tp3. sistema metales - di3prod2013.files.wordpress.com · tp de diseño de productos. ciclo ......
TRANSCRIPT
3Tit. DI Nuñez / Adj. DI Gadler / JTP. DI Arango / Ayud. 1º Lemme / Ayd. Adsc. Gorostidi - Rescio - Maté
Tp3. SISTEMA METALESProcesos de terminación
TP de Diseño de Productos. ciclo lectivo 2012 Alumnos
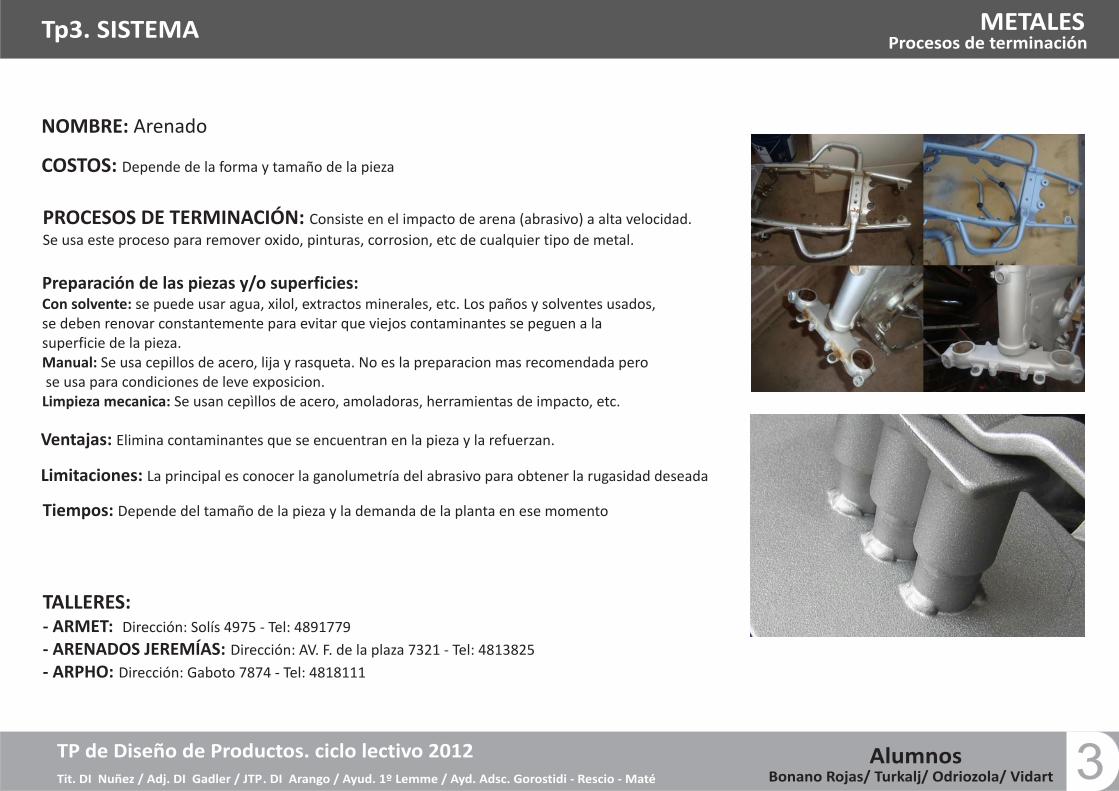
NOMBRE: Arenado
COSTOS: Depende de la forma y tamaño de la pieza
PROCESOS DE TERMINACIÓN: Se usa este proceso para remover oxido, pinturas, corrosion, etc de cualquier tipo de metal.
Consiste en el impacto de arena (abrasivo) a alta velocidad.
TALLERES:- ARMET: Dirección: Solís 4975 - Tel: 4891779
- ARENADOS JEREMÍAS: Dirección: AV. F. de la plaza 7321 - Tel: 4813825
- ARPHO: Dirección: Gaboto 7874 - Tel: 4818111
Preparación de las piezas y/o superficies: Con solvente: se puede usar agua, xilol, extractos minerales, etc. Los paños y solventes usados, se deben renovar constantemente para evitar que viejos contaminantes se peguen a la superficie de la pieza.Manual: Se usa cepillos de acero, lija y rasqueta. No es la preparacion mas recomendada pero se usa para condiciones de leve exposicion.Limpieza mecanica: Se usan cepìllos de acero, amoladoras, herramientas de impacto, etc.
Ventajas: Elimina contaminantes que se encuentran en la pieza y la refuerzan.
Limitaciones: La principal es conocer la ganolumetría del abrasivo para obtener la rugasidad deseada
Tiempos: Depende del tamaño de la pieza y la demanda de la planta en ese momento
Bonano Rojas/ Turkalj/ Odriozola/ Vidart

3Tit. DI Nuñez / Adj. DI Gadler / JTP. DI Arango / Ayud. 1º Lemme / Ayd. Adsc. Gorostidi - Rescio - Maté
Tp3. SISTEMA METALESProcesos de terminación
TP de Diseño de Productos. ciclo lectivo 2012 Alumnos
NOMBRE: Pulido
TONOS: Pulido espejo y pulido satinado
Preparación de las piezas y/o superficies: Se desarman las piezas, y se quita todo excedente
de pintura, pegamento, etc.
COSTOS: Depende de la forma y tamaño de la pieza. Algunos cobran por hora (llanta de moto
aprox $300)
PROCESOS DE TERMINACIÓN: para generar una superficie lisa y plana.Se usa para:Alisar: eliminar irregularidades de la superficie del materialAbrillantar: remover pequeñas irregularidades y afinar la superficieSe lo utiliza como un proceso previo al baño de cromo o niquel. Tambien se lo usa como proceso final en piezas de bronce, acero inoxidable, cobre, aluminio, o cualquier material.Para proteger la pieza luego del pulido se puede sellar la superficie con una capa de laca incolora.
Consiste en desbastar piezas metalicas mediante abrasivos
Ventajas: Mejoran notablemente la superficie de la pieza, eliminando imperfecciones.
Limitaciones: Es dificil pulir en piezas con angulos pequeños o cavidades dificil de alcanzar.
Tiempos: Depende del tamaño de la pieza y la demanda de la planta en ese momento, la mayoria
se realizan manualmente.
TALLERES:- Juan Carlos Cilia: Dirección: 1 de Mayo 2768 - Tel:4721353
- PULICROM: Dirección: Cerrito 837 - Tel: 156845623
- VARELA: Dirección: Bestoso 1038 - Tel: 7823389
Bonano Rojas/ Turkalj/ Odriozola/ Vidart
3Tit. DI Nuñez / Adj. DI Gadler / JTP. DI Arango / Ayud. 1º Lemme / Ayd. Adsc. Gorostidi - Rescio - Maté
Tp3. SISTEMA METALESProcesos de terminación
TP de Diseño de Productos. ciclo lectivo 2012 Alumnos
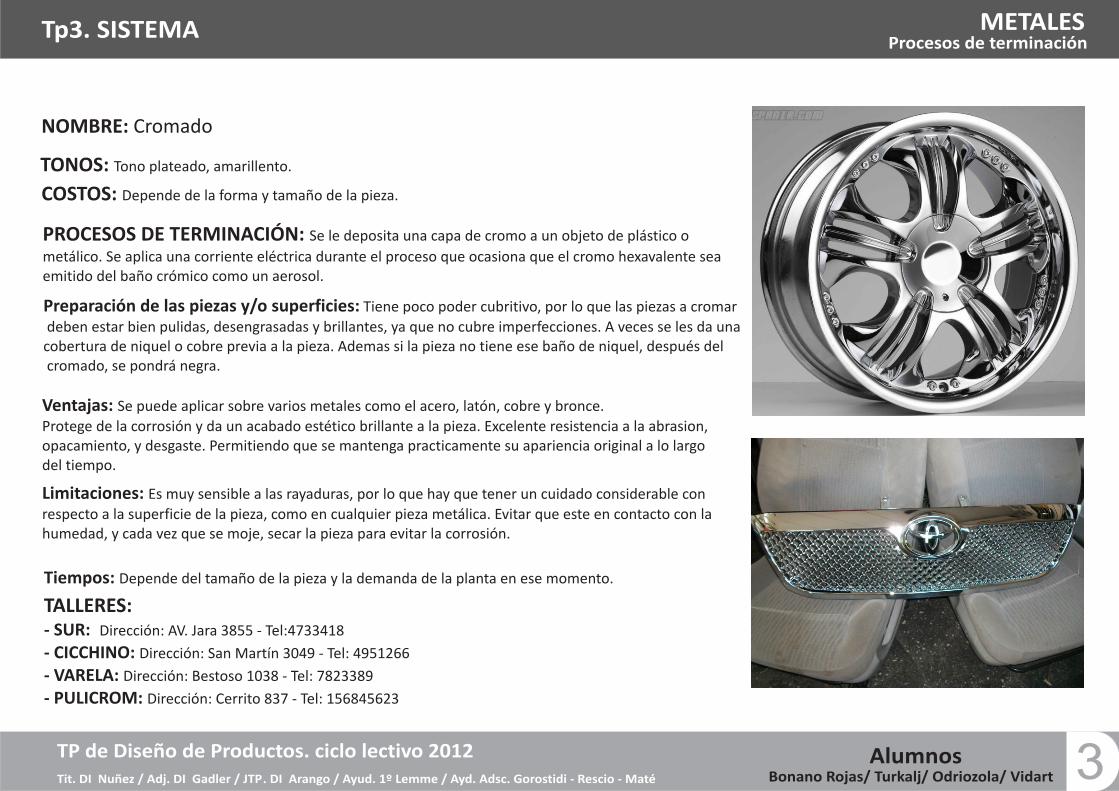
NOMBRE: Cromado
Preparación de las piezas y/o superficies: Tiene poco poder cubritivo, por lo que las piezas a cromar
deben estar bien pulidas, desengrasadas y brillantes, ya que no cubre imperfecciones. A veces se les da unacobertura de niquel o cobre previa a la pieza. Ademas si la pieza no tiene ese baño de niquel, después del cromado, se pondrá negra.
COSTOS: Depende de la forma y tamaño de la pieza.
PROCESOS DE TERMINACIÓN: metálico. Se aplica una corriente eléctrica durante el proceso que ocasiona que el cromo hexavalente seaemitido del baño crómico como un aerosol.
Se le deposita una capa de cromo a un objeto de plástico o
Ventajas: Se puede aplicar sobre varios metales como el acero, latón, cobre y bronce.
Protege de la corrosión y da un acabado estético brillante a la pieza. Excelente resistencia a la abrasion, opacamiento, y desgaste. Permitiendo que se mantenga practicamente su apariencia original a lo largo del tiempo.
Limitaciones: Es muy sensible a las rayaduras, por lo que hay que tener un cuidado considerable con
respecto a la superficie de la pieza, como en cualquier pieza metálica. Evitar que este en contacto con la humedad, y cada vez que se moje, secar la pieza para evitar la corrosión.
Tiempos: Depende del tamaño de la pieza y la demanda de la planta en ese momento.
TALLERES:- SUR: Dirección: AV. Jara 3855 - Tel:4733418
- CICCHINO: Dirección: San Martín 3049 - Tel: 4951266
- VARELA: Dirección: Bestoso 1038 - Tel: 7823389
- PULICROM: Dirección: Cerrito 837 - Tel: 156845623
TONOS: Tono plateado, amarillento.
Bonano Rojas/ Turkalj/ Odriozola/ Vidart

Tit. DI Nuñez / Adj. DI Gadler / JTP. DI Arango / Ayud. 1º Lemme / Ayd. Adsc. Gorostidi - Rescio - Maté
Tp3. SISTEMA METALESProcesos de terminación
TP de Diseño de Productos. ciclo lectivo 2012 Alumnos
NOMBRE: Anonizado
COSTOS: Natural $39.73 + iva por kilo - Bronce claro $43.46 + iva por kilo.
PROCESOS DE TERMINACIÓN: superficial que se genera sobre el aluminio mediante la alúmina, el capa se produce mediante un proceso electroquímico, generando una mayor resistencia y durabilidad del aluminio.Con estor procedimientos se consigue la oxidación del aluminio, creando una capa de alúmina sobre el resto de la pieza. La protección del aluminio dependerá del grosor de la misma.La anonización es usada frecuentemente para proteger el aluminio y el titanio de la abrasión, la corrosión, y ´para poder ser tintada en una amplia gama de colores.
se conoce como anonizado a la capa de protección
TALLERES:- FESCAP S.A.: Dirección: Talcahuano 654 - Tel: 4818181
Preparación de las piezas y/o superficies: Pre tratamiento mecánico, mas el desengrasado y un
tratamiento químico o electroquímico.
Ventajas: aumenta la resistencia a la corrosión, y al desgaste, mantiene el brillo de la superficie, pudiendo
aplicar colores.
Limitaciones: Escasa variedad de colores, sin el sellado la resistencia a la corrosión no es buena y se
pueden degradar los colores.
Tiempos: Dos semanas aproximadamente.
TONOS: Ámbar, verde claro, borravino, bronce y negro.
3 Bonano Rojas/ Turkalj/ Odriozola/ Vidart
Tit. DI Nuñez / Adj. DI Gadler / JTP. DI Arango / Ayud. 1º Lemme / Ayd. Adsc. Gorostidi - Rescio - Maté
Tp3. SISTEMA METALESProcesos de terminación
TP de Diseño de Productos. ciclo lectivo 2012 Alumnos
COSTOS: Pieza natural (barra): 80 pesos, Pieza vieja (barra): 150 pesos
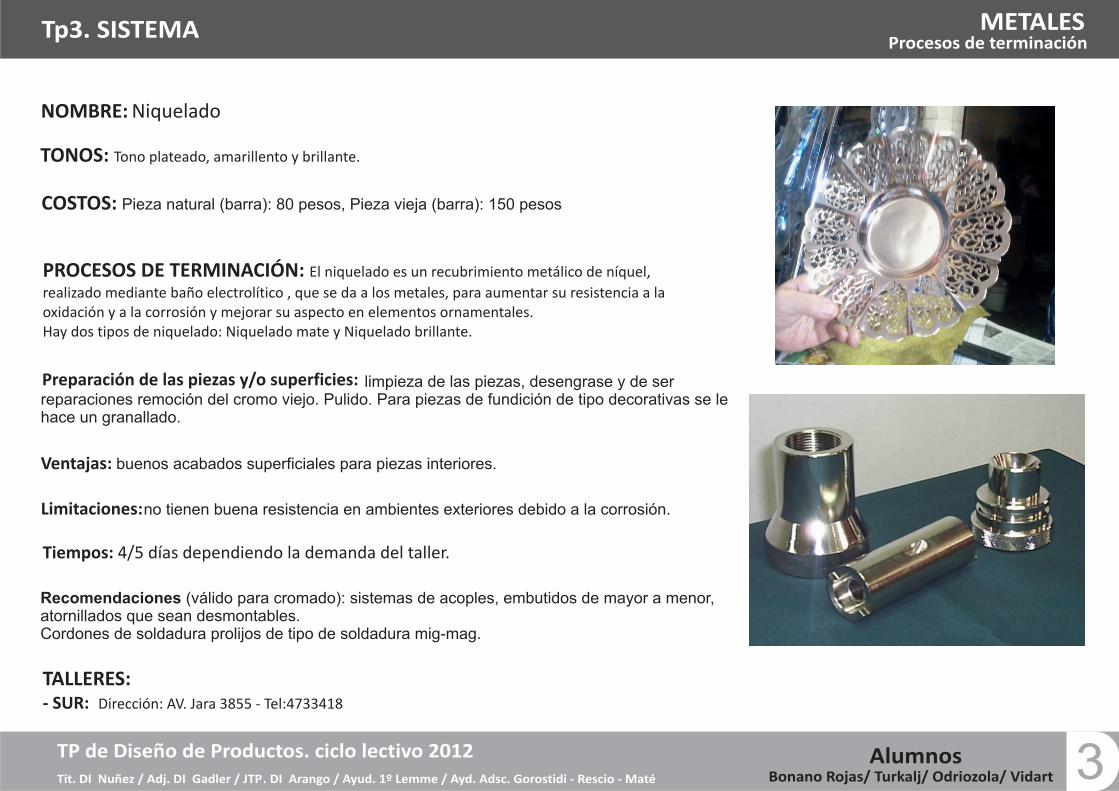
PROCESOS DE TERMINACIÓN: El niquelado es un recubrimiento metálico de níquel,
realizado mediante baño electrolítico , que se da a los metales, para aumentar su resistencia a la oxidación y a la corrosión y mejorar su aspecto en elementos ornamentales.Hay dos tipos de niquelado: Niquelado mate y Niquelado brillante.
TALLERES:- SUR: Dirección: AV. Jara 3855 - Tel:4733418
Ventajas: buenos acabados superficiales para piezas interiores.
Limitaciones:
Tiempos: 4/5 días dependiendo la demanda del taller.
TONOS: Tono plateado, amarillento y brillante.
3
NOMBRE: Niquelado
limpieza de las piezas, desengrase y de ser reparaciones remoción del cromo viejo. Pulido. Para piezas de fundición de tipo decorativas se le hace un granallado.
no tienen buena resistencia en ambientes exteriores debido a la corrosión.
Recomendaciones (válido para cromado): sistemas de acoples, embutidos de mayor a menor, atornillados que sean desmontables.Cordones de soldadura prolijos de tipo de soldadura mig-mag.
Bonano Rojas/ Turkalj/ Odriozola/ Vidart

Tit. DI Nuñez / Adj. DI Gadler / JTP. DI Arango / Ayud. 1º Lemme / Ayd. Adsc. Gorostidi - Rescio - Maté
Tp3. SISTEMA METALESProcesos de terminación
TP de Diseño de Productos. ciclo lectivo 2012 Alumnos
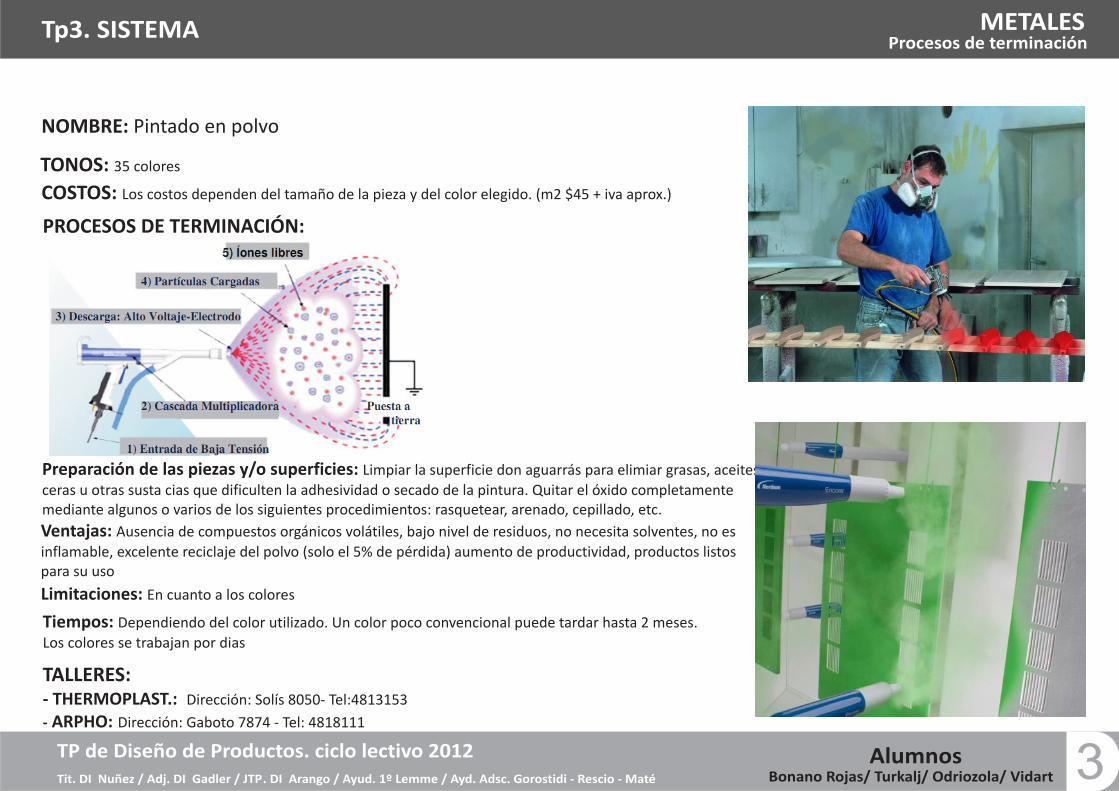
NOMBRE: Pintado en polvo
COSTOS: Los costos dependen del tamaño de la pieza y del color elegido. (m2 $45 + iva aprox.)
PROCESOS DE TERMINACIÓN:
TALLERES:- THERMOPLAST.: Dirección: Solís 8050- Tel:4813153
- ARPHO: Dirección: Gaboto 7874 - Tel: 4818111
Preparación de las piezas y/o superficies: Limpiar la superficie don aguarrás para elimiar grasas, aceites,
ceras u otras susta cias que dificulten la adhesividad o secado de la pintura. Quitar el óxido completamentemediante algunos o varios de los siguientes procedimientos: rasquetear, arenado, cepillado, etc.
Ventajas: Ausencia de compuestos orgánicos volátiles, bajo nivel de residuos, no necesita solventes, no es
inflamable, excelente reciclaje del polvo (solo el 5% de pérdida) aumento de productividad, productos listos para su uso
Limitaciones: En cuanto a los colores
Tiempos: Dependiendo del color utilizado. Un color poco convencional puede tardar hasta 2 meses.
Los colores se trabajan por dias
TONOS: 35 colores
3 Bonano Rojas/ Turkalj/ Odriozola/ Vidart
Tit. DI Nuñez / Adj. DI Gadler / JTP. DI Arango / Ayud. 1º Lemme / Ayd. Adsc. Gorostidi - Rescio - Maté
Tp3. SISTEMA METALESProcesos de terminación
TP de Diseño de Productos. ciclo lectivo 2012 Alumnos
NOMBRE: Pintado en polvo
COSTOS: Los costos dependen del tamaño de la pieza y del color elegido. (m2 $45 + iva aprox.)
PROCESOS DE TERMINACIÓN:
TALLERES:- THERMOPLAST.: Dirección: Solís 8050- Tel:4813153
- ARPHO: Dirección: Gaboto 7874 - Tel: 4818111
Preparación de las piezas y/o superficies: Limpiar la superficie don aguarrás para elimiar grasas, aceites,
ceras u otras susta cias que dificulten la adhesividad o secado de la pintura. Quitar el óxido completamentemediante algunos o varios de los siguientes procedimientos: rasquetear, arenado, cepillado, etc.
Ventajas: Ausencia de compuestos orgánicos volátiles, bajo nivel de residuos, no necesita solventes, no es
inflamable, excelente reciclaje del polvo (solo el 5% de pérdida) aumento de productividad, productos listos para su uso
Limitaciones: En cuanto a los colores
Tiempos: Dependiendo del color utilizado. Un color poco convencional puede tardar hasta 2 meses.
Los colores se trabajan por dias
TONOS: 35 colores
3 Bonano Rojas/ Turkalj/ Odriozola/ Vidart