soldadura de tuberia por termofusión
DESCRIPTION
PROCEDIMIENTO DE SOLDADURA HDPETRANSCRIPT
PROCEDIMIENTO ESPECÍFICO Y SEGURIDAD.
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
ACIDULACIÓN MÓDULOS LÍNEA INDEPENDIENTE REFINO Y AGUA
MINERA GABY
REV. 0
JUNIO - 2012
HISTORIAL DE REVISIONES
REV. ELABORA REVISA APRUEBA
0
NOMBRE
CARGO
FIRMA
FECHA
CLIENTE
REVISA APRUEBA
NOMBRE
CARGO
FIRMA CLIENTE
FECHA
CÓDIGO 66512-NEG-G-PE-006
MINERA GABY
PROYECTOS
ESPECIALIDAD CIVIL
TIPO DE DOCUMENTO PROCEDIMIENTO ESPECIFICO Y SEGURIDAD
TÍTULO SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
ELABORACIÓN INGENIERIA
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 3 de 26
TABLA DE CONTENIDO
1 INTRODUCCIÓN ......................................................................................................................................................... 4
2 OBJETIVOS................................................................................................................................................................. 4
3 ALCANCES ................................................................................................................................................................. 4
4 REFERENCIAS ............................................................................................................................................................. 4
5 DEFINICIONES ............................................................................................................................................................ 4
6 RESPONSABILIDADES ................................................................................................................................................ 6
7 IDENTIFICACIÓN TUBERIA HDPE ................................................................................................................................ 7
8 EQUIPOS REQUERIDOS .............................................................................................................................................. 8
9 PROCEDIMIENTO PREVIO .......................................................................................................................................... 9
10 DESCRIPCION DEL PROCESO .....................................................................................................................................10
11 CRITERIOS DE ACEPTACION ......................................................................................................................................17
12 RECOMENDACIONES DE SEGURIDAD........................................................................................................................17
13 ELEMENTOS DE PROTECCIÓN PERSONAL ( E.P.P. ) ....................................................................................................19
14 RIESGOS ASOCIADOS ................................................................................................................................................20
15 ANALISIS DE RIESGOS DEL TRABAJO .........................................................................................................................20
16 PLAN DE CONTINGENCIA ..........................................................................................................................................22
17 ANEXOS ....................................................................................................................................................................24
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 4 de 26
1 INTRODUCCIÓN
Establecer los métodos que deben seguirse para la soldadura de tuberías de HDPE por termofusión y otros que se requieren en la construcción y montajes industriales de TECNOLOGÍAS INDUSTRIALES BUILDTEK S.A.
2 OBJETIVOS
Establecer un instructivo que define la metodología para la ejecución de una soldadura por el método de termofusión en las uniones de la tubería y fittings de polietileno de alta densidad, HDPE.
Establecer el compromiso y la participación de todos los involucrados; mediante lo anterior, cumplir y hacer cumplir las exigencias de seguridad, protección al medio ambiente y el plan de calidad establecido para este proyecto.
3 ALCANCES
Aplicable a todas las soldaduras realizadas a este producto y/o de acuerdo a Especificaciones Técnicas del Cliente.
4 REFERENCIAS
Plan de calidad del Proyecto.
Especificaciones del proyecto
Plan de Emergencia GABY
Procedimiento de Montaje de Tuberías hasta 36”.
Normas vigentes: ISO-4427; DIN 8074; ASME B31.11
5 DEFINICIONES
HDPE: Polietileno de Alta Densidad (High Density Polyetilene). Este es un Polímero termoplástico. En la actualidad las resinas más usadas para la confección de tuberías son: el polietileno 80 (PE 80) y el polietileno 100 (PE 100).
Termofusión: Unión o soldadura de dos elementos, en este caso HDPE; efectuados con un equipo llamado termofusionadora (soldadora por placa calefactora).
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 5 de 26
Termofusionadora: Máquina utilizada para efectuar fusión de dos elementos termoplásticos, aplicando calor y presión durante un tiempo determinado.
Calefactor: Elemento (por lo general plano y circular) que posee la termofusionadora y que es utilizado para aplicar calor durante el proceso de termofusión.
Refrentador: Elemento circular que posee cuchillos de corte y que es utilizado para cepillar los extremos de las tuberías a soldar con el objeto de eliminar impurezas en los extremos, dar superficie uniforme y paralelismo a éstas.
Presión de Arrastre: Fuerza por unidad de área que debe ejercer la termofusionadora para romper la estática e iniciar el desplazamiento de la tubería a soldar.
Presión de Fusión: Fuerza por unidad de área que se debe aplicar en la zona de unión. Esta presión debe ser iniciada por el fabricante de la tubería y/o el fabricante de la termofusionadora.
Presión de Soldadura: por unidad de área que se debe aplicar con la Termofusionadora para efectuar la termofusión. La presión de soldadura es la suma de la presión de arrastre mas la presión de fusión a aplicar, es decir:
PRESION DE SOLDADURA = PRESION DE ARRASTRE + PRESION DE FUSION
Temperatura de Termofusión: Temperatura que debe poseer la superficie del calefactor para ligadura de las superficies a unir. Esta temperatura debe ser iniciada por el fabricante de la tubería.
Tiempo de Calentamiento: Tiempo que transcurre desde el momento en que se efectuó la termofusión
Tiempo de Enfriamiento: Tiempo que debe transcurrir desde el momento que se efectuó la termofusión y se deja enfriar la unión soldada. El tiempo de enfriamiento debe ser indicado por el fabricante de la tubería y/o por el fabricante de la termofusionadora.
Spool: Subcomponente de una línea, el cual involucra la instalación de fitting (codo, tee, stub end u otro).
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 6 de 26
6 RESPONSABILIDADES
Gerente
Es el responsable de establecer las políticas, la misión y visión de la empresa y asegura los recursos para que estos sean difundidos en toda la organización.
Define las metas y los objetivos del proyecto Compromete a la organización con el respeto a la aplicación de los procedimientos.
Administrador de Obras
Es responsable de la aprobación, implantación y seguimiento de este procedimiento en la obra Velar por realizar las actividades de contrato, sin descuidar, la calidad, medio ambiente y seguridad de
las actividades.
Supervisor
Son responsables de la correcta aplicación del procedimiento en todos los trabajos ejecutados en la obra.
Verificar que los materiales a utilizar en terreno son de la calidad especificada y los equipos cumplen con los estándares del proyecto para un trabajo seguro.
Chequear que las uniones por termofusión, se realicen de acuerdo a las tablas de presión y rango particulares de cada diámetro de cañería.
Verificar el cumplimiento de esta instrucción y monitorear los procesos de soldadura. Verificar que los operadores estén debidamente calificados Verificar la correcta ejecución de la termofusión entre cañerías. Difundir y registrar la capacitación sobre este procedimiento. Solicitar permisos correspondientes trabajos en caliente.
Jefe de gestión de calidad
Es responsable a través de su personal y/o de sus designados de verificar que se cumplan las
condiciones especificadas en este procedimiento y de documentar las inspecciones realizadas. Verificar que se cumplan las Especificaciones Técnicas del Proyecto. Controlar que se registren las etapas constructivas en los registros que corresponden. Realizar Chequeos permanentes en el área de trabajo, verificando que las actividades se realicen de
acuerdo a los planos y Especificaciones Técnicas del Proyecto. Responsable de entregar los formatos de protocolos que apliquen para el presente procedimiento. Realizar el control de las no conformidades y llevar la trazabilidad respectiva.
Prevención de Riesgos
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 7 de 26
Es responsable de la Aplicación del Procedimiento y autorización a personal debidamente capacitadas
para efectuar maniobras con equipos de levante mayor. Asesorará a la línea de mando en las materias de su competencia técnica. Estará atento a cualquier situación imprevista que pueda presentarse y que involucre disminución de la
seguridad del personal y de la faena. Asesorará legal y técnicamente a todo el personal involucrado con la tarea, acerca de los riesgos
inherentes de las actividades a realizar, además de hacer hincapié en el tema de la autoinducción y sus métodos de mitigación
Operador de máquina soldadora por termofusión
Toda unión soldada debe ser identificada por el Soldador con sus iníciales, fecha y hora de ejecución. Todo operador debe llevar identificación. Se debe llevar por cada soldadura realizada, el registro de parámetros de control de operaciones de la
máquina en Hoja de Registro de Soldadura (Reporte). Emite No Conformidades relacionadas al producto y servicio cuando amerite.
Maestros mecánicos:
Realizar Uniones de Cañería Flangeada y verificación de estado de unión
Ayudantes y Jornales:
Realizar labores de apoyo en los trabajos de termofusión y Montaje de Cañería.
7 IDENTIFICACIÓN TUBERIA HDPE
7.1 Las tuberías HDPE han sido diseñadas para las más duras condiciones climáticas y agresividad química. Tienen un excelente comportamiento entre -40º C y + 60º C. La materia prima contiene antioxidantes que le dan una gran resistencia a los rayos ultravioleta .El alto peso molecular le da propiedades físicas muy estables difíciles de lograr con otros.
7.2 Actualmente en el mercado se está utilizando 2 tipos de resinas de HDPE en la fabricación de tuberías. Ellas son:
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 8 de 26
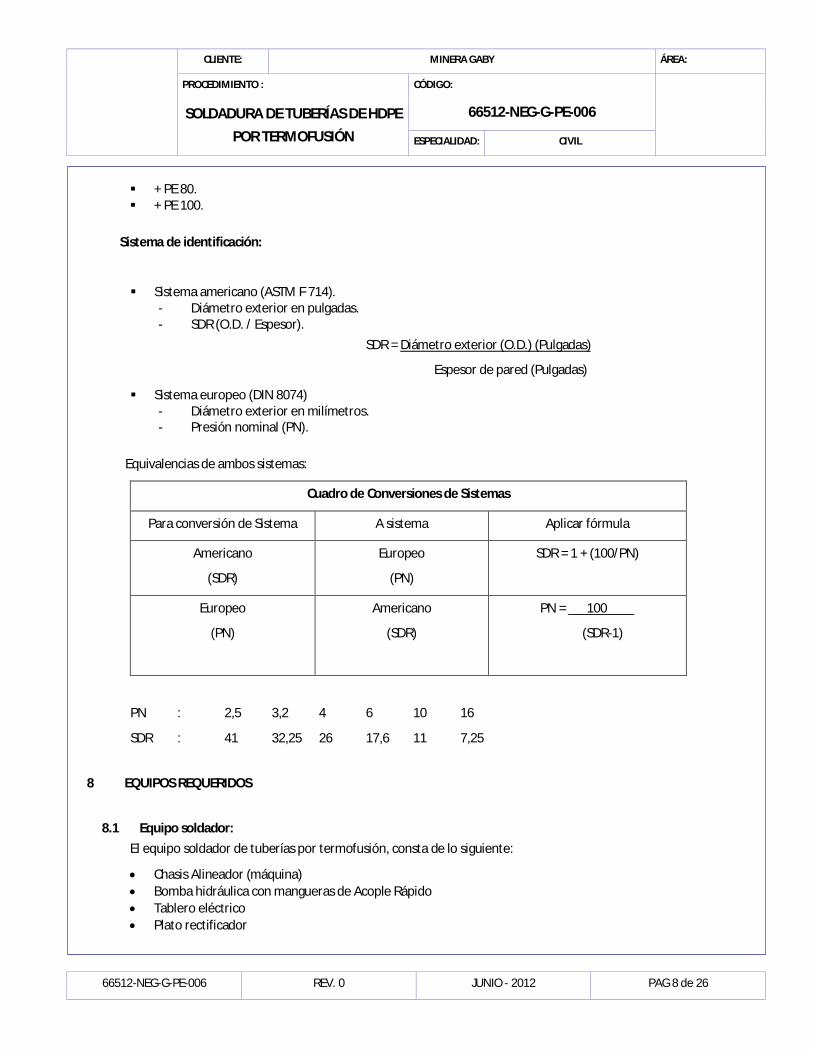
+ PE 80. + PE 100.
Sistema de identificación:
Sistema americano (ASTM F 714). - Diámetro exterior en pulgadas. - SDR (O.D. / Espesor).
SDR = Diámetro exterior (O.D.) (Pulgadas)
Espesor de pared (Pulgadas)
Sistema europeo (DIN 8074) - Diámetro exterior en milímetros. - Presión nominal (PN).
Equivalencias de ambos sistemas:
Cuadro de Conversiones de Sistemas
Para conversión de Sistema A sistema Aplicar fórmula
Americano
(SDR)
Europeo
(PN)
SDR = 1 + (100/PN)
Europeo
(PN)
Americano
(SDR)
PN = 100
(SDR-1)
PN : 2,5 3,2 4 6 10 16
SDR : 41 32,25 26 17,6 11 7,25
8 EQUIPOS REQUERIDOS
8.1 Equipo soldador: El equipo soldador de tuberías por termofusión, consta de lo siguiente:
Chasis Alineador (máquina) Bomba hidráulica con mangueras de Acople Rápido Tablero eléctrico Plato rectificador
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 9 de 26
Plato calefactor Porta platos Mordazas Porta stub-end.
8.2 Accesorios complementarios: El equipo de soldadura, requiere de varios accesorios indispensables para su buen funcionamiento, tales como:
Energía eléctrica (ver tabla anexa para cada equipo). Extensiones eléctricas, 220 / 380 volts, según el equipo (largo máx.) 50 mts. Herramientas menores:
- Llave punta corona, o de tubo (la medida debe corresponder de acuerdo a las tuercas que tenga la máquina a utilizar.)
- Llaves Allen - Raspador - Nivel - Goniómetro
Equipos menores: - Sierra caladora (la hoja debe ser la correspondiente, para plásticos). - Sierra circular (con widia) para mayores, debe ser operada por personal calificado.
Termómetro digital tipo pistola Cronómetro digital Filler, para control de paralelismo de los extremos Alcohol desnaturalizado Papel Celulósico ( Toalla Nova) para limpieza (sin diseño, blanca) Tablas de operación correspondientes a la máquina a utilizar Hoja de registro de soldadura (Report) (certificado de soldadura por termofusión). Elementos y/o equipos de levante (levante con camión pluma)
- Eslingas (1600 Kg. de capacidad o superiores) Apoyo para la tubería
9 PROCEDIMIENTO PREVIO
Previo al inicio de los trabajos se deberá:
Verificar que los equipos funcionan correctamente y tienen autonomía suficiente (Check-List). Constatar que se dispone de todas las herramientas y materiales necesarios para efectuar el trabajo sin
contratiempos. Efectuar análisis dimensional de los elementos a soldar (chequeo de espesores, diámetros y tolerancias
máximas). Compruebe las dimensiones obtenidas con los valores en tabla. Efectuar en conjunto con la cuadrilla de trabajo, una simulación de los trabajos a realizar.
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 10 de 26
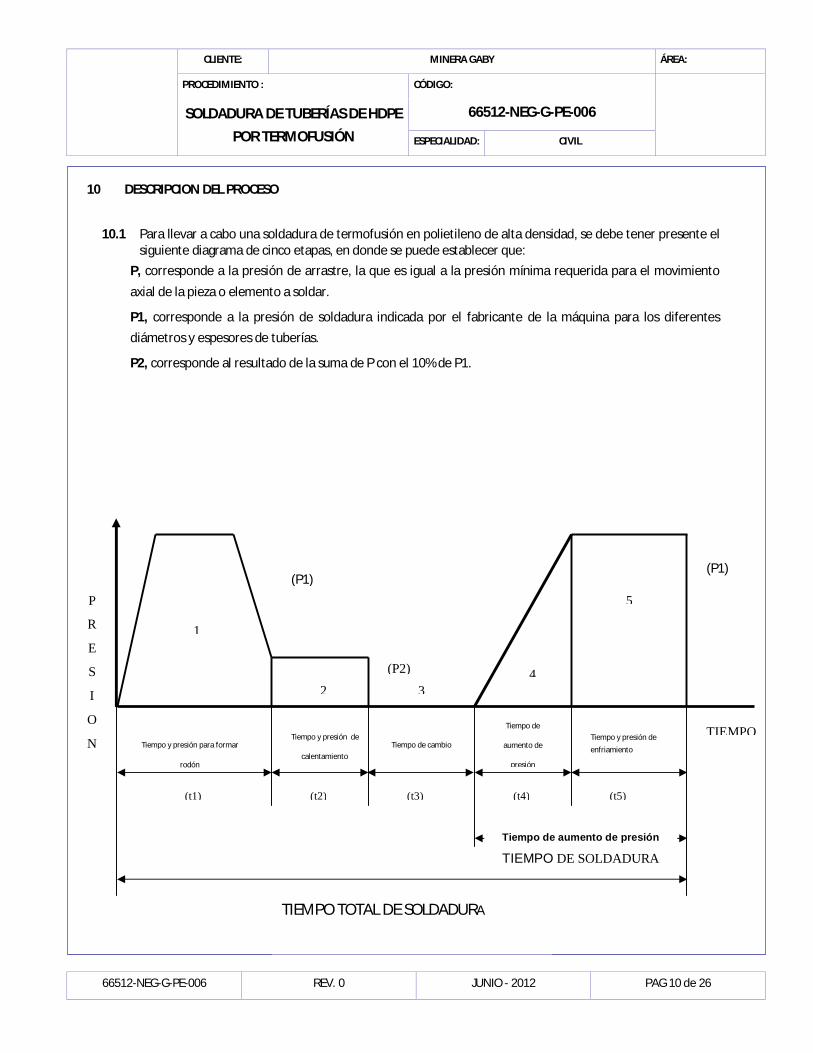
10 DESCRIPCION DEL PROCESO
10.1 Para llevar a cabo una soldadura de termofusión en polietileno de alta densidad, se debe tener presente el siguiente diagrama de cinco etapas, en donde se puede establecer que:
P, corresponde a la presión de arrastre, la que es igual a la presión mínima requerida para el movimiento axial de la pieza o elemento a soldar.
P1, corresponde a la presión de soldadura indicada por el fabricante de la máquina para los diferentes diámetros y espesores de tuberías.
P2, corresponde al resultado de la suma de P con el 10% de P1.
(t4) (t5)
(P2)
1
2 3 4
5
(P1)
Tiempo y presión para formar
rodón
Tiempo y presión de
calentamiento Tiempo de cambio
Tiempo de
aumento de
presión
TIEMPO Tiempo y presión de enfriamiento
(t1) (t2) (t3)
Tiempo de aumento de presión
TIEMPO DE SOLDADURA
TIEMPO TOTAL DE SOLDADURA
P
R
E
S
I
O
N
(P1)
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 11 de 26
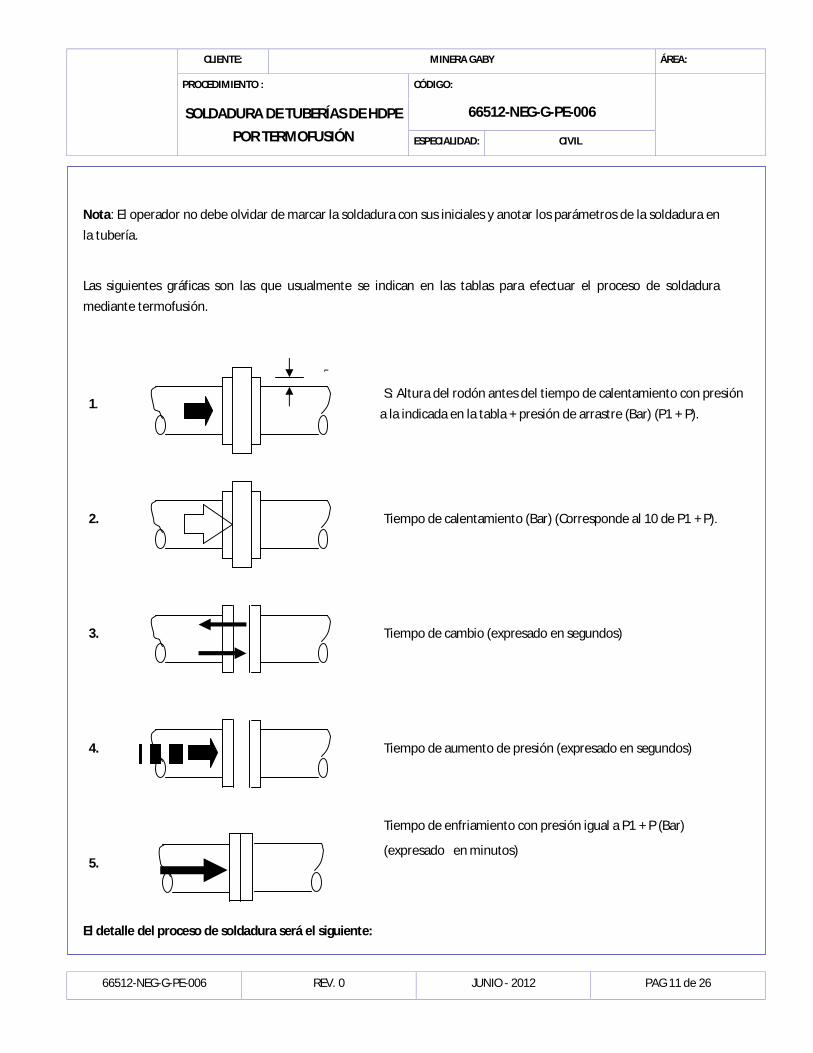
Nota: El operador no debe olvidar de marcar la soldadura con sus iniciales y anotar los parámetros de la soldadura en la tubería.
Las siguientes gráficas son las que usualmente se indican en las tablas para efectuar el proceso de soldadura mediante termofusión.
1.
S: Altura del rodón antes del tiempo de calentamiento con presión igual a la indicada en la tabla + presión de arrastre (Bar) (P1 + P).
2.
Tiempo de calentamiento (Bar) (Corresponde al 10 de P1 + P).
3.
Tiempo de cambio (expresado en segundos)
4.
Tiempo de aumento de presión (expresado en segundos)
5.
Tiempo de enfriamiento con presión igual a P1 + P (Bar)
(expresado en minutos)
El detalle del proceso de soldadura será el siguiente:
5
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 12 de 26
10.1.1 Preparación:
Montar la máquina, conectar todos los accesorios y alimentación eléctrica. (Verificar nivel de aceite de la bomba hidráulica).
10.1.2 Condiciones climáticas:
Se debe asegurar que no existan condiciones climáticas que puedan afectar la ejecución de la termofusión de cañerías.
En caso necesario (dependiendo de las condiciones climáticas), montar una carpa para proteger el área de trabajo, contra la lluvia, nieve, vientos fuertes, polvo, etc.
Para proteger el área se utilizara un armazón (tipo andamio) para cubrirlo con una carpa de manera de proteger del viento, el polvo y los cambios de temperatura que puedan afectar la termofusión tanto como en su inicio como en su etapa de enfriamiento.
Se debe asegurar que la temperatura ambiente no sea inferior a 10ºC.
No se realizaran maniobras de izaje con una velocidad igual o superior a 32 Km/hr.
10.1.3 Colocar y alinear las tuberías o accesorios a soldar:
Cuando se requiera, la tubería deberá ser soportada por elementos anexos (polines, etc.) para permitir un adecuado desplazamiento axial.
Fijar en la máquina las tuberías y accesorios con las mordazas que acompañan cada equipo. La tubería no debe quedar con juego y se deben utilizar todas las mordazas para un correcto alineamiento (desalineamiento máx. = 10% del espesor de pared).
En el caso de tuberías de diámetros mayores cuya manipulación se dificulta por el peso total de la tubería, se utilizara el apoyo de equipos de izajes, con ellos se apoyaran para el traslado y montaje de las tuberías para su posición de soldadura, también se apoyaran con equipos de izaje para poder posicionar la máquina de soldar y sus elemento de acuerdo al procedimiento de soldadadura, ya sea mordazas, refrentador, plato
calefactor, etc. Se deben tomar en cuenta los procedimientos de Manejo de cargas hasta 18 Ton y el de montaje de tuberías hasta 36”.
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 13 de 26
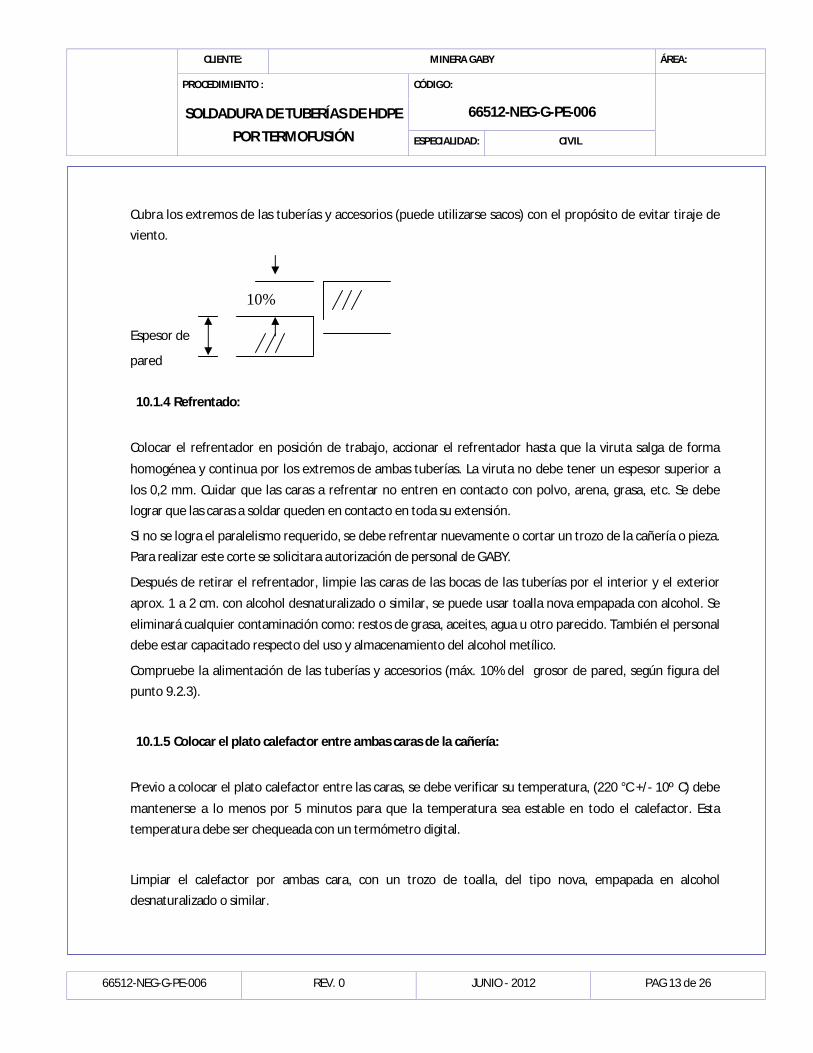
Cubra los extremos de las tuberías y accesorios (puede utilizarse sacos) con el propósito de evitar tiraje de viento.
Espesor de
pared
10.1.4 Refrentado:
Colocar el refrentador en posición de trabajo, accionar el refrentador hasta que la viruta salga de forma
homogénea y continua por los extremos de ambas tuberías. La viruta no debe tener un espesor superior a los 0,2 mm. Cuidar que las caras a refrentar no entren en contacto con polvo, arena, grasa, etc. Se debe lograr que las caras a soldar queden en contacto en toda su extensión.
Si no se logra el paralelismo requerido, se debe refrentar nuevamente o cortar un trozo de la cañería o pieza. Para realizar este corte se solicitara autorización de personal de GABY.
Después de retirar el refrentador, limpie las caras de las bocas de las tuberías por el interior y el exterior aprox. 1 a 2 cm. con alcohol desnaturalizado o similar, se puede usar toalla nova empapada con alcohol. Se eliminará cualquier contaminación como: restos de grasa, aceites, agua u otro parecido. También el personal debe estar capacitado respecto del uso y almacenamiento del alcohol metílico.
Compruebe la alimentación de las tuberías y accesorios (máx. 10% del grosor de pared, según figura del punto 9.2.3).
10.1.5 Colocar el plato calefactor entre ambas caras de la cañería:
Previo a colocar el plato calefactor entre las caras, se debe verificar su temperatura, (220 °C +/- 10º C) debe
mantenerse a lo menos por 5 minutos para que la temperatura sea estable en todo el calefactor. Esta temperatura debe ser chequeada con un termómetro digital.
Limpiar el calefactor por ambas cara, con un trozo de toalla, del tipo nova, empapada en alcohol desnaturalizado o similar.
10%
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 14 de 26
Colocar el calefactor entre las caras a soldar.
10.1.6 Comprobar la presión de soldadura (P1) y anotar en el registro de soldadura:
Consultar en la tabla de presiones de cada máquina de acuerdo al PN y al diámetro de la tubería cuál es la presión de soldadura requerida para la cañería o pieza en cuestión y anotar en el registro de soldadura (P1).
10.1.7 Comprobar la presión de arrastre (P) y anotar en el registro de soldadura:
La presión de arrastre, es la presión más baja necesaria para mover la pieza a soldar (tubo). Esta presión es variable y dependerá de distintos factores como el terreno, largo de la cañería, diámetro de la cañería, elementos de levantes, etc.
Hay que tener en cuenta que la presión necesaria en el instante en que comienza el movimiento (punta de separación), será algo más alta. El valor real lo indica el manómetro.
10.1.8 Aproximar las caras del tubo al plato calefactor y aplicar presión hasta formar un rodón uniforme:
Las piezas a soldar se deberán presionar contra el calefactor de acuerdo con la presión recomendada en la
correspondiente tabla, hasta que forme un rodón uniforme alrededor de los dos extremos, la altura de este rodón dependerá del diámetro y espesor de las piezas, en todo caso y para todo efecto esta altura también esta indicada en las tablas de soldadura.
10.1.9 Bajar la presión hasta alcanzar presión de calentamiento P2; Mantenga el calefactor por el tiempo indicado en las tablas.
Una vez que se logra las exigencias del punto anterior, la presión debe ser reducida a P2, que corresponde a la suma de la presión de arrastre y del 10% de la presión de soldadura indicada en las tablas (P2 = P + 10% P1).
Debe respetarse el tiempo recomendado por el fabricante del equipo, este tiempo esta expresado en
segundos, y debe ser registrado en el certificado de soldadura de termofusión al igual que la presión de calentamiento.
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 15 de 26
10.1.10 Retirar el plato calefactor y unir los extremos de la tubería:
El tiempo requerido para retirar el plato e iniciar la unión de las caras del tubo esta indicado en las tablas correspondientes a cada equipo, esta expresado en segundos y debe quedar registrado en el certificado de soldadura de termofusión. Al unir las caras a soldar, la presión debe aumentarse paulatinamente, de P2 a P1, nunca de golpe, es importante que el tiempo de cambio indicado en las tablas, sea respetado, a fin de evitar soldaduras cristalizada, por enfriamiento prematuro.
10.1.11 Mantener la presión sobre las piezas (presión = P + P1):
La pieza soldada debe permanecer al interior del equipo y con la presión indicada durante el tiempo indicado en las tablas.
10.1.12 Llenar la Hoja de Registro de Soldadura.
Realizar inspección visual.
10.1.13 Transcurrido el tiempo de enfriamiento indicado, se desmontan las piezas soldadas y se de por concluida la unión.
Antes de retirar las mordazas, el operador chequeará que los bordes de la unión estén duros y su temperatura adecuada (agradable al tacto, pasado el tiempo de enfriamiento).
Se deberá dejar registradas las variables del proceso de soldadura indicadas en el informe de autocontrol y entregarlo en la oficina de calidad.
Todas las uniones serán inspeccionadas y recepcionadas solo visualmente ya sea por el capataz o supervisor.
El supervisor a cargo del trabajo deberá instruir específicamente a todo el personal respecto a los trabajos a realizar, dejando constancia escrita y debidamente firmada por cada trabajador.
10.2 Soldadura con Máquina Todo Terreno.
Cuando se disponga, será utilizada una maquina todo terreno para la realización de uniones soldadas por termofusión. La característica principal y que la diferencia con respecto a las máquinas tradicionales lo
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 16 de 26
constituye el tren motor en donde se monta la maquina soldadora como tal, controlado por un joystick que maneja el mismo operador.
Todos los componentes de la maquina son automatizados, por ende son controlados por controles dispuestos en la misma máquina tales como el sistema hidráulico encargado de mover y ajustar mordazas, desplazar las mismas, posicionamiento de los platos rectificadores y de calentamiento, etc.
Por otro lado, como se mencionó anteriormente, el operador cuenta con un joystick utilizado para el desplazamiento de la maquina así como también los controles de la bomba hidráulica encargada de ejercer la presión necesaria para la realización de las soldaduras.
El proceso de soldadura corresponde básicamente a lo mismo con respecto a la máquina tradicional, correspondiendo a lo que se detalla a continuación.
- Posicionamiento de la tubería: dependiendo del diámetro de la misma se utilizará para el montaje de la tubería en la máquina, apoyo con camión pluma o cualquier equipo de izaje.
- Alineación de las tuberías: con la tubería ya posicionada y mediante el uso de los controles de la máquina, se realizará la alineación de las tuberías para efectuar la termofusión, mediante el ajuste del juego de mordazas.
- Refrentado: a las tuberías alineadas se les realizará un refrentado con el plato rectificador, para de esta forma dejar las superficies aptas para llevar a cabo la unión. El plato rectificador será posicionado mediante el uso del sistema de control automático con que cuenta la máquina.
- Limpieza: las caras de la superficie así como también el área de contacto del plato calefactor con el HDPE, serán limpiados con alcohol isopropílico removiendo todo material que pudiese afectar la correcta fusión entre las tuberías.
- Termofusión: para llevar a cabo la termofusión, el plato calefactor de la máquina debe encontrarse en una temperatura comprendida entre los 200°C y 220°C. Cuando se encuentre en este rango, se procederá a posicionar el plato entre ambas caras de HDPE. Dependiendo del diámetro de la tubería y de la presión nominal del HDPE, se determinará el tiempo de calentamiento, una vez cumplido éste, las tuberías serán retiradas extrayendo el plato. Es en este momento cuando las tuberías con el material fundido serán puestas en contacto, formándose de esta manera el cordón de soldadura.
El tiempo de enfriamiento, dependerá del diámetro de la tubería y la presión nominal. Durante el transcurso de este periodo, se le aplicará la presión de soldadura, finalizándose de esta forma el proceso de soldadura una vez haya concluido el tiempo de enfriamiento.
- Cuando se haya cumplido el tiempo de enfriamiento de soldadura, la máquina será trasladada hasta el nuevo punto de trabajo, mediante el uso de su tren motor. Para ello será requerido que
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 17 de 26
la tubería sea levantada por un equipo de izaje, de esta forma la máquina se libera y puede trasladarse, mediante control con joystick.
11 CRITERIOS DE ACEPTACION
11.1 Según Norma:
DIN 169632 DIN 8074 DVS 2203/2 DVS 2203/5 ISO 4427
12 RECOMENDACIONES DE SEGURIDAD
Al utilizar máquinas de soldadura a tope, herramientas y/o equipos menores, es importante asegurar el manejo adecuado y profesional.
Siga detenidamente las instrucciones de funcionamiento y las normas de seguridad aplicables para así prevenir accidentes.
Al ignorar estas normas, pueden producirse accidentes.
a) Mantener limpia la zona de trabajo. Las zonas de trabajo desordenadas a menudo constituyen causa de accidente.
b) Evitar zonas peligrosas. Proteger las herramientas eléctricas de la lluvia. No utilizar habitaciones húmedas. Mantener la zona de trabajo bien iluminada. Mantener los cables y mangueras en lugares que no estorben.
c) Mantener a los visitantes a distancia. Todo el personal que no participe en la maniobra deberá permanecer a una distancia razonable de seguridad; la cual será establecida por el Rigger y el HS del proyecto, los visitantes deberán quedarse en la zona establecida para los observadores; no se debe olvidar delimitar el área de trabajo (mediante conos y/o barreras duras), esta zona se genera para salvaguardar la integridad del personal ante cualquier posible incidente de caídas de la carga mientras
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 18 de 26
se mantenga en el aire. Todo visitante deberá contar a lo menos con los siguientes elementos de seguridad para acercarse a la zona de trabajo:
1. Calzado de seguridad 2. Caso de Seguridad 3. Gafas de Seguridad
d) Almacenaje de las herramientas eléctricas que no se utilizan. Las herramientas que no se utilizan deberán guardarse en lugar seco y fuera el alcance de personas no calificadas.
e) Llevar ropa de trabajo adecuada. No llevar ropa floja ni joyas, que puedan engancharse en las piezas móviles de la herramienta o máquina. (Se considera ropa de trabajo adecuada a la entregada por la empresa a cada uno de sus trabajadores al momento de ingresar al proyecto o reemplazarla cuando esta cumpla su vida útil o se dañe (ej. buzo tipo piloto, slack, etc.)
f) Prevenir los daños en los cables. No llevar las herramientas cogidas por el cable. No sacar enchufe estirando el cable. Proteger el cable del aceite, calor y aristas.
g) Sujeción de la pieza de trabajo. Asegurarse que los tubos y accesorios están sujetos de forma segura.
h) Peligro de quemarse. La placa calefactora puede alcanzar una temperatura de aproximadamente 250 °C, y debe guardarse en su porta placas inmediatamente después de ser utilizada.
i) Peligro de accidente. Durante el funcionamiento del refrentador mantener las manos y los dedos fuera de las piezas de trabajo.
Iniciar el refrentador sólo en su posición de trabajo y volverlo a guardar en el portaplacas. Asegúrese que el interruptor de seguridad del refrentador esté siempre fuera de la máquina.
j) Peligro de aplastamiento. No coloque los dedos entre las mordazas o tubos cuando la máquina esté funcionando.
k) Mantenimiento de la máquina y herramientas. El limpiar las herramientas le proporcionan seguridad y un mejor resultado en el trabajo.
Las piezas dobladas, rotas o que fallan deberán reemplazarse inmediatamente. Comprobar que estén correctamente acopladas.
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 19 de 26
Para la reparación y mantenimiento utilizar sólo piezas de repuesto adecuadas. Las reparaciones deberán ser realizadas por el personal calificado.
Si no se está utilizando la máquina, desconectarla de la corriente eléctrica.
Antes de reparar o hace los trabajos de mantenimiento, o de cambiar las piezas de repuestos o accesorios, desconectar la máquina de la corriente eléctrica.
Antes de volverla a conectar a la corriente, asegurarse que la máquina y sus componentes estén desconectados.
Utilizar sólo cables de prolongación homologados. Antes de utilizarlos, compruebe su funcionamiento y seguridad.
No utilizar herramientas y máquinas si la carcasa o mangos están rajados o curvados, especialmente si son de plástico.
Los equipos o piezas húmedas, sucias o dañadas pueden conducir corriente eléctrica y causar accidentes severos.
13 ELEMENTOS DE PROTECCIÓN PERSONAL ( E.P.P. )
- Casco de Seguridad con Barboquejo
- Zapatos de Seguridad
- Guantes de Cabritilla
- Gafas de Seguridad (opacidad según necesidad y entorno de trabajo)
- Protectores Auditivos desechables y/o tipo fono (dependiendo su uso de la generación de ruido)
- Buzo de Seguridad tipo Piloto con cintas reflectantes y/o slack, con logotipo de la empresa
- Protector Solar y bálsamo labial
- Coipa legionario
- Chaleco Geólogo con reflectantes de color naranja
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 20 de 26
14 RIESGOS ASOCIADOS
- Quemaduras
- Atrapamiento
- Aplastamiento (en maniobras para utilización de maquina Delta 1200 o similar)
15 ANALISIS DE RIESGOS DEL TRABAJO
SECUENCIA DE TRABAJO
RIESGOS POTENCIALES CONTROL DE RIESGOS
1.- Generación de Análisis de
seguridad , PTS
1.- Trabajar sin autorización.
2.- Desconocimiento por parte del
dueño del área de los trabajos a
realizar.
3.- Desconocer los riesgos propios del área por los trabajadores involucrados
1.- Asegurarse que el trabajo se esté realizando con los documentos
exigidos y firmados por el dueño de área.
2.- Durante la generación del Análisis de riesgos debe participar todo el
personal que estará involucrado en la tarea.
2.- Charla de seguridad. 1.- Desconocimiento del personal de los trabajo a realizar.
1.- Dar a conocer el procedimiento de trabajo seguro y análisis del trabajo a realizar en todas sus etapas.
2.- Tener conciencia de la clasificación de nuestras actividades del día
anterior y siempre inculcar la mejora operacional.
3.- Chequeo de Equipos,
herramientas y condiciones del lugar de trabajo.
1.- Falta de chequeo de condiciones
del equipo y área de trabajo.
2.- Equipo en mal estado.
1.- Revisión de equipos y herramientas por supervisor a cargo antes de
iniciar la jornada diaria.
2.- Chequeo de herramientas manuales y rotulación
3.- Revisar condiciones del entorno
4.- Revisión de EPP
4.- Delimitar área de trabajo 1.- Ingreso de personal no autorizado 1.- Colocar señalética para delimitar el área de trabajo
5.- Carga, traslado y descarga
de cañerías de HDPE y
equipos de termofusión.
1.-Terreno y caminos en mal estado.
2.- Falta de pericia del operador.
3.- No usar los vientos
4.- Realizar maniobras incorrectas.
5.- No usar almohadillas en
asentamiento de gatos del equipo de
1.- Realizar chequeo previo a los caminos y lugares de descarga de las
cañerías.
2.- Chequear equipos, elementos de levante y vehículos a utilizar.
3.- Revisar documentación de chóferes y operadores.
4.- Supervisión permanente al momento de cargar y descargar.
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 21 de 26
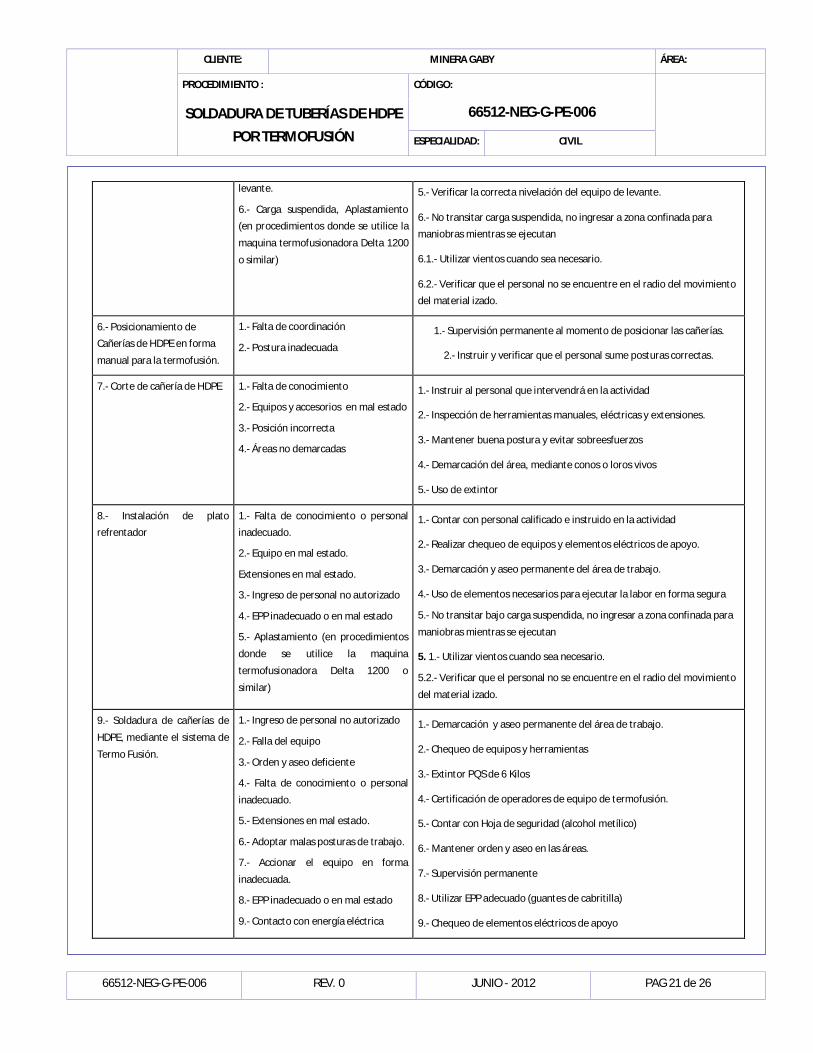
levante.
6.- Carga suspendida, Aplastamiento (en procedimientos donde se utilice la
maquina termofusionadora Delta 1200
o similar)
5.- Verificar la correcta nivelación del equipo de levante.
6.- No transitar carga suspendida, no ingresar a zona confinada para maniobras mientras se ejecutan
6.1.- Utilizar vientos cuando sea necesario.
6.2.- Verificar que el personal no se encuentre en el radio del movimiento del material izado.
6.- Posicionamiento de Cañerías de HDPE en forma
manual para la termofusión.
1.- Falta de coordinación
2.- Postura inadecuada
1.- Supervisión permanente al momento de posicionar las cañerías.
2.- Instruir y verificar que el personal sume posturas correctas.
7.- Corte de cañería de HDPE 1.- Falta de conocimiento
2.- Equipos y accesorios en mal estado
3.- Posición incorrecta
4.- Áreas no demarcadas
1.- Instruir al personal que intervendrá en la actividad
2.- Inspección de herramientas manuales, eléctricas y extensiones.
3.- Mantener buena postura y evitar sobreesfuerzos
4.- Demarcación del área, mediante conos o loros vivos
5.- Uso de extintor
8.- Instalación de plato refrentador
1.- Falta de conocimiento o personal inadecuado.
2.- Equipo en mal estado.
Extensiones en mal estado.
3.- Ingreso de personal no autorizado
4.- EPP inadecuado o en mal estado
5.- Aplastamiento (en procedimientos
donde se utilice la maquina
termofusionadora Delta 1200 o
similar)
1.- Contar con personal calificado e instruido en la actividad
2.- Realizar chequeo de equipos y elementos eléctricos de apoyo.
3.- Demarcación y aseo permanente del área de trabajo.
4.- Uso de elementos necesarios para ejecutar la labor en forma segura
5.- No transitar bajo carga suspendida, no ingresar a zona confinada para
maniobras mientras se ejecutan
5. 1.- Utilizar vientos cuando sea necesario.
5.2.- Verificar que el personal no se encuentre en el radio del movimiento
del material izado.
9.- Soldadura de cañerías de
HDPE, mediante el sistema de
Termo Fusión.
1.- Ingreso de personal no autorizado
2.- Falla del equipo
3.- Orden y aseo deficiente
4.- Falta de conocimiento o personal
inadecuado.
5.- Extensiones en mal estado.
6.- Adoptar malas posturas de trabajo.
7.- Accionar el equipo en forma
inadecuada.
8.- EPP inadecuado o en mal estado
9.- Contacto con energía eléctrica
1.- Demarcación y aseo permanente del área de trabajo.
2.- Chequeo de equipos y herramientas
3.- Extintor PQS de 6 Kilos
4.- Certificación de operadores de equipo de termofusión.
5.- Contar con Hoja de seguridad (alcohol metílico)
6.- Mantener orden y aseo en las áreas.
7.- Supervisión permanente
8.- Utilizar EPP adecuado (guantes de cabritilla)
9.- Chequeo de elementos eléctricos de apoyo
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 22 de 26
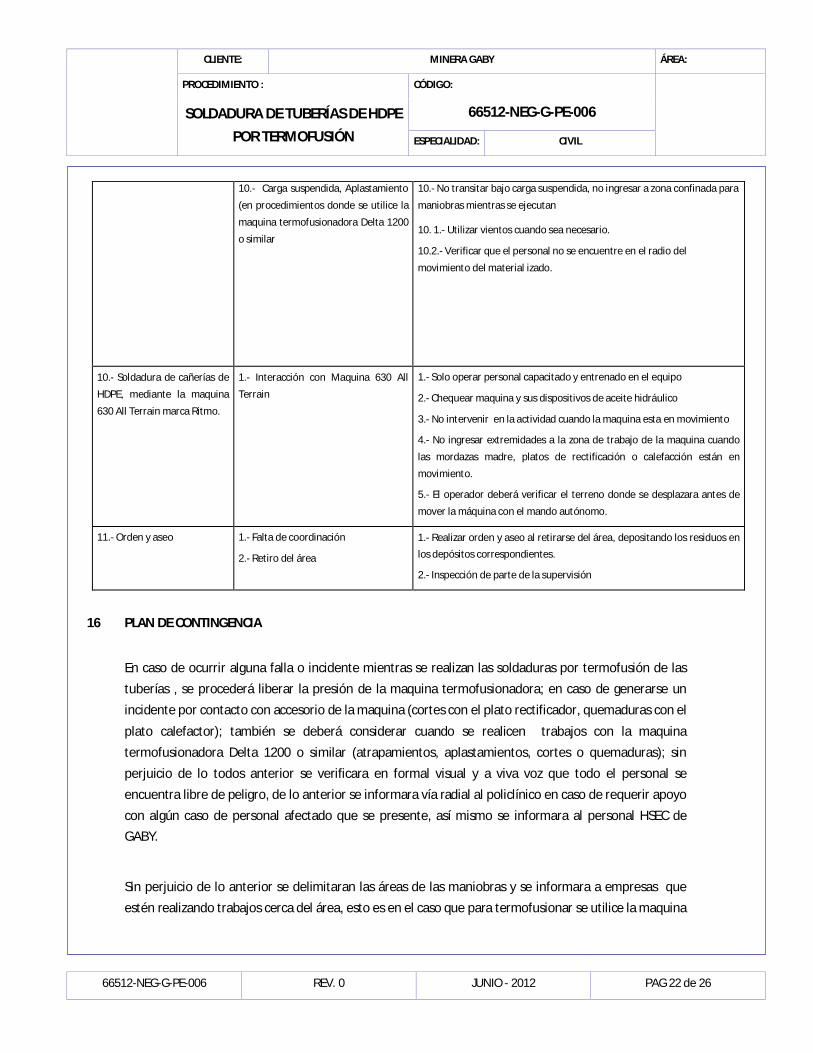
10.- Carga suspendida, Aplastamiento
(en procedimientos donde se utilice la
maquina termofusionadora Delta 1200
o similar
10.- No transitar bajo carga suspendida, no ingresar a zona confinada para
maniobras mientras se ejecutan
10. 1.- Utilizar vientos cuando sea necesario.
10.2.- Verificar que el personal no se encuentre en el radio del
movimiento del material izado.
10.- Soldadura de cañerías de
HDPE, mediante la maquina
630 All Terrain marca Ritmo.
1.- Interacción con Maquina 630 All
Terrain
1.- Solo operar personal capacitado y entrenado en el equipo
2.- Chequear maquina y sus dispositivos de aceite hidráulico
3.- No intervenir en la actividad cuando la maquina esta en movimiento
4.- No ingresar extremidades a la zona de trabajo de la maquina cuando
las mordazas madre, platos de rectificación o calefacción están en
movimiento.
5.- El operador deberá verificar el terreno donde se desplazara antes de
mover la máquina con el mando autónomo.
11.- Orden y aseo 1.- Falta de coordinación
2.- Retiro del área
1.- Realizar orden y aseo al retirarse del área, depositando los residuos en los depósitos correspondientes.
2.- Inspección de parte de la supervisión
16 PLAN DE CONTINGENCIA
En caso de ocurrir alguna falla o incidente mientras se realizan las soldaduras por termofusión de las tuberías , se procederá liberar la presión de la maquina termofusionadora; en caso de generarse un incidente por contacto con accesorio de la maquina (cortes con el plato rectificador, quemaduras con el
plato calefactor); también se deberá considerar cuando se realicen trabajos con la maquina termofusionadora Delta 1200 o similar (atrapamientos, aplastamientos, cortes o quemaduras); sin perjuicio de lo todos anterior se verificara en formal visual y a viva voz que todo el personal se encuentra libre de peligro, de lo anterior se informara vía radial al policlínico en caso de requerir apoyo con algún caso de personal afectado que se presente, así mismo se informara al personal HSEC de GABY.
Sin perjuicio de lo anterior se delimitaran las áreas de las maniobras y se informara a empresas que estén realizando trabajos cerca del área, esto es en el caso que para termofusionar se utilice la maquina
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 23 de 26
Delta 1200 o similar para disminuir los riesgos con el izamiento del equipo y sus accesorios, de ser necesario se solicitara suspender sus trabajos mientras duren las maniobras.
Números de Emergencia:
Garita de Control
o 328066
Policlínico
o 328362
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 24 de 26
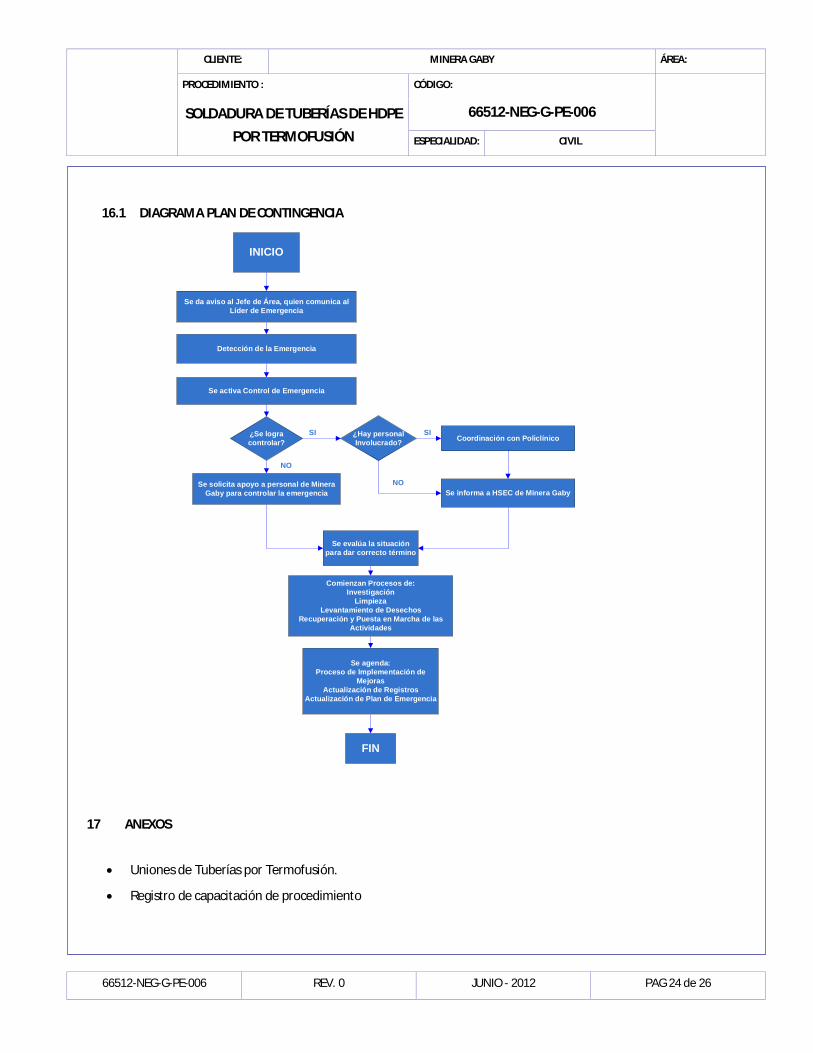
16.1 DIAGRAMA PLAN DE CONTINGENCIA
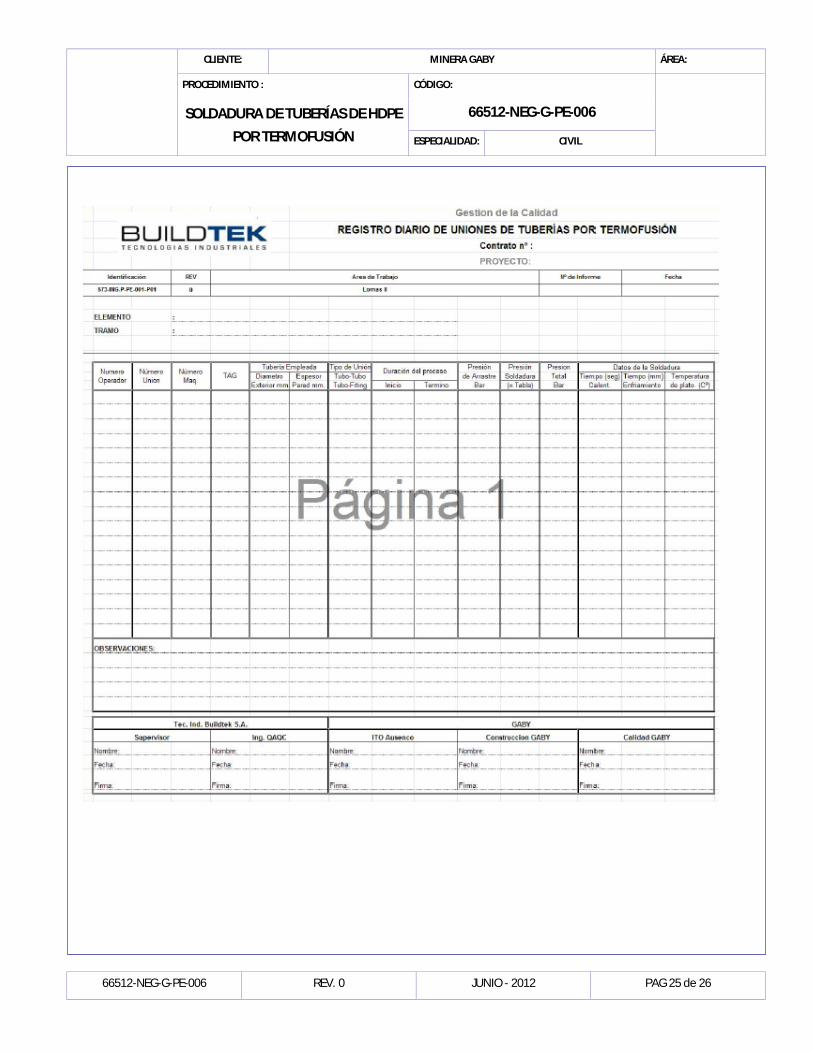
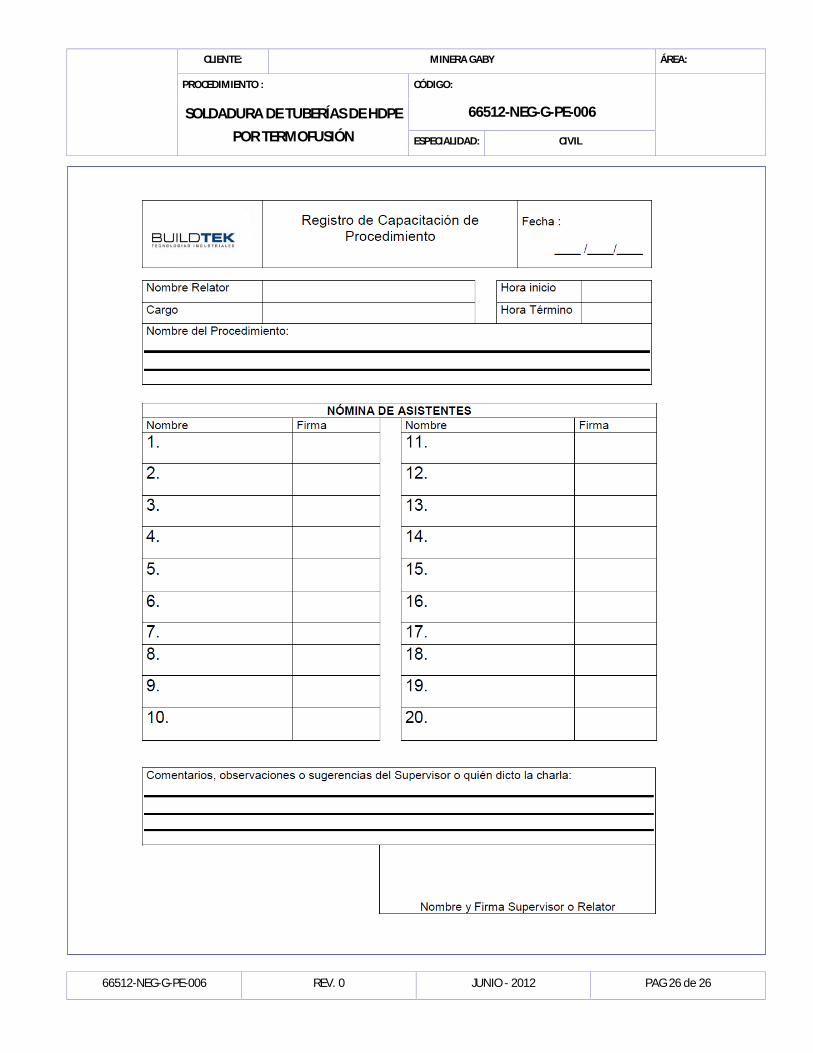
17 ANEXOS
Uniones de Tuberías por Termofusión.
Registro de capacitación de procedimiento
INICIO
Se da aviso al Jefe de Área, quien comunica al Líder de Emergencia
Se activa Control de Emergencia
¿Se logra controlar?
¿Hay personal Involucrado?
Detección de la Emergencia
Se solicita apoyo a personal de Minera Gaby para controlar la emergencia
Coordinación con Policlínico
Se informa a HSEC de Minera Gaby
Se evalúa la situación para dar correcto término
Comienzan Procesos de:Investigación
LimpiezaLevantamiento de Desechos
Recuperación y Puesta en Marcha de las Actividades
Se agenda:Proceso de Implementación de
MejorasActualización de Registros
Actualización de Plan de Emergencia
FIN
SI
NO
NO
SI
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 25 de 26
CLIENTE: MINERA GABY ÁREA:
PROCEDIMIENTO : CÓDIGO:
SOLDADURA DE TUBERÍAS DE HDPE POR TERMOFUSIÓN
66512-NEG-G-PE-006
ESPECIALIDAD: CIVIL
66512-NEG-G-PE-006 REV. 0 JUNIO - 2012 PAG 26 de 26