanto a los consumidores no continuos como a los
continuos, se hará necesario realizar tratamientos al agua de pozo para potabilizar
toda el agua lo que encarecería los procesos al hacer necesario adquirir equipo de
tratamiento más robusto.
Con redes separadas, en caso de que el sistema de extracción o transporte de agua
del pozo tenga un paro imprevisto, no se comprometerá el abastecimiento de agua a
los usuarios típicos requeridos por el personal para su aseo y necesidades básicas.
Las presiones requeridas en los procesos productivos son más elevadas que las
requeridas por los accesorios típicos, por lo que suministrar todo el caudal y la
máxima presión requerida por medio de una sola red requerirá una bomba y eventual
tanque hidroneumáticos de mayor capacidad y por ende mayor costo económico.
3.9 Red de suministro a usuarios típicos o no continuos
En el Apéndice 3 se muestra la distribución planteada para la red que suministra
agua a los usuarios típicos como inodoros, lavatorios, duchas, fregaderos y piletas.
Se proyecta utilizar una red en anillo para evitar descensos repentinos de la presión
por consumos simultáneos en diferentes puntos, además la red en anillo da la
posibilidad de aumentar hasta cierto porcentaje el consumo a futuro.
La tubería debe atravesar una zona del plantel que está prevista para ampliarse y
convertirse en parte de la planta por lo que se proyecta también distribuir todos los
tramos posibles de la tubería en forma aérea.
En la Figura 3.6.1y la Figura 3.6.2 se muestra la distribución ya existente de la
tubería de suministro de agua al edificio de baños-comedor, también en la Figura
3.6.3 Laboratorio y baño de la nave principal se observa la distribución interna en el
caso del laboratorio y baño de la planta principal, finalmente en la Figura 3.6.4 y la
Figura 3.6.5 se muestra la distribución propuesta para el edificio de recepción y
pesaje aún no construido.

67
3.10 Red de suministro a consumidores y equipos especiales de tipo
continuo
En el Anexo 4 se muestra también la distribución propuesta para la red que alimenta
los equipos especiales como la línea de pelletizado, la línea de extrusión, la caldera y
el intercambiador de calor.
Un detalle a resaltar es que se ha propuesto utilizar un circuito de recirculación del
agua de refrigeración de la extrusora, esto con el fin de ahorrar el recurso hídrico y
disminuir los costos de operación.
Al igual que la red de consumidores típicos, se plantea también utilizar una
distribución en anillo para evitar caídas de presión al darse consumos repentinos por
parte de algún equipo, además para cubrir el perímetro de la planta y garantizar fácil
acceso al suministro en caso de futuras ampliaciones en algún determinado punto de
la planta.
3.11 Cálculo de diámetros de los distintos tramos de la red de
consumidores no continuos y la red de consumidores especiales
Una vez conocidos los consumos de cada usuario, la distribución de la redes, y por
ende la longitud de los distintos tramos de tubería, es posible ahora determinar el
diámetro adecuado para cada tramo de la red.
Se aborda por un lado el caso de la red de consumidores no continuos y
posteriormente la red que suministra agua a los consumidores especiales o
continuos
3.11.1 Cálculo de los diámetros de la red de consumidores no continuos
Recapitulando, se obtuvieron los máximos consumos probables de las zonas a las
que se les debe suministrar agua, además se planeó la ruta de suministro a cada
punto y la configuración de la red. El siguiente paso corresponde a calcular el
diámetro más adecuado para cada tramo de tubería.

68
Primeramente se realizan los cálculos de diámetros para las tuberías principales que
distribuyen el agua a cada zona de consumo de la planta. Posteriormente se
recalcula los diámetros de las tuberías de los edificios de baños-comedor, planta y
casetilla de recepción-pesaje; esto con el fin de comprobar si en las edificaciones ya
existentes se instalaron las tuberías con los diámetros adecuados.
Como parámetros de diseño se verifica la velocidad promedio y la caída de presión.
Según el artículo 6.18 del CIHSECR, la velocidad debe tener valores de entre 0,6 y 2
metros por segundo. Por otro lado, las pérdidas de carga según ASHRAE
Fundamentals Handbook (criterio aplicado en la aplicación Syzer de Bell & Gossett)
deben estar en un intervalo de entre 1 y 4 metros por cada 100 metros de tubería.
Para determinar el diámetro más adecuado para cada tramo se creó una plantilla en
el programa Excel 2010 (Apéndice 1) en el cual se ingresa la longitud de la tubería, el
caudal y unas constantes requeridas en los cálculos para que esta realice
automáticamente los cálculos de velocidad, número de Reynolds, factor de fricción y
pérdidas por fricción.
Para los cálculos se utiliza un valor de densidad del agua de 1000 kilogramos por
metro cúbico, una rugosidad de tubería de 0,0000015 metros, el valor de viscosidad
cinemática utilizado es de 8,7x 10-7
metros por segundo, finalmente el valor de
constante gravitacional utilizado es de 9,82 metros por segundo cuadrado.

69
A continuación los valores obtenidos para las tuberías que alimentan las tres áreas
de consumo de agua potable:
Tabla 3.11.1 Diámetros calculados para la red de consumidores típicos
Tramo Longitud
(m) Caudal (mᵌ/s)
Diámetro interno (mm)
V (m/s)
Re f hf (m/100 m) hl
(m) HT (m)
Diámetro nom (mm)
1--2 29 8,10E-04 37,18 0,7 3,10E+04 0,0232 1,8 0,5 1,0 31
2--3 20 8,10E-04 37,18 0,7 3,10E+04 0,0232 1,8 0,8 1,1 31
2--4 35 8,80E-04 37,18 0,8 3,37E+04 0,0228 2,0 0,1 0,9 31
4--5 4,5 8,80E-04 37,18 0,8 3,37E+04 0,0228 2,0 0,4 0,5 31
1--6 10 3,50E-03 53,21 1,6 9,37E+04 0,0182 4,3 1,1 1,5 50
6--4 28 8,80E-04 37,18 0,8 3,37E+04 0,0228 2,0 0,2 0,7 31
6--7 37 2,62E-03 53,21 1,2 7,01E+04 0,0193 2,6 1,1 2,1 50
Succión 1,5 3,32E-03 53,21 1,5 8,89E+04 0,0184 3,9 0,8 0,9 50
A continuación una breve descripción de cómo funciona la tabla de resultados
anterior y de donde provienen los valores obtenidos. Cabe mencionar que la tabla
anterior funciona a partir de la plantilla de cálculo creada, a esta hoja de cálculo se le
agrega como nuevas casillas a calcular las pérdidas por fricción (hf) y las pérdidas
debidas a accesorios (hl).
Para dimensionar los tramos se visualiza la red como si no existiera el anillo, por lo
tanto el tramo 1-2 debe trasegar el caudal del edificio de recepción y vigilancia, el
tramo 4-6 debe suministrar agua al laboratorio y baño de la planta, finalmente el
tramo 6-7 debe suministrar el consumo del edificio baños-comedor. Los datos de
consumo o caudal provienen de la Tabla 3.6.1.
A partir de los valores básicos de caudal y longitud, se selecciona de una celda
desplegable un determinado valor de diámetro interno. Con el valor de diámetro
interno y caudal la hoja realiza el cálculo automático de la velocidad en la tubería, el
número de Reynolds, el factor de fricción y la pérdida de carga por cada 100 metros
de tubería.
Excel 2010

70
Para calcular la velocidad en la tubería se introdujo a la hoja de cálculo una
operación en la cual se divide el caudal entre el área de la sección interna del tubo.
Se utiliza la Ecuación 2.4.1 Número de Reynolds para realizar el cálculo del número
de Reynolds.
El factor de fricción se obtiene utilizando la Ecuación 2.7.3. A partir del valor del
diámetro interno seleccionado, y los valores obtenidos de factor de fricción y la
velocidad para el diámetro seleccionado se determina las pérdidas de carga
aplicando la Ecuación 2.7.1. Las pérdidas se expresan en metros por cada 100
metros de tubería.
A continuación se muestra una tabla que resume los valores de coeficiente de
resistencia utilizados para cada accesorio o la forma en que se calculó.
Tabla 3.11.2 Valores de coeficiente de resistencia (k) utilizados
Accesorio Ecuación K K
Salida tanque --- 0,5
Check tipo bola 150 f ---
Codo 90 RC 30 f ---
Codo 45 16 f ---
T paso ramal 60 f ---
Reducción súbita (A) --- 0,17
Reducción súbita (B) --- 0,37
Válvula de globo 340 ft
La pérdida de carga total suma las perdidas por fricción y accesorios. Para obtener
las pérdidas por fricción se multiplica la distancia del tramo por el valor de hf y se
divide entre cien.
Fuente: Mott (2006) Excel 2010
Excelgggggg201020102010

71
En resumen, se deja proyectado utilizar tubo de 2 pulgadas (50 mm) entre en punto 1
y 7, el agua suministrada a el edificio baños-comedor se suministrará en tubería de 2
pulgadas (50 mm), el alimentador desde el anillo a la casetilla de recepción-pesaje se
manejarán en tubería de 1 1/4 pulgadas (31 mm), el alimentador de la zona de
consumo de la planta se prevé utilizar tubería en diámetro de de 1 1/4 pulgadas (31
mm), por ultimo para el semi anillo 1-2-4-6 se prevé utilizar un diámetro de 1 1/4
pulgadas (31 mm).
Antes de finalizar con el dimensionamiento de las tuberías de la red de consumidores
no continuos es necesario dimensionar las tuberías del edificio de recepción y pesaje
ya que este no está construido aún. El laboratorio de la planta y el edificio de baños-
comedor ya tenían instaladas las tuberías de suministro, en el caso del laboratorio
toda la tubería es de 12 mm mientras que en el caso del edificio de baños-comedor
la tubería es toda de 18 mm.
Analizando el edificio de recepción-pesaje se tienen dos medios baños, uno en el
primer piso y otro en el segundo. La suma de unidades accesorio de un inodoro y un
lavatorio según la Figura 2.15.3 da un valor de 7 unidades accesorio; de la Figura
2.15.4 se obtiene mediante interpolación un caudal equivalente de 0,36 litros por
segundo. Aplicando el valor anterior en la hoja de cálculo se determina que el
diámetro adecuado para alimentar cada medio baño es de 18 mm.

72
Tabla 3.11.3 Diámetros finales para la red de consumidores no continuos
Tramo Diámetro nom (in)
Diámetro nom (mm)
1--2 1 1/4 31
2--3 1 1/4 31
2--4 1 1/4 31
4--5 1 1/4 31
1--6 2 50
6--4 1 1/4 31
6--7 2 50
3.11.2 Cálculo de los diámetros de la red de consumidores especiales
Para el caso de los consumidores especiales se sigue un procedimiento muy similar
al apartado anterior.
Se aplican los mismos parámetro de diseño para la tubería; pérdidas de carga entre
1 y 4 metros por cada 100 metros y velocidades promedio entre 0,6 y 2 metros por
segundo.
Excel 2010

73
Para realizar los cálculos se utiliza la misma plantilla creada en Excel 2010, a
continuación un resumen de lo obtenido.
Tabla 3.11.4 Diámetros calculados para la red de consumidores especiales
Tramo Longitud
(m) Caudal (mᵌ/s)
Diámetro interno (mm)
V (m/s) Re f hl (m/100 m) hl
(m) HT (m)
Diámetro nom (mm)
A-B 20 2,64E-03 42,58 1,9 8,84E+07 0,0062 2,5 1,2 1,8 38
B-C 11 1,12E-03 29,48 1,6 5,43E+07 0,0066 3,1 0,2 0,5 25
C-D 18 8,30E-05 18,2 0,3 6,50E+06 0,0087 0,2 0,0 0,1 12
C-E 5,4 1,04E-03 29,48 1,5 5,02E+07 0,0066 2,7 0,1 0,3 25
E-F 10 2,08E-03 37,18 1,9 7,97E+07 0,0063 3,1 0,6 0,9 31
E-G 8,5 1,04E-03 29,48 1,5 5,02E+07 0,0066 2,7 0,1 0,4 25
G-H 16 4,80E-04 23,53 1,1 2,91E+07 0,0071 1,9 0,3 0,6 18
B-G 160 1,52E-03 37,18 1,4 5,82E+07 0,0065 1,7 0,8 3,6 31
Succión 1,5 4,38E-03 53,21 2,0 1,17E+08 0,0060 2,2 1,0 1,1 50
En este caso para dimensionar las redes también se parte el anillo para evitar
sobredimensionar. Por ejemplo; el tramo A-B debe trasegar el caudal simultáneo
total, para el caso del tramo B-C-E se supone que debe trasegar el consumo del pre
acondicionador de la pelletizadora y la mitad del consumo de la línea de extrusión.
Para el tramo externo del anillo B-G se supone que suministra el agua de la caldera y
la restante mitad del consumo de la línea de extrusión.
Los datos de consumo requeridos para dimensionar cada tramo provienen de la
Tabla 3.6.2. Una vez ingresados estos valores a la tabla y seleccionado un diámetro
de la casilla desplegable, la misma realiza los cálculos de velocidad, número de
Reynolds, pérdidas por fricción y perdidas por accesorios. Únicamente es necesario
revisar si el valor de velocidad y perdidas de fricción se encuentra dentro de los
parámetros de diseño, si no es así se prueba con otro diámetro.
Las pérdidas por accesorios se obtienen levantando previamente un listado de los
accesorios presentes en el tramo analizado y aplicando luego la Ecuación 2.7.5 y los
valores de la Tabla 3.11.2.
Excel 2010

74
La pérdida de carga total suma las perdidas por fricción y accesorios. Para obtener
las pérdidas por fricción se multiplica la distancia del tramo por el valor de hf y se
divide entre cien.
Al igual que en el caso anterior se busca homogenizar los diámetros de la tubería de
la red, como se aprecia en la Tabla 3.11.4 se obtuvieron hasta cinco valores distintos
de diámetros.
Una vez obtenidos los valores de diámetro para cada tramo y en cumplimiento con
los parámetros de diseño preestablecidos se procede a uniformizar los diámetros de
la red.
Como medida preventiva se aumentará el diámetro del alimentador principal al valor
inmediatamente superior, además se le asignará el mismo diámetro al tramo B-C-E-
G. La medida anterior es para permitir ampliaciones en el consumo pues se sabe que
ya está en planta una segunda extrusora y no se conoce si la empresa acatará la
recomendación de recircular el agua de enfriamiento.
Al alimentador del pre acondicionador de la extrusora (tramo C-D) se le asigna un
diámetro de 18 mm, esto para que a la hora de seleccionar el SDR se pueda utilizar
un mismo valor para todas las tuberías (para 12 mm solo existe en el país SDR
13,5).
Para el alimentador de la línea de extrusión se asigna un diámetro de 31 mm. En el
caso del alimentador del cuarto de calderas se decide aumentar el valor del diámetro
al inmediatamente superior para prever el consumo de la segunda caldera que será
de igual capacidad. Se asigna entonces un diámetro de 25 mm.
Para la parte externa del anillo (B-G) se asigna un diámetro de 31 mm. No se le
asigna un diámetro de 50 mm porque aún no tiene usuarios importantes conectados,
además por el recorrido largo que realiza asignarle un diámetro de 50 mm
encarecería el costo del proyecto innecesariamente.

75
En resumen, los valores de diámetros para los distintos tramos de la red de
consumidores especiales queda de la siguiente manera:
Tabla 3.11.5 Diámetros finales para la red de consumidores especiales
Tramo Diámetro nom (in)
Diámetro nom (mm)
A-B 2 50
B-C 2 50
C-D 3/4 18
C-E 2 50
E-F 1 1/4 31
E-G 2 50
G-H 1 25
B-G 1 1/4 31
3.11.3 Selección del SDR para ambas redes
El SDR de una tubería se selecciona tomando en cuenta cinco criterios: presión de
ariete, costo económico, aplicación, disponibilidad de diámetros y esfuerzos flectores.
Se debe determinar la mayor velocidad del fluido en la red, a partir de este valor y
por medio de la Ecuación 2.10.1 y la Ecuación 2.10.2 se determina la presión de
ariete de la red. El valor obtenido se comprara con la presión de trabajo que se
especifica para la tubería a utilizar; la presión de trabajo debe ser al menos 1 bar
(100 kPa) superior a la presión de ariete para que el SDR sea el adecuado.
A menor SDR el costo de la tubería aumenta por lo cual es necesario seleccionar en
mayor SDR posible.
Valores de SDR como 40 y 32,5 son utilizados típicamente para el trasiego de aguas
negras y pluviales.
Excel 2010

76
Es importante tomar en cuenta que en nuestro país algunos valores de SDR están
limitados a ciertos diámetros de tubería y no se encuentran disponibles para otros
valores de diámetro, tal es el caso del SDR 13,5 disponible solo para diámetros de
12 mm.
Para el caso de las dos redes en diseño, se respetó el criterio de la velocidad no
superior a los 2 metros por segundo. Por lo tanto la máxima velocidad de la red será
de 2 metros por segundo.
Se realizó un análisis mediante una hoja de cálculo en Excel (Apéndice 2) en donde
se introducen valores de densidad del fluido, módulo de elasticidad del fluido, módulo
de elasticidad del material de la tubería, espesor de la tubería, diámetro interno de la
tubería y velocidad máxima de la red. A partir de estos valores y aplicando la
Ecuación 2.10.1 y la Ecuación 2.10.2 se obtienen valores de presión de ariete los
cuales se comparan con las presiones de trabajo para seleccionar el SDR adecuado.
Los datos dimensionales de la tubería se obtuvieron a partir de la figura del Anexo 6.
Como medida de seguridad se decidió realizar los cálculos utilizando un valor de
velocidad máxima de 3 metros por segundo con lo cual se obtuvo. Se analizó cada
diámetro de tubería a utilizar y se obtuvo lo siguiente:
Tabla 3.11.6 Valores de SDR adecuados para cada diámetro de las redes
Diámetro (mm) SDR adecuado
18 17
25 17
38 26
2 26
Se debe seleccionar un solo valor de SDR para las tuberías de cada red por lo que
se llega a la conclusión de que se debe especificar para cada tubo a adquirir el SDR
de la tubería debe ser de 17.
Excel 2010

77
3.12 Dimensionamiento de la bomba centrífuga, tanque reservorio y
tanque hidroneumático para las dos redes de distribución
Una vez establecidos los diámetros a utilizar en cada tramo de ambas redes, el
siguiente paso es determinar las especificaciones mínimas de los equipos que
garantizaran el suministro de caudal y la presión requerida de la red. Como se ha
definido en apartados anteriores, se deben dimensionar las bombas, los tanques
hidroneumáticos y los tanques reservorios.
Para especificar las características requeridas de la bomba es necesario establecer
el caudal de bombeo y la presión mínima que debe aportar la bomba. Con los valores
anteriores se ingresa a catálogos para buscar el modelo adecuado y finalmente
analizar las curvas del modelo candidato para verificar si efectivamente cumple con
las especificaciones mínimas.
3.12.1 Especificación de las bombas centrífugas de ambas redes
Hay que aclarar que existe una variación entre la especificación del caudal de la
bomba para la red de consumidores no continuos y la bomba para la red de
consumidores especiales pues en el primer caso se tiene un caudal máximo
instantáneo obtenido por medio de un método probalístico y en el segundo caso se
tienen caudales reales.
El otro dato necesario a especificar para la selección de las bombas,
específicamente la presión de trabajo, se obtiene de la misma manera en ambos
casos.
Comenzando por la especificación del caudal a bombear se tiene que para el caso
de la bomba centrifuga de la red de consumidores no continuos se debe realizar un
ajuste al máximo consumo probable de la red, esto por haber sido obtenido por un
medio probabilístico, así lo especifica el CHISECR en el artículo 6.71.

78
En el caso de dicha red, aplicando el método Hunter se obtiene que la sumatoria de
unidades accesorio para el alimentador es igual a 135, lo que equivale a un consumo
máximo instantáneo probable de 3,24 litros por segundo ó 51,36 galones por minuto.
El caudal de bombeo debe ajustarse aplicando la siguiente ecuación extraída del
artículo 6.71 del CIHSECR.
Q=Qm Co
25 Ecuación 3.12.1 Ajuste del valor de consumo de la bomba
Donde Q corresponde al caudal a suministrar por la bomba (l/s), Qm corresponde al
máximo caudal probable (l/s) y Co corresponde a los ciclos de operación de la
bomba. Del artículo 6.70 del CIHSECR se extrae una recomendación general sobre
los ciclos que debe operar un motor de acuerdo a su potencia.
Para el caso de los usuarios no continuos, el caudal instantáneo máximo probable es
de 3,31 l/s. Aplicando la ecuación anterior, para 15 ciclos por hora, se tiene que el
caudal a bombear debe ser de 1,99 l/s equivalente a 30,82 galones por minuto.
Para determinar el gasto de la bomba centrífuga de la red de consumidores
especiales basta con sumar los consumos reales simultáneos mostrados en la Tabla
3.6.2.
Se sabe que es totalmente probable que la línea de pelletizado y extrusión operen
simultáneamente, hay que agregar que la caldera opera continuamente. Respecto al
consumo del anillo de limpieza se sabe que para realizar tal operación es necesario
que la línea, ya sea de pelletizado o extrusión, se encuentre detenida por tanto el
consumo del anillo de limpieza no es simultáneo a la operación de la línea.
Por lo tanto la bomba centrifuga de la red de consumidores especiales debe aportar
un caudal mínimo igual a 2,64 l/s lo que equivale a 42 galones por minuto.

79
El siguiente punto a especificar para la selección de una bomba centrífuga es la
presión mínima requerida, también conocida como cabeza. La presión que aporta la
bomba debe ser suficiente para satisfacer la presión requerida por el usuario crítico
de la red.
Es necesario determinar previamente la ruta crítica del sistema. Para ello se analizan
o se comparan puntos de consumo que pueden corresponder a la ruta crítica debido
a la presión requerida, lejanía o altura geométrica.
Iniciando primeramente con la red de consumidores no continuos se analizan dos
puntos de consumo como posibles rutas críticas. El primero corresponde a una
ducha en el segundo piso del edificio de baños-comedor, el segundo punto en
análisis corresponde a un sanitario ubicado en la segunda planta de la casetilla de
recepción y pesaje. A continuación un resumen de lo obtenido:
Tabla 3.12.1 Análisis ruta crítica de la red de consumidores no continuos
Punto crítico Pérdidas de
carga Presión requerida
(m) Altura (m)
Presión dinámica (m)
TOTAL (m)
1-6-7 (Ducha) 13,2 2 5 0,32 20,5
1-2-3 (Inodoro) 3,9 2 6,7 0,32 13,0
A continuación una breve descripción de cómo se obtienen los valores de la Tabla
3.12.1.
La pérdida de carga total (fricción + accesorios) se obtiene de los valores obtenidos
en la Tabla 3.11.1 y la Tabla 3.12.2. Para el caso de las pérdidas en los tramos
interiores al edificio se estimaron dichas pérdidas utilizando la hoja de cálculo y el
método Hunter para obtener consumos probables de las distintas áreas del edificio
de baños-comedor y también para el edificio de recepción-pesaje. A continuación los
resultados:
Excel 2010

80
Tabla 3.12.2 Pérdidas de carga estimadas en la distribución interna de los edificios
Tramo Longitud
(m) Caudal (mᵌ/s)
Diámetro interno (mm)
V (m/s)
Re f hf
(m/100 m)
hl (m)
HT (m)
Diámetro nom (mm)
Baños-Comedor
a-d 4,5 1,73E-03 23,53
4,0 1,05E+05 0,0178 60,8 10 12,8 18
a-b-c-d 16 8,80E-04 23,53 2,0 5,33E+04 0,0205 18,2 2,0 4,9 18
a-e-f-g-h 14,5 1,08E-03 23,53 2,5 6,54E+04 0,0196 26,2 4,7 8,5 18
h-i 4 5,00E-04 23,53 1,1 3,03E+04 0,0234 6,7 0,8 1,1 18
Casetilla-Pesaje
a-c 1,5 6,60E-04 23,53 1,5 3,99E+04 0,0219 10,9 1,2 1,3 18
c-e 7,5 3,60E-04 23,53 0,8 2,18E+04 0,0253 3,7 0,2 0,5 18
El valor de presión mínima se extrae de la Figura 2.15.2 procedente del CIHSECR.
Por otro lado, la altura corresponde a la distancia entre el punto de consumo y el
nivel cero del sistema, es decir, corresponde a una altura geométrica.
La presión dinámica se obtiene a partir de la velocidad que requiere el fluido en el
nodo que alimenta el usuario en análisis aplicando la siguiente ecuación:
Pd=V
2
2 g
Ecuación 3.12.2 Presión dinámica
De la Tabla 3.12.1 se concluye que la ruta crítica de la red de consumidores no
continuos corresponde al punto donde se ubica la ducha del segundo piso del edificio
baños-comedor.
Dejando de lado la red de consumidores no continuos, es momento de determinar
cuál es la ruta crítica de la red de consumidores especiales, se deciden analizar tres
puntos de consumo. A continuación los resultados obtenidos:
Excel 2010

81
Tabla 3.12.3 Análisis ruta crítica de la red de consumidores especiales
Punto crítico Pérdidas de
carga Presión requerida
(m) Altura (m)
Presión dinámica (m)
TOTAL(m)
Caldera 3,4 32 1,8 0,32 37,5
Pelletizadora 2,3 14 0,5 0,32 17,2
Extrusora 3,2 30,6 0,5 0,32 34,6
Los valores mostrados en la Tabla 3.12.3 se obtienen de la misma manera en que se
obtuvieron los valores de la Tabla 3.12.1.
La pérdida de carga corresponde a la sumatoria de pérdidas de carga tanto por
fricción como por accesorios de cada tramo de tubería desde la descarga de la
bomba hasta el punto de consumo.
La presión requerida se obtuvo de las fichas técnicas de los equipos y
recomendaciones de los proveedores de los diferentes equipos.
De la Tabla 3.12.3 se obtiene que la ruta crítica de la red de consumidores
especiales corresponde a la ruta hacia desde la descarga de la bomba hacia el punto
de consumo de la caldera.
Una vez determinadas las rutas críticas de ambas redes es posible determinar la
presión mínima que debe aportar la bomba. Para ello se debe sumar la cabeza total
en la descarga más la cabeza total en la succión.
Carni cer (2004.p.23-26) explica el procedimiento para obtener la presión, el cálculo
se resume a la siguiente ecuación:
HT=(Preq + Hd + HLd)+(Hs + HLs) Ecuación 3.12.3 Cabeza total de la bomba
Excel 2010

82
Donde HT corresponde a la cabeza total de la bomba (m). El primer conjunto de
valores corresponde a la cabeza total en la descarga; Hd es la altura geométrica de
la descarga (m), Preq es el valor de presión requerida por el usuario crítico (m), HLd
corresponde a la sumatoria de pérdidas de carga de la descarga que corresponde a
las pérdidas de la ruta crítica (m).
Los segundos valores corresponden a datos de la succión. Hs es la altura geométrica
en la succión (m) medida desde la superficie del fluido hasta el ojo de succión de la
bomba, este valor puede ser negativo o positivo según sea succión positiva o
negativa respectivamente. HLs corresponde a las pérdidas de carga en la succión
producto de fricción y accesorios.
A continuación las tablas resumen al realizar el cálculo de la cabeza total para ambas
redes:
Tabla 3.12.4 Cabeza total para la bomba de la red de consumidores no continuos
Punto Perdidas(m) Presión
requerida (m)
Altura geométrica
(m)
Succión 0,9 0 0,5
Descarga 17,7 2 6,7
Cabeza total requerida (mca) 26,7
Excel 2010

83
Tabla 3.12.5 Cabeza total para la bomba de la red de consumidores especiales
Punto Perdidas(m) Presión
requerida (m)
Altura geométrica
(m)
Succión 0,6 0 0,5
Descarga 3,4 32 1,8
Cabeza total requerida (mca) 37,3
Los valores de las dos tablas anteriores se obtuvieron a partir de los cálculos previos
mostrados en tablas anteriores, en el caso de los datos de la descarga se asumieron
valores pues aún no se tiene físicamente ubicados los equipos como bomba y tanque
reservorio. Se asume que la bomba tendrá succión positiva, se realizan los cálculos
de pérdidas asumiendo una longitud de succión de 1,5 metros y un diámetro
inmediatamente superior al de la red a la que se conecta la bomba.
Como se prevé utilizar sistema hidroneumático es necesario realizar un ajuste al
valor de cabeza total requerida para ambas bombas, esto se debe a que la presión
en el tanque hidroneumático oscilará entre un valor mínimo correspondiente al valor
de cabeza total anteriormente determinado y un valor máximo que puede ser de 1,5
a 2 veces la cabeza total mínima.
Para el presente diseño se decide utilizar un factor de 1,5. Las bombas se deben
seleccionar de tal forma que puedan aportar el valor de presión máxima del tanque
hidroneumático, esto según el artículo 6.69 del CIHSECR.
Aplicando dicho ajuste se obtiene que el nuevo valor de presión requerida para la
bomba de la red de consumidores no continuos es de 40 metros columna de agua
(56,9 psi). En el caso de la bomba de la red de consumidores especiales se obtiene
un nuevo valor de cabeza total requerida de 55,95 metros columna agua (79,6 psi).
Excel 2010

84
3.13 Volumen mínimo requerido de los tanques hidroneumáticos
Para determinar el volumen mínimo requerido de los tanques hidroneumáticos de
cada red se utiliza la aplicación en línea de Wessels Company (Anexo 8). Para
obtener el valor de volumen mínimo requerido primero se selecciona el tipo de
tanque requerido, en este caso hidroneumático, luego en la ventana desplegada se
ingresan los datos de caudal, y las presiones de corte y arranque del sistema. La
aplicación arroja el valor de volumen mínimo requerido y varias opciones en tanques
que se ajustan al requerimiento.
Utilizando la aplicación se obtuvieron los siguientes valores:
Tabla 3.13.1 Volúmenes mínimos requeridos para los tanques hidroneumáticos
precargados
Red Consumo (gpm) P1(psi) P2(psi) Volúmen mínimo (gal)
Red consumidores no continuos 30,82 38 57 117
Red consumidores especiales 42 53,7 80,6 148,9
3.14 Dimensiones mínimas de los tanques reservorios de ambas redes
La metodología para estimar las dimensiones requeridas del tanque reservorio varía
de una red a otra.
En el caso de la red de consumidores no continuos se aplican los artículos 4.1 y 6.36
del CHISECR.
Para el caso de fábricas en general se debe garantizar una dotación mínima de 60
litros al día por trabajador. En la empresa se tiene proyectado operar con al menos
30 personas por jornada, por lo que el tanque reservorio debe ser de al menos 1800
litros (1,8 mᵌ). El artículo 6.36 del CIHSECR indica que el cisterna o reservorio debe
ser de al menos ¾ del consumo diario, sin embargo, en este caso se prevé dejar el
volumen del cisterna igual a consumo diario, esto para garantizar que aunque se
corte el suministro local, la reserva permita la operación normal de la planta por al
menos una jornada.
Excel 2010

85
Para el caso del tanque reservorio de la red de consumidores especiales es
necesario realizar un análisis más elaborado para determinar cuánto tiempo
realmente consumen agua los equipos, ya que si se hace a partir de los valores
obtenidos en la Tabla 3.6.2 y asumiendo un tiempo de consumo del 100% de la
jornada el valor del volumen requerido del tanque reservorio estaría muy
sobredimensionado.
A partir del horario de consumo probable y los tiempos efectivos de consumo
obtenidos en el apartado 3.7 se tiene el siguiente escenario:
Tabla 3.14.1 Volumen reservorio red consumidores especiales sin recirculación del
agua de refrigeración de la extrusora
Equipo Consumo (l/s) Consumo (mᵌ/h) Tiempo efectivo Consumo mᵌ (10 horas)
Caldera 150 BHP 0,48 1,728 80% 13,8
Línea Pelletizado 0,083 0,2988 100% 3,0
Línea Extrusión 2,1 7,56 80% 60,5
Intercambiador 1,74 6,264 5% 3,1
Uso personal --- --- --- ---
Volumen requerido (mᵌ) 80,4
Se puede observar que aun aplicando tiempos efectivos de consumo el volumen
mínimo requerido del tanque reservorio es considerablemente grande, esto tiene un
impacto directo en el costo económico del proyecto. Se puede notar que la línea de
extrusión es el consumidor de mayor impacto en la red y gran parte de su consumo
es agua que se utiliza como refrigerante.
Se plantea entonces una solución para por un lado evitar el desperdicio de recurso
hídrico y por otro optimizar la dimensión del tanque reservorio. La idea consiste en
agregar una red de recirculación al agua que es consumida como refrigerante en la
extrusora.
Excel 2010

86
El caudal total de refrigeración es de 7,1 metros cúbicos por hora y según una
consulta realizada al fabricante el agua puede salir hasta a 80 °C. Parte del calor del
agua se puede extraer para calentar de manera indirecta el agua de reposición de la
caldera o el anillo de limpieza.
Al recircularse el agua del circuito de refrigeración implica que el consumo diario de
la red disminuye, como el circuito de refrigeración de la extrusora es el consumidor
de mayor peso el valor de volumen mínimo requerido para el tanque reservorio
también disminuye considerablemente.
Tabla 3.14.2 Volumen del tanque reservorio de la red de consumidores especiales
optimizado (recirculación agua de refrigeración)
Equipo Consumo (l/s) Consumo (mᵌ/h) Tiempo efectivo Consumo mᵌ (10 horas)
Caldera 150 BHP 0,48 1,728 80,0% 13,8
Línea Pelletizado 0,083 0,2988 65,0% 1,9
Línea Extrusión 0,11 0,396 80,0% 3,2
Intercambiador 1,74 6,264 5,0% 3,1
Uso personal --- --- --- ---
Volumen requerido (mᵌ) 22,1
Como se puede observar en la tabla anterior, al recircularse el agua utilizada como
refrigerante en la extrusora y limitar el consumo de la línea de extrusión únicamente
a lo demandado por el pre acondicionador de la extrusora se obtiene una gran
disminución en el volumen requerido por el tanque reservorio pasando de 98 metros
cúbicos a 22,1 metros cúbicos.
Luego de estimar el caudal requerido por las bombas, la presión de trabajo, el
volumen mínimo de los tanques hidroneumáticos y tanques cisternas, se tiene a
continuación un resumen de las especificaciones para los equipos complementarios
de la red de consumidores no continuos y la red de consumidores especiales:
Excel 2010
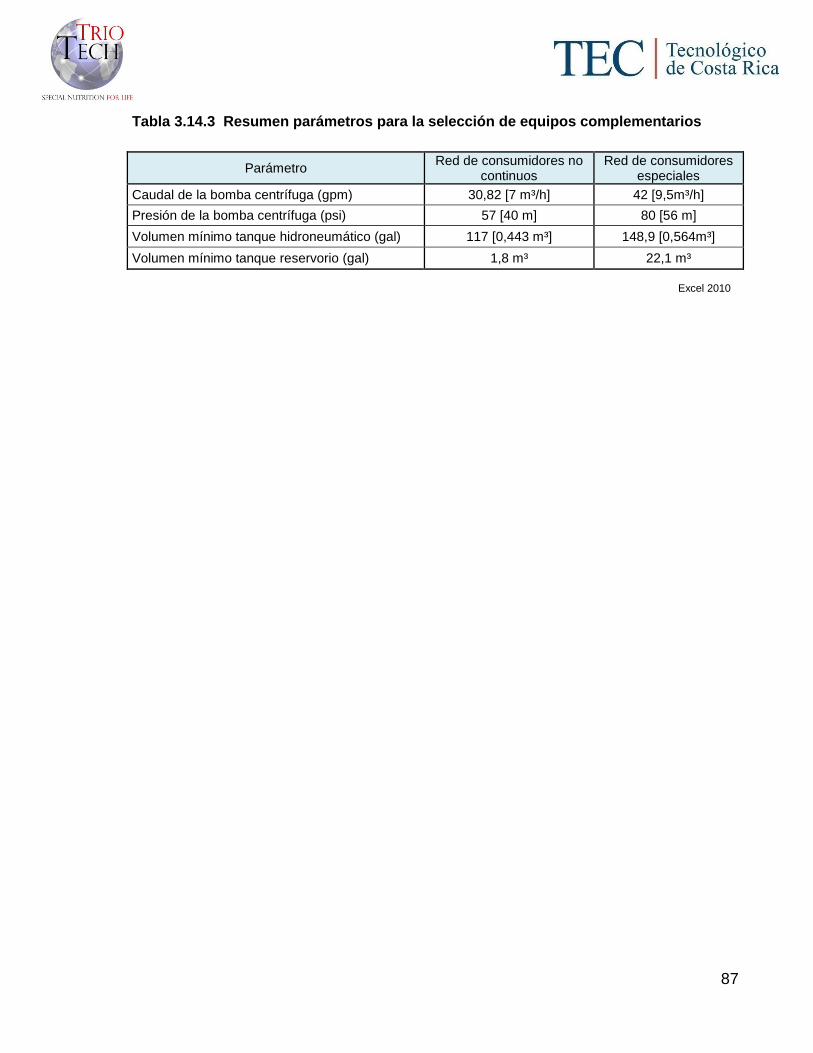
87
Tabla 3.14.3 Resumen parámetros para la selección de equipos complementarios
Parámetro Red de consumidores no
continuos Red de consumidores
especiales
Caudal de la bomba centrífuga (gpm) 30,82 [7 m³/h] 42 [9,5m³/h]
Presión de la bomba centrífuga (psi) 57 [40 m] 80 [56 m]
Volumen mínimo tanque hidroneumático (gal) 117 [0,443 m³] 148,9 [0,564m³]
Volumen mínimo tanque reservorio (gal) 1,8 m³ 22,1 m³
Excel 2010

88
CAPÍTULO IV. COSTO ECONÓMICO
En el presente capitulo se aborda lo concerniente al costo económico que tendrá el
proyecto centrado principalmente al costo de los equipo y accesorios requeridos por
ambas redes.
Una vez determinados los requerimientos en accesorios de las redes y las
especificaciones mínimas de los equipos necesarios se procedió a buscar
proveedores en el mercado y solicitar cotizaciones de dichos equipos y accesorios.
Se manejará por separado el costo económico de la red de consumidores
especiales y la red de consumidores no continuos.
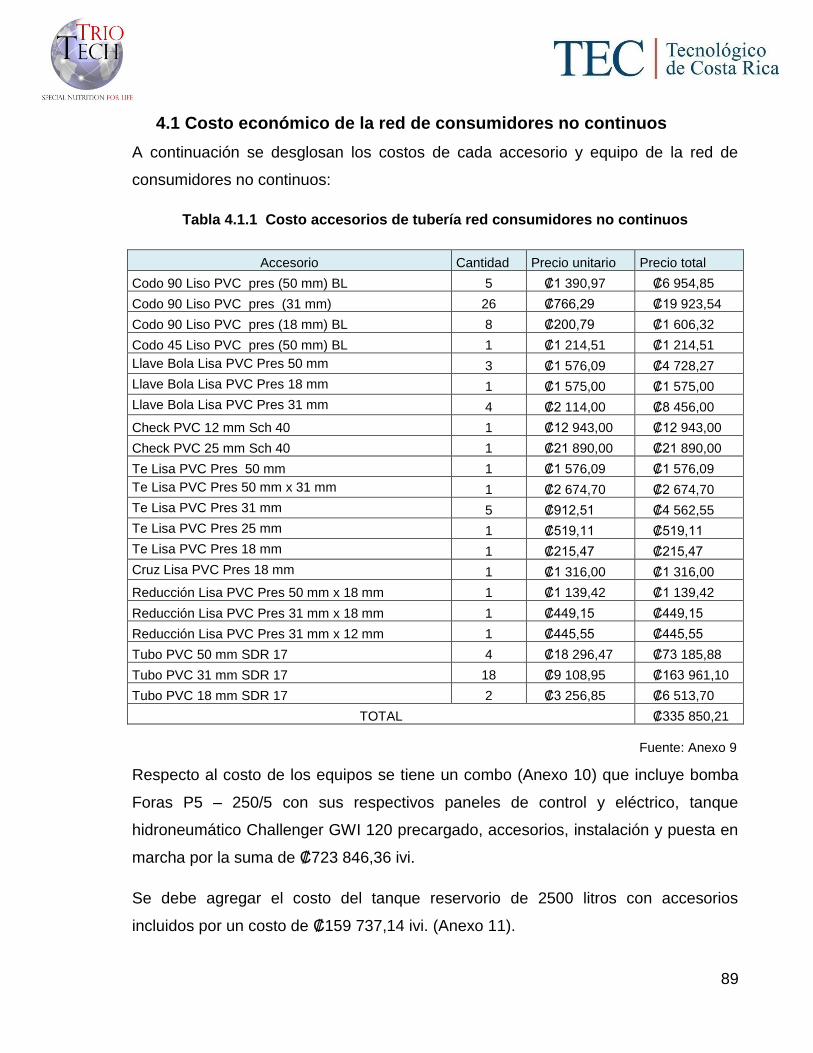
89
4.1 Costo económico de la red de consumidores no continuos
A continuación se desglosan los costos de cada accesorio y equipo de la red de
consumidores no continuos:
Tabla 4.1.1 Costo accesorios de tubería red consumidores no continuos
Accesorio Cantidad Precio unitario Precio total
Codo 90 Liso PVC pres (50 mm) BL 5 ₡1 390,97 ₡6 954,85
Codo 90 Liso PVC pres (31 mm) 26 ₡766,29 ₡19 923,54
Codo 90 Liso PVC pres (18 mm) BL 8 ₡200,79 ₡1 606,32
Codo 45 Liso PVC pres (50 mm) BL 1 ₡1 214,51 ₡1 214,51
Llave Bola Lisa PVC Pres 50 mm 3 ₡1 576,09 ₡4 728,27
Llave Bola Lisa PVC Pres 18 mm 1 ₡1 575,00 ₡1 575,00
Llave Bola Lisa PVC Pres 31 mm 4 ₡2 114,00 ₡8 456,00
Check PVC 12 mm Sch 40 1 ₡12 943,00 ₡12 943,00
Check PVC 25 mm Sch 40 1 ₡21 890,00 ₡21 890,00
Te Lisa PVC Pres 50 mm 1 ₡1 576,09 ₡1 576,09
Te Lisa PVC Pres 50 mm x 31 mm 1 ₡2 674,70 ₡2 674,70
Te Lisa PVC Pres 31 mm 5 ₡912,51 ₡4 562,55
Te Lisa PVC Pres 25 mm 1 ₡519,11 ₡519,11
Te Lisa PVC Pres 18 mm 1 ₡215,47 ₡215,47
Cruz Lisa PVC Pres 18 mm 1 ₡1 316,00 ₡1 316,00
Reducción Lisa PVC Pres 50 mm x 18 mm 1 ₡1 139,42 ₡1 139,42
Reducción Lisa PVC Pres 31 mm x 18 mm 1 ₡449,15 ₡449,15
Reducción Lisa PVC Pres 31 mm x 12 mm 1 ₡445,55 ₡445,55
Tubo PVC 50 mm SDR 17 4 ₡18 296,47 ₡73 185,88
Tubo PVC 31 mm SDR 17 18 ₡9 108,95 ₡163 961,10
Tubo PVC 18 mm SDR 17 2 ₡3 256,85 ₡6 513,70
TOTAL ₡335 850,21
Respecto al costo de los equipos se tiene un combo (Anexo 10) que incluye bomba
Foras P5 – 250/5 con sus respectivos paneles de control y eléctrico, tanque
hidroneumático Challenger GWI 120 precargado, accesorios, instalación y puesta en
marcha por la suma de ₡723 846,36 ivi.
Se debe agregar el costo del tanque reservorio de 2500 litros con accesorios
incluidos por un costo de ₡159 737,14 ivi. (Anexo 11).
Fuente: Anexo 9

90
Sumando los costos de accesorios y equipos se obtiene que el costo de la red de
consumidores no continuos o de agua potable es de ₡1 263 094 ivi. Cabe aclarar
que el costo anterior no incluye la mano de obra por montaje de la tubería.
4.2 Costo económico de la red de consumidores especiales
Se muestra a continuación el desglose de los costos tanto de los accesorios de
tubería como los equipos requeridos para el correcto funcionamiento de la red de
consumidores especiales o industrial.
Al igual que en el caso anterior, una vez determinada la distribución de la red y
calculados los diámetros se levantó una lista con los accesorios requeridos para la
red. También se calcularon los parámetros de operación de la bomba y las
dimensiones mínimas del reservorio y tanque cisterna. Con los parámetros y listas de
accesorios se solicitaron cotizaciones a distintos proveedores, a continuación se
muestran los costos de equipos y accesorios según las ofertas recibidas.

91
Tabla 4.2.1 Costo económico accesorios tubería red de consumidores especiales
Accesorio Cantidad Precio unitario Precio total
Codo 90 Liso PVC pres (50 mm) BL 21 ₡1.390,97 ₡29.210,37
Codo 90 Liso PVC pres (31 mm) 16 ₡766,29 ₡12.260,64
Codo 90 Liso PVC pres (25 mm) BL 6 ₡417,28 ₡2.503,68
Codo 90 Liso PVC pres (18 mm) BL 4 ₡200,79 ₡803,16
Llave Bola Lisa PVC Pres 50 mm 3 ₡1.576,09 ₡4.728,27
Llave Bola Lisa PVC Pres 18 mm 1 ₡1.575,00 ₡1.575,00
Llave Bola Lisa PVC Pres 31 mm 3 ₡2.114,00 ₡6.342,00
Llave Bola Lisa PVC Pres 25 mm 2 ₡1.274,00 ₡2.548,00
Check PVC 12 mm Sch 40 1 ₡12.943,00 ₡12.943,00
Check PVC 25 mm Sch 40 2 ₡21.890,00 ₡43.780,00
Te Lisa PVC Pres 50 mm 1 ₡1.576,09 ₡1.576,09
Te Lisa PVC Pres 50 mm x 31 mm 3 ₡2.674,70 ₡8.024,10
Te Lisa PVC Pres 50 mm x 18 mm 1 ₡2.739,79 ₡2.739,79
Te Lisa PVC Pres 25 mm 1 ₡519,11 ₡519,11
Reducción Lisa PVC Pres 50 mm x 31 mm 1 ₡2.674,70 ₡2.674,70
Reducción Lisa PVC Pres 50 mm x 25 mm 1 ₡1.140,23 ₡1.140,23
Tubo PVC 50 mm SDR 17 8 ₡18.296,47 ₡146.371,76
Tubo PVC 31 mm SDR 17 28 ₡9.108,95 ₡255.050,60
Tubo PVC 18 mm SDR 17 2 ₡3.256,85 ₡6.513,70
TOTAL ₡541.304,20
Respecto a la bomba, Durman realizó una oferta por un combo que incluye un
sistema de bombeo de alternación y máxima demanda con dos bombas Foras P7
300/5 con sus respectivos paneles y accesorios, también incluye un tanque
hidroneumático Challenger GWI 120 precargado, accesorios, instalación y puesta en
marcha por la suma de ₡791 705,92 ivi. (Anexo 13).
Respecto al tanque reservorio presentaron una oferta por 3 tanques de 10 000 litros
con sus respectivos accesorios por un monto de ₡2 459 822,99 ivi. (Anexo 14).
Sumando los costos de accesorios y equipos se obtiene que el costo económico de
la red de consumidores especiales o industrial es de ₡3 863 202,65 ivi. Cabe aclarar
que el costo anterior no incluye la mano de obra por montaje de la tubería.
Fuente: Anexo 12

92
CAPÍTULO V. ANÁLISIS DE RESULTADOS
En este capítulo se realiza una recopilación y discusión de los resultados obtenidos.
Se le da principal énfasis a las dimensiones de los equipos y sus parámetros de
información. Del presente análisis se sustraen también varias recomendaciones ante
eventuales escenarios de consumo o acciones de la empresa.
5.15 Análisis de las curvas de operación de las bombas seleccionadas
Se solicitaron cotizaciones a la empresa Durman y Profon, para ello se les suministró
la información acerca del caudal necesario y la presión de trabajo de la bomba de
cada red. Ambas empresas propusieron opciones de bombas.
Para determinar cuál equipo se debe adquirir hay que analizar dos aspectos, el
primero es el factor económico y el segundo y principal en este apartado
corresponde a las curvas de desempeño de las bombas.
Entre los equipos ofrecidos se escogió el más económico y que se ajustará a los
parámetros mínimos de operación.
5.15.1 Bomba propuesta para la red de consumidores no continuos
Se procede entonces a analizar los modelos de bombas centrifugas propuestas por
Durman para cada red de suministro, ya que fue este proveedor quien ofreció la
mejor opción según precio y cumplimiento de los requerimientos mínimos.
Primeramente se tiene la bomba propuesta para la red de consumidores no
continuos, la marca del equipo es Foras, el modelo es el Plus P5 – 250/5.
A continuación se muestra la curva del sistema para esta familia de bombas, una
particularidad de esta marca de bombas es que para aumentar la presión entregada
por la bomba a mayores caudales no se varía el diámetro del impeler sino más bien
se agregan más impelers.

93
Figura 5.15.1 Curva de desempeño bomba Foras Plus P5- 250
Observando la curva de desempeño de la bomba propuesta para la red de
consumidores no continuos se concluye que el modelo P5 satisface los
requerimientos de caudal y presión de la red. Es necesario realizar el cálculo para
comprobar que la bomba no cavite, para ello se recurre a la Ecuación 2.13.2
Fuente: Catálogo Foras

94
La altura promedio del plantel donde se ubica la planta es de 1100 msnm, de
acuerdo a los datos del Anexo 17, la presión atmosférica para dicha altura será de 9
metros mca. Por otro lado, la presión de vapor para el agua a 20 °C es de
aproximadamente 0,24 mca. Respecto a la altura geométrica se tiene que la succión
será positiva con una altura geométrica estimada de 0,5 m en el caso de un bajo
nivel de agua en el tanque cisterna.
Las pérdidas de carga estimadas se extraen de la Tabla 3.11.1 donde se asumió un
diámetro de succión de 50 mm, la pérdida de carga total se estimó en 0,9 m. a partir
de los valores anteriores se obtiene:
NPSHD= 9 - 0,24 + 0,5 - 0,9= 8,36 m
Comparando el valor de cabeza total disponible con el valor de cabeza total
requerida de la Figura 5.15.1 se concluye que la bomba tiene suficiente valor de
cabeza disponible para no generar cavitación en la succión.
Para los modelos a 60 Hz Foras no ofrece el dato de eficiencia en los catálogos, sin
embargo revisando las curvas del mismo modelo de bomba para 50 Hz se encontró
que la máxima eficiencia que ofrece la marca para los modelos P5 ronda el 45%.
5.15.2 Bomba propuesta para la red de consumidores especiales
Para el caso de la red de consumidores especiales se optó nuevamente por la opción
ofrecida por Durman. Dicho proveedor propuso una bomba Foras modelo P7 300/5.
A continuación la curva de desempeño de dicho modelo:

95
Figura 5.15.2 Curva de desempeño bomba Foras Plus P7- 300
Fuente: Catálogo Foras

96
Observando la figura Figura 5.15.2 se concluye que el punto teórico de operación de
la red se ajusta a las curvas de desempeño de la bomba, ahora es necesario revisar
si la misma cavitará.
Se recurre nuevamente a la Ecuación 2.13.2 Cabeza neta de succión disponible y los
valores obtenidos en la Tabla 3.11.4. Anteriormente se determinó que la presión
atmosférica en el lugar es de 9 mca y la presión de vapor a 20 °C es de
aproximadamente 0,24 mca.
Se asume un valor de altura geométrica de succión positivo de 0,5 metros y se
estimaron las pérdidas en la succión para un diámetro de 50 mm donde se obtuvo un
valor de 1,3 mca. Aplicando las ecuaciones mencionadas y los datos anteriores se
obtiene:
NPSHD= 9 - 0,24 + 0,5 - 1,3= 7,96 m
Según el punto de operación teórico, la cabeza requerida en la succión es de 6
metros inferior por más de 0,5 metros al valor de cabeza de succión disponible por lo
tanto la bomba no cavitará. Nótese que se estimó un valor bastante elevado de
pérdidas.
Se debe aclarar que esta bomba se seleccionó partiendo del hecho de que debe
trasegar el caudal de todos los consumidores de la red industrial incluyendo el
consumo del circuito de refrigeración de la extrusora. Si se llega a utilizar un circuito
de recirculación para el agua de refrigeración de la extrusora se debe recalcular la
bomba pues el modelo requerido será menos robusto al actual. La bomba Foras P5
250/5 se ajustaría a ese escenario.

97
5.16 Revisión de otros accesorios complementarios ofrecidos por los
proveedores
Para las redes también se requerían tanques cisternas y tanques hidroneumáticos.
Las dimensiones mínimas de dichos accesorios se determinaron en el apartado 3.13
y 3.14; se obtuvo una propuesta por parte de la empresa Durman para los tanques
hidroneumáticos y tanques cisternas, a continuación se analiza si lo ofrecido se
ajusta a los requerimientos.
Para la red de consumidores no continuos el volumen mínimo requerido del tanque
reservorio o cisterna era de 1,8 metros cúbicos, La empresa ofrece un tanque bicapa
de 2500 litros (2,5 metros cúbicos). El tanque ofrecido se considera adecuado pues
es el volumen comercial existente inmediatamente superior al requerimiento teórico.
Para la red de consumidores especiales se requería un reservorio mínimo de 22,1
metros cúbicos (aplicando recirculación al agua de refrigeración de la extrusora), la
empresa Durman ofrece tres tanques cisterna de 10 000 litros cada uno para hacer
así un reservorio total de 30 metros cúbicos el cual satisface el requerimiento mínimo
y da espacio a ampliaciones en la reserva.
Es importante aclarar que en el caso de no recircular el agua de refrigeración de la
extrusora y mientras no se tenga disponible el pozo, se debe aumentar el volumen de
reserva de agua a 80 metros cúbicos. Lo anterior con el fin de operar la línea de
extrusión por al menos el 80% de la jornada, aun así no se podrá operar dos días
continuos pues el abasto local no es suficiente para llenar nuevamente el reservorio
en menos de un día.
Como regla rápida, por cada hora de operación de la extrusora se deben agregar 7
metros cúbicos de reserva al sistema de reservorio propuesto.

98
Respecto a los tanques hidroneumáticos la empresa ofrece para la red de
consumidores no continuos un tanque Challenger GWI 120 precargado de doble
diafragma, 120 galones y 145 psi de presión máxima de trabajo. Se concluye
entonces que el volumen del tanque hidroneumático propuesto para la red de
consumidores no continuos se ajusta a los requerimientos.
Para la red de consumidores especiales la empresa propone el mismo tanque
Challenger GWI 120 precargado de doble diafragma, 120 galones y 145 psi de
presión máxima de trabajo. Previamente se había estimado un volumen mínimo
requerido de 148,9 galones.
Se evidencia que para el caso de la red de consumidores especiales el tanque
hidroneumático ofrecido no cumple los requerimientos mínimos. Se tiene entonces
dos escenarios:
El cálculo del volumen mínimo incluyó el consumo del circuito de refrigeración de la
extrusora (1,97 l/s) el cual representa el 65 % del consumo de la red. Si se utiliza un
circuito de recirculación para la refrigeración de la extrusora el volumen mínimo del
tanque hidroneumático requerido desciende a 63,8 galones con lo cual el tanque
propuesto es suficiente y presentaría un 46,8% de sobredimensionamiento.
En caso de no aplicar recirculación se debe buscar con otro proveedor o marca un
tanque hidroneumático precargado que satisfaga el requerimiento mínimo de
volumen, el modelo FTX 460 de Wessels Company satisface el requerimiento.

99
5.17 Sobre los diámetros y SDR seleccionados para ambas redes de
suministro
Los diámetros seleccionados finalmente para cada red se ajustaron a los parámetros
de diseño de velocidades entre 0,6 y 2 m/s, además de pérdidas por fricción entre
0,4 y 4 metros por cada 100 metros.
Sin embargo se debe mencionar que en el caso de las tuberías de los edificios que
ya estaban construidos al realizar los cálculos se determinó que las tuberías del
edificio baños-comedor y laboratorio-baño no cumplen con los parámetros de diseño
preestablecidos. La consecuencia más importante es la alta pérdida de carga que se
genera por fricción, esto repercute en requerir mayor presión de trabajo en la bomba.
Algo similar ocurre con el SDR, el presente diseño se buscó homogenizar el SDR de
las redes por lo tanto se evitaron diámetros de tubería que no tuvieran disponible
varios SDR como por ejemplo la tubería de 12mm. Dicho diámetro se encuentra en el
edificio laboratorio-baño por lo que en forma global, la red trabaja con SDR 17 y SDR
13,5.

100
5.18 Resumen del proyecto
A continuación un resumen del proyecto en donde se contrastan los objetivos
planteados versus los resultados o conclusiones obtenidas.
Objetivo Conclusiones
1. Determinar los diámetros de
tubería y SDR requeridos para
los distintos tramos de la red de
distribución de agua
1.1 Se diseñaron dos redes para el
suministro de agua potable y agua de
procesos respectivamente. El SDR de
las tuberías a adquirir es de 17.
1.2 Los diámetros de tubería PVC a
utilizar en la red de agua potable son: 50
mm, 31 mm y 18 mm, ver su ubicación
en planos.
1.3 Los diámetros de tubería PVC a
utilizar en la red de proceso industrial
son: 50 mm, 31 mm, 25 mm y 18 mm,
ver su ubicación en planos.
2. Seleccionar la bomba, tanque
hidroneumático y cisterna según
las presiones y caudales
demandados por los distintos
equipos y usuarios de la planta
2.1 El caudal y la presión de trabajo
mínima requerida para la bomba de la
red de agua potable es de 31 galones
por minuto (1,96 l/s) y 57 psi (81 mca).
2.2 Se sugirió adquirir para la red de
consumidores potables la bomba
centrífuga modelo Foras P5 250/5, 2,5
Hp, 230 V -3F, 60 Hz, 25 mm in x 25mm
out.
2.3 El volumen mínimo para el tanque
hidroneumático precargado de diafragma
de la red de agua potable es de 120
galones (454,25 litros). Se sugirió el

101
modelo Challenger GWI 120.
2.4 El volumen mínimo del reservorio de
agua de la red de agua potable es de 1,8
metros cúbicos. Se recomienda adquirir
un tanque de 2500 litros (2,5 metros
cúbicos).
2.5 El caudal y la presión de trabajo
mínima requerida para la bomba de la
red de consumidores proceso es de 42
galones por minuto y 80 psi (56 mca).
2.6 Se sugirió adquirir para la red de
proceso un sistema de alternación y
máxima demanda con dos bombas
modelo Foras P7 300/5, 3 Hp, 230 V -3F,
60 Hz, 31 mm in x 25mm out.
2.7 El volumen mínimo para el tanque
hidroneumático precargado de diafragma
de la red de proceso es de 150 galones
(567,81 litros). Se sugiere el FTX 460 de
Wessels Company.
2.8 El volumen mínimo del reservorio de
la red de agua de proceso es de 22
metros cúbicos. Se recomienda adquirir
cuatro cisternas de 10 000 litros (10
metros cúbicos) cada uno.
3. Seleccionar los accesorios
requeridos para el correcto
funcionamiento de la línea de
suministro de agua de la planta
3.1 Los accesorios estimados requeridos
para la red se presentaron en la
Taba4.1.1 y la Tabla 4.1.2

102
4. Estimar el costo económico de
la red de suministro de agua de la
nueva planta
4.1 El costo estimado de la red de agua
potable, excluyendo mano de obra, es de
₡1 263 094 ivi.
4.2 El costo estimado de la red de agua
de proceso, excluyendo mano de obra,
es de ₡3 863 202,65 ivi.
5. Dibujar los planos de la
distribución de la red de
suministro de agua de la planta
con el software de dibujo de
Autodesk (AutoCAD 2016)
5.1 Se dibujaron los planos de la
distribución de ambas redes con detalles
de conexión y ubicación de equipos

103
CAPÍTULO VI. RECOMENDACIONES Y CONCLUSIONES
Luego de comprender el proceso productivo que se llevará a cabo en la planta, las
características y requerimientos de los equipos con que cuentan, además de los
recursos disponibles, se propuso una solución para el tema concerniente a la red de
suministro de agua de la planta.
La solución planteada garantiza el suministro suficiente y a la presión adecuada para
cada usuario o equipo consumidor de la planta, sin embargo, quedan aspectos
importantes para resolver que no están presentes en este documento debido a que
están fuera de los objetivos del proyecto, sin embargo se realizan una serie de
recomendaciones relacionadas con esos aspectos importantes a darles seguimiento
y atención.
También se presenta en el apartado las conclusiones más importantes tras el
desarrollo del proyecto relativo a especificaciones de equipos, costo económico y
aspectos de montaje.
104
6.1 Recomendaciones
1. Iniciar a mayor brevedad el proceso y tramitología para la perforación y
explotación de un pozo en el plantel de la planta ya que el suministro local no
es suficiente para satisfacer la demanda de la empresa.
2. Diseñar un circuito de recirculación del agua de refrigeración de la extrusora
con el fin de ahorrar agua, tratamiento químico y el uso de equipos de
almacenaje y bombeo más robustos.
3. Aprovechar el agua caliente procedente del circuito de refrigeración de la
extrusora para trasferir el calor a otro proceso o equipo y generar así ahorro
energético.
4. Analizar la dureza y el PH del agua que se le suministrará al circuito de
refrigeración de la extrusora. El valor de pH debes ser de entre 7 y 8 mientras
que la dureza del agua debe de estar entre 0 y 18 °fH, esto según
recomendaciones del fabricante.
5. Recalcular la bomba y tanque hidroneumático de la red de consumidores
especiales. Esto en el caso de utilizarse un circuito de recirculación para el
agua de refrigeración de la extrusora. Como referencia el volumen mínimo del
tanque hidroneumático debe ser de 63,8 galones y la bomba puede ser la
Foras P5 250/5.
6. Recalcular los diámetros del alimentador de la red de consumidores
especiales (Tramo A-G), como valor de referencia se puede tomar 38 mm, en
el caso de utilizarse el circuito de recirculación.
105
7. Tomar en cuenta que si no se realiza recirculación del agua de refrigeración
de la extrusora el volumen del reservorio de agua requerido es de 80 metros
cúbicos y el suministro local no da abasto. Como regla rápida, por cada hora
de trabajo de la extrusora se deben agregar 7 metros cúbicos extras de
reservorio.
8. Agregar en la salida de las bombas una Te con el extremo superior taponado,
esto para permitir el cebado de las mismas en caso de ser necesario.
9. Distribuir la tubería de suministro en forma aérea de ser posible, en los tramos
internos de la planta y zona de futura ampliación.
10. Realizar la distribución de la red según lo indicado en planos, no cambiar
diámetros de tubería ni la configuración de la red sin antes haber realizado un
análisis previo para evaluar las consecuencias de dichas modificaciones.

106
6.2 Conclusiones
1. Se diseñaron dos redes para el suministro de agua potable y agua de
procesos respectivamente. El SDR de las tuberías a adquirir es de 17.
2. Los diámetros de tubería PVC a utilizar en la red de agua potable son: 50 mm,
31 mm y 18 mm, ver su ubicación en planos.
3. Los diámetros de tubería PVC a utilizar en la red de proceso industrial son: 50
mm, 31 mm, 25 mm y 18 mm, ver su ubicación en planos.
4. El caudal y la presión de trabajo mínima requerida para la bomba de la red de
agua potable es de 31 galones por minuto y 57 psi (81 mca).
5. Se sugirió adquirir para la red de consumidores potables la bomba centrífuga
modelo Foras P5 250/5, 2,5 Hp, 230 V -3F, 60 Hz, 25 mm in x 25mm out.
6. El volumen mínimo para el tanque hidroneumático precargado de diafragma
de la red de agua potable es de 117 galones (0,443 m³). Se sugiere el modelo
Challenger GWI 120.
7. El volumen mínimo del reservorio de agua de la red de agua potable es de 1,8
metros cúbicos. Se recomienda adquirir un cisterna de 2500 litros (2,5 m³).
8. El caudal y la presión de trabajo mínima requerida para la bomba de la red de
consumidores proceso es de 42 galones por minuto y 80 psi (56 mca).
9. Se sugirió adquirir para la red de proceso un sistema de alternación y máxima
demanda con dos bombas modelo Foras P7 300/5, 3 Hp, 230 V -3F, 60 Hz, 31
mm in x 25mm out.

107
10. El volumen mínimo para el tanque hidroneumático precargado de diafragma
de la red de agua potable es de 148,9 galones (0,564 m³). Se sugiere el FTX
460 de Wessels Company.
11. El volumen mínimo del reservorio de agua de la red de agua potable es de 22
metros cúbicos. Se recomienda adquirir cuatro cisternas de 10 000 litros (10
m³) cada uno.
12. Se presentó un listado de accesorios estimados requeridos para las redes
Tabla 4.1.1 y la Tabla 4.2.1.
13. El costo estimado de la red de agua potable, excluyendo mano de obra, es de
₡1 263 094 ivi.
14. El costo estimado de la red de agua de proceso, excluyendo mano de obra, es
de ₡3 863 202,66 ivi.
108
BIBLIOGRAFÍA
Carnicer, E. Mainar, C. (2004). Bombas centrífugas (2 ed). Eapaña: Paraninfo S.A.
Cengel, Y. Cimbala, J. (2007). Mecánica de fluidos fundamentos y aplicaciones (1
ed).México: McGraw –Hill.
CFIA. (1996).Código de Instalaciones Hidráulicas y Sanitarias en Edificaciones.
Costa Rica.
Garro, A. (2008). Bombas hidráulicas. (Versión digital). Cartago.
Mataix, C. (1986). Mecánica de fluidos y máquinas hidráulicas (2 ed). Madrid,
España: Ediciones del Castillo S.A.
Mott, R. (2006). Mecánica de fluidos (6 ed). México: Pearson Educación.
Spirax Sarco. (ca). Válvula reductora de presión de acción directa para líquidos.
Rescatado:http://www.spiraxsarco.com/global/cl/Products/Documents/V%C3%A1lvul
a_reductora_de_presi%C3%B3n_LRV2-Cat%C3%A1logos.pdf
Streeter,V. Wylie, B. (1988). Mecánica de los fluidos (3 ed). México: McGraw –Hill.
TLV. (ca).Compact check valve. Rescatado de: http://www.tlv.com/global_pdf/tii/e-
pamphlet-14-hp.pdf

109
APÉNDICES
Apéndice 1. Hoja de cálculo de diámetros y pérdidas automática
Apéndice 2. Hoja de cálculo de presiones de ariete
Fuente: Propio Excel 2010
Fuente: Propio Excel 2010

110
Apéndice 3. Croquis distribución de la red de suministro a usuarios no
continuos
Fuente: Re editado AutoCAD 2016

111
Apéndice 4. Croquis distribución de la red de suministro a los consumidores
especiales
Fuente: Re editado AutoCAD 2016

112
ANEXOS
Anexo 1. Consumo de agua del pre acondicionador de la pelletizadora
Fuente: Manual AHCA Buhler
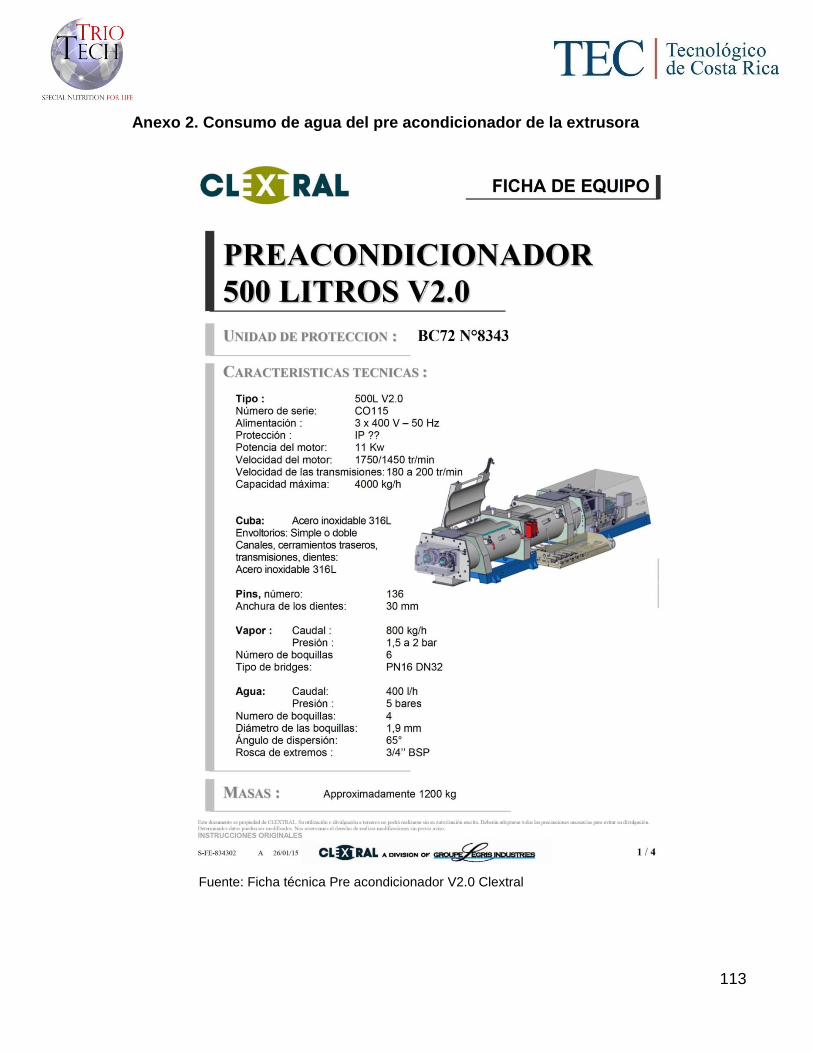
113
Anexo 2. Consumo de agua del pre acondicionador de la extrusora
Fuente: Ficha técnica Pre acondicionador V2.0 Clextral

114
Anexo 3. Presiones requeridas por las bombas del preacondicionador de la
extrusora y la extrusora
Fuente: Anexo características técnicas Clextral

115
Anexo 4. Consumo de agua del grupo reductor de la extrusora
Fuente: Anexo características técnicas Clextral

116
Anexo 5. Requerimiento de agua del barril de la extrusora
Fuente: Anexo características técnicas Clextral

117
Anexo 6. Dimensiones de las tuberías
Fuente: La lista Durman 2014

118
Anexo 6. Presiones de trabajo de las tuberías de CPVC y PVC
Fuente: Manual técnico tubosistemas AMANCO

119
Anexo 8. Aplicación para el cálculo del volumen mínimo de un tanque
hidroneumático precargado
Fuente: http://westank.com/calculator/

120
Anexo 9. Cotización accesorios PVC de la red de consumidores no continuos

121

122
Anexo 10. Cotización combo bomba-tanque hidroneumático para la red de
consumidores no continuos

123
Anexo 11. Cotización tanque reservorio para la red de consumidores no
continuos

124
Anexo 12. Cotización de los accesorios de PVC de la red de consumidores
especiales
125

126
Anexo 13. Cotización combo bombas- tanque hidroneumático para la red de
consumidores especiales
127
Anexo 14. Cotización tanques reservorio para la red de consumidores
especiales

128
Anexo 15. Bombas Foras Plus

129

130

131

132
Anexo 16. Tanques hidroneumáticos Challenger

133
Anexo 17. Presión atmosférica en función de la altitud