tipos de mantenimiento
DESCRIPTION
mantenimientoTRANSCRIPT

Universidad Nacional
“Pedro Ruiz Gallo”
TIPOS DE MANTENIMIENTO
CURSO : INGENIERIA DE MANTENIMIENTO
DOCENTE : Ing. Jorge Tello Rodríguez
ALUMNOS :
Agurto Mesones Juan Carlos.
Castrillón Núñez Rogger
Montenegro Días Marcos
Paz Panta Roberto
Torres Carranza Víctor
Zevallos Diez Michael
Lambayeque, Enero Del 2012

Ingeniería de Mantenimiento
INTRODUCCION:
La Ingeniería del Mantenimiento (IM) es la disciplina o profesión que aplica los Conocimientos, métodos o instrumentos de la ciencia al mantenimiento de estructuras, máquinas, aparatos, dispositivos o procesos. La IM es pues la parte más científica del mantenimiento y su Objetivo principal es la mejora continua de los resultados tanto técnicos como económicos del Área de mantenimiento. La IM propone el uso de técnicas estadísticas, métodos de trabajo, análisis de comportamientos de equipos y materiales, etc., que no pueden ser abordados por el técnico sumergido en el día a día de un departamento de mantenimiento.
Así, la IM se ocupa entre otras de diferentes actividades:
Elaboración de planes de mantenimiento Auditorias técnicas, que evalúan el estado de las instalaciones Auditorías de gestión, que evalúan la forma de gestionar el departamento de
mantenimiento Análisis de fallos Implantación de modelos de gestión de mantenimiento, como RCM o TPM Implantación de sistemas de información.
Algunas empresas han creado subdepartamentos apartados del día a día absorbente que tiene elMantenimiento, dedicado exclusivamente al desarrollo y aplicación de mejoras en el mantenimiento de sus instalaciones. Otras, con menos capacidad o menos recursos, prefieren contratar de forma externa las necesidades de IM que identifican.
CONCEPTO DE MANTENIMIENTO:
“Control constante de las instalaciones y/o componentes, así como del conjunto de trabajar de reparación y revisión necesarios para garantizar el funcionamiento regular y el buen estado de conservación de un sistema”
OBJETIVOS:
Evitar, reducir y, en su caso reparar los fallos. Disminuir la gravedad de los fallos que no se pueden evitar. Evitar detenciones inútiles o paros de máquinas. Evitar accidentes. Conservar los bienes productivos en condiciones seguras de operación. Reducir costes. Prolongar la vida útil de los bienes.

TIPOS DE MANTENIMIENTO:
Mantenimiento correctivo Mantenimiento preventivo Mantenimiento predictivo Mantenimiento sistemático Mantenimiento productivo total
MANTENIMIENTO CORRECTIVO
Se entiende por mantenimiento correctivo la corrección de las averías o fallas, cuando éstas se
presentan. Es la habitual reparación tras una avería que obligó a detener la instalación o máquina
afectada por el fallo.
Históricamente, el mantenimiento nace como servicio a la producción. Lo que se denomina
Primera Generación del Mantenimiento cubre el periodo que se extiende desde el inicio de la
revolución industrial hasta la Primera Guerra Mundial. En estos días la industria no estaba
altamente mecanizada, por lo que el tiempo de paro de maquina no era de mayor importancia. Esto
Significaba que la prevención de las fallas en los equipos no era una prioridad para la mayoría de
los gerentes. A su vez, la mayoría de los equipos eran simples, y una gran cantidad estaba
sobredimensionada. Esto hacía que fueran fiables y fáciles de reparar. Como resultado no había
necesidad de un mantenimiento sistemático más allá de limpieza y lubricación, y por ello la base
del mantenimiento era puramente correctiva.
Las posteriores generaciones del mantenimiento trajeron el preventivo, sistemático, el predictivo, el
proactivo, el mantenimiento basado en fiabilidad, etc. Y aun así, una buen parte de las empresas
basan su mantenimiento exclusivamente en la reparación de averías que surgen, e incluso algunas
importantes empresas sostienen que esta forma de actuar es la más rentable. En otras muchas, las
tareas correctivas suponen un alto porcentaje de su actividad y son muy pocas las empresas que
han planteado como objetivo reducir a cero este tipo de tareas (objetivo cero averías) y muchas
menos las que lo han conseguido.

DIFERENTES TIPOS DE MANTENIMIENTO CORRECTIVO:
PROGRAMADO Y NO PROGRAMADO
Existen dos formas diferenciadas de mantenimiento correctivo: el programado y no programado.
La diferencia entre ambos radica en que mientras el no programado supone la reparación de la
falla inmediatamente después de presentarse, el mantenimiento correctivo programado o
planificado supone la corrección de la falla cuando se cuenta con el personal, las herramientas, la
información y los materiales necesarios y además el momento de realizar la reparación se adapta a
las necesidades de producción. La decisión entre corregir un fallo de forma planificada o de forma
inmediata suele marcarla la importancia del equipo en el sistema productivo: si la avería supone la
parada inmediata de un equipo necesario, la reparación comienza sin una planificación previa. Si
en cambio, puede mantenerse el equipo o la instalación operativa aún con ese fallo presente,
puede posponerse la reparación hasta que llegue el momento más adecuado.
La distinción entre correctivo programado y correctivo no programado afecta en primer lugar a la
producción.
No tiene la misma afección el plan de producción si la parada es inmediata y Sorpresiva que si se
tiene cierto tiempo para reaccionar.
Por tanto, mientras el correctivo no programado es claramente una situación indeseable desde el
punto de vista de la producción, los compromisos con clientes y los ingresos, el correctivo
programado es menos agresivo con todos ellos.
MANTENIMIENTO CORRECTIVO COMO BASE DEL MANTENIMIENTO
Muchas empresas optan por el mantenimiento correctivo, es decir, la reparación de averías cuando
surgen, como base de su mantenimiento: más del 90% del tiempo y de los recursos empleados en
mantenimiento se destinan a la reparación de fallos.
El mantenimiento correctivo como base del mantenimiento tiene algunas ventajas indudables:
No genera gastos fijos. No es necesario programar ni prever ninguna actividad. Solo se gasta dinero cuanto está claro que se necesita hacerlo. A corto plazo puede ofrecer un buen resultado económico. Hay equipos en los que el mantenimiento preventivo no tiene ningún efecto, como los
dispositivos electrónicos.
Esas son las razones que en muchas empresas inclinan la balanza hacia el correctivo. No
obstante, estas empresas olvidan que el correctivo también tiene importantes inconvenientes:
La producción se vuelve impredecible y poco fiable. Las paradas y fallos pueden producirse en cualquier momento. Desde luego, no es un absoluto recomendable basar el mantenimiento en las intervenciones correctivas en plantas con un alto valor añadido del producto final, en plantas que requieren una alta fiabilidad.
La vida útil de los equipos se acorta.

Impide el diagnostico fiable de las causas que provocan la falla, pues se ignora si fallo por mal trato, por abandono, por desconocimiento de manejo, por desgaste natural, etc. Por ello la avería puede repetirse una y otra vez.
Hay tareas que siempre son rentables en cualquier tipo de equipo. Difícilmente puede justificarse su no realización en base a criterios económicos: los engrases, las limpiezas, las inspecciones visuales y los ajustes. Determinados equipos necesitan además continuos ajustes, vigilancia, engrase, incluso para no funcionar durante cortos periodos de tiempo.
Los seguros de maquinaria o de gran avería suelen excluir los riesgos derivados de la no realización del mantenimiento programado indicado por el fabricante del equipo.
Las averías y los comportamientos anormales no solo ponen en riesgo la producción, también pueden suponer accidentes con riesgos para las personas o para el medio ambiente.
Basar el mantenimiento en la corrección de fallos supone contar con técnicos muy calificados, con un stock de repuestos importantes, con medios técnicos variados, etc.
En la mayor parte de las empresas difícilmente las ventajas del correctivo puro superarán a sus inconvenientes. La mayor parte de las empresas que basan su mantenimiento en las tareas de tipo correctivo no han analizado en profundidad si esta es la manera más rentable y segura de abordar el mantenimiento, y actúan así por otras razones.
VENTAJAS, DESVENTAJAS Y APLICACIONES DEL MANTENIMIENTO CORRECTIVO
VENTAJAS:
No se requiere una gran infraestructura técnica ni elevada capacidad de análisis. Máximo aprovechamiento de la vida útil de los equipos.
DESVENTAJAS:
Las averías se presentan de forma imprevista lo que origina trastornos a la producción.
Riesgo de fallos de elementos difíciles de adquirir, lo que implica la necesidad de un
“stock” de repuestos importante.
Baja calidad del mantenimiento como consecuencia del poco tiempo disponible para
reparar.
APLICACIONES:
Cuando el coste total de las paradas ocasionadas sea menor que el coste total de las acciones preventivas.
Esto sólo se da en sistemas secundarios cuya avería no afectan de forma importante a
la producción.
Estadísticamente resulta ser el aplicado en mayor proporción en la mayoría de las
industrias.

TAREAS DE MANTENIMIENTO CORRECTIVO
Son las tareas que se realizan con intención de recuperar la funcionabilidad del elemento o sistema, tras la pérdida de su capacidad para realizar la función o las prestaciones que se requieren. Una tarea de mantenimiento correctivo típica consta de las siguientes actividades:
Detección del fallo. Localización del fallo. Desmontaje. Recuperación y sustitución. Montaje. Pruebas. Verificación.
En la Figura se muestra una representación gráfica de la tarea de mantenimiento Correctivo. La duración de la tarea se representa por DMTc, que representa el tiempo transcurrido necesario para la conclusión con éxito de la tarea de mantenimiento correctivo.

MANTENIMIENTO PREVENTIVO
La finalidad del mantenimiento preventivo es: Encontrar y corregir los problemas menores antes de que estos provoquen fallas. El mantenimiento preventivo puede ser definido como una lista completa de actividades, todas ellas realizadas por; usuarios, operadores, y mantenimiento. Para asegurar el correcto funcionamiento de la planta, edificios. Máquinas, equipos, vehículos, etc.
Definición.
Como su nombre lo indica el mantenimiento preventivo se diseño con la idea de prever y anticiparse a los fallos de las maquinas y equipos, utilizando para ello una serie de datos sobre los distintos sistemas y subsistemas e inclusive partes.
Bajo esa premisa se diseña el programa con frecuencias calendario o uso del equipo, para realizar cambios de subensambles, cambio de partes, reparaciones, ajustes, cambios de aceite y lubricantes, etc., a maquinaria, equipos e instalaciones y que se considera importante realizar para evitar fallos.
Es importante trazar la estructura del diseño incluyendo en ello las componentes de Conservación, Confiabilidad, Mantenibilidad, y un plan que fortalezca la capacidad de gestión de cada uno de los diversos estratos organizativos y empleados sin importar su localización geográfica, ubicando las responsabilidades para asegurar el cumplimiento.
El mantenimiento preventivo puede variar de simples rutas de lubricación o inspección hasta el más complejo sistema de monitoreo en tiempo real de las condiciones de operación de los equipos.
VENTAJAS, DESVENTAJAS Y APLICACIONES DEL MANTENIMIENTO PREVENTIVO
VENTAJAS:
Importante reducción de paradas imprevistas en equipos.
Solo es adecuado cuando, por la naturaleza del equipo, existe una cierta relación entre
probabilidades de fallo y duración de vida.
DESVENTAJAS:
No se aprovecha la vida útil completa del equipo.
Aumenta el gasto y disminuye la disponibilidad si no se elige convenientemente la
frecuencia de las acciones preventivas.
APLICACIONES:
Equipos de naturaleza mecánica o electromecánica sometidos a desgaste seguro. Equipos cuya relación fallo-duración de vida es bien conocida.
TAREAS DE MANTENIMIENTO PREVENTIVO

Es una tarea que se realiza para reducir la probabilidad de fallo del elemento o sistema, para maximizar el beneficio operativo. Una tarea de mantenimiento preventivo típica consta de las siguientes actividades de mantenimiento:
Desmontaje. Recuperación o sustitución. Montaje. Pruebas. Verificación.
En la Figura se da una representación gráfica de la tarea de mantenimiento Preventivo. La duración de la tarea se representa por DMTp, que representa el tiempo transcurrido necesario para la conclusión con éxito de la tarea de mantenimiento preventivo.

MANTENIMIENTO PREDICTIVO
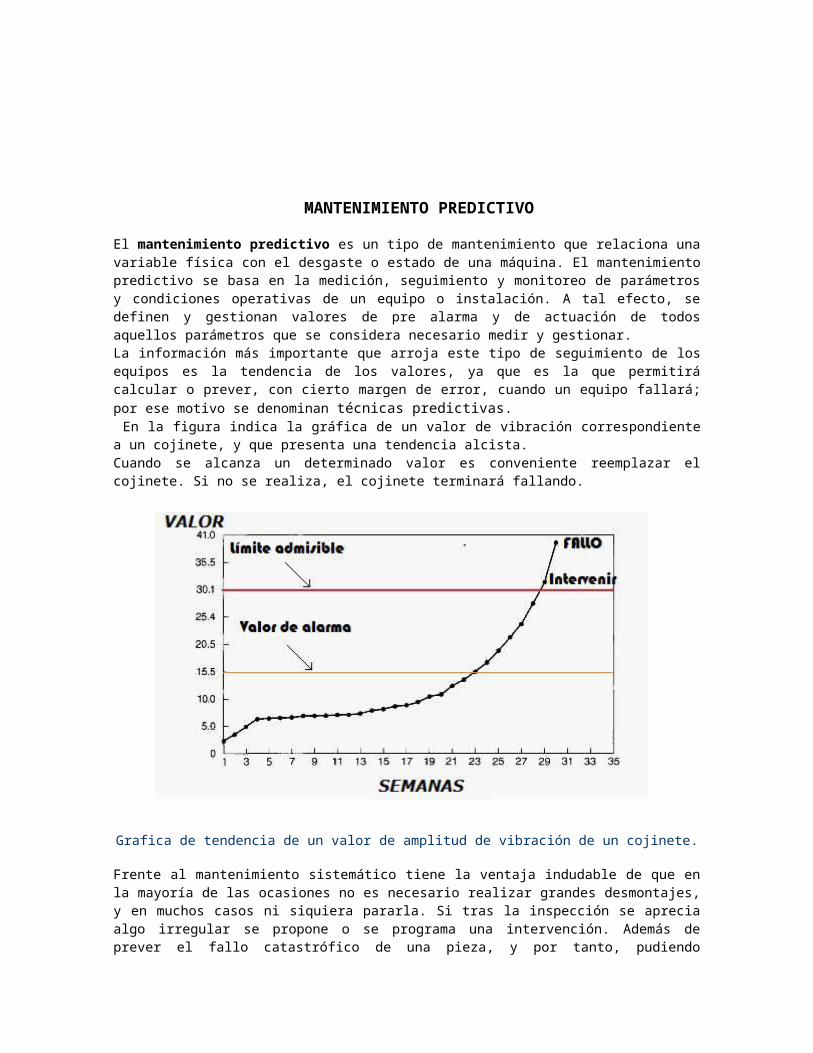
El mantenimiento predictivo es un tipo de mantenimiento que relaciona una variable física con el desgaste o estado de una máquina. El mantenimiento predictivo se basa en la medición, seguimiento y monitoreo de parámetros y condiciones operativas de un equipo o instalación. A tal efecto, se definen y gestionan valores de pre alarma y de actuación de todos aquellos parámetros que se considera necesario medir y gestionar.La información más importante que arroja este tipo de seguimiento de los equipos es la tendencia de los valores, ya que es la que permitirá calcular o prever, con cierto margen de error, cuando un equipo fallará; por ese motivo se denominan técnicas predictivas. En la figura indica la gráfica de un valor de vibración correspondiente a un cojinete, y que presenta una tendencia alcista.Cuando se alcanza un determinado valor es conveniente reemplazar el cojinete. Si no se realiza, el cojinete terminará fallando.
Grafica de tendencia de un valor de amplitud de vibración de un cojinete.
Frente al mantenimiento sistemático tiene la ventaja indudable de que en la mayoría de las ocasiones no es necesario realizar grandes desmontajes, y en muchos casos ni siquiera pararla. Si tras la inspección se aprecia algo irregular se propone o se programa una intervención. Además de prever el fallo catastrófico de una pieza, y por tanto, pudiendo anticiparse a éste, las técnicas de mantenimiento predictivo ofrecen una ventaja adicional: la compra de repuestos se realiza cuando se necesita, eliminando pues stocks (capital inmovilizado)Las técnicas predictivas que habitualmente se emplean en la industria y en el mantenimiento son las siguientes:
Análisis de vibraciones, que es la estrella de las técnicas predictivas. Boroscopias. Termografías. Análisis de aceites. Control de espesores en equipos estáticos. Inspecciones visuales. Lectura de indicadores.

La razón fundamental por la que el mantenimiento predictivo ha tenido un notable desarrollo en los últimos tiempos hay que buscarla en un error cometido tradicionalmente por los ingenieros de mantenimiento para estimar la realización de tareas de mantenimiento de carácter preventivo: las“curvas de bañera”, detalladas en la figura 2, que representan la probabilidad de fallo frente al tiempo de uso de la máquina, y que se suponían ciertas y lógicas, han resultado no corresponder con la mayoría de los elementos que componen un equipo. En estas curvas se reconocían tres zonas:
Zona inicial, de baja fiabilidad, por averías infantiles Zona de fiabilidad estable, o zona de madurez del equipo Zona final, nuevamente de baja fiabilidad, o zona de envejecimiento.
Como se daba por cierta esta curva para cualquier equipo, se suponía que transcurrido un tiempo(La vida útil del equipo), éste alcanzaría su etapa de envejecimiento, en el que la fiabilidad disminuiría mucho, y por tanto, la probabilidad de fallo aumentaría en igual proporción. De esta manera, para alargar la vida útil del equipo y mantener controlada su probabilidad de fallo era conveniente realizar una serie de tareas en la zona de envejecimiento, algo parecido a un ‘lifting’, para que la fiabilidad aumentara.
VENTAJAS, DESVENTAJAS Y APLICACIONES DEL MANTENIMIENTO PREDICTIVO
VENTAJAS:
Determinación óptima del tiempo para realizar el mantenimiento preventivo.
Ejecución sin interrumpir el funcionamiento normal de equipos e instalaciones.
Mejora el conocimiento y el control del estado de los equipos.
DESVENTAJAS:
Requiere personal mejor formado e instrumentación de análisis costosa.
No es viable una monitorización de todos los parámetros funcionales significativos, por
lo que pueden presentarse averías no detectadas por el programa de vigilancia. Se pueden presentar averías en el intervalo de tiempo comprendido entre dos medidas
consecutivas.APLICACIONES:
Maquinaria rotativa. Motores Eléctricos. Equipos Estáticos. Instrumentación.
TAREAS DE MANTENIMIENTO PREDICTIVO
La tarea de mantenimiento Predictivo se basa en actividades de vigilancia de la condición que se realizan para determinar el estado físico de un elemento o sistema. Por tanto, el objetivo de la vigilancia de la condición, sea cual sea su forma, es la observación de los parámetros que suministran información sobre los cambios en la condición y/o en las prestaciones del elemento o sistema. La filosofía de la vigilancia de la condición es por tanto la evaluación de la condición en ese momento del elemento o sistema, mediante el uso de técnicas, para determinar la necesidad de realizar una tarea de mantenimiento preventivo, que pueden variar desde los simples sentidos humanos hasta un instrumental complejo.Una tarea de mantenimiento condicional consta de las siguientes actividades de mantenimiento:
• Evaluación de la condición.• Interpretación de la condición.• Toma de decisiones.
En la Figura se muestra una representación gráfica de la tarea de mantenimiento Predictivo. La duración de la tarea se representa por DMTm, que indica el tiempo transcurrido necesario para la conclusión con éxito de la tarea de mantenimiento Predictivo.

TECNICAS PREDICTIVAS – MANTENIMIENTO PREDICTIVO
ANALISIS DE VIBRACIONES
Esta técnica del mantenimiento predictivo se basa en la detección de fallos en equipos rotativos principalmente, a través del estudio de los niveles de vibración. El objetivo final es obtener la representación del espectro de las vibraciones de un equipo en funcionamiento para su posterior análisis.
Para aplicarla de forma efectiva y obtener conclusiones representativas y válidas, es necesario conocer determinados datos de la máquina como son la velocidad de giro, el tipo de cojinetes, de correas, número de alabes o de palas, etc., y elegir los puntos adecuados de medida. También es necesario seleccionar el analizador más adecuado a los equipos existentes en la planta.
Analizador de vibraciones de la firma HAMMERHEAD
PARÁMETROS DE LAS VIBRACIONES
Los parámetros que definen la vibración son los siguientes:
Frecuencia: Es el tiempo necesario para completar un ciclo vibratorio. En los análisis de vibración se usan los CPM (ciclos por segundo) o HZ (hercios).
Desplazamiento: Es la distancia total que describe el elemento vibrante, desde un extremo al otro de su movimiento. Es una cantidad vectorial que describe el cambio de posición de un cuerpo o partícula respecto a un sistema de referencia.
Velocidad. Es un valor relacionado con los parámetros anteriores. Es un vector que especifica la derivada del desplazamiento en el tiempo.
Aceleración. Es un vector que especifica la derivada de la velocidad en el tiempo. Dirección: Las vibraciones pueden producirse en 3 direcciones lineales y 3 rotacionales.

NORMAS DE SEVERIDAD
Una guía de referencia para distinguir entre lo que puede entenderse como un funcionamiento normal o admisible de la máquina y un nivel de alerta lo constituyen normas como la ISO 2372.
Tabla 1 Normas de severidad de la vibración según ISO 2372
FALLOS DETECTABLES POR VIBRACIONES EN MÁQUINAS ROTATIVAS
Los fallos que pueden detectarse mediante el análisis de vibraciones son los siguientes:
Desequilibrios Eje curvado Desalineamiento Problemas electromagnéticos. Problemas de sujeción a bancada Holguras excesivas Mal estado de rodamientos y cojinetes Torbellinos de aceite. Resonancia.

TERMOGRAFIAS
Técnica que utiliza la fotografía de rayos infrarrojos para detectar zonas calientes en dispositivos electromecánicos, que ayudan a localizar fuentes de calor anómalas. Detecta, sin contacto físico con el elemento bajo análisis, cualquier falla que se manifieste en un cambio de la temperatura, midiendo los niveles de radiación dentro del espectro infrarrojo.Para ello es preciso hacer un seguimiento que nos permita comparar periódicamente la imagen térmica actual con la normal de referencia.
En general, un fallo electromecánico antes de producirse se manifiesta generando e intercambiando calor. Este calor se traduce habitualmente en una elevación de temperatura que puede ser súbita, pero, por lo general y dependiendo del objeto, se presenta de forma gradual, manifestando pequeñas variaciones con el tiempo.
Si es posible detectar, comparar y determinar dicha variación, entonces se pueden detectar fallos que comienzan a gestarse y que pueden producir en el futuro cercano o a mediano plazo una parada de planta y/o un siniestro afectando personas e instalaciones. Esto permite la reducción de los tiempos de parada al minimizar la probabilidad de paradas imprevistas, no programadas, gracias a su aporte en cuanto a la planificación de las reparaciones y del mantenimiento.
APLICACIONES DE LA TERMOGRAFIA
Las termografías pueden ser aplicadas en cualquier situación donde un problema o condición pueda ser visualizado por medio de una diferencia de temperatura. Una termografía puede tener aplicación en cualquier área siempre y cuando esta tenga que ver con variación de temperatura.Los puntos de aplicación más importantes de una termografía son los siguientes:
Inspección de la subestación eléctrica Inspección de transformadores Inspección de las líneas eléctricas de alta tensión Inspección de embarrados y de cabinas de control de motores (CCM) Localización de fallas internas laminares en el núcleo del estator del alternador Inspección del estado de los equipos de excitación del alternador Inspección del estado de escobillas, en motores y en alternador Inspección de motores eléctricos en el sistema de refrigeración, de alimentación de caldera
y sistema compresión de gas (rodamientos, cojinetes, acoplamientos y alineación Inspección de tuberías del ciclo agua-vapor de caldera, para comprobar daños o defectos
de aislamiento Inspección del aislamiento del cuerpo de la caldera Inspección de intercambiadores de calor Inspección del condensador

INSPECCIONES BOROSCÓPICAS
Las inspecciones boroscópicas son inspecciones visuales en lugares inaccesibles para el ojo humano con la ayuda de un equipo óptico, el boroscopio. Se desarrolló en el área industrial a raíz del éxito de las endoscopias en humanos y animales.
El boroscopio, también llamado videoscopio o videoboroscopio, es un dispositivo largo y delgado en forma de varilla flexible. En el interior de este tubo hay un sistema telescópico con numerosas lentes, que aportan una gran definición a la imagen. Además, está equipado con una poderosa fuente de luz. Un ejemplo puede verse en las figuras.
La imagen resultante puede verse en la lente principal del aparato, en un monitor, o ser registrada en un videograbador para su análisis posterior.El boroscopio es sin duda otra de las herramientas imprescindibles para acometer trabajos de inspección en las partes internas de determinadas máquinas sin realizar grandes desmontajes.Así, se utiliza ampliamente para la observación de las partes internas de motores térmicos (motores alternativos de combustión interna, turbinas de gas y turbinas de vapor), y para observar determinadas partes de calderas, como haces tubulares o domos.Se usa no sólo en tareas de mantenimiento predictivo rutinario, sino también en auditorias técnicas, para determinar el estado interno del equipo ante una operación de compra, de evaluación de una empresa contratista o del estado de una instalación para acometer una ampliación o renovar equipos.Entre las ventajas de este tipo de inspecciones están la facilidad para llevarla a cabo sin apenas tener que desmontar nada y la posibilidad de guardar las imágenes, para su consulta posterior.

INSPECCIONES POR ULTRASONIDOS
El análisis por ultrasonido estudia las ondas de sonido de alta frecuencia producidas por determinados equipos e instalaciones y que no son audibles por estar fuera del rango de captación del oído humano (20 a 20000 Hz). El análisis y la detección de estos sonidos de alta frecuencia permiten, entre otras cosas:
Detección de fricción en máquinas rotativas. Detección de fallas y/o fugas en válvulas. Detección de fugas de fluidos. Detección de pérdidas de vacío. Detección de "arco eléctrico". Verificación de la integridad de juntas de recintos estancos.
Equipo de inspección por ultrasonidos
Esta tecnología se basa en que casi todas las fricciones mecánicas, arcos eléctricos y fugas de presión o vacío producen ultrasonido en frecuencias cercanas a los 40.000 Hertz, y de unas características que lo hacen muy interesante para su aplicación en mantenimiento predictivo: las ondas sonoras son de corta longitud atenuándose rápidamente sin producir rebotes. Por esta razón, el ruido ambiental por más intenso que sea, no interfiere en la detección del ultrasonido.Además, la alta direccionalidad del ultrasonido en 40 Khz. permite con rapidez y precisión la ubicación del fallo.

ANÁLISIS DE ACEITE
El análisis de aceites de lubricación, técnica aplicable a trafos y a equipos rotativos, suministra numerosa información utilizable para diagnosticar el desgaste interno del equipo, el estado del lubricante y el ambiente en el que trabaja la máquina, según puede verse en la figura.
En general se aplica a los siguientes equipos:
Motores de combustión interna: grupos electrógenos, moto generadores, motores de gasoil del sistema contra incendios, etc.
Turbina de gas y de vapor Reductores o multiplicadores de gran tamaño Sistemas hidráulicos Alternadores Transformadores Bombas de gran tamaño Reductores de ventiladores
El estado del equipo se determina estableciendo el grado de contaminación del aceite debido a la presencia de partículas de desgaste o sustancias ajenas a este. El estado del aceite se determina comprobando la contaminación del aceite y la degradación que ha sufrido, es decir, la pérdida de capacidad de lubricar causada por una variación de sus propiedades físicas y químicas y sobre todo, las de sus aditivos. La contaminación del aceite se puede determinar cuantificando en una muestra del lubricante, el contenido de partículas metálicas, agua, materias carbonosas y partículas insolubles. La degradación se puede evaluar midiendo la viscosidad, la detergencia, la acidez y la constante dieléctrica.
Es conveniente indicar que la contaminación y la degradación no son fenómenos independientes, ya que la contaminación es causante de degradación y esta última puede propiciar un aumento de la contaminación.

MANTENIMIENTO PRODUCTIVO TOTAL
El TPM (Mantenimiento Productivo Total) surgió en Japón gracias a los esfuerzos del Japan Institute of Plant Maintenance (JIPM) como un sistema destinado a lograr la eliminación de las llamadas <seis grandes pérdidas> del proceso productivo, y con el objetivo de facilitar la implantación de la forma de trabajo “Just in Time” o “justo a tiempo”. TPM es una filosofía de mantenimiento cuyo objetivo es eliminar las pérdidas en producción debidas al estado de los equipos, o en otras palabras, mantener los equipos en disposición para producir a su capacidad máxima productos de la calidad esperada, sin paradas no programadas. Esto supone:
Cero Averías. Cero Tiempos Muertos. Cero Defectos achacables a un mal estado de los equipos Sin Pérdidas de rendimiento o de capacidad productiva debidos al estado de los equipos.
Se entiende entonces perfectamente el nombre: Mantenimiento Productivo Total, o mantenimiento que aporta una productividad máxima o total.
El mantenimiento ha sido visto tradicionalmente con una parte separada y externa al proceso productivo. TPM emergió como una necesidad de integrar el departamento de mantenimiento y el de operación o producción para mejorar la productividad y la disponibilidad. En una empresa en la que TPM se ha implantado toda la organización trabaja en el mantenimiento y en la mejora de los equipos. Se basa en cinco principios fundamentales:
Participación de todo el personal, desde la alta dirección hasta los operarios de planta. Incluir a todos y cada uno de ellos permite garantizar el éxito del objetivo.
Creación de una cultura corporativa orientada a la obtención de la máxima eficacia en el sistema de producción y gestión de los equipos y maquinarias. Se busca la <eficacia global>.
Implantación de un sistema de gestión de las plantas productivas tal que se facilite la eliminación de las pérdidas antes de que se produzcan.
Implantación del mantenimiento preventivo como medio básico para alcanzar el objetivo de cero pérdidas mediante actividades integradas en pequeños grupos de trabajo y apoyado en el soporte que proporciona el mantenimiento autónomo.
Aplicación de los sistemas de gestión de todos los aspectos de la producción, incluyendo diseño y desarrollo, ventas y dirección.
Desde la filosofía del TPM se considera que una máquina parada para efectuar un cambio, una máquina averiada, una máquina que no trabaja al 100% de su capacidad o que fabrica productos defectuosos está en una situación intolerable que produce pérdidas a la empresa. La máquina debe considerarse improductiva en todos esos casos, y deben tomarse las acciones correspondientes tendentes a evitarlos en el futuro. TPM identifica seis fuentes de pérdidas (denominadas las <seis grandes pérdidas>) que reducen la efectividad por interferir con la producción:
1. Fallas del equipo, que producen pérdidas de tiempo inesperadas.
2. Puesta a punto y ajustes de las máquinas (o tiempos muertos) que producen pérdidas de tiempo al iniciar una nueva operación u otra etapa de ella. Por ejemplo, al inicio en la mañana, al cambiar de lugar de trabajo, al cambiar una matriz o molde, o al hacer un ajuste.
3. Marchas en vacío, esperas y detenciones menores (averías menores) durante la operación normal que producen pérdidas de tiempo, ya sea por problemas en la instrumentación, pequeñas obstrucciones, etc.

4. Velocidad de operación reducida (el equipo no funciona a su capacidad máxima), que produce pérdidas productivas al no obtenerse la velocidad de diseño del proceso.
5. Defectos en el proceso, que producen pérdidas productivas al tener que rehacer partes de él, reprocesar productos defectuosos o completar actividades no terminadas.
6. Pérdidas de tiempo propias de la puesta en marcha de un proceso nuevo, marcha en vacío, periodo de prueba, etc.
El análisis cuidadoso de cada una de estas causas de baja productividad conduce a estudiar propuestas para eliminar esas causas. Es fundamental que el análisis sea realizado en conjunto porel personal de producción y el de mantenimiento, porque los problemas que causan la baja productividad son de ambos tipos y las soluciones deben ser adoptadas en forma integral para que tengan éxito.
IMPLANTACION DEL MANTENIMIENTO PRODUCTIVO TOTAL (TPM)
Desde un punto de vista práctico, implantar TPM en una organización significa que el mantenimiento está perfectamente integrado en la producción. Así, determinados trabajos de mantenimiento se han transferido al personal de producción, que ya no siente el equipo como algo que reparan y atienden otros, sino como algo propio que tienen que cuidar y mimar: el operador siente el equipo como suyo.Supone diferenciar el mantenimiento en tres niveles:
El nivel de operador, que se ocupará de tareas de mantenimiento operativo muy sencillas, como limpiezas, ajustes, vigilancia de parámetros y la reparación de pequeñas averías.
Nivel de técnico integrado. Dentro del equipo de producción hay al menos una persona de mantenimiento que trabaja conjuntamente con el personal de producción, es uno más de ellos. Esta persona resuelve problemas de más calado, para el que se necesitan mayores conocimientos. Pero está allí, cercano, no es necesario avisar a nadie o esperar. El repuesto también está descentralizado: cada línea productiva, incluso cada máquina, tiene cerca lo que requiere.
Para intervenciones de mayor nivel, como revisiones programadas que impliquen desmontajes complejos, ajustes delicados, etc., se cuenta con un departamento de mantenimiento no integrado en la estructura de producción.
La implicación del operador en tareas de mantenimiento logra que éste comprenda mejor la máquina e instalaciones que opera, sus características y capacidades, su criticidad; ayuda al trabajo en grupo, y facilita compartir experiencias y aprendizajes mutuos; y con todo esto, se mejora la motivación del personal.

MANTENIMIENTO CENTRADO EN CONFIABILIDAD (RCM)
RCM o Reliability Centred Maintenance, (Mantenimiento Centrado en Fiabilidad/Confiabilidad) es una técnica más dentro de las posibles para elaborar un plan de mantenimiento en una planta industrial y que presenta algunas ventajas importantes sobre otras técnicas. Inicialmente fue desarrollada para el sector de aviación, donde los altos costes derivados de la sustitución sistemática de piezas amenazaban la rentabilidad de las compañías aéreas. Posteriormente fue trasladada al campo industrial, después de comprobarse los excelentes resultados que había dado en el campo aeronáutico.
RCM se basa en analizar los fallos potenciales que puede tener una instalación, sus consecuencias y la forma de evitarlos. Fue documentado por primera vez en un informe escrito por F.S. Nowlan y H.F. Heap y publicado por el Departamento de Defensa de los Estados Unidos de América en 1978. Desde entonces, el RCM ha sido usado para diseñar el mantenimiento y la gestión de activos en todo tipo de actividad industrial y en prácticamente todos los países industrializados del mundo. Este proceso definido por Nowlan y Heap sirvió de base para el desarrollo del RCM, que ha sido mejorado y refinado con su uso y con el paso del tiempo. Muchas de las posteriores evoluciones de la idea original conservan los elementos clave del proceso ideado por Nowlan y Heap.
EL OBJETIVO DEL RCM Y TIPOS DE ACCIONES PREVENTIVAS QUE PROPONE:
Los dos objetivos fundamentales de la implantación de un Mantenimiento Centrado en Fiabilidad o RCM en una planta industrial son aumentar la disponibilidad y disminuir costes de mantenimiento.
El análisis de una planta industrial según esta metodología aporta una serie de resultados:
Mejora la comprensión del funcionamiento de los equipos y sistemas. Analiza todas las posibilidades de fallo de un sistema y desarrolla mecanismos que tratan
de evitarlos, ya sean producidos por causas intrínsecas al propio equipo o por actos personales.
Determina una serie de acciones que permiten garantizar una alta disponibilidad de la planta.
Es curioso como la aplicación de RCM no sólo permite el desarrollo de un plan de mantenimiento más avanzado y completo que la simple recopilación de las instrucciones de mantenimiento de los fabricantes de los equipos. Las acciones preventivas que propone RCM son de al menos cinco tipos distintos:
Tareas de mantenimiento, que agrupadas forman el Plan de Mantenimiento de una planta industrial o una instalación.
Procedimientos operativos, tanto de Producción como de Mantenimiento. Modificaciones o mejoras posibles. Definición de una serie de acciones formativas realmente útiles y rentables para la
empresa. Determinación del stock de repuesto que es deseable que permanezca en planta para
afrontar con eficacia el mantenimiento de ésta.

EL PROCESO DE ANÁLISIS DE FALLOS EN EL QUE SE FUNDAMENTA EL RCM
El mantenimiento centrado en fiabilidad se basa en el análisis de fallos: se analizan tanto aquellos que ya han ocurrido como los que tienen cierta probabilidad de ocurrir y pueden tener consecuencias graves. Durante el proceso de análisis debe contestarse a seis preguntas claves para cada sistema que compone la planta:
1. ¿Cuáles son las funciones y los estándares de funcionamiento en cada sistema?
2. ¿Cómo falla cada equipo y cada sistema en su conjunto?
3. ¿Cuál es la causa de cada fallo?
4. ¿Qué consecuencias tiene cada fallo?5. ¿Cómo puede evitarse cada fallo?
6. ¿Qué debe hacerse si no es posible evitar un fallo?
La metodología en la que se basa RCM supone ir completando una serie de fases para cada uno de los sistemas que componen la planta, a saber:
Fase 0: Codificación y listado de todos los subsistemas, equipos y elementos que componen el sistema que se está estudiando. Recopilación de esquemas, diagramas funcionales, diagramas lógicos, etc.
Fase 1: Estudio detallado del funcionamiento del sistema. Listado de funciones del sistema en su conjunto. Listado de funciones de cada subsistema y de cada equipo significativo integrado en cada subsistema.
Fase 2: Determinación de los fallos funcionales y fallos técnicos
Fase 3: Determinación de los modos de fallo o causas de cada uno de los fallos encontrados en la fase anterior
Fase 4: Estudio de las consecuencias de cada modo de fallo. Clasificación de los fallos en críticos, importantes o tolerables en función de esas consecuencias
Fase 5: Determinación de medidas preventivas que eviten o atenúen los efectos de los fallos.
Fase 6: Agrupación de las medidas preventivas en sus diferentes categorías. Elaboración del Plan de Mantenimiento, lista de mejoras, planes de formación y procedimientos de operación y de mantenimiento
Fase 7: Puesta en marcha de las medidas preventivas

BIBLIOGRAFIA:
Gestión de Mantenimiento – Boucly.
Tipos de Mantenimiento – TECSUP.
Fiabilidad, Mantenibilidad y Mantenimiento – Carlos Prieto García.
Colección de Mantenimiento Industrial editada por: RENOVETEC
Volúmen: I – II – III – IV – V – VI
Gestión de Mantenimiento – SENATI.
Ingeniería de Mantenimiento – Tópicos de Mantenimiento.
Técnicas de Mantenimiento Industrial.
Mantenimiento – Jezdimir Knezevic.
Mantenimiento Industrial – Belén Muñoz Abella.
TPM – MANTENIMIENTO PRODUCTIVO TOTAL
Charlas Para la Gestión del Mantenimiento – Fernando Espinoza Fuentes.