serie de articulos mantonline
DESCRIPTION
Articulos de mantenimientoTRANSCRIPT

Cuales son las funciones?
En qué formas no cumple sus funciones?
Qué ocasiona cada falla funcional?
Qué sucede cuando ocurre cada falla?
En qué forma es importante cada falla?
Qué debe hacerse para prevenir cada falla?
Qué debe hacerse si la tarea pro - activa no se encuentra?
MANTONLINE, es una empresa de consultaría que se especializa en guiar a las empresas en todo lo relacionado a una Gestión del Mantenimiento, con un enfoque internacional pero bajo un concepto local, para ello trabajamos en diferentes áreas del conocimiento técnico apoyados en las mejores herramientas gerenciales del momento. Con la implementación y formación del personal de las empresas en metodologías y herramientas procuramos ayudar a maximizar el funcionamiento y la eficacia del negocio, la racionalización de los procesos empresariales y la reducción de los costos y gastos generales.
El enfoque se centra en el mantenimiento pues es sin duda el mayor costo controlable en cualquier instalación, y es un componente crucial de cualquier operación de la empresa. Partiendo de una visión real de la ingeniería de mantenimiento se garantiza una verdadera eficiencia y eficacia operacional y se reduce significativamente los costos de mantenimiento, apuntando a la competitividad buscada por la empresa.
Las metodologías y herramientas sobre las cuales nos apoyamos para lograr excelentes resultados son aquellas ya probadas y comprobadas en el ámbito internacional y dentro de las cuales podemos destacar;
RCM – Mantenimiento Centrado en Confiabilidad
TPM – Mantenimiento Preventivo Total
5 S
Análisis de Criticidad
FMEA - Análisis de Modos y Efectos de Falla
RCFA - Análisis de Causa Raíz y Efectos de Falla
Weibull - Análisis de Weibull
BackLog - Análisis del Atraso de los trabajos
KPI - Análisis de Indicadores Claves de Desempeño

Servicios que ofrecemos:
Entre los servicios que le ofrecemos podemos listar;
Diagnostico del estado actual de la Gestión del Mantenimiento
Criterios, Definición y búsqueda de Activos Críticos
Planificación y Programación de programas Mantenimiento y Reparación
Criterios, Definición y Seguimiento de los Indicadores de Clave de Desempeño (KPI)
Análisis de Causas de fallas Criticas
Entrenamiento
Le ofrecemos capacitación a todos los niveles de la compañía sobre las metodologías y herramientas listadas arriba, entrenamiento realizado por medio de presentaciones magistrales y talleres prácticos que se acompañan con herramientas físicas y computacionales de fácil utilización e implementación.
Esperamos poder atenderlos muy pronto y contarlos dentro de nuestros amables y competitivos clientes
Satisfacción Clientes
MANTENIMIENTO DE:
0,00
1,00
2,00
3,00
4,00
5,00Temperatura del áire
Iluminación
Baños
Zonas verdes
Paredes
CielosPisos
Vidrios
Ascensores
Escaleras Electricas
Parqueaderos
Satisfacción Clientes y Principales Indicadores
0,00
1,00
2,00
3,00
4,00
5,00
Halls y lobbies
Baños
Cafetería
Accesos
Ascensores
Parqueaderos
Escaleras
Fachada
Exteriores
Otras áreas
Paredes
Cielos
Pisos
Vidrios
JUAN CARLOS ORREGO BARRERA Consultor en Gestión de Mantenimiento Ingeniero Mecánico Esp. en Finanzas, Preparación y Evaluación de Proyectos E-mail: [email protected] Celular: 300-208-5830 ( Medellín - Colombia) www.mantonline.com

Estado del Arte del Mantenimiento en Colombia 1990 - 2007 El pasado 9, 10 y 11 de abril, durante el X Congreso Internacional de Mantenimiento organizado por ACIEM, se hizo entrega del estudio; Estado del Arte del Mantenimiento en Colombia 1990 – 2007, en el documento de 34 paginas se hace referencia a algunos puntos importantes pero igual se queda corto pues realizan un análisis muy macro, según las preguntas efectuadas en encuesta desarrollada en este mismo congreso. El enfoque de este estudio es muy orientado en tres aspectos que no apoyan mucho la labor inmediata del Ingeniero de mantenimiento; Educación, Software y Outsourcing. Veamos algunos de los puntos de este informe. No será que la caída de la importancia que le dan a la disponibilidad de las instalaciones se debe mas a que al aumentar el Outsourcing ( algo que no es claro pero puede deducirse de los Tipos de Contratación en Mantenimiento), se enfocan en que lo hagan bien y no en que sus equipos estén disponibles para ser utilizados, perdiendo el enfoque de las necesidades de mantenimiento?, aspecto que se evidencia en la siguiente grafica donde se incrementa como
problema la calidad y la disponibilidad. Los costos, a la hora de las encuestas, muestran un sostenimiento, es decir que son importantes. Por ultimo, la seguridad de las instalaciones, nos queda en el aire saber si ella se debe a principalmente a cual de los aspectos que la componen ( Personas, medio ambiente y activos mismos). Dentro de los problemas mas importantes, podemos proponer que el estudio igualmente revela que; como siempre los recursos entregados a mantenimiento serán menos de los que esperamos ( por lo menos en compañías medianas y pequeñas), que aun que vemos que el personal viene capacitándose, no hay

información clara sobre la disponibilidad de los activos información que nos daría idea de la efectividad de esta capacitación o que se haya dado un vuelco completo a la posición de los encargados de mantenimiento en el organigrama directivo de las compañías, en el informe se hace alusión de la remuneración del encargado de mantenimiento y de la posición ganada con las convenciones colectivas y el outsourcing, pero en la realidad en las pequeñas y medianas empresas no se ve claro nada de esto, igualmente la tecnificación de los cuadros sigue siendo un problema con alta participación, aspecto que se suma al punto anterior. Un aspecto que particularmente creo debe ser muy analizado es la percepción del las personas de mantenimiento y este mismo estudio tienen respecto a informatizar la gestión, puesto que prestan mas atención a un registro que a una metodología y que en el caso de las pequeñas y medianas empresas les han vendido la idea que la solución a todos sus problemas es un Software, quien al pasar el tiempo se convierte en un problema mas. Se ve que otro de los problemas marcados es la antigüedad de las instalaciones, pero que tan viejas son?, como se relaciona esta antigüedad respecto a la disponibilidad?, por ejemplo en Brasil, para 2007 con una disponib ilidad del 90,82% se tienen unos activos que promedian una vida de 17 años (Associação Brasileira de Manutenção - A SITUA ÃO DA MANUTEN ÃO NO BRASIL SITUAÇÃO MANUTENÇÃO – Septiembre 2007).
Se evidencia una mayor
participación de los
encargados de la producción y
del
mantenimiento, pero igualmente nos preguntamos a que metodología o filosofía de gestión de mantenimiento se debe y en que formas lo vienen haciendo, es decir, cuales labores han sido compartidas. Cuantas horas hombre han sido tomadas por parte de producción en labores de mantenimiento, etc. Respecto a la confiabilidad, si existen mas empresas que llevan registros, por que no tenemos un dato sobre la confiabilidad, y siendo mas estrictos, cual es la confiabilidad por sectores económicos y tamaños de empresas?. Hay en el informe un verso muy bonito sobre el enfoque hacia la confiabilidad, pero cual

es nuestra referencia, cual es nuestro valor soñado, como si lo expusieron los ingenieros de ECOPETROL en dicho congreso?
El punto del seguimiento de las labores de
mantenimiento, como muestra la grafica, viene creciendo, pero, cuales son los indicadores que las compañías
están registrando para tener un parámetro real
de crecimiento?, cuales son los valores o los KPIs colombianos a seguir?, con quien nos estamos o nos
debemos comparar?,
haciendo alusión al mismo estudio del Brasil, ellos mencionan algo como lo que se ve en la figura Indicadores. Pero como lo exprese
anteriormente, su enfoque es hacia la utilización de software, si es lo importante?
Con lo entregado quedan por fuera interrogantes como: ¿ Cuales son las estrategias o metodologías de
mantenimiento (TPM, RCM, PMO, mas utilizadas en Colombia?, esto nos podría orientar respecto a cuales

son las mas usadas y probablemente las que mejor resultado están dando y pueden ser adoptadas en otras empresas que aun no toman ninguna de ellas. Por ultimo, respecto a los costos del mantenimiento, presentan un buen indicador, respecto al costo total de producción, indicador que se mantiene en los periodos evaluados, lo que me lleva a una duda, si se esta capacitando mas a la gente, si se ha invertido mas en los sistemas de información, si se esta mejorando en el arte, por que los “gastos” siguen tan estancados?, ni bajan ni suben significativamente? Quedan muchas dudas, pero eso se debe a este importantísimo trabajo realizado por ACIEM, quienes se atrevieron a realizar este estudio, y quienes creo tienen mayor información para poder resolver estos y muchos otros interrogantes. Igual, para toda Latinoamérica , es importante el poder disponer de este tipo de estudios y compartir experiencias como lo hace por ejemplo la Associação Brasileira de Manutenção. Por ultimo, dejo a consideración de las directivas de ACIEM, que la información sea divulgada en su pagina para que todos los profesionales hagamos uso de ella, y que como todos lo sabemos, podamos trabajar como nación para enfrentar los acuerdos comerciales que se nos vienen. JUAN CARLOS ORREGO BARRERA Ingeniero Mecánico Especialista en Finanzas, Preparación y Evaluación de Proyectos www.mantonline.com [email protected]

•El Servicio como Meta (Juan Guillermo Medina B.)
•Mantenimiento Centrado en Confiabilidad
( Juan Carlos Orrego B.)•Las Estucturas de Clase Mundial
(Fernando Pantoja A.)
Seminario: Servicio, Mantenimiento y Producción Bajo Estructuras de Clase Mundial
Inversión:Acomodación Doble: $ 900.000Acomodación Triple: $ 810.000Acomodación Cuadruple: $750.000
Juan Guillermo Medina B. Juan Carlos Orrego B. Fernando Pantoja A.
Cupo Maximo: 24 PersonasInscripciones:[email protected]: 270-8255 Celular: 300-208-5830 – 313-644-2734
Dirigido a: Jefes de Recursos Humanos, Jefes de Planta, Gerentes de Empresas, Ingenieros de Mantenimiento, Gerentes de Calidad y de Servicios
Lugar:Hotel Caserón PlazaSanta Fe de AntioquiaFecha:Febrero 7 y 8 de 2008
PREGUNTE POR EL PLAN “PREMIO”

Seminario Servicio, Mantenimiento y Producción Bajo Estructuras de Clase Mundial Para los tiempos modernos, las compañías requieren apropiar conocimiento de clase mundial para poder competir en el mercado globalizado, hemos integrado tres temas que nos parecen fundamentales para la empresa moderna: El Servicio, como meta de toda compañía de Prestadora de Servicios o Productora de Bienes, pues todos estamos para satisfacer clientes internos y externos utilizando todos nuestros activos disponibles y una actitud enfocada hacia el servir para el beneficio de todos. El Mantenimiento Centrado en Confiabilidad, como una metodología de punta clara y acorde a las necesidades de la gran mayoría de empresas, pues el mantenimiento de los activos proporcionará activos confiables para la prestación de los servicios o producciones de calidad al menor precio. Las Estructuras de Clase Mundial; como el pilar de todas las metodologías de calidad y de mejoramiento continuo, herramientas indispensables para la competitividad y el logro de objetivos en mercados globalizados.
EL SERVICIO – Juan Guillermo Medina B.
INTRODUCCION Conceptos de Servicio A que responde el servicio El servicio hoy El futuro ANATOMIA DEL SERVICIO La naturaleza humana Los sentidos Sentimientos ARQUITECTURAS DE SERVICIO Estructuras de servicio Dimensiones desconocidas Planeación Evaluación Reformas COSTOS-CALIDAD-SERVICIO Clasificación del servicio Costos del servicio Calidad del servicio Apuestas
Sem
inar
io...
...
LA RUTA Y METAS DEL SERVICIO Estrategias Proyectos Visión Sueños
RCM - RELIABILITY CENTRED MAINTENANCE (RCM) - MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD - Juan Carlos Orrego B.
INTRODUCCION Origen Si es bueno para las empresas de aviación por que no aplicarlo en nuestra empresa? El RCM y el TPM El RCM (+) LA METODOLOGÍA Conceptos básicos
Confiabilidad Falla Modo de falla Efecto de falla
NORMA SAE JA 1011 Y JA 1012 Generalidades
HERRAMIENTAS Análisis de criticidad Análisis de Fallas Árbol de causas Indicadores claves de desempeño (Key Performance Indicators - KPI)
LAS ESTRUCTURAS DE CLASE MUNDIAL – Fernando Pantoja A. INTRODUCCIÓN Que son las estructuras de clase mundial Quienes las aplican El futuro en nuestro país
Sem
inar
io...
...

HERRAMIENTAS PARA LAS ESTRUCTURAS DE CLASE MUNDIAL 3Y valores y principios corporativos 5S los sentidos y la seguridad SMED tiempo de montaje y cambios de líneas o productos KAIZEN Los equipos de trabajo y la Ingeniería. JUSTO A TIEMPO Elimina todo lo que implique desperdicio en el proceso de producción TQM Conduce a la implantación de procesos productivos que generen productos sin defectos y que lo hagan sin perdidas de tiempo; con el objetivo de mantener la optima eficiencia del sistema. METODOS DE ANÁLISIS DE PROBLEMAS Diagrama de causa y efecto Diagrama de Pareto Diagramas de dispersión
PRACTICA Simulación de un proceso productivo utilizando las herramientas de MCM
CONVERSATORIO Diferentes enfoques, situación nacional
PANEL DE DISCUSIÓN FINAL Inversión: Acomodación Doble: $ 900.000 Acomodación Triple: $ 810.000 Acomodación Cuádruple: $750.000 Incluye: Asistencia al seminario Material didáctico Alojamiento Transporte – Medellín /Santa Fe de Antioquia Alimentación Disfrutar de las comodidades del hotel ( Piscina, Jacussi, Zona de hamacas) Disfrutar de la magia de Santa Fe de Antioquia
Inscripciones y Reservas: www.mantonline.com [email protected] Fax: 270-8255 Celular: 300-208-5830 – 313-644-2734
Sem
inar
io...
...

Febrero de 2008
EL ROL DEL PERSONAL DE MANTENIMIENTO Tuve la oportunidad de asistir a la conferencia dictada por el Ingeniero Pedro R. Albarracin Aguillon, en las nuevas instalaciones de la Universidad de Antioquia el día 22 de febrero, titulada LUBRICACIÓN PRODUCTIVA, el ingeniero Albarracin, reconocido nacional e internacionalmente como uno de los mas versados en el tema de lubricación realiza al final de su intervención una comparación entre el Ingeniero de Mantenimiento de hace 30 años y el Ingeniero de Mantenimiento de hoy. Haciendo una trascripción lo mas textualmente decía; “ Hace 30 años nos preparábamos para ser Ingenieros de Mantenimiento, labor que resultaba muy fácil, pues si una maquina fallaba y paraba la planta o una línea, simplemente se le respondía al mercado que debía esperar el tiempo necesario para que se reestableciera la producción, hoy ustedes se encuentran en un mercado globalizado, lo que implica que se deben preparar como Ingenieros de Confiabilidad, es decir, deben garantizar que estas cosas no sucedan y sus empresas sean tan competitivas como el mercado global lo requiere”. Con estas palabras deja muy claro que no nos debemos capacitar solamente como ingenieros con capacidad de resolver los problemas del día a día que se presentan en las compañías, debemos, como reza el RCM (Mantenimiento Centrado en Confiabilidad) ser capaces de anticiparnos a las fallas evitando que ocurran para conseguir una elevada confiabilidad. Surge entonces las inquietudes al respecto y que a su vez se pretenden puntualizar en este escrito:
1. Las compañías y sus directivas tienen clara la necesidad de contar con un ingeniero de confiabilidad?
2. Es claro para los Ingenieros de Mantenimiento tradicionales, el rol que deben asumir respecto o tendientes a una verdadera confiabilidad?
3. Estamos preparando en las instituciones educativas del país Ingenieros de Confiabilidad?
En primera instancia y en aras de ambientar, digamos que es muy claro para todos, que si no interiorizamos el concepto confiabilidad, las empresas para las que laboramos desaparecerán del mercado por efectos de globalización y su falta de competitividad. Que los términos introducidos hasta este momento, confiabilidad, globalización y competitividad son el pan de cada día de los directivos de las empresas, quienes los utilizan mientras realizan un trabajo serio o simplemente por andar a la moda para no quedarse sin que hablar en reuniones con sus pares.
Febrero de 2008
Pero..... continuemos con las preguntas planteadas.
1. Las compañías y sus directivas tienen clara la necesidad de contar con un ingeniero de confiabilidad?
Hoy en día, muy pocas compañías Colombianas, por no tomarme el atrevimiento de decir que ninguna, ha comprendido la importancia de contar entre su equipo de trabajo un Ingeniero de Confiabilidad, que su única función sea conseguir los objetivos planteados en el RCM. Esta apreciación se hace clara al mirar el mercado laboral, pues la demanda siempre es por INGENIERO DE MANTENIMIENTO, con algunas características especiales, generalmente, recién egresado de la universidad o con pocos años de experiencia, muy pocas veces se encuentra por lo menos solicitudes de personal con conocimientos de confiabilidad. Existen pequeños pinitos sembrados en compañías mineras instaladas o adquiridas por grupos mundiales, practica que aun no se generaliza en el país en pos de un aumento en la competitividad. En conclusión, no es claro para las directivas de las compañías, la necesidad de contar con un ingeniero de confiabilidad.
2. Es claro para los Ingenieros de Mantenimiento tradicionales, el rol que deben asumir respecto o tendientes a una verdadera confiabilidad?
La gran mayoría del personal de planta, carece de espacios para ponerse al día en las “nuevas” técnicas o metodologías de mantenimiento, tendencias que llegan a través de 3 medios:
o Literatura colocada en la WEB, por compañías que estudian y aplican una metodología particular, inaccesible al personal de planta por dos motivos específicos, la falta de tiempo y la política introducida por algunas compañías que prohíben el libre acceso a Internet.
o Seminarios o charlas dictadas por estudiosos del tema, que por sus “elevados” costos se hacen inaccesibles para las empresas y mucho menos para sus empleados, igualmente por la falta de políticas y espacios para capacitar al personal.
o Libros y revistas especializadas, igualmente “costosas” para las compañías y generalmente en el idioma Ingles, problema, este ultimo, para las viejas generaciones de ingenieros, sumado al eterno problema de la falta de tiempo.
4. Estamos preparando en las instituciones educativas del país Ingenieros de
Confiabilidad?

Febrero de 2008
Solo por medio de cursos de extensión en algunas universidades del país, se viene introduciendo las metodologías de clase mundial , a través de proyectos de grado a nivel de pre grado y post grado, sin existir ramas especializadas para educar los Ingenieros de Confiabilidad, como lo hacen universidades en los países industrializados, antecedentes de esta afirmación la podemos ver en http://www.confiabilidad.net/invitados/la_formacion_de_ingenieros.htm que la cosa no es de hoy y poco se ha hecho al respecto. Entonces, cual es el rol que hay que enseñar, aprender, comprender e interiorizar respecto a la profesión de confiabilidad, aun sin desarrollar en el país? El ingeniero de confiabilidad es el que dentro de las empresas procura por:
o Encontrar y eliminar los problemas de los equipos “Problema”, los cuales son los 5 activos presentes en las primeras listas como:
?? Los de mayor costo de mantenimiento ?? Los que implican mas horas de mantenimiento ?? Los que tienen un bajo MTBF
o Ser un asegurador de la calidad de los trabajos de puesta a punto, mantenimiento y construcciones nuevas.
o Mantener un listado de los activos con su rango de criticidad basado en el riesgo.
o Revisar el concepto y listado de criticidad de los activos existentes en la empresa
o Revisar y monitorear permanentemente las causas y los efectos de falla o Capacitarse en temas de confiabilidad o Entrenar y facilitar el conocimiento del personal en temas de Análisis de
Fallas, sus Causas y Efectos ( FMEA ) o No hacer parte de equipos o grupos de trabajo que no estén enfocados a
causar un impacto sobre la confiabilidad de los activos. o Mantener el rumbo y la moral del personal involucrado en mantenimiento o Monitorear los indicadores de confiabilidad y realizar los ajustes
correspondientes para alcanzar las metas trazadas o Retroalimentar a diseñadores y productores de equipos y otros activos
respecto a fallas ocurridas o problemas causados, corregibles durante estas etapas.
Estas labores implican que el ingeniero encargado de confiabilidad sea una persona preparada en estos temas y se le de el espacio, el tiempo y la autonomía para desarrollarlos y actualizarse en ellos.

Febrero de 2008
Cierro esta nota recordando una frace encontrada en varios textos, pero acomodada a ella ; No pretenda mantenerse en un mercado competitivo, si no adopta una cultura de confiabilidad para su empresa
Ver www.uptimemagazine.com - Diciembre 2007 pag 60-65 JUAN CARLOS ORREGO BARRERA Ingeniero Mecánico Especialista en Finanzas, Preparación y Evaluación de Proyectos www.mantonline.com [email protected]

Landeaux llega a Medellín y compartirá con la comunidad del área demantenimiento y producción sus experiencias.
El Ingeniero Alberto Landeaux de ISC Gerencia visitara la ciudad en larealización de uno de sus cursos; ANÁLISIS, REDUCCIÓN Y CONTROL DECOSTOS DE MANTENIMIENTO . Aprovechando su estadía se presentara en elAuditorio Pedro Nel Gómez del ITM, donde se discutirán temas importantes demantenimiento, alternara con Juan Carlos Orrego quien está trabajando junto aél metodologías utilizables en Latinoamérica.
Jueves 12 de Febrero 8:30 a.m.
Entrada LIBRE
Instituto Tecnológico Metropolitano (ITM)Calle 73 No 76A -354 Vía al Volador - Medellín - Colombia
Junio de 2008
FILOSOFÍA DEL MANTENIMIENTO Muchos son los autores que han hablado sobre la filosofía del mantenimiento, mas no se han detenido igualmente a revisar el termino en su contexto original y simplemente pasan a definir los tipos o metodologías del mantenimiento que son los que en su interior llevan la filosofía, esto principalmente se debe, creo, al afán que tenemos el personal técnico de dar respuesta a problemas, en este caso en explicar como debemos enfrentar las dificultades de asociadas al mantenimiento de los activos. Pero nosotros, en el intento de construir nuestro propio pensamiento y nuestra forma de actuar trataremos de discernir un poco mas a fondo sobre le llamada FILOSOFIA DEL MANTENIMIENTO. Filosofía inmediatamente nos transporta a los días de los Griegos y los Romanos, e igualmente nos trae a la mente aquellos pensadores que dieron origen a muchas teorías y formas de ver el universo; Anaxágoras, Sócrates, Platón, Aristoteles, Epicuro, Descartes, Giordano Bruno, Karl Marx, Nicolás Maquiavelo, y así podríamos seguir llenando un gran listado de ilustres filósofos en diferentes épocas y áreas de las ciencias. Definamos entonces el termino Filosofía, La filosofía es, en términos generales, una reflexión metódica que expresa la articulación del conocimiento, las posibilidades y límites de la existencia y modos de ser. Entre los presocráticos, la definición de la filosofía como puede darse como el "amor a la sabiduría. La palabra procede del griego, y está compuesta de dos palabras (philos, que en griego significa «amor», y sophia, que significa pensamiento, sabiduría, conocimiento, saber: («amor por la sabiduría») Esta definición clásica convierte a la filosofía en una ciencia que nunca concluye, en una búsqueda interminable del verdadero entendimiento y conocimiento de la realidad. Otra definición puede ser; Es la aplicación del análisis de los diferentes pensamientos y teorías (ej. física, matemáticas, astrología, sicología, mitología, valores, sociedad, religión, historia, el ser humano, la naturaleza...)para encontrar patrones repetidos y coincidencias reales. Muchos de ustedes se estarán preguntando ¿ y todo este cuento tan extenso a donde nos lleva respecto al mantenimiento?, e igualmente podrán esperar el

Junio de 2008
momento en que termine esta larga historia, no me olvido que somos todos técnicos y tenemos afán. La respuesta a la pregunta, se da en los siguientes párrafos, por lo que el fin de la historia aun esta por definir. Ramas de la filosofía La filosofía desarrolla su actividad entre varias ramas y disciplinas, cada una aproximativa a la explicación de la realidad desde el contexto y entorno adecuado, y donde no es extraño que se manifiesten distintas corrientes filosóficas: Filosofía del ser La que entre sus distintas ramas, se ocupa de la definición del ser y de establecer las categorías o modos generales de ser de las cosas a partir del estudio de sus propiedades, intenta encontrar evidencia de Dios sin recurrir a ninguna revelación sobrenatural. Filosofía del conocer Esta por su parte tiene como fundamento la Lógica. El modelo de causas-efectos encadenados por una transformación, dada la naturaleza de nuestro universo. No es una ciencia que estudie las causas segundas sino las causas inmediatas y se agrupa junto con las Matemáticas en las ciencias formales. Acompañada de; Filosofía del obrar Ética. Se interesa por el obrar de los seres humanos. ¿Cuál es la diferencia entre el bien y el mal, o entre lo moralmente bueno o equivocado de acciones, valores o instituciones? ¿Hay algún valor normativo del que dependen todos los demás valores? Se divide en Ética general y Ética especial. Y es aquí donde revisaremos nuestra FILOSOFIA DEL MANTENIMIENTO. Como los Griegos y todos los pensadores listados y dejados de nombrar, el personal de mantenimiento realiza su labor básicamente por que existe un amor al arte de mantener, amor por una condición innata o adquirida de resolver problemas lo mas pronto posible y satisfaciendo en primera instancia las necesidades de otros. Es decir, que si nos ceñimos a la definición de filosofía, cabemos igualmente como “FILOSOFOS”, pues entre muchas cosas debemos de utilizar todas nuestras capacidades mentales para interpretar nuestro mundo ( empresa industrial y de servicios compuesta por un numero finito de activos). Igual como los antiguos pensadores, nosotros en mantenimiento contamos con ilustres y reconocidos hombres de mantenimiento, algo mas recientes pero.... John Moubray, Seiichi Nakajima, Lourival Agusto Tavares, Ken Bannister y Luis Felipe Sexto son algunos estudiosos que se han atrevido a generar formas de pensar y de actuar respecto al mantenimiento, igualmente, teniendo presente los

Junio de 2008
párrafos anteriores y donde se hace referencia que el filosofar esta intrínseco en el hombre, pues piensa y cuestiona como muchos de nosotros. Dentro de lo ya escrito también encontramos terminología muy conocida y aplicada por nosotros al gestionar el mantenimiento y es por ello que hablamos de filosofías de mantenimiento y no solo tipos de mantenimiento o metodologías de mantenimiento y debemos de revisar;
1. En la Filosofía del ser; Debemos de comprender el por que están los activos presentes, no el hecho de investigar que Dios los coloco o adquirió, sino quien y el por que, cual fue la necesidad que busco suplir y cual es la procedencia física del activo.
2. En la Filosofía del conocer; mas cercana a nosotros, pues implica Logica y afinidad matemática, identificación de causas y sus efectos, la lógica deductiva, la lógica inductiva que nos llevan a nuevas verdes y la clasificación, generación de argumentos, la definición y la resolución de problemas.
3. Filosofía del obrar, por su parte, impone la Ética personal y profesional del personal de mantenimiento, como del departamento o área y de toda la compañía, identificando para cada uno la forma de actuar ( Bien o Mal), y la Estética, que aunque uno de nuestros objetivos es que las cosas funcionen, otra muy importante es que sean agradables a las personas.
Por todo lo anterior, igualmente se puede inferir que; al realizar investigaciones metódicas sobre los activos, sus fallas y demás elementos requeridos para la solución de problemas, haciendo uso de todo el conocimiento empírico y técnico que nos envuelve, generamos posibilidades de soluciones y prevención de fallos, logrando un aumento en el ciclo de vida de los activos, delimitados por condiciones de un entorno particular, lo que nos lleva a darle un limite a nuestras acciones con lo que lograremos que el grupo de colaboradores que nos acompañan al lado de el resto de la compañía a la cual prestamos nuestros servicios nos acompañen en una forma especifica de pensar y actuar en búsqueda de ese objetivo general que es causar un beneficio a la cual interactuamos. JUAN CARLOS ORREGO BARRERA Ingeniero Mecánico Especialista en Finanzas, Preparación y Evaluación de Proyectos www.mantonline.com [email protected]

Septiembre de 2007
BACKLOG – ACUMULACIÓN DE TRABAJO Muy pocas veces nos preguntamos ¿cuánto tiempo tardaría en ejecutar todo el trabajo que tengo acumulado?, esta pregunta hace parte de los indicadores mundiales para el mantenimiento y debería ser igualmente un indicador para cualquiera de nuestras labores. Pero la acumulación no se entiende única y exclusivamente al trabajo no realizado en su totalidad, sino que también hace referencia al trabajo incompleto o hecho a medias ( mientras tanto, mientras hay una parada, mientras aguante), el más común de todos y que normalmente al final se convierte en un trabajo “ejecutado y cerrado” por falta de seguimiento de la acumulación de trabajos o el llamado backlog en lengua inglesa. Como dijimos, la acumulación se debe a la falta de seguimiento y además a la improvisación de trabajos debida a una inadecuada planeación causada por dos aspectos principalmente; el no trabajar bajo ningún tipo de metodología gerencial para el mantenimiento ( TPM, RCM, etc) y el no haberse tomado la molestia de definir prioridades de los trabajos, apoyados en modelos de criticidad objetivos y no subjetivos como lo realizan la mayoría de empresas. Dependiendo entonces del poder institucional que tenga el área, sus directivos o sus ocupantes, tendríamos una mayor o menor priorización y uno de los factores que hacen que se presente mas acumulación de trabajos, puesto que dejamos para luego, labores importantes, por realizar acciones “urgentes” determinadas o tipificadas así en una forma subjetiva y errónea. Cuando hemos consultado a las empresas sobre sus activos críticos y por ende sobre su análisis de criticidad, encontramos con frecuencia dos respuestas que van en función de la no realización de un trabajo de fondo: “Todo para nuestra compañía es crítico, por eso prestamos la mayor atención a todos nuestros procedimientos, activos y tareas de igual forma, con ello hemos adquirido una estabilización del mantenimiento”; pregunto, si todo es tan crítico, deben tener ejércitos de mantenedores para atender las emergencias y el trabajo diario.
Si reuniéramos a un grupo de directivos de una empresa y les cuestionáramos sobre cual creen que sea el área mas crítica de la compañía para efectos de mantenimiento, seguramente dentro de sus prioridades estaría el área de la cual ellos son responsables y no necesariamente sería la mas crítica, pero estaría dentro de las primeras.

Septiembre de 2007
La otra respuesta común es: “Para nosotros nada es crítico, puesto que todo lo tenemos bajo control, además contamos con un plan de contingencia lo suficientemente confiable para seguir operando sin dificultad”; demasiado bonito para ser cierto, verdad?. Solo nos queda preguntar, ¿ cual de las dos respuestas es mas de cajón, para evitar cualquier cuestionamiento?. Entonces dejemos claro que una adecuada priorización ayuda a reducir los niveles de acumulación de trabajo. Al identificar las labores acumuladas, estas también deben priorizarse y realizar la programación de aquellas ejecutables para su posterior ejecución. Dicha priorización de actividades acumuladas, puede hacerse bajo un criterio de antigüedad o envejecimiento del servicio no prestado o realizado a medias, ubicándolas en 4 zonas ( tabla 1), y acompañada por la clasificación inicial de la prioridad en el trabajo ( tabla 2).
Zona Antigüedad ( Días) A Menor a 30 B Entre 30 y 60 C Entre 60 y 90 D Mayor a 90
Tabla 1 – Antigüedad de las ordenes de trabajo no realizadas
Prioridad Tiempo normal estimado para la atención Calificación
Emergencia Inmediata 0 Urgencia Menor a 1 día 1 Necesario Menor a 7 días 2 Deseable Menor a 30 días 3 Prorrogable Puede dejarse de ejecutar 4 Tabla 2 – Escala de prioridades de atención
Teniendo clara y lista esta información y las ordenes de trabajo acumuladas podemos armar una tabla que permita realizar un análisis efectivo para la toma de decisiones con mayor facilidad así:

Septiembre de 2007
Prioridad Cant.
O.Ts Zona A Zona B Zona C Zona D Realizable
(%) HE IA HE IA HE IA HE IA SI NO
0 1 2 3 4
Subtotales Total Horas
Acumuladas (Sumatoria
HE) O.Ts = Ordenes de Trabajo HE = Horas Estimadas para realizar el trabajo IA = Indicador de Acumulación ( % de Horas programadas del total de O.Ts) Teniendo el dato del Total de Horas Acumuladas, podemos calcular la cantidad de trabajo acumulado, es de anotar que existen variedad de ecuaciones para realizar este calculo y que el dato encontrado es igualmente diferente, pero depende del grado de calidad de la información el que arroje cifras asertivas. Este cálculo, permite realizar diferentes análisis entre los cuales podemos destacar:
o N° Total de técnicos requerido para alcanzar una acumulación de trabajo de orden mundial ( 3 semanas)
o Sobrecargas de trabajo o Requerimientos de personal para atender la sobrecarga o Ajuste de tareas pendientes con recurso adicional o Costo de horas extras para atender la sobrecarga de trabajo o Costo de personal adicional para atender la sobrecarga de trabajo o Elección de forma de atender la sobrecarga, horas extras vs personal
adicional
Semanas de Acumulación = Total Horas Acumuladas.......................................... Total de Horas de Nomina de la Semana Anterior
Septiembre de 2007
Como podemos ver, el análisis de la acumulación de trabajo puede llevarnos no solamente, a tener una clara visión de lo que nos hace falta realizar, sino también del personal adicional que se requeriría para cubrir la necesidad, o por otro lado para alcanzar ahorros al evaluar si es mejor contratar personal adicional o pagarle horas extras al personal con que se cuenta, sin dejar a un lado la posibilidad de ponernos al día con las labores atrasadas, acumuladas y asignadas a nuestra área. JUAN CARLOS ORREGO BARRERA Ingeniero Mecánico Especialista en Finanzas, Preparación y Evaluación de Proyectos www.mantonline.com [email protected]

Enero de 2008
SOFTWARE PARA ORGANIZACIÓN DEL MANTENIMIENTO – MITO O REALIDAD -
Existen muchos de nuestros lectores que vienen preguntando sobre el tema del software para gestión del mantenimiento, también llamados GMAO o CMSS de siglas en ingles, realizan preguntas como: Cuales se consiguen en el medio? Cual es el mejor? Cuales son sus precios? Cual es el respaldo con que cuentan?, etc. Es decir, hacen preguntas importantes sobre temas que les ayudarán a tomar su mejor decisión respecto a esta importante inversión, hoy en día, existen muchos programas de computador traídos o comprados en todos los países, la globalización ha permitido que las compañías adquieran este tipo de herramientas a través de Internet sin mayores tropiezos, la cultura y manejo de herramientas de Windows, ambiente en el que se desarrollan la mayoría de los programas en la actualidad, hacen que no se requieran cursos extensos para el manejo de ellos. La pregunta que yo les hago es ¿ Para qué va a adquirir un software?, ¿Cual es la madurez en una metodología o filosofía de mantenimiento que cree que ya está preparado para enfrentarse a generar ordenes de trabajo en forma “automática”, y por ende, cumplir con planes de mantenimiento plasmados en dicho software?. Es un error muy común pensar que todos los problemas a los que nos enfrentamos cada día serán resueltos con un programa, ellos como ya lo dijimos antes, no son mas que una herramienta de trabajo, indispensable cuando sabemos cual es el camino a seguir y cuales son las metas a lograr, pues por mas que un sistema de computador arroje una fecha programada para un mantenimiento preventivo, por ejemplo, esto no obliga a que sea realizada la ejecución de la misma, ya que antes habrá que considerar el hecho que las personas de producción, quienes nos deben entregar los equipos, no determinen otra cosa, rompiendo así cualquier plan trazado y esto solo se consigue con un trabajo metodológico y no con un “mandato de un computador”. Igualmente, hay que educar al personal de mantenimiento, no solo en la aplicación del software, sino en la importancia de la información en él consignada, información que debe ser clara y confiable. Cuantas veces, luego de haber iniciado la recolección de la información de las ordenes de trabajo, items como; hora de inicio y hora de terminación de labor, encontramos que nuestro personal trabaja

Enero de 2008
el tiempo completo de su jornada, coincidiendo exactamente la hora de finalización de una labor, con el inicio de una nueva, asumiéndose entonces que este “eficiente empleado”, no saca un solo minuto para realizar sus funciones fisiológicas o para tomarse un leve descanso luego de terminada una tarea difícil, o por lo menos el tiempo transcurrido entre dejar un lugar para acudir a otro. Lo anterior, no nos lo soluciona un programa, el tema es cultural y es ahí donde considero se debe pensar antes de adquirir un software, deben hacerse pruebas y dar los primeros pasos con herramientas mas simples, para luego saltar a un proyecto que demandará tiempo y dinero. Muchas compañías, luego de adquirir un software, lo abandonan diciendo de que ellos no sirven para nada y los encargados, llenan listas interminables de razones para justificar la “mala inversión”; Es que no se comunica con nómina y compras Es que es muy rígido Es que genera cosas erróneas Fue que eligieron el mas barato y por eso es el mas malo Es que los técnicos no lo digieren Es que si producción nos ayudara, él si serviría Es que el proveedor no nos prestó asesoría suficiente Es que........ Nuevamente les sugiero que inicien procesos de adaptación de una metodología o filosofía de mantenimiento, donde todo el personal hable el mismo idioma y apunte al mismo objetivo y luego invierta en uno de tantos software que encontrará en el medio, la mayoría son muy buenos, y verá que este se convertirá en el mejor aliado no solo para el área de mantenimiento, sino, para toda la empresa. JUAN CARLOS ORREGO BARRERA Ingeniero Mecánico Especialista en Finanzas, Preparación y Evaluación de Proyectos www.mantonline.com [email protected]
Noviembre de 2007
Presupuestos 2008 para la Gestión del mantenimiento Llega el fin del año y es el momento de revisar lo que haremos el próximo, si aun no lo hemos hecho, es hora de calcular los requerimientos financieros para poder cumplir con la labor de mantenimiento y así acompañar la misión trazada para la compañía en el próximo período. Aunque para otras áreas de la compañía el volumen de trabajo va en descenso y pueden dedicarle mas tiempo a esta labor, para el personal encargado del cuidado de los activos , este va en aumento, pues el fin de año representa la posibilidad de realizar nuestra labor preventiva y los mantenimientos generales tan esperados por todo el grupo de mantenedores, por lo que la elaboración de presupuestos se convierte en una tarea difícil si carecemos de buena información. De igual forma, es el período en el cual nuestro presupuesto ( si aun contamos con algo) tiende a ajustarse pues se genera un mayor requerimiento de insumos y trabajos para el mantenimiento.
Pero, el día de hoy nos centraremos en aquellos puntos importantes a la hora de realizar el presupuesto económico para el año 2008. Como sabemos es larga la lista de elementos a tener en cuenta, mas trataremos de no extendernos sin dejar a un lado lo verdaderamente representativo.
Noviembre de 2007
Lo primero que podemos calcular para entrar en calor, son los rubros que representan la Mano de Obra Directa, y dentro de ella debemos tener presente:
a. El salario bruto anual fijo recibido por cada uno de los trabajadores del área de mantenimiento
b. Prestaciones sociales obligatorias ( Salud, pensión, caja de compensación, etc)
c. Dotaciones obligatorias d. Transporte obligatorio e. Primas extraordinarias, bonificaciones, horas extras f. Gastos de personal asociados a la mano de obra, como transportes,
viáticos g. Costos de formación y capacitación, diferentes a los valores obligados
por el estado El ultimo punto de esta lista, será nuevo o simplemente lo dejaran a un lado, pero antes de que hagan lo segundo, les quiero refrescar la memoria pidiéndoles que recuerden, la cantidad de errores cometidos por que el personal y nosotros mismos, no sabía como hacer las cosas, que hay normativas que obligan a certificar el personal en labores, caso RETIE en Colombia, que la especialidad nuestra involucra tecnología cambiante y metodologías cada vez mas exigentes que implican mantenernos al orden del día en conocimientos para poder acompañar las empresas a la competencia en un mercado globalizado. El otro rublo tiene que ver con los Materiales, concebidos ellos como Insumos y elementos para el cambio o la construcción (repuestos), requeridos en las actividades de mantenimiento. Este punto nos brinda la oportunidad de evaluar los niveles de stock requeridos, como también el poder analizar el movimiento de los elementos durante el año que termina y en el mejor de los casos analizar las cantidades de reorden y la calidad del servicio de los proveedores, todo tendiente a realizar ajustes para el próximo año. En este item, es importante tener presentes los costos asociados a materiales de consecución en otras ciudades o países, pues ellos traen consigo costos de transporte e impuestos según sea el caso. Para nuestras cuentas, es importante dimensionar el siguiente elemento del presupuesto, representado en las Herramientas y Equipos necesarios, compras de algunos nuevos, compras por reposiciones y alquileres proyectados. En este punto debemos incluir el más olvidado de todos, la partida para el mantenimiento de ellos, pues, “en casa de herrero, azadón de palo” y para todos

Noviembre de 2007
los equipos utilizados en el mantenimiento, hay que apartar dineros para mantenerlos. Encontramos en la lista de cosas lo concerniente a las Ampliaciones o Remodelaciones, esto para quienes como muchos, deben entenderse de estas labores y su hermana, los Proyectos de Mejoramiento, y así cumplir con el plan de mantenimiento mejorativo, pues deben haber algunas cosas susceptibles de ser mejoradas o equipos cambiados, este punto apoyados en un buen análisis del ROI ( Retorno sobre la Inversión). Como último rublo para el presupuesto, tenemos el Costo de los Servicios Contratados, ya sea de trabajos particulares o personal de apoyo en diferentes labores ( mano de obra calificada, asesorías o mano de obra no calificada) para apoyar diferentes labores o picos de trabajo. Recordándoles que de un buen presupuesto depende en gran parte el cumplimiento de nuestros planes de mantenimiento y da una muy buena idea del control ejercido sobre toda la gestión. No quedando mas, les deseo mucha suerte, no solo en la realización, pues esto puede ser “pan comido”, sino, presentándolo y justificando todas aquellas ideas fuera del contexto histórico del costo; nuevo personal, nueva herramienta, capacitación, cambio de proveedores, remodelaciones y mejoras, por que esta puede ser la parte dura del ejercicio. JUAN CARLOS ORREGO BARRERA Ingeniero Mecánico Especialista en Finanzas, Preparación y Evaluación de Proyectos www.mantonline.com [email protected]

Por una gestión sustentable de los activos
Visítenos en:www.iscgerencia.com
[email protected]+58 412 4809495
+58 241 6117787
Visítenos en:www.mantonline.com
[email protected]: 300-208-5830
CURSO - ANÁLISIS, REDUCCIÓN Y CONTROL DE COSTOS DE MANTENIMIENTO10 y 11 de febrero 2009, Medellín.
El control de costos de mantenimiento ha sido un factor de estudio desde que la
eficiencia de los recursos monetarios se convirtió en el principal punto de atención en
las organizaciones, históricamente los departamentos de mantenimiento son
impactados por las medidas corporativas de reducción de costos a fin de atender
procesos de crisis estacionales, sin embargo, este proceso suele afectar áreas que
posteriormente no benefician la gestión de mantenimiento ya que crea un efecto
bumerán que acarrea consecuencias técnicas significativas
Es importante identificar las posibles áreas de reducción de costos sin afectar aspectos
como la seguridad, medio ambiente o a las instalaciones y su capacidad funcional.
OBJETIVOS- Aprender a analizar financieramente la estructura de recursos de mantenimiento a fin de
visualizar el impacto de a reducción de costos en los procesos medulares y no
medulares.- Desarrollar las Curvas Financieras del Mantenimiento © y estimar los puntos máximos
y mínimos de costos de mantenimiento en función de los niveles de producción y
retorno de la empresa.- Analizar desde el punto de vista financiero las decisiones en reducción de costos de
mantenimiento y evaluar su impacto a la empresa.- Desarrollar modelos de costos de fallas como mecanismo de control de costos,
planificación y gestión del mantenimiento.
DIRIGIDO A- Ingenieros, Supervisores, Superintendentes y Gerentes de Mantenimiento,
Planificadores, Ingenieros de Confiabilidad, Estimadores de Costos de Mantenimiento.

Por una gestión sustentable de los activos
Visítenos en:www.iscgerencia.com
[email protected]+58 412 4809495
+58 241 6117787
Visítenos en:www.mantonline.com
[email protected]: 300-208-5830
CONTENIDO PROGRAMÁTICO
- Estructura de Costos Organizativos del Mantenimiento- Costos Operativos y de Recursos de Mantenimiento- Costos Administrativos- Costos de Soporte al Mantenimiento
- Costos de Mantenimiento Preventivo- Costos de Mantenimiento Correctivo- Análisis Financiero del Mantenimiento- Desarrollo de Mecanismos de Control de Costos de Mantenimiento- Análisis del Proceso de Reducción de Costos d e Mantenimiento
- Identificación de Areas o Procesos Medulares- Análisis de Impacto de la Fallas- Análisis de Costos en la Estructura de Recursos
- Modelos de Análisis de Costos en Políticas de Mantenimiento Aplicando SimulaciónMontecarlo
Costo de InversiónCol $ 380.000Incluye: Material de Apoyo y Mesa de café
Para solicitar mayor información
✆ Celular: 300-208-5830

Octubre de 2007
Riesgo y Mantenimiento Si observamos cualesquiera de las tantas definiciones y objetivos del mantenimiento, podemos evidenciar nuestra responsabilidad general con respecto al riesgo, y por tanto, definamos ahora esta palabra, tan utilizada por todos pero muchas veces bajo un concepto errado. Según la real academia de la lengua riesgo se define como “Proximidad de un daño o peligro” o como “Cada uno de los accidentes o contingencias que pueden ser objeto de un contrato de seguro”.
Hace varios años, se viene hablando en mantenimiento basado en el riesgo, el cual hace énfasis en la inspección de los activos a cargo, basados en el mapa de riesgo, construido para las instalaciones, instalaciones complejas como las químicas o petroleras, toman muy en serio este factor, pues la incidencia del riesgo sobre las personas y el medio ambiente es muy alta con consecuencias catastróficas.
Muchas compañías, por el grado de incertidumbre que representa el riesgo, se acogen a la segunda definición, y el riesgo, se cubre con una póliza de seguros, punto a favor para ellos y para los posibles afectados por algún accidente menor, punto a favor para las compañías de seguros en caso tal de que la ocurrencia sea baja y los costos de dichas pólizas sean elevados , (como frecuentemente son en compañías aseguradoras donde conocen la incertidumbre causada por un mal mantenimiento de las instalaciones) pero un punto en contra para el personal que por algún motivo sufre el accidente o para el medio ambiente el cual no se recupera en un 100%.
Por tanto, es de suma importancia que los encargados del mantenimiento vislumbremos la importancia de cubrirnos respecto al riesgo, no solo mediante pólizas de seguros, sino con acciones tendientes a reducirlo, pues eliminarlo es considerado como una ilusión. Además si revisamos alguna de nuestras pólizas de seguros para equipos, podemos encontrar dentro de las obligaciones del asegurado el “Mantener el estado del riesgo e informar cualquier modificación del mismo” (mapa de riesgo) como también, “Seguir correctamente las especificaciones de uso, operación y mantenimiento dadas por el fabricante” y dejemos las exclusiones para revisarlas como tarea individual.
En primera instancia, los objetivos del mantenimiento respecto al riesgo pueden ser entre otros:
1. Evitar los riesgos en cualquiera de sus manifestaciones. 2. Evaluar los riesgos que no se puedan evitar. 3. Combatir los riesgos en su origen. 4. Adaptar el trabajo a las personas.

Octubre de 2007
5. Elegir los equipos y los métodos de trabajo y de producción, con miras a reducir los efectos dañinos en las personas ,sobre el medio ambiente y el resto de instalaciones.
6. Sustituir los elementos peligrosos por aquellos que representen poco o ningún peligro.
7. Planificar actividades preventivas en la empresa. 8. Adoptar medidas de protección tendientes a anteponer la protección de
los trabajadores a cualquier otro aspecto. 9. Dar las instrucciones continuas a los colaboradores en materia de riesgo.
Es importante enfatizar que antes de implementar cualquier medida, es fundamental conocer con detalle el entorno en cuanto a su composición y su criticidad para priorizar las acciones de los procesos clave de negocio considerados como más críticos y vinculados al logro de los objetivos de la organización. Para lo cual podemos apoyarnos en herramientas como la mostrada en el articulo titulado DESARROLLANDO UN PLAN DE MANTENIMIENTO APOYADOS EN EL RCM, de Junio de 2007., sobre el análisis de criticidad y siguiendo algunos otros puntos como:
1. Obtener un plano completo de las instalaciones. 2. Obtener detalles sobre cuales son las funciones y cómo son utilizados los
activos. 3. Recopilar datos históricos de ocurrencia de peligros 4. Realizar análisis de criticidad, enfocado a la seguridad y el medio
ambiente, y en general a buscar las consecuencias. 5. Levantar un mapa de la criticidad de los activos, según los resultados
obtenidos del análisis anterior. 6. Definir el nivel de capacitación necesaria sobre las instalaciones y los
equipos a impartir al personal. 7. Conocer la forma con que se da el flujo de trabajo dentro del proceso. 8. Conocer la forma de uso y tratamiento de sus productos y subproductos. 9. Calcular el nivel de riesgo. (con la ecuación que veremos). 10. Realizar mapa de riesgo para la empresa. 11. Señalizar las instalaciones según el nivel de riesgo de cada área o sector. 12. Realizar en conjunto con otras dependencias, el plan de atención de
emergencias basados en los riesgos encontrados. 13. Presentar resultados 14. Mantener actualizado el estado de riesgo (para efecto de seguros y
definición de prioridades).

Octubre de 2007
La periodicidad de la actualización del estado de riesgo está en función de los siguientes factores:
o Tiempo estimado para el cumplimiento de las propuestas de mejoras. o Situaciones críticas. o Documentación insuficiente. o Modificaciones en el proceso o Nuevas tecnologías
Existen diferentes tipos de riesgo a evaluar, unos de ellos que “recaen” sobre el departamento de salud ocupacional y otros que nos conciernen a los mantenedores, veamos algunos de ellos:
Tabla 1 Tipos de Riesgo
Tipo Símbolo Responsable Tipo Símbolo Responsable Ruido
Mantenimiento Asfixia
Salud Ocup.
Iluminación
Mantenimiento Contacto Químico
Salud Ocup.
Temperatura
Mantenimiento Explosivos
Salud Ocup.
Partículas
Mantenimiento Ergonómico
Salud Ocup.
Atrapamiento
Mantenimiento Caída
Salud Ocup.
Eléctrico
Mantenimiento Caída de Objetos
Salud Ocup.
Superficies cortantes
Mantenimiento Incendio
Salud Ocup.
Vibraciones
Mantenimiento Gases y Vapores
Salud Ocup.

Octubre de 2007
Ahora matemáticamente, para que nuevamente lleguemos al análisis del riesgo en una forma científica y no empírica podemos usar la ecuación:
Riesgo = Probabilidad del Incidente x Consecuencia
Para el cálculo de la Probabilidad tenemos que, a partir de una población con N elementos, de los cuales k presentan una característica A, se estimará la probabilidad de la característica A como P(A) = k / N. Así, por ejemplo, en una población de 100 motores, 5 de los cuales presentan cortocircuito por descarga electromagnética, la probabilidad de corto circuito P(corto) se estimará como el cociente 5/100= 0.5, es decir el 5%. Si por otro lado encontramos una consecuencia de 29 , ver Ilustración 1. y recordemos la ecuación CONSECUENCIA =(IMPACTO OPERACIONAL X FLEXIBILIDAD
OPERACIONAL ) + COSTO MANTENCION + IMPACTO MASS, obtenemos un valor de Riesgo de 14.5, si nos ubicamos en la matriz de riesgo, Ilustración 2, observamos que nos encontramos en un nivel Alto del mismo.
Ilustración 1 Datos para Calculo de Consecuencia

Octubre de 2007
Antes de terminar, debemos anotar que la escala de valores de costos de mantenimiento, debe ser ajustada según las condiciones individuales de planta y sector económico. Conclusión: El análisis de criticidad y el análisis de Riesgo, son importantes y pueden llevarnos a tomar decisiones importantes respecto a nuestra priorización del mantenimiento, e involucra un factor de búsqueda de reducción de los riesgos, principalmente hacia las personas y el medio ambiente, sin descuidar los otros factores productivos, trazando el mapa de riesgo, podemos observar donde están localizados y donde debemos actuar con mayor prontitud. Igualmente como se dijo al principio del escrito, los riesgos los reducimos e intentamos eliminarlos, pero ellos siempre están presentes, por tal motivo debemos de asesorarnos correctamente y conseguir pólizas de seguros que nos ayuden a cubrir aquellos que no podamos eliminar. JUAN CARLOS ORREGO BARRERA Ingeniero Mecánico Especialista en Finanzas, Preparación y Evaluación de Proyectos www.mantonline.com [email protected]

Junio 2007
Conceptos de Reliability Centred Maintenance (RCM)Mantenimiento Centrado en La Confiabilidad
En un concepto muy personal, creo que no es posible hablar de confiabilidad sin pensaren los premios de Formula Uno, puesto que en ellos tenemos involucrados f actores quecon el correr de los tiempos son atacados en temas de mantenimiento; Diseño,Tecnología, Factores externos ,condiciones de trabajo, operarios, condicionesproductivas, equipos de trabajo, directores de mantenimiento, competidores,condiciones laborales y compromisos gerenciales, entre otros. Vemos además como enel correr de los años la confiabilidad bajo ciertas condiciones “homogéneas” tiende aaumentarse, pero sin lograr un 100% sostenido, mirando solo dos premios y un soloindicador, vamos a asociar a la confiabilidad y definiremos esta como la probabilidaden que un producto realizará su función prevista, sin incidentes por unperíodo de tiempo especificado y bajo condiciones indicadas, es decir quehaciendo nuestra analogía tendríamos que es la probabilidad de que un equipotermine un gran premio, sin incidentes durante la duración del mismo bajocondiciones de carrera, siendo un equipo, aquel grupo que atiende un solo vehículo ,asumiendo igualmente que nuestro producto es la sumatoria de una buena empresaproductora de motores sumada a la productora de chasises y de llantas (neumáticos),adicionándole además un buen equipo técnico y un conductor que se encuentra entrelos 22 mejores del mundo, realizando su trabajo en una pista diseñada bajo lasmejores características técnico mecánicas.Solo mirando estos dos grandes premios (Melbourne – Monza) durante 5 años ( 2002-2006) encontramos que la confiabilidad es del 69.41% .
Teniendo como precedente además que el compromiso de estas empresas es tan altoque para el 2006 los presupuestos de esta “producción” eran entre 66 y 400 millonesde dólares americanos y que no el que mas invierte es el que mejor “produce” (Renault con el puesto 5 en inversiones – 300 millones , # 1 en clasificación general).
Aterrizando un poco a la realidad empresarial, podemos ver como el significado delindicador de la confiabilidad es muy parecido a uno de los tantos significados dados almantenimiento; asegurar que todo elemento físico continúe desempeñando las
10/04/2002 (*)Optimista con su JaguarDE LA ROSA: ''SOMOS UNO DE LOS EQUIPOS CON MÁS FIABILIDAD''
Pedro de la Rosa llega a San Marino con la confianza en la fiabilidad que hademostrado su Jaguar en la presente temporada, pero con el lastre de no habernunca logrado acabar en Imola.“Clasificó de ultimo, salió en la vuelta 31”

Junio 2007
funciones deseadas , solo se le suma un concepto estadístico como es laprobabilidad, y que dicha confiabilida d es inherente al activo en particular, como fueconcebido y construido y que el mantenimiento por si mismo no puede aumentar dichaconfiabilidad sin hacer modificaciones sustanciales, lo que algunos estudiosos hanllamado Mantenimiento Mejorativo.
Ahora, si definimos el Concepto del Mantenimiento Centrado en la Confiabilidad (RCM),como el procedimiento sistemático y estructurado consiste en analizar funciones, verlas posibles fallas, evaluar las causas de fallas, estudiar sus efectos y analizar susconsecuencias para determinar los requerimientos de mantenimiento de los activospara la operación, debemos de tener presente que todo activo es una unidadindependiente y que se ve afectado por múltiples factores distintos tanto de operación,como medio ambiente y que llevan a que sus comportamientos puedan ser diferentes,pero que como base, podemos aplicar el mantenimiento determinado para el activomas critico y poder así obtener unos planes de mantenimiento aplicables a toda unaunidad productiva en forma similar para poder efectuar un mejor seguimiento.
Nuevamente lanzo una apreciación personal y que muchos podrán tratar como herejíay es el que “ Mantenimiento solo hay uno, y todas las tendencias aplicadas sonfilosofías adoptadas por diferentes grupos de profesionales y que llevan a resultadosindividuales y luego grupales cuando otros adoptan esta metodología y la comparten”,es decir que por ejemplo el TPM y el RCM son iguales en el fondo, pero analizan elmantenimiento por caminos diferentes, ambas metodologías igualmente validas yaplicables, tanto individualmente como en conjunto.
Es decir todas aplican conceptos gerenciales como el de Planear, Hacer, Verificar,Actuar (PHVA), que asignando funciones y recursos hacen que el objetivo general secumpla, Asegurar que todo elemento físico continúe desempeñando las funcionesdeseadas, objetivo que debe ser ampliado teniendo en cuenta que nos encontramos enun mercado globalizado y al cual hoy en día debemos sumarle, con el mayor grado deconfiabilidad y dando cumplimiento a estándares mundiales de calidad y lanormatividad de seguridad y medio ambiente, observando el costo y el beneficio enaras de atender el mercado global.
El RCM, es un proceso entonces que se basa en determinar los procesos funcionale s ola funcionalidad de los activos, entendiendo como funcionalidad un concepto amplioque involucre no solo lo productivo sino también conceptos de seguridad y medioambiente, para luego pasar a un rigurosos análisis de fallas y así determinar elmantenimiento a aplicar, pasando desde el mantenimiento correctivo hasta el rediseñode los elementos y los equipos.
Cualquier proceso RCM debe asegurar que se respondan satisfactoriamente todas lassiguientes siete preguntas y en esa misma secuencia, según la Se cción 5 de la norma
Junio 2007
(SAE JA 1011) “Criterios de Evaluación para Procesos de Mantenimiento Centrado en laConfiabilidad (RCM)” :
o Cuales son las funciones y los modelos ideales de rendimiento del recurso en suactual contexto operativo (funciones)?
o En qué formas no puede cumplir sus funciones (fallas funcionales)?o Qué ocasiona cada falla funcional (modos de falla)?o Qué sucede cuando ocurre cada falla (efectos de la falla)?o En qué forma es importante cada falla (consecuencias de la falla)?o Qué debe hacerse para predecir o prevenir cada falla (tareas proactivas e
intervalos de labores)?o Qué debe hacerse si una tarea proactiva adecuada no puede ser encontrada
(acciones por defecto)?
Si analizamos, podemos encontrar una gran similitud a los análisis de criticida d, y queserán una herramienta indispensable para mejorar la confiabilidad operacionalpermitiendo establecer las prioridades de procesos, sistemas y activos, creando unaestructura que facilita la toma de decisiones acertadas y efectivas, direccionando elesfuerzo y los recursos en áreas donde sea más importante y/o necesario mejorar laconfiabilidad operacional, basado en la realidad actual, aclarando que la norma citadano permite el análisis solo para lo que se determina como crítico, sino que debehacerse un análisis riguroso de todo los equipos, sub equipos, componentes y engeneral todos los activos y procesos productivos.
Concluyendo un poco, podemos decir, que nuevamente nos encontramos con unametodología, proceso o filosofía, como lo quieran llam ar, que conjuga; disciplina,organización y mucha información, unido a un buen equipo de trabajo y uncompromiso de empresa.
Desarrollando Un Plan De Mantenimiento Apoyados En El RCM
Vamos ahora a ver un poco hacia adentro las 7 preguntas fundamentales p ara eldesarrollo del RCM y veamos como podemos hacerlo en una forma práctica pero a suvez técnica o científica. Lo primero que nos sugiere el RCM es hacernos la siguientepregunta;
¿Cuales son las funciones y los modelos ideales de rendimiento del recu rsoen su actual contexto operativo (funciones)?, dicho de otra manera podría sertambién;
¿Cuáles son las funciones y desempeño asociadas del equipo en sucontexto operativo?, o un poco mas coloquialmente;

Junio 2007
¿Qué debe hacer y en que medio se va a desenvolv er?
Siendo una función; la actividad o el conjunto de actividades a través de las cuales seproduce o presta determinado bien o servicio, debemos iniciar por verificar que elproceso o el elemento esté desarrollando la actividad que se le asignó, en el ca so delos activos, debemos verificar que cumplan con la actividad bajo las condiciones dediseño. Es decir que si un motor de un automóvil de formula uno esta diseñado paradurar dos fines de semana, incluyendo las clasificaciones, este no debe reventarse amitad de una competencia. Veamos algunas otras funciones con un ejemplo:
Motobomba Impulsora:
o Realizar el llenado de tanques de agua potable
o Suministrar agua a razón de 200 l/min a 58 m de altura
o Tener un consumo máximo de 7.8 Amp.
o Trabajar en forma intermitente según consumos
o Trabajar durante 72 horas continuas en caso de emergencias
De esta forma, debemos realizar un análisis de todos los activos de la compañía ylos luego pasar a la siguiente pregunta, pero antes de ello, considero que debido aque en el momento en que nos llaman a revisar la metodología empleada en elmantenimiento, es para poder presentar resultados a muy corto plazo, puesto quelas metas de los gerentes de planta son mas cortoplacistas debido a su afán deentregar resultados económicos, es por esto que antes debemos haber un rigurosoanálisis de criticidad el cual nos lleve a atacar en primera instancia aquellos activosque me permitan demostrar los beneficios que podemos obtener con nuestrametodología y además ganar un poco de tran quilidad para poder atacar todos losotros activos. Nos vamos a detener un poco en este punto y les compartiré unmodelo que me envió un ingeniero chileno y que en lo personal me ha dado muybuenos resultados para hacer de una forma rápida un análisis de c riticidad.
Análisis De Criticidad – Modelo Corto
Lo llamo el modelo corto puesto que existe uno un poco mas largo y que analiza masvariables, pero para efectos de mostrar resultados rápidos veamos este.Es conocido por todos que la CRITICIDAD es el producto de las frecuencias de falla ylas consecuencias surgidas, es decir que CRITICIDAD = FRECUENCIA XCONSECUENCIA y que las consecuencias son de diferente orden, Operacionales,
Junio 2007
Económicas y de Seguridad y Medio ambiente, por tanto la consecuencia está dad a porla siguiente ecuación; CONSECUENCIA =(IMPACTO OPERACIONAL XFLEXIBILIDAD OPERACIONAL ) + COSTO MANTENIMIENTO + IMPACTOSEGURIDAD Y MEDIO AMBIENTE.
Veamos cada uno de los factores involucrados y como los convertiremos en cifras paraobtener una medida base para ser evaluada o trasladada a una matriz de criticidad.
1. FRECUENCIA DE FALLAS: Como Su nombre lo indica es el numero de veces quese repite un evento considerado como falla dentro de un período de tiempo, quepara nuestro caso será de un año. Tendr emos entonces 4 posibles calificacionespara este item;
o Alta: Mas de 5 Fallas por año, al cual le daremos un valor de 4.
o Promedio: Entre 2 y 4 fallas por año, que tendrá un valor de 3.
o Baja: De 1 a 2 Fallas al año, con una calificación de 2.
o Excelente: Menos de 1 falla al año, que obtendrá un valor de 1.
2. IMPACTO OPERACIONAL : Entendiéndose como los efectos causados en laproducción, evaluándolo de la siguiente forma:
o Parada Inmediata de toda la planta o línea de producción: Calificadacon 10.
o Parada Inmediata de un sector de la línea de producción: Toma unvalor de 6
o Impacta los niveles de Producción o calidad: Con un valor de 4
o Repercute en costos operativos adicionales asociados a ladisponibilidad del equipo: Calificación 2.
o No genera ningún efecto significativo sobre la producción, lasoperaciones o la calidad: Calificación 1.
3. FLEXIBILIDAD OPERACIONAL: Definida como la posibilidad de realizar uncambio rápido para continuar con la producción sin incurrir en costos o perdidasconsiderables.
o No existe opción de producción o respaldo; Valor 4
o Existe opción de respaldo compartido: Valor 2
o Existe opción de respaldo: Valor 1

Junio 2007
4. COSTO DEL MANTENIMIENTO: Tomando todos los costos que implica la laborde mantenimiento, dejando por fuera los costos inherentes a los cost os deproducción sufridos por la falla.
o De 0 a 2.000.000 de pesos: Calificación 1.
o De 2.000.000 a 10.000.000 de pesos: Calificación 5.
o De 10.000.000 a 20.000.000 de pesos: Calificación 10.
o De 20.000.000 a 25.000.000 de pesos: Calificación 20.
5. IMPACTO DE SEGURIDAD Y MEDIO AMBIENTE: Enfocado a evaluar losposibles inconvenientes que puede causar sobre las personas o el medio ambiente.
o Afecta la seguridad humana interna o externa a la planta: Toma unvalor de 40
o Afecta el medio ambiente produciendo daños sever os: Toma un valorde 32
o Afecta las instalaciones causando daños severos: Toma un valor de24
o Provoca accidentes menores al personal interno: Toma un valor de16
o Provoca un efecto ambiental pero no infringe las normas: Toma unvalor de 8
o No provoca ningun daño a las personas o el medio ambiente: Tomaun valor de 0
Partiendo de las cifras que obtengamos y aplicando las ecuaciones arribasuministradas, podemos pasar a evaluar los resultados o introducirlas en una matriz deriesgo como la mostrada en la figura 1.
Como podrán observar, es una matriz sencilla que inmediatamente nos mostrará elgrado de criticidad en que se encuentra el activo evaluado, es de anotar que todas lascifras y rangos aquí planteados deben tomarse como base y no como modelo a ojocerrado, pues existen procesos productivos o activos analizados que salen de estos.
Por ejemplo, en uno de los análisis realizados para una un edificio corporativo, se tomóla decisión de ver la criticidad por cada piso del edificio, donde existían unasfrecuencias de falla superiores a 250, sumando las fallas eléctricas, hidráulicas y deinfraestructura, lo cual obliga a hacer un análisis matemático antes de la introducción

Junio 2007
de datos, igualmente en el tema de los costos, los cuales podían ser muy inferiores almodelo planteado, y por lo tanto se debió revisar tanto las cifras presupuéstales comoejecutadas. Por ultimo y a modo informativo, en ese mismo ejemplo se concluyó que
aunque en uno de los pisos seencontrada la alta dirección de lacompañía no era el piso mas crítico yque en caso de alguna eventualidad,había que prestar mayor atención aotros lugares mas donde se encontrabapersonal operativo o simplementeequipos de soporte.
Es de anotar que para realizar estoscálculos debemos primero contar coninformación histórica confiable comoademás un registro contable acertadoy un conocimiento de planta y deprocesos muy bien sustentado, de noser así podríamos incurrir en errores deproporciones inimaginables.
Considero, que para mostrar resultadosen forma oportuna, debemos de partirde lo general a lo particular, es decir,
en el caso planteado del edificio corporativo, se partió de los pisos (áreas productivas)para continuar luego con los equipos e instalaciones dentro de cada uno de esos pisos,hasta llegar al ultimo componente del equipo menos crítico del piso menos crítico, soloasí se tendrá la dimensión de las necesidades en temas de mantenimiento.
Para concluir esta primera parte del desarrollo de un plan de mantenimiento basado enel RCM, la vida real se asemeja un poco mas a lo que otros han llamado el RCM(+),donde en primera instancia se atacan los activos considerados como críticos y no seespera a terminar un largo estudio para poder empezar a dar resultados, y quenuevamente llegamos a una necesid ad sentida por todos y es el manejo adecuado dela información.
Los Indicadores Una Herramienta Para La Confiabilidad
En la entrega anterior dejamos a un lado la segunda parte de nuestra pregunta clavepara el desarrollo del modelo de confiabilidad y nos centramos en el modelo decriticidad, ahora entonces nos enfocaremos a esta segunda parte que a su vez, nosllevará a profundizar en los indicadores, en primera instancia los que tienen que ver

Junio 2007
con la confiabilidad y luego en un resumen de los que mundial mente se handenominado “Indicadores Claves de Desempeño” o del ingles “Key PerformanceIndicators (KPI)”.
1
2
Recordemos la pregunta que nos lleva a esto:
¿Cuales son las funciones y los modelos ideales de rendimiento del recurso ensu actual contexto operativo (funciones )?
Los indicadores son entonces esto, medidas continuas que nos llevan a una magnitudideal o de diseño que cuando se hacen en forma objetiva sobre un proceso, lo hacenfácil de analizar e igualmente facilita la toma de decisiones aprop iadas para introducirmejoras.
Del ejemplo de la motobomba impulsora, tenemos el item que se refiere al consumo;“Tener un consumo máximo de 7.8 Amp.”, esta cifra nos la da el fabricante quiendeterminó que bajo las condiciones planteadas; fluido a mover, presión de trabajo,instalaciones, etc, el amperaje de trabajo debe ser igual o inferior a este valor, porconsiguiente, un monitoreo continuo de este, nos puede llevar a determinar fallas en elequipo o el sistema, en este caso, el consumo puede ser nuest ro indicador a seguir.
Existen un buen numero de indicadores que pueden ser tomados como referencia, perolos indicadores de cada compañía si no han sido construidos directamente por elpersonal de ella, deben ser analizados desde la óptica de la empresa, sus objetivos ysus condiciones reales, como decíamos antes, para efectos de confiabilidad, las cifrasde indicadores de otros países pueden ser los ideales y son un buen principio en casotal que no se haya iniciado el seguimiento propio o como en el caso colombiano, secarezca de dichas medidas en forma pública. Dentro de los llamados a evaluar laconfiabilidad tenemos:
1. MTBF son las siglas de "Mean Time Between Faillure" o "Tiempo Medio de Vidaentre Fallos". Normalmente expresado en horas. Para un deter minadodispositivo podemos decir que existe un MTBF teórico o calculado y un MTBFpráctico o medido.
Los MTBF nos dan un medida acertada de laCalidad del producto que diseñamos, fabricamos,
Definición de indicador: Magnitud utilizada para medir o comparar los resultados efectivamenteobtenidos, en la ejecución de un proyecto, programa o actividad. Resultado cuantitativo decomparar dos variables.
Medida sustitutiva de información que permite calificar un concepto abstracto. Se mide enporcentajes, tasas y razones para permitir comparaciones.
Junio 2007
vendemos, compramos o que tenemos a cargo para el mantenimiento.
Donde ti es el tiempo de observación de n equipos y Kf el numero total defallos de estos equipos durante dicho período de evaluación.
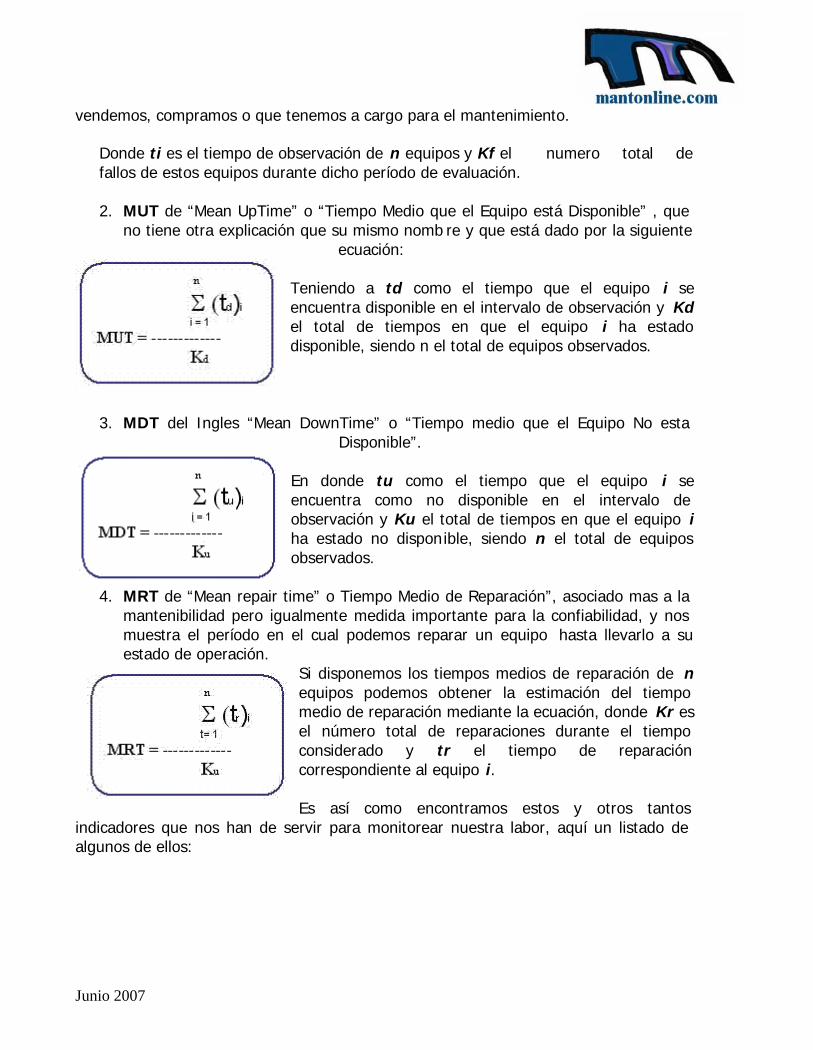
2. MUT de “Mean UpTime” o “Tiempo Medio que el Equipo está Disponible” , queno tiene otra explicación que su mismo nomb re y que está dado por la siguiente
ecuación:
Teniendo a td como el tiempo que el equipo i seencuentra disponible en el intervalo de observación y Kdel total de tiempos en que el equipo i ha estadodisponible, siendo n el total de equipos observados.
3. MDT del Ingles “Mean DownTime” o “Tiempo medio que el Equipo No estaDisponible”.
En donde tu como el tiempo que el equipo i seencuentra como no disponible en el intervalo deobservación y Ku el total de tiempos en que el equipo iha estado no disponible, siendo n el total de equiposobservados.
4. MRT de “Mean repair time” o Tiempo Medio de Reparación”, asociado mas a lamantenibilidad pero igualmente medida importante para la confiabilidad, y nosmuestra el período en el cual podemos reparar un equipo hasta llevarlo a suestado de operación.
Si disponemos los tiempos medios de reparación de nequipos podemos obtener la estimación del tiempomedio de reparación mediante la ecuación, donde Kr esel número total de reparaciones durante el tiempoconsiderado y tr el tiempo de reparacióncorrespondiente al equipo i.
Es así como encontramos estos y otros tantosindicadores que nos han de servir para monitorear nuestra labor, aquí un listado dealgunos de ellos:

Junio 2007
Recordando una de las premisas principales de la administración moderna que dice” Loque no se mide no se controla” , dejamos este aparte para continuar con la segundapregunta que debemos desarrollar para el montaje de un mantenimiento centrado enconfiabilidad y que profundizaremos en la siguient e entrega y que dice; En qué formasno puede cumplir sus funciones (fallas funcionales)?
FALLAS FUNCIONALES Y CONFIABILIDAD
Habíamos quedado en que en este documento se trataría acerca de la pregunta #3que nos debemos hacer para realizar nuestro proye cto de un mantenimiento basado enel RCM o como a sugerencia de uno de los lectores seguiremos llamando MCC (Mantenimiento Centrado en Confiabilidad) y que dice; En qué formas no puede cumplirsus funciones (fallas funcionales)?, y como mejor que con un e jemplo y que seanuevamente el de los equipos de bombeo, veamos un par de sus componentes y susfunciones para luego ver sus fallas y realizar un análisis de ellas.

Junio 2007
Como vemos es fácil para nosotros determinar las fallas conociendo la fu nción delcomponente y la situación de trabajo particular, ya sea después del fallo o antes de el.Si miramos el caso del impulsor, podríamos determinar que un mal ajuste del eje o undesbalanceo, como también una equivocación en el diseño o la fabricación , osimplemente un elemento extraño atrapado durante el bombeo afectan directamente elfuncionamiento y harían que las condiciones no fueran optimas realizar el trabajo.
Por otro lado el rodamiento (de la bomba) , siendo el responsable de permitir la li brerodadura del eje, vemos que de su ajuste en la carcaza, la lubricación, el estado de supista y esferas hace que el eje pueda seguir girando sin problemas para que elimpulsor envíe el agua a través del ducto de descarga.Es conveniente que los análi sis de falla se hagan antes de que ellas ocurran para poderreducirlas e incluso durante la fase de diseño y fabricación para intentar evitarlas, peroen nuestro caso, debemos analizarlas antes de que sucedan, durante el funcionamientoy cuando suceda la falla para buscar la forma de evitarlas y reducirlas.
Es a esta altura necesario el disponer de alguna herramienta que permita almacenar lasfallas ocurridas en los componentes o equipos para contar con un registro histórico quenos apoye en la toma de dec isiones futuras, además debemos de ir tipificando las fallase ir agrupándolas para poder analizarlas con una mayor rapidez y oportunidad, ennuestro ejemplo, encontramos un par de ellas ( Contaminación y Desgaste). Así cuandohagamos la revisión de nuestros datos podamos generar un filtro haciendo alusión aeste tipo de falla en el equipo y listar los casos ocurridos.Veamos algunas otras fallas típicas:
o Fatiga.o Fin de vida útil.o Corrosión.
Componente: ImpulsorFunción: Elevar aguaConsideraciones: Fabricado en materiales blandos, generalmente en hierro fundido gris obronceSituación: Ruido y bajo suministroFalla Funcional: Contaminación
Componente: RodamientoFunción: Permitir la libre rodadura del ejeConsideraciones: Generalmente utilizados de tipo doble sello, metálico o plástico, autolubricados.Situación: Ruido y vibraciónFallas Funcionales: Desgaste en general

Junio 2007
o Roturas.o Desgastes en general.o Contaminación.o Circuito Abierto.o Corto Circuito.o Perdida de Tolerancia.o Fractura.
Y podríamos utilizar un árbol de fallas para realizar el análisis, similar al que aquímostramos y que nos servirá para que visualmente resolvamos este interrogante yalgunos de los otros que nos plantea la metodología del MCC:
A este árbol, debemos irle colocando las posibles fallas o las fallas ocurridas, ennuestro caso, contaminación y Desgaste general.
Existen un gran numero de modelos de árboles de falla, unos mas simples como elarriba y unos mas complejos, cada grupo de gestores del mantenimiento deberá elegiralguno que mejor se acomode a su forma de trabajo y que permita una verdadera
Junio 2007
comunicación con todo el personal involucrado para que en reuniones periódicas,pueda encontrarse la mejor al ternativa para evitar, reducir o controlar dichos fallos.
Es de anotar que un buen análisis permitirá que el siguiente cuestionamiento de lametodología del MCC sea mas fácil de responder y que igualmente si lo hacemos enuna forma grafica como la aquí pl anteada permita que todo el personal colabore en labúsqueda de las causas de dicha falla y posteriormente en encontrar aquellasactividades necesarias para controlarlas.
Todo esto nos servirá para poder en un paso siguiente a todo este análisis, determin arlas actividades, rutinas y frecuencias a realizar sobre el componente para que la fallasea reducida o por lo menos suceda en una forma controlada.
MODOS Y CAUSAS DE FALLAS PARA EL MCCHoy nos ocupan dos de las preguntas del MCC, puesto que no es fáci l separarlas comoveníamos haciendo para hacer cortos los artículos, y son;
o Qué ocasiona cada falla funcional (modos de falla)?o Qué sucede cuando ocurre cada falla (efectos de la falla)?
Llamamos modo de falla al fenómeno responsable del evento o condición de falla.
Existen varias tendencias para tratar los modos de fallas, una aconseja el reducir losmodos de falla a 5 tipos;
1. Falla Total2. Falla Parcial3. Falla Intermitente4. Falla Gradual5. Sobrefuncionamiento
Por otro lado, tenemos que los estudiosos de comp onentes particulares, en el caso dequienes producen elementos estructurales los clasifican como;
1. Inestabilidad elástica (pandeo local o generalizado)2. Excesiva deformación elástica3. Excesiva deformación plástica (fluencia generalizada)4. Inestabilidad plástica (estricción, pandeo plástico)5. Fatiga de alto ciclo y bajo ciclo6. Corrosión, erosión, corrosión-fatiga, corrosión bajo tensiones, etc.7. Creep y creep-fatiga8. Fractura rápida (frágil, dúctil, mixta)

Junio 2007
Entre tanto los analistas de cables de transmisión mecánica , cuentan con los siguientesmodos de falla;
1. Fractura Subida2. Fractura por fatiga3. Desgaste adhesivo4. Desgaste abrasivo5. Corrosión generalizada y por picadura6. Descarga eléctrica7. Indentación ( presión sobre el cable de un cuerpo extraño)8. Doblado
Y así encontramos numerosos ejemplos de los modos de falla, pero lo mas común esque estemos entre quienes los definen como los interpretan con facilidad, por ejemploen el caso de un compresor tenemos;
1. Aspiración deficiente.2. Compresión deficiente.3. Exceso de Aceite en el aire de salida.4. Potencia baja, motor no arranca.5. Aire demasiado caliente.6. Sobrecalentamiento, aire de salida demasiado caliente.7. Aceite se ensucia muy rápido.8. No hay compresión de aire.
De cualquier forma que lo hagamos, debemos de tener presente que l o que buscamoses poder analizar estas fallas para encontrar soluciones acertadas, y como lo vimos enla entrega #4, una herramienta aplicable es el árbol de análisis de fallas, igualmentesiendo consecuentes con la metodología del MCC+ (RCC+), debemos buscar losmodos de falla críticos, por ejemplo para el compresor del ultimo caso tendríamos quelos modos de falla mas críticos podrían ser la aspiración deficiente, la compresióndeficiente, el exceso de aceite en el aire de salida, para lo cual nuestro ár bol seconvertiría en algo como lo que se observa en la figura siguiente:

Junio 2007
En la grafica además encontramos de una vez, el componente que andábamosresolviendo de nuestro modelo de MCC, y que corresponde a preguntarnos Quéocasiona cada falla funcional?, con elementos como los que aparecen;
o Saturación del filtroo Filtro en mal estadoo No se ha realizado cambioo Aceite muy sucioo Filtro de aceite saturadoo Filtro de aire sucio
Podemos ir pensando en los efectos de las fallas que corresponden a la siguien tepregunta que nos debemos hacer, Qué sucede cuando ocurre cada falla (efectos de lafalla)?, para explicar un poco esta pregunta, veamos la definición que tiene la palabraefecto, y que dice; “Efecto, es la consecuencia positiva o negativa, de la ocurrencia deun evento” o como “evento que se origina por otro llamado efecto”.
De ahí podemos entonces encontrar dos tipos de efectos; Los que podríamos llamarnuevamente funcionales, por ejemplo:
o Mala Calidad aire(sucio).o Golpes de vacío

Junio 2007
o Paso de aceite a la unidad de secado (mantenimiento)o Calentamiento , quema del motoro Perdidas de carga más altas en la línea de aire comprimidoo Desgaste prematuro de piezas lubricadaso Trasmisión deficiente
y los que se traducen en la ocurrencia final, en orden para el ejem plo anterior:o Funcionamiento defectuosoo Funcionamiento defectuosoo Aire comprimido de mala calidado Detención del equipoo Condensado en la líneao Detención del equipoo Detención del equipo
Hasta este punto, tendríamos resuelto mas del 50% de nuestro plan de ma ntenimientobasado en el MCC y debemos pensar en apoyarnos en el análisis de criticidad de querealizamos para ampliar los conceptos y determinar las consecuencias finales de estasfallas, las cuales si dejamos para una próxima entrega.
JUAN CARLOS ORREGO BARRERAIngeniero MecánicoEspecialista en Finanzas, Preparación y Evaluación de [email protected]
(*) http://www4.terra.es/F12002/gp/gp_declaraciones_2002/1,2611,1455,00.html
Agosto 2007
ONCEAVO MANDAMIENTO PARA EL RCM Y OTROS
Leyendo uno de los buenos artículos sobre metodologías de mantenimiento, encontré uno
escrito por el Ingeniero Santiago Sotuyo de Uruguay y publicado en confiabilidad.net el
cual titula “ 10 MANDAMIENTOS PARA EL RCM ”, y que me puso a reflexionar sobre varios
aspectos, el primero corresponde a la mística, mística que debemos poseer todas aquellas
personas encargadas del mantenimiento, mística que como una religión nos debe llevar a
convertirnos en predicadores de tod os aquellos conceptos que gerencialmente lleven a
alcanzar el cielo a toda nuestra comunidad, consistente en lograr la paz interior en el
conjunto empresarial del cual hacemos parte o somos encargados, dejar para aquellos no
creyentes de las buenas practicas el infierno que representa el llevar un mantenimiento
tipo bombero o apaga incendios, mantenimiento que es un verdadero infierno.
Siempre he sostenido que no existe una metodología mejor que otra, solo debemos de
aplicar la que mejor nos llegue y en la que con fé creamos ciegamente en una salvación,
escuchando todos los buenos conceptos provenientes de otras formas de creer y aplicando
aquellos que nos ayuden con el sagrado propósito de MANTENER BAJO CONDICIONES
OPTIMAS TODOS LOS ACTIVOS PRODUCTIVOS.
El segundo punto de reflexión y acogiendo nuevamente una analogía teológica y aun mas
adaptada a la idiosincrasia popular, donde frecuentemente se habla de otros dos
mandamientos (haciendo referencia a los católicos), que para quien no los conoce o no se
le vienen a la mente los anoto en esta artículo;
Mandamiento N° 11: “ No dar papaya” y el muy sabio mandamiento N° 12 “ A papaya
puesta, papaya partida”.
A quienes no logran comprenderlo trataré igual de explicarlo rápidamente; el N° 11 se
refiere al hecho de no dar oportunidad para ser castigado o reprimido y en el ámbito
laboral ser sancionado, el N° 12 por su parte nos permite colocarnos del otro lado ( cosa

Agosto 2007
que no hacen los otros 10) y reza; si alguien te da papaya debes aprovecharlo y actuar
según tu conveniencia.
Regresando al tema que nos ocupa, los 10 mandamientos del RCM del Ingeniero Sotuyo,
quisiera poner bajo consideración de todos los creyentes de esta metodología y en especial
del maestro que recibió los primeros 10, el N° 11 que rezaría así :
Mandamiento N° 11: Compartirás tus experiencias con colegas de la industria
local y nacional.
Que igualmente paso a explicar mis razones para proponerlo; todos los resultados
obtenidos deben ser compartidos para fomentar formas de trabajo tendientes a conseguir
una mejor calidad y generar información comparativa que lleve a la nación a niveles de
competitividad mundial, y al mundo a ser un lugar mucho mejor para todos, pues este es
un objetivo de todos aquellos mantenedores de activos que creemos que l o que hacemos
es verdaderamente importante para el mundo entero y no solo para las cuatro paredes
que encierran las maquinas de las cuales estamos encargados.
Espero haber dado la papaya suficiente para abrir la discusión y para que todosreflexionemos sobre el tema.
JUAN CARLOS ORREGO BARRERAIngeniero MecánicoEspecialista en Finanzas, Preparación y Evaluación de [email protected]