tesis 360 completa
TRANSCRIPT
UNIVERSIDAD DE COSTA RICA
FACULTAD DE CIENCIAS AGROALIMENTARIAS
ESCUELA DE TECNOLOGÍA DE ALIMENTOS
"Diseño de la Documentación del Sistema de Buenas Prácticas de Manufactura para la Empresa Productos Le
Chandelier"
Práctica Dirigida presentada a la Escuela de Tecnología de Alimentos como requisito parcial
para optar por el grado de Licenciatura en Tecnología de Alimentos
María Laura Ávila Valverde
Ciudad Universitaria Rodrigo Facio
San José, Costa Rica
2007
TRIBUNAL EXAMINADOR
Licda. Eliana Mora Peraza
Directora del Proyecto
M. Sc. Carmela Velázquez Carillo
Asesora del Proyecto
Licda. Irma Tacsan Ruiz
Asesora del Proyecto
Licda. Cira Zúñiga Peña
Profesora Designada
Licda. Ileana Alfaro Alvarez
Presidente del Tribunal

ii
DEDICATORIA
A mi mami, papi, Ale, Caro y Mauri, por el cariño y apoyo incondicional que me han brindado siempre
iii
AGRADECIMIENTOS
Gracias a Dios por permitirme terminar esta etapa tan linda de la vida y permitirme seguir
adelante.
Gracias a mi padre y a mi madre por todos los consejos, apoyo, amor, ejemplo y esfuerzo
que han hecho por hacerme una buena persona.
Gracias a mis hermanos, Mauri, Ale y Caro por las risas, apoyo, consejos y paciencia que
me han tenido.
Gracias a Bernal, por su comprensión, paciencia y amor que me ha brindado en todo este
tiempo de conocerme.
Gracias a Cata y Gaby, por ser la mejores amigas del mundo y haberme ofrecido su
hombro en todo momento que lo he necesitado.
Gracias a Lucía, Nadia, Rolo, Caty, Wendy, Laura y Gendi por los buenos momentos, el
compañerismo, apoyo y los buenos años universitarios que nunca olvidaré.
Gracias a Eliana Mora, por su paciencia y apoyo, su buena voluntad y sus grandes
consejos.
Gracias a Carmela Velázquez por compartir su conocimiento conmigo.
Gracias a Irma Tacsan y don Claudio Dubuis, por darme la oportunidad de desarrollar este
proyecto, por su amabilidad y apoyo que me brindaron siempre.
Gracias a Ileana Alfaro por ser tan buena profesora y amiga.
Gracias al Personal de Le Chandelier por colaboración brindada.

iv
INDICE GENERAL
TRIBUNAL EXAMINADOR I
DEDICATORIA II
AGRADECIMIENTOS III
INDICE DE FIGURAS VII
INDICE DE CUADROS VIII
INDICE DE ABREVIATURAS IX
RESUMEN X
1. JUSTIFICACIÓN 1
2. OBJETIVOS 5
2.1 Objetivo General 5
2.2 Objetivos Específicos 5
3. MARCO TEORICO 6
3.1 Importancia de la documentación en el aseguramiento de la calidad de los productos alimenticios 6
3.2 Inocuidad Alimentaria 8
3.3. Buenas Prácticas de Manufactura 11
3.4. Lineamientos Generales de Buenas Prácticas de Manufactura. 12
3.4.1 Instalaciones 12
3.4.2 Personal 13
3.4.3 Equipos y Utensilios 14
3.4.4 Control de los Procesos 15
3.5. Procedimientos Estándar de Operación (SOP) 17

v
3.6 Procedimientos Estandarizados de Limpieza y Desinfección (SSOP) 19
3.6.1 Control de la inocuidad del Agua 20
3.6.2 Limpieza y Desinfección de las Superficies en Contacto Directo con los
Alimentos. 21
3.6.3 Prevención de la Contaminación Cruzada 21
3.6.4 Mantenimiento Sanitario de las Estaciones de Lavado y Servicios Sanitarios 22
3.6.5 Protección contra las Sustancias Adulterantes 23
3.6.6 Manejo de Sustancias Tóxicas 24
3.6.7 Control de la Salud e Higiene del Personal y Visitantes 24
3.6.8 Control y Eliminación de Plagas. 25
4. RESULTADOS METODOLÓGICOS 28
4.1 Introducción 28
4.2 Diagnóstico inicial 28
4.3 Codificación y Formato de los Documentos 30
4.4 Manual Buenas Prácticas de Manufactura 32
4.5 Procedimientos Estándar de Operación (SOP) 34
4.5.1 Procedimiento Estándar para la Recepción y Almacenamiento de Materias
Primas y Empaque 37
4.5.2 Procedimiento Estándar para la Elaboración de Salsas y Embutidos. 39
4.6 Procedimientos Estandarizados de Limpieza y Desinfección (SSOP) 40
4.6.1 El Control de la Inocuidad del Agua 42
4.6.2 Procedimiento Estandarizado de Limpieza y Desinfección de las Superficies en
Contacto Directo con los Alimentos. 43
4.6.3 Prevención de la Contaminación Cruzada 46
4.6.4 Mantenimiento Sanitario de las Estaciones de Lavado y Servicios Sanitarios 48
4.6.5 Protección contra las Sustancias Adulterantes 49
4.6.6 Manejo de Sustancias Tóxicas 50
4.6.7 Control de la Salud e Higiene del Personal y Visitantes 51
4.6.8 Control y Eliminación de Plagas 55
vi
5.5.9 Evaluación Final 56
6. CONCLUSIONES 60
7. RECOMENDACIONES 61
8. REFERENCIAS BIBLIOGRÁFICAS 62
9. APÉNDICES 66

vii
INDICE DE FIGURAS
Página
Figura 1. Lineamientos Básicos de las de Buenas Prácticas de Manufactura 16
Figura 2. Aspectos Básicos de los Procedimientos Estándar de Limpieza y
Desinfección 27
Figura 3. Encabezado utilizado en los documentos elaborados para la empresa de
Productos Le Chandelier 31
Figura 4. Procedimientos Estandarizados de Limpieza y Desinfección (SSOP) elaborados
para la Empresa de Productos Le Chandelier 41
Figura 5. Cartel elaborado para la codificación de colores de los recipientes o cajas
plásticas utilizadas en el área de Proceso de Productos Le Chandelier 47
Figura 6. Cartel elaborado para facilitar el empleado la comprensión de la manera correcta
de lavarse las manos 53
Figura 7. Resultados obtenidos en el DTC aplicado a la empresa de Productos Le
Chandelier antes y después de finalizado el proyecto 57

viii
INDICE DE CUADROS
Página
Cuadro I. Razones de la importancia de la documentación para una empresa de
alimentos 8
Cuadro II. Definición de los tres riesgos asociados a los alimentos 10
Cuadro III. Información necesaria en un Procedimiento Estándar de Operación 18
Cuadro IV. Bacterias relacionadas y transmitidas de acuerdo al tipo de plaga 26
Cuadro V. Resultados del DTC en las áreas de Gestión de Calidad, Requisitos de las
Buenas Prácticas de Manufactura y Sistema HACCP al inicio del proyecto 29
Cuadro VI. Lineamientos establecidos en el Manual de Buenas Prácticas de Manufactura
de acuerdo a la sección (LG-BPM-01) 33
Cuadro VII. Lista de los procedimientos estándar de operación elaborados y sus
respectivos registros 36

ix
INDICE DE ABREVIATURAS
A y A: Acueductos y Alcantarillados.
CITA: Centro Nacional de Ciencia y Tecnología de Alimentos.
FAO: Food and Agriculture Organization.
FDA: Food and Drug Administration.
HACCP: Hazard Analysis and Critical Control Point.
INTECO: Instituto de Normas Técnicas de Costa Rica.
MAG: Ministerio de Agricultura y Ganadería.
OMS: Organización Mundial de la Salud.
SOP: Procedimiento Estándar de Operación.
SSOP: Procedimiento Operacional de Limpieza y Desinfección.

x
RESUMEN
Se busca con la práctica en la empresa de Le Chandelier seguir la creciente
tendencia hacia la globalización del comercio mundial, el cual ha estimulado un interés
destacable en el desarrollo de los sistemas de calidad convincentes y eficientes. Con este
fin se diseñó el Manual de Buenas Prácticas de Manufactura, los Procedimientos Estándar
de Operación y los Procedimientos Estandarizados de Limpieza y Desinfección (SOP y
SSOP, por sus siglas en inglés respectivamente).
Se realizó la evaluación de la empresa utilizando el Diagnóstico Tecnológico
Cuantitativo (DTC) del Centro Nacional de Ciencia y Tecnología de Alimentos (CITA) para
determinar el nivel de cumplimiento tecnológico de Productos Le Chandelier. De acuerdo
a los datos obtenidos se elaboró el Manual de BPM, los SOP´s y los SSOP´s.
El manual de BPM fue diseñado conforme con los lineamientos que establece el
documento de la FDA “Current Good Manufacture Practices in manufacturing, packing, or
holding human food” y el Codex Alimentarius. El mismo abarca: comportamiento del
personal y visitantes, instalaciones físicas, equipos y utensilios y el control de procesos.
La elaboración de los SOP´s de proceso se realizó de acuerdo al tipo de producto
(cárnicos, salsas y sopas) y basándose en el modo de trabajo de la empresa. El diseño de
los SSOP se basó en las recomendaciones la National Seafood HACCP Alliance (2000) y
se realizaron los siguientes: Control de la Inocuidad del agua, limpieza y desinfección de
superficies en contacto directo con el alimento, prevención contra la contaminación
cruzada, mantenimiento sanitario de las estaciones de lavado y servicios sanitarios,
protección contra sustancias adulterantes, almacenamiento, uso y rotulación de las
sustancias tóxicas, control de la salud e higiene de los empleados y exclusión de fauna
indeseable.
Se realizaron visitas a la planta durante el tiempo de ejecución del proyecto, y se
contó con el gran compromiso de la gerencia, lo que facilitó el trabajo de los empleados a
la hora de cumplir con las normas de calidad. Al finalizar el proyecto los resultados
xi
obtenidos según el DTC los Requisitos de las Buenas Prácticas de Manufactura
aumentaron de un 37.1% inicial hasta un 95.7 %. El sistema de Gestión de Calidad el cual
tuvo una mejora del 49.3 % al 65.4% y el HACCP el cual aumentó de un 31.9 % a un
55.4%
Se recomienda continuar con la implementación de los documentos y la validación
de los SSOP´s con el fin de empezar el desarrollo de los planes HACCP (por sus siglas en
inglés), en un futuro cercano, para garantizar el control de la calidad mediante el
establecimiento de este sistema de análisis de riesgos y control de los puntos críticos.

1. JUSTIFICACIÓN
En octubre del 2003 la Empresa Productos Le Chandelier inició sus labores
dedicándose principalmente a la elaboración de productos cárnicos, sopas y salsas del
tipo delicatessen. A pesar del poco tiempo de haberse establecido, el objetivo primordial
de dicha empresa es ofrecer al consumidor productos de calidad, inocuos y seguros.
El término calidad posee distintos significados según sea la percepción. Desde el
punto de vista del consumidor, ISO define calidad como el conjunto de propiedades o
características de un ente, que le confiere su aptitud para satisfacer necesidades
expresadas (olor, color, sabor, entre otros) o implícitas (inocuidad) (Henderson et al,
2000).
La documentación constituye un apoyo fundamental de todo sistema y la clave
para el éxito de éste. Los sistemas de gestión de calidad son las herramientas más
eficaces que poseen las empresas dedicadas a la producción, venta y manipulación de
alimentos para demostrar su compromiso con la calidad y seguridad de sus productos
(Merx,1999).
Como menciona Quirós (2001), los alimentos, además de ser una fuente de
nutrientes y energía necesaria para el cumplimiento de funciones metabólicas, constituyen
el mayor vector de contaminación química, física y microbiológica para los seres
humanos. Por lo tanto, toda empresa de alimentos tiene como responsabilidad garantizar
al consumidor que el producto elaborado no presente ningún riesgo para la salud. Debido
a lo anterior, desarrollar sistemas de prevención, control y verificación de la seguridad de
consumo de los alimentos se convierte, por consecuencia, en una necesidad (Sáenz,
2001).
Las Buenas Prácticas de Manufactura (BPM) constituyen el fundamento sanitario
bajo el cual toda empresa relacionada con el procesamiento y el manejo de alimentos
debe operar, asegurando que hasta la más sencilla de las operaciones a lo largo del
proceso de manufactura de un alimento, se realice bajo condiciones que contribuyan al

2
objetivo último de calidad, higiene y seguridad del producto. Gracias a lo integral de su
enfoque y aplicación, en prácticamente todas las áreas de una empresa, las BPM son en
sí mismas un sistema de control de calidad y de seguridad a través de la eliminación y/o
reducción de riesgos de contaminación de un producto (Anzueto, 1998).
Los componentes de las BPM se dividen en varias secciones, las cuales contienen
requisitos detallados que corresponden a varias operaciones o grupo de operaciones en
las instalaciones procesadoras de alimentos, con énfasis en la prevención de la
contaminación del producto de fuentes directas o indirectas (Anónimo, 2001). El
comportamiento del personal, los equipos y utensilios utilizados en los procesos y las
instalaciones de la planta, son parte fundamental de las BPM. Por lo tanto, sin un nivel
adecuado de cumplimiento y mejora continua en las Buenas Prácticas de Manufactura,
siempre habrá riesgos que se pueden evitar y un control incompleto de los riesgos
inherentes a los procesos, productos y las condiciones relacionadas (Anzueto, 1998).
Para lograr mantener con éxito las Buenas Prácticas de Manufactura, los
Procedimientos Estándares de Operación junto con los Procedimientos de Limpieza y
Desinfección son herramientas esenciales (Barrantes, 2003).
Los Procedimientos Estándar de Operación (SOP, por sus siglas en inglés) son
aquellos procedimientos que regulan el quehacer de una empresa en sus distintas etapas
de proceso y aspectos organizacionales de los sistemas de abastecimiento de materias
primas, despacho y venta de producto terminado (Henderson et al, 2000).
El desarrollo de los SOP, traería grandes beneficios a la empresa Productos Le
Chandelier, debido a que el objetivo de producir productos inocuos y aptos para el
consumo humano se logra por medio de la formulación de requisitos relativos a las
materias primas, la composición y elaboración, la distribución y la utilización por parte de
los consumidores, que se cumplan en la fabricación y manipulación de los productos
alimenticios específicos (Anónimo, 2002).
Los controles de producción relacionados con los SOP´s son de suma importancia
en toda empresa. En el caso de Productos Le Chandelier, el uso de tratamientos térmicos

3
adecuados para el control de deterioro y patógenos está basado en la letalidad que tienen
estos factores sobre los microorganismos. Si el tiempo o la temperatura fallan no se logra
el efecto letal sobre éstos y tampoco se logra eliminarlos, es por eso que establecer la
correcta complementación de la aplicación de calor para alcanzar una temperatura por un
tiempo definido es de suma importancia. Para lograr este control, debe existir un
procedimiento claro y exacto que indique la forma en que se van a medir, con que
instrumento, cada cuanto se va a tomar la medición y quién es el responsable de hacerlo,
y una vez tomado el dato registrar la información (Henderson et al, 2000).
Estas acciones garantizan la calidad de los alimentos ya que el enfoque principal
debe de ser de naturaleza preventiva y dinámica en los diferentes eslabones de la cadena
alimentaria. De esta manera, el control es más confiable que el tradicional, el cual
generalmente se ha hecho sobre el producto final (Elías, 2000). Al realizar estas acciones,
la empresa obtendrá grandes beneficios ya que al poner énfasis en el control del proceso,
se evitarán las pérdidas asociadas al descarte de producto terminado, tales como
materias primas, mano de obra, energía, agua, entre otros.
Parte esencial de la Gestión de Calidad y del programa de Buenas Prácticas de
Manufactura son los Procedimientos Estándar de Limpieza y Desinfección (SSOP, por
sus siglas en inglés). Los SSOP´s son los procedimientos que describen las actividades
asociadas con el manejo sanitario de alimentos y la limpieza del ambiente de la planta
(Henderson et al, 2000). Estos proporcionan grandes beneficios a la industria alimentaria
ya que identifican tendencias, ayudan a prevenir problemas relacionados con la calidad de
los productos, son una herramienta para la capacitación del personal, sirven como
evidencia para compradores e inspectores y conducen al mejoramiento continuo de las
prácticas y condiciones sanitarias en la planta (CITA Equipo de Calidad, 2003b).
En un proceso productivo deberán de existir documentados, implementados y
debidamente registrados los ocho procedimientos básicos de SSOP, los cuales son:
control de la inocuidad del agua, limpieza y desinfección de las superficies en contacto
con el alimento, prevención de la contaminación cruzada, mantenimiento sanitario de las
estaciones de lavado y servicios sanitarios, protección contra sustancias adulterantes,
adecuado almacenamiento, uso y rotulación de los agentes tóxicos, control de la salud e

4
higiene de los empleados y exclusión de fauna indeseable (CITA Equipo De Calidad,
2003).
A partir de las BPM, que constituye el procedimiento higiénico básico, el programa
de Análisis de Peligros y Puntos Críticos de Control (HACCP, por sus siglas en inglés)
constituye un proceso más perfeccionado y complejo que puede ser aplicado en industrias
en etapas de desarrollo más avanzadas, pero que se tornan inaplicables si no existen las
BPM. Estas son siempre el primer paso fundamental en el proceso de instalación de
sistemas de garantía de la inocuidad (Nader, 2003).
El programa HACCP es de suma importancia para obtener un producto seguro, ya
que permite identificar peligros específicos y medidas para su control con el fin de
garantizar la inocuidad de los alimentos. Es por esta razón que el HACCP se debe
construir sobre la base firme, aceptable y actualizada de BPM y los Procedimientos
Estándar de Limpieza y Desinfección (SSOP) (INPPAZ, 2002).
La competitividad de una empresa está muy relacionada con los Sistemas de
Gestión de Calidad de la misma, es por eso que en Productos Le Chandelier, donde se
realizó el presente proyecto, la elaboración del sistema de Buenas Práctica de
Manufactura y futura validación de los SSOP, será una base sólida para la
implementación del programa HACCP, sistema que facilitaría la entrada en los mercados
nacionales e internacionales.

5
2. OBJETIVOS
2.1 Objetivo General
Diseñar la documentación del Sistema de Buenas Prácticas de Manufactura en la
Empresa de Productos Le Chandelier con el fin de fortalecer dicho sistema y el de Gestión
de la Calidad.
2.2 Objetivos Específicos
Diseñar y Documentar los lineamientos de Buenas Prácticas de Manufactura que
se deben seguir con respecto al comportamiento del personal, el mantenimiento de las
instalaciones físicas de la empresa y los equipos.
Diseñar y Documentar los Procedimientos Estándar de Producción (SOP) que
influyen en la calidad y la inocuidad de los distintos tipos de productos elaborados en la
empresa Le Chandelier.
Establecer los controles de producción relacionados a los SOP elaborados con el
fin de asegurar un control de la calidad de los productos.
Diseñar y redactar los Procedimientos Estándar de Limpieza y Desinfección
(SSOP) para su posterior validación.
Realizar un diagnóstico tecnológico cuantitativo final (DTC) en la Empresa de
Productos Le Chandelier con el fin de evaluar el impacto del presente proyecto.
6
3. MARCO TEORICO
3.1 Importancia de la documentación en el aseguramiento de la calidad de los productos alimenticios
La creciente tendencia hacia la globalización del comercio mundial ha estimulado
un interés destacable en el desarrollo de los sistemas de calidad convincentes y eficientes
(FAO, 2005). En el mundo globalizado de hoy, la calidad se ha convertido en una
necesidad indispensable para permanecer en el mercado. Por ello los sistemas de gestión
de la calidad basados en las normas ISO 9000, HACCP (por sus siglas en inglés) ò
Análisis de Riesgos y Puntos Críticos de Control (ARPCC) y otras técnicas, que reflejan
el consenso internacional en este tema, han cobrado una gran popularidad, y muchas
organizaciones se han decidido a tomar el camino de implementarlos (Pérez, 2006). El
HACCP ó Sistema de Análisis de Riesgos y Puntos Críticos de Control fue un concepto
desarrollado por la compañía Pillsbury, la Armada de los Estados Unidos y la NASA en un
proyecto destinado a garantizar la seguridad de los alimentos. Este sistema fue
perfeccionado en los años sucesivos hasta convertirse hoy en un enfoque documentado y
verificable para la identificación de los riesgos, un sistema de monitoreo o vigilancia de la
calidad e inocuidad de los alimentos (IICA, 1999).
La documentación es el soporte del sistema de gestión de la calidad, pues en ella
se plasman no sólo las formas de operar de la organización sino toda la información que
permite el desarrollo de los procesos y la toma de decisiones (Pérez, 2006). Los
manuales, procedimientos, registros e informes constituyen una evidencia objetiva de que
el sistema funciona adecuadamente todo el tiempo y que cuando falla algo, el problema
es detectado, corregido y mejorado (Henderson, et. al. 2000). Toda documentación debe
tener una identificación única y debe de ser trazable en cuanto a: autor, edición, fecha,
firma, responsable y cualquier otra información que se considere trascendental. Los
registros generados deben de tener una importancia especial, ya que estos son prueba
definitiva de que se esta acatando lo establecido en los documentos, estos deben de
cumplir con el objetivo para el cual fueron definidos. Además estos deben de ser

7
eficientes para asegurar que su utilización requiera el menor esfuerzo, de manera que
estos no sean un obstáculo para la producción (Henderson, et. al. 2000).
Si la documentación dentro de una empresa es nula, se debe atacar rápidamente
los puntos más susceptibles como son la limpieza y desinfección de la planta de
producción y los controles sobre las labores realizadas. La vigilancia de los procesos,
busca reducir el riesgo de que los alimentos no sean inocuos. Se deben controlar los
peligros alimentarios utilizando sistemas de documentación, por lo que se deben
identificar todas las fases de las operaciones unitarias que sean fundamentales para
inocuidad de los alimentos (Anónimo, 2002).
En resumen, la documentación es una herramienta indispensable para la empresa,
razones que se resumen en el cuadro I de acuerdo al Instituto de Buenas Prácticas de
Manufactura (GMP Institute, 2006).

8
Cuadro I. Razones de la importancia de la documentación para una empresa de
alimentos.
Motivo Justificación
• Estandarización Contribuye a garantizar que una misma
actividad se realice siempre de la misma
manera.
• Instrucción De gran utilidad en la guía de
capacitación, tanto para colaboradores
antiguos de la empresa como de los de
nuevo ingreso.
• Revisión Permiten determinar como se pueden
mejorar las operaciones y su respectivo
desarrollo.
• Referencia Debido a la dificultad que tiene cada uno
de los pasos involucrados en la calidad
de un proceso, sirven como herramienta
para corroborar los hechos ocurridos en
cada actividad realizada.
Fuente: GMP Institute (2006).
3.2 Inocuidad Alimentaria
Los productos alimenticios pueden ser una fuente de una serie de riesgos físicos,
químicos y biológicos asociados con la naturaleza de sus ingredientes, los procesos de
manufactura, la forma de almacenamiento y la manera en que son consumidos (Locken,
1995). Las enfermedades causadas por el consumo de alimentos contaminados
constituyen uno de los problemas de salud mas extendidos en el mundo. En adición a lo
anterior, las enfermedades transmitidas por los alimentos constituyen una causa
importante de la caída de la productividad y de grandes pérdidas económicas que afectan
países, empresa, pequeños negocios familiares y consumidores (Gonzáles & Quevedo,
1994).
9
Con el fin de evitar daños en la salud de los consumidores, se desarrollaron
sistemas para regular la inocuidad de los alimentos. Estos sistemas se basan en normas
legales, programas de cumplimiento de estas normas para retirar dichos productos del
mercado y sanciones para las partes responsables después de los hechos. Sin embargo,
la debilidad de estos sistemas tradicionales reside en su enfoque correctivo, el cual limita
la capacidad de respuesta ante los nuevos retos a los que se debe enfrentar la inocuidad
alimentaria (OMS, 2002).
Todo modelo de aseguramiento de la calidad busca que las cosas se hagan bien
desde la primera vez, de esta manera, se crea una cultura. En una industria de alimentos
la calidad abarca varios aspectos, entre ellos la inocuidad y la calidad intrínseca del
alimento. De esta manera, en un proceso de fabricación de alimentos, se deben de seguir
procedimientos y prácticas que eviten riesgos en el consumidor. Los riesgos que se deben
de considerar en la evaluación de la inocuidad de un alimento son el físico, químico o
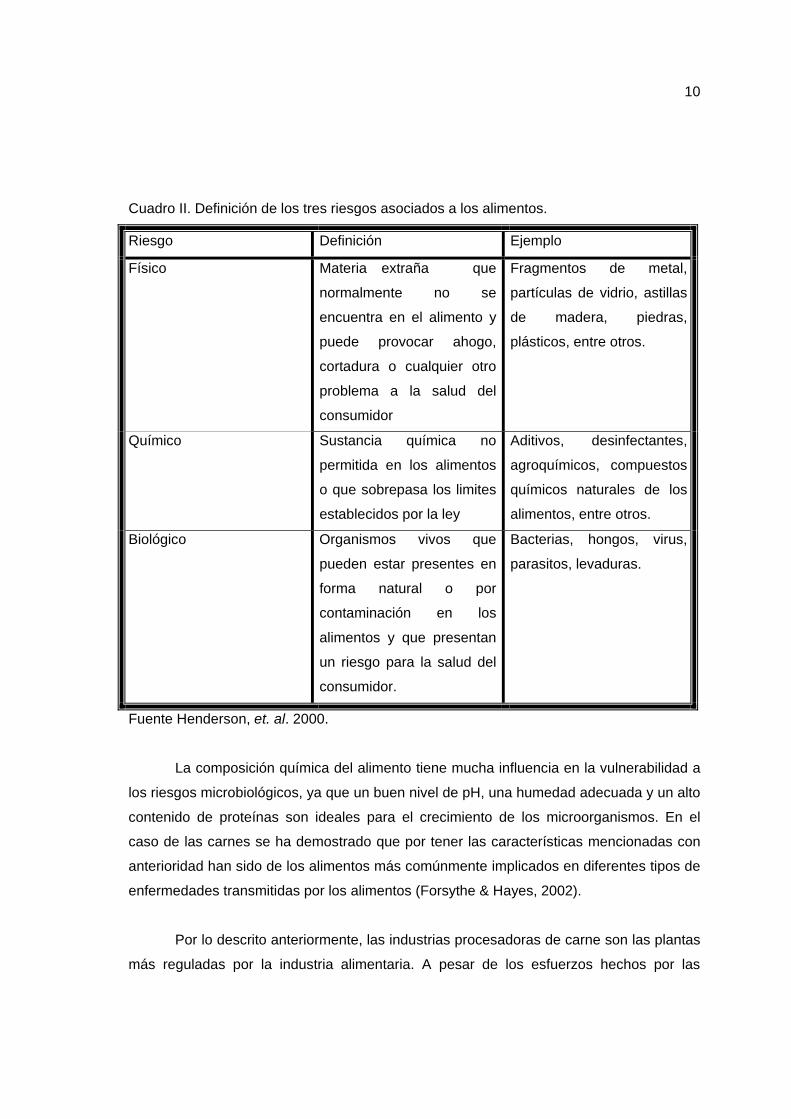
biológico (Henderson, et. al. 2000). El cuadro II muestra las definiciones de los tres
riesgos asociados a los alimentos.
10
Cuadro II. Definición de los tres riesgos asociados a los alimentos.
Riesgo Definición Ejemplo
Físico Materia extraña que
normalmente no se
encuentra en el alimento y
puede provocar ahogo,
cortadura o cualquier otro
problema a la salud del
consumidor
Fragmentos de metal,
partículas de vidrio, astillas
de madera, piedras,
plásticos, entre otros.
Químico Sustancia química no
permitida en los alimentos
o que sobrepasa los limites
establecidos por la ley
Aditivos, desinfectantes,
agroquímicos, compuestos
químicos naturales de los
alimentos, entre otros.
Biológico Organismos vivos que
pueden estar presentes en
forma natural o por
contaminación en los
alimentos y que presentan
un riesgo para la salud del
consumidor.
Bacterias, hongos, virus,
parasitos, levaduras.
Fuente Henderson, et. al. 2000.
La composición química del alimento tiene mucha influencia en la vulnerabilidad a
los riesgos microbiológicos, ya que un buen nivel de pH, una humedad adecuada y un alto
contenido de proteínas son ideales para el crecimiento de los microorganismos. En el
caso de las carnes se ha demostrado que por tener las características mencionadas con
anterioridad han sido de los alimentos más comúnmente implicados en diferentes tipos de
enfermedades transmitidas por los alimentos (Forsythe & Hayes, 2002).
Por lo descrito anteriormente, las industrias procesadoras de carne son las plantas
más reguladas por la industria alimentaria. A pesar de los esfuerzos hechos por las

11
empresas, es imposible controlar de manera visual las enfermedades presentes en los
animales vivos. Es por eso, que la FDA recomienda utilizar los sistemas como las Buenas
Prácticas de Manufactura (BPM) y Análisis de Riesgos y Puntos Críticos de Control
(HACCP, por sus siglas en inglés) como sistema de regulación de los riesgos de este
grupo de alimentos (Campano, 1999).
3.3. Buenas Prácticas de Manufactura
Las Buenas Prácticas de Manufactura (BPM) son las condiciones de
infraestructura y procedimientos establecidos para todos los procesos de producción y
control de bebidas, alimentos y productos afines, con el objetivo de garantizar la idoneidad
e inocuidad de los mismos (INTECO, 2003).
Cáceres (2003) menciona entre los beneficios de trabajar bajo las BPM el aumento
de la productividad, un alimento limpio, confiable y seguro para el cliente, alta
competitividad, mejora en la imagen de la empresa, reducción de costos, disminución de
desperdicios, creación de la cultura del orden y aseo en la organización. Estos beneficios
se deben principalmente a su enfoque y la aplicación en casi todas las áreas de la
empresa. En sí, las Buenas Prácticas son un sistema de control de calidad e inocuidad a
través de la eliminación de riesgos de contaminación de producto (Anzueto, 1998).
Según el Equipo de Calidad del CITA (2002) las Buenas Prácticas de Manufactura
abarcan:
• Los lineamientos Generales.
• Los Procedimientos Estandarizados de Operación.
• Los Procedimientos Estandarizados de Limpieza y Desinfección.
El presente trabajo abarca los tres programas mencionados con anterioridad, ya
que como menciona Anzueto (2000), estos tres requisitos constituyen el requisito más
importante del HACCP y el de más amplia cobertura.
12
3.4. Lineamientos Generales de Buenas Prácticas de Manufactura.
Los lineamientos de las Buenas Prácticas de Manufactura (BPM) se dividen en
varias secciones, las cuales contienen requisitos detallados que corresponden a varias
operaciones o grupo de operaciones en las instalaciones procesadoras de alimentos. Se
enfatiza la prevención de la contaminación del producto con fuentes directas o indirectas
(Alimentaria, 2001). A continuación se describen los requisitos que según el Codex
Alimentarius (2003) y la FDA (2001) forman parte de los lineamientos generales de BPM.
3.4.1 Instalaciones
Uno de los elementos más importantes dentro de las BPM son las instalaciones.
Estas facilitan el proceso de condiciones higiénicas y en un entorno cómodo y propicio
para el trabajo (Henderson, et. al. 2000). En esta sección se describen los principios
generales de diseño y construcción de un establecimiento, se enumeran los métodos para
el mantenimiento de acuerdo a los pisos, se recomiendan diversos mecanismos de diseño
para la separación de las operaciones y se establecen exigencias de espacio de trabajo,
luz y ventilación adecuadas (Alimentaria, 2001).
Los elementos para tomar en cuenta para la ubicación ideal son las fuentes de
contaminación posibles, los alrededores deben de estar despejados, deben de llegar los
servicios básicos necesarios tales como agua, luz y teléfono, además de facilidad para el
manejo de desechos producidos (Henderson, et. al. 2000). Condiciones como ruido,
climas, mercados meta y disponibilidad de mano de obra son factores importantes para la
selección de la ubicación de la planta.
El diseño sanitario de la planta debe de planearse de tal manera que se faciliten
las operaciones de producción, inspección, mantenimiento, limpieza y desinfección. La
distribución del flujo de proceso conforma una parte muy importante ya que este debe de
ser la más adecuada para disminuir la contaminación cruzada (Codex Alimentarius, 2003).
13
El aislamiento de las instalaciones es de suma importancia debido a que esta es la
primera barrera física que el edificio presenta, lo cual le previene la entrada de plagas;
esto siempre dependiendo del tipo de proceso que desarrolle y de las características de
los alrededores.
3.4.2 Personal
Quienes trabajan con alimentos tienen un papel muy importante en la aplicación de
normas sanitarias, debido a que existe una cadena de hechos que ligan a la persona
como potencial portador de microorganismos patógenos y de deterioro, lo que incrementa
la probabilidad de contaminación del alimento (Henderson, et. al. 2000).
Las condiciones de salud de los empleados deben de ser monitoreadas con el fin
de controlar las posibles causas que puedan contaminar loa alimentos, material de
empaque y superficies en contacto con los alimentos (National HACCP Seafood Alliance,
2000). Fundamentalmente el empleado debe de trabajar en buen estado de salud,
bienestar físico y social lo cual permite que se desarrolle óptimamente.
Como indica el Codex Alimentarius en el Código Internacional Recomendado de
Prácticas y Principios de Higiene de Alimentos, 2003, las prácticas de higiene del personal
deben de abarcar el aseo personal adecuado, como baño diario, uso de desodorante,
utilización de uniforme, correcto lavado de manos, remoción de maquillaje, joyas y otros
objetos, esto con el fin de proteger una posible contaminación al producto.
Los empleados deben de tener una cultura de higiene la cual debe de cumplirse
durante todo los días laborales. Estos hábitos abarcan el uso apropiado de ropa exclusiva
para el trabajo y prácticas diarias, tales como tener las manos limpias. Las malas
costumbres, tales como estornudar y toser sobre los productos deben de ser evitadas, ya
que pueden dispersar gran cantidad de bacterias en el alimento lo cual contribuye a la
transmisión de la infección directamente de persona a persona (Henderson, et. al. 2000).
14
La capacitación del personal juega un papel fundamental en el desarrollo,
implementación y desarrollo de la BPM y del HACCP. El Equipo de Calidad del CITA
(2003a) recomienda desarrollar una capacitación de acuerdo a las necesidades de la
empresa y el puesto del operario. Toda capacitación debe de estar debidamente
planificada y documentada con el fin del éxito de la misma. El entrenamiento ayuda al
empleado a comprender los lineamientos de las Buenas Prácticas de Manufactura y así
poder cumplirlos con más facilidad.
3.4.3 Equipos y Utensilios
En esta sección de las BPM, se describen los principios generales de diseño,
construcción y mantenimiento de los mismos. Se enfatiza en su capacidad de ser
limpiados y debido a que el prevenir la contaminación microbiana es crucial, se enumeran
los requisitos para los equipos que se utilizan, con el fin de evitar o controlar el
crecimiento de los microorganismos (Alimentaria, 2001).
El diseño, construcción y mantenimiento de los equipos y utensilios deben de
cumplir ciertas normativas básicas. Los requisitos básicos según Henderson, et. al. (2000)
de las superficies en contacto directo con los alimentos son:
• Material inerte.
• Estructura lisa.
• Fácilmente desarmables.
• Fácilmente accesibles para la limpieza manual o automática directa.
La operación de los equipos debe de ser adecuada para el uso propuesto. Las
capacidades, los mecanismos de operación, las condiciones de higiene, de mantenimiento
y del entorno donde se encuentre el equipo deben de ser los adecuados para proteger la
calidad e inocuidad del producto. Por esta razón, los equipos de procesamiento y los
dispositivos de medición para el monitoreo de la operación deben de calibrarse antes de
iniciar su uso (FDA, 2001).
15
3.4.4 Control de los Procesos
El control de los procesos abarca las cuatro etapas principales de la cadena, las
cuales son el abastecimiento, la producción o manufactura, el empaque y el despacho.
Todas las operaciones de recibir, inspeccionar, trasportar, segregar, preparar,
manufacturar, empacar y almacenar los alimentos tienen que ser conducidos en acuerdo
con los principios de inocuidad adecuados. Operaciones de control de calidad apropiadas
tienen que ser empleadas para asegurar que los alimentos preparados sean adecuados
para el consumo humano y que los materiales de empaque sean seguros. Se deben de
tomar las precauciones necesarias para asegurar que los procedimientos de producción
no contribuyan a ser fuente de contaminación (FDA, 2001).
La recepción de materia prima es de las principales etapas que debe ser analizada
minuciosamente con el fin de obtener un producto inocuo. La materia prima y otros
ingredientes tienen que ser inspeccionados y segregados o de otra manera manejados
como sea necesario para asegurarse que estén limpios y adecuados para que sean
procesados como alimentos y tienen que ser almacenados bajo condiciones que los
protejan contra la contaminación para minimizar su deterioro (FDA, 2001).
Toda empresa debe de establecer las especificaciones de la materia prima, los
materiales de empaque, producto en proceso, y los productos terminados. Estas
especificaciones deben de incluir características físicas, microbiológicas, químicas y
organolépticas que son utilizadas como criterios de aceptación o rechazo (FDA, 2001).
En resumen, toda empresa debe de poseer un Manual de Buenas Prácticas de
Manufactura en que se dicten los lineamientos a seguir por la empresa con el único
objetivo de producir alimentos inocuos y de calidad, tales como los espera el consumidor.
La figura I, muestra en forma resumida los lineamientos que se deben de incluir en el
manual de acuerdo a lo recomendado por la FDA (2001) y el Codex Alimentarius (2003).
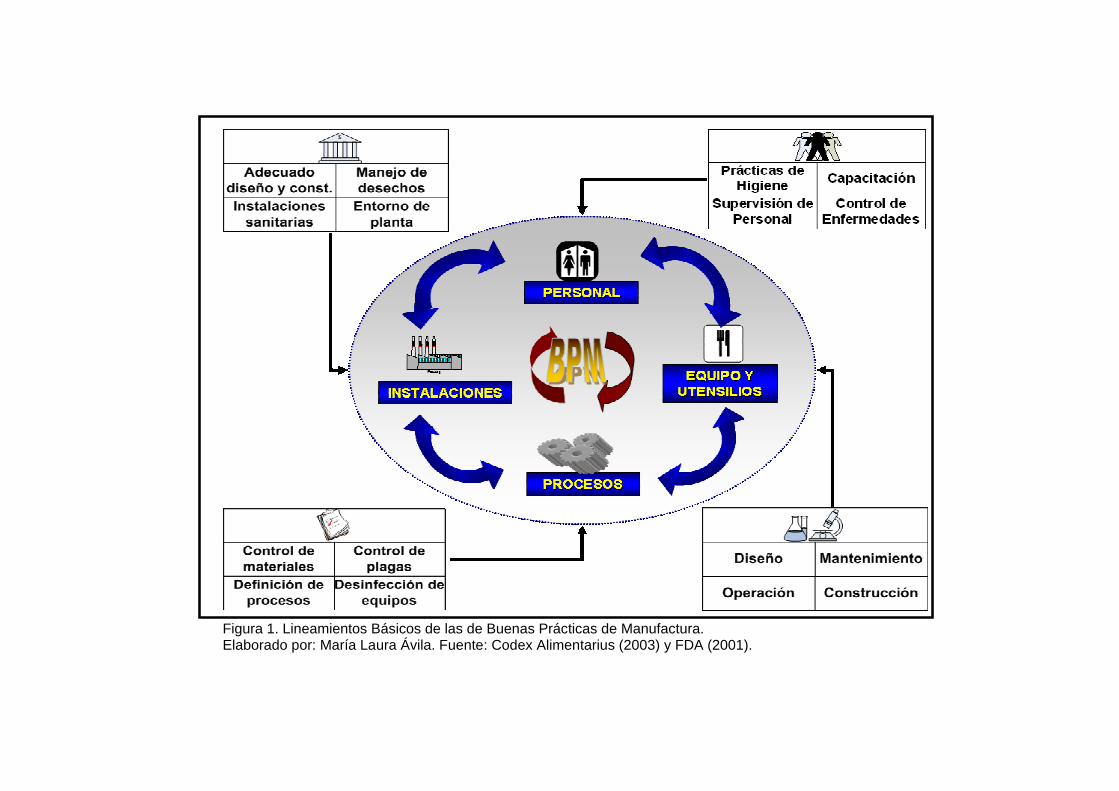
Figura 1. Lineamientos Básicos de las de Buenas Prácticas de Manufactura. Elaborado por: María Laura Ávila. Fuente: Codex Alimentarius (2003) y FDA (2001).

3.5. Procedimientos Estándar de Operación (SOP)
La vigilancia de las operaciones unitarias, busca reducir el riesgo de que los
alimentos no sean inocuos, mediante la adopción de medidas preventivas, para asegurar
la inocuidad y la aptitud de los alimentos en la etapa apropiada de las operaciones
unitarias, por medio del control de riesgos (Alimentaria, 2002).
Los procedimientos estándar de operación o SOP por sus siglas en inglés
describen una secuencia específica de eventos para ejecutar una actividad, aseguran la
estandarización de operaciones durante el proceso, y establecen límites operativos,
monitoreo de procedimiento y acciones correctivas (OIRSA, 2004). El GMP Institute
(2000), menciona que éstos evitan que se introduzcan nuevos riesgos en el producto y
ayudan a instruir a los empleados de todos los niveles, facilitando el entrenamiento de los
operarios.
Debido a que los SOP van a ser utilizados por el personal de planta, estos deben
de cubrir ciertos requisitos con el fin de que su comprensión sea más sencilla. Los
Procedimientos deben de dar datos exactos como temperaturas, tiempos,
concentraciones y los parámetros necesarios que permitan al colaborador seguirlos de
forma clara y sin desviaciones. Los mismos deben ser exactos refiriéndose a una
actividad específica, detallando equipos o materias primas involucradas, sin posibilidad de
confusión por parte de la persona que los utiliza (Equipo de Calidad: CITA, 2002)
18
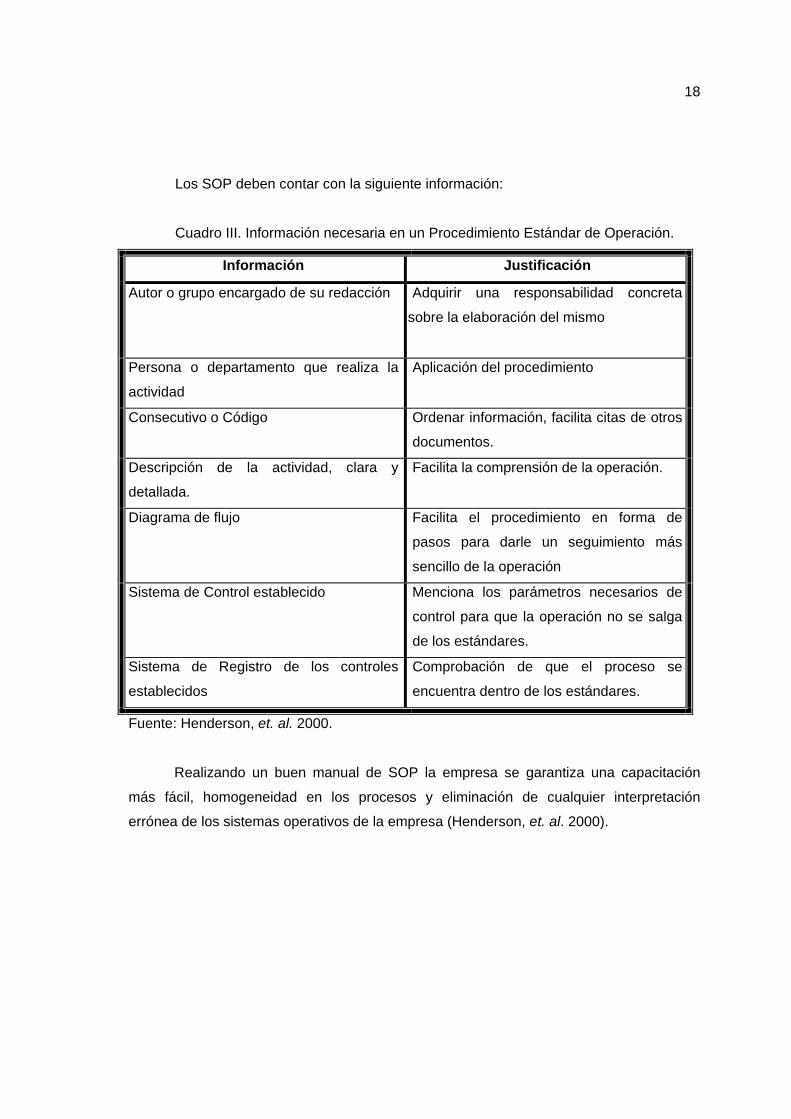
Los SOP deben contar con la siguiente información:
Cuadro III. Información necesaria en un Procedimiento Estándar de Operación.
Información Justificación
Autor o grupo encargado de su redacción Adquirir una responsabilidad concreta
sobre la elaboración del mismo
Persona o departamento que realiza la
actividad
Aplicación del procedimiento
Consecutivo o Código Ordenar información, facilita citas de otros
documentos.
Descripción de la actividad, clara y
detallada.
Facilita la comprensión de la operación.
Diagrama de flujo Facilita el procedimiento en forma de
pasos para darle un seguimiento más
sencillo de la operación
Sistema de Control establecido Menciona los parámetros necesarios de
control para que la operación no se salga
de los estándares.
Sistema de Registro de los controles
establecidos
Comprobación de que el proceso se
encuentra dentro de los estándares.
Fuente: Henderson, et. al. 2000.
Realizando un buen manual de SOP la empresa se garantiza una capacitación
más fácil, homogeneidad en los procesos y eliminación de cualquier interpretación
errónea de los sistemas operativos de la empresa (Henderson, et. al. 2000).
19
3.6 Procedimientos Estandarizados de Limpieza y Desinfección (SSOP)
Las nuevas regulaciones de procedimientos de sanitización se enfocan en partes
específicas de la Buenas Prácticas de Manufactura (BPM). Estas introducen nuevos
requerimientos para el monitoreo, las acciones correctivas y mantenimiento de los
registros que no están especificados en las BPM, convirtiendo a los Procedimientos
Estandarizados de Limpieza y Desinfección (SSOP, por sus siglas en inglés) en una
herramienta para producción de alimentos de alta calidad (National HACCP Seafood
Alliance, 2000).
Los SSOP son procedimientos que describen las actividades asociadas con el
manejo sanitario de los alimentos y limpieza del ambiente de planta (CITA: Equipo de
Calidad, 2003d). Su utilización en las industrias tiene como ventaja evitar la incorporación
de contaminantes al alimento, identificación y prevención de problemas, aumento de la
efectividad del HACCP, facilitar la capacitación del personal y proporcionar evidencias a
los consumidores de las BPM de la empresa (Rivera, 2003).
De acuerdo al National Seafood Alliance (2000) los SSOP:
• Describen los procedimientos de sanitización que se utilizan en planta.
• Establecen un horario de los procedimientos de limpieza.
• Facilitan el programa de monitoreo rutinario.
• Identifican tendencias y ayudan a prevenir problemas recurrentes.
• Aseguran que todo el personal comprenda la importancia de la limpieza y
desinfección.
• Proveen herramientas consistentes para el entrenamiento de los colaboradores.
• Demuestran el compromiso de los compradores e inspectores.
• Ayudan a mejorar las buenas prácticas y condiciones de planta.
20
El FDA (2001) indica que se deben de cubrir las siguientes áreas en los SSOP:
1. Control de la inocuidad del agua.
2. Limpieza y desinfección de las Superficies en Contacto con los Alimentos.
3. Prevención de la contaminación cruzada.
4. Mantenimiento Sanitario de las Estaciones de Lavado y Servicios
Sanitarios.
5. Protección de Sustancias Adulterantes.
6. Manejo de Sustancias Tóxicas.
7. Control de la Salud e Higiene del Personal y Visitantes.
8. Control y eliminación de plagas.
3.6.1 Control de la inocuidad del Agua
Una de las principales preocupaciones para la inocuidad de los procesos en la
fabricación de los alimentos es la calidad del agua. La importancia se debe a que ésta
juega un papel muy importante en el proceso productivo. El agua es ingrediente en
algunos alimentos, se utiliza en algunos casos para lavar los mismos, se utiliza para la
limpieza y desinfección, para ser bebida y para la fabricación de hielo, entre otros
(National HACCP Seafood Alliance, 2000).
Para cubrir estas necesidades, usos y aplicaciones, se necesita que el agua sea
segura para el hombre, que cumpla con los estándares de calidad de acuerdo a las
normativas internacionales y que su cantidad sea adecuada para cumplir con el fin que se
destina (Henderson, et. al. 2000). El agua debe de ser potable, es decir, que no cause
daño a la salud humana y que cumpla con las disposiciones de valores recomendados o
máximos admisibles estéticos, sensoriales, físicos, químicos y biológicos establecidos
(Ministerio de Salud, 1997).
En consecuencia a sus múltiples usos, el SSOP relacionado con el agua potable
debe de incluir la fuente y el tratamiento que se le da al agua y superficies en contacto con
21
los alimentos, la que se utiliza para elaborar el hielo, además de que no hayan conexiones
cruzadas entre las tuberías de agua potable y las que no la contienen (National HACCP
Seafood Alliance, 2000).
3.6.2 Limpieza y Desinfección de las Superficies en Contacto Directo con los Alimentos.
El SSOP de Limpieza y Desinfección de Superficies en Contacto con los Alimentos
debe asegurar que todas las superficies, incluyendo guantes, vestimenta, equipos,
utensilios y instalaciones estén diseñados correctamente, construidos y mantenidos
facilitando la desinfección, y que se limpien y desinfecten adecuadamente diariamente
(National HACCP Seafood Alliance, 2000).
Las superficies deben lavarse y desinfectarse al inicio y final de las labores diarias,
después de cada receso y luego de estar en contacto con cualquier material
contaminante. El SSOP debe de incluir la frecuencia de la limpieza y desinfección,
controles para evaluar la efectividad de la misma, metodología y pruebas de validación y
registros (Henderson, et. al. 2000).
De acuerdo al National HACCP Seafood Alliance (2000) validación puede definirse
como la verificación científica y técnica para determinar si el sistema se encuentra
apropiadamente implementado y controla efectivamente los riesgos físicos, químicos y
biológicos. En la presente investigación, la validación no se abarca debido a que la misma
se estará realizando posterior a la finalización del presente proyecto.
3.6.3 Prevención de la Contaminación Cruzada
La contaminación cruzada se define como la transferencia de agentes de riesgo de
una fuente contaminada a otra que no los contiene. Entre ellos está la separación o
protección inadecuada de los productos durante el almacenamiento, malas prácticas
22
higiénicas del personal, áreas deficientes de limpieza y desinfección y movimiento de
personal entre áreas de planta (CITA: Equipo de Calidad, 2003d).
Para minimizar el riesgo de contaminación cruzada se debe de tener en
consideración la disposición de la línea de flujo, debido a que las materias primas nunca
deben de compartir el mismo lugar de almacenamiento. El HACCP Seafood Alliance
(2000) menciona que la fuente más frecuentemente implicada en las enfermedades
transmitidas por los alimentos se da cuando los microorganismos patógenos son
transferidos a los alimentos listos para comer.
Los colaboradores de la empresa son un elemento clave para cualquier tipo de
contaminación que pudiese presentar el producto final, de ahí la importancia que toma el
lavado de manos y el cumplimiento de las Buenas Prácticas de Manufactura (Henderson,
et. al. 2000). Los visitantes deben de cumplir estas normas con el mismo objetivo.
La gerencia juega un papel fundamental en el cumplimiento de estas actividades,
ya que debe de establecer políticas que aclaren la expectativa de la higiene del personal,
políticas donde se confirme que los empleados no perderán su empleo por tener algún
problema de salud y proveer las facilidades para que las prácticas higiénicas se lleven a
cabo (CITA: Equipo de Calidad, 2003d).
3.6.4 Mantenimiento Sanitario de las Estaciones de Lavado y Servicios Sanitarios
El control de las estaciones de lavado debe ser muy estricto ya que su función es
permitir la correcta higienización de los empleados. La ubicación y número correcto, los
accesorios pertinentes y en buen estado maximizan la función para la cual fueron
destinados. Una limpieza pobre en las estaciones de lavado puede fomentar la
propagación de enfermedades y al mismo tiempo tener un efecto negativo en el
comportamiento de los empleados con respecto a los hábitos de higiene (Mc Swane,
2000).
23
Las estaciones de lavado son las instalaciones destinadas para la limpieza e
higiene del personal, tales como los pediluvios y lavamanos. El SSOP debe de incluir
aspectos como el diseño, la ubicación, número, manera de limpieza y desinfección, así
como los suministros necesarios para garantizar la higiene y limpieza correctas, tales
como el jabón y desinfectante, papel toalla e higiénico (CITA: Equipo de Calidad, 2003c).
Las estaciones de lavado de manos deben mantenerse limpias y sanitizadas, y no
usarse para otros propósitos que no sea el lavado de manos, con el fin de no contaminar
las mismas. Tampoco se deben de utilizar las pilas de lavado y preparación de equipos de
limpieza y desinfección de planta como lavamanos (Mc Swane, 2000).
3.6.5 Protección contra las Sustancias Adulterantes
El objetivo de este SSOP es asegurarse que los alimentos, materiales de empaque
y superficies en contacto directo con los alimentos se encuentren protegidos contra
contaminantes biológicos, químicos y físicos, tales como lubricantes, pesticidas,
combustibles, condensados, salpicaduras y agentes de limpieza y desinfección (National
HACCP Seafood Alliance, 2000).
Los empleados de las plantas procesadoras deben estar al tanto de cualquier
posible causa o vía de contaminación cruzada, estar entrenados para anticipar y
reconocer estas posibles rutas de contaminación. La protección contra adulterantes debe
de ser considerado como un proceso de tres etapas: antes, durante y después del
procesamiento. El procesador no es responsable por todas las posibles causas de
adulteración después de que el producto sale de la empresa, pero la elección correcta del
material de empaque, la limpieza del transporte e instrucciones de uso pueden prevenir
contaminación potencial por pestes, bacterias y químicos por parte de malas condiciones
de transporte, almacenamiento y uso (National HACCP Seafood Alliance, 2000). Todo
producto que haya sido contaminado hasta un nivel que se considere adulterado debe de
eliminarse, o si es posible tratarse para eliminar la contaminación (FDA, 2001).
24
3.6.6 Manejo de Sustancias Tóxicas
Se define como sustancia tóxica cualquier sustancia química presente en el
alimento en forma intencional o accidental que pueda provocar un daño en el consumidor,
que pueda presentarse de inmediato, a mediano o largo plazo. Ejemplos de sustancias
tóxicas son los plaguicidas, lubricantes, productos de limpieza y desinfección, aditivos
alimentarios de uso restringido como nitritos, sulfitos y otros (CITA: Equipo de Calidad,
2003e).
Al tratarse de sustancias que pueden causar daño al ser humano, éstas deben
almacenarse en un área independiente, amplia, fresca y ventilada y con buena
iluminación. Además se deben tener claramente documentadas todas las medidas de
seguridad relacionadas con el adecuado manejo y trasiego de sustancias peligrosas y la
forma en que se dispondrá el recipiente una vez su contenido se ha terminado, además
de estar debidamente etiquetadas (Henderson, et. al. 2000).
En las plantas procesadoras deben haber solamente los productos químicos
necesarios para la operación y mantenimiento del establecimiento. El uso adecuado de
estos químicos es necesario para reducir al mínimo la posible contaminación cruzada,
adulteración de producto y posible intoxicación de los empleados o consumidores. Las
sustancias deben ser utilizadas de acuerdo a las instrucciones del proveedor, además de
estar registradas y contener la hoja de seguridad (National HACCP Seafood Alliance,
2000).
3.6.7 Control de la Salud e Higiene del Personal y Visitantes
Los que trabajan con alimentos tienen un papel muy importante en la aplicación de
las normas sanitarias, debido a que existe una cadena de hechos que ligan a la persona
como potencial portador de microorganismos patógenos y de deterioro, lo que incrementa
la probabilidad de contaminación del alimento (Henderson, et. al. 2000). Las personas que
no mantienen un grado apropiado de aseo personal, o padecen determinadas
enfermedades, estados de salud o se comportan de manera inapropiada, pueden

25
contaminar los alimentos y transmitir enfermedades a los consumidores (Codex
Alimentarius, 2003).
La salud de las personas puede cambiar de la noche a la mañana por lo que es de
suma importancia monitorear la misma diariamente, la cual debe de realizarse antes de
que comiencen las labores diarias. Cualquier empleado enfermo debe ser reubicado
fuera de las áreas de contacto directo con los alimentos, debido al riesgo que existe de
contaminación directa a los alimentos o de transmitir la enfermedad a otro colaborador
(National HACCP Seafood Alliance, 2000).
El SSOP debe describir, monitorear e indicar la acción correctiva a tomar si algún
empleado no cumpliera la higiene personal y los hábitos de trabajo requeridos. El
mantenerse limpio suprime los microorganismos propios de la piel, cabello, fosas nasales,
intestino y cualquier otra lesión menor. El uso apropiado de ropa, exclusiva y limpia para
el trabajo de planta además de un uniforme limpio establece una barrera de protección
contra la contaminación entre el humano y el alimento (Henderson, et. al. 2000).
Es de suma importancia que la gerencia de Planta se haga responsable y tome
medidas preventivas para asegurar que las condiciones de salud de los empleados no
lleven a la contaminación del producto, empaque y superficies en contacto con los
alimentos (National HACCP Seafood Alliance, 2000).
3.6.8 Control y Eliminación de Plagas.
Toda planta procesadora de alimentos debe tener un programa para el control de
plagas. Los insectos y roedores son el principal objetivo del mismo, ya que los mismos
portan bacteria causantes de enfermedades. Los beneficios que aportan todos los SSOP
mencionados con anterioridad pueden ser perdidos si se permite que las plagas tengas
contacto con los alimentos o con superficies en contacto directo con los mismos (Mc
Swane, 2000).

26
Las enfermedades que pueden ser transmitidas por las pestes son numerosas,
tales como las que se indican en el siguiente cuadro:
Cuadro IV. Bacterias relacionadas y transmitidas de acuerdo al tipo de plaga.
Tipo de Plaga Bacterias relacionadas
• Moscas y cucarachas Salmonella, Staphylococcus aureus,
C. perfingens, C. botulinum, Shigela,
Streptococcus.
• Roedores Salmonella, Parásitos.
• Aves Salmonella, Listeria.
Con el fin de evitar la aparición de plagas causantes de tantas enfermedades, se
deben reducir al mínimo las probabilidades de infestación utilizando una buena limpieza y
desinfección, inspección de los materiales introducidos a planta y realizando una buena
vigilancia. Teniendo claro que las plagas constituyen una amenaza seria para la inocuidad
y la aptitud de los alimentos, es necesario evitar la existencia de lugares que favorecen la
proliferación y alimentos accesibles a los animales (Codex Alimentarius, 2003).
Un plan completo de control y eliminación de plagas según el National HACCP
Seafood Alliance, (2000) incluye lo siguiente:
• Mantenimiento y construcción adecuada de la planta física y alrededores.
• Condiciones de la maquinaria, equipos y utensilios.
• Mantenimiento de barreras de ingreso.
• Cumplimiento de los programas de limpieza y desinfección.
• Disposición de los desechos de planta.
• Uso de pesticidas y otras medidas de control.
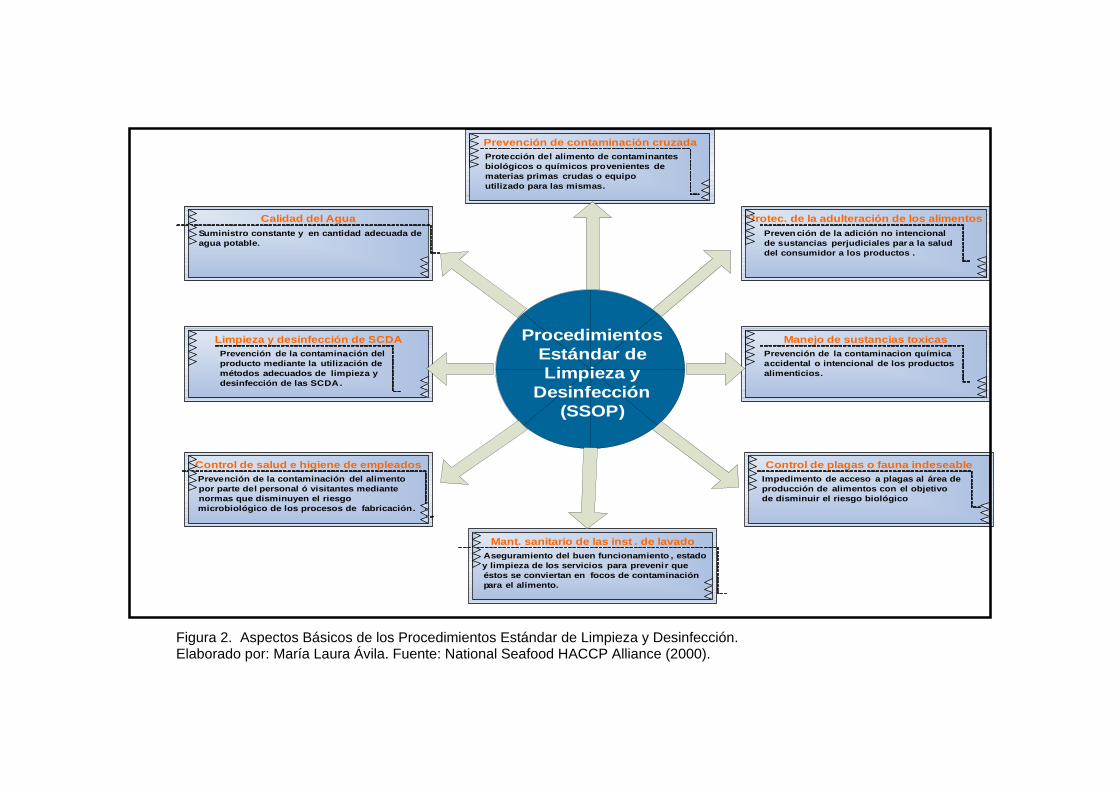
Calidad del Agua Suministro constante y en cantidad adecuada de agua potable.
Limpieza y desinfección de SCDAPrevención de la contaminación delproducto mediante la utilización de métodos adecuados de limpieza y desinfección de las SCDA.
Prevención de contaminación cruzadaProtección del alimento de contaminantes biológicos o químicos provenientes de materias primas crudas o equipo utilizado para las mismas.
Protec. de la adulteración de los alimentosPreven ción de la adición no intencionalde sustancias perjudiciales par a la salud del consumidor a los productos .
Mant. sanitario de las inst . de lavado Aseguramiento del buen funcionamiento , estado
y limpieza de los servicios para prevenir que éstos se conviertan en focos de contaminación para el alimento.
Manejo de sustancias toxicasPrevención de la contaminacion química accidental o intencional de los productosalimenticios.
Control de salud e higiene de empleadosPrevención de la contaminación del alimento
por parte del personal ó visitantes mediante normas que disminuyen el riesgo
microbiológico de los procesos de fabricación.
Control de plagas o fauna indeseableImpedimento de acceso a plagas al área de producción de alimentos con el objetivode disminuir el riesgo biológico
Procedimientos Estándar de Limpieza y
Desinfección(SSOP)
Figura 2. Aspectos Básicos de los Procedimientos Estándar de Limpieza y Desinfección. Elaborado por: María Laura Ávila. Fuente: National Seafood HACCP Alliance (2000).

4. RESULTADOS METODOLÓGICOS
4.1 Introducción
La práctica se llevó a cabo en la empresa de productos Le Chandelier, ubicada en
Los Yoses, San José. La empresa brindó el apoyo financiero para la impresión de
documentos y su empaste.
Productos Le Chandelier se dedica a la elaboración principalmente productos
cárnicos y salsas los cuales son distribuidos en los supermercados Auto Mercado, Peri
Mercados y la cadena multi mercados AM PM.
La empresa inicio sus labores en octubre del 2003 y cuenta con un personal de 5
empleados en la planta de producción.
La compañía cuenta con 45 productos, entre los cuales se encuentran patés,
salchichas, salchichones, jamones y salsas de distintas presentaciones los cuales han
sido elaborados con base en experiencia del dueño del local y las sugerencias de sus
colaboradores y clientes.
4.2 Diagnóstico inicial
El diagnóstico inicial de la Empresa de Productos Le Chandelier se realizó
utilizando el Diagnóstico Tecnológico Cuantitativo (DTC) del Centro Nacional de Ciencia y
Tecnología de Alimentos en noviembre del 2003. Dicha herramienta evalúa aspectos tales
como materias primas, material de empaque, equipos y utensilios, servicios básicos,
instalaciones, capacitación, producción, operaciones críticas, gestión de sistemas tales
como Buenas Prácticas de Manufactura y HACCP, entre otros. Durante la visita a la
empresa se recopiló información observando la documentación y se realizaron consultas
al personal con el fin de evaluar los puntos de interés del diagnóstico.

29
Con el aporte del DTC la empresa obtuvo una noción de su nivel tecnológico,
incluyendo sus fortalezas y debilidades. Entre las deficiencias más relevantes se
encontraron, insuficiencias del sistema de Gestión de Calidad, de requisitos de BPM y el
Sistema HACCP de la empresa, principalmente por la falta de procedimientos
documentados, registros y lineamientos en donde se estipulara el desarrollo de las
labores. Los resultados se muestran en el siguiente cuadro.
Cuadro V. Resultados del DTC en las áreas de Gestión de Calidad, Requisitos de las
Buenas Prácticas de Manufactura y Sistema HACCP al inicio del proyecto.
Área Calificación
1. Gestión de Calidad 49.3
2. Requisitos del Sistema de Buenas
Prácticas de Manufactura
37.1
3. Sistema HACCP 31.9
Se realizó una reunión con la Gerente General de la empresa en la cual se
presentaron los resultados del DTC en un informe escrito. En el informe se destacaron las
fortalezas y las debilidades tecnológicas de Productos Le Chandelier y se definió que la
falta de procedimientos, manuales y registros que afectaban directamente los aspectos
tales como la Gestión de Calidad, BPM y el Sistema HACCP.
El análisis del Diagnóstico Tecnológico Cuantitativo permitió que se lograra
priorizar las acciones que estaban comprometiendo la inocuidad de los productos. En
consecuencia, se determinó junto con la Gerente, los procedimientos que debían ser
elaborados en el presente proyecto, enfatizando que se empezaría con el Manual de
Buenas Prácticas de Manufactura con el fin de establecer los lineamientos que la empresa
debía de implementar para mejorar los aspectos mencionados anteriormente. Se
estableció la necesidad de desarrollar los Procedimientos Estándar de Elaboración (SOP)
debido a que éstos junto con los Procedimientos Estándar de Limpieza y Desinfección
(SSOP), documentos también elaborados, constituyen la base de las BPM. La importancia
de las BPM se debe a que gracias a lo integral de su enfoque y a su aplicación en casi
todas las áreas de la empresa, estas prácticas son en sí un sistema de control de calidad
30
e inocuidad a través de la eliminación de riesgos de contaminación de un producto
(Anzueto, 1998).
Se comentó que una vez elaborados e implementados dichos documentos se
reflejaría una mejora el sistema de Gestión de Calidad. La importancia de esto reside en
que los documentos y registros reflejan lo que la empresa está realizando, lo cual puede
ser auditado y verificado, teniendo así un respaldo de que el sistema está funcionando
como corresponde.
Se recomendó la validación de los SSOP y el diseño, redacción e implementación
de los Programas de Soporte para tener las bases más sólidas para que en una fase
posterior se inicie con el proyecto de desarrollo del HACCP.
4.3 Codificación y Formato de los Documentos
Se estableció un mismo formato para toda la documentación elaborada en la
empresa de Productos Le Chandelier con el fin de agregarle uniformidad, facilitar su
comprensión y utilización por cualquier miembro de la empresa.
Todos los procedimientos fueron elaborados bajo el mismo formato que incluye:
• Encabezado.
• Índice.
• Objetivo.
• Alcance.
• Responsables.
• Procedimiento.
• Monitoreo.
• Acciones Correctivas
• Otros (dependiendo del tipo de documento).

31
Todos los documentos cuentan con lo anteriormente mencionado y en los casos
que aplica se colocó una sección con documentos relacionados y un anexo. Los mismos
se elaboraron bajo un mismo tipo y tamaño de letra.
Los encabezados de los procedimientos se utilizaron para identificar el documento
mediante el código y nombre del mismo, el logo de la empresa, la persona que elaboró, la
que revisó y la que autorizó o aprobó el mismo.
Código Nombre del Procedimiento
Fecha de emisión:
Número de edición: Autorizado por:
Elaborado por:
Revisado por:
Página de
Figura 3. Encabezado utilizado en los documentos elaborados para la empresa de
Productos Le Chandelier.
La fecha de emisión y el número de edición fueron incluidos con el fin de organizar
los documentos y evitar confusiones entre documentos obsoletos y los actuales. La
paginación se incluyó dentro del encabezado para evitar la alteración de los
procedimientos.
32
4.4 Manual Buenas Prácticas de Manufactura
Los lineamientos abarcados dentro del Manual realizado a la Empresa de
productos Le Chandelier fueron los siguientes:
• Comportamiento del personal y visitantes.
• Instalaciones Físicas.
• Equipos y Utensilios.
• Control de Procesos.
El Manual de Lineamientos de Buenas Prácticas de Manufactura, identificado bajo
el código LG-BPM-01, se elaboró basándose en las normas que la empresa debe seguir
y respetar con el fin de elaborar alimentos inocuos. El mismo se basó en los lineamientos
que establece el documento Current Good Manufacture Practices in manufacturing,
packing, or holding human food (FDA, 2001) y el Código Internacional Recomendado de
Prácticas y Principios Generales de Higiene de Alimentos (Codex Alimentarius, 2003), las
Normas INTECO y además de la literatura consultada, asimismo el manual se ajustó a la
empresa de Productos Le Chandelier. Debido a la confidencialidad del proyecto, los
documentos se encuentran en la empresa, por lo que el Apéndice 1 se muestra la tabla de
contenidos del mismo.
Adjunto al Manual se elaboró un Instructivo de Lavado de Manos (INS-BPM - 01),
con el fin de facilitar al empleado un procedimiento conciso de como lavarse las manos
adecuadamente.
Se elaboró un Registro de los Lineamientos Generales de Buenas Prácticas de
Manufactura (R-LG-BPM-01) con el objetivo de monitorear semanalmente el cumplimiento
establecido en el Manual y así llevar un control más estricto. Esta evaluación se debe
realizar semanalmente y no diariamente debido a que los registros generados en los
SSOP dan soporte a las BPM.
Los lineamientos abarcados en el Manual de BPM se muestran en cuadro VI.

33
Cuadro VI. Lineamientos establecidos en el Manual de Buenas Prácticas de Manufactura
de acuerdo a la sección (LG-BPM-01).
Personal y Visitantes
Estado Salud Higiene Personal Uniformes
Hábitos de Trabajo Capacitación e inducción Cultura de Higiene
Instalaciones
Ubicación Edificio Techos
Iluminación Paredes Ventilación
Puertas Ventanas Pisos
Drenajes Provisión de agua Distribución de Planta
Áreas de Servicio
Bodegas Laboratorios Servicios sanitarios
Vestidores Lavamanos Lavabotas
Pediluvios Oficinas Comedor
Equipos y Utensilios
Materiales Diseño Sanitario Dispositivos de Medición y
Mantenimiento.
Procesos
Materia Prima Proceso y Codificación Producto Terminado y
Trazabilidad
Las Buenas Prácticas de Manufactura fueron mejoradas por parte de los
colaboradores de la empresa, principalmente en el uso correcto del uniforme tales como la
redecilla bien colocada, el uso del cubrebocas cuando fuera necesario y el cambio de los
delantales se empezó a realizar con una frecuencia más seguida con el fin de no utilizar
uniformes sucios.
Se dio una capacitación con respecto al lavado de botas y de manos, la cual
comprendió:
1. Una demostración práctica en las cual se mostraba el correcto lavado de manos y
botas.
2. Una charla sobre la importancia de realizar el procedimiento correctamente.
34
3. Carteles con instrucciones, los cuales fueron explicados y colocados cerca del
área de lavamanos y pediluvio.
4. Comprensión del entrenamiento, la cual se verificó observando la manera en que
un colaborador lavaba sus manos y botas luego de la capacitación.
Se observó a los empleados durante seis meses después de la ilustración y los
mismos continuaron el procedimiento de acuerdo a lo enseñado. Esta metodología de los
cuatro pasos mencionados con anterioridad fue propuesta y utilizada para las
capacitaciones de los todos procedimientos documentados.
Otro de los avances con respecto a las Buenas Prácticas de Manufactura fue la
compra una cámara de congelación nueva que se colocó y ordenó de tal manera que no
pusiera en riesgo los productos, debido a que con anterioridad se contaba con un equipo
muy pequeño el cual era de difícil limpieza y acomodo de los productos.
Con respecto a la Infraestructura se cambió el piso del área de proceso debido a
que el que se tenía con anterioridad presentaba algunas grietas, en las cuales se
acumulaba producto fácilmente, siendo esto una fuente de contaminación. En su lugar se
colocó un piso de material antideslizante, de fácil limpieza y de color blanco.
Es de suma importancia mencionar que a pesar de que el presente trabajo final de
graduación no tenía como objetivo la implementación de la documentación, gracias al
apoyo y convencimiento de la gerencia, los procedimientos se fueron mejorando e
implementando durante el transcurso del proyecto.
4.5 Procedimientos Estándar de Operación (SOP)
Con el objetivo de mantener la calidad de los productos a través de toda la línea
productiva, se diseñaron los Procedimientos Estándar de Operación. Estos ayudan a
estandarizar los procedimientos debido a que el personal puede seguir lo establecido en
estos, además de que estos constituyen una herramienta para monitoreo y control del
proceso.

35
Al inicio del presente proyecto la empresa tenía establecido verbalmente los
procedimientos de elaboración de salsas y embutidos, mas no existía ningún tipo de
documento escrito, control, ni registros relacionados con las distintas etapas del proceso.
No se tenía ningún procedimiento relacionado con la recepción de materia prima,
producción, ni el almacenamiento de producto.
Los SOP´s redactados fueron los relacionados con el manejo y almacenamiento de
materias primas y empaque, los procesos de producción de los distintos productos
elaborados y los respectivos registros. De acuerdo a las capacidades de la empresa y los
requerimientos que se necesitaban con más urgencia se realizaron los procedimientos y
registros que se muestran en el cuadro VII.
36
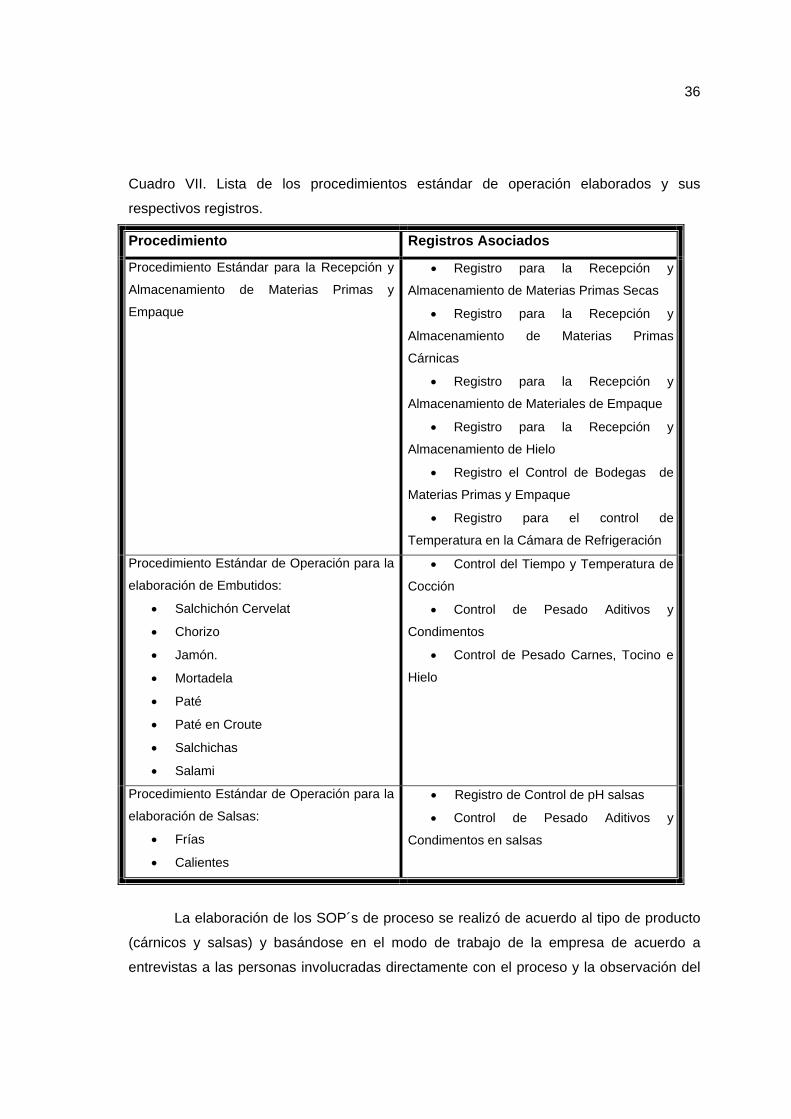
Cuadro VII. Lista de los procedimientos estándar de operación elaborados y sus
respectivos registros.
Procedimiento Registros Asociados
Procedimiento Estándar para la Recepción y
Almacenamiento de Materias Primas y
Empaque
• Registro para la Recepción y
Almacenamiento de Materias Primas Secas
• Registro para la Recepción y
Almacenamiento de Materias Primas
Cárnicas
• Registro para la Recepción y
Almacenamiento de Materiales de Empaque
• Registro para la Recepción y
Almacenamiento de Hielo
• Registro el Control de Bodegas de
Materias Primas y Empaque
• Registro para el control de
Temperatura en la Cámara de Refrigeración
Procedimiento Estándar de Operación para la
elaboración de Embutidos:
• Salchichón Cervelat
• Chorizo
• Jamón.
• Mortadela
• Paté
• Paté en Croute
• Salchichas
• Salami
• Control del Tiempo y Temperatura de
Cocción
• Control de Pesado Aditivos y
Condimentos
• Control de Pesado Carnes, Tocino e
Hielo
Procedimiento Estándar de Operación para la
elaboración de Salsas:
• Frías
• Calientes
• Registro de Control de pH salsas
• Control de Pesado Aditivos y
Condimentos en salsas
La elaboración de los SOP´s de proceso se realizó de acuerdo al tipo de producto
(cárnicos y salsas) y basándose en el modo de trabajo de la empresa de acuerdo a
entrevistas a las personas involucradas directamente con el proceso y la observación del

37
mismo. Los mismos incluían los controles necesarios para que los procedimientos
estuviesen bajo control. Se realizaron varias visitas en las que se modificaron los
procedimientos con el fin de ir adecuándolos a la empresa, y se contó con la gran
colaboración de los empleados los cuales cooperaron con la capacitación en el uso de los
mismos.
4.5.1 Procedimiento Estándar para la Recepción y Almacenamiento de Materias Primas y
Empaque
La elaboración de un procedimiento Recepción de Materia Primas y Empaque que
incluya todas las operaciones desde la recepción hasta el almacenamiento de las mismas,
facilita, junto con la respectiva capacitación sobre el tema, el control de la materia prima.
Con una materia prima adecuada se asegura el buen funcionamiento del proceso y la
garantía de la calidad del producto final.
Con el fin de facilitar su comprensión y uso, el procedimiento fue seccionado de
acuerdo al tipo de materia prima que se recibe: Materia Prima Seca, Carnes, Hielo y el
Material de Empaque. En dicho documento también se estableció la manera correcta de
almacenar las mismas (Apéndice 2).
Todos los documentos fueron elaborados de la siguiente manera: se realizaron
varias visitas a la empresa para observar y consultar a los involucrados sobre los
procedimientos, luego se elaboraron lo procedimientos, se visitaba nuevamente la
empresa para confirmar el procedimiento, en caso de algún cambio se corregía el mismo.
Una vez revisada y aprobada la documentación se entregaba a la empresa y se daba una
capacitación con el fin de facilitar su comprensión y utilización.
En el caso de la recepción de las Materia Primas descrita en el SOP, éste
involucra varios puntos entre ellos el control de la limpieza de los medios de transportes
de las mismas, la revisión de ausencia de plagas, que la materia prima no fuese colocada
directamente en el piso, la entrega de certificados de calidad, los requisitos mínimos de la
38
etiqueta. También se estableció los análisis que se deben de realizar según el
correspondiente tipo de materia prima.
En el caso de la recepción de materias primas cárnicas se debe de realizar de
manera rápida debido a que la temperatura juega papel fundamental. Las carnes son uno
de los alimentos más perecederos de todos los grupos alimenticios; sus valores de pH, su
contenido de nutrientes y su humedad son apropiados para sustentar el crecimiento de los
microorganismos (Jay, 2002). En la sección de recibo de Materia Prima Cárnica se
especifica que la temperatura de transporte de la misma no debe de superar los 4 º C con
el fin de controlar el crecimiento microbiológico.
Debido a que los controles de recepción de materia prima son distintos
dependiendo del tipo que ésta sea, se acordó realizar un registro genérico para cada uno
de ellos (Cuadro VII).
El almacenamiento de materias primas se diseñó en el mismo procedimiento. En
dicha sección se dan las pautas a seguir para almacenar toda materia de acuerdo a las
mejores condiciones.
En relación a las materias primas secas, tales como condimentos, especias, se
estableció que las mismas deben de ser almacenadas en recipientes rotulados, cerrados
y herméticos con el fin de evitar que estos se aglomeren o pierdan sus características, loS
cuales debían estar a más de 30 cm del piso y la pared. La estructura de la bodega de la
empresa cuenta con las características de infraestructura que evita cualquier ingreso de
plagas u otro tipo de contaminación, por lo que, lo único que fue necesario modificar fue
que la materia prima no estuviese a menos de la distancia establecida.
En el caso de la sal de cura se colocó en una estiba aparte y se rotularon
debidamente, tema que se abarcará cuando se haga referencia al SSOP de Manejo de
Sustancias Tóxicas. El acceso a estas materias primas se restringió de manera que la
persona responsable de las formulaciones debe de cerrar la bodega donde éstas se
almacenan.
39
El material de empaque por motivos de espacio se almacena en la misma bodega
que los condimentos y especias, pero con el fin de controlar cualquier tipo de
contaminación se estableció en el SOP que el material de empaque debe de mantenerse
en una bolsa plástica, y sacarse de la misma únicamente cuando vaya a ser utilizado.
Por su lado, la sección de almacenamiento de la materia prima cárnica establece
el control que debe de haber en la temperatura de la cámara, ya que el abuso de éstas
traerá consigo el deterioro de la carne.
En el SOP se definió claramente que las bodegas o cámaras de almacenamiento
deben mantenerse limpias, rotuladas y ordenadas. Durante el presente proyecto se
ordena y rotula la bodega de Materia Prima Seca, lo cual ayuda a evitar cualquier tipo de
contaminación. También se establece la inspección de las mismas diariamente, con el fin
de evitar residuos de alimentos o material de empaque en las mismas para evitar la
invasión de posibles pestes en estas áreas.
4.5.2 Procedimiento Estándar para la Elaboración de Salsas y Embutidos.
La elaboración de los Procedimientos relacionados con la elaboración de
productos se inició mediante la observación del proceso completo y describiendo
detalladamente los pasos, desde el pesado de los ingredientes hasta la distribución del
producto a los clientes. La forma de manipular el producto terminado, se incluye dentro del
SOP de cada producto, previo acuerdo con la empresa. Todos los procedimientos de
elaboración de producto se realizaron con un mismo formato (Apéndice 3).
Para la elaboración de los procedimientos de embutidos se acordó diseñar un SOP
de acuerdo al tipo de embutido con el fin de simplificar la documentación. En todos los
SOP se incluye un flujo de proceso en el cual se señala la cantidad de sal de cura que se
debe de agregar para no causar daños en la salud del consumidor, además del tiempo y
temperatura de cocción del embutido necesarios para la eliminación de microorganismos
patógenos. Los controles del proceso con respecto a la calidad del producto se detallan
en la sección denominada Descripción del Proceso.

40
En todas las etapas de proceso se documentó la manera en que los equipos
deben ser manipulados y los programas seleccionados para su uso, facilitando de esta
manera a los colaboradores de la empresa las labores, además de proveer una
herramienta para no depender de una persona (operario encargado) para la elaboración
de los productos. De esta forma, si por algún motivo el operario no está presente, el
producto no se verá afectado.
Los registros elaborados para el control de los SOP son generales para todos los
tipos de embutidos, es decir, se colocaba el nombre del tipo de producto elaborado y se
completaban los parámetros de control establecidos en el mismo (Apéndice 4). El diseño
se realizó de esta forma con el fin de facilitar su uso.
En el caso de las salsas se definieron controles tales como la temperatura y el
grado de acidez de las mismas en el caso de las salsa calientes, ya que como menciona
Segreda (1996), si a una salsa que requiere tratamiento térmico no se le controla este
punto, lo más probable es que sufra deterioro bastante rápido. En el caso de las salsas
frías hay que tener más cuidado aún debido a que estas están más propensas a la
contaminación. En ambos casos se estableció el control del pH, y para las salsas con
tratamiento térmico la temperatura aplicada.
En todos los SOP´s se establecieron las acciones correctivas a seguir en caso de
que algún punto determinado se saliera de control. Además se proporcionaron los
registros asociados para anotar las desviaciones y lo realizado para su debida corrección.
Los empleados fueron capacitados en este punto lo cual ayudó en la mejora de los
procesos debido a que los colaboradores sabían que hacer en caso de que se presentará
una desviación.
4.6 Procedimientos Estandarizados de Limpieza y Desinfección (SSOP)
Los SSOP se elaboraron respondiendo a las necesidades y características de la
empresa y lo recomendado por la National Seafood HACCP Alliance (2000) en los
lineamientos establecidos en el “Sanitation Control Procedures for Processing Fish and

41
Fishery Products”. La Figura 4 muestra la lista de los procedimientos elaborados junto
con sus respectivos registros.
La codificación de los SSOP fue bastante sencilla para la facilitar la compresión y
acceso a los mismos. Se estableció un orden de documentos el cual no tenía relación con
la importancia de los procedimiento, esto debido a que todos son igual de
trascendentales. A los documentos se les colocó las iniciales SSOP, seguidas de las
iniciales del nombre de procedimiento, y por ultimo el número consecutivo, del 01 al 08
(Anexo 5).
Control de la Inocuidad del Agua (SSOP-CA-01) Registro AsociadoR-SSOP-CA-01R-SSOP-GEN-01
Limpieza y desinfeccion de Superficies en contacto con los Alimentos(SSOP-SC-02)
Registro Asociado R-SSOP-SC-01 /R-SSOP-GEN-01
Mantenimiento Sanitario delas Estaciones de Lavado y Servicios Sanitarios(SSOP-EL-04)
Registro AsociadoR-SSOP-EL-01/R-SSOP-GEN-01
Prevención de la Contaminación Cruzada (SSOP-CC-03)
Registro Asociado R-SSOP-GEN-01
Protección Contra Sustancias Adulteras(SSOP-SA-05) Registro Asociado R-SSOP-GEN-01
Manejo y Protección de los Agentes o Sustancias Tóxicas(SSOP-ST-06)Registro Asociado R-SSOP-ST-01 / R-SSOP-ST-02R-SSOP-GEN-01
Control de la Salud e Higiene del Personal y visitantes (SSOP-HP-07)
Registro Asociado R-SSOP-HP-01 / R-SSOP-HP-02R-SSOP-GEN-01
La Exclusión de Fauna Indeseable(SSOP-FI-08) Registro AsociadoR-SSOP-FI-01 / R-SSOP-FI-02R-SSOP-GEN-01
SSOP
Figura 4. Procedimientos Estandarizados de Limpieza y Desinfección (SSOP) elaborados para la Empresa de Productos Le Chandelier. Elaborado por: María Laura Ávila.

42
La validación de los SSOP no se realizó debido a que no fue incluido dentro del
alcance del presente proyecto.
A continuación se describen los aspectos relacionados con el diseño y elaboración
de los SSOP de la empresa de Productos Le Chandelier.
4.6.1 El Control de la Inocuidad del Agua
El agua potable es indispensable para toda compañía de alimentos al igual que lo
es para la empresa Productos Le Chandelier. La misma es utilizada como materia prima,
limpieza y desinfección de equipos, utensilios e instalaciones físicas o para el uso de los
colaboradores de la compañía.
Como toda planta de alimentos debe de disponer de agua potable. Los parámetros
de Control del agua se establecieron de acuerdo al Reglamento de Calidad de Agua
Potable del Ministerio de Salud. En Productos Le Chandelier el agua utilizada es de pozo,
por esto se utiliza un clorinador para la cloración de la misma, con el fin de mantenerse
dentro de los valores permitidos en el Reglamento.
Al inicio del presente proyecto no existía un control estructurado ni documentado
del procedimiento para garantizar la potabilidad del agua. Debido a esto se establecieron
una serie de parámetros a seguir y registros para completar con el fin de asegurar agua
potable para la empresa. La recolección de muestras para los análisis microbiológicos y
químicos se realizaba sin una periodicidad determinada, por lo que se estableció una
frecuencia determinada para llevar un control más estricto de la misma, la cual se
estableció de acuerdo a la bibliografía y en análisis microbiológicos que se habían
realizado con anterioridad.
Se estableció que la empresa proveedora del clorinador realizaría la revisión del
mismo cada dos meses con el fin de que se examine la salida de la cantidad de dicha
sustancia y que esta cantidad se encuentre dentro de los rangos permitidos. Además, se
estableció en los procedimientos la frecuencia y valores para las mediciones de pH y cloro

43
residual para verificar que estos están acorde con los valores estipulados en el
Reglamento Nacional. Todos los datos obtenidos se anotan en Registro para el Control de
la Inocuidad del Agua (R-SSOP-CA-01) y en caso de encontrarse una no conformidad se
anota la acción correctiva realizada las cuales se establecieron en el procedimiento.
Con el respecto a los parámetros físicos que establece el Decreto Nº 5991-S del
MS, una inspección diaria por parte de un encargado determina si el agua se encuentra
libre de turbidez, color, olor ni sabores extraños. Para la verificación de dichos parámetros
se estableció un monitoreo diario al inicio de labores, el cual se registra en el Registro de
General de los SSOP (REG-GEN-01), al igual que las demás actividades establecidas en
los otros SSOP cuya frecuencia es diaria.
Para la inocuidad del hielo, materia prima que es suministrada por una empresa
contratada, se definió la forma en que el mismo debía ser transportado, la frecuencia de
entrega de las cartas de garantía de calidad de la empresa y de los análisis físico-
químicos los cuales deben de cumplir todos los valores establecidos en el Decreto
mencionado con anterioridad. Con respecto a este punto, debido al compromiso de la
empresa con la provisión de alimentos inocuos, se compró una cámara de congelación la
cual facilita el orden, la limpieza y el mantenimiento del hielo de tal manera que no tenga
ningún tipo de riesgo físico, químico o microbiológico durante su almacenamiento.
4.6.2 Procedimiento Estandarizado de Limpieza y Desinfección de las Superficies en
Contacto Directo con los Alimentos.
Todo procedimiento de limpieza y desinfección debe estar bien planificado con el
fin de evitar gastos innecesarios a la empresa. El SSOP de Limpieza y Desinfección de
las Superficies en Contacto Directo con los Alimentos (SSOP-SC-02) se diseñó tomando
en cuenta las características y recursos de la empresa, además de un orden específico
para el SSOP con el fin de no malgastar los insumos de limpieza y desinfección.
44
En el SSOP elaborado para la empresa se definieron primero una serie de
operaciones anteriores a la limpieza con el fin de prevenir daños tanto al equipo como al
personal encargado de la misma. En esta sección se menciona también la protección que
se le debe de dar a los alimentos antes de cualquier limpieza ó desinfección.
Las características de los equipos y utensilios facilitaron la implementación del
SSOP debido a que los mismos son de fácil limpieza y desinfección debido a que la
mayoría de las superficies son lisas y no presentaban ningún tipo de grieta en las mismas.
Además la mayoría de los equipos era de acero inoxidable, material no tóxico y de fácil
limpieza.
Los dosificadores de los agentes de limpieza y desinfección suministran las
concentraciones adecuadas para el procedimiento, más en el anexo del SSOP se detalló
la manera en que se elaboraban manualmente. Esto facilitaría su aplicación en caso de
cualquier contratiempo con el equipo. Además para corroborar la concentración del
desinfectante se utilizan las cintas de prueba o Test Strips, material suministrado por el
proveedor de los agentes.
Con el fin de facilitar y economizar el uso de detergentes se estableció que para la
limpieza se debía de utilizar espátulas, removedores de suciedad y una mínima cantidad
de agua con el fin de remover la suciedad gruesa, como lo son los restos de alimentos.
Luego se definió el procedimiento de aplicación del detergente o limpieza alcalina.
Para el caso de Productos Le Chandelier se utiliza un detergente alcalino debido a que
éste junto con las grasas (compuesto muy común en los embutidos) forma un jabón
fácilmente removible en agua (Mc Swane, 2000). El agente limpiador se determinó que se
debía aplicar en espuma durante 15 minutos, friccionar la misma con un cepillo limpio con
el fin de que suspendiera la suciedad adherida a las superficies y de esta forma eliminar
la misma de manera eficiente y controlada.
Para la sanitización de las superficies de determinó que el desinfectante utilizado
debía de ser aplicado durante 5 minutos en una concentración de 200 ppm de su agente
activo el amonio cuaternario. Se escogió este desinfectante debido a que no es irritante

45
para la piel, no produce olores ni sabores, además de funcionar en un rango bastante
amplio de pH (Mc Swane, 2000). Otra ventaja del amonio cuaternario es que es bastante
dañina para la Listeria Monocytogenes (National HACCP Seafood Alliance, 2000), la cual
según Jay (2002) se ha observado que logre multiplicarse en ambientes con temperaturas
de 4 ºC.
Cada una de las sustancias de limpieza y desinfección cuenta con la información
necesaria del modo de empleo y concentraciones necesarias (ficha técnica), además de la
hoja de seguridad. A pesar de que los dosificadores suministraban las concentraciones
necesarias para la limpieza y desinfección, en el anexo del SSOP se indica la manera de
realizar las disoluciones de limpieza en caso de que el equipo dosificador fallase.
La frecuencia de las actividades se definió al inicio de las labores y al final de las
mismas, con el fin de que en un futuro se logre programar una limpieza antes de la salida
al receso de almuerzo, aún así los colaboradores deben de dejar libre de residuos o
producto crudo la zona de trabajo antes de ir al descanso. De igual manera se estableció
que si fuese el caso, tal como una contaminación no esperada o la utilización de algún
producto con alergenos se debe de realizar la limpieza y desinfección como indica el
procedimiento.
Con el fin de verificar la efectividad del SSOP se diseñaron dos registros, el
general de (REG-GEN-01) y el Registro de Control de Limpieza y Desinfección de
Superficies en Contacto con los Alimentos (R-SSOP-SC-01) se diseñó para verificar la
limpieza y desinfección de los equipos completándose concentraciones de agentes,
equipos, hora, entre otros aspectos importantes.
En el SSOP de limpieza y desinfección elaborado, se acordó adicionar en el anexo
de dicho procedimiento, el método aplicado para la higienización de los techos, pisos y
otras superficies que no tenían contacto directo con los alimentos, pero era de igual
importancia mantenerlas limpias con el fin de evitar cualquier foco de contaminación.
Dichos métodos de limpieza eran muy similares a los descritos anteriormente en la
presente sección.

46
La empresa colaboró con la elaboración de este procedimiento ya que en todos los
casos se realizaron los lavados recomendados y con la frecuencia adecuada, lo cual
demuestra que el personal y la compañía se han ido involucrando con la inocuidad de los
productos. Aún así como se mencionó con anterioridad la validación del presente SSOP,
ni de ninguno de los mismos, no se realizó en el presente proyecto, pero se recomienda la
validación del mismo en un futuro cercano para así comprobar la efectividad de los
procedimientos.
4.6.3 Prevención de la Contaminación Cruzada
La elaboración del SSOP de Prevención de la Contaminación Cruzada incluyó
varios factores tales como el flujo de proceso, el cual incluye la recepción de materia
prima y empaque, producto en proceso y terminado. En dicho procedimiento se menciona
la importancia de la correcta manipulación de sustancias de limpieza y desinfección,
control de plagas y sustancias de mantenimiento de los equipos con el único objetivo de
evitar la transferencia de sustancias contaminantes al producto final.
La separación de áreas de almacenamiento de materias primas secas, de
sustancias químicas y de mantenimiento de los equipos facilita la prevención de la
contaminación. La línea de producción del área minimiza el riesgo, debido a que el
producto crudo nunca esta en contacto con el producto ya pasteurizado sin empacar.
Por motivos de espacio en la empresa, las materias primas secas y el materia de
empaque se almacenaba en la misma bodega, mas como se mencionó con anterioridad
en el SOP de Materias Primas, los materiales de empaque se mantenían cubiertos
siempre que no estuviesen siendo utilizados.
Se estableció una codificación de colores en las cajas plásticas con el fin de evitar
su mal uso. Se definió que las cajas que están en contacto directo con el piso debían de
ser de un color distinto a las demás, en este caso blancas, mientras que las que contienen
materia prima cruda de color azul, las de materia en proceso amarillas y las de producto
terminado verdes. Estos fueron los colores seleccionados debido a que la empresa

47
contaba ya con recipientes de estos colores. En la Figura 5 se muestra el cartel que se
elaboró con la codificación diseñada para la empresa con el fin de que fuese colocado en
planta, para facilitar al colaborador el uso de la misma.
Contacto con el Piso
Materia Prima
Materia en Proceso
Producto Terminado
Productos Le Chandelier
CODIFICACION DE COLORES DE RECIPIENTES
Figura 5. Cartel elaborado para la codificación de colores de los recipientes o cajas
plásticas utilizadas en el área de Proceso de Productos Le Chandelier.
Las fuentes de contaminación cruzada son muchas, tales como el personal, el
diseño de planta, un ambiente contaminado, entre otros, por lo que el documento
diseñado hace referencia a los demás SSOP elaborados. El monitoreo diario para verificar
el cumplimiento de las actividades se registra en el Registro de General de los SSOP
(REG-GEN-01).

48
4.6.4 Mantenimiento Sanitario de las Estaciones de Lavado y Servicios Sanitarios
La limpieza y desinfección de las estaciones de lavado se debe garantizar con el
fin de que el personal pueda hacer uso de ellos y no representar una fuente de
contaminación. En el procedimiento elaborado para la empresa se definió los métodos de
limpieza y desinfección del servicio sanitario, los pediluvios, los lavamanos y el lavabotas.
Como primer punto se dictaron las normas a seguir por parte del personal
encargado de realizar la limpieza para evitar cualquier daño a si mismo o contaminar
cualquier alimento.
En el SSOP se definió la frecuencia conveniente para la limpieza y desinfección de
las estaciones de lavado, en la cual se revisa también que los suministros tales como
papel higiénico y toalla, jabón, desinfectante, cepillos en el caso de los lavabotas se
encuentren en cantidades necesarias. Además de revisar el buen funcionamiento de los
inodoros y dispensadores. Los encargados de la limpieza fueron capacitados sobre este
tema en el cual se les enseñó la importancia del lavado y desinfección correctos de los
servicios, todas las recomendaciones fueron seguidas siempre con el fin de mejorar. Se
puede mencionar entre ellas el aumento del tiempo de residencia de los desinfectantes, el
aumento de la frecuencia en que los basureros eran vaciados, además de la frecuencia en
que se verificaba el buen funcionamiento de los servicios, entre otras mejoras observadas.
La elaboración manual de los agentes de limpieza y desinfección se indica en el
anexo del documento, con el fin de evitar cualquier contratiempo en caso de que el
dosificador automático se deteriore. Se establecen las concentraciones para el pediluvio y
su medición se realiza utilizando las cintas Test Strips, las cuales proporcionan la
concentración del desinfectante inmediatamente. También se indica la frecuencia de
medición de la concentración de los agentes de limpieza y desinfección y su respectivo
registro de anotación de los resultados (R-SSOP-EL-01).
Se determinaron las medidas correctivas a seguir en caso de que alguna
desviación del procedimiento se presente. El monitoreo de las estaciones de lavado se

49
definió con una frecuencia diaria de tres veces al día, antes del inicio de labores, mitad de
la jornada laboral y al final de la misma, y las observaciones se anotan en el Registro de
General de los SSOP (REG-GEN-01).
4.6.5 Protección contra las Sustancias Adulterantes
El procedimiento de Protección de Sustancias Adulterantes se elaboró con el fin de
certificar que los alimentos elaborados en la empresa no se contaminaran con ningún
adulterante físico, químico o microbiológico. Este objetivo se cumple evitando la
contaminación no deseada del material de empaque, materias primas, superficies en
contacto directo con el alimento, a parte del producto elaborado.
En dicho documento se mencionaron los procedimientos de control y monitoreo que
se deben seguir para que las bodegas no sean una fuente de contaminación al producto,
siendo el control del orden y la limpieza de las mismas punto esencial para evitar
cualquier foco de contaminación. Además se hace alusión al Procedimiento Estándar para
la Recepción y Almacenamiento de Materias Primas y Empaque (SOP-MP-01).
Se estableció las actividades a seguir cuando se fuese a realizar la fumigación de la
empresa, con el fin de proteger el producto, material de empaque y superficies en
contacto directo con el alimento cuando la compañía encargada de la misma la ejecutara.
En esta sección del documento se hace también referencia al Procedimiento Estándar
para la Exclusión de Fauna Indeseable (SSOP-FI-08). Además se menciona la
importancia de la preparación de las superficies antes de empezar labores y después de
una fumigación. Se hace alusión al Procedimiento Estándar para Limpieza y Desinfección
de Superficies en Contacto con los Alimentos (SSOP-SC-02), para darle apoyo a esta
sección del procedimiento.
Los condensados y aguas estancadas se consideran dentro de este documento
debido a que estos pueden contaminar el alimento. Estos se controlan mediante el
mantenimiento de los sistemas de enfriamiento de la planta, además de las instalaciones
y equipos. Se establece un monitoreo visual diario con el fin de controlar cualquier tipo
50
contaminación y se registra en el Registro general de los SSOP (R-SSOP-GEN-01). En el
registro mencionado se monitorea el almacenamiento de la materia prima y de empaque,
manejo adecuado de las sustancias tóxicas y producto terminado.
4.6.6 Manejo de Sustancias Tóxicas
La elaboración de este procedimiento tuvo como objetivo realizar una rotulación y
manejo adecuado de toda sustancia tóxica que se utiliza en la Empresa de Productos Le
Chandelier con el fin de evitar peligros de contaminación de la materia prima y empaque,
producto y daños a la salud de los colaboradores.
Con el fin de controlar que materiales podrían ser dañinos para el alimento o
personas se elaboró una lista de las sustancias tóxicas que utilizaba la empresa. Se
definió que éstas eran los agentes de limpieza y desinfección, los productos para el
control de plagas, el mantenimiento de los equipos y la sal de cura. En el caso de las
sustancias para la exclusión de la fauna indeseable no se dispone de ellas debido a que el
control se realiza de manera externa.
Debido a que varias de las hojas de seguridad y fichas técnicas de agentes de
limpieza y desinfección no estaban en la empresa, se solicitaron nuevamente con el fin de
mantenerlas al día y ordenadas. Se detalló el procedimiento de manejo de los recipientes
que contenían dichas sustancias, y cual era la información mínima requerida de la
etiqueta.
En el caso de la sal de cura se estableció que la etiqueta debe de tener la leyenda
“Producto tóxico, manipulación sólo personal autorizado” la cual debe ser revisada antes
de ingresar a planta y además de la verificación de que el contenido de nitritos era el
adecuado de acuerdo a la ficha técnica proporcionada por el proveedor. Para el manejo
de dicha materia prima se hace referencia al Procedimiento Estándar para la Recepción y
Almacenamiento de Materias Primas y Empaque (SOP-MP-01), con el fin de
complementar dicha sección.

51
El ingreso de las Sustancias Tóxicas, se estableció que debe de ser registrado
para tener un control sobre que sustancia perjudicial para la salud ingresa a la planta en el
documento R-SSOP-ST-01. Otro registro asociado con el documento es la verificación de
que todas las rotulaciones se encuentren en buen estado al inicio de labores lo cual se
documenta en el Registro General de los SSOP (R-SSOP-GEN-01).
Se estableció el lugar donde los agentes tóxicos se almacenan y el cual debe
mantenerse rotulado. Se documentó quien es el encargado de las sustancias y quienes
tienen acceso a las mismas, esto con el fin de mantener un orden y evitar así la
contaminación de los alimentos. Adicionalmente se elaboró una sección en donde se
establecen las directrices a seguir para los implementos utilizados para la limpieza y
desinfección tales como recipientes plásticos, cepillos, gabachas, entre otros.
La empresa realizó mejoras con respecto al uso de los recipientes de limpieza, los
cuales fueron rotulados con el fin de que fuesen solamente utilizados para este fin,
además del adecuado desecho de los recipientes. La empresa tenía desde el inicio del
presente proyecto una bodega para el almacenamiento de dichas sustancias, la cual fue
ordenada y rotulada con el fin de llevar un orden para no arriesgar la inocuidad de los
productos.
4.6.7 Control de la Salud e Higiene del Personal y Visitantes
Mediante la elaboración del presente SSOP se garantiza un adecuado control de la
salud e higiene de los empleados y visitantes de la empresa con el fin de evitar la
contaminación de los productos, los materiales empaque y las superficies de contacto con
los alimentos. El personal se considera como un vector importante en la transmisión de
enfermedades, es por eso que este procedimiento se debe de establecer.
Las normas establecidas en dicho procedimiento se enfocan en la prevención de
contaminaciones con microorganismos, sustancias tóxicas u objetos extraños que puedan
ser introducidos al alimento por parte del personal o visitantes.
52
En el documento se definen cuales son hábitos de higiene que debe seguir
cualquier persona que ingrese a la planta, tales como higiene personal, el lavado de botas
y manos, cual es el uniforme adecuado que se debe utilizar en la zona de producción.
Con el fin de facilitar la comprensión del colaborador y recordar constantemente la
importancia del lavado de manos se elaboró el cartel que se enseña en la Figura 6, en el
cual se establece cómo y cuando se debe lavar las manos el personal.
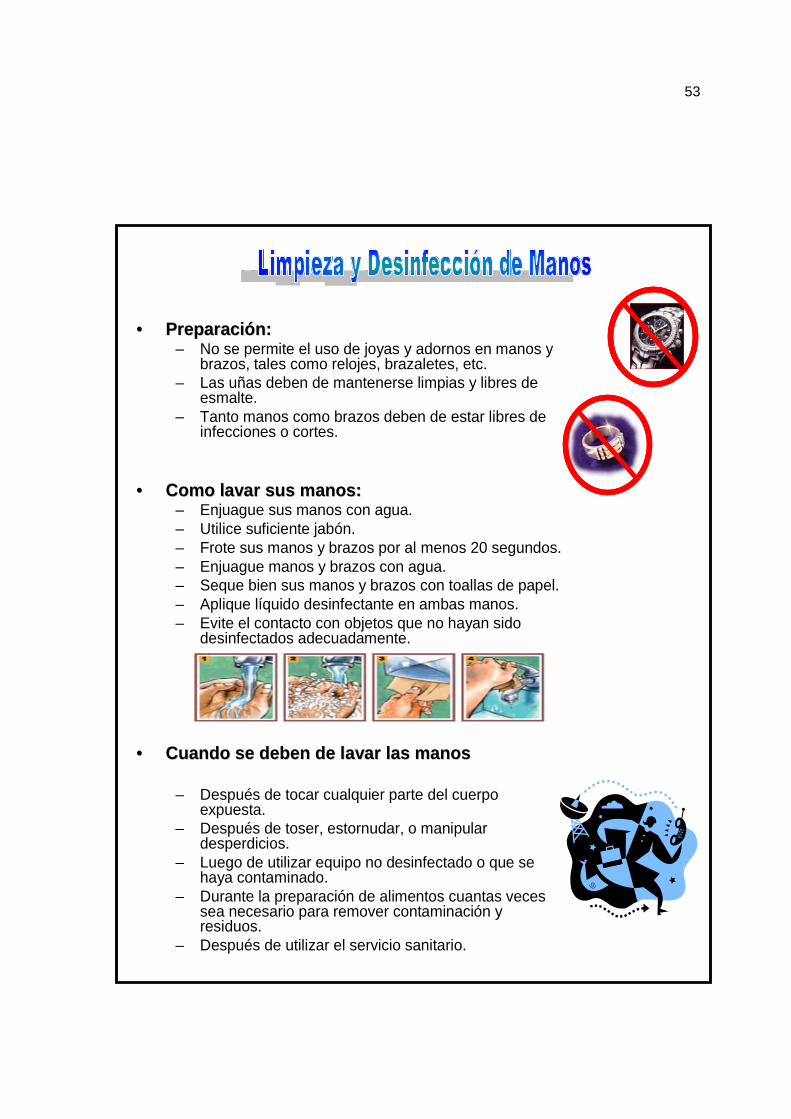
53
•• PreparaciPreparacióón:n:– No se permite el uso de joyas y adornos en manos y
brazos, tales como relojes, brazaletes, etc.– Las uñas deben de mantenerse limpias y libres de
esmalte.– Tanto manos como brazos deben de estar libres de
infecciones o cortes.
•• Como lavar sus manos:Como lavar sus manos:– Enjuague sus manos con agua.– Utilice suficiente jabón.– Frote sus manos y brazos por al menos 20 segundos.– Enjuague manos y brazos con agua.– Seque bien sus manos y brazos con toallas de papel.– Aplique líquido desinfectante en ambas manos.– Evite el contacto con objetos que no hayan sido
desinfectados adecuadamente.
•• Cuando se deben de lavar las manos Cuando se deben de lavar las manos
– Después de tocar cualquier parte del cuerpo expuesta.
– Después de toser, estornudar, o manipular desperdicios.
– Luego de utilizar equipo no desinfectado o que se haya contaminado.
– Durante la preparación de alimentos cuantas veces sea necesario para remover contaminación y residuos.
– Después de utilizar el servicio sanitario.
54
Figura 6. Cartel elaborado para facilitar el empleado la comprensión de la manera correcta de lavarse las manos. Elaborado por: María Laura Ávila.
Debido a que la empresa cuenta con tan sólo cinco empleados en producción se
creó un expediente del empleado con el fin de poder supervisar el comportamiento de la
salud del mismo. En dicho expediente contenía un registro denominado Registro para el
control de la higiene y hábitos del personal (R-SSOP-HP -02), en el cual se anotan
cualquier incluplimiento de las normas establecidas por la empresa tales como las
mostradas a continuación:
Baño Gabacha y botas blancas y limpias
Cabello limpio y peinado Bozal o cubrebocas
Uso de desodorante. Redecilla o cofia utilizada correctamente
Lavado de dientes. Lavado de manos y botas adecuado.
Uñas se mantienen cortas, limpias y libres de esmalte
En el tema relacionado con el estado de la salud de los empleados se define el
monitoreo mediante un examen médico anual, el cual incluía los análisis de Salmonella
spp., Shigella spp., E. coli O157:H7 y Hepatitis A, esto con el fin de obtener si un
empelado es un portador asintomático, es decir, aquellos colaboradores que no presentan
síntomas de la enfermedad pero son portadores del agente etiológico. También se
estableció una observación diaria antes del inicio de labores, anotando cualquier anomalía
en el Registro General de los SSOP (R-SSOP-GEN-01). Se establece que cualquier
empleado tiene la confianza suficiente para indicar al Jefe cualquier problema de salud,
sabiendo que esto no va a afectar su puesto dentro de la empresa.
En esta sección del procedimiento se capacitó a los empleados, con el fin de que
notifiquen al Jefe cualquier problema de salud que presenten, y indicándoseles la
importancia de esto, ya que la salud del empleado podría repercutir sobre el alimento con
el que tenga contacto directo.
55
En el caso de los visitantes el Jefe de Planta se estableció como el encargado de
comunicar los lineamientos a seguir dentro de la empresa y él mismo completa el registro
para el control de los visitantes (R-SSOP-HP-03) con el fin de corroborar el buen estado
de la salud de los mismos.
4.6.8 Control y Eliminación de Plagas
Se desarrolló el Procedimiento Estándar para la Exclusión de la Fauna Indeseable,
cuyo objetivo es garantizar un adecuado control para la mantener libre de fauna
indeseable las instalaciones de la planta procesadora, con el fin de evitar o eliminar
posibles fuentes de contaminación y deterioro en los alimentos, materiales de empaque,
instalaciones y equipos.
Debido a que la empresa contrata una compañía externa para realizar la
fumigación, el documento se dividió en dos secciones, la primera los requisitos y labores
de la empresa fumigadora y la segunda las actividades que debe de seguir Productos Le
Chandelier para evitar la formación de cualquier nicho.
El servicio brindado por la empresa fumigadora realiza una vez al mes a menos
que se presente algún inconveniente. Se estableció que Productos Le Chandelier debe de
tener la siguiente información de al menos tres empresas con el fin de tener opciones:
- Metodología a utilizar.
- Cronograma o frecuencia de control y aplicación de insecticidas para
todas las áreas relacionadas con la planta procesadora (interiores y
exteriores; plaguicidas no residuales y residuales respectivamente).
- Productos a utilizar con sus respectivos documentos vigentes de
aprobación por parte del MAG y las concentraciones a utilizar.
- Permiso de funcionamiento del Ministerio de Salud.
- Certificado de validación de los métodos que utilizan para la eliminación
de las plagas, incluyendo rotación de productos.
- Costo del servicio.
- Fichas técnicas y hojas de seguridad de cada sustancia a utilizar.

56
Luego de presentado lo mencionado con anterioridad se procede a realizar una
evaluación para ver cual empresa es la que mejor cumple con los requisitos, se definió
que la demás información se archiva y anota en el Registro de evaluación de empresas
(R-SSOP-FI-O1). Se estableció que cada vez que la fumigadora realiza su función
entrega un reporte completo de las áreas tratadas, un gráfico demostrativo del
comportamiento de plagas durante el año en curso y completa el Registro de acciones
realizadas por la empresa contratada (R-SSOP-FI-02).
En la segunda parte del documento se incluyó las medidas preventivas que se
toman por parte de Productos Le Chandelier para restringir el acceso de plagas, prevenir
y eliminar nichos que favorezcan el crecimiento de éstas. El mantenimiento de los
accesos a planta debe ser vigilado constantemente para prevenir cualquier ingreso de
plagas, además se puso énfasis en el orden de la bodega de materias primas secas la
cual es un posible nicho para las plagas.
El procedimiento incluyó la inspección diaria de la planta para monitorear el
cumplimiento de los puntos establecidos con anterioridad. Se decidió que el registro diario
se iba incluir en el R-SSOP-GEN-01.
5.5.9 Evaluación Final
Al finalizar la elaboración de la documentación, las capacitaciones de los mismos y
una vez realizados los cambios en planta se ejecutó un Diagnóstico Tecnológico Final
(DTC) con el fin de evaluar los beneficios del trabajo en la empresa.
La Figura 7 muestra el impacto que representó el presente proyecto de graduación
sobre la empresa. Aunque el proyecto abarcaba solamente las Buenas Prácticas de
Manufactura, se observa como el desarrollo de la documentación influyó de manera
positiva el Sistema de Gestión de Calidad y el HACCP.

57
0102030405060708090
100
1. Gestión deCalidad
2. Requisitos deBuenas Prácticasde Manufactura
3. Sistema HACCP
Antes
Después
Figura 7. Resultados obtenidos en el DTC aplicado a la empresa de Productos Le
Chandelier antes y después de finalizado el proyecto.
Los resultados de las requisitos de las Buenas Prácticas de Manufactura
aumentaron su nivel de competencia de un 37.1% inicial, hasta un 95.7 %, porcentaje que
se ve afectado porque los mismos se deben validar. En ellas se incluye el Manual de
Lineamientos de Buenas Prácticas de Manufactura, los SOP y SSOP, procedimientos
redactados durante el presente proyecto.
El aumento en el porcentaje de los requisitos de los lineamientos de las Buenas
Prácticas de Manufactura se debe a los beneficios que trajeron los procedimientos
redactados, los cambios realizados en la infraestructura de planta, los equipos y en el
comportamiento del personal durante todo el transcurso del proyecto. A pesar de que la
implementación y validación de los procedimientos no eran parte de los objetivos, la
empresa fue implementando los mismos en el transcurso del proyecto obteniendo una
gran mejora el sistema de BPM´s.
El personal se involucró y ayudó con la elaboración de los documentos debido a
que la manera de realizar los mismos fue mediante las consultas, para luego ser
redactados y nuevamente realizar las consultas. La disposición de la gerencia motivó al
personal al compromiso con las BPM por lo que la capacitación fue fácil de realizarse, con
una participación interactiva.
58
Se observó el compromiso por parte de la empresa con la elaboración de
alimentos inocuos, mediante cambios observados en la planta al igual que en el
comportamiento del personal tales como la instalación de una cámara de congelación que
facilitó la separación del hielo y la materia prima cruda, un aumento en la frecuencia de
limpieza y desinfección tanto en las estaciones de lavado como la planta de producción,
ya que con anterioridad sólo se limpiaba y desinfectaba a inicio de labores. El uso correcto
del uniforme se mejoró al utilizar la redecilla correctamente, el no utilizar la gabacha en el
baño, la mejora en el comportamiento del personal con respecto al correcto lavado de
manos, cambio del material del piso de planta, capacitaciones, entre otros. Si bien no está
cuantificado, la empresa también reportó que las devoluciones de producto terminado
disminuyeron y la vida útil de los mismos aumentó. Esto demostró no sólo que se
elaboraron los documentos, sino que también se empezó la implementación de los
mismos.
El apoyo e interés continuo por parte de la empresa y la gerencia facilitó que los
documentos se pudiesen realizar. Además la buena disposición de los empleados a la
hora de realizar la capacitación de la utilización de los procedimientos y registros se vio
reflejada en una mejora en los procedimientos, las buenas prácticas de manufactura y los
controles que se dan a los procesos. Muchas de la mejoras en planta en el sistema se
dieron gracias a que el proyecto fue desarrollado durante un período de aproximadamente
dos años y medio, tiempo que permitió el cumplimiento de los objetivos del proyecto y de
aspectos adicionales, tales como al implementación de los documentos y los cambios
mencionados con anterioridad.
Como se mencionó con anterioridad la empresa se debe beneficiar con la
motivación que presentan los empleados y validar los SSOP realizados para así alcanzar
un porcentaje mayor en el cumplimiento de las BPM.
El progreso que tuvo la planta al documentar y mejorar las BPM, SOP y SSOP se
refleja en el sistema de Gestión de Calidad el cual tuvo una mejora del 49.3 % al 65.4% y
el HACCP el cual aumentó de un 31.9 % a un 55.4%. Dicho progreso influye de manera

59
positiva a la empresa abriéndole caminos para planes a futuro como son el crecimiento y
la exportación.

60
6. CONCLUSIONES
Se realizó un Diagnóstico Tecnológico Cuantitativo a la Empresa (DTC) el cual
comprobó la necesidad de elaborar una serie de procedimientos relacionado con las
Buenas Prácticas de Manufactura base de cualquier sistema de Gestión de Calidad.
Se diseñaron y documentaron el Manual de Buenas Prácticas de Manufactura, los
Procedimientos Estandarizados de Operación (SOP) y los Procedimientos Estandarizados
de Limpieza y Desinfección (SSOP). El personal fue capacitado en la comprensión y uso
de los mismos con el fin de facilitar el alcance de los objetivos de cada documento.
Al finalizar el proyecto los resultados obtenidos según el DTC los Requisitos de las
Buenas Prácticas de Manufactura (Manuales de BPM, SOP’s, SSOP’s y registros)
aumentaron de un 37.1% inicial hasta un 95.7 %. El sistema de Gestión de Calidad el cual
tuvo una mejora del 49.3 % al 65.4% y el HACCP el cual aumentó de un 31.9 % a un
55.4%, lo cual indica que las BPM son bases fundamentales para dichos sistemas.
Se observó un apoyo constante por parte de la gerencia, lo cual facilitó la
elaboración, capacitación y uso de los documentos elaborados en el proyecto.
Se determinó que con el fin de mejorar los resultados del DTC se recomienda la
implementación de todos los registros elaborados, y la validación de los SSOP lo cual no
se incluía en los objetivos del proyecto.

61
7. RECOMENDACIONES
Mantener la implementación del Manual de Buenas Prácticas de Manufactura con
el fin de certificar la producción de alimentos inocuos.
Validar e implementar de manera completa los Procedimientos Estandarizados de
limpieza y desinfección realizados en el presente proyecto.
Mantener programas de capacitación de manera continua con el objetivo de que el
personal cuente con el conocimiento necesario y la motivación para producir alimentos
que no sean dañinos para el ser humano.
Implementar todos los registros elaborados para llevar un control más estricto de
los procedimientos que se realizan en la empresa.
Diseñar, documentar, implementar y validar el Programa de Aprobación de
Proveedores, Programa de Mantenimiento Preventivo de los Equipos, Programa de
Control Metrológico, Programa de Capacitación e Inducción del Personal, Programa de
Documentación y el Programa de Auditorias para construir una base sólida para la
implementación del sistema HACCP.
Desarrollar, implementar, validar y mantener el Sistema HACCP para así poder
garantizar la elaboración de alimentos inocuos.
62
8. REFERENCIAS BIBLIOGRÁFICAS
ANÓNIMO. 2002. Medidas de control para alimentos seguros. Alimentaria no 58: 8- 32.
ANÓNIMO. 2001. Sanitización, más allá de la limpieza. Alimentaria no. 57: 34-48.
ANZUETO, C. 1998. Las Buenas Prácticas de Manufactura y el Sistema HACCP:
Combinación efectiva de la Competitividad. Industria y alimentos 1 (1): 22-25.
ANZUETO, C. 2000. Los Programas Prerrequisitos y su importancia en el éxito del
HACCP. Industria y alimentos 1 (2): 25-28.
BARRANTES, E. 2003. Diseño de la documentación de Buenas Prácticas de
Manufactura y capacitación del Personal en la empresa de Servicios
Preparados S.A. Tesis Lic. En Tecnología de Alimentos. Universidad de Costa
Rica, Escuela de Tecnología de alimentos. San José.
CÁCERES, L. 2003. Introducción al Programa de Prerrequisitos. Infoleche.
INTERNET. www.infoleche.com/index.asp
CAMPANO, S. 1999. Development and implemetation of HACCP for meat industry.
Memoria del VIII Simposio Centroamericano y del Caribe sobre procesamiento de
carnes. ITCR. San José.
CITA. EQUIPO DE CALIDAD 2002. Congreso sobre el Aseguramiento de la Calidad en el
Sector Lácteo. FELAPE-CITA. Universidad de Costa Rica. San José.
CITA. EQUIPO DE CALIDAD. 2003a. Programas de Soporte en el Sistema HACCP: II
Parte. Alimentaria no 68: 28-30.
63
CITA. EQUIPO DE CALIDAD. 2003b. Operaciones estándar de limpieza y
desinfección (SSOP): I Parte. Alimentaria no 69: 38-39.
CITA. EQUIPO DE CALIDAD. 2003c. Operaciones estándar de limpieza y
desinfección (SSOP): III Parte. Alimentaria no 71: 38-39.
CITA. EQUIPO DE CALIDAD. 2003d. Operaciones estándar de limpieza y
desinfección (SSOP): IV Parte. Alimentaria no 73: 34-35.
CITA. EQUIPO DE CALIDAD. 2003e. Operaciones estándar de limpieza y
desinfección (SSOP): V Parte. Alimentaria no 74: 44-45.
CODEX ALIMENTARIUS. 2003. Código Internacional de Prácticas Recomendado –
Principios Generales de Higiene de los Alimentos. INTERNET.
www.fao.org/codex/standard/es/CXP_011S.PDF.
ELIAS, L. 2000. Inocuidad de Alimentos y su Importancia en la Alimentación y la Salud.
Industria y Alimentos 2(6): 30-33.
FAO, 2005. Alimentos Inocuos y Nutritivos para los Consumidores. INTERNET.
www.fao.org.
FDA. 2001. Current Good Manufacture Practices in manufacturing, packing, or holding
human food. Título 21 Capítulo I parte 110, INTERNET.
FORSYTHE, S.J & HAYES, P.R. 2002. Higiene de los Alimentos y HACCP. 2 ed.
Acribia, Zaragoza.
GPM Institute, 2000. [email protected]. Written Procedures. INTERNET.
www.ispe.org.

64
GMP INSTITUTE. 2006. The 10 Principles of GMP. INTERNET.
www.gmp1st.com7princip.htm
GONZALEZ. S. & QUEVEDO, F. 1994. Enfermedades Transmitidas por los Alimentos:
Impacto Socio-Económico. La alimentación Latinoamericana no 203: 52-59.
HENDERSON, M., JIMÉNEZ, L., MORA, E., RIVERA, E., TORRES, M., VELÁZQUEZ, C.,
WONG, E. & ZUÑIGA, C. 2000. Manual de Productos Cárnicos: Programa para la
Formación de Promotores de Inocuidad de Alimentos. Centro Nacional de Ciencia y
Tecnología de Alimentos. Costa Rica.
IICA. 1999. Industria Cárnica. Guía para la aplicación del Sistema de Análisis de
Riesgos y Control de Puntos Críticos. Costa Rica.
INPPAZ. 2002. Buenas Prácticas de Manufactura y HACCP. Argentina. INTERNET.
www.inppaz.org.ar
INTECO, 2003. Norma Nacional: Principios Generales de Buenas Prácticas de
Manufactura de Alimentos. San José, Costa Rica.
JAY, J. 2002. Microbiología moderna de los Alimentos. 2 ed. Acribia, Zaragoza.
LOKEN, J.F.1995. The HACCP: Food Safety Manual. John Wiley & Sons Inc. Estados
Unidos.
Mc SWANE, D., RUE, N. & LINTON, R.2000. Essentials of Food Safety and Sanitation.
Prentice Hall. New Jersey.
MERX, R.1999. Quality and Quality Assurance Systems: an Overview. Internacional
Agricultural Center. Holanda.
MINISTERIO DE SALUD. 1997. Decreto Nº 25991-S: Reglamento para la Calidad del
Agua Potable. La Gaceta, San José.

65
NADER, A. 2003. La Calidad: aaplicación de sus principios a los alimentos, su
visualización por distintos sectores, el enfoque del Codex Alimentarius.
www.rlc.fao.org. INTERNET.
NATIONAL SEAFOOD HACCP ALLIANCE. 2000. Sanitation Control Procedures for
Processing Fish and Fishery Products. 1st edition. Sea Grant, Florida.
OIRSA, 2003. Manual para el Control y Aseguramiento de la Calidad e Inocuidad de
Frutas y Hortalizas Frescas. INTERNET.
www.oirsa.org/Publicaciones/Manualparael controlyaseguramiento.htm
OMS. 2002. Foodborne Diseases, Emerging. INTERNET. www.fao.org
PEREZ, R., PINO, M., PEÑA, M., LOZADA, D. 2006. Propuesta metodológica para
gestionar la documentación calidad. INTERNET.
www.gestiopolis.com/recursos/documentos/fulldocs/ger/metgescalidad.htm
QUIRÓS, E. 2001. La Calidad de los Alimentos en el Comercio Mundial. Alimentaria
no. 55: 34-38
RIVERA, 2003. Programas de Soporte del HACCP. Alimentaria no 67: 35-37.
SAÉNZ, M. 2001. Diagnóstico general sobre la situación de inocuidad de alimentos en
Costa Rica. Universidad de Costa Rica, San José.
SEGREDA, A. 1996. Tecnología Apropiada para la Elaboración de Salsas. CITA.
Universidad de Costa Rica. San José.

66
9. APÉNDICES

67
APÉNDICE 1: LINEAMIENTOS DE BUENAS PRÁCTICAS DE MANUFACTURA
68
LG-BPM-01 Lineamientos Generales de Buenas Prácticas de
Manufactura
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 1 de 29
1. OBJETIVO 4
2. ALCANCE 4
3. POLÍTICAS 4
4. RESPONSABILIDADES 5
5. DEFINICIONES 5
6. REVISIÓN Y MANEJO DEL MANUAL Y LOS PROCEDIMIENTOS 7
7. DOCUMENTOS RELACIONADOS 8
8. LINEAMIENTOS SOBRE EL PERSONAL Y VISITANTES 10
8.2 Higiene Personal 11
8.3 Uniformes 11
8.4 Hábitos de Trabajo 12
8.6 Capacitación e inducción 13
8.7 Cultura de Higiene 13
9. LINEAMIENTOS SOBRE LAS INSTALACIONES 14
9.1 Ubicación 14
9.2 Edificio 14
9.3 Techos 15
9.4 Iluminación 15
9.5 Paredes 16
9.6 Ventilación 16

69
LG-BPM-01 Lineamientos Generales de Buenas Prácticas de
Manufactura
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 2 de 29
9.7 Puertas 16
9.8 Ventanas 17
9.9 Pisos 17
9.10 Drenajes 18
9.11 Provisión de agua 18
9.12 Distribución de Planta 19
10. LINEAMIENTOS DE LAS ÁREAS DE SERVICIO 20
10.1 Bodegas 20
10.2 Laboratorios 20
10.3 Servicios sanitarios 21
10.4 Vestidores 21
10.5 Lavamanos, lavabotas y pediluvios 21
10.6 Oficinas 22
10.7 Comedor 22
11. LINEAMIENTOS DE EQUIPOS Y UTENSILIOS 23
11.1 Materiales 23
11.2 Diseño Sanitario 23
11.3 Dispositivos de Medición 24
11.4 Mantenimiento 24
12. LINEAMIENTOS SOBRE LOS PROCESOS 25
70
LG-BPM-01 Lineamientos Generales de Buenas Prácticas de
Manufactura
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 2 de 29
12.1 Materia Prima 25
12.2 Proceso 25
12.3 Producto Terminado 26
12.4 Codificación y Trazabilidad 26
13. CONTROL DE LOS LINEAMIENTOS DE LAS BUENAS PRÁCTICAS DE MANUFACTURA. 27
13.1 Utilización de la guía de control de los lineamientos 27

71
APÉNDICE 2: PROCEDIMIENTO ESTÁNDAR PARA LA RECEPCIÓN Y ALMACENAMIENTO DE MATERIAS PRIMAS Y EMPAQUE

72
LG-BPM-01 Procedimiento Estándar para la Recepción y
Almacenamiento de Materias Primas y Empaque
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 1 de 12
PROCEDIMIENTO ESTÁNDAR PARA LA RECEPCIÓN Y ALMACENAMIENTO DE MATERIAS PRIMAS Y EMPAQUE: 3
SOP-MP-01 3
1. OBJETIVO 3
2. ALCANCE 3
3. RESPONSABILIDADES 3
4. PROCEDIMIENTO 4
4.1 Recepción de materia prima seca 4
4.2 Recepción de carnes 5
4.3 Recepción de Hielo 6
4.4 Recepción del material de empaque 7
4.5 Almacenamiento de Materia Prima Seca y Empaques 8
4.6 Almacenamiento de Carnes 9
4.7 Almacenamiento de Hielo 10
5. MONITOREO Y FRECUENCIA 11
6. ACCIONES CORRECTIVAS 11
7. REGISTROS 12
8. DOCUMENTOS RELACIONADOS 12

73
APÉNDICE 3: SOP-EMB-SAL-01. PROCEDIMIENTO ESTÁNDAR DE OPERACIÓN PARA LA ELABORACIÓN DE SALCHICHAS.

74
SOP-EMB-SAL-01 Procedimiento Estándar de Operación para la
elaboración de Salchichas
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 1 de 15
PROCEDIMIENTO ESTÁNDAR DE OPERACIÓN PARA LA ELABORACIÓN DE SALCHICHAS: SOP-EMB-SAL-01 3
1. OBJETIVO 3
2. ALCANCE 3
3. RESPONSABILIDADES 3
4. FLUJO DE PROCESO 5
5. DESCRIPCIÓN DEL PROCESO 6
5.1 Pesado 6
5.2 Molido 7
5.3 Picado 7
5.4 Embutido 9
5.5 Ahumado 11
5.6 Cocido y Enfriado 11
5.7 Almacenado previo a empaque 12
5.8 Empacado y etiquetado 12
5. 9 Distribuido 13
6. MONITOREO Y FRECUENCIA 14
7. ACCIONES CORRECTIVAS 14
8. REGISTROS 15

75
SOP-EMB-SAL-01
Procedimiento Estándar de Operación para la elaboración de Salchichas
Fecha de emisión:
24/09/2006
Número de edición: 1Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por:Eliana Mora.
Carmela Velázquez
Página 1 de 15
9. VERIFICACIÓN 15
76
APÉNDICE 4: R-SOP-COC-01. REGISTRO DEL SOP: CONTROL DEL TIEMPO Y TEMPERATURA DE COCCIÓN
1 Hora de Entrada o Salida del Horno
2 T= Temperatura
R-SOP-COC-01 Registro del SOP: Control del Tiempo y Temperatura de Cocción
Fecha de emisión:24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por: María Laura Ávila
V.
Revisado por: Eliana Mora.
Carmela
Velásquez Página 77 de 1
Fecha Lote Producto
Hora
entrada1Hora de Salida1
T2 alcanzada (ºC)
Observaciones Acciones
Correctivas Responsable
Revisado por

APÉNDICE 5: PROCEDIMIENTOS ESTANDARIZADOS DE LIMPIEZA Y DESINFECCIÓN (SSOP)

79
SSOP-CA-01 Procedimiento Estandarizado para el Control del Agua
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 1 de 8
PROCEDIMIENTO PARA EL CONTROL DE LA INOCUIDAD DEL AGUA: SSOP-CA-01 2
1. OBJETIVO 2
2. ALCANCE 2
3. RESPONSABILIDADES 2
4. PROCEDIMIENTO 3
4.1 Revisión del funcionamiento del Clorinador 3
4. 2 Control básico de la calidad 3
4.3 Control análisis microbiológicos del agua 5
4.4. Control Químico del agua 5
4.4 Control de la calidad del Hielo 6
5. MONITOREO Y FRECUENCIA 6
6. ACCIONES CORRECTIVAS 7
7. REGISTROS 8
8. VERIFICACIÓN 8
9. DOCUMENTOS RELACIONADOS 8

80
SSOP-SC-02 Procedimiento Estandarizado para la Limpieza y
Desinfección de Superficies en Contacto Directo con los Alimentos
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 1 de 19
PROCEDIMIENTO ESTÁNDAR PARA LIMPIEZA Y DESINFECCIÓN DE SUPERFICIES EN CONTACTO CON LOS ALIMENTOS: 3
SSOP-SC-02 3
1. OBJETIVO 3
2. ALCANCE 3
3. RESPONSABILIDADES 4
4. PROCEDIMIENTO 5
4.1 Operaciones anteriores a la limpieza y desinfección. 5
4.2 Procedimiento diario 6
4.3 Procedimiento fines de semana. 12
4.4 Procedimiento fin de mes. 14
5. MONITOREO Y FRECUENCIA 15
6. ACCIONES CORRECTIVAS 15
7. REGISTROS 16
8. VERIFICACIÓN 16

81
SSOP-CC-03 Procedimiento Estandarizado para la Prevención de la
Contaminación Cruzada
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 1 de 5
1. OBJETIVO 2
2. ALCANCE 2
3. RESPONSABILIDADES 2
4. PROCEDIMIENTO 3
5. MONITOREO Y FRECUENCIA 4
6. ACCIONES CORRECTIVAS 4
7. REGISTROS 5
8. VERIFICACIÓN 5

82
SSOP-EL-04 Procedimiento Estandarizado para el Mantenimiento
Sanitario de las Estaciones de Lavado y Servicios Sanitarios
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 1 de 12
MANTENIMIENTO SANITARIO DE LAS ESTACIONES DE LAVADO Y SERVICIOS SANITARIOS: SSOP-EL-04 3
1. OBJETIVO 3
2. ALCANCE 3
3. RESPONSABILIDADES 3
4. PROCEDIMIENTO 4
4.1 Preparación de los Implementos de Limpieza 4
4.2 Limpieza y desinfección de los servicios sanitarios 4
4.3 Limpieza y desinfección del lavabotas. 6
4.4 Limpieza y desinfección del pediluvio. 6
4.5 Limpieza y desinfección del lavamanos. 7
4.6 Limpieza y desinfección de los implementos de limpieza 8
5. MONITOREO Y FRECUENCIA 9
6. ACCIONES CORRECTIVAS 10
7. REGISTROS 10
8. VERIFICACIÓN 10

83
SSOP-SA-05 Procedimiento Estandarizado para la Protección de
Sustancias Adulterantes
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 1 de 8
PROCEDIMIENTO ESTÁNDAR PARA LA PROTECCIÓN CONTRA SUSTANCIAS ADULTERANTES: SSOP-SA-05. 2
1. OBJETIVO 2
2. ALCANCE 2
3. RESPONSABILIDADES 2
4. PROCEDIMIENTO 3
4.1 Almacenamiento de materia prima, producto terminado y material de empaque 3
4.2 Protección contra adulterantes durante el seguimiento de los SSOP 3
4.3 Mantenimiento de instalaciones físicas y equipos 5
4.4 Manipulación de condensados y aguas estancadas 6
5. MONITOREO Y FRECUENCIA 6
6. ACCIONES CORRECTIVAS 7
7. REGISTROS 7
8. VERIFICACIÓN 8
9. DOCUMENTOS RELACIONADOS 8

84
SSOP-ST-06 Procedimiento Estandarizado para el Manejo y
Rotulación de los Agentes ó Sustancias Tóxicas
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 1 de 12
PROCEDIMIENTO PARA MANEJO Y ROTULACIÓN DE LOS AGENTES Ó SUSTANCIAS TÓXICAS: SSOP-ST-06 2
1. OBJETIVO 2
2. ALCANCE 2
3. RESPONSABILIDADES 2
4. PROCEDIMIENTO 3
4.1 Rotulación de las sustancias tóxicas 3
4.2 Manejo y almacenamiento de las sustancias tóxicas 4
4.3 Manejo de utensilios para la limpieza. 6
5. MONITOREO Y FRECUENCIA 7
6. ACCIONES CORRECTIVAS 7
7. REGISTROS 8
8. VERIFICACIÓN 8
9. DOCUMENTOS RELACIONADOS 8

85
SSOP-HP-07 Procedimiento Estandarizado para el Control de la
Salud e Higienedel Personal
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 1 de 8
PROCEDIMIENTO ESTÁNDAR PARA EL CONTROL DE LA SALUD E HIGIENE DEL PERSONAL Y VISITANTES: SSOP-HP-07 1
1. OBJETIVO 1
2. ALCANCE 1
3. RESPONSABILIDADES 1
4. PROCEDIMIENTO 2
4.1 Estado de la salud 2
4.2 Higiene y Hábitos del Personal 3
4.3 Visitantes 5
5. MONITOREO Y FRECUENCIA 6
6. ACCIONES CORRECTIVAS 6
7. REGISTROS 7
8. VERIFICACIÓN 7

86
SSOP-FI-08 Procedimiento Estandarizado para la Exclusión de la
Fauna Indeseable
Fecha de emisión:
24/09/2006
Número de edición: 1 Autorizado por: Irma Tacsan
Elaborado por:María Laura
Ávila
Revisado por: Eliana Mora.
Carmela Velázquez
Página 1 de 9
PROCEDIMIENTO ESTÁNDAR PARA LA EXCLUSIÓN DE FAUNA INDESEABLE: SSOP-FI-08 1
1. OBJETIVO 1
2. ALCANCE 1
3. RESPONSABLES 1
4. PROCEDIMIENTO 2
4.1 Control de plagas por parte de la empresa externa 2
4.2 Control de la Fauna indeseable por parte de la empresa 4
5. MONITOREO Y FRECUENCIA 6
6. ACCIONES CORRECTIVAS 6
7. REGISTROS 7
8. VERIFICACIÓN 8