reparacion de elementos
TRANSCRIPT

REPARACIÓN MEDIANTE ADHESIÓN: TERMOESTABLES CON EPOXI.

Características técnicas Pieza
Paragolpes delantero Material y Productos empleados
PUR (R-RIM) . Resina de epoxi y Malla de nilón Reparación realizada:
Adhesión con resina epoxi y refuerzo interno con malla de nilón.
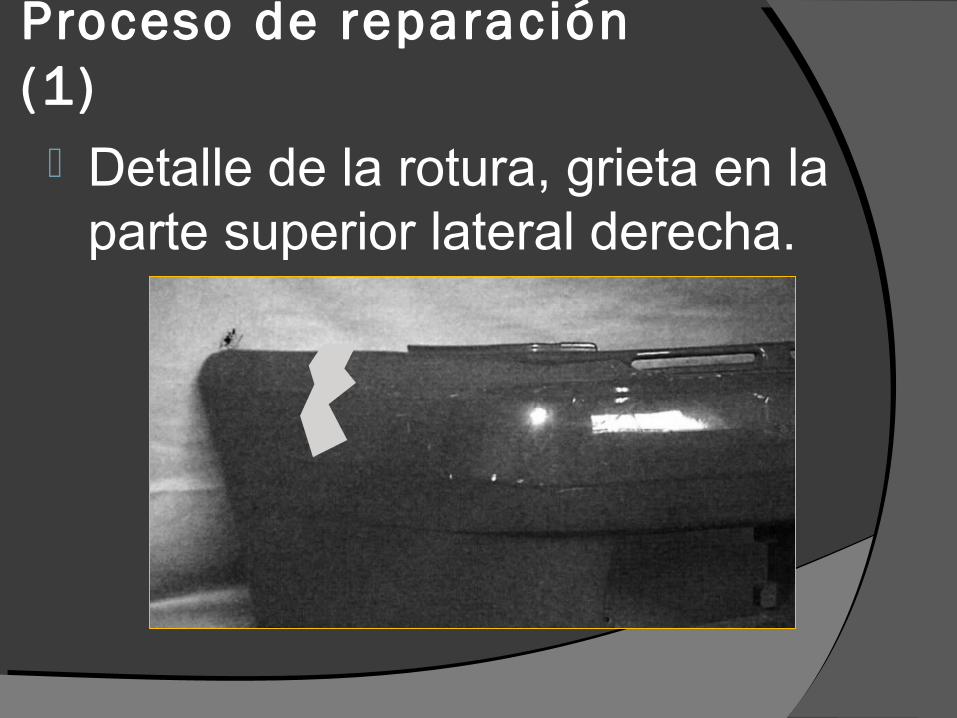
Proceso de reparación (1) Detalle de la rotura, grieta en la
parte superior lateral derecha.
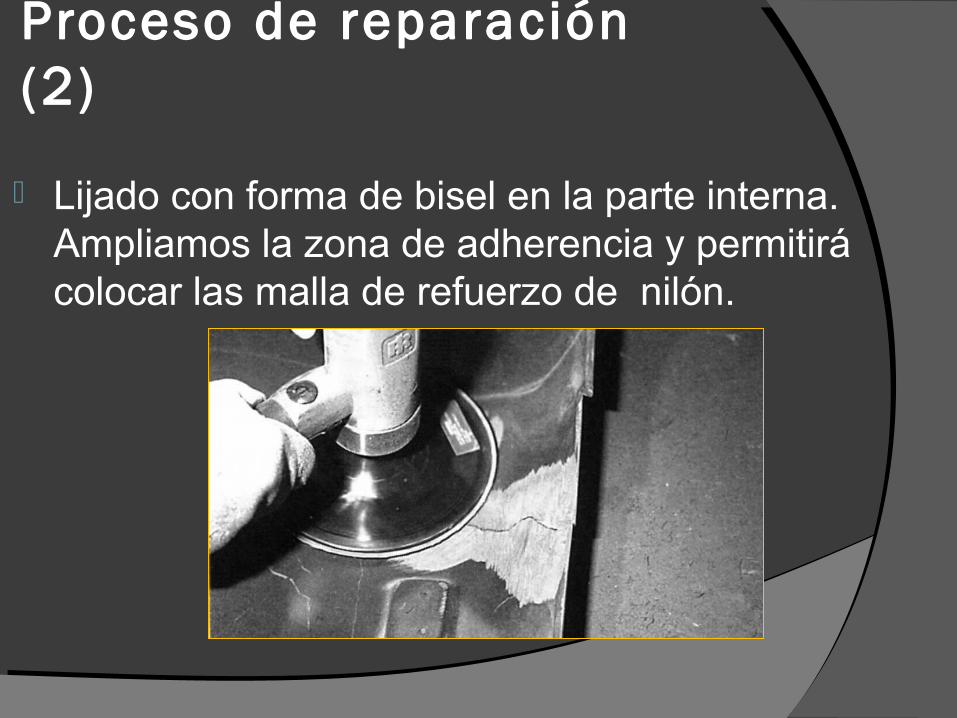
Proceso de reparación (2)
Lijado con forma de bisel en la parte interna. Ampliamos la zona de adherencia y permitirá colocar las malla de refuerzo de nilón.
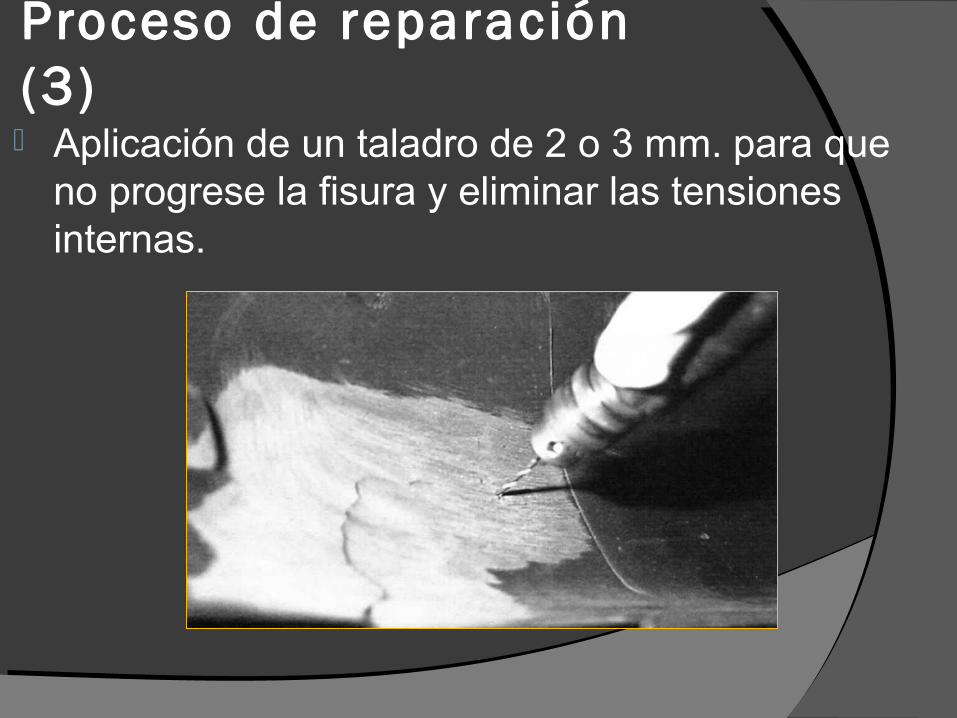
Proceso de reparación (3) Aplicación de un taladro de 2 o 3 mm. para que
no progrese la fisura y eliminar las tensiones internas.

Proceso de reparación (4) Se realizarán nuevos taladros alrededor de la fisura y
a lo largo de ésta. Permitirá el paso de la resina a través de ellos y aumentando la resistencia de la unión.

Proceso de reparación (5) Procedemos a un avellanado de cada taladro
realizado para aumentar la superficie de adherencia y eliminar las tensiones de la adhesión.
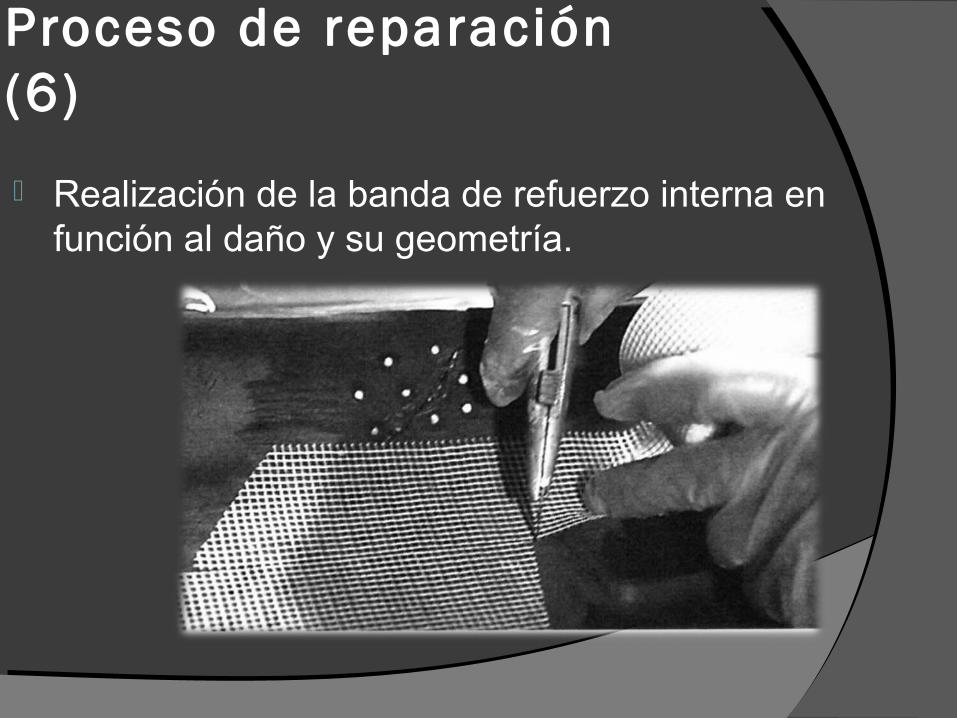
Proceso de reparación (6)
Realización de la banda de refuerzo interna en función al daño y su geometría.
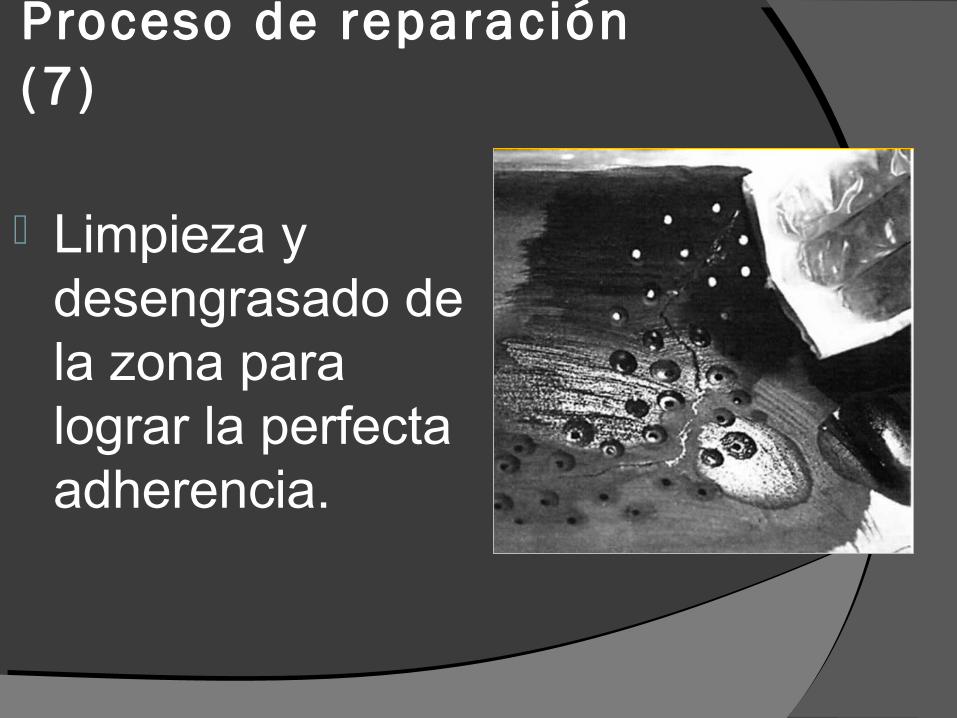
Proceso de reparación (7)
Limpieza y desengrasado de la zona para lograr la perfecta adherencia.
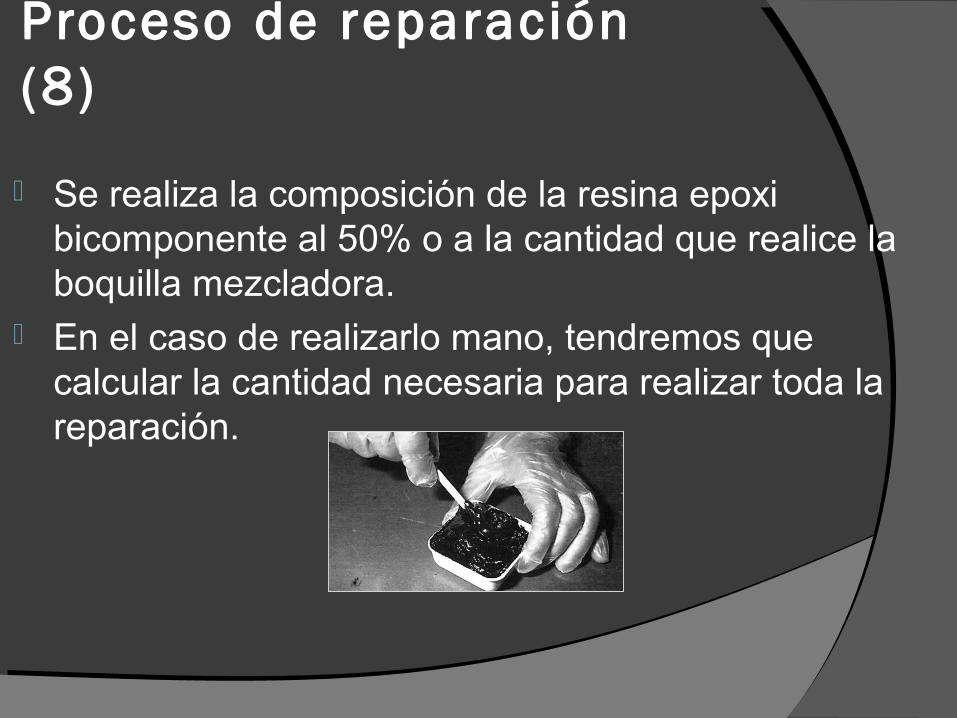
Proceso de reparación (8)
Se realiza la composición de la resina epoxi bicomponente al 50% o a la cantidad que realice la boquilla mezcladora.
En el caso de realizarlo mano, tendremos que calcular la cantidad necesaria para realizar toda la reparación.
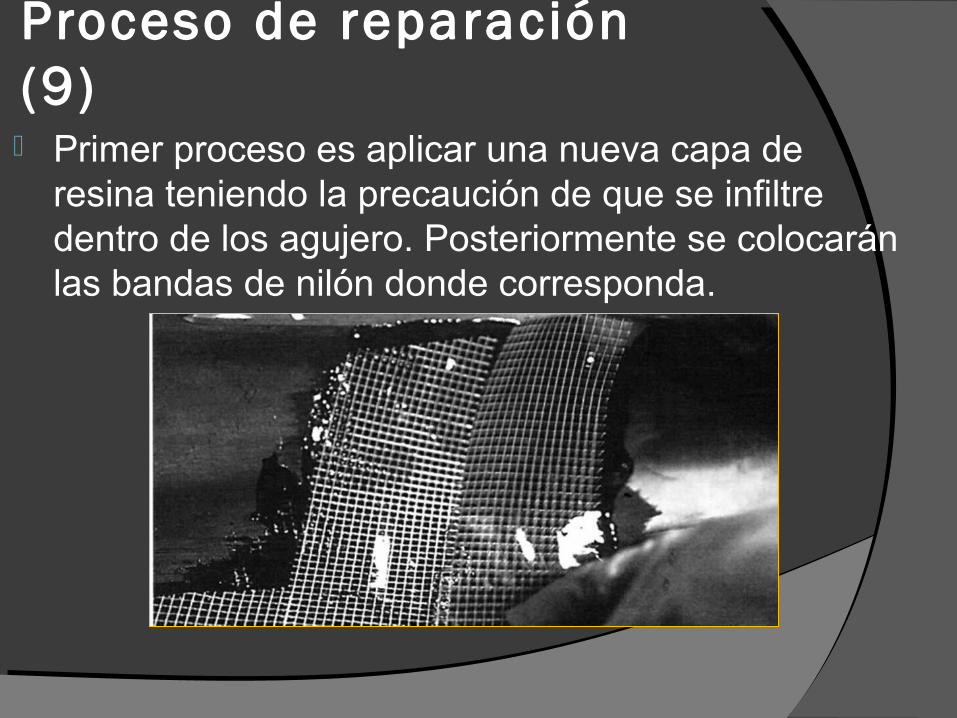
Proceso de reparación (9) Primer proceso es aplicar una nueva capa de
resina teniendo la precaución de que se infiltre dentro de los agujero. Posteriormente se colocarán las bandas de nilón donde corresponda.
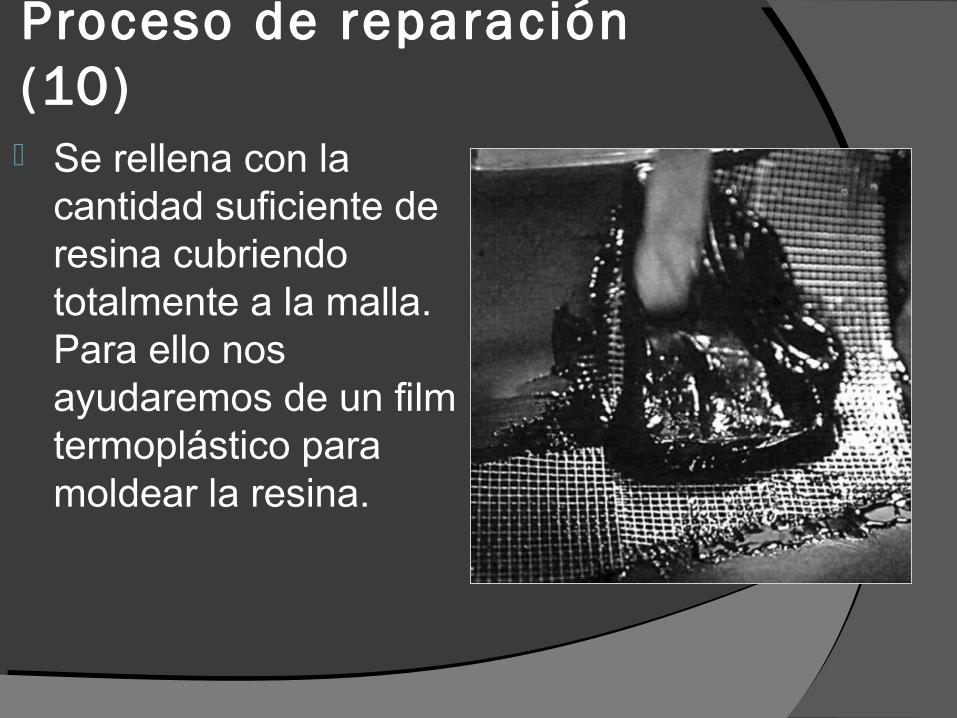
Proceso de reparación (10) Se rellena con la
cantidad suficiente de resina cubriendo totalmente a la malla. Para ello nos ayudaremos de un film termoplástico para moldear la resina.
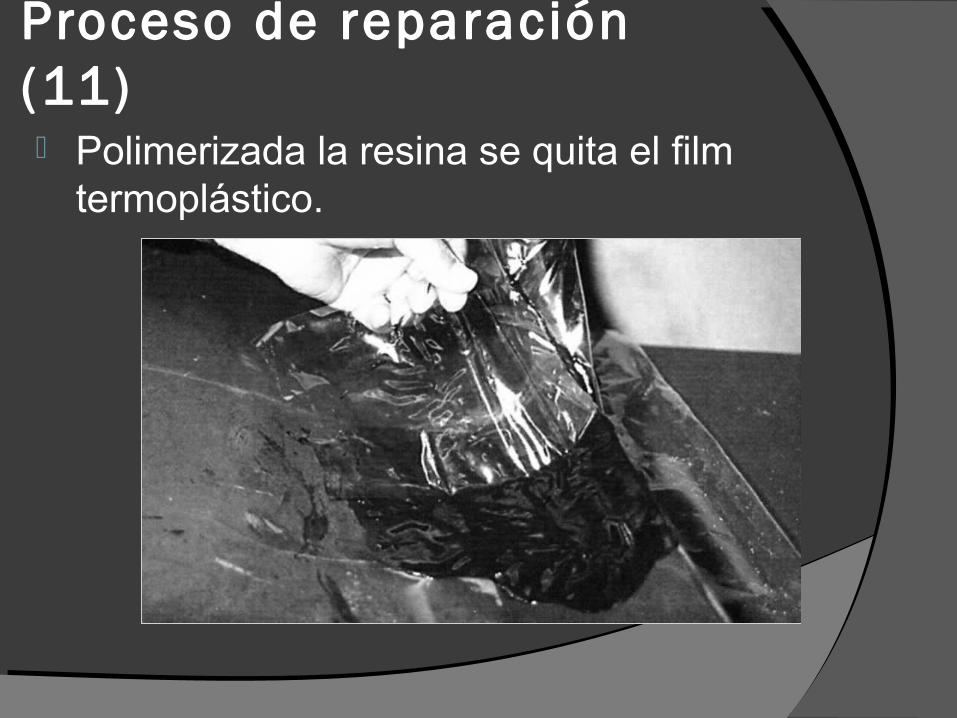
Proceso de reparación (11) Polimerizada la resina se quita el film
termoplástico.
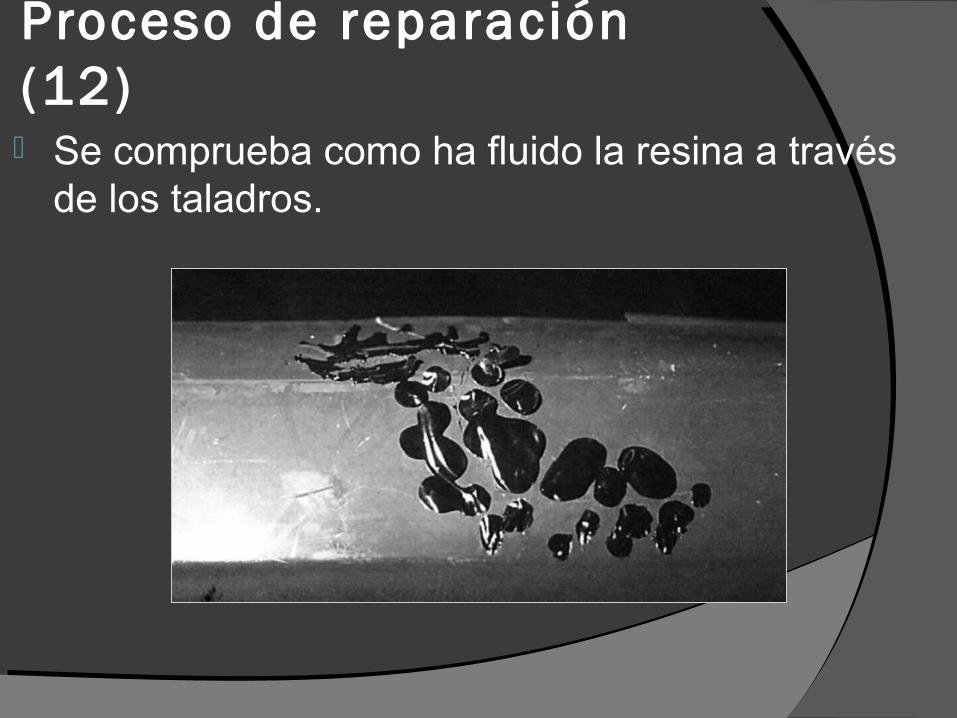
Proceso de reparación (12) Se comprueba como ha fluido la resina a través
de los taladros.
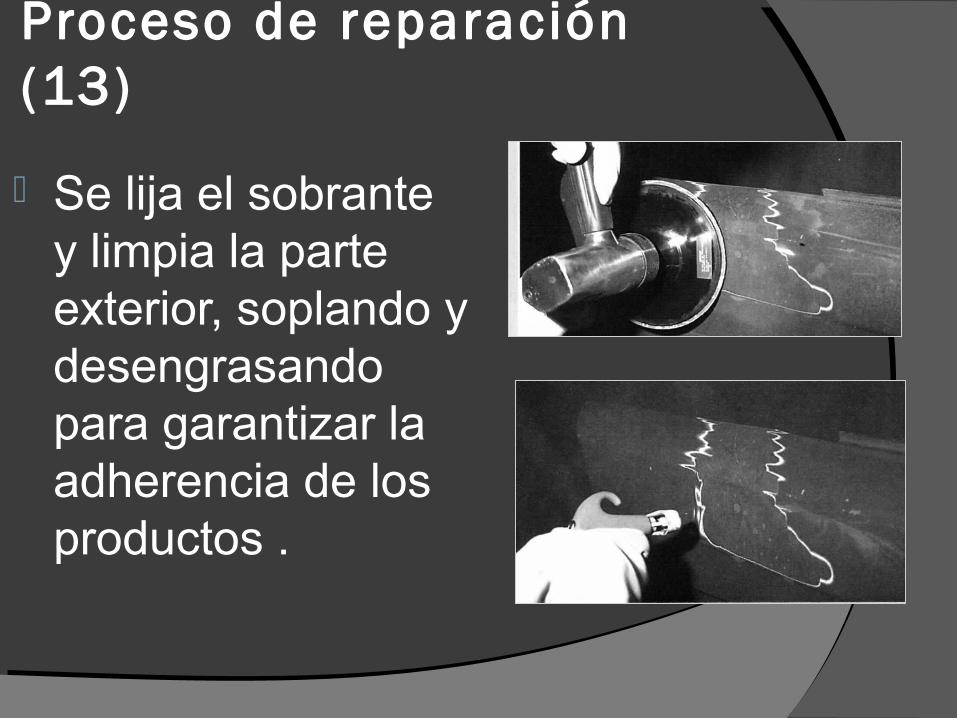
Proceso de reparación (13)
Se lija el sobrante y limpia la parte exterior, soplando y desengrasando para garantizar la adherencia de los productos .
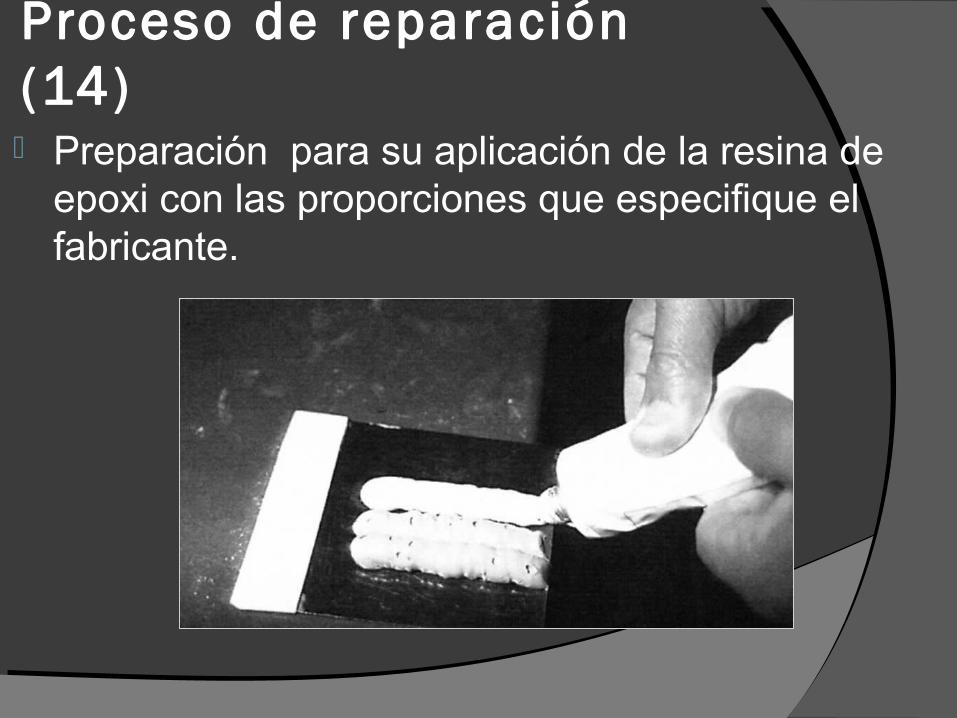
Proceso de reparación (14) Preparación para su aplicación de la resina de
epoxi con las proporciones que especifique el fabricante.
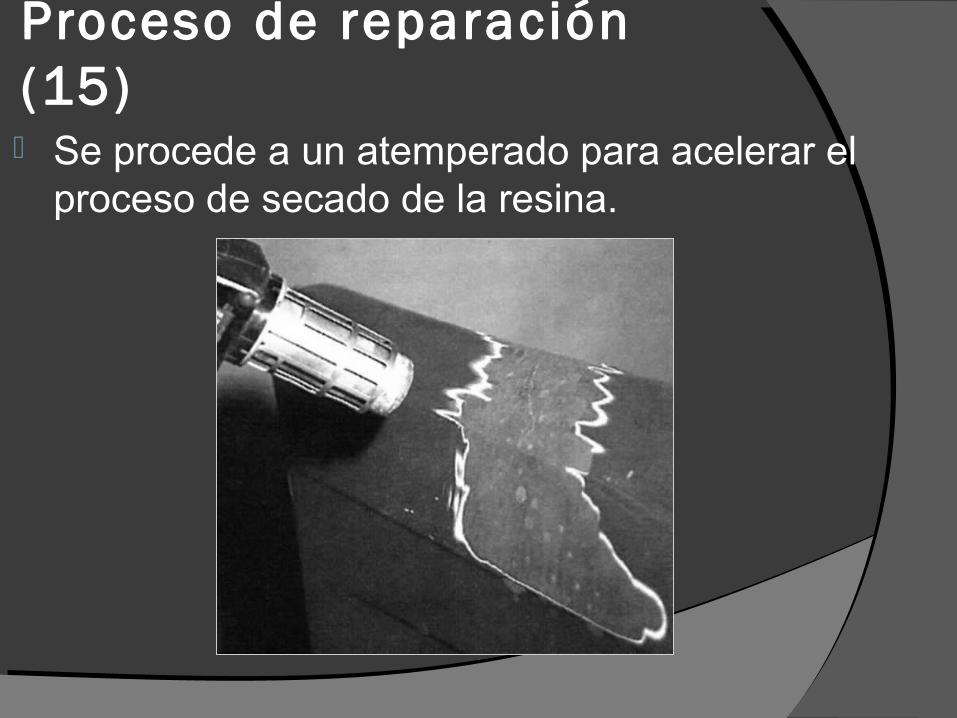
Proceso de reparación (15) Se procede a un atemperado para acelerar el
proceso de secado de la resina.
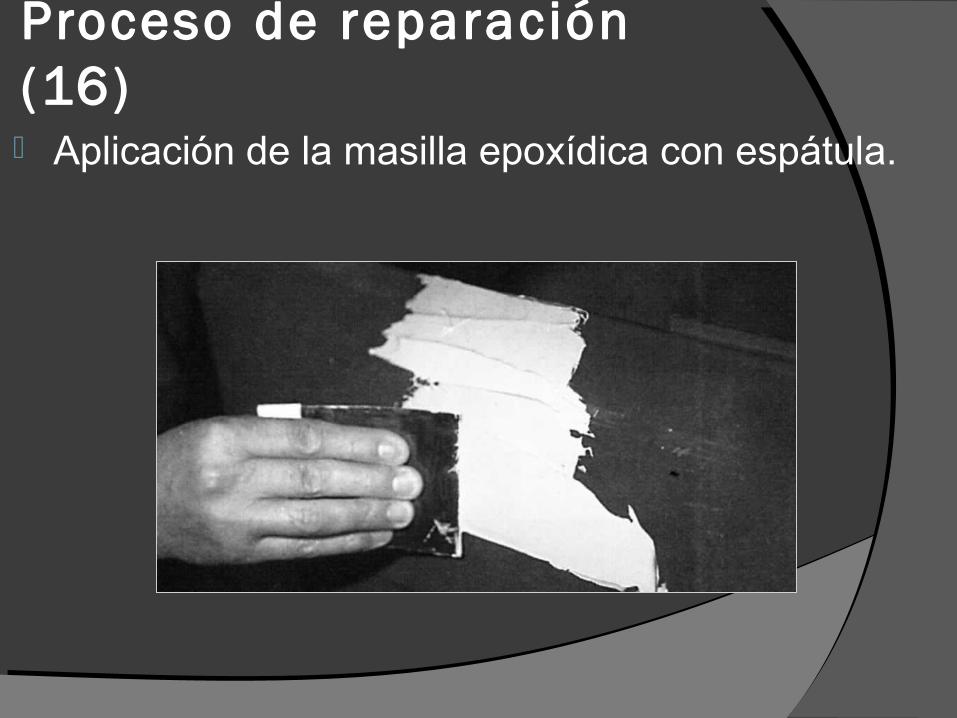
Proceso de reparación (16) Aplicación de la masilla epoxídica con espátula.
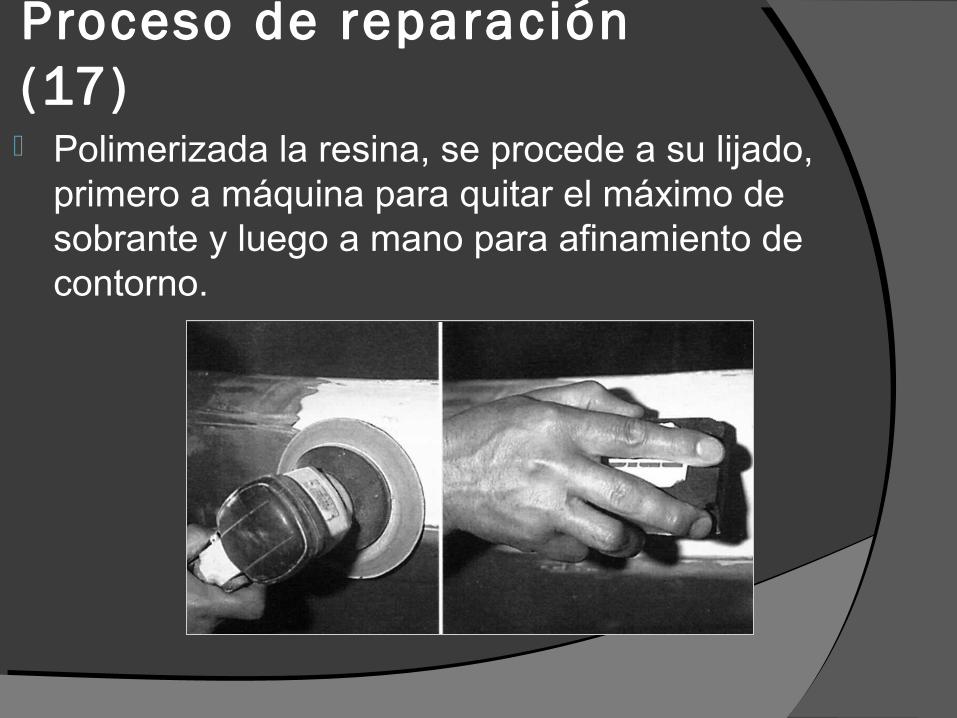
Proceso de reparación (17) Polimerizada la resina, se procede a su lijado,
primero a máquina para quitar el máximo de sobrante y luego a mano para afinamiento de contorno.
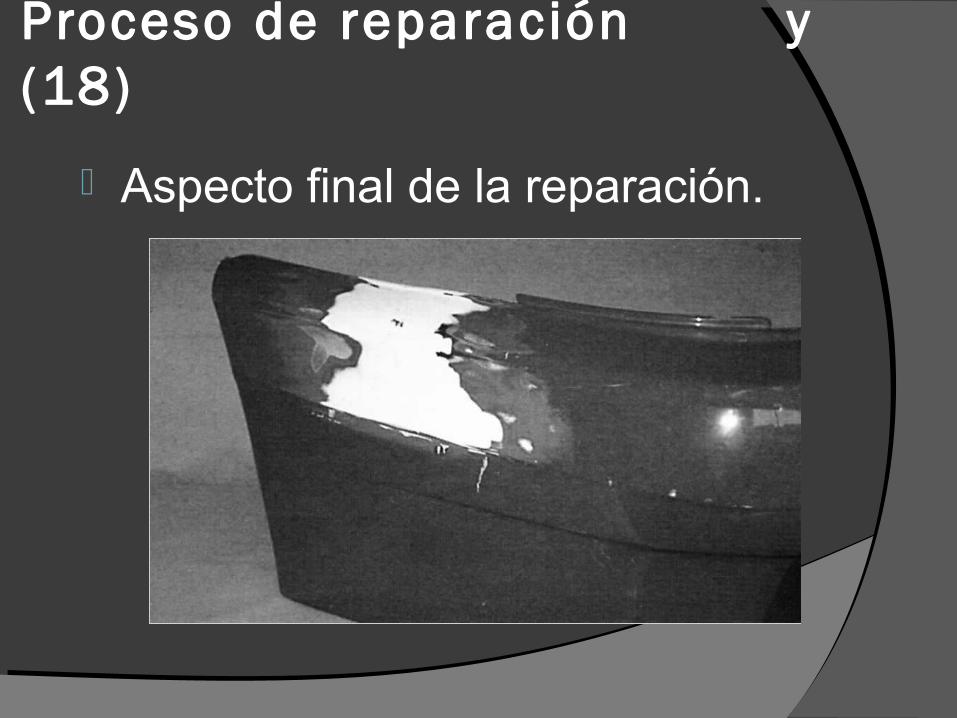
Proceso de reparación y(18)
Aspecto final de la reparación.

ELEMENTOS SINTÉTICOS:Reparación con Soldadura.
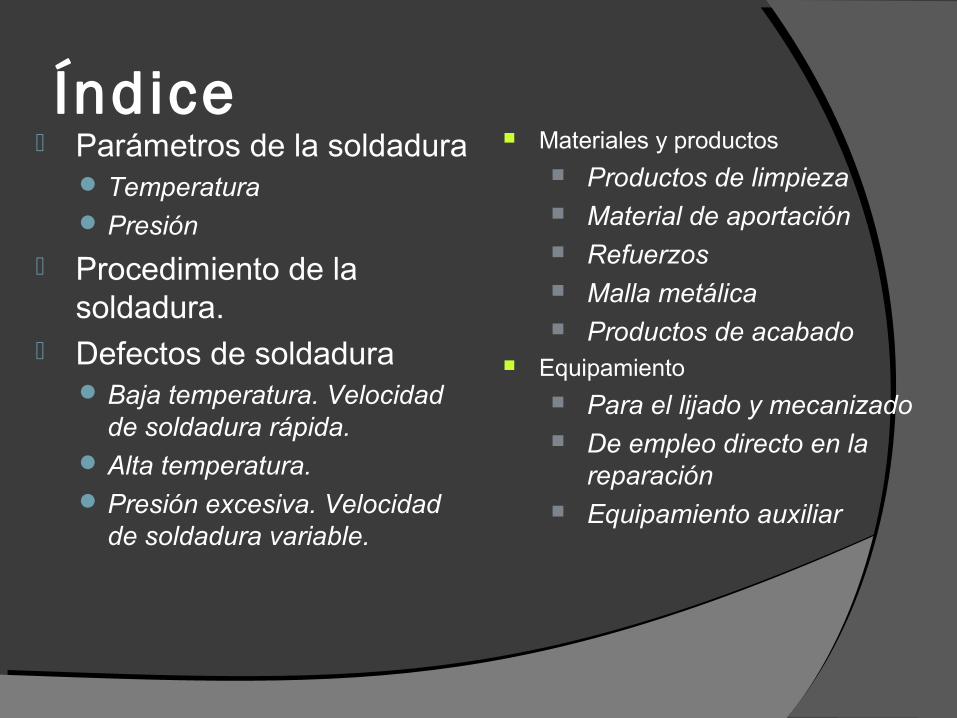
Índice Parámetros de la soldadura
Temperatura Presión
Procedimiento de la soldadura.
Defectos de soldadura Baja temperatura. Velocidad
de soldadura rápida. Alta temperatura. Presión excesiva. Velocidad
de soldadura variable.
Materiales y productos Productos de limpieza Material de aportación Refuerzos Malla metálica Productos de acabado
Equipamiento Para el lijado y mecanizado De empleo directo en la
reparación Equipamiento auxiliar
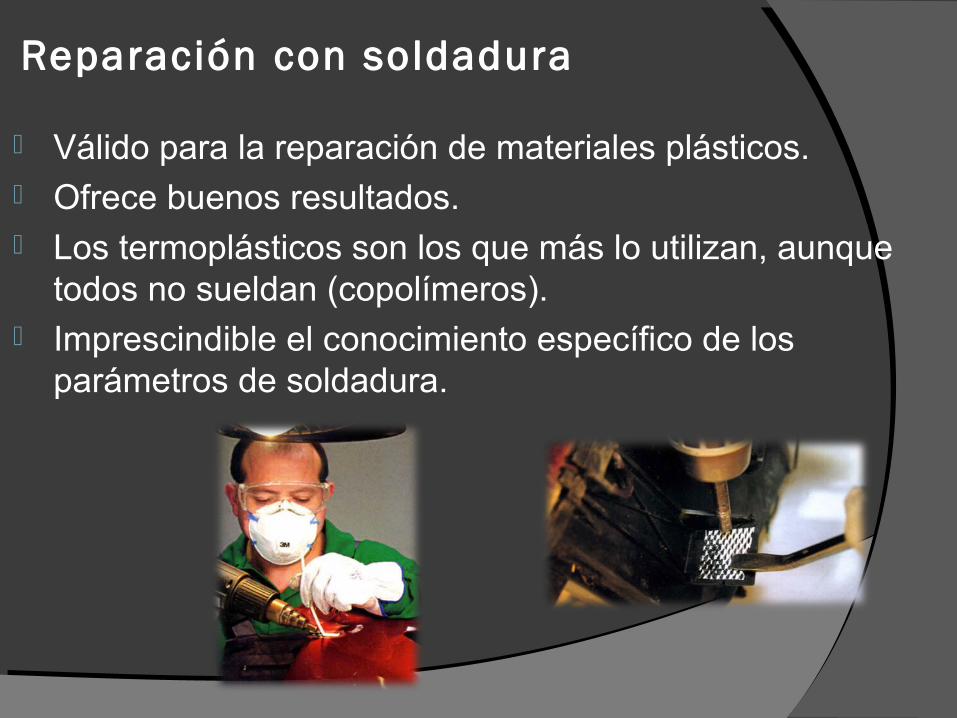
Reparación con soldadura
Válido para la reparación de materiales plásticos. Ofrece buenos resultados. Los termoplásticos son los que más lo utilizan, aunque
todos no sueldan (copolímeros). Imprescindible el conocimiento específico de los
parámetros de soldadura.
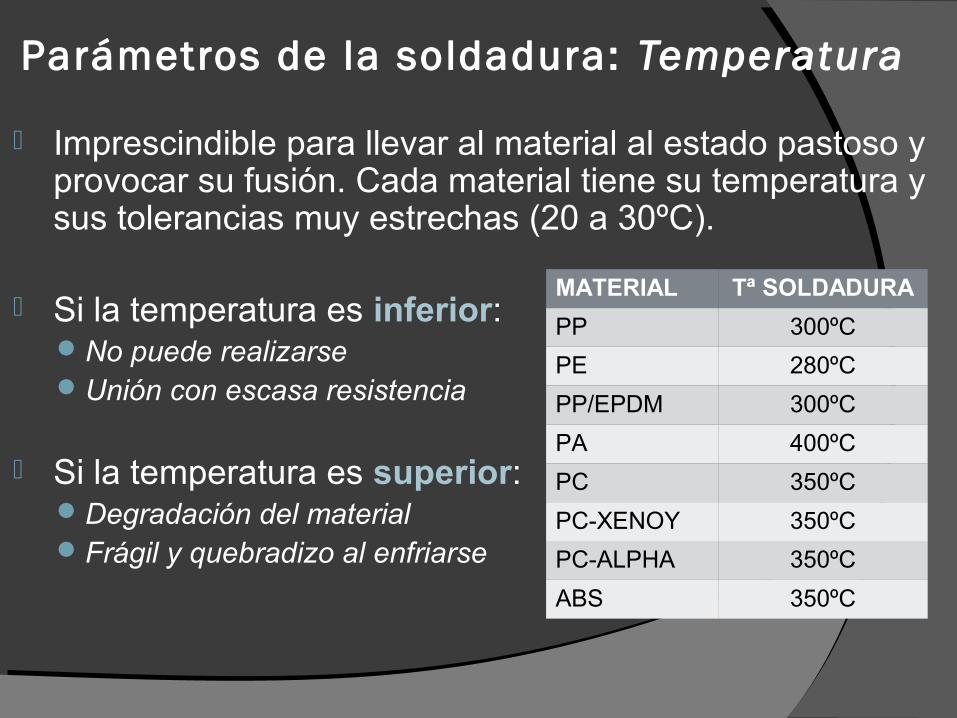
Parámetros de la soldadura: Temperatura
Imprescindible para llevar al material al estado pastoso y provocar su fusión. Cada material tiene su temperatura y sus tolerancias muy estrechas (20 a 30ºC).
Si la temperatura es inferior:No puede realizarse Unión con escasa resistencia
Si la temperatura es superior:Degradación del materialFrágil y quebradizo al enfriarse
MATERIAL Tª SOLDADURA
PP 300ºC
PE 280ºC
PP/EPDM 300ºC
PA 400ºC
PC 350ºC
PC-XENOY 350ºC
PC-ALPHA 350ºC
ABS 350ºC
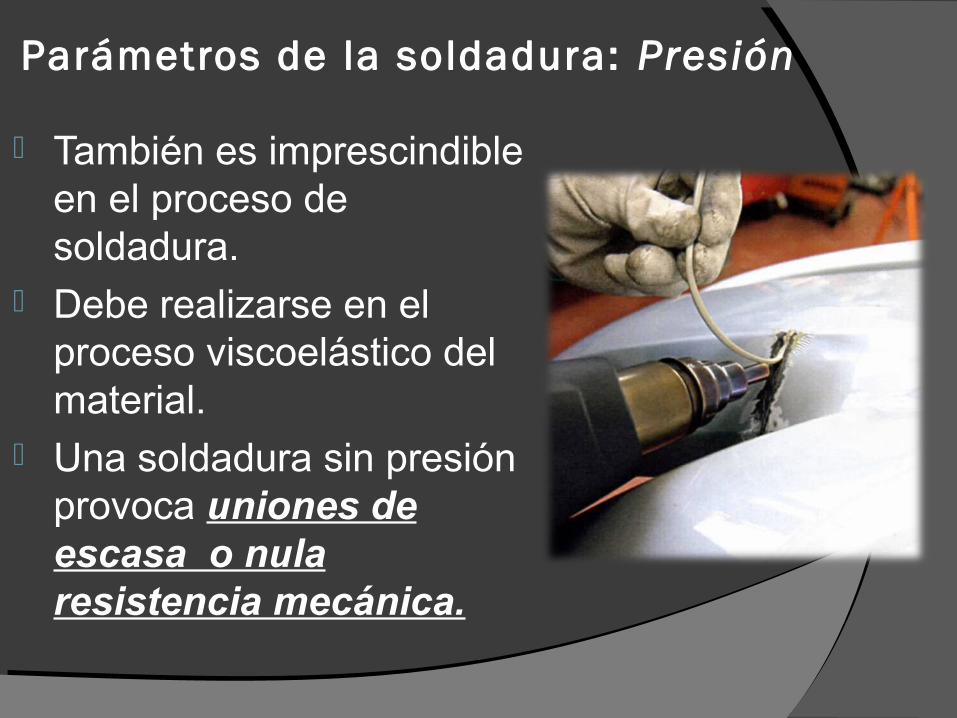
Parámetros de la soldadura: Presión
También es imprescindible en el proceso de soldadura.
Debe realizarse en el proceso viscoelástico del material.
Una soldadura sin presión provoca uniones de escasa o nula resistencia mecánica.
Procedimiento de soldadura(1)
Hay qué conformar la pieza con calor generalizado (tobera libre) por la zona deformada para liberar tensiones internas y facilitar la posterior soldadura.
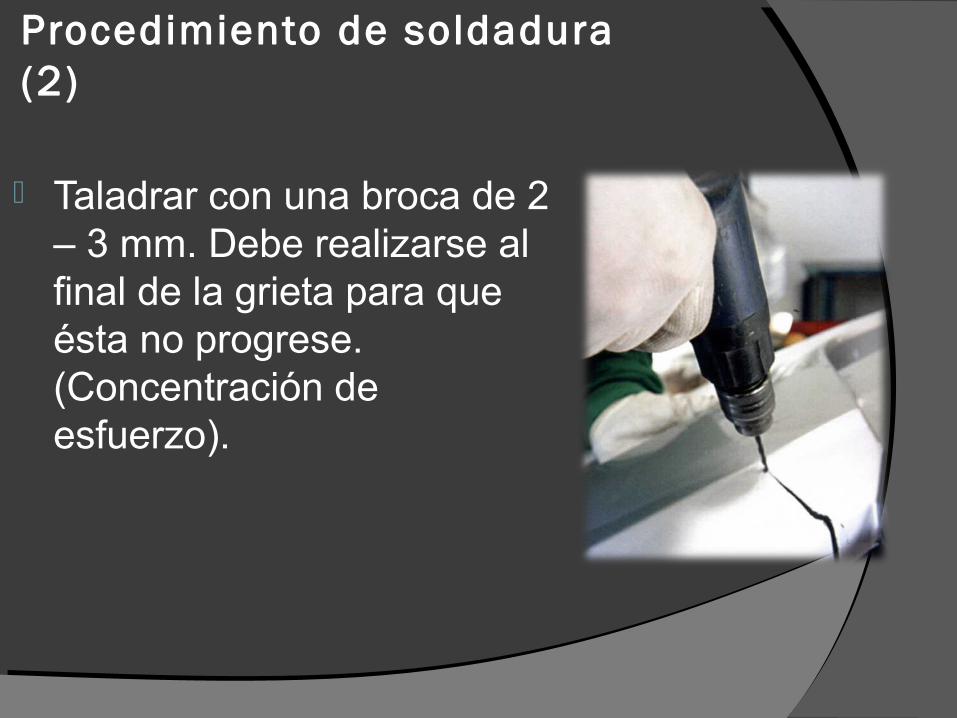
Procedimiento de soldadura(2)
Taladrar con una broca de 2 – 3 mm. Debe realizarse al final de la grieta para que ésta no progrese. (Concentración de esfuerzo).
Procedimiento de soldadura(3)
En toda la zona motivo de la reparación se procederá a eliminar la pintura.
Procedimiento de soldadura(4)
Se limpiará toda la zona con un disolvente normal que no ataque al plástico.

Procedimiento de soldadura(5)
El biselado es necesario para crear más superficie de contacto y buena soldadura.
Esta se realizara con una fresa frontal o una rasqueta.
No debe ser superior a 2/3 del grosor de la pieza. Para pequeños espesores no será necesario biselar.
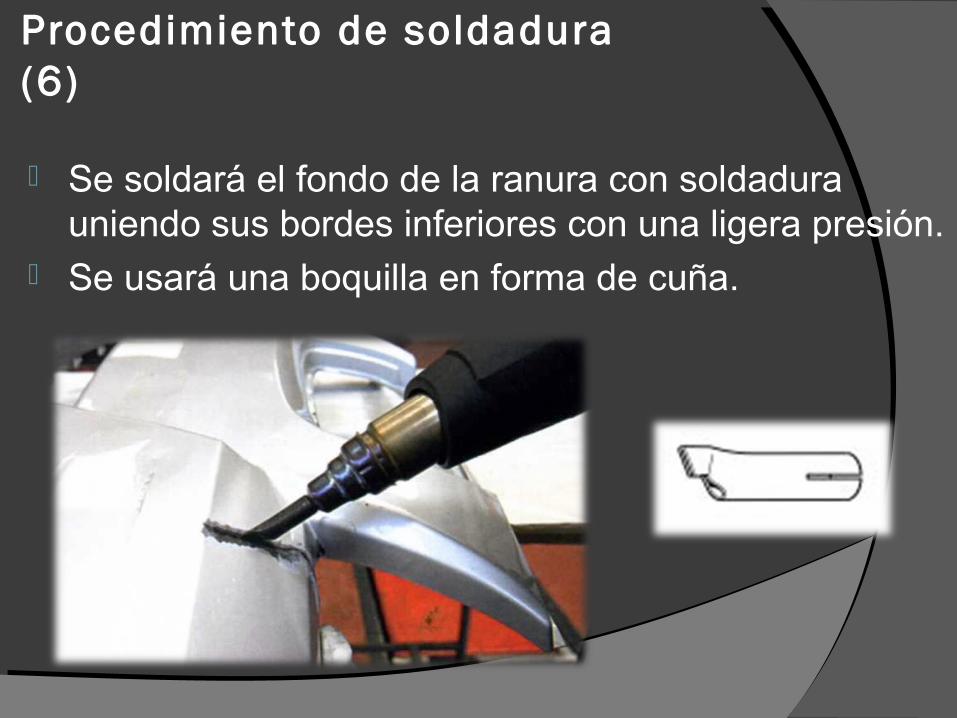
Procedimiento de soldadura(6)
Se soldará el fondo de la ranura con soldadura uniendo sus bordes inferiores con una ligera presión.
Se usará una boquilla en forma de cuña.
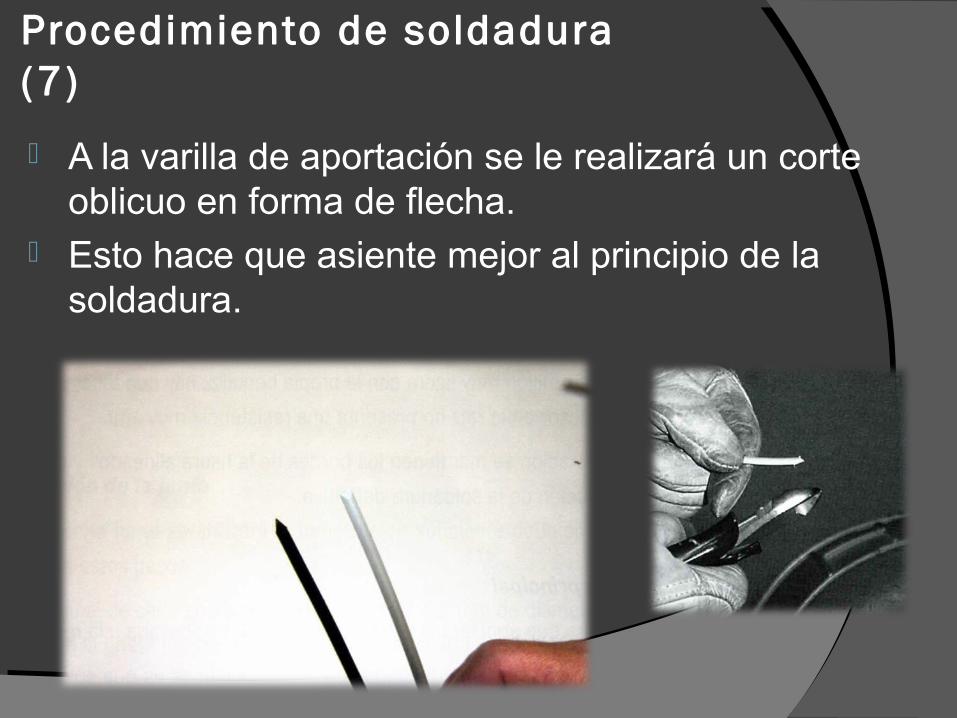
Procedimiento de soldadura(7)
A la varilla de aportación se le realizará un corte oblicuo en forma de flecha.
Esto hace que asiente mejor al principio de la soldadura.
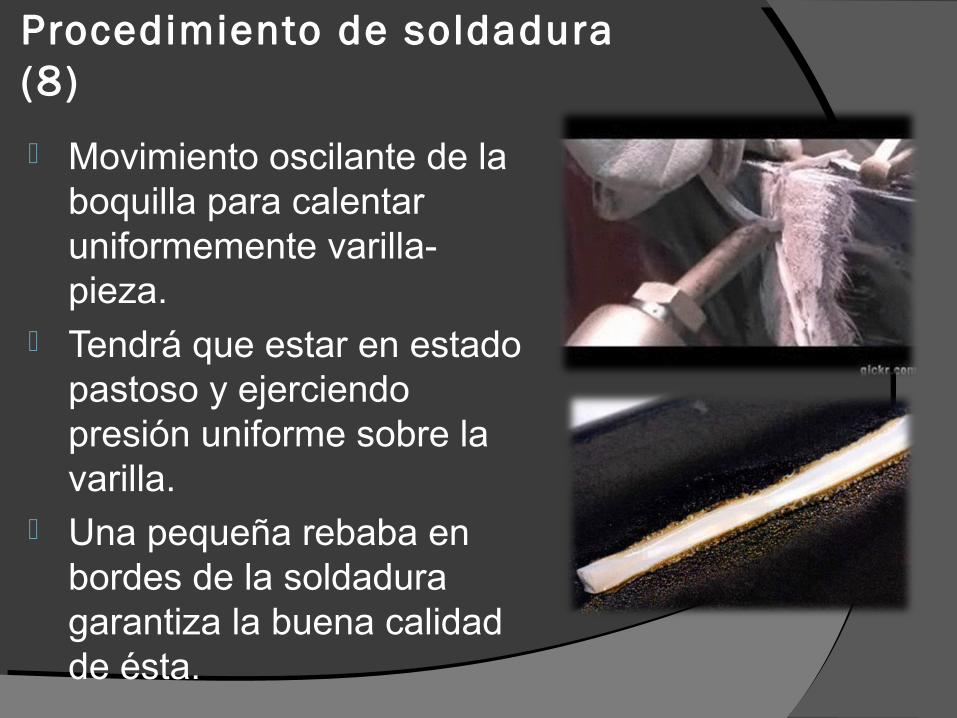
Procedimiento de soldadura(8)
Movimiento oscilante de la boquilla para calentar uniformemente varilla-pieza.
Tendrá que estar en estado pastoso y ejerciendo presión uniforme sobre la varilla.
Una pequeña rebaba en bordes de la soldadura garantiza la buena calidad de ésta.
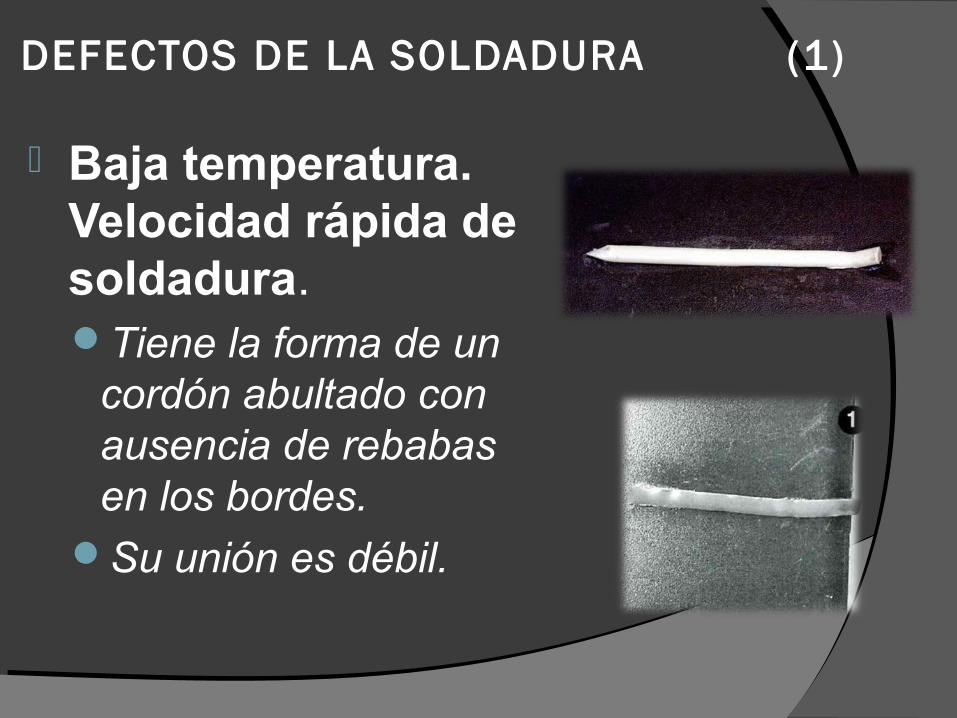
DEFECTOS DE LA SOLDADURA (1)
Baja temperatura. Velocidad rápida de soldadura.Tiene la forma de un
cordón abultado con ausencia de rebabas en los bordes.
Su unión es débil.
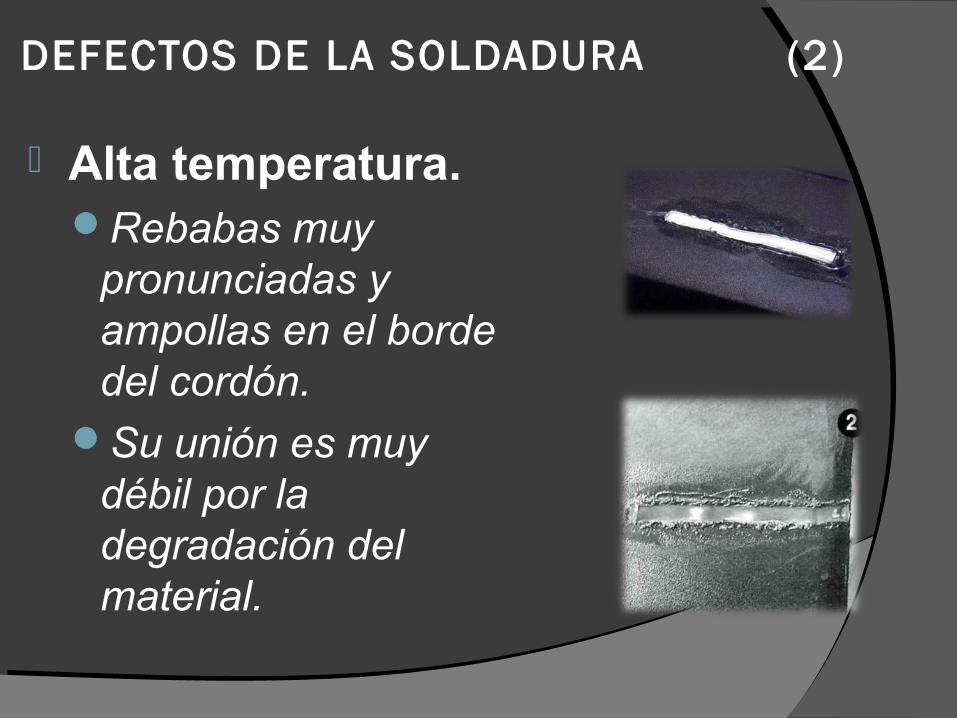
DEFECTOS DE LA SOLDADURA (2)
Alta temperatura.Rebabas muy
pronunciadas y ampollas en el borde del cordón.
Su unión es muy débil por la degradación del material.
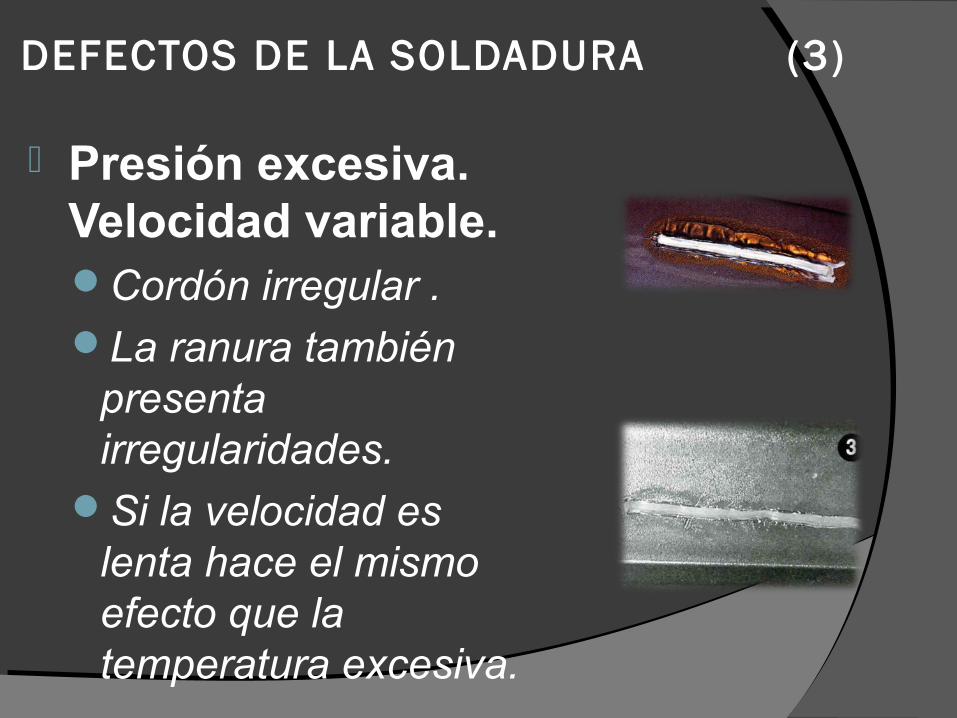
DEFECTOS DE LA SOLDADURA (3)
Presión excesiva. Velocidad variable.Cordón irregular . La ranura también
presenta irregularidades.
Si la velocidad es lenta hace el mismo efecto que la temperatura excesiva.

MATERIALES Y PRODUCTOS
PRODUCTOS DE LIMPIEZA
MATERIAL DE APORTACIÓN
REFUERZOS
MALLA O TELA METÁLICA
PRODUCTOS DE ACABADO.
Productos de limpieza
Imprescindible para mantener la zona a soldar libre de cuerpos extraños.
El disolvente será básico para que no ataque al plástico y siempre antes de la soldadura. No se aplicará los que ataquen a los plásticos (acetona).
Una vez seco, la limpieza en la misma dirección para no remover la suciedad.
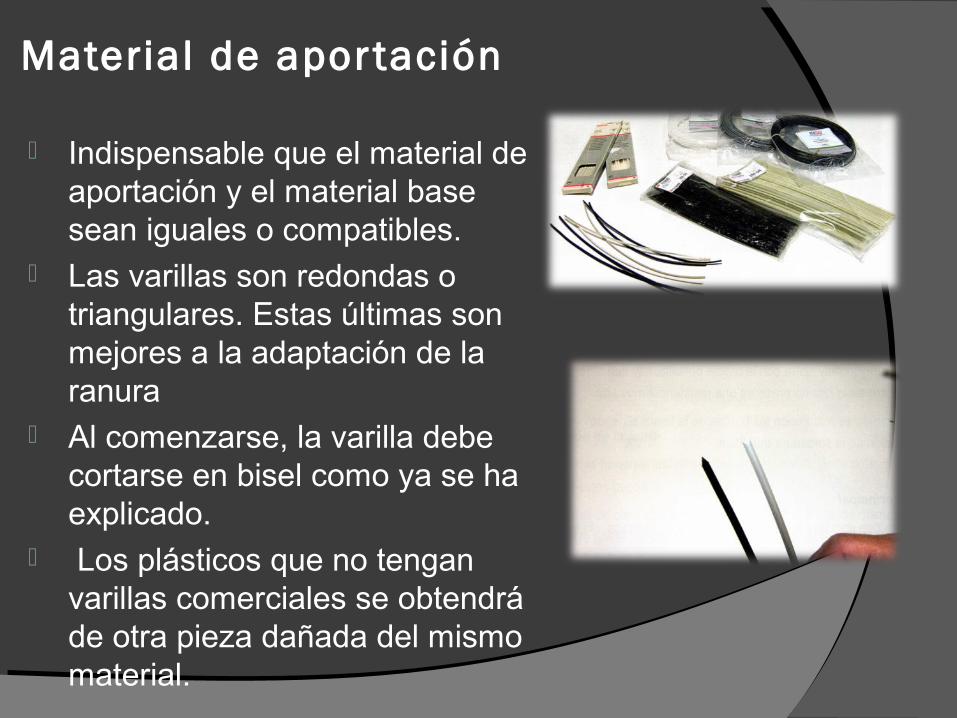
Material de apor tación
Indispensable que el material de aportación y el material base sean iguales o compatibles.
Las varillas son redondas o triangulares. Estas últimas son mejores a la adaptación de la ranura
Al comenzarse, la varilla debe cortarse en bisel como ya se ha explicado.
Los plásticos que no tengan varillas comerciales se obtendrá de otra pieza dañada del mismo material.
Refuerzos
Se realizan colocando diversos cordones de refuerzo en la zona dañada para proporcionar mayor resistencia a la unión.
Esta unión se hará con cordones transversales por el interior o cara no vista de la pieza.
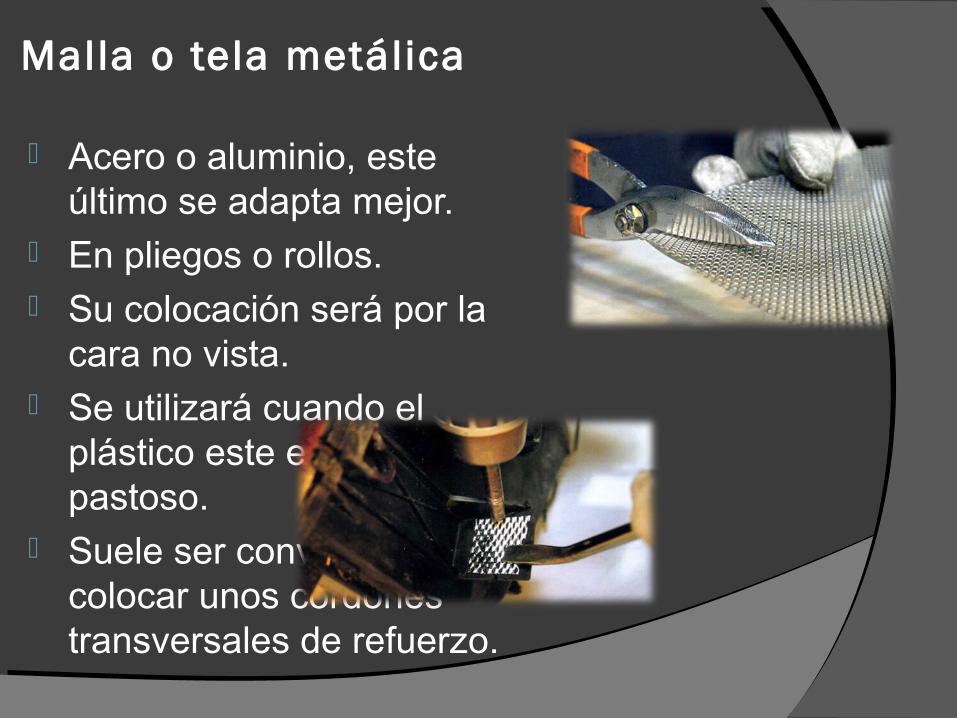
Malla o tela metálica
Acero o aluminio, este último se adapta mejor.
En pliegos o rollos. Su colocación será por la
cara no vista. Se utilizará cuando el
plástico este en estado pastoso.
Suele ser conveniente colocar unos cordones transversales de refuerzo.
Productos de acabado
Deben adaptarse a las características del plástico.
Mejor resultado con resina epoxi. La masilla de poliéster necesita de imprimación para plásticos.
Los PP y PE presentan problemas de adherencia, por lo que siempre aplicables la imprimación para plásticos.
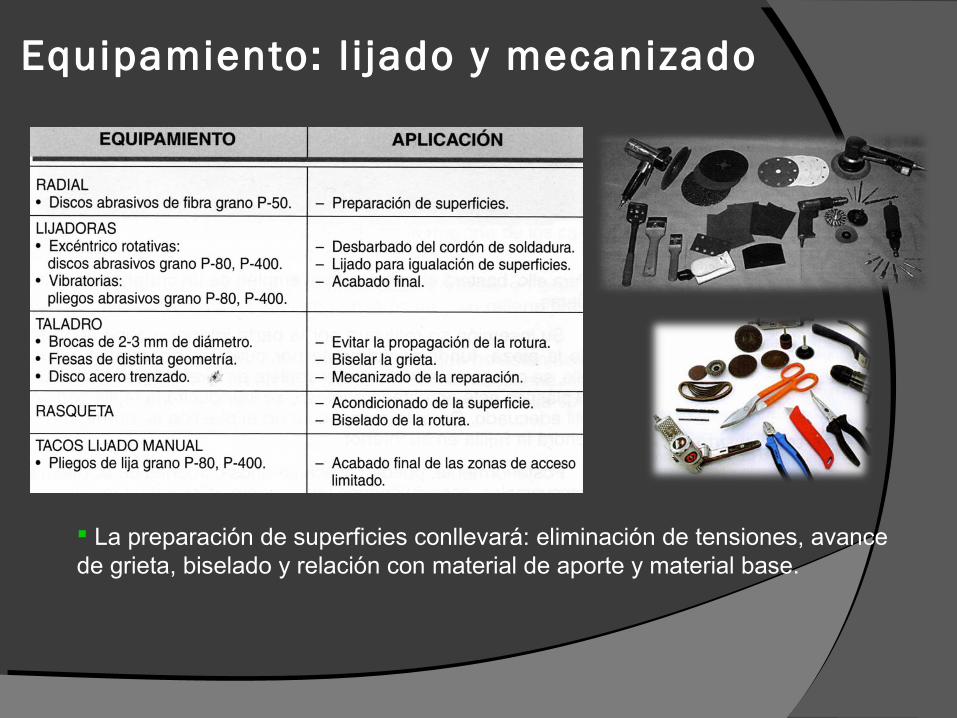
Equipamiento: l i jado y mecanizado
La preparación de superficies conllevará: eliminación de tensiones, avance de grieta, biselado y relación con material de aporte y material base.
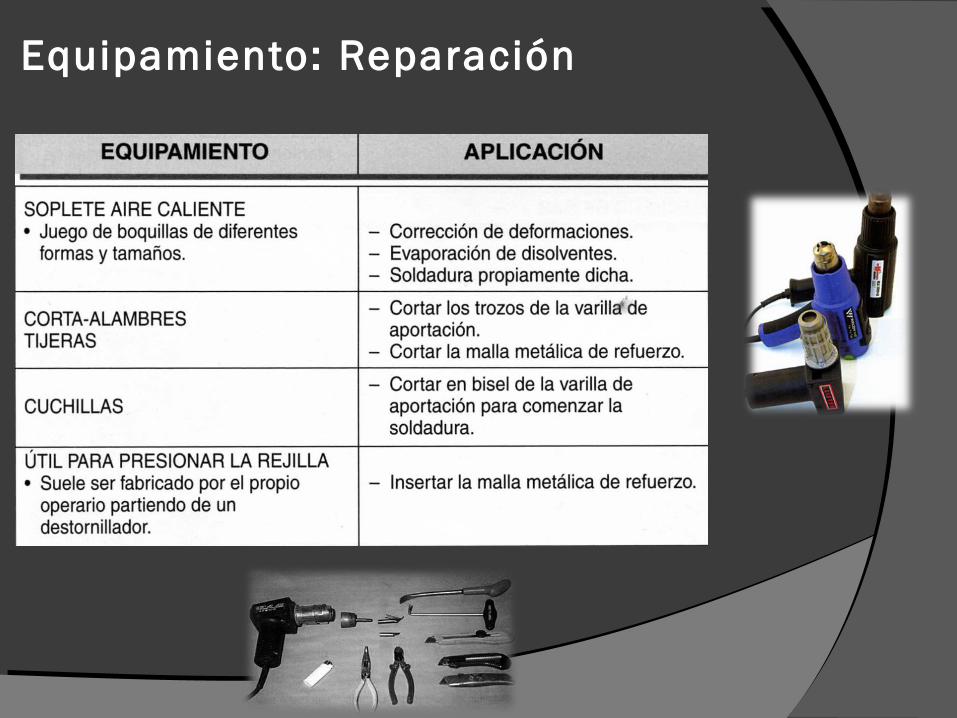
Equipamiento: Reparación
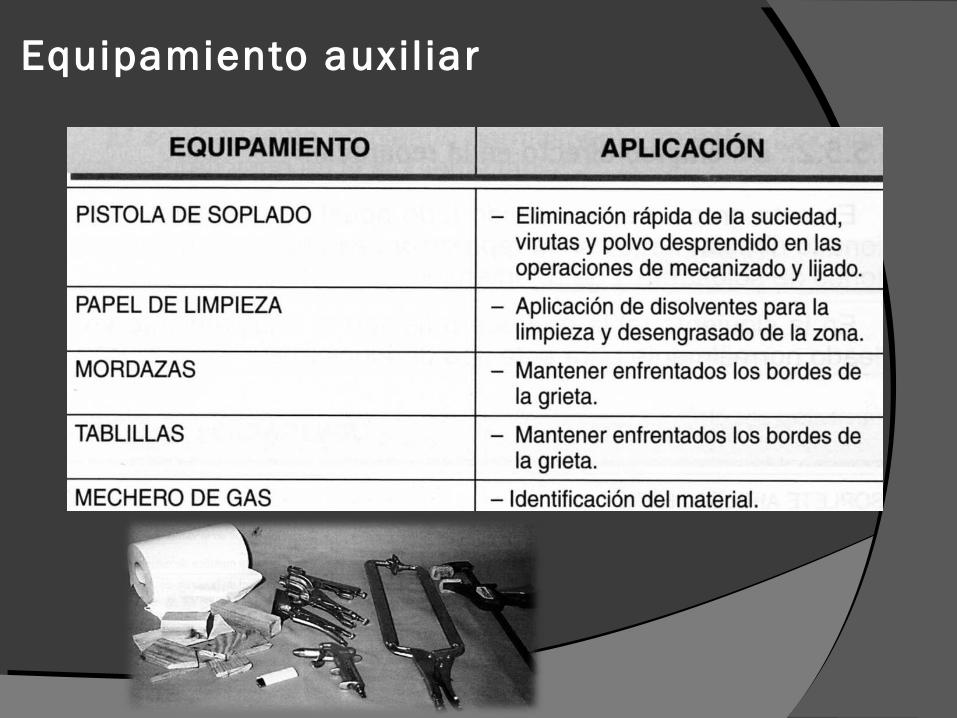
Equipamiento auxil iar
REPARACIÓN MEDIANTE ADHESIVOS PARA TERMOPLÁSTICOS
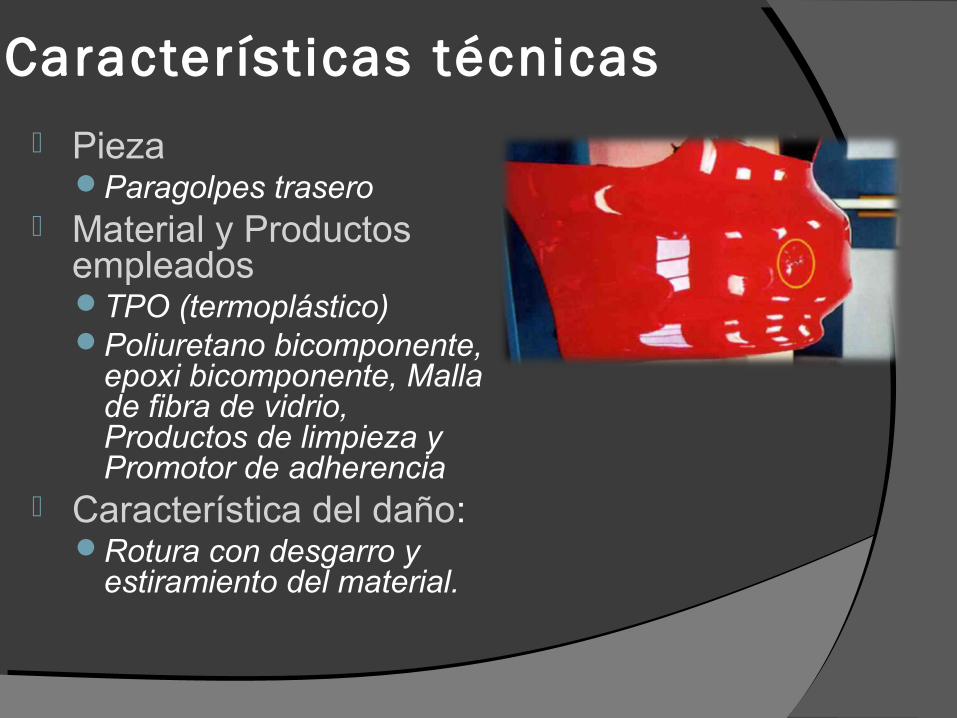
Características técnicas
PiezaParagolpes trasero
Material y Productos empleadosTPO (termoplástico)Poliuretano bicomponente,
epoxi bicomponente, Malla de fibra de vidrio, Productos de limpieza y Promotor de adherencia
Característica del daño:Rotura con desgarro y
estiramiento del material.
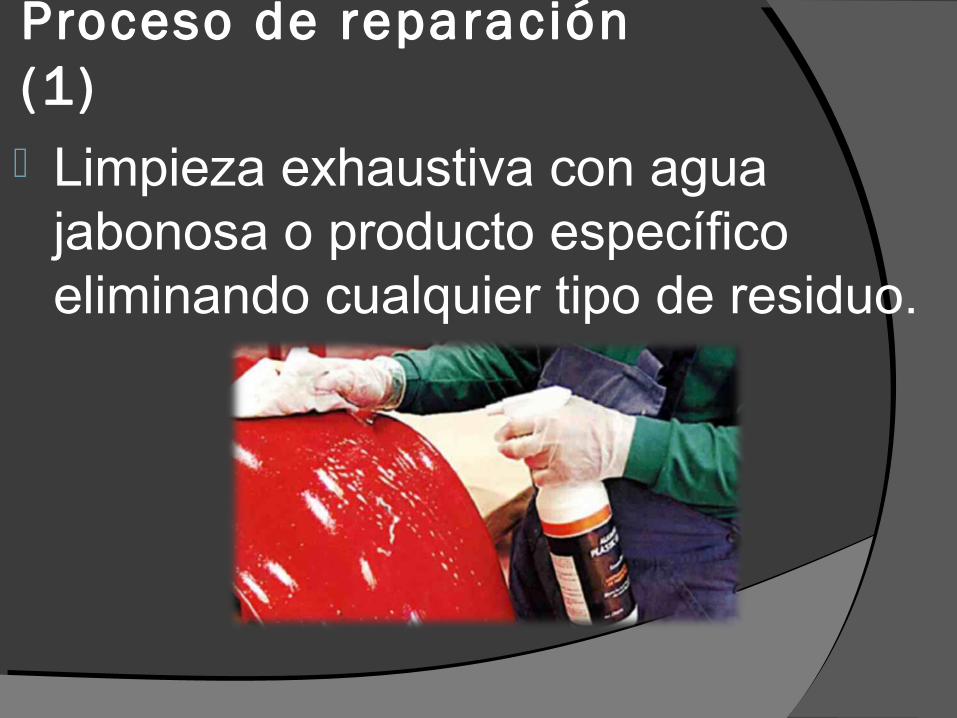
Proceso de reparación (1) Limpieza exhaustiva con agua
jabonosa o producto específico eliminando cualquier tipo de residuo.
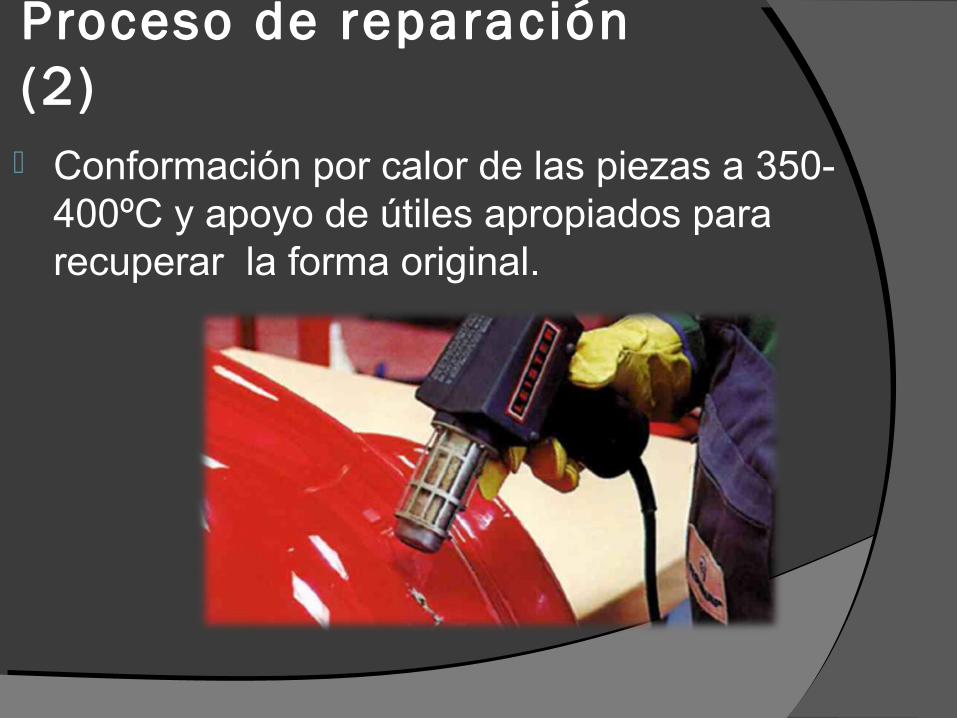
Proceso de reparación (2) Conformación por calor de las piezas a 350-
400ºC y apoyo de útiles apropiados para recuperar la forma original.
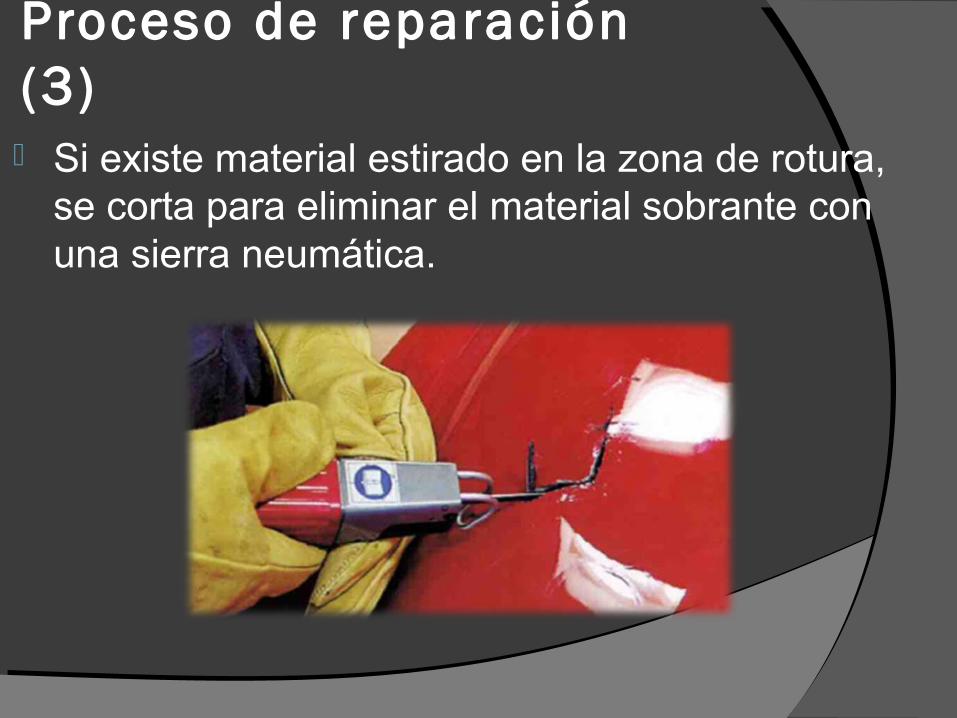
Proceso de reparación (3) Si existe material estirado en la zona de rotura,
se corta para eliminar el material sobrante con una sierra neumática.
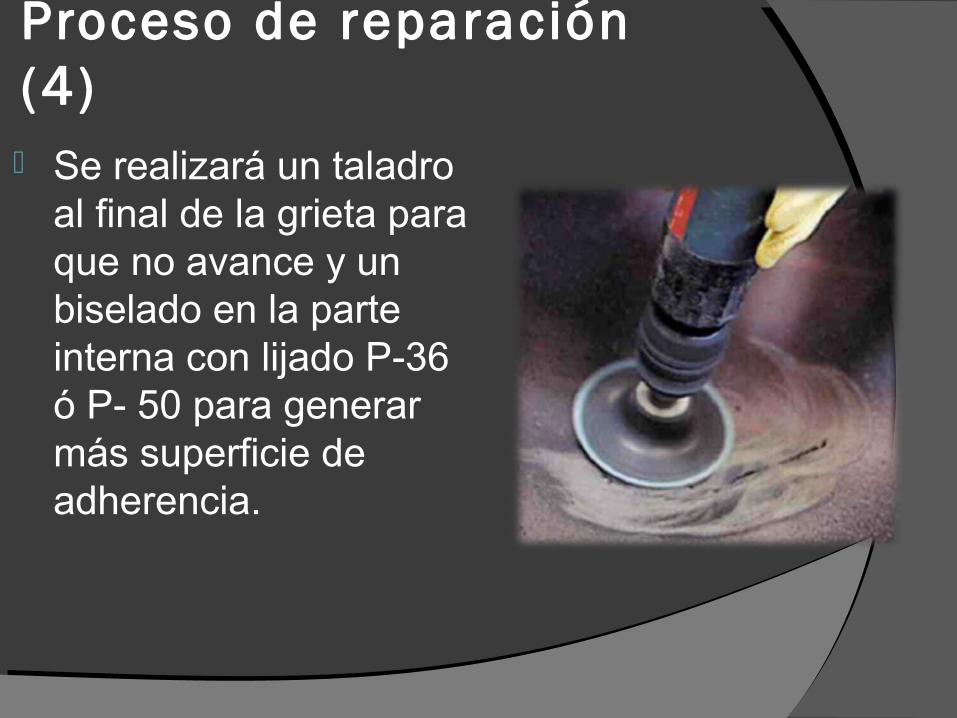
Proceso de reparación (4) Se realizará un taladro
al final de la grieta para que no avance y un biselado en la parte interna con lijado P-36 ó P- 50 para generar más superficie de adherencia.
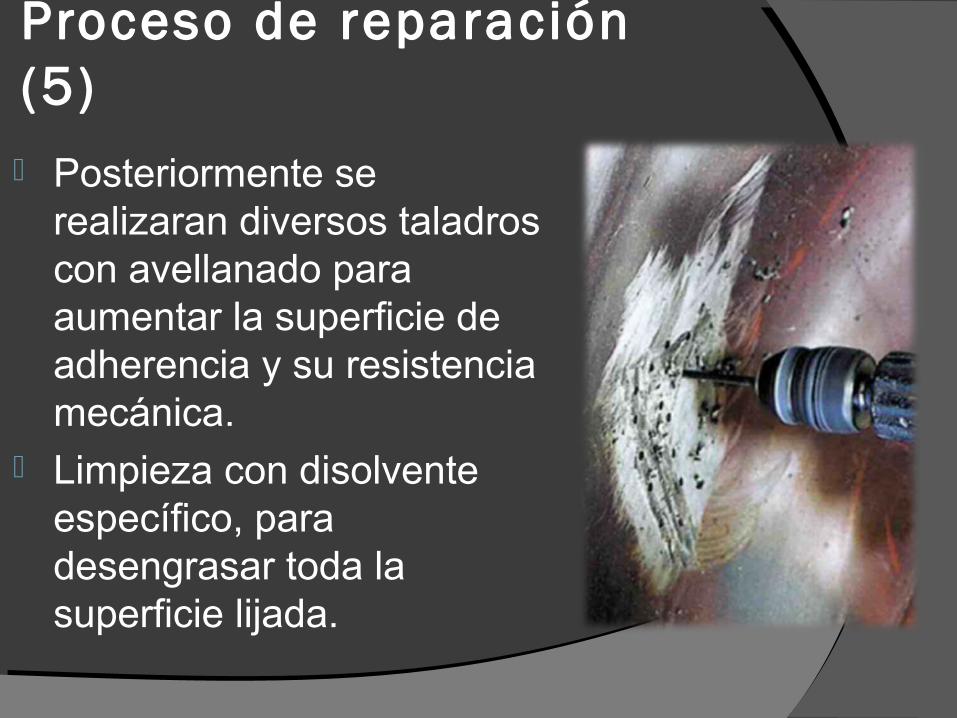
Proceso de reparación (5) Posteriormente se
realizaran diversos taladros con avellanado para aumentar la superficie de adherencia y su resistencia mecánica.
Limpieza con disolvente específico, para desengrasar toda la superficie lijada.
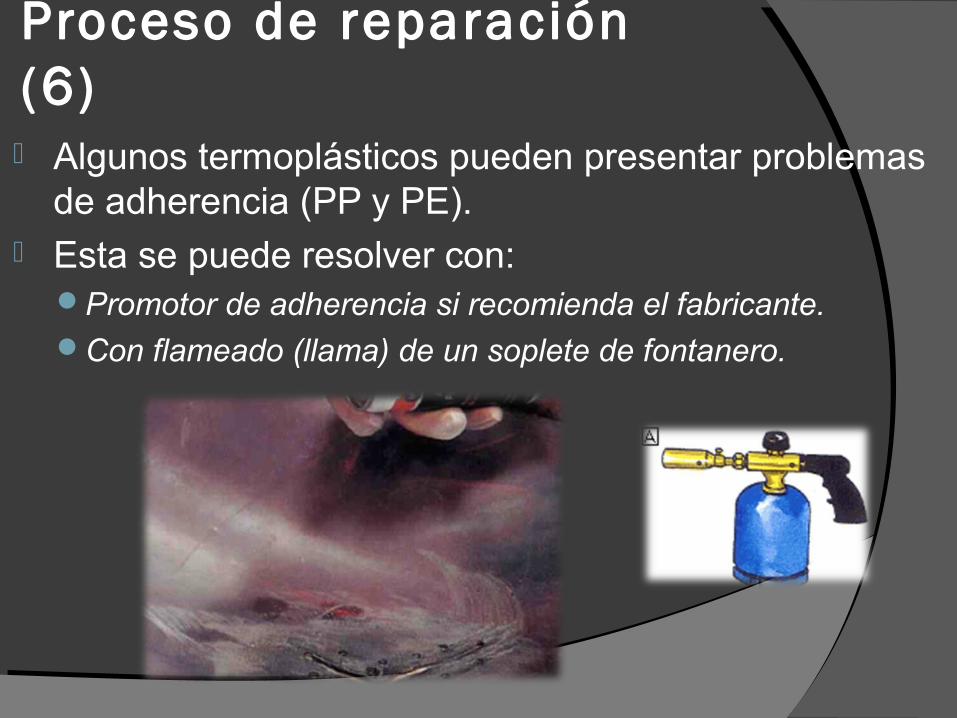
Proceso de reparación (6) Algunos termoplásticos pueden presentar problemas
de adherencia (PP y PE). Esta se puede resolver con:
Promotor de adherencia si recomienda el fabricante.Con flameado (llama) de un soplete de fontanero.
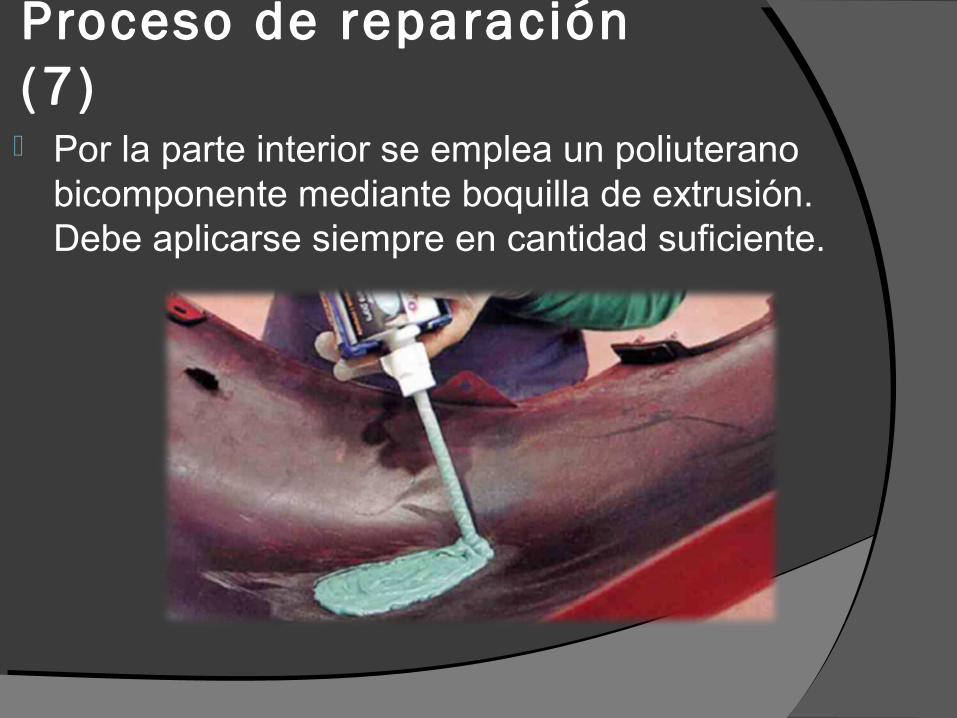
Proceso de reparación (7) Por la parte interior se emplea un poliuterano
bicomponente mediante boquilla de extrusión. Debe aplicarse siempre en cantidad suficiente.

Proceso de reparación (8) Colocación de malla de fibra de vidrio como refuerzo,
con forma y geometría adecuada a la rotura y forma de la pieza.
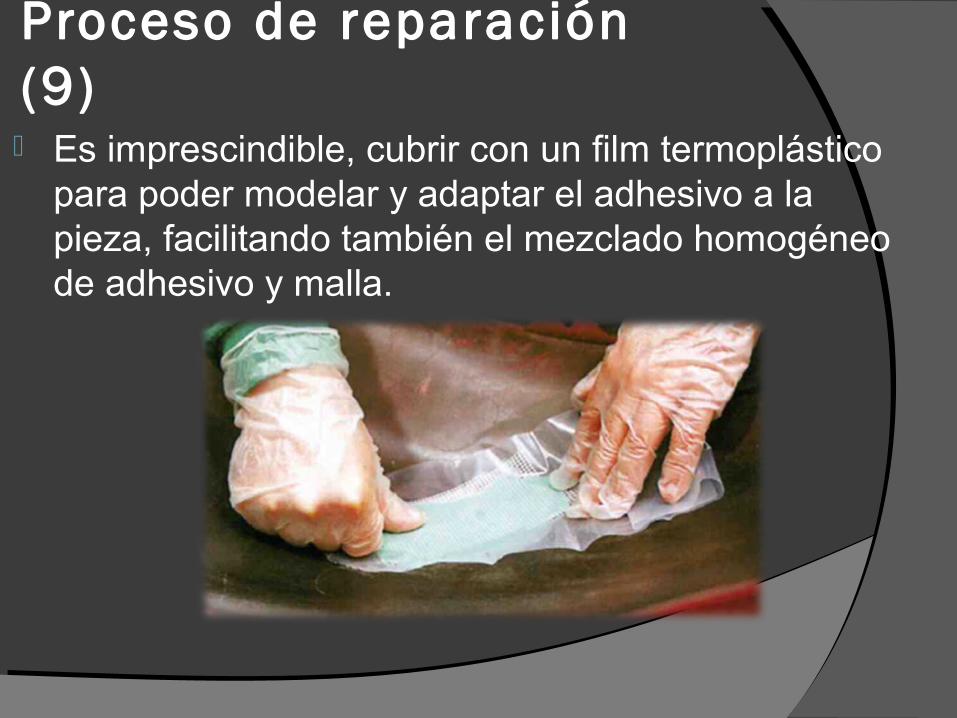
Proceso de reparación (9) Es imprescindible, cubrir con un film termoplástico
para poder modelar y adaptar el adhesivo a la pieza, facilitando también el mezclado homogéneo de adhesivo y malla.
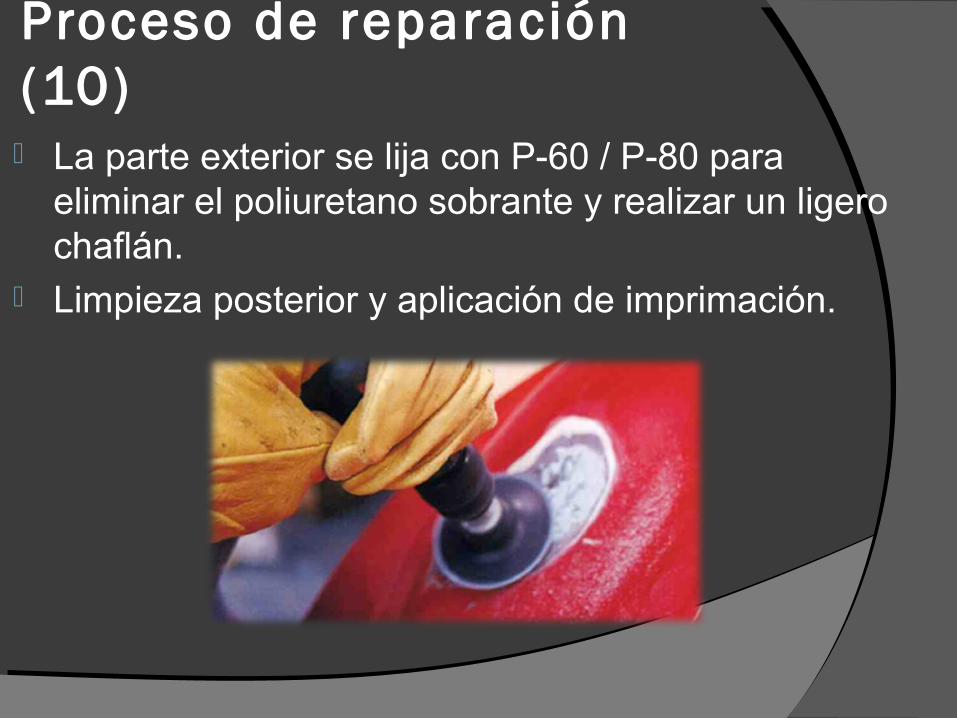
Proceso de reparación (10) La parte exterior se lija con P-60 / P-80 para
eliminar el poliuretano sobrante y realizar un ligero chaflán.
Limpieza posterior y aplicación de imprimación.

Proceso de reparación (11) Aplicación exterior de resina epoxi
bicomponente. La proporción suele ser del 50%. Aplicación con espátula.
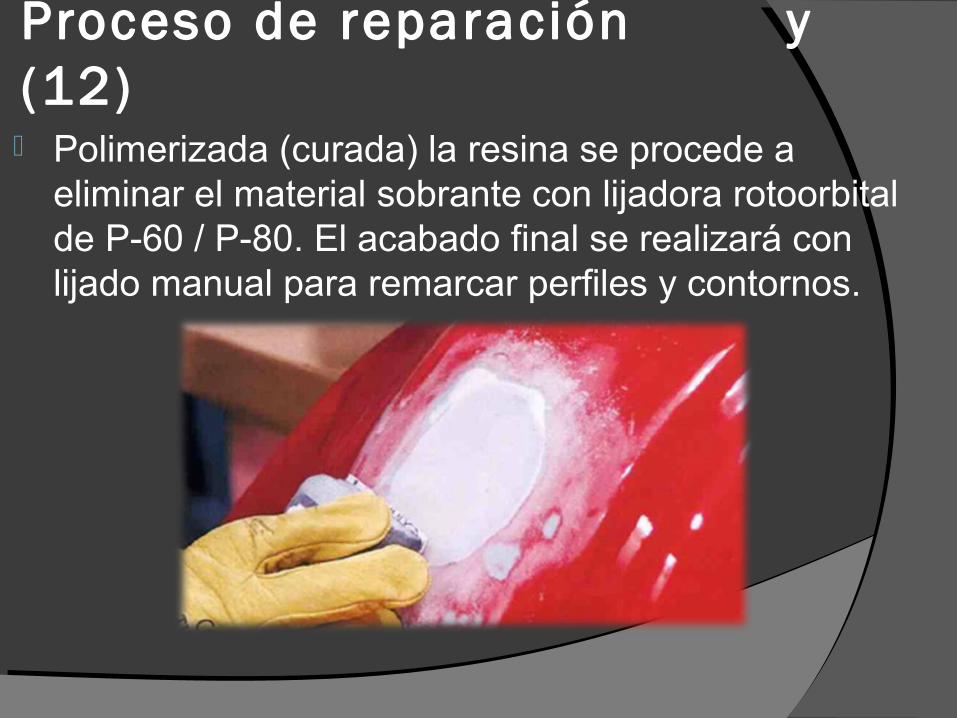
Proceso de reparación y(12) Polimerizada (curada) la resina se procede a
eliminar el material sobrante con lijadora rotoorbital de P-60 / P-80. El acabado final se realizará con lijado manual para remarcar perfiles y contornos.