servicio nacional de ... -...
TRANSCRIPT


PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
INTRODUCCIÓN
Este manual llamado Manual de procesos textiles y control de calidad de avíos, describe de forma práctica actividades y procedimientos a realizar, para la comprensión de las características físicas de los materiales textiles, y su respectivo control de calidad. Esto insertado dentro del currículo del Nivel “Tecnología del diseño y desarrollo de prendas de vestir”.
El egresado de “Tecnología del diseño y desarrollo de prendas de vestir”, es un Profesional Técnico Calificado, que posee las competencias para diseñar prendas de vestir y accesorios de acuerdo a la tendencia del mercado, estilos establecidos por un cliente, o la creación propia de una colección. Tiene la capacidad de desarrollar prototipos y documentar las especificaciones técnicas de su colección desde las características del tejido hasta el acabado de la prenda, aplicando especificaciones y normas técnicas. Su fortalezas y capacidad es la de diseñar prendas que sean viables para producción y acordes con los procesos productivos de la empresa.
Lo descrito supone que el egresado de esta carrera debe conocer con claridad características de los materiales que lo hacen conocedor de sus reacciones, naturaleza etc. Para poder elegir los adecuados en el momento de planificar colecciones destinadas a un mercado exigente.
Esperamos que el estudiante se sienta satisfecho con la temática mostrada, que es sumamente práctica, y al mismo tiempo muestra principios teóricos imprescindibles para el alumno.
GERENCIA ACADÉMICA 5
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
ÍNDICE
CONTENIDO PÁG.
Introducción. 01 Investigación de tendencias. 04 Procesos textiles. 06 Hoja de operaciones 1(HO). 08 Fibras textiles. 12
Fibras naturales. 12
Fibras químicas. 13
Hoja de operaciones 2(HO). 16 El hilo. 19
Clasificación de los hilos de acuerdo a su materia prima. 21
La numeración de los hilos. 22
Aplicaciones. 25
Tipo de torsión de hilo. 26
Hoja de operaciones 3 (HO). 28 Tejidos (Telas). 32
Tipos de tejidos. 32
Tejeduría. 33
Tejido Plano. 34
Hoja de operaciones 4(HO). 36 Tejido de punto. 42
Tejido de punto por urdimbre. 42
Tejido de punto por trama. 42
Densidad o gramaje. 42
Ligamentos básicos. 45
Hoja de operaciones 5 (HO). 47 Estructuras en tejido plano. 51
Tafetán. 51
Sarga. 51
Satén. 52
Hoja de operaciones 6 (HO). 53 Elementos básicos del tejido de punto. 53
Malla de derecho. 54
Malla de revés. 54
Pasada. 55
Columna. 55
Hoja de operaciones 7 (HO). 56 La tintorería. 57
Sustrato. 58
Insumos. 58
Maquinaria. 59
Factor humano. 59
Teñido. 59
Las etapas del control de calidad de hilados textiles. 62
GERENCIA ACADÉMICA 6
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Hoja de operaciones 8 (HO). 64
Métodos de ennoblecimiento de telas. 67
Procesos de ennoblecimiento de área húmeda. 67
Pretratamiento de telas. 67
Blanqueo óptico de telas. 68
Teñido de telas. 68
Procesos de ennoblecimiento de área seca. 69
Equipos para ennoblecimiento en área húmeda. 71
Equipos con tratamiento mecánico. 72
Hoja de operaciones 9 (HO). 78 Hoja de operaciones 10 (HO). 81 Peso por área de los tejidos. 82
Resistencia a la tracción. 84
Resistencia al estallido. 86
Resistencia al desgarro. 88
Prueba de calidad de avíos. 90
Hoja de Operaciones 11 (HO). 92 Cambio dimensional de tejidos. 96 Factores que influyen en la estabilidad dimensional de tejidos. 96 Hoja de operaciones 12 (HO). 103 Elaboración de cartas de color. 109
Síntesis aditiva. 109
Síntesis sustractiva. 109
Elementos del color. 110
Hoja de operaciones 13 (HO). 111 Elabora carta de colores de una temporada adelantada. 112
Elaboración de muestrario de hilos y telas. 113
Hoja de operaciones 14 (HO). 114 Elabora muestrario de: hilos, telas de punto y plano. 115
Hoja de Operaciones 15 (HO). 116 Identificar la tendencia de tejidos y colores según temporada. 117
Elaboración de moodboard. 118
GERENCIA ACADÉMICA 7
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
TECNOLOGIA ESPECIFICA: SEMANA 1
INVESTIGACIÓN DE TENDENCIAS
La palabra tendencia se usa como sinónimo de moda. Para un técnico en diseño es importante reconocer dónde se originan las tendencias que se extienden rápidamente a lo largo del mundo, generando negocios y dinero a las empresas relacionadas con el negocio de la moda. Los focos de moda del mundo son cinco. Estos son los siguientes:
- Francia - Estados Unidos - Italia - Reino Unido - Tokio
Durante el año existen profesionales de la industria dedicados a diseñar propuestas para el año siguiente. Ellos trabajan con nuevos colores y materiales, que posteriormente muestran en desfiles, como los hechos en la “Semana de la moda”. Luego estas propuestas se extienden por el mundo a través de las empresas que producen para el “mercado de masa”.
Pero ¿Dónde y cómo? se generan las tendencias en la actualidad. Para entenderlo debemos primero conocer tres sectores de la moda muy importantes que están relacionados con la generación de las ideas, que luego llegan a los hogares transformados en prendas representativas de una época.
Alta Costura: Son prendas sobre medida que se diseñan y confeccionan exclusivamente para una persona. Están hechas a mano y los detalles de confección y los materiales usados son exquisitos. Formalmente solo se puede decir que hacen alta costura aquellos que cumplen los estándares definidos por la Chambre syndicale de la Couture. Prendas listas para llevar: La moda "lista para usar" (o Prêt-à-porter) es un punto medio entre alta costura y mercado de masa. No está hecha para clientes individuales, pero se toma gran cuidado en la elección y el corte de la tela. La ropa está confeccionada en pequeñas cantidades y por tallas. Las colecciones de prendas listas para usar son usualmente presentadas por casas de modas en cada temporada durante un período conocido como
GERENCIA ACADÉMICA 8
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
«semana de la moda» que toma lugar dos veces al año. Mercado de masa: Actualmente la industria de moda cuenta sobre todo con las ventas del mercado de masa. El mercado de masa cubre las necesidades de un amplio rango de clientes, produciendo ropa lista para usar en grandes cantidades y tamaños estándar. Materiales baratos usados creativamente producen moda accesible. Los diseñadores de mercado de masa generalmente adaptan las modas establecidas por los nombres famosos en el área de la moda.
Las influencias para la definición de las tendencias llegan de estos tres sectores; pero principalmente “la calle” es el foco de la influencia en la actualidad. Las personas ligadas al mundo de la moda saben que las costumbres de vestir de los jóvenes ofrecen las principales ideas para el diseño de moda. Los diseñadores provistos de cámaras fotográficas se encargan de plasmar las ideas encontradas en diversos lugares de la ciudad, y luego procesan la información generando productos sugerentes de interés para un mercado que busca prendas que los representen.
PROCESOS TEXTILES
Los procesos textiles conforman el conjunto de operaciones realizadas en una empresa industrial destinados a la obtención de un producto textil. Hay una variedad de productos textiles entre los cuales podemos mencionar: Las fibras naturales y artificiales, los hilados, las telas de calada (planas) y de punto. Los productos no tejidos etc. También se tienen procesos de acabado hechos en las telas con los cuales se puede lograr diversos efectos finales. Acabados en prendas como: desgastes, lavados
GERENCIA ACADÉMICA 9
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
especiales, teñidos y pigmentados. ¿Por qué es importante para un técnico en diseño conocer los procesos textiles?
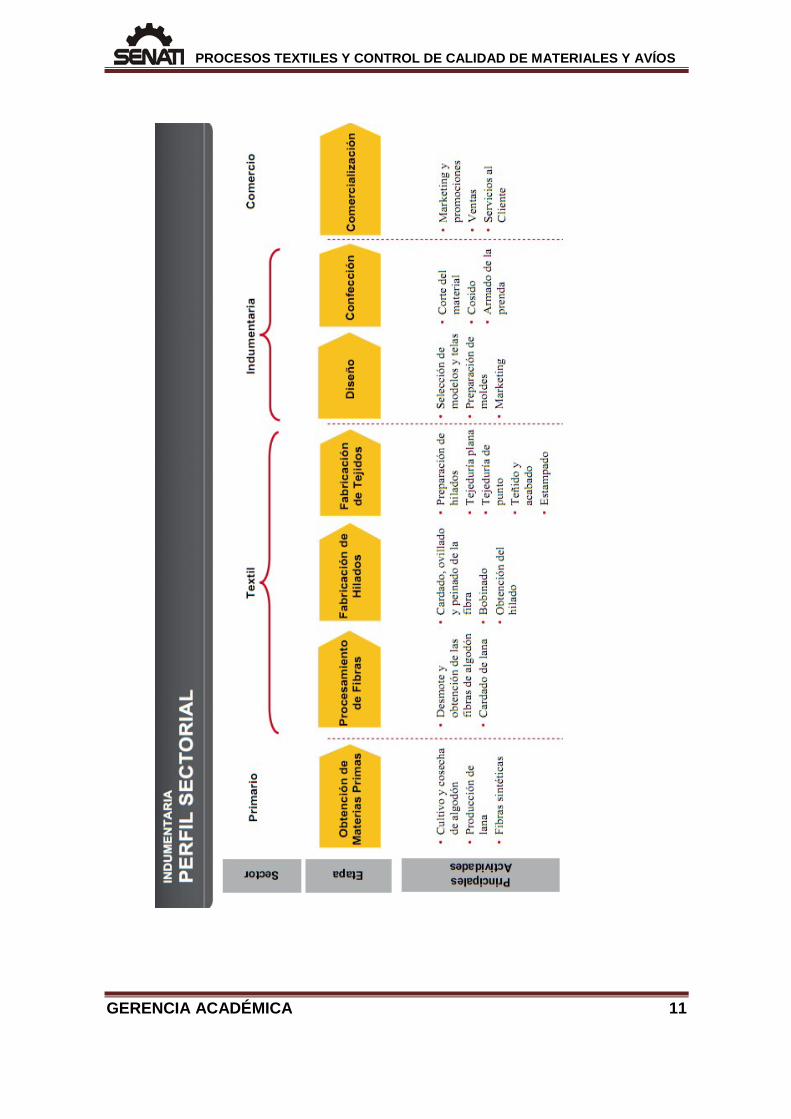
Este conocimiento le da al diseñador una gran ventaja, al poder reconocer las cualidades importantes de los materiales obtenidos en los procesos textiles. Por ejemplo: es de conocimiento de los que saben de telas las cualidades que se obtienen en ellas aplicándoles el proceso de mercerizado. Este conocimiento le permitirá decidir en el momento oportuno cuando haga la elección de los materiales que serán definidos para una colección en creación. Tener presente siempre que el ciclo textil es largo, y está lleno de actividades de diverso tipo. En el siguiente cuadro podrán ver las etapas generales de este proceso. Otro ejemplo sería el reconocimiento de las características de las telas planas. Se sabe que ellas tienen menos elasticidad que los tejidos de punto, esto justamente por las características básicas definidas en el proceso de tejido de calada. No se forman lazos, solo el entrecruzamiento de hilos (ligadura).
GERENCIA ACADÉMICA 10
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
GERENCIA ACADÉMICA 11

PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS / INSTRUMENTOS
1
2 3
Reconocer las tendencias en un producto textil.
Definir la tendencia para una nueva temporada (WGSN).
Definir el entorno de la moda y su relación con los procesos textiles.
• Acceso a internet. • Acceso a página de moda
WGSN. • Revistas. • Inspección visual en las calles.
.
DENOMINACIÓN I. RECONOCER LAS TENDENCIAS Y SU RELACIÓN CON LOS
MATERIALES. TECNOLOGÍA DEL DISEÑO Y
PRENDAS DE VESTIR Tiempo: 5 horas HT: 1/15
GERENCIA ACADÉMICA 12
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
1.1. RECONOCER LAS TENDENCIAS EN UN PRODUCTO TEXTIL.
INTRODUCCIÓN. Reconocer la tendencia es una labor de investigación que el diseñador debe hacer obligatoriamente. Esto implica la posibilidad de crear partiendo del conocimiento de: los colores, materiales, formas y proyecciones que el mercado presenta en el momento. El diseñador debe conocer la historia de la moda y los orígenes de los textiles de su país. Esta práctica guía al estudiante a hacer el estudio de la historia de sus textiles y a conocer la tendencia actual a través de la revisión de varias fuentes. PROCESO DE EJECUCIÓN: 1. Presentar al alumno algunas imágenes escogidas y discutir con él, las
características de la tendencia mostrada.
2. Hacer un análisis crítico de la tendencia y analizar si lo mostrado podrá ser exitoso para una colección para el próximo año.
3. Revisar en la página WGSN (http://www.wgsn.com/) y comparar con las
prendas mostradas, observando y comentando si estas prendas cumplen con la tendencia que se proyecta en la información.
4. Hacer un pequeño informe en el cual se presenta un resumen de lo
observado. 5. Entregar el informe al instructor para su revisión.
1.2. RECONOCER LAS TENDENCIAS PARA UNA NUEVA TEMPORADA. INTRODUCCIÓN. En esta operación el alumno profundizará la habilidad obtenida en la primera operación. Esto le permitirá adquirir criterio para reconocer las tendencias y proyecciones para las temporadas por venir. PROCESO DE EJECUCIÓN: 1. El estudiante debe definir las características de un diseño textil para
una futura temporada. El instructor define al alumno el segmento del mercado para el cual debe reconocer las características de la nueva tendencia.
2. Revisar en la página WGSN (http://www.wgsn.com/) y diversas
GERENCIA ACADÉMICA 13
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
páginas adicionales de internet que el instructor le recomienda.
3. Elaborar un pequeño informe escrito. En el que define los
materiales escogidos para satisfacer al cliente:
- Materiales. - Colores. - Avíos. - Formas
4. Entregar el informe al instructor para la evaluación
respectiva. .
1.3. DEFINIR EL ENTORNO DE LA MODA Y SU RELACIÓN CON LOS PROCESOS TEXTILES.
INTRODUCCIÓN. El entorno de la moda está muy influenciado por el avance de la tecnología en los procesos industriales. Se tiene el ejemplo del uso de materiales sintéticos en la actualidad. Esta tendencia va en aumento día a día. La moda se adapta a estas nuevas tecnologías. En esta operación se guiará al alumno a reconocer de forma simple el tipo de proceso que se usó para llegar a la elaboración del material textil.
PROCESO DE EJECUCIÓN:
1. Presentar a los alumnos algunas imágenes escogidas y discute con el
alumno características se la tendencia mostrada (Esta actividad estará a cargo del instructor).
2. Reconocer los materiales mostrados en las imágenes. 3. Escribir los nombres de los materiales en su cuaderno de anotaciones. 4. Acudir a Internet y buscar el material escrito. Hacer una breve lectura
sobre las características de los procesos para hacer estos materiales. 5. Definir de forma escrita cuales son las bondades del material en
investigación, y de los procesos que se usan para hacerlo. OBSERVACIÓN: Para cumplir con las tareas mencionadas durante el transcurso de la primera semana el alumno debe hacer lo siguiente:
GERENCIA ACADÉMICA 14
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
1. Visitar un museo peruano. En el museo el alumno reconoce los tipos
de tejidos, colores, materiales, técnicas que usaban los antiguos peruanos.
2. Debe entregar un informe hecho sobre lo visto en el museo. 3. En grupos de tres los alumnos hacen una exposición al instructor sobre
los textiles peruanos antiguos. 4. El alumno hace un estudio sobre las tendencias actuales de la moda para
la primera temporada del año siguiente. Para ello revisa diversas fuentes como páginas de internet, revistas, libros etc.
5. Usa preferentemente la página de internet de WGSN que sirve como guía,
e inspiración de nuevas ideas. 6. Ver la moda de la calle. Observando la manera de vestir de un
segmento elegido de personas que se caracterizan por ser el objeto de estudio de nuevas tendencias. (Ejemplo: Jóvenes entre los 15 y 18 años, profesionales de 30 a 35 años etc.)
NOTA: En todas estas actividades el alumno debe tener acceso a internet.
TECNOLOGÍA ESPECÍFICA: SEMANA 2
FIBRAS TEXTILES Llamamos fibra textil aquella materia susceptible de ser hilada, es decir que tras ser sometida a procesos físicos y / o químicos, se obtienen hilos y de estos los tejidos. Las propiedades que determinan si una fibra es hilable son su flexibilidad, resistencia, elasticidad y en especial su finura (diámetro) en relación a su longitud.
Básicamente las fibras textiles se clasifican en dos grandes grupos según su procedencia:
GERENCIA ACADÉMICA 15
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Fibras Naturales:
• Vegetales. • Animales. • Minerales.
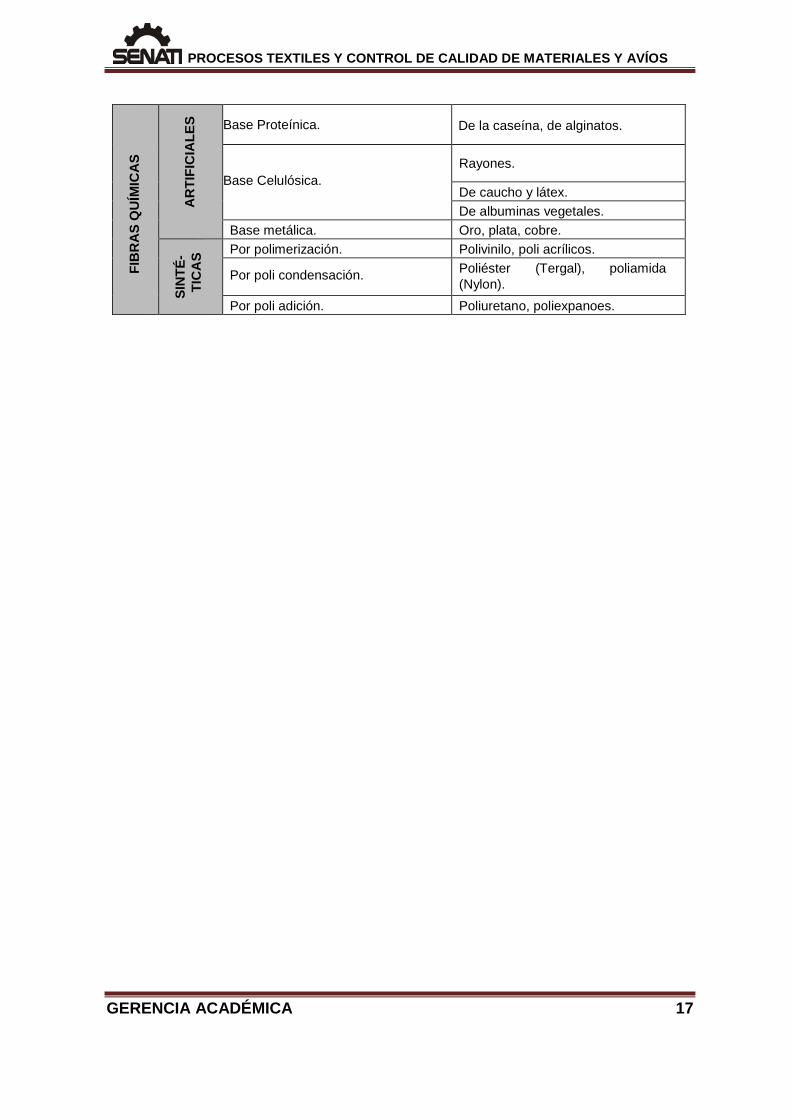
Fibras Químicas:
• Artificiales: se obtienen mediante transformaciones químicas y mecánicas a partir de sustancias naturales.
• Sintéticas: se obtiene mediante procesos de síntesis a partir de elementos químicos sencillos, que formarán un compuesto químico complejo (polímero) y que tendrá características distintas al de los elementos de partida.
FI
BR
AS
NA
TUR
ALE
S
AN
IMA
LES Procedentes de glándulas
sedosas.
Seda, Seda salvaje.
Procedentes de folículos pilosos.
Pelo de alpaca, angora, buey, caballo, conejo, castor, camello, cachemira, cabra, guanaco, llama, nutria, vicuña, etc.
VE
GE-
TA
LES Procedentes de la semilla. Algodón.
Procedentes del tallo. Lino, cáñamo, yute, ramio, etc. Procedentes de la hoja. Esparto, sisal, etc. Procedentes del fruto. Coco.
M
INE-
RA
LES
Asbestos, Fibra de vidrio, Fibra de carbono.
ASBESTO ALGODÓN SEDA
GERENCIA ACADÉMICA 16
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
FI
BR
AS
QU
ÍMIC
AS
A
RTI
FIC
IALE
S Base Proteínica. De la caseína, de alginatos.
Base Celulósica.
Rayones.
De caucho y látex. De albuminas vegetales.
Base metálica. Oro, plata, cobre.
SI
NTÉ
-
TIC
AS Por polimerización. Polivinilo, poli acrílicos.
Por poli condensación. Poliéster (Tergal), poliamida
(Nylon). Por poli adición. Poliuretano, poliexpanoes.
GERENCIA ACADÉMICA 17
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
FIBRAS TEXTILES
Son Polímeros lineales
CLASES
TIPOS VALOR COMERCIAL
Fibras Naturales
Fibras
Artificiales
Fibras
Sintéticas
Longitud
Distribución
Propiedad comercial
Factores que generan mayor
importancia
Obtenidas de plantas y
animales; oveja, cabra, camello (lana), gusano
(Hilo)
Conocidas también
como fibras de rayón viscosa
Celulosa en láminas
sacada de la madera del
abeto
Fibras termoplásticas hiladas a partir
de polímero fundido
Filamentos continuos
(Rayón, seda, nylon, orlón)
Hebras (Algodón, lana y fibras sintéticas en
hebra)
Hilados Cuerdas Tejidos
Brillo Teñido Calidad
Eléctrica
Lana viscosa
Lana de cobre
Lana de acetato
GERENCIA ACADÉMICA 18
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
GERENCIA ACADÉMICA 19
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS /
INSTRUMENTOS
1
2
3
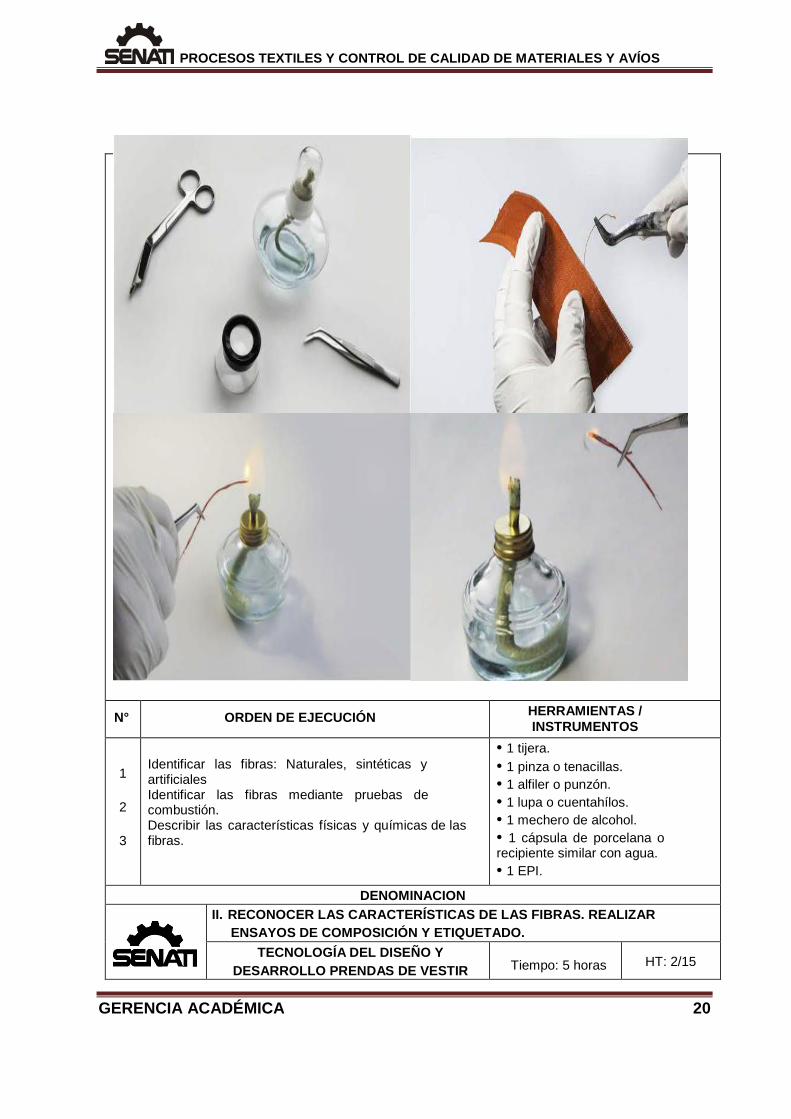
Identificar las fibras: Naturales, sintéticas y artificiales Identificar las fibras mediante pruebas de combustión. Describir las características físicas y químicas de las fibras.
• 1 tijera. • 1 pinza o tenacillas. • 1 alfiler o punzón. • 1 lupa o cuentahílos. • 1 mechero de alcohol. • 1 cápsula de porcelana o recipiente similar con agua. • 1 EPI.
DENOMINACION
II. RECONOCER LAS CARACTERÍSTICAS DE LAS FIBRAS. REALIZAR ENSAYOS DE COMPOSICIÓN Y ETIQUETADO.
TECNOLOGÍA DEL DISEÑO Y DESARROLLO PRENDAS DE VESTIR
Tiempo: 5 horas HT: 2/15
GERENCIA ACADÉMICA 20
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
2.1. IDENTIFICAR LAS FIBRAS NATURALES SINTÉTICAS Y ARTIFICIALES.
INTRODUCCIÓN. El procedimiento para identificar las fibras visualmente es bastante simple; pero requiere de orientación del instructor. En esta operación el estudiante aprenderá a distinguir algunas fibras importantes. PROCESO DE EJECUCIÓN: 1. Con un mechón de fibra de algodón el alumno revisará sus
características; tales como: tacto, resistencia a la rotura, color, etc.
2. Coger una tela trabajada con algodón 100% y humedecer con unas gotas de agua. ¿Qué sucede con el agua? ¿Es absorbida? ¿Es rechazada?
3. Separar los hilos de la tela y revisarlos. Estirar los hilos sueltos. ¿Qué
tan fuertes son? 4. Coger un hilo de costura de un cono de confección y verificar su resistencia. 5. Coger una muestra de tela de poliéster y revisarla. Verificar su color,
su textura, su resistencia. 6. Sobre la muestra de tela de poliéster aplicar unas gotas de agua. Ver
qué sucede. ¿Absorbe las gotas? ¿Las rechaza? ¿Qué indican las reacciones vistas?
7. Coger una tela hecha con fibra viscosa y revisarla. Verificar su color, su
textura, su resistencia. 8. Sobre la muestra de tela de hecha con fibra viscosa aplicar unas gotas
de agua. Ver qué sucede. ¿Absorbe las gotas? ¿Las rechaza? ¿Qué indican las reacciones vistas?
9. Describir cuales son las diferencias entre los tres materiales revisados.
En un resumen escrito.
GERENCIA ACADÉMICA 21
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
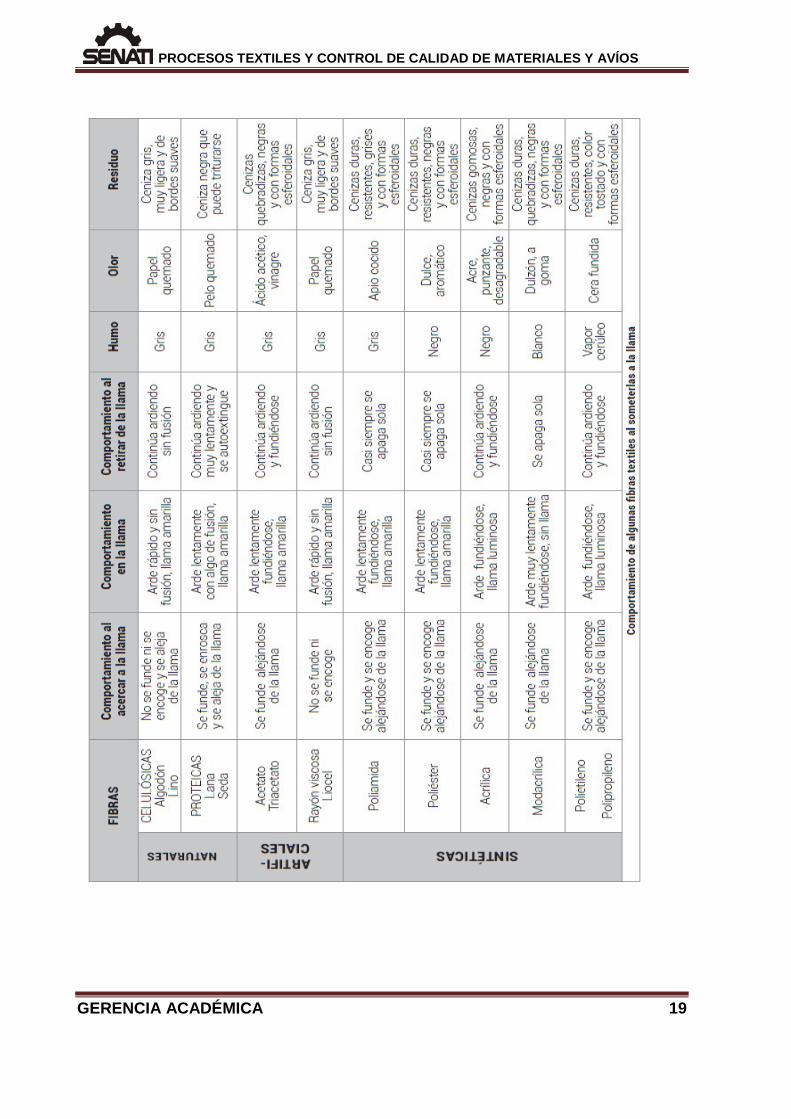
2.2. IDENTIFICACIÓN DE FIBRAS TEXTILES MEDIANTE PRUEBA DE LA LLAMA.
INTRODUCCIÓN. El procedimiento para identificar las fibras que componen una determinada tela. Depende de la naturaleza de la muestra, de la experiencia del analista y del equipo disponible. Para determinar de forma exacta su composición se deberán combinar varias pruebas de identificación. En esta operación el alumno desarrollará conocimiento sobre algunas propiedades físicas de los materiales textiles. PROCESO DE EJECUCIÓN: 1. Deshilachar y extraer varios hilos del tejido.
2. Verificar si aparentemente hay diferencias entre ellos con respecto al brillo, a
la torsión o al color. 3. Separar los hilos si hay diferencias evidentes entre ellos, esto indica que
puede haber dos o más fibras en la muestra. 4. Sostener los hilos en forma horizontal con ayuda de una pinza. 5. Retirar la muestra de la llama y observar su comportamiento. 6. Comprobar si continúa ardiendo con o sin fusión y si se autoextingue. 7. Dejar caer el resto de fibra en la cápsula con agua en caso de que no se
autoextinga. 8. Examinar las características de los residuos. 9. Comprobar la cantidad de ceniza y determinar su color y su forma.
Determinar también si es blanda, dura o quebradiza. 10. Repetir el proceso para verificar los resultados obtenidos.
GERENCIA ACADÉMICA 22
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
TECNOLOGÍA ESPECÍFICA: SEMANAS 3-4
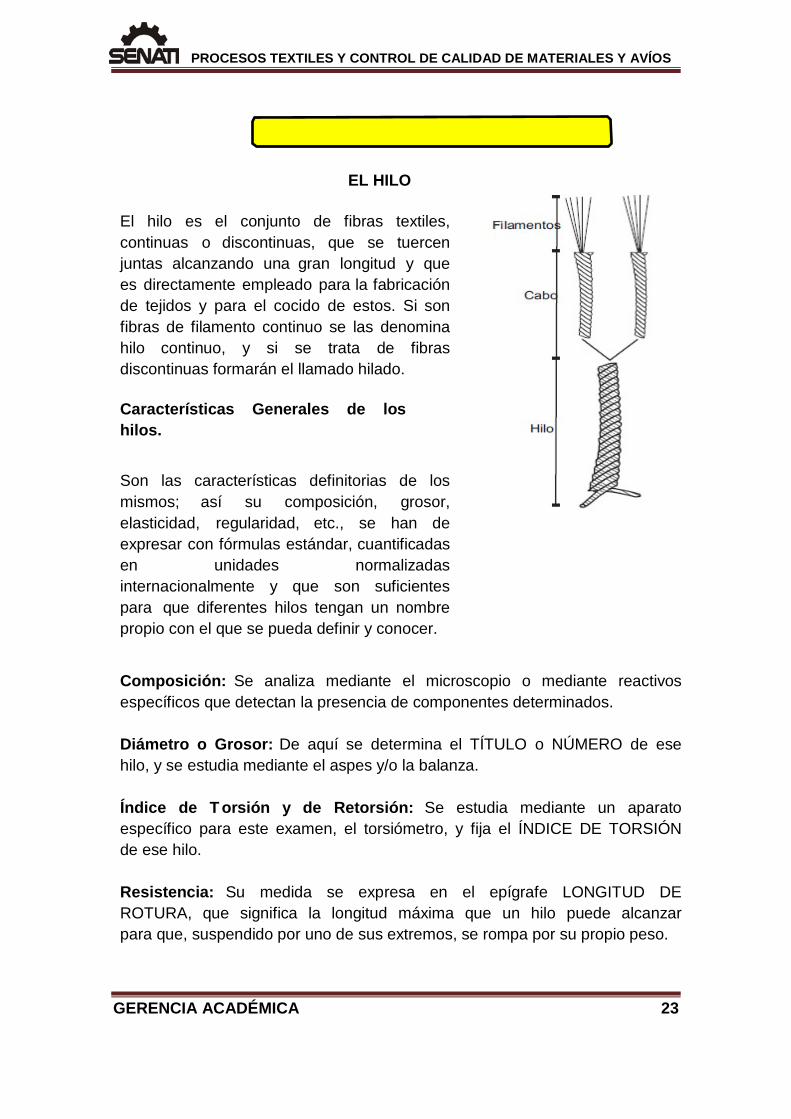
EL HILO El hilo es el conjunto de fibras textiles, continuas o discontinuas, que se tuercen juntas alcanzando una gran longitud y que es directamente empleado para la fabricación de tejidos y para el cocido de estos. Si son fibras de filamento continuo se las denomina hilo continuo, y si se trata de fibras discontinuas formarán el llamado hilado.
Características Generales de los hilos.
Son las características definitorias de los mismos; así su composición, grosor, elasticidad, regularidad, etc., se han de expresar con fórmulas estándar, cuantificadas en unidades normalizadas internacionalmente y que son suficientes para que diferentes hilos tengan un nombre propio con el que se pueda definir y conocer.
Composición: Se analiza mediante el microscopio o mediante reactivos específicos que detectan la presencia de componentes determinados. Diámetro o Grosor: De aquí se determina el TÍTULO o NÚMERO de ese hilo, y se estudia mediante el aspes y/o la balanza. Índice de T orsión y de Retorsión: Se estudia mediante un aparato específico para este examen, el torsiómetro, y fija el ÍNDICE DE TORSIÓN de ese hilo. Resistencia: Su medida se expresa en el epígrafe LONGITUD DE ROTURA, que significa la longitud máxima que un hilo puede alcanzar para que, suspendido por uno de sus extremos, se rompa por su propio peso.
GERENCIA ACADÉMICA 23
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Su fórmula es la siguiente:
Lr (Km)= Nm x RESISTENCIA MEDIA 1000
Alargamiento: Es la capacidad que un hilo tiene para sufrir un estiramiento sin romperse. Se da medido por un dinamómetro. Elasticidad: Es la capacidad para resistir un estiramiento y recuperar su longitud primitiva una vez cesa el estiramiento. Regularidad: Se llama regularidad a las variaciones de diámetro que experimenta un hilo a lo largo de su extensión. Lo mide el regularímetro. Y tiene en su expresión los siguientes puntos de referencia: Nudos. Gatas (gruesos máximos). Xemics (gruesos mínimos). Neps (enmarañamiento de fibras)
Las Fibras: Referido este indicativo respecto de la composición de cada hilo:
Longitud de las fibras que lo forman. Finura de estas fibras. Forma y orientación de ellas. A veces se añaden otros datos. El acabado Indicado en el COEFICIENTE DE FRICCIÓN y medido por el
frictómetro. El aspecto Este dato da una idea del comportamiento del hilo en la
prenda (FILOPLANO) supuesto de estudio. Clasificación de los hilos, de acuerdo a su forma:
• Hilo Hilado: Es un hilo formado con fibras de longitud regular o irregular,
corrientemente unidas por la torsión, y en ocasiones también por otros procedimientos como, por ejemplo, un pegamento textil.
• Hilo Monofilamento: Hilo formado con un solo filamento, torcido o no torcido, que posee la suficiente consistencia y elasticidad como para ser tejido, tricotado o trenzado.
• Hilo Multi Filamento: Hilo formado por varios filamentos, con o sin torsión.
GERENCIA ACADÉMICA 24
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
• Hilo Metálico: Filamento continúo de metal, que se incorpora a la industria
textil una vez recubierto de un material plástico flexible e impermeable. CLASIFICACIÓN DE LOS HILOS DE ACUERDO A SU MATERIA PRIMA. Los principales tipos de hilos para la confección son: algodón, seda y sintéticos. Hilo de Algodón: puede ser suave y de torsión floja, como ocurre con el hilo de hilvanar, muy retorcido, pero con acabado mate para costura en general, y mercerizado (un proceso que añade brillo al hilo de algodón y le permite tomar mejor los tintes). El tipo suave se utiliza principalmente para hilvanar, ya que su textura esponjada, de torsión floja, le ayuda a mantener bien unidas las capas de género ligeramente hilvanadas; además su relativa debilidad hace que sea más fácil quitarlo en el proceso de confección. El hilo de hilvanar se rompe fácilmente, de forma que no debería utilizarse nunca en una máquina de coser. Hilo de Algodón Mercerizado: es mejor para algodones, linos y lanas ligeras, tanto para coser a máquina como a mano. Se vende en diversos grosores, desde uno de resistencia especial para géneros abultados, al número 50 para géneros finos o medianamente gruesos. Hilo de Seda: se utiliza para coser géneros de pura seda y otros finos y/o transparentes. Se encuentra en una gama de colores bastante limitada, pero no siempre son colores sólidos. Su mejor uso es en la confección de prendas finas, pespunte por encima y bordado a mano.
Hilos Sintéticos: -de diversos gruesos- suelen hacerse de poliéster, pero hay un tipo de mezcla de algodón y fibras sintéticas. Un poliéster hilado de utilización general se puede emplear en todos los géneros, pero resulta esencial -por su natural elasticidad - para el tricot de fibras artificiales y otros géneros elásticos.
LA NUMERACIÓN DE LOS HILOS Existen varios métodos para numerar los hilos. Distinguimos los Sistemas Directos como el Sistema Tex (dTex) o el Denier (Den) o los Sistemas Inversos como el Métrico, Inglés o Catalán. Existen varios métodos para numerar los hilos. La coexistencia de todos
GERENCIA ACADÉMICA 25
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
ellos es debida a la inercia de la costumbre, ya que con alguno sólo de ellos sería suficiente. Los números que describen las características de un hilo se llaman título, y deben de ir precedidos del símbolo del sistema que se haya empleado. Los sistemas de numeración se clasifican en dos grupos bien diferenciados por sus planteamientos opuestos: Sistemas Directos y Sistemas Inversos. Sistemas Directos: Dicen cuánto pesa una determinada longitud de hilo. Se denominan directos precisamente por el hecho de que cuanto mayor es el número, más grueso es el hilo. Su peso es constante. Sistema Tex (dTex): Es uno de los sistemas más empleados y que más posibilidades tiene de universalizarse. Se emplea sobre todo en los hilos de filamento continúo, como Poliéster Alta Tenacidad, Poliamida, Rayón, etc. La definición de Tex es "Peso en gramos de 1.000 metros de hilo". Normalmente usamos una fracción del Tex, el dTex (decitex), que es su décima parte (1Tex=10dTex). El título dTex se compone de la siguiente forma:
a. Los gramos que pesan 10.000 m de cada cabo. b. El número de cabos de que consta el hilo.
Ejemplo: Un hilo está formado por 3 cabos, y cada cabo es un 140 dTex (ó 14 Tex, que quiere decir que 1.000 m de cada cabo pesan 14 gramos) Por tanto, su título es dTex 140/3. Para conocer el metraje (o metros por kilo) que tiene de este mismo hilo hacemos la siguiente regla de tres: Si 10.000 m pesan 140 x 3 gr = 420 gr, ¿Cuánto mide 1 Kg = 1000 g? La solución es 23.803 m. / Kg.
Sistema Denier (Den): El Denier es el "Peso en gramos de 9000 m de hilo". Su equivalencia con el sistema dTex resulta inmediata: 1 dTex = 0.9 Den
GERENCIA ACADÉMICA 26
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Ejemplo: Decir que el título de un hilo es dTex 140/3 es lo mismo que decir que es Den 126/3. Sistemas Inversos: Dicen cuánto mide un determinado peso de hilo. Se llaman inversos justamente porque cuanto mayor es el número más delgado es el hilo. La longitud es constante. Número Métrico (Nm): El sistema métrico es el más habitual de todos los sistemas descritos. Se compone de la siguiente forma: 1. Los miles de metros por Kg de cada cabo. 2. El número de cabos de que consta el hilo.
Ejemplo: Un hilo formado por 2 cabos de 80.000 m/Kg cada uno, sería un Nm 80/2.
Para conocer el metraje (o metros por kilo) que tiene un hilo, basta con dividir el metraje de un cabo entre el número de cabos que forman el hilo. Así por ejemplo, el 80/2 tendría 40 mil m/Kg, el 50/2 tendría 25 mil m/Kg, etc. Si nos ajustamos a la definición exacta tendríamos que indicarlo en el orden inverso (2/80 en lugar de 80/2), pero en el mundo del hilo de coser es normal hacerlo tal como se ha dicho. Número Inglés (Ne): La definición es "Número de madejas (hanks) de 840 yardas (768,08 m) que pesan 1 lb (libra inglesa=451,59 g)" Es suficiente con saber que hay que multiplicar por 1,7 para pasar del sistema inglés al métrico. Esta numeración ha sido siempre la habitual para el Algodón. Ejemplo: El caso más habitual él es hilo de Algodón Ne 24/3, que es un Nm 40/3 (al multiplicar por 1,7 se puede redondear). Número Catalán (Na): La definición es "Número de madejas de 777,5 m que pesan 440 g.”
GERENCIA ACADÉMICA 27
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Aquí también resulta más fácil recordar que basta con multiplicar por 1,767 para pasar del sistema catalán al métrico. Esta numeración también es habitual en el Algodón. Los títulos expresados en Na son de valores similares a los expresados en Ne.
Ejemplo: El ejemplo anterior del hilo de Algodón Ne 24/3 (o Nm 40/3), sería Na 23/3 (siempre redondeando). Número de Etiqueta (No): Es un sistema poco práctico, pero bastante frecuente, en el que no se especifica el número de cabos del hilo. Deriva del Nm, aunque no se especifica el número de cabos, sino que supone que tiene 3 cabos, tenga más o menos. Ejemplo: Un hilo Nm 80/2 es un No 120. Esto es así, porque 120/3 tiene el mismo metraje que el Nm 80/2: 40.000 m/Kg. La confusión se produce porque un No 120 podría ser un Nm 40/1, un Nm 80/2, un Nm 120/3, un Nm 160/4,... Obsérvese que todos estos títulos metran lo mismo: 40.000 m/Kg. APLICACIONES: 1. Título 150: Perfecta para máquinas de bordado multicabezas de bobinas
(electrónicas) y carreteles de máquinas de coser convencionales. Utilizada también para filetear (overlock).
2. Título 120: Empleada en prácticamente todos los tipos de costura de tejidos medios y livianos incluso microfibra y en las costuras de lencería y playa.
3. Título 80: Hilo indicado para la confección de ropas profesionales, pantalones de algodón, jean, shorts, y otros. También utilizada para pespuntear, hacer ojales y pegar botones. Tiene excelente desempeño en el cierre de colchones.
4. Título 50: Hilo para la confección de jean y pantalones, para el cierre de laterales y entrepiernas en los tejidos más gruesos. También es utilizado para hacer ojales e interlock de bolsillos.
5. Título 36/30: Hilo para pespunto de tejidos más gruesos como jean, shorts, y similares.
GERENCIA ACADÉMICA 28
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
6. Título 25/20: Hilo indicado para el pespunto de telas más pesadas,
utilizados también para cerrar costales y sacos que requieren costuras reforzadas.
7. Título 12: Hilo para pespunte y de costuras decorativas. Empleada también en la costura de vedación del cuero y en la parte interior de los zapatos.
TÍTULO EQUIVALENCIA / ETIQUETA
150 60 / 2 120 44 / 2 120 44 / 2 120 44 / 2 120 44 / 2 80 30 / 2 80 30 / 2 50 24 / 2 36 16 / 2 30 12 / 2 25 16 / 3
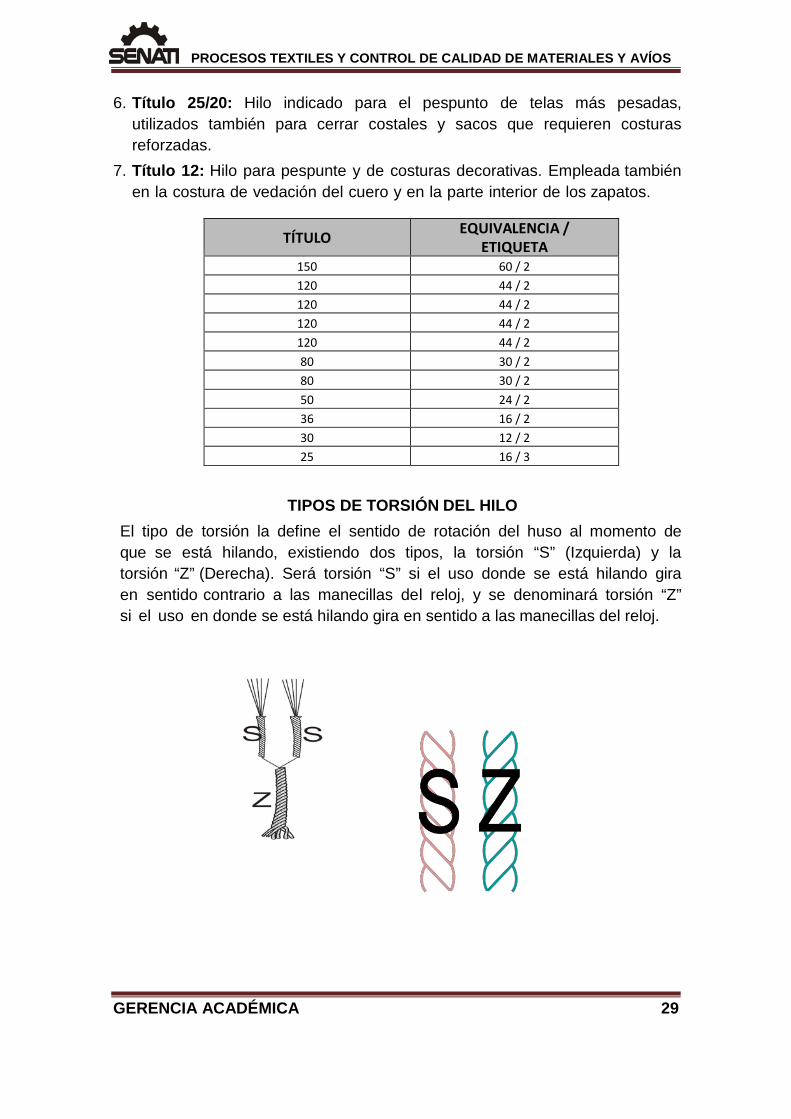
TIPOS DE TORSIÓN DEL HILO
El tipo de torsión la define el sentido de rotación del huso al momento de que se está hilando, existiendo dos tipos, la torsión “S” (Izquierda) y la torsión “Z” (Derecha). Será torsión “S” si el uso donde se está hilando gira en sentido contrario a las manecillas del reloj, y se denominará torsión “Z” si el uso en donde se está hilando gira en sentido a las manecillas del reloj.
GERENCIA ACADÉMICA 29
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS /
INSTRUMENTOS
1
2
3
4
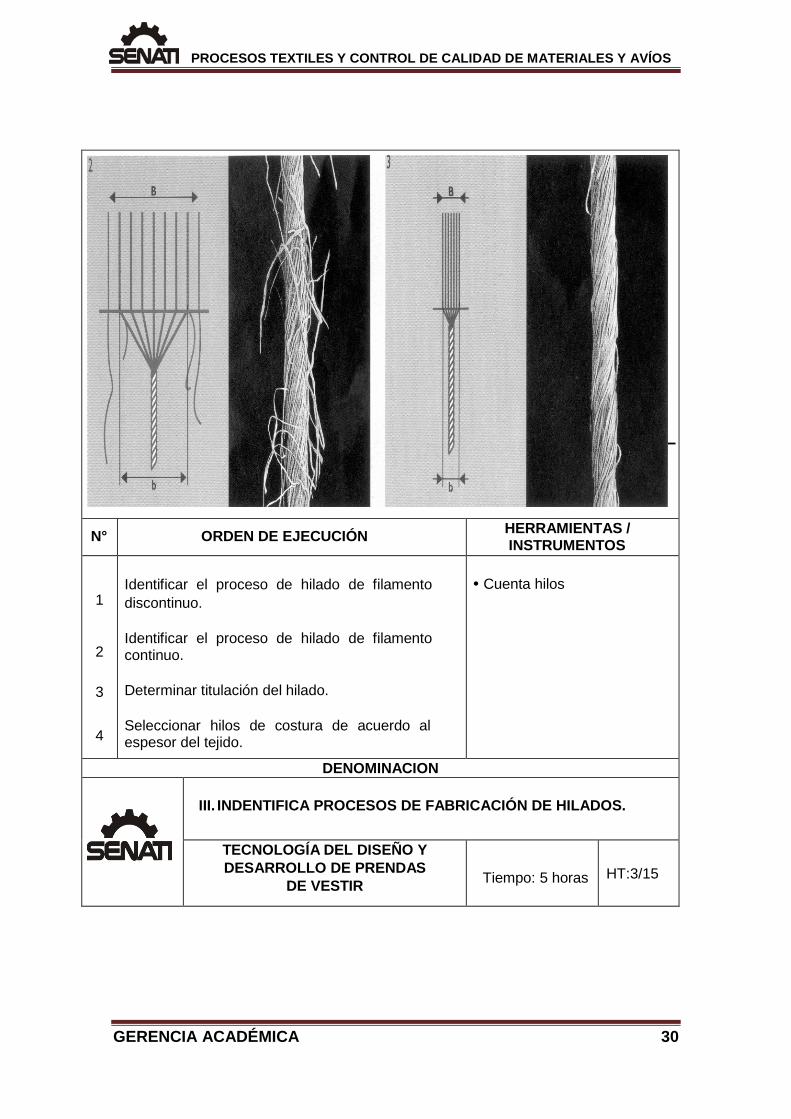
Identificar el proceso de hilado de filamento discontinuo.
Identificar el proceso de hilado de filamento continuo.
Determinar titulación del hilado.
Seleccionar hilos de costura de acuerdo al espesor del tejido.
• Cuenta hilos
DENOMINACION
III. INDENTIFICA PROCESOS DE FABRICACIÓN DE HILADOS. TECNOLOGÍA DEL DISEÑO Y
DESARROLLO DE PRENDAS DE VESTIR
Tiempo: 5 horas HT:3/15
GERENCIA ACADÉMICA 30
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
3.1. IDENTIFICAR EL PROCESO DE HILADO DE FILAMENTO CONTÍNUO
Y DISCONTÍNUO. INTRODUCCIÓN. Mediante esta operación el estudiante analiza el hilado y verifica a través de la observación del contador de hilos la característica de la fibra que lo compone. PROCESO DE EJECUCIÓN: El estudiante con una muestra física brindada por el instructor verifica a través del cuentahílos el tipo de hilado del cual está conformado. Los pasos a seguir son los siguientes: 1. El estudiante coge un mechón de hilo y los analiza. 2. Destorcer el hilado y observar las características del material. 3. Anotar en su cuaderno de apuntes lo que observa. El tipo de torsión ¿Z
o S? 4. Usando el cuentahílos se observa el hilo y se separan las fibras de las que
está compuesto. 5. Se anota en el cuaderno de apuntes y se anota las características del
material. 3.2. DETERMINACIÓN DE TITULACIÓN DE HILADO.
INTRODUCCIÓN. La operación de determinar la titulación de hilados es una operación básica en la industria textil. Esta determinación servirá para luego definir cuáles son los tejidos recomendados para el uso del hilo. También permite hacer el control de calidad, verificando que los proveedores cumplan con los requerimientos hechos para la materia prima. PROCESO DE EJECUCIÓN:
Principio: La densidad lineal se calcula a partir de la longitud y la masa de los especímenes. La longitud adecuada se prepara devanando madejas de prueba. Acondicionamiento: El paquete de hilo o la muestra de tela se acondicionan durante 24 horas, en una atmósfera normal de ensayo de 65% +/-2% de humedad relativa y a 293 K (20ºC) +/-2ºC. Material y equipo: - Devanadora, perímetro del aspa 1 m.
GERENCIA ACADÉMICA 31
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
- Balanza. - Tijeras Para hilos en cono. Preparación de los especímenes de prueba: 1. Devanar aproximadamente 20 m del hilo del cono y desecharlo, al inicio de
cada madeja. 2. Colocar el cono en el porta bobinas de la devanadora. 3. Pasar el hilo por el tenciómetro para tener uniformidad y eliminar las
vueltas del hilo. 4. Poner en ceros el contador y programar a 90 vueltas que nos da 90 metros
de hilo. 5. Devanar 3 madejas a intervalos de 10 metros de hilo del cono. 6. Cuando se termine de devanar 90 vueltas, se cortan las puntas y se
anudan entre sí. 7. Abatir uno de los brazos de la devanadora para sacar la madeja. 8. Pesar cada una de las madejas en la balanza. 9. Promediar el peso y aplicar la fórmula correspondiente. 3.3. SELECCIONAR HILOS DE COSTURA DE ACUERDO AL ESPESOR
DEL TEJIDO. INTRODUCCIÓN. La resistencia de una costura depende de la elección del hilo adecuado. Para hacer esta elección es necesario siempre recurrir a información obtenida en los procesos manejados anteriormente, o en información que se encuentra en manuales de costura. En esta operación el alumno aprender la forma adecuada de hacer esta elección. PROCESO DE EJECUCIÓN: 1. Tener claro que los hilos para máquinas de Coser tienen 3 grosores: Hilo
extrafino para telas delicadas y bordados a máquina, Hilo "Cosetodo" válido para todo tipo de costuras, e Hilo Torzal usado en Sobrepespuntes y confección de Ojales.
2. Como norma general, se deberán usar hilos y agujas finos para tejidos finos, y para los tejidos gruesos hilos y agujas más gruesas también. Se recomienda comprobar siempre el espesor del hilo y el tamaño de la aguja en un trozo pequeño de tela antes de comenzar la labor.
3. Los hilos usados en la confección, están clasificados de acuerdo a la
GERENCIA ACADÉMICA 32
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
cantidad de torsiones y a su lubricación. Existen en diferentes calidades y grosores, que siempre vendrán especificadas en las etiquetas correspondientes.
4. Se debe hacer la elección del grosor del Hilo. El grosor del hilo se mide con dos números: el primero hace alusión a los estirajes que ha recibido cuando se está elaborando, y el segundo nos indica la cantidad de hebras o cabos entrelazados que lo forman. Teniendo en cuenta estos datos, nos encontraremos con los siguientes hilos:
- Muy Grueso 40/3: apto para costuras de alta resistencia. - Grueso 40/2. - Mediano 70/2 y 60/2: Recomendado para coser tejidos como Popelinas,
Driles (Algodones Crudos), Dracones y tejidos similares. - Delgado 100/2: Usado en la confección de ropa infantil. - Muy Delgado 120/2: Se utiliza para bordar encajes y en telas liviana.
5. De la comparación de los hilos mencionados y las telas a coser se hará
la elección del hilo de costura adecuado.
TECNOLOGÍA ESPECÍFICA: SEMANA 5 y 6
TEJIDOS (TELAS)
Una tela, es una estructura laminar flexible, resultante de la unión de hilos o fibras de manera coherente al entrelazarlos o al unirlos por otros medios. A la industria que fabrica telas tejidas a partir de hilos se le llama en general tejeduría. Todos tienen como base dos tipos de fibras: naturales y artificiales. Los naturales proceden de plantas o animales; en este grupo están el algodón, la lana, la seda y el lino. Las fibras artificiales se producen por procesos químicos; incluyen el poliéster, el nailon y el acetato. La combinación de fibras naturales y artificiales produce fibras mixtas que ofrecen las mejores cualidades de ambas. Son propiedades de las telas que determinan su calidad y diversos usos:
• Permeabilidad al aire. • Permeabilidad al agua.
GERENCIA ACADÉMICA 33
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
• Tenacidad (máxima tensión que soporta sin romper). • Solidez de colores. • Elasticidad. • Densidad (Peso por unidad de área). • Espesor. • Resistencia a la temperatura.
Tipos de Tejidos: 1. Tejido plano. 2. Tejido de punto. 3. No tejidos o aglomerados.
CUADRO COMPARATIVO
TEJIDO DE PUNTO
TEJIDO PLANO
Tela móvil y elástica. Se adapta fácilmente al movimiento del cuerpo. Tiene facilidad para perder las arrugas.
Porosa, más espacios abiertos entre los hilos que dejan penetrar el viento y el frio.
Menos estable en el uso y la conserva-ción. Muchas se encogen más del 5%.
Tejidos que varían de transparentes a pe-sados de acuerdo a la galga y diseño del Tejido.
No estira (A menos que se haga con
hilos elásticos). Varía de acuerdo al tejido. Proporciona el máximo cubrimiento, de
acuerdo al gramaje o densidad de tejido. Más estable muchas encogen menos del
2%. Telas de muy delgadas a muy pesadas.
En muchas texturas y diseños diferentes.
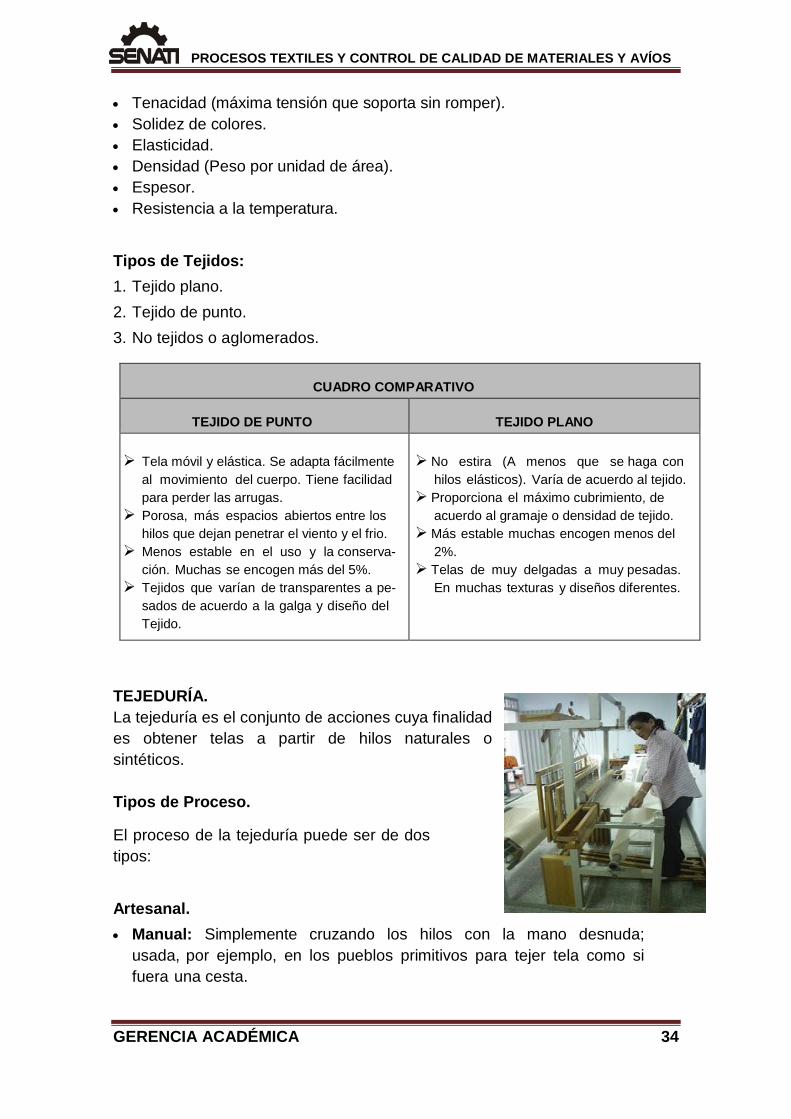
TEJEDURÍA. La tejeduría es el conjunto de acciones cuya finalidad es obtener telas a partir de hilos naturales o sintéticos. Tipos de Proceso.
El proceso de la tejeduría puede ser de dos tipos:
Artesanal. • Manual: Simplemente cruzando los hilos con la mano desnuda;
usada, por ejemplo, en los pueblos primitivos para tejer tela como si fuera una cesta.
GERENCIA ACADÉMICA 34
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
• Telar Primitivo: Cruzando los hilos (trama y urdimbre) mediante una
lanzadera manejada a mano, usado por los pueblos indígenas de América para tejer lana y algodón, antes de la llegada de los españoles.
Industrial. • Telar mecánico. • Telar de Jacquard.
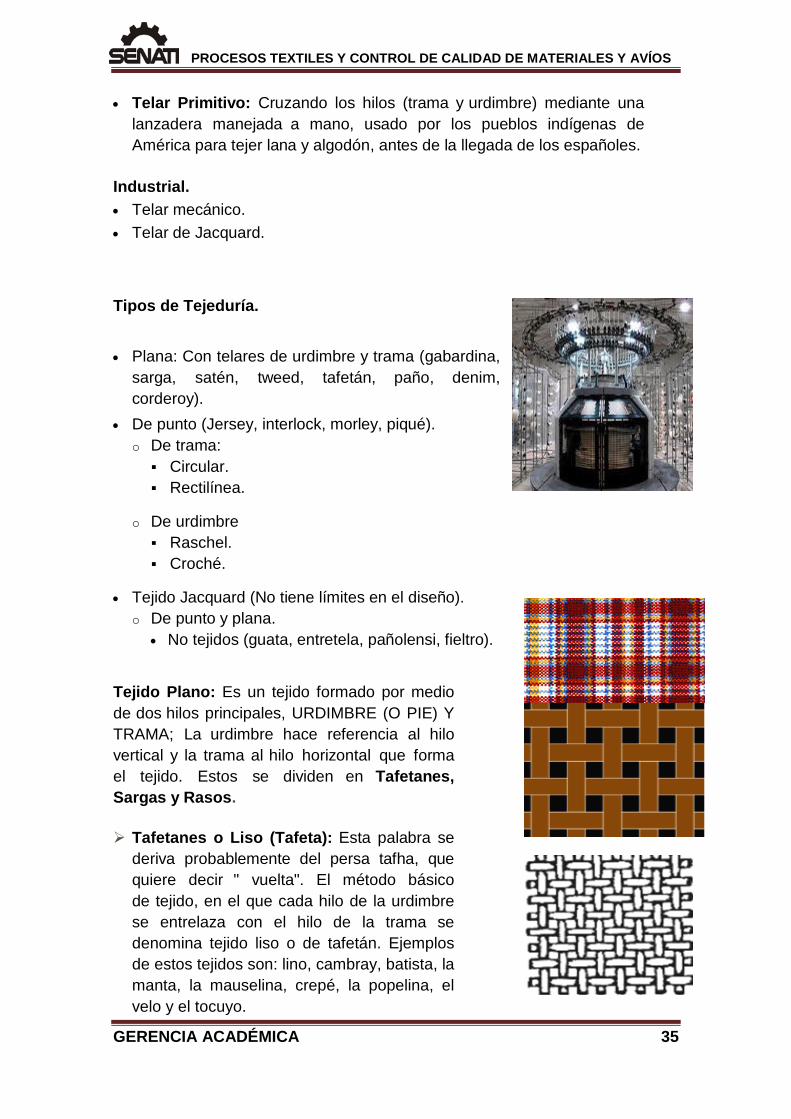
Tipos de Tejeduría. • Plana: Con telares de urdimbre y trama (gabardina,
sarga, satén, tweed, tafetán, paño, denim, corderoy).
• De punto (Jersey, interlock, morley, piqué). o De trama: Circular. Rectilínea.
o De urdimbre Raschel. Croché.
• Tejido Jacquard (No tiene límites en el diseño). o De punto y plana.
• No tejidos (guata, entretela, pañolensi, fieltro).
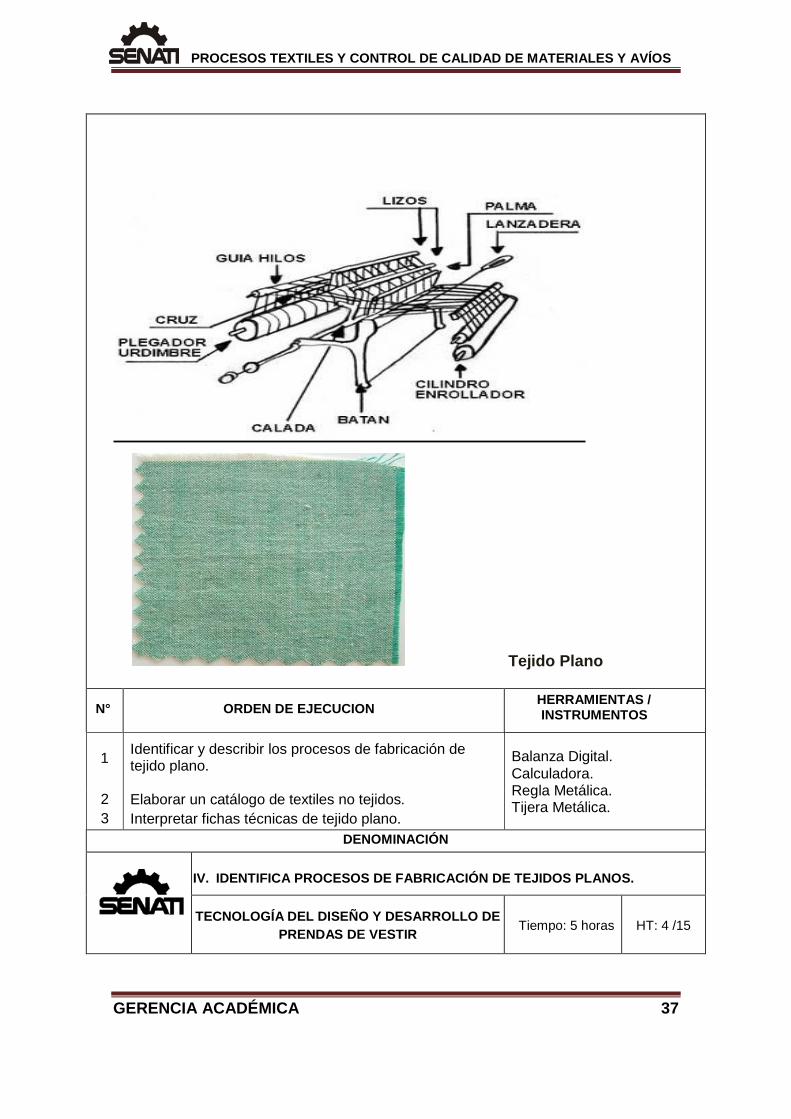
Tejido Plano: Es un tejido formado por medio de dos hilos principales, URDIMBRE (O PIE) Y TRAMA; La urdimbre hace referencia al hilo vertical y la trama al hilo horizontal que forma el tejido. Estos se dividen en Tafetanes, Sargas y Rasos. Tafetanes o Liso (Tafeta): Esta palabra se
deriva probablemente del persa tafha, que quiere decir " vuelta". El método básico de tejido, en el que cada hilo de la urdimbre se entrelaza con el hilo de la trama se denomina tejido liso o de tafetán. Ejemplos de estos tejidos son: lino, cambray, batista, la manta, la mauselina, crepé, la popelina, el velo y el tocuyo.
GERENCIA ACADÉMICA 35
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Sargas o Cruzado: El tejido cruzado se caracteriza por las líneas diagonales muy marcadas producidas por entrelazamiento de dos hilos de la urdimbre con un hilo de la trama en filas alternadas. Esta clase de tejido proporciona a la tela una gran resistencia, útil para prendas de trabajo. Ejemplos de estos tejidos son: la gabardina, el cutí, la mezclilla, el denin y el dril.
Satén o Satín: La palabra satén se deriva
de puerto chino de chüanchow, antes llamado Zaytun, desde donde comenzó a exportarse este tipo de telas en la edad Media. Los satenes tienen una textura más densa que los tejidos cruzados, teniendo como principal característica la suavidad que es conseguida a expensas de la resistencia. La superficie suave del tejido de satén se logra pasando los hilos de urdimbre encima de unos de cuantos de trama, con un entrelazado mínimo; la exposición de la luz en los hilos libres produce su brillo particular. Ejemplos de estos tejidos son: Crespón, la piel de ángel, el raso y el damasco.
GERENCIA ACADÉMICA 36
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Tejido Plano
N°
ORDEN DE EJECUCION HERRAMIENTAS /
INSTRUMENTOS
1
Identificar y describir los procesos de fabricación de tejido plano.
Balanza Digital. Calculadora. Regla Metálica. Tijera Metálica. 2 Elaborar un catálogo de textiles no tejidos.
3 Interpretar fichas técnicas de tejido plano. DENOMINACIÓN
IV. IDENTIFICA PROCESOS DE FABRICACIÓN DE TEJIDOS PLANOS.
TECNOLOGÍA DEL DISEÑO Y DESARROLLO DE PRENDAS DE VESTIR
Tiempo: 5 horas HT: 4 /15
GERENCIA ACADÉMICA 37
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
4.1. IDENTIFICAR Y DESCRIBIR LOS PROCESOS DE FABRICACIÓN DE TEJIDO PLANO.
INTRODUCCIÓN. En esta práctica el alumno analizará varias muestras de tejido, reconociendo del análisis las diferencias existentes entre tejidos de punto y tejidos planos. PROCESO DE EJECUCIÓN: Se seleccionará algunas muestras de tela plana que servirán de referencia. Entre estas muestras hay de tejido de punto y tejido plano. Se procederá de la siguiente forma: 1. Comprobar cuántos tipos de tela hay atendiendo al proceso de fabricación.
2. Separar las muestras de los tejidos de calada de las demás muestras (punto,
encajes o telas no tejidas).
3. En caso de que exista diferencia entre las dos caras de la tela, determinar su haz o cara vista (ésta se caracteriza por su mayor perfección, acabado, regularidad u otras cualidades que la hacen más valiosa a la vista y al tacto).
4. Estudiar la existencia de acabados.
5. Identificar los hilos de urdimbre.
6. Situar la muestra con el haz hacia arriba y con la urdimbre en vertical.
7. Extraer hilos de urdimbre e hilos de trama.
8. Separar si hay diferencias.
9. Comprobar su clase, es decir, si son hilos hilados o filamentos continuos.
10. Separar algunos hilos de los bordes de la muestra.
11. Observar el tipo de ligamento con la ayuda de la lupa o del cuentahílos.
12. Comprobar si es un ligamento básico, tafetán, sarga o raso, o si se trata de un ligamento derivado.
GERENCIA ACADÉMICA 38
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS 13. Identificar el curso o patrón del ligamento.
14. Representar gráficamente el ligamento y su patrón en una cuadrícula.
15. Contabilizar los hilos de urdimbre y los hilos de trama por pulgada
cuadrada.
16. Calcular la cuenta del tejido sumando los hilos de urdimbre y los hilos de trama contabilizados en el apartado anterior.
4.2. ELABORAR UN CATÁLOGO DE TEXTILES NO TEJIDOS. INTRODUCCIÓN. Mediante la construcción del catálogo textil el estudiante se familiariza con las láminas no tejidas pudiendo reconocerlas físicamente. De esta manera se amplía su campo de conocimiento al ser los materiales materia de discusión y aprendizaje con sus compañeros. PROCESO DE EJECUCIÓN: El estudiante debe realizar las siguientes actividades para la realización de la presente actividad. 1. Cortar muestras de diversas láminas textiles no tejidas.
2. El alumno de acuerdo a los conocimientos teóricos adquiridos definirá de lo
observado el tipo de material analizado. 3. En estos materiales se podrá observar por ejemplo la densidad, si contienen
resina o no. El posible uso que se le puede dar en un producto terminado etc. 4. Estos tejidos se colocarán en un muestrario. 5. Cada tela del muestrario deberá ser identificada con su nombre comercial y
con el nombre técnico del tejido realizado. 4.3. INTERPRETAR FICHAS TÉCNICAS DE TEJIDO PLANO. INTRODUCCIÓN. En la presente actividad el alumno aprenderá a interpretar la representación de los ligamentos en tejidos planos.
GERENCIA ACADÉMICA 39
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS PROCESO DE EJECUCIÓN: Hasta aquí hemos explicado que de acuerdo a una muestra de tejido, se puede determinar el ligamento y luego el rapport de este. Pero cuando se desea generar un ligamento sin una muestra física, necesitamos conocer los conceptos de escalonado y base de evolución. Estos son una forma de representar el ligamento de un tejido de manera alfanumérica, como una fórmula. El procedimiento, entonces, para elaborar el rapport de ligamento viene a ser el siguiente: 1. Definir el área del papel de diseño sobre el cual el rapport de ligamento
se generará; es decir, cuántas columnas y filas se requieren. Esto viene a ser igual a la cantidad de hilos y de pasadas, respectivamente.
2. Realizar el escalonado sobre el área de rapport. 3. Añadir al escalonado los puntos tomados y dejados que indica la base
de evolución. La industria textil y su control de calidad. Tejeduría ESCALONADO. El escalonado es el orden según el cual evolucionan los hilos con respecto a las pasadas, o las pasadas con respecto a los hilos. Se dividen en regulares e irregulares. ESCALONADO REGULAR. Es aquel escalonado que consta de dos cifras, pudiendo ser en dirección de la urdimbre (representado por la letra e) o de la trama (representado por las letras et). Por ejemplo: e2; e3; e2; et4; et7. Determinación del ligamento con escalonado regular. Para construir un ligamento con escalonado regular se necesita un coeficiente y un índice; entre estas dos cifras se deben colocar las letras que determinen si es por urdimbre o por trama. La suma del coeficiente y el índice nos da el número de hilos y pasadas para marcar el escalonado. Ejemplo: 3e2. El número 3 es el coeficiente; el número 2 es el índice o escalonado. La suma 3 + 2 = 5, nos da la cantidad de hilos y pasadas (5 x 5).
GERENCIA ACADÉMICA 40
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS Para marcar los tomados se empieza en el primer hilo y en la primera pasada en dirección dela urdimbre (e) y se cuenta con el índice, donde nos dé 2 se marca coloreando el recuadro o colocándole una X, quedando marcado el primer hilo de urdimbre, luego se pasa al siguiente hilo de urdimbre y se cuenta de nuevo 2 a partir de donde se hizo la primera marca, quedando señalado la segunda urdimbre, y así sucesivamente hasta marcar los cinco hilos y las cinco pasadas.
ESCALONADO IRREGULAR.
Es aquel escalonado que consta de varias cifras y pueden ser positivas, negativas o mixtas. Pueden ser en dirección de la urdimbre o de la trama. Ejemplos: e2,3,4 ; et2,3,4,5 ; e2,-2,-4,1 ; et3,1,1,-2,1
Cuando el escalonado es en dirección de la urdimbre, su valor define el número de pasadas que hay entre el tomado de un hilo y el tomado del hilo siguiente. Cuando el escalonado es en dirección de la trama, su valor define el número de hilos de urdimbre que hay entre el tomado de una pasada y el tomado de la pasada siguiente. Si el escalonado está bien marcado, el último tomado quedará donde se une la última pasada con el último hilo de urdimbre. Determinación del ligamento con escalonado irregular. Para determinar un ligamento con escalonado irregular se necesita un coeficiente, éste debe ser el número de hilos o de pasadas y el índice que conste de varias cifras. Si el coeficiente está en número de hilos, los índices o escalonados serán por trama (et).Si el coeficiente está en número de pasadas, los índices o escalonados serán por urdimbre (e). Ejemplos: 7h et 3,5; 8p e3, 4.
Para hallar el número de hilos de urdimbre o de pasadas, existe una regla: Se multiplica el coeficiente por el número de cifras de los índices o escalonados, éste producto se divide por el máximo común divisor (MCD) entre el coeficiente y la suma algebraica de las cifras delos índices o escalonados; el producto será la cantidad de pasadas o de hilos necesarios para marcarla cuadrícula. MCD del coeficiente y la suma de las cifras del índice. Coeficiente n de cifras del índice o escalonado de pasadas o de hilos.
GERENCIA ACADÉMICA 41
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
TECNOLOGIA ESPECÌFICA: SEMANA 7 y 8
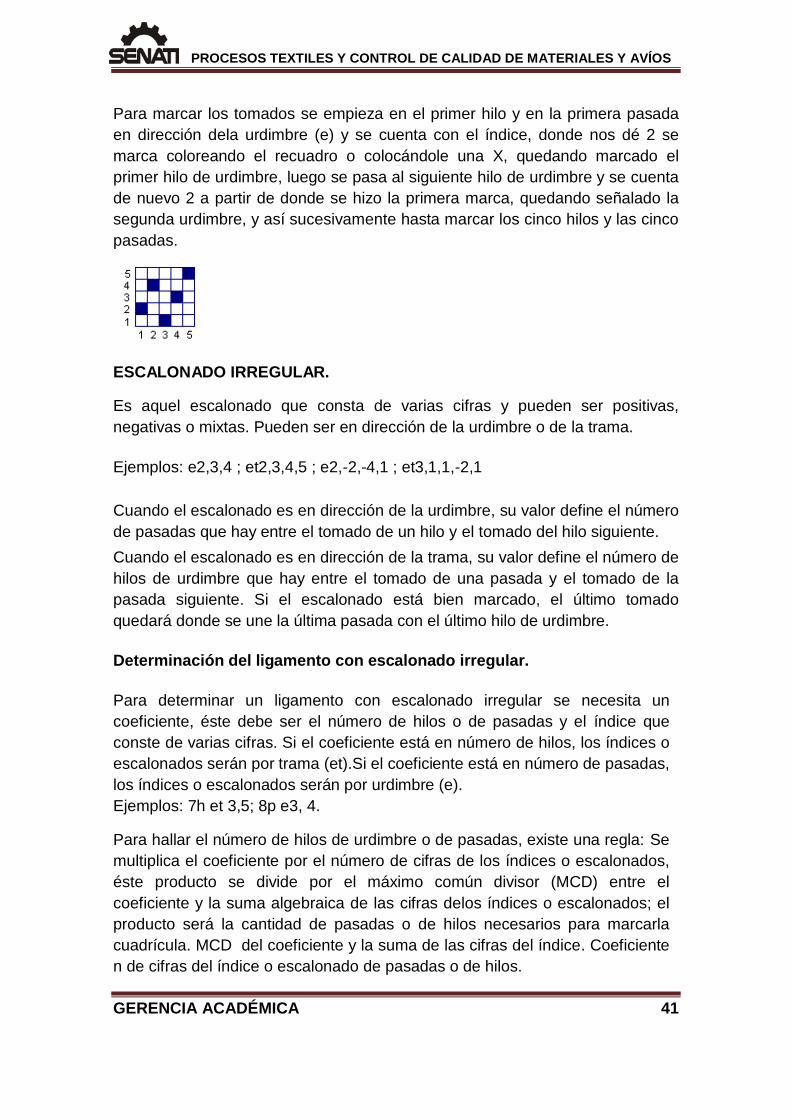
Tejido Punto: Es una estructuras elaborada a
base de mayas , los origines del tejido de punto remonta al anudado de redes en los pueblos antiguos , en donde se formaban rejillas entre-lazando hilos mediante agujas manuales o automáticas en una serie de lazadas unidas entre sí. El tejido de fue introducido en Europa por los árabes en el siglo V y floreció en Inglaterra y en Escocia durante los siglos XIV y XV.
Tejido de Punto por Urdimbre: Se forma cuando
varios hilos van formando mallas de forma longitudinal y pueden adicionarse hilos de trama de forma transversal. Ejemplos de este tejido son: Encajes, blondas, cadeneta, tull, elástico, Tricot, mantelería, corsetería, etc.
Tejido de Punto por Trama: Se forma cuando uno
o varios hilos van creando la malla en sentido transversal. Este tejido puedo deshacerse de arriba a abajo. Algunos ejemplos de estos tejidos son: Jerseys punto sencillo, perchado, interlock, Lacoste y rid.
Densidad o Gramaje: Es el peso en gramos que pesa 1 m2 de tela, el rango normal es: 30 / 1 135 – 155 gr/m2 24 / 1 150 – 185 gr m2 20 / 1 175 – 220 gr/m2
GERENCIA ACADÉMICA 42
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
a) Representación por entrelazamiento teórico. Malla Muestra de forma ampliada cómo se produce el entrelazamiento de los hilos.
Los cinco hilos forman mallas.
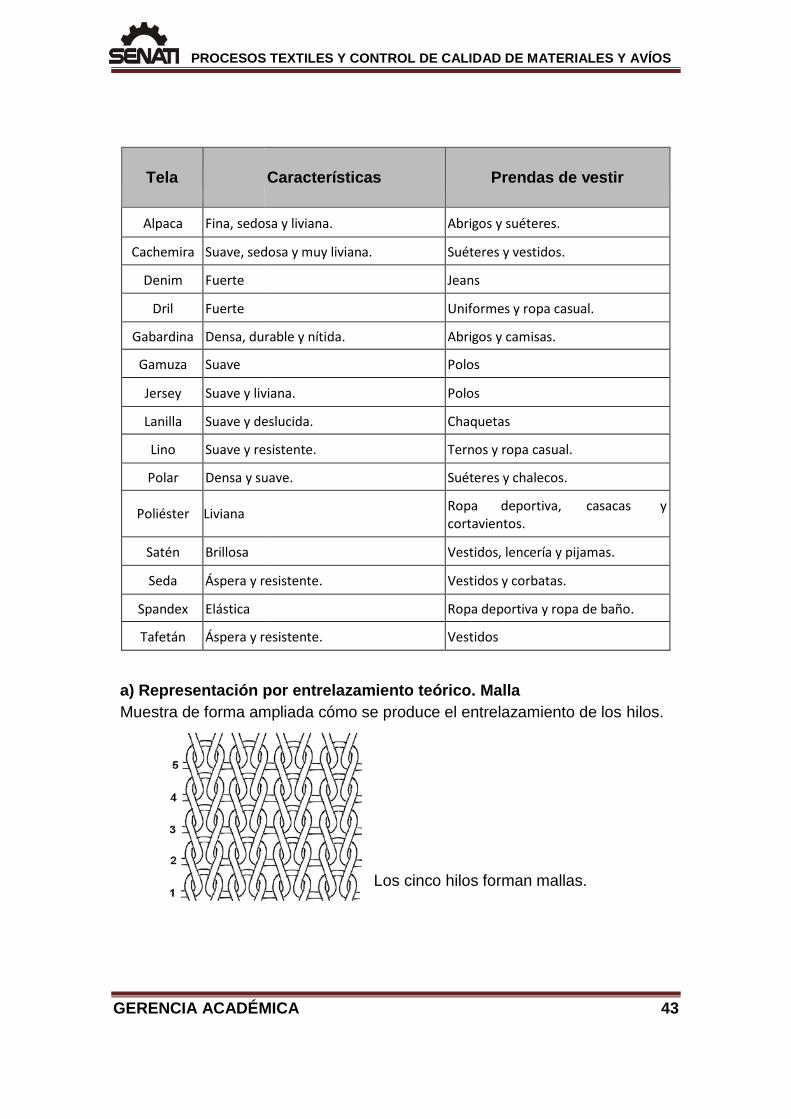
Tela
Características
Prendas de vestir
Alpaca Fina, sedosa y liviana. Abrigos y suéteres.
Cachemira Suave, sedosa y muy liviana. Suéteres y vestidos.
Denim Fuerte Jeans
Dril Fuerte Uniformes y ropa casual.
Gabardina Densa, durable y nítida. Abrigos y camisas.
Gamuza Suave Polos
Jersey Suave y liviana. Polos
Lanilla Suave y deslucida. Chaquetas
Lino Suave y resistente. Ternos y ropa casual.
Polar Densa y suave. Suéteres y chalecos.
Poliéster Liviana Ropa deportiva, casacas y cortavientos.
Satén Brillosa Vestidos, lencería y pijamas.
Seda Áspera y resistente. Vestidos y corbatas.
Spandex Elástica Ropa deportiva y ropa de baño.
Tafetán Áspera y resistente. Vestidos
GERENCIA ACADÉMICA 43
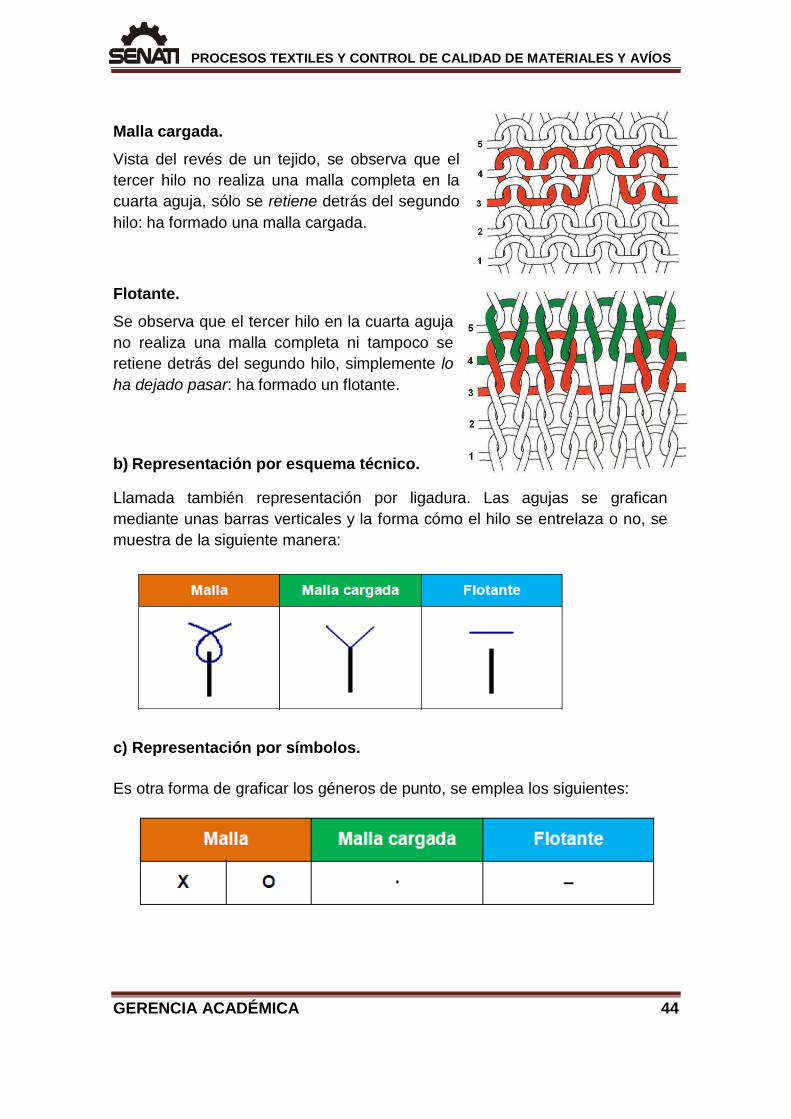
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS Malla cargada.
Vista del revés de un tejido, se observa que el tercer hilo no realiza una malla completa en la cuarta aguja, sólo se retiene detrás del segundo hilo: ha formado una malla cargada. Flotante.
Se observa que el tercer hilo en la cuarta aguja no realiza una malla completa ni tampoco se retiene detrás del segundo hilo, simplemente lo ha dejado pasar: ha formado un flotante.
b) Representación por esquema técnico.
Llamada también representación por ligadura. Las agujas se grafican mediante unas barras verticales y la forma cómo el hilo se entrelaza o no, se muestra de la siguiente manera:
c) Representación por símbolos. Es otra forma de graficar los géneros de punto, se emplea los siguientes:
GERENCIA ACADÉMICA 44
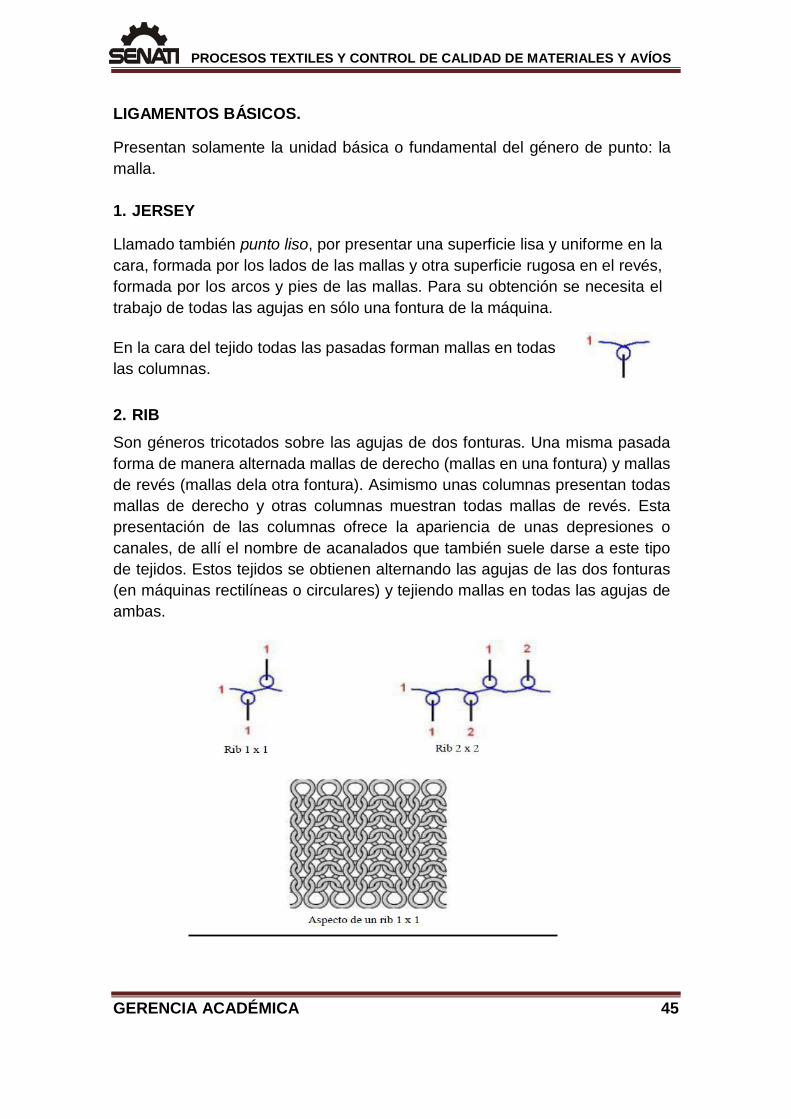
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS LIGAMENTOS BÁSICOS.
Presentan solamente la unidad básica o fundamental del género de punto: la malla. 1. JERSEY
Llamado también punto liso, por presentar una superficie lisa y uniforme en la cara, formada por los lados de las mallas y otra superficie rugosa en el revés, formada por los arcos y pies de las mallas. Para su obtención se necesita el trabajo de todas las agujas en sólo una fontura de la máquina. En la cara del tejido todas las pasadas forman mallas en todas las columnas.
2. RIB
Son géneros tricotados sobre las agujas de dos fonturas. Una misma pasada forma de manera alternada mallas de derecho (mallas en una fontura) y mallas de revés (mallas dela otra fontura). Asimismo unas columnas presentan todas mallas de derecho y otras columnas muestran todas mallas de revés. Esta presentación de las columnas ofrece la apariencia de unas depresiones o canales, de allí el nombre de acanalados que también suele darse a este tipo de tejidos. Estos tejidos se obtienen alternando las agujas de las dos fonturas (en máquinas rectilíneas o circulares) y tejiendo mallas en todas las agujas de ambas.
GERENCIA ACADÉMICA 45

PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Tejido de punto.
Máquina de tejido circular.
N°
ORDEN DE EJECUCION HERRAMIENTAS /
INSTRUMENTOS 1
2
Identifica y describe los procesos de fabricación de tejido de punto. Interpreta fichas técnicas y de tejido de punto.
DENOMINACIÓN
V. IDENTIFICA PROCESOS DE FABRICACIÓN DE PROCESOS DE TEJIDOS DE PUNTO.
TECNOLOGÍA DEL DISEÑO Y DESARROLLO DE PRENDAS DE
VESTIR Tiempo: 5 Hrs. HT:5/15
GERENCIA ACADÉMICA 46
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
5.1. OPERACIÓN: IDENTIFICAR Y DESCRIBIR LOS PROCESOS DE FABRICACIÓN DE TEJIDO PLANO.
INTRODUCCIÓN. En esta práctica el alumno analizará muestras de tejido de punto. Reconociendo de este análisis el tipo de tejido realizado. PROCESO DE EJECUCIÓN. Se seleccionará algunas muestras de tela plana y de tejido de punto. Se procederá de la siguiente forma: 1. Comprobar cuántos tipos de tela hay atendiendo al proceso de fabricación.
2. Separar las muestras de los tejidos de punto de las demás muestras (punto,
encajes o telas no tejidas). 3. En caso de que exista diferencia entre las dos caras de la tela, determinar su
haz o cara vista (ésta se caracteriza por su mayor perfección, acabado, regularidad u otras cualidades que la hacen más valiosa a la vista y al tacto).
4. Estudiar la existencia de acabados. 5. Identificar los hilos de urdimbre. 6. Situar la muestra con el haz hacia arriba y con la urdimbre en vertical. 7. Extraer hilos de urdimbre e hilos de trama. 8. Separar si hay diferencias. 9. Comprobar su clase, es decir, si son hilos hilados o filamentos continuos. 10. Separar algunos hilos de los bordes de la muestra. 11. Observar el tipo de ligamento con la ayuda de la lupa o del cuentahílos. 12. Comprobar cuál es el tipo básico de tejido de las muestras: Jersey, rib,
interlock, etc. 13. Contabilizar los hilos de urdimbre y los hilos de trama por pulgada
cuadrada.
GERENCIA ACADÉMICA 47
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS 5.2. OPERACIÓN: INTERPRETACIÓN DE FICHAS TÉCNICAS DE TEJIDO
DE PUNTO.
INTRODUCCIÓN. En esta práctica el alumno analizará muestras de tejido de punto. Reconociendo de este análisis el tipo de tejido realizado. PROCESO DE EJECUCIÓN: 1. Ubicar la cara del tejido en las muestras dejadas para analizar. ¿Qué
características permiten identificarla?
2. Señalar con una flecha el sentido de la urdimbre. ¿Qué características facilitaron su identificación?
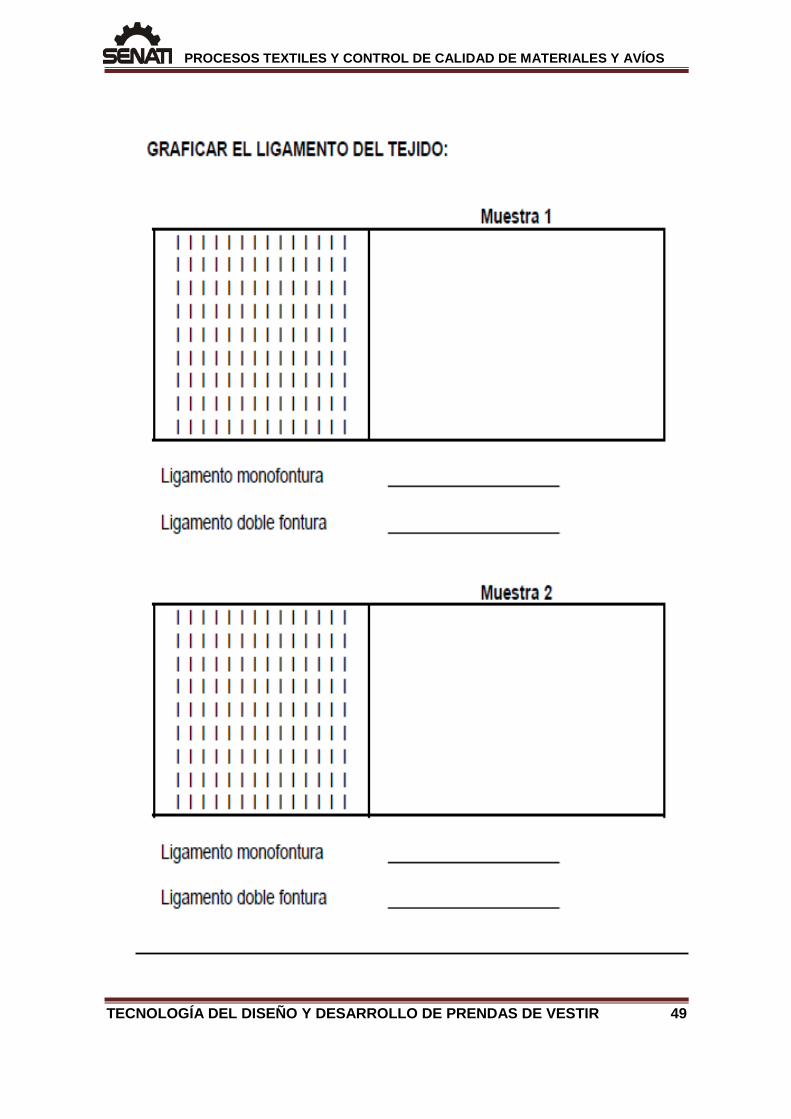
3. Graficar el ligamento o raport de la tela.
4. Hallar la densidad de hilos de urdimbre en una pulgada y el número de hilos de trama en la misma medida. Empleando para ello, marcadores, regla milimetrada, lupa y puntilla.
5. Hallar el gramaje de las muestras entregadas, cortando un área de 10X10 cm de tela, pesarla y hallar el gramaje en cada una.
GERENCIA ACADÉMICA 48
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
TECNOLOGÍA DEL DISEÑO Y DESARROLLO DE PRENDAS DE VESTIR 49
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
TECNOLOGIA ESPECÌFICA: SEMANA 9 y 10
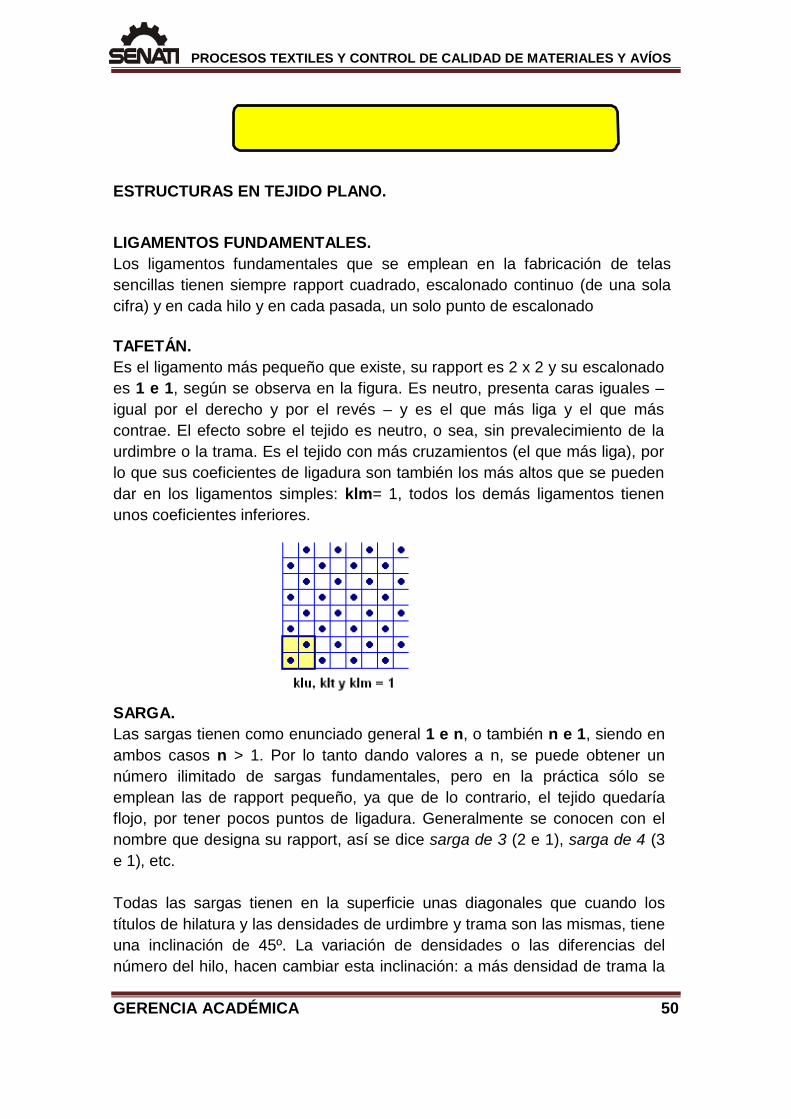
ESTRUCTURAS EN TEJIDO PLANO. LIGAMENTOS FUNDAMENTALES. Los ligamentos fundamentales que se emplean en la fabricación de telas sencillas tienen siempre rapport cuadrado, escalonado continuo (de una sola cifra) y en cada hilo y en cada pasada, un solo punto de escalonado TAFETÁN. Es el ligamento más pequeño que existe, su rapport es 2 x 2 y su escalonado es 1 e 1, según se observa en la figura. Es neutro, presenta caras iguales – igual por el derecho y por el revés – y es el que más liga y el que más contrae. El efecto sobre el tejido es neutro, o sea, sin prevalecimiento de la urdimbre o la trama. Es el tejido con más cruzamientos (el que más liga), por lo que sus coeficientes de ligadura son también los más altos que se pueden dar en los ligamentos simples: klm= 1, todos los demás ligamentos tienen unos coeficientes inferiores.
SARGA. Las sargas tienen como enunciado general 1 e n, o también n e 1, siendo en ambos casos n > 1. Por lo tanto dando valores a n, se puede obtener un número ilimitado de sargas fundamentales, pero en la práctica sólo se emplean las de rapport pequeño, ya que de lo contrario, el tejido quedaría flojo, por tener pocos puntos de ligadura. Generalmente se conocen con el nombre que designa su rapport, así se dice sarga de 3 (2 e 1), sarga de 4 (3 e 1), etc. Todas las sargas tienen en la superficie unas diagonales que cuando los títulos de hilatura y las densidades de urdimbre y trama son las mismas, tiene una inclinación de 45º. La variación de densidades o las diferencias del número del hilo, hacen cambiar esta inclinación: a más densidad de trama la
GERENCIA ACADÉMICA 50
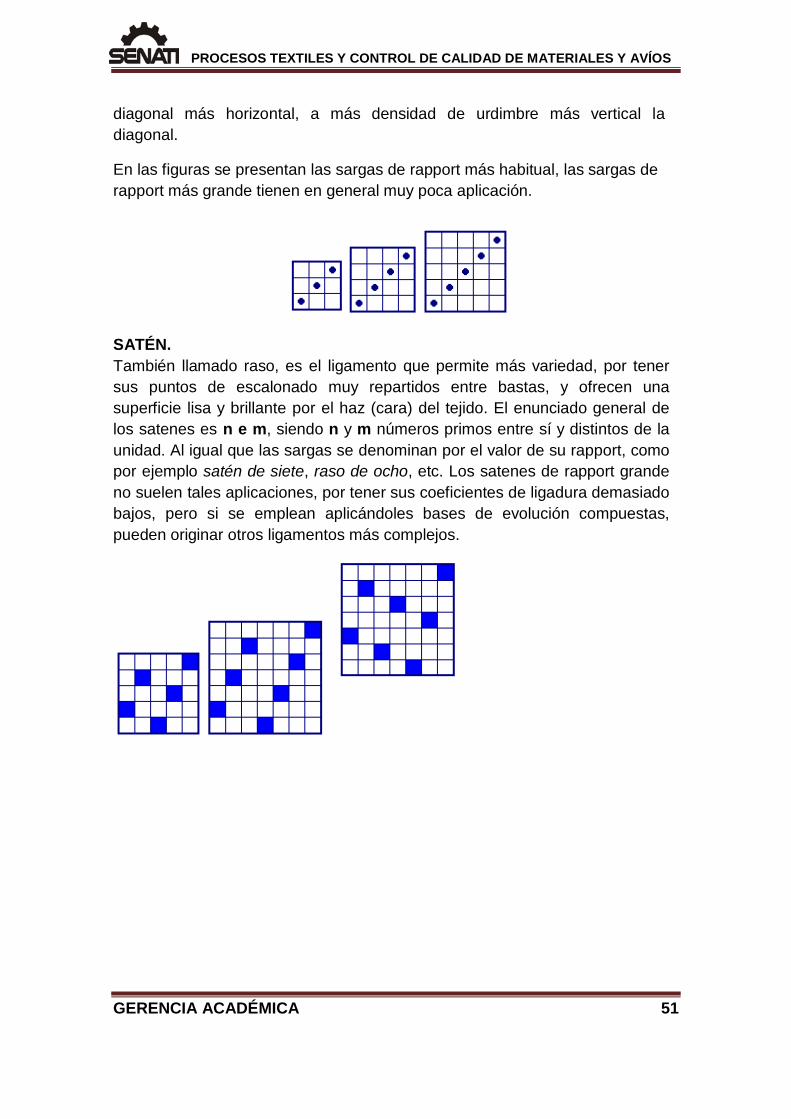
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS diagonal más horizontal, a más densidad de urdimbre más vertical la diagonal. En las figuras se presentan las sargas de rapport más habitual, las sargas de rapport más grande tienen en general muy poca aplicación. SATÉN. También llamado raso, es el ligamento que permite más variedad, por tener sus puntos de escalonado muy repartidos entre bastas, y ofrecen una superficie lisa y brillante por el haz (cara) del tejido. El enunciado general de los satenes es n e m, siendo n y m números primos entre sí y distintos de la unidad. Al igual que las sargas se denominan por el valor de su rapport, como por ejemplo satén de siete, raso de ocho, etc. Los satenes de rapport grande no suelen tales aplicaciones, por tener sus coeficientes de ligadura demasiado bajos, pero si se emplean aplicándoles bases de evolución compuestas, pueden originar otros ligamentos más complejos.
GERENCIA ACADÉMICA 51
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS / INSTRUMENTOS
1
Elaborar artesanalmente los tipos de tejidos básicos: Tafetán, sarga, satén.
Telar artesanal.
DENOMINACIÓN VI. RECONOCE TIPOS DE ESTRUCTURAS EN TEJIDO PLANO.
TECNOLOGÍA DEL DISEÑO Y DESARROLLO DE PRENDAS DE
VESTIR Tiempo: 5Hrs. HT:6/15
GERENCIA ACADÉMICA 52
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
TECNOLOGÍA ESPECÍFICA: SEMANA 11 y 12
ELEMENTOS BÁSICOS DEL TEJIDO DE PUNTO.
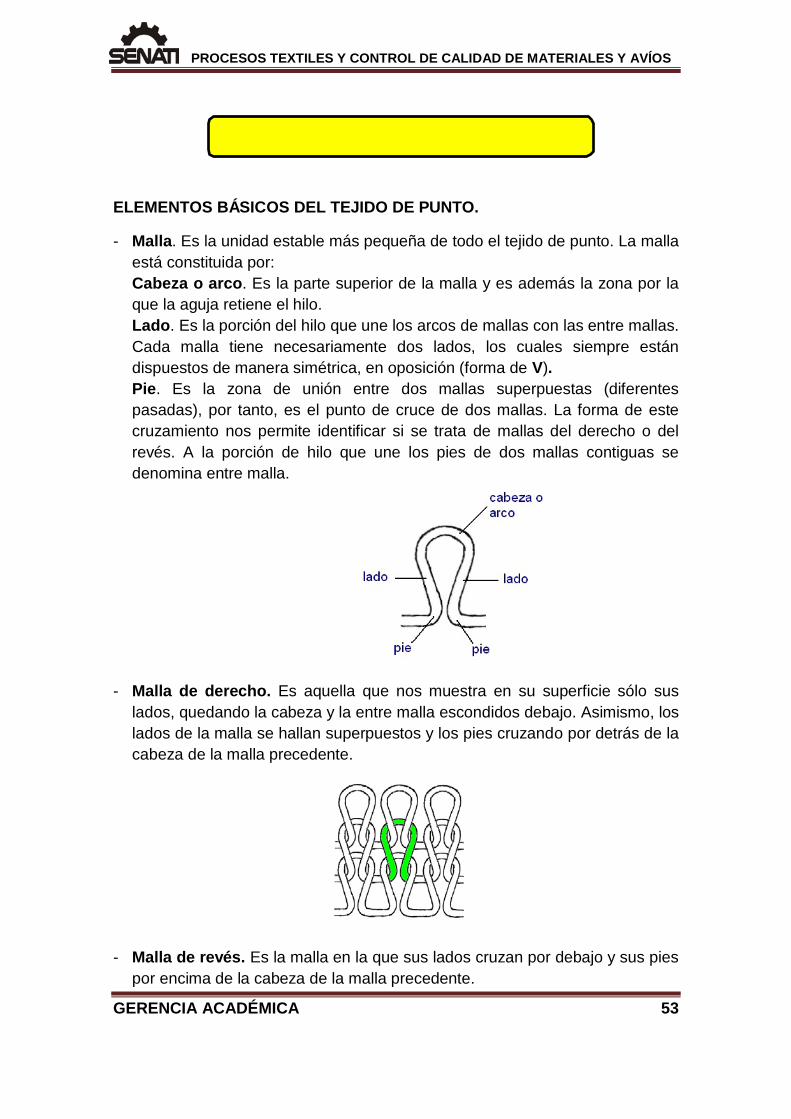
- Malla. Es la unidad estable más pequeña de todo el tejido de punto. La malla está constituida por: Cabeza o arco. Es la parte superior de la malla y es además la zona por la que la aguja retiene el hilo. Lado. Es la porción del hilo que une los arcos de mallas con las entre mallas. Cada malla tiene necesariamente dos lados, los cuales siempre están dispuestos de manera simétrica, en oposición (forma de V). Pie. Es la zona de unión entre dos mallas superpuestas (diferentes pasadas), por tanto, es el punto de cruce de dos mallas. La forma de este cruzamiento nos permite identificar si se trata de mallas del derecho o del revés. A la porción de hilo que une los pies de dos mallas contiguas se denomina entre malla.
- Malla de derecho. Es aquella que nos muestra en su superficie sólo sus
lados, quedando la cabeza y la entre malla escondidos debajo. Asimismo, los lados de la malla se hallan superpuestos y los pies cruzando por detrás de la cabeza de la malla precedente.
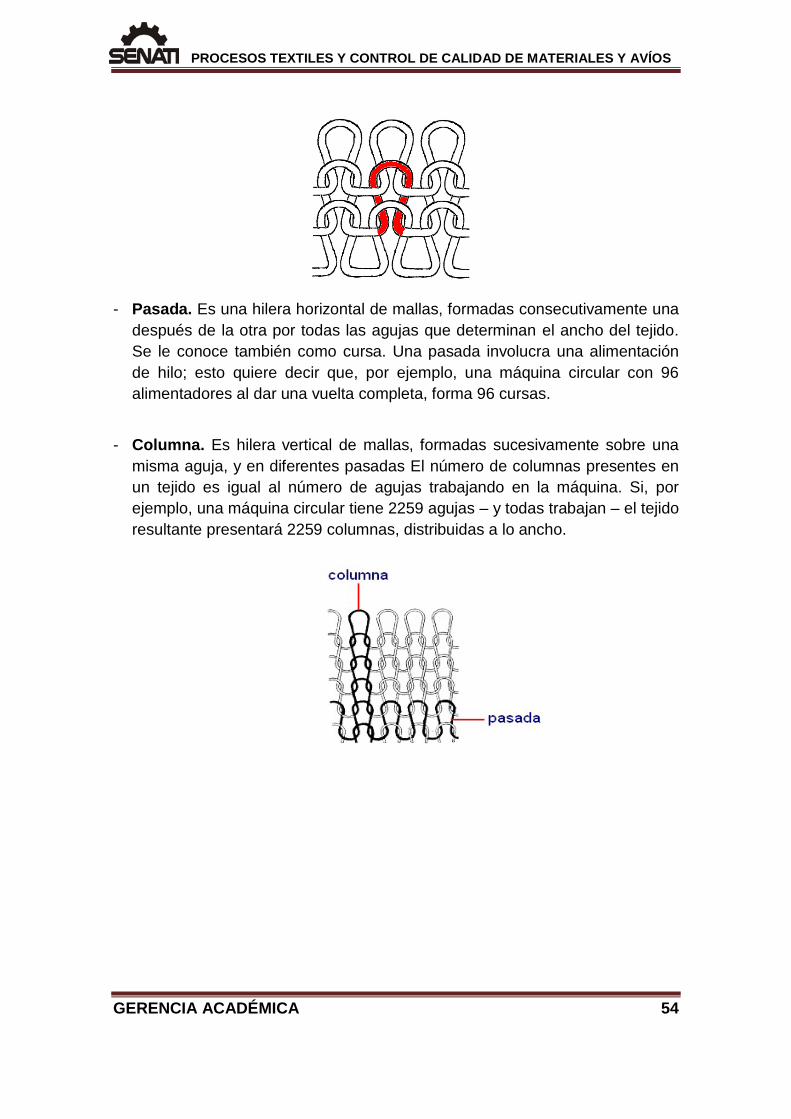
- Malla de revés. Es la malla en la que sus lados cruzan por debajo y sus pies por encima de la cabeza de la malla precedente.
GERENCIA ACADÉMICA 53
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
- Pasada. Es una hilera horizontal de mallas, formadas consecutivamente una después de la otra por todas las agujas que determinan el ancho del tejido. Se le conoce también como cursa. Una pasada involucra una alimentación de hilo; esto quiere decir que, por ejemplo, una máquina circular con 96 alimentadores al dar una vuelta completa, forma 96 cursas.
- Columna. Es hilera vertical de mallas, formadas sucesivamente sobre una misma aguja, y en diferentes pasadas El número de columnas presentes en un tejido es igual al número de agujas trabajando en la máquina. Si, por ejemplo, una máquina circular tiene 2259 agujas – y todas trabajan – el tejido resultante presentará 2259 columnas, distribuidas a lo ancho.
GERENCIA ACADÉMICA 54
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS /
INSTRUMENTOS 1
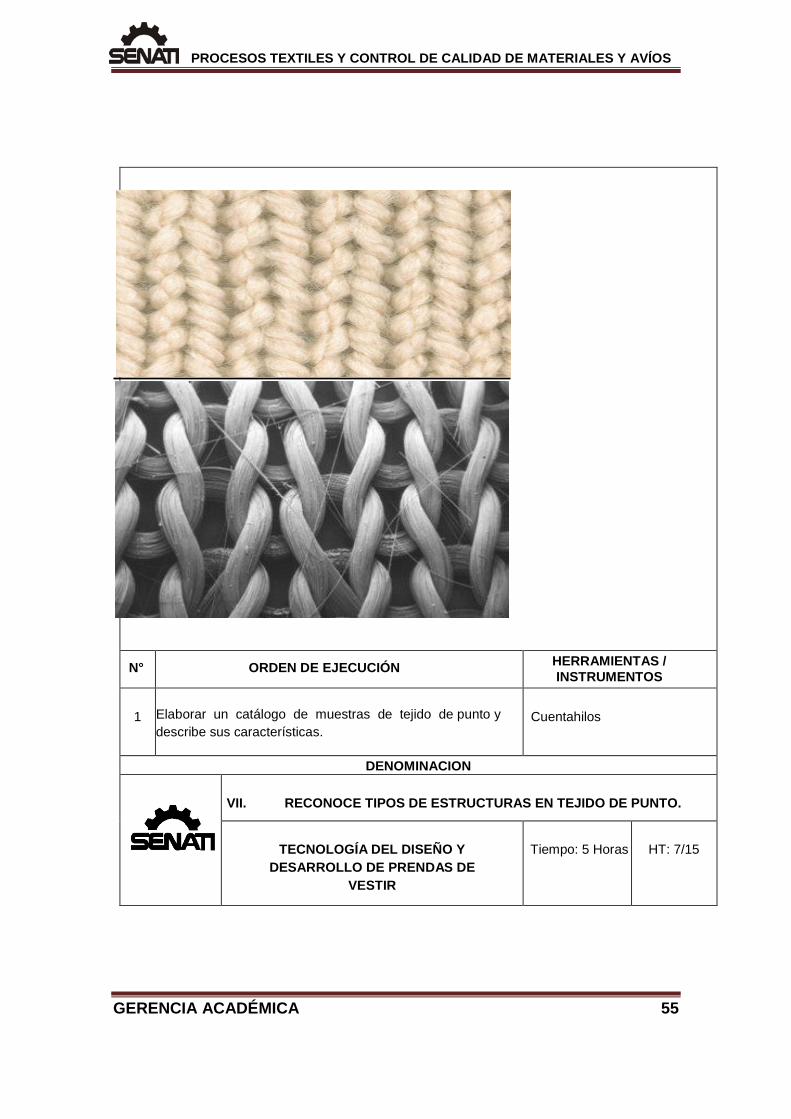
Elaborar un catálogo de muestras de tejido de punto y describe sus características.
Cuentahilos
DENOMINACION
VII. RECONOCE TIPOS DE ESTRUCTURAS EN TEJIDO DE PUNTO.
TECNOLOGÍA DEL DISEÑO Y
DESARROLLO DE PRENDAS DE VESTIR
Tiempo: 5 Horas
HT: 7/15
GERENCIA ACADÉMICA 55
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS 7.1. ELABORAR UN CATÁLOGO DE MUESTRAS DE TEJIDO DE PUNTO.
INTRODUCCIÓN. Mediante la construcción del catálogo textil el estudiante se familiariza con las telas de punto pudiendo reconocerlas físicamente. De esta manera se amplía su campo de conocimiento al ser los materiales materia de discusión y aprendizaje con sus compañeros. PROCESO DE EJECUCIÓN: El estudiante debe realizar las siguientes actividades para la realización de la presente actividad. 1. Cortar muestras de diversos tejidos de punto.
2. El alumno de acuerdo a los conocimientos teóricos adquiridos definirá de lo
observado el tipo de tejido realizado en cada tela (ligamento). 3. Estos tejidos se colocarán en un muestrario. 4. Cada tela del muestrario deberá ser identificada con su nombre comercial y
también con su nombre técnico.
TECNOLOGIA ESPECÌFICA: SEMANA 13
LA TINTORERÍA.
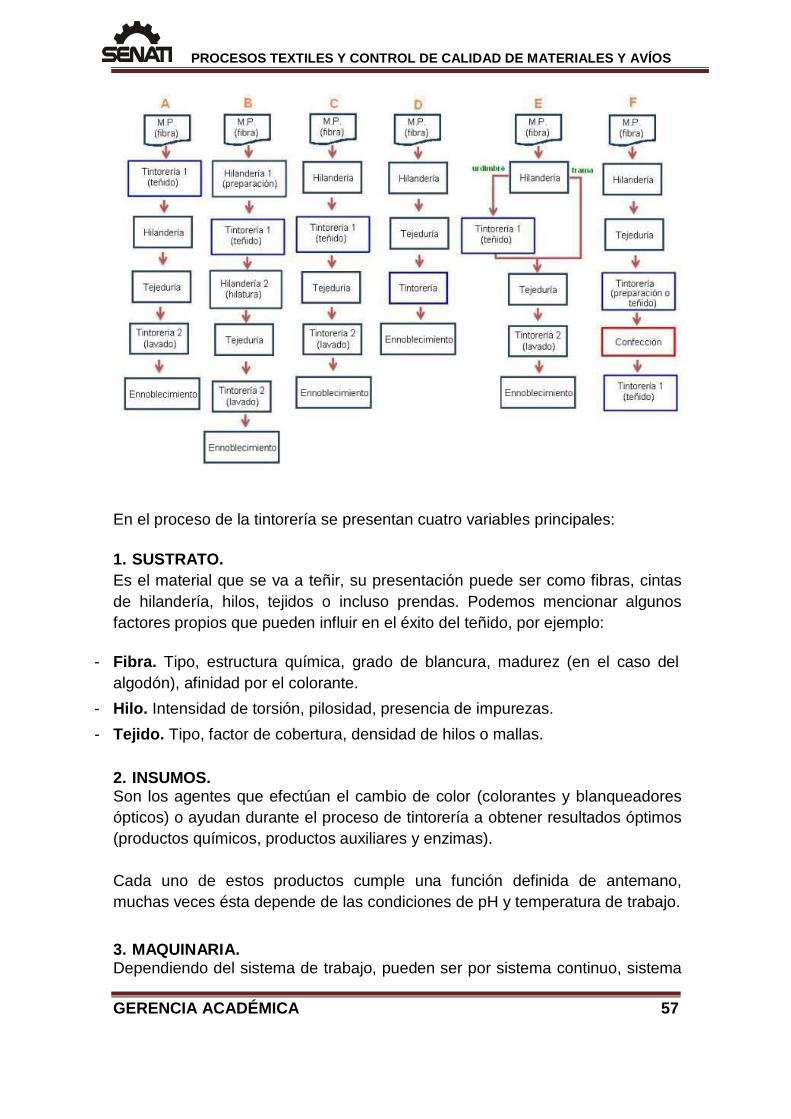
El material textil, luego de los procesos de hilandería y/o tejeduría, presenta el color original de las fibras constituyentes (crudo), ocurre entonces que muchas veces este color debe ser cambiado para que los artículos confeccionados se diferencien entre sí. Se entiende como tintorería al conjunto de procesos químicos que permiten al sustrato adquirir un color, de acuerdo al requerimiento final.
GERENCIA ACADÉMICA 56
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
En el proceso de la tintorería se presentan cuatro variables principales: 1. SUSTRATO. Es el material que se va a teñir, su presentación puede ser como fibras, cintas de hilandería, hilos, tejidos o incluso prendas. Podemos mencionar algunos factores propios que pueden influir en el éxito del teñido, por ejemplo:
- Fibra. Tipo, estructura química, grado de blancura, madurez (en el caso del algodón), afinidad por el colorante.
- Hilo. Intensidad de torsión, pilosidad, presencia de impurezas. - Tejido. Tipo, factor de cobertura, densidad de hilos o mallas.
2. INSUMOS. Son los agentes que efectúan el cambio de color (colorantes y blanqueadores ópticos) o ayudan durante el proceso de tintorería a obtener resultados óptimos (productos químicos, productos auxiliares y enzimas). Cada uno de estos productos cumple una función definida de antemano, muchas veces ésta depende de las condiciones de pH y temperatura de trabajo. 3. MAQUINARIA. Dependiendo del sistema de trabajo, pueden ser por sistema continuo, sistema
GERENCIA ACADÉMICA 57
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
discontinuo o sistema semi-continuo. Aplican los principios de temperatura, tiempo de exposición, relación de baño, pickup, presión, etcétera. 4. FACTOR HUMANO. El más importante, pues es quien decide a los anteriores, comprende a los niveles operativos, medios y directivos. TEÑIDO. Tintoreros y químicos de colorantes saben que existen tres formas o métodos de cómo los colorantes pueden ser retenidos por las fibras, donde las dos primeras formas han sido empleadas desde tiempos inmemorables. Dichos métodos se describen a continuación: I. Absorción física. Esta cuenta que con las mismas fuerzas con las cuales se
atraen los colorantes a la fibra, inicialmente son suficientemente fuertes para retener las moléculas y resistir los tratamientos posteriores de lavado.
II. Absorción mecánica. Esta consiste en la formación de materiales y pigmentos insolubles libres de la solubilidad química con que fueron difundidos en la fibra.
III. Reacción en fibra. Aquí las moléculas o iones de colorante no pierden
todos sus grupos funcionales solubles después de ser difundidos dentro de las fibras, pero en las condiciones correctas reaccionan y se enganchan por enlaces químicos covalentes a las moléculas largas de la fibra formando nuevas derivaciones de color en las fibras
Las máquinas utilizadas se eligen según el material a procesar. Los requisitos fundamentales son los siguientes: - Protección del sustrato. - Repetitividad de los resultados. - Costo del proceso (dependiendo del tiempo, grado de automatización de la
máquina, relación de baño, costo de los productos utilizados y tratamiento de las aguas residuales).
Para llevar a cabo un proceso de teñido es necesario: - Disolver o dispersar el colorante en un baño de agua (en cocinas manuales,
semiautomáticas o automáticas de acuerdo a determinadas reglas).
GERENCIA ACADÉMICA 58
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
- Alimentar la solución de colorante en la máquina después de un filtrado
adecuado (cocinas automáticas, tanques complementarios, bombas y filtros). - Transferir el colorante del baño a la fibra (proceso y máquina). - Distribuir homogéneamente el colorante sobre la fibra (proceso y máquina). - Dejar que el colorante penetre en la estructura de la fibra y fijarlo (tiempo
y temperatura). - Lavar o enjuagar el sustrato para eliminar el colorante no fijado. Hay dos métodos diferentes para transferir el colorante del baño a la fibra: Tintura por agotamiento (sistemas discontinuos). El colorante se disuelve o dispersa en el baño de teñido. El material se sumerge en el líquido de teñido y se retira solamente cuando el colorante se ha transferido mayoritariamente en el material a teñir, distribuido homogéneamente, penetrado en la fibra y fijado. Al final del proceso, el material se lava o enjuaga para eliminar la tintura colorante no fijado. Foulardado (sistemas continuos o semicontinuos). Este proceso se lleva a cabo utilizando medios mecánicos (humectación por impregnado y exprimido). El baño de teñido se distribuye homogéneamente sobre la tela (es decir, también el colorante se distribuye homogéneamente). En una segunda etapa, el colorante penetra en el tejido y se fija a continuación. Al final del proceso, el material se lava. Algunas operaciones deben llevarse a cabo tanto para el teñido por agotamiento y por foulardado: - Disolver o dispersar el colorante en agua y filtrar. - Conseguir un contacto homogéneo entre el baño de teñido y la fibra. - Hacer que el colorante penetre en la fibra. - Fijar el colorante en el núcleo de la fibra. - Lavado final.
CONTROL DE CALIDAD DE HILADOS TEXTILES. Hay tres etapas donde realizar los controles de calidad y que realizadas en forma secuencial se logra obtener un proceso de calidad total sobre el hilo. Ellas son: Materias primas. Las materias primas que son empleadas en un proceso industrial forman el primer eslabón en la cadena de calidad. No controlar la materia prima es trabajar a ciegas y estar a expensas de arruinar la producción o la calidad del producto terminado. Proceso productivo. En todo proceso de producción existen métodos de trabajo con especificaciones particulares de cómo llevarlo a cabo y bajo qué
GERENCIA ACADÉMICA 59
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
condiciones. Por ejemplo a determinadas temperaturas, con ciertos tiempos, con anchos y largos establecidos, etc. Esos son parámetros que deben ser controlados durante el proceso y verificar su cumplimiento, dentro de los márgenes permitidos. Producto terminado. Los productos terminados que han sido elaborados a partir de materias primas de alta calidad y con procesos de calidad asegurada, deben poseer características de alta calidad. Esto hay que comprobarlo, realizando los controles de calidad correspondientes y chequear contra los valores de referencia con los márgenes de tolerancia permitidos. La característica fundamental de éste proceso integrado de calidad es que es excluyente. Esto significa que si las materias primas no pasan satisfactoriamente el control de calidad no podrá ponerse en marcha el proceso productivo. Del mismo modo si el control de calidad de una fase del proceso productivo arrojara resultados insatisfactorios, no podrá pasarse a la fase siguiente y si el proceso productivo está en marcha deberá detenerse o corregirse sobre la marcha (si esto resultara factible), para asegurar la calidad total del proceso. Con este último ejemplo queda muy evidente que el control de calidad es un proceso continuo y de realización permanente en todas las áreas productivas. CONTROLES. Para responder a este segundo cuestionamiento, se deberán establecer cuáles son los parámetros de control. Como un hilado está definido en base a parámetros técnicos como composición cuantitativa de fibras, diámetro o título, grado de torsión y retorsión, entre otros, la constatación de los valores standars mediante ensayos normalizados, constituye la base del control de calidad de hilados. NORMAS DE CONTROL DE CALIDAD DE HILADOS TEXTILES. Empleando normas de control de calidad internacionales tenemos una prueba irrefutable y sistemática para llevar a cabo los controles correspondientes. Tomamos a referentes internacionales, como la ISO (Internacional Standard Organization) y la AATCC (American Asociation of Textil and Chemist Colorist) o nacionales como el IRAM (Instituto Argentino de Normalización), para referirnos a patrones de controles standards.
GERENCIA ACADÉMICA 60
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Autoclave horizontal para teñido de hilos en bobinas.
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS /
INSTRUMENTOS
1
Interpretar la documentación técnica del producto.
DENOMINACIÓN
VIII. RECONOCE PROCESOS DE TEÑIDO Y ACABADO DE HILOS.
TECNOLOGÍA DEL DISEÑO Y DESARROLLO PRENDAS DE
VESTIR
TIEMPO: 5 HRS. HT: 8/15
GERENCIA ACADÉMICA 61
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
8.1. INTERPRETAR LA DOCUMENTACIÓN TÉCNICA DEL PRODUCTO.
INTRODUCCIÓN.
En el control de calidad de hilos e hilados se reúnen a todos los ensayos físico- químicos efectuados sobre estos para determinar si se ajustan a especificaciones técnicas. Los parámetros de control se han establecido con antelación y son referencia de calidad. Si los valores obtenidos en el control coinciden con los datos del standard de referencia, se evaluará al hilo o hilado como de buena calidad. En cada etapa del desarrollo en la transformación de un hilo deben realizarse controles de calidad, referenciando a una serie de parámetros físico-químicos standard, con los instrumentos adecuados. Aquí surgen tres cuestionamientos básicos, que son aplicables a cualquier tipo de proceso: dónde controlar, qué PROCESO DE EJECUCIÓN:
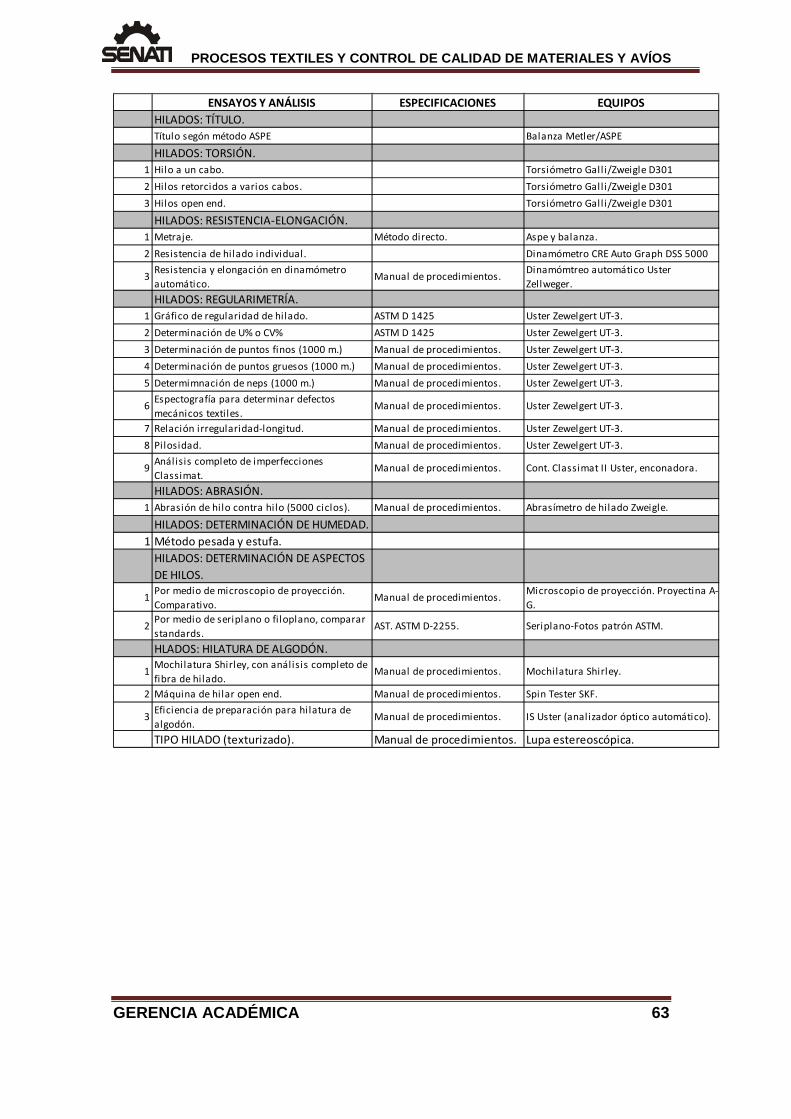
CLASIFICACIÓN DE LAS NORMAS DE CONTROL DE CALIDAD DE HILADOS. Las normas de control de calidad de hilos se clasifican acuerdo al tipo de parámetro a controlar:
GERENCIA ACADÉMICA 62
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
ENSAYOS Y ANÁLISIS ESPECIFICACIONES EQUIPOSHILADOS: TÍTULO.Título segón método ASPE Balanza Metler/ASPE
HILADOS: TORSIÓN.1 Hilo a un cabo. Torsiómetro Gall i/Zweigle D3012 Hilos retorcidos a varios cabos. Torsiómetro Gall i/Zweigle D3013 Hilos open end. Torsiómetro Gall i/Zweigle D301
HILADOS: RESISTENCIA-ELONGACIÓN.1 Metraje. Método directo. Aspe y balanza.2 Resistencia de hilado individual. Dinamómetro CRE Auto Graph DSS 5000
3 Resistencia y elongación en dinamómetro automático.
Manual de procedimientos. Dinamómtreo automático Uster Zellweger.
HILADOS: REGULARIMETRÍA.1 Gráfico de regularidad de hilado. ASTM D 1425 Uster Zewelgert UT-3.2 Determinación de U% o CV% ASTM D 1425 Uster Zewelgert UT-3.3 Determinación de puntos finos (1000 m.) Manual de procedimientos. Uster Zewelgert UT-3.4 Determinación de puntos gruesos (1000 m.) Manual de procedimientos. Uster Zewelgert UT-3.5 Determimnación de neps (1000 m.) Manual de procedimientos. Uster Zewelgert UT-3.
6 Espectografía para determinar defectos mecánicos textiles.
Manual de procedimientos. Uster Zewelgert UT-3.
7 Relación irregularidad-longitud. Manual de procedimientos. Uster Zewelgert UT-3.8 Pilosidad. Manual de procedimientos. Uster Zewelgert UT-3.
9 Análisis completo de imperfecciones Classimat.
Manual de procedimientos. Cont. Classimat II Uster, enconadora.
HILADOS: ABRASIÓN.1 Abrasión de hilo contra hilo (5000 ciclos). Manual de procedimientos. Abrasímetro de hilado Zweigle.
HILADOS: DETERMINACIÓN DE HUMEDAD.1 Método pesada y estufa.
HILADOS: DETERMINACIÓN DE ASPECTOS DE HILOS.
1 Por medio de microscopio de proyección. Comparativo.
Manual de procedimientos. Microscopio de proyección. Proyectina A-G.
2 Por medio de seriplano o fi loplano, comparar standards.
AST. ASTM D-2255. Seriplano-Fotos patrón ASTM.
HLADOS: HILATURA DE ALGODÓN.
1 Mochilatura Shirley, con análisis completo de fibra de hilado.
Manual de procedimientos. Mochilatura Shirley.
2 Máquina de hilar open end. Manual de procedimientos. Spin Tester SKF.
3 Eficiencia de preparación para hilatura de algodón.
Manual de procedimientos. IS Uster (analizador óptico automático).
TIPO HILADO (texturizado). Manual de procedimientos. Lupa estereoscópica.
GERENCIA ACADÉMICA 63
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
TECNOLOGIA ESPECÌFICA: SEMANA 14
MÉTODOS DE ENNOBLECIMIENTO DE TELAS
Los procesos productivos empleados para el ennoblecimiento de telas pueden ser clasificados en dos grupos fundamentales: aquellos procesos que se llevan a cabo en medio acuoso, conocidos como “procesos de área húmeda” y aquellos otros que logran su cometido por medios mecánicos y/o térmicos, denominados “procesos de área seca”. Las operaciones varían de acuerdo al tipo de fibra, tipo de sustrato y la disponibilidad de equipos y pueden combinarse procesos de área húmeda con procesos de área seca en caso de ser necesario. PROCESOS DE ENNOBLECIMIENTO DE ÁREA HÚMEDA. Los proceso de ennoblecimiento de área húmeda, comienzan una vez obtenidas las piezas de telas (a la salida del telar), o una vez fabricadas las telas no tejidas. Los procesos de ennoblecimiento de área húmeda, se efectúan a través de las siguientes etapas, algunas de ellas opcionales, según los resultados buscados: pretratamiento, blanqueo óptico, teñido, estampado y terminación. Las principales características de cada uno de ellos son: Pretratamiento de telas. El pretratamiento, también denominado tratamiento previo o preparación de telas, son aquellos procesos húmedos que tienen la función de eliminar las impurezas de las fibras naturales y/o artificiales que traen consigo los hilados utilizados en la tejeduría, más las impurezas incorporadas en el telar como aditivos.
Para llevar a cabo el pretratamiento de una tela debemos conocer en primer término, las fibras que la constituyen, ya que diferentes fibras requieren el empleo de diferentes métodos. Resulta más que evidente que las fibras animales y vegetales contienen las impurezas naturales de la piel del animal o de las diferentes partes de las plantas respectivamente, que son más complejas y diversas que las que pueda traer consigo una fibra sintética, manipulada y controlada por el ser humano. Pero además de la limpieza, la preparación de los tejidos incluye operaciones particulares que se realizan con el objeto de otorgar alguna propiedad estética
GERENCIA ACADÉMICA 64
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
o funcional, según sea el caso. Así tenemos como procesos previos al mercerizado, carbonizado, biopulido y decorticado entre otros.
Blanqueo óptico de telas. El blanqueo óptico es llevado a cabo con blanqueadores ópticos fluorescentes, aplicado como un colorante o como un pigmento según sea el caso particular de que se trate. Se aplica a la tela cuando va a ser terminada blanca, para realzar su blancura, o cuando va a ser teñida con colores muy claros o estampadas con dibujos muy espaciados, ya que en ambos casos el fondo influye mucho en la calidad del producto final. Si la tela será teñida con colores medios a intensos, o estampados plenos, el blanqueo óptico no se realiza. Teñido de telas. El teñido o tintura de telas es el paso siguiente en el proceso de ennoblecimiento. Es realizada desde tiempos inmemoriales como el recurso más efectivo para ennoblecer a un género, ya que cambia totalmente su aspecto y permite la realización de infinitas combinaciones, que forma parte indispensable de la creación de moda. Hay algunos casos en que la tela no se tiñe luego de un pretratamiento: en primer lugar, como ya dijimos, cuando va destinada a blanco; en segundo lugar si va a ser estampada con fondos plenos (generalmente con pigmentos) y, en tercer lugar cuando está tejida con hilos de color formando patrones de diseños pre establecidos. De todos modos, sobre el total producido de tela tejida el más alto porcentaje lo constituye las telas lisas destinada al teñido en pieza, tanto sea por métodos discontinuos como a la continua. Estampación de telas. La estampación de un género textil es la operación de ennoblecimiento que consiste en la aplicación localizada sobre la superficie del mismo, de un colorante soluble o un pigmento, para formar patrones de diseño de amplia versatilidad y con posibilidades de alta definición. Existen antecedentes de estampados muy antiguos por la técnica de estampación directa, así como por reserva, empleando técnicas artesanales. Actualmente, el desarrollo de altas tecnologías de aplicación permite realizar la aplicación digital que abre nuevas posibilidades en materia de creatividad para el diseño. Terminación de telas. El proceso de terminación, también conocido como acabado de telas es la última fase en el ennoblecimiento de área húmeda. En este punto se imparten las características finales que tendrá una tela cuando se disponga para su comercialización, esto es: mano o suavidad superficial, volumen y caída. Pero
GERENCIA ACADÉMICA 65
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
esto es solo en cuanto a los aspectos estéticos que resulta la primera impresión del consumidor. No obstante son buscadas ciertas propiedades funcionales para determinados artículos, como la impermeabilidad, el efecto antiestático o ignífugo, por citar solo algunos. Estas y otras características más de acabado se logran en esta etapa final del ennoblecimiento de una tela. PROCESOS DE ENNOBLECIMIENTO DE ÁREA SECA.
El área seca reúne a todos procesos físicos que modifican las propiedades de aspecto y/o las características funcionales de las telas por medio de acciones mecánicas, aplicaciones térmicas o la combinación de ambas. Así se puede otorgar al tejido una muy buena estabilidad dimensional (evitar el encogimiento y retener la forma) y modificar la mano mediante la alteración de su estructura superficial. Para estudiar las diferentes posibilidades, se clasifican estos procesos en tres grupos:
Procesos mecánicos para ennoblecimiento de telas. Los procesos de tratamiento mecánico comprende a aquellos que utilizan principios físicos como fricción, presión y tensión entre otros, para lograr su objetivo, entre los que se encuentran: el frizado (perchado), cepillado, esmerilado, calandrado en frío y tondosado (tundido). Procesos térmicos para ennoblecimiento de telas. En este grupo se encuentran los tratamientos que por medio de la temperatura, logran alcanzar el efecto buscado. Ejemplo de estos procesos son: el termofijado, el gaseado y el vaporizado sin tensión. Procesos de térmicos-mecánicos para ennoblecimiento de telas. Aquí se encuentran los métodos que logran el efecto buscado, por la combinación de medios mecánicos y térmicos simultáneamente. Por ejemplo: sanforizado, decatizado, compactado y calandrado en caliente. Si se tiene en cuenta la gran variedad de fibras y tipos de tejidos, se puede comprender fácilmente las múltiples alternativas de ennoblecimiento de área seca. Tanto los métodos de ennoblecimiento de área húmeda como los de área seca, se analizan en nuestra página de Métodos de Ennoblecimiento de Telas.
GERENCIA ACADÉMICA 66
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Equipos para el ennoblecimiento de telas. Es extremadamente importante el papel que juegan los equipos de ennoblecimiento en la calidad final del proceso. El diseño de estos equipos ha ido evolucionando con los adelantos tecnológicos, así como los materiales con que se construyen. Por ejemplo, en la actualidad no se concibe un buen equipo que no esté provisto de automatización, que permite diseñar programas de trabajo específicos para cada proceso. Pero antes de entrar en detalles es necesario plantear un panorama general de los tipos equipos disponibles, y cómo se clasifican. Nuevamente establecemos la distinción entre aquellos que son empleados en área húmeda y los que lo son, en el área seca. EQUIPOS PARA ENNOBLECIMIENTO EN ÁREA HÚMEDA. Estos equipos constituyen una amplia familia de maquinarias de diferentes diseños que realizan variadas funciones. Las maquinarias para la tintura de telas que permiten una distribución homogénea del colorante, son empleadas por el mismo motivo en el blanqueo óptico, y también en el pretratamiento ya que permite una buena remoción de la suciedad, y un contacto parejo de los productos. Dentro del área húmeda son empleados tres grupos de equipos, constituidos a su vez por distintos tipos de equipos dentro de cada grupo. Ellos son: Equipos para el ennoblecimiento por partidas. En este grupo encontramos las maquinarias diseñadas para realizar el pretratamiento, blanqueo óptico, tintura y terminación de telas por partidas (lotes o batch). Esto es una cantidad en peso de tela es procesada para su ennoblecimiento, de principio al fin. Terminado este proceso, se descarga y se vuelve a cargar otra cantidad determinada de tela cruda para su procesamiento. Se utilizan para tejido de punto tubular (o abierto en ciertos casos) y para tejido plano. Equipos para el ennoblecimiento a la continua. Este proceso de teñido se aplica preferentemente en tejidos abiertos al ancho, ya que tienden a tener problemas de pliegues y las marcas de doblez. La aplicación del baño y el desarrollo de los productos y colorantes, son diferentes a los del tratamiento por partidas (o de agotamiento). La tela es conducida extendida al ancho para impedir la formación de arrugas, ingresa en los recipientes que contienen el baño de productos químicos o/y colorantes, pasando luego a través de rodillos exprimidores que quitan el exceso de baño. Es posible pasar también tejido de punto en maquinarias
GERENCIA ACADÉMICA 67
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
adecuadas, así como algunas telas no tejidas. Están diseñados para grandes producciones.
Equipos para la estampación de telas. Los equipos para la estampación de telas han evolucionado simultáneamente con el desarrollo de nuevos métodos de estampación. Así tenemos los equipos más simples para la estampación plana manual, luego la manual mecanizada, posteriormente la máquina automáticas con schablones planos. El siguiente salto tecnológico lo constituyó la aparición de equipos para la estampación por chorro de tinta y la de las máquinas automáticas con schablones cilíndricos y luego las máquinas rotativas con cilindros de cobre grabados huecos. Mucho más recientemente se desarrolló la estampación con rayo laser y actualmente está introduciéndose en el mercado los modernos equipos para la estampación digital.
EQUIPOS PARA ENNOBLECIMIENTO EN ÁREA SECA. Al tratar los procesos de ennoblecimiento de área seca, hemos mencionado someramente algunos ejemplos de equipos que se verán con más detenimiento a continuación. Mantendremos la misma clasificación descrita para los procesos de ennoblecimiento. Como hemos dicho anteriormente, la clasificación es al solo efecto de ordenar el análisis, pero en la práctica es de uso frecuente, combinar de equipos de los distintos grupos para lograr llevar a cabo un proceso dado. Hay que tener en cuenta la amplia cantidad de variantes de telas que se tiene por combinación de diferentes fibras, tipos de telas y distintos procesos de ennoblecimiento. Equipos con tratamiento mecánico. En este grupo los equipos trabajan exclusivamente bajo un aspecto mecánico produciendo modificaciones físicas en la estructura superficial de la tela, que resultan muy evidentes y les otorga un valor agregado de terminación. FRIZADORA. La frisadora o perchadora, es un equipo formado por una serie de cilindros rotatorios recubiertos de agujas metálicas con ganchos. Tanto la cantidad de cilindros, como el tipo de agujas y la disposición de las mismas varían con el tipo de tela y los efectos buscados. Estos cilindros están dispuestos formando una circunferencia, y constituyendo en su conjunto un tambor. Las frisadoras pueden presentar uno o dos tambores y la tela puede ser pasada más de una
GERENCIA ACADÉMICA 68
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
vez, según la intensidad del efecto deseado. Hay que considerar que la resistencia de la tela disminuye con cada pasada así como el gramaje de la misma. CEPILLADORA. Los equipos de cepillado o cepilladoras, están constituidas por cepillos cilíndricos que giran en contacto con la tela a medida que va pasando. Estos cepillos están formados por cerdas de longitud y grosor variable colocadas sobre superficies cilíndricas o planas. Para facilitar el trabajo se dejan espacios intermedios entre ellas, resultado el conjunto más flexible y con mejor cobertura sobre el tejido. La cepilladora se emplea para levantar o acostar el pelo de los tejidos frizados y en el corderoy. También se puede realizar un efecto símil esmerilado, aunque mucho más suave y en muchos otros casos se puede emplear para limpiar la superficie del textil de polvo y otros contaminantes sólidos. ESMERILADORA. La máquina esmeriladora también denominada lijadora, contiene 5 o 6 rodillos recubiertos con un material abrasivo, que generalmente es papel esmeril de diferentes granulometrías. Los primeros rodillos que entran en contacto con el género tienen recubrimiento esmeril de grano grueso. Luego en los sucesivos rodillos, va bajando el grosor del grano hasta llegar a los finales con un esmeril muy fino. El tejido puede pasar dos o más veces por la máquina. Solo se esmerila tejido de lanzadera. CALANDRA. El equipo de calandrado o calandra, consta de un grupo de 2 a 5 rodillos laminadores a través de los cuales se hace pasar la tela. La presión de los cilindros se gradúa por contrapesos o más modernamente por sistema hidráulico. La tela pasa entre los dos primeros cilindros superiores, después entre el segundo y el tercero y así sucesivamente. Por lo menos un cilindro debe ser de metal perfectamente alisado y bruñido en su superficie. El otro que lo contacta puede ser de papel, goma u otro metal. Por medio de la presión se puede obtener un aspecto liso, denso y compacto. Esto es posible pues las fibras que sobresalen en sentido vertical a la superficie de la tela (que son las causantes de la opacidad), son aplastadas obteniéndose una mayor lisura superficial, a la vez que se achica significativamente el espacio entre hilos. Si se implementa un sistema de engranajes para dar velocidades diferentes a los cilindros, se produce una fricción y aumenta considerablemente el lustre. La aplicación adicional de calor realza generalmente los efectos logrados y da posibilidades de nuevos efectos de acabado.
GERENCIA ACADÉMICA 69
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
TONDOSA. La máquina de terminación denominada tondosa (también tundosa o tundidora) consiste en una serie de cuchillas que cortan el pelo de las telas de rizo. Lo pueden hacer de tres formas: al ras de la superficie, dejando una cierta altura (para emparejar el pelo) y realizarlo a distintas alturas formando patrones de corte que generan un dibujo. En general, con el mismo equipo se puede realizar cualquiera de las tres modalidades, solo por regulación de las posiciones de las cuchillas de corte. La tela entra siempre abierta al ancho y el corte de los hilos se realiza con una cuchilla fija y otra cuchilla helicoidal, que actúan a modo de tijera en forma conjunta. EQUIPOS CON TRATAMIENTO TÉRMICO. El grupo de equipos que trabajan por acción térmica sobre una tela se basan en el principio de termoplasticidad en el caso de las fibras sintéticas o de la acción del calor húmedo sobre las fibras poliméricas naturales, o la acción de una llama directa. Se aplican tanto al tratamiento previo como a la terminación. Los principales equipos son: Rama termofijadora. Equipo diseñado de manera modular, con unidades de calentamiento independientes (campos) que proporcionan la energía térmica necesaria para realizar un determinado proceso. Por ejemplo eliminar la humedad del género en los primeros campos (110-120 ºC), curar resinas aminoplásticas a temperaturas mayores (160-180 ºC) o termofijar fibras sintéticas (180-210 ºC). La cantidad de campos es variable según la necesidad del proceso (generalmente entre de 3 y 7). Trabaja con gas natural o resistencia eléctrica. Gaseadora. Equipos formados por una batería de quemadores a gas o pantallas con resistencias eléctricas, que generan una llama viva controlada. Entonces se hace que pase una tela generalmente en crudo (o en ocasiones terminada), a una distancia y velocidad dada en función del tipo e intensidad de llama. El objetivo de esta máquina es quemar las fibras sueltas sobre la superficie del tejido que forman pilling por el uso. No es posible aplicarlo a fibras sintéticas. Lo más común es gasear fibras celulósicas y en ocasiones fibras proteicas naturales. Vaporizadora. La vaporizadora sin tensión es un equipo de terminación que consta de un túnel de vaporización donde la tela que ingresa con sobrealimentación sobre una banda transportadora vibratoria, entra en contacto con el vapor por un lapso de tiempo pre establecido. Luego se aspira
GERENCIA ACADÉMICA 70
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
la humedad residual de la cámara y la tela que sale, se enfría naturalmente y sin tensión. El vaporizado relaja la mercadería y elimina las tensiones residuales que trae el género. EQUIPOS CON TRATAMIENTO TÉRMICO Y MECÁNICO COMBINADOS. La combinación de efectos de los grupos anteriores, puede comprobarse en los equipos que conforman este tercer grupo. Sanforizadora. Equipo de terminación de géneros planos, que tiene por objeto el encogimiento compresivo de los mismos. Está equipada con un primer campo de humidificación de la tela, luego se le da el ancho deseado y entra en la zona de compactación donde acompaña a una banda de goma que la obliga a comprimirse en el sentido de la urdimbre por medio de un rodillo que le otorga la presión necesaria, acomodándose naturalmente la trama. Pasa por un secadero y la tela sale de la sanforizadora relajada con muy buena estabilidad dimensional. La sanforizadora se utiliza especialmente para la estabilización de géneros de algodón. Decatizadora. Tiene el mismo principio de funcionamiento que una sanforizadora y cumple con las mismas funciones. Tiene un tambor perforado donde se realiza el vaporizado a presión y un cilindro con la banda de acompañamiento, que este caso no es de goma sino una lona de muletón o satín, donde se realiza el encogimiento por compresión. La particularidad de la decatizadora es que se ha diseñado para el acabado de los tejidos de lana y sus mezclas. Compactadora. Concebido para pre encoger y estabilizar dimensionalmente telas de punto. La distingue de la sanforizadora, que el encogimiento no es realizado por una banda de goma sino por un fieltro. Sucede que el fieltro al pasar bajo tensión por el cilindro compactador tiene una contracción de su superficie. Entonces se adjunta el tejido de punto que bajo presión es compactado, al volver el fieltro a su estado normal. Las compactadoras se construyen tanto para telas abiertas, como para telas tubulares. Se encoge en sentido longitudinal y se fija. Mejora la estabilidad dimensional y también el tacto del género. INSUMOS PARA EL ENNOBLECIMIENTO DE TELAS. Los insumos para ennoblecimiento de las telas son muy importantes. Así como en algunos casos pueden ocultar premeditadamente las características de la tela base, por ejemplo en ciertos acabados por recubrimiento o algunos tipos de estampados con pigmentos, en otros casos, por el contrario, la
GERENCIA ACADÉMICA 71
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
destacan, como en la tintura con mercerización previa o el acabado con resinas termoplásticas calandradas. Si anteriormente poníamos de manifiesto la enorme variedad de métodos de ennoblecimiento y de equipos, en el caso de los insumos la magnitud es aún mayor y continúa creciendo día a día. Hay cuatro grupos principales: PRODUCTOS QUÍMICOS INDUSTRIALES. Que incluyen los productos químicos industriales como sales, ácidos y álcalis inorgánicos, sustancias reductoras y oxidantes, entre otras. PRODUCTOS QUÍMICOS AUXILIARES. Abarca aquellos productos químicos de naturaleza generalmente orgánica, utilizados como auxiliares de tintura y estampación, así como en los tratamientos previos y los diversos acabados en el área húmeda. COLORANTES. Grupo que comprende a las materias colorantes orgánicas naturales y aquellas obtenidas por síntesis de derivados petroquímicos, generalmente solubles en agua o preparados insolubles autodispersables para utilizarlos en medio acuoso. PIGMENTOS. Incluye a todos los productos sólidos insolubles, naturales o sintéticos que poseen colores determinados, utilizados para aplicar sobre diferentes superficies y otorgar su coloratura. Si bien tienen funciones similares a los colorantes, una serie de factores distintivos y funcionales, hacen que les corresponda un grupo aparte.
GERENCIA ACADÉMICA 72

PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS /
INSTRUMENTOS 1
Enumerar los procesos de acabado de tejidos más importantes y su aplicabilidad en la
Indumentaria. 2 Identificar pruebas de resistencia y torsión de
Hilados. 3 Realizar pruebas de regularidad y densidad
lineal de hilados.
DENOMINACIÓN
IX. RECONOCE PROCESOS DE TEÑIDO Y ACABADO. REALIZA ENSAYOS BÁSICOS DE CARACTERÍSTICAS DE HILADOS.
TECNOLOGÍA DEL DISEÑO Y
DESARROLLO DE PRENDAS DE VESTIR
Tiempo: 5 Hrs. HT: 9/15
GERENCIA ACADÉMICA 73
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
9.1. IDENTIFICAR LAS PRUEBAS DE RESISTENCIA Y TORSIÓN DE
HILOS.
INTRODUCCIÓN.
Con el objetivo de tener telas que brinden un excelente performance la calidad de los hilos debe ser controlada. Es por eso que hay procedimientos que permiten verificar las características deseadas. En la presente operación mostramos los pasos que permiten asegurar las características deseadas. PROCESO DE EJECUCIÓN. Prueba de resistencia del hilo.
ENSAYOS SOBRE HILO SOLO.
1. Se prepara el hilo en un ambiente adecuado, que tenga la humedad ideal para la elaboración de la prueba.
2. Se coloca en el dinamómetro la muestra del hilo en la longitud definida por la norma técnica específica.
3. En este ensayo la fuerza es soportada por un solo hilo a la vez hasta lograr la rotura del mismo.
4. La fuerza que arroja el Dinamómetro en el momento de la rotura es considerada la resistencia a la rotura del material.
5. Anotar los datos y repetir el número de veces que sea necesario. 6. Este es el método más empleado en los laboratorios textiles en la
actualidad.
Prueba de torsión del hilo.
Para hacer la prueba de torsión de hilo se usa el Torsiómetro sencillo (de distorsión). Se procede de la siguiente manera: 1. El hilo se asegura entre una mordaza móvil y una fija, con una longitud
determinada sobre una regla graduada. 2. Se hace girar la mordaza móvil hasta destorcer el hilo. Para hilos a varios
cabos. 3. Se procede a destorcer y con ayuda de una aguja auxiliar se determina el
punto en que los cabos quedan bien paralelos. 4. La torsión del hilo se calcula con la siguiente fórmula:
Vueltas por unidad de longitud= Número de vueltas/Longitud de ensayo
GERENCIA ACADÉMICA 74
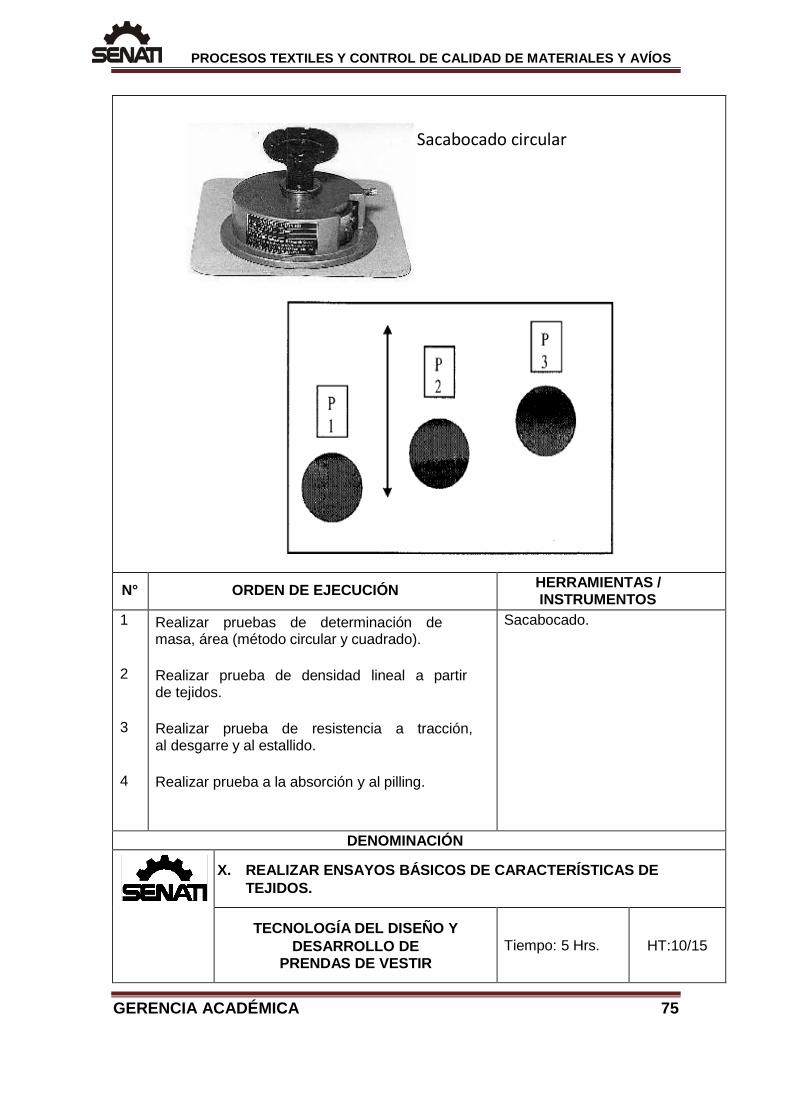
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Sacabocado circular
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS /
INSTRUMENTOS 1
2
3
4
Realizar pruebas de determinación de masa, área (método circular y cuadrado).
Realizar prueba de densidad lineal a partir de tejidos.
Realizar prueba de resistencia a tracción, al desgarre y al estallido.
Realizar prueba a la absorción y al pilling.
Sacabocado.
DENOMINACIÓN
X. REALIZAR ENSAYOS BÁSICOS DE CARACTERÍSTICAS DE TEJIDOS.
TECNOLOGÍA DEL DISEÑO Y DESARROLLO DE
PRENDAS DE VESTIR Tiempo: 5 Hrs. HT:10/15
GERENCIA ACADÉMICA 75
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
10.1. PESO POR ÁREA DE LOS TEJIDOS. INTRODUCCIÓN. Usualmente llamado gramaje o densidad, este parámetro expresa la cantidad de peso (o masa) contenida en una unidad de área del tejido. Suele expresarse como gramos por metro cuadrado u onzas por yarda cuadrada. A partir de este dato, es posible determinar el rendimiento de una tela, variable muy importante para el confeccionista. Las normas técnicas referidas a este ensayo son: NTP 231.003: Método de Ensayo para la Determinación del Peso por
Metro Cuadrado. Método de la Muestra Pequeña. ASTM D 3776: Standard Test Method for Mass Per Unit Area (Weight) of Fabric.
PROCESO DE EJECUCIÓN.
De acuerdo a la norma NTP 231.003, el ensayo para determinar el peso por área incluye lo siguiente:
1. Aparatos. Balanza capaz de pesar la muestra con exactitud de 0,001 g. Un instrumento que permita cortar especímenes dejando cortes netos. Una regla milimetrada.
2. Preparación del Espécimen. Se lleva la muestra a condiciones normales en la atmósfera normal de ensayo (20 ±
1°C, 65 ±2% HR). Se coloca la muestra acondicionada, sin tensión, en una superficie plana horizontal. Se cortan los especímenes con un corte neto y a una distancia del orillo o de los
bordes no menor de 1/10 del ancho de la muestra. Se tomarán especímenes como sea posible, siempre que contengan distintos hilos
de urdimbre y trama. 3. Procedimiento. El ensayo debe efectuarse en la atmósfera normal de ensayo. Se pesan los especímenes juntos o individualmente, con una exactitud de 0,001
gramos. El peso por metro cuadrado se calcula mediante la siguiente ecuación:
GERENCIA ACADÉMICA 76
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
4. Expresión de Resultados. Se expresa el peso por metro cuadrado de la muestra gramos, con la aproximación
de 0,1 gramo. También puede expresarse el peso del tejido en gramos por cada metro lineal del tejido (Es decir, ya tomando en cuenta el ancho de orillo a orillo) con la fórmula:
Asimismo, si se desea determinar cuántos metros lineales de tejido se contienen en 1 kilogramo del mismo, se emplea la fórmula:
Conversión de Unidades. Si se desea convertir el peso de un tejido de g/m2 a onzas/yd2, utilizar la siguiente relación:
Ejercicios. 1. Se tiene una muestra rectangular de tejido de 10 cm por 6 cm, al pesarlo
en una balanza, el peso obtenido fue de 0,8520 gramos. Calcular el peso de 1 m2 de la tela.
2. Una muestra circular de tela denim pesa 3,2065 gramos; si el diámetro del área circular es 79,8mm, calcular las onzas/yd2 que pesa el tejido.
3. Calcula el rendimiento de un tejido de 1,48 metros de ancho, si una muestra cuadrada de 25 cm de lado pesa 0,2875 onzas.
10.2. RESISTENCIA A LA TRACCIÒN. INTRODUCCIÒN. El método de la tira también llamado strip method. Se subdivide en los procedimientos de ensayo de tira deshilada y de tira cortada. El procedimiento para el ensayo de tira deshilada se aplica a tejidos de calada, mientras que el método de tira cortada se aplica a telas no tejidas y telas revestidas. Ambas variantes de este método no se recomiendan para géneros de punto y para tejidos que tienen una elongación mayor de 11%. Cada espécimen a analizar mide 300 mm por 60 mm, con el lado más largo en dirección paralela a la serie de hilos que se analiza. Las muestras se sujetan en las mordazas superior e inferior (ambas con un ancho de por lo menos 60 mm) del dinamómetro con una distancia de 200 mm entre ellas. La velocidad de desplazamiento de las mordazas se debe regular a 300 mm por minuto, con una tolerancia de ±10 mm por minuto.
GERENCIA ACADÉMICA 77
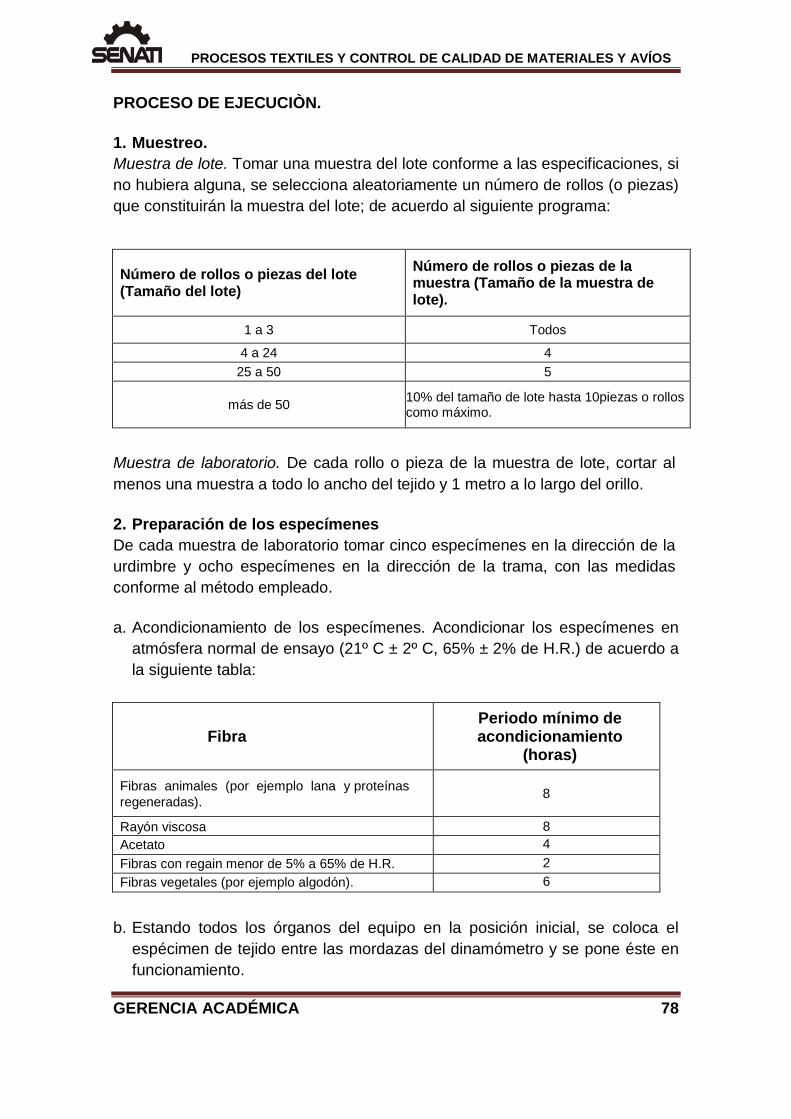
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
PROCESO DE EJECUCIÒN. 1. Muestreo. Muestra de lote. Tomar una muestra del lote conforme a las especificaciones, si no hubiera alguna, se selecciona aleatoriamente un número de rollos (o piezas) que constituirán la muestra del lote; de acuerdo al siguiente programa:
Muestra de laboratorio. De cada rollo o pieza de la muestra de lote, cortar al menos una muestra a todo lo ancho del tejido y 1 metro a lo largo del orillo. 2. Preparación de los especímenes De cada muestra de laboratorio tomar cinco especímenes en la dirección de la urdimbre y ocho especímenes en la dirección de la trama, con las medidas conforme al método empleado. a. Acondicionamiento de los especímenes. Acondicionar los especímenes en
atmósfera normal de ensayo (21º C ± 2º C, 65% ± 2% de H.R.) de acuerdo a la siguiente tabla:
b. Estando todos los órganos del equipo en la posición inicial, se coloca el
espécimen de tejido entre las mordazas del dinamómetro y se pone éste en funcionamiento.
Número de rollos o piezas del lote (Tamaño del lote)
Número de rollos o piezas de la muestra (Tamaño de la muestra de lote).
1 a 3 Todos
4 a 24 4 25 a 50 5
más de 50 10% del tamaño de lote hasta 10piezas o rollos como máximo.
Fibra Periodo mínimo de acondicionamiento
(horas)
Fibras animales (por ejemplo lana y proteínas regeneradas). 8
Rayón viscosa 8 Acetato 4 Fibras con regain menor de 5% a 65% de H.R. 2 Fibras vegetales (por ejemplo algodón). 6
GERENCIA ACADÉMICA 78
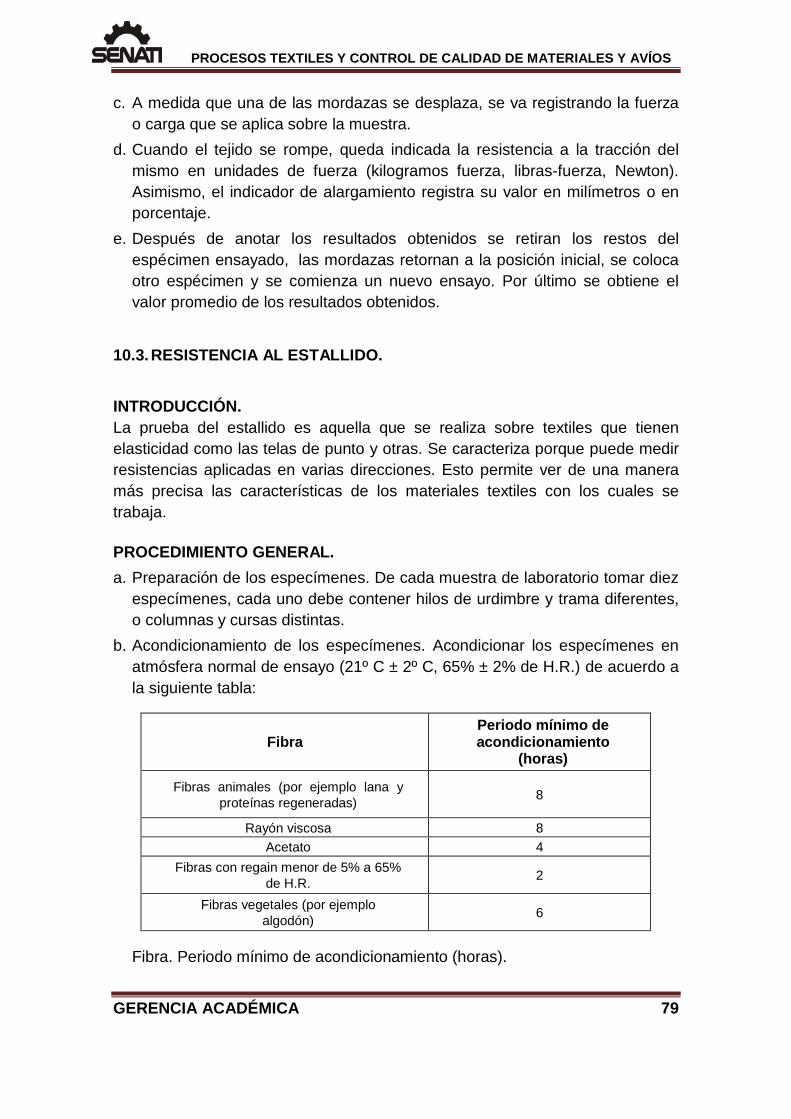
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
c. A medida que una de las mordazas se desplaza, se va registrando la fuerza
o carga que se aplica sobre la muestra. d. Cuando el tejido se rompe, queda indicada la resistencia a la tracción del
mismo en unidades de fuerza (kilogramos fuerza, libras-fuerza, Newton). Asimismo, el indicador de alargamiento registra su valor en milímetros o en porcentaje.
e. Después de anotar los resultados obtenidos se retiran los restos del espécimen ensayado, las mordazas retornan a la posición inicial, se coloca otro espécimen y se comienza un nuevo ensayo. Por último se obtiene el valor promedio de los resultados obtenidos.
10.3. RESISTENCIA AL ESTALLIDO. INTRODUCCIÓN. La prueba del estallido es aquella que se realiza sobre textiles que tienen elasticidad como las telas de punto y otras. Se caracteriza porque puede medir resistencias aplicadas en varias direcciones. Esto permite ver de una manera más precisa las características de los materiales textiles con los cuales se trabaja. PROCEDIMIENTO GENERAL. a. Preparación de los especímenes. De cada muestra de laboratorio tomar diez
especímenes, cada uno debe contener hilos de urdimbre y trama diferentes, o columnas y cursas distintas.
b. Acondicionamiento de los especímenes. Acondicionar los especímenes en atmósfera normal de ensayo (21º C ± 2º C, 65% ± 2% de H.R.) de acuerdo a la siguiente tabla:
Fibra. Periodo mínimo de acondicionamiento (horas).
Fibra Periodo mínimo de acondicionamiento
(horas)
Fibras animales (por ejemplo lana y proteínas regeneradas) 8
Rayón viscosa 8 Acetato 4
Fibras con regain menor de 5% a 65% de H.R. 2
Fibras vegetales (por ejemplo algodón) 6
GERENCIA ACADÉMICA 79
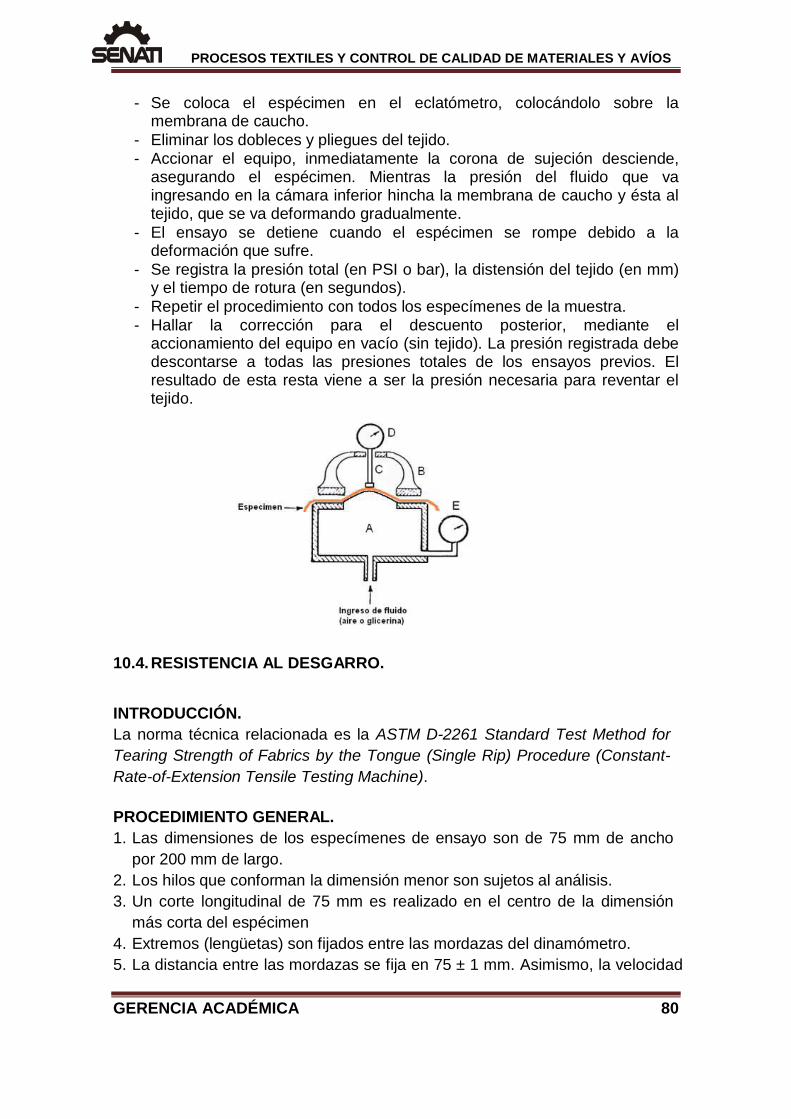
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
- Se coloca el espécimen en el eclatómetro, colocándolo sobre la
membrana de caucho. - Eliminar los dobleces y pliegues del tejido. - Accionar el equipo, inmediatamente la corona de sujeción desciende,
asegurando el espécimen. Mientras la presión del fluido que va ingresando en la cámara inferior hincha la membrana de caucho y ésta al tejido, que se va deformando gradualmente.
- El ensayo se detiene cuando el espécimen se rompe debido a la deformación que sufre.
- Se registra la presión total (en PSI o bar), la distensión del tejido (en mm) y el tiempo de rotura (en segundos).
- Repetir el procedimiento con todos los especímenes de la muestra. - Hallar la corrección para el descuento posterior, mediante el
accionamiento del equipo en vacío (sin tejido). La presión registrada debe descontarse a todas las presiones totales de los ensayos previos. El resultado de esta resta viene a ser la presión necesaria para reventar el tejido.
10.4. RESISTENCIA AL DESGARRO.
INTRODUCCIÓN. La norma técnica relacionada es la ASTM D-2261 Standard Test Method for Tearing Strength of Fabrics by the Tongue (Single Rip) Procedure (Constant- Rate-of-Extension Tensile Testing Machine). PROCEDIMIENTO GENERAL. 1. Las dimensiones de los especímenes de ensayo son de 75 mm de ancho
por 200 mm de largo. 2. Los hilos que conforman la dimensión menor son sujetos al análisis. 3. Un corte longitudinal de 75 mm es realizado en el centro de la dimensión
más corta del espécimen 4. Extremos (lengüetas) son fijados entre las mordazas del dinamómetro. 5. La distancia entre las mordazas se fija en 75 ± 1 mm. Asimismo, la velocidad
GERENCIA ACADÉMICA 80
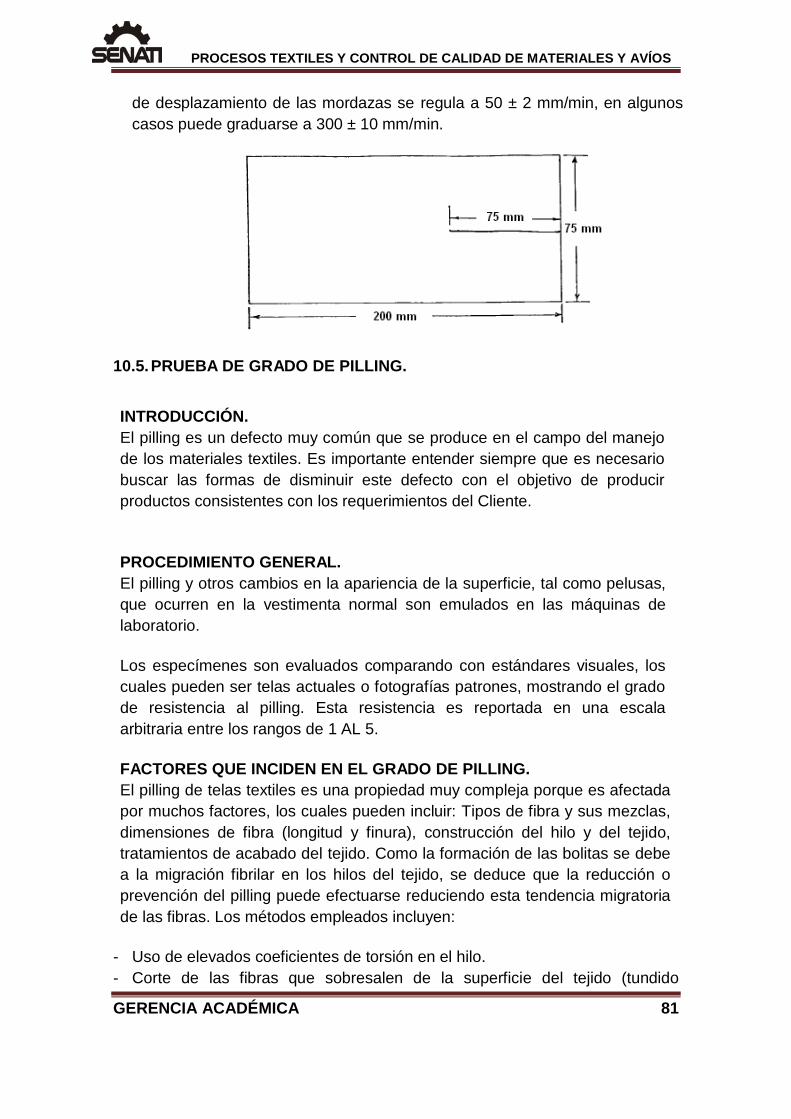
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
de desplazamiento de las mordazas se regula a 50 ± 2 mm/min, en algunos casos puede graduarse a 300 ± 10 mm/min.
10.5. PRUEBA DE GRADO DE PILLING.
INTRODUCCIÓN. El pilling es un defecto muy común que se produce en el campo del manejo de los materiales textiles. Es importante entender siempre que es necesario buscar las formas de disminuir este defecto con el objetivo de producir productos consistentes con los requerimientos del Cliente.
PROCEDIMIENTO GENERAL. El pilling y otros cambios en la apariencia de la superficie, tal como pelusas, que ocurren en la vestimenta normal son emulados en las máquinas de laboratorio.
Los especímenes son evaluados comparando con estándares visuales, los cuales pueden ser telas actuales o fotografías patrones, mostrando el grado de resistencia al pilling. Esta resistencia es reportada en una escala arbitraria entre los rangos de 1 AL 5.
FACTORES QUE INCIDEN EN EL GRADO DE PILLING. El pilling de telas textiles es una propiedad muy compleja porque es afectada por muchos factores, los cuales pueden incluir: Tipos de fibra y sus mezclas, dimensiones de fibra (longitud y finura), construcción del hilo y del tejido, tratamientos de acabado del tejido. Como la formación de las bolitas se debe a la migración fibrilar en los hilos del tejido, se deduce que la reducción o prevención del pilling puede efectuarse reduciendo esta tendencia migratoria de las fibras. Los métodos empleados incluyen:
- Uso de elevados coeficientes de torsión en el hilo. - Corte de las fibras que sobresalen de la superficie del tejido (tundido
GERENCIA ACADÉMICA 81
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
arrasado).
- Gaseado (chamuscado). - Tratamientos enzimáticos (bio pulido, antipilling o bio-polishing).
TECNOLOGÍA ESPECÍFICA: SEMANA 16
PRUEBAS DE CALIDAD DE AVIOS
La inspección de calidad de los avíos debe ser realizada al momento de la recepción del material. Después de los primeros seis meses, en base al histórico de las inspecciones aquellos proveedores que hayan mantenido un buen patrón de calidad podrán ver reducida en un 50% la frecuencia de inspecciones, y si continúan ese buen patrón por cerca de seis meses, la inspección podrá hacerse de forma esporádica con una frecuencia a ser establecida por el responsable de control de calidad. Muestra patrón. Muestra del avío aprobada por el Cliente. Muestreo. Es necesario un acuerdo con los proveedores sobre los niveles de calidad de sus productos. Se harán muestreos mediante las tablas de muestreo Mil.Std. 1051. El muestreo podrá ser hecho mediante un plan de muestreo doble. El proceso de escoger la muestra debe ser lo más aleatoria posible, a fin de evitar que la inspección sea dirigida para un determinado resultado. En el procedimiento de muestreo común a todos los avíos se consideran los siguientes aspectos: 1. La inspección deberá ser hecha de acuerdo a un plan de muestreo doble. 2. La identificación del tamaño del lote deberá ser hecha tan pronto llegue el
material. 3. El tamaño del lote debe ser encuadrado en el plan de muestreo. 4. El procedimiento de la inspección debe obedecer las rutinas del ítem
considerado.
GERENCIA ACADÉMICA 82
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
N°
ORDEN DE EJECUCIÓN
HERRAMIENTAS / INSTRUMENTOS
1 Evaluar tono de telas, etiquetas, botones, twill, hilo de coser y han tags.
Caja de luz.
DENOMINACIÓN
XI. REALIZA PRUEBAS DE CALIDAD DE AVÍOS.
TECNOLOGÍA DEL DISEÑO Y
DESARROLLO DE PRENDAS DE VESTIR
Tiempo: 5 horas HT: 11/15
GERENCIA ACADÉMICA 83
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
RUTINA DE TRABAJO PARA INSPECCIÓN DE HILOS. 1. Escoger el tamaño de la muestra, retirarla al azar y equitativamente de los
paquetes del lote, contar todo el lote. 2. Ejemplo: Tamaño del lote= 100 conos (en cajas de 10 conos). Esto da una
muestra de 8 conos. Escoger 8 de las 10 cajas y sacar un cono de cada una. 3. Inspeccionar los conos en cuanto a color y tonalidad a la luz de una lámpara
fluorescente o similar, comparándolos con el color de la cartilla y entre sí. 4. Inspeccionar los conos en cuanto al número o título del hilo.
RUTINA DE TRABAJO PARA LA INSPECCIÓN DE BOTONES METÁLICOS Y NO METÁLICOS.
Después de escoger la muestra:
1. Hacer el muestreo por paquete, retirando de un lote de N paquetes una
muestra de paquetes, según el plan de muestreo doble. 2. Verificar el número de unidades de la muestra de paquetes. Escoger, de
acuerdo con el plan de muestreo doble, una muestra de unidades, retirando partes equivalentes de cada paquete.
3. Si fueran retiradas más de una unidad de cada paquete, retirar el equivalente de arriba, abajo y del medio de cada paquete.
Para botones metálicos:
1. A la luz de una lámpara fluorescente o similar, verificar si la apariencia de los botones coincide con la deseada, el color e inscripciones.
2. Comparar su superposición y el tamaño con el patrón para verificar si están correctos.
3. Ver si hay óxido, caso en el que serán considerados imperfectos.
Para botones no metálicos. Seguir el mismo procedimiento adoptado para los botones metálicos, con excepción del ítem: óxido, pudiendo incorporarse una inspección de los agujeros, la cual debe ser hecha colocando un botón entre el ojo y un foco de luz fuerte, y otra para verificar su perfección y simetría en relación al centro.
GERENCIA ACADÉMICA 84
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Nota:
- El tamaño de los botones se da en líneas, para camisas se usa el de 18L (7/16”) o el de 20 L(1/2”).
- En el caso de botones de presión, además de los ítems indicados para botones metálicos, a observar también si estos abren o cierran con facilidad. En caso contrario deben ser rechazados.
RUTINAS DE TRABAJO PARA INSPECCIÓN DE CREMALLERAS. 1. Escoger la muestra en forma análoga al modo seguido para escoger la de
los botones. 2. Ejecutar la inspección a la luz de una lámpara fluorescente o similar. 3. Medir la longitud de las cremalleras con una regla común, a fin de verificar
que corresponde a la del pedido. 4. Verificar por comparación con una tabla de proveedor que la tonalidad y el
color de las cremalleras son correctas. 5. Verificar si el color de los dientes y el deslizador son correctos. 6. Verificar si están faltando dientes, en cuyo caso una pieza será considerada
imperfecta. 7. Certificar que la cremallera funcione correctamente, deslizando suavemente
y cerrándose por completo. RUTINA DE TRABAJO PARA LA INSPECCIÓN DE BOLSAS PLÁSTICAS. 1. Inspeccionar a la luz de una lámpara fluorescente o similar.
2. Escoger una muestra en cada caso de acuerdo con el tamaño del lote en unidades.
3. Medir con regla común las dimensiones principales, o sea el largo y ancho de las bolsas observando si están correctas.
4. Si hubiera inscripciones compararlas con el patrón a fin de ver si están correctas.
5. Verificar si hay bolsas rasgadas o con agujeros, en cuyo caso serán consideradas imperfectas.
6. Verificar si las bolsas realmente abren y no están abiertas, en cuyo caso serán consideradas imperfectas.
GERENCIA ACADÉMICA 85
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
RUTINA DE TRABAJO PARA LA INSPECCIÓN DE CAJAS DE CARTÓN. 1. Inspeccionar a la luz de una lámpara fluorescente o similar. 2. Escoger una muestra en cada caso, de acuerdo con el tamaño del lote en
unidades. 3. Medir con una regla de centímetro el ancho y largo para saber si están
iguales a las especificaciones del pedido, y con una regla milimetrada medir el espesor.
4. Observar si las cajas de la muestra están con todas las inscripciones correctas.
5. Observar si las cajas tienen agujeros, rasgaduras, o si sus bordes se encuentran pegados, en cuyo caso serán consideradas imperfectas.
6. Pesar la muestra por unidad y verificar si presenta el peso especificado.
RUTINA DE TRABAJO PARA INSPECCIÓN DE ETIQUETAS DE MARCA. 1. Inspeccionar a la luz de una lámpara fluorescente o similar. 2. Escoger la muestra del mismo modo que se adoptó para inspeccionar los
botones. 3. Comparar las dimensiones y formato por su posición con relación al
patrón. RUTINA DE TRABAJO PARA LA INSPECCIÓN DE ELÁSTICOS. 1. Inspeccionar a la luz de una lámpara fluorescente o similar. 2. Escoger el tamaño de la muestra de acuerdo al metraje del lote. 3. Sacar las muestras de modo equitativo, entre los rollos del lote, tanto del
comienzo como del medio. 4. Medir el ancho y controlar la elasticidad, comparando esas medidas con el
patrón y la elasticidad especificada. 5. La elasticidad se obtiene:
% Elasticidad= (Medida estirada-Medida Original/Medida original) x 100
6. La medida se obtiene en el punto en que deja de tensionarse y regresa de
inmediato a su longitud original sin deformación.
GERENCIA ACADÉMICA 86
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
TECNOLOGIA ESPECÌFICA: SEMANA 17
CAMBIO DIMENSIONAL DE TEJIDOS El cambio dimensional (CD) es la variación que sufre el tejido en sus dimensiones (ancho y largo) luego de un proceso de tensión o relajación, como resultado de las fuerzas adicionales durante la secuencia total del proceso de producción. Si el valor del cambio dimensional es negativo, se dice que la tela ha sufrido encogimiento; por el contrario, si es positivo, ha ocurrido un alargamiento. El cambio dimensional que ocurre durante un tratamiento de relajación depende primeramente de la medida de las fuerzas aplicadas previamente y segundo, de la eficiencia del proceso de relajación. La falta de control de calidad afecta a la prenda terminada, ya que se debe respetar las especificaciones en cuanto a dimensiones que marca el cliente o la prenda misma. FACTORES QUE INFLUYEN EN LA ESTABILIDAD DIMENSIONAL DE LOS TEJIDOS. La estabilidad dimensional de los géneros de punto elaborados con fibras naturales depende mucho de las características de las mismas aún dentro de su misma clase, es decir, por ejemplo, un determinado tipo de algodón puede conferir en una mayor estabilidad dimensional, a un determinado tejido de punto, que otro tipo de algodón. El coeficiente de rozamiento de la fibra influye en el sentido de que si ésta es, por ejemplo, más rugosa o áspera le será difícil volver a su posición inicial. Después de una deformación del género, su elevada resistencia al deslizamiento – debido al alto coeficiente de fricción – mantendrá la fibra en la nueva posición alcanzada en el hilo y la recuperación ofrecerá mayores dificultades; igualmente el hilo asimilará superficialmente las propiedades que la resistencia al rozamiento de las fibras le confiere y también su deslizamiento en el tejido se verá frenado cuando el género quede libre de las fuerzas que lo deformaron e hicieron modificar la posición de dicho hilado. La finura de la fibra tiene su importancia, para un hilo de unas determinadas características de densidad lineal y torsión, si está compuesto de fibras gruesas, éstas por dicha torsión están sometidas a fuertes tensiones ( por su grosor ya se opone a los esfuerzos que sufre el tejido ) que se añaden con las aplicadas al tejido durante un proceso, con lo cual cuando el tejido quede libre de éstas, aquellas – ahora más elevadas tensiones internas – permiten vencer las resistencias de frotamiento y devolver al género su forma original.
GERENCIA ACADÉMICA 87
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
En cambio, si las fibras son finas, la misma torsión del hilo del caso anterior no les proporciona tensiones sensibles y, por lo tanto, la suma de las nuevas tensiones originadas por la deformación del género, a las ya pequeñas existentes en las fibras, no totalizan tensiones suficientemente importantes capaces de soportar el frotamiento entre las fibras y volver éstas a su estado inicial cuando el género deja de ser forzado, favoreciendo así la deformabilidad permanente del mismo. La elasticidad de las fibras favorece la estabilidad dimensional del género, puesto que facilita el retorno a su estado original cuando el tejido deformado, queda libre de fuerzas que impiden que dicha elasticidad de las fibras se manifieste, actuando en el sentido de retornar el género a sus dimensiones primitivas. Influye en la estabilidad dimensional de los géneros de punto la torsión del hilo, cuanto mayor sea esta torsión, con mayor facilidad el género vuelve al estado primitivo después de los tratamientos o procesos por cuales haya pasado el género, una mayor torsión del hilo impide el deslizamiento de fibras bajo tensiones, con lo que el género ofrece más resistencia a la deformabilidad y al mismo tiempo siendo el hilo más elástico, se favorece la vuelta de su estado inicial junto con el género después de la deformación de éste. CONSIDERACIONES SOBRE EL ENCOGIMIENTO. Referidas a la fibra de algodón. El algodón es una fibra con estructura celulósica y comportamiento complejo e interesante. La fibra está compuesta de cadenas largas de celulosa unidas entre ellas mediante enlaces de hidrógeno. Las cadenas no son necesariamente paralelas al eje de la fibra pues se desarrollan en espiral alrededor de éste pero manteniendo direcciones cambiantes, en uno y otro sentido alternadamente. El aspecto final de la fibra de algodón no es perfectamente recto y cilíndrico sino retorcido, de acuerdo a la espiralidad o entorchamiento que presentan las cadenas estructurales básicas de la celulosa que la conforman. Cuando a la fibra de algodón se le aplica una fuerza, las fibrillas en forma de espiral son asimismo expuestas al esfuerzo longitudinal y de torsión al que se somete a la estructura celulósica. Esto causa deformación en la estructura, la cual no se llega a recuperar por completo después de que el esfuerzo ha dejado de aplicarse. Esto es porque algunos de los enlaces de hidrógeno que mantenían la estructura unida, llegan a romperse y forman nuevos enlaces de hidrogeno en posiciones nuevas de modo que relajan las tensiones internas y permiten adaptarse a la deformación ocasionada por la tensión aplicada sobre la fibra. Si la deformación se mantiene, por ejemplo cuando se torsionan fibras de algodón durante la fabricación del hilo, entonces se formarán muchos enlaces de hidrogeno nuevos y la tensión interna se reducirá gradualmente, de modo que
GERENCIA ACADÉMICA 88
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
cuando deje de aplicarse el esfuerzo de deformación, no existirá suficiente tensión interna que recuperará la forma inicial y la deformación sufrida quedará fijada en las fibras. Si la fibra está húmeda cuando está deformándose, entonces la deformación será mayor. La reducción de la tensión interna será más rápida, y la nueva forma se mantendrá de modo más permanente, sobre todo si la fibra se seca manteniéndola en el estado deformado. Esto sucede porque la humectación de la fibra causa su hinchamiento, es decir el agua penetra entre las cadenas celulósicas causando rompimientos dentro de la red de enlaces de hidrógeno y permitiendo que la estructura se mueva más fácilmente. Cuando se extrae el agua durante el secado se forman nuevos puentes de hidrógeno en posiciones que minimizan las tensiones interiores y esto tiende a estabilizar la nueva forma. Cuando se moja y seca las fibras mientras se las mantiene deformadas, sucede que gradualmente se relajan las tensiones internas residuales permitiendo que la nueva forma quede permanente. Estos tratamientos secuenciales de hinchamiento por humectación y secado del algodón buscan efectos de estabilización análogos a los tratamientos a temperatura a que se someten las fibras sintéticas, aunque son menos eficaces en estabilizar una estructura deformada. Algunos tratamientos de hinchamiento son más eficaces que otros. El agua caliente es más eficaz promoviendo el decaimiento de la tensión interna que el agua fría, las soluciones de soda cáustica (mercerizado) son las más poderosas de todas. Una deformación que ha sido fijada por un tratamiento poderoso no puede quitarse por uno menos fuerte. Observaciones sobre el tejido. Los mismos esfuerzos que influencian las fibras e hilos también son importantes para los tejidos. La principal diferencia de los tejidos es que ellos son muy susceptibles a las deformaciones prolongadas, lo cual provoca cambios drásticos con la forma de las mallas. Son éstas deformaciones de tejido temporales la causa principal del encogimiento. La humectación de un tejido causa el hinchamiento de las fibras e hilos; eI hilo intenta destorcerse y encogerse. EI incremento del diámetro del hilo sólo puede acomodarse aumentado la curvatura de las mallas fuera del plano del tejido. Los hilos se aprietan más entre ellos, las mallas se tuercen, el tejido se vuelve más grueso. Y la estructura se fija en forma y tamaño más o menos reproducible, dependiendo de la construcción de tejido. Normalmente el tejido se encoge en ambas direcciones. En general las estructuras de tejido sueltas tienden a encogerse más que aquellas estructuras apretadas cuando son agitadas húmedas sin tensión, debido a que los hilos tienen más espacio para hincharse y doblarse. En las
GERENCIA ACADÉMICA 89
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
estructuras húmedas las fuerzas se transmiten eficazmente a través de las fibras, de modo que en los procesos húmedos desarrollados aplicando tensión al tejido, las fibras son sometidas a fatiga, la cual puede quedar fijada en las fibras, particularmente si el tejido es secado a continuación bajo condiciones similares de tensión. Las soluciones de mercerizado no sólo dan un grado más alto de hinchamiento de fibra sino también reducen el módulo de tensión de las fibras y para un esfuerzo determinado producirá una tensión interna mayor. Mientras más ajustada la construcción de tejido se bloqueará más las posibilidades de hinchamiento y menor será la deformación de tejido obtenible para un nivel dado de tensión, debido a que las tensiones son transferidas más eficazmente a través de las fibras. Es importante comprender que las dimensiones obtenidas por un tejido que está totalmente hinchado, bien agitado y sin tensión, son prácticamente independientes tanto de las dimensiones secas iniciales como de las dimensiones de referencia finales una vez acabado y secado. Relajación. Se eliminan las fuerzas de tensión que actúan sobre la tela, mediante el empleo de humedad, calor y movimiento contante. En la industria, esto se observa cuando se cortan los tejidos en paños (piezas de 3 m de longitud) y se les realiza un lavado ligero y luego se secan con agitación mecánica (tambleado), estos artículos obtienen encogimientos residuales muy bajos. Fijación térmica. O termofijado, es un tratamiento a temperaturas elevadas que proporciona a las fibras termoplásticas – poliéster, licra – estabilidad dimensional. Emplea el principio de que los efectos obtenidos por una operación fuerte (alta temperatura) no pueden revertirse por procesos más débiles (lavado y secado doméstico). Se realiza en la rama, usualmente como preparación al teñido. Encogimiento compresivo. Mediante tratamientos de acabado mecánicos en húmedo el tejido pierde dimensiones pero gana resistencia. El sanforizado, el compactado, el batanado y el decatizado son ejemplos de este método. Aplicación de resinas reticulantes. Al impregnar el tejido con estas sustancias, evitamos que el agua se combine con los grupos –OH; y que no penetre en la zona amorfa ya que está ocupada por la resina. Se crea una red – de ahí el nombre de reticulante – rígida tridimensional dentro de la fibra, fijando la forma y la medida de la misma. Son
GERENCIA ACADÉMICA 90
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
tratamientos de acabado químicos. PRUEBAS DE CALIDAD DE COSTURA. Los cinco factores que determinan la resistencia de la costura son los siguientes: - Tipo y peso /grosor de la tela. - Tipo de fibra del hilo, Construcción y dimensión. - Tipo de puntada y diseño de la costura. - Puntadas por pulgada. - Balance de la puntada. Cualquiera de estos factores puede afectar adversamente el desempeño de la costura en el producto dependiendo del uso final de la prenda. A continuación hay algunos comentarios relacionados a los factores listados anteriormente. Tipo y Peso/Grosor de la Tela. El tipo y peso/grosor de la tela pueden afectar el desempeño de la costura dependiendo de lo siguiente: - El contenido de la fibra (100% algodón, combinación de algodón/poliéster,
nylón). - La construcción de la tela. - Tela regular o género de punto. - Tipo de tejido usado (regular, twill, jersey, tricot). - Cantidad de trama. - Tipo y dimensión del hilo. - La posición del diseño y la dirección de la costura pueden también afectar el
desempeño de la costura. - La tendencia de la hilaza si se corre o se sale de la costura. Cuando se diseñen las costuras se recomienda hacer pruebas de tensión en la tela para determinar la resistencia. Los requerimientos de resistencia de la costura no pueden ser más fuertes que la misma tela.
GERENCIA ACADÉMICA 91
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Muestra de tejido
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS /
INSTRUMENTOS
1
2
Realiza pruebas de estabilidad dimensional y revirado. Realiza pruebas de calidad de apariencia de tejidos y de costuras.
Tinta indeleble. Regla Metálica. Calculadora.
DENOMINACIÓN
XII. REALIZA ENSAYOS DE ESTABILIDAD DIMENSIONAL.
TECNOLOGÍA DEL DISEÑO Y DESARROLLO DE PRENDAS
DE VESTIR Tiempo: 5 Hrs. HT: 12/15
GERENCIA ACADÉMICA 92
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
12.1. REALIZACIÓN DE ENSAYOS DE ESTABILIDAD DIMENSIONAL.
INTRODUCCIÓN.
Las pruebas de estabilidad dimensional son muy importantes en la industria. Estas nos permiten verificar si los procesos de tejido y acabado han culminado en un producto que responde a los requerimientos del Cliente. Culminando la presente actividad el estudiante estará en capacidad de realizar y entender los resultados de estas pruebas. PROCESO DE EJECUCIÓN.
VERIFICACIÓN DEL ENCOGIMIENTO AL LAVADO.
Concepto. Con esta prueba se analiza la variación dimensional del tejido al ser expuestos a tres factores externos: agua, detergente y la manipulación del lavado mecánico o manual, determinando el encogimiento o estiramiento del tejido en sentido del hilo y través. Materiales. - Agua. - Detergente común - Regla y marcador indeleble
Procedimiento: 1. Seleccionar un rollo al azar de una partida. 2. Extraer una muestra de 70 cm. de largo, sin ejercer tensión de una zona
central del rollo. 3. Dejar reposar la muestra un mínimo de 0,5 horas. 4. Se recorta sobre una cara de la tela un cuadrado de 70 x 70 cm. 5. Se extiende la muestra de la tela sobre una superficie plana, eliminado los
pliegues sin estirar. 6. Se traza un cuadrado de 50 cm de lado con el marcador indeleble, el
cual debe estar centrado sobre la muestra.
GERENCIA ACADÉMICA 93
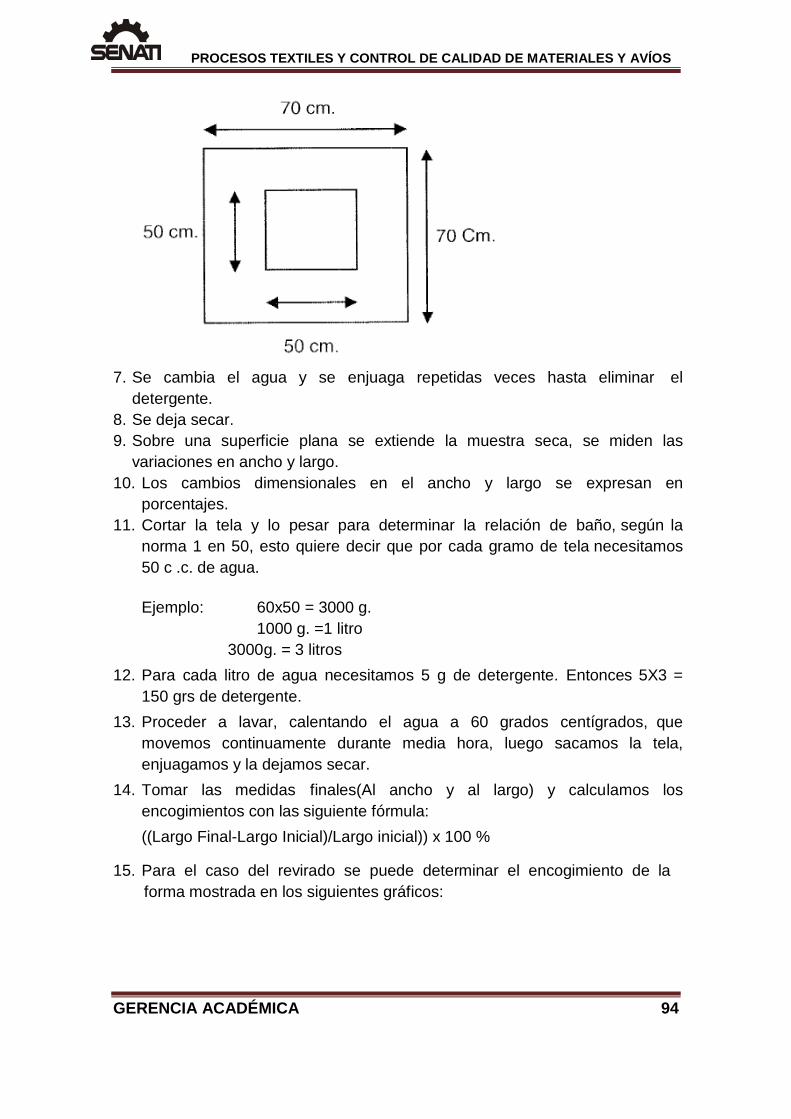
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
7. Se cambia el agua y se enjuaga repetidas veces hasta eliminar el detergente.
8. Se deja secar. 9. Sobre una superficie plana se extiende la muestra seca, se miden las
variaciones en ancho y largo. 10. Los cambios dimensionales en el ancho y largo se expresan en
porcentajes. 11. Cortar la tela y lo pesar para determinar la relación de baño, según la
norma 1 en 50, esto quiere decir que por cada gramo de tela necesitamos 50 c .c. de agua.
Ejemplo: 60x50 = 3000 g.
1000 g. =1 litro 3000 g. = 3 litros
12. Para cada litro de agua necesitamos 5 g de detergente. Entonces 5X3 = 150 grs de detergente.
13. Proceder a lavar, calentando el agua a 60 grados centígrados, que movemos continuamente durante media hora, luego sacamos la tela, enjuagamos y la dejamos secar.
14. Tomar las medidas finales(Al ancho y al largo) y calculamos los encogimientos con las siguiente fórmula: ((Largo Final-Largo Inicial)/Largo inicial)) x 100 %
15. Para el caso del revirado se puede determinar el encogimiento de la forma mostrada en los siguientes gráficos:
GERENCIA ACADÉMICA 94
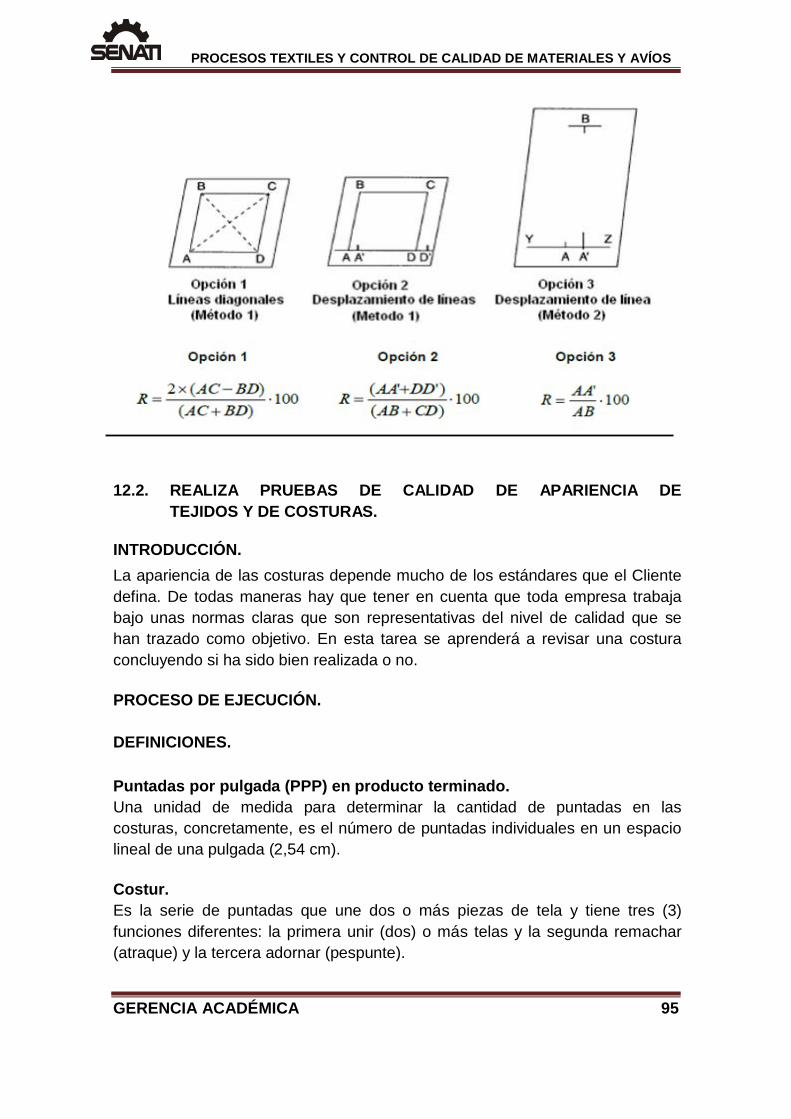
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
12.2. REALIZA PRUEBAS DE CALIDAD DE APARIENCIA DE
TEJIDOS Y DE COSTURAS.
INTRODUCCIÓN. La apariencia de las costuras depende mucho de los estándares que el Cliente defina. De todas maneras hay que tener en cuenta que toda empresa trabaja bajo unas normas claras que son representativas del nivel de calidad que se han trazado como objetivo. En esta tarea se aprenderá a revisar una costura concluyendo si ha sido bien realizada o no. PROCESO DE EJECUCIÓN.
DEFINICIONES. Puntadas por pulgada (PPP) en producto terminado. Una unidad de medida para determinar la cantidad de puntadas en las costuras, concretamente, es el número de puntadas individuales en un espacio lineal de una pulgada (2,54 cm). Costur. Es la serie de puntadas que une dos o más piezas de tela y tiene tres (3) funciones diferentes: la primera unir (dos) o más telas y la segunda remachar (atraque) y la tercera adornar (pespunte).
GERENCIA ACADÉMICA 95
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
Pespunte. Es la serie de puntadas que se dan en un material para fines ornamentales o para acabar un borde o ambas cosas. Comprende el pespunte, el medio pespunte, el cosido de dobladillo (basta) y otras operaciones similares. Atraque. Costura de refuerzo que generalmente se realiza sobre otra costura, para asegurar la resistencias de las costuras. Hilván. Costura auxiliar de puntadas largas con que se preparan las piezas de tela para su costura definitiva. Corte de cuchilla. Corte que realiza la maquina ojaladora para formar el ojal de acuerdo al diámetro del botón. DERMINACION DE PUNTADAS POR PULGADA PPP (SPI) APROPIADAS PARA PRENDAS DE VESTIR. Para la determinación de las PPP, hay tablas que indican los valores que se aplican en la confección de prendas de vestir por tipo de tejido. FACTORES A CONSIDERAR.
Cuando se determine las puntadas por pulgada en una confección, se debe tener en cuenta los siguientes aspectos: - Entre más puntadas por pulgada se usen en la costura, más largos serán
los ciclos para terminar la misma. - Ciclos largos de costura se traducen en altos costos de labor y bajos
niveles de producción. - Más puntadas por pulgada también consumirán más hilo por cada pulgada
de costura. Esto contribuye a más resistencia y elasticidad de la costura, pero también incrementará el consumo de hilo requerido para la costura de la prenda.
- Para prendas lavadas las PPP disminuye en una puntada y se debe considerar el cambio dimensional del producto para que se llegue a la PPP requerida.
- Es recomendable controlar las tensiones del hilo al inicio de cada operación. Para costuras de géneros de punto, verifique siempre la
GERENCIA ACADÉMICA 96
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
presencia de excesivas costuras abiertas y también por puntadas reventadas. Las costuras abiertas ocurren cuando el balance de la puntada está muy flojo permitiendo que la costura se abra al aplicarle presión. Las puntadas reventadas se verifican aplicando presión en la dirección de la costura. Si la tensión del hilo está muy apretada o no esta balanceada, o si usted no está usando puntadas por pulgada suficientes, el hilo se reventará al aplicarle presión a la costura.
TECNOLOGÍA ESPECÌFICA: SEMANA 18
ELABORACIÓN DE CARTAS DE COLOR
La elaboración de cartas de color para una nueva temporada es una tarea que se presenta muy interesante para el diseñador. A través de la investigación de las tendencias, el técnico/ca descubre una gama de colores que luego tendrá que usar en las colecciones que diseñe.
La investigación. Haciendo uso de Internet, revistas especializadas, asistencia a desfiles etc. permiten ampliar la visión de las nuevas temporadas, y por lo tanto su aplicación en los diferentes diseños a realizar. CONCEPTO DE COLOR. El color viene a ser la sensación producida por los rayos luminosos que impresionan los órganos visuales y que depende de la longitud de onda. SÍNTESIS ADITIVA. (Color luz) Los colores producidos por luces (en el monitor de nuestra computadora, en el cine, televisión, etc.) tienen como colores primarios, al rojo, el verde y el azul (RGB) puesto que con estos tres colores se pueden conseguir todos los demás colores incluido el blanco, por eso a esta mezcla se le denomina síntesis aditiva y las mezclas parciales de estas luces dan origen a la mayoría de los colores del espectro visible. Con la mezcla de dos primarios se obtiene un secundario. SÍNTESIS SUSTRACTIVA. (Color pigmento). Partiendo de la luz blanca podemos obtener la sensación de todos los colores si a esta mezcla de todas las radiaciones le sustraemos parte de ellas. Esto lo podemos conseguir de diversas formas pero todas ellas filtran la luz blanca dejando pasar sólo determinadas radiaciones y obteniéndose por tanto un
GERENCIA ACADÉMICA 97
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
determinado color. Los primarios de la síntesis sustractiva suelen ser los complementarios de la síntesis aditiva; es decir, el magenta, cyan y amarillo. Son éstos los colores básicos de las tintas que se usan en la mayoría delos sistemas de impresión, motivo por el cual estos colores han desplazado en la consideración decolores primarios a los tradicionales amarillo, rojo y azul.
ELEMENTOS DEL COLOR. - Fuente de luz. - Objeto. - Observador.
ATRIBUTOS DEL COLOR. Los tres atributos que determinan el color son el tono, el brillo y la saturación.
TONO O MATIZ. Es el atributo de un estímulo de color, el color en sí mismo e indica su cualidad cromática. Está relacionado con la longitud de onda de su radiación. Según su tonalidad se puede decir que un color es rojo, amarillo, verde, azul. BRILLO O LUMINOSIDAD. Es el atributo que expresa la cantidad de luz reflejada por una superficie en comparación con la reflejada por una superficie blanca en iguales condiciones de iluminación. Es la luminosidad de un color (la capacidad de reflejar el blanco), es decir, el brillo. Alude a la claridad u oscuridad de un tono. Es una condición variable, que puede alterar fundamentalmente la apariencia de un color. La luminosidad puede variar añadiendo negro o blanco a un tono. SATURACIÓN O INTENSIDAD. Es el grado de partida de un color a partir del color neutro (gris) de la misma luminosidad. Los colores de baja intensidad son llamados débiles y los de máxima intensidad se denominan saturados o fuertes. Imagina un color gris al cual le va añadiendo amarillo y quitando gris hasta alcanzar un amarillo vivo, esto sería una variación en el aumento de intensidad de ese color. La variación de un mismo valor desde el neutro (llamado color débil) hasta su máxima expresión (color fuerte o intenso). Cuanto más saturado está un color, más puro es y menos mezcla de gris posee.
GERENCIA ACADÉMICA 98
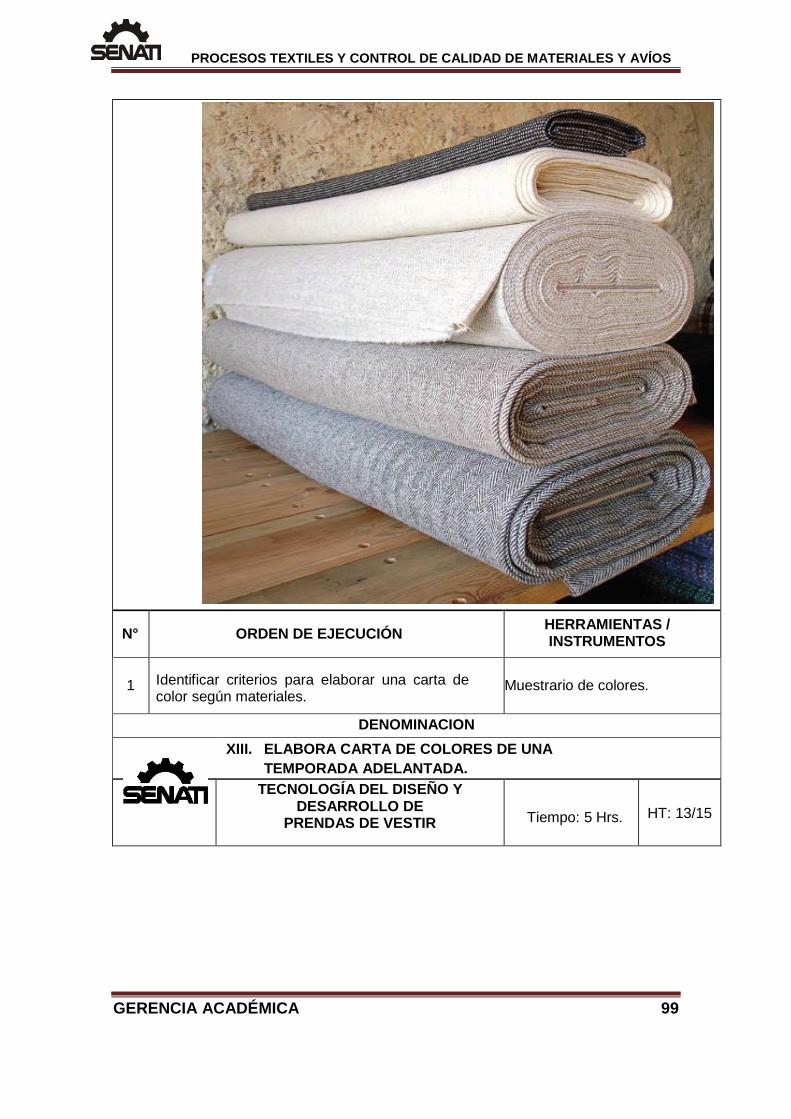
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS /
INSTRUMENTOS
1
Identificar criterios para elaborar una carta de color según materiales.
Muestrario de colores.
DENOMINACION XIII. ELABORA CARTA DE COLORES DE UNA
TEMPORADA ADELANTADA. TECNOLOGÍA DEL DISEÑO Y
DESARROLLO DE PRENDAS DE VESTIR
Tiempo: 5 Hrs. HT: 13/15
GERENCIA ACADÉMICA 99
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
13.1. ELABORA CARTA DE COLORES DE UNA TEMPORADA ADELANTADA.
INTRODUCCIÓN.
La proyección de los colores a usar en una nueva temporada es de suma importancia para los técnicos en diseño. Para realizarlo es necesario hacer investigación de las tendencias a través de la revisión de las tendencias generadas en los focos de la moda del mundo. Por esta razón esta tarea es de mucha importancia para el estudiante.
PROCESO DE EJECUCIÓN.
Para la elaboración de una carta de colores para una nueva temporada el alumno procederá de la siguiente manera:
1. El alumno investigará a través de internet, y en la página WGS las
tendencias de color de la temporada siguiente. 2. En base a la investigación del punto 1 hará recortes de revistas, o de
diversos materiales para armar la carta de colores de su presentación. 3. En una carpeta de tamaño A3 el alumno fijará las pequeñas muestras de
color rectangulares a las cuales les pondrá su respectivo nombre. 4. Los nombres que coloque a los colores pueden ser nombres comerciales
con los cuales quisiera que el público los reconozca en el futuro. 5. La presentación debe tener la mayor limpieza y orden posible.
TECNOLOGIA ESPECÌFICA: SEMANA 19
ELABORACIÓN DE MUESTRARIO DE HILOS Y TELAS.
Al hacer un muestrario de hilos y telas el estudiante se pondrá en contacto con diversos materiales, a los cuales podrá reconocer. Los materiales textiles tienen diversas formas y texturas. Sus características están definidas por las ciencias de los materiales. Es también entendible que por ser las fibras textiles las materias principales que se usan en las elaboración de estos materiales. Como resultado se obtienen materias como telas e hilos que reúnen las características básicas de las fibras textiles. Estas son:
GERENCIA ACADÉMICA 100
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
- Resistencia. - Elasticidad. - Flexibilidad
Cada uno de estos textiles tiene características técnicas que se derivan de las de la fibra. Como: higroscopicidad, caída, tonalidad etc. El descubrimiento de estas características le da al técnico la posibilidad de plantear soluciones con respecto al diseño en el momento de elegir los materiales que son adecuados para un determinado producto. En algunos casos por ejemplo es muy valorada la caída del material, por lo tanto al elegir la tela a usar se debe tener en cuenta que materiales reúnen esta característica. En otros casos se necesitan materiales un tanto rígidos, que den cuerpo al objeto. Entonces el conocimiento hace que se tomen las decisiones acertada para elegir el material. En otras ocasiones se necesita materiales sumamente fuertes, que soporten el rozamiento, la acción del sol y el viento. Entonces la elección será sin dudas la de algún material hecho de fibra artificial que tenga las características buscadas.
GERENCIA ACADÉMICA 101
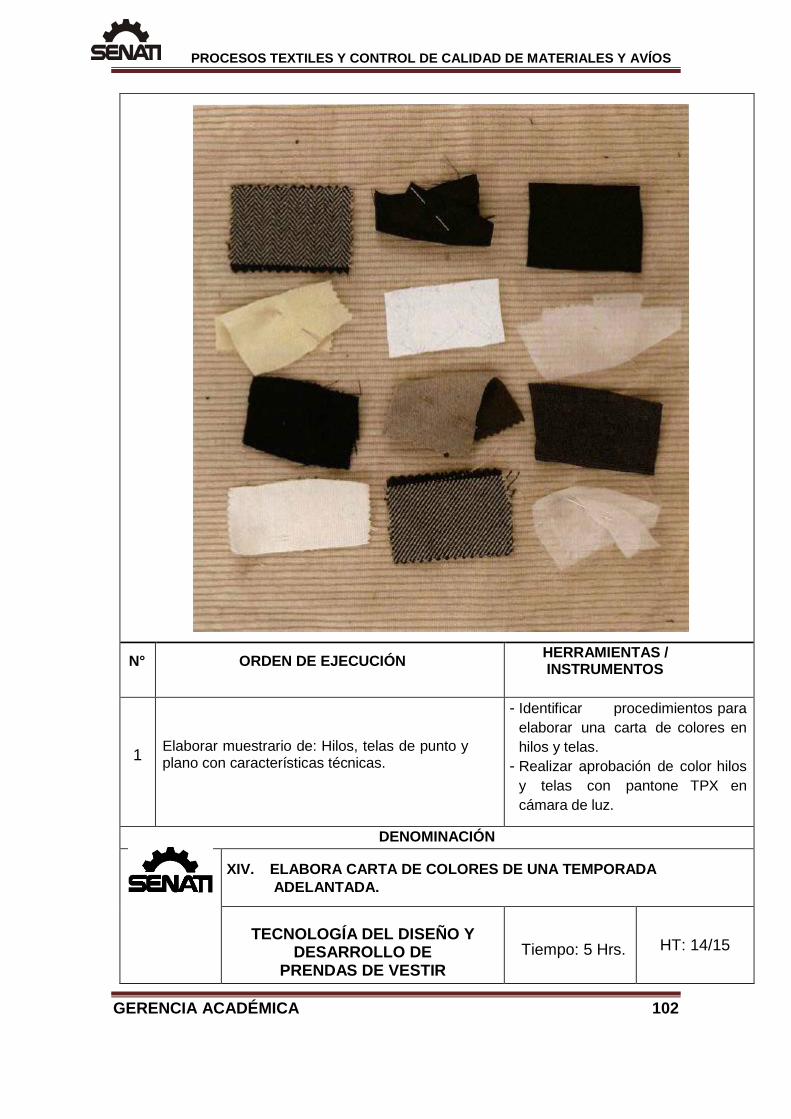
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS /
INSTRUMENTOS
1
Elaborar muestrario de: Hilos, telas de punto y plano con características técnicas.
- Identificar procedimientos para elaborar una carta de colores en hilos y telas.
- Realizar aprobación de color hilos y telas con pantone TPX en cámara de luz.
DENOMINACIÓN
XIV. ELABORA CARTA DE COLORES DE UNA TEMPORADA ADELANTADA.
TECNOLOGÍA DEL DISEÑO Y
DESARROLLO DE PRENDAS DE VESTIR
Tiempo: 5 Hrs. HT: 14/15
GERENCIA ACADÉMICA 102
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
14.1. ELABORA MUESTRARIO DE: HILOS, TELAS DE PUNTO Y PLANO CON CARACTERÌSTICAS TÈCNICAS
INTRODUCCIÓN. Al realizar esta tarea práctica el estudiante podrá comparar diversos materiales, ampliando su conocimiento sobre estos, al mismo tiempo poniéndose en contacto con los materiales a usar en el desarrollo de colecciones.
PROCESO DE EJECUCIÓN. Para la elaboración de su muestrario de materiales textiles para nueva temporada el alumno procederá de la siguiente manera: 1. En base a la investigación hecha por el alumno. Este se proveerá de
materiales de acuerdo a la proyección detectada para nuevas temporadas.
2. En un folder de tamaño A3 el alumno elaborará sus cartas de muestras para los siguientes tipos de materiales: a. Hilos. b. Telas. c. Avíos.
3. Se describirá las características de cada material. Su nombre comercial y su nombre técnico. a. En el caso de los avíos se definirá el nombre genérico, nombre comercial,
y el uso que se le da.
TECNOLOGIA ESPECÌFICA: SEMANA 20
ELABORACIÓN DE MUESTRARIO DE MATERIALES TEXTILES PARA NUEVA TEMPORADA
GERENCIA ACADÉMICA 103
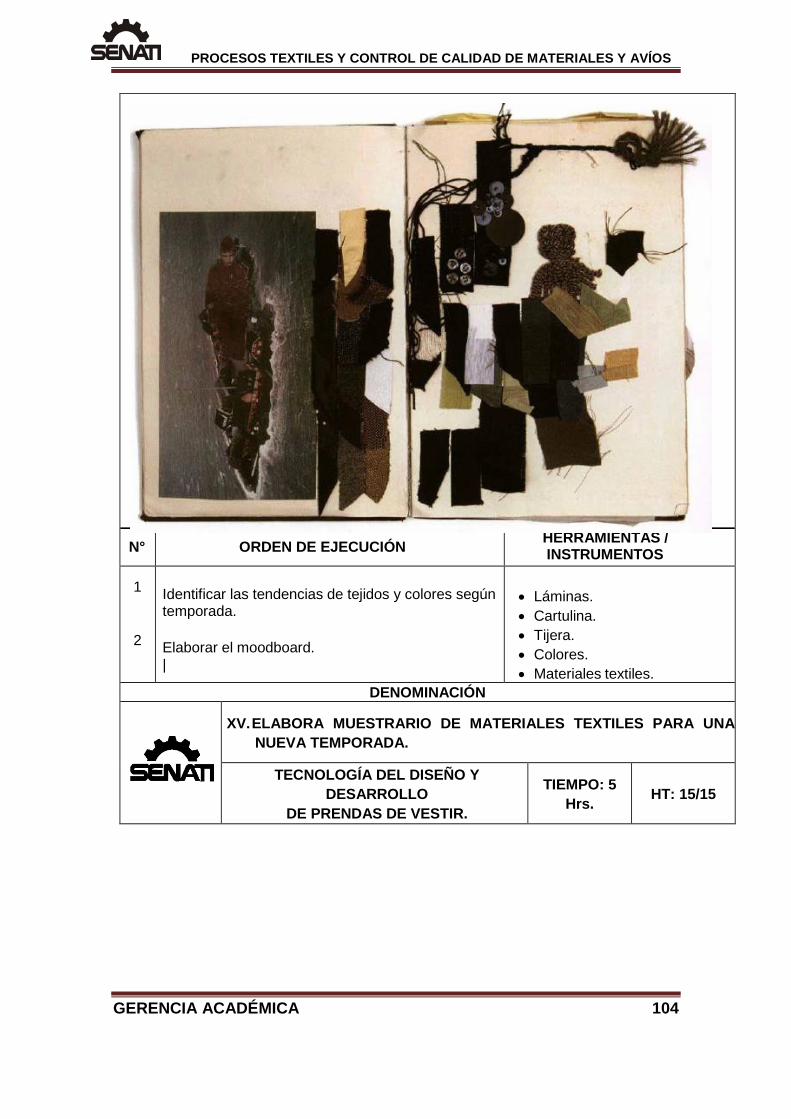
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
N°
ORDEN DE EJECUCIÓN HERRAMIENTAS / INSTRUMENTOS
1
2
Identificar las tendencias de tejidos y colores según temporada.
Elaborar el moodboard. |
• Láminas. • Cartulina. • Tijera. • Colores. • Materiales textiles.
DENOMINACIÓN
XV. ELABORA MUESTRARIO DE MATERIALES TEXTILES PARA UNA NUEVA TEMPORADA.
TECNOLOGÍA DEL DISEÑO Y DESARROLLO
DE PRENDAS DE VESTIR.
TIEMPO: 5 Hrs. HT: 15/15
GERENCIA ACADÉMICA 104
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
15.1. IDENTIFICAR LA TENDENCIA DE TEJIDOS Y COLORES SEGÙN TEMPORADA.
INTRODUCCIÓN. Al realizar esta tarea práctica el estudiante podrá identificar las nuevas tendencias en tejidos y colores. Esto haciendo uso de las nuevas tecnologías de información. PROCESO DE EJECUCIÓN. Para identificar las nuevas tendencias el estudiante procederá de la siguiente manera: 1. En base a la investigación hecha por el alumno. Este se proveerá de
materiales de acuerdo a la proyección detectada para nuevas temporadas.
2. En una carpeta de tamaño A3 el alumno elaborará sus cartas de muestras para los siguientes tipos de materiales: - Hilos. - Telas - Avíos.
3. Se describirá las características de cada material. Su nombre comercial y su
nombre técnico.
4. En el caso de los avíos se definirá el nombre genérico, nombre comercial, y el uso que se le da.
15.2. ELABORACIÓN DEL MOODBOARD.
INTRODUCCIÓN. Al realizar esta tarea práctica el estudiante a través de la investigación en materiales y tendencias buscará orientar sus ideas creadoras elaborando un catálogo conocido como Moodboard. En él adjuntará elementos que le inspiren, como telas, imágenes, colores o noticias que le podrían ser de utilidad para los trabajos que proyecta.
GERENCIA ACADÉMICA 105
PROCESOS TEXTILES Y CONTROL DE CALIDAD DE MATERIALES Y AVÍOS
PROCESO DE EJECUCIÓN. Para identificar las nuevas tendencias el estudiante procederá de la siguiente manera: 1. De acuerdo a los temas que son de agrado al estudiante se reunirá
información que pueda ser relevante para los objetos a diseñar. 2. En una carpeta de tamaño A3 el estudiante reunirá sus ideas, retazos,
pequeñas imágenes, fotos etc. 3. Estos serán pegados de manera ordenada en las hojas; pero mostrando
una distribución artística generadora de ideas. 4. El estudiante escribirá un pequeño extracto en el cual describa el mensaje
que busca transmitir con los diversos motivos y materiales que incluye en su presentación.
5. Los colores son muy importantes. Estos serán adjuntados en diversas formas: como retazos de tela, recortes de papel, pequeñas láminas o imágenes etc.
6. También adjuntará materiales nuevos o avíos que puedan ser usados en una posible colección.
GERENCIA ACADÉMICA 106