trabajo técnico #1 - web.iiar.orgweb.iiar.org/membersonly/pdf/tc/tsp5.pdf · presión de los...
TRANSCRIPT
© IIAR 2005 1
Resumen
Se explica en este artículo como las reacciones naturales de amoníaco con el agua desencadena unareacción que contamina nuestras plantas de refrigeración afectando directamente en un mayorconsumo de energía eléctrica y una baja de capacidad térmica además incrementando los costos demantenimiento. El conocer la reacción con la humedad y controlarla nos ayuda a aumentar elrendimiento y bajar los costos de mantenimiento de nuestras plantas de refrigeración industrial.Además se presenta un estudio de humedad en una planta de refrigeración industrial en México.
2005 IIAR Ammonia Refrigeration Conference & Exhibition, Acapulco, Mexico
Trabajo técnico #1
Plantas de refrigeración de amoníaco “con humedad”
Norberto Aguilar CastilloDanfoss
Apodaca, Nuevo León, México
AGRADECIMIENTO
El éxito del programa técnico de la vigésima séptima reunión anual del InternationalInstitute of Ammonia Refrigeration se debe a la calidad de los trabajos técnicos en
este volumen. El IIAR agradece a los autores, críticos, y redactores por suscontribuciones a la industria de la refrigeración con amoníaco.
Junta de directores, International Institute of Ammonia Refrigeration
SOBRE ESTE VOLUMEN
Los trabajos técnicos del IIAR son sometidos a un juicio crítico riguroso pormiembros de la industria.
Las ideas y opiniones expresadas en los trabajos son de los autores, no delInternational Institute of Ammonia Refrigeration. No son posiciones oficiales del
Instituto y no son oficialmente respaldados.
REDACTORESM. Kent Anderson, Presidente
Chris Combs, Coordinador de proyectosGene Troy, P.E., Gerente técnico
International Institute of Ammonia Refrigeration1110 North Glebe Road
Suite 250Arlington, VA 22201
U.S.A.
+ 1-703-312-4200 (teléfono)+ 1-703-312-0065 (fax)
www.iiar.org
2005 Ammonia Refrigeration Conference & ExhibitionFairmont Acapulco Princess
Acapulco, México
Trabajo técnico #1 © IIAR 2005 3
Introducción
En las plantas de refrigeración con amoníaco en este momento todos nos
preocupamos por el ahorro de la energía eléctrica, ahorro de insumos (aceites,
filtros), ahorro en el mantenimiento y además notamos que nuestras instalaciones
cada vez consumen más energía y los gastos de mantenimiento se incrementan.
Lo más dramático es que la capacidad de refrigeración instalada va en decremento.
Por tal motivo se realizó este estudio que fue presentado en la conferencia anual
del IIAR en 1998. Ver Bibliografía. Además se complementa este estudio con
experiencias más recientes.
En años pasados en una visita a una planta cervecera les comenté al personal de
la instalación del gran desperdicio de energía que realizaban. Lo comprendieron y
reunieron los datos del grado de contaminación de su amoníaco y con esto pudieron
presentar a la gerencia un gráfico de costo-beneficio el cual la gerencia revisó y
aprobó el proyecto. En otras plantas, al platicarles del tema, sólo se quedan en
buenas intenciones de llevar un programa de medición del agua en el amoníaco.
Al no tener un medidor directo de contaminación del amoníaco con agua, no
tenemos la conciencia clara del desperdicio de energía y perdida de capacidad de
refrigeración. Como se explica en este artículo, las reacciones y la cuantificación
del grado de contaminación del agua en el amoníaco puede ayudar al ahorro de
energía en nuestras plantas.
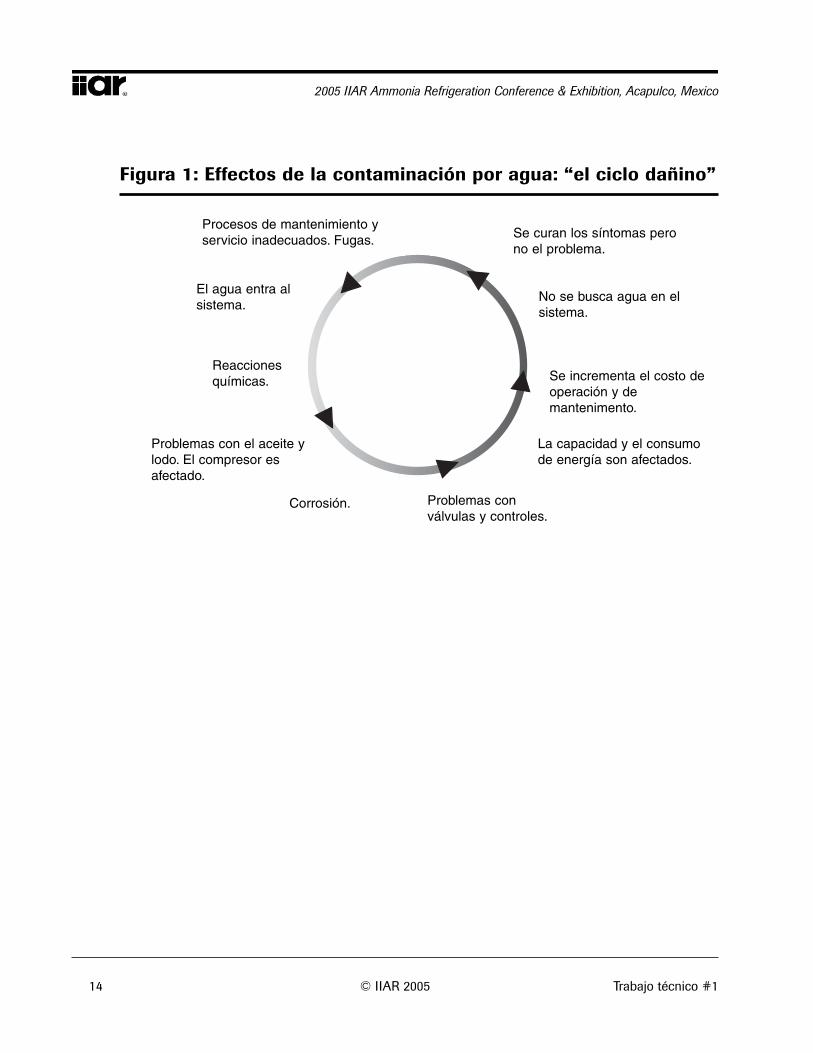
El círculo vicioso de la humedad
La causa real de muchos problemas en las plantas industriales de refrigeración de
amoníaco es la contaminación del amoníaco con agua. A menudo las señales
visibles en la planta son únicamente el resultado o un síntoma del problema. Si se
desconoce la relación entre la causa y el efecto en una planta de refrigeración donde
el refrigerante de amoníaco ha sido contaminado con agua, se corre el riesgo de
Plantas de refrigeración de amoníaco “con humedad” — Norberto Aguilar Castillo
4 © IIAR 2005 Trabajo técnico #1
utilizar muchos recursos en curar los síntomas en lugar de resolver el problema real.
Esto es lo que nosotros llamamos “el círculo vicioso de la humedad.” En la figura 1
podrán ver ejemplificado este círculo.
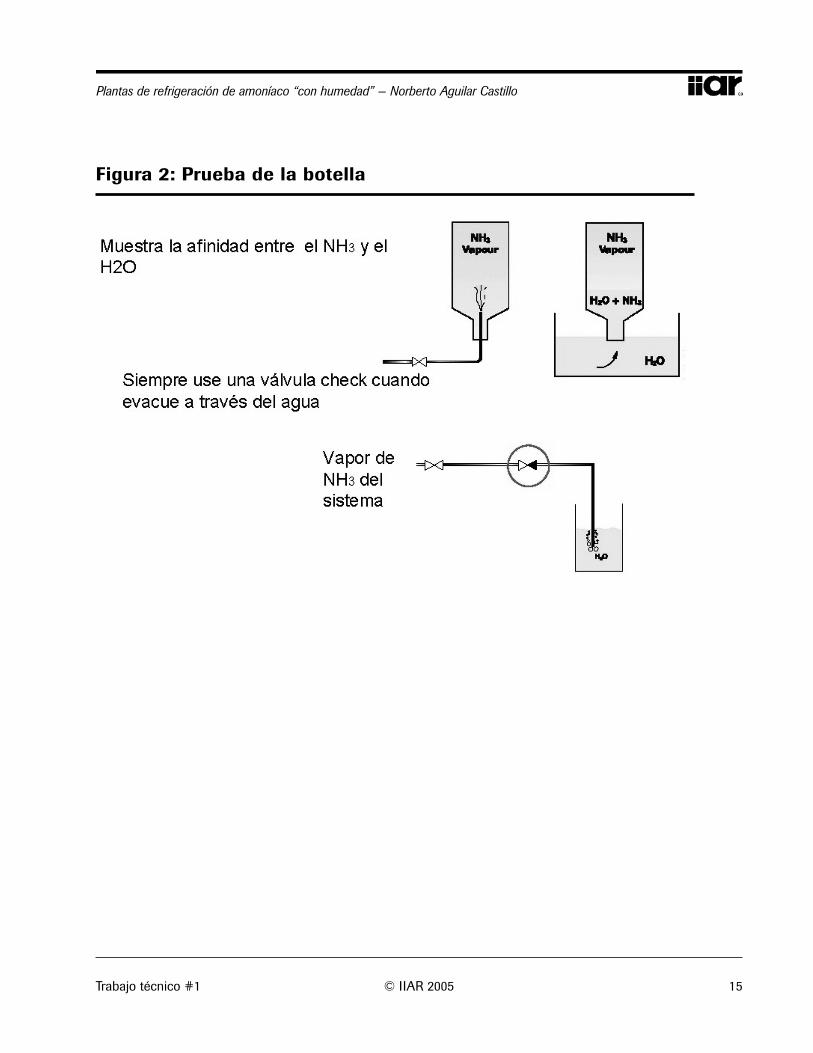
La prueba de la botella
Para entender como grandes cantidades de agua se introducen en el sistema de una
planta de amoníaco es, ante todo, necesario examinar la afinidad que existe entre el
amoníaco y el agua. Este fenómeno puede ilustrarse fácilmente con “la prueba de la
botella.” Si se toma una botella vacía al revés, se llena la botella con vapor de
amoníaco y se sumerge el cuello de ésta en agua; se observará como el agua
empieza a subir dentro de la botella, al principio despacio, y luego mas rápidamente
hasta que la botella esté casi llena de agua. Esto se debe a la gran afinidad que hay
entre el agua y el amoníaco que hace que el vapor del amoníaco se disuelva en el
agua. La presión en la botella desciende y el agua es succionada hacia su interior.
La prueba de la botella ilustra perfectamente como el agua puede ser succionada
de repente en una planta de refrigeración de amoníaco cuando se está evacuando
el refrigerante; por ejemplo, durante el trabajo de mantenimiento, al purgar el
refrigerante a través de un depósito lleno de agua. Por esto, cuando el amoníaco se
evacua a través del agua, se recomienda siempre utilizar una válvula check en la
línea de evacuación. La válvula elimina el riesgo de succión repentina del agua en
el sistema de la planta. Ver figura dos.
2005 IIAR Ammonia Refrigeration Conference & Exhibition, Acapulco, Mexico
Trabajo técnico #1 © IIAR 2005 5
¿Cómo y cuándo se introduce el agua?
El agua puede entrar en la planta de refrigeración de muchas maneras:
Antes de la puesta en marcha
En este momento el sistema ya puede contener agua proveniente de pruebas de
presión de los tanques, evaporadores, condensadores etc.
También puede condensarse el agua debido a las variaciones de temperatura antes
de cargar el sistema con refrigerante. Dicha contaminación con el agua puede y debe
ser eliminada; primero secando completamente el sistema y luego asegurando un
vacío adecuado en el sistema antes de la carga del amoníaco y de la puesta en
marcha de la planta.
Mantenimiento del sistema
El agua puede introducirse en el sistema de manera accidental, por ejemplo:
corrosión en enfriadores, o por estoperos de válvulas con fugas.
En el lado de baja presión cuando se tiene una presión de succión de vacío.
Carga de amoníaco contaminado
En algunos lugares es una costumbre utilizar amoníaco de uso agrícola para la
recarga en los sistemas. Esta calidad de amoníaco no es la adecuada para los
sistemas de refrigeración.
Plantas de refrigeración de amoníaco “con humedad” — Norberto Aguilar Castillo
6 © IIAR 2005 Trabajo técnico #1
El aire
Aquí hay que tener en cuenta que los purgadores automáticos de aire eliminan el
problema del aire del sistema pero no resuelven el problema de la acumulación de
agua. La importancia del problema puede ilustrarse mediante una simple operación
aritmética. Si se aspiran 5 litros de aire por minuto en una planta y se expulsan de
nuevo a través del purgador automático de aire, teniendo en cuenta que el aire tiene
una temperatura de 20°C y un porcentaje de humedad del 80%, en el transcurso de
10 años la cantidad de agua disuelta en el amoníaco se elevara a 363.50 litros.
¿Dónde está el agua?
Debido a la gran diferencia entre las presiones del vapor de amoníaco y del vapor de
agua, una planta de refrigeración de amoníaco puede considerarse como una gran
destilería donde solo mínimas cantidades de agua se evaporan junto con el
amoníaco. De esta manera aumenta la acumulación de agua en el lado de baja
presión, por ejemplo, en separadores de líquido, enfriadores intermedios, etc.
Mientras en el lado de alta presión no aparece prácticamente ningún rastro de agua.
Por consiguiente, la extracción de refrigerante para medir el contenido de agua debe
realizarse en el lado de baja presión mientras la mayor parte posible de la carga se
encuentra en el lado de alta presión. Tales mediciones revelan el porcentaje más alto
del contenido de agua.
¿Cuánta agua puede encontrarse realmente en una planta?
Una amplia investigación sobre el contenido de agua en sistemas de refrigeración ha
sido efectuada en 175 plantas industriales de refrigeración de amoníaco en
escandinavia con la participación del Instituto Tecnológico Danés y de otras
entidades.
2005 IIAR Ammonia Refrigeration Conference & Exhibition, Acapulco, Mexico
Trabajo técnico #1 © IIAR 2005 7
De estas plantas 25 contienen más del 3% de agua, 37 más de 2% y 77 más del 1%.
En algunas plantas se detectaron volúmenes de agua de 26%, 24% y 18.5%.
En 65 de las plantas examinadas se instaló un rectificador para separar el agua.
A continuación se realizó una medición de la cantidad de agua evacuada por
ebullición. En dos de las plantas se evacuaron 250 litros de agua, en una 199 litros y
en otras 10 plantas las cantidades de agua evacuada fueron de entre 100 y 150 litros.
En ninguna de estas plantas el personal de mantenimiento era consciente de que la
presencia de agua en el amoníaco pudeira ser una causa de problemas.
Como punto de referencia, dichas mediciones deben compararse con el volumen
de agua recomendado en plantas de refrigeración de amoníaco, es decir, un máximo
del 0.3%.
¿Cómo se puede evacuar el agua?
En las plantas de refrigeración de amoníaco el agua es evacuada mediante
destilación en un rectificador de agua por ebullición en el que el amoníaco se
evapora lentamente dejando el agua en el depósito. Cuando este proceso se ha
repetido muchas veces, los residuos de agua del depósito son evacuados. Este
residuo contiene aproximadamente 30 al 40% de amoníaco dependiendo de la
presión y de la temperatura en el momento de la evacuación.
En este momento ya existen algunas compañías que ofrecen un sistema completo
y automático de destilación que, además de separar el agua, ayudan la separación
de aceite e impurezas del sistema.
Plantas de refrigeración de amoníaco “con humedad” — Norberto Aguilar Castillo
8 © IIAR 2005 Trabajo técnico #1
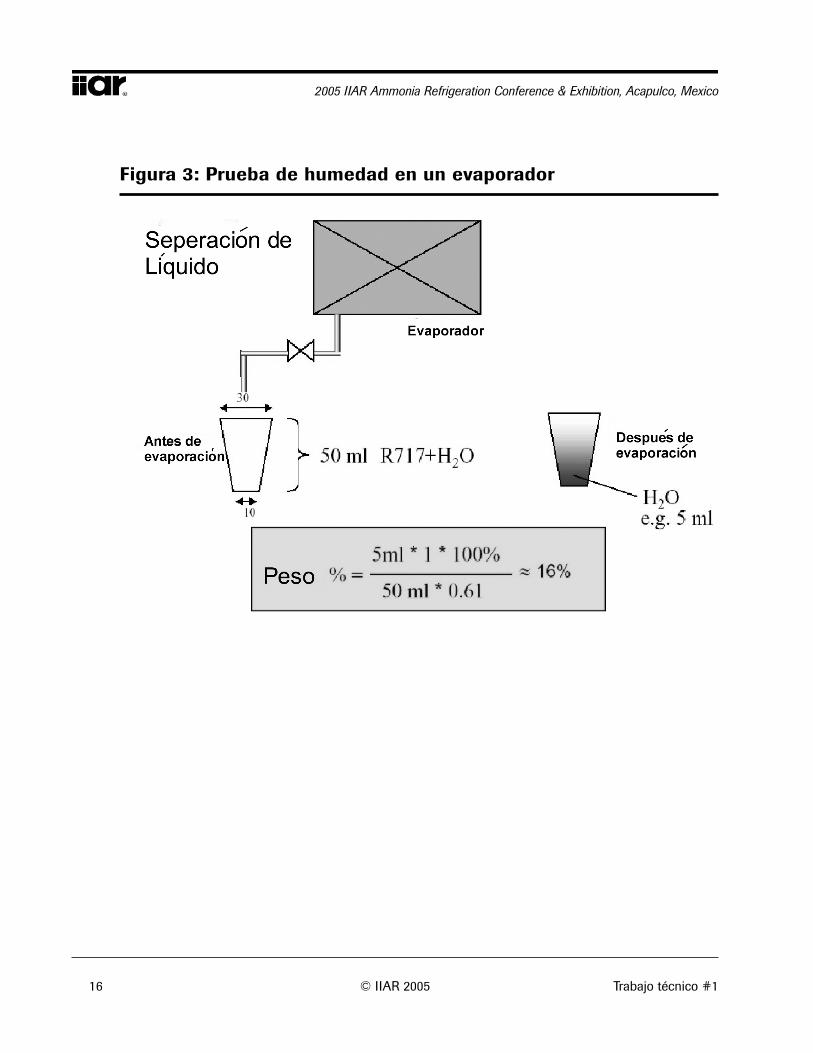
Forma de medir la cantidad de agua en el sistema
Existen en el mercado varias probetas para medir la cantidad de agua. Nos
concretamos a dar los pasos para la medición con una probeta de acero inoxidable
la cual es la más práctica en campo. Esta probeta tiene la forma de un cono
truncado con las siguientes medidas interiores: base inferior, 10 mm; base superior,
30 mm; altura, 50 mm. Con estas dimensiones nosotros garantizamos tener 50 ml
de amoníaco.
Los pasos son los siguientes:
• Localizar un evaporador, trampa o tanque recirculador (baja presión)
• Drenar todo el aceite del equipo
• Extraer el amoníaco líquido del lado de baja presión y llenar el recipiente de 50 ml
• Dejar que se evapore el amoníaco
• Medir el residuo al termino de la evaporación total del amoníaco
• Substitución en la siguiente formula:
Peso % de Agua =
Donde: D = dato de la medición de la probeta
50 ml = cantidad de amoníaco de la muestra
0.61 = densidad del amoníaco
El resultado es directamente la cantidad del porcentaje de agua contenido en el
evaporador. Con esto se pueden realizar una muestra en todas los equipos de la
planta y tener el promedio de contaminación de agua. Ver figura 3.
2005 IIAR Ammonia Refrigeration Conference & Exhibition, Acapulco, Mexico
D .1.100%50ml .0.61
Trabajo técnico #1 © IIAR 2005 9
Filtros secadores
Se ha estudiado la posibilidad de producir filtros secadores para plantas de
refrigeración de amoníaco. La conclusión es que aunque la producción de tal filtro
es técnicamente factible, resultaría muy costoso en comparación con la pequeña
cantidad de agua separada, y el volumen de agua existente en las plantas de
refrigeración de amoníaco (aproximadamente cien gramos por litro). En el caso de
pequeñas plantas comerciales de amoníaco con cargas de refrigerante menores a
4 Kg., resulta más barato sustituir la carga entera varias veces que instalar o cambiar
un filtro secador. Se ha examinado otros filtros en el mercado sin encontrar uno
apropiado para plantas de refrigeración de amoníaco.
Alteraciones de la presión de vapor y temperatura en un sistemacontaminado con agua
Cuando el agua entra en contacto con el amoníaco, las propiedades termodinámicas
de esta mezcla son diferentes de las del amoníaco puro, por que ocurren cambios en
la relación entre la presión de vapor saturado y la temperatura correspondiente.
Así como lo que pasa con la presión, una mezcla de amoníaco y de agua tiene la
temperatura de evaporación más alta que el amoníaco puro. Por consiguiente, una
planta de refrigeración en la que el agua se haya mezclado con el amoníaco debe
funcionar con una presión mas baja en el evaporador para mantener la misma
temperatura de evaporación que una planta con amoníaco puro. Esto puede tener
serias consecuencias para la capacidad de la planta y para el consumo de energía.
Según las reglas empíricas, se dice que “a bajas temperaturas de evaporación una
caída de presión correspondiente a un grado C en el lado de aspiración, hace que
el consumo de energía de la planta suba aproximadamente un 5%, al mismo tiempo
la capacidad de la planta disminuye notablemente”.
Plantas de refrigeración de amoníaco “con humedad” — Norberto Aguilar Castillo
10 © IIAR 2005 Trabajo técnico #1
Reacciones químicas en la planta
El amoníaco puro, que también podría llamarse amoníaco “seco” o amoníaco
“anhidro”, no es particularmente reactivo químicamente. De hecho, si el amoníaco
estuviera completamente exento de agua y permaneciera en esta condición, el cobre
o las aleaciones de cobre como el latón podrían utilizarse en los sistemas con
amoníaco. Por lo contrario, el amoníaco acuoso o “húmedo” es muy reactivo
químicamente y muy agresivo contra el cobre y sus aleaciones, el cinc, etc. El
amoníaco “húmedo” es altamente corrosivo y puede acarrear la corrosión galvánica
de las válvulas, lo que a su vez puede causar problemas de regulación. Este
ambiente corrosivo, junto con la vibración y la pulsación, también pueden dar lugar
al fenómeno conocido como “corrosión por fricción”, donde la fatiga del metal de
superficie, el desgaste y la corrosión se intensifican mutuamente. Bajo estas
condiciones los reguladores mecánicos y las válvulas no pueden rendir el máximo
o funcionan defectuosamente debido al aumento de la fricción.
Reacción del aceite
El amoníaco que contiene agua y oxígeno también reacciona con el aceite del
compresor y se generan otros productos. Algunos de estos son ácidos orgánicos que
reaccionan con el amoníaco y forman complejos nitrogenados (por ejemplo lodos,
sales y productos jabonosos) los cuales son altamente perjudiciales para la planta.
Principales características de los complejos nitrogenados.
• Son parcialmente solubles en amoníaco (el amoníaco adquiere una coloración)
• No se disuelven en el aceite,
• Son capaces de pasar por el separador de aceite junto con el amoníaco, creando
sedimentos de lodos en el compresor y por todo el sistema (válvulas reguladoras,
evaporadores)
2005 IIAR Ammonia Refrigeration Conference & Exhibition, Acapulco, Mexico
Trabajo técnico #1 © IIAR 2005 11
• Actúan como catalizadores que aceleran el proceso, creando más complejos
nitrogenados dañinos. Ver figura 4.
El círculo eficiente sin la presencia de agua
En la figura 5 se muestra los beneficios de haber realizado las acciones correctivas
en la planta. Lo principal es seguir el procedimiento correcto de puesta en
funcionamiento y de mantenimiento de la planta. Cuanto mejor se sigan estas
instrucciones menos serán los problemas con el aceite, los lodos y el riesgo de
corrosión. Los problemas con los reguladores mecánicos también disminuirán.
Asegurándose que la planta funciona con un mínimo de agua, los costos de
mantenimiento y de operación serán más bajos y se evitarán los efectos negativos
en la capacidad y el consumo de energía.
Conclusiones
Puede concluirse que las plantas de refrigeración de amoníaco contienen a menudo
más del 0.3% de agua que es el máximo recomendado. Una causa puede ser que
los purgadores automáticos de aire “esconden” las fugas y los problemas asociados
que ocasionan la acumulación de agua en el sistema.
Otra causa es que el personal de mantenimiento en tales plantas no siempre es
consciente de los problemas relacionados con la presencia de agua. Por tanto,
es una buena idea inspeccionar la presencia de agua en el sistema como parte del
mantenimiento normal. Finalmente la instalación de un rectificador de agua por
ebullición puede ser una inversión atractiva en términos de economía de
funcionamiento.
Plantas de refrigeración de amoníaco “con humedad” — Norberto Aguilar Castillo

12 © IIAR 2005 Trabajo técnico #1
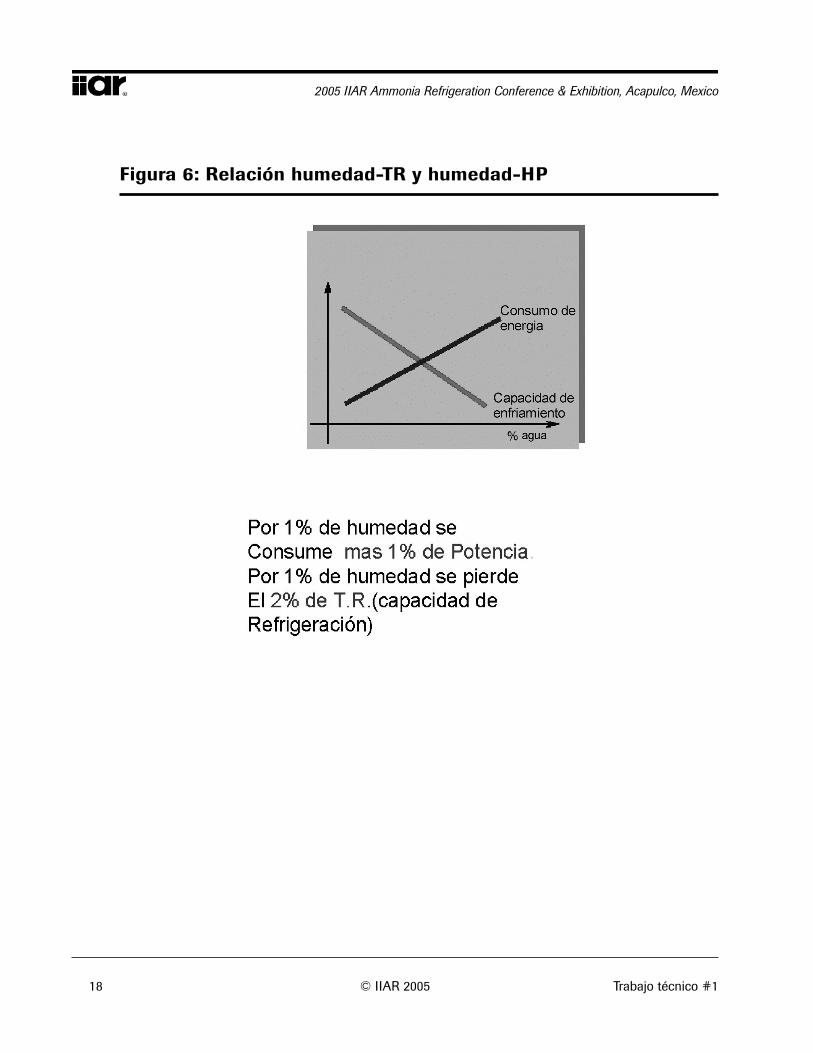
Como experiencia se ha demostrado que realizando un buen muestreo en todos los
evaporadores y trampas de la planta se puede sacar el promedio real de agua en
nuestra planta y con ellos recopilar los consumos de energía de los equipos así como
la capacidad de refrigeración. Estos datos se recopilan en una tabla de costo vs.
beneficio. Para esto se toma como regla que por cada 1% de agua en la instalación
se consume el 1% de energía y en el renglón de capacidad de refrigeración nos
afecta el 2%. Como ejemplo, si en nuestra planta contamos con 1000 HP y tenemos
el 10% de agua consumimos lo que equivale 100 HP de energía y si contamos con
1000 T.R. tenemos un desperdicio de 200 T.R en refrigeración. Ver figura 6.
2005 IIAR Ammonia Refrigeration Conference & Exhibition, Acapulco, Mexico

Trabajo técnico #1 © IIAR 2005 13
Bibliografía
Danfoss JOURNAL 2000 No. 3
Skaerbaek Nielsen, Per. “Effects of Water Contamination in Ammonia Refrigeration
Systems.” Proceedings of the IIAR Ammonia Refrigeration Conference and
Exhibition. Colorado Springs, CO. 1998.
WDO York International.
Plantas de refrigeración de amoníaco “con humedad” — Norberto Aguilar Castillo
14 © IIAR 2005 Trabajo técnico #1
2005 IIAR Ammonia Refrigeration Conference & Exhibition, Acapulco, Mexico
Figura 1: Effectos de la contaminación por agua: “el ciclo dañino”
Se curan los síntomas perono el problema.
No se busca agua en elsistema.
Se incrementa el costo deoperación y demantenimento.
La capacidad y el consumode energía son afectados.
Problemas conválvulas y controles.
Corrosión.
Problemas con el aceite ylodo. El compresor esafectado.
Reaccionesquímicas.
El agua entra alsistema.
Procesos de mantenimiento yservicio inadecuados. Fugas.
Trabajo técnico #1 © IIAR 2005 15
Plantas de refrigeración de amoníaco “con humedad” — Norberto Aguilar Castillo
Figura 2: Prueba de la botella
16 © IIAR 2005 Trabajo técnico #1
2005 IIAR Ammonia Refrigeration Conference & Exhibition, Acapulco, Mexico
Figura 3: Prueba de humedad en un evaporador

Trabajo técnico #1 © IIAR 2005 17
Plantas de refrigeración de amoníaco “con humedad” — Norberto Aguilar Castillo
Figura 5: Efectos de mantener el sistema seco
Figura 4: Micro erosión y reacciones químicas
Se resuelve el verdaderoproblema y no sólo lossíntomas.
Chequeos de agua, instalarrectificadores de agua.
Disminsuyen los costosde servicio y operación.
La capacidad y laenergía requerida nose ven afectadas.
Menos problemas conválvulas y controles.
Se minimiza lacorrosión.
Menos problemas delodos y aceite, losintervalos de serviciose alargan.
No se llevan a caboreacciones químicas.
Poca agua entraal sistema.
Servicio y mantenimientoadecuados, reparación de fugas.
18 © IIAR 2005 Trabajo técnico #1
2005 IIAR Ammonia Refrigeration Conference & Exhibition, Acapulco, Mexico
Figura 6: Relación humedad-TR y humedad-HP
Trabajo técnico #1 © IIAR 2005 19
Notas:
Plantas de refrigeración de amoníaco “con humedad” — Norberto Aguilar Castillo