taller de verificacion
DESCRIPTION
Taller realizado en equipo de trabajo para la competencia definir necesidadesTRANSCRIPT

SISTEMA DE INFORMACION DE EUROFISH
Diana Marcela Londoño Marín
Milena López Muñoz
Katherine Quintero Rodríguez
Braian Stiven Mora valencia
Martha Gisela Ospina García
Nataly Pérez Arias
Servicio Nacional de Aprendizaje SENA
Centro de Comercio y Servicios de Pereira
Tecnólogo en Gestión de Talento Humano (1024478)
Pereira - Risaralda
11 de Mayo de 2016
1

SISTEMA DE INFORMACION DE EUROFISH
Diana Marcela Londoño Marín
Milena López Muñoz
Katherine Quintero Rodríguez
Braian Stiven Mora Valencia
Martha Gisela Ospina García
Nataly Pérez Arias
Definir necesidades de la información de la gestión del talento humano de acuerdo con los requerimientos
John Jairo López
Servicio Nacional de Aprendizaje SENA
Centro de Comercio y Servicios de Pereira
Tecnólogo en Gestión de Talento Humano (1024478)
Pereira – Risaralda
11 de Mayo de 2016
2

OBJETIVOS
Objetivo general
Presentar un informe justo y balanceado cuya información oriente e identifique de manera clara los factores que se deben tener en cuenta a mejorar para la certificación de la norma ISO 9001.
Objetivos específicos
Analizar de forma detallada cada área de la organización para determinar sus falencias en el proceso del pescado.
Orientar de forma adecuada a la organización para implementar un plan de mejoramiento que cumpla a cabalidad con la norma ISO 9001.
3

INTRODUCCIÓN
El siguiente informe se desarrolla a partir de la visita que se le realizo a la Organización Eurofish, con el fin de evaluar cada área y verificar que se cumplieran las normas de higiene y manipulación de alimentos, las normas de calidad y la seguridad y salud de los trabajadores.
4

TABLA DE CONTENIDO
1. MISION Y VISION……………………………………………………….62. DIRECCIONAMIENTO ESTRATEGICO……………………………….73. MATRIZ DOFA…………………………………………………………..104. PUNTOS DE LA NORMA ISO 9001…………………….………………115. PUNTOS DE CONTROL…………………………………………………186. PLAN DE ACCION RECOMENDADAS POR LA ADMINISTRACION 7. DEL TALENTO HUMANO………………………………………………218. CONCLUSION……………………………………………………………22
5
MISIÓN
La empresa Eurofish es una organización industrial dedicada a la extracción, procesamiento y comercialización de alimentos; que así como su nombre lo dice su fortaleza o materia primaria es el pescado especialmente el atún con el cual se elaboran los diferentes productos.
La empresa Eurofish es una de los principales líderes en el mercado global industrial garantizando calidad, eficiencia y un excelente sabor en cada uno de los productos, generando una satisfacción en los clientes, accionistas y colaboradores de la organización.
VISIÓN
La empresa Eurofish en los próximos 10 años debe ser más destacada en el ámbito mundial industrializando con mayor eficacia los productos, logrando así una rentabilidad y diferenciación de nuestras marcas, anticipando las expectativas y necesidades de nuestros clientes y accionistas en cualquier parte del mundo, garantizando la calidad y el excelente sabor.
Para realizar esta visualización contaremos con personal altamente capacitado tanto humanamente como profesionalmente.
6

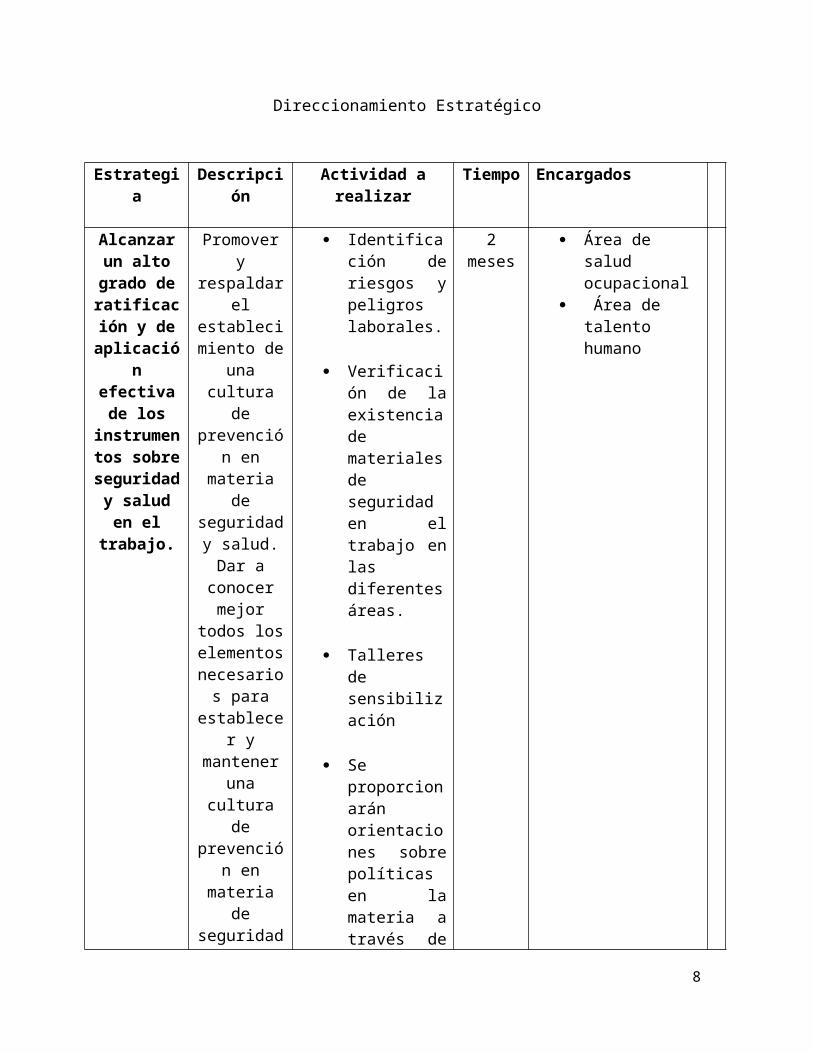
Direccionamiento Estratégico
Estrategia Descripción Actividad a realizar Tiempo Encargados
Alcanzar un alto grado
de ratificación
y de aplicación efectiva de
los instrumento
s sobre seguridad y salud en el
trabajo.
Promover y respaldar el
establecimiento de una cultura de prevención
en materia de seguridad y
salud.Dar a
conocer mejor todos
los elementos necesarios
para establecer y
mantener una cultura de prevención
en materia de seguridad y
salud
Identificación de riesgos y peligros laborales.
Verificación de la existencia de materiales de seguridad en el trabajo en las diferentes áreas.
Talleres de sensibilización
Se proporcionarán orientaciones sobre políticas en la materia a través de talleres de proyectos de cooperación técnica y redes de formación
Se proporcionarán orientaciones sobre políticas en la materia a través de talleres de proyectos de cooperación técnica y redes de formación
2 meses Área de salud ocupacional
Área de talento humano
7
Fortalecimiento en los planes de acción y
puntos de control en
las distintas áreas
empresariales
formulación, evaluación y seguimiento a
losplanes de
acción de las dependencias
o unidades que sean
consideradas con alto grado de riesgos y peligros
laborales.
Capacitación de supervisores para las diferentes áreas que
sean catalogadas como alto grado de
peligrosidad laboral y requieran del
acompañamiento continuo, información
y guía.
Capacitación a personal para las
acciones y responsabilidades
dentro del proceso que se va a ejecutar
1 mes de capacitación y 2
meses de aplicació
n y prueba.
Gestión administrativa ( brindar las posibilidades educativas de capacitación)
Área de talento humano ( capacitación por áreas guías de procedimientos de las diferentes tareas)
Plan de acción
basado en la aplicabilidad
de las normas de higiene y
manipulación de
alimentos.
El plan de higiene
industrial y seguridad
ocupacional de la planta
de manipulación
Eurofish , estará
constituido por
procedimientos seguros de
trabajo, un plan de higiene
industrial, programa de capacitaciones, sistema de monitoreo del
plan deContingencia
s.
Operación detalla de todos los
procesos deoperación para la
elaboración del atún , tomando en cuenta el
esfuerzo físico,equipo y maquinaria,
variables relevantes en la operación, equipo
de protección personaly medidas de
seguridad a seguir en todos los procesos.
Evaluación de los parámetros de higiene en las distintas
áreas
Fortalecer los parámetros de
higiene y manipulación
2 semanas
de evaluaci
ón e informe de las áreas.
1 mes para la
elaboración del plan de acción
higiene y manipula
ción
1 mes de capacitac
ión e informac
ión en todas las áreas que
Gestión administrativa
Área de calidad Gerente de
seguridad e higiene industrial
Área de salud ocupacional
Área de talento humano
8

del atún, desde el momento de
la pesca, transporte hasta el
procesamiento.
Proveer los recursos
necesarios para la aplicación
del manual de higiene.
será aplicado.
2 meses de
aplicación y
tiempo de
prueba
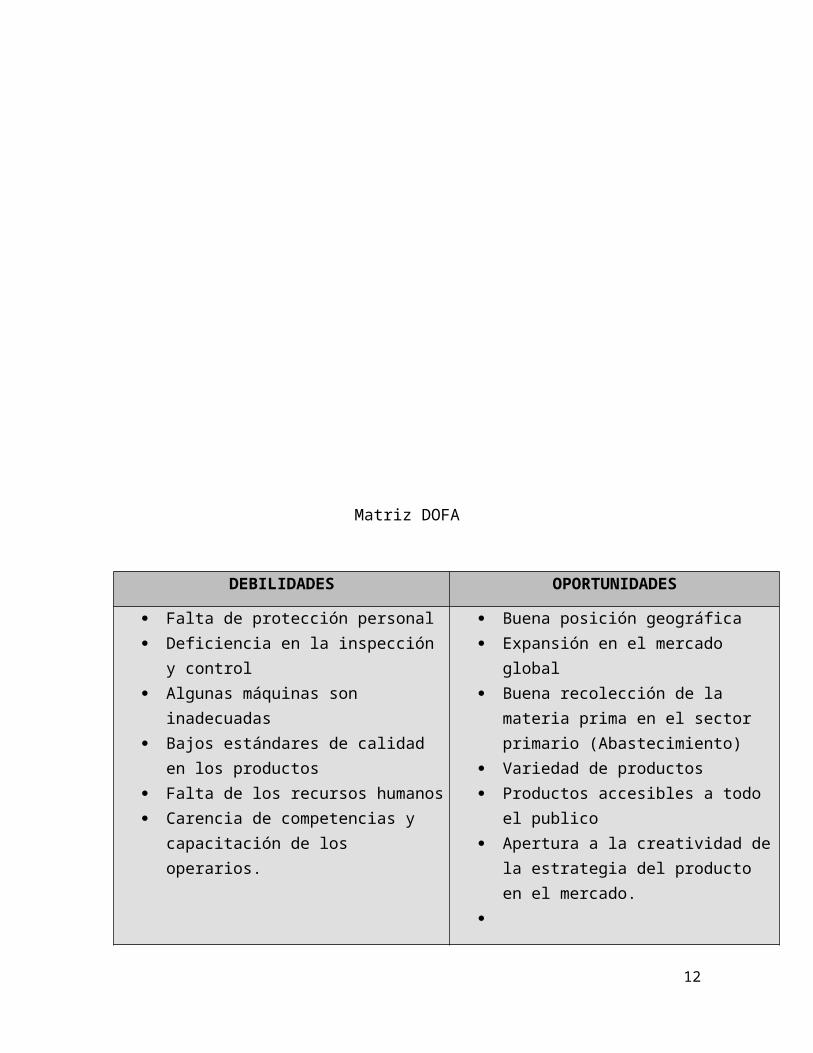
Matriz DOFA
DEBILIDADES OPORTUNIDADES
9

Falta de protección personal Deficiencia en la inspección y control Algunas máquinas son inadecuadas Bajos estándares de calidad en los
productos Falta de los recursos humanos Carencia de competencias y capacitación
de los operarios.
Buena posición geográfica Expansión en el mercado global Buena recolección de la materia prima en
el sector primario (Abastecimiento) Variedad de productos Productos accesibles a todo el publico Apertura a la creatividad de la estrategia
del producto en el mercado.
FORTALEZAS AMENAZAS
Alianza estratégica con los buques pesqueros.
Buena planta donde se almacena, procesa y distribuyen el producto.
Variedad del personal. Exportación y comercialización.
Variación del clima. Contaminación de los mares. Competitividad en el mercado. Nacimientos de más multinacionales. Crecimiento en la inflación.
Puntos de la Norma ISO 9001
NORMA INTERNACIONAL 9001
10

CODIGO DEFINICION OBSERVACIONES4.1
REQUISITOS GENERALES:
a. Determinar los procesos necesarios para el sistema de gestión de la calidad y su aplicación a través dela organización
D. asegurarse de la disponibilidad de recursos e información necesarios para apoyar la operación y el seguimiento de estos procesos
La organización no cumple con los procesos necesarios
de gestión de la calidad.
4.2.1REQUISITOS DE LA DOCUMENTACIÓN
b. Un manual de calidad
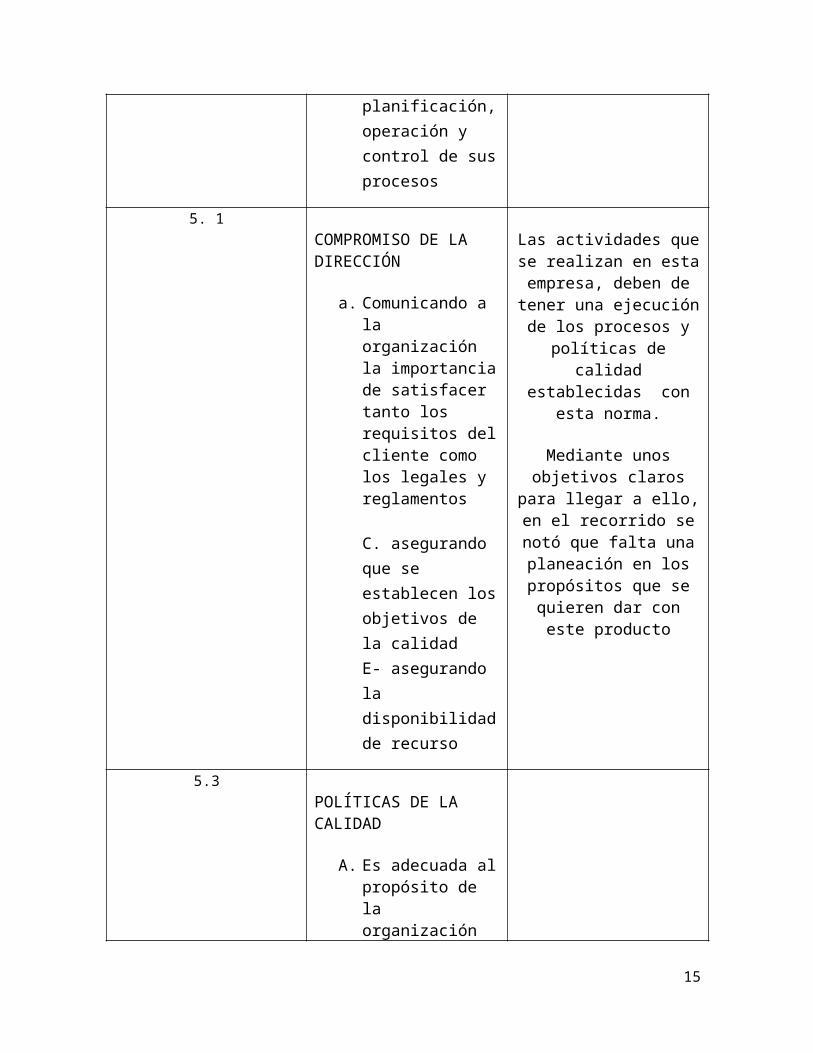
D. los documentos, incluyendo los requisitos que la organización determina que son necesarios para asegurarse de la eficaz planificación, operación y control de sus procesos
Se observó que la organización no cumple con los requisitos necesarios. No
tiene un control en sus procesos.
5. 1COMPROMISO DE LA DIRECCIÓN
Las actividades que se realizan en esta empresa,
deben de tener una ejecución
11
a. Comunicando a la organización la importancia de satisfacer tanto los requisitos del cliente como los legales y reglamentos
C. asegurando que se establecen los objetivos de la calidadE- asegurando la disponibilidad de recurso
de los procesos y políticas de calidad establecidas con
esta norma.
Mediante unos objetivos claros para llegar a ello, en el recorrido se notó que falta
una planeación en los propósitos que se quieren
dar con este producto
5.3POLÍTICAS DE LA CALIDAD
A. Es adecuada al propósito de la organización
c- proporciona un marco de referencia para establecer y revisar los objetivos de la calidad
e- es revisada para su continua adecuación
6.1PROVISIÓN DE RECURSOS
b- aumentar la satisfacción del cliente mediante el cumplimiento
Hacer que el personal se apropie de sus funciones y
responsabilidades es nuestra labor, desde el área de
talento humano, esta es una gran falencia que se
encuentra en esta empresa , y la tarea desde el ámbito
directivo, es tratar a nuestros empleados como si
12

estuvieran en casa, por esta razón se va a trabajar
fuertemente en mejorar la infraestructura al igual que
los ámbitos de trabajo6.2.2
COMPETENCIA, FORMACIÓN Y TOMA DE CONCIENCIA
a- Determinar la competencia necesaria para el personal que realiza trabajos que afecten a la conformidad con los requisitos del producto
D- asegurarse de que su personal es consciente de la pertinencia e importancia de sus actividades, y de cómo contribuyen al l logro de los objetivos
6.3 INFRAESTRUCTURA
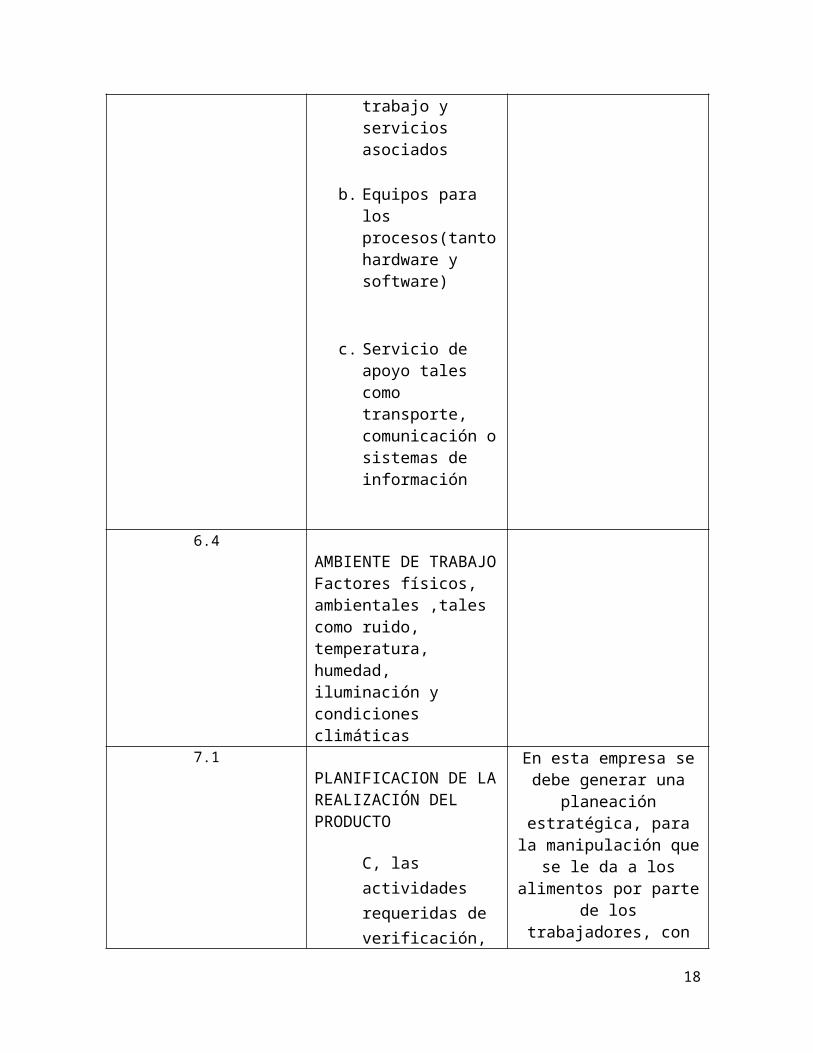
a. Edificios, espacio de trabajo y servicios asociados
b. Equipos para los procesos(tanto hardware y software)
c. Servicio de apoyo tales como transporte, comunicación o
13

sistemas de información
6.4AMBIENTE DE TRABAJOFactores físicos, ambientales ,tales como ruido, temperatura, humedad, iluminación y condiciones climáticas
7.1PLANIFICACION DE LA REALIZACIÓN DEL PRODUCTO
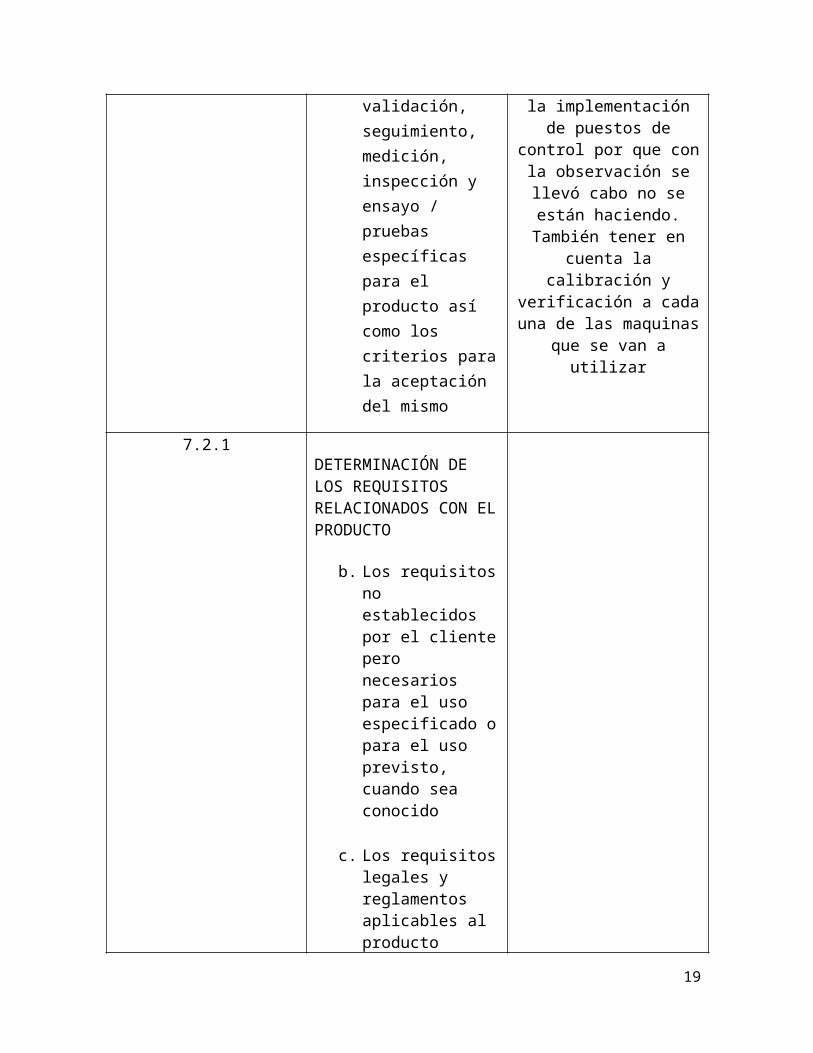
C, las actividades requeridas de verificación, validación, seguimiento, medición, inspección y ensayo / pruebas específicas para el producto así como los criterios para la aceptación del mismo
En esta empresa se debe generar una planeación
estratégica, para la manipulación que se le da a los alimentos por parte de
los trabajadores, con la implementación de puestos de control por que con la
observación se llevó cabo no se están haciendo.
También tener en cuenta la calibración y verificación a cada una de las maquinas
que se van a utilizar
7.2.1DETERMINACIÓN DE LOS REQUISITOS RELACIONADOS CON EL PRODUCTO
b. Los requisitos no establecidos por el cliente pero necesarios para el uso especificado o para el uso previsto, cuando sea conocido
c. Los requisitos legales y reglamentos
14
aplicables al producto
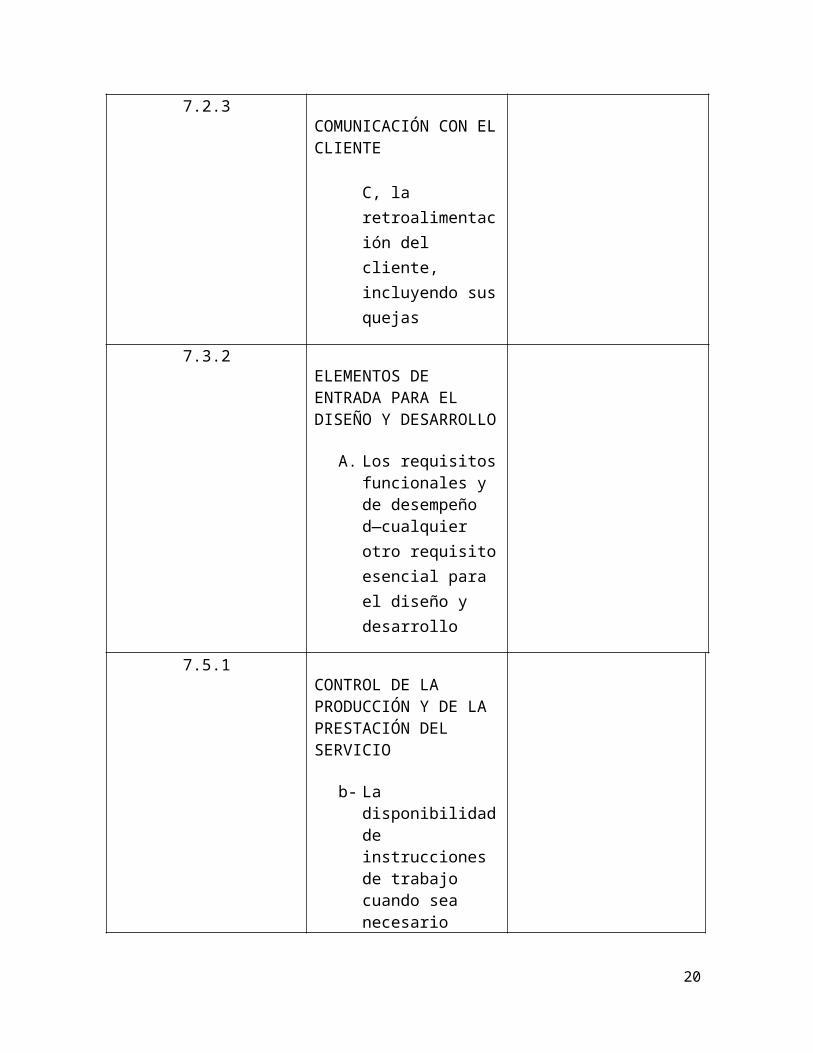
7.2.3COMUNICACIÓN CON EL CLIENTE
C, la retroalimentación del cliente, incluyendo sus quejas
7.3.2ELEMENTOS DE ENTRADA PARA EL DISEÑO Y DESARROLLO
A. Los requisitos funcionales y de desempeñod—cualquier otro requisito esencial para el diseño y desarrollo
7.5.1CONTROL DE LA PRODUCCIÓN Y DE LA PRESTACIÓN DEL SERVICIO
b- La disponibilidad de instrucciones de trabajo cuando sea necesario
f- la implementación de actividades de liberación, entrega y posteriormente la entrega del producto
7.6CONTROL DE LOS EQUIPOS DE SEGUIMIENTO Y
15

MEDICIÓN
a- Calibrarse, verificarse, o ambos, a intervalos especificados o antes de su utilización comparado con patrones de medición trazables o patrones de medición internacionales o nacionales; cuando no existan tales patrones debe registrarse la base utilizada para la calibración o verificación
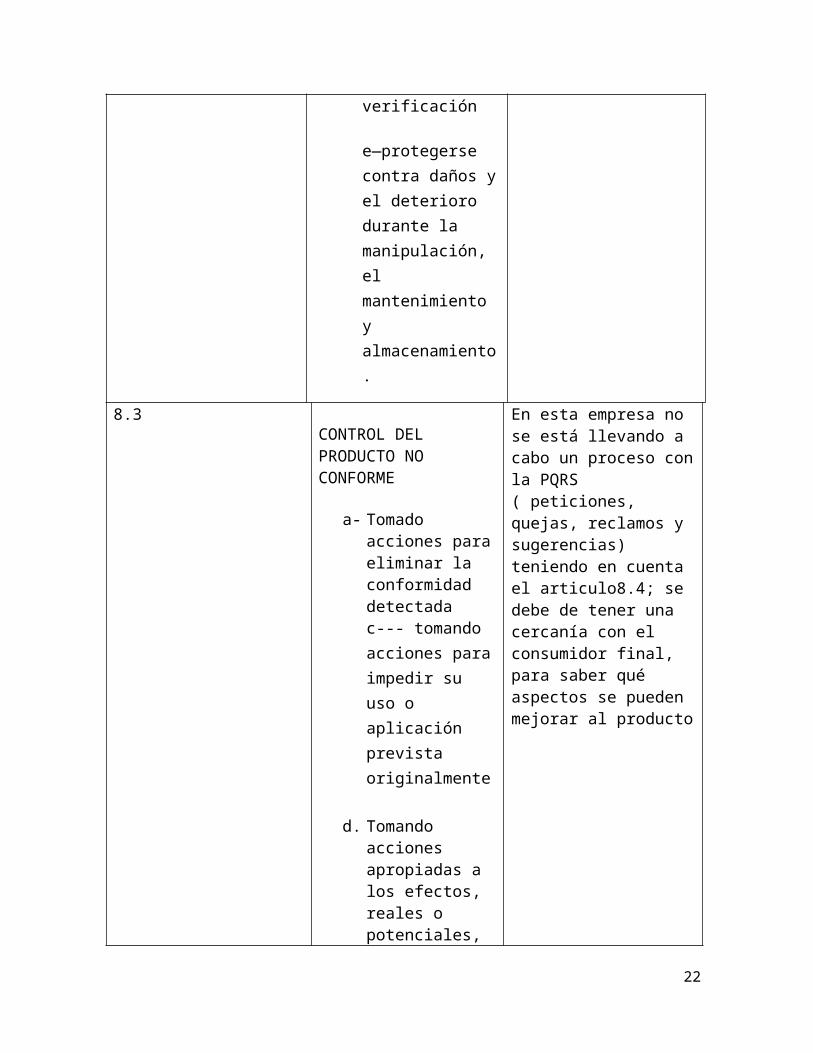
e—protegerse contra daños y el deterioro durante la manipulación, el mantenimiento y almacenamiento.
8.3CONTROL DEL PRODUCTO NO CONFORME
a- Tomado acciones para eliminar la conformidad detectadac--- tomando acciones para impedir su uso o aplicación prevista originalmente
d. Tomando acciones apropiadas a los efectos, reales o
En esta empresa no se está llevando a cabo un proceso con la PQRS ( peticiones, quejas, reclamos y sugerencias) teniendo en cuenta el articulo8.4; se debe de tener una cercanía con el consumidor final, para saber qué aspectos se pueden mejorar al producto
16

potenciales, de la no conformidad cuando se detecta un producto no conforme después de su entrega, o cuando ya ha comenzado su uso.
8.4 ANÁLISIS DE DATOS
a. La satisfacción del cliente
b. Conformidad con los requisitos del producto
8.5.2 a. revisar las no conformidades
a. determinar e implementar las acciones necesarias
e. registrar los resultados de las acciones tomadas
17
PUNTOS DE CONTROL
Durante el recorrido por las diferentes áreas de la organización observamos algunas falencias en el proceso del traslado de los pescados, encontramos que los buques pesqueros no cuentan con el adecuado lugar de enfriamiento.
Identificamos que la higiene del lugar no es el adecuado, no cumple con las normas mínimas de calidad, y el personal no está siendo debidamente capacitado para la manipulación de los alimentos de una forma correcta, especificada en la norma de calidad.
A continuación se va dar la indicación específica de las condiciones esenciales para una limpieza y para reducir al mínimo los daños, la contaminación y la descomposición que todas las embarcaciones deberían respetar, a fin de garantizar la manipulación higiénica y de la buena calidad del pescado.
Todas las superficies de las zonas de manipulación de la embarcación, deberán ser de un material atoxico, lisas e impermeables y estar en buen estado, esto con el fin de disminuir el riesgo de contaminación física y microbiológica.
Utilizar agua potable para la limpieza del lugar. Se deberá tener instalaciones apropiadas para el equipo de lavado y desinfección. Se debe reducir al mínimo la contaminación cruzada. Se deben establecer procedimientos para verificar que el sistema funciona con
eficacia. el vehículo de transporte del pescado debe estar dotado de un equipo de
refrigeración adecuado, con la temperatura adecuada. El pescado debe ser acarreado con cuidado, especialmente durante su clasificación,
con el fin de evitar daños físicos del pescado. No se debe pisar el pescado, ni subirse encima de él. Mientras el pescado se está en cubierta, deberá mantenerse en el nivel más bajo
posible para así evitar una deshidratación innecesaria. Debe efectuarse un registro detallado de cada lance, marcaje apropiado de cajas o
contenedores para la identificación del lote, el día, la hora de captura, tiempo de manipulación de la captura.
Se deben asignar lugares estratégicos para la llegada de la materia prima, para así evitar la contaminación con el medio.
Se deben aplicar programas de capacitación para: Proteger el pescado de la contaminación. Asegurar la eliminación higiénica de todos los materiales desechados.
18
Vigilar la higiene personal según las normas sanitarias. Vigilar la aplicación del programa de lucha contra plagas. Vigilar la aplicación de los programas de limpieza y desinfección. Las personas que
manipulan los productos o el personal encargado de la limpieza, según proceda, deberían haber sido capacitados de forma adecuada sobre el uso correcto de instrumentos especiales y productos químicos de limpieza y la forma en que se debe desarmar el equipo para limpiarlo.
Otro aspecto que pudimos observar son los factores que influyen directamente con la salud e integralidad del trabajador.Los principios que deben regir la prevención de riesgos a bordo son:
Se debe aplicar medidas organizativas, de protección colectiva e individual y de formación e información de los trabajadores.
Adaptar el trabajo al trabajador (ergonomía) se debe tener en cuenta el diseño ergonómico de las tareas, equipos y entorno laboral; la regulación de los horarios de trabajo, así como la reducción de los factores que generan estrés físico como psicosocial.
Planificar con coherencia la prevención, buscando un resultado que integre la técnica, las condiciones de trabajo, las relaciones sociales entre los trabajadores.
La temperatura más importante a controlar en una instalación de enfriamiento, es la del pescado. Debe evitarse ubicar este tipo de alimentos sobre el techo o en las paredes exteriores. La temperatura del producto y la humedad debe controlarse frecuentemente durante el enfriamiento y almacenaje.
Control de temperatura
El límite crítico para la temperatura del pescado es 1ºC. Debe mantenerse en registro de las observaciones sobre la temperatura y el
enhielado. La temperatura del cuarto de enfriamiento debe ser <_ 5ºC.
Durante el recorrido que hicimos por el área de producción, observamos que no cumplen con las normas mínimas de higiene y manipulación del pescado, no hacen uso del tapa bocas y los guantes adecuados.
Recomendamos un control antes de entrar al área de producción donde se realice una inspección profunda de cada trabajador que va manipular el producto, que cumpla con todos los requerimientos y durante el tiempo laboral cumpla al máximo con las normas exigidas.
19
En el área de corte observamos un factor de riesgo alto donde los trabajadores encargados de cortar el pescado no cuentan con la concentración necesaria para cumplir con su tarea, además no utilizan los anteojos de seguridad de policarbonato, ni los guantes apropiados para evitar un accidente físico del trabajador, a esto se le suma la falta de conocimiento en las normas mínimas de higiene y manipulación de alimentos.
Como conclusión a nuestro recorrido por las diferentes áreas de la organización sugerimos capacitar a todos los trabajadores de la organización en higiene y manipulación de alimentos para poder cumplir a cabalidad con todos los requisitos estipulados en la Norma ISO 9001. Se debe contratar personal con conocimiento de control y calidad que siempre estén velando por la calidad del producto y su mejora continua.
Sugerimos personal capacitado en salud ocupacional que velen por la seguridad y la salud de los trabajadores y del cumplimiento del código sustantivo del trabajo.
20

Generar los recursos adecuados para cada área.
21
Dotación, elementos de protección, seguridad del trabajo e higiene.
Producción
Cofia Traje apropiado Botas Industriales
blancas Tapabocas Delantales
industriales Guantes ordinarios
y metálicos Anteojos de
seguridad policarbonato.
Transporte
Todas las zonas de la embarcación, deberán ser de un material atoxico, lisas e impermeables y estar en buen estado
Utilizar agua potable para la limpieza del lugar.
el vehículo de transporte del pescado debe estar dotado de un equipo de refrigeración adecuado.
Temperatura
El límite crítico para la temperatura del pescado es 1ºC.
Debe mantenerse en registro de las observaciones sobre la temperatura y el enhielado.
La temperatura del cuarto de enfriamiento debe ser <_ 5ºC.
CONCLUSIONES
Con base en el taller realizado se pudo hacer un análisis tanto interno como externo de la empresa Eurofish y en vista de esto se pudieron desarrollar varias recomendaciones y/o actividades que ayuden beneficiosamente a la organización.
Gracias al video visto se pudo observar las falencias en la organización y así poder desarrollar un plan de acción.
Se puede concluir que con los conocimientos adquiridos se pudo llevar a cabo el análisis y así poder realizar el taller, demostrando todos saberes técnicos enseñados en la competencia.
22