segunda parte - cepal.org · en la industria plastica ... casi todas las enzimas utilizadas...
TRANSCRIPT
Segunda parte
111. Licencias internacionales y aprendíraje tecnológico Interno: producci6n local de enzimas microbianas
En este capitulo se presenta el estudio de una firma kal constituida 8n 1979 -Milar-, productora da enzimas industriales por fermentaci6n. Se trata de un joint-wemm que ha a un grupo aIim8nticio local (Arca) con un lahatorio narzeamericano (Miles). Veremos timo, aun cuando los asperctos centrales de su tecnologia s8 sustentan en las licencias que cede el laboratorio muftinacionai, la capacidad de adaptacih y apf8ndizaj8 loctll d8 la tecnok@a importada y tas mejoras aqui generadas cOnstitUyen inQr8di8nt88 de peso para 8xplicar la performance de la empresa.
Al estudiar SU compottami8nto de largo plazo se camprueba Un crecimiento Considerable d8 la pfodutibn, de la dotacih de capital y de trabajo y de la productividad por bafch, junto con una permanente introdwctin da nuevas cepas mejoradas provsnientes de Miles-EE.UU. Al mismo tiempo, la firma se va haciendo m&s intensiva en profesionabs y thicos, lo que permite adaptar y optimizár la tecnologia incorporada y racionalizar el proceso global. Eskrdiar8mos el impacto de Bse esfuerzo IO& sobre el crecimiento de ta productividad, siguiendo el comportamiento tecn&gico de ia firma desde su nacimiento.
1. Ensimas: mercado y Wnicas de produceih
Una enzima es una proteha Capaz d8 catalii una reaccih quimka. PreeiSamBtie, d ifItBf& d8 BstaS granders pf5t8inaS reside 0rI propiedades cataliticas, a la vez muy p5tentes y 8stri~tament8 especificas: Cada enzima acelera una rea&& quimica bien precisa.
En Un cómilepzo, las enzimas se emplearon para resmpl&ar un proceso químku por otro mh Mc¡! de controlar y C5nducir y m8noB consumidor de 8n8rgia E8, pOr Bj8mpl0, el CaSO de la SUStituCÍón d8 fa hidr6lisis ácida p5r ta hidrcslisis enzimhtica para la obt8ncibn de glucosa.
Con el tiempo, fas erwimas da origen microbiano fueron sustituyendo a las enzimas de origan animal o vegetal. Por ejemplo, el Cuajo microbiano sustituye al natural obtenido (por extracci6n) un la fabricaci6n de quesos; las amilasas batiterianas reemplazan a las de g6rmenes de trigo y de
49
cebada (malta) para la elaboraci6n de cemeza y en panaderia; la proteasa de fermentacidn se emplea en lugar de las proteasas animales y vegetales para ablandar carne, para el curtido de cuero, para la fabricacih de detergentes, etc&tera.
Los procedimientos enzimAticos conducen, pues, a sustancias ya wnocidas, con importantes excepciones como el jarabe de fructosa que, segtin veremos, constituye una doble innovación de proceso y producto. Pero, por lo general, las enzimas involucran innovaciones en et proceso de fabricac¡& de una tercera sustancia o producto. Estos cambios suponen generalmente una disminución de costos de producci6n y/o un mejora- miento en la calidad del producto final, y pueden obtenerse con o sin modificaci6n de la relación capital/trabajo.
En et largo plazo, para fa firma que puede incorporar la innovacidn, se trata de elegir el proceso que ie asegurará los costos de producci6n m&s bajos. En ese nivel entran en consideraci6n los costos de referencia correspondientes, que permiten optar por uno u otro procedimiento, sobre la base de cálculos econdmicos complejos en los cuales cuentan las distintas estrategias empresariales y variables de orden maoroecon6mico tales como el nivel de proteccion tarifaria de que goza el sector, las tasas de inte&, el ritmo de crecimiento del mercado, etc&era.
Las enzimas pueden usarse como agentes de transformaci6n (cataliran- do una reacción que conduce a un compuesto o preparaci6n que poste- riormente se emplea en otra industria o proceso), o como aditivos (introdu- cidas directamente en lo que va a ser et producto final). Se emplean en las industrias alimenticia, de producci6n de detergentes, textil, de tratamiento de cueros, en el diagnóstico mbdioo y en ingenieria gen&ica (para cortar y pegar el material genético),
Estas proteínas tambikn pueden Hegar atener importancia, por ejempto, en la industria plAstica (en EE.UU. la empresa Cetus logr6 fabricar óxido de propileno -que normalmente se sintetiza a partir de derivados del petr6iee por via enzim&ica). Otro ejemplo de utiliracibn potenciat es el caso de ta ligninasa, enzima que permitiría la degradac¡& de ia lignina contenida en los árboles, con lo que se convertiría en una fuente promisoria de obten- cián de hidratos de carbono; actualmente esta aplicación se encuentra en fase experimental y los costos todavía no son competitivos por la lentitud de los procesos.
Las industrias agroatimentkias constituyen eI principal mercado de las enzimas: es ya clAsica la utilizaci6n de enzimas de degradacibn, como las amilasas y tas proteasas, en los procesos de transformaci6n de productos alimenticios. El mercado mundiat de enzimas para esta industria se estimaba en 260 millones de dolares el año 1986 y estaba constituido por no más de IU enzimas distintas.’ La industria de glucosa es su principal usuaria, seguida por las industrias de lsche, bebidas (cerveza, vino y jugos de fruta) y panificación.
Las aplicaciones en alimentacián son variadas segrin las enzimas: estabitiracibn de los liquidos para su oonsenraci6n, mejoramiento de la calidad organokptica y nutricional (por ejemplo, las lipasas inducen ta aparici6n del aroma de los quesos), mejoramiento de la didad de un
producto posibilitando asi la estandarizacibn de un proceso (la utilixacibn de amitasas en panificación permite paliar la deficienda de ciertas harinas, favorecer la liberac¡& de azúcar y f8duCif y astandarirar los tiempos de f8fmentacibn), fabrkaci6n de nuevos productos difkilmente obtenibks por otras viãs (como la fructosa, que se obtiene a partir de la glucosa gracias a la glucosa-isomerasa), eMera.
De las 2.ooO enzimas descritas en ta tWatura espwkkada, sdlo se dispone de m (enzimaS puras) para uso industrial, y existen unos 200 tipos distintos de preparados enxim&tticos (combinaciones como la pancreatina). Con excepcián de algunas Obtenidas por extraccktin, ya sBa de origen ye- getal (como fa papaína, extraida de la papaya}, o animal (como !a pepsina, que s8 8xtrae del cuarto cuajar del ternefo mambn), todas las enzimas empleadas actualmente en industria son d8 origen microbiano; y entre ellas 16 representan m& dai 90% de la producci6n total d8 enzimas industriaj8S.
Las ventas mundiales en 1985 llegaron a 600 millones de d6lares; ef 65% de ese monto se reparte entre Novo (Dinamarca) y Gist-Brocades (Holanda). El tercer gran productor es Miles (EEUU.), recientemente adquirido por Sayer. Hay adem&s algunas geque& firmas que fabrican enzimas específicas y muchos pequafios productores que fabrican para sus propias necesidades. La concentracibn de la produccibn mundial en un puhado de grandes firmas se acompaña d8 una potarkaci6n tec nológica a favor de ciertos paises industrializados y de un escenario sectorial de carkter oligopblico.
Los microorganismos que producen enzimas tas acumulan en su seno o Ias excretan 8fi el medio de cukivo, En este sentido, los criterios de performance de las capas microbianas tienen que ver cun 81 rendimiento y la productividad, asi como con laa condiciones de desarrollo del proceso en su conjunto (se busca tolerancia a bajos va!OfeS d8 pti para evitar la contaminac&, facilidad de eliminacibn en la fase de extracción, etc.).
En Ia producci6n por microorganismos se pueda aumentar ta cón- centración de enzimas actuando sobre 81 medio o modificando el gsnoma. Por ingeniería gen&ica se trata tanto de aumentar la pOt8ncialidad de la cepa microbiana como de inducir la secreci6n de nuevas enzimas, El mejoramiento gen&ko permite incrementar la velocidad de crecimiento del microorganismo y otorgarle la fauAtad de proliferar en medios de bajo costo. Los japoneses (Universidad de Nihon), por ejemplo, lograron multiplicar par 200 la produoeión de amilasa bacteriana, combinando el m&odo cWco de mutacibn y selecci6n con las tkniccts de recombinaci6n gendtica, COn 10 qU8 Se reduce S8nsiblemente Su costo de pr0dUCZidn.
La mayoría de las 8nzimas contenidas en la &!ula son 8ndU8ntimaS; su empleo 8s prometedor, pero habla que resolver previamente el problema de su extra&&. Casi todas las enzimas utilizadas actualmente (obtenidas por fermentacih) son exo-enzimas, es decir, enzimas secretadas por el microorganismo, que se difunden en el medio y cuya recuperacián- extra&& deSpu& de la fermentación es relativament8 simple. De todos modos, como las reacciones se desarrollan en 81 exterior de ia cMa viva, en sohxiones acuosas, retirar la enzima lleva tiempo e insume recursos.
Hay que tener en cuenta que una enzima no sufre ninguna modificaci8n durante la reacci6n química que 8la catalita, o sea que Sería posible reuti- Iiarla indefinidamente. Ahora bien, aunque algunas enzimas secretadas por los microorganismos pueden producirse a un precio que permite
51
8mpl8arlaS una Sola V8X 8n Un prOCeSo, 91 Costo de muchas de 811% 8s tal qU8 Su en@80 Sólo r8Sdta rentable Si BS poSib r8UtitiZarhS. Por eh, se han puesto a punto IaS t&kas de inmovikaCi&I, que consisten en transformar ia proteina enzim&ttica (soluble en agua) en un catalizador de estado sólido, es decir, fijar la enzima sobre un soporte. Este proceso permite feutilizar la enzima y utilizar el biweactor en continuo.
tos progresos tknicos S8ñaladOS, que redundan BI-I una mayor dis- ponibilidad de enzimas, hacen que el mercado mundial registre una tendencia declinante en los precios de largo plazo. Ello tambik s8 COrr8SpOnde con los cl&sicos terminos de la teoría del ciclo del producto, según la cual durante ia fase de crecimiento los procesos de producci6n se estandarizan, aumentan las series de producci6n y los costos unitarios comienzan a bajar. Ademas, hay una cierta difusi6n del know-how, la competencia crece y provoca una presi6n descendente sobre los precios.
Pero at mismo tiempo, dado que las enzimas microbianas sustituyen productos o procesos de fabricación tradicionales, el precio de “entrada” al mercado tiende a fijarse inmediatamente por debajo del costo de produc- ción involucrado en estos tiltimos. Esa situaci6n abre la posibilidad de captar rentas diferenciales de gran importancia durante la fase “introductiva* del producto nuevo. En efecto, ese “sobreprecio” permite amortizar los considerables gastos en !yD que exige 81 lanzamiento del nrlevo producto, caracterizado justamente por la canttdad de know-how incorporado.
La perspectiva de captar rentas diferenciales tiende a atraer a nuevos productores. En esas COndicion8s, las grandes firmas van a tratar de bloquear -0 al menos de controlar- la entrada, mediante un esfuerzo sostenido de fyD que se sitúa en alrededor del 10% de sus ventas. Se reservan así el acceso a los mercados rn& importantes.
Miles invierte anualmente 30.ooO.ooO de d6lares en actividades de lyD referidas a enzimas. En 1982, el departamento de biotecnología de Gist- Brocades comprendía 280 investigadores y thcnicos; la firma holandesa invirtió ese afro 9,5 millones de d6lares para financiar la construccidn de sus nuevos laboratorios de microbiología en Delft.
l-lay ademAs otras barreras a la entrada. La utikaCi6n de enzimas en alimentación exige el respeto de determinadas especificaciones microbio6 gicas. En este sentido, las firmas productoras tratan de elevar esas exigen- cias -reglamentadas por /os poderes pGblicos- al máximo de sus propias posibilidades tknicas, para dificultar la entrada a wmpetidOr8S eventuales. Los largos plazos administrativos necesarios para la aprobacibn de un nuevo producto o proceso juegan como obstáculos adicionales.2
2 Se ha le@timado ta duplicidad de efectw del mecanismo regulatorio público alegando que la imperfecta informach torna insuficiente al mecanismo de mercado en la toma de decisiones; se necesitan formas alternativas de proteger al consumidor. Pero el exceso o la lentitud de los requisitos regulatorios pueden afectarlo indirectamente, si 88 ayuda a cristalizar una situacibn oligopólica y/o se retarrda eI ritmo fnnovativo de la industria. VBase Katx, Jorge, Hacia una estrategia industhal y ttmokQka en d campo fannoquimico ibtwvamericano, Buenos Aires, CEPAL/ICCOPS, 1984; Peltzman, Sm, en Regulating new dmg, Universidad de Chicago, 1973, phg. 113.
52
2. Enzimas microbianas en Argentina. La experiencia de Milar
El mercado argentino de enzimas se desarroll6 casi simulthneamente con el de tos países industrializados. Los testimonios recogidos muestran ade- m&s que la utilización local de enzimas industriales guarda similitud -en cuanto al número de enzimas en uso e industrias consumidoras- con la observada en paises centrales. Donde hay grandes diferencias es en los volúmenes de utilizacibn.
En cuanto at primer punto, es cierto que en muchos casos la comer- cializaci6n de una nueva enzima en el mercado local coincidi6 en el tiempo con su lanzamiento en 1~s paisas industrializados. Incluso es posible encontrar algunos casos en que el lanzamiento en Argentina se hizo primero a titulo de prueba; ademas, ciertos compuestos enzim&ticos que consume ia industria local no se usan en ecOnOmÍaS centrales. P8fO el rezago observado, por ejemplo, en la introducci6n de cuajo microbiano (dos años} y, especialmente, en el empleo de glucosa isomerasa (10 años, probablemente por la fuerte resistencia de los intereses azucareros locales) indica que tambi6n pueden existir desfases de menor o mayor magnitud.
Las firmas locales -con excepcion de Milar- sblo industrializan enzimas extractivas, de origen animal o vegetal. En es8 campo -y si dejamos de tado a la empresa INOR que fabricaba pancreatina y quimutripsina y que en 1981 se traslada a Brasil-, la producci6n local mas significativa es la de cuajo natural, área donde acttian en primer término el laboratorio danés Hansen y el laboratorio Tuteur (que también produce heparina, tripsina y quimotripsina) e infinidad de pequeños productores artesanales. Otros fabricantes locales de enzimas son Laquimar y sintex.
Adem6s de las firmas Iúcales mencionadas, cuatro grandes productores mundiales cuentan con representacibn de ventas en Argentina: Novo, Gist, Miles y Biocom.
2.1. Enzimas producidas por la firma. Proceso de fabricacih
Milar produce cinco enzimas diferentes: amilasa bacteriana, amiioglucosi- dasa, glucosa isomerasa, pectinasa y cuajo microbiano.”
La amilasa bacteriana y la amiloglucosidasa entran en la fabricación de jarabe de glucosa: la primera para la licuefacci6n del almiddn, la segunda para la hidroiisis del almidón y su conversibn en glucosa. Debido a que la hidrbiisis enzimática da altos rendimientos en glucosa, hoy todos los procesos comerciales de produckión de glucosa utilizan este procedimiento (en lugar de la hidr6lisis ácida).
Ambas enzimas se utilizan tambidn para Ia producción de alcohol y de cerveza y, Separadam8nte, en la produccion de vinagre, levaduras, clarifkaci6n de jugos de fruta, licuefacción del mosto en destileria, recuperacibn de los descartes de caramelos, desapresto de telas, preparación de colas, etc&era.
’ AdemAs, est8 en estudio Ia produccibn de proteasa alcalina, enzima que actu8lmente se importa para elaboracibn de detergentes.
53
La glucosa isomerasa SB emplea para la transformaci6n del jarabe de glucosa en fructosa, que es un sustituto de la sacarosa con creciente demanda industrial. Como se verá, fa eiaboracih d8 esta enzima incluye una tecnologia de cierta complejidad: la 7nmovilixaci6n’.”
la pectinasa se usa en la despectinizaci6n del jugo de manzana, para la clarificac& y el mejoramiento de la velocidad de sedimentacibn y fíltraci6n. Esta enzima reemplaza a ta clarifkaci6n por filtracibn, que resulta rn& costosa.
Finalmente, el cuajo microbiano es un coagulante de la leche y un sustituto del cuajo natural que s8 emplea en la fabricación de quesos.
Para cada tipo de enzima el producto 8s estkndar. Su calidad no varía y está determinada generalmente por su potencia y calidad microbiolúgica. La excepcibn es la pectinasa, que es en realidad un complejo enzimático cuya composici6n puede variar de acuerdo con et tipo de fermentacidn, cepa y sustrato utilizados. La variacih en las proporciones de las tres subenzimas bhicas que componen esta enzima determina que sea más adecuada para un fin u otro, es decir, para tratamiento de jugos de manzana o de cítricos (que tienen en cada caso un pH determinado}. Las otras enzimas fabricadas por Milar se miden por su actividad, olor, densidad, agregado de conservadores, etc., y s8 estandarizan con esas características, que responden normalmente a los medios nutrientes que se utilizan en la fermentac¡&.
Como SB ha dicho, todas las enzimas producidas por Milar, salvo algunas amilasas que SB emplean para dasaprestar telas, se usan en alimentaci6n; por eso, se registran en Salud Ptiblica como aditivos alimenticios. Ese trámite puede obviarse si se introduce una modificaci6n en el proceso por el cual se llega a una enzima, salvo que se pase a utilizar una cepa distinta a la ya registrada. Si se quiere aplicar una enzima empleada en la fabricaci6n de un producto alimenticio a la fabricaci6n de otro, se requiere su previa aprobaci6n para ese uso sspecÍfic0 y su indusibn en el CMigo Alimentario:,
Argentina concede patentes par? ios procesos y registro d8 marcas que utiliza Milar, no así para ias enzimas. La firma local Milar es titular de patentes cedidas por MileS.
La produccibn de enzimas microbianas se realiza en Milar en fermen- tadores de 3U.m titros que funcionan en bat~h.~ Esto es, una vez finalizada una fermentacidn (que tiene para cada producto una duración determinada), el reactor se drena, lava y esteriliza (se cambie o no de enzima) para evitar contaminaciones; fuego se procede a cargar la siguiente fermentaci6n. Siempre hay un tiempo ‘muerto* durante el cual no se usa el fermentador.
Al parecer, este m&odo es el que se aplica en todo el mundo. La diferencia CON plantas de paises industriafizados radica en la escala de produccibn: los fermentadores son mucho mayores (hasta 10 veces), particularmente cuando se trata de enzimas que tienen mercados muy grandes (como las que se aplican a la transformación del almid6n).
’ Dado que Milar lanz6 su produccih~ recientemente. (mediados de 19881, su anAlisis queda fuera del presente estudio.
5 En cada fermentador se pueden producir los distintos tipos da enzimas,
54
Una vez terminada la fermentacidn, la masa resultante pasa por ftttros r5tativos; alli se descarta la parte s6iida (misctWe5, sales inorgánicas y orgkticas, restos de fermentaci6r-t) que, al salir mezdada con tierras filtrantes agregadas para mejorar el paso por los fittros, no permite ningún tipo de aprovechamiento posterior y se utiliza para relleno de terrenos bajos.
El liquido obtenido 4~5 en enzimas pasa a tanques dande se la agregan conservadores y activadores (se lo ‘formula’). Luago va a evaporad& païa concentrar Ia enzima a la potencia comercial con ta cual se la vende.
La fase más delicada det pro#so de fabricacidn local es la activa&n del micr55rganism5, que se realiza primer5 en 81 laboratorio: se hacm in5ctda&n8S en tubos de ensayo y post8riOfeS WraCCi5neS y repiques en un pequen5 recipiente que contiene un medio nutriente a una temperatura determinada para que SB desarrolla la colonia; se van estudiando las colonias para detectar la eventual presencia de fagos o colonias extrafias y, ~610 cuando se confirma que son óptimas, se pasa a un medio de cuttivo más grande para aumentar el contenido de colonias. Una vez 5btenida la cantidad requerida, se la vualca dentro de la c&sula de inoculacibn (est&il) del fermentador, que a su vez va a ser col-da en &t0 en condiciones absolutamente as6pticas; el fefrnentador la recibe cuando en su interior ya se ubicaron los medios de cultivo (nutrientes) esterilizado9 y a temperatura @tima. Luego se abre !a tipsu!a de inoculac& para vofcar el cultivo dentro del fermentador y allí comienza la agitación, el agregado d8 aire y el control de la fermenta&n, Despu& de la selscci6n y optimización de la cepa este trama parece ser el m&s delicado def proceso de fabrica&% de enzimas.
Cantrariamente a lo que sucede en la planta de Miles-EEUU., el control del proceso no esta automatizado. Se toman muestras da! fermentador y se analizan; asi se realiza el seguimiento del cr8cimiento de la poblaci6n microbiana, de su utRizaci6n del medio nutriente, de sus desechos, de su productividad; todo el15 se confronta con las curvas normalizadas correspondientes 8 la fermentacibn de ese microorganismo. La mayor parte de estas tareas s8 realiza manualmente.
2.2. ch?75 S8 COnstifuye hfiklf
Milar es un joint-wenture constituido entre los laboratorios Miles (EE.UU.) y la empresa d8 alimentacion Arcor (Argentina).
La actividad de Arc5r comen24 hacia 1950 con la fabricacidn de caramelos. Un compon8nte esencia! del caramelo 8s Ia glucosa (5@%), por lo que esta firma decidi en 1958 construir una planta de jarabe de glucosa obtenida por medio kido. A principios de los aA5s setenta se plantea la posibilidad d8 utilizar enzImas para la conversión de almid6n en glucosa; Eomienza entonces la relaci& COR Miles.
Este laboratorio norteamericano* 6s uno de los principales productor8s mundiales de glucosa y enzimas, asi como da productos de laboratorio,
’ Recientemente adquirido por Bayer.
55
5cido citrico, etc. Por otra parte, est& implantado 8n Argentina, donde produce y comercializa ‘Alka Set&ef, mientras que importa de EE.UU. enzimas y otros producfos.
Junto con Arcur, Refinerias de Mair y otras industrias de glucosa, Miles- Argentina (su equipo de enzimas contaba con dos personas) desarrolla en los años setenta el uso de enzimas microbianas en et país, buscando condiciones y temperaturas óptimas y adacu&fose a las condiciones de trabajo dom&ticas. Lo que se adecuan no son las enzimas -que se reciben de EE.UU. como productos esttidar- sino las condiciones de produecibn, que es& determinadas por el tipo de materia prima empleada. Por ejemplo, cuando las indicaciorres provenientes de ‘la casa matriz para fa obtencibn de glucosa -que recomendaban determinada combinach de amilasas y amiloglucosidasas- no arrojaron el resultado esperado, s8 realizaron ensayos que demostraron que los almidones disponibles en los dos paises presentaban diferencias 8n su CUnstitucibn, puesto que el origen de los granos no era el mismo.
Los cuajos microbianos comenzaron a intrtiucirse en Argentina (importa- dos por Pfirer y otras firmas japonesas) a partir de 1966, dos años despu& de que empezaran a difundirse en EE.UU. Pero tuvieron escasa penetra- cion a causa de serias deficiencias t&cnicas que dejaban en el queso formación de ‘ojose y un sabor amargo residual, producto de una protebiisis aguda (destrucci6n de proteínas). Por lo tanto, hasta 1976, cuando Miles obtiene un producto competitivo, el mercado 8s dominado por Metio (.lap&). Ese mismo año Miles-Argentina comienza a importar el cuajo en polvo de Miles-Alemania y pronto gana un mercado importante (SanCor, Casanto, etc.).
Adem&s, Miles desarrolla loczrlmente enzimas para las industrias de alcohol, vinos, jugos de manzana, cerveza y textiles.
El principal motivo que Miles esgrimid para explicar su búsqueda de un ioint-venture en Argentina con vistas a la fabricacibn local de enzimas fue ia necesidad de proteger ese importante mercado de exportación. La percepcibn de es8 riesgo por parte de la filial local de la firma tuvu que ver con una coyuntura nacional (19751976) en la que s8 instau& un regimen de cuotas de importacibn. Dado que, por otro lado, Miles-EE.UU. pasaba por un periodo financiero critico y que sus esfuerzos de inversi6n s8 centraban bisicamente en la producción para su mercadu dom&ico, fa afternativa considerada viable para asegurar el mercado argentino y minimizar la inversión fue la formación de un joint-venture en el país, en el que particip6 como “socio con aporte tecnol6gico’.
Para la asociacibn se eligi6 a Aroor porque cumplía con Ios requisitos plant8adUe por la casa matriz, que buscaba un socio de su “tamaño’: empresa de capital nacional, tamaño mediano, origen familiar que facilita el acceso al nivel rn&s aho de decisibn de la empresa, eWdt8ra.
Aunque los acuerdos no se formalizaron hasta principios de 1979 -a la espera de la sancibn de la ley de inversiones extravjeras-, se procedi6 a visitar las plantas de Miles en EE.UU. {‘bastante antigua”) y en MBxico (‘demasiado precaria’). Se decidib entonces hacer una planta ‘modelo”, durable y sin los problemas de corrosión y ruido observados en las otras, incluso en las de Novo y Gist. El ruido en este tipo de plantas proviene de los compresores (ya que estos procesos requieren gran cantidad de
aire) y de tos fermentadores (que ‘chiflan”); y la corrosi6n es producida por el vapor que proviene de tos fermentadores.
Miles aport6 el diseñoconcepcickr de la planta, adaptada a las escalas de producción locales; y como el pronbstico de producción era semejant8 al de la planta da Wxico, lo que hizo en realidad fue mandar la ingsnieria mejorada de esa planta (que ya tenía cinco afios de funcionamiento).
El equipo de construcciones de Amor asumió ta pane de obra civil y arquitectura. A fines de 1977, esta firma comen26 a construir la planta junto a su complejo fabril de Arroyito (Mrdoba). La dirsión del montaje quedó a cargo de un ingeniero argentino que acompañó todo al preso de ele&& de la planta y produccion de equipos y que luego pasb a desempefiarse corno el ingsnierujefe de ta planta. Junto con un microbid lago que dirigió despues eI laboratorio de microbiologia, visitó las plantas de Miles en M&xico, Alemania y EE.UU., donds ambos r8aliraron cursos de formaci6n y d8 las cuales se copi equipos enteros.
La mayoria de los equipos se fabricaron en Argentina, en el taller de meckka de Arcor o a travk de proveedores de esta firma. Es interesante notar que Arcor acababa de construir un taller muy completo -donde fabrica sus propias maquinas- que no trabajaba a ptena capacidad. Se com- prometio entonces a fabricar algunos equipos y a facturarlos a la sociedad a un precio que no superara a los que pudieran cotizar terceros provee- dores. De esta manera llenaba la capacidad de producci6n d8 su taller mechico y distribuía gastos fijos.
Distintos aspectos complejos del montaje se resolvieron localmente. Por ejemplo, para conseguir los agitadores habia que recurrir a un proveedor especial en EE.UU. con plazos de entrega superiores a! año, ya que se requerla darles una forma helicoidal para asegurar la distribucion uniforme del air dentro del ferm8ntador; finalmente, ssto lo resolvió el mismo personal de Arcor, que hizo una copia satisfactoria. TamMn se matiz6 localmente la construcci6n de los reactores, que son tanques de acero inoxidable con soldaduras complejas.
Las pruebas piloto comenzaron 8n Stii8mbre de 1979 y se prolongaron hasta fines de ese año. Miles-EE.UU. envió a Mcnicus de distintos niveles (ingenieros de producci6n, capataces de produccián y control de calidad), que entrenaron al personal local en el manejo de la planta y regresaron a su pais una vez finalizadas las pruebas.
LOS ensayos se hicieron primero en tanques de Siembra d8 500 iiitros para no arriesgar demasiada materia prima -que era imponada 8n su totaiidad- y luego en el fermentador de 30.000 litros, el único con que contaba la planta, Todas las cepas microbianas provenían (y provienen) de Mil8sl%tadoS Unidos.
La planta comenzb realmente a funcionar en enero de 1980 y las enzimas producidas localmente reemplazaron a las similares que Miles importaba. Se PmenzQ con amilasas bacterianas, amiloglucosidasas y cuajos microbianos; luego SB inici6 la producci6n de pectinasas y, mas recientemente, de glucosa isomerasa
57
Al principio SB cont6 con un fermentador y con la carcaza de otro que comienza a funcionar recien a fines de 1980 al instalarse su ‘retteno’: motores, agitadores, reductores, etc. Un teker fermentador entr6 en funcionamiento a fines de 1981.
Ya en marzo de 1980 trabajaban en Mitar 30 empleados. Aunque ta divisih de tareas no estaba totalmente definida, por un lado, estaba et laboratorio de microbiologia con cinco personas y, por otro, el sector de pfodutih La planta t8nia dos profesionales y tres thicos.
En 1986 la dotacih total sumaba 45 empleados, de los cuales siete eran profesionates y nueve tknicos. Dur;tnt8 esos seis ahos, MÍlar recibi6 y asimilh un flujo permanente de informaci6n tecnol6gica proveniente de EE.UU.; en primer lugar, s8 incorporaron cepas mejoradas, cuya produc- tividad se triplioó.
En cuanto a las materias primas, algunas que figuraban en las recetas de Miles existían en Argentina; para verificar si respondian a las mismas especificaciones que aqu&tas utilizadas en EE-UU., durante el montaje de la pianta se envib material local para su chequeo; y, aunque algunas fueron aprobadas, al principio se importaron tpdas de EE.UU., ya que la coyuntura cambiaria lo permitía. Luego comen26 una progresiva sustitución por materias primas fabricadas localmente.
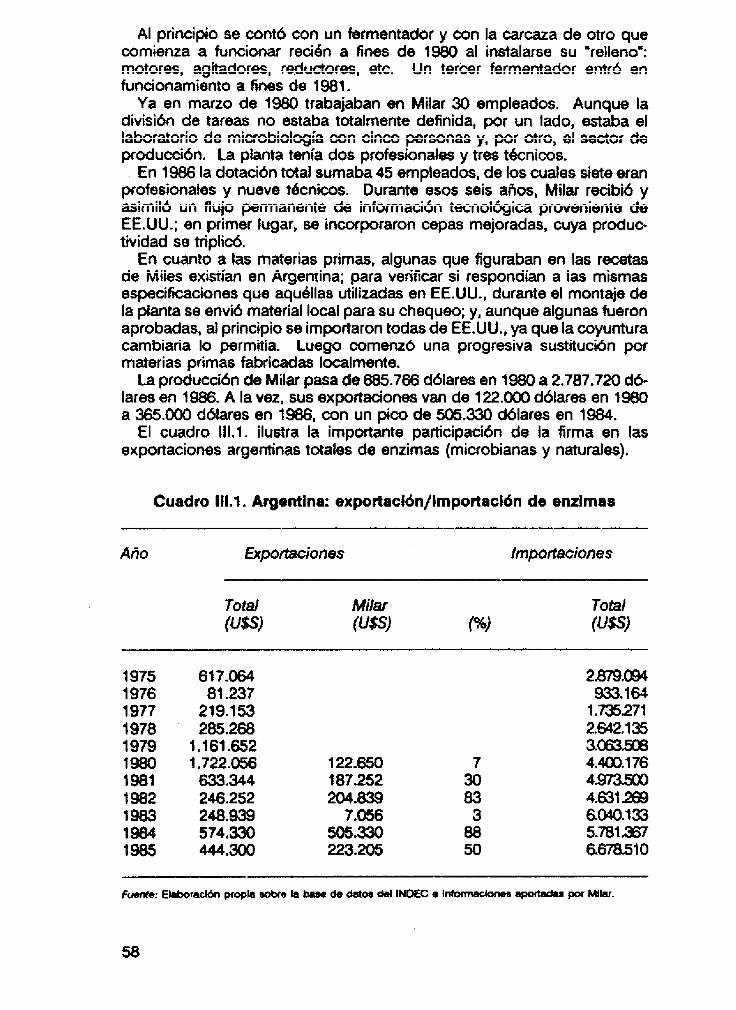
La produccibn de Mitar pasa de 685.766 d6tares en IBO a 2.787.720 d6 lares en 1986. A la vez, sus exportaciones van de 122.000 dólares en 1980 a 365.ooO d6lar8s en 1986, con un pico de 505.330 dólares en 19%
El cuadra 111.1. ilustra la importante participackk de ta firma en las exportaciones argentinas totales d8 enzimas (microbianas y natura&).
Cuadro 111.1. Argentina: exportaci6n/importaci6n de enzimae
Año fiportaciones Importaciones
1975 617-W 1976 81.237 1977 219.153 1978 265.266 1979 1.161.652 19ao 1.722.056 1981 633.344 1962 246.252 1983 248.939 1964 574.330 19a5 444.300
2m.w 933.m
1.736271 2632.135 3-
122.650 7 4.400.176 187.252 4- 204.839 ii 4E3lB 52:” 3 6040.133
5.781%7 223.205 ii 6676510
Mijar es el único productor y exportador local de enzimas mkrobianas. Pero, como se ve, hay importantes exportaciones de enzimas naturales que preceden a fa instalaci6n de esta firma y que continúan luego. Se trata básicamente de exportaciones dei laboratorio INOR (productor de pancieatina y quimotripsina que -como ya se dijo en 1981 se traskda a Srasil, provocando una brusca caída en tas exportac!ones totales de enzimas), de Laquimar y del laboratorio dan& Hanssen (gran fabricante de cuajo natural, producto que exporta a Dinamarca, donde es reprocesado y reexportado como renina pura).
Por otro lado, a partir de 1980, la notable progresi6n de las impor- taciones se relaciona con el auge de la fabricación local de fruCtoSa (edulcorante extraid del maíz que compite oon la sacarosa en utilizaCion8S industriales), fo’ que induce una gran demanda de la enzima glucosa isomerasa (para isomerización de\ jarab8 de glucosa en fru&Sa).
Esta enzima se importa normalmente de Novo y Eist Brocades. TambiBn se importaba de Miles-EE.UU. hasta 1988, año en que Mitas inicia su producci6n local al tiempo que Miles cierra su planta norteamericana. Por to tanto, Milar se ha convertido hoy en la única planta emparentada con el grupo Bayer que fabrica glucosa isomerasa: exporta el 85% de su producción a EE.UU. (por un monto anual Cercano a los 3,3 millones de dcjlares) y se apresta a penetrar en el mercado japones y en el de !os paises det Este. Estos datos permiten prever una progresiva reversión de la tendencia negativa en el balance comercial argentino de enzimas que se observa en el cuadro tll.1.
La fabricaci6n d8 glucosa isomerasa por parte da Mi& supuso la amplia&& de su planta y la dupkacibn de su capacidad de fermentaci6n (que pas6 de 3 a 6 fermentadores). se utiliza una nueva cepa que ha desarrollado la Reynolds Tobacco (EE.UU.), por cuya ticencía Miles-EE.UU. pag6 25 millones de d6lares, y que luego se transfrri6 a Mijar.
La informaci6n contenida en el cuadro III. 1, permite estimar en alrededor de tres millones d8 dólares el mercado local de la glucosa isomerasa para t986, a pesar de que a partir de 1984 ef Poder Ejecutivo fij6 cupos máximos anuales para fa fabricación de jarabe de fructosa. ArCOr, Refinerias de Maiz, Georgalos, Industria del Maíz y Glucoville (estas dos liltimas son firmas azucareras) son los cinco fabriCant8S locales de fructosa.
la glucosa isomerasa se utiliza inmovilizada sobre un soporta insoluble: la glucosa circula alrededor de la enzima fijada en un “lecho fijo’ y safe transformada en jarabe de alta fructosa.
La tknica de inmovilizaci6n 8s relativamente compleja y ha significado una innovaci6n mayor en et campo de la ingenieria 8nzim&ka. No solamente permite reutilizar la enzima y efectuar el proceso en continuo; tambidn s8 pueden alcanrtlr intensidades de reati6n mucho mhs grandes. Efectivamente, las concentraciones de glucosa pueden alcanzar 45% de peso seco, lo cual es importante porque Ia exigencia de trabajar 8n medio acuoso parece s8r uno de los principales inconvenientes de la catálisis enrimática. En general, los limites en las concentraciones de catalizadores y de productos que se pueden obtener operan como una restricci6n decisiva en la explotación y en la rentabilidad de los procesos biol6gicos.
Desde 1916, distintos inveStigadOr8S norteamericanos, ainman8S 8 israelies desarrollaron utilizaciones potenciales de enzimas inmovilizadas.
59
Pero recién en 1969 IOS japoneses lanzaron al mercado et primer reactor industrial con enzima fija (una aminoacilasa).
La glucosa isomerasa se descubrió en EE.UU. en la década del cincuenta y fuego fue mejorada y “fijada” en Jap6n durante los años sesenta? Pero su utilización en gran escala para la produccion de jarabes de fructosa recién comienza a principios de los setenta, cuando el precio de la sacarosa en los mercados internacionales aumenta vertiginosamente. Y esa expansibn se realiza particularmente en EE.UU., donde los grandes grupos cerealeros pusieron a punto la tecnología enximática en cuestion, En ese país -que concentra cerca det 40% de la producci0n mundial de maíz y aproximadamente el 60% de las exportaciones mundiales de dicho cereal, y cuyas importaciones de azticar representan casi el 40°h de su consumu interno-, la participaci6n de los productos edukorantes extraídos del maíz sobre el total del consumo azucarero pasb del 30% a principios de la decada del seten:a al 45% diez años después. Así, ta reduccib de importaciones de azúcar que lograron los EE.UU. para 1980 se estimo en 1.300 millones de dólares.8
Actualmente, la fructosa sólo compite con la sacarosa (extraída en Argentina de la caña de azúcar) en aplicaciones industriates, ya que aún no se ha resuelto su “cristalizac¡&?. Pero en ese mercado está desplazando seriamente al azúcar. Sus ventajas con respecto a la sacarosa son diversas: sus precios son inferiores en alrededor del 25%; no es fermen- tescible; tiene mayor poder edulcorante (1,5 contra 1,O); se vende a granel; provee coproductos interesantes (proteínas para alimentacibn animal: “com- gluten” y “gluten-feed”).
AdemAs de impulsar a Milar a la fabricac¡& local de la glucosa isomerasa, la irrupción de la fructosa en el mercado de azkar industrial produjo un fuerte ktcrsmento en la demanda de amilasa bacteriana y amiloglucosidasa, necesarias para la obtención de jarabe de glucosa. Amor, Industrias de Maíz y Refinerias de Maíz se cuentan entre los principales clientes.
Las amilasas tambikn se emplean en la elaboracidn de alcohol (601s es el principal cliente del sector} y en et desapresto de telas. En este último caso, se trata de una demanda derivada de la utilización de almidon para preparaci6n de hilo antes del hitado. Como el almidon no es soluble en agua y es necesario quitarlo para poder estampar, el empleo de amilasas acelera e1 tiempo en el que el almidón abandona la tela. Ahora bien, existe un apresto vinflico (que se disuelve por medios quimicos) que compite con el almidón en este mercado: ta competitividad del almid6n (y por lo tanto la demanda de amilasas) depende en buena medida de la evoluck de los precios de los granos de donde es 8xtraídO.
Con respecto a las pectinasas, es interesante destacar que su precio ha disminuido levemente en términos reales. SegMn Milar ello se debe no $610 a la presión competitiva de productos importados sino también al limite que impone el costo del proceso (sustituido) para clarificar jugos (filtración).
’ i%t, M., Genbse des innovations en technologie alimentaire. 7945 7980: Ie cas de I’isoglucose, Nantes, INRA, 1984.
8 OTA, op. cit., 1984.
60
En cuanto al cuajo mkrobiano, ya se señal6 que 81 m8r~ad0 ganado por Miles-Argentina (antes de la creación de Milar) era importante. El cuajo natural, por definición, es la enzima obtenida “del cuarto cuajar de terneros mamones*. Como en Argentina se prohibe el sacrificio de estos animales, lo que en realidad se obtiene como cuajo es el extracto del cuarto cuajar de animales grandes, que contiene mucha pepsina y nada de quimosina. Además, parecería que ese producto siempre tuvo un elevado grado d8 contaminación (contrariamente al cuajo microbiano, que parte de un medio estéril), lo que a su vez repercute en la fabricación del queso. Por otro lado, el riesgo de inactivacibn no permite usar métodos de esterilización quimicos ni tkmicos, sino solamente de filtración biol0gica, lo que a su vez provoca pérdidas de unidades de actividad. Precisamente, una de las razones que suelen invocarse para explicar la variaci6n en la catidad det queso en Argentina es la catidad del cuajo utilizado, Io que facilitó la difusi6n del cuajo microbiano.
Estrechamente ligado al precio de la hacienda, en el mercado mundial el precio del cuajo natural se ubica en alrededor de 150 dólares/kg, contra ~610 20 d6lares del cuajo microbiano. En Argentina, debido al bajo precio relativo de la hacienda, la diferencia de precios entre ambos cuajos es menor (entre 15 y 20%). En realidad, si la industria del cuajo natural se sostiene es porque el microbiano se utiliza exclusivamente 8n quesos blan- dos (y no en quesos duros). Cada uno de dichos tipos de quesos -du- ros y blandos- representa 40% del mercado mundial; el restante 20% -de pasta cernidura- utiliza en partes iguales ambos tipos de cuajo. Otro competidor del cuajo fabricado por Milar es un cuajo microbiano en polvo -importado de Japún- que parece constituir una ventaja de marketing. Sin embargo, el cuajo microbiano que se fabrica localmente lo fue desplazando por dos razones fundamentales: precios menores y servicio de asesora- miento al cliente. Las empresas internacionales productoras de enzimas tienen representantes en el país, pero, en la medida en que no se especializan exclusivamente en esta actividad, enfrentan dificultades para competir con una firma local. Esto último vale para todas las enzimas vendidas por Milar frente a sus competidoras importadas. La implantaci6n loca! es un fuerte argumento de venta y al mismo tiempo posibilita un “ir y venir” de conocimientos tecnoi6gicos nada desdeñable.
Según lo expuesto, se observa que, en general, tas enzimas permiten sOlo una sustituci6n de procesos (con excepciones importantes como la glucosa isomerasa, que posibilita ta obtención de un producto nuevo). Entonces, el costo del proceso técnico desplazado o por desplazar se convierte en el referente de precios para el mercado. En el caso del jarabe d8 fructosa hay una innovación de proceso y produtio, pero no apertura d8 un nuevo mercado: el jarabe 8s un sustituto de ia sacarosa y la evotuci6n de sus precios está forzosamente ligada a los de esta última.
En realidad, aqui tocamos una problemática comk a toda ta biotec- nologia: la evolución de los precios de los procesos y productos a los cuales aquélla tiende a desplazar, así como la de los precios de las materias primas que el proceso bioindustrial requiere, determinan en gran medida el límite entre sus promesas y sus realidades.
61
2.4, La expansión de la produccibn
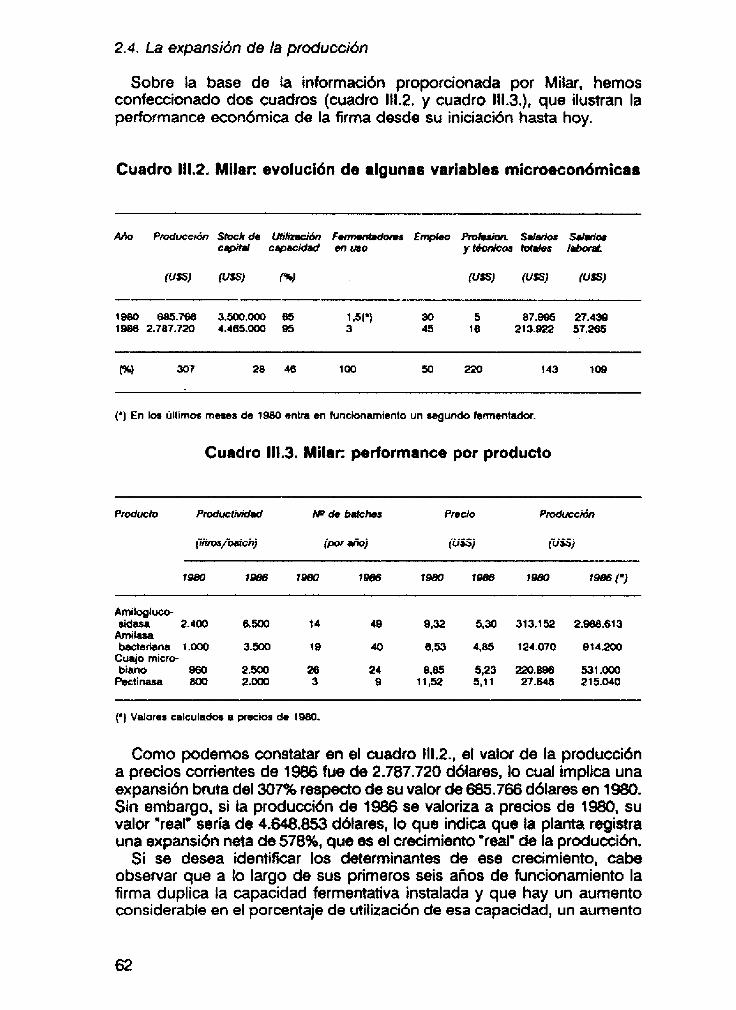
Sobre la base de fa informac¡& proporcionada por Mijar, hemos confeccionado dos cuadros (cuadro IH.2, y cuadro 111.3.), que ilustran la performance económica de la firma desde su iniciacidn hasta hoy.
Cuadro 111.2. Milat: avofuci6n de algunas vrriables microecon6micar
íuw íuw tw PW lUW (VW
lB# 585.755 3.500.004 55 1,5Y) 30 5 87.m 27.438 1pIJB 2.787.720 4.455.ooO 85 3 45 16 213.922 57RgS
WI 307 28 45 100 50 220 143 109
(g En IQS Mmos mms de 1980 entm en funcionamiento un sagurtdo k~~~&&dor.
Cuadro 111.3. Milar: performance por producto
Arnilogl~ sidasa 2.900 6,5# t4 49 8,x! 5,30 313.152 2.w8.613
Amilasa bclofiena t.oo0 3.500 1Q 40 5,53 4,55 124.070 B14.200
Cuajo miere biano Bão 2.5w 26 24 am 5,23 22o.m 531 .ooo
Pectinasa 800 2.ooo 3 9 11,52 5,il 27.w8 215.040
(*) valores calculados a prodos do 1980,
Como podemos constatar en el cuadro l11.2., et valor de la produccibn a precios corrientes de 1986 fue de 2.787.720 d&ares, lo cual implica una expansi6n bruta del 307% respecto de su valor de 685.766 dblar8S en 1980. Sin embargo, si la producci6n de 1986 se valoriza a precios de 1980, su valor “real” sería de 4648.853 dblares, to que indica que la planta registra una expansi6n neta de 578%, que es el crecimiento ‘real’ de la producci6n.
Si s8 desea identificar los dWrminmt8s da ese crecimiento, cab obs8rvaf que a to largo de sus primeros seis años de funcionamiento la firma duplica la capacidad fermentativa instalada y que hay un aumento considerable en el porcentaje de utilizacibn de esa capacidad, un aumento
62
dei 50% en la dotacibn de personal y un cambio en 81 mix de produccibn (lo que se constata porque el peso relativo de cada enzima en el total de la produccibn del 8Stabkimiento fue cambiando a trav& del tiempo). Por otro lado, en e! cuadro 111.3. se observan aumentos sustanciales de productividad/batch a lo largo del periodo, incrementos del orden del 200 por ciento?
2.5. Aumentos de producfiv;dad y esfuenos tecnol&giws loca/es
Los incrementos espectaculares en la productividad por batch se lograron en funcibn de dos tipos da mejoras t&nioas: una mayor eficiencia de las cepas utilizadas y una serie de cambios realizados en ei proces de pfoducci6n.
De acuerdo con datos proporcionados por Milar, a partir de 1981 aumenta considerablemente el input tecnolbgico proveniente de Miles- EE.UU., donde parecen acelerarse en ese periodo los desarrollos t8cnolbgicos. Milar recibe entonoes nuevas cepas y “recHas’ (es decir, indicaciones sobre combinación de los distintos integrantes del medio y memplazo de algunos por otros). Estos aportes tecnol@icos, que vienen de Miles-EE.UU. comu un ‘paquete cerrado’, conciernen ante todo a mejoras en las cepas. Estas mejoras constituyen -según Miiar- el factor principal de explicaci6n del crecimiento de la productividad y de los Wtos’ superiores al lO?& en la productividad por batch que se observan en algunos casos entre afio y año.
Mientras Miles-EE.UU. aportaba nuevas c8pas, los desarrollos tsc- nol6gicos locales se centraron espacíficamente en mejoras de procesos. La divis¡& del trabajo aquí implicita recuerda el cl&sico control que ejercen las matrices de las empresas transnacionales sobre el ‘nWeo’tecnol6gico, clave de las tknicas empleadas por sus subsidiarias. Pero tambik hay que tener 8n cuenta lo ya sefialado con respecto al nivel de gastos que las smpresas líderes destinan al desarrollo de nuevas cepas y nuevas enzimas; esfuerzo que esta claramente por encima de las posibitidades de la firma bcal.
De todos modos, aun con una actividad inventiva local circunscrita a adaptaciones y cambios menores en ios procesos de fabricacibn, es legitimo suponer que ei aumento considerable en personal profesiona! y tknico que se observa en Milar a lo targo del período y la actividad especifica del laboratorio de microbiologia son esfuenos que contribuyeron a elevar la productividad. Milar testimonia que, para un mismo input tecnotigico proveniente de Miles-EE.UU., la planta que posee dicho laboratorio en M6xiao 8stá por debajo de la performance de productividad local. E, incluso, la productividad local en ‘amilasa bacteriana’ superaba
* El persona! de Milar ha sugerido que la productividad de la planta debe ser expresada oomo productividad por producto, para no “mezclar” prooems dificiles de estandarizar. Los c&culos de productividad en plantas de fermentación suelen referírse solamente a la capacidad fermentativa instafada, ya que el resto de los equipos de recuperacik, filtracibn, etc.- se emplea rec%n cuando termina la fermentacibn -que puede tardar 1, 2 o 3 dias, según el producto.
63
en 19B6 a la de Milas-EE.UU. Estas diferencias indican claramente que el esfuerzo tecnoibgico Iocal juega un papel considerable.
ta actividad tecnot6gica local se orient6 en especial hacia la optimiracibn de procesos y materias primas y hacia la progresiva sustituci6n de materias primas importadas por otras fabricadas en el país y no se puede atribuir exclusivamente al laboratorio de microbiología la generación local da. mejoras tknicas; las caracteristicas de la planta (pequeña, con alta proporción de personal profesional y tknico, tanto en laboratorio como en fabriaci6n, y con pocos años de funcionamianto), dan lugar a una participación “colectiva’ con considerabl8 protagonismo del personal de producci6n.
Entonces, ta observacidn de la serie de cambios tknicos menores que se fueron gestando a lo largo del tiempo permite diferenciarlos según su origen en: mejoras en materias primas, fruto de desarrollos específicos y finalizados del laboratorio, que no tienen un impacto directo sobre la productividad del trabajo puesto que se trata fundamentalmente de sustituciones; y mejoras de proceso propiamente dichas, resultado de esfuerzos orghnicos pero tambihn de actitudes “8spontAneas* en toda la planta- Es claro que los dos tipos de mejoras se sustentan en un aumento vertiginoso del número de profesionales y tknicos que emplea la planta como porcsntaje sobre su dotación total, proporcibn que pasa del 17Oh en 1980 aI36% 8n 1986.
tas mejoras de proceso se introdujeron desde 81 nacimiento de la planta; a continuaci6n describiremos algunas de ellas.
Para empezar, hay un efecto del tipo learning bv doing. El entrenamien- to del personal en el manejo de la planta y la experiencia acumulada en el mantenimiento del equipo permiten mayor rapidez en ia toma de decisiones y en la soluci6n de problemas de produccibn. A lo largo del tiempo se van reduciendo las horas paradas por mantenimiento; esta reduccibn, que no se ha podido mensurar, encuentra una indicación aproximativa en la evoluci6n da la utilitaci6n de la capacidad instalada, que pasa del 65% en 1980 al 95% en f986.
A la progresi6n de ese porcentaje tambih han contribuido ciertas mejoras infraestructurales. Milar no instaló un generador propio de electricidad, de medo que los cortes de energÍa e&trica arruinaban total o parcialmente las fermentaciones y atrasaban los procesos. Este problema se r8solvib 8n gran medida con la colocãci6n de unos switches electrónicos, que permiten recibir alimentacibn eléctrica de fuentes alternativas.
Otro tipo de mejoras provino de situaciones imprecisas, pero ciertamente tienen que ver con la calificación del personal, según el testimonio de personal de Milar: “... ya sea que el jefe da mantenimiento se dio cuenta de que podia mejorar 81 flujo de una bomba, 0 que tos tknicos químicos del laboratorio constataron que al cambiar la velocidad da agitach de los frascos donde se desarrollan las colonias se lograba una acelaracibn en su crecimiento (...) repetidas veces, un cambio azaroso (como la caida de un pH) permitid entrever una mejora para aumentar la productividad”.
En cuanto a tas atiividad8S tendientes a sustituir y optimirar mat8fias
primas, cabe sehalar que, despu& de iniciar la producci6n en 1980 utilizando materias primas importadas, comen& 81 proceso de 8Xp8rim8n- tacih para encontrar sustitutos.
El principal problema era detedar la eventual presencia de àlgún con- taminante que afectase la fermentaci6n En la medida en que las pruebas de fermentacibn fueron satisfactorias, se reemplazaran tos proveedores extranjeros por los nacionales. Esto se hizo tanto producto por producto (con una misma denominación, por ejemplo el fosfato diamónico nor- teamericano por uno nacional), como en casos de materias primas con caracreristicas diferentes pero que funcionan bien como reemplazantes (por ejemplo, una pectona de origen norteamericano con caracteristicas particulares por otra local de distinto tipo). Pero no hubo cambios fundamentales en la receta, o sea en el medio nuiriente para el desarrollo de la fermentación (que precisa una cantidad determinada de hidratos de carbono y de proteinas).
En algunos casos, el reemplazo de una materia prima por otra mejor0 el proceso de fabricación. Por ejemplo, ta pulpa de remolacha importada -utifizada para la fabricación de pectinasa- fue sustituida por otra de origen local, que permitid llegar a una pectinasa de mejor performance.
En relaciUn con el tema de las materias primas, es interesante plantear lo que Milar identifica como trabas a la racionalíraci6n de la producci6n.
En las plantas de enzimas de EE.UU. y Europa hay controladores autom&os de proceso. Estos no sólo permiten un seguimiento continuo de los principales parámetros de la fermentación, sino que también incorporan un sotiwe que permite corregir autom&ticamente las variables principales: pH del medio, temperatura y velocidad de agitación. En Milar eso se hace manualmente, aumentando los riesgos de errores humanos,
Esa diferencia podria explicarse por el conocimiento que tienen las grandes empresas de todo el modelo analbgico de la situacibn gracias a su condición de generadores de la tecnoiogia en cuestión. Esto supondria la posibilidad de llegar a formular un modelo analbgico local, tras un proceso de adaptacicjn de la tecnología. Pero, en este caso, las im- presiones recogidas tienden a desmentir esa posibilidad.
El obstáculo fundamental para la automatizaci6n del proceso residiria aqui en la irregularidad en las normas de calidad de las matwias primas, cuestibn Bsta relacionada con la falta de estándares y de normas efectiva- mente respetadas en el sector manufacturero local. En un país como EE.UU. se conoce con precisi6n el contenido de cada compuesto en cualquier insumo y ese cantenido no varía -lo que permite contar’con materias primas totalmente normalizadas. Pero en Argentina la situaci6n es diferente. Se han mencionado varios probiemas: el producto puede tener variaciones; el proveedor puede ser monopólico e imponer entonces sus especificaciones (que tai vez no convengan); finalmente, hacer un control riguroso de cada una de las materias primas que ingresan es demasiado costoso. Por lo tanto, en Milar sólo se hace un control de rutina, que aconseja su uso o descarte, para evitar la pérdida de fermen- taciones (ocurri6, por ejemplo, que Ios barriles en los que llegaba el grano utikado como nutriente contenían detergente muy nocivo para la fermen- tación).
Un último elemento a destacar en lo que hace a esfuerzos de creatividad tecnotbgica local es la reciente construcci6n de una planta piloto, cons- tituida por tanques pequeños que reproducen exactamente la planta grande de fermentación de enzimas. Esta planta se ha montado integralmente en el país; ~610 et instrumental es importado.
Si el proceso de producción de enzimas puede optimizarse significativa- mente al disponer de una planta piloto de fermentación, el estudio y control del comportamiento de las enzimas (como producto final) debe hacerse sobr8 los procesos productivos reates en que intervienen, Porque las distintas industrias y unidades productivas presentan configuraciones específicas y cambiantes en lo que hace a condiciones de trabajo, sustratos utilizados, etc., variables de las que depende la performance de la enzima. De ahí que ei equipo de ingenieros que se especializa en la atencPon a los ch3ntes cumpla un papet importante como nexo en et flujo de infor- maciones tecnológicas que “va y viene’ entre Milar y las empresas utilizadoras de enzimas.
En cuanto a las extemalidades generadas a partir de la instalach de Milar, podemos suponer que ‘la utilixa&n de enzimas microbianas les significó a las industrias consumidoras un ahorro de costos y/o una disminuci6n de importaciones.
AdemAs, como ya se señal6, hay indicios de cierta transmisi6n de conocimientos tecnológicos de Milar a sus clientes, fenómeno que también se verifica en sentido inverso -aunque indirectamente. Por ejemplo, un interlocutor importante para Milar ha sido SanCor, firma a la que asesora para optimizar el uso del cuajo microbiano (dosificaciones necesarias, etc) y con la que ha desarrollado algún nuevo producto como, por ejemplo, un madurador de quesos que permite reducir significativamente el tiempo involucrado en ese proceso.
Tambik se ha notado cierta interacción con los proveedores de materias primas. En algunos casos se utiliz6 el producto tal cual se ofrecia en el mercado, mientras que en otros hubo de mediar un intercambio de carácter tknico entre las firmas, Asi, cuando en la composici6n de los medios filtrantes utilizados por Milar se encontraron elementos no deseables, se “educo” a los proveedores para que efectuaran tamiraciones, y el producto se aceptaba con la condici6n de que pasara por una malla determinada y de que fuera entregado en bolsas higi8nizadas.
Según testimonios de Mijar, otra mejora de ese tipo se logró con los proveedores de envases, cuando aparecieron indicios de contaminación del cuajo en la etapa de envasado. Se detect6 una falla en el m&odo de fabricaci6n d8 tos bidones y se desarrolti con el proveedor un sistema para tapärlos utilizando un equipo especialmente diseñado a tal efecto.
Es interesante finalmente hacer notar que este tipo de relaciones de carkter técnico o *educativo’ entre firmas, aunque no pase necesariamente por el mercado, puede adquirir gran relevancia en cuanto a las mejoras técnicas y a la rentabilidad de un proceso.
La firma a que hicimos ref8rencia se inicia -y opera actualmente- sobre la base de una importante transf8rencia ex6gena de tecnologia. Pero nuestra investigación muestra que tambibn resutta significativo el flujo de esfuerzos tecnológicos locales de adaptación y creación tecnolágica -du- rante el montaje de la planta y su funcionamiento-; en tal sentido, hemos identificado sus &ctos y las condiciones que lo hacen posible.
66

Una primera constatación de importancia es que una buena parte del crecimiento económico total de la empresa se sustenta en ei aumento observado de productividad por bafch. En segundo lugar, observamos que ese incremento en la productividad -que rondb el 200% a lo largo del período considerada- no se explica ~610 a partir de la disponibilidad da mejores cepas provenientes del exterior; debeneconsiderarse también las mejoras tecnol6gicas menores obtenidas localmente que se refieren al proceso productivo, ya sea a la sustituci6n y optimizaci6n de materias primas como a la puesta a punto y desarrollo de la fermentación.
A su vez, el ritmo de aprendizaje y adaptacih de la tecnologia impor- tada, asi como ta calidad de la prktica tecnológica local, dependen en buena medida del grado de participaciirn relativa del cuerpo de profesiona- Iss y tknicos en el total de la fuerza laboral de ta empresa. Aqui esa par- ticipación aumenta considerablemente a lo largo del periodo considerado, al tiempo que la produchidad crece en forma notable.
Finalmente, la performance de la firma tambidn refleja diversos aspectos inherentes al comportamiento de los proveedores de insumos, así como al de sus clientes. Todo esto otorga rasgos idiosincr&icos a la secuencia evolutiva aqui descrita.
-67