repÚblica bolivariana de venezuela ministerio del … · asignatura procesamiento del gas natural...
TRANSCRIPT

REPÚBLICA BOLIVARIANA DE VENEZUELA MINISTERIO DEL PODER
POPULAR PARA LA EDUCACIÓN UNIVERSITARIA CIENCIA Y
TECNOLOGÍA
UNIVERSIDAD CENTRAL DE VENEZUELA
MAESTRÍA EN INGENIERÍA QUÍMICA
ASIGNATURA PROCESAMIENTO DEL GAS NATURAL
Alumna: Ing. Jessica Zerimar Cáceres Zambrano CI: 17.877.186
FACTIBILIDAD DE DESARROLLAR UN PROYECTO DE GAS NATURAL
LICUADO EN VENEZUELA
El gas natural licuado (GNL) es gas natural que ha sido procesado
para ser transportado en forma líquida. Es la mejor alternativa para monetizar
reservas en sitios apartados, donde no es económico llevar el gas al
mercado directamente ya sea por gasoducto o por generación de
electricidad. El gas natural es transportado como líquido a presión
atmosférica y a -162 °C. Así, para poder transportar el gas natural licuado, se
ha de lograr reducir el volumen del gas natural en 600 veces, donde se
transportará en buques especiales llamados metaneros. El GNL es inodoro,
incoloro, no tóxico, su densidad (con respecto al agua) es 0,45 y sólo se
quema si entra en contacto con aire a concentraciones de 5 a 15%.
Comercio GNL
El comercio mundial de GNL está creciendo rápidamente de ser
insignificante en 1970 a lo que se espera que sea una cantidad significativa a
nivel mundial para el año 2020. Como referencia, el 2014 la producción
mundial de petróleo crudo fue de 92 millones de barriles por día [54] o quads
186.4 / año (cuatrillones de BTU / año).
En 1970, el comercio mundial de GNL fue de 3 mil millones de metros
cúbicos (bcm) (0,11 quads). En el año 2011, que fue de 331 millones de
metros cúbicos (11,92 quads). Proyectos de e & y la demanda mundial de
GNL podrían llegar 400 TM anuales (19,7 quads) para el año 2020. Si esto
ocurre, el mercado de GNL serán aproximadamente un 10% el tamaño del
mercado mundial de petróleo crudo, y que no cuenta la gran mayoría del gas
natural que se entrega directamente a través de oleoductos desde el pozo
hasta el consumidor.
Hasta mediados de la década de 1990, la demanda de GNL se
concentra principalmente en el noreste de Asia: Japón , Corea del
Sur y Taiwán . Al mismo tiempo, los suministros de la cuenca del Pacífico
dominaron el comercio mundial de GNL. El interés mundial en el uso de
unidades naturales de gas de ciclo combinado de generación para la
generación de energía eléctrica, junto con la incapacidad de los suministros
de gas natural en América del Norte y del Mar del Norte para satisfacer la
creciente demanda, ampliado considerablemente los mercados regionales de
GNL. También trajo nuevos proveedores de la Cuenca del Atlántico y Oriente
Medio en el comercio.
A finales de 2011, había 18 países exportadores de gas natural licuado y
25 países importadores de GNL. Los tres mayores exportadores de GNL en
2011 fueron Qatar (75,5 MT), Malasia (25 TM) e Indonesia (21,4 MT). Los
tres mayores importadores de GNL en 2011 fueron Japón (78,8 MT), Corea
del Sur (35 MT) y Reino Unido (18,6 MT). El volumen del comercio de GNL
aumentó de 140 millones de toneladas en 2005 a 158 millones de toneladas
en 2006, 165 millones de toneladas en 2007, 172 millones de toneladas en
2008. Producción de GNL global fue de 246 millones de toneladas en
2014, la mayoría de los cuales se utilizó en el comercio entre los
países. Durante los próximos años, no habría aumento significativo en el
volumen del comercio de GNL. Por ejemplo, aproximadamente el 59 MTPA
de nuevo suministro de GNL a partir de seis nuevas plantas llegó al mercado
solo en 2009, incluyendo:
Al noroeste del estante de tren 5: 4,4 MTPA
Sakhalin II: 9,6 MTPA
Yemen LNG : 6,7 MTPA
Tangguh: 7,6 MTPA
Qatargas : 15,6 MTPA
Rasgas Qatar: 15,6 MTPA
En 2006, Qatar se convirtió en el mayor exportador del mundo de GNL. A
partir de 2012, Qatar es la fuente del 25 por ciento de las exportaciones de
GNL del mundo.
Las inversiones en instalaciones de exportación de Estados Unidos
fueron aumentando en 2013, tales como la planta que se construye
en Hackberry, Louisiana por Sempra Energy . Estas inversiones fueron
impulsadas por el aumento de gas de esquisto de producción en los Estados
Unidos y una gran diferencia de precios entre los precios del gas natural en
los EE.UU. y los de Europa y Asia. Sin embargo, las exportaciones generales
aún no habían sido autorizados por el Departamento de Energía de los
Estados Unidos debido a que Estados Unidos había sólo recientemente
pasado de un importador a la condición de autosuficiencia. Cuando se
autorizan las exportaciones de Estados Unidos, se espera gran demanda de
GNL en Asia para mitigar la disminución de los precios debido al aumento de
los suministros de los EE.UU.
Costo de las plantas de GNL
En la década de 1980, el costo de la construcción de una planta de
licuefacción de GNL cuesta $ 350 por tpa (toneladas por año). En los años
2000, que fue de $ 200 / tpa. En 2012, los costos pueden ir tan alto como $
1,000 / tpa, en parte debido al aumento en el precio del acero.
En fecha tan reciente como 2003, era común suponer que esto era un
efecto de "curva de aprendizaje" y que continuará en el futuro. Pero esta
percepción de la caída de los costos de manera constante para GNL se ha
desvanecido en los últimos años.
El costo de construcción de proyectos de GNL en nuevas
instalaciones comenzó a dispararse a partir de 2004 después y ha
aumentado de alrededor de $ 400 por tonelada por año de capacidad de $
1.000 por tonelada por año de capacidad en 2008.
Las principales razones de costos se dispararon en la industria de GNL
se pueden describir de la siguiente manera:
1. Baja disponibilidad de EPC contratistas como consecuencia de la
extraordinaria alto nivel de los proyectos petroleros en curso en
todo el mundo.

2. Los altos precios de las materias primas como consecuencia del
aumento de la demanda de materias primas.
3. La falta de mano de obra cualificada y con experiencia en la
industria de GNL.
4. La devaluación del dólar.
El 2007-2008 crisis financiera mundial causó una disminución general
de los precios de las materias primas y equipos, lo que disminuye un poco el
costo de construcción de plantas de GNL. Sin embargo, para el año 2012
esto fue más que compensado por el aumento de la demanda de materiales
y mano de obra para el mercado de GNL.
Tecnología de licuefacción
Considérese que para obtener 1 tonelada de GNL hacen falta del orden
de 1700 a 1800m3 de gas natural, considerando el gas usado para la
licuefacción.
A lo largo de la historia se han empleado diferentes tecnologías para
la licuefacción del gas natural, siendo las más utilizada las tecnologías de
dos y de tres ciclos de refrigeración, con esquemas de proceso en cascada y
de pre-enfriamiento con propano más mezclas de refrigerantes.
Las tecnologías de licuefacción de dos y tres ciclos de refrigeración son
las mayormente utilizadas debido a la mayor eficiencia energética que
pueden alcanzar y al menor dimensionamiento requerido para los equipos,
en comparación con las tecnologías de un ciclo de refrigeración

Existen varios procesos de licuefacción disponible por grandes, plantas
de carga base LNG:
1. AP-C3MR TM - diseñado por Air Products & Chemicals , Inc. (APCI)
2. Cascade - diseñado por ConocoPhillips
3. AP-X ® - diseñado por Air Products & Chemicals , Inc. (APCI)
4. DMR (Dual refrigerante mixto)
5. SMR (Single refrigerante mixto)
6. MFC® (cascada de fluido mixto) - diseñado por Linde
7. Prico ® (SMR) - diseñado por el Negro & Veatch
Se espera que para finales de 2012, habrá 100 trenes de licuefacción en
la corriente con una capacidad total de 297,2 Mt / año (MMTPA).
La mayoría de estos trenes utilice cualquiera APCI AP-
C3MR TM tecnología o en cascada para el proceso de licuefacción. Los otros
procesos, que se utilizan en una pequeña minoría de algunas plantas de
licuefacción, incluyen DMR de Shell (refrigerante de doble mixto) la
tecnología y la tecnología de Linde.
APCI tecnología es el proceso de licuefacción más utilizado en las
plantas de GNL: de 100 trenes de licuefacción OnStream o en construcción,
86 trenes con una capacidad total de 243 MMTPA haber sido diseñado
basado en el proceso de APCI. Philips proceso en cascada es el segundo
más usado, utilizado en 10 trenes con una capacidad total de 36,16
MMTPA. El proceso Shell DMR se ha utilizado en tres trenes con capacidad
total de 13,9 MMTPA; y, por último, el proceso Linde / Statoil se utiliza en la
Snohvit 4,2 MMTPA solo tren.
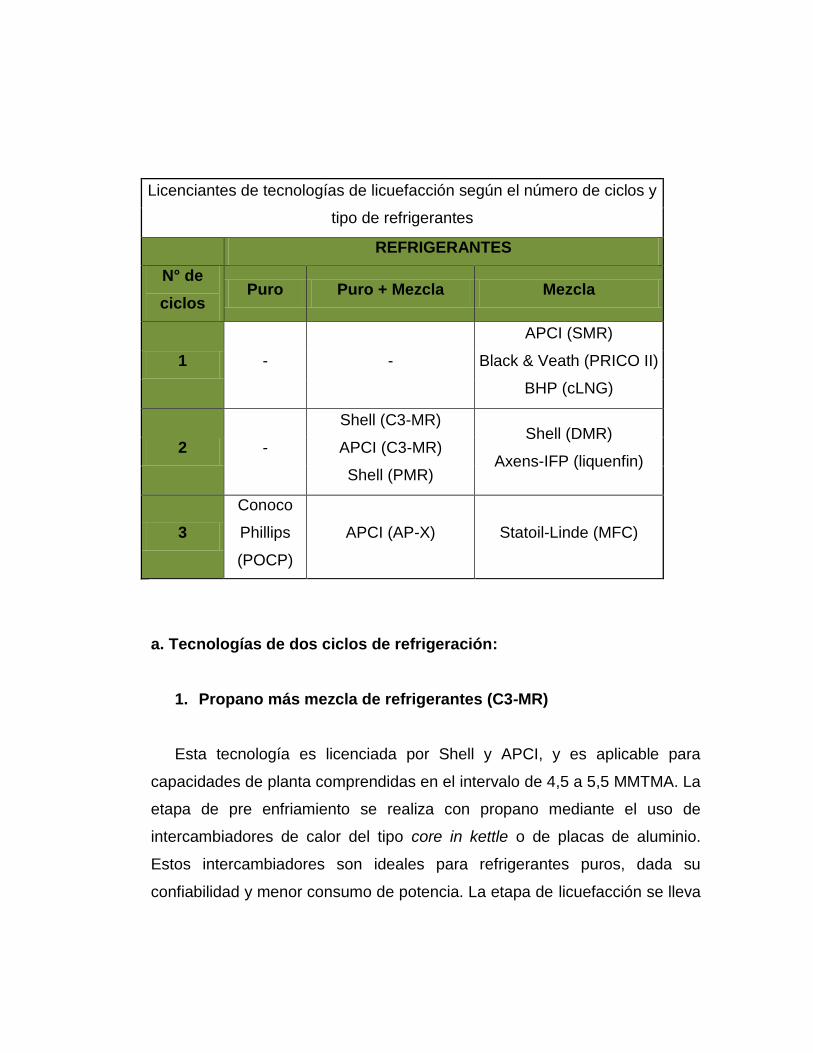
Licenciantes de tecnologías de licuefacción según el número de ciclos y
tipo de refrigerantes
REFRIGERANTES
N° de
ciclos Puro Puro + Mezcla Mezcla
1 - -
APCI (SMR)
Black & Veath (PRICO II)
BHP (cLNG)
2 -
Shell (C3-MR)
APCI (C3-MR)
Shell (PMR)
Shell (DMR)
Axens-IFP (liquenfin)
3
Conoco
Phillips
(POCP)
APCI (AP-X) Statoil-Linde (MFC)
a. Tecnologías de dos ciclos de refrigeración:
1. Propano más mezcla de refrigerantes (C3-MR)
Esta tecnología es licenciada por Shell y APCI, y es aplicable para
capacidades de planta comprendidas en el intervalo de 4,5 a 5,5 MMTMA. La
etapa de pre enfriamiento se realiza con propano mediante el uso de
intercambiadores de calor del tipo core in kettle o de placas de aluminio.
Estos intercambiadores son ideales para refrigerantes puros, dada su
confiabilidad y menor consumo de potencia. La etapa de licuefacción se lleva

a cabo en un intercambiador tipo espiral vertical con una mezcla de
refrigerantes compuesta por propano, etano y metano.
2. Doble mezcla de refrigerantes (DMR)
Las empresas Shell, APCI y la alianza Axens-IFP licencian este tipo de
procesos. Esta tecnología es muy flexible: puede operar con
intercambiadores de placas o tipo espiral vertical y en ambos ciclos de
refrigeración se utiliza toda la potencia instalada de la turbina lo que permite
balancear el proceso.
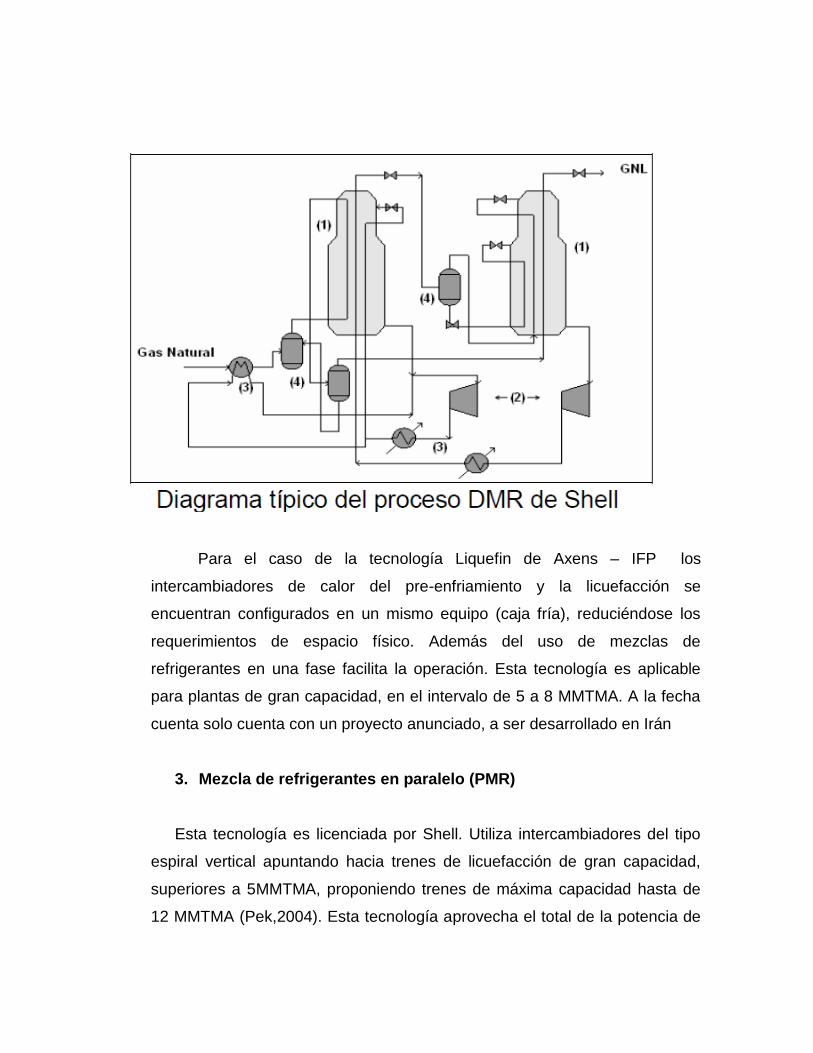
Para el caso de la tecnología Liquefin de Axens – IFP los
intercambiadores de calor del pre-enfriamiento y la licuefacción se
encuentran configurados en un mismo equipo (caja fría), reduciéndose los
requerimientos de espacio físico. Además del uso de mezclas de
refrigerantes en una fase facilita la operación. Esta tecnología es aplicable
para plantas de gran capacidad, en el intervalo de 5 a 8 MMTMA. A la fecha
cuenta solo cuenta con un proyecto anunciado, a ser desarrollado en Irán
3. Mezcla de refrigerantes en paralelo (PMR)
Esta tecnología es licenciada por Shell. Utiliza intercambiadores del tipo
espiral vertical apuntando hacia trenes de licuefacción de gran capacidad,
superiores a 5MMTMA, proponiendo trenes de máxima capacidad hasta de
12 MMTMA (Pek,2004). Esta tecnología aprovecha el total de la potencia de

la turbina en la etapa de pre-enfriamiento y cuenta con una mayor
disponibilidad dado que con una de las unidades de licuefacción fuera de
servicio se logra producir hasta 60 % de la capacidad del tren de
licuefacción.
b. Tecnologías de tres ciclos de refrigeración:
1. Cascada Optimizada de Phillips (POCP)
Este proceso licenciado por Conoco Phillips utiliza refrigerantes puros
(metano, etano/etileno y propano) en intercambiadores de placas, siendo el
ciclo del metano abierto para reducir el requerimiento de recipientes. Entre
las características de este proceso se encuentran el adecuado balance
energético, el empleo de etapas de compresión más eficientes y la reducción
alcanzada en los costos de inversión asociados a los servicios.

2. Cascada con mezcla de refrigerantes (MFC)
Esta tecnología combina en su proceso de licuefacción dos tipos de
intercambiadores: placa con aletas para el pre-enfriamiento y espiral vertical
para la licuefacción y el subenfriamiento. Estudios actuales apuntan hacia la
aplicación de esta tecnología en ambientes costa afuera, para plantas de
grandes capacidades, en el rango de 5 a 8 MMTMA
3. Propano con mezcla de refrigerantes y nitrógeno (AP-X)
Esta tecnología es licenciada por APCI. Permite la construcción de trenes
de licuefacción de gran capacidad, entre 5 y 8 MMTMA, sin la adición de

compresores en paralelo. Se puede construir a partir de una planta del tipo
C3-MR o DMR como opción a expansiones futuras habiéndose previsto las
facilidades para dicha ampliación de tren.
Situación actual
La capacidad total instalada (en operación) de plantas de GNL tipo
carga base superó en el 2009 los 250 millones de toneladas métricas
anuales (MMTMA), a los cuales se suman más de 80 MMTMA que se
encuentran actualmente bajo construcción.
A la fecha, existen más de 20 plantas de licuefacción de gas natural
en operación alrededor del mundo, contabilizando más de 90 trenes con
capacidades comprendidas entre 1 y 7,8 MMTMA. Estas plantas se
encuentra distribuidas en 17 países, los cuales se agrupan en tres regiones
principales: (1) la Cuenca Pacífica: con 95,3 MMTMA en capacidad instalada,
incluye el comercio desde Indonesia, Malasia, Australia, Brunei, Estados
Unidos y Rusia; (2) la Cuenca Atlántica: con 78,7 MMTMA de capacidad
instalada, incluye el comercio desde Argelia, Nigeria, Trinidad y Tobago,
Egipto, Libia, Guinea Ecuatorial y Noruega, y la Cuenca del Medio Este: con
77,5 MMTMA en capacidad instalada, la cual incluye el comercio desde
Qatar, Abu Dhabi, Omán y Yemen.
De los proyectos anunciados, muy pocos cuentan con decisión final de
inversión (FID, por sus siglas en inglés). Sin embargo, de llegar a concretarse
todos ellos, la capacidad de licuefacción mundial se incrementaría de 255,7
MMTMA en el 2009 a unos 306,3 MMTMA (cerca del 20%) para el año 2020.

Proceso de selección de tecnología
El proceso de selección de tecnología constituye una fase crítica en
los proyectos de GNL a gran escala, por lo cual es recomendable abordarlo
desde las etapas más tempranas del proyecto. En este sentido, existen
PRICIPALES PROYECTOS DE GNL ANUNCIADOS
Planta País Año de
Arranque
Capacidad
nominal
(MMTMA)
N° de
Trenes
Tecnología
Propuesta
Pluto LNG Australia 2010 8,6 2 Shell C3-MR
EG LNG T2 Guinea
Ecuatorial 2012 4,4 1 POCP
NIOC LNG Irán 2010+ 10 2 Linde- Statoil MFC
Persian LNG Irán 2011 16 2 Shell DMR
Pars LNG Irán 2011+ 10 2 Axens Liquefin
NLNG
SevenPlus Nigeria 2010 8,4 1 Shell PMR
Brass LNG Nigeria 2011 10 2 POCP
Atlantic LNG T5 Trinidad y
Tobago 2010+ 5,2 1 POCP
Qatar Gas 3&4 Qatar 2010+ 7,8 2 APCI AP-X
Perú LNG Perú 2010 4 1 APCI C3-MR
Angola GNL Angola 2012 5,2 1 POCP
Venezuela GNL Venezuela 2014+ 14,1 3 PDVSA-Linde
MFC3

múltiples aspectos asociados a la selección de tecnología de licuefacción, los
cuales muchas veces constituyen un elemento clave para el desarrollo del
proyecto, al considerar los altos costos involucrados en esta etapa de la
cadena de valor de este recurso.
Métodos Multicriterios de Selección y Toma de Decisiones
Los Métodos Multicriterios de Selección y Toma de Decisiones
(MMSTD), son métodos o modelos matemáticos que se aplican en la
solución de problemas donde existen múltiples alternativas de resolución y
en donde múltiples criterios influyen en la decisión final de la selección de la
alternativa. Siendo este el caso de la selección de tecnologías de proceso,
en donde las alternativas son las distintas tecnologías mediante las cuales se
puede realizar el proceso y en donde los múltiples criterios (económicos,
ambientales, operacionales, seguridad, etc.) influyen en la selección de la
tecnología.
Proceso de Jerarquización Analítico AHP
El método o proceso de jerarquización analítico “AHP” (Analytical
Hierarchy Process) fue desarrollado por Saaty en 1980, siendo su idea
fundamental convertir las evaluaciones subjetivas de importancia relativa a
un conjunto de puntajes, mediante comparaciones apareadas de las que se
determina la importancia de un criterio con respecto a otro y la significancia
de cada tecnología con respecto a cada criterio.
El AHP es un método que ha sido utilizado para resolver problemas de
selección de tecnologías en la industria. Una de las ventajas de este método
es que permite realizar evaluaciones en las que existen criterios de orden
cualitativo que pueden ser expresados en funciones matemáticas de forma
matricial de acuerdo a su significancia con respecto a las tecnologías
disponible y que, con la ayuda de un computador pueden ser resueltas
rápidamente para decidir o seleccionar la tecnología que mejor represente a
este conjunto de criterios. Así mismo, el método considera un valor
denominado relación de consistencia (RC), que permite evaluar la calidad de
los juicios o puntajes asignados por el seleccionador.
Los puntajes de los criterios (y de las tecnologías) se estiman por
medio de comparaciones apareadas entre ellos.
Tecnologías disponibles
Para el caso del escenario venezolano y la cantidad de gas que puede
producir, se pueden tomar en cuenta todas aquellas tecnologías
comercialmente disponibles, y pueden ser incluidas en una evaluación.
Análisis Técnico
Una vez identificadas las tecnologías de licuefacción disponibles para
el procesamiento, se procede a la clasificación de las mismas mediante una
técnica sistemática de toma de decisiones. Con este propósito, se construye
una matriz de decisión, en la cual se puede evaluarlas tecnologías
propuestas empleando una escala de valoración comprendida entre 0 y 3.
Los pasos para la construcción de la matriz de decisión se explican a
continuación:

1.- Selección de los principales parámetros que se considera deberían ser
evaluados para cada tecnología.
Esta selección se realiza a partir de información pública disponible,
tomando en cuenta aquellos parámetros que inciden directamente sobre la
minimización de los costos de inversión y maximización de la eficiencia de
producción de GNL., entre otros. Esto con el fin de considerar los criterios
generales hacia los cuales ha apuntado el diseño de plantas de GNL a gran
escala.
Una vez realizada la selección se determinó una serie de parámetros,
los cuales fueron agrupados de acuerdo a su naturaleza en parámetros
principales con sus correspondientes subparámetros.
1. Económicos
Costo especifico (US$/TPA)
Opex (US$/TPA)
Costo del uso de la licencia (Royalty)
VPN
2. Constructividad
Expandibilidad de planta
Área requerida por tren (m2)
3. Madurez
Años de operación
Cap max por tren instalado (MMTPA)
Capacidad total instalada
Capacidad por tren proyectada
4. Técnicos
Tipo de intercambiador criogénico

Tipo de compresor/accionador
Potencia Específica (Kw/TPD)
Tipo de refrigerante
Nro. de ciclos de refrigeración
Disponibilidad del refrigerante
5. Emisiones de CO2
6. Flexibilidad a la composición del gas
7. Operabilidad/Mantenibilidad
8. Flexibilidad comercial del licenciante
9. Preferencias Nacionales
Contenido nacional.
Desarrollo sustentable
2.- Cuantificación de los parámetros, mediante valoración y ponderación
Para la fase de valoración o asignación de puntajes, muchas escalas
pueden ser empleadas. Por razones de simplicidad, se emplea una escala de
valoración de 1 a 3, donde el 3 representa el mejor valor, el cual debería
asignarse a la situación más favorable. Considerando la etapa preliminar de
análisis, la información pública disponible recopilada permitió la asignación
de puntajes a los parámetros y subparámetros respectivos para cada una de
las tecnologías de licuefacción a evaluar. Por otro lado, la etapa de
ponderación involucra dos pasos: construcción de la matriz y asignación de
pesos ponderados a cada uno de los parámetros y subparámetros. Esta
asignación de pesos debe considerar las prioridades establecidas al inicio de
cada proyecto de licuefacción del gas natural particular. Cabe destacar que
varios parámetros pudieran tener igual prioridad.
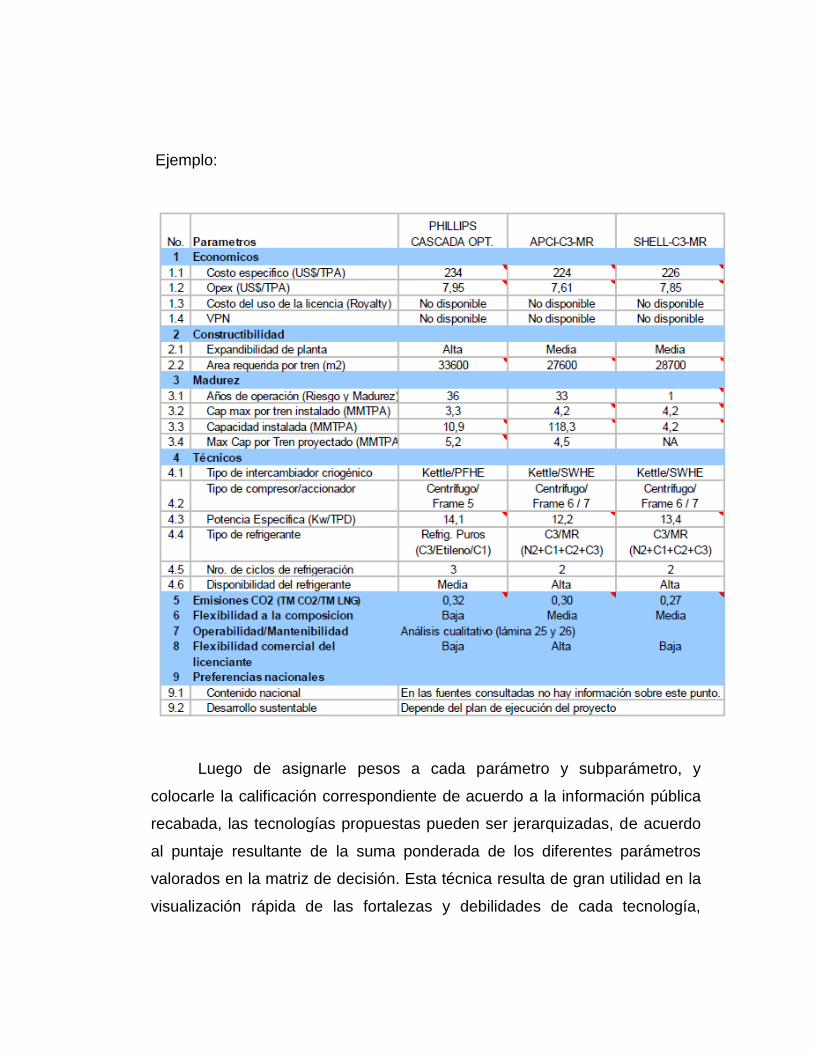
Ejemplo:
Luego de asignarle pesos a cada parámetro y subparámetro, y
colocarle la calificación correspondiente de acuerdo a la información pública
recabada, las tecnologías propuestas pueden ser jerarquizadas, de acuerdo
al puntaje resultante de la suma ponderada de los diferentes parámetros
valorados en la matriz de decisión. Esta técnica resulta de gran utilidad en la
visualización rápida de las fortalezas y debilidades de cada tecnología,

permitiendo a su vez establecer comparaciones entre las opciones
evaluadas.
Seguidamente se presenta la tabla donde se resumen los resultados
obtenidos en la matriz de decisión aplicada al caso de estudio planteado.
Conclusión
La revisión de tecnologías de licuefacción de gas natural realizada
permite señalar que actualmente existen diversas opciones tecnológicas con
potencial de ser aplicadas en futuros desarrollos de GNL en Venezuela.
Estas alternativas están constituidas fundamentalmente por tecnologías de
dos y tres ciclos de refrigeración, con esquemas de proceso bien sea en
cascada o de pre-enfriamiento con propano más mezclas de refrigerantes.
Los métodos de toma de decisiones resultan de gran utilidad para la
evaluación preliminar de tecnologías. En este sentido la selección de
tecnología de licuefacción de gas natural más apropiada para cada proyecto
es un proceso muy específico, donde los parámetros, más importantes a ser
considerados dependerán de las prioridades y condiciones particulares de
cada proyecto
Venezuela tiene una cantidad considerable de reservas de gas
probadas, distribuidas en sus proyectos del Deltana, Cardón, Mariscal sucre,
entre otros, las cuales trabajando de la manera adecuada, podrían llevar a
Venezuela a producir en un futuro cantidades considerables de gas licuado,
compitiendo con Trinidad y Tobago que produce 9,6 millones de toneladas
métricas (MMTMA).
Tomando en cuenta, las evaluaciones realizadas y los parámetros
más importantes en la bibliografía consultada, hay varias tecnologías que se
pudieran ejecutar en Venezuela, sin embargo después de ver la matrices de
evaluación, la más adecuada resulto se APCI-C3-MR, una tecnología de dos
ciclos de refrigeración para una capacidad media entre 4,5 a 5,5 MMTMA,
sin embargo se puede tomar en cuenta en el momento de ejecución, si en
un futuro se quiere agrandar, incluyendo otro tren de enfriamiento.
En la actualidad Venezuela en un país favorecido por ser productor de
petróleo y por tener reservas de gas, en la parte técnica existe valor capital
en recurso humano científico y técnico, y en la parte geográfica también
somos un país privilegiado. Sin embargo el país está pasando por una crisis
económica muy fuerte, hay una debilidad en la adquisición de divisas por la
bajas del precio del petróleo, hay inestabilidad jurídica y política, la
culminación de cualquier proyecto gasífero o de cualquier índole se puede
ver afectado por las decisiones gubernamentales, y por la búsqueda de
mejoramiento individualista, lastimosamente Venezuela es un potencia
energética dormida, y mal administrada.