shopmill programación con código g · gestión de archivos 6 matricería y moldes 7 alarmas y...
TRANSCRIPT
SINUMERIK 840D sl
ShopMill
Edición 11/2006
Manejo/programación
Introducción
1
Manejo
2
Programación con
ShopMill
3
Programación con
código G
4
Simulatión
5
Gestión de archivos
6
Matricería y moldes
7
Alarmas y avisos
8
Ejemplos
9
Apéndice
A
Índice alfabético
B
Válidas para Control SINUMERIK 840D sl / 840DE sl Software Versión Software de sistema NCU para SINUMERIK 840D sl/840DE sl 1.4 con ShopMill 7.2
Documentación SINUMERIK® Clave de ediciones Las ediciones abajo indicadas han sido editadas con anterioridad a la presente. En la columna "Observación" se identifica con una letra el estado de las ediciones publicadas hasta la fecha. Significado del estado en la columna "Observación": A .... Documentación nueva B .... Reimpresión con referencia nueva C .... Edición reelaborada con versión nueva
Impresión Referencia Observación 10/1997 6FC5298-2AD10-0EP0 A 11/1998 6FC5298-2AD10-0EP1 C 03/1999 6FC5298-5AD10-0EP0 C 08/2000 6FC5298-5AD10-0EP1 C 12/2001 6FC5298-6AD10-0EP0 C 11/2002 6FC5298-6AD10-0EP1 C 11/2003 6FC5298-6AD10-0EP2 C 10/2004 6FC5298-6AD10-0EP2 C 08/2005 6FC5298-4AP10-0AA0 C 11/2006 6FC5398-4AP10-1EA0 C Marcas
SIMATIC®, SIMATIC HMI®, SIMATIC NET®, SIROTEC®, SINUMERIK® y SIMODRIVE® son marcas registradas de Siemens AG. Las demás designaciones en el presente impreso pueden ser marcas, cuyo uso por parte de terceros puede vulnerar los derechos de los propietarios legales.
Información adicional en Internet bajo: http://www.siemens.com/motioncontrol Documentación confeccionada con los sistemas Word 2003 y Designer V 7.1. La divulgación y reproducción de este documento, así como el uso y la comunicación de su contenido, no están permitidos, salvo expresa autorización. Los infractores quedan obligados a la indemnización de los daños. Se reservan todos los derechos, en particular para el caso de concesión de patentes o la inscripción de modelos de utilidad. © Siemens AG 2006
Eventualmente, el control permite ejecutar más funciones que las indicadas en esta descripción. Sin embargo, no se pueden exigir dichas funciones al efectuar el suministro o servicios postventa. Hemos verificado la coincidencia entre el contenido de este impreso y el software y hardware descritos. Sin embargo, como nunca pueden excluirse divergencias, no nos responsabilizamos de la plena coincidencia. No obstante, se comprueba regularmente la información aquí contenida y las correcciones necesarias se incluirán en la próxima edición. Agradeceremos sus sugerencias de mejora. Salvo modificaciones técnicas.
6FC5398-4AP10 – 1EA0 Siemens-Aktiengesellschaft.
0 11/2006 Prólogo
0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 iii
Prólogo Documentación
SINUMERIK La documentación SINUMERIK se estructura en 3 niveles: • Documentación general • Documentación para el usuario • Documentación para el fabricante/servicio
Una lista de publicaciones actualizada mensualmente con los idiomas disponibles en cada caso se encuentra en Internet bajo: http://www.siemens.com/motioncontrol Siga los puntos de menú "Support" "Documentación técnica" "Lista de publicaciones".
La edición de Internet de DOConCD, la DOConWEB, se encuentra bajo: http://www.automation.siemens.com/doconweb
Para más información sobre la oferta de formación y sobre las FAQ (preguntas frecuentes) visite la web: http://www.siemens.com/motioncontrol, una vez allí haga clic en el punto de menú "Soporte".
Destinatarios La presente documentación va orientada al operador de centros de mecanizado verticales o fresadoras universales con SINUMERIK 840D sl.
Finalidad La presente publicación tiene como objetivo familiarizarle con los elementos de mando y los comandos. Pretende capacitarle para reaccionar adecuadamente al producirse una avería y tomar las medidas oportunas.
Alcance estándar En la presente documentación se describe la funcionalidad de la interfaz hombre-máquina ShopMill. Los suplementos o las modificaciones realizados por el fabricante de la máquina son documentadas por el mismo.
En el control pueden ejecutarse otras funciones adicionales no descritas en la presente documentación. Sin embargo, no se pueden reclamar por derecho estas funciones en nuevos suministros o en intervenciones de mantenimiento.
Asimismo, por razones de claridad expositiva, esta documentación no detalla toda la información relativa a las variantes completas del producto descrito ni tampoco puede considerar todos los casos imaginables de instalación, de explotación ni de mantenimiento.
0 Prólogo 11/2006
0
© Siemens AG 2006 All rights reserved. iv SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Technical Support
En caso de consultas, diríjase a la siguiente hotline: Zona horaria de Europa y África
A&D Technical Support Tel.: +49 (0) 180 5050-222 Fax: +49 (0) 180 5050-223 Internet: http://www.siemens.de/automation/support-request E-Mail: mailto:[email protected]
Zona horaria de Asia y Australia A&D Technical Support Tel.: +86 1064 719 990 Fax: +86 1064 747 474 Internet: http://www.siemens.de/automation/support-request E-Mail: mailto:[email protected]
Zona horaria de América
A&D Technical Support Tel.: +1 423 262 2522 Fax: +1 423 262 2589 Internet: http://www.siemens.de/automation/support-request E-Mail: mailto:[email protected]
Hotline tecnológica Tel.: +49 (0) 2166 5506-115
La hotline está a su completa disposición los días laborables entre las 8 y las 17 horas.
Preguntas sobre el manual
En caso de consultas (sugerencias o correcciones) sobre la documentación, sírvase enviar un fax o un correo electrónico a la siguiente dirección: Fax: +49 (0) 9131 98-63315
E-Mail: mailto:[email protected] Formulario de fax: ver hoja de respuesta al final de la documentación
Dirección Internet http://www.siemens.com/sinumerik
Declaración de conformidad CE
La declaración de conformidad CE sobre la Directiva CEM se encuentra/obtiene • en Internet
http://www.ad.siemens.de/csinfo
bajo la referencia o el nº de producto 15257461
• en la delegación correspondiente del área de negocios A&D MC de Siemens AG
0 11/2006 Prólogo
0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 v
Indicaciones de seguridad
Este manual contiene las informaciones necesarias para la seguridad personal así como para la prevención de daños materiales. Las consignas que afectan a su seguridad personal se destacan mediante un triángulo de advertencia, las referentes solamente a daños materiales figuran sin dicho triángulo. De acuerdo al grado de peligro las consignas se representan, de mayor a menor peligro, como sigue.
Peligro Significa que, si no se adoptan las medidas preventivas adecuadas, se producirá la muerte, o bien lesiones corporales graves.
Advertencia Significa que, si no se adoptan las medidas preventivas adecuadas, puede producirse la muerte o bien lesiones corporales graves.
Precaución Con triángulo de advertencia significa que puede producirse una lesión leve si no se toman las medidas preventivas adecuadas.
Precaución Sin triángulo de advertencia significa que, si no se adoptan las medidas preventivas adecuadas, pueden producirse daños materiales.
Atención Significa que se puede producir un suceso o un estado no deseado si no se observan las correspondientes indicaciones.
Si se presentan varios niveles de peligro siempre se utiliza la advertencia del nivel más alto. Si se advierte de daños personales con un triángulo de advertencia, también se puede incluir en el mismo triángulo una advertencia de daños materiales.
Personal cualificado El equipo/sistema correspondiente sólo deberá instalarse y operarse respetando lo especificado en este documento. Sólo está autorizado a intervenir en este equipo el personal cualificado. Personal cualificado, según las indicaciones técnicas de seguridad de este manual, son aquellas personas que tienen la autorización necesaria para poner en marcha, poner a tierra y marcar aparatos, sistemas y circuitos de acuerdo con los estándares de la técnica de seguridad.
0 Prólogo 11/2006
0
© Siemens AG 2006 All rights reserved. vi SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Uso conforme Tenga en cuenta lo siguiente: Advertencia
El equipo sólo se puede utilizar para los casos de aplicación previstos en el catálogo y en la descripción técnica, y sólo en combinación con los equipos y componentes de proveniencia tercera recomendados y homologados por Siemens. El funcionamiento correcto y seguro del producto presupone un transporte, un almacenamiento, una instalación y un montaje conforme a las prácticas de la buena ingeniería, así como un manejo y un mantenimiento rigurosos.
Estructura de la documentación
En esta documentación se utilizan los siguientes bloques de información marcados con pictogramas:
Funcionamiento
Información básica
Operaciones
Explicación de los parámetros
Indicaciones adicionales
Opción de software La función descrita es una opción de software. Es decir, sólo se puede ejecutar en el control si ha adquirido la correspondiente opción.
Fabricante de la máquina
Si, con respecto a determinadas circunstancias, pueden existir complementos o modificaciones por parte del fabricante de la máquina, se remite a ellos de la siguiente manera:
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Referencia a bibliografía Si se pueden consultar determinadas cuestiones con más detalle en la bibliografía, este hecho se indica como sigue:
Bibliografía:
0 11/2006 Prólogo
0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 vii
Conceptos A continuación, se determina el significado de algunos conceptos básicos contenidos en esta documentación:
Programa Un programa es una secuencia de instrucciones que se da al control CNC y produce, en su conjunto, la fabricación de una determinada pieza en la máquina.
Contorno Se denomina "contorno", por un lado, al perfil de una pieza. Por otro, también se denomina contorno a la parte del programa en la cual se define, a partir de elementos individuales, el contorno de una pieza.
Ciclo Un ciclo (p. ej.: fresado de una caja rectangular) es un subprograma especificado por ShopMill para la ejecución de un proceso de mecanizado repetido. (En parte, un ciclo se denomina también "función".)
Unidad de medida En la presente documentación, las unidades de los parámetros se indican siempre en forma métrica. Las correspondientes unidades en pulgadas figuran en la siguiente tabla:
Métrico Pulgadas mm pulg mm/diente pulg/diente mm/min pulg/min mm/r pulg/vuelta m/min pies/min

0 Prólogo 11/2006
0
© Siemens AG 2006 All rights reserved. viii SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Notas
0 11/2006 Contenido 0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 ix
Contenido Introducción 1-17
1.1 ShopMill .................................................................................................................... 1-18 1.1.1 Secuencia de trabajo ................................................................................................ 1-19
1.2 Puesto de trabajo...................................................................................................... 1-20 1.2.1 Sistema de coordenadas .......................................................................................... 1-21 1.2.2 Paneles de operador................................................................................................. 1-22 1.2.3 Teclas de los paneles de operador........................................................................... 1-23 1.2.4 Paneles de mando de máquina ................................................................................ 1-25 1.2.5 Elementos de los paneles de mando de máquina.................................................... 1-25 1.2.6 Mini-botonera manual ............................................................................................... 1-29
1.3 Interfaz gráfica de usuario ........................................................................................ 1-31 1.3.1 Resumen................................................................................................................... 1-31 1.3.2 Manejo a través de pulsadores de menú y teclas .................................................... 1-34 1.3.3 Vistas del programa.................................................................................................. 1-38 1.3.4 Introducir parámetros................................................................................................ 1-42
1.4 Fundamentos ............................................................................................................ 1-44 1.4.1 Designación de planos ............................................................................................. 1-44 1.4.2 Coordenadas polares ............................................................................................... 1-44 1.4.3 Cota absoluta............................................................................................................ 1-45 1.4.4 Cota incremental....................................................................................................... 1-45 1.4.5 Función de calculadora............................................................................................. 1-46
Manejo 2-47
2.1 Conexión y desconexión........................................................................................... 2-49
2.2 Búsqueda del punto de referencia............................................................................ 2-49 2.2.1 Validación del usuario con Safety Integrated ........................................................... 2-51
2.3 Visualizar ejes........................................................................................................... 2-52
2.4 Modos de operación ................................................................................................. 2-53
2.5 Ajustes para la máquina ........................................................................................... 2-54 2.5.1 Conmutar unidad de medida (milímetros/pulgadas)................................................. 2-54 2.5.2 Conmutar sistema de coordenadas (MKS/WKS) ..................................................... 2-55
2.6 Fijar nuevo valor de posición .................................................................................... 2-56
2.7 Medir origen de pieza ............................................................................................... 2-58 2.7.1 Medir borde............................................................................................................... 2-62 2.7.2 Medir esquina ........................................................................................................... 2-67 2.7.3 Medir caja y taladro................................................................................................... 2-69 2.7.4 Medir saliente............................................................................................................ 2-76 2.7.5 Alinear plano ............................................................................................................. 2-83 2.7.6 Corrección después de la medición del origen......................................................... 2-85 2.7.7 Calibrar palpador electrónico.................................................................................... 2-86
0 Contenido 11/2006
0
© Siemens AG 2006 All rights reserved. x SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.8 Medir herramienta .....................................................................................................2-88 2.8.1 Medir herramienta manualmente ..............................................................................2-88 2.8.2 Calibrar punto fijo ......................................................................................................2-92 2.8.3 Medir herramientas con el palpador .........................................................................2-93 2.8.4 Calibrar palpador.......................................................................................................2-96
2.9 Modo manual.............................................................................................................2-97 2.9.1 Seleccionar herramienta e insertarla en el cabezal..................................................2-97 2.9.2 Introducir nueva herramienta en la lista e insertarla en el cabezal ..........................2-98 2.9.3 Introducir nueva herramienta en la lista y cargarla en el almacén ...........................2-99 2.9.4 Arrancar, parar y posicionar manualmente el cabezal .............................................2-99 2.9.5 Desplazar ejes ........................................................................................................2-101 2.9.6 Posicionar ejes........................................................................................................2-103 2.9.7 Orientación ..............................................................................................................2-103 2.9.8 Planeado .................................................................................................................2-107 2.9.9 Ajustes para el modo manual..................................................................................2-108
2.10 Modo MDA ..............................................................................................................2-111
2.11 Modo automático.....................................................................................................2-112 2.11.1 Conmutación entre las indicaciones "T, F, S", "Funciones G" y "Funciones auxiliares".............................................................................................2-113 2.11.2 Seleccionar programa para la ejecución.................................................................2-114 2.11.3 Iniciar/parar/cancelar programa ..............................................................................2-115 2.11.4 Interrumpir programa ..............................................................................................2-116 2.11.5 Iniciar el mecanizado en un punto determinado del programa...............................2-117 2.11.6 Influir en la ejecución del programa ........................................................................2-122 2.11.7 Sobrememorizar......................................................................................................2-124 2.11.8 Comprobar programa..............................................................................................2-125 2.11.9 Dibujo sincrónico antes del mecanizado.................................................................2-126 2.11.10 Dibujo sincrónico durante el mecanizado ...............................................................2-128
2.12 Rodaje de un programa ..........................................................................................2-129 2.12.1 Secuencia a secuencia ...........................................................................................2-129 2.12.2 Visualizar secuencia de programa actual ...............................................................2-130 2.12.3 Corregir programa...................................................................................................2-131
2.13 Tiempos de funcionamiento ....................................................................................2-132
2.14 Ajustes para el modo automático............................................................................2-134 2.14.1 Definir avance de recorrido de prueba....................................................................2-134 2.14.2 Parametrizar contador de piezas ............................................................................2-135
2.15 Herramientas y correcciones de herramientas .......................................................2-136 2.15.1 Crear nueva herramienta ........................................................................................2-143 2.15.2 Crear varios filos por herramienta...........................................................................2-145 2.15.3 Modificar nombre de herramienta ...........................................................................2-146 2.15.4 Crear herramienta de sustitución............................................................................2-146 2.15.5 Herramientas manuales ..........................................................................................2-146 2.15.6 Correcciones de herramienta..................................................................................2-147 2.15.7 Funciones adicionales para una herramienta.........................................................2-150
0 11/2006 Contenido 0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 xi
2.15.8 Introducir datos de desgaste de herramienta ......................................................... 2-151 2.15.9 Activar vigilancia de herramienta............................................................................ 2-152 2.15.10 Lista de almacén..................................................................................................... 2-154 2.15.11 Borrar herramienta.................................................................................................. 2-155 2.15.12 Modificar tipo de herramienta ................................................................................. 2-155 2.15.13 Cargar o descargar herramienta del almacén de herramientas............................. 2-156 2.15.14 Trasladar herramienta............................................................................................. 2-158 2.15.15 Posicionar almacén................................................................................................. 2-160 2.15.16 Clasificar herramientas ........................................................................................... 2-160
2.16 Decalajes de origen ................................................................................................ 2-162 2.16.1 Definir decalajes de origen ..................................................................................... 2-164 2.16.2 Lista de decalajes de origen ................................................................................... 2-165 2.16.3 Seleccionar/deseleccionar decalaje de origen en la zona manual ........................ 2-167
2.17 Conmutar al modo CNC-ISO .................................................................................. 2-168
2.18 ShopMill Open (PCU 50.3) ..................................................................................... 2-169
2.19 Telediagnosis.......................................................................................................... 2-169
Programación con ShopMill 3-171
3.1 Fundamentos de la programación .......................................................................... 3-173
3.2 Estructura del programa ......................................................................................... 3-176
3.3 Programa de pasos de trabajo ............................................................................... 3-177
3.3.1 Crear nuevo programa; definir pieza en bruto........................................................ 3-177 3.3.2 Programar secuencias nuevas ............................................................................... 3-181 3.3.3 Modificar secuencias de programa......................................................................... 3-183 3.3.4 Editor de programas ............................................................................................... 3-184 3.3.5 Indicar número de piezas ....................................................................................... 3-187
3.4 Programar herramienta, valor de corrección y velocidad de giro del cabezal ....... 3-188
3.5 Fresar contorno....................................................................................................... 3-189 3.5.1 Representación del contorno.................................................................................. 3-192 3.5.2 Crear contorno nuevo ............................................................................................. 3-194 3.5.3 Crear elementos de contorno ................................................................................. 3-196 3.5.4 Modificar contorno .................................................................................................. 3-201 3.5.5 Ejemplos de programación para la programa libre de contornos .......................... 3-203 3.5.6 Fresado en contorneado......................................................................................... 3-207 3.5.7 Pretaladrar caja de contorno .................................................................................. 3-210 3.5.8 Fresar caja de contorno (desbaste)........................................................................ 3-213 3.5.9 Vaciar material sobrante caja de contorno ............................................................. 3-214 3.5.10 Acabar caja de contorno......................................................................................... 3-216 3.5.11 Achaflanar caja de contorno ................................................................................... 3-219 3.5.12 Fresar salientes de contorno (desbastar)............................................................... 3-220 3.5.13 Vaciar material sobrante saliente de contorno ....................................................... 3-221 3.5.14 Acabar salientes de contorno ................................................................................. 3-223 3.5.15 Achaflanar saliente de contorno ............................................................................. 3-224
0 Contenido 11/2006
0
© Siemens AG 2006 All rights reserved. xii SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.6 Movimientos interpolados rectos o circulares.........................................................3-225 3.6.1 Recta .......................................................................................................................3-225 3.6.2 Círculo con centro conocido ...................................................................................3-227 3.6.3 Círculo con radio conocido......................................................................................3-228 3.6.4 Hélice ......................................................................................................................3-229 3.6.5 Coordenadas polares..............................................................................................3-230 3.6.6 Recta polar ..............................................................................................................3-231 3.6.7 Círculo polar ............................................................................................................3-232 3.6.8 Ejemplos de programación Coordenadas polares..................................................3-233
3.7 Taladrado ................................................................................................................3-234 3.7.1 Puntear....................................................................................................................3-234 3.7.2 Taladrar y escariar ..................................................................................................3-235 3.7.3 Taladrado profundo.................................................................................................3-236 3.7.4 Mandrinar ................................................................................................................3-238 3.7.5 Roscado con macho ...............................................................................................3-239 3.7.6 Fresado de roscas ..................................................................................................3-241 3.7.7 Taladro y fresado de rosca .....................................................................................3-245 3.7.8 Posicionamiento en cualquier posición y en patrones de posiciones.....................3-247 3.7.9 Posiciones libres .....................................................................................................3-248 3.7.10 Patrón de posiciones Línea.....................................................................................3-252 3.7.11 Patrón de posiciones Rejilla....................................................................................3-253 3.7.12 Patrón de posiciones Marco....................................................................................3-254 3.7.13 Patrón de posiciones Círculo ..................................................................................3-255 3.7.14 Patrón de posiciones Arco ......................................................................................3-257 3.7.15 Mostrar/ocultar posiciones ......................................................................................3-259 3.7.16 Obstáculo ................................................................................................................3-260 3.7.17 Repetir posición ......................................................................................................3-262 3.7.18 Ejemplos de programación para taladrar................................................................3-263
3.8 Fresado ...................................................................................................................3-265 3.8.1 Planeado .................................................................................................................3-265 3.8.2 Caja rectangular ......................................................................................................3-268 3.8.3 Caja circular ............................................................................................................3-272 3.8.4 Saliente rectangular ................................................................................................3-275 3.8.5 Saliente circular.......................................................................................................3-278 3.8.6 Ranura longitudinal .................................................................................................3-280 3.8.7 Ranura circular ........................................................................................................3-283 3.8.8 Uso de patrones de posiciones en el fresado.........................................................3-286 3.8.9 Grabado ..................................................................................................................3-289
3.9 Medición ..................................................................................................................3-294 3.9.1 Medir origen de pieza..............................................................................................3-294 3.9.2 Medir herramienta ...................................................................................................3-296 3.9.3 Calibrar palpador.....................................................................................................3-298
3.10 Funciones diversas .................................................................................................3-299 3.10.1 Llamar/abrir subprograma.......................................................................................3-299 3.10.2 Repetir secuencias de programa ............................................................................3-301
0 11/2006 Contenido 0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 xiii
3.10.3 Modificar ajustes de programa ............................................................................... 3-303 3.10.4 Llamar decalajes de origen..................................................................................... 3-303 3.10.5 Definir transformaciones de coordenadas.............................................................. 3-305 3.10.6 Transformación de envolvente del cilindro ............................................................. 3-308 3.10.7 Orientación.............................................................................................................. 3-311 3.10.8 Funciones adicionales ............................................................................................ 3-317
3.11 Insertar código G en un programa de pasos de trabajo......................................... 3-318
Programación con código G 4-321
4.1 Crear un programa en código G............................................................................. 4-322
4.2 Ejecutar programa de códigos G............................................................................ 4-325
4.3 Editor de códigos G ................................................................................................ 4-327
4.4 Parámetros de cálculo ............................................................................................ 4-331
4.5 Dialectos ISO .......................................................................................................... 4-332
Simulación 5-333
5.1 Generalidades......................................................................................................... 5-334
5.2 Iniciar/cancelar programa en simulación estándar................................................. 5-335
5.3 Representación en vista en planta ......................................................................... 5-337
5.4 Representación en vista en 3 planos...................................................................... 5-338
5.5 Ampliar segmento ................................................................................................... 5-339
5.6 Representación tridimensional ............................................................................... 5-340 5.6.1 Modificar la posición del segmento......................................................................... 5-341 5.6.2 Cortar pieza ............................................................................................................ 5-342
5.7 Iniciar/cancelar la vista rápida para matricería y moldes ....................................... 5-343
5.8 Representaciones en la vista rápida....................................................................... 5-343
5.9 Adaptar y desplazar gráfico de pieza ..................................................................... 5-345
5.10 Medición de distancias............................................................................................ 5-346
5.11 Función de búsqueda ............................................................................................. 5-347
5.12 Editar secuencias de programa de pieza ............................................................... 5-348 5.12.1 Seleccionar secuencias G ...................................................................................... 5-348 5.12.2 Editar programa de códigos G................................................................................ 5-349
Gestión de archivos 6-351
6.1 Gestión de programas con ShopMill....................................................................... 6-352
6.2 Gestión de programas con ShopMill en NCU (HMI Embedded) ............................ 6-353 6.2.1 Abrir programa ........................................................................................................ 6-355 6.2.2 Ejecutar programa .................................................................................................. 6-356 6.2.3 Amarre múltiple....................................................................................................... 6-356 6.2.4 Ejecutar programa de código G desde unidad USB/red ........................................ 6-359
0 Contenido 11/2006
0
© Siemens AG 2006 All rights reserved. xiv SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
6.2.5 Crear nuevo directorio/programa ............................................................................6-360 6.2.6 Marcar varios programas ........................................................................................6-361 6.2.7 Copiar/renombrar directorio/programa....................................................................6-362 6.2.8 Borrar directorio/programa......................................................................................6-363 6.2.9 Salvar/leer datos de origen .....................................................................................6-364
6.3 Gestión de programas con PCU 50.3 (HMI Advanced)..........................................6-367 6.3.1 Abrir programa ........................................................................................................6-369 6.3.2 Ejecutar programa...................................................................................................6-370 6.3.3 Amarre múltiple .......................................................................................................6-370 6.3.4 Cargar/descargar programa....................................................................................6-373 6.3.5 Ejecutar programa de código G desde disquetera/red...........................................6-374 6.3.6 Crear nuevo directorio/programa ............................................................................6-376 6.3.7 Marcar varios programas ........................................................................................6-377 6.3.8 Copiar/renombrar/desplazar directorio/programa...................................................6-378 6.3.9 Borrar directorio/programa......................................................................................6-380 6.3.10 Salvar/leer datos de origen .....................................................................................6-380
Matricería y moldes 7-383
7.1 Condiciones.............................................................................................................7-384
7.2 Ajustar máquina ......................................................................................................7-386 7.2.1 Medir herramienta ...................................................................................................7-386
7.3 Crear un programa..................................................................................................7-387 7.3.1 Crear un programa..................................................................................................7-387 7.3.2 Programar herramienta ...........................................................................................7-387 7.3.3 Programar el ciclo "High Speed Settings"...............................................................7-387 7.3.4 Llamada de subprograma .......................................................................................7-388
7.4 Ejecutar programa...................................................................................................7-393 7.4.1 Seleccionar programa para la ejecución.................................................................7-393 7.4.2 Iniciar el mecanizado en un punto determinado del programa...............................7-393
7.5 Ejemplo ...................................................................................................................7-395
Alarmas y avisos 8-399
8.1 Mensajes .................................................................................................................8-400
8.2 Alarmas ...................................................................................................................8-400
8.3 Datos de usuario .....................................................................................................8-401
8.4 Indicación de la versión...........................................................................................8-403
Ejemplos 9-405
9.1 Ejemplo 1: Mecanizado con caja rectangular/circular y ranura circular .................9-406
9.2 Ejemplo 2: Decalaje y simetría de un contorno ......................................................9-414
9.3 Ejemplo 3: Transformación de envolvente del cilindro ...........................................9-417
9.4 Ejemplo 4: Corrección de pared de ranura.............................................................9-421
0 11/2006 Contenido 0
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 xv
9.5 Ejemplo 5: Orientación............................................................................................ 9-425
Apéndice A-433
A Abreviaturas............................................................................................................A-434
B Índice alfabético ....................................................................................................... I-437
0 Contenido 11/2006
0
© Siemens AG 2006 All rights reserved. xvi SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Notas

1 11/2006 Introducción 1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-17
Introducción
1.1 ShopMill .................................................................................................................... 1-18 1.1.1 Secuencia de trabajo ................................................................................................ 1-19
1.2 Puesto de trabajo...................................................................................................... 1-20 1.2.1 Sistema de coordenadas .......................................................................................... 1-21 1.2.2 Paneles de operador................................................................................................. 1-22 1.2.3 Teclas de los paneles de operador........................................................................... 1-23 1.2.4 Paneles de mando de máquina ................................................................................ 1-25 1.2.5 Elementos de los paneles de mando de máquina.................................................... 1-25 1.2.6 Mini-botonera manual ............................................................................................... 1-29
1.3 Interfaz gráfica de usuario ........................................................................................ 1-31 1.3.1 Resumen................................................................................................................... 1-31 1.3.2 Manejo a través de pulsadores de menú y teclas .................................................... 1-34 1.3.3 Vistas del programa .................................................................................................. 1-38 1.3.4 Introducir parámetros................................................................................................ 1-42
1.4 Fundamentos ............................................................................................................ 1-44 1.4.1 Designación de planos.............................................................................................. 1-44 1.4.2 Coordenadas polares................................................................................................ 1-44 1.4.3 Cota absoluta............................................................................................................ 1-45 1.4.4 Cota incremental ....................................................................................................... 1-45 1.4.5 Función de calculadora............................................................................................. 1-46
1 Introducción 11/2006 1.1 ShopMill
1
© Siemens AG 2006 All rights reserved. 1-18 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
1.1 ShopMill ShopMill es un software de manejo y programación para fresadoras
que le permite el manejo cómodo de la máquina y la programación sencilla de piezas.
He aquí algunas características del software:
Ajustar máquina Ciclos de medición especiales facilitan la medición de las herramientas y de la pieza.
Crear un programa Existen 3 distintas variantes de programa para elegir: • Programas en código G para aplicaciones en matricería y moldes
adoptadas de sistemas CAD/CAM. • Programas en código G creados directamente en la máquina.
Para la programación puede disponer de todos los ciclos tecnológicos.
• Programas de pasos de trabajo creados directamente en la máquina (opción de software). La programación de la pieza se realiza sin ningún esfuerzo dado que se ofrece un soporte gráfico y no se exigen conocimientos en códigos G. ShopMill muestra el programa en un plan de trabajo claramente dispuesto y representa los distintos ciclos y elementos de contorno en un gráfico dinámico.
Independientemente de la variante del programa, las siguientes funciones facilitan la programación y edición: • La potente calculadora de contornos permite la introducción de
cualquier tipo de contornos. • Un ciclo de caja de contorno con detección de material sobrante
ahorra operaciones de mecanizado innecesarias (opción de software).
• Un ciclo de orientación permite el mecanizado en varias caras y el mecanizado en superficies inclinadas, independientemente de la cinemática de la máquina (mesa orientable/cabezal orientable).
Programa: ejecutar La ejecución de los programas se puede representar tridimensionalmente en pantalla. De este modo, puede controlar de forma sencilla el resultado de la programación y seguir cómodamente el mecanizado de la pieza en la máquina (opción de software).
Para la ejecución de un programa de pasos de trabajo se necesitan derechos de escritura y lectura.
La ejecución de programas de pasos de trabajo es una opción de software.
1 11/2006 Introducción1.1 ShopMill
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-19
Gestión de herramientas ShopMill guarda sus datos de herramienta. El software puede
gestionar también datos de herramientas que no se encuentren en el almacén.
Gestión de programas Programas similares no necesitan ser creados de nuevo, sino que se pueden copiar y modificar fácilmente.
ShopMill permite realizar el amarre múltiple de piezas iguales o distintas (opción de software) con optimización del orden de las herramientas.
A través de la conexión de red y la unidad de disquete puede acceder a programas externos (opción de software).
1.1.1 Secuencia de trabajo
En estas instrucciones se distingue entre las dos siguientes situaciones de trabajo típicas: • Usted quiere ejecutar un programa para mecanizar
automáticamente una pieza. • Quiere crear antes de todo un programa para el mecanizado de
una pieza.
Ejecutar programa Antes de poder ejecutar un programa, necesita ajustar su máquina.
Para este fin, tiene que realizar las siguientes actividades asistido por ShopMill (véase el cap. "Manejo"): • Buscar el punto de referencia de la máquina (sólo con el sistema
de medición de desplazamiento incremental) • Medir herramientas • Definir el origen de la pieza • Introducir eventuales decalajes de origen adicionales Cuando la máquina está ajustada por completo, puede seleccionar un programa y hacerlo ejecutar automáticamente (véase el apart. "Servicio automático").
1 Introducción 11/2006 1.2 Puesto de trabajo
1
© Siemens AG 2006 All rights reserved. 1-20 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Crear un programa Cuando crea un nuevo programa, puede seleccionar si quiere crear un programa de pasos de trabajo o un programa en código G (véase "Programación con ShopMill" o "Programación con código G"). Al crear un programa de pasos de trabajo, ShopMill le invita a introducir todos los parámetros relevantes. El avance del programa se visualiza automáticamente en una línea punteada. Adicionalmente, será apoyado en la programación por pantallas de ayuda que explican los distintos parámetros de las operaciones de mecanizado. Naturalmente puede también insertar comandos en código G en un programa de pasos de trabajo. Un programa en código G, en cambio, se tiene que crear completamente con comandos de código G.
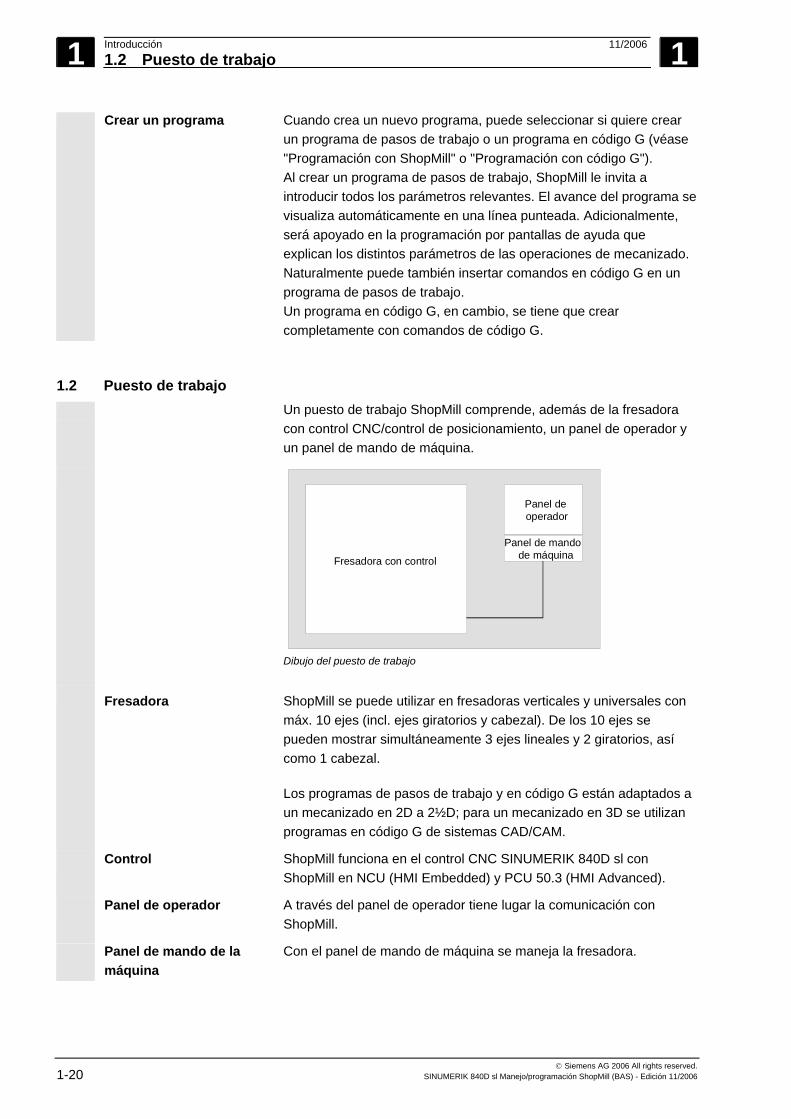
1.2 Puesto de trabajo Un puesto de trabajo ShopMill comprende, además de la fresadora
con control CNC/control de posicionamiento, un panel de operador y un panel de mando de máquina.
Fresadora con control
Panel deoperador
Panel de mandode máquina
Dibujo del puesto de trabajo
Fresadora ShopMill se puede utilizar en fresadoras verticales y universales con máx. 10 ejes (incl. ejes giratorios y cabezal). De los 10 ejes se pueden mostrar simultáneamente 3 ejes lineales y 2 giratorios, así como 1 cabezal.
Los programas de pasos de trabajo y en código G están adaptados a un mecanizado en 2D a 2½D; para un mecanizado en 3D se utilizan programas en código G de sistemas CAD/CAM.
Control ShopMill funciona en el control CNC SINUMERIK 840D sl con ShopMill en NCU (HMI Embedded) y PCU 50.3 (HMI Advanced).
Panel de operador A través del panel de operador tiene lugar la comunicación con ShopMill.
Panel de mando de la máquina
Con el panel de mando de máquina se maneja la fresadora.
1 11/2006 Introducción1.2 Puesto de trabajo
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-21
1.2.1 Sistema de coordenadas
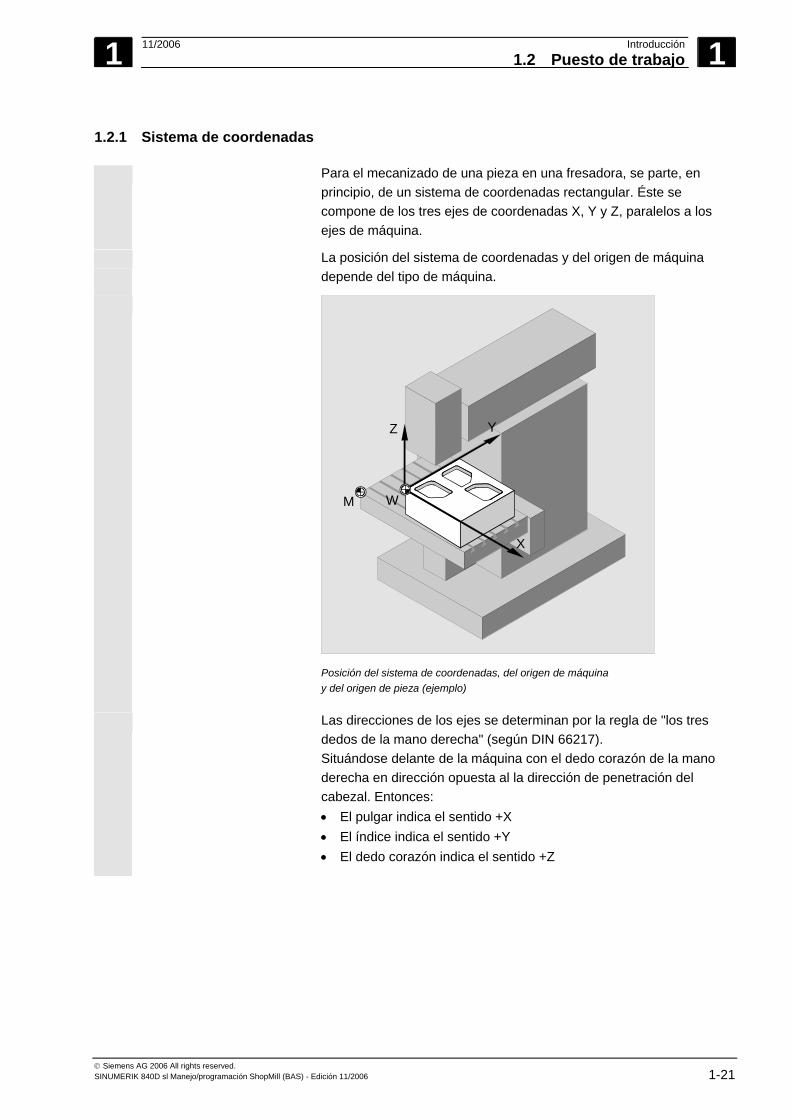
Para el mecanizado de una pieza en una fresadora, se parte, en principio, de un sistema de coordenadas rectangular. Éste se compone de los tres ejes de coordenadas X, Y y Z, paralelos a los ejes de máquina.
La posición del sistema de coordenadas y del origen de máquina depende del tipo de máquina.
Z
X
Y
M W
Posición del sistema de coordenadas, del origen de máquina y del origen de pieza (ejemplo)
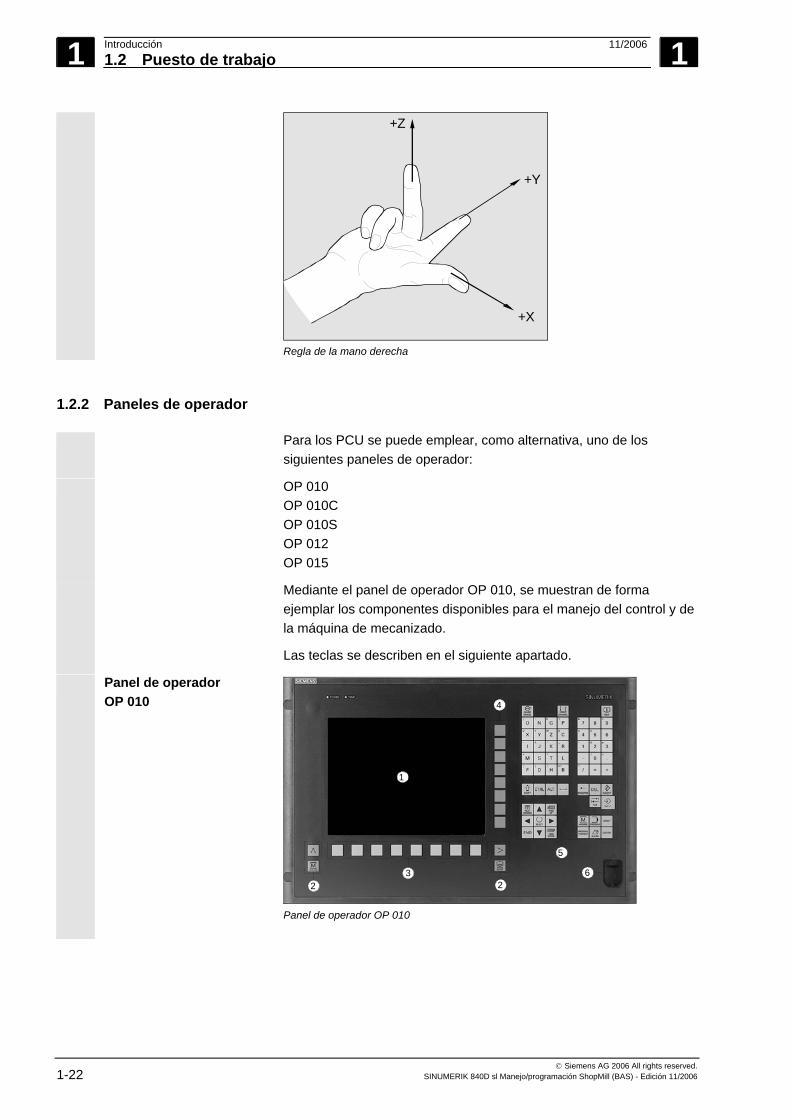
Las direcciones de los ejes se determinan por la regla de "los tres dedos de la mano derecha" (según DIN 66217). Situándose delante de la máquina con el dedo corazón de la mano derecha en dirección opuesta al la dirección de penetración del cabezal. Entonces: • El pulgar indica el sentido +X • El índice indica el sentido +Y • El dedo corazón indica el sentido +Z
1 Introducción 11/2006 1.2 Puesto de trabajo
1
© Siemens AG 2006 All rights reserved. 1-22 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
+Z
+Y
+X
Regla de la mano derecha
1.2.2 Paneles de operador
Para los PCU se puede emplear, como alternativa, uno de los siguientes paneles de operador:
OP 010 OP 010C OP 010S OP 012 OP 015
Mediante el panel de operador OP 010, se muestran de forma ejemplar los componentes disponibles para el manejo del control y de la máquina de mecanizado.
Las teclas se describen en el siguiente apartado.
Panel de operador OP 010
3
4
2
1
6
.
5
2
Panel de operador OP 010
1 11/2006 Introducción1.2 Puesto de trabajo
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-23
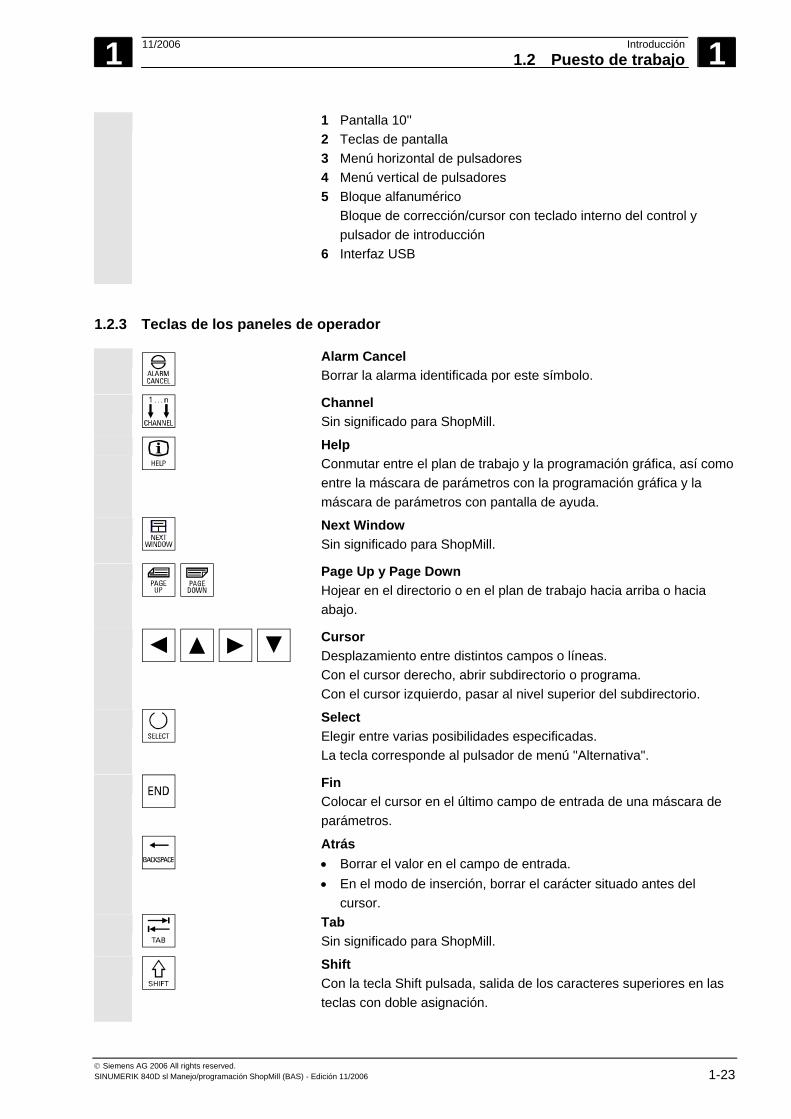
1 Pantalla 10'' 2 Teclas de pantalla 3 Menú horizontal de pulsadores 4 Menú vertical de pulsadores 5 Bloque alfanumérico
Bloque de corrección/cursor con teclado interno del control y pulsador de introducción
6 Interfaz USB
1.2.3 Teclas de los paneles de operador
Alarm Cancel Borrar la alarma identificada por este símbolo.
Channel Sin significado para ShopMill.
Help Conmutar entre el plan de trabajo y la programación gráfica, así como entre la máscara de parámetros con la programación gráfica y la máscara de parámetros con pantalla de ayuda.
Next Window Sin significado para ShopMill.
Page Up y Page Down Hojear en el directorio o en el plan de trabajo hacia arriba o hacia abajo.
Cursor Desplazamiento entre distintos campos o líneas. Con el cursor derecho, abrir subdirectorio o programa. Con el cursor izquierdo, pasar al nivel superior del subdirectorio.
Select Elegir entre varias posibilidades especificadas. La tecla corresponde al pulsador de menú "Alternativa".
Fin Colocar el cursor en el último campo de entrada de una máscara de parámetros.
Atrás • Borrar el valor en el campo de entrada. • En el modo de inserción, borrar el carácter situado antes del
cursor.
Tab Sin significado para ShopMill.
Shift Con la tecla Shift pulsada, salida de los caracteres superiores en las teclas con doble asignación.
1 Introducción 11/2006 1.2 Puesto de trabajo
1
© Siemens AG 2006 All rights reserved. 1-24 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
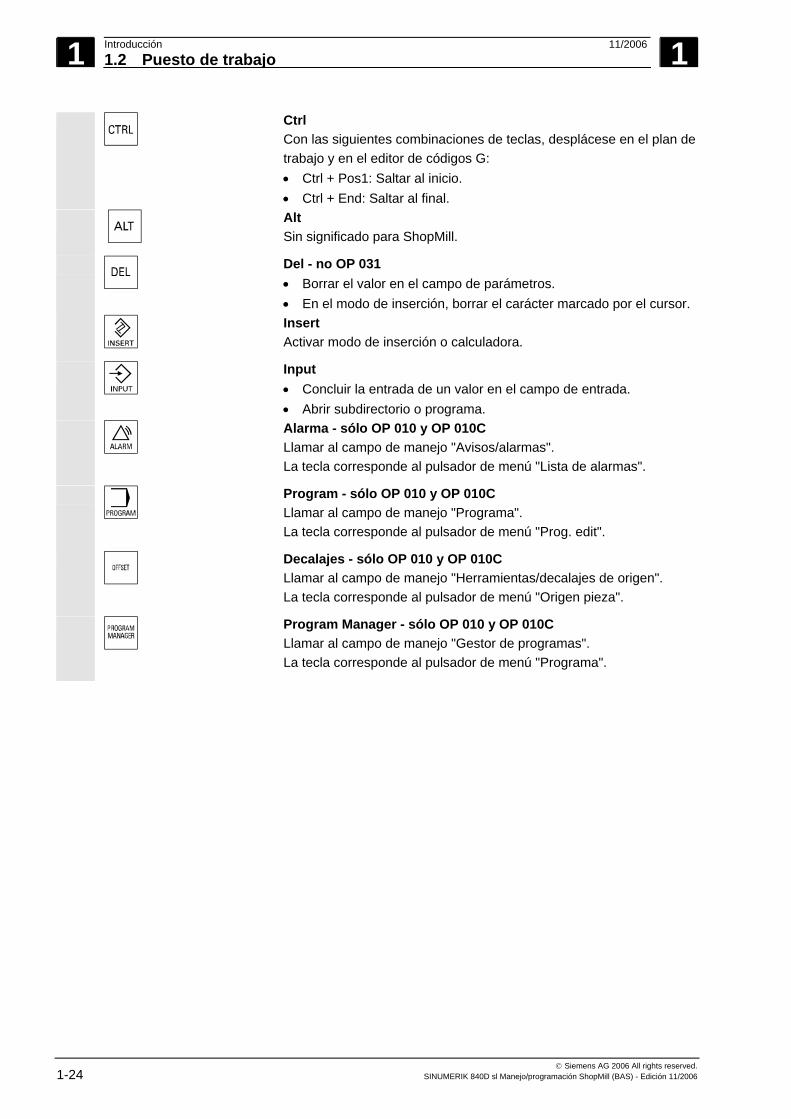
Ctrl Con las siguientes combinaciones de teclas, desplácese en el plan de trabajo y en el editor de códigos G: • Ctrl + Pos1: Saltar al inicio. • Ctrl + End: Saltar al final.
Alt Sin significado para ShopMill.
Del - no OP 031 • Borrar el valor en el campo de parámetros. • En el modo de inserción, borrar el carácter marcado por el cursor.
Insert Activar modo de inserción o calculadora.
Input • Concluir la entrada de un valor en el campo de entrada. • Abrir subdirectorio o programa.
Alarma - sólo OP 010 y OP 010C Llamar al campo de manejo "Avisos/alarmas". La tecla corresponde al pulsador de menú "Lista de alarmas".
Program - sólo OP 010 y OP 010C Llamar al campo de manejo "Programa". La tecla corresponde al pulsador de menú "Prog. edit".
Decalajes - sólo OP 010 y OP 010C Llamar al campo de manejo "Herramientas/decalajes de origen". La tecla corresponde al pulsador de menú "Origen pieza".
Program Manager - sólo OP 010 y OP 010C Llamar al campo de manejo "Gestor de programas". La tecla corresponde al pulsador de menú "Programa".
1 11/2006 Introducción1.2 Puesto de trabajo
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-25
1.2.4 Paneles de mando de máquina
La fresadora puede estar equipada con un panel de mando de máquina de SIEMENS o con uno específico del fabricante de la máquina.
A través del panel de mando de máquina se inician acciones en el torno, por ejemplo el desplazamiento de ejes o el inicio del mecanizado de la pieza. Para las funciones activas en ese momento se encienden los LED de las correspondientes teclas en el panel de mando de máquina.
1.2.5 Elementos de los paneles de mando de máquina
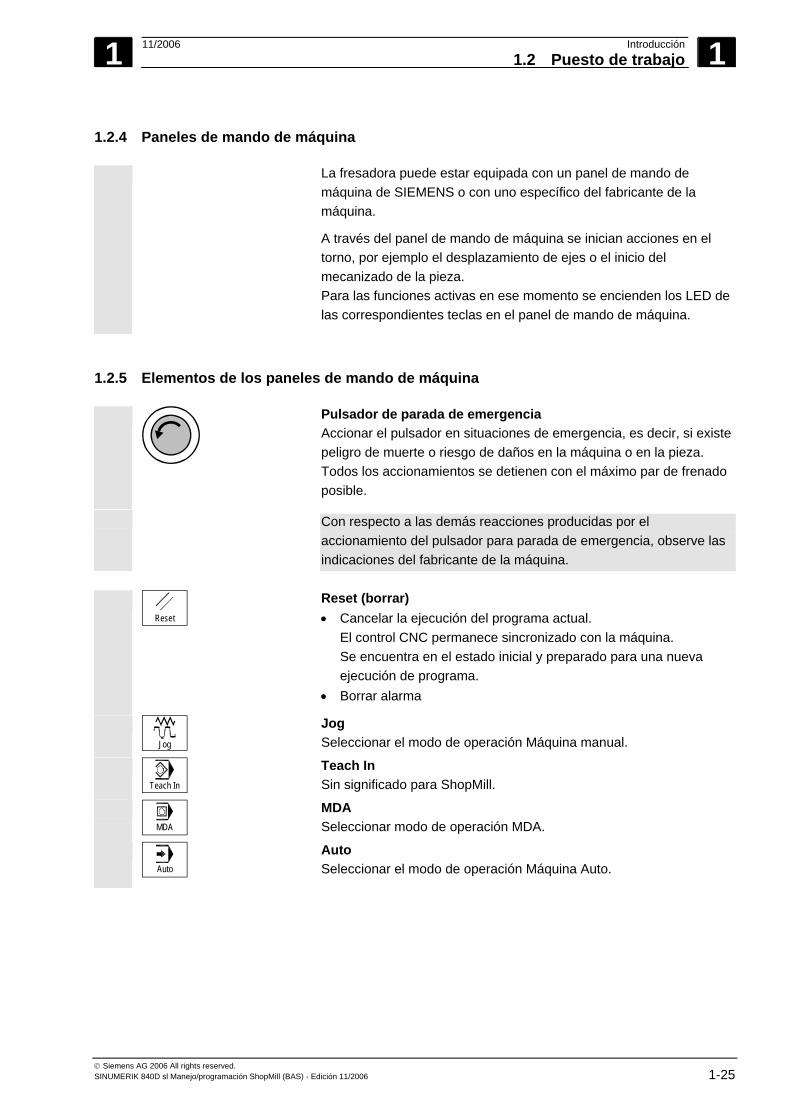
Pulsador de parada de emergencia Accionar el pulsador en situaciones de emergencia, es decir, si existe peligro de muerte o riesgo de daños en la máquina o en la pieza. Todos los accionamientos se detienen con el máximo par de frenado posible.
Con respecto a las demás reacciones producidas por el accionamiento del pulsador para parada de emergencia, observe las indicaciones del fabricante de la máquina.
Reset
Reset (borrar) • Cancelar la ejecución del programa actual.
El control CNC permanece sincronizado con la máquina. Se encuentra en el estado inicial y preparado para una nueva ejecución de programa.
• Borrar alarma
Jog
Jog Seleccionar el modo de operación Máquina manual.
Teach In
Teach In Sin significado para ShopMill.
MDA
MDA Seleccionar modo de operación MDA.
Auto
Auto Seleccionar el modo de operación Máquina Auto.
1 Introducción 11/2006 1.2 Puesto de trabajo
1
© Siemens AG 2006 All rights reserved. 1-26 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Single Block
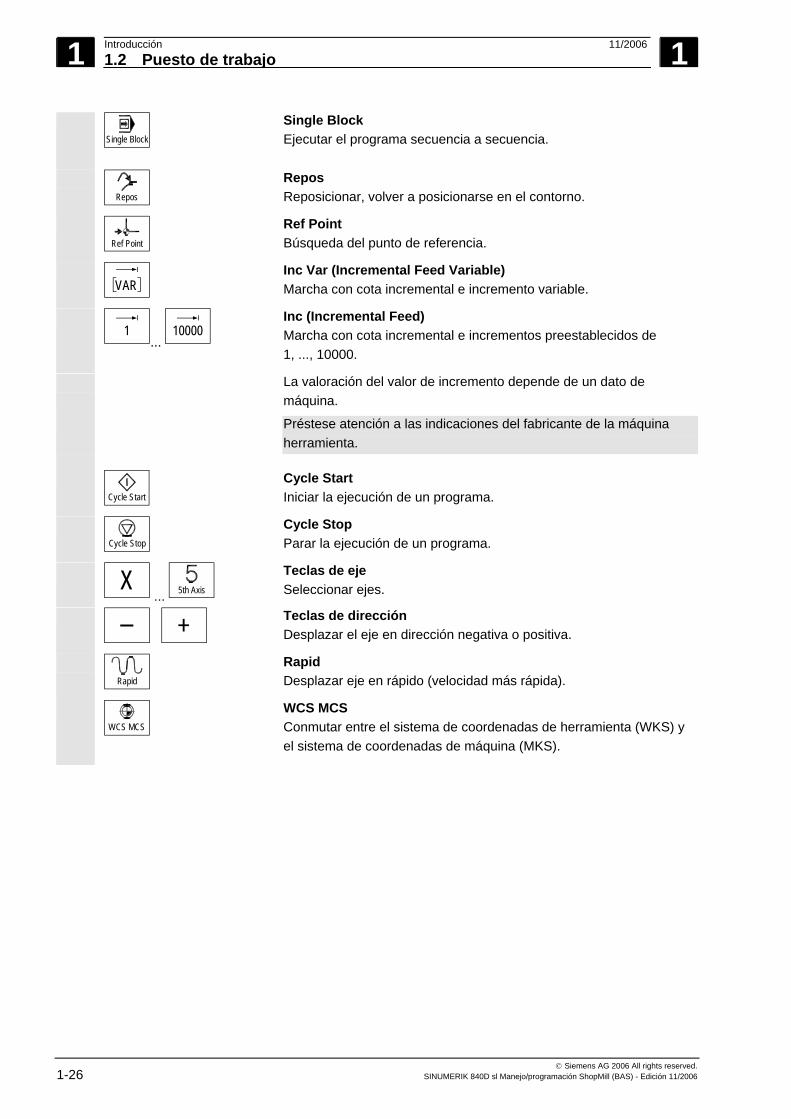
Single Block Ejecutar el programa secuencia a secuencia.
Repos
Repos Reposicionar, volver a posicionarse en el contorno.
Ref Point
Ref Point Búsqueda del punto de referencia.
VAR
Inc Var (Incremental Feed Variable) Marcha con cota incremental e incremento variable.
1
... 10000
Inc (Incremental Feed) Marcha con cota incremental e incrementos preestablecidos de 1, ..., 10000.
La valoración del valor de incremento depende de un dato de máquina.
Préstese atención a las indicaciones del fabricante de la máquina herramienta.
Cycle Start
Cycle Start Iniciar la ejecución de un programa.
Cycle Stop
Cycle Stop Parar la ejecución de un programa.
X ... 5th Axis
Teclas de eje Seleccionar ejes.
+
Teclas de dirección Desplazar el eje en dirección negativa o positiva.
Rapid
Rapid Desplazar eje en rápido (velocidad más rápida).
WCS MCS
WCS MCS Conmutar entre el sistema de coordenadas de herramienta (WKS) y el sistema de coordenadas de máquina (MKS).
1 11/2006 Introducción1.2 Puesto de trabajo
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-27
%
Corrección de avance/velocidad rápida Reducir o aumentar avance programado o velocidad de desplazamiento rápido. El avance programado o la velocidad de desplazamiento rápido corresponden al 100% y se puede regular entre el 0% y el 120%; en la velocidad de desplazamiento rápido, sólo hasta el 100%. El nuevo avance ajustado aparece como valor absoluto y como porcentaje en la visualización del estado del avance en la pantalla.
Feed Stop
Feed Stop Detener la ejecución del programa en curso y detener los accionamientos de ejes.
Feed Start
Feed Start Reanudar la ejecución del programa en la secuencia actual y aumentar el avance al valor preajustado por el programa.
%
Corrección del cabezal Reducir o aumentar la velocidad de giro programada del cabezal. La velocidad de giro programada del cabezal corresponde al 100% y se puede regular entre un 50 y un 120%. La nueva velocidad de giro del cabezal ajustada aparece como valor absoluto y como porcentaje en la visualización del estado del cabezal en la pantalla.
Spindle Dec.
Spindle Dec. – sólo panel de mando de máquina OP032S Reducir la velocidad de giro del cabezal programada.
Spindle Inc.
Spindle Inc. – sólo panel de mando de máquina OP032S Aumentar la velocidad de giro del cabezal programada.
100%
100% – sólo panel de mando de máquina OP032S Volver a ajustar la velocidad de giro del cabezal programada.
Spindle Stop
Spindle Stop Parada del cabezal
Spindle Start
Spindle Start Marcha del cabezal
Spindle Left
Spindle Left – sólo panel de mando de máquina OP032S Marcha del cabezal (sentido de giro izquierda).
Spindle Right
Spindle Right – sólo panel de mando de máquina OP032S Marcha del cabezal (sentido de giro derecha).
1 Introducción 11/2006 1.2 Puesto de trabajo
1
© Siemens AG 2006 All rights reserved. 1-28 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Interruptor de llave A través del interruptor llave se pueden ajustar distintos derechos de
acceso. El interruptor llave posee cuatro posiciones, asignadas a los niveles de protección 4 a 7. A través de los datos de máquina se puede bloquear el acceso a programas, datos y funciones con distintos niveles de protección.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Al interruptor le pertenecen tres llaves de distintos colores que se pueden retirar en las posiciones indicadas:
Posición 0 Sin llave Nivel de protección 7 Posición 1 Llave 1, negro Nivel de protección 6 Posición 2 Llave 1, verde Nivel de protección 5 Posición 3 Llave 1, rojo Nivel de protección 4
Derecho de acceso más alto
⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ↓ Derechos de acceso
en aumento ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ⏐ ↓
Derecho de acceso más alto
Si se modifica la posición de la llave para cambiar el derecho de acceso, ello no se puede ver inmediatamente en la interfaz gráfica de usuario. Se tiene que iniciar primero una acción (p. ej., cerrar o abrir directorio).
Si el PLC se encuentra parado (los LED del panel de mando de máquina parpadean), ShopMill no evalúa las posiciones del interruptor llave en el arranque.
Los demás niveles de protección 0 a 3 pueden ser ajustados por el fabricante de la máquina a través de una palabra clave. Si está activada la palabra clave, ShopMill no evalúa la posición del interruptor llave.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
1 11/2006 Introducción1.2 Puesto de trabajo
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-29
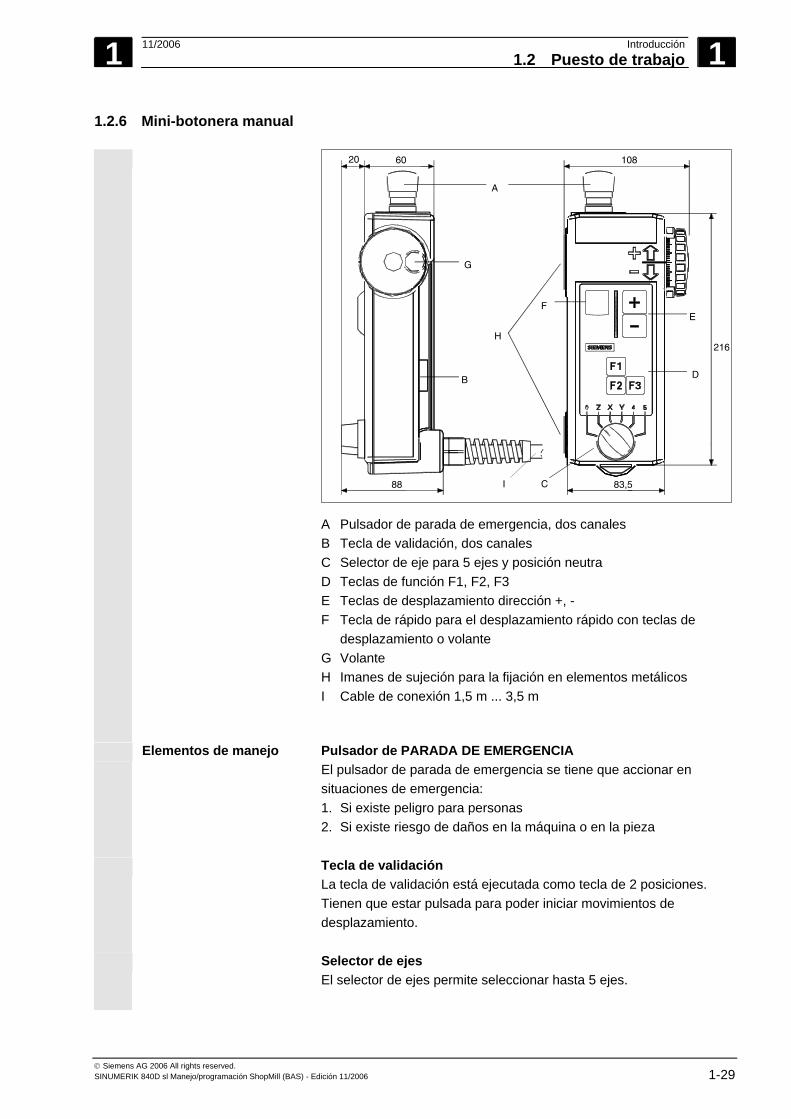
1.2.6 Mini-botonera manual
A
B
C
H
D
F
G
E
I88 83,5
20 60 108
216
A Pulsador de parada de emergencia, dos canales B Tecla de validación, dos canales C Selector de eje para 5 ejes y posición neutra D Teclas de función F1, F2, F3 E Teclas de desplazamiento dirección +, - F Tecla de rápido para el desplazamiento rápido con teclas de desplazamiento o volante G Volante H Imanes de sujeción para la fijación en elementos metálicos I Cable de conexión 1,5 m ... 3,5 m
Elementos de manejo Pulsador de PARADA DE EMERGENCIA El pulsador de parada de emergencia se tiene que accionar en situaciones de emergencia: 1. Si existe peligro para personas 2. Si existe riesgo de daños en la máquina o en la pieza
Tecla de validación La tecla de validación está ejecutada como tecla de 2 posiciones. Tienen que estar pulsada para poder iniciar movimientos de desplazamiento.
Selector de ejes El selector de ejes permite seleccionar hasta 5 ejes.
1 Introducción 11/2006 1.2 Puesto de trabajo
1
© Siemens AG 2006 All rights reserved. 1-30 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Teclas de función Las teclas de función permiten iniciar funciones específicas de la máquina.
Teclas de desplazamiento Las teclas de desplazamiento +, - permiten iniciar movimientos de desplazamiento en el eje seleccionado con el selector de ejes.
Volante El volante permite iniciar movimientos de desplazamiento en el eje seleccionado con el selector de ejes. El volante suministra 2 señales de pista de 100 incr.vuelta.
Tecla de rápido La tecla de rápido permite aumentar la velocidad de desplazamiento en el eje seleccionado con el selector de ejes. La tecla de rápido actúa tanto en las instrucciones de desplazamiento de las teclas + / - como también en las señales del volante.
1 11/2006 Introducción1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-31
1.3 Interfaz gráfica de usuario
1.3.1 Resumen
Distribución de la pantalla
14
14
15 15
1211
10
9 13
87
65 4
3
21
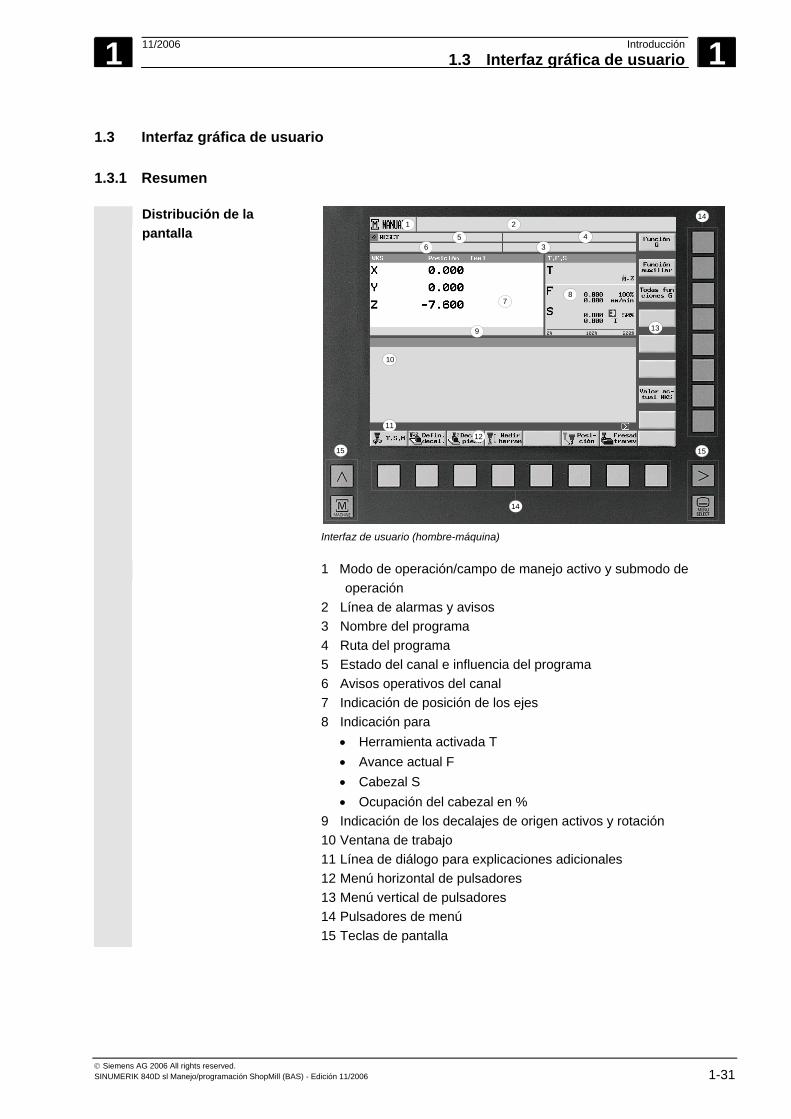
Interfaz de usuario (hombre-máquina)
1 Modo de operación/campo de manejo activo y submodo de operación
2 Línea de alarmas y avisos 3 Nombre del programa 4 Ruta del programa 5 Estado del canal e influencia del programa 6 Avisos operativos del canal 7 Indicación de posición de los ejes 8 Indicación para
• Herramienta activada T • Avance actual F • Cabezal S • Ocupación del cabezal en %
9 Indicación de los decalajes de origen activos y rotación 10 Ventana de trabajo 11 Línea de diálogo para explicaciones adicionales 12 Menú horizontal de pulsadores 13 Menú vertical de pulsadores 14 Pulsadores de menú 15 Teclas de pantalla
1 Introducción 11/2006 1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. 1-32 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
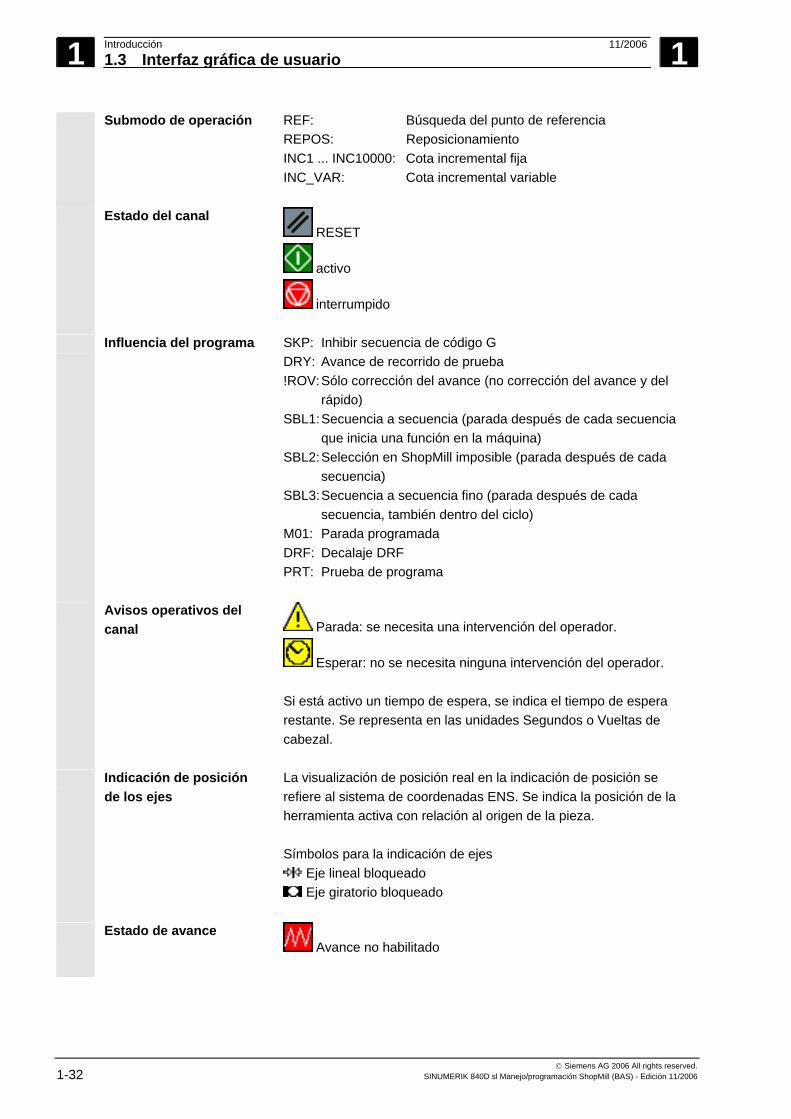
Submodo de operación REF: Búsqueda del punto de referencia REPOS: Reposicionamiento INC1 ... INC10000: Cota incremental fija INC_VAR: Cota incremental variable
Estado del canal RESET
activo
interrumpido
Influencia del programa SKP: Inhibir secuencia de código G DRY: Avance de recorrido de prueba !ROV: Sólo corrección del avance (no corrección del avance y del rápido) SBL1: Secuencia a secuencia (parada después de cada secuencia que inicia una función en la máquina) SBL2: Selección en ShopMill imposible (parada después de cada secuencia) SBL3: Secuencia a secuencia fino (parada después de cada secuencia, también dentro del ciclo) M01: Parada programada DRF: Decalaje DRF PRT: Prueba de programa
Avisos operativos del canal Parada: se necesita una intervención del operador.
Esperar: no se necesita ninguna intervención del operador. Si está activo un tiempo de espera, se indica el tiempo de espera restante. Se representa en las unidades Segundos o Vueltas de cabezal.
Indicación de posición de los ejes
La visualización de posición real en la indicación de posición se refiere al sistema de coordenadas ENS. Se indica la posición de la herramienta activa con relación al origen de la pieza. Símbolos para la indicación de ejes
Eje lineal bloqueado Eje giratorio bloqueado
Estado de avance
Avance no habilitado
1 11/2006 Introducción1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-33
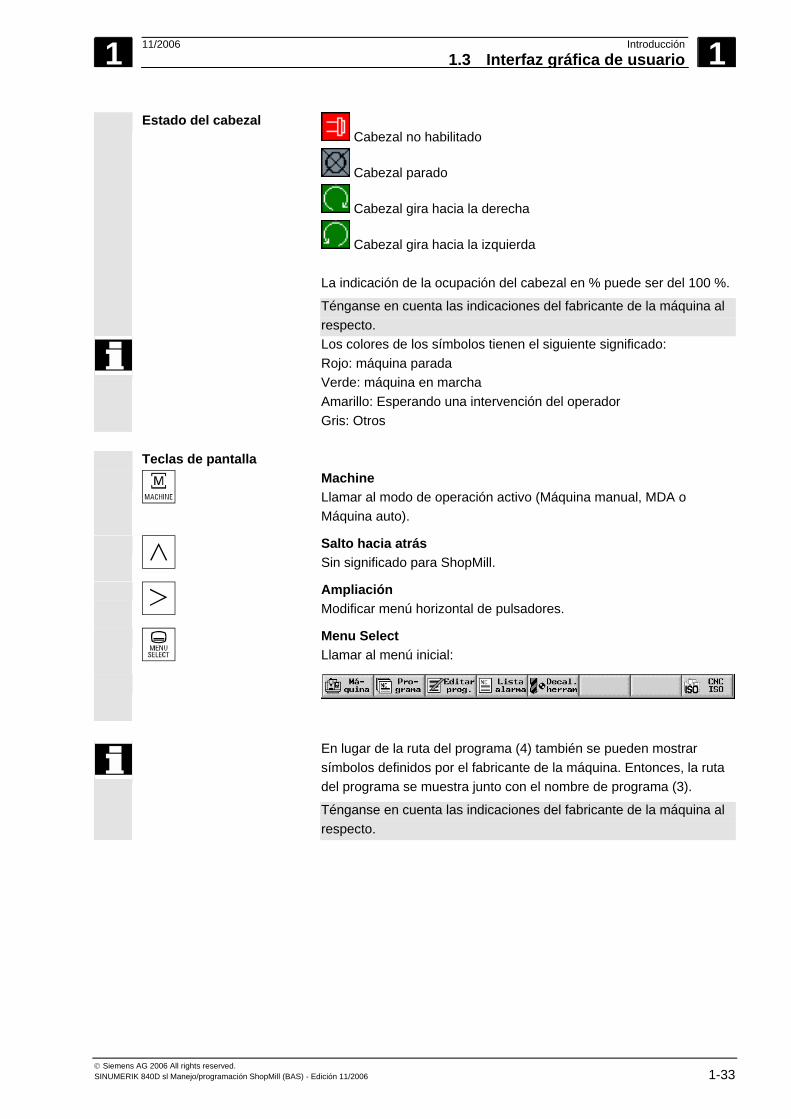
Estado del cabezal Cabezal no habilitado
Cabezal parado
Cabezal gira hacia la derecha
Cabezal gira hacia la izquierda La indicación de la ocupación del cabezal en % puede ser del 100 %.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Los colores de los símbolos tienen el siguiente significado: Rojo: máquina parada Verde: máquina en marcha Amarillo: Esperando una intervención del operador Gris: Otros
Teclas de pantalla
Machine Llamar al modo de operación activo (Máquina manual, MDA o Máquina auto).
Salto hacia atrás Sin significado para ShopMill.
Ampliación Modificar menú horizontal de pulsadores.
Menu Select Llamar al menú inicial:
En lugar de la ruta del programa (4) también se pueden mostrar símbolos definidos por el fabricante de la máquina. Entonces, la ruta del programa se muestra junto con el nombre de programa (3).
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.

1 Introducción 11/2006 1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. 1-34 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
1.3.2 Manejo a través de pulsadores de menú y teclas
La interfaz gráfica de usuario ShopMill se compone de distintas máscaras en pantalla, cada una de las cuales contiene ocho pulsadores de menú horizontales y ocho verticales. Los pulsadores de menú se manejan a través de las teclas situadas al lado de los mismos. Con los pulsadores de menú se puede abrir cada vez una nueva máscara en pantalla.
ShopMill se divide en 3 modos de operación (Máquina manual, MDA y Máquina auto) y 4 campos de manejo (Gestor de programas, Programa, Avisos/alarmas y Herramientas/decalajes de origen).
Si quiere pasar de un modo de operación/campo de manejo a otro campo de manejo, pulse la tecla "Menu Select". El menú básico se abre y puede seleccionar el campo de manejo deseado a través de un pulsador de menú.
Como alternativa puede llamar los campos de manejo también a través de las teclas en el panel de servicio.
Jog MDA Auto
Un modo de operación se puede seleccionar en todo momento directamente a través de las teclas en el panel de mando de máquina.Si acciona el pulsador de menú "Máquina" en el menú inicial, se muestra la máscara en pantalla del modo de operación activo en ese momento.

1 11/2006 Introducción1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-35
Si selecciona otro modo de operación u otro campo de manejo, cambian tanto el menú de pulsadores horizontal como también el vertical.
Menú inicial
Modo de operación Máquina manual
1 Introducción 11/2006 1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. 1-36 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
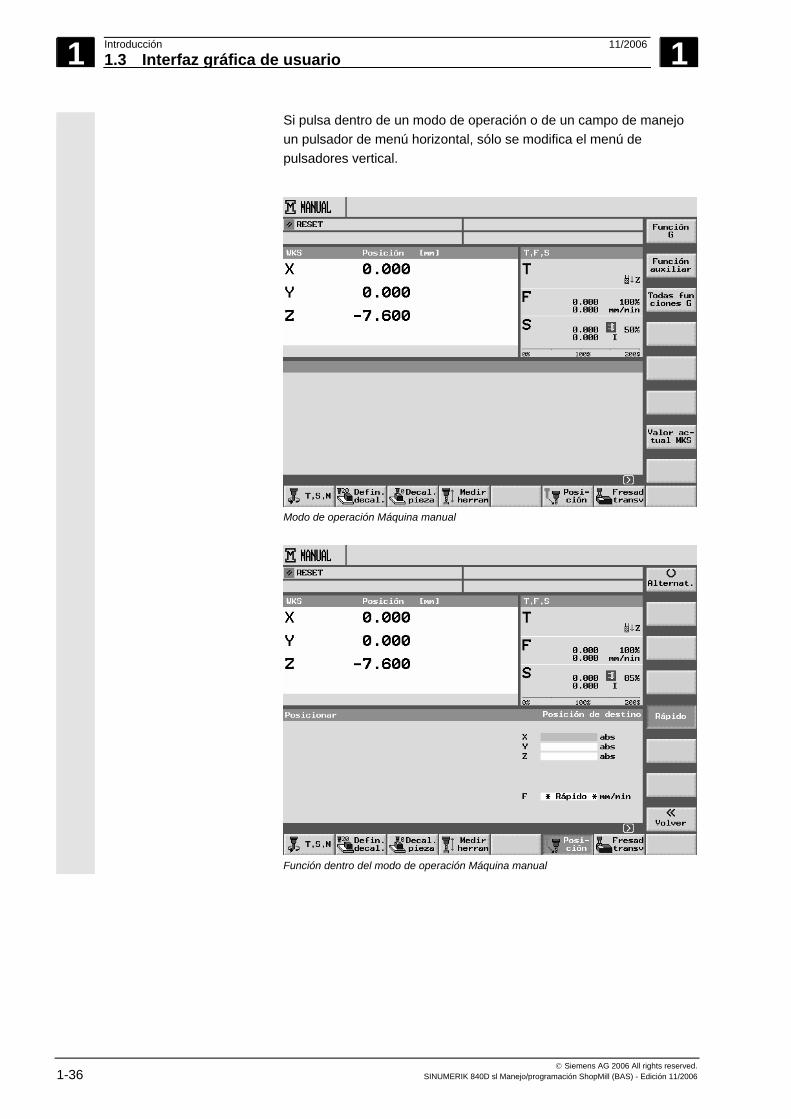
Si pulsa dentro de un modo de operación o de un campo de manejo un pulsador de menú horizontal, sólo se modifica el menú de pulsadores vertical.
Modo de operación Máquina manual
Función dentro del modo de operación Máquina manual
1 11/2006 Introducción1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-37
Si aparece en la interfaz gráfica de usuario en la línea de diálogo a la derecha el símbolo , puede modificar dentro de un campo de manejo el menú horizontal de pulsadores. Pulse para este fin la tecla "Ampliación". Al pulsar nuevamente la tecla "Ampliación" vuelve a aparecer el menú horizontal de pulsadores original.
Dentro de un modo de operación o de un campo de manejo puede regresar a través del pulsador de menú "Volver" a la máscara en pantalla superior.
Con el pulsador de menú "Cancelar" se abandona una máscara en pantalla sin incorporar los valores introducidos y se vuelve igualmente a la máscara en pantalla superior.
Si ha introducido todos los parámetros necesarios correctamente en la máscara de parámetros, puede cerrar y guardar la máscara en pantalla con el pulsador de menú "Aplicar".
Con el pulsador de menú "OK" se inicia inmediatamente una acción, p. ej., renombrar o borrar un programa.
CON
Si activa algunas funciones a través del pulsador de menú, el pulsador de menú aparece sobre fondo negro.
Prueba deprograma OFF
Para deseleccionar la función tiene que volver a accionar el pulsador de menú. Entonces, el pulsador de menú aparece de nuevo sobre fondo gris.
1 Introducción 11/2006 1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. 1-38 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
1.3.3 Vistas del programa
Un programa de pasos de trabajo se puede representar en distintas vistas.
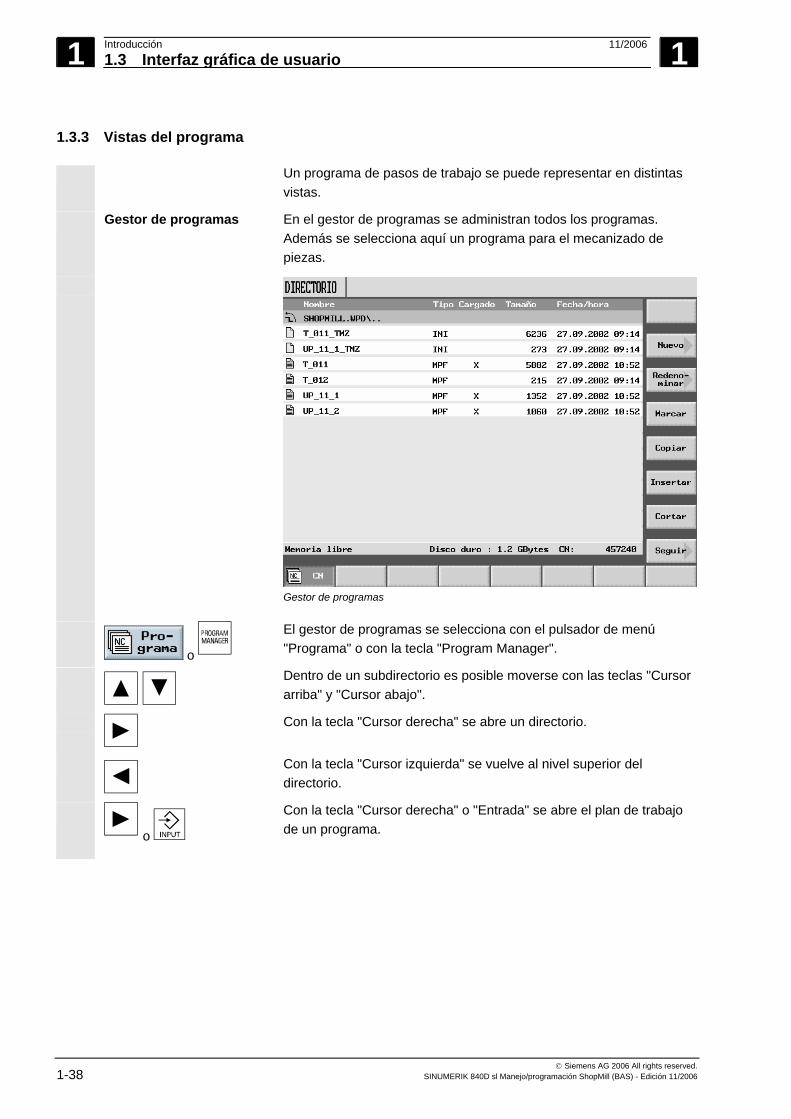
Gestor de programas En el gestor de programas se administran todos los programas. Además se selecciona aquí un programa para el mecanizado de piezas.
Gestor de programas
o
El gestor de programas se selecciona con el pulsador de menú "Programa" o con la tecla "Program Manager".
Dentro de un subdirectorio es posible moverse con las teclas "Cursor arriba" y "Cursor abajo".
Con la tecla "Cursor derecha" se abre un directorio.
Con la tecla "Cursor izquierda" se vuelve al nivel superior del directorio.
o
Con la tecla "Cursor derecha" o "Entrada" se abre el plan de trabajo de un programa.
1 11/2006 Introducción1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-39
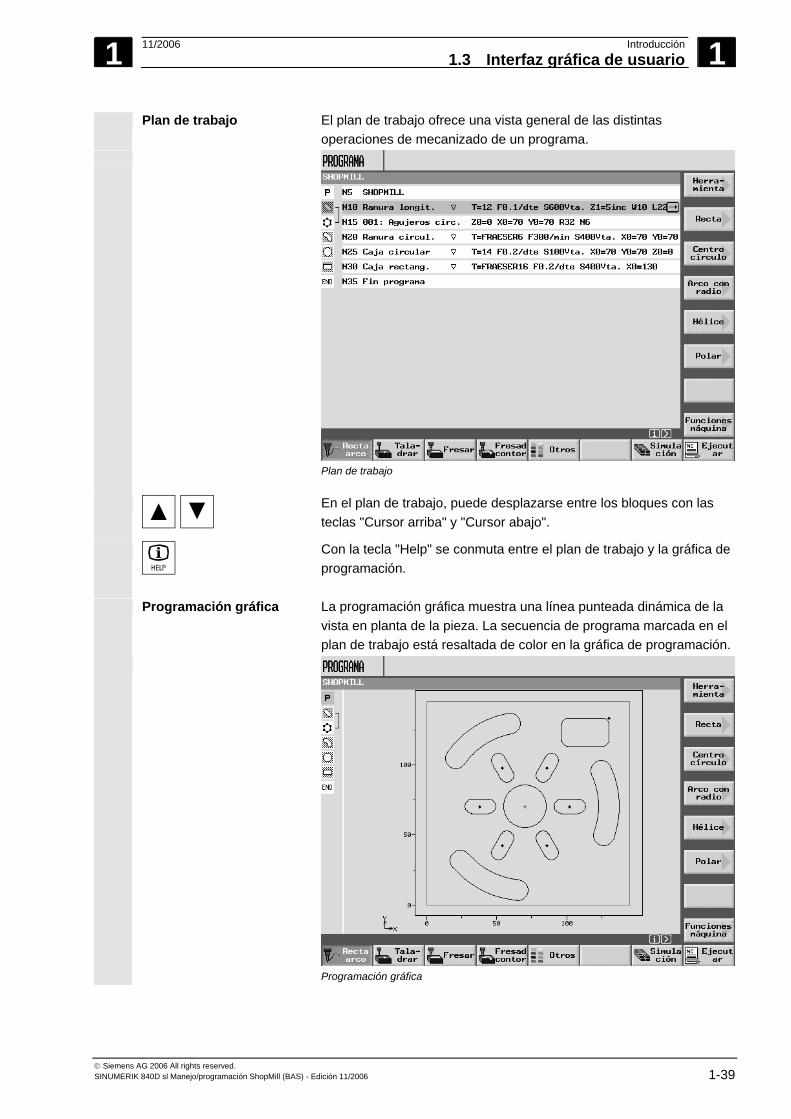
Plan de trabajo El plan de trabajo ofrece una vista general de las distintas operaciones de mecanizado de un programa.
Plan de trabajo
En el plan de trabajo, puede desplazarse entre los bloques con las teclas "Cursor arriba" y "Cursor abajo".
Con la tecla "Help" se conmuta entre el plan de trabajo y la gráfica de programación.
Programación gráfica La programación gráfica muestra una línea punteada dinámica de la vista en planta de la pieza. La secuencia de programa marcada en el plan de trabajo está resaltada de color en la gráfica de programación.
Programación gráfica
1 Introducción 11/2006 1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. 1-40 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
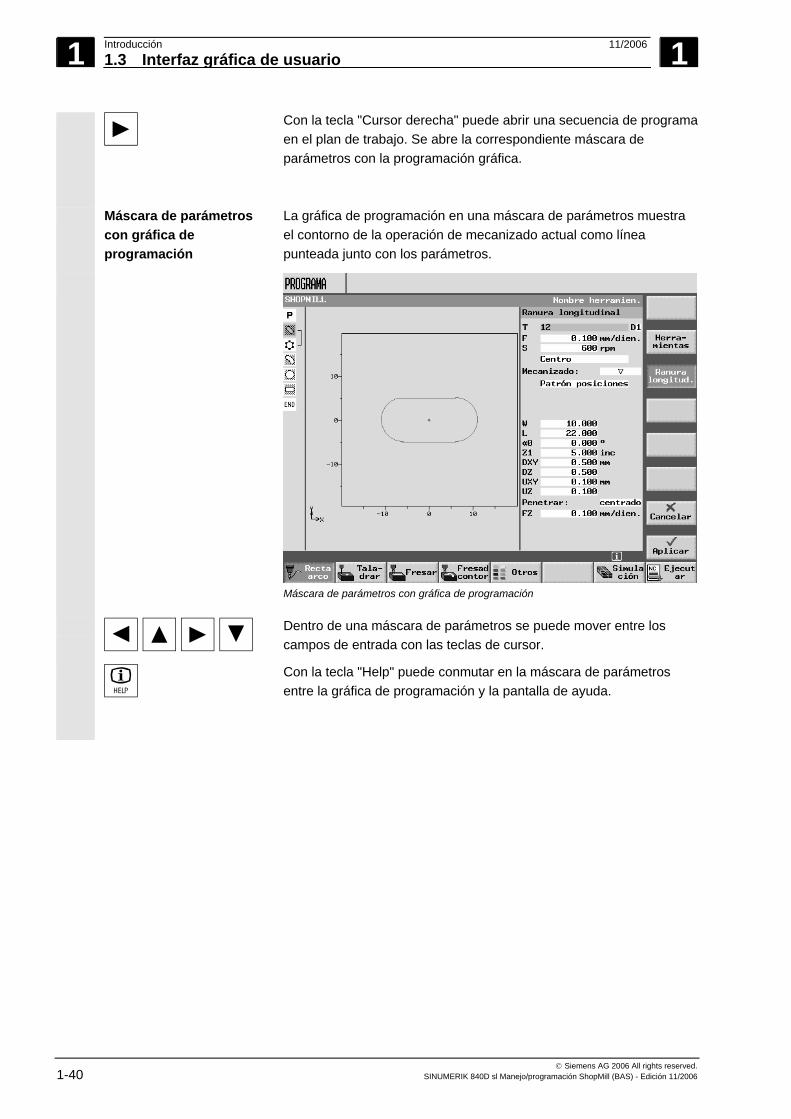
Con la tecla "Cursor derecha" puede abrir una secuencia de programa en el plan de trabajo. Se abre la correspondiente máscara de parámetros con la programación gráfica.
Máscara de parámetros con gráfica de programación
La gráfica de programación en una máscara de parámetros muestra el contorno de la operación de mecanizado actual como línea punteada junto con los parámetros.
Máscara de parámetros con gráfica de programación
Dentro de una máscara de parámetros se puede mover entre los campos de entrada con las teclas de cursor.
Con la tecla "Help" puede conmutar en la máscara de parámetros entre la gráfica de programación y la pantalla de ayuda.
1 11/2006 Introducción1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-41
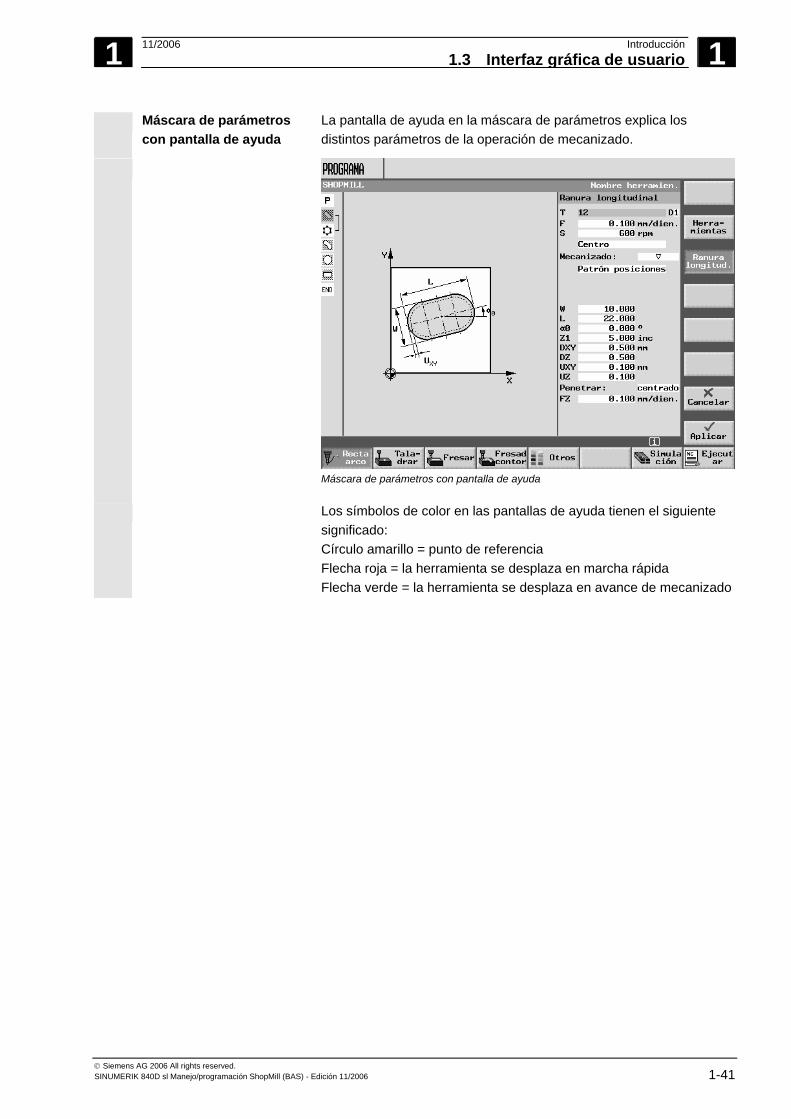
Máscara de parámetros con pantalla de ayuda
La pantalla de ayuda en la máscara de parámetros explica los distintos parámetros de la operación de mecanizado.
Máscara de parámetros con pantalla de ayuda
Los símbolos de color en las pantallas de ayuda tienen el siguiente significado: Círculo amarillo = punto de referencia Flecha roja = la herramienta se desplaza en marcha rápida Flecha verde = la herramienta se desplaza en avance de mecanizado
1 Introducción 11/2006 1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. 1-42 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
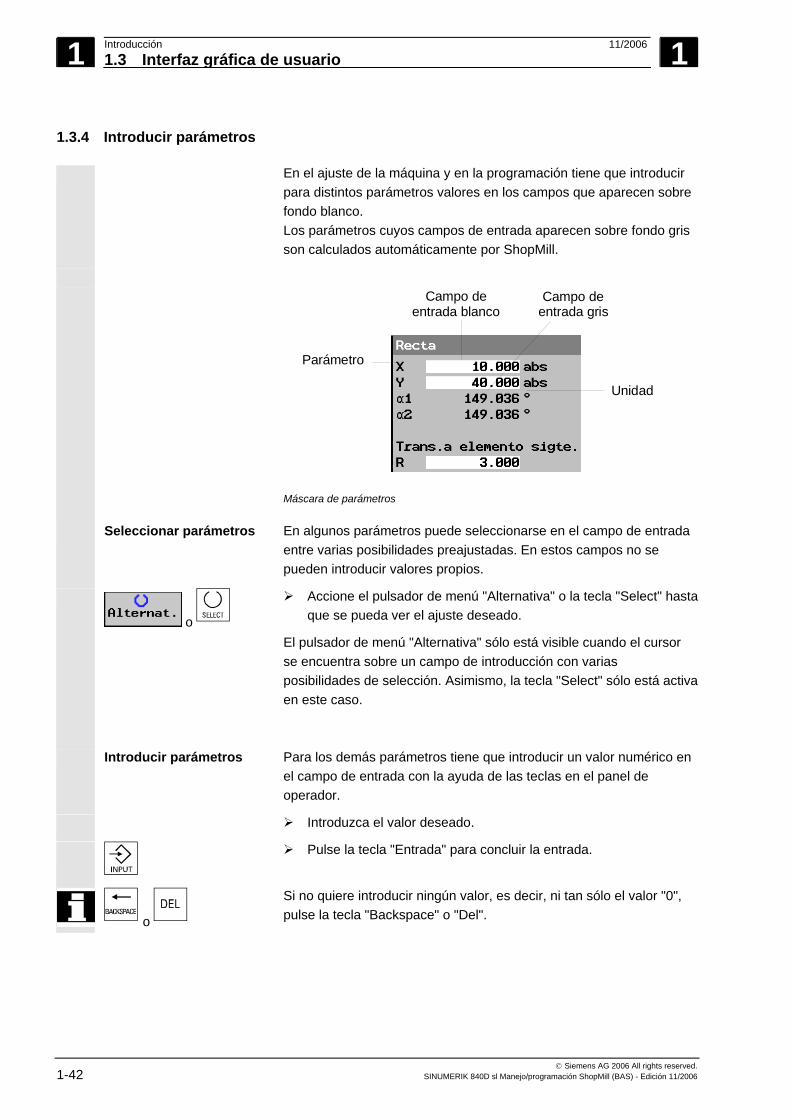
1.3.4 Introducir parámetros
En el ajuste de la máquina y en la programación tiene que introducir para distintos parámetros valores en los campos que aparecen sobre fondo blanco. Los parámetros cuyos campos de entrada aparecen sobre fondo gris son calculados automáticamente por ShopMill.
Parámetro
Campo deentrada blanco
Unidad
Campo deentrada gris
Máscara de parámetros
Seleccionar parámetros
En algunos parámetros puede seleccionarse en el campo de entrada entre varias posibilidades preajustadas. En estos campos no se pueden introducir valores propios.
o
Accione el pulsador de menú "Alternativa" o la tecla "Select" hastaque se pueda ver el ajuste deseado.
El pulsador de menú "Alternativa" sólo está visible cuando el cursor se encuentra sobre un campo de introducción con varias posibilidades de selección. Asimismo, la tecla "Select" sólo está activa en este caso.
Introducir parámetros
Para los demás parámetros tiene que introducir un valor numérico en el campo de entrada con la ayuda de las teclas en el panel de operador.
Introduzca el valor deseado.
Pulse la tecla "Entrada" para concluir la entrada.
o
Si no quiere introducir ningún valor, es decir, ni tan sólo el valor "0", pulse la tecla "Backspace" o "Del".
1 11/2006 Introducción1.3 Interfaz gráfica de usuario
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-43
Selección de la unidad
En algunos de estos parámetros puede elegir a veces entre distintas unidades.
o
Accione el pulsador de menú "Alternativa" o la tecla "Select" hastaque se pueda ver la unidad deseada.
El pulsador de menú "Alternativa" sólo está visible si puede elegir para este parámetro entre varias unidades. Asimismo, la tecla "Select" sólo está activa en este caso.
Borrar parámetros
Si encuentra en un campo de entrada un valor erróneo, puede borrarlo por completo.
o
Pulse la tecla "Backspace" o "Del".
Modificar o calcular parámetros
Si no quiere sobrescribir por completo un valor en un campo de entrada, sino modificar tan sólo caracteres individuales, puede pasar al modo de inserción. En este modo también está activa la calculadora con la cual puede determinar de forma sencilla valores de parámetros durante la programación.
Pulse la tecla "Insert".
El modo de inserción o la calculadora está activada.
Con las teclas "Cursor izquierda" y "Cursor derecha" puede desplazarse dentro del campo de entrada. Mediante las teclas "Backspace" o "Del" puede borrar caracteres individuales.
Más información sobre la calculadora se encuentra en el apartado "Calculadora".
Aceptar parámetros
Si ha introducido todos los parámetros necesarios correctamente en la máscara de parámetros, puede cerrar y guardar la máscara en pantalla.
o
Accione el pulsador de menú "Aplicar" o la tecla "Cursor izquierda". Si se encuentran varios campos de entrada en una línea y quiere asumir los parámetros con la tecla "Cursor izquierdo", tiene que colocar el cursor en el campo de entrada situado totalmente a la izquierda.
No podrá asumir los parámetros mientras estén introducidos de forma incompleta o con muchos errores. En la línea de diálogo se puede ver entonces qué parámetros faltan o se han introducido de forma incorrecta.

1 Introducción 11/2006 1.4 Fundamentos
1
© Siemens AG 2006 All rights reserved. 1-44 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
1.4 Fundamentos
1.4.1 Designación de planos
Cada dos ejes de coordenadas definen un plano. El tercero de los ejes de coordenadas (eje de herramienta) se ubica perpendicular a este plano y define la dirección de penetración de la herramienta (p. ej., para mecanizado 2 ½ D).
Para programar, es necesario indicar al control numérico en qué plano se va a trabajar. Con ello se permite al control calcular adecuadamente los valores de corrección de herramienta. Además, el plano define el sentido de giro a la hora de programar interpolaciones circulares o de utilizar coordenadas polares.
X
YZ
Y/Z
Z/X
X/Y
Los planos de trabajo se definen como sigue:
Plano Eje de herramienta
X/Y Z Z/X Y Y/Z X
1.4.2 Coordenadas polares
El sistema de coordenadas rectangular es apropiado cuando el plano de fabricación muestra un acotado rectangular. En piezas acotadas con arcos de circunferencia o valores angulares resulta más conveniente introducir las posiciones en coordenadas polares. Esto es posible al programar una línea recta o un círculo (ver apartado "Programación de movimientos de contorneo sencillos").
Las coordenadas polares tienen su origen en el "polo".
Ejemplo: Los puntos P1 y P2 se pueden referir al polo de la siguiente manera: P1:radio = 100 más ángulo =30° P2:radio = 60 más ángulo =75°
X
Y
P1P2
30°75°
Pol
15
30
60
100
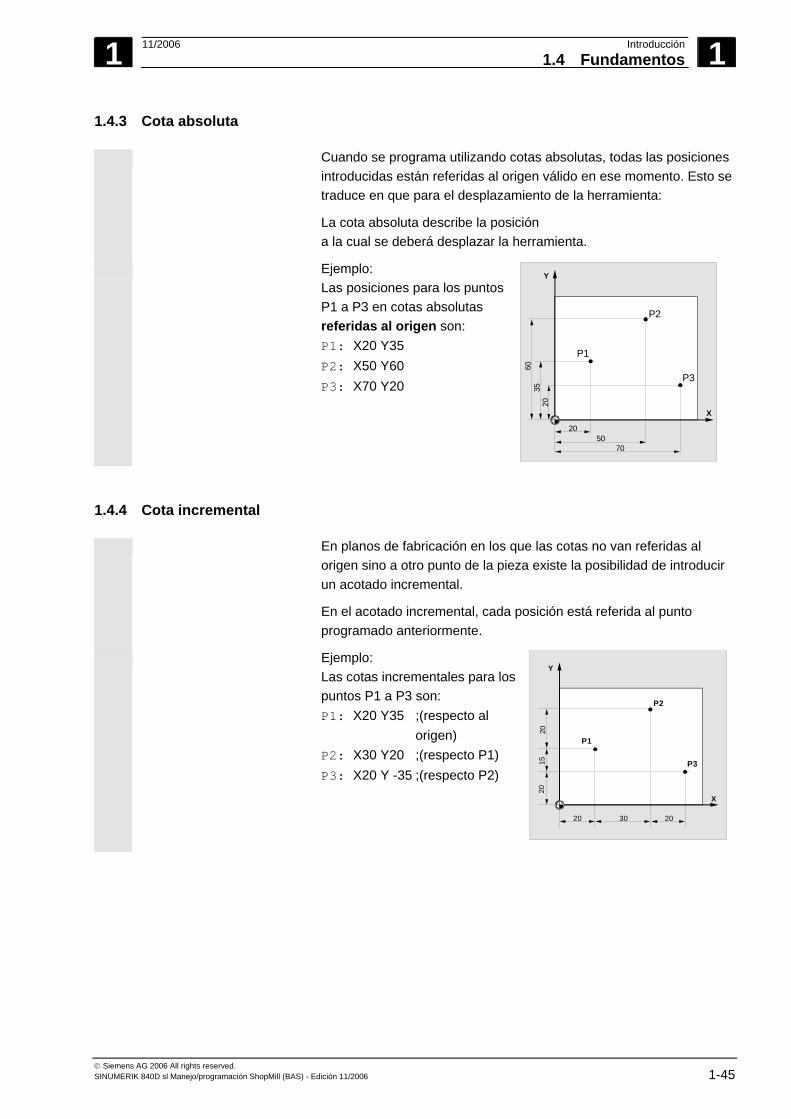
1 11/2006 Introducción1.4 Fundamentos
1
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 1-45
1.4.3 Cota absoluta
Cuando se programa utilizando cotas absolutas, todas las posiciones introducidas están referidas al origen válido en ese momento. Esto se traduce en que para el desplazamiento de la herramienta:
La cota absoluta describe la posición a la cual se deberá desplazar la herramienta.
Ejemplo: Las posiciones para los puntos P1 a P3 en cotas absolutas referidas al origen son: P1: X20 Y35 P2: X50 Y60 P3: X70 Y20
X
Y
7050
20
P2
P3
P1
6035
20
1.4.4 Cota incremental
En planos de fabricación en los que las cotas no van referidas al origen sino a otro punto de la pieza existe la posibilidad de introducir un acotado incremental.
En el acotado incremental, cada posición está referida al punto programado anteriormente.
Ejemplo: Las cotas incrementales para los puntos P1 a P3 son: P1: X20 Y35 ;(respecto al origen) P2: X30 Y20 ;(respecto P1) P3: X20 Y -35 ;(respecto P2) X
Y
P1
20 2030
P2
P3
2015
20
1 Introducción 11/2006 1.4 Fundamentos
1
© Siemens AG 2006 All rights reserved. 1-46 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
1.4.5 Función de calculadora
Funcionamiento
Requisito El cursor se sitúa en un campo de parámetros.
=
Con la tecla "Insert"
o bien Tecla "Igual a" Se conmuta al modo Calculadora. Pulsando esta tecla e introduciendo a continuación un símbolo aritmético elemental (+, -, *, / )
e Input se calcula el valor dado a continuación con el existente hasta el momento.
Ejemplo: Para una herramienta se tiene que calcular un desgaste de herramienta en la longitud L de + 0.1.
• Posicionar el cursor en el correspondiente campo de parámetros • Abrir el campo de parámetros con la tecla "Igual" • Sumar el valor existente al nuevo valor de desgaste, p. ej.: 0.5 + 0.1 • Concluir el proceso de cálculo con la tecla "Input" Resultado: 0.6
2 11/2006 Manejo 2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-47
Manejo 2.1 Conexión y desconexión........................................................................................... 2-49
2.2 Búsqueda del punto de referencia............................................................................ 2-49 2.2.1 Validación del usuario con Safety Integrated ........................................................... 2-51
2.3 Visualizar ejes........................................................................................................... 2-52
2.4 Modos de operación ................................................................................................. 2-53
2.5 Ajustes para la máquina ........................................................................................... 2-54 2.5.1 Conmutar unidad de medida (milímetros/pulgadas)................................................. 2-54 2.5.2 Conmutar sistema de coordenadas (MKS/WKS) ..................................................... 2-55
2.6 Fijar nuevo valor de posición .................................................................................... 2-56
2.7 Medir origen de pieza ............................................................................................... 2-58 2.7.1 Medir borde............................................................................................................... 2-62 2.7.2 Medir esquina............................................................................................................ 2-67 2.7.3 Medir caja y taladro................................................................................................... 2-69 2.7.4 Medir saliente............................................................................................................ 2-76 2.7.5 Alinear plano ............................................................................................................. 2-83 2.7.6 Corrección después de la medición del origen......................................................... 2-85 2.7.7 Calibrar palpador electrónico.................................................................................... 2-86
2.8 Medir herramienta..................................................................................................... 2-88 2.8.1 Medir herramienta manualmente.............................................................................. 2-88 2.8.2 Calibrar punto fijo ...................................................................................................... 2-92 2.8.3 Medir herramientas con el palpador ......................................................................... 2-93 2.8.4 Calibrar palpador ...................................................................................................... 2-96
2.9 Modo manual ............................................................................................................ 2-97 2.9.1 Seleccionar herramienta e insertarla en el cabezal.................................................. 2-97 2.9.2 Introducir nueva herramienta en la lista e insertarla en el cabezal .......................... 2-98 2.9.3 Introducir nueva herramienta en la lista y cargarla en el almacén ........................... 2-99 2.9.4 Arrancar, parar y posicionar manualmente el cabezal ............................................. 2-99 2.9.5 Desplazar ejes ........................................................................................................ 2-101 2.9.6 Posicionar ejes........................................................................................................ 2-103 2.9.7 Orientación.............................................................................................................. 2-103 2.9.8 Planeado................................................................................................................. 2-107 2.9.9 Ajustes para el modo manual ................................................................................. 2-108
2.10 Modo MDA .............................................................................................................. 2-111
2.11 Modo automático .................................................................................................... 2-112 2.11.1 Conmutación entre las indicaciones "T, F, S", "Funciones G" y "Funciones auxiliares"............................................................................................. 2-113 2.11.2 Seleccionar programa para la ejecución ................................................................ 2-114 2.11.3 Iniciar/parar/cancelar programa.............................................................................. 2-115 2.11.4 Interrumpir programa .............................................................................................. 2-116 2.11.5 Iniciar el mecanizado en un punto determinado del programa............................... 2-117
2 Manejo 11/2006 2
© Siemens AG 2006 All rights reserved. 2-48 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.11.6 Influir en la ejecución del programa ........................................................................2-122 2.11.7 Sobrememorizar......................................................................................................2-124 2.11.8 Comprobar programa..............................................................................................2-125 2.11.9 Dibujo sincrónico antes del mecanizado.................................................................2-126 2.11.10 Dibujo sincrónico durante el mecanizado ...............................................................2-128
2.12 Rodaje de un programa ..........................................................................................2-129 2.12.1 Secuencia a secuencia ...........................................................................................2-129 2.12.2 Visualizar secuencia de programa actual ...............................................................2-130 2.12.3 Corregir programa...................................................................................................2-131
2.13 Tiempos de funcionamiento ....................................................................................2-132
2.14 Ajustes para el modo automático............................................................................2-134 2.14.1 Definir avance de recorrido de prueba....................................................................2-134 2.14.2 Parametrizar contador de piezas ............................................................................2-135
2.15 Herramientas y correcciones de herramientas .......................................................2-136 2.15.1 Crear nueva herramienta ........................................................................................2-143 2.15.2 Crear varios filos por herramienta...........................................................................2-145 2.15.3 Modificar nombre de herramienta ...........................................................................2-146 2.15.4 Crear herramienta de sustitución ............................................................................2-146 2.15.5 Herramientas manuales ..........................................................................................2-146 2.15.6 Correcciones de herramienta..................................................................................2-147 2.15.7 Funciones adicionales para una herramienta .........................................................2-150 2.15.8 Introducir datos de desgaste de herramienta .........................................................2-151 2.15.9 Activar vigilancia de herramienta ............................................................................2-152 2.15.10 Lista de almacén .....................................................................................................2-154 2.15.11 Borrar herramienta ..................................................................................................2-155 2.15.12 Modificar tipo de herramienta..................................................................................2-155 2.15.13 Cargar o descargar herramienta del almacén de herramientas .............................2-156 2.15.14 Trasladar herramienta.............................................................................................2-158 2.15.15 Posicionar almacén.................................................................................................2-160 2.15.16 Clasificar herramientas............................................................................................2-160
2.16 Decalajes de origen.................................................................................................2-162 2.16.1 Definir decalajes de origen......................................................................................2-164 2.16.2 Lista de decalajes de origen ...................................................................................2-165 2.16.3 Seleccionar/deseleccionar decalaje de origen en la zona manual .........................2-167
2.17 Conmutar al modo CNC-ISO ..................................................................................2-168
2.18 ShopMill Open (PCU 50.3)......................................................................................2-169
2.19 Telediagnosis ..........................................................................................................2-169
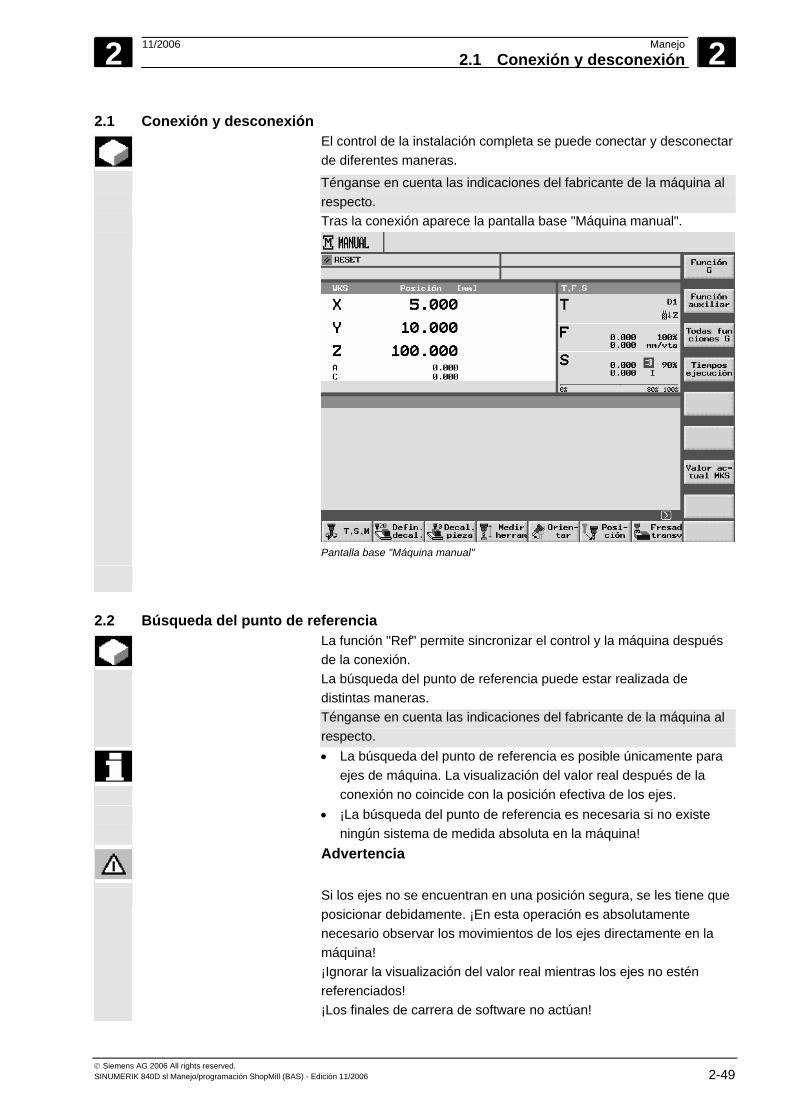
2 11/2006 Manejo2.1 Conexión y desconexión
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-49
2.1 Conexión y desconexión El control de la instalación completa se puede conectar y desconectar
de diferentes maneras.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Tras la conexión aparece la pantalla base "Máquina manual".
Pantalla base "Máquina manual"
2.2 Búsqueda del punto de referencia
La función "Ref" permite sincronizar el control y la máquina después de la conexión. La búsqueda del punto de referencia puede estar realizada de distintas maneras. Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
• La búsqueda del punto de referencia es posible únicamente para ejes de máquina. La visualización del valor real después de la conexión no coincide con la posición efectiva de los ejes.
• ¡La búsqueda del punto de referencia es necesaria si no existe ningún sistema de medida absoluta en la máquina!
Advertencia
Si los ejes no se encuentran en una posición segura, se les tiene que posicionar debidamente. ¡En esta operación es absolutamente necesario observar los movimientos de los ejes directamente en la máquina! ¡Ignorar la visualización del valor real mientras los ejes no estén referenciados! ¡Los finales de carrera de software no actúan!

2 Manejo 11/2006 2.2 Búsqueda del punto de referencia
2
© Siemens AG 2006 All rights reserved. 2-50 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Referenciado de ejes
Jog
Seleccione el modo de operación "Máquina manual".
Ref Point
Pulse la tecla "Ref Point".
X ...
Seleccione el eje a desplazar.
+
Pulse las teclas "-" ó "+".
El eje seleccionado se desplaza al punto de referencia. El fabricante de la máquina determina el sentido o el orden de sucesión mediante el programa PLC. Si se ha pulsado la tecla de dirección equivocada, la instrucción no se acepta y no se produce ningún movimiento. Se visualiza el punto de referencia.
Para ejes que no estén referenciados todavía no aparece ningún símbolo.
Este símbolo se visualiza junto al eje cuando éste ha alcanzado el punto de referencia.
Interrumpir
desplazamiento de un eje
Feed Stop
Pulse la tecla "Feed Stop".
El eje se detiene. Volver a arrancar el eje X
...
Seleccione el eje a desplazar.
+
Pulse las teclas "-" ó "+".
El eje seleccionado se desplaza al punto de referencia.
Una vez se ha alcanzado el punto de referencia, la máquina está sincronizada. En la visualización del valor real se indica el valor correspondiente al punto de referencia. Se visualiza la diferencia entre el origen de la máquina y el punto de referencia del carro. A partir de este momento son efectivas las limitaciones de trayectos, como p. ej., finales de carrera de software.
La función se termina a través del panel de mando de máquina, seleccionando el modo "Máquina auto" o "Máquina manual".
2 11/2006 Manejo2.2 Búsqueda del punto de referencia
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-51
• Se pueden aproximar al punto de referencia simultáneamente todos los ejes (en dependencia del programa PLC del fabricante de la máquina herramienta).
• El corrector del avance está activo.
El orden en que los ejes deben desplazarse al punto de referencia puede ser definido por defecto por el fabricante de la máquina herramienta.
Sólo una vez que todos los ejes con punto de referencia definido hayan alcanzado dicho punto es posible el arranque con la tecla "Cycle-Start" en el modo "Maschine auto"
2.2.1 Validación del usuario con Safety Integrated
Si utiliza en su máquina Safety Integrated (SI), tiene que confirmar, en la búsqueda del punto de referencia, que la posición actual indicada del eje coincida con la posición efectiva en la máquina. Esta validación es, entonces, el requisito para las funciones posteriores de Safety Integrated.
La validación del usuario para un eje sólo se puede conceder si el eje
se ha desplazado previamente al punto de referencia.
La posición indicada del eje se refiere siempre al sistema de coordenadas de máquina (MKS).
Para la validación del usuario con Safety Integrated se necesita una opción de software.
Más información sobre la validación del usuario se encuentra en Bibliografía: /FBSI/, Descripción de funciones SINUMERIK Safety Integrated
Jog
Seleccione el modo de operación "Máquina manual".
Ref Point
Pulse la tecla "Ref Point" en el panel de mando de máquina.
X ...
Seleccione el eje a desplazar.
+
Pulse las teclas "-" ó "+".
El eje seleccionado se posiciona en el punto de referencia y se detiene. La coordenada del punto de referencia se indica. El eje se marca con .

2 Manejo 11/2006
2
© Siemens AG 2006 All rights reserved. 2-52 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Validaciónusuario
Accione el pulsador de menú "Validación usuario".
Se abre la ventana "Validación usuario". Se muestra una lista de todos los ejes de máquina con sus posiciones actuales y de seguridad.
Posicione el cursor en el campo "Validación" del eje deseado.
o
Active la validación accionando el pulsador de menú "Alternativa" o la tecla "Select".
El eje seleccionado está marcado en la columna "Validación" con un símbolo en forma de cruz como "referenciado seguro".
Pulsando nuevamente las teclas "Select" se desactiva la validación.
2.3 Visualizar ejes Tiene la posibilidad de visualizar la siguiente información para todos
los ejes configurados: • Posición actual • Trayecto residual (decalaje Repos)
Los valores de posición se indican, por principio, con relación al
sistema de coordenadas de pieza (WKS).
Jog Auto
Seleccione el modo de operación "Máquina manual" o "Máquina automático".
Otros ejes
Accione el pulsador de menú "Otros ejes".
Se abre la ventana "WKS, posición, trayecto residual". Se indican los valores de posición y trayectos residuales de hasta 14 ejes.
El pulsador de menú "Otros ejes" sólo existe con el ajuste correspondiente.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
2 11/2006 Manejo2.4 Modos de operación
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-53
2.4 Modos de operación Existen tres distintos modos de operación en los cuales se puede
trabajar con ShopMill: • Máquina Manual • MDA (Manual Data Automatic) • Máquina Auto
Máquina Manual El modo de manejo "Máquina Manual" está previsto para las
siguientes actividades de preparación: • Búsqueda del punto de referencia, es decir, calibración del
sistema de medición de desplazamiento de la máquina • Virar pieza • Preparar la máquina para la ejecución de un programa en el
modo automático, es decir, medir herramientas, medir pieza y definir en su caso los decalajes de origen utilizados en el programa
• Desplazar ejes, p. ej., durante una interrupción del programa • Posicionar ejes • Planear piezas
Jog
El modo de operación "Máquina Manual" se puede seleccionar con la tecla "JOG". Los parámetros ajustados en "T, S, M..." actúan en todos los movimientos en el modo manual, excepto en la búsqueda del punto de referencia.
MDA En el modo de operación "MDA" puede introducir y hacer ejecutar secuencia a secuencia comandos en código G para ajustar la máquina o ejecutar acciones individuales.
MDA
MDA se puede seleccionar con la tecla "MDA".
Máquina Auto En el modo de operación "Máquina Auto", un programa se puede ejecutar por completo o sólo parcialmente. Adicionalmente puede seguir la ejecución del programa en forma de gráfico en pantalla.
Auto
El modo de operación "Máquina auto" se puede seleccionar con la tecla "Auto".
2 Manejo 11/2006 2.5 Ajustes para la máquina
2
© Siemens AG 2006 All rights reserved. 2-54 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.5 Ajustes para la máquina
2.5.1 Conmutar unidad de medida (milímetros/pulgadas)
Esta función permite conmutar, según el acotado del plano de fabricación, entre el sistema métrico y de pulgadas.
La conmutación del sistema de acotado se realiza siempre para toda la máquina; es decir, todos los datos se convierten automáticamente al nuevo sistema de acotado, p. ej.:
• Posiciones • Correcciones de herramientas • Decalajes de origen
Jog
Pase en el modo de operación "Máquina manual" al menú horizontal de pulsadores ampliado.
Accione el pulsador de menú "Ajustes ShopM.".
Pulgadas
Accione el pulsador de menú "Pulgadas" para conmutar a pulgadas.
El pulsador de menú "Pulgadas" está activo. Pulgadas
Accione el pulsador de menú "Pulgadas" para conmutar a
métrico.
El pulsador de menú "Pulgadas" está inactivo.
Al accionar el pulsador de menú "Pulgadas", aparece en una ventana la consulta si se tiene que ejecutar la conmutación.
Al confirmar con el pulsador de menú "OK", el sistema de acotado se adapta en consecuencia.
2 11/2006 Manejo2.5 Ajustes para la máquina
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-55
2.5.2 Conmutar sistema de coordenadas (MKS/WKS)
El sistema de coordenadas de máquina (MKS) es el sistema original en su máquina. Al contrario del sistema de coordenadas de pieza (WKS), no contempla correcciones de herramientas, decalajes de origen, escalas, etc.
Entre los sistemas de coordenadas de máquina y de pieza se
conmuta como sigue:
WCS MCS
Pulse la tecla "WCS MCS" del panel de mando de máquina
o
Jog Auto
Seleccione el modo de operación "Máquina manual" o "Máquina automático"
Valor real MKS
Accione el pulsador de menú "Valor real MKS" para pasar a MKS.
El pulsador de menú "Valor real MKS" está activo. Valor real
MKS Accione el pulsador de menú "Valor real MKS" para pasar de
MKS a WKS.
El pulsador de menú "Valor real MKS" está inactivo.
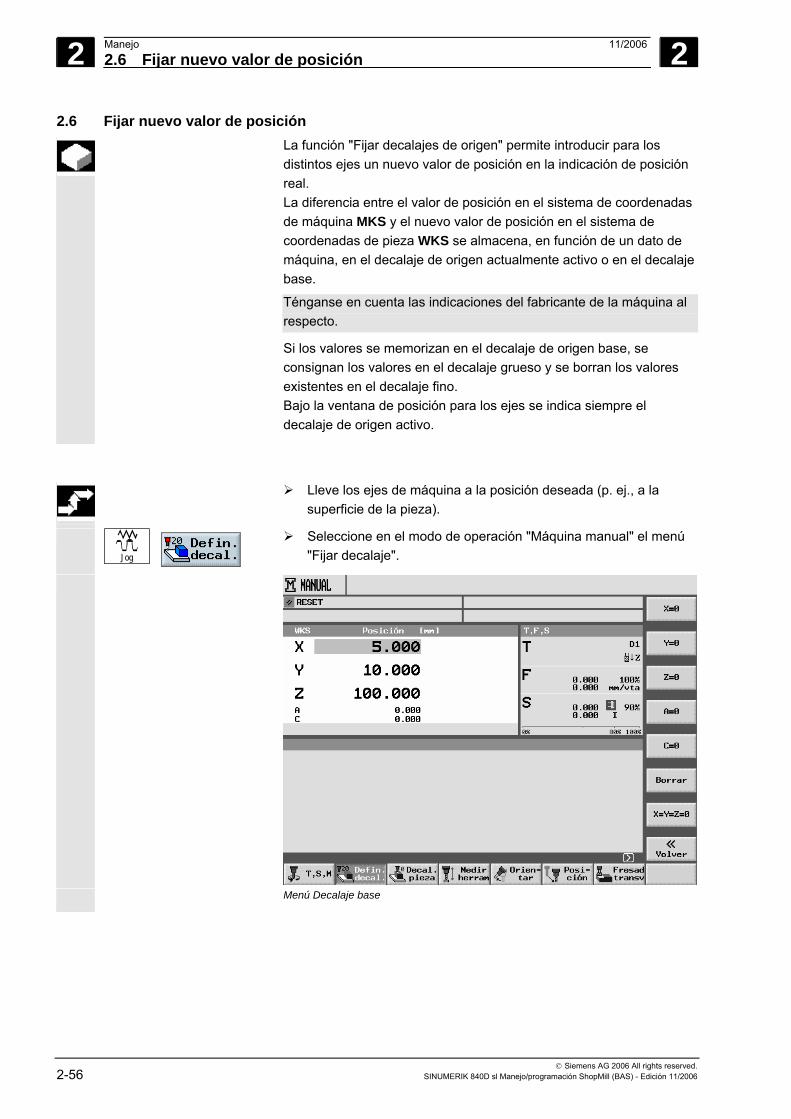
2 Manejo 11/2006 2.6 Fijar nuevo valor de posición
2
© Siemens AG 2006 All rights reserved. 2-56 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.6 Fijar nuevo valor de posición La función "Fijar decalajes de origen" permite introducir para los
distintos ejes un nuevo valor de posición en la indicación de posición real. La diferencia entre el valor de posición en el sistema de coordenadas de máquina MKS y el nuevo valor de posición en el sistema de coordenadas de pieza WKS se almacena, en función de un dato de máquina, en el decalaje de origen actualmente activo o en el decalaje base.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Si los valores se memorizan en el decalaje de origen base, se consignan los valores en el decalaje grueso y se borran los valores existentes en el decalaje fino. Bajo la ventana de posición para los ejes se indica siempre el decalaje de origen activo.
Lleve los ejes de máquina a la posición deseada (p. ej., a la superficie de la pieza).
Jog
Seleccione en el modo de operación "Máquina manual" el menú "Fijar decalaje".
Menú Decalaje base
2 11/2006 Manejo2.6 Fijar nuevo valor de posición
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-57
Fijar valor de posición
Introduzca los nuevos valores de posición a través del teclado de entrada. Con las teclas de cursor se conmuta entre las posiciones.
Pulse la tecla "Input" para concluir la entrada.
o Accione los pulsadores de menú "X=0“,“Y=0“ y "Z=0“ para ajustar
los valores de posición a 0.
Resetear decalaje
Borrar
Accione el pulsador de menú "Borrar".
Se deshace el decalaje.
Los decalajes de origen (NPV1, etc.) se añaden al decalaje base.
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-58 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.7 Medir origen de pieza El punto de referencia en la programación de una pieza es siempre el
origen de pieza. El origen de pieza se puede determinar en los siguientes elementos de pieza:
• Canto • Esquina • Caja/taladro • Saliente • Plano
El origen de pieza se puede medir de forma manual o automática.
Medición manual
En la medición manual del origen tiene que aproximar su herramienta manualmente a la pieza. Puede utilizar palpadores de cantos, palpadores o comparadores de reloj cuyo radio y longitud sean conocidos. Como alternativa puede emplear también cualquier herramienta con un radio y una longitud conocidos.
Las herramientas utilizadas para medir no deben ser del tipo 3D.
Medición automática
Para mediciones automáticas se utilizan únicamente palpadores electrónicos del tipo 3D o palpadores monodireccionales. Los palpadores electrónicos se tienen que calibrar previamente. En la medición automática, se realiza primero un posicionamiento previo del palpador. Después de iniciar el proceso con “Cycle-Start“, el palpador se acerca automáticamente con avance de medición a la pieza y vuelve en rápido a su posición inicial.
Para poder medir automáticamente el origen de pieza, el fabricante de la máquina tiene que configurar previamente los ciclos de medida. Con ello se define, entre otros, también el avance de medición a través de un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Para obtener los resultados de medición deseados, se tiene que observar generalmente el orden de los puntos de medida, representado en las pantallas de ayuda. Los puntos de medida se pueden cancelar y volver a medir a continuación. Esto se realiza accionando el pulsador de menú (valor medido) representado como activo. En la medición manual, el reset se puede realizar siguiendo un orden arbitrario; en cambio, en la medición automática sólo en el orden inverso a la medición.
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-59
Sólo medir Si desea "sólo medir" el origen de pieza, los valores medidos sólo se visualizan sin modificar el sistema de coordenadas.
Decalaje de origen Generalmente se memoriza el origen de pieza medido en un decalaje de origen. ShopMill permite medir giros y decalajes. Si es necesario, tiene que medir primero los giros de su pieza para alinearla y determinar después el origen, midiendo los decalajes.
Alineación La alineación se puede realizar girando el sistema de coordenadas o la pieza con la ayuda de un eje giratorio. Si su máquina dispone de dos ejes giratorios y está configurada la función "Orientación", también se puede alinear un plano inclinado.
Origen Los valores medidos para los decalajes se consignan en el decalaje basto y se borran los correspondientes decalajes finos. Si el origen se memoriza en un decalaje de origen no activo, se abre una ventana de activación que permite activar directamente el decalaje de origen en cuestión.
Ejes giratorios Si su máquina dispone de ejes giratorios, éstos se pueden incluir en el proceso de medida y ajuste. Si guarda el origen de pieza en un decalaje de origen, puede ser necesario posicionar ejes giratorios en los siguientes casos:
• La corrección del decalaje de origen exige un posicionamiento de los ejes giratorios para alinear la pieza paralelamente al sistema de coordenadas, p. ej., con "Alinear canto".
• La corrección del decalaje de origen produce giros del sistema de coordenadas de pieza, en función de los cuales la pieza se tendrá que alinear perpendicularmente al plano, p. ej., con "Alinear plano".
Para la ayuda en el posicionamiento de los ejes giratorios dispondrá de una o dos ventanas de activación (ver apartado "Correcciones después de la medición del origen").
La selección "Eje giratorio A, B, C" para el parámetro "Corr. angular" sólo es posible si los ejes giratorios están alineados en la máquina. Adicionalmente es necesario asignar los ejes geométricos a través de datos de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-60 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Secuencia de trabajo Para medir el origen de la pieza, la herramienta tiene que estar posicionada o posicionarse siempre perpendicularmente a plano de mecanizado (p.ej. con "Alinear plano"). En algunas variantes de medida, la pieza se tiene que alinear paralelamente al sistema de coordenadas (fijar canto, distancia 2 cantos, caja rectangular, saliente rectangular). Para cumplir estos requisitos puede ser necesario realizar la medición en varios pasos: 1. "Alinear plano" (para alinear la pieza perpendicularmente al
plano) 2. "Alinear canto" (para alinear la pieza paralelamente al sistema de
coordenadas) 3. "Fijar canto", "Distancia 2 cantos", "Caja rectangular" o "Saliente
rectangular" (para fijar el origen) o bien, 1. "Alinear plano" (para alinear la pieza perpendicularmente al
plano) 2. "Esquina", "Taladros" o "Saliente" (para alinear la herramienta
paralelamente al sistema de coordenadas y definir el origen)
Posicionamiento Si quiere preposicionar un eje giratorio antes de medir con "Alinear canto", desplace el eje giratorio de modo que su pieza ya se sitúe en posición aproximadamente paralela al sistema de coordenadas. Mediante "Fijar decalaje", ajuste el correspondiente ángulo del eje giratorio a cero. Entonces, la medición con "Alinear canto" corregirá el valor para el decalaje del eje giratorio o lo considerará en el giro de coordenadas, alineando el canto de la pieza con precisión.
Si quiere preposicionar su pieza antes de medir con "Alinear plano", puede ajustar los valores angulares deseados en "Orientación manual". Con "Fijar plano cero" se incorporan los giros resultantes en el decalaje de origen activo. La medición con "Alinear plano" corregirá entonces los valores para los giros de coordenadas, alineando la pieza con precisión.
Si está configurada en su máquina la función "Orientación", se recomienda, en su caso, efectuar antes de la medición un giro a cero. De este modo, se asegura que las posiciones del eje giratorio coinciden con el sistema de coordenadas actual.
Ejemplos A continuación, presentaremos dos ejemplos típicos que demuestran la interacción y el uso de "Medir pieza" y "Orientación manual" para la medición y alineación de piezas.
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-61
Ejemplo 1: Mecanizado posterior en una culata con 2 taladros en un plano inclinado.
1. Amarrar la pieza.
2. T,S,M Introducir el palpador y activar el decalaje de origen deseado.
3. Preposicionar la pieza Girar los ejes giratorios de forma manual hasta que la superficie plana se sitúe aproximadamente en posición perpendicular al eje de la herramienta.
4. Orientación manual Seleccionar orientación "directo", "Teach-in ejes giratorios" y pulsar "Cycle-Start".
5. Orientación manual Aplicar "Fijar plano cero" para guardar los giros resultantes en el decalaje de origen.
6. Medir pieza Aplicar "Alinear plano" para corregir la orientación de la pieza.
7. Medir pieza Aplicar "2 taladros" para definir el giro y el decalaje en el plano XY.
8. Medir pieza Aplicar "Fijar canto Z" para definir el decalaje en Z.
9. Iniciar programa de pieza para el mecanizado posterior en AUTO.Iniciar el programa con Orientación cero.
Ejemplo 2:
Medición de piezas en estados girados. Se quiere palpar la pieza en dirección X aunque, debido a la interposición de un canto (p. ej.: por garras de sujeción), no es posible acercar el palpador a la pieza en dirección X. Sin embargo, un giro permite sustituir la medición en dirección X por una medición en dirección Z.
1. Amarrar la pieza.
2. T,S,M Introducir el palpador y activar el decalaje de origen deseado.
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-62 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3. Orientación manual Introducir con Orientación "directo" las posiciones deseadas de los ejes giratorios o con "eje por eje" los giros deseados (p. ej., Y=-90) y pulsar "Cycle-Start".
4. Medir pieza Aplicar "Fijar canto Z": El decalaje medido en Z se convierte y se introduce como valor X en el decalaje de origen deseado.
5. Orientación manual Efectuar un giro a cero para volver a girar el sistema de coordenadas a la posición inicial.
2.7.1 Medir borde
Al medir en un canto tiene las siguientes posibilidades:
• Fijar canto La pieza se sitúa paralelamente al sistema de coordenadas en la mesa de trabajo. Se mide un punto de referencia en uno de los ejes (X, Y, Z).
• Alinear canto La pieza se sitúa en la mesa de trabajo en cualquier posición, es decir, sin quedar paralela al sistema de coordenadas. Midiendo dos puntos en el canto de la pieza se determina el ángulo frente al sistema de coordenadas.
• Distancia 2 cantos La pieza se sitúa en paralelo al sistema de coordenadas en la mesa de trabajo. Se mide la distancia L entre dos cantos paralelos de la pieza en uno de los ejes (X, Y o Z) y se determina su centro.
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-63
Fijar canto manualmente
1. Inserte cualquier herramienta para la aproximación con contacto en el cabezal.
Jog
2. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
3. Accione el pulsador de menú "Canto". La ventana "Canto" se abre con nuevos pulsadores de menú verticales.
4. Accione el pulsador de menú "Fijar canto".
5. Seleccione "Sólo medir" si sólo quiere visualizar los valores medidos.
o Seleccione "Decalaje de origen" y el decalaje de origen deseado
en el cual se deberá guardar el origen (p. ej.: referencia básica). o Decalaje de
origen Accione el pulsador de menú "Decalaje de origen".
Se abre la "lista de decalajes de origen". Posicione el cursor en el decalaje de origen deseado (p. ej.:
referencia básica). en
manual Accione el pulsador de menú "en manual".
X
Z
6. Seleccione con el pulsador de menú en qué dirección de eje quiere aproximar primero el palpador a la pieza.
7. Seleccione el sentido de medición (+ ó -) en el cual se quiere aproximar a la pieza.
8. Introduzca la posición prescrita del borde de la pieza a la cual se desplazará. La posición prescrita corresponde, p. ej., al acotado del borde de la pieza tomado del plano de la pieza.
9. Aproxime la herramienta al borde de la pieza. Fijar
decalaje o Calcular
10. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
La posición del borde de la pieza se calcula y se indica. La posición prescrita del borde de la pieza se guarda con "Fijar decalaje" como nuevo origen. El radio de la herramienta se tiene automáticamente en cuenta.
Ejemplo: Punto de referencia borde de la pieza X0 = -50 Dirección de aproximación: + Radio de la herramienta = 3 mm ⇒ Decalaje de origen X = 53
11. En su caso, repita el proceso de medición (pasos 6 a 10) para los
otros dos ejes.
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-64 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Fijar canto
automáticamente 1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Prepare la medición (según la descripción "Fijar canto manualmente", pasos 2 a 8).
3. Aproxime la herramienta al borde de la pieza que quiera medir.
Cycle Start
4. Pulse la tecla "Cycle-Start".
La medición automática se inicia. Se mide la posición del borde de la pieza.
La posición del borde de la pieza se calcula y se indica. La posición prescrita del borde de la pieza se guarda como nuevo origen si ha seleccionado "Decalaje de origen". El radio de la herramienta se tiene automáticamente en cuenta.
5. En su caso, repita el proceso (pasos 3 a 4) para los otros dos ejes.
Alinear canto manualmente
1. Inserte cualquier herramienta para la aproximación con contacto en el cabezal.
Jog
2. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
3. Accione el pulsador de menú "Canto". La ventana "Canto" se abre con nuevos pulsadores de menú verticales.
4. Accione el pulsador de menú "Alinear canto".
5. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Fijar canto manualmente", paso 5).
6. Seleccione en "Eje de medición" el eje deseado en el cual quiere aproximarse a la pieza.
7. Seleccione en "Eje de referencia" el eje deseado al cual se refiere el ángulo a medir.
8. Seleccione en "Corr. angular" la entrada "Giro coord.”.
o Seleccione en "Corr. angular" la entrada "Eje giratorio A, B, C".
9. Indique el ángulo nominal entre el borde de la pieza y el eje de referencia.
10. Aproxime la herramienta al borde de la pieza. Guardar P1
11. Accione el pulsador de menú "Guardar P1".
Guardar P2
12. Vuelva a posicionar la herramienta y repita el proceso de medición (pasos 6 a 11) para la medición del segundo punto y accione el pulsador de menú "Guardar P2".
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-65
Fijar decalaje o
Calcular
13. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
Se calcula y se indica el ángulo entre el borde de la pieza y el eje de referencia. Con "Fijar decalaje", el borde de la pieza corresponde entonces al ángulo nominal. La rotación calculada se guarda en el decalaje de origen.
Alinear canto
automáticamente 1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Prepare la medición (según la descripción "Alinear canto manualmente", pasos 2 a 9).
3. Aproxime la herramienta al borde de la pieza en la cual quiera medir.
Cycle Start
4. Pulse la tecla "Cycle-Start".
La medición automática se inicia. La posición del punto de medida 1 se mide y se memoriza. El pulsador de menú "P1 guardado" se activa.
5. Repita el proceso (pasos 3 y 4) para medir el segundo punto.
La posición del punto de medida 2 se mide y se memoriza. El pulsador de menú "P2 guardado" se activa.
Fijar decalaje o
Calcular
6. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
Se calcula y se indica el ángulo entre el borde de la pieza y el eje de referencia. Con "Fijar decalaje", el borde de la pieza corresponde entonces al ángulo nominal. La rotación calculada se guarda en el decalaje de origen.
Medir manualmente la
distancia entre dos bordes
1. Inserte cualquier herramienta para la aproximación con contacto en el cabezal.
Jog
2. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
3. Accione el pulsador de menú "Canto". La ventana "Canto" se abre con nuevos pulsadores de menú verticales.
4. Accione el pulsador de menú "Distancia 2 bordes“.
5. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Fijar canto manualmente", paso 5).
6. Seleccione en "Sentido de medición P1" el sentido de medición (+ ó -) y el eje de medición en el cual se quiera aproximar primero
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-66 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
a la pieza. 7. Seleccione en "Sentido de medición P2“ el sentido de medición
(+ ó -) para el 2º punto de medición. Se muestra el eje seleccionado en "Sentido de medición P1".
8. Introduzca la posición prescrita de la línea central entre los dos bordes de pieza.
9. Aproxime la herramienta al primer punto de medición. Guardar
P1 10. Accione el pulsador de menú "Guardar P1".
Guardar P2
11. Vuelva a posicionar la herramienta, aproxímese al segundo punto de medición y guarde el segundo punto.
Fijar decalaje o
Calcular
12. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
La distancia entre los dos bordes de pieza y la línea central se calculan y se indican. Con "Fijar decalaje", la línea central corresponde entonces a la posición prescrita. El decalaje calculado se guarda en el decalaje de origen.
Medir automáticamente
la distancia entre dos bordes
1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Prepare la medición (según la descripción "Medir manualmente la distancia entre dos bordes", pasos 2 a 8).
3. Aproxime la herramienta al borde de la pieza en la cual quiera medir.
Cycle Start
4. Pulse la tecla "Cycle-Start". La medición automática se inicia. La posición del punto de medida 1 se mide y se memoriza. El pulsador de menú "P1 guardado" se activa.
5. Repita el proceso (pasos 3 y 4) para medir el segundo punto. La posición del punto de medida 2 se mide y se memoriza. El
pulsador de menú "P2 guardado" se activa.
Fijar decalaje o
Calcular
6. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
La distancia entre los dos bordes de pieza y la línea central se calculan y se indican. Con "Fijar decalaje", la línea central corresponde entonces a la posición prescrita. El decalaje calculado se guarda en el decalaje de origen.
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-67
2.7.2 Medir esquina
Tiene la posibilidad de medir piezas con un ángulo de 90° o con cualquier ángulo.
• Medir esquina en ángulo recto La pieza tiene una esquina de 90° y se sitúa en cualquier posición en la mesa de trabajo. Midiendo 3 puntos se determina la esquina en el plano de trabajo (plano X/Y) y el ángulo α entre el borde de referencia en la pieza (línea a través de P1 y P2) y el eje de referencia (siempre el primer eje del plano de trabajo).
• Medir cualquier esquina La pieza tiene cualquier esquina (no en ángulo recto) y se sitúa en cualquier posición en la mesa de trabajo. Midiendo 4 puntos se determina la esquina en el plano de trabajo (plano X/Y), el ángulo α entre el borde de referencia en la pieza (línea a través de P1 y P2) y el eje de referencia (siempre el primer eje del plano de trabajo) y el ángulo β de la esquina.
El sistema de coordenadas mostrado en las pantallas de ayuda se refiere siempre al sistema de coordenadas de pieza ajustado actualmente. Tenga en cuenta este hecho si ha efectuado un giro o modificado el WKS de otra manera.
Medir esquina en ángulo
recto/cualquiera manualmente
1. Inserte cualquier herramienta para la aproximación con contacto en el cabezal.
Jog
2. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
3. Accione el pulsador de menú "Esquina". La ventana "Esquina" se abre con nuevos pulsadores de menú verticales.
4. Accione el pulsador de menú "Esquina en ángulo recto" si quiere medir una esquina en ángulo recto.
o
Accione el pulsador de menú "Cualquier esquina" si quiere medir
una esquina en ángulo distinto a 90°. 5. Establezca si quiere "sólo medir" o en qué decalaje de origen
quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
6. Seleccione en "Esquina" la esquina (p. ej.: esquina exterior) que quiere medir y su posición (p. ej.: Posición 1).
7. Introduzca la posición prescrita de la esquina de la pieza (X0, Y0) que quiera medir.
8. Aproxime la herramienta al primer punto de medición P1, según la pantalla de ayuda.
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-68 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Guardar
P1 9. Accione el pulsador de menú "Guardar P1". Las coordenadas del primer punto de medición se miden y se guardan.
Guardar P2
Guardar P3
10. Vuelva a posicionar el cabezal con la herramienta, desplácese hasta los puntos de medición P2 y P3 y accione los pulsadores de menú "Guardar P2" y "Guardar "P3“.
Guardar P4
11. Repita el proceso para medir y guardar el cuarto punto de medición si mide cualquier esquina.
Fijar decalaje o
Calcular
12. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
La esquina y los ángulos α y β se calculan y se indican. Con "Fijar decalaje", la esquina corresponde entonces a la posición prescrita. El decalaje calculado se guarda en el decalaje de origen.
Medir esquina en ángulo
recto/cualquiera automáticamente
1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Prepare la medición (según la descripción "Medir esquina en ángulo recto/cualquiera manualmente", pasos 2 a 7).
3. Aproxime la herramienta al punto de medición P1.
Cycle Start
4. Pulse la tecla "Cycle-Start".
La medición automática se inicia. La posición del punto de medida 1 se mide y se memoriza. El pulsador de menú "P1 guardado" se activa.
5. Repita el proceso (pasos 3 y 4) para medir y guardar los puntos P2 y P3.
6. Si mide una esquina con un ángulo distinto a 90°, repita el proceso para medir y guardar el punto P4.
Fijar decalaje o
Calcular
7. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
La esquina y los ángulos α y β se calculan y se indican. Con "Fijar decalaje", la esquina corresponde entonces a la posición prescrita. El decalaje calculado se guarda en el decalaje de origen.
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-69
2.7.3 Medir caja y taladro
Tiene la posibilidad de medir cajas rectangulares, así como uno o varios taladros y alinear la pieza a continuación.
• Medir caja rectangular La caja rectangular se tiene que ajustar en ángulo recto al sistema de coordenadas. Midiendo cuatro puntos en la caja se determinan la longitud, la anchura y el centro de la misma.
• Medir 1 taladro La pieza está colocada en cualquier posición en la mesa de trabajo y tiene un taladro. Mediante 4 puntos de medición se determinan el diámetro y el centro del taladro.
• Medir 2 taladros La pieza está colocada en cualquier posición en la mesa de trabajo y tiene dos taladros. En ambos taladros se miden automáticamente 4 puntos y se calculan a partir de ellos los centros de los taladros. A partir de la línea de unión entre los dos centros y el eje de referencia se calcula el ángulo α y se determina el nuevo origen que corresponde al centro del primer taladro.
• Medir 3 taladros La pieza está colocada en cualquier posición en la mesa de trabajo y tiene tres taladros. En los tres taladros se miden automáticamente 4 puntos y se calculan a partir de ellos los centros de los taladros. Se traza un círculo por los tres centros. A partir de él se determinan el centro y el diámetro del círculo. Si está seleccionada una corrección angular se puede determinar adicionalmente el giro básico α.
• Medir 4 taladros La pieza está colocada en cualquier posición en la mesa de trabajo y tiene cuatro taladros. En los cuatro taladros se miden automáticamente 4 puntos y se calculan a partir de ellos los centros de los taladros. Los centros de los taladros se conectan de dos en dos en diagonal. A partir de ello se determina el punto de intersección de las dos líneas. Si está seleccionada una corrección angular se puede determinar adicionalmente el giro básico α.
2, 3 y 4 taladros sólo se pueden medir automáticamente.

2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-70 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Medir caja rectangular manualmente
1. Inserte cualquier herramienta para la aproximación con contacto en el cabezal.
Jog
2. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
3. Accione el pulsador de menú "Caja/taladro". La ventana "Caja/taladro" se abre con nuevos pulsadores de menú verticales.
4. Accione el pulsador de menú "Caja rectangular".
5. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
6. Indique la posición prescrita (X0/Y0) del centro de la caja P0. 7. Aproxime la herramienta al primer punto de medición.
Guardar P1
8. Accione el pulsador de menú "Guardar P1". El punto se mide y se memoriza.
Guardar P2 ...
Guardar P4
9. Repita los pasos 8 y 9 para medir y guardar los puntos de medición P2, P3 y P4.
Fijar decalaje o
Calcular
10. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
La longitud, la anchura y el centro de la caja rectangular se calculan y se indican. La posición prescrita del centro se guarda con "Fijar decalaje" como nuevo origen. El radio de la herramienta se incluye automáticamente en el cálculo.
Medir caja rectangular
automáticamente 1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Lleve la herramienta aproximadamente al centro de la caja. 3. Prepare la medición (según la descripción "Medir caja rectangular
manualmente", pasos 2 a 6). 4. Introduzca en el campo "L“ la longitud (1er eje del plano de
trabajo) y en "W“ (2º eje del plano de trabajo) la anchura de la caja si la carrera de medición no alcanzaría los cantos.
Cycle Start
5. Pulse la tecla "Cycle-Start". La medición automática se inicia.
La longitud, la anchura y el centro de la caja rectangular se calculan y se indican. La posición prescrita del centro se guarda como nuevo origen si ha seleccionado "Decalaje de origen". El radio de la herramienta se incluye automáticamente en el cálculo.

2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-71
Medir un taladro manualmente
1. Inserte cualquier herramienta para la aproximación con contacto en el cabezal.
Jog
2. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
3. Accione el pulsador de menú "Caja/taladro". La ventana "Caja/taladro" se abre con nuevos pulsadores de menú verticales.
4. Accione el pulsador de menú "1 taladro".
5. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir caja rectangular manualmente", paso 5).
6. Indique la posición prescrita (X0, Y0) del centro del taladro P0. 7. Aproxime la herramienta al primer punto de medición. Guardar
P1 8. Accione el pulsador de menú "Guardar P1". El punto se mide y se memoriza.
Guardar P2 ...
Guardar P4
9. Repita los pasos 8 y 9 para medir y guardar los puntos de medición P2, P3 y P4.
Fijar decalaje o
Calcular
10. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
El diámetro y el centro del taladro se calculan y se indican. La posición prescrita del centro se guarda con "Fijar decalaje" como nuevo origen. El radio de la herramienta se incluye automáticamente en el cálculo.
Medir un taladro
automáticamente 1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Lleve la herramienta aproximadamente al centro del taladro. 3. Prepare la medición (según la descripción "Medir un taladro
manualmente", pasos 2 a 6). 4. Introduzca en "Ø taladro“ el diámetro aproximado.
De este modo, se limita el margen que permite el desplazamiento en rápido. Si no se introduce ningún diámetro, el desplazamiento se realiza desde la posición inicial con avance de medición.
5. Introduzca un ángulo en "Ángulo de palpado". Con el ángulo de palpado, la dirección de desplazamiento del palpador se puede girar en cualquier ángulo.
Cycle Start
6. Pulse la tecla "Cycle-Start". La herramienta palpa sucesivamente 4 puntos de la pared interior del taladro. Cuando la medición está terminada con éxito, se activa el pulsador de menú "P0 guardado".
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-72 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
El diámetro y el centro del taladro se calculan y se indican.
La posición prescrita del centro se guarda como nuevo origen si ha seleccionado "Decalaje de origen". El radio de la herramienta se incluye automáticamente en el cálculo.
Medir dos taladros automáticamente
1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Lleve la herramienta aproximadamente al centro del primer taladro.
Jog
3. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
4. Accione el pulsador de menú "Caja/taladro". La ventana "Taladros" se abre con nuevos pulsadores de menú verticales.
5. Accione el pulsador de menú "2 taladros".
6. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
7. Introduzca en "Ø taladro" el diámetro aproximado (ver paso 4, "Medir dos taladros manualmente").
8. Seleccione en "Corr. angular" la entrada "Giro coord.”. o
Seleccione en "Corr. angular" la entrada "Eje giratorio A, B, C".
9. Introduzca el ángulo nominal. 10. Introduzca las posiciones prescritas (X1/Y1) para el centro del
primer taladro. X1 e Y1 sólo están activos cuando está seleccionada la entrada "Giro coord.".
Cycle Start
11. Pulse la tecla "Cycle-Start". La herramienta palpa sucesivamente 4 puntos de la pared interior del primer taladro. Cuando la medición se termina con éxito, se activa el pulsador de menú "P1 guardado".
Cycle Start
12. A continuación, lleve la herramienta aproximadamente al centro del segundo taladro y pulse la tecla "Cycle-Start".
La herramienta palpa sucesivamente 4 puntos de la pared interior del segundo taladro. Cuando la medición se termina con éxito, se activa el pulsador de menú "P2 guardado".
Fijar decalaje o
Calcular
13. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-73
Se calcula y se indica el ángulo entre la línea de unión de los centros y el eje de referencia. Con "Fijar decalaje", el centro del primer taladro corresponde entonces a la posición prescrita. La rotación calculada se guarda en el decalaje de origen.
Medir tres taladros
automáticamente 1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Lleve la herramienta aproximadamente al centro del primer taladro.
Jog
3. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
4. Accione el pulsador de menú "Caja/taladro". La ventana "Caja/taladro" se abre con nuevos pulsadores de menú verticales.
Accione el pulsador de menú "3 taladros".
5. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
6. Introduzca en "Ø taladro" el diámetro aproximado (ver paso 4, "Medir dos taladros manualmente").
7. Seleccione en "Corr. angular" la entrada "No".
o
Seleccione en "Corr. angular" la entrada "Sí" si quiere efectuaruna alineación por giro de coordenadas.
8. Introduzca el ángulo nominal. El ángulo indicado aquí se refiere al primer eje del plano de trabajo (plano X/Y). El campo de entrada sólo existe si ha seleccionado, para "Corr. angular", la entrada "Sí".
9. Introduzca las posiciones prescritas X0 e Y0. Éstas determinan el centro del círculo en el cual se deberán situar los centros de los tres taladros.
Cycle Start
10. Pulse la tecla "Cycle-Start". La herramienta palpa sucesivamente 4 puntos de la pared interior del primer taladro. Cuando la medición se termina con éxito, se activa el pulsador de menú "P1 guardado".
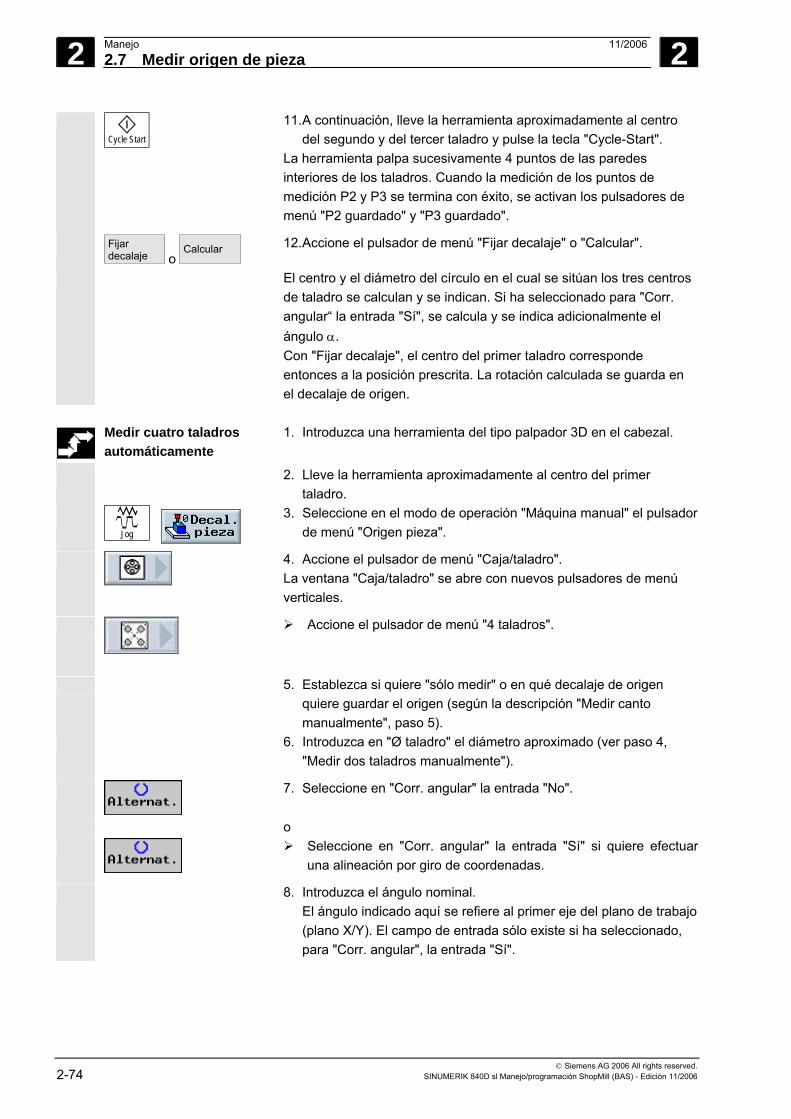
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-74 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Cycle Start
11. A continuación, lleve la herramienta aproximadamente al centro del segundo y del tercer taladro y pulse la tecla "Cycle-Start".
La herramienta palpa sucesivamente 4 puntos de las paredes interiores de los taladros. Cuando la medición de los puntos de medición P2 y P3 se termina con éxito, se activan los pulsadores de menú "P2 guardado" y "P3 guardado".
Fijar decalaje o
Calcular
12. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
El centro y el diámetro del círculo en el cual se sitúan los tres centros de taladro se calculan y se indican. Si ha seleccionado para "Corr. angular“ la entrada "Sí", se calcula y se indica adicionalmente el ángulo α. Con "Fijar decalaje", el centro del primer taladro corresponde entonces a la posición prescrita. La rotación calculada se guarda en el decalaje de origen.
Medir cuatro taladros
automáticamente 1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Lleve la herramienta aproximadamente al centro del primer taladro.
Jog
3. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
4. Accione el pulsador de menú "Caja/taladro". La ventana "Caja/taladro" se abre con nuevos pulsadores de menú verticales.
Accione el pulsador de menú "4 taladros".
5. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
6. Introduzca en "Ø taladro" el diámetro aproximado (ver paso 4, "Medir dos taladros manualmente").
7. Seleccione en "Corr. angular" la entrada "No".
o
Seleccione en "Corr. angular" la entrada "Sí" si quiere efectuaruna alineación por giro de coordenadas.
8. Introduzca el ángulo nominal. El ángulo indicado aquí se refiere al primer eje del plano de trabajo (plano X/Y). El campo de entrada sólo existe si ha seleccionado, para "Corr. angular", la entrada "Sí".
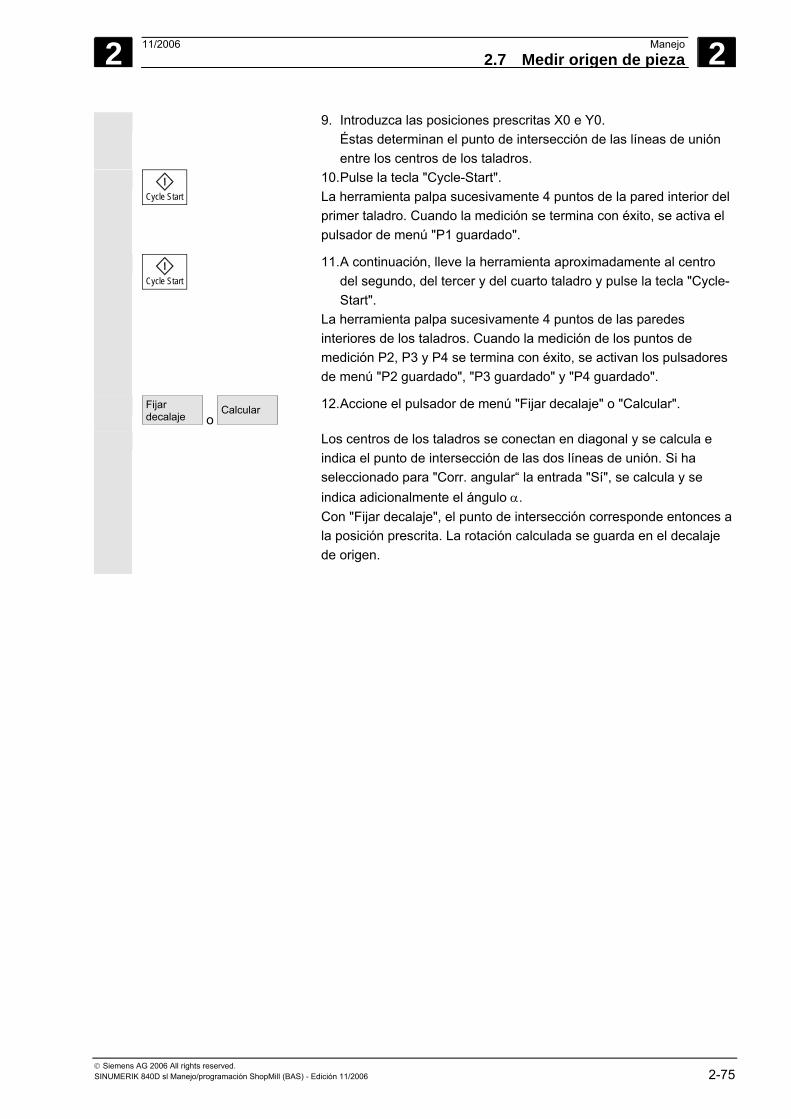
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-75
9. Introduzca las posiciones prescritas X0 e Y0. Éstas determinan el punto de intersección de las líneas de unión entre los centros de los taladros.
Cycle Start
10. Pulse la tecla "Cycle-Start". La herramienta palpa sucesivamente 4 puntos de la pared interior del primer taladro. Cuando la medición se termina con éxito, se activa el pulsador de menú "P1 guardado".
Cycle Start
11. A continuación, lleve la herramienta aproximadamente al centro del segundo, del tercer y del cuarto taladro y pulse la tecla "Cycle-Start".
La herramienta palpa sucesivamente 4 puntos de las paredes interiores de los taladros. Cuando la medición de los puntos de medición P2, P3 y P4 se termina con éxito, se activan los pulsadores de menú "P2 guardado", "P3 guardado" y "P4 guardado".
Fijar decalaje o
Calcular
12. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
Los centros de los taladros se conectan en diagonal y se calcula e indica el punto de intersección de las dos líneas de unión. Si ha seleccionado para "Corr. angular“ la entrada "Sí", se calcula y se indica adicionalmente el ángulo α. Con "Fijar decalaje", el punto de intersección corresponde entonces a la posición prescrita. La rotación calculada se guarda en el decalaje de origen.
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-76 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.7.4 Medir saliente
Tiene la posibilidad de medir y alinear salientes rectangulares, así como uno o varios salientes circulares:
• Medir saliente rectangular El saliente rectangular se tiene que ajustar en ángulo recto al sistema de coordenadas. Midiendo cuatro puntos en el saliente se determinan la longitud, la anchura y el centro del mismo.
• Medir 1 saliente circular La pieza está colocada en cualquier posición en la mesa de trabajo y tiene un saliente. Mediante 4 puntos de medición se determinan el diámetro y el centro del saliente.
• Medir 2 salientes circulares La pieza está colocada en cualquier posición en la mesa de trabajo y tiene dos salientes. En ambos salientes se miden automáticamente 4 puntos y se calculan a partir de ellos los centros de los salientes. A partir de la línea de unión entre los dos centros y el eje de referencia se calcula el ángulo α y se determina el nuevo origen que corresponde al centro del primer saliente.
• Medir 3 salientes circulares La pieza está colocada en cualquier posición en la mesa de trabajo y tiene tres salientes. En los tres salientes se miden automáticamente 4 puntos y se calculan a partir de ellos los centros de los salientes. Se traza un círculo por los tres centros y se determinan el centro y el diámetro del círculo. Si está seleccionada una corrección angular se puede determinar adicionalmente el giro básico α.
• Medir 4 salientes circulares La pieza está colocada en cualquier posición en la mesa de trabajo y tiene cuatro salientes. En los cuatro salientes se miden automáticamente 4 puntos y se calculan a partir de ellos los centros de los salientes. Los centros de los salientes se conectan de dos en dos en diagonal; a continuación, se determina el punto de intersección de las dos líneas. Si está seleccionada una corrección angular se puede determinar adicionalmente el giro básico α.
2, 3 y 4 salientes circulares sólo se pueden medir automáticamente.
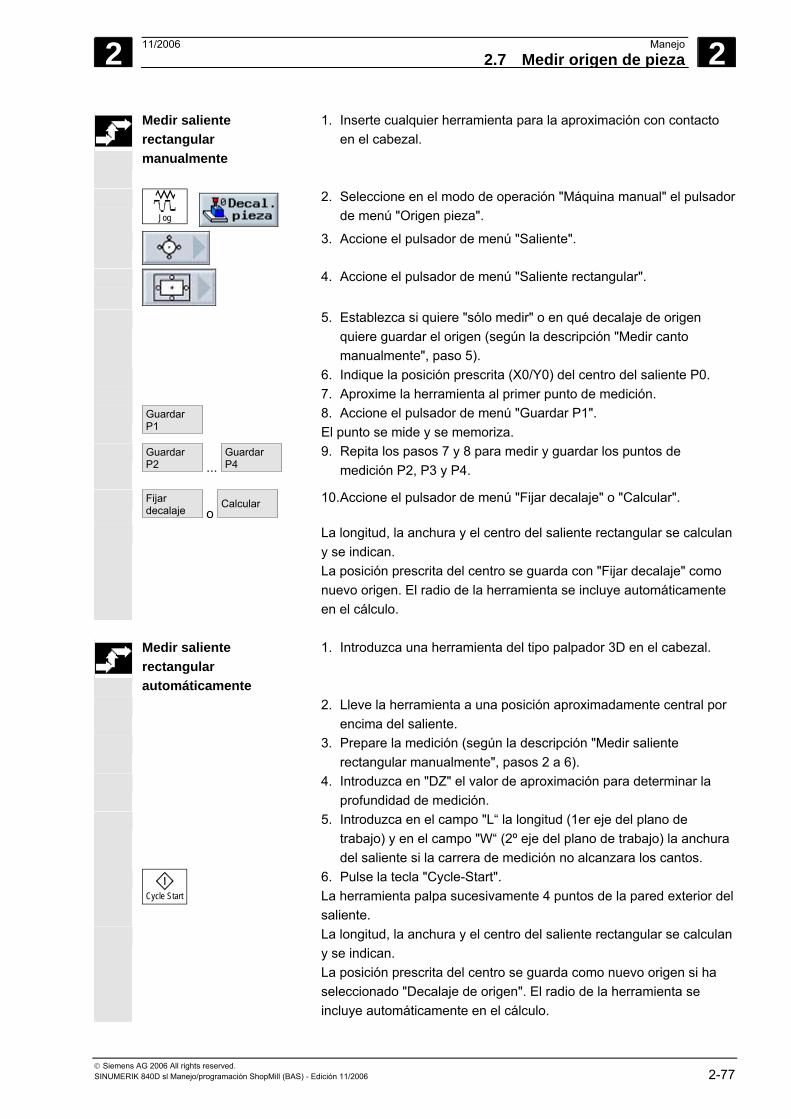
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-77
Medir saliente rectangular manualmente
1. Inserte cualquier herramienta para la aproximación con contacto en el cabezal.
Jog
2. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
3. Accione el pulsador de menú "Saliente".
4. Accione el pulsador de menú "Saliente rectangular".
5. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
6. Indique la posición prescrita (X0/Y0) del centro del saliente P0. 7. Aproxime la herramienta al primer punto de medición. Guardar
P1 8. Accione el pulsador de menú "Guardar P1". El punto se mide y se memoriza.
Guardar P2 ...
Guardar P4
9. Repita los pasos 7 y 8 para medir y guardar los puntos de medición P2, P3 y P4.
Fijar decalaje o
Calcular
10. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
La longitud, la anchura y el centro del saliente rectangular se calculan y se indican. La posición prescrita del centro se guarda con "Fijar decalaje" como nuevo origen. El radio de la herramienta se incluye automáticamente en el cálculo.
Medir saliente
rectangular automáticamente
1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Lleve la herramienta a una posición aproximadamente central por encima del saliente.
3. Prepare la medición (según la descripción "Medir saliente rectangular manualmente", pasos 2 a 6).
4. Introduzca en "DZ" el valor de aproximación para determinar la profundidad de medición.
5. Introduzca en el campo "L“ la longitud (1er eje del plano de trabajo) y en el campo "W“ (2º eje del plano de trabajo) la anchura del saliente si la carrera de medición no alcanzara los cantos.
Cycle Start
6. Pulse la tecla "Cycle-Start". La herramienta palpa sucesivamente 4 puntos de la pared exterior del saliente.
La longitud, la anchura y el centro del saliente rectangular se calculan y se indican. La posición prescrita del centro se guarda como nuevo origen si ha seleccionado "Decalaje de origen". El radio de la herramienta se incluye automáticamente en el cálculo.
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-78 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Medir un saliente
circular manualmente
1. Inserte cualquier herramienta para la aproximación con contacto en el cabezal.
Jog
2. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
3. Accione el pulsador de menú "Saliente".
4. Accione el pulsador de menú "1 saliente circular".
5. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
6. Introduzca en "DZ" el valor de aproximación para determinar la profundidad de medición.
7. Indique la posición prescrita (X0 e Y0) del centro del saliente P0.
8. Aproxime la herramienta al primer punto de medición en la pared exterior del saliente.
Guardar P1
9. Accione el pulsador de menú "Guardar P1".
Guardar P2 ...
Guardar P4 10. Repita los pasos 8 y 9 para medir y guardar los puntos de
medición P2, P3 y P4. Fijar
decalaje o Calcular
11. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
El diámetro y el centro del saliente se calculan y se indican. La posición prescrita del centro se guarda con "Fijar decalaje" como nuevo origen. El radio de la herramienta se incluye automáticamente en el cálculo.
Medir un saliente
circular automáticamente
1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Lleve la herramienta a una posición aproximadamente central por encima del saliente.
3. Prepare la medición (según la descripción "Medir un saliente circular manualmente", pasos 2 a 7).
4. Introduzca en "Ø saliente" el diámetro aproximado del saliente. De este modo, se limita el margen que permite el desplazamiento en rápido. Si no se introduce ningún diámetro, el desplazamiento se realiza desde la posición inicial con avance de medición.
5. Introduzca en "Ángulo de palpado" un ángulo (ver paso 5, Medir un taladro automáticamente").
Cycle Start
6. Pulse la tecla "Cycle-Start". La herramienta palpa sucesivamente 4 puntos de la pared exterior del

2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-79
saliente. Cuando la medición está terminada con éxito, se activa el pulsador de menú "P0 guardado".
El diámetro y el centro del saliente se calculan y se indican. La posición prescrita del centro se guarda como nuevo origen si ha seleccionado "Decalaje de origen". El radio de la herramienta se incluye automáticamente en el cálculo.
Medir dos salientes
circulares automáticamente
1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Lleve la herramienta a una posición aproximadamente central por encima del primer saliente.
Jog
3. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
4. Accione el pulsador de menú "Saliente".
5. Accione el pulsador de menú "2 salientes circulares".
6. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
7. Introduzca en "Ø saliente" el diámetro aproximado del saliente (ver paso 4, "Medir un saliente automáticamente").
8. Introduzca en "DZ" el valor de aproximación para determinar la profundidad de medición.
9. Seleccione en "Corr. angular" la entrada "Giro coord.”. o
Seleccione en "Corr. angular" la entrada "Eje giratorio A, B, C".
10. Introduzca el ángulo nominal. El ángulo indicado aquí se refiere al primer eje del plano de trabajo (plano X/Y).
11. Introduzca las posiciones prescritas (X1/Y1) para el centro del primer saliente. Los campos de entrada sólo están activos si ha seleccionado la corrección angular mediante giro de coordenadas.
Cycle Start
12. Pulse la tecla "Cycle-Start". La herramienta palpa sucesivamente 4 puntos de la pared exterior del primer saliente. Cuando la medición se termina con éxito, se determina el centro del saliente y se activa el pulsador de menú "P1 guardado".
Cycle Start
13. A continuación, lleve la herramienta aproximadamente al centro del segundo saliente y pulse la tecla "Cycle-Start".
La herramienta palpa sucesivamente 4 puntos de la pared exterior del segundo saliente. Cuando la medición se termina con éxito, se activa
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-80 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
el pulsador de menú "P2 guardado". Fijar
decalaje o Calcular
14. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
Se calcula y se indica el ángulo entre la línea de unión de los centros y el eje de referencia. Con "Fijar decalaje", el centro del primer saliente corresponde entonces a la posición prescrita. La rotación calculada se guarda en el decalaje de origen.
Medir tres salientes
circulares automáticamente
1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Lleve la herramienta a una posición aproximadamente central por encima del primer saliente.
Jog
3. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
4. Accione el pulsador de menú "Saliente".
Accione el pulsador de menú "3 salientes circulares".
5. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
6. Introduzca en "Ø saliente" el diámetro aproximado del saliente (ver paso 4, "Medir un saliente automáticamente").
7. Introduzca en "DZ" el valor de aproximación para determinar la profundidad de medición.
8. Seleccione en "Corr. angular" la entrada "No".
o
Seleccione en "Corr. angular" la entrada "Sí" si quiere efectuaruna alineación por giro de coordenadas.
9. Introduzca el ángulo nominal. El ángulo indicado aquí se refiere al primer eje del plano de trabajo (plano X/Y). El campo de entrada sólo existe si ha seleccionado, para "Corr. angular", la entrada "Sí".
10. Introduzca las posiciones prescritas X0 e Y0. Éstas determinan el centro del círculo en el cual se deberán situar los centros de los tres salientes.
Cycle Start
11. Pulse la tecla "Cycle-Start".
La herramienta palpa sucesivamente 4 puntos de la pared exterior del primer saliente. Cuando la medición se termina con éxito, se determina el centro del saliente y se activa el pulsador de menú "P1 guardado".
Cycle Start
12. A continuación, lleve la herramienta aproximadamente al centro del segundo y del tercer saliente y pulse la tecla "Cycle-Start".
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-81
La herramienta palpa sucesivamente 4 puntos de las paredes exteriores de los salientes. Cuando la medición se termina con éxito, se guardan los valores de medición P2 y P3 y se activan los pulsadores de menú "P2 guardado" y "P3 guardado".
Fijar decalaje o
Calcular
13. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
El centro y el diámetro del círculo en el cual se sitúan los tres centros de saliente se calculan y se indican. Si ha seleccionado en "Giro coord.“ la entrada "Sí", se calcula y se indica adicionalmente el ángulo α. Con "Fijar decalaje", el centro del círculo corresponde entonces a la posición prescrita. La rotación calculada se guarda en el decalaje de origen.
Medir cuatro salientes
circulares automáticamente
1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Lleve la herramienta a una posición aproximadamente central por encima del primer saliente.
Jog
3. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
4. Accione el pulsador de menú "Saliente".
Accione el pulsador de menú "4 salientes circulares".
5. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
6. Introduzca en "Ø saliente" el diámetro aproximado del saliente (ver paso 4, "Medir un saliente circular manualmente").
7. Introduzca en "DZ" el valor de aproximación para determinar la profundidad de medición.
8. Seleccione en "Corr. angular" la entrada "Sí" si quiere efectuar una alineación por giro de coordenadas.
o
Seleccione en "Corr. angular" la entrada "No".
9. Introduzca el ángulo nominal. El ángulo indicado aquí se refiere al primer eje del plano de trabajo (plano X/Y). El campo de entrada sólo existe si ha seleccionado, para "Corr. angular", la entrada "Sí".
10. Introduzca las posiciones prescritas X0 e Y0. Éstas determinan el punto de intersección de las líneas de unión entre los centros de los salientes.
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-82 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Cycle Start
11. Pulse la tecla "Cycle-Start".
La herramienta palpa sucesivamente 4 puntos de la pared exterior del primer saliente. Cuando la medición se termina con éxito, se determina el centro del saliente y se activa el pulsador de menú "P1 guardado".
Cycle Start
12. A continuación, lleve la herramienta aproximadamente al centro del segundo, del tercer y del cuarto saliente y pulse la tecla "Cycle-Start".
La herramienta palpa sucesivamente 4 puntos de las paredes exteriores de los salientes. Cuando la medición se termina con éxito, se guardan los valores de medición P2, P3 y P4 y se activan los pulsadores de menú "P2 guardado", "P3 guardado" y "P4 guardado".
Fijar decalaje o
Calcular
13. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
Los centros de los salientes se conectan en diagonal y se calcula e indica el punto de intersección de las dos líneas de unión. Si ha seleccionado en "Giro coord.“ la entrada "Sí", se calcula y se indica adicionalmente el ángulo α. Con "Fijar decalaje", el punto de intersección corresponde entonces a la posición prescrita. La rotación calculada se guarda en el decalaje de origen.
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-83
2.7.5 Alinear plano
Puede medir un plano inclinado en el espacio de una pieza y determinar los giros α y β. Un posterior giro de coordenadas permite entonces la alineación perpendicular del eje de la herramienta frente al plano de la pieza. Para determinar la posición del plano en el espacio, se mide en el eje de la herramienta en tres puntos distintos.
Para la alineación perpendicular del eje de herramienta se necesita una mesa orientable o un cabezal orientable.
Para poder medir el plano, la superficie tiene que ser plana.
Alinear plano
manualmente 1. Inserte cualquier herramienta para la aproximación con contacto
en el cabezal.
Jog
2. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
3. Accione el pulsador de menú "Alinear plano".
4. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
5. Aproxime la herramienta al primer punto de medición que quiere determinar.
Guardar P1
6. Accione el pulsador de menú "Guardar P1".
Guardar P2
Guardar P3
7. A continuación, lleve la herramienta al segundo y al tercer punto de medición y accione los pulsadores de menú "Guardar P2" y "Guardar P3".
Fijar decalaje o
Calcular
8. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
Los ángulos α y β se calculan y se indican. Con "Fijar decalaje", el decalaje angular se guarda en el decalaje de origen.
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-84 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Alinear plano automáticamente
1. Introduzca una herramienta del tipo palpador 3D en el cabezal.
2. Aproxime la herramienta al punto que quiera determinar primero.
Jog
3. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
4. Accione el pulsador de menú "Alinear plano".
5. Establezca si quiere "sólo medir" o en qué decalaje de origen quiere guardar el origen (según la descripción "Medir canto manualmente", paso 5).
Cycle Start
6. Pulse la tecla "Cycle-Start". Cuando la medición se termina con éxito, se guarda el valor medido y se activa el pulsador de menú "P1 guardado".
Cycle Start
7. A continuación, lleve la herramienta aproximadamente por encima del segundo y del tercer punto de medición y pulse la tecla "Cycle-Start".
Cuando la medición se termina con éxito, se activan los pulsadores de menú "P2 guardado" y "P3 guardado".
Fijar decalaje o
Calcular
8. Accione el pulsador de menú "Fijar decalaje" o "Calcular".
Los ángulos α y β se calculan y se indican. Con "Fijar decalaje", el decalaje angular se guarda en el decalaje de origen.
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-85
2.7.6 Corrección después de la medición del origen
Si guarda el origen de la pieza medido en un decalaje de origen, puede ser necesario modificar el sistema de coordenadas o las posiciones de los ejes en los siguientes casos:
• La corrección del decalaje de origen produce un giro del sistema de coordenadas de pieza, en función del cual la pieza se puede alinear perpendicularmente al plano.
• La corrección del decalaje de origen exige un posicionamiento del eje giratorio para alinear la pieza paralelamente al sistema de coordenadas
Para adaptar el sistema de coordenadas o las posiciones de los ejes dispone de la ayuda de una ventana de activación.
Activar decalaje de
origen Ha guardado el origen de la pieza en un decalaje de origen que no estaba activo en la medición.
Fijar decalaje
Al accionar el pulsador de menú "Fijar decalaje" se abre la ventana de activación con la consulta ¿Activar ahora el decalaje de origen xxx?".
Accione el pulsador de menú "OK" para activar el decalaje de origen corregido.
Alinear y liberar la
herramienta Al girar el sistema de coordenadas de pieza se hace necesaria una nueva alineación de la herramienta frente al plano.
Se abre la ventana de activación con la consulta "¿Colocar palpador perpendicularmente al plano?".
Seleccione "sí" si quiere girar al plano.
Se abre la consulta "¡Posicionamiento por giro! ¿Liberar?.
Seleccione la variante de liberación deseada.
Cycle Start
Pulse la tecla "Cycle-Start".
Tras la liberación de los ejes, la herramienta se vuelve a alinear con laayuda del ciclo de orientación. Entonces puede volver a medir.
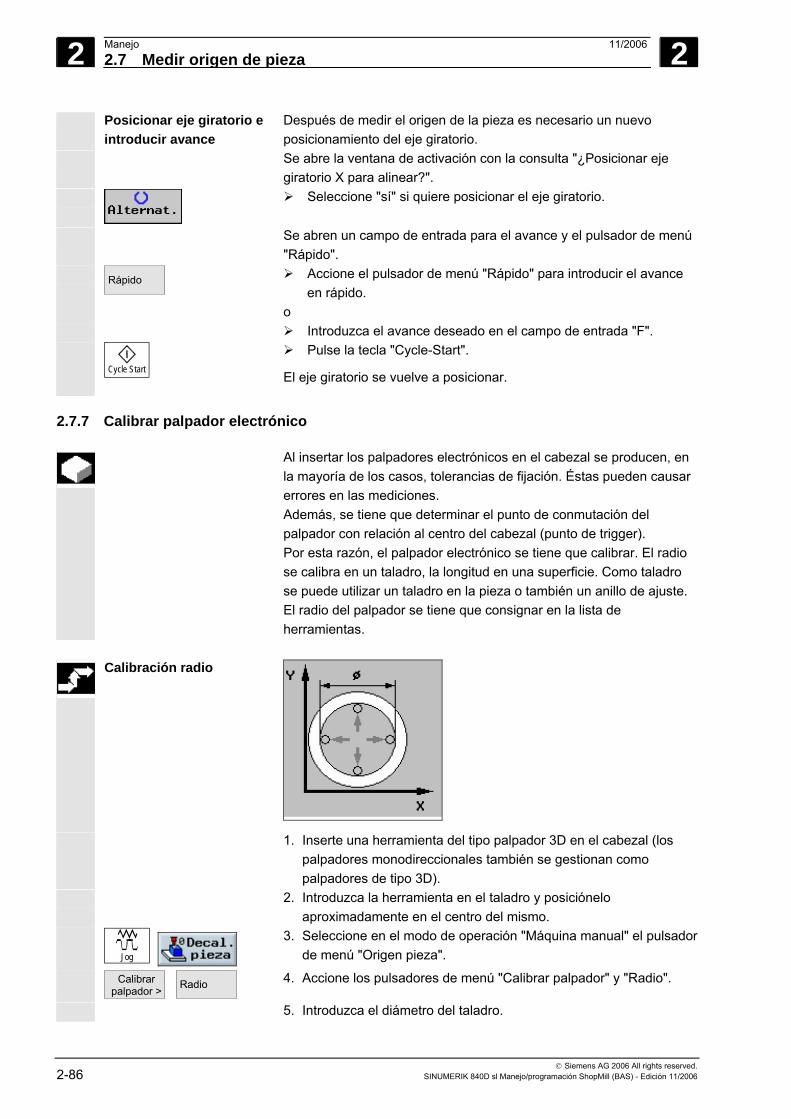
2 Manejo 11/2006 2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. 2-86 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Posicionar eje giratorio e introducir avance
Después de medir el origen de la pieza es necesario un nuevo posicionamiento del eje giratorio.
Se abre la ventana de activación con la consulta "¿Posicionar eje giratorio X para alinear?".
Seleccione "sí" si quiere posicionar el eje giratorio.
Se abren un campo de entrada para el avance y el pulsador de menú "Rápido".
Rápido
Accione el pulsador de menú "Rápido" para introducir el avance en rápido.
o Introduzca el avance deseado en el campo de entrada "F".
Cycle Start
Pulse la tecla "Cycle-Start".
El eje giratorio se vuelve a posicionar.
2.7.7 Calibrar palpador electrónico
Al insertar los palpadores electrónicos en el cabezal se producen, en la mayoría de los casos, tolerancias de fijación. Éstas pueden causar errores en las mediciones. Además, se tiene que determinar el punto de conmutación del palpador con relación al centro del cabezal (punto de trigger). Por esta razón, el palpador electrónico se tiene que calibrar. El radio se calibra en un taladro, la longitud en una superficie. Como taladro se puede utilizar un taladro en la pieza o también un anillo de ajuste. El radio del palpador se tiene que consignar en la lista de herramientas.
Calibración radio
1. Inserte una herramienta del tipo palpador 3D en el cabezal (los palpadores monodireccionales también se gestionan como palpadores de tipo 3D).
2. Introduzca la herramienta en el taladro y posiciónelo aproximadamente en el centro del mismo.
Jog
3. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
Calibrar palpador >
Radio
4. Accione los pulsadores de menú "Calibrar palpador" y "Radio".
5. Introduzca el diámetro del taladro.
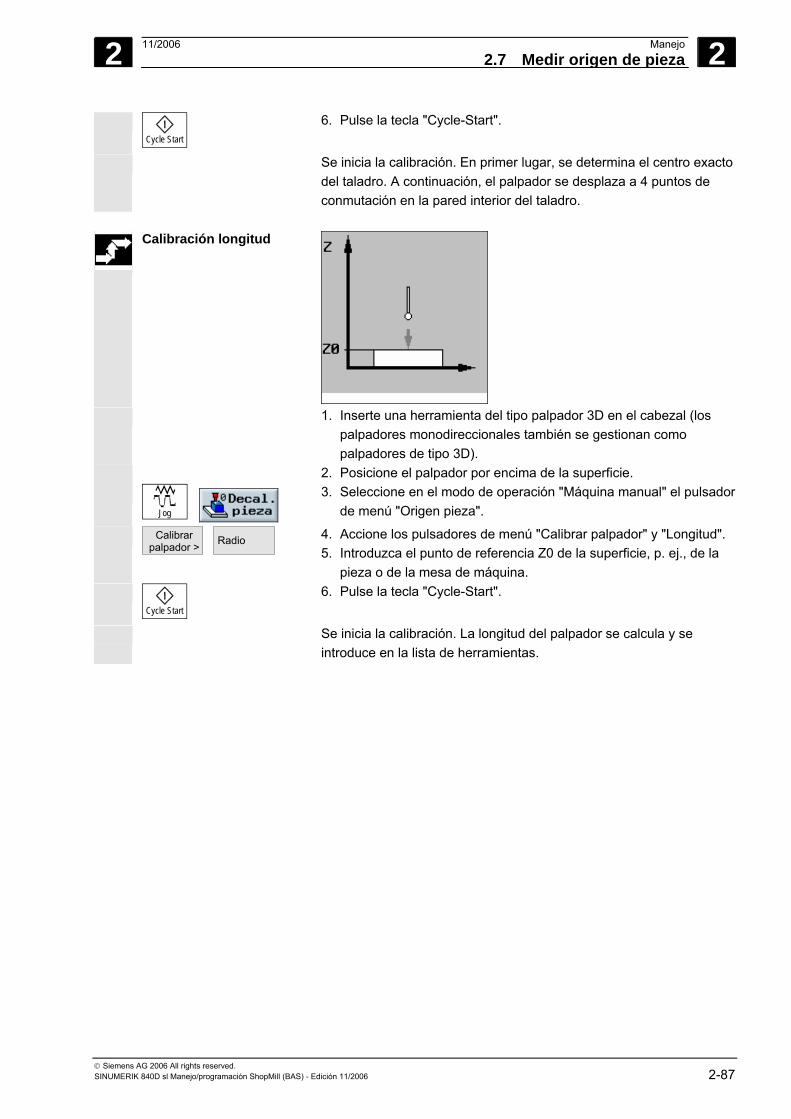
2 11/2006 Manejo2.7 Medir origen de pieza
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-87
Cycle Start
6. Pulse la tecla "Cycle-Start".
Se inicia la calibración. En primer lugar, se determina el centro exacto del taladro. A continuación, el palpador se desplaza a 4 puntos de conmutación en la pared interior del taladro.
Calibración longitud
1. Inserte una herramienta del tipo palpador 3D en el cabezal (los palpadores monodireccionales también se gestionan como palpadores de tipo 3D).
2. Posicione el palpador por encima de la superficie.
Jog
3. Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Origen pieza".
Calibrar palpador >
Radio
4. Accione los pulsadores de menú "Calibrar palpador" y "Longitud". 5. Introduzca el punto de referencia Z0 de la superficie, p. ej., de la
pieza o de la mesa de máquina.
Cycle Start
6. Pulse la tecla "Cycle-Start".
Se inicia la calibración. La longitud del palpador se calcula y se introduce en la lista de herramientas.
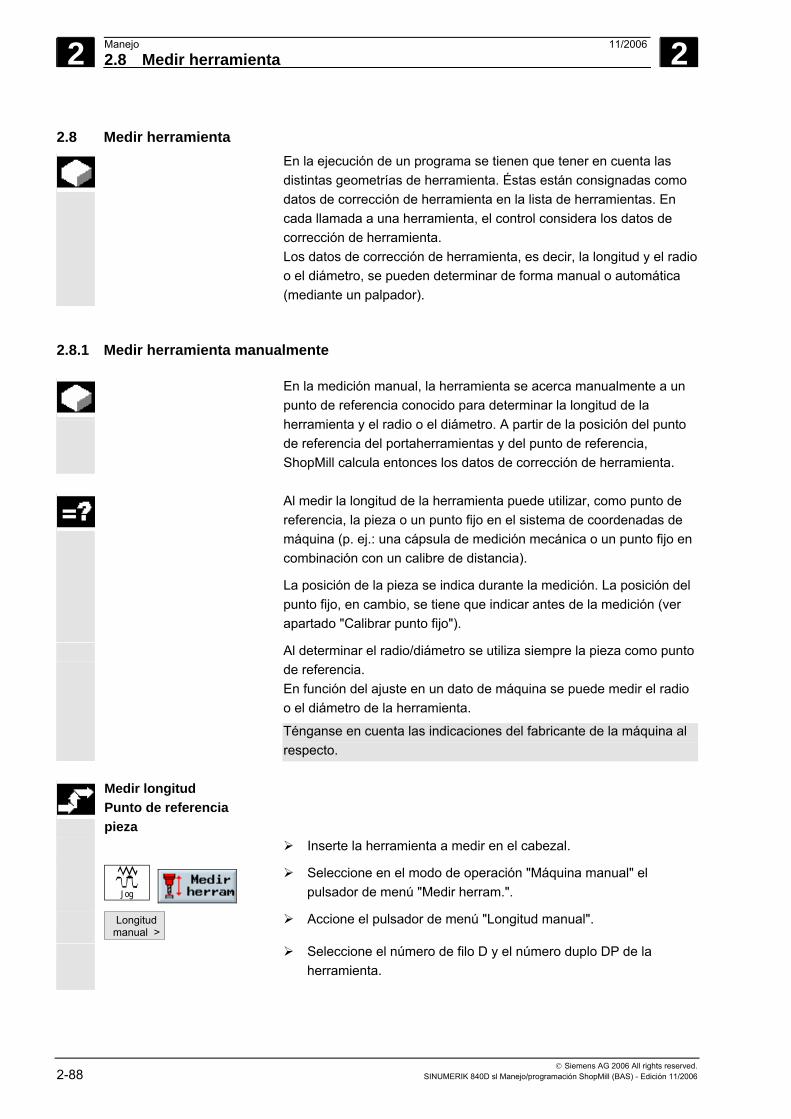
2 Manejo 11/2006 2.8 Medir herramienta
2
© Siemens AG 2006 All rights reserved. 2-88 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.8 Medir herramienta En la ejecución de un programa se tienen que tener en cuenta las
distintas geometrías de herramienta. Éstas están consignadas como datos de corrección de herramienta en la lista de herramientas. En cada llamada a una herramienta, el control considera los datos de corrección de herramienta. Los datos de corrección de herramienta, es decir, la longitud y el radio o el diámetro, se pueden determinar de forma manual o automática (mediante un palpador).
2.8.1 Medir herramienta manualmente
En la medición manual, la herramienta se acerca manualmente a un punto de referencia conocido para determinar la longitud de la herramienta y el radio o el diámetro. A partir de la posición del punto de referencia del portaherramientas y del punto de referencia, ShopMill calcula entonces los datos de corrección de herramienta.
Al medir la longitud de la herramienta puede utilizar, como punto de
referencia, la pieza o un punto fijo en el sistema de coordenadas de máquina (p. ej.: una cápsula de medición mecánica o un punto fijo en combinación con un calibre de distancia).
La posición de la pieza se indica durante la medición. La posición del punto fijo, en cambio, se tiene que indicar antes de la medición (ver apartado "Calibrar punto fijo").
Al determinar el radio/diámetro se utiliza siempre la pieza como punto de referencia. En función del ajuste en un dato de máquina se puede medir el radio o el diámetro de la herramienta.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Medir longitud
Punto de referencia pieza
Inserte la herramienta a medir en el cabezal.
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Medir herram.".
Longitud manual >
Accione el pulsador de menú "Longitud manual".
Seleccione el número de filo D y el número duplo DP de la herramienta.
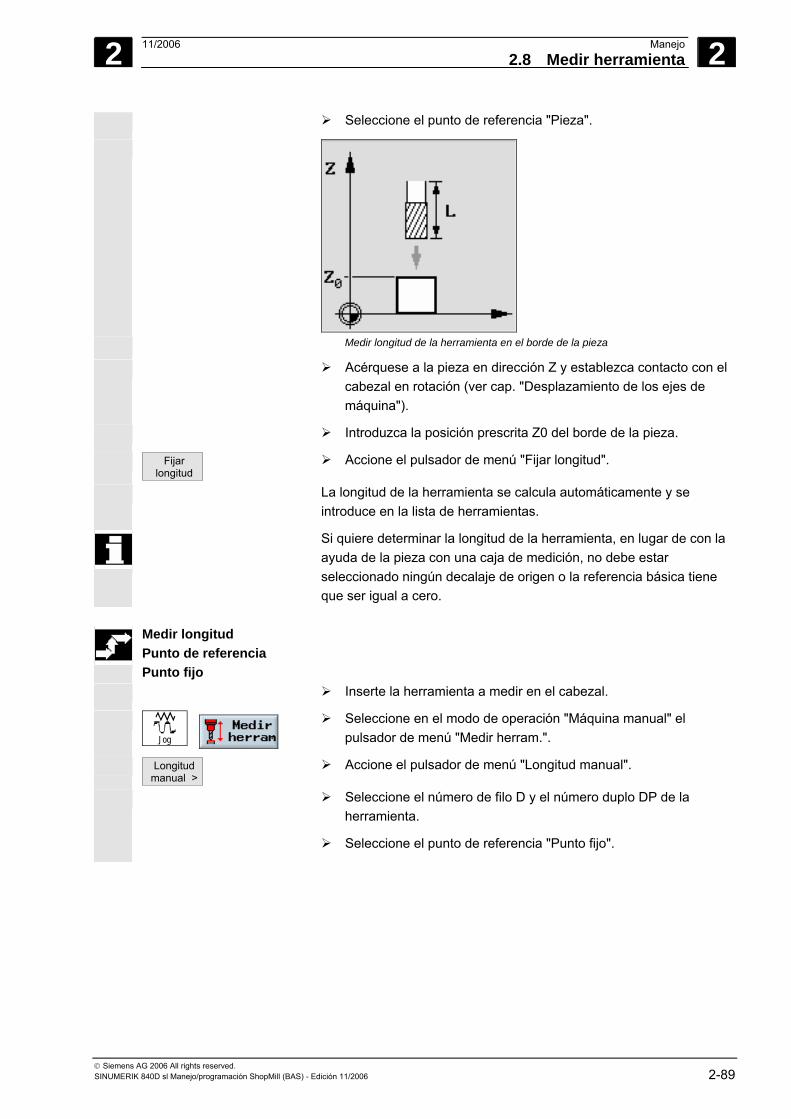
2 11/2006 Manejo2.8 Medir herramienta
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-89
Seleccione el punto de referencia "Pieza".
Medir longitud de la herramienta en el borde de la pieza
Acérquese a la pieza en dirección Z y establezca contacto con el cabezal en rotación (ver cap. "Desplazamiento de los ejes de máquina").
Introduzca la posición prescrita Z0 del borde de la pieza.
Fijar longitud
Accione el pulsador de menú "Fijar longitud".
La longitud de la herramienta se calcula automáticamente y se introduce en la lista de herramientas.
Si quiere determinar la longitud de la herramienta, en lugar de con la ayuda de la pieza con una caja de medición, no debe estar seleccionado ningún decalaje de origen o la referencia básica tiene que ser igual a cero.
Medir longitud
Punto de referencia Punto fijo
Inserte la herramienta a medir en el cabezal.
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Medir herram.".
Longitud manual >
Accione el pulsador de menú "Longitud manual".
Seleccione el número de filo D y el número duplo DP de la herramienta.
Seleccione el punto de referencia "Punto fijo".
2 Manejo 11/2006 2.8 Medir herramienta
2
© Siemens AG 2006 All rights reserved. 2-90 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Medir longitud de la herramienta en el borde de medición
Si mide con una cápsula de medición, introduzca para el valor de corrección "DZ" el valor 0 y aproxímese en dirección Z al punto fijo (ver cap. "Desplazamiento de los ejes de máquina").
La aproximación se efectúa con el cabezal en rotación en el sentido de giro inverso. La cápsula de medición indica automáticamente cuándo se alcanza la posición exacta.
o Si utiliza un calibre de distancia, acérquese al máximo al punto
fijo, determine la rendija con el calibre de distancia e introduzca el valor en "DZ".
El desplazamiento al calibre de distancia se efectúa con el cabezal parado.
Longitud manual >
Accione el pulsador de menú "Fijar longitud".
La longitud de la herramienta se calcula automáticamente y se introduce en la lista de herramientas.
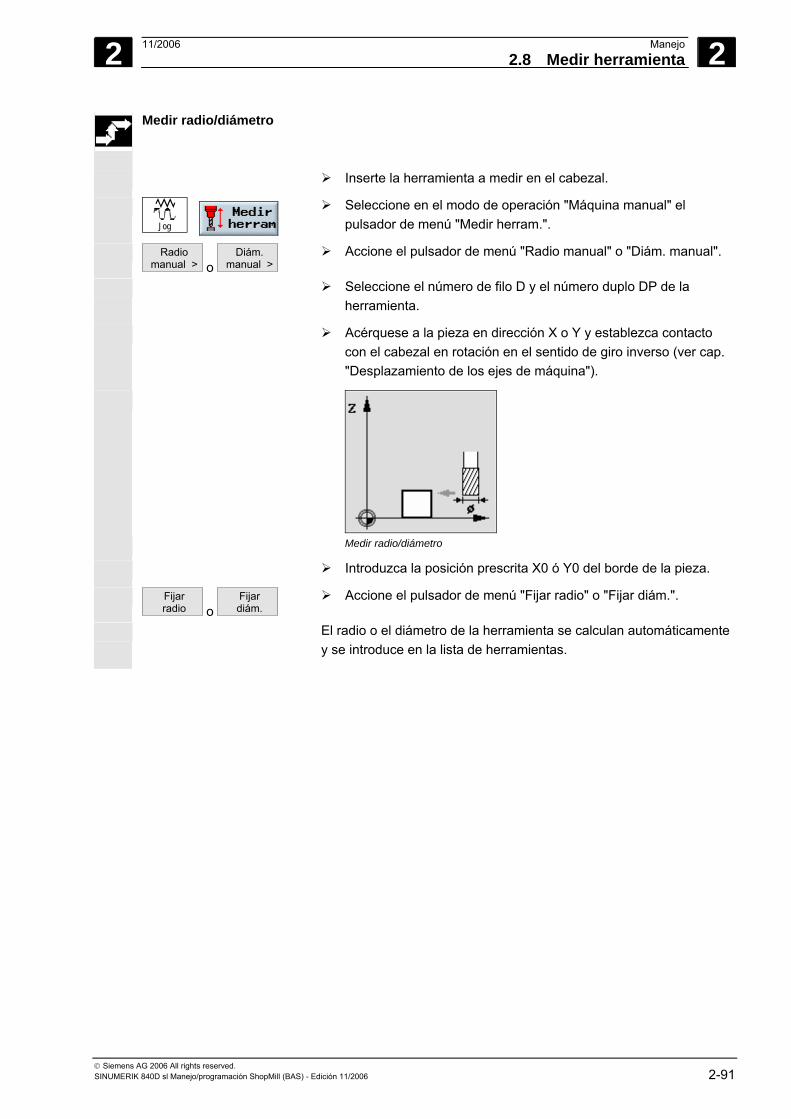
2 11/2006 Manejo2.8 Medir herramienta
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-91
Medir radio/diámetro
Inserte la herramienta a medir en el cabezal.
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Medir herram.".
Radio manual > o
Diám. manual >
Accione el pulsador de menú "Radio manual" o "Diám. manual".
Seleccione el número de filo D y el número duplo DP de la herramienta.
Acérquese a la pieza en dirección X o Y y establezca contacto con el cabezal en rotación en el sentido de giro inverso (ver cap. "Desplazamiento de los ejes de máquina").
Medir radio/diámetro
Introduzca la posición prescrita X0 ó Y0 del borde de la pieza.
Fijar radio o
Fijar diám.
Accione el pulsador de menú "Fijar radio" o "Fijar diám.".
El radio o el diámetro de la herramienta se calculan automáticamente y se introduce en la lista de herramientas.
2 Manejo 11/2006 2.8 Medir herramienta
2
© Siemens AG 2006 All rights reserved. 2-92 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.8.2 Calibrar punto fijo
Si, al medir manualmente la longitud de la herramienta, quiere utilizar un punto fijo como punto de referencia, tiene que determinar primero la posición del punto fijo con relación al origen de la máquina.
Como punto fijo se puede utilizar, por ejemplo, una cápsula de
medición mecánica. La cápsula de medición se monta en la mesa de máquina en el espacio de mecanizado de la máquina. Como distancia se introduce cero.
Sin embargo, puede utilizar también cualquier punto fijo en la máquina en combinación con un calibre de distancia. En este caso, se introduce el grosor de la plaquita como "DZ".
Para calibrar el punto fijo se utiliza una herramienta con una longitud conocida (es decir, la longitud de la herramienta tiene que estar introducida en la lista de herramientas) o directamente el cabezal.
La posición del punto fijo también puede haber sido determinada ya por el fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Aproxime la herramienta o el cabezal al punto fijo.
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Medir herram.".
Calibar punto fijo >
Accione el pulsador de menú "Calibrar punto fijo".
Indique un valor de corrección "DZ“.
Si utiliza un calibre de distancia, introduzca aquí el grosor de la plaquita utilizada.
Calibrar
Accione el pulsador de menú "Calibrar".
Las distancias entre el origen de la máquina y el punto fijo se determinan y se guardan en un dato de máquina.
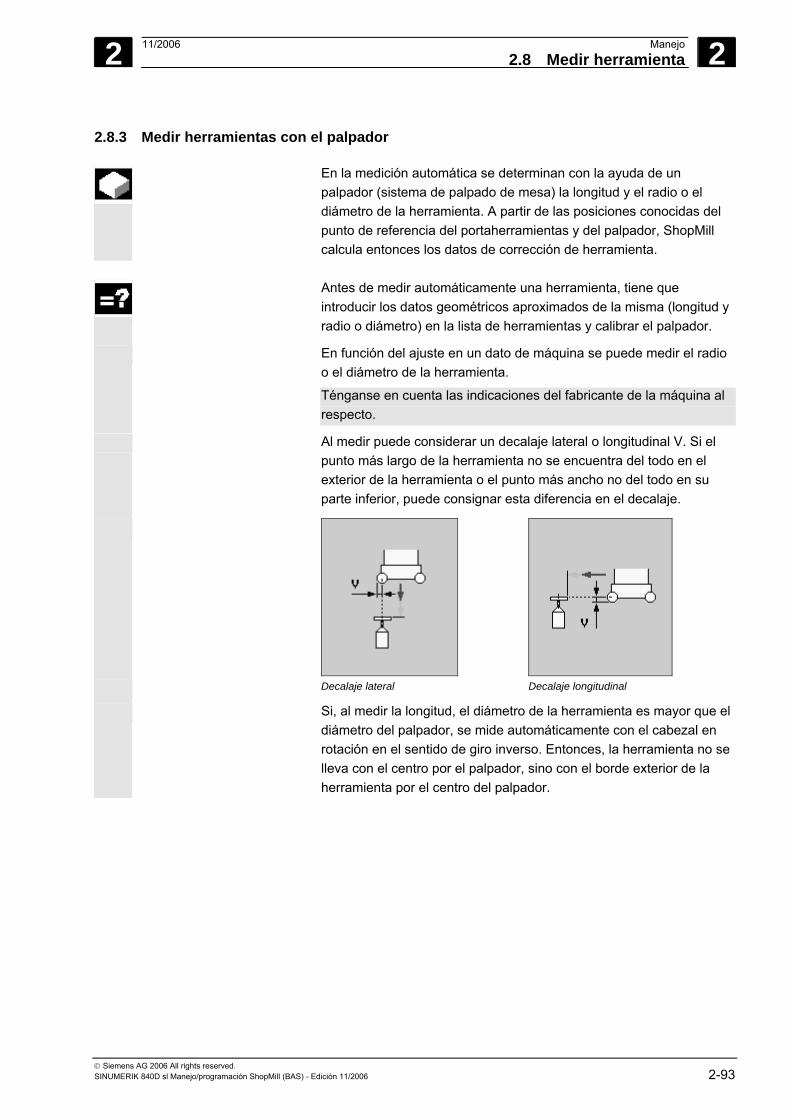
2 11/2006 Manejo2.8 Medir herramienta
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-93
2.8.3 Medir herramientas con el palpador
En la medición automática se determinan con la ayuda de un palpador (sistema de palpado de mesa) la longitud y el radio o el diámetro de la herramienta. A partir de las posiciones conocidas del punto de referencia del portaherramientas y del palpador, ShopMill calcula entonces los datos de corrección de herramienta.
Antes de medir automáticamente una herramienta, tiene que
introducir los datos geométricos aproximados de la misma (longitud y radio o diámetro) en la lista de herramientas y calibrar el palpador.
En función del ajuste en un dato de máquina se puede medir el radio o el diámetro de la herramienta.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Al medir puede considerar un decalaje lateral o longitudinal V. Si el punto más largo de la herramienta no se encuentra del todo en el exterior de la herramienta o el punto más ancho no del todo en su parte inferior, puede consignar esta diferencia en el decalaje.
Decalaje lateral Decalaje longitudinal
Si, al medir la longitud, el diámetro de la herramienta es mayor que el diámetro del palpador, se mide automáticamente con el cabezal en rotación en el sentido de giro inverso. Entonces, la herramienta no se lleva con el centro por el palpador, sino con el borde exterior de la herramienta por el centro del palpador.
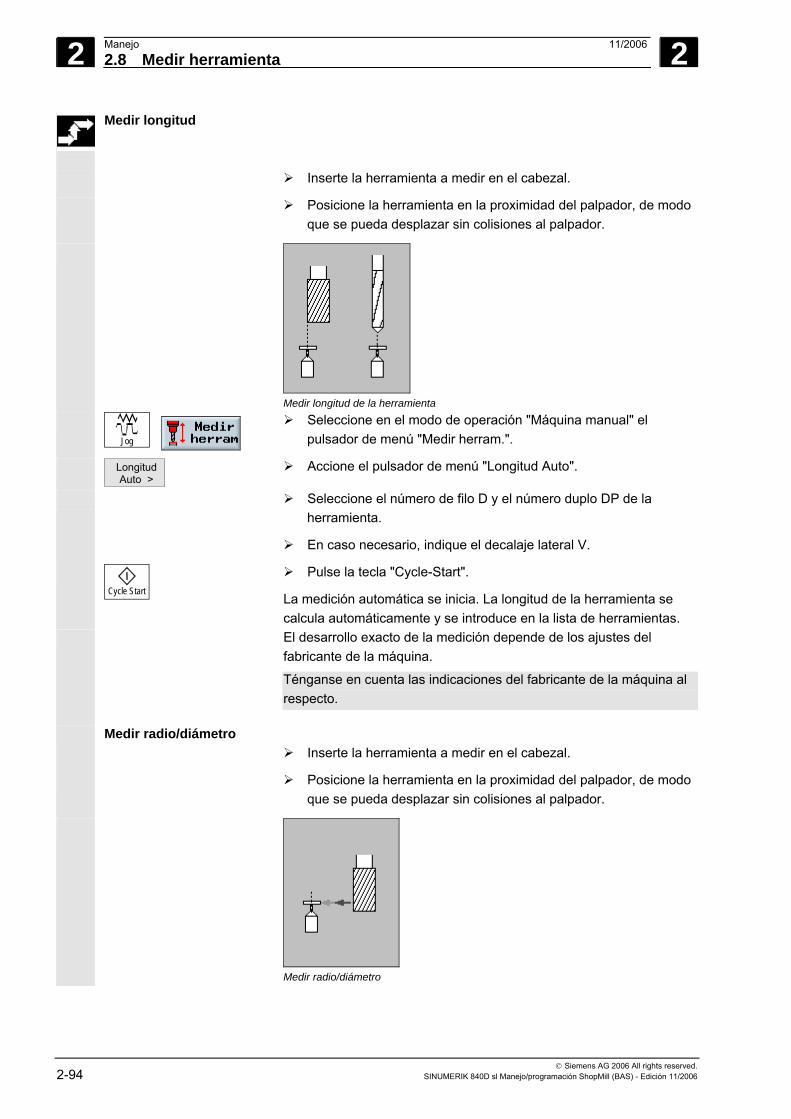
2 Manejo 11/2006 2.8 Medir herramienta
2
© Siemens AG 2006 All rights reserved. 2-94 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Medir longitud
Inserte la herramienta a medir en el cabezal.
Posicione la herramienta en la proximidad del palpador, de modo que se pueda desplazar sin colisiones al palpador.
Medir longitud de la herramienta
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Medir herram.".
Longitud Auto >
Accione el pulsador de menú "Longitud Auto".
Seleccione el número de filo D y el número duplo DP de la herramienta.
En caso necesario, indique el decalaje lateral V.
Cycle Start
Pulse la tecla "Cycle-Start".
La medición automática se inicia. La longitud de la herramienta se calcula automáticamente y se introduce en la lista de herramientas.
El desarrollo exacto de la medición depende de los ajustes del fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Medir radio/diámetro Inserte la herramienta a medir en el cabezal.
Posicione la herramienta en la proximidad del palpador, de modo que se pueda desplazar sin colisiones al palpador.
Medir radio/diámetro
2 11/2006 Manejo2.8 Medir herramienta
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-95
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Medir herram.".
Radio Auto > o
Diám. Auto >
Accione el pulsador de menú "Radio Auto" o "Diám. Auto".
Seleccione el número de filo D y el número duplo DP de la herramienta.
En caso necesario, indique el decalaje longitudinal V.
Cycle Start
Pulse la tecla "Cycle-Start".
La medición automática se inicia. La medición se realiza con el cabezal en rotación en el sentido de giro inverso. El radio o el diámetro de la herramienta se calculan automáticamente y se introduce en la lista de herramientas.
El desarrollo exacto de la medición depende de los ajustes del fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
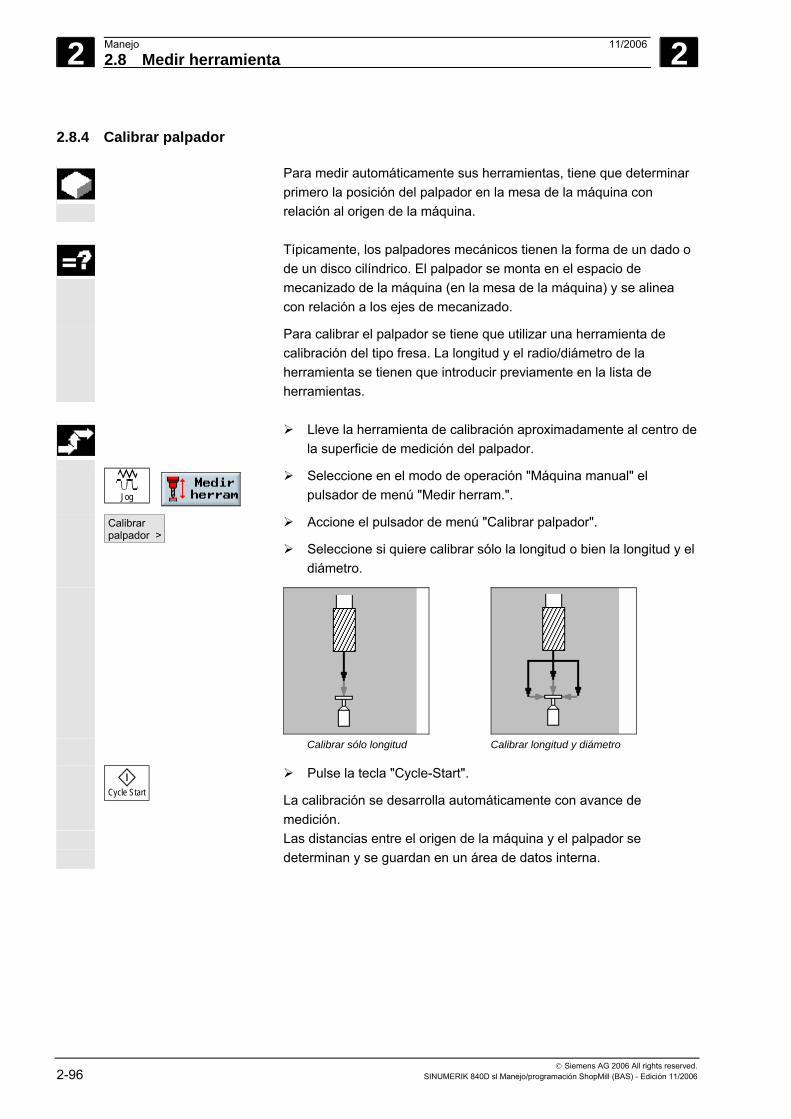
2 Manejo 11/2006 2.8 Medir herramienta
2
© Siemens AG 2006 All rights reserved. 2-96 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.8.4 Calibrar palpador
Para medir automáticamente sus herramientas, tiene que determinar primero la posición del palpador en la mesa de la máquina con relación al origen de la máquina.
Típicamente, los palpadores mecánicos tienen la forma de un dado o
de un disco cilíndrico. El palpador se monta en el espacio de mecanizado de la máquina (en la mesa de la máquina) y se alinea con relación a los ejes de mecanizado.
Para calibrar el palpador se tiene que utilizar una herramienta de calibración del tipo fresa. La longitud y el radio/diámetro de la herramienta se tienen que introducir previamente en la lista de herramientas.
Lleve la herramienta de calibración aproximadamente al centro de
la superficie de medición del palpador.
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Medir herram.".
Calibrar palpador >
Accione el pulsador de menú "Calibrar palpador".
Seleccione si quiere calibrar sólo la longitud o bien la longitud y el diámetro.
Calibrar sólo longitud Calibrar longitud y diámetro
Cycle Start
Pulse la tecla "Cycle-Start".
La calibración se desarrolla automáticamente con avance de medición.
Las distancias entre el origen de la máquina y el palpador se determinan y se guardan en un área de datos interna.

2 11/2006 Manejo2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-97
2.9 Modo manual El modo de operación "Máquina manual" se utiliza siempre cuando se
quiere ajustar la máquina para la ejecución de un programa o ejecutar movimientos de desplazamiento sencillos en la máquina. En el modo manual se puede: 1. Sincronizar el sistema de medida del control con la máquina
(búsqueda del punto de referencia) 2. Ajustar la máquina, es decir, utilizando el volante manual y las
teclas previstas para ello en el panel de mando de máquina, se pueden realizar desplazamientos en la máquina
3. Durante la interrupción de un programa, realizar desplazamientos en la máquina utilizando el volante manual y las teclas previstas para ello en el panel de mando de máquina.
2.9.1 Seleccionar herramienta e insertarla en el cabezal
Para las actividades preparatorias en el modo manual, la selección de herramienta se realiza de forma centralizada en una máscara en pantalla.
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
El cursor se encuentra en el campo de entrada del parámetro de herramienta "T":
Introduzca el nombre o el número de la herramienta T
o Herra-
mientas o Accione el pulsador de menú "Herramientas" o la tecla "Offset"
para llamar a la lista de herramientas
Posicione el cursor en la lista de herramientas encima de la herramienta deseada.
y en
manual Accione el pulsador de menú "en manual".
La herramienta se asume en la ventana "T, S, M..." y se muestra en el campo del parámetro de herramienta "T".
Seleccione el filo de la herramienta D o introduzca el número directamente en el campo "D".
Cycle Start
Pulse la tecla "Cycle-Start".
La herramienta se inserta en el cabezal.
2 Manejo 11/2006 2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. 2-98 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.9.2 Introducir nueva herramienta en la lista e insertarla en el cabezal
Preparar la inserción
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
El cursor se encuentra en el campo de entrada del parámetro de herramienta "T".
Introducir herramienta en la lista
o
Herra-mientas
Accione la tecla "Decalajes" o el pulsador de menú "Herramientas" para abrir la lista de herramientas
Introduzca una herramienta nueva (según la descripción en el apartado "Herramientas y correcciones de herramientas").
en manual
Accione el pulsador de menú "en manual".
Se vuelve automáticamente a la función "T,S,M,...". Entonces, el nombre de la herramienta figura en el campo de entrada del parámetro de herramienta "T".
Ejecutar la inserción
Cycle Start
Pulse la tecla "Cycle-Start".
Se libera el cambio de herramienta.
La herramienta insertada se marca en la lista de herramientas con un símbolo de cabezal.
A continuación, inserte la herramienta manualmente en el cabezal según las indicaciones del fabricante de la máquina.
2 11/2006 Manejo2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-99
2.9.3 Introducir nueva herramienta en la lista y cargarla en el almacén
Introducir herramienta en la lista
o
Accione la tecla "Decalajes" o el pulsador de menú "Decalaje herram." para abrir la lista de herramientas.
Seleccione una posición libre en la lista de herramientas e introduzca una herramienta nueva (según la descripción en el apartado "Herramientas y correcciones de herramientas").
Nueva herram.
Accione el pulsador de menú "Nueva herramienta".
Fresas ...
Herramtas.3D
Seleccione el tipo de herramienta deseado.
Asigne un nombre a la herramienta. Si existen, introduzca las correcciones de herramienta.
Introducir la herramienta
en el almacén
Cargar
Accione el pulsador de menú "Cargar" si se trata de un almacén con asignación de puestos variable.
En un almacén con asignación de puestos fija, introduzca la pieza según las indicaciones del fabricante de la máquina en el puesto deseado del almacén.
2.9.4 Arrancar, parar y posicionar manualmente el cabezal
Fijar velocidad de giro del cabezal
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
Introduzca en el campo de entrada "Cabezal" el valor deseado para la velocidad de giro del cabezal.
Cycle Start
Pulse la tecla "Cycle-Start".
Si el cabezal ya está girando se adopta la nueva velocidad de giro. Con el cabezal parado, el valor se toma como consigna de velocidad. Sin embargo, el cabezal permanece parado.
2 Manejo 11/2006 2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. 2-100 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Marcha del cabezal
Spindle Left o Spindle Right
Pulse las teclas "Spindle Left" o "Spindle Right".
El cabezal arranca conforme a la velocidad de giro de cabezal preseleccionada y la evaluación de corrección del cabezal actual.
Spindle Stop
El cabezal se vuelve a desconectar con la tecla "Spindle Stop".
o
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
Seleccione en "Cabezal func. M" el sentido de giro del cabezal
"derecha" o "izquierda".
Cycle Start
Pulse la tecla "Cycle-Start".
El cabezal gira. Parada del cabezal
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
Seleccione en "Cabezal func. M" "DES".
Cycle Start
Pulse la tecla "Cycle-Start".
El cabezal se para.
Posicionar cabezal La posición del cabezal se programa en grados.
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
Seleccione en "Cabezal func. M" "Pos. parada".
Aparece el campo de entrada "Pos. parada". Introduzca la posición de parada del cabezal deseada.
La posición del cabezal se programa en grados.
Cycle Start
Con "Cycle Start" se lleva el cabezal a la posición deseada.
Esta función permite posicionar el cabezal en una determinada posición angular, p. ej., para realizar el cambio de herramienta. • Con el cabezal parado se posiciona por el camino más corto. • Si el cabezal está girando se mantiene el actual sentido de giro y
se realiza el posicionado.

2 11/2006 Manejo2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-101
Modificar velocidad de giro del cabezal
%
Ajuste con el interruptor de corrección del cabezal la velocidad de giro del cabezal deseada. Puede seleccionar entre el 50 y el 120% del último valor válido.
o (en el panel de operador OP032S):
Spindle Dec. Spindle Inc.
Pulse las teclas "Spindle Dec." o "Spindle Inc.".
La velocidad de giro del cabezal programada (equivalente al 100%) aumenta o se reduce.
100%
Pulse la tecla "100%".
La velocidad de giro del cabezal se vuelve a ajustar al valor programado.
2.9.5 Desplazar ejes
Los ejes se pueden desplazar en el modo manual a través de las teclas de incrementos y de ejes o a través de los volantes. En el desplazamiento a través del teclado, el eje seleccionado se mueve en el avance de ajuste programado en un incremento determinado.
Desplazar ejes a través del teclado
Al accionar las teclas de incremento, cada vez que se pulsa una "Tecla de eje", el eje seleccionado se desplaza, en modo manual, en pasos determinados y en el sentido correspondiente. Los ejes propiamente dichos se desplazan con el avance de ajuste programado.
Fijar incrementos
1
... 10000
Pulse las teclas [1], [10], ..., [10000] para desplazar los ejes con un incremento fijo. Los números en las teclas indican la distancia de desplazamiento en micrómetros o micro-pulgadas. Ejemplo: Si desea un incremento de 100 μm (= 0.1 mm), pulse la tecla "100".
o
Jog
Pase en el modo de operación "Máquina Manual" al menú horizontal de pulsadores ampliado.
Accione el pulsador de menú "Ajustes ShopM".
Se abre el menú de ajuste.

2 Manejo 11/2006 2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. 2-102 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Introduzca el incremento deseado en el campo de entrada "Medida incremental variable". Ejemplo: Si desea un incremento de 500 μm (= 0.5 mm), introduzca 500.
VAR
Pulse la tecla "Inc Var".
Los ejes se desplazan en el incremento establecido. Ajustar avance de ajuste Introduzca el avance deseado en el campo "Avance de ajuste".
Los ejes se desplazan en el modo de preparación con el avance establecido. La limitación de la máxima velocidad de avance está establecido a través de un dato de máquina.
Desplazar eje . X
...
Seleccione el eje a desplazar.
+
Pulse las teclas "+" ó "-".
Con cada pulsación, el eje seleccionado se desplaza en el incremento ajustado.
Pueden ser efectivos los selectores de corrección de avance y corrección de rápido.
Según la selección efectuada, se desplazan uno o varios ejes (en función del programa PLC).
• Después de la conexión del control, es posible mover ejes hasta la
zona límite de la máquina, pues los puntos de referencia no están captados todavía. Puede ocurrir entonces que se activen finales de carrera de emergencia.
• ¡Los finales de carrera de software y la limitación de campo de trabajo no son todavía efectivos!
• El desbloqueo del avance debe estar activado.
Desplazar ejes con los
volantes Ténganse en cuenta las indicaciones del fabricante de la máquina acerca de la selección y del funcionamiento de los volantes.
2 11/2006 Manejo2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-103
2.9.6 Posicionar ejes
En el modo "Máquina manual" puede desplazar los ejes a determinadas posiciones para realizar secuencias de mecanizado sencillas.
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Posición".
Con la ayuda de las teclas "Cursor arriba" y "Cursor abajo", seleccione el/los eje(s) a desplazar.
Seleccione el/los eje(s) a desplazar e indique la posición de destino.
Introduzca el avance deseado en el campo "F".
o Rápido
Accione el pulsador de menú "Rápido" para desplazar los ejes en
marcha rápida.
En el campo "F" se indica Rápido.
Cycle Start
Pulse la tecla "Cycle-Start". Los ejes se desplazan a la posición de destino indicada.
Los ejes se desplazan a la posición de destino indicada.
2.9.7 Orientación
La orientación manual ofrece funciones que facilitan considerablemente la preparación, la medición y el mecanizado de piezas con superficies inclinadas.
Si quiere establecer o corregir una posición inclinada, los giros
deseados del sistema de coordenadas de pieza alrededor de los ejes geométricos (X, Y, Z) se convierten automáticamente en posiciones apropiadas de los ejes de orientación (A, B, C). En la orientación manual puede programar, como alternativa, también directamente los ejes de orientación de la máquina y generar un sistema de coordenadas compatible con estas posiciones de los ejes de orientación.
Con el plano de orientación activo actúa la función "Origen pieza", pero no la función "Medir herramienta".
En el estado Reset y también después de Power-On se conservan las coordenadas giradas. Es decir que, p. ej., aún es posible salir mediante la retirada en dirección +Z de un agujero inclinado.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
2 Manejo 11/2006 2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. 2-104 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
A continuación se explicarán los principales parámetros para la orientación:
Retirar Antes de girar los ejes puede llevar la herramienta a una posición de retirada segura. Las variantes de liberación disponibles se definen en la puesta en marcha del registro de orientación en el parámetro "Posición de retirada". Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Advertencia
Tiene que elegir la posición de retirada de modo que, al virar, no pueda tener lugar ninguna colisión entre la herramienta y la pieza.
Variante de orientación La orientación se puede realizar por ejes o directamente. • La orientación por ejes se refiere al sistema de coordenadas de la
pieza (X, Y, Z). El orden de los ejes de coordenadas se puede elegir libremente. Los giros actúan en el orden seleccionado. ShopMill calcula a partir de ello el giro de los ejes giratorios (A, B, C).
• En la orientación directa se indican las posiciones deseadas de los ejes giratorios. ShopMill calcula a partir de ellas un nuevo sistema de coordenadas apropiado. El eje de herramienta se orienta en dirección Z. La dirección resultante de los ejes X e Y se puede determinar mediante el desplazamiento de los ejes.
El sentido de giro positivo en las distintas variantes de orientación resulta de las pantallas de ayuda.
Dirección En sistemas de orientación con 2 ejes giratorios, un determinado plano se puede alcanzar, en su caso, de dos maneras distintas. En el parámetro "Dirección" se puede elegir entre las dos posiciones distintas. +/- corresponde al valor más grande o más pequeño de un eje giratorio. Esto puede influir en la zona de trabajo. El eje giratorio para el cual se pueden elegir las dos posiciones se define en la puesta en marcha del registro de orientación en el parámetro "Dirección".
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Si, por causas mecánicas, no fuera posible alcanzar una de las dos posiciones, se selecciona automáticamente la posición alternativa, independientemente del ajuste en el parámetro "Dirección".
Sujetar punta de herramienta
Para evitar colisiones, la posición de la punta de la herramienta se puede conservar durante la orientación con la ayuda de la transformación de 5 ejes (opción de software). Esta función se tiene que desbloquear en la configuración de "Orientación" en el parámetro "Corrección herramienta".
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
2 11/2006 Manejo2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-105
Plano cero La función "Orientación manual" no sólo se puede utilizar para el mecanizado, sino también para la preparación para compensar giros de la pieza en el amarre (giro básico).
Si, en la preparación de su pieza, quiere utilizar el plano actualmente girado como plano de referencia, tiene que definirlo como plano cero.
Con "Fijar plano cero", el plano de giro actual se memoriza como plano cero en el decalaje de origen activo. Se sobrescriben los giros en el decalaje de giro activo. Con "Borrar plano cero", el plano cero activo se borra del decalaje de origen. Los giros en el decalaje de giro activo se ponen a cero. El sistema de coordenadas global queda invariable con "Fijar plano cero" y "Borrar plano cero".
Para medir una pieza, la orientación manual también se puede utilizar junto con "Orientar plano".
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Orientación".
Introduzca los valores deseados para los parámetros.
Cycle Start
Pulse la tecla "Cycle-Start".
El ciclo "Orientación" se inicia. Posición
básica Accione el pulsador de menú "Posición básica" para restablecer
el estado inicial, es decir, ajustar los valores a 0. Utilice esta función, por ejemplo, para volver a girar el sistema de coordenadas a su posición inicial.
Fijar plano cero
Accione el pulsador de menú "Fijar plano cero" para fijar el plano de giro actual como nuevo plano cero.
Borrar plano cero
Accione el pulsador de menú "Borrar plano cero" para borrar el plano de giro actual.
Teach-in ejes girat.
Accione el pulsador de menú "Teach-in ejes giratorios" para adoptar, en la orientación directa, las posiciones actuales de los ejes giratorios.
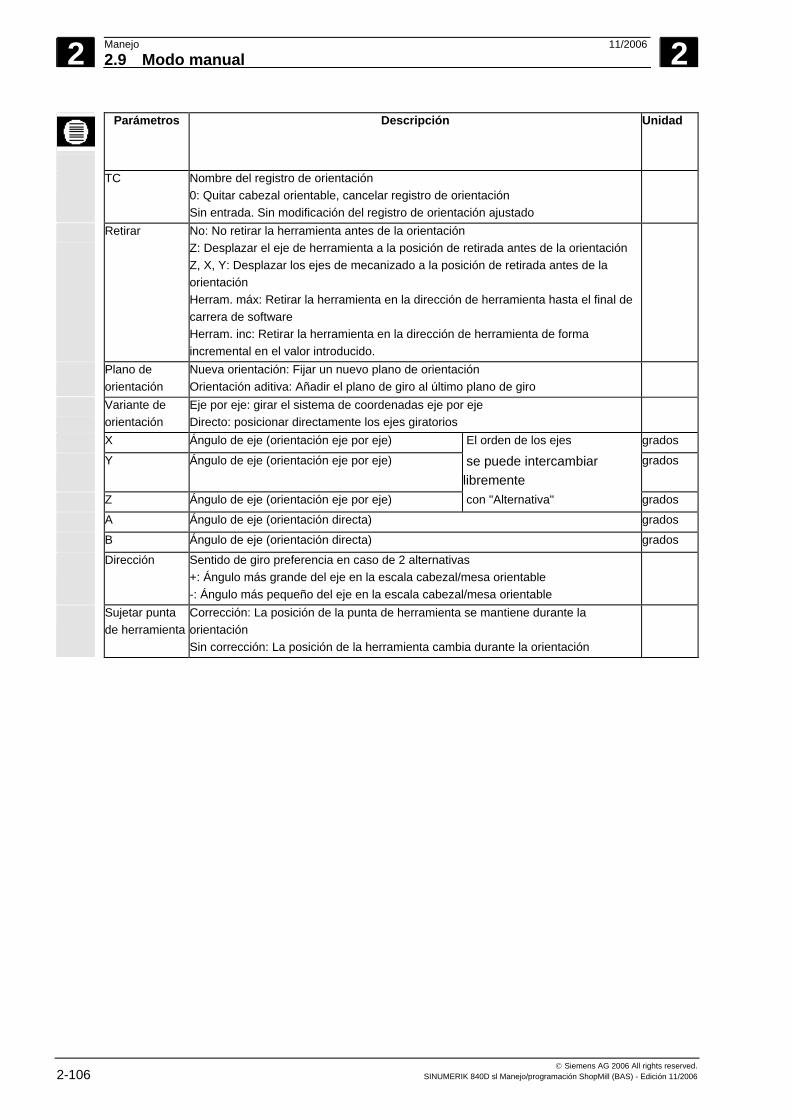
2 Manejo 11/2006 2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. 2-106 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Parámetros Descripción Unidad
TC Nombre del registro de orientación 0: Quitar cabezal orientable, cancelar registro de orientación Sin entrada. Sin modificación del registro de orientación ajustado
Retirar No: No retirar la herramienta antes de la orientación Z: Desplazar el eje de herramienta a la posición de retirada antes de la orientación Z, X, Y: Desplazar los ejes de mecanizado a la posición de retirada antes de la orientación Herram. máx: Retirar la herramienta en la dirección de herramienta hasta el final de carrera de software Herram. inc: Retirar la herramienta en la dirección de herramienta de forma incremental en el valor introducido.
Plano de orientación
Nueva orientación: Fijar un nuevo plano de orientación Orientación aditiva: Añadir el plano de giro al último plano de giro
Variante de orientación
Eje por eje: girar el sistema de coordenadas eje por eje Directo: posicionar directamente los ejes giratorios
X Ángulo de eje (orientación eje por eje) El orden de los ejes grados Y Ángulo de eje (orientación eje por eje) se puede intercambiar
libremente grados
Z Ángulo de eje (orientación eje por eje) con "Alternativa" grados A Ángulo de eje (orientación directa) grados B Ángulo de eje (orientación directa) grados Dirección Sentido de giro preferencia en caso de 2 alternativas
+: Ángulo más grande del eje en la escala cabezal/mesa orientable -: Ángulo más pequeño del eje en la escala cabezal/mesa orientable
Sujetar punta de herramienta
Corrección: La posición de la punta de herramienta se mantiene durante la orientación Sin corrección: La posición de la herramienta cambia durante la orientación
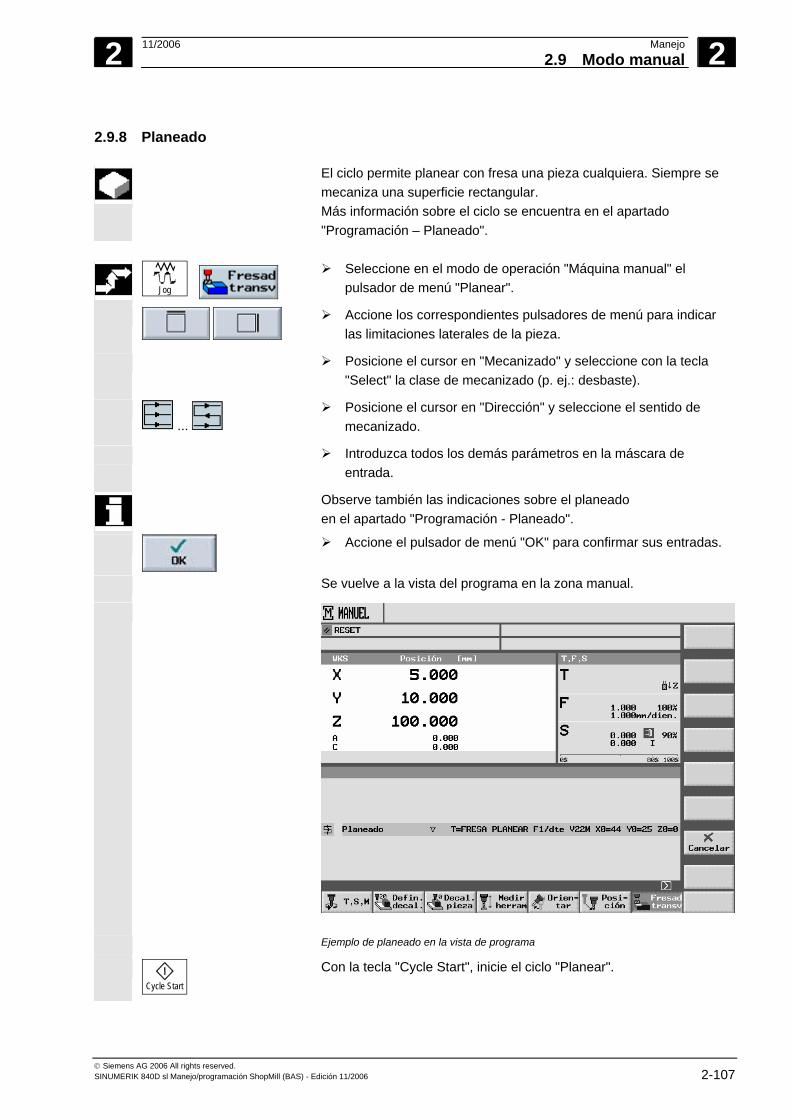
2 11/2006 Manejo2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-107
2.9.8 Planeado
El ciclo permite planear con fresa una pieza cualquiera. Siempre se mecaniza una superficie rectangular. Más información sobre el ciclo se encuentra en el apartado "Programación – Planeado".
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "Planear".
Accione los correspondientes pulsadores de menú para indicar las limitaciones laterales de la pieza.
Posicione el cursor en "Mecanizado" y seleccione con la tecla "Select" la clase de mecanizado (p. ej.: desbaste).
...
Posicione el cursor en "Dirección" y seleccione el sentido de mecanizado.
Introduzca todos los demás parámetros en la máscara de entrada.
Observe también las indicaciones sobre el planeado en el apartado "Programación - Planeado".
Accione el pulsador de menú "OK" para confirmar sus entradas.
Se vuelve a la vista del programa en la zona manual.
Ejemplo de planeado en la vista de programa
Cycle Start
Con la tecla "Cycle Start", inicie el ciclo "Planear".
2 Manejo 11/2006 2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. 2-108 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
La función "Repos" no se puede utilizar durante el planeado.
2.9.9 Ajustes para el modo manual
Para el modo manual puede seleccionar de forma centralizada funciones de máquina y decalajes de origen y ajustar la unidad de medida. Las funciones de máquina (funciones M) son funciones que son ofrecidas adicionalmente por el fabricante de la máquina. Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto. Las posiciones de eje y los parámetros de trayecto se pueden visualizar, en el modo manual, en "mm" o en "pulgadas". No obstante, las correcciones de herramienta y los decalajes de origen permanecen en la unidad de medida original en la cual se ha realizado el ajuste de la máquina (véase el apartado "Conmutar unidad de medida (milímetros/pulgadas)").
Seleccionar nivel de
reducción Si su máquina dispone de una transmisión para el cabezal, puedeelegir el nivel de reducción deseado.
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
Posicione el cursor en el campo "Nivel de reducción".
Seleccione el nivel de reducción deseado (p. ej.: "auto").
El nivel de reducción está activo la próxima vez que pulsa la tecla "Cycle-Start".
Seleccionar función M
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
Introduzca en el campo de parámetros "Otras func. M" el número de la función M deseada. Tome de una tabla del fabricante de la máquina la asignación del significado y del número de la función.
La función M está activa la próxima vez que pulsa la tecla "Cycle-Start".
Seleccionar decalaje de
origen
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
Seleccione en el campo "Decalaje de origen" el decalaje de origen deseado (p. ej.: Base).
2 11/2006 Manejo2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-109
o Decalaje de
origen Accione el pulsador de menú "Decalaje de origen" para abrir la
lista de decalajes de origen.
en manual
Posicione el cursor en el origen deseado y accione el pulsador de menú "en manual".
El decalaje de origen está activo la próxima vez que pulsa la tecla "Cycle-Start".
Ajustar unidad de
medida La conmutación de la unidad de medida mm/pulgadas actúa en la indicación de valores reales y los parámetros de recorrido. El ajuste es válido para la zona manual y se mantiene hasta que se vuelve a conmutar la unidad de medida. En el modo automático, se activa en el arranque siempre la unidad de medida que se encuentra en la cabecera del programa.
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
Seleccione la unidad de medida deseada en el campo "Unidad de medida".
La unidad de medida está activa en el modo manual la próxima vez que pulsa la tecla "Cycle-Start".
Seleccionar eje de
herramienta Si su máquina posee un cabezal de trabajo orientable puede seleccionar el plano de mecanizado en el menú "T, S, M" a través del campo de selección del "Eje de herramienta".
Este parámetro es relevante para todas las máscaras en la zona manual; es decir, los parámetros indicados en el planeado o la medición lo toman como referencia. Además, en la medición de pieza y herramienta se considera, en función del ajuste del plano, la corrección de herramienta.
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
Seleccione el eje deseado en el campo "Eje de herramienta".
El eje de herramienta está activo en el modo manual la próxima vez que pulsa la tecla "Cycle-Start".
Para orientar el cabezal de trabajo, observe las indicaciones del fabricante de la máquina.
2 Manejo 11/2006 2.9 Modo manual
2
© Siemens AG 2006 All rights reserved. 2-110 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Modificar ajustes previos
Jog
Seleccione en el modo "Máquina manual" el pulsador de menú "Ampliación" para ampliar el menú de pulsadores.
Accione el pulsador de menú "Ajustes ShopM."
Se abre el menú "Ajustes ShopMill".
Plano de retirada Introduzca en el campo "Plano de retirada" la posición de retirada deseada encima de la pieza a la cual se tiene que desplazar en rápido la herramienta en el planeado en modo manual.
Distancia de seguridad Introduzca en el campo "Distancia de seguridad" la posición hasta la cual se efectuará el desplazamiento en rápido. La distancia de seguridad es la distancia entre la punta de la herramienta y la superficie de la pieza. Una vez que se haya alcanzado la distancia de seguridad, se ejecuta en el avance de mecanizado el ciclo programado de planeado.
Avance de ajuste Introduzca en el campo "Avance de ajuste" el avance con el cual se desplazarán los ejes en el modo manual.
Cota incremental variable Introduzca en el campo "Cota incremental variable" el incremento si quiere desplazar los ejes en modo manual no en un incremento fijo, sino variable.
Accione el pulsador de menú "Volver".
Se cierra la ventana de menú "Ajustes ShopMill". Los ajustes permanecen activos hasta que se modifican los valores.
Para un programa, estos ajustes se realizan siempre en la cabecera del programa.
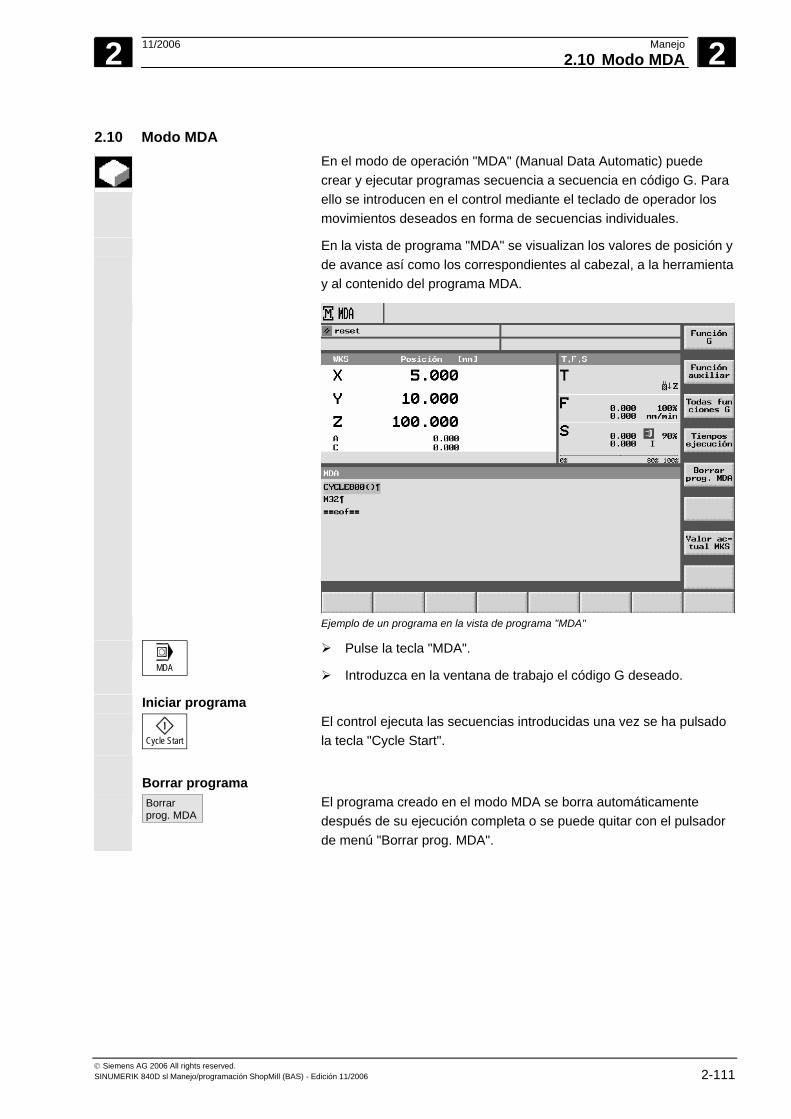
2 11/2006 Manejo2.10 Modo MDA
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-111
2.10 Modo MDA En el modo de operación "MDA" (Manual Data Automatic) puede
crear y ejecutar programas secuencia a secuencia en código G. Para ello se introducen en el control mediante el teclado de operador los movimientos deseados en forma de secuencias individuales.
En la vista de programa "MDA" se visualizan los valores de posición y de avance así como los correspondientes al cabezal, a la herramienta y al contenido del programa MDA.
Ejemplo de un programa en la vista de programa "MDA"
MDA
Pulse la tecla "MDA".
Introduzca en la ventana de trabajo el código G deseado.
Iniciar programa
Cycle Start
El control ejecuta las secuencias introducidas una vez se ha pulsado la tecla "Cycle Start".
Borrar programa Borrar
prog. MDA
El programa creado en el modo MDA se borra automáticamente después de su ejecución completa o se puede quitar con el pulsador de menú "Borrar prog. MDA".
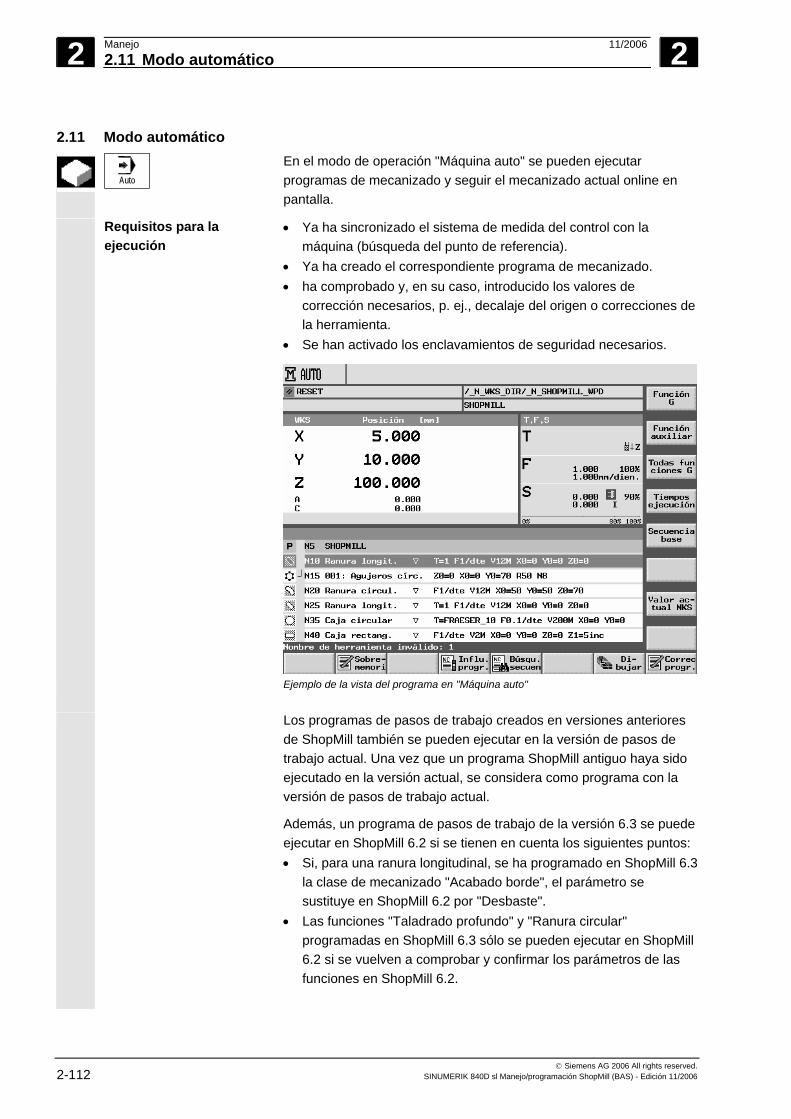
2 Manejo 11/2006 2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. 2-112 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.11 Modo automático
Auto
En el modo de operación "Máquina auto" se pueden ejecutar programas de mecanizado y seguir el mecanizado actual online en pantalla.
Requisitos para la ejecución
• Ya ha sincronizado el sistema de medida del control con la máquina (búsqueda del punto de referencia).
• Ya ha creado el correspondiente programa de mecanizado. • ha comprobado y, en su caso, introducido los valores de
corrección necesarios, p. ej., decalaje del origen o correcciones de la herramienta.
• Se han activado los enclavamientos de seguridad necesarios.
Ejemplo de la vista del programa en "Máquina auto"
Los programas de pasos de trabajo creados en versiones anteriores
de ShopMill también se pueden ejecutar en la versión de pasos de trabajo actual. Una vez que un programa ShopMill antiguo haya sido ejecutado en la versión actual, se considera como programa con la versión de pasos de trabajo actual.
Además, un programa de pasos de trabajo de la versión 6.3 se puede ejecutar en ShopMill 6.2 si se tienen en cuenta los siguientes puntos: • Si, para una ranura longitudinal, se ha programado en ShopMill 6.3
la clase de mecanizado "Acabado borde", el parámetro se sustituye en ShopMill 6.2 por "Desbaste".
• Las funciones "Taladrado profundo" y "Ranura circular" programadas en ShopMill 6.3 sólo se pueden ejecutar en ShopMill 6.2 si se vuelven a comprobar y confirmar los parámetros de las funciones en ShopMill 6.2.
2 11/2006 Manejo2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-113
Tras la ejecución del programa ShopMill de la versión 6.3 en ShopMill 6.2, el programa se considera como perteneciente a la versión 6.2.
2.11.1 Conmutación entre las indicaciones "T, F, S", "Funciones G" y "Funciones auxiliares"
Si, durante el mecanizado de la pieza, desea saber, p. ej., si actualmente está activa la corrección del radio del filo o qué unidad de medida se está utilizando, conecte la visualización de las funciones G o de las funciones auxiliares.
Funciones G
En "Función G" se muestran 16 distintos grupos G. Dentro de un grupo G se visualiza siempre sólo la función G actualmente activa en el CN.
Como alternativa, se listan en "Todas las func. G" todos los grupos G con todas las correspondientes funciones G.
Funciones auxiliares Las funciones auxiliares comprenden las funciones M y H definidas por el fabricante de la máquina que entregan parámetros al PLC y producen allí las reacciones definidas por el fabricante de la máquina.Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto. Se visualizan como máximo cinco funciones M y tres funciones H.
También en la ejecución de un programa secuencial puede visualizar las funciones G actualmente activas en el NCK, dado que las funciones ShopMill se convierten a nivel interno en códigos G.
Función G
Accione en el modo de operación "Máquina manual" o "Máquina auto" el pulsador de menú "Función G".
En lugar de los parámetros T, F y S se muestran ahora las funciones G actualmente activas en el mecanizado dentro de un grupo G. Accionando nuevamente el pulsador de menú "Función G", vuelve a aparecer la visualización del estado "T, F, S
o
Todas las func. G
Accione el pulsador de menú "Todas las func. G".
En lugar de los parámetros T, F y S se listan entonces todos los grupos G con funciones G. Accionando nuevamente el pulsador de menú "Todas las func. G", vuelve a aparecer la visualización del estado "T, F, S"
o
Función auxiliar
Accione el pulsador de menú "Función auxiliar".
En lugar de los parámetros T, F y S se muestran ahora las funciones auxiliares actualmente activas en el mecanizado. Accionando nuevamente el pulsador de menú "Función auxiliar", vuelve a aparecer la visualización del estado "T, F, S".
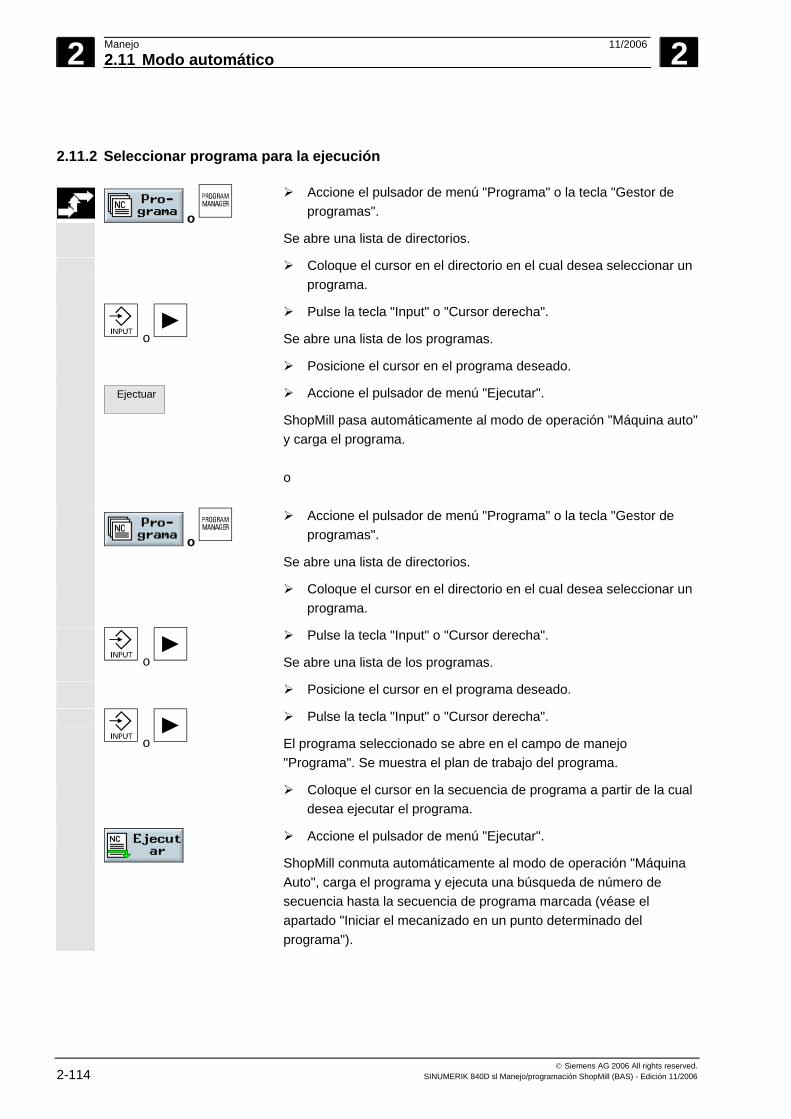
2 Manejo 11/2006 2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. 2-114 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.11.2 Seleccionar programa para la ejecución
o
Accione el pulsador de menú "Programa" o la tecla "Gestor de programas".
Se abre una lista de directorios.
Coloque el cursor en el directorio en el cual desea seleccionar un programa.
o
Pulse la tecla "Input" o "Cursor derecha".
Se abre una lista de los programas.
Posicione el cursor en el programa deseado.
Ejectuar
Accione el pulsador de menú "Ejecutar".
ShopMill pasa automáticamente al modo de operación "Máquina auto" y carga el programa. o
o
Accione el pulsador de menú "Programa" o la tecla "Gestor de programas".
Se abre una lista de directorios.
Coloque el cursor en el directorio en el cual desea seleccionar un programa.
o
Pulse la tecla "Input" o "Cursor derecha".
Se abre una lista de los programas.
Posicione el cursor en el programa deseado.
o
Pulse la tecla "Input" o "Cursor derecha".
El programa seleccionado se abre en el campo de manejo "Programa". Se muestra el plan de trabajo del programa.
Coloque el cursor en la secuencia de programa a partir de la cual desea ejecutar el programa.
Accione el pulsador de menú "Ejecutar".
ShopMill conmuta automáticamente al modo de operación "Máquina Auto", carga el programa y ejecuta una búsqueda de número de secuencia hasta la secuencia de programa marcada (véase el apartado "Iniciar el mecanizado en un punto determinado del programa").

2 11/2006 Manejo2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-115
Si selecciona por primera vez para la ejecución un programa que contiene el ciclo "Caja de contorno", se calculan automáticamente los distintos pasos de vaciado de la caja de contorno. Este proceso puede llevar varios segundos dependiendo de la complejidad del contorno.
2.11.3 Iniciar/parar/cancelar programa
Aquí aprenderá cómo se pueden iniciar y parar programas cargados en el modo "Máquina auto" o reanudarlos después de una cancelación.
Si el programa se ha cargado en el modo de operación "Máquina auto" y está activado el modo de operación "Automático" en el panel de mando de máquina, puede iniciar el programa también si se encuentra en cualquier campo de manejo y no en el modo de operación "Máquina auto". Esta posición de arranque se tiene que activar en un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Requisito No hay alarmas. Está seleccionado el programa. Existe habilitación del avance. Existe habilitación de cabezales.
Iniciar mecanizado
Cycle Start
Pulse la tecla "Cycle-Start".
El programa se inicia y se ejecuta desde el principio o desde la secuencia de programa marcada.
Detener el mecanizado
Cycle Stop
Pulse la tecla "Cycle Stop".
El mecanizado se detiene inmediatamente; los bloques individuales no se ejecutan hasta el final. En el siguiente arranque, el mecanizado se reanuda en el punto en el cual se había parado.
Cancelar mecanizado
Reset
Pulse la tecla "Reset".
La ejecución del programa se cancela. En el siguiente arranque, el mecanizado empieza desde el principio.
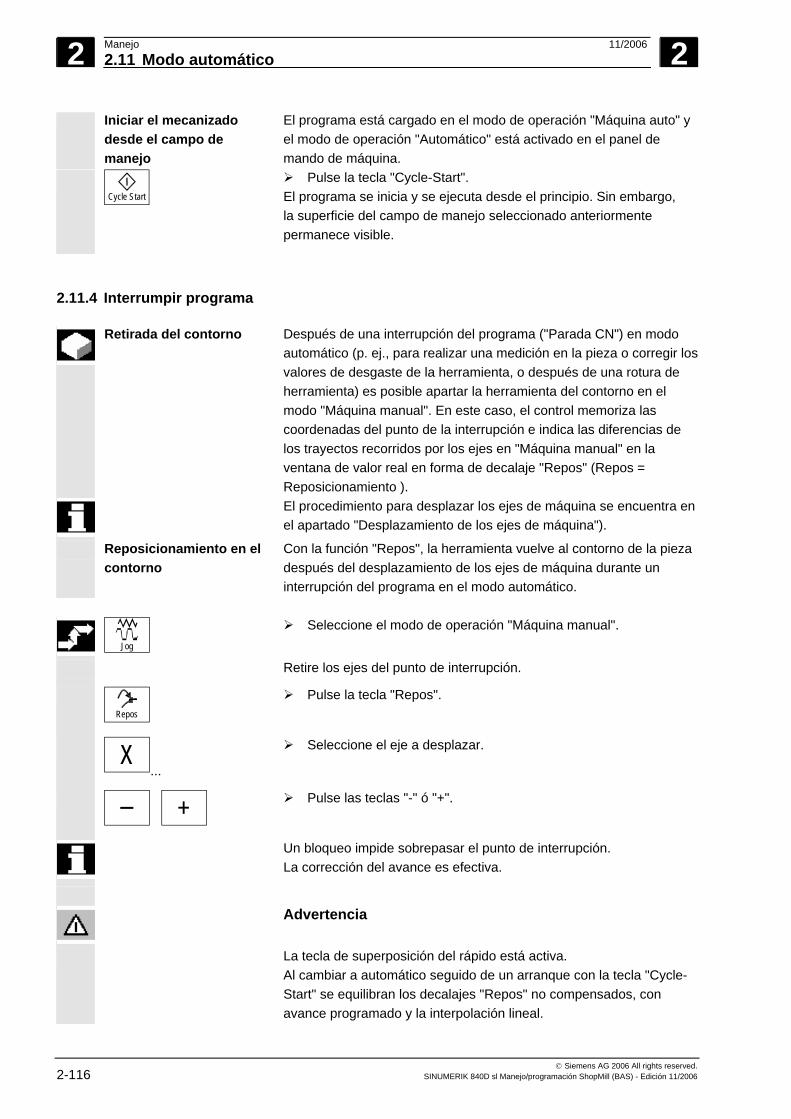
2 Manejo 11/2006 2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. 2-116 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Iniciar el mecanizado desde el campo de manejo
El programa está cargado en el modo de operación "Máquina auto" y el modo de operación "Automático" está activado en el panel de mando de máquina.
Cycle Start
Pulse la tecla "Cycle-Start". El programa se inicia y se ejecuta desde el principio. Sin embargo, la superficie del campo de manejo seleccionado anteriormente permanece visible.
2.11.4 Interrumpir programa
Retirada del contorno Después de una interrupción del programa ("Parada CN") en modo automático (p. ej., para realizar una medición en la pieza o corregir losvalores de desgaste de la herramienta, o después de una rotura de herramienta) es posible apartar la herramienta del contorno en el modo "Máquina manual". En este caso, el control memoriza las coordenadas del punto de la interrupción e indica las diferencias de los trayectos recorridos por los ejes en "Máquina manual" en la ventana de valor real en forma de decalaje "Repos" (Repos = Reposicionamiento ).
El procedimiento para desplazar los ejes de máquina se encuentra en el apartado "Desplazamiento de los ejes de máquina").
Reposicionamiento en el contorno
Con la función "Repos", la herramienta vuelve al contorno de la pieza después del desplazamiento de los ejes de máquina durante un interrupción del programa en el modo automático.
Jog
Seleccione el modo de operación "Máquina manual".
Retire los ejes del punto de interrupción.
Repos
Pulse la tecla "Repos".
X...
Seleccione el eje a desplazar.
+
Pulse las teclas "-" ó "+".
Un bloqueo impide sobrepasar el punto de interrupción. La corrección del avance es efectiva.
Advertencia
La tecla de superposición del rápido está activa. Al cambiar a automático seguido de un arranque con la tecla "Cycle-Start" se equilibran los decalajes "Repos" no compensados, con avance programado y la interpolación lineal.
2 11/2006 Manejo2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-117
2.11.5 Iniciar el mecanizado en un punto determinado del programa
Si quiere ejecutar sólo una determinada sección de un programa en la máquina, no necesita iniciar la ejecución del programa absolutamente al principio, sino que puede iniciar el mecanizado también a partir de una determinada secuencia de programa o un determinado texto.
El punto del programa a partir del cual quiere iniciar el mecanizado se
denomina "destino". ShopMill distingue entre 3 tipos de destino: • Ciclo ShopMill • Otra secuencia ShopMill o secuencia de código G • Texto libre En el tipo de destino "Otra secuencia ShopMill o secuencia de código G", el destino se puede indicar de 3 formas distintas: • Posicionar el cursor en la secuencia buscada
Ésta es una variante sencilla en programas claramente dispuestos.• Seleccionar el punto de la interrupción
El mecanizado se reanuda en el punto en el cual se había interrumpido anteriormente. Esto resulta cómodo, especialmente en programas grandes con varios niveles de programa.
• Introducir directamente el destino Esta variante sólo es posible si conocen los datos exactos del destino (nivel de programa, nombres de programa, etc.).
Tras la indicación del destino, ShopMill calcula la posición inicial exacta para la ejecución del programa. En los tipos de destino "Ciclo ShopMill" y "Texto libre", el cálculo se realiza siempre para el punto final de la secuencia. En el cálculo del punto inicial de todas las demás secuencias ShopMill, así como de secuencias de código G, puede elegir entre cuatro variantes:
1. Cálculo sobre punto final: Durante la búsqueda de número de secuencia, ShopMill realiza los mismos cálculos que en la ejecución del programa. El programa se ejecuta a partir del final de la secuencia buscada o a partir de la siguiente posición programada de la secuencia buscada.
2. Sin cálculo Durante la búsqueda de secuencia, ShopMill no realiza cálculos; es decir, el cálculo se omite hasta la secuencia buscada. Los parámetros internos del control se encuentran en los mismos valores que antes de la búsqueda de número de secuencia. Esta variante sólo está disponible en programas compuestos sin excepción de secuencias de código G.
2 Manejo 11/2006 2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. 2-118 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3. Externo – sin cálculo Esta variante se realiza como el cálculo sobre punto final. Sin embargo, los subprogramas que se llaman a través de EXTCALL se omiten en el cálculo. Asimismo, en programas de código G que se ejecutan por completo desde unidades externas (disquetera/unidad de red), se omite el cálculo hasta la secuencia buscada. Esto permite agilizar el cálculo.
Atención Las funciones modales que no están contenidas en la parte de programa calculada no se consideran para la parte de programa a ejecutar. Es decir que, en las variantes "Sin cálculo" y "Externo - sin cálculo", debería seleccionar una secuencia buscada a partir de la cual está contenida toda la información necesaria para el mecanizado.
Introducción directa del destino
En la pantalla "Cursor de búsqueda" se introduce para el tipo buscado "Otra secuencia ShopMill o secuencia de código G" directamente el destino. En la pantalla, cada línea representa un nivel de programa. El número de niveles que existen efectivamente en el programa varía según la profundidad de imbricación del programa. El primer nivel corresponde siempre al programa principal y todos los demás niveles a subprogramas. Según el nivel de programa en el cual se encuentra el destino, tiene que introducir el destino en la correspondiente línea de la pantalla. Si, por ejemplo, el destino se encuentra en el subprograma que se llama directamente desde el programa principal, tiene que introducir el destino en el segundo nivel de programa. La indicación del destino tiene que ser siempre unívoca. Esto significa, por ejemplo, que tiene que indicar adicionalmente un destino en el primer nivel de programa (programa principal) si el subprograma se llama en dos distintos puntos del programa principal.
Los parámetros en la máscara "Cursor de búsqueda" tienen el siguiente significado:
Número del nivel del programa Programa: El subprograma se encuentra en la memoria de trabajo NCK: Nombre del programa Ejemplo: unterpr1 (subpr1) El subprograma no se encuentra en la memoria de trabajo NCK: Ruta + nombre del programa Ejemplo: c:\unterpr1 o \\r1638\shopmill\unterpr1 (el nombre del programa principal se introduce automáticamente) Ext: Extensión del fichero
2 11/2006 Manejo2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-119
P: Contador de pasadas (si una parte del programa se ejecuta varias veces, puede indicar aquí el número de la pasada en la cual deberá continuar el mecanizado). Línea: Parámetro asignado por ShopMill Tipo: " " Se ignora un destino de búsqueda en este nivel N-Nr. Número de secuencia Marca Meta texto Cadena de caracteres Subpr. Llamada a un subprograma Línea Número de línea Destino: Punto del programa en el cual se tiene que iniciar el mecanizado
Seleccionar ciclo
ShopMill
Cargue un programa en el modo de operación "Máquina auto" (véase el apartado "Seleccionar programa para la ejecución").
Posicione el cursor sobre la secuencia de destino deseada.
Arrancar búsqueda
Accione los pulsadores de menú "Búsqueda secuencia" y "Arrancar búsqueda".
En bloques encadenados con varias secuencias tecnológicas, seleccione en la ventana "Búsqueda secuencia" la secuencia tecnológica deseada. En bloques individuales, esta consulta no aparece.
Active el pulsador de menú "Aplicar".
Introduzca en bloques encadenados el número de la posición inicial deseada. En bloques individuales, esta consulta no aparece.
Active el pulsador de menú "Aplicar".
Cycle Start
Pulse la tecla "Cycle-Start".
ShopMill realiza todos los ajustes previos necesarios.
Cycle Start
Vuelva a pulsar la tecla "Cycle Start".
Se efectúa el posicionamiento en la nueva posición inicial. A continuación, la pieza es mecanizada desde el principio de la secuencia buscada.
Reset
Con la tecla "Reset" se puede cancelar la búsqueda.
2 Manejo 11/2006 2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. 2-120 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Seleccionar otra secuencia ShopMill o secuencia de código G
Posicionar el cursor en la secuencia buscada
Cargue un programa en el modo de operación "Máquina auto" (véase el apartado "Seleccionar programa para la ejecución").
Posicione el cursor sobre la secuencia de destino deseada.
Accione el pulsador de menú "Búsqueda secuencia".
En contorno ...
Externosin cálc.
Seleccione una variante de cálculo.
Cycle Start
Pulse la tecla "Cycle-Start".
ShopMill realiza todos los ajustes previos necesarios.
Cycle Start
Vuelva a pulsar la tecla "Cycle Start".
Se efectúa el posicionamiento en la nueva posición inicial. A continuación, el programa se ejecuta, según la variante de cálculo, desde el principio o desde el final de la secuencia buscada.
Reset
Con la tecla "Reset" se puede cancelar la búsqueda.
Seleccionar punto de la interrupción El requisito es que la ejecución del programa haya sido interrumpida
con la tecla "Reset". (ShopMill memoriza automáticamente este punto de interrupción).
Vuelva a pasar al modo de operación "Máquina auto".
Cursor de búsqueda
Accione los pulsadores de menú "Búsqueda secuencia" y "Cursor de búsqueda".
Punto interr.
Accione el pulsador de menú "Punto interr.".
ShopMill inserta el punto de interrupción memorizado como destino.
En contorno ...
Externosin cálc.
Seleccione una variante de cálculo.
Cycle Start
Pulse la tecla "Cycle-Start".
ShopMill realiza todos los ajustes previos necesarios.
Cycle Start
Vuelva a pulsar la tecla "Cycle Start".
Se efectúa el posicionamiento en la nueva posición inicial. A continuación, el programa se ejecuta, según la variante de cálculo, desde el principio o desde el final de la secuencia buscada.
Reset
Con la tecla "Reset" se puede cancelar la búsqueda.
2 11/2006 Manejo2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-121
Indicación directa del destino Cargue un programa en el modo de operación "Máquina auto"
(véase el apartado "Seleccionar programa para la ejecución").
Cursor de búsqueda
Accione los pulsadores de menú "Búsqueda secuencia" y "Cursor de búsqueda".
Introduzca el destino deseado.
En contorno ...
Externo sin cálc.
Seleccione una variante de cálculo.
Cycle Start
Pulse la tecla "Cycle-Start".
ShopMill realiza todos los ajustes previos necesarios.
Cycle Start
Vuelva a pulsar la tecla "Cycle Start".
Se efectúa el posicionamiento en la nueva posición inicial. A continuación, el programa se ejecuta, según la variante de cálculo, desde el principio o desde el final de la secuencia buscada.
Reset
Con la tecla "Reset" se puede cancelar la búsqueda.
Buscar cualquier texto Cargue un programa en el modo de operación "Máquina auto"
(véase el apartado "Seleccionar programa para la ejecución").
Buscar
Accione los pulsadores de menú "Búsqueda secuencia" y "Buscar".
Introduzca que texto quiere buscar.
Seleccione si la búsqueda tiene que empezar al principio del programa o en la posición actual del cursor.
Buscar
Accione el pulsador de menú "Buscar".
La secuencia de programa en la cual se encuentra el texto buscado se marca.
Seguir buscando
Accione el pulsador de menú "Seguir buscando" para continuar la búsqueda.
Arrancar
búsqueda
Accione los pulsadores de menú "Cancelar" y "Arrancar búsqueda".
En bloques encadenados con varias secuencias tecnológicas, seleccione en la ventana "Búsqueda secuencia" la secuencia tecnológica deseada y accione el pulsador de menú "Aplicar". En bloques individuales, esta consulta no aparece.
2 Manejo 11/2006 2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. 2-122 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
En bloques encadenados con varias secuencias tecnológicas, introduzca el número de la posición inicial deseada y accione el pulsador de menú "Aplicar". En bloques individuales, esta consulta no aparece.
Cycle Start
Pulse la tecla "Cycle-Start".
ShopMill realiza todos los ajustes previos necesarios.
Cycle Start
Vuelva a pulsar la tecla "Cycle Start".
Se efectúa el posicionamiento en la nueva posición inicial. A continuación, la pieza es mecanizada desde el principio de la secuencia buscada.
Reset
Con la tecla "Reset" se puede cancelar la búsqueda.
2.11.6 Influir en la ejecución del programa
Si, durante el mecanizado de una pieza, quiere comprobar el resultado obtenido, puede detener el mecanizado en puntos especialmente marcados (parada programada). Dentro de los programas ShopMill se para en la posición "Plano de retirada".
Si, en cambio, no desea ejecutar algunas operaciones de mecanizado programadas con código G en cada ejecución del programa, marque estas secuencias por separado (inhibir secuencias de código G). Ello no es posible en secuencias ShopMill.
Además, tiene la posibilidad de permitir, durante el mecanizado, decalajes DRF, es decir, desplazamientos con el volante. Esta función tiene que ser ajustada por el fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Parada programada
Cargue un programa en el modo de operación "Máquina auto" (véase el apartado "Seleccionar programa para la ejecución").
Accione el pulsador de menú "Influenc. Progr.”.
Parada program.
Accione el pulsador de menú "Parada program.".
Cycle Start
Pulse la tecla "Cycle-Start".
La ejecución del programa se inicia. La ejecución del programa se detiene en cada secuencia para la cual se ha definido "Parada programada" (ver apartado "Funciones adicionales").
2 11/2006 Manejo2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-123
Cycle Start
Vuelva a pulsar cada vez la tecla "Cycle Start".
La ejecución del programa se reanuda.
Parada program.
Vuelva a accionar el pulsador de menú "Parada program." si el mecanizado se tiene que ejecutar sin parada programada. (Entonces, el pulsador de menú vuelve a deseleccionarse).
Inhibir secuencias de
código G
Cargue un programa en el modo de operación "Máquina auto" (véase el apartado "Seleccionar programa para la ejecución").
Accione el pulsador de menú "Influenc. Progr.”.
Inhibir
Accione el pulsador de menú "Inhibir".
Cycle Start
Pulse la tecla "Cycle-Start".
La ejecución del programa se inicia. Las secuencias de código G que empiezan con el carácter "/" (barra inclinada) antes del número de secuencia no se ejecutan.
Inhibir
Vuelva a accionar el pulsador de menú "Inhibir" si las secuencias de código G marcadas se tienen que volver a ejecutar en el siguiente mecanizado. (Entonces, el pulsador de menú vuelve a deseleccionarse).
Permitir decalaje DRF Cargue un programa en el modo de operación "Máquina auto"
(véase el apartado "Iniciar/parar mecanizado").
Accione el pulsador de menú "Influenc. Progr.”.
DecalajeDRF
Accione el pulsador de menú "Decalaje DRF".
Cycle Start
Pulse la tecla "Cycle-Start".
La ejecución del programa se inicia. Los decalajes con el volante influyen directamente en el mecanizado.
DecalajeDRF
Vuelva a accionar el pulsador de menú "Decalaje DRF" si ya no desea permitir decalajes con volante durante el mecanizado. (Entonces, el pulsador de menú vuelve a deseleccionarse).
2 Manejo 11/2006 2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. 2-124 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.11.7 Sobrememorizar
En el modo "Máquina auto" se pueden introducir en la memoria de trabajo del NCK parámetros tecnológicos (funciones auxiliares, instrucciones programables, etc.). Se pueden además introducir y ejecutar secuencias CN cualquiera.
La sobrememorización no modifica los programas en la memoria de programas de pieza.
Sobrememorizar con
Secuencia a secuencia
Cargue un programa en el modo de operación "Máquina auto" (véase el apartado "Seleccionar programa para la ejecución").
Single Block
Pulse la tecla "Single Block" si quiere ejecutar el programa secuencia a secuencia.
Se detiene automáticamente el programa al final de la siguiente secuencia.
Accione el pulsador de menú "Sobrememorizar".
La ventana "Sobrememorizar" se abre. Introduzca las secuencias CN que se deberán ejecutar.
Cycle Start
Pulse la tecla "Cycle-Start".
Las secuencias introducidas se ejecutan. Puede seguir la ejecución en la ventana "Sobrememorizar".
Después de "Sobrememorizar" se ejecuta un subprograma con el contenido REPOSA que se puede seguir.
Sobrememorizar sin
Secuencia a secuencia
Cargue un programa en el modo de operación "Máquina auto" (véase el apartado "Seleccionar programa para la ejecución").
Cycle Stop
Pulse la tecla "Cycle Stop" para detener la ejecución del programa.
Accione el pulsador de menú "Sobrememorizar".
La ventana "Sobrememorizar" se abre. Introduzca las secuencias CN que se deberán ejecutar.
Cycle Start
Pulse la tecla "Cycle-Start".
2 11/2006 Manejo2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-125
Las secuencias introducidas se ejecutan. Puede seguir la ejecución de las secuencias en la ventana "Sobrememorizar".
Una vez que se hayan ejecutado las secuencias introducidas, puede anexar nuevas secuencias.
Cancelar
sobrememorización
Pulse la tecla "Atrás" para abandonar "Sobrememorizar".
Se cierra la ventana. Ahora puede realizar un cambio del modo de operación. Al pulsar nuevamente "Cycle Start" se reanuda el programa
seleccionado antes de sobrememorizar.
2.11.8 Comprobar programa
Si quiere evitar tras la primera ejecución del programa en la máquina un mecanizado erróneo de la pieza, compruebe el programa previamente sin mover los ejes de máquina.
En este ensayo, ShopMill comprueba el programa con respecto a los
siguientes puntos no permitidos:
• Incompatibilidad geométrica • Falta de datos • Concatenaciones y saltos de programa no ejecutables • Violación de la zona de trabajo
ShopMill detecta los errores de sintaxis automáticamente al cargar un programa en el modo de operación "Máquina auto".
El hecho de si ShopMill ejecuta o no funciones auxiliares (funciones My H) durante la comprobación del programa depende de los ajustes del fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Durante la comprobación del programa puede utilizar las siguientes funciones:
• Detener el mecanizado con "Parada programada" (véase el apartado "Influir en la ejecución del programa")
• Representación gráfica en pantalla (véase el apartado "Dibujo sincrónico antes del mecanizado")
2 Manejo 11/2006 2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. 2-126 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Cargue un programa en el modo de operación "Máquina auto" (véase el apartado "Seleccionar programa para la ejecución").
Accione el pulsador de menú "Influenc. Progr.”.
Prueba deprograma
Accione el pulsador de menú "Prueba de programa".
Cycle Start
Pulse la tecla "Cycle-Start".
El programa se comprueba sin desplazar los ejes de máquina.
Prueba deprograma
Vuelva a accionar el pulsador de menú "Prueba de programa" para desactivar el estado de comprobación después de la ejecución del programa. (Entonces, el pulsador de menú vuelve a deseleccionarse).
2.11.9 Dibujo sincrónico antes del mecanizado
En modo automático, usando la función "Prueba de programa", existe la posibilidad de representar gráficamente un programa antes del mecanizado, sin desplazar los ejes de la máquina.
El dibujo sincrónico es una opción de software.
La visualización gráfica corresponde a la representación de una pieza que va a ser mecanizada con una herramienta de forma cilíndrica.
Indicadores de estado La visualización del estado en el gráfico contiene información sobre: • Las coordenadas de ejes actuales • La secuencia que se está ejecutando actualmente • El tiempo de mecanizado indicado (en horas/minutos/segundos)
El tiempo de mecanizado corresponde aproximadamente al tiempo que necesitaría el programa para ser ejecutado en la máquina (incl. cambio de herramienta). En caso de interrupciones se detiene el tiempo.
Seleccione el programa en el modo "Máquina auto".
Prueba deprograma
Avance rec. prueba
Accione los pulsadores de menú "Influenc. programa" y "Prueba de programa".
Active adicionalmente el pulsador de menú "Avance rec. prueba".
Se reemplaza la velocidad de avance por una velocidad de recorrido de prueba definida a través de un dato de máquina.
Accione el pulsador de menú "Dibujo sincrónico".
2 11/2006 Manejo2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-127
Cycle Start
Accione "Cycle Start" para iniciar el programa.
Las funciones para el control de programa, tales como "Cycle Stop", "Secuencia a secuencia", "Corrección del avance", etc. se pueden seguir utilizando.
Vista del programa
Accione el pulsador de menú "Vista del programa".
Se conmuta de la representación gráfica "Dibujo sincrónico" a la vista del programa del modo automático. El registro de los datos gráficos continúa en segundo plano.
En la visualización gráfica se resetea accionando uno de los siguientes pulsadores de menú:
Vista en planta
Accione el pulsador de menú "Vista en planta".
o
Accione el pulsador de menú "Representación en 3 planos".
o
Accione el pulsador de menú "Representación 3D (modelo de volumen)".
Se vuelve de la vista del programa a la visualización gráfica. Borrar
imagen Accione el pulsador de menú "Borrar imagen".
Se borra la representación gráfica del mecanizado realizado hasta ahora. Sin embargo, el registro del mecanizado continúa.
Más información sobre el funcionamiento y el manejo se encuentran en el capítulo "Simulación".
2 Manejo 11/2006 2.11 Modo automático
2
© Siemens AG 2006 All rights reserved. 2-128 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.11.10 Dibujo sincrónico durante el mecanizado
Puede seguir el mecanizado en curso en la máquina herramienta simultáneamente en forma de gráfico en la pantalla del control.
Requisito No deben estar seleccionados la prueba de programa y el avance de recorrido de prueba.
El dibujo sincrónico es una opción de software.
Accione el pulsador de menú "Dibujo sincrónico" e
Cycle Start
inicie el programa con "Cycle Start".
El "Dibujo sincrónico" puede conectarse en cualquier momento durante el mecanizado.
La explicación de las funciones en "Dibujo sincrónico" se encuentra en los apartados "Dibujo sincrónico antes del mecanizado" y "Simulación".
2 11/2006 Manejo2.12 Rodaje de un programa
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-129
2.12 Rodaje de un programa
2.12.1 Secuencia a secuencia
Estando la función activada, después de cada secuencia que active una función en la máquina, se interrumpe la ejecución (las secuencias de cálculo no producen ninguna parada).
Ajuste por defecto Como ajuste por defecto se considera: • Todo el proceso de mecanizado al mandrinar y • el mecanizado de un plano al fresar cajas se reúne en una secuencia.
Selección con pulsador de menú
Sec. a sec. fina
"Secuencia a secuencia fino" activo
Si está activa la función "Secuencia a secuencia fino", cada penetración de taladrado y cada movimiento de fresado de caja se ejecuta como secuencia propia. Además, el mecanizado se detiene después de cada elemento de contorno individual de un contorno.
Selección con pulsador de menú
Sec. a sec. fina
Secuencia a secuencia a través del panel de mando de máquina
Single Block
La tecla "Single Block" se activa en el modo de operación "Máquina auto". Le ofrece la posibilidad de ejecutar un programa secuencia a secuencia. Cuando está activada, luce el correspondiente LED en el panel de mando de máquina.
Cuando está activada la ejecución secuencia a secuencia: • Se visualiza (en estado de interrupción) en la línea Aviso de
servicio de canal el texto "Parada: Terminada secuencia en bloque a bloque"
• La secuencia actual del programa sólo se ejecuta cuando se pulsa la tecla "Cycle Start".
• El programa se detiene automáticamente una vez que se ha ejecutado la secuencia
• La siguiente secuencia puede ejecutarse accionando de nuevo la tecla "Cycle Start".
Cancelar Secuencia a secuencia
Single Block
La función se cancela si se vuelve a pulsar la tecla "Single Block".
2 Manejo 11/2006 2.12 Rodaje de un programa
2
© Siemens AG 2006 All rights reserved. 2-130 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.12.2 Visualizar secuencia de programa actual
Si, durante la pasada de prueba o la ejecución del programa, desea información más detallada sobre posiciones de ejes y funciones G importantes, puede mostrar la visualización de secuencias base.
La visualización de secuencias base se puede utilizar tanto en el
servicio de pruebas como también durante el mecanizado efectivo de la pieza en la máquina. Para la secuencia de programa actual se muestran en la ventana "Secuencia base" todos los comandos de código G que producen una función en la máquina: • Posiciones absolutas de ejes • Funciones G del primero grupo G • Otras funciones G modales • Otras direcciones programadas • Funciones M
La función Visualización de secuencias base tiene que ser ajustada por el fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Cargue un programa en el modo de operación "Máquina auto"
(véase el apartado "Seleccionar programa para la ejecución").
Secuenciabase
Accione el pulsador de menú "Secuencia base".
Single Block
Pulse la tecla "Single Block" si quiere ejecutar el programa secuencia a secuencia.
Cycle Start
Inicie la ejecución del programa.
En la ventana "Secuencia base" se muestran para la secuencia de programa activa las posiciones de eje exactas, las funciones G modales, etc.
2 11/2006 Manejo2.12 Rodaje de un programa
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-131
2.12.3 Corregir programa
Tan pronto como el control reconozca un error de sintaxis en el programa de pieza se detiene la ejecución de éste y el error se visualiza en la línea de alarmas. En el caso de error (estado de stop) se puede corregir el programa en el editor de programas.
Seleccione un programa en el modo "Máquina auto".
El programa se tiene que encontrar en el estado de parada o Reset.
Accione el pulsador de menú "Corr. prog.".
Se abrirá el editor de programas.
Si se produce un error, se resalta la secuencia defectuosa. Tras accionar la tecla "Input" se puede corregir la secuencia.
Accione el pulsador de menú "Aceptar" para incorporar la corrección en el programa actual.
Continuar mecanizado
Cycle Start
Accione el pulsador de menú "Ejecutar" y, a continuación, la tecla "Cycle Start".
La ejecución del programa se reanuda.
• Estado Cycle Stop: Sólo se pueden modificar las secuencias que aún no han sido
ejecutadas o leídas por el NCK. • Estado de Reset: Todas las secuencias son editables.
2 Manejo 11/2006 2.13 Tiempos de funcionamiento
2
© Siemens AG 2006 All rights reserved. 2-132 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.13 Tiempos de funcionamiento Para que pueda orientarse en todo momento sobre los principales
tiempos de funcionamiento de la máquina, ShopMill ofrece una ventana de estado que inicia los siguientes tiempos de funcionamiento:
Programa La medición del tiempo de ejecución del programa empieza al pulsar la tecla "Cycle-Start" y termina con Parada CN o con Reset CN. Al iniciar un nuevo programa se reinicia también la medición del tiempo.
La medición continúa durante un tiempo de espera activo, en ejecuciones de programas con prueba de programas o con avance de prueba. Con Parada CN o con una corrección del avance = 0 se detiene la medición del tiempo.
Cargado Mediante una indicación de avance del programa puede seguir qué porcentaje del programa llamado ya está cargado. La indicación sólo aparece al llamar a un programa o subprograma con un comando EXTCALL o al ejecutar un programa desde el disco duro.
Pieza Se indican la repetición actual, así como el número programado de repeticiones de programa (p. ej., pieza: 15/100) en programas de pasos de trabajo y de código G. El número aparece en programas de pasos de trabajo, pero sólo si el número de repeticiones programadas N es superior a 1 (ver apartado "Indicar número de piezas"). Por razones de espacio, a partir de un número de repeticiones programado de 100000 sólo se indica la repetición de programa actual (p. ej., pieza: 15). Si aún no se dispone de información sobre la repetición de programa actual, sólo se muestran dos guiones (p. ej., pieza: - -/100). Al iniciar un programa se encuentra un 0 en el contador para la repetición actual.
Para el cómputo de las piezas se introducen las cantidades reales y nominales de la pieza como ajustes previos (ver apartado "Parametrizar número de piezas").
Hora La hora actual se visualiza.
Fecha La fecha actual se visualiza.
Máquina El tiempo de funcionamiento de a máquina le indica el tiempo que ha transcurrido desde el último arranque del control.
Mecanizado El tiempo de mecanizado indica el tiempo de ejecución total de todos los programas ejecutados desde el último arranque del control.
2 11/2006 Manejo2.13 Tiempos de funcionamiento
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-133
Ocupación A partir del tiempo de mecanizado medido y el tiempo de funcionamiento actual de la máquina, el sistema calcula la ocupación efectiva de la máquina. La relación entre el tiempo de mecanizado y el tiempo de funcionamiento de la máquina se indica en %.
Los tiempos de ejecución que se indican dependen del ajuste de un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Jog o Auto
Seleccione el modo de operación "Máquina manual" o "Máquina auto".
Tiempos de ejecución
Accione el pulsador de menú "Tiempos de ejecución".
La ventana de visualización T, F, S cambia a la ventana "Tiempos de ejecución". Accionando nuevamente el pulsador de menú "Tiempos de ejecución" se vuelve a la ventaja de visualización T, F, S.
2 Manejo 11/2006 2.14 Ajustes para el modo automático
2
© Siemens AG 2006 All rights reserved. 2-134 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.14 Ajustes para el modo automático
Para el funcionamiento automático se configuran los ajustes previos relativos a las siguientes funciones:
• Ejecución del programa en modo automático Para la representación gráfica de un programa se puede especificar la velocidad de avance del recorrido de prueba.
• Contador de piezas Para el recuento de piezas en programas de códigos G existen unos contadores que muestran el número de las piezas necesarias y el total de piezas fabricadas.
2.14.1 Definir avance de recorrido de prueba
Antes de mecanizar una pieza se ensaya el programa sin desplazar los ejes de máquina. Para la detección temprana de errores en la programación dispone de la función de dibujo sincrónico. Para este fin puede utilizar un avance de recorrido de prueba especificado por usted (ver apartado "Dibujo sincrómico antes del mecanizado de la pieza").
La velocidad de avance se puede modificar durante el funcionamiento.
Auto
Pase en el modo de operación "Máquina auto" al menú horizontal de pulsadores ampliado.
Accione el pulsador de menú "Ajustes ShopM.".
Introduzca en "Avance de recorrido de prueba" la velocidad de recorrido de prueba deseada.
2 11/2006 Manejo 2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-135
2.14.2 Parametrizar contador de piezas
Con la ayuda de "Ajustes ShopMill " puede influir en la activación del contador y el momento de la puesta a cero. El número de piezas necesario y actualmente mecanizado se indica en la ventana de los tiempos de funcionamiento de máquina (ver apartado "Tiempos de funcionamiento").
Número de piezas
Auto
Pase en el modo de operación "Máquina auto" al menú horizontal de pulsadores ampliado.
Accione el pulsador de menú "Ajustes ShopM.".
Introduzca en el campo "Valor nominal de piezas" el número de piezas necesario.
En "Valor real piezas" se indican las piezas fabricadas actualmente desde el inicio del programa. Una vez que se alcanza el número definido de piezas, la indicación de las piezas actuales se pone automáticamente a cero.
La selección de los contadores depende del ajuste de un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Los valores nominales y reales para el contador de piezas también se pueden modificar durante la ejecución del programa.
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-136 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.15 Herramientas y correcciones de herramientas ShopMill le ofrece la posibilidad de gestionar sus herramientas. Para
este fin dispone de las siguientes listas: • Lista de herramientas • Lista de desgaste de herramientas • Lista de almacén
En la lista de herramientas/lista de desgaste de herramientas se introducen las herramientas y sus datos de corrección y de vigilancia de desgaste. En la lista de almacén se puede ver qué puestos de almacén están bloqueados o desbloqueados.
La lista de herramienta se puede componer como sigue, en función de las necesidades concretas:
• Un cambiador de herramientas, compuesto de − un cabezal sin pinza doble − o un cabezal con pinza doble
• Un almacén de herramientas (como mínimo) • Herramientas que no pertenecen a ningún almacén de
herramientas.
Para determinar la funcionalidad que comprende su gestión de herramientas, consulte las indicaciones del fabricante de la máquina. Las distintas listas pueden haber sido adaptadas por el fabricante de la máquina.
Lista de herramientas En la lista de herramientas se visualizan todas las herramientas y los
correspondientes datos de corrección, consignados en forma de bloque de datos en el NCK (independientemente de si las herramientas están asignadas a un puesto de almacén o no). La lista de herramientas ofrece los tipos de herramientas más comunes. Se pueden asignar a los tipos de herramientas datos geométricos y tecnológicos. Adicionalmente pueden existir distintos ejemplares de la misma herramienta que pueden ser ocupados con los datos de corrección actuales de la herramienta en uso.
Según el tipo de herramienta se precisan distintos datos de corrección
de herramientas.
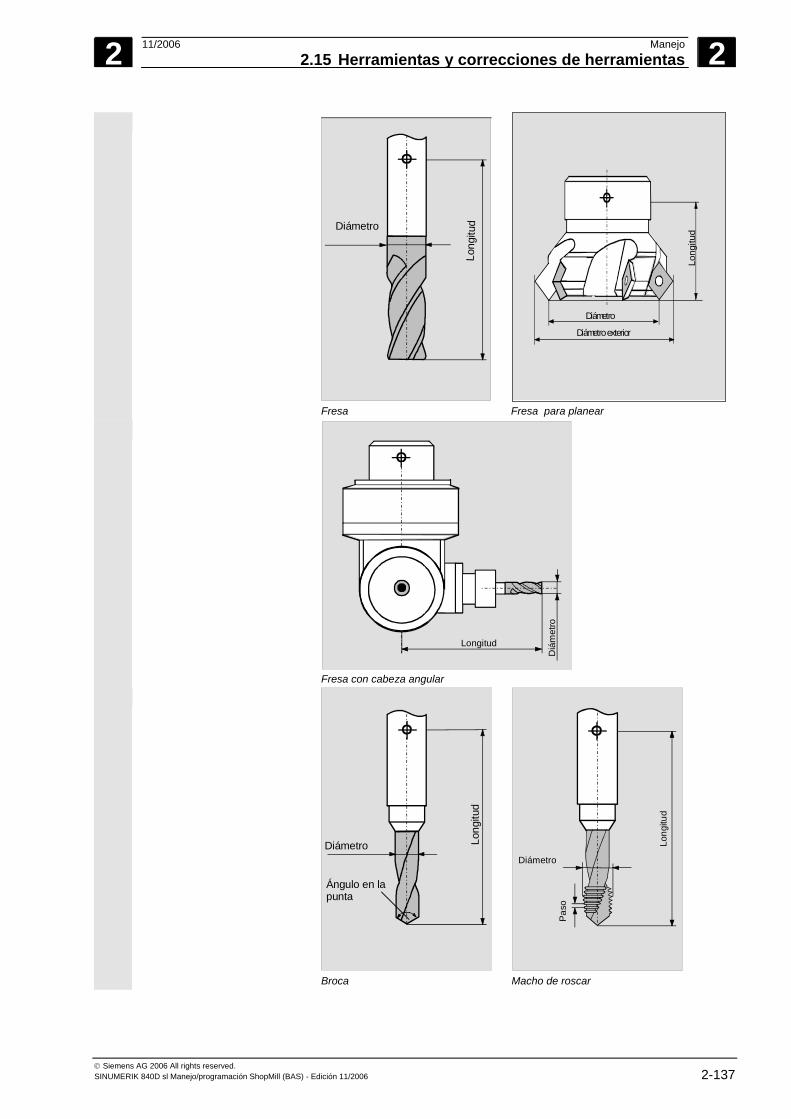
2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-137
Long
itud Diámetro
Long
itud
Diámetro
Diámetro exterior
Fresa Fresa para planear
Diá
met
ro
Longitud
Fresa con cabeza angular
Long
itud
Diámetro
Ángulo en lapunta
Long
itud
Diámetro
Paso
Broca Macho de roscar
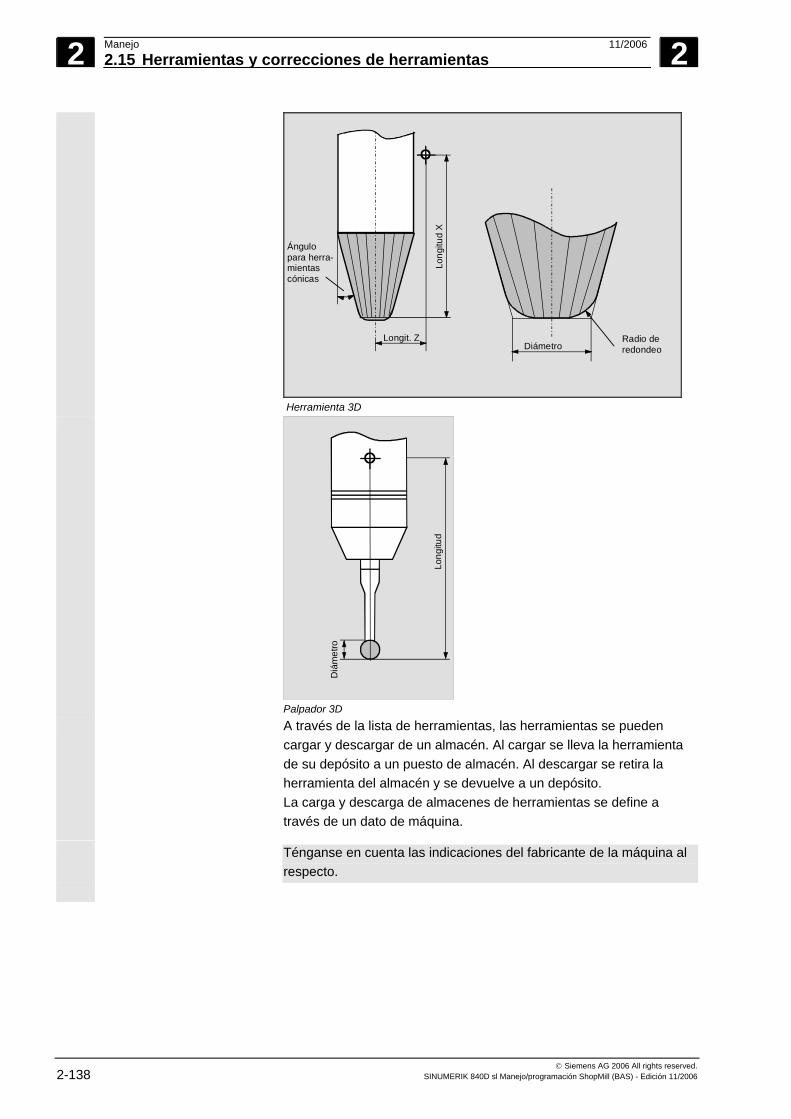
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-138 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
DiámetroRadio deredondeo
Long
itud
X
Longit. Z
Ángulopara herra-mientascónicas
Herramienta 3D
Long
itud
Diá
met
ro
Palpador 3D
A través de la lista de herramientas, las herramientas se pueden cargar y descargar de un almacén. Al cargar se lleva la herramienta de su depósito a un puesto de almacén. Al descargar se retira la herramienta del almacén y se devuelve a un depósito. La carga y descarga de almacenes de herramientas se define a través de un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
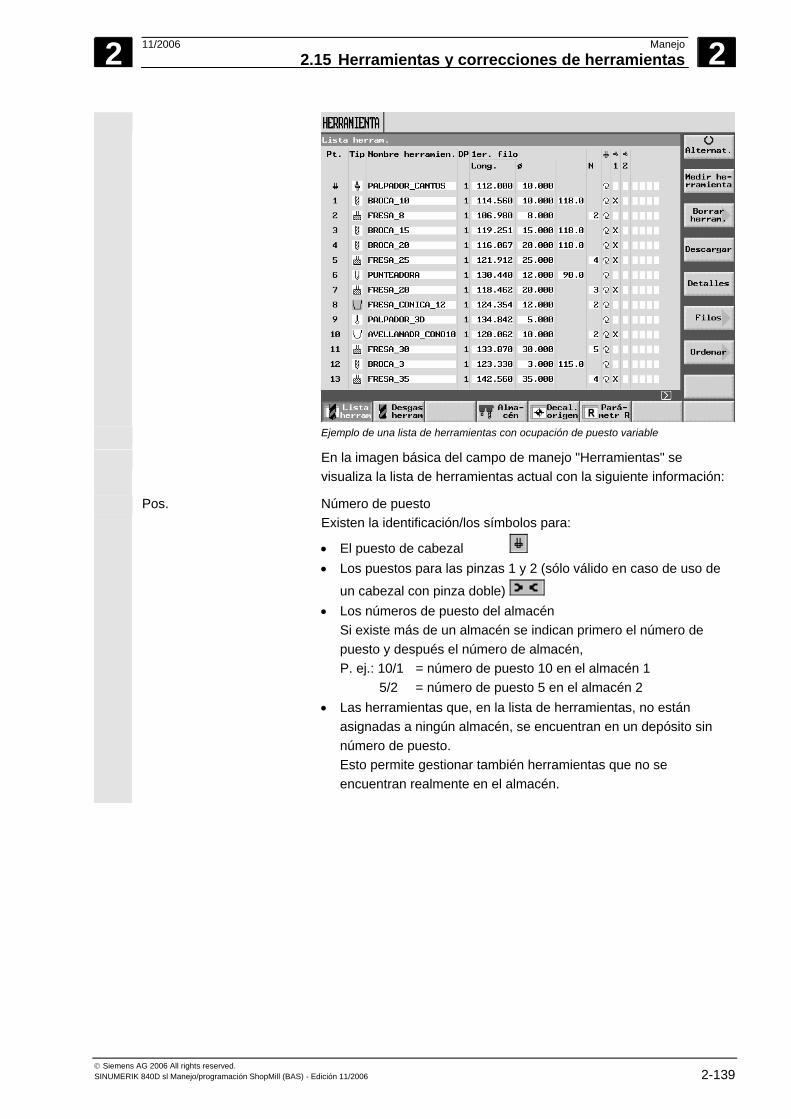
2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-139
Ejemplo de una lista de herramientas con ocupación de puesto variable
En la imagen básica del campo de manejo "Herramientas" se visualiza la lista de herramientas actual con la siguiente información:
Pos. Número de puesto Existen la identificación/los símbolos para:
• El puesto de cabezal • Los puestos para las pinzas 1 y 2 (sólo válido en caso de uso de
un cabezal con pinza doble) • Los números de puesto del almacén
Si existe más de un almacén se indican primero el número de puesto y después el número de almacén,
P. ej.: 10/1 = número de puesto 10 en el almacén 1 5/2 = número de puesto 5 en el almacén 2 • Las herramientas que, en la lista de herramientas, no están
asignadas a ningún almacén, se encuentran en un depósito sin número de puesto. Esto permite gestionar también herramientas que no se encuentran realmente en el almacén.
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-140 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Tipo Tipo de herramienta Dependiendo del tipo de herramienta (representado como símbolo), sólo se permiten determinados datos de corrección de herramienta.
Nombre de herramienta La identificación de la herramienta tiene lugar a través del nombre y el número duplo de la herramienta. El nombre se puede introducir como texto o número (véase el apartado "Modificar nombre de herramienta").
DP Número duplo de la herramienta de sustitución (herramienta idéntica). Datos de corrección de
herramienta
(Nº D) Filo Datos de corrección de herramienta para el filo seleccionado de una herramienta (nº D).
Longitud Longitud de la herramienta Este valor se puede determinar con la función "Medir herramienta" (ver apartado "Medir herramienta manualmente"). Si la herramienta se mide a nivel externo, puede introducir aquí el valor determinado.
Radio o ∅ Radio o diámetro de la herramienta Para herramientas de fresado y de taladrado se puede indicar también el diámetro. El cambio del radio al diámetro tiene lugar a través de un dato de máquina.
Ángulo Ángulo de la punta de la herramienta en una broca. Si, al mandrinar, quiere penetrar hasta el vástago y no sólo hasta la punta de la herramienta, el control tiene en cuenta el ángulo de la punta de la broca.
H La columna H sólo aparece si se han configurado dialectos ISO. Cada número H de un programa de dialecto ISO se tiene que asignar a un registro de corrección de herramienta.
N Número de dientes en caso de una fresa Paso Paso de un macho de roscar en mm/vuelta, In/vuelta, entradas/'' o
MÓDULO si, en la máquina, se ha ajustado el sistema en pulgadas. Funciones específicas
de herramienta
Sentido de giro del cabezal
Posibilidad de conectar y desconectar el suministro de refrigerante 1 y 2 (p. ej., refrigeración interior y exterior)
Funciones espec. de la herramienta 1...4
Otras funciones específicas de la herramienta, p. ej.: suministro adicional de refrigerante, vigilancia de velocidad de giro, rotura de herramienta, etc. Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
A través del pulsador de menú "Detalles" se visualizan, para las herramientas 3D, adicionalmente los parámetros Radio de redondeo oÁngulo para la herramienta fresadora cónica. Bajo "Detalles" se muestran adicionalmente el radio exterior y el
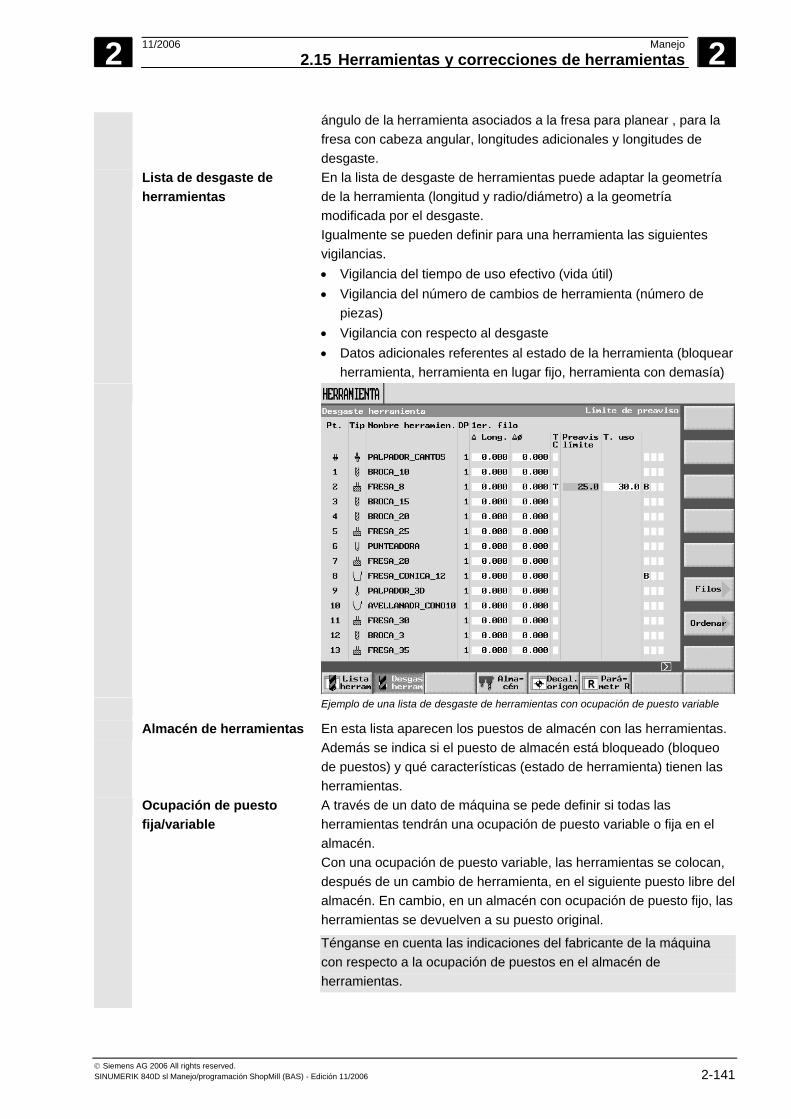
2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-141
ángulo de la herramienta asociados a la fresa para planear , para la fresa con cabeza angular, longitudes adicionales y longitudes de desgaste.
Lista de desgaste de herramientas
En la lista de desgaste de herramientas puede adaptar la geometría de la herramienta (longitud y radio/diámetro) a la geometría modificada por el desgaste. Igualmente se pueden definir para una herramienta las siguientes vigilancias. • Vigilancia del tiempo de uso efectivo (vida útil) • Vigilancia del número de cambios de herramienta (número de
piezas) • Vigilancia con respecto al desgaste • Datos adicionales referentes al estado de la herramienta (bloquear
herramienta, herramienta en lugar fijo, herramienta con demasía)
Ejemplo de una lista de desgaste de herramientas con ocupación de puesto variable
Almacén de herramientas En esta lista aparecen los puestos de almacén con las herramientas. Además se indica si el puesto de almacén está bloqueado (bloqueo de puestos) y qué características (estado de herramienta) tienen las herramientas.
Ocupación de puesto fija/variable
A través de un dato de máquina se pede definir si todas las herramientas tendrán una ocupación de puesto variable o fija en el almacén. Con una ocupación de puesto variable, las herramientas se colocan, después de un cambio de herramienta, en el siguiente puesto libre del almacén. En cambio, en un almacén con ocupación de puesto fijo, las herramientas se devuelven a su puesto original.
Ténganse en cuenta las indicaciones del fabricante de la máquina con respecto a la ocupación de puestos en el almacén de herramientas.
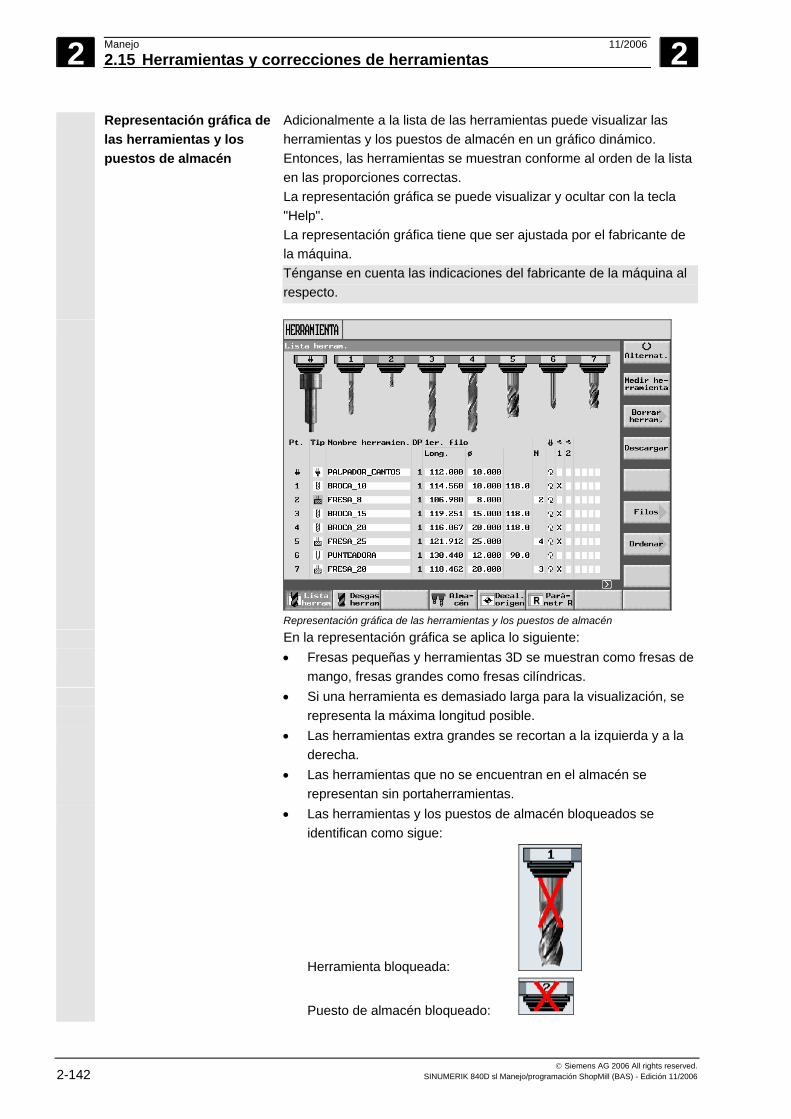
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-142 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Representación gráfica de las herramientas y los puestos de almacén
Adicionalmente a la lista de las herramientas puede visualizar las herramientas y los puestos de almacén en un gráfico dinámico. Entonces, las herramientas se muestran conforme al orden de la lista en las proporciones correctas. La representación gráfica se puede visualizar y ocultar con la tecla "Help". La representación gráfica tiene que ser ajustada por el fabricante de la máquina. Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Representación gráfica de las herramientas y los puestos de almacén
En la representación gráfica se aplica lo siguiente: • Fresas pequeñas y herramientas 3D se muestran como fresas de
mango, fresas grandes como fresas cilíndricas. • Si una herramienta es demasiado larga para la visualización, se
representa la máxima longitud posible. • Las herramientas extra grandes se recortan a la izquierda y a la
derecha. • Las herramientas que no se encuentran en el almacén se
representan sin portaherramientas. • Las herramientas y los puestos de almacén bloqueados se
identifican como sigue:
Herramienta bloqueada:
Puesto de almacén bloqueado:

2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-143
• Para la representación de la herramienta se utilizan los datos del filo seleccionado en cada momento. Si, para una herramienta, no existe ningún filo en la vista seleccionada, se utilizan los datos del primer filo.
2.15.1 Crear nueva herramienta
Las herramientas y los correspondientes datos de corrección se pueden introducir directamente en la lista de herramientas, o los datos de herramienta que existen ya fuera de la gestión de herramientas se pueden leer simplemente (véase el apartado "Guardar/leer datos de herramienta/origen").
A la hora de crear una nueva herramienta, ShopMill le ofrece una serie de tipos de herramientas usuales. El tipo de herramienta define que datos geométricos se requieren y como se van a calcular. Se dispone de los siguientes tipos comunes de herramienta:
Posibles tipos de herramientas
Monte la nueva herramienta en el cabezal.
..
Con "Menu Select", pase al campo de manejo y pulse "Origen pieza".
Se abre la lista de herramientas.
Posicione el cursor en el punto en la lista de herramientas que ocupa la herramienta en el cabezal. El puesto en la lista tiene que estar libre todavía.
Nueva herramienta Accione el pulsador de menú "Nueva herramienta".
Fresas ...
Herramtas.3D Seleccione el tipo de herramienta mediante el correspondiente
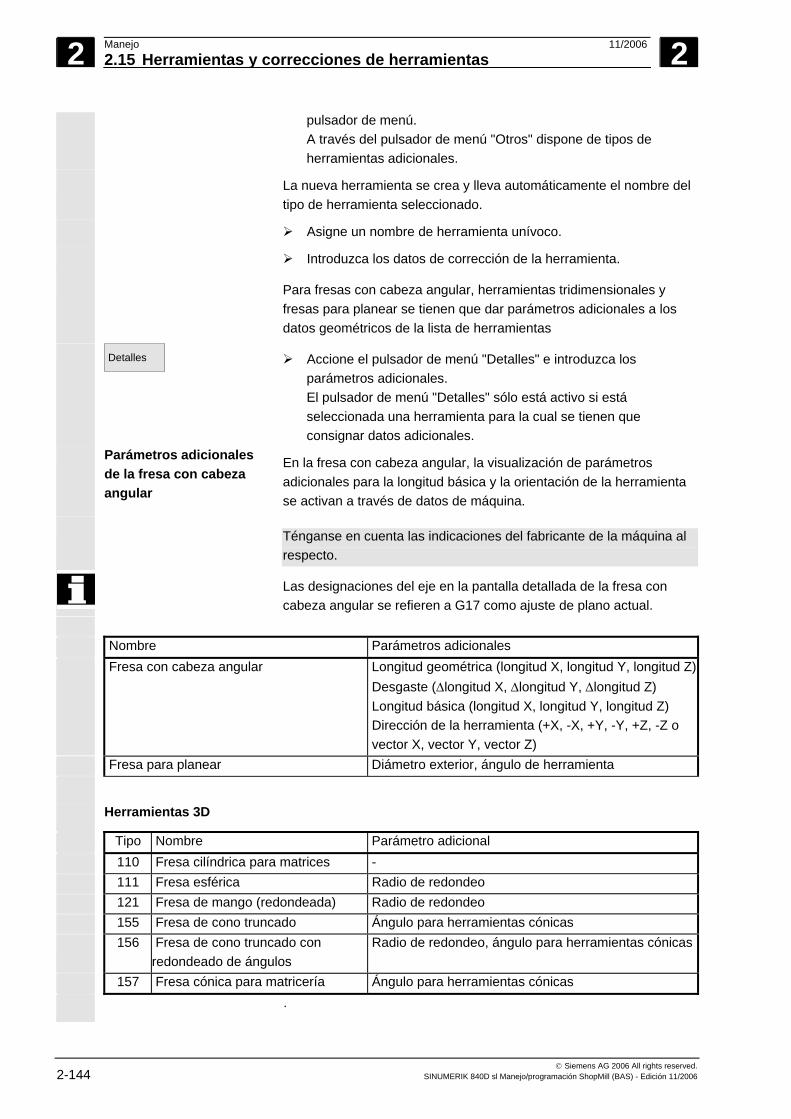
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-144 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
pulsador de menú. A través del pulsador de menú "Otros" dispone de tipos de herramientas adicionales.
La nueva herramienta se crea y lleva automáticamente el nombre del tipo de herramienta seleccionado.
Asigne un nombre de herramienta unívoco.
Introduzca los datos de corrección de la herramienta.
Para fresas con cabeza angular, herramientas tridimensionales y fresas para planear se tienen que dar parámetros adicionales a los datos geométricos de la lista de herramientas
Detalles
Accione el pulsador de menú "Detalles" e introduzca los parámetros adicionales. El pulsador de menú "Detalles" sólo está activo si está seleccionada una herramienta para la cual se tienen que consignar datos adicionales.
Parámetros adicionales de la fresa con cabeza angular
En la fresa con cabeza angular, la visualización de parámetros adicionales para la longitud básica y la orientación de la herramienta se activan a través de datos de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Las designaciones del eje en la pantalla detallada de la fresa con cabeza angular se refieren a G17 como ajuste de plano actual.
Nombre Parámetros adicionales Fresa con cabeza angular Longitud geométrica (longitud X, longitud Y, longitud Z)
Desgaste (Δlongitud X, Δlongitud Y, Δlongitud Z) Longitud básica (longitud X, longitud Y, longitud Z) Dirección de la herramienta (+X, -X, +Y, -Y, +Z, -Z o vector X, vector Y, vector Z)
Fresa para planear Diámetro exterior, ángulo de herramienta
Herramientas 3D
Tipo Nombre Parámetro adicional 110 Fresa cilíndrica para matrices - 111 Fresa esférica Radio de redondeo 121 Fresa de mango (redondeada) Radio de redondeo 155 Fresa de cono truncado Ángulo para herramientas cónicas 156 Fresa de cono truncado con
redondeado de ángulos Radio de redondeo, ángulo para herramientas cónicas
157 Fresa cónica para matricería Ángulo para herramientas cónicas .
2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-145
2.15.2 Crear varios filos por herramienta
En herramientas con varios filos, cada filo recibe su propio registro de datos de corrección. Para cada herramienta se pueden crear hasta 9 filos.
No se permiten huecos en los filos; es decir, si se necesitan 3 filos para una herramienta, se tiene que tratar de los filos 1 a 3.
En programas ISO (p. ej., dialecto ISO 1) debe indicarse un
número H. Éste corresponde a un bloque de corrección de herramienta determinado.
Las herramientas con varios filos se crean primero de la forma
anteriormente descrita en la lista de herramientas, introduciendo los datos de corrección del primer filo.
Filos >
Nuevo filo
A continuación, accione los pulsadores de menú "Filos" y "Nuevo filo".
En lugar de los campos de entrada para el 1r filo se muestran en la lista de herramientas ahora los campos de entrada de los datos de corrección para el 2º filo.
Introduzca los datos de corrección para el segundo filo.
Repita el proceso si quiere crear otros datos de corrección de filos.
Borrar filo
Accione el pulsador de menú "Borrar filo" si quiere borrar los datos de corrección de filos para un filo. Sólo se pueden borrar los datos del filo con el número de filo más alto.
No D +
No D -
Con los pulsadores de menú "Nº D +" y "Nº D –", respectivamente, se pueden visualizar los datos de corrección para el filo con el siguiente número de filo más alto o más bajo.
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-146 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.15.3 Modificar nombre de herramienta
Una herramienta nueva creada en la lista de herramientas recibe automáticamente el nombre del grupo de herramientas seleccionado. Este nombre puede ser modificado de cualquier manera, dándole un:• Nombre de herramienta, como p. ej., en un nombre
"Fresa_ planear_120mm" o • Número de herramienta, como p. ej., "1". El nombre de la herramienta puede tener como máximo 17 caracteres. Se pueden utilizar letras (excepto diéresis), números, guiones bajos "_", puntos "." y barras "/".
2.15.4 Crear herramienta de sustitución
La herramienta duplo o hermana es una herramienta que se puede utilizar para el mismo mecanizado que una herramienta que esté en operación (p. ej., en caso de que la herramienta se rompa).
Al crear una herramienta como herramienta hermana se le tiene que dar el mismo nombre que el de una herramienta comparable.
Confirmar el nombre con la tecla "Input" y el número Duplo de la herramienta hermana se incrementará automáticamente en 1.
El orden para el cambio por una herramienta hermana se determina con el número duplo DP.
2.15.5 Herramientas manuales
Herramientas manuales son aquellas que se necesitan durante el mecanizado y que únicamente están presentes en la lista de herramientas pero no en el almacén. Estas herramientas manuales tienen que colocarse y retirarse manualmente del cabezal.
La función "Herramientas manuales" tiene que ser ajustada por el fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
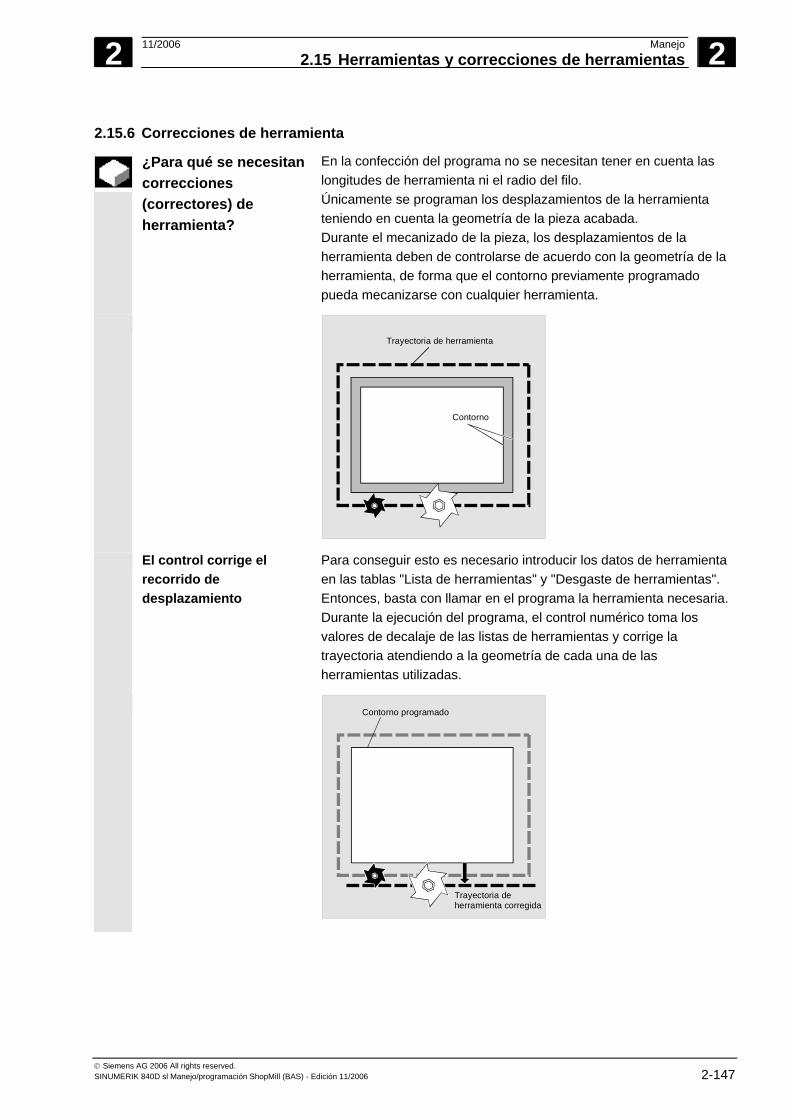
2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-147
2.15.6 Correcciones de herramienta
¿Para qué se necesitan correcciones (correctores) de herramienta?
En la confección del programa no se necesitan tener en cuenta las longitudes de herramienta ni el radio del filo. Únicamente se programan los desplazamientos de la herramienta teniendo en cuenta la geometría de la pieza acabada. Durante el mecanizado de la pieza, los desplazamientos de la herramienta deben de controlarse de acuerdo con la geometría de la herramienta, de forma que el contorno previamente programado pueda mecanizarse con cualquier herramienta.
Trayectoria de herramienta
Contorno
El control corrige el recorrido de desplazamiento
Para conseguir esto es necesario introducir los datos de herramienta en las tablas "Lista de herramientas" y "Desgaste de herramientas". Entonces, basta con llamar en el programa la herramienta necesaria. Durante la ejecución del programa, el control numérico toma los valores de decalaje de las listas de herramientas y corrige la trayectoria atendiendo a la geometría de cada una de las herramientas utilizadas.
Trayectoria deherramienta corregida
Contorno programado
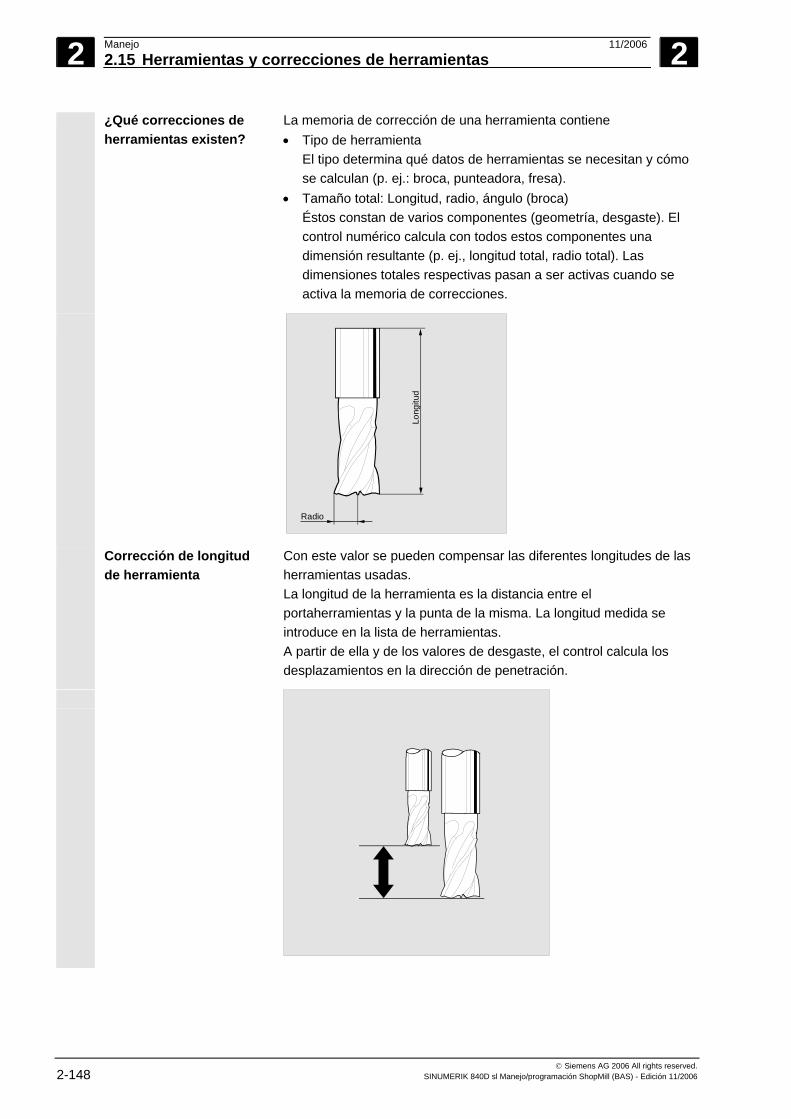
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-148 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
¿Qué correcciones de herramientas existen?
La memoria de corrección de una herramienta contiene • Tipo de herramienta
El tipo determina qué datos de herramientas se necesitan y cómo se calculan (p. ej.: broca, punteadora, fresa).
• Tamaño total: Longitud, radio, ángulo (broca) Éstos constan de varios componentes (geometría, desgaste). El control numérico calcula con todos estos componentes una dimensión resultante (p. ej., longitud total, radio total). Las dimensiones totales respectivas pasan a ser activas cuando se activa la memoria de correcciones.
Radio
Long
itud
Corrección de longitud de herramienta
Con este valor se pueden compensar las diferentes longitudes de las herramientas usadas. La longitud de la herramienta es la distancia entre el portaherramientas y la punta de la misma. La longitud medida se introduce en la lista de herramientas. A partir de ella y de los valores de desgaste, el control calcula los desplazamientos en la dirección de penetración.
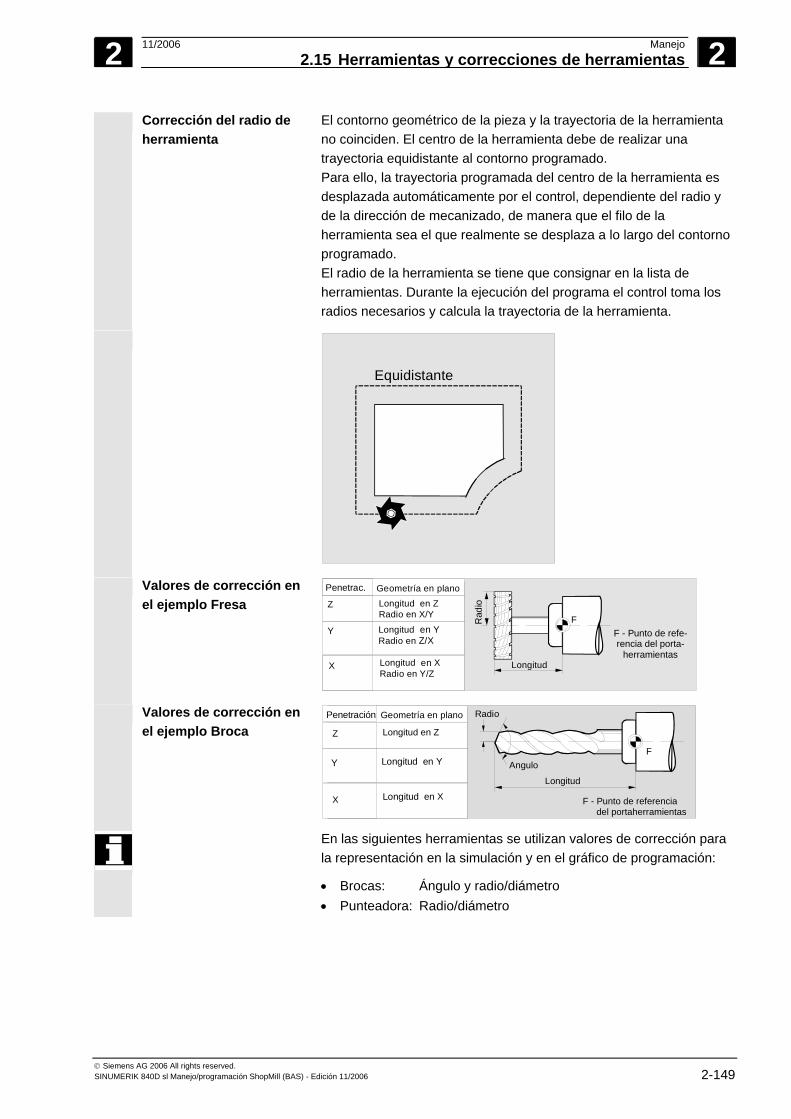
2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-149
Corrección del radio de herramienta
El contorno geométrico de la pieza y la trayectoria de la herramienta no coinciden. El centro de la herramienta debe de realizar una trayectoria equidistante al contorno programado. Para ello, la trayectoria programada del centro de la herramienta es desplazada automáticamente por el control, dependiente del radio y de la dirección de mecanizado, de manera que el filo de la herramienta sea el que realmente se desplaza a lo largo del contorno programado. El radio de la herramienta se tiene que consignar en la lista de herramientas. Durante la ejecución del programa el control toma los radios necesarios y calcula la trayectoria de la herramienta.
Equidistante
Valores de corrección en el ejemplo Fresa
F
Z Longitud en ZRadio en X/Y
Y Longitud en YRadio en Z/X
Longitud en XRadio en Y/Z
X
F - Punto de refe-rencia del porta-
herramientas
Rad
io
Longitud
Penetrac. Geometría en plano
Valores de corrección en el ejemplo Broca Z Longitud en Z
Y Longitud en Y
Longitud en XX F - Punto de referencia del portaherramientas
Penetración Geometría en plano
F
Longitud
F Angulo
Radio
En las siguientes herramientas se utilizan valores de corrección para la representación en la simulación y en el gráfico de programación:
• Brocas: Ángulo y radio/diámetro • Punteadora: Radio/diámetro
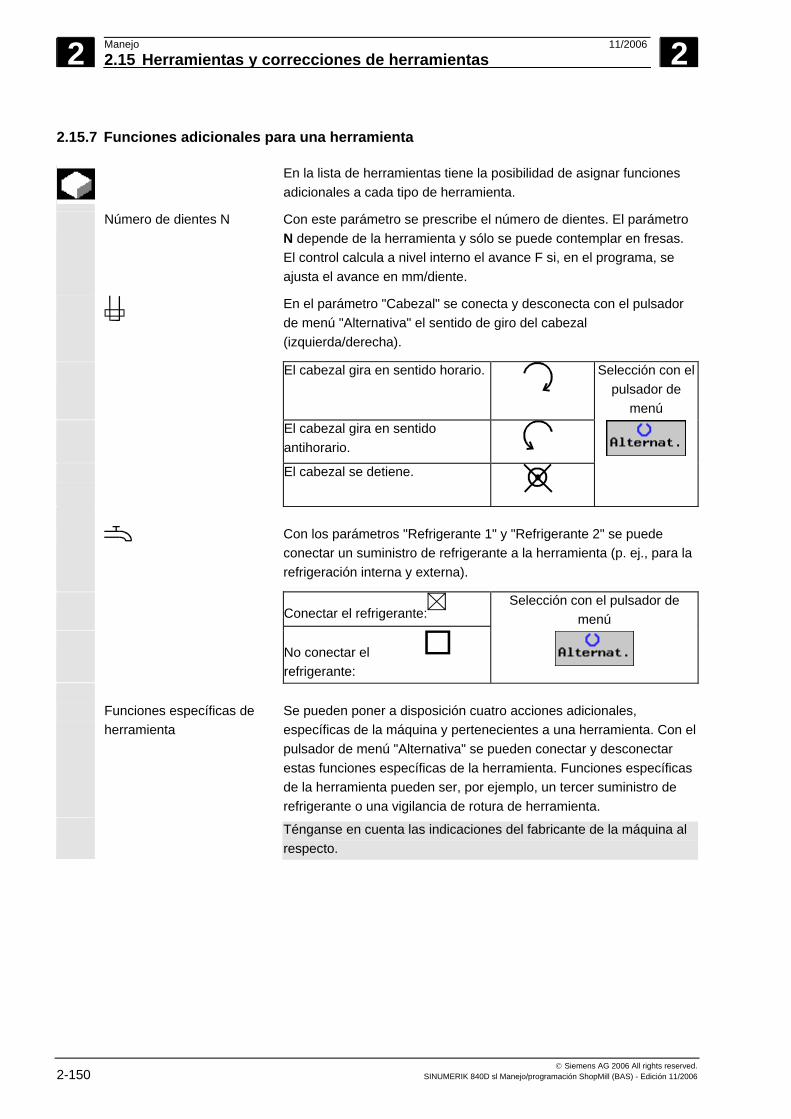
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-150 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.15.7 Funciones adicionales para una herramienta
En la lista de herramientas tiene la posibilidad de asignar funciones adicionales a cada tipo de herramienta.
Número de dientes N Con este parámetro se prescribe el número de dientes. El parámetro N depende de la herramienta y sólo se puede contemplar en fresas. El control calcula a nivel interno el avance F si, en el programa, se ajusta el avance en mm/diente.
En el parámetro "Cabezal" se conecta y desconecta con el pulsador de menú "Alternativa" el sentido de giro del cabezal (izquierda/derecha).
El cabezal gira en sentido horario.
Selección con el pulsador de
menú El cabezal gira en sentido
antihorario. El cabezal se detiene.
Con los parámetros "Refrigerante 1" y "Refrigerante 2" se puede conectar un suministro de refrigerante a la herramienta (p. ej., para la refrigeración interna y externa).
Conectar el refrigerante:
Selección con el pulsador de menú
No conectar el refrigerante:
Funciones específicas de
herramienta Se pueden poner a disposición cuatro acciones adicionales, específicas de la máquina y pertenecientes a una herramienta. Con el pulsador de menú "Alternativa" se pueden conectar y desconectar estas funciones específicas de la herramienta. Funciones específicas de la herramienta pueden ser, por ejemplo, un tercer suministro de refrigerante o una vigilancia de rotura de herramienta.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.

2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-151
2.15.8 Introducir datos de desgaste de herramienta
Las herramientas que se van utilizando mucho tiempo tienden a desgastarse. Este desgaste se puede medir e introducir en la lista de desgaste de herramientas. ShopMill considera estos datos entonces en el cálculo de la corrección de la longitud o del radio de la herramienta. De esta manera, se consigue una precisión uniforme en el mecanizado de piezas.
Si introduce los valores de desgaste, ShopMill comprueba si los
valores no sobrepasan un límite superior incremental o absoluto. El límite superior incremental indica la diferencia máxima entre el valor de desgaste anterior y nuevo. El límite superior absoluto indica el valor total máximo que se puede introducir. Los límites superiores están definidos en un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Seleccione en el campo de manejo "Origen pieza" el pulsador de
menú "Desgaste herramienta".
Ejemplo de una lista de desgaste de herramientas con ocupación de puesto variable
Posicione el cursor en la herramienta cuyos datos de desgaste quiera introducir.
Introduzca los valores diferenciales para la longitud (Δ longitud X, Δ longitud Z) y el radio/diámetro (Δ radio/Δ ∅) en las correspondientes columnas.
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-152 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Los valores de desgaste introducidos se suman al radio, pero se deducen de la longitud de la herramienta. Es decir, en el radio, un valor diferencial positivo corresponde a las creces (p. ej., para un acabado posterior).
2.15.9 Activar vigilancia de herramienta
La duración de uso de las herramientas se puede vigilar automáticamente con ShopMill para asegurar así una calidad invariable del mecanizado. Además, puede bloquear las herramientas que ya no quiera utilizar, marcar herramientas como extragrandes o asignarlas de forma fija a un puesto de almacén.
La vigilancia de herramienta se tiene que activar a través de un dato
de máquina. Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Vida útil (T) Con la vida útil T (Time) se vigila la duración de uso de una herramienta con avance de mecanizado en minutos. Cuando la duración restante llega a = 0, la herramienta se bloquea. En el siguiente cambio, la herramienta ya no se vuelve a utilizar. Si existe, se intercambia por la herramienta de sustitución (herramienta idéntica). La vigilancia de la vida útil se refiere al filo de herramienta seleccionado.
Número de piezas (C) Con el número de piezas C (Count), en cambio, se cuenta el número de inserciones de herramientas en el cabezal. También en este caso, la herramienta queda bloqueada cuando el número restante alcanza el valor 0.
Desgaste (W) Con el desgaste W (Wear) se comprueba el valor máximo de los parámetros de desgaste Δ Longitud X, Δ Longitud Z o Δ Radio, o Δ ∅ en la lista de desgaste. También en este caso, la herramienta queda bloqueada si uno de los parámetros de desgaste ha alcanzado el valor de Desgaste W.
La vigilancia de desgaste tiene que ser ajustada por el fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Límite de preaviso El límite de preaviso indica una vida útil, un número de piezas o un desgaste con los cuales se emita un primer aviso. El valor para la emisión de un aviso al alcanzar el desgaste se calcula a partir de la diferencia entre el desgaste máximo y el límite de preaviso introducido.
Bloqueado (G) También puede bloquear herramientas individuales de forma manual si ya no las quiere utilizar para el mecanizado de piezas.
2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-153
Demasía (U) En herramientas extra grandes, los puestos de almacén contiguos (a la izquierda y a la derecha) son ocupados cada uno hasta la mitad. Es decir, la siguiente herramienta se puede colocar tan sólo en el segundo puesto del almacén posterior. (Allí se puede encontrar de nuevo una herramienta extra grande).
Codificación para un puesto fijo (P)
Las herramientas se pueden asignar a un puesto fijo. Es decir que la herramienta sólo se puede insertar en el puesto de almacén actual. Al retirarla, la herramienta vuelve al puesto de almacén antiguo.
Vigilar uso de
herramientas
Seleccione en el campo de manejo "Origen pieza" el pulsador de menú "Desgaste herramienta".
Posicione el cursor en la herramienta que quiera vigilar.
Seleccione en la columna "T/C" el parámetro que quiera vigilar (T = vida útil, C = número de piezas, W = desgaste).
Introduzca un límite de preaviso para la vida útil, el número de piezas o el desgaste.
Introduzca la duración de uso prevista de la herramienta, el número previsto de piezas a fabricar o el máximo desgaste admisible.
Al alcanzar la vida útil, el número de piezas o el desgaste, la herramienta queda bloqueada.
Introducir estados de herramienta
Seleccione en el campo de manejo "Origen pieza" el pulsador de menú "Desgaste herramienta".
Posicione el cursor en una herramienta.
Seleccione en el primer campo de la última columna la opción "G" si quiere bloquear la herramienta para el mecanizado.
o
Seleccione en el segundo campo de la última columna la opción "U" si quiere marcar la herramienta como extragrande.
o
Seleccione en el tercer campo de la última columna la opción "P" si quiere asignar la herramienta de forma fija a un puesto de almacén.
Las propiedades ajustadas de la herramienta están activas con efecto inmediato.
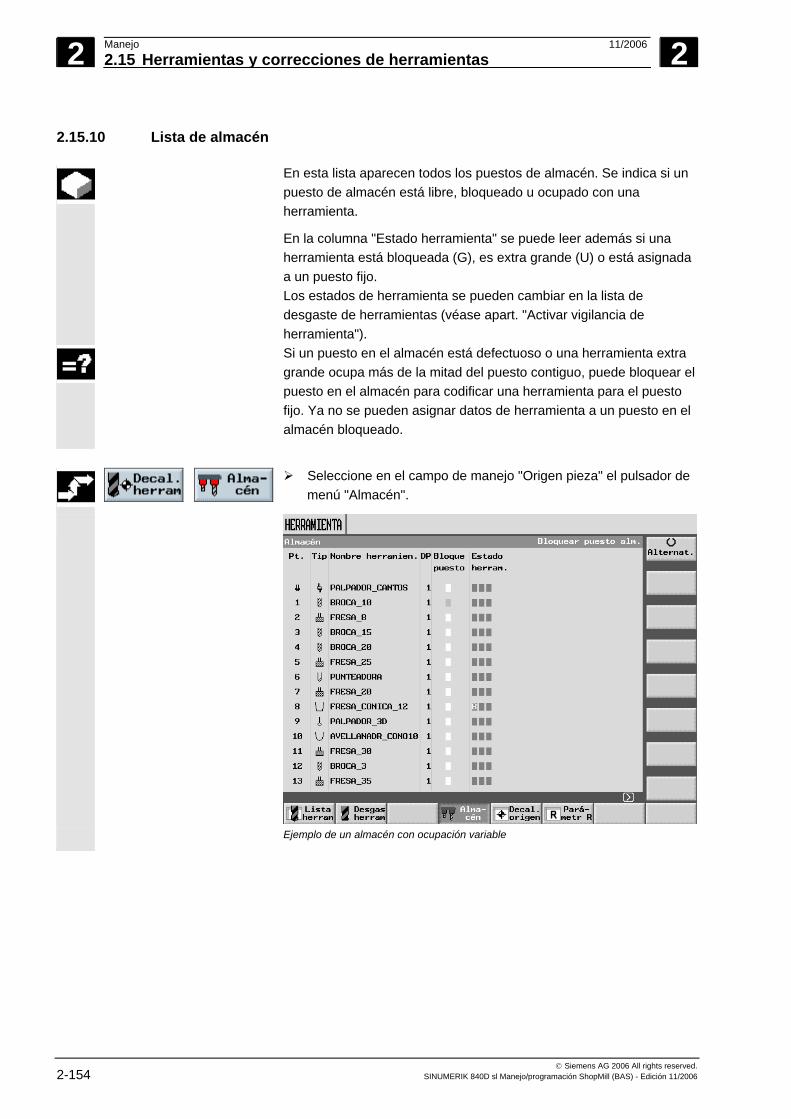
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-154 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.15.10 Lista de almacén
En esta lista aparecen todos los puestos de almacén. Se indica si un puesto de almacén está libre, bloqueado u ocupado con una herramienta.
En la columna "Estado herramienta" se puede leer además si una herramienta está bloqueada (G), es extra grande (U) o está asignada a un puesto fijo. Los estados de herramienta se pueden cambiar en la lista de desgaste de herramientas (véase apart. "Activar vigilancia de herramienta").
Si un puesto en el almacén está defectuoso o una herramienta extra grande ocupa más de la mitad del puesto contiguo, puede bloquear el puesto en el almacén para codificar una herramienta para el puesto fijo. Ya no se pueden asignar datos de herramienta a un puesto en el almacén bloqueado.
Seleccione en el campo de manejo "Origen pieza" el pulsador de
menú "Almacén".
Ejemplo de un almacén con ocupación variable
2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-155
Bloquear puesto en el almacén
Los puestos de almacén pueden ser reservados o bloqueados, p. ej., en caso de herramientas extra grandes.
Posicione el cursor en la columna "Bloqueo de puesto" en el puesto del almacén vacío que quiera bloquear.
Accione el pulsador de menú "Alternativa" hasta que aparezca en el campo una letra "G" (=bloqueado).
El bloqueo del puesto está entonces activado. Ya no se puede cargar una herramienta en este puesto de almacén.
Estado de herramienta En la columna "Estado herra" se visualizan las propiedades que han sido asignadas a cada una de las herramientas activas: • G: Herramienta bloqueada • U: Herramienta extra grande • P: Herramienta está en puesto fijo
2.15.11 Borrar herramienta
Las herramientas se pueden borrar en la lista de herramientas.
Seleccione la herramienta deseada con las teclas del cursor.
Borrar herramienta
Accione el pulsador de menú "Borrar herramienta".
Confirme con "Borrar".
Los datos de la herramienta seleccionada se borran. El puesto de almacén en el cual se encontraba la pieza queda liberado.
2.15.12 Modificar tipo de herramienta
En la lista de herramientas se puede cambiar de un tipo de herramienta a otro.
Seleccione con el cursor la herramienta deseada y posicione el cursor en el campo de entrada "Tipo".
Accione el pulsador de menú "Alternativa" hasta que aparece el tipo de herramienta deseado.
Se visualizan los campos de entrada para el nuevo tipo de herramienta.
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-156 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.15.13 Cargar o descargar herramienta del almacén de herramientas
Puede cambiar las herramientas que no necesite por el momento en el almacén. Entonces, ShopMill guarda los datos de herramienta automáticamente en la lista de herramientas fuera del almacén. Si quiere utilizar la herramienta de nuevo puede volver a cargarla junto con sus datos en el correspondiente puesto del almacén. De este modo se ahorra la introducción repetida de los mismos datos de herramienta.
La carga o descarga de herramientas en/de los puestos del almacén
se tiene que activar a través de un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Al cargar, ShopMill abre automáticamente un puesto vacío en el cual se puede cargar la herramienta. En un dato de máquina está consignado en qué almacén ShopMill buscará primero un puesto vacío.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Además, al cargar, puede indicar directamente un puesto de almacén vacío o determinar en qué almacén ShopMill lo buscará.
Si su máquina sólo dispone de un almacén, tiene que indicar, al cargar, sólo el número de puesto deseado, no el número de almacén.
También es posible cambiar una herramienta directamente en el cabezal.
La carga y descarga se puede bloquear a través de un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Cargar herramienta en el
almacén de herramientas
Seleccione en el campo de manejo "Origen pieza" el pulsador de menú "Lista de piezas".
Posicione el cursor en la herramienta que quiera cargar en el almacén de herramientas (en caso de clasificación por números de puestos de almacén, se encuentra al final de la lista de herramientas).
Cargar
Accione el pulsador de menú "Cambiar".
Se visualiza la ventana "Puesto vacío". En el campo "Puesto" está consignado el número del primer puesto vacío en el almacén.
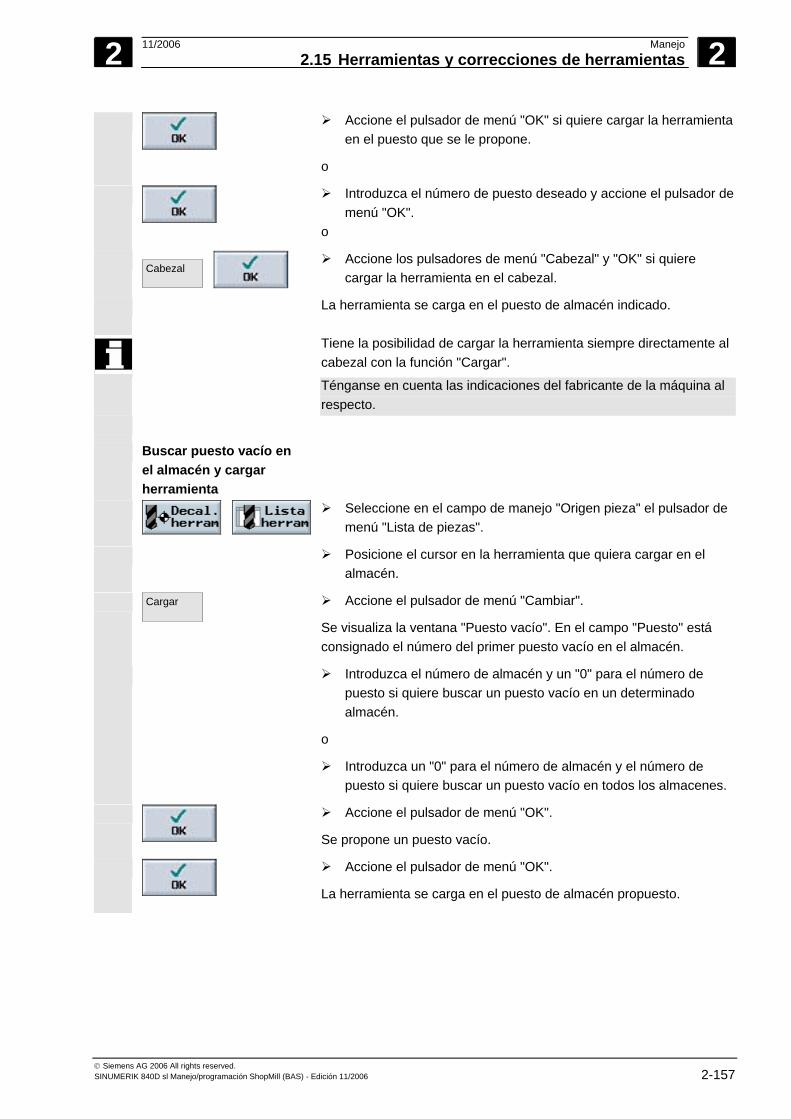
2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-157
Accione el pulsador de menú "OK" si quiere cargar la herramienta en el puesto que se le propone.
o
Introduzca el número de puesto deseado y accione el pulsador de menú "OK".
o
Cabezal
Accione los pulsadores de menú "Cabezal" y "OK" si quiere cargar la herramienta en el cabezal.
La herramienta se carga en el puesto de almacén indicado.
Tiene la posibilidad de cargar la herramienta siempre directamente al cabezal con la función "Cargar".
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Buscar puesto vacío en el almacén y cargar herramienta
Seleccione en el campo de manejo "Origen pieza" el pulsador de menú "Lista de piezas".
Posicione el cursor en la herramienta que quiera cargar en el almacén.
Cargar
Accione el pulsador de menú "Cambiar".
Se visualiza la ventana "Puesto vacío". En el campo "Puesto" está consignado el número del primer puesto vacío en el almacén.
Introduzca el número de almacén y un "0" para el número de puesto si quiere buscar un puesto vacío en un determinado almacén.
o
Introduzca un "0" para el número de almacén y el número de puesto si quiere buscar un puesto vacío en todos los almacenes.
Accione el pulsador de menú "OK".
Se propone un puesto vacío.
Accione el pulsador de menú "OK".
La herramienta se carga en el puesto de almacén propuesto.
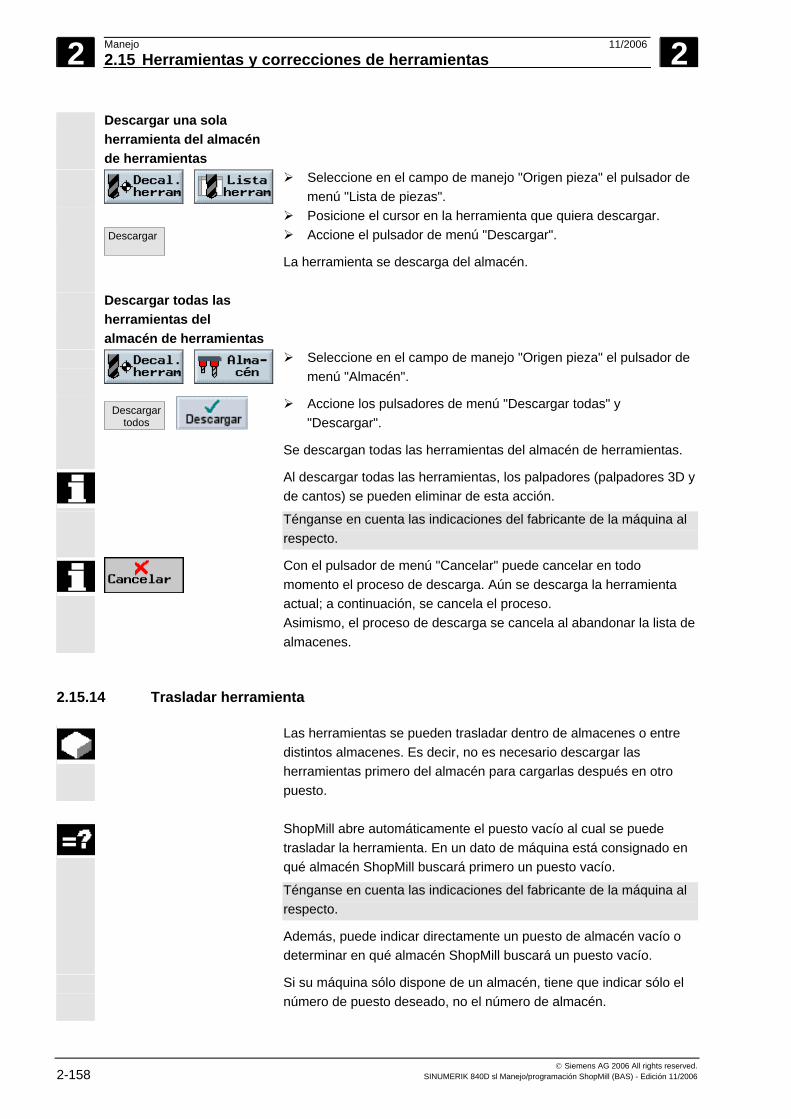
2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-158 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Descargar una sola herramienta del almacén de herramientas
Seleccione en el campo de manejo "Origen pieza" el pulsador de menú "Lista de piezas".
Posicione el cursor en la herramienta que quiera descargar. Descargar
Accione el pulsador de menú "Descargar".
La herramienta se descarga del almacén.
Descargar todas las herramientas del almacén de herramientas
Seleccione en el campo de manejo "Origen pieza" el pulsador de menú "Almacén".
Descargar todos
Accione los pulsadores de menú "Descargar todas" y "Descargar".
Se descargan todas las herramientas del almacén de herramientas.
Al descargar todas las herramientas, los palpadores (palpadores 3D y de cantos) se pueden eliminar de esta acción.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Con el pulsador de menú "Cancelar" puede cancelar en todo momento el proceso de descarga. Aún se descarga la herramienta actual; a continuación, se cancela el proceso. Asimismo, el proceso de descarga se cancela al abandonar la lista de almacenes.
2.15.14 Trasladar herramienta
Las herramientas se pueden trasladar dentro de almacenes o entre distintos almacenes. Es decir, no es necesario descargar las herramientas primero del almacén para cargarlas después en otro puesto.
ShopMill abre automáticamente el puesto vacío al cual se puede
trasladar la herramienta. En un dato de máquina está consignado en qué almacén ShopMill buscará primero un puesto vacío.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Además, puede indicar directamente un puesto de almacén vacío o determinar en qué almacén ShopMill buscará un puesto vacío.
Si su máquina sólo dispone de un almacén, tiene que indicar sólo el número de puesto deseado, no el número de almacén.
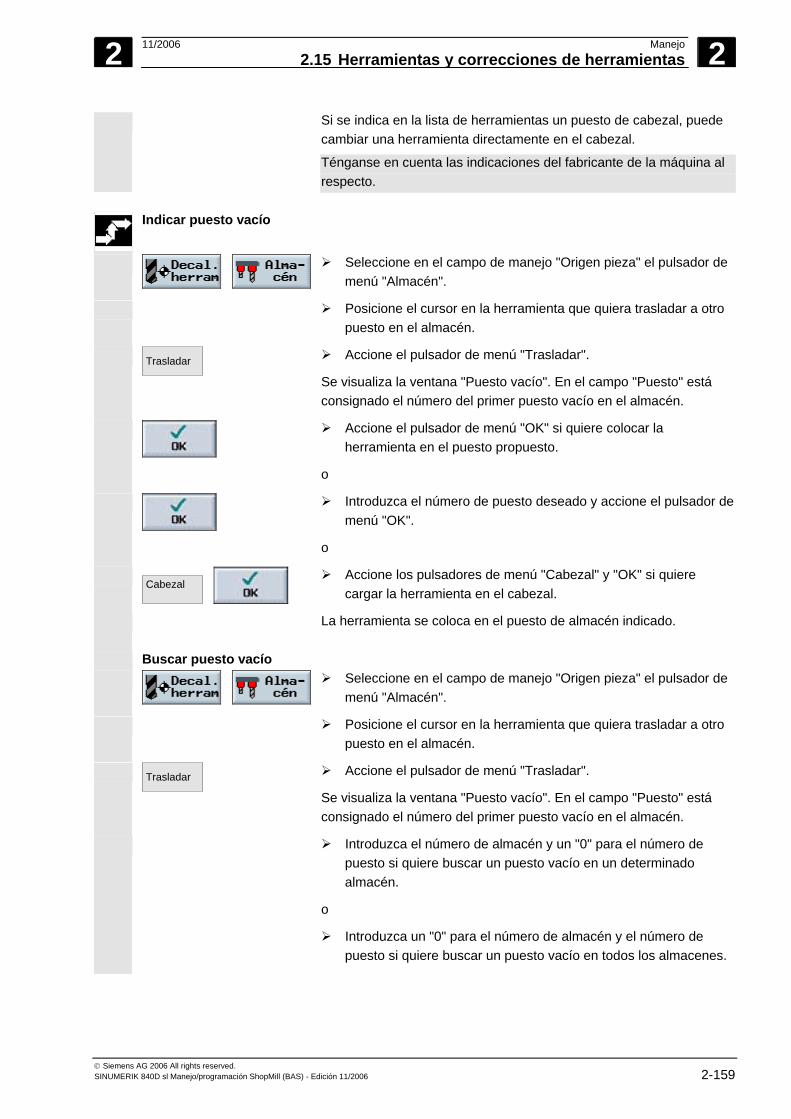
2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-159
Si se indica en la lista de herramientas un puesto de cabezal, puede cambiar una herramienta directamente en el cabezal.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Indicar puesto vacío
Seleccione en el campo de manejo "Origen pieza" el pulsador de menú "Almacén".
Posicione el cursor en la herramienta que quiera trasladar a otro puesto en el almacén.
Trasladar
Accione el pulsador de menú "Trasladar".
Se visualiza la ventana "Puesto vacío". En el campo "Puesto" está consignado el número del primer puesto vacío en el almacén.
Accione el pulsador de menú "OK" si quiere colocar la herramienta en el puesto propuesto.
o
Introduzca el número de puesto deseado y accione el pulsador de menú "OK".
o
Cabezal
Accione los pulsadores de menú "Cabezal" y "OK" si quiere cargar la herramienta en el cabezal.
La herramienta se coloca en el puesto de almacén indicado.
Buscar puesto vacío
Seleccione en el campo de manejo "Origen pieza" el pulsador de
menú "Almacén".
Posicione el cursor en la herramienta que quiera trasladar a otro puesto en el almacén.
Trasladar
Accione el pulsador de menú "Trasladar".
Se visualiza la ventana "Puesto vacío". En el campo "Puesto" está consignado el número del primer puesto vacío en el almacén.
Introduzca el número de almacén y un "0" para el número de puesto si quiere buscar un puesto vacío en un determinado almacén.
o
Introduzca un "0" para el número de almacén y el número de puesto si quiere buscar un puesto vacío en todos los almacenes.

2 Manejo 11/2006 2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. 2-160 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Accione el pulsador de menú "OK".
Se propone un puesto vacío.
Accione el pulsador de menú "OK".
La herramienta se coloca en el puesto de almacén propuesto.
2.15.15 Posicionar almacén
Los puestos de almacén se pueden posicionar directamente en el punto de carga.
Posicionar puesto de
almacén
Seleccione en el campo de manejo "Origen pieza" el pulsador de menú "Almacén".
Coloque el cursor en el puesto de almacén en el que quiera posicionar en el punto de carga.
Posicionar
Accione el pulsador de menú "Posicionar".
El puesto de almacén se posiciona en el punto de carga.
2.15.16 Clasificar herramientas
Si trabaja con almacenes de herramientas grandes o con varios de ellos, puede ser útil visualizar las herramientas clasificadas según distintos criterios. De este modo, determinadas herramientas se encuentran más rápidamente en las listas.
Las herramientas pueden ordenarse en la lista de herramientas o de desgaste de herramientas de acuerdo al puesto de almacén, al nombre (alfabético), al tipo o de forma numérica según el número T. Al ordenar de acuerdo al puesto de almacén, se visualizan también los puestos vacíos del mismo.

2 11/2006 Manejo2.15 Herramientas y correcciones de herramientas
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-161
o
Seleccione en el campo de manejo "Origen pieza" el pulsador de menú "Lista herram." o "Desgaste herram.".
La "lista de herramientas" o la "lista de desgaste de herramientas" se abre.
Accione el pulsador de menú "Clasificar".
Se abre un nuevo menú de pulsadores vertical. Por
almacén o Por
nombres o Por
tipos o Por N° T
Seleccione a través de un pulsador de menú el criterio según el cual quiera efectuar la clasificación de las herramientas.
Las herramientas se listan según el nuevo orden.
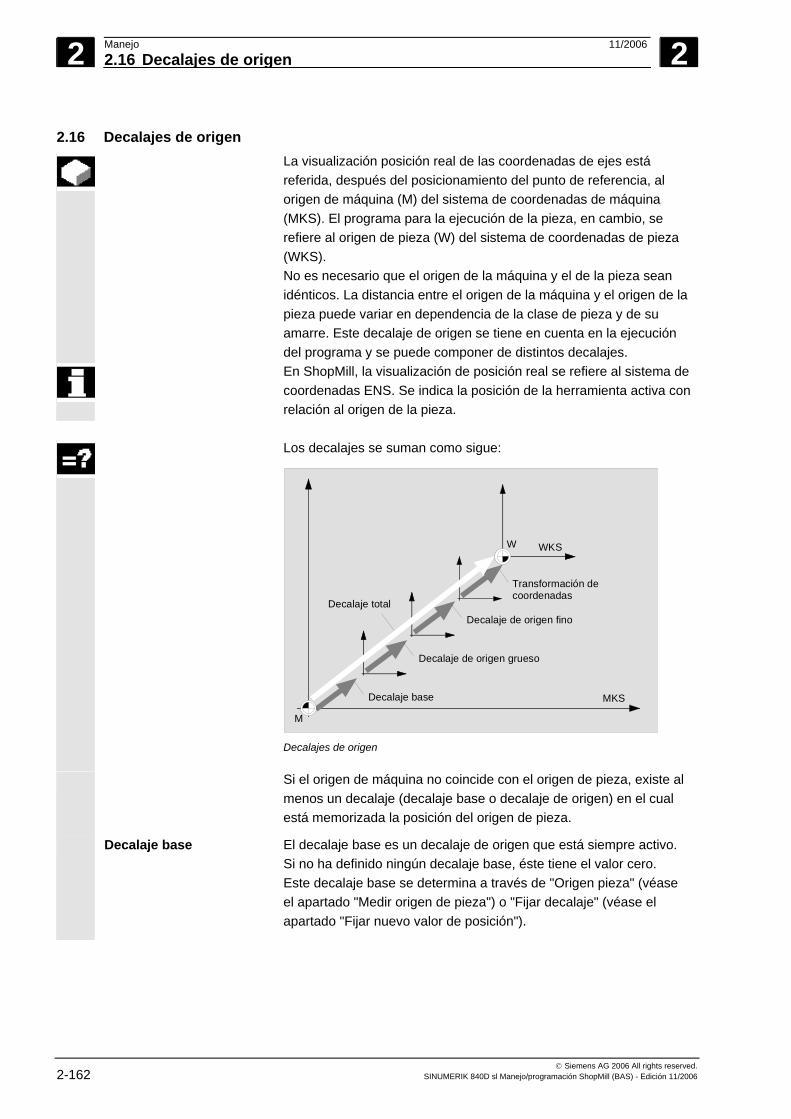
2 Manejo 11/2006 2.16 Decalajes de origen
2
© Siemens AG 2006 All rights reserved. 2-162 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.16 Decalajes de origen La visualización posición real de las coordenadas de ejes está
referida, después del posicionamiento del punto de referencia, al origen de máquina (M) del sistema de coordenadas de máquina (MKS). El programa para la ejecución de la pieza, en cambio, se refiere al origen de pieza (W) del sistema de coordenadas de pieza (WKS). No es necesario que el origen de la máquina y el de la pieza sean idénticos. La distancia entre el origen de la máquina y el origen de la pieza puede variar en dependencia de la clase de pieza y de su amarre. Este decalaje de origen se tiene en cuenta en la ejecución del programa y se puede componer de distintos decalajes.
En ShopMill, la visualización de posición real se refiere al sistema de coordenadas ENS. Se indica la posición de la herramienta activa con relación al origen de la pieza.
Los decalajes se suman como sigue:
Decalaje base MKS
M
WKSW
Decalaje total
Decalaje de origen grueso
Transformación de coordenadas
Decalaje de origen fino
Decalajes de origen
Si el origen de máquina no coincide con el origen de pieza, existe al menos un decalaje (decalaje base o decalaje de origen) en el cual está memorizada la posición del origen de pieza.
Decalaje base El decalaje base es un decalaje de origen que está siempre activo. Si no ha definido ningún decalaje base, éste tiene el valor cero. Este decalaje base se determina a través de "Origen pieza" (véase el apartado "Medir origen de pieza") o "Fijar decalaje" (véase el apartado "Fijar nuevo valor de posición").
2 11/2006 Manejo2.16 Decalajes de origen
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-163
Decalajes de origen
Un decalaje de origen (G54 a G57, G505 a G599) se compone siempre de un decalaje grueso y un decalaje fino. Puede llamar a los decalajes de origen desde cualquier programa de pasos de trabajo (los decalajes grueso y fino se suman). En el decalaje grueso puede, por ejemplo, memorizar el origen de la pieza. En el decalaje fino puede consignar entonces el decalaje que se produce al sujetar una nueva pieza entre el origen de pieza antiguo y nuevo.
Los decalajes finos tienen que ser ajustados por el fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
La manera de definir y llamar (abrir) los decalajes de origen se describe en los apartados "Fijar decalajes de origen" y "Llamar (abrir) decalajes de origen".
Transformación de coordenadas
Las transformaciones de coordenadas se programan siempre sólo para un determinado programa de pasos de trabajo. Son definidas por: • Decalaje • Giro • Escala • Simetría especular (Véase el apartado "Definir transformaciones de coordenadas").
Decalaje total El decalaje total resulta de la suma de todos los decalajes y todas las transformaciones de coordenadas.
2 Manejo 11/2006 2.16 Decalajes de origen
2
© Siemens AG 2006 All rights reserved. 2-164 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.16.1 Definir decalajes de origen
Los decalajes de origen (grueso y fino) se introducen directamente en la lista de decalajes de origen.
Los decalajes finos tienen que ser ajustados por el fabricante de la máquina.
El número de los decalajes de origen posibles está fijado en un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Seleccione en el campo de manejo "Origen pieza" el pulsador de menú "Decalaje de origen".
Se abre la lista de decalajes de origen.
Posicione el cursor en el decalaje grueso o fino que quiera definir.
Introduzca la coordenada deseada del eje en cuestión. Con las teclas de cursor puede conmutar entre los ejes
o
Poner X ...
Poner Z
Accione el pulsador de menú "Poner X", "Poner Y" o "Poner Z" si quiere asumir el valor de posición de un eje de la indicación de posición para un decalaje grueso.
o
Activar todo
Accione el pulsador de menú "Activar todo" si quiere asumir los valores de posición de todos los ejes de la indicación de posición para un decalaje grueso.
Se ajusta el nuevo decalaje grueso. Los valores del decalaje fino se incluyen y se borran a continuación.
Borrar DO
Accione el pulsador de menú "Borrar DO" si quiere borrar simultáneamente los valores del decalaje grueso y fino.
Otros ejes
Con el pulsador de menú "Otros ejes" puede mostrar adicionalmente dos ejes giratorios y establecer su decalaje. Estos ejes adicionales se tienen que activar a través de datos de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
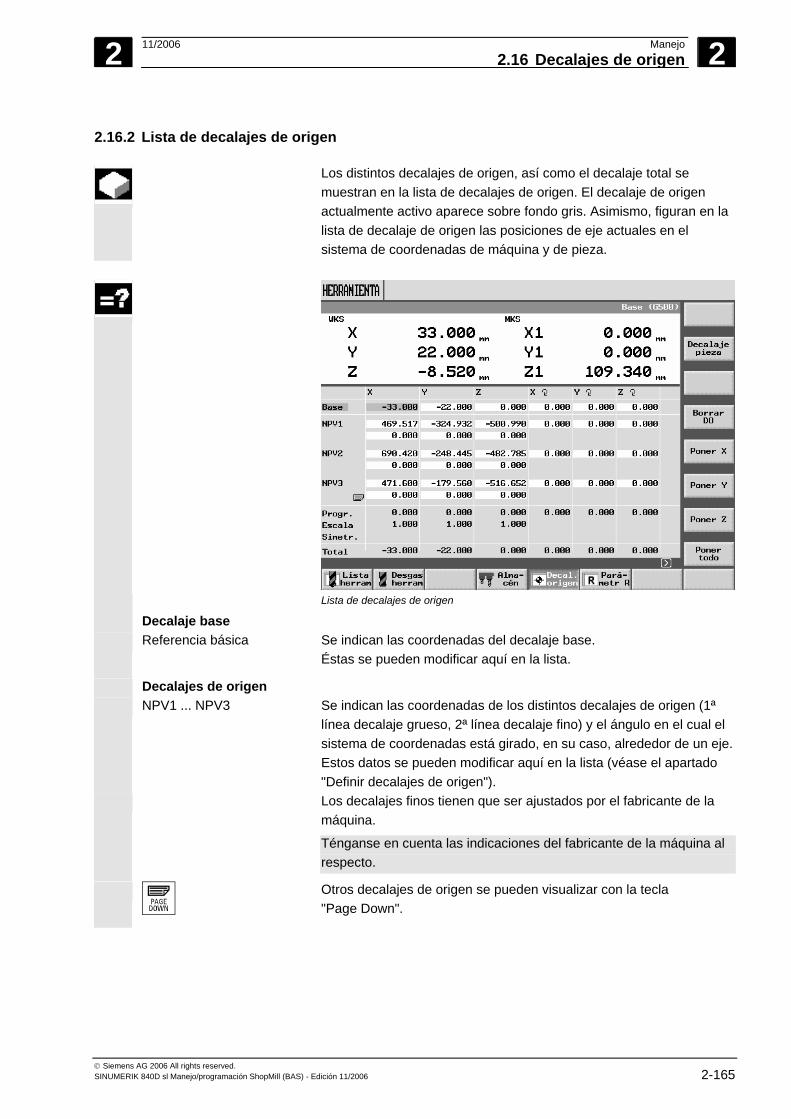
2 11/2006 Manejo2.16 Decalajes de origen
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-165
2.16.2 Lista de decalajes de origen
Los distintos decalajes de origen, así como el decalaje total se muestran en la lista de decalajes de origen. El decalaje de origen actualmente activo aparece sobre fondo gris. Asimismo, figuran en la lista de decalaje de origen las posiciones de eje actuales en el sistema de coordenadas de máquina y de pieza.
Lista de decalajes de origen
Decalaje base
Referencia básica Se indican las coordenadas del decalaje base. Éstas se pueden modificar aquí en la lista.
Decalajes de origen
NPV1 ... NPV3 Se indican las coordenadas de los distintos decalajes de origen (1ª línea decalaje grueso, 2ª línea decalaje fino) y el ángulo en el cual el sistema de coordenadas está girado, en su caso, alrededor de un eje.Estos datos se pueden modificar aquí en la lista (véase el apartado "Definir decalajes de origen").
Los decalajes finos tienen que ser ajustados por el fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Otros decalajes de origen se pueden visualizar con la tecla "Page Down".
2 Manejo 11/2006 2.16 Decalajes de origen
2
© Siemens AG 2006 All rights reserved. 2-166 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Transformación de coordenadas
Programa Se indican las coordenadas activas de la transformación "Decalaje" y el ángulo ajustado en la transformación "Rotación" alrededor del cual gira el sistema de coordenadas. Estos valores no se pueden modificar aquí.
Escala Se indica el factor de escala activo de la transformación "Escala" para el eje en cuestión. Estos valores no se pueden modificar aquí.
Simetría Se muestra el eje de simetría definido a través de la transformación "Simetría especular". Los ajustes no se pueden modificar aquí.
Decalaje total
Total Se indica el decalaje total resultante del decalaje base y todos los decalajes de origen y transformaciones de coordenadas activos.
Otros ejes
Con el pulsador de menú "Otros ejes" puede mostrar adicionalmente dos ejes giratorios y establecer su decalaje. Estos ejes adicionales se tienen que activar a través de datos de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Seleccione en el campo de manejo "Origen pieza" el pulsador de menú "Decalaje de origen".
Se abre la lista de decalajes de origen.
2 11/2006 Manejo2.16 Decalajes de origen
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-167
2.16.3 Seleccionar/deseleccionar decalaje de origen en la zona manual
Jog
Seleccione en el modo de operación "Máquina manual" el pulsador de menú "T, S, M".
Se visualiza la ventana "T, S, M". Seleccionar decalaje de
origen
Posicione el cursor en el parámetro "Origen" y accione el pulsador de menú "Alternativa" hasta que aparezca el decalaje de origen deseado.
Cycle Start
Pulse la tecla "Cycle-Start".
El decalaje de origen ajustado se activa. En la ventana "WKS" aparece el decalaje de origen activo.
Dec. orig.1p. ej., Los valores de decalaje introducidos en el menú "Decalaje origen" se
consideran en la visualización del sistema de coordenadas de pieza WKS.
Deseleccionar decalaje de origen
Posicione el cursor en el parámetro "Origen" y accione el pulsador de menú "Alternativa" hasta que aparezca " – " en el campo.
Cycle Start
Pulse la tecla "Cycle-Start".
Se deselecciona el decalaje de origen activo.
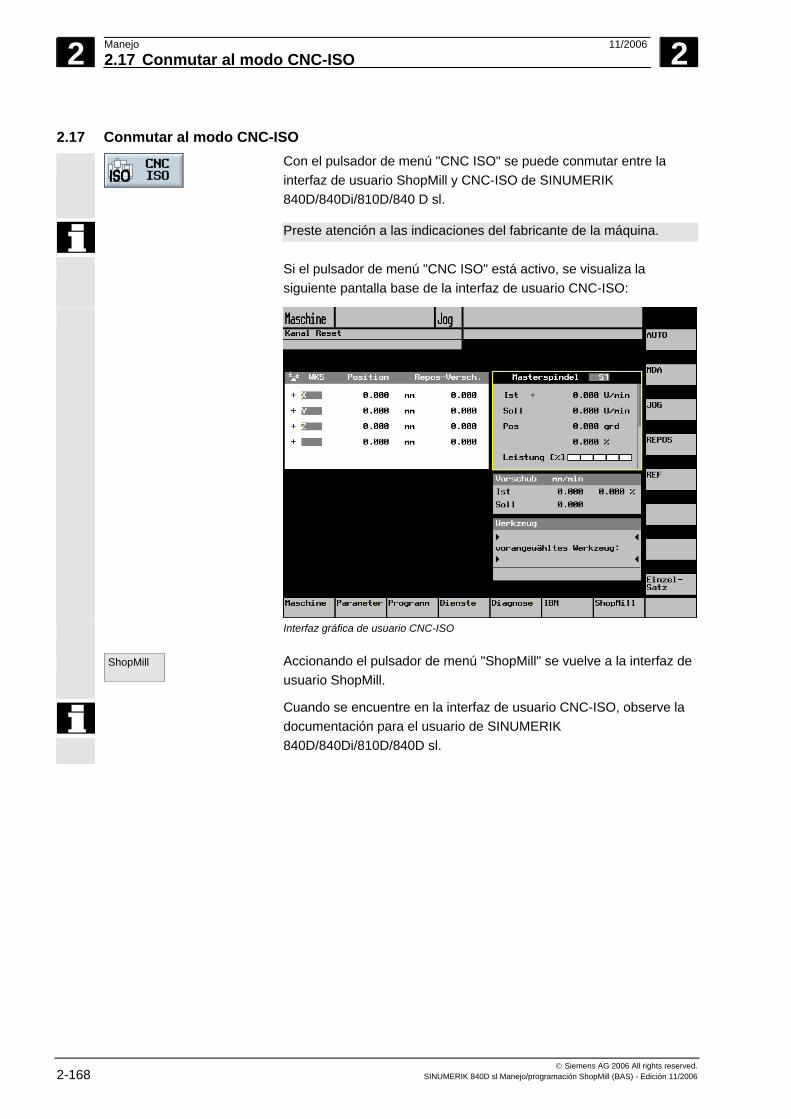
2 Manejo 11/2006 2.17 Conmutar al modo CNC-ISO
2
© Siemens AG 2006 All rights reserved. 2-168 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
2.17 Conmutar al modo CNC-ISO
Con el pulsador de menú "CNC ISO" se puede conmutar entre la interfaz de usuario ShopMill y CNC-ISO de SINUMERIK 840D/840Di/810D/840 D sl.
Preste atención a las indicaciones del fabricante de la máquina.
Si el pulsador de menú "CNC ISO" está activo, se visualiza la siguiente pantalla base de la interfaz de usuario CNC-ISO:
Interfaz gráfica de usuario CNC-ISO
ShopMill
Accionando el pulsador de menú "ShopMill" se vuelve a la interfaz de usuario ShopMill.
Cuando se encuentre en la interfaz de usuario CNC-ISO, observe la documentación para el usuario de SINUMERIK 840D/840Di/810D/840D sl.

2 11/2006 Manejo2.18 ShopMill Open (PCU 50.3)
2
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 2-169
2.18 ShopMill Open (PCU 50.3) El software ShopMill existe para el PCU 50.3 (HMI Advanced) en la
versión ShopMill Open.
En ShopMill Open, los campos de manejo HMI-Advanced "Servicios",
"Diagnóstico", "Puesta en marcha" y "Parámetros" (sin gestión de herramientas ni decalajes de origen) se encuentran directamente en el menú de pulsadores horizontal ampliado.
Máquina Programa Avisos Decalajeherram.
Gestor deprogramas alarmas
ParámetrosDiagnós-tico
Puesta enServiciosmarcha
Una descripción exacta de los campos de manejo HMI-Advanced
integrados se encuentra en Bibliografía: /BAD/, Instrucciones de manejo HMI Advanced SINUMERIK 840D/840Di/810D/840D sl
Además, algunos pulsadores de menú de la barra de menú básico o de la barra de menú básico ampliada pueden haber sido asignados por el fabricante de la máquina a otros campos de manejo.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
2.19 Telediagnosis Mediante la telediagnosis, el control se puede manejar desde un
PC externo. La conexión entre el control y el PC externo se puede establecer, p. ej., a través de un módem.
Tele-diagnosis
La telediagnosis se activa en la interfaz de usuario CNC-ISO en el campo de manejo Diagnóstico.
La función Telediagnosis es una opción de software.
Para más información sobre el tema de la telediagnosis, véase Bibliografía: /FB/, Descripción de funciones de ampliación, F3
2 Manejo 11/2006 2.19 Telediagnosis
2
© Siemens AG 2006 All rights reserved. 2-170 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Notas
3 11/2006 Programación con ShopMill 3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-171
Programación con ShopMill 3.1 Fundamentos de la programación .......................................................................... 3-173
3.2 Estructura del programa ......................................................................................... 3-176
3.3 Programa de pasos de trabajo................................................................................ 3-177
3.3.1 Crear nuevo programa; definir pieza en bruto ........................................................ 3-177 3.3.2 Programar secuencias nuevas ............................................................................... 3-181 3.3.3 Modificar secuencias de programa......................................................................... 3-183 3.3.4 Editor de programas ............................................................................................... 3-184 3.3.5 Indicar número de piezas........................................................................................ 3-187
3.4 Programar herramienta, valor de corrección y velocidad de giro del cabezal........ 3-188
3.5 Fresar contorno....................................................................................................... 3-189 3.5.1 Representación del contorno.................................................................................. 3-192 3.5.2 Crear contorno nuevo ............................................................................................. 3-194 3.5.3 Crear elementos de contorno ................................................................................. 3-196 3.5.4 Modificar contorno .................................................................................................. 3-201 3.5.5 Ejemplos de programación para la programa libre de contornos........................... 3-203 3.5.6 Fresado en contorneado......................................................................................... 3-207 3.5.7 Pretaladrar caja de contorno................................................................................... 3-210 3.5.8 Fresar caja de contorno (desbaste)........................................................................ 3-213 3.5.9 Vaciar material sobrante caja de contorno ............................................................. 3-214 3.5.10 Acabar caja de contorno ......................................................................................... 3-216 3.5.11 Achaflanar caja de contorno ................................................................................... 3-219 3.5.12 Fresar salientes de contorno (desbastar) ............................................................... 3-220 3.5.13 Vaciar material sobrante saliente de contorno ....................................................... 3-221 3.5.14 Acabar salientes de contorno ................................................................................. 3-223 3.5.15 Achaflanar saliente de contorno ............................................................................. 3-224
3.6 Movimientos interpolados rectos o circulares......................................................... 3-225 3.6.1 Recta....................................................................................................................... 3-225 3.6.2 Círculo con centro conocido ................................................................................... 3-227 3.6.3 Círculo con radio conocido ..................................................................................... 3-228 3.6.4 Hélice ...................................................................................................................... 3-229 3.6.5 Coordenadas polares.............................................................................................. 3-230 3.6.6 Recta polar.............................................................................................................. 3-231 3.6.7 Círculo polar............................................................................................................ 3-232 3.6.8 Ejemplos de programación Coordenadas polares.................................................. 3-233
3.7 Taladrado................................................................................................................ 3-234 3.7.1 Puntear.................................................................................................................... 3-234 3.7.2 Taladrar y escariar .................................................................................................. 3-235 3.7.3 Taladrado profundo................................................................................................. 3-236 3.7.4 Mandrinar ................................................................................................................ 3-238 3.7.5 Roscado con macho ............................................................................................... 3-239 3.7.6 Fresado de roscas .................................................................................................. 3-241 3.7.7 Taladro y fresado de rosca ..................................................................................... 3-245
3 Programación con ShopMill 11/2006 3
© Siemens AG 2006 All rights reserved. 3-172 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.7.8 Posicionamiento en cualquier posición y en patrones de posiciones.....................3-247 3.7.9 Posiciones libres .....................................................................................................3-248 3.7.10 Patrón de posiciones Línea.....................................................................................3-252 3.7.11 Patrón de posiciones Rejilla....................................................................................3-253 3.7.12 Patrón de posiciones Marco....................................................................................3-254 3.7.13 Patrón de posiciones Círculo ..................................................................................3-255 3.7.14 Patrón de posiciones Arco ......................................................................................3-257 3.7.15 Mostrar/ocultar posiciones ......................................................................................3-259 3.7.16 Obstáculo ................................................................................................................3-260 3.7.17 Repetir posición.......................................................................................................3-262 3.7.18 Ejemplos de programación para taladrar ................................................................3-263
3.8 Fresado ...................................................................................................................3-265 3.8.1 Planeado .................................................................................................................3-265 3.8.2 Caja rectangular ......................................................................................................3-268 3.8.3 Caja circular ............................................................................................................3-272 3.8.4 Saliente rectangular ................................................................................................3-275 3.8.5 Saliente circular.......................................................................................................3-278 3.8.6 Ranura longitudinal .................................................................................................3-280 3.8.7 Ranura circular ........................................................................................................3-283 3.8.8 Uso de patrones de posiciones en el fresado.........................................................3-286 3.8.9 Grabado ..................................................................................................................3-289
3.9 Medición ..................................................................................................................3-294 3.9.1 Medir origen de pieza..............................................................................................3-294 3.9.2 Medir herramienta ...................................................................................................3-296 3.9.3 Calibrar palpador.....................................................................................................3-298
3.10 Funciones diversas .................................................................................................3-299 3.10.1 Llamar/abrir subprograma.......................................................................................3-299 3.10.2 Repetir secuencias de programa ............................................................................3-301 3.10.3 Modificar ajustes de programa................................................................................3-303 3.10.4 Llamar decalajes de origen .....................................................................................3-303 3.10.5 Definir transformaciones de coordenadas ..............................................................3-305 3.10.6 Transformación de envolvente del cilindro..............................................................3-308 3.10.7 Orientación ..............................................................................................................3-311 3.10.8 Funciones adicionales.............................................................................................3-317
3.11 Insertar código G en un programa de pasos de trabajo .........................................3-318
3 11/2006 Programación con ShopMill3.1 Fundamentos de la programación
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-173
3.1 Fundamentos de la programación ¡Importante! ¡Al crear programas para máquinas herramienta se tienen que
observar especialmente los siguientes conceptos! Ejes En fresadoras, los 3 ejes principales se denominan X, Y y Z. En el
caso estándar, el eje Z es el eje de herramienta. Cota métrica
o en pulgadas El control puede procesar acotados métricos y en pulgadas. Según el ajuste básico, el control interpreta todos los valores geométricos comoindicaciones de medidas métricas o en pulgadas. Independientemente del ajuste básico, se puede ajustar en la cabecera del programa (definir pieza en bruto) el acotado métrico o en pulgadas. En este capítulo, todos los acotados son métricos.
Acotado absoluto En el acotado absoluto, las cotas se refieren al origen del sistema de
coordenadas del decalaje total. Acotado incremental En el acotado incremental, el valor numérico programado de la
información de recorrido corresponde al recorrido a realizar. El signo indica la dirección de desplazamiento.
Herramienta T Para cada mecanizado se tiene que programar una herramienta. En
los ciclos de mecanizado ShopMill ya está integrada una selección de herramienta en cada pantalla de parámetros. Excepción: Antes de programar rectas sencillas y círculos es necesario efectuar una selección de herramienta. La selección de herramienta con Recta/círculo actúa automantenida (modal), es decir, si existen varias operaciones de mecanizado sucesivas con la misma herramienta, sólo tiene que programar una herramienta en la 1ª recta/círculo.
Corrección longitudinal de
herramienta Las correcciones longitudinales de herramienta se activan inmediatamente al insertar la herramienta. A cada herramienta con varios filos se pueden asignar distintas secuencias de corrección de herramienta. La corrección longitudinal de la herramienta del cabezal se mantiene activa incluso después de la ejecución del programa (RESET).
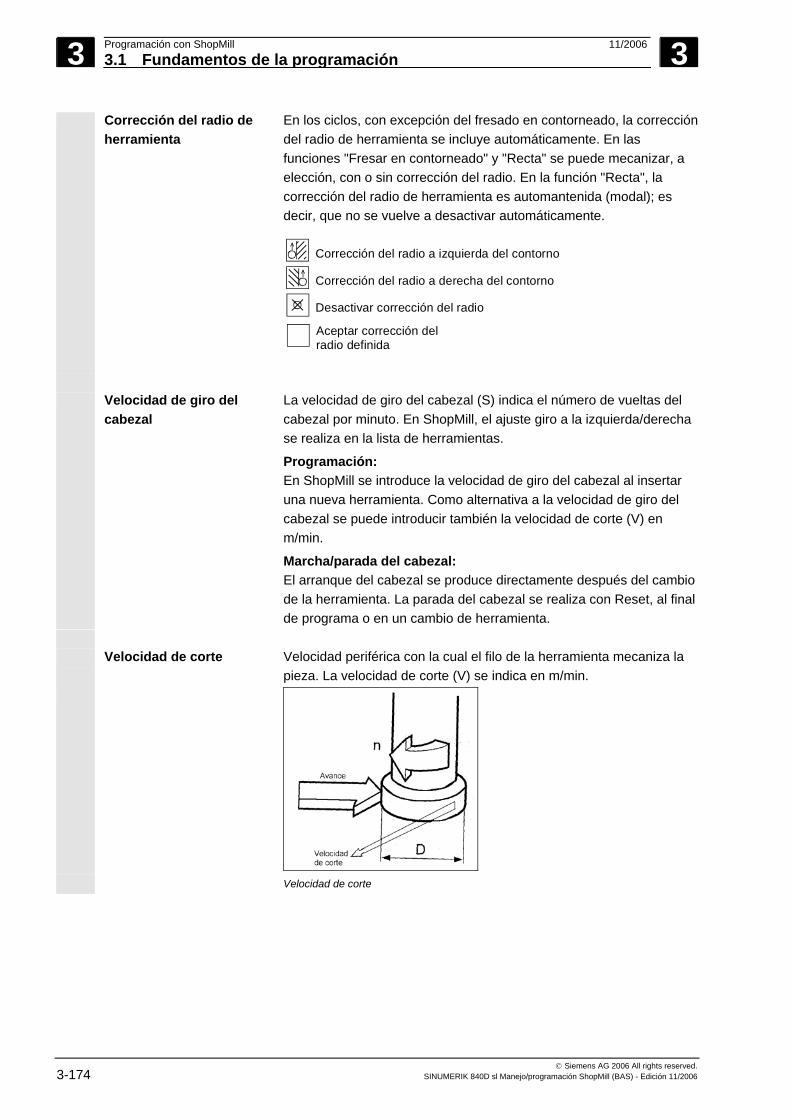
3 Programación con ShopMill 11/2006 3.1 Fundamentos de la programación
3
© Siemens AG 2006 All rights reserved. 3-174 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Corrección del radio de herramienta
En los ciclos, con excepción del fresado en contorneado, la correccióndel radio de herramienta se incluye automáticamente. En las funciones "Fresar en contorneado" y "Recta" se puede mecanizar, a elección, con o sin corrección del radio. En la función "Recta", la corrección del radio de herramienta es automantenida (modal); es decir, que no se vuelve a desactivar automáticamente.
Corrección del radio a izquierda del contorno
Corrección del radio a derecha del contorno
Desactivar corrección del radio
Aceptar corrección del radio definida
Velocidad de giro del
cabezal La velocidad de giro del cabezal (S) indica el número de vueltas del cabezal por minuto. En ShopMill, el ajuste giro a la izquierda/derecha se realiza en la lista de herramientas.
Programación: En ShopMill se introduce la velocidad de giro del cabezal al insertar una nueva herramienta. Como alternativa a la velocidad de giro del cabezal se puede introducir también la velocidad de corte (V) en m/min.
Marcha/parada del cabezal: El arranque del cabezal se produce directamente después del cambio de la herramienta. La parada del cabezal se realiza con Reset, al final de programa o en un cambio de herramienta.
Velocidad de corte Velocidad periférica con la cual el filo de la herramienta mecaniza la
pieza. La velocidad de corte (V) se indica en m/min.
Velocidad de corte
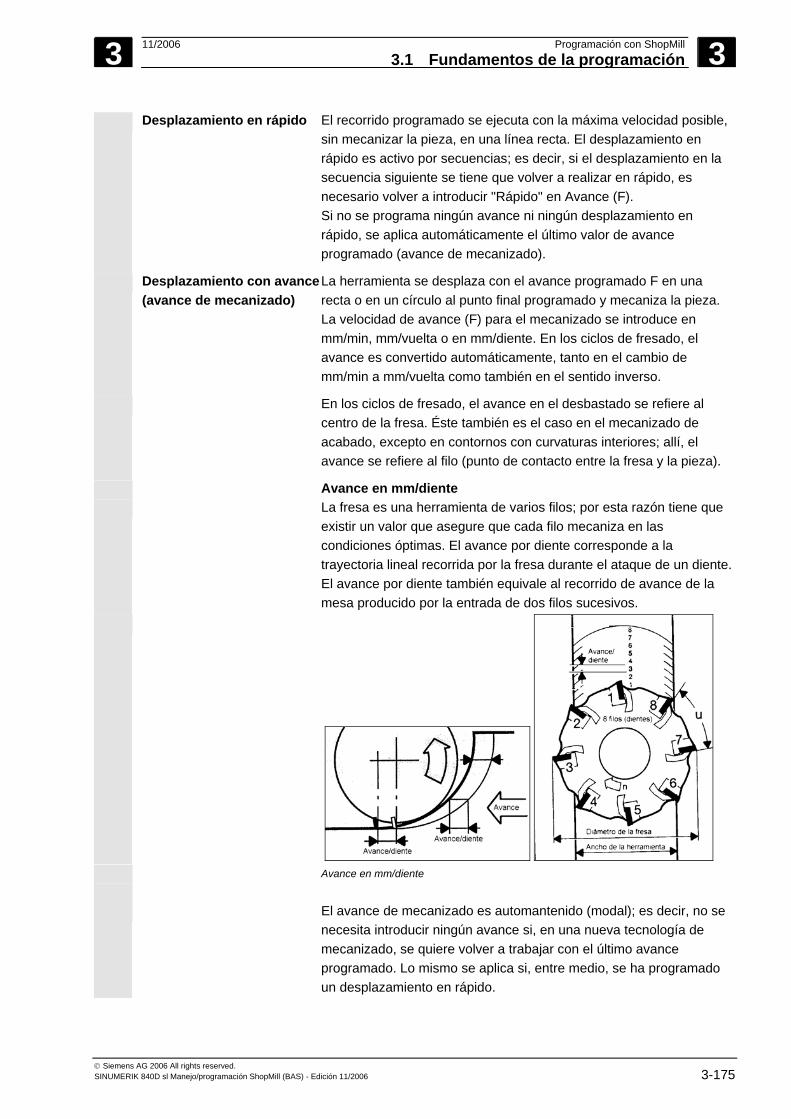
3 11/2006 Programación con ShopMill3.1 Fundamentos de la programación
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-175
Desplazamiento en rápido El recorrido programado se ejecuta con la máxima velocidad posible, sin mecanizar la pieza, en una línea recta. El desplazamiento en rápido es activo por secuencias; es decir, si el desplazamiento en la secuencia siguiente se tiene que volver a realizar en rápido, es necesario volver a introducir "Rápido" en Avance (F). Si no se programa ningún avance ni ningún desplazamiento en rápido, se aplica automáticamente el último valor de avance programado (avance de mecanizado).
Desplazamiento con avance (avance de mecanizado)
La herramienta se desplaza con el avance programado F en una recta o en un círculo al punto final programado y mecaniza la pieza. La velocidad de avance (F) para el mecanizado se introduce en mm/min, mm/vuelta o en mm/diente. En los ciclos de fresado, el avance es convertido automáticamente, tanto en el cambio de mm/min a mm/vuelta como también en el sentido inverso.
En los ciclos de fresado, el avance en el desbastado se refiere al centro de la fresa. Éste también es el caso en el mecanizado de acabado, excepto en contornos con curvaturas interiores; allí, el avance se refiere al filo (punto de contacto entre la fresa y la pieza).
Avance en mm/diente La fresa es una herramienta de varios filos; por esta razón tiene que
existir un valor que asegure que cada filo mecaniza en las condiciones óptimas. El avance por diente corresponde a la trayectoria lineal recorrida por la fresa durante el ataque de un diente.El avance por diente también equivale al recorrido de avance de la mesa producido por la entrada de dos filos sucesivos.
Avance en mm/diente El avance de mecanizado es automantenido (modal); es decir, no se
necesita introducir ningún avance si, en una nueva tecnología de mecanizado, se quiere volver a trabajar con el último avance programado. Lo mismo se aplica si, entre medio, se ha programado un desplazamiento en rápido.
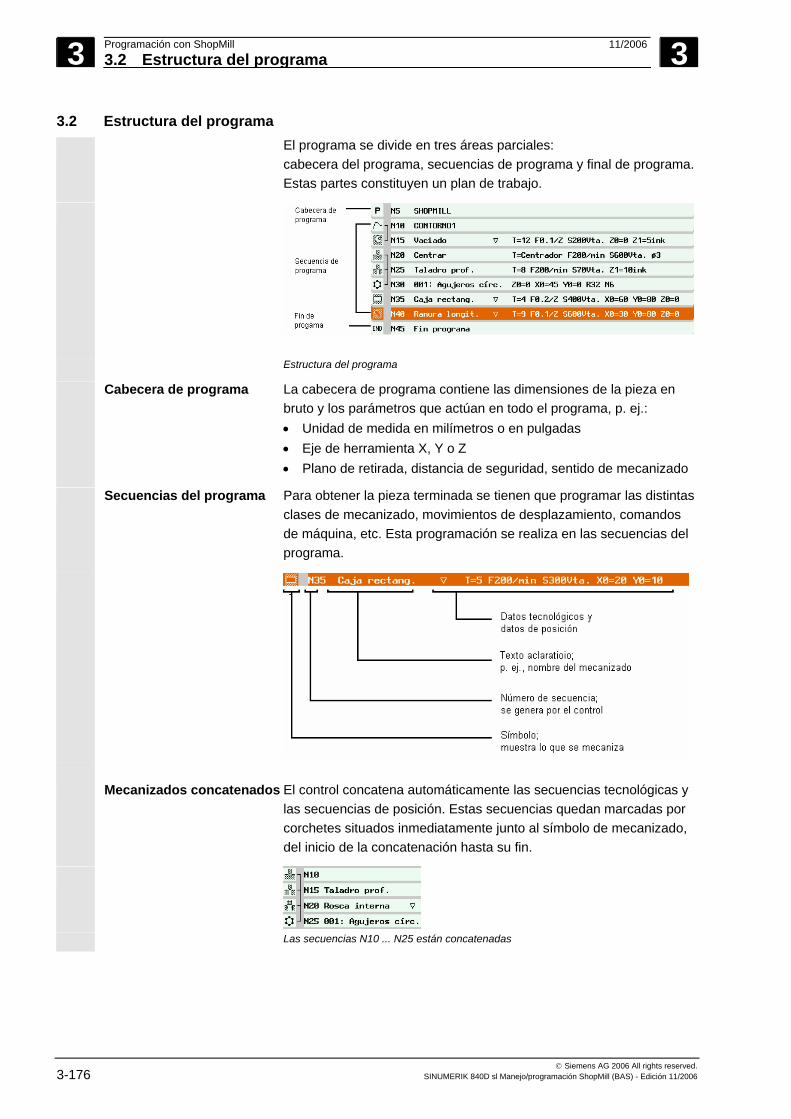
3 Programación con ShopMill 11/2006 3.2 Estructura del programa
3
© Siemens AG 2006 All rights reserved. 3-176 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.2 Estructura del programa El programa se divide en tres áreas parciales:
cabecera del programa, secuencias de programa y final de programa.Estas partes constituyen un plan de trabajo.
Estructura del programa
Cabecera de programa La cabecera de programa contiene las dimensiones de la pieza en bruto y los parámetros que actúan en todo el programa, p. ej.: • Unidad de medida en milímetros o en pulgadas • Eje de herramienta X, Y o Z • Plano de retirada, distancia de seguridad, sentido de mecanizado
Secuencias del programa Para obtener la pieza terminada se tienen que programar las distintas clases de mecanizado, movimientos de desplazamiento, comandos de máquina, etc. Esta programación se realiza en las secuencias del programa.
Mecanizados concatenados El control concatena automáticamente las secuencias tecnológicas y
las secuencias de posición. Estas secuencias quedan marcadas por corchetes situados inmediatamente junto al símbolo de mecanizado, del inicio de la concatenación hasta su fin.
Las secuencias N10 ... N25 están concatenadas
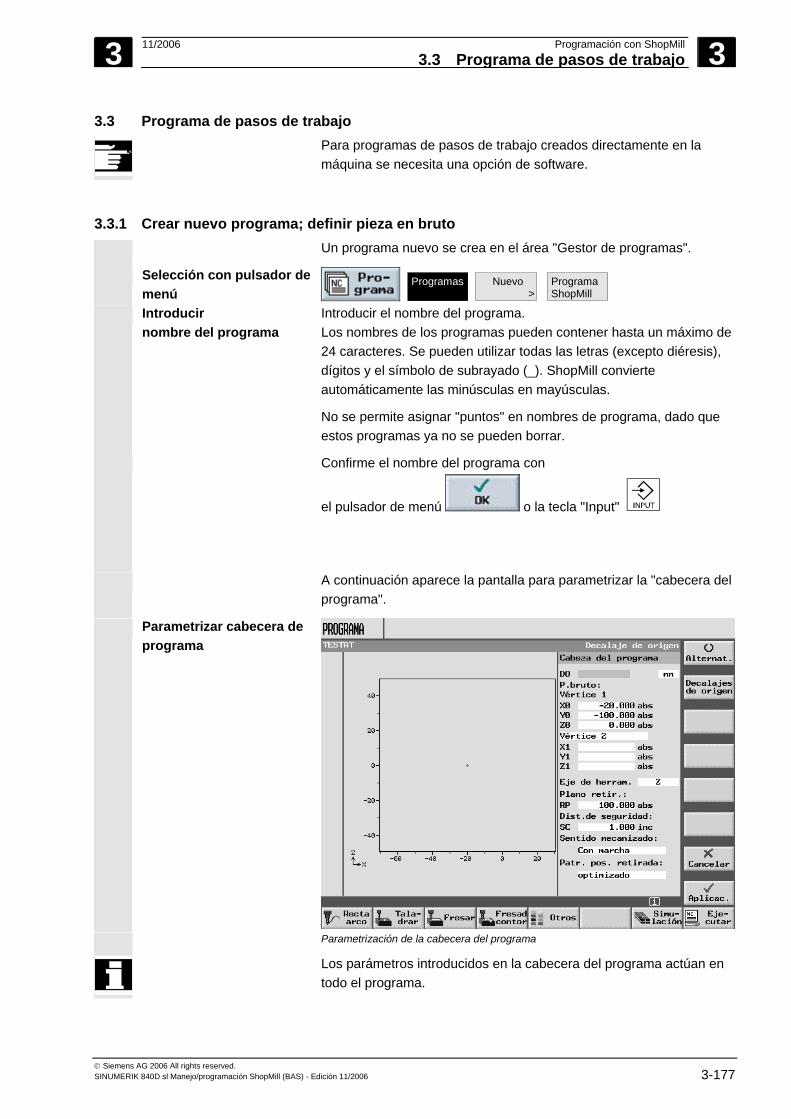
3 11/2006 Programación con ShopMill3.3 Programa de pasos de trabajo
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-177
3.3 Programa de pasos de trabajo Para programas de pasos de trabajo creados directamente en la
máquina se necesita una opción de software.
3.3.1 Crear nuevo programa; definir pieza en bruto Un programa nuevo se crea en el área "Gestor de programas".
Selección con pulsador de menú
Programas
Nuevo >
ProgramaShopMill
Introducir nombre del programa
Introducir el nombre del programa. Los nombres de los programas pueden contener hasta un máximo de 24 caracteres. Se pueden utilizar todas las letras (excepto diéresis), dígitos y el símbolo de subrayado (_). ShopMill convierte automáticamente las minúsculas en mayúsculas.
No se permite asignar "puntos" en nombres de programa, dado que estos programas ya no se pueden borrar.
Confirme el nombre del programa con
el pulsador de menú o la tecla "Input"
A continuación aparece la pantalla para parametrizar la "cabecera del programa".
Parametrizar cabecera de programa
Parametrización de la cabecera del programa
Los parámetros introducidos en la cabecera del programa actúan en todo el programa.
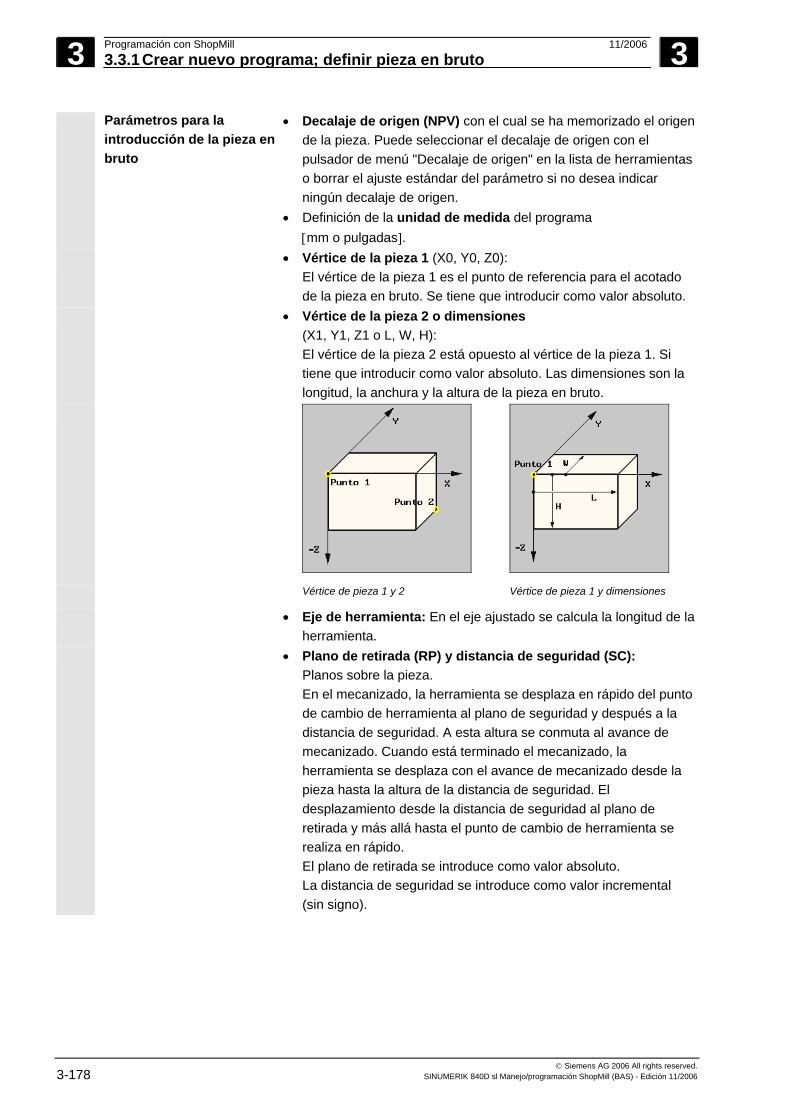
3 Programación con ShopMill 11/2006 3.3.1 Crear nuevo programa; definir pieza en bruto
3
© Siemens AG 2006 All rights reserved. 3-178 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Parámetros para la introducción de la pieza en bruto
• Decalaje de origen (NPV) con el cual se ha memorizado el origen de la pieza. Puede seleccionar el decalaje de origen con el pulsador de menú "Decalaje de origen" en la lista de herramientas o borrar el ajuste estándar del parámetro si no desea indicar ningún decalaje de origen.
• Definición de la unidad de medida del programa [mm o pulgadas].
• Vértice de la pieza 1 (X0, Y0, Z0): El vértice de la pieza 1 es el punto de referencia para el acotado de la pieza en bruto. Se tiene que introducir como valor absoluto.
• Vértice de la pieza 2 o dimensiones (X1, Y1, Z1 o L, W, H): El vértice de la pieza 2 está opuesto al vértice de la pieza 1. Si tiene que introducir como valor absoluto. Las dimensiones son la longitud, la anchura y la altura de la pieza en bruto.
Vértice de pieza 1 y 2 Vértice de pieza 1 y dimensiones
• Eje de herramienta: En el eje ajustado se calcula la longitud de la herramienta.
• Plano de retirada (RP) y distancia de seguridad (SC): Planos sobre la pieza. En el mecanizado, la herramienta se desplaza en rápido del punto de cambio de herramienta al plano de seguridad y después a la distancia de seguridad. A esta altura se conmuta al avance de mecanizado. Cuando está terminado el mecanizado, la herramienta se desplaza con el avance de mecanizado desde la pieza hasta la altura de la distancia de seguridad. El desplazamiento desde la distancia de seguridad al plano de retirada y más allá hasta el punto de cambio de herramienta se realiza en rápido. El plano de retirada se introduce como valor absoluto. La distancia de seguridad se introduce como valor incremental (sin signo).
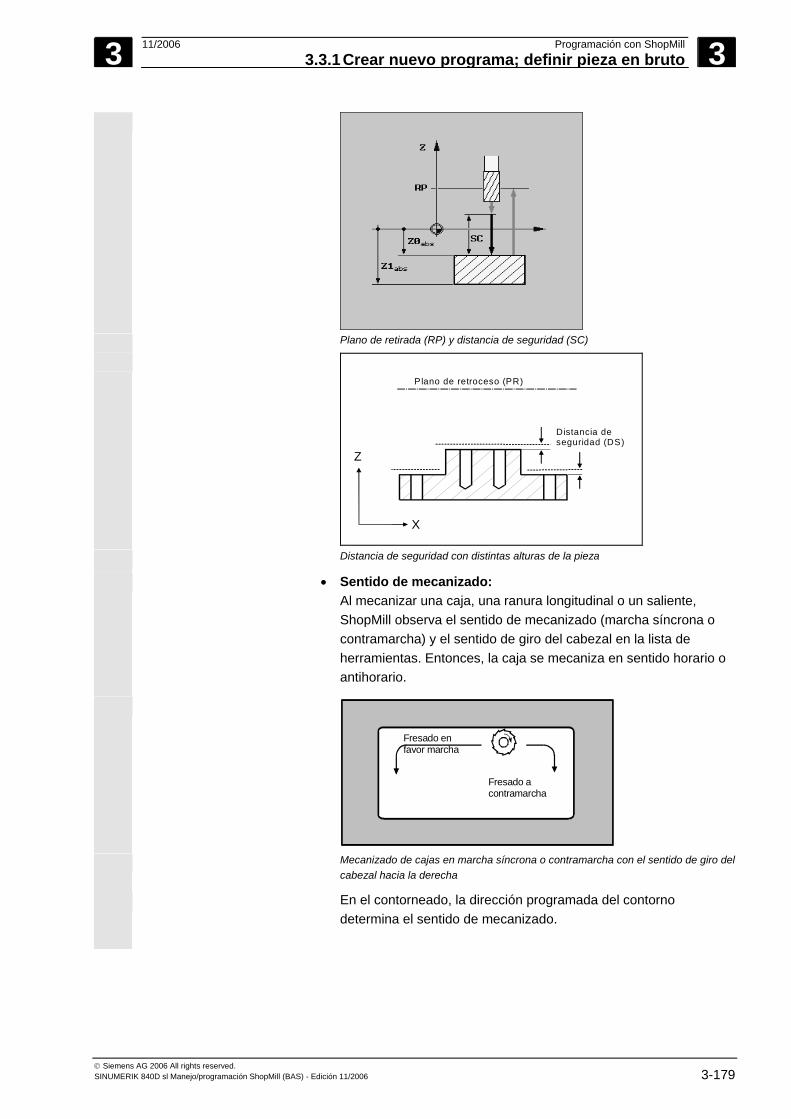
3 11/2006 Programación con ShopMill3.3.1Crear nuevo programa; definir pieza en bruto
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-179
Plano de retirada (RP) y distancia de seguridad (SC)
X
Z
Distancia deseguridad (DS)
Plano de retroceso (PR)
Distancia de seguridad con distintas alturas de la pieza
• Sentido de mecanizado: Al mecanizar una caja, una ranura longitudinal o un saliente,
ShopMill observa el sentido de mecanizado (marcha síncrona o contramarcha) y el sentido de giro del cabezal en la lista de herramientas. Entonces, la caja se mecaniza en sentido horario o antihorario.
Fresado en favor marcha
Fresado acontramarcha
Mecanizado de cajas en marcha síncrona o contramarcha con el sentido de giro del
cabezal hacia la derecha
En el contorneado, la dirección programada del contorno determina el sentido de mecanizado.
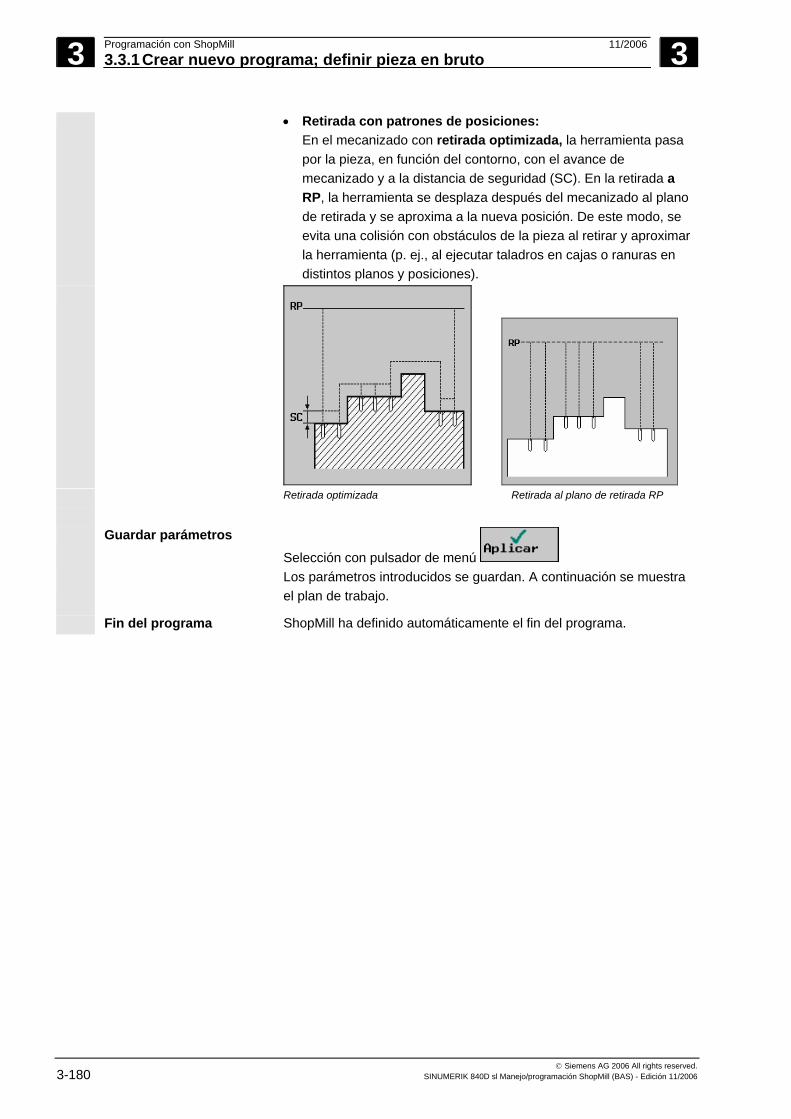
3 Programación con ShopMill 11/2006 3.3.1 Crear nuevo programa; definir pieza en bruto
3
© Siemens AG 2006 All rights reserved. 3-180 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
• Retirada con patrones de posiciones: En el mecanizado con retirada optimizada, la herramienta pasa por la pieza, en función del contorno, con el avance de mecanizado y a la distancia de seguridad (SC). En la retirada a RP, la herramienta se desplaza después del mecanizado al plano de retirada y se aproxima a la nueva posición. De este modo, se evita una colisión con obstáculos de la pieza al retirar y aproximar la herramienta (p. ej., al ejecutar taladros en cajas o ranuras en distintos planos y posiciones).
Retirada optimizada Retirada al plano de retirada RP Guardar parámetros
Selección con pulsador de menú Los parámetros introducidos se guardan. A continuación se muestra
el plan de trabajo.
Fin del programa ShopMill ha definido automáticamente el fin del programa.
3 11/2006 Programación con ShopMill3.3.1Crear nuevo programa; definir pieza en bruto
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-181
3.3.2 Programar secuencias nuevas
Crear secuencias de programa
Una vez que se haya definido la pieza en bruto, se programan en las distintas secuencias de programa el mecanizado, los avances y las posiciones. Para este fin, se ofrecen "pantallas de ayuda" para las distintas operaciones.
Para un programa se dispone de mucha capacidad de memoria.
Sin embargo, según la capacidad de memoria necesaria, sólo es posible programar un número limitado de secuencias.
• ShopMill en NCU (HMI Embedded) Con la función "Recta" se pueden programar máx. 1000 secuencias y con la función "Fresar caja" máx. 600 secuencias.
• PCU 50.3 (HMI Advanced) Con la función "Recta" se pueden programar máx. 3500 secuencias y con la función "Fresar caja" máx. 2100 secuencias.
Con amarres múltiples, un programa puede mostrar fácilmente más del número admisible de secuencias de programa. Si recibe el mensaje de que existen demasiadas secuencias, reúna los mecanizados con la misma herramienta en un subprograma. De este modo se puede abrir y ejecutar el programa.
Nota Las nuevas secuencias programadas se insertan siempre después de la secuencia marcada. Antes de la cabecera del programa y después del fin del programa no es posible programar secuencias.
Campos de entrada de
parámetros
Avance: Si, en Avance (F), no se programa ningún valor (campo vacío), se adopta el último avance programado anteriormente.
Vaciar campo de entrada: Con la tecla DEL (o Backspace) se vacía el campo de entrada, es decir, se borra el valor programado.
Campos de parámetros con ajuste previo y vacíos: En los campos con ajuste previo siempre tiene que figurar una entrada. Si se vacía el campo ya no se muestra el pulsador de menú "Aceptar".
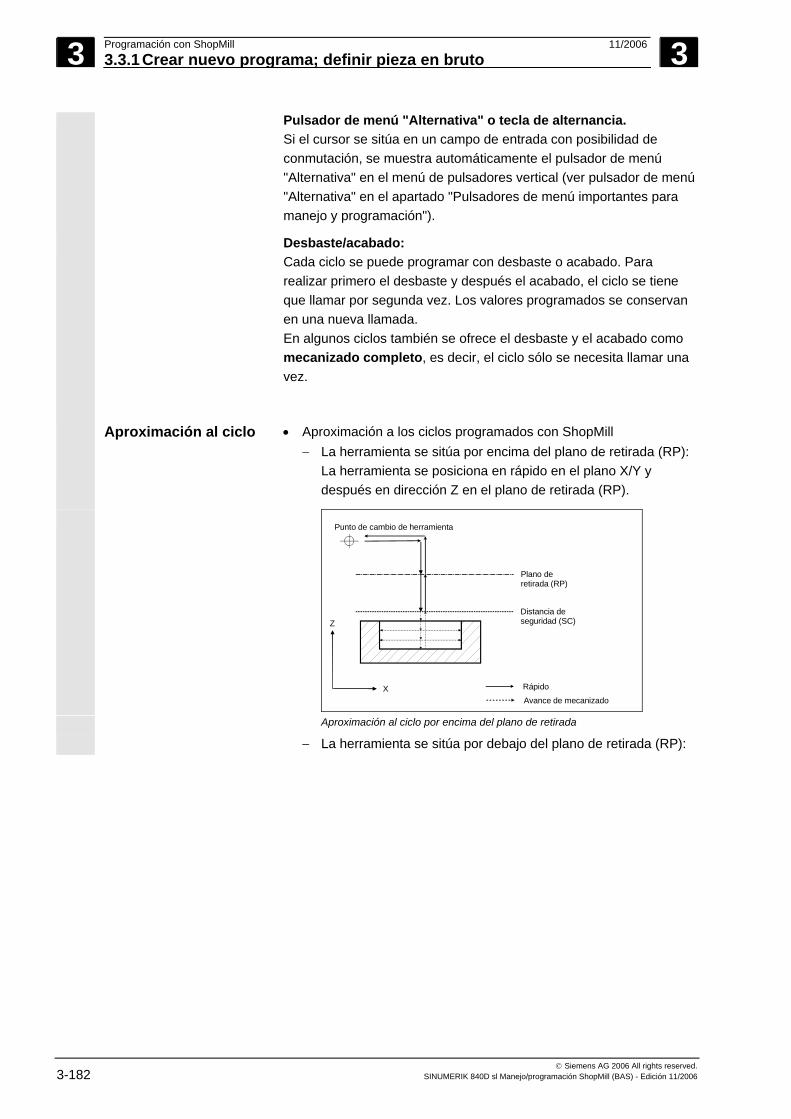
3 Programación con ShopMill 11/2006 3.3.1 Crear nuevo programa; definir pieza en bruto
3
© Siemens AG 2006 All rights reserved. 3-182 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Pulsador de menú "Alternativa" o tecla de alternancia. Si el cursor se sitúa en un campo de entrada con posibilidad de conmutación, se muestra automáticamente el pulsador de menú "Alternativa" en el menú de pulsadores vertical (ver pulsador de menú "Alternativa" en el apartado "Pulsadores de menú importantes para manejo y programación").
Desbaste/acabado: Cada ciclo se puede programar con desbaste o acabado. Para realizar primero el desbaste y después el acabado, el ciclo se tiene que llamar por segunda vez. Los valores programados se conservan en una nueva llamada. En algunos ciclos también se ofrece el desbaste y el acabado como mecanizado completo, es decir, el ciclo sólo se necesita llamar una vez.
Aproximación al ciclo • Aproximación a los ciclos programados con ShopMill − La herramienta se sitúa por encima del plano de retirada (RP): La herramienta se posiciona en rápido en el plano X/Y y
después en dirección Z en el plano de retirada (RP).
X
ZDistancia deseguridad (SC)
Plano deretirada (RP)
Punto de cambio de herramienta
Rápido
Avance de mecanizado Aproximación al ciclo por encima del plano de retirada − La herramienta se sitúa por debajo del plano de retirada (RP):
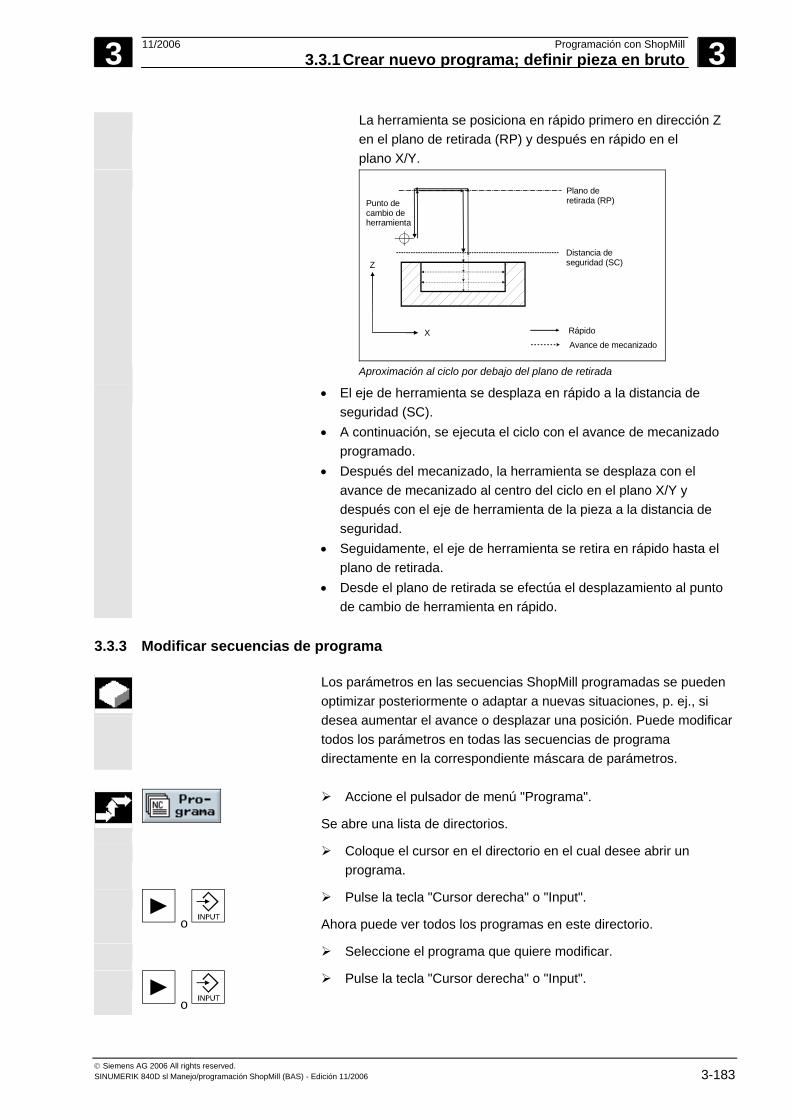
3 11/2006 Programación con ShopMill3.3.1Crear nuevo programa; definir pieza en bruto
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-183
La herramienta se posiciona en rápido primero en dirección Z en el plano de retirada (RP) y después en rápido en el plano X/Y.
X
ZDistancia deseguridad (SC)
Plano deretirada (RP)Punto de
cambio de herramienta
Rápido
Avance de mecanizado
Aproximación al ciclo por debajo del plano de retirada • El eje de herramienta se desplaza en rápido a la distancia de
seguridad (SC). • A continuación, se ejecuta el ciclo con el avance de mecanizado
programado. • Después del mecanizado, la herramienta se desplaza con el
avance de mecanizado al centro del ciclo en el plano X/Y y después con el eje de herramienta de la pieza a la distancia de seguridad.
• Seguidamente, el eje de herramienta se retira en rápido hasta el plano de retirada.
• Desde el plano de retirada se efectúa el desplazamiento al punto de cambio de herramienta en rápido.
3.3.3 Modificar secuencias de programa
Los parámetros en las secuencias ShopMill programadas se pueden optimizar posteriormente o adaptar a nuevas situaciones, p. ej., si desea aumentar el avance o desplazar una posición. Puede modificar todos los parámetros en todas las secuencias de programa directamente en la correspondiente máscara de parámetros.
Accione el pulsador de menú "Programa".
Se abre una lista de directorios.
Coloque el cursor en el directorio en el cual desee abrir un programa.
o
Pulse la tecla "Cursor derecha" o "Input".
Ahora puede ver todos los programas en este directorio.
Seleccione el programa que quiere modificar.
o
Pulse la tecla "Cursor derecha" o "Input".
3 Programación con ShopMill 11/2006 3.3.1 Crear nuevo programa; definir pieza en bruto
3
© Siemens AG 2006 All rights reserved. 3-184 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Se abre el plan de trabajo del programa.
Posicione el cursor en el plan de trabajo encima de la secuencia de programa deseada.
Pulse la tecla "Cursor derecha".
Se abre la máscara de parámetros de la secuencia de programa seleccionada.
Introduzca las modificaciones.
o
Accione el pulsador de menú "Aplicar" o la tecla "Cursor izquierda".
Los cambios se incorporan en el programa.
3.3.4 Editor de programas
Si quiere modificar el orden de las secuencias dentro de un programa, borrar secuencias o copiarlas de un programa a otro, utilice el editor de programas.
En el editor de programas están disponibles las siguientes funciones:
• Marcar Puede marcar varias secuencias de programa a la vez, p. ej., para cortarlas y copiarlas posteriormente.
• Copiar/pegar Las secuencias de programa se pueden copiar y pegar dentro de un programa o entre distintos programas.
• Cortar Puede cortar las secuencias de programa y borrarlas de esta manera. No obstante, permanecen en la memoria tampón, de modo que puede volver a insertar las secuencias en otro punto.
• Buscar En un programa puede buscar números de secuencia o una cadena de caracteres de libre definición.
• Redenominar (cambiar nombre) En el editor de programas puede redenominar un contorno, p. ej., si lo ha copiado anteriormente.
• Numerar Si inserta una secuencia de programa nueva o copiada entre dos secuencias existentes, ShopMill asigna automáticamente un nuevo número de secuencia. Este puede ser superior al número de la siguiente secuencia. Con la función "Numerar" puede renumerar las secuencias en orden ascendente.
3 11/2006 Programación con ShopMill3.3.1Crear nuevo programa; definir pieza en bruto
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-185
Abrir editor de programas
Seleccione un programa.
Pulse la tecla "Ampliación".
En el menú de pulsadores vertical se muestran los pulsadores de menú del editor de programas.
Marcar secuencia de programa
Posicione el cursor en el plan de trabajo en la primera o última secuencia que quiere marcar.
Marcar
Accione el pulsador de menú "Marcar".
Seleccione con las teclas del cursor todas las demás secuencias que quiere marcar.
Las secuencias de programa están marcadas.
Copiar secuencia de programa
Marque la o las secuencias deseadas en el plan de trabajo.
Copiar
Accione el pulsador de menú "Copiar".
Las secuencias se copian a la memoria tampón.
Cortar secuencia de programa
Marque la o las secuencias deseadas en el plan de trabajo.
Cortar
Accione el pulsador de menú "Cortar".
Las secuencias son retiradas del plan de trabajo y guardadas en la memoria tampón.
Insertar secuencia de programa
Copie o corte la o las secuencias de programa deseadas en el plan de trabajo.
Posicione el cursor en la secuencia detrás de la cual se tienen que insertar la o las secuencias de programa.
Insertar
Accione el pulsador de menú "Insertar".
Las secuencias se insertan en el plan de trabajo del programa.
3 Programación con ShopMill 11/2006 3.3.1 Crear nuevo programa; definir pieza en bruto
3
© Siemens AG 2006 All rights reserved. 3-186 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Buscar
Buscar >
Accione el pulsador de menú "Buscar".
Introduzca un número de secuencia o un texto.
Seleccione si la búsqueda tiene que empezar al principio del programa o en la posición actual del cursor.
Buscar >
Accione el pulsador de menú "Buscar".
ShopMill explora el programa. El concepto encontrado se marca con el cursor.
Seguir buscando
Accione el pulsador de menú "Seguir buscando" para continuar la búsqueda.
Redenominar contorno
Posicione el cursor sobre un contorno del plan de trabajo .
Redeno-minar
Accione el pulsador de menú "Renombrar".
Introduzca un nuevo nombre para el contorno.
Accione el pulsador de menú "OK".
El nombre del contorno se modifica y se muestra en el plan de trabajo.
Numerar secuencias de programa
Nuevanumeración
Accione el pulsador de menú "Nueva numeración".
Las secuencias se numeran correlativamente en orden ascendente.
Cerrar editor de programas
Accione el pulsador de menú "Volver" para cerrar el editor de programas.
3 11/2006 Programación con ShopMill3.3.1Crear nuevo programa; definir pieza en bruto
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-187
3.3.5 Indicar número de piezas
Si quiere repetir la fabricación de la misma pieza un número determinado de veces, puede introducir al final del programa el número de piezas deseado. Cuando inicia el programa, la ejecución del programa se repite automáticamente tantas veces como ha indicado.
Abra la secuencia "Final de programa" si quiere mecanizar más
de 1 pieza.
Introduzca el número de piezas que quiere mecanizar.
Active el pulsador de menú "Aplicar".
Cuando inicia el programa más tarde, la ejecución del programa se repite automáticamente tantas veces como ha indicado.
infinito
Si quiere repetir la ejecución del programa de forma ilimitada, accione el pulsador de menú "infinito". Con "Reset" puede cancelar la ejecución del programa.
3 Programación con ShopMill 11/2006 3.4 Progr. herramienta, valor de correc. y veloc. de giro del cabezal
3
© Siemens AG 2006 All rights reserved. 3-188 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
3.4 Progr. herramienta, valor de correc. y veloc. de giro del cabezal Generalidades En la programación de ciclos, la herramienta está contenida en la
máscara. En la programación de una recta o un arco se tiene que seleccionar previamente una herramienta.
Selección con pulsador de menú: Herram.
Programación
de una herramienta (T) Seleccionar el campo de parámetro "T". ShopMill ofrece distintas posibilidades para introducir una herramienta:
1. posibilidad Introducir el nombre o el número de la herramienta a través del teclado.
2. posibilidad Pulsar la tecla de zona "Tool Offset", seleccionar la herramienta con las teclas de dirección y accionar el
pulsador de menú en elprograma .
La herramienta se incorpora en el campo de parámetros.
Filo (D) Para cada herramienta programada se puede seleccionar o indicar
con qué valores de corrección de filo D se trabaja. Las correcciones están consignadas en la lista de herramientas. En distintas herramientas (avellanador plano con guía o broca escalonada) se tiene que programar el número de filo D correcto; de lo contrario, existe peligro de colisión (ver también apartado "Ejemplos de programación para taladrar" y "Herramientas y correcciones de herramientas").
Velocidad de giro del
cabezal (S) o Velocidad de corte (V)
En ShopMill se puede programar la velocidad de giro del cabezal (S) o la velocidad de corte (V). La conmutación tiene lugar con la tecla "Alternativa". En los ciclos de fresado, la velocidad de giro del cabezal se convierte automáticamente en la velocidad de corte y viceversa. • La velocidad de giro del cabezal y la velocidad de corte
permanecen activas hasta que se programa una nueva herramienta.
• La velocidad de giro del cabezal se programa en vueltas/min. • La velocidad de corte se programa en m/min. • El sentido de giro de una herramienta se puede ajustar en la lista
de herramientas.
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-189
Dimensiones (DR) En este campo de entrada de parámetros se pueden programar creces sobre el radio de la herramienta. Al mecanizar el contorno se conservan así las creces para acabado (ver también el apartado "Herramientas y correcciones de herramientas"). El parámetro DR actúa hasta que se programa un ciclo ShopMill (Taladrar, Fresar, Fresar contorno").
Ejemplo En cualquier contorno se quieren mantener creces para acabado de 0.5 mm. Entonces, DR se tiene que programar con 0.5 mm. Con DR=0 se fresa el contorno programado sin creces para acabado.
3.5 Fresar contorno Si quiere fresar contornos sencillos o complejos, utilice la función
"Fresado contorno". Puede definir contornos abiertos o cerrados (cajas, islas, salientes) y mecanizarlos con fresado en contorneado o ciclos de fresado.
Un contorno se compone de distintos elementos de contorno; un
mínimo de dos y un máximo de 250 elementos producen un contorno definido. Adicionalmente puede programar entre los elementos de contorno chaflanes, radios o transiciones tangenciales.
La calculadora de contornos integrada computa los puntos de intersección de los distintos elementos de contorno, teniendo en cuenta las relaciones geométricas, y le permite así la introducción de elementos con acotado insuficiente.
Para el fresado del contorno tiene que programar siempre primero la geometría del contorno y después la tecnología. Puede mecanizar contornos cualesquiera con fresado en contorneado, vaciar cajas con/sin islas o vaciar salientes.
Contornos cualesquiera El mecanizado de contornos abiertos o cerrados cualesquiera se programa habitualmente como sigue:
1. Introducir contorno El contorno va componiendo a partir de distintos elementos de geométricos.
2. Fresado en contorneado (desbastado) El contorno se mecaniza teniendo en cuenta distintas estrategias de aproximación y de retirada.
3. Fresado en contorneado (mecanizado de acabado) Si, en el desbastado, ha programado creces para el acabado, el contorno se vuelve a mecanizar.
4. Fresado en contorneado (achaflanado) Si se ha previsto matar los cantos, se puede achaflanar la pieza con una herramienta especial.

3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-190 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
Contornos para cajas o islas
Los contornos para cajas o islas deberán ser cerrados, es decir, tienen que tener el punto inicial y el punto final coincidentes. También se pueden fresar cajas que contengan en su interior una o varias islas. Las islas pueden encontrarse parcialmente fuera de la caja o solaparse entre sí. ShopMill interpreta el primer contorno indicado como contorno de la caja y el resto de los contornos como el de las islas.
El mecanizado de cajas de contorno con islas se programa, p. ej., como sigue:
1. Introducir contorno de la caja La caja de contorno se va componiendo a partir de distintos elementos geométricos.
2. Introducir contorno de la isla El contorno de la isla se introduce después de la caja de contorno.
3. Puntear pretaladrado de la caja de contorno Si quiere taladrar inicialmente la caja de contorno puede puntear primero el pretaladrado para evitar el desplazamiento de la broca.
4. Pretaladrar caja de contorno Si, al vaciar cajas de contorno, quiere penetrar verticalmente y no dispone de una fresa con diente frontal, puede puntear la caja.
5. Vaciar caja de contorno con isla (desbastado) La caja de contorno con isla se vacía considerando distintas estrategias de penetración.
6. Vaciar material sobrante (desbastado) Al vaciar la caja, ShopMill detecta automáticamente el material sobrante que ha quedado en la pieza. Con una herramienta apropiada, este material se puede vaciar sin necesidad de volver a mecanizar toda la caja.
7. Acabar caja de contorno con isla (acabado borde/fondo) Si ha programado en el desbastado creces para el acabado del borde/fondo, el borde/fondo de la caja se vuelve a mecanizar.
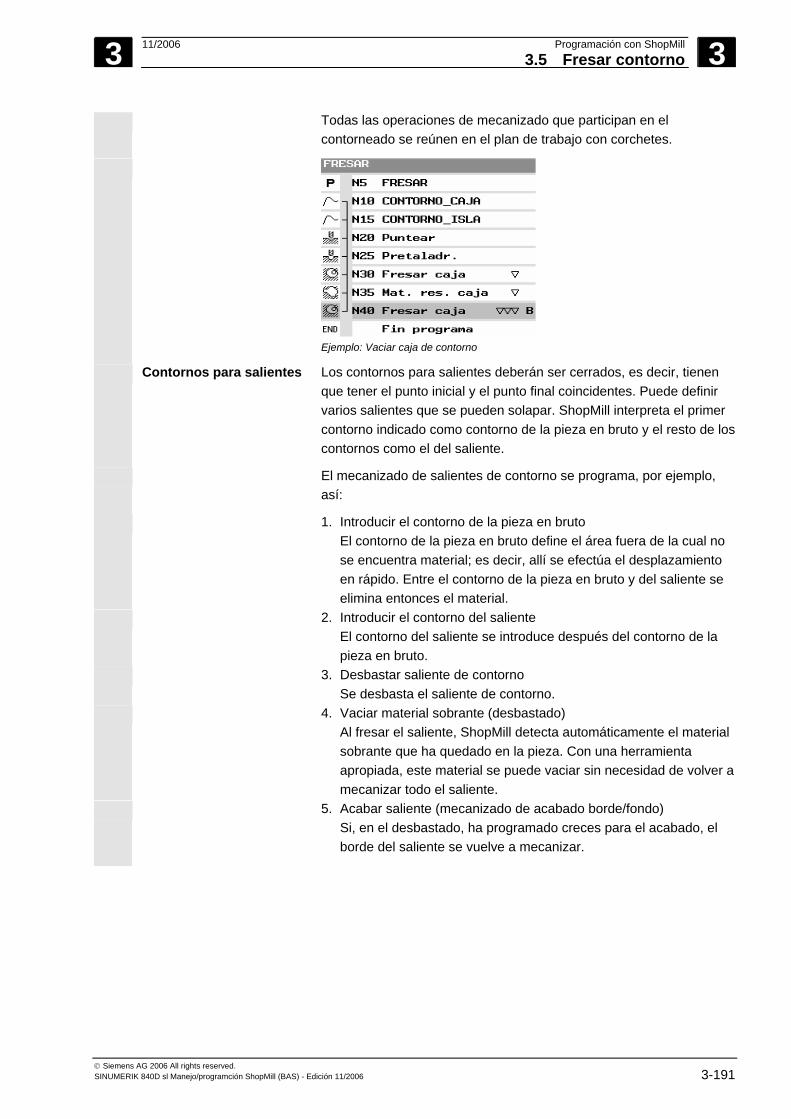
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-191
Todas las operaciones de mecanizado que participan en el contorneado se reúnen en el plan de trabajo con corchetes.
Ejemplo: Vaciar caja de contorno
Contornos para salientes
Los contornos para salientes deberán ser cerrados, es decir, tienen que tener el punto inicial y el punto final coincidentes. Puede definir varios salientes que se pueden solapar. ShopMill interpreta el primer contorno indicado como contorno de la pieza en bruto y el resto de los contornos como el del saliente.
El mecanizado de salientes de contorno se programa, por ejemplo, así:
1. Introducir el contorno de la pieza en bruto El contorno de la pieza en bruto define el área fuera de la cual no se encuentra material; es decir, allí se efectúa el desplazamiento en rápido. Entre el contorno de la pieza en bruto y del saliente se elimina entonces el material.
2. Introducir el contorno del saliente El contorno del saliente se introduce después del contorno de la pieza en bruto.
3. Desbastar saliente de contorno Se desbasta el saliente de contorno.
4. Vaciar material sobrante (desbastado) Al fresar el saliente, ShopMill detecta automáticamente el material sobrante que ha quedado en la pieza. Con una herramienta apropiada, este material se puede vaciar sin necesidad de volver a mecanizar todo el saliente.
5. Acabar saliente (mecanizado de acabado borde/fondo) Si, en el desbastado, ha programado creces para el acabado, el borde del saliente se vuelve a mecanizar.
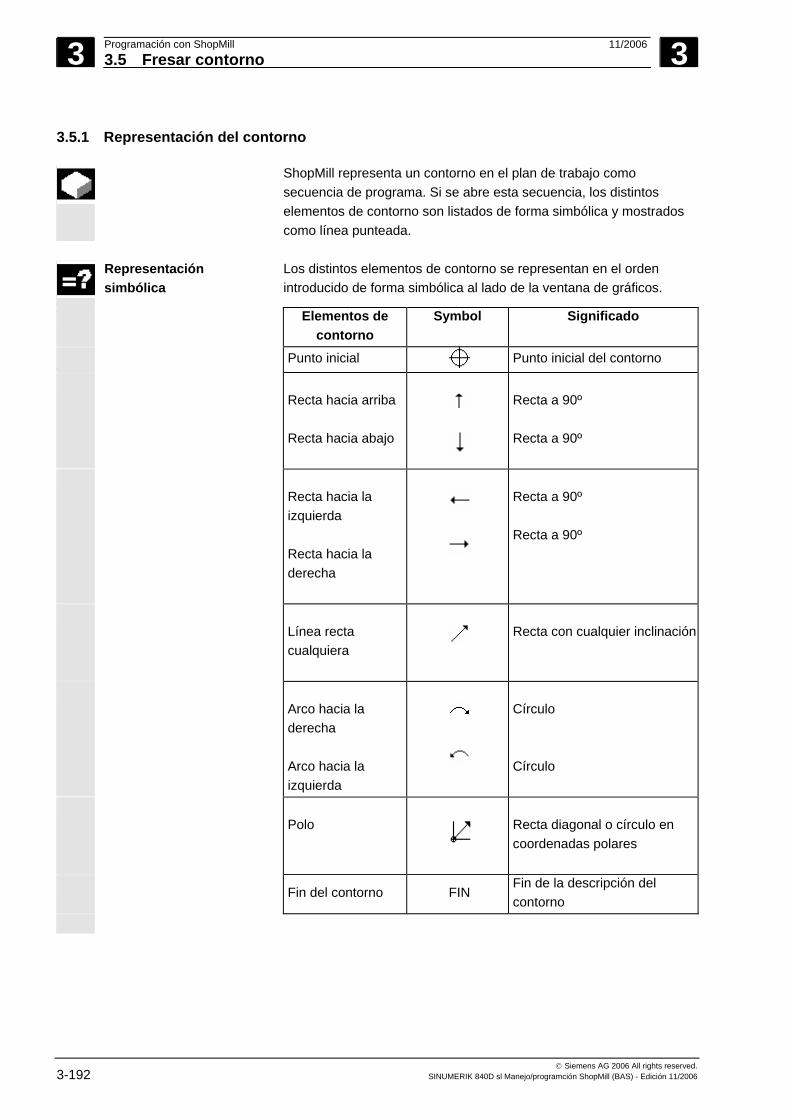
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-192 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
3.5.1 Representación del contorno
ShopMill representa un contorno en el plan de trabajo como secuencia de programa. Si se abre esta secuencia, los distintos elementos de contorno son listados de forma simbólica y mostrados como línea punteada.
Representación
simbólica Los distintos elementos de contorno se representan en el orden introducido de forma simbólica al lado de la ventana de gráficos.
Elementos de contorno
Symbol Significado
Punto inicial Punto inicial del contorno
Recta hacia arriba Recta hacia abajo
Recta a 90º Recta a 90º
Recta hacia la izquierda Recta hacia la derecha
Recta a 90º Recta a 90º
Línea recta cualquiera
Recta con cualquier inclinación
Arco hacia la derecha Arco hacia la izquierda
Círculo Círculo
Polo
Recta diagonal o círculo en coordenadas polares
Fin del contorno FIN
Fin de la descripción del contorno
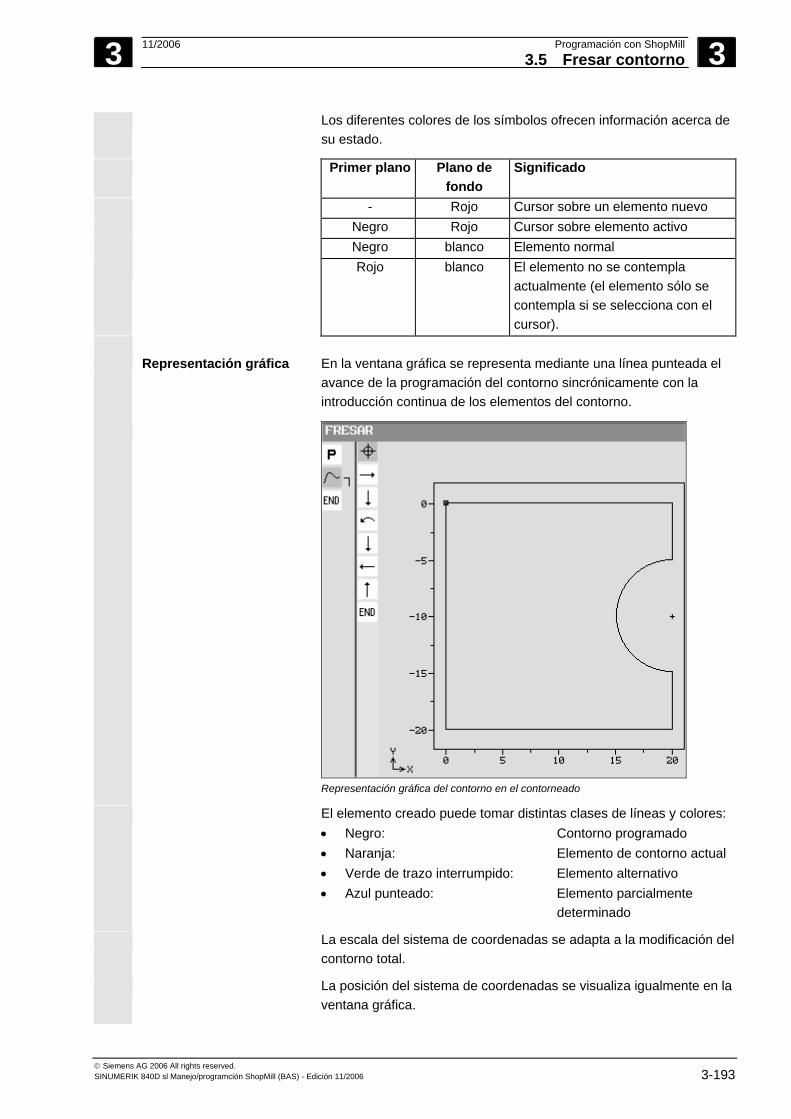
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-193
Los diferentes colores de los símbolos ofrecen información acerca de su estado.
Primer plano Plano de fondo
Significado
- Rojo Cursor sobre un elemento nuevo Negro Rojo Cursor sobre elemento activo Negro blanco Elemento normal Rojo blanco El elemento no se contempla
actualmente (el elemento sólo se contempla si se selecciona con el cursor).
Representación gráfica En la ventana gráfica se representa mediante una línea punteada el
avance de la programación del contorno sincrónicamente con la introducción continua de los elementos del contorno.
Representación gráfica del contorno en el contorneado
El elemento creado puede tomar distintas clases de líneas y colores: • Negro: Contorno programado • Naranja: Elemento de contorno actual • Verde de trazo interrumpido: Elemento alternativo • Azul punteado: Elemento parcialmente
determinado
La escala del sistema de coordenadas se adapta a la modificación del contorno total.
La posición del sistema de coordenadas se visualiza igualmente en la ventana gráfica.
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-194 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
3.5.2 Crear contorno nuevo
Para cada contorno que quiera fresar se tiene que crear un contorno propio.
Los contornos se memorizan al final del programa.
Para crear un contorno nuevo, tiene que determinar primero una posición inicial. Entonces, ShopMill define automáticamente el fin del contorno.
Al modificar el eje de herramienta, ShopMill adapta automáticamente los correspondientes ejes de posición inicial.
Para la posición inicial puede introducir libremente comandos adicionales (máx. 40 caracteres) en forma de códigos G.
Comandos adicionales A través de comandos G adicionales puede, por ejemplo, programar avances y comandos M. Sin embargo, hay que prestar atención a que los comandos adicionales no colisionen con el código G generado del contorno. Por esta razón, no utilice comandos de código G del grupo 1 (G0, G1, G2, G3) ni coordenadas en el plano ni comandos de código G que precisen una secuencia propia.
Para crear un contorno similar a otro que ya existe, puede también copiar el contorno antiguo, renombrarlo y modificar únicamente elementos de contorno seleccionados. Si, en cambio, quiere reutilizar un contorno idéntico en otro punto del programa, no debe renombrar la copia. En este caso, las modificaciones en un contorno se incorporan automáticamente para el contorno con el mismo nombre.
Accione los pulsadores de menú "Fresado contorno" y "Contorno
nuevo".
Contornonuevo >
Introduzca un nombre para el contorno nuevo. El nombre del contorno tiene que ser unívoco.
Accione el pulsador de menú "OK".
Se visualiza la pantalla de introducción para el punto inicial del contorno. Puede indicar las coordenadas en forma cartesiana o polar.
Punto inicial cartesiano Introduzca el punto inicial del contorno.
Si lo desea, introduzca comandos adicionales en forma de códigos G.
Active el pulsador de menú "Aplicar".
Introduzca los distintos elementos del contorno ( véase el apartado "Crear elementos de contorno").
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-195
Punto inicial polar Polo
Accione el pulsador de menú "Polo".
Introduzca la posición del polo en coordenadas cartesianas.
Introduzca el punto inicial del contorno en coordenadas polares.
Si lo desea, introduzca comandos adicionales en forma de códigos G.
Active el pulsador de menú "Aplicar".
Introduzca los distintos elementos del contorno ( véase el apartado "Crear elementos de contorno").
Parámetros Descripción Unidad
Eje de herramienta
Al seleccionar Z como eje de herramienta, la posición inicial/el polo se sitúa en X / Y Al seleccionar X como eje de herramienta, la posición inicial/el polo se sitúa en Y / Z Al seleccionar Y como eje de herramienta, la posición inicial/el polo se sitúa en X / Z Las coordenadas cambian también en elementos de contorno
X Y
Cartesiano: Posición inicial en dirección X (abs) Posición inicial en dirección Y (abs)
mm mm
X Y L1 ϕ1
Polar: Posición polo en dirección X (abs) Posición polo en dirección Y (abs) Distancia entre polo y punto inicial del contorno (abs) Ángulo polar entre polo y punto inicial del contorno (abs)
mm mm mm grados
Comando adicional
Comandos de código G adicionales; ver arriba.
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-196 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
3.5.3 Crear elementos de contorno
Cuando haya creado un contorno nuevo y establecido la posición inicial, defina los distintos elementos de contorno de los cuales se compone el contorno.
Los siguientes elementos de contorno están disponibles para la
definición de un contorno:
• Recta horizontal
• Recta vertical
• Recta diagonal
• Círculo/arco
Para cada elemento de contorno se rellena una máscara de parámetros propia. Las coordenadas para una recta horizontal o vertical se introducen en forma cartesiana; en los elementos de contorno Recta diagonal y Círculo/arco del círculo, en cambio, puede elegir entre coordenadas cartesianas y polares. Si quiere introducir coordenadas polares tiene que definir previamente un polo. Si ya ha definido un polo para el punto inicial, las coordenadas polares se pueden referir a dicho polo. Es decir, en este caso, no necesita definir un polo adicional.
Transformación de envolvente de cilindro
En contornos (p. ej.: ranuras) de cilindros se indican frecuentemente ángulos para las longitudes. Si la función "Transformación de envolvente de cilindro" está activada con el pulsador de menú "Alternativa", las longitudes de contornos (en el sentido circunferencia de la envolvente del cilindro) en un cilindro se pueden determinar también mediante valores angulares. Es decir que, en lugar de X, Y e I, J, se introducen Xα, Yα e Iα, Jα (ver también el apartado "Transformación de envolvente de cilindro").
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Entrada de parámetros Para la entrada de los parámetros dispone de varias pantallas de ayuda que explican los parámetros en cuestión.
Si no introduce valores en algunos campos, ShopMill dará por sentado que se desconocen estos valores e intentará calcularlos en base a otros parámetros.
En contornos donde se han introducido más parámetros de lo absolutamente necesario se pueden producir contradicciones. En tal caso, trate de introducir una menor cantidad y hacer que ShopMill calcule el máximo posible de parámetros.
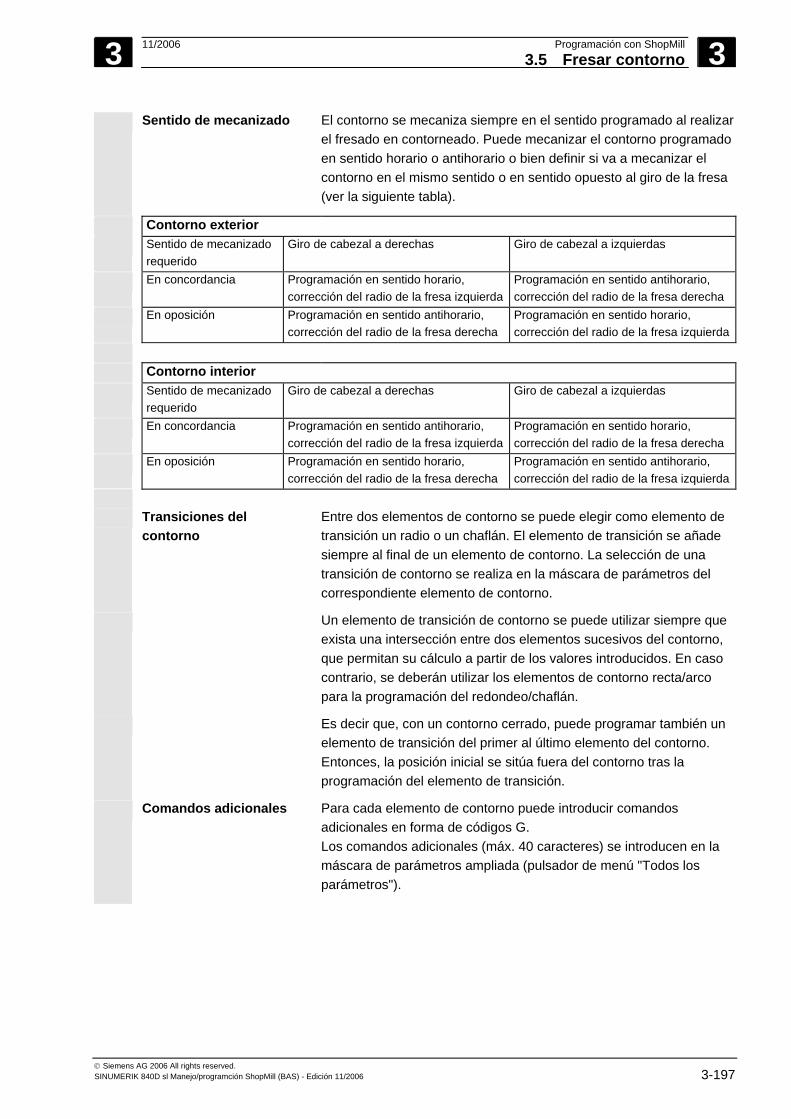
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-197
Sentido de mecanizado El contorno se mecaniza siempre en el sentido programado al realizar el fresado en contorneado. Puede mecanizar el contorno programado en sentido horario o antihorario o bien definir si va a mecanizar el contorno en el mismo sentido o en sentido opuesto al giro de la fresa (ver la siguiente tabla).
Contorno exterior Sentido de mecanizado
requerido Giro de cabezal a derechas Giro de cabezal a izquierdas
En concordancia Programación en sentido horario, corrección del radio de la fresa izquierda
Programación en sentido antihorario, corrección del radio de la fresa derecha
En oposición Programación en sentido antihorario, corrección del radio de la fresa derecha
Programación en sentido horario, corrección del radio de la fresa izquierda
Contorno interior Sentido de mecanizado
requerido Giro de cabezal a derechas Giro de cabezal a izquierdas
En concordancia Programación en sentido antihorario, corrección del radio de la fresa izquierda
Programación en sentido horario, corrección del radio de la fresa derecha
En oposición Programación en sentido horario, corrección del radio de la fresa derecha
Programación en sentido antihorario, corrección del radio de la fresa izquierda
Transiciones del
contorno
Entre dos elementos de contorno se puede elegir como elemento de transición un radio o un chaflán. El elemento de transición se añade siempre al final de un elemento de contorno. La selección de una transición de contorno se realiza en la máscara de parámetros del correspondiente elemento de contorno.
Un elemento de transición de contorno se puede utilizar siempre que exista una intersección entre dos elementos sucesivos del contorno, que permitan su cálculo a partir de los valores introducidos. En caso contrario, se deberán utilizar los elementos de contorno recta/arco para la programación del redondeo/chaflán.
Es decir que, con un contorno cerrado, puede programar también un elemento de transición del primer al último elemento del contorno. Entonces, la posición inicial se sitúa fuera del contorno tras la programación del elemento de transición.
Comandos adicionales
Para cada elemento de contorno puede introducir comandos adicionales en forma de códigos G. Los comandos adicionales (máx. 40 caracteres) se introducen en la máscara de parámetros ampliada (pulsador de menú "Todos los parámetros").
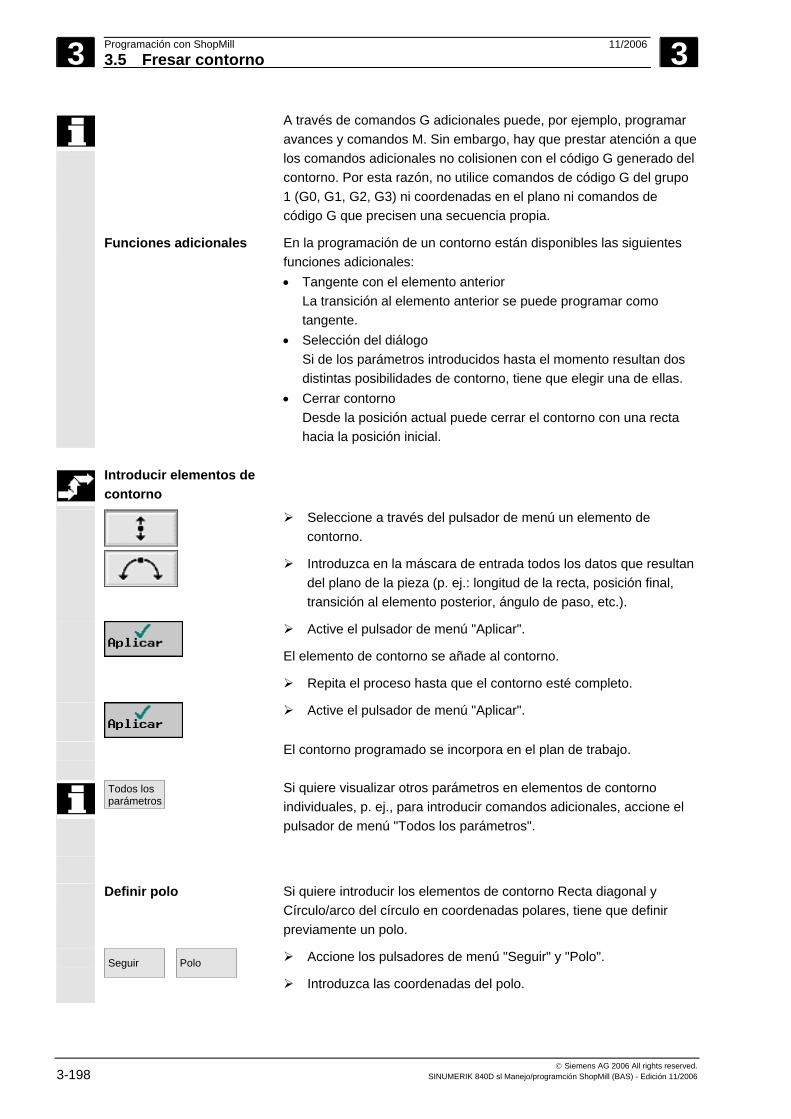
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-198 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
A través de comandos G adicionales puede, por ejemplo, programar avances y comandos M. Sin embargo, hay que prestar atención a que los comandos adicionales no colisionen con el código G generado del contorno. Por esta razón, no utilice comandos de código G del grupo 1 (G0, G1, G2, G3) ni coordenadas en el plano ni comandos de código G que precisen una secuencia propia.
Funciones adicionales
En la programación de un contorno están disponibles las siguientes funciones adicionales: • Tangente con el elemento anterior
La transición al elemento anterior se puede programar como tangente.
• Selección del diálogo Si de los parámetros introducidos hasta el momento resultan dos distintas posibilidades de contorno, tiene que elegir una de ellas.
• Cerrar contorno Desde la posición actual puede cerrar el contorno con una recta hacia la posición inicial.
Introducir elementos de
contorno
Seleccione a través del pulsador de menú un elemento de contorno.
Introduzca en la máscara de entrada todos los datos que resultan del plano de la pieza (p. ej.: longitud de la recta, posición final, transición al elemento posterior, ángulo de paso, etc.).
Active el pulsador de menú "Aplicar".
El elemento de contorno se añade al contorno.
Repita el proceso hasta que el contorno esté completo.
Active el pulsador de menú "Aplicar".
El contorno programado se incorpora en el plan de trabajo.
Todos los parámetros
Si quiere visualizar otros parámetros en elementos de contorno individuales, p. ej., para introducir comandos adicionales, accione el pulsador de menú "Todos los parámetros".
Definir polo Si quiere introducir los elementos de contorno Recta diagonal y Círculo/arco del círculo en coordenadas polares, tiene que definir previamente un polo.
Seguir
Polo
Accione los pulsadores de menú "Seguir" y "Polo".
Introduzca las coordenadas del polo.
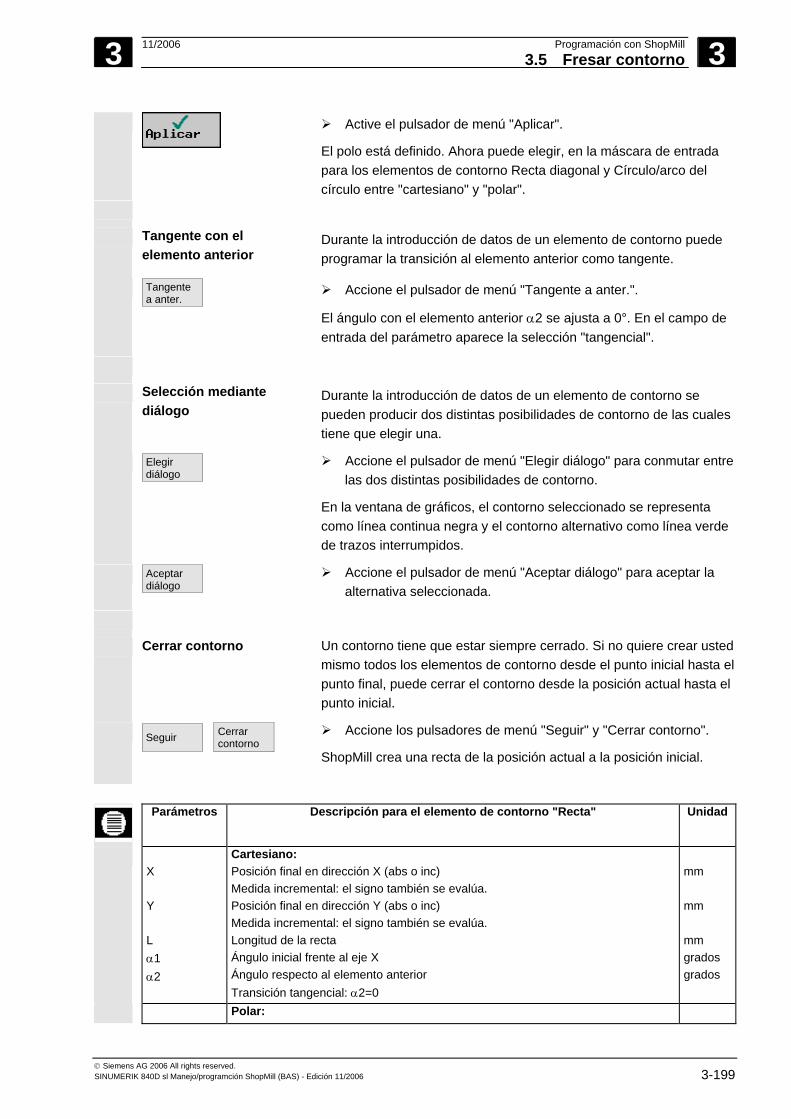
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-199
Active el pulsador de menú "Aplicar".
El polo está definido. Ahora puede elegir, en la máscara de entrada para los elementos de contorno Recta diagonal y Círculo/arco del círculo entre "cartesiano" y "polar".
Tangente con el elemento anterior
Durante la introducción de datos de un elemento de contorno puede programar la transición al elemento anterior como tangente.
Tangentea anter.
Accione el pulsador de menú "Tangente a anter.".
El ángulo con el elemento anterior α2 se ajusta a 0°. En el campo de entrada del parámetro aparece la selección "tangencial".
Selección mediante diálogo
Durante la introducción de datos de un elemento de contorno se pueden producir dos distintas posibilidades de contorno de las cuales tiene que elegir una.
Elegirdiálogo
Accione el pulsador de menú "Elegir diálogo" para conmutar entre las dos distintas posibilidades de contorno.
En la ventana de gráficos, el contorno seleccionado se representa como línea continua negra y el contorno alternativo como línea verde de trazos interrumpidos.
Aceptardiálogo
Accione el pulsador de menú "Aceptar diálogo" para aceptar la alternativa seleccionada.
Cerrar contorno
Un contorno tiene que estar siempre cerrado. Si no quiere crear usted mismo todos los elementos de contorno desde el punto inicial hasta el punto final, puede cerrar el contorno desde la posición actual hasta el punto inicial.
Seguir
Cerrar contorno
Accione los pulsadores de menú "Seguir" y "Cerrar contorno".
ShopMill crea una recta de la posición actual a la posición inicial.
Parámetros Descripción para el elemento de contorno "Recta" Unidad
X Y L α1 α2
Cartesiano: Posición final en dirección X (abs o inc) Medida incremental: el signo también se evalúa. Posición final en dirección Y (abs o inc) Medida incremental: el signo también se evalúa. Longitud de la recta Ángulo inicial frente al eje X Ángulo respecto al elemento anterior Transición tangencial: α2=0
mm mm mm grados grados
Polar:
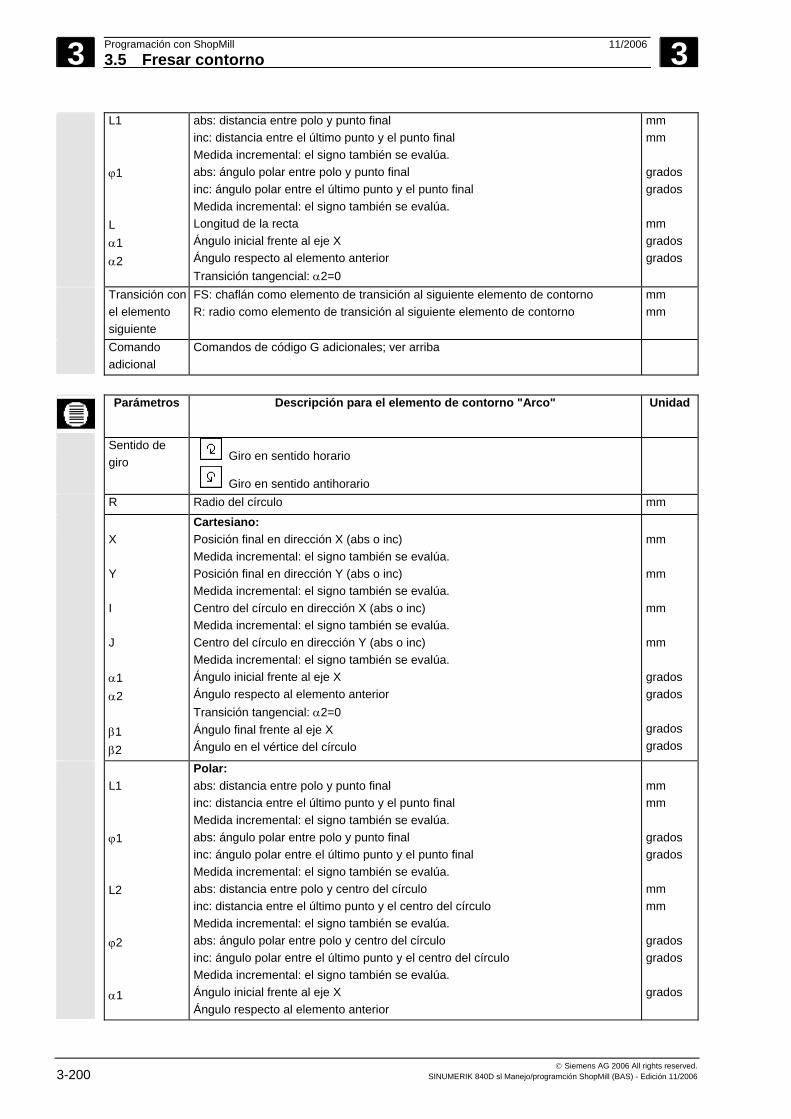
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-200 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
L1 ϕ1 L α1 α2
abs: distancia entre polo y punto final inc: distancia entre el último punto y el punto final Medida incremental: el signo también se evalúa. abs: ángulo polar entre polo y punto final inc: ángulo polar entre el último punto y el punto final Medida incremental: el signo también se evalúa. Longitud de la recta Ángulo inicial frente al eje X Ángulo respecto al elemento anterior Transición tangencial: α2=0
mm mm grados grados mm grados grados
Transición con el elemento siguiente
FS: chaflán como elemento de transición al siguiente elemento de contorno R: radio como elemento de transición al siguiente elemento de contorno
mm mm
Comando adicional
Comandos de código G adicionales; ver arriba
Parámetros Descripción para el elemento de contorno "Arco" Unidad
Sentido de giro Giro en sentido horario
Giro en sentido antihorario
R Radio del círculo mm
X Y I J α1 α2 β1 β2
Cartesiano: Posición final en dirección X (abs o inc) Medida incremental: el signo también se evalúa. Posición final en dirección Y (abs o inc) Medida incremental: el signo también se evalúa. Centro del círculo en dirección X (abs o inc) Medida incremental: el signo también se evalúa. Centro del círculo en dirección Y (abs o inc) Medida incremental: el signo también se evalúa. Ángulo inicial frente al eje X Ángulo respecto al elemento anterior Transición tangencial: α2=0 Ángulo final frente al eje X Ángulo en el vértice del círculo
mm mm mm mm grados grados grados grados
L1 ϕ1 L2 ϕ2 α1
Polar: abs: distancia entre polo y punto final inc: distancia entre el último punto y el punto final Medida incremental: el signo también se evalúa. abs: ángulo polar entre polo y punto final inc: ángulo polar entre el último punto y el punto final Medida incremental: el signo también se evalúa. abs: distancia entre polo y centro del círculo inc: distancia entre el último punto y el centro del círculo Medida incremental: el signo también se evalúa. abs: ángulo polar entre polo y centro del círculo inc: ángulo polar entre el último punto y el centro del círculo Medida incremental: el signo también se evalúa. Ángulo inicial frente al eje X Ángulo respecto al elemento anterior
mm mm grados grados mm mm grados grados grados
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-201
α2 β1 β2
Transición tangencial: α2=0 Ángulo final frente al eje X Ángulo en el vértice del círculo
grados grados grados
Transición con el elemento siguiente
FS: chaflán como elemento de transición al siguiente elemento de contorno R: radio como elemento de transición al siguiente elemento de contorno
mm mm
Comando adicional
Comandos de código G adicionales; ver arriba
3.5.4 Modificar contorno
Un contorno creado se puede modificar aún posteriormente. Los distintos elementos de contorno se pueden: • Insertar • Modificar • Agregar • Borrar
Si, en su programa, se han definido dos contornos con el mismo
nombre, las modificaciones en un contorno se incorporan automáticamente para el contorno con el mismo nombre.
Añadir elemento de
contorno Seleccione el contorno en el plan de trabajo.
Pulse la tecla "Cursor derecha". Se listan los distintos elementos de contorno.
Posicione el cursor en el último elemento antes del fin del contorno.
Seleccione a través del pulsador de menú el elemento de contorno deseado.
Introduzca los parámetros en la máscara de entrada.
Active el pulsador de menú "Aplicar". El elemento de contorno deseado se añade al contorno.
Modificar elemento de contorno
Seleccione el contorno en el plan de trabajo.
Pulse la tecla "Cursor derecha". Se listan los distintos elementos de contorno.
Posicione el cursor en el elemento de contorno que quiere modificar.
Pulse la tecla "Cursor derecha".
La correspondiente máscara de entrada se abre y en la programación gráfica se representa el elemento seleccionado en tamaño ampliado.
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-202 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
Introduzca las modificaciones deseadas.
Active el pulsador de menú "Aplicar".
Se asumen los valores actuales del elemento de contorno y la modificación queda visible de forma inmediata en el gráfico de programación.
Modificar selección de diálogo
Si, durante la introducción de datos de un elemento de contorno, se han producido dos distintas posibilidades de contorno y usted ha seleccionado la alternativa equivocada, puede modificar posteriormente su selección. Si un contorno unívoco ya resulta de otros parámetros, ya no aparece ninguna selección de diálogo.
Abra la máscara de entrada del elemento de contorno.
Cambiar selección
Accione el pulsador de menú "Cambiar selección".
Se mostrarán las dos posibilidades de contorno.
Elegirdiálogo
Accione el pulsador de menú "Elegir diálogo" para conmutar entre las dos distintas posibilidades de contorno.
Aplicar diálogo
Active el pulsador de menú "Aplicar diálogo".
La alternativa seleccionada se aplica.
Insertar elemento de
contorno
Seleccione el contorno en el plan de trabajo.
Pulse la tecla "Cursor derecha".
Se listan los distintos elementos de contorno.
Posicione el cursor en el elemento de contorno detrás del cual quiere insertar un nuevo elemento.
...
Seleccione a través del pulsador de menú un nuevo elemento de contorno.
Introduzca los parámetros en la máscara de entrada.
Active el pulsador de menú "Aplicar".
El elemento de contorno se incorpora en el contorno. Los siguientes elementos de contorno se actualizarán automáticamente en función del elemento insertado.
Si inserta un elemento en un contorno, los restantes elementos de contorno sólo se contemplan cuando se selecciona con el cursor el símbolo del primer elemento posterior al lado de la ventana de gráficos. Es posible que el punto final del elemento insertado no sea compatible con la posición inicial del elemento posterior. En este
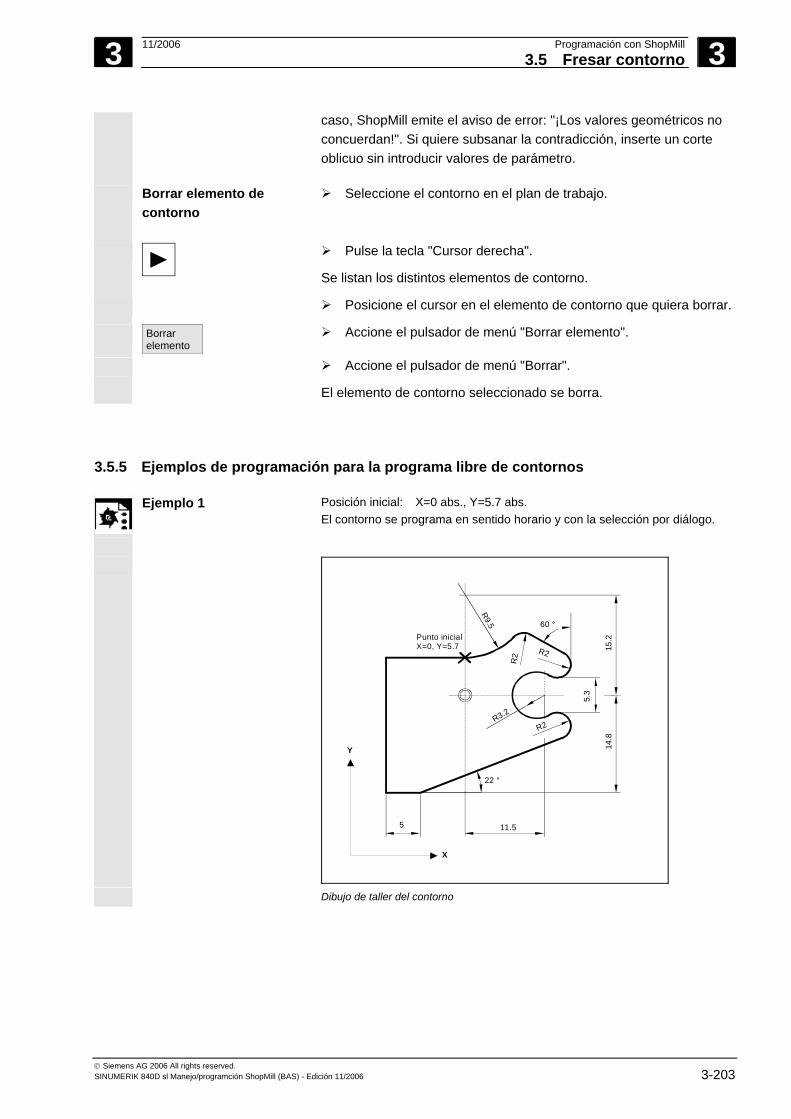
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-203
caso, ShopMill emite el aviso de error: "¡Los valores geométricos no concuerdan!". Si quiere subsanar la contradicción, inserte un corte oblicuo sin introducir valores de parámetro.
Borrar elemento de contorno
Seleccione el contorno en el plan de trabajo.
Pulse la tecla "Cursor derecha".
Se listan los distintos elementos de contorno.
Posicione el cursor en el elemento de contorno que quiera borrar.
Borrar elemento
Accione el pulsador de menú "Borrar elemento".
Accione el pulsador de menú "Borrar".
El elemento de contorno seleccionado se borra.
3.5.5 Ejemplos de programación para la programa libre de contornos
Ejemplo 1 Posición inicial: X=0 abs., Y=5.7 abs. El contorno se programa en sentido horario y con la selección por diálogo.
5
22 °
R2R3.2
5.3
R2
60 °
R2
R9.5
11.5
Punto inicialX=0, Y=5.7 15
.214
.8
Y
X
Dibujo de taller del contorno
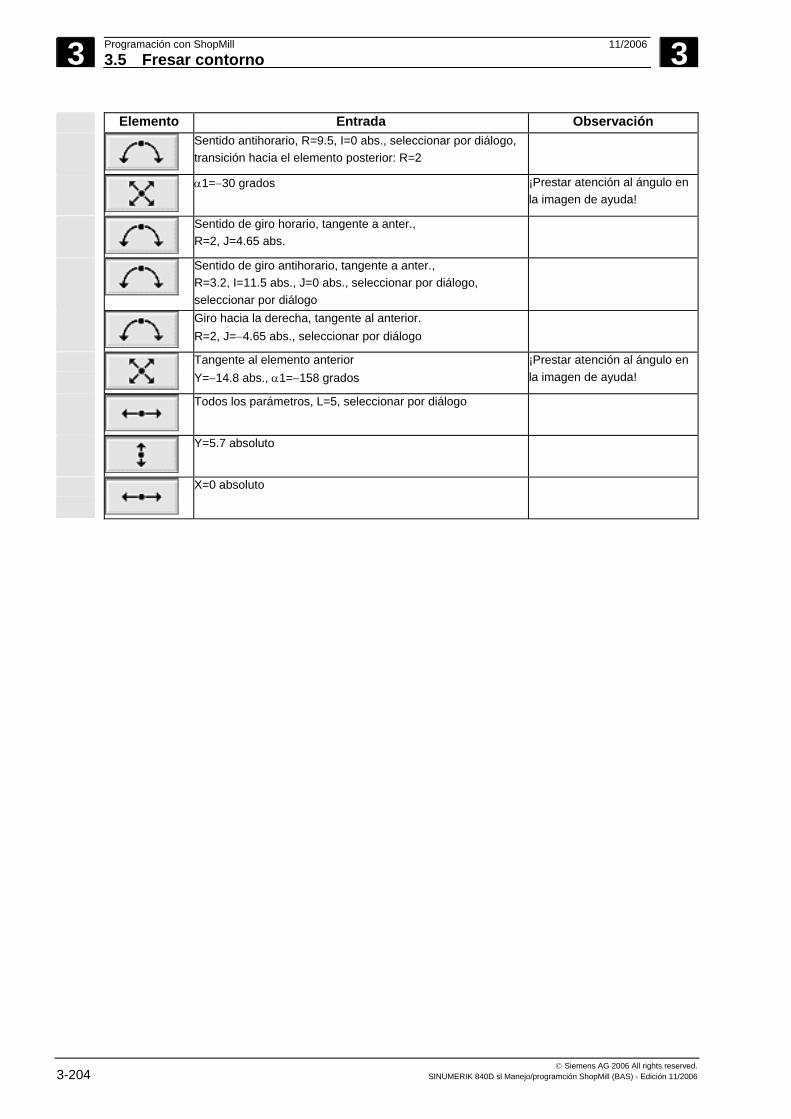
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-204 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
Elemento Entrada Observación
Sentido antihorario, R=9.5, I=0 abs., seleccionar por diálogo, transición hacia el elemento posterior: R=2
α1=−30 grados ¡Prestar atención al ángulo en la imagen de ayuda!
Sentido de giro horario, tangente a anter., R=2, J=4.65 abs.
Sentido de giro antihorario, tangente a anter., R=3.2, I=11.5 abs., J=0 abs., seleccionar por diálogo, seleccionar por diálogo
Giro hacia la derecha, tangente al anterior. R=2, J=−4.65 abs., seleccionar por diálogo
Tangente al elemento anterior Y=−14.8 abs., α1=−158 grados
¡Prestar atención al ángulo en la imagen de ayuda!
Todos los parámetros, L=5, seleccionar por diálogo
Y=5.7 absoluto
X=0 absoluto
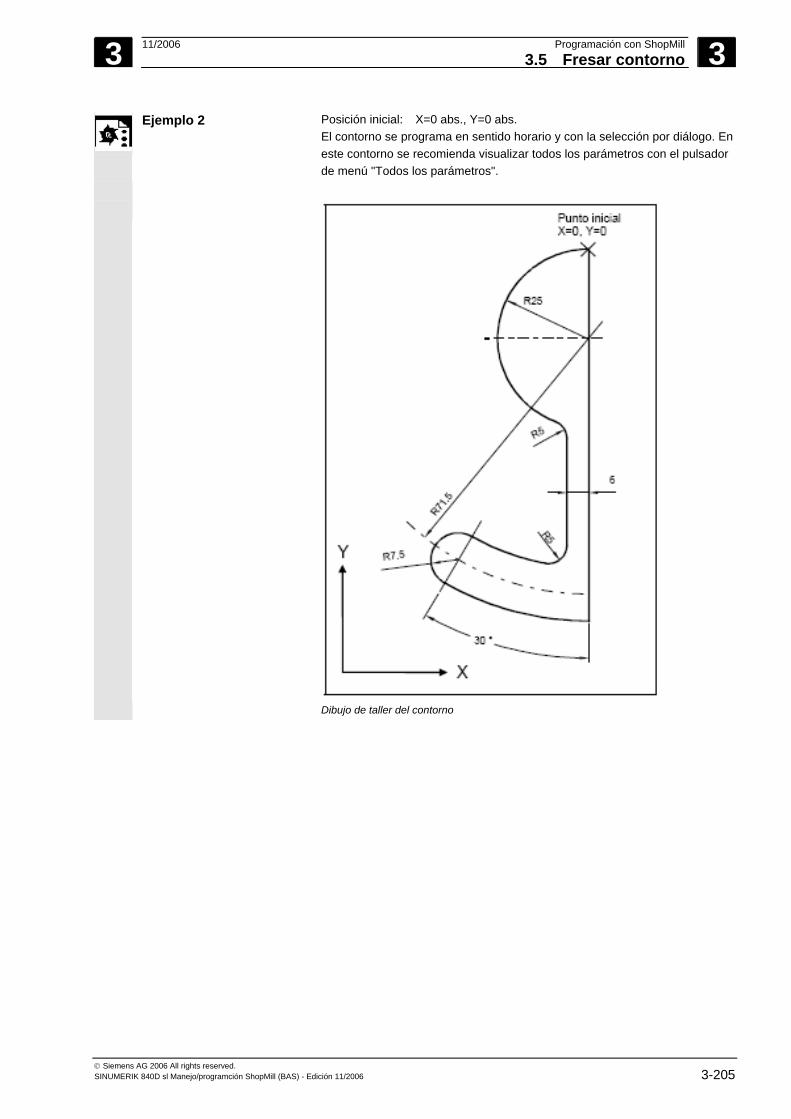
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-205
Ejemplo 2 Posición inicial: X=0 abs., Y=0 abs. El contorno se programa en sentido horario y con la selección por diálogo. En este contorno se recomienda visualizar todos los parámetros con el pulsador de menú "Todos los parámetros".
Dibujo de taller del contorno
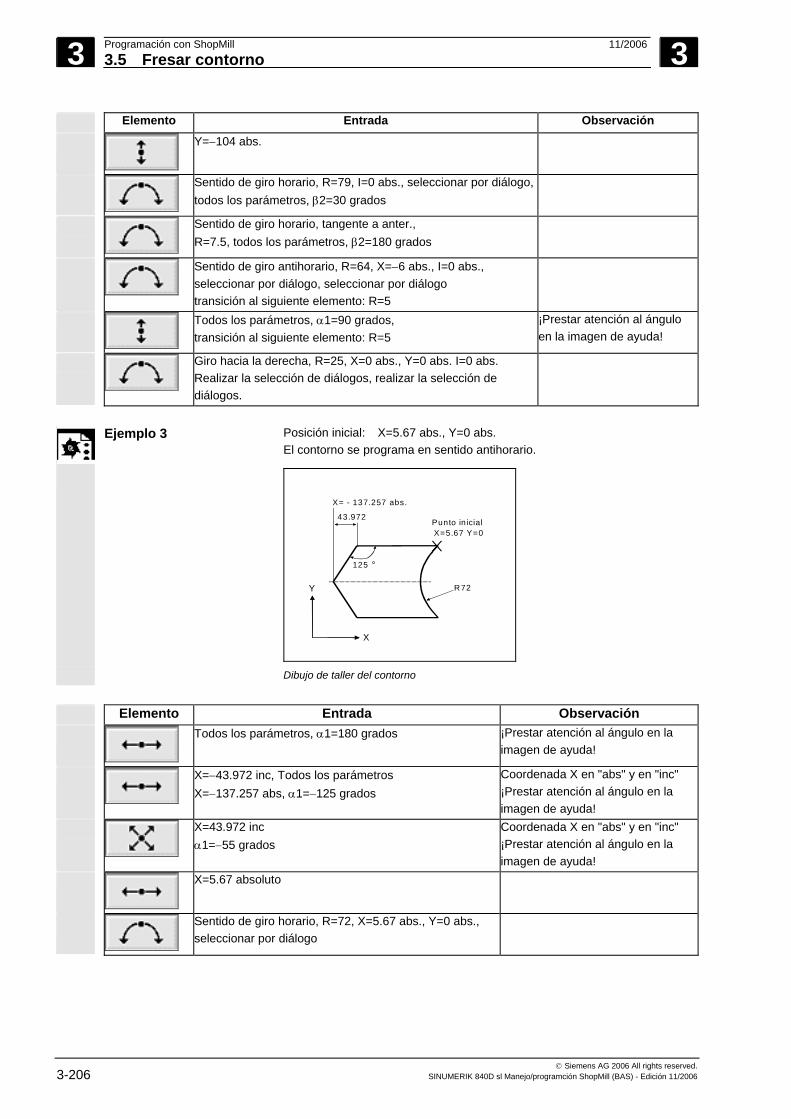
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-206 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
Elemento Entrada Observación
Y=−104 abs.
Sentido de giro horario, R=79, I=0 abs., seleccionar por diálogo, todos los parámetros, β2=30 grados
Sentido de giro horario, tangente a anter., R=7.5, todos los parámetros, β2=180 grados
Sentido de giro antihorario, R=64, X=−6 abs., I=0 abs., seleccionar por diálogo, seleccionar por diálogo transición al siguiente elemento: R=5
Todos los parámetros, α1=90 grados, transición al siguiente elemento: R=5
¡Prestar atención al ángulo en la imagen de ayuda!
Giro hacia la derecha, R=25, X=0 abs., Y=0 abs. I=0 abs. Realizar la selección de diálogos, realizar la selección de diálogos.
Ejemplo 3 Posición inicial: X=5.67 abs., Y=0 abs.
El contorno se programa en sentido antihorario.
X= - 137.257 abs.
X=5.67 Y=0
43.972
R72
125 °
Punto inicial
X
Y
Dibujo de taller del contorno Elemento Entrada Observación
Todos los parámetros, α1=180 grados ¡Prestar atención al ángulo en la imagen de ayuda!
X=−43.972 inc, Todos los parámetros X=−137.257 abs, α1=−125 grados
Coordenada X en "abs" y en "inc" ¡Prestar atención al ángulo en la imagen de ayuda!
X=43.972 inc α1=−55 grados
Coordenada X en "abs" y en "inc" ¡Prestar atención al ángulo en la imagen de ayuda!
X=5.67 absoluto
Sentido de giro horario, R=72, X=5.67 abs., Y=0 abs., seleccionar por diálogo
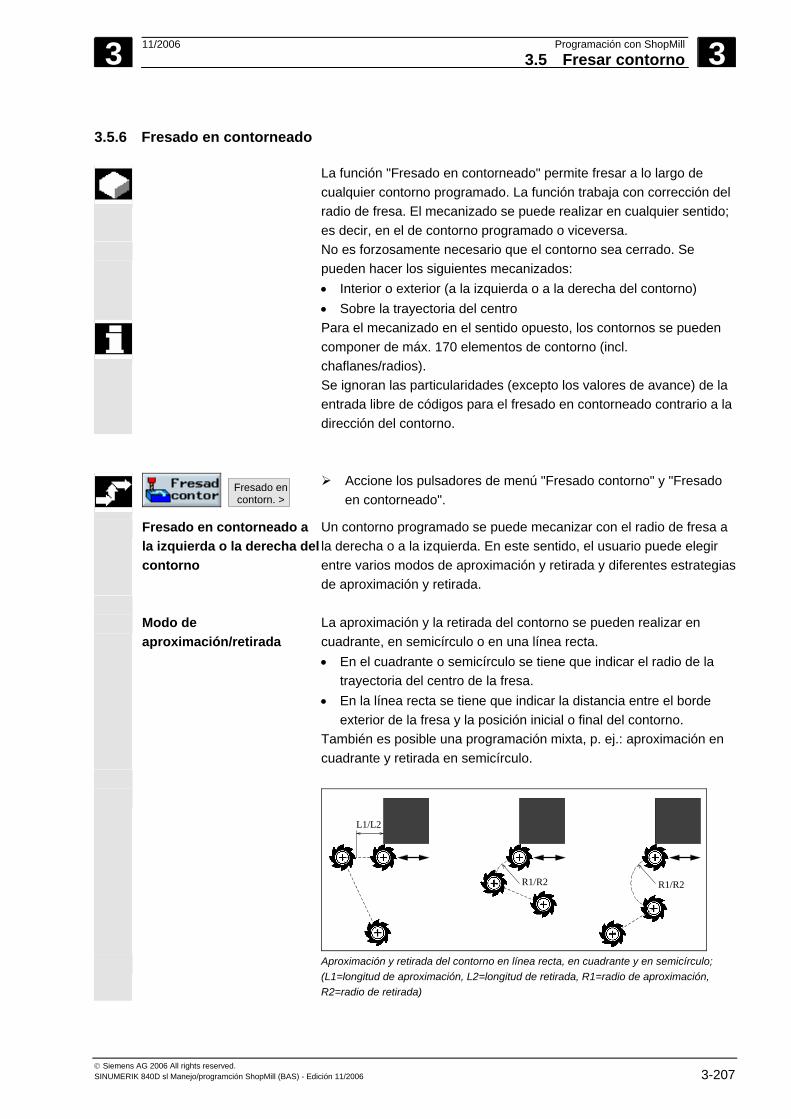
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-207
3.5.6 Fresado en contorneado
La función "Fresado en contorneado" permite fresar a lo largo de cualquier contorno programado. La función trabaja con corrección del radio de fresa. El mecanizado se puede realizar en cualquier sentido; es decir, en el de contorno programado o viceversa.
No es forzosamente necesario que el contorno sea cerrado. Se pueden hacer los siguientes mecanizados: • Interior o exterior (a la izquierda o a la derecha del contorno) • Sobre la trayectoria del centro
Para el mecanizado en el sentido opuesto, los contornos se pueden componer de máx. 170 elementos de contorno (incl. chaflanes/radios). Se ignoran las particularidades (excepto los valores de avance) de la entrada libre de códigos para el fresado en contorneado contrario a la dirección del contorno.
Fresado en contorn. >
Accione los pulsadores de menú "Fresado contorno" y "Fresado en contorneado".
Fresado en contorneado a la izquierda o la derecha del contorno
Un contorno programado se puede mecanizar con el radio de fresa a la derecha o a la izquierda. En este sentido, el usuario puede elegir entre varios modos de aproximación y retirada y diferentes estrategiasde aproximación y retirada.
Modo de
aproximación/retirada La aproximación y la retirada del contorno se pueden realizar en cuadrante, en semicírculo o en una línea recta. • En el cuadrante o semicírculo se tiene que indicar el radio de la
trayectoria del centro de la fresa. • En la línea recta se tiene que indicar la distancia entre el borde
exterior de la fresa y la posición inicial o final del contorno. También es posible una programación mixta, p. ej.: aproximación en cuadrante y retirada en semicírculo.
L1/L2
R1/R2R1/R2
Aproximación y retirada del contorno en línea recta, en cuadrante y en semicírculo;
(L1=longitud de aproximación, L2=longitud de retirada, R1=radio de aproximación, R2=radio de retirada)
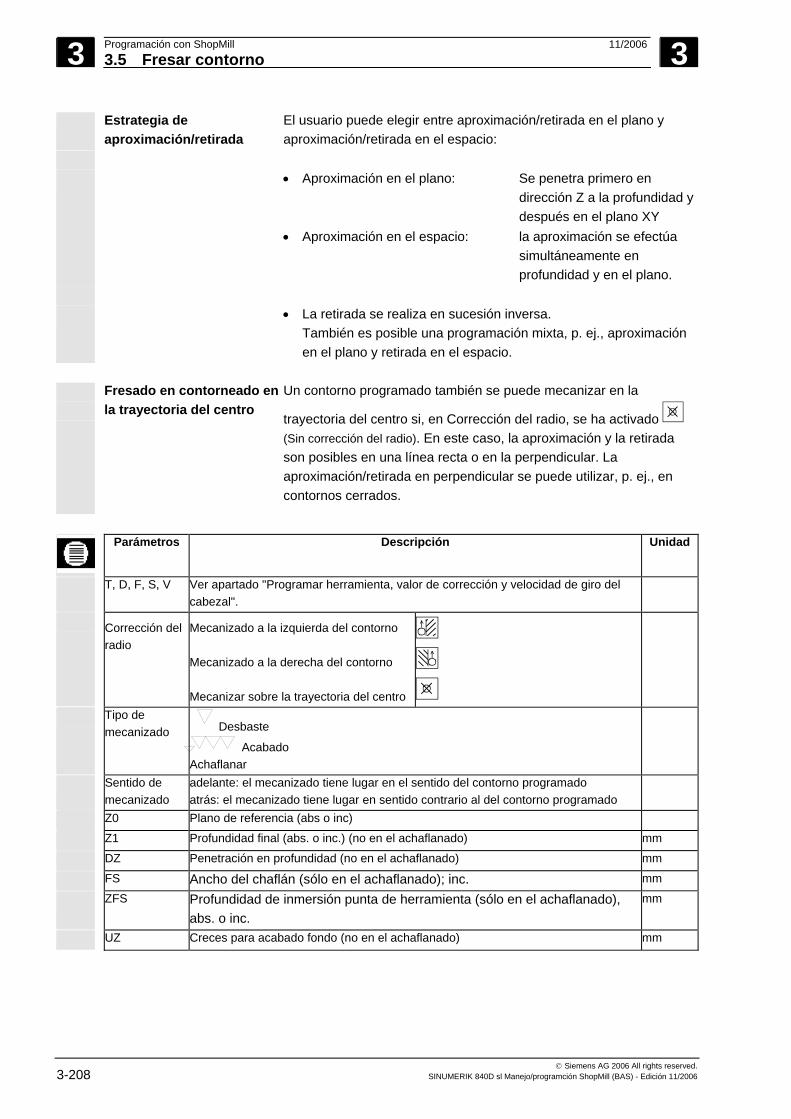
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-208 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
Estrategia de aproximación/retirada
El usuario puede elegir entre aproximación/retirada en el plano y aproximación/retirada en el espacio:
• Aproximación en el plano: Se penetra primero en
dirección Z a la profundidad y después en el plano XY
• Aproximación en el espacio: la aproximación se efectúa simultáneamente en profundidad y en el plano.
• La retirada se realiza en sucesión inversa.
También es posible una programación mixta, p. ej., aproximación en el plano y retirada en el espacio.
Fresado en contorneado en la trayectoria del centro
Un contorno programado también se puede mecanizar en la
trayectoria del centro si, en Corrección del radio, se ha activado (Sin corrección del radio). En este caso, la aproximación y la retirada son posibles en una línea recta o en la perpendicular. La aproximación/retirada en perpendicular se puede utilizar, p. ej., en contornos cerrados.
Parámetros Descripción Unidad
T, D, F, S, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Corrección del radio
Mecanizado a la izquierda del contorno Mecanizado a la derecha del contorno Mecanizar sobre la trayectoria del centro
Tipo de mecanizado Desbaste
Acabado Achaflanar
Sentido de mecanizado
adelante: el mecanizado tiene lugar en el sentido del contorno programado atrás: el mecanizado tiene lugar en sentido contrario al del contorno programado
Z0 Plano de referencia (abs o inc)
Z1 Profundidad final (abs. o inc.) (no en el achaflanado) mm DZ Penetración en profundidad (no en el achaflanado) mm FS Ancho del chaflán (sólo en el achaflanado); inc. mm ZFS Profundidad de inmersión punta de herramienta (sólo en el achaflanado),
abs. o inc. mm
UZ Creces para acabado fondo (no en el achaflanado) mm
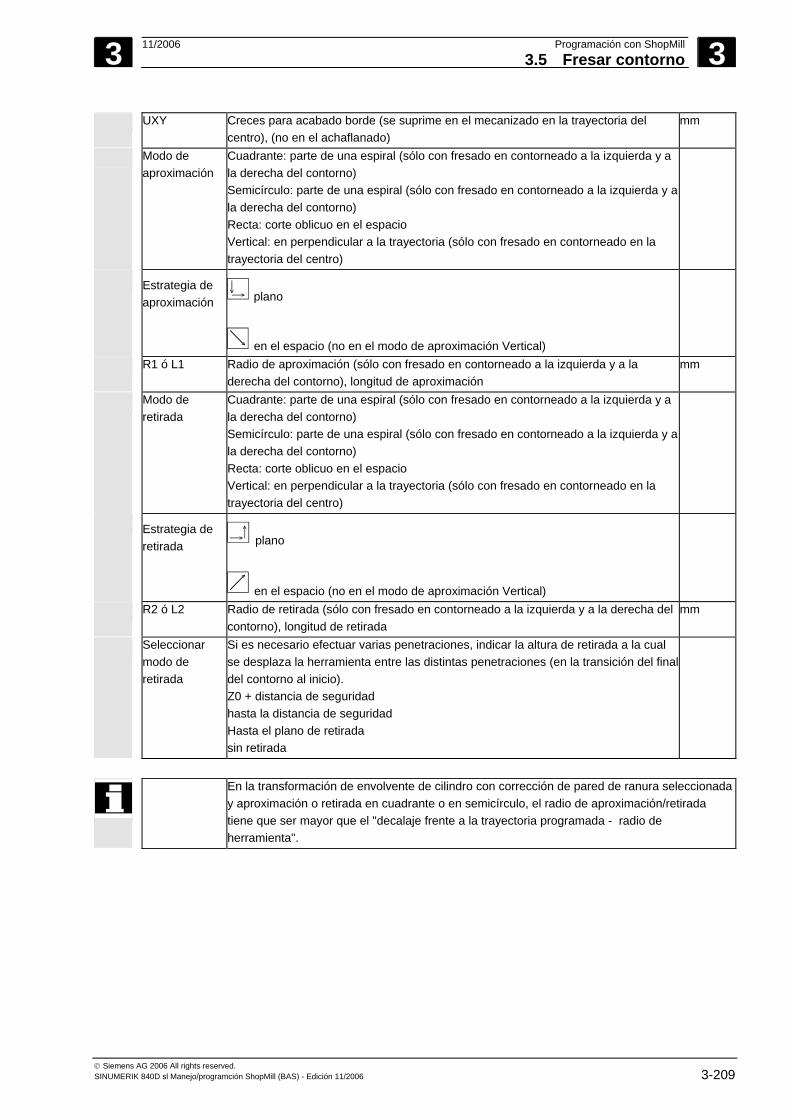
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-209
UXY Creces para acabado borde (se suprime en el mecanizado en la trayectoria del centro), (no en el achaflanado)
mm
Modo de aproximación
Cuadrante: parte de una espiral (sólo con fresado en contorneado a la izquierda y a la derecha del contorno) Semicírculo: parte de una espiral (sólo con fresado en contorneado a la izquierda y a la derecha del contorno) Recta: corte oblicuo en el espacio Vertical: en perpendicular a la trayectoria (sólo con fresado en contorneado en la trayectoria del centro)
Estrategia de aproximación plano
en el espacio (no en el modo de aproximación Vertical)
R1 ó L1 Radio de aproximación (sólo con fresado en contorneado a la izquierda y a la derecha del contorno), longitud de aproximación
mm
Modo de retirada
Cuadrante: parte de una espiral (sólo con fresado en contorneado a la izquierda y a la derecha del contorno) Semicírculo: parte de una espiral (sólo con fresado en contorneado a la izquierda y a la derecha del contorno) Recta: corte oblicuo en el espacio Vertical: en perpendicular a la trayectoria (sólo con fresado en contorneado en la trayectoria del centro)
Estrategia de retirada plano
en el espacio (no en el modo de aproximación Vertical)
R2 ó L2 Radio de retirada (sólo con fresado en contorneado a la izquierda y a la derecha del contorno), longitud de retirada
mm
Seleccionar modo de retirada
Si es necesario efectuar varias penetraciones, indicar la altura de retirada a la cual se desplaza la herramienta entre las distintas penetraciones (en la transición del final del contorno al inicio). Z0 + distancia de seguridad hasta la distancia de seguridad Hasta el plano de retirada sin retirada
En la transformación de envolvente de cilindro con corrección de pared de ranura seleccionada
y aproximación o retirada en cuadrante o en semicírculo, el radio de aproximación/retirada tiene que ser mayor que el "decalaje frente a la trayectoria programada - radio de herramienta".
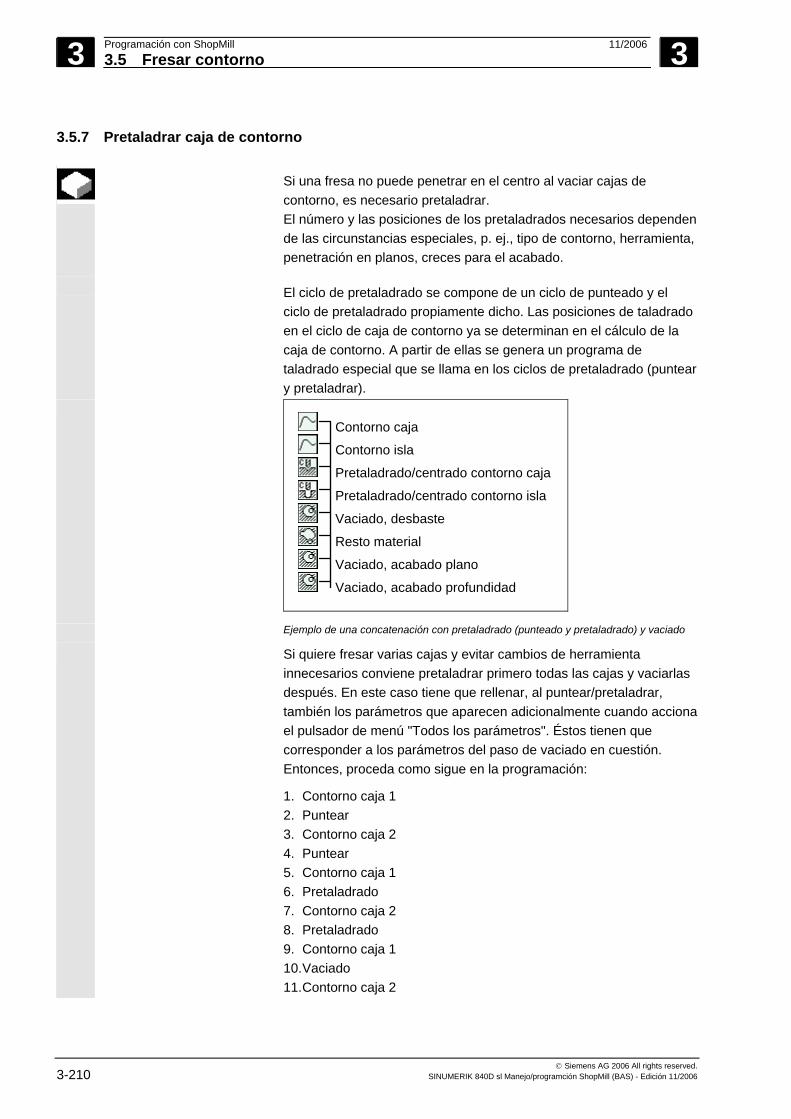
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-210 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
3.5.7 Pretaladrar caja de contorno
Si una fresa no puede penetrar en el centro al vaciar cajas de contorno, es necesario pretaladrar. El número y las posiciones de los pretaladrados necesarios dependen de las circunstancias especiales, p. ej., tipo de contorno, herramienta, penetración en planos, creces para el acabado.
El ciclo de pretaladrado se compone de un ciclo de punteado y el ciclo de pretaladrado propiamente dicho. Las posiciones de taladrado en el ciclo de caja de contorno ya se determinan en el cálculo de la caja de contorno. A partir de ellas se genera un programa de taladrado especial que se llama en los ciclos de pretaladrado (puntear y pretaladrar).
Contorno caja Contorno isla Pretaladrado/centrado contorno caja Pretaladrado/centrado contorno isla Vaciado, desbaste Resto material Vaciado, acabado plano Vaciado, acabado profundidad
Ejemplo de una concatenación con pretaladrado (punteado y pretaladrado) y vaciado Si quiere fresar varias cajas y evitar cambios de herramienta
innecesarios conviene pretaladrar primero todas las cajas y vaciarlas después. En este caso tiene que rellenar, al puntear/pretaladrar, también los parámetros que aparecen adicionalmente cuando acciona el pulsador de menú "Todos los parámetros". Éstos tienen que corresponder a los parámetros del paso de vaciado en cuestión. Entonces, proceda como sigue en la programación:
1. Contorno caja 1 2. Puntear 3. Contorno caja 2 4. Puntear 5. Contorno caja 1 6. Pretaladrado 7. Contorno caja 2 8. Pretaladrado 9. Contorno caja 1 10. Vaciado 11. Contorno caja 2
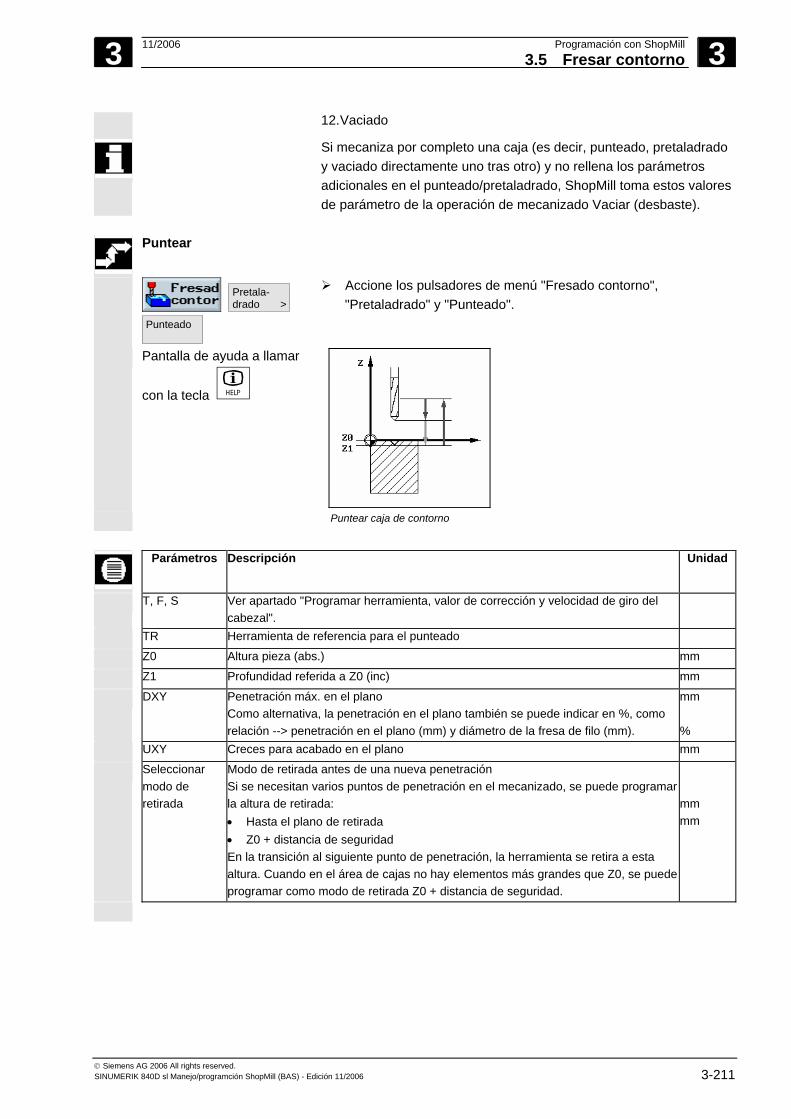
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-211
12. Vaciado
Si mecaniza por completo una caja (es decir, punteado, pretaladrado y vaciado directamente uno tras otro) y no rellena los parámetros adicionales en el punteado/pretaladrado, ShopMill toma estos valores de parámetro de la operación de mecanizado Vaciar (desbaste).
Puntear
Pretala-drado >
Punteado
Accione los pulsadores de menú "Fresado contorno", "Pretaladrado" y "Punteado".
Pantalla de ayuda a llamar
con la tecla
Puntear caja de contorno
Parámetros Descripción Unidad
T, F, S Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
TR Herramienta de referencia para el punteado
Z0 Altura pieza (abs.) mm Z1 Profundidad referida a Z0 (inc) mm DXY Penetración máx. en el plano
Como alternativa, la penetración en el plano también se puede indicar en %, como relación --> penetración en el plano (mm) y diámetro de la fresa de filo (mm).
mm %
UXY Creces para acabado en el plano mm Seleccionar
modo de retirada
Modo de retirada antes de una nueva penetración Si se necesitan varios puntos de penetración en el mecanizado, se puede programar la altura de retirada: • Hasta el plano de retirada • Z0 + distancia de seguridad En la transición al siguiente punto de penetración, la herramienta se retira a esta altura. Cuando en el área de cajas no hay elementos más grandes que Z0, se puede programar como modo de retirada Z0 + distancia de seguridad.
mm mm
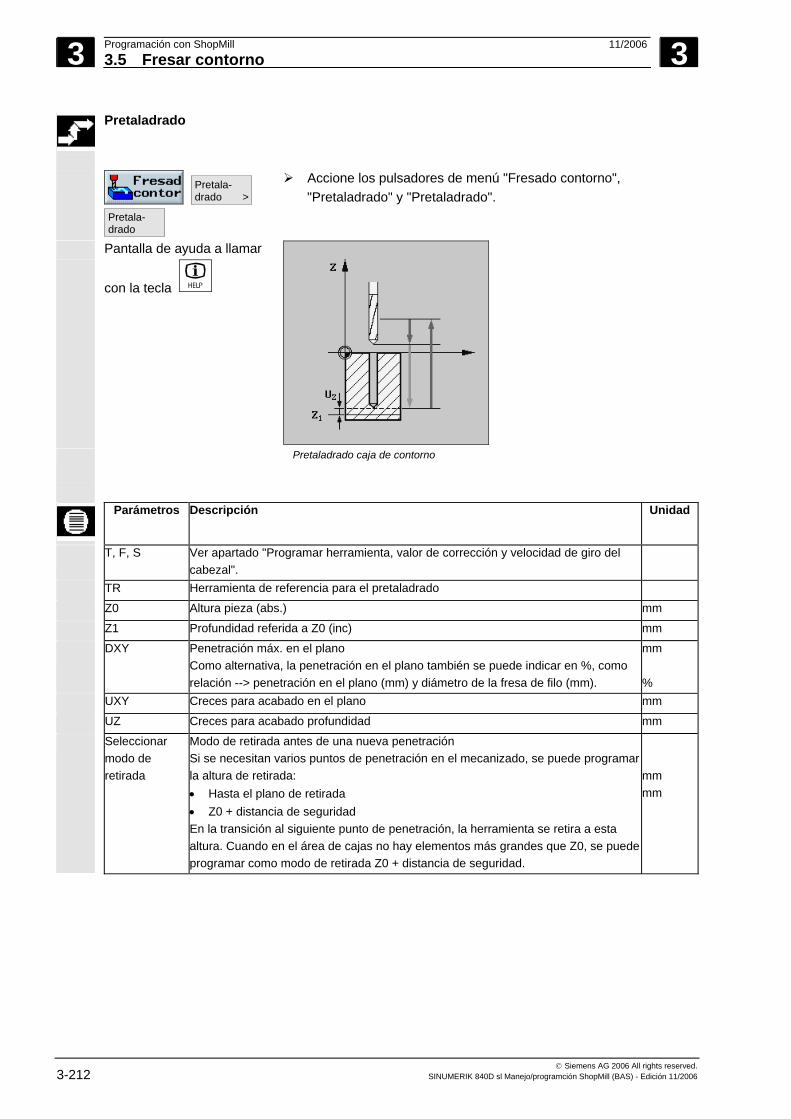
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-212 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
Pretaladrado
Pretala-drado >
Pretala-drado
Accione los pulsadores de menú "Fresado contorno", "Pretaladrado" y "Pretaladrado".
Pantalla de ayuda a llamar
con la tecla
Pretaladrado caja de contorno
Parámetros Descripción Unidad
T, F, S Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
TR Herramienta de referencia para el pretaladrado
Z0 Altura pieza (abs.) mm Z1 Profundidad referida a Z0 (inc) mm DXY Penetración máx. en el plano
Como alternativa, la penetración en el plano también se puede indicar en %, como relación --> penetración en el plano (mm) y diámetro de la fresa de filo (mm).
mm %
UXY Creces para acabado en el plano mm UZ Creces para acabado profundidad mm Seleccionar
modo de retirada
Modo de retirada antes de una nueva penetración Si se necesitan varios puntos de penetración en el mecanizado, se puede programar la altura de retirada: • Hasta el plano de retirada • Z0 + distancia de seguridad En la transición al siguiente punto de penetración, la herramienta se retira a esta altura. Cuando en el área de cajas no hay elementos más grandes que Z0, se puede programar como modo de retirada Z0 + distancia de seguridad.
mm mm

3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-213
3.5.8 Fresar caja de contorno (desbaste) Antes de vaciar una caja con islas se tiene que introducir el contorno
de la caja y de las islas (ver apartado "Programación libre de contornos"). El primer contorno indicado se interpreta como contorno de la caja y, el resto de los contornos, como el de las islas.
A partir de los contornos programados y la máscara de entrada para
vaciar, ShopMill crea un programa con el cual se vacía la caja con islas paralelamente al contorno desde dentro hacia fuera. La dirección es determinada por el sentido de giro de mecanizado establecido en la cabecera del programa (contramarcha/marcha síncrona).
Las islas pueden encontrarse parcialmente fuera de la caja o
solaparse entre sí.
Fresar caja >
Accione los pulsadores de menú "Fresado contorno" y "Fresar caja".
Pantalla de ayuda a llamar
con la tecla
Pantallas de ayuda Vaciar
Parámetros Descripción Unidad
T, F, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Tipo de mecanizado Desbaste
Z0 Altura pieza (abs.) mm Z1 Profundidad con relación a Z0 (abs o inc) mm DXY Penetración máx. en el plano X/Y.
Como alternativa, la penetración en el plano también se puede indicar en %, como relación penetración en el plano (mm) y diámetro de la fresa de filo (mm).
mm %
DZ Penetración máxima en profundidad (abs. o inc.) mm UXY Creces para acabado en el plano mm ZU Creces para acabado profundidad mm Punto inicial La posición inicial se puede determinar automáticamente o introducir de forma
manual.
X Y
Posición inicial X (abs.), sólo con manual Posición inicial Y (abs.), sólo con manual
mm mm
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-214 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
Penetración Vaivén: La penetración se realiza de forma oscilante bajo el ángulo programado (EW). Helicoidal: La penetración se realiza en forma de hélice con el radio programado (ER) y la pendiente programada. (EP). Centrada: con esta estrategia de penetración se requiere una fresa que corte a través del centro. Se realiza la penetración con el avance programado (FZ).
EW Ángulo de penetración (sólo para vaivén) grados FZ Avance FZ (sólo con centrado) mm/min EP Paso de penetración (sólo con Helicoidal)
En función de las condiciones geométricas, el paso de la hélice puede ser menor. mm/r
ER Radio de penetración (sólo con helicoidal) El radio no debe ser mayor que el radio de la fresa; de lo contrario queda material sin eliminar. Además, cuide de no vulnerar la caja.
mm
Seleccionar modo de retirada
Si se necesitan varios puntos de penetración en el mecanizado, se tiene que programar la altura de retirada: • Hasta el plano de retirada • Z0 + distancia de seguridad (SC)
En la transición al siguiente punto de penetración, la herramienta se retira a esta altura. Cuando en el área de cajas no hay elementos más grandes que Z0, se puede programar como modo de retirada Z0 + distancia de seguridad (SC).
mm mm
Al definirlo de forma manual, este punto puede encontrarse fuera de
la caja. Esto puede ser conveniente, por ejemplo, para vaciar una caja abierta en un lateral. En este caso, el mecanizado empieza sin penetración con un movimiento en línea recta en la cara abierta de la caja.
3.5.9 Vaciar material sobrante caja de contorno
Si ha vaciado una caja (con/sin islas) y ha quedado material sobrante, ShopMill lo detecta automáticamente. Con una herramienta adecuada puede retirar este material sobrante sin mecanizar otra vez la caja completa; es decir, se evitan espacios muertos innecesarios. El material que se ha dejado en la pieza debido a creces para el acabado no es material sobrante.
El cálculo del material se realiza en base a la fresa utilizada para el
vaciado.
Si quiere fresar varias cajas y evitar cambios de herramienta innecesarios conviene vaciar primero todas las cajas y retirar después el material sobrante. En este caso tiene que indicar en Vaciar material sobrante también el parámetro Herramienta referencia TR que aparece adicionalmente al accionar el pulsador de menú "Todos los
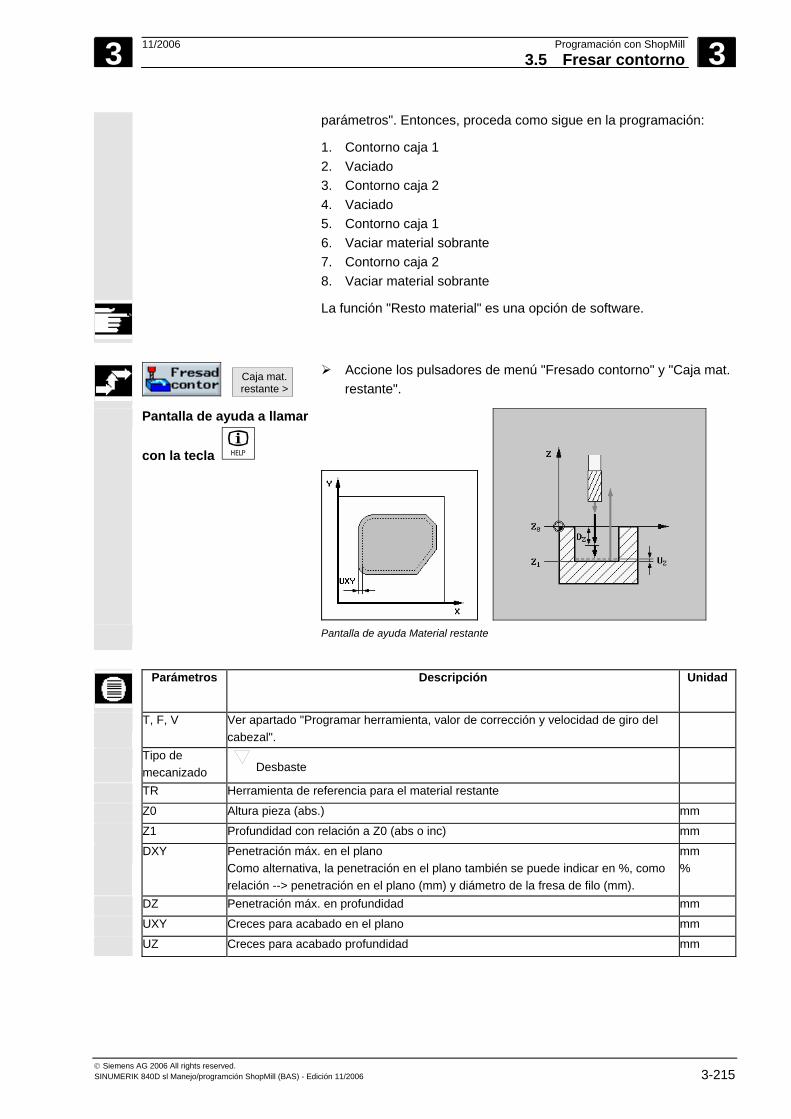
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-215
parámetros". Entonces, proceda como sigue en la programación:
1. Contorno caja 1 2. Vaciado 3. Contorno caja 2 4. Vaciado 5. Contorno caja 1 6. Vaciar material sobrante 7. Contorno caja 2 8. Vaciar material sobrante
La función "Resto material" es una opción de software.
Caja mat. restante >
Accione los pulsadores de menú "Fresado contorno" y "Caja mat. restante".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Material restante
Parámetros Descripción Unidad
T, F, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Tipo de mecanizado Desbaste
TR Herramienta de referencia para el material restante
Z0 Altura pieza (abs.) mm Z1 Profundidad con relación a Z0 (abs o inc) mm DXY Penetración máx. en el plano
Como alternativa, la penetración en el plano también se puede indicar en %, como relación --> penetración en el plano (mm) y diámetro de la fresa de filo (mm).
mm %
DZ Penetración máx. en profundidad mm UXY Creces para acabado en el plano mm UZ Creces para acabado profundidad mm
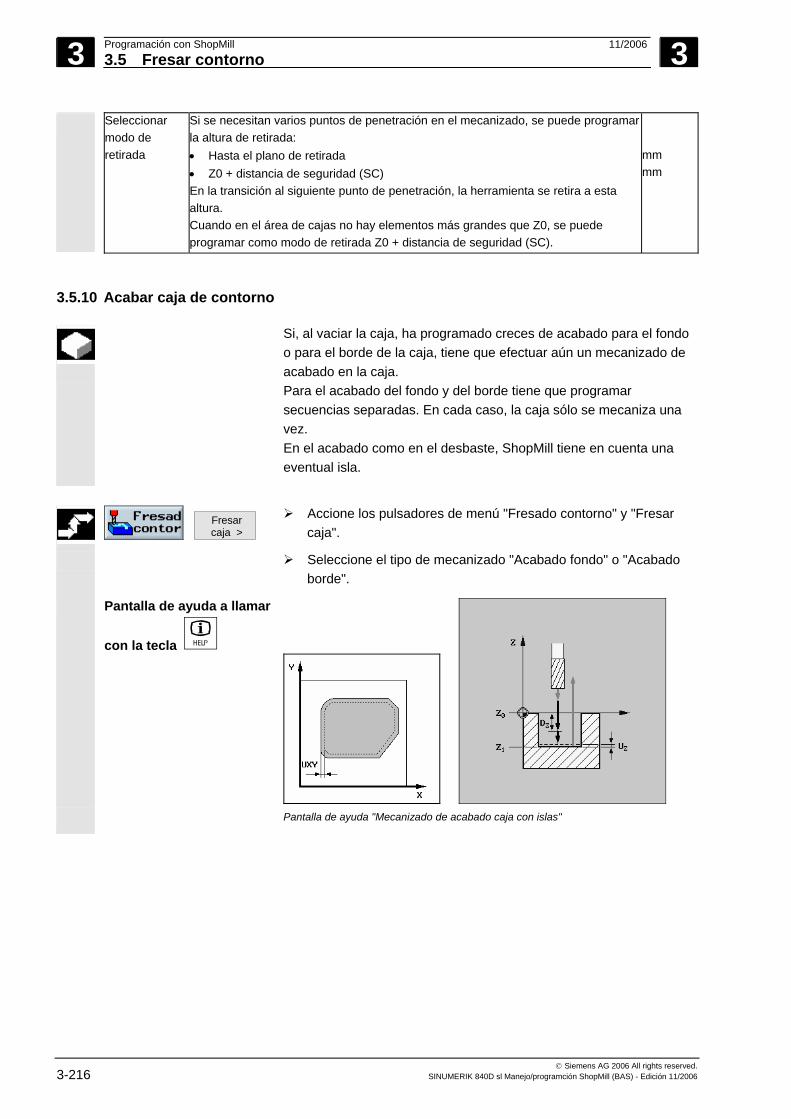
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-216 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
Seleccionar modo de retirada
Si se necesitan varios puntos de penetración en el mecanizado, se puede programar la altura de retirada: • Hasta el plano de retirada • Z0 + distancia de seguridad (SC) En la transición al siguiente punto de penetración, la herramienta se retira a esta altura. Cuando en el área de cajas no hay elementos más grandes que Z0, se puede programar como modo de retirada Z0 + distancia de seguridad (SC).
mm mm
3.5.10 Acabar caja de contorno
Si, al vaciar la caja, ha programado creces de acabado para el fondo o para el borde de la caja, tiene que efectuar aún un mecanizado de acabado en la caja.
Para el acabado del fondo y del borde tiene que programar secuencias separadas. En cada caso, la caja sólo se mecaniza una vez. En el acabado como en el desbaste, ShopMill tiene en cuenta una eventual isla.
Fresar caja >
Accione los pulsadores de menú "Fresado contorno" y "Fresar caja".
Seleccione el tipo de mecanizado "Acabado fondo" o "Acabado borde".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda "Mecanizado de acabado caja con islas"
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-217
Parámetros Descripción para acabado del fondo: Unidad
T, F, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Tipo de mecanizado
Acabado fondo
Z0 Altura pieza (abs.) mm Z1 Profundidad con relación a Z0 (abs o inc) mm DXY Penetración máx. en el plano
Como alternativa, la penetración en el plano también se puede indicar en %, como relación --> penetración en el plano (mm) y diámetro de la fresa de filo (mm).
mm %
UXY Creces para acabado en el plano mm UZ Creces para acabado profundidad mm Punto inicial La posición inicial se puede determinar automáticamente o introducir de forma
manual. Al definirlo de forma manual, este punto puede encontrarse fuera de la caja, en cuyo caso la herramienta primero mecaniza siguiendo una línea recta hasta la misma, p. ej., para una caja abierta en la cara sin penetración.
X Y
Coordenada posición inicial (abs.), sólo con manual Coordenada posición inicial (abs.), sólo con manual
mm mm
Penetración Vaivén: la penetración se realiza bajo el ángulo programado (EW). Helicoidal: La penetración se realiza en forma de hélice con el radio programado (ER) y la pendiente programada. (EP). Centrada: con esta estrategia de penetración se requiere una fresa que corte a través del centro. Se realiza la penetración con el avance programado (FZ).
EW Ángulo de penetración (sólo para vaivén) grados EP Paso de penetración (sólo con Helicoidal)
En función de las condiciones geométricas, el paso de la hélice puede ser menor. mm/r
ER Radio de penetración (sólo con helicoidal) El radio no debe ser mayor que el radio de la fresa; de lo contrario queda material sin eliminar. Además, cuide de no vulnerar la caja.
mm
FZ Avance FZ (sólo con centrado) mm/min Seleccionar
modo de retirada
Si se necesitan varios puntos de penetración en el mecanizado, se puede programar la altura de retirada: • Hasta el plano de retirada • Z0 + distancia de seguridad (SC) En la transición al siguiente punto de penetración, la herramienta se retira a esta altura. Cuando en el área de cajas no hay elementos más grandes que Z0, se puede programar como modo de retirada Z0 + distancia de seguridad (SC).
mm mm

3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-218 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
Parámetros Descripción para acabado del borde: Unidad
T, F, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Tipo de mecanizado
Acabado borde
Z0 Altura pieza (abs.) mm Z1 Profundidad con relación a Z0 (abs o inc) mm DZ Penetración máx. en profundidad mm UXY Creces para acabado en el plano mm Seleccionar
modo de retirada
Si se necesitan varios puntos de penetración en el mecanizado, se puede programar la altura de retirada: • Hasta el plano de retirada • Z0 + distancia de seguridad (SC) En la transición al siguiente punto de penetración, la herramienta se retira a esta altura. Cuando en el área de cajas no hay elementos más grandes que Z0, se puede programar como modo de retirada Z0 + distancia de seguridad (SC).
mm mm
Nota: Como alternativa a la función "Acabado borde" también se puede utilizar la función "Fresado en contorneado" con varias posibilidades de optimización (estrategias y modos de aproximación y retirada).
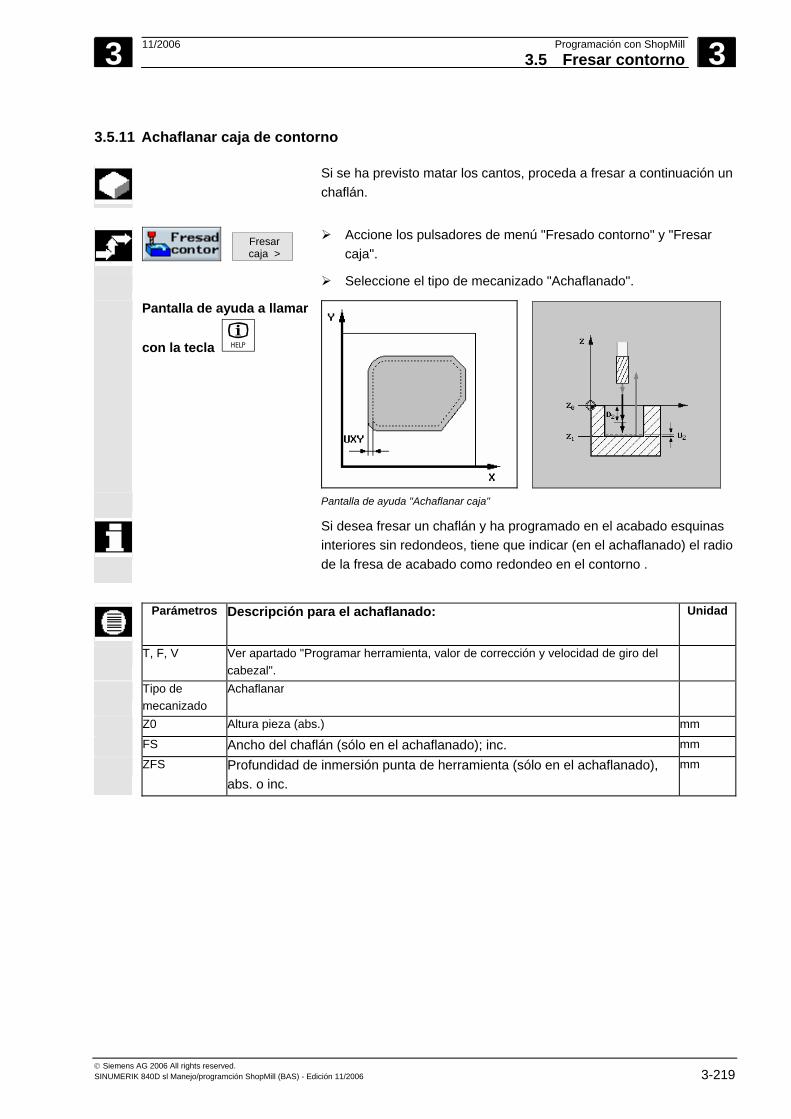
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-219
3.5.11 Achaflanar caja de contorno
Si se ha previsto matar los cantos, proceda a fresar a continuación un chaflán.
Fresar caja >
Accione los pulsadores de menú "Fresado contorno" y "Fresar caja".
Seleccione el tipo de mecanizado "Achaflanado".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda "Achaflanar caja"
Si desea fresar un chaflán y ha programado en el acabado esquinas interiores sin redondeos, tiene que indicar (en el achaflanado) el radio de la fresa de acabado como redondeo en el contorno .
Parámetros Descripción para el achaflanado: Unidad
T, F, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Tipo de mecanizado
Achaflanar
Z0 Altura pieza (abs.) mm FS Ancho del chaflán (sólo en el achaflanado); inc. mm ZFS Profundidad de inmersión punta de herramienta (sólo en el achaflanado),
abs. o inc. mm
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-220 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
3.5.12 Fresar salientes de contorno (desbastar)
Para fresar un saliente cualquiera, utilice la función "Fresar salientes".
Antes de fresar el saliente, tiene que introducir primero un contorno
de pieza en bruto y después uno o varios contornos de saliente. El contorno de la pieza en bruto define el área fuera de la cual no se encuentra material; es decir, allí se efectúa el desplazamiento en rápido. Entre el contorno de la pieza en bruto y del saliente se elimina entonces el material.
Al fresar puede elegir el tipo de mecanizado (desbaste, acabado). Si quiere desbastar y posteriormente acabar, tiene que llamar dos veces al ciclo de mecanizado 1ª secuencia = desbaste, 2ª secuencia = acabado). Los parámetros programados se conservan en la segunda llamada. Para el acabado, sírvase leer el apartado "Acabado saliente de contorno".
Si programa únicamente un contorno de pieza en bruto y no un segundo contorno para un saliente, puede planear el contorno de la pieza en bruto.
Aproximación/retirada 1. La herramienta se desplaza en rápido a la altura del plano de retirada hasta el punto inicial y penetra hasta la distancia de seguridad. El punto inicial es calculado por ShopMill.
2. La herramienta penetra primero hasta la profundidad de mecanizado y se acerca después lateralmente en cuadrante de círculo y con avance de mecanizado al contorno del saliente.
3. El saliente se desbasta paralelamente al contorno desde fuera hacia dentro. La dirección queda determinada por el sentido de giro de mecanizado -contramarcha o marcha síncrona- (ver apartado "Crear nuevo programa; Definir pieza en bruto").
4. Cuando el saliente está desbastado en un plano, la herramienta abandona el contorno en cuadrante de círculo y se procede a la penetración a la siguiente profundidad de mecanizado.
5. Se vuelve a aproximar al saliente en cuadrante de círculo y se desbasta paralelamente al contorno desde fuera hacia dentro.
6. Los pasos 4 y 5 se van repitiendo hasta que se alcanza la profundidad programada para el saliente.
7. La herramienta se retira con la velocidad de desplazamiento rápido a la distancia de seguridad.
Fresar
saliente > Accione los pulsadores de menú "Fresado contorno" y "Fresar
saliente".
Seleccione el tipo de mecanizado "Desbaste".
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-221
Parámetros Descripción del desbaste Unidad
T, D, F, S, V Véase el apartado "Crear bloques".
Tipo de mecanizado Desbaste
Z0 Z1 DXY DZ UXY UZ
Punto de referencia en dirección Z (abs) Profundidad con relación a Z0 (abs o inc) Penetración máxima en el plano XY Penetración de planos en %: relación entre penetración de planos (mm) y diámetro de fresa (mm) Penetración máxima en profundidad (dirección Z) Creces en el plano Creces para el acabado en profundidad
mm mm mm % mm mm mm
Seleccionar modo de retirada
Si, para el mecanizado, se necesitan varios puntos de aproximación, indicar la altura a la cual se retira la herramienta en la transición al siguiente punto de aproximación: • Hasta el plano de retirada • Z0 + distancia de seguridad
Cuando en la zona de mecanizado no hay salientes u otros elementos más grandes que Z0, se puede programar como modo de retirada Z0 + distancia de seguridad.
3.5.13 Vaciar material sobrante saliente de contorno
Si ha fresado un saliente de contorno y ha quedado material sobrante, ShopMill lo detecta automáticamente. Con una herramienta adecuada puede retirar este material sobrante sin mecanizar otra vez el saliente completo; es decir que se evitan espacios muertos innecesarios. El material que se ha dejado en la pieza debido a creces para el acabado no es material sobrante.
El cálculo del material se realiza en base a la fresa utilizada para el
vaciado.
Si quiere fresar varios salientes y evitar cambios de herramienta innecesarios conviene vaciar primero todos los salientes y retirar después el material sobrante. En este caso tiene que indicar en Vaciar material sobrante también el parámetro Herramienta referencia TR que aparece adicionalmente al accionar el pulsador de menú "Todos los parámetros". Entonces, proceda como sigue en la programación:
1. Contorno pieza en bruto 1 2. Contorno saliente 1 3. Desbastar saliente 1 4. Contorno pieza en bruto 2 5. Contorno saliente 2 6. Desbastar saliente 2
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-222 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
7. Contorno pieza en bruto 1 8. Contorno saliente 1 9. Vaciar material restante saliente 1 10. Contorno pieza en bruto 2 11. Contorno saliente 2 12. Vaciar material restante saliente 2
La función "Resto material" es una opción de software.
Saliente
mat. rest. > Accione los pulsadores de menú "Fresado contorno" y "Saliente
mat. restante".
Todos los parámetros
Accione el pulsador de menú "Todos los parámetros" si quiere introducir parámetros adicionales.
Parámetros Descripción Unidad
T, D, F, S, V Véase el apartado "Crear bloques".
Tipo de mecanizado Desbaste
TR Herramienta de referencia para el material restante
D Filo de la herramienta de referencia (1 ó 2)
Z0 Z1 DXY DZ UXY UZ
Punto de referencia en dirección Z (abs) Profundidad con relación a Z0 (abs o inc) Penetración máxima en el plano XY Penetración de planos en %: relación entre penetración de planos (mm) y diámetro de fresa (mm) Penetración máxima en profundidad (dirección Z) Creces en el plano Creces para el acabado en profundidad
mm mm mm % mm mm mm
Seleccionar modo de retirada
Si, para el mecanizado, se necesitan varios puntos de aproximación, indicar la altura a la cual se retira la herramienta en la transición al siguiente punto de aproximación: • Hasta el plano de retirada • Z0 + distancia de seguridad
Cuando en la zona de mecanizado no hay salientes u otros elementos más grandes que Z0, se puede programar como modo de retirada Z0 + distancia de seguridad.
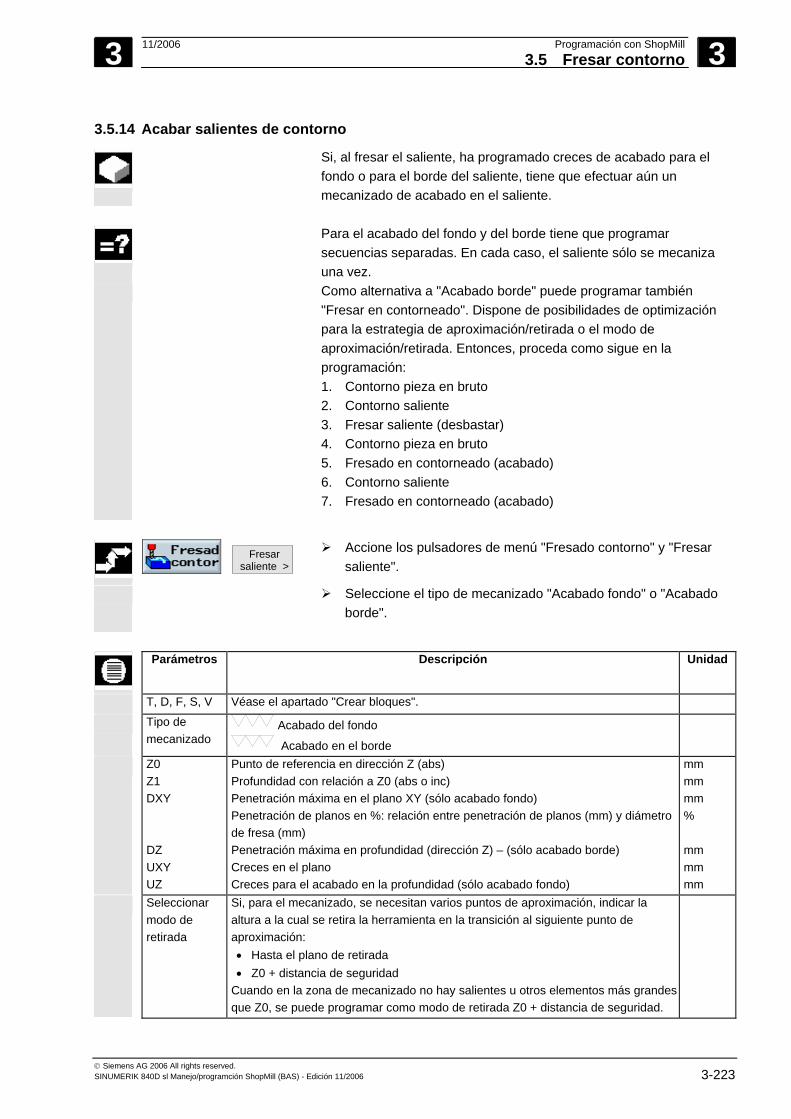
3 11/2006 Programación con ShopMill3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-223
3.5.14 Acabar salientes de contorno
Si, al fresar el saliente, ha programado creces de acabado para el fondo o para el borde del saliente, tiene que efectuar aún un mecanizado de acabado en el saliente.
Para el acabado del fondo y del borde tiene que programar
secuencias separadas. En cada caso, el saliente sólo se mecaniza una vez.
Como alternativa a "Acabado borde" puede programar también "Fresar en contorneado". Dispone de posibilidades de optimización para la estrategia de aproximación/retirada o el modo de aproximación/retirada. Entonces, proceda como sigue en la programación: 1. Contorno pieza en bruto 2. Contorno saliente 3. Fresar saliente (desbastar) 4. Contorno pieza en bruto 5. Fresado en contorneado (acabado) 6. Contorno saliente 7. Fresado en contorneado (acabado)
Fresar
saliente > Accione los pulsadores de menú "Fresado contorno" y "Fresar
saliente".
Seleccione el tipo de mecanizado "Acabado fondo" o "Acabado borde".
Parámetros Descripción Unidad
T, D, F, S, V Véase el apartado "Crear bloques".
Tipo de mecanizado
Acabado del fondo
Acabado en el borde
Z0 Z1 DXY DZ UXY UZ
Punto de referencia en dirección Z (abs) Profundidad con relación a Z0 (abs o inc) Penetración máxima en el plano XY (sólo acabado fondo) Penetración de planos en %: relación entre penetración de planos (mm) y diámetro de fresa (mm) Penetración máxima en profundidad (dirección Z) – (sólo acabado borde) Creces en el plano Creces para el acabado en la profundidad (sólo acabado fondo)
mm mm mm % mm mm mm
Seleccionar modo de retirada
Si, para el mecanizado, se necesitan varios puntos de aproximación, indicar la altura a la cual se retira la herramienta en la transición al siguiente punto de aproximación: • Hasta el plano de retirada • Z0 + distancia de seguridad
Cuando en la zona de mecanizado no hay salientes u otros elementos más grandes que Z0, se puede programar como modo de retirada Z0 + distancia de seguridad.
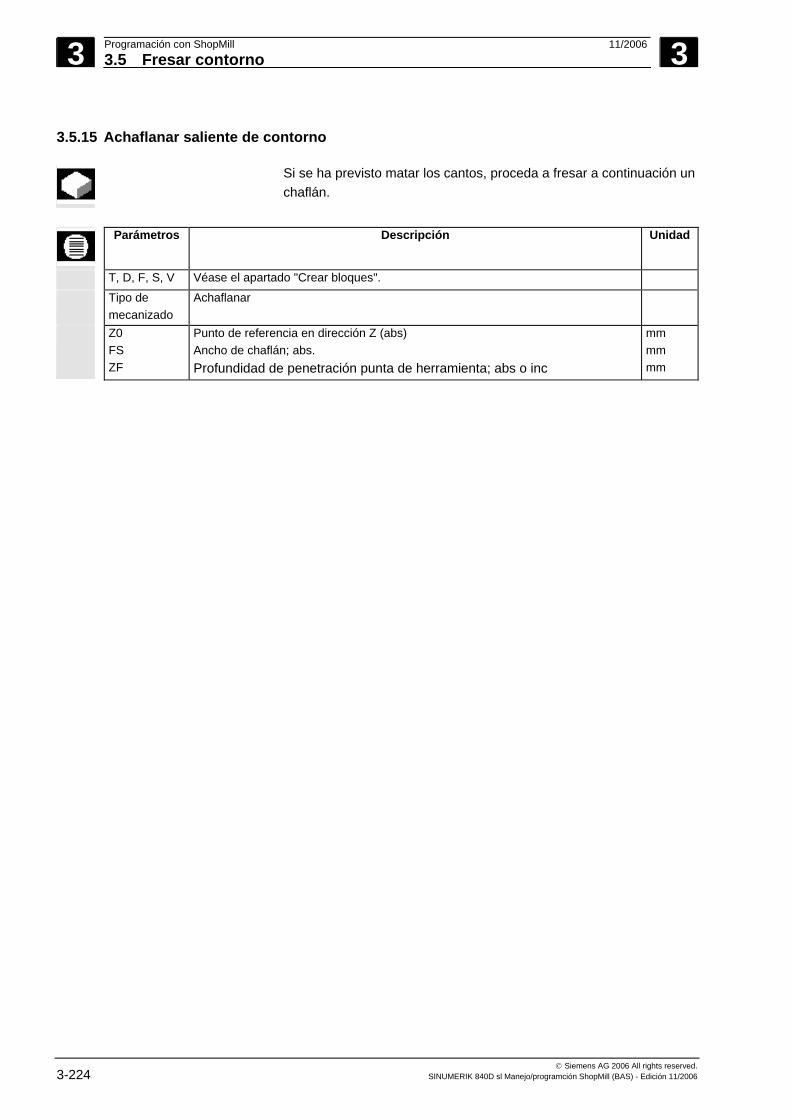
3 Programación con ShopMill 11/2006 3.5 Fresar contorno
3
© Siemens AG 2006 All rights reserved. 3-224 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
3.5.15 Achaflanar saliente de contorno
Si se ha previsto matar los cantos, proceda a fresar a continuación un chaflán.
Parámetros Descripción Unidad
T, D, F, S, V Véase el apartado "Crear bloques".
Tipo de mecanizado
Achaflanar
Z0 FS ZF
Punto de referencia en dirección Z (abs) Ancho de chaflán; abs. Profundidad de penetración punta de herramienta; abs o inc
mm mm mm
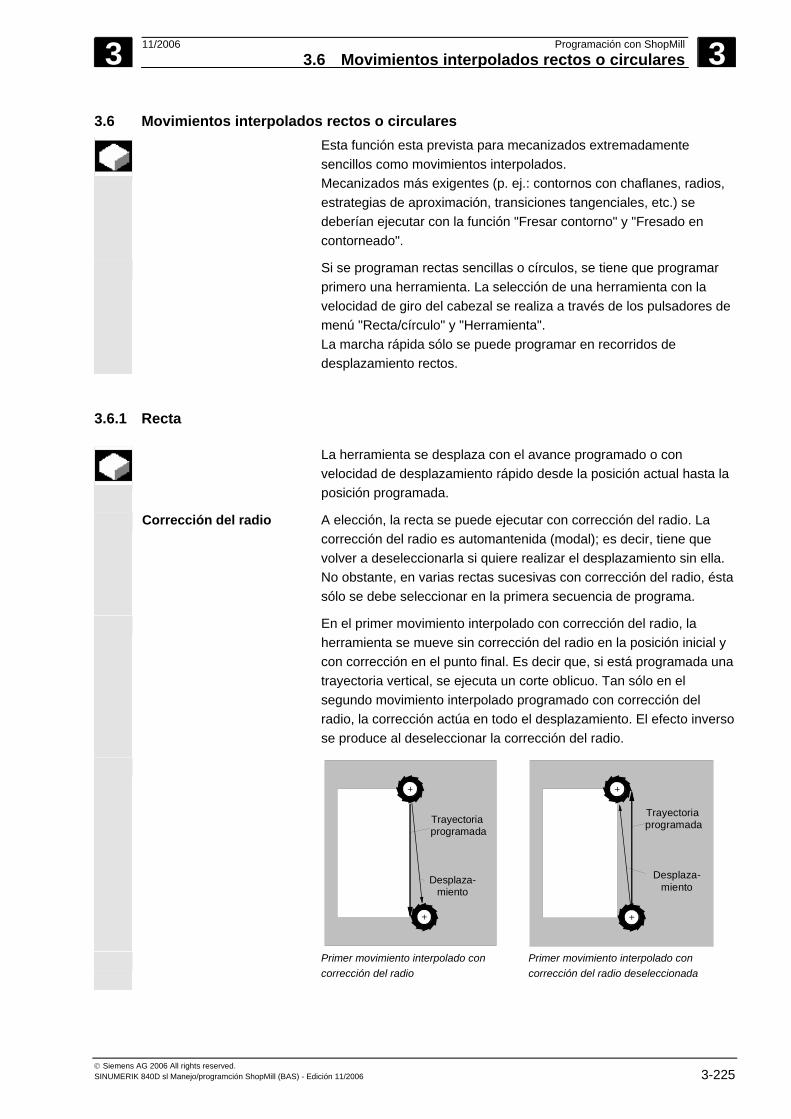
3 11/2006 Programación con ShopMill3.6 Movimientos interpolados rectos o circulares
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-225
3.6 Movimientos interpolados rectos o circulares Esta función esta prevista para mecanizados extremadamente
sencillos como movimientos interpolados. Mecanizados más exigentes (p. ej.: contornos con chaflanes, radios, estrategias de aproximación, transiciones tangenciales, etc.) se deberían ejecutar con la función "Fresar contorno" y "Fresado en contorneado".
Si se programan rectas sencillas o círculos, se tiene que programar primero una herramienta. La selección de una herramienta con la velocidad de giro del cabezal se realiza a través de los pulsadores de menú "Recta/círculo" y "Herramienta". La marcha rápida sólo se puede programar en recorridos de desplazamiento rectos.
3.6.1 Recta
La herramienta se desplaza con el avance programado o con velocidad de desplazamiento rápido desde la posición actual hasta la posición programada.
Corrección del radio A elección, la recta se puede ejecutar con corrección del radio. La corrección del radio es automantenida (modal); es decir, tiene que volver a deseleccionarla si quiere realizar el desplazamiento sin ella. No obstante, en varias rectas sucesivas con corrección del radio, ésta sólo se debe seleccionar en la primera secuencia de programa.
En el primer movimiento interpolado con corrección del radio, la herramienta se mueve sin corrección del radio en la posición inicial y con corrección en el punto final. Es decir que, si está programada una trayectoria vertical, se ejecuta un corte oblicuo. Tan sólo en el segundo movimiento interpolado programado con corrección del radio, la corrección actúa en todo el desplazamiento. El efecto inverso se produce al deseleccionar la corrección del radio.
Trayectoria programada
Desplaza-miento
Trayectoria programada
Desplaza-miento
Primer movimiento interpolado con
corrección del radio Primer movimiento interpolado con corrección del radio deseleccionada
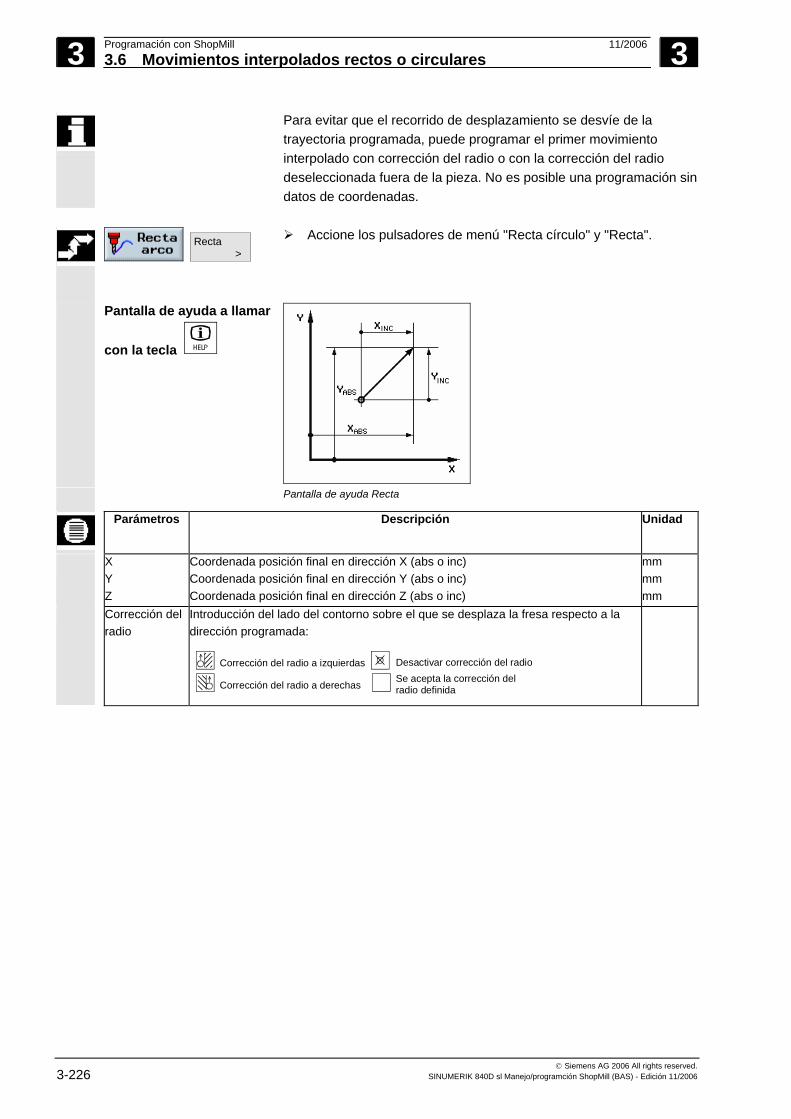
3 Programación con ShopMill 11/2006 3.6 Movimientos interpolados rectos o circulares
3
© Siemens AG 2006 All rights reserved. 3-226 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
Para evitar que el recorrido de desplazamiento se desvíe de la trayectoria programada, puede programar el primer movimiento interpolado con corrección del radio o con la corrección del radio deseleccionada fuera de la pieza. No es posible una programación sin datos de coordenadas.
Recta >
Accione los pulsadores de menú "Recta círculo" y "Recta".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Recta
Parámetros Descripción Unidad
X Y Z
Coordenada posición final en dirección X (abs o inc) Coordenada posición final en dirección Y (abs o inc) Coordenada posición final en dirección Z (abs o inc)
mm mm mm
Corrección del radio
Introducción del lado del contorno sobre el que se desplaza la fresa respecto a la dirección programada:
Corrección del radio a izquierdas
Corrección del radio a derechas
Desactivar corrección del radioSe acepta la corrección delradio definida
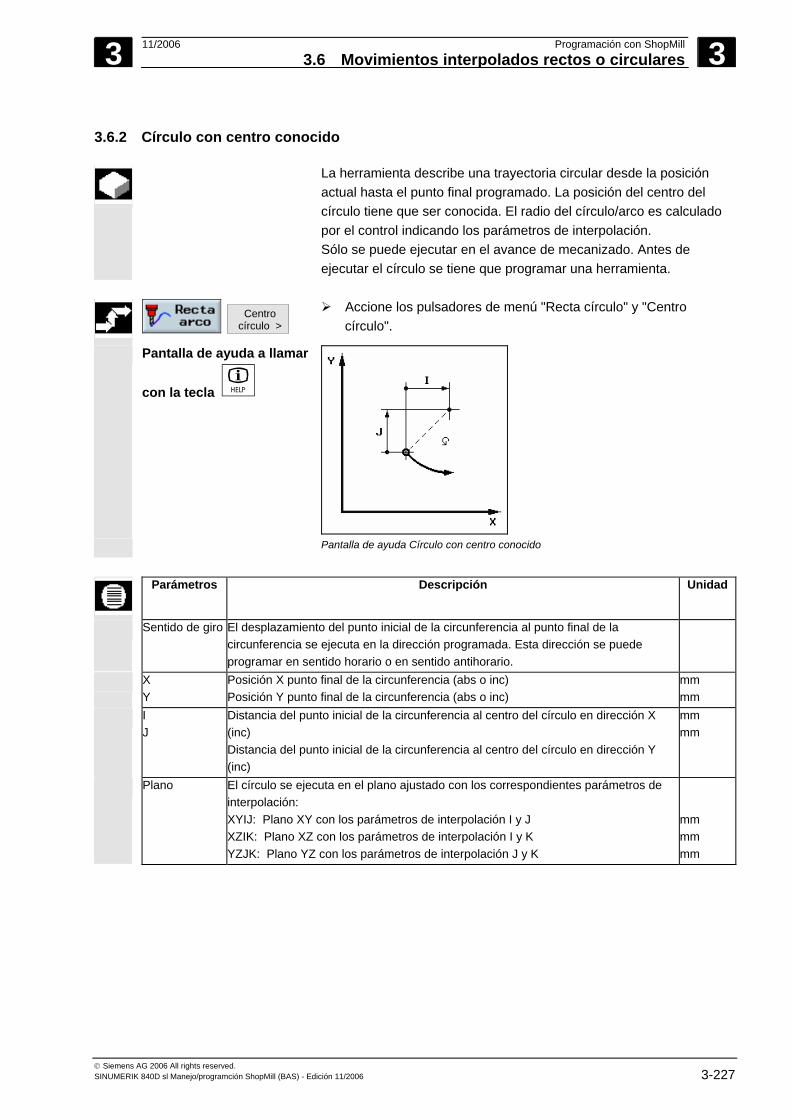
3 11/2006 Programación con ShopMill3.6 Movimientos interpolados rectos o circulares
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-227
3.6.2 Círculo con centro conocido
La herramienta describe una trayectoria circular desde la posición actual hasta el punto final programado. La posición del centro del círculo tiene que ser conocida. El radio del círculo/arco es calculado por el control indicando los parámetros de interpolación. Sólo se puede ejecutar en el avance de mecanizado. Antes de ejecutar el círculo se tiene que programar una herramienta.
Centro
círculo > Accione los pulsadores de menú "Recta círculo" y "Centro
círculo".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Círculo con centro conocido
Parámetros Descripción Unidad
Sentido de giro El desplazamiento del punto inicial de la circunferencia al punto final de la circunferencia se ejecuta en la dirección programada. Esta dirección se puede programar en sentido horario o en sentido antihorario.
X Y
Posición X punto final de la circunferencia (abs o inc) Posición Y punto final de la circunferencia (abs o inc)
mm mm
I J
Distancia del punto inicial de la circunferencia al centro del círculo en dirección X (inc) Distancia del punto inicial de la circunferencia al centro del círculo en dirección Y (inc)
mm mm
Plano El círculo se ejecuta en el plano ajustado con los correspondientes parámetros de interpolación: XYIJ: Plano XY con los parámetros de interpolación I y J XZIK: Plano XZ con los parámetros de interpolación I y K YZJK: Plano YZ con los parámetros de interpolación J y K
mm mm mm

3 Programación con ShopMill 11/2006 3.6 Movimientos interpolados rectos o circulares
3
© Siemens AG 2006 All rights reserved. 3-228 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
3.6.3 Círculo con radio conocido
La herramienta describe una trayectoria circular con el radio programado desde la posición actual hasta el punto final programado.El control calcula la posición del centro del círculo. No se necesitan programar los parámetros de interpolación. Sólo se puede ejecutar en el avance de mecanizado.
Radio
círculo > Accione los pulsadores de menú "Recta círculo" y "Radio círculo".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Círculo con radio conocido
Parámetros Descripción Unidad
Sentido de giro El desplazamiento del punto inicial de la circunferencia al punto final de la circunferencia se ejecuta en la dirección programada. Esta dirección se puede programar en sentido horario o en sentido antihorario.
X Y
Posición X punto final de la circunferencia (abs o inc) Posición Y punto final de la circunferencia (abs o inc)
mm mm
R Radio del arco; la selección del arco del círculo deseado se realiza mediante un signo negativo o positivo.
mm
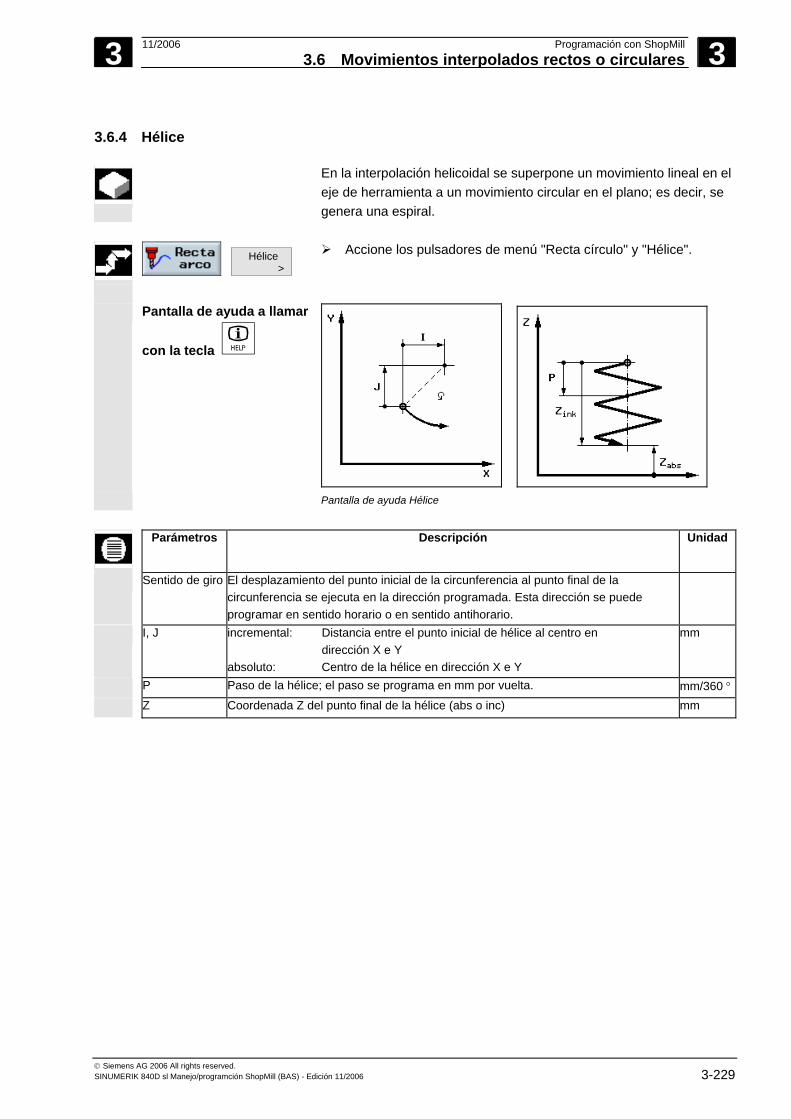
3 11/2006 Programación con ShopMill3.6 Movimientos interpolados rectos o circulares
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-229
3.6.4 Hélice
En la interpolación helicoidal se superpone un movimiento lineal en el eje de herramienta a un movimiento circular en el plano; es decir, se genera una espiral.
Hélice
> Accione los pulsadores de menú "Recta círculo" y "Hélice".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Hélice
Parámetros Descripción Unidad
Sentido de giro El desplazamiento del punto inicial de la circunferencia al punto final de la circunferencia se ejecuta en la dirección programada. Esta dirección se puede programar en sentido horario o en sentido antihorario.
I, J incremental: Distancia entre el punto inicial de hélice al centro en dirección X e Y absoluto: Centro de la hélice en dirección X e Y
mm
P Paso de la hélice; el paso se programa en mm por vuelta. mm/360 °
Z Coordenada Z del punto final de la hélice (abs o inc) mm
3 Programación con ShopMill 11/2006 3.6 Movimientos interpolados rectos o circulares
3
© Siemens AG 2006 All rights reserved. 3-230 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
3.6.5 Coordenadas polares
Si el acotado de una pieza se realiza desde un punto central (polo) con radio e indicación del ángulo, conviene programarlo como coordenadas polares. Se pueden programar rectas y círculos como coordenadas polares.
Definir polo Antes de la programación de una recta o de un círculo en coordenadas polares tiene que definir el polo. Este polo es el punto de referencia del sistema de coordenadas polares. A continuación, se tiene que programar el ángulo para la primera recta o el primer círculo en coordenadas absolutas. El ángulo de las rectas o los arcos siguientes se puede programar, a elección, como valor absoluto o incremental.
Polar
> Polo
>
Accione los pulsadores de menú "Recta círculo", "Polar" y "Polo".
Parámetros Descripción Unidad
X Posición X del polo (abs o inc) mm Y Posición Y del polo (abs o inc) mm

3 11/2006 Programación con ShopMill3.6 Movimientos interpolados rectos o circulares
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-231
3.6.6 Recta polar
Una recta en el sistema de coordenadas polares se determina mediante un radio (L) y un ángulo (α). El ángulo se refiere al eje X. La herramienta se desplaza desde la posición actual, con el avance de mecanizado o en rápido en una recta o en un círculo al punto final programado.
La primera recta en coordenadas polares tras la indicación del polo se
tiene que programar con un ángulo absoluto. Todas las demás rectas y arcos también se pueden programar de forma incremental.
Polar >
Recta polar >
Accione los pulsadores de menú "Recta círculo", "Polar" y "Recta polar".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Recta polar con ángulo absoluto o incremental
Parámetros Descripción Unidad
L Radio del polo a la posición final de la recta mm α Ángulo polar (abs. o inc., positivo o negativo) grados Corrección del
radio Introducción del lado del contorno sobre el que se desplaza la fresa respecto a la dirección programada:
Corrección del radio a izquierdas
Corrección del radio a derechas
Desactivar corrección del radioSe acepta la corrección delradio definida
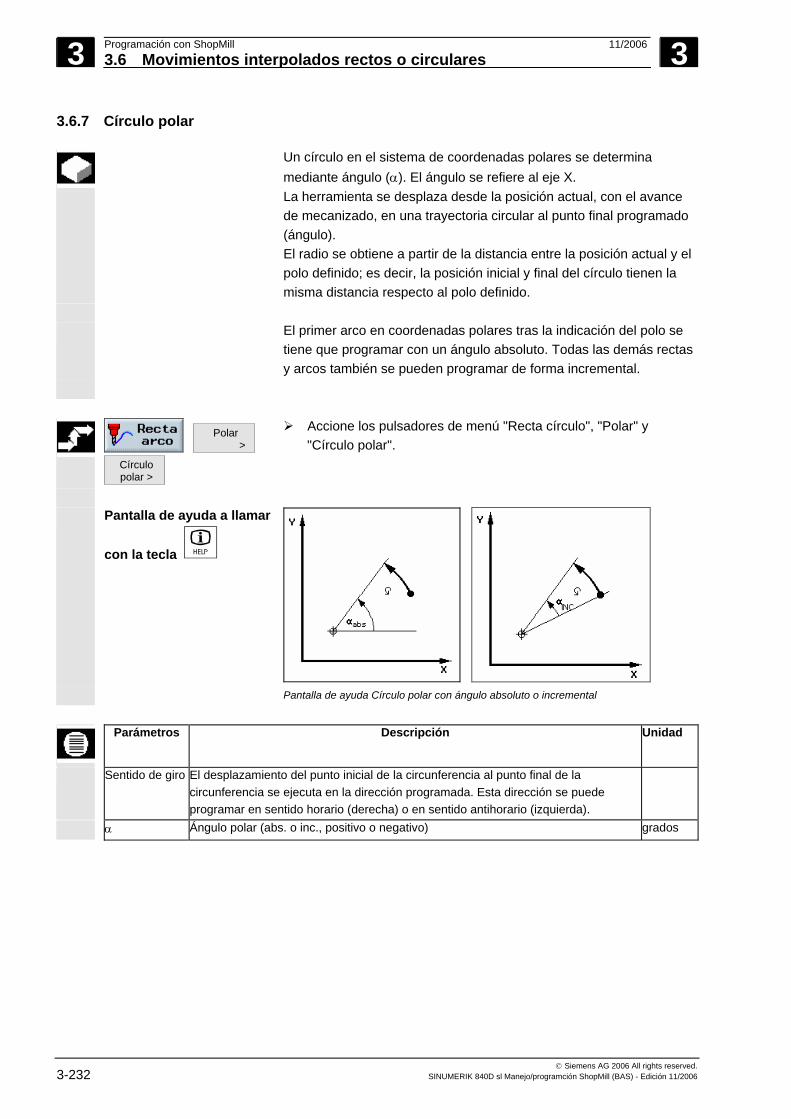
3 Programación con ShopMill 11/2006 3.6 Movimientos interpolados rectos o circulares
3
© Siemens AG 2006 All rights reserved. 3-232 SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006
3.6.7 Círculo polar
Un círculo en el sistema de coordenadas polares se determina mediante ángulo (α). El ángulo se refiere al eje X. La herramienta se desplaza desde la posición actual, con el avance de mecanizado, en una trayectoria circular al punto final programado (ángulo). El radio se obtiene a partir de la distancia entre la posición actual y el polo definido; es decir, la posición inicial y final del círculo tienen la misma distancia respecto al polo definido.
El primer arco en coordenadas polares tras la indicación del polo se
tiene que programar con un ángulo absoluto. Todas las demás rectas y arcos también se pueden programar de forma incremental.
Polar >
Círculo polar >
Accione los pulsadores de menú "Recta círculo", "Polar" y "Círculo polar".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Círculo polar con ángulo absoluto o incremental
Parámetros Descripción Unidad
Sentido de giro El desplazamiento del punto inicial de la circunferencia al punto final de la circunferencia se ejecuta en la dirección programada. Esta dirección se puede programar en sentido horario (derecha) o en sentido antihorario (izquierda).
α Ángulo polar (abs. o inc., positivo o negativo) grados
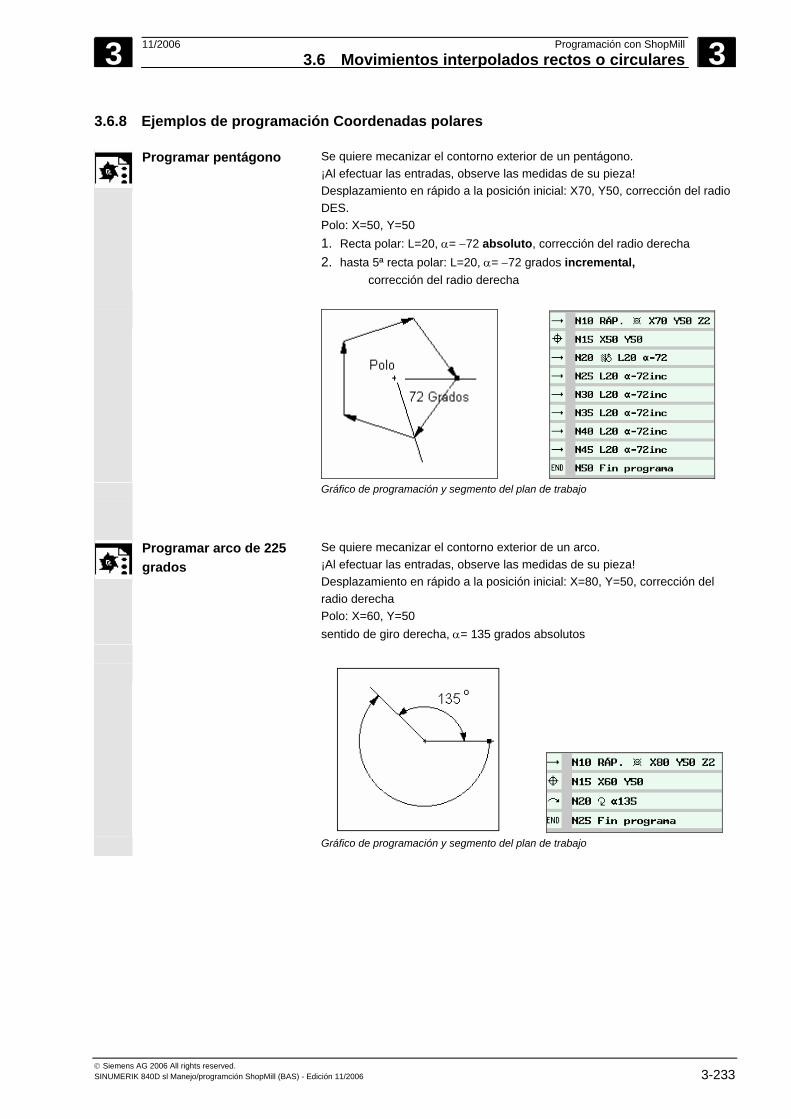
3 11/2006 Programación con ShopMill3.6 Movimientos interpolados rectos o circulares
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programción ShopMill (BAS) - Edición 11/2006 3-233
3.6.8 Ejemplos de programación Coordenadas polares
Programar pentágono Se quiere mecanizar el contorno exterior de un pentágono. ¡Al efectuar las entradas, observe las medidas de su pieza! Desplazamiento en rápido a la posición inicial: X70, Y50, corrección del radio DES. Polo: X=50, Y=50 1. Recta polar: L=20, α= −72 absoluto, corrección del radio derecha 2. hasta 5ª recta polar: L=20, α= −72 grados incremental, corrección del radio derecha
Gráfico de programación y segmento del plan de trabajo
Programar arco de 225 grados
Se quiere mecanizar el contorno exterior de un arco. ¡Al efectuar las entradas, observe las medidas de su pieza! Desplazamiento en rápido a la posición inicial: X=80, Y=50, corrección del radio derecha Polo: X=60, Y=50 sentido de giro derecha, α= 135 grados absolutos
Gráfico de programación y segmento del plan de trabajo
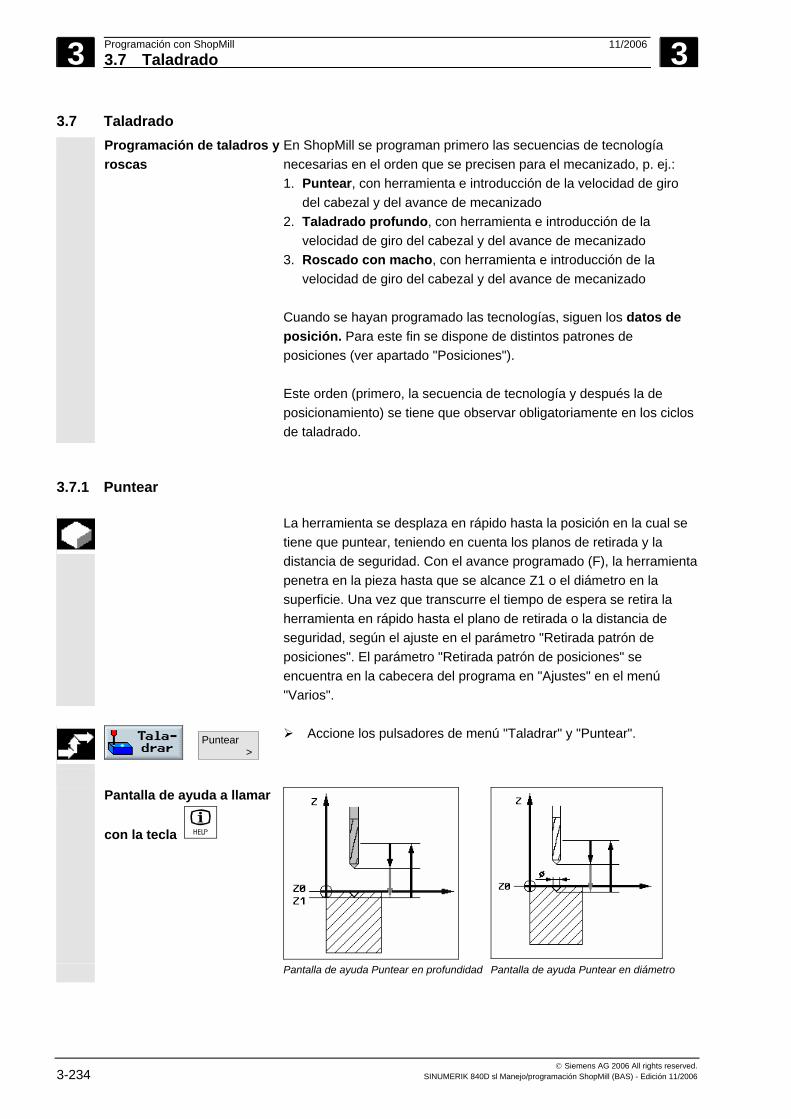
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-234 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.7 Taladrado Programación de taladros y
roscas En ShopMill se programan primero las secuencias de tecnología necesarias en el orden que se precisen para el mecanizado, p. ej.: 1. Puntear, con herramienta e introducción de la velocidad de giro
del cabezal y del avance de mecanizado 2. Taladrado profundo, con herramienta e introducción de la
velocidad de giro del cabezal y del avance de mecanizado 3. Roscado con macho, con herramienta e introducción de la
velocidad de giro del cabezal y del avance de mecanizado Cuando se hayan programado las tecnologías, siguen los datos de posición. Para este fin se dispone de distintos patrones de posiciones (ver apartado "Posiciones"). Este orden (primero, la secuencia de tecnología y después la de posicionamiento) se tiene que observar obligatoriamente en los ciclos de taladrado.
3.7.1 Puntear
La herramienta se desplaza en rápido hasta la posición en la cual se tiene que puntear, teniendo en cuenta los planos de retirada y la distancia de seguridad. Con el avance programado (F), la herramienta penetra en la pieza hasta que se alcance Z1 o el diámetro en la superficie. Una vez que transcurre el tiempo de espera se retira la herramienta en rápido hasta el plano de retirada o la distancia de seguridad, según el ajuste en el parámetro "Retirada patrón de posiciones". El parámetro "Retirada patrón de posiciones" se encuentra en la cabecera del programa en "Ajustes" en el menú "Varios".
Puntear >
Accione los pulsadores de menú "Taladrar" y "Puntear".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Puntear en profundidad Pantalla de ayuda Puntear en diámetro
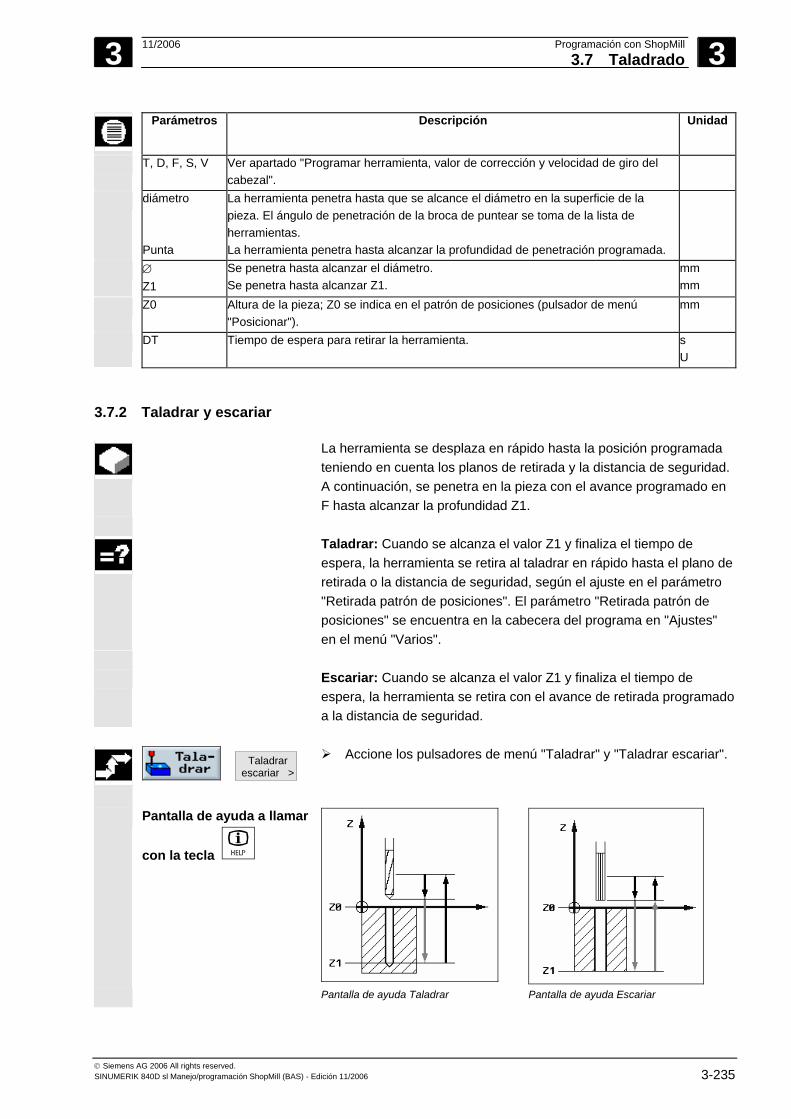
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-235
Parámetros Descripción Unidad
T, D, F, S, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
diámetro Punta
La herramienta penetra hasta que se alcance el diámetro en la superficie de la pieza. El ángulo de penetración de la broca de puntear se toma de la lista de herramientas. La herramienta penetra hasta alcanzar la profundidad de penetración programada.
∅ Z1
Se penetra hasta alcanzar el diámetro. Se penetra hasta alcanzar Z1.
mm mm
Z0 Altura de la pieza; Z0 se indica en el patrón de posiciones (pulsador de menú "Posicionar").
mm
DT Tiempo de espera para retirar la herramienta. s U
3.7.2 Taladrar y escariar
La herramienta se desplaza en rápido hasta la posición programada teniendo en cuenta los planos de retirada y la distancia de seguridad. A continuación, se penetra en la pieza con el avance programado en F hasta alcanzar la profundidad Z1.
Taladrar: Cuando se alcanza el valor Z1 y finaliza el tiempo de
espera, la herramienta se retira al taladrar en rápido hasta el plano de retirada o la distancia de seguridad, según el ajuste en el parámetro "Retirada patrón de posiciones". El parámetro "Retirada patrón de posiciones" se encuentra en la cabecera del programa en "Ajustes" en el menú "Varios".
Escariar: Cuando se alcanza el valor Z1 y finaliza el tiempo de
espera, la herramienta se retira con el avance de retirada programado a la distancia de seguridad.
Taladrar
escariar > Accione los pulsadores de menú "Taladrar" y "Taladrar escariar".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Taladrar Pantalla de ayuda Escariar
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-236 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Parámetros Descripción Unidad
T, D, F, S, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Cuello Punta
Se penetra hasta que el vástago de la broca alcanza el valor Z1 programado. El ángulo de penetración se toma de la lista de herramienta. Se penetra hasta que la punta de la broca alcanza el valor Z1 programado (no existe al escariar).
Z1 Profundidad de penetración para la punta o el vástago de la broca. mm Z0 Altura de la pieza; Z0 se indica en el patrón de posiciones (pulsador de menú
"Posicionar"). mm
DT Tiempo de espera para retirar la herramienta. s U
FB Avance para la retirada (sólo para escariados)
3.7.3 Taladrado profundo La herramienta se desplaza en rápido hasta la posición programada
teniendo en cuenta los planos de retirada y la distancia de seguridad. A continuación, se realiza la penetración en la pieza con el avance programado.
Taladrado
profundo > Accione los pulsadores de menú "Taladrar" y "Taladrado
profundo".
Sacar virutas
La herramienta taladra con el avance programado (F) hasta la primeraprofundidad de penetración. Una vez que ésta se haya alcanzado, para la evacuación de virutas, la herramienta sale de la pieza en rápido y vuelve a entrar hasta la primera profundidad de penetración, reducida en una distancia de parada (V3). Se taladra la profundidad de penetración adicional y, a continuación, la herramienta se vuelve a liberar hasta alcanzar la profundidad final de taladrado (Z1). Una vez que transcurre el tiempo de espera (DT) se retira la herramienta en rápido hasta la distancia de seguridad.
Rotura de viruta
La herramienta taladra con el avance programado (F) hasta la primeraprofundidad de penetración. Una vez que ésta se haya alcanzado, para la rotura de virutas, la herramienta se retira en el valor de retirada (V2) y vuelve a entrar hasta la siguiente profundidad de penetración. Este proceso se va repitiendo hasta que se alcanza la profundidad final de taladrado (Z1). El valor de retirada se puede determinar a través de un dato de máquina o en la máscara de parámetros. Si el parámetro está asignado a través de un dato de máquina, no aparece en la máscara de parámetros.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
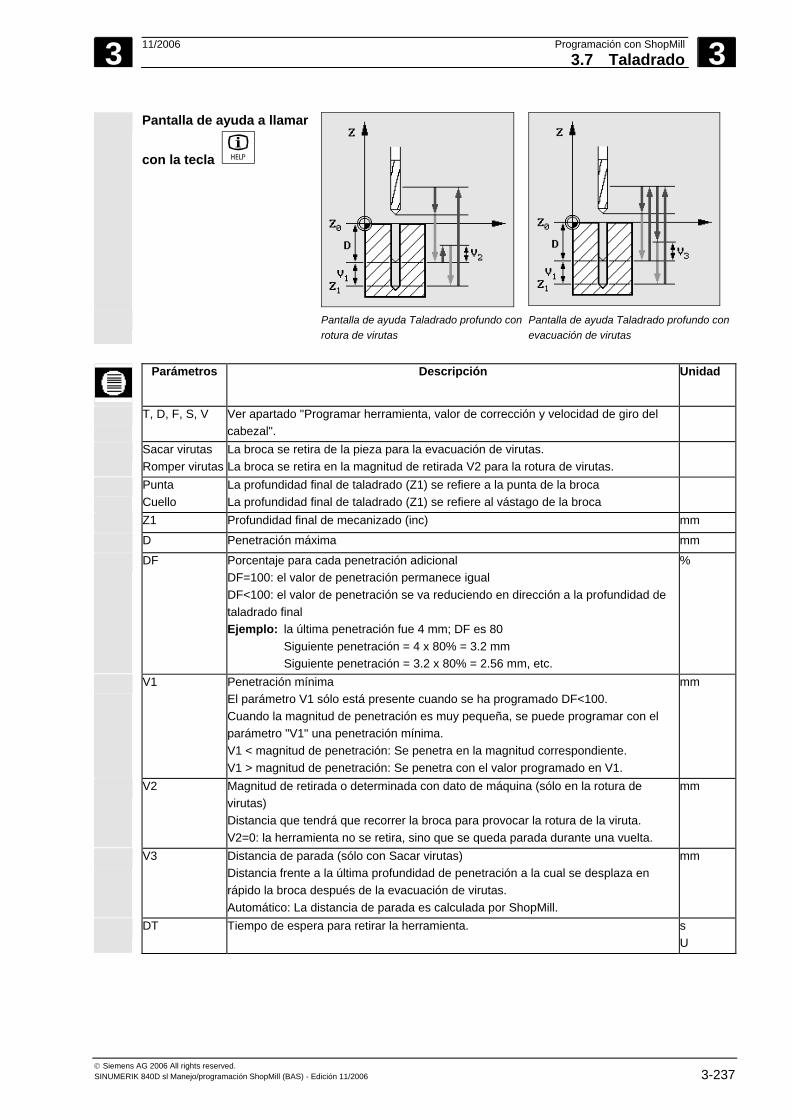
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-237
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Taladrado profundo con
rotura de virutas Pantalla de ayuda Taladrado profundo con evacuación de virutas
Parámetros Descripción Unidad
T, D, F, S, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Sacar virutas Romper virutas
La broca se retira de la pieza para la evacuación de virutas. La broca se retira en la magnitud de retirada V2 para la rotura de virutas.
Punta Cuello
La profundidad final de taladrado (Z1) se refiere a la punta de la broca La profundidad final de taladrado (Z1) se refiere al vástago de la broca
Z1 Profundidad final de mecanizado (inc) mm D Penetración máxima mm DF Porcentaje para cada penetración adicional
DF=100: el valor de penetración permanece igual DF<100: el valor de penetración se va reduciendo en dirección a la profundidad de taladrado final Ejemplo: la última penetración fue 4 mm; DF es 80 Siguiente penetración = 4 x 80% = 3.2 mm Siguiente penetración = 3.2 x 80% = 2.56 mm, etc.
%
V1 Penetración mínima El parámetro V1 sólo está presente cuando se ha programado DF<100. Cuando la magnitud de penetración es muy pequeña, se puede programar con el parámetro "V1" una penetración mínima. V1 < magnitud de penetración: Se penetra en la magnitud correspondiente. V1 > magnitud de penetración: Se penetra con el valor programado en V1.
mm
V2 Magnitud de retirada o determinada con dato de máquina (sólo en la rotura de virutas) Distancia que tendrá que recorrer la broca para provocar la rotura de la viruta. V2=0: la herramienta no se retira, sino que se queda parada durante una vuelta.
mm
V3 Distancia de parada (sólo con Sacar virutas) Distancia frente a la última profundidad de penetración a la cual se desplaza en rápido la broca después de la evacuación de virutas. Automático: La distancia de parada es calculada por ShopMill.
mm
DT Tiempo de espera para retirar la herramienta. s U
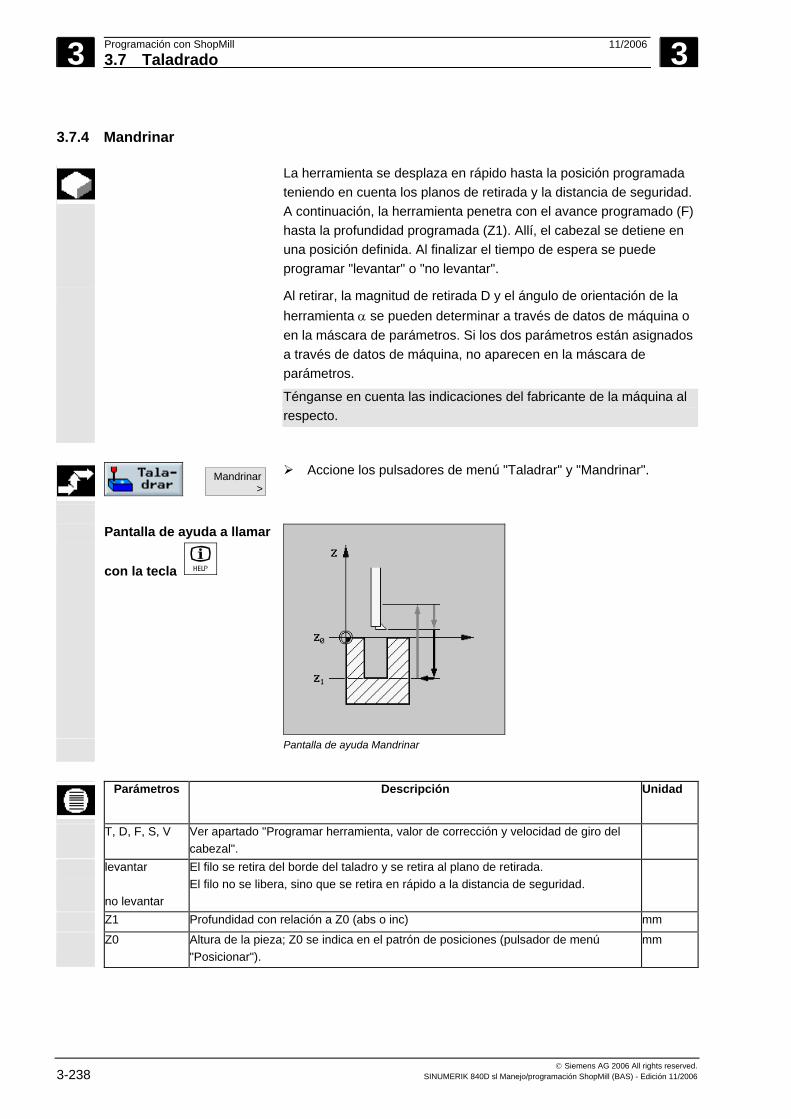
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-238 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.7.4 Mandrinar
La herramienta se desplaza en rápido hasta la posición programada teniendo en cuenta los planos de retirada y la distancia de seguridad. A continuación, la herramienta penetra con el avance programado (F) hasta la profundidad programada (Z1). Allí, el cabezal se detiene en una posición definida. Al finalizar el tiempo de espera se puede programar "levantar" o "no levantar".
Al retirar, la magnitud de retirada D y el ángulo de orientación de la herramienta α se pueden determinar a través de datos de máquina o en la máscara de parámetros. Si los dos parámetros están asignados a través de datos de máquina, no aparecen en la máscara de parámetros.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Mandrinar >
Accione los pulsadores de menú "Taladrar" y "Mandrinar".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Mandrinar
Parámetros Descripción Unidad
T, D, F, S, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
levantar no levantar
El filo se retira del borde del taladro y se retira al plano de retirada. El filo no se libera, sino que se retira en rápido a la distancia de seguridad.
Z1 Profundidad con relación a Z0 (abs o inc) mm Z0 Altura de la pieza; Z0 se indica en el patrón de posiciones (pulsador de menú
"Posicionar"). mm
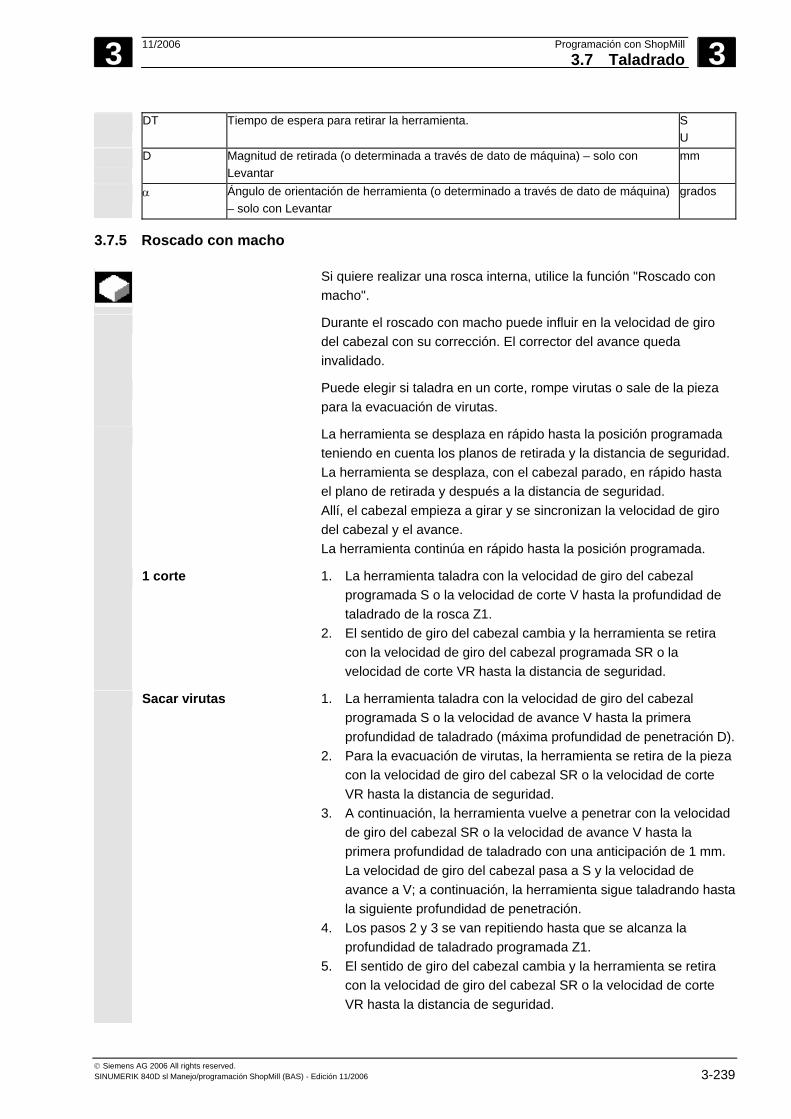
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-239
DT Tiempo de espera para retirar la herramienta. S U
D Magnitud de retirada (o determinada a través de dato de máquina) – solo con Levantar
mm
α Ángulo de orientación de herramienta (o determinado a través de dato de máquina) – solo con Levantar
grados
3.7.5 Roscado con macho
Si quiere realizar una rosca interna, utilice la función "Roscado con macho".
Durante el roscado con macho puede influir en la velocidad de giro del cabezal con su corrección. El corrector del avance queda invalidado.
Puede elegir si taladra en un corte, rompe virutas o sale de la pieza para la evacuación de virutas.
La herramienta se desplaza en rápido hasta la posición programada teniendo en cuenta los planos de retirada y la distancia de seguridad.La herramienta se desplaza, con el cabezal parado, en rápido hasta el plano de retirada y después a la distancia de seguridad. Allí, el cabezal empieza a girar y se sincronizan la velocidad de giro del cabezal y el avance. La herramienta continúa en rápido hasta la posición programada.
1 corte 1. La herramienta taladra con la velocidad de giro del cabezal programada S o la velocidad de corte V hasta la profundidad de taladrado de la rosca Z1.
2. El sentido de giro del cabezal cambia y la herramienta se retira con la velocidad de giro del cabezal programada SR o la velocidad de corte VR hasta la distancia de seguridad.
Sacar virutas
1. La herramienta taladra con la velocidad de giro del cabezal programada S o la velocidad de avance V hasta la primera profundidad de taladrado (máxima profundidad de penetración D).
2. Para la evacuación de virutas, la herramienta se retira de la pieza con la velocidad de giro del cabezal SR o la velocidad de corte VR hasta la distancia de seguridad.
3. A continuación, la herramienta vuelve a penetrar con la velocidad de giro del cabezal SR o la velocidad de avance V hasta la primera profundidad de taladrado con una anticipación de 1 mm. La velocidad de giro del cabezal pasa a S y la velocidad de avance a V; a continuación, la herramienta sigue taladrando hasta la siguiente profundidad de penetración.
4. Los pasos 2 y 3 se van repitiendo hasta que se alcanza la profundidad de taladrado programada Z1.
5. El sentido de giro del cabezal cambia y la herramienta se retira con la velocidad de giro del cabezal SR o la velocidad de corte VR hasta la distancia de seguridad.
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-240 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Rotura de viruta
1. La herramienta taladra con la velocidad de giro del cabezal programada S o la velocidad de avance V hasta la primera profundidad de taladrado (máxima profundidad de penetración D).
2. Para romper virutas, la herramienta se retira en la magnitud de retirada V2.
3. A continuación, la herramienta taladra con la velocidad de giro del cabezal S o la velocidad de avance V hasta la siguiente profundidad de penetración.
4. Los pasos 2 y 3 se van repitiendo hasta que se alcanza la profundidad de taladrado programada Z1.
5. El sentido de giro del cabezal cambia y la herramienta se retira con la velocidad de giro del cabezal SR o la velocidad de corte VR hasta la distancia de seguridad.
Al roscar con cabezal analógico se precisa un mandril de compensación. En consecuencia, sólo se puede taladrar en un paso.
En un dato de máquina, el fabricante de la máquina puede haber realizado aún ciertos ajustes para el roscado con macho. Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Mandrinar >
Roscado con macho
Accione los pulsadores de menú "Taladrar", "Mandrinar" y "Roscado con macho".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Roscado con macho
Parámetros Descripción Unidad
T, D, S, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
P Paso de rosca El paso de rosca dependerá de la herramienta utilizada. MÓDULO: usual, por ejemplo, en tornillos sinfín que engranan en una rueda dentada. entradas/ ": usual, por ejemplo, en roscas de tubos. Al introducir datos en entradas/", introduzca en el primer campo de parámetros el número entero delante de la coma y en el segundo y el tercer campo el número decimal como fracción.
mm/r pulg/ vuelta MÓDULOentradas / "
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-241
13,5 entradas/'', por ejemplo, se introduce como sigue:
SR Velocidad de giro del cabezal para la retirada (no al roscar con macho con mandril
de compensación) r/min
VR Velocidad de corte para la retirada (alternativa a SR) (no al roscar con macho con mandril de compensación)
m/min
1 corte Sacar virutas Romper virutas
La rosca se ejecuta en un solo corte sin interrupciones. La broca se retira de la pieza para la evacuación de virutas (no al roscar con macho con mandril de compensación) La broca se retira en la magnitud de retirada V2 para la rotura de virutas (no al roscar con macho con mandril de compensación)
Z1 Profundidad de taladro de la rosca con relación a Z0 (abs o inc) Z0 se indica en el patrón de posiciones (pulsador de menú "Posicionar").
mm
D Penetración máxima (sólo con Sacar virutas o Romper virutas) mm V2 Magnitud de retirada (sólo con Romper virutas)
Distancia que tendrá que recorrer la broca para provocar la rotura de la viruta. V2=automático: la herramienta se retira en una vuelta.
mm
3.7.6 Fresado de roscas Con una fresa perfilada es posible realizar cualquier rosca interna o
externa. La rosca se puede ejecutar a derechas o a izquierdas; el mecanizado se realiza desde arriba hacia abajo o viceversa.
En roscas métricas (paso de rosca P en mm/rev), ShopMill ocupa el
parámetro Profundidad de roscado K con un valor calculado a partir del paso de rosca. Este valor se puede modificar. La asignación previa se tiene que activar a través de un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
El avance introducido se refiere al mecanizado. No obstante, se indicael avance del centro de la fresa. Por esta razón, se indica en roscas interiores un valor más pequeño y en roscas exteriores un valor más grande del introducido.
Roscado >
Fresado de roscas
Accione los pulsadores de menú "Taladrar", "Roscado" y "Fresado de roscas".
Rosca interior Proceso:
• Posicionamiento en rápido en el centro de la rosca (plano de retirada)
• Posicionamiento en rápido en el plano de referencia retrasado en la distancia de seguridad
• Posicionamiento en un círculo de entrada calculado internamente con el avance programado
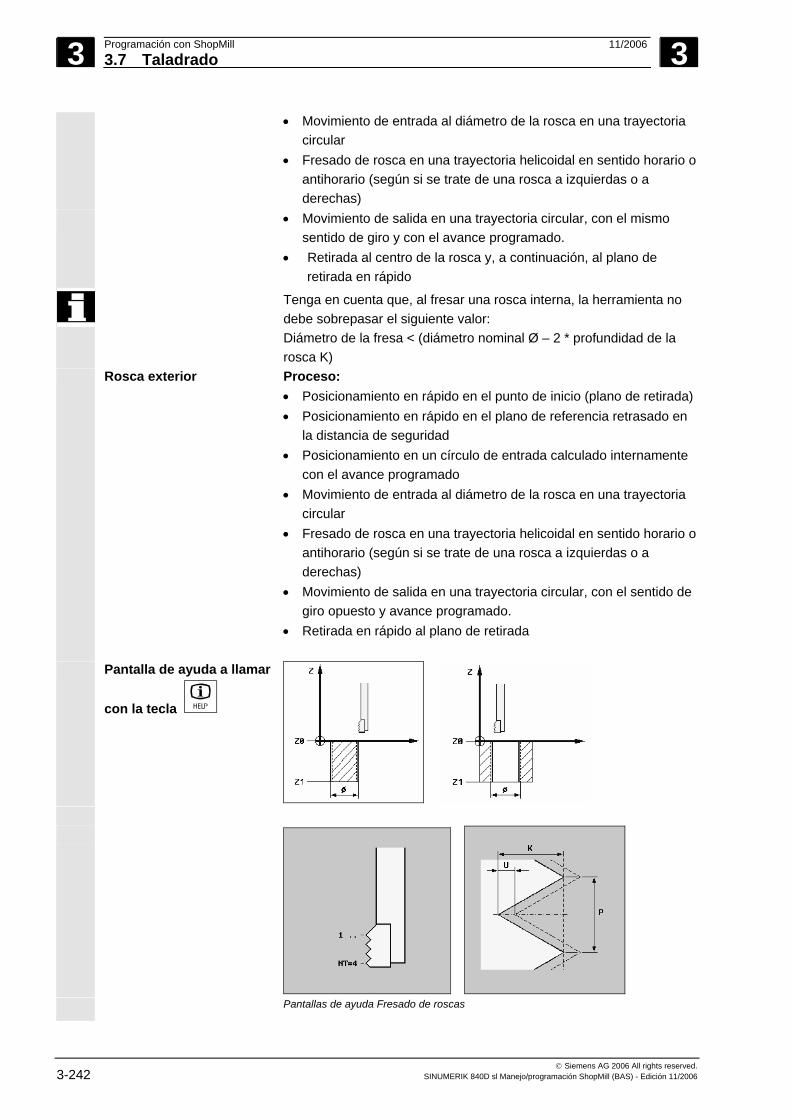
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-242 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
• Movimiento de entrada al diámetro de la rosca en una trayectoria circular
• Fresado de rosca en una trayectoria helicoidal en sentido horario o antihorario (según si se trate de una rosca a izquierdas o a derechas)
• Movimiento de salida en una trayectoria circular, con el mismo sentido de giro y con el avance programado.
• Retirada al centro de la rosca y, a continuación, al plano de retirada en rápido
Tenga en cuenta que, al fresar una rosca interna, la herramienta no debe sobrepasar el siguiente valor: Diámetro de la fresa < (diámetro nominal Ø – 2 * profundidad de la rosca K)
Rosca exterior Proceso: • Posicionamiento en rápido en el punto de inicio (plano de retirada)• Posicionamiento en rápido en el plano de referencia retrasado en
la distancia de seguridad • Posicionamiento en un círculo de entrada calculado internamente
con el avance programado • Movimiento de entrada al diámetro de la rosca en una trayectoria
circular • Fresado de rosca en una trayectoria helicoidal en sentido horario o
antihorario (según si se trate de una rosca a izquierdas o a derechas)
• Movimiento de salida en una trayectoria circular, con el sentido de giro opuesto y avance programado.
• Retirada en rápido al plano de retirada
Pantalla de ayuda a llamar
con la tecla
Pantallas de ayuda Fresado de roscas
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-243
Parámetros Descripción Unidad
Tipo de mecanizado Desbaste
Fresado de roscas hasta las creces para acabado programadas (U)
Acabado
Dirección Dependiendo del sentido de giro del cabezal, un cambio de dirección también modifica el sentido del mecanizado (mismo sentido/a contramarcha). Z0 a Z1: el mecanizado empieza en la superficie de la pieza Z0. Z1 a Z0: el mecanizado empieza en la profundidad de la rosca, p. ej., en roscas de agujero ciego
Rosca interna Rosca externa
Se fresa una rosca interna. Se fresa una rosca externa.
Roscado a izq. Roscado a der.
Se fresa una rosca a izquierdas. Se fresa una rosca a derechas.
NT Número de dientes cortantes de una placa fresadora. Se pueden utilizar placas fresadoras de uno o varios dientes. Los dientes de corte se introducen a través del parámetro NT. Los movimientos precisos se realizan internamente en el ciclo de tal manera que, al alcanzar la posición final de rosca, la punta del diente inferior de una placa fresadora coincide con la posición final programada. Según la geometría de corte de la placa fresadora se debe tener en cuenta una trayectoria libre al fondo de la pieza.
Z1 Longitud de la rosca mm Z0 Altura de la pieza; Z0 se indica en el patrón de posiciones (pulsador de menú
"Posicionar"). mm
∅ Diámetro nominal de la rosca, ejemplo: Diámetro nominal de M12 = 12 mm mm P Paso de rosca
Si la herramienta de fresado tiene varios dientes de corte, el paso de rosca dependerá de la herramienta utilizada. Al introducir el paso de rosca en entradas/", introduzca en el primer campo de parámetros el número entero delante de la coma y, en el segundo y el tercer campo, el número decimal como fracción. 13,5 entradas/'', por ejemplo, se introduce como sigue:
mm/r pulgadas/rev MÓDULOentradas / "
K Profundidad de roscado mm DXY Entrada por pasada
Como alternativa, la penetración en el plano también se puede indicar en %, como relación --> penetración en el plano (mm) y diámetro de la fresa de filo (mm).
mm %
U Creces de acabado mm α0 Ángulo inicial grados

3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-244 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Ejemplo de programación para fresar roscas
Fresar caja circular del material macizo; a continuación, fresar rosca. La fresa utilizada no puede cortar por el centro; por esta razón, la caja circular se pretaladra con una broca de Ø22 mm. Esto permite la penetración centrada de la fresa.
El uso de patrones de posiciones permite programar las posiciones delos ciclos arriba citados (ver apartado: "Uso de patrones de posiciones en el fresado").
X
Y
60 40 Z
YA A - B
B
50
56
Dibujo de taller de la caja circular con rosca
Detalle del plan de trabajo; fresar caja circular con rosca
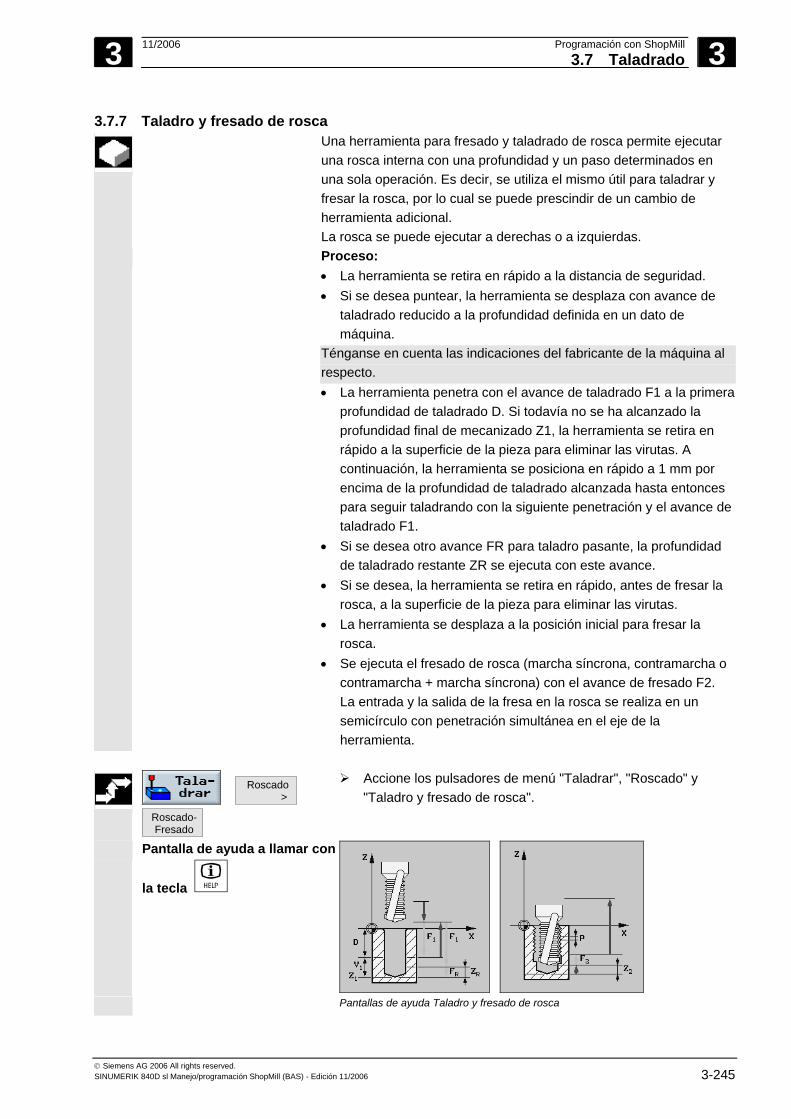
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-245
3.7.7 Taladro y fresado de rosca Una herramienta para fresado y taladrado de rosca permite ejecutar
una rosca interna con una profundidad y un paso determinados en una sola operación. Es decir, se utiliza el mismo útil para taladrar y fresar la rosca, por lo cual se puede prescindir de un cambio de herramienta adicional. La rosca se puede ejecutar a derechas o a izquierdas.
Proceso: • La herramienta se retira en rápido a la distancia de seguridad. • Si se desea puntear, la herramienta se desplaza con avance de
taladrado reducido a la profundidad definida en un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto. • La herramienta penetra con el avance de taladrado F1 a la primera
profundidad de taladrado D. Si todavía no se ha alcanzado la profundidad final de mecanizado Z1, la herramienta se retira en rápido a la superficie de la pieza para eliminar las virutas. A continuación, la herramienta se posiciona en rápido a 1 mm por encima de la profundidad de taladrado alcanzada hasta entonces para seguir taladrando con la siguiente penetración y el avance de taladrado F1.
• Si se desea otro avance FR para taladro pasante, la profundidad de taladrado restante ZR se ejecuta con este avance.
• Si se desea, la herramienta se retira en rápido, antes de fresar la rosca, a la superficie de la pieza para eliminar las virutas.
• La herramienta se desplaza a la posición inicial para fresar la rosca.
• Se ejecuta el fresado de rosca (marcha síncrona, contramarcha o contramarcha + marcha síncrona) con el avance de fresado F2. La entrada y la salida de la fresa en la rosca se realiza en un semicírculo con penetración simultánea en el eje de la herramienta.
Roscado >
Roscado- Fresado
Accione los pulsadores de menú "Taladrar", "Roscado" y "Taladro y fresado de rosca".
Pantalla de ayuda a llamar con
la tecla
Pantallas de ayuda Taladro y fresado de rosca

3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-246 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Parámetros Descripción Unidad
T, D, S, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
F1 Avance de taladrado mm/min mm/r
Z1 Profundidad de taladrado mm D Penetración máxima mm DF Porcentaje para cada penetración adicional
DF=100: el valor de penetración permanece igual DF<100: el valor de penetración se va reduciendo en dirección a la profundidad de taladrado final Z1 Ejemplo: Última penetración 4 mm; DF 80% Siguiente penetración = 4 x 80% = 3.2 mm Siguiente penetración = 3.2 x 80% = 2.56 mm, etc.
%
V1 Penetración mínima El parámetro V1 sólo está presente cuando se ha programado DF<100. Cuando la magnitud de penetración es muy pequeña, se puede programar con el parámetro "V1" una penetración mínima. V1 < magnitud de penetración: Se penetra en la magnitud correspondiente. V1 > magnitud de penetración: Se penetra con el valor programado en V1.
mm
Puntear Al taladrar, desplazamiento inicial con avance reducido. El avance de taladrado reducido resulta de lo que sigue: Avance de taladrado F1 < 0,15 mm/rev.: Avance de centrado = 30% de F1 Avance de taladrado F1 ≥ 0,15 mm/rev.: Avance de centrado = 0,1 mm/rev.
Taladro pasante
Al taladrar, ejecutar la profundidad de taladrado restante ZR con el avance FR.
ZR Profundidad de taladrado restante (sólo para taladro pasante) mm FR Avance para taladrado pasante (sólo para taladrado pasante) mm/min
mm/r Sacar virutas Antes de fresar la rosca, retirada a la superficie de la pieza para sacar virutas.
Rosca Rosca a derechas Rosca a izquierdas
F2 Avance de fresado mm/min mm/ diente
P Paso de rosca Al introducir el paso de rosca en entradas/", introduzca en el primer campo de parámetros el número entero delante de la coma y, en el segundo y el tercer campo, el número decimal como fracción. 13,5 entradas/'', por ejemplo, se introduce como sigue:
pulg/ vuelta entradas/"
Z2 Retirada antes de fresar la rosca Con Z2 se define la profundidad de la rosca en dirección del eje de la herramienta. Z2 se refiere entonces en la punta de la herramienta.
mm
∅ Diámetro nominal mm Dirección de
mecanizado Marcha síncrona: Fresar la rosca en una pasada. Contramarcha: Fresar la rosca en una pasada. Contramarcha + marcha síncrona: Fresar la rosca en 2 pasadas, ejecutando un fresado previo en contramarcha con unas creces definidas y un fresado de acabado posterior con el avance de fresado FS en marcha síncrona.
FS Avance de fresado acabado (sólo con contramarcha + marcha síncrona) mm/min mm/ diente
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-247
3.7.8 Posicionamiento en cualquier posición y en patrones de posiciones
Una vez que se hayan programado las tecnologías, se tiene que pasar a las posiciones. Para este fin, ShopMill ofrece distintos patrones de posiciones: • Cualquier posición • Posicionamiento en una línea, en una rejilla o en un marco • Posicionamiento en un círculo o un arco
Se pueden programar varios patrones de posiciones seguidos (máx. 20 tecnologías y patrones de posiciones juntos). Éstos se ejecutan en el orden programado. Las tecnologías programas previamente y las posiciones programadas a continuación se concatenan automáticamente.
Orden de mecanizado y recorrido de desplazamiento de la herramienta
La herramienta se desplaza en primer lugar a todas las posiciones programadas con la 1ª herramienta programada (p. ej.: puntear todas las posiciones). El mecanizado de las posiciones se inicia siempre en el punto de referencia. En la rejilla se mecaniza primero en la dirección del primer eje y, después, en forma de meandro. El marco y el círculo de agujeros se siguen mecanizando en sentido antihorario. A continuación, se mecanizan todas las posiciones programadas con la segunda herramienta programada, etc. Este proceso se repite hasta que se haya ejecutado cada tecnología de taladrado programada en todas las posiciones programadas.
Dentro de un patrón de posiciones, así como en el desplazamiento de un patrón de posiciones al siguiente, la herramienta se retira a la distancia de seguridad con la retirada optimizada o, de lo contrario, al plano de retirada (ver también el apartado "Crear nuevo programa; Definir pieza en bruto"). A continuación, el desplazamiento a la nueva posición se realiza en rápido.
Si el patrón de posiciones consiste de una única posición, la herramienta se retira después del mecanizado al plano de retirada.
Mostrar/ocultar posiciones
Se puede mostrar u ocultar cualquier posición (ver apartado "Mostrar/ocultar posiciones").
Eje giratorio Si, en su máquina, está configurado un eje A o B, éste se soporta al
taladrar (cualquier patrón de posiciones, círculo y arco). Ténganse en cuenta las indicaciones del fabricante de la máquina al
respecto.
Si existe un eje A o B conviene definir un decalaje de origen, con X = superficie frontal del cilindro Y = centro del cilindro Z = centro del cilindro "Cilindro" corresponde aquí a cualquier pieza amarrada en el eje A/B.

3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-248 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Transformada de envolvente de cilindro
Al trabajar con la transformación de envolvente de cilindro, hay que tener en cuenta que el eje A o B no se soporta en todos los casos. Con la transformación de envolvente de cilindro activada no es posible la programación en cualquier posición en el plano XYA.
Un decalaje de origen en el eje giratorio A o B actúa también con la transformación de envolvente de cilindro activada.
Selección con pulsador de
menú Posiciones >
3.7.9 Posiciones libres
Esta función permite programar posiciones libres con acotado rectangular o polar en el plano X/Y, X/A y XYA. El desplazamiento a las distintas posiciones se realiza en el orden programado. Con el pulsador de menú "Borrar todo" se borran todas las posiciones X/Y programadas.
Eje giratorio • Plano XA
Se programa en XA si el eje Y no se debe desplazar durante el mecanizado. Si los taladros tienen que apuntar al centro del "cilindro", el eje Y se tiene que posicionar previamente centrado por encima del "cilindro".
A
Y
Z
A
Los taladros apuntan al centro
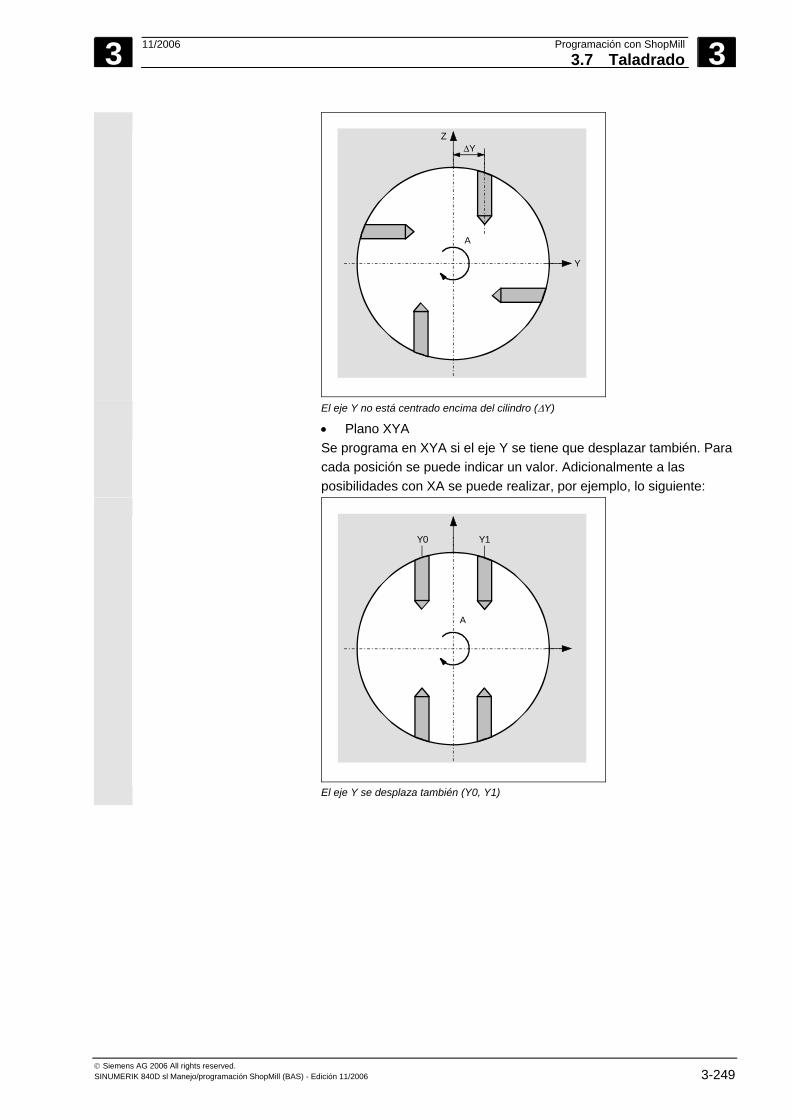
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-249
A
Y
ZΔY
A
El eje Y no está centrado encima del cilindro (ΔY) • Plano XYA
Se programa en XYA si el eje Y se tiene que desplazar también. Para cada posición se puede indicar un valor. Adicionalmente a las posibilidades con XA se puede realizar, por ejemplo, lo siguiente:
A
Y
Z
A
Y0 Y1
A
El eje Y se desplaza también (Y0, Y1)
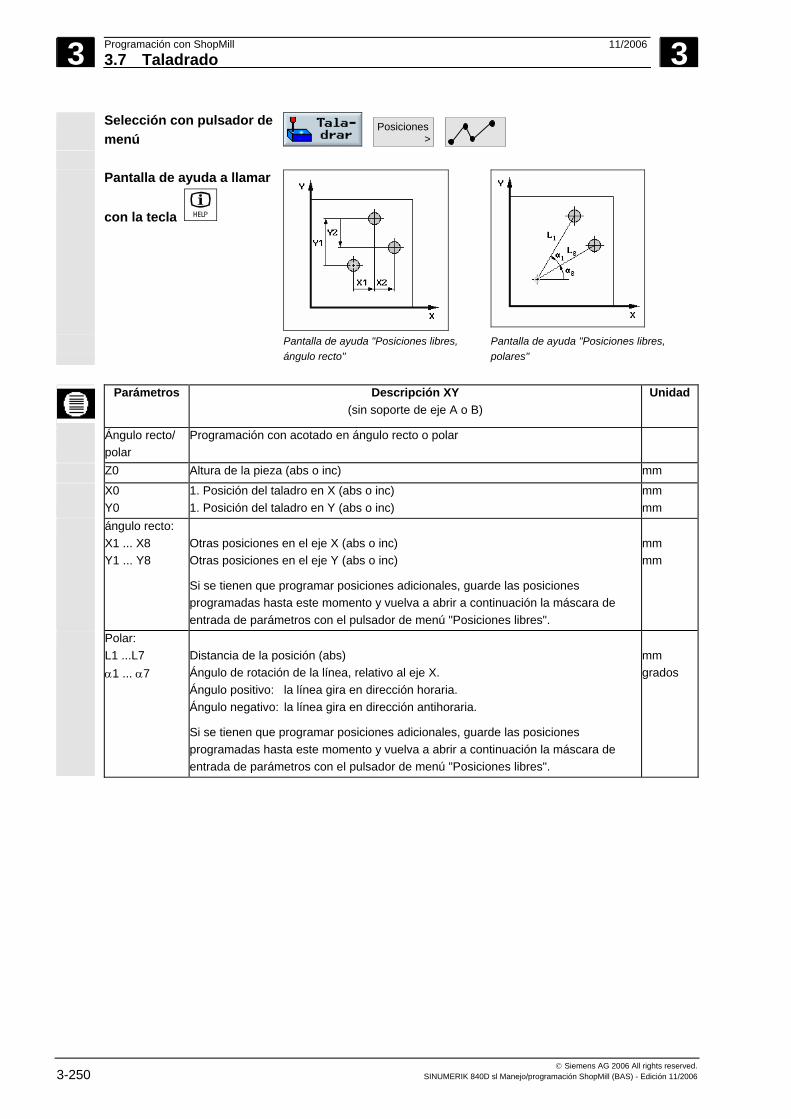
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-250 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Selección con pulsador de menú
Posiciones >
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda "Posiciones libres,
ángulo recto" Pantalla de ayuda "Posiciones libres, polares"
Parámetros Descripción XY
(sin soporte de eje A o B) Unidad
Ángulo recto/ polar
Programación con acotado en ángulo recto o polar
Z0 Altura de la pieza (abs o inc) mm X0
Y0 1. Posición del taladro en X (abs o inc) 1. Posición del taladro en Y (abs o inc)
mm mm
ángulo recto: X1 ... X8 Y1 ... Y8
Otras posiciones en el eje X (abs o inc) Otras posiciones en el eje Y (abs o inc)
Si se tienen que programar posiciones adicionales, guarde las posiciones programadas hasta este momento y vuelva a abrir a continuación la máscara de entrada de parámetros con el pulsador de menú "Posiciones libres".
mm mm
Polar: L1 ...L7 α1 ... α7
Distancia de la posición (abs) Ángulo de rotación de la línea, relativo al eje X. Ángulo positivo: la línea gira en dirección horaria. Ángulo negativo: la línea gira en dirección antihoraria.
Si se tienen que programar posiciones adicionales, guarde las posiciones programadas hasta este momento y vuelva a abrir a continuación la máscara de entrada de parámetros con el pulsador de menú "Posiciones libres".
mm grados
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-251
Parámetros Descripción XY (con soporte de eje A o B)
Unidad
Z0 Altura de la pieza (abs o inc) mm XA: (En lugar de A se puede encontrar en todas partes B; en lugar de X, también Y)
X0 A0
1. Posición del taladro en X (abs o inc) 1. Posición del taladro en A (abs.)
mm grados
X1 ... X8 A1 ... A8
Otras posiciones en el eje X (abs o inc) Otras posiciones en el eje A (abs o inc)
Si se tienen que programar posiciones adicionales, guarde las posiciones programadas hasta este momento y vuelva a abrir a continuación la máscara de entrada de parámetros con el pulsador de menú "Posiciones libres".
mm grados
XYA: (En lugar de A se puede encontrar en todas partes B)
X0 Y0 A0
1. Posición del taladro en X (abs o inc) 1. Posición del taladro en Y (abs o inc) 1. Posición del taladro en A (abs.)
mm mm grados
X1 ... X5 Y1 ... Y5 A1 ... A5
Otras posiciones en el eje X (abs o inc) Otras posiciones en el eje Y (abs o inc) Otras posiciones en el eje A (abs o inc)
Si se tienen que programar posiciones adicionales, guarde las posiciones programadas hasta este momento y vuelva a abrir a continuación la máscara de entrada de parámetros con el pulsador de menú "Posiciones libres".
mm mm grados
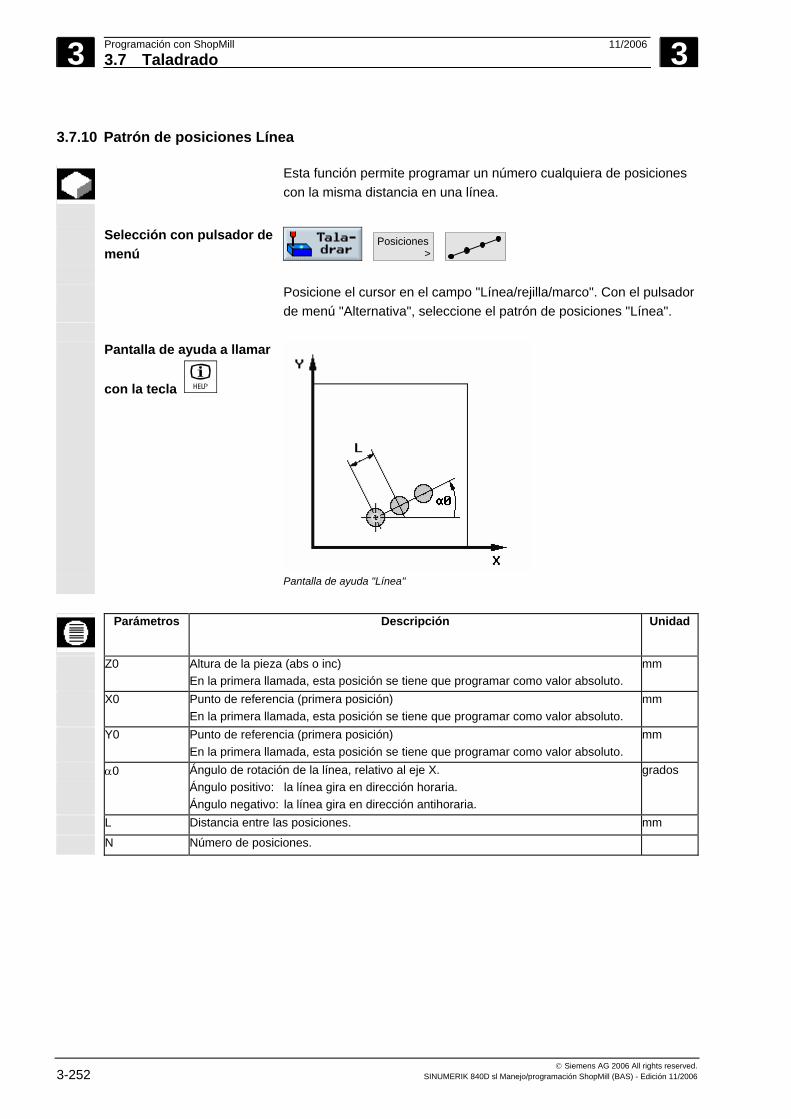
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-252 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.7.10 Patrón de posiciones Línea
Esta función permite programar un número cualquiera de posiciones con la misma distancia en una línea.
Selección con pulsador de
menú Posiciones >
Posicione el cursor en el campo "Línea/rejilla/marco". Con el pulsador
de menú "Alternativa", seleccione el patrón de posiciones "Línea". Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda "Línea"
Parámetros Descripción Unidad
Z0 Altura de la pieza (abs o inc) En la primera llamada, esta posición se tiene que programar como valor absoluto.
mm
X0 Punto de referencia (primera posición) En la primera llamada, esta posición se tiene que programar como valor absoluto.
mm
Y0 Punto de referencia (primera posición) En la primera llamada, esta posición se tiene que programar como valor absoluto.
mm
α0 Ángulo de rotación de la línea, relativo al eje X. Ángulo positivo: la línea gira en dirección horaria. Ángulo negativo: la línea gira en dirección antihoraria.
grados
L Distancia entre las posiciones. mm N Número de posiciones.
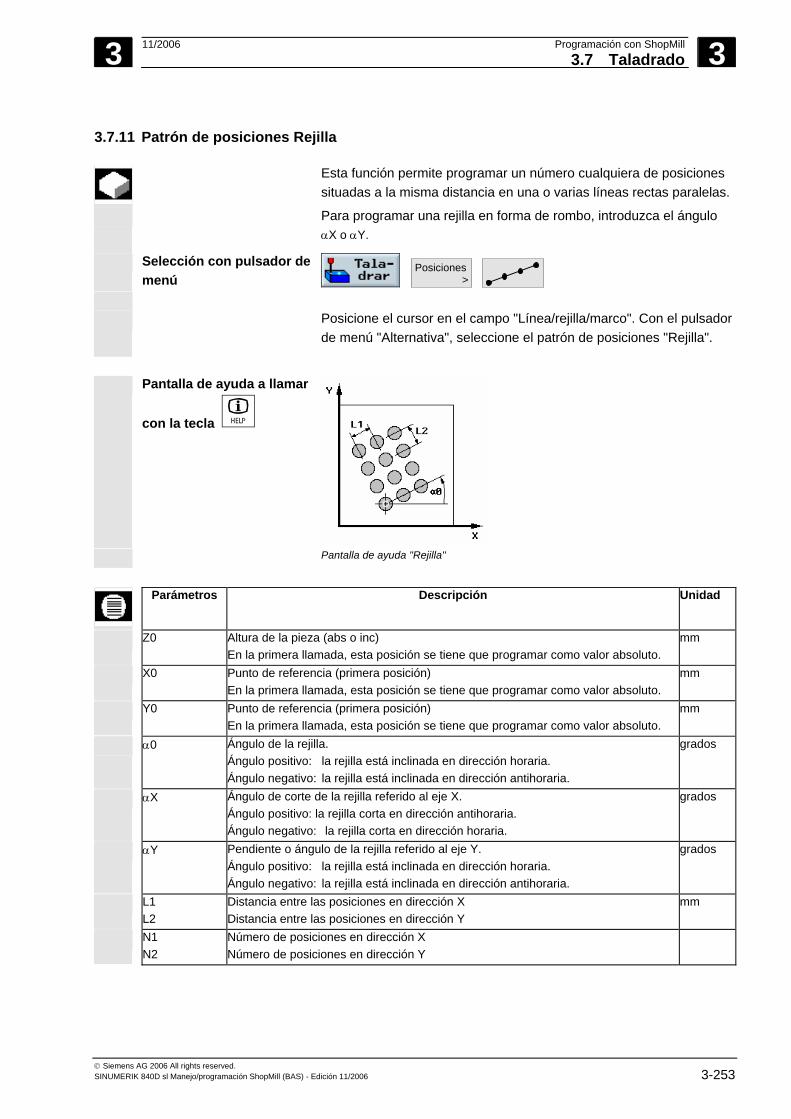
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-253
3.7.11 Patrón de posiciones Rejilla
Esta función permite programar un número cualquiera de posiciones situadas a la misma distancia en una o varias líneas rectas paralelas.
Para programar una rejilla en forma de rombo, introduzca el ángulo αX o αY.
Selección con pulsador de menú
Posiciones >
Posicione el cursor en el campo "Línea/rejilla/marco". Con el pulsador
de menú "Alternativa", seleccione el patrón de posiciones "Rejilla".
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda "Rejilla"
Parámetros Descripción Unidad
Z0 Altura de la pieza (abs o inc) En la primera llamada, esta posición se tiene que programar como valor absoluto.
mm
X0 Punto de referencia (primera posición) En la primera llamada, esta posición se tiene que programar como valor absoluto.
mm
Y0 Punto de referencia (primera posición) En la primera llamada, esta posición se tiene que programar como valor absoluto.
mm
α0 Ángulo de la rejilla. Ángulo positivo: la rejilla está inclinada en dirección horaria. Ángulo negativo: la rejilla está inclinada en dirección antihoraria.
grados
αX Ángulo de corte de la rejilla referido al eje X. Ángulo positivo: la rejilla corta en dirección antihoraria. Ángulo negativo: la rejilla corta en dirección horaria.
grados
αY Pendiente o ángulo de la rejilla referido al eje Y. Ángulo positivo: la rejilla está inclinada en dirección horaria. Ángulo negativo: la rejilla está inclinada en dirección antihoraria.
grados
L1 L2
Distancia entre las posiciones en dirección X Distancia entre las posiciones en dirección Y
mm
N1 N2
Número de posiciones en dirección X Número de posiciones en dirección Y
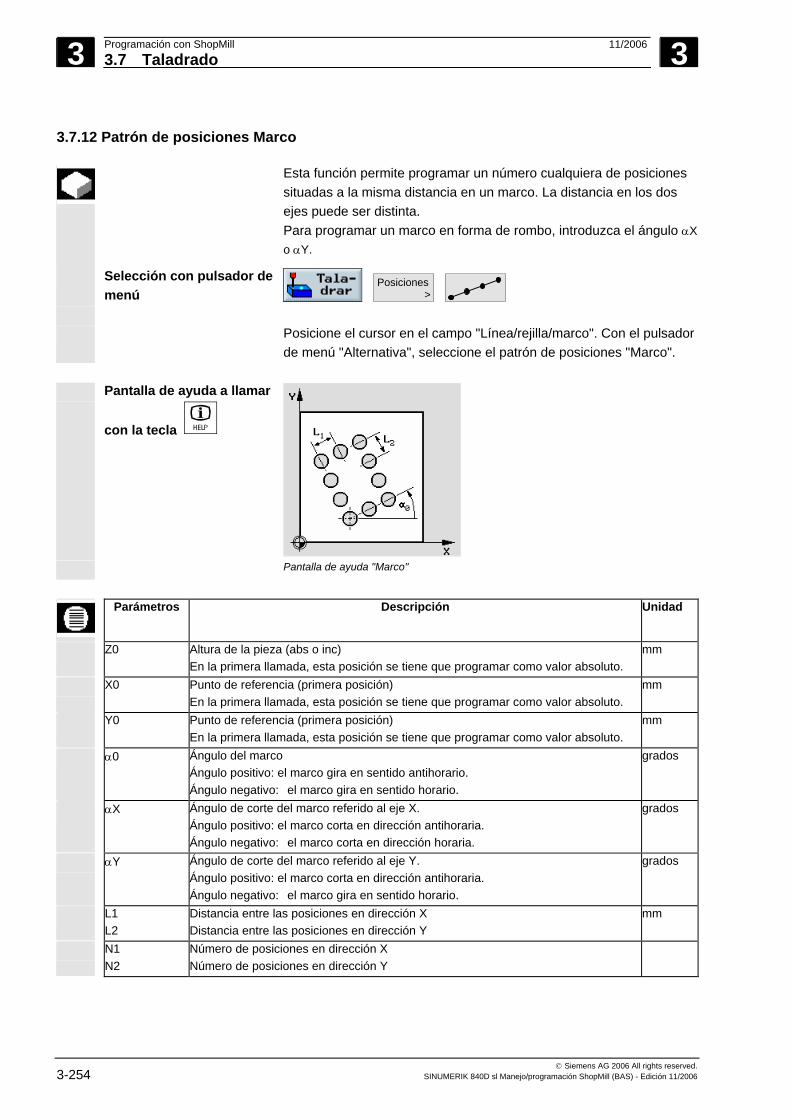
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-254 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.7.12 Patrón de posiciones Marco
Esta función permite programar un número cualquiera de posiciones situadas a la misma distancia en un marco. La distancia en los dos ejes puede ser distinta. Para programar un marco en forma de rombo, introduzca el ángulo αX o αY.
Selección con pulsador de menú
Posiciones >
Posicione el cursor en el campo "Línea/rejilla/marco". Con el pulsador
de menú "Alternativa", seleccione el patrón de posiciones "Marco". Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda "Marco"
Parámetros Descripción Unidad
Z0 Altura de la pieza (abs o inc) En la primera llamada, esta posición se tiene que programar como valor absoluto.
mm
X0 Punto de referencia (primera posición) En la primera llamada, esta posición se tiene que programar como valor absoluto.
mm
Y0 Punto de referencia (primera posición) En la primera llamada, esta posición se tiene que programar como valor absoluto.
mm
α0 Ángulo del marco Ángulo positivo: el marco gira en sentido antihorario. Ángulo negativo: el marco gira en sentido horario.
grados
αX Ángulo de corte del marco referido al eje X. Ángulo positivo: el marco corta en dirección antihoraria. Ángulo negativo: el marco corta en dirección horaria.
grados
αY Ángulo de corte del marco referido al eje Y. Ángulo positivo: el marco corta en dirección antihoraria. Ángulo negativo: el marco gira en sentido horario.
grados
L1 L2
Distancia entre las posiciones en dirección X Distancia entre las posiciones en dirección Y
mm
N1 N2
Número de posiciones en dirección X Número de posiciones en dirección Y

3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-255
3.7.13 Patrón de posiciones Círculo
Esta función permite programar taladros en un círculo con un radio definido. El ángulo de giro básico (α0) para la primera posición se refiere al eje X. Según el número de taladros, el control avanza en un ángulo calculado. Este ángulo es idéntico para todas las posiciones. En caso de utilizar el eje A o B, el ángulo se refiere a un punto de referencia definido (A0).
La selección XA se puede utilizar para emplear el eje giratorio en la máquina. El eje Y no se desplaza; es decir, el eje Y se tiene que posicionar previamente centrado por encima del cilindro.
La herramienta se puede desplazar a la siguiente posición en una línea recta o en una trayectoria circular.
La herramienta se desplaza de unaposición a otra siguiendo una recta. En ranuras circulares se pueden producir violaciones del contorno.
La herramienta se desplaza de unaposición a otra siguiendo una trayectoriacircular. En una ranura circular no haypeligro de violación del contorno.
Desplazamiento a las posiciones en una línea recta o una trayectoria circular. Selección con pulsador de
menú Posiciones >
Si el cursor se encuentra en el campo "Círculo/arco", el pulsador de
menú "Alternativa" permite conmutar de arco a círculo y viceversa.
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda "Círculo de agujeros"
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-256 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Parámetros Descripción XY (sin eje A/B)
Unidad
Z0 Altura de la pieza (abs o inc) mm X0 Posición X del centro del círculo (abs o inc) mm Y0 Posición Y del centro del círculo (abs o inc) mm α0 Ángulo de giro básico; ángulo del 1er taladro referido al eje X.
Ángulo positivo: la circunferencia se gira en sentido antihorario. Ángulo negativo: la circunferencia se gira en sentido horario.
grados
R Radio de la circunferencia mm N Número de posiciones a lo largo de la circunferencia
FP Avance para el posicionamiento en una trayectoria circular. mm/min Posicionado Recta: el desplazamiento a la siguiente posición se realiza siguiendo una recta y en
rápido. Círculo: el desplazamiento a la siguiente posición se efectúa en una trayectoria circular con el avance programado (FP).
Parámetros Descripción XA
(con eje A/B) Unidad
Z0 Altura superficie de la pieza (abs o inc) mm X0 Punto de referencia (abs o inc) mm A0 Ángulo inicial (abs.)
Ángulo del 1er taladro referido al eje X. Ángulo positivo: la circunferencia se gira en sentido antihorario. Ángulo negativo: la circunferencia se gira en sentido horario.
grados
N Número de posiciones a lo largo de la circunferencia
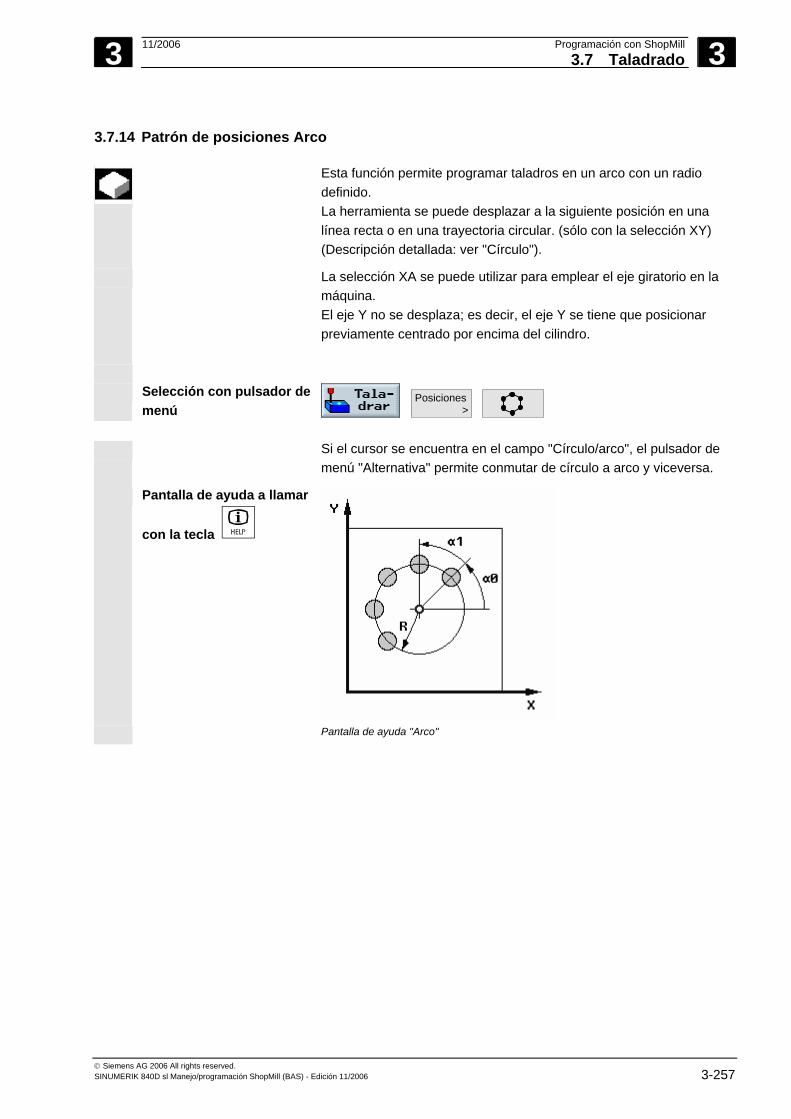
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-257
3.7.14 Patrón de posiciones Arco
Esta función permite programar taladros en un arco con un radio definido. La herramienta se puede desplazar a la siguiente posición en una línea recta o en una trayectoria circular. (sólo con la selección XY) (Descripción detallada: ver "Círculo").
La selección XA se puede utilizar para emplear el eje giratorio en la máquina. El eje Y no se desplaza; es decir, el eje Y se tiene que posicionar previamente centrado por encima del cilindro.
Selección con pulsador de
menú Posiciones >
Si el cursor se encuentra en el campo "Círculo/arco", el pulsador de
menú "Alternativa" permite conmutar de círculo a arco y viceversa.
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda "Arco"
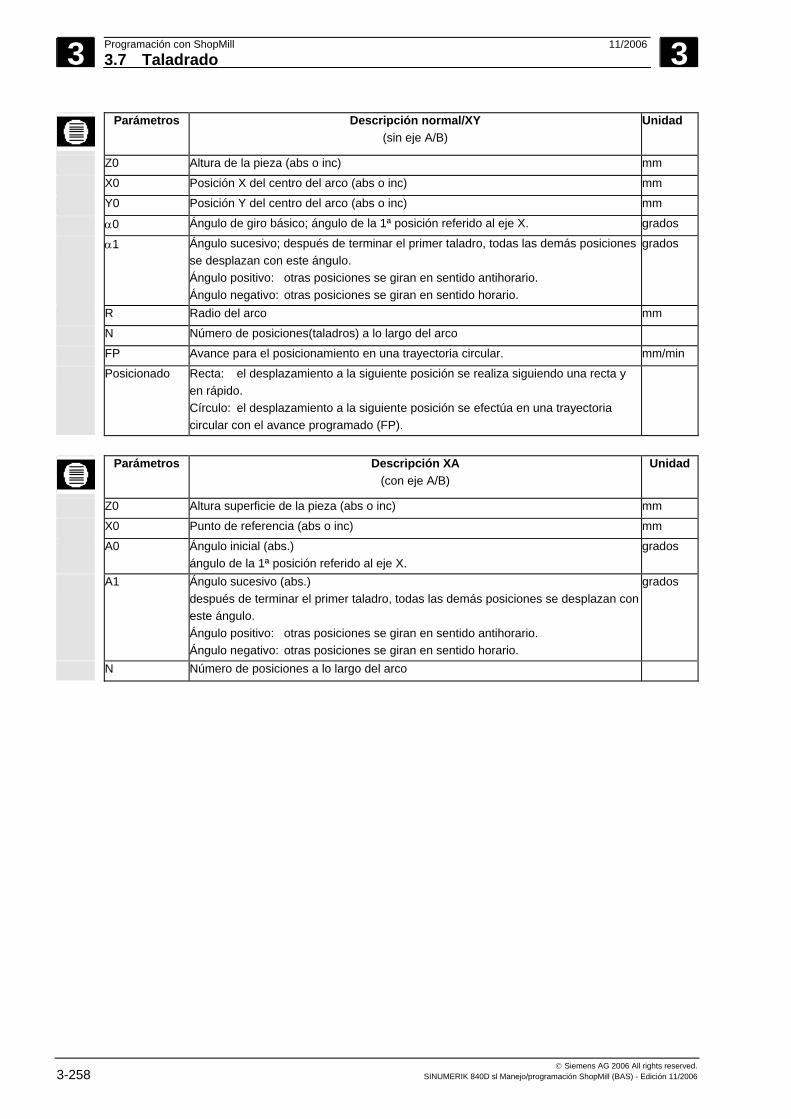
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-258 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Parámetros Descripción normal/XY (sin eje A/B)
Unidad
Z0 Altura de la pieza (abs o inc) mm X0 Posición X del centro del arco (abs o inc) mm Y0 Posición Y del centro del arco (abs o inc) mm α0 Ángulo de giro básico; ángulo de la 1ª posición referido al eje X. grados α1 Ángulo sucesivo; después de terminar el primer taladro, todas las demás posiciones
se desplazan con este ángulo. Ángulo positivo: otras posiciones se giran en sentido antihorario. Ángulo negativo: otras posiciones se giran en sentido horario.
grados
R Radio del arco mm N Número de posiciones(taladros) a lo largo del arco
FP Avance para el posicionamiento en una trayectoria circular. mm/min Posicionado Recta: el desplazamiento a la siguiente posición se realiza siguiendo una recta y
en rápido. Círculo: el desplazamiento a la siguiente posición se efectúa en una trayectoria circular con el avance programado (FP).
Parámetros Descripción XA
(con eje A/B) Unidad
Z0 Altura superficie de la pieza (abs o inc) mm X0 Punto de referencia (abs o inc) mm A0 Ángulo inicial (abs.)
ángulo de la 1ª posición referido al eje X. grados
A1 Ángulo sucesivo (abs.) después de terminar el primer taladro, todas las demás posiciones se desplazan con este ángulo. Ángulo positivo: otras posiciones se giran en sentido antihorario. Ángulo negativo: otras posiciones se giran en sentido horario.
grados
N Número de posiciones a lo largo del arco
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-259
3.7.15 Mostrar/ocultar posiciones
En los siguientes patrones de posiciones se pueden ocultar posiciones cualesquiera:
• Patrón de posiciones línea • Patrón de posiciones rejilla • Patrón de posiciones marco • Patrón de posiciones círculo (sólo XY) • Patrón de posiciones arco (sólo XY) Las posiciones ocultas se saltan en el mecanizado.
Ocultar/mostrar
posiciones cualesquiera
Posiciones >
Accione los pulsadores de menú "Taladrar" y "Posiciones".
o
Accione los pulsadores de menú "Línea/rejilla/marco" o "Círculo/arco".
Ocultar pos. >
Accione el pulsador de menú "Inhibir".
Por encima de la máscara de entrada del patrón de posiciones se abre la ventana "Ocultar posiciones".
Se indica el número de la posición actual, así como su estado (CON/DES) y sus coordenadas (X, Y). En el gráfico, las posiciones ocultas se representan punteadas. La posición actual está resaltada con un círculo.
Introduzca en el campo "Posición" el número del punto (conforme a la secuencia de mecanizado) que quiera ocultar.
o Posición
+
Accione el pulsador de menú "Posición +" para seleccionar la siguiente posición (en el orden de mecanizado).
o Posición
- Accione el pulsador de menú "Posición -" para seleccionar la
posición anterior (en el orden de mecanizado).
Accione el pulsador de menú "Alternativa" para ocultar o visualizar la posición actual.
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-260 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Ocultar o visualizar todas las posiciones a la vez
Ocultar todos
Accione el pulsador de menú "Ocultar todos" para ocultar todas las posiciones.
Visualizar todos
Accione el pulsador de menú "Visualizar todos" para visualizar todas las posiciones.
3.7.16 Obstáculo
Funcionamiento
Si se encuentra un obstáculo entre 2 patrones de posiciones, éste se puede pasar. La altura del obstáculo se puede programar como valor absoluto o incremental.
Cuando esté finalizado el mecanizado del primer patrón de posiciones, el eje de la herramienta se retira en rápido a la altura del obstáculo programada + la distancia de seguridad. A esta altura, el desplazamiento a la nueva posición se realiza en rápido. A continuación, el eje de herramienta se desplaza en rápido a Z0 del patrón de posiciones + distancia de seguridad.
Selección con pulsador de menú
Posiciones >
Obstáculo
Nota El obstáculo sólo se observa entre dos patrones de posiciones. Si el punto de cambio de herramienta y el plano de retirada programado se sitúan por debajo del obstáculo, la herramienta se desplaza a la nueva posición a la altura del plano de retirada y sin tener en cuenta el obstáculo. El obstáculo no debe ser más alto que el plano de retirada.
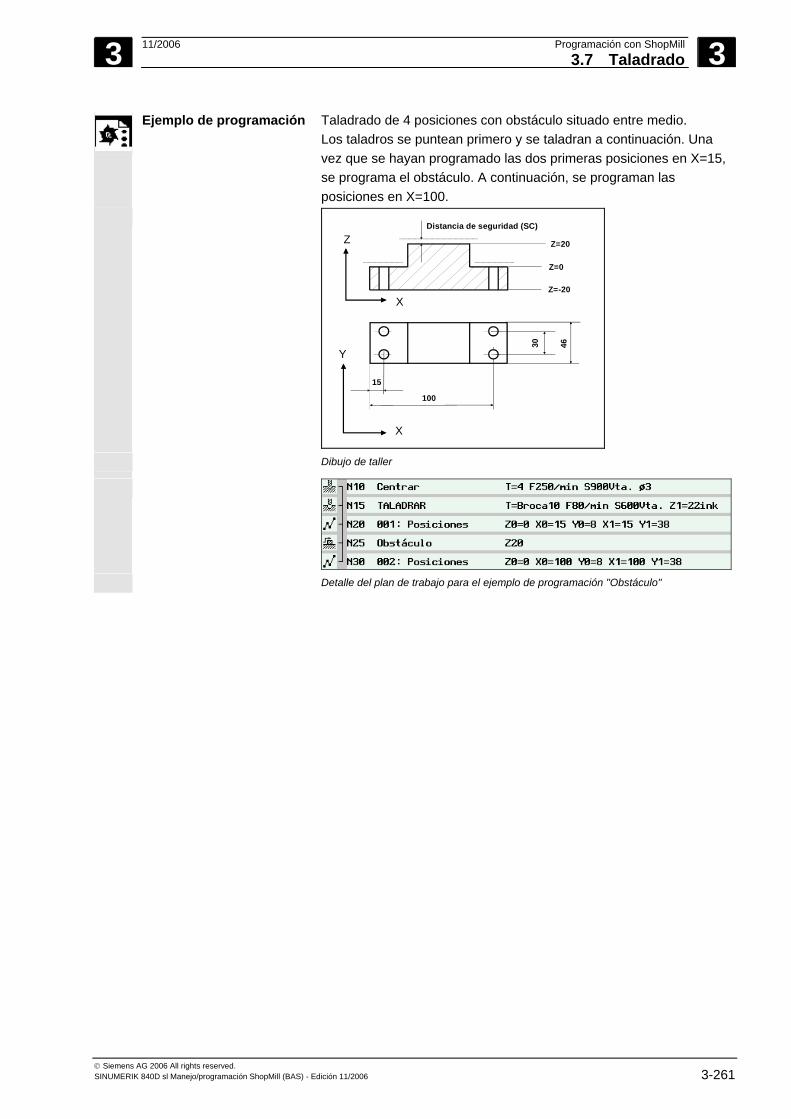
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-261
Ejemplo de programación Taladrado de 4 posiciones con obstáculo situado entre medio. Los taladros se puntean primero y se taladran a continuación. Una vez que se hayan programado las dos primeras posiciones en X=15, se programa el obstáculo. A continuación, se programan las posiciones en X=100.
Z=-20
Z=20
30
15
100
46
X
Y
X
Z
Z=0
Distancia de seguridad (SC)
Dibujo de taller
Detalle del plan de trabajo para el ejemplo de programación "Obstáculo"
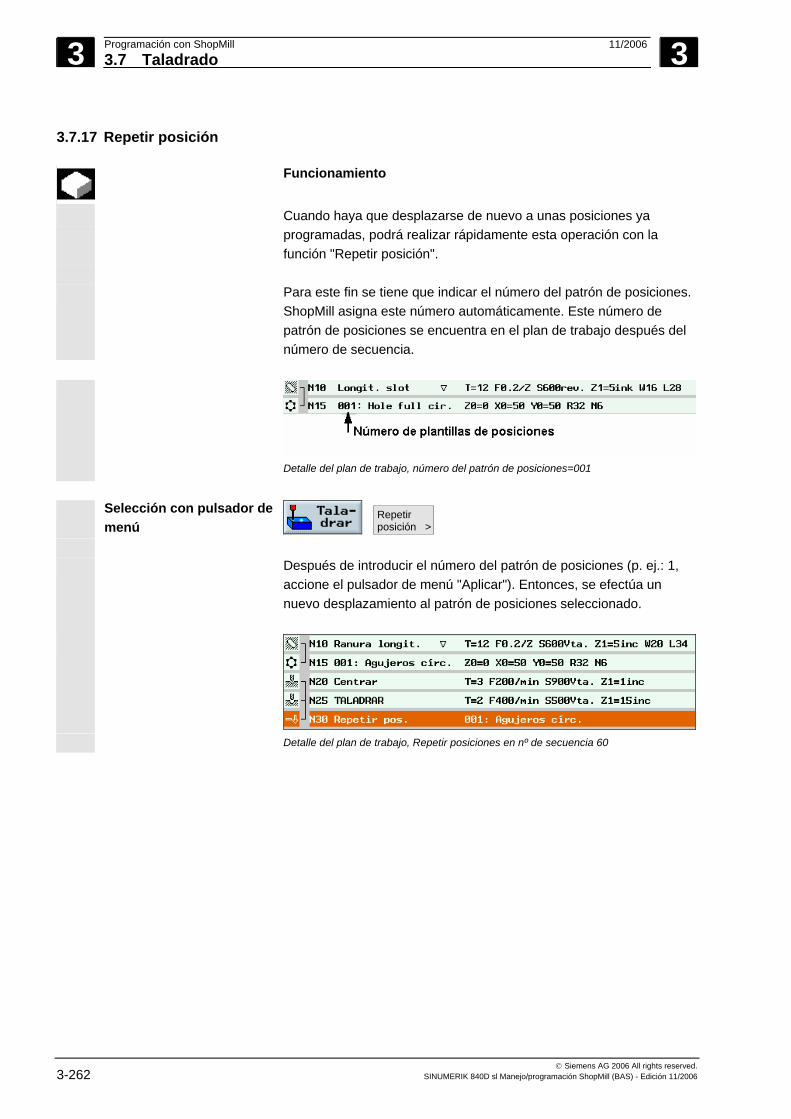
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-262 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.7.17 Repetir posición
Funcionamiento
Cuando haya que desplazarse de nuevo a unas posiciones ya programadas, podrá realizar rápidamente esta operación con la función "Repetir posición".
Para este fin se tiene que indicar el número del patrón de posiciones.
ShopMill asigna este número automáticamente. Este número de patrón de posiciones se encuentra en el plan de trabajo después del número de secuencia.
Detalle del plan de trabajo, número del patrón de posiciones=001 Selección con pulsador de
menú Repetir posición >
Después de introducir el número del patrón de posiciones (p. ej.: 1,
accione el pulsador de menú "Aplicar"). Entonces, se efectúa un nuevo desplazamiento al patrón de posiciones seleccionado.
Detalle del plan de trabajo, Repetir posiciones en nº de secuencia 60
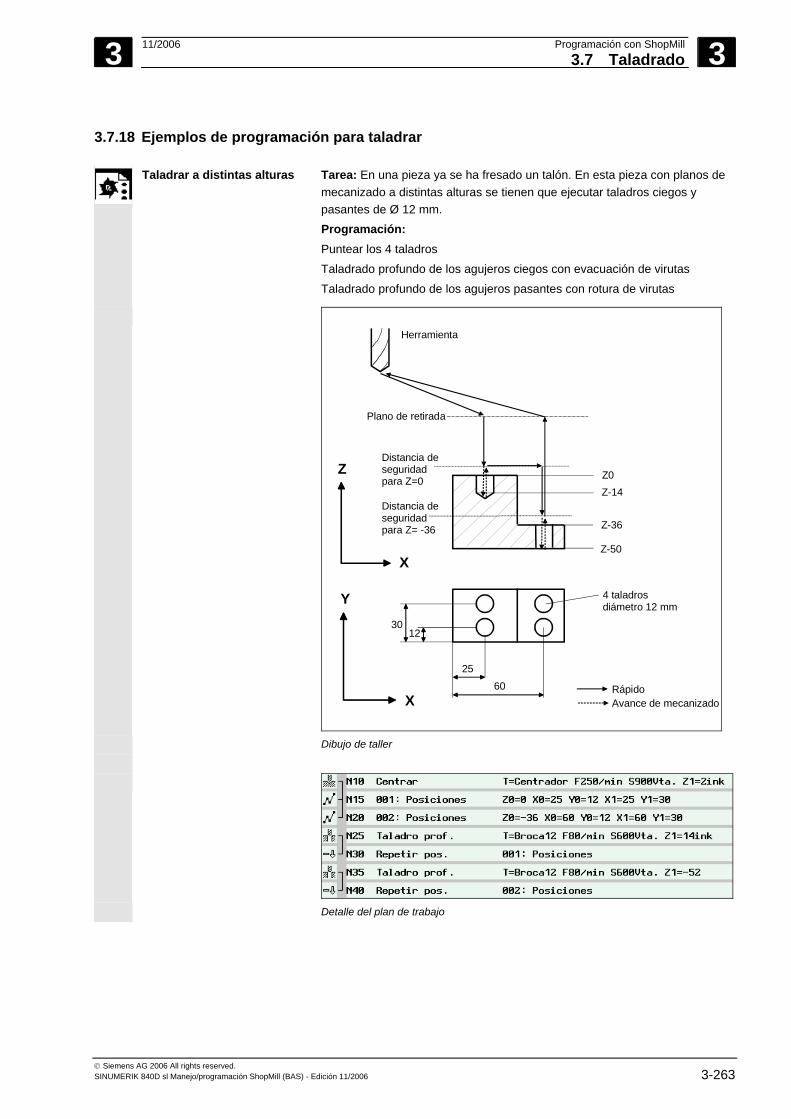
3 11/2006 Programación con ShopMill3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-263
3.7.18 Ejemplos de programación para taladrar
Taladrar a distintas alturas Tarea: En una pieza ya se ha fresado un talón. En esta pieza con planos de mecanizado a distintas alturas se tienen que ejecutar taladros ciegos y pasantes de Ø 12 mm. Programación: Puntear los 4 taladros Taladrado profundo de los agujeros ciegos con evacuación de virutas Taladrado profundo de los agujeros pasantes con rotura de virutas
X
Y
X
Z Z0
Z-36
Z-50
Z-14
1230
2560
Distancia deseguridadpara Z=0
Herramienta
Plano de retirada
Distancia deseguridadpara Z= -36
4 taladrosdiámetro 12 mm
RápidoAvance de mecanizado
Dibujo de taller
Detalle del plan de trabajo
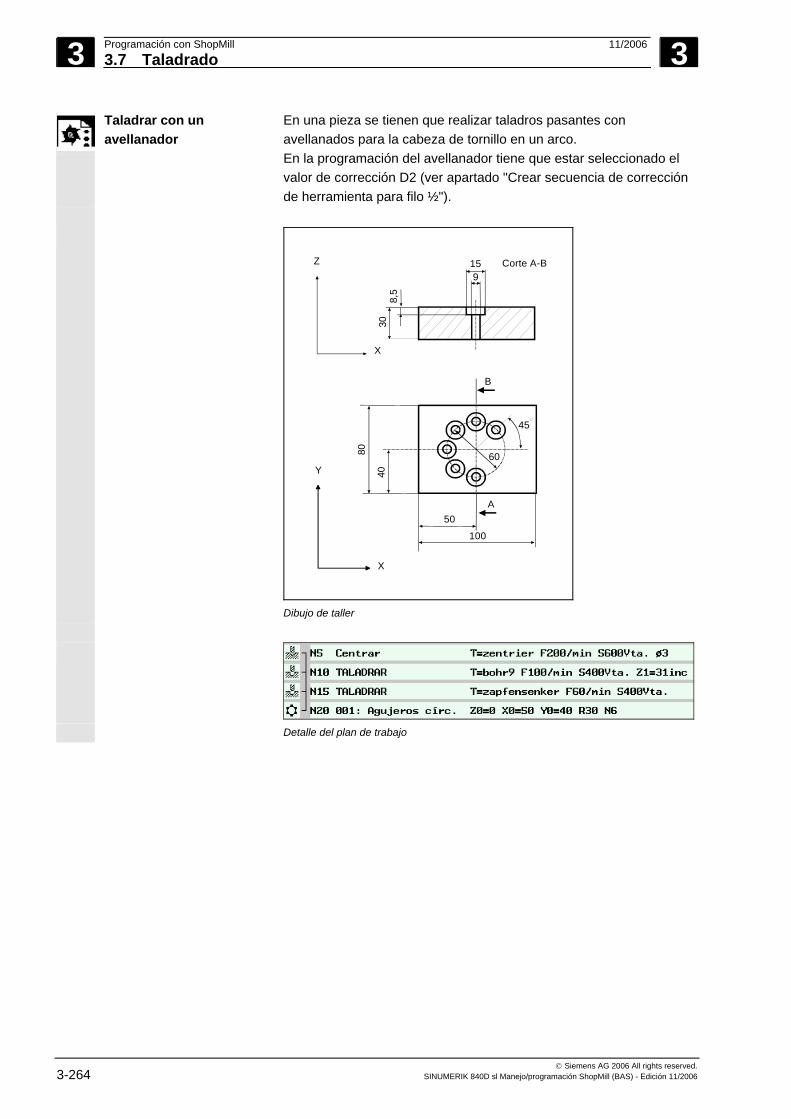
3 Programación con ShopMill 11/2006 3.7 Taladrado
3
© Siemens AG 2006 All rights reserved. 3-264 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Taladrar con un avellanador
En una pieza se tienen que realizar taladros pasantes con avellanados para la cabeza de tornillo en un arco. En la programación del avellanador tiene que estar seleccionado el valor de corrección D2 (ver apartado "Crear secuencia de corrección de herramienta para filo ½").
X
Y
X
Z
A
B
45
80
40
50
100
Corte A-B
308,
5
159
60
Dibujo de taller
Detalle del plan de trabajo
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-265
3.8 Fresado
3.8.1 Planeado
El ciclo permite planear con fresa una pieza cualquiera. Siempre se mecaniza una superficie rectangular. El rectángulo resulta de los vértices 1 y 2, con ocupación previa de los valores de las dimensionesde pieza bruta en la cabecera del programa. Es posible el fresado transversal de piezas con y sin limitaciones.
Para mecanizar una pieza con cuatro limitaciones, seleccione el ciclo de caja.
El ciclo distingue entre desbaste y acabado: Desbaste: • Varios repasos de la superficie • La herramienta gira por encima del borde de la pieza
Acabado: • Repaso único de la superficie • La herramienta gira a la distancia de seguridad en el plano X/Y • Retirada de la fresa
La penetración en profundidad se realiza siempre fuera de la pieza.
Si ha previsto una pieza con matado de cantos, seleccione el ciclo de saliente rectangular.
En el planeado, el diámetro efectivo de la fresa para una herramienta del tipo "Fresa" está consignado en un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Punto inicial En caso de mecanizado vertical, la posición inicial se sitúa siempre arriba o abajo. En caso de mecanizado horizontal se sitúa a la derecha o a la izquierda. A ser posible, el mecanizado se realiza desde el exterior. En la pantalla de ayuda se identifica la posición inicial.
Selección con pulsador de menú
Fresadotransversal
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-266 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Seleccionar dirección de mecanizado
En el campo "Dirección", mantenga accionado el pulsador de menú "Alternativa" hasta que aparezca el símbolo para la dirección de mecanizado deseada.
• Dirección de mecanizado igual
• Dirección de mecanizado alternativa
Seleccionar limitaciones
... Accione para cada limitación deseada el correspondiente pulsador de menú.
Los límites seleccionados se muestran en la pantalla de ayuda y en las líneas punteadas.
Parámetros Descripción Unidad
Tipo de mecanizado
Desbaste: Planeado hasta las creces para acabado programadas (UZ).
Acabado: La superficie se fresa una vez en el plano. Después de cada corte se retira la herramienta.
Dirección de mecanizado
Dirección de mecanizado igual
Dirección de mecanizado alternativa
X0, Y0 Z0
Vértice 1 de la superficie en dirección X o Y (abs. o inc.) Altura pieza en bruto (abs o inc)
mm
X1 Y1 Z1
Vértice 2 de la superficie en dirección X (abs. o inc.) Vértice 2 de la superficie en dirección Y (abs. o inc.) Altura pieza acabada (abs o inc)
mm
DXY Penetración máxima en el plano XY (en función del diámetro de la fresa) Como alternativa, la penetración en el plano también se puede indicar en %, como relación penetración en el plano (mm) y diámetro de la fresa de filo (mm).
mm %
DZ Penetración máxima en dirección Z mm UZ Creces de acabado mm
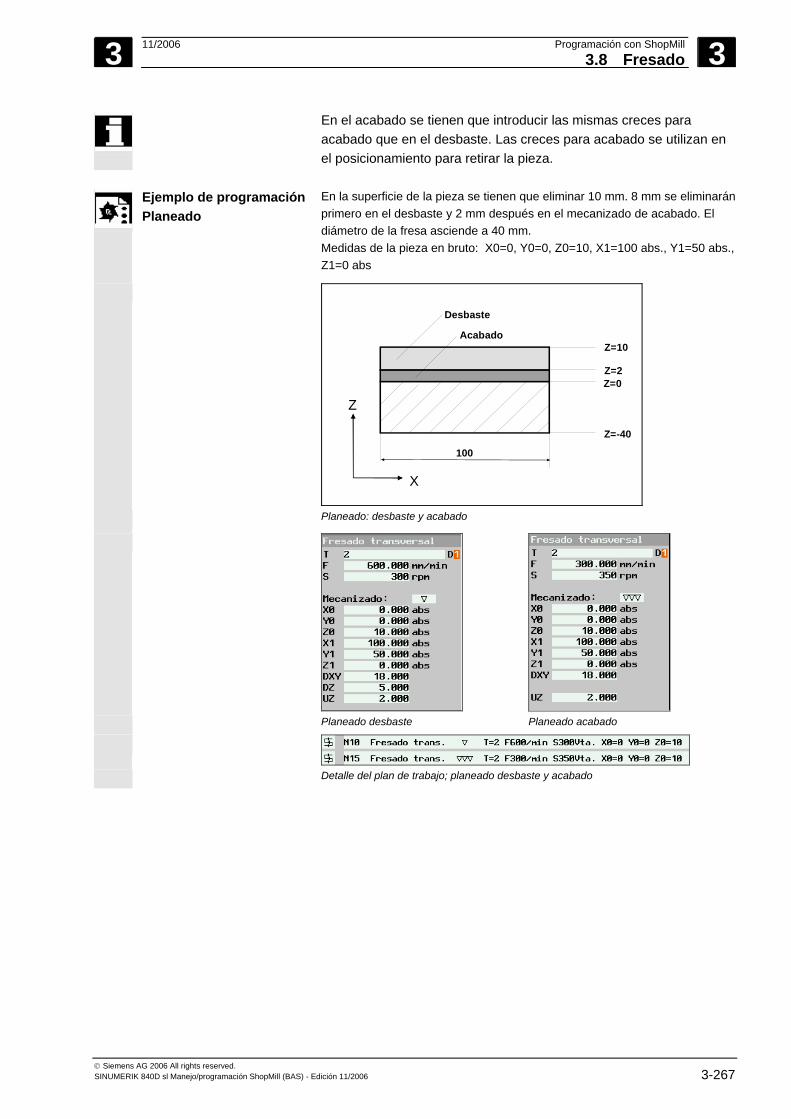
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-267
En el acabado se tienen que introducir las mismas creces para acabado que en el desbaste. Las creces para acabado se utilizan en el posicionamiento para retirar la pieza.
Ejemplo de programación
Planeado En la superficie de la pieza se tienen que eliminar 10 mm. 8 mm se eliminarán primero en el desbaste y 2 mm después en el mecanizado de acabado. El diámetro de la fresa asciende a 40 mm. Medidas de la pieza en bruto: X0=0, Y0=0, Z0=10, X1=100 abs., Y1=50 abs., Z1=0 abs
Z=2Z=0
100
X
Z
Z=10
Z=-40
Desbaste
Acabado
Planeado: desbaste y acabado
Planeado desbaste Planeado acabado
Detalle del plan de trabajo; planeado desbaste y acabado

3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-268 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.8.2 Caja rectangular
Para fresar cualquier caja rectangular, utilice la función que lleva este mismo nombre.
Dispone de las siguientes variantes de mecanizado:
• Fresar caja rectangular del material macizo. • Pretaladrar la caja rectangular primero en el centro, p. ej., si la
fresa no corta a través del centro (programar sucesivamente las secuencias de programa Taladrado, Caja rectangular y Posición).
• Mecanizar caja rectangular preelaborada (ver parámetro "Vaciar").
Según el acotado de la caja rectangular en el dibujo de taller puede elegir un correspondiente punto de referencia para la caja rectangular.
Aproximación/retirada 1. La herramienta se desplaza en rápido a la altura del plano de retirada hasta el centro de la caja y penetra hasta la distancia de seguridad.
2. La herramienta penetra en el material en función de la estrategia seleccionada.
3. El mecanizado de la caja se realiza con el tipo de mecanizado seleccionado, siempre desde dentro hacia fuera.
4. La herramienta se retira con la velocidad de desplazamiento rápido a la distancia de seguridad.
Tipo de mecanizado Al fresar la caja rectangular puede elegir libremente el tipo de mecanizado: • Desbaste
En el desbaste, se mecanizan sucesivamente y desde el centro los distintos planos de la caja hasta alcanzar la profundidad Z1.
• Acabado En el mecanizado de acabado se mecaniza siempre primero el borde. La aproximación al borde de la caja se realiza en un cuadrante de círculo que desemboca en el radio de redondeo. En la última penetración se acaba el fondo desde el centro.
• Acabado borde El acabado del borde se realiza como el acabado; tan sólo se suprime la última penetración (Acabado del fondo).
• Achaflanado En el achaflanado se rompe el canto en el borde superior de la caja.
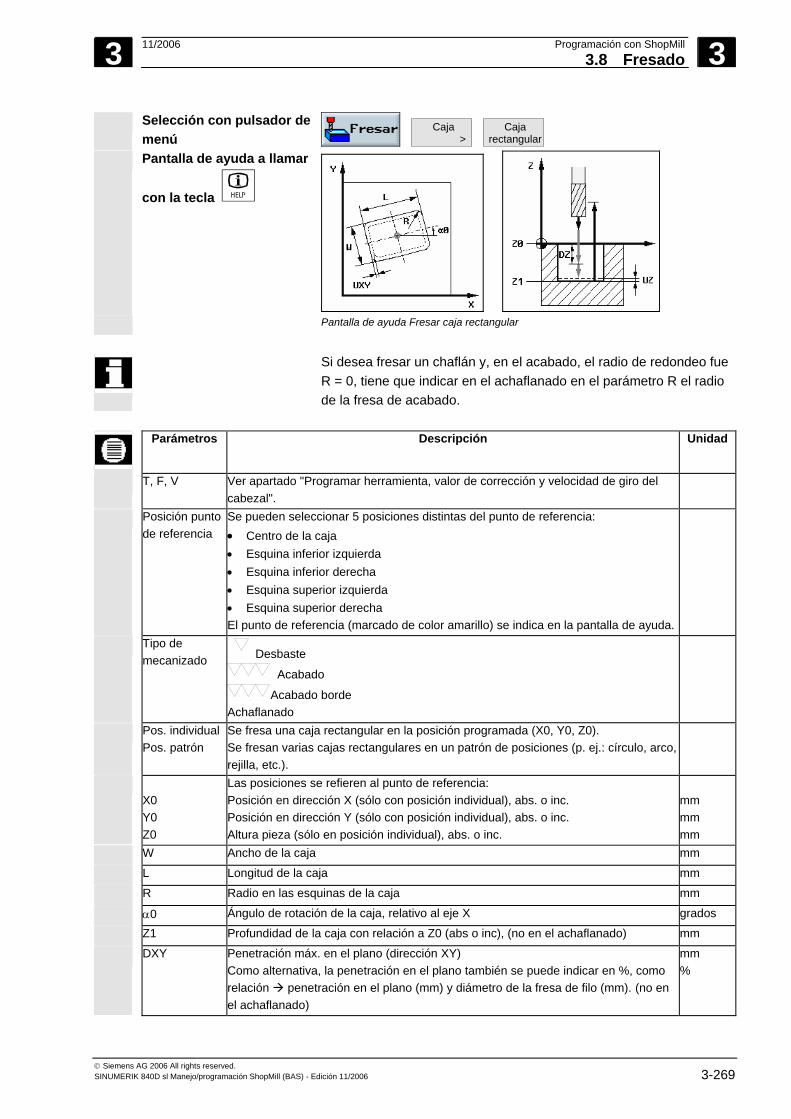
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-269
Selección con pulsador de menú
Caja >
Caja rectangular
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Fresar caja rectangular
Si desea fresar un chaflán y, en el acabado, el radio de redondeo fue R = 0, tiene que indicar en el achaflanado en el parámetro R el radio de la fresa de acabado.
Parámetros Descripción Unidad
T, F, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Posición punto de referencia
Se pueden seleccionar 5 posiciones distintas del punto de referencia: • Centro de la caja • Esquina inferior izquierda • Esquina inferior derecha • Esquina superior izquierda • Esquina superior derecha El punto de referencia (marcado de color amarillo) se indica en la pantalla de ayuda.
Tipo de mecanizado Desbaste
Acabado
Acabado borde Achaflanado
Pos. individual Pos. patrón
Se fresa una caja rectangular en la posición programada (X0, Y0, Z0). Se fresan varias cajas rectangulares en un patrón de posiciones (p. ej.: círculo, arco, rejilla, etc.).
X0 Y0 Z0
Las posiciones se refieren al punto de referencia: Posición en dirección X (sólo con posición individual), abs. o inc. Posición en dirección Y (sólo con posición individual), abs. o inc. Altura pieza (sólo en posición individual), abs. o inc.
mm mm mm
W Ancho de la caja mm L Longitud de la caja mm R Radio en las esquinas de la caja mm α0 Ángulo de rotación de la caja, relativo al eje X grados Z1 Profundidad de la caja con relación a Z0 (abs o inc), (no en el achaflanado) mm DXY Penetración máx. en el plano (dirección XY)
Como alternativa, la penetración en el plano también se puede indicar en %, como relación penetración en el plano (mm) y diámetro de la fresa de filo (mm). (no en el achaflanado)
mm %
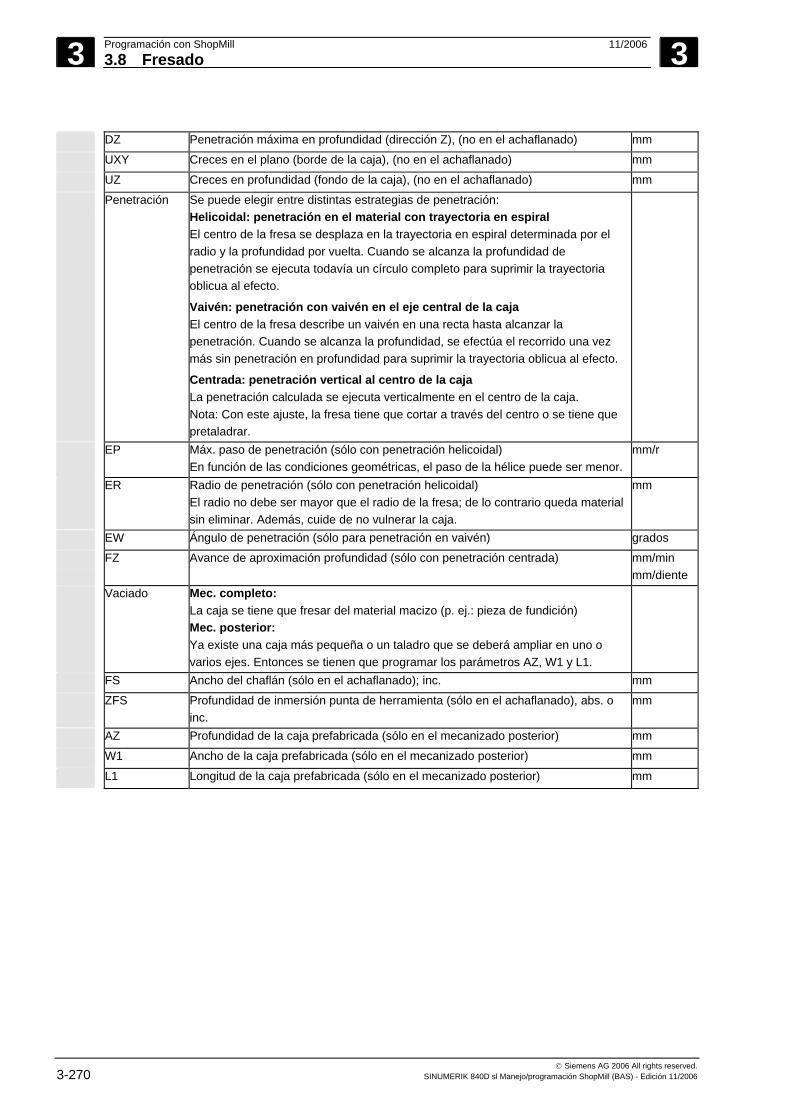
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-270 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
DZ Penetración máxima en profundidad (dirección Z), (no en el achaflanado) mm UXY Creces en el plano (borde de la caja), (no en el achaflanado) mm UZ Creces en profundidad (fondo de la caja), (no en el achaflanado) mm Penetración
Se puede elegir entre distintas estrategias de penetración: Helicoidal: penetración en el material con trayectoria en espiral El centro de la fresa se desplaza en la trayectoria en espiral determinada por el radio y la profundidad por vuelta. Cuando se alcanza la profundidad de penetración se ejecuta todavía un círculo completo para suprimir la trayectoria oblicua al efecto.
Vaivén: penetración con vaivén en el eje central de la caja El centro de la fresa describe un vaivén en una recta hasta alcanzar la penetración. Cuando se alcanza la profundidad, se efectúa el recorrido una vez más sin penetración en profundidad para suprimir la trayectoria oblicua al efecto.
Centrada: penetración vertical al centro de la caja La penetración calculada se ejecuta verticalmente en el centro de la caja. Nota: Con este ajuste, la fresa tiene que cortar a través del centro o se tiene que pretaladrar.
EP Máx. paso de penetración (sólo con penetración helicoidal) En función de las condiciones geométricas, el paso de la hélice puede ser menor.
mm/r
ER Radio de penetración (sólo con penetración helicoidal) El radio no debe ser mayor que el radio de la fresa; de lo contrario queda material sin eliminar. Además, cuide de no vulnerar la caja.
mm
EW Ángulo de penetración (sólo para penetración en vaivén) grados FZ Avance de aproximación profundidad (sólo con penetración centrada) mm/min
mm/diente Vaciado Mec. completo:
La caja se tiene que fresar del material macizo (p. ej.: pieza de fundición) Mec. posterior: Ya existe una caja más pequeña o un taladro que se deberá ampliar en uno o varios ejes. Entonces se tienen que programar los parámetros AZ, W1 y L1.
FS Ancho del chaflán (sólo en el achaflanado); inc. mm ZFS Profundidad de inmersión punta de herramienta (sólo en el achaflanado), abs. o
inc. mm
AZ Profundidad de la caja prefabricada (sólo en el mecanizado posterior) mm W1 Ancho de la caja prefabricada (sólo en el mecanizado posterior) mm L1 Longitud de la caja prefabricada (sólo en el mecanizado posterior) mm

3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-271
Ejemplo de programación Una caja rectangular será desbastada con una fresa y acabada a continuación. Porque la fresa utilizada para este fin no corta a través del centro, se efectúa primero un pretaladrado con una broca de Ø 20 mm.
Y
X
120
80
50 90
Demasía 1 mm
Taladro previo de diámetro 20 mm
Punto de referencia de la caja rectangular
Dibujo de taller de la caja rectangular
Desbastar caja rectangular Acabar caja rectangular
Detalle del plan de trabajo, pretaladrar y fresar caja rectangular
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-272 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.8.3 Caja circular
Para fresar cualquier caja circular, utilice la función "Caja circular".
Dispone de las siguientes variantes de mecanizado:
• Fresar caja circular del material macizo. • Pretaladrar la caja circular primero en el centro, p. ej., si la fresa no
corta a través del centro (programar sucesivamente las secuencias de programa Taladrado, Caja circular y Posición).
• Mecanizar caja circular preelaborada (ver parámetro "Vaciar").
Para el fresado con la función "Caja circular" se dispone de dos métodos: el procedimiento por planos y el helicoidal.
Mecanizado por planos En el vaciado por planos de la caja, el material se elimina horizontalmente "por capas".
Aproximación/retirada 1. La herramienta se desplaza en rápido a la altura del plano de retirada hasta el centro de la caja y penetra hasta la distancia de seguridad.
2. La herramienta penetra en el material en función de la estrategia seleccionada.
3. El mecanizado de la caja se realiza con el tipo de mecanizado seleccionado, siempre desde dentro hacia fuera.
4. La herramienta se retira con la velocidad de desplazamiento rápido a la distancia de seguridad.
Tipo de mecanizado Al fresar la caja circular puede elegir libremente el tipo de mecanizado: • Desbaste
En el desbaste, se mecanizan sucesivamente y desde el centro los distintos planos de la caja hasta alcanzar la profundidad Z1.
• Acabado En el mecanizado de acabado se mecaniza siempre primero el borde. La aproximación al borde de la caja se realiza en un cuadrante de círculo que desemboca en el radio de la caja. En la última penetración se acaba el fondo desde el centro.
• Acabado borde El acabado del borde se realiza como el acabado; tan sólo se suprime la última penetración (Acabado del fondo).
• Achaflanado En el achaflanado se rompe el canto en el borde superior de la caja.
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-273
Mecanizado helicoidal En el vaciado helicoidal, el material se elimina en un movimiento helicoidal hasta la profundidad de la caja.
Aproximación/retirada 1. La herramienta se desplaza en rápido a la altura del plano de retirada hasta el centro de la caja y penetra hasta la distancia de seguridad.
2. Penetración al primer diámetro de mecanizado. 3. El mecanizado de la caja se realiza con el tipo de mecanizado
seleccionado hasta la profundidad de la caja, o hasta la profundidad de la caja con creces de acabado.
4. La herramienta se retira con la velocidad de desplazamiento rápido a la distancia de seguridad.
Tipo de mecanizado Al fresar la caja circular puede elegir libremente el tipo de mecanizado: • Desbaste
En el desbaste, la caja se mecaniza con movimientos helicoidales de arriba abajo. A la profundidad de la caja se ejecuta un círculo para eliminar el material sobrante. La herramienta se retira en un cuadrante de círculo del borde de la caja y del fondo y vuelve en rápido a la distancia de seguridad. Esta secuencia se va repitiendo por capas desde dentro hacia fuera hasta que la caja esté totalmente mecanizada.
• Acabado En el acabado se mecaniza primero el borde con un movimiento helicoidal hasta el fondo. A la profundidad de la caja se ejecuta un círculo para eliminar el material sobrante. El fondo se fresa en espiral desde fuera hacia dentro. Desde el centro de la caja, se efectúa la retirada en rápido a la distancia de seguridad.
• Acabado borde En el acabado borde se mecaniza primero el borde con un movimiento helicoidal hasta el fondo. A la profundidad de la caja se ejecuta un círculo para eliminar el material sobrante. La herramienta se retira en un cuadrante de círculo del borde de la caja y del fondo y vuelve en rápido a la distancia de seguridad.
Selección con pulsador de
menú Caja
> Caja
circular
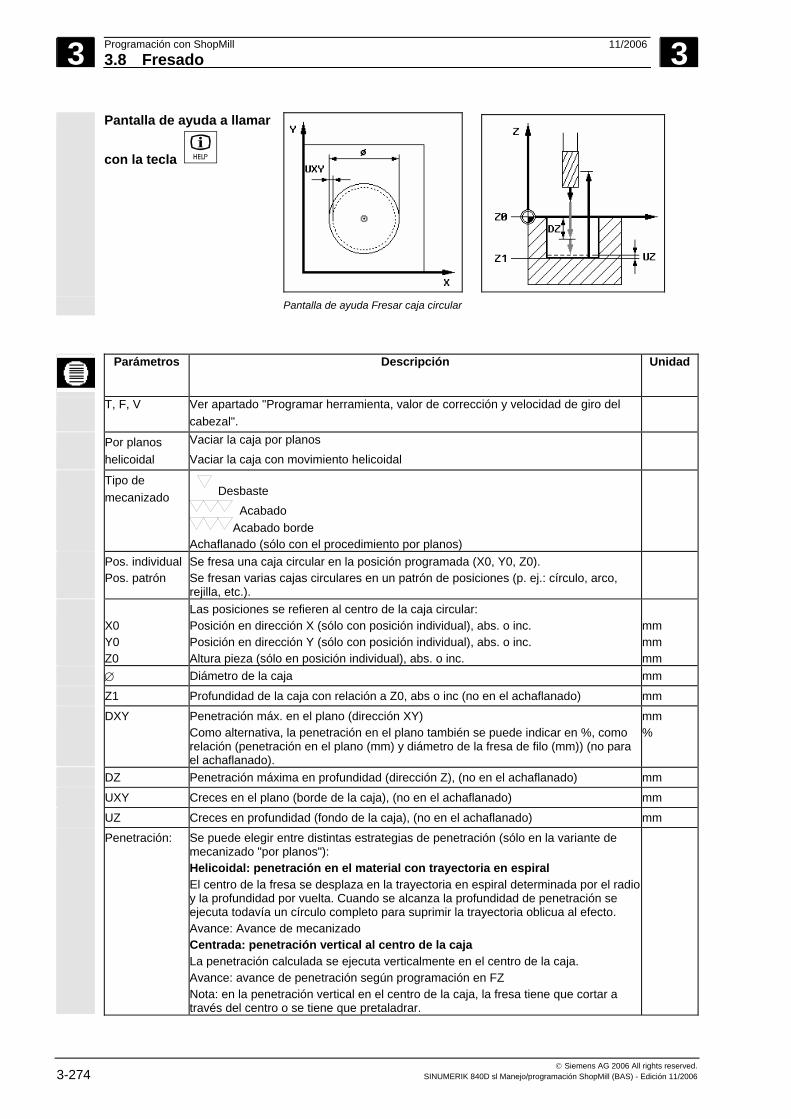
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-274 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Fresar caja circular
Parámetros Descripción Unidad
T, F, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Por planos helicoidal
Vaciar la caja por planos Vaciar la caja con movimiento helicoidal
Tipo de mecanizado Desbaste
Acabado Acabado borde
Achaflanado (sólo con el procedimiento por planos)
Pos. individual Pos. patrón
Se fresa una caja circular en la posición programada (X0, Y0, Z0). Se fresan varias cajas circulares en un patrón de posiciones (p. ej.: círculo, arco, rejilla, etc.).
X0 Y0 Z0
Las posiciones se refieren al centro de la caja circular: Posición en dirección X (sólo con posición individual), abs. o inc. Posición en dirección Y (sólo con posición individual), abs. o inc. Altura pieza (sólo en posición individual), abs. o inc.
mm mm mm
∅ Diámetro de la caja mm Z1 Profundidad de la caja con relación a Z0, abs o inc (no en el achaflanado) mm DXY Penetración máx. en el plano (dirección XY)
Como alternativa, la penetración en el plano también se puede indicar en %, como relación (penetración en el plano (mm) y diámetro de la fresa de filo (mm)) (no para el achaflanado).
mm %
DZ Penetración máxima en profundidad (dirección Z), (no en el achaflanado) mm UXY Creces en el plano (borde de la caja), (no en el achaflanado) mm UZ Creces en profundidad (fondo de la caja), (no en el achaflanado) mm Penetración:
Se puede elegir entre distintas estrategias de penetración (sólo en la variante de mecanizado "por planos"): Helicoidal: penetración en el material con trayectoria en espiral El centro de la fresa se desplaza en la trayectoria en espiral determinada por el radio y la profundidad por vuelta. Cuando se alcanza la profundidad de penetración se ejecuta todavía un círculo completo para suprimir la trayectoria oblicua al efecto. Avance: Avance de mecanizado Centrada: penetración vertical al centro de la caja La penetración calculada se ejecuta verticalmente en el centro de la caja. Avance: avance de penetración según programación en FZ Nota: en la penetración vertical en el centro de la caja, la fresa tiene que cortar a través del centro o se tiene que pretaladrar.
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-275
EP Máx. paso de penetración (sólo con penetración helicoidal) En función de las condiciones geométricas, el paso de la hélice puede ser menor.
mm/r
ER Radio de penetración (sólo con penetración helicoidal) El radio no debe ser mayor que el radio de la fresa; de lo contrario queda material sin eliminar. Además, cuide de no vulnerar la caja.
mm
FZ Avance de aproximación profundidad (sólo con penetración centrada) mm/min mm/ diente
Vaciado Mec. completo: La caja se tiene que fresar del material macizo (p. ej.: pieza de fundición) Mec. posterior: Ya existe una caja circular o un taladro que se deberá ampliar. Se tienen que programar los parámetros AZ y ∅1.
FS Ancho del chaflán (sólo en el achaflanado); inc. mm ZFS Profundidad de inmersión punta de herramienta (sólo en el achaflanado), abs. o inc. mm AZ Profundidad de la caja prefabricada o del taladro (sólo en el mecanizado posterior) mm ∅1 Diámetro de la caja prefabricada o del taladro (sólo en el mecanizado posterior) mm
3.8.4 Saliente rectangular
Para fresar distintas espigas rectangulares, utilice la función "Saliente rectangular".
Para ello dispone de las siguientes formas con o sin radio de
redondeo:
Saliente rectangular
Según el acotado del saliente rectangular en el dibujo de taller puede
elegir un correspondiente punto de referencia para el saliente rectangular.
Adicionalmente al saliente rectangular deseado tiene que definir un saliente de la pieza en bruto. El saliente de la pieza en bruto define el área fuera del cual no se encuentra material; es decir, allí se efectúa el desplazamiento en rápido. El saliente de la pieza en bruto no debe solaparse con salientes de pieza en bruto contiguos y es colocado automáticamente por ShopMill de forma centrada alrededor del saliente de la pieza terminada.
El saliente se mecaniza con una sola penetración. Si quiere ejecutar el mecanizado con varias penetraciones, tiene que programar la función "Saliente rectangular" varias veces con creces para el acabado cada vez más pequeñas.
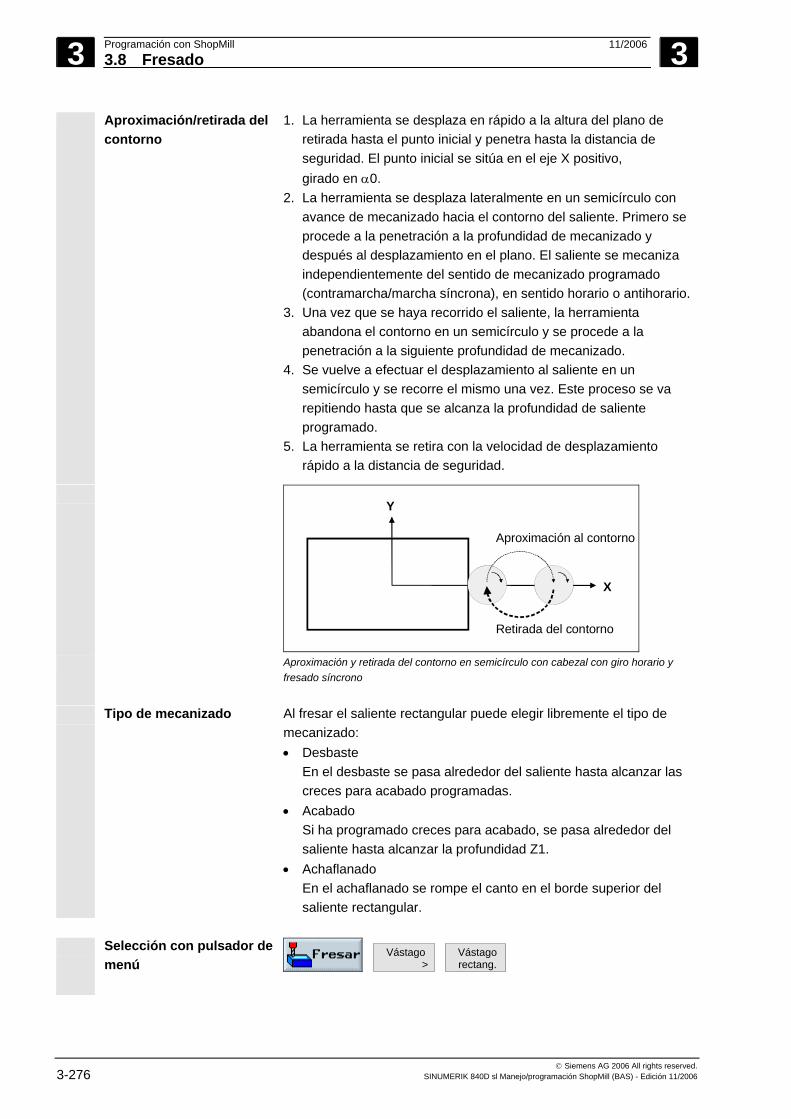
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-276 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Aproximación/retirada del contorno
1. La herramienta se desplaza en rápido a la altura del plano de retirada hasta el punto inicial y penetra hasta la distancia de seguridad. El punto inicial se sitúa en el eje X positivo, girado en α0.
2. La herramienta se desplaza lateralmente en un semicírculo con avance de mecanizado hacia el contorno del saliente. Primero se procede a la penetración a la profundidad de mecanizado y después al desplazamiento en el plano. El saliente se mecaniza independientemente del sentido de mecanizado programado (contramarcha/marcha síncrona), en sentido horario o antihorario.
3. Una vez que se haya recorrido el saliente, la herramienta abandona el contorno en un semicírculo y se procede a la penetración a la siguiente profundidad de mecanizado.
4. Se vuelve a efectuar el desplazamiento al saliente en un semicírculo y se recorre el mismo una vez. Este proceso se va repitiendo hasta que se alcanza la profundidad de saliente programado.
5. La herramienta se retira con la velocidad de desplazamiento rápido a la distancia de seguridad.
Y
X
Aproximación al contorno
Retirada del contorno
Aproximación y retirada del contorno en semicírculo con cabezal con giro horario y fresado síncrono
Tipo de mecanizado Al fresar el saliente rectangular puede elegir libremente el tipo de
mecanizado: • Desbaste
En el desbaste se pasa alrededor del saliente hasta alcanzar las creces para acabado programadas.
• Acabado Si ha programado creces para acabado, se pasa alrededor del saliente hasta alcanzar la profundidad Z1.
• Achaflanado En el achaflanado se rompe el canto en el borde superior del saliente rectangular.
Selección con pulsador de
menú Vástago >
Vástago rectang.
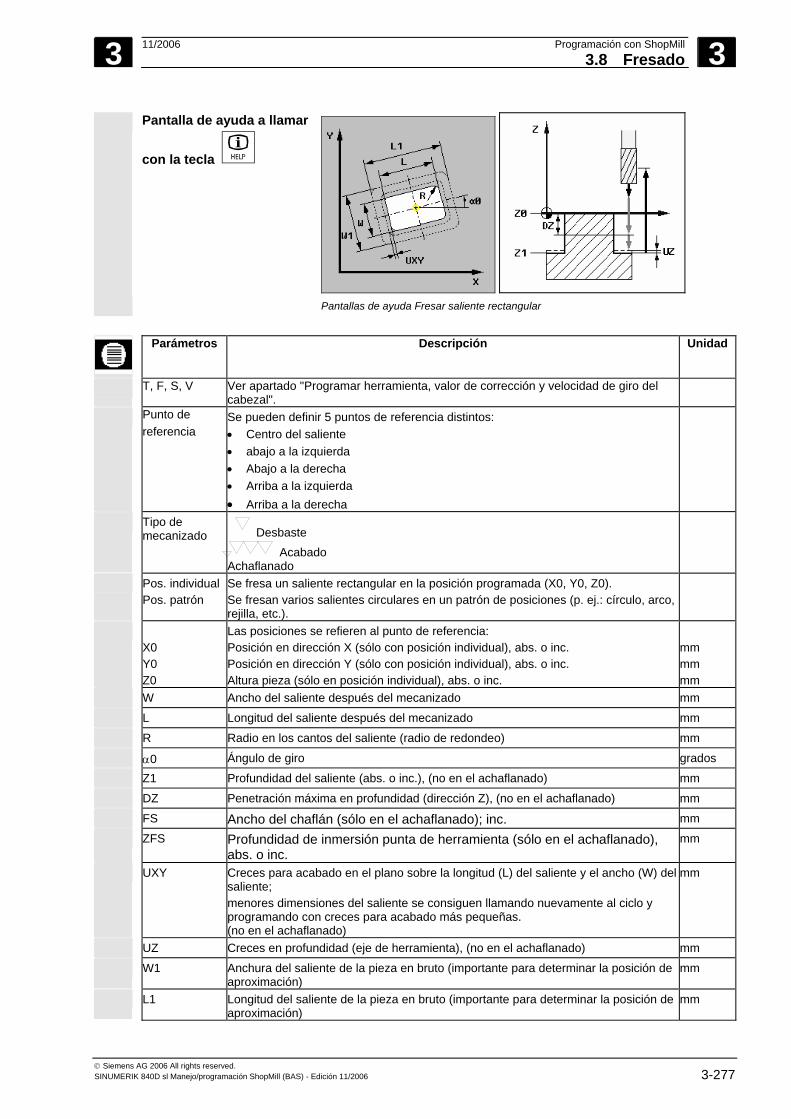
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-277
Pantalla de ayuda a llamar
con la tecla
Pantallas de ayuda Fresar saliente rectangular
Parámetros Descripción Unidad
T, F, S, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Punto de referencia
Se pueden definir 5 puntos de referencia distintos: • Centro del saliente • abajo a la izquierda • Abajo a la derecha • Arriba a la izquierda • Arriba a la derecha
Tipo de mecanizado Desbaste
Acabado Achaflanado
Pos. individual Pos. patrón
Se fresa un saliente rectangular en la posición programada (X0, Y0, Z0). Se fresan varios salientes circulares en un patrón de posiciones (p. ej.: círculo, arco, rejilla, etc.).
X0 Y0 Z0
Las posiciones se refieren al punto de referencia: Posición en dirección X (sólo con posición individual), abs. o inc. Posición en dirección Y (sólo con posición individual), abs. o inc. Altura pieza (sólo en posición individual), abs. o inc.
mm mm mm
W Ancho del saliente después del mecanizado mm L Longitud del saliente después del mecanizado mm R Radio en los cantos del saliente (radio de redondeo) mm α0 Ángulo de giro grados Z1 Profundidad del saliente (abs. o inc.), (no en el achaflanado) mm DZ Penetración máxima en profundidad (dirección Z), (no en el achaflanado) mm FS Ancho del chaflán (sólo en el achaflanado); inc. mm ZFS Profundidad de inmersión punta de herramienta (sólo en el achaflanado),
abs. o inc. mm
UXY Creces para acabado en el plano sobre la longitud (L) del saliente y el ancho (W) del saliente; menores dimensiones del saliente se consiguen llamando nuevamente al ciclo y programando con creces para acabado más pequeñas. (no en el achaflanado)
mm
UZ Creces en profundidad (eje de herramienta), (no en el achaflanado) mm W1 Anchura del saliente de la pieza en bruto (importante para determinar la posición de
aproximación) mm
L1 Longitud del saliente de la pieza en bruto (importante para determinar la posición de aproximación)
mm
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-278 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.8.5 Saliente circular
Para fresar un saliente circular, utilice la función "Saliente circular".
Adicionalmente al saliente circular deseado tiene que definir un
saliente de la pieza en bruto. El saliente de la pieza en bruto define el área fuera del cual no se encuentra material; es decir, allí se efectúa el desplazamiento en rápido. El saliente de la pieza en bruto no debe solaparse con salientes de pieza en bruto contiguos y es colocado automáticamente por ShopMill de forma centrada alrededor del saliente de la pieza terminada.
El saliente se mecaniza con una sola penetración. Si quiere ejecutar el mecanizado con varias penetraciones, tiene que programar la función "Saliente circular" varias veces con creces para el acabado cada vez más pequeñas.
Aproximación/retirada 1. La herramienta se desplaza en rápido a la altura del plano de retirada hasta el punto inicial y penetra hasta la distancia de seguridad. El punto inicial se sitúa siempre en el eje X positivo.
2. La herramienta se desplaza lateralmente en un semicírculo con avance de mecanizado hacia el contorno del saliente. Primero se procede a la penetración a la profundidad de mecanizado y después al desplazamiento en el plano. El saliente se mecaniza independientemente del sentido de mecanizado programado (contramarcha/marcha síncrona), en sentido horario o antihorario.
3. Una vez que se haya recorrido el saliente, la herramienta abandona el contorno en un semicírculo y se procede a la penetración a la siguiente profundidad de mecanizado.
4. Se vuelve a efectuar el desplazamiento al saliente en un semicírculo y se recorre el mismo una vez. Este proceso se va repitiendo hasta que se alcanza la profundidad de saliente programado.
5. La herramienta se retira con la velocidad de desplazamiento rápido a la distancia de seguridad.
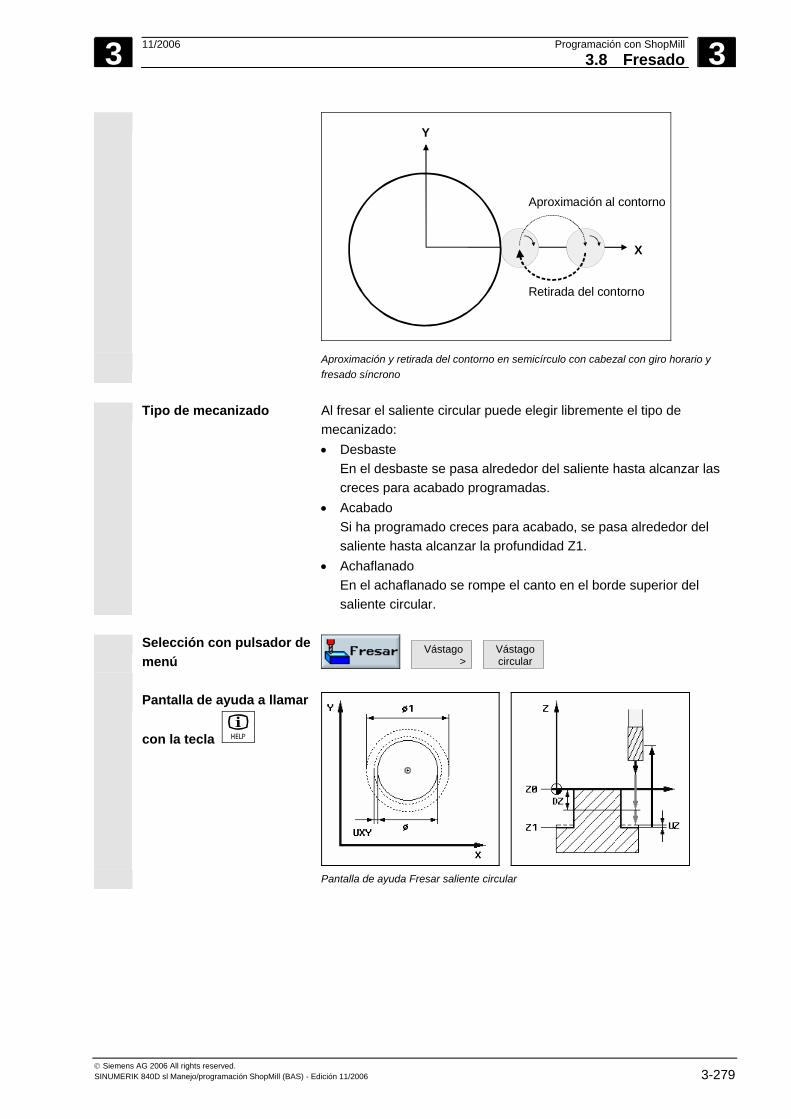
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-279
Y
X
Aproximación al contorno
Retirada del contorno
Aproximación y retirada del contorno en semicírculo con cabezal con giro horario y fresado síncrono
Tipo de mecanizado Al fresar el saliente circular puede elegir libremente el tipo de
mecanizado: • Desbaste
En el desbaste se pasa alrededor del saliente hasta alcanzar las creces para acabado programadas.
• Acabado Si ha programado creces para acabado, se pasa alrededor del saliente hasta alcanzar la profundidad Z1.
• Achaflanado En el achaflanado se rompe el canto en el borde superior del saliente circular.
Selección con pulsador de
menú Vástago >
Vástagocircular
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Fresar saliente circular
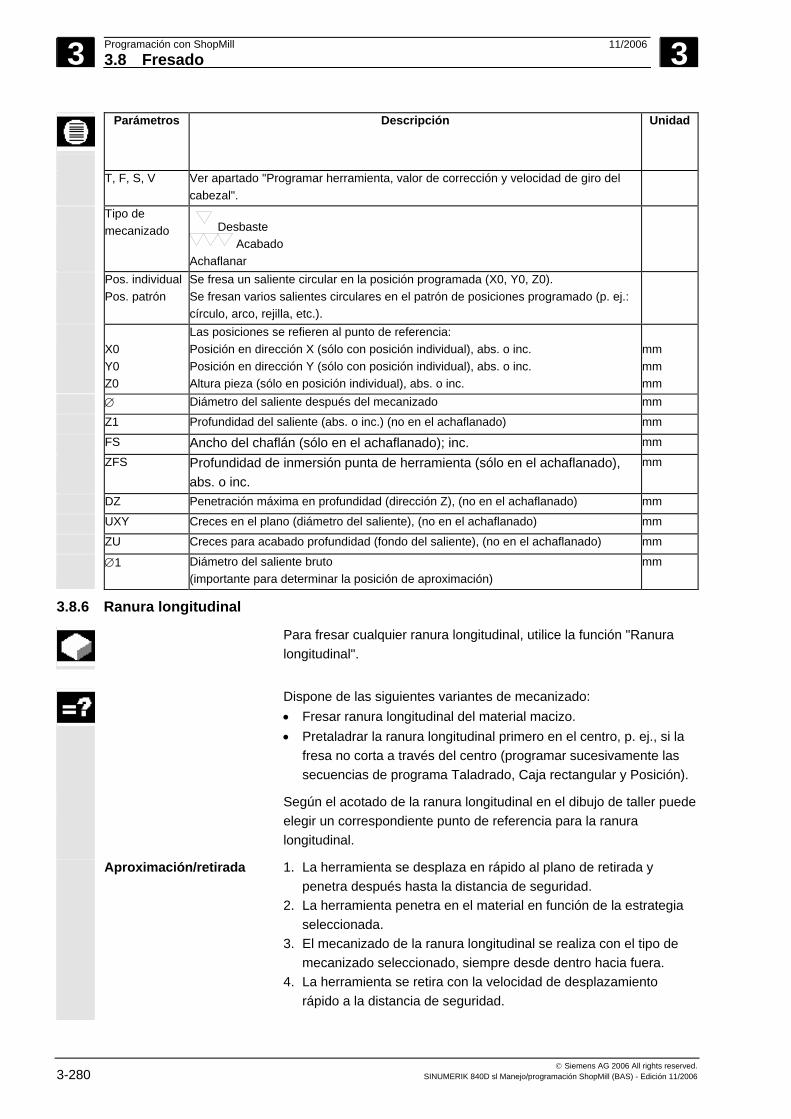
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-280 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Parámetros Descripción Unidad
T, F, S, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Tipo de mecanizado Desbaste
Acabado Achaflanar
Pos. individual Pos. patrón
Se fresa un saliente circular en la posición programada (X0, Y0, Z0). Se fresan varios salientes circulares en el patrón de posiciones programado (p. ej.: círculo, arco, rejilla, etc.).
X0 Y0 Z0
Las posiciones se refieren al punto de referencia: Posición en dirección X (sólo con posición individual), abs. o inc. Posición en dirección Y (sólo con posición individual), abs. o inc. Altura pieza (sólo en posición individual), abs. o inc.
mm mm mm
∅ Diámetro del saliente después del mecanizado mm Z1 Profundidad del saliente (abs. o inc.) (no en el achaflanado) mm FS Ancho del chaflán (sólo en el achaflanado); inc. mm ZFS Profundidad de inmersión punta de herramienta (sólo en el achaflanado),
abs. o inc. mm
DZ Penetración máxima en profundidad (dirección Z), (no en el achaflanado) mm UXY Creces en el plano (diámetro del saliente), (no en el achaflanado) mm ZU Creces para acabado profundidad (fondo del saliente), (no en el achaflanado) mm ∅1 Diámetro del saliente bruto
(importante para determinar la posición de aproximación) mm
3.8.6 Ranura longitudinal
Para fresar cualquier ranura longitudinal, utilice la función "Ranura longitudinal".
Dispone de las siguientes variantes de mecanizado:
• Fresar ranura longitudinal del material macizo. • Pretaladrar la ranura longitudinal primero en el centro, p. ej., si la
fresa no corta a través del centro (programar sucesivamente las secuencias de programa Taladrado, Caja rectangular y Posición).
Según el acotado de la ranura longitudinal en el dibujo de taller puede elegir un correspondiente punto de referencia para la ranura longitudinal.
Aproximación/retirada 1. La herramienta se desplaza en rápido al plano de retirada y penetra después hasta la distancia de seguridad.
2. La herramienta penetra en el material en función de la estrategia seleccionada.
3. El mecanizado de la ranura longitudinal se realiza con el tipo de mecanizado seleccionado, siempre desde dentro hacia fuera.
4. La herramienta se retira con la velocidad de desplazamiento rápido a la distancia de seguridad.
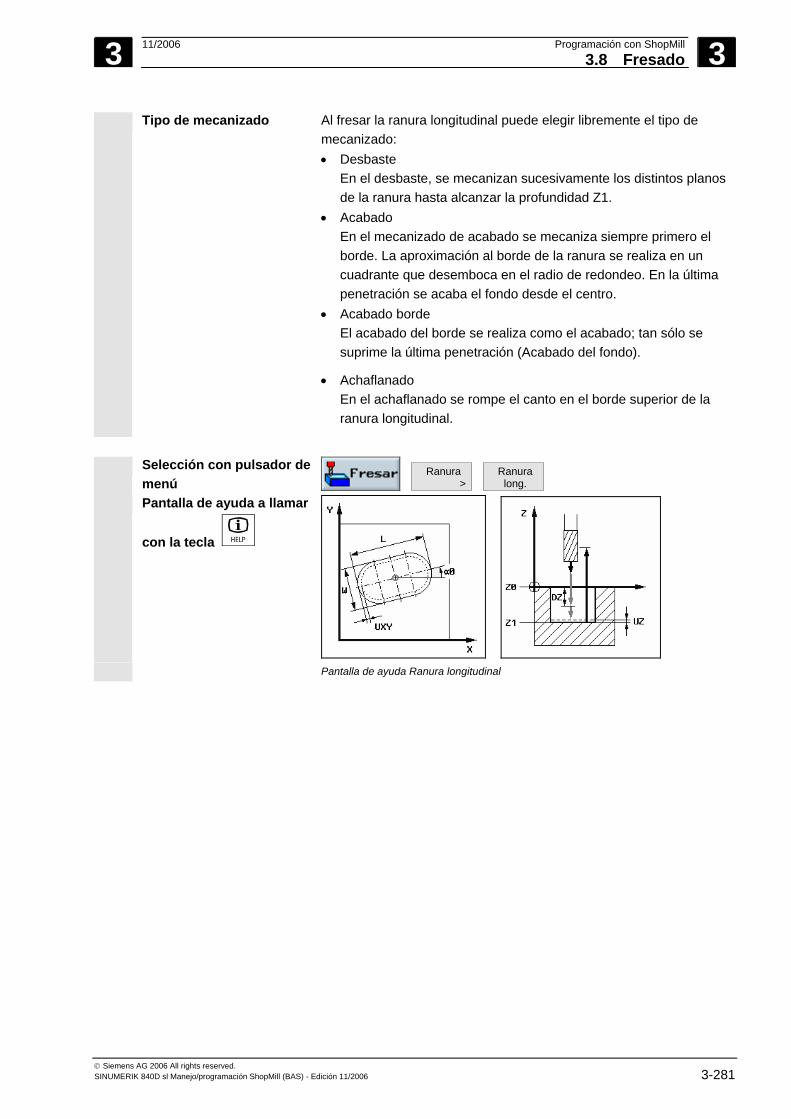
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-281
Tipo de mecanizado Al fresar la ranura longitudinal puede elegir libremente el tipo de mecanizado: • Desbaste
En el desbaste, se mecanizan sucesivamente los distintos planos de la ranura hasta alcanzar la profundidad Z1.
• Acabado En el mecanizado de acabado se mecaniza siempre primero el borde. La aproximación al borde de la ranura se realiza en un cuadrante que desemboca en el radio de redondeo. En la última penetración se acaba el fondo desde el centro.
• Acabado borde El acabado del borde se realiza como el acabado; tan sólo se suprime la última penetración (Acabado del fondo).
• Achaflanado En el achaflanado se rompe el canto en el borde superior de la ranura longitudinal.
Selección con pulsador de
menú Ranura
> Ranuralong.
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Ranura longitudinal
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-282 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Parámetros Descripción Unidad
T, F, S, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
Punto de referencia
Se tiene que definir la posición de punto de referencia: • Centro de la ranura longitudinal, • Interior a la izquierda • Interior a la derecha • Borde izquierdo • Borde derecho
Tipo de mecanizado Desbaste
Acabado Acabado borde
Achaflanar
Pos. individual Pos. patrón
Se fresa una ranura longitudinal en la posición programada (X0, Y0, Z0). Se fresan varias ranuras longitudinales en un patrón de posiciones (p. ej.: círculo, arco, rejilla, etc.).
X0 Y0 Z0
Las posiciones se refieren al punto de referencia: Posición en dirección X (sólo con posición individual), abs. o inc. Posición en dirección Y (sólo con posición individual), abs. o inc. Altura pieza (sólo en posición individual), abs. o inc.
mm mm mm
W Anchura de la ranura mm L Longitud de la ranura mm α0 Ángulo de giro grados Z1 Profundidad de la ranura (no en el achaflanado) mm DXY Penetración máx. en el plano (dirección XY)
Como alternativa, la penetración en el plano también se puede indicar en %, como relación penetración en el plano (mm) y diámetro de la fresa de filo (mm). (no en el achaflanado)
mm %
DZ Penetración máxima en profundidad (dirección Z), (no en el achaflanado) mm FS Ancho del chaflán (sólo en el achaflanado); inc. mm ZFS Profundidad de inmersión punta de herramienta (sólo en el achaflanado),
abs. o inc. mm
UXY Creces en el plano (borde de la ranura), (no en el achaflanado) mm ZU Creces en profundidad (fondo de la ranura), (no en el achaflanado) mm Penetración La penetración se puede realizar en posición centrada (M) u oscilante (Pe).
Penetración centrada=vertical al centro de la ranura longitudinal: Se desplaza en el centro de la caja a la profundidad de penetración. Nota: con este ajuste, la fresa tiene que cortar a través del centro. Oscilante=penetración con vaivén en el eje central de la ranura longitudinal: El centro de la fresa describe un vaivén en una recta hasta alcanzar la penetración. Cuando se ha alcanzado la profundidad, se efectúa el recorrido una vez más sin penetración en profundidad, para suprimir la trayectoria oblicua al efecto.
mm
FZ Avance de penetración, profundidad (sólo con penetración centrada) mm/min mm/diente
EW Ángulo de penetración (sólo para vaivén) grados
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-283
3.8.7 Ranura circular
Para fresar una o varias ranuras circulares del mismo tamaño en un círculo o arco, utilice la función "Ranura circular".
Tamaño de la herramienta Tenga en cuenta que, al mecanizar la ranura circular, la herramienta
no debe ser inferior a un determinado tamaño mínimo: • Desbaste:
1/2 anchura de la ranura W – creces UXY ≤ diámetro de la fresa • Acabado:
½ anchura de la ranura W ≤ diámetro de la fresa • Acabado borde:
Creces UXY ≤ diámetro de la fresa
Ranura circular
Para crear una ranura circular tiene que introducir los siguientes valores para los parámetros Cantidad N y Ángulo en el vértice α1: N = 1 α1 = 360°
Aproximación/retirada 1. La herramienta se desplaza en rápido a la altura del plano de retirada hasta el centro del semicírculo al final de la ranura y penetra hasta la distancia de seguridad.
2. A continuación, la herramienta penetra en la pieza con avance de mecanizado, teniéndose en cuenta la penetración máxima en dirección Z, así como las creces. La ranura circular se mecaniza independientemente del sentido de mecanizado (contramarcha/marcha síncrona), en sentido horario o antihorario.
3. Cuando está terminada la primera ranura circular, la herramienta se desplaza con la velocidad de desplazamiento rápido al plano de retirada.
4. El desplazamiento a la siguiente ranura circular se realiza en una recta o una trayectoria circular, procediendo posteriormente al mecanizado.
5. La herramienta se retira con la velocidad de desplazamiento rápido a la distancia de seguridad.

3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-284 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Tipo de mecanizado Al fresar la ranura circular puede elegir libremente el tipo de mecanizado: • Desbaste
En el desbaste, se mecanizan sucesivamente y desde el centro del semicírculo al final de la ranura los distintos planos de la ranura hasta alcanzar la profundidad Z1.
• Desbastado En el desbastado se mecaniza siempre primero la ranura hasta alcanzar la profundidad Z1. La aproximación al borde de la ranura se realiza en un cuadrante que desemboca en el radio. Con la última penetración se efectúa el mecanizado de acabado del fondo desde el centro del semicírculo al final de la ranura.
• Acabado borde El acabado del borde se realiza como el acabado; tan sólo se suprime la última penetración (Acabado del fondo).
• Achaflanado En el achaflanado se rompe el canto en el borde superior de la ranura circular.
Selección con pulsador de
menú Ranura
> Ranuracircular
El pulsador de menú "Alternativa" permite posicionar las ranuras circulares en un círculo o en un arco.
Pantalla de ayuda a llamar
con la tecla
Pantalla de ayuda Ranura circular como círculo y arco

3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-285
Parámetros Descripción Unidad
T, F, S, V Ver apartado "Programar herramienta, valor de corrección y velocidad de giro del cabezal".
FZ Avance de penetración profundidad mm/min mm/diente
Tipo de mecanizado Desbaste
Acabado
Acabado borde Achaflanar
Circunferencia Arco
Las ranuras circulares se posicionan en un círculo. La distancia entre una ranura circular y la siguiente es siempre igual y es calculada por el control. Las ranuras circulares se posicionan en un arco. La distancia entre una ranura circular y la siguiente se puede determinar a través del ángulo α2.
X0 Y0 Z0
Las posiciones se refieren al centro: Posición en dirección X, abs o inc Posición en dirección Y, abs o inc Altura pieza, abs o inc
mm mm mm
W Anchura de la ranura mm R Radio de la ranura circular mm α0 Ángulo de rotación relativo al eje X grados α1 Ángulo en el vértice de una ranura grados α2 Ángulo incremental (sólo en el arco) grados N Número de ranuras
Z1 Profundidad de la ranura relativa a Z0 (no en el achaflanado) mm DZ Penetración máxima en profundidad (dirección Z), (no en el achaflanado) mm FS Ancho del chaflán (sólo en el achaflanado); inc. mm ZFS Profundidad de inmersión punta de herramienta (sólo en el achaflanado),
abs. o inc. mm
UXY Creces en el plano XY (borde de la ranura circular), (no en el achaflanado) mm Posicionar Recta: el desplazamiento a la siguiente posición se realiza siguiendo una recta y
en rápido. Círculo: el desplazamiento a la siguiente posición se efectúa en una trayectoria circular con un avance programado FP.
FP Avance para el posicionamiento en una trayectoria circular mm/min
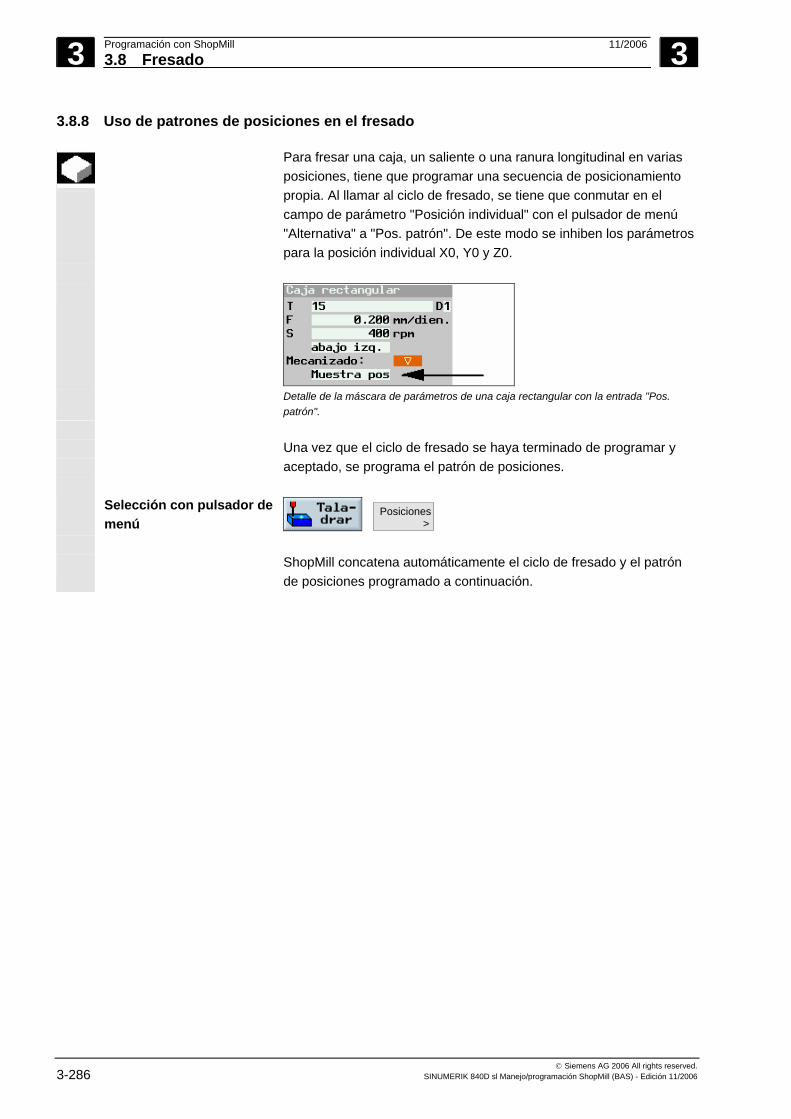
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-286 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.8.8 Uso de patrones de posiciones en el fresado
Para fresar una caja, un saliente o una ranura longitudinal en varias posiciones, tiene que programar una secuencia de posicionamiento propia. Al llamar al ciclo de fresado, se tiene que conmutar en el campo de parámetro "Posición individual" con el pulsador de menú "Alternativa" a "Pos. patrón". De este modo se inhiben los parámetros para la posición individual X0, Y0 y Z0.
Detalle de la máscara de parámetros de una caja rectangular con la entrada "Pos.
patrón". Una vez que el ciclo de fresado se haya terminado de programar y
aceptado, se programa el patrón de posiciones. Selección con pulsador de
menú Posiciones >
ShopMill concatena automáticamente el ciclo de fresado y el patrón
de posiciones programado a continuación.
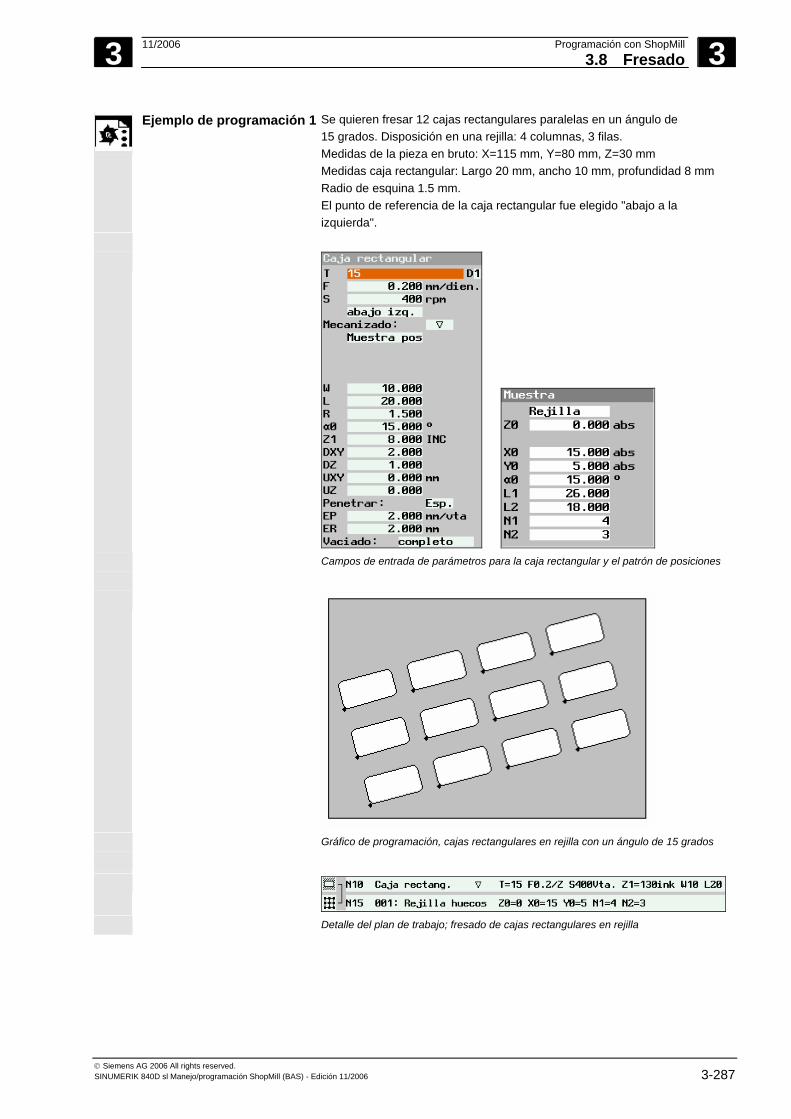
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-287
Ejemplo de programación 1 Se quieren fresar 12 cajas rectangulares paralelas en un ángulo de 15 grados. Disposición en una rejilla: 4 columnas, 3 filas. Medidas de la pieza en bruto: X=115 mm, Y=80 mm, Z=30 mm Medidas caja rectangular: Largo 20 mm, ancho 10 mm, profundidad 8 mm Radio de esquina 1.5 mm. El punto de referencia de la caja rectangular fue elegido "abajo a la izquierda".
Campos de entrada de parámetros para la caja rectangular y el patrón de posiciones
Gráfico de programación, cajas rectangulares en rejilla con un ángulo de 15 grados
Detalle del plan de trabajo; fresado de cajas rectangulares en rejilla
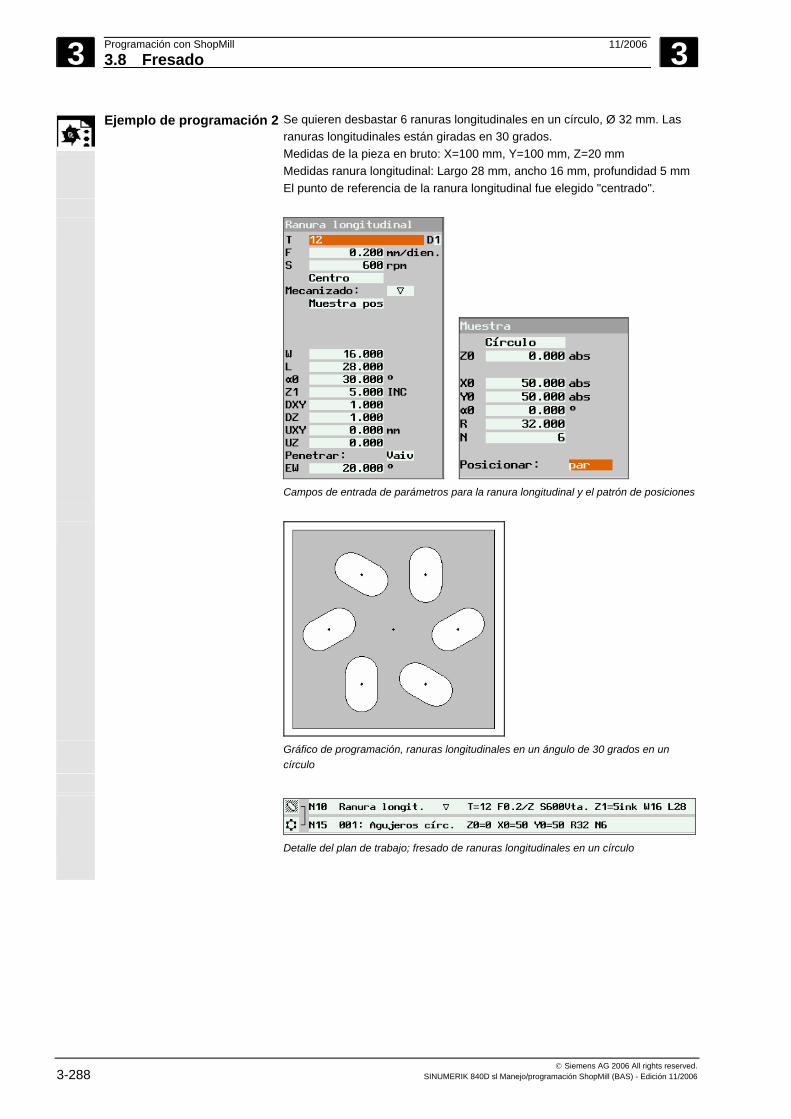
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-288 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Ejemplo de programación 2 Se quieren desbastar 6 ranuras longitudinales en un círculo, Ø 32 mm. Las ranuras longitudinales están giradas en 30 grados. Medidas de la pieza en bruto: X=100 mm, Y=100 mm, Z=20 mm Medidas ranura longitudinal: Largo 28 mm, ancho 16 mm, profundidad 5 mm El punto de referencia de la ranura longitudinal fue elegido "centrado".
Campos de entrada de parámetros para la ranura longitudinal y el patrón de posiciones
Gráfico de programación, ranuras longitudinales en un ángulo de 30 grados en un
círculo
Detalle del plan de trabajo; fresado de ranuras longitudinales en un círculo
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-289
3.8.9 Grabado
La función "Grabado" permite grabar en una pieza un texto a lo largo de una línea o un arco. El texto deseado se puede introducir directamente como "texto fijo" en el campo de texto o asignar como "texto variable" a través de una variable.
Para grabar, ShopMill utiliza una fuente proporcional; es decir, los
caracteres tienen anchos distintos.
Aproximación/retirada 1. La herramienta se desplaza en rápido a la altura del plano de retirada hasta el punto inicial y penetra hasta la distancia de seguridad.
2. La herramienta penetra con el avance de aproximación FZ a la profundidad de mecanizado Z1 y fresa el carácter.
3. La herramienta se retira con la velocidad de desplazamiento rápido a la distancia de seguridad y se desplaza en una línea recta hasta el siguiente carácter.
4. Los pasos 2 y 3 se van repitiendo hasta que se haya fresado el texto completo.
Textos variables Tiene distintas posibilidades para diseñar textos variables: • Fecha y hora
Por ejemplo, puede dotar las piezas con la fecha de fabricación y la hora actual. Los valores para fecha y hora se leen del NCK.
• Número de piezas Con la ayuda de las variables de cantidad tiene la posibilidad de dotar piezas de un número de serie correlativo. Para ello puede definir el formato (número de dígitos, ceros a la izquierda). La variable "Número de piezas" está definida como variable de usuario (_E_PART[0]) en el bloque de datos GUD 7. Con la ayuda de comodines (#) se formatea el número de dígitos en el cual empiezan las cantidades emitidas.
Si no quiere asignar el número de pieza 1 a la primera pieza puede indicar un valor aditivo (p. ej.: (<#,_E_PART[0] + 100>). Entonces, el número de piezas emitido aumenta en este valor (p. ej.: 101, 102, 103,...).
• Números En la emisión de números (p. ej.: resultados de medición) puede elegir libremente el formato de salida (dígitos antes y después de la coma) del número a grabar.
• Texto En lugar de introducir un texto fijo en el campo de texto para el grabado puede especificar el texto a grabar con una variable de texto (p. ej.: _VAR_TEXT=“ABC123“).
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-290 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Escritura invertida
Si quiere grabar una escritura, programe primero una simetría especular (ver apartado "Definir transformaciones de coordenadas) e introduzca después el texto deseado en la función "Grabado".
Circunferencia Si quiere distribuir los caracteres uniformemente en un círculo, introduzca el ángulo en el vértice α2=360°. Entonces, ShopMill distribuye los caracteres uniformemente en el círculo.
Grabado >
Accione los pulsadores de menú "Fresado" y "Grabado".
Letras minúsculas Minúsculas
Accione el pulsador de menú "Minúsculas" para introducir
minúsculas. Tras una nueva pulsación puede volver a introducir mayúsculas.
Caracteres especiales Caracteres
espec. > Accione el pulsador de menú "Caracteres especiales" si necesita
un carácter que no se encuentra en las teclas de entrada.
Se abre la ventana "Caracteres especiales".
Posicione el cursor en el carácter deseado.
Accione el pulsador de menú "OK".
El carácter deseado se inserta en el texto en la posición del cursor.
Introducir fecha Variable >
Fecha
Accione los pulsadores de menú "Variable" y "Fecha" para grabar la fecha actual.
La fecha se introduce en formato europeo (<DD>.<MM>.<YYYY>). Para obtener otra notación tiene que adaptar en consecuencia el
formato especificado en el campo de texto. Para grabar la fecha, por ejemplo, en la notación americana (mes/día/año => 8/16/04), modifique el formato a <M>/<D>/<YY> .
3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-291
Introducir hora Variable >
Hora
Accione los pulsadores de menú "Variable" y "Hora" para grabar
la hora actual.
La hora se introduce en formato europeo (<TIME24>). Para obtener la hora en la notación americana, modifique el formato a
<TIME12>.
Ejemplo: Entrada de texto: Hora: <TIME24> Ejecución: Hora: 16.35 Hora: <TIME12> Hora: 04.35 PM
Introducir números de
piezas
Variable > N° de piezas
000123
Accione los pulsadores de menú "Variable" y "Número de piezas 000123" si quiere grabar un número de piezas con un número fijo de dígitos y con ceros a la izquierda.
El texto de formato <######,_E_PART[0]> se introduce y se vuele al campo de grabado con el menú de pulsadores.
Defina el número de dígitos adaptando el número de comodines (#) en el campo de grabado.
Si el número de dígitos (p. ej.: ## ) no fuera suficiente para representar el número de piezas, ShopMill o aumenta automáticamente.
o Variable >
N° de
piezas 123 Accione los pulsadores de menú "Variable" y "Número de piezas
123" si quiere grabar un número de piezas sin ceros a la izquierda
El texto de formato <#,_E_PART[0]> se introduce y se vuele al campo de grabado con el menú de pulsadores.
Defina el número de dígitos adaptando el número de comodines en el campo de grabado.
Si el número de dígitos (p. ej.: 123) no fuera suficiente para representar el número de piezas, ShopMill o aumenta automáticamente.
Si, por ejemplo, quiere reanudar después de una interrupción la fabricación de piezas con una numeración correlativa, introduzca un valor aditivo. Entonces, el número de piezas emitido aumenta en este valor.
Introducir número
variable
Variable >
Número 123.456
Accione los pulsadores de menú "Variable" y "Número 123.456" si quiere grabar cualquier número en un determinado formato.
El texto de formato <#.###,_VAR_NUM> se introduce y se vuele al campo de grabado con el menú de pulsadores.
3 Programación con ShopMill 11/2006 3.8 Fresado
3
© Siemens AG 2006 All rights reserved. 3-292 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Con la ayuda de los comodines #.###, defina en qué formato de dígitos quiere grabar el numero definido en _VAR_NUM.
Si, por ejemplo, ha consignado 12.35 en _VAR_NUM, tiene las siguientes posibilidades para formatear la variable.
Entrada Impresión
Significado
< #,_VAR_NUM> 12 Dígitos antes de la coma sin formato, sin decimales
<####,_VAR_NUM> 0012 4 dígitos antes de la coma, ceros a la izquierda, sin decimales
< #,_VAR_NUM> 12 4 dígitos antes de la coma, espacio a la izquierda, sin decimales
<#.,_VAR_NUM> 12.35 Dígitos antes y de la coma y decimales sin formato
<#.#,_VAR_NUM> 12.4 Dígitos antes de la coma sin formato, 1 decimal (redondeada)
<#.##,_VAR_NUM> 12.35 Dígitos antes de la coma sin formato, 2 decimales (redondeadas)
<#.####,_VAR_NUM> 12.3500 Dígitos antes de la coma sin formato, 4 decimales (redondeadas)
Si el espacio delante del punto decimal no fuera suficiente para
representar el número introducido, se amplía automáticamente. Si el número de dígitos fuera mayor que el número a grabar, el formato de salida se rellena automáticamente con el correspondiente número de ceros anteriores y posteriores. Para formatear los números antes del punto decimal puede utilizar también espacios.
En lugar de _VAR_NUM puede utilizar cualquier otra variable numérica (p. ej.: R0).

3 11/2006 Programación con ShopMill3.8 Fresado
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-293
Introducir texto variable Variable >
Texto
variable Accione los pulsadores de menú "Variable" y "Texto variable" si
quiere tomar el texto a grabar (máx. 200 caracteres) de una variable.
El texto de formato <Text, _VAR_TEXT> se introduce y se vuele al campo de grabado con el menú de pulsadores.
En lugar de _VAR_TEXT puede utilizar cualquier otra variable de texto.
Borrar texto Borrar
texto > Accione el pulsador de menú "Borrar texto" para eliminar el texto
completo.
El texto de formato para las variables se introduce siempre en la
posición actual del cursor.
Los pulsadores de menú "Minúsculas", "Caracteres especiales",
"Variable" y "Borrar texto" sólo se ven al posicionar el cursor en el campo de entrada para el texto del grabado.
Parámetros Descripción Unidad
T, D, F, S, V Véase el apartado "Crear bloques".
Alineación Alinear texto en una línea
Alinear texto en un arco
Alinear texto en un arco
Punto de referencia
Posición del punto de referencia dentro del texto
Texto de grabado
máx. 91 caracteres
X0 R Y0 α0 Z0 Z1 FZ W DX1 DX2 α1 α2 XM YM
Punto de referencia en dirección X (abs) Punto de referencia longitud polar (alternativa a X0) – (sólo con alineación curvada) Punto de referencia en dirección Y (abs) Punto de referencia ángulo polar (alternativa a Y0) – (sólo con alineación curvada)Punto de referencia en dirección Z (abs) Profundidad de mecanizado (abs o inc) Avance de penetración profundidad Altura de los caracteres Distancia entre caracteres Ancho total (alternativa a DX1) – (sólo con alineación lineal) Dirección del texto (sólo con alineación lineal) Ángulo en el vértice (alternativa a DX1) – (sólo con alineación curvada) Centro arco (abs) – (sólo con alineación curvada) Centro arco (abs) – (sólo con alineación curvada)
mm mm mm grados mm mm mm/min mm/dientemm mm mm grados grados mm mm
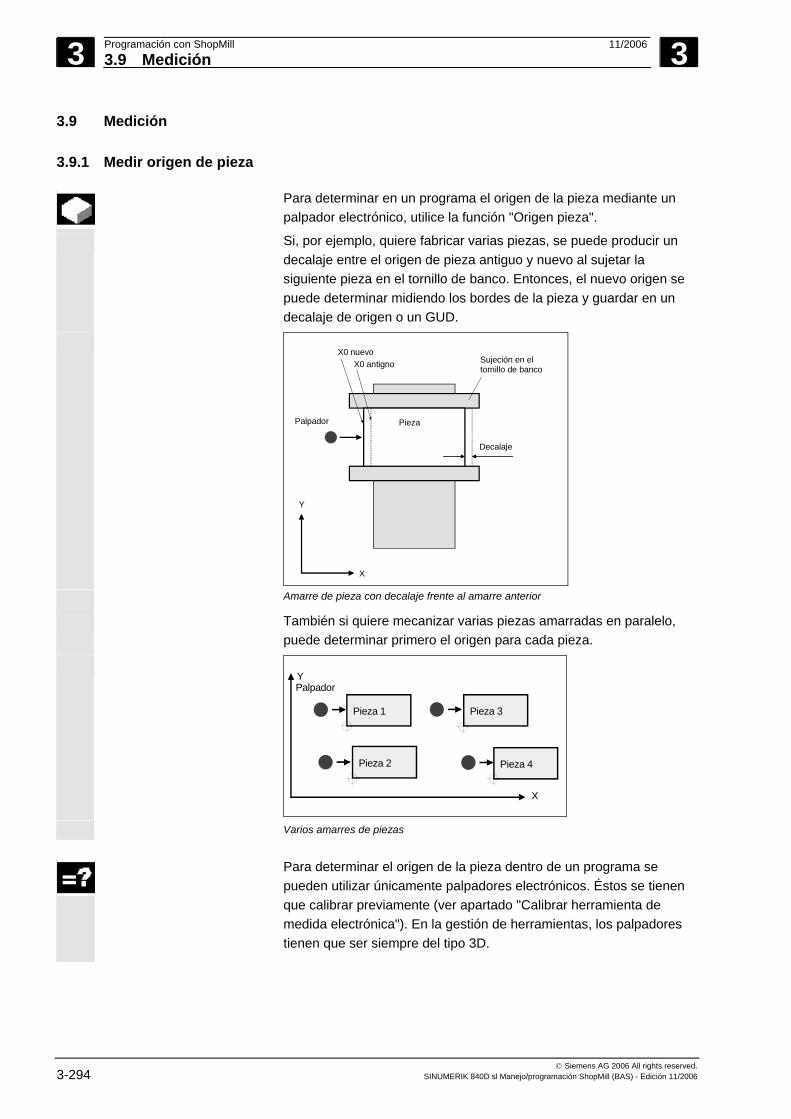
3 Programación con ShopMill 11/2006 3.9 Medición
3
© Siemens AG 2006 All rights reserved. 3-294 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.9 Medición
3.9.1 Medir origen de pieza
Para determinar en un programa el origen de la pieza mediante un palpador electrónico, utilice la función "Origen pieza".
Si, por ejemplo, quiere fabricar varias piezas, se puede producir un decalaje entre el origen de pieza antiguo y nuevo al sujetar la siguiente pieza en el tornillo de banco. Entonces, el nuevo origen se puede determinar midiendo los bordes de la pieza y guardar en un decalaje de origen o un GUD.
Pieza
Y
X
Palpador
Sujeción en eltornillo de banco
Decalaje
X0 nuevoX0 antigno
Amarre de pieza con decalaje frente al amarre anterior
También si quiere mecanizar varias piezas amarradas en paralelo, puede determinar primero el origen para cada pieza.
Y
X
Palpador
Pieza 1
Pieza 2 Pieza 4
Pieza 3
Varios amarres de piezas
Para determinar el origen de la pieza dentro de un programa se pueden utilizar únicamente palpadores electrónicos. Éstos se tienen que calibrar previamente (ver apartado "Calibrar herramienta de medida electrónica"). En la gestión de herramientas, los palpadores tienen que ser siempre del tipo 3D.
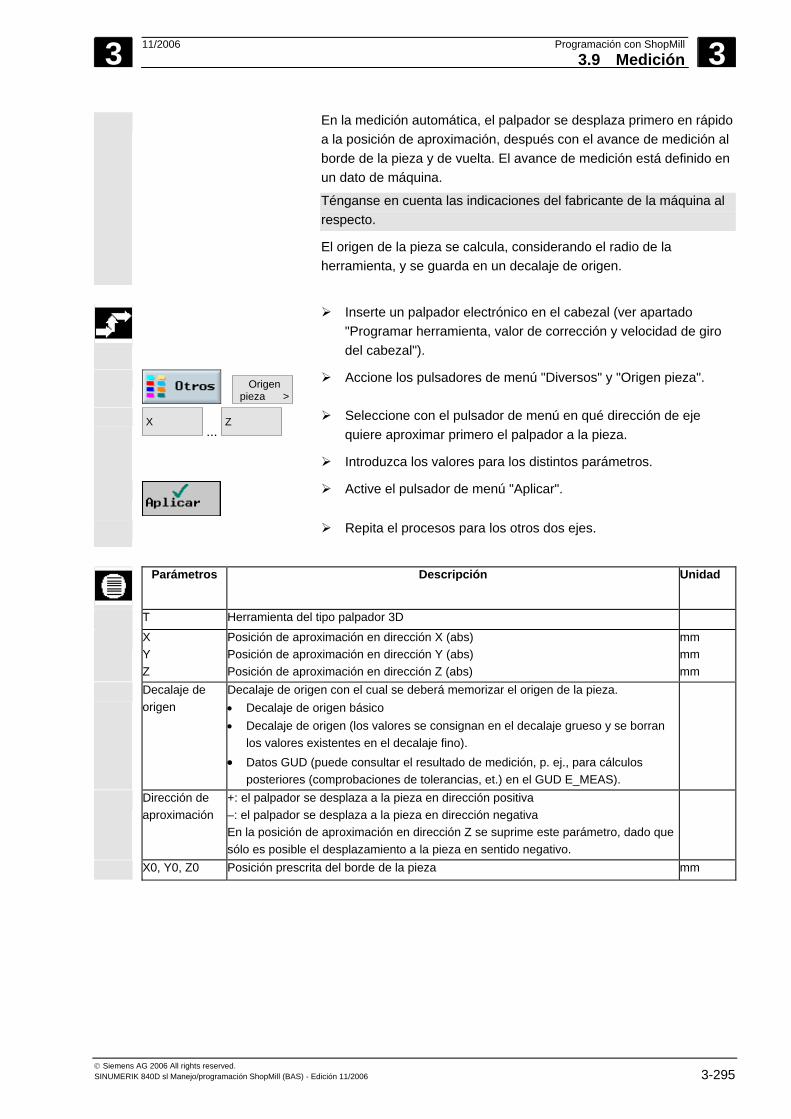
3 11/2006 Programación con ShopMill3.9 Medición
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-295
En la medición automática, el palpador se desplaza primero en rápido a la posición de aproximación, después con el avance de medición al borde de la pieza y de vuelta. El avance de medición está definido en un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
El origen de la pieza se calcula, considerando el radio de la herramienta, y se guarda en un decalaje de origen.
Inserte un palpador electrónico en el cabezal (ver apartado
"Programar herramienta, valor de corrección y velocidad de giro del cabezal").
Origen pieza >
Accione los pulsadores de menú "Diversos" y "Origen pieza".
X ...
Z
Seleccione con el pulsador de menú en qué dirección de eje quiere aproximar primero el palpador a la pieza.
Introduzca los valores para los distintos parámetros.
Active el pulsador de menú "Aplicar".
Repita el procesos para los otros dos ejes.
Parámetros Descripción Unidad
T Herramienta del tipo palpador 3D
X Y Z
Posición de aproximación en dirección X (abs) Posición de aproximación en dirección Y (abs) Posición de aproximación en dirección Z (abs)
mm mm mm
Decalaje de origen
Decalaje de origen con el cual se deberá memorizar el origen de la pieza. • Decalaje de origen básico • Decalaje de origen (los valores se consignan en el decalaje grueso y se borran
los valores existentes en el decalaje fino). • Datos GUD (puede consultar el resultado de medición, p. ej., para cálculos
posteriores (comprobaciones de tolerancias, et.) en el GUD E_MEAS).
Dirección de aproximación
+: el palpador se desplaza a la pieza en dirección positiva –: el palpador se desplaza a la pieza en dirección negativa En la posición de aproximación en dirección Z se suprime este parámetro, dado que sólo es posible el desplazamiento a la pieza en sentido negativo.
X0, Y0, Z0 Posición prescrita del borde de la pieza mm
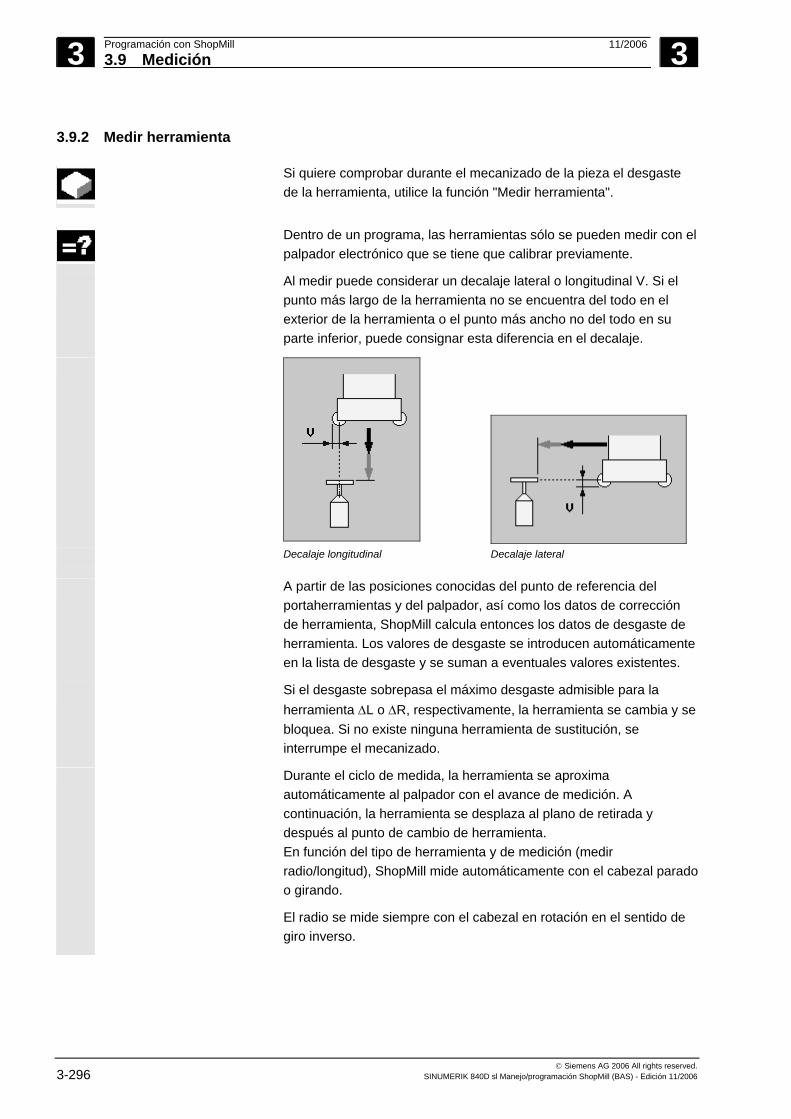
3 Programación con ShopMill 11/2006 3.9 Medición
3
© Siemens AG 2006 All rights reserved. 3-296 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.9.2 Medir herramienta
Si quiere comprobar durante el mecanizado de la pieza el desgaste de la herramienta, utilice la función "Medir herramienta".
Dentro de un programa, las herramientas sólo se pueden medir con el
palpador electrónico que se tiene que calibrar previamente.
Al medir puede considerar un decalaje lateral o longitudinal V. Si el punto más largo de la herramienta no se encuentra del todo en el exterior de la herramienta o el punto más ancho no del todo en su parte inferior, puede consignar esta diferencia en el decalaje.
Decalaje longitudinal
Decalaje lateral
A partir de las posiciones conocidas del punto de referencia del portaherramientas y del palpador, así como los datos de corrección de herramienta, ShopMill calcula entonces los datos de desgaste de herramienta. Los valores de desgaste se introducen automáticamente en la lista de desgaste y se suman a eventuales valores existentes.
Si el desgaste sobrepasa el máximo desgaste admisible para la herramienta ΔL o ΔR, respectivamente, la herramienta se cambia y se bloquea. Si no existe ninguna herramienta de sustitución, se interrumpe el mecanizado.
Durante el ciclo de medida, la herramienta se aproxima automáticamente al palpador con el avance de medición. A continuación, la herramienta se desplaza al plano de retirada y después al punto de cambio de herramienta. En función del tipo de herramienta y de medición (medir radio/longitud), ShopMill mide automáticamente con el cabezal paradoo girando.
El radio se mide siempre con el cabezal en rotación en el sentido de giro inverso.
3 11/2006 Programación con ShopMill3.9 Medición
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-297
La longitud de una herramienta se mide con el cabezal parado. Si, en cambio, el diámetro de la fresa a medir es mayor que el diámetro del palpador, se mide con el cabezal girando en el sentido de giro inverso. Entonces, la herramienta no se lleva con el centro por el palpador, sino con el borde exterior de la herramienta por el centro del palpador.
Lleve la herramienta aproximadamente por encima del centro de
la superficie de medición del palpador (ver apartado "Movimientos interpolados rectos o circulares").
Medir herram. >
Accione los pulsadores de menú "Diversos" y "Medir herramienta".
Medir longitud o
Medir radio
Seleccione con el pulsador de menú si quiere medir el radio o la longitud de la herramienta.
Parámetros Descripción Unidad
T Herramienta a medir
D Número de filo de la herramienta
V Decalaje lateral (si es necesario) – medir sólo en la longitud Decalaje longitudinal (si es necesario) – medir sólo en el radio
mm mm
ΔL Máx. valor de desgaste admisible (ver hoja de datos de la herramienta del fabricante de herramientas) – medir sólo en la longitud
mm
ΔR Máx. valor de desgaste admisible (ver hoja de datos de la herramienta del fabricante de herramientas) – medir sólo en el radio
mm
3 Programación con ShopMill 11/2006 3.9 Medición
3
© Siemens AG 2006 All rights reserved. 3-298 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.9.3 Calibrar palpador
Para medir sus herramientas con la ayuda de un palpador, tiene que determinar primero la posición del palpador en la mesa de la máquina con relación al origen de la máquina. Esta determinación de posición se puede realizar dentro de un programa (ver abajo) o ya en la preparación (ver apartado "Manejo"
"Calibrar palpador").
Para calibrar el palpador se tiene que utilizar una herramienta de calibración del tipo fresa. La longitud y el radio/diámetro de la herramienta se tienen que introducir previamente en la lista de herramientas.
La calibración se desarrolla automáticamente con avance de medición. Las distancias entre el origen de la máquina y el palpador se determinan y se guardan en un área de datos interna.
Inserte la herramienta de calibración (ver apartado "Programar
herramienta, valor de corrección y velocidad de giro del cabezal").
Lleve la herramienta de calibración aproximadamente por encima del centro de la superficie de medición del palpador (ver apartado "Movimientos interpolados rectos o circulares").
Medir herramienta
Accione los pulsadores de menú "Diversos" y "Medir herramienta".
Calibrar palpador >
Accione el pulsador de menú "Calibrar palpador".
Seleccione si quiere calibrar sólo la longitud o bien la longitud y el diámetro.
3 11/2006 Programación con ShopMill3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-299
3.10 Funciones diversas
3.10.1 Llamar/abrir subprograma
Si necesita las mismas operaciones de mecanizado en la programación de distintas piezas, puede definir estas operaciones de mecanizado como subprograma propio. Después puede llamar (abrir) este subprograma en cualquier programa. De este modo, puede prescindir de la programación múltiple de operaciones de mecanizado idénticas.
ShopMill no distingue entre programas principales y subprogramas. Es decir, puede abrir un programa de pasos de trabajo o código G "normal" en otro programa de pasos de trabajo como subprograma. En el subprograma, por su parte, puede llamar (abrir) otros subprogramas. El máximo nivel de imbricación es de ocho subprogramas. Dentro de secuencias concatenadas no se puede insertar un subprograma.
Si quiere abrir un programa de pasos de trabajo como subprograma, el programa ya se tiene que haber calculado una vez anteriormente (cargar programa en el modo de operación Máquina auto o simular). Esto no es necesario en subprogramas de código G.
El subprograma tiene que estar guardado siempre en la memoria de trabajo NCK (en un directorio propio "XYZ" o en los directorios "ShopMill", "Programas de pieza", "Subprogramas").
Si quiere abrir un subprograma que se encuentra en otra unidad, puede utilizar el comando de código G "EXTCALL".
Ejemplo: Llamar al programa "Form25_1.mpf" en la tarjeta CompactFlash de la versión ShopMill en NCU (HMI Embedded): EXTCALL "C:\FORM25_1.MPF"
Tenga en cuenta que, al abrir el subprograma, ShopMill evalúa los
ajustes de la cabecera del subprograma. Estos ajustes permanecen activos al finalizar el subprograma. Si quiere volver a activar los ajustes de la cabecera del programa principal, puede volver a realizar los ajustes deseados en el programa principal después de abrir el subprograma (ver apartado "Modificar ajustes de programa").

3 Programación con ShopMill 11/2006 3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. 3-300 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Cree un programa ShopMill o en códigos G que quiera abrir como subprograma en otro programa.
Posicione el cursor en el plan de trabajo del programa principal en la secuencia detrás de la cual quiera abrir el subprograma.
Sub-programa
Accione los pulsadores de menú "Diversos" y "Subprograma".
Introduzca la ruta del subprograma si el subprograma deseado no
se encuentra en el mismo directorio que el programa principal.
Directorio Ruta a indicar ShopMill ShopMill Directorio propio XYZ XYZ Programas de piezas MPF Subprogramas SPF Introduzca el nombre del subprograma que quiera insertar.
La extensión del programa (*.mpf o *.spf) sólo se tiene que indicar si el subprograma no tiene la extensión de fichero preajustada para el directorio en el cual está guardado el subprograma.
Directorio Extensión preajustada ShopMill *.mpf Directorio propio XYZ *.mpf Programas de piezas *.mpf Subprogramas *.spf De este modo, el subprograma se ejecuta también con patrones de
posiciones.
Active el pulsador de menú "Aplicar".
La llamada del subprograma se inserta en el programa principal.
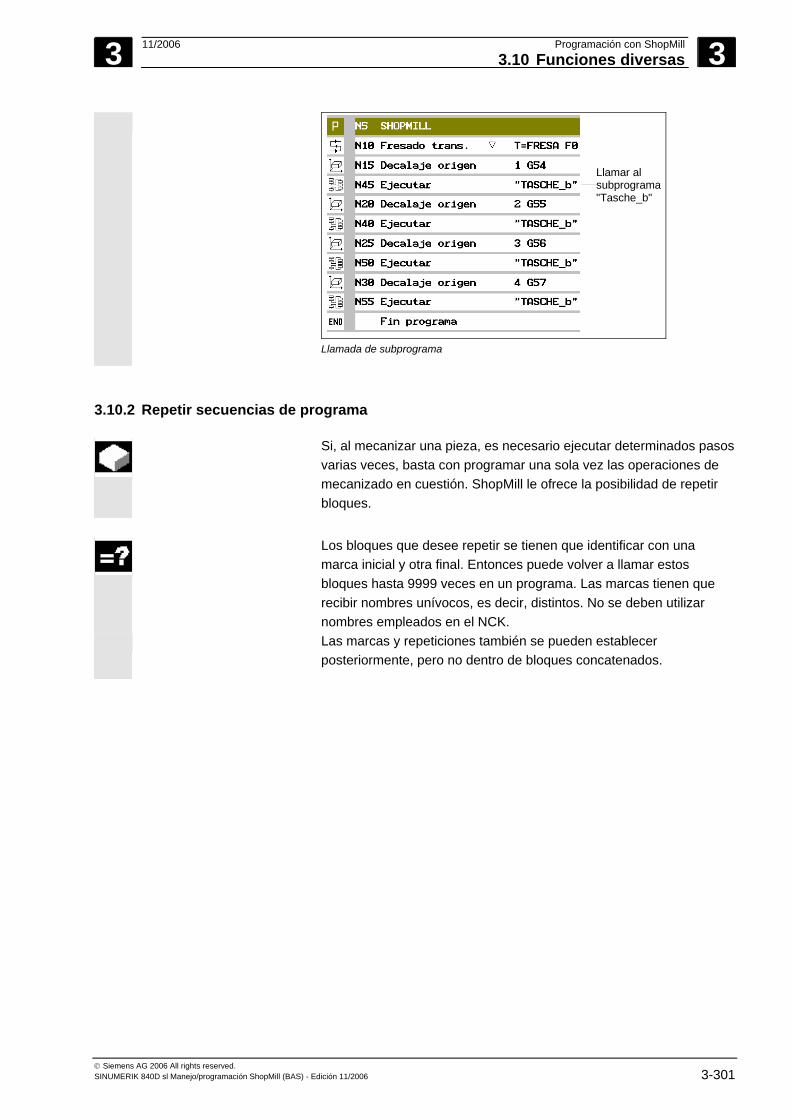
3 11/2006 Programación con ShopMill3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-301
Llamar al subprograma"Tasche_b"
Llamada de subprograma
3.10.2 Repetir secuencias de programa
Si, al mecanizar una pieza, es necesario ejecutar determinados pasos varias veces, basta con programar una sola vez las operaciones de mecanizado en cuestión. ShopMill le ofrece la posibilidad de repetir bloques.
Los bloques que desee repetir se tienen que identificar con una
marca inicial y otra final. Entonces puede volver a llamar estos bloques hasta 9999 veces en un programa. Las marcas tienen que recibir nombres unívocos, es decir, distintos. No se deben utilizar nombres empleados en el NCK.
Las marcas y repeticiones también se pueden establecer posteriormente, pero no dentro de bloques concatenados.
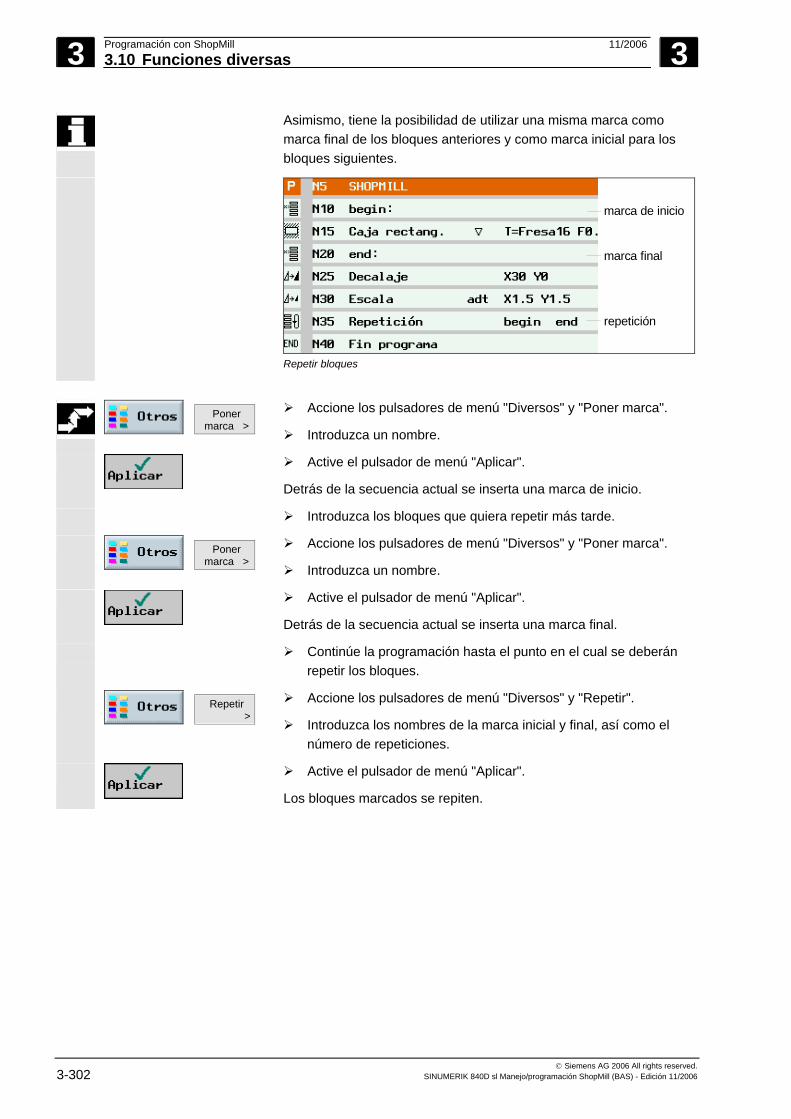
3 Programación con ShopMill 11/2006 3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. 3-302 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Asimismo, tiene la posibilidad de utilizar una misma marca como marca final de los bloques anteriores y como marca inicial para los bloques siguientes.
marca de inicio
marca final
repetición
Repetir bloques
Poner
marca > Accione los pulsadores de menú "Diversos" y "Poner marca".
Introduzca un nombre.
Active el pulsador de menú "Aplicar".
Detrás de la secuencia actual se inserta una marca de inicio.
Introduzca los bloques que quiera repetir más tarde.
Poner marca >
Accione los pulsadores de menú "Diversos" y "Poner marca".
Introduzca un nombre.
Active el pulsador de menú "Aplicar".
Detrás de la secuencia actual se inserta una marca final.
Continúe la programación hasta el punto en el cual se deberán repetir los bloques.
Repetir >
Accione los pulsadores de menú "Diversos" y "Repetir".
Introduzca los nombres de la marca inicial y final, así como el número de repeticiones.
Active el pulsador de menú "Aplicar".
Los bloques marcados se repiten.
3 11/2006 Programación con ShopMill3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-303
3.10.3 Modificar ajustes de programa
Todos los parámetros determinados en la cabecera del programa, conexcepción de la unidad de medida, se pueden modificar en cualquier punto del programa.
Los ajustes en la cabecera del programa son automantenidos, es
decir, siguen estando activos hasta que se modifiquen.
Por ejemplo, defina una nueva pieza en bruto en el programa de pasos de trabajo si quiere modificar el segmento visible durante la simulación.
Esto resulta conveniente en las funciones Decalajes de origen,
Transformación de coordenadas, Transformación de envolvente del cilindro y Orientación. Programe primero las citadas funciones y defina después una pieza en bruto.
Ajustes >
Accione los pulsadores de menú "Diversos" y "Ajustes".
Introduzca los parámetros deseados. Una descripción de los parámetros se encuentra en "Crear nuevo programa".
Active el pulsador de menú "Aplicar".
Se incorporan los nuevos ajustes para el programa.
3.10.4 Llamar decalajes de origen
Los decalajes de origen (G54, etc.) se pueden llamar desde cualquier programa. Estos decalajes se pueden utilizar, p. ej., para mecanizar con un único programa piezas con distintas dimensiones en bruto. Entonces, el decalaje adapta el origen de pieza para la nueva pieza en bruto.
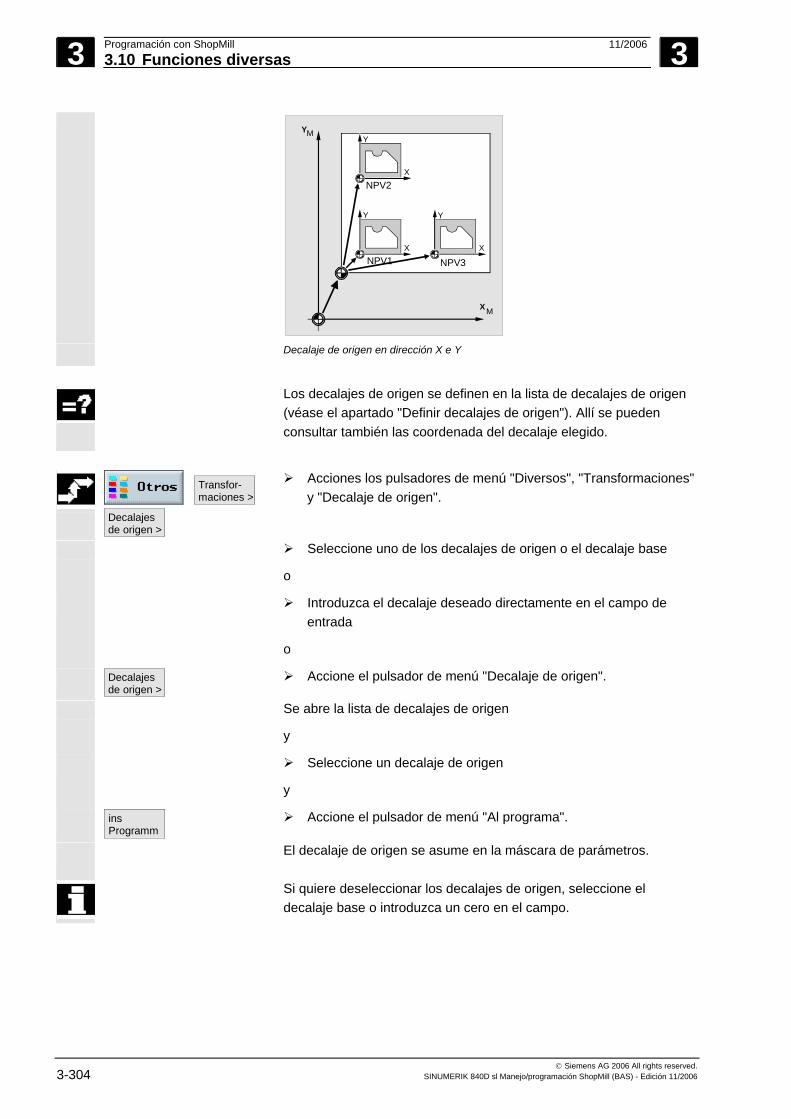
3 Programación con ShopMill 11/2006 3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. 3-304 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Y
X
Y
X
Y
X
Y
XNPV1
NPV2
NPV3
M
M
Decalaje de origen en dirección X e Y
Los decalajes de origen se definen en la lista de decalajes de origen
(véase el apartado "Definir decalajes de origen"). Allí se pueden consultar también las coordenada del decalaje elegido.
Transfor-maciones >
Decalajesde origen >
Acciones los pulsadores de menú "Diversos", "Transformaciones" y "Decalaje de origen".
Seleccione uno de los decalajes de origen o el decalaje base
o
Introduzca el decalaje deseado directamente en el campo de entrada
o
Decalajesde origen >
Accione el pulsador de menú "Decalaje de origen".
Se abre la lista de decalajes de origen
y
Seleccione un decalaje de origen
y
insProgramm
Accione el pulsador de menú "Al programa".
El decalaje de origen se asume en la máscara de parámetros.
Si quiere deseleccionar los decalajes de origen, seleccione el decalaje base o introduzca un cero en el campo.
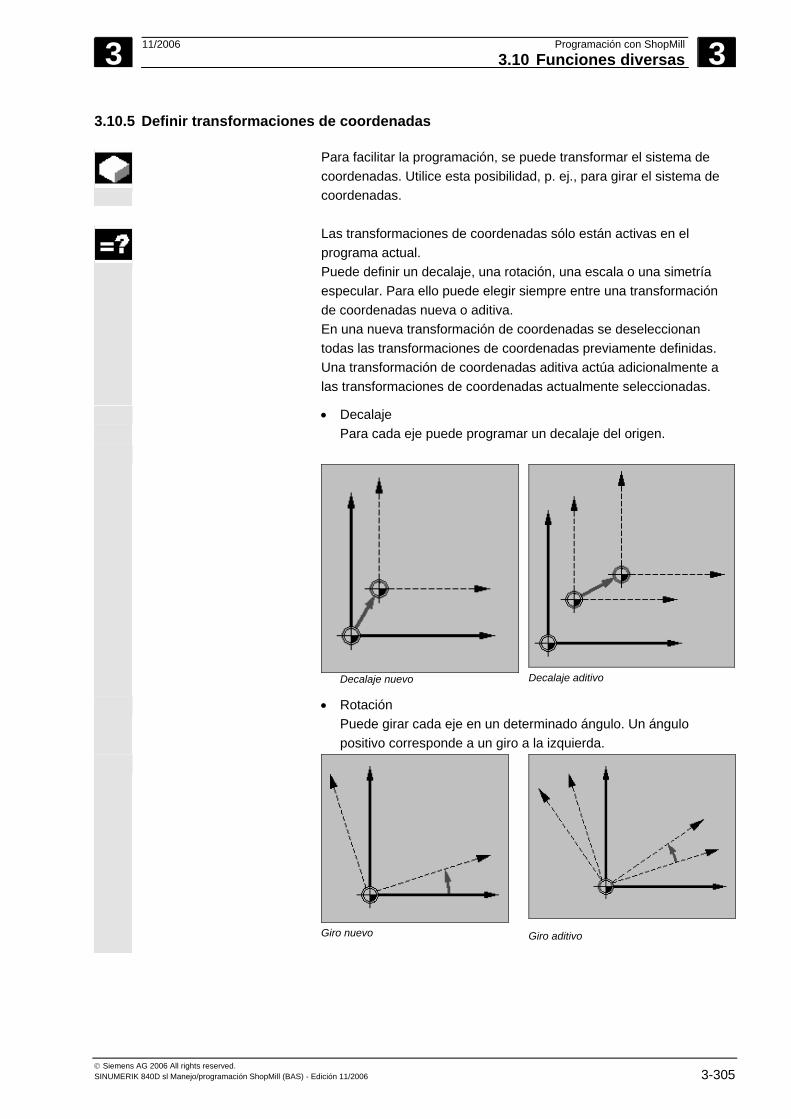
3 11/2006 Programación con ShopMill3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-305
3.10.5 Definir transformaciones de coordenadas
Para facilitar la programación, se puede transformar el sistema de coordenadas. Utilice esta posibilidad, p. ej., para girar el sistema de coordenadas.
Las transformaciones de coordenadas sólo están activas en el
programa actual. Puede definir un decalaje, una rotación, una escala o una simetría especular. Para ello puede elegir siempre entre una transformación de coordenadas nueva o aditiva. En una nueva transformación de coordenadas se deseleccionan todas las transformaciones de coordenadas previamente definidas. Una transformación de coordenadas aditiva actúa adicionalmente a las transformaciones de coordenadas actualmente seleccionadas.
• Decalaje Para cada eje puede programar un decalaje del origen.
Decalaje nuevo
Decalaje aditivo
• Rotación Puede girar cada eje en un determinado ángulo. Un ángulo positivo corresponde a un giro a la izquierda.
Giro nuevo
Giro aditivo
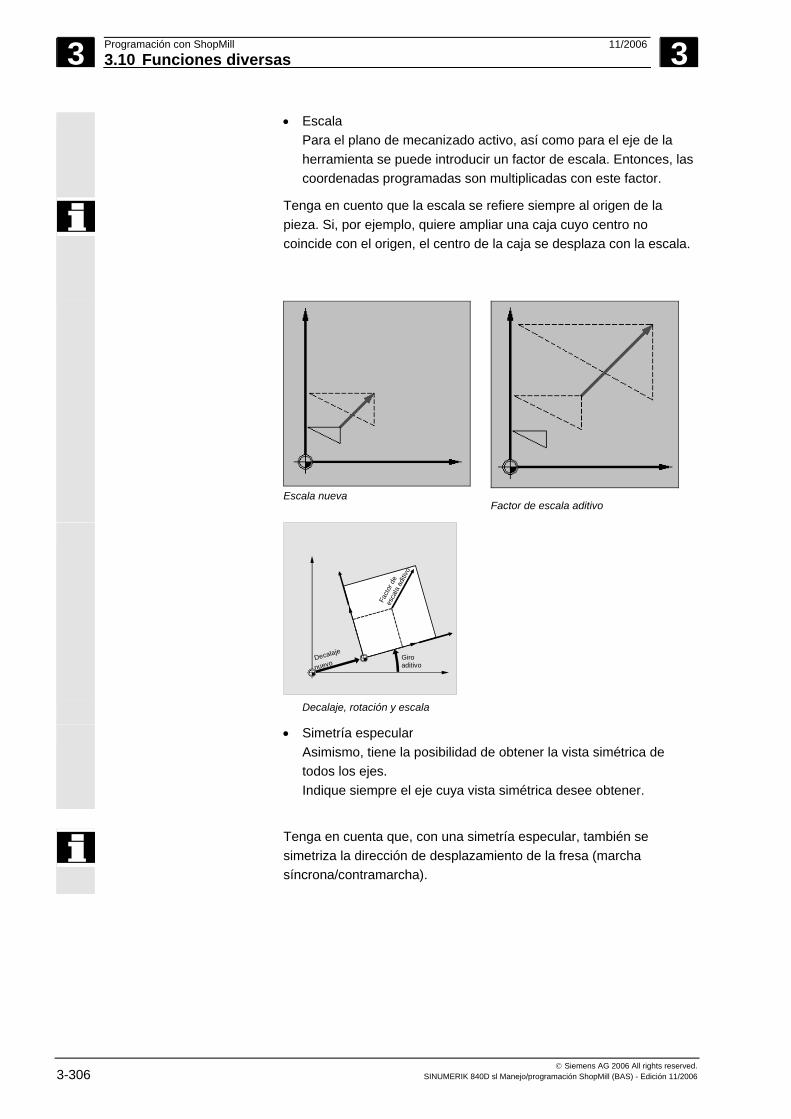
3 Programación con ShopMill 11/2006 3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. 3-306 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
• Escala Para el plano de mecanizado activo, así como para el eje de la herramienta se puede introducir un factor de escala. Entonces, las coordenadas programadas son multiplicadas con este factor.
Tenga en cuento que la escala se refiere siempre al origen de la pieza. Si, por ejemplo, quiere ampliar una caja cuyo centro no coincide con el origen, el centro de la caja se desplaza con la escala.
Escala nueva
Factor de escala aditivo
Decalaje
nuevo
Fact
or d
e
Giroaditivo
esca
la a
ditiv
o
Decalaje, rotación y escala
• Simetría especular Asimismo, tiene la posibilidad de obtener la vista simétrica de todos los ejes. Indique siempre el eje cuya vista simétrica desee obtener.
Tenga en cuenta que, con una simetría especular, también se
simetriza la dirección de desplazamiento de la fresa (marcha síncrona/contramarcha).
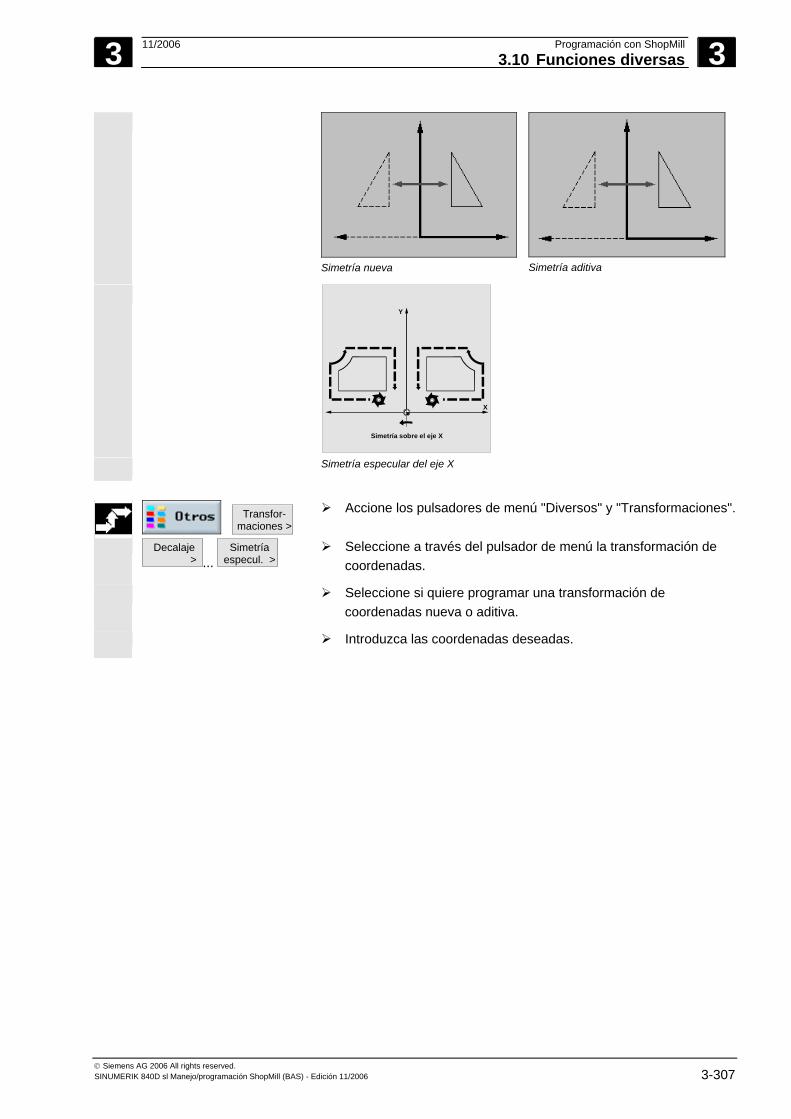
3 11/2006 Programación con ShopMill3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-307
Simetría nueva
Simetría aditiva
X
Y
Simetría sobre el eje X
Simetría especular del eje X
Transfor-
maciones > Accione los pulsadores de menú "Diversos" y "Transformaciones".
Decalaje > ...
Simetría especul. >
Seleccione a través del pulsador de menú la transformación de coordenadas.
Seleccione si quiere programar una transformación de coordenadas nueva o aditiva.
Introduzca las coordenadas deseadas.
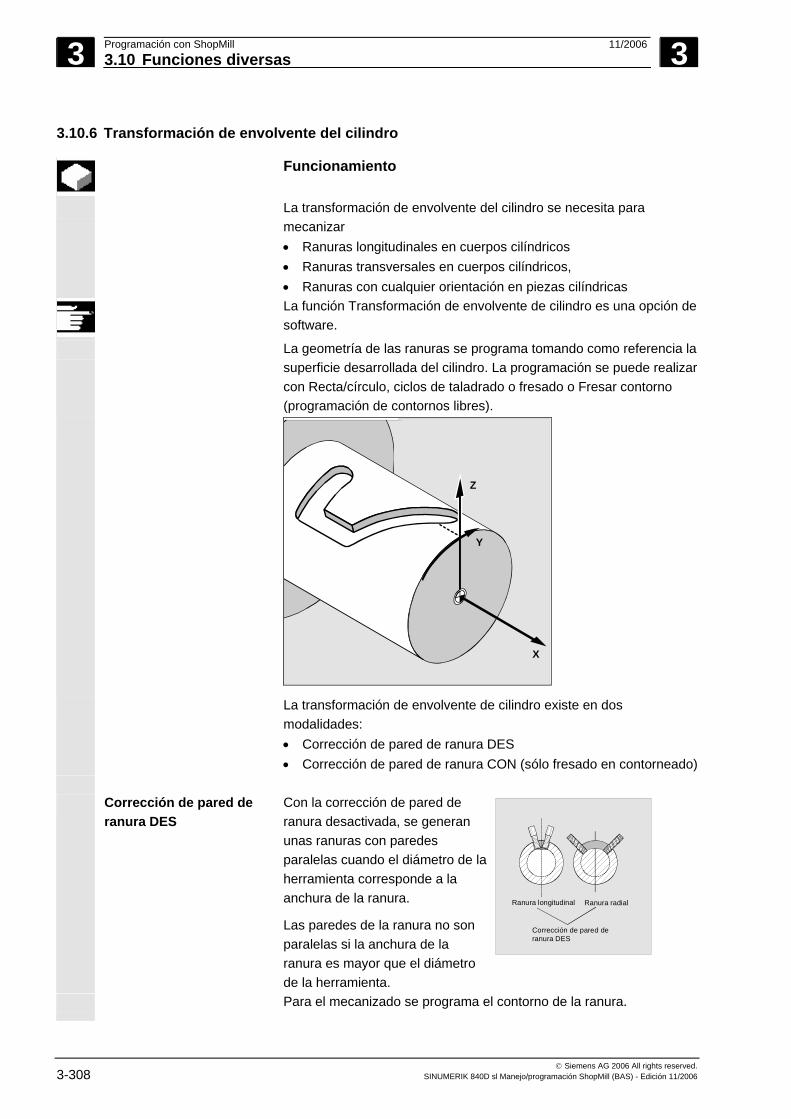
3 Programación con ShopMill 11/2006 3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. 3-308 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.10.6 Transformación de envolvente del cilindro
Funcionamiento
La transformación de envolvente del cilindro se necesita para mecanizar • Ranuras longitudinales en cuerpos cilíndricos • Ranuras transversales en cuerpos cilíndricos, • Ranuras con cualquier orientación en piezas cilíndricas
La función Transformación de envolvente de cilindro es una opción de software.
La geometría de las ranuras se programa tomando como referencia la superficie desarrollada del cilindro. La programación se puede realizar con Recta/círculo, ciclos de taladrado o fresado o Fresar contorno (programación de contornos libres).
X
Z
Y
La transformación de envolvente de cilindro existe en dos modalidades: • Corrección de pared de ranura DES • Corrección de pared de ranura CON (sólo fresado en contorneado)
Corrección de pared de
ranura DES Con la corrección de pared de ranura desactivada, se generan unas ranuras con paredes paralelas cuando el diámetro de la herramienta corresponde a la anchura de la ranura.
Las paredes de la ranura no son paralelas si la anchura de la ranura es mayor que el diámetro de la herramienta.
Ranura longitudinal Ranura radial
Corrección de pared de ranura DES
Para el mecanizado se programa el contorno de la ranura.
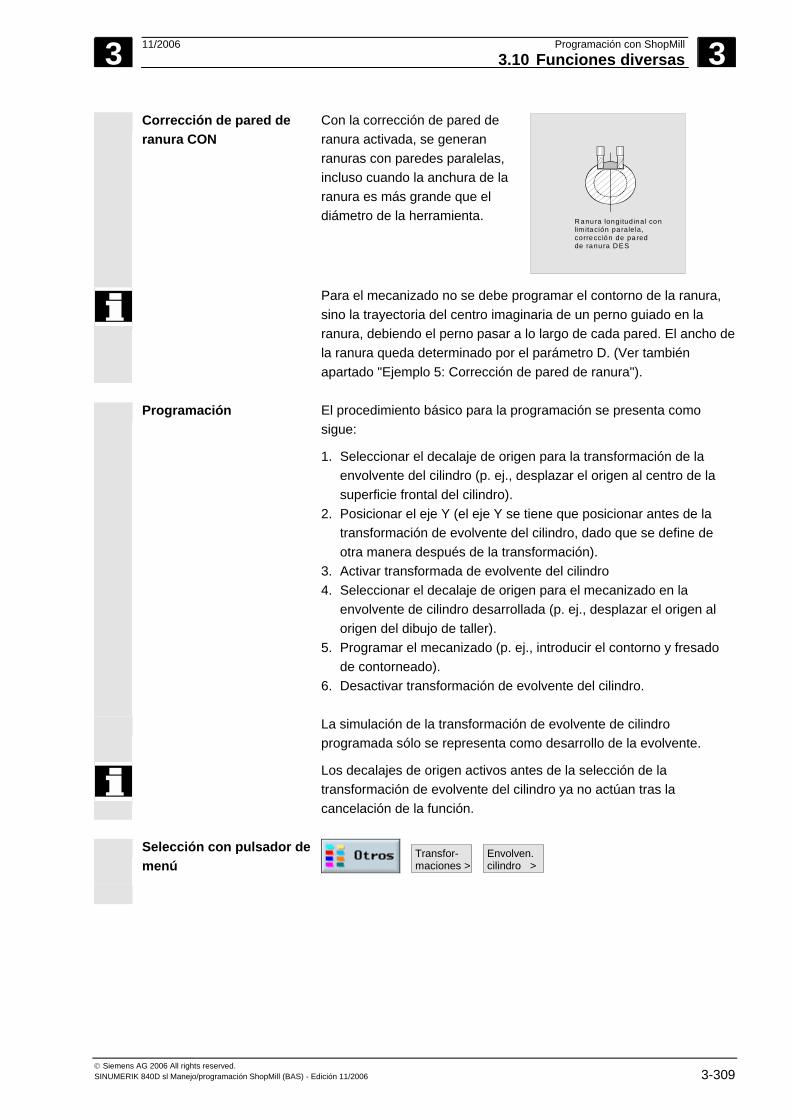
3 11/2006 Programación con ShopMill3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-309
Corrección de pared de ranura CON
Con la corrección de pared de ranura activada, se generan ranuras con paredes paralelas, incluso cuando la anchura de la ranura es más grande que el diámetro de la herramienta. Ranura longitud inal con
lim itación paralela, corrección de pared de ranura DES
Para el mecanizado no se debe programar el contorno de la ranura, sino la trayectoria del centro imaginaria de un perno guiado en la ranura, debiendo el perno pasar a lo largo de cada pared. El ancho de la ranura queda determinado por el parámetro D. (Ver también apartado "Ejemplo 5: Corrección de pared de ranura").
Programación El procedimiento básico para la programación se presenta como
sigue:
1. Seleccionar el decalaje de origen para la transformación de la envolvente del cilindro (p. ej., desplazar el origen al centro de la superficie frontal del cilindro).
2. Posicionar el eje Y (el eje Y se tiene que posicionar antes de la transformación de evolvente del cilindro, dado que se define de otra manera después de la transformación).
3. Activar transformada de evolvente del cilindro 4. Seleccionar el decalaje de origen para el mecanizado en la
envolvente de cilindro desarrollada (p. ej., desplazar el origen al origen del dibujo de taller).
5. Programar el mecanizado (p. ej., introducir el contorno y fresado de contorneado).
6. Desactivar transformación de evolvente del cilindro.
La simulación de la transformación de evolvente de cilindro programada sólo se representa como desarrollo de la evolvente.
Los decalajes de origen activos antes de la selección de la transformación de evolvente del cilindro ya no actúan tras la cancelación de la función.
Selección con pulsador de
menú Transfor-maciones >
Envolven.cilindro >
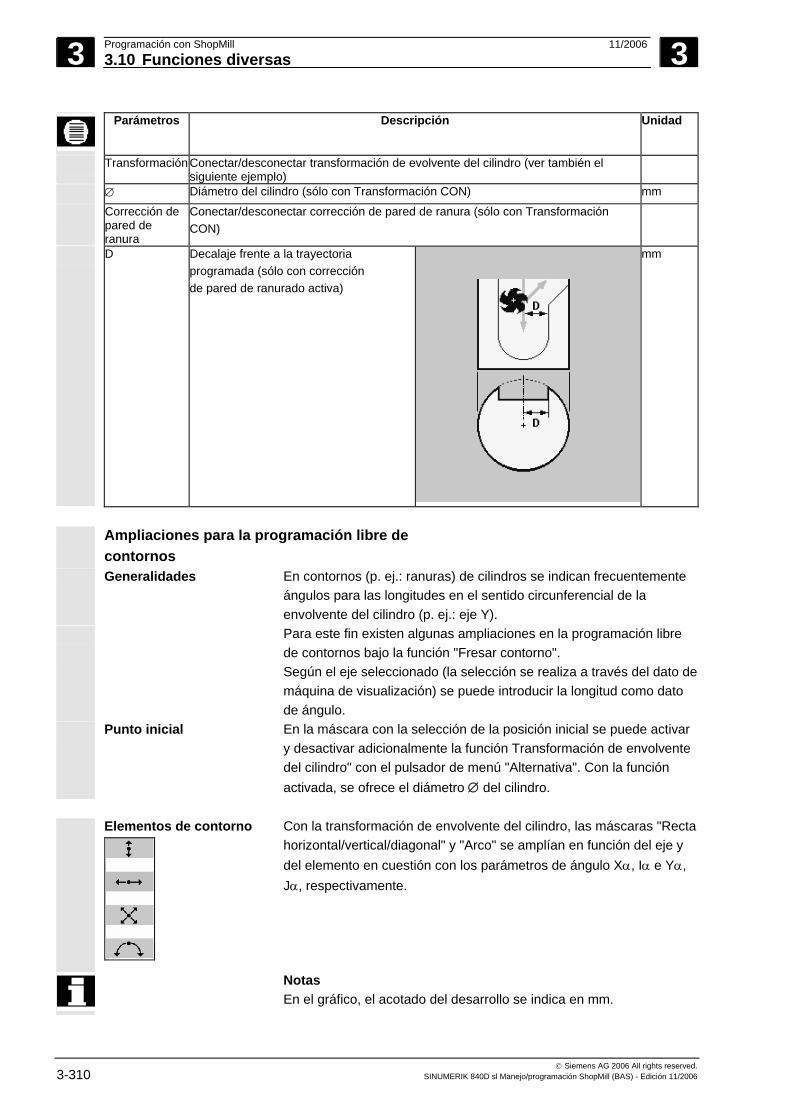
3 Programación con ShopMill 11/2006 3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. 3-310 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Parámetros Descripción Unidad
Transformación Conectar/desconectar transformación de evolvente del cilindro (ver también el siguiente ejemplo)
∅ Diámetro del cilindro (sólo con Transformación CON) mm Corrección de
pared de ranura
Conectar/desconectar corrección de pared de ranura (sólo con Transformación CON)
D Decalaje frente a la trayectoria programada (sólo con corrección de pared de ranurado activa)
mm
Ampliaciones para la programación libre de
contornos
Generalidades En contornos (p. ej.: ranuras) de cilindros se indican frecuentemente ángulos para las longitudes en el sentido circunferencial de la envolvente del cilindro (p. ej.: eje Y).
Para este fin existen algunas ampliaciones en la programación libre de contornos bajo la función "Fresar contorno".
Según el eje seleccionado (la selección se realiza a través del dato de máquina de visualización) se puede introducir la longitud como dato de ángulo.
Punto inicial En la máscara con la selección de la posición inicial se puede activar y desactivar adicionalmente la función Transformación de envolvente del cilindro" con el pulsador de menú "Alternativa". Con la función activada, se ofrece el diámetro ∅ del cilindro.
Elementos de contorno
Con la transformación de envolvente del cilindro, las máscaras "Recta horizontal/vertical/diagonal" y "Arco" se amplían en función del eje y del elemento en cuestión con los parámetros de ángulo Xα, Iα e Yα, Jα, respectivamente.
Notas En el gráfico, el acotado del desarrollo se indica en mm.
3 11/2006 Programación con ShopMill3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-311
3.10.7 Orientación
Con la ayuda de cabezales o mesas orientables se pueden crear o mecanizar planos inclinados.
Para este fin, no se necesitan programar los ejes de orientación de la
máquina (A, B, C), sino que se pueden indicar directamente los giros alrededor de los ejes geométricos (X, Y, Z) del sistema de coordenadas de pieza, tal como se describe en el correspondiente plano de pieza. Entonces, en el mecanizado de la pieza, el giro del sistema de coordenadas de pieza en el programa se convierte automáticamente en giros de los correspondientes ejes de orientación de la máquina.
Como alternativa, puede programar también directamente los ejes de orientación de la máquina y generar un sistema de coordenadas compatible con estas posiciones de los ejes de orientación. El sistemade coordenadas generado depende de la cinemática de su máquina. Generalmente, un programa generado de esta manera no se puede utilizar sin modificaciones en otra máquina.
Los ejes de orientación giran siempre de tal modo que, en el mecanizado posterior, el plano de mecanizado se sitúa perpendicularmente al eje de herramienta. Durante el mecanizado, el plano de mecanizado es fijo.
Al girar el sistema de coordenadas, el decalaje de origen establecido previamente se convierte automáticamente para el estado girado.
El procedimiento básico para la programación se presenta como sigue:
1. Girar el sistema de coordenadas al plano a mecanizar. 2. Programar el mecanizado como de costumbre en el plano X/Y. 3. Volver a girar el sistema de coordenadas a su posición original.
En la aproximación al mecanizado programado en el plano girado se pueden vulnerar, en casos desfavorables, los finales de carrera de software. Por encima del plano de retirada, ShopMill se desplaza en este caso a lo largo de los finales de carrera. En caso de una vulneración por debajo del plano de retirada, el programa se cancela, por razones de seguridad, con una alarma. Para evitarlo puede, por ejemplo, acercar antes de la orientación la herramienta al máximo posible en el plano X/Y a la posición inicial del mecanizado o definir el plano de retirada más cerca de la pieza.
En un plano girado actúa la función "Origen pieza", pero no la función "Medir herramienta". En el estado Reset y también después de Power-On se conservan las

3 Programación con ShopMill 11/2006 3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. 3-312 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
coordenadas giradas. Es decir que, p. ej., aún es posible salir mediante la retirada en dirección +Z de un agujero inclinado.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
A continuación se explicarán los principales parámetros para la orientación:
Retirar. Antes de girar los ejes puede llevar la herramienta a una posición de retirada segura. Las variantes de liberación disponibles se definen en la puesta en marcha del registro de orientación en el parámetro "Posición de retirada". El modo de retirada es válido de forma modal. En un cambio de herramienta o después de una búsqueda de número de secuencia se utiliza el último modo de retirada ajustado.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Advertencia Tiene que elegir la posición de retirada de modo que, al virar, no pueda tener lugar ninguna colisión entre la herramienta y la pieza.
Orientación Elija si quiere girar el sistema de coordenadas, p. ej., para efectuar una nueva orientación en el nuevo sistema de coordenadas, o si quiere desplazar realmente los ejes de orientación. Si quiere efectuar un mecanizado en el plano girado, también se tienen que desplazar los ejes de orientación.
Variante de orientación La orientación se puede realizar por ejes, a través de ángulos espaciales, a través de ángulos de proyección o directamente. Las variantes de orientación disponibles son establecidas por el fabricante de la máquina al ajustar la función "Orientación".
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
• En la orientación eje por eje, el sistema de coordenadas gira sucesivamente en torno a los distintos ejes, añadiéndose cada giro al anterior. El orden de los ejes se puede elegir libremente.
• En la orientación por ángulo espacial se gira primero en torno al eje Z y después en torno al eje Y. El segundo giro se añade al primero.
• En la orientación a través de ángulos de proyección se gira primero simultáneamente en torno a 2 ejes; es decir que se pueden considerar 2 ángulos a la vez. El tercer giro se añade entonces a los dos primeros. Los ejes se pueden elegir libremente. Esta variante se utiliza, por ejemplo, el taladros inclinados cuyos ángulos están acotados en las vistas laterales del dibujo de taller. Entonces, las vistas laterales no corresponden al sistema de coordenadas girado.

3 11/2006 Programación con ShopMill3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-313
• En la orientación directa se indican las posiciones deseadas de los ejes giratorios. ShopMill calcula a partir de ellas un nuevo sistema de coordenadas apropiado. El eje de herramienta se orienta en dirección Z. La dirección resultante de los ejes X e Y se puede determinar mediante el desplazamiento de los ejes. Con un giro del sistema de coordenadas alrededor del eje Z se puede adaptar la dirección.
El sentido de giro positivo en las distintas variantes de orientación resulta de las pantallas de ayuda.
Dirección En sistemas de orientación con 2 ejes giratorios, un determinado plano se puede alcanzar, en su caso, de dos maneras distintas. En el parámetro "Dirección" se puede elegir entre las dos posiciones distintas. +/- corresponde al valor más grande o más pequeño de un eje giratorio. Esto puede influir en la zona de trabajo. El eje giratorio para el cual se pueden elegir las dos posiciones se define en la puesta en marcha del registro de orientación en el parámetro "Dirección".
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Si, por causas mecánicas, no fuera posible alcanzar una de las dos posiciones, se selecciona automáticamente la posición alternativa, independientemente del ajuste en el parámetro "Dirección".
Sujetar punta de herramienta
Para evitar colisiones, la posición de la punta de la herramienta se puede conservar durante la orientación con la ayuda de la transformación de 5 ejes (opción de software). Esta función se tiene que desbloquear en la configuración de la función "Orientación" en el parámetro "Corrección herramienta".
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Transfor-maciones >
Orientación >
Accione los pulsadores de menú "Diversos", "Transformaciones" y "Orientación".
Borrar valores
Accione el pulsador de menú "Posición básica" para restablecer el estado inicial, es decir, ajustar los valores a 0. Utilice esta función, por ejemplo, para volver a girar el sistema de coordenadas a su posición inicial.
Parámetros Descripción Unidad
TC Nombre del registro de orientación 0: Quitar cabezal orientable, cancelar registro de orientación Sin entrada. Sin modificación del registro de orientación ajustado
T Denominación de la herramienta
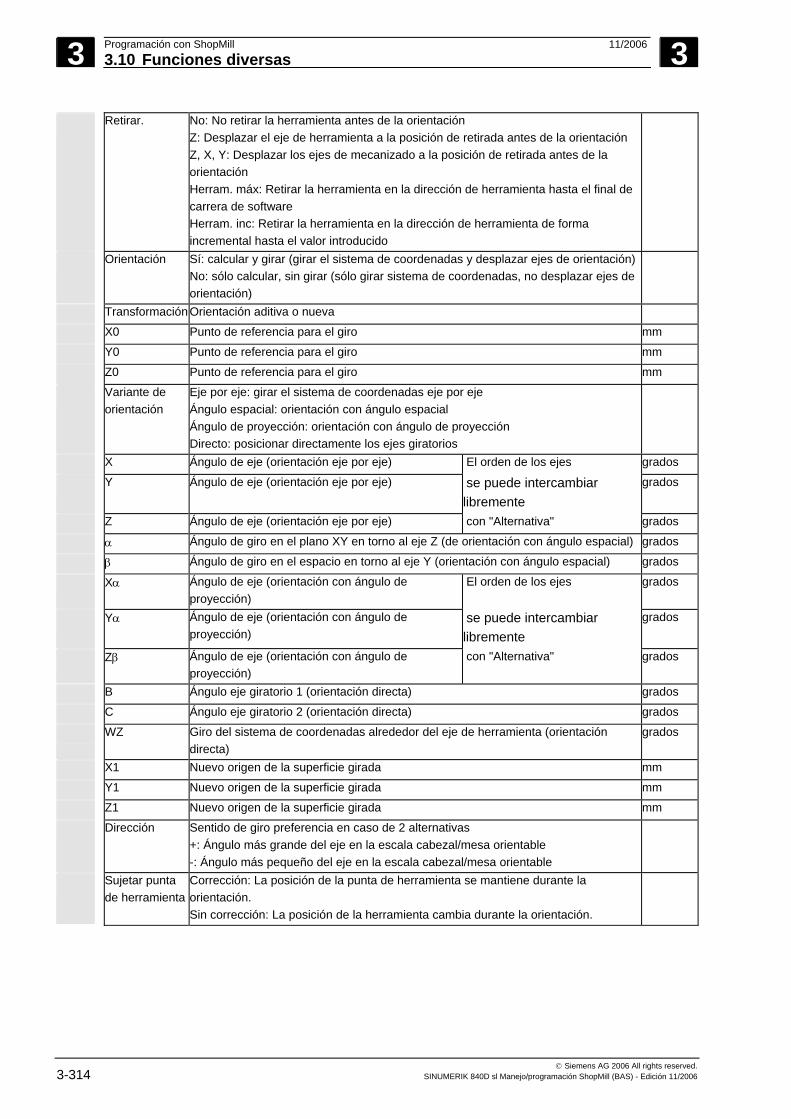
3 Programación con ShopMill 11/2006 3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. 3-314 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Retirar. No: No retirar la herramienta antes de la orientación Z: Desplazar el eje de herramienta a la posición de retirada antes de la orientación Z, X, Y: Desplazar los ejes de mecanizado a la posición de retirada antes de la orientación Herram. máx: Retirar la herramienta en la dirección de herramienta hasta el final de carrera de software Herram. inc: Retirar la herramienta en la dirección de herramienta de forma incremental hasta el valor introducido
Orientación Sí: calcular y girar (girar el sistema de coordenadas y desplazar ejes de orientación) No: sólo calcular, sin girar (sólo girar sistema de coordenadas, no desplazar ejes de orientación)
Transformación Orientación aditiva o nueva
X0 Punto de referencia para el giro mm Y0 Punto de referencia para el giro mm Z0 Punto de referencia para el giro mm Variante de
orientación Eje por eje: girar el sistema de coordenadas eje por eje Ángulo espacial: orientación con ángulo espacial Ángulo de proyección: orientación con ángulo de proyección Directo: posicionar directamente los ejes giratorios
X Ángulo de eje (orientación eje por eje) El orden de los ejes grados Y Ángulo de eje (orientación eje por eje) se puede intercambiar
libremente grados
Z Ángulo de eje (orientación eje por eje) con "Alternativa" grados α Ángulo de giro en el plano XY en torno al eje Z (de orientación con ángulo espacial) grados β Ángulo de giro en el espacio en torno al eje Y (orientación con ángulo espacial) grados Xα Ángulo de eje (orientación con ángulo de
proyección) El orden de los ejes grados
Yα Ángulo de eje (orientación con ángulo de proyección)
se puede intercambiar libremente
grados
Zβ Ángulo de eje (orientación con ángulo de proyección)
con "Alternativa" grados
B Ángulo eje giratorio 1 (orientación directa) grados C Ángulo eje giratorio 2 (orientación directa) grados WZ Giro del sistema de coordenadas alrededor del eje de herramienta (orientación
directa) grados
X1 Nuevo origen de la superficie girada mm Y1 Nuevo origen de la superficie girada mm Z1 Nuevo origen de la superficie girada mm Dirección Sentido de giro preferencia en caso de 2 alternativas
+: Ángulo más grande del eje en la escala cabezal/mesa orientable -: Ángulo más pequeño del eje en la escala cabezal/mesa orientable
Sujetar punta de herramienta
Corrección: La posición de la punta de herramienta se mantiene durante la orientación. Sin corrección: La posición de la herramienta cambia durante la orientación.
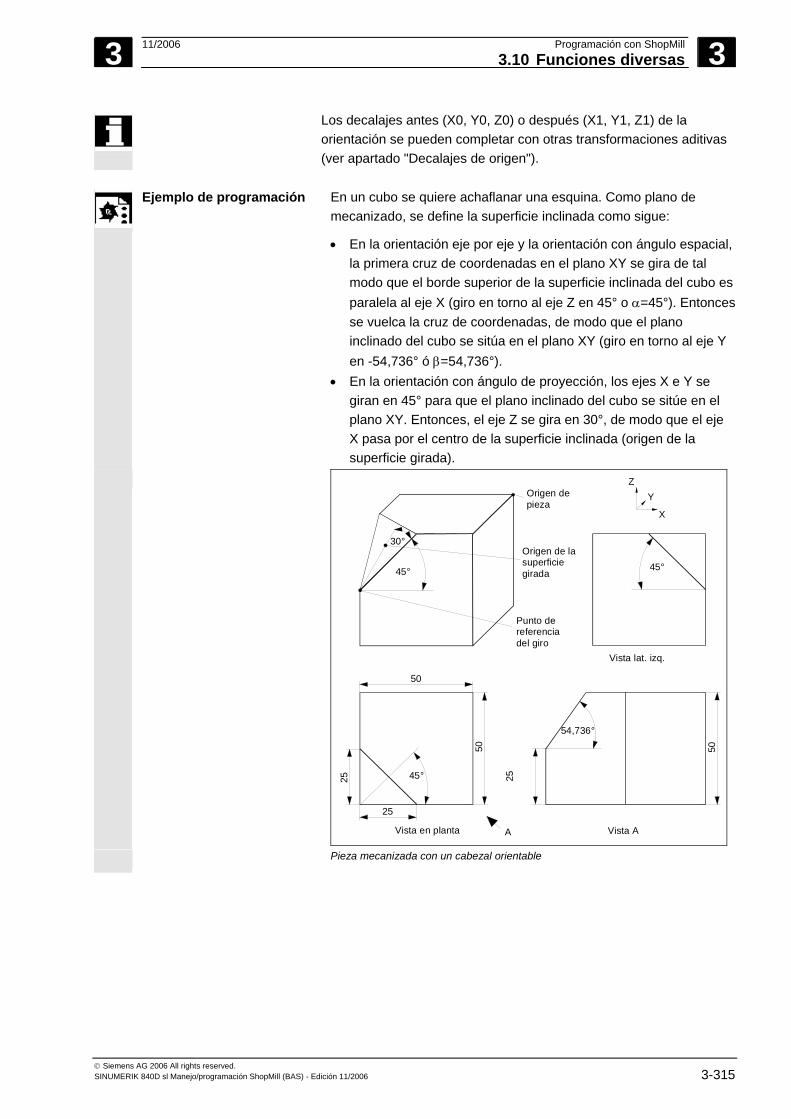
3 11/2006 Programación con ShopMill3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-315
Los decalajes antes (X0, Y0, Z0) o después (X1, Y1, Z1) de la orientación se pueden completar con otras transformaciones aditivas (ver apartado "Decalajes de origen").
Ejemplo de programación
En un cubo se quiere achaflanar una esquina. Como plano de mecanizado, se define la superficie inclinada como sigue:
• En la orientación eje por eje y la orientación con ángulo espacial, la primera cruz de coordenadas en el plano XY se gira de tal modo que el borde superior de la superficie inclinada del cubo es paralela al eje X (giro en torno al eje Z en 45° o α=45°). Entonces se vuelca la cruz de coordenadas, de modo que el plano inclinado del cubo se sitúa en el plano XY (giro en torno al eje Y en -54,736° ó β=54,736°).
• En la orientación con ángulo de proyección, los ejes X e Y se giran en 45° para que el plano inclinado del cubo se sitúe en el plano XY. Entonces, el eje Z se gira en 30°, de modo que el eje X pasa por el centro de la superficie inclinada (origen de la superficie girada).
Origen de pieza
Origen de la superficie girada
Punto de referenciadel giro
54,736°
Vista A
50
50
25
AVista en planta
50
25 2545°
Z
X
Y
45°
30°
45°
Vista lat. izq.
Pieza mecanizada con un cabezal orientable
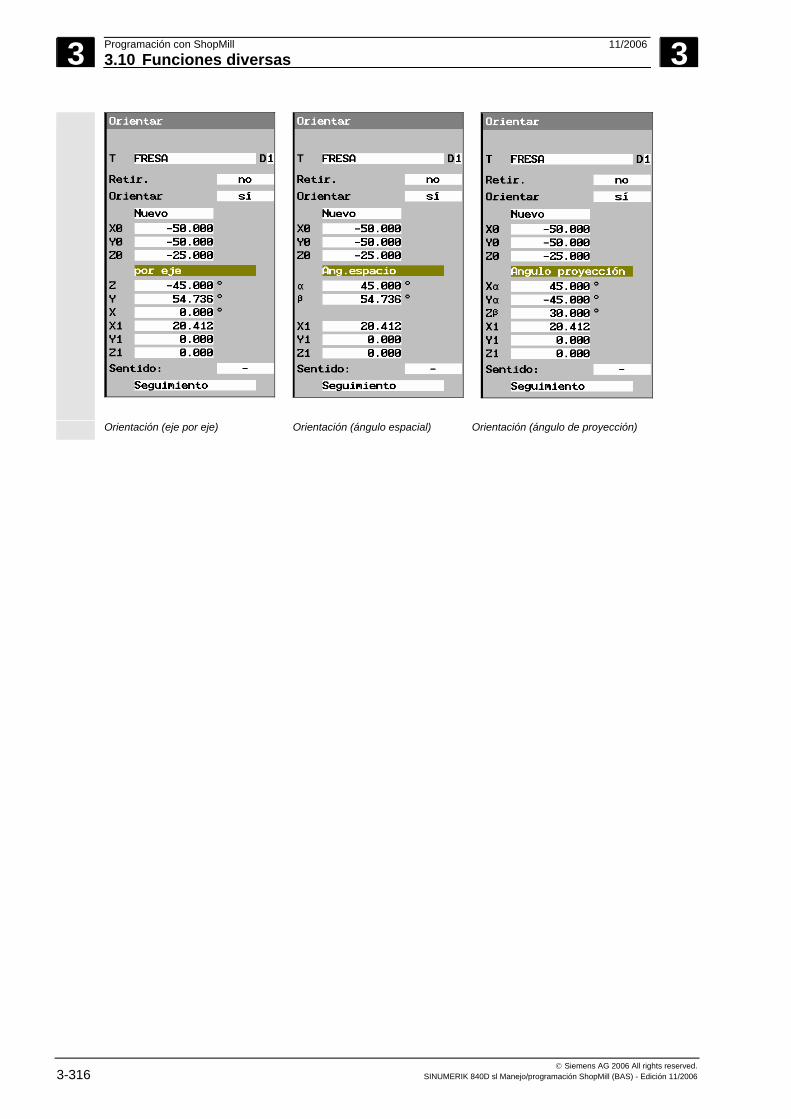
3 Programación con ShopMill 11/2006 3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. 3-316 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Orientación (eje por eje) Orientación (ángulo espacial) Orientación (ángulo de proyección)
3 11/2006 Programación con ShopMill3.10 Funciones diversas
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-317
3.10.8 Funciones adicionales
Entre los distintos pasos de mecanizado puede, entre otros, reposicionar el cabezal, conectar el refrigerante o detener el mecanizado.
Se ofrecen las siguientes funciones:
• Cabezal Determinar el sentido de giro y la posición del cabezal (ver apartado "Arrancar, parar y posicionar manualmente el cabezal")
• Escalón de reducción Ajustar el escalón de reducción si la máquina dispone de un reductor
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
• Otras funciones M Funciones como "Cerrar puerta" que son ofrecidas adicionalmente por el fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
• Refrigerante Conectar/desconectar refrigerante 1/2
• Funciones espec. de la herramienta 1 a 4 Seleccionar las funciones específicas de la herramienta 1 a 4, ofrecidas adicionalmente por el fabricante de la máquina
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
• Tiempo de espera Lapso del tiempo al cabo del cual se reanuda el mecanizado en la máquina.
• Parada programada Detener el mecanizado en la máquina cuando está activo adicionalmente el pulsador de menú "Parada programada" (ver apartado "Influencia del programa").
• Parada Detener el mecanizado en la máquina
Func.
máquina >
Accione los pulsadores de menú "Recta círculo" y "Func. máquina".
Introduzca los parámetros deseados.
Active el pulsador de menú "Aplicar".
3 Programación con ShopMill 11/2006 3.11 Insertar código G en un programa de pasos de trabajo
3
© Siemens AG 2006 All rights reserved. 3-318 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
3.11 Insertar código G en un programa de pasos de trabajo Dentro de un programa de pasos de trabajo tiene la posibilidad de
programar secuencias en código G. Además, puede insertar comentarios para la explicación del programa.
En la ejecución de programas de pasos de trabajo con secuencias insertadas en código G, éstas no se comprueban. Si, por ejemplo, se ha insertado la secuencia en código G G18 para la selección del plano en un programa de pasos de trabajo, éste no se tiene en cuenta.
Para obtener una descripción detallada de las secuencias con código
G según la norma DIN 66025, véase:
Bibliografía: /PG/, Instrucciones de programación Conceptos SINUMERIK 840D/840Di/810D /PGA/, Instrucciones de programación Preparación del trabajo SINUMERIK 840D/840Di/810D
Antes de la cabecera del programa, después del final de programa y dentro de bloques concatenados no se pueden crear secuencias en código G.
ShopMill no muestra las secuencias en código G en la programación gráfica.
Avance Después de cada ciclo ShopMill (Taladrar, Fresar, Fresar contorno) siempre está activo el modo de avance G94 (mm/min), independientemente del modo de avance programado en el ciclo ShopMill. Después de un ciclo ShopMill, el valor de avance F sólo está activo cuando se ha programado G94 en el ciclo ShopMill.
Sin embargo, de forma generalizada, se debería programar siempre el modo de avance (G94 ó G95) y el valor de avance (F) en la primera secuencia en código G después de un ciclo ShopMill para evitar que se produzcan tipos movimiento inesperados.
Bucle FOR
Si quiere programar un bucle FOR en el programa de pasos de trabajo, puede utilizar las variables de usuario globales (GUD7) _E_COUNTER [0] a _E_COUNTER [9] del tipo INT.

3 11/2006 Programación con ShopMill3.11 Insertar código G en un programa de pasos de trabajo
3
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 3-319
Ejemplo de una programación de bucle (trayectoria sinusoidal)
Trayectoria sinusoidal programada en la representación gráfica
Posicione el cursor en el plan de trabajo de un programa de
pasos de trabajo en la secuencia de programa después de la cual desea insertar una secuencia en código G.
Pulsar la tecla "Input".
Introduzca los comandos de código G o los comentarios deseados. El comentario tiene que empezar siempre con un punto y coma (;).
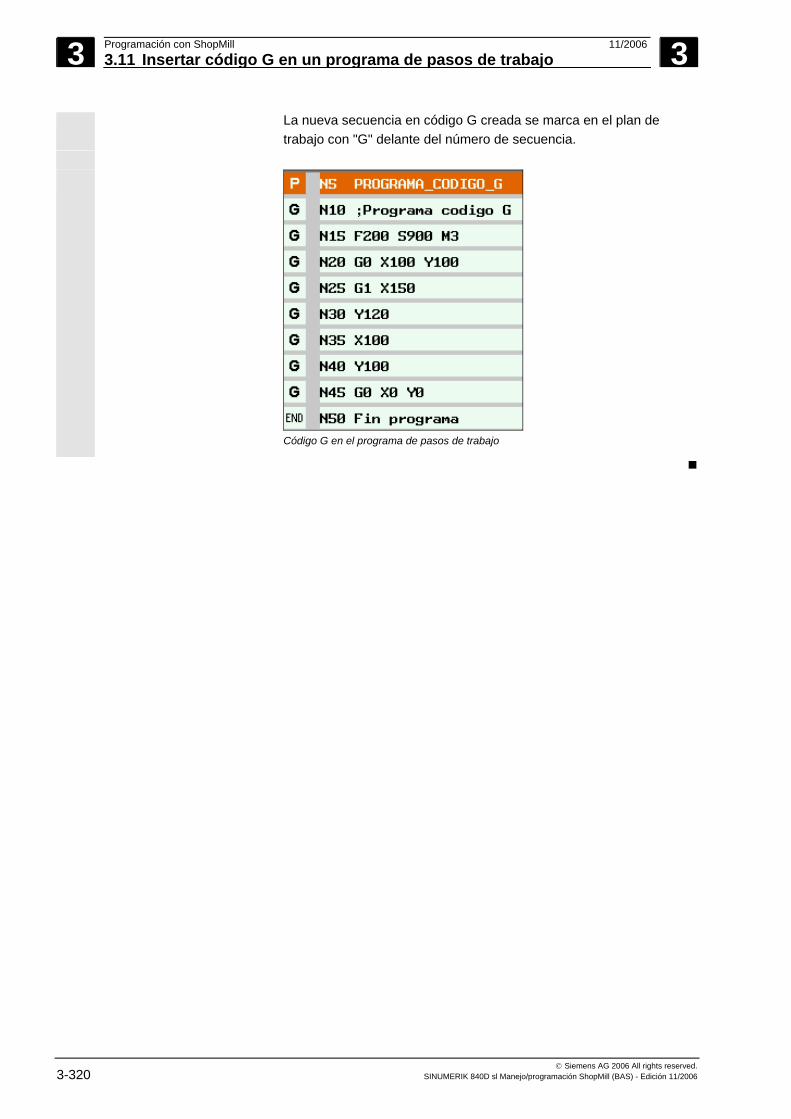
3 Programación con ShopMill 11/2006 3.11 Insertar código G en un programa de pasos de trabajo
3
© Siemens AG 2006 All rights reserved. 3-320 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
La nueva secuencia en código G creada se marca en el plan de trabajo con "G" delante del número de secuencia.
Código G en el programa de pasos de trabajo
4 11/2006 Programación con código G 4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 4-321
Programación con código G 4.1 Crear un programa en código G ............................................................................. 4-322
4.2 Ejecutar programa de códigos G ............................................................................ 4-325
4.3 Editor de códigos G ................................................................................................ 4-327
4.4 Parámetros de cálculo ............................................................................................ 4-331
4.5 Dialectos ISO .......................................................................................................... 4-332
4 Programación con código G 11/2006 4.1 Crear un programa en código G
4
© Siemens AG 2006 All rights reserved. 4-322 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
4.1 Crear un programa en código G Si no quiere programar un programa con funciones ShopMill, puede
crear también un programa en código G con comandos de código G dentro de la interfaz gráfica de usuario de ShopMill.
Un comando de código G se puede programar según DIN 66025.
Además, las máscaras de parámetros le ofrecen ayuda en la medición y en la programación de contornos y ciclos de taladrado y fresado. A partir de las distintas máscaras se genera un código G-Code que puede decompilar de nuevo en las máscaras. La ayuda de ciclos de medida tiene que ser ajustada por el fabricante de la máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Para obtener una descripción exacta de los comandos de código G según DIN 66025 y de los ciclos y ciclos de medida, véase: Bibliografía: /PG/, Instrucciones de programación Conceptos SINUMERIK 840D/840Di/810D/840D sl /PGA/, Instrucciones de programación Preparación del trabajo SINUMERIK 840D/840Di/810D/840D sl /PGZ/, Instrucciones de programación, ciclos. SINUMERIK 840D/840Di/810D/840D sl /BNM/, Instrucciones para el usuario Ciclos de medida SINUMERIK 840D/840Di/810D/840D sl
Si, en PCU 50.3 (HMI Advanced), desea obtener información más detallada acerca de determinados comandos de código G o parámetros de ciclo, puede consultar, en función del contexto, una ayuda en línea.
Para obtener una descripción exacta de la ayuda en línea, véase: Bibliografía: /BAD/, Instrucciones de manejo HMI Advanced SINUMERIK 840D/840Di/810D/840D sl
Crear programa de
código G
Accione el pulsador de menú "Programa".
Seleccione el directorio en el cual quiere crear un nuevo programa.
Nuevo >
Programa código G
Accione los pulsadores de menú "Nuevo" y "Programa código G".
Introducir el nombre del programa. Los nombres de los programas pueden contener hasta un máximo de 24 caracteres. Se pueden utilizar todas las letras (excepto diéresis), dígitos y el símbolo de subrayado (_). ShopMill convierte automáticamente las minúsculas en mayúsculas.
4 11/2006 Programación con código G4.1 Crear un programa en código G
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 4-323
o
Accione el pulsador de menú "OK" o la tecla "Input".
Se abre el editor de códigos G.
Introduzca los comandos de código G deseados.
Llamada de herramienta Seguir
> Herra-mientas
Accione los pulsadores de menú "Seguir" y "Herramientas" si quiere seleccionar una herramienta de la lista de herramientas
y
Posicione el cursor en la herramienta que quiera utilizar para el mecanizado
y
alprograma
Accione el pulsador de menú "Al programa".
La herramienta seleccionada se asume en el editor de códigos G. En la posición actual del cursor en el editor de códigos G aparece, p. ej., el siguiente texto: T="FRAESER30"
A diferencia de la programación de pasos de trabajo, no se activan automáticamente los ajustes consignados en la gestión de herramientas al llamar a la herramienta. Es decir que, adicionalmente a la herramienta, tiene que programar el cambio de herramienta (M6), el sentido de giro del cabezal (M3/M4), la velocidad de giro del cabezal (S...), el refrigerante (M7/M8) y eventuales otras funciones específicas de la herramienta.
Ejemplo: ... T="FRAESER30" ;Llamada de herramienta M6 ;Cambio de herramienta M7 M3 S2000 ;Activación de refrigerante y cabezal ...
Ayuda de ciclos Taladrar
... Fresar
Seleccione a través del pulsador de menú si desea ayuda para la
programación de contornos o ciclos de taladrado o torneado.
Centrartaladro ...
Seleccione a través del pulsador de menú el ciclo deseado.
Introduzca los parámetros.
OK
Accione el pulsador de menú "OK".
El ciclo se asume como código G en el editor.
4 Programación con código G 11/2006 4.1 Crear un programa en código G
4
© Siemens AG 2006 All rights reserved. 4-324 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
En el editor de códigos G, posicione el cursor en un ciclo si quiere volver a abrir la correspondiente máscara de parámetros.
Decompilar
Accione el pulsador de menú "Decompilar".
Se abre la máscara de parámetros del ciclo seleccionado.
Si, desde una máscara de parámetros, quiere volver directamente al editor de códigos G, accione el pulsador de menú "Edit".
Ayuda de ciclos de
medida
Pase al menú horizontal de pulsadores ampliad.
Medición fresado
Accione el pulsador de menú "Medición Fresado".
Calibrarpalpador ...
Seleccione a través del pulsador de menú el ciclo de medida deseado.
Introduzca los parámetros.
OK
Accione el pulsador de menú "OK".
El ciclo de medida se asume como código G en el editor.
En el editor de códigos G, posicione el cursor en un ciclo de medida si quiere volver a abrir la correspondiente máscara de parámetros.
Decompilar
Accione el pulsador de menú "Decompilar".
Se abre la máscara de parámetros del ciclo de medida seleccionado.
Si, desde una máscara de parámetros, quiere volver directamente al editor de códigos G, accione el pulsador de menú "Edit".
Ayuda en línea (PCU
50.3, HMI Advanced)
Posicione el cursor en el editor de códigos G en un comando de código G o en una máscara de parámetros de la ayuda de ciclos en un campo de entrada.
Pulse la tecla "Help".
Se abre la correspondiente ayuda.
4 11/2006 Programación con código G4.2 Ejecutar programa de códigos G
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 4-325
4.2 Ejecutar programa de códigos G En la ejecución de un programa, la pieza es mecanizada conforme a
la programación en la máquina. Después del inicio del programa en el modo automático, el mecanizado de la pieza se desarrolla automáticamente. Sin embargo, puede detener el programa en todo momento y reanudar el mecanizado a continuación.
Para controlar de una manera sencilla el resultado de la programaciónsin necesidad de desplazar los ejes de máquina, puede simular la ejecución del programa en forma de gráfico en pantalla. Información más detallada sobre la simulación se encuentra en el capítulo "Simulación".
Antes de la ejecución de un programa en la máquina, se tienen que
cumplir los siguientes requisitos: • El sistema de medida del control ha de estar sincronizado con la
máquina. • Existe un programa creado en códigos G. • Se han introducido las correcciones de herramienta y los decalajes
de origen necesarios. • Están activados los bloqueos de seguridad necesarios del
fabricante de la máquina.
En la ejecución de un programa en código G puede disponer de las mismas funciones que en la ejecución de un programa de pasos de trabajo (véase el cap. "Mecanizar piezas").
Simular un programa de
código G
o
Accione el pulsador de menú "Programa" o la tecla "Gestor de programas".
Posicione el cursor en el programa en código G deseado
o
Pulse la tecla "Input" o "Cursor derecha".
El programa se abre en el editor de códigos G.
Accione el pulsador de menú "Simulación".
La ejecución completa del programa se representa en forma de gráfico en pantalla.
Si, desde la simulación, quiere volver directamente al editor de códigos G, accione el pulsador de menú "Edit".
4 Programación con código G 11/2006 4.2 Ejecutar programa de códigos G
4
© Siemens AG 2006 All rights reserved. 4-326 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Ejecutar programa de código G
o
Accione el pulsador de menú "Programa" o la tecla "Gestor de programas".
y
Posicione el cursor en el programa en código G deseado
y
Ejecutar
Accione el pulsador de menú "Ejecutar".
o
Accione el pulsador de menú "Ejecutar" si se encuentra actualmente en el campo de manejo "Programa".
ShopMill pasa automáticamente al modo de operación "Máquina automático" y carga el programa en códigos G.
Cycle Start
Pulse la tecla "Cycle-Start".
La ejecución del programa en códigos G en la máquina se inicia.
4 11/2006 Programación con código G4.3 Editor de códigos G
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 4-327
4.3 Editor de códigos G Si desea modificar el orden de los bloques dentro de un programa en
códigos G, borrar códigos G o copiarlos de un programa a otro, utilice el editor de códigos G.
Si desea modificar códigos G en un programa que está ejecutando
actualmente, sólo puede cambiar las secuencias en códigos G que todavía no se han ejecutado. Estas secuencias se resaltan especialmente.
En el editor de códigos G están disponibles las siguientes funciones: • Marcar
Puede marcar cualquier código G. • Copiar/pegar
Los códigos G se pueden copiar y pegar dentro de un programa o entre distintos programas.
• Cortar Puede cortar cualquier código G y borrarlo de esta manera. No obstante, el código G permanece en la memoria intermedia, de modo que puede volver a insertar el código G en otro punto.
• Buscar/sustituir En un programa en códigos G se puede buscar cualquier secuencia de caracteres y sustituirla por otra.
• Al inicio/final En el programa de códigos G puede saltar fácilmente al inicio o al final.
• Numerar Si inserta una secuencia en código G nueva o copiada entre dos secuencias en código G existentes, ShopMill asigna automáticamente un nuevo número de secuencia. Este puede ser superior al número de la siguiente secuencia. Con la función "Numeración nueva" puede renumerar las secuencias en código G en orden ascendente.
4 Programación con código G 11/2006 4.3 Editor de códigos G
4
© Siemens AG 2006 All rights reserved. 4-328 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Al crear o abrir un programa de códigos G, se encuentra automáticamente en el editor de códigos G.
Marcar código G
Posicione el cursor en el punto del programa en el cual debería empezar la marca.
Marcar
Accione el pulsador de menú "Marcar".
Posicione el cursor en el punto del programa en el cual debería terminar la marca.
El código G se marca. Copiar código G
Marque el código G que desea copiar.
Copiar
Accione el pulsador de menú "Copiar".
El código G se guarda en la memoria intermedia y permanece allí incluso al cambiar a otro programa.
Insertar código G
Copie el código G que desea insertar.
Insertar
Accione el pulsador de menú "Insertar".
El código G copiado se inserta desde la memoria intermedia antes de la posición del cursor en el texto.
Cortar código G
Marque el código G que desea cortar.
Cortar
Accione el pulsador de menú "Cortar".
El código G marcado se elimina y se guarda en la memoria intermedia.

4 11/2006 Programación con código G4.3 Editor de códigos G
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 4-329
Buscar código G
Buscar >
Accione el pulsador de menú "Buscar".
Se abre un nuevo menú de pulsadores vertical.
Inserte la secuencia de caracteres que desea buscar.
Accione el pulsador de menú "OK".
El programa en código G se examina hacia delante para encontrar la secuencia de caracteres. La secuencia de caracteres encontrada se marca en el editor a través del cursor.
Seguir buscando
Accione el pulsador de menú "Seguir buscando" para continuar la búsqueda.
Se muestra la siguiente secuencia de caracteres encontrada.
Buscar y sustituir código G
Buscar >
Accione el pulsador de menú "Buscar".
Se abre un nuevo menú de pulsadores vertical.
Buscar/reemplazar
Accione el pulsador de menú "Buscar/reemplazar".
Introduzca la secuencia de caracteres que desea buscar y los caracteres que quiere insertar en su lugar.
Accione el pulsador de menú "OK".
El programa en código G se examina hacia delante para encontrar la secuencia de caracteres. La secuencia de caracteres encontrada se marca en el editor a través del cursor.
Sustituir todos
Accione el pulsador de menú "Sustituir todos" si quiere sustituir la secuencia de caracteres buscada en todo el programa en código G
o
Seguir buscando
Accione el pulsador de menú "Seguir buscando" si quiere continuar la búsqueda sin sustituir la secuencia de caracteres buscada
o
Reempla-zar
Accione el pulsador de menú "Reemplazar" si quiere sustituir la secuencia de caracteres buscada en este punto del programa en código G.
4 Programación con código G 11/2006 4.3 Editor de códigos G
4
© Siemens AG 2006 All rights reserved. 4-330 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Saltar al inicio/final
Seguir >
al inicio
al final
Accione los pulsadores de menú "Seguir" y "al inicio" o "al final".
Se muestra el inicio o el final del programa de códigos G.
Renumerar secuencias en código G
Seguir >
Renumerar >
Accione los pulsadores de menú "Seguir" y "Renumerar".
Introduzca el número de la primera secuencia y el incremento de los números de secuencia (p. ej.: 1, 5, 10).
Active el pulsador de menú "Aplicar".
Las secuencias se renumeran. Puede volver a anular la numeración introduciendo 0 para el número de secuencia o el incremento.
4 11/2006 Programación con código G4.4 Parámetros de cálculo
4
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 4-331
4.4 Parámetros de cálculo Los parámetros de cálculo (parámetros R) son variables que se
pueden utilizar dentro de un programa en código G. Los parámetros R pueden ser leídos o escritos por programas en código G. A los parámetros R que son leídos se les puede asignar un valor en la lista de parámetros R.
La entrada y la cancelación de parámetros R se puede bloquear mediante el interruptor llave.
Visualizar parámetros R
o
Accione el pulsador de menú "Decalaje herram." o la tecla "Decalajes".
Accione el pulsador de menú "Parámetro R".
Se abre la lista de parámetros R.
Buscar parámetros R
Buscar >
Accione el pulsador de menú "Buscar".
Introduzca el número del parámetro buscado.
Active el pulsador de menú "Aplicar".
Se muestra el parámetro buscado.
Modificar parámetros R
Posicione el cursor en el campo de entrada del parámetro que desee modificar.
Introduzca el nuevo valor.
El nuevo valor del parámetro se incorpora inmediatamente.
Borrar parámetros R
Posicione el cursor en el campo de entrada del parámetro cuyo valor desee borrar.
Pulse la tecla "Backspace".
El valor del parámetro se borra.

4 Programación con código G 11/2006 4.5 Dialectos ISO
4
© Siemens AG 2006 All rights reserved. 4-332 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
4.5 Dialectos ISO Si, en ShopMill, se han configurado dialectos ISO, también se pueden
crear y ejecutar programas en dialecto ISO.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Los programas en dialecto ISO no son programas creados con el código G de Siemens. Ver al respecto el capítulo "Creación de programas en código G".

5 11/2006 Simulación 5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 5-333
Simulación 5.1 Generalidades......................................................................................................... 5-334
5.2 Iniciar/cancelar programa en simulación estándar ................................................. 5-335
5.3 Representación en vista en planta ......................................................................... 5-337
5.4 Representación en vista en 3 planos...................................................................... 5-338
5.5 Ampliar segmento ................................................................................................... 5-339
5.6 Representación tridimensional................................................................................ 5-340 5.6.1 Modificar la posición del segmento......................................................................... 5-341 5.6.2 Cortar pieza............................................................................................................. 5-342
5.7 Iniciar/cancelar la vista rápida para matricería y moldes........................................ 5-343
5.8 Representaciones en la vista rápida....................................................................... 5-343
5.9 Adaptar y desplazar gráfico de pieza ..................................................................... 5-345
5.10 Medición de distancias............................................................................................ 5-346
5.11 Función de búsqueda ............................................................................................. 5-347
5.12 Editar secuencias de programa de pieza ............................................................... 5-348 5.12.1 Seleccionar secuencias G ...................................................................................... 5-348 5.12.2 Editar programa de códigos G................................................................................ 5-349
5 Simulación 11/2006 5.1 Generalidades
5
© Siemens AG 2006 All rights reserved. 5-334 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
5.1 Generalidades ShopMill ofrece simulaciones de distintas envergaduras y grados de
detalle para representar las trayectorias de mecanizado.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Simulación estándar
En la simulación, el programa actual se calcula por completo y el resultado se representa en forma de gráfico
Puede elegir entre los siguientes modos de representación de la simulación:
• Vista en planta • Vista en 3 planos • Modelo de volumen La simulación utiliza, para este fin, las proporciones correctas de las
herramientas y los contornos de pieza. Fresas cilíndricas para matrices, fresas de cono truncado, fresas de cono truncado con redondeado de ángulos y fresas cónicas para matrices se representan como fresas de mango.
Los recorridos de las herramientas se representan en color: Línea roja = la herramienta se desplaza en rápido Línea verde = la herramienta se desplaza en avance de mecanizado
En todas las vistas se muestra un reloj durante la ejecución gráfica. El tiempo de mecanizado indicado (en horas/minutos/segundos) corresponde aproximadamente al tiempo que necesita el programa cuando se ejecuta en la máquina (incl. cambio de herramienta). En caso de interrupciones del programa en el dibujo sincrónico, el reloj se detiene.
Asimismo, se muestran las coordenadas de eje actuales, la corrección y la secuencia de programa que se está ejecutando en este momento. En la simulación se muestran, además, la herramienta activa con el número de filo y el avance.
Transformadas Las transformaciones se representan de distintas maneras en la simulación y en el dibujo sincrónico: • Las transformaciones de coordenadas (decalaje, escala, …) se
representan según la programación. • Las transformaciones de envolvente de cilindro se representan
como superficie desarrollada. • Después de una transformación Orientación se borran los
mecanizados anteriores en el gráfico y sólo se muestran los mecanizados en el plano girado (vista verticalmente sobre el plano girado).
• Los decalajes de origen (G54, ...) no producen ningún cambio del origen en la representación gráfica. Es decir que, en amarres múltiples, los mecanizados de las distintas piezas se dibujan uno encima del otro.

5 11/2006 Simulación5.2 Iniciar/cancelar programa en simulación estándar
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 5-335
Si quiere visualizar un segmento de la pieza distinto al especificado por ShopMill puede definir una nueva pieza en bruto en el programa (ver apartado "Modificar ajustes de programa").
Representación rápida para matricería y moldes
Para programas de pieza grandes es posible una representación rápida de las trayectorias de desplazamiento. En esta vista rápida en líneas punteadas se representan todas las posiciones programadas (también de decalajes de origen) como trayectorias de ejes resultantes de G1.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
La representación rápida para matricería y moldes sólo está disponible con PCU 50.3 (HMI Advanced).
5.2 Iniciar/cancelar programa en simulación estándar Iniciar simulación
Requisito El programa deseado • programa de pasos de trabajo o • programa de código G está seleccionado y se encuentra en el editor de programas.
...
Estándar
Accione los pulsadores de menú "Simulación" y "Estándar".
Detalles
Sec. a sec.
Accione los pulsadores de menú "Detalles" y "Secuencia a secuencia" si quiere ejecutar el programa secuencia a secuencia.
La ejecución del programa se representa en forma de gráfico en pantalla. Los ejes de máquina no se desplazan durante este proceso.
En programas de pasos de trabajo, las dimensiones de la pieza en bruto para la simulación se toman de la cabecera del programa.
Si, en el programa, se llama a un subprograma, ShopMill evalúa la cabecera del subprograma; en consecuencia, se utiliza también la pieza en bruta definida allí en la representación gráfica. Los ajustes de la cabecera del subprograma permanecen activos al finalizar el subprograma. Si quiere conservar la pieza en bruto del programa principal, borre los datos de pieza en bruto en la cabecera del subprograma.
En programas de códigos G tiene que indicar usted mismo las dimensiones de la pieza en bruto o del segmento deseado.
5 Simulación 11/2006 5.2 Iniciar/cancelar programa en simulación estándar
5
© Siemens AG 2006 All rights reserved. 5-336 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Detalles
Ajustes
El programas en códigos G, accione los pulsadores de menú "Detalles" y "Ajustes" e introduzca las dimensiones deseadas (ver también apartado "Crear nuevo programa; definir pieza en bruto").
Las dimensiones se guardan para a simulación del siguiente programa de códigos G. Si el parámetro Pieza en bruto se ajusta a "DES", se borran los datos.
Durante la simulación también está activa la corrección del avance. 0%: La simulación se detiene. ≥ 100%: El programa se ejecuta lo más rápidamente posible. La corrección del avance para la simulación se tiene que activar a través de un dato de máquina.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Detener simulación
Accione el pulsador de menú "Parada".
La simulación se detiene.
Cancelar simulación
Accione el pulsador de menú "Reset".
La simulación se cancela y se vuelve a mostrar la forma de pieza bruta sin mecanizar de la pieza.
Reiniciar simulación
Accione el pulsador de menú "Marcha".
La simulación se reinicia.
Terminar simulación Final
Accione el pulsador de menú "Final".
El plan de trabajo o el gráfico de programación del programa se vuelven a visualizar.
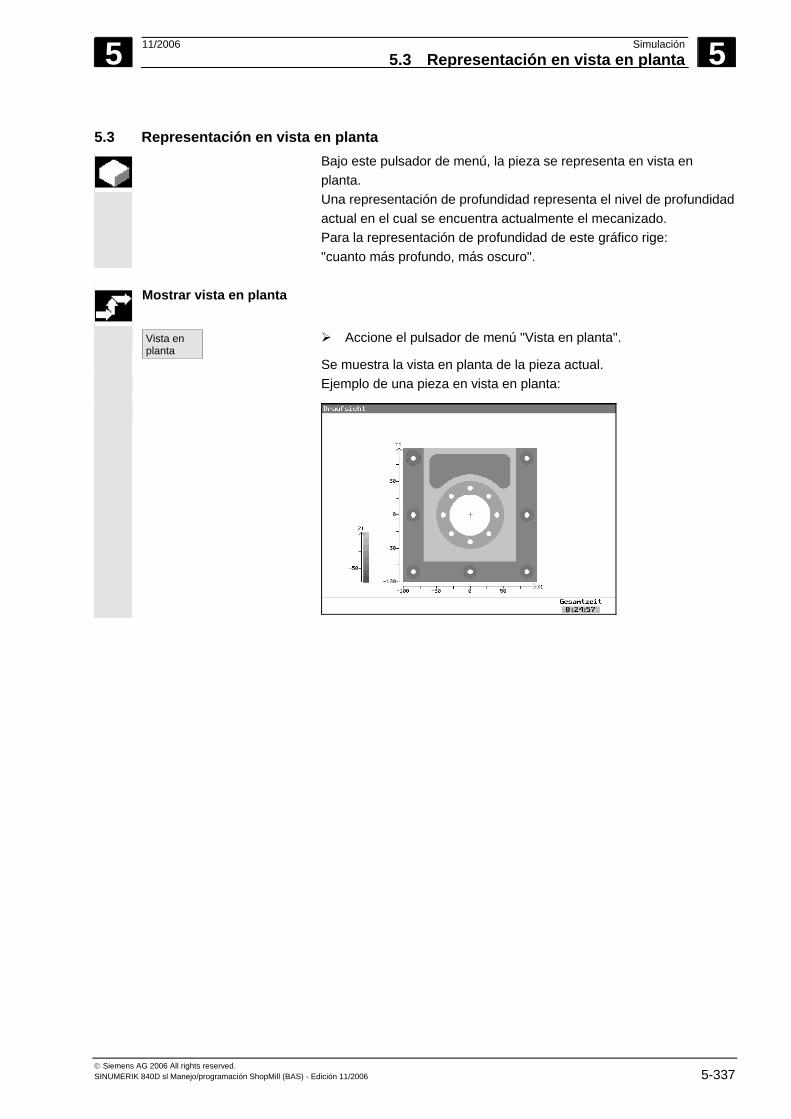
5 11/2006 Simulación5.3 Representación en vista en planta
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 5-337
5.3 Representación en vista en planta Bajo este pulsador de menú, la pieza se representa en vista en
planta. Una representación de profundidad representa el nivel de profundidad actual en el cual se encuentra actualmente el mecanizado. Para la representación de profundidad de este gráfico rige: "cuanto más profundo, más oscuro".
Mostrar vista en planta
Vista en planta
Accione el pulsador de menú "Vista en planta".
Se muestra la vista en planta de la pieza actual. Ejemplo de una pieza en vista en planta:
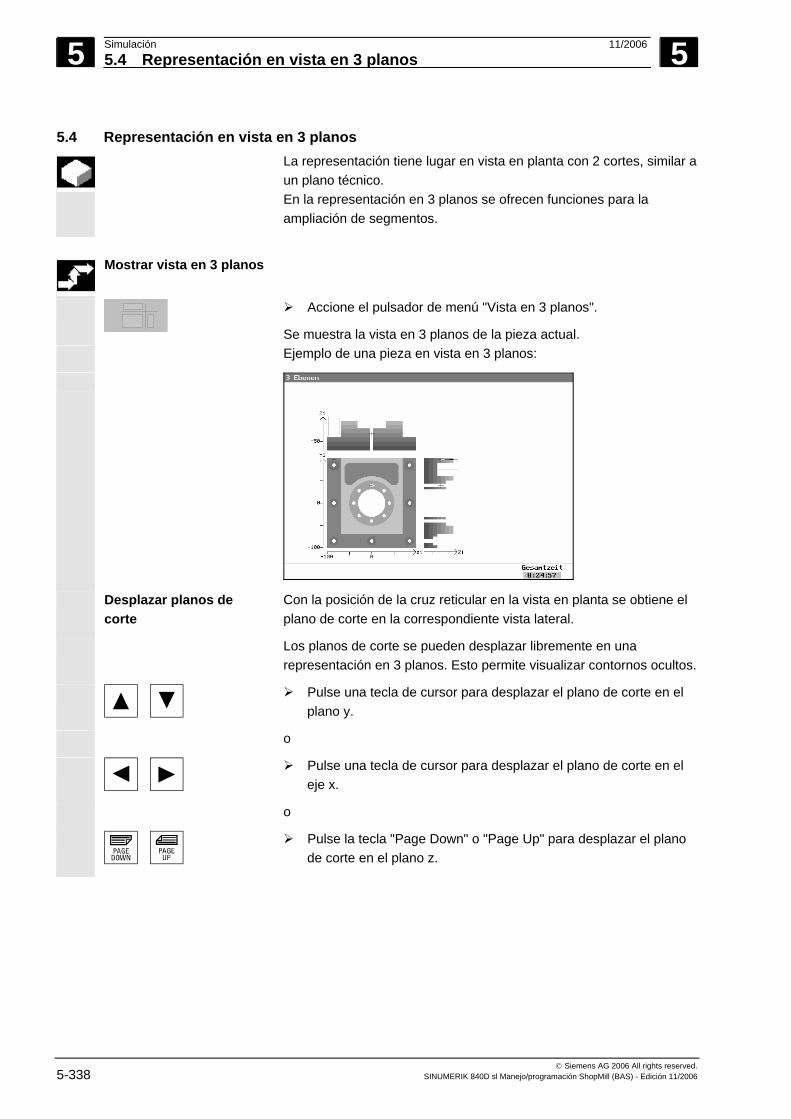
5 Simulación 11/2006 5.4 Representación en vista en 3 planos
5
© Siemens AG 2006 All rights reserved. 5-338 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
5.4 Representación en vista en 3 planos
La representación tiene lugar en vista en planta con 2 cortes, similar a un plano técnico. En la representación en 3 planos se ofrecen funciones para la ampliación de segmentos.
Mostrar vista en 3 planos
Accione el pulsador de menú "Vista en 3 planos".
Se muestra la vista en 3 planos de la pieza actual. Ejemplo de una pieza en vista en 3 planos:
Desplazar planos de corte
Con la posición de la cruz reticular en la vista en planta se obtiene el plano de corte en la correspondiente vista lateral.
Los planos de corte se pueden desplazar libremente en una representación en 3 planos. Esto permite visualizar contornos ocultos.
Pulse una tecla de cursor para desplazar el plano de corte en el plano y.
o
Pulse una tecla de cursor para desplazar el plano de corte en el eje x.
o
Pulse la tecla "Page Down" o "Page Up" para desplazar el plano de corte en el plano z.
5 11/2006 Simulación5.5 Ampliar segmento
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 5-339
5.5 Ampliar segmento Funciones para una representación más detallada de la pieza se
ofrecen en:
• La vista en planta • La representación en 3 planos
Detalles
Accione el pulsador de menú "Detalles".
y Zoom
+ o
+
Accione el pulsador de menú "Zoom +" o la tecla "+" para ampliar el segmento
o Zoom
- o
Accione el pulsador de menú "Zoom -" o la tecla "-" para reducir el segmento
o Auto
Zoom Accione el pulsador de menú "Auto Zoom" para adaptar el
segmento automáticamente al tamaño de la ventana.
o Al origen
Accione el pulsador de menú "Al origen" para restablecer el
tamaño original de la sección
o
Accione una tecla de cursor para desplazar el segmento hacia la derecha, hacia la izquierda, hacia arriba o hacia abajo.
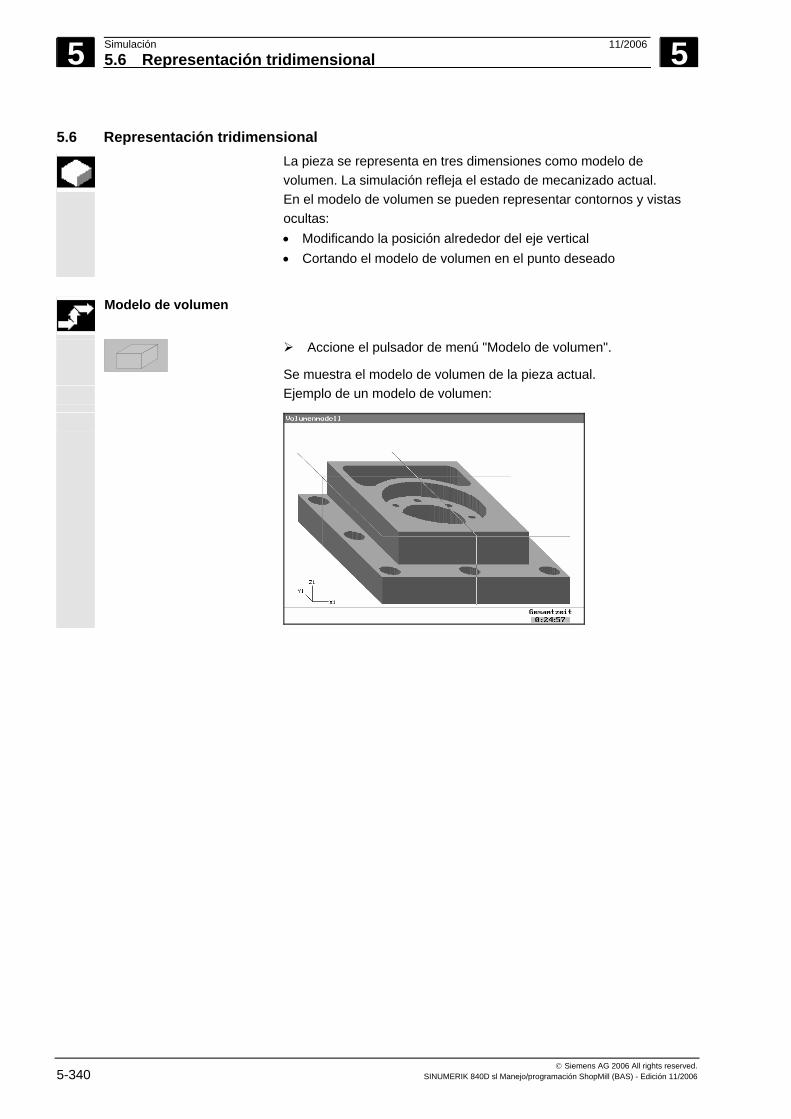
5 Simulación 11/2006 5.6 Representación tridimensional
5
© Siemens AG 2006 All rights reserved. 5-340 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
5.6 Representación tridimensional La pieza se representa en tres dimensiones como modelo de
volumen. La simulación refleja el estado de mecanizado actual. En el modelo de volumen se pueden representar contornos y vistas ocultas: • Modificando la posición alrededor del eje vertical • Cortando el modelo de volumen en el punto deseado
Modelo de volumen
Accione el pulsador de menú "Modelo de volumen".
Se muestra el modelo de volumen de la pieza actual. Ejemplo de un modelo de volumen:
5 11/2006 Simulación5.6 Representación tridimensional
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 5-341
5.6.1 Modificar la posición del segmento
Para examinar el modelo de volumen se puede elegir entre distintas vistas.
Detalles
Accione el pulsador de menú "Detalles".
y
Accione este pulsador de menú para ver el lado izquierdo de la pieza desde delante.
o
Accione este pulsador de menú para ver el lado derecho de la pieza desde delante.
o
Accione este pulsador de menú para ver el lado derecho de la pieza desde atrás.
o
Accione este pulsador de menú para ver el lado izquierdo de la pieza desde atrás.
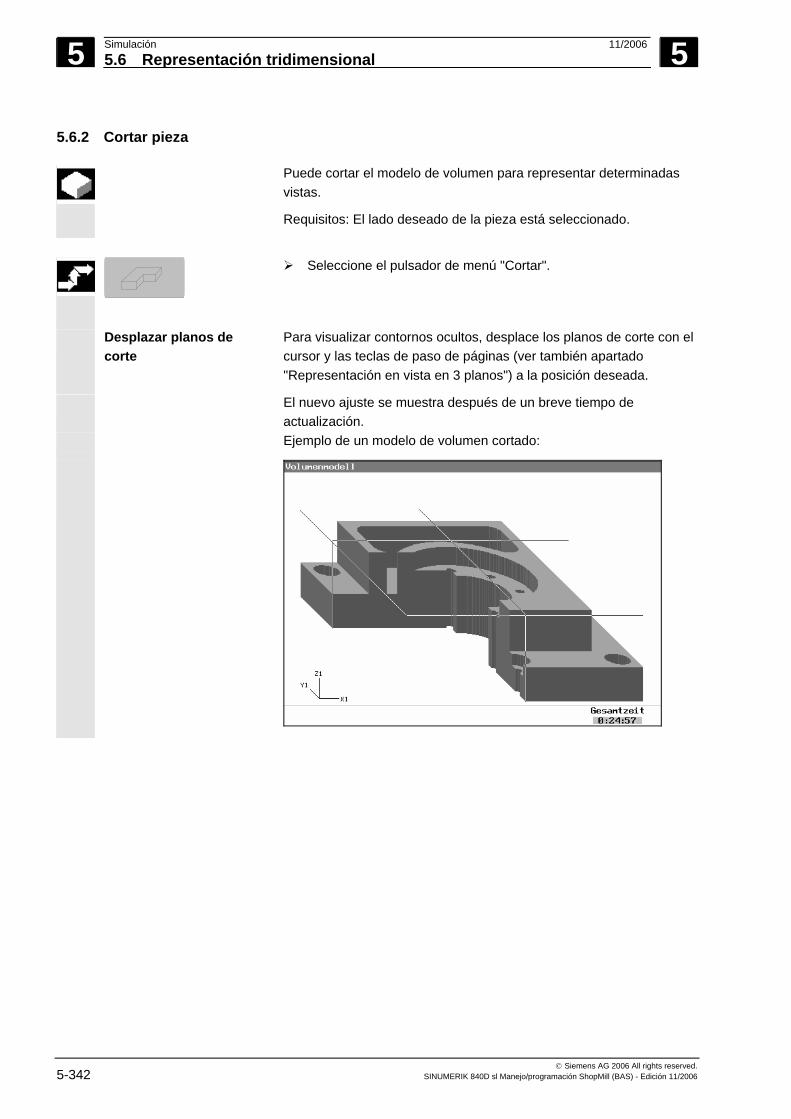
5 Simulación 11/2006 5.6 Representación tridimensional
5
© Siemens AG 2006 All rights reserved. 5-342 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
5.6.2 Cortar pieza
Puede cortar el modelo de volumen para representar determinadas vistas.
Requisitos: El lado deseado de la pieza está seleccionado.
Seleccione el pulsador de menú "Cortar".
Desplazar planos de corte
Para visualizar contornos ocultos, desplace los planos de corte con el cursor y las teclas de paso de páginas (ver también apartado "Representación en vista en 3 planos") a la posición deseada.
El nuevo ajuste se muestra después de un breve tiempo de actualización.
Ejemplo de un modelo de volumen cortado:
5 11/2006 Simulación5.7 Iniciar/cancelar la vista rápida para matricería y moldes
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 5-343
5.7 Iniciar/cancelar la vista rápida para matricería y moldes Iniciar simulación
Requisito En el gestor de programas está seleccionado un programa de pieza.
...
Sec. G1 para mat.
Accione el pulsador de menú "Simulación" y "Secuencias G1 para matricería y moldes".
En la cabecera de la ventana de trabajo se muestra el programa en un segmento de 2 líneas. La primera secuencia de programa está marcada. Empieza el establecimiento del gráfico de pieza.
Indicación del progreso En una línea de mensajes por debajo de la pieza visualizada se indica
el porcentaje del programa de pieza que ya está representado en el gráfico.
Terminar simulación Terminar
Accione el pulsador de menú "Terminar".
Se vuelve al gestor de programas. El cambio del campo de manejo interrumpe la construcción del
gráfico. Se reanuda al volver al campo de manejo Gestor de programas.
5.8 Representaciones en la vista rápida Es posible conmutar en todo momento entre las representaciones en
2D y en 3D. En la vista seleccionada, la pieza se puede girar hacia todas las direcciones.
Seleccionar vista 3D
Accione el pulsador de menú "3D-View".
Seleccionar vistas 2D
Accione el pulsador de menú "X/Y-View".
o Accione el pulsador de menú "X/Z-View".
o Accione el pulsador de menú "Y/Z-View".
La pieza se visualiza en la vista seleccionada.
5 Simulación 11/2006 5.8 Representaciones en la vista rápida
5
© Siemens AG 2006 All rights reserved. 5-344 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Modificar posición en 3D Puede girar el gráfico en la dirección de eje X, Y o Z.
Detalles
Girar
Accione los pulsadores de menú "Detalles" y "Girar".
hacia arriba
Accione el pulsador de menú "hacia arriba".
o hacia abajo
Accione el pulsador de menú "hacia abajo".
o
hacia la izquierda
Accione el pulsador de menú "hacia la izquierda".
o
hacia la derecha
Accione el pulsador de menú "hacia la derecha".
o
Pulse una de las teclas de cursor.
En la esquina inferior izquierda puede seguir las instrucciones de giro en base al sistema de coordenadas.
Aplicar
Active el pulsador de menú "Aplicar".
Las instrucciones se activan y la pieza visualizada se muestra con el giro de eje deseado.
5 11/2006 Simulación5.9 Adaptar y desplazar gráfico de pieza
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 5-345
5.9 Adaptar y desplazar gráfico de pieza Puede adaptar el tamaño del gráfico visualizado según sus
necesidades.
Ampliar vista
Detalles
Ampliar Reducir
Accione los pulsadores de menú "Detalles" y "Ampliar Reducir".
Ampliar o
+
Accione el pulsador de menú "Ampliar" o pulse la tecla "+".
El segmento del gráfico se amplía. Reducir vista Detalles
Ampliar Reducir
Accione los pulsadores de menú "Detalles" y "Ampliar Reducir".
En el menú de pulsadores vertical aparecen nuevos pulsadores.
Reducir o
Accione el pulsador de menú "Reducir" o pulse la tecla "-".
El segmento del gráfico se reduce. Tamaño automático de la
imagen
Detalles
Ampliar Reducir
Accione los pulsadores de menú "Detalles" y "Ampliar Reducir".
Tamaño auto. imag.
Accione el pulsador de menú "Tamaño autom. de la imagen".
El segmento del gráfico se adapta al tamaño de la ventana. La adaptación automática del tamaño tiene en cuenta las dimensiones máximas de la pieza en los distintos ejes.
5 Simulación 11/2006 5.10 Medición de distancias
5
© Siemens AG 2006 All rights reserved. 5-346 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Desplazar posición del gráfico
Detalles
Desplazar
Accione los pulsadores de menú "Detalles" y "Desplazar".
hacia abajo ...
hacia la derecha
Accione el pulsador de menú "hacia arriba", "hacia abajo", "hacia la izquierda" o "hacia la derecha".
o
Pulse una de las teclas de cursor.
o Centrar
Accione el pulsador de menú "Centrar".
El segmento del gráfico se desplaza hacia arriba, hacia abajo, hacia la izquierda o hacia la derecha o se centra en la pantalla.
5.10 Medición de distancias A través de dos marcas en la representación gráfica se puede medir e
indicar el recorrido directo (diagonal de espacio) entre dos puntos de la pieza.
Medir distancia
Detalles
Distancia
Accione los pulsadores de menú "Detalles" y "Distancia".
Desplace la cruz de ejes a la posición deseada.
Marcar punto A
Accione el pulsador de menú "Marcar punto A" para definir el primer punto.
Marcar punto B
Posicione el puntero en el segundo punto deseado y accione el pulsador de menú "Marcar punto B".
Los puntos seleccionados se marcan gráficamente. La distancia entre los dos puntos se calcula y se emite en la línea de mensajes debajo de la representación gráfica.
Repita el proceso si quiere medir otras distancias.
5 11/2006 Simulación5.11 Función de búsqueda
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 5-347
5.11 Función de búsqueda Con la función Buscar tiene la posibilidad de saltar a la secuencia de
una posición marcada en la representación de la pieza.
Seleccionar secuencia
en un gráfico
Detalles
Buscar
Accione los pulsadores de menú "Detalles" y "Buscar".
El puntero del ratón cambia su apariencia a una cruz reticular.
hacia arriba ...
hacia la derecha
y
Accione el pulsador de menú "hacia arriba", "hacia abajo", "hacia la izquierda" o "hacia la derecha" para llevar la cruz reticular a la posición deseada y confirme el punto con la tecla "Input".
o
y
Accione una de las teclas del cursor para posicionar la cruz reticular y confirme el punto con la tecla "Input".
o Buscar
secuencia Posicione la cruz reticular directamente en el punto deseado y
accione el pulsador de menú "Buscar secuencia".
El punto seleccionado se dota de una marca de color. La secuencia perteneciente al punto seleccionado se busca y se
representa con una marca de color en el segmento de programa por encima de la representación gráfica.
El submenú Editar ofrece otra posibilidad para buscar determinadas secuencias.
5 Simulación 11/2006 5.12 Editar secuencias de programa de pieza
5
© Siemens AG 2006 All rights reserved. 5-348 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
5.12 Editar secuencias de programa de pieza Durante la representación rápida, se encuentra automáticamente en
el editor de códigos G. El programa visualizado está abierto. Tiene distintas posibilidades para editar allí el programa de pieza.
5.12.1 Seleccionar secuencias G
Dentro del programa de pieza, puede utilizar distintas vías para acceder directamente o a través de la función de búsqueda a la secuencia a editar.
Buscar secuencia a
través de cadenas de caracteres
Editar
Buscar
Accione los pulsadores de menú "Editar" y "Buscar".
Se abre la ventana "Buscar a partir de la posición del cursor".
Introduzca en el campo de entrada "Buscar:" la secuencia de
caracteres deseada.
Buscar
Accione el pulsador de menú "Buscar".
Se inicia la búsqueda. Si se encuentra una secuencia coincidente, se muestra marcada de color en el segmento del programa.
Buscar secuencia a
través del número de secuencia
Editar
Ir a
Accione los pulsadores de menú "Editar" e "Ir a".
Se abre la ventana "Ir a …".
Ok
Introduzca en el campo de entrada "Número de secuencia …" la secuencia G deseada y accione el pulsador de menú "OK".
Se inicia la búsqueda. Si se encuentra la secuencia en cuestión, se visualiza y se marca en el segmento del programa.
Saltar al inicio/final Editar
Inicio del programa
Fin del programa
Accione los pulsadores de menú "Editar" y "Inicio del programa" o "Fin del programa".
En el segmento de programa, la primera o la última secuencia del programa de pieza abierto se muestra marcada de color.
5 11/2006 Simulación5.12 Editar secuencias de programa de pieza
5
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 5-349
Navegar a través del programa
Posicione el cursor en el segmento del programa.
Pulse una de las teclas de cursor.
Se desplaza hacia arriba, hacia abajo, hacia la izquierda o hacia la derecha en el programa de pieza.
Cancelar búsqueda Puede cancelar la búsqueda en todo momento. Cancelar
Accione el pulsador de menú "Cancelar".
5.12.2 Editar programa de códigos G
Modificar y guardar secuencias G
Puede editar y guardar después la secuencia seleccionada.
Editar
Accione los pulsadores de menú "Editar".
Edite la secuencia marcada en el segmento de programa.
Se encuentra automáticamente en el modo Sobrescribir. o Sobres-
cribir
Accione el pulsador de menú "Sobrescribir".
Insertar
El pulsador de menú cambia a "Insertar". Ahora puede insertar secuencias individuales.
Guardar fichero
Accione el pulsador de menú "Guardar fichero".
Las modificaciones realizadas se incorporan en el fichero. Se reconstruye el gráfico de la pieza.

5 Simulación 11/2006 5.12 Editar secuencias de programa de pieza
5
© Siemens AG 2006 All rights reserved. 5-350 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Notas
6 11/2006 Gestión de archivos 6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-351
Gestión de archivos 6.1 Gestión de programas con ShopMill....................................................................... 6-352
6.2 Gestión de programas con ShopMill en NCU (HMI Embedded) ............................ 6-353 6.2.1 Abrir programa ........................................................................................................ 6-355 6.2.2 Ejecutar programa .................................................................................................. 6-356 6.2.3 Amarre múltiple....................................................................................................... 6-356 6.2.4 Ejecutar programa de código G desde unidad USB/red ........................................ 6-359 6.2.5 Crear nuevo directorio/programa............................................................................ 6-360 6.2.6 Marcar varios programas ........................................................................................ 6-361 6.2.7 Copiar/renombrar directorio/programa ................................................................... 6-362 6.2.8 Borrar directorio/programa...................................................................................... 6-363 6.2.9 Salvar/leer datos de origen ..................................................................................... 6-364
6.3 Gestión de programas con PCU 50.3 (HMI Advanced).......................................... 6-367 6.3.1 Abrir programa ........................................................................................................ 6-369 6.3.2 Ejecutar programa .................................................................................................. 6-370 6.3.3 Amarre múltiple....................................................................................................... 6-370 6.3.4 Cargar/descargar programa.................................................................................... 6-373 6.3.5 Ejecutar programa de código G desde disquetera/red........................................... 6-374 6.3.6 Crear nuevo directorio/programa............................................................................ 6-376 6.3.7 Marcar varios programas ........................................................................................ 6-377 6.3.8 Copiar/renombrar/desplazar directorio/programa................................................... 6-378 6.3.9 Borrar directorio/programa...................................................................................... 6-380 6.3.10 Salvar/leer datos de origen ..................................................................................... 6-380
6 Gestión de archivos 11/2006 6.1 Gestión de programas con ShopMill
6
© Siemens AG 2006 All rights reserved. 6-352 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
6.1 Gestión de programas con ShopMill Todos los programas para el mecanizado de piezas que se han
creado en ShopMill se guardan en la memoria de trabajo del NCK. A través del gestor de programas puede acceder en todo momento a estos programas para ejecutarlos, modificarlos o para copiarlos o renombrarlos. Puede borrar los programas que ya no necesite para volver a liberar su capacidad de memoria.
Para el intercambio de programas y datos con otros puestos de trabajo, ShopMill le ofrece distintas posibilidades:
• Disco duro propio (sólo PCU 50.3) • Tarjeta CompactFlash • Unidad de disco (sólo PCU 50.3) • Conexión USB/red
Los siguientes capítulos le explican, alternativamente, la gestión de programas de ShopMill en NCU (HMI Embedded) o en PCU 50.3 (HMI Advanced). Sírvase informarse en qué versión funciona ShopMill en su empresa y lea entonces el apartado "Gestión de programas con ShopMill en NCU (HMI Embedded)" o el apartado "Gestión de programas con PCU 50.3".
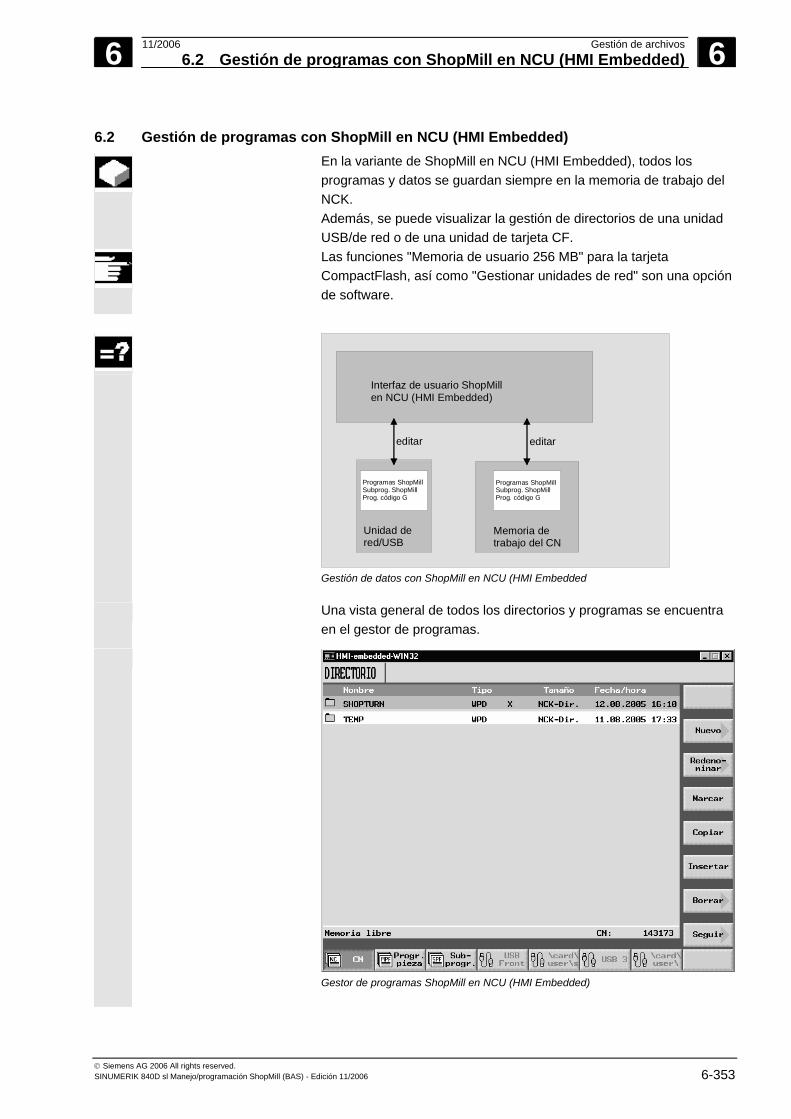
6 11/2006 Gestión de archivos6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-353
6.2 Gestión de programas con ShopMill en NCU (HMI Embedded) En la variante de ShopMill en NCU (HMI Embedded), todos los
programas y datos se guardan siempre en la memoria de trabajo del NCK. Además, se puede visualizar la gestión de directorios de una unidad USB/de red o de una unidad de tarjeta CF.
Las funciones "Memoria de usuario 256 MB" para la tarjeta CompactFlash, así como "Gestionar unidades de red" son una opción de software.
Interfaz de usuario ShopMill en NCU (HMI Embedded)
Memoria detrabajo del CN
editareditar
Unidad de red/USB
Programas ShopMillSubprog. ShopMillProg. código G
Programas ShopMillSubprog. ShopMillProg. código G
Gestión de datos con ShopMill en NCU (HMI Embedded
Una vista general de todos los directorios y programas se encuentra en el gestor de programas.
Gestor de programas ShopMill en NCU (HMI Embedded)
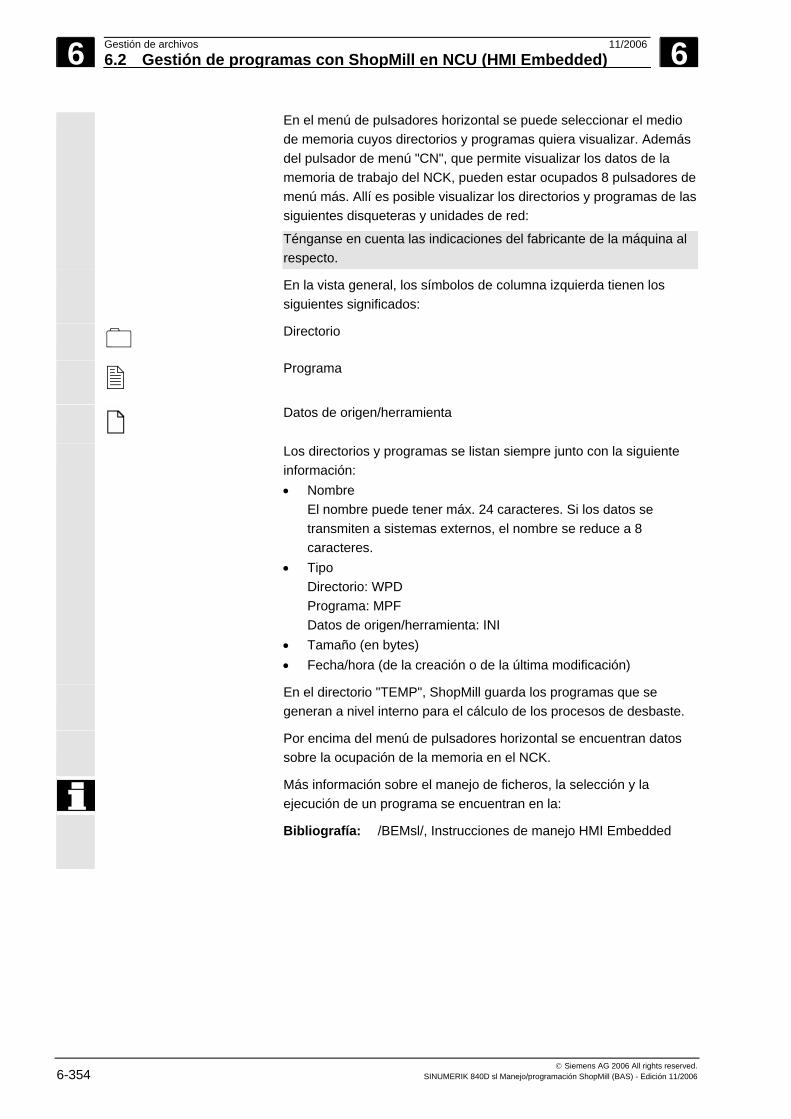
6 Gestión de archivos 11/2006 6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. 6-354 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
En el menú de pulsadores horizontal se puede seleccionar el medio de memoria cuyos directorios y programas quiera visualizar. Además del pulsador de menú "CN", que permite visualizar los datos de la memoria de trabajo del NCK, pueden estar ocupados 8 pulsadores de menú más. Allí es posible visualizar los directorios y programas de las siguientes disqueteras y unidades de red:
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
En la vista general, los símbolos de columna izquierda tienen los siguientes significados:
Directorio
Programa
Datos de origen/herramienta
Los directorios y programas se listan siempre junto con la siguiente información: • Nombre
El nombre puede tener máx. 24 caracteres. Si los datos se transmiten a sistemas externos, el nombre se reduce a 8 caracteres.
• Tipo Directorio: WPD Programa: MPF Datos de origen/herramienta: INI
• Tamaño (en bytes) • Fecha/hora (de la creación o de la última modificación)
En el directorio "TEMP", ShopMill guarda los programas que se generan a nivel interno para el cálculo de los procesos de desbaste.
Por encima del menú de pulsadores horizontal se encuentran datos sobre la ocupación de la memoria en el NCK.
Más información sobre el manejo de ficheros, la selección y la ejecución de un programa se encuentran en la:
Bibliografía: /BEMsl/, Instrucciones de manejo HMI Embedded
6 11/2006 Gestión de archivos6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-355
Abrir directorio
o
Accione el pulsador de menú "Programa" o la tecla "Gestor de programas".
Se abre una lista de directorios.
...
Seleccione a través del pulsador de menú el medio de memoria.
Posicione el cursor en el directorio que quiera abrir.
o
Pulse la tecla "Input" o "Cursor derecha".
Ahora puede ver todos los programas en este directorio.
Salto hacia atrás al nivel superior del directorio
Pulse la tecla "Cursor izquierda" con el cursor en cualquier línea
o
Posicione el cursor en la línea de retroceso
y
o
Pulse la tecla "Input" o "Cursor izquierda".
Se visualiza el nivel de directorio de orden superior.
6.2.1 Abrir programa
Si quiere mirar un programa con más detalle o realizar modificaciones en él, visualice el plan de trabajo del programa.
Accione el pulsador de menú "Programa".
Se abre una lista de directorios.
Posicione el cursor en el programa que quiera abrir.
o
Pulse la tecla "Input" o "Cursor derecha".
El programa seleccionado se abre en el campo de manejo "Programa". Se muestra el plan de trabajo del programa.
6 Gestión de archivos 11/2006 6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. 6-356 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
6.2.2 Ejecutar programa
Todos los programas guardados en su sistema se pueden seleccionar en todo momento para el mecanizado automático de piezas.
Abra el gestor de programas.
Posicione el cursor en el programa que quiera ejecutar.
Ejecutar
Accione el pulsador de menú "Ejecutar".
Entonces, ShopMill conmuta al modo de operación "Máquina auto" y carga el programa.
Cycle Start
Pulse a continuación la tecla "Cycle Start".
Se inicia el mecanizado de la pieza (véase también el cap. "Modo automático").
Si el programa ya está abierto en el campo de manejo "Programa", accione el pulsador de menú "Ejecutar" para cargarlo en el modo de operación "Máquina auto". Allí, el mecanizado de la pieza se inicia igualmente con la tecla "Cycle Start".
6.2.3 Amarre múltiple
La función "Amarre múltiple" produce una optimización de los cambios de herramienta a través de varios amarres de la pieza. Esto reduce los tiempos improductivos, dado que todos los mecanizados de una herramienta se ejecutan en todos los amarres antes de iniciar el siguiente cambio de herramienta.
Además de amarres superficiales puede utilizar la función "Amarre
múltiple" también para puentes de sujeción rotatorios. Para este fin, la máquina tiene que disponer de un eje giratorio adicional (p. ej.: eje A) o de un aparato de división.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Esta función no sólo permite mecanizar piezas iguales, sino también distintas.
La función "Amarre múltiple para distintos programas" es una opción de software.
6 11/2006 Gestión de archivos6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-357
ShopMill genera a partir de varios programas automáticamente un programa único. El orden de las herramientas dentro de un programa se conserva. Los ciclos y subprogramas no se descomponen y los patrones de posición se ejecutan cerrados.
Los distintos programas tienen que cumplir los siguientes requisitos:
• Sólo programas de pasos de trabajo (no programas de códigos G)• Los programas tienen que ser ejecutables • El programa del primer amarre tiene que estar introducido • Sin marcas/repeticiones, es decir, sin saltos en el programa • Sin conmutación pulgadas/métrico • Sin decalajes de origen • Sin transformaciones de coordenadas (decalaje, escala, etc.) • Los contornos tienen que poseer nombres unívocos; es decir que
el mismo nombre de contorno no se debe llamar en varios programas
• En el ciclo de vaciado (fresar contorno), el parámetro "Posición inicial" no debe estar ajustado a "manual".
• Sin ajustes automantenidos, es decir, ajustes que actúan en todas las secuencias de programa posteriores (sólo con amarre múltiple para distintos programas)
• Máx. 50 contornos por amarre • Máx. 49 amarres
Las marcas o repeticiones que no se deben utilizar en programas para el amarre múltiple se pueden eludir con la ayuda de subprogramas.
Abra el gestor de programas.
Seguir >
Amarre múltiple
Accione los pulsadores de menú "Seguir" y "Amarre múltiple".
Introduzca el número de amarres y el número del primer decalaje de origen que se utilizará. Los amarres se mecanizan en orden ascendente a partir del decalaje de origen inicial. Los decalajes de origen se definen en el menú "Herramientas/Decalajes de origen" (ver cap. "Decalajes de origen").
Introduzca un nombre para el nuevo programa global (XYZ.MPF).
6 Gestión de archivos 11/2006 6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. 6-358 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
OK
Accione el pulsador de menú "OK".
Se abre una lista en la cual se tienen que asignar los distintos programas a los decalajes de origen. No es necesario asignar programas a todos los decalajes de origen; es decir, amarres, pero sí al menos a dos.
Selección programas
Accione el pulsador de menú "Selección programas".
Se abre una lista de los programas.
Posicione el cursor en el programa deseado.
OK
Accione el pulsador de menú "OK".
El programa se incorpora en la lista de asignación.
Repita el proceso hasta que se haya asignado un programa a cada decalaje de origen deseado.
En todoslos amarres
Accione el pulsador de menú "En todos los amarres" si quiere ejecutar el mismo programa en todos los amarres. También es posible asignar primero distintos programas a decalajes de origen individuales y posteriormente el mismo programa a los restantes decalajes de origen mediante el pulsador de menú "En todos los amarres".
Borrarselección
Borrar todo
Acciones el pulsador de menú "Borrar selección" o "Borrar todo" para eliminar programas individuales o todos los programas de la lista de asignación.
Calcularprograma
Accione el pulsador de menú "Calcular programa" cuando la lista de asignación está completa.
Se procede a una optimización de los cambios de herramienta. A continuación, se renumera el programa global y se indica en el cambio entre los distintos amarres el número del amarre actual. Adicionalmente al programa global (XYZ.MPF) se crea el archivo XYZ_MCD.INI en el cual se guarda la asignación entre decalajes de origen y programas. Los dos programas se guardan en el directorio que estaba seleccionado previamente en el gestor de programas.
Si, desde la lista de asignación, pasa (sin "Cancelar" o "Crear programa") a otra función y vuelve a llamar posteriormente la función "Amarre múltiple", se abre nuevamente la misma lista de asignación.
6 11/2006 Gestión de archivos6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-359
6.2.4 Ejecutar programa de código G desde unidad USB/red
Si la capacidad de su memoria de trabajo del NCK ya está muy ocupada, puede ejecutar los programas de código G también desde la unidad USB/red (p. ej. unidad Flash USB). Entonces, no se carga el programa de código G completo antes de la ejecución en la memoria del NCK, sino tan sólo una primera parte del mismo. Tras la ejecución de la primera parte, se vuelven a cargar continuamente nuevos bloques.
El programa de código G permanece guardado en la unidad USB/de red durante su ejecución desde allí.
Los programas de pasos de trabajo no se pueden ejecutar desde la unidad UBS/ de red.
Abra el gestor de programas.
…
Seleccione la disquetera/unidad de red con el pulsador de menú.
Coloque el cursor en el directorio en el cual desee ejecutar un programa de código G.
o
Pulse la tecla "Input" o "Cursor derecha".
Se abre el directorio.
Posicione el cursor en el programa de código G que quiera ejecutar.
Seguir >
Ejecutar dedisco
Accione los pulsadores de menú "Otros" y "Ejecutar de disco".
Entonces, ShopMill conmuta al modo de operación "Máquina auto" y carga el programa de código G.
Cycle Start
Pulse la tecla "Cycle-Start".
Se inicia el mecanizado de la pieza (véase también el cap. "Modo automático"). El contenido del programa se carga continuamente en la memoria del NCK, a medida que progresa la ejecución.
6 Gestión de archivos 11/2006 6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. 6-360 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
6.2.5 Crear nuevo directorio/programa
Las estructuras de directorio le ayudan a gestionar sus programas y datos de forma clara. Para este fin, puede crear un número ilimitado de subdirectorios en un directorio. En un subdirectorio/directorio, por su parte, puede crear programas y generar a continuación bloques para estos (véase el apartado "Programación con ShopMill"). El nuevo programa se guarda automáticamente en la memoria de trabajo del NCK.
Crear directorio
Abra el gestor de programas.
Nuevo
Directorio
Accione los pulsadores de menú "Nuevo" y "Directorio".
Introduzca el nuevo nombre del directorio.
Accione el pulsador de menú "OK".
Se crea el directorio deseado.
Crear programa
Abra el gestor de programas.
Coloque el cursor en el directorio en el cual desee crear un nuevo programa.
o
Pulse la tecla "Input" o "Cursor derecha".
Nuevo
Accione el pulsador de menú "Nuevo".
ProgramaShopMill
A continuación, accione el pulsador de menú "Programa ShopMill" si quiere crear un programa de pasos de trabajo. (Véase el apartado "Programación con ShopMill").
o
Programacódigo G
Accione el pulsador de menú "Programa código G" si quiere crear un programa en código G. (Véase el apartado "Programación con códigos G").
6 11/2006 Gestión de archivos6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-361
6.2.6 Marcar varios programas
Para poder copiar, borrar, etc., posteriormente varios programas a la vez, puede marcarlos como bloque o individualmente.
Marcar varios programas
como bloque
Abra el gestor de programas.
Posicione el cursor en el primer programa que quiera marcar.
Marcar
Accione el pulsador de menú "Marcar".
o
Amplíe su selección de programas con las teclas del cursor hacia arriba o hacia abajo.
Se marca todo el bloque de programas.
Marcar varios programas individualmente
Abra el gestor de programas.
Posicione el cursor en el primer programa que quiera marcar.
Pulse la tecla "Selecc."
o
A continuación, mueva el cursor al siguiente programa que quiera seleccionar.
Vuelva a pulsar la tecla "Selecc.".
Se marcan los programas seleccionados individualmente.

6 Gestión de archivos 11/2006 6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. 6-362 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
6.2.7 Copiar/renombrar directorio/programa
Si quiere crear un nuevo directorio o programa similar a otro existente, puede ahorrar tiempo copiando el directorio o programa antiguo y modificando únicamente programas o bloques seleccionados. La posibilidad de copiar y pegar directorios y programas se utiliza también para intercambiar datos con otros sistemas ShopMill a través de una unidad USB/red (p. ej. unidad Flash USB). Además puede renombrar directorios o programas.
Un programa no se puede renombrar si está cargado al mismo tiempo
en el modo de operación "Máquina auto".
Copiar
directorio/programa
Abra el gestor de programas.
Coloque el cursor en el directorio/programa que quiera copiar.
Copiar
Accione el pulsador de menú "Copiar".
Seleccione el nivel del directorio en el cual quiera insertar su directorio/programa copiado.
Insertar
Accione el pulsador de menú "Insertar".
El directorio/programa copiado se inserta en el nivel de directorio seleccionado. Si en este nivel ya existe un directorio/programa con el mismo nombre, se le consulta si quiere sobrescribir el directorio/programa o insertarlo bajo un nombre distinto.
Accione el pulsador de menú "OK" si quiere sobrescribir el directorio/programa
o
Introduzca un nombre distinto si quiere insertar el directorio/programa bajo un nombre diferente
y
Accione el pulsador de menú "OK".
6 11/2006 Gestión de archivos6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-363
Renombrar directorio/programa
Abra el gestor de programas.
Coloque el cursor en el directorio/programa que quiera renombrar.
Redeno-minar
Accione el pulsador de menú "Renombrar".
Introduzca en el campo "En:" el nuevo nombre de directorio o de programa. El nombre tiene que ser unívoco, es decir, no se admiten dos directorios o programas con el mismo nombre.
Accione el pulsador de menú "OK".
Se cambia el nombre del directorio/programa.
6.2.8 Borrar directorio/programa
Borre de vez en cuando los programas o directorios que ya no utiliza para mantener clara su gestión de datos y volver a liberar memoria de trabajo del NCK. En su caso, guarde estos datos antes en un soporte de datos externo (p. ej. unidad Flash USB) o a través de una unidad USB/red.
Tenga en cuenta que, al borrar un directorio, se borran también todos
los programas, datos de herramienta y de origen, así como los subdirectorios que se encuentren en el directorio en cuestión.
Si quiere liberar capacidad en la memoria del NCK, borre el contenido del directorio "TEMP". Allí, ShopMill guarda los programas que se generan a nivel interno para el cálculo de los procesos de vaciado.
Abra el gestor de programas.
Coloque el cursor en el directorio/programa que quiera borrar.
Borrar
Accione los pulsadores de menú "Borrar" y "OK".
El directorio o programa seleccionado se borra.
6 Gestión de archivos 11/2006 6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. 6-364 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
6.2.9 Salvar/leer datos de origen
Además de los programas puede guardar también datos de herramienta y ajustes de origen. Esta posibilidad se utiliza, p. ej., para guardar los datos de herramienta y de origen que precisa un determinado programa de pasos de trabajo. De este modo, si quiere ejecutar este programa de nuevo en un momento posterior, puede volver a acceder rápidamente a los correspondientes ajustes.
También los datos de herramienta determinados en un aparato externo de ajuste previo de herramientas se pueden copiar así fácilmente en la gestión de herramientas. Véase al respecto la Bibliografía: /FBSPsl/, Manual de puesta en servicio ShopMill
Puede elegir los datos que quiera guardar:
• Datos de herramienta • Ocupación del almacén • Orígenes • Decalaje base
Además puede determinar el volumen del almacenamiento de datos: • Lista de herramientas completa o todos los orígenes • Todos los datos de herramienta u orígenes utilizados en el
programa
Sólo es posible leer la ocupación del almacén si su sistema prevé la carga y descarga de datos de herramienta en/del almacén (véase el capítulo "Cargar o descargar herramientas").
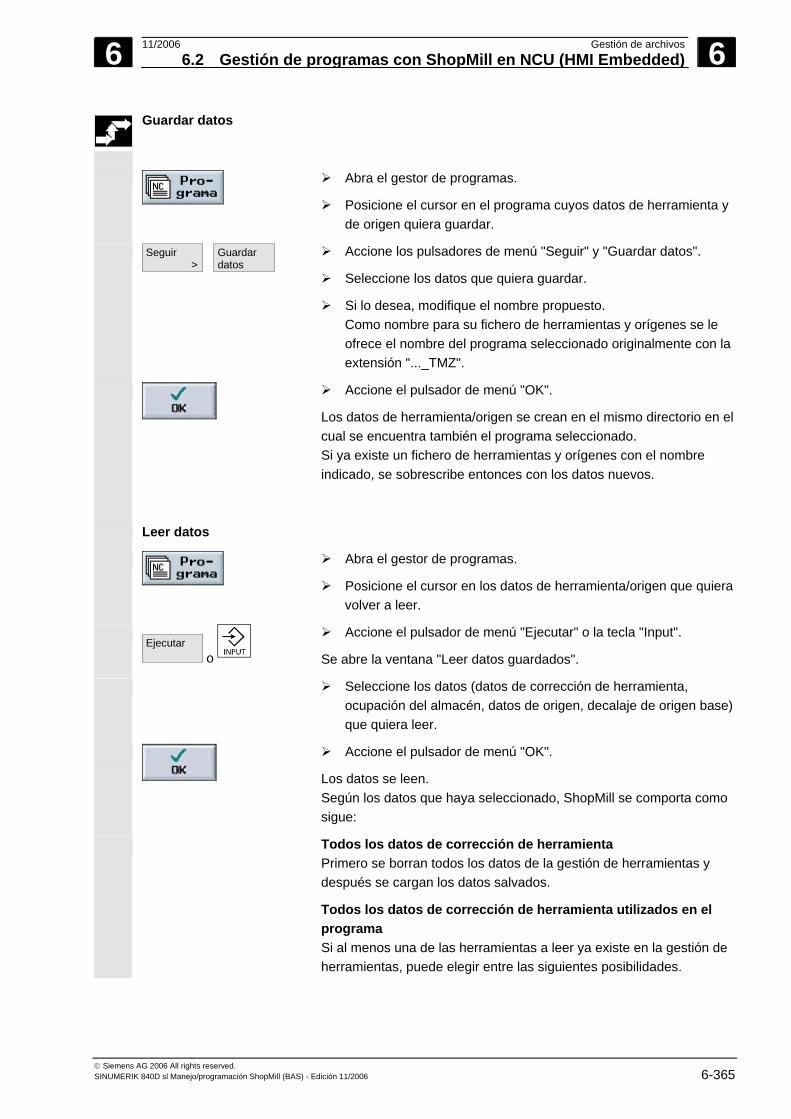
6 11/2006 Gestión de archivos6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-365
Guardar datos
Abra el gestor de programas.
Posicione el cursor en el programa cuyos datos de herramienta y de origen quiera guardar.
Seguir >
Guardardatos
Accione los pulsadores de menú "Seguir" y "Guardar datos".
Seleccione los datos que quiera guardar.
Si lo desea, modifique el nombre propuesto. Como nombre para su fichero de herramientas y orígenes se le ofrece el nombre del programa seleccionado originalmente con la extensión "..._TMZ".
Accione el pulsador de menú "OK".
Los datos de herramienta/origen se crean en el mismo directorio en el cual se encuentra también el programa seleccionado. Si ya existe un fichero de herramientas y orígenes con el nombre indicado, se sobrescribe entonces con los datos nuevos.
Leer datos
Abra el gestor de programas.
Posicione el cursor en los datos de herramienta/origen que quiera volver a leer.
Ejecutar
o
Accione el pulsador de menú "Ejecutar" o la tecla "Input".
Se abre la ventana "Leer datos guardados".
Seleccione los datos (datos de corrección de herramienta, ocupación del almacén, datos de origen, decalaje de origen base) que quiera leer.
Accione el pulsador de menú "OK".
Los datos se leen. Según los datos que haya seleccionado, ShopMill se comporta como sigue:
Todos los datos de corrección de herramienta Primero se borran todos los datos de la gestión de herramientas y después se cargan los datos salvados.
Todos los datos de corrección de herramienta utilizados en el programa Si al menos una de las herramientas a leer ya existe en la gestión de herramientas, puede elegir entre las siguientes posibilidades.
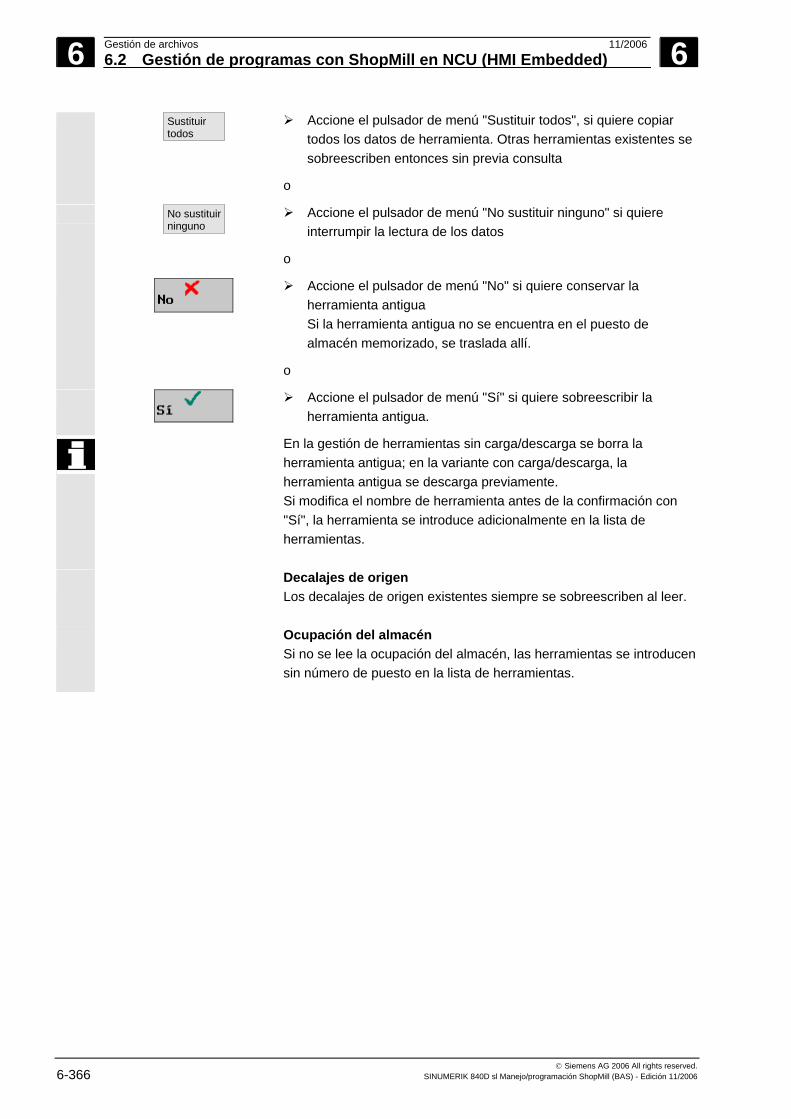
6 Gestión de archivos 11/2006 6.2 Gestión de programas con ShopMill en NCU (HMI Embedded)
6
© Siemens AG 2006 All rights reserved. 6-366 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Sustituirtodos
Accione el pulsador de menú "Sustituir todos", si quiere copiar todos los datos de herramienta. Otras herramientas existentes se sobreescriben entonces sin previa consulta
o
No sustituirninguno
Accione el pulsador de menú "No sustituir ninguno" si quiere interrumpir la lectura de los datos
o
Accione el pulsador de menú "No" si quiere conservar la herramienta antigua Si la herramienta antigua no se encuentra en el puesto de almacén memorizado, se traslada allí.
o
Accione el pulsador de menú "Sí" si quiere sobreescribir la herramienta antigua.
En la gestión de herramientas sin carga/descarga se borra la herramienta antigua; en la variante con carga/descarga, la herramienta antigua se descarga previamente. Si modifica el nombre de herramienta antes de la confirmación con "Sí", la herramienta se introduce adicionalmente en la lista de herramientas.
Decalajes de origen Los decalajes de origen existentes siempre se sobreescriben al leer.
Ocupación del almacén Si no se lee la ocupación del almacén, las herramientas se introducen sin número de puesto en la lista de herramientas.
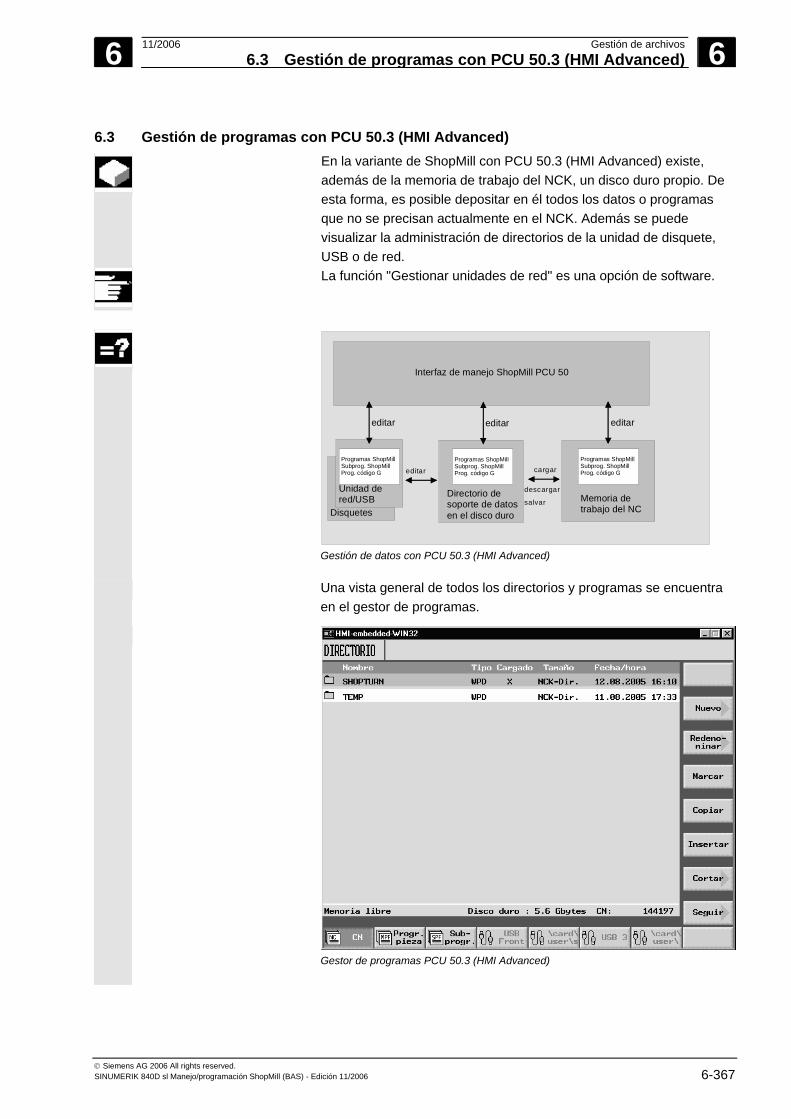
6 11/2006 Gestión de archivos6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-367
6.3 Gestión de programas con PCU 50.3 (HMI Advanced) En la variante de ShopMill con PCU 50.3 (HMI Advanced) existe,
además de la memoria de trabajo del NCK, un disco duro propio. De esta forma, es posible depositar en él todos los datos o programas que no se precisan actualmente en el NCK. Además se puede visualizar la administración de directorios de la unidad de disquete, USB o de red.
La función "Gestionar unidades de red" es una opción de software.
Interfaz de manejo ShopMill PCU 50
Memoria de trabajo del NC
editar
Directorio desoporte de datosen el disco duro
Programas ShopMillSubprog. ShopMillProg. código Geditar
editar
cargar
descargar
salvarDisquetes
editar
Unidad de red/USB
Programas ShopMillSubprog. ShopMillProg. código G
Programas ShopMillSubprog. ShopMillProg. código G
Gestión de datos con PCU 50.3 (HMI Advanced)
Una vista general de todos los directorios y programas se encuentra en el gestor de programas.
Gestor de programas PCU 50.3 (HMI Advanced)
6 Gestión de archivos 11/2006 6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. 6-368 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
En el menú de pulsadores horizontal se puede seleccionar el medio de memoria cuyos directorios y programas quiera visualizar. Además del pulsador de menú "CN", que permite visualizar los datos de la memoria de trabajo del NCK y del directorio de gestión de datos del disco duro, pueden estar ocupados 8 pulsadores de menú más. Allí es posible visualizar los directorios y programas de los siguientes medios de memoria: • Unidades USB/de red (¡se requiere tarjeta de red!) • Disquetera • Interfaz USB frontal local • Directorio de memoria intermedia en el disco duro Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
En la vista general, los símbolos de columna izquierda tienen los siguientes significados:
Directorio
Programa
Datos de origen/herramienta
Los directorios y programas se listan siempre junto con la siguiente información: • Nombre
El nombre puede tener máx. 24 caracteres. Si los datos se transmiten a sistemas externos, el nombre se reduce a 8 caracteres.
• Tipo Directorio: WPD Programa: MPF Datos de origen/herramienta: INI
• Cargado Una X en la columna "Cargado" indica si el programa se encuentra todavía en la memoria de trabajo del NCK (X) o se ha trasladado al disco duro ( ).
• Tamaño (en bytes) • Fecha/hora (de la creación o de la última modificación)
Más información sobre el manejo de ficheros, la selección y la ejecución de un programa se encuentran en la:
Bibliografía: /BAD/, Instrucciones de manejo HMI Advanced
En el directorio "TEMP", ShopMill guarda los programas que se generan a nivel interno para el cálculo de los procesos de desbaste.
Por encima del menú de pulsadores horizontal se encuentran datos sobre la ocupación de la memoria en el disco duro y en el NCK.
6 11/2006 Gestión de archivos6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-369
Abrir directorio
o
Accione el pulsador de menú "Programa" o la tecla "Gestor de programas".
Se abre una lista de directorios.
...
Seleccione a través del pulsador de menú el medio de memoria.
Posicione el cursor en el directorio que quiera abrir.
o
Pulse la tecla "Input" o "Cursor derecha".
Ahora puede ver todos los programas en este directorio.
Salto hacia atrás al nivel superior del directorio
Pulse la tecla "Cursor izquierda" con el cursor en cualquier línea
o
Posicione el cursor en la línea de retroceso
y
o
Pulse la tecla "Input" o "Cursor izquierda".
Se visualiza el nivel de directorio de orden superior.
6.3.1 Abrir programa
Si quiere mirar un programa con más detalle o realizar modificaciones en él, visualice el plan de trabajo del programa.
Accione el pulsador de menú "Programa".
Se abre una lista de directorios.
Posicione el cursor en el programa que quiera abrir.
o
Pulse la tecla "Input" o "Cursor derecha".
El programa seleccionado se abre en el campo de manejo "Programa". Se muestra el plan de trabajo del programa.
6 Gestión de archivos 11/2006 6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. 6-370 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
6.3.2 Ejecutar programa
Todos los programas guardados en su sistema se pueden seleccionar en todo momento para el mecanizado automático de piezas.
Abra el gestor de programas.
Posicione el cursor en el programa que quiera ejecutar.
Ejecutar
Accione el pulsador de menú "Ejecutar".
Entonces, ShopMill conmuta al modo de operación "Máquina auto" y carga el programa.
Cycle Start
Pulse a continuación la tecla "Cycle Start".
Se inicia el mecanizado de la pieza (véase también el cap. "Modo automático").
Si el programa ya está abierto en el campo de manejo "Programa", accione el pulsador de menú "Ejecutar" para cargarlo en el modo de operación "Máquina auto". Allí, el mecanizado de la pieza se inicia igualmente con la tecla "Cycle Start".
6.3.3 Amarre múltiple
La función "Amarre múltiple" produce una optimización de los cambios de herramienta a través de varios amarres de la pieza. Esto reduce los tiempos improductivos, dado que todos los mecanizados de una herramienta se ejecutan en todos los amarres antes de iniciar el siguiente cambio de herramienta.
Además de amarres superficiales puede utilizar la función "Amarre
múltiple" también para puentes de sujeción rotatorios. Para este fin, la máquina tiene que disponer de un eje giratorio adicional (p. ej.: eje A) o de un aparato de división.
Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto.
Esta función no sólo permite mecanizar piezas iguales, sino también distintas.
La función "Amarre múltiple para distintos programas" es una opción de software.
6 11/2006 Gestión de archivos6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-371
ShopMill genera a partir de varios programas automáticamente un programa único. El orden de las herramientas dentro de un programa se conserva. Los ciclos y subprogramas no se descomponen y los patrones de posición se ejecutan cerrados.
Los distintos programas tienen que cumplir los siguientes requisitos:
• Sólo programas de pasos de trabajo (no programas de códigos G)• Los programas tienen que ser ejecutables • El programa del primer amarre tiene que estar introducido • Sin marcas/repeticiones, es decir, sin saltos en el programa • Sin conmutación pulgadas/métrico • Sin decalajes de origen • Sin transformaciones de coordenadas (decalaje, escala, etc.) • Los contornos tienen que poseer nombres unívocos; es decir que
el mismo nombre de contorno no se debe llamar en varios programas
• En el ciclo de vaciado (fresar contorno), el parámetro "Posición inicial" no debe estar ajustado a "manual".
• Sin ajustes automantenidos, es decir, ajustes que actúan en todas las secuencias de programa posteriores (sólo con amarre múltiple para distintos programas)
• Antes de crear programas para amarres múltiples no se deben indicar distancias de seguridad distintas a través de "Configuración".
• Máx. 50 contornos por amarre • Máx. 99 amarres
Las marcas o repeticiones que no se deben utilizar en programas
para el amarre múltiple se pueden eludir con la ayuda de subprogramas.
Abra el gestor de programas.
Seguir >
Amarresmúltiples Accione los pulsadores de menú "Seguir" y "Amarre múltiple".
Introduzca el número de amarres y el número del primer decalaje de origen que se utilizará. Los amarres se mecanizan en orden ascendente a partir del decalaje de origen inicial. Los decalajes de origen se definen en el menú "Herramientas/Decalajes de origen" (ver cap. "Decalajes de origen").
Introduzca un nombre para el nuevo programa global (XYZ.MPF).
6 Gestión de archivos 11/2006 6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. 6-372 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
OK Accione el pulsador de menú "OK".
Se abre una lista en la cual se tienen que asignar los distintos programas a los decalajes de origen. No es necesario asignar programas a todos los decalajes de origen; es decir, amarres, pero sí al menos a dos.
Selecciónprograma Accione el pulsador de menú "Selección programas".
Se abre una lista de los programas.
Posicione el cursor en el programa deseado.
OK
Accione el pulsador de menú "OK".
El programa se incorpora en la lista de asignación.
Repita el proceso hasta que se haya asignado un programa a cada decalaje de origen deseado.
En todoslos amarres Accione el pulsador de menú "En todos los amarres" si quiere
ejecutar el mismo programa en todos los amarres. También es posible asignar primero distintos programas a decalajes de origen individuales y posteriormente el mismo programa a los restantes decalajes de origen mediante el pulsador de menú "En todos los amarres".
Borrarselección
Borrar todo Acciones el pulsador de menú "Borrar selección" o "Borrar todo"
para eliminar programas individuales o todos los programas de la lista de asignación.
Calcularprograma Accione el pulsador de menú "Calcular programa" cuando la lista
de asignación está completa.
Se procede a una optimización de los cambios de herramienta. A continuación, se renumera el programa global y se indica en el cambio entre los distintos amarres el número del amarre actual. Adicionalmente al programa global (XYZ.MPF) se crea el archivo XYZ_MCD.INI en el cual se guarda la asignación entre decalajes de origen y programas. Los dos programas se guardan en el directorio que estaba seleccionado previamente en el gestor de programas.
Si, desde la lista de asignación, pasa (sin "Cancelar" o "Crear programa") a otra función y vuelve a llamar posteriormente la función "Amarre múltiple", se abre nuevamente la misma lista de asignación.
6 11/2006 Gestión de archivos6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-373
6.3.4 Cargar/descargar programa
Si, en un futuro próximo, no quiere ejecutar uno o varios programas, puede descargarlos de la memoria de trabajo del NCK. Entonces, los programas quedan guardados en el disco duro y se vuelve a liberar memoria de trabajo del NCK.
En cuanto haga ejecutar un programa que estaba almacenado en el
disco duro, se vuelve a cargar automáticamente en la memoria de trabajo del NCK. Sin embargo, también puede volver a cargar manualmente uno o varios programas de pasos de trabajo en la memoria de trabajo del NCK sin tener que ejecutarlos inmediatamente.
Los programas que se encuentran en el modo de operación "Máquina auto" no se pueden descargar de la memoria de trabajo del NCK al disco duro.
Descargar programa
Abra el gestor de programas.
Coloque el cursor en el programa que desee descargar de la memoria de trabajo del NCK.
Seguir >
Descargamanual
Accione los pulsadores de menú "Seguir" y "Descarga manual".
El programa seleccionado ya no aparece marcado con una "X" en la columna "Cargado". En la línea que indica la capacidad de memoria libre se puede ver que se ha liberado memoria de trabajo del NCK.
Cargar programa
Abra el gestor de programas.
Coloque el cursor en el programa que desee cargar en la memoria de trabajo del NCK.
Otros >
Cargamanual
Accione los pulsadores de menú "Otros" y "Carga manual".
El programa seleccionado aparece marcado con una "X" en la columna "Cargado".
6 Gestión de archivos 11/2006 6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. 6-374 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
6.3.5 Ejecutar programa de código G desde disquetera/red Si la capacidad de su memoria de trabajo del NCK ya está muy
ocupada, puede ejecutar los programas de código G también desde el disco duro o la disquetera/unidad de red. Entonces, no se carga el programa de código G completo antes de la ejecución en la memoria del NCK, sino tan sólo una primera parte del mismo. Tras la ejecución de la primera parte, se vuelven a cargar continuamente nuevos bloques.
Al ejecutar el programa de código G desde el disco duro o desde la disquetera/unidad de red, éste permanece memorizado allí.
Los programas de pasos de trabajo no se pueden ejecutar desde el disco duro o la disquetera/unidad de red.
Ejecutar programa de
códigos G desde el disco duro
Abra el gestor de programas. Posicione el cursor en el directorio en el cual quiera hacer
ejecutar un programa de código G desde el disco duro.
o
Pulse la tecla "Input" o "Cursor derecha". Se abre una lista de los programas.
Posicione el cursor en el programa de código G que quiera ejecutar desde el disco duro (sin "X").
Otros >
Ejecutarde disco
Accione los pulsadores de menú "Otros" y "Ejecutar de disco". Entonces, ShopMill conmuta al modo de operación "Máquina auto" y carga el programa de código G.
Ejecutar programa de código G desde disquetera/red
Abra el gestor de programas.
...
Seleccione a través del pulsador de menú la disquetera/unidad USB/de red o la interfaz USB local.
Coloque el cursor en el directorio en el cual desee ejecutar un programa de código G.
o
Pulse la tecla "Input" o "Cursor derecha".
Se abre el directorio.

6 11/2006 Gestión de archivos6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-375
Posicione el cursor en el programa de código G que quiera ejecutar.
Otros >
Ejecutarde disco
Accione los pulsadores de menú "Otros" y "Ejecutar de disco".
Entonces, ShopMill conmuta al modo de operación "Máquina auto" y carga el programa de código G.
Cycle Start
Pulse la tecla "Cycle-Start".
Se inicia el mecanizado de la pieza (véase también el cap. "Modo automático"). El contenido del programa se carga continuamente en la memoria del NCK, a medida que progresa la ejecución.
6 Gestión de archivos 11/2006 6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. 6-376 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
6.3.6 Crear nuevo directorio/programa
Las estructuras de directorio le ayudan a gestionar sus programas y datos de forma clara. Para este fin, puede crear un número ilimitado de subdirectorios en un directorio. En un subdirectorio/directorio, por su parte, puede crear programas y generar a continuación bloques para estos (véase el apartado "Programación con ShopMill"). El nuevo programa se guarda automáticamente en la memoria de trabajo del NCK.
Crear directorio
Abra el gestor de programas.
Nuevo
Directorio
Accione los pulsadores de menú "Nuevo" y "Directorio".
Introduzca el nuevo nombre del directorio.
Accione el pulsador de menú "OK".
Se crea el directorio deseado.
Crear programa
Abra el gestor de programas.
Coloque el cursor en el directorio en el cual desee crear un nuevo programa.
o
Pulse la tecla "Input" o "Cursor derecha".
Nuevo >
Accione el pulsador de menú "Nuevo".
ProgramaShopMill
A continuación, accione el pulsador de menú "Programa ShopMill" si quiere crear un programa de pasos de trabajo. (Véase el apartado "Programación con ShopMill").
o
Programacódigo G
Accione el pulsador de menú "Programa código G" si quiere crear un programa en código G. (Véase el apartado "Programación con códigos G").
6 11/2006 Gestión de archivos6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-377
6.3.7 Marcar varios programas
Para poder copiar, borrar, etc., posteriormente varios programas a la vez, puede marcarlos como bloque o individualmente.
Marcar varios programas
como bloque
Abra el gestor de programas.
Posicione el cursor en el primer programa que quiera marcar.
Marcar
Accione el pulsador de menú "Marcar".
o
Amplíe su selección de programas con las teclas del cursor hacia arriba o hacia abajo.
Se marca todo el bloque de programas.
Marcar varios programas individualmente
Abra el gestor de programas.
Posicione el cursor en el primer programa que quiera marcar.
Pulse la tecla "Selecc."
o
A continuación, mueva el cursor al siguiente programa que quiera seleccionar.
Vuelva a pulsar la tecla "Selecc.".
Se marcan los programas seleccionados individualmente.
6 Gestión de archivos 11/2006 6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. 6-378 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
6.3.8 Copiar/renombrar/desplazar directorio/programa
Si quiere crear un nuevo directorio o programa similar a otro existente, puede ahorrar tiempo copiando el directorio o programa antiguo y modificando únicamente programas o bloques seleccionados. Además puede desplazar directorios o programas o asignarles un nombre distinto. La posibilidad de copiar, cortar y pegar directorios y programas se utiliza también para intercambiar datos con otros sistemas ShopMill a través de un disquete o una unidad de red.
Un programa no se puede renombrar si está cargado al mismo tiempo
en el modo de operación "Máquina auto".
Copiar
directorio/programa
Abra el gestor de programas.
Coloque el cursor en el directorio/programa que quiera copiar.
Copiar
Accione el pulsador de menú "Copiar".
Seleccione el nivel del directorio en el cual quiera insertar su directorio/programa copiado.
Insertar
Accione el pulsador de menú "Insertar".
El directorio/programa copiado se inserta en el nivel de directorio seleccionado. Si en este nivel ya existe un directorio/programa con el mismo nombre, se le consulta si quiere sobrescribir el directorio/programa o insertarlo bajo un nombre distinto.
Accione el pulsador de menú "OK" si quiere sobrescribir el directorio/programa
o
Introduzca un nombre distinto si quiere insertar el directorio/programa bajo un nombre diferente
y
Accione el pulsador de menú "OK".
6 11/2006 Gestión de archivos6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-379
Renombrar directorio/programa
Abra el gestor de programas.
Coloque el cursor en el directorio/programa que quiera renombrar.
Redeno-minar
Accione el pulsador de menú "Renombrar".
Introduzca en el campo "En:" el nuevo nombre de directorio o de programa. El nombre tiene que ser unívoco, es decir, no se admiten dos directorios o programas con el mismo nombre.
Accione el pulsador de menú "OK".
Se cambia el nombre del directorio/programa.
Desplazar directorio/programa
Abra el gestor de programas.
Coloque el cursor en el directorio/programa que quiera desplazar.
Cortar
Accione los pulsadores de menú "Cortar" y "OK".
El directorio/programa seleccionado se corta en este punto y se guarda en una memoria intermedia.
Seleccione el nivel del directorio en el cual quiere insertar el directorio/programa.
Insertar
Accione el pulsador de menú "Insertar".
El directorio/programa se desplaza al nivel seleccionado. Si en este nivel de directorio ya existe un directorio/programa con el mismo nombre, se le consulta si quiere sobreescribir el directorio/programa o insertarlo bajo un nombre distinto.
Accione el pulsador de menú "OK" si quiere sobreescribir el directorio/programa
o
Introduzca un nombre distinto si quiere insertar el directorio/programa bajo un nombre diferente
y
Accione el pulsador de menú "OK".
6 Gestión de archivos 11/2006 6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. 6-380 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
6.3.9 Borrar directorio/programa
Borre de vez en cuando los programas o directorios que ya no utiliza para mantener clara su gestión de datos. En su caso, guarde estos datos antes en un soporte de datos externo (p. ej. unidad flash USB) o en una unidad USB/red.
Tenga en cuenta que, al borrar un directorio, se borran también todos
los programas, datos de herramienta y de origen, así como los subdirectorios que se encuentren en el directorio en cuestión.
Si quiere liberar capacidad en la memoria del NCK, borre el contenido del directorio "TEMP". Allí, ShopMill guarda los programas que se generan a nivel interno para el cálculo de los procesos de vaciado.
Abra el gestor de programas.
Coloque el cursor en el directorio/programa que quiera borrar.
Cortar
Accione los pulsadores de menú "Cortar" y "OK".
El directorio o programa seleccionado se borra.
6.3.10 Salvar/leer datos de origen
Además de los programas puede guardar también datos de herramienta y ajustes de origen. Esta posibilidad se utiliza, p. ej., para guardar los datos de herramienta y de origen que precisa un determinado programa de pasos de trabajo. De este modo, si quiere ejecutar este programa de nuevo en un momento posterior, puede volver a acceder rápidamente a los correspondientes ajustes.
También los datos de herramienta determinados en un aparato externo de ajuste previo de herramientas se pueden copiar así fácilmente en la gestión de herramientas. Véase al respecto la Bibliografía: /FBSPsl/, Instrucciones de puesta en marcha ShopMill
Puede elegir los datos que quiera guardar:
• Datos de herramienta • Ocupación del almacén • Orígenes • Decalaje base
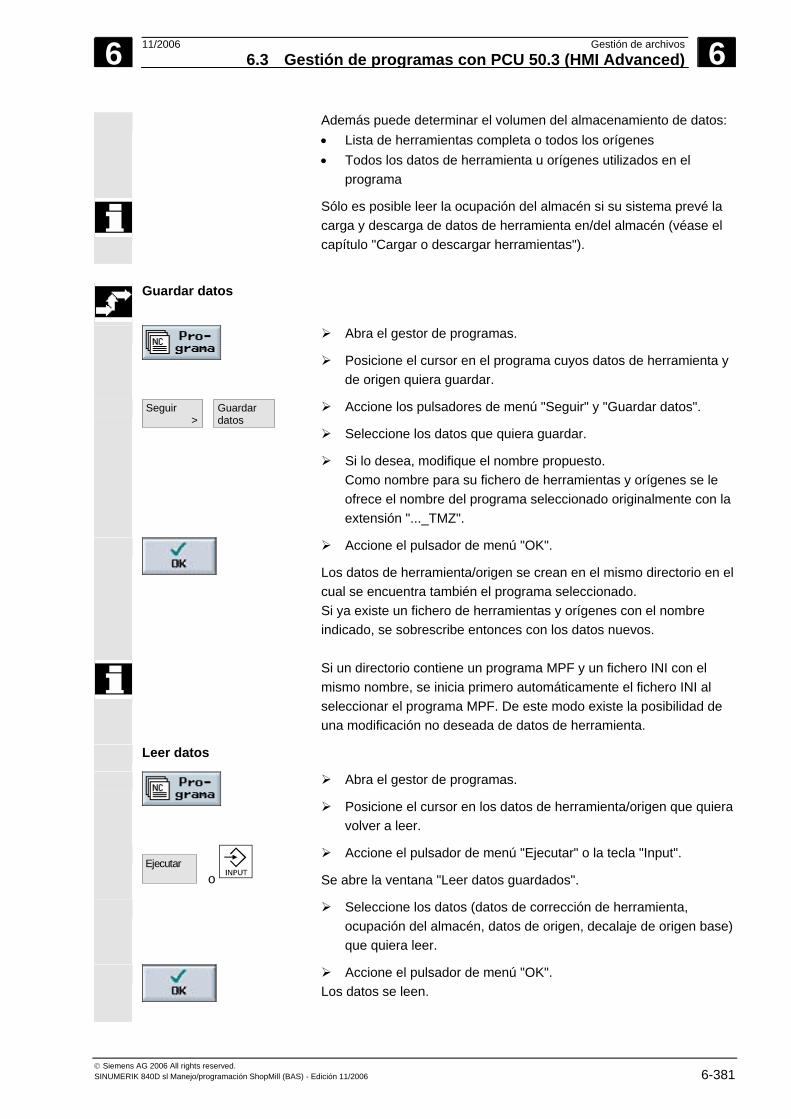
6 11/2006 Gestión de archivos6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 6-381
Además puede determinar el volumen del almacenamiento de datos: • Lista de herramientas completa o todos los orígenes • Todos los datos de herramienta u orígenes utilizados en el
programa
Sólo es posible leer la ocupación del almacén si su sistema prevé la carga y descarga de datos de herramienta en/del almacén (véase el capítulo "Cargar o descargar herramientas").
Guardar datos
Abra el gestor de programas.
Posicione el cursor en el programa cuyos datos de herramienta y de origen quiera guardar.
Seguir >
Guardardatos
Accione los pulsadores de menú "Seguir" y "Guardar datos".
Seleccione los datos que quiera guardar.
Si lo desea, modifique el nombre propuesto. Como nombre para su fichero de herramientas y orígenes se le ofrece el nombre del programa seleccionado originalmente con la extensión "..._TMZ".
Accione el pulsador de menú "OK".
Los datos de herramienta/origen se crean en el mismo directorio en el cual se encuentra también el programa seleccionado. Si ya existe un fichero de herramientas y orígenes con el nombre indicado, se sobrescribe entonces con los datos nuevos.
Si un directorio contiene un programa MPF y un fichero INI con el mismo nombre, se inicia primero automáticamente el fichero INI al seleccionar el programa MPF. De este modo existe la posibilidad de una modificación no deseada de datos de herramienta.
Leer datos
Abra el gestor de programas.
Posicione el cursor en los datos de herramienta/origen que quiera volver a leer.
Ejecutar
o
Accione el pulsador de menú "Ejecutar" o la tecla "Input".
Se abre la ventana "Leer datos guardados".
Seleccione los datos (datos de corrección de herramienta, ocupación del almacén, datos de origen, decalaje de origen base) que quiera leer.
Accione el pulsador de menú "OK". Los datos se leen.
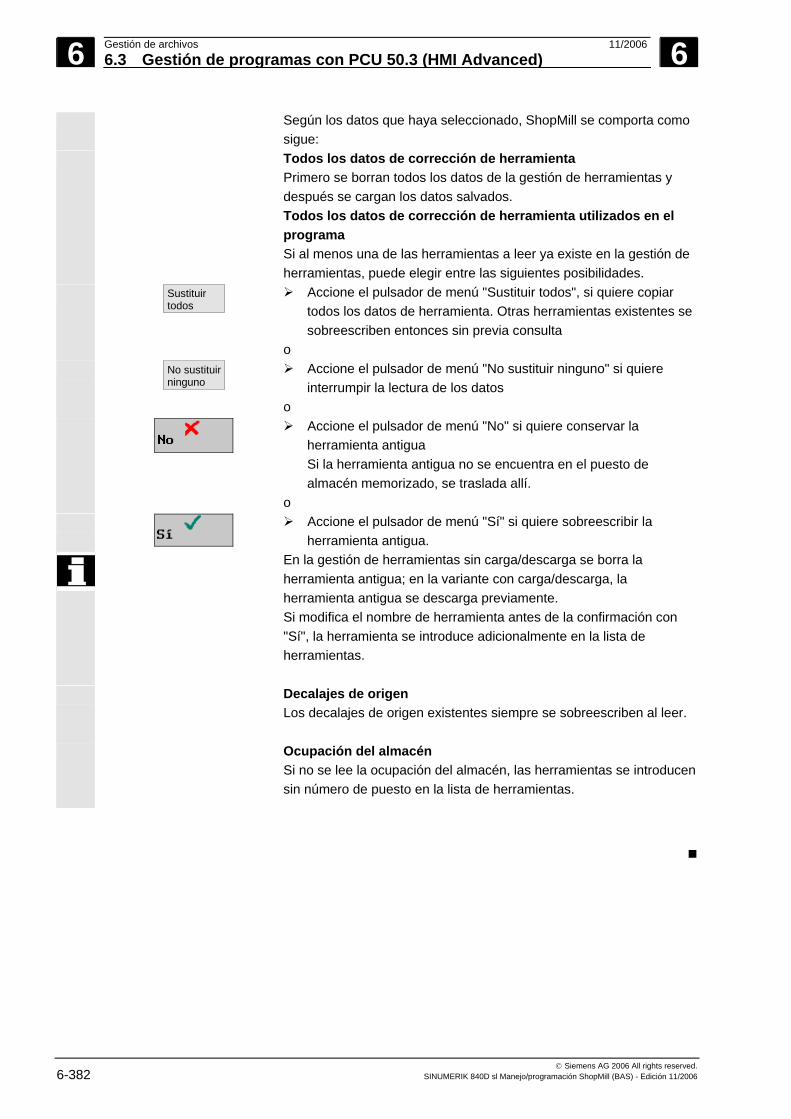
6 Gestión de archivos 11/2006 6.3 Gestión de programas con PCU 50.3 (HMI Advanced)
6
© Siemens AG 2006 All rights reserved. 6-382 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Según los datos que haya seleccionado, ShopMill se comporta como sigue:
Todos los datos de corrección de herramienta Primero se borran todos los datos de la gestión de herramientas y después se cargan los datos salvados. Todos los datos de corrección de herramienta utilizados en el programa Si al menos una de las herramientas a leer ya existe en la gestión de herramientas, puede elegir entre las siguientes posibilidades.
Sustituirtodos
Accione el pulsador de menú "Sustituir todos", si quiere copiar todos los datos de herramienta. Otras herramientas existentes se sobreescriben entonces sin previa consulta
o No sustituir
ninguno Accione el pulsador de menú "No sustituir ninguno" si quiere
interrumpir la lectura de los datos o
Accione el pulsador de menú "No" si quiere conservar la herramienta antigua Si la herramienta antigua no se encuentra en el puesto de almacén memorizado, se traslada allí.
o
Accione el pulsador de menú "Sí" si quiere sobreescribir la
herramienta antigua. En la gestión de herramientas sin carga/descarga se borra la
herramienta antigua; en la variante con carga/descarga, la herramienta antigua se descarga previamente. Si modifica el nombre de herramienta antes de la confirmación con "Sí", la herramienta se introduce adicionalmente en la lista de herramientas.
Decalajes de origen Los decalajes de origen existentes siempre se sobreescriben al leer.
Ocupación del almacén Si no se lee la ocupación del almacén, las herramientas se introducen sin número de puesto en la lista de herramientas.
7 11/2006 Matricería y moldes 7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 7-383
Matricería y moldes 7.1 Condiciones ............................................................................................................ 7-384
7.2 Ajustar máquina ...................................................................................................... 7-386 7.2.1 Medir herramienta................................................................................................... 7-386
7.3 Crear un programa.................................................................................................. 7-387 7.3.1 Crear un programa.................................................................................................. 7-387 7.3.2 Programar herramienta........................................................................................... 7-387 7.3.3 Programar el ciclo "High Speed Settings" .............................................................. 7-387 7.3.4 Llamada de subprograma....................................................................................... 7-388
7.4 Ejecutar programa .................................................................................................. 7-393 7.4.1 Seleccionar programa para la ejecución ................................................................ 7-393 7.4.2 Iniciar el mecanizado en un punto determinado del programa............................... 7-393
7.5 Ejemplo ................................................................................................................... 7-395
7 Matricería y moldes 11/2006 7.1 Condiciones
7
© Siemens AG 2006 All rights reserved. 7-384 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
7.1 Condiciones En este capítulo sólo se describen particularidades asociadas al tema
matricería y los moldes con ShopMill. Una descripción detallada de las funciones ShopMill se encuentra en los capítulos anteriores.
Además de programas de pasos de trabajo, ShopMill puede procesar también programas de matricería y moldes en códigos G. El requisito es la optimización de los accionamientos. Ténganse en cuenta las indicaciones del fabricante de la máquina al respecto. Según el tipo de máquina, se pueden ejecutar también mecanizados de 5ejes dinámicos además de aplicaciones de 3 ejes para matricería y moldes. Las funciones integradas en ShopMill para ajustar la máquina, tales como la determinación del origen de la pieza o la medición de herramientas, también se pueden utilizar para programas de matricería y moldes.
Estructura y memorización de programas
Con el fin de obtener un control de velocidad óptimo para sus programas de matricería y moldes, debería dividirlos en un programa tecnológico central y programas de geometría separados (sin crear un programa completo).
• Programa tecnológico El programa tecnológico contiene ajustes básicos como decalaje de origen, llamada de herramientas, valores de avance, velocidad de giro del cabezal y órdenes de control para el control de velocidad. Además, desde el programa tecnológico se llama a los programas de geometría como subprogramas. El programa tecnológico se puede crear en el editor de códigos G de ShopMill.
• Programa de geometría Los programas de geometría de las distintas clases de mecanizado (desbaste, acabado previo y acabado) contienen únicamente los valores geométricos de la superficie de forma libre a mecanizar. Los programas de geometría se crean en un sistema CAM externo en forma de secuencias G01. Según la aplicación, los programas de geometría tienen un tamaño de entre 500 KB y 100 MB. Programas con este tamaño ya no se pueden ejecutar directamente en la memoria de trabajo del NCK, sino que se tienen que ejecutar desde externo a través de EXTCALL. Es decir, los programas de geometría se tienen que guardar en el disco duro del PCU 50.3 (HMI Advanced) o en una tarjeta Compact Flash con ShopMill en NCU (HMI Embedded). Con ambas variantes de ShopMill tiene además la posibilidad de guardar los programas de geometría en una unidad de red.
Las funciones "Memoria de usuario 256 MB" para la tarjeta CompactFlash, así como "Gestionar unidades de red" son una opción de software.
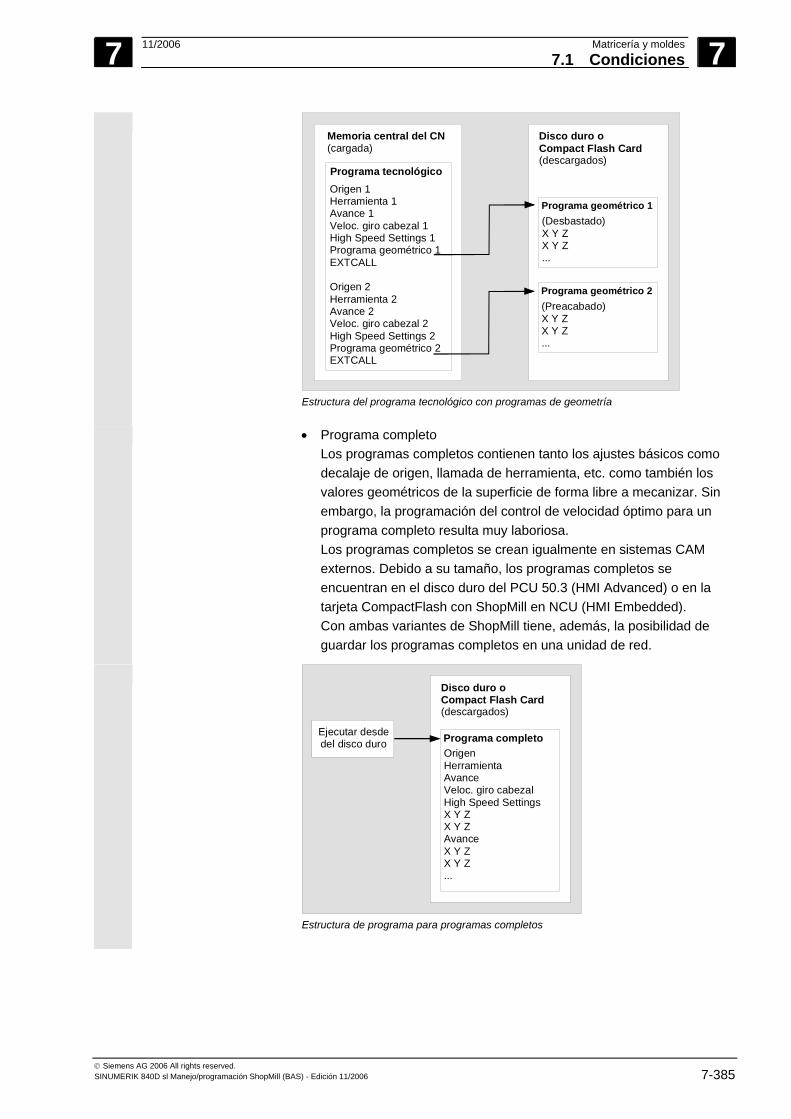
7 11/2006 Matricería y moldes7.1 Condiciones
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 7-385
Memoria central del CN(cargada)
Programa tecnológicoOrigen 1Herramienta 1Avance 1Veloc. giro cabezal 1High Speed Settings 1Programa geométrico 1EXTCALL
Origen 2Herramienta 2Avance 2Veloc. giro cabezal 2High Speed Settings 2Programa geométrico 2EXTCALL
Disco duro oCompact Flash Card(descargados)
Programa geométrico 1(Desbastado)X Y ZX Y Z...
Programa geométrico 2(Preacabado)X Y ZX Y Z...
Estructura del programa tecnológico con programas de geometría
• Programa completo Los programas completos contienen tanto los ajustes básicos como decalaje de origen, llamada de herramienta, etc. como también los valores geométricos de la superficie de forma libre a mecanizar. Sin embargo, la programación del control de velocidad óptimo para un programa completo resulta muy laboriosa. Los programas completos se crean igualmente en sistemas CAM externos. Debido a su tamaño, los programas completos se encuentran en el disco duro del PCU 50.3 (HMI Advanced) o en la tarjeta CompactFlash con ShopMill en NCU (HMI Embedded). Con ambas variantes de ShopMill tiene, además, la posibilidad de guardar los programas completos en una unidad de red.
Ejecutar desde del disco duro
Disco duro oCompact Flash Card(descargados)
Programa completoOrigenHerramientaAvanceVeloc. giro cabezalHigh Speed SettingsX Y ZX Y ZAvanceX Y ZX Y Z...
Estructura de programa para programas completos
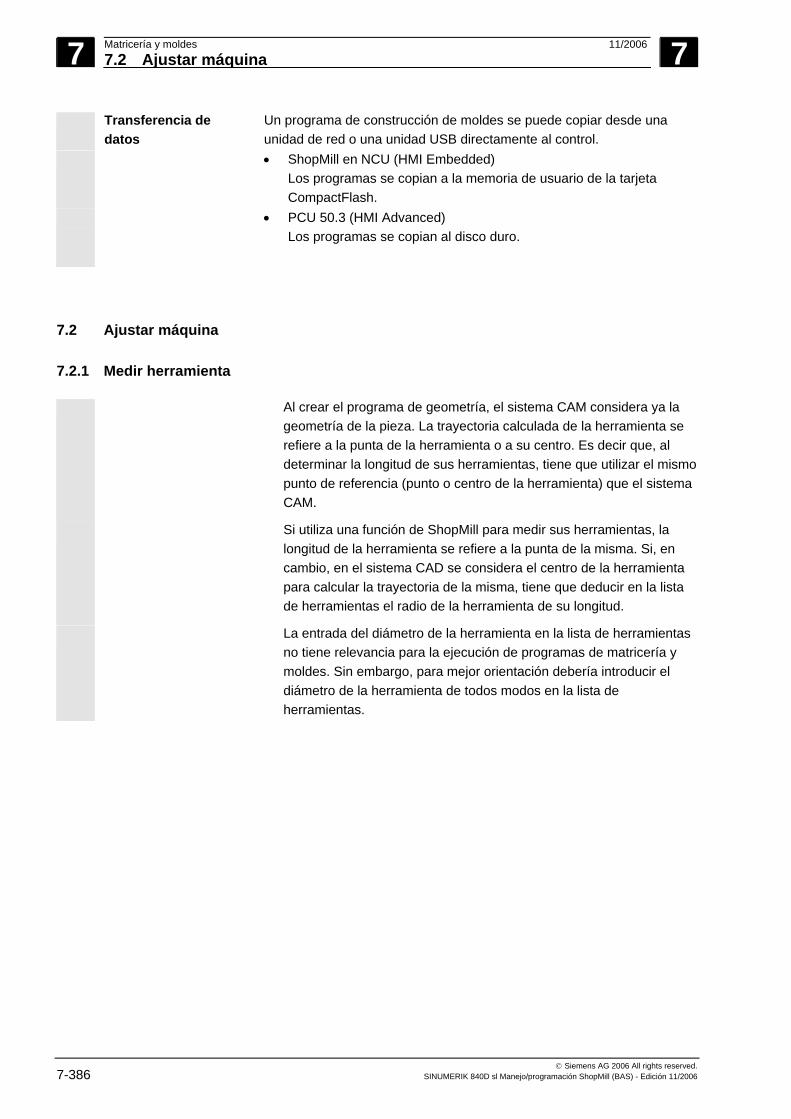
7 Matricería y moldes 11/2006 7.2 Ajustar máquina
7
© Siemens AG 2006 All rights reserved. 7-386 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Transferencia de datos
Un programa de construcción de moldes se puede copiar desde una unidad de red o una unidad USB directamente al control.
• ShopMill en NCU (HMI Embedded) Los programas se copian a la memoria de usuario de la tarjeta CompactFlash.
• PCU 50.3 (HMI Advanced) Los programas se copian al disco duro.
7.2 Ajustar máquina
7.2.1 Medir herramienta
Al crear el programa de geometría, el sistema CAM considera ya la geometría de la pieza. La trayectoria calculada de la herramienta se refiere a la punta de la herramienta o a su centro. Es decir que, al determinar la longitud de sus herramientas, tiene que utilizar el mismo punto de referencia (punto o centro de la herramienta) que el sistema CAM.
Si utiliza una función de ShopMill para medir sus herramientas, la longitud de la herramienta se refiere a la punta de la misma. Si, en cambio, en el sistema CAD se considera el centro de la herramienta para calcular la trayectoria de la misma, tiene que deducir en la lista de herramientas el radio de la herramienta de su longitud.
La entrada del diámetro de la herramienta en la lista de herramientas no tiene relevancia para la ejecución de programas de matricería y moldes. Sin embargo, para mejor orientación debería introducir el diámetro de la herramienta de todos modos en la lista de herramientas.
7 11/2006 Matricería y moldes7.3 Crear un programa
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 7-387
7.3 Crear un programa
7.3.1 Crear un programa
Para el programa tecnológico se crea en el gestor de programas un nuevo programa en código G que se edita a continuación en el editor de códigos G. Un programa de pasos de trabajo no es apto como programa tecnológico.
El programa de geometría o programa completo se crea con un sistema CAM externo. Si quiere insertar posteriormente comentarios o similares en el programa de geometría o modificar el nombre de la herramienta en el programa completo, puede utilizar también el editor de códigos G de ShopMill.
7.3.2 Programar herramienta
Al programar una herramienta en el programa tecnológico tiene que observar lo que sigue: La geometría de la herramienta programada tiene que coincidir con la geometría de la herramienta considerada por el sistema CAM al crear el programa de geometría.
7.3.3 Programar el ciclo "High Speed Settings"
En el mecanizado de superficies de forma libre se plantean grandes requisitos, tanto hacia la velocidad como hacia la precisión y la calidad de la superficie. El control de velocidad óptimo en función de la clase de mecanizado (desbaste, acabado previo, acabado) se consigue muy fácilmente con el ciclo "High Speed Settings".
El ciclo se puede llamar a través de la ayuda de ciclos en el editor de códigos G. En el parámetro "Tolerancia" se introduce generalmente la tolerancia de salida del postprocesador del sistema CAM.
Programe el ciclo en el programa tecnológico antes de llamar al programa de geometría. Más información sobre el ciclo se encuentra en: Bibliografía: /PGZ/, Instrucciones de programación, ciclos. SINUMERIK 840D sl/840D/840Di/810D
7 Matricería y moldes 11/2006 7.3 Crear un programa
7
© Siemens AG 2006 All rights reserved. 7-388 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
7.3.4 Llamada de subprograma
El programa de geometría se llama como subprograma desde el programa tecnológico. Dado que los programas de geometría no están guardados en la memoria de trabajo del NCK, sino en el disco duro del PCU 50.3 (HMI Advanced) o en la tarjeta CompactFlash Card con ShopMill en NCU (HMI Embedded) o en una unidad USB/de red, tiene que abrir el subprograma con el comando "EXTCALL".
Para ejecutar programas en la memoria de usuario HMI de la tarjeta CF o desde una unidad USB/de red se necesita una opción.
PCU 50.3 (HMI Advanced)
El programa tecnológico y los programas de geometría se encuentran en el mismo directorio en el disco duro. El programa se llama con EXTCALL "MYGEOPROG". Más información se encuentra en: Bibliografía: /BAD/, Instrucciones de manejo HMI Advanced SINUMERIK 840D sl/840D/840Di//810D
ShopMill en NCU
(HMI Embedded) El programa tecnológico está guardado en la memoria de trabajo del NCK. Para guardar el programa de geometría se dispone de distintas ubicaciones: • Memoria de usuario HMI en la tarjeta CompactFlash del NCU • Unidad de red • Medio de memoria conectado a través de USB
No se recomienda el archivado en aparatos USB, dado que no se puede garantizar un funcionamiento seguro.
Atención En el comando EXTCALL se aplica una distinción entre mayúsculas y minúsculas. Con EXTCALL (“geoprog.spf“) y EXTCALL (“GeoProg.spf“) se llama a programas distintos. Llamadas en la notación NCK EXTCALL (“_N_GEOPROG_SPF“) se tratan como llamadas de la forma EXTCALL (“geoprog.spf“). Las mayúsculas se convierten en minúsculas.
Si se utiliza en un programa tecnológico el comando EXTCALL para llamar/abrir un subprograma de geometría, el control lo busca en las ubicaciones posibles en un determinado orden. Si el programa llamado no se encuentra en una ubicación, se busca en la siguiente, conforme al orden de búsqueda.
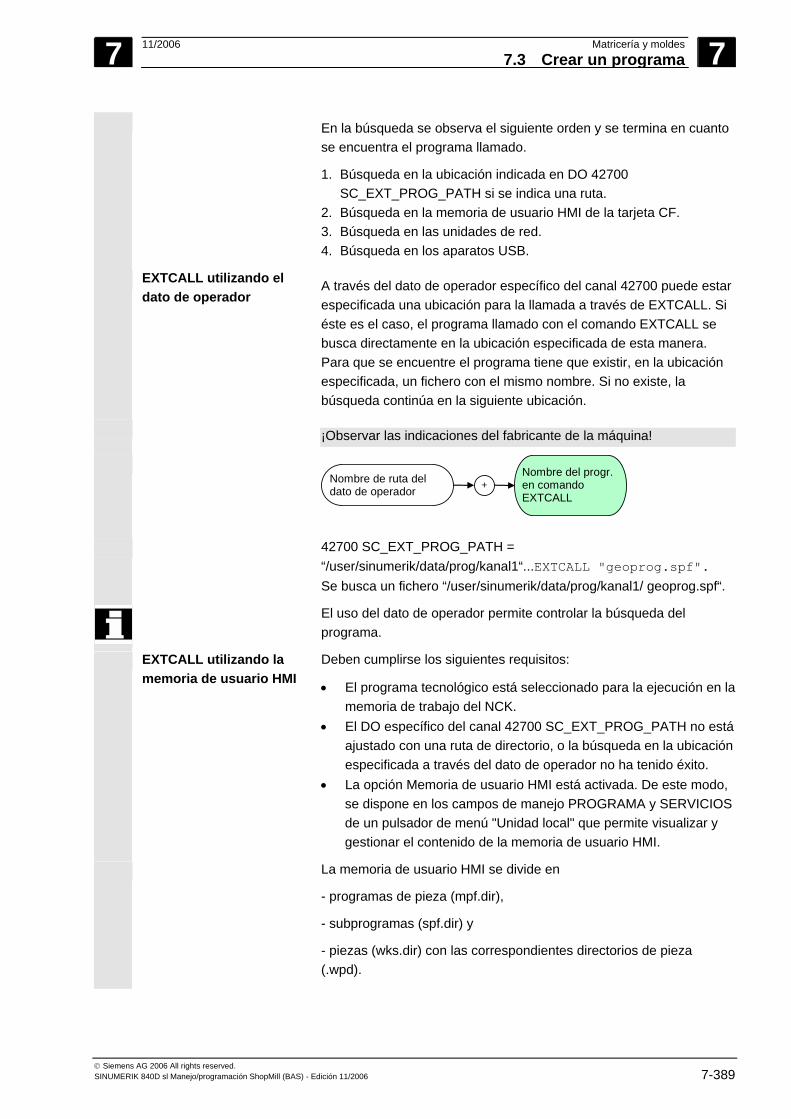
7 11/2006 Matricería y moldes7.3 Crear un programa
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 7-389
En la búsqueda se observa el siguiente orden y se termina en cuanto se encuentra el programa llamado.
1. Búsqueda en la ubicación indicada en DO 42700 SC_EXT_PROG_PATH si se indica una ruta.
2. Búsqueda en la memoria de usuario HMI de la tarjeta CF. 3. Búsqueda en las unidades de red. 4. Búsqueda en los aparatos USB.
EXTCALL utilizando el dato de operador
A través del dato de operador específico del canal 42700 puede estar especificada una ubicación para la llamada a través de EXTCALL. Si éste es el caso, el programa llamado con el comando EXTCALL se busca directamente en la ubicación especificada de esta manera. Para que se encuentre el programa tiene que existir, en la ubicación especificada, un fichero con el mismo nombre. Si no existe, la búsqueda continúa en la siguiente ubicación.
¡Observar las indicaciones del fabricante de la máquina!
Nombre de ruta del dato de operador +
Nombre del progr. en comando EXTCALL
42700 SC_EXT_PROG_PATH = “/user/sinumerik/data/prog/kanal1“...EXTCALL "geoprog.spf". Se busca un fichero “/user/sinumerik/data/prog/kanal1/ geoprog.spf“.
El uso del dato de operador permite controlar la búsqueda del programa.
EXTCALL utilizando la memoria de usuario HMI
Deben cumplirse los siguientes requisitos:
• El programa tecnológico está seleccionado para la ejecución en la memoria de trabajo del NCK.
• El DO específico del canal 42700 SC_EXT_PROG_PATH no está ajustado con una ruta de directorio, o la búsqueda en la ubicación especificada a través del dato de operador no ha tenido éxito.
• La opción Memoria de usuario HMI está activada. De este modo, se dispone en los campos de manejo PROGRAMA y SERVICIOS de un pulsador de menú "Unidad local" que permite visualizar y gestionar el contenido de la memoria de usuario HMI.
La memoria de usuario HMI se divide en
- programas de pieza (mpf.dir),
- subprogramas (spf.dir) y
- piezas (wks.dir) con las correspondientes directorios de pieza (.wpd).
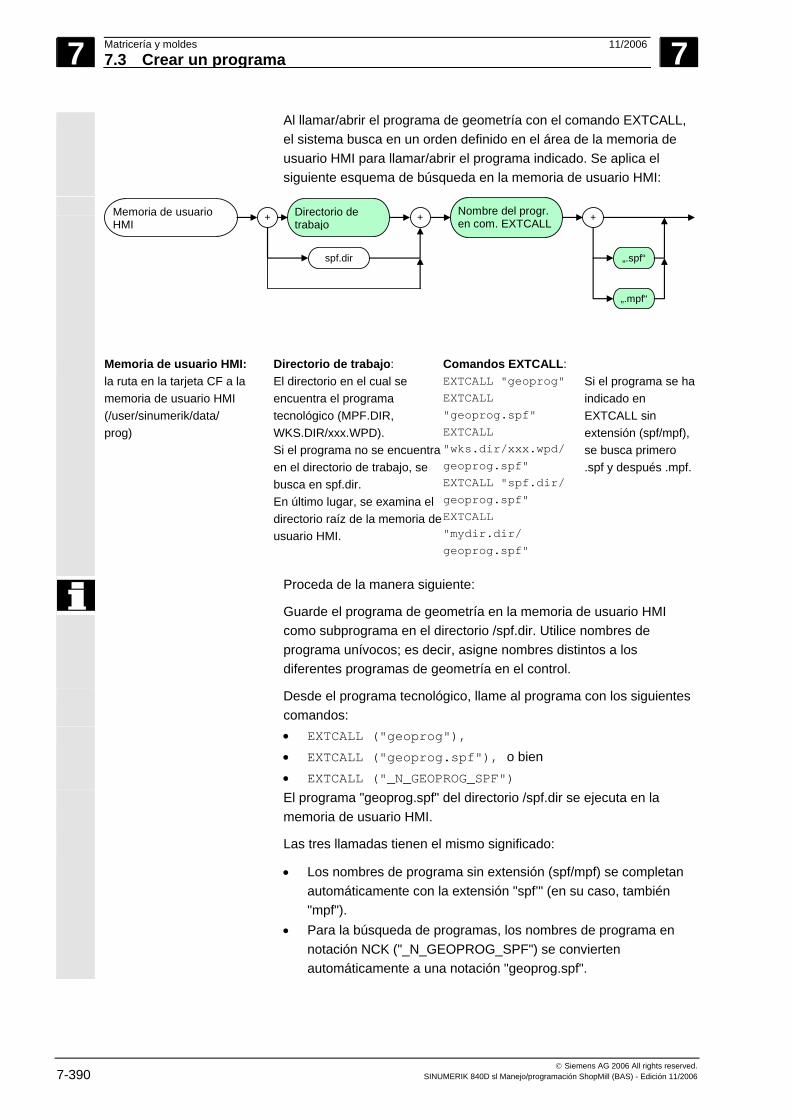
7 Matricería y moldes 11/2006 7.3 Crear un programa
7
© Siemens AG 2006 All rights reserved. 7-390 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Al llamar/abrir el programa de geometría con el comando EXTCALL, el sistema busca en un orden definido en el área de la memoria de usuario HMI para llamar/abrir el programa indicado. Se aplica el siguiente esquema de búsqueda en la memoria de usuario HMI:
Memoria de usuario HMI
+ Directorio de trabajo
spf.dir
+ Nombre del progr. en com. EXTCALL +
„.spf“
„.mpf“
Memoria de usuario HMI: la ruta en la tarjeta CF a la memoria de usuario HMI (/user/sinumerik/data/ prog)
Directorio de trabajo: El directorio en el cual se encuentra el programa tecnológico (MPF.DIR, WKS.DIR/xxx.WPD). Si el programa no se encuentra en el directorio de trabajo, se busca en spf.dir. En último lugar, se examina el directorio raíz de la memoria de usuario HMI.
Comandos EXTCALL: EXTCALL "geoprog" EXTCALL "geoprog.spf" EXTCALL "wks.dir/xxx.wpd/ geoprog.spf" EXTCALL "spf.dir/ geoprog.spf" EXTCALL "mydir.dir/ geoprog.spf"
Si el programa se ha indicado en EXTCALL sin extensión (spf/mpf), se busca primero .spf y después .mpf.
Proceda de la manera siguiente:
Guarde el programa de geometría en la memoria de usuario HMI como subprograma en el directorio /spf.dir. Utilice nombres de programa unívocos; es decir, asigne nombres distintos a los diferentes programas de geometría en el control.
Desde el programa tecnológico, llame al programa con los siguientes comandos:
• EXTCALL ("geoprog"), • EXTCALL ("geoprog.spf"), o bien • EXTCALL ("_N_GEOPROG_SPF")
El programa "geoprog.spf" del directorio /spf.dir se ejecuta en la memoria de usuario HMI.
Las tres llamadas tienen el mismo significado:
• Los nombres de programa sin extensión (spf/mpf) se completan automáticamente con la extensión "spf’" (en su caso, también "mpf").
• Para la búsqueda de programas, los nombres de programa en notación NCK ("_N_GEOPROG_SPF") se convierten automáticamente a una notación "geoprog.spf".

7 11/2006 Matricería y moldes7.3 Crear un programa
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 7-391
EXTCALL utilizando unidades de red
Si está activada la opción "Unidades de red", se busca a continuación en las unidades de red configuradas en el orden indicado en el fichero LOGDRIVE.INI. El destino de búsqueda queda determinado siempre por la concatenación de la ruta de unidad de red con la ruta de programa relativa. Más información se encuentra en:
Bibliografía: /IAM1/ Manual de puesta en servicio CNC Parte 2 (HMI) IM2 Puesta en marcha HMI Embedded (sl)
Nombre de ruta del unidades de red en
logdrives.ini +
Nombre del progr. en comando EXTCALL
EXTCALL utilizando unidades USB
En último lugar del orden de búsqueda, las unidades USB globales del TCU, definidas en LOGDRIVE.INI, se examinan de la misma manera que las unidades de red. El orden de las entradas en LOGDRIVE.INI determina también en este caso el orden de la búsqueda. En la búsqueda no se consideran las unidades USB en el frontal del OP.
Nombre de ruta del unidades USB en
logdrives.ini +
Nombre del progr. en comando EXTCALL
7 Matricería y moldes 11/2006 7.3 Crear un programa
7
© Siemens AG 2006 All rights reserved. 7-392 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
EXTCALL con llamada concreta
Además del uso del mecanismo de búsqueda anteriormente descrito puede también llamar concretamente a un subprograma con el comando EXTCALL, indicando en el comando EXTCALL la ubicación del subprograma.
Ejemplos • Memoria de usuario HMI: EXTCALL ("/user/sinumerik/data/prog/spf.dir /myextsub.spf") Se llama al programa "myextsub.spf" guardado en la memoria de usuario HMI en el directorio /spf.dir. . EXTCALL ("/user/sinumerik/data/prog/wpd.dir/ mywpd.dir/myextsub.spf") Se llama al programa "myextsub.spf" guardado en la memoria de usuario HMI en el directorio de piezas /wks.dir en la pieza "mywpd.dir". EXTCALL ("/user/sinumerik/data/prog/mydir.dir/ myextsub.spf") Se llama al programa "myextsub.spf" guardado en la memoria de usuario HMI en el directorio de creación propia /mydir.dir. • Unidades de red EXTCALL ("\\MyServer\MyDir\myextsub.spf") Se llama al programa "myextsub.spf" guardado en el directorio /MyDir habilitado por el servidor"MyServer" Sintaxis: \\Nombre de ordenador\Nombre de habilitación\Ruta de programa • Unidad USB en TCU: EXTCALL ("//TCU_1/X203/MyDir/myextsub.spf") Se llama al programa "myextsub.spf" guardado en la unidad de almacenamiento USB conectado al TCU con el nombre TCU_1 en la interfaz X203, en el directorio /MyDir. Sintaxis: //Nombre TCU/Nombre interfaz USB/Ruta de programa; Interfaz USB: X203 ó X204
7 11/2006 Matricería y moldes7.4 Ejecutar programa
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 7-393
7.4 Ejecutar programa
7.4.1 Seleccionar programa para la ejecución
El programa tecnológico que se encuentra en la memoria de trabajo NCK se selecciona para la ejecución como un programa de código G normal. Entonces, la selección del programa de geometría se realiza automáticamente a través del comando "EXTCALL".
La selección de un programa completo que se encuentra en el disco duro de la PCU 50.3 (HMI Advanced) o en la tarjeta Compact Flash de la PCU 20 con ShopMill en NCU (HMI Embedded) o en una unidad USB/de red se realiza a través del pulsador de menú "Ejecutar de disco" en el gestor de programas.
7.4.2 Iniciar el mecanizado en un punto determinado del programa
Programa tecnológico con programas de geometría
Para iniciar en un programa de geometría la ejecución de una determinada sección de programa, introduzca el destino en el cursor de búsqueda. Nivel 1 (programa tecnológico) Línea de programa con la llamada del programa de geometría deseado Nivel 2 (programa de geometría) Línea de programa para el inicio del mecanizado
Si el programa de geometría se encuentra en la Compact Flash Card, se tiene que indicar, en el nivel 2 en el campo de entrada "Programa", no sólo el nombre del programa, sino también la ruta.
Seleccione la variante de cálculo acelerada "Externo – sin cálculo". La búsqueda de secuencias en el programa tecnológico se realiza con cálculo. Se saltan todos los comandos EXTCALL antes del programa de geometría deseado. La búsqueda de secuencias en el programa de geometría deseado se realiza sin cálculo.
Sin embargo, esta variante de cálculo presupone que todas las funciones de la máquina, tales como llamada de herramienta, avance de mecanizado, velocidad de giro de cabezal, etc. se encuentran en el programa tecnológico. El programa de geometría sólo debe contener valores de geometría para la superficie de forma libre.
7 Matricería y moldes 11/2006 7.4 Ejecutar programa
7
© Siemens AG 2006 All rights reserved. 7-394 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Programa completo Para iniciar en un programa completo la ejecución de una determinada sección de programa, posicionar el cursor directamente en la secuencia de destino deseada (en su caso, con la ayuda de "Buscar").
En la posterior selección de una variante de cálculo, observe lo siguiente: La variante "Externo sin cálculo" ejecuta una búsqueda sin tener en cuenta las funciones de máquina. Por esta razón, la ejecución del programa sólo se puede iniciar en puntos en los cuales se inician todas las funciones de máquina relevantes, tales como avance, velocidad de giro del cabezal, etc. Por razones de seguridad debería elegir, por lo tanto, las variantes "sobre contorno" o "sobre punto final". Sin embargo, estas variantes de cálculo durante más tiempo.
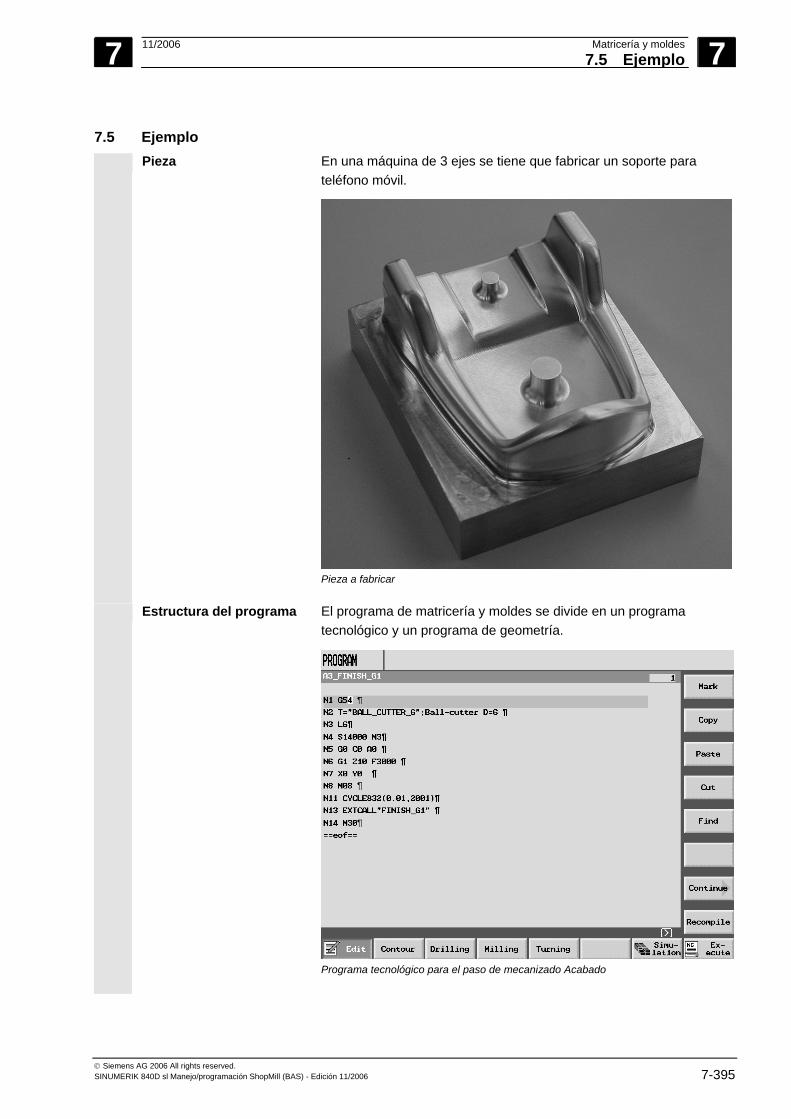
7 11/2006 Matricería y moldes7.5 Ejemplo
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 7-395
7.5 Ejemplo Pieza En una máquina de 3 ejes se tiene que fabricar un soporte para
teléfono móvil.
Pieza a fabricar
Estructura del programa El programa de matricería y moldes se divide en un programa tecnológico y un programa de geometría.
Programa tecnológico para el paso de mecanizado Acabado
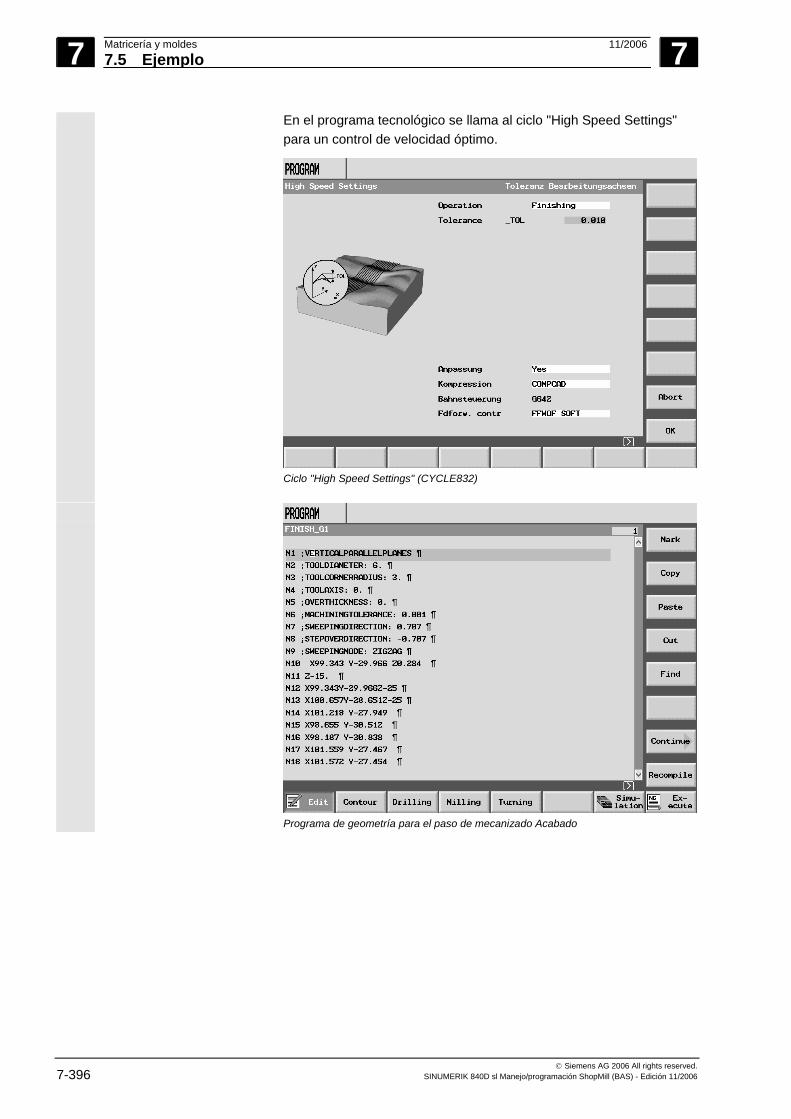
7 Matricería y moldes 11/2006 7.5 Ejemplo
7
© Siemens AG 2006 All rights reserved. 7-396 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
En el programa tecnológico se llama al ciclo "High Speed Settings" para un control de velocidad óptimo.
Ciclo "High Speed Settings" (CYCLE832)
Programa de geometría para el paso de mecanizado Acabado
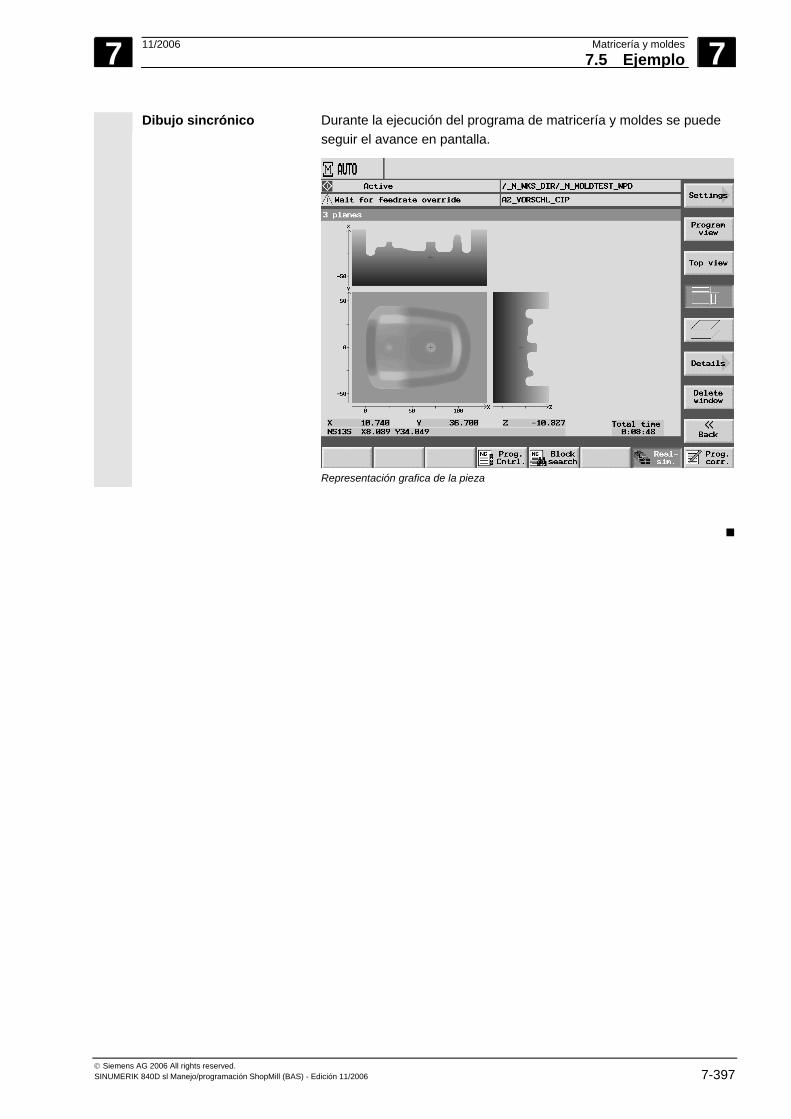
7 11/2006 Matricería y moldes7.5 Ejemplo
7
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 7-397
Dibujo sincrónico Durante la ejecución del programa de matricería y moldes se puede seguir el avance en pantalla.
Representación grafica de la pieza

7 Matricería y moldes 11/2006 7.5 Ejemplo
7
© Siemens AG 2006 All rights reserved. 7-398 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Notas
8 11/2006 Alarmas y avisos 8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 8-399
Alarmas y avisos 8.1 Mensajes................................................................................................................. 8-400
8.2 Alarmas ................................................................................................................... 8-400
8.3 Datos de usuario..................................................................................................... 8-401
8.4 Indicación de la versión .......................................................................................... 8-403
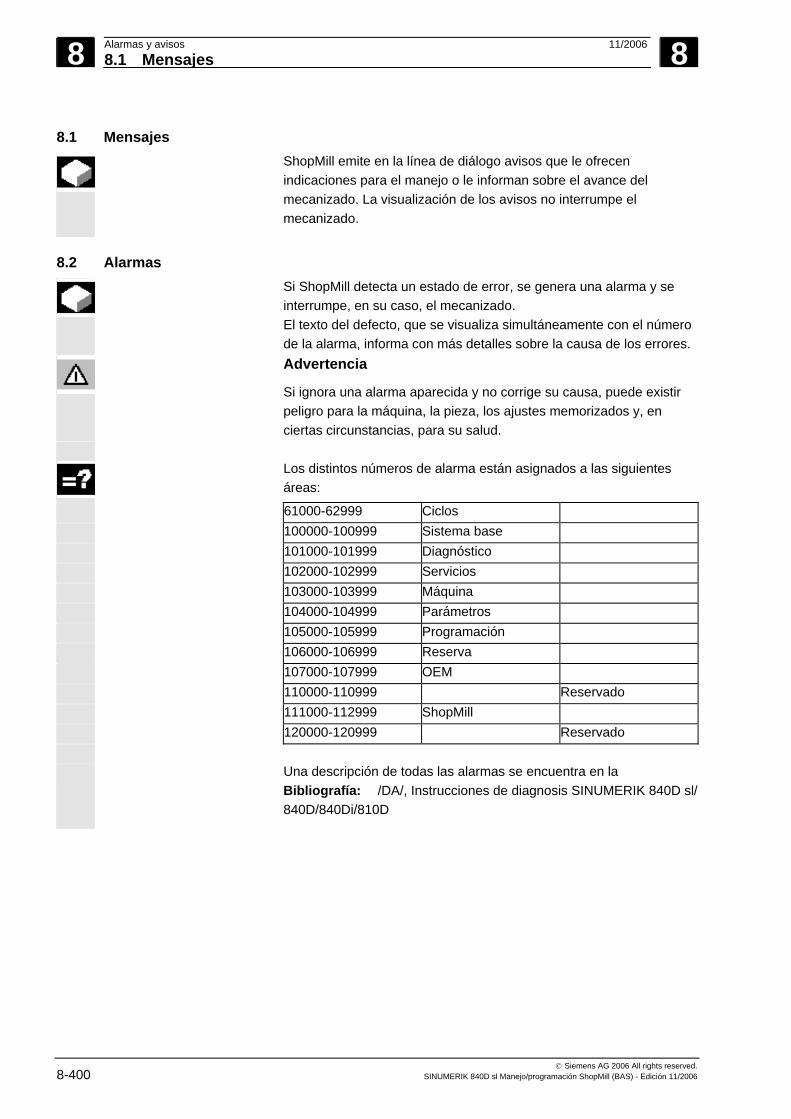
8 Alarmas y avisos 11/2006 8.1 Mensajes
8
© Siemens AG 2006 All rights reserved. 8-400 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
8.1 Mensajes ShopMill emite en la línea de diálogo avisos que le ofrecen
indicaciones para el manejo o le informan sobre el avance del mecanizado. La visualización de los avisos no interrumpe el mecanizado.
8.2 Alarmas Si ShopMill detecta un estado de error, se genera una alarma y se
interrumpe, en su caso, el mecanizado. El texto del defecto, que se visualiza simultáneamente con el número de la alarma, informa con más detalles sobre la causa de los errores.
Advertencia
Si ignora una alarma aparecida y no corrige su causa, puede existir peligro para la máquina, la pieza, los ajustes memorizados y, en ciertas circunstancias, para su salud.
Los distintos números de alarma están asignados a las siguientes
áreas:
61000-62999 Ciclos 100000-100999 Sistema base 101000-101999 Diagnóstico 102000-102999 Servicios 103000-103999 Máquina 104000-104999 Parámetros 105000-105999 Programación 106000-106999 Reserva 107000-107999 OEM 110000-110999 Reservado 111000-112999 ShopMill 120000-120999 Reservado Una descripción de todas las alarmas se encuentra en la
Bibliografía: /DA/, Instrucciones de diagnosis SINUMERIK 840D sl/ 840D/840Di/810D
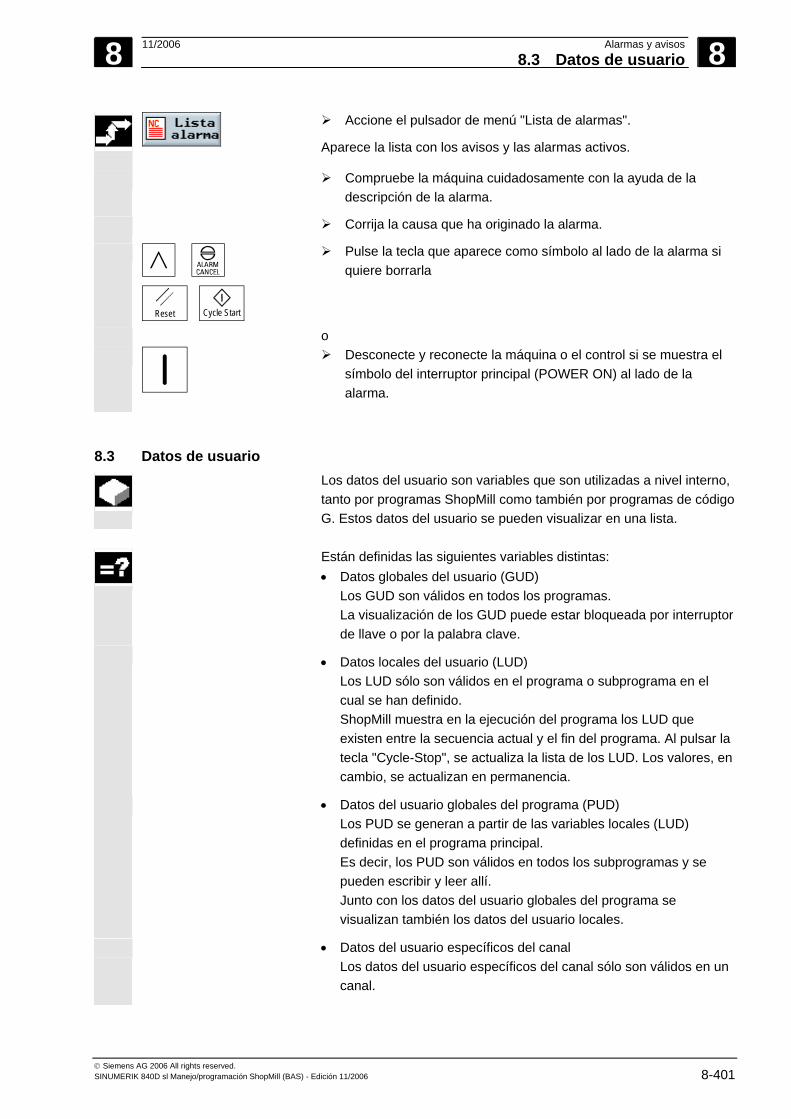
8 11/2006 Alarmas y avisos8.3 Datos de usuario
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 8-401
Accione el pulsador de menú "Lista de alarmas".
Aparece la lista con los avisos y las alarmas activos.
Compruebe la máquina cuidadosamente con la ayuda de la descripción de la alarma.
Corrija la causa que ha originado la alarma.
Reset Cycle Start
Pulse la tecla que aparece como símbolo al lado de la alarma si quiere borrarla
o
Desconecte y reconecte la máquina o el control si se muestra el símbolo del interruptor principal (POWER ON) al lado de la alarma.
8.3 Datos de usuario Los datos del usuario son variables que son utilizadas a nivel interno,
tanto por programas ShopMill como también por programas de código G. Estos datos del usuario se pueden visualizar en una lista.
Están definidas las siguientes variables distintas:
• Datos globales del usuario (GUD) Los GUD son válidos en todos los programas. La visualización de los GUD puede estar bloqueada por interruptorde llave o por la palabra clave.
• Datos locales del usuario (LUD)
Los LUD sólo son válidos en el programa o subprograma en el cual se han definido. ShopMill muestra en la ejecución del programa los LUD que existen entre la secuencia actual y el fin del programa. Al pulsar la tecla "Cycle-Stop", se actualiza la lista de los LUD. Los valores, en cambio, se actualizan en permanencia.
• Datos del usuario globales del programa (PUD) Los PUD se generan a partir de las variables locales (LUD) definidas en el programa principal. Es decir, los PUD son válidos en todos los subprogramas y se pueden escribir y leer allí. Junto con los datos del usuario globales del programa se visualizan también los datos del usuario locales.
• Datos del usuario específicos del canal Los datos del usuario específicos del canal sólo son válidos en un canal.
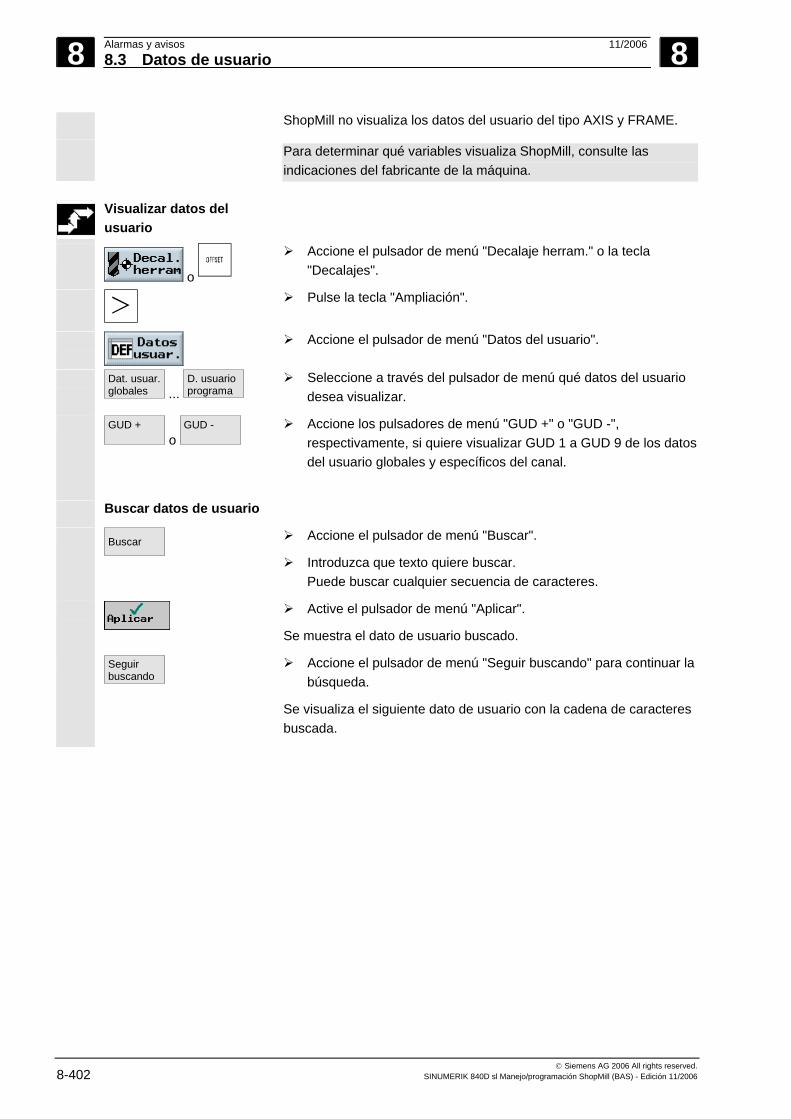
8 Alarmas y avisos 11/2006 8.3 Datos de usuario
8
© Siemens AG 2006 All rights reserved. 8-402 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
ShopMill no visualiza los datos del usuario del tipo AXIS y FRAME.
Para determinar qué variables visualiza ShopMill, consulte las indicaciones del fabricante de la máquina.
Visualizar datos del
usuario
o
Accione el pulsador de menú "Decalaje herram." o la tecla "Decalajes".
Pulse la tecla "Ampliación".
Accione el pulsador de menú "Datos del usuario".
Dat. usuar.globales ...
D. usuarioprograma
Seleccione a través del pulsador de menú qué datos del usuario desea visualizar.
GUD + o
GUD -
Accione los pulsadores de menú "GUD +" o "GUD -", respectivamente, si quiere visualizar GUD 1 a GUD 9 de los datos del usuario globales y específicos del canal.
Buscar datos de usuario
Buscar
Accione el pulsador de menú "Buscar".
Introduzca que texto quiere buscar. Puede buscar cualquier secuencia de caracteres.
Active el pulsador de menú "Aplicar".
Se muestra el dato de usuario buscado.
Seguirbuscando
Accione el pulsador de menú "Seguir buscando" para continuar la búsqueda.
Se visualiza el siguiente dato de usuario con la cadena de caracteres buscada.
8 11/2006 Alarmas y avisos8.4 Indicación de la versión
8
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 8-403
8.4 Indicación de la versión De la pantalla de arranque resulta la versión de ShopMill.
Las versiones de ShopMill y del NCU se pueden leer también en la interfaz del usuario CNC-ISO.
Pulse la tecla "Ampliación" para abrir la barra de menú básico ampliada.
Diagnosis
Ind.servicio
Accione los pulsadores de menú "Diagnosis" e "Indicaciones de servicio".
Versión
VersiónNCU
Accione los pulsadores de menú "Versión" y "Versión NCU".
La versión del NCU aparece arriba en la ventana abierta: xx.yy.zz.nn.

8 Alarmas y avisos 11/2006 8.4 Indicación de la versión
8
© Siemens AG 2006 All rights reserved. 8-404 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Notas
9 11/2006 Ejemplos 9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-405
Ejemplos 9.1 Ejemplo 1: Mecanizado con caja rectangular/circular y ranura circular ................. 9-406
9.2 Ejemplo 2: Decalaje y simetría de un contorno ...................................................... 9-414
9.3 Ejemplo 3: Transformación de envolvente del cilindro ........................................... 9-417
9.4 Ejemplo 4: Corrección de pared de ranura............................................................. 9-421
9.5 Ejemplo 5: Orientación............................................................................................ 9-425
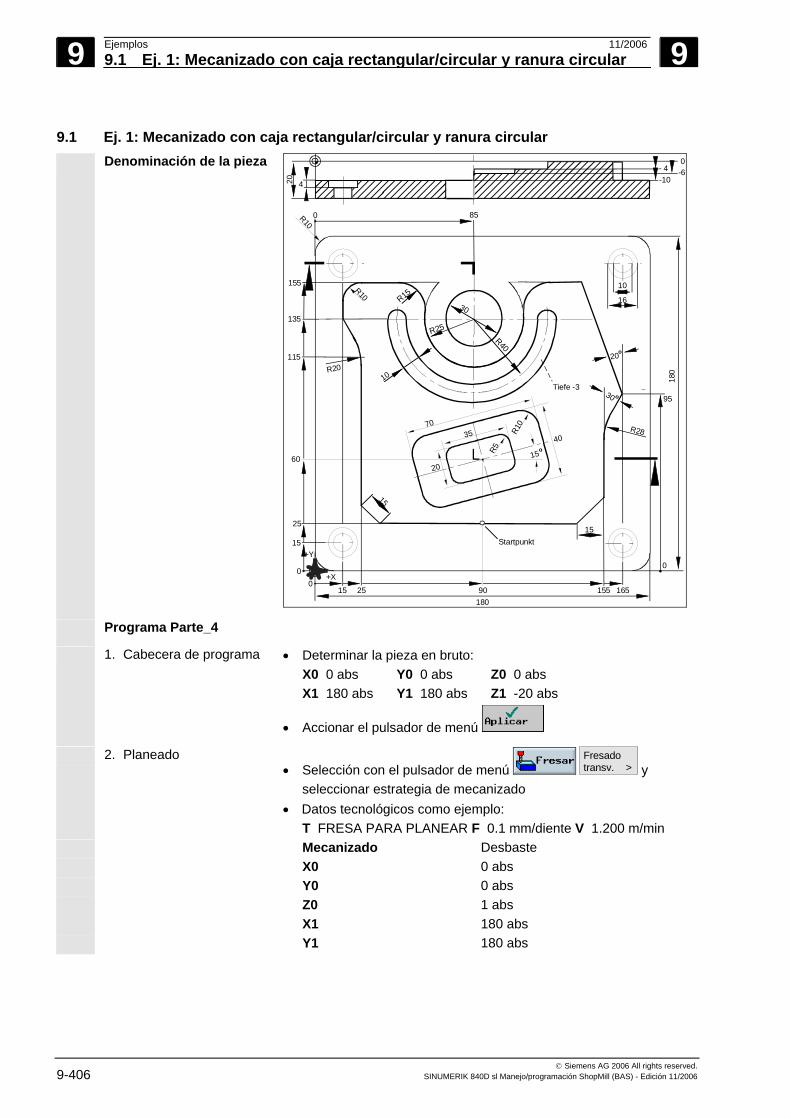
9 Ejemplos 11/2006 9.1 Ej. 1: Mecanizado con caja rectangular/circular y ranura circular
9
© Siemens AG 2006 All rights reserved. 9-406 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
9.1 Ej. 1: Mecanizado con caja rectangular/circular y ranura circular Denominación de la pieza
R10
R10
R5
20
3570
40
15o
Startpunkt
30
R10
15
20o
R28
30 o
R40
R25
15
R20
Tiefe -3
R15
10
42016
10
0
95
180
0+X
+Y15
25
60
115
135
155
850
- 4-10
0-6
015 25 90 155 165
180
Programa Parte_4
1. Cabecera de programa • Determinar la pieza en bruto: X0 0 abs Y0 0 abs Z0 0 abs X1 180 abs Y1 180 abs Z1 -20 abs
• Accionar el pulsador de menú
2. Planeado • Selección con el pulsador de menú
Fresadotransv. > y
seleccionar estrategia de mecanizado • Datos tecnológicos como ejemplo:
T FRESA PARA PLANEAR F 0.1 mm/diente V 1.200 m/min Mecanizado Desbaste X0 0 abs Y0 0 abs Z0 1 abs X1 180 abs Y1 180 abs
9 11/2006 Ejemplos9.1 Ej. 1: Mecanizado con caja rectangular/circular y ranura circular
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-407
Z1 0 abs DXY 80 % DZ 0,5 UZ 0
• Accionar el pulsador de menú .
3. Contorno exterior de la pieza
El contorno exterior se puede definir, como aquí, como saliente rectangular. Naturalmente, se puede utilizar, en principio, también la función Fresado contorno.
• Selección con el pulsador de menú
Vástago >
Vástagorectang.
• Rellenar los parámetros tecnológicos T, F, S e introducir los siguientes parámetros:
Posición punto de referencia
abajo a la izquierda
Mecanizado
Tipo de posición Posición individual X0 0 abs Y0 0 abs Z0 0 abs W 180 abs L 180 abs R 10 abs α0 0 grados Z1 20 inc DZ 20 UXY 0 UZ 0 W1 185 (medida ficticia de la pieza en bruto) L1 185 (medida ficticia de la pieza en bruto)
• Accionar el pulsador de menú
4. Contorno exterior isla Para poder desbastar sencillamente toda la superficie fuera de la isla, se define una caja de contorno alrededor de la pieza en bruto y se programa después la isla. De este modo se desbasta toda la superficie y no quedan restos de material.
a) Contorno exterior de la caja • Selección con el pulsador de menú
Nuevocontorno >
• Introducir el nombre del contorno (aquí: Pieza_4_Caja) y confirmar
• Rellenar pantalla inicial del contorno Eje de herramienta Z X -20 abs Y 0 abs
y accionar .
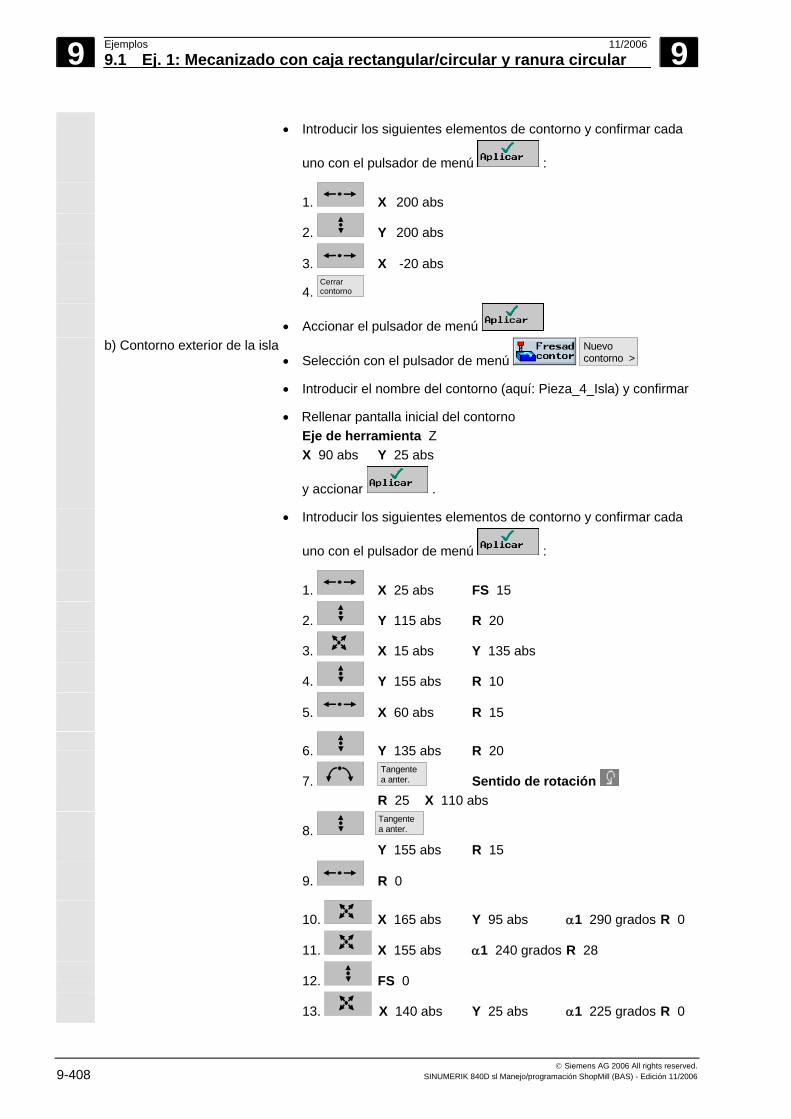
9 Ejemplos 11/2006 9.1 Ej. 1: Mecanizado con caja rectangular/circular y ranura circular
9
© Siemens AG 2006 All rights reserved. 9-408 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
• Introducir los siguientes elementos de contorno y confirmar cada
uno con el pulsador de menú :
1. X 200 abs
2. Y 200 abs
3. X -20 abs
4.
Cerrarcontorno
• Accionar el pulsador de menú
b) Contorno exterior de la isla • Selección con el pulsador de menú
Nuevocontorno >
• Introducir el nombre del contorno (aquí: Pieza_4_Isla) y confirmar
• Rellenar pantalla inicial del contorno Eje de herramienta Z X 90 abs Y 25 abs
y accionar .
• Introducir los siguientes elementos de contorno y confirmar cada
uno con el pulsador de menú :
1. X 25 abs FS 15
2. Y 115 abs R 20
3. X 15 abs Y 135 abs
4. Y 155 abs R 10
5. X 60 abs R 15
6. Y 135 abs R 20
7.
Tangentea anter. Sentido de rotación
R 25 X 110 abs
8. Tangentea anter.
Y 155 abs R 15
9. R 0
10. X 165 abs Y 95 abs α1 290 grados R 0
11. X 155 abs α1 240 grados R 28
12. FS 0
13. X 140 abs Y 25 abs α1 225 grados R 0

9 11/2006 Ejemplos9.1 Ej. 1: Mecanizado con caja rectangular/circular y ranura circular
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-409
14.
Cerrarcontorno
c) Fresado de contorno/vaciado • Selección con el pulsador de menú
Vaciar >
• Rellenar los parámetros tecnológicos T, F, S (p. ej., diámetro de fresa 10) e introducir los siguientes parámetros:
Mecanizado
Z0 0 abs Z1 10 inc DXY 4.5 mm DZ 10 UXY 0 mm UZ 0 Punto inicial auto Penetración Centrada FZ 0.1 mm/diente Seleccionar modo
de retirada seleccionar, p. ej., en el plano de retirada
•
Notas: • Al seleccionar la fresa, tenga en cuenta que el diámetro de la
herramienta tiene que permitir el vaciado de la caja imaginaria. En caso de error aparece un mensaje.
• Si es necesario un acabado, se tienen que rellenar los parámetros UXY y UZ y anexar un segundo ciclo de vaciado para el acabado.
5. Fresar caja rectangular
(grande) • Selección con el pulsador de menú Caja >
Cajarectangular
• Datos tecnológicos como ejemplo: T FRAESER10 F 0.1 mm/diente V 200 m/min
Posición punto de referencia
Centro
Mecanizado
Tipo de posición Posición individual X0 90 abs Y0 60 abs Z0 0 abs W 40 L 70 R 10 α0 15 Z1 4 inc DXY 4.5 mm DZ 4
UXY 0
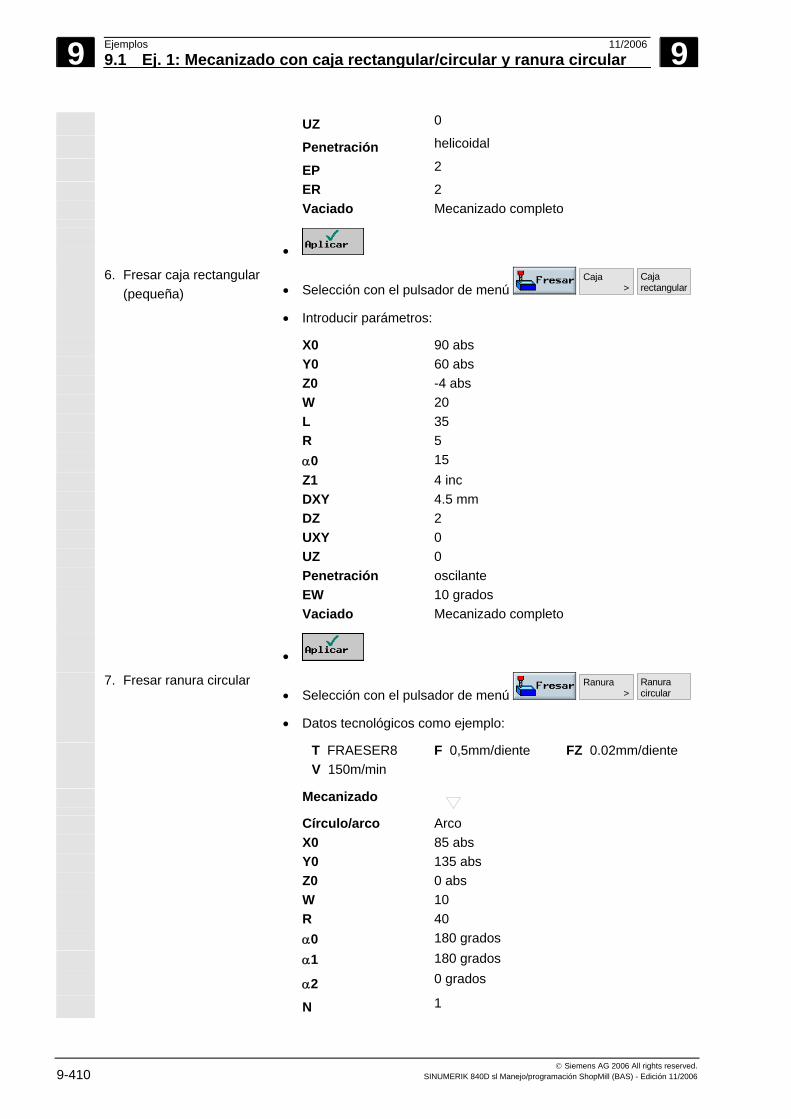
9 Ejemplos 11/2006 9.1 Ej. 1: Mecanizado con caja rectangular/circular y ranura circular
9
© Siemens AG 2006 All rights reserved. 9-410 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
UZ 0
Penetración helicoidal
EP 2
ER 2 Vaciado Mecanizado completo
•
6. Fresar caja rectangular (pequeña) • Selección con el pulsador de menú
Caja >
Cajarectangular
• Introducir parámetros:
X0 90 abs Y0 60 abs Z0 -4 abs W 20 L 35 R 5 α0 15 Z1 4 inc DXY 4.5 mm DZ 2 UXY 0 UZ 0 Penetración oscilante EW 10 grados Vaciado Mecanizado completo
•
7. Fresar ranura circular • Selección con el pulsador de menú
Ranura >
Ranuracircular
• Datos tecnológicos como ejemplo:
T FRAESER8 F 0,5mm/diente FZ 0.02mm/diente V 150m/min
Mecanizado
Círculo/arco Arco X0 85 abs Y0 135 abs Z0 0 abs W 10 R 40 α0 180 grados α1 180 grados α2 0 grados
N 1

9 11/2006 Ejemplos9.1 Ej. 1: Mecanizado con caja rectangular/circular y ranura circular
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-411
Z1 3 inc
DZ 3
UXY 0 mm
•
8. Taladrado/centrado (punteado) • Selección con el pulsador de menú
Centrar >
• Rellenar los parámetros tecnológicos T, F, S e introducir los siguientes parámetros:
Diámetro/punta diámetro ∅ 16
•
9. Taladrar/escariar • Selección con el pulsador de menú
TaladrarEscariar >
Taladrar
• Rellenar los parámetros tecnológicos T, F, S (p. ej., diámetro de BROCA10) e introducir los siguientes parámetros:
Diámetro/punta Punta Z1 -25 abs DT 0
•
10. Posiciones • Selección con el pulsador de menú
Posicio-nes >
• Introducir parámetros:
ángulo recto Z0 -10 abs X0 15 abs Y0 15 abs X1 165 abs Y1 15 abs
•
11. Obstáculo • Selección con el pulsador de menú
Posicio- nes >
Obstáculo
• Introducir parámetros:
Z 2 abs
•
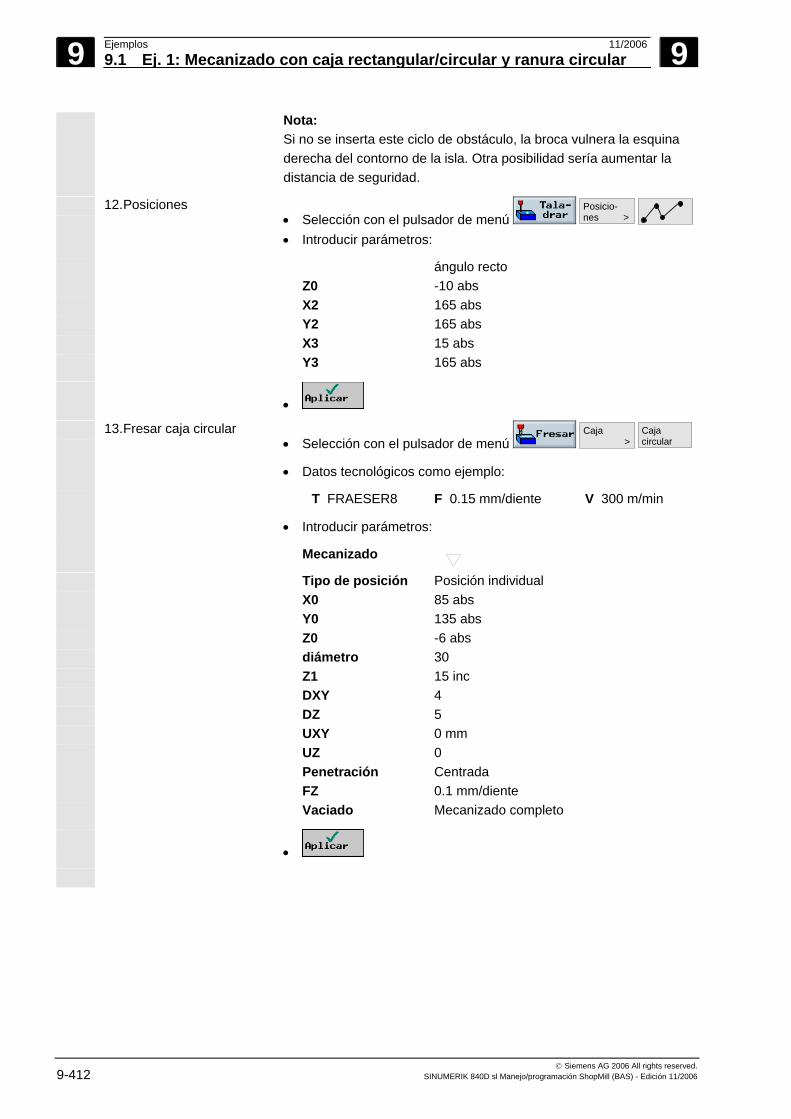
9 Ejemplos 11/2006 9.1 Ej. 1: Mecanizado con caja rectangular/circular y ranura circular
9
© Siemens AG 2006 All rights reserved. 9-412 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Nota: Si no se inserta este ciclo de obstáculo, la broca vulnera la esquina derecha del contorno de la isla. Otra posibilidad sería aumentar la distancia de seguridad.
12. Posiciones • Selección con el pulsador de menú
Posicio-nes >
• Introducir parámetros:
ángulo recto Z0 -10 abs X2 165 abs Y2 165 abs X3 15 abs Y3 165 abs
•
13. Fresar caja circular • Selección con el pulsador de menú
Caja >
Cajacircular
• Datos tecnológicos como ejemplo:
T FRAESER8 F 0.15 mm/diente V 300 m/min
• Introducir parámetros:
Mecanizado
Tipo de posición Posición individual X0 85 abs Y0 135 abs Z0 -6 abs diámetro 30 Z1 15 inc DXY 4 DZ 5 UXY 0 mm UZ 0 Penetración Centrada FZ 0.1 mm/diente Vaciado Mecanizado completo
•
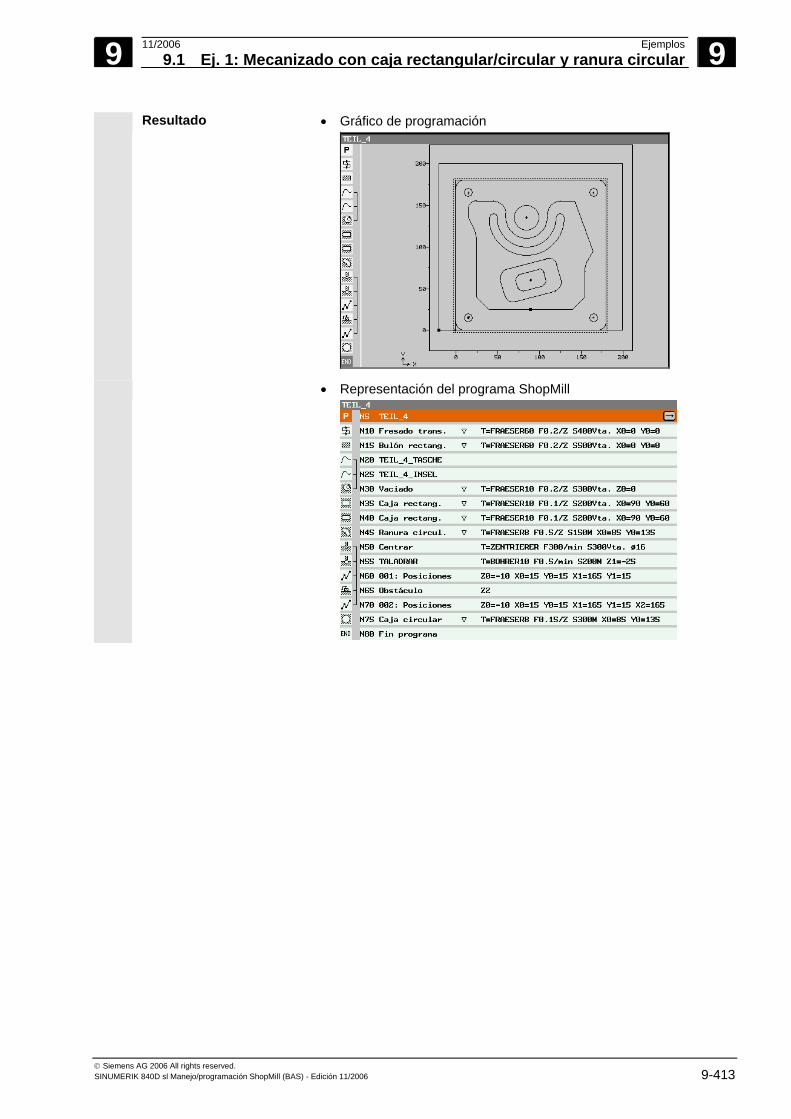
9 11/2006 Ejemplos9.1 Ej. 1: Mecanizado con caja rectangular/circular y ranura circular
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-413
Resultado • Gráfico de programación
• Representación del programa ShopMill
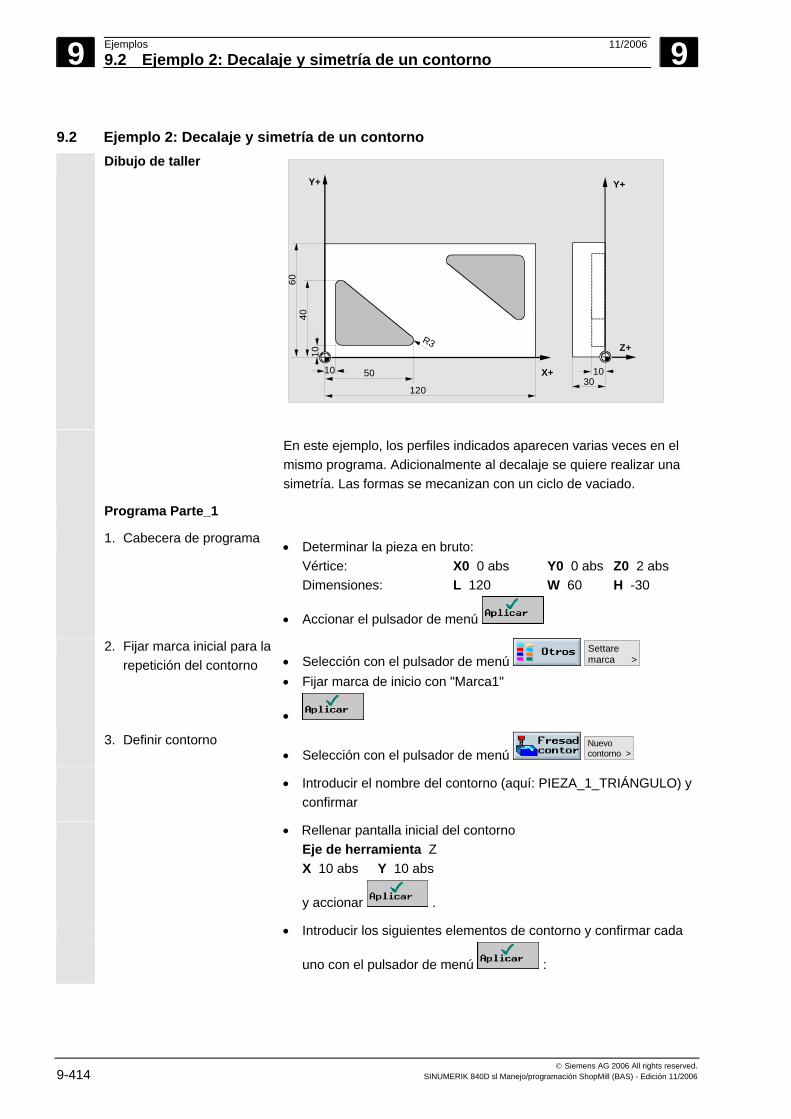
9 Ejemplos 11/2006 9.2 Ejemplo 2: Decalaje y simetría de un contorno
9
© Siemens AG 2006 All rights reserved. 9-414 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
9.2 Ejemplo 2: Decalaje y simetría de un contorno Dibujo de taller
X+
Y+
Z+
Y+
12030
5010
6040
10
R3
10
En este ejemplo, los perfiles indicados aparecen varias veces en el mismo programa. Adicionalmente al decalaje se quiere realizar una simetría. Las formas se mecanizan con un ciclo de vaciado.
Programa Parte_1
1. Cabecera de programa • Determinar la pieza en bruto: Vértice: X0 0 abs Y0 0 abs Z0 2 abs Dimensiones: L 120 W 60 H -30
• Accionar el pulsador de menú
2. Fijar marca inicial para la repetición del contorno • Selección con el pulsador de menú
Settaremarca >
• Fijar marca de inicio con "Marca1"
•
3. Definir contorno • Selección con el pulsador de menú
Nuevocontorno >
• Introducir el nombre del contorno (aquí: PIEZA_1_TRIÁNGULO) y
confirmar
• Rellenar pantalla inicial del contorno Eje de herramienta Z X 10 abs Y 10 abs
y accionar .
• Introducir los siguientes elementos de contorno y confirmar cada
uno con el pulsador de menú :
9 11/2006 Ejemplos9.2 Ejemplo 2: Decalaje y simetría de un contorno
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-415
1. X 60 abs R 3
2. X 10 abs Y 40 abs R 3
3. X 10 abs Y 10 abs R 3
• Accionar el pulsador de menú
4. Vaciado • Selección con el pulsador de menú
Vaciado >
• Rellenar los parámetros tecnológicos T, F, S (p. ej., diámetro de fresa 3) e introducir los siguientes parámetros:
Mecanizado
Z0 0 abs Z1 10 inc DXY 1.5 mm DZ 2 UXY 0.5 UZ 0.5 Punto inicial auto Penetración Centrada FZ 0.1 mm/diente Seleccionar modo
de retirada seleccionar, p. ej., en el plano de retirada
•
5. Fijar marca final para la repetición del contorno • Selección con el pulsador de menú
Ponermarca >
• Fijar marca final con "Marca2"
•
6. Decalaje • Selección con el pulsador de menú
Transfor-maciones >
Decalaje >
• Ajustar los siguientes parámetros:
nuevo/aditivo nuevo X 120 Y 60 Z 0
•
7. Simetría especular • Selección con el pulsador de menú
Transfor-maciones >
Simetríaespec. >
• Ajustar los siguientes parámetros:
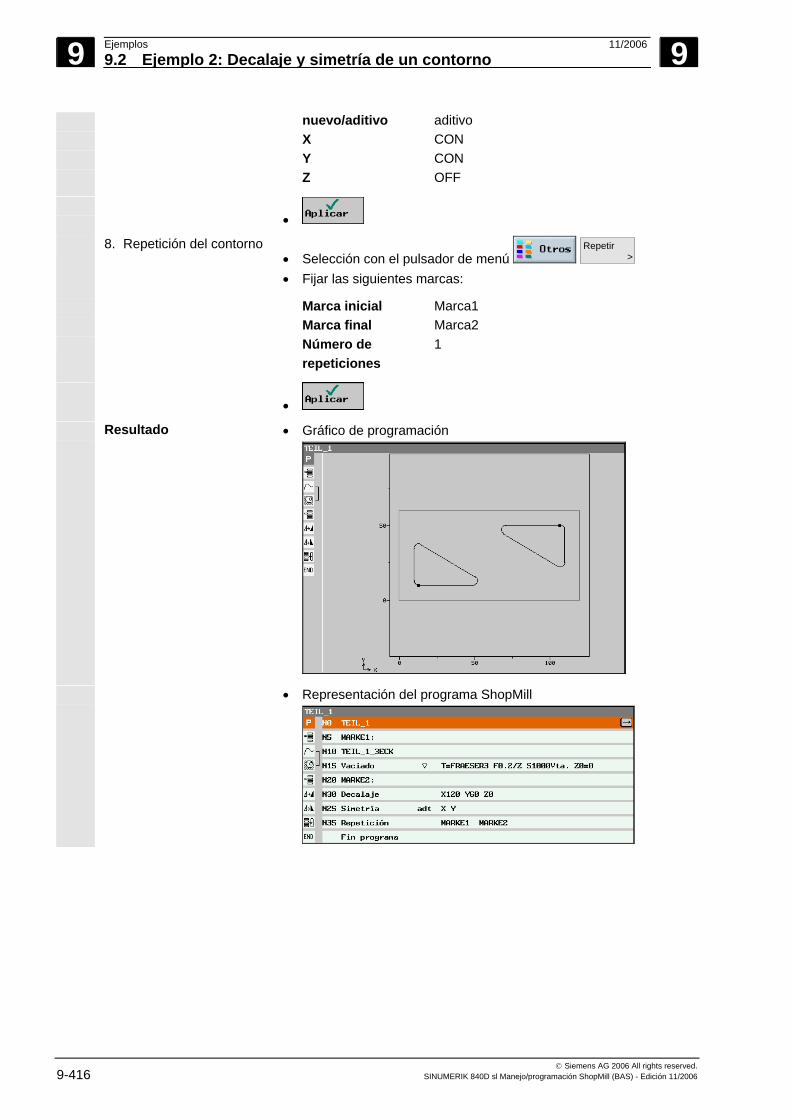
9 Ejemplos 11/2006 9.2 Ejemplo 2: Decalaje y simetría de un contorno
9
© Siemens AG 2006 All rights reserved. 9-416 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
nuevo/aditivo aditivo X CON Y CON Z OFF
•
8. Repetición del contorno • Selección con el pulsador de menú
Repetir >
• Fijar las siguientes marcas:
Marca inicial Marca1 Marca final Marca2 Número de
repeticiones 1
•
Resultado • Gráfico de programación
• Representación del programa ShopMill
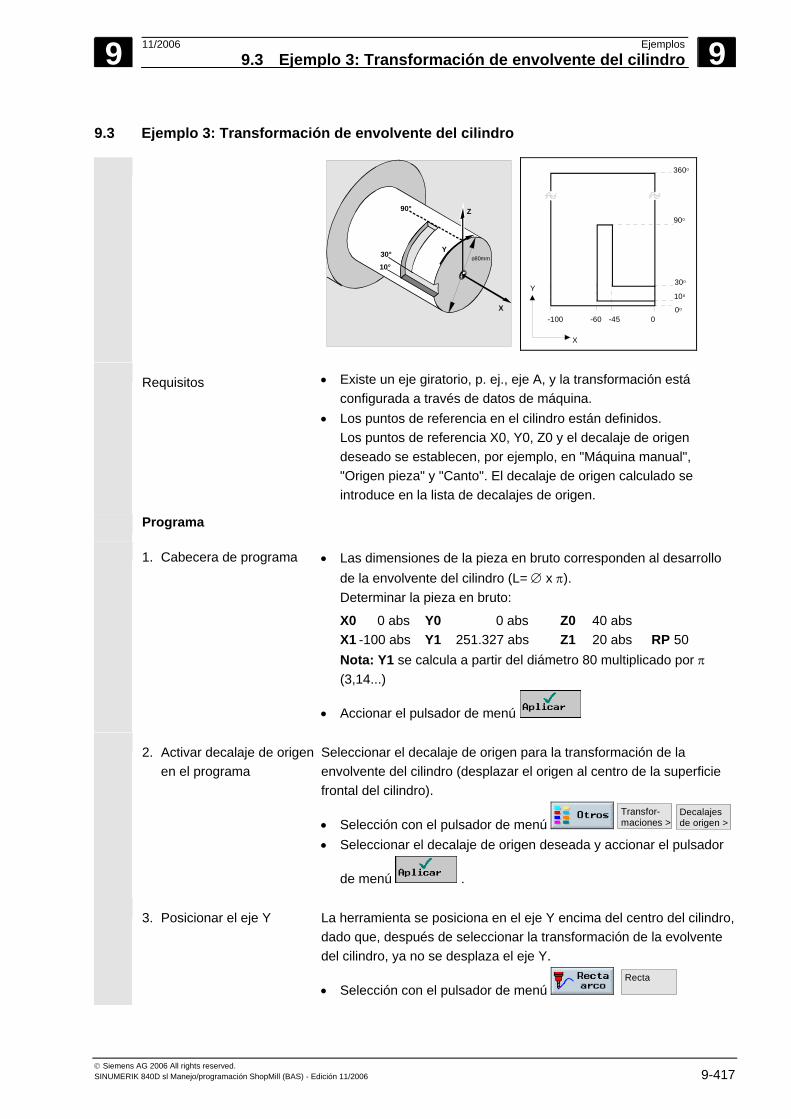
9 11/2006 Ejemplos9.3 Ejemplo 3: Transformación de envolvente del cilindro
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-417
9.3 Ejemplo 3: Transformación de envolvente del cilindro
Z
Y
X
90°
10°30° o80mm
360o
90o
30o
10o
0o
0-45-60-100
Y
X
Requisitos • Existe un eje giratorio, p. ej., eje A, y la transformación está
configurada a través de datos de máquina. • Los puntos de referencia en el cilindro están definidos.
Los puntos de referencia X0, Y0, Z0 y el decalaje de origen deseado se establecen, por ejemplo, en "Máquina manual", "Origen pieza" y "Canto". El decalaje de origen calculado se introduce en la lista de decalajes de origen.
Programa
1. Cabecera de programa • Las dimensiones de la pieza en bruto corresponden al desarrollo de la envolvente del cilindro (L= ∅ x π). Determinar la pieza en bruto:
X0 0 abs Y0 0 abs Z0 40 abs X1 -100 abs Y1 251.327 abs Z1 20 abs RP 50
Nota: Y1 se calcula a partir del diámetro 80 multiplicado por π (3,14...)
• Accionar el pulsador de menú
2. Activar decalaje de origen
en el programa Seleccionar el decalaje de origen para la transformación de la envolvente del cilindro (desplazar el origen al centro de la superficie frontal del cilindro).
• Selección con el pulsador de menú Transfor-maciones >
Decalajesde origen >
• Seleccionar el decalaje de origen deseada y accionar el pulsador
de menú .
3. Posicionar el eje Y La herramienta se posiciona en el eje Y encima del centro del cilindro,
dado que, después de seleccionar la transformación de la evolvente del cilindro, ya no se desplaza el eje Y.
• Selección con el pulsador de menú Recta
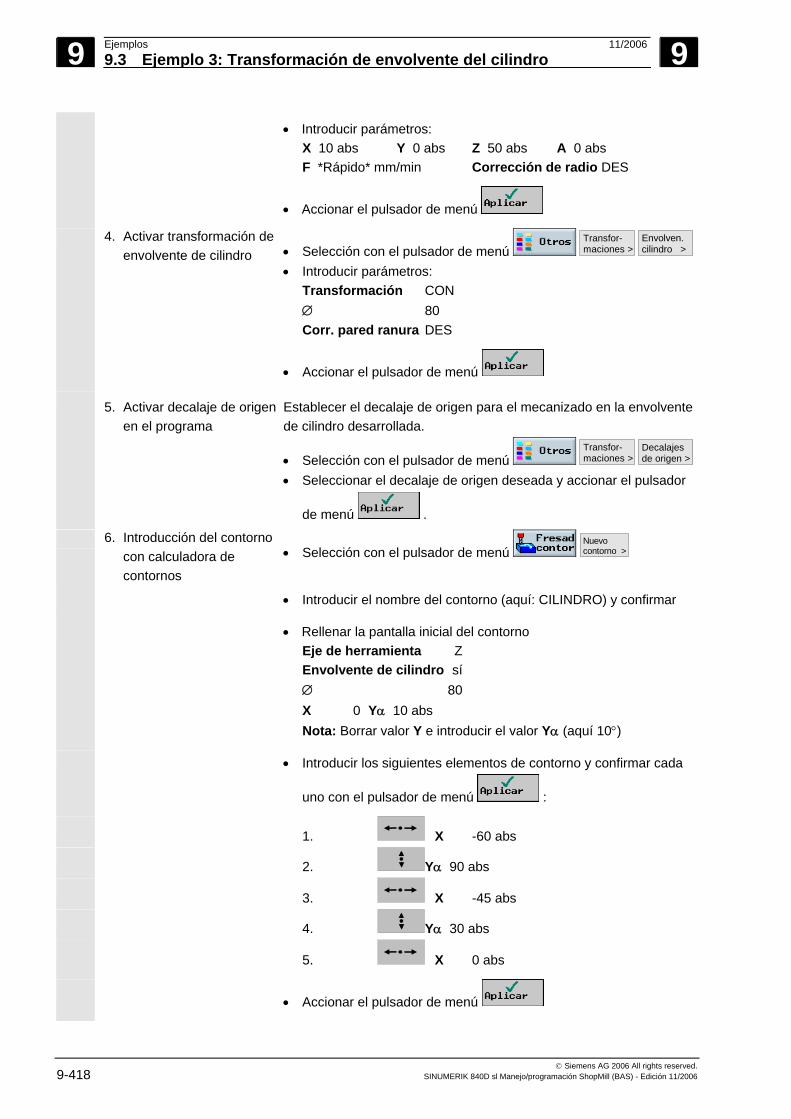
9 Ejemplos 11/2006 9.3 Ejemplo 3: Transformación de envolvente del cilindro
9
© Siemens AG 2006 All rights reserved. 9-418 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
• Introducir parámetros: X 10 abs Y 0 abs Z 50 abs A 0 abs F *Rápido* mm/min Corrección de radio DES
• Accionar el pulsador de menú
4. Activar transformación de envolvente de cilindro • Selección con el pulsador de menú
Transfor-maciones >
Envolven.cilindro >
• Introducir parámetros: Transformación CON ∅ 80 Corr. pared ranura DES
• Accionar el pulsador de menú
5. Activar decalaje de origen en el programa
Establecer el decalaje de origen para el mecanizado en la envolvente de cilindro desarrollada.
• Selección con el pulsador de menú Transfor-maciones >
Decalajesde origen >
• Seleccionar el decalaje de origen deseada y accionar el pulsador
de menú .
6. Introducción del contorno con calculadora de contornos
• Selección con el pulsador de menú Nuevocontorno >
• Introducir el nombre del contorno (aquí: CILINDRO) y confirmar
• Rellenar la pantalla inicial del contorno Eje de herramienta Z Envolvente de cilindro sí ∅ 80 X 0 Yα 10 abs Nota: Borrar valor Y e introducir el valor Yα (aquí 10°)
• Introducir los siguientes elementos de contorno y confirmar cada
uno con el pulsador de menú :
1. X -60 abs
2. Yα 90 abs
3. X -45 abs
4. Yα 30 abs
5. X 0 abs
• Accionar el pulsador de menú
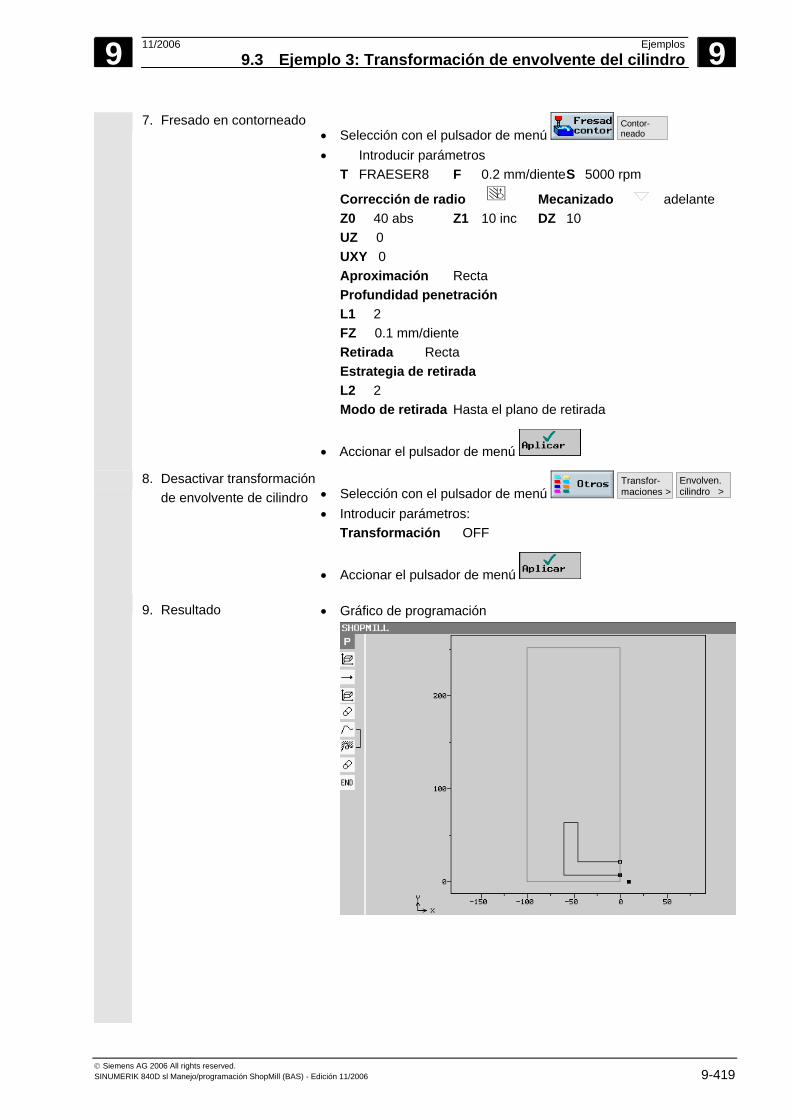
9 11/2006 Ejemplos9.3 Ejemplo 3: Transformación de envolvente del cilindro
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-419
7. Fresado en contorneado • Selección con el pulsador de menú
Contor-neado
• Introducir parámetros T FRAESER8 F 0.2 mm/diente S 5000 rpm
Corrección de radio Mecanizado adelante Z0 40 abs Z1 10 inc DZ 10 UZ 0 UXY 0 Aproximación Recta Profundidad penetración L1 2 FZ 0.1 mm/diente Retirada Recta Estrategia de retirada L2 2 Modo de retirada Hasta el plano de retirada
• Accionar el pulsador de menú
8. Desactivar transformación de envolvente de cilindro • Selección con el pulsador de menú
Transfor-maciones >
Envolven.cilindro >
• Introducir parámetros: Transformación OFF
• Accionar el pulsador de menú
9. Resultado • Gráfico de programación
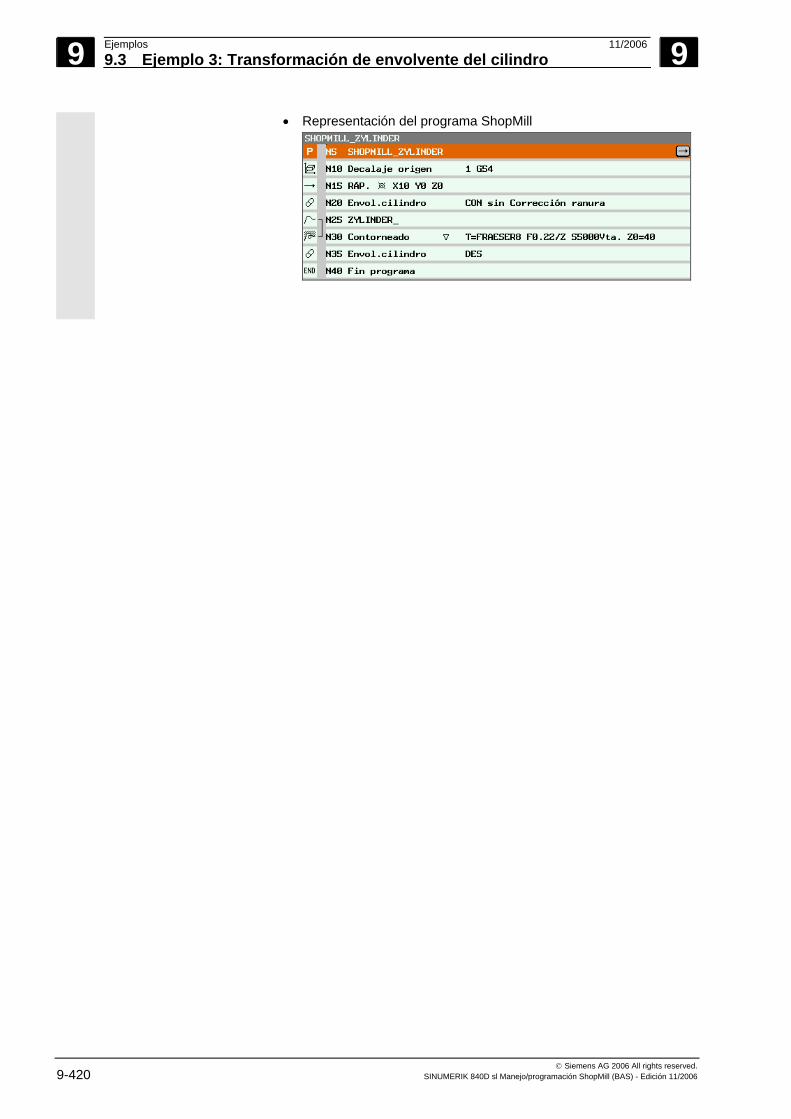
9 Ejemplos 11/2006 9.3 Ejemplo 3: Transformación de envolvente del cilindro
9
© Siemens AG 2006 All rights reserved. 9-420 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
• Representación del programa ShopMill
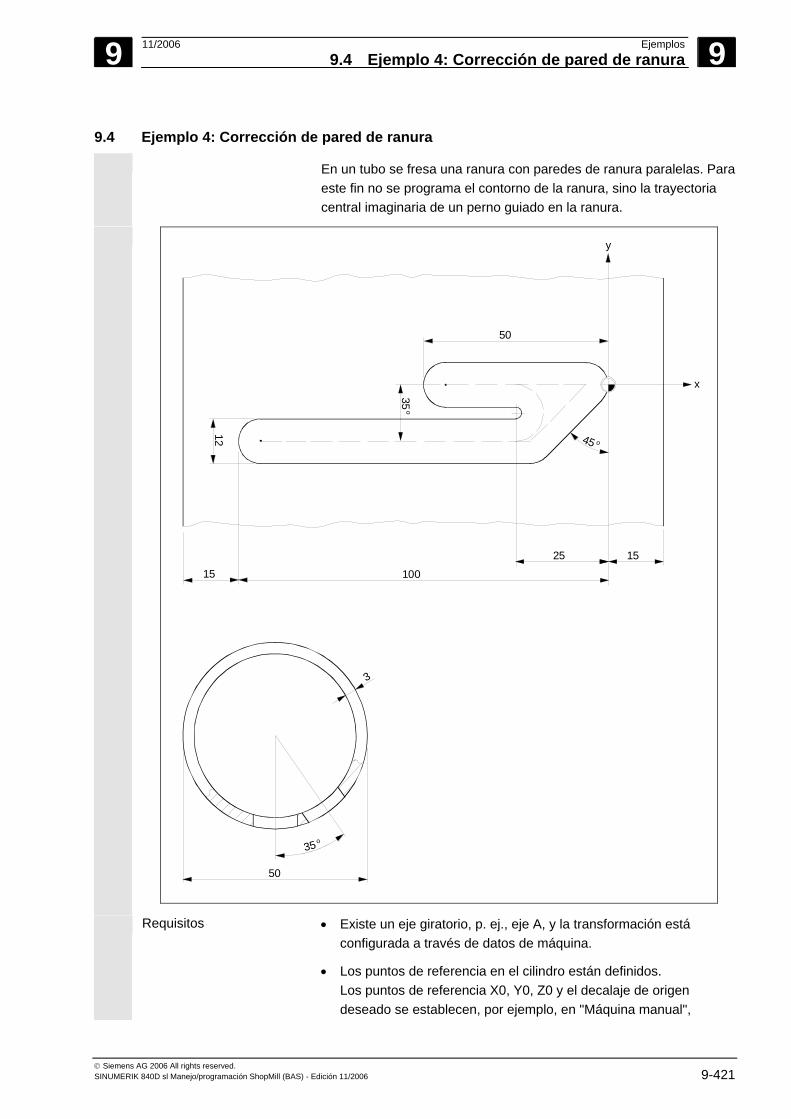
9 11/2006 Ejemplos9.4 Ejemplo 4: Corrección de pared de ranura
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-421
9.4 Ejemplo 4: Corrección de pared de ranura En un tubo se fresa una ranura con paredes de ranura paralelas. Para
este fin no se programa el contorno de la ranura, sino la trayectoria central imaginaria de un perno guiado en la ranura.
50
35o
3
12
50
y
x
100
25 1515
45 o
35o
Requisitos • Existe un eje giratorio, p. ej., eje A, y la transformación está configurada a través de datos de máquina.
• Los puntos de referencia en el cilindro están definidos. Los puntos de referencia X0, Y0, Z0 y el decalaje de origen deseado se establecen, por ejemplo, en "Máquina manual",

9 Ejemplos 11/2006 9.4 Ejemplo 4: Corrección de pared de ranura
9
© Siemens AG 2006 All rights reserved. 9-422 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
"Origen pieza" y "Canto". El decalaje de origen calculado se introduce en la lista de decalajes de origen.
Programa
1. Cabecera de programa • Las dimensiones de la pieza en bruto corresponden al desarrollo de la envolvente del cilindro.
X0 -150 abs Y0 -150 abs Z0 25 abs X1 150 abs Y1 157.08 abs Z1 22 abs
RP 50 SC 1 Nota: Y1 se calcula según la fórmula: Y1 = ∅ • π aquí: Diámetro 50 multiplicado por 3,14...
• Accionar el pulsador de menú
2. Activar decalaje de origen en el programa
Seleccionar el decalaje de origen para la transformación de la envolvente del cilindro (desplazar el origen al centro de la superficie frontal del cilindro).
• Selección con el pulsador de menú Transfor-maciones >
Decalajesde origen >
• Seleccionar el decalaje de origen deseada y accionar el pulsador
de menú .
3. Posicionar el eje Y La herramienta se posiciona en el eje Y encima del centro del cilindro, dado que, después de seleccionar la transformación de la evolvente del cilindro, ya no se desplaza el eje Y.
• Selección con el pulsador de menú Recta
• Introducir parámetros: X 10 abs Y 0 abs Z 40 abs F *Rápido* mm/min Corrección de radio DES
• Accionar el pulsador de menú
4. Activar transformación de envolvente de cilindro • Selección con el pulsador de menú
Transfor-maciones >
Envolven.cilindro >
• Introducir parámetros: Transformación CON ∅ 50 Corr. pared ranura CON D 6 Nota: D es la distancia entre la trayectoria central imaginaria y la pared de la ranura.
• Accionar el pulsador de menú
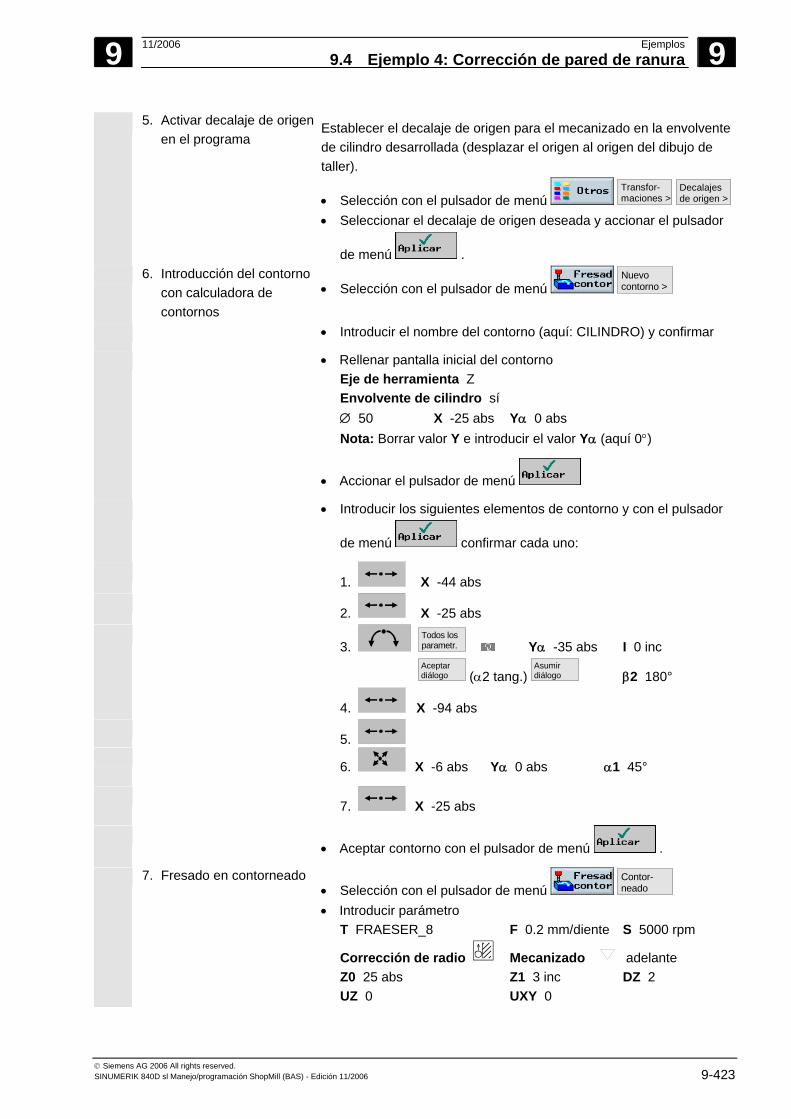
9 11/2006 Ejemplos9.4 Ejemplo 4: Corrección de pared de ranura
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-423
5. Activar decalaje de origen en el programa
Establecer el decalaje de origen para el mecanizado en la envolvente de cilindro desarrollada (desplazar el origen al origen del dibujo de taller).
• Selección con el pulsador de menú Transfor-maciones >
Decalajesde origen >
• Seleccionar el decalaje de origen deseada y accionar el pulsador
de menú . 6. Introducción del contorno
con calculadora de contornos
• Selección con el pulsador de menú Nuevocontorno >
• Introducir el nombre del contorno (aquí: CILINDRO) y confirmar
• Rellenar pantalla inicial del contorno Eje de herramienta Z Envolvente de cilindro sí ∅ 50 X -25 abs Yα 0 abs Nota: Borrar valor Y e introducir el valor Yα (aquí 0°)
• Accionar el pulsador de menú
• Introducir los siguientes elementos de contorno y con el pulsador
de menú confirmar cada uno:
1. X -44 abs
2. X -25 abs
3.
Todos losparametr. Yα -35 abs I 0 inc
Aceptardiálogo (α2 tang.)
Asumirdiálogo β2 180°
4. X -94 abs
5.
6. X -6 abs Yα 0 abs α1 45°
7. X -25 abs
• Aceptar contorno con el pulsador de menú .
7. Fresado en contorneado • Selección con el pulsador de menú
Contor-neado
• Introducir parámetro T FRAESER_8 F 0.2 mm/diente S 5000 rpm
Corrección de radio Mecanizado adelante Z0 25 abs Z1 3 inc DZ 2 UZ 0 UXY 0
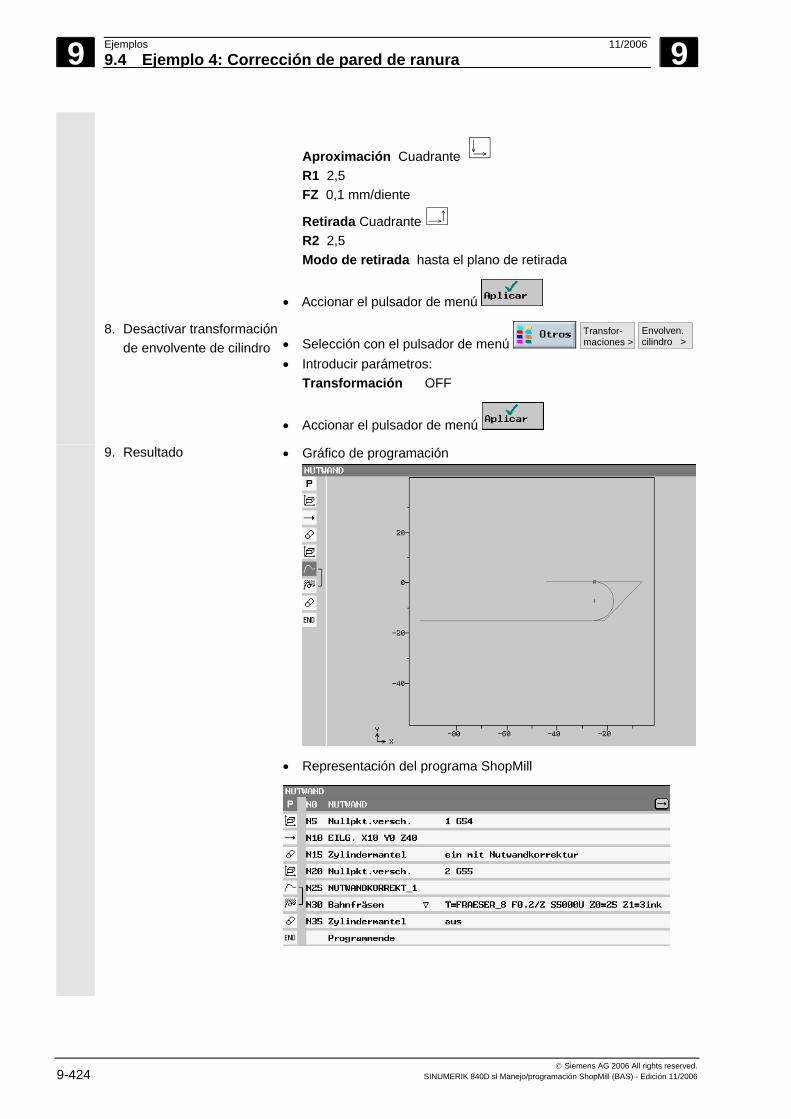
9 Ejemplos 11/2006 9.4 Ejemplo 4: Corrección de pared de ranura
9
© Siemens AG 2006 All rights reserved. 9-424 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Aproximación Cuadrante R1 2,5 FZ 0,1 mm/diente
Retirada Cuadrante R2 2,5 Modo de retirada hasta el plano de retirada
• Accionar el pulsador de menú
8. Desactivar transformación de envolvente de cilindro • Selección con el pulsador de menú
Transfor-maciones >
Envolven.cilindro >
• Introducir parámetros: Transformación OFF
• Accionar el pulsador de menú
9. Resultado • Gráfico de programación
• Representación del programa ShopMill
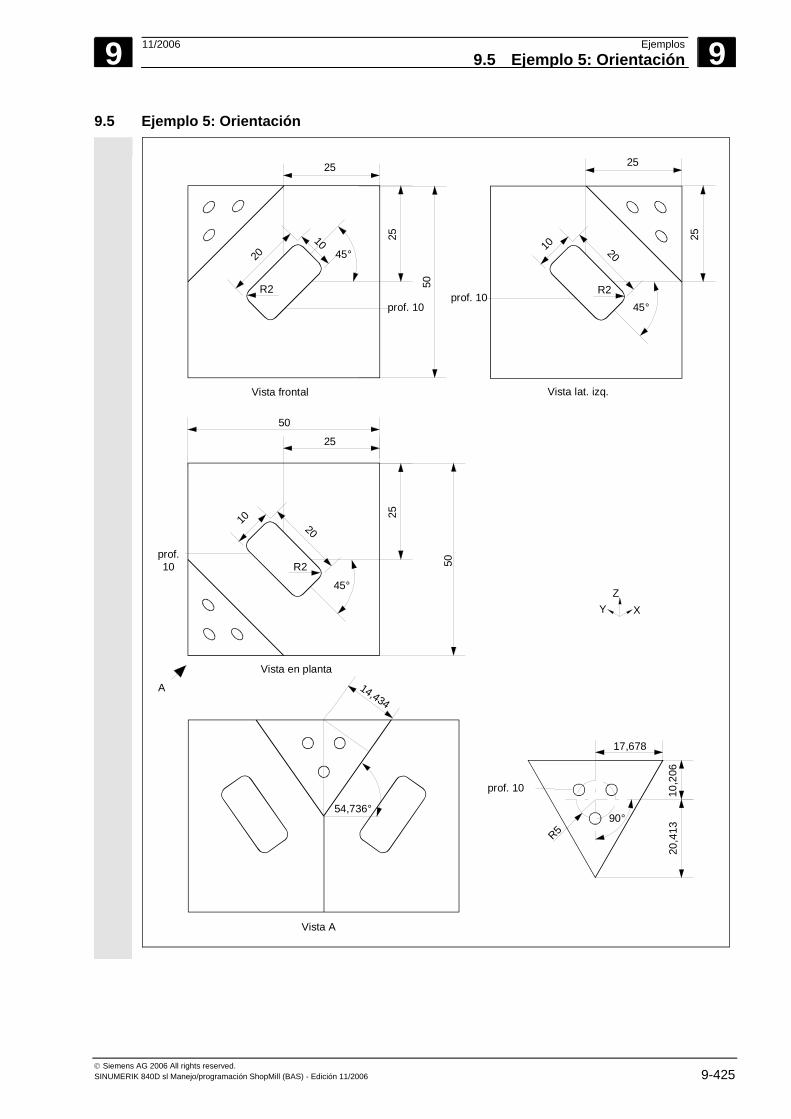
9 11/2006 Ejemplos9.5 Ejemplo 5: Orientación
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-425
9.5 Ejemplo 5: Orientación
54,736°
Vista A
14,434
Vista frontal
50
25
25
2010
45°
prof. 10
Vista lat. izq.
prof. 10
25
25
10 20
45°
ZXY
17,678
20,4
1310
,206
R5
prof. 10
90°
A
Vista en planta
prof.10
25
25
10 20
45°
50
50
R2
R2
R2
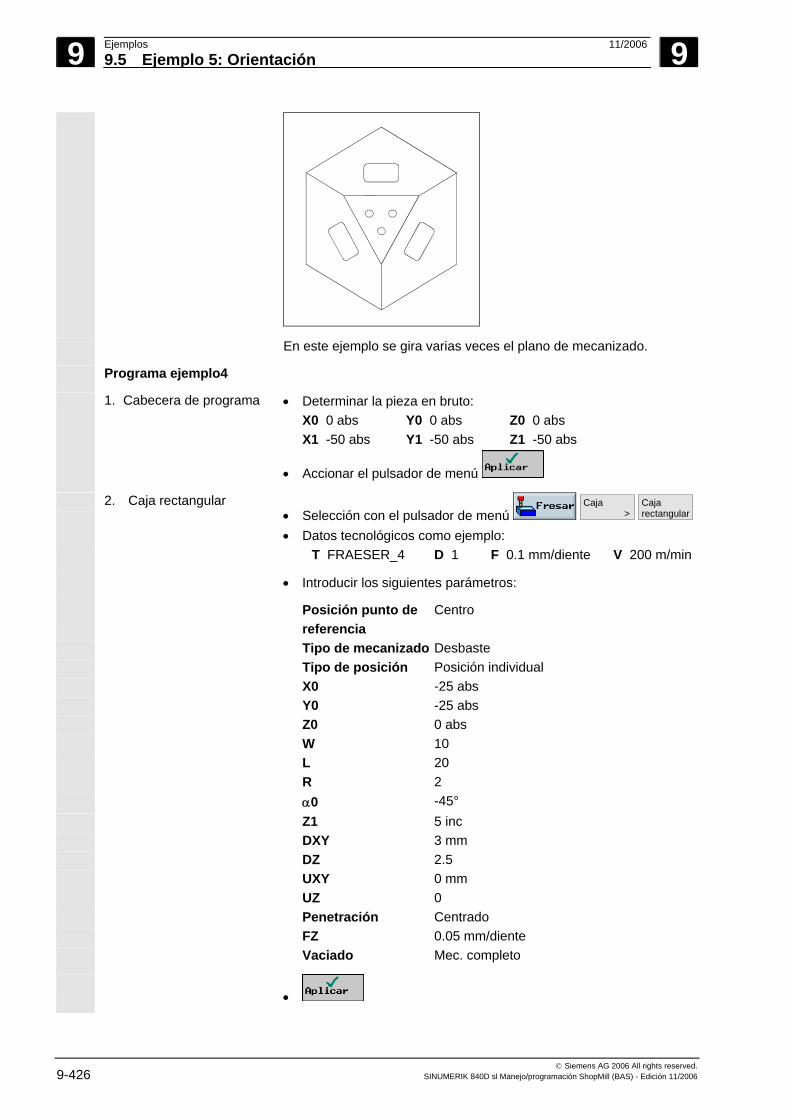
9 Ejemplos 11/2006 9.5 Ejemplo 5: Orientación
9
© Siemens AG 2006 All rights reserved. 9-426 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
En este ejemplo se gira varias veces el plano de mecanizado.
Programa ejemplo4
1. Cabecera de programa • Determinar la pieza en bruto: X0 0 abs Y0 0 abs Z0 0 abs X1 -50 abs Y1 -50 abs Z1 -50 abs
• Accionar el pulsador de menú
2. Caja rectangular • Selección con el pulsador de menú
Caja >
Cajarectangular
• Datos tecnológicos como ejemplo: T FRAESER_4 D 1 F 0.1 mm/diente V 200 m/min
• Introducir los siguientes parámetros:
Posición punto de referencia
Centro
Tipo de mecanizado Desbaste Tipo de posición Posición individual X0 -25 abs Y0 -25 abs Z0 0 abs W 10 L 20 R 2 α0 -45° Z1 5 inc DXY 3 mm DZ 2.5 UXY 0 mm UZ 0 Penetración Centrado FZ 0.05 mm/diente Vaciado Mec. completo
•
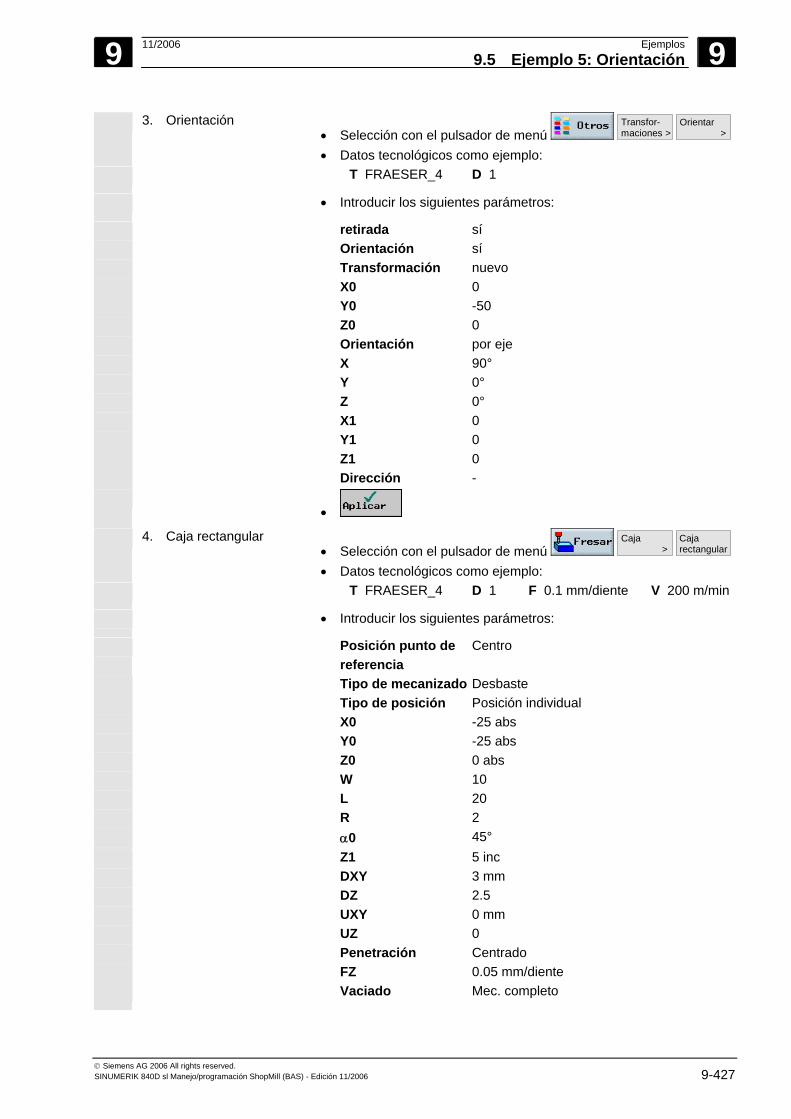
9 11/2006 Ejemplos9.5 Ejemplo 5: Orientación
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-427
3. Orientación • Selección con el pulsador de menú
Transfor-maciones >
Orientar >
• Datos tecnológicos como ejemplo: T FRAESER_4 D 1
• Introducir los siguientes parámetros:
retirada sí Orientación sí Transformación nuevo X0 0 Y0 -50 Z0 0 Orientación por eje X 90° Y 0° Z 0° X1 0 Y1 0 Z1 0 Dirección -
•
4. Caja rectangular • Selección con el pulsador de menú
Caja >
Cajarectangular
• Datos tecnológicos como ejemplo: T FRAESER_4 D 1 F 0.1 mm/diente V 200 m/min
• Introducir los siguientes parámetros:
Posición punto de referencia
Centro
Tipo de mecanizado Desbaste Tipo de posición Posición individual X0 -25 abs Y0 -25 abs Z0 0 abs W 10 L 20 R 2 α0 45° Z1 5 inc DXY 3 mm DZ 2.5 UXY 0 mm UZ 0 Penetración Centrado FZ 0.05 mm/diente Vaciado Mec. completo
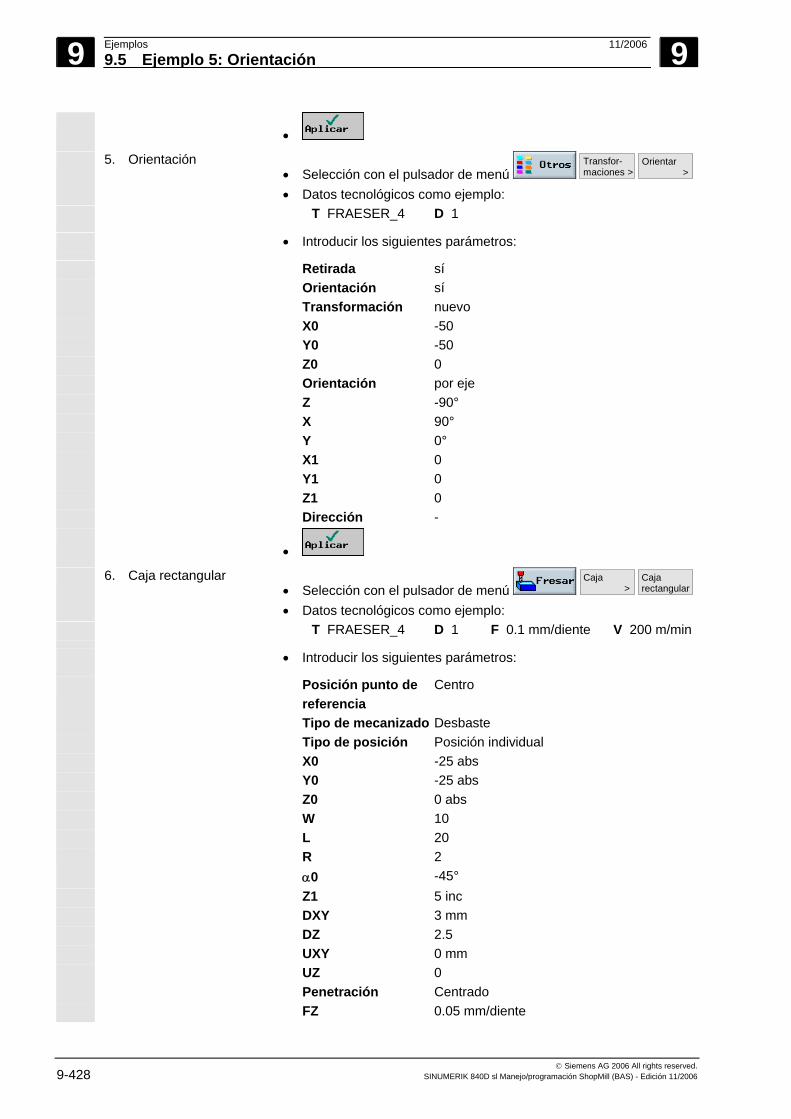
9 Ejemplos 11/2006 9.5 Ejemplo 5: Orientación
9
© Siemens AG 2006 All rights reserved. 9-428 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
•
5. Orientación • Selección con el pulsador de menú
Transfor-maciones >
Orientar >
• Datos tecnológicos como ejemplo: T FRAESER_4 D 1
• Introducir los siguientes parámetros:
Retirada sí Orientación sí Transformación nuevo X0 -50 Y0 -50 Z0 0 Orientación por eje Z -90° X 90° Y 0° X1 0 Y1 0 Z1 0 Dirección -
•
6. Caja rectangular • Selección con el pulsador de menú
Caja >
Cajarectangular
• Datos tecnológicos como ejemplo: T FRAESER_4 D 1 F 0.1 mm/diente V 200 m/min
• Introducir los siguientes parámetros:
Posición punto de referencia
Centro
Tipo de mecanizado Desbaste Tipo de posición Posición individual X0 -25 abs Y0 -25 abs Z0 0 abs W 10 L 20 R 2 α0 -45° Z1 5 inc DXY 3 mm DZ 2.5 UXY 0 mm UZ 0 Penetración Centrado FZ 0.05 mm/diente
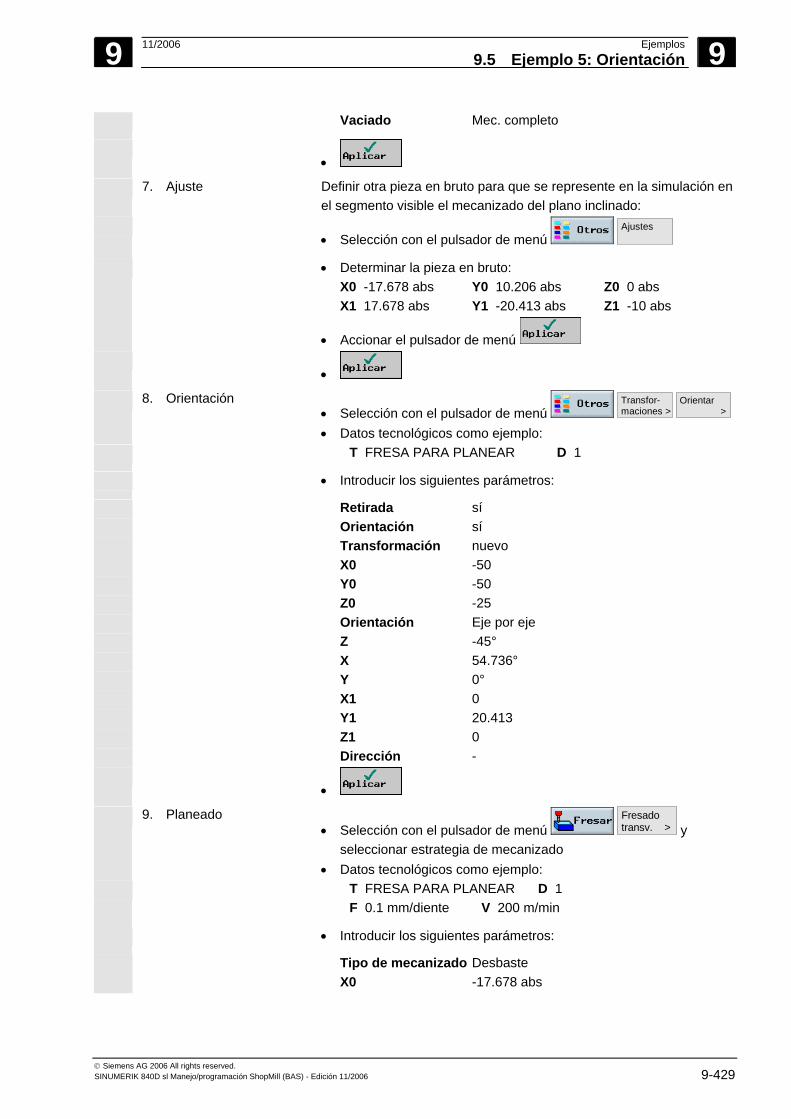
9 11/2006 Ejemplos9.5 Ejemplo 5: Orientación
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-429
Vaciado Mec. completo
•
7. Ajuste Definir otra pieza en bruto para que se represente en la simulación en el segmento visible el mecanizado del plano inclinado:
• Selección con el pulsador de menú
Ajustes
• Determinar la pieza en bruto: X0 -17.678 abs Y0 10.206 abs Z0 0 abs X1 17.678 abs Y1 -20.413 abs Z1 -10 abs
• Accionar el pulsador de menú
•
8. Orientación • Selección con el pulsador de menú
Transfor-maciones >
Orientar >
• Datos tecnológicos como ejemplo: T FRESA PARA PLANEAR D 1
• Introducir los siguientes parámetros:
Retirada sí Orientación sí Transformación nuevo X0 -50 Y0 -50 Z0 -25 Orientación Eje por eje Z -45° X 54.736° Y 0° X1 0 Y1 20.413 Z1 0 Dirección -
•
9. Planeado • Selección con el pulsador de menú
Fresadotransv. > y
seleccionar estrategia de mecanizado • Datos tecnológicos como ejemplo:
T FRESA PARA PLANEAR D 1 F 0.1 mm/diente V 200 m/min
• Introducir los siguientes parámetros:
Tipo de mecanizado Desbaste X0 -17.678 abs
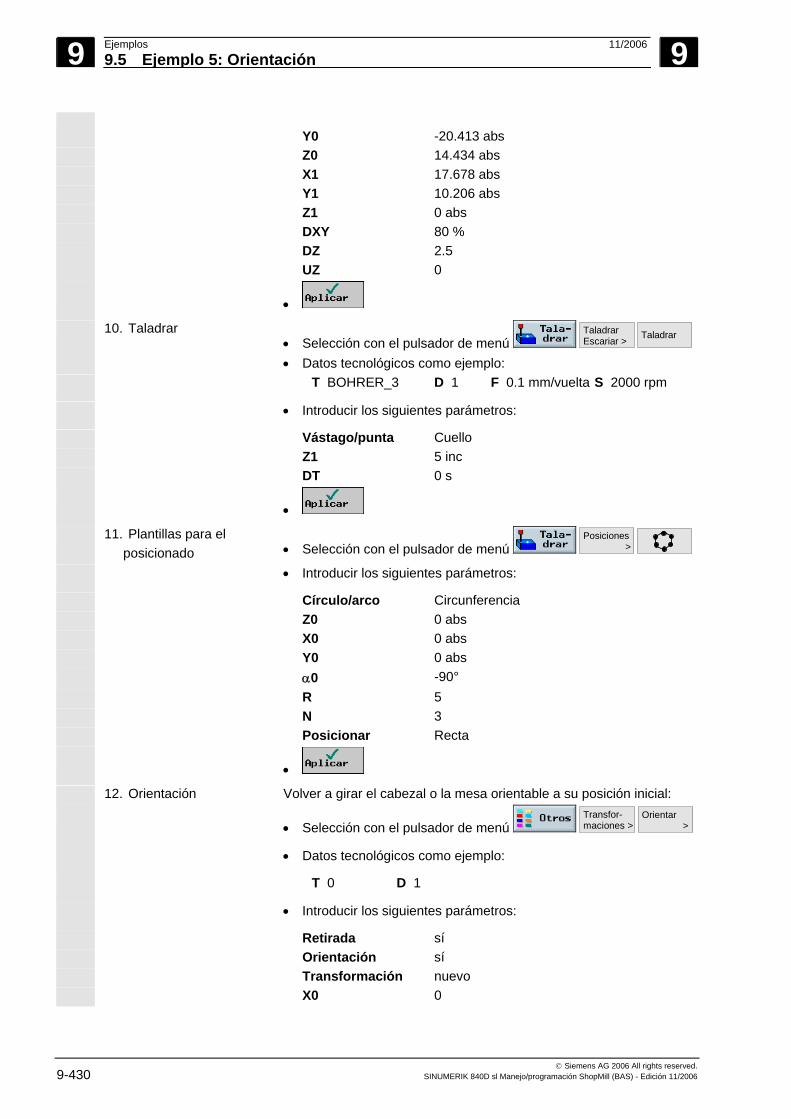
9 Ejemplos 11/2006 9.5 Ejemplo 5: Orientación
9
© Siemens AG 2006 All rights reserved. 9-430 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Y0 -20.413 abs
Z0 14.434 abs X1 17.678 abs Y1 10.206 abs Z1 0 abs DXY 80 % DZ 2.5 UZ 0
•
10. Taladrar • Selección con el pulsador de menú
TaladrarEscariar >
Taladrar
• Datos tecnológicos como ejemplo: T BOHRER_3 D 1 F 0.1 mm/vuelta S 2000 rpm
• Introducir los siguientes parámetros:
Vástago/punta Cuello Z1 5 inc DT 0 s
•
11. Plantillas para el posicionado • Selección con el pulsador de menú
Posiciones >
• Introducir los siguientes parámetros:
Círculo/arco Circunferencia Z0 0 abs X0 0 abs Y0 0 abs α0 -90° R 5 N 3 Posicionar Recta
•
12. Orientación Volver a girar el cabezal o la mesa orientable a su posición inicial:
• Selección con el pulsador de menú Transfor-maciones >
Orientar >
• Datos tecnológicos como ejemplo:
T 0 D 1
• Introducir los siguientes parámetros:
Retirada sí Orientación sí Transformación nuevo X0 0
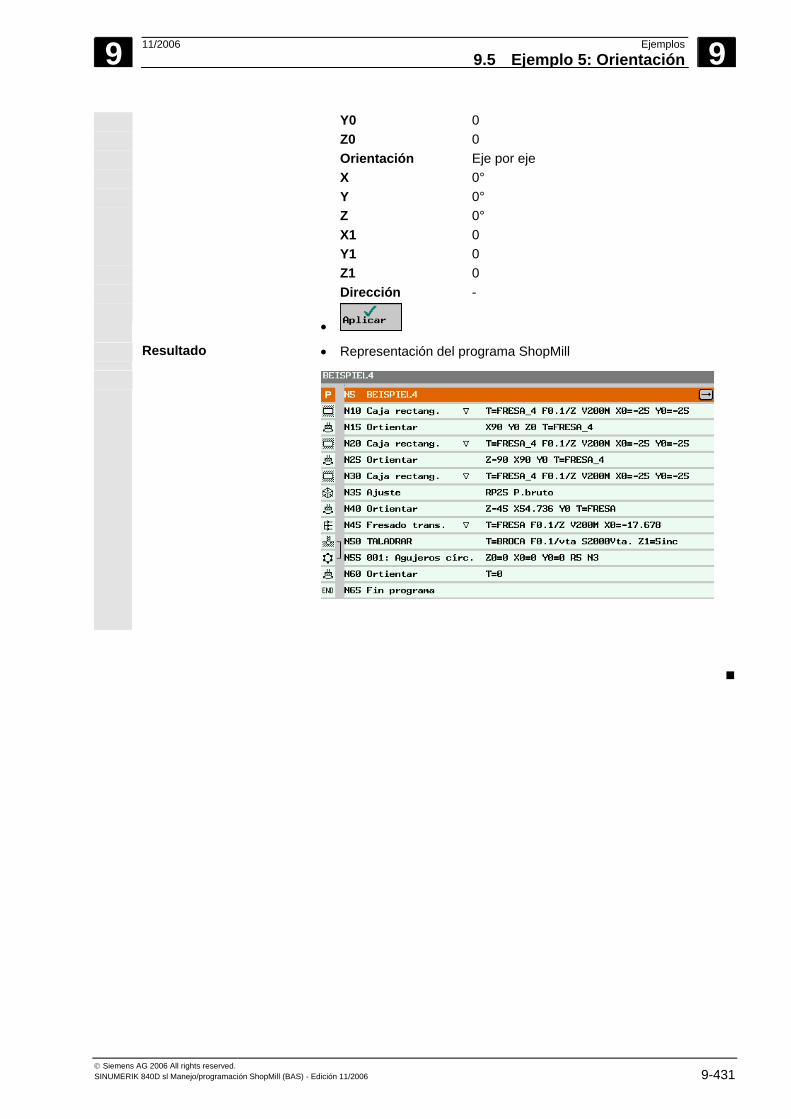
9 11/2006 Ejemplos9.5 Ejemplo 5: Orientación
9
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 9-431
Y0 0 Z0 0 Orientación Eje por eje X 0° Y 0° Z 0° X1 0 Y1 0 Z1 0 Dirección -
•
Resultado • Representación del programa ShopMill

9 Ejemplos 11/2006 9.5 Ejemplo 5: Orientación
9
© Siemens AG 2006 All rights reserved. 9-432 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Notas
A 11/2006 Apéndice A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 A-433
Apéndice A Abreviaturas............................................................................................................A-434
B Índice alfabético ....................................................................................................... I-437
A Apéndice 11/2006 A Abreviaturas
A
© Siemens AG 2006 All rights reserved. A-434 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
A Abreviaturas ABS Cota absoluta
CNC Computerized Numerical Control: Control numérico computerizado
COM Communication: Comunicación Componente del control NC que ejecuta y coordina la comunicación.
D Filo
Decalaje de origen Decalaje de origen
DIN Deutsche Industrie Norm: Norma Industrial Alemana
DRF Differential Resolver Function: Función resólver diferencial La función genera, en combinación con un volante electrónico, un decalaje de origen incremental en el modo automático.
DRY Dry Run: Avance de recorrido de prueba
F Avance
GUD Global User Data: Datos globales del usuario
HW Hardware
INC Increment: Cota incremental
INC Cota incremental
INI Initializing Data: Datos de inicialización
LED Light Emitting Diode: Diodo luminiscente
M01 Función M: Parada programada
M17 Función M: Fin de subrutina
MCS Machine Coordinate System
MD Datos de máquina
MDA Manual Data Automatic.
MKS Sistema de coordenadas de máquina
MLFB Referencia
A 11/2006 ApéndiceA Abreviaturas
A
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 A-435
MPF Main Program File: Programa principal
NC Numerical Control: Control numérico El control CN comprende los componentes NCK, PLC, PCU y COM.
NCK Numerical Control Kernel: Núcleo numérico Componente del control CN, el cual ejecuta los programas y que principalmente coordina los procesos de desplazamiento para la máquina herramienta.
OP Operator Panel: Panel de operador
PC Ordenador personal
PCU Personal Computer Unit Componente del control CN que permite la comunicación entre el operador y la máquina.
PLC Programmable Logic Control: Mando de interconexión Componente del control CN para la edición de la lógica de control de la máquina herramienta.
PRT Program Test
REF Búsqueda del punto de referencia
REPOS Reposicionamiento
ROV Rapid Override: Corrección del rápido
S Velocidad de giro del cabezal
SBL Single Block: Secuencia a secuencia
SI Safety Integrated
SK Pulsador de menú
SKP Skip: Omitir secuencia
SPF Sub Program File: Subprograma
SW Software
T Herramientas
TMZ Tool Magazine Zero
V Velocidad de corte
A Apéndice 11/2006 A Abreviaturas
A
© Siemens AG 2006 All rights reserved. A-436 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
WCS Work Piece Coordinate System
WKS Sistema de coordenadas de pieza
WPD Work Piece Directory: Directorio de piezas
WZ Herramientas
I 11/2006 ApéndiceÍndice alfabético
I
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 I-437
B Índice alfabético
A Abrir directorio 6-355, 6-369 Acabado 2-97, 2-98, 3-182 Acabar caja de contorno 3-216 Acabar salientes de contorno 3-223 Aceptar parámetros 1-43 Achaflanar caja de contorno 3-219 Achaflanar saliente de contorno 3-224 Acotado absoluto 3-173 Acotado incremental 3-173 Ajustes
modo automático 2-134 modo manual 2-108
Alarmas 8-400 Alinear plano 2-83 Alinear plano automáticamente 2-84 Alinear plano manualmente 2-83 Almacén 2-154 Almacén de herramientas 2-141 Alternativa 3-182 Amarre múltiple 6-356, 6-370 Añadir elemento de contorno 3-201 Ángulo de giro básico 3-255 Angulo para fresa cónica 2-144 Aproximación al ciclo 3-182 Avance 3-175, 3-181 Avance de ajuste 2-102 Avance de mecanizado 3-175 Avisos operativos del canal 1-32 Ayuda de ciclos 4-322 Ayuda en línea 4-322 Ayuda para ciclos de medida 4-322 B Bloquear puesto en el almacén 2-155 Borrar directorio 6-363, 6-380 Borrar elemento de contorno 3-203 Borrar parámetros 1-43 Borrar programa 6-363, 6-380 Broca 2-137, 2-138 Buscar código G 4-329 Buscar puesto vacío 2-157, 2-159 Buscar secuencia 2-119 Buscar secuencia de programa 3-186 Buscar texto 2-121
C Cabecera de programa 3-175, 3-177 Caja circular 3-272 Caja de contorno
material sobrante 3-214 Caja rectangular 3-268 Calculadora de contornos 3-189 Calcular parámetros 1-43 Calibración herramienta de medida 2-86 Calibrar palpador 2-86, 3-298 Campo de entrada 1-42 Cancelar mecanizado 2-115 Cancelar programa. 2-115 Cápsula de medición 2-89 Caracteres especiales 3-290 Cargar herramienta 2-156 Cargar programa 6-373 Cerrar contorno 3-199 Ciclo 0-7 Círculo
con centro conocido 3-227 con radio conocido 3-228 polar 3-232
Código G en un programa de pasos de trabajo 3-317
Comando adicional 3-194, 3-197 Concatenación 3-176 Conexión 2-49 Conmutación métrico/pulgadas 2-54 Conmutación pulgadas/métrico 2-54 Contador de piezas
programas de códigos G 2-135 Contorno 0-7
caja 3-190 isla 3-190
Contorno exterior 3-197 Contorno interior 3-197 Contorno nuevo
fresar 3-194 Contorno saliente 3-191 Coordenadas polares 1-44, 3-230 Copiar código G 4-328 Copiar contorno 3-185

I Apéndice 11/2006 Índice alfabético
I
© Siemens AG 2006 All rights reserved. I-438 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Copiar directorio 6-362, 6-378 Copiar programa 6-362, 6-378 Copiar secuencia de programa 3-185 Corrección de herramienta 2-147 Corrección de pared de ranura 3-308 Corrección de radio de herramienta 2-149, 3-174 Corrección del avance 1-27 Corrección del cabezal 1-27 Corrección del radio de la fresa 3-174 Corrección del rápido 1-27 Corrección longitudinal de herramienta 2-147,
3-173 Correcciones de herramientas 2-136 Cortar código G 4-328 Cortar secuencia de programa 3-185 Cota absoluta 1-45 Cota incremental 1-45 Crear contorno 3-194 Crear directorio 6-360, 6-376 Crear elemento de contorno 3-196 Crear programa 6-360, 6-376 Crear programa en código G 4-322 D D 3-188 Datos de desgaste de herramienta 2-151 Datos de usuario 8-401 Decalaje 3-305 Decalaje base 2-56 Decalaje basto 2-163 Decalaje de origen 2-162, 2-167
definir 2-164 deseleccionar 2-167 seleccionar 2-167
Decalaje de origen:básico 2-162 Decalaje de origen:total 2-162 Decalaje de origen:transformación de
coordenadas 2-162 Decalaje DRF 2-123 Decalaje fino 2-163 Decalaje lateral 2-93, 3-296 Decalaje longitudinal 2-93, 3-296 Decalaje total 2-162 Decompilación 4-324 Definir transformaciones de coordenadas 3-305 Desbastar salientes de contorno 3-220 Desbaste 2-97, 2-98, 3-182 Desbaste caja de contorno 3-213
Descargar herramienta 2-158 Descargar programa 6-373 Desconexión 2-49 Designación de planos 1-44 Desplazamientos de posicionado 3-225 Desplazar directorio 6-379 Desplazar ejes 2-101 Desplazar programa 6-379 Detener mecanizado 2-115 Detener programa 2-115 Dialecto ISO 2-140, 4-332 Dibujo sincrónico antes del mecanizado 2-126 Dibujo sincrónico durante el mecanizado 2-128 Dimensiones 3-189 Dimensiones de la pieza en bruto 5-336 Disco duro 6-374 Disquetera 6-374 Distancia de seguridad 3-178 DR 3-189 E E_COUNTER 3-317 Editor de códigos G 4-327 Editor de programas 3-184 Eje
posicionar 2-103 Ejecutar programa de código G 6-359, 6-374 Ejecutar un programa de códigos G 4-325 Ejemplo
coordenadas polares 3-233 corrección de pared de ranura 9-421 fresado de roscas 3-244 orientación 3-315 orientación 9-425 patrón de posiciones fresado 3-287 Planeado 3-267 programación libre de contornos 3-203 taladrar 3-263 transformación de envolvente del cilindro 9-417
Ejemplos 9-406, 9-414 Ejes 3-173 en aumento 1-28 Equidistante 2-149 Escala 2-166, 3-306 Escalón de reducción 3-316 Escariar 3-235 Escritura invertida 3-290 Estado de avance 1-32
I 11/2006 ApéndiceÍndice alfabético
I
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 I-439
Estado del cabezal 1-33 Estado del canal 1-32 Estrategia de aproximación 3-208 Estrategia de retirada 3-208 Estructura del programa 3-175 F Filo 3-188 Fin del contorno 3-194 Fin del programa 3-187 Final 4-330 FOR 3-317 Fresa 2-137, 2-138 Fresado 3-265 Fresado de roscas 3-241 Fresado en contorneado 3-207 Fresar caja de contorno 3-213 Fresar contorno 3-189 Función adicional
herramienta 2-150 Función auxiliar 2-113 Funciones adicionales 3-316 Funciones G 2-113 Funciones H 2-113 Funciones M 2-113, 3-316 G Gestión de programas
ShopMill en NCU (HMI Embedded) 6-353 Gestión de programas con PCU 50.3
(HMI Advanced) 6-367 Gestor de programas 6-353, 6-367 Giro 3-305 Grabado 3-289 H Hélice 3-229 Herramienta
crear nueva 2-143 varios filos 2-145 trasladar 2-158
Herramienta de sustitución 2-146 Herramientas 2-136
medir 2-88 ordenar 2-160
Herramientas 3D 2-144 High Speed Settings 7-387 Hotline 0-4
I Incremento 2-101 Indicación de la versión 8-403 Influencia del programa 1-32 Influenciación del programa
avance de recorrido de prueba 2-134 Inhibir 2-123 Inhibir código G 2-123 Iniciar mecanizado 2-115 Iniciar programa 2-115 Iniciar simulación 5-335 Inicio 4-330 Inicio del contorno 3-194 Insertar código G 4-328 Insertar elemento de contorno 3-202 Insertar secuencia de programa 3-185 Interfaz gráfica de usuario 1-31 Interruptor de llave 1-28 Introducir parámetros 1-42 J Jog 1-25 L Leer datos de herramienta 6-364, 6-380 Leer datos de origen 6-364, 6-380 Letras minúsculas 3-290 Línea de diálogo 1-31 Línea punteada 1-39 Líneas de mecanizado 5-334 Lista de almacén 2-154 Lista de decalajes de origen 2-165 Lista de desgaste de herramientas 2-141 Lista de herramientas 2-136 Llamar decalajes de origen 3-303 M Mandrinar 3-238 Manejo 1-34 Marca 3-301 Marcar código G 4-328 Marcar secuencia de programa 3-185 Marcha del cabezal 2-100 Máscara de parámetros 1-40 Material sobrante
caja de contorno 3-214 saliente de contorno 3-221
I Apéndice 11/2006 Índice alfabético
I
© Siemens AG 2006 All rights reserved. I-440 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Matricería y moldes 7-384 MDA 2-53 Mecanizado completo 3-182 Medición 3-294 Medir
origen de pieza 3-294 Origen de pieza 2-58
Medir borde 2-62 Medir caja
medir caja rectangular manualmente 2-70 Medir caja automáticamente
medir caja rectangular 2-70 Medir caja/taladro 2-69 Medir canto automáticamente
medir distancia 2 bordes 2-66 medir dos puntos 2-65 medir un punto 2-64
Medir canto manualmente medir distancia 2 bordes 2-65 medir dos puntos 2-64 medir un punto 2-63
Medir esquina 2-67 Medir esquina automáticamente
medir esquina en ángulo recto/cualquiera 2-68 Medir esquina manualmente
medir esquina en ángulo recto/cualquiera 2-67 Medir herramienta 2-88, 2-93, 3-296 Medir saliente 2-76 Medir saliente automáticamente
medir saliente rectangular 2-77 Medir saliente circular manualmente
medir 1 saliente circular 2-78 Medir saliente manualmente
medir saliente rectangular 2-77 Medir salientes circulares automáticamente
medir 1 salientes circulares 2-78 medir 2 salientes circulares 2-79 medir 3 salientes circulares 2-80 medir 4 salientes circulares 2-81
Medir taladro automáticamente medir 1 taladro 2-71 medir 2 taladros 2-72 medir 3 taladros 2-73 medir 4 taladros 2-74
Mensajes 8-400 métrico/pulgadas 3-173 Mini-botonera manual 1-29
MKS/WKS 2-55 Modelo de volumen 5-340 Modificar ajustes 3-303 Modificar ajustes previos 2-110 Modificar contorno 3-201 Modificar elemento de contorno 3-201 Modificar parámetros 1-43 Modificar segmento 5-341 Modificar selección de diálogo 3-202 Modificar vista 5-341 Modo automático 2-53, 2-112 Modo CNC-ISO 2-168 Modo de aproximación 3-207 Modo de inserción 1-43 Modo de retirada 3-207 Modo manual 2-53
ajustes previos 2-110 Desplazar ejes 2-101 eje de herramienta 2-109 funciones M 2-108 nivel de reducción 2-108 unidad de medida 2-109
N Niveles de protección 1-28 Nombre de herramienta 2-146 Nombre del programa 3-176 Nueva secuencia de programa 3-181 Nuevo programa 3-176 Numerar secuencia de programa 3-186 Número de dientes 2-150 Número de piezas 3-187 Número de puesto 2-139 Número duplo 2-140 Número H 2-140 O Obstáculo 3-260 Ocupación de puesto 2-141 Orientación
en modo automático 3-311 manual 2-103
Origen de máquina 1-21 Origen de pieza 1-21
medición automática 2-58 medición manual 2-58 medir 3-294 medir 2-58
I 11/2006 ApéndiceÍndice alfabético
I
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 I-441
P Palabra clave 1-28 Palpador 2-93
calibrar 2-96 Panel de operador 1-22 Panel de operador OP 010 1-22 Paneles de mando de máquina 1-25 Pantalla de ayuda 1-41 para conectar 2-49 Parada 3-316 Parada de emergencia 1-25 Parada del cabezal 2-100 Parada programada 2-122, 3-316 Parámetros de cálculo 4-331 Parámetros R 4-331 Patrón de posiciones
arco 3-257 círculo 3-255 fresado 3-286 línea 3-252 marco 3-254 rejilla 3-253 rombo 3-253
Penetración 3-270 Pieza en bruto 3-178 Piezas, número 3-187 Plan de trabajo 1-39 Planeado 2-107, 3-220 Plano de corte 5-342 Plano de retirada 3-178 Polo 3-230 Posición
libre 3-248 Posición del cabezal 3-316 Posicionar cabezal 2-100 Posicionar puesto de almacén 2-160 Posiciones 3-247 POWER ON 8-401 Pretaladrado 3-212 Pretaladrar 3-210 Pretaladrar caja de contorno 3-210 Procesar 2-112 Programa
abrir 6-355, 6-369 comprobar 2-125 corregir 2-131 ejecutar 6-356, 6-370
marcar varios 6-361, 6-377 rodar 2-129 interrumpir 2-116
Programa completo 7-385 Programa de geometría 7-384 Programa de pasos de trabajo 3-176 Programa principal 3-299 Programa secuencial 3-173 Programa tecnológico 7-384 Programación gráfica 1-39 Programar herramienta 3-173, 3-188 Puesto de trabajo 1-20 pulgadas/métrico 3-173 Pulsador de menú
Aplicar 1-37 Cancelar 1-37 Manejo 1-34 OK 1-37 Volver 1-37
Puntear 3-210, 3-211, 3-234 Puntear caja de contorno 3-210 Punto de referencia 2-49 Punto fijo
calibrar 2-92 R Radio de redondeo 2-144 Ranura circular 3-283 Ranura longitudinal 3-280 Rápido 2-103, 3-175 Recta 3-225
corrección del radio 3-225 polar 3-231
Redenominar contorno 3-186 Refrigerante 2-150, 3-316 Regla de los tres dedos de la mano derecha 1-21 Renombrar directorio 6-363, 6-379 Renombrar programa 6-363, 6-379 Repetición 3-301 Repetir posición 3-262 Repetir secuencia de programa 3-301 Reposicionamiento en el contorno 2-116 Representación 3D 5-340 Representación contorno 3-192 Representación tridimensional 5-340 Reset 1-25 Retirada con patrones de posiciones 3-180 Retirada del contorno 2-116
I Apéndice 11/2006 Índice alfabético
I
© Siemens AG 2006 All rights reserved. I-442 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Romper virutas 3-236 Rosca exterior 3-242 Rosca interior 3-241 Roscado con macho 3-239 Rotura de viruta 3-240 S S 3-188 S1 1-31 S2 1-31 S3 1-31 Sacar virutas 3-236, 3-239 Safety Integrated 2-51 Saliente circular 3-278 Saliente de contorno
material sobrante 3-221 Saliente rectangular 3-275 Salvar datos de herramienta 6-364, 6-380 Salvar datos de origen 6-364, 6-380 Secuencia a secuencia
cancelar 2-129 fino 2-129
Secuencia a secuencia 2-129 Secuencia de programa
modificar 3-183 visualizar 2-130
Secuencia del programa 3-176 Secuencia en código G
numerar 4-330 Selección de la unidad 1-43 Selección mediante diálogo 3-198 Seleccionar directorio 6-355, 6-369 Seleccionar parámetros 1-42 Seleccionar programa para la ejecución 2-114 Sentido de giro del cabezal 2-150, 3-316 Sentido de mecanizado 3-179 ShopMill 1-18
seleccionar 2-168 ShopMill Open 2-169 Simetría especular 3-306 Simulación 5-334
representación rápida 5-335 simulación estándar 5-334
Simular un programa de código G 4-325 Sistema CAM 7-384 Sistema de coordenadas 1-21 Sistema de coordenadas de máquina 2-55 Sistema de coordenadas de pieza 2-55
Sobrememorizar programa 2-124 Submodo de operación 1-32 Subprograma 3-299 T T 3-188 Taladrado 3-234 Taladrado profundo 3-236 Taladrar 3-235 Taladro y fresado de rosca 3-245 Tangente 3-198 Teclas 1-23 Teclas de eje 1-26 Teclas de pantalla 1-33 Teclas del panel de operador 1-23 Telediagnosis 2-169 TEMP 6-363, 6-380 Tiempo de mecanizado 5-334 Tiempos de funcionamiento de máquina 2-132 Tipo de herramienta 2-140 Transformación de coordenadas 2-162 Transformación de envolvente de cilindro 3-196 Transformación de envolvente del cilindro 3-308 Transición del contorno 3-197 Trayectoria del centro 3-208 U Unidad de medida 3-178 Unidad de red 6-359, 6-374 V V 3-188 Validación del usuario 2-51 Valor de posición 2-56 Valores de corrección 2-149 Variables 8-401 Velocidad de corte 3-174, 3-188 Velocidad de giro del cabezal 2-101, 3-174,
3-188 Vértice 3-178 Vigilancia de herramienta 2-152 Vista en 3 planos 5-338 Vista en planta 5-337 Vista rápida
adaptar el tamaño 5-345 buscar secuencias G 5-348 desplazar el gráfico 5-345 editar programa de pieza 5-348 función de búsqueda 5-347 iniciar 5-343
I 11/2006 ApéndiceÍndice alfabético
I
© Siemens AG 2006 All rights reserved. SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006 I-443
medición de distancia 5-346 modificar posición en 3D 5-344 representaciones 5-343 seleccionar 2D 5-343 seleccionar 3D 5-343
Visualización de secuencias base 2-130
W WKS/MKS 2-55 Z Zoom 5-339

I Apéndice 11/2006 Índice alfabético
I
© Siemens AG 2006 All rights reserved. I-444 SINUMERIK 840D sl Manejo/programación ShopMill (BAS) - Edición 11/2006
Para SIEMENS AG
Sugerencias Correcciones
A&D MC MS1 Postfach 3180 D-91050 Erlangen Tel.: +49 (0) 180 5050 – 222 [Hotline] Fax: +49 (0) 9131 98 – 63315 [Documentación] E-Mail: mailto:[email protected]
Para el manual:
SINUMERIK 840D sl ShopMill
Documentación para el usuario
Remitente Nombre Empresa/Dpto.:
Calle:
C.P. Localidad:
Teléfono: /
Telefax: /
Manejo/programación Núm. de pedido: 6FC5398-4AP10-1EA0
Edición 11/2006 Si durante la lectura de este documento encuentra algún error de imprenta, rogamos nos lo comunique rellenando este formulario. Asimismo, le agradecemos sus sugerencias y propuestas de mejora.
Sugerencias y/o correcciones

Documentación general
SINUMERIK
Folleto
Documentación SINUMERIK 840D sl / 840Di sl
SINUMERIK840D sl840Di sl
Catálogo NC 61 *)
SINAMICSS120
Catálogo D21.1Convertidores *)
Documentación para el usuario
SINUMERIK840D sl
Manual del usuario_ HMI sl– HMI Embedded *)– ShopMill– ShopTurn
SINUMERIK840D sl840D840Di sl840Di810D
Manual del usuario– HMI Advanced– Instrucciones de servicio (resumen)
SINUMERIK840D sl840D840Di sl840Di810D
Manual de programación– Fundamentos *)– Prep. para el trabajo *)– Instr. de programación (resumen)– Listas Variables de sistema– ISO Turning/Milling
Documentación para el fabricante/servicio técnico
SINUMERIK840D sl
Manual de productoNCU *)
SINUMERIK840D sl840Di sl
Manual de productoComponentes de manejo *)
SINUMERIK 840D sl
Manual de puesta en servicio NC*)– NCK, PLC, accionamto.– HMI sl– HMI Embedded– HMI Advanced– ShopMill– ShopTurn– Software base
Documentación para el fabricante/servicio técnico
SINUMERIK840D sl840D840Di sl840Di810D
Manual de funciones– Fundamentos *)– Funciones de ampl.– Funciones especiales
SINUMERIK840D sl840D840Di sl840Di810D
Manual de funciones– Acciones síncronas– Dialectos ISO
SINAMICSS120
Manual de funcionesFunciones de accionamiento
SINUMERIK840D sl840D840Di sl840Di810D
Manual de programación– Ciclos– Ciclos de medida
SINUMERIK840D sl840Di sl
Manual de diagnóstico *)
SINUMERIK840Di sl
Manual de puestaen servicio
SINUMERIK840D sl840Di sl
Manual de parámetros *)– Parte 1– Parte 2
SINUMERIK840D sl
Manual de funcionesSafety Integrated
SINUMERIK840D sl840D840Di sl840Di810D
Directrices de compatibilidad electromagnética
Documentación electrónica
SINUMERIKSINAMICSMotores
DOCONCD *)DOCONWEB *) Documentación mínima recomendada