sumario d - pedeca presspedeca.es/wp-content/uploads/2012/02/traterpress_26.pdfoerlikon soldadura...
TRANSCRIPT

DIC
IEM
BR
E20
11•
Nº
26T
RA
TER
PRES
S


1
Director: Antonio Pérez de CaminoPublicidad: Carolina AbuinAdministración: María González Ochoa
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4423 - Depósito legal: M-53065-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: Villena Artes Gráficas
Redactorhonorífico:José MaríaPalacios
Colaboradores:Manuel A.
Martínez Baena,Juan Martínez
Arcasy Jordi Tartera
Por su amable y desinteresada colaboraciónen la redacción de este número, agradece-mos sus informaciones, realización de repor-tajes y redacción de artículos a sus autores.
TRATER PRESS se publica seis veces al año: Fe-brero, Abril, Junio, Septiembre, Noviembre yDiciembre.
Los autores son los únicos responsables delas opiniones y conceptos por ellos emitidos.
Queda prohibida la reproducción total o parcialde cualquier texto o artículo publicado en TRA-TER PRESS sin previo acuerdo con la revista.
Sumario • DICIEMBRE 2011 - Nº 26
Nue
stra
Port
ada
Asociación colaboradora
Asociaciónde Amigosde la Metalurgia
Editorial 2
Noticias 4OERLIKON SOLDADURA • Jesús Martínez nuevo Director General de Brammer Iberia • Oerlikon Sol-dadura entrega los XI Premios al Mejor Soldador.
Artículos
• Jornada ASAMMET 6•Nueva cámara de termografía fija FTI-E 1000 de Land Instruments Int. 8•Subcontratación 2011 se salda satisfactoriamente para HEGAN, presente con una isla aerospa-
cial 10•Phoenix con el tratamiento térmico - Por Dave Plester 12•Nuevo control de horno FCU500 según EN 746-2:2010 y SIL/PL - Por David Agustí Montins 14•“Claves de innovación en la Industria de Forja” - Por Instituto de Fundición TABIRA 16•Termografía y medida de temperatura - Por Land Instruments International 19•Estudio de procesos de nitruración en sales y nitrocarburación gaseosa de herramientas de tra-
bajo en frío - Por J. Fernández, R. Martínez, R. Bueno, A. Estáun y J. M. Irañeta 20•Aspectos de calidad en aceites de temple - Por Rainer Braun 26•MIDEST 2011 31•La oxidación sin llama 33• Influencia del proceso de fabricación sobre las propiedades de los aceros de herramientas para
trabajos en caliente. Fundición a presión o inyectada - Por Manuel Antonio Martínez Baena 36Guía de compras 44Indice de Anunciantes 48
Ingeniería y Productos para Hornos
Resistencias para hornos eléctricos.Reguladores de potencia a tiristores.Equipos de control de atmósferas.Quemadores auto recuperativos.Hornos de Tratamiento y Laboratorio.Mantenimiento de Hornos.
Igeniería Térmica Bilbao, SLIberre 1 M5 Sondika Vizcaya - Spain
Tel +34 944 535 078 Fax +34 944 535 145Email: [email protected]
www.interbil.es
Tecnología en Procesos térmicos
Sistema FLOX, de combustión sin llama.Innovación en auto recuperación.Nuevo recuperador con intercambiador de
tubos hasta el 85% de eficiencia.Servicio técnico y de repuestos global.Quemadores directos o con tubo radiante.
Wärmeprozesstechnik GMBH WSD71272 Renningen Alemania
Tel +49 7159 1632-0 Fax +49 7159 2738Email: [email protected]
www.flox.com

Información / Diciembre 2011
2
Editorial
OPTIMISMOLlegados a esta parte del año y después del tercer año com-plicado y duro, debemos mirar el 2012 con optimismo.
Recibimos al año nuevo con buenos propósitos y un pensa-miento positivo, el de mejorar. No quiero decir que sea fá-cil, ni mucho menos, pero debemos ir creciendo poco a po-co.
La industria debe seguir su evolución y se tienen que apro-bar nuevas medidas rápidamente, que aunque volverán aser duras, deberían tener el resultado buscado. Es lo queconfiamos, lo que deseamos, lo que queremos y lo que ne-cesitamos.
Sobre todo, que las contrataciones laborales puedan reali-zarse y aumentar, que al final es lo que proporcionará lle-gar a lo demás.
Deseamos a todos los lectores unas Felices Fiestas y unPróspero año 2012.
Antonio Pérez de Camino


OerlikonSoldaduraOerlikon Soldadura S.A., la divi-sión de soldadura de Air Liquide,líder mundial de los gases parala industria, la salud y el medioambiente, con la colaboración dela Consejería de Industria delGobierno de Aragón y la Cámarade Zaragoza, convoca los Pre-mios "Emilio Domingo" al Solda-dor de Aragón 2011 (UndécimaEdición) y "Miguel Herrando" alSoldador Novel de Aragón 2011(Primera Edición).
Como novedad, este año el certa-men premiará al Mejor SoldadorNovel de Aragón con el objetivode fomentar la formación de pro-fesionales en este sector y su in-tegración en el mundo laboral.Por otra parte, la compañía AirLiquide España colabora con laentrega de uno de los galardones.
La entrega de premios contarácon la presencia de varias perso-nalidades del Gobierno de Aragónentre las que destacan el Conse-jero de Economía el Excmo. Sr. D.Francisco Bono, quien presidirá elacto acompañado de la Directorade Formación Profesional, Dña.Ana Grande, el Director Generalde Industria , D. Javier NavarroEspada y del Ex Consejero de In-dustria, Comercio y Turismo, D.Arturo Aliaga. El acto se celebraráel próximo 1 de diciembre en laCámara de Comercio de Zaragozacon la asistencia del Presidentedel Consejo Superior de Cámaras,D. Manuel Teruel.
Info 1
Jesús Martínez,nuevo DirectorGeneral deBrammer IberiaJesús Martínez ha sido nombra-
industria, la salud y el medioambiente, entregó con la cola-boración de Air Liquide, los pre-mios a los mejores soldadoresde la región de Aragón en un ac-to celebrado en la Cámara deComercio de Zaragoza.
En esta ocasión, la compañíaentregó los XI Premios “EmilioDomingo” al Mejor Soldador deAragón al Acero-Carbono, alAcero Inoxidable y al Aluminio.
En la primera categoría, el galar-dón recayó en el soldador JoséCarlos Barón, de la empresa MI-LLECASA, y fue entregado por eldirector general de OerlikonSoldadura S.A., Miguel Ángel Si-samón.
Noticias / Diciembre 2011
4
do nuevo Direc-tor General deBrammer IberiaS.A., compañía
dedicada a servi-cios y solucio-nes de mante-nimiento parala industria,
que tiene su sede en Bilbao.
Entre sus funciones, Martínezse encargará de incrementar lascapacidades de Brammer Iberiamediante una oferta más am-plia de productos y serviciosque respondan a las necesida-des de Mantenimiento, Revisióny Reparación (MRO) de sus prin-cipales clientes, así como de au-mentar el número de iniciativasy auditorías presenciales enca-minadas al ahorro energético ensus clientes estratégicos.
Martínez se unió a Brammer en2009 como Director de Compras yLogística y desde entonces hacontribuido de manera notable aldesarrollo del negocio de Bram-mer en España, redefiniendo al-gunas políticas de compra y s-tock, apoyando en la introducciónde nuevas familias de productos ycoordinando diversas iniciativasde Marketing con proveedores es-tratégicos. Además, Martínez hacombinado su rol como miembrodel Comité de Dirección local consus responsabilidades dentro delComité Europeo de Compras.
Info 2
OerlikonSoldaduraentregalos XI Premiosal Mejor SoldadorOerlikon Soldadura, la divisiónde soldadura de Air Liquide, lí-der mundial de los gases para la
El premio al Acero Inoxidablefue para Agustín Acedo Alonso,de MAESSA y el premio corres-pondiente al Aluminio, paraVíctor Sánchez Aznar de la em-presa CAF, S.A.
Por otro lado, como novedad, es-te año se ha celebrado la I Edi-ción de los Premios “Miguel He-rrando” al Mejor Soldador Novelen la que los afortunados fue-ron, en primer lugar, JoaquínManuel Budría de la FundaciónSan Valero. El segundo premiofue para Zeus Pueyo López, tam-bién de la Fundación San Valero,y, como tercer premiado, el jo-ven soldador Carlos Gustavo A-maya, del colegio Salesianos N-tra. Sra. del Pilar.
Info 3

Información / Diciembre 2011
6
El pasado día 24 de Noviembre, se celebró la 3ªedición de la Jornada ASAMMET (Asociaciónde Amigos de la Metalurgia), coincidiendo
con el 2º aniversario de la presentación de dichaentidad. En esta edición 2011, se dieron cita repre-sentantes de empresas del sector metalúrgico y del
tejido industrial de Cataluña, miembros de la co-munidad académica y representantes de entidadesafines a este sector.
Al inicio del evento, que se celebró en la Sala deConferencias de la ETSEIAT (Escuela Técnica Supe-rior de Ingenierías Industrial y Aeronáutica de Te-rrassa), sede de ASAMMET, David González, Subdi-rector de ETSEIAT, dirigió unas palabras a losasistentes en nombre del centro y manifestó la sa-tisfacción del equipo directivo por contar, entre lasentidades de divulgación científica y tecnológica,con la colaboración de ASAMMET.
A continuación, Manuel Rivas, Vicepresidente deASAMMET, actuó de portavoz de la entidad con u-nas palabras del Presidente de ASAMMET, JuanMartínez Arcas, gran ausente de la jornada por
Jornada ASAMMET
Dos imágenes de la sala en la que durante la celebración de laJornada ASAMMET 2011.
Ponentes y moderadora del acto. De derecha a izquierda, Ma-nuel Rivas.(Vicepresidente ASAMMET), David González (Sub-director ETSEIAT), César Molins (conferenciante invitado) yNúria Salán (Secretaria ASAMMET).

motivos de salud (y a quien, desde estas líneas, de-seamos una muy pronta y completa recuperación).En su alocución, Rivas tuvo palabras de agradeci-miento para la ETSEIAT, para los miembros de laJunta Directiva de ASAMMET, para los socios y en-tidades participantes y, cómo no, para el conferen-ciante del acto, Dr. César Molins.
Con la conferencia titulada “La Metalurgia en Cata-lunya ¿Sector maduro?”, el Sr. Molins, Director Ge-neral de AMES S.A. (Aleaciones de Metales Sinteri-zados, S.A) y Ex-presidente de EPMA (EuropeanPowder Metallurgy Association), ofreció una visiónhistórica de la presencia de industria metalúrgicaen toda Catalunya, desde el punto de vista de la in-dustria del sector. La actividad tuvo una muy granaceptación por parte del público asistente en la sa-la, con quien, al finalizar su exposición, el Dr. Mo-lins inició un dinámico debate moderado por NúriaSalán, secretaria de ASAMMET.
Posteriormente, los asistentes pudieron compartiruna copa de cava en un aperitivo que se prolongóhasta bien avanzada la tarde-noche. Durante el ac-to social, los asistentes pudieron compartir inquie-tudes, considerar participaciones conjuntas en ac-tividades que se realizan alrededor de ASAMMETy, también, pudieron disfrutar de las demostracio-nes que realizó Prepedigno Martín, estudiante dela ETSEIAT, quien ha diseñado, entre otros disposi-tivos, un equipo de levitación magnética que sepuede utilizar en las aulas para visualizar dichoconcepto, dentro de su Proyecto Final de Carrera“De la NASA a casa...”.
César Molins, en un momento de su conferencia “La Metalurgiaen Cataluña. ¿Sector maduro?”.
Momento de la jornada en que la Secretaria de ASAMMET, Nú-ria Salán, hace entrega de un obsequio al conferenciante invita-do, César Molins.
8
Información / Diciembre 2011
Suscripción anual 20126 números90 euros
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20126 números90 euros


Información / Diciembre 2011
10
La industria aeronáutica yespacial ha adquirido unpapel muy significativo
en la última edición de la feriaSubcontratación, celebrada enel Bilbao Exhibition Centre. Elcertamen industrial ha incluidocitas programadas entre lasempresas que han generadocontactos de gran interés paralos participantes de aeronáuti-ca y espacio.
HEGAN, la Asociación Cluster de Aeronáutica y Es-pacio del País Vasco, ha participado, junto a 11 em-presas asociadas, en Subcontratación 2011, dondeha contado con una isla aeroespacial de 80 metroscuadrados, compuesta por la propia asociación HE-GAN, y las empresas Aernnova, DMP, Novalti, Se-ner, Sisteplant, TEY y WEC. Además de este espa-cio agrupado, las compañías con actividad en elcampo de tratamientos de superficies TTT, Nivac yAyzar han contado con stand propio en la feria eITP acudió como visitante.
A su vez, Burdinberri compartió stand con la fran-cesa BHR Aircraft Corporation, un espacio en elque expusieron su proyecto común, un pequeñohelicóptero biplaza, considerado el más ligero delmundo con sus 285 kilogramos. La estructura mo-dular de esta nave, ha sido realizada en fibra decarbono y kevlar, siendo única en su clase.
Desde el punto de vista de HEGAN, el certamen in-dustrial ha destacado por la demanda de informa-ción por parte de un importante número de em-presas españolas interesadas por la actividad de laasociación y del sector, así como por las consultassobre la posibilidad de asociarse. Del mismo modo,
resalta el gran tránsito de ex-positores y visitantes por el s-tand del clúster – ampliaciónde su red de relaciones- quese podrían traducir en opor-tunidades para el sector unavez evaluados los retos y si-nergias identificados.
José Antonio Castaño (WEC),que asistía como comprador,ha percibido de forma clara el
papel tractor de la aeronáutica en la feria, “con unallamativa proporción de empresas participantescon actividad en este sector”. La compañía valorapositivamente el encuentro, en el que ha estableci-do contactos “con potencial” y agradece al Clusterel papel desarrollado en el encuentro, al tiempoque le anima a seguir con esta labor.
Por su parte, Dorleta Uraga (Sener), compañía queasistió en la doble vertiente de comprador y vende-dor, considera que aunque ha resultado escaso elvolumen de visitantes que se han movido en tornoal stand, “es preciso valorar muy satisfactoriamen-te los contactos y reuniones de trabajo mantenidascon visitantes profesionales, así como las charlas,que han estado muy bien organizados”.
En esta misma línea, Philippe Roulet (DMP), que asis-tía como empresa vendedora, aprecia la feria comouna buena ocasión para encontrarse con la mayoríade sus proveedores “en un corto espacio de tiempo ysin viajar” y establecer una agenda de entrevistasempresariales programadas, “si bien el factor tiempono ha permitido mantener todas las entrevistas pro-gramadas con contratistas”. A pesar de este rendi-miento menor al esperado, cataloga como práctico alevento por la organización de las citas, la ayuda reci-bida y los contactos establecidos con empresas.
Subcontratación 2011 se saldasatisfactoriamente para HEGAN,presente con una isla aeroespacial


Información / Diciembre 2011
12
PhoenixTM es especialista en el diseño y fabri-cación de sistemas completos para la obten-ción de perfiles de temperatura en hornos de
tratamiento térmico, de procesos de acabado desuperficies y hornos cerámicos. La obtención deperfiles de temperatura es una práctica común enmuchos procesos de tratamiento de metales y se
consigue situando termopares en los puntos críti-cos del producto, conectándolos a un registrador.Si este registrador se protege con una barrera tér-mica, el sistema completo puede atravesar el hor-no junto con el producto. De esta forma se regis-tran y almacenan las temperaturas reales delproducto para su análisis.
Phoenix con el tratamiento térmicoPPoorr DDaavvee PPlleesstteerr.. DDiirreeccttoorr,, PPhhooeenniixxTTMM LLttdd..
Sistema PhoenixTM saliendo del horno.

Un área de gran importancia para PhoenixTM esdiseñar sistemas de obtención de perfiles detemperatura para monitorizar procesos o cali-brar hornos de cementación, tanto en atmós-fera controlada como a vacío. En procesos avacío el producto es sometido a un prolongadoperiodo de calentamiento a vacío, mientras ungas de aporte de carbono como propano se ha-ce pasar por el horno. Después de un tiempoespecificado el producto es entonces templadoen gas a alta presión usando nitrógeno o helio.En líneas de alta capacidad de producción, losproductos son a menudo tranferidos entre lacámara de cementación y la de temple, lo quehace muy difícil monitorizar la temperaturadel producto o del ambiente con termopareslargos. El sistema PhoenixTM es capaz de viajarcon el producto y soportar las duras condicio-nes de estos procesos, lo que lo hace ideal paramonitorizarlos.
Otros Tratamientos Térmicos a menudo moni-torizados mediante estos equipos incluyen re-venidos, homogeneización de tubos de acero,recocidos de laminación para motores eléctri-cos y recocido brillante de bobinas de acero.
El diseño de los equipos de monitorización,desde los termopares a la barrera térmica, escrítico ya que el equipo debe mantener un altogrado de precisión mientras que soporta con-diciones extremas de temperatura, ambientey presión. Con más de 60 años de experienciacombinada en estos equipos, el personal de P-hoenixTM tiene un conocimiento profundo detodos los aspectos del diseño de equipos paraestas industrias, y aún más importante ungran conocimiento de los procesos en los quese usarán los equipos.
El director de ventas Michael Taake, conocidoen el mundo de los Tratamientos Térmicos enEuropa dice que ‘PhoenixTM ha evolucionadopara llevar innovación, calidad y simplicidadal proceso de obtención de perfiles de tempe-ratura y los clientes pueden estar seguros deque los equipos suministrados cuentan con elaval de la experiencia en el diseño, se fabri-can de aceurdo a los más altos estándares decalidad y son fáciles de usar.’
Phoenix Temperature Measurement (Phoe-nixTM) tiene su sede en Ely, Cambridgeshire(Reino Unido) y Bad Oeynhausen (Alemania).El representante en España y Portugal es Gru-po Eucon, Madrid.

Información / Diciembre 2011
14
Afinales de 2010, se presentó la nueva ver-sión de la normativa UNE EN 746-2:2010 pa-ra equipos de tratamiento térmico indus-
trial. En esta nueva edición, se han introducidouna serie cambios en los requisitos de seguridadpara equipos eléctricos y electrónicos de sistemasde mando y protección. Con el fin de facilitar elcumplimiento de esta normativa, Kromschroederlanza al mercado el FCU500.
Con la nueva unidad de control de seguridades dehorno FCU500, Kromschroeder ofrece un dispositi-vo versátil que implementa los actuales estánda-res de seguridad. Esta unidad permite funciones e-
senciales del sistema central de seguridades segúnUNE-EN 746-2:2010 para ser implementado en apli-caciones de múltiples quemadores.
Gracias a la conjunción con sensores y actuadoresadecuados como éstos, el módulo FCU cumpletambién con las normas EN 298, EN 62061 hasta SIL3 y EN ISO13849 según nivel PL e.
La nueva unidad de control, monitorea varias con-diciones de seguridad como presión de gas mínimay máxima, presión de aire y se encarga de contro-lar las pre-purgas del sistema. Al mismo tiempo,un test de estanqueidad, controla las válvulasprincipales asegurando la estanqueidad de lasmismas durante el arranque.
Un algoritmo especial permite ahorros de tiempoen caso de volúmenes de test elevados. Opcional-mente, se puede tener también control de excesode temperatura mediante sensor de temperaturacon conexión directa.
Las funciones combinadas en el FCU500, puedenser adaptadas de forma muy precisa gracias a laparametrización que este dispositivo permite víaPC y cable opto-acoplado. Además, una pantallaexterna opcional permite el control de la unidad,directamente en la puerta del armario de control.
El lanzamiento oficial de este versátil componentees para finales de 2011 e incorporará en breve, va-rios módulos ampliables como el de comunicacio-nes vía Ethernet.
Nuevo control de horno FCU500según EN 746-2:2010 y SIL/PLPPoorr DDaavviidd AAgguussttíí MMoonnttiinnss


Información / Diciembre 2011
16
La jornada técnica “Claves de innovación en laIndustria de Forja”, ha reunido a un total de57 profesionales provenientes de 24 empre-
sas, universidades y entes públicos, en las instala-ciones del Centro de Investigación Metalúrgica Az-terlan, durante la sesión celebrada el pasado 30 denoviembre de 2011.
Debemos destacar, la relevancia de los ponentes yespecialistas técnicos que han tomado parte en lajornada, pertenecientes al pre-clúster de Forja SI-FE, SIDENOR, y al Centro de Investigación Metalúr-gica AZTERLAN, que a través de las distintas inter-venciones han compartido con los asistentesalgunas de las claves de la tecnología de forja.
A continuación se describen de forma resumida loscontenidos de la jornada:
La introducción del acto ha corrido a cargo del pre-sidente de la Mancomunidad de la Merindad delDuranguesado, Oskar Zarrabeitia, quien ha expli-cado a los presentes las características del proyec-to Polo de Competitividad. En el discurso inaugu-ral, el Sr. Zarrabeitia ha invitado a las empresas aparticipar en un foro permanente de Forja, dondesus integrantes intercambiarían información, no-
“Claves de innovaciónen la Industria de Forja”PPoorr IInnssttiittuuttoo ddee FFuunnddiicciióónn TTAABBIIRRAA
Un total de 57 técnicos de forja han tomado parte en la jornada.
El evento se ha centrado en el conocimiento meta-lúrgico de los aceros forjados y se han desarrolladoconceptos avanzados sobre deformación en estadosólido, con un análisis detallado de varios de losdefectos más característicos en pieza. Se ha mos-trado especial interés en las posibilidades de apro-vechamiento del calor de forja en la transforma-ción de aceros microaleados. Del mismo modo, alcomienzo de la Jornada se ha presentado un análi-sis de la situación actual de la industria de forja anivel internacional.
Sr. Oskar Zarrabeitia. Presidente de la MANCOMUNIDAD dela MERINDAD de DURANGO.

tarra, del gas y de la electricidad, son los condicio-nantes principales de su rentabilidad.
La ponencia del Ingeniero de materiales y antiguoresponsable técnico de la planta de SIDENOR Rei-nosa, el Sr. Kike García, ha versado sobre las opor-tunidades de aprovechamiento del calor que ofre-cen los aceros microaleados, con la consiguientereducción de tratamientos térmicos posteriores enpieza. El técnico especialista, que cuenta con una
vedades tecnológicas y experiencias, que actuaríancomo elementos diferenciales y fundamentales enla mejorara continúa de las compañías.
La siguiente intervención ha corrido a cargo del Sr.Juan Carlos González, Director General del pre-clúster de Forja SIFE quien ha desgranado la situa-ción actual de la Industria mundial de Forja y hacompartido un análisis de las tendencias del mer-cado.
Tras la presentación de la distribución mundial dela producción de forja y los datos referidos a la for-ja por estampación en Europa y España, se ha dis-cutido sobre el perfil de la forja en Europa y las úl-timas tendencias y factores de costo.
El Sr. González, ha asegurado que la producción seestabilizará en España y en Europa y que la auto-moción (principal cliente actual, con el 72 por cien-to de la cartera de pedidos), requerirá a los forjado-res un aumento de las exigencias tecnológicas y dela calidad de pieza. Estas nuevas demandas apre-miarán un aumento en la inversión tecnológica, enun sector donde el incremento del precio de la cha-
Sr. Juan Carlos González. Director General de SIFE (pre-clústerde Forja).
Diciembre 2011 / Información

dilatada experiencia en el mundo de los aceros, hapresentado, a lo largo de su presentación los con-ceptos metalúrgicos básicos que hay detrás de latransformación en caliente y las variaciones de es-tructura granular que experimentan los aceros a lolargo del proceso de forja, donde la distorsión, larecristalización y el crecimiento del grano, son ele-mentos determinantes de cara a optimizar las pro-piedades finales en pieza.
En su exposición, ha incidido en la idea de que “unaalternativa para la reducción de los costes de produc-ción, consiste en aprovechar la estructura obtenidatras el conformado en caliente, mediante un procesotermomecánico controlado; entendido desde la a-daptación de la composición química, especialmenteen lo referente a la microaleación, hasta el control delas temperaturas de calentamiento y de proceso deestampación, y el enfriamiento acelerado”.
Tanto en aceros estructurales como en aceros paratemple y revenido, el único medio de mejorar simul-táneamente resistencia y tenacidad es el afino deltamaño de grano. Es en este punto donde incide di-rectamente el proceso termomecánico controlado.
La presencia de determinados contenidos de H, u-nida a otros factores, da lugar a la formación retar-dada de defectos internos en forma de fisuras, queson detectables por técnicas de ultrasonidos. Di-chas fisuras se desarrollan después de un tiempode incubación a bajas temperaturas inferiores a200-300ºC y en una observación transversal, sepresentan como grietas o fisuras internas muy fi-nas, sin orientación definida.
En una sección de rotura se presentan en forma demanchas o áreas brillantes de forma redondeada,con diámetros que oscilan entre décimas de milíme-tro hasta centímetros. Al aumentar el contenido de Hel número y tamaño de los copos aumentará y cuan-do los copos están asociados a venas segregadas pue-den formar grietas de gran tamaño. El efecto nocivodel H también esta relacionado con la microestructu-ra, estructuras tenaces que son capaces de soportarcontenidos de H más elevadas sin producirse roturas.
En la parte final, se han desglosado los efectos aso-ciados a las tensiones internas: de carga, de trans-formación y térmicas. La presencia de dichas ten-siones tiene gran importancia, ya que suponenmultitud de riesgos que pueden conllevar la defor-mación, e incluso la rotura de las piezas.
Información / Diciembre 2011
18
Sra. Marta González y Sr. Julián Izaga. AZTERLAN.
La responsable de Aceros, Marta González, y el di-rector de Tecnología de Azterlan, Julián Izaga, hansido los encargados de clausurar la jornada técnicacon la ponencia centrada en el “Análisis de los de-fectos de los aceros forjados”.
Tras una breve introducción a los aceros microale-ados y a los diferentes mecanismos de endureci-miento (prestando especial atención a los de endu-recimiento por precipitación), se han dado aconocer varios defectos habituales en forja, entrelos que se destacan las inclusiones exógenas y en-dógenas, las grietas de hidrógeno y las tensionesinternas; asociadas a defectos de transformación.
Sr. Kike García. Ingeniero de Materiales.
El intercambio de experiencias y las múltiples re-flexiones planteadas, así como la visión práctica através de casos concretos, junto con la destacadaparticipación de las empresas, han sido algunas delas claves del éxito de la jornada.
Transmitir un especial agradecimiento a los técni-cos y especialistas del pre-clúster de Forja SIFE ydel Centro de Investigación Metalúrgico AZTER-LAN, que con el apoyo del POLO de COMPETITIVI-DAD para la Comarca de Durangaldea, han hechoposible la materialización de este interesantísimomarco de trabajo.
Diciembre 2011 / Información
19
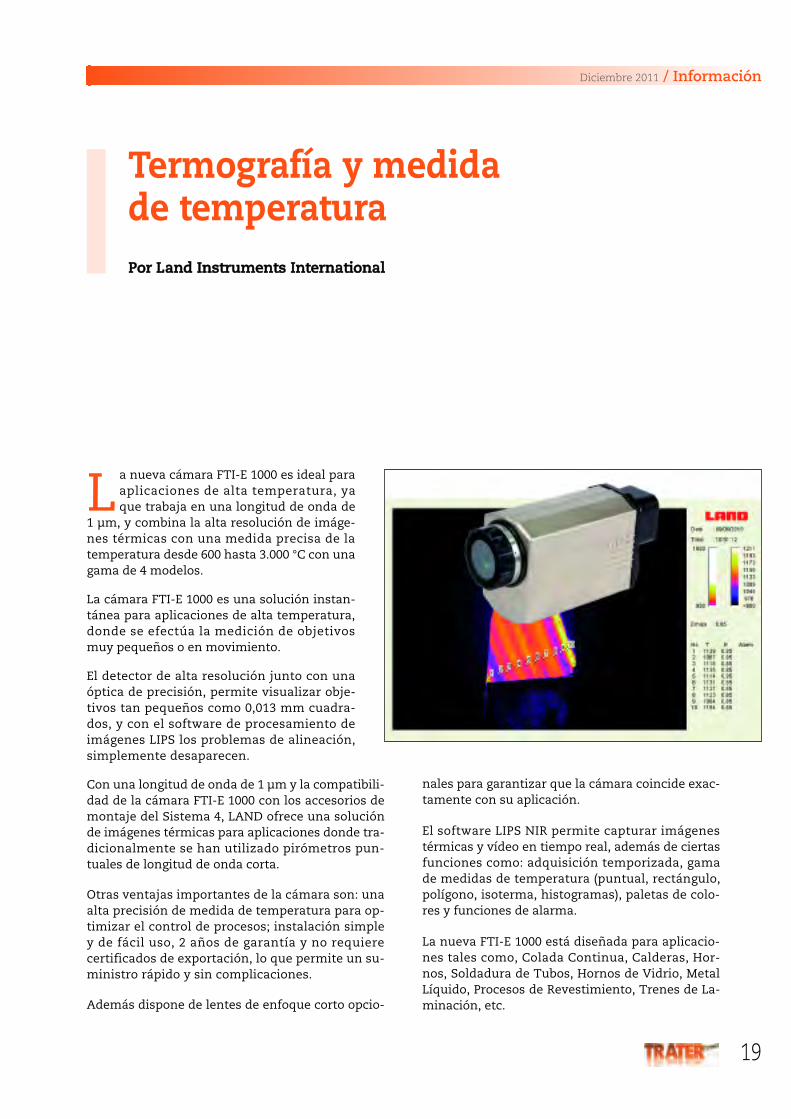
La nueva cámara FTI-E 1000 es ideal paraaplicaciones de alta temperatura, yaque trabaja en una longitud de onda de
1 µm, y combina la alta resolución de imáge-nes térmicas con una medida precisa de latemperatura desde 600 hasta 3.000 °C con unagama de 4 modelos.
La cámara FTI-E 1000 es una solución instan-tánea para aplicaciones de alta temperatura,donde se efectúa la medición de objetivosmuy pequeños o en movimiento.
El detector de alta resolución junto con unaóptica de precisión, permite visualizar obje-tivos tan pequeños como 0,013 mm cuadra-dos, y con el software de procesamiento deimágenes LIPS los problemas de alineación,simplemente desaparecen.
Con una longitud de onda de 1 µm y la compatibili-dad de la cámara FTI-E 1000 con los accesorios demontaje del Sistema 4, LAND ofrece una soluciónde imágenes térmicas para aplicaciones donde tra-dicionalmente se han utilizado pirómetros pun-tuales de longitud de onda corta.
Otras ventajas importantes de la cámara son: unaalta precisión de medida de temperatura para op-timizar el control de procesos; instalación simpley de fácil uso, 2 años de garantía y no requierecertificados de exportación, lo que permite un su-ministro rápido y sin complicaciones.
Además dispone de lentes de enfoque corto opcio-
nales para garantizar que la cámara coincide exac-tamente con su aplicación.
El software LIPS NIR permite capturar imágenestérmicas y vídeo en tiempo real, además de ciertasfunciones como: adquisición temporizada, gamade medidas de temperatura (puntual, rectángulo,polígono, isoterma, histogramas), paletas de colo-res y funciones de alarma.
La nueva FTI-E 1000 está diseñada para aplicacio-nes tales como, Colada Continua, Calderas, Hor-nos, Soldadura de Tubos, Hornos de Vidrio, MetalLíquido, Procesos de Revestimiento, Trenes de La-minación, etc.
Termografía y medidade temperaturaPPoorr LLaanndd IInnssttrruummeennttss IInntteerrnnaattiioonnaall
Información / Diciembre 2011
20
RESUMEN
El presente trabajo se centra en el estudio compa-rativo de dos técnicas de nitruración utilizadas pa-ra el tratamiento de herramientas de roscado. Lasherramientas tratadas son rodillos de laminaciónempleados para el roscado en frío de tornillos deacero al boro (32CrB4). El material de fabricación deestos útiles es acero comercial K360, extensamenteutilizado en la industria para procesos de confor-mado. En esta aplicación, el problema a resolverconsiste en conseguir un útil de alta dureza peroque no comprometa la tenacidad de la herramien-ta, condiciones necesarias para el laminado de lostornillos de acero al boro, que alcanzan una durezade 380 HV. Para conseguir esto se han estudiadotratamientos termoquímicos con los que dotar desuficiente dureza a los dientes del rodillo pero sincomprometer su tenacidad, ya que esto supondríala rotura frágil de la zona de trabajo de la herra-mienta. Los tratamientos aplicados consistieronen un proceso de nitruración en baño de sales a ba-ja temperatura y una nitrocarburación gaseosa. Laevaluación de ambos procesos se hizo a través demedidas de rugosidad, perfiles de dureza y ultra-microdureza superficial y el estudio de su microes-tructura. En ella se ha visto que aunque el procesode nitrocarburación gaseosa es más efectivo paraconseguir una mayor dureza y difusión de los ni-truros, ofrece inconvenientes relacionados con lafragilidad de la microestructura a la que da lugar,por lo que para esta aplicación parece más adecua-do el tratamiento en sales a baja temperatura.
1. INTRODUCCIÓN
Los procesos de roscado por laminación rotativade aceros de alta resistencia ofrecen múltiplesproblemas relacionados con la tenacidad de losutillajes, ya que es necesario encontrar un com-promiso entre una elevada dureza y una gran te-nacidad. En el caso que ocupa este trabajo, las he-rramientas son rodillos de roscado fabricados enacero K360, material de uso habitual en la indus-tria en procesos de conformado en frío, mientrasque los tornillos a conformar son de acero al boro32CrB4, material con una dureza de 380 HV y degrandes dimensiones (hasta 1 m de longitud). Conel objetivo de aumentar la vida útil de las herra-mientas de conformado, se ha procedido al estu-dio de 2 métodos de tratamiento superficial, unanitruración en baño de sales en condiciones sua-ves y una nitrocarburación gaseosa [1-5]. Su obje-tivo es dotar a la herramienta de una alta dureza yresistencia en superficie, es decir en los dientesdel rodillo que constituyen la zona de trabajo, sinque se vea afectada su tenacidad. Los tratamien-tos aplicados consistieron en un proceso de nitru-ración en baño de sales a 510 ºC durante 35 minu-tos y una nitrocarburación gaseosa realizada endos etapas, la primera en una atmósfera de NH3durante 5 horas y después en una mezcla de NH3y CH4 durante 1 hora más, todo ello a 565 ºC. Se in-trodujeron en cada proceso probetas control pararealizar la caracterización completa de los proce-sos, a partir de la cual decidir la conveniencia deuno y otro proceso para aplicarlos en las herra-mientas.
Estudio de procesos de nitruraciónen sales y nitrocarburación gaseosade herramientas de trabajo en fríoPPoorr JJ.. FFeerrnnáánnddeezz((11)),, RR.. MMaarrttíínneezz((11)),, RR.. BBuueennoo((11)),, AA.. EEssttááuunn((22)) yy JJ.. MM.. IIrraaññeettaa((22))
((11)) CCeennttrroo ddee IInnggeenniieerrííaa AAvvaannzzaaddaa ddee SSuuppeerrffiicciieess ((AAIINN))..((22)) IInndduussttrriiaass LLaanneekkoo SS..LL..

se han llevado a cabo con la ayuda de un equipoFisherscope H100XY VP que cuenta con un inden-tador tipo Vickers. De este modo se han obtenidolos datos de dureza en superficie mediante el em-pleo de una carga de 750 mN. Para obtener el perfilde dureza en superficie de la capa de nitruraciónhasta el núcleo, se ha utilizado un MicrodurómetroBuehler Micromet 2103 equipado con una puntaVickers. Se han realizado barridos de dureza en lasección transversal utilizando una carga de 100 g.Asimismo se ha utilizado un durómetro InstronTestor 930-250 para las medidas de dureza Rock-well C que verifiquen el estado del material y si lostratamientos termoquímicos han alterado el trata-miento térmico del acero K360.
La caracterización de las probetas nitruradas se hacompletado con un estudio metalográfico de lasmuestras para la evaluación de las microestructurasa que han dado lugar. Como reactivo para el revela-do se ha utilizado Nital al 4% y para la observación seutilizó un microscopio metalográfico Nikon Epiphotcon unos aumentos máximos de 1.000x y equipadocon analizador de imagen y cámara fotográfica. [6]
Se han contrastado los datos de la caracterización deambos procesos de nitruración comparándolos tam-bién con el material sin tratar, que será la referenciaen cuanto a parámetros de rugosidad y dureza.
3. RESULTADOS
3.1 Rugosidad
La rugosidad es uno de los principales parámetrosque deben ser controlados en la herramienta, yaque un valor muy alto de la misma podría tenerconsecuencias perjudiciales en el rodillo, produ-ciéndose el desgranado de partes de los dientes ypequeñas fracturas en la superficie. En cambio, va-lores muy bajos de rugosidad tampoco son reco-mendables, ya que de ese modo la herramienta noengancha adecuadamente el tornillo y éste se des-liza por la herramienta sin que el rodillo puedaconformar los surcos de la rosca.
Los parámetros de rugosidad se recogen en la Ta-bla II. En ella se observa que el proceso de nitrocar-
2. PROCESO EXPERIMENTAL
2.1 Materiales y procesos termoquímicosde nitruración
El material en que están fabricados los rodillos deroscado es acero comercial K360 con una dureza de61.8 HRc, del que se han fabricado también probe-tas planas de dimensiones 40 x 40 mm, con el finde introducirlas en las cámaras de nitruración deforma simultánea con los rodillos. La composiciónquímica del material se indica en la Tabla I.
El primero de los tratamientos consistió en una ni-truración en baño de sales realizado en unas con-diciones suaves, empleando una baja temperatura(510 ºC) y tan sólo 35 minutos de tratamiento. Elobjetivo de este tratamiento es conseguir unascondiciones en las que no haya la más mínimaafectación del sustrato y conseguir, al menos deuna forma tenue, una ligera mejora en las propie-dades superficiales del útil, principalmente en loque a dureza se refiere.
El otro tratamiento aplicado a los rodillos de lami-nación consistió en un proceso de nitrocarbura-ción gaseosa en 2 etapas. En la primera de ellas, lasmuestras se introdujeron en una atmósfera deNH3 durante 5 horas a 565 ºC y en la segunda faseen una mezcla de NH3 y CH4 durante 1 hora más ya la misma temperatura. En este caso el objetivoperseguido era un gran endurecimiento de losdientes mediante la formación de una gran capade difusión de nitruros y carburos, viendo si la altatemperatura y tiempo del proceso perjudicaban laspropiedades del material de la herramienta.
2.2 Caracterización
Para la caracterización de las muestras se han uti-lizado distintas técnicas y equipos de medida. Larugosidad ha sido evaluada mediante un perfiló-metro interferométrico Wyco RST 500, capaz deobtener imágenes topográficas 3D de la superficie,además del cálculo de múltiples parámetros de ru-gosidad mediante el modo de trabajo VSI (verticalscanning interferometry). Los tests de ultramicro-dureza para la obtención de dureza universal (HU)
Tabla I. Composi-ción química del ace-ro K360.
Diciembre 2011 / Información
21
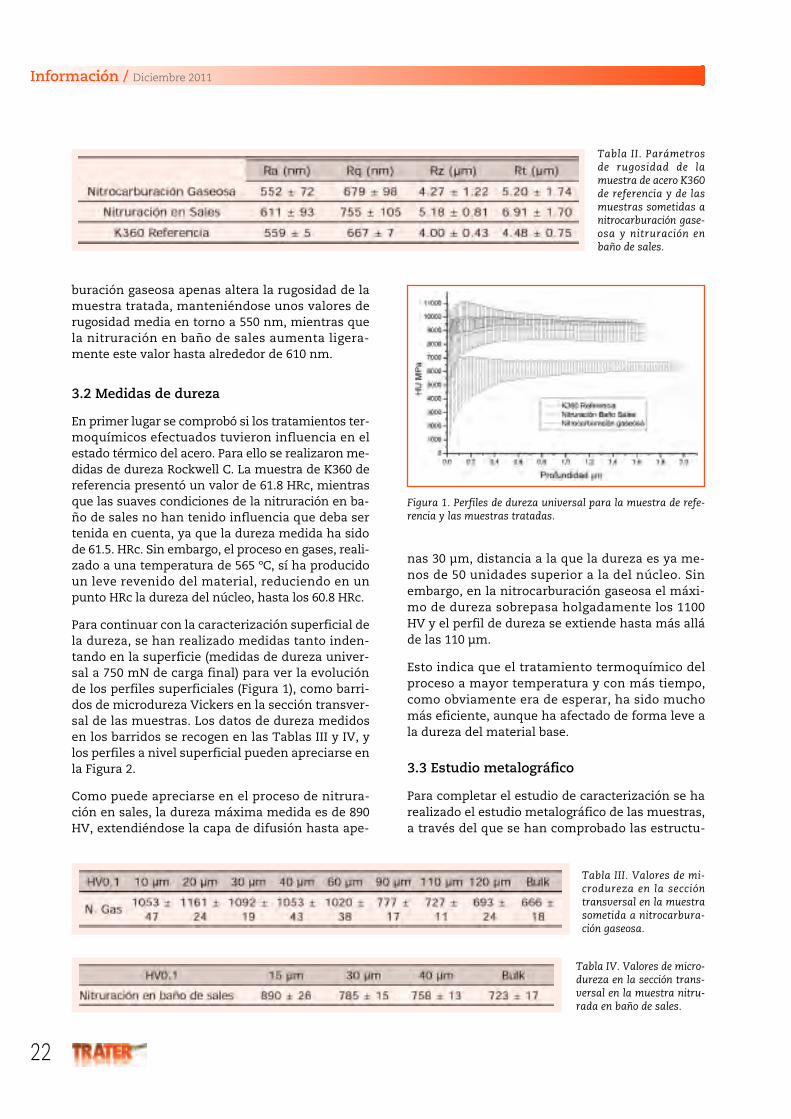
buración gaseosa apenas altera la rugosidad de lamuestra tratada, manteniéndose unos valores derugosidad media en torno a 550 nm, mientras quela nitruración en baño de sales aumenta ligera-mente este valor hasta alrededor de 610 nm.
3.2 Medidas de dureza
En primer lugar se comprobó si los tratamientos ter-moquímicos efectuados tuvieron influencia en elestado térmico del acero. Para ello se realizaron me-didas de dureza Rockwell C. La muestra de K360 dereferencia presentó un valor de 61.8 HRc, mientrasque las suaves condiciones de la nitruración en ba-ño de sales no han tenido influencia que deba sertenida en cuenta, ya que la dureza medida ha sidode 61.5. HRc. Sin embargo, el proceso en gases, reali-zado a una temperatura de 565 ºC, sí ha producidoun leve revenido del material, reduciendo en unpunto HRc la dureza del núcleo, hasta los 60.8 HRc.
Para continuar con la caracterización superficial dela dureza, se han realizado medidas tanto inden-tando en la superficie (medidas de dureza univer-sal a 750 mN de carga final) para ver la evoluciónde los perfiles superficiales (Figura 1), como barri-dos de microdureza Vickers en la sección transver-sal de las muestras. Los datos de dureza medidosen los barridos se recogen en las Tablas III y IV, ylos perfiles a nivel superficial pueden apreciarse enla Figura 2.
Como puede apreciarse en el proceso de nitrura-ción en sales, la dureza máxima medida es de 890HV, extendiéndose la capa de difusión hasta ape-
nas 30 µm, distancia a la que la dureza es ya me-nos de 50 unidades superior a la del núcleo. Sinembargo, en la nitrocarburación gaseosa el máxi-mo de dureza sobrepasa holgadamente los 1100HV y el perfil de dureza se extiende hasta más alláde las 110 µm.
Esto indica que el tratamiento termoquímico delproceso a mayor temperatura y con más tiempo,como obviamente era de esperar, ha sido muchomás eficiente, aunque ha afectado de forma leve ala dureza del material base.
3.3 Estudio metalográfico
Para completar el estudio de caracterización se harealizado el estudio metalográfico de las muestras,a través del que se han comprobado las estructu-
Información / Diciembre 2011
22
Tabla II. Parámetrosde rugosidad de lamuestra de acero K360de referencia y de lasmuestras sometidas anitrocarburación gase-osa y nitruración enbaño de sales.
Figura 1. Perfiles de dureza universal para la muestra de refe-rencia y las muestras tratadas.
Tabla III. Valores de mi-crodureza en la seccióntransversal en la muestrasometida a nitrocarbura-ción gaseosa.
Tabla IV. Valores de micro-dureza en la sección trans-versal en la muestra nitru-rada en baño de sales.

La capa combinación, cuya composición caracterís-tica es g’-Fe4N y e-Fe2-3N [7]. El papel de esta capa essiempre controvertido en cuanto a su beneficio operjuicio dependiendo de la aplicación. En esta ca-so, sin embargo, se ha comprobado en las pruebasen servicio que tiene un efectivo perjudicial en el
ras formadas en cada caso. Para la muestra nitru-rada en baño de sales el revelado de la microes-tructura corrobora lo observado en los perfiles dedureza, apreciándose una capa de difusión que es-tá en torno a las 30 Ìm (ver Figura 3). No hay indi-cios de formación de capa blanca ni formación defases frágiles.
En cuanto a la probeta nitrocarburada, las micro-grafías certifican que existe una capa de difusiónde más de 100 µm, sin embargo la observación aldetalle da cuenta también de la existencia de unacapa blanca de combinación poco homogénea en lasuperficie, cuyo espesor oscila entre las 2 y 5 µm(ver Figura 4).
También la presencia de fases frágiles de colorblanco que no han sido atacadas por el Nital, co-rrespondientes a una composición de nitruros dehierro en vez de nitruros de los aleantes propios delacero que forman la capa de difusión (principal-mente Cr y Mo).
Diciembre 2011 / Información
23
Figura 3. Micrografía de la sección transversal de la muestranitrurada en baño de sales.
Figura 2. a) Perfil de dureza en la nitrocarburación gaseosa (izda). b) Perfil de dureza en la nitruración en sales (dcha.).
Figura 4. a) Micrografía de la sección transversal de la muestra nitrurada en baño de sales (izda.) b) Detalle de la capa blanca de com-binación (dcha.).

comportamiento de la herramienta, ya que aunqueesta capa es de muy alta dureza y exhibe tambiénun excelente comportamiento al desgaste, su fra-gilidad hace que los dientes del rodillo se agrieteny sufran fracturas catastróficas, limitando conside-rablemente la vida útil de las herramientas.
Por eso, en esta aplicación en concreto se trata deevitar su formación, que se considera perniciosapara el útil.
4. CONCLUSIONES
Los dos procesos de nitruración llevados a cabohan ofrecido resultados notablemente diferencia-dos en cuanto a las propiedades obtenidas.
En el caso de la nitrocarburación gaseosa, la rugosi-dad superficial ha permanecido prácticamenteinalterada, mientras que para la nitruración por sa-les, la rugosidad media de la superficie se ha incre-mentado en un 20 % respecto a la inicial, sin em-bargo no se espera que tenga una repercusiónnegativa en la aplicación.
Las diferencias más significativas se han observa-do en los perfiles de dureza y las estructuras for-madas en ambos procesos.
A través de la nitrocarburación gaseosa se han al-canzado valores máximos de dureza en superficiede más de 1.100 HV y perfiles de difusión por enci-ma de las 100 µm. La dureza en el núcleo está en660 HV.
Mientras tanto, gracias a la nitruración en sales losperfiles se quedan en torno a las 30 µm de profun-didad y llegan casi a los 900 HV de dureza máxima,descendiendo después hasta los 720 HV medidosen el núcleo.
Estructuralmente se ha observado que el procesode nitrocarburación gaseosa realizado en este casotrae consigo el hándicap de la formación de unacapa blanca de combinación y fases frágiles.
Éstas están formadas por distintas composicionesde nitruros de hierro de naturaleza dura pero ex-tremadamente frágil, lo cual favorece la formaciónde grietas y fisuras, y en la aplicación de roscadopor laminación da lugar a la rotura frágil de losdientes del rodillo, dañando de forma crítica la he-rramienta.
Por estos motivos y tras analizar todos los resulta-dos de la caracterización se ha concluido que la ni-
truración en sales a baja temperatura supone unamejor opción, ya que no afecta a la dureza de par-tida del material base y no forma capa de combina-ción que vaya a afectar a la tenacidad de los dien-tes en los rodillos.
A pesar de que la dureza máxima obtenida es me-nor que en el caso de la nitrocarburación y tam-bién el perfil es menos profundo, se considera queuna dureza en superficie de 900 HV y un gradientesuave de dureza proporciona unas condiciones a-decuadas para el tratamiento de rodillos de lami-nación.
5. AGRADECIMIENTOS
Los autores de este trabajo quieren agradecer sucolaboración a todos miembros del consorcio deempresas y centros de investigación participantesen el proyecto CENIT – FORMA0, financiado confondos del Ministerio de Industria, Comercio y Tu-rismo a través de CDTI, enmarcado en el plan Inge-nio 2010.
6. REFERENCIAS
[1] Degarmo, E. Paul; Black, J T.; Kohser, Ronald A. (2003),Materials and Processes in Manufacturing (9th ed.), Wi-ley.
[2] Zagonel, L; Figueroa, C; Droppajr, R; Alvarez, F (2006). “In-fluence of the process temperature on the steel micros-tructure and hardening in pulsed plasma nitriding”. Sur-face and Coatings Technology 201, 452.
[3] D.Q. Peng, T.H. Kim, J.H. Chung, J.K. Park, Development ofnitride-layer of AISI 304 austenitic stainless steel duringhigh-temperature ammonia gas nitriding, Applied Surfa-ce Science, 256, (2010), 7522-7529.
[4] Tae-Ho Lee, Chang-Seok Oh, Min-Ku Lee, Sang-Won Han,Nitride precipitation in salt-bath nitride interstitial-freesteel, Materials Characterization, 61, (2010), 975-981.
[5] E. V. Pereloma, A. W. Conn, R. W. Reynoldson, Compari-son of ferritic nitrocarburising technologies, Surface andCoatings Technology, 145 (2001), 44-50.
[6] Jianqun Yang, Yong Liu, Zhuyu Ye, Dezhuang Yang, Shi-yu He, Microstructural and tribological characterizationof plasma- and gas-nitrided 2Cr13 steel in vacuum, Mate-rials & Design, In Press, Corrected Proof, Available online20 July 2010.
[7] P. Corengia, M. G. Traverso, D. García Alonso-García, D. A.Egidi, G. Ybarra, C. Moina y A. Cabo, Nitruración por Plas-ma DC-Pulsado de un Acero AISI 4140: Microestructura yTopografía, Revista Matéria, v. 9, n. 2, pp. 111 – 117, 2004.
Ponencia presentada en el XII Congreso Tratermat(Octubre 2010). Publicada con la autorización
expresa de la Dirección del Congreso y los autores.
Información / Diciembre 2011
24

30 € 40 €206 páginas 316 páginas
E stos libros son el resultado de una serie de charlas impartidasal personal técnico y mandos de taller de un numeroso grupo
de empresas metalúrgicas, particularmente, del sector auxiliardel automóvil. Otras han sido impartidas, también, a alumnos deescuelas de ingeniería y de formación profesional.
E l propósito que nos ha guiado es el de contribuir a despertarun mayor interés por los temas que presentamos, permitien-
do así la adquisición de unos conocimientos básicos y una visiónde conjunto, clara y sencilla, necesarios para los que han de uti-lizar o han de tratar los aceros y aleaciones; no olvidándonos deaquéllos que sin participar en los procesos industriales están in-teresados, de una forma general, en el conocimiento de los ma-teriales metálicos y de su tratamiento térmico.
No pretendemos haber sido originales al recoger y redactarlos temas propuestos. Hemos aprovechado información
procedente de las obras más importantes ya existentes; y, funda-mentalmente, aportamos nuestra experiencia personal adquiriday acumulada durante largos años en la docencia y de una dilata-da vida de trabajo en la industria metalúrgica en sus distintos sec-tores: aeronáutica –motores–, automoción, máquinas herramien-ta, tratamientos térmicos y, en especial, en el de aceros finos deconstrucción mecánica y de ingeniería. Por tanto, la única justifi-
cación de este libro radica en los temas particulares que trata, suordenación y la manera en que se exponen.
E l segundo volumen describe, de una manera práctica, clara,concisa y amena el estado del arte en todo lo que concierne
a los aceros finos de construcción mecánica y a los aceros inoxida-bles, su utilización y sus tratamientos térmicos. Tanto los que hande utilizar como los que han de tratar estos grupos de aceros, en-contrarán en este segundo volumen los conocimientos básicos ynecesarios para acertar en la elección del acero y el tratamientotérmico más adecuados a sus fines. También es recomendablepara aquéllos que, sin participar en los procesos industriales, es-tán interesados de un modo general, en el conocimiento de losaceros finos y su tratamiento térmico.
E l segundo volumen está dividido en dos partes. En la primeraque consta de 9 capítulos se examinan los aceros de construc-
ción al carbono y aleados, los aceros de cementación y nitru-ración, los aceros para muelles, los de fácil maquinabilidad y demaquinabilidad mejorada, los microaleados, los aceros para de-formación y extrusión en frío y los aceros para rodamientos. Lostres capítulos de la segunda parte están dedicados a los aceros i-noxidables, haciendo hincapié en su comportamiento frente a lacorrosión, y a los aceros maraging.
Puede ver el contenido de los libros y el índice en www.pedeca.eso solicite más información a:
Teléf.: 917 817 776 - E-mail: [email protected]

Información / Diciembre 2011
26
Resumen
Basado en la norma EN10052:2004, el temple es unpaso del proceso del tratamiento térmico, en el quela pieza o material caliente austenizado, se enfría auna velocidad superior a la que es obtenida por elaire en reposo. Esta definición significa que se pue-den emplear una gran variedad de medios líquidos,semilíquidos y gaseosos, para conseguir el temple,como son agua, soluciones salinas, soluciones depolímeros acuosos, aceites de temple, lechos fluidi-zos, baños de sales, gases presurizados, p.ej. nitró-geno, hidrógeno y helio.
Mediante el enfriamiento rápido, no sólo se con-trolan la microestructura final, la dureza, la resis-tencia y otras características mecánicas de la piezatratada, sino que también están influenciados demanera importante los cambios dimensionales re-sultantes del tratamiento térmico.
Por lo tanto, la elección del medio de temple ade-cuado, así como su uso adecuado y mantenimien-to, es fundamental para conseguir resultados ópti-mos y consistentes, con el mínimo coste, derivadode medidas como pueden ser el enderezamiento, oel mecanizado.
En la presentación se da una visión sobre los aspec-tos de calidad de los aceites de temple modernos,con particular énfasis en la correcta manipulacióny monitorización, comprendiendo el proceso com-pleto de temple. Finalmente, la presentación infor-mará de los nuevos productos desarrollados paralas últimas tecnologías.
Introducción
En los últimos años, los aspectos relativos a la ca-lidad se han hecho cada vez más importantes entodos los campos tecnológicos. En el campo deltratamiento térmico de los componentes de acero,es necesario obtener la microestructura requeriday reducir los cambios dimensionales a un mínimo,con el fin de asegurar la producción y ahorrar cos-tes.
Una vez que la pieza austenizada se va a templar,su historial de fabricación ya no se puede influen-ciar más, es decir, no hay forma de corregir erroreshechos durante los pasos previos de produccióncomo la fundición, forja, mecanizado, etc. No obs-tante, es muy importante elegir el medio de templey la tecnología de temple, considerando los reque-rimientos de las piezas a fin de conseguir con se-guridad las propiedades finales necesarias.
Para conseguir resultados de temple consistentes yóptimos se necesitan medios de temple de alto ren-dimiento y estables. En este informe se da una vi-sión sobre los aceites modernos de temple, inclu-yendo algunas recomendaciones al respecto de suadecuada elección bajo aspectos de calidad, perotambién de aplicación y monitorización de los lle-nados de aceite de temple.
Aceites de Temple – diferentes tipospara diferentes aplicaciones
Hay una gran variedad de medios de temple usa-dos para el enfriamiento rápido de las piezas de
Aspectos de calidad en aceitesde templePPoorr DDiippll.. IInngg.. RRaaiinneerr BBrraauunn // BBUURRGGDDOORRFF GGmmbbHH && CCoo.. KKGG
componentes a templar, así como la variedad delas instalaciones y procesos de tratamiento térmi-co, sin olvidar la casi ilimitada vida de los llena-dos de aceite.
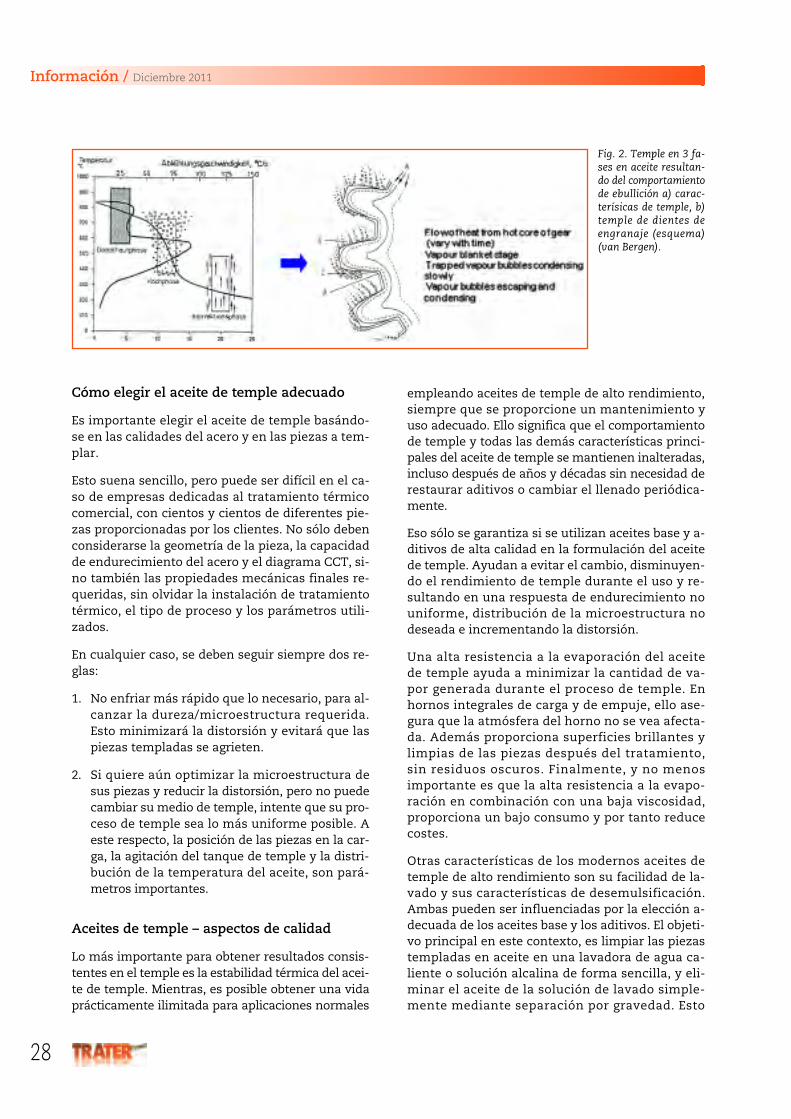
El temple en aceite se caracteriza por su evaporacióncuando entra en contacto con la superficie calientede los componentes de acero. Las características detemple pueden verse fuertemente influenciadas me-diante el empleo de diferentes aceites base y aditi-vos. Esto se muestra esquemáticamente en la Fig. 2.Como se puede ver, el proceso de temple se produceen 3 fases, comenzando con la fase vapor (enfria-miento lento), seguido de la fase de ebullición (máxi-mo índice de enfriamiento), y la fase de convección(índices lentos de enfriamiento).
El rango de temperaturas de las 3 fases puede ver-se influenciado por el tipo de aceite, pero tambiénpor la geometría de las piezas.
Ejemplo: En piezas de engranajes el enfriamientolento de la fase vapor puede resultar, en diferen-cias sustanciales, en la respuesta de dureza entrela cabeza y los flancos de los dientes (alta dureza) yla base de los dientes (baja dureza). Esto es debidoal hecho de que en la base del diente la fase vapordura más que en la cabeza y los lados.
Como consecuencia, no sólo la dureza no es uni-forme, sino que se pueden dar distorsiones.
Eso es por lo que se recomienda no usar aceitesnormales de temple con una fase vapor larga, sinoaceites de temple de alto rendimiento que ofrecenuna alta resistencia a la evaporación y una fase va-por acortada con aditivos especiales.
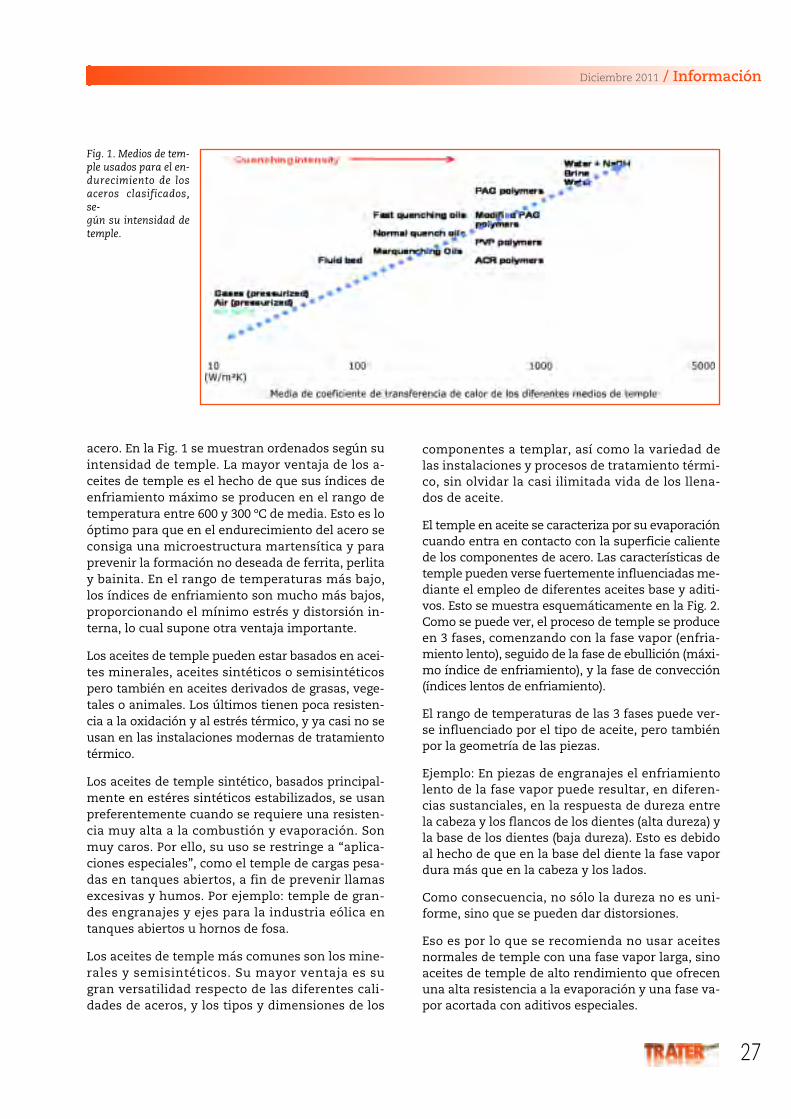
acero. En la Fig. 1 se muestran ordenados según suintensidad de temple. La mayor ventaja de los a-ceites de temple es el hecho de que sus índices deenfriamiento máximo se producen en el rango detemperatura entre 600 y 300 ºC de media. Esto es loóptimo para que en el endurecimiento del acero seconsiga una microestructura martensítica y paraprevenir la formación no deseada de ferrita, perlitay bainita. En el rango de temperaturas más bajo,los índices de enfriamiento son mucho más bajos,proporcionando el mínimo estrés y distorsión in-terna, lo cual supone otra ventaja importante.
Los aceites de temple pueden estar basados en acei-tes minerales, aceites sintéticos o semisintéticospero también en aceites derivados de grasas, vege-tales o animales. Los últimos tienen poca resisten-cia a la oxidación y al estrés térmico, y ya casi no seusan en las instalaciones modernas de tratamientotérmico.
Los aceites de temple sintético, basados principal-mente en estéres sintéticos estabilizados, se usanpreferentemente cuando se requiere una resisten-cia muy alta a la combustión y evaporación. Sonmuy caros. Por ello, su uso se restringe a “aplica-ciones especiales”, como el temple de cargas pesa-das en tanques abiertos, a fin de prevenir llamasexcesivas y humos. Por ejemplo: temple de gran-des engranajes y ejes para la industria eólica entanques abiertos u hornos de fosa.
Los aceites de temple más comunes son los mine-rales y semisintéticos. Su mayor ventaja es sugran versatilidad respecto de las diferentes cali-dades de aceros, y los tipos y dimensiones de los
Fig. 1. Medios de tem-ple usados para el en-durecimiento de losaceros clasificados,se-gún su intensidad detemple.
Diciembre 2011 / Información
27
Cómo elegir el aceite de temple adecuado
Es importante elegir el aceite de temple basándo-se en las calidades del acero y en las piezas a tem-plar.
Esto suena sencillo, pero puede ser difícil en el ca-so de empresas dedicadas al tratamiento térmicocomercial, con cientos y cientos de diferentes pie-zas proporcionadas por los clientes. No sólo debenconsiderarse la geometría de la pieza, la capacidadde endurecimiento del acero y el diagrama CCT, si-no también las propiedades mecánicas finales re-queridas, sin olvidar la instalación de tratamientotérmico, el tipo de proceso y los parámetros utili-zados.
En cualquier caso, se deben seguir siempre dos re-glas:
1. No enfriar más rápido que lo necesario, para al-canzar la dureza/microestructura requerida.Esto minimizará la distorsión y evitará que laspiezas templadas se agrieten.
2. Si quiere aún optimizar la microestructura desus piezas y reducir la distorsión, pero no puedecambiar su medio de temple, intente que su pro-ceso de temple sea lo más uniforme posible. Aeste respecto, la posición de las piezas en la car-ga, la agitación del tanque de temple y la distri-bución de la temperatura del aceite, son pará-metros importantes.
Aceites de temple – aspectos de calidad
Lo más importante para obtener resultados consis-tentes en el temple es la estabilidad térmica del acei-te de temple. Mientras, es posible obtener una vidaprácticamente ilimitada para aplicaciones normales
empleando aceites de temple de alto rendimiento,siempre que se proporcione un mantenimiento yuso adecuado. Ello significa que el comportamientode temple y todas las demás características princi-pales del aceite de temple se mantienen inalteradas,incluso después de años y décadas sin necesidad derestaurar aditivos o cambiar el llenado periódica-mente.
Eso sólo se garantiza si se utilizan aceites base y a-ditivos de alta calidad en la formulación del aceitede temple. Ayudan a evitar el cambio, disminuyen-do el rendimiento de temple durante el uso y re-sultando en una respuesta de endurecimiento nouniforme, distribución de la microestructura nodeseada e incrementando la distorsión.
Una alta resistencia a la evaporación del aceitede temple ayuda a minimizar la cantidad de va-por generada durante el proceso de temple. Enhornos integrales de carga y de empuje, ello ase-gura que la atmósfera del horno no se vea afecta-da. Además proporciona superficies brillantes ylimpias de las piezas después del tratamiento,sin residuos oscuros. Finalmente, y no menosimportante es que la alta resistencia a la evapo-ración en combinación con una baja viscosidad,proporciona un bajo consumo y por tanto reducecostes.
Otras características de los modernos aceites detemple de alto rendimiento son su facilidad de la-vado y sus características de desemulsificación.Ambas pueden ser influenciadas por la elección a-decuada de los aceites base y los aditivos. El objeti-vo principal en este contexto, es limpiar las piezastempladas en aceite en una lavadora de agua ca-liente o solución alcalina de forma sencilla, y eli-minar el aceite de la solución de lavado simple-mente mediante separación por gravedad. Esto
Información / Diciembre 2011
28
Fig. 2. Temple en 3 fa-ses en aceite resultan-do del comportamientode ebullición a) carac-terísicas de temple, b)temple de dientes deengranaje (esquema)(van Bergen).

Una vez al año, se debería hacer un control exhaus-tivo del aceite en el laboratorio del suministradordel aceite de temple. Este ensayo debería incluir to-dos los datos relevantes, además de las caracterís-ticas de temple. La Tabla 1 muestra los métodos deensayo utilizados en el laboratorio de BURGDORFGmbH& Co. KG / STUTTGART. Basado en los resul-tados de los diferentes ensayos el cliente obtieneun informe resumido de los ensayos, con recomen-daciones relativas a las medidas necesarias a tomarsi es que las hay.
¿Cómo puede verse afectada la calidady el rendimiento de los aceites de temple?
Los resultados del temple pueden ser pobres overse afectados si la evaluación sobre el aceite detemple ha sido incorrecta para la aplicación encuestión, pero también si se ha usado con unatemperatura excesiva en el tanque de temple, nocubierto por la recomendación del fabricante, o sise ha contaminado durante el uso con agua u otrasustancia foránea o si se ha estropeado por losmedios de extinción empleados en el caso de fue-go del aceite.
Recomendaciones respecto del uso adecuadode los aceites de temple
Debajo se dan algunas recomendaciones para el u-so a largo plazo de de los aceites de temple, que a-yudan a obtener resultados consistentes duranteaños, incluso décadas:
1. Evitar la sobreexposición termal de los llenadosde aceite:
• El volumen de aceite debe ser suficientemen-te grande, p. ej: 8.000 a 10.000 litros por cada1.000 Kg. brutos (carga respectiva de trabajopor cada hora).
último no se podría hacer si se formara una emul-sión estable.
Control / monitorización de los llenadosde aceite
En la mayor parte de los casos, el tratamiento tér-mico se realiza sobre piezas que ya representan u-na considerable cantidad de dinero, dedicada en lafusión, forja, mecanización, etc. del acero. Eso espor lo que siempre ha sido importante proporcio-nar un proceso de alta calidad, no sólo después dela introducción de los nuevos procesos de gestiónde calidad. Para obtener resultados consistentes,mediante el temple con aceite, ello significa que losllenados se deben controlar periódicamente duran-te el uso.
En lo que afecta a los modernos aceites de templede alto rendimiento, los cambios debidos al usoson relativamente pequeños. Así que normalmen-te no es necesaria una investigación de laboratorioextensiva.
Sin embargo, el color y apariencia del aceite en eltanque de temple se debería controlar diariamen-te. Si no es oscuro y claro, sino turbio, marrón o es-pumoso, ello significa que se ha mezclado agua,que no sólo causa puntos blandos, alta distorsión,y a veces incluso grietas, pero también es peligrosopuesto que puede causar fuego y espuma. Esto espor lo que se recomienda firmemente controlar ca-da nuevo llenado de aceite antes de usarlo, paraverificar que está libre de agua y también los tan-ques o llenados existentes cuando no se han usadopor un cierto periodo de tiempo.
Esto se puede hacer por el simple método del “testde craqueo” o por diferentes ensayos de laborato-rio.
Diciembre 2011 / Información
29
Tabla 1. Ensayos de Labo-ratorio en aceites de temple.
• El nivel de aceite en el tanque de temple, elfuncionamiento de la bomba y pala de agita-ción, así como el sistema de descenso, debencontrolarse periódicamente.
• La temperatura del aceite de temple debecontrolarse regularmente.
• La generación de calor específica de los ele-mentos de calentamiento en el tanque de acei-te no deberían exceder 1 W/cm2 a fin de evitarsobrecalentamiento local.
• El cobre y el bronce no se recomiendan paralos tubos de enfriamiento; actúan como catali-zadores y provocarían una rápida y severa oxi-dación del aceite.
• El aumento de temperatura en el tanque du-rante el temple, no debería exceder los 20 a 25ºC. Si es necesario, se debería reducir la cargapara obtener resultados uniformes.
2. No contaminar el llenado de aceite con sustan-cias foráneas:
• No se debe permitir que entre agua, fluidos hi-dráulicos, metanol, amoniaco en el aceite detemple; incluso trazas de dichas sustanciaspueden estropear todo el llenado y conduce adramáticas consecuencias, como puntos blan-dos, distorsión, dietas y fuego del aceite.
• No mezclar con otros aceites.
• No cambiar de uno a otro aceite, restaurandopérdidas de los goteos con nuevo aceite intro-ducido.
3. Los contaminantes atrapados, como óxido, cas-carilla, etc. Deben ser retirados del llenado deaceite de forma periódica o continuadamentepor filtración o separación por gravedad.
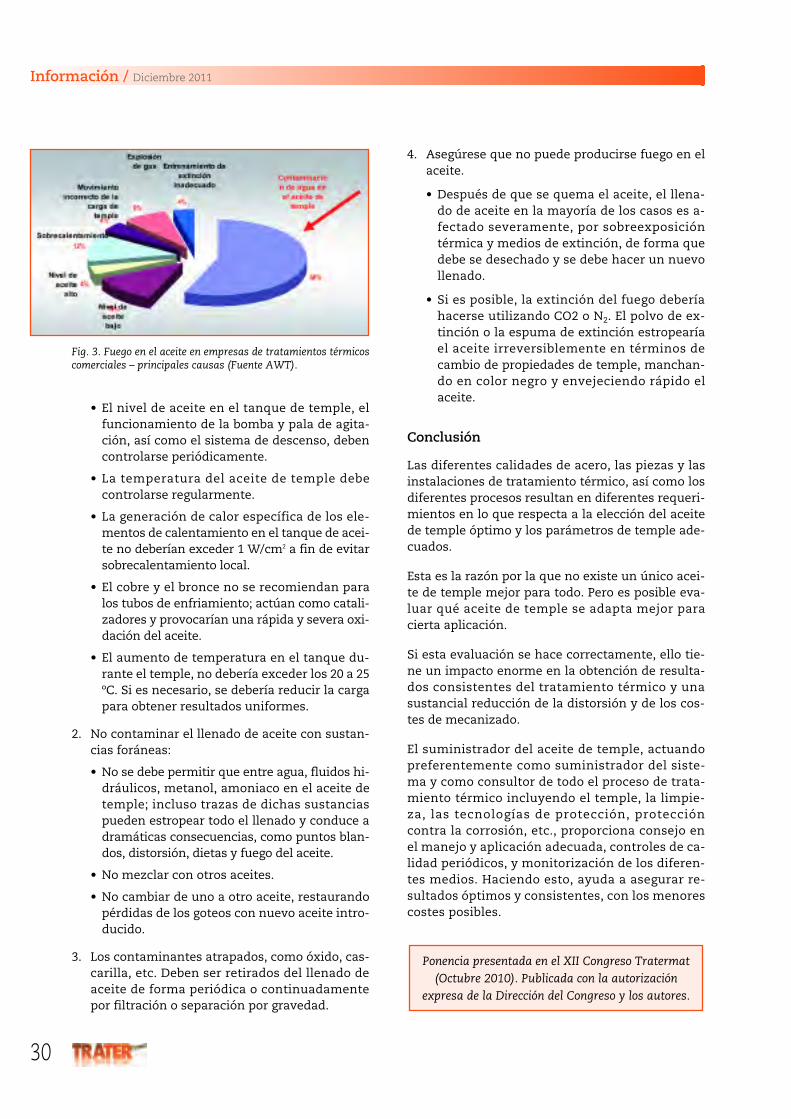
4. Asegúrese que no puede producirse fuego en elaceite.
• Después de que se quema el aceite, el llena-do de aceite en la mayoría de los casos es a-fectado severamente, por sobreexposicióntérmica y medios de extinción, de forma quedebe se desechado y se debe hacer un nuevollenado.
• Si es posible, la extinción del fuego deberíahacerse utilizando CO2 o N2. El polvo de ex-tinción o la espuma de extinción estropearíael aceite irreversiblemente en términos decambio de propiedades de temple, manchan-do en color negro y envejeciendo rápido elaceite.
Conclusión
Las diferentes calidades de acero, las piezas y lasinstalaciones de tratamiento térmico, así como losdiferentes procesos resultan en diferentes requeri-mientos en lo que respecta a la elección del aceitede temple óptimo y los parámetros de temple ade-cuados.
Esta es la razón por la que no existe un único acei-te de temple mejor para todo. Pero es posible eva-luar qué aceite de temple se adapta mejor paracierta aplicación.
Si esta evaluación se hace correctamente, ello tie-ne un impacto enorme en la obtención de resulta-dos consistentes del tratamiento térmico y unasustancial reducción de la distorsión y de los cos-tes de mecanizado.
El suministrador del aceite de temple, actuandopreferentemente como suministrador del siste-ma y como consultor de todo el proceso de trata-miento térmico incluyendo el temple, la limpie-za, las tecnologías de protección, proteccióncontra la corrosión, etc., proporciona consejo enel manejo y aplicación adecuada, controles de ca-lidad periódicos, y monitorización de los diferen-tes medios. Haciendo esto, ayuda a asegurar re-sultados óptimos y consistentes, con los menorescostes posibles.
Ponencia presentada en el XII Congreso Tratermat(Octubre 2010). Publicada con la autorización
expresa de la Dirección del Congreso y los autores.
Información / Diciembre 2011
30
Fig. 3. Fuego en el aceite en empresas de tratamientos térmicoscomerciales – principales causas (Fuente AWT).

Diciembre 2011 / Información
31
Contrastando con el entorno sombrío en elque nos encontramos, la cuadragésimo- pri-mera edición de MIDEST, número uno mun-
dial de los salones de subcontratación industrialque se celebró del 15 al 18 de noviembre presentóun índice de frecuentación claramente positivo res-pecto al año anterior. En efecto, el certamen recibió1.724 expositores y 42.769 profesionales, una cifraque experimenta un crecimiento del 5,8% respecto ala edición 2010. Otra diferencia respecto al enfria-miento general y que supone en sí una respuesta alos interrogantes que se plantean sobre la resisten-cia de la industria francesa y europea, es el ambien-te de negocios que flotó en el salón durante toda lasemana, y que se concretó con contratos y pedidosfirmados in-situ o potenciales a corto plazo.
MAINTENANCE EXPO, salón de todas las solucionesde mantenimiento que se celebraba conjuntamente,mantuvo su número de visitantes en torno a los 9.000siendo visitantes propios o procedentes de MIDESTque se encontraron con unos cuarenta expositores.
Muchos fueron los momentos relevantes, desde lainauguración de MIDEST por parte de Bernard Ac-coyer, Presidente de la Asamblea Nacional y S.E. elEmbajador de Portugal en París, D. Francisco Sei-xas da Costa, acompañados por Jean-Claude Volot,Mediador de relaciones interprofesionales, a la vi-sita, al día siguiente de Eric Besson, Ministro de In-dustria, pasando por las numerosas animacionesque marcaron el ritmo de estas cuatro jornadas.
Un número de expositores establey de visitantes en aumento notable
MIDEST 2011 reunió 1.724 subcontratistas, empre-sas muy pequeñas y Pymes así como grandes líde-res procedentes de 36 países y especializados en latransformación de metales, plásticos, cauchos,compositores y madera, electrónica y electricidad,microtécnicas, tratamientos de superficies, acaba-
dos, fijaciones industriales y servicios a la indus-tria. Unas cifras estables respecto al año pasadopero que presentan variaciones notables en la o-ferta acorde con la evolución del mercado mundialde la subcontratación.
El número de visitantes, por su parte, experimentaun incremento importante del 5,8 % para alcanzarlos 42.769 profesionales procedentes de 65 países,un aumento que también se registra en los visitan-tes extranjeros. Los expositores destacaron quegran número de contratistas acudían con proyectosconcretos y que se firmaron numerosos negocios.
Para Jean-Claude Monier, Presidente de MIDEST, “eléxito cosechado por esta edición no tiene nada deextraño a pesar del contexto económico y financie-ro preocupante que todos conocemos”. En efecto,explica que “los subcontratistas en general y france-ses en particular, han reaccionado activamente a lacrisis en 2008 desarrollando simultáneamente cua-tro grandes líneas de trabajo estrechamente relacio-nadas entre sí: la investigación en materia de inno-vación, el desarrollo de nuevos productos, laimplantación en otros sectores y la búsqueda demercados internacionales. A esto se añade la capa-cidad que han adquirido para gestionar los ciclos e-conómicos y preservar sus bases: su plantilla cuali-ficada y su herramienta de producción.
MIDEST 2011

Información / Diciembre 2011
32
su guía de trasmisión de las competencias de lasubcontratación.
Para la sexta edición de los Trofeos, que cosechan unéxito cada vez mayor, el jurado nombró una veintenade expositores cuyos éxitos y ventajas merecen serdestacados. Los galardonados por categoría son: Ro-toplus SAS (Oficina de proyectos), Minitubes (Innova-ción), NCP (Internacional), MPRO (Organización), Mé-ca-Rectif (Colaboración/Alianza) y Courbis (Logrosejemplares). Aunque la mayoría de los galardonadossean franceses, NCP procede del país invitado de ho-nor, Portugal que, con una participación récord, atra-jo gran número de visitantes que pudieron descubrirsu tradición industrial y sus principales actores en ungran pabellón ubicado en la entrada del salón.
Otra novedad 2011 que tuvo un inicio muy alenta-dor fueron los encuentros de negocios organiza-dos por b2fair – Business to Fairs®, en colabora-ción con unos cuarenta organismos de la redeuropea de apoyo a las empresas Enterprise Euro-pe Network; reunieron 150 empresas procedentesde unos veinte países y dieron lugar a 842 en-cuentros efectivos, calificados y organizados amedida. Permitieron el contacto entre socios po-tenciales, subcontratistas y/o contratantes deseo-sos de entablar colaboraciones con socios concre-tos en un sector específico.
MIDEST también recibió cerca de sesenta confe-rencias que ofrecieron a los oyentes, expositores yvisitantes, un panorama de las últimas evolucio-nes del sector sobre todo centradas en la temáticadestacada este año: el medioambiente. En total,cerca de un millar de personas asistieron a estosactos y conferencias flash animados por el CETIM(Centro técnico de industrias mecánicas.)
Aprovechando las competencias de éste último,del CTIF (Centro de desarrollo de las industrias deconformación de metales – Fundición) y del LRCCP(Laboratorio de investigación y control del cauchoy los plásticos), los Polos Tecnológicos ofrecieron alos visitantes valiosas informaciones sobre las téc-nicas y los procesos innovadores. Para concluir,MIDEST 2011 fue la ocasión para el lanzamiento o-ficial de la segunda edición de SISTEP-MIDEST, elevento profesional marroquí dedicado a la subcon-tratación industrial y la maquinaria, los equipos yservicios para la industria.
Destinado a todos los profesionales de Europa, Ma-greb y África se celebrará en la Oficina de Ferias yExposiciones de Casablanca (OFEC) del 19 al 22 deseptiembre de 2012.
El éxito de esta edición refleja el éxito de una sub-contratación a la vez dinámica, reactiva, sin com-plejos y que pasa (por desgracia) y casi por siste-ma, bajo la mirada de analistas cegados por lamacroeconomía.”
Como complemento, MAINTENANCE EXPO pre-sentaba los productos y servicios de unos cuarentaexpositores entre los que cabía destacar una am-plia oferta en GMAO y en herramientas de ayuda aldiagnóstico, con una superficie de exposición un32% superior a la de 2010.
Entre los expositores, numerosos son aquellos quecomo Apave o Carl Software aprovecharon el salónpara presentar en primicia sus últimas novedades.3.000 profesionales se desplazaron expresamentepara visitar el salón y otros 6.000 aprovecharon suvisita a MIDEST para descubrir la oferta de mante-nimiento esencial para su actividad.
¡Una edición a la que no le han faltadolas animaciones!
MIDEST fue inaugurado el día 15 de noviembre porBernard Accoyer, Presidente de la
Asamblea Nacional y por S.E. el Embajador de Por-tugal en París, D. Francisco Seixas da Costa. Estu-vieron acompañados por Jean-Claude Volot, Me-diador de relaciones interprofesionales quien hizobalance del primer año de existencia de este orga-nismo durante una conferencia que se celebró porla tarde. La Mediación también estuvo presentedurante todo el salón a través de un stand quecompartía con Crédito, lo que permitía ofrecer unstand permanente a los subcontratistas.
Eric Besson, Ministro de Industria visitó el salón eldía siguiente y después de encontrarse con nume-rosos expositores entregó el Galardón Especial delJurado de los Trofeos MIDEST a los Fundidores deFrancia y a la Asociación Francesa de la Forja por

Diciembre 2011 / Información
33
La oxidación sin llama, FLOX, fue desarrolladainicialmente para reducir la formación deNOx en quemadores para calentamiento in-
dustrial que empleaban un precalentamiento delaire de combustión. El presente artículo pretendeintroducir el funcionamiento de este modo de com-bustión, así como presentar los quemadores REKU-MAT WS diseñados para este funcionamiento.
Introducción
Si se enciende una mezcla de combustible y aire,se puede desarrollar una llama. En la zona de reac-ción, llamada frente de llama, la temperatura se e-leva rápidamente a temperaturas cercanas a latemperatura adiabática. La llama puede ser estabi-lizada, dentro o cerca del quemador, para que lacombustión sea estable y pueda ser controlada.Los diferentes métodos de estabilización de la lla-ma juegan un papel importante en el campo deldesarrollo del quemador. Ejemplos de ello son eldeflector y la estabilización del remolino. Para lanecesaria vigilancia de la llama se emplean los e-fectos ópticos y eléctricos de la llama. Los diseñosmodernos de quemadores emplean detectores deultravioleta o la ionización como sistemas auto-máticos de seguridad de la llama. En ausencia deuna señal de llama, el quemador se apaga. Por lotanto, se puede decir que las llamas cumplen dosfunciones importantes:
• La estabilización de llama garantiza una reacciónconstante y controlada.
• Una llama estable proporciona una señal de lla-ma constante confiable para los sistemas de se-guridad de la llama.
La pregunta es por qué renunciar al probado con-cepto de las llamas y cuáles son las ventajas del
funcionamiento sin llama FLOX. La principal res-puesta a esta pregunta es que el modo FLOX puedesuprimir la formación térmica de NO, aún cuandoel aire de combustión es precalentado a muy altastemperaturas.
Esta presentación ofrecerá una visión general delas actividades en torno al modo FLOX y tambiéndará una visión sobre el potencial futuro.
El punto de partida
Después de la primera y segunda crisis energéticade finales de los 70 y principios de los 80, muchosproyectos de investigación se centraron en la me-jora de la eficiencia energética. El método más e-fectivo para la mejora de la eficiencia en los siste-mas de combustión, empleados en procesos dealta temperatura, es el calentamiento del aire decombustión.
Los recuperadores centrales alcanzan temperatu-ras del aire de combustión de hasta 600 °C. Los sis-temas descentralizados alcanzan valores bastantesuperiores. Debido a que la temperatura del preca-lentamiento del aire es directamente proporcionala la temperatura del proceso, la eficiencia de los
La oxidación sin llama
Información / Diciembre 2011
34
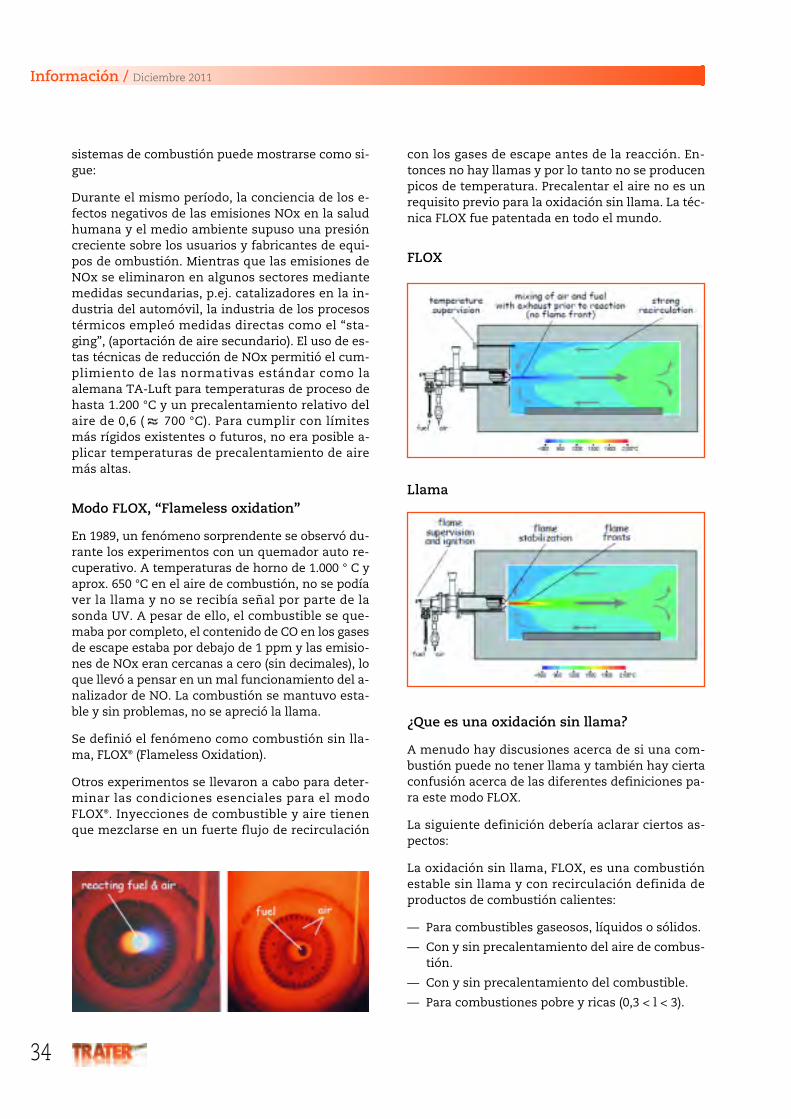
con los gases de escape antes de la reacción. En-tonces no hay llamas y por lo tanto no se producenpicos de temperatura. Precalentar el aire no es unrequisito previo para la oxidación sin llama. La téc-nica FLOX fue patentada en todo el mundo.
FLOX
Llama
¿Que es una oxidación sin llama?
A menudo hay discusiones acerca de si una com-bustión puede no tener llama y también hay ciertaconfusión acerca de las diferentes definiciones pa-ra este modo FLOX.
La siguiente definición debería aclarar ciertos as-pectos:
La oxidación sin llama, FLOX, es una combustiónestable sin llama y con recirculación definida deproductos de combustión calientes:
— Para combustibles gaseosos, líquidos o sólidos.
— Con y sin precalentamiento del aire de combus-tión.
— Con y sin precalentamiento del combustible.
— Para combustiones pobre y ricas (0,3 < l < 3).
sistemas de combustión puede mostrarse como si-gue:
Durante el mismo período, la conciencia de los e-fectos negativos de las emisiones NOx en la saludhumana y el medio ambiente supuso una presióncreciente sobre los usuarios y fabricantes de equi-pos de ombustión. Mientras que las emisiones deNOx se eliminaron en algunos sectores mediantemedidas secundarias, p.ej. catalizadores en la in-dustria del automóvil, la industria de los procesostérmicos empleó medidas directas como el “sta-ging”, (aportación de aire secundario). El uso de es-tas técnicas de reducción de NOx permitió el cum-plimiento de las normativas estándar como laalemana TA-Luft para temperaturas de proceso dehasta 1.200 °C y un precalentamiento relativo delaire de 0,6 ( 700 °C). Para cumplir con límitesmás rígidos existentes o futuros, no era posible a-plicar temperaturas de precalentamiento de airemás altas.
Modo FLOX, “Flameless oxidation”
En 1989, un fenómeno sorprendente se observó du-rante los experimentos con un quemador auto re-cuperativo. A temperaturas de horno de 1.000 ° C yaprox. 650 °C en el aire de combustión, no se podíaver la llama y no se recibía señal por parte de lasonda UV. A pesar de ello, el combustible se que-maba por completo, el contenido de CO en los gasesde escape estaba por debajo de 1 ppm y las emisio-nes de NOx eran cercanas a cero (sin decimales), loque llevó a pensar en un mal funcionamiento del a-nalizador de NO. La combustión se mantuvo esta-ble y sin problemas, no se apreció la llama.
Se definió el fenómeno como combustión sin lla-ma, FLOX® (Flameless Oxidation).
Otros experimentos se llevaron a cabo para deter-minar las condiciones esenciales para el modoFLOX®. Inyecciones de combustible y aire tienenque mezclarse en un fuerte flujo de recirculación

Además:
— No es necesario emplear aire precalentado.
— No es necesario operar con valores bajos de oxí-geno.
— No se necesitan catalizadores.
— No son necesarias cámaras de combustión degrandes volúmenes.
— No es un requisito la inyección por separado deaire y combustible.
La mayoría de las definiciones de las llamas se re-fieren a la visibilidad, frentes de llama, la estabili-zación y el equilibrio entre el flujo y la velocidad dela llama. Todas estas condiciones no se cumplenen la oxidación sin llama, FLOX.
Quemadores recuperativos WS FLOX-Llama
Todos los quemadores recuperativos de WS pose-en la capacidad de trabajar en modo Llama y/o enmodo FLOX. El modo llama se emplea para tempe-raturas de proceso por debajo de los 850 °C, pasan-do automáticamente a modo FLOX a partir de estatemperatura.
Los quemadores son suministrados junto con lainstrumentación necesaria de aire y gas para sucorrecto funcionamiento. Además, se suministrajunto con cada quemador una caja de control querealiza el proceso de encendido de cada quemadorindividualmente.
Las líneas de alimentación de aire y de gas se dimen-sionan para obtener unas presiones determinadas ala entrada del quemador, normalmente 80 mbar aire– 60 mbar gas, y mediante un ajuste de las presionesdiferenciales en el mismo quemador se pueden ajus-tar los rangos de funcionamiento óptimo de cadaquemador. Esto implica que tanto en las líneas de a-limentación como en el quemador mismo no es ne-cesario realizar ningún tipo de regulación.
Los quemadores se suministran probados y ajusta-dos en fábrica, lo cual ahorra tiempos de instala-ción y puesta en marcha. El mantenimiento de losquemadores es a su vez muy sencillo, ya que úni-camente se deben revisar los ajustes individualesdel quemador en funcionamiento, así como unainspección visual en frío una vez al año.
Existen básicamente dos tipos de recuperadores enfunción de las temperaturas de trabajo:
— Con recuperador metálico REKUMAT M
— Con recuperador cerámico REKUMAT C
En 2011 WS ha introducido en el mercado un nue-vo tipo de quemador recuperativo, el REKUMAT S.La gran novedad de este quemador es el nuevo di-seño del recuperador. Un conjunto de tubos, susti-tuyen al recuperador clásico. Estos tubos sirvenpara guiar el aire de combustión, y precalentarlomediante el considerable aumento de la superficiede intercambio entre el relativo aire de combustióny los gases de escape.
Este nuevo diseño permite que las eficiencias tér-micas, así como las temperaturas de los gases deescape (después del recuperador) alcancen valoressimilares a los alcanzados con quemadores rege-nerativos, lo cual implica a su vez emisiones NOxmuy bajas.
El ya probado principio de auto recuperación hacede este nuevo diseño un sistema optimizado conrespecto a anteriores modelos, REKUMAT M y C, al-canzando ahorros energéticos de hasta un 15% y laposibilidad de trabajar tanto en calentamiento di-recto como con tubos radiantes.
La investigación y desarrollo del sistema FLOX, du-rante los últimos 15 años, así como su implanta-ción y probada eficiencia en distintos procesos in-dustriales de alta temperatura, han llevado a quela empresa Wärmeprozesstechnik WS reciba elpremio más importante concedido por el GobiernoAlemán por la innovación en procesos de mejoradel medio ambiente, Deutscher Umweltpreis 2011.
Diciembre 2011 / Información
35
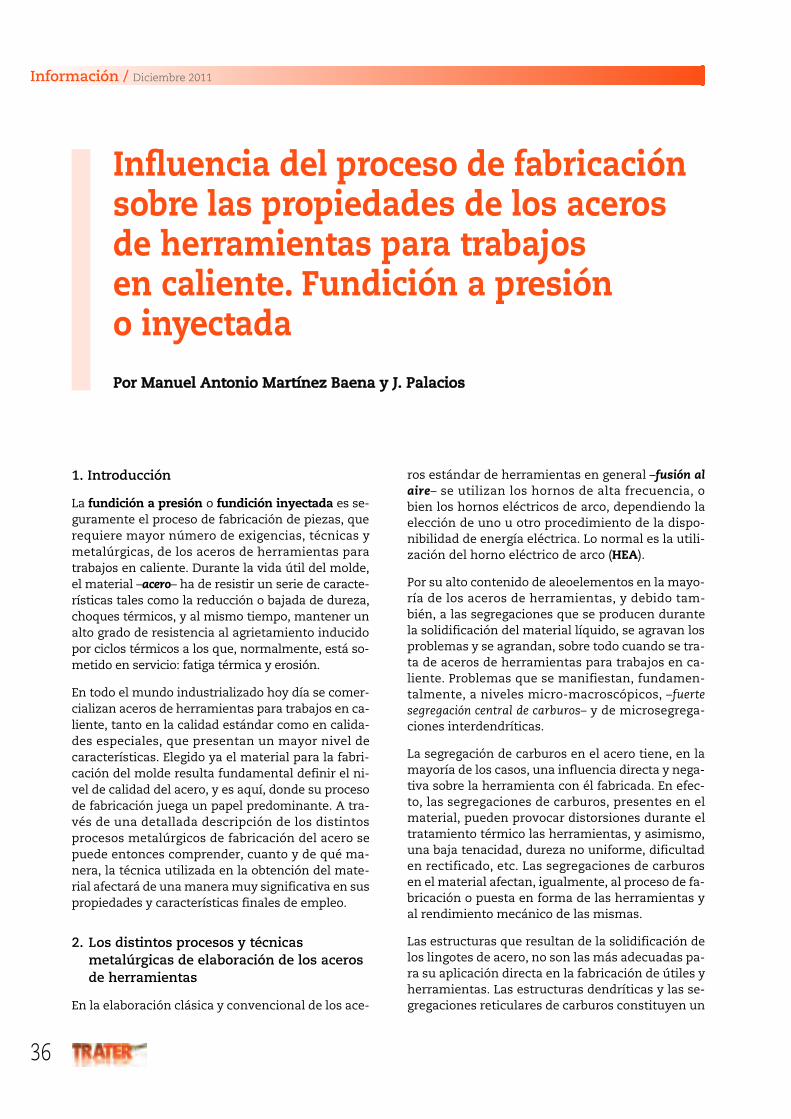
Información / Diciembre 2011
36
1. Introducción
La fundición a presión o fundición inyectada es se-guramente el proceso de fabricación de piezas, querequiere mayor número de exigencias, técnicas ymetalúrgicas, de los aceros de herramientas paratrabajos en caliente. Durante la vida útil del molde,el material –acero– ha de resistir un serie de caracte-rísticas tales como la reducción o bajada de dureza,choques térmicos, y al mismo tiempo, mantener unalto grado de resistencia al agrietamiento inducidopor ciclos térmicos a los que, normalmente, está so-metido en servicio: fatiga térmica y erosión.
En todo el mundo industrializado hoy día se comer-cializan aceros de herramientas para trabajos en ca-liente, tanto en la calidad estándar como en calida-des especiales, que presentan un mayor nivel decaracterísticas. Elegido ya el material para la fabri-cación del molde resulta fundamental definir el ni-vel de calidad del acero, y es aquí, donde su procesode fabricación juega un papel predominante. A tra-vés de una detallada descripción de los distintosprocesos metalúrgicos de fabricación del acero sepuede entonces comprender, cuanto y de qué ma-nera, la técnica utilizada en la obtención del mate-rial afectará de una manera muy significativa en suspropiedades y características finales de empleo.
2. Los distintos procesos y técnicasmetalúrgicas de elaboración de los acerosde herramientas
En la elaboración clásica y convencional de los ace-
ros estándar de herramientas en general –fusión alaire– se utilizan los hornos de alta frecuencia, obien los hornos eléctricos de arco, dependiendo laelección de uno u otro procedimiento de la dispo-nibilidad de energía eléctrica. Lo normal es la utili-zación del horno eléctrico de arco (HEA).
Por su alto contenido de aleoelementos en la mayo-ría de los aceros de herramientas, y debido tam-bién, a las segregaciones que se producen durantela solidificación del material líquido, se agravan losproblemas y se agrandan, sobre todo cuando se tra-ta de aceros de herramientas para trabajos en ca-liente. Problemas que se manifiestan, fundamen-talmente, a niveles micro-macroscópicos, –fuertesegregación central de carburos– y de microsegrega-ciones interdendríticas.
La segregación de carburos en el acero tiene, en lamayoría de los casos, una influencia directa y nega-tiva sobre la herramienta con él fabricada. En efec-to, las segregaciones de carburos, presentes en elmaterial, pueden provocar distorsiones durante eltratamiento térmico las herramientas, y asimismo,una baja tenacidad, dureza no uniforme, dificultaden rectificado, etc. Las segregaciones de carburosen el material afectan, igualmente, al proceso de fa-bricación o puesta en forma de las herramientas yal rendimiento mecánico de las mismas.
Las estructuras que resultan de la solidificación delos lingotes de acero, no son las más adecuadas pa-ra su aplicación directa en la fabricación de útiles yherramientas. Las estructuras dendríticas y las se-gregaciones reticulares de carburos constituyen un
Influencia del proceso de fabricaciónsobre las propiedades de los acerosde herramientas para trabajosen caliente. Fundición a presióno inyectadaPPoorr MMaannuueell AAnnttoonniioo MMaarrttíínneezz BBaaeennaa yy JJ.. PPaallaacciiooss

de nuevos aceros controlando muy mucho las con-diciones de colada; con la idea fija: (1) de suprimiral máximo las estructuras dendríticas del acero decolada; (2) de refinar el tamaño de grano primariooriginal; (3) de minimizar la segregación de carbu-ros; y (4) de conseguir una redistribución homogé-nea y bien repartida de los carburos en toda la ma-sa matricial o estructura del acero.
Son los medios físico-metalúrgicos los que, nor-malmente, actúan por separado en el logro de eseobjetivo: (1) control del propio proceso de solidifi-cación del acero líquido, creando las condicionesfísico-químicas más adecuadas para la consecu-ción de una buena estructura de colada; y (2) mejo-rar la estructura de colada, por medio de forja delmaterial. Mejora que, –debido a las profundas trans-formaciones metalúrgicas que se originan en toda lamasa matricial del acero– se consigue mediante eltratamiento térmico de homogeneización del ma-terial a alta temperatura, antes de ser transforma-do y trabajado en caliente bajo la acción de impor-tantes deformaciones plásticas; ver figura 3.
fenómeno natural, aunque indeseable, en el lingo-te obtenido; figura 1. Esto hace que se desarrollenprocesos de forja que limitan su extensión y modi-fican la estructura del acero bruto de colada y rom-pa los carburos, haciéndola aquélla más homogé-nea y apta para la posterior utilización de laherramienta, previo tratamiento térmico; figura 2.
Figura 1. Acero bruto de colada. Fuerte segregación central decarburos y de microsegregaciones a nivel dendrítico.
Figura 2. Rotura y modificación de las redes de carburos du-rante la forja de un lingote. Acero estándar de alta aleación pa-ra herramientas.
La implicación de estas condiciones en la calidaddel producto –acero– es muy acusada, principal-mente en lo que se refiere a la segregación de car-buros, originada en la solidificación, que persistesu herencia a través de todo el proceso de elabora-ción del acero. El trabajo de transformación dellingote en caliente, forja y laminación, reduce elnivel de segregación en el acero; pero con una re-ducción notable de la sección transversal (95%),todavía se evidencia su presencia en el productotransformado y conformado a tan alta temperatu-ra; figura 3.
Desde siempre los esfuerzos de los aceristas hanestado dirigidos, fundamentalmente, al desarrollo
Figura 3. Reparto y distribución de los carburos en el centro deun lingote según el grado de reducción de forja.
Diciembre 2011 / Información
37
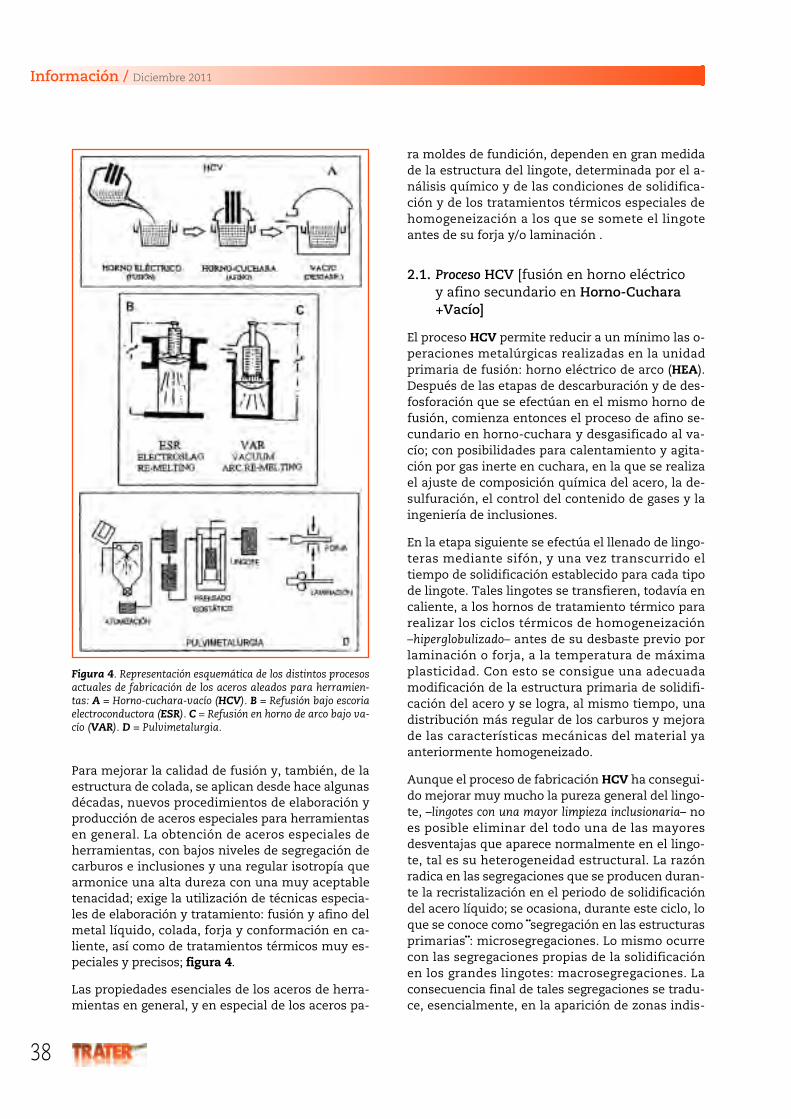
Para mejorar la calidad de fusión y, también, de laestructura de colada, se aplican desde hace algunasdécadas, nuevos procedimientos de elaboración yproducción de aceros especiales para herramientasen general. La obtención de aceros especiales deherramientas, con bajos niveles de segregación decarburos e inclusiones y una regular isotropía quearmonice una alta dureza con una muy aceptabletenacidad; exige la utilización de técnicas especia-les de elaboración y tratamiento: fusión y afino delmetal líquido, colada, forja y conformación en ca-liente, así como de tratamientos térmicos muy es-peciales y precisos; figura 4.
Las propiedades esenciales de los aceros de herra-mientas en general, y en especial de los aceros pa-
ra moldes de fundición, dependen en gran medidade la estructura del lingote, determinada por el a-nálisis químico y de las condiciones de solidifica-ción y de los tratamientos térmicos especiales dehomogeneización a los que se somete el lingoteantes de su forja y/o laminación .
2.1. Proceso HCV [fusión en horno eléctricoy afino secundario en Horno-Cuchara+Vacío]
El proceso HCV permite reducir a un mínimo las o-peraciones metalúrgicas realizadas en la unidadprimaria de fusión: horno eléctrico de arco (HEA).Después de las etapas de descarburación y de des-fosforación que se efectúan en el mismo horno defusión, comienza entonces el proceso de afino se-cundario en horno-cuchara y desgasificado al va-cío; con posibilidades para calentamiento y agita-ción por gas inerte en cuchara, en la que se realizael ajuste de composición química del acero, la de-sulfuración, el control del contenido de gases y laingeniería de inclusiones.
En la etapa siguiente se efectúa el llenado de lingo-teras mediante sifón, y una vez transcurrido eltiempo de solidificación establecido para cada tipode lingote. Tales lingotes se transfieren, todavía encaliente, a los hornos de tratamiento térmico pararealizar los ciclos térmicos de homogeneización–hiperglobulizado– antes de su desbaste previo porlaminación o forja, a la temperatura de máximaplasticidad. Con esto se consigue una adecuadamodificación de la estructura primaria de solidifi-cación del acero y se logra, al mismo tiempo, unadistribución más regular de los carburos y mejorade las características mecánicas del material yaanteriormente homogeneizado.
Aunque el proceso de fabricación HCV ha consegui-do mejorar muy mucho la pureza general del lingo-te, –lingotes con una mayor limpieza inclusionaria– noes posible eliminar del todo una de las mayoresdesventajas que aparece normalmente en el lingo-te, tal es su heterogeneidad estructural. La razónradica en las segregaciones que se producen duran-te la recristalización en el periodo de solidificacióndel acero líquido; se ocasiona, durante este ciclo, loque se conoce como ¨segregación en las estructurasprimarias¨: microsegregaciones. Lo mismo ocurrecon las segregaciones propias de la solidificaciónen los grandes lingotes: macrosegregaciones. Laconsecuencia final de tales segregaciones se tradu-ce, esencialmente, en la aparición de zonas indis-
Información / Diciembre 2011
38
Figura 4. Representación esquemática de los distintos procesosactuales de fabricación de los aceros aleados para herramien-tas: A = Horno-cuchara-vacío (HCV). B = Refusión bajo escoriaelectroconductora (ESR). C = Refusión en horno de arco bajo va-cío (VAR). D = Pulvimetalurgia.
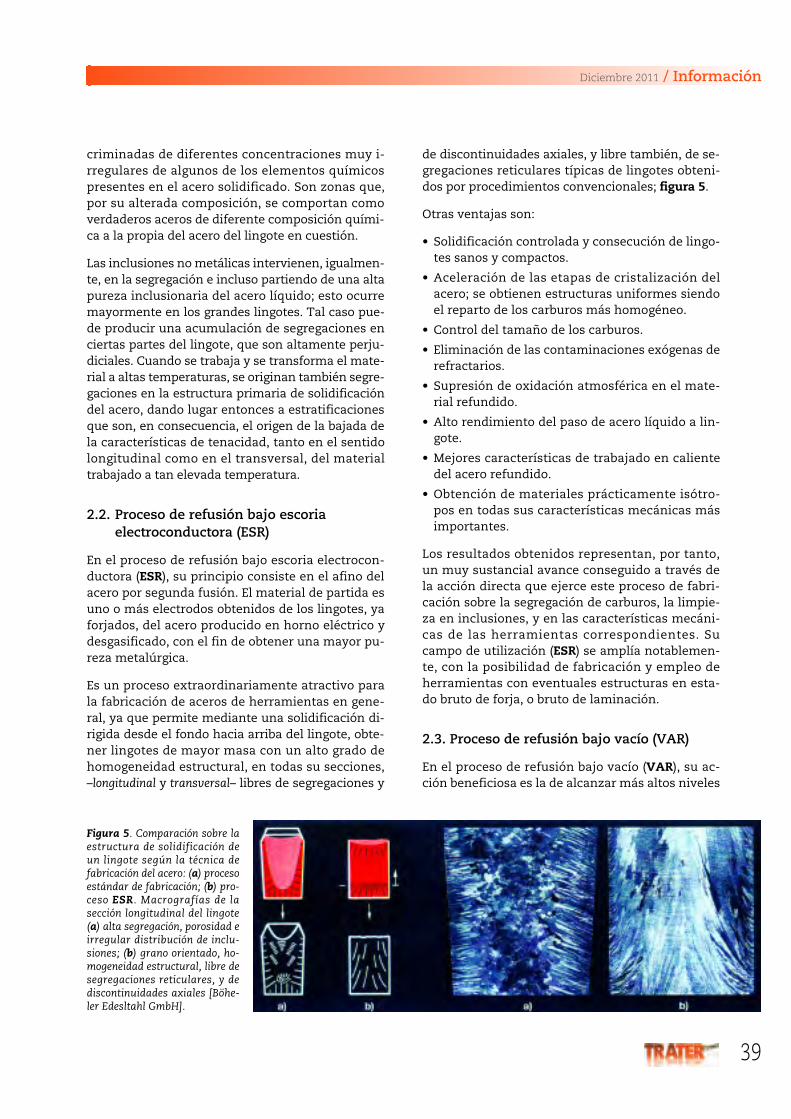
de discontinuidades axiales, y libre también, de se-gregaciones reticulares típicas de lingotes obteni-dos por procedimientos convencionales; figura 5.
Otras ventajas son:
• Solidificación controlada y consecución de lingo-tes sanos y compactos.
• Aceleración de las etapas de cristalización delacero; se obtienen estructuras uniformes siendoel reparto de los carburos más homogéneo.
• Control del tamaño de los carburos.
• Eliminación de las contaminaciones exógenas derefractarios.
• Supresión de oxidación atmosférica en el mate-rial refundido.
• Alto rendimiento del paso de acero líquido a lin-gote.
• Mejores características de trabajado en calientedel acero refundido.
• Obtención de materiales prácticamente isótro-pos en todas sus características mecánicas másimportantes.
Los resultados obtenidos representan, por tanto,un muy sustancial avance conseguido a través dela acción directa que ejerce este proceso de fabri-cación sobre la segregación de carburos, la limpie-za en inclusiones, y en las características mecáni-cas de las herramientas correspondientes. Sucampo de utilización (ESR) se amplía notablemen-te, con la posibilidad de fabricación y empleo deherramientas con eventuales estructuras en esta-do bruto de forja, o bruto de laminación.
2.3. Proceso de refusión bajo vacío (VAR)
En el proceso de refusión bajo vacío (VAR), su ac-ción beneficiosa es la de alcanzar más altos niveles
criminadas de diferentes concentraciones muy i-rregulares de algunos de los elementos químicospresentes en el acero solidificado. Son zonas que,por su alterada composición, se comportan comoverdaderos aceros de diferente composición quími-ca a la propia del acero del lingote en cuestión.
Las inclusiones no metálicas intervienen, igualmen-te, en la segregación e incluso partiendo de una altapureza inclusionaria del acero líquido; esto ocurremayormente en los grandes lingotes. Tal caso pue-de producir una acumulación de segregaciones enciertas partes del lingote, que son altamente perju-diciales. Cuando se trabaja y se transforma el mate-rial a altas temperaturas, se originan también segre-gaciones en la estructura primaria de solidificacióndel acero, dando lugar entonces a estratificacionesque son, en consecuencia, el origen de la bajada dela características de tenacidad, tanto en el sentidolongitudinal como en el transversal, del materialtrabajado a tan elevada temperatura.
2.2. Proceso de refusión bajo escoriaelectroconductora (ESR)
En el proceso de refusión bajo escoria electrocon-ductora (ESR), su principio consiste en el afino delacero por segunda fusión. El material de partida esuno o más electrodos obtenidos de los lingotes, yaforjados, del acero producido en horno eléctrico ydesgasificado, con el fin de obtener una mayor pu-reza metalúrgica.
Es un proceso extraordinariamente atractivo parala fabricación de aceros de herramientas en gene-ral, ya que permite mediante una solidificación di-rigida desde el fondo hacia arriba del lingote, obte-ner lingotes de mayor masa con un alto grado dehomogeneidad estructural, en todas su secciones,–longitudinal y transversal– libres de segregaciones y
Diciembre 2011 / Información
39
Figura 5. Comparación sobre laestructura de solidificación deun lingote según la técnica defabricación del acero: (a) procesoestándar de fabricación; (b) pro-ceso ESR. Macrografías de lasección longitudinal del lingote(a) alta segregación, porosidad eirregular distribución de inclu-siones; (b) grano orientado, ho-mogeneidad estructural, libre desegregaciones reticulares, y dediscontinuidades axiales [Böhe-ler Edesltahl GmbH].
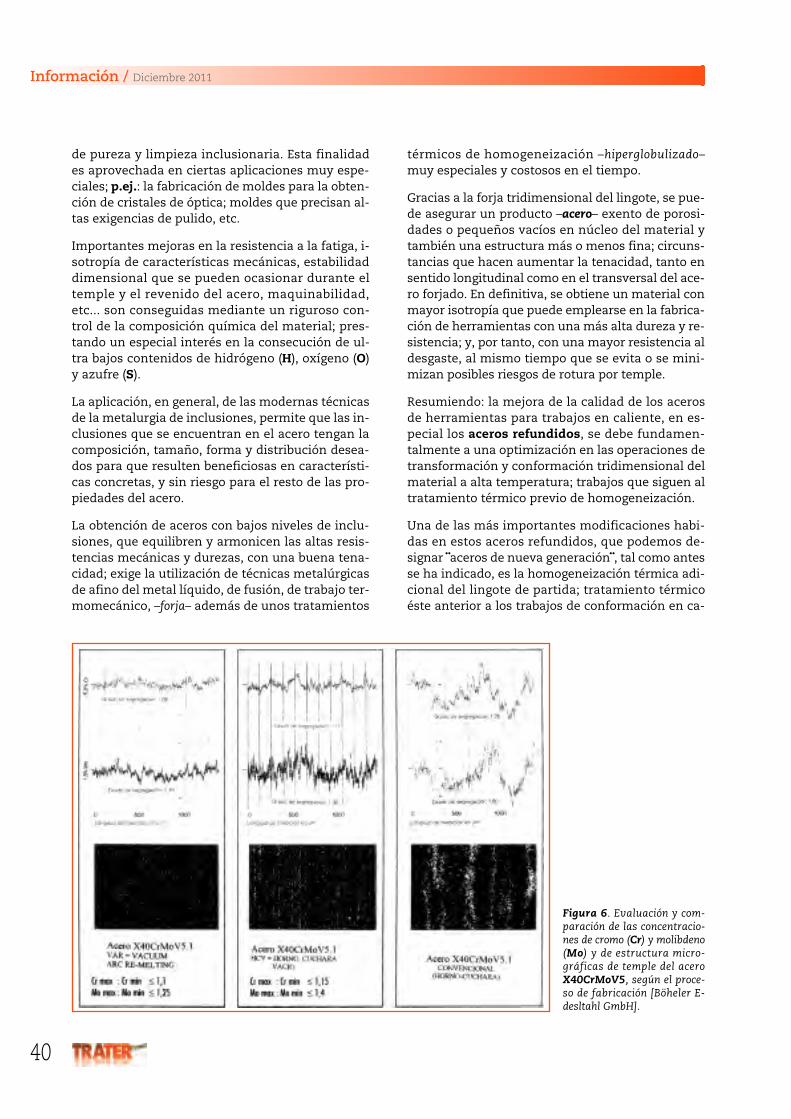
de pureza y limpieza inclusionaria. Esta finalidades aprovechada en ciertas aplicaciones muy espe-ciales; p.ej.: la fabricación de moldes para la obten-ción de cristales de óptica; moldes que precisan al-tas exigencias de pulido, etc.
Importantes mejoras en la resistencia a la fatiga, i-sotropía de características mecánicas, estabilidaddimensional que se pueden ocasionar durante eltemple y el revenido del acero, maquinabilidad,etc... son conseguidas mediante un riguroso con-trol de la composición química del material; pres-tando un especial interés en la consecución de ul-tra bajos contenidos de hidrógeno (H), oxígeno (O)y azufre (S).
La aplicación, en general, de las modernas técnicasde la metalurgia de inclusiones, permite que las in-clusiones que se encuentran en el acero tengan lacomposición, tamaño, forma y distribución desea-dos para que resulten beneficiosas en característi-cas concretas, y sin riesgo para el resto de las pro-piedades del acero.
La obtención de aceros con bajos niveles de inclu-siones, que equilibren y armonicen las altas resis-tencias mecánicas y durezas, con una buena tena-cidad; exige la utilización de técnicas metalúrgicasde afino del metal líquido, de fusión, de trabajo ter-momecánico, –forja– además de unos tratamientos
térmicos de homogeneización –hiperglobulizado–muy especiales y costosos en el tiempo.
Gracias a la forja tridimensional del lingote, se pue-de asegurar un producto –acero– exento de porosi-dades o pequeños vacíos en núcleo del material ytambién una estructura más o menos fina; circuns-tancias que hacen aumentar la tenacidad, tanto ensentido longitudinal como en el transversal del ace-ro forjado. En definitiva, se obtiene un material conmayor isotropía que puede emplearse en la fabrica-ción de herramientas con una más alta dureza y re-sistencia; y, por tanto, con una mayor resistencia aldesgaste, al mismo tiempo que se evita o se mini-mizan posibles riesgos de rotura por temple.
Resumiendo: la mejora de la calidad de los acerosde herramientas para trabajos en caliente, en es-pecial los aceros refundidos, se debe fundamen-talmente a una optimización en las operaciones detransformación y conformación tridimensional delmaterial a alta temperatura; trabajos que siguen altratamiento térmico previo de homogeneización.
Una de las más importantes modificaciones habi-das en estos aceros refundidos, que podemos de-signar ¨aceros de nueva generación¨, tal como antesse ha indicado, es la homogeneización térmica adi-cional del lingote de partida; tratamiento térmicoéste anterior a los trabajos de conformación en ca-
Información / Diciembre 2011
40
Figura 6. Evaluación y com-paración de las concentracio-nes de cromo (Cr) y molibdeno(Mo) y de estructura micro-gráficas de temple del aceroX40CrMoV5, según el proce-so de fabricación [Böheler E-desltahl GmbH].
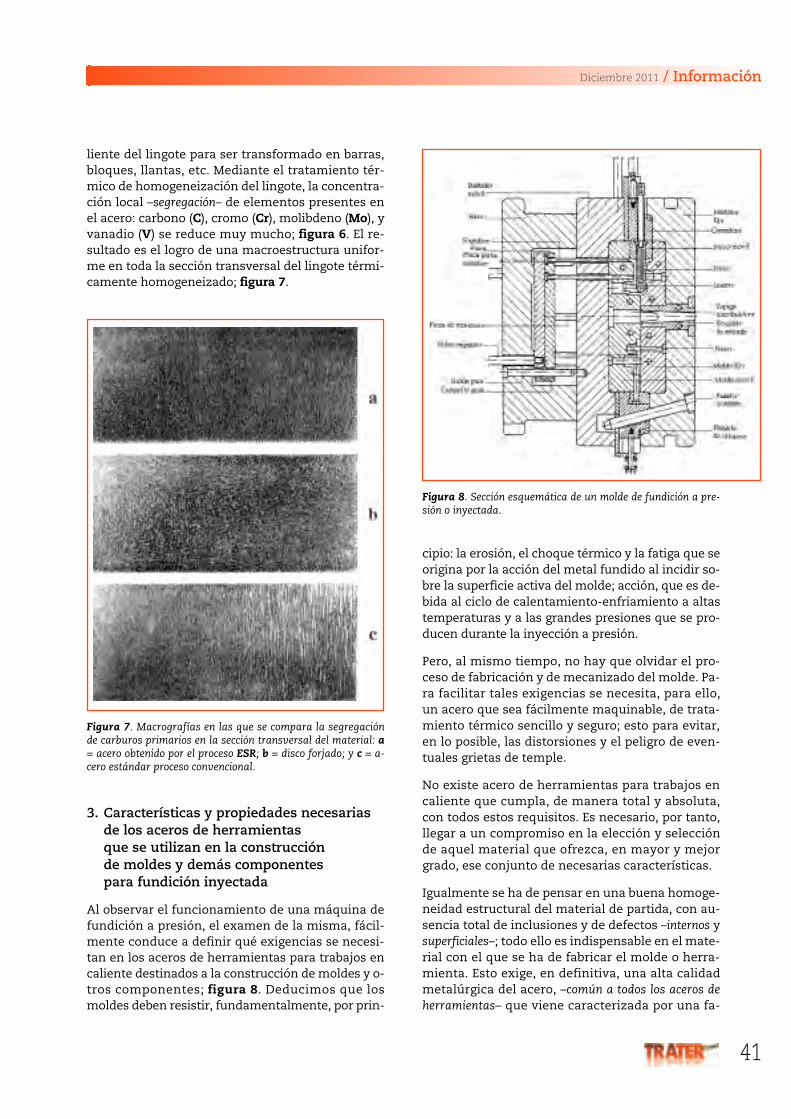
cipio: la erosión, el choque térmico y la fatiga que seorigina por la acción del metal fundido al incidir so-bre la superficie activa del molde; acción, que es de-bida al ciclo de calentamiento-enfriamiento a altastemperaturas y a las grandes presiones que se pro-ducen durante la inyección a presión.
Pero, al mismo tiempo, no hay que olvidar el pro-ceso de fabricación y de mecanizado del molde. Pa-ra facilitar tales exigencias se necesita, para ello,un acero que sea fácilmente maquinable, de trata-miento térmico sencillo y seguro; esto para evitar,en lo posible, las distorsiones y el peligro de even-tuales grietas de temple.
No existe acero de herramientas para trabajos encaliente que cumpla, de manera total y absoluta,con todos estos requisitos. Es necesario, por tanto,llegar a un compromiso en la elección y selecciónde aquel material que ofrezca, en mayor y mejorgrado, ese conjunto de necesarias características.
Igualmente se ha de pensar en una buena homoge-neidad estructural del material de partida, con au-sencia total de inclusiones y de defectos –internos ysuperficiales–; todo ello es indispensable en el mate-rial con el que se ha de fabricar el molde o herra-mienta. Esto exige, en definitiva, una alta calidadmetalúrgica del acero, –común a todos los aceros deherramientas– que viene caracterizada por una fa-
liente del lingote para ser transformado en barras,bloques, llantas, etc. Mediante el tratamiento tér-mico de homogeneización del lingote, la concentra-ción local –segregación– de elementos presentes enel acero: carbono (C), cromo (Cr), molibdeno (Mo), yvanadio (V) se reduce muy mucho; figura 6. El re-sultado es el logro de una macroestructura unifor-me en toda la sección transversal del lingote térmi-camente homogeneizado; figura 7.
Diciembre 2011 / Información
41
Figura 7. Macrografías en las que se compara la segregaciónde carburos primarios en la sección transversal del material: a= acero obtenido por el proceso ESR; b = disco forjado; y c = a-cero estándar proceso convencional.
3. Características y propiedades necesariasde los aceros de herramientasque se utilizan en la construcciónde moldes y demás componentespara fundición inyectada
Al observar el funcionamiento de una máquina defundición a presión, el examen de la misma, fácil-mente conduce a definir qué exigencias se necesi-tan en los aceros de herramientas para trabajos encaliente destinados a la construcción de moldes y o-tros componentes; figura 8. Deducimos que losmoldes deben resistir, fundamentalmente, por prin-
Figura 8. Sección esquemática de un molde de fundición a pre-sión o inyectada.
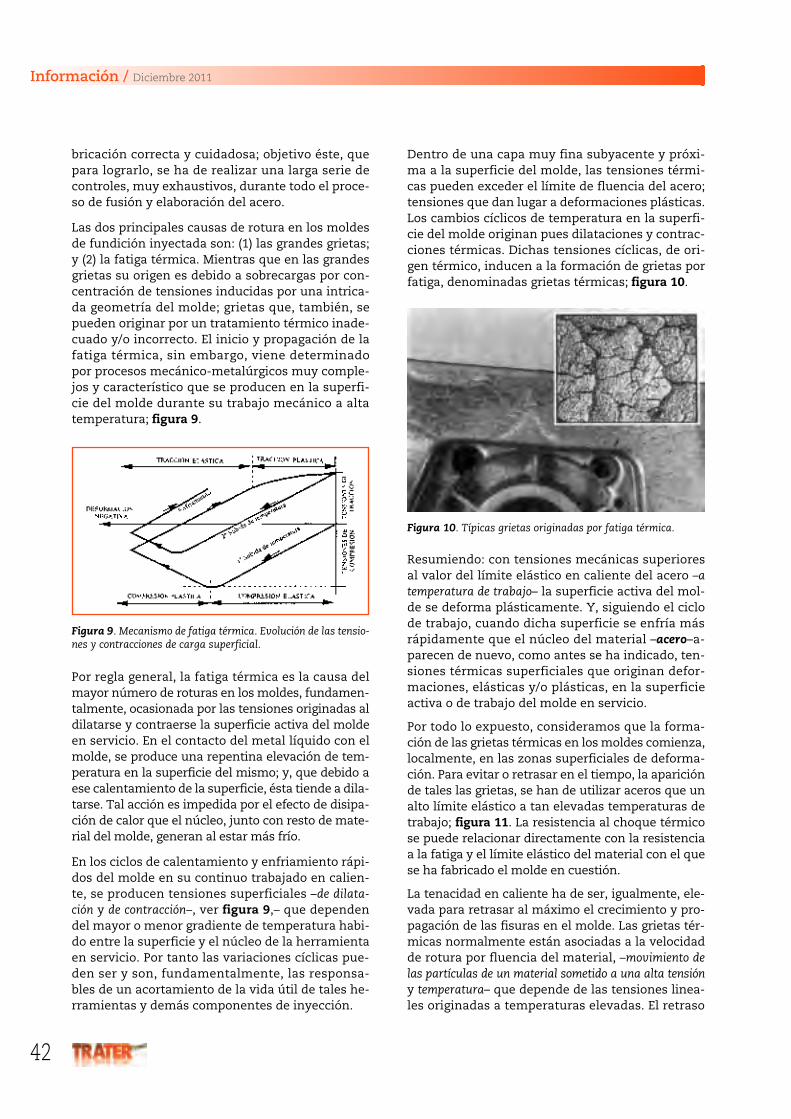
bricación correcta y cuidadosa; objetivo éste, quepara lograrlo, se ha de realizar una larga serie decontroles, muy exhaustivos, durante todo el proce-so de fusión y elaboración del acero.
Las dos principales causas de rotura en los moldesde fundición inyectada son: (1) las grandes grietas;y (2) la fatiga térmica. Mientras que en las grandesgrietas su origen es debido a sobrecargas por con-centración de tensiones inducidas por una intrica-da geometría del molde; grietas que, también, sepueden originar por un tratamiento térmico inade-cuado y/o incorrecto. El inicio y propagación de lafatiga térmica, sin embargo, viene determinadopor procesos mecánico-metalúrgicos muy comple-jos y característico que se producen en la superfi-cie del molde durante su trabajo mecánico a altatemperatura; figura 9.
Dentro de una capa muy fina subyacente y próxi-ma a la superficie del molde, las tensiones térmi-cas pueden exceder el límite de fluencia del acero;tensiones que dan lugar a deformaciones plásticas.Los cambios cíclicos de temperatura en la superfi-cie del molde originan pues dilataciones y contrac-ciones térmicas. Dichas tensiones cíclicas, de ori-gen térmico, inducen a la formación de grietas porfatiga, denominadas grietas térmicas; figura 10.
Información / Diciembre 2011
42
Figura 9. Mecanismo de fatiga térmica. Evolución de las tensio-nes y contracciones de carga superficial.
Por regla general, la fatiga térmica es la causa delmayor número de roturas en los moldes, fundamen-talmente, ocasionada por las tensiones originadas aldilatarse y contraerse la superficie activa del moldeen servicio. En el contacto del metal líquido con elmolde, se produce una repentina elevación de tem-peratura en la superficie del mismo; y, que debido aese calentamiento de la superficie, ésta tiende a dila-tarse. Tal acción es impedida por el efecto de disipa-ción de calor que el núcleo, junto con resto de mate-rial del molde, generan al estar más frío.
En los ciclos de calentamiento y enfriamiento rápi-dos del molde en su continuo trabajado en calien-te, se producen tensiones superficiales –de dilata-ción y de contracción–, ver figura 9,– que dependendel mayor o menor gradiente de temperatura habi-do entre la superficie y el núcleo de la herramientaen servicio. Por tanto las variaciones cíclicas pue-den ser y son, fundamentalmente, las responsa-bles de un acortamiento de la vida útil de tales he-rramientas y demás componentes de inyección.
Figura 10. Típicas grietas originadas por fatiga térmica.
Resumiendo: con tensiones mecánicas superioresal valor del límite elástico en caliente del acero –atemperatura de trabajo– la superficie activa del mol-de se deforma plásticamente. Y, siguiendo el ciclode trabajo, cuando dicha superficie se enfría másrápidamente que el núcleo del material –acero–a-parecen de nuevo, como antes se ha indicado, ten-siones térmicas superficiales que originan defor-maciones, elásticas y/o plásticas, en la superficieactiva o de trabajo del molde en servicio.
Por todo lo expuesto, consideramos que la forma-ción de las grietas térmicas en los moldes comienza,localmente, en las zonas superficiales de deforma-ción. Para evitar o retrasar en el tiempo, la apariciónde tales las grietas, se han de utilizar aceros que unalto límite elástico a tan elevadas temperaturas detrabajo; figura 11. La resistencia al choque térmicose puede relacionar directamente con la resistenciaa la fatiga y el límite elástico del material con el quese ha fabricado el molde en cuestión.
La tenacidad en caliente ha de ser, igualmente, ele-vada para retrasar al máximo el crecimiento y pro-pagación de las fisuras en el molde. Las grietas tér-micas normalmente están asociadas a la velocidadde rotura por fluencia del material, –movimiento delas partículas de un material sometido a una alta tensióny temperatura– que depende de las tensiones linea-les originadas a temperaturas elevadas. El retraso

perfecto tratamiento térmico de temple y reveni-do, a estructuras ciertamente correctas.
4. Resumen final
La mayor calidad de los actuales aceros aleados deherramientas para trabajos en caliente es unos delos factores más importantes que determinan, deuna forma definitiva, la vida útil de los moldes ydemás componentes que trabajan a altas tempera-
del crecimiento y propagación de las fisuras se con-sigue, en gran medida, utilizando aceros de una altay excepcional tenacidad, elevada dureza en calien-te, y una gran estabilidad térmica; figuras 12 y 13.
La velocidad de rotura por fluencia del material, auna cierta tensión y temperatura, deberá ser lo máslenta posible. Los factores que influyen en la resis-tencia a la formación de grietas térmicas superficia-les, en los aceros para trabajo en caliente, son:
• Elevado límite elástico y resistencia a la tracción.• Alta tenacidad en caliente para evitar la defor-
mación plástica.• Alta resistencia al revenido para mantener la du-
reza en caliente.• Gran resistencia a la fluencia en caliente.• Alto grado de limpieza y pureza metalúrgica: no
inclusiones.• Gran homogeneidad molecular: estructura.• Elevada conductividad térmica para minimizar
los picos altos y gradientes de temperatura.
La abrasión y/o erosión que origina el metal líquidosobre la superficie activa del molde de inyecciónen servicio –figura 14– es, también, otro motivo degraves problemas. La resistencia a la abrasión y ala erosión está relacionada con el nivel de durezade la superficie molde; y, al mismo tiempo, con lacomposición del acero con que se ha fabricado.Condiciones ambas que dan lugar, después de un
Diciembre 2011 / Información
43
Figura 11. Límite elástico (LE0,2) de tres aceros típicos de he-rramientas para trabajo en caliente en función de la temperatu-ra de ensayo.
Figura 12. Tenacidad en caliente en función de la temperaturade revenido. Acero refundido ESR ¨acero de nueva generación¨para trabajos en caliente: C = 0,50%; Cr = 4,50%; Mo = 3,00% yV = 0,55%. Ensayo Charpy con probeta entallada en U.
Figura 13. Dureza de temple, en caliente, y la influencia del tiempoa temperatura constante de ensayo. Tres ¨aceros de nueva genera-ción¨ para trabajos en caliente. [Acero (I) refundido proceso ESR].

el rendimiento de todas las herramientas –compo-nentes, moldes, y otros útiles– que trabajan a altastemperaturas; tal es el caso de la fundición inyec-tada: (1) selección de acero más adecuado; (2) téc-nicas de refusión y otras tecnologías actuales defabricación del acero; (3) tratamiento térmico dehomogeneización previa del lingote; etc.
La mayor atención se ha centrado en caracterizaraquellas pautas más específicas para la fabricacióndel acero de herramientas para trabajos en calien-te, y que tienen mayor influencia en la consecu-ción y calidad del molde, así como en el aumentode su rendimiento en servicio.
En aquellas aplicaciones donde los clásicos acerosestándar de herramientas han llegado a su techo ú-til; p.ej.: limitación de dureza en caliente y de la re-sistencia al revenido, etc. La utilización de los llama-dos ¨aceros de nueva generación¨ es una alternativa,muy fiablemente, a considerar, ya que tales acerostienen una gran pureza inclusionaria y mayor dure-za, así como una más alta tenacidad en caliente.
C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
ESPECTRÓMETROS OES PARA ANÁLISIS DE METALESANALIZADORES ELEMENTALES C/S/N/O/H
ANALIZADORES PORTÁTILES DE Rx
turas. Este trabajo ha descrito aquellos factoresmás relevantes que influyen en la construcción y
Información / Diciembre 2011
44
Figura 14. Erosión, forma de desgaste mecánico en caliente so-bre la superficie activa del molde.

45

46

Solución total conun único proveedor
PROGRAMA DE FABRICACIÓN:• Hornos de atmósfera de una o varias cámaras.• Hornos de vacío horizontales y verticales.• Instalaciones continuas de atmósfera.• Instalaciones continuas de vacío.• Generación de atmósferas para procesos.• Control y automatización de procesos.• Investigación, fabricación, servicio postventa, formación.
Ipsen International GmbHFlutstrasse 78 – 47533 Kleve, Alemania – Teléfono 0049-2821-804-518
www.ipsen.de
47

Información / Diciembre 2011
48
ACEMSA . . . . . . . . . . . . . . . . . . . . . . 44
AFE CRONITE . . . . . . . . . . . . . . . . . 9
ALJU . . . . . . . . . . . . . . . . . . . . . . . . . 9
APLITEC . . . . . . . . . . . . . . . . . . . . . . 45
ARROLA . . . . . . . . . . . . . . . . . . . . . . Contraportada 4
BIEMH . . . . . . . . . . . . . . . . . . . . . . . Contraportada 2
BMI . . . . . . . . . . . . . . . . . . . . . . . . . . 45
BRUKER . . . . . . . . . . . . . . . . . . . . . . 44
BÜRGDORF . . . . . . . . . . . . . . . . . . . 17
COMERCIAL SATEC . . . . . . . . . . . . 11
CURSO MATERPLAT . . . . . . . . . . . . 7
DEGUISA . . . . . . . . . . . . . . . . . . . . . 44
EMISON . . . . . . . . . . . . . . . . . . . . . . 45
ENTESIS . . . . . . . . . . . . . . . . . . . . . . 45
FISCHER INSTRUMENTS . . . . . . . . 46
FLEXINOX . . . . . . . . . . . . . . . . . . . . 45
HORNOS ALFERIEFF . . . . . . . . . . . . 5
HORNOS DEL VALLÉS . . . . . . . . . . 11
HOT . . . . . . . . . . . . . . . . . . . . . . . . . 13
INDUSTRIAS TEY . . . . . . . . . . . . . . 45
INSERTEC . . . . . . . . . . . . . . . . . . . . . 47
INSTRUMENTOS TESTO . . . . . . . . 47
INTERBIL . . . . . . . . . . . . . . . . . . . . . 3 y PORTADA
IPSEN . . . . . . . . . . . . . . . . . . . . . . . . 47
LAND INSTRUMENTS . . . . . . . . . . 15
LIBROS TRATAMIENTO TERMICO . 25
METALOGRÁFICA DE LEVANTE . . 46
PROYCOTECME . . . . . . . . . . . . . . . . 45
REVISTAS TÉCNICAS . . . . . . . . . . . Contraportada 3
S.A. METALOGRÁFICA . . . . . . . . . . 46
SOLO . . . . . . . . . . . . . . . . . . . . . . . . . 47
SPECTRO . . . . . . . . . . . . . . . . . . . . . 47
SUMINISTRO Y CALIBRACIÓNINDUSTRIAL . . . . . . . . . . . . . . . . 47
TECNYMAT . . . . . . . . . . . . . . . . . . . 15
WHEELABRATOR . . . . . . . . . . . . . . 46
WS WÁRMEPROZESSTECHNIKGMBH . . . . . . . . . . . . . . . . . . . . . . PORTADA
FEBRERO
Hornos de vacío, de campana, continuos, de temple y de revenido. Refractarios. Útiles para hornos.Gases especiales. Atmósferas. Quemadores. Medidas. Control no destructivo. Temperatura.
Dureza. Aislamientos. Lubricantes. Fluidos. Medio ambiente.
Próximo número
INDICE de ANUNCIANTES