realizar un analisis microestructural del acero...
TRANSCRIPT

1
REALIZAR UN ANALISIS MICROESTRUCTURAL DEL ACERO AISI/SAE 1045
SOMETIDO A TRANSFORMACION INDUCIDA POR PLASTICIDAD (TRIP)
EFRAIN CASTRO GOMEZ
20132375011
ANDERSON STEVEN CASTAÑEDA RODRIGUEZ
20131375074
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERIA MECÁNICA
BOGOTÁ, D.C.
2015
2
REALIZAR UN ANALISIS MICROESTRUCTURAL DEL ACERO AISI/SAE 1045
SOMETIDO A TRANSFORMACION INDUCIDA POR PLASTICIDAD (TRIP)
EFRAIN CASTRO GOMEZ
ANDERSON STEVEN CASTAÑEDA RODRIGUEZ
Proyecto de grado para optar al título de Ingeniero Mecánico
Director
CARLOS ARTURO BOHORQUEZ
Ingeniero Mecánico
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERIA MECÁNICA
BOGOTÁ, D.C.
2015

3
Nota de aceptación
__________________________
__________________________
__________________________
__________________________
__________________________
Firma Director Proyecto
Curricular Ingeniería Mecánica
__________________________
Ing. Carlos Bohórquez
Firma Tutor Proyecto
__________________________
Firma Jurado 1
4
Tabla de contenido.
Lista de Figuras Y Tablas ............................................................................................................. 7
Resumen ................................................................................................................................. 10
Abstract .................................................................................................................................. 10
Introducción ............................................................................................................................ 11
Objetivos................................................................................................................................. 14
Objetivo General.................................................................................................................. 14
Objetivos Específicos............................................................................................................ 14
Justificación......................................................................................................................... 15
1. Antecedentes para desarrollo de proyecto. .................................................................... 17
1.1 Tesis - Efectos Microestructurales en un acero sometido a un tratamiento térmico TRIP -
"Octavio Covarrubias Alvarado" – Universidad Autónoma De Nuevo León – 2002 ............ 17
Transformaciones Bainiticas.......................................................................................... 18
Bainita Superior............................................................................................................ 19
Bainita Inferior ............................................................................................................. 20
Conclusiones ................................................................................................................ 21
1.2 Articulo Revista ITECKNE – Caracterización de la transformación inducida por deformación
plástica en aceros 0.23%C, 1.11% Mn, 0.23% Ni, 0.68%Cr - “Naranjo F.A, Baracaldo R.R,
Arroyo J.M” – Universidad Nacional de Colombia - 2013 ................................................ 22
Conclusión. .................................................................................................................. 23
1.3 Articulo Revista – Los Aceros Avanzados – “Giraldo V. A.” – Universidad de Antioquia –
Ingeniería de Materiales. .............................................................................................. 24
Aceros TRIP ................................................................................................................. 24
1.4 Articulo Revista – TRIP (Transformation Induced Plasticity) Steel - Arcelor Mittal ......... 26
1.5 Articulo Revista - Advanced High-Strength Steels application guidelines version 5.0 –
“Keeker S, Kimchi M.” - World Auto Steel – (2014) ......................................................... 27
5
1.6 Articulo Revista – Aceros planos avanzados de alta resistencia – “Madias Jorge” – Empresa
Metallon – Argentina.................................................................................................... 29
Aceros con efecto TRIP laminados en caliente. .............................................................. 29
1.7 Articulo Revista – Nuevos aceros TWIP/TRIP en los automóviles del futuro - "Ferrando R.P,
Sánchez Caballero S, Sellés Cantó M.A, Crespo Amorós J.E" – 3ciencias – (2012) .............. 32
1.8 Articulo Revista – Los nuevos aceros para la industria automotriz - Facultad de estudios
superiores Cuautitlán Izcalli- "Castillo Rodríguez F.D" – (2009) ........................................ 33
1.9 Articulo Revista – Estudio del empleo de nuevos materiales para las aplicaciones
tradicionales de los fabricados – OTEA – Instituto Tecnológico Metalmecánico – (2009) .. 33
1.10 Tesis - Efecto del calor de entrada en las propiedades mecánicas y metalúrgicas de
soldaduras de aceros avanzados de alta resistencia de plasticidad inducida por
transformación TRIP unidos por el proceso GMAW para la industria automotriz - " López
Cortez V. H." – Universidad Autónoma de Nuevo León – (2013) ...................................... 34
2. Marco Teórico. ............................................................................................................. 36
2.1 Transformación inducida por plasticidad (Efecto TRIP). ............................................... 36
2.2 Transformaciones de fase presentes a temperaturas intercriticas en un TRIP. .............. 38
2.3 Efectos de esfuerzos en la transformación martensítica.............................................. 39
2.4 Procesamiento para obtener un acero TRIP. ............................................................... 42
2.5 Microscopio electrónico de barrido. ........................................................................... 44
2.6 Difractometro de rayos X. .......................................................................................... 45
3. Metodología. ................................................................................................................ 47
4. Procedimiento. ............................................................................................................. 47
4.1 Material seleccionado. .............................................................................................. 47
4.2 Calculo de las temperaturas intercriticas. ................................................................... 48
4.3 Deformación en frio y tratamiento térmico................................................................. 49
4.4 Deformación en caliente y tratamiento térmico. ......................................................... 52

6
4.5 Preparación de probetas para análisis microestructural............................................... 57
5. Resultados Y Análisis. .................................................................................................... 60
5.1 Microscopio Óptico. .................................................................................................. 60
5.2 Microscopio por barrido electrónico (SEM). ................................................................ 63
5.3 Análisis por rayos x.................................................................................................... 65
5.4 Análisis Dureza.......................................................................................................... 69
5.5 Porcentaje de fases presentes.................................................................................... 70
Probeta corte longitudinal. ........................................................................................ 70
Probeta corte transversal. ......................................................................................... 71
6. Conclusiones. ............................................................................................................... 72
Bibliografía .............................................................................................................................. 73

7
Lista de Figuras Y Tablas
Fig. 1. Relación % de elongación vs Limite Elástico (MPa) ........................................................... 12
Fig. 2. Esquema de un tratamiento térmico TRIP y su efecto en la microestructura de un acero
sujeto al mismo. ...................................................................................................................... 18
Fig. 3. Parámetros de proceso en un tratamiento térmico TRIP. .................................................. 19
Tabla 1. Composición química del acero del estudio................................................................... 23
Fig. 4. (a) Curva tensión de formación de ingeniería para un acero. (b) Curva real correspondiente.
............................................................................................................................................... 25
Tabla 2. Propiedades mecánicas de acero TRIP 690 y acero TRIP 780. ......................................... 27
Fig. 5. Comparación del crecimiento exponencial del uso de aceros avanzados de alta re sistencia
versus los aceros de alta resistencia. ......................................................................................... 28
Fig. 6. Micrografía de un acero TRIP 690 (20 micras).................................................................. 28
Fig. 7. Influencia de los elementos de aleación en los aceros con efecto TRIP. ............................. 30
Fig. 8. Procesamiento de acero con efecto TRIP en el laminador de chapa en caliente.................. 31
Fig. 9. Regímenes de temperatura característicos para la transformación martensítica inducida por
tensión y por deformación ....................................................................................................... 37
Fig. 10. Esquema del efecto TRIP durante la deformación........................................................... 37
Fig. 11. Fases presentes a temperaturas intercriticas en un acero TRIP........................................ 38
Fig. 12. Desarrollo de la martensita en una aleación de Fe con 1.8% de Carbono en peso. ............ 40
Fig. 13. Relación entre las fases y CFC y la fase tetragonal centrada en el cuerpo de la martensita.
Los sitios marcados con x son los sitios intersticiales preferidos por el carbono. .......................... 41
Fig. 14. Representación esquemática de los tratamientos termo mecánicos aplicados a los aceros
TRIP, con material en caliente o en frío a las dos etapas tratamiento térmico. ............................. 43
Fig. 15. Micrografía SEM de la estructura TRIP equiaxial, fase A es austenita, B es bainita y F es
ferrita...................................................................................................................................... 43
Fig. 16. Geometría de focalización para muestras planas. ........................................................... 46
Tabla 3. Composición química acero AISI/SAE 1045. ................................................................... 47
Fig. 17. Micrografía de la microestructura de la aleación seleccionada. Se observa una matriz
ferrítica con zonas perlíticas como segunda fase. Nital 5%. 1000x. ............................................ 48
Tabla 4. Resultados obtenidos del ensayo de compresión........................................................... 50
Fig. 18. Esquema de tratamiento térmico realizado a probetas deformadas en frio...................... 50
8
Fig. 19. Horno tipo mufla referencia Carbolite modelo RFH 1500. ............................................... 51
Fig. 20. Grupo de probetas a temperatura de 770 °C. Tratamiento térmico completo. ................. 52
Tabla 5. Tratamiento térmico realizado a cada probeta luego de deformación en frio. ................. 52
Fig. 21. Laminador T.J. PIGOTT (Engineers). ............................................................................... 53
Fig. 22. Horno tipo mufla referencia Naberttherm modelo LCS/14 .............................................. 54
Fig. 23. Termómetro infrarrojo referencia CEM modelo DT-8869. ............................................... 54
Fig. 24. Proceso de laminado de acero AISI/SAE 1045................................................................. 55
Tabla 6. Características del proceso de laminación. .................................................................... 55
Fig. 25. Esquema de tratamiento térmico realizado a probetas deformadas en caliente. .............. 56
Tabla 7. Características del acero AISI/SAE 1045 TRIP. ................................................................ 57
Fig. 26. Probetas deformadas luego de finalizar tratamiento térmico TRIP................................... 57
Fig. 27. Herramientas para preparación metalográfica de probetas............................................. 58
Fig. 28. Equipo de pulido referencia LECO modelo Spectrum System 1000. ................................. 58
Fig. 29. Equipo de pulido fino referencia ECOMET3. ................................................................... 59
Fig. 30. Probetas pulidas listas para ataque químico................................................................... 59
Fig. 31. Microscopio Óptico Nikon EPIPHOT 300......................................................................... 60
Fig. 32. Micrografía de acero 1045 deformado en frio a 25 toneladas, temple en agua + revenido a
550 °C. Nital 5%. 1000x. ........................................................................................................... 61
Fig. 33. Micrografía de acero 1045 deformado en frio a 40 toneladas, temple en agua + revenido a
550 °C. Nital 5%. 1000x. ........................................................................................................... 62
Fig. 34. Micrografía de acero 1045 laminado en caliente a 950 °C, revenido + temple en agua. Corte
Longitudinal. Nital 5%. 1000x.................................................................................................... 62
Fig. 35. Micrografía de acero 1045 laminado en caliente a 950 °C, revenido + temple en agua. Corte
Transversal. Nital 5%. 1000x. .................................................................................................... 63
Fig. 36. Microscopio por barrido electrónico JEOL referencia JSM-7600F. .................................... 64
Fig. 37. Micrografía de acero 1045 por barrido electrónico deformado a 40 toneladas en frio. Nital
5%. 2000x................................................................................................................................ 64
Fig. 38. Micrografía de acero 1045 por barrido electrónico deformado en caliente. Corte
longitudinal al sentido de laminación. Nital 5%. 5000x. .............................................................. 65
Fig. 39. Espectrograma de acero 1045 deformado a 40 toneladas en frio .................................... 66
Tabla 8. Composición química de acero 1045 deformado a 40 toneladas en frio. ......................... 66

9
Fig. 40. Micrografía de acero 1045 por barrido electrónico deformado en caliente. Corte
transversal al sentido de laminación. Nital 5%. 5000x................................................................ 67
Fig. 41. Espectrograma de acero 1045 deformado en caliente. Corte transversal al sentido de
laminación............................................................................................................................... 67
Tabla 9. Composición química de acero 1045 deformado en caliente. Corte transversal al sentido
de laminación. ......................................................................................................................... 68
Fig. 42. Mapeo estructural de acero 1045 deformado en caliente. Corte transversal al sentido de
laminación............................................................................................................................... 68
Tabla 10. Resultados de pruebas de dureza para probetas deformadas en frio y en caliente. Dureza
Vickers. ................................................................................................................................... 69

10
Resumen
El objetivo de este estudio es desarrollar un análisis microestructural de un acero
convencional AISI/SAE 1045 sometido a transformación inducida por plasticidad. De esta
manera se contribuye al estudio y desarrollo académico de la Ingeniería de Materiales, y
por ende al avance de nuevos procesos metalúrgicos que mejoren el progreso de
tecnología en la Industria Nacional. Se muestran los antecedentes de proyectos similares
para tener una guía de desarrollo, un marco teórico sobre la descripción del efecto TRIP
(Transformación inducida por plasticidad), sus características más relevantes en relación a
los tratamientos térmicos y deformaciones a los que se somete; la metodología usada
para deformar, tratar y realizar el análisis microestructural del acero, los resultados y el
análisis del acero TRIP resultante.
Abstract
The objective of this study is to develop a microstructural analysis of AISI / SAE 1045 steel
subjected to conventional transformation induced by plasticity. In this way, it contributes to
the study and academic development of Materials Engineering and therefore to the
advance of new metallurgical processes to improve the progress of technology in the
domestic industry. This study shows the background of similar projects to have a
theoretical framework about the description of the effect TRIP (transformation induced
plasticity), the most relevant characteristics related to heat treatments and deformations,
the methodology used to deform, treat and make the steel microstructural analysis, the
results and analysis of the resulting TRIP steel.
11
Introducción
En la industria, la Ingeniería de Materiales se ha convertido en uno de los aspectos de
mayor importancia debido a los resultados que arroja la investigación y experimentación
sobre ellos, con el fin de obtener nuevos procesos y mejores resultados de las
propiedades mecánicas de los materiales, (en este caso puntual sobre los aceros) a través
de tratamientos térmicos, deformaciones en caliente o frio, entre otros para la mejora
constante de las aplicaciones en las que intervengan estos aceros. En las últimas décadas
se ha realizado énfasis en la obtención de aceros avanzados de alta resistencia, como lo
indica el observatorio Tecnológico del metal,
“Actualmente para llevar a cabo la reducción de espesores de los diferentes
componentes metálicos encontrados en un automóvil, como montantes, taloneras,
refuerzos laterales, etc, y con un aumento de la resistencia al impacto, se están
empezando a utilizar los llamados aceros avanzados de alta resistencia (Advanced
High Strength Steel)”.1
Los aceros usados en el sector automotriz se definen como de alta resistencia HSS (High-
Strength Steels) los cuales poseen límites elásticos comprendidos entre 210 y 550 MPa y
con una tensión de rotura entre 270 y 700 MPa. Mientras que otros aceros con límites
elásticos mayores de 550 MPa y con tensiones de rotura mayor de 700 MPa son llamados
aceros avanzados de alta resistencia AHSS (Advanced High-Strength Steels).2
La fabricación de los AHSS es algo más compleja que los aceros convencionales. El control
en la fabricación debe ser mayor ya que se basa en los porcentajes de las diferentes fases
presentes. Dentro de esta clasificación nos encontramos con los llamados Dual Phase (DP),
Transformation-Induced Plasticity (TRIP), Complex Phase (CP), Ferritic-Bainitic (FB),
Twinning-Induced Plasticity (TWIP), Hot-Formed (HF), Post-Forming Heat-Treatable
1 Observatorio Tecnológico del metal. (2008). Aceros Avanzados de Alta Resistencia AHSS. Valencia: Instituto
Tecnológico Metalmecánico. 2 Observatorio Tecnológico del metal. (2008). Aceros Avanzados de Alta Resistencia AHSS. Valencia: Instituto
Tecnológico Metalmecánico.

12
(PFHT).3 En la figura 1 se puede observar una comparación general de los aceros,
porcentaje de elongación total con respecto al límite elástico en MPa, en esta se puede
ver la gran diferencia entre los aceros convencionales y los aceros avanzados de alta
resistencia. En este proyecto de grado se realiza un análisis microestructural de un acero
convencional AISI/SAE 1045 haciendo uso de deformaciones plásticas en caliente y en frio,
además de tratamientos térmicos (temple, revenido) para generar transformación
inducida por plasticidad (TRIP) trabajando entre las temperaturas intercriticas en base a la
composición química del acero en cuestión.
Fig. 1. Relación % de elongación vs Limite Elástico (MPa)4
El presente trabajo está dividido en cuatro partes de fácil identificación: la primera parte
hace referencia a los antecedentes sobre artículos, proyectos, tesis, etc que se tomaron
de referencia para desarrollar el actual estudio; la segunda parte constituye el marco
teórico (bases del efecto TRIP, transformaciones de fase a temperaturas intercriticas,
3 Observatorio Tecnológico del metal. (2008). Aceros Avanzados de Alta Resistencia AHSS. Valencia: Instituto
Tecnológico Metalmecánico. 4 Observatorio Tecnológico del metal. (2009). Estudio del empleo de nuevos materiales para las aplicaciones
tradicionales de los fabricados metálicos. Valencia: Instituto Tecnológico Metalmecánico.
13
efectos de esfuerzos en transformaciones de fase, proceso de obtención del acero TRIP,
microscopio electrónico de barrido, difractómetro de rayos X); la tercera parte muestra las
características y el procedimiento usado para el análisis del material (deformaciones en
frio, deformaciones en caliente, graficas de tratamientos térmicos, imágenes, proceso de
pulido, proceso de ataque químico, metalografía, microscopia óptica, microscopia por
barrido electrónico, difracción por rayos X); y en la cuarta parte se muestran los resultados
obtenidos así como sus respectivas conclusiones.
14
Objetivos
Objetivo General
Realizar un análisis microestructural del acero AISI/SAE 1045 sometido a
transformación inducida por plasticidad (TRIP).
Objetivos Específicos
Realizar una deformación en frio, una deformación en caliente, y luego un
tratamiento térmico para posteriormente caracterizarlo y comparar sus resultados.
Analizar la microestructura en el acero AISI/SAE 1045 sometido a transformación
inducida por plasticidad (TRIP).
Caracterizar el porcentaje de bainita o de las fases presentes por medio de
microscopia electrónica y realizar pruebas de dureza al acero TRIP.
15
Justificación
El acero se presenta como uno de los materiales de fabricación y construcción más
versátil, adaptable y ampliamente usado en la industria, sus aplicaciones se encuentran en
múltiples campos debido a que sus propiedades pueden ser modificadas con respecto a
las necesidades específicas mediante tratamientos térmicos, deformaciones mecánicas o
por la formación de aleaciones. A nivel mundial, nacional, regional o local se presenta una
misma necesidad fundamental de adaptación del mismo a los cambios que originan el
constante avance de la tecnología, la competencia global y las nuevas formas para
procesar y operar la manufactura. Según el observatorio Tecnológico del metal,
“Hasta hace aproximadamente 50 años, los únicos materiales utilizados en
aplicaciones de ingeniería o estructurales eran los metales, sin embargo, la
creciente demanda de materiales con propiedades cada vez más específicas, como
resistencia química en ambientes altamente agresivos, la resistencia a alta
temperatura, la resistencia al desgaste y el bajo peso, motivó la aplicación y el
desarrollo de nuevos materiales con mejores prestaciones mecánicas. Por todo
esto, constantemente se buscan alternativas para mejorar a los materiales
tradicionales o reemplazarlos con nuevas materias primas y superar de la mejor
forma posible sus desventajas”.5
Con el pasar del tiempo se han buscado diferentes soluciones que conlleven a mejorar las
propiedades mecánicas del acero. Una solución consiste en hacer un reemplazo del acero
por materiales más livianos como lo son polímeros, materiales compuestos o aleaciones
de aluminio; pero estos materiales se caracterizan por ser costosos y aplicarse solo a
propiedades específicas.
Otra solución consiste en mejorar las propiedades mecánicas del acero a través de
tratamientos por deformación, por temperatura, entre otros. Estos procesos buscan
5 Observatorio Tecnológico del metal. (2009). Estudio del empleo de nuevos materiales para las aplicaciones
tradicionales de los fabricados metálicos. Valencia: Instituto Tecnológico Metalmecánico.
16
obtener aceros avanzados de alta resistencia (AHSS), y es esta la razón por la que se
justifica el presente proyecto, ya que se pueden aplicar en sectores de la industria que
buscan la mejora continua de su materia prima; como pasa entre el acero avanzado de
alta resistencia y la industria automotriz. Tomando como referencia la tesis para doctor en
Ingeniería de Materiales de la Universidad Autónoma de Nuevo León, realizada por Víctor
Hugo López,
“El uso de Aceros Avanzados Alta Resistencia (AHSS por sus siglas en inglés)
proporciona beneficios potenciales de reducción de peso en el vehículo, aumento
en la resistencia de las partes e incremento en seguridad de los componentes
utilizados en la manufactura de partes automotrices. Mediante la aplicación de
espesores más delgados se obtienen ahorros en materiales y menor consumo de
combustible, además de mejoras en el desempeño en absorción de energía
durante las pruebas de choque.”6
Con la ejecución de este proyecto se continuara en la Universidad Distrital Francisco José
De Caldas, con el desarrollo e investigación en el campo de los nuevos materiales,
mostrando la viabilidad o no de realizar deformaciones inducidas por plasticidad en el
acero comercial AISI/SAE 1045 bajo las características que se especifican más adelante.
6 López, V.H (2013). Efecto del calor de entrada en las propiedades mecánicas y metalúrgicas de soldaduras
de aceros avanzados de alta resistencia de plasticidad inducida por transformación TRIP unidos por el proceso GMAW para la industria automotriz. (Tesis de Doctorado). Universidad Autónoma de Nuevo León. México. .
17
1. Antecedentes para desarrollo de proyecto.
En cualquier proceso de investigación para abordar cualquier problema o tema de
indagación es necesario el estado del arte, cuya elaboración es para afianzar la
formulación del problema o tema investigativo que nos permite compartir la información,
relacionarla y concluir lo hecho hasta la fecha así como los puntos débiles a mejorar sobre
el tema; para el presente proyecto de grado se tomó como referencia los siguientes
documentos:
1.1 Tesis - Efectos Microestructurales en un acero sometido a un tratamiento
térmico TRIP - "Octavio Covarrubias Alvarado" – Universidad Autónoma De
Nuevo León – 2002
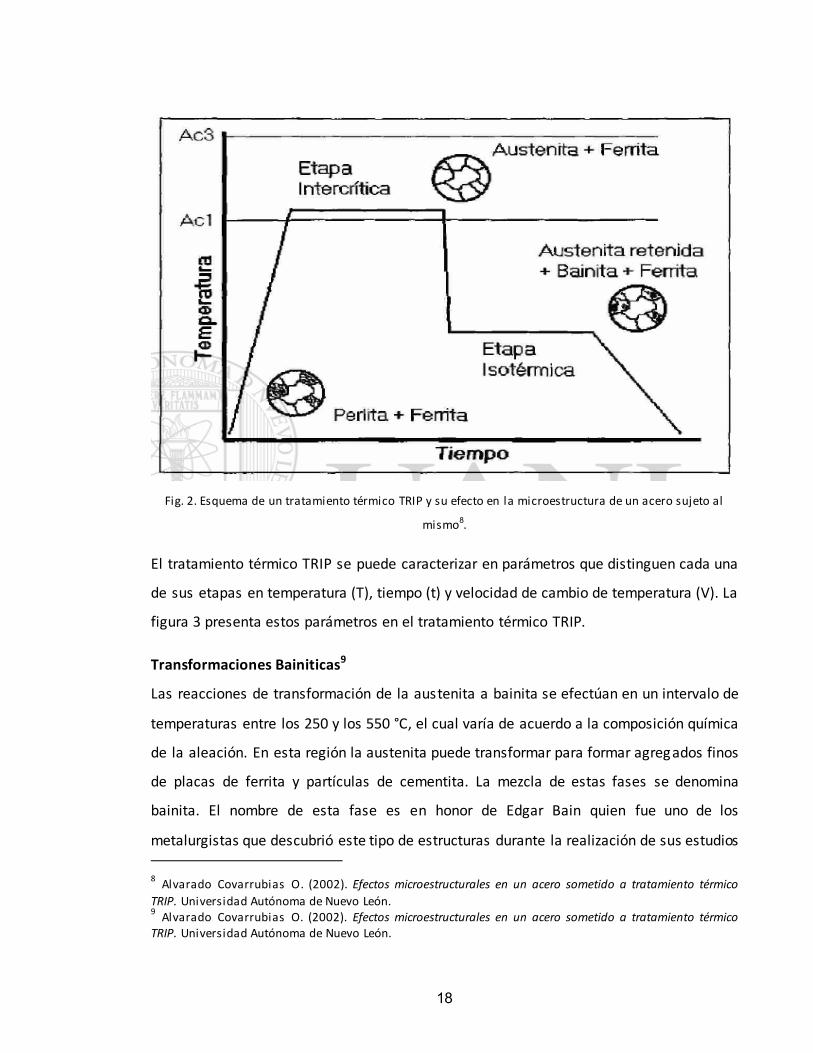
En la figura 2 se presenta el esquema básico de un tratamiento térmico para generar
propiedades TRIP en una aleación ferrosa, el propósito principal de efectuar el
tratamiento térmico TRIP es el generar una microestructura con una cantidad adecuada
de austenita retenida, la cual puede estar en un intervalo de entre 10 y 20%. La obtención
de austenita retenida en la microestructura a temperatura ambiente, se puede generar
mediante un tratamiento térmico que se lleva a cabo en dos etapas: la primera, que
consiste en llevar la aleación dentro de un intervalo intercritico de temperaturas en la
zona de transformación (+y). Esta primera etapa del tratamiento térmico no es
suficiente, por lo que debe complementar con una segunda etapa en la zona de
transformación bainítica. Conforme la reacción bainítica se efectúa, la austenita residual
presenta un incremento en su contenido de carbono además de un incremento en su
tamaño de grano. Este enriquecimiento de carbono y un tamaño de grano reducido
contribuyen a la estabilización de la austenita formada, es entonces posible mantener
cantidades significativas de esta fase a temperatura ambiente7.
7 Alvarado Covarrubias O. (2002). Efectos microestructurales en un acero sometido a tratamiento térmico
TRIP. Universidad Autónoma de Nuevo León.
18
Fig. 2. Esquema de un tratamiento térmico TRIP y su efecto en la microestructura de un acero sujeto al
mismo8.
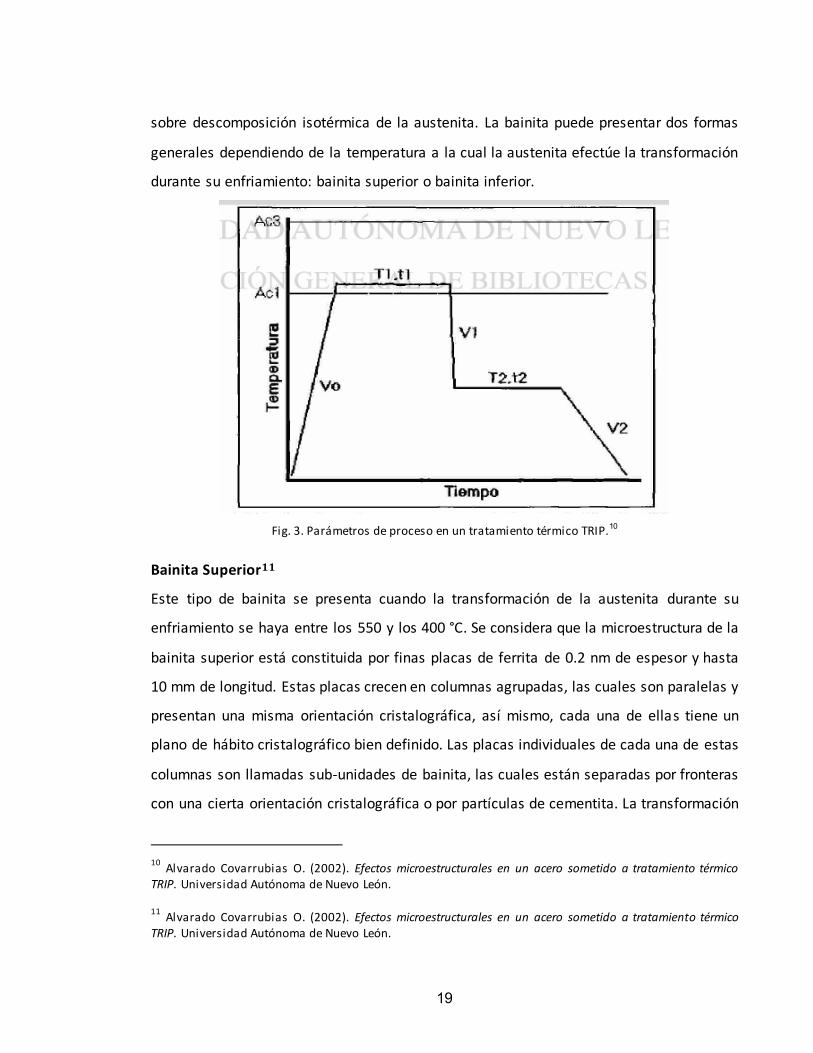
El tratamiento térmico TRIP se puede caracterizar en parámetros que distinguen cada una
de sus etapas en temperatura (T), tiempo (t) y velocidad de cambio de temperatura (V). La
figura 3 presenta estos parámetros en el tratamiento térmico TRIP.
Transformaciones Bainiticas9
Las reacciones de transformación de la austenita a bainita se efectúan en un intervalo de
temperaturas entre los 250 y los 550 °C, el cual varía de acuerdo a la composición química
de la aleación. En esta región la austenita puede transformar para formar agregados finos
de placas de ferrita y partículas de cementita. La mezcla de estas fases se denomina
bainita. El nombre de esta fase es en honor de Edgar Bain quien fue uno de los
metalurgistas que descubrió este tipo de estructuras durante la realización de sus estudios 8 Alvarado Covarrubias O. (2002). Efectos microestructurales en un acero sometido a tratamiento térmico
TRIP. Universidad Autónoma de Nuevo León. 9 Alvarado Covarrubias O. (2002). Efectos microestructurales en un acero sometido a tratamiento térmico
TRIP. Universidad Autónoma de Nuevo León.
19
sobre descomposición isotérmica de la austenita. La bainita puede presentar dos formas
generales dependiendo de la temperatura a la cual la austenita efectúe la transformación
durante su enfriamiento: bainita superior o bainita inferior.
Fig. 3. Parámetros de proceso en un tratamiento térmico TRIP.10
Bainita Superior11
Este tipo de bainita se presenta cuando la transformación de la austenita durante su
enfriamiento se haya entre los 550 y los 400 °C. Se considera que la microestructura de la
bainita superior está constituida por finas placas de ferrita de 0.2 nm de espesor y hasta
10 mm de longitud. Estas placas crecen en columnas agrupadas, las cuales son paralelas y
presentan una misma orientación cristalográfica, así mismo, cada una de ellas tiene un
plano de hábito cristalográfico bien definido. Las placas individuales de cada una de estas
columnas son llamadas sub-unidades de bainita, las cuales están separadas por fronteras
con una cierta orientación cristalográfica o por partículas de cementita. La transformación
10
Alvarado Covarrubias O. (2002). Efectos microestructurales en un acero sometido a tratamiento térmico TRIP. Universidad Autónoma de Nuevo León.
11
Alvarado Covarrubias O. (2002). Efectos microestructurales en un acero sometido a tratamiento térmico TRIP. Universidad Autónoma de Nuevo León.
20
de la bainita superior comprende dos etapas: la primera que involucra la formación de
ferrita bainítica, cuya solubilidad de carbono es reducida (<0.02% en peso). La segunda
etapa es el enriquecimiento de la austenita restante con el carbono que la ferrita
transformada segrega. Eventualmente, este enriquecimiento de carbono en la austenita
puede promover que partículas de cementita se precipiten entre las sub-unidades de
ferrita de las capas de austenita residual. La cantidad de cementita que se genere
depende de la cantidad de carbono presente en la aleación. Así, altos contenidos de
carbono propician que las placas de ferrita estén separadas por capas continuas de
cementita, mientras que contenidos bajos de carbono promueven la formación de
partículas discretas de cementita. Es posible evitar la formación de partículas de
cementita al agregar elementos de aleación como Si y Al obteniendo una microestructura
rica en ferrita bainítica y austenita retenida rica en carbono.
Bainita Inferior12
La bainita inferior tiene una microestructura y una cristalografía similar a la bainita
superior. La principal diferencia entre ambos tipos de bainita es la distribución de las
partículas de cementita debidas a la transformación. En la bainita inferior, las partículas de
cementita se presentan también en el interior de las placas de ferrita bainítica. Dos tipos
de precipitados de cementita pueden aparecer: los que crecen a partir de la austenita
enriquecida con carbono que separa las placas de ferrita bainítica, y los que se presentan
debido a la precipitación de ferrita supersaturada de carbono. Estos carburos pueden no
ser cementita, ya que dependiendo del contenido de carbono en la aleación y de la
temperatura de transformación, pueden precipitarse otro tipo de carburos, como los
epsilon (Fe2C). En la bainita inferior, las partículas de cementita precipitan con una
distribución única en su relación de orientación, tal que permite formar arreglos paralelos
de 60° con respecto al eje de la placa de bainita. Este comportamiento también está
relacionado con la transformación adifusional y con los esfuerzos asociados al crecimiento
12
Alvarado Covarrubias O. (2002). Efectos microestructurales en un acero sometido a tratamiento térmico TRIP. Universidad Autónoma de Nuevo León.
21
de la bainita inferior. Los carburos que se presentan en la bainita inferior son pequeños,
de unos cuantos nanómetros de espesor y hasta 500 nm de longitud. Debido a que parte
de estos carburos nuclean en el interior de la ferrita bainítica, la cantidad de carbono
disponible para enriquecer la austenita es reducida, por lo que el tamaño de las partículas
de cementita que precipitan entre las placas de ferrita bainítica es muy pequeño,
comparado con los carburos que se presentan en la bainita superior. Una consecuencia de
esto, es que la bainita inferior tiende a ser más tenaz, mientras que la bainita superior
tiende a ser más resistente.
Conclusiones13
Elevadas temperaturas intercriticas en una aleación ferrosa que es sometida a un
tratamiento térmico TRIP propician una mayor descomposición de la perlita inicial,
la cual es transformada en austenita.
La cantidad de austenita formada en un acero durante la etapa intercrítica de un
tratamiento térmico TRIP depende de la temperatura de dicha etapa: entre mayor
sea ésta, mayor cantidad de austenita se obtendrá.
Durante la etapa intercrítica se presentan fenómenos de partición y difusión de
elementos químicos, como el carbono y el manganeso, que afectan la estabilidad y
las dimensiones de los granos de austenita formados.
La temperatura de la etapa isotérmica de un tratamiento térmico TRIP para una
aleación ferrosa debe estar por encima de Ms para evitar la formación martensita
en la microestructura.
Tiempos de permanencia reducidos durante la etapa isotérmica de un tratamiento
térmico TRIP de un acero, permiten obtener mayores cantidades de austenita
retenida, ya que se interrumpe la transformación a bainita.
13
Alvarado Covarrubias O. (2002). Efectos microestructurales en un acero sometido a tratamiento térmico TRIP. Universidad Autónoma de Nuevo León.
22
1.2 Articulo Revista ITECKNE – Caracterización de la transformación inducida por
deformación plástica en aceros 0.23%C, 1.11% Mn, 0.23% Ni, 0.68%Cr - “Naranjo
F.A, Baracaldo R.R, Arroyo J.M” – Universidad Nacional de Colombia - 2013
Uno de los desarrollos más importantes en los materiales en el sector automotriz es el
acero con efecto TRIP (Transformation Induced Plasticity – transformación inducida por
plasticidad). Aceros desarrollados en 1967 por Zackay, V. F que cumplen con la búsqueda
de los diseñadores de tener aceros más livianos y que puedan absorber mayor cantidad de
energía. Estas propiedades se deben a una estructura compuesta por ferrita, martensita y
bainita con cantidad mínima de austenita retenida de un 5%. La ferrita ofrece la
ductilidad, la martensita y bainita dan las propiedades de dureza y resistencia y la
austenita retenida da la propiedad de endurecimiento por deformación, donde el material
al ser deformado plásticamente muestra que la austenita retenida se transforma en
martensita endureciendo el material. La transformación ocurre debido a que la austenita
(fase estable a temperaturas mayores que 900°C, pero por la presencia de elementos
gammágenos se logra estabilizar a temperatura ambiente) es activada energéticamente
con cambios de temperatura o alta deformación obligando así a que de la estructura FCC
(cúbico centrado en las caras) de la austenita pase a una estructura BCT (tetragonal
centrado en el cuerpo) de la martensita. En la aplicación de los aceros con efecto TRIP, es
importante determinar qué propiedades son las que se necesitan y los procesos de
manufactura necesarios para obtener la geometría para la aplicación en la cual va a ser
utilizado. A partir de este punto, se estudian los procesos termo mecánicos necesarios
para obtener la geometría de la pieza con las propiedades requeridas del material. En este
trabajo se estudia en detalle el efecto de esfuerzos mecánicos en los cambios
microestructurales del material durante un eventual proceso de conformado14. En la tabla
1 se muestra la composición química del acero usado:
14
Naranjo F.A – Baracaldo R.R – Arroyo J.M. (2013) - Caracterización de la transformación inducida por deformación plástica en aceros 0.23% C, 1.11% Mn, 0.23% Ni, 0.68% Cr. Universidad Nacional de Colombia .
23
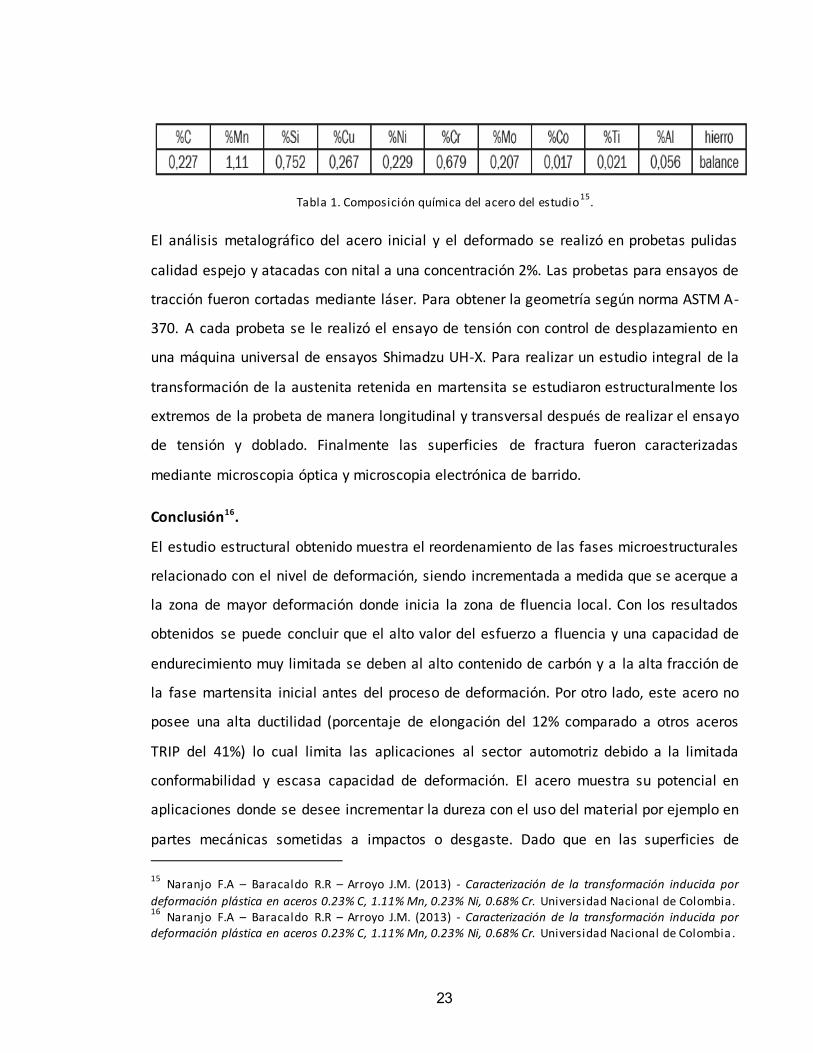
Tabla 1. Composición química del acero del estudio15
.
El análisis metalográfico del acero inicial y el deformado se realizó en probetas pulidas
calidad espejo y atacadas con nital a una concentración 2%. Las probetas para ensayos de
tracción fueron cortadas mediante láser. Para obtener la geometría según norma ASTM A-
370. A cada probeta se le realizó el ensayo de tensión con control de desplazamiento en
una máquina universal de ensayos Shimadzu UH-X. Para realizar un estudio integral de la
transformación de la austenita retenida en martensita se estudiaron estructuralmente los
extremos de la probeta de manera longitudinal y transversal después de realizar el ensayo
de tensión y doblado. Finalmente las superficies de fractura fueron caracterizadas
mediante microscopia óptica y microscopia electrónica de barrido.
Conclusión16.
El estudio estructural obtenido muestra el reordenamiento de las fases microestructurales
relacionado con el nivel de deformación, siendo incrementada a medida que se acerque a
la zona de mayor deformación donde inicia la zona de fluencia local. Con los resultados
obtenidos se puede concluir que el alto valor del esfuerzo a fluencia y una capacidad de
endurecimiento muy limitada se deben al alto contenido de carbón y a la alta fracción de
la fase martensita inicial antes del proceso de deformación. Por otro lado, este acero no
posee una alta ductilidad (porcentaje de elongación del 12% comparado a otros aceros
TRIP del 41%) lo cual limita las aplicaciones al sector automotriz debido a la limitada
conformabilidad y escasa capacidad de deformación. El acero muestra su potencial en
aplicaciones donde se desee incrementar la dureza con el uso del material por ejemplo en
partes mecánicas sometidas a impactos o desgaste. Dado que en las superficies de
15
Naranjo F.A – Baracaldo R.R – Arroyo J.M. (2013) - Caracterización de la transformación inducida por
deformación plástica en aceros 0.23% C, 1.11% Mn, 0.23% Ni, 0.68% Cr. Universidad Nacional de Colombia. 16
Naranjo F.A – Baracaldo R.R – Arroyo J.M. (2013) - Caracterización de la transformación inducida por deformación plástica en aceros 0.23% C, 1.11% Mn, 0.23% Ni, 0.68% Cr. Universidad Nacional de Colombia .
24
fractura predominan el clivaje muestra que la fractura es mayormente frágil debido al alto
contenido de carbono y de martensita.
1.3 Articulo Revista – Los Aceros Avanzados – “Giraldo V. A.” – Universidad de
Antioquia – Ingeniería de Materiales.
El acero es una especie de material avanzado cuyas características le permiten responder
a muchos requerimientos. Se puede usar a temperaturas elevadas hasta de 650º C o más,
y a temperaturas criogénicas de -196º C, soporta tensiones de 100 hasta 5000 MPa y
resiste la corrosión de la atmósfera, los ácidos, los álcalis, las sales, etc.
Aceros TRIP17
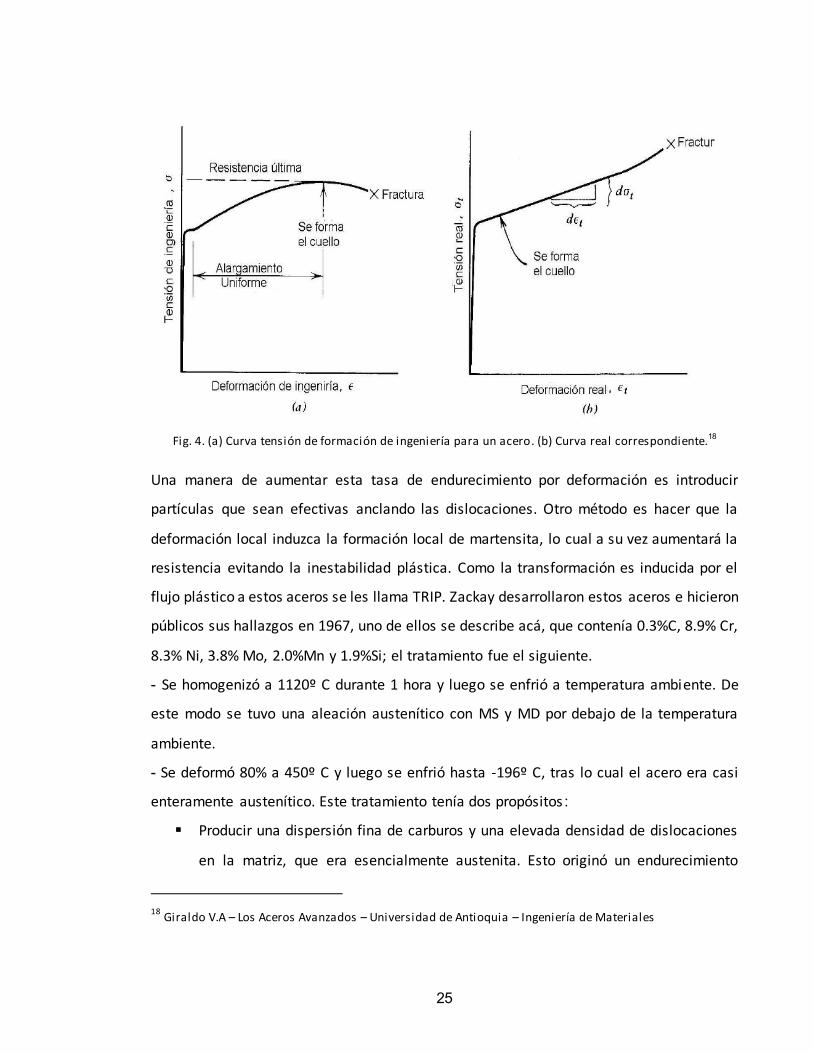
La figura 4 (a) muestra un diagrama típico tensión – deformación, de ingeniería, para un
acero y en la figura 4 (b) la correspondiente curva real. Cuando se alcanza la resistencia
última la muestra empieza a formar el cuello en una región específica, como se muestra
en la figura 4 (a). Como la sección recta disminuye, la tensión real aumenta localmente en
la nuca, acelerando la fluencia y llevando a la falla. Esto se indica mejor en la figura 4 (b),
que muestra una deformación considerable después de la formación del cuello. Antes de
ello la deformación ha sido uniforme, figura 4 (a). Esta estricción es realmente una clase
de inestabilidad plástica; súbitamente, en un punto sobre la superficie del cilindro
empieza a fluir localmente y a reducir su área puntualmente. Antes de ello la deformación
fue uniforme en toda la longitud calibrada. Es evidente que si se puede evitar la
deformación local no habrá inestabilidad plástica y habrá deformaciones mayores para las
aplicaciones prácticas. En la región de flujo plástico se experimenta un aumento en la
deformación, que si provocara el correspondiente aumento local de resistencia, el flujo se
inhibiría, restaurando la estabilidad. Por tanto, la clave para la estabilidad es la tasa de
endurecimiento por deformación, que está dada por la pendiente mostrada en la figura 4
(b).
17
Giraldo V.A – Los Aceros Avanzados – Universidad de Antioquia – Ingeniería de Materiales
25
Fig. 4. (a) Curva tensión de formación de ingeniería para un acero. (b) Curva real correspondiente.18
Una manera de aumentar esta tasa de endurecimiento por deformación es introducir
partículas que sean efectivas anclando las dislocaciones. Otro método es hacer que la
deformación local induzca la formación local de martensita, lo cual a su vez aumentará la
resistencia evitando la inestabilidad plástica. Como la transformación es inducida por el
flujo plástico a estos aceros se les llama TRIP. Zackay desarrollaron estos aceros e hicieron
públicos sus hallazgos en 1967, uno de ellos se describe acá, que contenía 0.3%C, 8.9% Cr,
8.3% Ni, 3.8% Mo, 2.0%Mn y 1.9%Si; el tratamiento fue el siguiente.
- Se homogenizó a 1120º C durante 1 hora y luego se enfrió a temperatura ambiente. De
este modo se tuvo una aleación austenítico con MS y MD por debajo de la temperatura
ambiente.
- Se deformó 80% a 450º C y luego se enfrió hasta -196º C, tras lo cual el acero era casi
enteramente austenítico. Este tratamiento tenía dos propósitos :
Producir una dispersión fina de carburos y una elevada densidad de dislocaciones
en la matriz, que era esencialmente austenita. Esto originó un endurecimiento
18
Giraldo V.A – Los Aceros Avanzados – Universidad de Antioquia – Ingeniería de Materiales
26
significativo mediante un mecanismo similar al que ocurre en el acero ausformado.
La pérdida de carbono de la solución sólida al precipitar, elevó MD por encima de
la temperatura ambiente pero dejó a MS todavía muy baja.
- Se procedió a deformar a temperatura ambiente y el flujo local indujo martensita, por
tanto los valores de dσt/dεt estaban por encima de los correspondientes a aceros
convencionales templados y revenidos, con alargamientos considerables.
A niveles de 2000 MPa, estos aceros tienen mucha más ductilidad que los convencionales .
1.4 Articulo Revista – TRIP (Transformation Induced Plasticity) Steel - Arcelor Mittal
"TRIP steels can be readily welded using conventional welding processes, provided the
parameters are adjusted. Because of the high carbon equivalent, electrode forces must be
increased and welding cycles adjusted to obtain high-quality weld spots. The risk of
interface fracture, which can occur in TRIP-TRIP welds, can be reduced by optimizing the
welding parameters."19
"These results are obtained for specimens produced by bending. Strain hardening during
drawing enhances the energy absorption capacity of this grade. In order to fully exploit
the potential of TRIP steels, the metal characteristics after forming (hardening) rather
than those of the initial blank should be used in the design stage. Crushing tests have
shown a 9% gain in energy absorption of drawn parts compared to parts obtained by
bending.”20
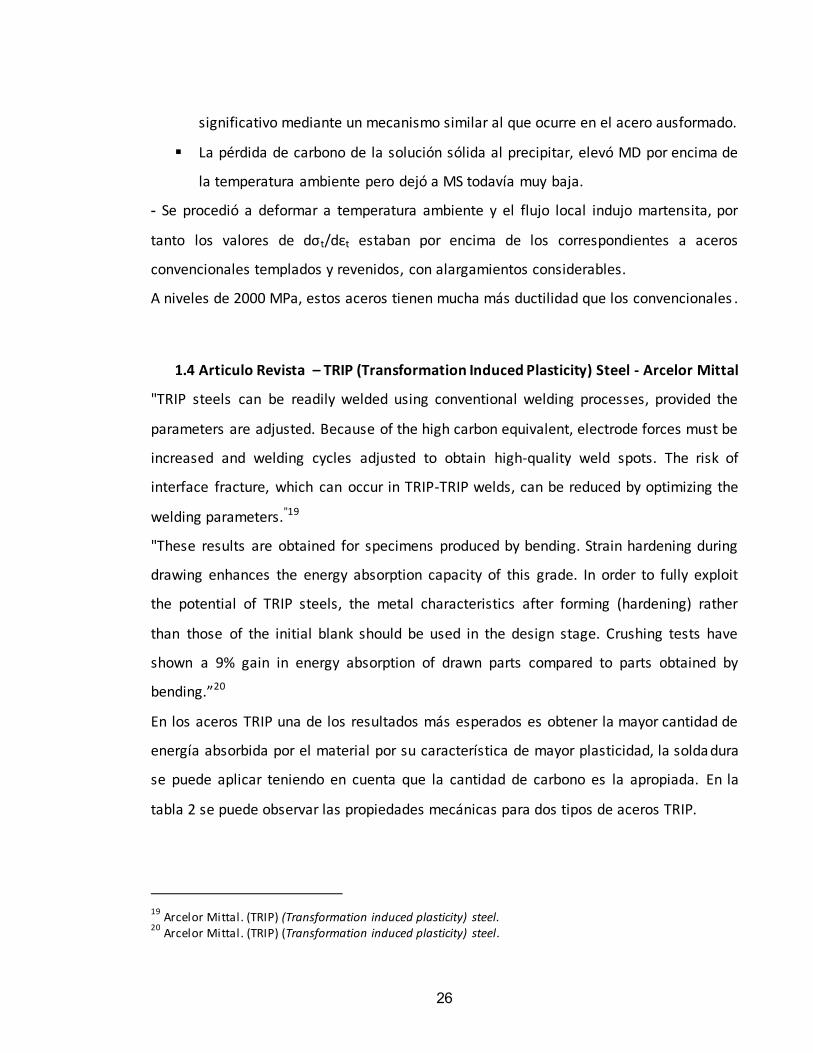
En los aceros TRIP una de los resultados más esperados es obtener la mayor cantidad de
energía absorbida por el material por su característica de mayor plasticidad, la solda dura
se puede aplicar teniendo en cuenta que la cantidad de carbono es la apropiada. En la
tabla 2 se puede observar las propiedades mecánicas para dos tipos de aceros TRIP.
19
Arcelor Mittal. (TRIP) (Transformation induced plasticity) steel. 20
Arcelor Mittal. (TRIP) (Transformation induced plasticity) steel.
27
Tabla 2. Propiedades mecánicas de acero TRIP 690 y acero TRIP 78021
.
1.5 Articulo Revista - Advanced High-Strength Steels application guidelines version
5.0 – “Keeker S, Kimchi M.” - World Auto Steel – (2014)
“AHSS are complex, sophisticated materials, with carefully selected chemical compositions
and multiphase microstructures resulting from precisely controlled heating and cooling
processes. Various strengthening mechanisms are employed to achieve a range of
strength, ductility, toughness, and fatigue properties”.22
“The work hardening rates or TRIP steels are substantially higher than for conventional
HSS, providing significant stretch forming. This is particularly useful when designers take
advantage of the high work hardening rate (and increased bake hardening effect) to
design a part utilizing the as-formed mechanical properties. The high work hardening rate
persists to higher strains in TRIP steels, providing a slight advantage over DP in the most
severe stretch forming applications”.23
La relevancia de los aceros deformados por plasticidad TRIP, radica en los procesos de
manufactura que se utilizan con ellos ya que ayudan a las áreas de Ingeniería, porque
durante las deformaciones que se presentan tienen excelentes capacidades de absorción
de energía y así mismo aumentan sus límites de deformación tolerado más resistencia a la
ruptura. En la figura 5 se puede observar una importante comparación que nos demuestra
la importancia de los aceros avanzados de alta resistencia. En la figura 6 se puede
observar la micrografía de un acero TRIP 690.
21
Arcelor Mittal. (TRIP) (Transformation induced plasticity) steel. 22
Keeler S. – Kimchi M. (2014). Advanced high-strength steels application guidelines version 5.0 – World
auto steel. 23
Keeler S. – Kimchi M. (2014). Advanced high-strength steels application guidelines version 5.0 – World auto steel.

28
Fig. 5. Comparación del crecimiento exponencial del uso de aceros avanzados de alta resistencia versus los
aceros de alta resistencia.24
Fig. 6. Micrografía de un acero TRIP 690 (20 micras).25
24
Keeler S. – Kimchi M. (2014). Advanced high-strength steels application guidelines version 5.0 – World auto steel. 25
Keeler S. – Kimchi M. (2014). Advanced high-strength steels application guidelines version 5.0 – World auto steel.
29
1.6 Articulo Revista – Aceros planos avanzados de alta resistencia – “Madias Jorge” –
Empresa Metallon – Argentina
En los aceros al carbono con efecto TRIP se procura tener en la chapa que se presenta
para el conformado una estructura con ferrita, bainita y austenita retenida. Esta
microestructura se obtiene con aceros de 0,15%-0,20% C, 1,2%-1,5% Mn y 1%-1,5% Si. En
algunos casos se reemplaza Si en forma parcial o total con Al y/o P. Se necesita silicio para
inhibir la indeseable precipitación de carburo de hierro (Fe3C). Al no formarse Fe3C, la
austenita retenida se enriquece en carbono durante su transformación isotérmica a
bainita. En el rango del 0,5% al 1,5%, la adición de silicio da como resultado un
alargamiento creciente y uniforme, que facilita el conformado debido a la cantidad
creciente de austenita retenida. En los aceros laminados en caliente, el silicio tiene
también un efecto favorable importante: promover la formación de algo de ferrita
equiaxiada a alta temperatura. El manganeso se adiciona para suprimir la descomposición
de la austenita a alta temperatura. También inhibe la formación de perlita y estabiliza la
austenita retenida, necesaria para el efecto TRIP en el conformado26. En la figura 7 se
resume la influencia de los elementos de aleación principales.
Aceros con efecto TRIP laminados en caliente. 27
La microestructura necesaria se obtiene después de un enfriamiento en dos etapas, en la
mesa de enfriamiento y el bobinado. Luego de la laminación en caliente, se hace la
transformación de austenita a ferrita a una primera temperatura intermedia y luego se
hace la transformación isotérmica bainítica a una temperatura inferior a 500°C; esta
última sucede a la temperatura de bobinado. Durante esta transformación, queda
austenita retenida enriquecida en carbono sin transformar. La microestructura final de la
chapa laminada en caliente con efecto TRIP consiste en ferrita equiaxiada, bainita libre de
carburos y el 10% en volumen de austenita retenida con una temperatura de inicio de
26
DOSSIER TECNOLOGICO. Madias Jorge. Aceros planos avanzados de alta resistencia. Metallon, Argentina.
27
DOSSIER TECNOLOGICO. Madias Jorge. Aceros planos avanza dos de alta resistencia. Metallon, Argentina.

30
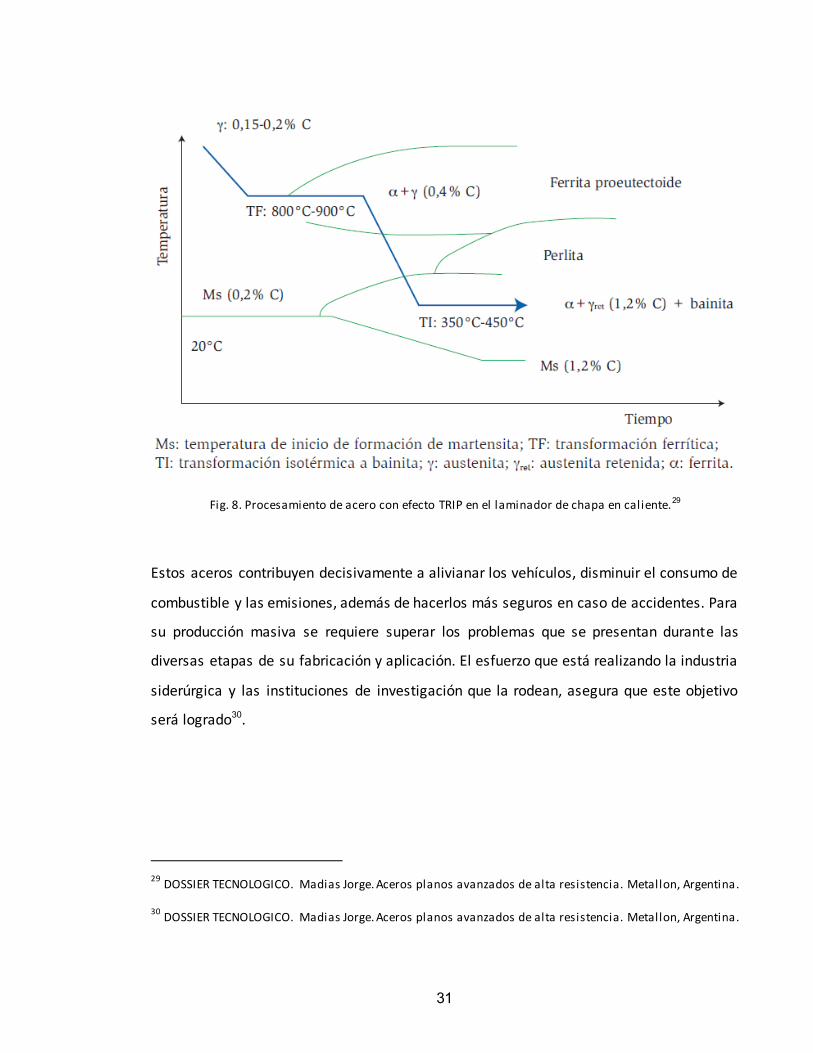
formación de martensita Ms por debajo de la temperatura ambiente. En la figura 8 se
presenta esquemáticamente este proceso.
Fig. 7. Influencia de los elementos de aleación en los aceros con efecto TRIP.28
Las particularidades del enfriamiento en dos etapas hacen que para poder obtener
productos con efecto TRIP en el laminador de chapa en caliente sea conveniente disponer
de una sección de enfriamiento prolongada. El desarrollo de nuevos aceros continúa día a
día y año tras año. Los aceros avanzados de alta resistencia con sus extraordinarias
combinaciones de alargamiento y resistencia mecánica están llamados a ocupar un lugar
creciente en la industria automotriz y seguramente el concepto se va a extender a los
productos largos y la aplicación se expandirá a otras industrias.
28
DOSSIER TECNOLOGICO. Madias Jorge. Aceros planos avanzados de alta resistencia. Metallon, Argentina.
31
Fig. 8. Procesamiento de acero con efecto TRIP en el laminador de chapa en caliente.29
Estos aceros contribuyen decisivamente a alivianar los vehículos, disminuir el consumo de
combustible y las emisiones, además de hacerlos más seguros en caso de accidentes. Para
su producción masiva se requiere superar los problemas que se presentan durante las
diversas etapas de su fabricación y aplicación. El esfuerzo que está realizando la industria
siderúrgica y las instituciones de investigación que la rodean, asegura que este objetivo
será logrado30.
29
DOSSIER TECNOLOGICO. Madias Jorge. Aceros planos avanzados de alta resistencia. Metallon, Argentina.
30
DOSSIER TECNOLOGICO. Madias Jorge. Aceros planos avanzados de alta resistencia. Metallon, Argentina.

32
1.7 Articulo Revista – Nuevos aceros TWIP/TRIP en los automóviles del futuro -
"Ferrando R.P, Sánchez Caballero S, Sellés Cantó M.A, Crespo Amorós J.E" –
3ciencias – (2012)
Los aceros TRIP, en la actualidad son utilizados en su mayor porcentaje para la industria
automovilística ¨los cuales poseen límites elásticos comprendidos entre 210 y 550 MPa y
con una tensión de rotura de entre 270 y 700 MPa. Mientras que otros aceros con límites
elásticos mayores de 550 MPa y con tensiones de rotura mayor de 700 MPa son los
llamados aceros avanzados de alta resistencia AHSS (Advanced High Strength Steels)”.31
¨Los aceros TWIP tienen un alto contenido de manganeso (17-30%), que determina que el
acero sea completamente austenítico a temperatura ambiente. Esto hace que el principal
modo de deformación sea el maclado dentro de los granos. El maclado causa un alto
valor de velocidad de endurecimiento instantáneo (valor n) con una microestructura muy
fina. Los límites de las maclas resultantes actúan como límites de grano y refuerzan el
acero. Los aceros TWIP combinan una resistencia extremadamente alta con una
confortabilidad muy elevada. El valor “n” aumenta a un valor de 0,4 con una deformación
de ingeniería de aprox. 30% y se mantiene constante hasta una elongación total de
alrededor del 50%.
La resistencia a la tracción es superior a 1100 MPa, y su capacidad de deformación puede
llegar al 95”.32 Se puede analizar que los aceros TRIP para diferentes aplicaciones tienen
una mejoría del 30% en sus propiedades mecánicas con un alto grado de deformación y
un aumento de su resistencia a la tracción, así en los automóviles se puede evidenciar que
al chocar a altas velocidades los materiales van a tener una mayor resistencia y absorben
mayor cantidad de energía al impacto.
31
Ferrrando R.P, Sánchez Caballero S, Sellés Cantó M.A, Crespo Amorós J.E. (2012). Nuevos Acero TWIP/TRIP
en los automóviles del futuro. 3 Ciencias. 32
Ferrrando R.P, Sánchez Caballero S, Sellés Cantó M.A, Crespo Amorós J.E. (2012). Nuevos Acero TWIP/TRIP en los automóviles del futuro. 3 Ciencias.

33
1.8 Articulo Revista – Los nuevos aceros para la industria automotriz - Facultad de
estudios superiores Cuautitlán Izcalli- "Castillo Rodríguez F.D" – (2009)
¨Durante la deformación plástica, la dispersión de la austenita y la bainita crea una alta
velocidad de endurecimiento por deformación tal y como sucede en los aceros DP, sin
embargo, en los aceros TRIP al deformar plásticamente al acero, la austenita retenida se
transforma progresivamente en martensita aumentando aún más la velocidad de
endurecimiento por deformación y llevando a niveles superiores la resistencia del acero,
en consecuencia, estos aceros son más fácilmente conformables que los aceros de fase
dual, especialmente a altos coeficientes de deformación (valores de n > 0.2) con una
resistencia mecánica similar”.33
¨Los aceros TWIP tienen una capacidad de alargamiento excepcional que puede, por
ejemplo, alcanzar el 50% para una resistencia mecánica de 1000 MPa o incluso el 35%
para 1400 MPa. Este material está especialmente adaptado para aligerar las piezas de
estructura automóvil y así contribuir a la reducción de los gases de efecto invernadero”.34
El objetivo de los aceros TRIP en la industria automovilística es obtener un mayor limite
elástico con una tensión de rotura admisible que permita tener mayor absorción de
energía en el impacto de un coche; la seguridad es un factor primordial para la industria y
tener la posibilidad de mejorar el comportamiento de los aceros para su aplicación es lo
requerido.
1.9 Articulo Revista – Estudio del empleo de nuevos materiales para las aplicaciones
tradicionales de los fabricados – OTEA – Instituto Tecnológico Metalmecánico –
(2009)
"El aluminio es comúnmente utilizado para una gran variedad de aplicaciones marinas,
incluidos los principales miembros resistentes, ocasiones tales como tapas de escotilla,
33
Castil lo Rodríguez F.D. (2009). Los nuevos aceros para la industria automotriz. Facultad de estudios
superiores Cuautitlán. CUAUTITLÁN IZCALLI. 34
Castil lo Rodríguez F.D. (2009). Los nuevos aceros para la industria automotriz. Facultad de estudios superiores Cuautitlán. CUAUTITLÁN IZCALLI.
34
ventanas, puertos aéreos, escaleras de alojamiento, pasarelas, mamparos, placa cubierta,
equipos de ventilación, equipo salvavidas, mobiliario y tanques de combustible. Además,
los buques están haciendo un amplio uso de las placas de aleaciones de aluminio soldada
en grandes tanques utilizados para el transporte de gases licuados. Con la resistencia a la
corrosión de las aleaciones de aluminio actual admiten ahorrar alrededor del 50% del
peso de diseños similares en acero."35
"Las necesidades de productos para las aleaciones de titanio en cada segmento de
mercado son sobre la base de las necesidades específicas para la aplicación particular. Por
ejemplo, los requerimientos del motor a reacción se centran principalmente en la
resistencia a la tracción, resistencia a la fluencia y estabilidad térmica a temperaturas
elevadas."36
El estudio de los nuevos materiales es un campo muy trabajado en los últimos tiempos
obteniendo como resultado los aceros TRIP, los materiales comerciales son la meta para
obtener una mejor cantidad a un bajo costo mediante un tratamiento térmico definido.
1.10 Tesis - Efecto del calor de entrada en las propiedades mecánicas y
metalúrgicas de soldaduras de aceros avanzados de alta resistencia de
plasticidad inducida por transformación TRIP unidos por el proceso GMAW para
la industria automotriz - " López Cortez V. H." – Universidad Autónoma de Nuevo
León – (2013)
"Las desviaciones estándar para el porcentaje de austenita retenida son más probables
debido a una pequeña cantidad de orientación preferente en el acero TRIP. Dado que las
regiones son probados en la Zona Afectada por el Calor ZAC, que no se someten a fusión
durante la soldadura. Por lo tanto, han conservado la orientación preferente que existía
antes de la soldadura. Así que no es sorprendente ver desviaciones estándar estimadas
35
OTEA. (2009). Estudio del empleo de nuevos matariles para las aplicaciones tradicionales de los fabricados. 36
OTEA. (2009). Estudio del empleo de nuevos matariles para las aplicaciones tradicionales de los fabricados.

35
con la magnitud mostrada."37
"La muestra con el mayor calor de entrada T36 (0.304 KJ/mm) presenta la mayor cantidad
de Austenita Retenida con un 11.3 % con un aumento de un 62% en promedio más que la
originalmente obtenida en el metal base 7% antes de ser afectado por el efecto térmico
provocado por el proceso de soldadura GMAW utilizado. La muestra con el menor calor de
entrada T44 (0.248 KJ/mm) presenta también un incremento en la cantidad de Austenita
Retenida con un 9.4 % con un aumento de un 34% en promedio más que la
originalmente obtenida en el metal base 7% antes de ser afectado por el efecto térmico
provocado por el proceso de soldadura GMAW utilizado."38
Las diferentes aplicaciones para los aceros que logran retener austenita con mejores
resultados son gracias a las diferentes temperaturas logradas por la soldadura, se puede
demostrar que la orientación del material tratado no cambia y mantienen las propiedades
ya obtenidas.
37
Víctor Hugo López Cortez. (2013) Efecto del Calor de Entrada en las Propiedades Mecánicas y Metalúrgicas
de Soldaduras de Aceros Avanzados de Alta Resistencia de Plasticidad Inducida por Transformación TRIP Unidos por el Proceso GMAW para la Industria Automotriz. Universidad Autónoma de nuevo León. MONTEREY NUEVO LEON. 38
Víctor Hugo López Cortez. (2013) Efecto del Calor de Entrada en las Propiedades Mecánicas y Metalúrgicas
de Soldaduras de Aceros Avanzados de Alta Resistencia de Plasticidad Inducida por Transformación TRIP Unidos por el Proceso GMAW para la Industria Automotriz. Universidad Autónoma de nuevo León. MONTEREY NUEVO LEON.

36
2. Marco Teórico.
2.1 Transformación inducida por plasticidad (Efecto TRIP).
La formación de martensita durante el temple de los aceros es conocida. Se inicia a una
temperatura definida, a la que se denomina temperatura de inicio de formación de
martensita (Ms), que es función de la composición química (sobre todo, del contenido de
carbono). Cuando más alto es el contenido de carbono en la austenita, más baja es la
temperatura a la que la transformación se inicia. Para realizar el temple, se requiere llevar
el acero a una temperatura en que esté totalmente en estado austenítico. En ese estado
tiene una estructura cristalina cúbica centrada en las caras, que admite un alto contenido
de carbono en solución, en los intersticios que hay entre los átomos de hierro. Al enfriar
bruscamente, hay un cambio en la estructura cristalina, que pas a a ser tetragonal. El
cambio de estructura es rápido y no da tiempo a que los átomos de carbono se muden a
nuevas posiciones dentro de la nueva estructura. Esto lleva a que se genere una
estructura cristalina distorsionada, dura y frágil, denominada martensita. Pero además del
temple, hay otras formas de producir la transformación a martensita. Puede suceder
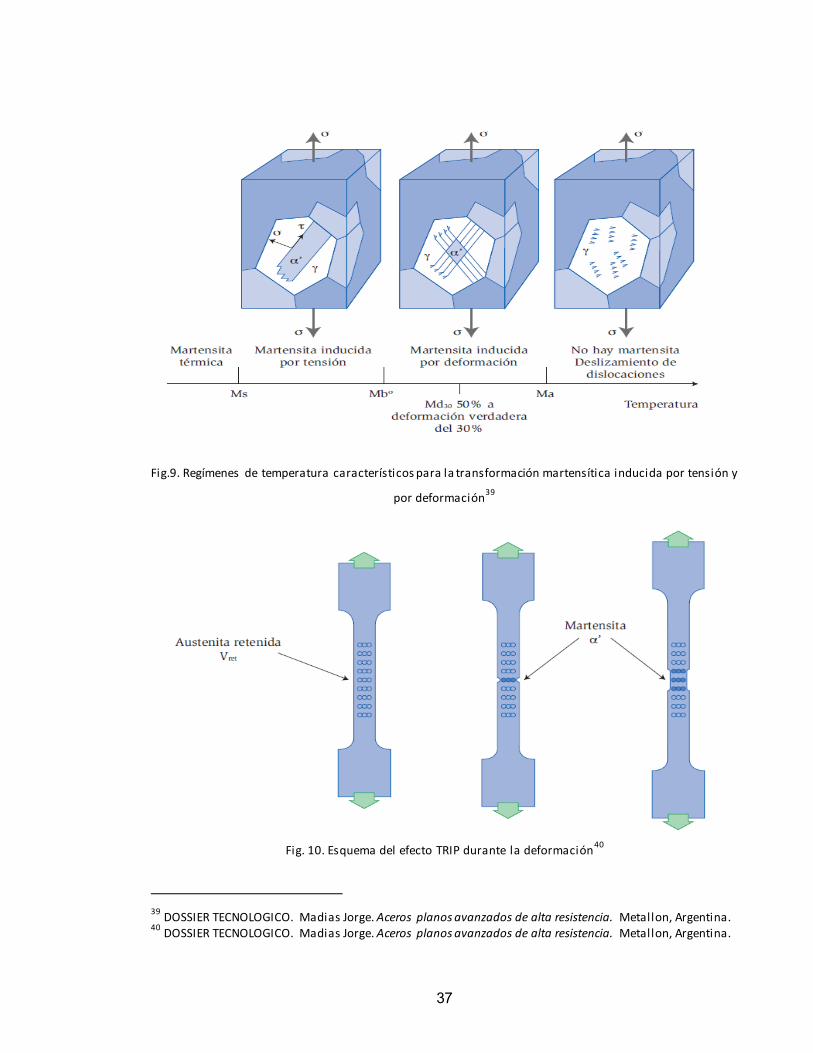
cuando el material está bajo tensión o bajo deformación. Los rangos de temperatura
típicos para los diferentes tipos de transformación martensítica se presentan en la figura
9. Al suceder la transformación martensítica por deformación, por ejemplo sobre una
chapa de este tipo de acero sometida a tracción, impide que se produzca la estricción, por
lo que la chapa puede continuar alargándose uniformemente sin cortarse (ver esquema
en figura 10). Este es el efecto TRIP.
37
Fig.9. Regímenes de temperatura característicos para la transformación martensítica inducida por tensión y
por deformación39
Fig. 10. Esquema del efecto TRIP durante la deformación40
39
DOSSIER TECNOLOGICO. Madias Jorge. Aceros planos avanzados de alta resistencia. Metallon, Argentina. 40
DOSSIER TECNOLOGICO. Madias Jorge. Aceros planos avanzados de alta resistencia. Metallon, Argentina.

38
2.2 Transformaciones de fase presentes a temperaturas intercriticas en un TRIP.
Como vemos en la figura 11 la microestructura de los aceros TRIP es una formación de
distintas fases donde la ferrita y bainita son las que forman la matriz. Las fases bainitas y
martensiticas serán las encargadas de darle al material una alta resistencia. Poseen una
cantidad mínima del 5% de austenita retenida. Durante la deformación, la aparición de
una fase dura entorno a la ferrita crea un endurecimiento por deformación, sin embargo,
en las transformaciones inducidas por plasticidad la austenita retenida también se
transforma progresivamente en martensita con el aumento de la tensión, con lo cual
aumenta aún más la dureza consiguiendo niveles más altos que los Dual Phase. En los TRIP
también interviene la velocidad de deformación, factor muy importante para las
propiedades que afectan a la resistencia al impacto.
Fig. 11. Fases presentes a temperaturas intercriticas en un acero TRIP.41
El nivel de austenita retenida que se transforma en martensita dependerá del contenido
de carbono. A bajos niveles de carbono, la austenita retenida empezará a transformarse
inmediatamente bajo deformaciones. A altos niveles de carbono la austenita retenida será
más estable y se transformará con niveles de esfuerzos mayores. Este será la causa de que
41
Observatorio Tecnológico del metal. (2008). Aceros avanzados de alta resistencia. Valencia: Instituto Tecnológico Metalmecánico.
39
este material tenga una excelente capacidad para absorción del impacto, e ira
aumentando conforme aumente la deformación.
2.3 Efectos de esfuerzos en la transformación martensítica.
La transformación a martensita tiene gran importancia, porque por lo general el primer
paso en el tratamiento térmico de los aceros es la formación de la fase de martensita, de
estructura tetragonal centrada en el cuerpo (TCC). El tratamiento térmico de los aceros
tiene mucha importancia para un gran sector de la industria que depende de esta
actividad. La transformación martensítica de fase es adifusional y la martensita tiene la
misma composición que la fase primitiva (austerita). Debido a que la transformación es
adifusional, los átomos de carbono no pueden salir de sus posiciones intersticiales en la
red de Fe como lo hacen durante la formación de la perlita o la bainita. Estos átomos de
carbono atrapados, y sus campos de deformación asociados son obstáculos muy eficaces
al movimiento de las dislocaciones; en consecuencia, la martensita es la fase más
resistente de las que se presentan en los aceros. En la figura 12 se observa la
microestructura de la martensita. Esta fase acicular (en forma de agujas) tiene relaciones
específicas de orientación con la austenita primitiva. Esto es, ciertos planos y direcciones
en la martensita están alineados con planos específicos en la fase de austenita. Los planos
correspondientes se llaman planos de hábito, y las direcciones correspondientes,
direcciones de hábito. La estructura cristalina de la martensita se puede formar de la
austenita con tres operaciones: 1. Una transformación CFC a TCC. 2. Distorsión de los
parámetros de la red BCC para coincidir con los de la martensita. Esto se conoce como
distorsión de Bain, por quien la propuso por primera vez. 3. Rotación para producir los
planos y direcciones adecuados de hábito, entre la martensita y la austenita primitiva. La
transformación CFC-TCC y la distorsión de Bain se ilustran en la figura 13. En la figura
también se ve la estructura cristalina de la martensita, con los parámetros a y c de red.
Aunque los valores específicos de a y c dependen del contenido de carbono de la aleación,
el volumen aumenta siempre cuando la austenita se transforma en martensita. En
consecuencia del cambio de volumen, se desarrollan esfuerzos internos importantes, y

40
pueden presentarse problemas de agrietamiento sino se tiene gran cuidado durante el
temple o enfriamiento brusco. La martensita es meta estable con respecto al sistema de
dos fases Fe -Fe3C.
Fig. 12. Desarrollo de la martensita en una aleación de Fe con 1.8% de Carbono en peso .42
Así, cuando se calienta una microestructura que contiene martensita, se comienza a
formar Fe3C. El exceso de energía libre asociado con el carbono atrapado en la estructura
tetragonal centrada en el cuerpo se reduce a medida que el carbono difunde y sale de
esta estructura, formando la fase de carburo más estable. Como resultado de la
disminución de contenido de carbono en la martensita, la relación c/a tiende a 1, y la
estructura TCC tiende hacia una estructura BCC. El proceso por el que se forman
precipitados de carburo en una matriz de martensita se llama revenido. En vista de que
para esta transformación se requiere difusión, mientras mayores sean la temperatura y el
tiempo de tratamiento, las partículas de cementita serán más gruesas. Las estructuras
esferoidizadas de los carburos en la ferrita también se pueden producir, partiendo de
microestructuras perlificas o bainÌticas. Las menores velocidades de esferoidizacion
corresponden a la perlita, en especial con las microestructuras de espaciamientos
grandes. Es más rápida la esferoidizacion si los carburos están inicialmente en una forma
42
Universidad Tecnológica de Pereira . Tratamientos Térmicos de los Aceros. Colombia. Facultad de Ingeniería Mecánica.

41
fina, que es el caso de la bainita. La esferoidizacion de una microestructura martensítica se
efectúa con más rapidez que las de las microestructuras bainiticas o perlÌtica.
Fig.13. Relación entre las fases y CFC y la fase tetragonal centrada en el cuerpo de la martensita. Los sitios
marcados con x son los sitios intersticiales preferidos por el carbono.43
Las estructuras esferoidizadas son las más estables que las que se forman en los aceros. Ya
que están formadas por carburos esféricos en una matriz de ferrita, esas microestructuras
se caracterizan por su buena ductilidad. Esto puede tener gran importancia en
microestructuras como las de los aceros de bajo carbono (menos de 0.25% de C en peso),
que se trabajan mucho en frío, o para los aceros al alto carbono (mayor que 0.6% de C en
peso) que se maquinan antes de su tratamiento térmico para producir superficies duras y
resistentes al desgaste. Debido a las altas velocidades de enfriamiento que se logran en el
43
Universidad Tecnológica de Pereira. Tratamientos Térmicos de los Aceros. Colombia. Facultad de Ingeniería Mecánica.
42
temple de un acero se pueden producir torceduras y aún agrietamiento en las piezas, esto
se debe al choque térmico por el desigual enfriamiento entre diferentes partes de una
pieza y además por los cambios de volumen específico de la transformación austenita -
martensita.
2.4 Procesamiento para obtener un acero TRIP.
Rutas de procesamiento específico se requieren para concentrar el carbono dentro de la
austenita a fin de estabilizarla a temperatura ambiente. El método más común para llevar
a cabo esta tarea en un acero TRIP es comenzar con un acero laminado en caliente,
seguido de un laminado en frio con el fin de deformar la microestructura y difundir la
energía potencial necesaria para obtener eficientemente la recristalización. El acero se
vuelve a calentar a temperatura intercrítica donde el acero recristaliza, creciendo
pequeños granos de austenita y ferrita. En la región intercrítica la austenita puede ser
enriquecido en el carbono a la química eutectoide (aproximadamente 0,8% en peso de
carbono) buscando perdurar en la parte inferior en el rango de temperatura.
Dependiendo de la cantidad de deformación antes y la temperatura de mantenimiento
esta recristalización en ferrita y austenita puede ser muy rápida. Tiempos de espera largos
son evitados en este paso para prevenir el crecimiento de grano perjudicial. Un esquema
de la común de dos etapas TRIP tratamiento térmico se muestra en la figura 14. El
tratamiento térmico descrito antes producirá una estructura que consta de ferrita, bainita
y austenita, con algo de martensita o cementita dependiendo de las condiciones de la
bainita. La ferrita aparecerá como granos equiaxiales que se formaron durante la
temperatura intercrítica. La austenita que se mantiene a temperatura ambiente aparece
en pequeños granos equiaxiales o "en bloques" en los límites de los granos de ferrita o de
bainita44. Esta estructura se ve en la figura 15.
44
Lawrence Rutter B. J. (2010). The effect of phase morphology and volume fraction of retained austenite on the formability of transformation induced plasticity steels. Thesis. Queen´s University. Canada

43
Fig.14. Representación esquemática de los tratamientos termo mecánicos aplicados a los aceros TRIP, con
material en caliente o en frío a las dos etapas tratamiento térmico45
.
Fig.15. Micrografía SEM de la estructura TRIP equiaxial, fase A es austenita, B es bainita y F es ferrita46
.
45
Lawrence Rutter B. J. (2010). The effect of phase morphology and volume fraction of retained austenite on
the formability of transformation induced plasticity steels. Thesis. Queen´s Universi ty. Canada 46
Lawrence Rutter B. J. (2010). The effect of phase morphology and volume fraction of retained austenite on the formability of transformation induced plasticity steels. Thesis. Queen´s University. Canada

44
Es posible producir diferentes microestructuras de la representada en la Figura 15
mediante el uso de las mismas dos etapas de tratamiento térmico pero a partir de una
diferente microestructura. Dos formas diferentes para la obtención del acero TRIP a partir
de dos microestructuras diferentes cada una se refiere a la morfología resultante de la
austenita retenida, el tratamiento térmico común se denomina como "equiaxial" y la más
compleja basada en la microestructura de martensita se denomina como "laminar" para la
forma de placa delgada estructura, de la austenita retenida.
2.5 Microscopio electrónico de barrido.
El Microscopio electrónico de barrido o SEM (Scanning Electron Microscopy), utiliza un
haz de electrones en lugar de un haz de luz para formar una imagen ampliada de la
superficie de un objeto. Es un instrumento que permite la observación y caracterización
superficial de sólidos inorgánicos y orgánicos. Tiene una gran profundidad de campo, la
cual permite que se enfoque a la vez una gran parte de la muestra. El microscopio
electrónico de barrido está equipado con diversos detectores, entre los que se pueden
mencionar: el detector de electrones secundarios para obtener imágenes de alta
resolución SEI (Secundary Electron Image), un detector de electrones retrodispersados
que permite la obtención de imágenes de composición y topografía de la superficie BEI
(Backscattered Electron Image), y un detector de energía dispersiva EDS (Energy
Dispersive Spectrometer) permite colectar los Rayos X generados por la muestra y realizar
diversos análisis semicuantitativo y de distribución de elementos en superficies. Se
pueden realizar estudios de los aspectos morfológicos de zonas microscópicas de los
distintos materiales con los que trabajan los investigadores científicos y las empresas
privadas, además del procesamiento y análisis de las imágenes obtenidas. Las principales
utilidades del SEM son la alta resolución (~1 nm), la gran profundidad de campo que le da
apariencia tridimensional a las imágenes y la sencilla preparación de las muestras. Las
45
aplicaciones del equipo son muy variadas, y van desde la industria petroquímica o la
metalurgia hasta la medicina forense47.
2.6 Difractometro de rayos X.
La Difracción de Rayos X por Monocristales es definitivamente el método más exacto y
completo para determinar la identidad y estructura de compuestos nuevos o conocidos, y
por lo tanto vital para la investigación en química, desde mineralogía hasta productos
farmacéuticos, desde catalizadores hasta macromoléculas . El funcionamiento de un
difractómetro de rayos X, se basa en el principio de focalización de BRAGG-BRENTANO.
Este principio establece que para cualquier posición del sistema de detección de rayos X,
el diafragma receptor F del sistema de detección y el diafragma de entrada S (o el foco del
tubo de rayos X), están siempre localizados sobre un círculo denominado círculo
difractométrico. La muestra se monta de manera que pueda rotar y su superficie se ubica
en el eje de rotación de la muestra que es concéntrico al eje de rotación del sistema
detector. El haz primario divergente que incide sobre los planos difractantes de la red,
bajo un ángulo de Bragg θ, es difractado bajo el mismo ángulo, y debido al acoplamiento
mecánico del portamuestra con el sistema de detección, los planos difractantes de la red
siempre son tangentes a un círculo de focalización centrado sobre la normal a la muestra y
que pasa a través de F y S. El círculo de focalización no es de tamaño constante sino que
incrementa su radio cuando el ángulo de difracción 2θ disminuye, como se muestra en la
figura 16, para dos posibles reflexiones.
En el arreglo descrito, la superficie de la muestra se comporta como un espejo con el
ángulo bisector entre la dirección del haz primario y la dirección del haz reflejado. Si la
muestra y el sistema detector giran exactamente en relación 1:2 de sus ángulos de
rotación, la focalización está garantizada para todas las reflexiones. En un cristal perfecto,
47
Centro de Investigación en materiales avanzados S.C. Microscopia electrónica de barrido. México. Parque de investigación e innovación tecnológica .
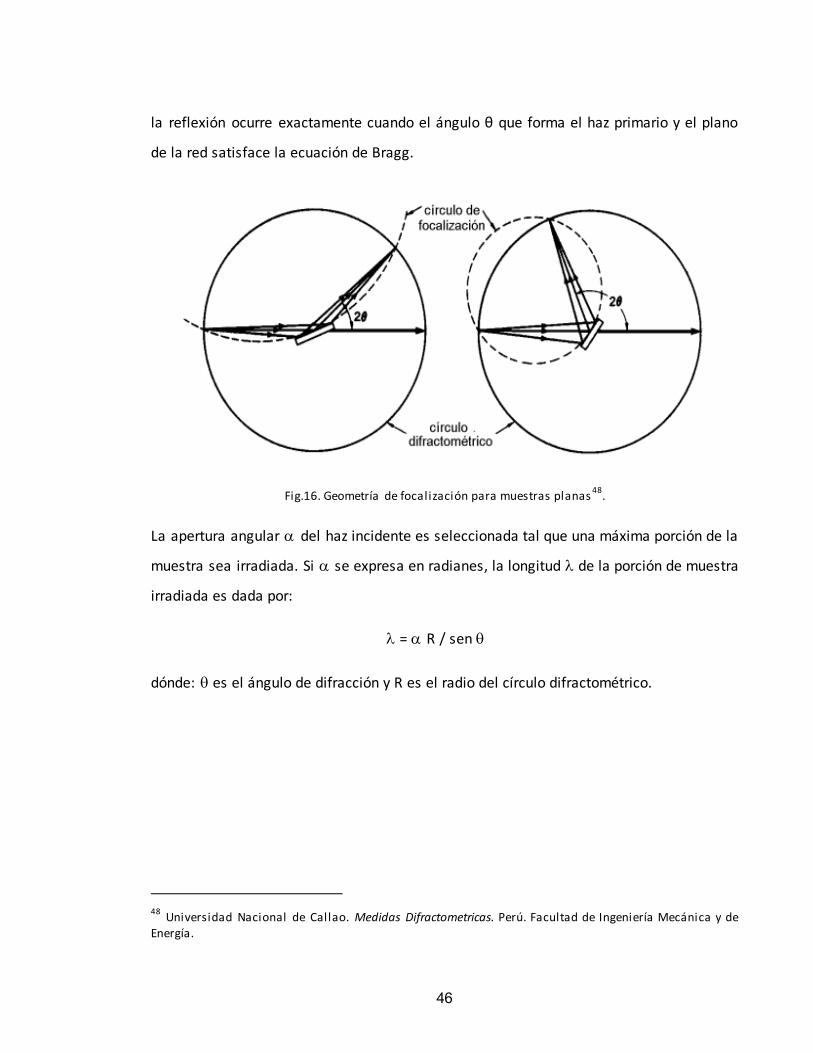
46
la reflexión ocurre exactamente cuando el ángulo θ que forma el haz primario y el plano
de la red satisface la ecuación de Bragg.
Fig.16. Geometría de focalización para muestras planas48
.
La apertura angular del haz incidente es seleccionada tal que una máxima porción de la
muestra sea irradiada. Si se expresa en radianes, la longitud de la porción de muestra
irradiada es dada por:
= R / sen
dónde: es el ángulo de difracción y R es el radio del círculo difractométrico.
48
Universidad Nacional de Callao. Medidas Difractometricas. Perú. Facultad de Ingeniería Mecánica y de Energía.

47
3. Metodología.
En el presente estudio se llevan a cabo experimentos orientados a realizar y caracterizar
metalograficamente deformaciones inducidas por plasticidad en un acero convencional
AISI/SAE 1045. Primero se efectúan las deformaciones en frio (prueba de compresión en
maquina universal) para un grupo de diez probetas y en caliente (laminador mecánico)
para tres probetas; luego se lleva a cabo el tratamiento térmico para las probetas
deformadas en frio y el tratamiento térmico para las probetas deformadas en caliente.
Después de los tratamientos térmicos se procede al proceso de pulido tipo espejo de cada
probeta para ser atacada con Nital a 5%. Al obtener las probetas atacadas químicamente
se estudian estas en Microscopio Electrónico para observar los resultados de las
deformaciones y los tratamientos térmicos en la estructura del acero. Con el fin de
obtener mejores resultados se hace uso de Microscopio Electrónico de barrido (SEM) y
Difractor de Rayos X para tratar de identificar las fases presentes. Además se realiza
prueba de dureza en las probetas para comparar los dos procesos. Los experimentos
realizados en este estudio pueden servir de guía para evaluar otro tipo de materiales en
los que se busquen obtener propiedades TRIP.
4. Procedimiento.
4.1 Material seleccionado.
El material seleccionado para este estudio pertenece a un lote de aceros AISI/SAE 1045 de
la compañía Aceros Industriales S. A. La composición química del acero se muestra en la
tabla 3.
Composición Química Acero AISI/SAE 1045
%C %Mn %P %Si %S
0,49 0,73 0,03 0,26 0,017 Tabla 3. Composición química acero AISI/SAE 1045.
Para conocer las características microestructurales del presente acero se realizaron
pruebas en las instalaciones de la Universidad Distrital Francisco José De Caldas en el
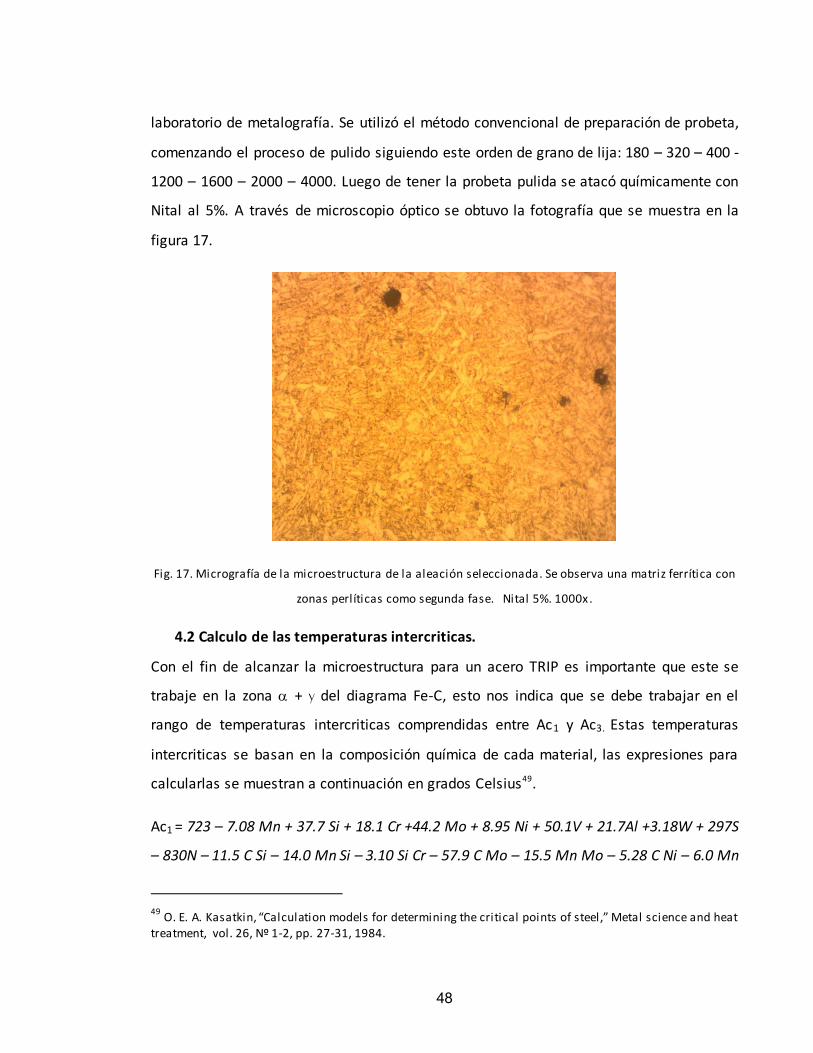
48
laboratorio de metalografía. Se utilizó el método convencional de preparación de probeta,
comenzando el proceso de pulido siguiendo este orden de grano de lija: 180 – 320 – 400 -
1200 – 1600 – 2000 – 4000. Luego de tener la probeta pulida se atacó químicamente con
Nital al 5%. A través de microscopio óptico se obtuvo la fotografía que se muestra en la
figura 17.
Fig. 17. Micrografía de la microestructura de la aleación seleccionada. Se observa una matriz ferrítica con
zonas perlíticas como segunda fase. Nital 5%. 1000x.
4.2 Calculo de las temperaturas intercriticas.
Con el fin de alcanzar la microestructura para un acero TRIP es importante que este se
trabaje en la zona + y del diagrama Fe-C, esto nos indica que se debe trabajar en el
rango de temperaturas intercriticas comprendidas entre Ac1 y Ac3. Estas temperaturas
intercriticas se basan en la composición química de cada material, las expresiones para
calcularlas se muestran a continuación en grados Celsius49.
Ac1 = 723 – 7.08 Mn + 37.7 Si + 18.1 Cr +44.2 Mo + 8.95 Ni + 50.1V + 21.7Al +3.18W + 297S
– 830N – 11.5 C Si – 14.0 Mn Si – 3.10 Si Cr – 57.9 C Mo – 15.5 Mn Mo – 5.28 C Ni – 6.0 Mn
49
O. E. A. Kasatkin, “Calculation models for determining the critical points of steel,” Metal science and heat treatment, vol. 26, Nº 1-2, pp. 27-31, 1984.
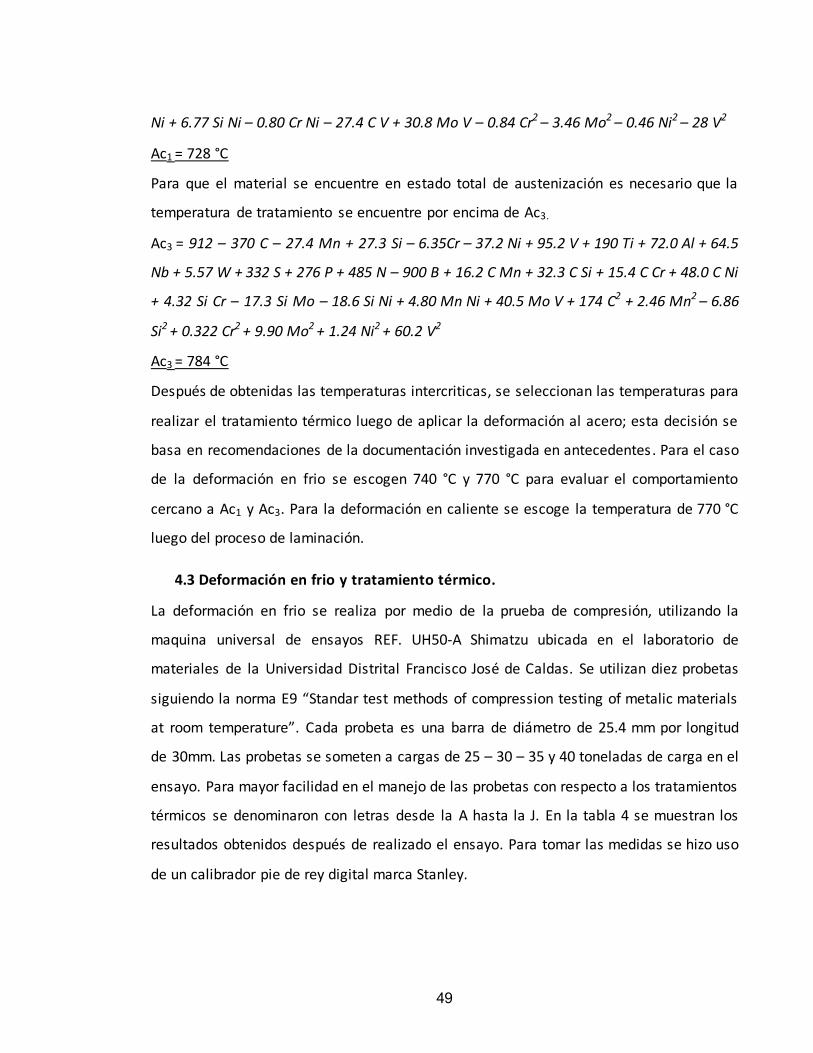
49
Ni + 6.77 Si Ni – 0.80 Cr Ni – 27.4 C V + 30.8 Mo V – 0.84 Cr2 – 3.46 Mo2 – 0.46 Ni2 – 28 V2
Ac1 = 728 °C
Para que el material se encuentre en estado total de austenización es necesario que la
temperatura de tratamiento se encuentre por encima de Ac3.
Ac3 = 912 – 370 C – 27.4 Mn + 27.3 Si – 6.35Cr – 37.2 Ni + 95.2 V + 190 Ti + 72.0 Al + 64.5
Nb + 5.57 W + 332 S + 276 P + 485 N – 900 B + 16.2 C Mn + 32.3 C Si + 15.4 C Cr + 48.0 C Ni
+ 4.32 Si Cr – 17.3 Si Mo – 18.6 Si Ni + 4.80 Mn Ni + 40.5 Mo V + 174 C2 + 2.46 Mn2 – 6.86
Si2 + 0.322 Cr2 + 9.90 Mo2 + 1.24 Ni2 + 60.2 V2
Ac3 = 784 °C
Después de obtenidas las temperaturas intercriticas, se seleccionan las temperaturas para
realizar el tratamiento térmico luego de aplicar la deformación al acero; esta decisión se
basa en recomendaciones de la documentación investigada en antecedentes. Para el caso
de la deformación en frio se escogen 740 °C y 770 °C para evaluar el comportamiento
cercano a Ac1 y Ac3. Para la deformación en caliente se escoge la temperatura de 770 °C
luego del proceso de laminación.
4.3 Deformación en frio y tratamiento térmico.
La deformación en frio se realiza por medio de la prueba de compresión, utilizando la
maquina universal de ensayos REF. UH50-A Shimatzu ubicada en el laboratorio de
materiales de la Universidad Distrital Francisco José de Caldas. Se utilizan diez probetas
siguiendo la norma E9 “Standar test methods of compression testing of metalic materials
at room temperature”. Cada probeta es una barra de diámetro de 25.4 mm por longitud
de 30mm. Las probetas se someten a cargas de 25 – 30 – 35 y 40 toneladas de carga en el
ensayo. Para mayor facilidad en el manejo de las probetas con respecto a los tratamientos
térmicos se denominaron con letras desde la A hasta la J. En la tabla 4 se muestran los
resultados obtenidos después de realizado el ensayo. Para tomar las medidas se hizo uso
de un calibrador pie de rey digital marca Stanley.

50
ENSAYO COMPRESION ACERO AISI/SAE 1045
Probeta Carga (TON)
INICIAL FINAL %
Deformación Long. Inicial
Ø Inicial Long. Final Ø Final
A 25-I 30,01 25,40 29,96 25,34 0,17
B 25-II 30,10 25,33 30,05 25,37 0,17
C 30-I 30,09 25,34 29,96 25,45 0,43
D 30-II 30,03 25,29 29,72 25,44 1,03 E 35-I 30,09 25,33 29,59 25,66 1,66
F 35-II 30,02 25,32 29,46 25,63 1,87 G 35-III 30,09 25,34 29,64 25,61 1,50
H 40-I 30,05 25,34 29,08 25,90 3,23
I 40-II 30,09 25,35 29,06 25,88 3,42 J 40-III 30,09 25,28 29,15 25,85 3,12
Nota: Longitudes y diámetros tomados en mm. Tabla 4. Resultados obtenidos del ensayo de compresión.
El tratamiento térmico realizado a las probetas luego de la deformación hecha en el
ensayo de compresión se puede observar en la figura 18.
Fig. 18. Esquema de tratamiento térmico realizado a probetas deformadas en frio.
Las muestras se dividieron en dos grupos de cinco probetas. Para tener una referencia las
probetas A y B se llevaron solo hasta el temple en agua. El primer grupo se llevó a

51
temperatura de 740 °C, las probetas se mantuvieron 60 minutos para cumplir con el
tiempo de homogenización del material, luego se templaron en agua por cinco minutos.
En la figura 19 se puede observar el horno tipo mufla referencia Carbolite modelo RHF
1500 usado. El revenido se realizó a temperatura de 550 °C cada 30 minutos por probeta
hasta 120 minutos. En la figura 20 se puede observar las probetas luego de realizado el
tratamiento térmico. El procedimiento descrito para el primer grupo fue el mismo para el
segundo, con la diferencia que se llevaron a temperatura de 770 °C. En la tabla 5 se puede
ver el tratamiento térmico realizado a cada una.
Fig. 19. Horno tipo mufla referencia Carbolite modelo RFH 1500.

52
Fig. 20. Grupo de probetas a temperatura de 770 °C. Tratamiento térmico completo.
TRATAMIENTO TERMICO PROBETAS DEFORMADAS EN FRIO
Probeta Carga (TON)
Temperatura °C Temple Agua Revenido Tiempo Revenido
A 25-I 770 X
B 25-II 740 X
C 30-I 740 X X 30 minutos
D 30-II 770 X X 30 minutos
E 35-I 740 X X 60 minutos
F 35-II 770 X X 60 minutos
G 35-III 740 X X 90 minutos
H 40-I 770 X X 90 minutos
I 40-II 740 X X 120 minutos
J 40-III 770 X X 120 minutos
Tabla 5. Tratamiento térmico realizado a cada probeta luego de deformación en frio .
4.4 Deformación en caliente y tratamiento térmico.
El proceso de deformación en caliente y el tratamiento térmico realizado para obtener el
acero TRIP se llevaron a cabo en las instalaciones de la Universidad Michoacana (México-
Morelia). Se utilizaron tres probetas del material seleccionado anteriormente (Acero
AISI/SAE 1045), las dimensiones iniciales de estas fueron de 100 x 50 x 20 mm. La razón
para escoger estas medidas se basó en recomendaciones hechas por el Doctor Arnoldo
Bedolla (Director del instituto de investigaciones metalúrgicas), además de las

53
características del laminador usado. En la figura 21 se puede observar el laminador
utilizado para deformar el acero en caliente.
Fig. 21. Laminador T.J. PIGOTT (Engineers).
Para realizar la deformación en caliente se debe asegurar que el acero se encuentre en
total estado de austenización, por lo cual por recomendación del Doctor Arnoldo se eleva
la temperatura hasta 950 °C para las muestras; este proceso se lleva a cabo en un horno
tipo mufla referencia Naberttherm modelo LCS/14. En la figura 22 se puede observar la
mufla. El tiempo empleado para llegar a 950 °C fue de 90 minutos. La temperatura de
homogenización empleada fue de 60 minutos. Cuando se cumplió el tiempo de
homogenización se realizó la laminación del material, teniendo en cuenta 3
deformaciones diferentes (15% - 30% - 50%). En el rango de temperaturas intercriticas se
utiliza un termómetro infrarrojo referencia CEM modelo DT-8869 (ver figura 23) para
controlar que la temperatura no descienda de 770 °C, ya que esta es la temperatura para
iniciar el tratamiento térmico luego de la deformación en caliente. En la figura 24 se
puede ver como se realiza el laminado.

54
Fig. 22. Horno tipo mufla referencia Naberttherm modelo LCS/14
Fig. 23. Termómetro infrarrojo referencia CEM modelo DT-8869.

55
Fig. 24. Proceso de laminado de acero AISI/SAE 1045
En la tabla 6 se puede observar las características del proceso de laminación de las tres
probetas para las deformaciones de 15 – 30 y 50 %, además de la temperatura de
finalización de laminado antes de iniciar el tratamiento térmico.
CARACTERISTICAS DEL PROCESO DE LAMINACION
Muestra Temperatura Austenizacion Condiciones Proceso
Laminación % Deformación
Probeta 1 950 °C - 60 minutos Inicio 950 °C - Fin 904,8 °C 15
Probeta 2 950 °C - 60 minutos Inicio 950 °C - Fin 885,5 °C 30
Probeta 3 950 °C - 60 minutos Inicio 950 °C - Fin 831,8 °C 50
Tabla 6. Características del proceso de laminación.
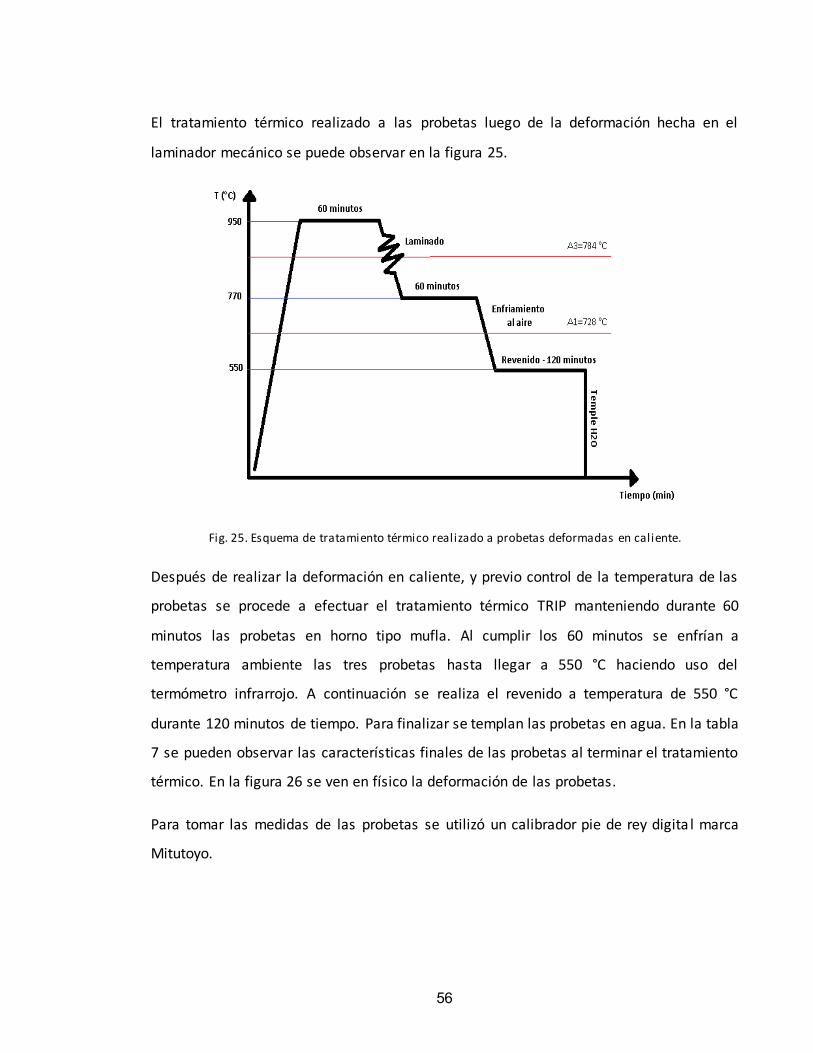
56
El tratamiento térmico realizado a las probetas luego de la deformación hecha en el
laminador mecánico se puede observar en la figura 25.
Fig. 25. Esquema de tratamiento térmico realizado a probetas deformadas en caliente.
Después de realizar la deformación en caliente, y previo control de la temperatura de las
probetas se procede a efectuar el tratamiento térmico TRIP manteniendo durante 60
minutos las probetas en horno tipo mufla. Al cumplir los 60 minutos se enfrían a
temperatura ambiente las tres probetas hasta llegar a 550 °C haciendo uso del
termómetro infrarrojo. A continuación se realiza el revenido a temperatura de 550 °C
durante 120 minutos de tiempo. Para finalizar se templan las probetas en agua. En la tabla
7 se pueden observar las características finales de las probetas al terminar el tratamiento
térmico. En la figura 26 se ven en físico la deformación de las probetas.
Para tomar las medidas de las probetas se utilizó un calibrador pie de rey digita l marca
Mitutoyo.
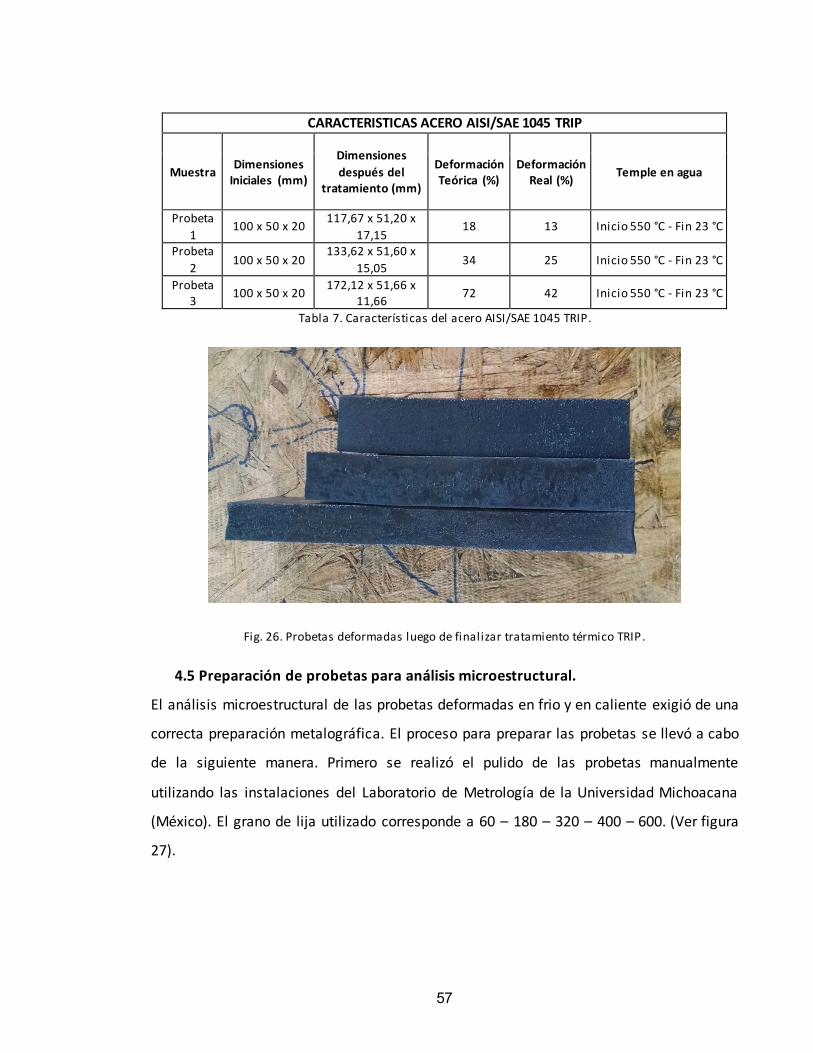
57
CARACTERISTICAS ACERO AISI/SAE 1045 TRIP
Muestra Dimensiones
Iniciales (mm)
Dimensiones
después del tratamiento (mm)
Deformación Teórica (%)
Deformación Real (%)
Temple en agua
Probeta
1 100 x 50 x 20
117,67 x 51,20 x
17,15 18 13 Inicio 550 °C - Fin 23 °C
Probeta
2 100 x 50 x 20
133,62 x 51,60 x
15,05 34 25 Inicio 550 °C - Fin 23 °C
Probeta 3
100 x 50 x 20 172,12 x 51,66 x
11,66 72 42 Inicio 550 °C - Fin 23 °C
Tabla 7. Características del acero AISI/SAE 1045 TRIP.
Fig. 26. Probetas deformadas luego de finalizar tratamiento térmico TRIP.
4.5 Preparación de probetas para análisis microestructural.
El análisis microestructural de las probetas deformadas en frio y en caliente exigió de una
correcta preparación metalográfica. El proceso para preparar las probetas se llevó a cabo
de la siguiente manera. Primero se realizó el pulido de las probetas manualmente
utilizando las instalaciones del Laboratorio de Metrología de la Universidad Michoacana
(México). El grano de lija utilizado corresponde a 60 – 180 – 320 – 400 – 600. (Ver figura
27).
58
Fig. 27. Herramientas para preparación metalográfica de probetas .
Al pulir las probetas adecuadamente con grano de lija 600 se procede a utilizar el equipo
de pulido referencia LECO modelo Spectrum System 1000 comenzando con grano 600-
1400 y finalmente 1400-4000. En la figura 28 se puede ver el equipo mencionado.
Fig. 28. Equipo de pulido referencia LECO modelo Spectrum System 1000.

59
Por último, el pulido fino se realiza en la maquina ECOMET3 (Ver figura 29). Esta máquina
funciona con disco, se deben usar dos, primero usando crema de diamante de 6 µm y
luego de 1 µm. Se aplicó lubricante constantemente y velocidad de 180 r.p.m. Luego de
pulidas las muestras con ambas cremas se aplica alcohol sobre la superficie, se lava en
agua, se aplica jabón y finalmente otra vez alcohol. Inmediatamente se utiliza secador
eléctrico para acelerar el secado y prevenir la aparición de impurezas. (Ver figura 30).
Fig. 29. Equipo de pulido fino referencia ECOMET3.
Fig. 30. Probetas pulidas l istas para ataque químico.
Finalmente se realiza el ataque de cada probeta a través del químico Nital al 5%.
60
5. Resultados Y Análisis.
Los resultados se obtuvieron de la observación de la metalografía de las probetas
haciendo uso de microscopio óptico, microscopio por barrido electrónico (SEM), difractor
de rayos x y análisis de dureza de las probetas utilizadas.
5.1 Microscopio Óptico.
Como se había mencionado en el ítem 4.1 en la selección del material, al realizar análisis
por microscopio óptico al acero 1045 (ver figura 17) se observó una matriz ferrítica con
zonas perlíticas. Para el análisis óptico se utilizó el microscopio Óptico Nikon EPIPHOT 300
en las instalaciones de la Universidad Michoacana de México (ver figura 31).
Fig. 31. Microscopio Óptico Nikon EPIPHOT 300.
En la figura 32 y figura 33 se puede evidenciar el resultado del ensayo de compresión que
se realizó en frio a 25 y 40 toneladas más sus respectivos tratamientos térmicos,
obteniéndose en principio un alargamiento de los granos que generan mejores
propiedades en la dureza del material. La reducción en el tamaño del grano ocurre por el
proceso de dislocación, formando barreras que obstruyen el desplazamiento de las
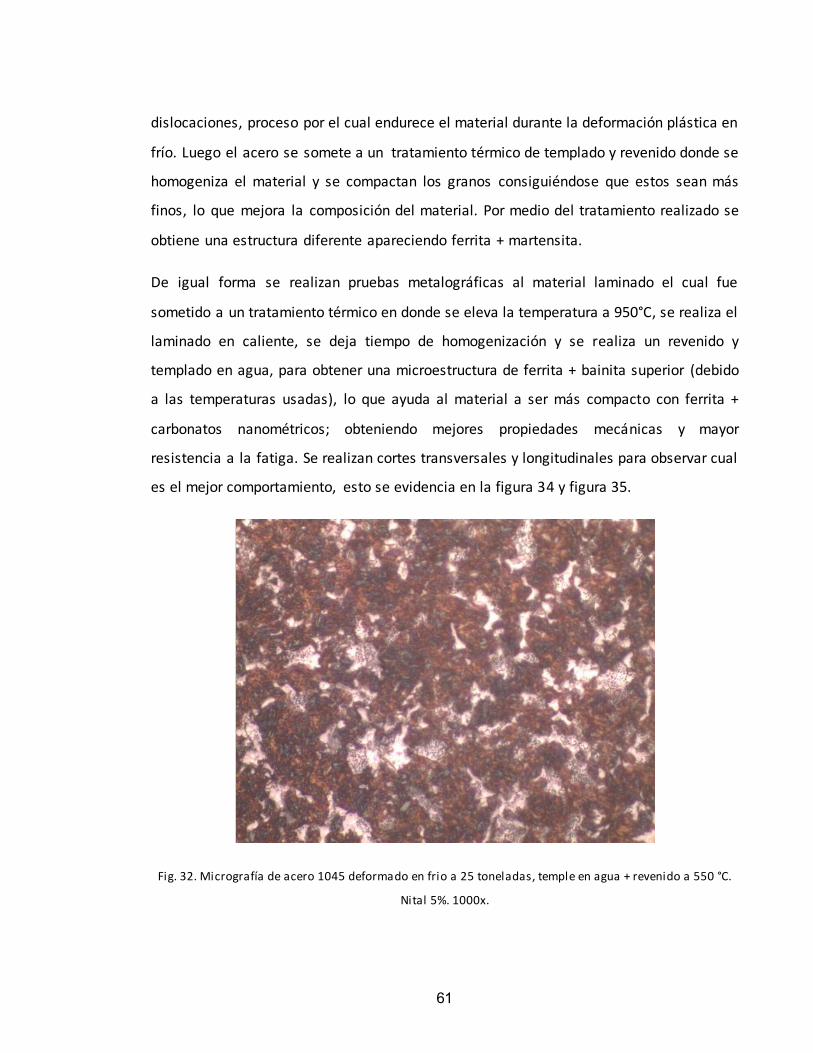
61
dislocaciones, proceso por el cual endurece el material durante la deformación plástica en
frío. Luego el acero se somete a un tratamiento térmico de templado y revenido donde se
homogeniza el material y se compactan los granos consiguiéndose que estos sean más
finos, lo que mejora la composición del material. Por medio del tratamiento realizado se
obtiene una estructura diferente apareciendo ferrita + martensita.
De igual forma se realizan pruebas metalográficas al material laminado el cual fue
sometido a un tratamiento térmico en donde se eleva la temperatura a 950°C, se realiza el
laminado en caliente, se deja tiempo de homogenización y se realiza un revenido y
templado en agua, para obtener una microestructura de ferrita + bainita superior (debido
a las temperaturas usadas), lo que ayuda al material a ser más compacto con ferrita +
carbonatos nanométricos; obteniendo mejores propiedades mecánicas y mayor
resistencia a la fatiga. Se realizan cortes transversales y longitudinales para observar cual
es el mejor comportamiento, esto se evidencia en la figura 34 y figura 35.
Fig. 32. Micrografía de acero 1045 deformado en frio a 25 toneladas, temple en agua + revenido a 550 °C.
Nital 5%. 1000x.
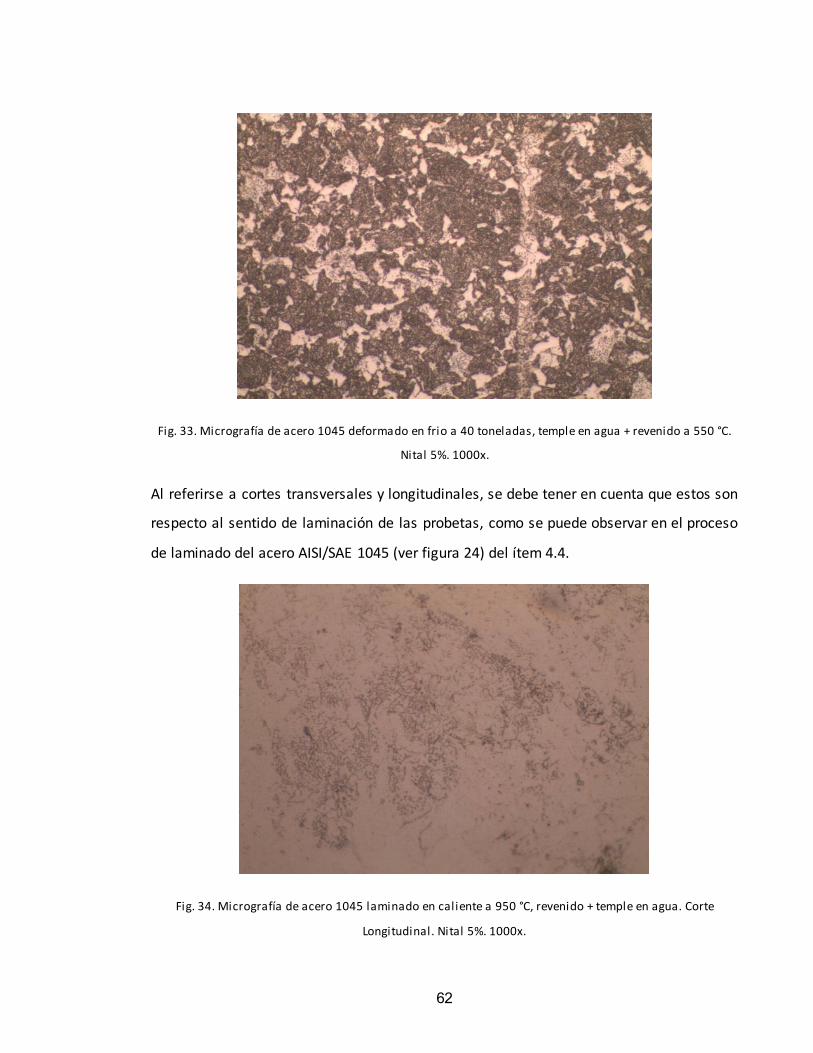
62
Fig. 33. Micrografía de acero 1045 deformado en frio a 40 toneladas, temple en agua + revenido a 550 °C.
Nital 5%. 1000x.
Al referirse a cortes transversales y longitudinales, se debe tener en cuenta que estos son
respecto al sentido de laminación de las probetas, como se puede observar en el proceso
de laminado del acero AISI/SAE 1045 (ver figura 24) del ítem 4.4.
Fig. 34. Micrografía de acero 1045 laminado en caliente a 950 °C, revenido + temple en agua. Corte
Longitudinal. Nital 5%. 1000x.
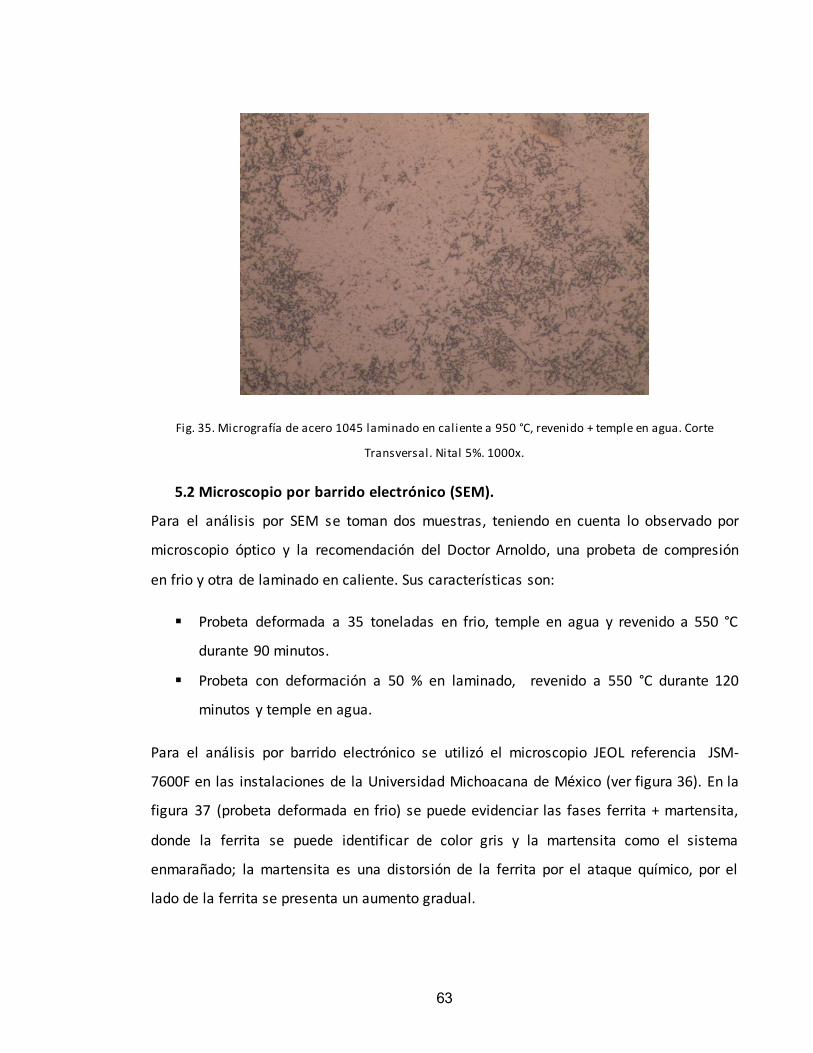
63
Fig. 35. Micrografía de acero 1045 laminado en caliente a 950 °C, revenido + temple en agua. Corte
Transversal. Nital 5%. 1000x.
5.2 Microscopio por barrido electrónico (SEM).
Para el análisis por SEM se toman dos muestras, teniendo en cuenta lo observado por
microscopio óptico y la recomendación del Doctor Arnoldo, una probeta de compresión
en frio y otra de laminado en caliente. Sus características son:
Probeta deformada a 35 toneladas en frio, temple en agua y revenido a 550 °C
durante 90 minutos.
Probeta con deformación a 50 % en laminado, revenido a 550 °C durante 120
minutos y temple en agua.
Para el análisis por barrido electrónico se utilizó el microscopio JEOL referencia JSM-
7600F en las instalaciones de la Universidad Michoacana de México (ver figura 36). En la
figura 37 (probeta deformada en frio) se puede evidenciar las fases ferrita + martensita,
donde la ferrita se puede identificar de color gris y la martensita como el sistema
enmarañado; la martensita es una distorsión de la ferrita por el ataque químico, por el
lado de la ferrita se presenta un aumento gradual.
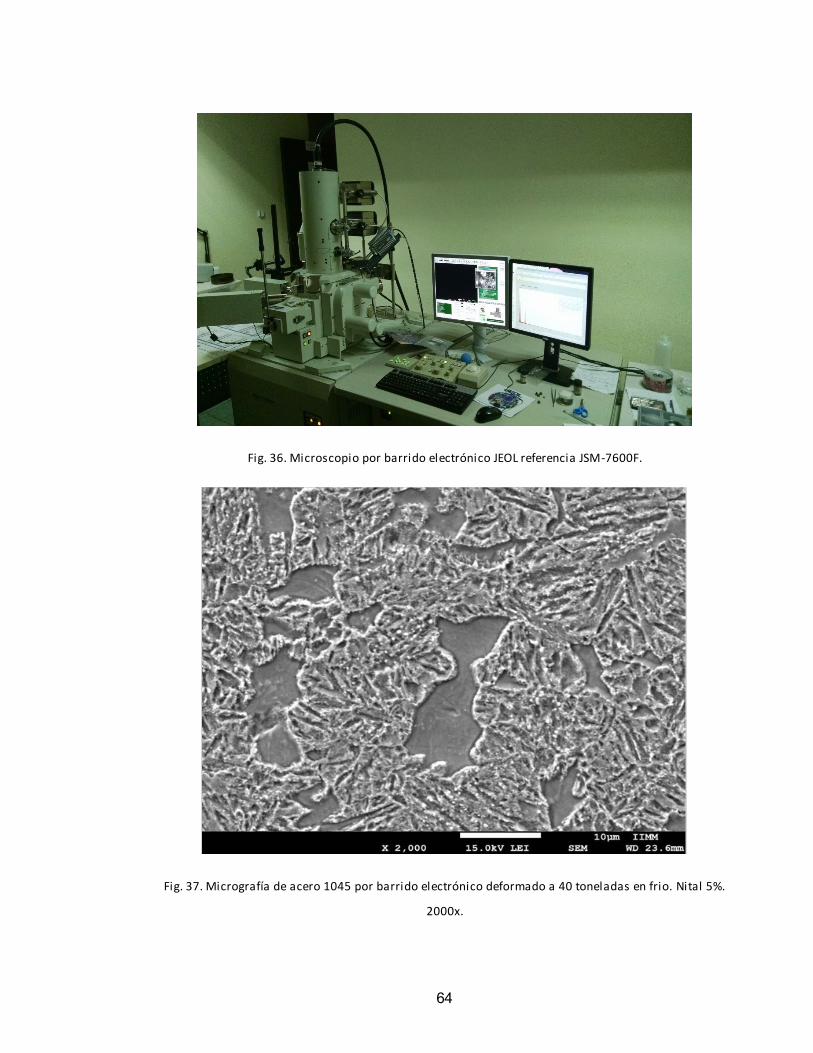
64
Fig. 36. Microscopio por barrido electrónico JEOL referencia JSM-7600F.
Fig. 37. Micrografía de acero 1045 por barrido electrónico deformado a 40 toneladas en frio. Nital 5%.
2000x.
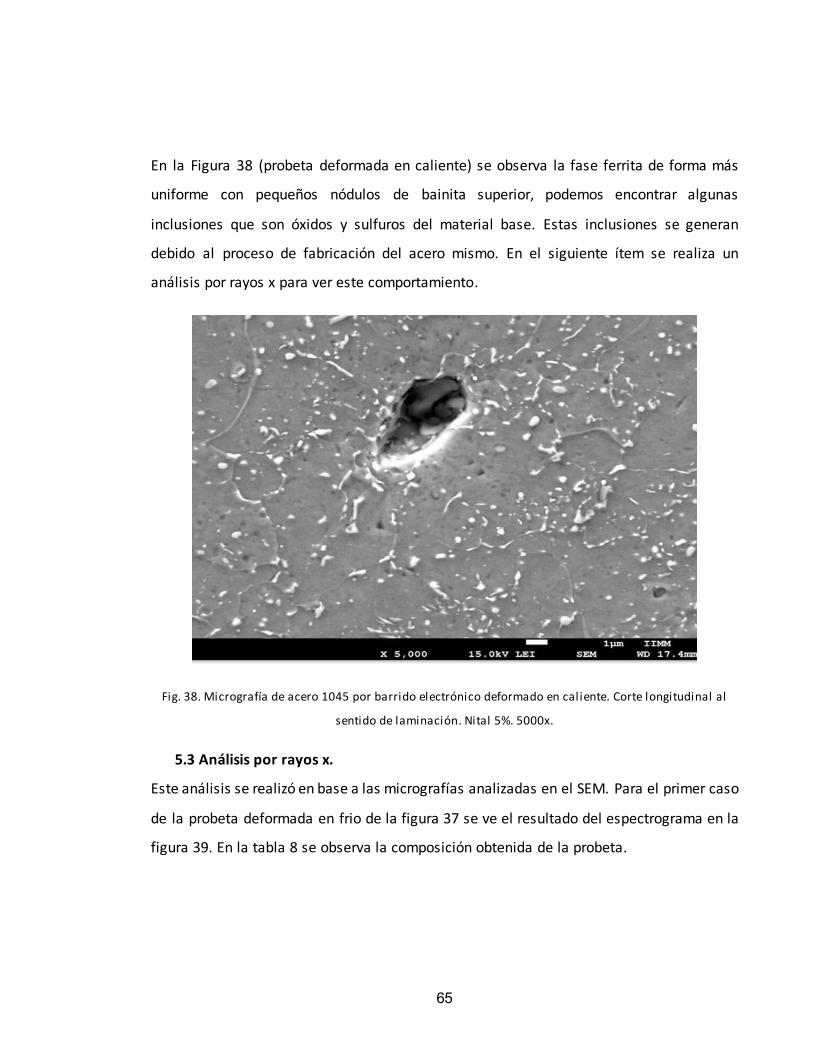
65
En la Figura 38 (probeta deformada en caliente) se observa la fase ferrita de forma más
uniforme con pequeños nódulos de bainita superior, podemos encontrar algunas
inclusiones que son óxidos y sulfuros del material base. Estas inclusiones se generan
debido al proceso de fabricación del acero mismo. En el siguiente ítem se realiza un
análisis por rayos x para ver este comportamiento.
Fig. 38. Micrografía de acero 1045 por barrido electrónico deformado en caliente. Corte longitudinal al
sentido de laminación. Nital 5%. 5000x.
5.3 Análisis por rayos x.
Este análisis se realizó en base a las micrografías analizadas en el SEM. Para el primer caso
de la probeta deformada en frio de la figura 37 se ve el resultado del espectrograma en la
figura 39. En la tabla 8 se observa la composición obtenida de la probeta.
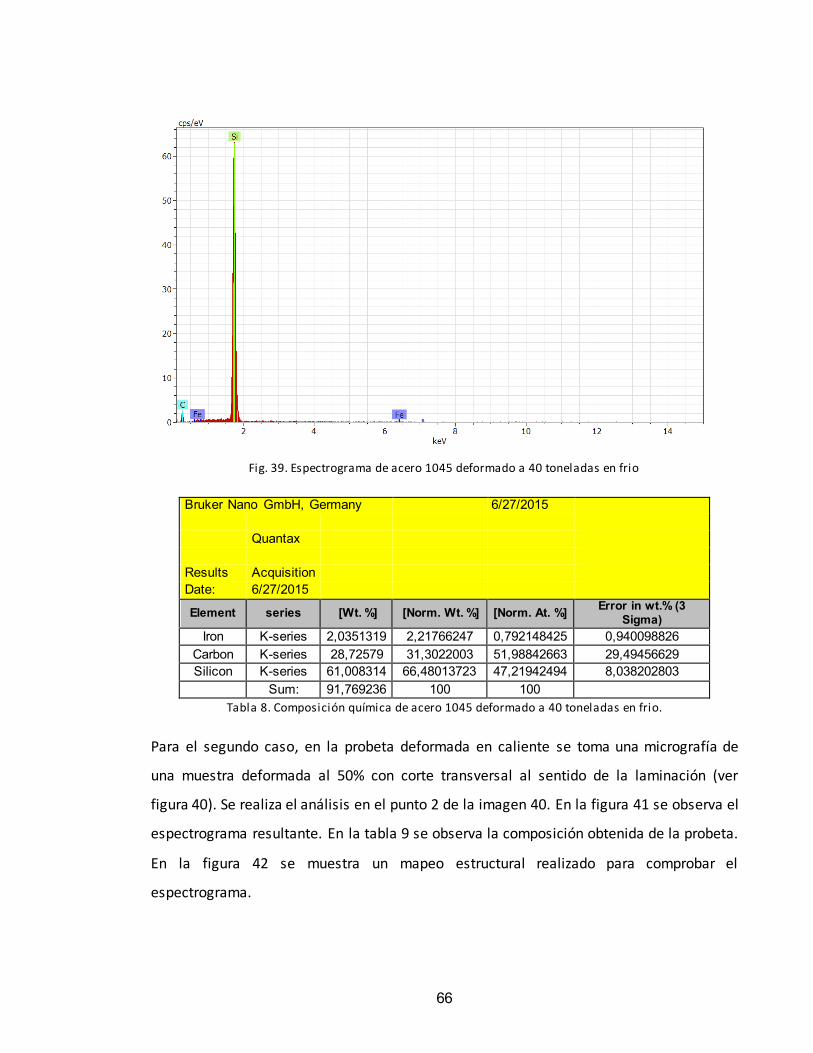
66
Fig. 39. Espectrograma de acero 1045 deformado a 40 toneladas en frio
Bruker Nano GmbH, Germany 6/27/2015 Quantax Results Acquisition Date: 6/27/2015
Element series [Wt. %] [Norm. Wt. %] [Norm. At. %] Error in wt.% (3
Sigma)
Iron K-series 2,0351319 2,21766247 0,792148425 0,940098826
Carbon K-series 28,72579 31,3022003 51,98842663 29,49456629
Silicon K-series 61,008314 66,48013723 47,21942494 8,038202803
Sum: 91,769236 100 100
Tabla 8. Composición química de acero 1045 deformado a 40 toneladas en frio.
Para el segundo caso, en la probeta deformada en caliente se toma una micrografía de
una muestra deformada al 50% con corte transversal al sentido de la laminación (ver
figura 40). Se realiza el análisis en el punto 2 de la imagen 40. En la figura 41 se observa el
espectrograma resultante. En la tabla 9 se observa la composición obtenida de la probeta.
En la figura 42 se muestra un mapeo estructural realizado para comprobar el
espectrograma.
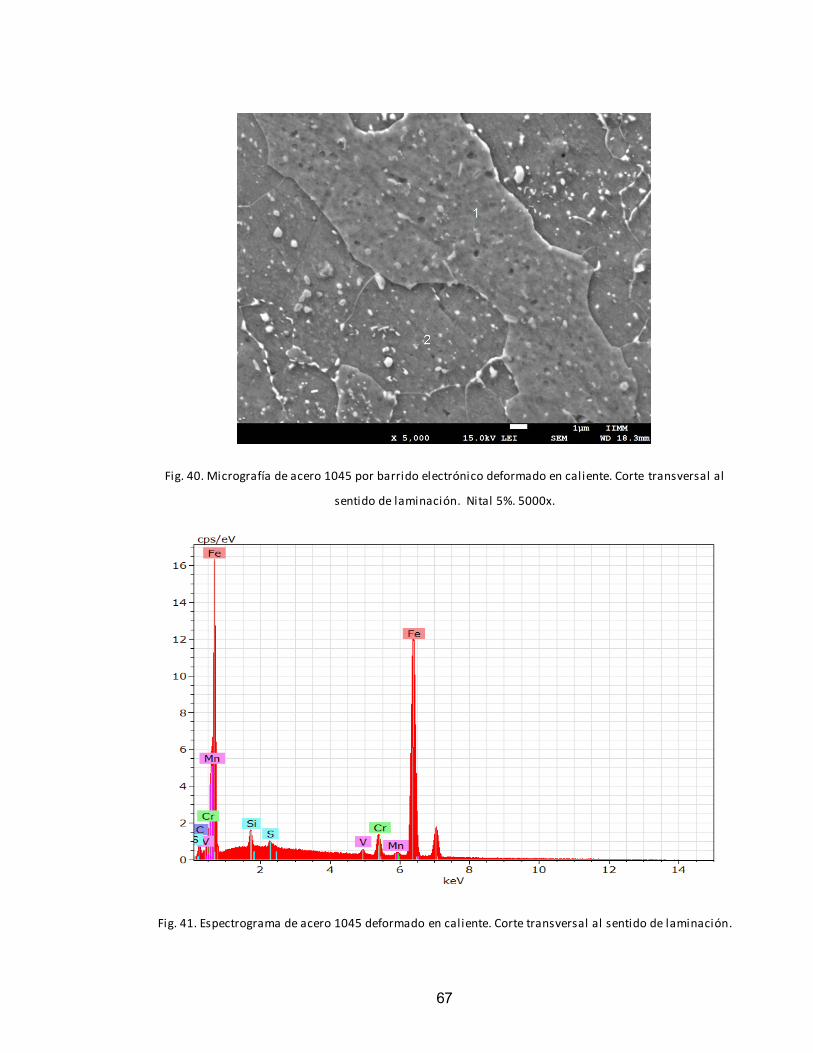
67
Fig. 40. Micrografía de acero 1045 por barrido electrónico deformado en caliente. Corte transversal al
sentido de laminación. Nital 5%. 5000x.
Fig. 41. Espectrograma de acero 1045 deformado en caliente. Corte transversal al sentido de laminación.

68
Bruker Nano GmbH, Germany 6/27/2015 Quantax Results 2 Date: 6/27/2015
Element Series [Wt. %] [Norm. Wt. %] [Norm. At. %] Error in wt.% (3 Sigma)
Iron K-series 86,6353255 89,20474267 75,1515173 7,761407877
Carbon K-series 4,5607952 4,696058563 18,3951781 2,733026772
Chromium K-series 3,94757654 4,064653162 3,67792794 0,464565774
Silicon K-series 0,93441171 0,962124349 1,61175391 0,215930271
Vanadium K-series 0,5678897 0,584732087 0,54005111 0,157986735
Sulfur K-series 0,32738425 0,337093765 0,49460169 0,127774523
Manganese K-series 0,14625772 0,150595404 0,12896996 0,117772612
Sum: 97,1196406 100 100
Tabla 9. Composición química de acero 1045 deformado en caliente. Corte transversal al sentido de
laminación.
Fig. 42. Mapeo estructural de acero 1045 deformado en caliente. Corte transversal al sentido de laminación.
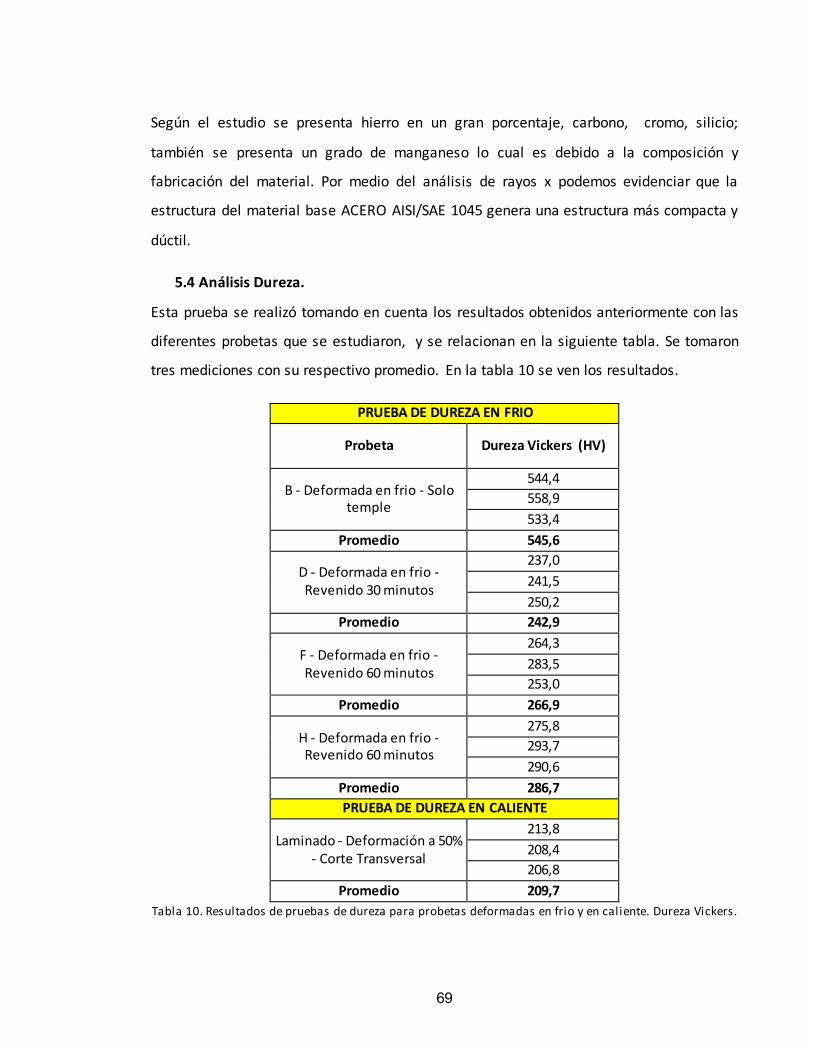
69
Según el estudio se presenta hierro en un gran porcentaje, carbono, cromo, silicio;
también se presenta un grado de manganeso lo cual es debido a la composición y
fabricación del material. Por medio del análisis de rayos x podemos evidenciar que la
estructura del material base ACERO AISI/SAE 1045 genera una estructura más compacta y
dúctil.
5.4 Análisis Dureza.
Esta prueba se realizó tomando en cuenta los resultados obtenidos anteriormente con las
diferentes probetas que se estudiaron, y se relacionan en la siguiente tabla. Se tomaron
tres mediciones con su respectivo promedio. En la tabla 10 se ven los resultados.
PRUEBA DE DUREZA EN FRIO
Probeta Dureza Vickers (HV)
B - Deformada en frio - Solo temple
544,4
558,9
533,4
Promedio 545,6
D - Deformada en frio - Revenido 30 minutos
237,0
241,5
250,2
Promedio 242,9
F - Deformada en frio - Revenido 60 minutos
264,3
283,5
253,0
Promedio 266,9
H - Deformada en frio - Revenido 60 minutos
275,8
293,7
290,6
Promedio 286,7
PRUEBA DE DUREZA EN CALIENTE
Laminado - Deformación a 50% - Corte Transversal
213,8
208,4
206,8
Promedio 209,7
Tabla 10. Resultados de pruebas de dureza para probetas deformadas en frio y en caliente. Dureza Vickers.
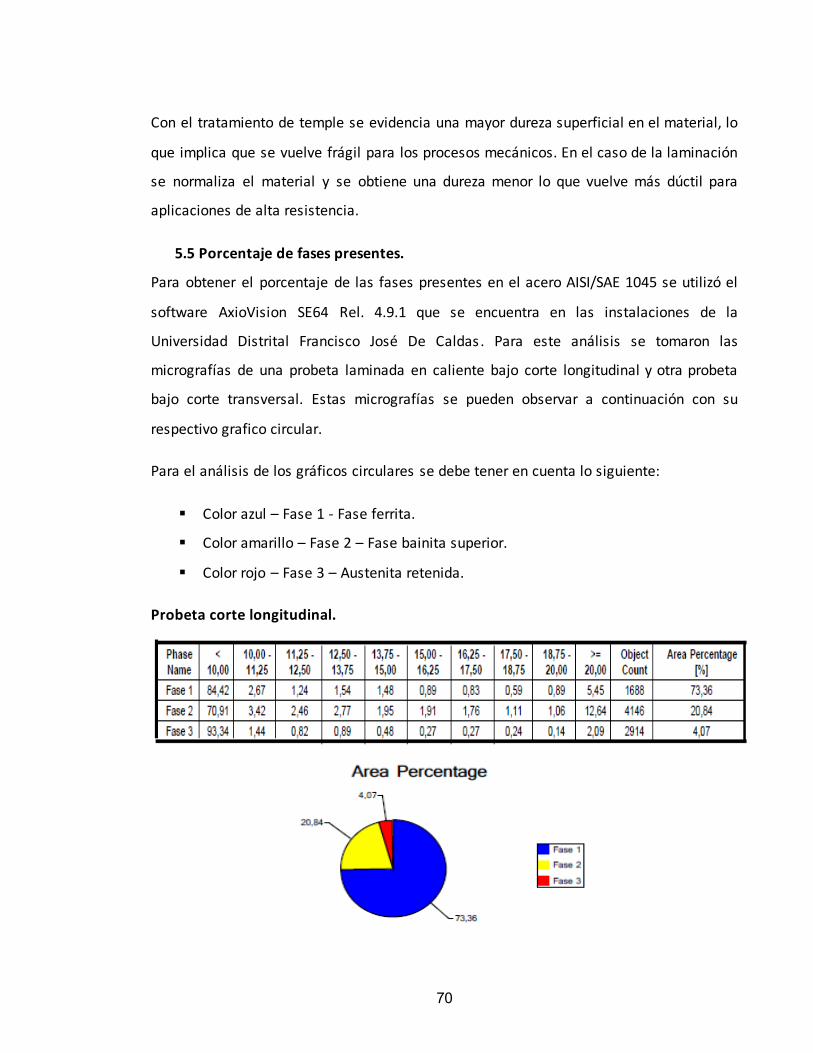
70
Con el tratamiento de temple se evidencia una mayor dureza superficial en el material, lo
que implica que se vuelve frágil para los procesos mecánicos. En el caso de la laminación
se normaliza el material y se obtiene una dureza menor lo que vuelve más dúctil para
aplicaciones de alta resistencia.
5.5 Porcentaje de fases presentes.
Para obtener el porcentaje de las fases presentes en el acero AISI/SAE 1045 se utilizó el
software AxioVision SE64 Rel. 4.9.1 que se encuentra en las instalaciones de la
Universidad Distrital Francisco José De Caldas . Para este análisis se tomaron las
micrografías de una probeta laminada en caliente bajo corte longitudinal y otra probeta
bajo corte transversal. Estas micrografías se pueden observar a continuación con su
respectivo grafico circular.
Para el análisis de los gráficos circulares se debe tener en cuenta lo siguiente:
Color azul – Fase 1 - Fase ferrita.
Color amarillo – Fase 2 – Fase bainita superior.
Color rojo – Fase 3 – Austenita retenida.
Probeta corte longitudinal.

71
Probeta corte transversal.
72
6. Conclusiones.
Se evidencia que la composición del material acero AISI/SAE 1045 mantiene su
micro estructura ferrita + perlita antes y después del ensayo de compresión,
después de pasar por el tratamiento térmico de temple y revenido mejora sus
propiedades formando un micro estructura de ferrita + martensita.
Se encuentra bainita superior en el proceso de laminado en caliente, mejorando
las propiedades del material como un ACERO TRIP, ya que la presencia de la fase
mejora las propiedades mecánicas del material para aplicaciones varias.
Al comparar los dos procesos de deformación (en frio y en caliente) se demuestra
una mejor estructura en el acero laminado, debido a la recristalización consecutiva
que se da en su tratamiento térmico, lo que lleva a obtener un grano cada vez más
fino que mejora las propiedades mecánicas en general; mientras que al deformarlo
en frio se obtiene mejoría en las propiedades de dureza.
Al realizar el análisis del porcentaje de fases presente en el acero TRIP obtenido se
encuentra un 20.48% de formación de bainita en la probeta cortada
longitudinalmente al sentido de laminación. Por otro lado al analizar la probeta
cortada transversalmente al sentido de laminación se encuentra un 15.86% de
bainita. Para el análisis de porcentaje de ambas probetas la fase de austenita
retenida no supera el 5%.
73
Bibliografía
Observatorio Tecnológico del metal. (2008). Aceros Avanzados de Alta Resistencia AHSS. Valencia: Instituto Tecnológico Metalmecánico.
Observatorio Tecnológico del metal. (2009). Estudio del empleo de nuevos materiales para las aplicaciones tradicionales de los fabricados metálicos. Valencia:
Instituto Tecnológico Metalmecánico. López, V.H (2013). Efecto del calor de entrada en las propiedades mecánicas y
metalúrgicas de soldaduras de aceros avanzados de alta resistencia de plasticidad inducida por transformación TRIP unidos por el proceso GMAW para la industria
automotriz. (Tesis de Doctorado). Universidad Autónoma de Nuevo León. México. Alvarado Covarrubias O. (2002). Efectos microestructurales en un acero sometido a
tratamiento térmico TRIP. Universidad Autónoma de Nuevo León.
Naranjo F.A – Baracaldo R.R – Arroyo J.M. (2013) Caracterización de la transformación inducida por deformación plástica en aceros 0.23% C, 1.11% Mn,
0.23% Ni, 0.68% Cr. Universidad Nacional de Colombia – Revista ITECKNE. Giraldo V.A – Los Aceros Avanzados – Universidad de Antioquia – Ingeniería de
Materiales. Arcelor Mittal. (TRIP) (Transformation induced plasticity) steel.
Keeler S. – Kimchi M. (2014). Advanced high-strength steels application guidelines version 5.0 – World auto steel.
DOSSIER TECNOLOGICO. Madias Jorge. Aceros planos avanzados de alta resistencia. Metallon, Argentina.
Espinoza Torres C.A. (2007). Transformación martensítica y efecto memoria en materiales micro y nano estructurados. (Tesis). Universidad Nacional de Cuyo. Argentina.
Ferrrando R.P, Sánchez Caballero S, Sellés Cantó M.A, Crespo Amorós J.E. (2012). Nuevos Acero TWIP/TRIP en los automóviles del futuro. 3 Ciencias.
Castillo Rodríguez F.D. Los nuevos aceros para la industria automotriz. Facultad de estudios superiores Cuautitlán. CUAUTITLÁN IZCALLI. (2009)
OTEA. Estudio del empleo de nuevos matariles para las aplicaciones tradicionales de los fabricados – Instituto Tecnológico Metalmecánico – (2009)
López, V.H (2013). Efecto del calor de entrada en las propiedades mecánicas y metalúrgicas de soldaduras de aceros avanzados de alta resistencia de plasticidad inducida por transformación TRIP unidos por el proceso GMAW para la industria automotriz. (Tesis de Doctorado). Universidad Autónoma de Nuevo León. México.
Universidad Tecnológica de Pereira. Tratamientos Térmicos de los Aceros. Colombia. Facultad de Ingeniería Mecánica
Lawrence Rutter B. J. (2010). The effect of phase morphology and volume fraction of retained austenite on the formability of transformation induced plasticity steels.
Thesis. Queen´s University. Canada.

74
Centro de Investigación en materiales avanzados S.C. Microscopia electrónica de barrido. México. Parque de investigación e innovación tecnológica.
Universidad Nacional de Callao. Medidas Difractometricas. Perú. Facultad de Ingeniería Mecánica y de Energía
O. E. A. Kasatkin, “Calculation models for determining the critical points of steel,” Metal science and heat treatment, vol. 26, Nº 1-2, pp. 27-31, 1984.