reactivos de flotación
TRANSCRIPT
REACTIVOS DE FLOTACIÓN
• Los colectores y espumantes se emplean generalmente en cantidades del orden de 0,5 a 1000 g/ton. Químicamente son clasificados como surfactantes, es decir, molécula de carácter doble, consistiendo de un grupo polar y un grupo no polar. El grupo polar posee un momento de dipolo permanente y representa la parte hidrofílica de la molécula, mientras que, el grupo no polar no posee dipolo permanente y representa la parte hidrofóbica de la molécula.
• Los modificadores son empleados en cantidades que generalmente varían entre 20 a 1000 g/ton.
SURFACTANTES : COLECTORES Y ESPUMANTES
• Los surfactantes tienen dos papeles fundamentales en la flotación. Primero, se adsorben en la interfase sólido/líquido tornando hidrofóbica la superficie de los minerales, actuando como colectores. Segundo, influyen en la cinética de la adhesión burbuja/mineral, actuando como espumantes.
• Los surfactantes más importantes en flotación son :• 1. Tio-compuestos, que actúan como colectores de
súlfuros metálicos.• 2. Compuestos ionizables no-tio, que pueden actuar
como colectores o espumantes y se utilizan en la flotación de minerales no súlfuros.
• 3. Compuestos no iónicos, que actúan principalmente como espumantes.
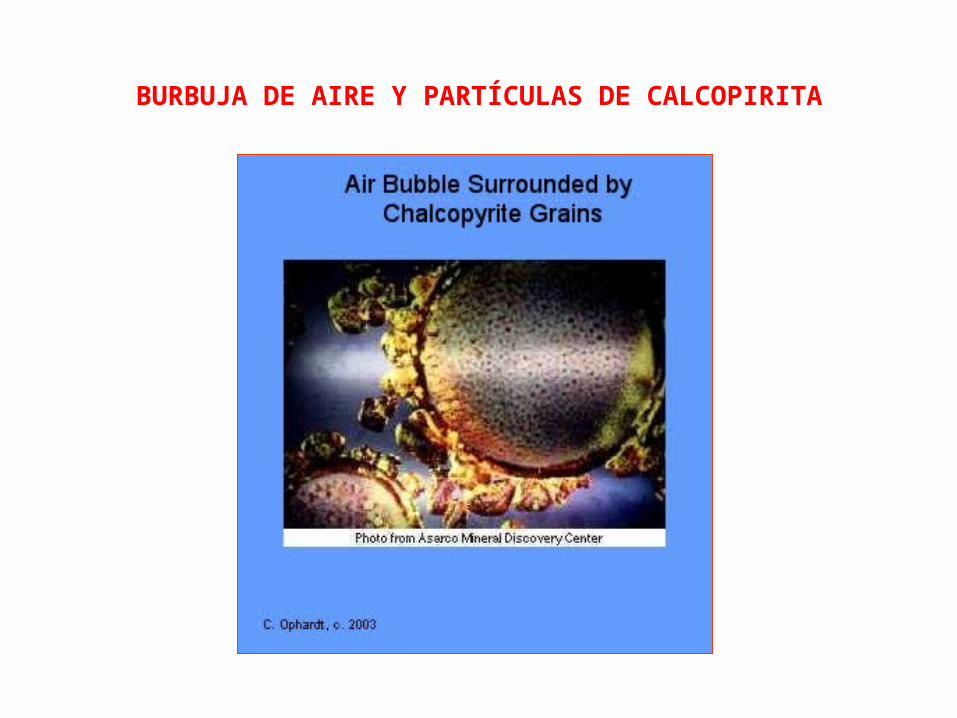
BURBUJA DE AIRE Y PARTÍCULAS DE CALCOPIRITA
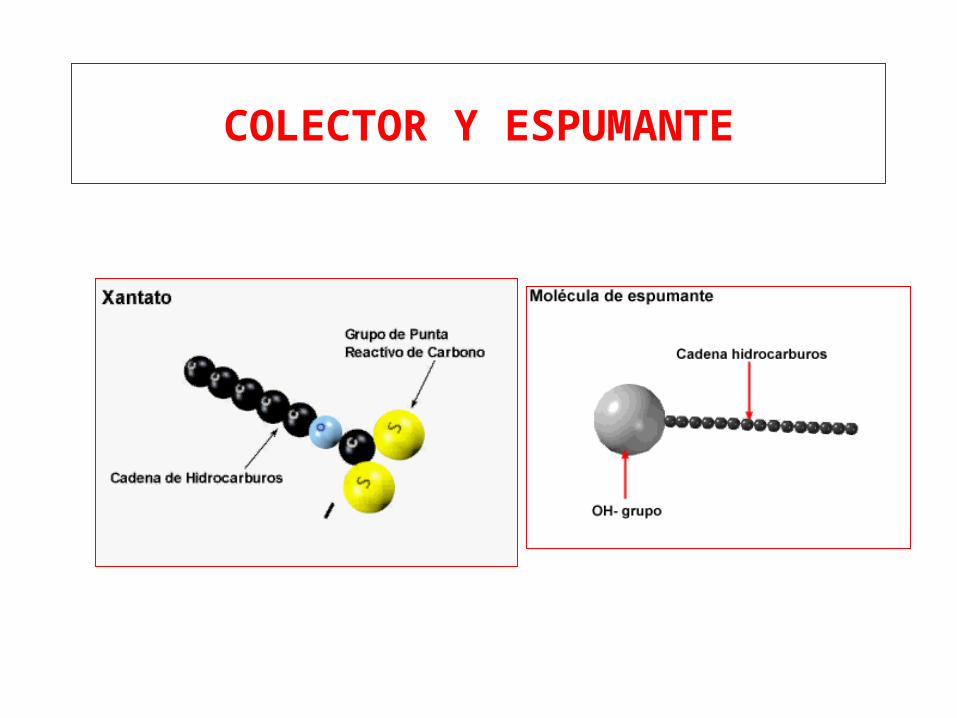
COLECTOR Y ESPUMANTE
TIO-COMPUESTOS
• El grupo polar de los tio-compuestos contiene átomos de azufre no ligados al oxígeno. Los grupos no polares de los reactivos tio-compuestos son generalmente radicales de hidrocarburos (cadena hidrocarburada) de cadena corta.
• Entre los colectores del tipo tio-compuestos sobresalen los xantatos por ser de uso muy generalizado en la flotación de súlfuros. Algunos de estos xantatos son :
• Etil xantato de sodio, etil xantato de potásio, isopropil xantato de sodio, butil xantato de sodio, amil xantato de sodio, etc.
• Los tio-compuestos utilizados en flotación son : xantatos, ditiofosfatos, ditiocarbamatos, mercaptanos, mercaptobenzotiazol.
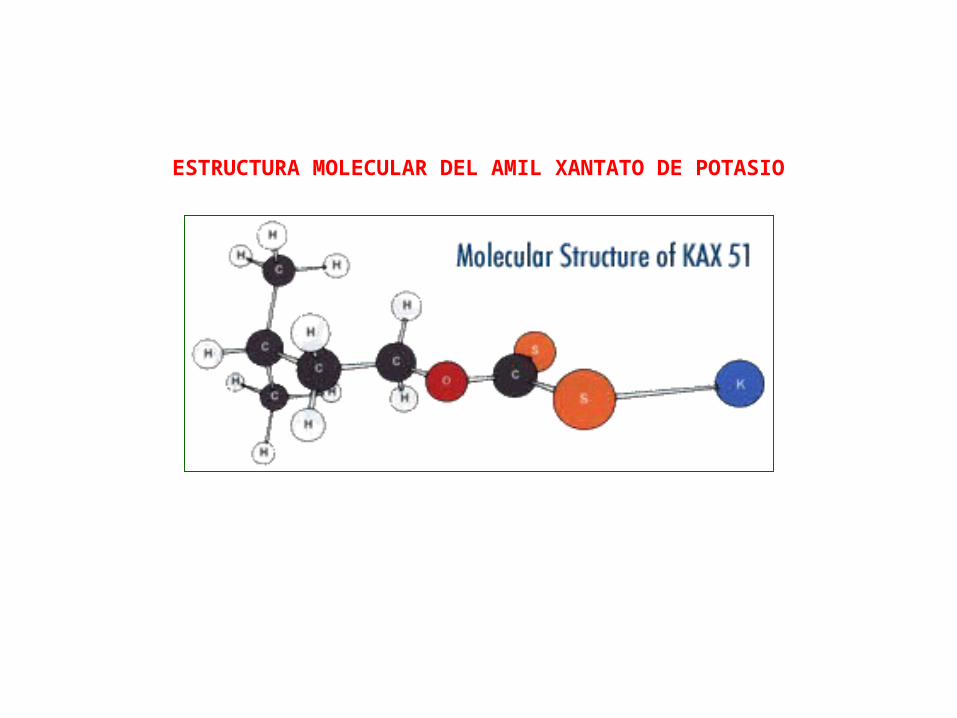
ESTRUCTURA MOLECULAR DEL AMIL XANTATO DE POTASIO
COMPUESTOS IONIZABLES NO-TIO
• Los más importantes en flotación son los siguientes :• 1. Carboxilatos : ácido (R-COOH) y sus sales de sodio y
potásio.• 2. Sulfatos de alquil :• 3. Sulfonato de alquil :• 4. Fosfatos de alquil : mono alquil y di-alquil.• 5. Aminas : , usadas en las siguientes formas :• Sales de aminas no-substituidas, sal de amina primaria,
sal de amina secundaria, sal de amina terciaria, sales de amina substituida.
• Entre los compuestos hidrolizables, indicados arriba, solamente aquellos con radical de 6 a 20 carbonos son usados en flotación.
MSOOR 3
MSOR 3
2RNH
COMPUESTOS NO-IÓNICOS
• Los más importantes son :• 1. Alcoholes : R-OH.• 2. Eteres.• 3. Derivados polioxietilénicos de alcoholes, ácidos
carboxílicos, aminas.• 4. Derivados polioxipropilénicos de alcoholes y grupos
surfactantes.• Los espumantes comerciales más importantes son los
siguientes : aceite de pino, ácido cresílico, alcoholes del tipo ROH (metil isobutil, carbonil, 2 etil hexanol,poliglicoles).
AGENTES MODIFICADORES : ACTIVADORES Y DEPRESORES
• AGENTES ACTIVADORES
• Sulfato de cobre : Activador en la flotación de esfalerita.
• Nitrato o acetato de plomo : Activador de estibnita y para reactivar súlfuro de cobre depresado con cianuro. También son activadores de silicatos y carbonatos.
• Súlfuro de sodio : Activador de minerales oxidados.
• Súlfuro de hidrógeno : Para precipitar cobre en solución y permitir su recuperación
AGENTES DEPRESORES
• Algunos agentes depresores son los siguientes :
• Cianuro de sodio : Es un fuerte depresor de pirita, pirrotita, marcasita y arsenopirita.Tiene un menor efecto depresor en calcopirita, enargita, bornita, y en la mayoría de los minerales sulfuros, con la posible excepción de galena.
• Cal : Es usada para depresar la pirita, así como otros sulfuros de hierro, galena y algunos minerales de cobre.
• Sulfato de cinc : Se usa en conjunto con cianuro, o solo, para la depresión de esfalerita, mientras se flota plomo y minerales de cobre.
• Permanganatos : Se usa para la depresión selectiva de pirrotita y arsenopirita en la presencia de pirita.
• Ferrocianuro : Empleado en la depresión de sulfuros de cobre, en la separación cobre/molibdeno.
FLOTACIÓN DE SÚLFUROS Y NO SÚLFUROS
• INTRODUCCIÓN• En los textos de flotación de minerales se presenta
generalmente una separación nítida entre súlfuros y no súlfuros.
• Esa división se basa principalmente en el tipo de reactivo empleado como colector.
• Los súlfuros son colectados por tio-compuestos, incapaces de formar micelas, con ningún poder espumante, de cadena carbónica relativamente corta.
• Los no súlfuros son colectados por compuestos ionizables no-tio, capaces de agregarse bajo la forma de micelas, varios de ellos con poder espumante y de cadena carbónica bastante más larga que la de los tio-compuestos.
ADSORCIÓN
• La flotación es un proceso que involucra el estudio de las propiedades de las interfases. Una de las formas de caracterizar una interfase es por la medida de la adsorción.
• La adsorción puede definirse como la concentración de una entidad química (iones y moléculas) en una interfase.
• La adsorción generalmente se expresa en moles o moléculas de adsorbido por área de interfase.
• Es un fenómeno espontáneo y exotérmico.• Es común la clasificación de la adsorción, con base en
la naturaleza de la interacción adsorbido/adsorbente, en adsorción física (fisisorción) y adsorción química (quimisorción).
ADSORCIÓN FÍSICA Y ADSORCIÓN QUÍMICA
• ADSORCIÓN FÍSICA• La adsorción física es resultante de interacciones
químicas secundarias o residuales (tipo Van der Waals), caracterizándose por un bajo calor de interacción, ninguna o casi ninguna acción de selección entre el adsorbente y el adsorbido, siendo posible la formación de multicapas.
• ADSORCIÓN QUÍMICA• La adsorción química se debe a interacciones químicas
primarias (por ejemplo, covalentes) entre el adsorbente y el adsorbido. Existe selectividad, formándose compuestos de superficie. Apenas una camada puede ser adsorbida.
ADSORCIÓN ESPECÍFICA Y ADSORCIÓN NO ESPECÍFICA
• ADSORCIÓN NO ESPECÍFICA
• Ocurre como respuesta a la atracción puramente electrostática. Es rápida, y rápidamente reversible, no pudiendo revertir el signo de la carga original del adsorbente.
• ADSORCIÓN ESPECÍFICA
• La contribución electrostática puede ser irrelevante y especies adsorbidas específicamente pueden aumentar, reducir, anular o revertir la carga original del adsorbente. Es relativamente lenta e irreversible.
ENERGÍA LIBRE DE ADSORCIÓN
• La energía libre de adsorción corresponde a la suma de un número de fuerzas que contribuyen (interacciones electrostáticas, químicas, etc.).
oOH
oH
osc
occ
ochem
oelec
oads GGGGGGG
2
DOBLE CAPA ELÉCTRICA
• Los fenómenos de adsorción en la interfase mineral/agua son controlados en la mayoría de los casos por la doble capa eléctrica.
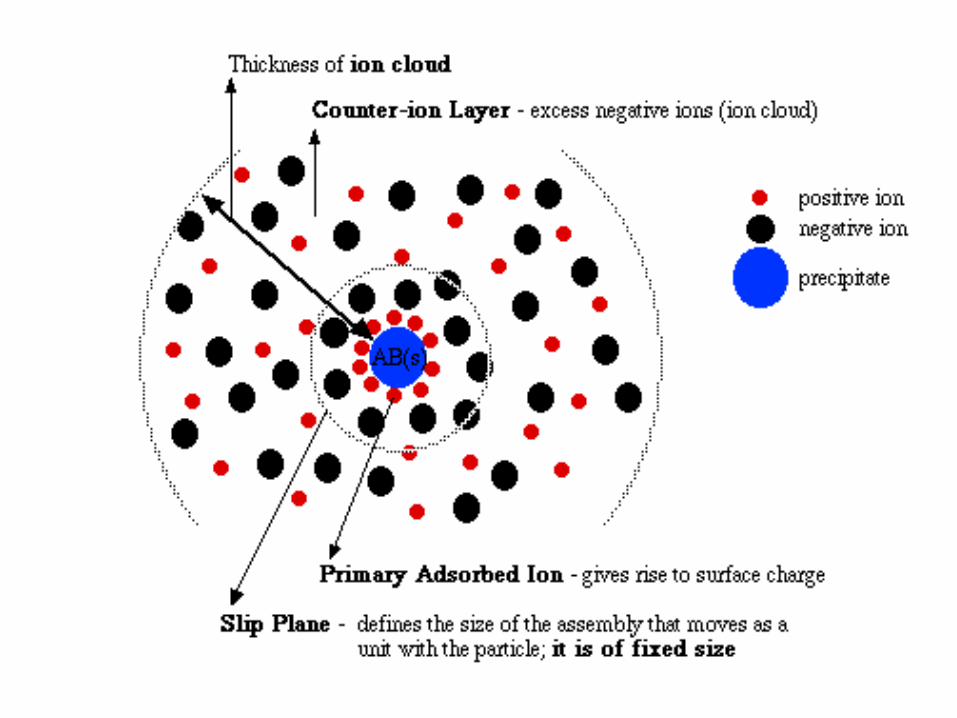
• DEFINICIÓN• La carga eléctrica de los sólidos presentes en una
pulpa acuosa atrae una “atmósfera” de iones de carga contraria, parte de la atmósfera es difusa. La carga de superficie, en conjunto con la capa difusa, constituye la doble capa eléctrica.
• ZONAS DE LA DOBLE CAPA ELÉCTRICA• En la doble capa eléctrica se distinguen las siguientes
zonas : la carga superficial, la capa de Stern (constituida por los iones en la fase acuosa próxima a la superficie) y la fase líquida.
MODELOS DE LA DOBLE CAPA ELÉCTRICA
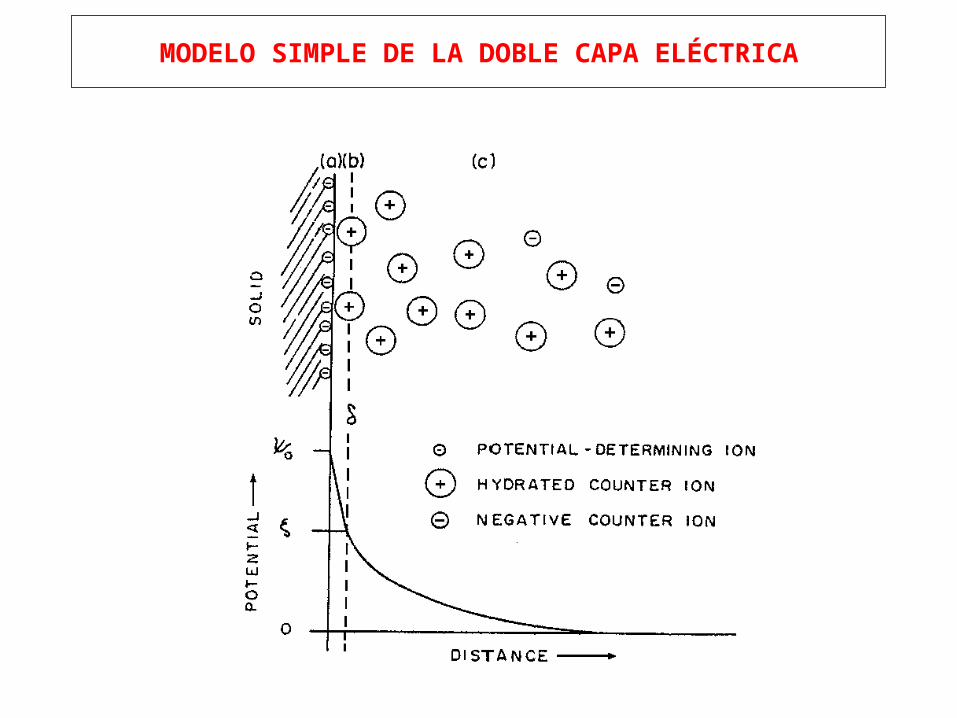
• 1. MODELO SIMPLE CON DOS ZONAS DE CARGA.
• En el modelo más simple de la doble capa eléctrica, existen apenas dos zonas de carga, la carga de superficie y la capa de Gouy. Este modelo es aproximadamente válido si el enlace de adsorción es puramente electrostático, o sea, en la ausencia de cualquier enlace químico primario. Los iones contrarios de la capa de Gouy están plenamente hidratados y no se aproximan a la superficie más que sus radios de hidratación.
MODELO SIMPLE DE LA DOBLE CAPA ELÉCTRICA
MODELOS DE LA DOBLE CAPA ELÉCTRICA
• 2. MODELOS CON TRES ZONAS DE CARGA• Si ocurre adsorción específica, la doble capa eléctrica se
considera formada por tres zonas de carga. Las tres zonas de carga son : la carga superficial, la carga específicamente adsorbida y la carga de la capa de Gouy. Los iones adsorbidos específicamente se aproximan más a la superficie que aquellos no específicamente adsorbidos.
• También podría ocurrir la situación de adsorción super-equivalente, cuando los iones específicamente adsorbidos revierten la carga original.
IONES DETERMINANTES DE POTENCIAL
• Generalmente, un conjunto de iones pueden ser identificados como determinantes de potencial, los primeros responsables por la carga superficial. Estos iones se denominan iones determinantes de potencial.
• Existe una concentración particular de estos iones para la cual la carga de superficie es nula.
IONES DETERMINANTES DE POTENCIAL
• 1. En el caso de sólidos iónicos, tales como, BaSO4, CaF2, AgI y Ag2S, los iones de la red son considerados como iones determinantes de potencial. Así, en el caso del AgI, los iones determinantes de potencial son Ag+ e I-.
• 2. En el caso de los minerales tipo óxidos, los iones determinantes de potencial son H+ y OH-.
• 3. Para sólidos, del tipo “salt type”, tales como, calcita, CaCO3, los iones determinantes de potencial son Ca2+ y CO3=, y también H+, OH- y HCO3-.
• 4. En el caso de los minerales tipo silicatos, tales como arcillas y las micas, los cuales tienen estructuras de capas, son cargados negativamente en la mayoría de las condiciones naturales, debido a la substitución de Al3+ por Si4+ en la silica tetrahedra, o, Mg2+ por Al3+ en la capa octahedral de la red del cristal.
IAg ,
POTENCIAL ZETA Y PUNTO ISOELÉCTRICO
• Cuando las partículas de una pulpa se desplazan en relación al fluido, surge un plano en el cual la doble capa eléctrica se parte, el plano de cizallamiento. Este desplazamiento diferencial de las partes de la doble capa eléctrica origina un potencial eléctrico llamado potencial zeta o potencial electrocinético, el cual puede ser medido por diferentes metodos.
• El punto donde el potencial zeta se anula se denomina punto isoeléctrico, PIE.
PUNTO DE CARGA CERO
• Existe un conjunto de iones directamente relacionados con la composición de los sólidos, que determinan el potencial de una especie dada. El punto de carga cero, PZC (“point of zero charge”) se define como el logaritmo negativo de la actividad de uno de los iones determinantes de potencial correspondiente a la carga real de superficie nula.
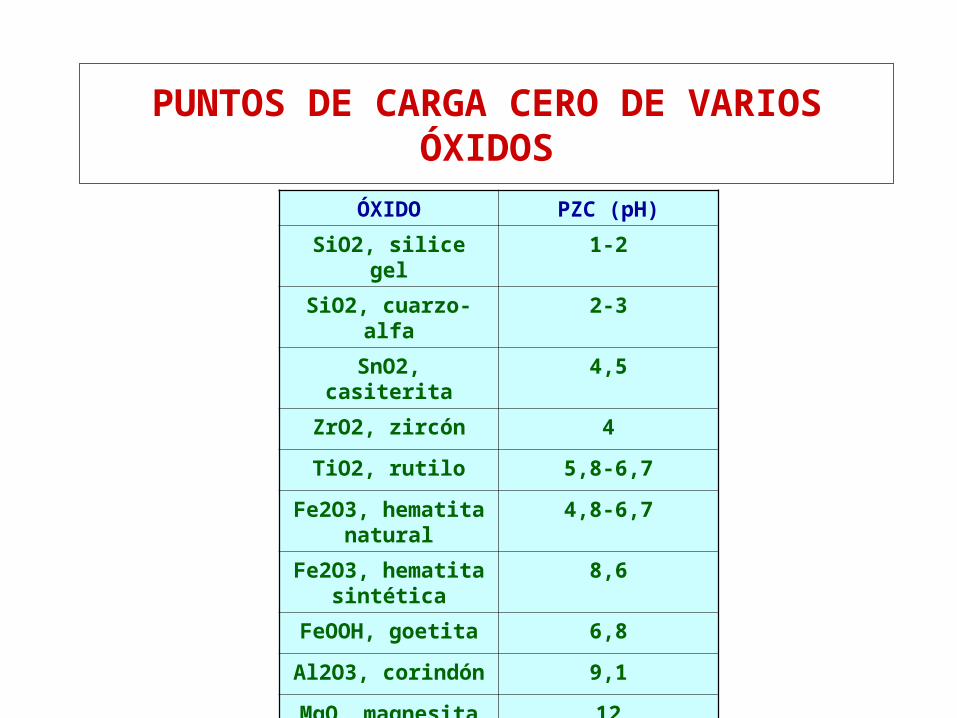
PUNTOS DE CARGA CERO DE VARIOS ÓXIDOS
ÓXIDO PZC (pH)
SiO2, silice gel 1-2
SiO2, cuarzo-alfa 2-3
SnO2, casiterita 4,5
ZrO2, zircón 4
TiO2, rutilo 5,8-6,7
Fe2O3, hematita natural
4,8-6,7
Fe2O3, hematita sintética
8,6
FeOOH, goetita 6,8
Al2O3, corindón 9,1
MgO, magnesita 12
EFECTOS DE LA DOBLE CAPA ELÉCTRICA EN EL PROCESO DE FLOTACIÓN
• La doble capa eléctrica puede afectar al proceso de flotación de diferentes formas :
• El signo y la magnitud de la carga superficial controla la adsorción de los agentes de flotación adsorbidos físicamente.
• Una alta carga superficial puede inhibir la quimisorción de colectores que se adsorben químicamente.
• El efecto de la lamas (“slime coating”) es determinado por la interacción de la doble capa eléctrica.
• La floculación, coagulación y dispersión de suspensiones minerales es controlada por la doble capa eléctrica.
FLOTACIÓN DE NO-SÚLFUROS
• INTRODUCCIÓN• Los oxi-minerales constituye un universo mucho más
amplio y diverso que los minerales sulfurados.• Las diferencias de composición química, estructura
cristaloquímica y solubilidad en agua, están entre los aspectos con mayor grado de diversidad entre los minerales oxidados.
• También la gran variedad de colectores aniónicos y catiónicos, usados en la flotación de estos minerales, con grandes diferencias de propiedades químicas, presenta complejidad bastante mayor que la de los tio-compuestos usados en la flotación de súlfuros.
FLOTACIÓN DE NO-SÚLFUROS
• Se han propuesto algunas teorías para explicar los mecanismos de adsorción de colectores (catiónicos o aniónicos) en superfícies de minerales no-súlfuros (óxidos, silicatos, carbonatos, fosfatos, nitratos, sulfatos, y otros).
• De entre estas teorías se destacan :
• Teoría de la adsorción iónica o de la formación de hemi-micelas.
• Teoría de la solubilidad.
• Teoría de la formación de complejos ionomoleculares.
TEORÍA DE LA ADSORCIÓN IÓNICA O DE LA FORMACIÓN DE HEMI-MICELAS
• Esta teoría se debe a Gaudin y Fuerstenau y en ella se admite que los colectores son adsorbidos de acuerdo con dos mecanismos principales :
• 1. Interacción electrostática de iones colectores y la superficie del mineral de acuerdo con la teoría de la doble capa eléctrica.
• 2. Asociación de las cadenas hidrocarburadas de los iones colectores por fuerzas laterales de Van de Waals, formando hemi-micelas.
• Parecen seguir este mecanismo diversos sistemas colector catiónico/óxidos y silicatos, también los colectores aniónicos, especialmente aquellos de cadena más corta (hasta 12 carbonos), pueden ser adsorbidos de acuerdo con los mecanismos de la teoría de adsorción iónica.
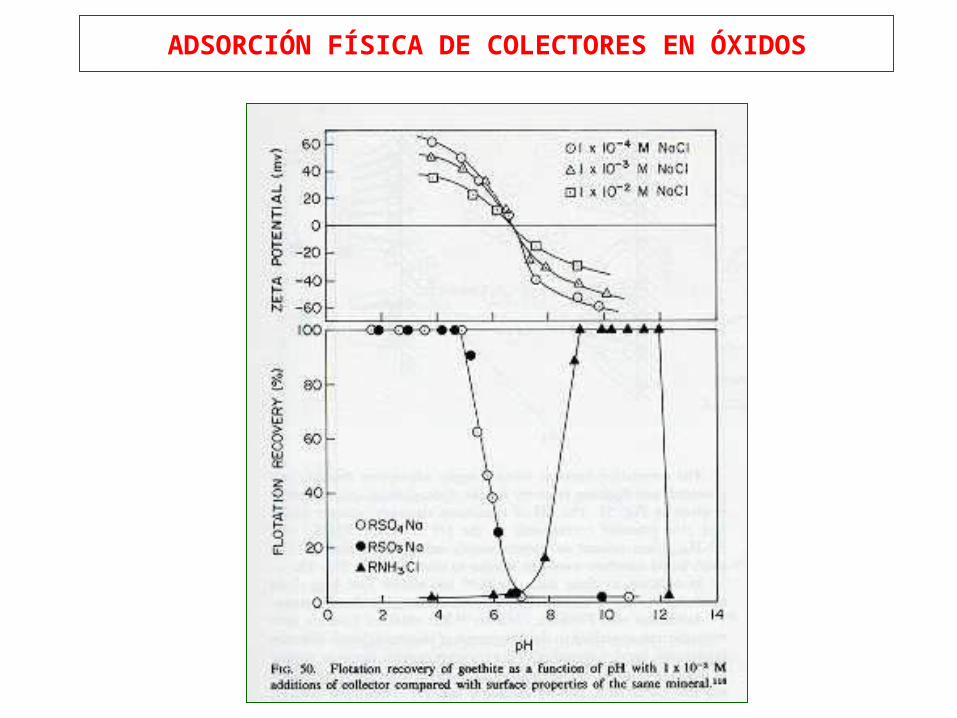
ADSORCIÓN FÍSICA DE COLECTORES EN ÓXIDOS
FLOTACIÓN DE ÓXIDOS
TEORÍA DE LA SOLUBILIDAD
• Esta teoría fue sugerida por Taggart et al.
• Esta teoría asume que la adsorción de colectores en los minerales se debe a enlaces químicos que siguen las leyes que gobiernan la precipitación de substancias de baja solubilidad.
• Muchos ejemplos muestran una estrecha relación entre la solubilidad de los complejos metal/colector, la adsorción de colectores y la flotación.
TEORÍA DE LA FORMACIÓN DE COMPLEJOS IONOMOLECULARES
• La teoría de formación de complejos ionomoleculares admite la adsorción de moléculas e iones de un mismo colector.
• La formación de estos complejos fue considerada como el principal mecanismo responsable en la adsorción de colectores en algunos óxidos y silicatos.
TEORÍA ELECTROQUÍMICA DE FLOTACIÓN DE SÚLFUROS
• La teoría electroquímica para la flotación de súlfuros, que explica el rol del oxígeno disuelto y consecuentemente el rol de las condiciones redox de la solución, tiene respaldo experimental.
• La mayoría de los colectores tiólicos son capaces de quimisorberse sobre minerales sulfurados a través de la formación de enlaces covalentes con los iones metálicos de la red cristalina del mineral. Sin embargo, esta forma de adsorción entrega poca hidrofobicidad. El recubrimiento de colector adquiere fuerte hidrofobicidad en el momento en que se dan las condiciones electroquímicas para que se forme un dímero neutro del colector (por ejemplo, dixantógeno). La superficie mineral no es pasiva, sino que por el contrario participa como un electrocatalizador para ambas reacciones, es decir, la oxidación de los iones de colector y la reducción del oxigeno disuelto.
FLOTACIÓN DE SÚLFUROS
• TEORÍA ELECTROQUÍMICA.
• OXIDACIÓN DE XANTATO A DIXANTÓGENO O A XANTATO METÁLICO (reacción anódica).
• REDUCCIÓN DEL OXÍGENO (reacción catódica).
TEORÍA ELECTROQUÍMICA DE LA FLOTACIÓN DE SÚLFUROS
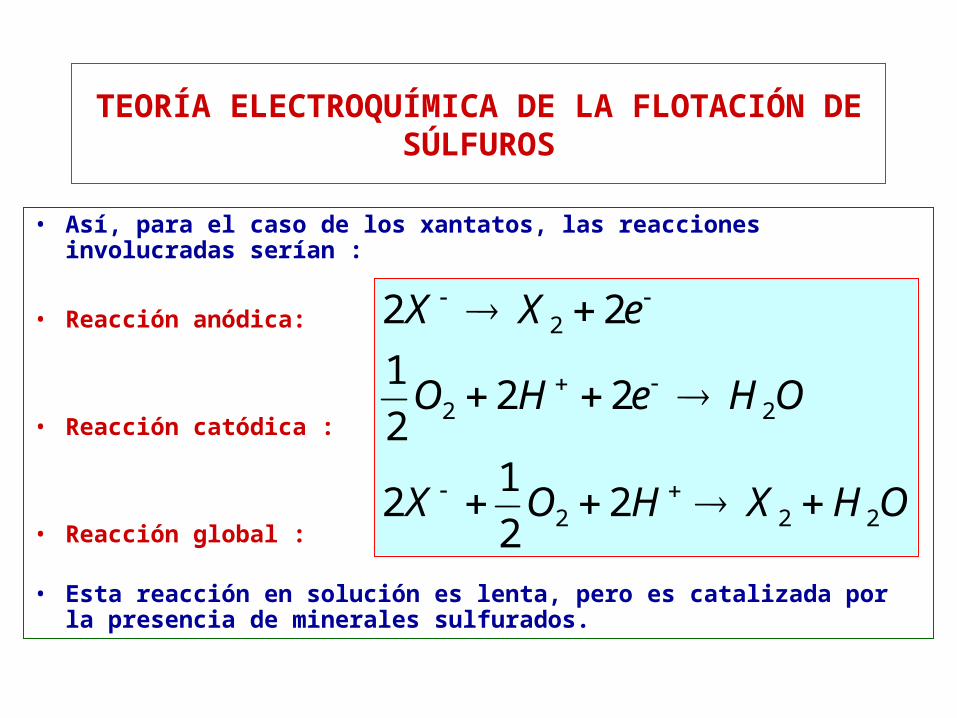
• Así, para el caso de los xantatos, las reacciones involucradas serían :
• Reacción anódica:
• Reacción catódica :
• Reacción global :
• Esta reacción en solución es lenta, pero es catalizada por la presencia de minerales sulfurados.
OHXHOX
OHeHO
eXX
222
22
2
22
12
222
1
22
TEORÍA ELECTROQUÍMICA DE LA FLOTACIÓN DE SÚLFUROS
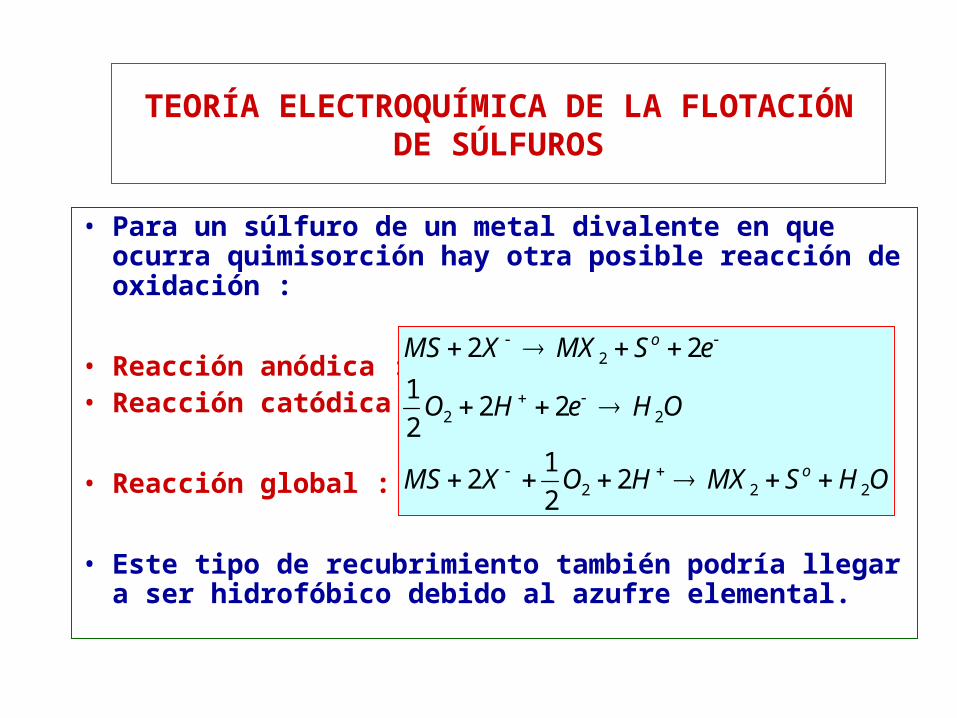
• Para un súlfuro de un metal divalente en que ocurra quimisorción hay otra posible reacción de oxidación :
• Reacción anódica :• Reacción catódica :
• Reacción global :
• Este tipo de recubrimiento también podría llegar a ser hidrofóbico debido al azufre elemental.
OHSMXHOXMS
OHeHO
eSMXXMS
o
o
222
22
2
22
12
222
1
22
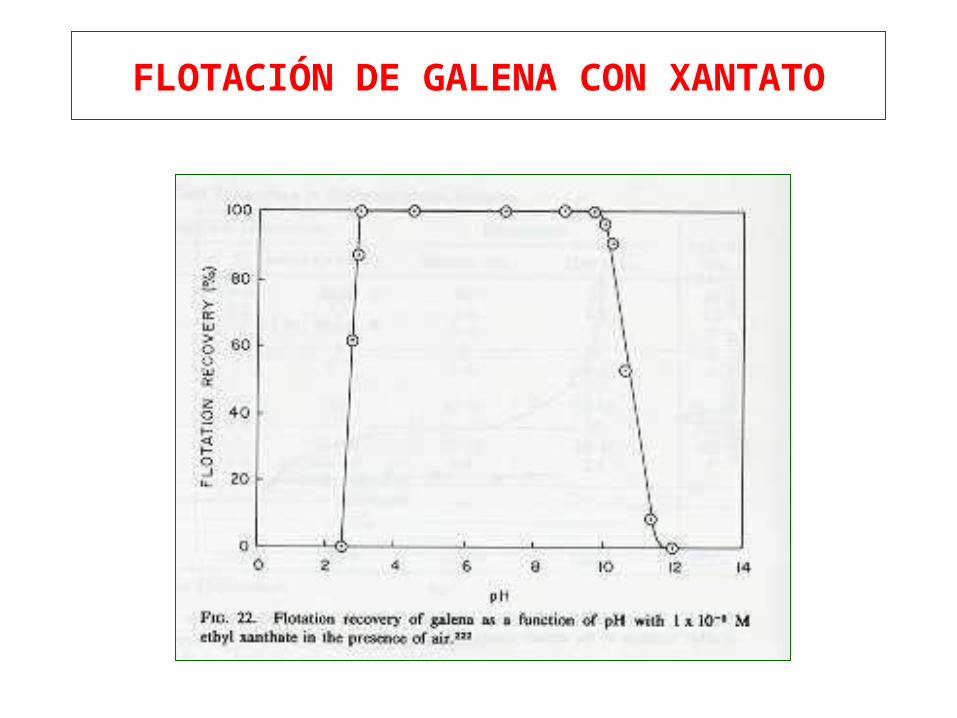
FLOTACIÓN DE GALENA CON XANTATO
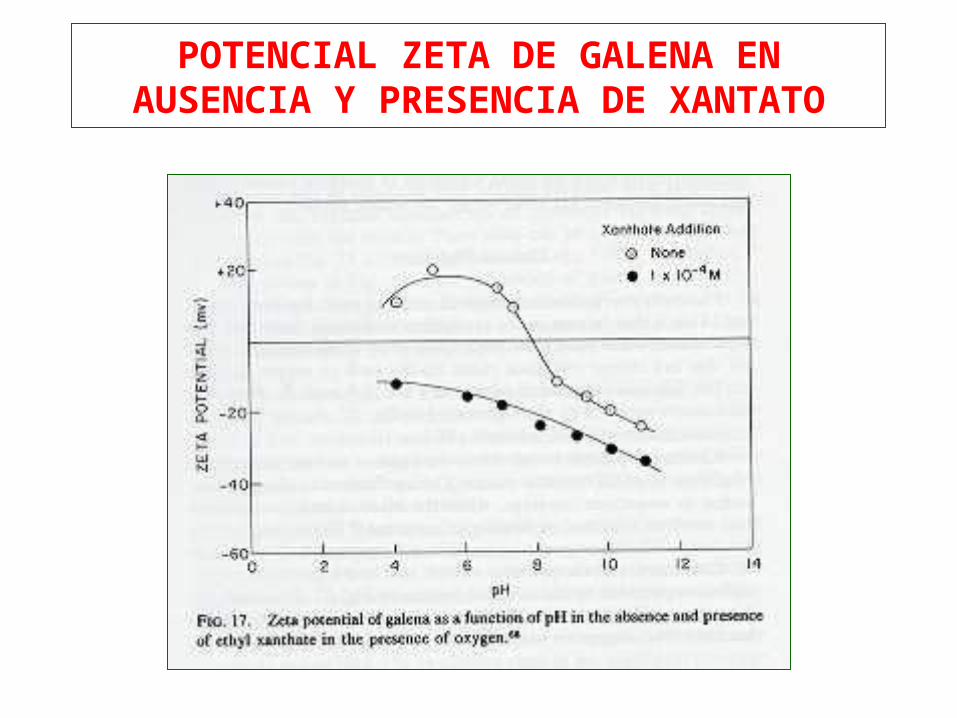
POTENCIAL ZETA DE GALENA EN AUSENCIA Y PRESENCIA DE XANTATO
DISEÑO DE CIRCUITOS DE FLOTACIÓN
• INTRODUCCIÓN• La proyección de los resultados de flotación desde el
laboratorio a escala industrial pasando por planta piloto, constituye un problema primordial tanto en el diseño de nuevas instalaciones como en la optimización de plantas concentradoras existentes.
• Comúnmente se utiliza el escalamiento de datos de flotación empleando correlaciones empíricas.
• Finalmente, y para fines de control metalúrgico, en las plantas concentradoras normalmente se dispone de uno o más ensayos estándar de laboratorio, cuyos resultados permiten detectar variaciones en el proceso y/o determinar la conveniencia de efectuar cambios operacionales en la planta.
PRUEBAS DE FLOTACIÓN
• Las pruebas de flotación se pueden dividir en tres tipos :
• Pruebas batch de laboratorio.
• Pruebas de ciclo (“Locked Cycle Flotation Tests”).
• Test continuos y de planta piloto.
PRUEBAS BATCH DE LABORATORIO
• Se realizan en celdas de flotación de laboratorio de capacidad nominal de 50 a 2000 gramos.
• Las variables más típicas que se estudian en laboratorio son las siguientes :
• Tipo de reactivos (colector, espumante, modificadores, etc.)
• Dosis de reactivos.• Densidad de pulpa.• pH.• Tipo de agua.• Aireación y acondicionamiento.• Temperatura.
PRUEBAS DE CICLO
• Un test de ciclo es un experimento de etapas múltiples diseñado para medir el efecto de los materiales circulantes. En estos tests se pretende simular en forma experimental a través de pruebas de flotación batch, el comportamiento que tendría una planta de flotación continua.
• Un test simple típico puede tener tres etapas en cada ciclo, una molienda, una flotación rougher y una flotación cleaner, en cada etapa se introducen reactivos y las colas cleaner son recirculadas ya sea a la molienda o a la flotación rougher.
• Un test de ciclos requiere de dos o más celdas de flotación. En muchas ocasiones, puede entregar tanta información como una pequeña planta piloto.
TEST CONTINUOS Y DE PLANTA PILOTO
• Las razones para correr una planta piloto o test continuos está en confirmar la factibilidad técnica y económica del proceso, sobre bases continuas, y facilitar datos de diseño para la escala industrial.
• Además, las operaciones a escala piloto pueden hacerse para obtener una cantidad de producto adecuada para experimentos de procesamiento subsecuentes o para estudio de mercado. Pueden también correrse para demostrar costos de operación y evaluar equipos.
• Es recomendable operaciones piloto de flotación con flujos másicos no menores de 200 kg/h, y si es posible, 1 ton/h. Flujos másicos menores producen diversos problemas de operación.
TRABAJO EXPERIMENTAL EN EL DISEÑO DE CIRCUITO DE FLOTACIÓN
• En el trabajo experimental se distinguen 4 etapas :• Etapa 1 : Realización de pruebas batch a escala de laboratorio,
para determinar y estandarizar condiciones óptimas de trabajo.• Etapa 2 : Simulación experimental de circuitos de flotación a nivel
de laboratorio, utilizando la técnica de pruebas de ciclo (“Locked Cycle Test”) y las mejores condiciones experimentales determinadas en la etapa anterior.
• Etapa 3 : Realización de pruebas continuas de flotación a escala piloto, tendientes a verificar, complementar y/o extrapolar los resultados metalúrgicos alcanzados durante las dos etapas previas de laboratorio.
• Etapa 4 : Realización de campañas experimentales a gran escala, para ajustar en la Planta Industrial misma, las condiciones operacionales óptimas de carácter definitivo.
CINÉTICA DE FLOTACIÓN Y TIEMPO DE FLOTACION
• El diseño de un circuito de flotación normalmente se inicia con un conjunto de ensayos batch a escala de laboratorio, donde se evalúa el efecto de las variables típicas de flotación, sobre la recuperación y ley de concentrado (granulometría, formula de reactivos, pH, dilución de la pulpa, etc.). Se seleccionan los niveles óptimos de las variables anteriores y luego se corre un nuevo conjunto de ensayos en el entorno del subóptimo determinado inicialmente (ajuste fino).
• Las pruebas finales normalmente se efectúan evaluando la cinética de flotación.
• De los diversos factores involucrados en el diseño y operación de un circuito de flotación, el tiempo de residencia es probablemente el más crítico.
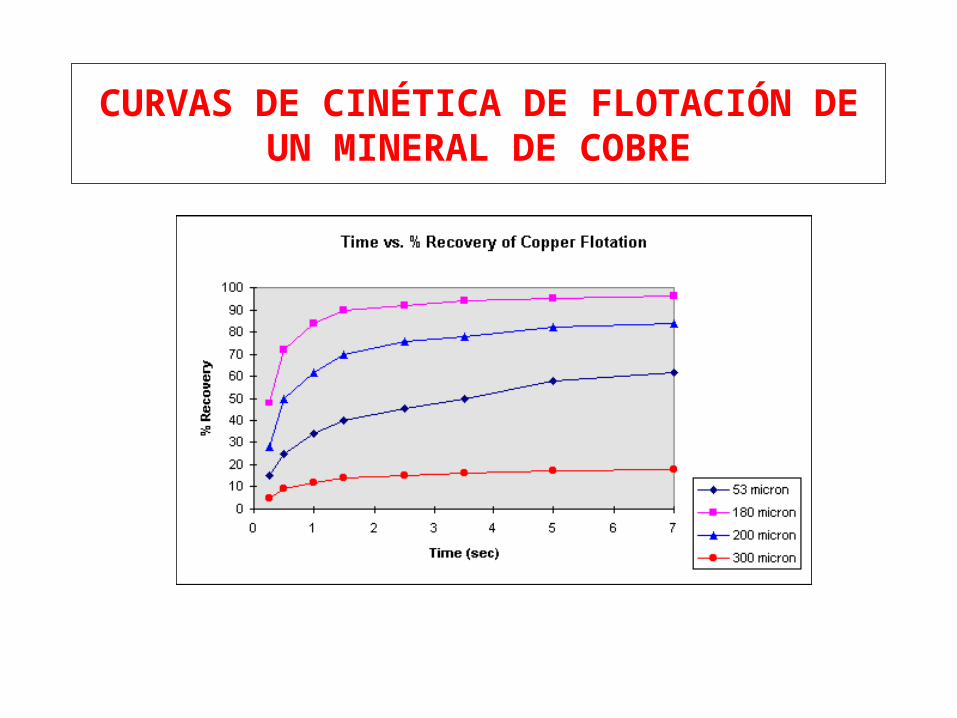
CURVAS DE CINÉTICA DE FLOTACIÓN DE UN MINERAL DE COBRE
CRITÉRIOS DE AGAR
• Agar et al. han analizado la aplicación de los siguientes criterios para determinar el tiempo de residencia óptimo :
• 1. No agregar al concentrado material de ley menor a la alimentación de la etapa de separación.
• 2. Maximizar la diferencia en recuperación entre el mineral deseado y la ganga.
• 3. Maximizar la eficiencia de separación.• El criterio 1 es obvio puesto que la flotación es fundamentalmente
una etapa de concentración.• En el criterio 2 la máxima diferencia en la recuperación de las dos
fases que se pretende separar corresponde al tiempo al cual las dos velocidades de flotación se hacen iguales.
• Con respecto al criterio 3, cuando la eficiencia de separación es máxima, la ley instantánea del concentrado es igual a la ley de alimentación.
APLICACIÓN DE LOS CRITERIOS DE AGAR EN EL DISEÑO DE CIRCUITOS DE FLOTACIÓN
• El método de diseño de circuitos convencionales de flotación a escala de laboratorio consistirá, entonces, en realizar una flotación rougher hasta el tiempo óptimo. Si se considera que el relave rougher aún tiene un contenido significativo del elemento valioso, se introduce una etapa scavenger, a la cual se le determina el tiempo óptimo de flotación empleando los criterios de Agar et al. De igual forma se procede con el concentrado rougher normalmente remolido antes de entrar a la etapa cleaner, y con las otras etapas de flotación que pudiese tener el circuito.
SPLIT FACTORS
• Uno de los métodos experimentales normalmente usados en la evaluación y diseño de un nuevo circuito de flotación a escala de laboratorio, es la realización de pruebas de ciclos (“Locked Cycle Flotation Tests”), en los cuales se pretende simular experimentalmente y mediante pruebas de flotación batch, el comportamiento de una planta de flotación continua.
• Considerando el excesivo trabajo experimental que este tipo de pruebas involucra, resulta altamente atractiva la posibilidad de simular matemáticamente dichos resultados. Un método particular de simulación matemática de pruebas de ciclos es el método de los factores de distribución (“Split Factors”).
EJEMPLO DE DISEÑO DE CIRCUITO DE FLOTACIÓN
DETERMINACIÓN DEL TIEMPO DE MOLIENDA
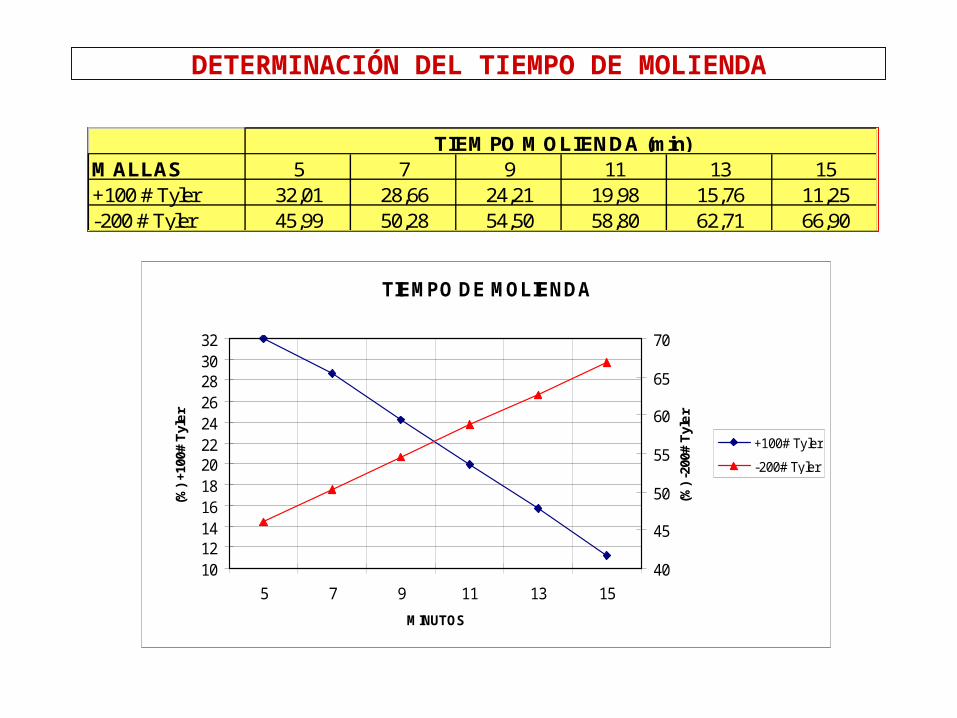
MALLAS 5 7 9 11 13 15+100 # Tyler 32,01 28,66 24,21 19,98 15,76 11,25-200 # Tyler 45,99 50,28 54,50 58,80 62,71 66,90
TIEMPO MOLIENDA (min)
TIEMPO DE MOLIENDA
101214161820222426283032
5 7 9 11 13 15
MINUTOS
(%)
+100
# T
yle
r
40
45
50
55
60
65
70
(%)
-200
# T
yle
r
+100# Tyler
-200# Tyler
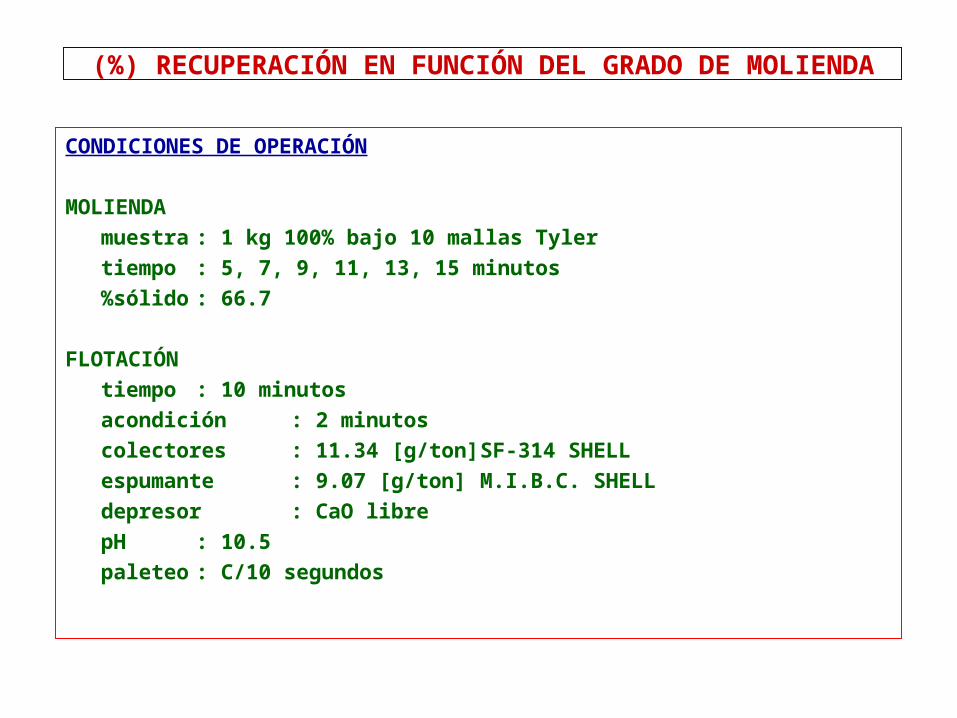
(%) RECUPERACIÓN EN FUNCIÓN DEL GRADO DE MOLIENDA
CONDICIONES DE OPERACIÓN
MOLIENDA
muestra : 1 kg 100% bajo 10 mallas Tyler
tiempo : 5, 7, 9, 11, 13, 15 minutos
%sólido : 66.7
FLOTACIÓN
tiempo : 10 minutos
acondición : 2 minutos
colectores : 11.34 [g/ton] SF-314 SHELL
espumante : 9.07 [g/ton] M.I.B.C. SHELL
depresor : CaO libre
pH : 10.5
paleteo : C/10 segundos
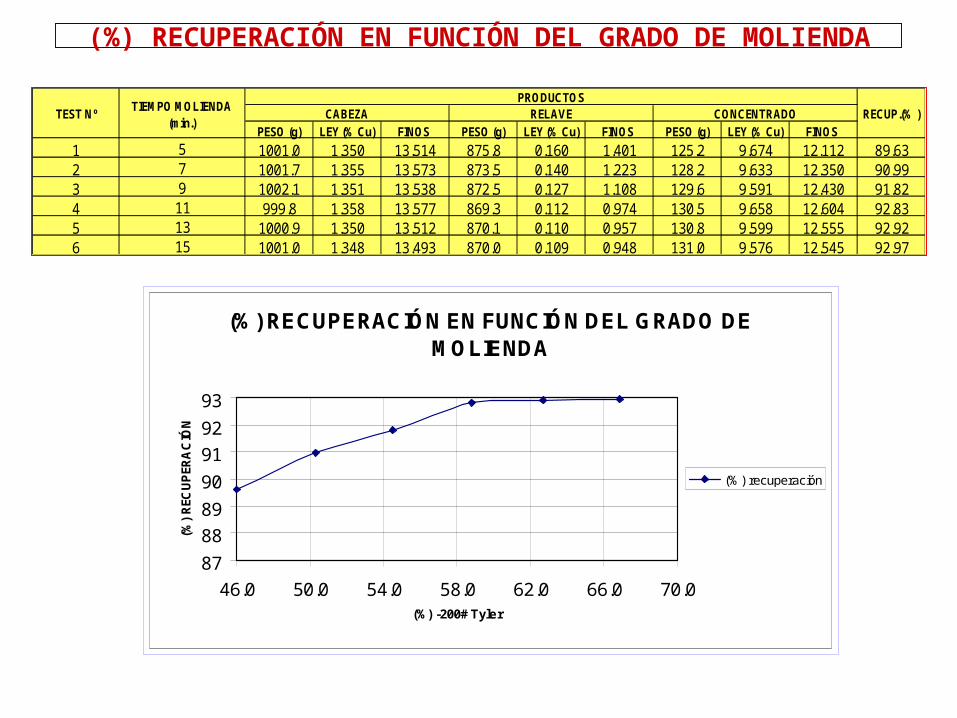
(%) RECUPERACIÓN EN FUNCIÓN DEL GRADO DE MOLIENDA
(%) RECUPERACIÓN EN FUNCIÓN DEL GRADO DE MOLIENDA
87
88
89
90
91
92
93
46.0 50.0 54.0 58.0 62.0 66.0 70.0(%) -200# Tyler
(%)
REC
UP
ERA
CIÓ
N
(%) recuperación
PESO (g) LEY (% Cu) FINOS PESO (g) LEY (% Cu) FINOS PESO (g) LEY (% Cu) FINOS
1 1001.0 1.350 13.514 875.8 0.160 1.401 125.2 9.674 12.112 89.632 1001.7 1.355 13.573 873.5 0.140 1.223 128.2 9.633 12.350 90.993 1002.1 1.351 13.538 872.5 0.127 1.108 129.6 9.591 12.430 91.824 999.8 1.358 13.577 869.3 0.112 0.974 130.5 9.658 12.604 92.835 1000.9 1.350 13.512 870.1 0.110 0.957 130.8 9.599 12.555 92.926 1001.0 1.348 13.493 870.0 0.109 0.948 131.0 9.576 12.545 92.97
7
15
RECUP.(% )CABEZA RELAVE
13
5
911
CONCENTRADOTEST NºPRODUCTOS
TIEMPO MOLIENDA (min.)
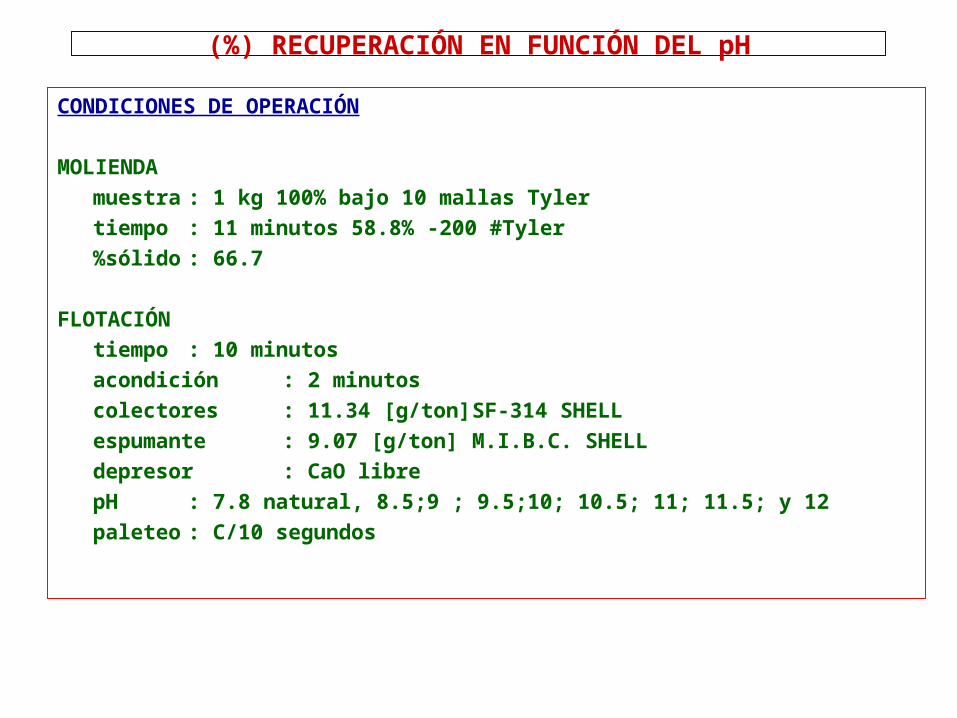
(%) RECUPERACIÓN EN FUNCIÓN DEL pH
CONDICIONES DE OPERACIÓN
MOLIENDA
muestra : 1 kg 100% bajo 10 mallas Tyler
tiempo : 11 minutos 58.8% -200 #Tyler
%sólido : 66.7
FLOTACIÓN
tiempo : 10 minutos
acondición : 2 minutos
colectores : 11.34 [g/ton] SF-314 SHELL
espumante : 9.07 [g/ton] M.I.B.C. SHELL
depresor : CaO libre
pH : 7.8 natural, 8.5;9 ; 9.5;10; 10.5; 11; 11.5; y 12
paleteo : C/10 segundos
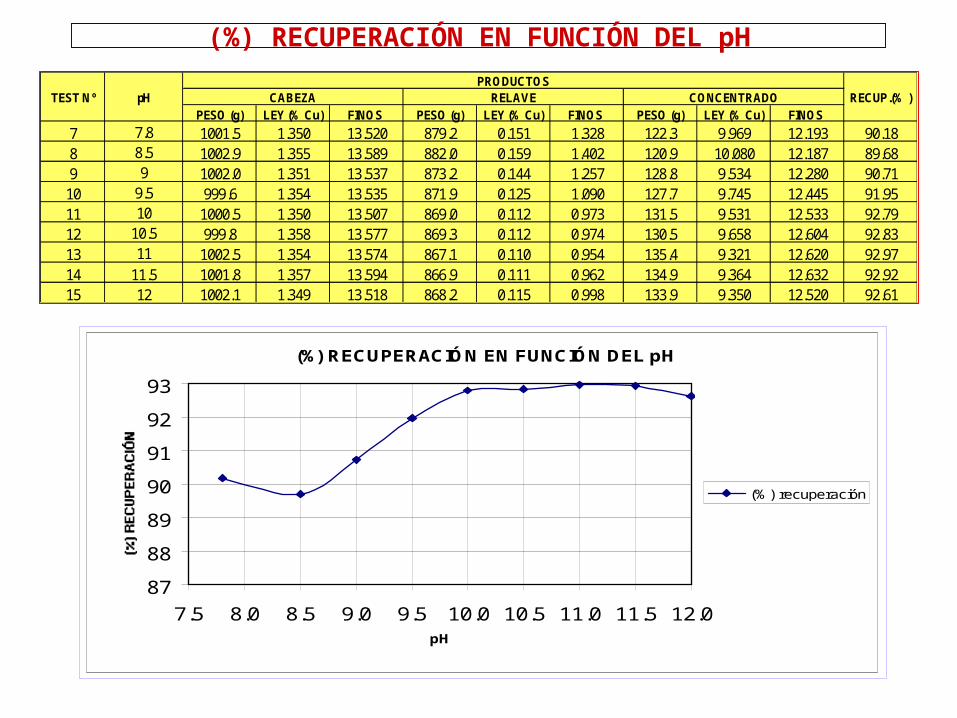
(%) RECUPERACIÓN EN FUNCIÓN DEL pH
(%) RECUPERACIÓN EN FUNCIÓN DEL pH
87
88
89
90
91
92
93
7.5 8.0 8.5 9.0 9.5 10.0 10.5 11.0 11.5 12.0pH
(%) recuperación
PESO (g) LEY (% Cu) FINOS PESO (g) LEY (% Cu) FINOS PESO (g) LEY (% Cu) FINOS
7 1001.5 1.350 13.520 879.2 0.151 1.328 122.3 9.969 12.193 90.188 1002.9 1.355 13.589 882.0 0.159 1.402 120.9 10.080 12.187 89.689 1002.0 1.351 13.537 873.2 0.144 1.257 128.8 9.534 12.280 90.71
10 999.6 1.354 13.535 871.9 0.125 1.090 127.7 9.745 12.445 91.9511 1000.5 1.350 13.507 869.0 0.112 0.973 131.5 9.531 12.533 92.7912 999.8 1.358 13.577 869.3 0.112 0.974 130.5 9.658 12.604 92.8313 1002.5 1.354 13.574 867.1 0.110 0.954 135.4 9.321 12.620 92.9714 1001.8 1.357 13.594 866.9 0.111 0.962 134.9 9.364 12.632 92.9215 1002.1 1.349 13.518 868.2 0.115 0.998 133.9 9.350 12.520 92.61
TEST Nº pHPRODUCTOS
RECUP.(% )CABEZA RELAVE CONCENTRADO
11
11.5
7.88.59
9.5
12
1010.5
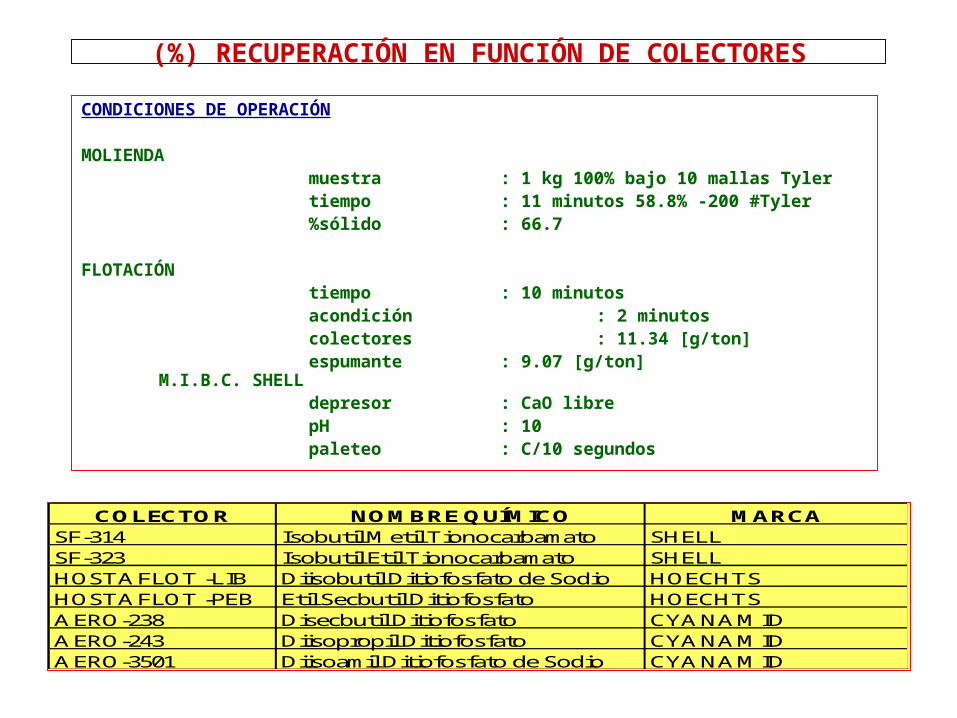
(%) RECUPERACIÓN EN FUNCIÓN DE COLECTORES
CONDICIONES DE OPERACIÓN
MOLIENDAmuestra : 1 kg 100% bajo 10 mallas Tylertiempo : 11 minutos 58.8% -200 #Tyler%sólido : 66.7
FLOTACIÓNtiempo : 10 minutosacondición : 2 minutoscolectores : 11.34 [g/ton]espumante : 9.07 [g/ton] M.I.B.C. SHELLdepresor : CaO librepH : 10paleteo : C/10 segundos
COLECTOR NOMBRE QUÍMICO MARCASF-314 Isobutil Metil Tionocarbamato SHELLSF-323 Isobutil Etil Tionocarbamato SHELLHOSTAFLOT -LIB Diisobutil Ditiofosfato de Sodio HOECHTSHOSTAFLOT -PEB Etil Secbutil Ditiofosfato HOECHTSAERO-238 Disecbutil Ditiofosfato CYANAMIDAERO-243 Diisopropil Ditiofosfato CYANAMIDAERO-3501 Diisoamil Ditiofosfato de Sodio CYANAMID
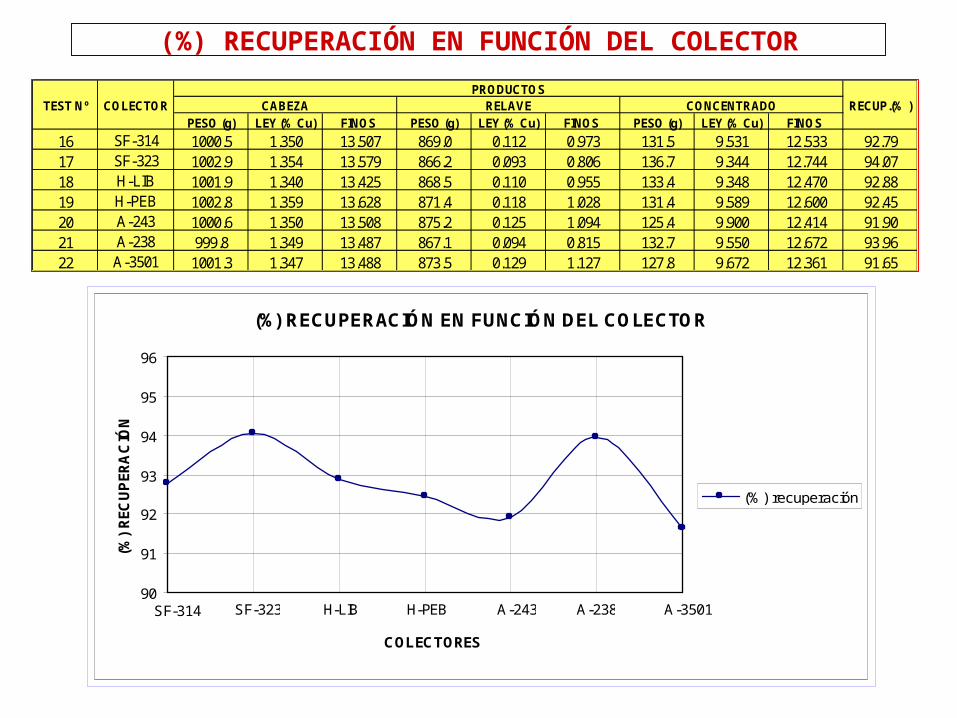
(%) RECUPERACIÓN EN FUNCIÓN DEL COLECTOR
(%) RECUPERACIÓN EN FUNCIÓN DEL COLECTOR
90
91
92
93
94
95
96
COLECTORES
(%)
REC
UP
ERA
CIÓ
N
(%) recuperación
SF-314 SF-323 H-LIB H-PEB A-243 A-238 A-3501
PESO (g) LEY (% Cu) FINOS PESO (g) LEY (% Cu) FINOS PESO (g) LEY (% Cu) FINOS
16 1000.5 1.350 13.507 869.0 0.112 0.973 131.5 9.531 12.533 92.7917 1002.9 1.354 13.579 866.2 0.093 0.806 136.7 9.344 12.744 94.0718 1001.9 1.340 13.425 868.5 0.110 0.955 133.4 9.348 12.470 92.8819 1002.8 1.359 13.628 871.4 0.118 1.028 131.4 9.589 12.600 92.4520 1000.6 1.350 13.508 875.2 0.125 1.094 125.4 9.900 12.414 91.9021 999.8 1.349 13.487 867.1 0.094 0.815 132.7 9.550 12.672 93.9622 1001.3 1.347 13.488 873.5 0.129 1.127 127.8 9.672 12.361 91.65
TEST NºPRODUCTOS
COLECTOR RECUP.(% )CABEZA RELAVE CONCENTRADO
SF-314SF-323H-LIBH-PEBA-243A-238A-3501
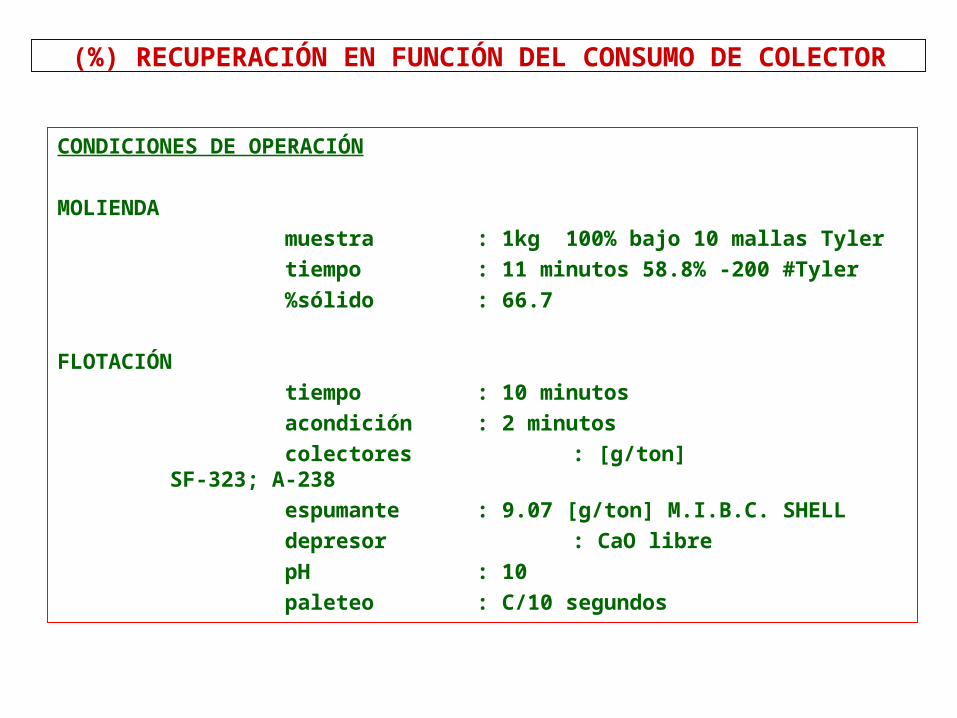
(%) RECUPERACIÓN EN FUNCIÓN DEL CONSUMO DE COLECTOR
CONDICIONES DE OPERACIÓN
MOLIENDA
muestra : 1kg 100% bajo 10 mallas Tyler
tiempo : 11 minutos 58.8% -200 #Tyler
%sólido : 66.7
FLOTACIÓN
tiempo : 10 minutos
acondición : 2 minutos
colectores : [g/ton] SF-323; A-238
espumante : 9.07 [g/ton] M.I.B.C. SHELL
depresor : CaO libre
pH : 10
paleteo : C/10 segundos
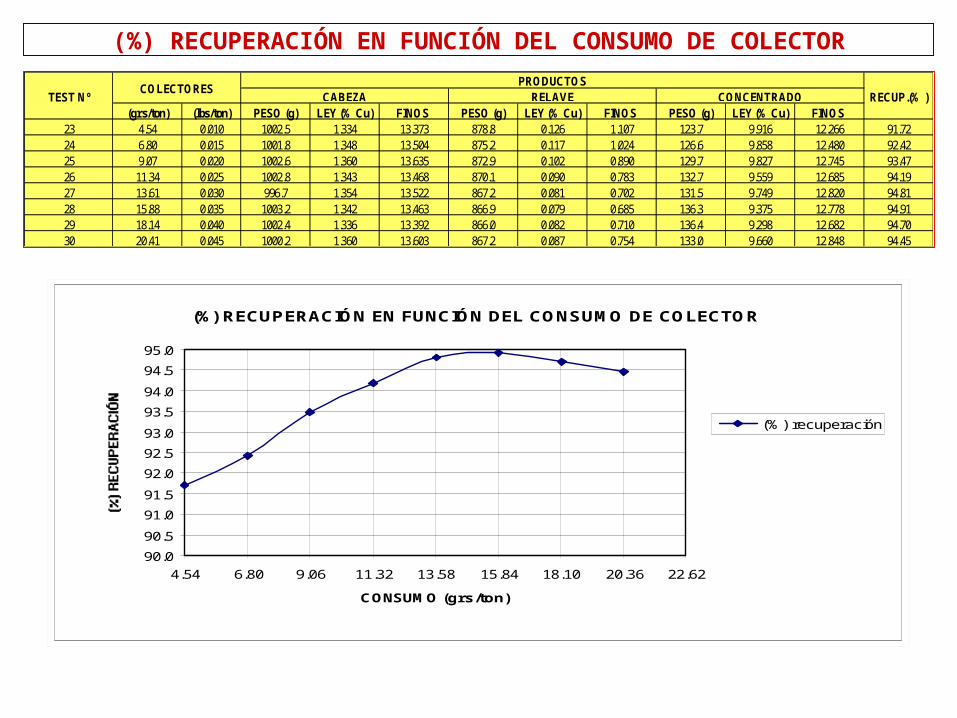
(%) RECUPERACIÓN EN FUNCIÓN DEL CONSUMO DE COLECTOR
(%) RECUPERACIÓN EN FUNCIÓN DEL CONSUMO DE COLECTOR
90.0
90.5
91.0
91.5
92.0
92.5
93.0
93.5
94.0
94.5
95.0
4.54 6.80 9.06 11.32 13.58 15.84 18.10 20.36 22.62
CONSUMO (grs/ton)
(%) recuperación
(grs/ton) (lbs/ton) PESO (g) LEY (% Cu) FINOS PESO (g) LEY (% Cu) FINOS PESO (g) LEY (% Cu) FINOS 23 4.54 0.010 1002.5 1.334 13.373 878.8 0.126 1.107 123.7 9.916 12.266 91.7224 6.80 0.015 1001.8 1.348 13.504 875.2 0.117 1.024 126.6 9.858 12.480 92.4225 9.07 0.020 1002.6 1.360 13.635 872.9 0.102 0.890 129.7 9.827 12.745 93.4726 11.34 0.025 1002.8 1.343 13.468 870.1 0.090 0.783 132.7 9.559 12.685 94.1927 13.61 0.030 996.7 1.354 13.522 867.2 0.081 0.702 131.5 9.749 12.820 94.8128 15.88 0.035 1003.2 1.342 13.463 866.9 0.079 0.685 136.3 9.375 12.778 94.9129 18.14 0.040 1002.4 1.336 13.392 866.0 0.082 0.710 136.4 9.298 12.682 94.7030 20.41 0.045 1000.2 1.360 13.603 867.2 0.087 0.754 133.0 9.660 12.848 94.45
RECUP.(% )PRODUCTOS
TEST Nº CABEZA RELAVE CONCENTRADOCOLECTORES
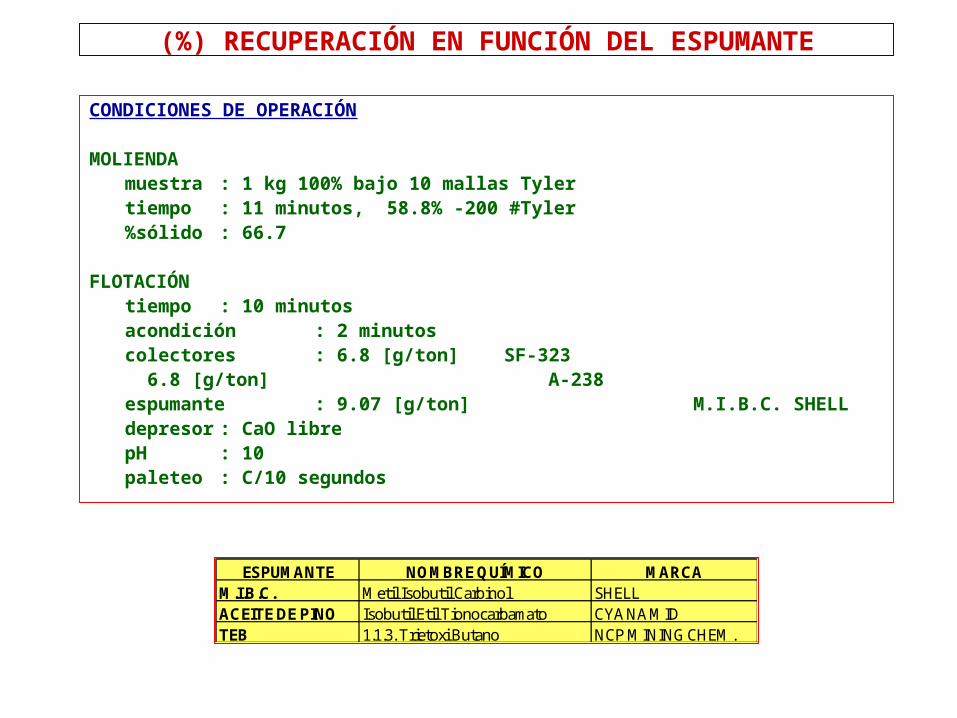
(%) RECUPERACIÓN EN FUNCIÓN DEL ESPUMANTE
CONDICIONES DE OPERACIÓN
MOLIENDAmuestra : 1 kg 100% bajo 10 mallas Tylertiempo : 11 minutos, 58.8% -200 #Tyler%sólido : 66.7
FLOTACIÓNtiempo : 10 minutosacondición : 2 minutoscolectores : 6.8 [g/ton] SF-323
6.8 [g/ton] A-238espumante : 9.07 [g/ton] M.I.B.C. SHELLdepresor : CaO librepH : 10paleteo : C/10 segundos
ESPUMANTE NOMBRE QUÍMICO MARCAM.I.B.C. Metil Isobutil Carbinol SHELLACEITE DE PINO Isobutil Etil Tionocarbamato CYANAMIDTEB 1.1.3. Trietoxi Butano NCP MINING CHEM.
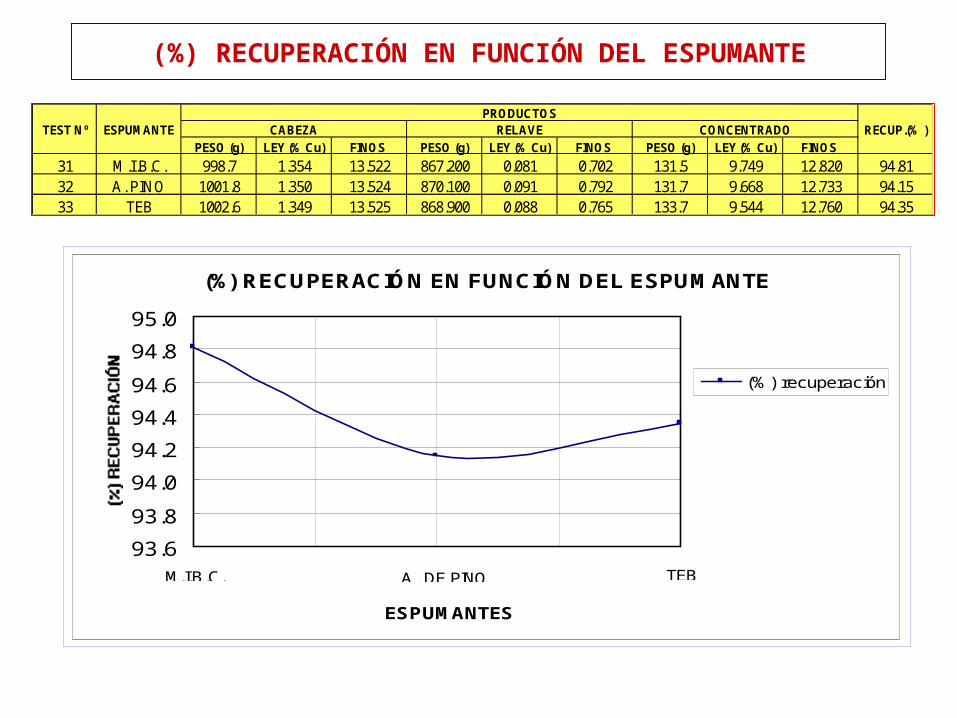
(%) RECUPERACIÓN EN FUNCIÓN DEL ESPUMANTE
(%) RECUPERACIÓN EN FUNCIÓN DEL ESPUMANTE
93.6
93.8
94.0
94.2
94.4
94.6
94.8
95.0
ESPUMANTES
(%) recuperación
M.I.B.C. A. DE PINO TEB
PESO (g) LEY (% Cu) FINOS PESO (g) LEY (% Cu) FINOS PESO (g) LEY (% Cu) FINOS
31 998.7 1.354 13.522 867.200 0.081 0.702 131.5 9.749 12.820 94.8132 1001.8 1.350 13.524 870.100 0.091 0.792 131.7 9.668 12.733 94.1533 1002.6 1.349 13.525 868.900 0.088 0.765 133.7 9.544 12.760 94.35
ESPUMANTE
M.I.B.C.A. PINO
TEB
PRODUCTOSCABEZA RELAVE CONCENTRADO RECUP.(% )TEST Nº
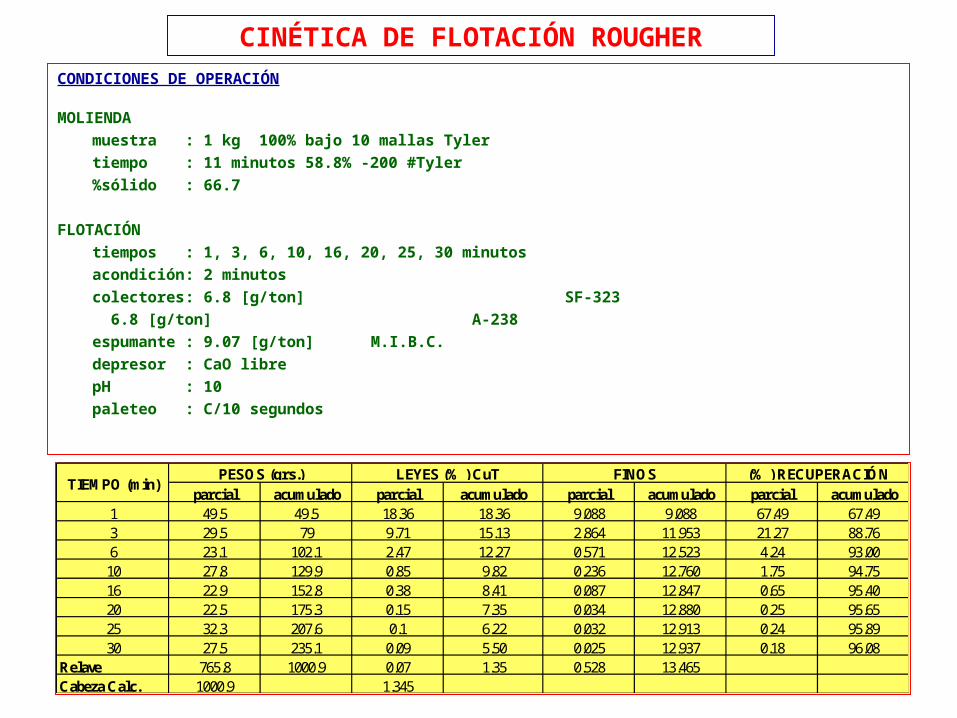
CINÉTICA DE FLOTACIÓN ROUGHER
CONDICIONES DE OPERACIÓN
MOLIENDA
muestra : 1 kg 100% bajo 10 mallas Tyler
tiempo : 11 minutos 58.8% -200 #Tyler
%sólido : 66.7
FLOTACIÓN
tiempos : 1, 3, 6, 10, 16, 20, 25, 30 minutos
acondición : 2 minutos
colectores : 6.8 [g/ton] SF-323
6.8 [g/ton] A-238
espumante : 9.07 [g/ton] M.I.B.C.
depresor : CaO libre
pH : 10
paleteo : C/10 segundos
parcial acumulado parcial acumulado parcial acumulado parcial acumulado1 49.5 49.5 18.36 18.36 9.088 9.088 67.49 67.493 29.5 79 9.71 15.13 2.864 11.953 21.27 88.766 23.1 102.1 2.47 12.27 0.571 12.523 4.24 93.0010 27.8 129.9 0.85 9.82 0.236 12.760 1.75 94.7516 22.9 152.8 0.38 8.41 0.087 12.847 0.65 95.4020 22.5 175.3 0.15 7.35 0.034 12.880 0.25 95.6525 32.3 207.6 0.1 6.22 0.032 12.913 0.24 95.8930 27.5 235.1 0.09 5.50 0.025 12.937 0.18 96.08
Relave 765.8 1000.9 0.07 1.35 0.528 13.465Cabeza Calc. 1000.9 1.345
TIEMPO (min)FINOS (% ) RECUPERACIÓNPESOS (grs.) LEYES (% ) CuT
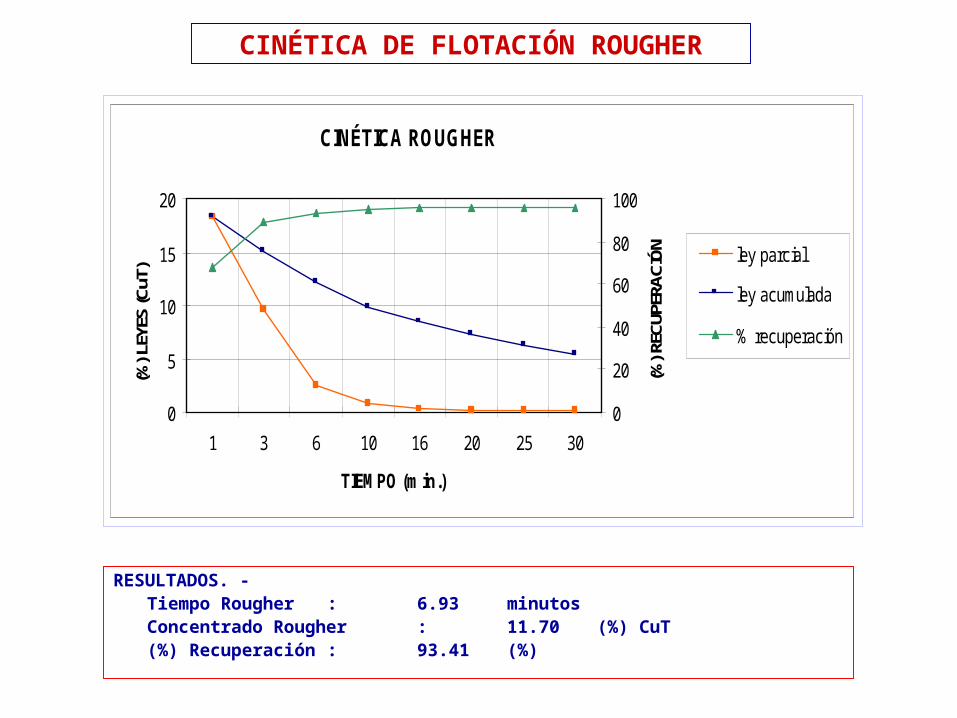
CINÉTICA DE FLOTACIÓN ROUGHER
RESULTADOS. -Tiempo Rougher : 6.93 minutosConcentrado Rougher : 11.70 (%) CuT(%) Recuperación : 93.41 (%)
CINÉTICA ROUGHER
0
5
10
15
20
1 3 6 10 16 20 25 30
TIEMPO (min.)
(%) L
EYES
(CuT
)
0
20
40
60
80
100
(%) R
ECUP
ERAC
IÓN ley parcial
ley acumulada
% recuperación
CINÉTICA DE FLOTACIÓN CLEANER
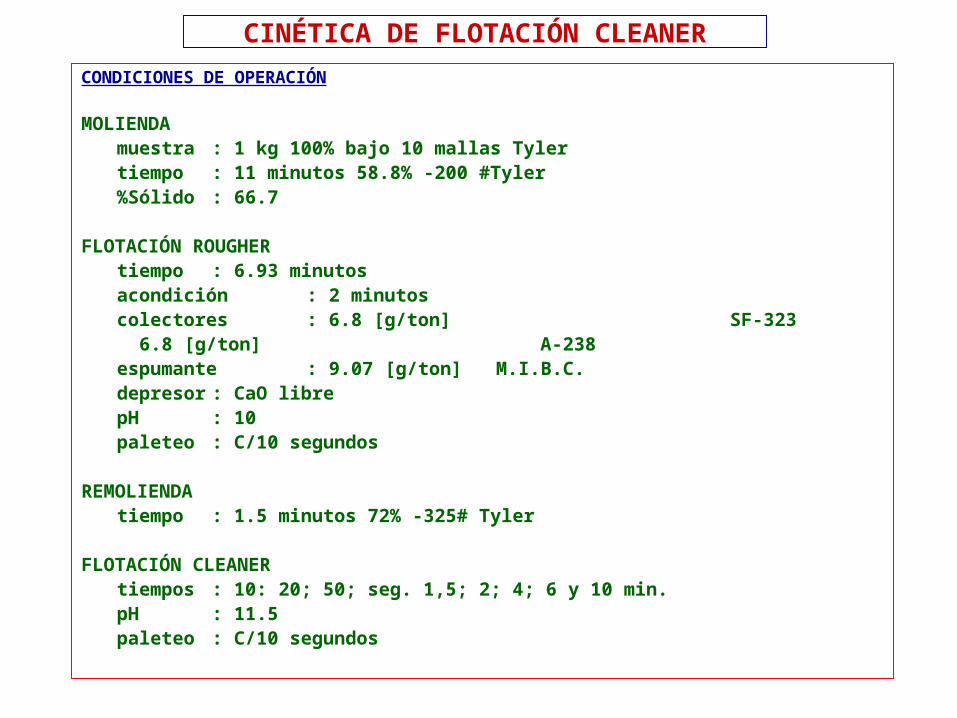
CONDICIONES DE OPERACIÓN
MOLIENDAmuestra : 1 kg 100% bajo 10 mallas Tylertiempo : 11 minutos 58.8% -200 #Tyler%Sólido : 66.7
FLOTACIÓN ROUGHERtiempo : 6.93 minutosacondición : 2 minutoscolectores : 6.8 [g/ton] SF-323
6.8 [g/ton] A-238espumante : 9.07 [g/ton] M.I.B.C.depresor : CaO librepH : 10paleteo : C/10 segundos
REMOLIENDAtiempo : 1.5 minutos 72% -325# Tyler
FLOTACIÓN CLEANERtiempos : 10: 20; 50; seg. 1,5; 2; 4; 6 y 10 min.pH : 11.5paleteo : C/10 segundos
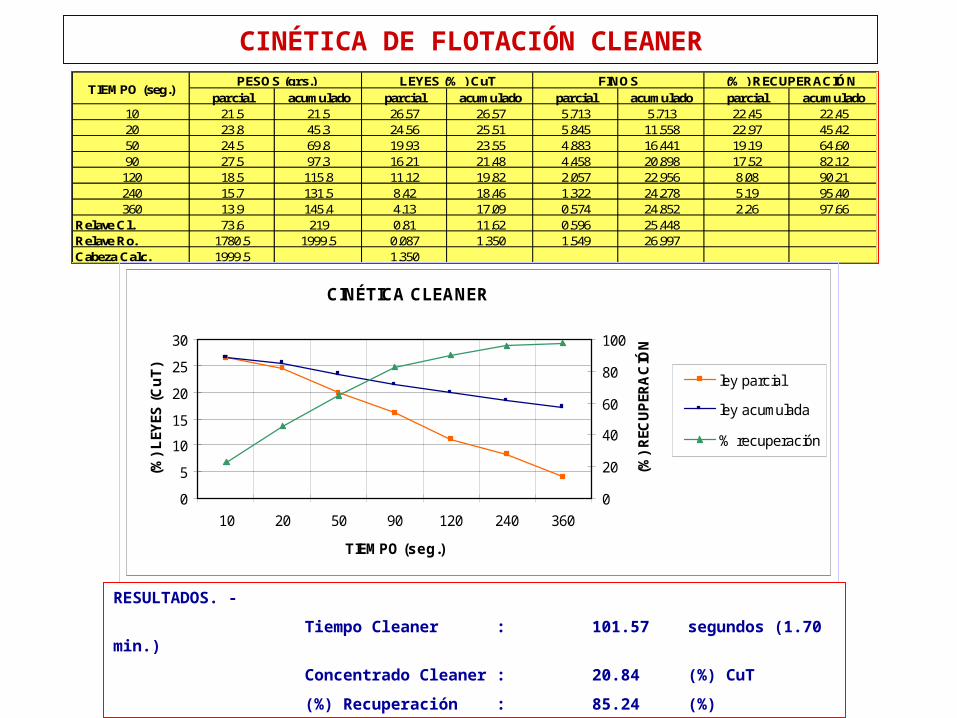
CINÉTICA DE FLOTACIÓN CLEANER
parcial acumulado parcial acumulado parcial acumulado parcial acumulado10 21.5 21.5 26.57 26.57 5.713 5.713 22.45 22.4520 23.8 45.3 24.56 25.51 5.845 11.558 22.97 45.4250 24.5 69.8 19.93 23.55 4.883 16.441 19.19 64.6090 27.5 97.3 16.21 21.48 4.458 20.898 17.52 82.12120 18.5 115.8 11.12 19.82 2.057 22.956 8.08 90.21240 15.7 131.5 8.42 18.46 1.322 24.278 5.19 95.40360 13.9 145.4 4.13 17.09 0.574 24.852 2.26 97.66
Relave Cl. 73.6 219 0.81 11.62 0.596 25.448Relave Ro. 1780.5 1999.5 0.087 1.350 1.549 26.997Cabeza Calc. 1999.5 1.350
TIEMPO (seg.)FINOS (% ) RECUPERACIÓNPESOS (grs.) LEYES (% ) CuT
CINÉTICA CLEANER
0
5
10
15
20
25
30
10 20 50 90 120 240 360
TIEMPO (seg.)
(%)
LEY
ES (
Cu
T)
0
20
40
60
80
100
(%)
REC
UP
ERA
CIÓ
N
ley parcial
ley acumulada
% recuperación
RESULTADOS. -
Tiempo Cleaner : 101.57 segundos (1.70 min.)
Concentrado Cleaner : 20.84 (%) CuT
(%) Recuperación : 85.24 (%)
CINÉTICA DE FLOTACIÓN SCAVENGER
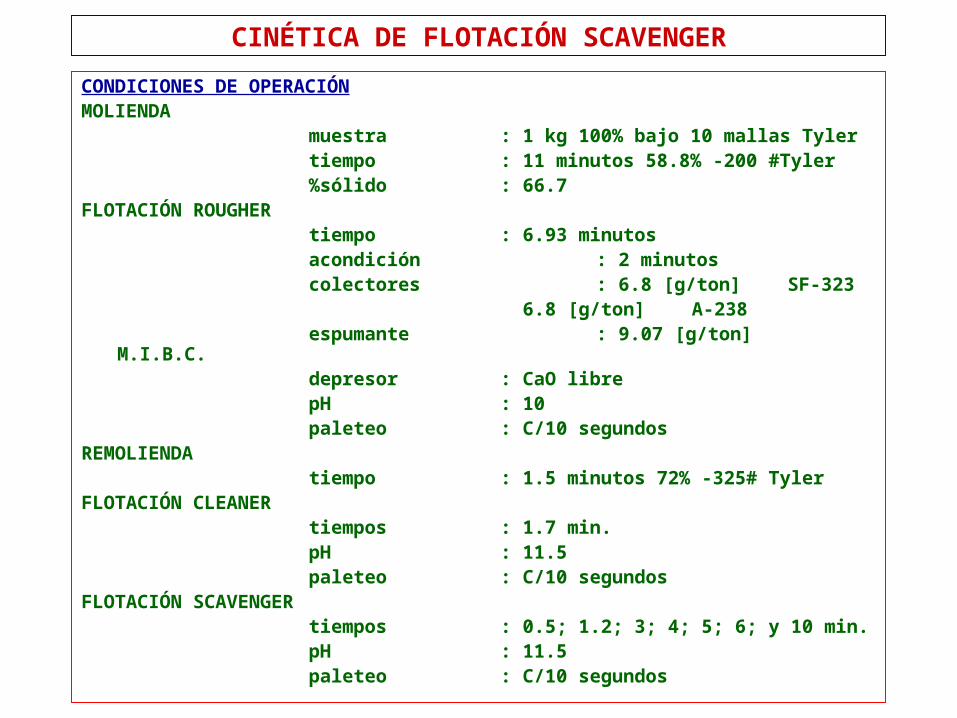
CONDICIONES DE OPERACIÓNMOLIENDA
muestra : 1 kg 100% bajo 10 mallas Tylertiempo : 11 minutos 58.8% -200 #Tyler%sólido : 66.7
FLOTACIÓN ROUGHERtiempo : 6.93 minutosacondición : 2 minutoscolectores : 6.8 [g/ton] SF-323
6.8 [g/ton] A-238espumante : 9.07 [g/ton] M.I.B.C.depresor : CaO librepH : 10paleteo : C/10 segundos
REMOLIENDAtiempo : 1.5 minutos 72% -325# Tyler
FLOTACIÓN CLEANERtiempos : 1.7 min.pH : 11.5paleteo : C/10 segundos
FLOTACIÓN SCAVENGERtiempos : 0.5; 1.2; 3; 4; 5; 6; y 10 min.pH : 11.5paleteo : C/10 segundos
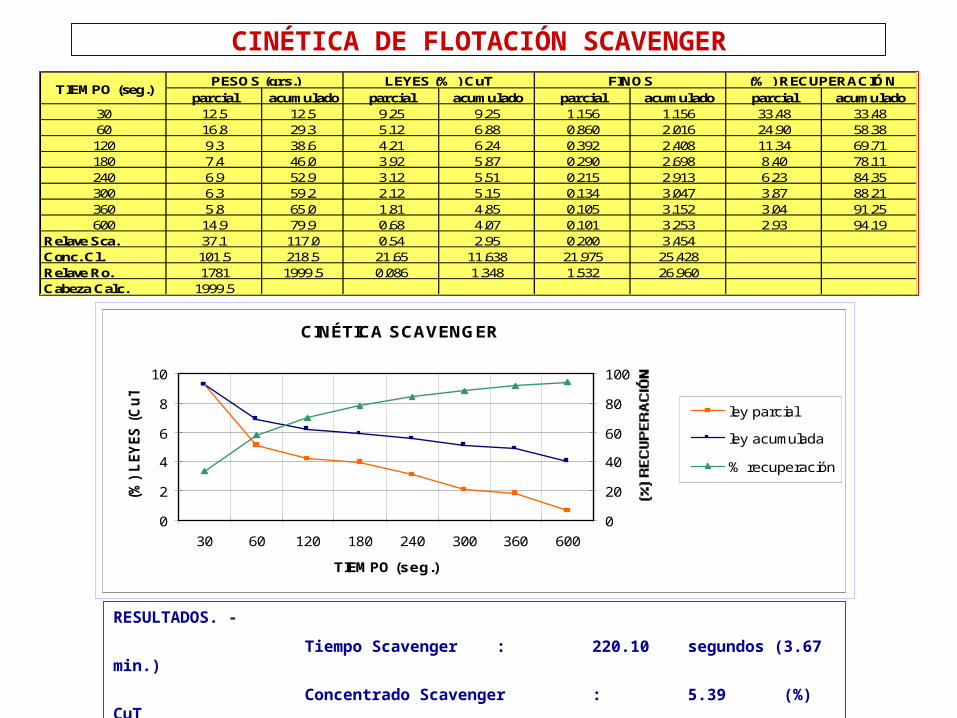
CINÉTICA DE FLOTACIÓN SCAVENGER
parcial acumulado parcial acumulado parcial acumulado parcial acumulado30 12.5 12.5 9.25 9.25 1.156 1.156 33.48 33.4860 16.8 29.3 5.12 6.88 0.860 2.016 24.90 58.38120 9.3 38.6 4.21 6.24 0.392 2.408 11.34 69.71180 7.4 46.0 3.92 5.87 0.290 2.698 8.40 78.11240 6.9 52.9 3.12 5.51 0.215 2.913 6.23 84.35300 6.3 59.2 2.12 5.15 0.134 3.047 3.87 88.21360 5.8 65.0 1.81 4.85 0.105 3.152 3.04 91.25600 14.9 79.9 0.68 4.07 0.101 3.253 2.93 94.19
Relave Sca. 37.1 117.0 0.54 2.95 0.200 3.454Conc. Cl. 101.5 218.5 21.65 11.638 21.975 25.428Relave Ro. 1781 1999.5 0.086 1.348 1.532 26.960Cabeza Calc. 1999.5
TIEMPO (seg.)FINOSLEYES (% ) CuT (% ) RECUPERACIÓNPESOS (grs.)
CINÉTICA SCAVENGER
0
2
4
6
8
10
30 60 120 180 240 300 360 600
TIEMPO (seg.)
(%)
LEY
ES
(C
uT
)
0
20
40
60
80
100
ley parcial
ley acumulada
% recuperación
RESULTADOS. -
Tiempo Scavenger : 220.10 segundos (3.67 min.)
Concentrado Scavenger : 5.39 (%) CuT
(%) Recuperación : 83.08 (%)
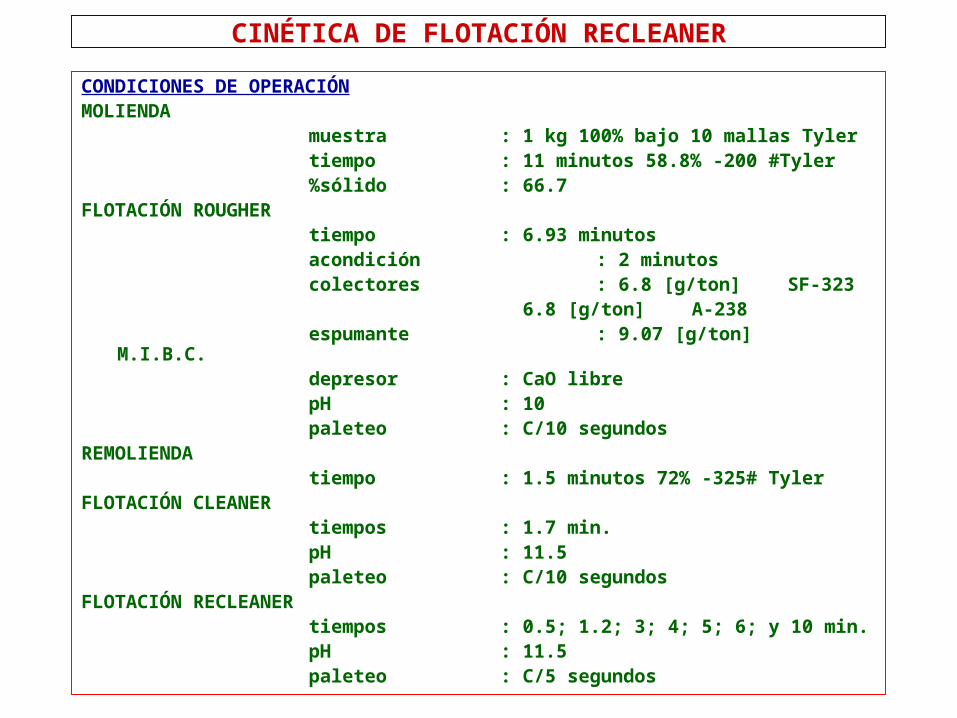
CINÉTICA DE FLOTACIÓN RECLEANER
CONDICIONES DE OPERACIÓNMOLIENDA
muestra : 1 kg 100% bajo 10 mallas Tylertiempo : 11 minutos 58.8% -200 #Tyler%sólido : 66.7
FLOTACIÓN ROUGHERtiempo : 6.93 minutosacondición : 2 minutoscolectores : 6.8 [g/ton] SF-323
6.8 [g/ton] A-238espumante : 9.07 [g/ton] M.I.B.C.depresor : CaO librepH : 10paleteo : C/10 segundos
REMOLIENDAtiempo : 1.5 minutos 72% -325# Tyler
FLOTACIÓN CLEANERtiempos : 1.7 min.pH : 11.5paleteo : C/10 segundos
FLOTACIÓN RECLEANERtiempos : 0.5; 1.2; 3; 4; 5; 6; y 10 min.pH : 11.5paleteo : C/5 segundos
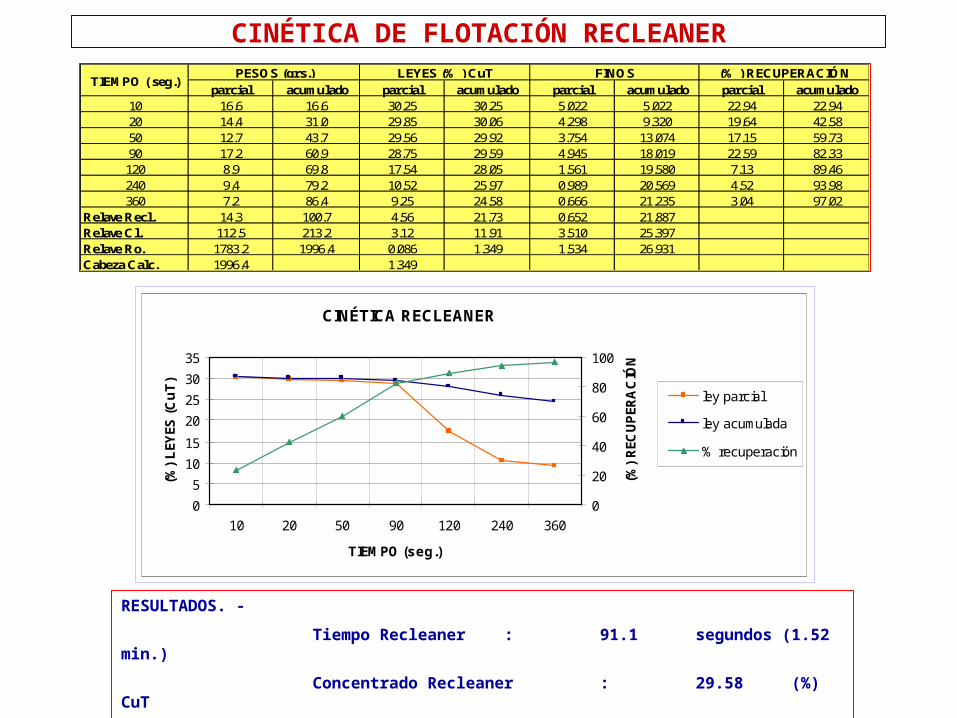
CINÉTICA DE FLOTACIÓN RECLEANER
parcial acumulado parcial acumulado parcial acumulado parcial acumulado10 16.6 16.6 30.25 30.25 5.022 5.022 22.94 22.9420 14.4 31.0 29.85 30.06 4.298 9.320 19.64 42.5850 12.7 43.7 29.56 29.92 3.754 13.074 17.15 59.7390 17.2 60.9 28.75 29.59 4.945 18.019 22.59 82.33120 8.9 69.8 17.54 28.05 1.561 19.580 7.13 89.46240 9.4 79.2 10.52 25.97 0.989 20.569 4.52 93.98360 7.2 86.4 9.25 24.58 0.666 21.235 3.04 97.02
Relave Recl. 14.3 100.7 4.56 21.73 0.652 21.887Relave Cl. 112.5 213.2 3.12 11.91 3.510 25.397Relave Ro. 1783.2 1996.4 0.086 1.349 1.534 26.931Cabeza Calc. 1996.4 1.349
PESOS (grs.) LEYES (% ) CuT FINOS (% ) RECUPERACIÓNTIEMPO ( seg.)
CINÉTICA RECLEANER
0
5
10
15
20
25
30
35
10 20 50 90 120 240 360
TIEMPO (seg.)
(%)
LEY
ES (
Cu
T)
0
20
40
60
80
100
(%)
REC
UP
ERA
CIÓ
N
ley parcial
ley acumulada
% recuperación
RESULTADOS. -
Tiempo Recleaner : 91.1 segundos (1.52 min.)
Concentrado Recleaner : 29.58 (%) CuT
(%) Recuperación : 83.40 (%)