tes is ernesto alvarado
TRANSCRIPT

INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS
SOCIALES Y ADMINISTRATIVAS
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
PROPUESTA METODOLÓGICA PARA LA REDUCCIÓN DE DESPERDICIOS EN LA
EMPRESA “US TECHNOLOGIES”
T E S I S
Q U E P A R A O B T E N E R E L G R A D O D E: M A E S T R Í A E N I N G E N I E R Í A
I N D U S T R I A L
P R E S E N T A:
ERNESTO ALONSO ALVARADO AGUILAR
D I R E C T O R:
M. EN C. MARIO AGUILAR FERNÁNDEZ
MÉXICO, D. F. 2011



AGRADECIMIENTOS A Dios Por permitirme vivir y disfrutar cada maravilloso día para poder concluir esta etapa importante en mi vida.
A mi hija Daniela Por convertirse en mi motivación e inspiración para alcanzar una meta más en mi vida y enseñarme que ser padre es la profesión más difícil y se va aprendiendo todos los días.
A mi esposa Por motivarme día a día para alcanzar una meta más y compartir juntos esta etapa.
A mis padres Porque siempre han creído en mí y han sabido impulsarme y guiarme en alcanzar una meta más. Gracias por haber motivado en mí el deseo de superación y anhelo de triunfo y enseñarme que todo se puede lograr. A ti papá, por mostrarme la pasión y entrega en la investigación y a ti mamá por ser mi consejera y amiga.
A mi hermana y hermano Por apoyarme y que este logro sea una motivación extra en su vida.
A mis profesores Por enseñarme y compartir sus experiencias y cátedras semana tras semana.
A mi director de tesis Por guiarme en el camino de la investigación y en la realización de esta tesis.
A la empresa US Technologies Por abrirme las puertas y permitirme realizar esta investigación.

1
CONTENIDO CONTENIDO 1
FIGURAS Y TABLAS 5
RESUMEN 7
ABSTRACT 8
PREFACIO 9
1 INTRODUCCIÓN 12
1.1 Contexto 12
1.1.1 Situación actual en México 12
1.1.2 La reducción de desperdicios en las empresas mexica nas 14
1.1.3 La reducción de de sperdicios en el sector industrial químico 16
Clases de actividades destinadas a la investigación 17
Problemáticas ambiéntales en la industria química 17
1.1.4 Descripción general de la empresa en estudio 20
Capacidad de almacenamiento 22
Áreas productivas 22
Clientes 24
1.1.5 Descripción de la problemática 26
Análisis de las etapas del proceso 29
1.2 Revisión de literatura e investigaciones previa s 38
1.2.1 Antecedentes teóricos de la reducción de desperdici os 41
1.2.2 Conceptos de desperdicios 43
Desde el punto de vista de la producción 43
Desde el punto de vista ambiental 44
1.2.3 Métodos para la reducción de desperdicios 46
1.2.4 La simulación como herramienta de validación 50
1.3 Avances de la presente Investigación 52
1.3.1 Pregunta de investigación 53
1.3.2 Hipótesis 53
1.3.3 Objetivo de la investigación 53

2
2 MÉTODO 54
2.1 Reducción o minimización de desperdicios 54
2.2 Ventajas de la reducción de desperdicio 55
2.3 Metodologías para la reducción de despe rdicios 57
1. Crittenden & Kolaczkowski 57
2. Metodología de la agencia del medio ambiente 59
3. Reyes, Sharratt y Arizmendi 62
4. Halim y Srinivasan 65
5. Departamento de Conservación Ambiental de Tennessee 65
6. Departamento de protección ambiental de la Florida 66
2.4 Herramientas para la reducción de desperdicios 67
2.4.1 Diseño de procesos
Process integration 68
GreenPro 68
Cleaner production 69
Hierarchical decision 69
Pinch Analysis 70
2.4.2 Operativas
Onion diagram 70
Flowsheet integration 71
ENVOP y ENVOPexpert 71
2.4.3 Administrativas
Environmental Management Systems (EMS) 72
Lean manufacturing 73
ISO 9000 76
ISO 14000 77
Environment Agency approach 77
2.4.4 Evaluación de impacto
WAR algorithm 78
Material flow accounting (MFA) 79
Cost-benefit analysis 80
Risk assessments 80

3
2.5 Evaluación de metodologías 81
2.6 Áreas de oportunidad generadas de la evaluación 84
3 RESULTADOS 85
3.1 Breve reseña de los capítulos anteriores 85
3.2 Esquema general de la propuesta 87
3.3 Esquema detallado de la propuesta 89
I Planeación 89
1. Compromiso en todos los niveles 90
2. Definir estrategia de reducción de desperdicios 91
3. Establecer metas, objetivos y presupuesto 92
4. Crear equipo de proyecto 93
II Análisis 95
5. Seleccionar el proceso 95
6. Se tiene información del proceso 96
III Evaluación 97
7. Resultados del análisis 98
8. Seleccionar herramienta o metodología 101
9. Implementar controles o estándares 102
IV Seguimiento 102
10. Dar seguimiento a la implementación de la herramienta o
metodología seleccionada. 103
3.4 Implicaciones – consideraciones para el funcionamie nto de la
propuesta 106
4 DISCUSIÓN 108
4.1 Análisis interno 108
4.1.1 Caso: empresa US Technologies (UST) 108
4.1.2 Modelo de simulación – situación actual 110
4.1.3 Modelo de simulación – propuesta de mejora al modelo 112
4.1.4 Evaluación de ambos modelos de simulación 115

4
4.2 Análisis Externo 116
4.2.1 Casos reales 116
Caso 1. Empresa de limpieza del alcohol 116
Caso 2. Empresa generadora de formaldehídos 117
Caso 3. Empresa transformadora de Hidrodesalquilación (HDA) de
tolueno a benceno 117
Caso 4. US Technologies, fabricante de productos de limpieza del
hogar 117
4.2.2 Comparación de casos 118
4.3 Concusiones y aportaciones a la investigación 1 20
4.4 Futuras investigaciones 121
REFERENCIAS 123

5
FIGURAS 1 Ubicación de la empresa US Technologies 20
2 Organigrama de la empresa US Technologies 21
3 Plano de las instalaciones US Technologies 21
4 Productos comerciales 24
5 Proceso de solicitud y entrega de productos – Diagrama interdisciplinario
de proceso 25
6 Derrame de producto líquido 27
7 Producto con caducidad vencida 27
8 Desperdicios generados en el área 5 en Uno en los meses de Febrero y
Marzo 201 28
9 Etapas del área 5 en Uno 28
10 Mapa de proceso del Área 5 en Uno 29
11 Resultados de Análisis Estadístico de Tiempos de ciclo en la preparación
del producto. 30
12 Tiempos de ciclo en la Reparación del producto 31
13 Producción del Área 5 en Uno, durante Febrero y Marzo 32
14 Resultados de tiempos de armado de tarimas en L1 32
15 Resultados de tiempos de armado de tarimas en L2 33
16 Resultados de fallas frecuentes en maquinas llenadoras de Enero-Abril 36
17 Resultados de fallas frecuentes en maquinas llenadoras Línea 1 36
18 Resultados de fallas frecuentes en maquinas llenadoras Línea 2 37
19 Generación de desperdicios en la empresa 44
20 Jerarquía estratégica para la administración del desperdicio y la
contaminación 48
21 Herramientas para la minimización de los desperdicios 49
22 Pasos para la metodología de reducción o minimización de desperdicios 58
23 Revisión de los pasos sugeridos por la principal metodología para
minimizar los desperdicios 60
24 Estructura general de la metodología propuesta 63
25 Cinco clases principales para el conocimiento del proceso 64

6
26 Esquema de un diagrama de flujo 71
27 El camino de la maduración Lean 75
28
Esquema general de la Metodología de Reducción de Desperdicios
basada en la Planeación, el Análisis, la Evaluación y el Seguimiento
(MRD – PAES)
88
29 Pasos que integran la Planeación en la MRD-PAES 90
30 Pasos que integran el Análisis en la MRD-PAES 95
31 Pasos que integran la Evaluación en la MRD-PAES 98
32 Pasos que integran el Seguimiento en la MRD-PAES 103
33 Diagrama de Bloques del área 5 en Uno 109
34 Modelo de simulación de la situación actual de la empresa UST 111
35 Diagrama de Bloques Propuesto del área 5 en Uno 113
36 Modelo de simulación propuesto para la empresa UST 114
TABLAS 1 Capacidad de almacenamiento 22
2 Resultados de órdenes de producción de Diciembre 2009 a Febrero
2010. 26
3 Reclamaciones y rechazos de clientes en UST 26
4 Datos Estándar para Armado de Tarima de Multiusos 33
5 Resultados de los tiempos ciclos para ambas líneas 34
6 Resultados de las tarimas estándar vs. real 35
7 Descripción de artículos sobre la reducción de desperdicios. 38
8 Jerarquía de las prácticas de administración de desperdicios 55
9 Herramientas y metodologías para pasos específicos en un plan de
minimización de desperdicios 67
10 Evaluación de metodologías 82
11 Datos del proceso 5 en Uno, utilizados para la simulación 110
12 Evaluación de los modelos de simulación actual y propuesto en la
empresa UST 115
13 Comparación de casos reales en empresas 118

7
RESUMEN
Actualmente, el daño al medio ambiente es uno de los mayores problemas que las
empresas están enfrentando. Con esto, se ha perdido competitividad y crecimiento en
sus mercados. Ya que, la reducción de los desperdicios mejora los costos e incrementa
la productividad. Por tal motivo, la realización de esta tesis, nace de la necesidad de la
empresa US Technologies en minimizar los costos de las fuentes de procesamiento y
generación de los desperdicios.
El objetivo de este trabajo de investigación, fue diseñar una metodología para la
reducción de desperdicios, con base en la revisión teórica de los métodos y
herramientas para la reducción de desperdicios, con el fin de minimizar los costos de
las fuentes de procesamiento y generación de los desperdicios en la empresa US
Technologies.
En el diseño de la propuesta se realizó una revisión teórica y una evaluación de las
metodologías propuestas por Crittenden y Kolaczkowski; Reyes, Sharratt y Arizmendi;
Halim y Srinivasan; entre otras. Con la finalidad de integrar las característica más
relacionadas con la problemática de la empresa. Se le da el nombre de Metodología de
Reducción de Desperdicios basada en la Planeación, el Análisis, la Evaluación y el
Seguimiento (MRD-PAES) y se describen sus pasos.
Se evalúa la metodología MRD-PAES con la finalidad de demostrar que los resultados
en su implementación serán satisfactorios. Se usa la simulación como una herramienta
alternativa para la validación de la metodología propuesta. Se simula el proceso actual
y se da una propuesta de mejora, dando como resultado una reducción en los
desperdicios del 2.5% y un incremento de la productividad de hasta el 30% mejorando
considerablemente los costos.

8
ABSTRACT
At the moment, the environmental is one of the greater problems than the companies
are facing. With this, there is lost competitiveness and growth in his markets. Since, the
reduction of the wastes improves the costs and increases the productivity. By such
reason, the accomplishment of this thesis is born for the necessity of the company U.S.
Technologies in minimizes the costs of the processing sources and generation of the
wastes.
The goal of this research, was designing a methodology for wastes reduction, with base
in the theoretical revision of the methods and tools for the reduction of wastes, with the
purpose of minimize the costs of the processing sources and generation of the wastes
in the company U.S. Technologies.
In the design of the proposal, it was made a theoretical revision and an evaluation of the
propose methodologies by Crittenden and Kolaczkowski; Reyes, Sharratt and
Arizmendi; Halim and Srinivasan; among others. With the purpose of integrating the
characteristic more related to the problematic one of the company. The name of
Methodology of Wastes Reduction is based on the Planning, the Analysis, the
Evaluation and the Pursuit (MRD-PAES) and their steps are described.
The MRD-PAES methodology is evaluated with the purpose of demonstrating that the
results in their implementation will be satisfactory. The simulation is used like an
alternative tool to validity the methodology proposed. The present process is simulated
and a reduction in the wastes of the 2.5% and an increase of the productivity of until
30% improving considerably occurs to an improvement proposal, giving like result the
costs.
9
PREFACIO
La presente investigación se origina por la experiencia laboral, adquirida en los últimos
años en las empresas y que impulsaron un crecimiento profesional y personal. Y dentro
de ellas, me han llevado a enfrentar uno de los problemas que siempre han generado
interés por resolver, y es la reducción de los desperdicios. Ya que es ahí, donde
aparecen las mayores pérdidas económicas y en algunos casos los mayores daños al
medio ambiente.
Es por eso, que resulta interesante enfrentarse ante tal problema; ya que se puede
percibir, que no sólo se requiere de una solución para mejorar tal problema, sino de
generar oportunidades de mejora; a través del diseño de una metodología que sea
utilizada para seleccionar la mejor y la más adecuada herramienta para reducir los
desperdicios.
El objetivo de este trabajo de investigación, fue diseñar una metodología para la
reducción de desperdicios, con base en la revisión teórica de los métodos y
herramientas para la reducción de desperdicios, con el fin de minimizar los costos de
las fuentes de procesamiento y generación de los desperdicios en la empresa US
Technologies. Adicionalmente, se realizará una validación de la propuesta con el uso
de la simulación, para fundamentar las necesidades y los beneficios establecidos en la
empresa que garanticen una implementación.
Para la realización de la tesis, se considera la estructura en las partes que componen a
un reporte de investigación, de acuerdo con Weissberg y Buker (1990) y Wilkinson
(1991) las cuales son: resumen, introducción, método, resultados y discusión,
apegados a los lineamientos que también contempla la norma ISO 7144-86, que se
refiere a la presentación de tesis y documentos similares.
En el contenido del presente trabajo se hace referencia a la fuente con el formato APA
(Asociación de Psicólogos Americanos) 5ª edición, con el uso del software EndNote
versión 7.0.0. Además, se utilizó la base de datos EBSCO, en la cual se tomaron 13
artículos de las revistas más importantes relacionadas con el tema de investigación

10
como son: Mathematics and Statistics, Solid Waste Technology & Management,
Información Tecnológica, Management Science, Productivity Analysis, entre otras.
Dentro del texto, las figuras y tablas que no aparezcan con referencia, la fuente es
considerada como propia y se mencionan con dicha información en el presente trabajo.
El software utilizado como procesador de textos es Microsoft Office versión 2007. Los
títulos y subtítulos se muestran en estilo negrita . Los conceptos relacionados con la
empresa en estudio están en estilo negrita y cursiva , para las frases en cursiva y
subrayado son para hacer diferencias entre sí.
En la primera parte del presente trabajo, correspondiente a la introducción, se
menciona la situación actual de nuestro país, la reducción de los desperdicios en las
empresas y en específico de las empresas del sector químico, para aterrizar la
problemática de la empresa en estudio. También, se realizó una búsqueda en la base
de datos EBSCO, con la finalidad de investigar los artículos actuales relacionados con
la aplicación de metodologías en la reducción de desperdicios. Se emplearon palabras
clave (waste y reduction), generando un resultado de búsqueda de 300 artículos
relacionados con el tema de los últimos 10 años (2000 al 2010). Se realizó una
selección de 13 artículos, lo más importantes para esta investigación.
Con ello, se mencionó las metodologías y herramientas relacionadas con la reducción
de los desperdicios. Así como, los usos y las ventajas de la simulación como
herramienta de validación. Y surgen en ese momento preguntas de investigación
acerca de las posibles alternativas de solución para mitigar la problemática establecida.
Además, si la hipótesis de investigación se pueda rechaza o fallamos en ello. Y cumplir
con el objetivo de diseñar una metodología en la reducción de los desperdicios.
En la segunda parte correspondiente al método, se comentan las metodologías sobre
la reducción de desperdicios, sus ventajas y beneficios. Además se describe las
herramientas que apoyan en la reducción de los desperdicios y como están
clasificadas. Cabe mencionar que los conceptos de las herramientas se utilizaron en el
idioma Ingles; ya que se facilita la búsqueda de su información y descripción. También
es elaborada una evaluación de las metodologías descritas bajo seis criterios comunes

11
entre las metodologías y se mencionan las áreas de oportunidad resultado de la
evaluación.
En la tercera parte correspondiente a los resultados, se realiza una breve reseña de los
dos capítulos anteriores. Para mostrar los resultados obtenidos del análisis y de la
evaluación de las metodologías y herramientas en la reducción de desperdicios,
utilizadas para el diseño de la propuesta metodológica, La cual llevará el nombre de:
Metodología de Reducción de Desperdicios basada en la Planeación, el Análisis, la
Evaluación y el Seguimiento (MRD-PAES), se describirán sus pasos y por último se
mencionarán las implicaciones para su funcionamiento. Las aportaciones realizadas a
la metodología MRD-PEAS son marcadas en estilo negrita y con fondo de color
amarillo.
En la cuarta parte correspondiente a la discusión, se hace un análisis interno de la
empresa en estudio evaluando la metodología diseñada, a través de la simulación de
su proceso actual y de una propuesta. Para la simulación es utilizado el software de
simulación Arena versión 10 estudiantil y los programas Input Analyser y StatFit versión
2.1.7.1 estudiantil. Se realiza una comparación de los resultados de ambos modelos.
En el análisis externo se mencionan casos de estudio reales de otras metodologías, se
realiza una comparación de dichos casos. Al final se concluye y se comentan las
aportaciones realizadas en la investigación, Además de mencionar las futuras
investigaciones.

12
1. INTRODUCCIÓN
En este punto se describe la situación actual de México y la reducción de los
desperdicios en las empresas en el sector industrial químico. Se describe la
problemática de la empresa en estudio. Se hace una revisión de artículos relacionados
con la reducción de los desperdicios. Se muestran antecedentes de la reducción de los
desperdicios y algunos conceptos. Por último se dan los avances de la investigación, al
plantear una serie de preguntas, la hipótesis a evaluar y hasta donde se pretende llegar
con el objetivo de investigación.
1.1 Contexto
En este apartado, se describen cinco puntos que motivan al desarrollo de la
investigación y a la elaboración de la tesis. Durante el primer punto se mostrará la
situación actual de México, como está la economía y la educación de nuestro país. En
el segundo punto se menciona, la reducción de los desperdicios en México y qué
factores se tienen y afectan a la competitividad de las empresas. El tercer punto, está
dirigido a la reducción de desperdicios en las empresas del sector industrial químico,
cuánto se genera en nuestro país y que estrategias se toman para controlarlas. En el
cuarto punto, se conocerá la empresa en estudio, a la cual está destinada esta
investigación. El último punto describe la problemática actual de la empresa y el
análisis que se realizó para identificar el problema en ella.
1.1.1 Situación actual en México
El panorama que actualmente vive México, de acuerdo al banco mundial, indica que la
economía mexicana está comenzando a recuperarse. Tras una recesión ocasionada
por la crisis económica y financiera global durante el último trimestre de 2008 y el
primer trimestre de 2009, afectando duramente a México junto con el colapso del
comercio internacional. La industria manufacturera se vio muy golpeada por la caída en
la demanda global. La contracción del PIB de un 6.5% durante 2009, una de las caídas
más grandes en la historia de México y la más grande entre los países de la
Organización para la Cooperación Económica y el Desarrollo (OCDE), refleja la
intensidad del impacto.
13
La OCDE menciona que las perspectivas macroeconómicas de crecimiento para 2010
han mejorado y se espera un crecimiento del PIB de entre el 4 y el 5% en 2010, según
el Banco Central, fundamentalmente motivado por las exportaciones y la inversión
privada durante la primera mitad del año. El consumo privado debería recuperarse
gradualmente en la segunda mitad de 2010, a medida que el desempleo disminuya.
Con un pronóstico de reducción del crecimiento de las exportaciones durante la
segunda mitad de 2010, el crecimiento del PIB se podría desacelerar, cayendo por
debajo del 4% en 2011 (Organización para la Cooperación Económica y el Desarrollo
(OCDE), 2010).
Una de las estrategias actuales es el Plan Nacional de Desarrollo 2007-2012, el cual
contempla a largo plazo, los objetivos nacionales, las estrategias generales y las
prioridades de desarrollo con la visión de un México que alcance un desarrollo
sustentable en el año 2030. Para lograr esto se deben cumplir con varios objetivos que
marcan el impulso de esta visión y uno de ellos establece que se tenga una economía
competitiva que ofrezca bienes y servicios de calidad a precios accesibles, mediante el
aumento de la productividad, la competencia económica, la inversión en infraestructura,
el fortalecimiento del mercado interno y la creación de condiciones favorables para el
desarrollo de las empresas, especialmente las micro, pequeñas y medianas
(Presidencia de la República, 2007).
El Plan Nacional de Desarrollo indica que el país necesita incrementar la inversión y la
productividad. En México, el crecimiento de la productividad durante los últimos 45
años ha sido la mitad del observado en Chile y una cuarta parte del observado en
Corea del Sur, Irlanda y Singapur. Asimismo, la inversión en México ha sido
sustancialmente menor a la registrada en estos tres países durante el mismo lapso, y a
la experimentada en Chile en los últimos quince años, cuando ese país alcanzó un
mayor crecimiento. La prioridad que se tiene es que para el 2012 la economía se
encuentre entre las treinta más competitivas del mundo de acuerdo al Foro Económico
Mundial, con mayor crecimiento y capacidad para generar empleos, es imperativo
seguir una estrategia en tres vertientes: inversión en capital físico, capacidades de las
personas y crecimiento elevado de la productividad (Presidencia de la República,
2007).

14
De acuerdo con el Plan Nacional de Desarrollo 2007-2012, el sistema educativo en
México ha crecido a paso acelerado, desde los poco más de 3 millones de estudiantes
con los que contaba en 1950 a los más de 30 millones del año 2000. En la actualidad,
la escolarización de los niños entre 5 y 14 años de edad es casi universal. Por su parte,
la educación superior sólo capta a uno de cada cuatro jóvenes de entre 18 y 22 años
de edad. De éstos, la gran mayoría, cerca del 94%, estudia licenciatura o sus
equivalentes, y aproximadamente el 6% cursa estudios de posgrado. Mientras que en
México 77% de la población en edad de trabajar tiene solamente escolaridad básica, en
los países de la OCDE este promedio es de 30%. Asimismo, mientras que en México
23% de la fuerza laboral tiene estudios superiores a la secundaria, en los otros países
miembros de la Organización 67% tiene niveles educativos de preparatoria y mayores
(Presidencia de la República, 2007).
1.1.2. La reducción de desperdicios en las empresas mexicanas
Actualmente la globalización de mercados, y la creciente competitividad en las
empresas, no sólo industriales de producción, sino los negocios en general, permiten
comprender a los accionistas, directivos, la importancia de implantar sistemas,
procedimientos y métodos que generan información relevante. Dicha información debe
relacionarse principalmente con la determinación de los costos unitarios, así como de
los costos que están asociados con las actividades que se requieren para realizar la
producción y distribución de productos (Oropeza, 2005).
La competitividad de nuestro país, no sólo depende de una variable, sino que son
múltiples los factores que determinan si un país es o no competitivo. Cualquiera que
sea la denominación que se le dé, hay una variable común en todos los índices de
competitividad. México no está avanzando al mismo ritmo que las demás economías,
además, muestra que está en riesgo la viabilidad económica a largo plazo del país. Las
causas por las que México ha registrado constantes caídas en sus niveles de
competitividad, se resumen en los siguientes factores (comité de competitividad, 2008):
a. Escasa generación de la tecnología de punta
b. Falta de fortalecimiento de sus instituciones publicas
c. Incremento de los costos de producción

15
d. Baja inversión en áreas prioritarias como la infraestructura.
e. Excesiva tramitología
f. Ausencia de una reforma hacendaría
g. Ausencia de una política industrial
h. Baja participación del gasto publico a educación y ciencia
i. Frágil seguridad publica
La causa del factor de incremento de los costos de producción, se deben
principalmente al uso inadecuado de los recursos en las empresas mexicanas.
Aprovechar los recursos con los que cuentan las empresas, siempre se ha convertido
en las necesidades de las empresas mexicanas.
De acuerdo al Plan Nacional de Desarrollo 2007-2012, cada año se generan en México
alrededor de 40 millones de toneladas de residuos, de las cuales, 35.3 millones
corresponden a residuos sólidos urbanos (RSU) y se estima que entre 5 y 6 millones de
toneladas a residuos peligrosos (RP). La problemática asociada con los RP presenta
dos grandes líneas: por un lado, la que se refiere a la presencia de sitios ya
contaminados que requieren una solución; y por otro, la que se orienta a prevenir la
contaminación proveniente de las fuentes en operación que los generan. La disposición
inadecuada de los residuos peligrosos provoca diferentes afectaciones a los
ecosistemas. En el año 2004 se identificaron en el país 297 sitios contaminados con
RP, de los cuales 119 fueron caracterizados y 12 se encuentran en proceso de
rehabilitación (Presidencia de la República, 2007).
Una de las prioridades de nuestro país es tomar medidas al respecto a través de varios
objetivos. En el eje 4 (Sustentabilidad ambiental), punto 4.7 (Residuos sólidos y
peligrosos), el objetivo 12 se refiere a la reducción del impacto ambiental de los
residuos, el cual indica que para enfrentar el problema de la disposición inadecuada de
los residuos en nuestro país, se requerirá favorecer la valorización de los residuos, así
como el diseño y construcción de infraestructura apropiada que permita la recolección,
separación, reciclaje y disposición final de éstos. Y como estrategia se debe promover
el manejo adecuado y el aprovechamiento de residuos sólidos con la participación del
sector privado y la sociedad. El manejo apropiado de los residuos sólidos representa un

16
gran reto y una gran área de oportunidad para la realización de actividades
económicas, sobre todo en las zonas urbanas. Y así impulsar la participación del sector
privado en proyectos de reciclaje, separación de basura, reutilización y confinamiento
de desechos, y creación de centros de acopio (Presidencia de la República, 2007).
Con ello, se observa que nuestro país esta consiente de la importancia de los residuos
y de las medidas para contrarrestar los efectos de estos en las empresas. Sin embrago,
algunas de ellas necesitan de más apoyo y de cambiar las estrategias directivas, así
como de paradigmas para aprovechar al máximo los recursos internos y externos que
intervienen en las empresas.
1.1.3 La reducción de desperdicios en el sector ind ustrial químico
El sector de la industria química interpreta a los desperdicios como residuos sólidos y
peligrosos. De acuerdo a la Secretaría de Medio Ambiente y Recursos Naturales
(SEMARNAT), los residuos que generamos son un reflejo de las formas de producción
y consumo de las sociedades en que vivimos, por lo cual su gestión debe adecuarse a
los cambios que se producen en ambos procesos. Por lo que es necesario revolucionar
la enseñanza, el desarrollo de tecnologías, la administración, los servicios y los
mercados de materiales secundarios, relacionados con la generación y manejo integral
de los residuos, lo cual hace necesario el establecimiento y operación efectiva de redes
de intercambio de información, experiencias y conocimientos, así como una gran
plasticidad de los sistemas de gestión de los residuos (Secretaría de Medio Ambiente y
Recursos Naturales (SEMARNAT), 2010).
El último reporte de la industria química en México 2009 presentado por el Instituto
Nacional de Estadística y Geografía (INEGI), menciona que la producción de este
sector va aumentando hasta el 2008, no se tienen datos del 2009 pues el efecto de la
crisis económica ocasionó pérdidas considerables, la producción en este sector fue de
$451, 474, 109 (miles de pesos). Las ventas fueron de $430, 265, 347 (miles de pesos)
(Instituto Nacional de Estadística y Geografía (INEGI), 2010).
La SEMARNAT reporta que la generación de residuos estimada es de 1.69 millones de
toneladas al año, que resultó de la información recabada durante el período del 2004 a
2009. Donde el 53 por ciento deriva de las microempresas, el 37 por ciento son

17
pequeños generadores y el 10 por ciento de los grandes corporativos. La cantidad de
generación de residuos disminuyó notablemente con relación a la cifra que
anteriormente se manejaba, de ocho millones de toneladas anuales, ya que la
información recabada tuvo limitantes importantes como la omisión de los residuos
generados por la industria minera, metalúrgica y petrolera, y más bien se basó en el
uso de factores de generación estimados en otros países (Secretaría de Medio
Ambiente y Recursos Naturales (SEMARNAT), 2010).
Clases de actividades destinadas a la investigación
El sector de la industria química está integrada por varias clases de actividades, las
cuales definen el tipo de giro y actividad que tiene una empresa. El INEGI reporta un
total de 38 clases de actividades económicas para este sector. De los cuales, la
actividad de fabricación de jabones, detergentes y dentífricos y la actividad de aceites,
lubricantes y aditivos son a las que pertenece la empresa en estudio y reportan en el
2008 una producción y ventas de (Instituto Nacional de Estadística y Geografía
(INEGI), 2010):
• En la fabricación de jabones, detergentes y dentífricos se tuvo una
producción en miles de pesos de $36, 226, 524 y con ventas de $35, 669, 304.
• En la elaboración de aceites, lubricantes y aditivos se tuvo una
producción en miles de pesos de $18, 400, 459 y con ventas de $18, 121, 931.
Problemáticas ambiéntales en la industria química.
Hace unos 250 años la humanidad existía en un número relativamente pequeño y con
una tecnología bastante limitada. Cualquier perturbación ambiental causada por
personas era local y generalmente estaba dentro de las posibilidades de la misma
naturaleza para absorberla. En los últimos dos siglos se han producido cuatro hechos
que han creado problemas ambientales que superan la capacidad de asimilación de la
naturaleza. Primero, un crecimiento explosivo de la población que ha creado enormes
presiones ambientales. Segundo, este crecimiento, en particular en los países
desarrollados, ha estado acompañado de nuevos procesos industriales que con sus
desperdicios alteran el ambiente. Tercero, el crecimiento poblacional y la
industrialización han dado origen a la urbanización, es decir, al movimiento de

18
personas que emigran de pequeños asentamientos a ciudades y pueblos, lo cual
contribuye a intensificar los problemas ambientales en función de la densidad de
personas e industrias. Por último, el crecimiento explosivo del uso de energía y la
introducción de nuevos productos, en particular desde la segunda guerra mundial, que
han acentuado más la tensión ambiental (Henry y Heinke, 1999).
El uso de la tecnología para resolver problemas ambientales aumenta, pero se aplica
de diferente manera. Hay indicios de que el papel de la tecnología en las cuestiones
ambientales está cambiando en dos áreas importantes: el desarrollo sostenido, que se
ocupa primordialmente de problemas mundiales, y la tecnología preventiva, proyectada
para reducir los efectos de los procesos, operaciones y productos en el ambiente. El
desarrollo sostenido es el desarrollo que satisface las necesidades del presente sin
comprometer la capacidad de las futuras generaciones para satisfacer sus propias
necesidades. En la tecnología preventiva los gobiernos han impuesto leyes adoptando
medidas para disminuir la contaminación. Además, con el fin de controlar la
problemática del agua, el aire y el suelo se crearon plantas de tratamientos de residuos
peligrosos. Las estrategia preventivas van en aumento ya que en algunas empresas se
han rediseñado o ajustado los procesos, operaciones y productos del sistema industrial
para evitar o disminuir al mínimo la producción de residuos. En lugar de considerarlo
como un aumento de costos y reducción de utilidades, se deben considerar mayores
implicaciones de controlar la contaminación después de los ciclos de producción.
Obteniendo beneficios en la reducción de los costos de energía y mantenimiento, la
menor necesidad de recursos naturales, la disminución o eliminación de costos para el
control de la contaminación y una menor necesidad de medidas para la salud y
seguridad ocupacional. En función de procesos más limpios, reducción de los riesgos
por derrames o descargas accidentales, moral más alta en los trabajadores al producir
productos “verdes” y una mejor aceptación del producto en el mercado (Henry y
Heinke, 1999).
Actualmente, el sector de la industria química al igual que los demás sectores se ven
en la necesidad de implementar estrategias (desde propuestas por organismos
reguladores STPS “empresa limpia” o propuestas internas para la mejora de los
procesos) que las hagan más competitivas y más productivas. Además, Baca, et al

19
(2007) comenta que se deben de optimizar y aprovechar todos los recursos con los que
cuenta una empresa, con la finalidad de obtener ganancias, minimizando los costos.
Durante el mes de agosto 2010 la SEMARNAT presento el inventario nacional de
generación de residuos peligrosos, considerada una herramienta clave para establecer
prioridades de acción como la gestión de residuos y fijar indicadores sobre valorización
como reducción en la generación de los mismos. Para conocer las necesidades de
infraestructura para el tratamiento y disposición final de aquellos residuos que no
encuentran opción tecnológica y económica para su comercialización, re-uso, reciclaje
o procesamiento, aunado a poder desarrollar mercados para su aprovechamiento que
redundarán en creación de empleos verdes (Secretaría de Medio Ambiente y Recursos
Naturales (SEMARNAT), 2010).
Por consiguiente, la elaboración de una propuesta metodológica para reducir los
desperdicios, ayudará sustancialmente a mejorar los procesos productivos y
administrativos de la empresa, específicamente en la empresa en estudio, la cual esta
en constante cambio en la mejora de sus productos y crecimiento de su mercado.
20
1.1.4 Descripción general de la empresa en estudio
La empresa en estudio, será la empresa US Technologies, la cual fue fundada a través
de la compra de las instalaciones de la empresa CIMECIN en el año 2002, ubicada en
Av. Independencia no. 28 Col. Independencia, Municipio de Tultitlán, en el Estado de
México (figura 1), formando una alianza estratégica para el crecimiento del mercado y
la creación de nuevos productos heredando sus valores, generado un comportamiento
ético y un respeto por la gente fundadora de la empresa. La misión es:
“En U. S. Technologies S. A. de CV., conformamos un equipo de personas, con una
actitud proactiva que trabaja y piensa con enfoque al cliente para cubrir los
requerimientos de lubricación industrial donde se necesita desarrollar un trabajo
especializado de alta tecnología con altos estándares de calidad y medio ambiente
logrando negocios a largo plazo rentables para la empresa y nuestros socios de
negocios” (US Technologies, 2005).
Fig. 1 Ubicación de la empresa US Technologies (Guía Roji, 2010).
La misión de US Technologies juega un papel importante, la cual ha ayudado a que se
incrementen sus productos. Y ofrecer productos de la más alta calidad, a precios justos
y accesibles que ofrezcan un mayor valor en sus productos, para así, mejorar la calidad
de vida de sus consumidores.
La empresa pertenece al sector de productos químicos industriales, es considerada
una mediana empresa. La empresa tiene una plantilla laboral de 126 personas, de los

21
Comedor
Dire
cció
nG
ene
ral C
ontrol
Quím
ico
Áreas Verdes
Est
acio
nam
ient
o Área 700 Almnto de Producto
Almacén Temporal de Residuos Peligrosos
DestilaciónLUWA
Área 500Destilación
Torre deAgua de Enfto.
Baños
Área 600Servicios Auxiliares
Red de AguaDe C.Incendio.
Av.
Inde
pend
enci
a N
o. 2
8
VigilanciaPatio de Maniobra
Plataforma de Embarque
Unidad ReceptoraDe
Alta Tensión
Calle Dos Sur
Área 1005 en 1
Área 300Grasas
Fosa de TrampaDe Aceite
Sala de Capacitación
División PlásticoÁrea 400
Extrusión Soplado
DestiladoAceite Negro
EyL32DeshidratadoGráfito
Calentador Térmico
CompresorDe Aire
Caldera
Tanques deCombustible
Subestación Eléct.220 Volts
Tratamiento De AguaÁrea 600
Almnto deAgua Cruda
Subestación Eléctrica 440 Volts
TE-1 TE-2 TE-3 TE-4
TE-8 TE-7 TE-6 TE-5
TE-10
TE-11TE-12
EyL-42F EyL-42F
SN-250
TE-IV
TE-I TE-II
TE-III
Grafito
TE-9
EyL-32 EyL-32
Colas
Asfalto
Pesado 90
Azufrado
Área 200 Casoil
TI-1 TI-2 TI-3
TI-5TI-6 TI-4TI-7
TI-8 TI-9 TI-10 TI-11 TI-12
Trinchera detubería
PrensasCámaraFría #1
CámaraFría #2
CámaraFría #3
Glicol Impuro
TI-102
TI-103
TI-104
TV-600 TV-601
TI-101
TI-100
111111110000000000000000
222222220000000000000000
333333330000000000000000
444444440000000000000000
555555550000000000000000
666666660000000000000000
777777770000000000000000
cuales 36 son empleados y 90 son trabajadores. Su estructura organizacional se
muestra en la figura 2.
Fig. 2 Organigrama de la empresa US Technologies (US Technologies, 2009)
La empresa ha clasificado las áreas en números para diferenciar los tipos de tanques
que se encuentran en cada área y el tipo de producto que se encuentre en cada uno de
ellos. En la figura 3 se ilustra el plano de las instalaciones y el número que le fue
asignado a cada área. 100 - 5 en Uno; 200 - Casoil; 300 - Grasas; 400 - Plásticos; 500
- Destilación; 600 - Servicios auxiliares; 700 - Almacenamiento de producto.
Fig. 3 Plano de las instalaciones US Technologies (US Technologies, 2009)

22
Capacidad de almacenamiento
La capacidad de almacenamiento de producto en cada tanque disponible se pueden
apreciar en la Tabla 1, los tanques están identificados por TI (Tanque Interno) y TE
(Tanque Externo) y contienen productos líquidos y emulsiones respectivamente.
Algunos de ellos son identificados por el nombre del producto u aroma. La suma de
ellos es de aproximadamente los 2 millones de litros de capacidad de almacenamiento
en todos sus productos.
Áreas Litros (aprox.)
5 en Uno 65,000
Casoil y Grasas 600,000
Almacenamiento de Producto 988,000
Destilado 26,000
Grafito y Azufrado 7,700
Capacidad Total 1,686,700
Tabla 1. Capacidad de almacenamiento
Áreas productivas
Las necesidades del mercado y las exigencias de los clientes, han hecho que la gama
de productos en UST este en constante crecimiento. Por lo que, se han modificado
características de productos elaborados, dando como resultado nuevos productos con
un valor agregado. La empresa cuenta con 5 áreas productivas y 2 áreas auxiliares.
Las cuáles son las siguientes:
1. Destilación. Se encarga de producir aceites a través de la destilación y
eliminación de impurezas de aceites reciclados y produce: Aceite negro,
asfálticos, glicol, alico4.
2. Especialidades. Se encarga de producir lubricantes y aceites, que requieren de
tratamiento específico y produce: aceites de corte directo, solubles, lubricación
general, aceites hidráulicos, emulsiones, grasas, entre otros

23
3. Casoil. Se encarga de producir aceites con desechos de grasa animal (pollo o
pescado) procesada y produce: lard oil, casoil 10/230, casoil 01, esterina.
4. Plásticos. Se encarga de la fabricación de botellas de preforma (PET) y
polietileno y de tapas para estos tipos de botellas y produce: botellas de
preforma PET (430ml, 900ml, 2l y galón), de polietileno (1l, 2l, envase cuadrado
1l y galón) y tapas.
5. 5 en uno. Se encarga de la elaboración de productos de limpieza y cuidado para
el hogar, así como también de productos para el cuidado del automóvil. Los
productos que se generan son de dos tipos de características: viscosos y
líquidos. Los líquidos son: Multiusos (1l, 2l y galón) y diferentes aromas.
Anticongelante (1l y galón). Los viscosos son: Lavatrastes (430ml y 900ml),
Destapacaños en 1l, Gel antibacterial (900ml y galón), Suavizante de ropa en
presentación de 2l.
Auxiliar de vapor. Se encarga de generar y proporcionar los recursos internos a la
empresa, para el apoyo a otras áreas en el funcionamiento de algunos equipos.
Auxiliar de agua. Se encarga del tratamiento y la preparación del agua para la
creación de productos, principalmente en el área 5 en uno.
Los productos mencionados anteriormente, se fabrican en esta planta y en cada una de
sus áreas. Por lo tanto, UST no se detiene en la búsqueda y creación de nuevos
productos. Por ejemplo en la creación de un nuevo combustible, semejante al Diesel o
crear paquetes de productos para ofrecerlos al cliente a un bajo costo.

24
Clientes
Algunos de sus principales clientes son Walmart, Comercial Mexicana, Waldo´s, Owens
Corning, Jackson Lea, Kaltex, Mikel´s, GKN Driveline, entre otros. El mercado que
abastece esta empresa es nacional e internacional (Estados Unidos) y esta destinado
al mercado industrial tales como: metal mecánica, plásticos, acereras, textil, automotriz,
autoservicios, entre otras. Se tienen planes estratégicos para ampliar el mercado
internacional. La línea de productos para el área 5 en Uno, está destinada a sus cuatro
clientes principales en el centro y norte del país, como son Comercial Mexicana, el cual
comercializa sus productos a través de su marca Golden Hills, Waldo’s con su marca
Art, Tiendas 3B con las marcas de Lustrol y Walmark con la marca Cimecin (figura 4).
Fig. 4. Productos comerciales (US Technologies, 2009)
La relación con el cliente es fundamental para mantenerse en el mercado y un
diagrama interdisciplinario de proceso, ilustrar la secuencia en las operaciones en
todas las áreas y poder cumplir con los clientes. En la figura 5 se aprecia el diagrama
de relaciones para el proceso de solicitud y entrega de productos (Damelio, 2001). En
él se muestra que la mayor responsabilidad está en el área de ventas, producción y
control de calidad, pues de ellos depende la decisión de si hay o no existencias y que
se aprueben los materiales y los productos para que se puedan vender.

25
Fig
.5 P
roce
so d
e so
licitu
d y
entr
ega
de p
rodu
ctos
– D
iagr
ama
inte
rdis
cipl
inar
io d
e pr
oces
o (E
labo
rado
con
bas
e en
Man
ual d
e la
em
pres
a U
ST
).

26
1.1.5 Descripción de la problemática
Se realizó una revisión a 41 órdenes de producción de los meses que comprende entre
diciembre 2009, enero y parte de febrero 2010, con la finalidad de observar y verificar
que se esté cumpliendo el pedido del cliente vs la producción generada. Se verificó que
no cumplen, y los resultados son los que se aprecian en la tabla 2:
Área Pedidos del
cliente (litros)
Entrega de Producción a
Almacén (litros)
Diferencia
(litros) Costos
Emulsiones 118,395 118,095 300 $4,500
Destilación 492,355 492,075 580 $2,900
Casoil 141,913 140,273 1,640 $8,200
Área 5 en Uno 1,667,404 1,635,215 32,189 $96,567
Total de Dic a Feb 2,420,067 2,385,658 34,709 $112,167
Tabla 2. Resultados de órdenes de producción de Diciembre 2009 a Febrero 2010.
La diferencia de los 34,709 litros, indica que no se están cumpliendo las órdenes de
producción al 100%. Aunque, esta diferencia puede ser respaldada cuando se tenga
inventario en existencia, pero no garantiza que se cumplan el plan de producción. Por
lo tanto, el área que presenta indicios de irregularidades es el área 5 en Uno. Además,
en esta área se han presentado varias no conformidades del producto y reclamaciones
de parte de sus clientes, algunos de ellos se muestran en la tabla 3
.
Cliente No conformidad
a) Interno – producto final Multiusos Limón de galón lote 27740110, el cual se contamino
con Multiusos Lavanda
b) Comercial Mexicana –
rechazo del cliente
Envío de Producto Destapacaños de 1 litro, en envases sucios
de carbonatos dando una apariencia de costras blancas.
c) MIKEL´S – queja del
cliente
Se detectaron problemas con el producto Anticongelante de 1
litro, ya que la tapa o (tapón) no sellaba al 100 %.
d) Waldo´s – rechazo del
cliente
Se reporto fuga de envases del producto Detergente
lavatrastes en el hombro de la botella.
e) Tiendas 3B – queja del
cliente
Se detectaron en el producto TOP PINO, formación de
pequeñas partículas de color blanco en los lotes; 13330609,
11430609 y 12400609
Tabla 3. Reclamaciones y rechazos de clientes en UST

27
Fig.6 Derrame de producto líquido (US Technologies, 2009)
Fig.7 Producto con caducidad vencida (US Technologies, 2009)
Estas no conformidades no fueron detectadas, ocasionando que se incrementará el
costo del producto, al ser reprocesadas (en nuevo producto, materia prima, personal,
embarque, entre otros) representando una pérdida económica significativa. Además, se
han detectado una gran cantidad de desperdicios como: derrames (ver figura 6),
materia prima, producto fuera de especificación que necesita ser reprocesado y
sobrante de producto (ver figura 7) que ha ocasionado que se caduque y quede fuera
de especificación.
Es por eso, que la empresa se ha visto en la necesidad de incrementar sus ventas y
tomar medidas o estrategias necesarias, como son: optimizar los recursos, y reducir los
costos. Por tal motivo, la reducción de sus desperdicios es una estrategia que se ha
considerado para lograrlo, con el fin de aumentar su productividad y ha decidido
aplicarla al área 5 en Uno, por lo tanto, es necesario conocer la cantidad de desperdicio
que está generando esta área y en que parte del proceso.
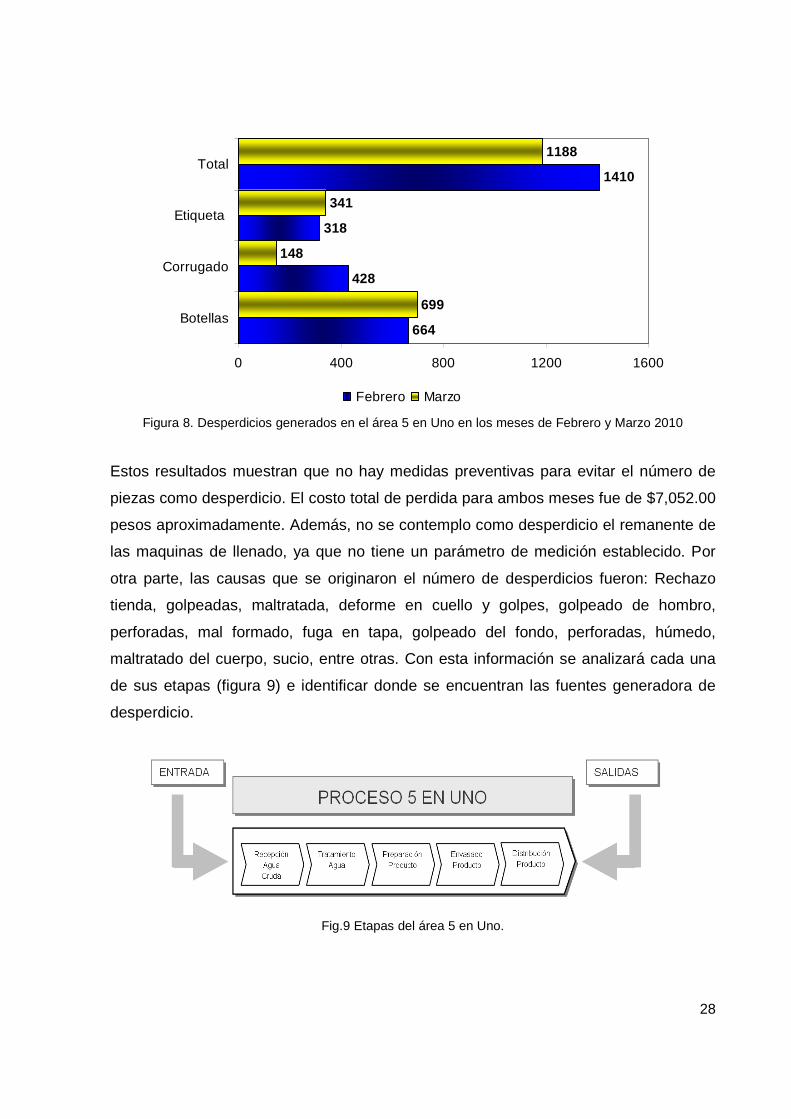
Se realizó una recolección de la cantidad de desperdicios generados en el área 5 en
Uno. Y se encontró que se registra en las bitácoras de operación. Sin embargo, estas
no son capturadas constantemente y con eso, se realizó un registro de los desperdicios
generados durante los meses de febrero y marzo de 2010 como se muestran en la
figura 8.
28
Figura 8. Desperdicios generados en el área 5 en Uno en los meses de Febrero y Marzo 2010
Estos resultados muestran que no hay medidas preventivas para evitar el número de
piezas como desperdicio. El costo total de perdida para ambos meses fue de $7,052.00
pesos aproximadamente. Además, no se contemplo como desperdicio el remanente de
las maquinas de llenado, ya que no tiene un parámetro de medición establecido. Por
otra parte, las causas que se originaron el número de desperdicios fueron: Rechazo
tienda, golpeadas, maltratada, deforme en cuello y golpes, golpeado de hombro,
perforadas, mal formado, fuga en tapa, golpeado del fondo, perforadas, húmedo,
maltratado del cuerpo, sucio, entre otras. Con esta información se analizará cada una
de sus etapas (figura 9) e identificar donde se encuentran las fuentes generadora de
desperdicio.
Fig.9 Etapas del área 5 en Uno.
664
428
318
1410
699
148
341
1188
0 400 800 1200 1600
Botellas
Corrugado
Etiqueta
Total
Febrero Marzo

29
Análisis de las etapas del proceso.
Se realizó un mapeo de proceso (figura 10) para identificar las actividades, las
variables y la frecuencia en la que se realizan en cada etapa del área 5 en Uno.
Fig. 10 Mapa de proceso del Área 5 en Uno

30
En el mapa de proceso elaborado se identificaron las actividades claves, las variables
críticas, los actores que intervienen (personas o tecnología – equipos), la frecuencia
con que se realizan. Además, las actividades enmarcadas son las que agregan valor al
producto. Con esto, se identifico las etapas del proceso que a continuación se
analizaran.
Análisis de la etapa de tratamiento de agua.
Se tienen la hora de arranque y paro del suavizador en la bitácora, sin embargo, no se
tiene un dato estadístico de la información, y en algunos casos se encuentra
incompleta. La cantidad de agua que envía al área de preparación no se tiene registro
de la cantidad enviada, la medición es a través de una manguera externa de los
tanques de almacenamiento. No existe control de la información.
Análisis de la etapa de preparación del producto.
Del mismo modo, uno de los parámetros que no está tomado en cuenta, es el control
de los tiempos ciclo de la preparación del producto. Se analizó estadísticamente los
tiempos de preparación del producto, 113 datos en la etapa de premezcla, 150 datos
en la etapa de mezclado, 155 datos en la etapa de laboratorio y 63 datos en la etapa de
producto en tanque. Los resultados se muestran en la figura 11.
Fig.11 Resultados de Análisis Estadístico de Tiempos de ciclo en la preparación del producto.
Se obtuvo un tiempo promedio para cada una de las etapas. En el premezclado fue de
49.3 min., para la etapa de mezclado fue de 90.89 min., para la etapa de análisis de
laboratorio de 6.06 min., y para la etapa de producto en tanque fue de 207.78 min. Sin

31
embargo, estos datos nos indican una variación muy grande ya que algunos en las
etapas de premezcla, mezclado y producto en tanque los rangos son muy amplios.
Al elaborar un histograma se necesita observar que tipo de distribución de probabilidad
y que tan dispersos están los datos en forma, centro y extensión (Stagliano, 2005). Las
gráficas que aparecen en la figura 12, muestran los resultados para cada etapa del
área 5 en uno. Estas graficas muestran sólo el número de frecuencias para cada uno
de los tiempos que se realizaron en cada una de las etapas de la preparación del
producto. La falta de parámetros o límites de control es esencial; ya que en el caso de
los tiempos de pre mezcla y laboratorio se observa una tendencia aparentemente
normal, y para los otros dos histogramas existe una mayor amplitud entre los datos.
Fig.12 Tiempos de ciclo en la Preparación del producto.
Análisis de la etapa de envasado de producto.
Esta etapa genera información de los tiempos de entarimado únicamente, los cuales,
dan un parámetro de cuánto tarda en operación la máquina de llenado, al comparar con
el estándar de operación de la maquinaria. Este dato sólo lo tienen para las máquinas
llenadoras automáticas. Y en las demás líneas no hay registros. Otro formato que es
vital dentro de las máquinas automáticas es la verificación de las condiciones de los
32
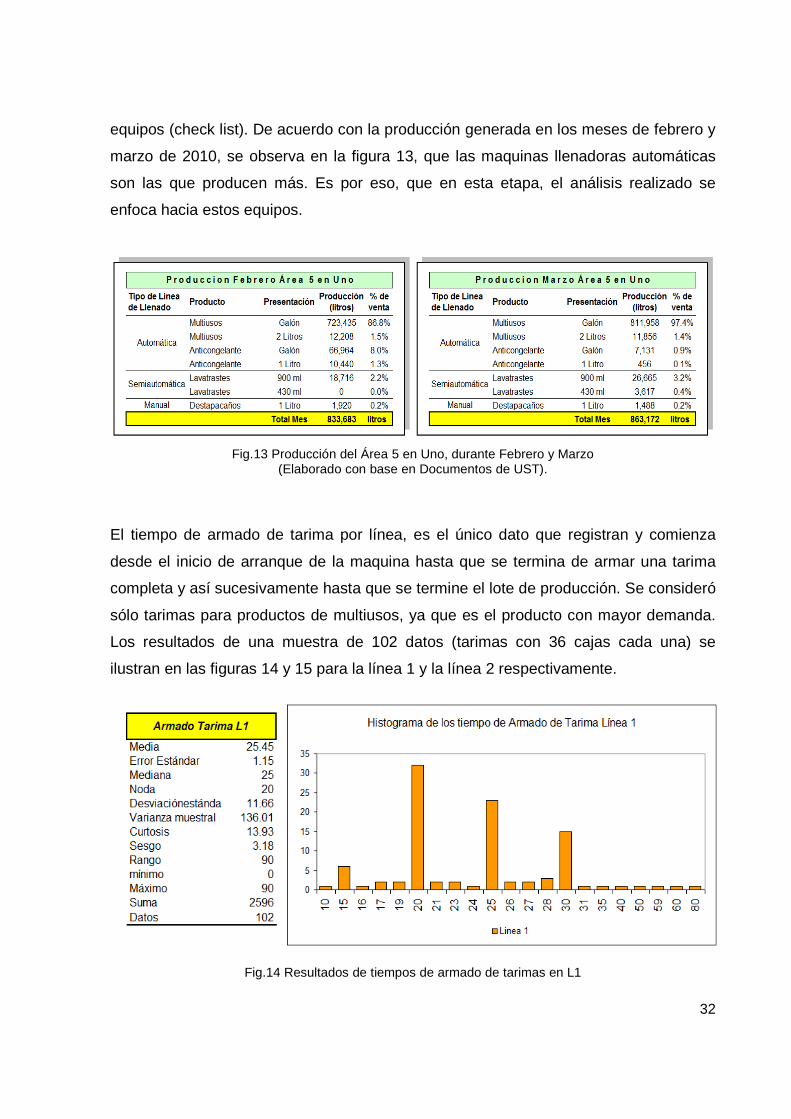
equipos (check list). De acuerdo con la producción generada en los meses de febrero y
marzo de 2010, se observa en la figura 13, que las maquinas llenadoras automáticas
son las que producen más. Es por eso, que en esta etapa, el análisis realizado se
enfoca hacia estos equipos.
Fig.13 Producción del Área 5 en Uno, durante Febrero y Marzo
(Elaborado con base en Documentos de UST).
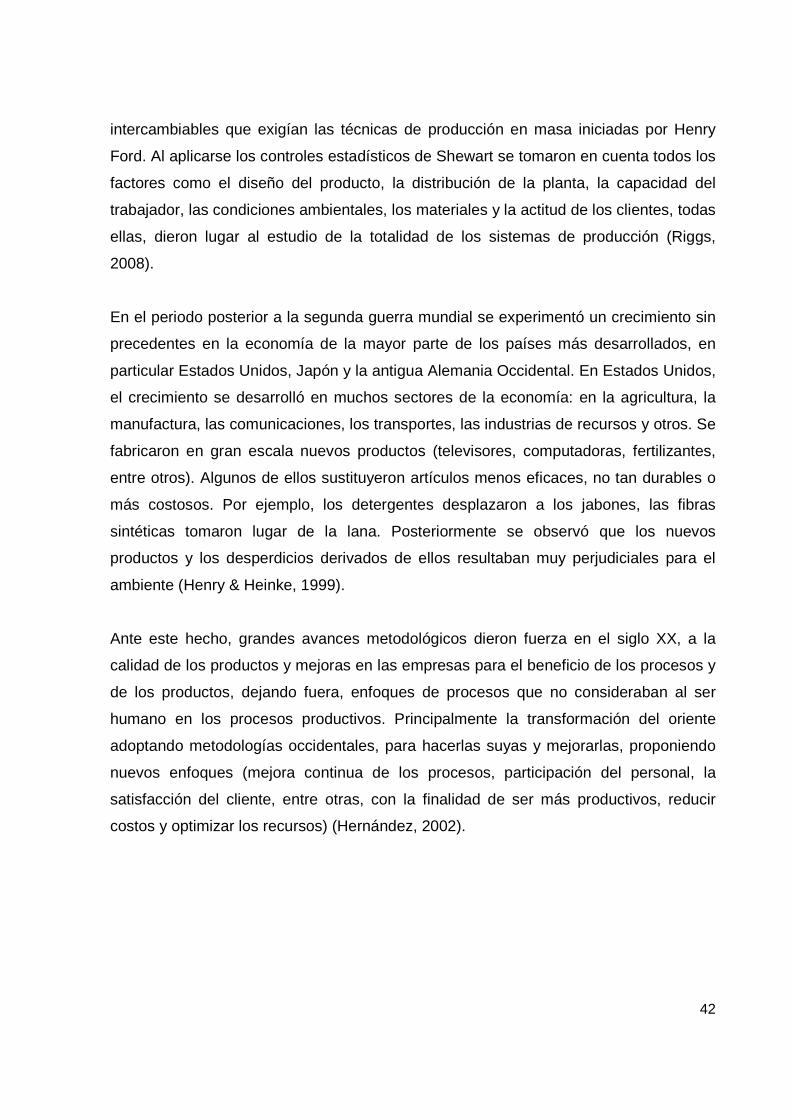
El tiempo de armado de tarima por línea, es el único dato que registran y comienza
desde el inicio de arranque de la maquina hasta que se termina de armar una tarima
completa y así sucesivamente hasta que se termine el lote de producción. Se consideró
sólo tarimas para productos de multiusos, ya que es el producto con mayor demanda.
Los resultados de una muestra de 102 datos (tarimas con 36 cajas cada una) se
ilustran en las figuras 14 y 15 para la línea 1 y la línea 2 respectivamente.
Fig.14 Resultados de tiempos de armado de tarimas en L1

33
Fig.15 Resultados de tiempos de armado de tarimas en L2
Como se puede observar, no existe un parámetro establecido del tiempo de armado de
tarima para ambas líneas. Sin embargo, el resultado de este análisis estadístico es
importante para calcular el tiempo real de operación para ambas líneas. El armado de
tarima contempla los parámetros del tiempo ciclo estándar obtenido del manual de
operación (2002), los cuales en la tabla 4 se muestran los datos para las tarimas que
se analizaron.
Concepto Unidad Estándar para tarima de Multiusos
Galones ciclo Pza. 5
Capacidad galón l 3.785
Litros ciclo l 18.925
Caja Galón 4
Caja l 15.14
Cajas en Cama cajas 12
Camas en tarima camas 3
Tarima cajas 36
Tarima Galón 144
Tarima l 545.04
Ciclos tarima Ciclos 28.8
Costo por tarima $ $1500 aprox.
Tabla 4 Datos Estándar para Armado de Tarima de Multiusos

34
Con base en estos datos, se calcula el tiempo de armado de una tarima con el tiempo
ciclo estándar para las maquinas llenadoras L1 = 38 seg. y L2 = 39 seg. (US
Technologies, 2002) y se realiza la siguiente operación:
Tiempo Armado Tarima = (Ciclos tarima) (Ciclo Estándar)
Tiempo Armado Tarima L1 = (28.8) (38) = 1094 seg. = 18.24 min.
Tiempo Armado Tarima L2 = (28.8) (39) = 1123 seg. = 18.72 min.
Con los resultados de las medias en el armado de una tarima, se calcula el tiempo ciclo
real. Se convierten los tiempos del armado de tarima para cada línea en segundos
(tabla 5). Al utilizar (a), despejar el ciclo estándar para obtener los siguientes
resultados:
Ciclo Estándar = (Tiempo Armado Tarima) / (Ciclos tarima)
Ciclo Real L1 = (1527) / (28.8) = 53.02 seg. ≈ 53
Ciclo Real L2 = (1582) / (28.8) = 54.93 seg. ≈ 55
Concepto Unidad Estándar Real
L1 L2 L1 L2
Tiempo ciclo Seg. 38 39 53 55
Armado tarima Seg. 1094 1123 1527 1582
Armado tarima min. 18.24 18.72 25.45 26.36
Tabla 5 Resultados de los tiempos ciclos para ambas líneas
Con estos datos se puede calcular el número de tarimas que no se producen por
pedido y por turno. Para lo cual, se realizan otras operaciones. Para calcular el número
de tarimas por pedido se tiene lo siguiente:
Tarimas por pedido = (Litros por pedido u Orden de producción) / (Litros por tarima)
Tarimas por pedido = (10,000) / (545.04) = 18.35 tarimas.
Tarimas por Turno Estándar = (Tiempo Disponible por turno) / (Tiempo Armado Tarima)
Tiempo Disponible = (Tiempo Calendario) – (Tiempo Descanso)
(a)
(b)
(c)
(d)
(e)

35
1 Turno = 8 hr. = 480 min. y 30 min. de descanso, por lo tanto, aplicamos (e)
Tiempo Disponible = (480) – (30) = 450 min.
Tarimas por Turno Estándar L1 = (450 min.) / (18.24 min.) = 24.67 tarimas
Tarimas por Turno Estándar L2 = (450 min.) / (18.72 min.) = 24.04 tarimas
Tarimas por Turno Real L1 = (450 min.) / (25.45 min.) = 17.68 tarimas
Tarimas por Turno Real L2 = (450 min.) / (26.36 min.) = 17.07 tarimas
Tarimas por Turno L1 L2
Estándar 24.67 24.04
Real 17.68 17.07
Diferencia 6.99 6.97
Litros por tarima 545.04 545.04
Litros No producidos 3809.82 3798.93
Cajas No producidos 1007 1004
No producido ($) $10,485 aprox. $10,455 aprox.
Tabla 6 Resultados de las tarimas estándar vs real
Los resultados de la tabla 6 nos indican que no se están produciendo 1007 galones
para la línea 1 y 1004 para la línea y representan aproximadamente para ambas líneas
$20,940, si se trabajaran ambas líneas durante un turno. Sin embargo el dato más
representativo es el de la diferencia entre el tiempo ciclo estándar y el tiempo ciclo real,
la diferencias en los tiempos ciclo, es de 15 seg. para la línea 1 y de 16 seg. para la
línea 2. Esta diferencia impacta considerablemente si se establece por turno la cantidad
de pedidos a producir, ya que actualmente sólo se hacen 2 por día, de acuerdo al
programa de ventas.
Mantener los tiempos ciclos promedios durante el turno, con lleva a una serie de
parámetros y condiciones importantes para alcanzar los valores aproximados. Sin
embargo, se ve afectado por causas atribuibles a planeación, al proceso y
principalmente al equipo. Y es ahí, donde las causas y las fallas recurrentes no
permiten alcanzar lo planeado. La figura 16 muestra el análisis para las variables

36
criticas de operación en las maquinas de llenado durante los meses desde Enero hasta
Abril, del año presente.
Fig. 16 Resultados de fallas frecuentes en maquinas llenadoras de Enero-Abril
Las fallas que más aparecieron en las maquinas llenadoras en ambas líneas fueron:
10–se refiere a revisar que las válvulas de llenado funciones correctamente y sin fuga;
2–se refiere a revisar que los filtros se encuentren limpios, bien instalados y funcionen
correctamente; 6–se refiere a la revisión de la banda corredera y 7–se refiere a la
verificación de las líneas de conducción del producto no tengan fugas. Las causas para
las líneas 1 y 2 se muestran en las figuras 17 y 18 respectivamente.
Fig.17 Resultados de fallas frecuentes en maquinas llenadoras Línea 1

37
Fig.18 Resultados de fallas frecuentes en maquinas llenadoras Línea 2
La inspección de las maquinas se hace 2 veces por turno, según esta establecido en el
procedimiento de llenado de maquinas automáticas. Sin embargo, se encontró que no
se realizó 2 veces por turno desde enero, sino, fue hasta finales de febrero donde se
empezó a realizar. Los resultados gráficos en cada línea muestran por que aparecen
frecuentemente las fallas. Aunque es de notar que en la línea 1, es donde surge la falla
1 y se refiere a verificar el área de trabajo y que se encuentre limpia y ordenada. Y la
línea 2 es donde tiene el mayor número de fallas. Por lo tanto, estos resultados de las
fallas que aparecen en las líneas, puntualizan claramente donde hay que atacar el
problema y así reducir los tiempos ciclos actuales.
Con los análisis realizados y en las condiciones en las que se encuentra la empresa, es
indispensable proponer controles para que se puedan medir y controlar las variables
críticas en cada una de las etapas del área 5 en uno. Además, se tendrán que
establecer indicadores, con la finalidad de medir cada uno de ellos.
La falta de seguimiento al producto en cada una de las etapas, genera una
incertidumbre en el momento que se presentan fallas o desperdicios. Con los
resultados de los datos obtenidos, se pudo apreciar que la mayor fuente de desperdicio
esta en el área de envasado del producto. La obtención de más datos, es vital para
realizar otros análisis y se apoye a la propuesta a realizar.

38
1.2 Revisión de literatura e investigaciones previa s.
Durante los últimos 10 años se han realizado investigaciones en casos de estudio
sobre la reducción de desperdicios en las empresas. Los cuales han sido enfrentados
con una serie de estrategias con vista a su total reducción o eliminación. Las
estrategias, los métodos y las herramientas aplicadas han dado buenos resultados. En
la siguiente tabla 7 se describen algunas investigaciones en artículos científicos sobre
la reducción de desperdicios.
Autor (año) Revista Título
1. Hajeeh, M.
(2010)
Mathematics and
Statistics
Mathematical Model for Waste Reduction
in Aluminum Fabrication Industry in
Kuwait
Desarrollo de un modelo matemático heurístico para la disminución de desperdicios en
una planta de fabricación de piezas de aluminio en Kuwait.
2. Marticonera,
A., et, al. (2010)
Información Tecnológica Análisis del Impacto Ambiental de la
Recuperación de Metanol en la
Producción de Biodiesel usando el
Algoritmo de Reducción de Desechos
(WAR)
Análisis del impacto ambiental de la recuperación de metanol en el proceso de producción
de biodisel, utilizando la metodología de reducción de desechos (WAR) y la simulación de
procesos a través del software UNISIM Design R380
3. Environmental
Data Services
(2009)
Environmental Data
Services
Waste reduction Winner DENSO
MANUFACTURING UK
Un caso de éxito por la implementación de herramientas como lean manufacturing, 5S y
TPM, apoyado por la investigación de sus procesos para la reducción de desperdicios
como el aluminio hasta en un 60%.
4. Davis, G., et,
al. (2009)
Solid Waste Technology
& Management
Driving Commercial and Industrial Waste
Reduction in Queensland, Australia—The
Potential Application of a UK Waste
Minimization Club Model
A través del modelo WMC aplicado en el Reino Unido, se encontró las barreras y las
oportunidades en la reducción de desperdicios en Queensland, Australia, con la finalidad
de establecer factores sustentables con la reducción de los desperdicios.

39
Autor (año) Revista Título
5. Bulatov, I. &
Klemeš, J. (2008)
Clean Technologies &
Environmental Policy
Towards cleaner technologies:
emissions reduction, energy
and waste minimization, industrial
implementation
Hacen una recopilación de los artículos más representativos sobre la reducción de
emisiones, optimización de la energía y casos de aplicaciones industriales, realizadas en
las conferencias sobre Procesos de integración, modelado y optimización de Ahorro de
Energía y reducción de la contaminación (PRES, por sus siglas en ingles)
6. Tam, V. &
Tam, C. (2008)
Building Research &
Information
Waste reduction through incentives: a
case study
Se propone un sistema de incentivos por etapas, el cual se utilizó en la medición de
ahorro de costos, compra de materiales y control en la generación de desperdicio. Tiene
como objetivo mejorar los factores de falta de motivación y experiencia, aprovechando el
conocimiento de los empleados.
7. Chapple, W.,
et, al. (2006)
Productivity Analysis The cost implications of waste reduction:
factor demand, competitiveness and
policy implications
Se evaluó el costo de desperdicio generado en empresas manufactures del Reino Unido
utilizando métodos matemáticos estocásticos y determinísticos como el desarrollado para
minimizar el costo. Demostrando que es costoso reducir desperdicio y que bajo otras
condiciones como tipos de empresa, regiones o países suele ser favorable como en el
caso de industrias productoras de muebles o automotrices.
8. Rushbrook, P.
(2006)
Annals of the New York
Academy of Sciences
Developments in Management and
Technology of Waste Reduction and
Disposal
Muestra una forma de clasificar los desperdicios y como pueden ser tratados
tecnológicamente dependiendo el área y el tipo.
9. Tomkevičiūt÷,
G. Stasiškien÷, Ž.
(2006)
Environmental Research,
Engineering &
Management
Assessment of Opportunities for
Beverage Packaging Waste Reduction by
Means of Deposit-Refund Systems
Se estudia la posibilidad de aplicar un sistema administrativo para reducir desperdicios
(DRS) en Lituania, el cuál consiste en crear depósitos que reintegren materiales que
puedan ser rellenados en plantas de bebidas.

40
Autor (año) Revista Título
10. Okamura, T.,
et. al. (2004)
Electrical Engineering in
Japan
CO2 reduction effect of the utilization
of waste heat and solar heat in a city gas
system.
Aplicación de un modelo de programación entera mixta, para evaluar y disminuir los
consumos de energía y emisiones de CO2, en calentadores de sistema solar en un
hospital.
11. Dahlgaard, J.
& Dahlgaard, S.
M. (2002)
Total Quality
Management
From defect reduction to reduction
of waste and customer/stakeholder
satisfaction (understanding the new TQM
metrology)
Se presentan algunos principios y directrices para medir el nuevo contexto de TQM
Metrology y la forma de medición, los riesgos y fallas con apoyo de herramientas y
enfoques a reducir defectos, desperdicios, costos y tiempos ciclo.
12. Resch, M. &
Peter B. (2001)
Pollution Engineering 10 Steps to Facility-
Wide Waste Reduction
Una estrategia de 10 pasos para la reducción de desperdicios, enfocado al reciclaje y
reuso de desperdicio para minimizar los desperdicios sólidos.
13. Lapré, M., et.
al (2000)
Management Science Behind the Learning Curve: Linking
Learning Activities to Waste Reduction
Basado en la curva de aprendizaje organizacional, vincula los tipos de aprendizaje en
proyectos de mejora de calidad y como algunos afectan a la reducción de desperdicios al
aplicarlo.
Tabla 7. Descripción de artículos sobre la reducción de desperdicios. Elaborado con base en (Hajeeh, M., 2010; Marticonera, A., et, al., 2010; Environmental Data Services, 2009; Davis, G., et, al., 2009; Bulatov, I. & Klemeš, J., 2008; Tam, V. & Tam, C., 2008; Chapple, W., et, al., 2006; Rushbrook, P., 2006; Tomkevičiūt÷, G. Stasiškien÷, Ž., 2006; Okamura, T., et. al., 2004; Dahlgaard, J. & Dahlgaard, S. M., 2002; Resch, M. & Peter B., 2001; Lapré, M., et. al., 2000.
Otras investigaciones de caso de estudio han aplicado metodología de superficie de
respuesta, mejora en la administración del manejo de residuos sólidos municipales,
mejoras en la formulación y tratamiento de soluciones, experimentación con
optimización de mejores prácticas de operación con el re-uso y reciclaje de materiales.
La investigación sobre la reducción de desperdicios es un tema importante para poder
analizar paso a paso y en los siguientes puntos se conocerá más sobre este tema.

41
1.2.1 Antecedentes teóricos de la reducción de desp erdicios.
No se puede hablar de reducción de desperdicios, sino se habla de los orígenes de la
producción y los problemas ambientales que se generan, los cuales se mencionaron
anteriormente dentro de las problemáticas ambiéntales en la industria química. Los
orígenes de la producción se han basado en los antecedentes registrados. Los
primeros administradores consideraron nuevas formas de hacer ruedas, utensilios y
bloques. Los egipcios probablemente tenían su versión de la ruta crítica PERT; los
romanos con sus construcciones; las obras maestras de arte en la edad media; y la
artesanía de los gremios medievales. Todos ellos se caracterizaron por su producción
en actividades individuales y la utilización de la fuerza muscular, en vez de la energía
mecánica (Riggs, 2008).
La revolución industrial comenzó en Gran Bretaña en el siglo XVIII. Dieron origen a
numerosas invenciones tecnológicas (máquina para hilar y máquina de vapor). Oficios
tradicionales como la costura, la molienda de harina, la elaboración de cerveza y la
fabricación de calzado se transformaron en tareas mecanizadas. El beneficio para el
individuo fue un mayor nivel de vida proporcionado por salarios más altos que
generaron mayor poder adquisitivo. Esto trajo como consecuencia que la gente
demandara más productos, lo cual causó un incremento en el consumo de recursos y
la producción de más afluentes de las fábricas por vía aérea y acuática. La
industrialización se acelero en las naciones más desarrolladas por la explotación de la
mano de obra barata, las tierras y los recursos de las regiones menos desarrolladas del
mundo (Henry & Heinke, 1999).
Durante este periodo los trabajos de Taylor, de Gantt y de los Gilbreth sentaron las
bases para la disciplina de la ingeniería industrial. Aunque los adelantos originales son
apenas reconocibles en las practicas modernas. Afianzaron la disciplina a los sistemas
de producción, donde todavía desempeña una función vital. Durante la década de los
veinte y treinta, las cosas se complicaron al descubrir que las personas no siempre se
comportaban como se esperaba y que la complejidad de los nuevos procesos requería
más controles. Los estudios de Hawthorne, mejores salarios y condiciones de trabajo
no siempre dieron lugar a aumentos proporcionales de producción. Los trabajos de
Shewhart, aportaron medidas de control estadístico para garantizar partes
42
intercambiables que exigían las técnicas de producción en masa iniciadas por Henry
Ford. Al aplicarse los controles estadísticos de Shewart se tomaron en cuenta todos los
factores como el diseño del producto, la distribución de la planta, la capacidad del
trabajador, las condiciones ambientales, los materiales y la actitud de los clientes, todas
ellas, dieron lugar al estudio de la totalidad de los sistemas de producción (Riggs,
2008).
En el periodo posterior a la segunda guerra mundial se experimentó un crecimiento sin
precedentes en la economía de la mayor parte de los países más desarrollados, en
particular Estados Unidos, Japón y la antigua Alemania Occidental. En Estados Unidos,
el crecimiento se desarrolló en muchos sectores de la economía: en la agricultura, la
manufactura, las comunicaciones, los transportes, las industrias de recursos y otros. Se
fabricaron en gran escala nuevos productos (televisores, computadoras, fertilizantes,
entre otros). Algunos de ellos sustituyeron artículos menos eficaces, no tan durables o
más costosos. Por ejemplo, los detergentes desplazaron a los jabones, las fibras
sintéticas tomaron lugar de la lana. Posteriormente se observó que los nuevos
productos y los desperdicios derivados de ellos resultaban muy perjudiciales para el
ambiente (Henry & Heinke, 1999).
Ante este hecho, grandes avances metodológicos dieron fuerza en el siglo XX, a la
calidad de los productos y mejoras en las empresas para el beneficio de los procesos y
de los productos, dejando fuera, enfoques de procesos que no consideraban al ser
humano en los procesos productivos. Principalmente la transformación del oriente
adoptando metodologías occidentales, para hacerlas suyas y mejorarlas, proponiendo
nuevos enfoques (mejora continua de los procesos, participación del personal, la
satisfacción del cliente, entre otras, con la finalidad de ser más productivos, reducir
costos y optimizar los recursos) (Hernández, 2002).

43
1.2.2 Conceptos de desperdicios.
¿Qué es un desperdicio? Es una pregunta que no se debe confundir. Este concepto ha
sido interpretado como desechos, residuos o mermas. De acuerdo con Ezquerra
(1998), residuo, desecho y desperdicio son sinónimos en su definición. Ya que
desperdicio es en residuo que no es fácil de aprovechar o se deja de utilizar por
descuido; desecho es lo que se desecha y no sirve de una cosa y el residuo es el
resultado de la descomposición o destrucción de una cosa. Por otra parte merma, es lo
que se substrae de una cosa y se va consumiendo naturalmente.
Estas definiciones nos muestran que tienen relación entre ellas. Aunque hay que hacer
la diferencia que desde dos perspectivas importantes podemos interpretarlas mejor.
Desde la perspectiva de la empresa tenemos que es común mencionar y encontrar la
definición de desperdicio o merma, sin hacer diferencias. Y desde la perspectiva del
medio ambiente tenemos que las definiciones de residuo y desecho se vuelve común
definirlas.
Por tal motivo, que dichas definiciones son tomadas desde dos áreas importantes para
esta investigación y son: desde el punto de vista de la producción de una empresa,
como generadora de productos o servicios y desde el punto de vista ambiental de una
empresa enfocada en la conservación y cuidado del medio ambiente.
Desde el punto de vista de la producción:
Los procesos productivos se componen de una serie de actividades que aportan valor a
nuestro cliente. Cuando una actividad o consumo de recurso no aportan valor añadido
alguno, tomando en cuenta que toda actividad o consumo genera un costo, estaremos
hablando de un desperdicio (Cuatrecasas, 2010).
En el contexto del proceso de manufactura, el desperdicio se define como cualquier
recurso gastado en exceso de lo requerido y lo valorado por el cliente (Sipper & Bulfin,
1998).
44
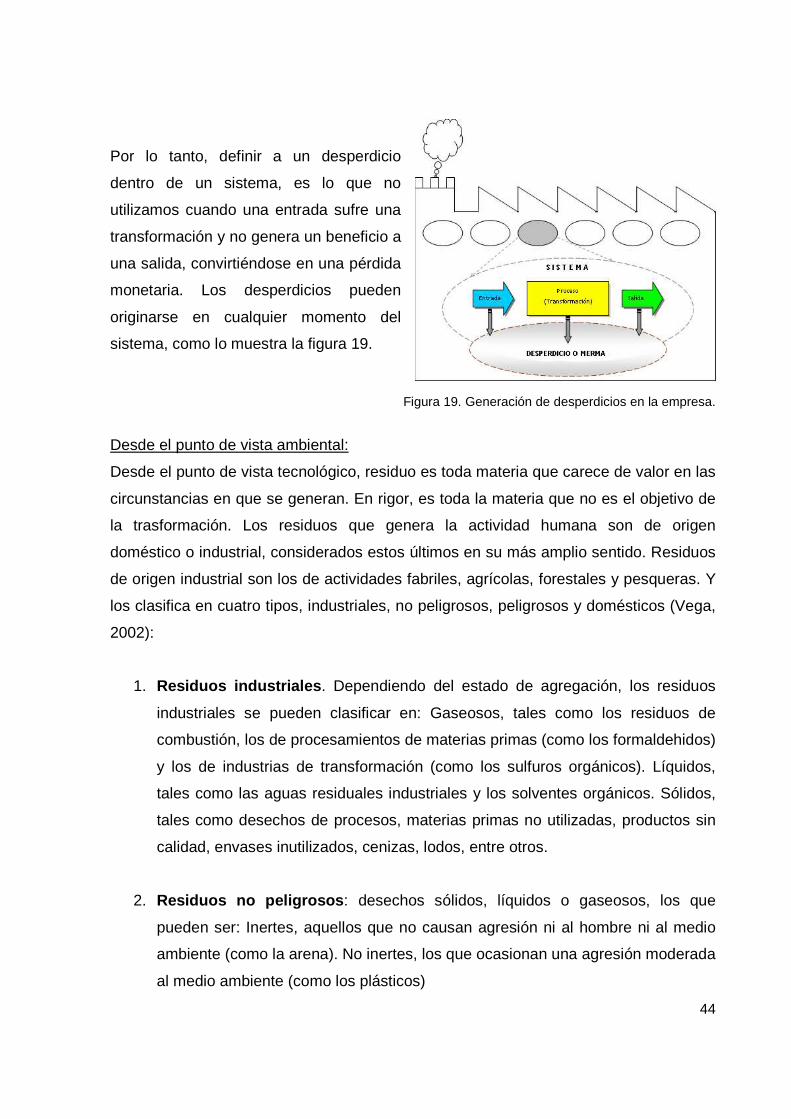
Por lo tanto, definir a un desperdicio
dentro de un sistema, es lo que no
utilizamos cuando una entrada sufre una
transformación y no genera un beneficio a
una salida, convirtiéndose en una pérdida
monetaria. Los desperdicios pueden
originarse en cualquier momento del
sistema, como lo muestra la figura 19.
Figura 19. Generación de desperdicios en la empresa.
Desde el punto de vista ambiental:
Desde el punto de vista tecnológico, residuo es toda materia que carece de valor en las
circunstancias en que se generan. En rigor, es toda la materia que no es el objetivo de
la trasformación. Los residuos que genera la actividad humana son de origen
doméstico o industrial, considerados estos últimos en su más amplio sentido. Residuos
de origen industrial son los de actividades fabriles, agrícolas, forestales y pesqueras. Y
los clasifica en cuatro tipos, industriales, no peligrosos, peligrosos y domésticos (Vega,
2002):
1. Residuos industriales . Dependiendo del estado de agregación, los residuos
industriales se pueden clasificar en: Gaseosos, tales como los residuos de
combustión, los de procesamientos de materias primas (como los formaldehidos)
y los de industrias de transformación (como los sulfuros orgánicos). Líquidos,
tales como las aguas residuales industriales y los solventes orgánicos. Sólidos,
tales como desechos de procesos, materias primas no utilizadas, productos sin
calidad, envases inutilizados, cenizas, lodos, entre otros.
2. Residuos no peligrosos : desechos sólidos, líquidos o gaseosos, los que
pueden ser: Inertes, aquellos que no causan agresión ni al hombre ni al medio
ambiente (como la arena). No inertes, los que ocasionan una agresión moderada
al medio ambiente (como los plásticos)

45
3. Residuos peligrosos : aquellos que exhiben una o más de las siguientes
características: Inflamabilidad, generalmente líquidos que combustionan con
facilidad. Toxicidad, sustancias, generalmente vapores, que dañan a los
organismos. Corrosividad ácidos o bases que atacan metales. Reactividad,
materiales que se producen en reacciones tales como las que liberan gases
(como el ácido cianhídrico).
4. Residuos domésticos . Los residuos que se generan en las viviendas pueden
ser gaseosos, tales como los productos de combustión incompleta de
calefactores o calentadores de agua, líquidos, que básicamente son las aguas
que van al alcantarillado, y los sólidos que constituyen la basura.
Por otro lado, la Norma Oficial Mexicana NOM–052–SEMARNAT–2005, menciona que
los residuos peligrosos resultado del desecho de productos fuera de especificación o
caducos son las sustancias químicas que han perdido, carecen o presentan variación
en las características necesarias para ser utilizados, transformados o comercializados
respecto a los estándares de diseño o producción originales.
La reducción de desperdicios en un sentido más amplio, incluye todas las prácticas
que reduzcan la cantidad de materiales indeseados que se incorporan al ambiente, ya
sean peligrosos o no (Departamento de Conservación Ambiental de Tennessee, 1999).
La minimización de desperdicios involucra cualquier técnica, proceso o actividad, la
cual evite, elimine o reduzca un desperdicio en su origen usualmente dentro de las
áreas de producción o permite el uso o reciclaje de los desperdicios para propósitos
favorables (Crittenden & Kolaczkowski, 1995).

46
1.2.3 Métodos para la reducción de desperdicios.
Los métodos para lograr la reducción de desperdicios se dividen convenientemente en
dos tipos básicos: la reducción de la fuente y el reciclaje. La reducción de la fuente es
cualquier acción que reduzca la cantidad de basura que sale de un proceso. Las
medidas de la reducción de la fuente incluyen: • Modificaciones al equipo o a las
tecnologías, • Modificaciones a los procesos o a los procedimientos, • Reformulación o
reajuste de productos, • Substitución de materias primas y • Mejoras en control de la
economía doméstica, del mantenimiento, del entrenamiento o de inventario. El reciclaje
es el uso, la reutilización o la recuperación de desperdicio, dentro o fuera de sitio,
después de que se genere. Los métodos de reciclaje incluyen: • Usando o reutilizando
un desperdicio como substituto para un producto comercial, • Reutilización de un
desperdicio para retrasar la compra de un producto comercial nuevo, • Remover los
contaminantes de una desperdicio para permitir su reutilización y • Reclamar
componentes útiles dentro de un material de desperdicio (Departamento de
Conservación Ambiental de Tennessee, 1999).
También los métodos para administrar los desperdicios y la contaminación en una
empresa deben verse como estrategias. Las estrategias industriales están basadas en
los tratamientos tecnológicos al final del proceso, los cuales son más apropiados
referirse como estrategias de control, significa su objetivo, que es realmente para
controlar las emisiones y desperdicios dentro de los límites legales permisibles de
descarga. Ambas estrategias tiene dos desventajas (Cheremisinoff, 2003):
1. Requieren costos disponibles que están asociados con operaciones y
mantenimiento y con el uso de la energía, y generan muchos costos escondidos
e indirectos.
2. Liberación de componentes al ambiente peligrosos, infecciosos y tóxicos y que
continué por muchos años, la posición de los riesgos a la salud a largo plazo
pone en peligro al medio ambiente simplemente porque las formas de
desperdicio sólo son transformadas y no enteramente eliminadas o
completamente inmovilizadas.
47
Las estrategias de administración de desperdicio y contaminación se basan en el
esfuerzo por prevenir o erradicar ambas desventajas, porque ellas eliminan la
contaminación o el desperdicio desde el origen. Cuando vemos el riesgo de las
estrategias que están disponibles, una jerarquía generalizada basada en
responsabilidad a largo plazo o los riesgos asociados con la administración del
desperdicio y contaminación y los costos asociados en cada uno, llegan a ser obvios.
Esta jeraquización estratégica para administrar el desperdicio es como sigue
(Cheremisinoff, 2003):
• Prevención. – esta estrategia previene los desperdicios a partir de que son
formados desde su origen.
• Reciclaje/Recuperación del recurso/Desperdicios a la energía (R3WE, por sus
siglas en ingles) – reciclaje y re-uso de materiales, la recuperación de ciertos
desperdicios para su re-uso (conocido como recuperación de recursos), y la
conversión de ciertos tipos de desperdicios en energía útil, como calor,
electricidad, y agua caliente son estrategias, las cuales recuperan y compensan
los costos totales de la administración de los desperdicios.
• Tratamiento – cuando los desperdicios no pueden ser prevenidos o minimizados
a través del re-uso y reciclaje, entonces necesitamos perseguir estrategias que
apunten a la reducción de volúmenes o toxicidad. Los tratamientos tecnológicos
son procesos que se enfocan en estabilizar los desperdicios, reduciendo la
toxicidad, reduciendo el volumen antes del último desecho, o en algunos casos
crear el uso limitado de productos.
• Desechar – la otra estrategia disponible es el desecho. Las prácticas de desecho
del desperdicio están integradas dentro de las estrategias de administración
ambiental de todos los municipios, son integrales para muchas operaciones de
manufacturas, y muy a menudo están entre los más altos componentes de
costos directos. Desde el punto de vista del negocio, es por lo menos la
estrategia deseable y una que pueda ser directamente dirigida por la
administración del desperdicio.

48
La figura 20 ilustra el comparativo de los riesgos relacionados y los costos asociados
con cada estrategia. Las estrategias que reducen o eliminan desperdicio antes,
inclusive creadas, son preferibles a esas que incurren en gastos por tratar y desechar
los desperdicios que son generados continuamente, porque los riesgos a largo plazo y
los costos son más bajos.
Figura 20. Jerarquía estratégica para la administración del desperdicio y la contaminación
(Cheremisinoff, 2003). Además los métodos de reducción de desperdicios fueron considerados desde 1976
por la agencia de protección ambiental de los Estados Unidos (USEPA, por sus siglas
en ingles) para incorporar la protección ambiental al proceso de manejo de los
desperdicios industriales y trae consigo cuatro tipos de métodos (Departamento de
protección ambiental de la Florida, 2007):
1. Reducción de las fuentes de producción de desperdicios. Consiste en reducir la
cantidad de sustancias peligrosas o contaminantes que forman parte de una cantidad
de desperdicios. Realizando modificaciones a la tecnología, equipo, procesos, rediseño
de productos, cambio de materiales, capacitación y mejoras de mantenimiento, de
almacenes.

49
2. Reciclaje Este método de reducción de desperdicios consiste en usar y rehusar
cierto desperdicio. Este es el método preferido para sustancias peligrosas o
contaminantes cuya fuente de producción no puede reducirse.
3. Procesamiento. Este método de reducción de desperdicios sólo debe emplearse
cuando cierto desperdicio no puede evitarse ni reciclarse. El procesamiento es
cualquier método que física, química o biológicamente cambia el carácter o la
composición de cierto desperdicio, que recupera su energía y/o ciertos de sus
componentes, que lo hace menos peligroso o no peligroso, que reduce su volumen,
que lo hace más seguro para su transporte, almacenamiento o desecho o que lo hace
más fácil de reciclar o de almacenar.
4. Desecho. Este método de reducción de desperdicios sólo debe utilizarse cuando
cierto desperdicio no puede evitarse, no puede reciclarse ni puede procesarse. El
desecho es la descarga, el depósito, la inyección, el derrame o la filtración de
desperdicios de manera que sustancias peligrosas entran en contacto con el suelo, el
agua o el aire.
Estos métodos de reducción de desperdicios dan la pauta para definir que tipo y hacia
donde se puede definir la investigación. Cada uno se pueda contemplar como una
estrategia, la cual requiere de ser administrada para establecer objetivos claves dentro
de la empresa. Existe una metodología para la minimización de los desperdicios,
desarrollada por Crittenden y Kolaczkowski (1995), la cual será analizada en el método
de investigación. Esta metodología propone una serie de herramientas de apoyo para
la minimización de los desperdicios, las cuales aparecen en la figura 21.
Fig. 21. Herramientas para la minimización de los desperdicios (Crittenden & Kolaczkowski, 1995).

50
1.2.4 La simulación como herramienta de validación.
El uso de la simulación tal y como se conoce ahora comenzó durante la década de
1970 y principios de la de 1980. Debido a la rapidez de las computadoras, aunque solo
se aplicaba en empresas grandes para resolver problemas que generaban desastres y
así determinar que ocurría. Por lo tanto, la simulación se refiere a un gran conjunto de
métodos y aplicaciones que buscan imitar el comportamiento de sistemas reales,
generalmente en una computadora con un software apropiado (Kelton, et. al., 2008).
Las áreas de aplicación de la simulación son numerosas y diversas. Además, en
problemas de tipo particulares, la simulación se ha convertido en una herramienta útil y
poderosa. Algunas de ellas son (Law, 2007):
• Diseño y análisis en sistemas de manufactura
• Evaluación de sistemas de armas militares y sus requerimientos de logística.
• Determinar los requerimientos de hardware y software para un sistema de
computadora
• Diseño y operación de un sistema de transporte
• Evaluación de diseño para empresas de servicio
• Reingeniería de los procesos de negocios
• Análisis de la cadena de suministro
• Determinar las políticas de pedidos para un sistema de inventario
La simulación es ampliamente usada para estudiar sistemas complejos. Algunas
ventajas de la simulación que pueden ser tomadas en cuenta como un recurso, son las
siguientes (Law, A., 2007):
• Sistemas complejos del mundo real que no puedan ser descritos por un modelo
matemático ni evaluados analíticamente
• La simulación permita estimar el desempeño de un sistema actual bajo un
conjunto de condiciones operativas planeadas
• Un sistema propuesto diseñado (o con políticas operativas para un sistema
simple) puede ser comparado vía simulación para observar y satisfacer un
requerimiento especifico
• En una simulación se puede mantener un mejor control sobre condiciones
experimentales

51
• Nos permite estudiar un sistema a largo plazo, en tiempo mínimo o alternativo
para estudiar los trabajos a detalle de un sistema incrementando el tiempo
En términos particulares la simulación puede ser usada para verificar y validar las
suposiciones necesarias en un modelo analítico (Law, 2007). Existen algunos
simuladores de propósito específico que han sido desarrollados para apoyar en la
reducción de los desperdicios, alguno de ellos son: Simulador CHEMCAD compara el
desempeño de varias modificaciones del proceso con el medio ambiente; Simulador
ASPEN PLUS simultáneamente maximiza el beneficio y minimiza el impacto en el
medio ambiente y Simulador HYSYS utilizado como herramienta de pantalla para
evaluar lo económico y la viabilidad del medio ambiente de un proceso. Estos son
algunos de ellos, aunque su uso depende considerablemente de la ayuda por parte de
los empleados para determinar las características y las variables que intervienen en el
control de todos los desperdicios (Halim, I. y Srinivasan, R., 2006).
Como hemos visto, la simulación puede ser usada como una herramienta para validar
la propuesta a desarrollar en la empresa US Technologies. El software utilizado será
ARENA; ya que es un sistema de simulación avanzado, tiene un ambiente interactivo
para verificar y analizar modelos y por ser parte del programa de estudios. Fue
desarrollado por la empresa System Modeling Corporation en el año de 1993 (Takus y
Profozich, 1997). Actualmente, pertenece a la compañía Rockwell Automation y puede
ser adquirido en la página web www.ArenaSimulation.com (Rockwell Automation,
2005).

52
1.3 Avances de la presente investigación.
En este punto se mencionará cual es el problema que presenta la investigación, con la
finalidad de indicar el propósito que se tiene. Además, se plantearan preguntas de
investigación, hipótesis y el objetivo general, las cuales nos indica hacia donde está
dirigida la investigación.
Nuestro país ha tratado de encontrar las mejores alternativas que le generen
competitividad a las empresas, apertura de mercados, apoyo con créditos a empresas,
créditos para la generación de empresas y con ello generar más empleos en el país.
Sin embargo, las empresas, como US Technologies, ante la crisis económica y con una
lenta recuperación, se han visto en la necesidad de reducir su personal, reducir los
desperdicios y conservar sus clientes.
En UST se han presentado una serie de problemáticas relacionadas con la falta de
control en etapas del proceso en el área 5 en Uno, la cual en sus líneas de producción
automáticas se generan la mayor producción de productos y por ende, se incrementa el
número de desperdicios detectados. Han sido varios los factores localizados como
generadores de desperdicio, por un lado las fallas en la maquinaria y por el otro la falta
de controles que ayuden a la medición y control en las actividades críticas del proceso.
Recientemente se han hecho investigaciones aplicativas en empresas sobre la
aplicación de desperdicios en diferentes partes del mundo. Utilizando herramientas
como investigación de operaciones, simulación, modelos para minimizar desperdicios,
algoritmos para reducir desperdicios, un sistema de incentivos, TQM, sistema para
reducir desperdicios, Lean manufacturing, 5 S y TQM juntas, todas ellas han sido
herramientas de dos tipo, de evaluación de impacto y administrativas como las
mostradas en la figura 20. El diseño de una metodología para la reducción de
desperdicios en UST es una estrategia importante para disminuir los costos e
incrementar la productividad, además de establecer controles en cada una de sus
etapas a fin de generar el menor impacto ambiental.

53
1.3.1 Pregunta de investigación
Con lo anterior nos surge la siguiente pregunta de investigación: ¿Cuáles serán los
beneficios para la empresa US Technologies con la propuesta en el diseño de una
metodología para de reducción de desperdicios?
1.3.2 Hipótesis
Identificadas las preguntas de investigación, surge la hipótesis de investigación, la cual
nos dice: Con el diseño de la metodología para la reducción de los desperdicios se
incrementará la productividad, disminuirán los costos y se minimizará la generación de
desperdicios en la empresa US Technologies.
1.3.3 Objetivo de la investigación
Establecidas las preguntas de investigación y la hipótesis se estructura el objetivo de la
siguiente manera:
Acción: Diseñar
Aspecto: una metodología para la reducción de desperdicios
Teoría: con base en la revisión teórica de los métodos y herramientas para la
reducción de desperdicios
Finalidad: con el fin de minimizar los costos de las fuentes de procesamiento y
generación de los desperdicios
Lugar: en la empresa US Technologies.
Por lo tanto, la estructura del objetivo de investigación es de la siguiente manera:
Diseñar una metodología para la reducción de desperdicios, con base en la revisión
teórica de los métodos y herramientas para la reducción de desperdicios, con el fin de
minimizar los costos de las fuentes de procesamiento y generación de los desperdicios
en la empresa US Technologies.

54
2. MÉTODO
En este punto se hablará de las metodologías sobre la reducción o minimización de
desperdicios; cuáles son sus ventajas, que beneficios se pueden obtener con su
aplicación. Además, se presentará una evaluación de las metodologías tomadas en
cuenta para la realización de la propuesta metodológica en el siguiente punto. Se
mencionan un conjunto de herramientas que apoyan a la reducción de desperdicios y
como están clasificadas dependiendo su enfoque, por ejemplo, administrativas,
operativas de impacto y de diseño.
2.1 Reducción o minimización de desperdicios.
La minimización de desperdicios involucra cualquier técnica, proceso o actividad, la
cual evita, elimina o reduce un desperdicio desde su origen, usualmente dentro de los
confines de la unidad de producción, o permite el re-uso o el reciclaje del desperdicio
para un buen propósito. Algunos términos o sinónimos incluyen (Crittenden &
Kolaczkowski, 1995):
• Minimización de desperdicio
• Reducción de desperdicio
• Limpieza o tecnología, ingeniería o proceso limpia
• Prevención/reducción de contaminación
• Tecnologías del medio ambiente
• Tecnologías de bajo y no-desperdicio
Varias metodologías se han propuesto en el campo de la minimización de desperdicios
para enfrentar la complejidad que representa. El éxito de la aplicación de esos métodos
depende de la identificación apropiada, conjunto y clasificación de la información
relevante requerida para cada caso (Reyes, et. al., 2008). Los métodos de reducción de
desperdicios ya han sido mencionados; y una de las mejores estrategias es la
reducción de desperdicios desde la fuente, pues nos genera un ahorro de costos, alta
productividad y mejor calidad y es considerada como prevención de aparición de
desperdicios desde que entran al proceso (Crittenden & Kolaczkowski, 1995;
Departamento de Conservación Ambiental de Tennessee, 1999; Cheremisinoff, 2003;
Departamento de protección ambiental de la Florida, 2007).

55
La meta de cero desperdicios, es difícil de alcanzar, en cualquier actividad. Por lo tanto,
la posición relativa de varias estrategias de administración de desperdicio es mostrada
de manera más práctica y generalmente aceptada jerárquicamente como
administración de desperdicios. Y se muestra en la tabla 8 (Crittenden & Kolaczkowski,
1995).
Tabla 8. Jerarquía de las prácticas de administración de desperdicios. (Crittenden & Kolaczkowski, 1995)
2.2 Ventajas de la reducción de desperdicio
La minimización de desperdicios puede proporcionar beneficios a largo plazo de dos
maneras. Primero, puede asistir al logro y mejora en la regulación de requisitos. Segundo,
puede proporcionar una compañía con oportunidades para mejorar los beneficios por
(Crittenden & Kolaczkowski, 1995):
• realizar ventajas económicas específicas:
• reducción de responsabilidades
• promover una imagen pública positiva
Eliminación Completa eliminación de desperdicio
Reducción al origen La evitación, la reducción o la eliminación del desperdicio,
generalmente dentro de los confines de la unidad de
producción, a través de cambios en procesos industriales o
procedimientos.
Reciclar El uso, el re-uso y el reciclaje de los desperdicios para el
propósito original o algún otro, tal como la entrada de
material, recuperación de materiales o producción de
energía.
Tratamiento La destrucción, detoxificación, neutralización, etc. de
desperdicios dentro de sustancias menos dañinas.
Desecho La liberación de desperdicios al aire, agua o tierra
correctamente controlada o en forma segura a fin de rendir
lo dañino. Asegurar la destrucción de la tierra puede
involucrar reducción de volumen, encapsulamiento,
contenedor y monitoreo de técnicas.
56
• mejorar la salud y la seguridad de empleados:
• eficacia de funcionamiento de aumento y por lo tanto reducción de costos de
producción.
Los proyectos de la minimización de desperdicios se deben evaluar de manera semejante
como oportunidad de negocio. Con la puesta en práctica de un proyecto de minimización
de desperdicio es probable incurrir en la inversión de capitales adicional, los cuales
puedes ser recompensado con los siguientes beneficios (Crittenden & Kolaczkowski,
1995):
• Reduce en el sitio los desperdicios, monitoreando, controlando y tratando los
costos.
• Reduce el manejo, pre-tratamiento, trasporte y los desechos fuera de sitio en
costos.
• Reduce el almacenaje y espacio de desperdicios, de tal modo que se creen más
espacios para operaciones productivas.
• Reduce los costos administrativos y papeleo asociado con el desecho de los
desperdicios.
• Reduce los costos analíticos para la identificación y caracterización de
desperdicios específicos.
• Reduce los costos de producción, incluyendo el flujo de material, energía y el uso
de requerimientos
• Reduce los riesgos de manejo de materiales peligrosos, y por consiguiente,
mejora la salud y seguridad de los trabajadores.
• Reduce el riesgo para el medio ambiente manifestados por la reducción o la
eliminación de las cargas responsables:
• Reduce el riesgo de generar una apertura en condiciones de autorización,
consentimiento o licencia y por consiguiente reduce el riesgo de procesamiento.
• Mejora la eficiencia operativa y la confiabilidad de los procesos.
• Mejora la imagen de la compañía en los ojos de los inversionistas, de los
trabajadores y de la comunidad.

57
Los proyectos de la minimización de desperdicio traen consigo beneficios para la salud
ocupacional y la seguridad. Si la generación inicial de los desperdicios es reducirlos,
entonces claramente los riesgosos disminuyen. Por otro lado, si la misma cantidad de
desperdicio está siendo administrada mejor, u gran numero de personal podría estar
expuesto a los peligros que generan algunos desperdicios. Por lo tanto, se deben revisar
estándares para su control. En la etapa económica de la evaluación de un programa de
minimización de desperdicio, es importante que todas las ventajas potenciales estén
valoradas y cuantificadas correctamente (Crittenden & Kolaczkowski, 1995)
2.3 Metodologías para la reducción de desperdicios.
El éxito y la extensa aplicación de metodologías para la reducción de desperdicio, han
fallado por alcanzar beneficios significativos en las industrias. Una de las razones, es la
falta de métodos comprensibles que integren y guíen la aplicación de herramientas
dependiendo el caso de estudio (Reyes, et. al, 2008). Es por eso, que las metodologías
que serán revisadas, fueron consideradas por su completo y puntual análisis en la
reducción de desperdicios. Crittenden y Kolaczkowski, propusieron una metodología
aplicativa a cualquier problema de reducción de desperdicios. La agencia del medio
ambiente, consideró cinco herramientas de análisis para la información, y que ayudan a
la reducción de desperdicios. Reyes, Sharratt y Arizmendi propusieron una nueva
metodología con la finalidad de analizar un problema con la poca cantidad de
información disponible. Halim y Srinivasan han propuesto diferentes enfoques de
metodologías para la reducción de desperdicios y el aquí mencionado es sobre la
aplicación de una metodología a empresas de producción en lotes. Al final se
analizaron dos planes desarrollados por el departamento de la Florida y Tennessee
enfocados directamente sobre la reducción de desperdicios.
1. Crittenden y Kolaczkowski
Los autores Crittenden y Kolaczkowski, desarrollan en 1995 una propuesta del
procedimiento de pasos de la metodología para la minimización de desperdicios, ver
figura 22, apropiada para todas las compañías de la ingeniería de procesos, aunque
puede ser adaptado para resolver necesidades locales. Tiene como primer paso un
programa de minimización de desperdicios, fijar las metas y la elaboración de

58
programas establecidos, que son consistentes con la política adoptada por la
administración de la compañía. Las metas cualitativas tales como “una reducción
significativa en la cantidad de sustancias que se lanzarán en el ambiente” son
demasiado vagas. Las metas cuantitativas y los tiempos de escala, aunque más
difíciles de establecer, no sólo comunican el compromiso de la compañía para mejorar
y minimizar los desperdicios, sino también para proporcionar una base para medir los
procesos. El tamaño del grupo del empleado requerido para desarrollar las metas
depende del tamaño y de la complejidad del establecimiento. Sin embargo, se vuelve
esencial que la gerencia mayor éste implicada en el proceso (Crittenden &
Kolaczkowski, 1995).
Fig. 22. Pasos para la metodología de reducción o minimización de desperdicios.
(Crittenden & Kolaczkowski, 1995)

59
2. Metodología de la agencia del medio ambiente
La metodología de la agencia del medio ambiente en 1998 estableció una metodología
para la minimización de los desperdicios en las empresas del Reino Unido. Esta
metodología ha sido integrada con otras metodologías dentro de la serie de pasos
mostrados en la figura 23 (Integración de procesos, DuPont, OLCAP, ENVOP y
ENVOPexpert). Es importante contar con un equipo de expertos, para adecuar los
criterios y seleccionar las opciones correctas para la mejora de los procesos (Reyes, et.
al., 2008).
• Valoración del alcance
• Comité para la acción
• Pre – evaluación de los procesos
• Colección de datos y análisis
• Análisis del costo verdadero del desperdicio
• Nivel de prioridad
• Generación de opciones para la mejora continua
• Valoración de oportunidades o análisis factible
• Implementación de proyectos y mantenimiento

60
Figura 23. Revisión de los pasos sugeridos por la principal metodología para minimizar los desperdicios.
(Reyes, et. al., 2008)
Como se aprecia en la figura 23, la etapa de análisis de datos muestra una lista de
información de salida importante, a través de metodologías y herramientas que ayudan
a todo el proceso de reducción de desperdicios, de las cuales, la metodología Dupont y
OLCAP serán descritas a continuación y más adelante, las restantes, dentro del
conjunto de herramientas que se emplean para la reducción de desperdicios:
Valoración del alcance
Compromiso y decisión de
liderazgo del negocio.
Crear equipo de valoración
Análisis de datos
Reconocer un equipo de expertos
OLCAP
Tareas y subtareas de las
entradas y salidas del proceso
Bondades del proceso
Metodología DUPONT
Material y energía balanceada
Diagrama de flujoProcesos quimicos
Pasos y flujosPropiedad de los
componentesMayor flujo de
procesos
Integración de Procesos
Identificación de tareas
Selección de unidades
Selección del flujo de desperdicio
Establecer objetivos (costos y medio ambiente)
ENVOP
Hojas del flujoMaterial y energía
balanceadaMayores flujos
ENVOPexpertMateriales y balanceo de masasSelección de material presente en el flujo de los desperdiciosVariables responsables para la formación de desperdicioFlujos de efectivoFlujos, equipos y funciones vinculado en el material
Generar ideas
Ideas de pantalla
Evaluar y seleccionar las opciones para la
implementación
Desarrollo de criterio de cómo seleccionar opciones

61
Metodología DuPont
DuPont desarrolló una metodología para la minimización de desperdicios con la
finalidad de identificar nuevas oportunidades de mejora en los procesos que minimicen
o reduzcan los desperdicios. Esta metodología está basada en los siguientes principios
(Mulholland y Dyer, 1999):
• El flujo volumétrico de una corriente de desperdicio de agua o gas y el flujo
volumétrico y la carga orgánica de una corriente de agua residuales determina el
tratamiento requerido al final del proceso y el costo de operación.
• El mismo flujo de agua y gas influyen en los costos de inversión y de producción
de la empresa.
• El tratamiento al final del proceso es requerido sólo porque la corriente contiene
componentes te tienen que ser abatidos o removidos.
Mulholland y Dyer utilizaron estos principios para desarrollar un método con dos fases
para el análisis de proceso y la reducción de desperdicios. La primera fase en
identificar las oportunidades de reducción de desperdicios, es el análisis de la corriente
del desperdicio de una compañía, implicando cuatro pasos: 1. Listar todos los
componentes en la corriente del desperdicio, así como, sus parámetros claves. 2.
Incluye la identificación de los componentes disparadores de mayor interés. 3.
Identificación de los materiales con volumen más alto. 4. Incluye la valoración continua.
Si con los pasos 2 y 3 se obtiene una minimización satisfactoria, seguir con el siguiente
conjunto de componentes. La segunda fase incluye el análisis del proceso para ser
modificado o eliminado a través de cuatro pasos: 1. Todas las materias primas,
incluyendo intermediaron, son enlistadas. 2. Generar la lista de los materiales que no
forman los productos vendibles. 3. Encontrar las formas de usar los materiales del
punto 1, en lugar de los del punto 2, o encontrar formas para modificar los procesos y
evitar materiales que se conviertan en desperdicio. 4. implica mirar exclusivamente en
los productos y preguntarse de ser posible modificar, reducir o eliminar la química de
dichos productos. El uso combinado de los análisis de la corriente de los desperdicios y
del análisis del proceso resulta en un plan tecnológico para dirigir el proceso más allá
de la reducción de desperdicios (Mulholland y Dyer, 2001).

62
OLCAP (Optimum Life Cycle Assessment Performance)
La evaluación del ciclo de vida (LCA, por sus siglas en ingles), representa una
aplicación de un sistema de análisis de problemas de administración del medio
ambiental. Su interpretación de pensamiento de sistemas es, desde la raíz, a diferencia
de otros métodos usados para seleccionar y diseñar procesos. LCA es una herramienta
cuantitativa para el rendimiento del medio ambiente, basada alrededor del balance de
la masa y la energía pero aplicado a un sistema económico completo, en lugar de un
proceso simple. Este representa un análisis del sistema convencional, el cual la bondad
del sistema es dirigida sólo alrededor del proceso en interés. Aplicado al análisis del
proceso puede tener dos objetivos; el primer objetivo es la cantidad y la evaluación del
rendimiento del medio ambiente de un proceso y así ayudar a tomar decisiones y
seleccionar entre procesos alternativos y rutas de procesos. El otro objetivo es ayudar
a identificar opciones para mejorar el rendimiento de un sistema medio ambiental. La
herramienta OLCAP es un sistema general para la optimización del rendimiento LCA
obteniéndose a partir de cuatro pasos: 1. Completar un estudio de LCA, 2. Formular un
problema de optimización dentro del contexto de LCA, 3. Aplicar la optimización
multiobjetivo en base a criterios económicos y medio ambientales, y 4. Análisis de
decisión multicriterio y selección de la mejor solución compromiso. La optimización
multiobjetivo usada en este método se convierte en un método más efectivo para la
administración de un sistema medio ambiental, al ofrecer un número de alternativas de
soluciones óptimas e identificar y seleccionar las mejores opciones de prácticas medio
ambientales y la mejor técnica que no implique un costo excesivo (Azapagic y Clift,
1999).
3. Reyes, Sharratt y Arizmendi
Los autores Reyes, Sharrat y Arizmendi en el 2008, proponen una metodología que
contempla la identificación y la aplicación de cada metodología y herramienta
dependiendo del tipo de problema o de la etapa del proceso. Así como, la adaptación
de las metodologías existentes en un método flexible de la administración del
conocimiento, además que utilice la calidad y la cantidad de información disponibles.
Todo a través de una estructura ontológica que permita la identificación de la
información que falta, que es requerida y proporcione una metodología aplicable con

63
herramientas para la identificación acertada de las soluciones de la minimización de
desperdicios, como lo muestra la figura 24 (Reyes, et. al., 2008).
Figura 24. Estructura general de la metodología propuesta (Reyes, et. al., 2008).
Esta propuesta comienza con la definición de los requisitos ambientales o de las
ventajas de un plan para la reducción de desperdicio. Donde la reunión, la
representación y la modelación de la información de todos los niveles del personal
dentro del proceso son esenciales para asegurar la integración y el éxito de las
diversas acciones de la reducción de desperdicios.

64
La metodología divide el conocimiento sobre un proceso en cinco clases principales
(mostrado en la figura 25) que contribuyan en diversos niveles al uso acertado de las
herramientas para la reducción de desperdicios.
Figura 25. Cinco clases principales para el conocimiento del proceso (Reyes, et. al., 2008).
El conocimiento crucial se enfoca en los procedimientos y permite que el proceso sea
descrito inicialmente. El conocimiento de prioridad es usualmente obtenido de una
forma empírica y puede ser identificado por el hecho de que muchos de los artículos
necesarios y la acción para desempeñarse son asumidas al ya ser conocidas por la
persona que realiza los procedimientos. El conocimiento subordinado es identificado
como uno de los que no definen el proceso, pero sin el cual, el desempeño de los
agentes involucrados puede ser no satisfactorio o no exitoso. El conocimiento causal
está en la forma de relaciones que contribuyan a un cambio. El conocimiento contextual
se refiere a la contribución de cualquier situación que afecte la percepción de los
actores o el desempeño de los objetos (Reyes, et. al., 2008).
• El conocimiento crucial es uno de los responsables de la descripción inicial del
proceso.
• El conocimiento anterior refiere a la información obtenida previamente sobre los
objetos, los agentes y las acciones necesitados para realizar una tarea.

65
• El conocimiento subordinado es el único sin el cual, el funcionamiento del
proceso pudo ser insatisfactorio o fracasado.
• El conocimiento contextual se refiere a la contribución de cualquier situación
que afecta la opinión de los agentes o del funcionamiento de los objetos, tales
como restricciones psicológicas o ambientales.
• El conocimiento causal se identifica en la forma de relaciones entre los objetos,
los agentes y las variables
4. Halim y Srinivasan
La reducción de desperdicios es uno de los mayores problemas que enfrentan las
empresas de producción en lotes. Para lo cual, los autores Halim y Srinivasan en el
2004, desarrollaron una metodología sistemática para el análisis de la reducción de
desperdicios para cualquier planta química de producción en lotes. La metodología
consiste de una regla heurística y métodos, los cuales diagnostican el origen de los
desperdicios usando graficas P y recomendando el máximo nivel de reducción de
desperdicio, el cual puede ser definido a detalle usando diagramas causa y efecto y
modelos funcionales. El comparativo entre las opciones de reducción de desperdicio
generadas por la metodología y por el equipo de expertos muestra que esta
metodología es capaz de identificar la precisión de soluciones básicas de reducción de
desperdicios (Halim, I. y Srinivasan, R., 2004).
5. Departamento de Conservación Ambiental de Tennes see
La asamblea general de Tennessee, estableció una política de estado para la
reducción de desperdicios en 1988, ente la preocupación y problemática del incremento
de desperdicios sólidos y peligrosos. Los elementos del plan están basados en
problemas del medio ambiente. Los pasos para el plan de reducción de desperdicios
son los siguientes (Departamento de Conservación Ambiental de Tennessee, 1999):
1. Obtener un compromiso de la administración
2. Definir el alcance, objetivos y metas
3: Hacer un equipo
4. Dirigir una valoración de desperdicio

66
5. Rastrear los costos
6. Evaluar opiniones
7. Implementar el plan
8. Medir los resultados
9. Hacer un comité a largo plazo y
10. Actualizar el plan de reducción de desperdicio.
6. Departamento de protección ambiental de la Flori da
La Agencia de Protección Ambiental de los Estados Unidos (United States
Environmental Protection Agency, USEPA por sus siglas en inglés) estableció en 1976
una declaración, para unas prioridades relacionadas con el manejo de los desperdicios
peligrosos y así incorporar la protección ambiental al proceso de manejo de los
desperdicios industriales. Estableció cuatro estrategias para la reducción (fuentes de
producción, reciclaje, procesamiento y desecho). Con ello se apoyó en la creación de
un plan de desperdicio el cual se lleva a cabo con los siguientes pasos (Departamento
de Protección Ambiental de la Florida, 2007):
1. Declaración del Objetivo General y Compromiso de la Administración
2. Alcance y Objetivo(s) Específico(s) del Plan
3. Designación del Grupo de Reducción de Desperdicios
4. Evaluación de los Desperdicios Generados
5. Prioridades en el Manejo de Desperdicios
6. Identificación, Evaluación y Selección de Opciones
7. Establecimiento de Objetivos para la Reducción de Desperdicios
8. Implementación de la Opción para la Reducción de Desperdicios
9. Medida de los Resultados y Evaluación del Progreso
10. Establecimiento del Ciclo de Revisión del Plan

67
2.4 Herramientas para la reducción de desperdicios.
Ahora bien, Reyes, Sharratt y Arizmendi mencionan que existe una clasificación de
herramientas usadas para la reducción de desperdicio (figura 20). Sin embargo, para
seleccionar cualquiera de esas herramientas, es importante entender sus metas y su
campo de aplicación. En la siguiente tabla 9, se muestra una guía de las herramientas
usadas, de acuerdo a las etapas en el plan de la metodología propuesta por la agencia
del medio ambiente (Reyes, et. al., 2008).
Etapa en el plan de minimización de desperdicio
Herramienta técnica o metodología para el desarrollo del punto
Características para su aplicación
Valoración P-graph, digraphs Identificación de la relación entre flujos, operaciones y tareas
Compromiso de la administración
Cost benefit analysis
Identificación de proyectos de intercambio comercial
Recolección de datos
Process flow diagrams
Mapeo del flujo de materiales a través de los procesos
Process integration
La etapa de análisis de esta metodología permite la identificación de los elementos constituyentes de todo el proceso
ISO 9000
Identificación de los requerimientos de información para un rendimiento eficiente de los procesos
Análisis del costo real del desperdicio
DuPont methodology
Consideración de parte de los desperdicios obtenidos como productos vendibles
P-graph
Identificación de productos en uso y en no uso.
Nivel de prioridad Onion diagram, waste reduction algorithm
El peso de los diferentes problemas en la minimización de desperdicio en el proceso para determinar en cual orden tendrá que ser abordados.
Generación de opciones para la mejora
Dupont methodology
Completo entendimiento de los procesos para eliminar o reducir el origen de los desperdicios
Hierarchical decision
Una lista clara y organizada de los diferentes factores relacionados al proceso y su relación.
Oportunidad de valoración y análisis de factibilidad
Optimum application of LCA
Generación de modelos de optimización tomando en cuenta criterios económicos y del medio ambiente
Process integration
Evaluación para entender si el diseño de los objetivos son conocidos junto con la solución óptima del problema
Hierarchical decision
Evaluación de alternativas de las relaciones identificadas en etapas previas
Implementación del proyecto
Optimum application of LCA ISO 9000
Identificación de áreas en las cuales las acciones tienen que ser tomadas y sus procedimientos para tomar acción.
Tabla 9. Herramientas y metodologías para pasos específicos en un plan de minimización de
desperdicios (Reyes, et. al., 2008).

68
Estas herramientas están clasificadas en cuatro tipos, basadas en su aplicación
tenemos: herramientas para el diseño de procesos, herramientas operativas,
herramientas administrativas y herramientas para la evaluación del impacto. Algunas
de ellas ya han sido comentadas, las demás serán descritas en los siguientes puntos.
2.4.1 Diseño de procesos
Process integration
La integración de procesos es confundida con el diseño de las redes de los
intercambiadores de calor. Ya que el diseño de las redes del intercambiador de calor es
parte de la integración de procesos. La integración de proceso tiene el objetivo del
diseño y de la optimización de los sistemas de fabricación químicos integrados. La
integración de procesos inicia con la selección de una serie de pasos del proceso y de
allí los interconecta para formar un sistema de producción para transformar la materia
prima dentro de los deseos del producto. Sin embargo, la integración de procesos no
se detiene con la síntesis de los diagramas de proceso para procesos individuales. Los
procesos individuales normalmente operan como parte de un sitio de producción
integrado que consiste en un número de procesos mantenidos por un sistema para uso
general común. Los procesos vinculados al sistema crean interacciones entre los
diferentes procesos a través de los sistemas comunes. Al entender esto, esas
interacciones pueden ser explotadas para maximizar todo el rendimiento (Centre for
Process Integration, 2010).
GreenPro
GreenPro es una certificación para las empresas que mantienen su negocio con
responsabilidad en el medio ambiente. A través de soluciones de sus estándares, la
empresa adquiere una nueva y total dimensión para el beneficio del medio ambiente.
Las empresas certificadas con GreenPro emplean un método apropiado para el medio
ambiente; investigan la fuente del problema y la eliminan y aplican las medidas
indicadas para cada problema. Los beneficios de la certificación son: empleados
altamente calificados, mayor responsabilidad y relación con los clientes y mejora el
ambiente y la calidad en el trabajo (GreenPro, 2010).

69
Cleaner production
El programa fue desarrollado en respuesta al manejo sustentable del re-uso del
reciclaje de agua y biosólidos. Los sólidos disueltos totales (SDT), los metales pesados
y colorantes han sido identificados por tener un impacto significante en el re-uso
sustentable tanto en el reciclaje de agua y los biosólidos. El programa de producción
limpia (cleaner production) ha sido exitoso no sólo en la identificación de oportunidades
en el ahorro de agua, sino en establecer una cultura más allá de los ahorros. Esto se
ha logrado a través del desarrollo de un proyecto en equipo dentro de la empresa. En
muchos casos, estos proyectos han continuado por establecer un progreso en los
proyectos de producción limpia y han llegado a ser exitosos por los proyectos de ahorro
de agua dentro de los negocios. El propósito del estudio de la producción limpia es
identificar donde el desperdicio comercial es descargado en el proceso industrial. Esto
es resultado de un gran entendimiento del uso de agua dentro de los procesos
(Lenihan V., 2010).
Hierarchical decision
El procedimiento de decisión jerárquica fue propuesto por Douglas en 1992 para
identificar problemas potenciales de contaminación temprana en las etapas de
desarrollo de un diseño. Su método consiste de ocho niveles. Los primeros siete
incluyen análisis de un tipo de problema de prevención de contaminación, la estructura
de entrada y salida de un diagrama de flujo, la estructura de reciclaje del diagrama de
flujo, especificaciones en el sistema de separación, integración de energía, evaluación
de diseños alternativos y la creación de diagramas de flujo de cada nivel para identificar
existencia producida del desperdicio. El último nivel es el análisis económico, el cual
generalmente sigue el desarrollo de varios diseños de diagramas de flujo. Este nivel
está incluido para terminar rápido proyectos deficientes de diseño. Por lo tanto, el
procedimiento de diseño jerárquico incluye aspectos de un análisis factible y entonces
no es puramente una técnica de pre evaluación. Los gastos mayores de modificaciones
para un diseño de planta existente puede excluir el uso de este método. Aunque puede
ser usado en una escala más pequeña para añadirse en las empresas (Douglas, 1992).

70
Pinch analysis
El análisis pinch o tecnología pinch es un riguroso método estructurado que puede ser
usado para rastrear un amplio rango de mejorar relacionadas al proceso y a la utilidad
del sitio. Esto incluye oportunidades como reducción de costos de operación, procesos
de cuello de botella, eficiencia en la mejorar, y reducción y planeación de inversión de
capital. Las mayores razones para el éxito del análisis pinch son la simplicidad de los
conceptos detrás del método, y el impresionante resultado que ha sido obtenido en
todo el mundo. Analiza mercancía, principalmente energía, hidrogeno o agua, en
términos de su calidad, cantidad, reconociendo el hecho de que el costo de usar cada
mercancía será una función de ambos. En general, se usan equipos de alto valor en los
procesos y se rechazan los desperdicios (Natural Resources Canadá, 2003).
Ahora el análisis pinch tiene un rastreo establecido en ahorro de energía, reducción de
desperdicio y optimización del sistema de hidrogeno. En todos los casos el principio
fundamental detrás del método, es la habilidad de igualar la demanda para una
mercancía con un proveedor compatible. La compatibilidad del conjunto depende de la
calidad requerida y la calidad ofrecida. Es por ello, que cualquiera de los problemas de
tipo pinch, siguen algunos principios. El proceso definido en términos de proveedores y
demandas, soluciones óptimas, definición de parámetros y transferencia de recursos
insuficientes (Natural Resources Canadá, 2003).
2.4.2 Operativas
Onion diagram
El diagrama onion o de cebolla consiste en cinco niveles, representan las operaciones
de cada unidad sucesivamente en una empresa (por ejemplo, hablar de una empresa
de produce energía, el reactor quedaría en el centro). Cada nivel, el cual genera
materiales específicos de desperdicio y emisiones, es analizado primeramente para
pasar al próximo nivel. El proceso continua hasta la capa más alejada. Por medio de la
aplicación de este método, todos los procesos de desperdicio y sus orígenes deben ser
identificados. Aunque este método facilita la identificación y la prioridad de áreas
enfocadas a la reducción de desperdicio, no genera opciones específicas para los
problemas de reducción de desperdicios (Mizsey y Fonyó, 1995).

71
Flowsheet integration
En un proceso sintetizado se conocen los procesos de entrada y salida y son
requeridos para revisar la estructura y parámetros de un diagrama de flujo o crear un
diagrama de flujo. El diagrama de flujo (flowsheet) representa la configuración de las
variadas piezas de equipos y sus interconexiones (El-Halwagi, M., 2009).
El diseño de un diagrama de flujo de integración es a través de una caja que
representa el proceso total y se le agregan las corrientes de entrada de materias
primas y de salida de los productos y subproductos. La figura 26 representa dos
esquemas, la figura a) cuando no existen reacciones (desechos) que se salgan de un
sistema; y la figura b) cuando existen estas reacciones dentro de un sistema.
Figura 26. Esquema de un diagrama de flujo (El-Halwagi, M., 2009).
La diferencia entre ellas es la presencia de una entrada de reciclo y una salida de
purga del proceso. En consecuencia, se puede observar que entre más amplio e
integrado un sistema, más amplio se hará este tipo de diagramas.
ENVOP y ENVOPexpert
La técnica ENVOP es un procedimiento para la reducción de desperdicios, el cual sigue
al método de análisis de riesgo y de operabilidad (HAZOP) en procesos de seguridad.
Durante un estudio ENVOP, cada línea de proceso y unidad de operación es analizada
para identificar alternativas potenciales de reducción de desperdicio, que conozcan los
objetivos deseados del medio ambiente. Esas alternativas son derivadas por la
combinación de un conjunto de guía de palabras cualitativas con variables del proceso
(Isalski, 1995).

72
Halim y Srinivasan previamente desarrollaron un sistema inteligente llamado
ENVOPExpert para un análisis cualitativo de la reducción de desperdicios.
ENVOPExpert está ampliamente basado sobre la técnica ENVOP y usa expertos en
conocimientos para automáticamente identificar el origen de los desperdicios en un
proceso químico y proponer cambios en los procesos para eliminarlos o reducirlos.
Esta técnica ha sido probado en un gran número de procesos industriales, tales como:
proceso de separación de hidrocarburos y procesos químicos de producción
intermedia. Con ello, los resultados que se obtienen se pueden comparar con análisis
realizados de expertos (Halim y Srinivasan, 2000; Halim y Srinivasan, 2002).
2.4.3 Administrativas
Environmental Management Systems (EMS)
Un sistema administrativo del medio ambiente (EMS) es un conjunto de procesos y
prácticas que capacita a una organización para reducir los impactos del medio
ambiente e incrementa la eficiencia operativa. Este sistema permite a una organización
dirigir sistemáticamente su medio ambiente y los problemas de seguridad y salud. Se
ha convertido en un continuo ciclo de planeación, implementación, revisión y mejora de
los procesos y las acciones que una organización lleva para conocer sus metas en el
negocio y el medio ambiente. Un sistema EMS está construido bajo el modelo “Plan,
Do, Check, Act” (PDCA), el cual cada punto está enfocado en: Planear, la planeación
incluye la identificación de los aspectos del medio ambiente y establecimiento de
metas. Hacer, se refiere a la implementación, incluyendo entrenamiento y controles
operacionales. Verificar, incluye el monitoreo y la aplicación de las acciones
correctivas. Actuar, se refiere a la revisión, incluyendo revisión periódica y actuar para
tener los cambios necesarios dentro del sistema EMS. Los beneficios son muchos
como la mejora en el rendimiento del medio ambiente, reducir y mitigar los riesgos,
reducir los costos, lograr y mejorar con empleados consientes de las responsabilidades
de los problemas del medio ambiente, entre otros (U.S. Environmental Protection
Agency, 2009).

73
Lean manufacturing
Lean Manufacturing (manufactura esbelta o ágil) es el nombre que recibe el sistema
(just in time - justo a tiempo) en occidente. También se ha llamado Manufactura de
Clase Mundial y sistema de Producción Toyota. Se puede definir como un proceso
continuo y sistemático de identificación y eliminación del desperdicio o excesos,
entendiendo como exceso toda aquella actividad que no agrega valor en un proceso,
pero sí costo y trabajo. Esta eliminación sistemática se lleva a cabo mediante trabajo
con equipos de personas bien organizados y capacitados. El verdadero poder de Lean
Manufacturing radica en descubrir continuamente en toda empresa aquellas
oportunidades de mejora que están escondidas, pues siempre habrá desperdicios
susceptibles de ser eliminados. Se trata entonces de crear una forma de vida en la que
se reconozca que los desperdicios existen y siempre serán un reto para aquellos que
estén dispuestos a encontrarlos y eliminarlos. Una empresa lean, esbelta o ágil, que
quiera obtener el mejor beneficio dadas las condiciones cambiantes de un mundo
globalizado, debe ser capaz de adaptarse rápidamente a los cambios. Para ello debe
recurrir a las herramientas idóneas de mejora, prevención, solución de problemas y
administración disponibles, tener hábitos que influyan en la cultura y disponer de una
administración congruente con liderazgo que motive el cambio y el autocrecimiento
(Socconini, 2008).
Feld (2001) menciona que hay cinco elementos primarios para lean manufacturing y
son: 1. Flujo de manufactura, 2. Organización, 3. Control de procesos, 4. Métricas y 5.
Logística. Estos elementos representan varias facetas que se requieren para apoyar un
programa solidó de lean manufacturing, y con el desarrollo completo de estos
elementos se impulsara a la trayectoria de la empresa en convertirse en una empresa
de clase mundial.
1. Flujo de manufactura: los aspectos que se dirigen a los cambios físicos y diseño
estándar que son desarrollados como parte de una célula de manufactura.
2. Organización: los aspectos enfocados en la identificación de roles/funciones de
las personas, entrenamiento de nuevas formas de trabajo, y comunicación.
3. Control de procesos: los aspectos dirigidos al las formas de monitoreo, control,
estabilidad y compras para mejorar los procesos.

74
4. Métricas: los aspectos de visible dirección, resultados basados en el
funcionamiento de las mediciones, mejoras de objetivos y equipos para ser
reconocidos y premiados.
5. Logística: los aspectos que definen las reglas de operación y mecanismos para
planear y controlar el flujo de material.
De acuerdo con Socconini (2008) menciona que existen tres limitantes de la
productividad que generan problemas limitando los resultados que se puedan obtener a
partir de los recursos disponibles. Los japoneses las han llamado las 3 “Mu”:
MURI = Sobrecarga
MURA = Variabilidad
MUDA = Desperdicio
Sobrecarga o muri. Si a los operarios se les exige que produzcan por arriba de sus
límites normales, o cuando a las maquinas se les hace producir por encima de su
capacidad, se provoca agotamiento de los recursos más valiosos de la organización,
disminuyendo así la productividad.
Variabilidad o mura. Se refiere a la falta de uniformidad generada desde los elementos
de entrada de los procesos, como los materiales, las especificaciones el entrenamiento,
las habilidades, los métodos y las condiciones de la maquinaria; esto produce a su vez
una falta de uniformidad en los procesos, lo que se traduce en la generación de
productos o servicios que tampoco son uniformes, es decir, muestran variabilidad.
Desperdicios o mudas. Los 7 tipos de desperdicios que afectan negativamente la
productividad deben ser bien entendidos, detectados y eliminados o minimizados todos
los días en empresas o instituciones. Toyota clasifica en siete grandes grupos los
desperdicios o mudas: 1. Muda de sobreproducción, 2. Muda de sobreinventario, 3.
Muda de productos defectuosos, 4. Muda de trasporte de materiales y herramientas, 5.
Muda de procesos innecesarios, 6. Muda de espera, 7. Muda de movimientos
innecesarios del trabajador.

75
Para lograr el éxito de su implementación, es importante considerar tres elementos
claves: 1. Lean Manufacturing es un proyecto estratégico, 2. La estrategia
organizacional debe estar preparada para tratar con las herramientas Lean y 3. Todos
los empleados deben estar comprometidos con la implementación. La implementación
consistirá simplemente en observar en cada punto del diagnostico en dónde estamos
en un momento dado y cuál es el siguiente paso. No se trata de avanzar muy
rápidamente de un punto al mejor, sino de irlo haciendo gradualmente hasta madurarlo
y llegar a la meta, sin tropiezos ni salidas en falso. Las fases de implementación están
integradas en cuatro etapas importantes (figura 27):
Fase 0. Tradicional: preparación.
Fase 1. Aplicación: crear un flujo continuo en áreas piloto.
Fase 2. Administración por cadenas de valor.
Fase 3. Organizaciones Lean: pensamiento esbelto.
Figura 27. El camino de la maduración Lean (Socconini, 2008).

76
ISO 9000
Las normas ISO 9000 contienen estándares y guías relativos a los sistemas de gestión,
además de que se considera que su aplicación permite a las empresas reducir
problemas y errores en la producción o en la prestación de servicios, aumentar la
productividad, relacionar sus procesos con la satisfacción de las necesidades de sus
clientes y mejorar de manera continua procesos y funciones. Las normas han venido
siendo actualizadas y ampliadas y, en ese sentido, dejaron de ser exclusivas para
organizaciones de carácter productivo; en la actualidad la versión ISO 9000:2000
introduce elementos aplicables a toda organización con una visión integral y dinámica
de mejora continua, enfocada principalmente en la satisfacción del cliente. La norma
ISO 9000:2000 establece que se deben identificar, documentar implantar y mantener
los procesos necesarios para asegurar la conformidad de los productos y servicios con
base en los requerimientos y necesidades de los clientes. Identificar los procesos
significa responder a las preguntas clave sobre lo que la empresa hace, por qué, con
qué y cómo lo hace y que resultados espera obtener. Determinar la secuencia e
interacción de los procesos supone verlos en cadena y determina dónde termina uno
con un resultado y empieza otro que lo emplea como entrada o insumo para su propia
trayectoria (Baca, et. al., 2010).
Todo lo señalado debe girar en torno a la producción de bienes o a la prestación de
servicios dirigidos a satisfacer las necesidades de los clientes. Lo que supone,
entonces, la identificación de los requisitos especificados por aquellos; la determinación
de las características y condiciones de diseño y fabricación, materia prima en la
cantidad y la calidad deseada; los métodos y procedimientos de elaboración y
transformación; en fin todos los elementos que se ven involucrados en el proceso de
producción hasta llegar al resultado final que es el producto. La norma ISO 9001:2000
está basada en el concepto de mejora continua y por ello recomienda el establecer un
plan de mejora que contemple la aplicación del contenido de los informes de las
auditorias llevadas a cabo y el uso adecuado de la información emanada de los
procesos y resultados. Cuando se trata de productos que no satisfagan al cliente se
pondrán en marcha medidas correctivas; debe evitarse llegar a esta situación, ya que el
sistema de gestión de calidad aconseja prevenir en lugar de corregir. En este sentido,

77
es necesario mantener un registro y seguimiento que permita detectar problemas
potenciales y evitarlos antes de que se presenten (Baca, et. al., 2010).
ISO 14000
El objetivo del sistema de gestión medioambiental consiste en la mejora del
rendimiento medioambiental de una compañía a través de la prevención de la
contaminación. Los beneficios se traducen por reducción de gastos y mejores
relacionas con las agencias medioambientales. Son tres los requisitos para la mejora
del rendimiento medioambiental: 1. Articulación de la política medioambiental, 2.
Identificación de impactos ambientales significativos y 3. Establecimiento de metas y
objetivos (Block & Marras, 2004).
La norma ISO 14000 establece que la prevención de la contaminación puede reducir
los gastos. Dos son las vías para alcanzar dicha reducción. En primer lugar, los gastos
en materias primas pueden verse reducidos. En segundo lugar, disminución de gastos
relacionados con la manipulación, transporte y desecho de materiales contaminantes.
La evaluación de impactos medioambientales puede ser una buena oportunidad para la
eliminación, reducción o reemplazo de materiales peligrosos. La reducción de la
cantidad de material adquirido va a generar menos gastos en las materias compradas y
en las actividades de desecho. La eliminación de materiales peligrosos y su posterior
reemplazo por sustancias más benignas no es necesariamente más barato (el material
de reemplazo puede resultar más barato que su predecesor), pero se pueden reducir
los gastos totales debido a la eliminación de actividades de canalización (Block &
Marras, 2004).
Environment Agency approach
El método de la agencia del medio ambiente es una estrategia sustentable apoyada por
un método basado en el riego y generando un sistema flexible apoyado por un
procedimiento sustentable. Esta estrategia contempla seis elementos claves, las cuales
son (Environment Agency, 2009):

78
1. Evaluación y acción del riego, siendo el corazón del procedimiento sustentable.
Considera la sustentabilidad de los riesgos, ofreciendo mayores oportunidades para
administrarlos. Ayudando al personal a entender los impactos en el ciclo de vida de los
productos e identificar los riesgos claves.
2. Integración dentro del procedimiento de los procesos, la sustentabilidad esta
completamente integrada.
3. Administración y desarrollo de proveedores, reconocimiento de la importancia,
interacción y confianza con los proveedores en la empresa.
4. Procedimiento de mercadotecnia sustentable, compromisos y éxitos son promovidos
internamente y externamente, para mantener las compras entre clientes y proveedores.
5. Entrenamiento y concientizar al personal, generación de programas de
entrenamiento usando aplicaciones prácticas de evaluaciones de riesgos.
6. Mantener la excelencia, es una lucha continua en mantener el método aplicado, se
establece periódicamente un benchmarking para evaluarse continuamente.
2.4.4 Evaluación de impacto
WAR algorithm
El algoritmo de reducción de desperdicio (WAR, por sus siglas en ingles), es
probablemente la herramienta más práctica para el cálculo del impacto del medio
ambiente. El algoritmo fue desarrollado por Hilaly y Sikdar en 1994, quienes
presentaron el concepto de balance de contaminación basado en el balance de masa
de contaminantes. Cabezas, et al., más tarde mejoraron el algoritmo original y
desarrollaron un algoritmo generalizado basado en el impacto potencial del medio
ambiente (PEI, por sus siglas en ingles). A partir de los cálculos de balance del PEI,
una indicación relativa amigable del medio ambiente en un proceso químico puede ser
obtenida (Hilaly y Sikdar, 1994; Cabezas, et. al., 1999).

79
El algoritmo WAR provee una métrica para un medio ambiente amigable de un
proceso. También puede ser usado para evaluar las modificaciones del proceso en sus
impactos del medio ambiente. Un retroceso del algoritmo WAR aumenta debido a la
dificultad, ambigüedad y subjetividad involucrada combinando los diferentes impactos
generados por el proceso dentro de un valor simple. Además, el algoritmo WAR
directamente no provee cualquier guía de origen actual del desperdicio en el proceso o
las modificaciones que minimizarán el desperdicio. Por lo tanto, el algoritmo deberá ser
usado con métodos para generar alternativas en los procesos (Halim y Srinivasan,
2002).
Material flow accounting (MFA)
El primer flujo de material contable a nivel nacional ha sido presentado a principios de
1990 en Austria (Steurer, 1992) y en Japón (Environment Agency Japan, 1992). Desde
entonces, el MFA ha tenido un rápido campo de crecimiento de interés científico y los
mayores esfuerzos han sido encargados para armonizar los diferentes métodos
metodológicos desarrollados por diferentes equipos de investigación. El principal
concepto fundamental de la amplia economía del método MFA, es un simple modelo de
la interrelación entre la economía y el medio ambiente, en el cual la economía es un
subsistema del medio ambiente implantado y depende de una constante de las
ganancias de materiales y de energía. La materia prima, el agua y el aire son extraídos
de un sistema natural como entradas, transformadas en productos y finalmente
retransferido al sistema natural como salidas (desperdicio y emisiones). Por lo tanto,
para un MFA en el nivel nacional, dos principales bondades para los flujos del recurso
pueden ser definidos. El primero es la bondad entre la economía y el medio ambiente
natural domestico, del cual, los recursos (materiales, agua y aire) son extraídos. La
segunda es la frontera de otras economías con importaciones y exportaciones como
flujos contables (Hinterberger, et. al., 2003).

80
Cost-benefit analysis
El propósito del análisis de costo beneficio es dar a la administración una imagen
razonable de los costos, los beneficios y los riesgos asociados con un sistema de
proyecto desarrollado para que puedan compararlo a otras oportunidades de inversión.
El análisis de costo beneficio es un estándar para demostrar la factibilidad económica y
para comparar y seleccionar entre oportunidades de inversión. Los valores generados
por el análisis de costo beneficio parecen un estándar de medición de contabilidad y
finanzas. Consecuentemente, son significativos para administrar y ningún personal
técnico puede ser usado para comparar el desarrollo del sistema a otros tipos de
oportunidades de inversión. La precisión del análisis de costo beneficio puede no ser
mejor que la precisión de los costos fundamentales y los beneficios estimados. El
modelo estándar del costo beneficio considera sólo beneficios tangibles (Davis, W.,
1999).
Antes de mejorar un análisis de costo beneficio, el analista debe generar o de otro
modo obtener un estimado del costo de desarrollo del sistema, beneficios tangibles por
un periodo de tiempo, y costos de operación por un periodo de tiempo. El índice del
descuento varía de organización en organización y de tiempo en tiempo. Eso podría
reflejar el descuento primario, un preocupante negocio de índice de ganancias típicas,
o percibir el riesgo. Adicionalmente, muchas organizaciones especifican un sistema o
vida de proyecto estándar; cinco años es común. El análisis de costo beneficio es un
estándar para demostrar la factibilidad económica en un estudio y es un elemento
importante en los proyectos de planeación y administración. Los beneficios son
ventajas generadas por o derivadas del sistema después de que es liberado. Algunos
sistemas disminuyen los costos de operación. Otros generan nuevas ganancias. El
beneficio neto para cualquier periodo de tiempo dado, es computarizado al sustraer el
nuevo costo asociado, con los logros de los beneficios relacionados con el ahorro de
costos o las nuevas ganancias (Davis, W., 1999).

81
Risk assessments
La agencia de protección del medio ambiente (EPA, por sus siglas en ingles) usa la
evaluación de riesgos (risk assessment) para caracterizar la naturaleza y la magnitud
del riesgo a la salud a los humanos (por ejemplo, residentes, trabajadores, visitantes
recreativos) y receptores ecológicos (por ejemplo, pájaros, peces, vida salvaje) de los
contaminantes químicos y otros tropiezos que pueden estar presentes en el medio
ambiente. El administrador del riesgo usa la información para ayudarlos a decidir como
proteger a los humanos y al medio ambiente de contaminantes. La EPA evalúa el
riesgo del medio ambiente cayendo típicamente en dos áreas: la salud de los humanos
y el ecológico. La evaluación del riesgo es, para el grado más alto posible de un
proceso científico, dependiendo de los siguientes factores: a) Cuánto químico es
presentado en un medio ambiente medio (por ejemplo, aceite, agua y aire). b) cuanto
contacto (exposición) de una persona o receptor ecológico tiene con el medio ambiente
contaminado. c) la inherente toxicidad del químico. Siguiendo un plan y etapas de
alcances, donde el propósito y el alcance de una evaluación del riesgo es decidido, el
proceso de evaluación del riesgo usualmente comienza coleccionando medidas que
caracterizan la naturaleza y la extensión de la contaminación de un químico en el
medio ambiente, así como la información necesaria para predecir como los
contaminantes se comportan en el futuro. Desarrollar una evaluación del riesgo es a
menudo un proceso interactivo, el cual involucra investigadores para identificar y llenar
datos y así desarrollar una más precisa evaluación del riesgo (Environment Protection
Agency, 2009).
2.5 Evaluación de metodologías
La evaluación de las metodologías que se han descrito anteriormente, ayudará a
profundizar y conocer más a fondo cada una de ellas. Los criterios establecidos para la
evaluación (tabla 10), han sido considerados por las características que han
presentado cada metodología. Con esta evaluación se pretende tener un mejor
enfoque de las características de cada una, ya que con ello, se tomará una o más de
estas metodologías para apoyar a la propuesta metodología a realizar en el siguiente
capítulo.

82
Criterios
Metodologías
(* fueron desarrollados como
planes)
Pla
neac
ión
y
Com
prom
iso
Com
plej
idad
en
la a
plic
ació
n
Req
uerim
ient
o
de in
form
ació
n
Apl
icac
ión
gene
ral
Req
uerim
ient
os
de in
vers
ión
Seg
uim
ient
o y
mej
ora
Crittenden y Kolaczkowski SI SI SI SI NO SI
Metodología de la agencia del
medio ambiente SI NO SI SI SI SI
Reyes, Sharratt y Arizmendi SI NO SI SI NO NO
Halim y Srinivasan SI SI SI NO NO NO
*Departament o de Conservación
Ambiental de Tennessee SI SI SI SI NO SI
*Departamento de protección
ambiental de la Florida SI SI SI SI NO SI
Tabla 10. Evaluación de metodologías.
Las metodologías evaluadas con los criterios establecidos en la tabla anterior, indican
una relevancia para la aplicación y creación de una propuesta metodológica. No sin
antes, hacer un análisis considerando los comentarios de cada uno de los criterios
establecidos:
Planeación y compromiso. Cada una de las metodologías descritas en la tabla 9,
presenta y toman en cuenta en su inicio la planeación en la reducción de desperdicios
como una estrategia y establecen un compromiso con la dirección de la empresa. Es
en este punto, donde se establecen las metas, objetivos y se indica las condiciones
para el análisis de cada uno de los pasos de una metodología.
Complejidad en la aplicación. Al tomar en cuenta la complejidad con que se aplica
cada una de las metodologías, se visualizó el procedimiento que se lleva a cabo. Esto
significa que para las metodologías propuestas y que no requieren de muchos
requerimientos; los pasos a realizar no son tan tediosos o complicados, y su aplicación

83
no es tan difícil de llevar a cabo. Las metodologías que no se tomaron en cuenta, es
debido a la serie de pasos en cada una. Ya que cada uno de ellos, por su estructura,
intenta ser lo más práctico posible y requiere de ciertos conocimientos, de acuerdo a
los puntos donde se esté aplicando.
Requerimiento de información. En este punto, las necesidades de información son
fundamentales. Cada una de las metodologías requiere de apoyo en el manejo de la
información. Sin embargo, cabe recalcar que la metodología propuesta por Reyes,
Sharratt y Arizmendi, fue diseñada para no depender mucho de la información y
trabajar con la que se tenga disponible. Esto se convierte en un factor determinante
para una metodología, ya que muchas veces se ve limitada por esa condición.
Aplicación general. No todas las metodologías fueron diseñadas para ser aplicadas
bajo ciertas condiciones. La metodología propuesta por Halim y Srinivasan fue
diseñada para empresas químicas que generan producción en lotes. Aunque, está
definida claramente y tuvo éxito en su aplicación, se ve limitada para empresas que
laboran en otras condiciones. Por lo tanto, la aplicación de cualquier metodología debe
estar bien definida, de acuerdo a las condiciones de la empresa, para que se obtengan
los resultados idóneos.
Requerimiento de inversión. La metodología propuesta por la agencia del medio
ambiente, propone en uno de sus puntos, que es necesario tener un equipo de
expertos. Aunque, sólo si esté es considerado por la empresa, como una alternativa de
inversión en personal capacitado. Ya que muchas veces el personal no cuenta con los
conocimientos de herramientas o metodologías a aplicar.
Seguimiento y mejora. En este criterio se tomó en cuenta que en las metodologías
presentadas, sólo hay dos que no comentan sobre el seguimiento y mejora. No
obstante, se puede considerar que al mencionar la aplicación de una metodología o
herramienta, requerirá de una evaluación al final, para observar y medir si se
cumplieron con los objetivos y las metas establecidas. El seguimiento y la mejora en
una metodología, es fundamental para revisar, corregir, medir, analizar y comparar que
se ha hecho y que no.

84
2.6 Áreas de oportunidad generadas de la evaluación
La evaluación realizada a las metodologías propuestas en el método de estudio para
esta investigación, fueron las consideradas para establecer y desarrollar la propuesta
metodológica en el siguiente punto. No sin antes mencionar, que en cada uno de los
criterios, se pudo observar algunas de las áreas de oportunidades. Y así, establecer e
indicar dentro de la metodología, lo que se pretende desarrollar con un enfoque más
concreto.
Dentro de los criterios de la evaluación, la planeación y compromiso juegan un papel
importante dentro de una propuesta, ya que de ellos se derivan algunos factores como
son: credibilidad, confianza, visión y resultados en todas las áreas de la empresa. Los
compromisos deben quedar claros, pues dependemos de clientes y más clientes,
internos y externos, sin observar el entorno (principalmente, la sociedad y el medio
ambiente). Ahora bien, la complejidad y la información son de los criterios difíciles de
satisfacer. La complejidad requiere de una secuencia de pasos flexible, entendible y
puntual. La información son datos que requieren de ser analizados para obtener y
comprender que sucede en la empresa. La mayor cantidad de información puede
enriquecer una investigación.
La aplicación generalizada de una metodología trae consigo, una amplia entrada a
diferentes campos y con ello, se enriquece la metodología, volviéndose más flexible.
No se mencionó que tipo de inversión es necesaria y en que momentos, con los
análisis de datos se podría determinar e indicar si fuese necesario o no. No se puede
dejar el éxito logrado a una metodología bien aplicada; sin antes, realizar seguimientos
de las evaluaciones en cada uno de los puntos, para tener parámetros de avances
actualizados. Y si se requiere, en su momento, hacer una mejora para alcanzar el éxito,
está se realice, sin tener que esperar un resultado final. Estos criterios analizados
serán tomados en cuenta para la realización de la propuesta metodológica en el
siguiente punto.

85
3. RESULTADOS
En este capítulo se mostrarán los resultados obtenidos de las metodologías y
herramientas en la reducción de desperdicios, utilizadas para el diseño de la propuesta
metodológica. En los siguientes puntos se mostrará una breve reseña de los capítulos
anteriores y que marcan la pauta para la generación de la propuesta. Después se
ilustrará la propuesta metodológica para la reducción de desperdicios, como resultado
del análisis y de la evaluación de las metodologías; ya que fueron tomadas en cuenta
para esta investigación y la cual llevará el nombre de: Metodología de Reducción de
Desperdicios basada en la Planeación, el Análisis, la Evaluación y el Seguimiento
(MRD-PAES), se describirán sus pasos y por último se mencionarán las implicaciones
para su funcionamiento.
3.1 Breve reseña de los capítulos anteriores
Anteriormente, se comentó que la economía en nuestro país, ha venido creciendo
paulatinamente y tendrá un repunte para el año 2011. Con esto, se espera que las
empresas mexicanas tengan más confianza en la creación de empleos y sean más
productivas. Un punto fundamental es la educación, hablar de educación es hablar de
crecimiento, ya que, no sólo el país necesita gente preparada, sino las empresas para
enfrentar retos y sean participes en la competitividad de los mercados con otras
empresas nacionales e internacionales.
En nuestro país existen factores que continúan afectando la competitividad y han hecho
que el crecimiento sea lento. Uno de los factores que implicó a esta investigación fue el
incremento a los costos de producción. Este factor reflejó el problema que se presentó
en la empresa en estudio, debido a las bajas ventas, a la reducción de personal y a la
falta de control de los desperdicios generados.
La empresa en estudio se vio en la necesidad de implementar estrategias que mitiguen
el impacto de la crisis económica, una de las estrategias fue la reducción de los
desperdicios. Para ello, se realizó un análisis de la situación actual de la empresa, para
obtener información de: los tipos de desperdicios, las áreas y las fuentes de mayor
generación de desperdicio.

86
Por consiguiente, fue necesario investigar las metodologías que ayudan a la reducción
de los desperdicios. Se realizó una búsqueda de aplicaciones de casos prácticos en
artículos de investigación, relacionados con el tema. Los hallazgos obtenidos muestran
que existen un gran número de herramientas y metodologías que ayudan a la
reducción de los desperdicios. Además, se mencionó la importancia de la reducción de
desperdicios, los diferentes conceptos, los métodos relacionados con las necesidades
de la empresa.
Con el fin de encontrar la (s) metodología (s) que necesitó la empresa, se evaluaron
seis, de las cuales dos fueron establecidas como planes. Crittenden y Kolaczkowski
mencionaron que su metodología puede ser aplicada a cualquier empresa y a cualquier
problema de reducción de desperdicios. La agencia del medio ambiente en el Reino
Unido, estableció una metodología con una serie de herramientas que dan un
panorama más diversificado y estructurado, hacia donde se debe aplicar. Reyes,
Sharratt y Arizmendi, desarrollaron una metodología basada con la menor cantidad de
información disponible. Halim y Srinivasan propusieron una metodología heurística para
empresas que producen en lotes. El departamento de conservación ambiental de
Tennessee y el departamento de protección ambiental de la Florida, propusieron cada
una de ellas un plan de reducción de desperdicios para sus respectivos estados, en los
cuales se dejo abierta la aplicación para las empresas interesadas en este tipo de
estrategias.
Dichas metodologías, fueron evaluadas a través de parámetros comunes y perceptibles
en cada una de ellas. Se encontraron áreas de oportunidad que sirvieron de apoyo
para la realización de la propuesta y que se cumpla con el objetivo de diseñar una
metodología para la reducción de desperdicios. Es de suma importancia el diseño de
esta metodología, ya que beneficia ampliamente a la empresa en estudio, en la
minimización de sus costos y en la reducción de las fuentes de generación de
desperdicios.

87
3.2 Esquema general de la propuesta
Como resultado de la evaluación de las metodologías para la reducción de los
desperdicios, se diseñó una metodología denominada:
Metodología de Reducción de Desperdicios basada en la Planeación, el Análisis,
la Evaluación y el Seguimiento (MRD – PAES).
Esta metodología se presenta como un esquema agregado en la figura 28 y contiene
cuatro puntos claves y consta de 10 pasos integrados, los cuales son:
1. Compromiso en todos los niveles
2. Definir estrategia de reducción de desperdicios
3. Establecer metas, objetivos y presupuesto
4. Crear equipo de proyecto
5. Seleccionar el proceso
6. ¿Se tiene información del proceso?
7. Resultado de análisis
8. Seleccionar herramienta o metodología
9. Implementar controles o estándares
10. Dar seguimiento a la implementación de la herramienta o metodología seleccionada

88
Fig
ura
28. E
sque
ma
gene
ral d
e la
Met
odol
ogía
de
Red
ucci
ón d
e D
espe
rdic
ios
basa
da e
n la
P
lane
ació
n, e
l Aná
lisis
, la
Eva
luac
ión
y el
Seg
uim
ient
o (M
RD
– P
AE
S)

89
3.3 Esquema detallado de la propuesta
En este apartado se detallarán los pasos de la metodología MRD-PAES, con la
finalidad de describir cada uno de los puntos y pasos establecidos en ellas. Como ya se
mencionó anteriormente, la MRD-PAES consta de cuatro puntos clave (Planeación,
Análisis, Evaluación y Seguimiento), cada uno de ellos tiene como objetivo mantener o
mejorar un resultado generado.
I Planeación
El objetivo de la planeación es que se establezcan las bases para una buena estrategia
o metodología en la reducción de los desperdicios. Para ello, se necesita que toda la
empresa se comprometa a lograr un cambio y adopte un nuevo rol en sus operaciones.
Establecer una política será necesario para fortalecer el compromiso, no sólo con los
empleados de la empresa, sino con la sociedad y el medio ambiente. La dirección o el
departamento encargado deberán dejar claro que tipo de estrategia necesita la
empresa, ya que, depende de la aplicación de herramientas. La selección de los
integrantes del equipo deberá ser irrevocable y requiere de personas prácticas y con la
mayor disponibilidad.
Al establecer las metas y los objetivos estás deberán ser medibles y alcanzables, ya
que así, podrían convertirlos en indicadores para el control de las operaciones. Un
detalle importante no mencionado en las metodologías, es el presupuesto . En él, se
deben definir los requerimientos necesarios para la empresa, por ejemplo, diseño de
letreros, mantas, carteles, playeras, información del equipo, entre otras. En seguida se
describirán los cuatro pasos que se encuentran en la planeación, como lo muestra la
figura 29.

90
Figura 29. Pasos que integran la Planeación en la MRD-PAES.
1. Compromiso en todos los niveles
Un programa, una estrategia, un proyecto o una metodología, a realizar en la empresa,
requiere de un compromiso honesto, leal y comprometido desde la gerencia hasta los
empleados. La metodología debe llegar a ser una parte funcional de los procedimientos
estándar operativos. Con las opciones de mejorar los productos o desarrollar nuevos;
los procedimientos operativos estarán enlazados con las necesidades de capacitación
y entrenamiento. El compromiso desde el más alto nivel gerencial mantendrá la
metodología de reducción de desperdicios activa en todas las áreas de la compañía por
el tiempo comprometido, el personal y el capital invertido. La falta de un compromiso
llega a ser un obstáculo para la reducción de desperdicios (Departamento de
Conservación Ambiental de Tennessee, 1999).
El compromiso debe quedar establecido en una política interna, con la finalidad de
mostrar a todo el personal lo que se pretende alcanzar. Debe empezar con la dirección:
sin olvidar que los empleados sugieren mejoraras valiosas en las operaciones día con
día y permitir que aporten sugerencias e ideas. La política no deberá ser inesperada, ya
que es recomendable que se haga una junta informativa con todos los empleados y se
divulgue lo que se pretende hacer. Además, se debe considerar: si la política es clara y
concisa, es medible, es memorable y motiva, es lograble, aún siendo desafiante. Con
ello, se podrá firmar y colocar en la empresa, con la foto de los responsables y

91
principalmente, genere orgullo al compartirla con todos los empleados en todos los
niveles. Por lo tanto, se debe involucrar e informar a los empleados de cada paso en el
desarrollo e implementación de la metodología, una vez establecido el compromiso de
la dirección (Departamento de Conservación Ambiental de Tennessee, 1999).
2. Definir estrategia de reducción de desperd icios
Al hablar de una metodología de reducción de desperdicios, se debe considerar dentro
de la administración, como una estrategia. Cheremisinoff menciona claramente, que
para establecer algún método o programa para la reducción de desperdicios, es
necesario definir una estrategia administrativa basada en el tipo de método que se
quiere reducir. La figura 19, indica que entre mayor sea el riesgo de reducir o minimizar
los desperdicios es mayor el costo. La estrategia está fundamentada con el tipo de
método que se desea enfrentar. Los métodos aplicados a la reducción de la fuente
(prevención) y al reciclaje han sido de los más utilizados por las empresas; ya que han
representado un costo menor. Sin embargo, todas las empresas deben pasar por esta
decisión, debido al costo e inversión que estén dispuestos llevar a cabo. La estrategia a
seleccionar debe ser entendida y visualizada por los responsables de la empresa en
tomar la decisión (Cheremisinoff, 2003; Departamento de la Florida, 2007).
Las decisiones juegan un papel importante dentro de la empresa, es por eso, que se
han considerado dos preguntas claves dentro de este punto y apoyen a la definición de
la estrategia:
• La pregunta que se debe de hacer es: ¿Qué tipo de estrategia se llevara a cabo?
Reducción de la fuente (prevención) , considera los tipos de sustancias o
contaminantes que se deseen reducir. La prevención desde la fuente, donde se localiza
o se genera el desperdicio, es un factor clave para mejorar el uso de los recursos de la
empresa y evitar la generación de desperdicios. Reciclaje , el uso y re-uso de
materiales que ya fueron utilizados dentro del proceso para volver a transformarlos en
productos, ya sean nuevos o con las mismas características. Tratamiento
(procesamiento) , se emplea cuando cierto desperdicio no puede evitarse ni reciclarse.

92
Sin embrago, si puede procesarse para cambiar sus características físicas, químicas o
biológicas (Cheremisinoff, 2003; Departamento de la Florida, 2007).
• La siguiente pregunta que se debe hacer es: ¿Qué tipo de desperdicios se
reducirá?
Al definir la estrategia, es importante que se tenga información de los tipos de
desperdicios generados dentro de la empresa. Con la finalidad de tener una idea más
clara de los que se pretende reducir, ya que en las metodologías evaluadas en el
capítulo anterior, ninguna menciona que se analice el tipo de estrategia mencionado.
Es importante tenerlo en cuenta, ya que guían (figura 19) hacia donde conviene y es lo
mejor para la empresa.
3. Establecer metas, objetivos y presupu esto
Una vez hecho el compromiso dentro de la empresa, se deberá establecer las metas,
los objetivos e indicar, a través de un presupuesto, cuál será el costo que se pretende
utilizar para gastos del proyecto. Este costo debe ser el mínimo que se requiera, ya que
el objetivo principal de la metodología será reducir los desperdicios. El gasto será para
el uso de material de apoyo, carteles, mantas, logo de equipo de proyecto, incentivos
por área, entre otras; ya que será utilizado para informar y dar a conocer los avances
del equipo de proyectos.
Incluir en la elaboración de las metas a los gerentes, jefes y empleados. Antes de
establecer las metas y los objetivos, se definirá el alcance que tendrá la metodología, a
través de la selección del área o departamento y el tipo o tipos de desperdicios a
reducir; con base, en datos históricos de la empresa, con la finalidad de tener un
parámetro que sea útil para realizar un análisis. La meta puede ser medible,
alcanzable, cualitativa o cuantitativa. Los objetivos específicos deben considerar que
los empleados estén consientes de la importancia de reducir desperdicios, indicar los
factores en la generación de desperdicios, la mejora de los procesos, la mejora de los
lugares de trabajo y por último la capacitación sobre los desperdicios (Departamento de
Conservación Ambiental de Tennessee, 1999; Departamento de la Florida, 2007).

93
La meta fundamental de la empresa será la reducción de desperdicios, considerando
un porcentaje o cantidad. La declaración del objetivo general de reducir la cantidad de
desperdicios puede hacer referencia a los siguientes puntos (Departamento de
Conservación Ambiental de Tennessee, 1999; Departamento de la Florida, 2007):
• La empresa proteja a la salud de los trabajadores y el medio ambiente
• Generar la mejora continua ambiental.
• Implementar medidas de prevención
• Integrar el objetivo de la reducción de desperdicio en todas las áreas de la empresa
• Que el objetivo se refleje en la mejora de la productividad y calidad de los productos
• Revisión periódica de los objetivos
• Comunicar a clientes y proveedores de los objetivos, con la finalidad de tener
sugerencias
• Las metas y objetivos en cantidad, nivel de emisión o toxicidad, cuando sea el caso.
• Capacitación del personal en la metodología de reducción de desperdicios
• Apoyar al equipo de proyecto con ideas o sugerencias.
4. Crear equipo de proyecto La importancia de crear un equipo de proyecto dentro de la empresa, es fundamental;
ya que de ellos dependerá la identificación de todos los desperdicios generados en las
áreas de trabajo. Este equipo deberá implementar y coordinar los programas para la
reducción de los desperdicios, a través de la selección y capacitación de empleados. El
equipo de proyecto estará integrado por gerentes, jefes, ingenieros, operadores,
personal de apoyo (calidad, ambiental y seguridad). Cada uno se deberá programar y
planear responsabilidades específicas de su función y del equipo, sin olvidar que todo
avance sea documentado constantemente. Se debe considerar la creación de grupos o
mini comités de apoyo, con la finalidad de que todos los empleados participen en temas
de conservación del ambiente y uso responsable de recursos en los procesos
(Departamento de la Florida, 2007).

94
La capacitación de los miembros del equipo de proyecto será fundamental. Cada uno
de ellos deberá tener experiencia en el puesto y conocimiento de algunas herramientas
que se decidan emplear. En caso de no contar con los conocimientos en herramientas
o metodologías deberán ser proporcionados por los compañeros del equipo; y así
lograr que los conocimientos y las experiencias sean compartidos entre cada uno de
ellos. Tratar de evitar la inversión en capacitación externa. Si se considera necesario o
indispensable, tratar de evaluarla y buscar la mejor opción para el equipo y beneficio de
la empresa. La comunicación entre los miembros del equipo y todas las áreas del
proceso involucradas será fundamental (Departamento de la Florida, 2007).
Además, se deben considerar una serie de preguntas que apoyarán al equipo de
proyecto en la planeación y la realización del análisis, estas preguntas son: ¿Cuáles
son las operaciones o procesos actuales en las instalaciones?; ¿Por qué se maneja
cada proceso u operación en la forma que se hace?; ¿Cuáles son las consecuencias
de hacer cada proceso u operación de esa forma?; ¿Cuál es el flujo de desperdicio
generado en cada proceso, y cuanto genera?; ¿Cuáles desperdicios son clasificados
como peligrosos? y ¿cuáles no?; ¿Qué los hace peligrosos?; ¿Qué entrada de material
se usa que genera el flujo de material?; ¿Cuánto material de entrada en un proceso en
particular entra en cada flujo?; ¿Cuánto de materia prima podemos contar a través de
la fuga de perdidas?; ¿Qué tan eficiente es el proceso?; ¿Son innecesarios los
desperdicios generados por mezclar de una u otra forma desperdicios peligrosos
reciclables con otros desperdicios del proceso?; ¿Qué tipo de prácticas de limpieza se
utilizan para limitar los desperdicios? y ¿Qué tipo de controles de proceso se usan para
mejorar la eficiencia del proceso?. Es conveniente que antes de realizar el análisis se
contesten las preguntas. Es recomendable elaborar un “check list” para evaluar los
flujos de los desperdicios que se estén generando, con la finalidad de observar si
existen cambios operativos y no estén descritos en los manuales operativos
(Departamento de Conservación Ambiental de Tennessee, 1999).

95
II. Análisis
En este punto se tiene contemplado realizar el análisis de la empresa, con la finalidad
de conocer las fuentes de generación de desperdicio; las áreas que generan mayor
desperdicio y que afectan a la productividad y la calidad de los productos y los
desperdicios que más impactan en el ambiente y en el costo de la empresa. Con el
análisis de la empresa se busca la información relevante que indique cuantitativamente
y cualitativamente cuales son los desperdicios y las áreas críticas que necesitan ser
mejoradas con la implementación de una metodología. De acuerdo a la información
que provea la empresa para ser analizada, se determinará los tipos de herramientas
que podrán mejorar los síntomas que presenta la empresa. La figura 30 muestra los
pasos que se requieren para el análisis en la MRD-PAES.
Figura 30. Pasos que integran el Análisis en la MRD-PAES.
5. Seleccionar el proceso
Con base en la información de datos históricos de la empresa, se determinará en que
área se realizará el análisis. La selección puede ser a través de una grafica de Pareto u
otra herramienta, ya sea con costo de pérdidas generadas o con la cantidad o el
porcentaje de desperdicios generados. Se tomará en cuenta del área identificada,
algún proceso o maquinaría en específico, con el fin de identificar claramente hacia

96
donde se dirigirá la metodología a implementar. En caso de no contar con datos
históricos de la empresa y el equipo de proyecto asigne un proceso en específico,
deberá ser justificado con otro tipo de información, por ejemplo: las reclamaciones o
devoluciones de los clientes, las condiciones físicas del área (materiales del proceso en
piso – desorden), consumo excesivo de materia prima, entre otras. La falta de controles
en las áreas operativas genera una incertidumbre de lo que pasa realmente en la
empresa. Cada control y medición requiere de la participación de todo el personal, no
de un empleado en específico. Por lo tanto, se tendrán que realizar formatos para la
identificación de los desperdicios, a fin de identificar el o los proceso (s) que lo (s)
genera (n).
6. Se tiene información del proceso
Una vez identificado y seleccionado el proceso se determinará si cuenta con la
información disponible y necesaria para la realización de un análisis que nos ayude a
identificar los tipos de desperdicios, como se generan, la cantidad de desperdicio
generada, las fuentes de generación, en que etapas se presentan y los costos
generados. Este análisis se realizará con base en dos opciones: con y sin información
disponible, como lo muestra la figura 30.
Para la información disponible se realizará cualquiera de las herramientas
mostradas. Cada una de ellas dependerá principalmente de la entrada de información
confiable y completa. Y se recomienda para algunas de las herramientas lo siguiente
(Reyes, et. al., 2008):
Metodología Dupont , se recomienda elaborar una secuencia minuciosa del flujo del
desperdicio presentado en el proceso, para conocer a fondo los costos del proceso. Se
requiere de un conocimiento adecuado de los problemas que se generen, con el fin de
no convertirse en un obstáculo e impidan resultados confiables.
OLCAP , tiene como ventaja tratar con problemas del medio ambiente de naturaleza
multiobjetivo. Sin embargo, considera la variedad de soluciones que son obtenidas de
un problema dado. La selección y la verificación del criterio a ser considerado,

97
dependen de la empresa en su específico y preciso conocimiento en desperdicios y los
requerimientos legales y de producción.
Process integration , Trata con representaciones matemáticas de variables en la
identificación de valores óptimos para los parámetros de diseño y operativos. Además,
involucra el uso de herramientas de simulación. En algunos casos representa una mala
inversión su uso.
Para la información no disponible , realizar lo comentado por Reyes, Sharratt y
Arizmendi. Primero , se definen las metas del proceso a través de una reunión de todo
el personal involucrado en el proceso, para la selección de la información generada por
el proceso. Segundo , todo el proceso es dividido por sus subprocesos y tareas
funcionales, tomando en cuenta las funciones, el entendimiento y las bondades del
proceso; las cuales constituyen las metas y objetivos del proceso. Tercero , se divide el
conocimiento del proceso en cinco clase principales (crucial, prioridad, subordinado,
causal y contextual), con esto nos ayudará a analizar el proceso de una forma general,
identificando actores, objetos, actividades e interacciones. Estos pasos son
desarrollados como una estructura ontológica (Reyes, et. al., 2008).
III. Evaluación
El objetivo principal de la evaluación, es conocer los resultados obtenidos del análisis
realizado al proceso, para seleccionar la herramienta o metodología a aplicar y
establecer los controles o estándares que requiera. A través de los resultados
obtenidos con el análisis del proceso se podrá identificar como son generados los
desperdicios, su costo beneficio, si los recursos disponibles son suficientes, como
impactan los desperdicios al medio ambiente conociendo las normatividades vigentes y
si se requiere inversión. Con ello, se tendrán las bases para evaluar y tomar la decisión
del tipo de herramienta o metodología a seleccionar. Además, de implementar los
controles o estándares apropiados al proceso. En la figura 31 se aprecian los pasos
que integran la evaluación en la MRD – PAES.

98
7. Resultado de análisis
Recursos
disponibles
8. Seleccionar
herramienta o
metodología 9. Implementar
controles o
estándares
Revisión legislación
medio ambiente
Necesidades de
Inversión
Figura 31. Pasos que integran la Evaluación en la MRD-PAES.
7. Resultados del análisis
Como resultado del análisis realizado al proceso seleccionado se generan 3 aspectos
importantes a evaluar (los recursos disponibles, la revisión de legislación del medio
ambiente y las necesidades de inversión) antes de seleccionar la herramienta o
metodología. Reyes, Sharratt y Arizmendi consideran en su método ontológico
desarrollado para recabar y organizar la información faltante, cuatro aspectos claves
(acatamiento medioambiental, descripción del proceso, recursos disponibles y
reducción de desperdicios). De las cuales, la descripción del proceso fue descrita
anteriormente y más adelante se describirá la metodología en la reducción de
desperdicios. Por consiguiente, los recursos disponibles y el acatamiento o lineamiento
medioambiental son descritos como (Reyes, et. al., 2008):
Los recursos disponibles en la reducción de desperdicios presentan varios
obstáculos basado en la disponibilidad de los recursos. Los recursos económicos están
entre los problemas más grandes en la implementación de una metodología. Ya que la
falta de de presupuesto se hace evidente, además de en cualquier momento será

99
necesario entrenar y capacitar a los empleados en los errores e incidencias en la
generación de desperdicios. El enfoque a corto plazo en lo económico puede ser difícil
de aplicar en las medianas y pequeñas empresas. (Ibíd.). Ahora bien, los recursos
disponibles en materia prima y prácticas operativas que favorezcan al flujo del proceso
son indispensables pues de ellos depende que la eficiencia del proceso no sea
afectada. Con los resultados del análisis realizado se puede proponer cambios en los
recursos para mejorar las operaciones y no se generen los desperdicios.
Revisión en la legislación del medio ambiente. Para despertar la conciencia de los
trabajadores en la generación de desperdicios será necesario dar a conocer y entender
la importancia de los requerimientos legales en el medio ambiente. Es de suma
importancia conocer a detalle por el departamento de seguridad y medio ambiente las
normas vigentes y que en su momento aplican a la empresa, a continuación se listan
algunas de las normas:
• NOM–004–SCT2–1994, Sistema de identificación de unidades destinadas al
transporte terrestre de materiales y residuos peligrosos.
• NOM–005–STPS–1998, Relativa a las condiciones de seguridad en los centros
de trabajo para el manejo, transporte y almacenamiento de sustancias químicas
peligrosas.
• NOM–010–STPS–1999, Condiciones de seguridad e higiene en los centros de
trabajo donde se manejen, transporten, procesen o almacenen sustancias
químicas capaces de generar contaminación en el medio ambiente laboral.
• NOM–018–STPS–2000, Sistema para la identificación y comunicación de
peligros y riesgos por sustancias químicas peligrosas en los centros de trabajo.
• Ley general del equilibrio ecológico y la protecció n al ambiente.
• NOM–052–SEMARNAT–2005, Establece las características, el procedimiento
de identificación, clasificación y los listados de los residuos peligrosos.
• NOM–053–SEMARNAT–1993, Establece el procedimiento para llevar a cabo la
prueba de extracción para determinar los constituyentes que hacen a un residuo
peligroso por su toxicidad al ambiente.

100
• NOM–054–SEMARNAT–1993, Establece el procedimiento para determinar la
incompatibilidad entre dos o más residuos considerados como peligrosos por la
norma oficial mexicana NOM–052–SEMARNAT–1993.
• NOM–057–SEMARNAT–1993, Establece los requisitos que deben observarse
en el diseño, construcción y operación de celdas de un confinamiento controlado
para residuos peligrosos.
• NOM–083–SEMARNAT–2003, Especificaciones de protección ambiental para la
selección del sitio, diseño, construcción, operación, monitoreo, clausura y obras
complementarias de un sitio de disposición final de residuos sólidos urbanos y
de manejo especial.
Estas son algunas de las normas que se deben de considerar dentro de los cambios
que pudieran realizarse como medidas, dado los resultados de los análisis realizados.
Es importante que se realicen acercamientos del departamento de seguridad y medio
ambiente con las autoridades pertinentes para ser asesorados en las normas que
aplican al tipo de empresa: ya que en algunos casos no generan gastos a la empresa.
Por último, las necesidades de inversión . La inversión está enmarcada desde la
planeación del tipo de estrategia que se va a utilizar. Como se mencionó en el método,
la prevención es mejor que el control o eliminación de los desechos de la empresa, ya
que nos generan un menor costo (Cheremisinoff, 2003). Con esto, se puede tener
como fundamento que la inversión es necesaria. Sin embargo, es cuestión del interés
de la empresa en proponer dicha inversión, independientemente del tipo de estrategia
que se aplique. Los resultados de los análisis del proceso indican que tan necesario es
la inversión y en donde económicamente es factible emplear. La inversión va desde
cambios en la maquinaria, capacitación, diseño del producto y reinstalación de los
equipos.
El equipo de proyecto deberá realizar un comparativo del costo beneficio, en donde se
investiguen y consulten los costos del tipo de inversión y de recuperación que se
proponen a utilizar. Con la finalidad de presentar a la dirección las mejores opciones,
para que en su momento sean consideradas. En caso de aceptar las opciones, se

101
tendrá que realizar una planeación en tiempo (largo, mediano o corto tiempo), para
integrar los cambios encontrados en los análisis con la selección de la nueva
metodología. Además, se realizarán pruebas físicas con el fin de adaptar los cambios
operativos del proceso con los empleados.
8. Seleccionar herramienta o metodología
La selección de la herramienta o metodología está apoyada por los resultados
obtenidos del proceso analizado, la identificación de las fuentes de generación de
desperdicios, de los recursos disponibles de la empresa, las normatividades que se
deben tomar en cuenta y por la necesidad de realizar una inversión.
La identificación de la falta de información dentro de las etapas del análisis de proceso,
es relevante; ya que ayudan a observar las carencias y debilidades que presenta el
proceso y con ello, se pueden plantear y seleccionar la (s) herramienta (s) o
metodología (s) adecuada (s). En la serie de pasos propuesta por la agencia del medio
ambiente se basan diferentes tipos de herramientas o metodologías que pudieran ser
aplicados dado la etapa en donde se encuentra la empresa. Se podría tomar como
alternativa ante las necesidades de la empresa.
Sin embargo, es de suma importancia que el análisis y los resultados del proceso
seleccionado, indiquen donde y que tipo de herramientas se pudieran aplicar. Ya que
de acuerdo a su aplicación, la selección de una o varias de ellas será la más apropiada
para alcanzar las metas y los objetivos. Otra alternativa sobresaliente, es la estructura
ontológica propuesta por Reyes (2008). La cual muestra una guía paso a paso muy
interesante que ayuda a la toma de decisiones, ante la falta de información en las
empresas.

102
9. Implementar controles o estánd ares
Las metodologías descritas anteriormente indican que sólo se alcanza el objetivo de
ellas a través de la selección de la herramienta o metodología. Aunque parece limitada
con tan solo aplicar una. Excepto por la metodología propuesta por Crittenden &
Kolaczkowski (1995) y los planes para la reducción de los desperdicios, que mencionan
la importancia de replantear las metas y objetivos ante los resultados de las
evaluaciones y aplicaciones de metodologías o herramientas usadas.
Los controles deben estar indicados e identificados dentro de la selección en el tipo de
herramienta a emplear y establecer parámetros medibles y controlables dentro del
proceso. La metodología o herramienta seleccionada en su momento puede dar
algunos parámetros interesantes para poder aplicar. Se hacen las siguientes
sugerencias de implementación:
• El uso de tableros informativos en las áreas claves de la empresa, deberá
contener las metas planteadas, la información del proceso como: producción
diaria, producción mes, producción en el turno, la cantidad de desperdicios,
rendimientos, entre otros.
• El uso de herramientas estadísticas básicas, aplicadas al proceso y utilizadas
por los trabajadores dentro del proceso. Por ejemplo: hojas de verificación,
diagramas de barras, histogramas, graficas de control, entre otras.
• La selección, la separación y la ubicación correcta de los desperdicios dentro y
fuera del proceso. Con el uso de contenedores o recipientes previamente
identificados.
IV. Seguimiento
En este apartado, el seguimiento tiene como objetivo continuar y mantener la
metodología en los parámetros establecidos, con la finalidad de ir avanzando y
mejorando en la reducción de los desperdicios. El seguimiento en la implementación de
la herramienta o metodología seleccionada, está apoyada en cuatro puntos clave
mostrados en la figura 32: informar en todas las áreas avances alcanzados, la
generación de una base de datos, la participación e integración abierta no sólo del

103
equipo de proyecto, sino de todas los empleados de la empresa y por la
retroalimentación de la estrategia que fundamenta los avances logrados.
Figura 32 Pasos que integran el Seguimiento en la MRD-PAES.
10. Dar seguimiento a la implementación de la herramienta o metodología seleccionada.
Para asegurar el mejoramiento continuo, se necesita revisar y dar seguimiento
monitorear y evaluar las técnicas en la reducción de desperdicios cada determinado
tiempo, con especial atención en los desperdicios cuya cantidad se ha estado
reduciendo. Los procedimientos deberán estar actualizados con la nueva metodología,
así como integrados en la estructura administrativa, con la finalidad de tener bases
para la implementación y en su momento retroalimentar la metodología. Además, se
deberán permitir cambios en la producción y desarrollo de nuevas técnicas para la
reducción (Crittenden & Kolaczkowski, 1995; Departamento de Protección Ambiental de
la Florida, 2007; Departamento de Conservación Ambiental de Tennessee, 1999).
La creación de un plan o una metodología ofrece o genera muchas formas para
mejorar la administración en la reducción de desperdicios y apoya al uso y a la creación
de nuevas tecnologías y practicas a las necesidades de la empresa. Sin embargo,
requieren de ciertas características que deben ser tomadas en cuenta, tales como
(Departamento de Conservación Ambiental de Tennessee, 1999):

104
• Incrementar la conciencia y la atención de los químicos peligrosos,
• Incrementar la conciencia y entrenamiento para cambiar viejos paradigmas o
patrones de trabajo,
• Tener conocimiento en opciones para realizar un cambio,
• Tener la voluntad para experimentar y cambiar,
• Que se tenga la voluntad por parte de la administración en proveer los recursos
para los cambios y
• Tener la voluntad para continuar a través de la evaluación y el aprendizaje de los
cambios realizados.
Como ya vimos en la figura 32, el seguimiento contempla cuatro puntos clave que son
descritos a continuación:
Informar en todas las áreas avances : La administración debe llevar a cabo reuniones
a nivel departamental con el objetivo de considerar el desempeño ambiental y los
avances logrados. Cada cierto tiempo los administradores deben revisar los procesos y
las operaciones de la empresa para identificar nuevos desperdicios, así como nuevas
oportunidades de reducir desperdicios. Estas revisiones deben servir para revisar la
metodología e incluir nuevos desperdicios y/o procesos así como nuevos objetivos y/o
estrategias. La composición del grupo de reducción de desperdicios pudiera tener que
cambiar para reflejar los cambios (Departamento de Protección Ambiental de la Florida,
2007).
Generar base de datos : La creación de una base de datos es con la finalidad de
facilitar la información y generar datos históricos que nos ayuden en el análisis de la
información e identificar a través de frecuencia de datos los desperdicios que se van
generando así como las causas y los efectos que lo ocasionan. Cada departamento
tendrá la responsabilidad de informar los datos que pudieran estar relacionados con la
generación de los desperdicios. Es importante que se haga uso de equipo de cómputo
en las áreas y que el personal en piso almacene la información, ya que es ahí donde
surge la información. La capitación al personal es fundamental, para la adaptación y
actualización de este tipo de herramienta de información.

105
Participación e integración abierta : Finalmente, se debe reconocer a los empleados
por ideas que promuevan la reducción o la eliminación de desperdicios, descargas o
derrames (Departamento de Protección Ambiental de la Florida, 2007). El equipo de
proyecto estará obligado a capacitar a todo el personal en piso, con la finalidad de
tener más puntos de vista. Los comentarios y las sugerencias en la medición y
modificaciones propuestas en la metodología deberán ser tomados en cuenta. El
equipo de proyecto estará encargado de realizar actividades de campo las cuales
integren y hagan participes al personal del área. La participación va desde el llenado de
formatos hasta la participación en las juntas de revisión de avances.
Retroalimentar a la estrategia : El equipo de proyecto debe continuar revisando la
metodología según sea necesario siempre con el objetivo de reducir la producción de
desperdicios (Departamento de Protección Ambiental de la Florida, 2007). Además,
existen cinco pasos, con algunas preguntas, que ayudan en la actualización de un plan
o metodología en la reducción de desperdicios y son (Departamento de Conservación
Ambiental de Tennessee, 1999):
1. Revisar la participación de los empleados en el proceso. ¿Hay un nuevo proceso
en la reducción de desperdicios, que necesita ser explicado?; ¿Hay nuevos
empleados que necesitan ser capacitados? y ¿Los empleados están todavía
activos en la participación de ofrecer sugerencias en la reducción de
desperdicios?
2. Dirigir otro análisis de los desperdicios. ¿Hay nuevos desperdicios peligrosos?;
¿Han sido eliminados cualquiera de los desperdicios encontrados? y ¿Los
costos han cambiado?
3. Reevaluar las opciones. ¿Existen nuevas opciones previamente no
consideradas? y ¿Cualquiera de las opciones previamente rechazadas ahora
son factibles?
4. Reexaminar el alcance del plan o metodología. ¿Los productos, los procesos y
los flujos de los desperdicios han cambiado significativamente?; ¿El plan o la
metodología deberá ser ampliado? y ¿o, deberá ser más enfocado?
106
5. Renovar el compromiso de la administración. Mientras no exista un cambio en la
administración, está no serpa necesaria. A menos que, sea con la finalidad de
mejorar la metodología.
3.4. Implicaciones – consideraciones para el funcio namiento de la propuesta
Para el funcionamiento de la propuesta MRD–PAES, es necesario definir hasta donde
abarca y que parámetros deben ser tomados en cuenta. El impacto de la crisis
económica afectó a muchas empresas y se vieron en la necesidad de aplicar
estrategias. La empresa US Technologies consideró necesaria la estrategia en la
reducción de desperdicios.
Por lo tanto, la investigación de esta propuesta diseñada para la reducción de
desperdicios, es particularmente generada y desarrollada basados en las
características de la empresa, con la finalidad de obtener un buen funcionamiento y
resultados alcanzables. La implementación de la propuesta MRD–PAES tiene como
consideraciones o limitaciones los siguientes aspectos o puntos claves:
Inversión . Es importante respaldar dos aspectos claves, el presupuesto para la
realización e implementación de los cambios que generará la propuesta antes de
llevarla a cabo. Y la poca disponibilidad de los recursos económicos en apoyo a
capacitación, tecnología (desde modificaciones hasta equipos nuevos) y cambios en
los recursos (entradas y salidas en el proceso) que dispone la empresa, como
resultado del análisis y la evaluación hecha al proceso.
Cambio cultural . Toda empresa necesita enfrentarse a los cambios de paradigmas y
culturales antes, durante y después de la implementación de una propuesta. Para ello,
es necesario considerar la rotación de personal en sus actividades por periodos
determinados y definidos (cada semana, cada mes), por el área responsable e
interesada. La adaptación será medida dentro de los parámetros que establezca el
área de recursos humanos. La finalidad de la rotación del personal es que se conozcan
las funciones de cada tarea en el proceso y que identifiquen las fuentes de generación
de desperdicios, ya que en ocasiones no se dan cuenta de lo que están realizando.

107
Capacitación . Aunado al cambio cultural generado de la incorporación de esta
metodología y la aplicación de una herramienta, es necesaria la capacitación del
personal con apoyo del departamento de recursos humanos y el equipo de proyecto.
Los periodos de capacitación pueden comprender antes o después de las jornadas de
trabajo y no deben durar más de 30 minutos, con la finalidad de que la capacitación sea
lo más practico, dinámico y de fácil entendimiento. Los temas pueden ir desde la
modificación y cambios en las actividades realizadas por los trabajadores y debe existir
una amplia participación e interacción entre los trabajadores.
Área de alcance . Está limitada al personal que se encarga y tiene responsabilidades
dentro de su área. El orden de importancia está con el personal que se encuentra
directamente involucrado con la fuente de generación de desperdicios.
Tiempo . La realización o aplicación de esta metodología puede variar, dependiendo de
la disponibilidad que se tenga y el compromiso por parte de la dirección. Se ha
considerado un tiempo propuesto de entre 1 a 3 meses para obtener resultados. La
representación de los tiempos propuestos es el siguiente: Planeación comprende de 1
a 2 semanas, Análisis comprende de 2 a 4 semanas, Evaluación comprende de 2 a 4
semanas y Seguimiento comprende de 1 a 2 semanas. Por lo tanto, es responsabilidad
de la dirección en aceptar estás limitaciones en el tiempo, por ello, no fueron indicados
en el esquema general de la propuesta. Además, sólo se busca conocer en un
determinado tiempo la problemática de la empresa para poder dar la propuesta del tipo
de metodología que pueda disminuir o eliminar el problema en sí.
Costo . Con la declaración de los objetivos y las metas es importante que se estén
visualizando las variaciones en los costos; ya que nos indican si hay mejora o no, para
poder actuar en la corrección de algún error y continuar cumpliendo con lo establecido.
El análisis y la evaluación deben quedar bien definidos con la medición y control de los
costos. Las variaciones que pudiéramos tener están indicadas en las perdidas
obtenidas por la generación de los desperdicios y con el uso excesivo de recursos
(materia prima, mano de obra, maquinaria, energía, etc.).

108
4. DISCUSIÓN
Durante este capítulo se discutirán los resultados obtenidos de la propuesta
metodológica (MRD–PAES) realizada. En el primer punto que contempla el análisis
interno, se hace referencia a la empresa en estudio (US Technologies), en la cual se
dará una breve recopilación de la problemática que se generó y se evaluará la
metodología a través de la simulación de su proceso actual y de una propuesta; se
darán sus resultados y una comparación entre los resultados de los modelos. En el
segundo punto se mostrará un análisis externo, mencionando casos de estudio de
aplicación de otras metodologías. En el tercer punto se mencionan las conclusiones
obtenidas de esta investigación. Y por último se enriquece la investigación con los
comentarios realizados para las futuras investigaciones.
4.1 Análisis interno
4.1.1 Caso: empresa US Technologies (UST)
La empresa US Technologies pasó por problemas económicos, como resultado de la
crisis económica y con ello, se vio en la necesidad de emplear estrategias que ayuden
a mantener su estabilidad económica. Actualmente, UST, empresa fabricantes de
productos químicos, está intentando nuevamente ampliar su mercado y captar más
clientes. Ya que la recuperación económica está incrementando nuevamente la
apertura de mercados. Estratégicamente surgió la necesidad de implementar un
método que ayude a la identificación y la reducción de los desperdicios de un proceso,
con la finalidad de minimizar sus costos e incrementar su productividad.
La situación actual que sufre la empresa, está relacionada con la falta de una estrategia
que identifique y controle las fuentes que generan los desperdicios. Los problemas por
los que atraviesa la empresa en estudio, son los siguientes: no se tienen registros; no
se tienen mediciones; inclusive no hay control sobre las variables críticas del proceso;
ni se han definido correctamente los tipos de desperdicios de acuerdo a sus
características y no existe una planeación adecuada con el manejo de las materias
primas que entran y salen del proceso. La medición de los parámetros identificados y
establecidos en el proceso, ayudará al incremento de la productividad y a la mejora de

109
la calidad de los productos. Y como consecuencia, las posibles ganancias, con dichos
incrementos, se ven afectadas.
Se identificó el área del proceso que más incidencia tuvo como generador de
desperdicios y fue el área 5 en Uno, como consecuencia de los problemas que sufre la
empresa. Las etapas del proceso que actualmente se desarrollan en el área
identificada, son mostradas a través de un diagrama de bloques del proceso ilustrado
en la figura 33. En la cual, las etapas marcadas fueron seleccionadas para la
elaboración de un modelo de simulación, con la finalidad de validar la importancia de la
aplicación de una metodología en la reducción de los desperdicios y de los beneficios
que su pudieran alcanzar.
Figura 33. Diagrama de Bloques del área 5 en Uno (US Technologies, 2009).

110
4.1.2 Modelo de simulación – situación actual
Para la realización del modelo de simulación se realizó un ajuste de los datos; se utilizó
el software Arena versión 10 estudiantil. El ajuste se aplicó con base en los tiempos
ciclos generados por la máquina de llenado de la línea 1, ya que es más representativa
y es la que siempre se utiliza. A partir de esas características se utilizó como factor
representativo de los datos, el valor de 1 ciclo = 50 galones; cada uno de los datos está
representado en ciclo/minutos y para el armado de una tarima se utilizó el dato de 2.88
ciclos por cada armado de tarima, que es igual a 144 galones por tarima; la cual
corresponde con la información obtenida de la problemática descrita en el capítulo 1. A
continuación se muestran los datos para la realización de la simulación en la tabla 11:
Llenado
L1 (min.)
Armado
de tarima
L1 (min.)
Emplayado
de Tarima
(min.)
Llenado
L1 (min.)
Armado
de tarima
L1 (min.)
Emplayado
de Tarima
(min.)
1 8.67 6.94 1.24 21 9.17 7.99 1.26
2 9.00 8.68 1.27 22 8.83 9.03 1.27
3 8.67 6.94 1.27 23 8.67 8.68 1.27
4 8.67 8.68 1.26 24 9.33 8.68 1.26
5 8.83 6.94 1.26 25 8.67 9.72 1.25
6 9.00 8.68 1.25 26 8.67 9.72 1.24
7 8.67 6.94 1.27 27 9.17 6.94 1.27
8 9.33 6.94 1.26 28 9.00 8.68 1.27
9 8.67 6.94 1.26 29 9.17 6.94 1.25
10 8.83 8.68 1.26 30 8.67 8.68 1.26
11 8.67 6.94 1.27 31 9.17 6.94 1.26
12 9.17 7.99 1.25 32 9.00 8.33 1.27
13 8.83 8.68 1.26 33 8.67 9.03 1.26
14 9.00 6.94 1.26 34 8.67 6.94 1.27
15 8.67 8.68 1.24 35 8.83 6.94 1.27
16 9.33 6.94 1.24 36 8.83 9.72 1.27
17 9.00 6.94 1.24 37 9.00 8.68 1.26
18 9.17 8.68 1.26 38 9.17 6.94 1.25
19 8.50 8.68 1.26 39 9.00 6.94 1.25
20 8.67 8.68 1.24 40 8.67 6.94 1.24
Tabla 11. Datos del proceso 5 en Uno, utilizados para la simulación.

111
Con los datos generados para el proceso del área 5 en Uno, fue necesario definir que
tipo de distribución era la adecuada, para los datos mostrados en la tabla anterior. Los
datos se sometieron a un análisis, utilizando el software StatFit2 versión 2.1.7.1
estudiantil, con la finalidad de encontrar las distribuciones a las que pertenecen. Sólo
se obtuvieron resultados favorables para el llenado, la distribución fue del tipo uniforme
con valores de 8.5 mínimo y 9.3 máximo. Para los datos de armado de tarima L1 y
emplayado de tarima, se utilizó el programa proporcionado por el software Arena, el
Input Analyzer. Las distribuciones obtenidas fueron empírica continúa para el armado
de tarima L1, con valores de (0.000, 6.660, 0.450, 7.217, 0.450, 7.773, 0.525, 8.330,
0.875, 8.887, 0.925, 9.443, 1, 10.00) y triangular para el emplayado de tarima, con
valores de 1.23 mínimo, 1.27 de moda y 1.28 máximo. Otra característica importante
fue indicar el porcentaje de desperdicios que actualmente contempla la empresa que es
del 3% por cada lote producido y la longitud de la réplica fue para sólo un turno de ocho
horas y sin descansos; ya que no se tienen problemas por falta de personal. Con estos
valores se realizó el modelo de simulación y es el que aparece en la figura 34.
Figura 34. Modelo de simulación de la situación actual de la empresa UST

112
Resultados
Para obtener los resultados de la situación actual de UST se declararon unas variables
que permitieron evaluar y conocer lo que originó la simulación. Se evaluó
principalmente el número de ciclos armados, el número de ciclos emplayados y así
como el número de ciclos de desperdicios generados después del llenado. La
interpretación se realizará más adelante. Los resultados de la simulación fueron los
siguientes:
Número de ciclos armados L1 52
Número de ciclos emplayados 51
Número de ciclos de desperdicios 2
4.1.3 Modelo de simulación – propuesta de mejora al modelo
La mejora al proceso actual es separar las etapas internas de los procesos de
envasado y de empacado de la figura 35. Las modificaciones del proceso para la
propuesta fueron: la maquina llenadora, el armado de cajas, el armado de tarimas y
emplayado. Con el propósito de identificar las variables criticas del proceso. La figura
33 muestra el diagrama para el área 5 en Uno y las etapas mejoradas.

113
Figura 35. Diagrama de Bloques Propuesto del área 5 en Uno.
Para la realización del modelo propuesto se realizaron algunas modificaciones. Estás
fueron: la reducción del tiempo de llegadas de las entidades en el llenado de la
distribución uniforme, de 8.5 a 6.5 mínimo y de 9.3 a 7.33 máximo. Se agregó el
proceso de armado de cajas, se propone como medida de control faltante al proceso y
se utilizan los mismos valores del llenado propuesto. Otra característica fue bajar el
porcentaje de desperdicios de 3% en el proceso anterior a 0.5%. Se dejan los mismos
valores para el armado de tarima y para la emplayadora. La figura 36 muestra el
modelo de simulación propuesto.

114
Figura 36. Modelo de simulación propuesto para la empresa UST
Resultados
Se emplearon las mismas variables declaradas en el modelo anterior (número de ciclos
armados, número de ciclos emplayados y número de ciclos de desperdicios), además
de agregar una nueva variable para el armado de cajas, la interpretación se realizará
en el siguiente punto. Por lo tanto, los resultados fueron:
Número de ciclos armados de cajas 70
Número de ciclos armados L1 68
Número de ciclos emplayados 59
Número de ciclos de desperdicios 1

115
4.1.4 Evaluación de ambos modelos de simulación
La interpretación de los resultados nos indica la importancia de la simulación como
apoyo en la propuesta realizada para esta investigación. Los ciclos obtenidos en ambos
modelos, son una interpretación cuantitativa de la cantidad de galones que van
entrando al sistema. Cada ciclo representa un total de 50 galones; por lo tanto, se
necesitan de 2.88 ciclos para el armado de una tarima y el emplayado. En el caso del
armado de cajas cada ciclo representa 12.5 cajas (cada caja contiene 4 galones). Con
los datos y los costos de pérdida evaluados y mostrados en el punto 1.1.5, el cual se
refiere a la descripción de la problemática, se elaboró la siguiente tabla 12, que
describe el costo beneficio:
Evaluación de los modelos de simulación actual y propu esto
Modelo actual Armado de
cajas
Armado de
tarima
Emplayado
de tarima Desperdicios
Ciclos - 52 51 2
Galones - 2600 2550 100
Tarimas - 18.1 17.7
Costo por tarima - $ 27,083 $ 28,333
Costo por desperdicio $ 1,041.67
Modelo propuesto
Ciclos 70 68 59 1
Galones 3500 3400 2950 50
Cajas 875 850 737.5 12.5
Tarimas 24.3 23.6 20.5
Costo por tarima $ 36,458 $ 35,417 $ 32,778
Costo por desperdicio $ 520.83
Costo - Beneficio
Por turno $ 8,333 $ 4,444 $ 521
Por día $ 16,666.67 $ 8,888.89 $ 1,041.67
Al mes $ 433,333.33 $ 231,111.11 $ 27,083.33
Tabla 12. Evaluación de los modelos de simulación actual y propuesto en la empresa UST

116
La evaluación descrita en la tabla 11, nos muestra el costo beneficio que se pudiera
lograr la implementar la metodología propuesta MRD–PEAS. Los costos indican el gran
ahorro en desperdicios de hasta $27,083.33, el cual incluye las materias primas y el
producto final de llenado. Cabe mencionar que sólo se redujo el 50% de los
desperdicios generados por turno. Otro costo importante es el del incremento en la
producción del armado y emplayado de tarimas de 30% con un coto de $433,333.33 y
15% con un costo de $ 231,111.11 respectivamente. Para el cálculo de los costos se
consideró para 2 lotes de producción posibles y para 26 días hábiles son tomar en
cuenta los días de descanso. Con la ayuda de la simulación, las diferencias en los
costos encontrados apoyan y validan la importancia en la implementación de la
metodología propuesta MRD-PAES.
4.2 Análisis Externo
Este punto trata de los hallazgos encontrados en casos de estudios aplicando
específicamente metodologías o herramientas para la reducción de desperdicios. El
objetivo es comparar los resultados obtenidos de la simulación utilizada para la
validación de la propuesta metodológica MRD-PAES, contra los resultados de otras
investigaciones semejantes y que han sido aplicadas a empresas.
4.2.1 Casos reales
Se han considerado cuatro casos de estudios aplicados a empresas, incluyendo la
validación con la simulación realizada a la empresa UST. A continuación, se da una
breve explicación de lo sucedido en cada caso.
Caso 1. Empresa de limpieza del alcohol
Este caso está aplicado a una empresa de limpieza del alcohol, la cual busca mejorar
sus actividades para la prevención y eliminación de los desperdicios generados. A
través del uso de herramientas, se identificó las actividades necesarias en el
incremento en el tiempo de proceso, la temperatura y la velocidad de agitación en la
limpieza del alcohol, para la reducción de los desperdicios; con la finalidad de mejorar
la conversión de alcohol sucio a alcohol limpio. Las herramientas fueron la grafica P,
para identificar el flujo de las variables del proceso; y las graficas Di, utilizadas para la
identificación de variables de causa y efecto, a través de nodos. Se elaboró un modelo
117
funcional heurístico para la identificación de las diferentes actividades entre sí,
ayudando a facilitar la interpretación y el mejoramiento de las variables (Halim I. y
Srinivasan R., 2004).
Caso 2. Empresa generadora de formaldehídos
Se utilizó la metodología ontológica para la identificación y descomposición de
actividades. Se seleccionaron dos actividades claves: el suministro y la reacción de las
cuales, las sub actividades identificadas como: suministro de aire, vaporización del
metanol, manejo de vapores y oxidación del metanol, fueron seleccionadas, con la
finalidad de establecer las herramientas de reducción de desperdicios apropiadas. Y
con ello, se tenga el uso adecuado de la información desde su origen en la mejora y en
la prevención de la reducción de los desperdicios (Reyes, et. al., 2008).
Caso 3. Empresa transformadora de Hidrodesalquilaci ón (HDA) de tolueno a
benceno
Se identificaron y generaron alternativas cualitativas factibles de los niveles jerárquicos
en las variables críticas (a) entradas-salidas, b) reacción y c) separación) y sus
alternativas de prevención en el proceso, con el uso del software ENVOPexpert.
Después se evaluaron las alternativas cuantitativamente con un simulador HYSYS y el
algoritmo WAR con el objetivo de minimizar el impacto del medio ambiente. Se alcanzo
hasta un 17% en la reducción del impacto del medio ambiente y 1% en los costos de
operación (Halim I. y Srinivasan R., 2002)
Caso 4. US Technologies, fabricante de productos de limpieza del hogar
La empresa US Technologies de encarga de producir productos de limpieza. Se
identifico las etapas críticas del proceso (envasado y empacado). Por lo tanto se aplicó
un modelo de simulación con el software ARENA para validar la importancia necesaria
en la implementación del diseño de una metodología propuesta MRD-PAES en la
reducción de sus desperdicios. Los resultados muestran una reducción paulatina en la
generación de desperdicios de 2.5% menos y un incremento en la productividad en sus
de las operaciones de un 30% en al armado de tarima y un 15% en el emplayado.

118
4.2.2 Comparación de casos
Los resultados obtenidos de los casos reales aplicados en algunas empresas son
mostrados en la tabla 13 para ser comparados entre sí. De los cuales, hay dos casos
de estudio que su análisis fue del tipo cuantitativo y dos del tipo cuantitativo. El
conjunto de herramientas va desde la aplicación de una metodología específica hasta
el uso de herramientas directas, todas con el fin de reducir los desperdicios y mejorar el
desempeño de sus actividades o funciones.
El caso de estudio 3 y el aplicado a la empresa UST tuvieron que ver con la aplicación
cuantitativa, a través de software de simulación y herramientas de optimización. Es
claro notar que entre más complejo se encuentre la empresa en estudio, incrementa el
número de variables a evaluar.
Caso
Variables identificadas
Análisis de variables Herramienta o Metodología
utilizadas
Resultados alcanzados Cualitativa
s Cuantitativa
s
1
Tiempo del proceso, temperatura, velocidad de agitación.
SI
Graficas P, Graficas Di (causa – efecto) Modelo heurístico
Mejoramiento de las actividades, mostradas en una tabla comparativa de los resultados entre el equipo de trabajo de la empresa y la metodología propuesta.
2
Suministro (aire, vaporización del metanol y manejo de vapores) y Reacción (oxidación del metanol)
SI
Metodología ontológica (descomposición de las actividades del proceso)
Se identificaron las actividades críticas y sus sub actividades, como afectan al medio ambiente, se sugirieron herramientas para su reducción (metodología Dupont, ENVOPexpert, integración de proceso) y se comentaron los recursos necesarios para su aplicación.

119
Caso
Variables identificadas
Análisis de variables Herramienta o Metodología
utilizadas
Resultados alcanzados Cualitativa
s Cuantitativa
s
3
a) (alimentación del hidrogeno, tolueno, desperdicio de vapor y difenol); b) (reactor, horno, flujo de hidrogeno y tolueno) y c) (estabilizador, columna de benceno y tolueno)
SI
ENVOPexpert, Simulador HYSYS y algoritmo WAR
Se identificaron los niveles jerárquicos y sus alternativas de solución con la herramienta ENVOPexpert y se analizaron con el simulador y con el algoritmo se logró un 17 % en la reducción del impacto ambiental y 1% en los costos de operación
4
Tarimas armadas, tarimas emplayadas, desperdicios generados
SI Simulador ARENA
Incremento en las operaciones del armado de tarima y emplayado de hasta un 30% y 15% respectivamente y una reducción paulatina de hasta el 2.5 % en la generación de desperdicios
Tabla 13. Comparación de casos reales en empresas.

120
4.3 Conclusiones y aportaciones a la investigación
Durante la investigación realizada, la empresa US Technologies enfrentó una
problemática en la generación de los desperdicios. Por lo que, fue necesario realizar
una propuesta de diseño de una metodología para la reducción de sus desperdicios. En
su diseño, se tomaron en cuenta ciertos factores importantes y relevantes propuestos
por otras metodologías, para el diseño de la Metodología de Reducción de
Desperdicios basada en la Planeación, el Análisis, la Evaluación y el Seguimiento
(MRD-PAES). Los beneficios logrados de las aportaciones realizadas en la
metodología diseñada fueron:
� En la planeación, se desarrolló un punto importante en la selección de la
estrategia; ya que define lo que la empresa realmente busca, como prevenir,
reciclar, tratar o desechar los desperdicios.
� En el análisis, se integraron dos metodologías que analizan los problemas en la
reducción de los desperdicios con las herramientas adecuadas; por un lado,
donde la empresa dispone de la información necesaria; y por otro lado, donde la
empresa se ve limitada con la información.
� En la evaluación, se consideró la necesidad de inversión, con base en los
resultados del análisis; ya que depende del tipo de estrategia que se lleva a
cabo, de la mejora de los procesos, de la reducción de los costos en la
generación de los desperdicios y en la reducción del impacto en el medio
ambiente. Además, se estableció la importancia de implementar controles o
estándares dentro de los procesos, cuando sean necesarios, o en su momento
mejorarlos.
� En el seguimiento, fue importante la generación de una base de datos, con el
adiestramiento adecuado del personal para su uso, así como, disponer del
conocimiento adecuado de las variables críticas y los controles establecidos. Se
propuso que la participación e integración al equipo de proyecto sea abierta, con
la finalidad de que todos tengan las mismas oportunidades y las ideas sean
escuchadas e implementadas.
Hay que resaltar la importancia de la implementación de la metodología MRD-PAES en
un plazo entre los 1 y 3 meses; ya que las metodologías analizadas, no lo comentan.
121
Sin embargo, el tiempo debe ser establecido por la administración y el equipo de
proyecto. El control en los gastos, en el presupuesto y las inversiones generadas son
fundamentales, pues de ellas depende el control y las mejoras en los procesos que
generan los desperdicios.
Por otra parte, la simulación realizada tuvo como finalidad validar la importancia de
implementar la metodología MRD-PAES y demostrar lo que se puede alcanzar. Los
resultados muestran claramente que al implementar la metodología adecuadamente, se
lograrán mejores resultados y se podrán establecer los controles necesarios para la
reducción de los desperdicios. Ahora bien, las características del diseño de la
metodología MRD-PEAS y su implementación están basadas en la problemática de la
empresa. Con los problemas presentados en la empresa en estudio y la estrategia de
prevención a seguir se considera factible el uso de herramientas administrativas como
el caso de lean manufacturing, ISO 9000 e ISO 14000. Ya que es necesario una buena
interacción entre el personal y el conocimiento adecuado de las fuentes y los tipos de
desperdicios generados en la empresa.
En conclusión, el diseño de la metodología propuesta MRD-PAES es de suma
importancia para el beneficio de la empresa UST. La propuesta es resultado de la
comparación realizada entre otras metodologías y las necesidades y carencias de la
empresa. El apoyo de la simulación remarcó y destacó los beneficios económicos que
se pudieran lograr, con la implementación de la metodología MRD-PAES. La empresa
UST juegan un papel muy importante, en donde la credibilidad y la confianza de todo
su personal es vital para el cúmulo de éxitos posibles a alcanzar con está metodología.
4.4 Futuras investigaciones
Para el desarrollo de las investigaciones posteriores, es importante implementar la
metodología diseñada y comprobar los resultados en el tiempo de aplicación y la
selección de las herramientas adecuadas a ser implementadas por parte del equipo de
proyecto. Además de probar que la hipótesis de la investigación sea aceptada y con
ello se cumpla con el objetivo de esta investigación. La aplicación de las herramientas
administrativas (lean manufacturing, ISO 9000 u otras) son tomadas en cuenta por las
122
características y estrategias que se presentaron dentro de la empresa. Y para la
aplicación de la metodología en otras áreas es posible aplicar las herramientas del tipo
operativas, dependiendo de las condiciones y la problemática que se tenga en el área y
del uso al que sea destinada la metodología propuesta.
La metodología MRD-PAES nace de la problemática y las necesidades presentadas en
la empresa. Para ampliar la línea de investigación se podrá tomar la metodología para
realizar cambios y poder aplicarla para cualquier tipo de empresa. La integración de
otras metodologías pudiera mejorar la estructura de aplicación general. Por otro lado, la
simulación realizada para la validación de la metodología puede ampliarse en el
número de variables (los tiempos de preparación del producto líquido, los recursos
humanos y de materia prima) y aplicarse para toda el área, convertirlo en un modelo de
simulación robusto. Además de utilizar un software de simulación que contenga un
ilimitado número de entidades, con la finalidad de probar el modelo con datos reales y
no representativos.
Otro punto para ser investigado más adelante, es la implementación de la metodología
específicamente en el impacto ambiental de sus desperdicios. Ya que muchas veces,
son de los problemas ocultos y que poco a poco se conocen de ellos. La gestión en la
reducción del impacto ambiental está considerada dentro de la ISO 14000. Sin
embargo, con las metodologías aplicativas directamente, se pudieran desarrollar o
utilizar algoritmos ya establecidos. Estás han sido algunas de las alternativas que se
pudieran realizar más adelante y que la metodología diseñada MRD-PAES lo permite.
No obstante, la implementación es la puerta que abre las oportunidades de mejorar y
corregir lo establecido. Además, la disposición y la credibilidad de todo un equipo será
ideal para seguir y continuar con mejores prácticas operativas, administrativas y
financieras para el beneficio de la empresa.

123
REFERENCIAS
Azapagic, A. and Clift, R. (1999). The application of life cycle assessment to process
optimization. Computers and Chemical Engineering. 23: 1509-1526.
Baca G. U.; Cruz, M.; Cristobal, M. A.; Gutierrez, J.C.; Pacheco, A.; Rivera, A. y Rivera,
I. (2007). Introducción a la ingeniería industrial (1ª ed.). México: Grupo Editorial
Patria.
Baca, G. U.; Rodríguez, N.; Pacheco, A.; Reyes, J.; Alcántar, M. E.; Prieto, A. M.;
Pérez, G.; Rivera, I.; Pinzón, C.; Bonotto, M. V. y Rivera, G. (2010).
Administración integral. Hacia un enfoque de procesos (1ª ed.). México: Grupo
Editorial Patria
Block, M. R. y Marash I. R. (2004). Integración de la ISO 14001 en un sistema de
gestión de la calidad (2ª ed.). España: Fundación Confemetal.
Bulatov, I.; Klemeš, J. (2009) Towards cleaner technologies: emissions reduction,
energy and waste minimization, industrial implementation. Clean Technologies
& Environmental Policy, 11 (1), 1-6.
Cabezas, H.; Bare, J. C. y Mallick, S. K. (1999). Pollution prevention with chemical
process simulators: the generalized waste reduction (WAR) algorithm-full
version. Computers & Chemical Engineering, 23, 623-634.
Centre for Process Integration (2010). What is Process Integration? Chemical
Manufacturing & Engineering. EUA. Consultado: 21 de Noviembre del 2010.
Disponible en: http://www.chemicalprocessing.com/articles/2005/452.html
Chapple, W.; Harris, R.; Paul, C. The cost implications of waste reduction: factor
demand, competitiveness and policy implications. Journal of Productivity
Analysis, 26 (3), 245-258.
Cheremisinoff, N.P. (2003). Handbook of solid waste management and waste
minimization technologies (1ª ed.). Estados Unidos de América: Butterworth
Heinemann. Vol. 3.
Comité de Competitividad. (2008). Situación de la competitividad en México (1ª ed.).
México: Centro de Estudios Sociales y de Opinión Pública.

124
Crittenden B. y Kolaczkowski S. (1995). Waste minimization a practical guide. United
Kingdom: Institution of chemical engineers.
Cuatrecasas, Ll. (2010). Lean Management: La gestión competitiva por excelencia (1ª
ed.). España: Profit.
Dahlgaard, J.; Dahlgaard, S. (2002) From defect reduction to reduction of waste and
customer/stakeholder satisfaction (understanding the new TQM metrology).
Total Quality Management, 13 (8), 1069
Damelio R. (2001). Mapeo de procesos (2da reimp.). México: Panorama.
Davis, G.; Phillips, P.; Coskeran, T. (2009) DRIVING COMMERCIAL AND
INDUSTRIAL WASTE REDUCTION IN QUEENSLAND, AUSTRALIA—THE|
POTENTIAL APPLICATION OF A UK WASTE MINIMISATION CLUB MODEL.
Journal of Solid Waste Technology & Management, 35 (1), 51-63.
Davis, W. S., (1999). Cost/benefit analysis chapter thirty-eight. CRC Press LLC. P
Consultado: 21 de Noviembre del 2010. Disponible en:
ftp://ftp.seu.edu.cn/Pub2/EBooks/Books_from_EngnetBase/pdf/7001/7001_PD
F_C38.pdf
Departamento de Conservación Ambiental de Tennessee (1999). Writing a waste
reduction plan. EUA, Tennessee. Consultado: 17 de Marzo del 2010.
Disponible en: http://www.p2pays.org/ref/16/15910.pdf
Departamento de Protección Ambiental de la Florida (2007). Guía para preparar un
plan de reducción de desperdicios. EUA, Florida. Concultado: 17 de Marzo de
2010. Disponible en:
http://www.dep.state.fl.us/waste/quick_topics/publications/shw/Plan_de_Reduc
cion_de_Desperdicios.pdf
Douglas JM (1992). Process synthesis for waste minimization. Industrial Engineer
Chemistry. Res. 31 238-243.
El-Halwagi, M. M. (2009). Process integration. Process systems engineering. (1a ed.)
Vol. 7. Estados Unidos: ELSEVIER
Environment Agency Japan, (1992). Quality of the environment in Japan 1992. Tokyo.
Environment Agency, (2009). Environment Agency’s Sustainable Procurement Guide.
Consultado: 21 de Noviembre del 2010. Disponible en:
http://www.environment-agency.gov.uk/aboutus/procurement/120987.aspx

125
Environment Protection Agency, (2009). What is risk assessment?. Consultado: 21 de
Noviembre del 2010. Disponible en:
http://epa.gov/riskassessment/basicinformation.htm#arisk
Environmental Data Services (2009). Waste reduction Winner DENSO
MANUFACTURING UK. Green Business Awards. 20-20.
Envirowise (1998). Waste Minimization pays. United Kingdom. Consultado: 21 de
Noviembre del 2010. Disponible en: http://www.envirGwise.gov.uk/.
Ezquerra, M. A. (1998). Diccionario ideológico de la lengua española (1ª ed.). España:
VOX
Feld, W. M. (2001) Lean Manufacturing. Tools, techniques, and how to use them (1ª
ed.). Estados Unidos de América: St. Lucie Press / APICS Series on Resource
Management
GreenPro (2011). What is GreenPro?. Consultado: 22 de Noviembre del 2010.
Disponible en: http://www.certifiedgreenpro.org/
Guía Roji (2010). Mapa de localización por medio electrónico. Consultado: 20 de Enero
del 2010. Disponible en:
http://mapas.guiaroji.com.mx/ubicacion.php?gv_mapa=1&gv_calle=&gv_coloni
a=INDEPENDENCIA&gv_delegacion=TULTITLAN&gv_cp=54914&gv_x=4818
23.984905765&gv_y=2170386.98547612
Gutiérrez P. H y De la Vara S. R. (2009). Control estadístico de calidad y seis sigma.
(2da ed.). México: Mc Graw Hill.
Hajeeh, M. (2010). Mathematical Model for Waste Reduction in Aluminum Fabrication
Industry in Kuwait. Journal of Mathematics & Statistics, 6 (2), 110-115.
Halim, I. y Srinivasan, R. (2006). Supporting Waste Minimization Studies by Integrating
Expert System with Process Simulators. 16th European Symposium on
Computer Aided Process Engineering and 9th International Symposium on
Process Systems Engineering. Ed. Elsevier B.V, 1003–1007.
Halim, I .y Srinivasan, R (2000). An intelligent system for identifying waste minimization
opportunities in chemical processes. In European Symposium on Computer
Aided Process Engineering - 10; Pierruci, S., Ed.; Elsevier Science:
Amsterdam; p 829-834.

126
Halim, I. y Srinivasan, R. (2006). Systematic waste minimization in chemical processes.
3. Batch operations. Industrial and Engineering Chemistry Research, 45: 4693-
4705.
Halim, I. y Srinivasan, R. (2004). A New Methodology for Automating Waste
Minimization Analysis of Batch Processes. Consultado 2 de Diciembre del
2010. Disponible en:
http://www.nt.ntnu.no/users/skoge/prost/proceedings/aiche2004/pdffiles/papers
/006d.pdf
Halim, I. y Srinivasan, R. (2002). Industrial Engineer Chemical Res., 41, p 208-219.
Halim, I. y Srinivasan, R. (2002). Integrated decision support system for waste
minimization analysis in chemical processes. Environmental Science
Technology, 36, 1640 – 1648
Henry, G. y Heinke, G. (1999). Ingeniería Ambiental (2da ed.). México: Pearson,
HERNANDEZ, S. R. (2002). Administración. Pensamiento, proceso, estrategia y
vanguardia. (1a ed.) México: Mc Graw Hill
Hilaly, A. K.; Sikdar, S. K. J., (1994) Air Waste Management Association. 44, 1303-1308
Hinterberger, F., et. al, (2003). Material Flow Accounting and Analysis (MFA) A
Valuable Tool for Analyses of Society-Nature Interrelationships. Sustainable
Europe Research Institute (SERI) Background Paper, Num. 2. Consultado: 26
de Noviembre del 2010. Disponible en: http://seri.at/wp-
content/uploads/2009/08/SERI-BP2.pdf
Imai M. 1998. KAIZEN La clave de la ventaja competitiva japonesa (10ª impr.). México:
CECSA
Instituto Nacional de Estadística y Geografía (INEGI) (2010). La industria química en
México 2009, Serie estadísticas sectoriales Numero 23. México. Consultado: 8
de Mayo del 2010. Disponible en:
http://www.inegi.org.mx/prod_serv/contenidos/espanol/bvinegi/productos/integr
acion/sociodemografico/Quimica/2009/IQM-2009.pdf
Isalski, W.H. (1995). ENVOP for waste minimization. Environmental Protection Bulletin,
34(16)
Kelton, W. D., et. al. (2008). Simulación con software ARENA (4ª ed.). México: Mc
Graw Hill.

127
Lapré, M.; Mukherjee, A.; Van Wassenhove, L. (2000) Behind the Learning Curve:
Linking Learning Activities to Waste Reduction. Management Science, 46 (5),
597.
Law, A. M. (2007). Simulation Modeling and Analysis (4ª ed.). Estados Unidos de
América: Mc Graw Hill
Lenihan V. (2010). Cleaner production to drive water efficiency. Water Science &
Technology: Water Supply—WSTWS. 10 (4), p 541 – 545.
Marticorena, A.; Mandagarán, B.; Campanella, E. (2010). Análisis del Impacto
Ambiental de la Recuperación de Metanol en la Producción de Biodiesel
usando el Algoritmo de Reducción de Desechos WAR. Información
Tecnológica, 21 (1), 23-30.
Mizsey, P. y Fonyó, Z. (1995) Waste reduction in the chemical industry. Cited in HM
Freeman, Z Puskas and R. Orbina (eds.) NATO ASI Series, Vol. 2 Cleaner
Technologies and Cleaner Products for Sustainable Development. Springer,
Berlin. 141-152.
Mulholland KL y Dyer JA (1999) Pollution Prevention: Methodology, Technologies and
Practices. AlChE., New York, NY. Cited in: KL Mulholland and JA Dyer (2001)
Process analysis via waste minimization: using DuPont’s methodology to
identify process improvement opportunities. Environ. Prog. 20 (2) p 75-79.
Mulholland KL y Dyer JA (2001) Process analysis via waste minimization: Using
DuPont’s methodology to identify process improvement opportunities. Environ.
Prog. 20 (2) 75-79.
Mulholland, K. and Dyer, J. (1998). Follow this path to pollution prevention. Chemical
Engineering Progress, 94(1): 34-42.
Natural Resources Canada, (2003) Pinch Analysis for the efficient use. Of energy,
water and hydrogen. Catalogue # M39-96 / 2003 E. Consultado 24 de
Noviembre del 2010. Disponible en:
www.bfe.admin.ch/php/modules/publikationen/stream.php?extlang=en&name=
en_23130289.pdf
Okamura, T.; Matsyuhashi, R.; Yoshida, Y.; Hasegawa, H.; Ishitani, H. (2004) CO2
reduction effect of the utilization of waste heat and solar heat in a city gas
system. Electrical Engineering in Japan, 149 (1), 22-32.

128
Operation Research: The science of better. (2010). What Operations Research is?
Estados Unidos de América. Consultado: 9 de Febrero del 2010. Disponible
en: http://www.scienceofbetter.org/what/index.htm
Organización para la Cooperación Económica y el Desarrollo (OCDE). (2010).
Perspectivas OCDE: México Políticas Clave para un Desarrollo Sostenible.
México. Consultado: 26 de Enero del 2010. Disponible en:
http://www.oecd.org/dataoecd/22/2/45391108.pdf
Oropeza, H. (2005). Los costos en las empresas, guía técnica (1ª ed.). México: Trillas.
Presidencia de la Republica (2007). Plan Nacional de Desarrollo 2007 – 2012. Poder
Ejecutivo Federal. México. Consultado: 26 de enero del 2010. Disponible en:
http://pnd.calderon.presidencia.gob.mx/pdf/PND_2007-2012.pdf
Render, B.; Stair, R. y Hanna, M. (2006). Métodos cuantitativos para los negocios (9
Ed.). México: Pearson Prentice Hall.
Resch, M.; Desrochers, P. (2001) 10 Steps to Facility-Wide Waste Reduction. Pollution
Engineering, 33 (4), 26.
Reyes C. A., et. al. (2008). Contribution of knowledge management for the
implementation of waste minimization measures into process industries.
Process Safety and Environment Protection, 86 (1), p 375 – 388.
Riggs, J. L. (2008). Sistemas de producción planeación, análisis y control. (3ª ed.).
México: LIMUSA WILEY
Rockwell Automation (2005). Arena Template Developer´s Guide. Rockwell Software
Inc. USA.; Publication ARENDG-RM001B-EN-P.
RUSHBROOK, P. (2006) Developments in Management and Technology
of Waste Reduction and Disposal. Annals of the New York Academy of
Sciences, 1076 (1), 486-497.
Secretaría de Medio Ambiente y Recursos Naturales (SEMARNAT) (2010). Presenta la
SEMARNAT el inventario nacional de generación de residuos peligrosos.
México. Consultado: 28 de Enero del 2010. Disponible en:
http://www.semarnat.gob.mx/boletindeprensa/Pages/BOLETIN%
20SEMARNAT%2012310.aspx
SEMARNAT, Norma Oficial Mexicana NOM–052–SEMARNAT–2005, México
Sikdar, S. and El-Hawagi, M. (2001). Process Design Tools/or the Environment. (Taylor
& Francis, New York, USA).

129
Sipper, D. y Bulfin Jr., R. (1998). Planeación y control de la producción (1ª ed.). México:
MC Graw Hill.
Socconini, L. (2008). Lean Manufacturing (1ª ed.). México: Norma
Stagliano A.A. (2005). Herramientas avanzadas de six sigma (1ª ed.). México:
Panorama.
Steurer, A., (1992). Stoffstrombilanz Österreich, 1988. Schriftenreihe Soziale Ökologie.
No. Band 26. IFF/Abteilung Soziale Ökologie, Wien.
Takus, David A. y Profozich, David M. (Invierno, 1997). Arena Software Tutorial.
Documento presentado en la conferencia de simulación, Sewickley,
Pennsylvania
Tam, V..; Tam, C. (2008) Waste reduction through incentives: a case study. Building
Research & Information, 36 (1), 37-43.
Tomkevičiūt÷, G. y Stasiškien÷, Ž. (2006) Assessment of Opportunities for Beverage
Packaging Waste Reduction by Means of Deposit-Refund Systems.
Environmental Research, Engineering & Management, 35 (1), 61-72.
U.S. Environmental Protection Agency (2009). Environmental Management Systems
(EMS). Consultado: 30 de Noviembre del 2010. Disponible en:
http://www.epa.gov/ems/
US Technologies. (2002). MANUAL DE OPERACIÓN DE MAQUINA LLENADORA.
US Technologies. (2005). MISIÓN DE LA EMPRESA. Manual de la Organización.
US Technologies. (2009). ORGANIGRAMA. Manual de la Organización.
Vega, J. C. (2002). QUIMICA DEL MEDIO AMBIENTE Y DE LOS RECURSOS
NATURALES. (1ª Edición). Chile. Universidad Católica de Chile.
Weissberg, R., & Buker, S. (1990). Writing up research: experimental research report
writing for students of English. Englewood Cliffs, NJ: Prentice Hall Regents.
Wilkinson, A. M. (1991). The scientist's handbook for writing papers and dissertations.
Englewood Cliffs, N.J.: Prentice Hall.