tesis para optar el título de ingeniería en alimentos...
TRANSCRIPT
1
UNIVERSIDAD NACIONAL AUTÓNOMA DE NICARAGUA
UNAN-LEÓN
FACULTAD DE CIENCIAS QUÍMICAS
INGENIERÍA DE ALIMENTOS
Tesis para optar el título de Ingeniería en Alimentos
Tema:
Elaboración de documentos de soportes de Buenas Prácticas de
Manufactura en la microempresa SEUSA
AUTORAS:
Br. Wendy Massiel García Peralta
Br. Zeyling Carolina Guzmán Chevez
TUTORA:
Msc. María del Carmen Fonseca Alcalá
León, 2013
2
ÍNDICE
Pág.
I. INTRODUCCIÓN 1
II. ANTECEDENTES 2
III. JUSTIFICACIÓN 3
IV. PLANTEAMIENTO DEL PROBLEMA 4
V. OBJETIVOS 5
VI. MARCO TEÓRICO 6-18
6.1 Definición de Leche 6
6.1.1 Composición y Características 6-7
6.2 Leche de Buena Calidad 8-9
6.3 Adulteración de la Leche 9-10
6.3.1 Tipos de Adulteración de la Leche 9
6.3.1.1 Adulteración con Agua 9-10
6.3.1.2 Adulteración con Antibióticos 10
6.4 Producto Lácteos 11-13
6.4.1 Queso Crema 11
6.4.1.1. Especificaciones y Características de Elaboración 12
6.4.2 Quesillo 12
6.4.2.1 Composición 12
6.4.2.2 Elaboración 13
6.5 Buenas Prácticas de Manufacturas 13
6.5.1 ¿Qué es el Manual de BPM? 14-19
6.5.2 ¿Qué Contiene un Manual de BPM 19
6.5.3 Ventajas de BPM 19
6.5.4 Componentes necesarios para la implementación de BPM 20
6.5.4.1 Compromiso con la Gerencia 20
6.5.4.2 Programa Escrito y registro 20
6.5.4.3 Programa de Capacitación 21
6.5.4.4 Actualización Científica del Programa 21
6.6 Practicas Operativas Estándar de Saneamiento 21
6.6.1 SSOP-POES 21-25
3
6.6.1.1 Beneficios de tener Procedimientos 22-23
6.6.2 Plan de Saneamiento Básico 23
6.5.3 Programa de Limpieza y Desinfección 23
6.5.4 Limpieza 23
6.5.5 Desinfección 24
6.5.6 Desinfectante 24
6.5.7 Detergente 25
6.7 PLAN ESTRATEGICO 26
6.8 PLAN OPERATIVO ANUAL 27-28
VII. METODOLOGÍA 29-30
VIII. RESULTADOS Y ANÁLISIS 31-35
IX. CONCLUSIÓN 36
X. RECOMENDACIONES 37
XI. BIBLIOGRAFÍA 38
GLOSARIO 39-42
ANEXOS 43
Anexo No. 1 Normas Técnicas
Anexo No. 1.1 Diagnósticos de SEUSA
Anexo No. 1.2 Gráficos
Anexo No. 2 Plan Estratégico de SEUSA
Anexo No. 4 Documento de Soporte de Buenas Prácticas de Manufactura
para la planta SEUSA.
Programa de Limpieza y desinfección
Registros de Operación
Documentación de la Empresa
4
AGRADECIMIENTO
Nos complace de sobre manera a través de este trabajo expresar sinceros
agradecimientos a la Universidad Nacional Autónoma de Nicaragua UNAN-León, y en
ella a los distinguidos Docentes quienes con su profesionalismo y ética nos aportaron
sus conocimientos.
A nuestra tutora Msc. María del Carmen Fonseca Alcalá quien con su experiencia y
conocimiento nos orientó durante el proceso que ha llevado desarrollar esta tesis.
Al personal de la Microempresa SEUSA y a la propietaria Sra. Sandra Espinoza Urbina
por el apoyo y respaldo recibido en todo este tiempo ya que hicieron posible cumplir
nuestra meta.
A nuestros amigos que de una u otra forma y de manera desinteresada nos brindaron
siempre su apoyo.
5
DEDICATORIA
A Dios porque ha estado conmigo en cada paso que doy, cuidándome y dándome
fortaleza para continuar, por haber puesto en mi camino a aquellas personas que han
sido el soporte y compañía durante todo el periodo de estudio.
A mis Padres Evely Lizeth Peralta y Luis Alberto García por su amor, comprensión y
apoyo incondicional en toda esta etapa de mi vida.
Wendy Massiel García Peralta
6
DEDICATORIA
Primeramente a dios por haberme permitido llegar hasta este punto y haberme dado
salud, darme lo necesario para seguir adelante día a día para lograr mis objetivos,
además de su infinita bondad y amor.
A mi madre Melanea Ruth Chevez por haberme apoyado en todo momento, por sus
consejos, sus valores, por la motivación constante que me ha permitido ser una persona
de bien, pero más que nada, por su amor. A mi padre Bayardo José Guzmán por los
ejemplos de perseverancia y constancia que lo caracterizan y que me ha infundado
siempre, por el valor mostrado para salir adelante y por su apoyo económico en todo
momento. A mis familiares por brindarme su apoyo.
Zeyling Carolina Guzmán Chevez
1
I. INTRODUCCIÓN
La calidad es un aspecto importante en todas las empresas de alimentos ya que permite
brindar a los consumidores un producto que no implique riesgos y que a la vez satisfaga sus
necesidades. Todo esto está basado en la implementación y uso de normas que permiten que el
producto cumpla con los requerimientos tanto de la empresa como los clientes.
En la actualidad en nuestro país las autoridades sanitarias, consideran prioritarios establecer
políticas de inocuidad en los alimentos, mediante la aplicación de sistemas que minimicen los
riesgos de contaminación, con la finalidad de disminuir el número de enfermedades transmitidas
por alimentos (ETAS). Siendo una de estas formas, la aplicación de sistemas de aseguramiento de
calidad dentro de los cuales se considera la implementación de las Buenas Prácticas de
Manufacturas (BPM) y los Procedimientos de Operación Estándar de Sanidad (POES) en la
producción de Alimentos.
Las industrias lácteas juegan un papel muy importante en la producción de alimentos a nivel
nacional e internacional es por esta razón que tienen una gran responsabilidad con el consumidor
ya que ofrecen uno de los productos más importantes en la alimentación diaria de la población, en
Nicaragua la industria láctea está conformada mayoritariamente de micro, pequeñas y medianas
empresas las cuales elaboran productos de mayor consumo nacional como son el queso, crema,
cuajada y quesillo principalmente mediante procesos artesanales que no cumplen con las
especificaciones o parámetros da calidad e inocuidad establecidos lo que puede provocar
problemas de salud pública.
Con el presente trabajo se pretende contribuir con una serie de lineamientos y parámetros que
deben considerarse en una industria láctea con la finalidad de reducir los riesgos de
contaminación en los productos, así como la incidencia de enfermedades de transmisión
alimentarias y a su vez elevar los niveles de competividad empresarial en la planta de
procesamiento SEUSA ubicado en el departamento de Boaco a fin de articularlas a mercados
competitivos y aumentar la calidad en los productos y asegurar la calidad de los mismos.
2
II. ANTECEDENTES
En la actualidad Nicaragua produce un promedio de 2 millones 100 mil litros/día de leche,
teniendo 107 centros de acopio con capacidad de 598 mil litros al día, es decir, con capacidad de
acopiar casi un 25% de lo que producimos, sin embargo está siendo subutilizada ya que en
verano se acopia alrededor de 330 mil litros y en invierno unos 479 mil litros por día quedando
todavía una capacidad instalada de unos 100 mil litros, que no se utiliza. (Ariel Bucardo,
Ministro MAGFOR, 2010). De toda esta producción láctea las grandes empresas
Agroindustriales y semi-industriales acopian un aproximado del 25% de la producción de leche
existiendo un 75% que se procesa artesanalmente, lo que representa un alto impacto en las
economías locales y una amplia disponibilidad de materia prima para el procesamientos de
diversos productos lácteos.
Según los datos del III Censo Nacional Agropecuario arrojan que la población bovina de
Nicaragua es de 2. 6 millones de cabezas de las cuales 615 mil son vacas paridas. La
producción de carne y leche se realiza bajo la modalidad del doble propósito, se estima que el
90% de la producción de leche proviene de hatos de doble propósito, donde se denomina la
cuenca lechera del país a los departamentos conformado por Matagalpa, Boaco y Chontales
como los principales productores de este rubro,
Dentro de la cadena Agroalimentaria de los lácteos es fácil reconocer siete actores de este rubro:
1) Productores de Leche, 2) Productores de Queso en Fincas,3)Cooperativas Acopiadores de
Leche Fluida con Plantas de Enfriamiento 4) Queseras, Quesilleras semi-industriales 5)
Empresas Lácteas Industriales 6) Comerciantes Nacionales o Regionales 7) Consumidores
Nacionales o Regionales.
Dentro de este eslabón también tenemos productores(as) que habitan en zonas más lejanas, pero
que se les facilita poder entregar leche a camiones que acopian en puestos fijos ubicados a lo
largo de la carretera, este producto proviene de fincas donde no se practica ningún tipo de higiene
en el ordeño, y hatos con prácticas zoosanitarias deficientes, pero sin consecuencia alguna para
la venta de su producto ya que compradores (queseras artesanales, Quesilleras semi-industriales
no exigen calidad de leche.
3
III. JUSTIFICACIÓN
En la seguridad alimentaria es necesario implementar planes que permitan desarrollar buenas
prácticas de manufacturas garantizando óptima calidad y confiabilidad en los productos con el fin
de ser competente en el mercado esto es posible a través de procedimientos que permiten que los
procesos estén libres de microorganismos que aseguren la inocuidad de los productos finales. La
empresa SEUSA siendo una organización con muchos años de trayectoria en el campo de
producción de alimentos aún no posee un manual de Buenas Prácticas de Manufacturas.
Para desarrollar las buenas prácticas de manufacturas se debe tener en cuenta las edificaciones e
instalaciones, disposición de residuos líquidos y sólidos, iluminación, ventilación, equipos y
utensilios, personal manipulador; todos esto de acuerdo con el Reglamento Centroamericano
(RCTA 67.01.33:06,) sobre los principios generales de Buenas Prácticas de Manufacturas para la
industrias de alimentos y bebidas procesadas, así mismo los procedimientos operativos estándar
(POES).
SEUSA siendo una empresa en proceso de mejoramiento tomando en cuenta lo anterior es un
excelente escenario como parte de la creación del proyecto de MECAPROLAC (Mejoramiento
de las Capacidades productivas del Sector Lácteo) para la elaboración de documentos de
soportes para las buenas prácticas de manufacturas, como son : Fichas Técnicas, Cartas
Tecnológicas, Flujos de Procesos, Programas de Limpieza y Desinfección tomando como guía el
Reglamento Técnico Centroamericano, RCTA 67.01.33:06, y los procedimientos operativos
estándar ( POES) demostrando que los programas sean efectivos al momento de ejecutarse.
4
IV. PLANTEAMIENTO DEL PROBLEMA
SEUSA es una microempresa que se encarga de la elaboración de diversos productos lácteos; con
una trayectoria de 28 años la cual cuenta con una planta física en la ciudad de Boaco y que hasta
al momento presenta las siguientes debilidades:
No cuenta con un programa escrito de Limpieza y Desinfección para su funcionamiento como
empresa del sector de alimentos.
No cuenta con la documentación requerida para el Proceso de la Elaboración de sus diversos
productos lácteos.
Pero si con la iniciativa y propósito de implementar el concepto de calidad a lo largo de todo el
proceso productivo lo que le permitirá la aceptación de sus productos por los consumidores en
los diferentes mercados locales y nacionales mediante la aplicación de las normas de tipo
sanitarias establecidas por el ministerio de Salud. Todas estas operaciones de calidad se
plasmaran en este documento de soporte de Buenas Prácticas de Manufacturas (BPM) que
permitirán la obtención de productos confiables.
¿Cuenta SEUSA con la documentación requerida por el Reglamento Técnico Centroamericano
RCTA 67.01.33:06?
5
V. OBJETIVOS
OBJETIVO GENERAL:
Elaboración de documentos de soportes para las Buenas Prácticas de Manufactura en la planta
SEUSA de Boaco, con el fin de garantizar un producto inocuo, cumpliendo con los requisitos del
Reglamento Centroamericano (RCTA 67.01.33:06,) en el periodo de Junio del 2012 a Octubre
del presente año.
OBJETIVOS ESPECIFICOS:
1. Realizar un Diagnóstico Inicial y Final de las Buenas Practicas de Manufacturas en la
microempresa SEUSA aplicando la Ficha de Inspección de Buenas Practicas de
Manufacturas para Fabricas de Alimentos y Bebidas Procesadas para determinar el
porcentaje de cumplimento de las BPM.
2. Realizar una matriz FODA para identificar los factores internos y externos de la
microempresa SEUSA.
3. Elaborar un Plan Estratégico y un Plan Operativo Anual en la microempresa SEUSA
4. Diseñar un Programas de Limpieza y Desinfección (SSOPS) para la microempresa
SEUSA en los cuales se estipularan una serie de procedimientos que permitan a la
microempresa el desarrollo correcto de las actividades que se realizan para brindar al
consumidor un producto confiable.
5. Elaborar documentos para mejorar la calidad en el procesamiento de los productos.
6. Capacitar al personal acerca de la importancia del Reglamento Técnico Centroamericano,
RCTA 67.01.33:06 a la Ficha de Auditoria de Buenas Prácticas de Manufacturas para
Fábricas de Alimentos y Bebidas Procesadas.
6
VI. MARCO TEÓRICO
6.1 La leche:
Se define como el producto de la secreción mamaria normal de animales Bovinos, Bufalinos y
Caprinos lecheros sanos, obtenida mediante uno o más ordeños completos, sin ningún tipo de
adición, destinada de consumo en forma de leche líquida o a elaboración posterior.
La leche está compuesto por un 77% al 80% de agua, o sea que debe de contener de un 10 al 13%
de sólidos totales. Estos sólidos totales están compuestos normalmente entre un 3 y 3.5 5 de
proteína y un 4 a un 6 % de carbohidratos como la lactosa y minerales tan importante como el
calcio. Contiene también aunque en pequeñas cantidades compuestos minerales y otras sustancias
hidro y liposolubles transferidas directamente del plasma sanguíneos, proteínas específicas de la
sangre e indicios de enzimas e intermediarios de la síntesis que tiene lugar en la glándula. La
mayoría del material lipídico se presenta en forma de pequeños glóbulos rodeados de una
membrana q separa la grasa de la fase acuosa. Las proteínas mayoritarias, las caseínas están en
forma de agregados denominados micelas. El estado físico de los lípidos y las caseínas afecta
profundamente a las características de la leche entera y de él derivan importantes consecuencias
durante el procesado de la leche. (Luquet, 2002)
6.1.1 Composición y Características
Las características más importantes de la leche son su variabilidad, alterabilidad y complejidad.
En cuanto a su variabilidad los factores que influyen son de tipo ambiental, fisiológico y
genético. Dentro de los ambientales se reconoce a la alimentación, época de año y la temperatura
del ambiente. En los fisiológicos encontramos al ciclo de la lactancia, las enfermedades en
especial a la mastitis y a los hábitos de ordeños. En cuanto a los factores genéticos es la raza, las
características individuales dentro de una misma raza y genética.
7
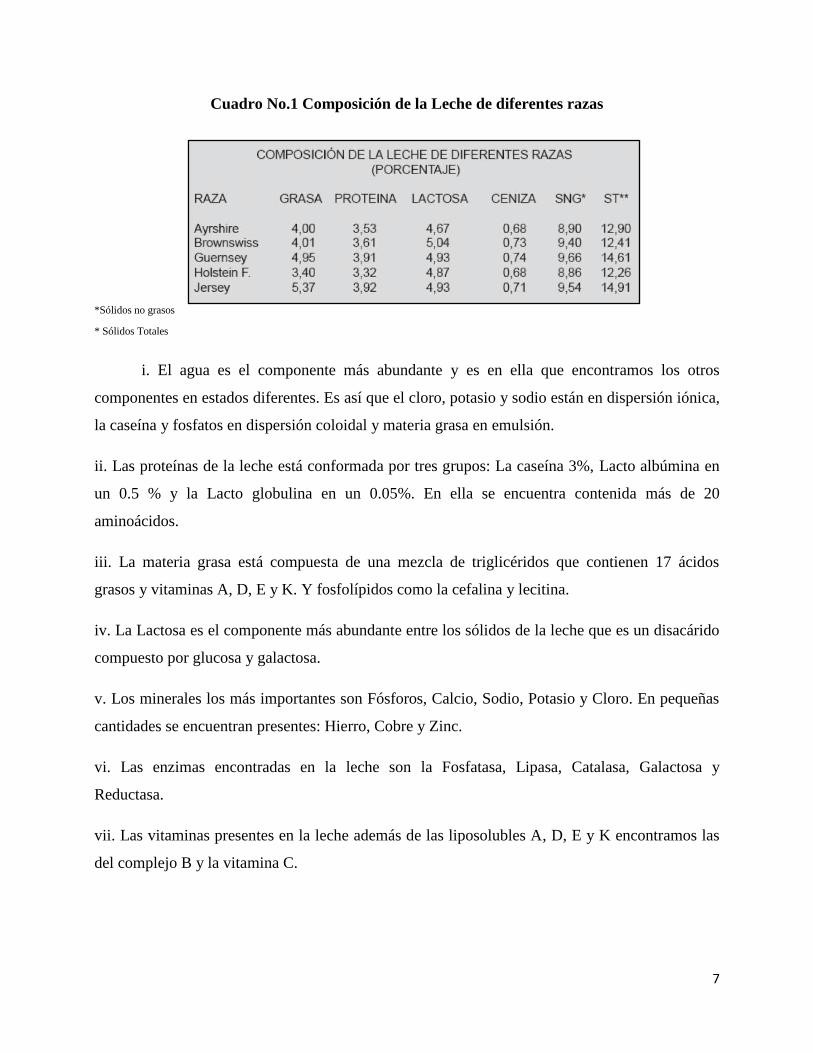
Cuadro No.1 Composición de la Leche de diferentes razas
*Sólidos no grasos
* Sólidos Totales
i. El agua es el componente más abundante y es en ella que encontramos los otros
componentes en estados diferentes. Es así que el cloro, potasio y sodio están en dispersión iónica,
la caseína y fosfatos en dispersión coloidal y materia grasa en emulsión.
ii. Las proteínas de la leche está conformada por tres grupos: La caseína 3%, Lacto albúmina en
un 0.5 % y la Lacto globulina en un 0.05%. En ella se encuentra contenida más de 20
aminoácidos.
iii. La materia grasa está compuesta de una mezcla de triglicéridos que contienen 17 ácidos
grasos y vitaminas A, D, E y K. Y fosfolípidos como la cefalina y lecitina.
iv. La Lactosa es el componente más abundante entre los sólidos de la leche que es un disacárido
compuesto por glucosa y galactosa.
v. Los minerales los más importantes son Fósforos, Calcio, Sodio, Potasio y Cloro. En pequeñas
cantidades se encuentran presentes: Hierro, Cobre y Zinc.
vi. Las enzimas encontradas en la leche son la Fosfatasa, Lipasa, Catalasa, Galactosa y
Reductasa.
vii. Las vitaminas presentes en la leche además de las liposolubles A, D, E y K encontramos las
del complejo B y la vitamina C.
8
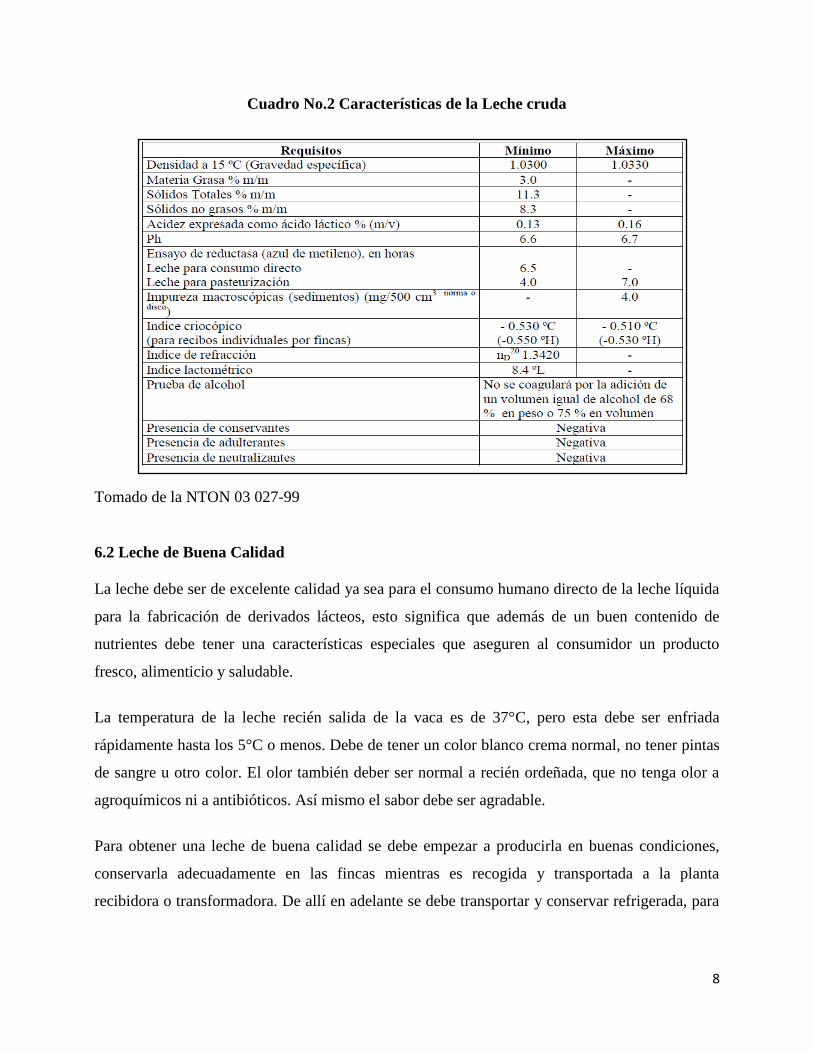
Cuadro No.2 Características de la Leche cruda
Tomado de la NTON 03 027-99
6.2 Leche de Buena Calidad
La leche debe ser de excelente calidad ya sea para el consumo humano directo de la leche líquida
para la fabricación de derivados lácteos, esto significa que además de un buen contenido de
nutrientes debe tener una características especiales que aseguren al consumidor un producto
fresco, alimenticio y saludable.
La temperatura de la leche recién salida de la vaca es de 37°C, pero esta debe ser enfriada
rápidamente hasta los 5°C o menos. Debe de tener un color blanco crema normal, no tener pintas
de sangre u otro color. El olor también deber ser normal a recién ordeñada, que no tenga olor a
agroquímicos ni a antibióticos. Así mismo el sabor debe ser agradable.
Para obtener una leche de buena calidad se debe empezar a producirla en buenas condiciones,
conservarla adecuadamente en las fincas mientras es recogida y transportada a la planta
recibidora o transformadora. De allí en adelante se debe transportar y conservar refrigerada, para
9
que llegue a los distribuidores y consumidores finales en muy buenas condiciones. (Varnam A,
2001)
Para producir una leche de calidad se deben de tener en cuenta los cuatros principios básicos de la
explotación pecuaria eficiente: es decir de animales de buena calidad, alimentación adecuada,
buen manejo y estricta sanidad. Los dos primeros influyen directamente en la calidad nutricional,
los otros dos en la calidad higiénica.
La leche puede ser rechazada por las siguientes causas:
Leches Acidas.
Leches con agua o sustancias conservantes.
Leches con sedimentos.
Leches con residuos de drogas o desinfectantes.
La aplicación de droga al ganado se puede generar en la leche en este aspecto se presentan dos
situaciones:
Las vitaminas, sueros y vacunas en general no se presentan residuos en la leche y por lo tanto no
interfiere en la calidad de la leche.
Los antibióticos, purgantes, antimastiticos y baños insecticidas, por lo general dejan residuos en
la leche por lo cual se debe de tener cuidado con estos productos.
6.3 Adulteración de la leche:
La leche puede ser adulterada en forma voluntaria e involuntaria. La adulteración se puede definir
como algo que se agrega a la leche y que produce cambios en el volumen y en su composición
química. Uno de los contaminantes más frecuentes es el agua.
6.3.1 Tipos de adulteración en la leche:
6.3.1.1. Adulteración con agua:
Una de las prácticas más fraudulentas más comunes en la producción e industria de la leche, es la
adición de agua con el objeto de aumentar su volumen. Este fraude debe recibir especial atención
10
por parte de las autoridades sanitarias como de las industrias procesadoras en virtud de las
repercusiones de la índole económico y legal que representa.
Los métodos que pueden aplicarse a la detección de agua adicionada a la leche, están basados en
la medición de una propiedad física que varía proporcionalmente a la cantidad de agua
adicionada al producto, tal como ocurre en el punto de congelación, el índice de refracción y
conductividad eléctrica.
6.3.1.2 Adulteración con Antibióticos:
Esta situación es la más dramática, ya que si un productor envía a la industria lechera un producto
con antibióticos la leche será devuelta a su predio y por lo tanto no le será cancelada.
Los métodos de detección de antibióticos son tan sensibles que basta que una vaca del rebaño
haya sido tratada, para que se detectado inmediatamente en el estanque. Las plantas lecheras
exigen leches sin antibióticos, ya que al ser transformada en queso o yogurt estos no permitirán
una maduración y por lo tanto no es posible un producto de calidad.
En la actualidad las exigencias de los mercados y la toma de conciencia de sus derechos por parte
de los consumidores, han obligado a las empresas dedicadas a la elaboración de alimentos a
enfrentar escenarios cada día más competitivos. Ahora más que nunca nuestra sociedad demanda
que los productos de origen pecuario que consume no causen daño a la salud ya que existen
enfermedades que pueden ser transmitidas de los animales, por los alimentos de origen animal o
por factores que en forma accidental o inducida pueden contaminarlos debido a la falta de control
higiénico durante la producción.
La leche en especial es un producto sumamente vulnerable a riesgos microbiológicos que podrían
afectar su calidad sanitaria debido a que su humedad, pH y alto contenido de proteínas proveen
un medio ideal para el crecimiento bacteriano, aunado a ellos las enfermedades que pueden
afectar al ganado productor de leche como la Brucelosis y Mastitis que pueden afectar
diariamente la inocuidad y la calidad de la leche, representando un peligro potencial a la salud
11
pública si no se aplican sistemas de minimización de riesgos contempladas en las diferentes
etapas desde la producción, ordeño y hasta su transporte.
6.4 Productos Lácteos
El grupo de los lácteos (también productos lácteos o derivados lácteos) incluye alimentos como
la leche y sus derivados procesados (generalmente fermentados). Las plantas industriales que
producen estos alimentos pertenecen a la industria láctea y se caracterizan por la manipulación de
un producto altamente perecedero, como la leche, que debe vigilarse y analizarse correctamente
durante todos los pasos de la cadena de frío hasta su llegada al consumidor.
De la leche se puede obtener una gran diversidad de productos lácteos (Queso, Crema,
Mantequilla, Yogurt, Helados etc.) cuyas características se pueden ver afectadas en dependencia
de los procesos a los q sea sometido.
Los productos lácteos de mayor consumo en la microempresa SEUSA por los consumidores
locales y nacionales son:
6.4.1. Queso Crema:
El queso crema es un queso fresco, de sabor agradable y textura suave para untar. Sus principales
ingredientes son leche y crema pasteurizadas y homogeneizadas, a las que se les agrega un
cultivo lácteo para alcanzar la acidez y textura deseadas. Contiene un 26% de grasa como
mínimo. Debe conservarse en refrigeración entre los 2ºC y 6ºC.
Otro concepto es que este tipo de queso está elaborado de nata simple o doble con adición de
cultivos de bacterias productoras de ácido láctico y cuajo. La variedad obtenida con nata simple
contiene alrededor de un 36% de grasa y el de nata doble contiene alrededor de un 72%.
Es el queso no madurado ni escaldado, con un contenido relativamente alto de grasa, de textura
homogénea, cremosa, no granulada, preparado con crema sola o mezclada con leche y cuajada
con cultivos lácticos y opcionales con enzimas adicionales a los cultivos lácticos.
12
6.4.1.1. Especificaciones y Características para su elaboración:
Características Generales:
El queso crema deberá ser elaborado con ingredientes limpios, sanos, libres de contaminación y
de insectos en cualesquiera de sus etapas evolutivas, así como de cualquier defecto que pueda
afectar su comestibilidad, el buen aspecto del producto final o a su posibilidad de adecuadas
conservación; y deberán ser elaborados y envasados bajo estrictas condiciones higiénicos
sanitarias.
Características Sensoriales:
Textura: Blando
Color: Blanco o Blanco amarillento
Olor: Característicos
Sabor: Ligeramente Dulce.
6.4.2 Quesillo
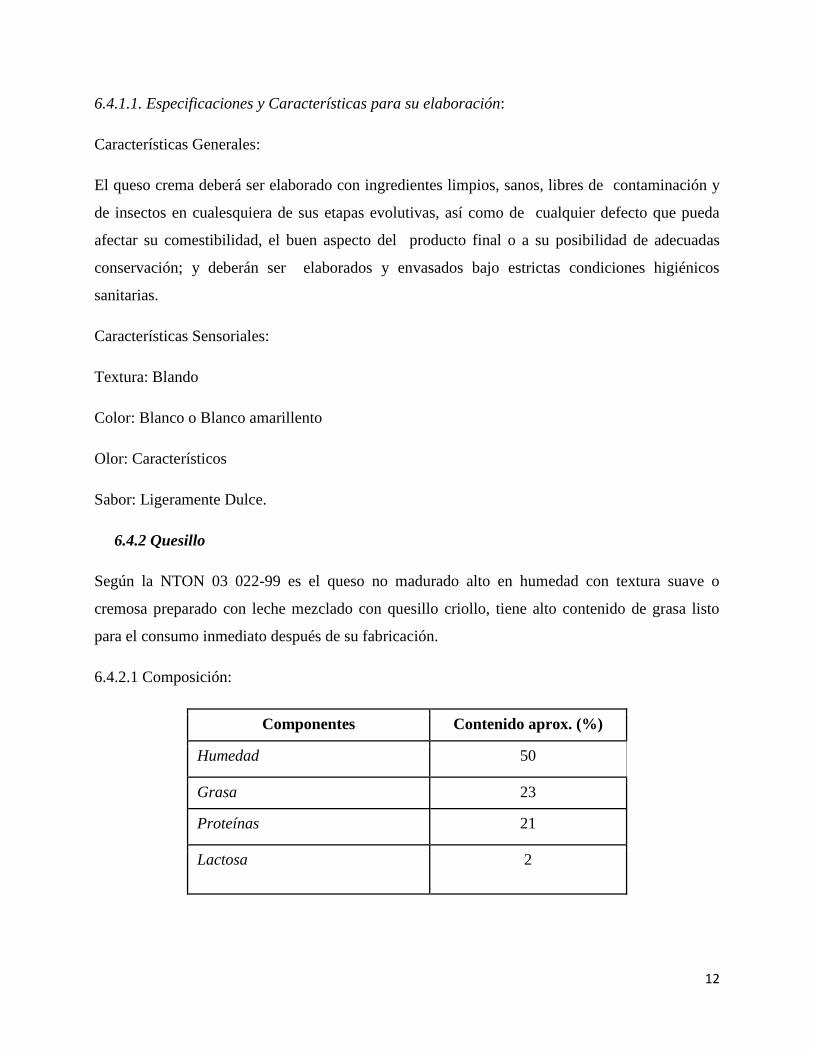
Según la NTON 03 022-99 es el queso no madurado alto en humedad con textura suave o
cremosa preparado con leche mezclado con quesillo criollo, tiene alto contenido de grasa listo
para el consumo inmediato después de su fabricación.
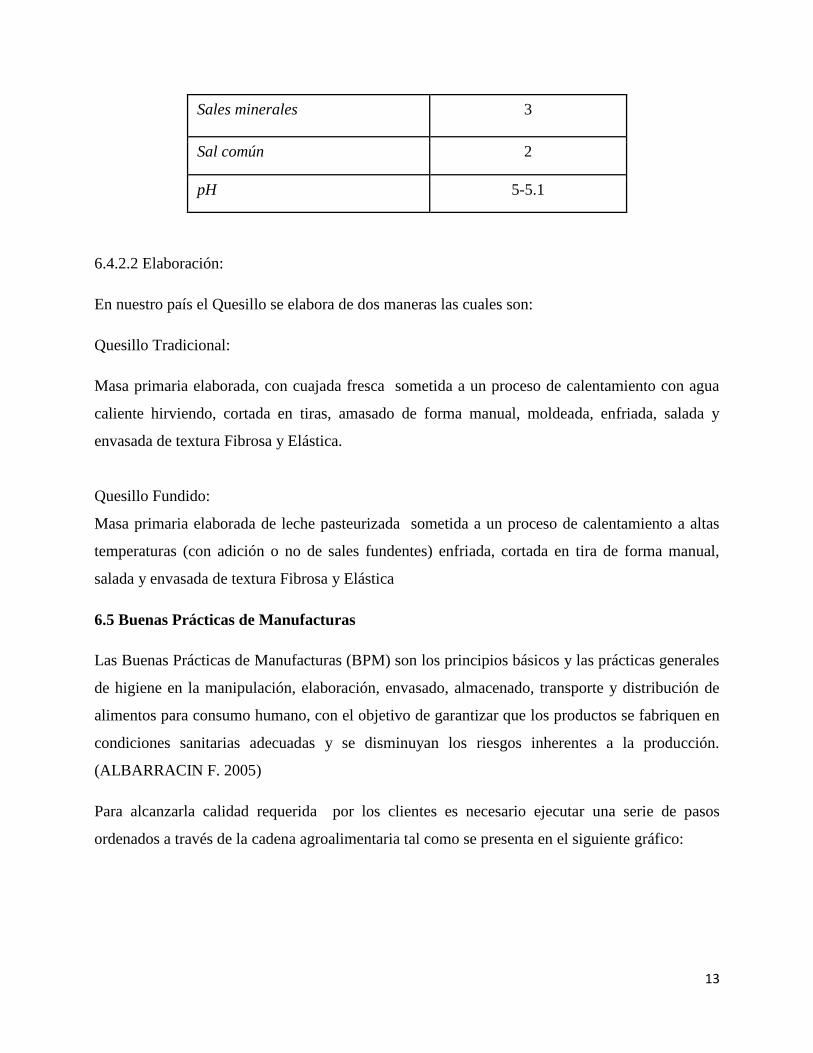
6.4.2.1 Composición:
Componentes Contenido aprox. (%)
Humedad 50
Grasa 23
Proteínas 21
Lactosa 2
13
Sales minerales 3
Sal común 2
pH 5-5.1
6.4.2.2 Elaboración:
En nuestro país el Quesillo se elabora de dos maneras las cuales son:
Quesillo Tradicional:
Masa primaria elaborada, con cuajada fresca sometida a un proceso de calentamiento con agua
caliente hirviendo, cortada en tiras, amasado de forma manual, moldeada, enfriada, salada y
envasada de textura Fibrosa y Elástica.
Quesillo Fundido:
Masa primaria elaborada de leche pasteurizada sometida a un proceso de calentamiento a altas
temperaturas (con adición o no de sales fundentes) enfriada, cortada en tira de forma manual,
salada y envasada de textura Fibrosa y Elástica
6.5 Buenas Prácticas de Manufacturas
Las Buenas Prácticas de Manufacturas (BPM) son los principios básicos y las prácticas generales
de higiene en la manipulación, elaboración, envasado, almacenado, transporte y distribución de
alimentos para consumo humano, con el objetivo de garantizar que los productos se fabriquen en
condiciones sanitarias adecuadas y se disminuyan los riesgos inherentes a la producción.
(ALBARRACIN F. 2005)
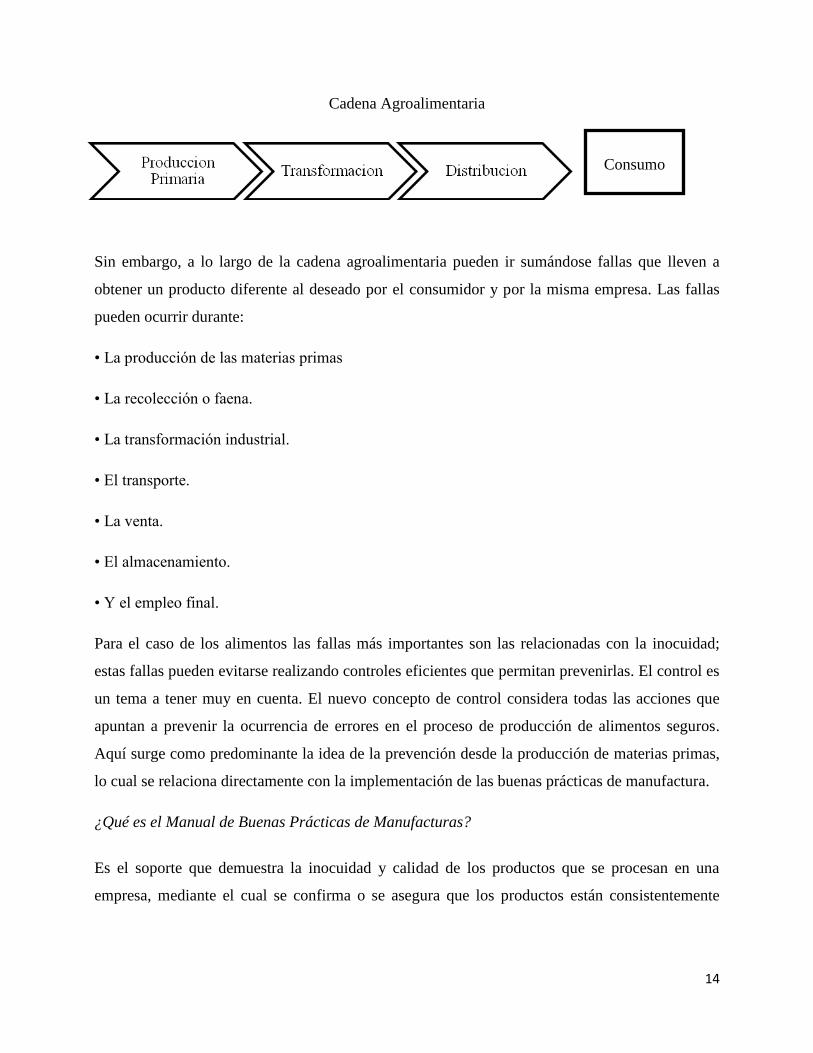
Para alcanzarla calidad requerida por los clientes es necesario ejecutar una serie de pasos
ordenados a través de la cadena agroalimentaria tal como se presenta en el siguiente gráfico:
14
Cadena Agroalimentaria
Sin embargo, a lo largo de la cadena agroalimentaria pueden ir sumándose fallas que lleven a
obtener un producto diferente al deseado por el consumidor y por la misma empresa. Las fallas
pueden ocurrir durante:
• La producción de las materias primas
• La recolección o faena.
• La transformación industrial.
• El transporte.
• La venta.
• El almacenamiento.
• Y el empleo final.
Para el caso de los alimentos las fallas más importantes son las relacionadas con la inocuidad;
estas fallas pueden evitarse realizando controles eficientes que permitan prevenirlas. El control es
un tema a tener muy en cuenta. El nuevo concepto de control considera todas las acciones que
apuntan a prevenir la ocurrencia de errores en el proceso de producción de alimentos seguros.
Aquí surge como predominante la idea de la prevención desde la producción de materias primas,
lo cual se relaciona directamente con la implementación de las buenas prácticas de manufactura.
¿Qué es el Manual de Buenas Prácticas de Manufacturas?
Es el soporte que demuestra la inocuidad y calidad de los productos que se procesan en una
empresa, mediante el cual se confirma o se asegura que los productos están consistentemente
Consumo
15
controlados y producidos con estándares de calidad, apropiados por su uso planeado y como es
requerido para su comercialización.
Los sistemas de Aseguramiento de la Calidad tienen como principio básico que un producto debe
ser bien hecho desde la primera vez. Este concepto implica la adopción de un criterio netamente
preventivo en los procesos de producción.
El Aseguramiento de la calidad significa tener bajo control el proceso productivo:
1. Desde antes del ingreso de los insumos y materias primas.
2. Durante el proceso.
3. Y a posterioridad del mismo.
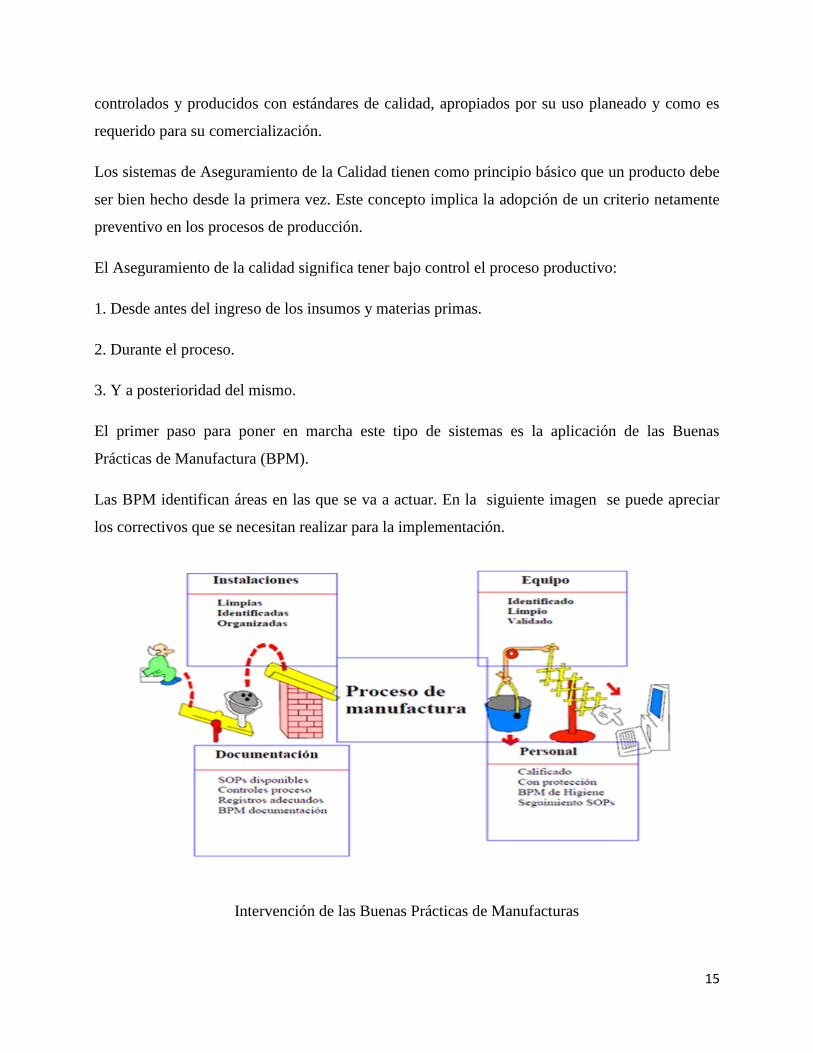
El primer paso para poner en marcha este tipo de sistemas es la aplicación de las Buenas
Prácticas de Manufactura (BPM).
Las BPM identifican áreas en las que se va a actuar. En la siguiente imagen se puede apreciar
los correctivos que se necesitan realizar para la implementación.
Intervención de las Buenas Prácticas de Manufacturas
16
Uno de los aspectos más importante en una empresa de alimentos es la Documentación que son
materiales técnicos que funcionan como herramienta orientadora para los propietarios de la
empresa para la ejecución de las Buenas prácticas de manufacturas y de esta manera prevenir y
minimizar los riesgos de contaminación sanitaria de los alimentos.
Entre la documentación tenemos: Flujogramas de Procesos o Diagramas de Flujos, Carta
Tecnológicas, Fichas Técnicas, Etiquetas de los productos, Plano Arquitectónico de la empresa
entre otros.
Flujogramas de Procesos:
Un Flujograma de Proceso es una representación gráfica de un proceso. Cada paso del proceso es
representado por un símbolo diferente que contiene una breve descripción de la etapa de proceso.
Los símbolos gráficos del flujo del proceso están unidos entre sí con flechas que indican la
dirección de flujo del proceso.
Este ofrece una descripción visual de las actividades implicadas en un proceso mostrando la
relación secuencial ente ellas, facilitando la rápida comprensión de cada actividad y su relación
con las demás, el flujo de la información y los materiales, el número de pasos del proceso, las
operaciones que se realizan.
Beneficios de los Flujogramas de Procesos:
En primer lugar, facilita la obtención de una visión transparente del proceso, mejorando su
comprensión.
Permiten definir los límites de un proceso. A veces estos límites no son tan evidentes, no estando
definidos los distintos proveedores y clientes (internos y externos) involucrados.
El diagrama de flujo facilita la identificación de los clientes, es más sencillo determinar sus
necesidades y ajustar el proceso hacia la satisfacción de sus necesidades y expectativas.
Estimula el pensamiento analítico en el momento de estudiar un proceso, haciendo más factible
generar alternativas útiles.
17
Ayuda a establecer el valor agregado de cada una de las actividades que componen el proceso.
Constituye una excelente referencia para establecer mecanismos de control y medición de los
procesos, así como de los objetivos concretos para las distintas operaciones llevadas a cabo.
Facilita el estudio y aplicación de acciones que redunden en la mejora de las variables tiempo y
costes de actividad e incidir, por consiguiente, en la mejora de la eficacia y la eficiencia.
Constituyen el punto de comienzo indispensable para acciones de mejora o reingeniería.
Cartas Tecnológicas:
La carta tecnológica regula la planificación de los recursos necesarios para asegurar el plan de
producción, establecer que mecanismos utilizar para que esos recursos, después de producidos
lleguen a su destino y puedan ser una verdadera garantía para la ejecución y el cumplimiento del
plan.
Objetivos de la Carta Tecnológica:
Programar el proceso tecnológico
Especificaciones técnicas de las labores
Selección de los tipos de máquinas e implementos.
Controlar la marcha de la ejecución de la programación de las actividades
Prever y controlar los costos directos de los manejos a realizar y las producciones planificadas en
el plan de producción
Ficha Técnica:
Es un resumen de las características del producto. Es uno de los documentos que, junto al
etiquetado, contienen y garantizan la información de dicho producto. En calidad en alimentos
podemos elaborar la ficha técnica de cualquier producto alimenticio cumpliendo siempre la
Legislación alimentaria vigente.
Una correcta información de su producto en la ficha técnica le servirá como un complemento
ideal desde un punto de vista comercial para ayudar en la venta de su producto.
18
La información que debe aparecer en la ficha técnica de un producto es:
Descripción detallada del producto alimenticio
Ingredientes
Propiedades
Características
Modo de Empleo.
Etiquetas Alimenticias:
El Etiquetado de alimentos es el principal medio de comunicación entre los productores de
alimentos y los consumidores finales. El etiquetado puede ser cualquier documento, bien sea
escrito, impreso o gráfico que contiene la etiqueta del alimento, siendo la etiqueta la información
sobre el artículo que acompaña a éste o se expone cerca durante su venta. Se considera etiqueta
alimenticia incluso la información empleada en la venta o comercialización de un alimento. Las
normas de etiquetado de alimentación están sometidas al derecho alimentario propio de cada país,
aunque no obstante existen organismos internacionales como la FAO (organización específica de
la ONU) que armonizan un conjunto de "buenas prácticas" que sirve de referencia común a los
países.
Información que debe de contener la etiqueta de un producto alimenticio:
La denominación de venta.
Lista de ingredientes.
La cantidad de los ingredientes o las categorías de ingredientes expresada en porcentaje.
La cantidad neta
La fecha de duración mínima (con indicación del día, el mes y el año, salvo en el caso de
los productos alimenticios cuya duración sea inferior a tres meses en los que bastará
indicar el día y el mes).
Las condiciones especiales de conservación y uso.
El nombre o la razón social y la dirección del fabricante, el envasador o un vendedor
establecido en la Comunidad.
19
Layout de la empresa:
“Layout” es un término de la lengua inglesa que se refiere la distribución en una planta donde se
ve la colocación espacial de los puestos de trabajo, de las máquinas y de todas las instalaciones o
a la disposición física con que cuenta una planta.
¿Que contiene un Manual de Buenas Prácticas de Manufacturas?
Para dar cumplimiento al manual de Buenas Prácticas de Manufacturas, toda industria de
alimento debe tener un plan de saneamiento básico que contenga los procedimientos que debe
cumplir una industria de alimentos para disminuir los riesgos de contaminación de los productos
manufacturados. El plan de saneamiento básico debe incluir:
Programa de Limpieza y Desinfección
Programa de Abastecimiento de Agua Potable
Programa del Manejo Integrado de Plagas
Programa de Control Integrado de Residuos Sólidos
Programa de Control Integral de Residuos Líquidos
Programa de Mantenimiento y Calibración
Programa de Capacitación para Manipuladores de Alimentos
Ventajas de las Buenas Prácticas de Manufacturas (BPM)
Estandarizar la calidad sanitaria de alimentos.
Mejorar las condiciones de Higiene en los procesos y garantizar la inocuidad.
Competir con mercados de Nicaragua.
Mantener la imagen de los productos y aumentar ganancias.
Garantizar una estructura física acorde con las exigencias sanitarias.
Utilizar equipos y utensilios reglamentados en normatividad vigente.
20
Componentes necesarios para la implementación de Buenas Prácticas de Manufacturas (BPM)
Barrientos, (2003) considera que es necesaria la aplicación de cuatro componentes para poder
implementar un sistema BPM efectivamente en una planta. Estos componentes son:
i. Compromiso de la Gerencia:
El compromiso de la gerencia es lo más importante para que el sistema BPM pueda ser aplicado
en una empresa. Si la gerencia no está convencida de los beneficios que puede traer la
implementación de este programa, mucho menos lo estarán los empleados que constituyen la
base de la implementación.
El rol de la gerencia se traduce en proporcionar los recursos económicos y humanos necesarios y
ser el guía en todo momento enseñando con el ejemplo.
ii. Programa escrito y registros
Los registros o formatos de registro son documentos en los cuales se identifica, agrupa, codifica,
conserva y dispone a todo lo referente a las operaciones realizadas en la empresa.
Es necesario tener un efectivo programa de registros que sirva para determinar el correcto
funcionamiento del sistema y para determinar si está cumpliendo con todos los requisitos. Los
registros de Operación se deben cumplir y conservar para demostrar que se ha logrado la calidad
requerida y la operación efectiva del sistema de calidad
Los registros que las empresas deben llevar son muy diversos, entre éstos están:
• Análisis químico, microbiológico y físico de la materia prima, producto terminado y producto
en proceso.
• Monitoreo de los factores que pueden afectar la calidad del producto.
• Registro de capacitaciones, enfermedades y cumplimiento de las medidas higiénicas.
• Manejo preventivo de la maquinaria y equipo.
• Fecha de elaboración y vencimiento, código, lote de cada producto.
• Acciones correctivas
21
iii. Programa de capacitación
El desarrollo del recurso humano es muy importante, ya que en ellos recae la mayoría de
responsabilidad del cumplimiento del sistema BPM. Se debe establecer un programa de
capacitaciones que sirva como retroalimentación. Se recomienda realizar una capacitación cada
seis meses, pero el programa de capacitación dependerá más de la rotación del personal y el nivel
de deficiencia que exista en la aplicación de las normas del sistema. Se debe tomar en cuenta el
nivel de alfabetismo de los empleados, de manera que pueda ser entendido y asimilado por los
empleados. Se debe realizar la capacitación en una zona ajena a la de producción para crear
interés en los empleados y brindar las comodidades necesarias para que el personal pueda
asimilar mejor la información.
6.5.4.4 Actualización científica del programa
Las BPM están en constante actualización, por ellos los manuales y el programa de aplicación
deben ser revisados y actualizados por lo menos una vez al año.
La actualización de este sistema debe hacerse cada vez que existan cambios en:
• Instalaciones físicas.
• Medio ambiente.
• Avances científicos.
Prácticas Operativas Estándar de Sanitización
Se trata de una herramienta complemento a la aplicación de Buenas Prácticas de Manufactura,
que se convierte en una parte constitutiva de un sistema de inocuidad. Mediante un estudio se
determina cuáles son los procedimientos adecuados para que dentro de una empresa se logre
objetivos propuestos en cada uno de los procedimientos, de esta manera lo que se busca es
realizar los mismo pasos en un momento determinado, cabe indicar que cada uno de los
procedimientos se desarrollan para un área específica y que estos no son repetibles en otras áreas.
22
SSOP – POES:
Las nuevas regulaciones de procedimientos de Sanitización se enfocan en partes específicas de
las Buenas Prácticas de Manufactura (BPM). Estas introducen nuevos requerimientos para el
monitoreo, las acciones correctivas y mantenimiento de los registros que no están especificados
en las BPM, convirtiendo a los Procedimientos Estandarizados de Limpieza y Desinfección
(SSOP, por sus siglas en inglés) en una herramienta para producción de alimentos de alta calidad
(National HACCP Seafood Alliance, 2000).
Los SSOP son procedimientos que describen las actividades asociadas con el manejo sanitario de
los alimentos y limpieza del ambiente de planta. Su utilización en las industrias tiene como
ventaja evitar la incorporación de contaminantes al alimento, identificación y prevención de
problemas, aumento de la efectividad del HACCP, facilitar la capacitación del personal y
proporcionar evidencias a los consumidores de las BPM de la empresa.
De acuerdo al National Seafood Alliance (2000) los SSOP:
Describen los procedimientos de Sanitización que se utilizan en planta.
Establecen un horario de los procedimientos de limpieza.
Facilitan el programa de monitoreo rutinario.
Identifican tendencias y ayudan a prevenir problemas recurrentes.
Aseguran que todo el personal comprenda la importancia de la limpieza y desinfección.
Proveen herramientas consistentes para el entrenamiento de los colaboradores.
Demuestran el compromiso de los compradores e inspectores.
Ayudan a mejorar las buenas prácticas y condiciones de planta.
6.6.1.1 Beneficios de Tener Procedimientos
1. Los procedimientos son la primera herramienta en el entrenamiento del nuevo personal.
2. Garantizan la realización de las tareas siempre de la misma forma.
3. Sirven para evaluar al personal y conocer su desempeño.
23
4. Al ser de revisión periódica, sirven para verificar su actualidad y como reentrenamiento del
personal con experiencia.
5. Promueven la comunicación entre los distintos sectores de la empresa.
6. Son útiles para el desarrollo de auto inspecciones y auditorias
6.6.2 Plan de Saneamiento Básico
El plan de Saneamiento Básico tiene como propósito promover seguridad y una adecuada
aplicación de agentes para la limpieza y la desinfección para el control, prevención y eliminación
de contaminación por microorganismos, sustancias químicas o agente físicos permitiendo el
monitoreo y verificación de ciertos aspectos de las BPM, manteniendo las infestaciones por
debajo de los niveles en que se causan daños en la salud humana y perjuicios económicos.
6.6.3 Programa de Limpieza y Desinfección
Es una serie de procedimientos que se emplea en las operaciones de Limpieza y Somatización de
las instalaciones de la planta procesadora antes, durante y después de las actividades productivas
con el objetivo de garantizar la inocuidad y la calidad sanitaria de los productos elaborados en la
empresa.
El programa de Limpieza y Desinfección incluye una serie de disposiciones con el fin de
mantener la planta libre de posibles focos de contaminación, proporcionando un área de trabajo
limpia, saludable y segura para el procesamiento de alimentos. El acatamiento de estos principios
asegurara la reducción en la contaminación del producto, una operación más eficiente, y por ende
mayor calidad. Este programa indica con precisión los métodos de limpieza y desinfección que se
utilizan, así como los métodos para la verificación del programa de limpieza, el tipo de
detergentes y desinfectantes que se utilizan, las instrucciones para la limpieza y los resultados de
la limpieza.
6.6.4 Limpieza:
El objetivo de la limpieza es eliminar de manera completa y permanente la suciedad de las
superficies a limpiar. Los parámetros que influyen en el proceso de limpieza son todas las
24
circunstancias que participan en el proceso de limpieza influyen en el mismo y como
consecuencia en sus resultados. Por ello, la naturaleza y el estado de la suciedad así como la
superficie a limpiar son responsables forzosamente del éxito de la limpieza.
En este sentido, para que una formulación detergente sea eficaz, debe ser diseñada de forma
específica para la suciedad y material que pretenda limpiarse.
6.6.5 Desinfección:
La desinfección es la destrucción de todas las formas vegetativas de microorganismos patógenos
y no patógenos pero no necesariamente sus formas esporuladas. Se puede considerar una
reducción total de la carga microbiana en un 99.9% de la población inicial. Dentro de las clases
de desinfectantes según su composición química se encuentran: Alcoholes, aldehídos, ácidos
orgánicos, ácidos minerales, bases fuertes, fenoles, sustancias tenso-activas, metales pesados,
halógenos y sus derivados, peróxidos.
Desinfectantes:
El objetivo de la desinfección es reducir al mínimo o eliminar completamente toda la
contaminación microbiológica, existe la creencia errónea de que el proceso de limpieza y
desinfección eliminará siempre la totalidad de los microorganismos. En la práctica, esto no es
posible sin usar un sistema de esterilización. Raras veces se considera el aspecto de conocer cuál
es la flora normal de las áreas a desinfectar, aunque la experiencia demuestra que ciertos
microorganismos aparecen asociados más frecuentemente con determinados alimentos; además
existen factores adicionales como la temperatura del ambiente, la composición del producto, que
actúan en combinación con el alimento para influir más aún sobre la conformación de la flora
microbiana.
Los desinfectantes deben seleccionarse considerando los microorganismos que se desea eliminar,
el tipo de producto que se elabora y el material de las superficies que entran en contacto con el
producto. La selección depende también del tipo de agua disponible y el método de limpieza
empleado.
25
Detergentes:
Son todas aquellas sustancias que limpian, separando la materia adherida a la superficie mediante
la disolución o emulsión o simple dispersión con agua. Estos deben ser capaces de mantener los
residuos en suspensión, tener una buena propiedad de enjuague, capacidad de humectar y poder
eliminar la suciedad de las superficies.
Los detergentes pueden clasificarse como:
Álcalis inorgánicos
Ácidos inorgánicos y orgánicos
Agentes de superficie activa: aniónicos, no iónicos, catiónicos y anfotéricos
Agentes secuestrantes inorgánicos y orgánicos.
26
6.6 PLAN ESTRATEGICO
El plan estratégico es un programa de actuación que consiste en aclarar lo que pretendemos
conseguir y cómo nos proponemos conseguirlo. Esta programación se plasma en un documento
de consenso donde concretamos las grandes decisiones que van a orientar nuestra marcha hacia la
gestión excelente.
¿Que contiene el Plan Estratégico? ¿A qué preguntas responde?
¿Cuál es nuestra razón de ser? ¿Qué nos da vida y sentido?
¿A dónde deseamos ir?
¿Qué hacemos bien? ¿Qué deseamos hacer?
¿Cómo llegamos a ese futuro?
Si en los pasos anteriores era imprescindible asegurar la participación y el acuerdo del mayor
número de personas (implicados), la redacción del plan estratégico debe encargarse a una
persona o a un grupo muy reducido, que recoja la información generada, la sistematice y la
presente de forma ordenada.
Presentación
Delimitación de prioridades estratégicas, definición de escenario, estructura de objetivos
Introducción
Misión y Visión
Análisis de la situación actual
Diagnóstico
Formular estrategias
Priorizar
Plan de acción
Plan operativo
27
6.7 PLAN OPERATIVO ANUAL
El POA pone por escrito las estrategias que han ideado los directivos para cumplir con los
objetivos y que suponen las directrices a seguir por los empleados y subordinados en el trabajo
cotidiano. Cabe mencionar, que al igual que los otros, el plan operativo permite el seguimiento de
las acciones para juzgar su eficacia; en caso de que los objetivos estén lejos de ser satisfechos, el
directivo tiene la posibilidad de proponer nuevas medidas.
Todos los planes (de acción, operativo, estratégico, etc.) de una empresa deben estar coordinados
y ser coherentes entre sí.
Así mismo deberán plasmarse las necesidades de la empresa en cuanto a infraestructura necesaria
para llevar a cabo las metas y para el normal funcionamiento de la compañía, es decir todos
aquellos aspectos relacionados con la actividad ordinaria de la compañía y que puedan afectar a
su efectividad y traer consecuencias (en caso de no ser atendidos) para el cumplimiento de los
objetivos planteados en el plan operativo.
Normalmente, suelen detallarse la forma en la que la compañía prestará su servicio,
características del local donde se encuentra la sede de la misma, los requerimientos de instalación
y manutención de maquinarias, equipamiento y suministros necesarios para la actividad, las
estrategias de compra-venta y almacenaje de los productos o servicio ofrecido, la cantidad y
calidad de los proveedores con los que se contará para poner en marcha la empresa, entre muchos
otros aspectos relativos a la actividad.
Es decir que un plan operativo es un documento donde se pone por escrito cuáles serán los pasos
a realizar por la compañía y las acciones que deberán desempeñar quienes participan en la
actividad de producción y venta de servicios, así como también los objetivos que se desean
alcanzar al finalizar una determinada etapa. El mismo se compone de varios pasos, los cuales se
conocen como:
* Planificación: conocer los equipos, recursos y suministros con los que deberá contarse y
desarrollar un plan de acción;
28
* Programación de las diversas actividades: consiguiendo que cada parte que intervendrá en el
proceso, tenga noción de cuáles son sus responsabilidades;
* Seguimiento y evaluación: analizar el desempeño de las diferentes agentes que participan en la
producción a fin de saber aprovechar al máximo los recursos y reeducar, en caso de que fuera
necesario.
Por último cabe mencionar que para que un plan operativo sea eficiente, todas las partes deben
cumplir con cinco normas: ser efectivos (hacer exactamente lo que se espera de ellos), ser
eficientes (realizar correctamente su labor), ser responsables (realizar la labor con plena
consciencia), ser oportunos (hacer su trabajo en el tiempo en el que se le ha pedido) y ser
rentables (aprovechando al máximo los recursos que se les han dado, es decir con una
rentabilidad óptima)
29
VII. METODOLOGÍA
El presente estudio se describe como una investigación de tipo descriptivo de corte transversal, la
cual se llevó acabo en la microempresa SEUSA ubicada en la ciudad de Boaco los siguientes
pasos:
Como paso inicial para el desarrollo de este estudio se revisó las Normas Obligatorias
Nicaragüenses (NTON) que corresponde al sector de los Alimentos, después se realizó un
diagnóstico inicial higiénico sanitario mediante una inspección visual a la planta con el fin de
evaluar las condiciones con las cuales se lleva a cabo el proceso de los productos, teniendo en
cuenta las instalaciones, condiciones de área de elaboración, equipos y utensilios, personal
manipulador del alimento, requisitos higiénicos del control de calidad, saneamiento,
almacenamiento y despacho. Para esto se utilizó la Ficha de Inspección de Buenas Prácticas de
Manufacturas para Fábricas de Alimentos y Bebidas Procesadas (RTCA 67.01.33:06.) Una vez
obtenido estos datos se realizó una matriz FODA con la finalidad de determinar varios
parámetros adicionales, donde se enumeró una lista de las fortalezas internas claves, las
debilidades internas decisivas, las oportunidades externas importantes y las amenazas externas
claves para después comparar las fortalezas internas con las oportunidades externas y registrar las
estrategias FO resultantes en la casilla apropiada, cortejar las debilidades internas con las
oportunidades externas y registrar las estrategias DO resultantes y comparar las fortalezas
internas con las amenazas externas y registrar las estrategias FA resultantes.
Una vez realizada esta matriz se procedió a la elaboración de un Plan estratégico que se basó en
el análisis y en la toma de decisiones en cuanto a la situación y diagnóstico de la empresa,
donde se enumeró una lista de acciones correctivas con respecto a las debilidades encontradas en
el FODA de la empresa y de analizar el diagnóstico de cumplimiento de las Buenas Prácticas de
Manufacturas.
Posteriormente se elaboró un Plan Operativo donde se describió los objetivos y actividades a
realizar por parte de este estudio para colaborar con en el Sistema de Aseguramiento de Calidad,
y así lograr obtener un mayor puntaje en la Ficha de Inspección de Buenas Prácticas de
30
Manufacturas en Fabricas de Alimentos y Bebidas Procesadas, por lo que se consideró realizar un
documento de soporte de las Buenas Prácticas de Manufacturas que contiene los siguientes
aspectos:
i. Programas de Limpieza y Desinfección.
Donde cada uno de estos programas se estructuro de la siguiente forma:
Titulo
Tabla de Contenido
Objetivo
Alcance
Descripción del Procedimiento.
Elementos de Protección
Materiales Utilizados
Productos Químicos
ii. Elaboración de Flujogramas de Procesos
iii. Fichas Técnicas
iv. Cartas Tecnológicas.
v. Elaboración de Etiquetas.
vi. Diseño del “ Layout” de la planta SEUSA
Y como último paso se realizó un Diagnostico Final de la planta SEUSA aplicando la Ficha de
Inspección de las Buenas Prácticas de Manufacturas utilizado en el Diagnóstico Inicial para
determinar de manera más exacta el porcentaje de mejora que se tendría entre el Diagnóstico
Inicial y Final.
31
VIII. RESULTADOS Y ANÁLISIS
Para el presente estudio se requirió la aplicación y los conocimientos de las siguientes normas
que regulan este tipo de alimento: Norma Sanitaria de Manipulación de Alimentos (NTON 03
026-10), Norma Técnica de Leche Entera Cruda (NTON 03 027-99) y Norma Sanitaria para
Establecimientos de Productos Lácteos y Derivados (NTON 03 024-99). (Ver Anexo no.1 )
Diagnóstico Inicial de la microempresa SEUSA
Se puede observar en el Anexo No.1 los resultados obtenidos al efectuar la Ficha de Auditoria de
Buenas Prácticas de Manufacturas en Fábricas de Alimentos y Bebidas Procesadas, en esta
planta procesadora láctea donde se obtuvo una calificación de 50 puntos lo que significa que la
empresa se encuentra en condiciones inaceptables según los cumplimiento exigidos por el
Ministerio de Salud.
Tomando en cuenta que la inspección visual hace referencia únicamente a la planta de
producción se elaboró la matriz FODA que enfoca diversos aspectos que van más allá de lo
productivo donde se puede decir que la planta SEUSA tiene buenas Oportunidades y Fortalezas
al contar con un personal calificado, con las maquinarias idóneas y en buen estado, diversidad de
productos y actuar bajo las normas que rigen el Ministerio de Salud, hace que tenga la posibilidad
de ampliar su mercado potencial y ser más competitivo.
Las debilidades de la empresa estarían citado principalmente por faltas de Procedimientos
escritos de programa de Limpieza y Desinfección, Capacitación y control de materia prima,
insumos y productos terminados.
Las amenazas están dadas por las competencias que han venido incrementando en los últimos
años de la ciudad de Boaco, no solo nacional sino también extranjera los cuales incursionan en el
mercado con precios bajos. Otra amenaza que repercute son los fenómenos naturales lo que
provoca la escasez de la materia prima donde se hace imposible abastecer al cliente encareciendo
el producto final. (Ver Anexo No 1.2)
Basado en lo anterior se realizó un gráfico que ayuda a visualizar de manera más exacta el nivel
de cumplimiento de la microempresa frente al puntaje esperado y el puntaje obtenido de los
32
aspectos que se evalúan en la Ficha de Inspección de Buenas Practicas de Manufacturas para
Fabricas de Alimentos y Bebidas procesadas donde el mayor impacto se ve reflejado y
Almacenamiento y Distribución, Control de Proceso y Producción y Personal debido que la
empresa no contaba con un plan de saneamiento ni con el manual de Buenas Prácticas de
Manufacturas (BPM). (Ver Anexo No. 1.3, Gráfico No.1)
Elaboración de Plan Estratégico de la empresa SEUSA
De acuerdo a las debilidades que se presentaron en el FODA de dicha empresa se elaboró el Plan
Estratégico donde se muestra una propuesta para el mejoramiento competitivo en esta planta, las
acciones de mejoras que se deben de realizar en esta tanto en las instalaciones físicas, sanitarias
como en el procesamiento de los productos para luego ser implementadas por parte de la
propietaria.
El Plan estratégico está diseñado de manera que se muestra la dificultad que puede tener, el
plazo en que se debe realizar y el impacto que tendrá esta en el momento de su ejecución con el
fin de asegurar la implementación de las Buenas Prácticas de Manufacturas así como calidad e
inocuidad de los productos que se procesan en SEUSA. (Ver Anexo No.2, Cuadro No.4)
Donde además se describen las pruebas Físico-químicas que se deben realizar a este tipo de
alimento las cuales son: (Ver Anexo no. 2)
Pruebas Sensoriales
Prueba de Alcohol
Determinación de Densidad
Elaboración de Plan Operativo Anual de la microempresa SEUSA:
De acuerdo a las necesidades de esta planta para el mejoramiento de las Buenas Practicas de
Manufacturas y el Aseguramiento de la Calidad las actividades realizadas para la planta láctea
SEUSA fueron:
Programa de Limpieza y Desinfección:
33
En la parte fundamental de las Buenas Prácticas de Manufacturas en una empresa es el
aseguramiento de la calidad, ya que enfatiza la limpieza y desinfección de operarios, equipos,
utensilios y superficies. Por medio de este manual se establecieron las normas necesarias para la
realización de estos procesos donde se describe los procedimientos que se emplea en las
operaciones de Limpieza y Desinfección de las instalaciones de la planta procesadora de
productos lácteos, antes, durante y después de las actividades productivas con el objetivo de
garantizar la inocuidad y la calidad sanitaria de los productos elaborados.
Se elaboraron cinco programas de Limpieza y Desinfección que son aquellos que se deben de
controlar y monitorear. (Ver Anexo no. 3)
Considerando estos lo de mayor importancia en esta planta láctea los cuales son:
1. Procedimientos de Superficies de Contacto.
2. Procedimientos de Limpieza de Instalaciones Físicas.
3. Limpieza de Servicios Sanitarios.
4. Contaminación.
5. Procedimientos de Higiene Personal.
Elaboración de Formatos de Registros
Es necesario controlar y monitorear cada punto que se desarrolla en estos procedimientos, dicho
formato de registro especifica la actividad a realizarse el cual debe cumplirse con todas las
normas que este requiere. (Ver Anexo no.3)
Formatos de Registros Elaborados:
i. Formato de Registro de Control de Limpieza y Superficie de Contacto
ii. Formato de Registro de Control de Limpieza en Instalaciones Físicas
iii. Formato de Registro de Control Limpieza de Servicios Sanitarios
iv. Formato de Registro de Higiene Personal
v. Registro de Control de Materia Prima
34
vi. Registro de Capacitaciones recibidas por los Empleados
vii. Registro Individual de Capacitaciones Recibida.
Construcción de diagramas de flujos de los productos
Se elaboraron los diagramas de flujo de los dos productos de mayor demanda ya que esta planta
láctea procesa 22 productos, es por esta razón que se escogieron los dos productos de mayor
preferencia por los consumidores esto se conoció por parte de la población y propietaria por
medio de la producción diaria y las ventas mayores de estos productos los cuales son: Queso
crema y Quesillo. Estos diagramas de flujos se elaboraron de manera clara, exacta y
suficientemente detallados. (Ver Anexo no.3)
Elaboración de Cartas Tecnológicas:
Se realizó las cartas tecnológicas de Queso y Quesillo para establecer los mecanismos a utilizar
para que esos recursos, después de producidos lleguen a su destino y puedan ser una verdadera
garantía para los consumidores. (Ver Anexo no.3)
Elaboración de Fichas Técnicas de los productos:
Se elaboró las fichas técnicas de Queso Crema y Quesillo donde se estructuro de la siguiente
manera: Nombre, Descripción Física, Ingredientes Principales, Características Físicas,
Características Microbiológicas, Forma de Consumo y Consumidores Potenciales, Empaque y
Presentación, Vida Útil, Temperatura de Almacenamiento y Controles especiales durante la
Distribución y Comercialización. (Ver Anexo no.3)
Elaboración de Etiquetas de los Productos:
Se elaboraron las etiquetas de los dos productos que ofrece de mayor demanda la empresa. (Ver
Anexo no.3)
35
Diseño y elaboración del “Layout” de la planta de proceso:
Se elaboró un plano arquitectónico de la empresa en donde se describió el diseño sanitario de
planta y ubicación de equipos utilizadas en el proceso productivo (Ver Anexo no.3) Para tal fin
se utilizó el programa de dibujo AutoCAD 2010.
Diagnostico Final de la microempresa SEUSA
Al finalizar la elaboración de la documentación, las capacitaciones de los mismos y una vez
realizados los cambios en esta planta se ejecutó nuevamente la evaluación de las condiciones
sanitarias de la empresa por medio de la aplicación de la Ficha de Inspección de BPM en
Fabricas de Alimentos y Bebidas Procesadas con el fin de evaluar los beneficios del trabajo en la
empresa, dando como resultado:
Porcentaje de adherencia=
Al obtener esta calificación de 85 puntos en esta Ficha de Inspección de Buenas Prácticas de
Manufacturas en Fábricas de Alimentos y Bebidas procesadas, según el reglamento
centroamericano RTCA 67.01.33:06 significa que la planta SEUSA presenta condiciones
regulares y que es necesario aun hacer correcciones. (Ver Anexo No.1.3 Grafico 2)
36
IX. CONCLUSIÓN
En el presente estudio realizado en la microempresa SEUSA ubicada de la Texaco 2000, 150 m al
este en el municipio de Boaco, se evaluaron las condiciones sanitarias mediante un diagnóstico
inicial de las Buenas Practicas de Manufacturas donde se obtuvo una puntuación de 50 puntos el
cual evidencio la necesidad de elaborar una serie de procedimientos relacionados con las Buenas
Practicas de Manufacturas y en base al sistema de Gestión de Calidad con estos procedimientos
se consiguió mejorar en algunos aspectos necesarios para el cumplimiento de las Buenas
Practicas de Manufacturas llevando así de un 50% a un 85% de mejora obtenida.
El objetivo de este trabajo estuvo basado en toda la mejora y toma de decisiones que la empresa
láctea SEUSA necesitaba para el mejoramiento y el cumplimiento de las normas establecidas
para los alimento. Aun así la empresa ha tenido dificultades para el cambio de la infraestructura
debido a un presupuesto elevado por esta razón se empezó con mejoras pequeñas y a medida que
se vaya obteniendo más ganancias se irá mejorando e incrementando la implementación de las
Buenas Practicas de Manufacturas pero se logró una de nuestras metas en este estudio que era
aumentar el puntaje en la Ficha de Inspección de Buenas Practicas de Manufacturas en Fabricas y
Bebidas Procesadas.
37
X. RECOMENDACIONES
Del presente trabajo se pueden sacar las siguientes recomendaciones:
1. Establecer un sistema de aseguramiento de calidad desde la recolección de la materia prima
hasta la distribución de sus productos terminados.
2. Realizar Pruebas de Plataformas en la Recepción de la Leche.
3. Establecer programas de capacitación a los operarios sobre los aspectos de inocuidad, de
manera que permitan obtener mejor calidad nutricional, físico-química y microbiológica de la
leche.
4.Lo que respecta a las instalaciones físicas de la planta, este debe de disponer de mejorar las
distribuciones de la planta para tener mejor movilidad y facilidad a la hora de realizar las labores
en la sala de producción, los espacios de trabajo entre el equipo y paredes deben de ser de por lo
menos 50 cm. En el caso de las ventanas estas deben de colocarse mallas para impedir la entrada
de agua, roedores e insectos.
5. Se recomienda proteger todos los cables de electricidad, señalizar las tuberías y publicar su
significado.
6. La limpieza y orden de la planta procesadora debe ser realizada siguiendo los procedimientos
indicados en el Anexo No.3
7. Se recomienda supervisar diariamente el cumplimiento de las normas de higiene personal y
llevar el registro correspondiente.
8. Colocar en el área del lavamanos un dosificador de jabón líquido, toallas de papel y rótulos que
indiquen lavarse las manos para crear hábitos de limpieza en los operarios.
9. Establecer formatos de reportes diarios y desarrollar una estructura de archivo de los formatos.
38
XI.BIBLIOGRAFÍA
1. Albarracín F, Carrascal A. Manual de Buenas Prácticas de Manufacturas para
microempresas lácteas. Editorial Javeriana, Bogotá. 2005
2. Castellón, J., & Cáceres, V. (s.f.). Manual de Buenas Prácticas de Higiene de Alimentos.
Managua
3. Luquet A, 2002. Leche y productos Lácteos. Editorial Acribia S.A Zaragoza, España.
4. MIFIC. Norma Sanitaria para Establecimiento de productos lácteos y derivados. Norma
Técnica Obligatoria Nicaragüense 03 024-99 Managua, Nicaragua
5. MIFIC. Reglamento de Buenas Prácticas de Manufacturas de la Industria de Alimentos.
6. Norma Técnica Obligatoria Nicaragüense (NTON) 03 069 – 06: Industria de Alimentos y
Bebidas Procesados .Buenas Prácticas de Manufactura Principios Generales
7. Norma Técnica Obligatoria Nicaragüense (NTON) 03 024 – 99: Norma Sanitaria para
establecimientos de productos lácteos derivados.
8. Revilla, Aurelio. Tecnología de la leche, 3ra. Edición, Editorial Ercilia Romero, Año de
1996, Página 61-71.
9. Salazar, M., & Luna, L. (2,3 de Febrero de 2012). Productos Lácteos. (D. Zamorán,
Entrevistador).
10. Varnam A. 200.Laboratorios químicos y biológicos. Proyecto, construcción instalaciones.
Editorial Blume, Barcelona, España
11. Velásquez, D., & Mejía, A. (s.f.). Manual de Buenas Prácticas de Manufactura en la
Industria Láctea. Managua, Nicaragua
12. http://es.wikipedia.org/wiki/Boaco
13. http://controlsanitarioudla.wikispaces.com/
39
GLOSARIO
Alimento: todo producto natural o artificial, elaborado o no, que ingerido aporta al organismo
humano los nutrientes y la energía necesarios para el desarrollo de los procesos biológicos.
Alimento adulterado: El alimento adulterado es aquel:
a. Al cual se le hayan sustituido parte de los elementos constituyentes, reemplazándolos o no por
otras sustancias;
b. Que haya sido adicionado por sustancias no autorizadas;
c. Que haya sido sometido a tratamientos que disimulen u oculten sus condiciones originales,
d. Que por deficiencias en su calidad normal hayan sido disimuladas u ocultadas en forma
fraudulenta sus condiciones originales
Alimento contaminado: alimento que contiene agentes y/o sustancias extrañas de cualquier
naturaleza en cantidades superiores a las permitidas en las normas nacionales, o en su defecto en
normas reconocidas internacionalmente.
Almacenamiento: es el conjunto de tareas y requisitos para la correcta conservación de insumos
y productos terminados.
Ambiente: Cualquier rea interna o externa delimitada físicamente que forma parte del
establecimiento destinado a la fabricación, al procesamiento, a la preparación, al envase,
almacenamiento y expendio de alimentos.
Contaminación: Presencia de microorganismos, sustancias químicas radioactivas y materia
prima extraña, en cantidades que rebasan los límites establecidos en un producto o materia prima
y que resultan perjudiciales para la salud humana.
40
Contaminación Cruzada: Es el proceso por el cual las bacterias de un área son trasladadas,
generalmente por un manipulador alimentario, a otra área antes limpia, de manera que infecta
alimentos o superficies.
Control: Dirigir las condiciones de una operación para mantener el cumplimiento de los criterios
establecidos, para la obtención de alimentos seguros.
Control de calidad: es el proceso planeado y sistemático para tomar acción necesaria para
prevenir que el alimento se adultere o se contamine.
Desinfección- Descontaminación: Es el tratamiento físico-químico o biológico aplicado a las
superficies limpias en contacto con el alimento con el fin de destruir las células vegetativas de los
microorganismos que pueden ocasionar riesgos para la salud pública y reducir substancialmente
el número de otros microorganismos indeseables, sin que dicho tratamiento afecte adversamente
la calidad e inocuidad del alimento.
Desinfectante: Cualquier agente, por lo regular químico, capaz de matar las formas en
desarrollo, pero no necesariamente las esporas resistentes de microorganismos patógenos.
Detergente: Mezcla de sustancias de origen sintético, cuya función es abatir la tensión
superficial del agua, ejerciendo una acción humectante, emulsificante y dispersante, facilitando la
eliminación de mugre y manchas.
Equipo: es el conjunto de maquinaria, utensilios, recipientes, tuberías, vajillas y demás
accesorios que se emplean en la fabricación, procesamiento, preparación, envase,
almacenamiento, distribución, transporte y expendio de alimentos y sus materias primas.
Fábrica de alimentos: Es el establecimiento en el cual se realice una o varias operaciones
tecnológicas, ordenadas e higiénicas, destinadas a fraccionar, elaborar, producir, transformar o
envasar alimentos para el consumo humano.
41
Higiene de alimentos: son el conjunto de medidas preventivas necesarias para garantizar la
seguridad, limpieza y calidad de los alimentos en cualquier etapa de su manejo.
Inocuidad de los alimentos: Condición de los alimentos que garantiza que no causarán daño al
consumidor cuando se preparen y/o consuman de acuerdo con el uso al que se destinan.
Limpieza: Es el proceso o la operación de eliminación de residuos de alimentos u otras materias
extrañas o indeseables
Manipulador de alimentos: Es toda persona que interviene directamente y, aunque sea en forma
ocasional, en actividades de fabricación, procesamiento, preparación, envase, almacenamiento,
transporte y expendio de alimentos.
Materia Prima: Son las sustancias naturales o artificiales, elaboradas o no, empleadas por la
industria de alimentos para su utilización directa, fraccionamiento o conversión en alimentos para
consumo humano.
Plan Estratégico: Es un documento en el que los responsables de una organización(empresarial,
institucional, no gubernamental) reflejan cual será la estrategia a seguir por su compañía en un
determinado plazo.
Plan Operativo Anual: Es un documento formal en el que se enumeran los objetivos a
conseguir, debe estar alineado con el plan estratégico de la empresa, y su especificación sirve
para concretar, además de los objetivos a conseguir cada año, la manera de alcanzarlos que debe
seguir cada entidad.
Planta: Significa el edificio o instalación cuyas partes son usadas para o en conexión con la
manufactura, empaque, etiquetado, o almacenaje de alimentos para los seres humanos.
Procedimiento de Operación Estándar de Sanitización: Descripción operativa y detallada de
una actividad o proceso, en la cual se precisa la forma como se llevara a cabo el procedimiento, el
42
responsable de su ejecución, la periodicidad con que debe realizarse y los elementos,
herramientas o productos que se van a utilizar.
Producto Terminado: Producto que ha sido sometido a todas las etapas de producción,
incluyendo el envasado en el contenedor final y etiquetado.
Registro sanitario: Es el documento expedido por la autoridad sanitaria competente, mediante el
cual se autoriza a una persona natural o jurídica para fabricar, envasar; e Importar un alimento
con destino al consumo humano.
Sanitización: Acción de disminuir al máximo los patógenos a un número que no represente
riesgo al consumidor y que garantice la inocuidad a través de medios aplicados específicamente
para ello, donde inocuidad se entiende como las características de un producto que no dañe al
consumidor
43
ANEXOS
1
ANEXO No.1
NORMAS TÉCNICAS
2
NORMA TECNICA OBLIGATORIA NICARAGUENSE
DE MANIPULACION DE ALIMENTOS. REQUISITOS
SANITARIOS PARA MANIPULADORES
NTON
03 026 – 10
NORMA TECNICA OBLIGATORIA NICARAGÜENSE
Com
isió
n N
aci
on
al
de
Norm
ali
zaci
ón
Téc
nic
a y
Cali
dad
, M
inis
teri
o d
e F
om
ento
, In
du
stri
a y
Com
erci
o
Tele
fax:
22
674
551
Ext
. 12
28
. N
orm
a Té
cnic
a O
blig
ato
ria
Nic
arag
üen
se (
NTO
N)
La Norma Técnica Obligatoria Nicaragüense NTON 03 026 -10 Primera Revisión. Manipulación de
Alimentos. Requisitos sanitarios para Manipuladores ha sido preparada por el Grupo de Trabajo de
Manipulación de Alimentos y en su elaboración participaron las siguientes personas:
Ana Miranda Ingenio San Antonio
Bayardo Antón Delicarne S.A.
Douglas Ruiz Industria Innovadora S.A.
Misales Alvarado Café Soluble
Waleska Aragón Compañía Cervecera Nic.
Ileana Prado Compañía Cervecera Nic.
Ronald Matus Eskimo S.A.
Ivo Santizo PROLACSA
Ivette Medrano AGRICORP
Wendy Porta Castillo AGRICORP
Donald Tuckler T Asociación Nacional de Productores Avícolas (ANAPA)
Lissette Urey B. Cámara de Industria de Nicaragua (CADIN)
Sagrario Ruiz R. HARINISA
Patricia Raudez MONISA
Enrique Sánchez Ministerio Agropecuario y Forestal (MAG- FOR)
Jorge Rodríguez Ministerio Agropecuario y Forestal (MAG- FOR)
Julio Cortez Ministerio Agropecuario y Forestal (MAG- FOR)
Lorena Espinoza Universidad Nacional Autónoma de Nicaragua (UNAN-LEON)
Norma A. Chávez Liga por la Defensa de los Consumidores de Nicaragua
(LIDECONIC)
Carmen Lanuza Ministerio de Salud (CNDR-MINSA)
Benjamín Veliz Ministerio de Salud SILAIS - Managua
Clara Ivania Soto Ministerio de Salud (MINSA)
Francisco Pérez LABAL – MIFIC
Agnes Pastora Industrias Carphil
Salvador Guerrero Ministerio de Fomento, Industria y Comercio (MIFIC)
Esta norma fue aprobada por el Comité Técnico en su última sesión de trabajo el día 15 de julio de
2010.
1. OBJETO
Establecer los requisitos sanitarios que deben cumplir los manipuladores y cualquier otro personal
en actividades similares; en las operaciones de manipulación de alimentos, durante su obtención,
recepción de materia prima, procesamiento, envasado, almacenamiento, transportación y su
comercialización.
2. CAMPO DE APLICACION
Esta norma es de aplicación obligatoria en todas aquellas instalaciones donde se manipulen
alimentos, tanto en su obtención, procesamiento, recepción de materias primas, envasado,
almacenamiento, transportación, comercialización y por todos los manipuladores de alimentos.
3. DEFINICIONES
3.1Área de proceso. Toda zona o lugar donde el alimento se somete a cualquiera de sus fases de
elaboración.
3.2Limpieza. La eliminación de tierra, residuos de alimentos, suciedad, grasa u otras materias
objetables.
3.3Contaminante. Cualquier agente biológico o químico, materia extraña u otras sustancias no
añadidas intencionalmente a los alimentos y que puedan comprometer la inocuidad o la aptitud de
los alimentos.
3.4Contaminación. La introducción o presencia de un contaminante en los alimentos o en el
medio ambiente alimentario.
3.5Desinfección. La reducción del número de microorganismos presentes en el medio ambiente,
por medio de agentes químicos y/o métodos físicos, a un nivel que no comprometa la inocuidad o
la aptitud del alimento.
3.6Higiene. Sistemas de principios y reglas que ayudan a conservar la salud y prevenir las
enfermedades.
3.7Higiene de los alimentos. Todas las condiciones y medidas necesarias para asegurar la
inocuidad y la aptitud de los alimentos en todas las fases de la cadena alimentaria.
3.8Riesgo. Un agente biológico, químico o físico presente en el alimento, o bien la condición en
que éste se halla, que puede causar un efecto adverso para la salud.
3.8Manipulador de alimento. Toda persona que manipule directamente materia prima e insumos,
alimentos envasados o no envasados, equipo y utensilios utilizados para los alimentos, o
superficies que entren en contacto con los alimentos y que se espera, por tanto, cumpla con los
requerimientos de higiene de los alimentos.
3.9 Inocuidad de los alimentos. La garantía de que los alimentos no causarán daño al consumidor
cuando se preparen y/o consuman de acuerdo con el uso a que se destinan.
3.10 Alimento. Es toda sustancia procesada, semiprocesada y no procesada que se destina para la
ingesta humana, incluidas bebidas, goma de mascar y cualquier otra sustancia que se utilice en la
preparación o tratamiento del mismo pero no incluye cosméticos, tabaco ni medicamentos.
3.11 Alimento contaminado. Aquel que contiene gérmenes causantes de enfermedades, parásitos,
sustancias químicas o contaminantes físicos en concentraciones perjudiciales para la salud, toxinas
u otros agentes nocivos al organismo.
3.12 Manipulación de alimentos. Todas las operaciones de preparación, elaboración, cocción,
envasado, almacenamiento, transporte, distribución y venta de alimentos.
3.13 Utensilios. Conjunto de instrumentos que se destinan para elaborar, preparar y empacar
alimentos.
3.14 Equipos: La maquinaria que se utiliza para el procesamiento de alimentos.
3.15 Instalaciones: Cualquier edificio o zona en que se manipulan alimentos, y sus inmediaciones,
que se encuentran bajo el control de una misma dirección.
3.16 Superficie de contacto: Todo aquello que entra en contacto con el alimento, durante el proceso
y manejo normal de producto; incluyendo utensilios, equipos, manos de personal, envases y otros.
3.17 Personal en actividades similares: Toda persona que manipule indirectamente materia prima e
insumos, alimentos envasados o no envasados, equipo y utensilios utilizados para los alimentos, o
superficies que entren en contacto con los alimentos y que se espera, por tanto, cumpla con los
requerimientos de higiene de los alimentos.
4. GENERALIDADES
4.1 Durante la manipulación de los alimentos se evitará que estos entren en contacto directo con
sustancias ajenas a los mismos, o que sufran daños físicos o de otra índole capaces de
contaminarlos o deteriorarlos.
4.2 Aquellos alimentos y materias primas que por sus características propias así lo requieran,
además de cumplir con lo establecido en la presente norma, cumplirán con medidas específicas de
manipulación según sea el caso.
5. REQUISITOS SANITARIOS PARA LOS MANIPULADORES DE ALIMENTOS
5.1 Todo manipulador de alimento y cualquier otro personal en actividades similares recibirá
capacitación básica en materia de higiene de los alimentos la que debe estar actualizada y ser
registrada para desarrollar estas funciones y cursará otras capacitaciones de acuerdo a lo
programado por la empresa, establecimiento, expendio de alimento y otros, así como las
establecidas por las autoridades sanitarias.
5.2 A todo manipulador debe practicársele exámenes médicos especiales establecidos por el
Ministerio de Salud : EGH,( Examen General de Heces) Exudado Faringeo, ( Identificación de
Bacterias como Estreptococo) V.D.R.L.( Sífilis examen en sangre), Examen de Piel ( Isopado
debajo de uñas), B.A.A.R ( Detectar Tuberculosis)., antes de su ingreso a la industria alimentaria o
cualquier centro de procesamiento de alimento, y posteriormente cada seis meses. Este certificado
de Salud debe ser presentado por el dueño del establecimiento, en caso contrario se procederá al
retiro del manipulador y a las sanciones administrativas pertinentes al empresario.
5.3 No podrán manipular alimentos aquellas personas que padezcan de infecciones dérmicas,
lesiones tales como heridas y quemaduras, infecciones gastrointestinales, respiratorias u otras
susceptibles de contaminar el alimento durante su manipulación.
5.4 Los manipuladores mantendrán una correcta higiene personal, la que estará dada por:
a) Buen aseo personal
b) Uñas recortadas limpias y sin esmalte
c) Cabello corto, limpio, cubierto por gorro, redecilla y otros medios adecuados. Usar
tapaboca.
d) Uso de ropa de trabajo limpia (uniforme, delantal), botas, zapatos cerrados y guantes si
la actividad lo requiere.
5.4.1 No usarán prendas (aretes, pulseras, anillo) u otros objetos personales que constituyan
riesgos de contaminación para el alimento.
5.5 Los manipuladores se lavarán las manos y los antebrazos, antes de iniciar las labores y cuantas
veces sea necesario, así como después de utilizar el servicio sanitario.
5.5.1 El lavado de las manos y antebrazos se efectuará con agua y jabón u otra sustancia similar, se
utilizara solución bactericida para la desinfección.
5.5.2 El secado de las manos se realizará por métodos higiénicos, empleando para esto toallas
desechables, secadores eléctricos u otros medios que garanticen la ausencia de cualquier posible
contaminación.
5.6 Los manipuladores no utilizarán durante sus labores sustancias que puedan afectar a los
alimentos, transfiriéndoles olores o sabores extraños, tales como; perfumes maquillajes,
cremas,etc.
5.7 Los medios de protección deben ser utilizados adecuadamente por los manipuladores y se
mantendrán en buenas condiciones de higiene, para no constituir riesgos de contaminación de los
alimentos.
5.8 El manipulador que se encuentre trabajando con materias primas alimenticias, no podrá
manipular productos en otras fases de elaboración, ni productos terminados, sin efectuar
previamente el lavado, desinfección de las manos, antebrazos y de requerirse el cambio de
vestuario.
5.9 A los manipuladores de alimentos en ningún caso se les permitirá realizar la limpieza de los
servicios sanitarios ni las áreas para desechos.
6. REQUISITOS SANITARIOS PARA LA MANIPULACION DE LOS ALIMENTOS
6.1 La manipulación de los alimentos se realizará en las áreas destinadas para tal efecto, de
acuerdo al tipo de proceso a que sean sometidos los mismos.
6.2 La manipulación durante el procesamiento de un alimento se hará higiénicamente, utilizando
procedimientos que no lo contaminen y empleando utensilios adecuados, los cuales estarán
limpios y desinfectados.
6.3 Si al manipularse un alimento o materia prima se apreciara su contaminación o alteración, se
procederá al retiro del mismo del proceso de elaboración.
6.4 Todas las operaciones de manipulación durante la obtención, recepción de materia prima,
elaboración, procesamiento y envasado se realizarán en condiciones y en un tiempo tal que se evite
la posibilidad de contaminación, la pérdida de los nutrientes y el deterioro o alteración de los
alimentos o proliferación de microorganismos patógenos.
6.5 En las áreas de elaboración, conservación y venta a los manipuladores no se les permitirá
fumar, comer, beber, masticar chiclets, y/o hablar, toser, estornudar sobre los alimentos, usos de
equipos electrónicos de entretenimiento (usos de celulares, audífonos etc.) así como tocarlos
innecesariamente, escupir en los pisos o efectuar cualquier práctica antihigiénica, como manipular
dinero, chuparse los dedos, limpiarse los dientes con las uñas, hurgarse la nariz y oídos.
6.6 Se evitará que los alimentos queden expuestos a la contaminación ambiental, mediante el
empleo de tapas, paños mallas u otros medios correctamente higienizados.
6.7 Ningún alimento o materia prima se depositará directamente en el piso, independientemente de
estar o no estar envasado.
7. REQUISITOS PARA LA MANIPULACION DURANTE EL ALMACENAMIENTO
Y LA TRANSPORTACION DE LOS ALIMENTOS
7.1 La manipulación durante la carga, descarga, transportación y almacenamiento no debe
constituir un riesgo de contaminación, ni debe ser causa de deterioro de los alimentos. Además,
debe cumplir con lo que establece en la NTON 03 041 - 03 Norma Técnica Obligatoria
Nicaragüense de Almacenamiento de Productos Alimenticios.
7.2 El transporte de los alimentos se realizará en equipos apropiados y condiciones sanitarias
adecuadas. Además, debe cumplir con lo que establece la NTON 03-079-08 Primera Revisión
Requisitos para el Transporte de Productos Alimenticios.
8. VISITANTES
8.1 Se tomarán precauciones para impedir que los visitante contaminen los alimentos en las zonas
donde se proceda a la manipulación de éstos, las precauciones debe incluir el uso de medios
protectores.
8.2 Los visitantes deben cumplir con las disposiciones que se especifican en esta norma.
9. APLICACION
9.1 La responsabilidad del cumplimiento por parte de todo el personal de todos los requisitos
señalados en la presente norma, debe asignarse específicamente al personal supervisor competente
y la gerencia de la empresa.
10. REFERENCIA
Para la elaboración de esta norma se tomaron en cuenta
a) CODEX ALIMENTARIUS – Volumen I – Suplemento 1-1993
b) MINSA – Dirección Nacional de Higiene. Higiene del medio. Tomo II. Primera edición.
1981
c) MINSA – Normas y Procedimientos de Higiene.
d) NORMA CUBANA – Manipulación de Alimento. 1987
e) OMS: Manipulación correcta de los alimentos. 1990
f) CODEX ALIMENTARIUS. Requisitos Generales. 2da. Edición
g) NTON 03 041-03 Norma Técnica Obligatoria Nicaragüense de Almacenamiento de
Productos Alimenticios
h) NTON 03-079-08 Primera Revisión Requisitos para el Transporte de Productos
Alimenticios
11. OBSERVANCIA DE LA NORMA.
La verificación y certificación de esta norma estará a cargo del Ministerio de Salud a través de la
Dirección de Regulación de Alimentos y el SILAIS correspondientes de acuerdo a su ubicación
geográfica, el Ministerio de Fomento, Industria y Comercio a través de la Dirección de Defensa del
Consumidor y el Ministerio Agropecuario y Forestal a través de la Dirección Inocuidad
Agroalimentaria.
12. ENTRADA EN VIGENCIA.
La presente norma técnica obligatoria nicaragüense entrará en vigencia con carácter obligatorio seis
meses después de su publicación en la gaceta diario oficial.
13. SANCIONES.
El incumplimiento a las disposiciones establecidas en la presente norma, debe ser sancionado
conforme a la legislación vigente.
ULTIMA LINEA.
NORMA SANITARIA DE LECHE ENTERA
CRUDA
NTON
03 027 - 99
NORMA TECNICA OBLIGATORIA NICARAGÜENSE
Co
mis
ión
Nac
ion
al d
e N
orm
aliz
ació
n T
écn
ica
y C
alid
ad, M
inis
teri
o d
e Fo
men
to, I
nd
ust
ria
y C
om
erc
io
Tele
fax:
22
674
551
Ext
. 12
28
. N
orm
a Té
cnic
a O
blig
ato
ria
Nic
arag
üen
se (
NTO
N)
La Norma Técnica Obligatoria Nicaragüense 03 027-99 Leche Entera Cruda, ha sido preparada
por el Grupo de Trabajo de para Productos Lácteos del Comité Técnico de Alimento y
en su elaboración participaron las siguientes personas: Rito Aguilar Ministerio Agropecuario y Forestal (MAG-FOR)
Luis Carrión Sequeira Unión Nacional de Agricultores y Ganaderos
(UNAG)
Gustavo Rosales Ministerio de Salud (MINSA)
Leonardo García Instituto de Desarrollo Lechero (IDR/Proyecto
Lechero) Ronald Blandón Comisión Nacional Ganadera de Nicaragua
(CONAGAN)
Solón Guerrero Federación de Asociaciones Ganaderas de Nicaragua
(FAGANIC) Jorge Cuadra UNILECHE
Ariel Campos Toledo Proyecto de Ganadería
(PRODEGA) Ana Isabel Zambra Fundación
José Nieborowski Gilberto Solís Cámara
de Industria de Nicaragua
Nicolás Escobar Fábrica de Productos Lácteos (PARMALAT La
Perfecta S.A.) Miguel Mendoza Hurtado Cooperativa San Francisco Lácteos
Camopan
Luis Saballos Ministerio de Fomento, Industria y Comercio
(MIFIC/CATPYME) Ninoska Granja Asociación de Queseros de Boaco
Ulises Miranda Cooperativa Santo Tómas, Chontales
Danilo Núñez Ministerio de Fomento, Industria y Comercio
(MIFIC/CNPE) Noemí Solano Ministerio de Fomento, Industria
y Comercio (MIFIC) Esta norma fue aprobada por el Grupo de Trabajo en su última sesión de trabajo el día 14 de
diciembre de
1999.
1. OBJETO Esta norma establece los requisitos que debe cumplir la leche entera cruda.
2. CAMPO DE APLICACIÓN
La leche entera cruda que se procese, envase comercialice o consuma en el territorio nacional
deberá someterse a las disposiciones de la presente norma y a las disposiciones complementarias que
en el desarrollo del mismo dicte la autoridad Sanitaria.
3. DEFINICIONES
3.1 Leche. Es el producto de la secreción normal de la glándula mamaria de animales bovinos
sanos, obtenida por ordeño diario, higiénico e ininterrumpido.
3.2 Leche cruda entera. Es el producto no alterado, no adulterado, del ordeño higiénico,
regular, completo e ininterrumpido de vacas sanas, que no contenga calostro y que esté exento de
color, olor, sabor y consistencia anormales.
3.3 Leche adulterada. Es aquella a la que le han sustraído, adicionado o reemplazado, total o
parcialmente, sus elementos constitutivos naturales o adicionado otros extraños, en condiciones
que puedan afectar la salud humana o animal, o modificar las características físico-químicas
y organolépticas señaladas en la presente norma.
3.4 Leche higienizada. Es el producto obtenido al someter la leche cruda entera a un proceso
de pasteurización, irradiación, ultra pasteurización o esterilización.
3.5 Leche falsificada. Es aquella con la apariencia y características generales del producto
legítimo, protegida o no por marca registrada, que se denomina como ésta, sin serlo o que no procede
de sus verdaderos fabricantes.
3.6 Intermediario. Es la persona que compra leche al productor con el objeto de abastecer
los establecimientos a que se refiere la presente norma.
3.7 Establecimiento. Denominase establecimiento a las plantas para enfriamiento o centrales
de recolección, la planta para higienización, las plantas para pulverización, las plantas para la
producción de derivados lácteos, los depósitos y expendios de leche.
3.8 Hato. Es el grupo de ganado bovino destinado al ordeño o producción de carne.
3.9 Calostro. Es la leche de la vaca que no se considera apta para consumo humano producto
obtenido de los quince días anteriores y ocho días posteriores del parto.
4. DE LAS FINCAS
4.1 Ubicación de los hatos
4.1.1 Los hatos destinados a la producción de leche para consumo deberán funcionar en zonas rurales.
Nota: La autoridad sanitaria específica, por razones de conveniencias y sin perjuicio del
cumplimiento estricto de los requisitos de carácter sanitario, podrá otorgar autorización especialmente
para el funcionamiento temporal de hatos en áreas urbanas o delegar esta función en las delegaciones en
el país.
4.1.2 Requisito general de las fincas. Toda finca cuyo objetivo sea la producción de leche, deberá tener
un establo fijo o un sitio de ordeño destinado a esta actividad.
4.2 Sanidad Animal.
4.2.1 Los bovinos destinados a la producción de leche deberán estar sanos, libres de zoonosis,
mastitis y demás enfermedades infecto contagiosa.
4.2.2 El diagnóstico de brucelosis y tuberculosis debe hacerse en desarrollo de disposiciones
oficiales sobre sanidad animal o por otras razones, serán certificados por médicos veterinarios inscritos
en el Ministerio Agropecuario.
4.2.3 Las pruebas de mastitis deberán practicarse en forma permanente a todas las vacas en producción
y cuando las autoridades de salud o agropecuarias lo estimen conveniente.
4.2.4 Los bovinos sometidos a la aplicación de drogas o medicamentos que se eliminen por la leche,
solo podrán incorporarse a la producción de leche para consumo humano 72 horas después que
haya terminado el tratamiento.
4.3 Clasificación de las Fincas
4.3.1 De conformidad con los requisitos y condiciones sanitarias mínimas establecidas en la
presente norma, las fincas se clasifican así
a) De Primera Categoría
b) De Segunda Categoría
4.3.2 Requisitos de las fincas de primera categorías. Las fincas de Primera Categoría deberán
reunir los siguientes requisitos mínimos.
a) Tener un establo fijo construido sobre terreno de fácil drenaje, que permita realizar esta actividad
en buenas condiciones sanitarias.
b) Disponer de agua abundante, potable o de fácil higienización.
c) Disponer por lo menos de las siguientes secciones.
1. Para el ordeño.
2. Para enfriamiento, envasado (si cuenta con sistema de pasteurización) y almacenamiento.
d) Sus instalaciones estarán iluminadas y ventiladas convenientemente.
e) En los establos fijos, disponer de un estercolero construido en forma apropiada,
convenientemente protegido, aislado para evitar toda posible contaminación y sometido a los
requisitos técnicos indispensables para tratamiento adecuado del estiércol y la prevención de insectos
y roedores. En los sitios de ordeño se hará una disposición de ordeño adecuada desde el punto
de vista higiénico sanitario.
f) Servicios Sanitarios adecuados con la disposición de aguas servidas y excretas.
g) Disponer de equipos para el ordeño mecánico.
h) Los utensilios y equipos que tengan contacto con la leche deberán ser de material inerte, que
permita fácil lavado y desinfección después de cada uso.
i ) Las sustancias que se utilicen para el lavado y desinfección de los materiales a que se
Refiere el numeral anterior, deberán ser aprobados por la entidad sanitaria. Cuando se trate de soluciones
con compuestos de cloro, su concentración mínima de cloro libre será de 50 ppm y de 200 ppm
como máximo.
j ) Disponer de la asistencia técnica prestada por médicos veterinarios y zootecnistas inscrito en
la entidad correspondiente con el fin de garantizar el cumplimiento de los programas de Sanidad Animal.
k ) Deberán tener Licencia Sanitaria de Funcionamiento, emitida por la entidad
gubernamental correspondiente.
l) Disponer de un programa de control de vectores.
m) Disponer de un sistema adecuado de tratamiento de aguas residuales.
4.3.2.1 Destino de la leche producida en fincas de Primera Categoría
La leche entera cruda producida en las fincas de primera categoría podrá destinarse:
a) Para consumo humano directo en las localidades o regiones donde la leche cruda proveniente de
estas fincas y la leche higienizada sea insuficiente.
b) A los establecimientos lácteos
Nota: La leche producida y enfriada en las fincas de primera categoría, sin el cumplimiento de
los requisitos establecidos para dicho producto deberá tener igual destinación que la leche
entera cruda proveniente de fincas de segunda categoría.
4.3.3Requisitos de las fincas de Segunda Categoría. Las fincas de Segunda Categoría deberán reunir
los siguientes requisitos mínimos.
a) Tener establos fijos o sitios de ordeños.
b) Disponer de agua tratada para su higienización.
c) Disponer para el filtrado de la leche, de papel filtro, de coladores de acero inoxidable, de plástico
o aluminio.
e) En los establos fijos o sitios de ordeño el estiércol deberá retirarse diariamente y su disposición final
previo tratamiento, se llevará a cabo en un lugar que evite contaminación de insectos y roedores.
f) Los utensilios y equipos que tengan contacto con la leche deberán ser de material inerte que permita
su fácil lavado y desinfección, después de cada uso.
g ) Las sustancias para el lavado y desinfección de los materiales a que se refiere el inciso
anterior, deberán estar aprobadas por la autoridad sanitaria correspondiente.
g) Disponer de un programa de control de vectores.
h) Disponer de un sistema adecuado de tratamiento de aguas residuales.
4.3.3.1 Destino de la leche en las fincas de segunda categoría
La leche entera cruda producida en las fincas de segunda categoría podrá destinarse
a ) A las plantas para higienización y pulverización de la leche así como a las plantas que
procesen productos lácteos derivados a excepción de depósitos y expendios.
b) Al consumo humano directo, en las localidades o regiones donde la leche cruda proveniente de
fincas de primera categoría y la leche higienizada sea insuficiente. 5. DE LA PROCEDENCIA ENFRIAMIENTO Y DESTINO DE LA LECHE
5.1El enfriamiento de la leche podrá realizarse en las fincas de primera categoría, segunda categoría y
en las plantas para enfriamiento o centrales de recolección.
5.2 Enfriamiento de la leche en las fincas de primera categoría. Es el proceso a que se somete la
leche producida en estas fincas, inmediatamente después del ordeño, con el objetivo de conseguir
mediante el uso de cortina de enfriamiento, tanque de expansión u otro método técnico aprobado
por la autoridad sanitaria correspondiente, que su grado de temperatura sea entre 2 ºC y 4 ºC.
5.3 Enfriamiento de la leche en las fincas de segunda categoría
5.3.1Se entiende por enfriamiento de la leche en fincas de segunda categoría, la práctica
de procedimientos técnicos o no, autorizados y aceptados por la entidad sanitaria respectivo,
a que se somete la leche producida en estas fincas, con el objeto de conseguir que su grado de
temperatura sea el adecuado para evitar su alteración, teniendo en cuenta aspectos como la
temperatura ambiental, las distancias entre fincas y las plantas de destino y los sistemas de transporte.
5.4 Enfriamiento de la leche en las plantas para enfriamiento o centrales de recolección.
5.4.1Entenderse por enfriamiento de la leche en plantas para enfriamiento o centrales de
recolección al proceso a que se somete la leche procedente de fincas de primera categoría, con el objeto
de conseguir que su grado de temperatura sea entre 2 ºC a 4 ºC, mediante la utilización de equipos
para enfriamiento tubulares de placas u otro sistema de capacidad adecuada a la velocidad de recepción
de la leche, aprobado por entidad sanitaria correspondiente. 6. DE LAS PLANTAS PARA ENFRIAMIENTO O CENTRALES DE RECOLECCION
6.1 Las plantas para enfriamiento de leche o centrales de recolección son establecimientos destinados
a la recolección de la leche procedente de fincas de primera o segunda categoría, con el fin de someterla a
control previo, filtración, enfriamiento y transporte
6.2 Requisitos para su instalación
6.2.1 Las plantas para enfriamiento o centrales de recolección requieren para su instalación de las
siguientes condiciones:
a) Edificaciones ubicadas en lugares aislados de cualquier foco de insalubridad o contaminación
b) Edificaciones a prueba de roedores e insectos, con pisos de material lavable e impermeable y
con desniveles adecuados para el desagüe.
c) Abastecimiento suficiente de agua potable, higienizada o de fácil higienización e
instalaciones adecuadas para las necesidades de los diferentes servicios o secciones.
d) Edificaciones provistas de sistemas sanitarios adecuados para la disposición de aguas servidas
y excretas.
e) Iluminación y ventilación adecuadas a juicio de las autoridades sanitarias.
f) Disponer de un sistema adecuado de tratamiento de aguas residuales.
6.3 Requisito para su funcionamiento
6.3.1 Las plantas para enfriamiento de leche o centrales de recolección requieren para su
funcionamiento de las siguientes áreas:
a) Patio en pavimento, asfalto o similares para recibo entrega de
leche
b) Plataforma para la recepción de la leche
c) Área para el proceso de enfriamiento y almacenamiento de la leche, separada convenientemente
de otras secciones o servicios y del ambiente exterior.
d) Área para el aprovisionamiento directo de leche fría a tanque isotérmico.
e) Área para lavado y desinfección de pichingas.
f) Área habitada para el análisis físico químico de la leche
g) Sala de máquina
h) Vestidores independientes para hombres y para mujeres
i) Servicios sanitarios independientes para hombre y para mujeres
j) Almacén o depósito
k) Oficinas
l) Cafetería, cuando las necesidades lo exijan.
6.3.1.1 Las diferentes secciones deberán conservarse en óptimas condiciones de aseo y los
lavamanos deberán estar provistos en forma permanente de toallas limpias y secas y jabón.
6.3.1.2 Con excepción de almacenes o depósitos, salas de máquinas y oficinas, todas las
demás dependencias, deben tener paredes lisas de fácil lavado y desinfección y pisos de
material sanitario impermeable.
6.4 Equipo mínimo
6.4.1 Las plantas para enfriamiento de leche o centrales de recolección, requieren para su
funcionamiento del siguiente equipo mínimo.
a) Báscula para pesar leche o tanque de recibo.
b) Equipo de enfriamiento tubular, de placas, de cortina u otro aprobado por la entidad
sanitaria correspondiente con capacidad suficiente para enfriar la totalidad de la leche recibida entre
2 ºC y 4ºC.
d) Tanque termo de acero inoxidable para almacenamiento de leche fría, dotado de agitadores
mecánicos y termómetro.
d) Caldera de vapor.
e) Sistema adecuado de lavado y desinfección de equipos que entren en contacto con la leche.
f) Lavadora para pichingas, a vapor, mecánicas o manuales.
g) Planta de energía eléctrica para emergencia.
6.5 Requisitos de los equipos
6.5. Además de cumplir con los requisitos establecidos en las disposiciones legales sobre salud
ocupacional y ambiental, los equipos utilizados en las plantas para enfriamiento que estén en contacto
con la leche reunirán los siguientes requisitos.
a) Fabricados con material higiénico sanitario y diseñados de tal manera que permitan su
rápido desmontaje o fácil acceso para inspección y limpieza.
b) Protección permanente contra cualquier tipo de contaminación.
c) Buen estado de conservación funcionamiento y aseo.
6.6 Registro de los hatos y procedencia de la leche
6.6.1 Las plantas para enfriamiento de leche o centrales de recolección únicamente podrán
procesar leches procedentes de hatos que hayan sido previamente inscritos en las plantas respectivas,
con indicación de su ubicación, nombre del hato y de su representante legal, volumen
aproximado de suministro de leche diaria a la planta medio de transporte utilizado y categoría
que le corresponde.
6.6.1.1 Las plantas para enfriamiento llevarán un registro diario que permanecerá por períodos
de seis meses a disposición de las autoridades sanitarias en donde aparezca, la cantidad de leche
recibida, el nombre del proveedor, el nombre de la finca de procedencia con identificación de su
categoría y municipio de ubicación, así como el número de placa y de la licencia del
vehículo transportador.
6.7 Destino de la leche
6.7.1 La leche enfriada en planta para enfriamiento o centrales de recolección, sólo podrá
destinarse a las planta para higienización y pulverización de la leche así como a las plantas que
procesen productos lácteos derivados a excepción de depósitos y expendios.
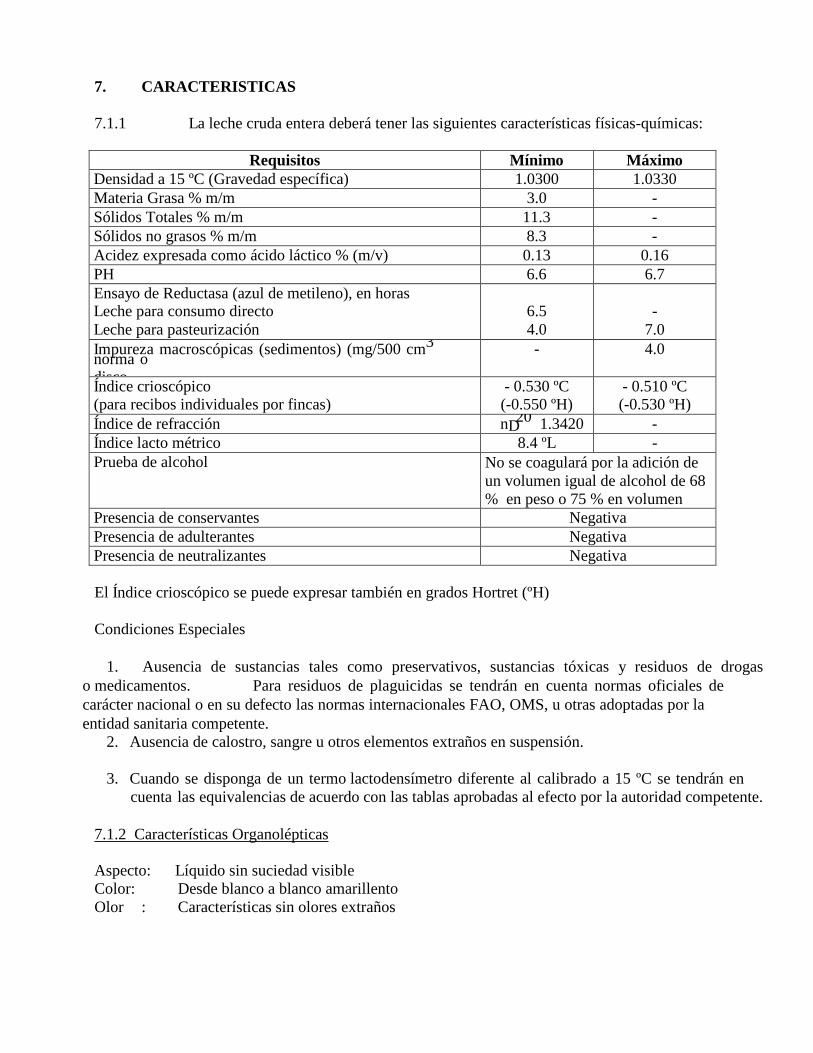
7. CARACTERISTICAS
7.1.1 La leche cruda entera deberá tener las siguientes características físicas-químicas:
Requisitos Mínimo Máximo
Densidad a 15 ºC (Gravedad específica) 1.0300 1.0330
Materia Grasa % m/m 3.0 -
Sólidos Totales % m/m 11.3 -
Sólidos no grasos % m/m 8.3 -
Acidez expresada como ácido láctico % (m/v) 0.13 0.16
PH 6.6 6.7
Ensayo de Reductasa (azul de metileno), en horas Leche para consumo directo
Leche para pasteurización
6.5
4.0
-
7.0
Impureza macroscópicas (sedimentos) (mg/500 cm3
norma o disco
)
- 4.0
Índice crioscópico (para recibos individuales por fincas)
- 0.530 ºC (-0.550 ºH)
- 0.510 ºC (-0.530 ºH)
Índice de refracción 20 nD 1.3420 -
Índice lacto métrico 8.4 ºL -
Prueba de alcohol No se coagulará por la adición de
un volumen igual de alcohol de 68
% en peso o 75 % en volumen
Presencia de conservantes Negativa
Presencia de adulterantes Negativa
Presencia de neutralizantes Negativa
El Índice crioscópico se puede expresar también en grados Hortret (ºH)
Condiciones Especiales
1. Ausencia de sustancias tales como preservativos, sustancias tóxicas y residuos de drogas
o medicamentos. Para residuos de plaguicidas se tendrán en cuenta normas oficiales de
carácter nacional o en su defecto las normas internacionales FAO, OMS, u otras adoptadas por la
entidad sanitaria competente.
2. Ausencia de calostro, sangre u otros elementos extraños en suspensión.
3. Cuando se disponga de un termo lactodensímetro diferente al calibrado a 15 ºC se tendrán en
cuenta las equivalencias de acuerdo con las tablas aprobadas al efecto por la autoridad competente.
7.1.2 Características Organolépticas
Aspecto: Líquido sin suciedad visible
Color: Desde blanco a blanco amarillento
Olor : Características sin olores extraños
Sabor: Características ligeramente dulce
7.1.3 Características Microbiológicas
La leche de vaca entera cruda se clasificará, según sus características microbiológicas, en las
siguientes clases:
a) Clase A con un número de microorganismo no patógenos de 400 000 col/ml
b) Clase B con un número de microorganismo no patógenos de 1 000 000 col/ml
c) Leche Grado A
Antes de pasteurizarse 80 000 Ufc/ml
No debe contener un mayor número de 100 Ufc/ml
8. TRANSPORTE Y EXPENDIO
8.1 El transporte de la leche cruda con destino a los establecimientos o para producción de
derivados lácteos podrá hacerse:
a) En pichingas
b) En tanques apropiadas para este fin
8.2 Transporte en pichingas. Las pichingas destinadas para el transporte de leche cruda
requieren para su utilización de las siguientes condiciones
a ) Deben de ser de aleación de acero inoxidable y aluminio, diseñadas de manera que se facilite su
limpieza y desinfección. No son aptas las pichingas de material plástico
b ) Tener tapa de ajuste hermético o empaque cuando sea el caso, elaborado con material
higiénico sanitario aceptado por la autoridad sanitaria.
8.3 Transporte en tanques isotérmico (cisternas). Los tanques isotérmicos destinados para el
transporte de leche cruda deberán cumplir para su utilización con los siguientes requisitos
a) Las superficies en contacto con la leche serán de acero inoxidable.
b) Aislamiento térmico adecuado.
c) Estarán provistos de tapa y llave de salida. Cuando el tanque comprenda varios compartimentos
cada uno de ellos deberá disponer de los mismos implementos.
d) Las aberturas serán de dimensiones tales que faciliten su limpieza y desinfección interna. e) Las llaves de salida y conexiones a tanques de recibos, serán de acero inoxidable y otro
material aprobado por la autoridad sanitaria, fácilmente desarmables y protegidas de cualquier
tipo de contaminación
f) Llevarán visiblemente la leyenda “Transporte de Leche” y el número de la licencia Sanitaria
de transporte.
g)Deberán ser lavados y desinfectados inmediatamente después de ser ocupados.
8.4 Transporte en vehículos. Los vehículos destinados exclusivamente al transporte de
pichingas que contengan leche cruda, estarán cubiertos en la parte superior y llevarán en
caracteres visibles la leyenda “Transporte de leche” y el número de la Licencia Sanitaria de transporte.
9. PRUEBAS Y EXAMENES 9.1 Las pruebas y exámenes de laboratorio para control oficial deberán practicarse dentro de las
24 horas siguientes cuando se trate de análisis microbiológico y dentro de las 48 horas siguientes cuando
se trate de análisis físico-químico para leche cruda.
9.2 En las fincas de segunda categoría la autoridad sanitaria competente podrá, cuando lo
estime conveniente practicar cualquiera de las pruebas o exámenes destinados a comprobar la calidad de
la leche entera cruda.
9.3 En las fincas de primera categoría se practicarán rutinariamente, a la leche entera cruda como
mecanismo de control interno después de su enfriamiento, por lo menos las siguientes pruebas.
a) Las destinadas a comprobar las características físico-químicas señaladas de la leche entera cruda.
b) Tiempo de reducción del azul de metileno (ensayo de Reductasa)
c) Prueba de alcohol
d) Registro de temperatura
e) Acidez titulable
f) Prueba de inhibidores
g) Mastitis
h) Crioscopía
i) Sedimento
9.4 En las plantas de enfriamiento o centrales de recolección se practicarán rutinariamente como
mecanismo de control interno, a la leche entera cruda, las siguientes pruebas:
a) En la plataforma de recepción de leche
1. Prueba de alcohol, por muestreo selectivo practicado a cada proveedor
2. Sedimento por muestreo selectivo practicado a cada proveedor
b) En el paso del tanque de almacenamiento de leche fría y tanque isotérmico.
1. Las destinadas a comprobar la totalidad de las características fisico-químico y las
condiciones especiales que debe cumplir la leche cruda con excepción de las que se refiere a residuos
de drogas, medicamentos y plaguicidas.
2. Registro de temperatura.
10. REFERENCIA
a) Norma Técnica Colombiana NTC 399. Productos Lácteos. Leche Entera Cruda.
b) Decreto No. 2437 de 1983 del Ministerio de Salud de la República de Colombia.
c) Norma del Codex Alimentarius FAO/OMS
d) Norma ICAITI 34 040 Leche Fresca de vaca, sin pasteurizar
e) Norma Cubana
ULTIMA LINEA
NORMA SANITARIA PARA ESTABLECIMIENTOS DE PRODUCTOS
LACTEOS Y DERIVADOS
NTON
03 024 - 99
NORMA TECNICA OBLIGATORIA NICARAGÜENSE
Co
mis
ión
Nac
ion
al d
e N
orm
aliz
ació
n T
écn
ica
y C
alid
ad, M
inis
teri
o d
e Fo
men
to, I
nd
ust
ria
y C
om
erci
o
Tele
fax:
22
674
551
Ext
. 12
28
. N
orm
a Té
cnic
a O
blig
ato
ria
Nic
arag
üen
se (
NTO
N)
La Norma Técnica Nicaragüense 03 024-99 ha sido preparada por el Grupo de Trabajo de Productos
Lácteos del Comité Técnico de Alimento y en su elaboración participaron las siguientes personas:
Rito Aguilar Ministerio Agropecuario y Forestal (MAG-FOR)
Manuel Bermúdez Cámara de Comercio de Nicaragua (CACONIC)
Miguel Mendoza Hurtado Cooperativa San Francisco. Lácteos Camoapan
Ramiro Rivera Amador Cooperativa Ometepe, Lácteos Ometepe.
Noemí Solano Ministerio de Fomento, Industria y Comercio (MIFIC)
Rigoberto Batres Cámara de Industria de Nicaragua (CADIN)
Gilberto Solís Cámara de Industria de Nicaragua (CADIN)
Edgardo Pérez Ministerio de Salud (MINSA)
Luis Manuel Saballos Centro de Asistencia Técnica para la Pequeña y Mediana Industria
(CATPYMI/MIFIC)
Jaime Mercado Industria Láctea La Selecta
Ulises Miranda Cooperativa Agropecuaria Santo Tómas, Chontales
Pedro Méndez Cooperativa ASOQUEFVH. Rio Blanco.
Nicolás Escobar Industria Láctea La Perfecta.
Ninoska Granja Asociación Queseros de Boaco
Nora Yescas Ministerio del Ambiente y los Recursos Naturales
Denis Peñas Ministerio del Ambiente y los Recursos Naturales
José Wheelock Ministerio del Ambiente y los Recursos Naturales
Oscar Cáceres Espinoza Instituto Nicaragüense de Fomento Municipal
Esta norma fue aprobada por el Comité Técnico en su última sesión de trabajo el día 07 de julio de 1999.
1. OBJETO Esta norma tiene por objeto establecer los requisitos sanitarios para instalación y funcionamiento
que deberán cumplir las plantas industriales y productores artesanales que procesan productos
lácteos y derivados.
2. CAMPO DE APLICACIÓN
Esta norma es de aplicación obligatoria para todas las plantas industriales y productores artesanales
que procesan productos lácteos y derivados.
3. TERMINOS Y DEFINICIONES
3.1Efluentes. Cualquier descarga de desechos líquidos vertidos aun cuerpo receptor de agua
o alcantarillado.
3.2 Caja de pase. Es una caja de registro en la que pueden coincidir una o varias tuberías, su función
principal es garantizar el mantenimiento en las tuberías tanto internas como externas.
3.3 Retenedor de sólidos. Es una rejilla que pueden servir para retener sólidos en suspensión como
ramas, hojas, etc. O un desarenador para retener sólidos arena o piedras.
3.4Sistema de Tratamiento. Son sistemas destinados para el proceso total o parcial de desdoblamiento
mineralización de la materia orgánica contenida en las aguas residuales, para convertir
esa materia ofensiva e inestable en productos completamente estables e inofensivos.
3.5 Aerobio. Proceso de descomposición o transformación de la materia orgánica en presencia de oxígeno.
3.6 Anaerobio. Proceso de descomposición o transformación de la materia orgánica en ausencia
de oxígeno.
3.7 Manto freático. Son las aguas subterráneas que están debajo del nivel freático.
3.8 Tanques sépticos. Estructura ingenieril diseñada para el tratamiento de aguas residuales, en el cual
se da un proceso anaeróbico de la materia orgánica; se caracteriza porque los volúmenes de agua
que entran vuelven a salir, ya sea a un campo de infiltración o de absorción y luego a un cuerpo
receptor que puede ser el suelo o un cuerpo de agua.
3.9Pozo de visita. Comúnmente conocidos como manjoles, sirven para dar mantenimiento al
alcantarillado, se ubican cada 50 m al centro de la calle.
3.10 Compuestos de amonio cuaternario. Son desinfectantes no corrosivos; actúan sobre
bacterias y levaduras, pueden dejarse en contacto con la superficie a desinfectar.
3.11 Agentes anfóteros tensoactivos. Desinfectantes que consta de un agente activo con
propiedades detergentes y bactericidas, poco tóxicos, relativamente no corrosivos.
4. EDIFICIO 4.1 Ubicación. Este aspecto comprende las características del lugar donde se va a localizar el edificio.
4.1.1 El terreno debe ser consistente, que no permita infiltraciones y tener buen declive para
evitar estancamiento de las aguas y debe quedar alejada de focos de contaminación que sean nocivos.
4.1.2 Las dimensiones del terreno serán 3 ó 4 veces mayor que el área de construcción
seleccionada para la planta.
4.1.3 El edificio de la planta debe de ser de fácil acceso y con una distancia mínima de 100
metros de la carretera.
4.1.4 Estar a una distancia mínima de 2 km. del poblado más cercano, para las nuevas
edificaciones
4.1.5 Estar a una distancia mínima de 1 km. de las fuentes de agua de abastecimiento municipal.
4.1.6 Debe de estar a una distancia mínima de 1 km. de los focos de contaminación (aguas residuales,
basureros, etc.).
4.1.7 Debe tener un cerco protector en todo el perímetro del edificio.
4.18 Para especificaciones ambientales, remitirse a la Norma Técnica Obligatoria Nicaragüense
NTON 05 006 – 99 Norma Técnica Control Ambiental Plantas Procesadoras de Productos Lácteos.
4.19 Requerir de lavados de pedal, con jabón desinfectante en el pasillo de entrada a la sala
de producción.
4.2 Pisos. Deberán ser de concreto sólido, lisos impermeables y suficientemente resistentes, que
no presenten huecos, pisos de resinas sintéticas especiales para plantas alimentarias o losetas de
cerámicas especiales para plantas alimentarias. En aquellos casos que posean desagüe, éstos deberán
tener 6 pulgadas de diámetro, estar protegidos con rejillas sanitarias y presentar buen estado de limpieza.
4.3 Paredes. Las paredes estarán construidas con material liso y pintadas con base plástica,
deberán poseer colores claros y preferiblemente blancos, que permitan la fácil detección de suciedad
y mantenerlas en permanente estado de limpieza.
4.2 Techos. Los techos serán de material resistente a la intemperie con cielo raso, sin filtraciones
y se mantendrán en completo estado de limpieza.
4.5 Puertas y Ventanas. Serán construidas de tan forma que impidan la acumulación de suciedad,
y aquellas que permanezcan abiertas deberán tener protección (malla milimétrica) contra insectos.
4.6 Altura del edificio. El edificio tendrá una altura mínima de 3.5 m desde el piso hasta el techo.
4.7 Iluminación. Los establecimientos deberán contar con iluminación natural y/o artificial que garantice
la realización de las labores y no comprometa la higiene de los alimentos. Las luces artificiales deberán
ser tubos fluorescentes, las que se encuentren sobre la zona de manipulación en cualquiera de las fases
de producción, deben estar protegidas contra roturas.
4.8 Ventilación. Se debe dotar al establecimiento de una ventilación adecuada que evite el
calor excesivo, la condensación de vapor y la acumulación de polvo. Las corrientes de aire no deben
ir nunca de una zona sucia a una limpia.
4.9 Vestidores. El establecimiento debe contar con un área de vestidores, éstos estarán
separados de las áreas de proceso.
5. ABASTECIMIENTO DE AGUA
5.1 El agua que utilice la procesadora deberá reunir los siguientes requisitos:
5.1.1 Ser agua potable apta para el consumo humano.
5.1.2 En cantidad suficiente para satisfacer las necesidades del establecimiento.
5.2 Cuando se provean de pozo excavados individual, esta debe reunir los siguientes requisitos:
5.2.1 Debe de estar separado de la letrina al menos 20 m de distancia.
5.2.2 El lugar de la construcción del pozo será en la parte más alta del terreno.
5.3 El agua debe clorarse antes de su uso en la planta y mantener una vigilancia permanente de la
calidad sanitaria de la misma.
5.4 En el caso de que almacene en tanques, estos deberán estar bien ubicados y en buenas
condiciones higiénico sanitarias.
6. DISPOSICIONES DE RESIDUOS SOLIDOS. AGUAS RESIDUALES Y EXCRETAS
6.1 Residuos Sólidos. Para la adecuada disposición de los residuos sólidos se deberá dar
cumplimiento al siguiente:
6.1.1 Los residuos sólidos (basura) deben almacenarse en recipientes adecuados (barriles, medios
barriles, baldes plásticos, bolsas plásticas), no mayores de 90 cm de alto, de tal modo que se facilite
la manipulación y limpieza de dichos recipientes, éstos deben mantenerse tapados.
6.1.2 La recolección debe ser diaria, de forma sistemática y debe garantizarse una adecuada
disposición final ya sea en basureros autorizado. En el caso de que no existan basureros se deben
construir los soterramientos de acuerdo a especificaciones establecidas por el Ministerio del Ambiente.
6.2 Aguas residuales. Los establecimientos deberán disponer de un sistema eficaz de
evacuación de efluentes y aguas residuales, el cual deberá mantenerse en buen estado físico y limpio.
6.2.1 Las aguas residuales deben ser conducidas, mediante la utilización de canales o tuberías.
6.2.2 Se debe garantizar la instalación de obras accesorias en la línea de conducción de los
residuales, tales como
a) Caja de pase, provista de compuerta para derivación de aguas residuales.
b) Cajas o pozos de visita de un mínimo de 0.6 por 0.6 metros para mantenimiento.
c) Retenedor de sólidos (desarenador).
d) Trampa de grasa con capacidad igual al doble de la carga máxima en la hora pico.
e) Sistema de tratamiento (sistema anaerobio, sistema aerobio o combinado).
6.2.3 Para el control de los residuales líquidos se debe garantizar la disposición final adecuada de
estos, mediante sistemas de tratamiento como: lagunas de oxidación, tanques sépticos etc.
6.2.4 Para el mantenimiento y operación de los sistemas de tratamiento, remitirse a la Norma
Técnica Obligatoria Nicaragüense NTON 05 006 – 99 Norma Técnica Control Ambiental
Plantas Procesadoras de Productos Lácteos.
6.2 Excretas. Se debe garantizar la adecuada disposición de excretas a través del uso de
servicios higiénicos o letrinas. Cuando se tratare de letrinas, estas deben cumplir con los
siguientes requisitos:
6.3.1 Deberán estar ubicadas en dirección contraria al viento y a una distancia mínima de 25 metros
de la planta.
6.3.2 Deberán tener una profundidad máxima de 2.5 m y su límite de uso será cuando las heces lleguen
a una distancia de 0.60 m de la superficie del suelo.
6.3.3 Deben permanecer tapadas y con las puertas cerradas.
6.3.4 La caseta deber ser construida con materiales sólidos y resistentes a la intemperie.
6.3.5 Deberá existir una letrina por cada 20 personas.
6.3.6 Entre el fondo de la fosa y el nivel del manto freático deberá existir una profundidad vertical
mínima de 1.5 m y en caso de que el manto freático se encuentre a menor profundidad, se deben
construir letrinas sobre la superficie del suelo.
6.3.7 Debe estar a una distancia mínima de 20 m de cualquier fuente de abastecimiento de agua y en
un nivel más bajo que dichas fuentes de agua.
6.3.8 En el caso de servicios higiénicos (inodoros), deberán ubicarse fuera del área de proceso.
7. CONTROL DE VECTORES
7.1 Uso de malla para insectos. Para evitar la entrada de insectos dentro de la planta deberán
colocarse mallas milimétricas o de plástico en puertas y ventanas, así como en cualquier otro ambiente
que se estime necesario.
7.2 Animales domésticos. No debe permitirse la presencia de animales en la planta y su
entorno procesadora, para evitar la contaminación de los productos.
7.3 Saneamiento básico de los alrededores. Se debe garantizar la limpieza frecuente y minuciosa
en los alrededores.
7.4 Toda empresa debe contar con un programa de control de vectores, que cumpla con los
siguientes requisitos:
a.- El programa de control de plagas de cada planta debe abarcar, tanto las áreas internas como
externas para asegurar que no existan plagas.
b.- Cuando por algún motivo se detecten plagas a lo interno de la planta el programa debe contar con
las medidas de exterminio y control. Para ello deben utilizarse productos químicos, físicos o biológicos
los que se tienen que manejar adecuadamente por personal idóneo.
c.- Todo producto químico que se utilice en el control de plagas debe haber sido aprobado por
la autoridad competente del Ministerio de Salud y debidamente informado a la Inspección Sanitaria
del establecimiento.
d.- Los plaguicidas empleados en área interna deben acogerse a las regulaciones y
reglamentaciones vigentes,
e.- Cuando se utilicen, sobre equipos y utensilios, estos deber ser lavados antes de ser usados
para eliminar los residuos que podido quedar.
8. EQUIPOS Y UTENSILIOS
8.1 Diseño. El mobiliario y los utensilios que utilicen en los establecimientos de alimentos,
serán diseñados de tal manera que impidan la acumulación de suciedad, estos deben ser fáciles de limpiar
y mantenerlos en buen estado.
8.2 Materiales utilizados. Todo equipo y utensilios empleados en el almacenamiento,
transporte, servicio o que puedan entrar en contacto con los productos lácteos, deberán ser de un
material cuyas aleaciones no puedan desprender sustancias nocivas, olores ni sabores
desagradables; resistentes a la corrosión, capaces de resistir repetidas operaciones de limpieza
y desinfección.
8.3 Equipo para quesería. Las características de los equipos serán los siguientes:
a) Tinas, de acero inoxidable.
b) Moldes, de acero inoxidable.
c) Liras, horizontal y vertical, de acero inoxidable.
d) Agitador de acero inoxidable.
e) Mesa para moldear, de acero inoxidable o de azulejos.
f) Cuchilla de acero inoxidable.
8.4Equipos de laboratorios
a) Termómetro, de 0 a 100 ºC.
b) Balanzas.
c) Lactodensímetro.
d) Equipo completo para determinar grasa
e) Equipo para la determinación de Acidez titulable
f) Equipo para la determinación de Reductasa
g) Equipo para Prueba de Alcohol
h) Pipetas de diferentes medidas
8.5Limpieza y desinfección.
8.5.1Todos los equipos que se utilizan para el proceso de elaboración de productos lácteos
Deben lavarse y desinfectarse adecuadamente después de cada uso.
8.5.2 Debe existir un área de lavado independientemente del área de proceso para efectuar
el lavado y desinfección de los utensilios.
8.5.3 Para la esterilización de los utensilios se debe utilizar agua caliente a una temperatura no
menor que 80 ºC, durante 2 minutos como mínimo.
8.5.4 Los utensilios deberán almacenarse en estantes de capacidad suficiente, construidos de
material liso y lavable.
8.5.5 Para la desinfección con sustancias químicas, se deben utilizar los desinfectantes químicos
aprobados por la autoridad sanitaria, los cuales se detallan a continuación.
a) Cloro y productos a base de cloro de 12-13 % de pureza y de utilizarse 200 ppm b)
Compuesto de yodo.
c) Compuesto de amonio cuaternario. d)
Agente anfóteros tensoactivos.
8.6 Materiales de limpieza. Todo material de limpieza (escobas de cerdas, escobillones,
cepillos, fregaderos, etc.) deberá guardarse limpios y en un área seca y limpia asignada para tal fin,
8.7 Estado Físico. Todos los equipos y utensilios utilizados en las diferentes etapas
de almacenamiento y elaboración de los productos lácteos y sus derivados, deberán encontrarse
en buen estad12o físico y condiciones sanitarias adecuados.
9. ALMACENAMIENTO Y TRANSPORTE 9.1Las bodegas de almacenamiento, tanto de materia prima como producto terminado de
alimentos deberán limpiarse y mantenerse ordenada.
9.2 En las bodegas existirán estantes y polines que cumplan con los siguientes requisitos
sanitarios.
9.2.1Estantes. Se ubicarán estantes construidos de material resistente, con el objeto de
aprovechar adecuadamente la capacidad de la bodega. Estos estarán separados de los pisos 30 cm.
9.2 Polines. En las bodegas se ubicarán polines para evitar el almacenaje directo al piso.
Poseerán una altura de 6 plgs. Del piso y estarán separados de las paredes de 50 cm.
9.3 Los productos terminados deberán almacenarse y transportarse en condiciones tales que
excluyan la contaminación y/o la proliferación de microorganismos.
9.4El almacenamiento y empacado deberán efectuarse de forma tal y que se evite la absorción
de humedad. Durante el almacenamiento, deberá ejercerse una inspección periódica de los
productos terminados, a fin de que sólo se expidan alimentos para consumo humano y que
cumplan con las especificaciones del producto terminado.
10. HIGIENE PERSONAL
10.1Certificado de Salud. Toda persona que intervenga en el proceso de
elaboración, almacenamiento y transporte de productos lácteos, deberán tener su certificado de
salud actualizado y se renovará cada año, según se específica en las Normas Sanitarias.
10.2Uso de ropa para trabajo. Toda persona que trabaja en la elaboración de productos lácteos deberá
usar uniforme adecuado para las funciones que desempeña (gabachas, gorros, botas, etc.)
debiendo mantenerse en óptimo estado de limpieza. Por lo general los uniformes deben ser blanco
y de fácil limpieza.
10.3Aseo personal. Toda persona que trabaja en la elaboración de productos lácteos, deberán tener una
esmerada limpieza personal mientras esté de servicio, y en todo momento durante el trabajo deberá
llevar ropa protectora, sus manos deben estar limpias, no usar anillos, relojes u otros objetos
capaces de contaminar los alimentos; no deberán fumar en las áreas de trabajo, mantener cabellos y
bigotes cortos y en los general una buena presentación. Así mismo deben mantener las uñas cortas y
sin pintar y las manos sin heridas ni escoreaciones.
11. CONTROL SANITARIO:
11.1La planta procesadora de los derivados lácteos debe contar con Licencia Sanitaria
actualizada y/o permiso sanitario de funcionamiento que avale las condiciones de higiene del local
y los manipuladores acorde a las disposiciones sanitarias del Ministerio de Salud.
11.2 Las plantas procesadoras de los derivados lácteos deben tener Registro Sanitario de todos
los productos que elaboran y poner el número de este en las etiquetas o rotulaciones de dichos
productos.
11.3 La transportación de la leche, como de los productos terminados, se debe realizar en
vehículos limpios destinados específicamente para esta actividad.
11.4 No usar en la leche sustancias químicas prohibidas, tales como: formalina, agua oxigenada,
u otras, ya que atenta contra la salud de la población.
11.5 Para determinar la calidad sanitaria de la leche antes del proceso, se debe efectuar: prueba de
acidez, prueba de alcohol, prueba de formalina, prueba de mastitis, determinación de densidad y pH.
11.6 Toda industria procesadora de productos lácteos deberá garantizar la pasteurización de la leche y
sus derivados.
11.7 Se deberá mantener vigilancia por parte del MINSA sobre las condiciones de procesamiento
de las procesadoras y efectuar muestreos periódicos de los productos terminados para conocer la
calidad sanitaria de los productos.
11.8 Toda industria procesadora de productos lácteos tendrá la responsabilidad de garantizar los
Controles de calidad de todos los productos que elabora.
12. CAPACITACION
12.1 Las Empresas procesadoras capacitarán a los proveedores y manipuladores de lácteos, de
acuerdo a periodicidad establecida por la autoridad sanitaria.
13. REFERENCIAS
a) Higiene del Medio tomo II. MINSA. Dirección de Higiene.
b) Elaboración de Productos Lácteos 2da. Edición, Abril 1990. Editorial Trillas S.A. de C.V. México.
c) Revista Alimentos Argentinos No. 2, Marzo 1997. Secretaría de Agricultura, Ganadería,
Pesca yAlimentación.
d) Leche y Derivados Vol. III. Colección código alimentario español y su desarrollo
normativo.Ministerio de Sanidad y Consumo.
e) Norma Técnica Control Ambiental en Plantas procesadoras de lácteos.
f) Programa Conjunto FAO/OMS sobre Normas Alimentarias COMISION DEL
CODEX ALIMENTARIUS, Volumen 12 Leches y Productos Lácteos.
ULTIMA LINEA
ANEXO No. 1.1
DIAGNÓSTICOS DE SEUSA
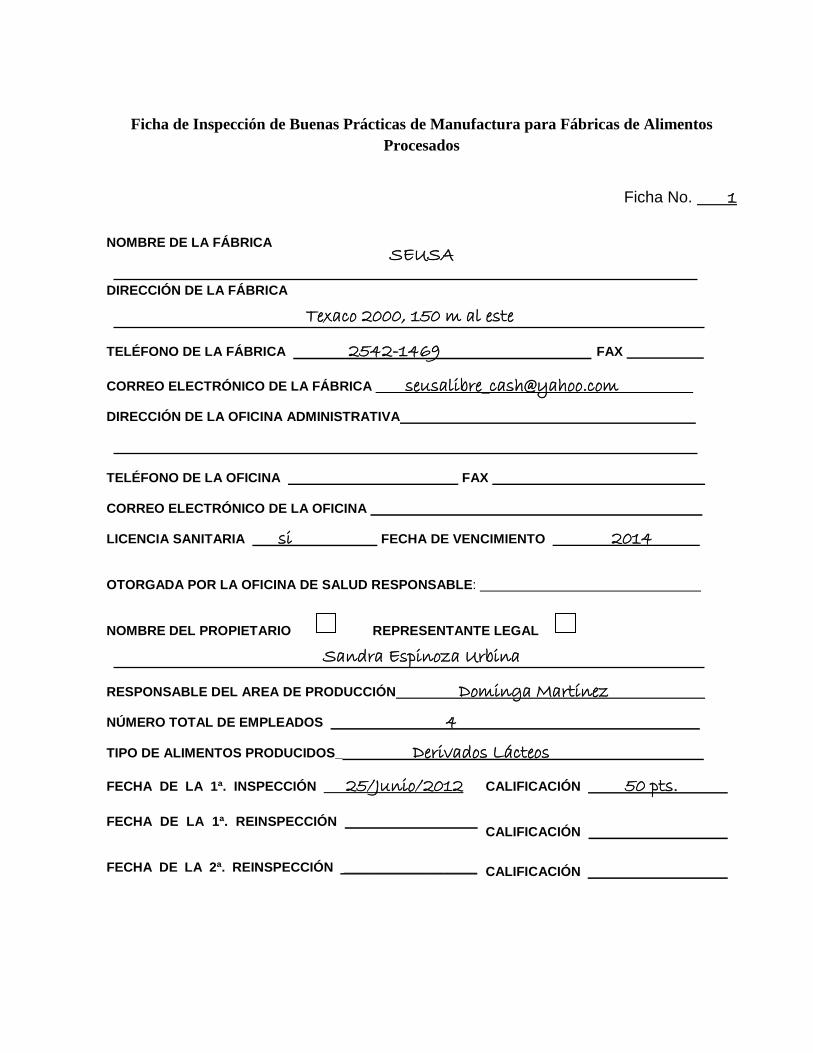
Ficha de Inspección de Buenas Prácticas de Manufactura para Fábricas de Alimentos
Procesados
Ficha No. 1
NOMBRE DE LA FÁBRICA SEUSA
DIRECCIÓN DE LA FÁBRICA
Texaco 2000, 150 m al este TELÉFONO DE LA FÁBRICA 2542-1469 FAX
CORREO ELECTRÓNICO DE LA FÁBRICA [email protected] DIRECCIÓN DE LA OFICINA ADMINISTRATIVA
TELÉFONO DE LA OFICINA FAX
CORREO ELECTRÓNICO DE LA OFICINA
LICENCIA SANITARIA si FECHA DE VENCIMIENTO 2014
OTORGADA POR LA OFICINA DE SALUD RESPONSABLE:
NOMBRE DEL PROPIETARIO REPRESENTANTE LEGAL
Sandra Espinoza Urbina RESPONSABLE DEL AREA DE PRODUCCIÓN Dominga Martínez
NÚMERO TOTAL DE EMPLEADOS 4
TIPO DE ALIMENTOS PRODUCIDOS_ Derivados Lácteos
FECHA DE LA 1ª. INSPECCIÓN 25/Junio/2012
FECHA DE LA 1ª. REINSPECCIÓN FECHA DE LA 2ª. REINSPECCIÓN __________________
CALIFICACIÓN 50 pts.
CALIFICACIÓN
CALIFICACIÓN
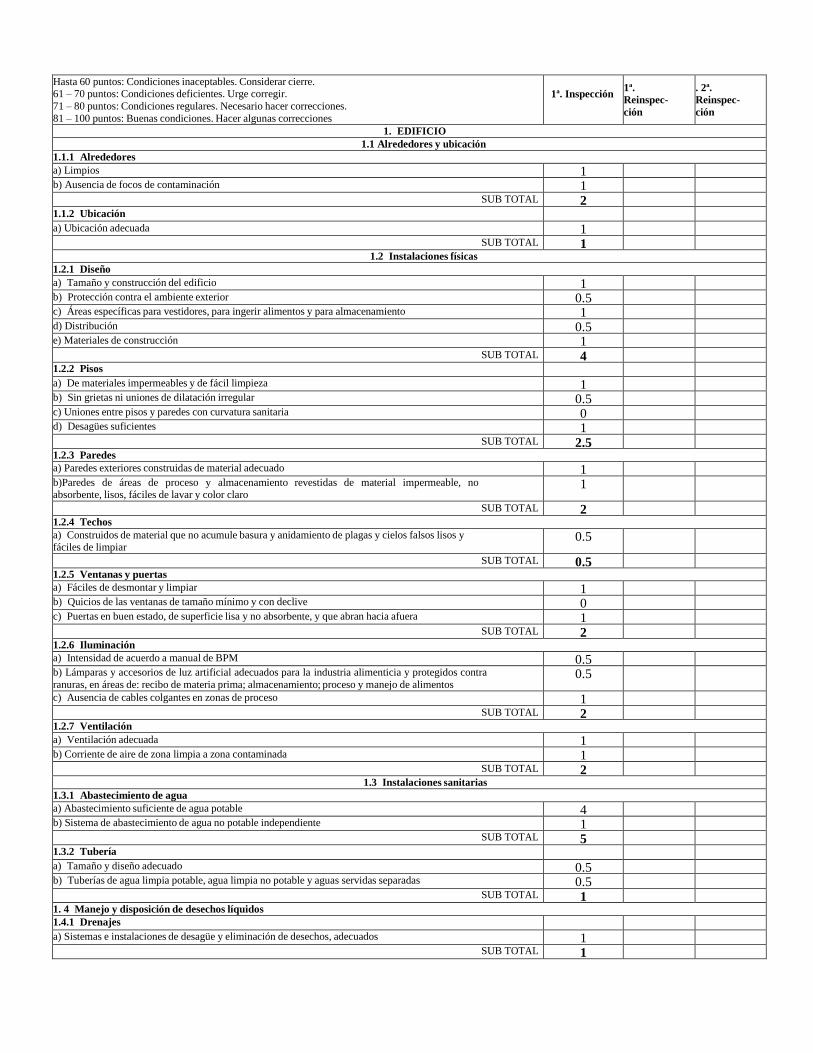
Hasta 60 puntos: Condiciones inaceptables. Considerar cierre. 61 – 70 puntos: Condiciones deficientes. Urge corregir.
71 – 80 puntos: Condiciones regulares. Necesario hacer correcciones.
81 – 100 puntos: Buenas condiciones. Hacer algunas correcciones
1ª. Inspección 1ª.
Reinspec-
ción
. 2ª.
Reinspec-
ción
1. EDIFICIO 1.1 Alrededores y ubicación
1.1.1 Alrededores a) Limpios 1 b) Ausencia de focos de contaminación 1
1
SUB TOTAL 2
1.1.2 Ubicación a) Ubicación adecuada 1
SUB TOTAL 1 1.2 Instalaciones físicas
1.2.1 Diseño a) Tamaño y construcción del edificio 1 b) Protección contra el ambiente exterior 0.5 c) Áreas específicas para vestidores, para ingerir alimentos y para almacenamiento 1 d) Distribución 0.5 e) Materiales de construcción 1
SUB TOTAL 4 1.2.2 Pisos a) De materiales impermeables y de fácil limpieza 1 b) Sin grietas ni uniones de dilatación irregular 0.5 c) Uniones entre pisos y paredes con curvatura sanitaria 0 d) Desagües suficientes 1
SUB TOTAL 2.5 1.2.3 Paredes a) Paredes exteriores construidas de material adecuado 1 b)Paredes de áreas de proceso y almacenamiento revestidas de material impermeable, no absorbente, lisos, fáciles de lavar y color claro
1
SUB TOTAL 2 1.2.4 Techos a) Construidos de material que no acumule basura y anidamiento de plagas y cielos falsos lisos y fáciles de limpiar
0.5
SUB TOTAL 0.5 1.2.5 Ventanas y puertas a) Fáciles de desmontar y limpiar 1 b) Quicios de las ventanas de tamaño mínimo y con declive 0 c) Puertas en buen estado, de superficie lisa y no absorbente, y que abran hacia afuera 1
SUB TOTAL 2 1.2.6 Iluminación a) Intensidad de acuerdo a manual de BPM 0.5 b) Lámparas y accesorios de luz artificial adecuados para la industria alimenticia y protegidos contra
ranuras, en áreas de: recibo de materia prima; almacenamiento; proceso y manejo de alimentos 0.5
c) Ausencia de cables colgantes en zonas de proceso 1 SUB TOTAL 2
1.2.7 Ventilación a) Ventilación adecuada 1 b) Corriente de aire de zona limpia a zona contaminada 1
SUB TOTAL 2 1.3 Instalaciones sanitarias
1.3.1 Abastecimiento de agua a) Abastecimiento suficiente de agua potable 4 b) Sistema de abastecimiento de agua no potable independiente 1
SUB TOTAL 5 1.3.2 Tubería a) Tamaño y diseño adecuado 0.5 b) Tuberías de agua limpia potable, agua limpia no potable y aguas servidas separadas 0.5
SUB TOTAL 1 1. 4 Manejo y disposición de desechos líquidos 1.4.1 Drenajes a) Sistemas e instalaciones de desagüe y eliminación de desechos, adecuados 1
SUB TOTAL 1
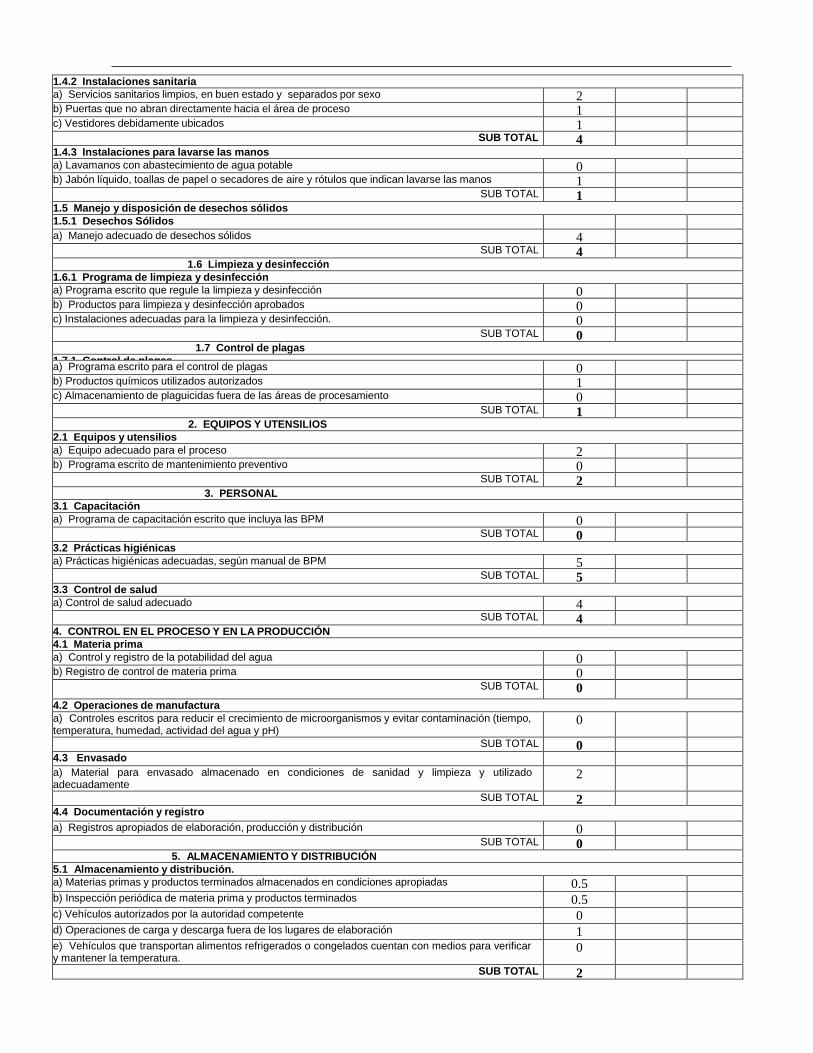
1.4.2 Instalaciones sanitaria a) Servicios sanitarios limpios, en buen estado y separados por sexo 2 b) Puertas que no abran directamente hacia el área de proceso 1 c) Vestidores debidamente ubicados 1
SUB TOTAL 4 1.4.3 Instalaciones para lavarse las manos a) Lavamanos con abastecimiento de agua potable 0 b) Jabón líquido, toallas de papel o secadores de aire y rótulos que indican lavarse las manos 1
SUB TOTAL 1 1.5 Manejo y disposición de desechos sólidos 1.5.1 Desechos Sólidos a) Manejo adecuado de desechos sólidos 4
SUB TOTAL 4 1.6 Limpieza y desinfección
1.6.1 Programa de limpieza y desinfección a) Programa escrito que regule la limpieza y desinfección 0 b) Productos para limpieza y desinfección aprobados 0 c) Instalaciones adecuadas para la limpieza y desinfección. 0
SUB TOTAL 0 1.7 Control de plagas
1.7.1 Control de plagas a) Programa escrito para el control de plagas 0 b) Productos químicos utilizados autorizados 1 c) Almacenamiento de plaguicidas fuera de las áreas de procesamiento 0
SUB TOTAL 1 2. EQUIPOS Y UTENSILIOS
2.1 Equipos y utensilios a) Equipo adecuado para el proceso 2 b) Programa escrito de mantenimiento preventivo 0
SUB TOTAL 2 3. PERSONAL
3.1 Capacitación a) Programa de capacitación escrito que incluya las BPM 0
SUB TOTAL 0 3.2 Prácticas higiénicas a) Prácticas higiénicas adecuadas, según manual de BPM 5
SUB TOTAL 5 3.3 Control de salud a) Control de salud adecuado 4
SUB TOTAL 4 4. CONTROL EN EL PROCESO Y EN LA PRODUCCIÓN 4.1 Materia prima a) Control y registro de la potabilidad del agua 0 b) Registro de control de materia prima 0
SUB TOTAL 0 4.2 Operaciones de manufactura a) Controles escritos para reducir el crecimiento de microorganismos y evitar contaminación (tiempo, temperatura, humedad, actividad del agua y pH)
0
SUB TOTAL 0 4.3 Envasado a) Material para envasado almacenado en condiciones de sanidad y limpieza y utilizado adecuadamente
2
SUB TOTAL 2
4.4 Documentación y registro a) Registros apropiados de elaboración, producción y distribución 0
SUB TOTAL 0
5. ALMACENAMIENTO Y DISTRIBUCIÓN 5.1 Almacenamiento y distribución. a) Materias primas y productos terminados almacenados en condiciones apropiadas 0.5 b) Inspección periódica de materia prima y productos terminados 0.5 c) Vehículos autorizados por la autoridad competente 0 d) Operaciones de carga y descarga fuera de los lugares de elaboración 1 e) Vehículos que transportan alimentos refrigerados o congelados cuentan con medios para verificar y mantener la temperatura.
0
SUB TOTAL 2
DOY FE que los datos registrados en esta ficha de inspección son verdaderos y acordes a
la inspección practicada. Para la corrección de las deficiencias señaladas se otorga un plazo de días, que vencen el .
Firma del propietario o responsable
Nombre del propietario o responsable (letra de molde) Firma del
inspector
Nombre del inspector (letra de molde)
__
__
____
__
_____
____
____
__
______
___
____
No
mb
re y firm
a del in
specto
r _
___
____
__
_____
____
____
__
______
___
___
No
mb
re y firm
a del p
rop
ietario
o resp
on
sable
__
__
____
__
_____
____
____
__
______
___
___
No
mb
re y firm
a del in
specto
r _
___
____
__
_____
____
____
__
______
___
____
No
mb
re y firm
a del p
rop
ietario
o resp
on
sable
VISITA DEL SUPERVISOR Fecha: Firma del propietario o responsable Firma del supervisor
Nombre del propietario o responsable Nombre del supervisor
(Letra de molde) (Letra de molde)
ORIGINAL: Expediente. COPIA: Interesado.
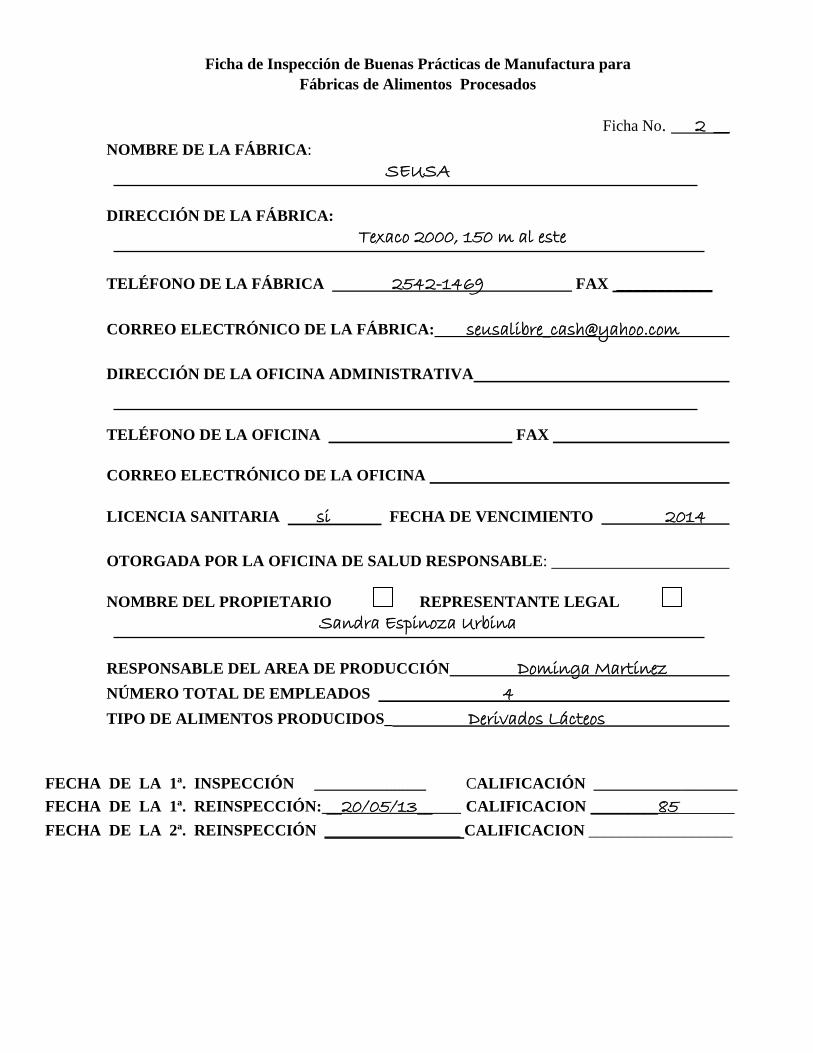
Ficha de Inspección de Buenas Prácticas de Manufactura para
Fábricas de Alimentos Procesados
Ficha No. 2 __
NOMBRE DE LA FÁBRICA:
SEUSA
DIRECCIÓN DE LA FÁBRICA:
Texaco 2000, 150 m al este
TELÉFONO DE LA FÁBRICA 2542-1469 FAX ____________
CORREO ELECTRÓNICO DE LA FÁBRICA: [email protected]
DIRECCIÓN DE LA OFICINA ADMINISTRATIVA
TELÉFONO DE LA OFICINA FAX
CORREO ELECTRÓNICO DE LA OFICINA
LICENCIA SANITARIA si FECHA DE VENCIMIENTO 2014
OTORGADA POR LA OFICINA DE SALUD RESPONSABLE:
NOMBRE DEL PROPIETARIO REPRESENTANTE LEGAL
Sandra Espinoza Urbina
RESPONSABLE DEL AREA DE PRODUCCIÓN Dominga Martínez
NÚMERO TOTAL DE EMPLEADOS 4
TIPO DE ALIMENTOS PRODUCIDOS_ Derivados Lácteos
FECHA DE LA 1ª. INSPECCIÓN ______________ CALIFICACIÓN __________________
FECHA DE LA 1ª. REINSPECCIÓN: __20/05/13__ CALIFICACION _________85______
FECHA DE LA 2ª. REINSPECCIÓN _________________ CALIFICACION __________________
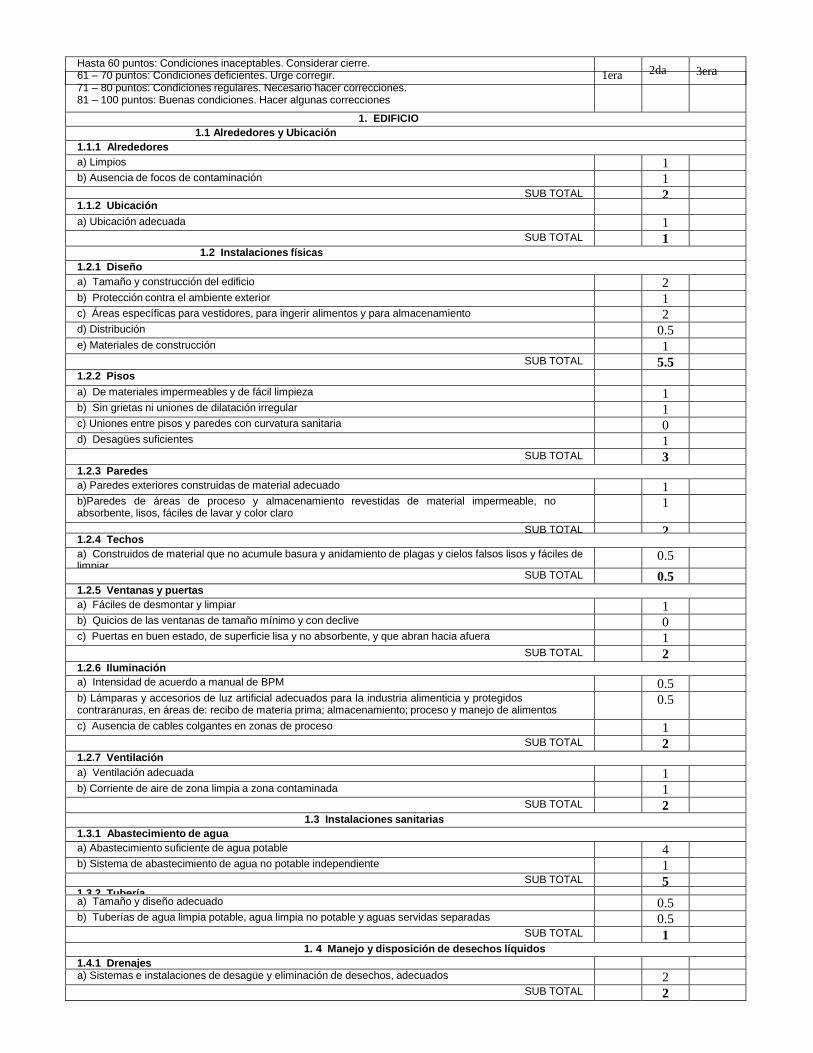
Hasta 60 puntos: Condiciones inaceptables. Considerar cierre. 61 – 70 puntos: Condiciones deficientes. Urge corregir. 71 – 80 puntos: Condiciones regulares. Necesario hacer correcciones. 81 – 100 puntos: Buenas condiciones. Hacer algunas correcciones
1era 2da 3era
1. EDIFICIO
1.1 Alrededores y Ubicación
1.1.1 Alrededores
a) Limpios 1 b) Ausencia de focos de contaminación 1 1
SUB TOTAL 2 1.1.2 Ubicación a) Ubicación adecuada 1
SUB TOTAL 1 1.2 Instalaciones físicas
1.2.1 Diseño
a) Tamaño y construcción del edificio 2 b) Protección contra el ambiente exterior 1 c) Áreas específicas para vestidores, para ingerir alimentos y para almacenamiento 2 d) Distribución 0.5 e) Materiales de construcción 1
SUB TOTAL 5.5 1.2.2 Pisos a) De materiales impermeables y de fácil limpieza 1 b) Sin grietas ni uniones de dilatación irregular 1 c) Uniones entre pisos y paredes con curvatura sanitaria 0 d) Desagües suficientes 1
SUB TOTAL 3 1.2.3 Paredes
a) Paredes exteriores construidas de material adecuado 1 b)Paredes de áreas de proceso y almacenamiento revestidas de material impermeable, no absorbente, lisos, fáciles de lavar y color claro
1
SUB TOTAL 2 1.2.4 Techos
a) Construidos de material que no acumule basura y anidamiento de plagas y cielos falsos lisos y fáciles de limpiar
0.5 SUB TOTAL 0.5
1.2.5 Ventanas y puertas
a) Fáciles de desmontar y limpiar 1 b) Quicios de las ventanas de tamaño mínimo y con declive 0 c) Puertas en buen estado, de superficie lisa y no absorbente, y que abran hacia afuera 1
SUB TOTAL 2 1.2.6 Iluminación
a) Intensidad de acuerdo a manual de BPM 0.5 b) Lámparas y accesorios de luz artificial adecuados para la industria alimenticia y protegidos contraranuras, en áreas de: recibo de materia prima; almacenamiento; proceso y manejo de alimentos
0.5
c) Ausencia de cables colgantes en zonas de proceso 1 SUB TOTAL 2
1.2.7 Ventilación
a) Ventilación adecuada 1 b) Corriente de aire de zona limpia a zona contaminada 1
SUB TOTAL 2 1.3 Instalaciones sanitarias
1.3.1 Abastecimiento de agua
a) Abastecimiento suficiente de agua potable 4 b) Sistema de abastecimiento de agua no potable independiente 1
SUB TOTAL 5 1.3.2 Tubería a) Tamaño y diseño adecuado 0.5 b) Tuberías de agua limpia potable, agua limpia no potable y aguas servidas separadas 0.5
SUB TOTAL 1 1. 4 Manejo y disposición de desechos líquidos
1.4.1 Drenajes a) Sistemas e instalaciones de desagüe y eliminación de desechos, adecuados 2
SUB TOTAL 2
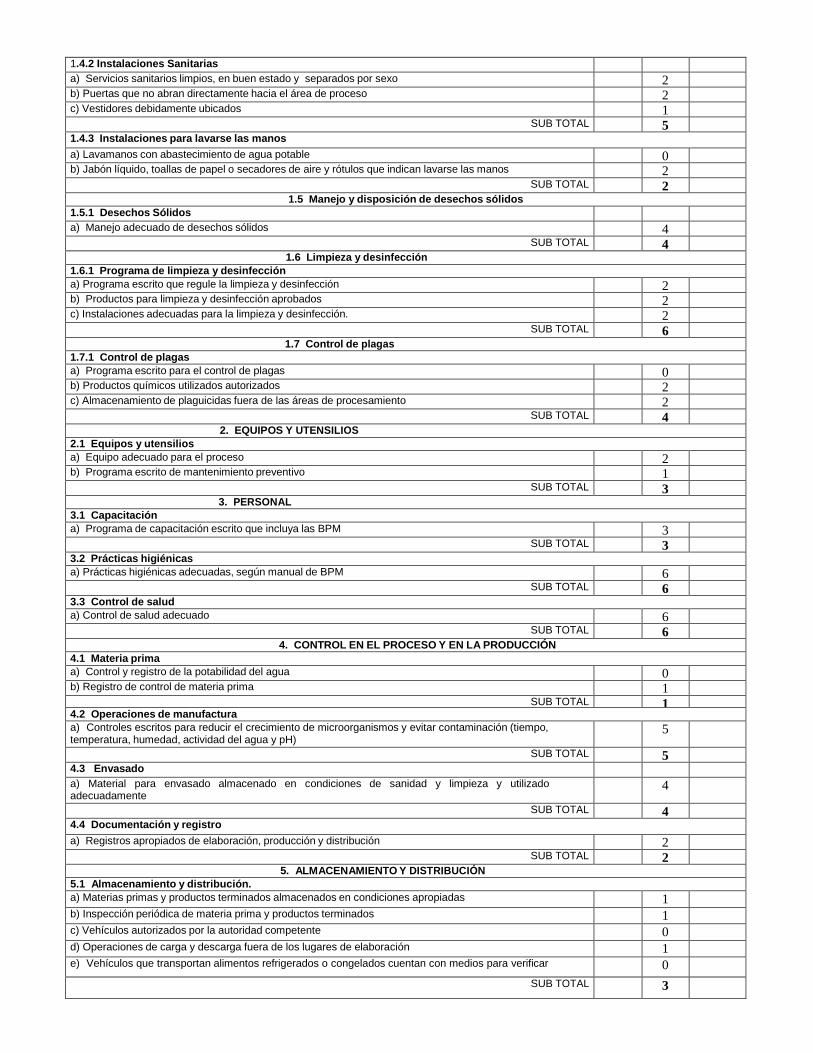
1.4.2 Instalaciones Sanitarias a) Servicios sanitarios limpios, en buen estado y separados por sexo 2 b) Puertas que no abran directamente hacia el área de proceso 2 c) Vestidores debidamente ubicados 1
SUB TOTAL 5 1.4.3 Instalaciones para lavarse las manos
a) Lavamanos con abastecimiento de agua potable 0 b) Jabón líquido, toallas de papel o secadores de aire y rótulos que indican lavarse las manos 2
SUB TOTAL 2 1.5 Manejo y disposición de desechos sólidos
1.5.1 Desechos Sólidos a) Manejo adecuado de desechos sólidos 4
SUB TOTAL 4 1.6 Limpieza y desinfección
1.6.1 Programa de limpieza y desinfección
a) Programa escrito que regule la limpieza y desinfección 2 b) Productos para limpieza y desinfección aprobados 2 c) Instalaciones adecuadas para la limpieza y desinfección. 2
SUB TOTAL 6 1.7 Control de plagas
1.7.1 Control de plagas
a) Programa escrito para el control de plagas 0 b) Productos químicos utilizados autorizados 2 c) Almacenamiento de plaguicidas fuera de las áreas de procesamiento 2
SUB TOTAL 4 2. EQUIPOS Y UTENSILIOS
2.1 Equipos y utensilios
a) Equipo adecuado para el proceso 2 b) Programa escrito de mantenimiento preventivo 1
SUB TOTAL 3 3. PERSONAL
3.1 Capacitación
a) Programa de capacitación escrito que incluya las BPM 3 SUB TOTAL 3
3.2 Prácticas higiénicas
a) Prácticas higiénicas adecuadas, según manual de BPM 6 SUB TOTAL 6
3.3 Control de salud
a) Control de salud adecuado 6 SUB TOTAL 6
4. CONTROL EN EL PROCESO Y EN LA PRODUCCIÓN
4.1 Materia prima
a) Control y registro de la potabilidad del agua 0 b) Registro de control de materia prima 1
SUB TOTAL 1 4.2 Operaciones de manufactura
a) Controles escritos para reducir el crecimiento de microorganismos y evitar contaminación (tiempo, temperatura, humedad, actividad del agua y pH)
5
SUB TOTAL 5 4.3 Envasado a) Material para envasado almacenado en condiciones de sanidad y limpieza y utilizado adecuadamente
4
SUB TOTAL
4 4.4 Documentación y registro
a) Registros apropiados de elaboración, producción y distribución 2 SUB TOTAL
2 5. ALMACENAMIENTO Y DISTRIBUCIÓN
5.1 Almacenamiento y distribución.
a) Materias primas y productos terminados almacenados en condiciones apropiadas 1 b) Inspección periódica de materia prima y productos terminados 1 c) Vehículos autorizados por la autoridad competente 0 d) Operaciones de carga y descarga fuera de los lugares de elaboración 1 e) Vehículos que transportan alimentos refrigerados o congelados cuentan con medios para verificar 0
SUB TOTAL
3
DOY FE que los datos registrados en esta ficha de inspección son verdaderos y acordes a
la inspección practicada. Para la corrección de las deficiencias señaladas se otorga un plazo de días, que vencen el .
Firma del propietario o responsable
Nombre del propietario o responsable (letra de molde)
Firma del inspector
Nombre del inspector (letra de molde)
_
___
____
__
_____
____
____
__
______
___
___
_ N
om
bre y
firma d
el insp
ector
_
___
____
__
_____
____
____
__
______
___
__
_ N
om
bre y
firma d
el pro
pietario
o resp
on
sable
_
___
____
__
_____
____
____
__
______
___
__
_ N
om
bre y
firma d
el insp
ector
_
___
____
__
_____
____
____
__
______
___
___
_ N
om
bre y
firma d
el pro
pietario
o resp
on
sable
VISITA DEL SUPERVISOR Fecha:
Firma del propietario o responsable Firma del supervisor
Nombre del propietario o responsable Nombre del supervisor
(Letra de molde) (Letra de molde)
ORIGINAL: Expediente.
COPIA: Interesado.
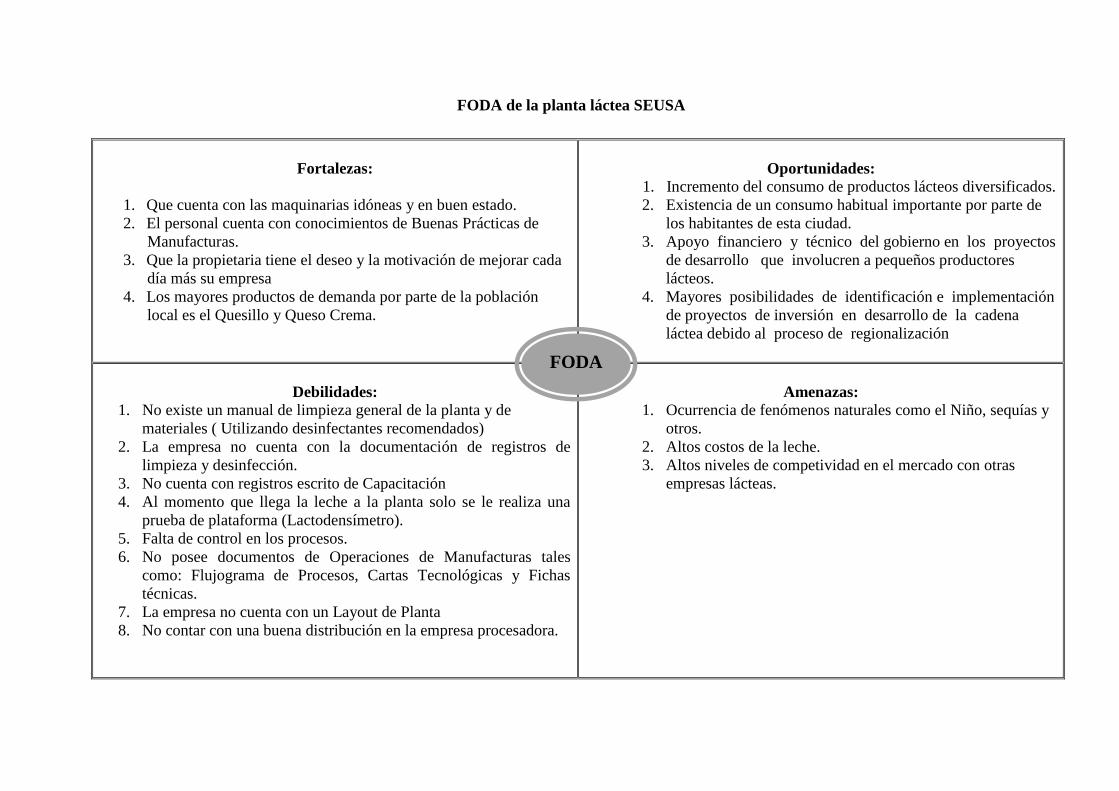
FODA de la planta láctea SEUSA
Fortalezas:
1. Que cuenta con las maquinarias idóneas y en buen estado.
2. El personal cuenta con conocimientos de Buenas Prácticas de
Manufacturas.
3. Que la propietaria tiene el deseo y la motivación de mejorar cada
día más su empresa
4. Los mayores productos de demanda por parte de la población
local es el Quesillo y Queso Crema.
Oportunidades: 1. Incremento del consumo de productos lácteos diversificados.
2. Existencia de un consumo habitual importante por parte de
los habitantes de esta ciudad.
3. Apoyo financiero y técnico del gobierno en los proyectos
de desarrollo que involucren a pequeños productores
lácteos.
4. Mayores posibilidades de identificación e implementación
de proyectos de inversión en desarrollo de la cadena
láctea debido al proceso de regionalización
Debilidades:
1. No existe un manual de limpieza general de la planta y de
materiales ( Utilizando desinfectantes recomendados)
2. La empresa no cuenta con la documentación de registros de
limpieza y desinfección.
3. No cuenta con registros escrito de Capacitación
4. Al momento que llega la leche a la planta solo se le realiza una
prueba de plataforma (Lactodensímetro).
5. Falta de control en los procesos.
6. No posee documentos de Operaciones de Manufacturas tales
como: Flujograma de Procesos, Cartas Tecnológicas y Fichas
técnicas.
7. La empresa no cuenta con un Layout de Planta
8. No contar con una buena distribución en la empresa procesadora.
Amenazas: 1. Ocurrencia de fenómenos naturales como el Niño, sequías y
otros.
2. Altos costos de la leche.
3. Altos niveles de competividad en el mercado con otras
empresas lácteas.
FODA
ANEXO No. 1.2
GRÁFICOS
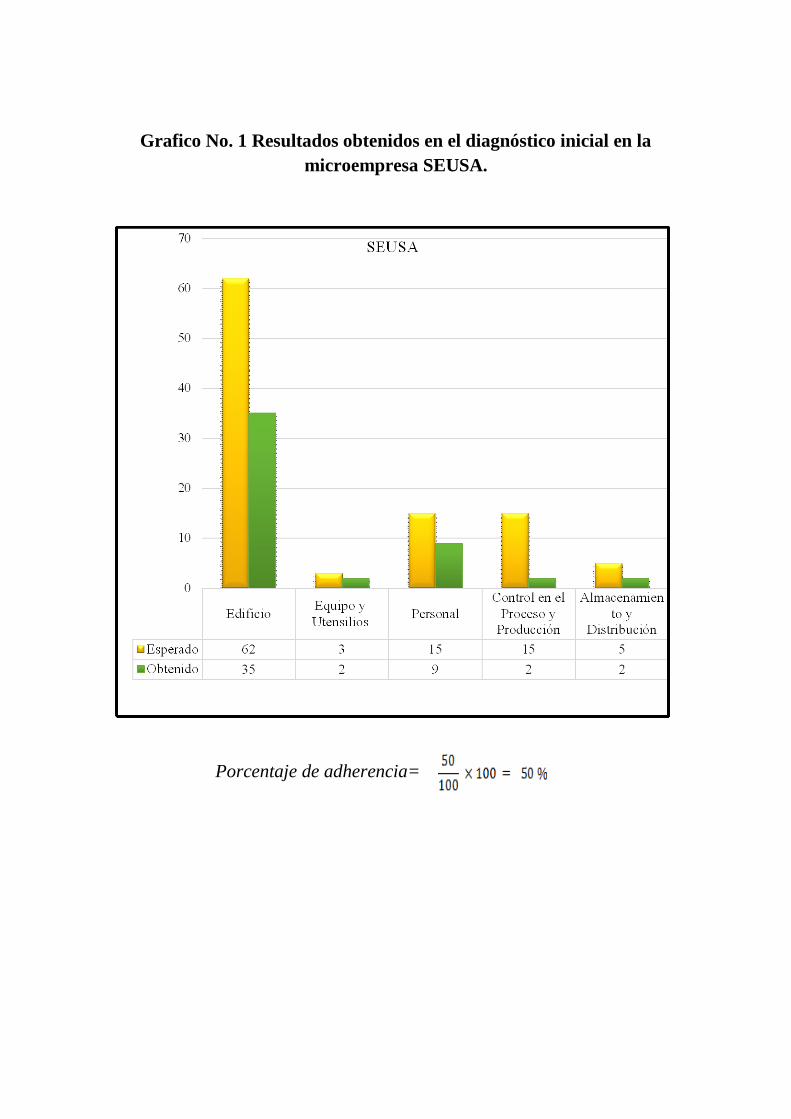
Grafico No. 1 Resultados obtenidos en el diagnóstico inicial en la
microempresa SEUSA.
Porcentaje de adherencia=
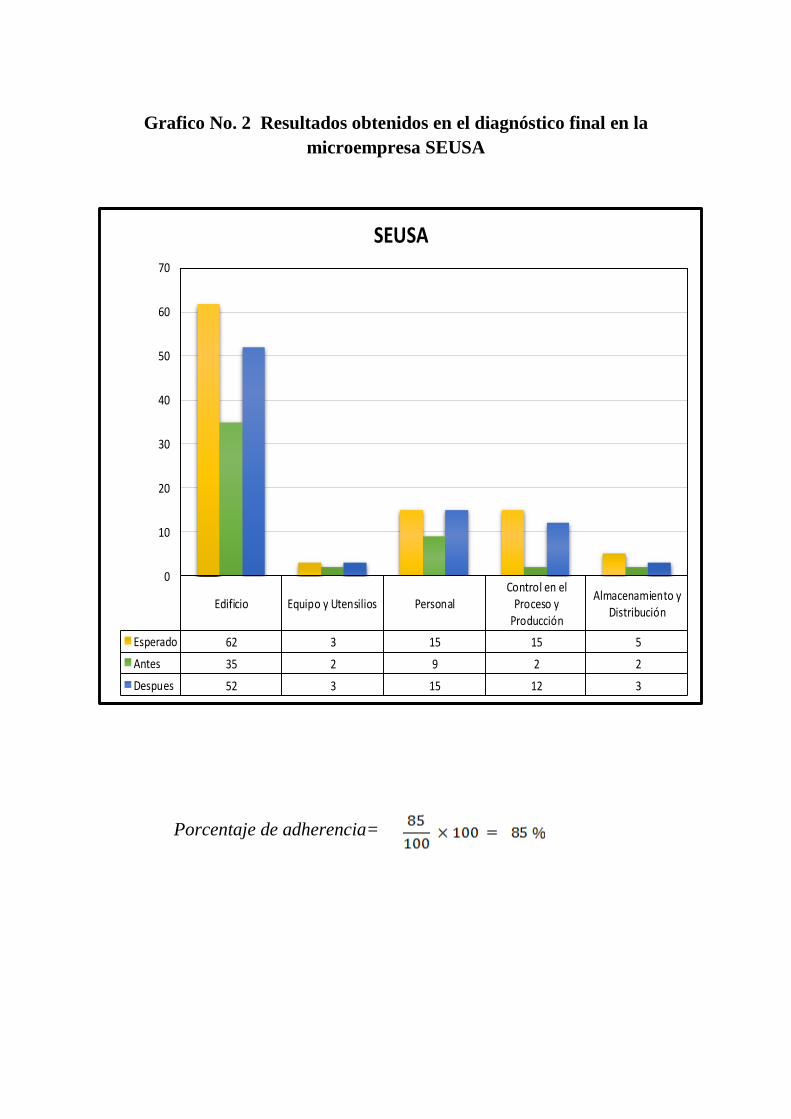
ANEXO No. 2
PLAN ESTRATÉGICO Edificio Equipo y Utensilios PersonalControl en el
Proceso yProducción
Almacenamiento yDistribución
Esperado 62 3 15 15 5
Antes 35 2 9 2 2
Despues 52 3 15 12 3
0
10
20
30
40
50
60
70
SEUSA
Grafico No. 2 Resultados obtenidos en el diagnóstico final en la
microempresa SEUSA
Porcentaje de adherencia=
ANEXO NO. 2
PLAN ESTRATEGICO Y PLAN
OPERATIVO ANUAL
a) Realizar las pruebas de Plataformas a la hora de la recepción de la leche.
1. Pruebas Sensoriales
La calidad sensorial u organoléptica está basada en la percepción de características de la leche
a través de los sentidos. Apenas llegada la leche debemos evaluarla con nuestros sentidos:
vista, olfato, gusto e inclusive tacto.
Descripción del Procedimiento:
Prepare unos 50 ml de muestra de leche en un vaso limpio.
Si la muestra de leche está fría, puede calentar a unos 30 °C. Para que se pueda sentir
más el olor y sabor de la muestra.
Observe el color de la muestra.
Tome un sorbo de la muestra caliente(al tiempo) en la boca, compararlo con el sabor
de simple. No debe tragarse la leche.
Enjuáguese la boca con agua.
Si se siente diferente olor y sabor al normal, decidir si se recibirá o se desechará la
leche.
Olor:
La leche tiene la particularidad de absorber olores derivados de ciertos alimentos consumidos
por la vaca antes del ordeño, por contacto con materiales, sustancias o ambiente de dudosa
higiene (ollas destapadas cerca de gasolina, aceite, etc.); por lo tanto, la leche con olor no
característico indica falta de calidad.
El aroma también indica el estado de la leche: olor ácido cuando se desarrolla acidez u olor
rancio cuando se oxida la grasa de la leche.
Sabor:
Igualmente el sabor se verá afectado por el desarrollo de acidez, contaminación bacteriana o
adulteraciones fraudulentas (aguado, adición de bicarbonato, sal, etc.). El sabor natural de la
leche es ligeramente dulce, por su contenido de lactosa. Algunas veces presenta cierto sabor
salado por la alta concentración en cloruros al final del periodo de lactación, o por estar
atravesando por estados infecciosos de la ubre (mastitis). Para prevenir problemas de salud no
se recomienda probar la leche cruda.
Color:
El color normal de la leche es blanco a blanco amarillento. La leche adulterada con agua o
descremada presenta un color blanco azulado; la leche proveniente de vacas enfermas con
mastitis presenta un color gris amarillento con grumos; un color rosado indica presencia de
sangre; una leche adulterada con suero puede adquirir una coloración amarillo-verdoso debido
a la presencia de riboflavina. Cualquier color anormal en la leche conduce al rechazo de esta.
2. Prueba de Alcohol:
En los centros de acopio de leche y en las industrias esta prueba es clave, y tiene la finalidad
de detectar la estabilidad térmica de la leche cruda; es decir, si la leche tiene la capacidad de
resistir altas temperaturas de procesamiento sin presentar coagulación visible. Para esto se
utilizara los siguientes instrumentos y reactivos: Beaker pequeño de 20-50 ml y termómetro.
Alcohol a 68%.
Descripción del procedimiento:
Regule la temperatura de la leche a 21 °C.
Tome 5 cc (ml) de leche en el Beaker.
Agregue 5 ml de alcohol a 68% y menear 3 a 4 veces de manera circular muy suave
para que la leche se mezcle bien con el alcohol. Observe la reacción
Interpretación de resultados:
Si la leche en el Beaker muestra pequeñas partículas de cuajada, es positiva; grandes
cantidades de cuajada indican que la acidez de la leche es mayor de 0.20 % o que existe
cualquier otra anormalidad. En ambos casos indica que la leche no es apta para su
procesamiento y que no puede ser tratada con calor en los procesos de eliminación de
microbios o pasteurización.
La coagulación de la leche en esta prueba puede ser debida a varias causas y no
necesariamente a que la leche este ácida, porque la leche también se coagula cuando hay
presencia de calostro o primera leche que dan las vacas, o bien cuando esta proviene de vacas
con lactancia muy avanzada (terneros grandes) o porque la leche tenga falta de sales
minerales. Por tanto debemos de tener claro que no se puede depender solo de esta prueba
para aceptar o rechazar la leche por acidez.
3. Determinación de Densidad:
La determinación de la densidad es una prueba completamente simple que nos permite
conocer en primera instancia algún posible fraude, como la adulteración de la leche con agua.
Para esta se utilizara los siguientes instrumentos y reactivos: Termómetro 0 – 100 °C,
Lactodensímetro Quevenne (1,020 –1,040) g/ml, Probeta 250 ml.
Descripción del Procedimiento:
Tome una muestra y verter la leche por las paredes de la probeta, sin hacer espuma.
Coloque suavemente el lactodensímetro dentro de la probeta y dejar flotar. Cuando
está en reposo se realiza la lectura.
Luego, mida la temperatura de la leche
Interpretación de Resultados:
El lactodensímetro tiene una escala graduada que comprende valores entre 20 y 40 que
corresponden a las milésimas de densidad por encima de la unidad, es decir, que si el
lactodensímetro marca 32, entonces indica la densidad 1,032.
La lectura correcta debe oscilar entre rangos de 1,028 a 1,033 g/ml. Si la lectura es menor a
1,028 g/ml se trata de leche adulterada con agua. Por otra parte, si la lectura está en el rango
de 1,033 - 1,037 g/ml está en presencia de una leche descremada.
Los lactodensímetros pueden venir calibrados a 15 °C o a 20 °C, los más comunes son los
primeros. Si el lactodensímetro esta calibrado a 15°C, quiere decir que la lectura que realice a
esa temperatura será la densidad de la leche, pero si la lectura se realiza cuando la leche está a
una temperatura diferente a 15° C se debe corregir el valor obtenido con unas tablas que
generalmente vienen con el instrumento.
Seguidamente, se muestra un ejemplo para ilustrar con mayor claridad la aplicación de la
corrección a las lecturas de densidad.
b) Mejorar las condiciones físicas de la empresa para alcanzar un mayor puntaje en
la Ficha de Auditoria de Buenas Prácticas de Manufactura para Fábricas de
Alimentos y Bebidas, Procesados.
Para lograr este objetivo la empresa SEUSA debe mejorar las siguientes especificaciones:
1. Diseño:
La empresa debe de disponer de espacio suficientes para cumplir satisfactoriamente con todas
las operaciones de producción, colocación de equipos. Los espacios de trabajos entre el
equipo y las paredes deben ser de por lo menos 50 cm y sin obstáculos de manera que permita
a los trabajadores realizar sus deberes en forma adecuada.
2. Pisos:
Las uniones entre los pisos y paredes deben ser redondeadas para facilitar su limpieza y evitar
la acumulación de materiales que favorecen la contaminación.
3. Paredes:
Las uniones entre una pared y otra, así como entre estas y los pisos, deben de tener curvatura
sanitaria.
4. Techos:
Deben de estar construidos y acabados de forma que reduzcan al mínimo la acumulación
de contaminación.
5. Ventanas y Puertas:
Las ventanas deben ser fáciles de limpiar, estar construidos de modo que impidan la
entrada de agua, plagas y acumulación de suciedad o estar provistas de mallas contra insectos
que sea fácil de desmontar y limpiar.
Las puertas deben abrir hacia afuera y estar ajustadas a su marco.
6. Iluminación:
Las lámparas y todos los accesorios de luz artificial deben estar protegidos contra roturas.
7. Elaborar una Manual de Procedimientos Operativos Estándar de Saneamiento
(SSOP):
El Programa SSOP (Procedimiento Operativo Estándar de Saneamiento) se refiere a los
procedimientos que deben de aplicarse en los planes de Higiene y Sanitización en las Plantas
de alimentos en las que se ha establecido tomando como base los 8 principios de Programas
que aseguran la inocuidad de los alimentos establecidos por la FDA. En la metodología de
Elaboración debe seguirse los pasos que permitan proceder a hacerse efectivo un método de
forma ordenada, lógica y eficiente de los procedimientos que se deben escribir e implementar
a manera de Procedimientos Operativo Estándar de Saneamiento “POES O SSOP” indicando
quien lo hace, Como se hace, Cuando se Hace para la empresa que se dedican a la
comercialización interna y exportación de alimentos.
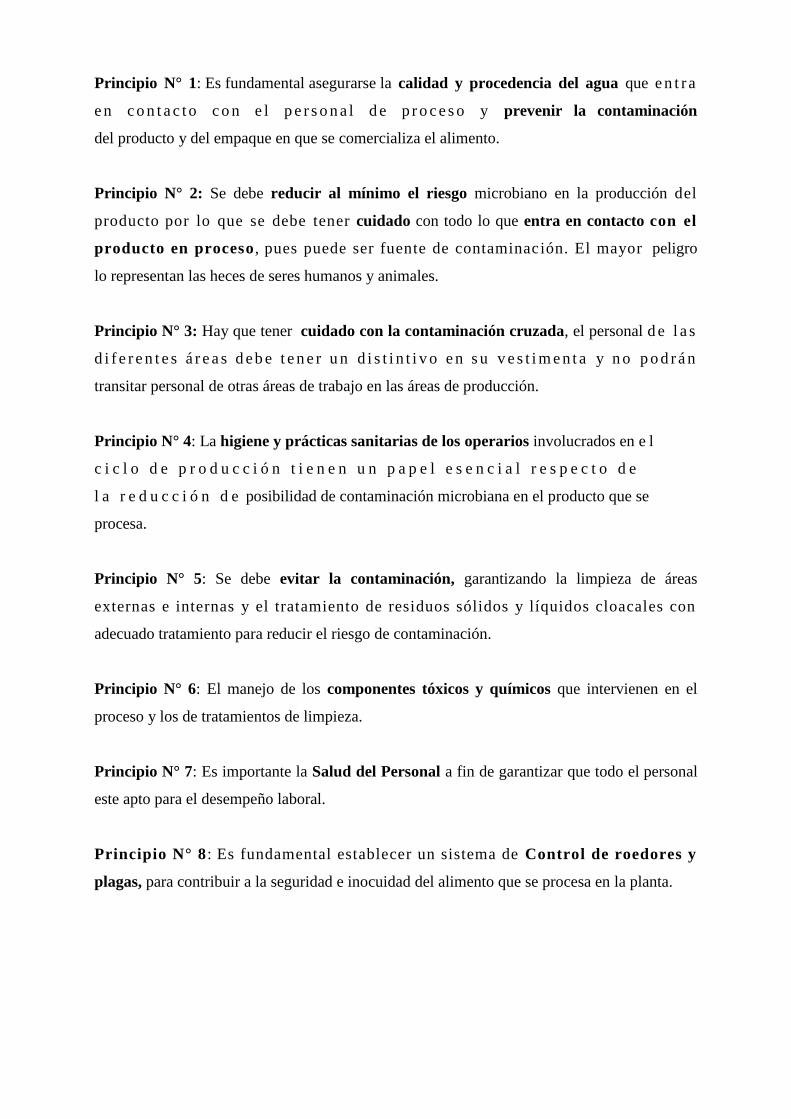
Principio N° 1: Es fundamental asegurarse la calidad y procedencia del agua que e n t r a
e n c o n t a c t o c o n e l p e r s o n a l d e p r o c e s o y prevenir la contaminación
del producto y del empaque en que se comercializa el alimento.
Principio N° 2: Se debe reducir al mínimo el riesgo microbiano en la producción del
producto por lo que se debe tener cuidado con todo lo que entra en contacto con el
producto en proceso , pues puede ser fuente de contaminación. El mayor peligro
lo representan las heces de seres humanos y animales.
Principio N° 3: Hay que tener cuidado con la contaminación cruzada, el personal d e l a s
d i f e r e n t e s á r e a s d eb e t e n e r u n d i s t i n t i v o e n s u v e s t i m e n t a y n o p o d r á n
transitar personal de otras áreas de trabajo en las áreas de producción.
Principio N° 4: La higiene y prácticas sanitarias de los operarios involucrados en e l
c i c l o d e p r o d u c c i ó n t i e n e n u n p a p e l e s e n c i a l r e s p e c t o d e
l a r e d u c c i ó n d e posibilidad de contaminación microbiana en el producto que se
procesa.
Principio N° 5: Se debe evitar la contaminación, garantizando la limpieza de áreas
externas e internas y el tratamiento de residuos sólidos y líquidos cloacales con
adecuado tratamiento para reducir el riesgo de contaminación.
Principio N° 6: El manejo de los componentes tóxicos y químicos que intervienen en el
proceso y los de tratamientos de limpieza.
Principio N° 7: Es importante la Salud del Personal a fin de garantizar que todo el personal
este apto para el desempeño laboral.
Principio N° 8: Es fundamental establecer un sistema de Control de roedores y
plagas, para contribuir a la seguridad e inocuidad del alimento que se procesa en la planta.
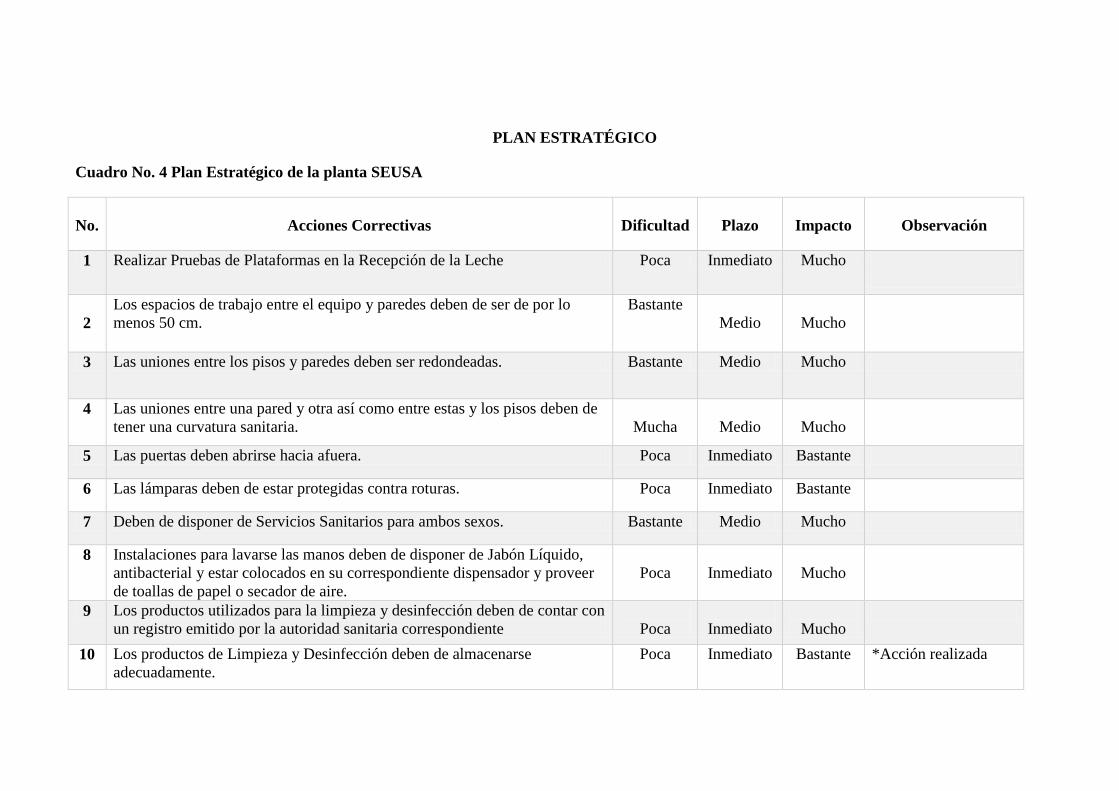
PLAN ESTRATÉGICO
Cuadro No. 4 Plan Estratégico de la planta SEUSA
No.
Acciones Correctivas
Dificultad
Plazo
Impacto
Observación
1 Realizar Pruebas de Plataformas en la Recepción de la Leche Poca Inmediato Mucho
2
Los espacios de trabajo entre el equipo y paredes deben de ser de por lo
menos 50 cm.
Bastante
Medio
Mucho
3 Las uniones entre los pisos y paredes deben ser redondeadas. Bastante Medio Mucho
4 Las uniones entre una pared y otra así como entre estas y los pisos deben de
tener una curvatura sanitaria.
Mucha
Medio
Mucho
5 Las puertas deben abrirse hacia afuera. Poca Inmediato Bastante
6 Las lámparas deben de estar protegidas contra roturas. Poca Inmediato Bastante
7 Deben de disponer de Servicios Sanitarios para ambos sexos. Bastante Medio Mucho
8 Instalaciones para lavarse las manos deben de disponer de Jabón Líquido,
antibacterial y estar colocados en su correspondiente dispensador y proveer
de toallas de papel o secador de aire.
Poca
Inmediato
Mucho
9 Los productos utilizados para la limpieza y desinfección deben de contar con
un registro emitido por la autoridad sanitaria correspondiente
Poca
Inmediato
Mucho
10 Los productos de Limpieza y Desinfección deben de almacenarse
adecuadamente.
Poca Inmediato Bastante *Acción realizada

11 Contar con un programa escrito de mantenimiento de equipos y utensilios. Bastante Medio Mucho
12 Controlar diariamente del cloro residual del agua potabilizada con este
sistema y regístralo.
Poca
Inmediato
Mucho
13
Contar con un sistema documentado de control de materia prima, el cual
debe contener las especificaciones del producto y sus proveedores.
Poca
Inmediato
Mucho
*Acción realizada
14
Elaborar etiquetas para los productos que se elaboran en esta empresa con
sus especificaciones tales como: Nombre del producto, Ingredientes, Fecha
de Vencimiento, No de Lote, Registro Sanitaria etc.
Poca
Inmediato
Mucho
*Acción realizada.
15
Contar con un Layout de la Planta Física que permita ubicar la distribución
de esta empresa.
Poca Inmediata Bastante *Acción realizada.
16
Contar con un programa escrito que regule la limpieza y desinfección del
edificio, equipos y utensilios.
Bastante
Inmediato
Mucha
*Acción realizada
17 Tener documentado Diagramas de Flujos, considerando todas las
operaciones unitarias del proceso, al igual que Cartas Tecnológicas y Fichas
técnicas de los productos elaborados
Poca
Inmediato
Mucha
*Acción realizada en
los dos productos de
mayor demanda.
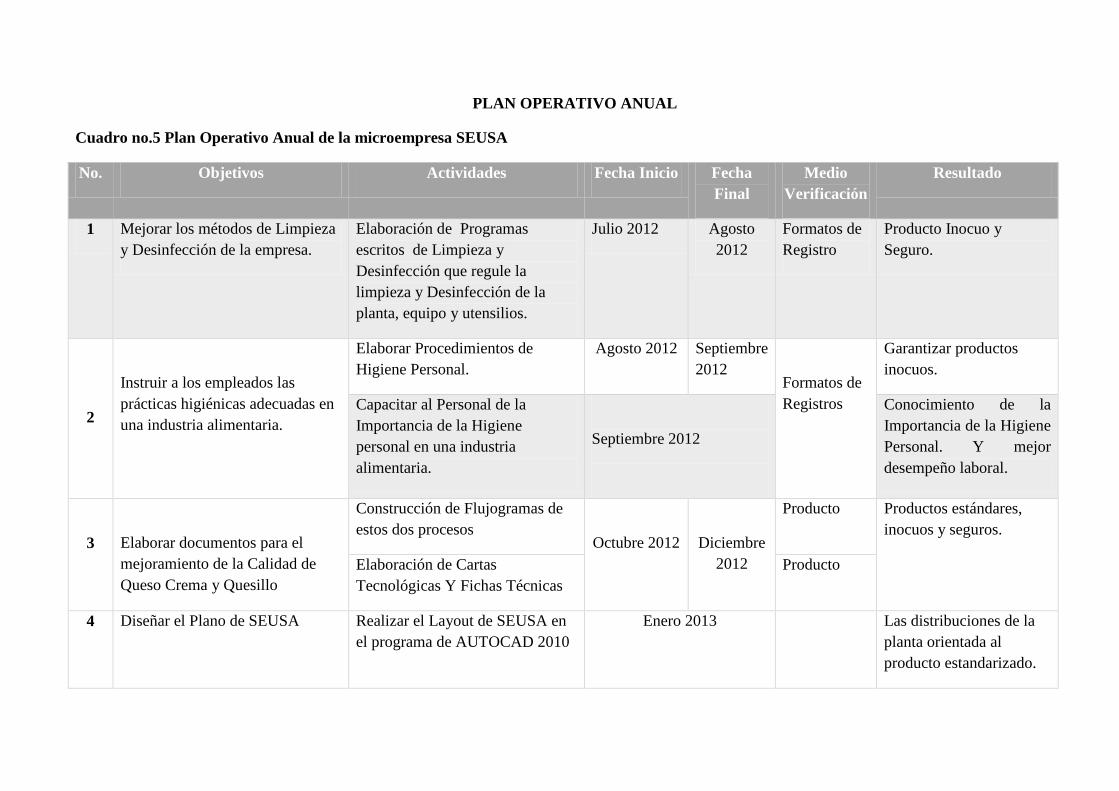
PLAN OPERATIVO ANUAL
Cuadro no.5 Plan Operativo Anual de la microempresa SEUSA
No. Objetivos Actividades Fecha Inicio Fecha
Final
Medio
Verificación
Resultado
1 Mejorar los métodos de Limpieza
y Desinfección de la empresa.
Elaboración de Programas
escritos de Limpieza y
Desinfección que regule la
limpieza y Desinfección de la
planta, equipo y utensilios.
Julio 2012 Agosto
2012
Formatos de
Registro
Producto Inocuo y
Seguro.
2
Instruir a los empleados las
prácticas higiénicas adecuadas en
una industria alimentaria.
Elaborar Procedimientos de
Higiene Personal.
Agosto 2012 Septiembre
2012
Formatos de
Registros
Garantizar productos
inocuos.
Capacitar al Personal de la
Importancia de la Higiene
personal en una industria
alimentaria.
Septiembre 2012
Conocimiento de la
Importancia de la Higiene
Personal. Y mejor
desempeño laboral.
3
Elaborar documentos para el
mejoramiento de la Calidad de
Queso Crema y Quesillo
Construcción de Flujogramas de
estos dos procesos
Octubre 2012
Diciembre
2012
Producto Productos estándares,
inocuos y seguros.
Elaboración de Cartas
Tecnológicas Y Fichas Técnicas
Producto
4 Diseñar el Plano de SEUSA Realizar el Layout de SEUSA en
el programa de AUTOCAD 2010
Enero 2013 Las distribuciones de la
planta orientada al
producto estandarizado.
ANEXO No. 3
Documento de Soporte de Buenas Prácticas
de Manufacturas en SEUSA
Noviembre 2012
Con el apoyo de MIFIC-PRAMECLIN-UE
UNIÓN EUROPEA
Mejoramiento de las capacidades productivas del sector lácteo de la zona de
Boaco, Chontales y Matagalpa en Nicaragua MECAPROLAC durante el período
de Diciembre 2011 – Diciembre 2012
DOCUMENTOS DE SOPORTE DE LAS BUENAS PRÁCTICAS DE MANUFACTURA
DE LA EMPRESA LÁCTEOS SEUSA

La presente publicación ha sido elaborada con la asistencia de la Unión Europea. El contenido
de la misma es responsabilidad exclusiva de “Ingeniería de Alimentos, UNAN-León” y en
ningún caso debe considerarse que refleja los puntos de vista de la Unión Europea.
ANEXO 3.1
PROGRAMA LIMPIEZA Y DESINFECCIÓN
DE LA EMPRESA SEUSA
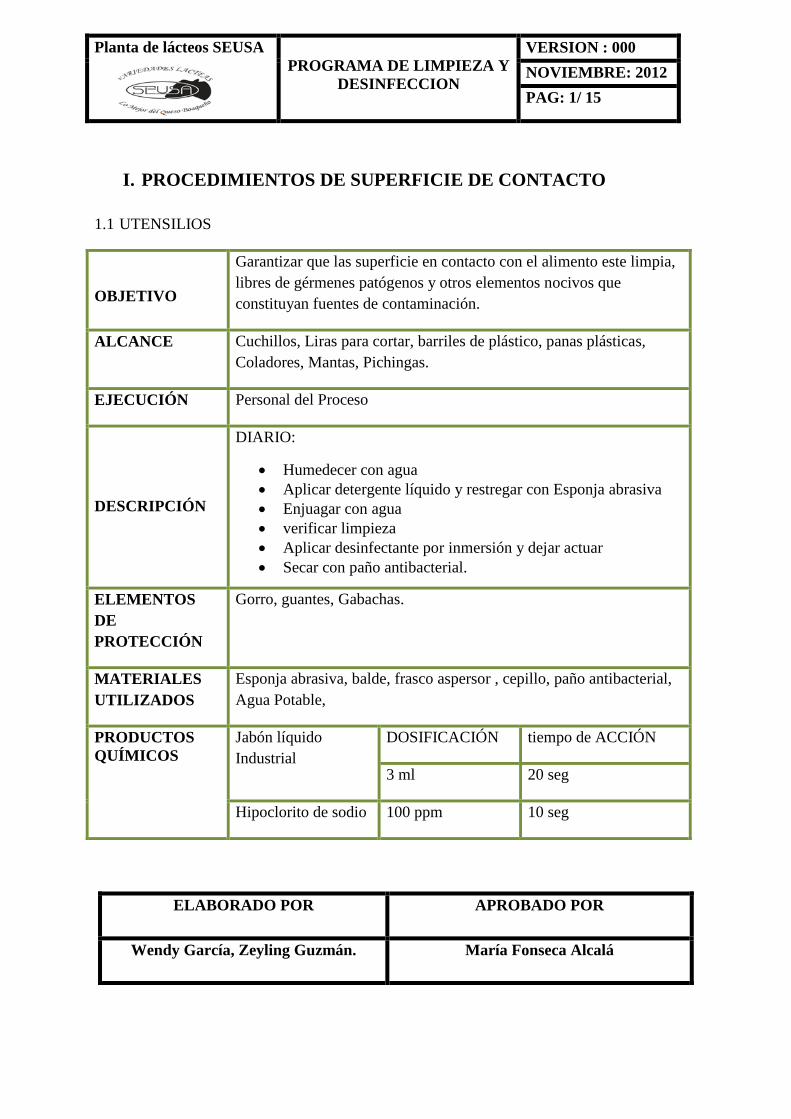
I. PROCEDIMIENTOS DE SUPERFICIE DE CONTACTO
1.1 UTENSILIOS
OBJETIVO
Garantizar que las superficie en contacto con el alimento este limpia,
libres de gérmenes patógenos y otros elementos nocivos que
constituyan fuentes de contaminación.
ALCANCE Cuchillos, Liras para cortar, barriles de plástico, panas plásticas,
Coladores, Mantas, Pichingas.
EJECUCIÓN Personal del Proceso
DESCRIPCIÓN
DIARIO:
Humedecer con agua
Aplicar detergente líquido y restregar con Esponja abrasiva
Enjuagar con agua
verificar limpieza
Aplicar desinfectante por inmersión y dejar actuar
Secar con paño antibacterial.
ELEMENTOS
DE
PROTECCIÓN
Gorro, guantes, Gabachas.
MATERIALES
UTILIZADOS
Esponja abrasiva, balde, frasco aspersor , cepillo, paño antibacterial,
Agua Potable,
PRODUCTOS
QUÍMICOS
Jabón líquido
Industrial
DOSIFICACIÓN tiempo de ACCIÓN
3 ml 20 seg
Hipoclorito de sodio 100 ppm 10 seg
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 1/ 15
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
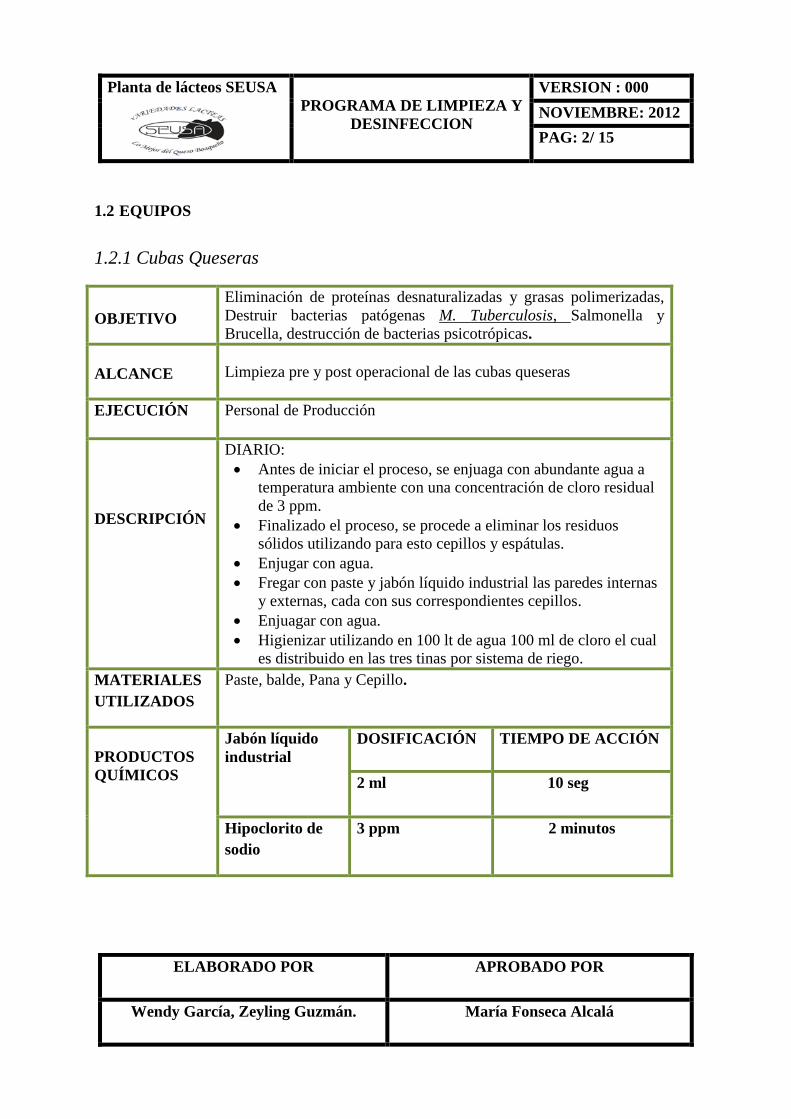
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 2/ 15
1.2 EQUIPOS
1.2.1 Cubas Queseras
OBJETIVO
Eliminación de proteínas desnaturalizadas y grasas polimerizadas,
Destruir bacterias patógenas M. Tuberculosis, Salmonella y
Brucella, destrucción de bacterias psicotrópicas.
ALCANCE Limpieza pre y post operacional de las cubas queseras
EJECUCIÓN Personal de Producción
DESCRIPCIÓN
DIARIO:
Antes de iniciar el proceso, se enjuaga con abundante agua a
temperatura ambiente con una concentración de cloro residual
de 3 ppm.
Finalizado el proceso, se procede a eliminar los residuos
sólidos utilizando para esto cepillos y espátulas.
Enjugar con agua.
Fregar con paste y jabón líquido industrial las paredes internas
y externas, cada con sus correspondientes cepillos.
Enjuagar con agua.
Higienizar utilizando en 100 lt de agua 100 ml de cloro el cual
es distribuido en las tres tinas por sistema de riego.
MATERIALES
UTILIZADOS
Paste, balde, Pana y Cepillo.
PRODUCTOS
QUÍMICOS
Jabón líquido
industrial
DOSIFICACIÓN TIEMPO DE ACCIÓN
2 ml 10 seg
Hipoclorito de
sodio
3 ppm 2 minutos
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
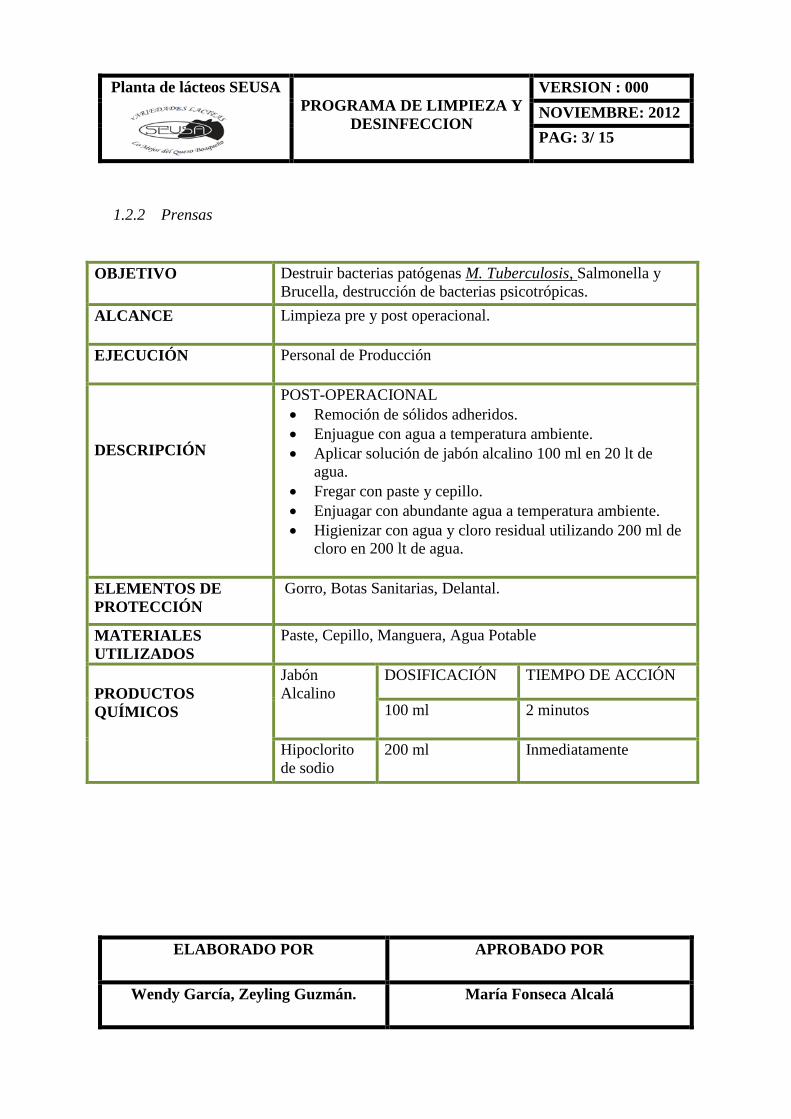
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 3/ 15
1.2.2 Prensas
OBJETIVO Destruir bacterias patógenas M. Tuberculosis, Salmonella y
Brucella, destrucción de bacterias psicotrópicas.
ALCANCE
Limpieza pre y post operacional.
EJECUCIÓN
Personal de Producción
DESCRIPCIÓN
POST-OPERACIONAL
Remoción de sólidos adheridos.
Enjuague con agua a temperatura ambiente.
Aplicar solución de jabón alcalino 100 ml en 20 lt de
agua.
Fregar con paste y cepillo.
Enjuagar con abundante agua a temperatura ambiente.
Higienizar con agua y cloro residual utilizando 200 ml de
cloro en 200 lt de agua.
ELEMENTOS DE
PROTECCIÓN
Gorro, Botas Sanitarias, Delantal.
MATERIALES
UTILIZADOS
Paste, Cepillo, Manguera, Agua Potable
PRODUCTOS
QUÍMICOS
Jabón
Alcalino
DOSIFICACIÓN TIEMPO DE ACCIÓN
100 ml 2 minutos
Hipoclorito
de sodio
200 ml Inmediatamente
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
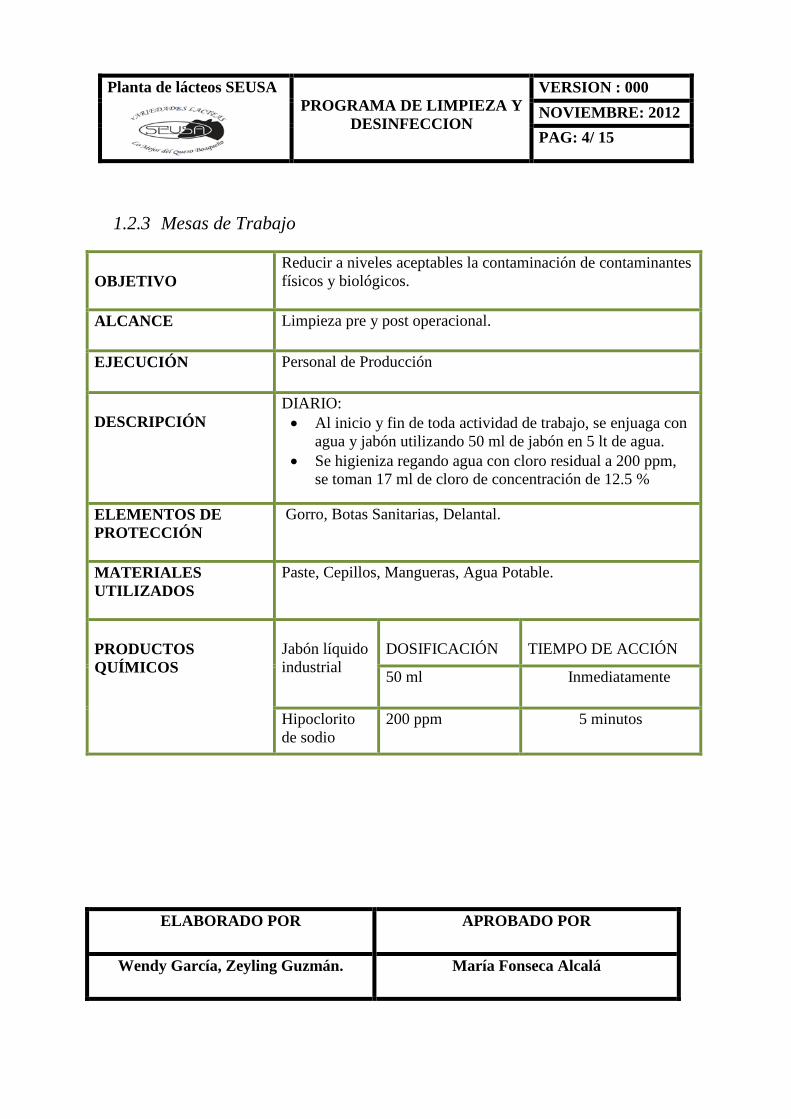
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 4/ 15
1.2.3 Mesas de Trabajo
OBJETIVO
Reducir a niveles aceptables la contaminación de contaminantes
físicos y biológicos.
ALCANCE
Limpieza pre y post operacional.
EJECUCIÓN
Personal de Producción
DESCRIPCIÓN
DIARIO:
Al inicio y fin de toda actividad de trabajo, se enjuaga con
agua y jabón utilizando 50 ml de jabón en 5 lt de agua.
Se higieniza regando agua con cloro residual a 200 ppm,
se toman 17 ml de cloro de concentración de 12.5 %
ELEMENTOS DE
PROTECCIÓN
Gorro, Botas Sanitarias, Delantal.
MATERIALES
UTILIZADOS
Paste, Cepillos, Mangueras, Agua Potable.
PRODUCTOS
QUÍMICOS
Jabón líquido
industrial
DOSIFICACIÓN
TIEMPO DE ACCIÓN
50 ml Inmediatamente
Hipoclorito
de sodio
200 ppm 5 minutos
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
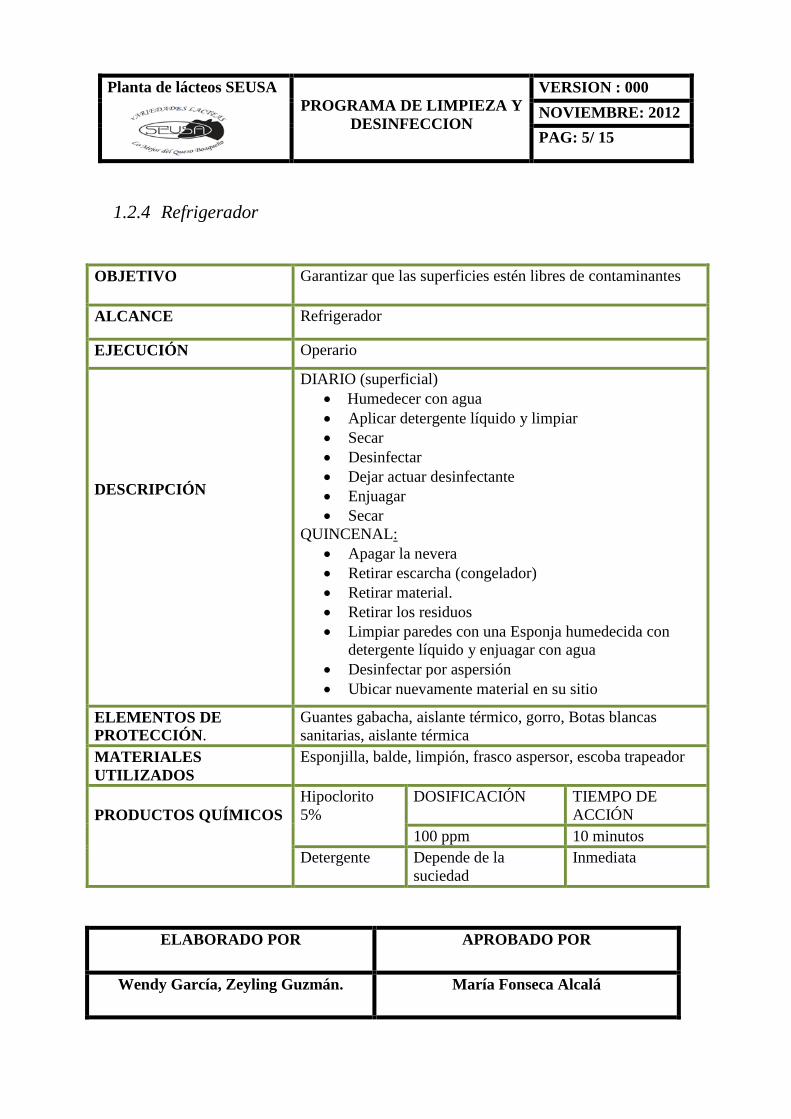
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 5/ 15
1.2.4 Refrigerador
OBJETIVO Garantizar que las superficies estén libres de contaminantes
ALCANCE Refrigerador
EJECUCIÓN Operario
DESCRIPCIÓN
DIARIO (superficial)
Humedecer con agua
Aplicar detergente líquido y limpiar
Secar
Desinfectar
Dejar actuar desinfectante
Enjuagar
Secar
QUINCENAL:
Apagar la nevera
Retirar escarcha (congelador)
Retirar material.
Retirar los residuos
Limpiar paredes con una Esponja humedecida con
detergente líquido y enjuagar con agua
Desinfectar por aspersión
Ubicar nuevamente material en su sitio
ELEMENTOS DE
PROTECCIÓN.
Guantes gabacha, aislante térmico, gorro, Botas blancas
sanitarias, aislante térmica
MATERIALES
UTILIZADOS
Esponjilla, balde, limpión, frasco aspersor, escoba trapeador
PRODUCTOS QUÍMICOS
Hipoclorito
5%
DOSIFICACIÓN TIEMPO DE
ACCIÓN
100 ppm 10 minutos
Detergente Depende de la
suciedad
Inmediata
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
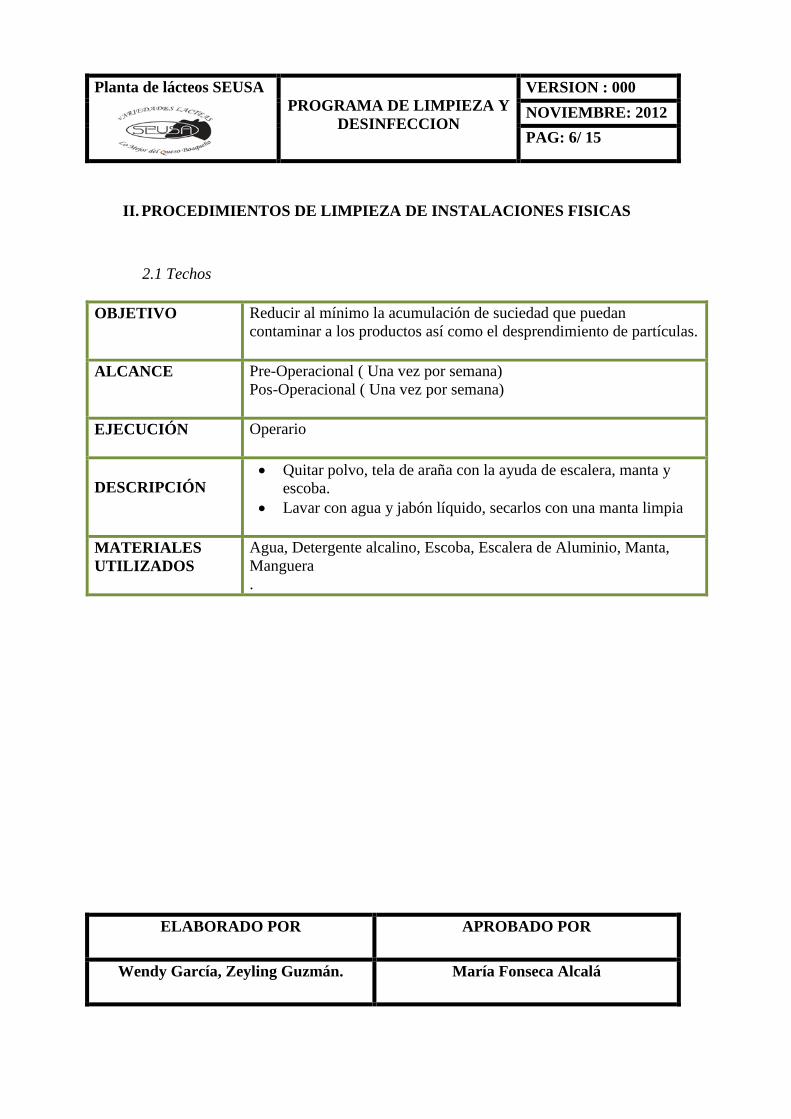
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 6/ 15
II. PROCEDIMIENTOS DE LIMPIEZA DE INSTALACIONES FISICAS
1.1 Techos
2.1 Techos
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
OBJETIVO Reducir al mínimo la acumulación de suciedad que puedan
contaminar a los productos así como el desprendimiento de partículas.
ALCANCE
Pre-Operacional ( Una vez por semana)
Pos-Operacional ( Una vez por semana)
EJECUCIÓN
Operario
DESCRIPCIÓN Quitar polvo, tela de araña con la ayuda de escalera, manta y
escoba.
Lavar con agua y jabón líquido, secarlos con una manta limpia
MATERIALES
UTILIZADOS
Agua, Detergente alcalino, Escoba, Escalera de Aluminio, Manta,
Manguera
.
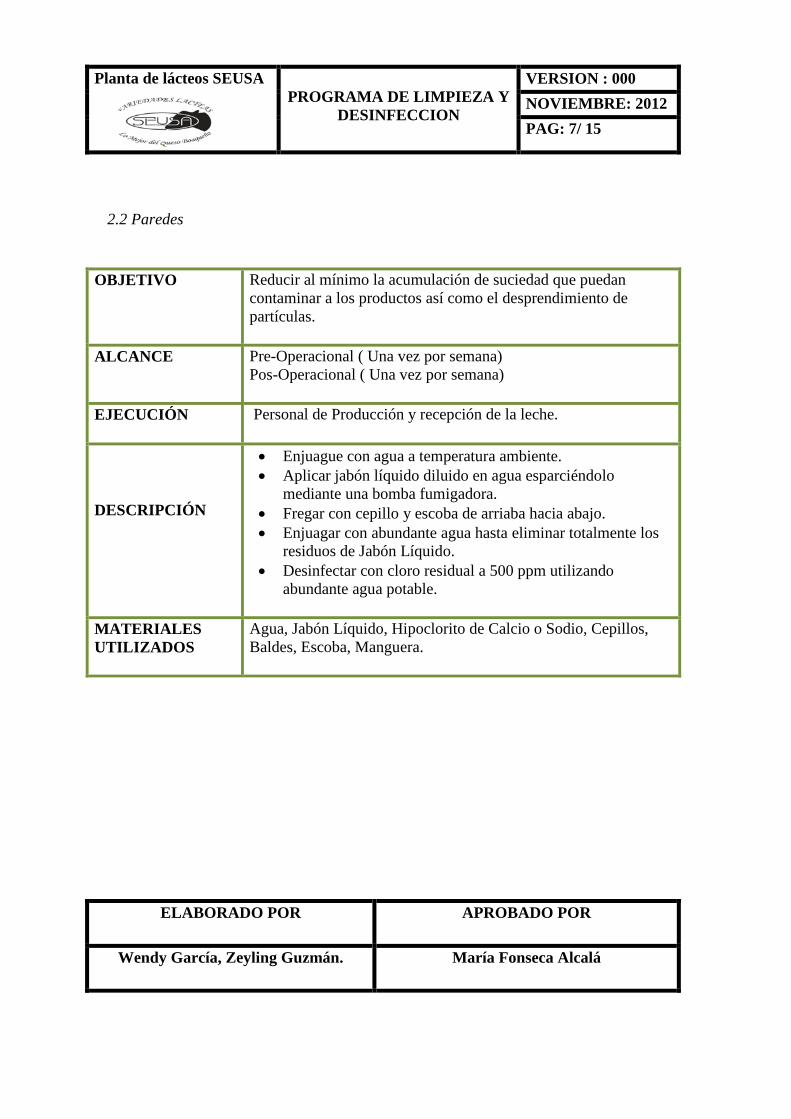
1.2 Paredes3 2.2 Paredes
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 7/ 15
OBJETIVO Reducir al mínimo la acumulación de suciedad que puedan
contaminar a los productos así como el desprendimiento de
partículas.
ALCANCE Pre-Operacional ( Una vez por semana)
Pos-Operacional ( Una vez por semana)
EJECUCIÓN Personal de Producción y recepción de la leche.
DESCRIPCIÓN
Enjuague con agua a temperatura ambiente.
Aplicar jabón líquido diluido en agua esparciéndolo
mediante una bomba fumigadora.
Fregar con cepillo y escoba de arriaba hacia abajo.
Enjuagar con abundante agua hasta eliminar totalmente los
residuos de Jabón Líquido.
Desinfectar con cloro residual a 500 ppm utilizando
abundante agua potable.
MATERIALES
UTILIZADOS
Agua, Jabón Líquido, Hipoclorito de Calcio o Sodio, Cepillos,
Baldes, Escoba, Manguera.
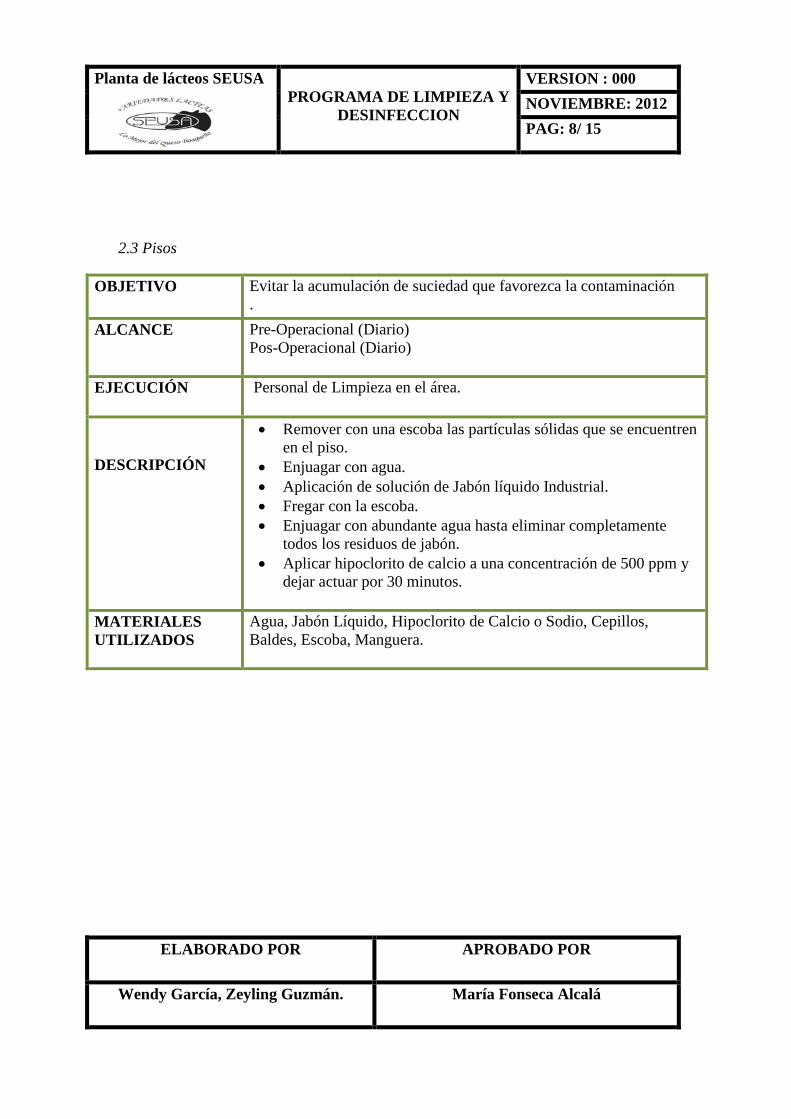
1.3 Pisos
2.3 Pisos
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 8/ 15
OBJETIVO Evitar la acumulación de suciedad que favorezca la contaminación
.
ALCANCE Pre-Operacional (Diario)
Pos-Operacional (Diario)
EJECUCIÓN
Personal de Limpieza en el área.
DESCRIPCIÓN
Remover con una escoba las partículas sólidas que se encuentren
en el piso.
Enjuagar con agua.
Aplicación de solución de Jabón líquido Industrial.
Fregar con la escoba.
Enjuagar con abundante agua hasta eliminar completamente
todos los residuos de jabón.
Aplicar hipoclorito de calcio a una concentración de 500 ppm y
dejar actuar por 30 minutos.
MATERIALES
UTILIZADOS
Agua, Jabón Líquido, Hipoclorito de Calcio o Sodio, Cepillos,
Baldes, Escoba, Manguera.
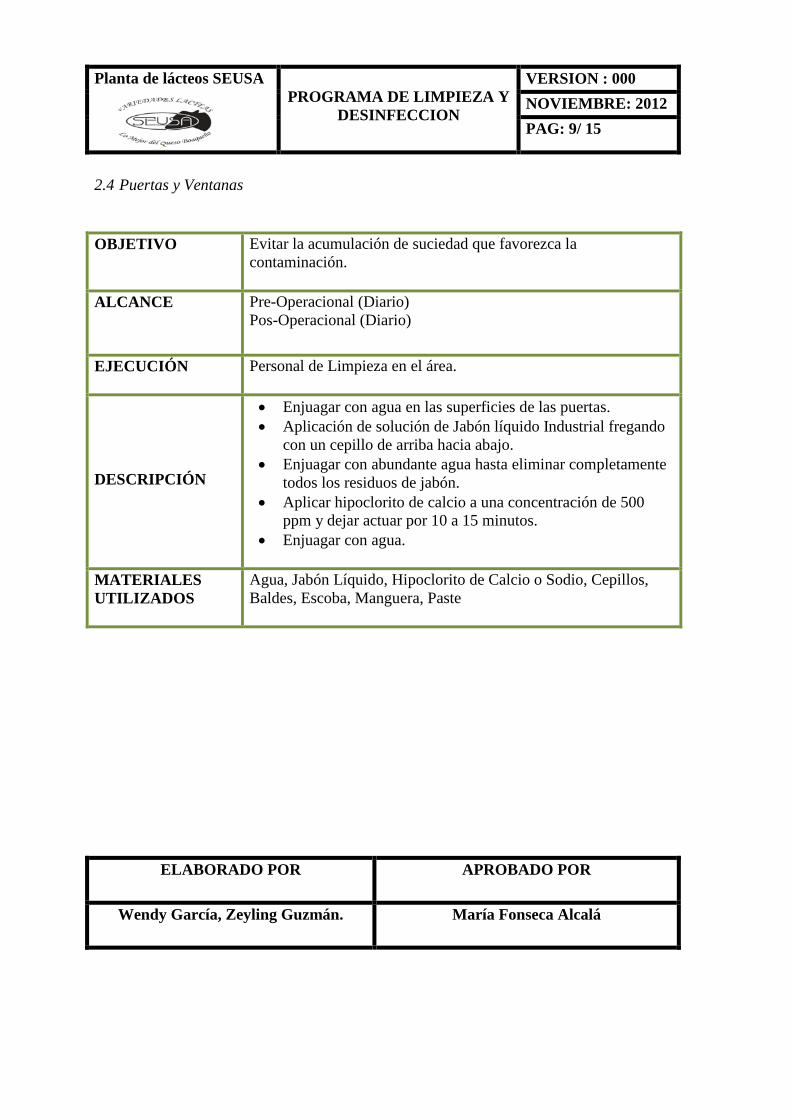
2.4 Puertas y Ventanas
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 9/ 15
OBJETIVO Evitar la acumulación de suciedad que favorezca la
contaminación.
ALCANCE
Pre-Operacional (Diario)
Pos-Operacional (Diario)
EJECUCIÓN
Personal de Limpieza en el área.
DESCRIPCIÓN
Enjuagar con agua en las superficies de las puertas.
Aplicación de solución de Jabón líquido Industrial fregando
con un cepillo de arriba hacia abajo.
Enjuagar con abundante agua hasta eliminar completamente
todos los residuos de jabón.
Aplicar hipoclorito de calcio a una concentración de 500
ppm y dejar actuar por 10 a 15 minutos.
Enjuagar con agua.
MATERIALES
UTILIZADOS
Agua, Jabón Líquido, Hipoclorito de Calcio o Sodio, Cepillos,
Baldes, Escoba, Manguera, Paste
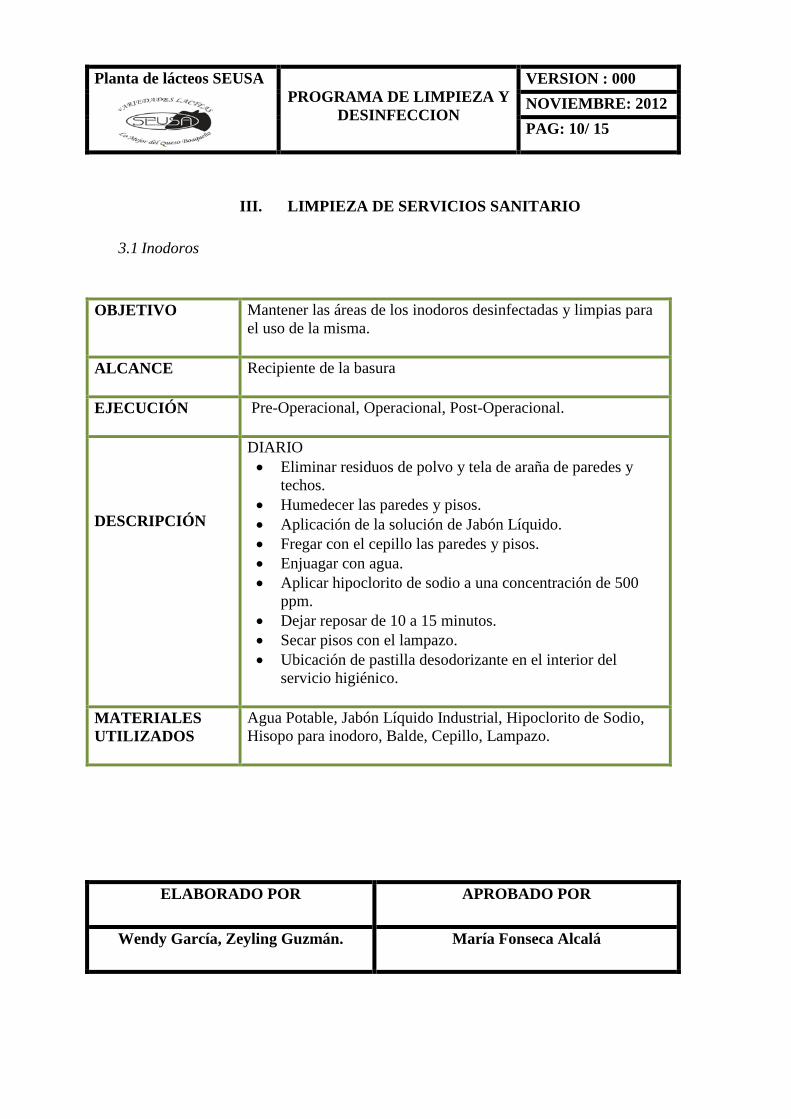
III. LIMPIEZA DE SERVICIOS SANITARIO
3.1 Inodoros
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 10/ 15
OBJETIVO Mantener las áreas de los inodoros desinfectadas y limpias para
el uso de la misma.
ALCANCE
Recipiente de la basura
EJECUCIÓN
Pre-Operacional, Operacional, Post-Operacional.
DESCRIPCIÓN
DIARIO
Eliminar residuos de polvo y tela de araña de paredes y
techos.
Humedecer las paredes y pisos.
Aplicación de la solución de Jabón Líquido.
Fregar con el cepillo las paredes y pisos.
Enjuagar con agua.
Aplicar hipoclorito de sodio a una concentración de 500
ppm.
Dejar reposar de 10 a 15 minutos.
Secar pisos con el lampazo.
Ubicación de pastilla desodorizante en el interior del
servicio higiénico.
MATERIALES
UTILIZADOS
Agua Potable, Jabón Líquido Industrial, Hipoclorito de Sodio,
Hisopo para inodoro, Balde, Cepillo, Lampazo.
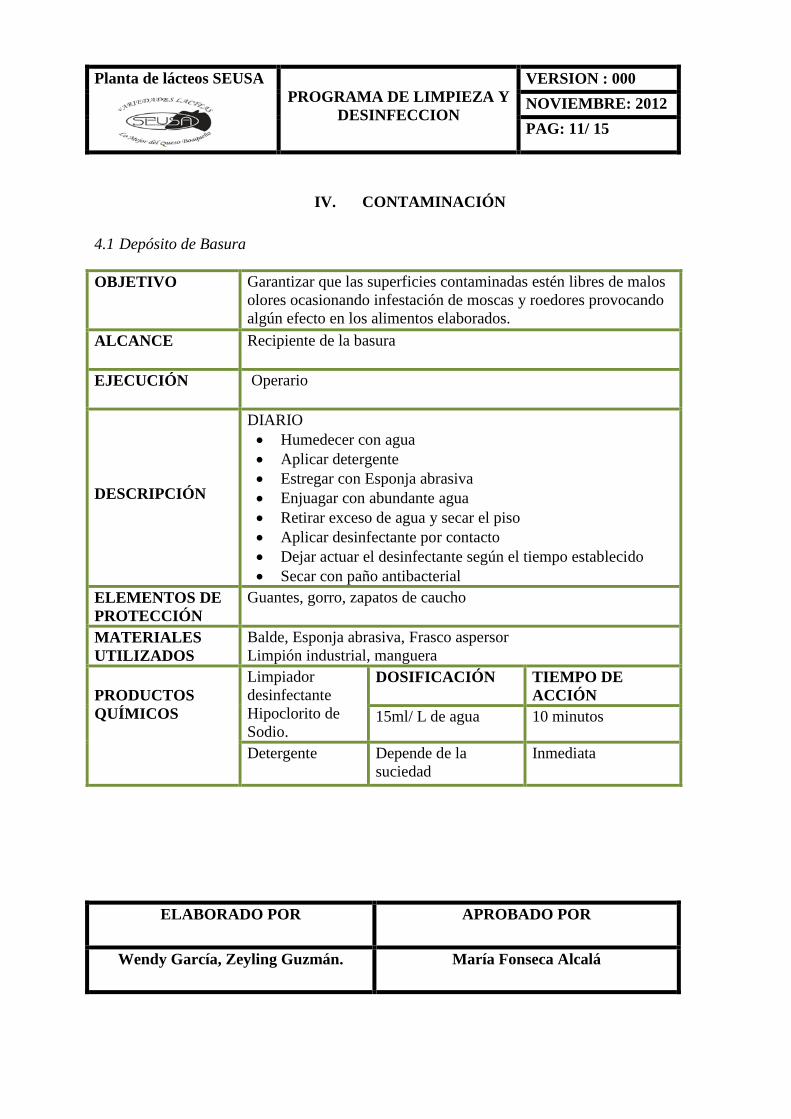
IV. CONTAMINACIÓN
4.1 Depósito de Basura
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 11/ 15
OBJETIVO Garantizar que las superficies contaminadas estén libres de malos
olores ocasionando infestación de moscas y roedores provocando
algún efecto en los alimentos elaborados.
ALCANCE
Recipiente de la basura
EJECUCIÓN
Operario
DESCRIPCIÓN
DIARIO
Humedecer con agua
Aplicar detergente
Estregar con Esponja abrasiva
Enjuagar con abundante agua
Retirar exceso de agua y secar el piso
Aplicar desinfectante por contacto
Dejar actuar el desinfectante según el tiempo establecido
Secar con paño antibacterial
ELEMENTOS DE
PROTECCIÓN
Guantes, gorro, zapatos de caucho
MATERIALES
UTILIZADOS
Balde, Esponja abrasiva, Frasco aspersor
Limpión industrial, manguera
PRODUCTOS
QUÍMICOS
Limpiador
desinfectante
Hipoclorito de
Sodio.
DOSIFICACIÓN TIEMPO DE
ACCIÓN
15ml/ L de agua 10 minutos
Detergente Depende de la
suciedad
Inmediata
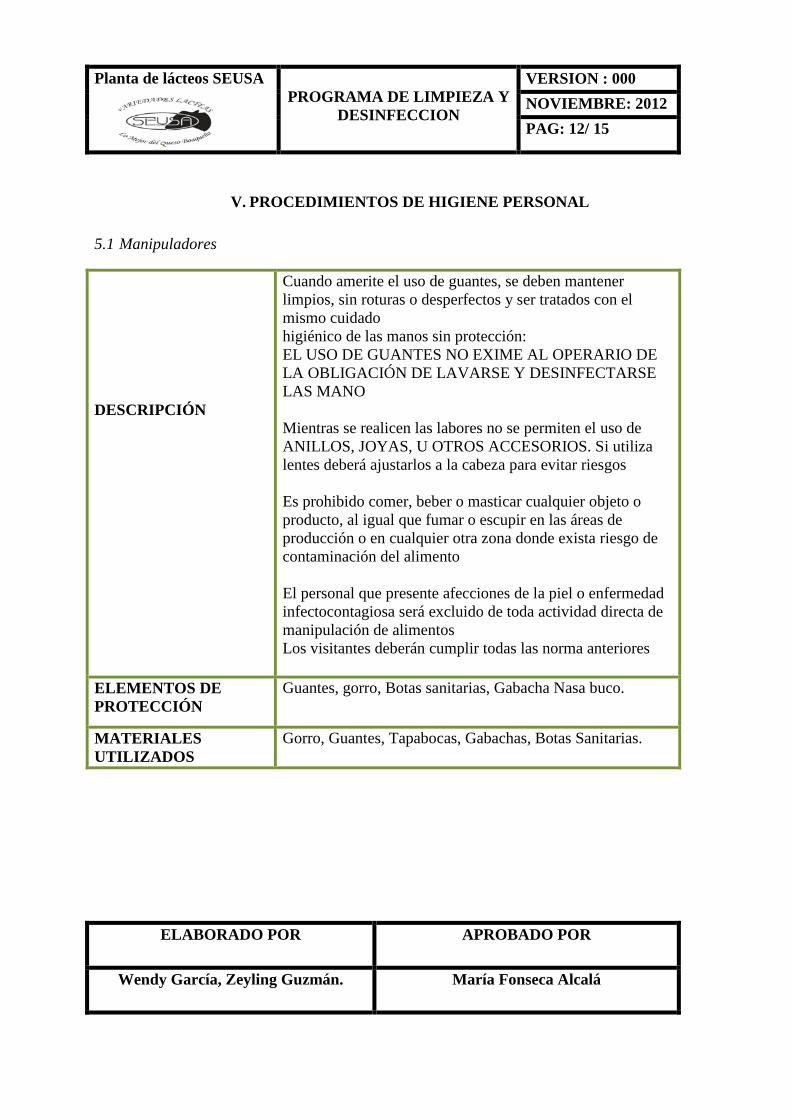
V. PROCEDIMIENTOS DE HIGIENE PERSONAL
5.1 Manipuladores
DESCRIPCIÓN
Cuando amerite el uso de guantes, se deben mantener
limpios, sin roturas o desperfectos y ser tratados con el
mismo cuidado
higiénico de las manos sin protección:
EL USO DE GUANTES NO EXIME AL OPERARIO DE
LA OBLIGACIÓN DE LAVARSE Y DESINFECTARSE
LAS MANO
Mientras se realicen las labores no se permiten el uso de
ANILLOS, JOYAS, U OTROS ACCESORIOS. Si utiliza
lentes deberá ajustarlos a la cabeza para evitar riesgos
Es prohibido comer, beber o masticar cualquier objeto o
producto, al igual que fumar o escupir en las áreas de
producción o en cualquier otra zona donde exista riesgo de
contaminación del alimento
El personal que presente afecciones de la piel o enfermedad
infectocontagiosa será excluido de toda actividad directa de
manipulación de alimentos
Los visitantes deberán cumplir todas las norma anteriores
ELEMENTOS DE
PROTECCIÓN
Guantes, gorro, Botas sanitarias, Gabacha Nasa buco.
MATERIALES
UTILIZADOS
Gorro, Guantes, Tapabocas, Gabachas, Botas Sanitarias.
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 12/ 15
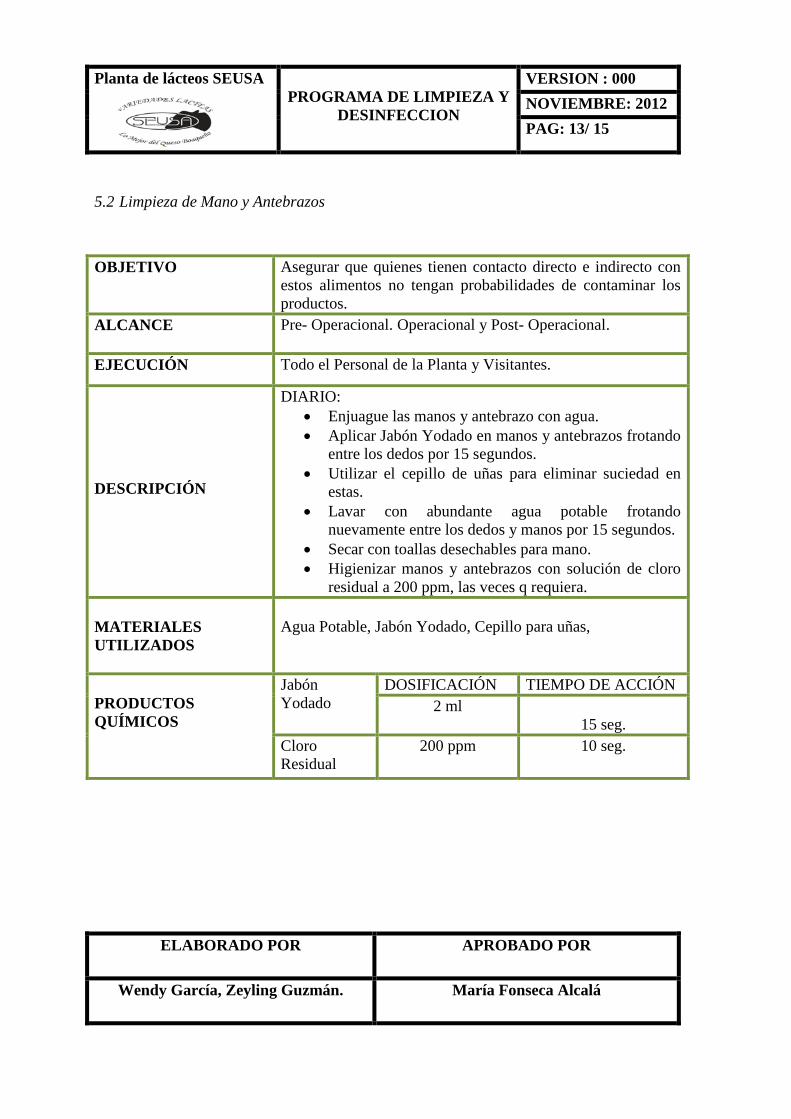
5.2 Limpieza de Mano y Antebrazos
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 13/ 15
OBJETIVO Asegurar que quienes tienen contacto directo e indirecto con
estos alimentos no tengan probabilidades de contaminar los
productos.
ALCANCE Pre- Operacional. Operacional y Post- Operacional.
EJECUCIÓN Todo el Personal de la Planta y Visitantes.
DESCRIPCIÓN
DIARIO:
Enjuague las manos y antebrazo con agua.
Aplicar Jabón Yodado en manos y antebrazos frotando
entre los dedos por 15 segundos.
Utilizar el cepillo de uñas para eliminar suciedad en
estas.
Lavar con abundante agua potable frotando
nuevamente entre los dedos y manos por 15 segundos.
Secar con toallas desechables para mano.
Higienizar manos y antebrazos con solución de cloro
residual a 200 ppm, las veces q requiera.
MATERIALES
UTILIZADOS
Agua Potable, Jabón Yodado, Cepillo para uñas,
PRODUCTOS
QUÍMICOS
Jabón
Yodado
DOSIFICACIÓN TIEMPO DE ACCIÓN
2 ml
15 seg.
Cloro
Residual
200 ppm 10 seg.
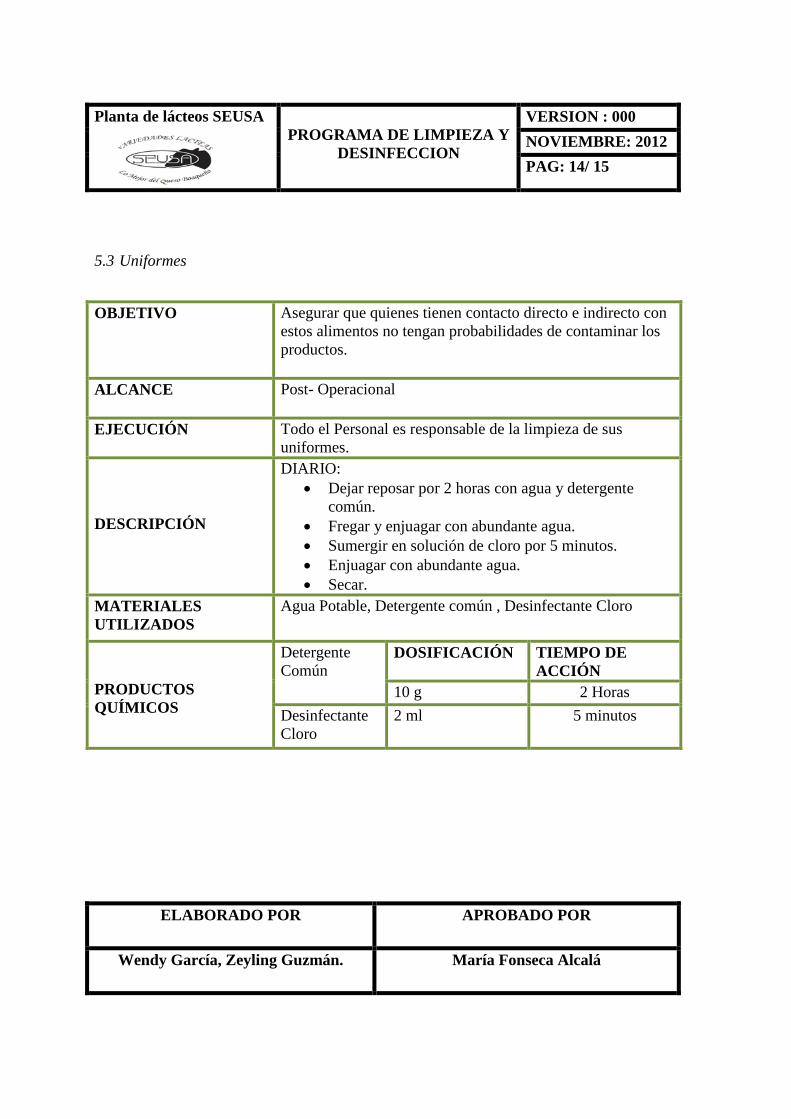
5.3 Uniformes
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 14/ 15
OBJETIVO Asegurar que quienes tienen contacto directo e indirecto con
estos alimentos no tengan probabilidades de contaminar los
productos.
ALCANCE
Post- Operacional
EJECUCIÓN Todo el Personal es responsable de la limpieza de sus
uniformes.
DESCRIPCIÓN
DIARIO:
Dejar reposar por 2 horas con agua y detergente
común.
Fregar y enjuagar con abundante agua.
Sumergir en solución de cloro por 5 minutos.
Enjuagar con abundante agua.
Secar.
MATERIALES
UTILIZADOS
Agua Potable, Detergente común , Desinfectante Cloro
PRODUCTOS
QUÍMICOS
Detergente
Común DOSIFICACIÓN TIEMPO DE
ACCIÓN
10 g 2 Horas
Desinfectante
Cloro
2 ml 5 minutos
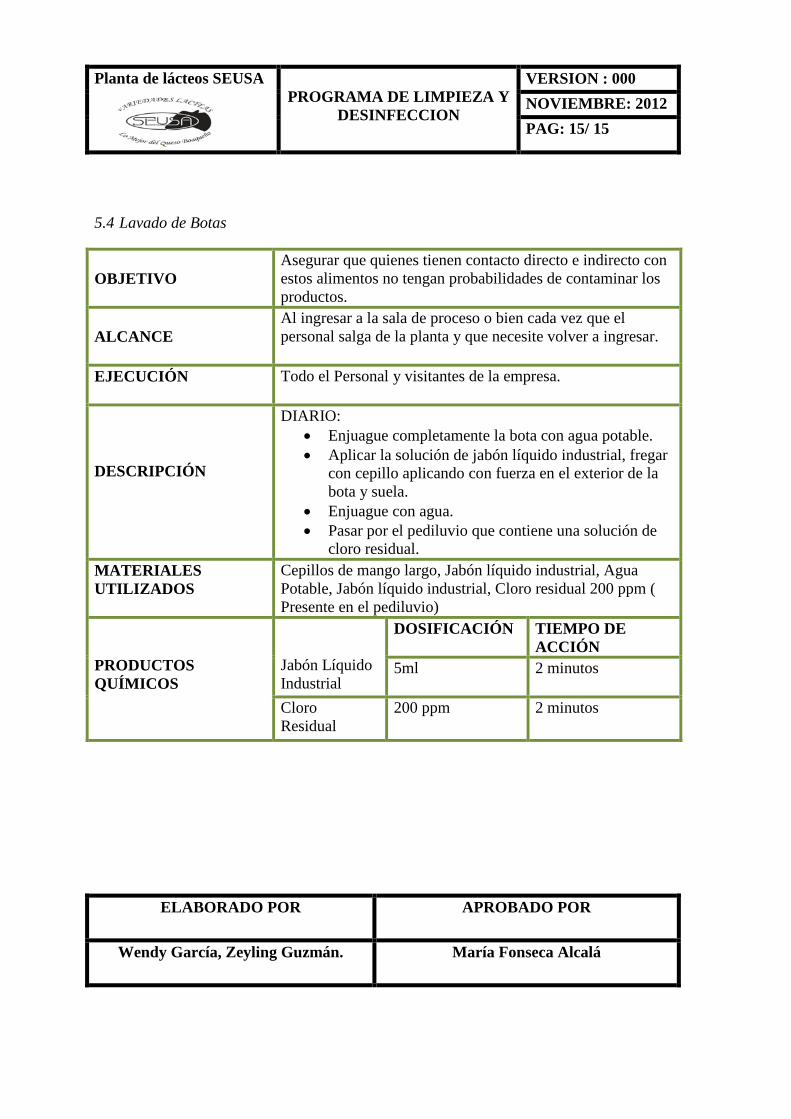
5.4 Lavado de Botas
OBJETIVO
Asegurar que quienes tienen contacto directo e indirecto con
estos alimentos no tengan probabilidades de contaminar los
productos.
ALCANCE
Al ingresar a la sala de proceso o bien cada vez que el
personal salga de la planta y que necesite volver a ingresar.
EJECUCIÓN Todo el Personal y visitantes de la empresa.
DESCRIPCIÓN
DIARIO:
Enjuague completamente la bota con agua potable.
Aplicar la solución de jabón líquido industrial, fregar
con cepillo aplicando con fuerza en el exterior de la
bota y suela.
Enjuague con agua.
Pasar por el pediluvio que contiene una solución de
cloro residual.
MATERIALES
UTILIZADOS
Cepillos de mango largo, Jabón líquido industrial, Agua
Potable, Jabón líquido industrial, Cloro residual 200 ppm (
Presente en el pediluvio)
PRODUCTOS
QUÍMICOS
Jabón Líquido
Industrial
DOSIFICACIÓN TIEMPO DE
ACCIÓN
5ml 2 minutos
Cloro
Residual
200 ppm 2 minutos
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
Planta de lácteos SEUSA
PROGRAMA DE LIMPIEZA Y
DESINFECCION
VERSION : 000
NOVIEMBRE: 2012
PAG: 15/ 15

FORMATOS DE REGISTROS
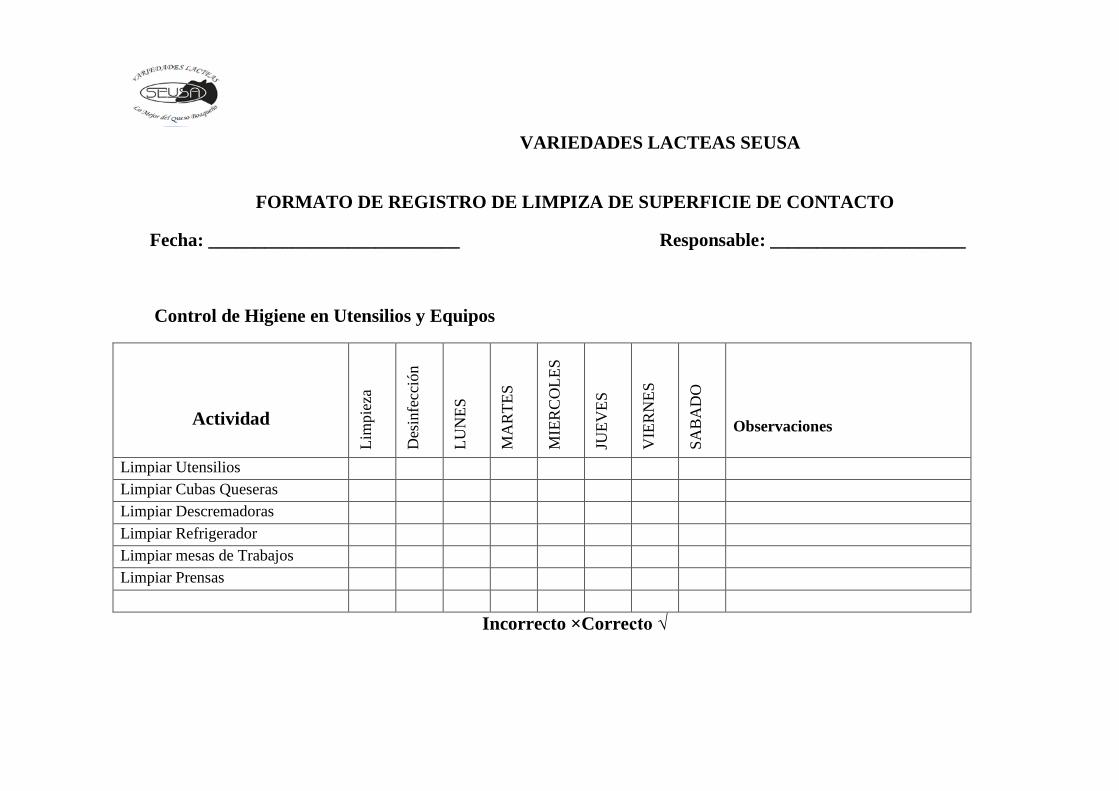
VARIEDADES LACTEAS SEUSA
FORMATO DE REGISTRO DE LIMPIZA DE SUPERFICIE DE CONTACTO
Fecha: ___________________________ Responsable: _____________________
Control de Higiene en Utensilios y Equipos
Actividad
Lim
pie
za
Des
infe
cció
n
LU
NE
S
MA
RT
ES
MIE
RC
OL
ES
JUE
VE
S
VIE
RN
ES
SA
BA
DO
Observaciones
Limpiar Utensilios Limpiar Cubas Queseras Limpiar Descremadoras Limpiar Refrigerador Limpiar mesas de Trabajos Limpiar Prensas
Incorrecto ×Correcto √
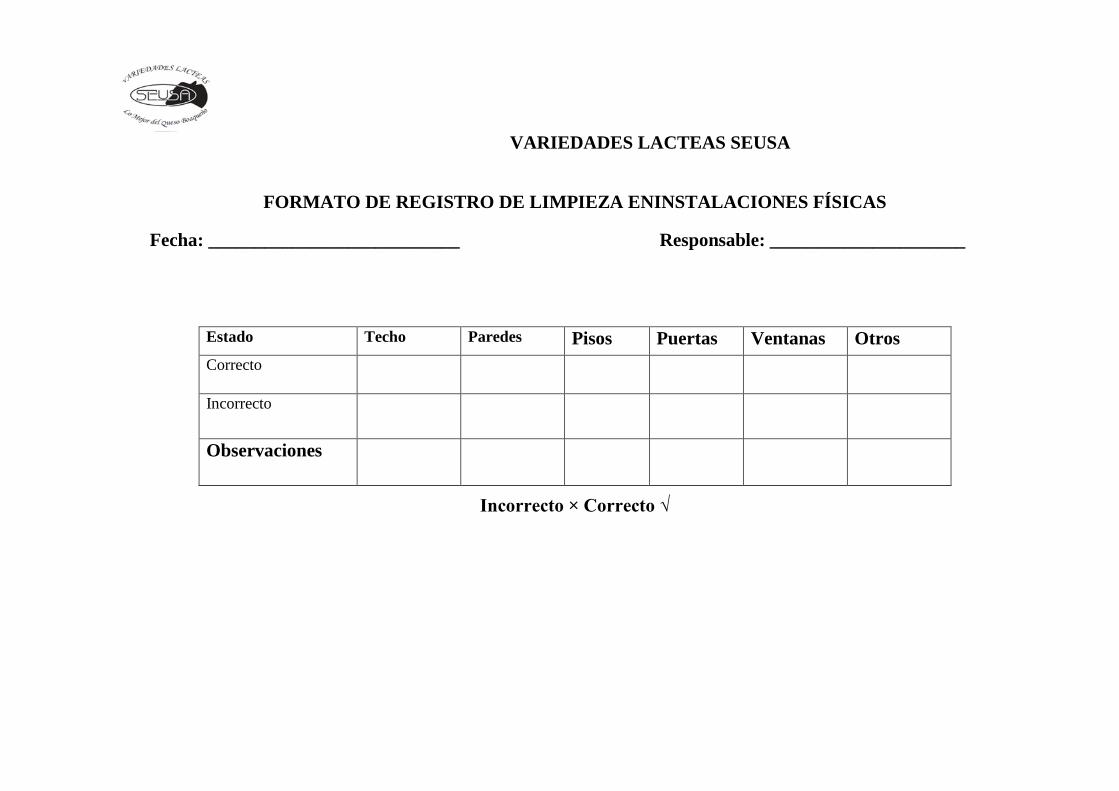
VARIEDADES LACTEAS SEUSA
FORMATO DE REGISTRO DE LIMPIEZA ENINSTALACIONES FÍSICAS
Fecha: ___________________________ Responsable: _____________________
Incorrecto × Correcto √
Estado Techo Paredes Pisos Puertas Ventanas Otros
Correcto
Incorrecto
Observaciones
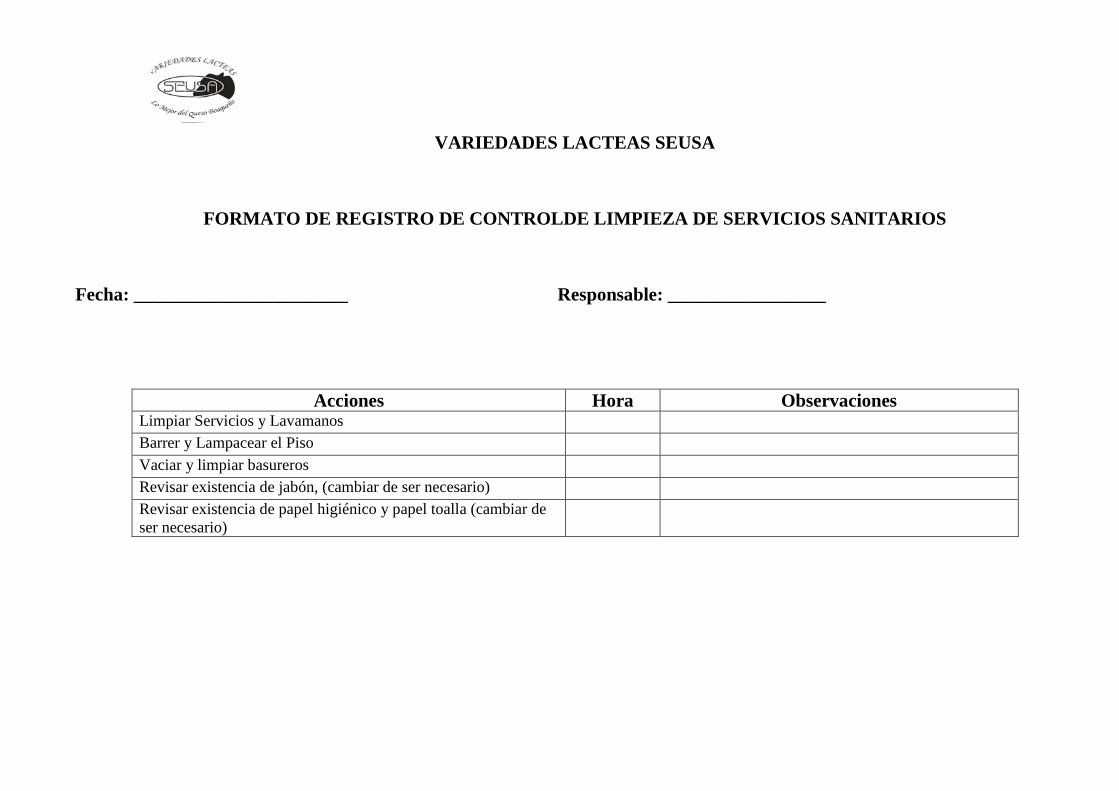
VARIEDADES LACTEAS SEUSA
FORMATO DE REGISTRO DE CONTROLDE LIMPIEZA DE SERVICIOS SANITARIOS
Fecha: _______________________ Responsable: _________________
Acciones Hora Observaciones Limpiar Servicios y Lavamanos Barrer y Lampacear el Piso Vaciar y limpiar basureros Revisar existencia de jabón, (cambiar de ser necesario) Revisar existencia de papel higiénico y papel toalla (cambiar de
ser necesario)
VARIEDADES LACTEAS SEUSA
FORMATO DE REGISTRO DE HIGIENE PERSONAL
Fecha: _______________________ Responsable: _________________
No Cumple × Cumple √
Nombres Limpieza
Personal
Uniforme Gorro Cubre boca Limpieza de
Manos
Conducta
Personal
VARIEDADES LACTEAS SEUSA
REGISTRO DE CONTROL DE MATERA PRIMA
Fecha: _______________ Responsable: __________________
Materia Prima: _____________________ Parámetros
A: Aceptable R: Rechazable
Control de Entrada de Leche Características Organolépticas
Fecha Hora Temperatura Parámetro
A/R
Olor Color Sabor Observación
VARIEDADES LACTEAS SEUSA
REGISTRO DE CAPACITACIONES RECIBIDAS POR LOS EMPLEADOS
Fecha: _______________ Conferencista: __________________
Lugar donde se impartió: ________________________________________
Evaluación de Capacitación: E: Excelente B: Bueno R: Regular M: Malo
Participante Evaluación Comentario Firma
VARIEDADES LACTEAS SEUSA
REGISTRO INDIVIDUAL DE CAPACITACIONES RECIBIDAS
Nombre del Empleado: __________________________________________
Puesto que Ocupa: ______________________________________________
Fecha de contratación: ___________________________________________
Fecha de Capacitación Temas Tratados Fecha de Capacitación Duración
ANEXO 3.2
DOCUMENTACIÓN DE LA EMPRESA
SEUSA
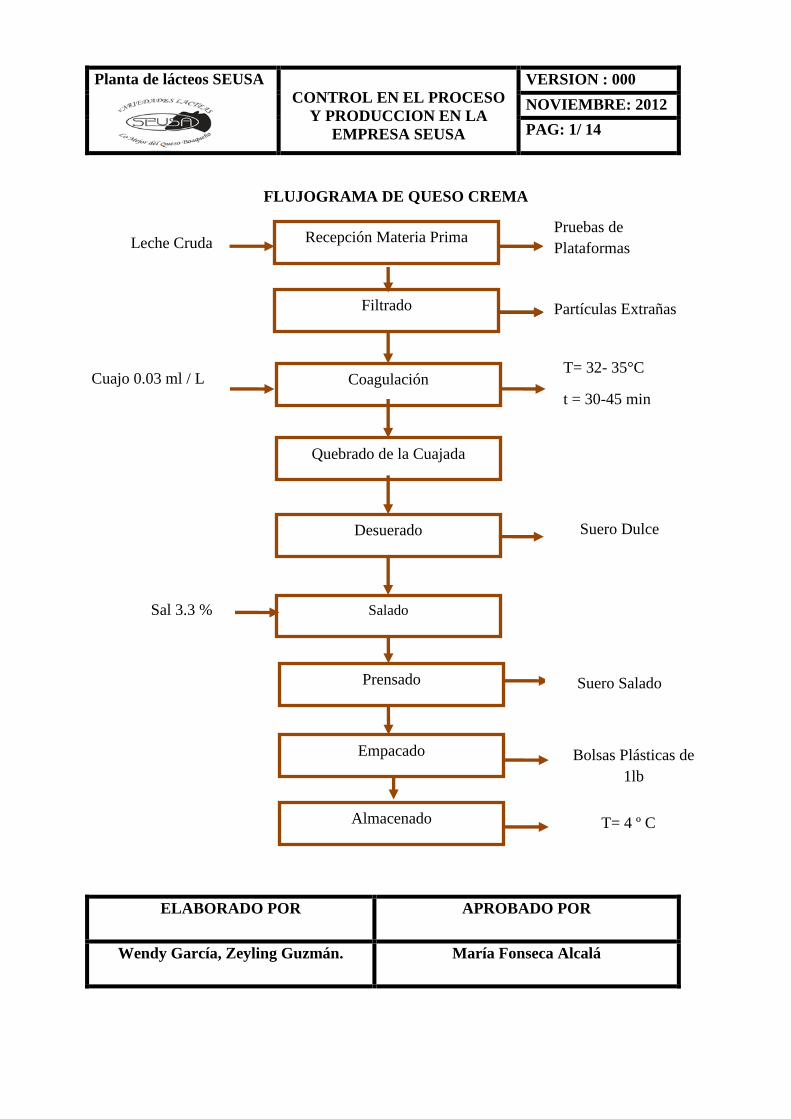
FLUJOGRAMA DE QUESO CREMA
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 1/ 14
Recepción Materia Prima
Filtrado
Coagulación
Quebrado de la Cuajada
Desuerado
Salado
Prensado
Leche Cruda
Partículas Extrañas
Cuajo 0.03 ml / L
Suero Dulce
Sal 3.3 %
Empacado
Almacenado
Suero Salado
Bolsas Plásticas de
1lb
T= 4 º C
Pruebas de
Plataformas
T= 32- 35°C
t = 30-45 min
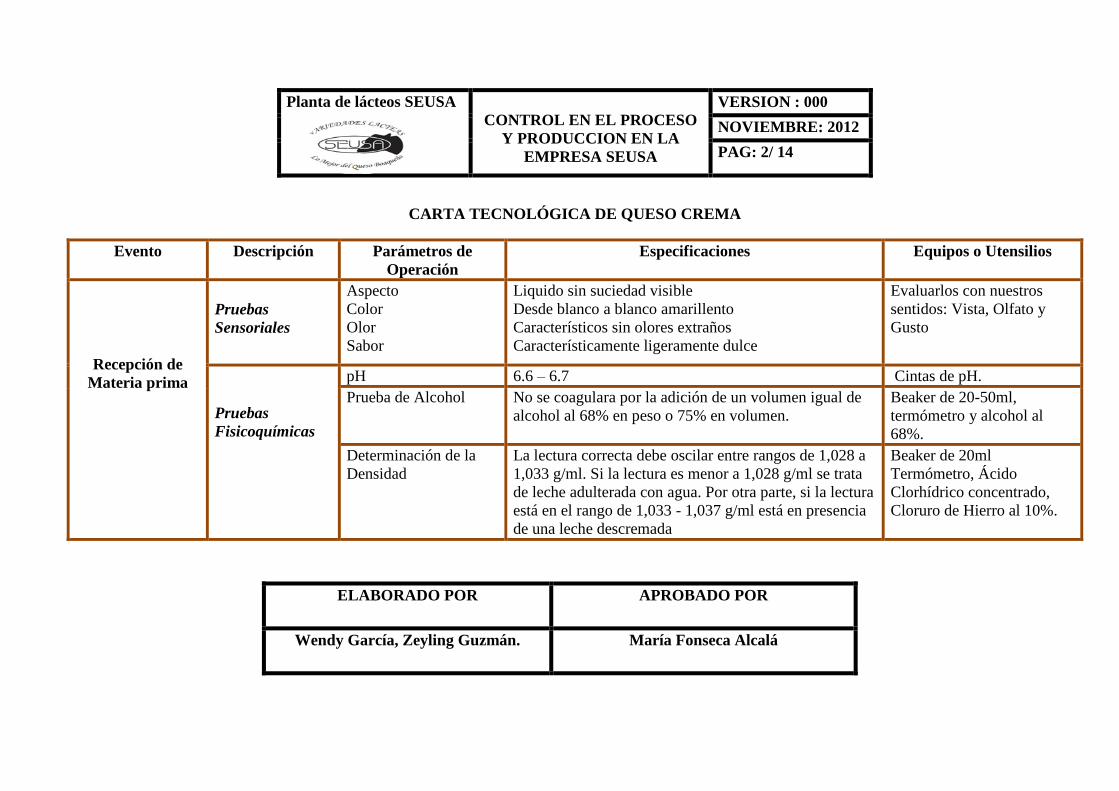
CARTA TECNOLÓGICA DE QUESO CREMA
Evento Descripción Parámetros de
Operación
Especificaciones Equipos o Utensilios
Recepción de
Materia prima
Pruebas
Sensoriales
Aspecto
Color
Olor
Sabor
Liquido sin suciedad visible
Desde blanco a blanco amarillento
Característicos sin olores extraños
Característicamente ligeramente dulce
Evaluarlos con nuestros
sentidos: Vista, Olfato y
Gusto
Pruebas
Fisicoquímicas
pH 6.6 – 6.7 Cintas de pH.
Prueba de Alcohol No se coagulara por la adición de un volumen igual de
alcohol al 68% en peso o 75% en volumen.
Beaker de 20-50ml,
termómetro y alcohol al
68%.
Determinación de la
Densidad
La lectura correcta debe oscilar entre rangos de 1,028 a
1,033 g/ml. Si la lectura es menor a 1,028 g/ml se trata
de leche adulterada con agua. Por otra parte, si la lectura
está en el rango de 1,033 - 1,037 g/ml está en presencia
de una leche descremada
Beaker de 20ml
Termómetro, Ácido
Clorhídrico concentrado,
Cloruro de Hierro al 10%.
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 2/ 14
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
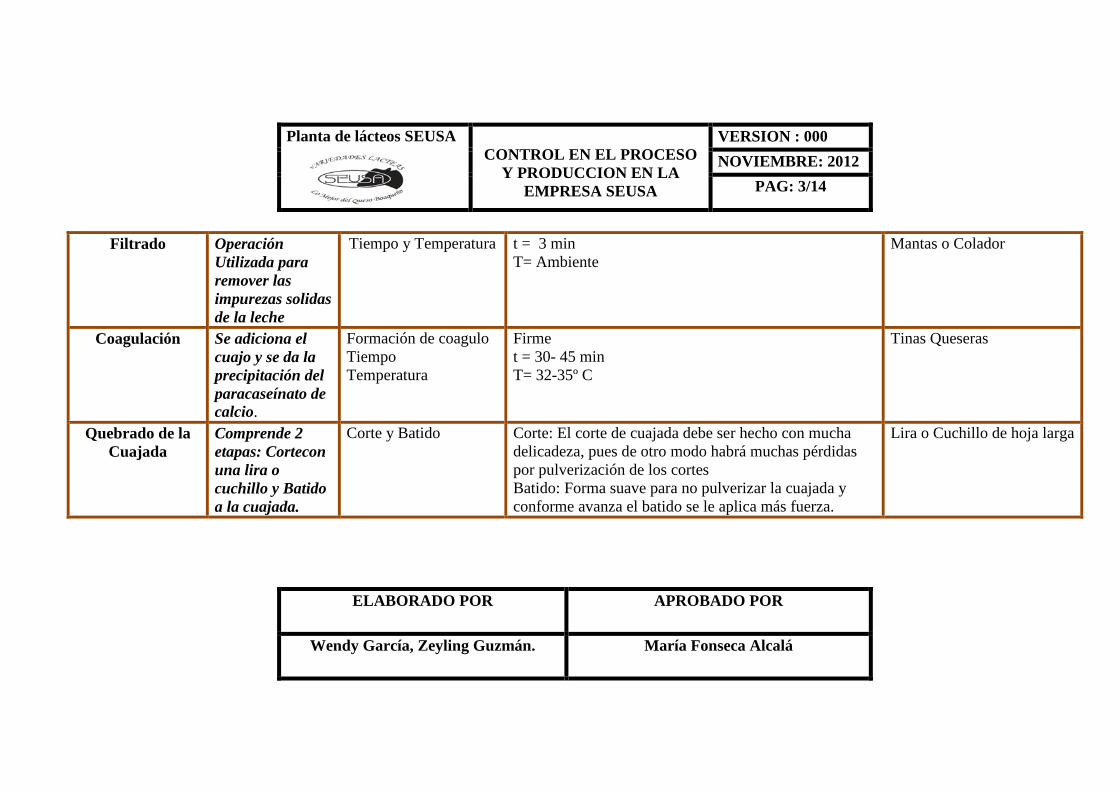
Filtrado Operación
Utilizada para
remover las
impurezas solidas
de la leche
Tiempo y Temperatura t = 3 min
T= Ambiente
Mantas o Colador
Coagulación Se adiciona el
cuajo y se da la
precipitación del
paracaseínato de
calcio.
Formación de coagulo
Tiempo
Temperatura
Firme
t = 30- 45 min
T= 32-35º C
Tinas Queseras
Quebrado de la
Cuajada
Comprende 2
etapas: Cortecon
una lira o
cuchillo y Batido
a la cuajada.
Corte y Batido Corte: El corte de cuajada debe ser hecho con mucha
delicadeza, pues de otro modo habrá muchas pérdidas
por pulverización de los cortes
Batido: Forma suave para no pulverizar la cuajada y
conforme avanza el batido se le aplica más fuerza.
Lira o Cuchillo de hoja larga
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 3/14
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
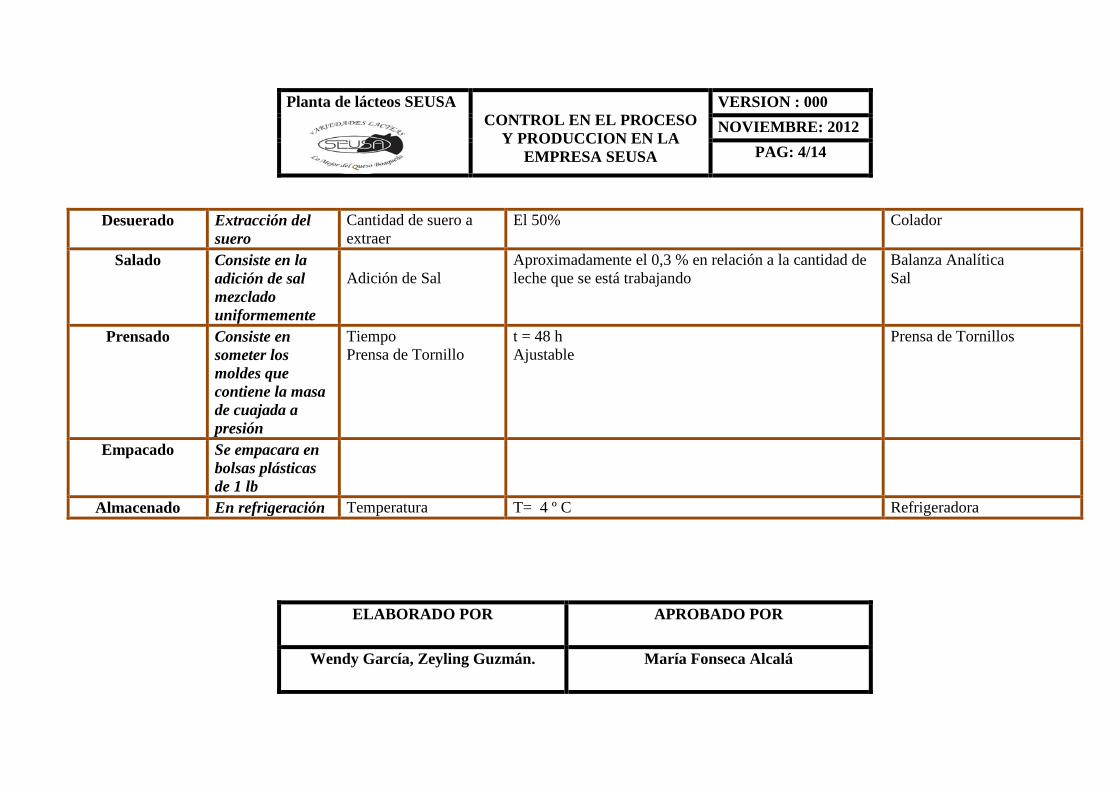
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 4/14
Desuerado Extracción del
suero
Cantidad de suero a
extraer
El 50%
Colador
Salado Consiste en la
adición de sal
mezclado
uniformemente
Adición de Sal
Aproximadamente el 0,3 % en relación a la cantidad de
leche que se está trabajando
Balanza Analítica
Sal
Prensado Consiste en
someter los
moldes que
contiene la masa
de cuajada a
presión
Tiempo
Prensa de Tornillo
t = 48 h
Ajustable
Prensa de Tornillos
Empacado Se empacara en
bolsas plásticas
de 1 lb
Almacenado En refrigeración Temperatura T= 4 º C Refrigeradora
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
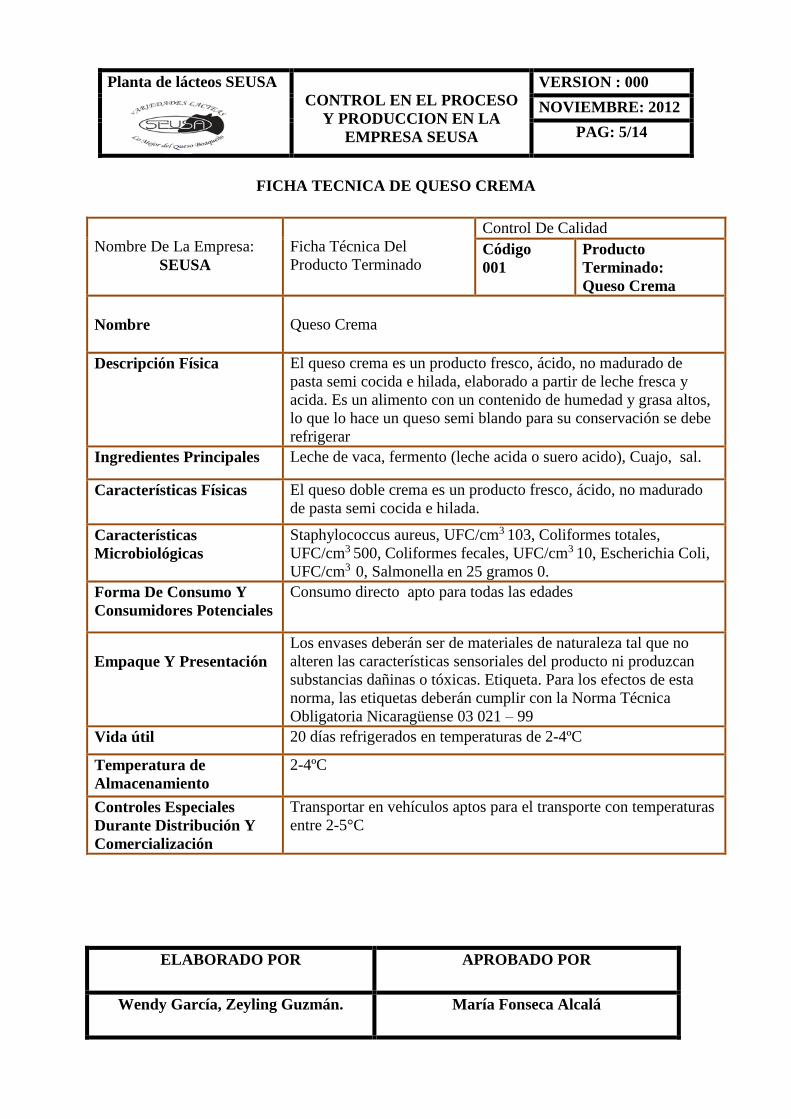
FICHA TECNICA DE QUESO CREMA
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 5/14
Nombre De La Empresa:
SEUSA
Ficha Técnica Del
Producto Terminado
Control De Calidad
Código
001
Producto
Terminado:
Queso Crema
Nombre
Queso Crema
Descripción Física El queso crema es un producto fresco, ácido, no madurado de
pasta semi cocida e hilada, elaborado a partir de leche fresca y
acida. Es un alimento con un contenido de humedad y grasa altos,
lo que lo hace un queso semi blando para su conservación se debe
refrigerar
Ingredientes Principales Leche de vaca, fermento (leche acida o suero acido), Cuajo, sal.
Características Físicas El queso doble crema es un producto fresco, ácido, no madurado
de pasta semi cocida e hilada.
Características
Microbiológicas
Staphylococcus aureus, UFC/cm3 103, Coliformes totales,
UFC/cm3 500, Coliformes fecales, UFC/cm3 10, Escherichia Coli,
UFC/cm3 0, Salmonella en 25 gramos 0.
Forma De Consumo Y
Consumidores Potenciales
Consumo directo apto para todas las edades
Empaque Y Presentación
Los envases deberán ser de materiales de naturaleza tal que no
alteren las características sensoriales del producto ni produzcan
substancias dañinas o tóxicas. Etiqueta. Para los efectos de esta
norma, las etiquetas deberán cumplir con la Norma Técnica
Obligatoria Nicaragüense 03 021 – 99
Vida útil 20 días refrigerados en temperaturas de 2-4ºC
Temperatura de
Almacenamiento
2-4ºC
Controles Especiales
Durante Distribución Y
Comercialización
Transportar en vehículos aptos para el transporte con temperaturas
entre 2-5°C
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
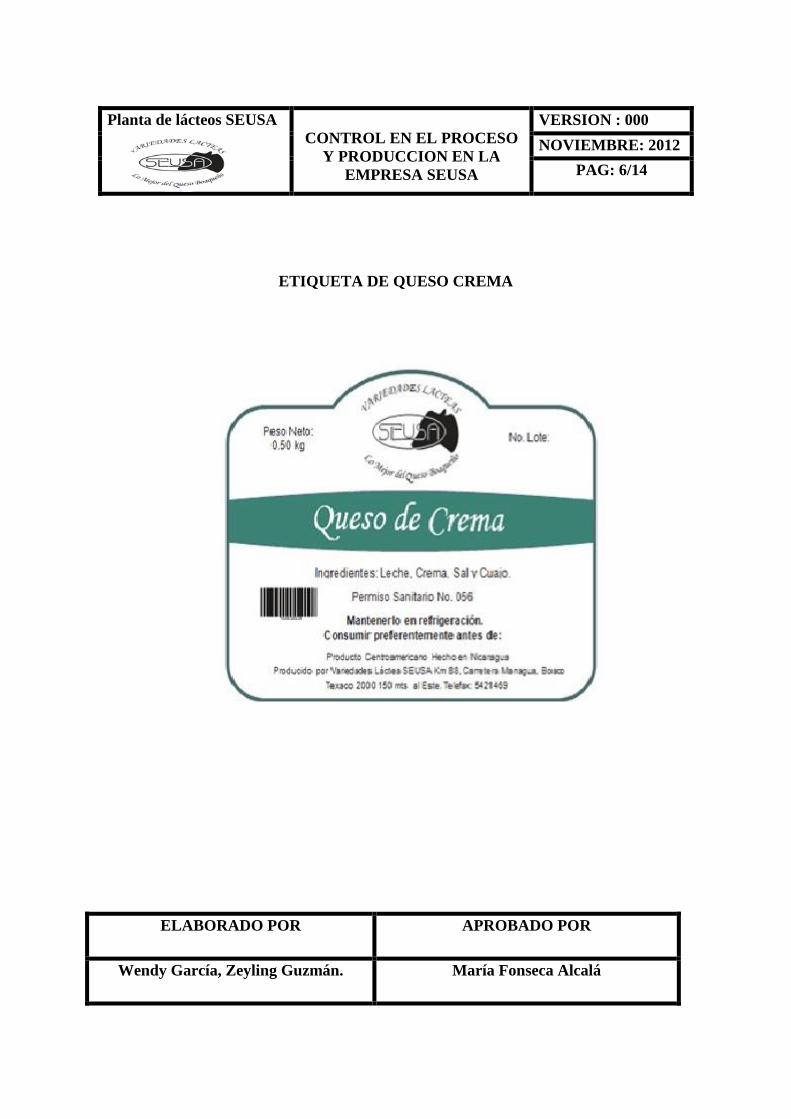
ETIQUETA DE QUESO CREMA
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 6/14
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
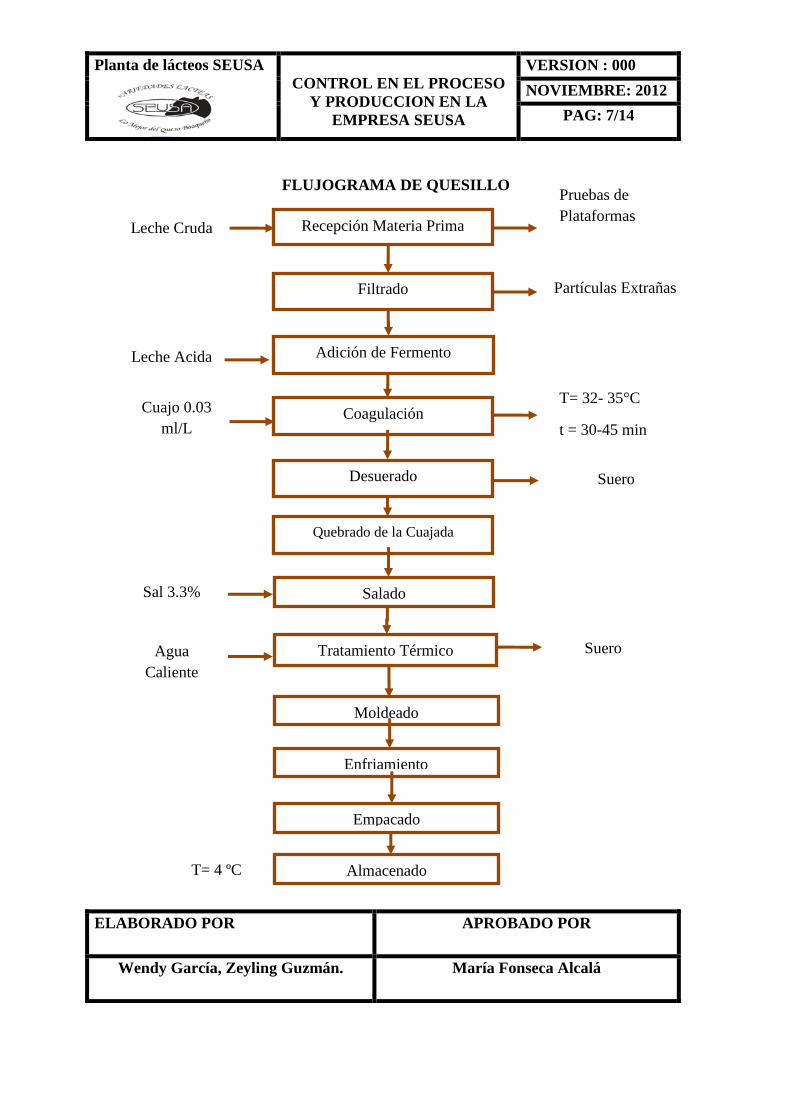
FLUJOGRAMA DE QUESILLO
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 7/14
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
Leche Cruda
Filtrado Partículas Extrañas
Leche Acida Adición de Fermento
Coagulación
Suero Desuerado
Quebrado de la Cuajada
Sal 3.3% Salado
Tratamiento Térmico
Moldeado
Suero
Recepción Materia Prima
Cuajo 0.03
ml/L
Agua
Caliente
Enfriamiento
Empacado
Almacenado T= 4 ºC
Pruebas de
Plataformas
T= 32- 35°C
t = 30-45 min
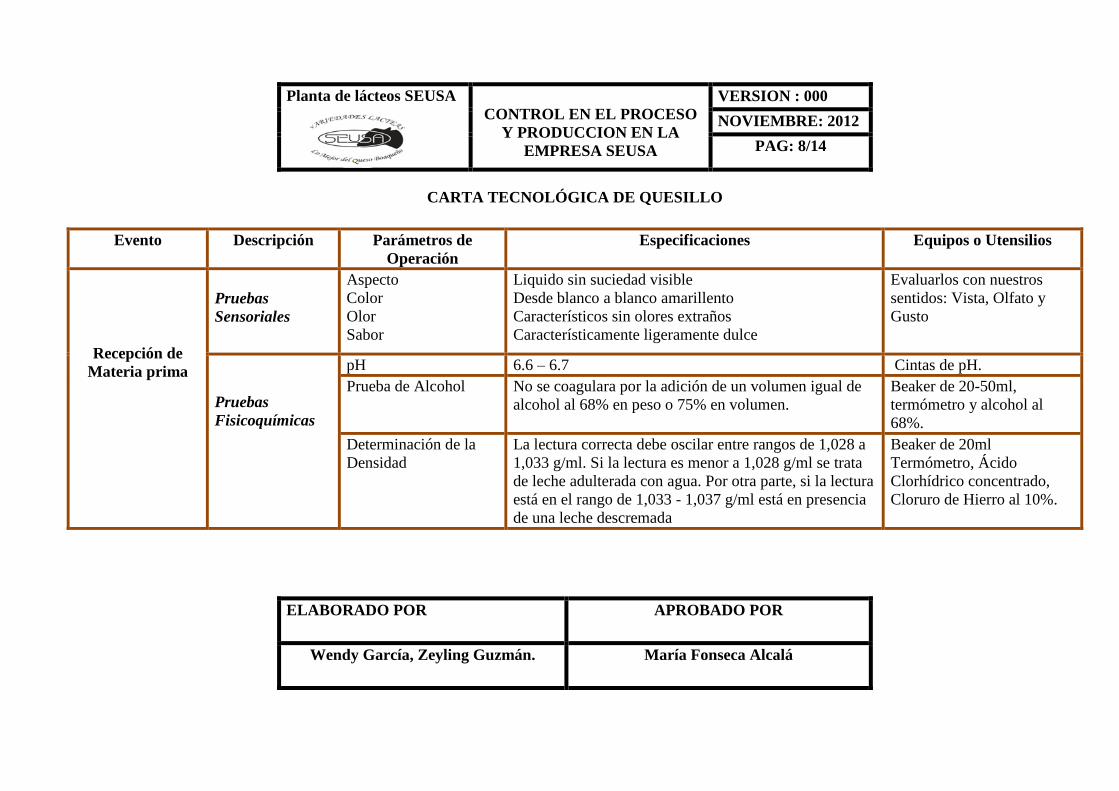
CARTA TECNOLÓGICA DE QUESILLO
Evento Descripción Parámetros de
Operación
Especificaciones Equipos o Utensilios
Recepción de
Materia prima
Pruebas
Sensoriales
Aspecto
Color
Olor
Sabor
Liquido sin suciedad visible
Desde blanco a blanco amarillento
Característicos sin olores extraños
Característicamente ligeramente dulce
Evaluarlos con nuestros
sentidos: Vista, Olfato y
Gusto
Pruebas
Fisicoquímicas
pH 6.6 – 6.7 Cintas de pH.
Prueba de Alcohol No se coagulara por la adición de un volumen igual de
alcohol al 68% en peso o 75% en volumen.
Beaker de 20-50ml,
termómetro y alcohol al
68%.
Determinación de la
Densidad
La lectura correcta debe oscilar entre rangos de 1,028 a
1,033 g/ml. Si la lectura es menor a 1,028 g/ml se trata
de leche adulterada con agua. Por otra parte, si la lectura
está en el rango de 1,033 - 1,037 g/ml está en presencia
de una leche descremada
Beaker de 20ml
Termómetro, Ácido
Clorhídrico concentrado,
Cloruro de Hierro al 10%.
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 8/14
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
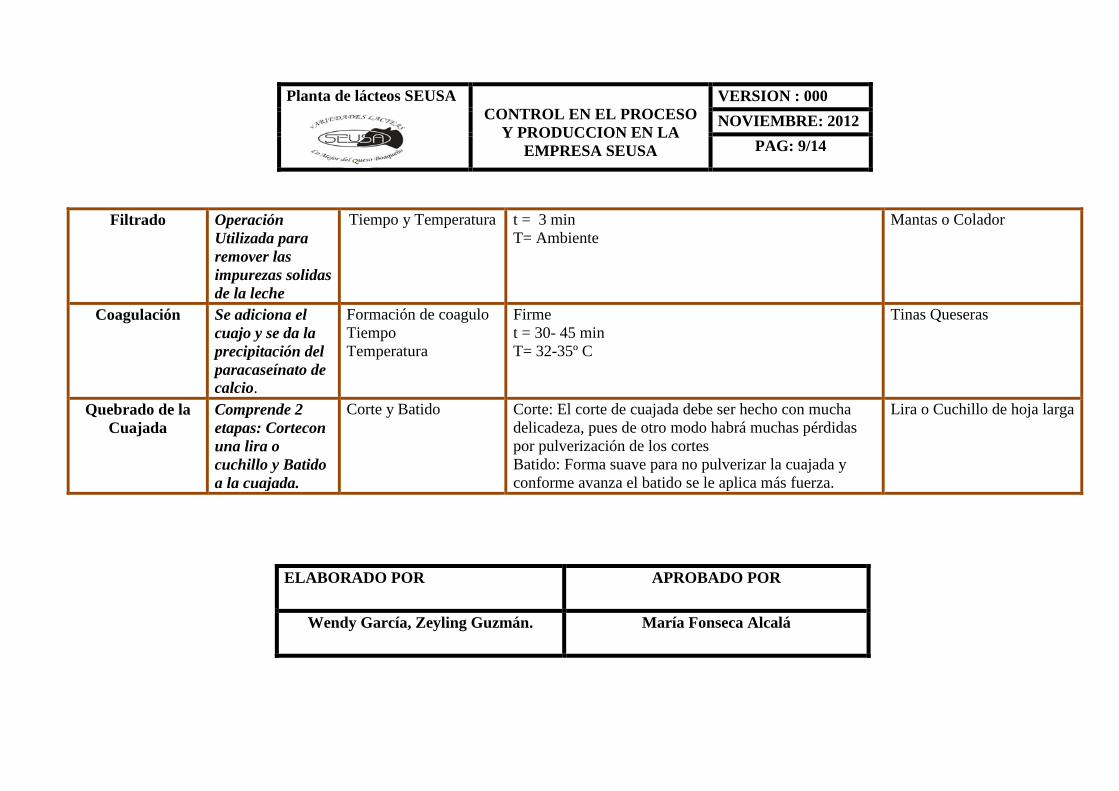
Filtrado Operación
Utilizada para
remover las
impurezas solidas
de la leche
Tiempo y Temperatura t = 3 min
T= Ambiente
Mantas o Colador
Coagulación Se adiciona el
cuajo y se da la
precipitación del
paracaseínato de
calcio.
Formación de coagulo
Tiempo
Temperatura
Firme
t = 30- 45 min
T= 32-35º C
Tinas Queseras
Quebrado de la
Cuajada
Comprende 2
etapas: Cortecon
una lira o
cuchillo y Batido
a la cuajada.
Corte y Batido Corte: El corte de cuajada debe ser hecho con mucha
delicadeza, pues de otro modo habrá muchas pérdidas
por pulverización de los cortes
Batido: Forma suave para no pulverizar la cuajada y
conforme avanza el batido se le aplica más fuerza.
Lira o Cuchillo de hoja larga
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 9/14
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
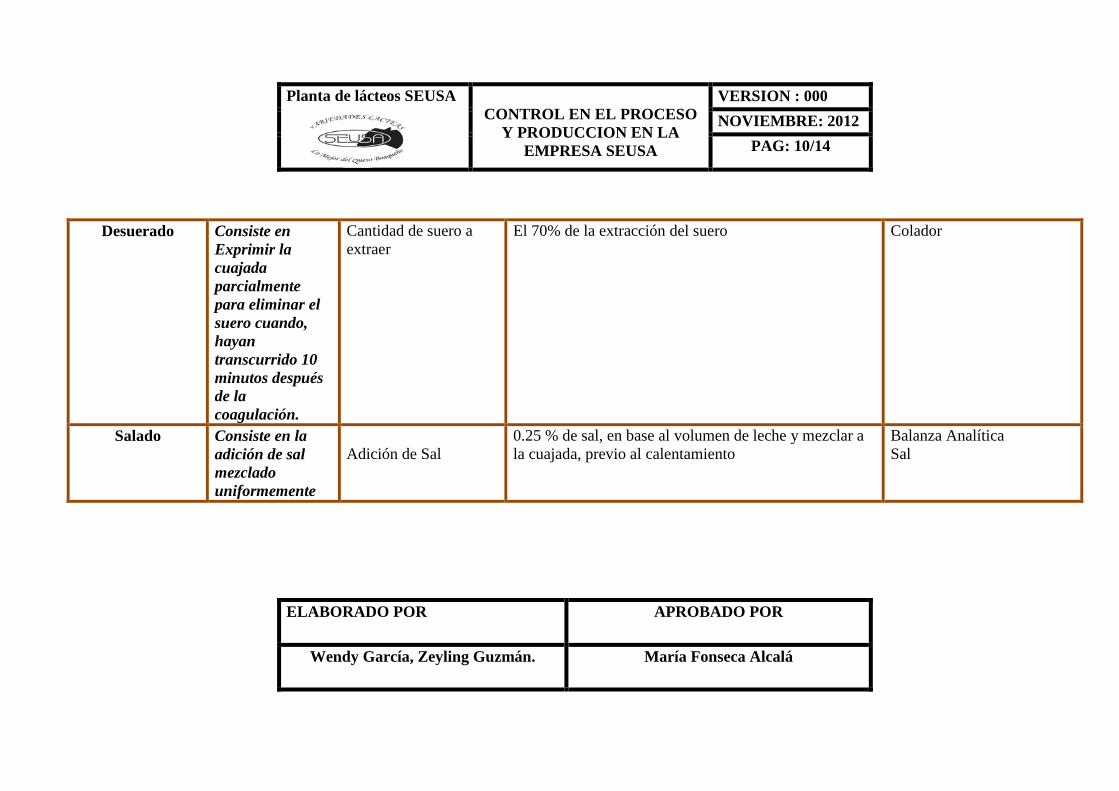
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 10/14
Desuerado Consiste en
Exprimir la
cuajada
parcialmente
para eliminar el
suero cuando,
hayan
transcurrido 10
minutos después
de la
coagulación.
Cantidad de suero a
extraer
El 70% de la extracción del suero
Colador
Salado Consiste en la
adición de sal
mezclado
uniformemente
Adición de Sal
0.25 % de sal, en base al volumen de leche y mezclar a
la cuajada, previo al calentamiento
Balanza Analítica
Sal
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
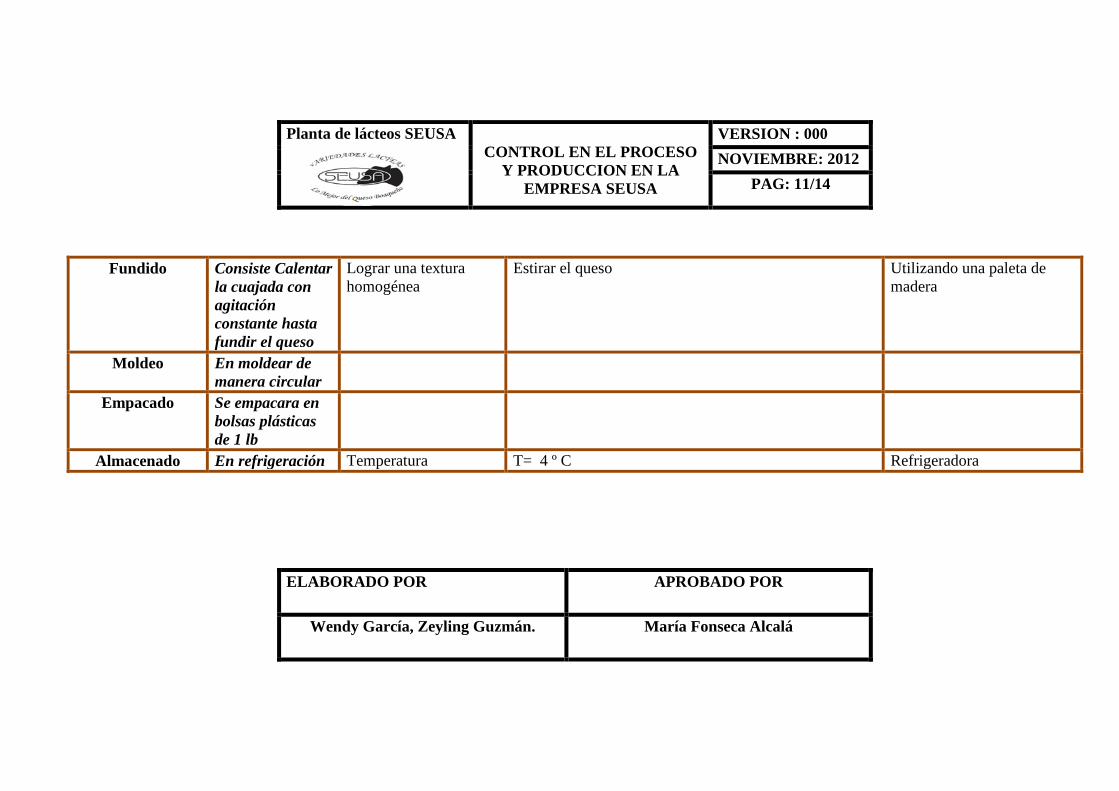
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 11/14
Fundido Consiste Calentar
la cuajada con
agitación
constante hasta
fundir el queso
Lograr una textura
homogénea
Estirar el queso Utilizando una paleta de
madera
Moldeo En moldear de
manera circular
Empacado Se empacara en
bolsas plásticas
de 1 lb
Almacenado En refrigeración Temperatura T= 4 º C Refrigeradora
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
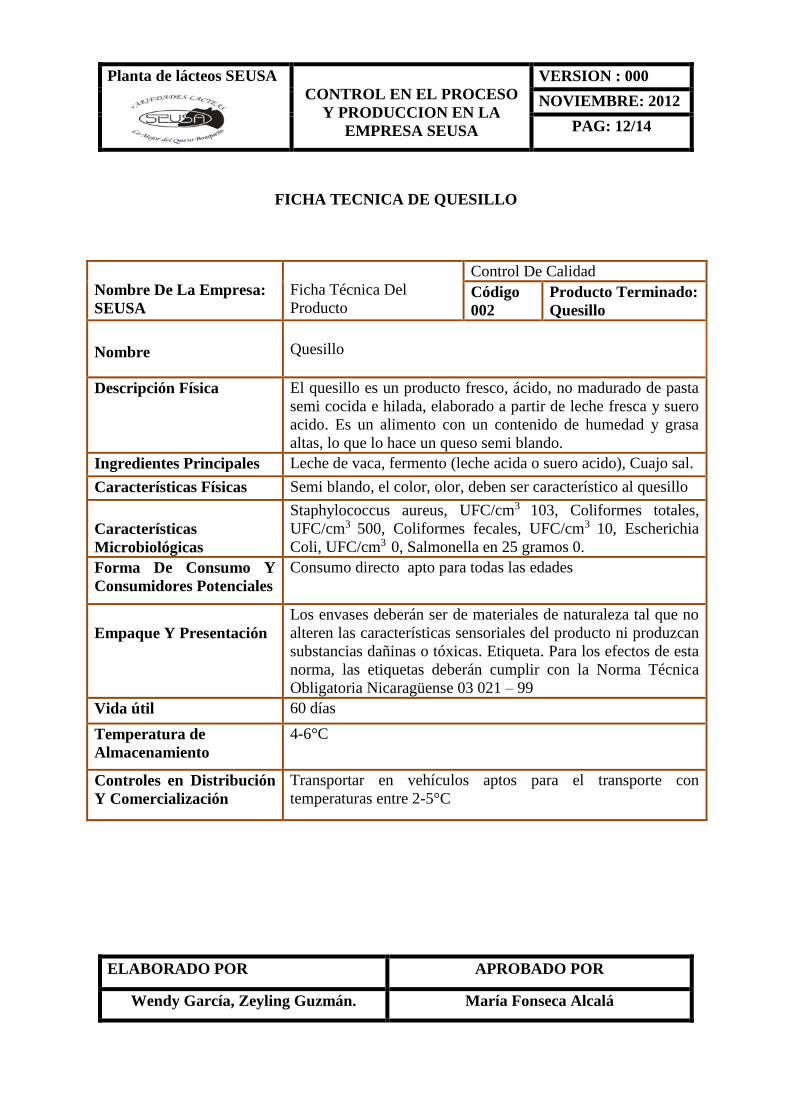
FICHA TECNICA DE QUESILLO
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 12/14
Nombre De La Empresa:
SEUSA
Ficha Técnica Del
Producto
Control De Calidad
Código
002
Producto Terminado:
Quesillo
Nombre
Quesillo
Descripción Física El quesillo es un producto fresco, ácido, no madurado de pasta
semi cocida e hilada, elaborado a partir de leche fresca y suero
acido. Es un alimento con un contenido de humedad y grasa
altas, lo que lo hace un queso semi blando.
Ingredientes Principales Leche de vaca, fermento (leche acida o suero acido), Cuajo sal.
Características Físicas Semi blando, el color, olor, deben ser característico al quesillo
Características
Microbiológicas
Staphylococcus aureus, UFC/cm3 103, Coliformes totales,
UFC/cm3 500, Coliformes fecales, UFC/cm3 10, Escherichia
Coli, UFC/cm3 0, Salmonella en 25 gramos 0.
Forma De Consumo Y
Consumidores Potenciales
Consumo directo apto para todas las edades
Empaque Y Presentación
Los envases deberán ser de materiales de naturaleza tal que no
alteren las características sensoriales del producto ni produzcan
substancias dañinas o tóxicas. Etiqueta. Para los efectos de esta
norma, las etiquetas deberán cumplir con la Norma Técnica
Obligatoria Nicaragüense 03 021 – 99
Vida útil 60 días
Temperatura de
Almacenamiento
4-6°C
Controles en Distribución
Y Comercialización
Transportar en vehículos aptos para el transporte con
temperaturas entre 2-5°C
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
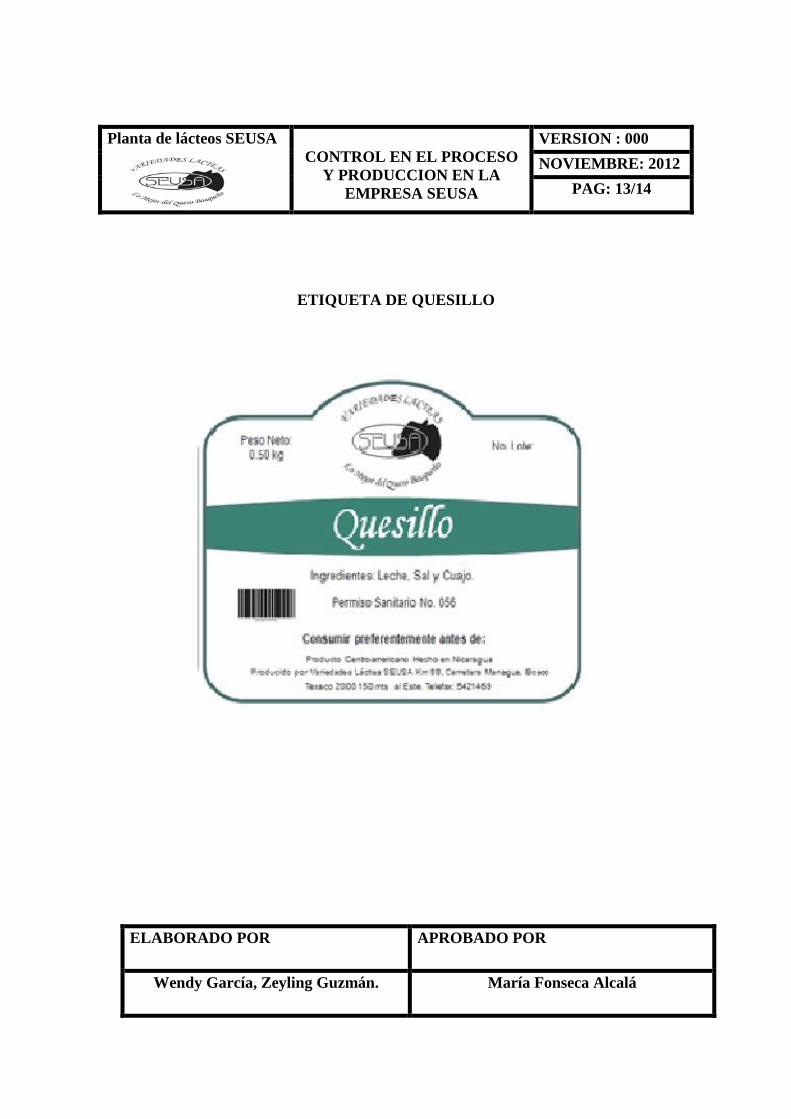
ETIQUETA DE QUESILLO
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 13/14
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá
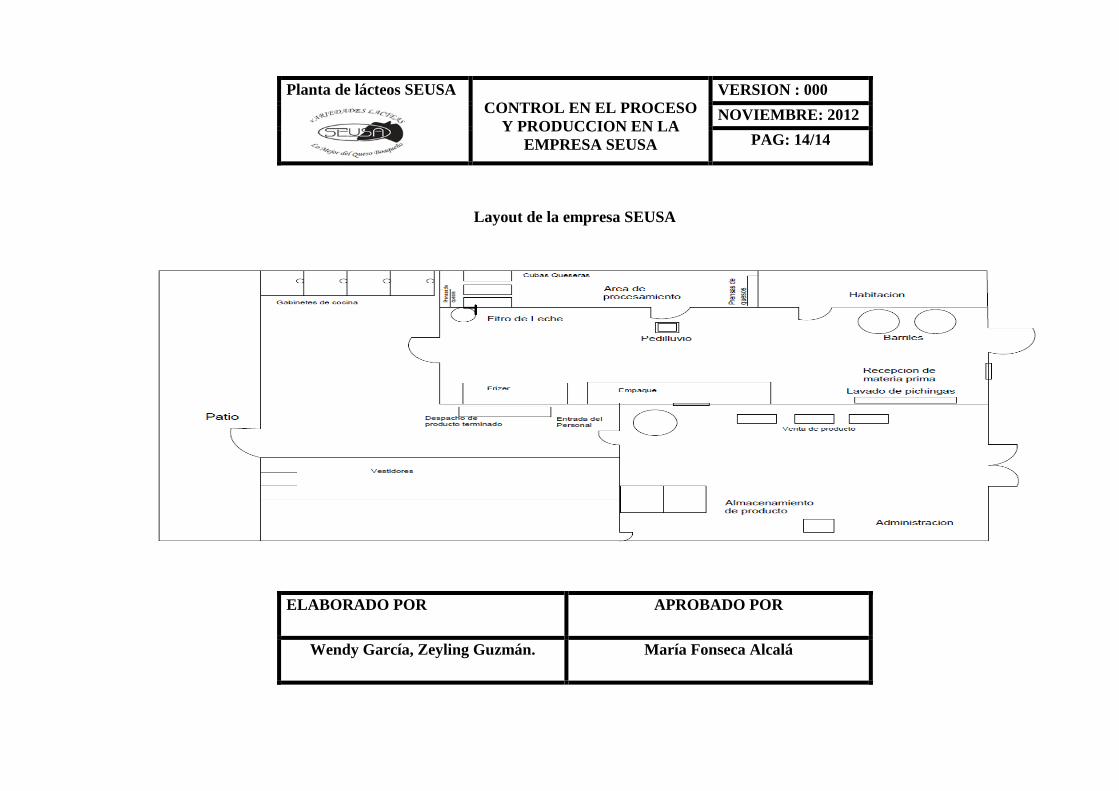
Layout de la empresa SEUSA
Planta de lácteos SEUSA
CONTROL EN EL PROCESO
Y PRODUCCION EN LA
EMPRESA SEUSA
VERSION : 000
NOVIEMBRE: 2012
PAG: 14/14
ELABORADO POR APROBADO POR
Wendy García, Zeyling Guzmán. María Fonseca Alcalá