tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
TRANSCRIPT
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,1
Guía para documentar el Trabajo de Ingreso
TRATAMIENTO SUPERFICIAL CON LÁSER
PARA MEJORAR LA INTEGRIDAD DE
COMPONENTES MECÁNICOS
Especialidad: Mecánica
Subespecialidad: Mecánica de Materiales
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios,
Energía y Sustentabilidad
Carlos Rubio González
Doctorado en Ingeniería
Mayo de 2016 Querétaro Qro.
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,2
Contenido
Resumen ejecutivo 3
1. Introducción 5
2. Fractura y fatiga de materiales 9
3. Efecto del LSP en materiales metálicos 15
4. Efecto del LSP en componentes con concentradores de
esfuerzos
33
5. Conclusiones 44
Referencias 45

Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,3
RESUMEN EJECUTIVO
Las máquinas, vehículos, aviones y estructuras normalmente trabajan bajo la acción de
cargas cíclicas que originan daño por fatiga. La fractura de materiales ocasionada por fatiga
se considera como la principal causa de falla de componentes mecánicos. Un análisis
estimó que el costo por fractura en los Estados Unidos fue de $119,000 millones de dólares,
cerca del 4% del PIB [Anderson, 2005].
Existen algunas técnicas que modifican la superficie de componentes para resistir la
propagación de grietas, tales como, el shot peening (perdigonado) y más recientemente el
tratamiento superficial con láser (Laser Shock Peening, LSP). Estas técnicas tienen en
común la introducción de barreras microestructurales con la finalidad de incrementar la
vida por fatiga. El LSP es una técnica nueva y prometedora de tratamiento superficial, ha
demostrado ser eficaz en mejorar las propiedades de fatiga de un número de materiales.
Consiste en la aplicación de pulsos láser de alta energía y corta duración sobre la superficie
a tratar. Las ondas de choque generadas por el plasma inducen deformaciones plásticas y
finalmente esfuerzos residuales de compresión en la superficie y la sub-superficie;
mejorando con ello las propiedades a la fractura, fatiga y desgaste de los componentes.
Los efectos benéficos del LSP en el mejoramiento de la integridad estructural de
componentes mecánicos de diversos materiales han sido investigados por el autor y su
grupo. En seguida se presenta un recuento de los resultados más relevantes.
Abstract
Machines, vehicles, aircraft and structures normally work under cyclic loading which
causes fatigue damage. Materials fracture caused by fatigue, is considered as the main
cause of failure of mechanical components. An analysis estimated that the cost per fracture
in the United States was $ 119.000 million, about 4% of GDP [Anderson, 2005].
There are some techniques that modify the surface of components to withstand crack
propagation, such as shot peening and more recently Laser Shock Peening (LSP). These
techniques have in common, introducing microstructural barriers in order to increase
fatigue life. The LSP is a promising new surface treatment technique that has proven to be
effective in improving fatigue properties of a number of materials. It involves the
application of high-energy laser pulses of short duration on the surface to be treated. The
shock waves generated by the plasma induce plastic deformation and finally residual
compressive stresses on the surface and sub-surface; thereby improving fracture, fatigue
and wear properties of the component.
The beneficial effects of LSP in improving the structural integrity of mechanical
components of various materials have been investigated by the author and his group. The
most relevant results are presented next.

Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,4
Palabras clave: Tratamiento superficial con láser, fatiga y fractura de componentes,
esfuerzos residuales
Objetivo
El objetivo de este trabajo es examinar el efecto del LSP sobre el comportamiento a la
fatiga, fractura y desgaste de muestras de diferentes aleaciones metálicas. Se consideran
especímenes de aluminio, acero al carbono y acero inoxidables. Se demuestra la viabilidad
del LSP en mejorar la integridad estructural de componentes mecánicos.
Alcance
Se investiga el efecto del LSP en la razón de crecimiento de grietas por fatiga, resistencia a
la fractura, resistencia al desgaste, micro-dureza y esfuerzos residuales con diferentes
densidades de pulsos y longitudes de onda del láser. Se evalúa la relajación del campo de
esfuerzos residuales ante carga cíclica y alta temperatura. Se incluye una simulación por
elemento finito del proceso y un análisis de fatiga para estimar la vida de los componentes
una vez tratados con LSP.
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,5
1. INTRODUCCIÓN.
Los principales tipos de falla de componentes en ingeniería son: la deformación y la
fractura. Las máquinas, vehículos, aviones y estructuras normalmente trabajan bajo la
acción de cargas cíclicas. La fractura de materiales ocasionada por fatiga, se considera
como la principal causa de falla de componentes mecánicos dentro de los dos sectores
económicamente más importantes: automotriz y aeroespacial. Un análisis estimó que el
costo por fractura en los Estados Unidos fue de $119,000 millones de dólares, cerca del 4%
del PIB. Adicionalmente se estimó que el costo anual pudo haberse reducido en $35,000
millones de dólares si la tecnología de aquel entonces hubiera sido aplicada.
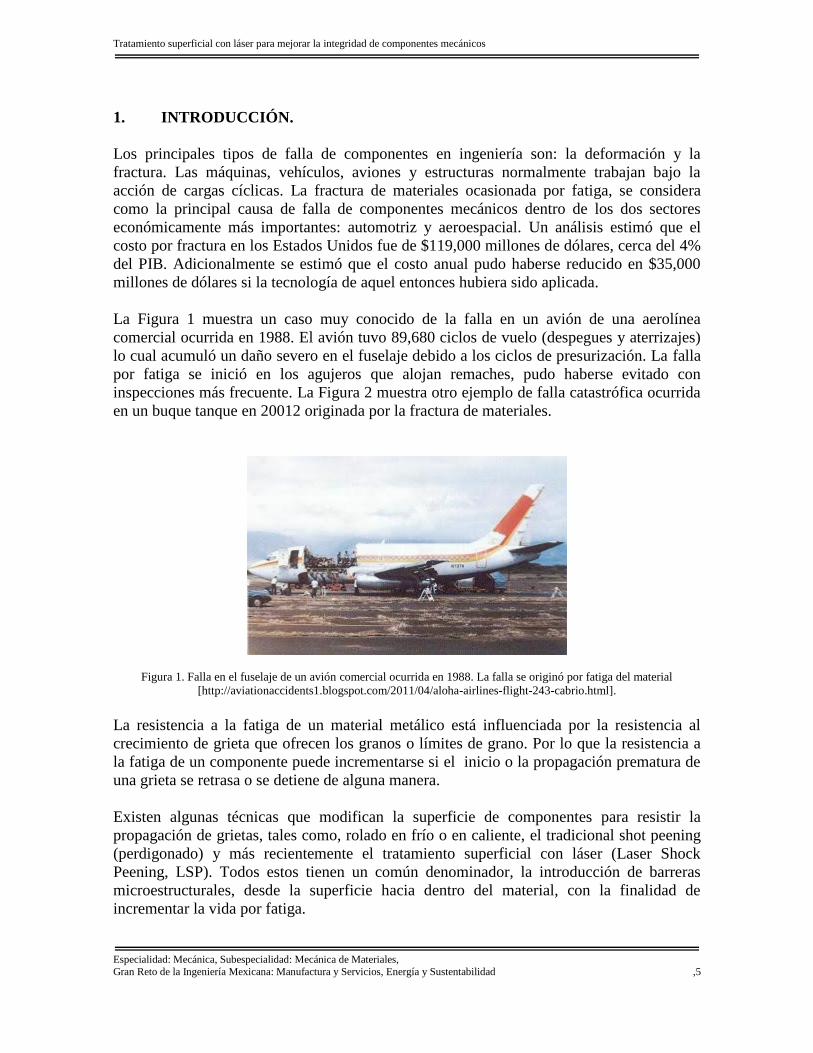
La Figura 1 muestra un caso muy conocido de la falla en un avión de una aerolínea
comercial ocurrida en 1988. El avión tuvo 89,680 ciclos de vuelo (despegues y aterrizajes)
lo cual acumuló un daño severo en el fuselaje debido a los ciclos de presurización. La falla
por fatiga se inició en los agujeros que alojan remaches, pudo haberse evitado con
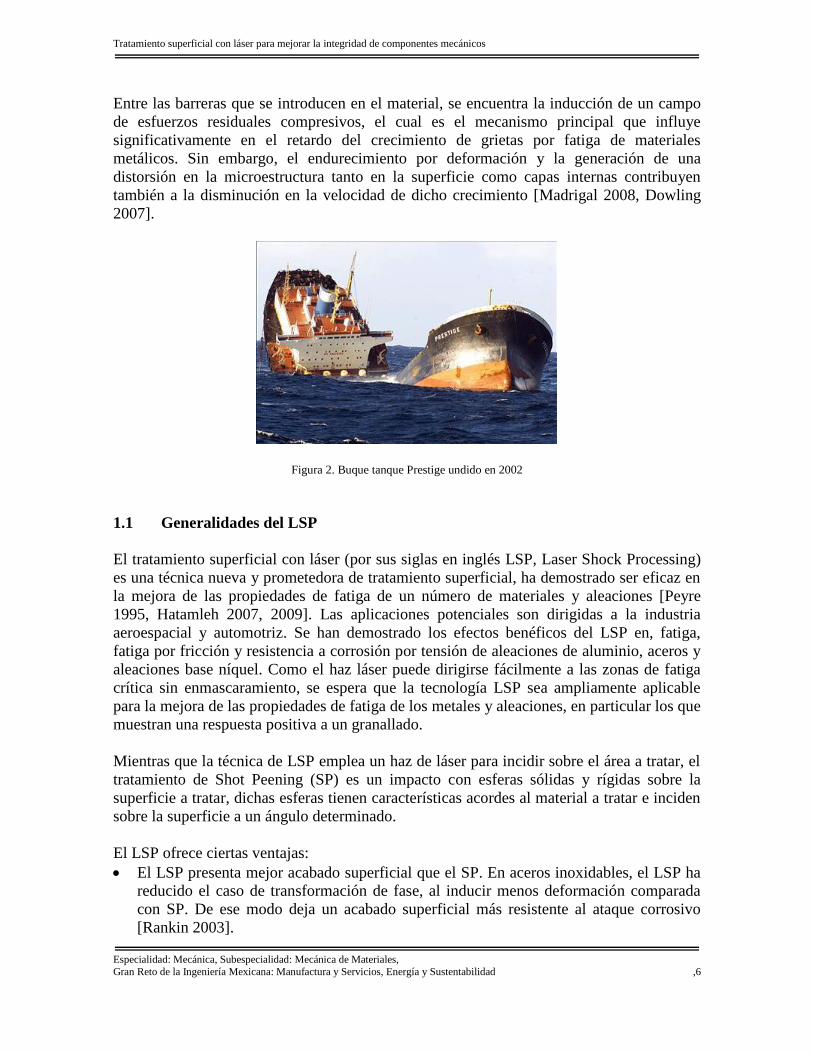
inspecciones más frecuente. La Figura 2 muestra otro ejemplo de falla catastrófica ocurrida
en un buque tanque en 20012 originada por la fractura de materiales.
Figura 1. Falla en el fuselaje de un avión comercial ocurrida en 1988. La falla se originó por fatiga del material
[http://aviationaccidents1.blogspot.com/2011/04/aloha-airlines-flight-243-cabrio.html].
La resistencia a la fatiga de un material metálico está influenciada por la resistencia al
crecimiento de grieta que ofrecen los granos o límites de grano. Por lo que la resistencia a
la fatiga de un componente puede incrementarse si el inicio o la propagación prematura de
una grieta se retrasa o se detiene de alguna manera.
Existen algunas técnicas que modifican la superficie de componentes para resistir la
propagación de grietas, tales como, rolado en frío o en caliente, el tradicional shot peening
(perdigonado) y más recientemente el tratamiento superficial con láser (Laser Shock
Peening, LSP). Todos estos tienen un común denominador, la introducción de barreras
microestructurales, desde la superficie hacia dentro del material, con la finalidad de
incrementar la vida por fatiga.
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,6
Entre las barreras que se introducen en el material, se encuentra la inducción de un campo
de esfuerzos residuales compresivos, el cual es el mecanismo principal que influye
significativamente en el retardo del crecimiento de grietas por fatiga de materiales
metálicos. Sin embargo, el endurecimiento por deformación y la generación de una
distorsión en la microestructura tanto en la superficie como capas internas contribuyen
también a la disminución en la velocidad de dicho crecimiento [Madrigal 2008, Dowling
2007].
Figura 2. Buque tanque Prestige undido en 2002
1.1 Generalidades del LSP
El tratamiento superficial con láser (por sus siglas en inglés LSP, Laser Shock Processing)
es una técnica nueva y prometedora de tratamiento superficial, ha demostrado ser eficaz en
la mejora de las propiedades de fatiga de un número de materiales y aleaciones [Peyre
1995, Hatamleh 2007, 2009]. Las aplicaciones potenciales son dirigidas a la industria
aeroespacial y automotriz. Se han demostrado los efectos benéficos del LSP en, fatiga,
fatiga por fricción y resistencia a corrosión por tensión de aleaciones de aluminio, aceros y
aleaciones base níquel. Como el haz láser puede dirigirse fácilmente a las zonas de fatiga
crítica sin enmascaramiento, se espera que la tecnología LSP sea ampliamente aplicable
para la mejora de las propiedades de fatiga de los metales y aleaciones, en particular los que
muestran una respuesta positiva a un granallado.
Mientras que la técnica de LSP emplea un haz de láser para incidir sobre el área a tratar, el
tratamiento de Shot Peening (SP) es un impacto con esferas sólidas y rígidas sobre la
superficie a tratar, dichas esferas tienen características acordes al material a tratar e inciden
sobre la superficie a un ángulo determinado.
El LSP ofrece ciertas ventajas:
El LSP presenta mejor acabado superficial que el SP. En aceros inoxidables, el LSP ha
reducido el caso de transformación de fase, al inducir menos deformación comparada
con SP. De ese modo deja un acabado superficial más resistente al ataque corrosivo
[Rankin 2003].
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,7
Mientras el LSP y el SP inducen esfuerzos de magnitud similar, los esfuerzos residuales
a compresión se hacen más grandes y tienen mayor penetración desde la superficie con
el LSP. De esta manera ofrecen un mejoramiento a la resistencia al crecimiento de
grietas macroscópicas cerca de la superficie. Este par de características, conducen hacia
un mejoramiento significativo en la vida a la fatiga.
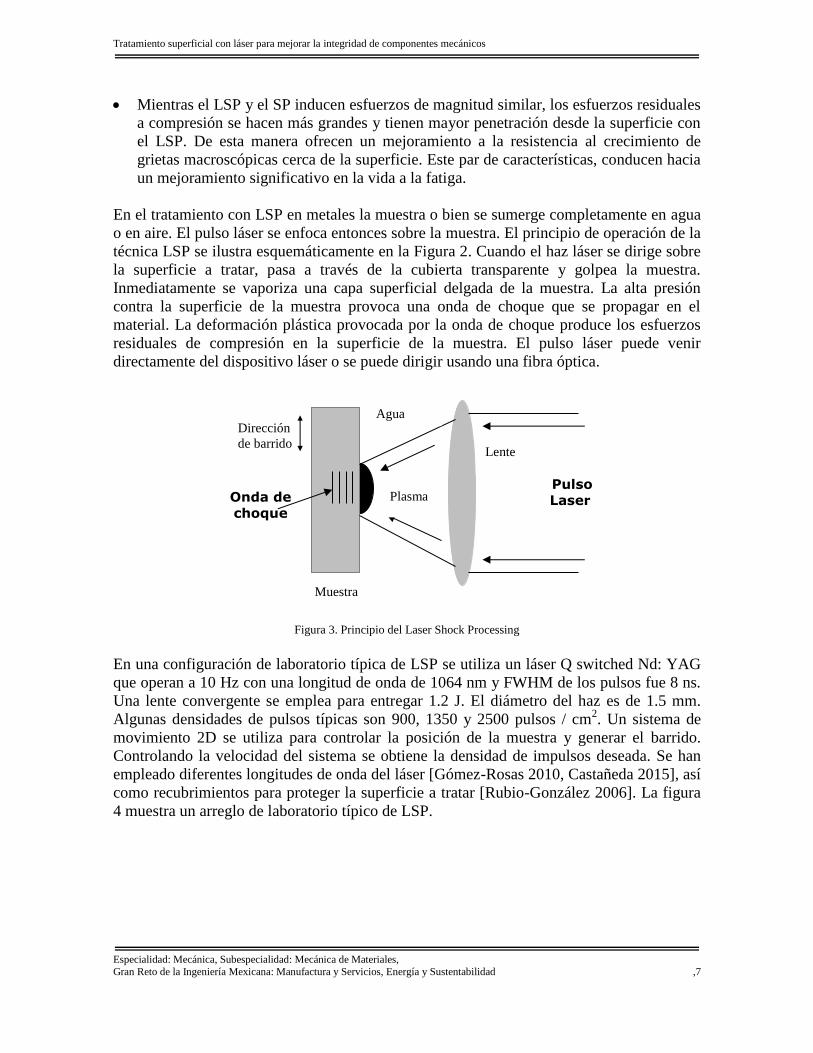
En el tratamiento con LSP en metales la muestra o bien se sumerge completamente en agua
o en aire. El pulso láser se enfoca entonces sobre la muestra. El principio de operación de la
técnica LSP se ilustra esquemáticamente en la Figura 2. Cuando el haz láser se dirige sobre
la superficie a tratar, pasa a través de la cubierta transparente y golpea la muestra.
Inmediatamente se vaporiza una capa superficial delgada de la muestra. La alta presión
contra la superficie de la muestra provoca una onda de choque que se propagar en el
material. La deformación plástica provocada por la onda de choque produce los esfuerzos
residuales de compresión en la superficie de la muestra. El pulso láser puede venir
directamente del dispositivo láser o se puede dirigir usando una fibra óptica.
Figura 3. Principio del Laser Shock Processing
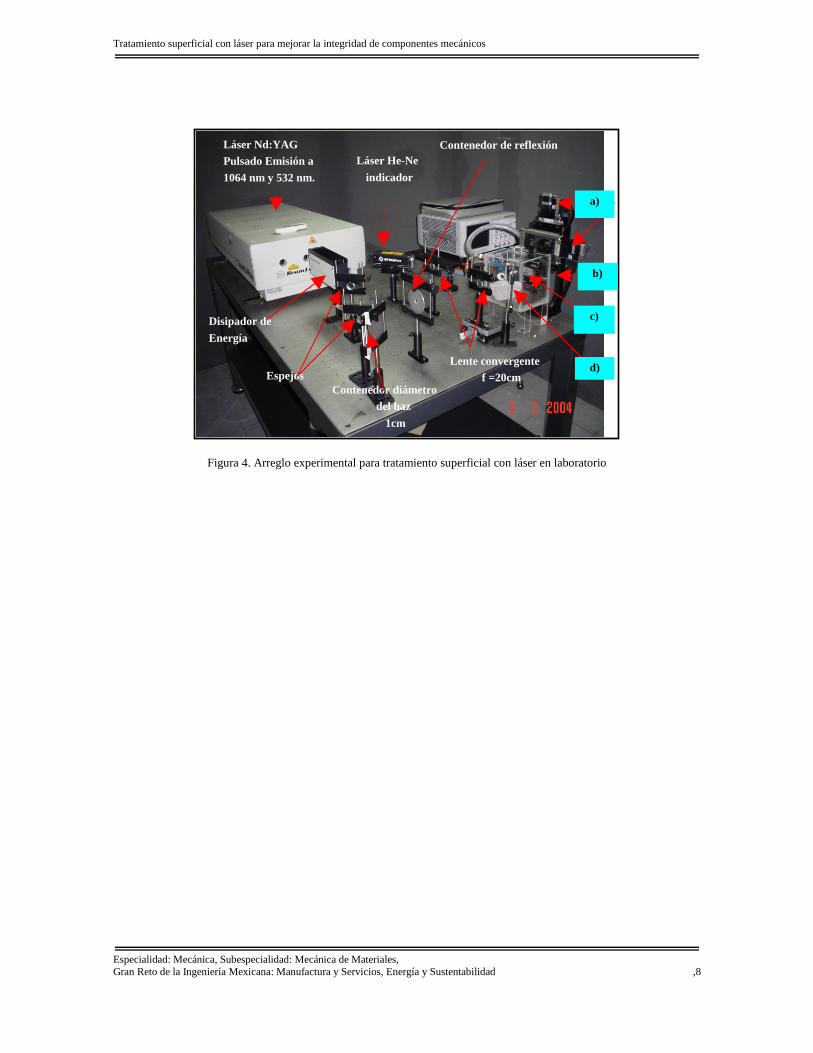
En una configuración de laboratorio típica de LSP se utiliza un láser Q switched Nd: YAG
que operan a 10 Hz con una longitud de onda de 1064 nm y FWHM de los pulsos fue 8 ns.
Una lente convergente se emplea para entregar 1.2 J. El diámetro del haz es de 1.5 mm.
Algunas densidades de pulsos típicas son 900, 1350 y 2500 pulsos / cm2. Un sistema de
movimiento 2D se utiliza para controlar la posición de la muestra y generar el barrido.
Controlando la velocidad del sistema se obtiene la densidad de impulsos deseada. Se han
empleado diferentes longitudes de onda del láser [Gómez-Rosas 2010, Castañeda 2015], así
como recubrimientos para proteger la superficie a tratar [Rubio-González 2006]. La figura
4 muestra un arreglo de laboratorio típico de LSP.
Pulso
Laser
Lente
Muestra
Agua
Plasma Onda de
choque
Dirección
de barrido
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,8
Figura 4. Arreglo experimental para tratamiento superficial con láser en laboratorio
Láser Nd:YAG
Pulsado Emisión a
1064 nm y 532 nm.
Disipador de
Energía
Espejos
Contenedor diámetro
del haz
1cm
Lente convergente
f =20cm
Láser He-Ne
indicador
Contenedor de reflexión
b)
c)
d)
a)
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,9
2 FRACTURA Y FATIGA DE MATERIALES
2.1 Fractura
La fractura es la separación de un sólido en dos o más partes bajo la acción de una carga
externa. Usualmente, para fracturar un material se requiere incrementar la carga
progresivamente hasta que un proceso de nucleación y propagación de grietas ocurra.
La mecánica de fractura relaciona el tamaño y forma de una grieta y las fuerzas o cargas
que conducen a la fractura de un componente de forma y dimensiones definidas. Para esto,
se apoya en el cálculo de la distribución de esfuerzos, deformaciones y desplazamientos
alrededor de una grieta.
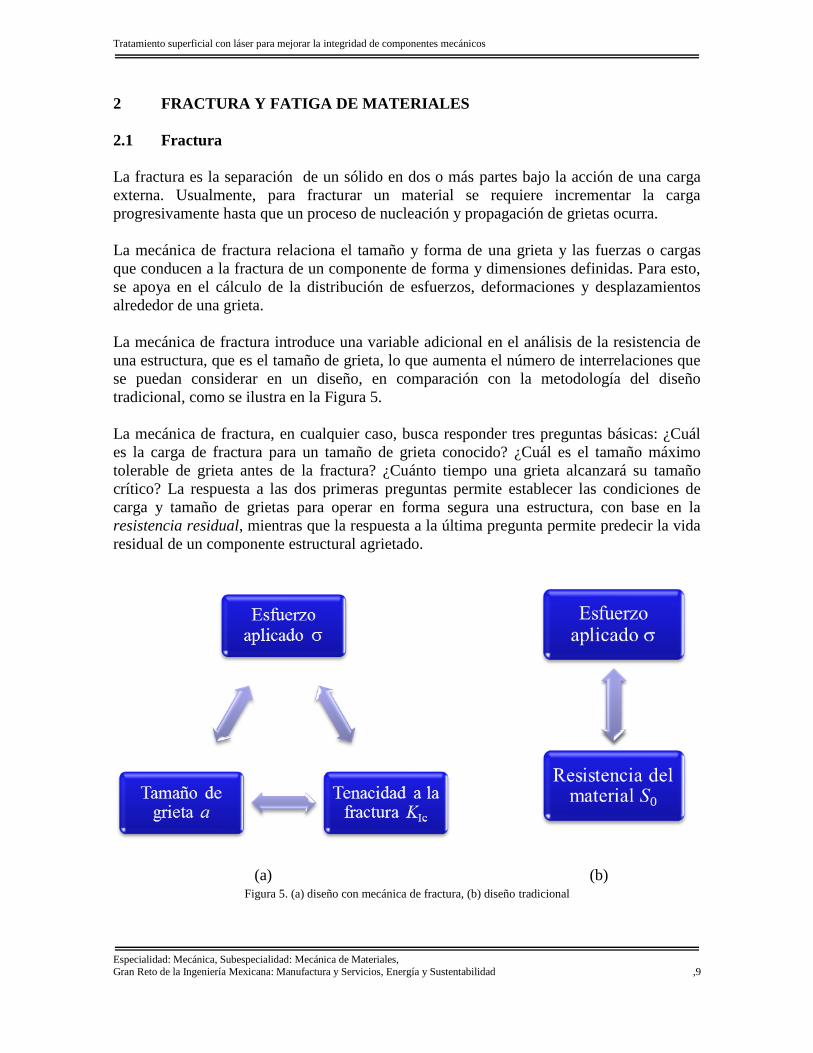
La mecánica de fractura introduce una variable adicional en el análisis de la resistencia de
una estructura, que es el tamaño de grieta, lo que aumenta el número de interrelaciones que
se puedan considerar en un diseño, en comparación con la metodología del diseño
tradicional, como se ilustra en la Figura 5.
La mecánica de fractura, en cualquier caso, busca responder tres preguntas básicas: ¿Cuál
es la carga de fractura para un tamaño de grieta conocido? ¿Cuál es el tamaño máximo
tolerable de grieta antes de la fractura? ¿Cuánto tiempo una grieta alcanzará su tamaño
crítico? La respuesta a las dos primeras preguntas permite establecer las condiciones de
carga y tamaño de grietas para operar en forma segura una estructura, con base en la
resistencia residual, mientras que la respuesta a la última pregunta permite predecir la vida
residual de un componente estructural agrietado.
(a) (b) Figura 5. (a) diseño con mecánica de fractura, (b) diseño tradicional
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,10
Existen tres maneras fundamentales, o modos, mediante los cuales una carga puede actuar
sobre una grieta, y cada uno produce desplazamientos diferentes de la superficie de la
misma. El modo I es una carga de abertura (o de tracción), mientras los modos II y III son
modos de deslizamiento y de desgarre, respectivamente. El modo I es el que ocurre con
mayor frecuencia.
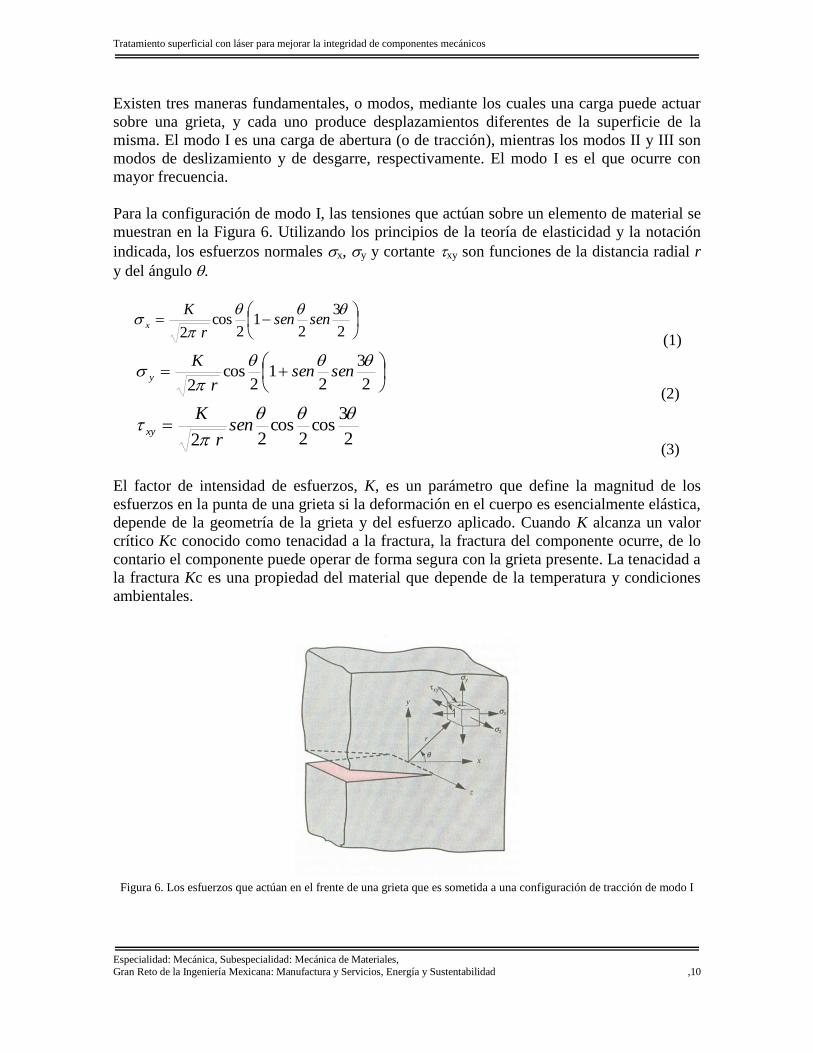
Para la configuración de modo I, las tensiones que actúan sobre un elemento de material se
muestran en la Figura 6. Utilizando los principios de la teoría de elasticidad y la notación
indicada, los esfuerzos normales x, y y cortante xy son funciones de la distancia radial r
y del ángulo .
2
3
21
2cos
2
sensen
r
Kx
(1)
2
3
21
2cos
2
sensen
r
Ky
(2)
2
3cos
2cos
22
sen
r
Kxy
(3)
El factor de intensidad de esfuerzos, K, es un parámetro que define la magnitud de los
esfuerzos en la punta de una grieta si la deformación en el cuerpo es esencialmente elástica,
depende de la geometría de la grieta y del esfuerzo aplicado. Cuando K alcanza un valor
crítico Kc conocido como tenacidad a la fractura, la fractura del componente ocurre, de lo
contario el componente puede operar de forma segura con la grieta presente. La tenacidad a
la fractura Kc es una propiedad del material que depende de la temperatura y condiciones
ambientales.
Figura 6. Los esfuerzos que actúan en el frente de una grieta que es sometida a una configuración de tracción de modo I
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,11
2.2 Fatiga [Dowling 2007, Madrigal 2008]
La fatiga es un proceso de daño progresivo que culmina en la fractura de un material sujeto
a cargas repetidas o fluctuantes. Las fracturas por fatiga inician como grietas que crecen
bajo la acción de esfuerzos fluctuantes hasta que alcanzan su tamaño crítico y sobreviene la
fractura final. La fatiga, en sus etapas inicial e intermedia, no produce cambios aparentes en
la geometría ni en la microestructura del material y las grietas producidas son muy finas, lo
que hace difícil de detectar anticipadamente, de ahí su peligrosidad.
La fatiga es un fenómeno que fue reconocido desde principios del uso de maquinarias y
estructuras metálicas a gran escala. Actualmente se sabe que la fatiga ocurre en
prácticamente todos los materiales de ingeniería. Una gran cantidad de investigaciones se
realizan con el fin de predecir la vida en fatiga, desarrollar materiales resistentes a ella y
comprender mejor sus mecanismos.
Existen muchas situaciones en las que la fatiga es posible, dicho en otras palabras, lo
importante en la fatiga no es, tanto si ésta ocurrirá o no (teóricamente siempre va a ocurrir),
sino en cuanto tiempo o número de ciclos se presentará y si ese tiempo o número de ciclos
es mayor que la vida esperada de servicio del componente.
Existen una gran cantidad de componentes que son candidatos a la fatiga algunos de los
más importantes son
Partes estructurales de aviones
Partes de suspensión, dirección y frenos de vehículos terrestres
Toda clase de motores
Estructuras de puentes y edificios
Partes de maquinarias
Grúas, elevadores y equipos de movimientos de materiales
Turbinas
Tuberías
Reactores
Ruedas y rieles de ferrocarril, etc.
La Figura 7 muestra fallas por fatiga típicas en algunos elementos mecánicos. Dos
conocimientos básicos en el análisis de fatiga son: que a mayor amplitud de esfuerzo, el
número de ciclos de carga necesarios para producir fatiga se reduce en forma exponencial y
segundo, que la presencia de entallas agudas, grietas y en general, cualquier concentrador
de esfuerzos reduce drásticamente el número de ciclos de falla.
La fatiga es un fenómeno complejo de analizar por la cantidad de factores que influyen en
ella. Los factores principales que influyen en la fatiga son:
Concentración de esfuerzos (geometría).
Estado de esfuerzos y deformaciones.
Microestructura.
Propiedades mecánicas (dureza, tensión, tenacidad a la fractura).

Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,12
Temperatura.
Ambiente.
Esfuerzos residuales.
Combinación de esfuerzos (carga multiaxial).
Acabado superficial.
Figura 7. Fallas por fatiga típicas en componentes mecánicos
2.3 Crecimiento de grietas por fatiga
La presencia de una grieta puede reducir significativamente la resistencia de un
componente de mecánico provocando la fractura frágil. La situación más común se presenta
como una pequeña imperfección, en la cual dentro de ella se desarrolla una grieta, que
crece hasta alcanzar su tamaño crítico y provocar la fractura frágil.
El crecimiento de la grieta puede ser causado por cargas cíclicas, debido a un
comportamiento llamado: crecimiento de grieta por fatiga. Sin embargo si un ambiente
químico hostil está presente, una carga estable puede provocar un crecimiento de grieta por
ambiente hostil.
Considerando un crecimiento de grieta que incrementa su longitud por una cantidad a
durante la aplicación de un número de ciclos N. La razón de crecimiento con respecto a
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,13
los ciclos puede ser caracterizada con la relación da/dN, (mm/ciclos). La tasa de
crecimiento de grieta por fatiga, es la pendiente sobre un punto de una curva a contra N.
Para un material y condiciones de prueba dados, el comportamiento del crecimiento de la
grieta puede ser descrito por la relación entre la tasa de crecimiento de grieta cíclico da/dN
y el rango del factor de intensidad de esfuerzos K de acuerdo con la conocida Regla de
Paris,
mKCdN
da (4)
2.4 Esfuerzos residuales y técnicas de medición
Los esfuerzos residuales se definen como los esfuerzos que existen en las partes mecánicas
sin la presencia de cargas externas aplicadas (incluyendo gravedad) u otras fuentes de
esfuerzos tales como gradientes térmicos.
En general los esfuerzos residuales pueden ser inducidos por:
Flujo plástico no homogéneo bajo la acción de tratamiento externo.
Deformación plástica no homogénea durante calentamiento o enfriamiento no
uniforme (usualmente temple y moldeo de plásticos)
Deformación estructural de trabajado de metales (Tratamiento térmico)
Heterogeneidad de orden químico o cristalográfico (nitrurado ó carburizado).
Varios tratamientos superficiales (Recubrimientos por CVD, PVD y plating de
cromo y níquel).
Diferencias en el Coeficiente de Expansión e incompatibilidades mecánicas de los
diferentes componentes de los compuestos (compuestos con una matriz metálica,
orgánica y recubrimientos cerámicos).
Los esfuerzos residuales pueden ser de tensión o de compresión. Normalmente los
esfuerzos residuales de tensión disminuyen la resistencia a la fatiga del material, por lo que
son indeseables, se evitan o bien se relevan mediante alguna técnica o tratamiento térmico.
Por el otro lado, los esfuerzos residuales de compresión son benéficos, mejoran las
propiedades de fatiga por lo que se inducen deliberadamente y son parte del proceso de
manufactura de algunos componentes.
Las técnicas para medición de esfuerzos residuales se clasifican en destructivas y no
destructivas. Las primeras se basan en la destrucción del estado de equilibrio de los
esfuerzos residuales en un componente mecánico. De esta forma, los esfuerzos residuales
pueden medirse a través de su relajación.
Algunas de las diferentes técnicas destructivas son las siguientes:
Método del agujero ciego (hole-drilling).
Técnica de Ring Core.
Método de Deflexión de Vigas.
Método de Seccionado (Método de la Complianza).

Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,14
La segunda serie de técnicas consiste de métodos no destructivos. Estas técnicas se basan
en las relaciones entre los parámetros físicos o cristalográficos y los esfuerzos residuales.
Algunas de las diferentes técnicas no destructivas son las siguientes:
Método de Difracción de Rayos X.
Método de Difracción de Neutrones.
Métodos Ultrasónicos.
Métodos Magnéticos.

Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,15
3. EFECTO DEL LSP EN MATERIALES METÁLICOS
3.1 Efecto en la fatiga y fractura del aluminio [Rubio-González 2004]
El objetivo de este trabajo es examinar el efecto del LSP sobre el comportamiento a la
fatiga y resistencia a la fractura de las muestras de aleación de aluminio 6061-T6. Los
parámetros del proceso tales como la densidad de impulsos son variados. Se investiga el
efecto del LSP en la razón de crecimiento de grietas por fatiga, resistencia a la fractura,
micro-dureza, y las tensiones residuales.
Material
La muestra utilizada para los ensayos de crecimiento de grietas por fatiga fueron muestras
de tensión compactas como se ilustra en la Figura 8. Todas las probetas para pruebas de
crecimiento de grietas se mecanizaron con el eje de carga paralelo a la dirección de
laminación. La Figura 8 también muestra la dirección de barrido.
LSP
Los experimentos LSP se realizaron usando un láser Q switched Nd: YAG que operan a 10
Hz con una longitud de onda de 1064 nm y FWHM de los pulsos fue 8 ns. Una lente
convergente se utiliza para entregar 1.2 J. El diámetro del haz fue de 1.5 mm.
Las muestras se sumergieron en un baño de agua cuando eran irradiadas. El medio
confinante fue agua. El área tratada fue de 20 mm × 15 mm en ambos lados del espécimen.
Un sistema de movimiento 2D se utiliza para controlar la posición de la muestra y generar
el barrido como se muestra en la Figura 9. Controlando la velocidad del sistema se obtuvo
la densidad de impulsos deseada.
Las pruebas de crecimiento de grietas de fatiga se realizaron en una máquina servo-
hidráulica MTS 810 a temperatura ambiente en el aire. Relación de carga R = Pmin / Pmax
se mantuvo a R = 0.1. Se utilizó una frecuencia de 20 Hz con una forma de onda sinusoidal.
Se formaron dos grupos de muestras con densidades de pulso de 900, 1350 y 2500 pul /
cm2. Un espécimen de cada grupo se puso a prueba a carga máxima de 3000N y otro para
5000N. La longitud de grieta se midió utilizando una cámara CCD con un aumento de 10x
Una pre-grieta de 5mm se generó en cada espécimen antes del tratamiento LSP, Figura 10.
El factor de intensidad de esfuerzos KI debido a la carga externa P se determinó empleando
la siguiente ecuación,
432
2/360.572.1432.1364.4886.0
1
2
W
a
W
a
W
a
W
a
W
a
W
a
WB
PK I
(5)
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,16
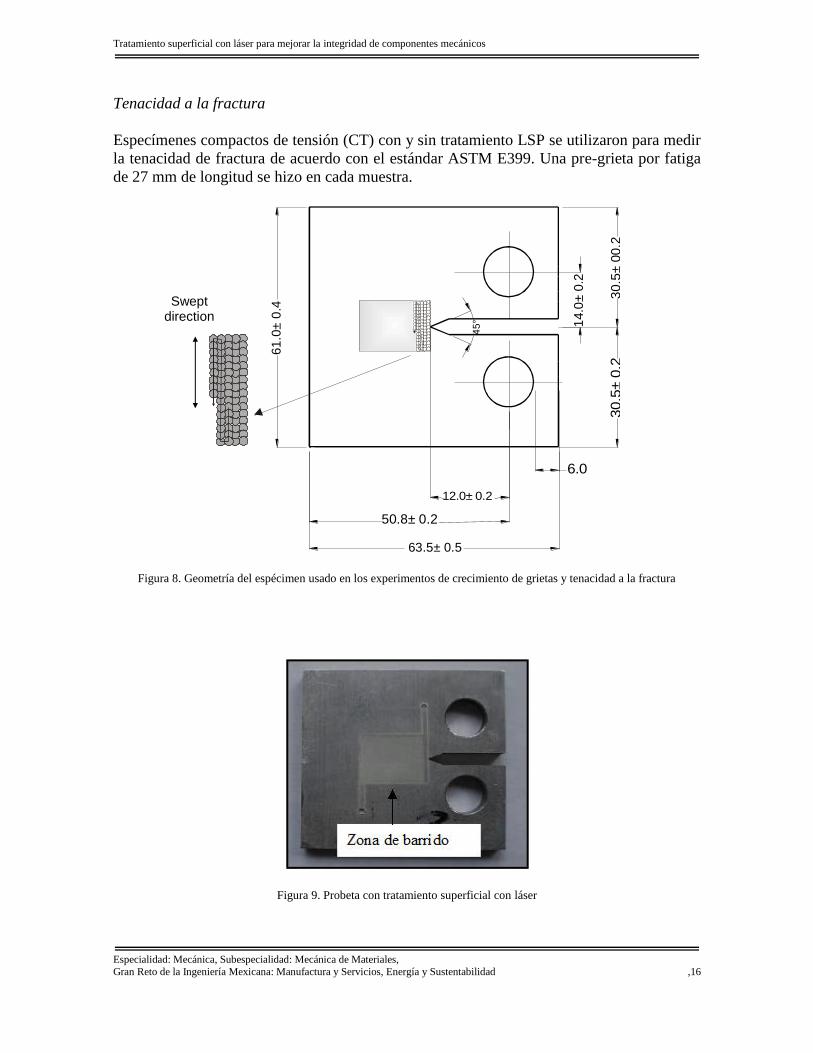
Tenacidad a la fractura
Especímenes compactos de tensión (CT) con y sin tratamiento LSP se utilizaron para medir
la tenacidad de fractura de acuerdo con el estándar ASTM E399. Una pre-grieta por fatiga
de 27 mm de longitud se hizo en cada muestra.
Figura 8. Geometría del espécimen usado en los experimentos de crecimiento de grietas y tenacidad a la fractura
Figura 9. Probeta con tratamiento superficial con láser
61
.0±
0.4
50.8± 0.2
12.0± 0.2
63.5± 0.5
6.04
5° 14.0
±0.2
30.5
±0.2
30
.5±
00
.2
Swept direction
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,17
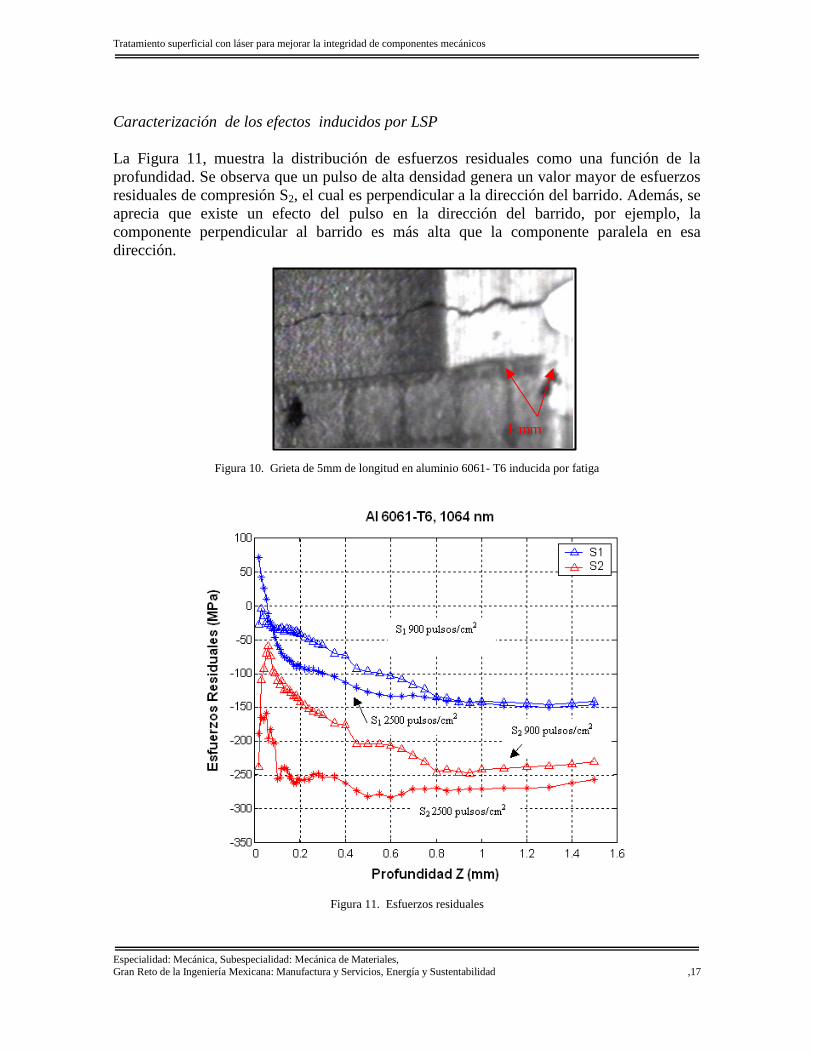
Caracterización de los efectos inducidos por LSP
La Figura 11, muestra la distribución de esfuerzos residuales como una función de la
profundidad. Se observa que un pulso de alta densidad genera un valor mayor de esfuerzos
residuales de compresión S2, el cual es perpendicular a la dirección del barrido. Además, se
aprecia que existe un efecto del pulso en la dirección del barrido, por ejemplo, la
componente perpendicular al barrido es más alta que la componente paralela en esa
dirección.
Figura 10. Grieta de 5mm de longitud en aluminio 6061- T6 inducida por fatiga
Figura 11. Esfuerzos residuales
1 mm
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,18
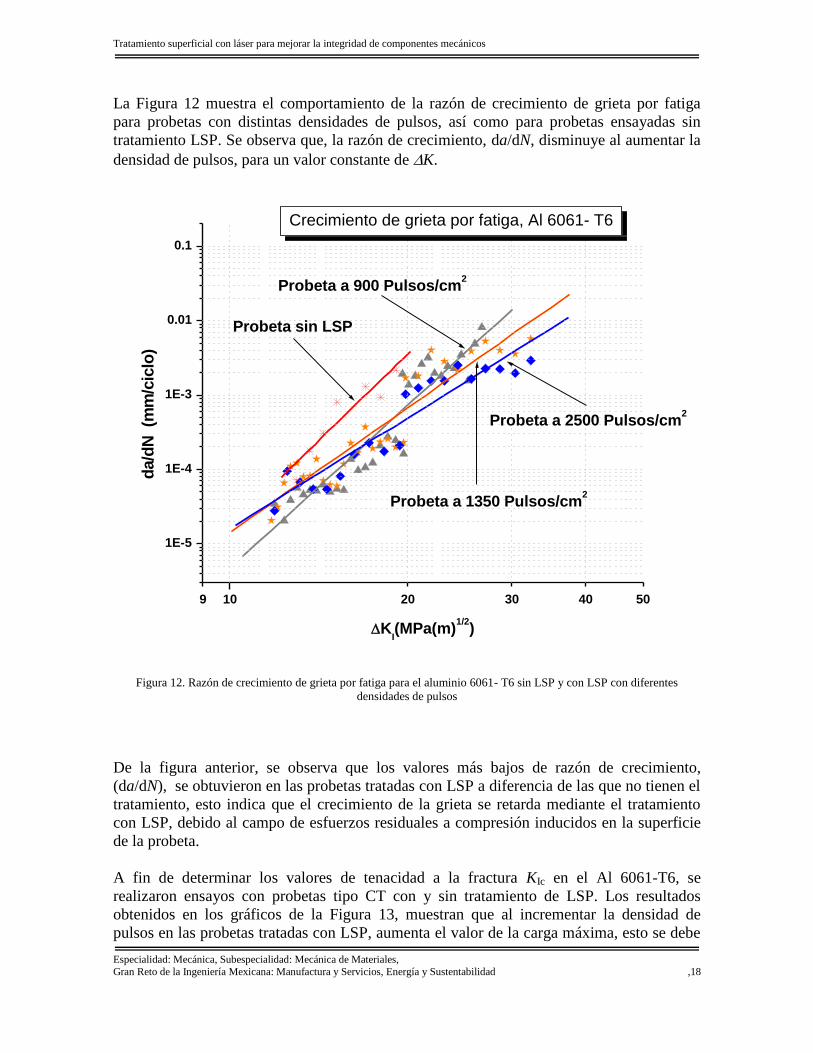
La Figura 12 muestra el comportamiento de la razón de crecimiento de grieta por fatiga
para probetas con distintas densidades de pulsos, así como para probetas ensayadas sin
tratamiento LSP. Se observa que, la razón de crecimiento, da/dN, disminuye al aumentar la
densidad de pulsos, para un valor constante de K.
Figura 12. Razón de crecimiento de grieta por fatiga para el aluminio 6061- T6 sin LSP y con LSP con diferentes
densidades de pulsos
De la figura anterior, se observa que los valores más bajos de razón de crecimiento,
(da/dN), se obtuvieron en las probetas tratadas con LSP a diferencia de las que no tienen el
tratamiento, esto indica que el crecimiento de la grieta se retarda mediante el tratamiento
con LSP, debido al campo de esfuerzos residuales a compresión inducidos en la superficie
de la probeta.
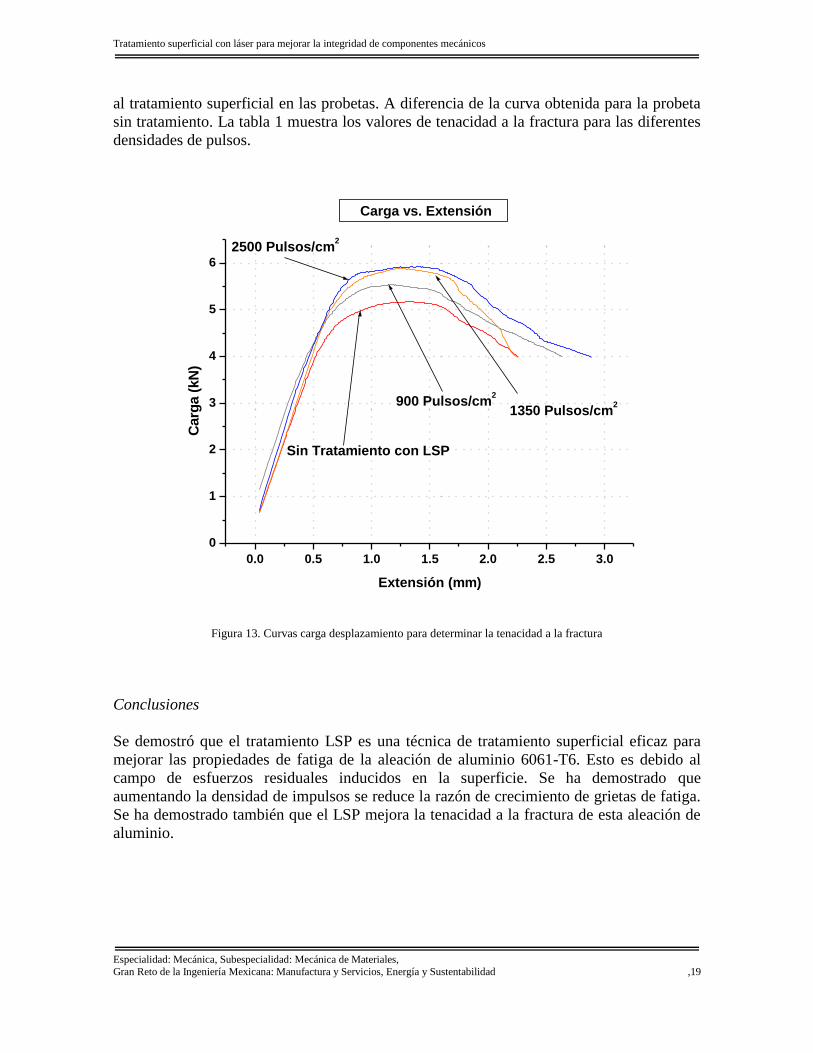
A fin de determinar los valores de tenacidad a la fractura KIc en el Al 6061-T6, se
realizaron ensayos con probetas tipo CT con y sin tratamiento de LSP. Los resultados
obtenidos en los gráficos de la Figura 13, muestran que al incrementar la densidad de
pulsos en las probetas tratadas con LSP, aumenta el valor de la carga máxima, esto se debe
9 10 20 30 40 50
1E-5
1E-4
1E-3
0.01
0.1
Probeta a 2500 Pulsos/cm2
Probeta a 1350 Pulsos/cm2
Probeta a 900 Pulsos/cm2
Probeta sin LSP
Crecimiento de grieta por fatiga, Al 6061- T6
da/d
N (m
m/c
iclo
)
KI(MPa(m)
1/2)
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,19
al tratamiento superficial en las probetas. A diferencia de la curva obtenida para la probeta
sin tratamiento. La tabla 1 muestra los valores de tenacidad a la fractura para las diferentes
densidades de pulsos.
Figura 13. Curvas carga desplazamiento para determinar la tenacidad a la fractura
Conclusiones
Se demostró que el tratamiento LSP es una técnica de tratamiento superficial eficaz para
mejorar las propiedades de fatiga de la aleación de aluminio 6061-T6. Esto es debido al
campo de esfuerzos residuales inducidos en la superficie. Se ha demostrado que
aumentando la densidad de impulsos se reduce la razón de crecimiento de grietas de fatiga.
Se ha demostrado también que el LSP mejora la tenacidad a la fractura de esta aleación de
aluminio.
0.0 0.5 1.0 1.5 2.0 2.5 3.0
0
1
2
3
4
5
6
Carga vs. Extensión
2500 Pulsos/cm2
1350 Pulsos/cm2900 Pulsos/cm
2
Sin Tratamiento con LSP
Carg
a (
kN
)
Extensión (mm)
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,20
Densidad de
pulsos
Pul/cm2
Carga PQ
kN
Tenacidad a la
factura
MPa(m)1/2
Sin LSP 4.61 34.04
900 4.78 35.29
1350 5.24 38.69
2500 5.32 39.28
Tabla 1. Efecto del LSP en la tenacidad a la fractura del aluminio 6061-T6
3.2 Efecto en la fractura de aceros al carbono e inoxidables [Rubio-González 2008]
En este trabajo se evalúa el efecto del LSP en el crecimiento de grietas por fatiga y
tenacidad a la fractura del acero al carbono AISI 1045 y el acero inoxidable AISI 304. Las
densidades de pulsos empleadas son 2500 y 5000 pulsos/cm2 con una longitud de onda de
1064 nm. Especímenes compactos CT pre-agrietados fueron sometidos al tratamiento
superficial con láser y posteriormente se les aplicó carga cíclica para continuar el
crecimiento de la grieta. Las razones de crecimiento de grietas en especímenes con y sin
tratamiento LSP se comparan para ambos materiales.
Para efectuar el tratamiento superficial con LSP se utilizó un láser Nd:YAG a 1.2 J/cm2,
operando a 10 Hz, con una longitud de onda de 1064 nm (radiación infrarroja) y una
duración de pulso de 8 ns. También se utilizó una lente convergente para obtener pulsos
enfocados en un diámetro aproximadamente de 1.5 mm, sobre la probeta inmersa en un
recipiente de agua.
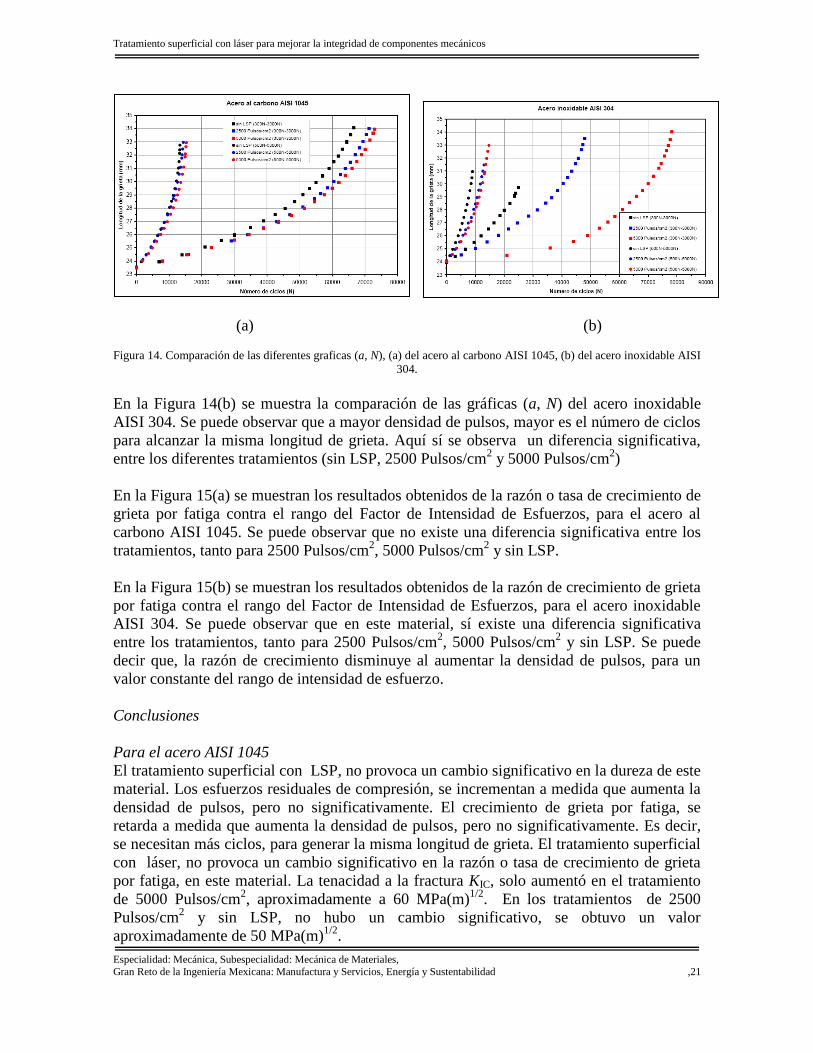
En la Figura 14(a) se muestra la comparación de las gráficas (a, N) del acero al carbono
AISI 1045. En todos los gráficos, la longitud de la grieta a, se midió a partir la línea de
aplicación de carga. Se puede observar que a mayor densidad de pulsos, existe una ligera
diferencia (mayor), en el número de ciclos para alcanzar la misma longitud de grieta, entre
los diferentes tratamientos (sin LSP, 2500 Pulsos/cm2 y 5000 Pulsos/cm
2), pero esta no es
significativa.
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,21
(a) (b)
Figura 14. Comparación de las diferentes graficas (a, N), (a) del acero al carbono AISI 1045, (b) del acero inoxidable AISI
304.
En la Figura 14(b) se muestra la comparación de las gráficas (a, N) del acero inoxidable
AISI 304. Se puede observar que a mayor densidad de pulsos, mayor es el número de ciclos
para alcanzar la misma longitud de grieta. Aquí sí se observa un diferencia significativa,
entre los diferentes tratamientos (sin LSP, 2500 Pulsos/cm2 y 5000 Pulsos/cm
2)
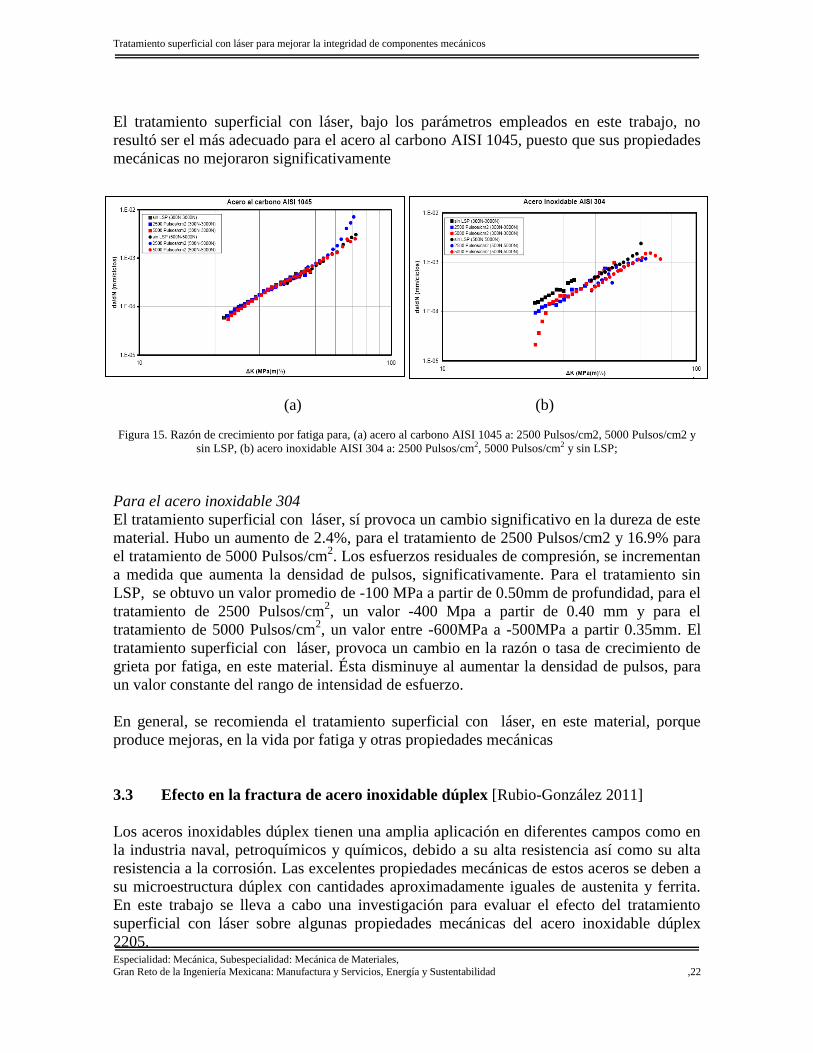
En la Figura 15(a) se muestran los resultados obtenidos de la razón o tasa de crecimiento de
grieta por fatiga contra el rango del Factor de Intensidad de Esfuerzos, para el acero al
carbono AISI 1045. Se puede observar que no existe una diferencia significativa entre los
tratamientos, tanto para 2500 Pulsos/cm2, 5000 Pulsos/cm
2 y sin LSP.
En la Figura 15(b) se muestran los resultados obtenidos de la razón de crecimiento de grieta
por fatiga contra el rango del Factor de Intensidad de Esfuerzos, para el acero inoxidable
AISI 304. Se puede observar que en este material, sí existe una diferencia significativa
entre los tratamientos, tanto para 2500 Pulsos/cm2, 5000 Pulsos/cm
2 y sin LSP. Se puede
decir que, la razón de crecimiento disminuye al aumentar la densidad de pulsos, para un
valor constante del rango de intensidad de esfuerzo.
Conclusiones
Para el acero AISI 1045
El tratamiento superficial con LSP, no provoca un cambio significativo en la dureza de este
material. Los esfuerzos residuales de compresión, se incrementan a medida que aumenta la
densidad de pulsos, pero no significativamente. El crecimiento de grieta por fatiga, se
retarda a medida que aumenta la densidad de pulsos, pero no significativamente. Es decir,
se necesitan más ciclos, para generar la misma longitud de grieta. El tratamiento superficial
con láser, no provoca un cambio significativo en la razón o tasa de crecimiento de grieta
por fatiga, en este material. La tenacidad a la fractura KIC, solo aumentó en el tratamiento
de 5000 Pulsos/cm2, aproximadamente a 60 MPa(m)
1/2. En los tratamientos de 2500
Pulsos/cm2 y sin LSP, no hubo un cambio significativo, se obtuvo un valor
aproximadamente de 50 MPa(m)1/2
.
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,22
El tratamiento superficial con láser, bajo los parámetros empleados en este trabajo, no
resultó ser el más adecuado para el acero al carbono AISI 1045, puesto que sus propiedades
mecánicas no mejoraron significativamente
(a) (b)
Figura 15. Razón de crecimiento por fatiga para, (a) acero al carbono AISI 1045 a: 2500 Pulsos/cm2, 5000 Pulsos/cm2 y
sin LSP, (b) acero inoxidable AISI 304 a: 2500 Pulsos/cm2, 5000 Pulsos/cm2 y sin LSP;
Para el acero inoxidable 304
El tratamiento superficial con láser, sí provoca un cambio significativo en la dureza de este
material. Hubo un aumento de 2.4%, para el tratamiento de 2500 Pulsos/cm2 y 16.9% para
el tratamiento de 5000 Pulsos/cm2. Los esfuerzos residuales de compresión, se incrementan
a medida que aumenta la densidad de pulsos, significativamente. Para el tratamiento sin
LSP, se obtuvo un valor promedio de -100 MPa a partir de 0.50mm de profundidad, para el
tratamiento de 2500 Pulsos/cm2, un valor -400 Mpa a partir de 0.40 mm y para el
tratamiento de 5000 Pulsos/cm2, un valor entre -600MPa a -500MPa a partir 0.35mm. El
tratamiento superficial con láser, provoca un cambio en la razón o tasa de crecimiento de
grieta por fatiga, en este material. Ésta disminuye al aumentar la densidad de pulsos, para
un valor constante del rango de intensidad de esfuerzo.
En general, se recomienda el tratamiento superficial con láser, en este material, porque
produce mejoras, en la vida por fatiga y otras propiedades mecánicas
3.3 Efecto en la fractura de acero inoxidable dúplex [Rubio-González 2011]
Los aceros inoxidables dúplex tienen una amplia aplicación en diferentes campos como en
la industria naval, petroquímicos y químicos, debido a su alta resistencia así como su alta
resistencia a la corrosión. Las excelentes propiedades mecánicas de estos aceros se deben a
su microestructura dúplex con cantidades aproximadamente iguales de austenita y ferrita.
En este trabajo se lleva a cabo una investigación para evaluar el efecto del tratamiento
superficial con láser sobre algunas propiedades mecánicas del acero inoxidable dúplex
2205.
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,23
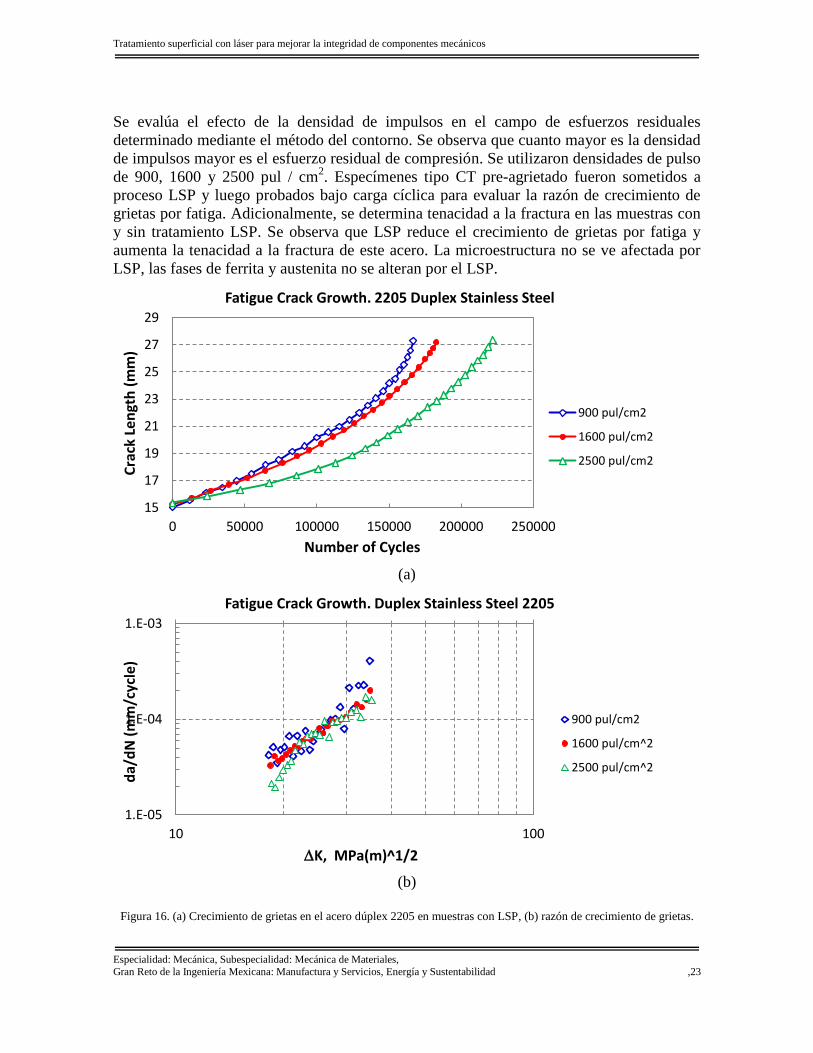
Se evalúa el efecto de la densidad de impulsos en el campo de esfuerzos residuales
determinado mediante el método del contorno. Se observa que cuanto mayor es la densidad
de impulsos mayor es el esfuerzo residual de compresión. Se utilizaron densidades de pulso
de 900, 1600 y 2500 pul / cm2. Especímenes tipo CT pre-agrietado fueron sometidos a
proceso LSP y luego probados bajo carga cíclica para evaluar la razón de crecimiento de
grietas por fatiga. Adicionalmente, se determina tenacidad a la fractura en las muestras con
y sin tratamiento LSP. Se observa que LSP reduce el crecimiento de grietas por fatiga y
aumenta la tenacidad a la fractura de este acero. La microestructura no se ve afectada por
LSP, las fases de ferrita y austenita no se alteran por el LSP.
(a)
(b)
Figura 16. (a) Crecimiento de grietas en el acero dúplex 2205 en muestras con LSP, (b) razón de crecimiento de grietas.
15
17
19
21
23
25
27
29
0 50000 100000 150000 200000 250000
Fatigue Crack Growth. 2205 Duplex Stainless Steel
900 pul/cm2
1600 pul/cm2
2500 pul/cm2
Cra
ck L
engt
h (
mm
)
Number of Cycles
1.E-05
1.E-04
1.E-03
10 100
Fatigue Crack Growth. Duplex Stainless Steel 2205
900 pul/cm2
1600 pul/cm^2
2500 pul/cm^2
da/
dN
(m
m/c
ycle
)
K, MPa(m)^1/2
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,24
3.4 Efecto en el desgaste [Sánchez-Santana 2006]
El objetivo de esta sección es examinar el efecto que provoca la técnica de tratamiento
superficial con láser, LSP, en el comportamiento por fricción y desgaste de la aleación de
aluminio 6061-T6. En particular, se investiga la velocidad de desgaste y los coeficientes de
fricción, para diferentes condiciones del tratamiento láser. Así mismo se evalúan perfiles de
micro-dureza, distribución de esfuerzos residuales y rugosidad de las muestras después del
tratamiento LSP.
Es importante considerar las grandes pérdidas económicas que anualmente se presentan en
todo el mundo debido al desgaste de materiales. La caracterización de los coeficientes de
fricción y de las velocidades de desgaste son parámetros necesarios para un diseño
adecuado de componentes mecánicos.
El desgaste se define como el daño ocasionado a una superficie como resultado de un
contacto y movimiento relativo con otras superficies. Este daño puede ser en forma de
pérdida de material, formación de microgrietas o también deformación plástica.
Preparación de los especímenes
Los especímenes se obtuvieron de placa comercial de aluminio 6061-T6, fueron tratados
superficialmente con LSP con diferentes densidades de pulsos (900, 2500 y 5000
pulsos/cm²). Los experimentos de LSP fueron realizados usando un láser Q-switch
Nd:YAG operando a 10Hz con una longitud de onda de 1064nm y el FWHM de los pulsos
fue de 8ns. Una lente convergente se utilizó para entregar 1.2J. El diámetro del haz láser
fue de 1.5mm. Los especímenes fueron sumergidos en un baño de agua cuando fueron
irradiados; el agua fue el medio confinante.
Para estos ensayos se emplearon probetas cuya geometría se muestra en la Figura 17(a) en
la cual también se ilustra la zona de tratamiento.
Procedimiento experimental
La configuración empleada en las pruebas de desgaste es conocida como tribómetro roll-
on-flat (rodillo sobre plano), ilustrado en la Figura 17(b); el rodillo tiene una velocidad
angular constante con una carga P aplicada directamente en el centro de mismo.
El rodillo es de acero NSOH B01 con una dureza de 65 HRC, es el que provoca el desgaste
sobre la placa de aluminio, gira a una velocidad de rotación constante de 500 rpm; los tres
niveles de carga P aplicados fueron 52, 57 y 62 N. La dirección de barrido del LSP fue
perpendicular a la dirección del laminado del material.
La cuantificación del desgaste se registra mediante el software COMPEND 2000 del
tribómetro mostrado en la Figura 18; en este paquete se pueden registrar diferentes
variables durante el transcurso de un ensayo como desgaste, velocidad de deslizamiento,

Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,25
distancia recorrida, fuerza de fricción, coeficiente de fricción, temperatura ambiente y
temperatura alcanzada en el espécimen durante la prueba.
Figura 17. (a) Geometría del espécimen usado en los ensayos de desgaste, (b) ilustración del tribómetro roll-on-flat
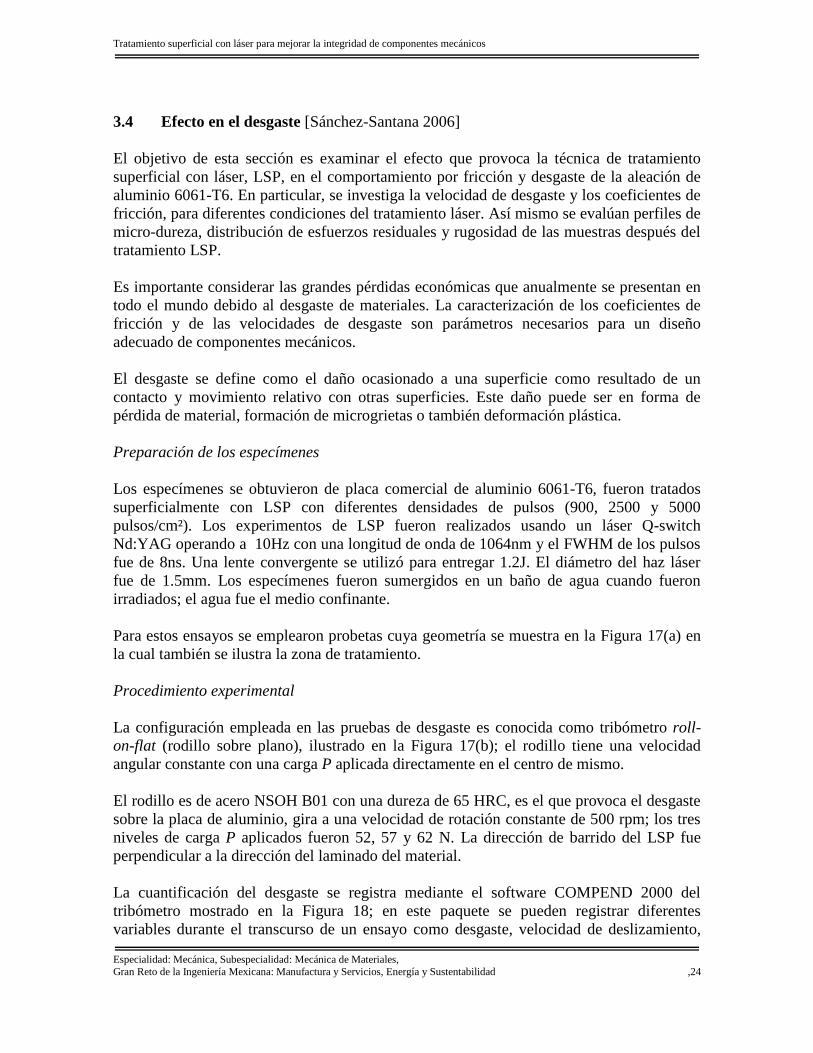
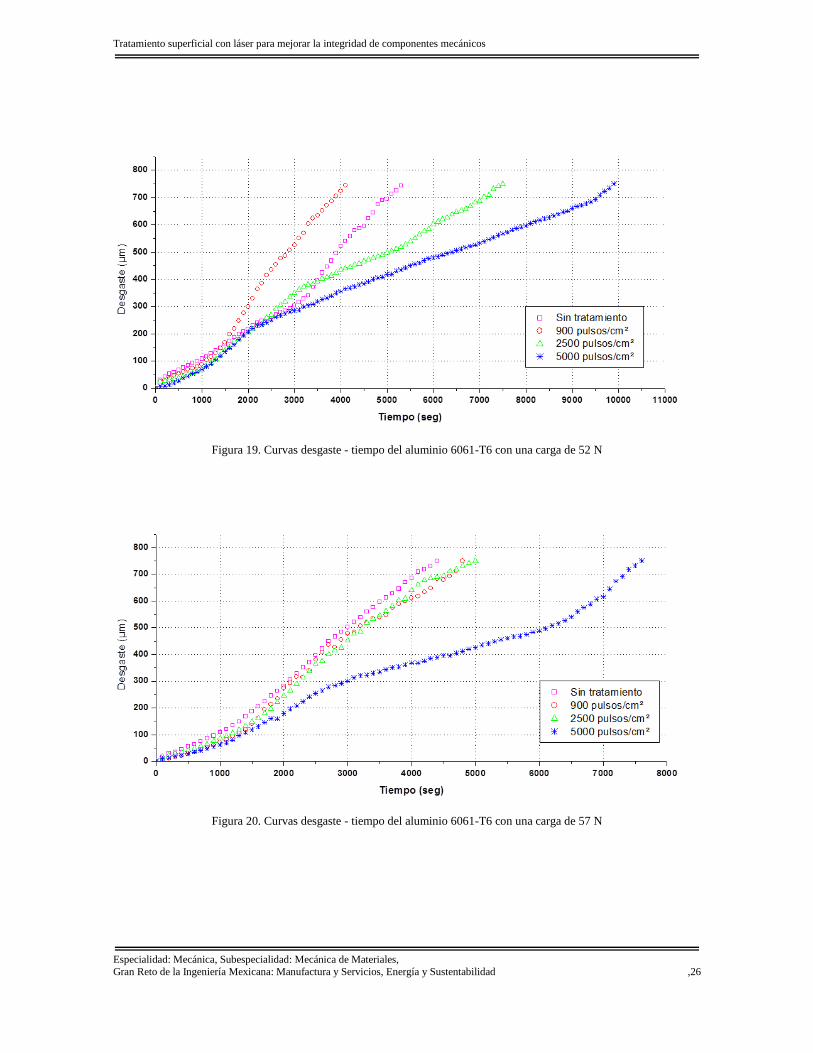
Resultados
Al realizar los ensayos se obtuvieron las curvas de desgaste contra tiempo en probetas sin y
con tratamiento LSP (Figuras 19-21), así como también el coeficiente de fricción dinámico
en función de la distancia recorrida en cada caso. La velocidad de deslizamiento fue
constante de 500 rmp y la temperatura ambiente promedio registrada fue de 23ºC. La
profundidad de desgaste máxima fue de 750 µm en los tres diferentes cargas. Se puede
observar que al aumentar la densidad de pulsos del LSP se obtiene un mayor tiempo para
alcanzar la profundidad de desgaste y por consiguiente es menor velocidad de desgaste.
Figura 18. Tribómetro Phoenix LTD empleado en los ensayos de desgaste
(b)
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,26
Figura 19. Curvas desgaste - tiempo del aluminio 6061-T6 con una carga de 52 N
Figura 20. Curvas desgaste - tiempo del aluminio 6061-T6 con una carga de 57 N
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,27
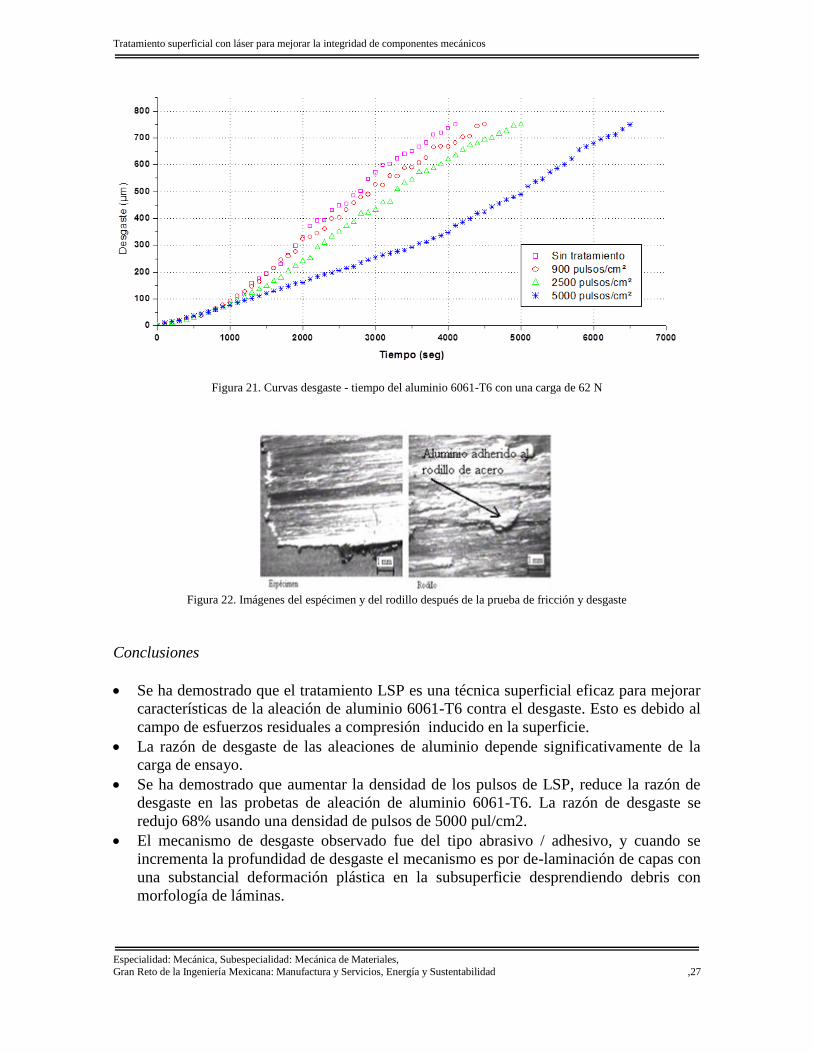
Figura 21. Curvas desgaste - tiempo del aluminio 6061-T6 con una carga de 62 N
Figura 22. Imágenes del espécimen y del rodillo después de la prueba de fricción y desgaste
Conclusiones
Se ha demostrado que el tratamiento LSP es una técnica superficial eficaz para mejorar
características de la aleación de aluminio 6061-T6 contra el desgaste. Esto es debido al
campo de esfuerzos residuales a compresión inducido en la superficie.
La razón de desgaste de las aleaciones de aluminio depende significativamente de la
carga de ensayo.
Se ha demostrado que aumentar la densidad de los pulsos de LSP, reduce la razón de
desgaste en las probetas de aleación de aluminio 6061-T6. La razón de desgaste se
redujo 68% usando una densidad de pulsos de 5000 pul/cm2.
El mecanismo de desgaste observado fue del tipo abrasivo / adhesivo, y cuando se
incrementa la profundidad de desgaste el mecanismo es por de-laminación de capas con
una substancial deformación plástica en la subsuperficie desprendiendo debris con
morfología de láminas.
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,28
3.5 Relajación de esfuerzos residuales inducidos por LSP [Rubio-González 2009]
Se ha demostrado que los esfuerzos residuales de compresión inducidos por el LSP mejoran
la vida por fatiga y las propiedades a la fractura de los materiales y componentes. Sin
embargo, las cargas cíclicas pueden relajar el campo de esfuerzos residuales disminuyendo
el efecto benéfico del LSP, si aunado a esto se aplican altas temperaturas, la razón de
relajación presentada por el campo de esfuerzos residuales de compresión es aún mayor,
provocando así la fractura de los elementos tratados.
Para poder llevar el LSP a aplicaciones industriales, es necesario tener un conocimiento
profundo del mismo y evaluar su efecto bajo diferentes condiciones de carga y temperatura.
Es conveniente predecir el comportamiento de los efectos benéficos del LSP bajo
condiciones extremas de trabajo, con el motivo de determinar un periodo de vida útil.
El objetivo de este estudio fue analizar el efecto de cargas cíclicas bajo diferentes
condiciones de esfuerzo y temperaturas sobre la estabilidad del campo de esfuerzos
residuales inducidos por LSP para un aluminio 6061-T6. De igual manera determinar las
curvas de relajación del campo de esfuerzos residuales por la influencia de carga cíclica y
temperatura controlada (150ºC y 170ºC).
La metodología empleada en este estudio fue la siguiente:
Aplicación del tratamiento LSP a probetas de aluminio 6061-T6
Preparación de las probetas para la medición.
Aplicación de cargas cíclicas en la máquina MTS de pruebas mecánicas bajo diferentes
niveles de esfuerzo medio y a diferentes temperaturas.
Medición de esfuerzos residuales sucesivamente después de cierto número de ciclos de
carga. La medición de esfuerzos residuales se llevó a cabo mediante Difracción de
rayos X.
Aplicación de algún modelo de relajación de esfuerzos para caracterizar el efecto de las
cargas cíclicas sobre el campo de esfuerzos residuales
Los especímenes fueron tratados superficialmente con LSP usando un láser Q-switch
Nd:YAG operando a 10Hz con una longitud de onda de 1064nm. Una lente convergente
fue utilizada para entregar una energía de 1.2 y 2.5J al incidir el láser. El diámetro del haz
láser fue de 1.5mm. Utilizando una densidad de pulsos de 5000 pulsos/cm². Antes de
irradiar los especímenes fue necesario aplicarles un recubrimiento de pintura con el
objetivo de que ésta actuara como medio absorbente [Rubio-González 2006]. Durante la
irradiación los especímenes, éstos fueron sumergidos en un baño de agua con un espesor de
10cm, en donde ésta sirvió como medio confinante
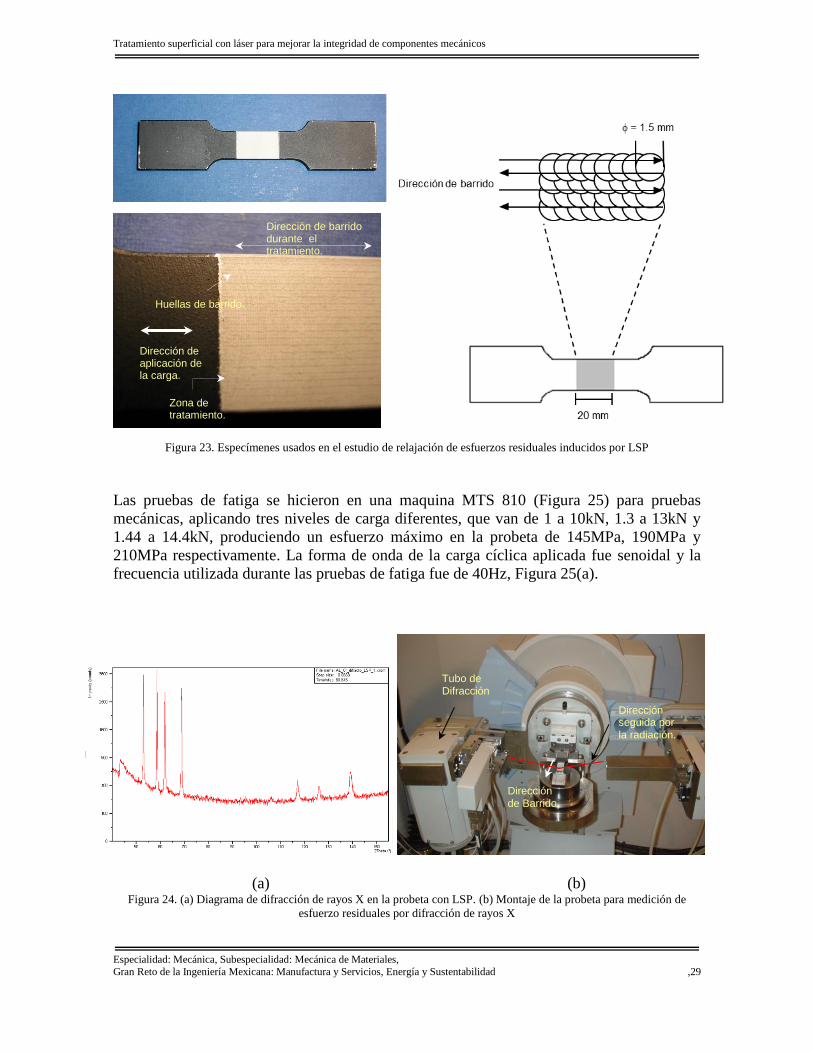
La Figura 23 muestra los especímenes empleados en el estudio. Una vez que se hizo el
tratamiento, con LSP, se determinó un diagrama de difracción para seleccionar el pico de
difracción en que debería hacerse la medición de los esfuerzos residuales, como se muestra
en la Figura 24(a).
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,29
Figura 23. Especímenes usados en el estudio de relajación de esfuerzos residuales inducidos por LSP
Las pruebas de fatiga se hicieron en una maquina MTS 810 (Figura 25) para pruebas
mecánicas, aplicando tres niveles de carga diferentes, que van de 1 a 10kN, 1.3 a 13kN y
1.44 a 14.4kN, produciendo un esfuerzo máximo en la probeta de 145MPa, 190MPa y
210MPa respectivamente. La forma de onda de la carga cíclica aplicada fue senoidal y la
frecuencia utilizada durante las pruebas de fatiga fue de 40Hz, Figura 25(a).
(a) (b) Figura 24. (a) Diagrama de difracción de rayos X en la probeta con LSP. (b) Montaje de la probeta para medición de
esfuerzo residuales por difracción de rayos X
Dirección de barrido durante el tratamiento.
Zona de tratamiento.
Huellas de barrido.
Dirección de aplicación de la carga.
Dirección de Barrido.
Tubo de Difracción
Dirección seguida por la radiación.
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,30
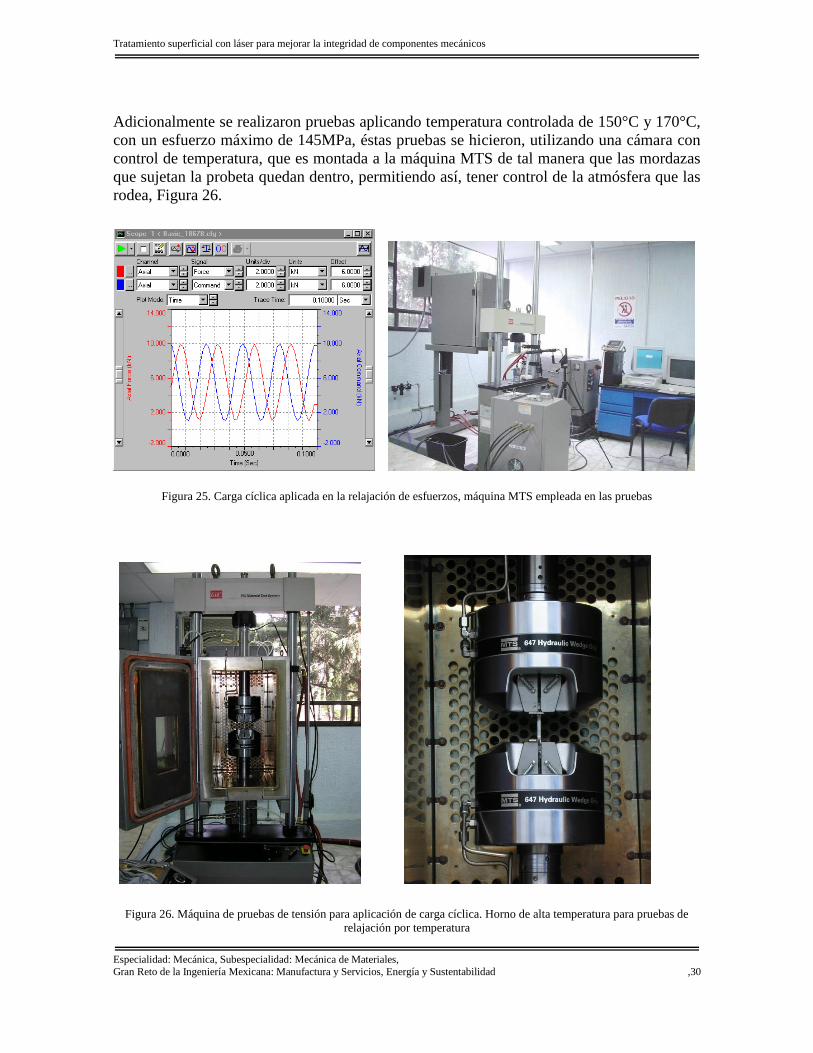
Adicionalmente se realizaron pruebas aplicando temperatura controlada de 150°C y 170°C,
con un esfuerzo máximo de 145MPa, éstas pruebas se hicieron, utilizando una cámara con
control de temperatura, que es montada a la máquina MTS de tal manera que las mordazas
que sujetan la probeta quedan dentro, permitiendo así, tener control de la atmósfera que las
rodea, Figura 26.
Figura 25. Carga cíclica aplicada en la relajación de esfuerzos, máquina MTS empleada en las pruebas
Figura 26. Máquina de pruebas de tensión para aplicación de carga cíclica. Horno de alta temperatura para pruebas de
relajación por temperatura
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,31
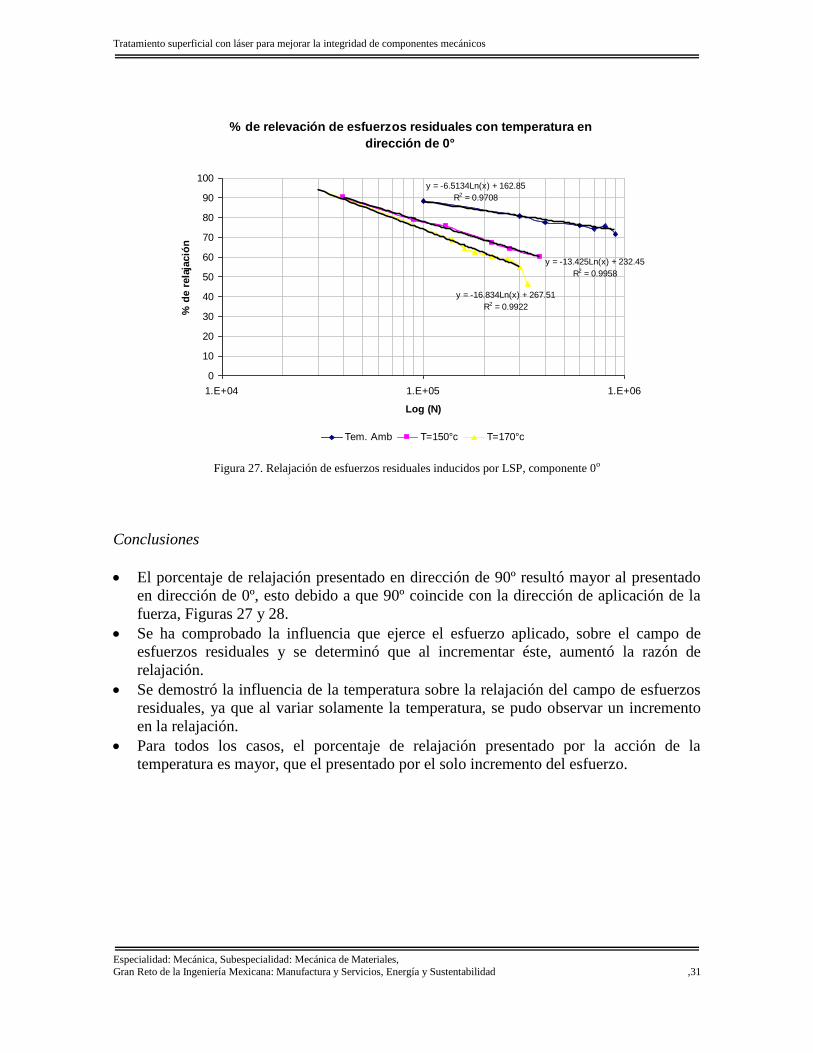
Figura 27. Relajación de esfuerzos residuales inducidos por LSP, componente 0o
Conclusiones
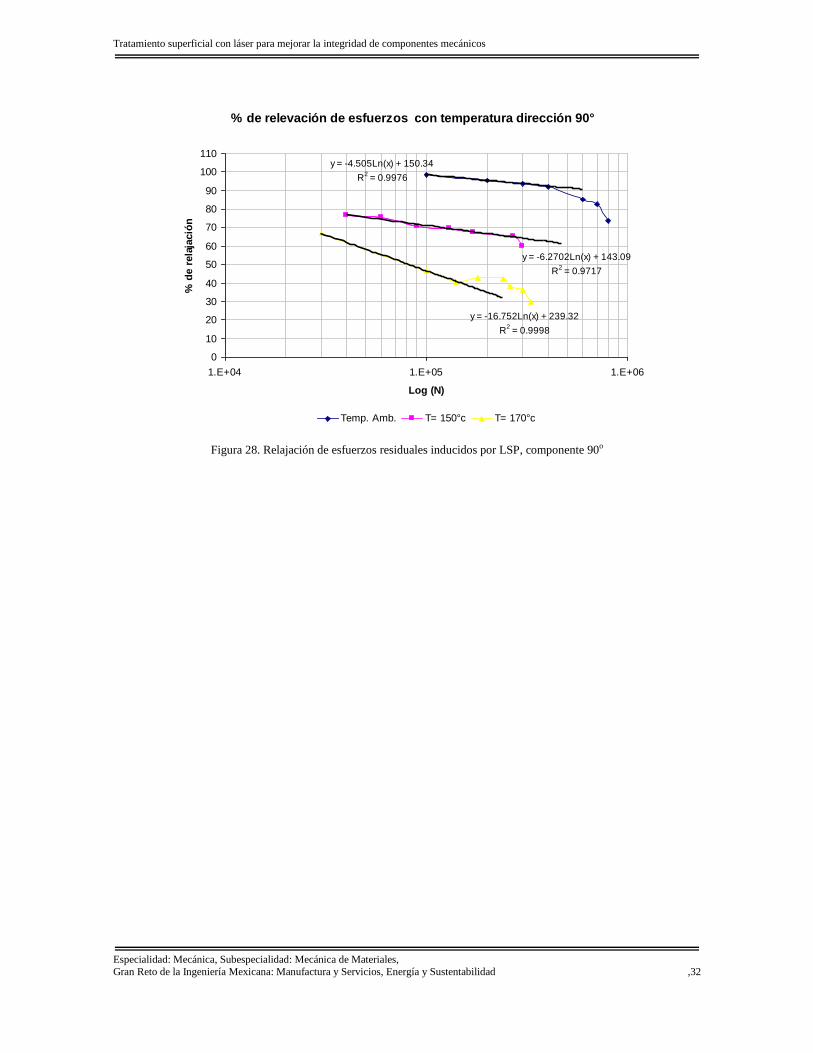
El porcentaje de relajación presentado en dirección de 90º resultó mayor al presentado
en dirección de 0º, esto debido a que 90º coincide con la dirección de aplicación de la
fuerza, Figuras 27 y 28.
Se ha comprobado la influencia que ejerce el esfuerzo aplicado, sobre el campo de
esfuerzos residuales y se determinó que al incrementar éste, aumentó la razón de
relajación.
Se demostró la influencia de la temperatura sobre la relajación del campo de esfuerzos
residuales, ya que al variar solamente la temperatura, se pudo observar un incremento
en la relajación.
Para todos los casos, el porcentaje de relajación presentado por la acción de la
temperatura es mayor, que el presentado por el solo incremento del esfuerzo.
% de relevación de esfuerzos residuales con temperatura en
dirección de 0°
y = -6.5134Ln(x) + 162.85
R2 = 0.9708
y = -13.425Ln(x) + 232.45
R2 = 0.9958
y = -16.834Ln(x) + 267.51
R2 = 0.9922
0
10
20
30
40
50
60
70
80
90
100
1.E+04 1.E+05 1.E+06
Log (N)
% d
e r
ela
jació
n
Tem. Amb T=150°c T=170°c
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,32
Figura 28. Relajación de esfuerzos residuales inducidos por LSP, componente 90o
% de relevación de esfuerzos con temperatura dirección 90°
y = -4.505Ln(x) + 150.34
R2 = 0.9976
y = -6.2702Ln(x) + 143.09
R2 = 0.9717
y = -16.752Ln(x) + 239.32
R2 = 0.9998
0
10
20
30
40
50
60
70
80
90
100
110
1.E+04 1.E+05 1.E+06
Log (N)
% d
e r
ela
jació
n
Temp. Amb. T= 150°c T= 170°c
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,33
4. EFECTO DEL LSP EN COMPONENTES CON CONCENTRADORES DE
ESFUERZOS
4.1 Extensión de vida por fatiga de componentes con orificios mediante LSP
[Rubio-González 2015]
La fijación mecánica sigue siendo uno de los principales métodos utilizados para unir
componentes. Diferentes técnicas han sido aplicadas para reducir el efecto de la
concentración de esfuerzos de muescas como los orificios. En este trabajo se evalúa la
viabilidad de combinar el LSP y la expansión en frío para mejorar la vida por fatiga y la
propagación de grietas formadas alrededor de orificios en placas de aluminio 6061-T6.
La distribución de esfuerzos residuales como función de la profundidad se determinó por el
método de contorno. Especímenes tipo CT con un agujero en la punta de la muesca fueron
sometidos al proceso de LSP y expansión en frío y luego sujetos a carga cíclica para
generar grietas de fatiga en la superficie del agujero. El inicio de grietas de fatiga y su
crecimiento posterior se analizan y se asocian con la distribución de esfuerzos residuales
generados por ambos tratamientos. Se observa que ambos métodos son complementarios; la
expansión en frío aumenta la vida por fatiga al retrasar el inicio de grietas, mientras que el
LSP reduce la tasa de propagación de grietas de fatiga.
Los agujeros en los componentes crean concentraciones de esfuerzos o deformación y por
lo tanto reducen la capacidad de carga. De acuerdo con información estadística de Huang et
al (1998) la fractura por fatiga de orificios de sujeción contribuye con 50 a 90% de la
fractura de aviones usados y el acabado superficial de orificios de sujeción tienen efecto
directo sobre la fiabilidad de la aeronave. Es bien conocido que las grietas inician en los
orificios de fijación en las estructuras de aeronaves bajo cargas de fatiga.
Los esfuerzos residuales de compresión son benéficos ya que tienden a cancelar con el
esfuerzo resultante de la carga externa reduciendo así el efecto de la concentración de
esfuerzos en el borde del agujero y la probabilidad de inicio de grietas de fatiga bajo carga
fluctuante se reduce.
Durante los últimos 30 años, el proceso de expansión en frío se ha utilizado ampliamente
para mejorar la vida de fatiga de los componentes que contienen agujeros, es una técnica
efectiva que no agrega peso adicional. Para lograr la expansión en frío una esfera o mandril
de mayor tamaño es forzado a pasar a través del agujero generando una región plástica. La
mejora en la vida de fatiga de orificios de sujeción expandidos en frío se atribuye a la
presencia del esfuerzo residual de compresión alrededor de la superficie del agujero.
El objetivo de este trabajo es analizar la combinación de LSP y expansión en frío para
mejorar el inicio y propagación de grietas de fatiga y en muestras de aleación de aluminio
6061-T6 con orificios. La distribución de esfuerzo residual como función de la profundidad
se determina por el método de contorno. Especímenes tipo CT con un agujero en la punta
de la muesca fueron sometidos a proceso LSP y expansión en frío y luego se aplicó carga
cíclica; en seguida se monitorean las grietas por fatiga que emanan de la superficie del
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,34
agujero. La iniciación de grietas de fatiga y el crecimiento se analizan y se asocian con la
distribución de esfuerzos residuales generados por ambos tratamientos.
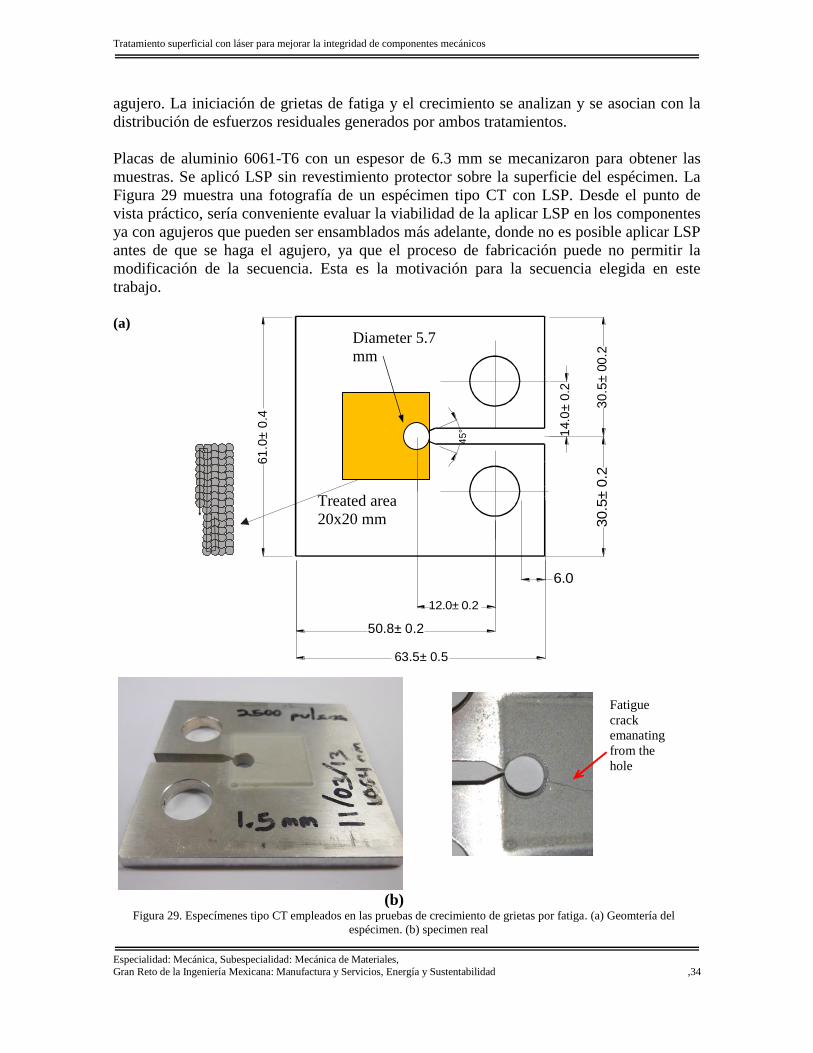
Placas de aluminio 6061-T6 con un espesor de 6.3 mm se mecanizaron para obtener las
muestras. Se aplicó LSP sin revestimiento protector sobre la superficie del espécimen. La
Figura 29 muestra una fotografía de un espécimen tipo CT con LSP. Desde el punto de
vista práctico, sería conveniente evaluar la viabilidad de la aplicar LSP en los componentes
ya con agujeros que pueden ser ensamblados más adelante, donde no es posible aplicar LSP
antes de que se haga el agujero, ya que el proceso de fabricación puede no permitir la
modificación de la secuencia. Esta es la motivación para la secuencia elegida en este
trabajo.
(a)
(b)
Figura 29. Especímenes tipo CT empleados en las pruebas de crecimiento de grietas por fatiga. (a) Geomtería del
espécimen. (b) specimen real
61
.0±
0.4
50.8± 0.2
12.0± 0.2
63.5± 0.5
6.0
45° 14.0
±0.2
30.5
±0.2
30
.5±
00
.2
Diameter 5.7
mm
Treated area
20x20 mm
Fatigue
crack
emanating
from the
hole
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,35
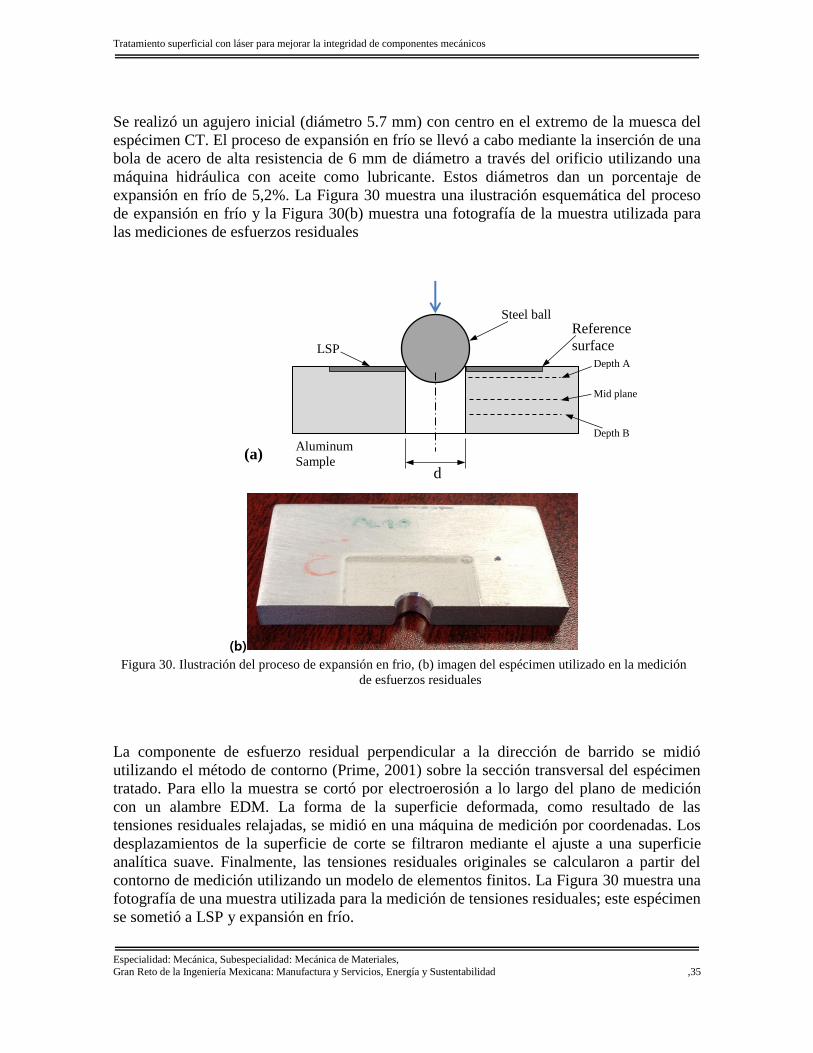
Se realizó un agujero inicial (diámetro 5.7 mm) con centro en el extremo de la muesca del
espécimen CT. El proceso de expansión en frío se llevó a cabo mediante la inserción de una
bola de acero de alta resistencia de 6 mm de diámetro a través del orificio utilizando una
máquina hidráulica con aceite como lubricante. Estos diámetros dan un porcentaje de
expansión en frío de 5,2%. La Figura 30 muestra una ilustración esquemática del proceso
de expansión en frío y la Figura 30(b) muestra una fotografía de la muestra utilizada para
las mediciones de esfuerzos residuales
(b)
Figura 30. Ilustración del proceso de expansión en frio, (b) imagen del espécimen utilizado en la medición
de esfuerzos residuales
La componente de esfuerzo residual perpendicular a la dirección de barrido se midió
utilizando el método de contorno (Prime, 2001) sobre la sección transversal del espécimen
tratado. Para ello la muestra se cortó por electroerosión a lo largo del plano de medición
con un alambre EDM. La forma de la superficie deformada, como resultado de las
tensiones residuales relajadas, se midió en una máquina de medición por coordenadas. Los
desplazamientos de la superficie de corte se filtraron mediante el ajuste a una superficie
analítica suave. Finalmente, las tensiones residuales originales se calcularon a partir del
contorno de medición utilizando un modelo de elementos finitos. La Figura 30 muestra una
fotografía de una muestra utilizada para la medición de tensiones residuales; este espécimen
se sometió a LSP y expansión en frío.
Steel ball
Depth A
Mid plane
Depth B
Aluminum
Sample d
LSP
Reference
surface
(a)

Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,36
La Figura 31 muestra las curvas de crecimiento de grietas por fatiga de muestras con
diferentes tratamientos. Se puede observar que las muestras con y sin tratamiento LSP no
tienen mucha diferencia en la iniciación de grietas de fatiga. La expansión en frío tiene un
efecto benéfico sobre la iniciación de grietas de fatiga como se muestra en la misma figura
(etiqueta "expansión en frío solamente"). Por último, se muestra la combinación de LSP y
expansión en frío para aumentar la vida a la fatiga de inicio de grietas aún más y reduce la
razón de crecimiento.
Figura 31. Crecimiento de grietas por fatiga en muestras de aluminio con diferentes tratamientos, LSP y
Expansión en Frio.
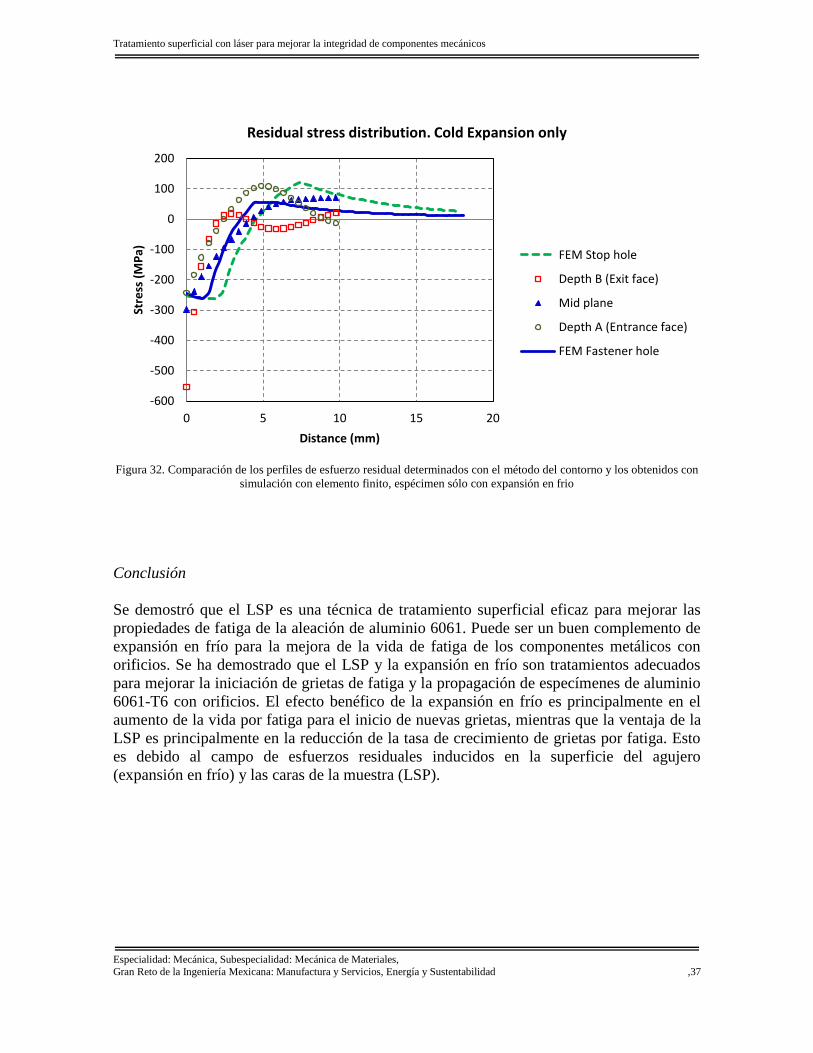
Con el fin de realizar una comparación de los perfiles de esfuerzos residuales obtenidos por
el método de contorno, se realizó una simulación de elementos finitos simplificada del
proceso de expansión en frío. A pesar de que un modelo 2D no es capaz de predecir con
precisión las tensiones residuales debido a su variación en la dirección del grosor; se utiliza
en este trabajo sólo para comparación con los resultados obtenidos por el método de
contorno. Se realizó un análisis no lineal utilizando el código ANSYS.
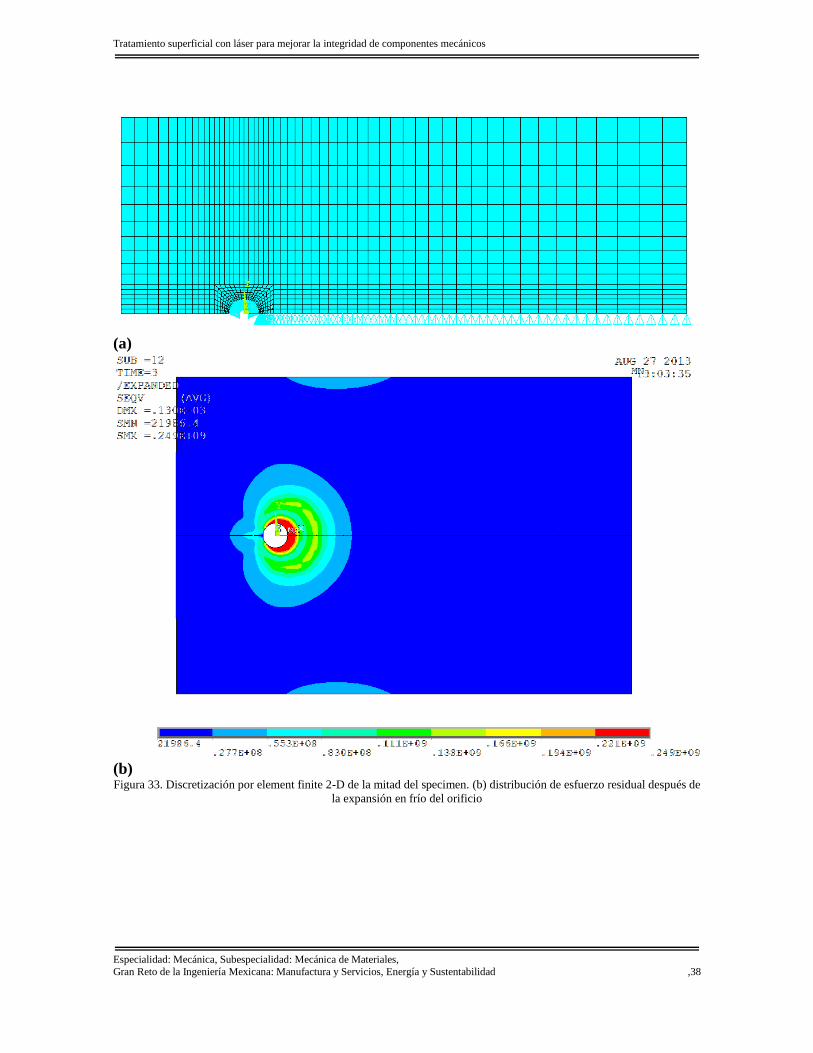
La malla se muestra en la Figura 33(a); debido a la simetría, se considera únicamente la
mitad superior. La Figura 33(b) muestra la distribución de la tensión residual von Mises. La
Figura 32 muestra el componente de la tensión residual tangencial obtenido por el análisis
de elementos finitos 2-D para ambas configuraciones. Vale la pena señalar un buen acuerdo
entre el perfil de tensión plana del medio medido por el método de contorno y el análisis de
elementos finitos 2-D para el caso del agujero de fijación.
15
17
19
21
23
25
27
29
31
40000 50000 60000 70000 80000 90000
Cra
ck L
en
gth
(m
m)
Number of Cycles
Fatigue crack initiation and growth
LSP only No treatment Cold Expansion only LSP and Cold Expansion
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,37
Figura 32. Comparación de los perfiles de esfuerzo residual determinados con el método del contorno y los obtenidos con
simulación con elemento finito, espécimen sólo con expansión en frio
Conclusión
Se demostró que el LSP es una técnica de tratamiento superficial eficaz para mejorar las
propiedades de fatiga de la aleación de aluminio 6061. Puede ser un buen complemento de
expansión en frío para la mejora de la vida de fatiga de los componentes metálicos con
orificios. Se ha demostrado que el LSP y la expansión en frío son tratamientos adecuados
para mejorar la iniciación de grietas de fatiga y la propagación de especímenes de aluminio
6061-T6 con orificios. El efecto benéfico de la expansión en frío es principalmente en el
aumento de la vida por fatiga para el inicio de nuevas grietas, mientras que la ventaja de la
LSP es principalmente en la reducción de la tasa de crecimiento de grietas por fatiga. Esto
es debido al campo de esfuerzos residuales inducidos en la superficie del agujero
(expansión en frío) y las caras de la muestra (LSP).
-600
-500
-400
-300
-200
-100
0
100
200
0 5 10 15 20
Stre
ss (
MP
a)
Distance (mm)
Residual stress distribution. Cold Expansion only
FEM Stop hole
Depth B (Exit face)
Mid plane
Depth A (Entrance face)
FEM Fastener hole
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,38
(a)
(b) Figura 33. Discretización por element finite 2-D de la mitad del specimen. (b) distribución de esfuerzo residual después de
la expansión en frío del orificio
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,39
4.2 Modelación del LSP en componentes con muescas [Granados-Alejo 2016]
La simulación numérica del proceso LSP ha demostrado ser una herramienta útil para
evaluar el efecto del cambio de los parámetros optimizando el proceso y analizar la
respuesta en diferentes materiales. Se han evaluado diferentes metodologías empleando el
método del elemento finito [Ocaña 2004] para estimar los esfuerzos residuales y
deformaciones superficiales inducidos por el LSP. Un análisis numérico se realizó en
[Ivetic 2011] para evaluar especímenes con orificio sujetos a LSP, se estudió el efecto de
los esfuerzos residuales inducidos en la vida por fatiga de los componentes.
Varios elementos mecánicos de interés práctico tienen entallas o ranuras que no pueden
evitarse. Estos detalles geométricos son concentradores de esfuerzos que reducen la
capacidad de carga y son los lugares más probables de inicio de grietas. Mientras existen
algunas técnicas conocidas para mejorar el desempeño a la fatiga de componentes con
concentradores de esfuerzos como los orificios, tal como la expansión en frio; no las hay
para mejorar el desempeño de componentes con otro tipo de concentradores de esfuerzos
como las ranuras. Sería deseable desarrollar técnicas para mejorar la vida por fatiga de
componentes con ranuras de tal manera que se retarse la aparición de grietas alrededor de la
punta de la ranura, o bien, extender la vida de los componentes una vez que presentan daño
previo por fatiga.
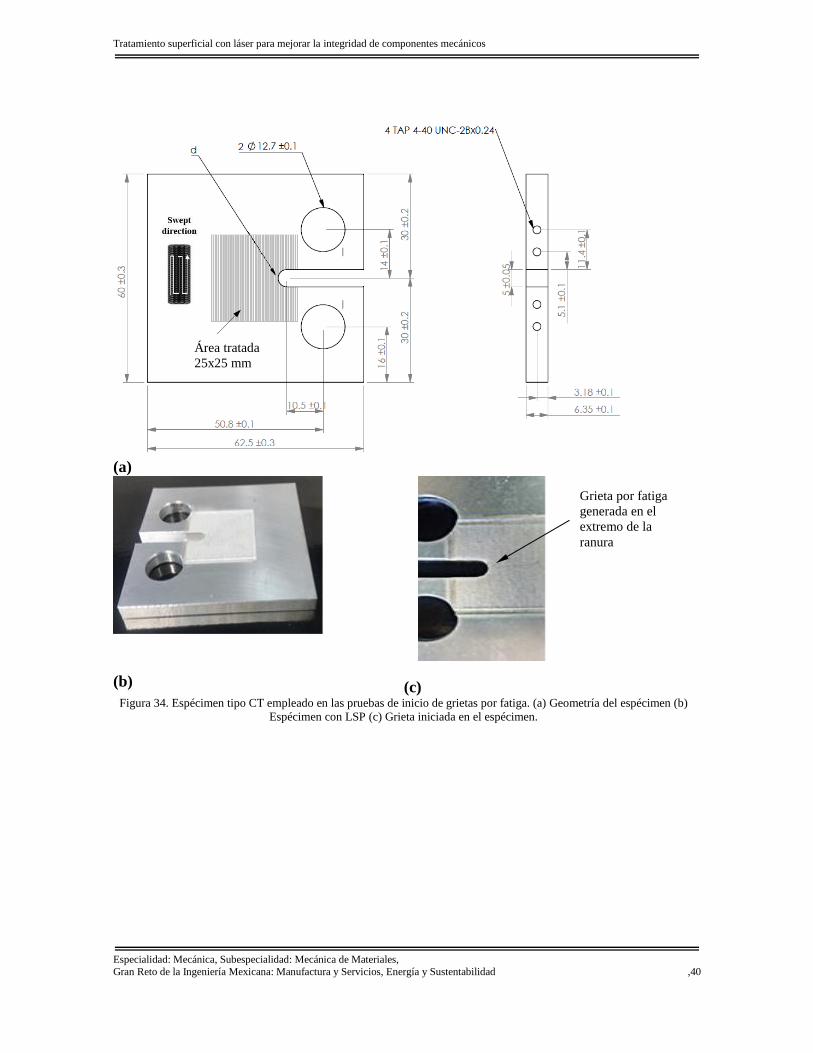
En esta sección se presentan los resultados de evaluar el efecto del LSP en el
comportamiento a la fatiga de placas de aluminio 6061-T6 con ranuras y con y sin daño
previo por fatiga. La geometría de los especímenes se muestra en la Figura 34. Se
demuestra el efecto benéfico del LSP al extender la vida por fatiga de componentes pre-
fatigados. De igual manera, se presenta una simulación del proceso de LSP mediante el
método del elemento finito, seguida de un análisis de fatiga empleando criterios de fatiga
multiaxial para predecir su vida por fatiga. Las predicciones numéricas son comparadas con
resultados experimentales para evaluar los diferentes modelos de fatiga. La simulación del
proceso LSP se realizó con el paquete ABAQUS y el análisis de fatiga con el software FE-
Safe empleando como datos de entrada el campo de esfuerzos residuales obtenido en la
simulación del proceso LSP.
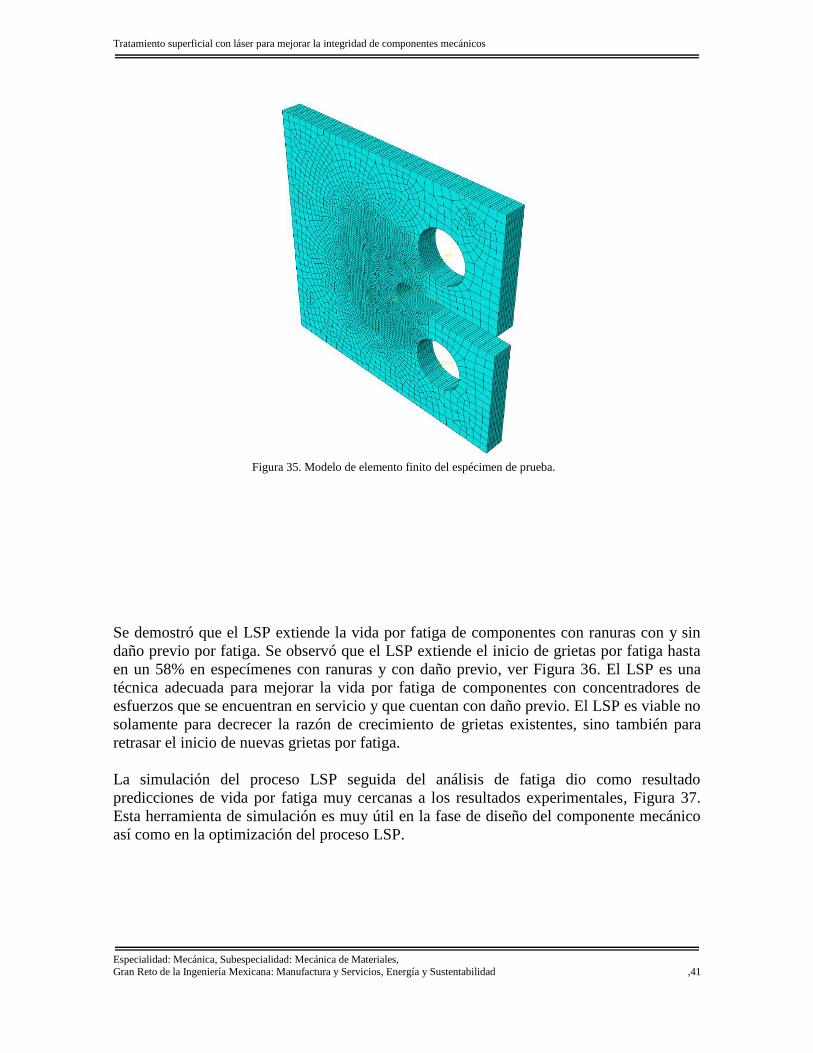
Se realizó una simulación simplificada del proceso LSP empleando el paquete de elemento
finito ABAQUS/Explicit; el objetivo fue estimar cuantitativamente la distribución de
esfuerzos residuales que sería usada en el análisis de fatiga posterior. El enfoque fue
analizar la respuesta transitoria de la muestra tratada debido a la presión del plasma creado
en el proceso LSP. El análisis numérico está constituido esencialmente por dos pasos: el
paso de carga en el cual se aplica el pulso láser seguido por el paso de relajación donde el
modelo retorna a su estado de equilibrio. En el modelo se usaron 48,180 elementos 3D. El
modelo se muestra en la Figura 35. El modelo de material empleado fue el de Johnson-
Cook. Las teorías de fatiga empleadas fueron las de Brown-Miller y Esfuerzo Principal
máximo. Se considera el efecto del esfuerzo medio a través de los modelos de Morrow y
SWT. Se utilizaron diferentes estimaciones de los parámetros de la ecuación de Coffin-
Manson.
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,40
(a)
(b)
(c) Figura 34. Espécimen tipo CT empleado en las pruebas de inicio de grietas por fatiga. (a) Geometría del espécimen (b)
Espécimen con LSP (c) Grieta iniciada en el espécimen.
Área tratada
25x25 mm
Grieta por fatiga
generada en el
extremo de la
ranura
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,41
Figura 35. Modelo de elemento finito del espécimen de prueba.
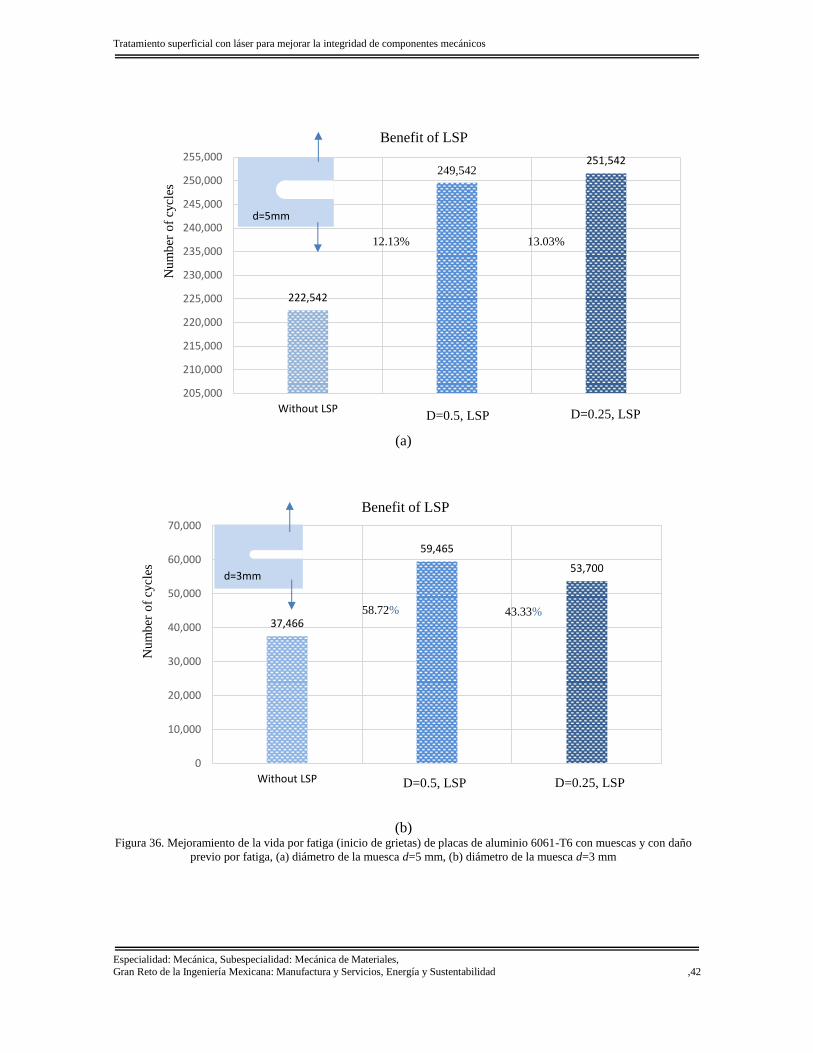
Se demostró que el LSP extiende la vida por fatiga de componentes con ranuras con y sin
daño previo por fatiga. Se observó que el LSP extiende el inicio de grietas por fatiga hasta
en un 58% en especímenes con ranuras y con daño previo, ver Figura 36. El LSP es una
técnica adecuada para mejorar la vida por fatiga de componentes con concentradores de
esfuerzos que se encuentran en servicio y que cuentan con daño previo. El LSP es viable no
solamente para decrecer la razón de crecimiento de grietas existentes, sino también para
retrasar el inicio de nuevas grietas por fatiga.
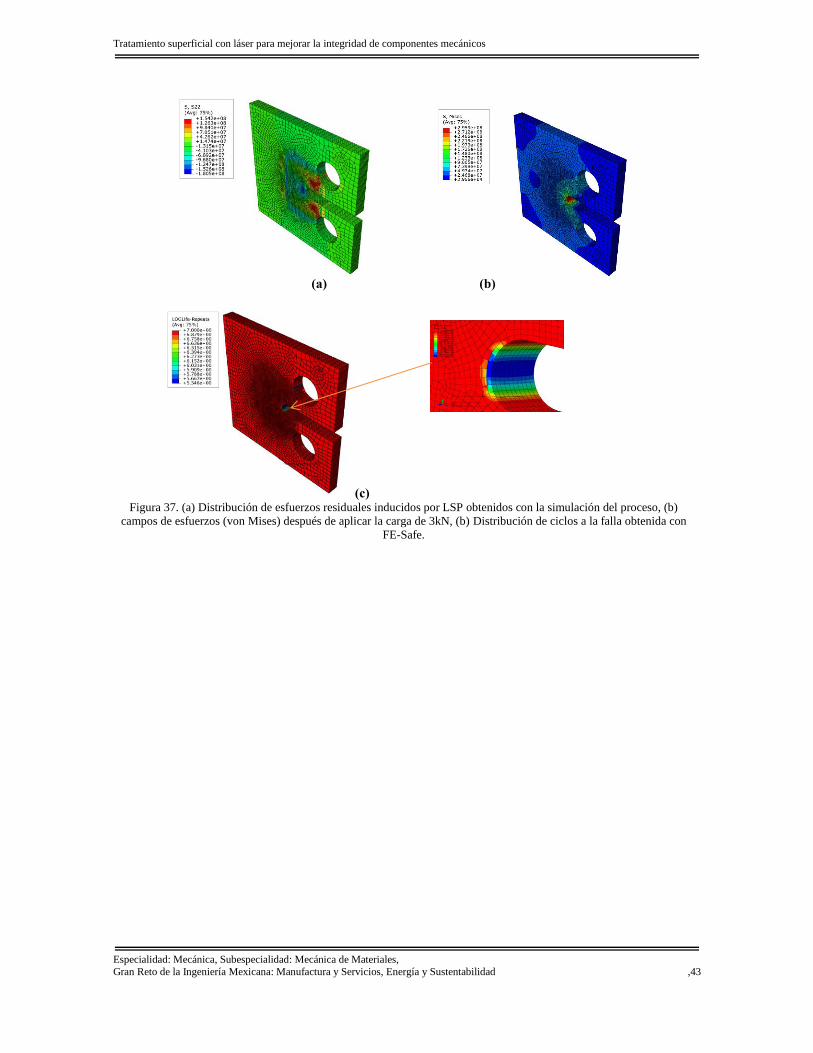
La simulación del proceso LSP seguida del análisis de fatiga dio como resultado
predicciones de vida por fatiga muy cercanas a los resultados experimentales, Figura 37.
Esta herramienta de simulación es muy útil en la fase de diseño del componente mecánico
así como en la optimización del proceso LSP.
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,42
(a)
(b) Figura 36. Mejoramiento de la vida por fatiga (inicio de grietas) de placas de aluminio 6061-T6 con muescas y con daño
previo por fatiga, (a) diámetro de la muesca d=5 mm, (b) diámetro de la muesca d=3 mm
37,466
59,465
53,700
0
10,000
20,000
30,000
40,000
50,000
60,000
70,000
Without LSP 50% LSP 25% LSP
Benefit of LSP
Num
ber
of
cycl
es
58.72% 43.33%
222,542
249,542 251,542
205,000
210,000
215,000
220,000
225,000
230,000
235,000
240,000
245,000
250,000
255,000
Without LSP With prefatigue 50% and LSP With prefatigue 25% and LSP
Benefit of LSP
Num
ber
of
cycl
es
12.13% 13.03%
D=0.5, LSP D=0.25, LSP
D=0.5, LSP D=0.25, LSP
d=5mm
d=3mm
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,43
(a) (b)
(c) Figura 37. (a) Distribución de esfuerzos residuales inducidos por LSP obtenidos con la simulación del proceso, (b)
campos de esfuerzos (von Mises) después de aplicar la carga de 3kN, (b) Distribución de ciclos a la falla obtenida con
FE-Safe.
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,44
5. CONCLUSIONES
Se ha presentado una revisión del efecto del tratamiento superficial con láser (LSP) en
la respuesta de diferentes materiales y componentes, centrada principalmente en las
aportaciones realizadas por el autor y su grupo de investigación sobre este tema.
Se demostró que la técnica LSP es eficaz para mejorar las propiedades de fatiga de la
aleación de aluminio 6061-T6. Esto es debido al campo de esfuerzos residuales
inducidos en la superficie. Al aumentar la densidad de impulsos se reduce la razón de
crecimiento de grietas de fatiga. Así mismo el LSP mejora la tenacidad a la fractura de
esta aleación de aluminio.
El acero inoxidable AISI 3014 tiene una respuesta positiva al LSP, se mejoran
significativamente sus propiedades a la fractura; el LSP provoca un cambio en la razón
de crecimiento de grieta por fatiga, ésta disminuye al aumentar la densidad de pulsos.
Por otro lado el LSP no provoca un cambio significativo en las propiedades del acero al
carbono 1045.
Se observa que cuanto mayor es la densidad de pulsos mayor es el esfuerzo residual de
compresión inducido por LSP en el acero inoxidable dúplex 2205. Se observa que LSP
reduce el crecimiento de grietas por fatiga y aumenta la tenacidad a la fractura de este
acero. La microestructura no se ve afectada por LSP, las fases de ferrita y austenita no
se alteran por el LSP.
La razón de desgaste también es mejorada mediante el LSP. Esto es debido al campo de
esfuerzos residuales a compresión inducido en la superficie. Al aumentar la densidad
de pulsos de LSP se reduce la razón de desgaste en las probetas de aleación de aluminio
6061-T6. La razón de desgaste se redujo 68% usando una densidad de pulsos de 5000
pul/cm2.
Se demostró que la estabilidad del campo de esfuerzos residuales inducido por LSP es
afectada por carga cíclica y las altas temperaturas. El porcentaje de relajación
provocado por la acción de la temperatura es mayor que el presentado por el solo
incremento del esfuerzo.
Se demostró que el LSP puede ser un buen complemento de la expansión en frío para la
mejora de la vida de fatiga de los componentes metálicos con orificios. El efecto
benéfico de la expansión en frío es principalmente en el aumento de la vida por fatiga
para el inicio de nuevas grietas, mientras que la ventaja de la LSP es principalmente en
la reducción de la tasa de crecimiento de grietas existentes.
Se demostró que el LSP extiende la vida por fatiga de componentes con ranuras con y
sin daño previo por fatiga. Se observó que el LSP extiende el inicio de grietas por fatiga
hasta en un 58% en especímenes con ranuras y con daño previo,
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,45
REFERENCIAS
Anderson TL, “Fracture Mechanics” CRC Press 2005
Castañeda E., Rubio-Gonzalez C, Gomez-Rosas G, Chavez-Chavez A, “Laser shock
processing with different conditions of treatment on duplex stainless steel” Journal of
Materials Engineering and Performance 24:2521–2525 (2015)
Garnica Guzmán A, Tesis de Maestría, Instituto Tecnológico de Morelia, “Relajación de
esfuerzos residuales inducidos mediante LSP sobre un aluminio 6061-T6”, Noviembre,
2005
Gomez-Rosas G, Rubio-González C, Ocaña JL, Molpeceres C, Chi-Moreno W, Morales
M, Porro JA, ‘High level compressive residual stresses produced in aluminium alloys by
laser shock processing system’, Applied Surface Science, v.252, p.883-887 (2005).
Gomez-Rosas G, Rubio-Gonzalez C, Ocaña JL, Molpeceres C, Porro JA, Morales M,
“Laser shock processing of 6061-T6 Al alloy with 1064 nm and 532 nm wavelengths”,
Applied Surface Science, 256, 5828–5831 (2010)
Granados-Alejo V, Rubio-González C, Parra-Torres Y, Gómez-Rosas G, Banderas JA,
“Influence of laser shock processing on fatigue crack initiation of notched aluminum alloy
plates” Submitted to Int. J. Fatigue, 2016
Hatamleh O., “A comprehensive investigation on the effects of laser and shot peening on
fatigue crack growth in friction stir welded AA 2195 joints”, International Journal of
Fatigue, 31, 974–988 (2009)
Hatamleh O., Lyons J., Forman R., “Laser and shot peening effects on fatigue crack growth
in friction stir welded 7075-T7351 aluminum alloy joints”, International Journal of
Fatigue, 29(3), 421-434 (2007)
Huang H.F., Yan H., Tao C.H., “Probabilistic analysis of equivalent initial defects sizes of
two kinds of materials”, J. Mech. Strength. 20 (3), 237–239 (1998)
Ivetic G., Meneghin I., Troiani E., , “Numerical Analysis of Laser Shock Peening as a
Process for Generation of Compressive Residual Stresses in Open Hole Specimens”,
Materials Science Forum, 681, 267-272, 2011
Madrigal MA, Tesis de Maestría, Instituto Tecnológico de Morelia, “Efecto del laser shock
processing en el crecimiento de grieta por fatiga en el acero al carbono AISI 1045 y en el
acero inoxidable AISI 304”, Marzo 2008
N.E. Dowling, Mechanical behavior of materials, Engineering methods for deformation,
fracture and fatigue, 3rd
edition, Prentice-hall, (2007).
Ocaña J.L., Morales M., Molpeceres C., Torres J., “Numerical simulation of surface
deformation and residual stresses fields in laser shock processing experiments”, Applied
Surface Science 238, 242–248 (2004)
Peyre P., Fabbro R., “Laser shock processing: a review of the physics and applications”,
Optical & Quantum Electronics, 27, 1213-1229 (1995)
Tratamiento superficial con láser para mejorar la integridad de componentes mecánicos
Especialidad: Mecánica, Subespecialidad: Mecánica de Materiales,
Gran Reto de la Ingeniería Mexicana: Manufactura y Servicios, Energía y Sustentabilidad
,46
Prime, MB, “Cross-Sectional Mapping of Residual Stresses by Measuring the Surface
Contour After a Cut”, J. Eng. Mater. Technol. 123(2001), 162–168
Rankin JE, Hill MR, Hackel LA, “The effects of process variations on residual stress in
laser peened 7049 T73 aluminum alloy”, Mater. Sci. Eng. A, 349, 279-291. 2003
Rubio-González C, Felix-Martinez C, Gomez-Rosas G, Ocaña JL, Morales M, Porro JA
“Effect of laser shock processing on fatigue crack growth of duplex stainless steel”
Materials Science and Engineering A 528, 914-919 (2011)
Rubio-González C, Garnica-Guzmán A, Gomez-Rosas G, “Relaxation of residual stresses
induced by laser shock processing”, Revista Mexicana de Física, 55 (4) 256–261 (2009)
Rubio-González C, Gomez-Rosas G, Ocaña JL, Molpeceres C, Banderas A, Porro J,
Morales M, ‘Effect of an absorbent overlay on the residual stress field induced by laser
shock processing on aluminum samples’ Applied Surface Science, v252, pp.6201-6205
(2006)
Rubio-González C, Gomez-Rosas G, Ruiz R, Nait M, Amrouche A, “Effect of laser shock
peening and cold expansion on fatigue performance of open hole samples” Structural
Engineering and Mechanics, 53-5, 867-880 (2015)
Rubio-González C, Madrigal MA, Gómez-Rosas G. “Efecto del tratamiento superficial con
láser en el crecimiento de grietas por fatiga en aceros al carbono AISI 1045 e inoxidable
AISI 304” XIV Congreso Internacional Anual SOMIM, Puebla, Pue. Septiembre, 2008
Rubio-González C., Ocaña J. L, Gomez-Rosas G., Molpeceres C., Paredes M., Banderas A.,
Porro J., Morales M., “Effect of laser shock processing on fatigue crack growth and
fracture toughness of 6061-t6 aluminum alloy”, Materials Science and Engineering A,
vol.386, p291-295 (2004)
Sanchez-Santana U, Rubio-Gonzalez C, Gomez-Rosas G, Ocaña JL, Molpeceres C, Porro
J, Morales M., ‘Wear and friction of 6061-T6 aluminum alloy treated with laser shock
processing’, Wear. v. 260, p.847-854 (2006)