sistema de control avanzado para la optimización de ... 16.30 - 17.15 petrelli... · sistema de...
TRANSCRIPT

Sistema de Control Avanzado para la
optimización de Procesos en Minería
Marcelo Petrelli
Organizado por: Apoyo Estratégico:
Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Agenda
El desafío de optimizar la gestión
Las bases del control avanzado y sus ventajas como herramienta de optimización
Control avanzado en Molienda
Control avanzado en Flotación
Impacto organizacional e implementación
Organizado por: Apoyo Estratégico:
El desafío de optimizar la gestión

Organizado por: Apoyo Estratégico:
MOST RETURN
ON INVESTMENT
BIGGEST
IMPACT
MINING
DIGITAL INVESTMENT SOURCE: 2014 Accenture Global Digital Mining Survey
92
%
TO INCREASE SPENDING IN NEXT 3 AÑOS
Productividad
Optimización
de la Cadena
de Suministro
Organización/
Cambio Operacional
Analisis / Big Data Planificación
Integrada Cloud Computing

Organizado por: Apoyo Estratégico:

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Desafíos para el Control Óptimo
6
Los factores que afectan a la rentabilidad están cambiando en
tiempo real
La calidad de la materia prima y la finura
Valor por caloría del combustible
El contenido de humedad
Los costos de energía
Desgaste del equipo o bloqueo
La demanda del mercado

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Cómo el Control Avanzado ofrece
valor al usuario
7
Control Predictivo
Optimización en tiempo real
Cumplimiento Ambiental en Tiempo real
Gestión del rendimiento de la producción
Más que Control Individual
Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Costo total de propiedad (TCO)
8
= Costo de compra + costo de mantenimiento + costo de
rendimiento reducido
Costo de rendimiento reducido Uptime por ejemplo, 95% versus 90% el tiempo de actividad
es decir, el 6% de rendimiento adicional
Mejora por ejemplo, 4% frente al 3% de mejora
es decir, 33% de rendimiento adicional
La base debería ser el rendimiento y el ROI y no el precio inicial
Añadir 40% en el rendimiento, lleva 40% de descuento en periodo de recuperación en el
ahorro
Número mayor retorno de inversión año tras año
Retornos adicionales sobre vida del proyecto son mucho más altos que cualquier diferencia
de costo inicial

Organizado por: Apoyo Estratégico:
Las bases del control avanzado y sus ventajas
como herramienta de optimización

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Antecedentes del problema
En los años 1980 las celdas más grandes del mundo eran de alrededor de 50 m3 y hoy superan los 500 m3
Históricamente las plantas de flotación han estado creciendo en tamaño para compensar la disminución de leyes en los yacimientos
Se deben reducir los gastos de inversión: diseños más simples,
abarcando menores áreas de construcción
Y disminuir también los costos de operación: mayor eficiencia energética
menor gasto de mantenimiento”
En lo que a flotación se refiere, la prioridad es: lograr la mayor recuperación y
calidad de los productos finales

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Antecedentes del problema
En términos generales, los sistemas expertos son más estáticos que adaptativos.
Las reglas estáticas, que toman en cuenta las relaciones básicas y fundamentales de la molienda y la flotación, han demostrado una y otra vez ser capaces de mejorar significativamente el rendimiento promedio de la planta.
Sin embargo, las operaciones de la unidad de procesamiento mineral son no lineales y complejas. No lineal significa que el futuro estado de la planta está condicionado al estado actual.
Ej. : si la presión de soporte del molino SAG es de 600 y la velocidad de alimentación se aumenta 50 t/h, la respuesta dinámica será muy diferente a que si la presión de soporte hubiera sido 700.
Complejo significa que una vez que se hace una serie de cambios de sistema, ya no se puede volver al mismo lugar desde donde se partió si se revierten estos cambios.
Claramente este fenómeno, aunque no comprendido por muchos, contribuye a la dificultad para controlar y optimizar los diagramas de flujo típicos,
Y también contribuye un menor rendimiento

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Resolviendo Problemas Básicos
Primero ¿Esta estable la alimentación?
¿Están calibrados y funcionando los instrumentos?
¿Tiene conocimiento de los instrumentos inalámbricos (incluyendo la vibración)?
¿Está actualizado y estable su sistema de control?
¿Está en control manual o automático?
¿Están actuando sus operadores según las alarmas o son estas una molestia?
¿Conoce y acepta su variabilidad de proceso?
¿Está usted operando dentro de la expectativa de diseño y de las restricciones del proceso (bombas, ciclones,
calcinadores, hornos, etc.)?
¿Está usando la capacidad de sobrecarga, o se está ajustando al control de nivel?
¿Está en nivel óptimo y son robustos los controles?
¿Se está beneficiando de los sistemas de gestión de activos?
¿Están implementados los sistemas de detección de fallas?
¿Puede hacer el mismo producto con menos consumo de energía?

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
¿Modelar el Proceso, o Modelar al
Operador?
Las diferencias entre los dos tipos de sistema son principalmente
que:
• MPC usa un modelo del proceso; un sistema experto usa un
modelo del operador.
• MPC es predictivo; un sistema experto es algebraico.
• MPC es control de lazo cerrado; un sistema experto es control
de lazo abierto.
• MPC se basa en algoritmos; un sistema experto se basa en reglas.
Los sistemas de control no son un substituto para un sistema DCS o
PLC de planta
Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
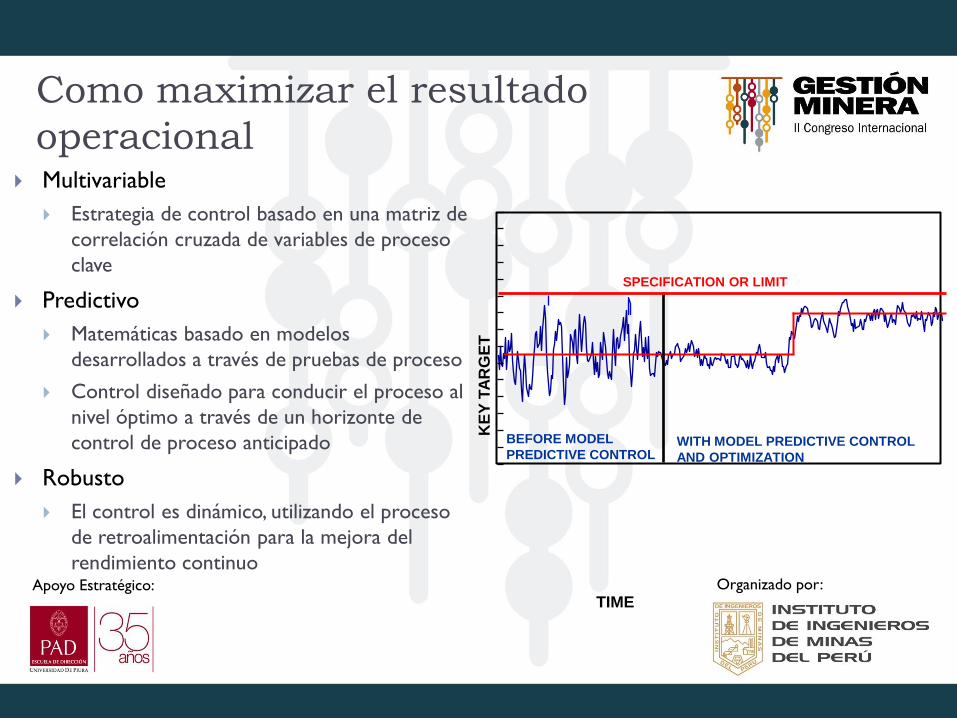
Como maximizar el resultado
operacional Multivariable
Estrategia de control basado en una matriz de
correlación cruzada de variables de proceso
clave
Predictivo
Matemáticas basado en modelos
desarrollados a través de pruebas de proceso
Control diseñado para conducir el proceso al
nivel óptimo a través de un horizonte de
control de proceso anticipado
Robusto
El control es dinámico, utilizando el proceso
de retroalimentación para la mejora del
rendimiento continuo
TIME
SPECIFICATION OR LIMIT
BEFORE MODEL
PREDICTIVE CONTROL WITH MODEL PREDICTIVE CONTROL
AND OPTIMIZATION
KE
Y T
AR
GE
T

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Limitaciones del control PID
15
Cada lazo no tiene ningún conocimiento del sistema como un todo, o de otro
PID 's
No hay dinámica
Sólo maneja el presente, no el efecto futuro
Pobre con tiempos de retardo de procesos y señales ruidosas
Transferencias de ruido a la salida y el proceso
Sintonización PID es subjetiva y requiere tiempo y experiencia
Estos efectos se suman con el tiempo
Aumentar la variabilidad, disminuir la producción y la calidad
En última instancia, aumenta el costo de producción

Organizado por: Apoyo Estratégico:
Control Avanzado
Copyright © 2012 Rockwell Automation, Inc.
All rights reserved.
16
• Control para las variables de producto
• Utiliza modelos de procesos explícitos para
predecir las futuras respuestas sobre algún
horizonte de tiempo
• Controla los procesos dinámicos,
multivariable, lineales y no lineales con
restricciones
• El proceso es inherentemente multivariable
- el control SISO está condenada al fracaso
• Proporciona oportunidades para la
optimización
• Proporciona robustez
• Se dirige continuamente a los limites de
proceso establecidos
Control por modelo predictivo
Entrega resultados
predecibles.

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Efectividad del Control PID
17
Organizado por: Apoyo Estratégico:
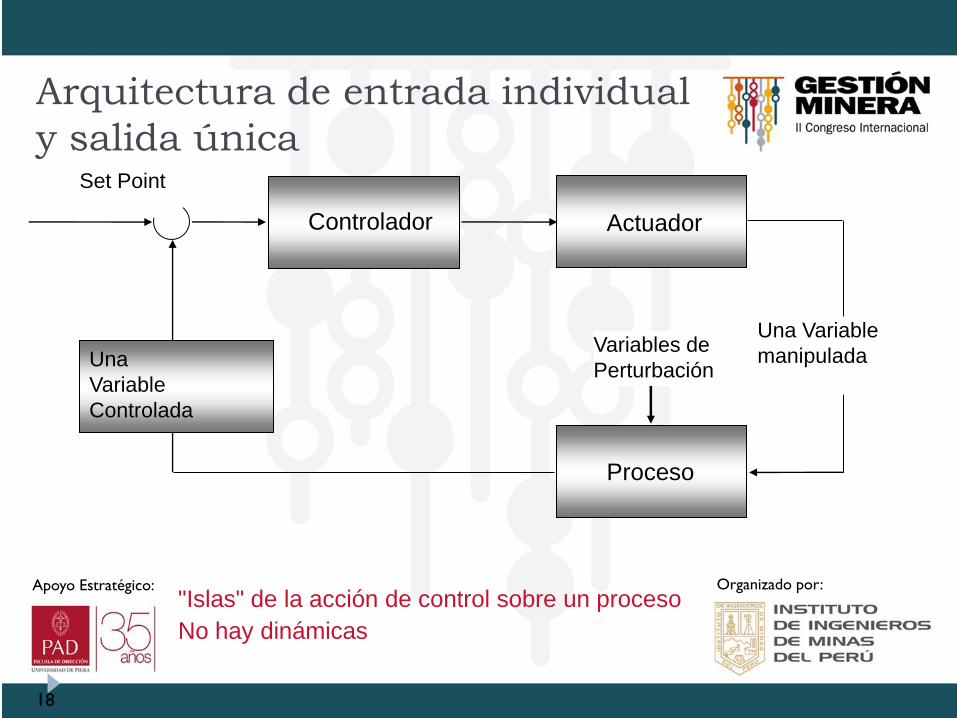
Arquitectura de entrada individual
y salida única
18
Controlador Actuador
Proceso
Set Point
Una Variable
manipulada Variables de
Perturbación Una
Variable
Controlada
"Islas" de la acción de control sobre un proceso
No hay dinámicas
Organizado por: Apoyo Estratégico:
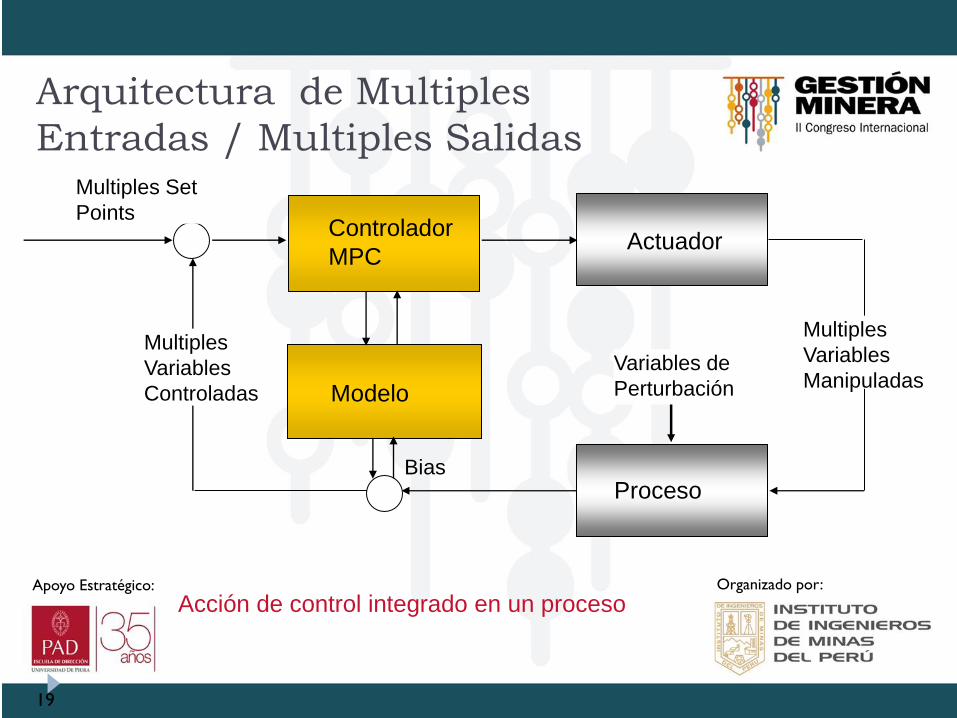
Arquitectura de Multiples
Entradas / Multiples Salidas
19
Actuador
Proceso
Multiples
Variables
Controladas
Multiples Set
Points
Multiples
Variables
Manipuladas Variables de
Perturbación
Controlador
MPC
Modelo
Bias
Acción de control integrado en un proceso
Organizado por: Apoyo Estratégico:
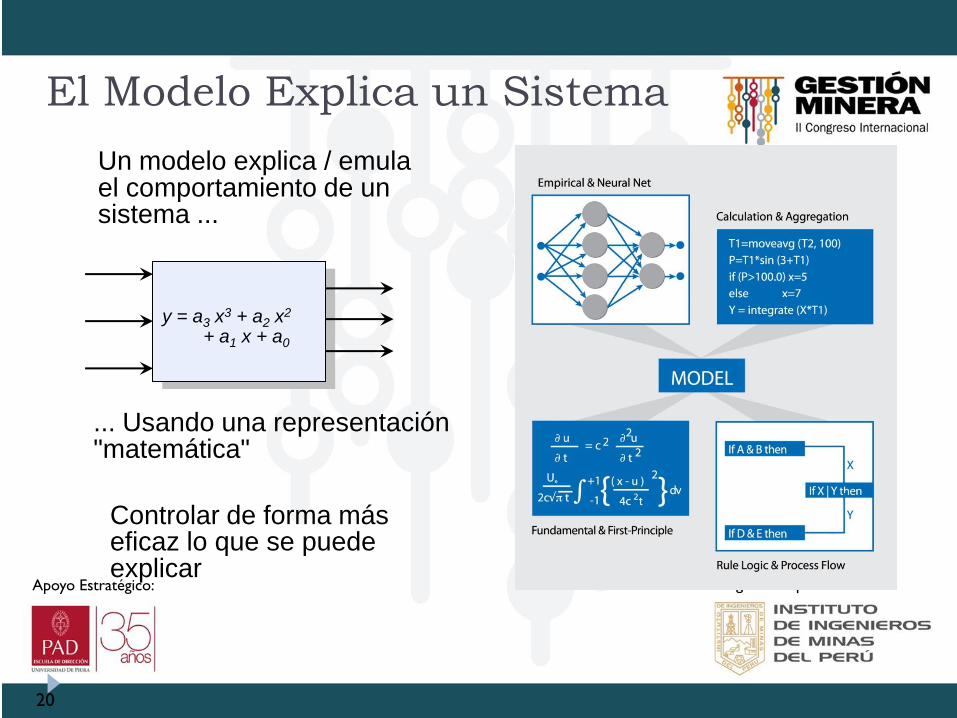
El Modelo Explica un Sistema
20
Un modelo explica / emula el comportamiento de un sistema ...
y = a3 x3 + a2 x
2 + a1 x + a0
... Usando una representación "matemática"
Controlar de forma más eficaz lo que se puede explicar
Organizado por: Apoyo Estratégico:
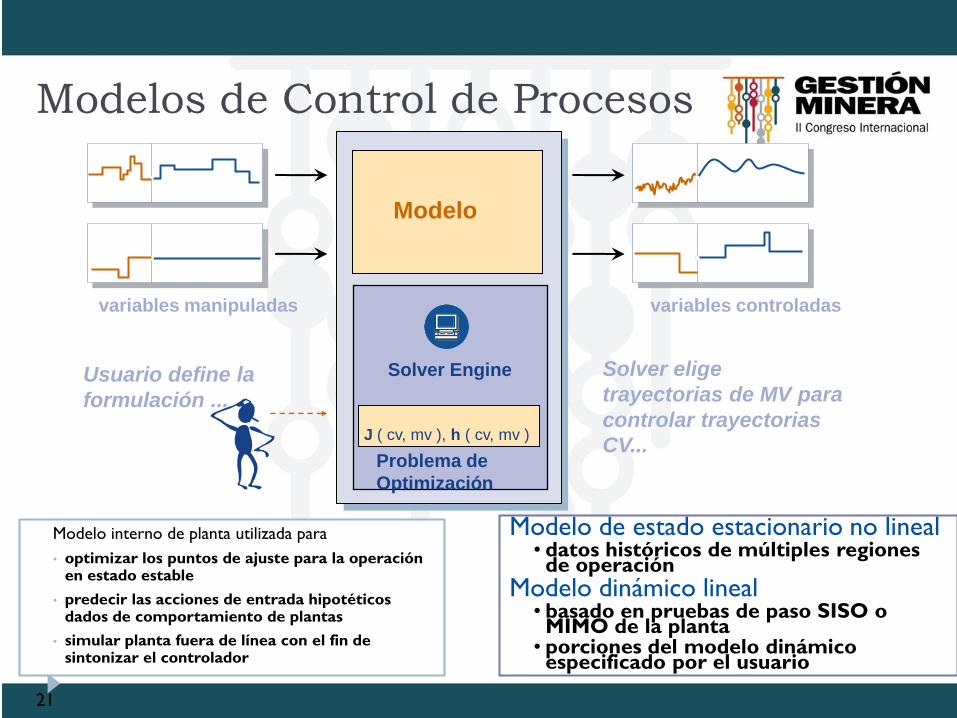
Modelos de Control de Procesos
21
Modelo interno de planta utilizada para
• optimizar los puntos de ajuste para la operación en estado estable
• predecir las acciones de entrada hipotéticos dados de comportamiento de plantas
• simular planta fuera de línea con el fin de sintonizar el controlador
Modelo
variables manipuladas
Solver Engine Solver elige
trayectorias de MV para
controlar trayectorias
CV... Problema de
Optimización
J ( cv, mv ), h ( cv, mv )
Usuario define la
formulación ...
variables controladas
Modelo de estado estacionario no lineal • datos históricos de múltiples regiones
de operación
Modelo dinámico lineal • basado en pruebas de paso SISO o
MIMO de la planta • porciones del modelo dinámico
especificado por el usuario

Organizado por: Apoyo Estratégico:
Rango completo de funciones de
Control Avanzado
22
Optimización en Tiempo Real
Control por Modelo Predictivo
Control Multivariable No Lineal Control Multivariable Lineal
Sensores por Inferencia
Control Supervisorio Básico
Control Regulatorio Avanzado
Control Regulatorio Incre
men
to e
n e
l esf
uerz
o y
en
el valo
r
Organizado por: Apoyo Estratégico:
Control de proceso avanzado ayuda
a la planta
23
La forma más rápida para aumentar la producción
Los proyectos tienen cronogramas más rápidos, más alto retorno de la
inversión de los equipos
La mejor opción para 4-8% de aumento
Mejora la consistencia del producto
Captura las mejores prácticas operacionales
acción en línea frecuente - intervalos de segundos, no de minutos
Suaviza la operación a través de turnos
Reduce la producción de material fuera de especificación

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Beneficios del Control por Modelo Predictivo
y la Optimización de Procesos
24
Minimizar la variación operacional
DV CV
Transiciones efectivas
CV
Seguimiento del plan de
operación
CV
LIMITE o ESPECIFICACIÓn
ANTES DE MPC
TIEMPO
KE
Y T
AR
GE
T
CON
OPTIMIZACION DESPUES DE MPC

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Modelo de control predictivo (MPC)
25
Modelo de control predictivo (MPC) es un algoritmo de control multivariable que utiliza:
un modelo de dinámica interna del proceso
una historia de control de últimos movimientos y
una función de optimización de coste sobre el horizonte de predicción
para calcular los movimientos de control óptimos
sujeto a las restricciones del proceso
¿Por qué es tan valioso en minería y cemento?
procesos están dominados perturbación
MPC desarrollado para mantener los procesos controlados en presencia de perturbaciones
sistemas basados en reglas no funcionan correctamente con la deriva proceso

Organizado por: Apoyo Estratégico:
Modelo de control predictivo
26
Punto de ajuste de MV
MV valor medido
Predicción MV
CV predicción
CV valor medido Controlador optimiza trayectorias futuras
utilizando una simulación interna
Utilice primer paso del horizonte
MV valor deseado
CV valor deseado
Nivel deseado MV especificar manualmente
o por el estado estable optimizador
Indicador de tiempo actual
Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Resumen de la acción de control
MPC
27
El controlador calcula Magnitud de movimientos a cada variable para la optimización
del estado estacionario
Trayectoria de movimiento que debe aplicarse para el control dinámico
Transición suave de un estado a otro
El controlador optimiza el comportamiento futuro, cumpliendo los objetivos de Rendimiento
Eficiencia
Emisiones ambientales
Calidad y
Límites de seguridad del Proceso
Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Comparación general entre MPC y
Sistemas Expertos
28
Enfoques de sistemas expertos suelen implementar una estrategia de control
explícita, no óptimo y estacionaria
MPC implementa una estrategia implícita y óptima de control dinámico
Control básico versus control combinado y Optimización
La realimentación del lazo mide la respuesta del proceso incluyendo el efecto
de las perturbaciones y compara respuesta real al deseado. La señal de error
impulsa el controlador para generar acciones de control en tiempo real y
mantener pequeños errores todo el tiempo
Ofrece un rendimiento superior en comparación con los sistemas expertos
que sólo puede tratar de replicar el rendimiento del control humano
subóptimo, subjetivo e inconsistente.

Organizado por: Apoyo Estratégico:
MPC vs. Sistemas Expertos
Estabilización reactiva
Modelo de la acción del operador
Ayuda del operador
Compleja estructura, vinculado
Requieren más recursos del equipo
Bloques de reglas independientes paralelas
Basada en el conocimiento
Índices de estado pseudo-dinámicos
Control de lazo abierto
Estabilización, menos frecuentes
Estrategia de acción poco clara
Estrecho rango de operación
Necesidad conjunto completo de parámetros
Propenso a procesar la deriva
NO ES OPTIMIZACIÓN REAL
Control Predictivo y Optimización
Modelo del comportamiento del proceso
Control automático
Estructura compacta, avanzado
Computacionalmente eficiente
Totalmente multivariable, matriz acoplada
Basado en Matemáticas, movimientos adaptativos
Base del proceso dinámico
Control en lazo cerrado
Regulación continua, frecuente
Preciso sobre amplia gama
Acciones de control claros
Excelente rechazo de perturbaciones
Robusto, mantenimiento mínimo
MPC Sistemas Expertos
Organizado por: Apoyo Estratégico:
Control avanzado en Molienda
Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Aplicación de Control de Molienda
31
Capacidades Control de Proceso
Manipular la
alimentación y la velocidad del separador para cumplir los objetivos de rendimiento y especificaciones
Optimizar la carga del circuito
Predicción de la finura para proporcionar un control de lazo cerrado en el objetivo de calidad
Organizado por: Apoyo Estratégico:
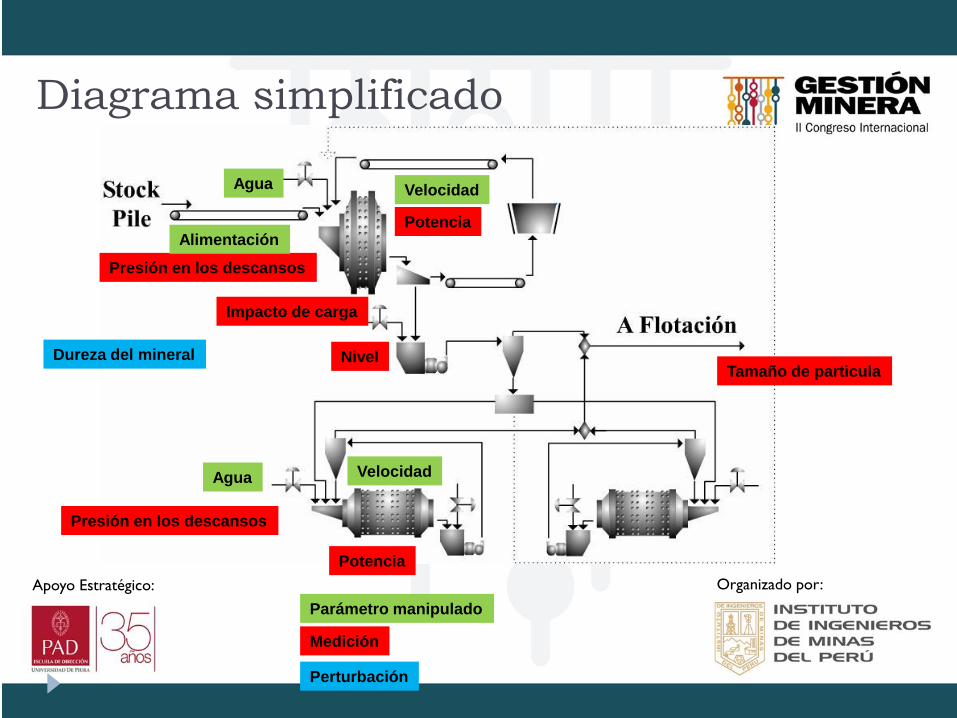
Diagrama simplificado
Presión en los descansos
Potencia
Impacto de carga
Nivel
Potencia
Presión en los descansos
Tamaño de particula
Agua
Agua
Alimentación
Velocidad
Velocidad
Parámetro manipulado
Medición
Dureza del mineral
Perturbación

Organizado por: Apoyo Estratégico:
Consola de Control de un Molino
vertical
33
Estructura de
carpetas
Presente
Futuro Pasado

Organizado por: Apoyo Estratégico:
Tendencias
34

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Consola de Monitoreo
35
Controller Matrix
Targets Soft Limits Hard Limits
Variables
Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Aplicación de Control de Molino
36
Beneficios
Aumentar el rendimiento hasta
un 7%
Reducir la variación de la finura
de hasta 50%
Mejorar la estabilidad
Evitar roturas por vibración
Reducir el consumo de energía
específica

Organizado por: Apoyo Estratégico:
Control avanzado en Flotación

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Columna de flotación
(Confidential – For Internal Use Only)
Copyright © 2007 Rockwell Automation, Inc.
38
Mezcla de mineral, agua y reactivos químicos específicos llamado pulpa entra en la columna
Burbujas generadas por inyectar aire en el difusor en la parte inferior de la columna se mueven hacia arriba en dirección contraria al flujo descendente de la mezcla
En la sección inferior de enriquecimiento de la columna entre el punto de alimentación y la entrada de aire conocida como zona de flotación las partículas minerales hidrofóbicas se unen a las burbujas
Espuma de la parte superior de la columna se compone de concentrado de mineral
Wash
water
concentrate
tail
pulp
froth
Air

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Características del proceso de
flotación
39
Comportamiento no lineal
Complejo acoplamiento
Tiempos muertos largos
Señales de ruido
Perturbaciones no medibles que tienden a forzar al proceso fuera de su curso:
Características de la alimentación : contenido de masa y contenido total de
sólidos en la masa alimentada
Química del agua, estabilidad de la espuma, espumosidad, comportamiento
hidrófilo/hidrófobo
Controladores de entrada individual vs salida única (PID's) luchar uno contra
el otro en un complejo entorno interactivo
Flotación ofrece oportunidades de
mejoras significativas usando MPC

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Modelado de la columna de
flotación
40
Dos tipos de modelos: modelo de primeros principios y
heurístico
Los modelo de primeros principios se basan en el
principio de balance de masa en el recipiente
Acumulación = entrada - salida + generación
Modelo divide la columna en N capas
El balance de material en cada capa da un conjunto de
ecuaciones diferenciales que describen la columna
Los modelos heurísticos utilizan conocimiento experto
(e.g. métodos de modelado de lógica difusa)
Modelos híbridos combinan FPM y modelo heurístico
Red neuronal o difusa se utiliza para estimar los
parámetros de FPM
layer N
layer k
layer 1 layer 2 Product
feed
Tail feed
Pulp feed
Wash water
Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
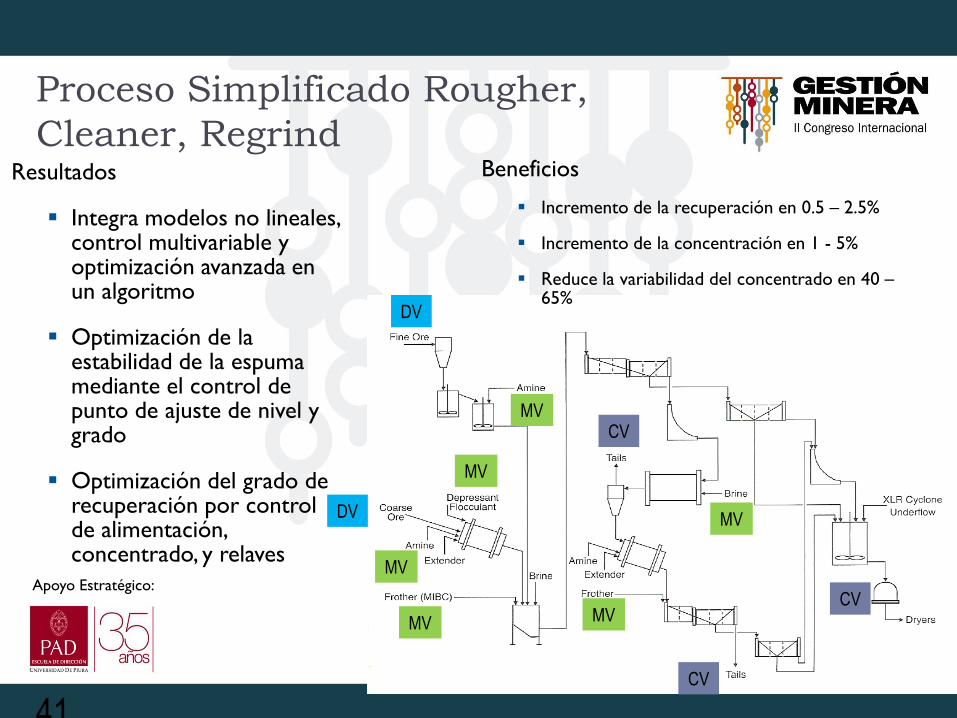
Proceso Simplificado Rougher,
Cleaner, Regrind
41
CV MV
DV
DV
MV
CV
MV
MV
MV
MV CV
Resultados
Integra modelos no lineales, control multivariable y optimización avanzada en un algoritmo
Optimización de la estabilidad de la espuma mediante el control de punto de ajuste de nivel y grado
Optimización del grado de recuperación por control de alimentación, concentrado, y relaves
Beneficios
Incremento de la recuperación en 0.5 – 2.5%
Incremento de la concentración en 1 - 5%
Reduce la variabilidad del concentrado en 40 – 65%

Organizado por: Apoyo Estratégico:
Control de las perturbaciones y
beneficios del MPC
Proceso de recuperación exhibe variabilidad
debido a las propiedades físicas y químicas
variables inherentes del material extraído:
Cambio del flujo masa de la mezcla que
afectan a efectos de ganancia en espuma
Cambios en el contenido de sólidos en la
mezcla crean perturbaciones en espuma y
pulpa
Incertidumbre o no-linealidad del proceso
general y del equipo (relaciones tornillo
transportador a las tasas del mineral)
Perturbaciones de lazos PID,
particularmente los “ratios” de control
Control MPC de celdas de flotación reducirá las operaciones inestables por: Utilización de la posición de válvula
o nivel aguas arriba de la célula como feedforward para predicción
Coordinación de todos los controladores de la célula para la gestión de las interacciones en las células, como una unidad Rechazo de las perturbaciones a
través de la línea
Reduce el tiempo de inicio y el efecto de las variaciones de flujo
Estabilización del setpoint para la recuperación mejorada y grado: Menor pérdida de producto para
relaves
Menor costo de reactivo

Organizado por: Apoyo Estratégico:
Control de flotación MPC
43
Capacidades:
• Mejorar celda de flotación o el balance de masa columna
• Mejor utilización de sensores en línea, como por espuma
• Manipula el flujo de aire y el nivel
• Integrar con la concentración de reactivo
Process Setpoints
(Manipulated Variables)
Uncontrolled Influences
(Disturbance Variables)
Process Results
(Controlled Variables)
Flotation
Control
Concentrate Analysis (Recovery)
Grade Setpoint (Impurities) Reagents (chem/water)
Total Solids
Ore Concentration
Frother Air Flow Rate
Particle Size
Feed Mass Flow Rate Pulp/Froth Depth
Tail Flow Rate
Gas Holdup
Organizado por: Apoyo Estratégico:
Impacto organizacional e implementación

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Impacto organizacional
Copyright M. Petrelli, Nov 2007
El impacto que causa en la organización una
implementación de planta inteligente es de una
gran magnitud pero perfectamente manejable si:
se planifica en adelanto y
se ejecuta un plan en paralelo con la implementación
del sistema.

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Alineación de lo tecnológico
con la visión de la organización
Copyright M. Petrelli, Nov 2007
La alineación de lo tecnológico con la visión de la organización produce impacto en todos los niveles.
Ya desde el inicio podemos tener en cuenta que las plantas no son similares a las oficinas corporativas que las soportan ... mientras que las finanzas deben modelar los principios contables generalmente aceptados (GAAP del inglés, Generally Accepted Accounting Principles), cada planta puede operar en forma diferente para hacerse única y preservar su ventaja competitiva ("MES explained: a high level vision", MESA International, White Paper 6, Sept 1997, Pág. 7)
Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Estrategia informatizadora
Copyright M. Petrelli, Nov 2007
Una estrategia que enfatiza la automatización, se enfoca en la
máquina inteligente. Una estrategia "informatizadora" reconoce
el valor y la función de la máquina inteligente, pero sólo en el
contexto de su interdependencia con gente inteligente. Es el
conocimiento y la comprensión en la cabeza de la gente -su
habilidad intelectual- que torna a las máquinas inteligentes en
una oportunidad fundamental para mejorar el negocio.
Shoshana Zuboff (2001)
Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
El impacto organizacional es
a todo nivel
Copyright M. Petrelli, Nov 2007
Una implementación seria de este cambio debe iniciarse desde la más alta dirección.
En el nivel más alto de dirección, la diferencia más notable es que tiene la necesidad de entender los beneficios que estos cambios traen y que van más allá de lo tecnológico.
Es necesario ir más allá de la tecnología informática de gestión para introducirse en la informatización de la producción.
Debe aprender su lenguaje algo distinto al de los modelos financieros.

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
La vision tradicional
Copyright M. Petrelli, Nov 2007
En la organización tradicional "las fórmulas contables convencionales tratan a la tecnología como una sustitución de capital por trabajo" (Shoshana Zuboff, 2001, Pág. 12).
Cada vez que se trata de justificar una inversión en tecnología de producción, se mide la cantidad de puestos de trabajos eliminados al convertir un proceso manual en automático.
Es, lamentablemente, una visión miope de la situación. Es ver sólo la parte emergente del iceberg.
Esta miopía tiene consecuencias graves: en la mayoría de los países donde la mano de obra es barata, se rechazan los proyectos de mejora tecnológicas bajo el pretexto de que no se justifican.

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
La visión en la organización
moderna
Copyright M. Petrelli, Nov 2007
En la organización moderna la alta dirección debe tomar una visión holística del negocio. El cambio a ese nivel debe pasar por la visión estratégica de la tecnología.
El cambio debe estar en que ellos mismos lideren el cambio. No basta con que acepten y aprueben inversiones en tecnología. Si después dejan la decisión de la elección en otras manos, pronto volverá al enfoque tradicional: el único logro fue sustituir trabajo por capital. "La tecnología sola, a pesar de su poder, no será suficiente para mostrar su propio potencial"

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Cuestiones claves
Copyright M. Petrelli, Nov 2007
Hay tres cuestiones claves que llaman simultáneamente la atención en el gerenciamiento exitoso de la tecnología, a saber: una definición de los lazos entre las elecciones estratégicas de la
organización, las estrategias de operación y tecnológica, y sus contribuciones específicas
una visión holística de la organización, relacionando el diseño total del sistema, las características de los productos clave, la tecnología de transformación y la metodología de control y operación
la identificación de las características relevantes de implementación y operacionales necesarias para atraer la tecnología al cauce de las operaciones de una organización
La forma más efectiva de abordar esto es incluyendo en la alta dirección expertos en tecnología que puedan alinear las estrategias.

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
Capacitación y manejo del
cambio del personal de operación
Copyright M. Petrelli, Nov 2007
Vemos aquí un punto clave por diferentes motivos. El aprendizaje de la alta dirección y de las gerencias medias debe darse en el periodo
de tomar decisiones.
El del personal de operación debe hacerse en la etapa de implementación.
Como dijimos antes, este aprendizaje es clave principalmente por dos razones: 1. Evitar el rechazo de la nueva implementación.
2. Hacer que la nueva implementación funcione. Informatizar la planta requiere el cambio de algunos procesos y procedimientos.
Si estos nuevos procedimientos no se siguen y la planta se continua operando como antes, es muy probable que el nuevo sistema entregue los mismos outputs que antes. Esto puede hacer fracasar el proyecto y los futuros proyectos también dado que, quienes aprobaron la inversión no verán diferencias y sentirán que invirtieron para nada.

Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
El factor humano
Copyright M. Petrelli, Nov 2007
La tecnología informática puede realizar una poderosa contribución a los objetivos de incrementar el control y la continuidad, pero su extraordinariedad se basa en su capacidad informativa, la cual mejora la comprensión de las operaciones a través de las cuales una organización hace el trabajo... La magnitud a la cual cada una de las dos capacidades de la tecnología de información se enfatiza jugará un rol central en determinar las consecuencias organizacionales del cambio tecnológico. Le elección del énfasis es por sobre todo una cuestión de estrategia y deriva de la concepción del management de la contribución que esta tecnología pueda hacer al negocio
... una conclusión de mi investigación es que las innovaciones organizacionales son necesarias para soportar las innovaciones tecnológicas sí una empresa se beneficia totalmente del proceso informático. Es un proceso que tiene implicaciones del tipo de habilidades que los miembros de la organización deben desarrollar...
Shoshana Zuboff
Organizado por: Apoyo Estratégico: Organizado por: Apoyo Estratégico:
A tener en cuenta
Copyright M. Petrelli, Nov 2007
involucramiento de la alta dirección
involucramiento de la gerencias medias
entrenamiento cruzado
escuchar a la planta
alinear la visión y la misión de la planta, y de los departamentos de ingeniería y mantenimiento a la de la compañía
revisar el tipo de información disponible
relevar que información es necesaria
establecer la diferencia y que nivel de tecnología se necesita
seleccionar la tecnología y en función de ello comprar el resto
establecer un plan de administración del cambio en paralelo, incluyendo revisión de procedimientos entrenamiento y capacitación para todos los niveles.
Organizado por: Apoyo Estratégico:
Muchas Gracias!!