tema: fresado quimico - … · fresado quimico también se le conoce como grabado químico...
TRANSCRIPT

UNIVERSIDAD DON BOSCO
FACULTAD DE POSTGRADOS
MAESTRIA EN MANUFACTURA INT. POR COMPUTADORA
PROF. MAG. EDWING ROSALES
TEMA: FRESADO QUIMICO
PRESENTA: LEOPOLDO HERNANDEZ GUEVARA SÁBADO 19 DE JULIO DE 2014

FRESADO QUIMICO
También se le conoce como grabado químico industrial, se refiere al proceso de
eliminación de capas de material (por lo general un metal o un plástico) con base
a la reacción de este con un agente químico.
Esta reacción es en realidad, una disolución del material a ser sustraído. Este
agente químico puede ser ácido o alcalino, dependiendo del material a maquilar.
APLICACIONES
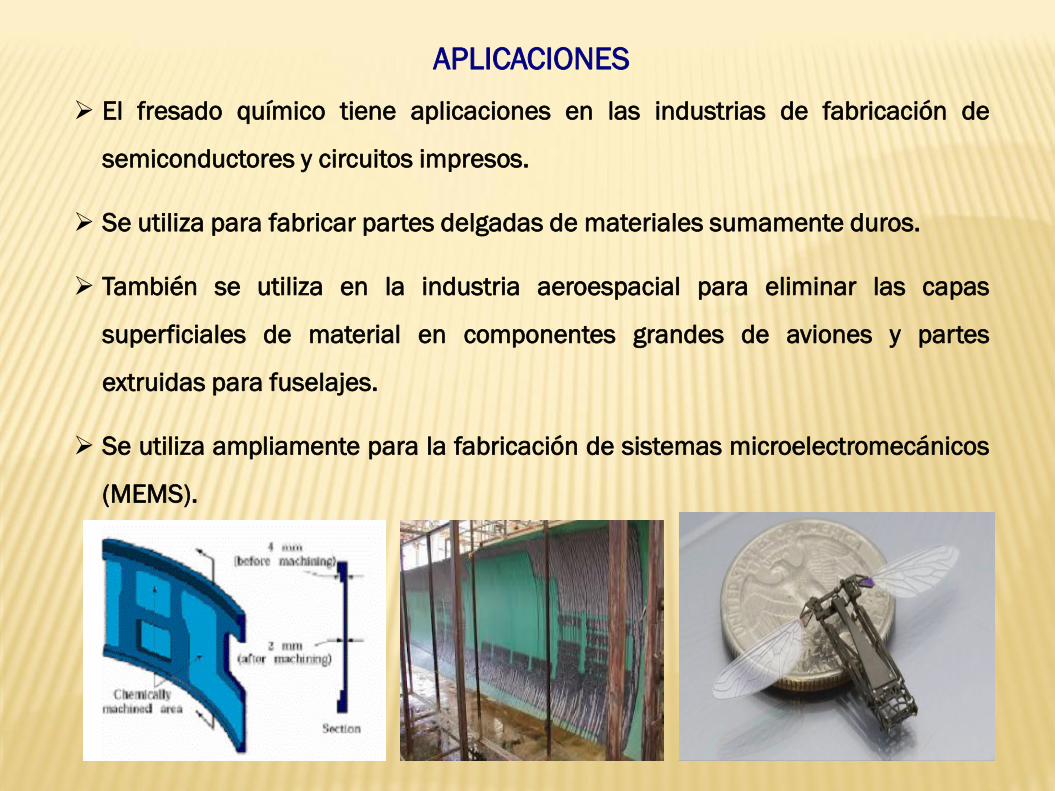
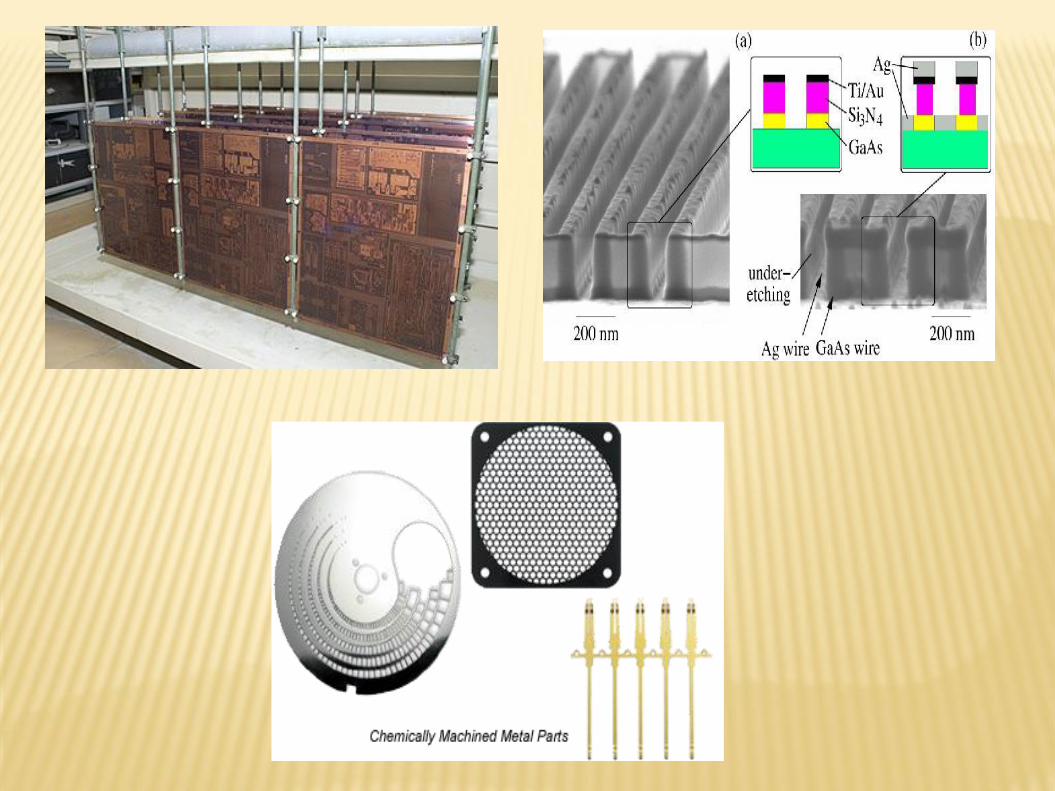
El fresado químico tiene aplicaciones en las industrias de fabricación de
semiconductores y circuitos impresos.
Se utiliza para fabricar partes delgadas de materiales sumamente duros.
También se utiliza en la industria aeroespacial para eliminar las capas
superficiales de material en componentes grandes de aviones y partes
extruidas para fuselajes.
Se utiliza ampliamente para la fabricación de sistemas microelectromecánicos
(MEMS).

PROCESO DEL FRESADO QUIMICO
El proceso consiste en aislar con una capa de material inerte la
superficie que no será eliminada (MASKING).
En cambio la parte a eliminar es expuesta a reaccionar con el
agente químico (por lo general en forma líquida), y que pasado
algún tiempo, disuelve las capas de material a eliminar (ETCHING).
El método por lo general conlleva en sumergir la pieza a maquinar
en el agente químico específico para disolver el material de la
pieza que no ha sido aislado. Se tiene conocimiento que los
antiguos egipcios ya utilizaban este método para trabajar placas
de cobre, utilizando como agente químico el ácido cítrico.

TABLA ISIACA (DEDICADA A LA DIOSA ISIS) GRABADA EN COBRE, ANTIGUO EGIPTO

Podemos describir el proceso en 5 pasos:
1.Limpieza
La limpieza es el proceso de preparación que asegura que la superficie a grabar está libre de
contaminantes que podrían afectar negativamente la calidad de la pieza terminada.
Una superficie limpiada incorrectamente podría resultar en una pobre adhesión de la
máscara, causando la existencia de superficies de grabado incorrectas. La superficie debe
estar libre de aceites, grasa, revestimientos, marcas y otros residuos o contaminantes
externos.
Para la mayoría de los metales, este paso puede llevarse a cabo mediante el lavado de las
superficies a ser procesadas. El material también puede ser sumergido en limpiadores
alcalinos o soluciones desoxidantes especializadas.
Es una práctica común en las modernas instalaciones de fresado químico industrial que la
pieza no se toque directamente con las manos, ya que los aceites de la piel humana podrían
contaminar la superficie.

2.Enmascaramiento (Masking)
El enmascaramiento es el proceso de aplicar material a la superficie para asegurar que sólo las
áreas deseadas sean grabadas. Los materiales enmascarantes (maskants) se pueden aplicar a
través de inmersión, o puede ser aplicado por revestimiento. El maskant utilizado se determina
principalmente por el producto químico utilizado para grabar en el material, y el material de la pieza
en sí. Este debe adherirse a la superficie del material, y también debe ser químicamente inerte
suficiente con respecto a la solución de ataque para proteger la pieza de trabajo.
En procesos de fresado químico más modernos utilizan maskants con una adherencia alrededor de
350 g cm-1; si la adhesión es demasiado fuerte, el proceso de trazado puede ser demasiado difícil
de realizar. Si la adhesión es demasiado baja, el área de ataque químico puede ser imprecisa. La
mayoría de procesos industriales utilizan maskants basadas en neopreno, elastómeros o
copolímeros de isobutileno-isopreno.

3.Trazado de Maskant
Trazado es dejar el maskant solamente en las áreas que no serán atacadas por el agente
químico, o en otros casos, retirarlo de las áreas a ser grabadas por el agente químico.
Para aplicaciones industriales modernas se utiliza un operador de trazado automatizado
con la ayuda de una plantilla o uso de control numérico por computadora para
automatizar el proceso. Para las piezas que implican múltiples etapas de ataque químico,
se pueden usar plantillas que utilizan códigos de color.

4. Grabado (Etching)
Es la inmersión de la pieza en el baño químico, y la acción de la sustancia química en la parte a
ser disuelta.
La velocidad de grabado varía sobre la base de un número de factores, incluyendo la
concentración y la composición del reactivo de ataque, el material a ser grabado, y las
condiciones de temperatura. Debido a su naturaleza inconstante, la velocidad de grabado es a
menudo determinada experimentalmente inmediatamente antes del proceso de grabado.
Una pequeña muestra del material a cortar, de la misma especificación, condiciones de
tratamiento térmico del material, y aproximadamente el mismo espesor se graba durante un
cierto tiempo, después de este tiempo, la profundidad del grabado se mide y se utiliza este
tiempo para calcular la velocidad de ataque. El aluminio se graba normalmente a tasas
alrededor de 0.178 cm/h, y el magnesio aproximadamente 0.46 cm/h.
El proceso se lleva a cabo dentro de tanques donde se ubica el agente químico, llamados ETCH
TANKS, los cuales poseen elementos de calentamiento, agitación y control del proceso de
grabado.

ETCH TANKS
ETCHANTS
A los agentes químicos de grabado se le llama comúnmente Etchants. A
continuación se mencionan los más comúnmente usados:
Para el aluminio: hidróxido de sodio, Reactivo de Keller
Para los aceros: ácidos clorhídrico y nítrico, cloruro férrico para los aceros
inoxidables, Nital (una mezcla de ácido nítrico y etanol, metanol o alcohol, para
aceros dulces), 2% de Nital es común para los aceros al carbono.
Para el cobre: cloruro cúprico, cloruro férrico, persulfato de amonio, amoníaco,
acido nítrico 25-50%, ácido clorhídrico y peróxido de hidrógeno.
Para el silicio: ácido fluorhídrico (es un reactivo muy eficiente para el dióxido de
silicio, sin embargo, es muy peligroso si entra en contacto con el cuerpo)

5. Desenmascaramiento y limpieza final
Es el proceso combinado de limpieza de la parte de ataque químico y enmascarante. El
etchant se quita generalmente con un lavado de agua fresca y limpia. Un baño des-
oxidante también puede ser necesario en el caso común de que el proceso de grabado
dejó una película de óxido sobre la superficie del material. La eliminación del maskant
puede ser manual o mediante herramientas de raspado automatizadas.

VENTAJAS Y DESVENTAJAS DEL FRESADO QUIMICO VENTAJAS:
El proceso de maquinado depende de la velocidad con que el agente químico disuelva las
capas del material, por lo general lleva varias horas y esto permite un mejor control.
En algunos casos puede mejorar los acabados de piezas ya mecanizadas o irregularidades
en piezas de fundición.
Se pueden conseguir diversas profundidades de capa, dependiendo del enmascaramiento
adecuado y el tiempo de inmersión.
DESVENTAJAS:
Bordes afilados o desprendimiento de maskant por la generación de hidrógeno durante el
etching
Defectos superficiales por un mal enmascaramiento
Posible deterioro medioambiental si los residuos químicos no son tratados adecuadamente
antes de ser eliminados.

PROCESOS SIMILARES EN LA INDUSTRIA
Existen procesos industriales que involucra la utilización de químicos para fabricar piezas
mecánicas, entre varios podemos mencionar:
El formado por electrolisis o maquinado electroquímico
El maquinado fotoquímico

INVESTIGACIONES EN EL CAMPO DEL FRESADO QUIMICO
Articulo: Effects of Coefficient of Corrosion on Long Crack Expansion after Chemical Milling (Efectos del
Coeficiente de Corrosión en Expansiones de Grietas Largas después del Fresado Químico)
Autores: ZHANG Gang, YAN Wu-zhu, WEN Shi-feng, LIU Jun, YUE Zhu-feng (Department of Mechanics,
Northwestern Polytechnical University, Xi′an 710129, China) 2009-03
Contenido: Las grietas superficiales inician en forma circular, se estudia entonces la concentración de
esfuerzos de la muestra de fresado químico bajo tracción.
En este trabajo, la grieta inicial superficial se simplifica como semicírculo con un método de
elementos finitos (FEM), utilizándose a su vez para estudiar el factor de intensidad de estrés en las
grietas largas utilizando diferentes coeficientes de corrosión.
Las ecuaciones de Forman se introducen para analizar la expansión de longitud y forma de las
grietas.
Se demuestra que el factor de intensidad de tensiones en la superficie es más grande que en el
interior de la grieta y las ecuaciones empíricas son diferentes para estos puntos.
La grieta circular desarrollada se vuelve elíptica después de aplicar varias cargas cíclicas. Las
ecuaciones de función cuadrática se utilizaron para calcular el coeficiente de corrosión, y los radios
de grieta elíptica se establecieron por el método de regresión lineal.

Articulo: Bone growth enhancement in vivo on press-fit titanium alloy implants with acid etched microtexture
(Mejora del crecimiento óseo in vivo sobre los implantes de aleación de titanio de ajuste a presión,
con microtectura grabada con ácido)
Autores: Daugaard,Henrik; Elmengaard,Brian; Bechtold,Joan E. and Soballe,Kjeld, (Departamento de
Medicina Clínica-Departamento de Ortopedia, Universidad de Aarhus, Dinamarca) 2008-01
Contenido: El crecimiento óseo temprano asegura una fijación a largo plazo de los implantes insertados en la
médula ósea, con o sin cemento. Las superficies rugosas de los implantes con una textura en la
escala del micrómetro son conocidos por ser osteoconductivas. El objetivo de este estudio fue
evaluar la formación de hueso en la superficie de los implantes grabadas con ácido modificado en
la escala micro.
Se compararon los implantes con una textura hecha por fresado químico (ácido fluorhídrico, ácido
nítrico) con implantes que tenían un ácido de doble grabado (ácido fluorhídrico, ácido clorhídrico)
obteniendo una superficie de microtextura superpuesta sobre la textura blanqueada químicamente.
Se observó un aumento significativo en el hueso en la superficie de doble grabado ácido (mediana
36,1%) en comparación con el de grabado normal (mediana 18,4%).
Estos resultados muestran que la rugosidad de la superficie de implante de aleación de titanio por
doble grabado con ácido aumenta la formación de hueso en la interfaz hueso-implante.