r e v i s t a c i e n t Í f i c a -...
TRANSCRIPT
AÑO 1 - N º1
FACULTAD DE CIENCIAS DE LA INGENIERÍA
R E V I S T A C I E N T Í F I C AR E V I S T A C I E N T Í F I C A

ENFOQUTE. 1: 1-11
Copyright © 2010 Universidad Tecnológica Equinoccial
ISSN: 1390-6542
INFLUENCIA DEL TRATAMIENTO UV-C SOBRE CARAMBOLA
(Averrhoa carambola L.) MÍNIMAMENTE PROCESADA.
María José Andrade1, Carlota Moreno
RESUMEN
La carambola (Averroha carambola L.) es una fruta tropical exótica, perteneciente a la familia de las
oxalidáceas, muy cotizada en los mercados internacionales, conocida como “fruta-estrella” o “star-
fruit”. Su cultivo fue introducido hace aproximadamente unos treinta años en el Ecuador. Los frutos se
cosechan verdes, son altamente perecederos, se recomienda su conservación a temperaturas no
menores a 5°C. Tiene una forma ovalada, alargada, con cinco aristas que al corte forman una estrella de
cinco puntas por lo que se utiliza en la decoración de la cocina gourmet. El objetivo del presente
estudio fue evaluar la influencia del tratamiento UV-C sobre la calidad de carambola mínimamente
procesada almacenada a 5°C. Frutos recién cosechados, lavados y seleccionados, se cortaron en rodajas
de 5 mm de ancho, se dividieron en dos grupos: frutos tratados (13 kJ/m2) y no tratados (controles) y
se almacenaron en bandejas plásticas cubiertas con film PVC durante 21 días. A los 7, 14 y 21 días se
determinó la pérdida de peso, acidez, pH, sólidos solubles y se observó visualmente el avance de
pardeamiento, decaimiento y firmeza al tacto. Los frutos tratados y controles presentaron un
incremento en la pérdida de peso durante el almacenamiento, sin embargo, ésta fue menor en los frutos
tratados. No se observaron diferencias significativas en los parámetros físico-químicos analizados a lo
largo del almacenamiento. A los 14 días, los frutos control mostraron mayor pardeamiento y pérdida de
firmeza que los tratados. Además, a este tiempo, los frutos control dejaron de ser consumibles dado
que mostraban desarrollo de microorganismos. Los frutos tratados recién mostraron desarrollo fúngico
a los 21 días de almacenamiento a 5ºC. Los resultados sugieren que el tratamiento UV-C retardó los
síntomas de daño permitiendo la conservación de carambola mínimamente procesada con una buena
calidad comercial por más tiempo.
1 Universidad Tecnológica Equinoccial, Facultad de Ciencias de la Ingeniería, Av. Occidental y Mariana de Jesús. Quito, Ecuador. [email protected]
INFLUENCIA DE UV-C SOBRE CARAMBOLA
INTRODUCCIÓN
La carambola (Averrhoa carambola L.) es una fruta exótica muy cotizada en los mercados internacionales,
conocida popularmente como “fruta estrella” o “star fruit”. Pertenece a la familia de las Oxalidáceas.
En función de su procedencia, recibe distintos nombres: en República Dominicana, “cinco dedos”; en
Costa Rica, “tiriguro”; en Brasil, “caramboleiro” y en Venezuela, “tamarindo chino” o “tamarindo
dulce”, de gran empleo en la decoración de diversos platos exquisitos (Eroski, s.f.).
La carambola o fruta china tiene forma ovalada, alargada, con cinco aristas o alas y, al corte, de estrella
de cinco puntas. Es de pequeño tamaño, con una longitud que oscila entre 7 y 12 centímetros, tiene una
piel fina, lustrosa y comestible, de color entre verde o dorado y amarillo-anaranjado cuando está
madura. La pulpa es crujiente, de suave textura y amarilla vidriosa, la pulpa tiene pocas o ninguna
semilla, es abundante, crujiente, jugosa y con un fino sabor agridulce.
En Ecuador, la carambola se cultiva principalmente en Quinindé, Santo Domingo, Calceta, La
Concordia y la Maná. El rendimiento de producción promedio es de 28000 – 32000 kg/Ha
(SIGAGRO, 2002).
Es preferible conservarla en un lugar fresco, lejos del contacto directo con la luz del sol. Si al comprarla
aún está verde, se debe dejar a temperatura ambiente (20ºC). Una vez madura, se recomienda guardar la
carambola en la nevera, donde se conserva en óptimas condiciones hasta dos o tres semanas a una
temperatura no inferior a 5ºC (SICA, s.f.).
Productos mínimamente procesados.- Las frutas y hortalizas mínimamente procesadas en fresco,
también denominados comercialmente de la IV Gama, constituyen un sector de rápido crecimiento en
la industria de los alimentos. Tratándose de productos muy perecederos, deben ser manipulados
siguiendo estrictas normas de control de calidad. Esto debido al cambio notable en los hábitos
alimentarios de la población
Previo al procesado mínimo se realizan distintas operaciones unitarias que, de forma general, se pueden
resumir en las siguientes: selección del cultivar a procesar, elección del grado de madurez óptimo,
clasificación y acondicionamiento. Luego continúan las operaciones propias del procesamiento mínimo:
lavado del producto entero, deshojado, pelado, deshuesado, cortado, lavado y desinfectado. Una vez
que los productos se procesan, se empaquetan en bolsas selladas o en bandejas cubiertas con plásticos,
con o sin atmósfera modificada para, posteriormente, ser almacenados y transportados bajo
refrigeración (Lobo y González, s.f.).
ANDRADE & MORENO
3
Estos productos son, por lo general, más perecederos que los productos intactos de los que proceden
siendo, en general, su vida útil entre siete y diez días. Las modificaciones de calidad más importantes
que sufren se deben a la presencia de superficies cortadas y tejidos vegetales dañados, a que dicho
proceso no puede asegurar la esterilización o la estabilidad microbiológica del producto y a que, su
metabolismo sigue estando activo. Así, las reacciones de degradación que se producen afectan a
cualidades organolépticas tales como el color, firmeza, aroma, sabor y valor nutricional haciéndolos más
susceptibles a perder su calidad higiénico-sanitaria (Lobo y González, s.f.).
En los últimos años se han aplicado tecnologías postcosecha combinadas como atmósfera modificada
junto con la aplicación de ozono, 1-MCP, ácido absícico, radiación gamma, radiación UV-C, etc.
Por otro lado, numerosos estudios han demostrado la efectividad del tratamiento con radiación UV-C
en productos IV GAMA de mango (González-Aguilar y col., 2007), melón (Lamikanra y col., 2005),
tuna (Piga y col; 1998), brócoli (Costa y col., 2006), pimiento (Vicente y col., 2005), entre otros.
Radiación ultravioleta (UV-C).- Es la porción más energética del espectro electromagnético de la luz
comprendida entre los 290 y 100 nm y posee una importante acción bactericida.
Actualmente, el uso de muchos tratamientos poscosecha con sustancias químicas causa problemas
ecológicos o son potencialmente perjudiciales para el ser humano por lo que en muchos países se ha
restringido su uso. Es necesario entonces, desarrollar métodos de control alternativos y seguros (Artés,
1995) como el uso de la radiación con luz UV-C como posible estrategia en la tecnología de
poscosecha, basándose en el concepto de “hormesis” (Luckey, 1980), definido como la estimulación de
un efecto beneficioso en los tejidos en respuesta a dosis bajas o subletales de un agente causante de
estrés físico o químico.
Tratamientos que usan la irradiación UV-C, han sido probados como una alternativa tecnológica capaz
de reducir la tasa de maduración y activar una respuesta de defensa natural en la planta para
incrementar la vida poscosecha de frutos y hortalizas, por ejemplo Liu y col. (1991) reportaron que la
exposición a dosis bajas de UV-C retrasó la maduración y senescencia en manzana, encontrándose
resultados similares en otros productos como mango (González-Aguilar y col., 2001), durazno
(González-Aguilar y col., 2004) y naranja (D´hallewin y col., 1999); sin embargo pocos estudios se han
realizado para elucidar el modo de acción de la radiación UV-C sobre estos sistemas. Barka y col.,
(2000) estudiaron los efectos de la luz UV-C en la inducción de algunas enzimas en tomate y
INFLUENCIA DE UV-C SOBRE CARAMBOLA
encontraron una significativa peroxidación lipídica, pérdida de electrolitos a través de membrana y la
inducción de enzimas relacionadas al estrés oxidativo como guayacol peroxidasa y ascorbato
peroxidasa, además reportaron la activación de enzimas involucradas en mecanismos de defensa como
la fenilalanina amonioliasa y lipooxigenasa (Barka, 2001).
La radiación UV-C se perfila como una de las tecnologías con mayor aplicación en el futuro. Una
propuesta de Cisneros-Zevallos (2003), sugiere la aplicación poscosecha de un tipo de estrés abiótico
controlado (exposición a luz UV-C) para inducir la producción e incremento de la síntesis de
compuestos fotoquímicos con actividad nutracéutica, o la reducción de compuestos indeseables. Así el
control del estrés inducido por la luz UV-C puede usarse como una herramienta para reforzar las
propiedades benéficas de productos frescos enteros o cortados.
Con estos antecedentes, se hace necesaria más evidencia experimental para elucidar el modo de acción
de esta tecnología aplicada a productos hortifrutícolas.
MATERIALES Y MÉTODOS
Tratamiento con luz UV-C y selección de la dosis efectiva.- Para determinar las condiciones
experimentales adecuadas, se ensayaron diferentes dosis de luz UV-C. Frutos recién cosechados,
lavados y seleccionados, se cortaron en rodajas de 5 cm de ancho, se dividieron se dividieron en dos
grupos: control (no irradiados) y tratados (irradiados). Estos últimos se colocaron bajo cuatro lámparas
UV-C (TUV G30T8, 30W, Philips) a una distancia de 30 cm y fueron irradiados con dosis de 6; 10 y 13
kJ/m2. La intensidad de la radiación fue medida con un radiómetro digital UV (UVX RADIOMETER
UVP).
Cada rodaja fue rotada para asegurar una exposición uniforme a la luz UV en las superficies anversa y
reversa. Finalizado el tratamiento los frutos se colocaron en bandejas plásticas cubiertos con un film de
PVC y se almacenaron a 5ºC durante 21 días. Los controles (sin ningún tratamiento) se empacaron con
la misma película y almacenaron directamente a 5°C. Tres bandejas de frutos control y tratados se
retiraron de la cámara de almacenamiento a los 0, 7, 14 y 21 días para evaluar el efecto de cada
tratamiento sobre el índice de daño y pérdida de peso. La experiencia completa se realizó por
duplicado.
Una vez elegida la dosis de 13 kJ/m2, se efectuó el tratamiento sobre rodajas de carambola (como se
indicó anteriormente) y se los almacenó junto a los frutos control a 5°C por 0, 7, 14 y 21 días. A cada
ANDRADE & MORENO
5
día de muestreo las bandejas fueron retiradas de la cámara de almacenamiento y luego de estimar el
índice de daño, pérdida de peso además de realizar el recuento de mohos y aerobios totales. El tejido
restante se cortó y congeló en N2 líquido para finalmente conservarlo a -18°C para su posterior análisis
bioquímico.
Pérdida de peso: se pesó cada bandeja al inicio y al término de cada período de almacenamiento. Se
determinó la pérdida de peso como porcentaje del peso inicial.
Sólidos solubles totales: Se determinaron en el jugo de carambola extraído, mediante un
refractómetro de mano marca Atago.
pH: Se midió en el jugo de carambola de cada muestra, con un potenciómetro digital marca Metter
Toledo 320.
Acidez titulable como % Ácido cítrico: 5 mL de jugo de extracto de jugo de carambola se titularon 5
mL con NaOH (0,1N), utilizando fenolftaleína (0,1%) como indicador.
Índice de madurez: se obtuvo de la relación de los sólidos solubles y de la acidez titulable.
Índice de daño: Cada día de muestreo los frutos se evaluaron visualmente utilizando una escala
subjetiva, considerando los siguientes parámetros: decaimiento, pardeamiento y firmeza al tacto.
Usando índice de daño (ID) con una escala subjetiva de 1 a 4, donde: 4=daño severo, 3=daño
moderado, 2=daño ligero y 1=sin daño.
Análisis estadístico: En todas las experiencias se empleó un diseño completamente al azar con un
solo factor. Los resultados fueron procesados mediante un ANOVA y las medidas comparadas por el
test LSD con una significancia de 0,05 usando el software STATGRAPHICS versión 4.0

INFLUENCIA DE UV-C SOBRE CARAMBOLA
RESULTADOS Y DISCUSIÓN
Selección de la dosis.- La pérdida de peso (Tabla 1) de los frutos control fue de 3,8% con respecto al
día inicial del almacenamiento. En los frutos tratados con las dosis de 6 y 10 kJ/m2, fue 8,4 y 9,8%
respectivamente, mientras que los frutos tratados con 13 kJ/m2 sufrieron la menor pérdida de peso
(4,7%).
Tabla 1. Análisis microbiológicos, pérdida de peso (%), e índice de daño en frutos control y tratados (6, 10 y 13 kJ/m2)
durante 21 días de almacenamiento a 5°C.
También se encontró que los frutos control presentaron síntomas de daño a los 7 días de
almacenamiento, diferenciándose de los frutos tratados que mantenían una mejor calidad. Aún a los 14
días de almacenamiento los frutos tratados presentaron mejores características con respecto a los frutos
control (tabla 1). A los 21 días de almacenamiento, los frutos control habían perdido totalmente su
calidad alcanzando un valor de ID de 3,7; en cambio, los frutos tratados con 6, 10 y 13 kJ/m2
alcanzaron valores de ID de 2,6; 2,5 y 2,3 respectivamente (tabla 1). En cuanto al análisis
microbiológico, las dosis de 10 y 13 kJ/m2 retrasaron el crecimiento de mohos y aerobios totales con
respecto a la dosis de 6 kJ/m2 y las muestras control (datos no mostrados). Por lo tanto, la dosis de 13
kJ/m2 fue seleccionada para los ensayos posteriores.
Efecto del tratamiento UV-C sobre el índice de daño.- Habiendo seleccionado una dosis de 13
kJ/m2 se evaluó el desarrollo del índice de daño (ID). En la figura 1, se expone la variación hallada en
los ID de los frutos en función del tiempo de almacenamiento.
Parámetro Tiempo (Días) Control Dosis UV-C
6 kJ/m2 10 kJ/m2 13 kJ/m2
Análisis microbiológicos
Mohos
(log PM/g)
0 3,1 3,4 1,4 1,0
21 4,7 5,9 4,7 4,5
Aerobios
totales
(log FC/g)
0 3,4 2,6 4,5 4,5
21 6,6 4,5 4,7 4,7
Pérdida peso (%) 21 3,8 8,4 9,8 4,7
Índice de Daño 21 3,7 2,3 2,5 2,6
ANDRADE & MORENO
7
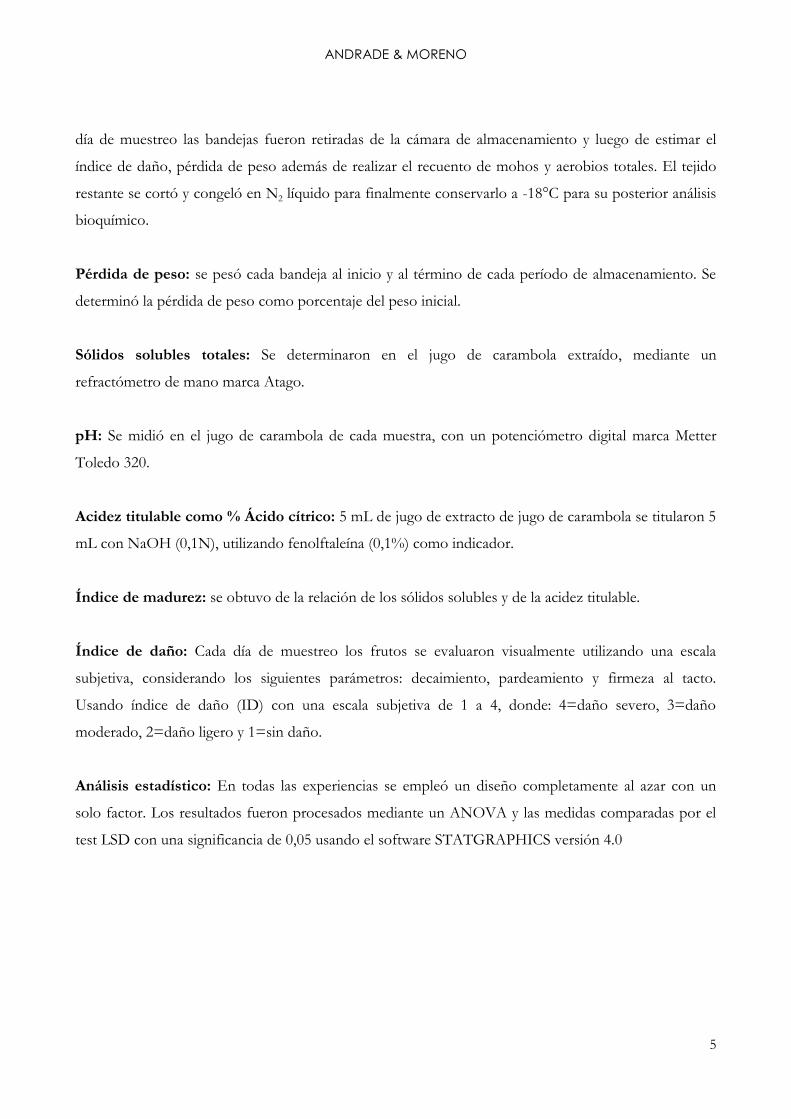
Figura 1. Variación del índice de daño de carambola fresca cortada en función del tiempo de almacenamiento a 5ºC.
Se evidenció daño en los frutos control a partir del día 7, alcanzando un daño moderado a severo
(ID=3,5) en el día 21 perdiendo totalmente su calidad organoléptica y comercial, mientras que los
frutos tratados alcanzaron al final del almacenamiento un daño de leve a moderado (ID= 2,7)
manteniendo una mejor calidad organoléptica y comercial (Figura 2).
Efecto del tratamiento UV-C sobre la pérdida de peso.- Se evaluó la pérdida de peso al final de
cada tiempo de almacenamiento.
Los frutos tratados presentaron un comportamiento similar a los controles pero aumentaron la pérdida
de peso en menor proporción.
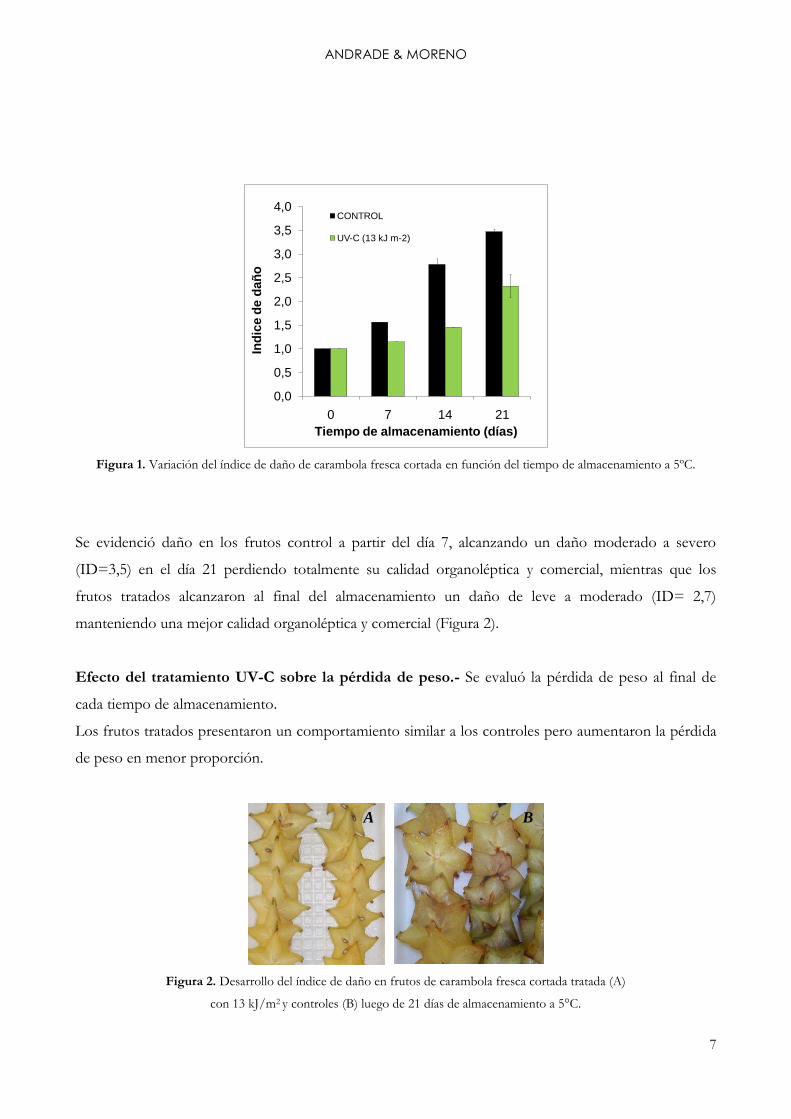
Figura 2. Desarrollo del índice de daño en frutos de carambola fresca cortada tratada (A)
con 13 kJ/m2 y controles (B) luego de 21 días de almacenamiento a 5°C.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
0 7 14 21
Ind
ice
de d
añ
o
Tiempo de almacenamiento (días)
CONTROL
UV-C (13 kJ m-2)
A B
INFLUENCIA DE UV-C SOBRE CARAMBOLA
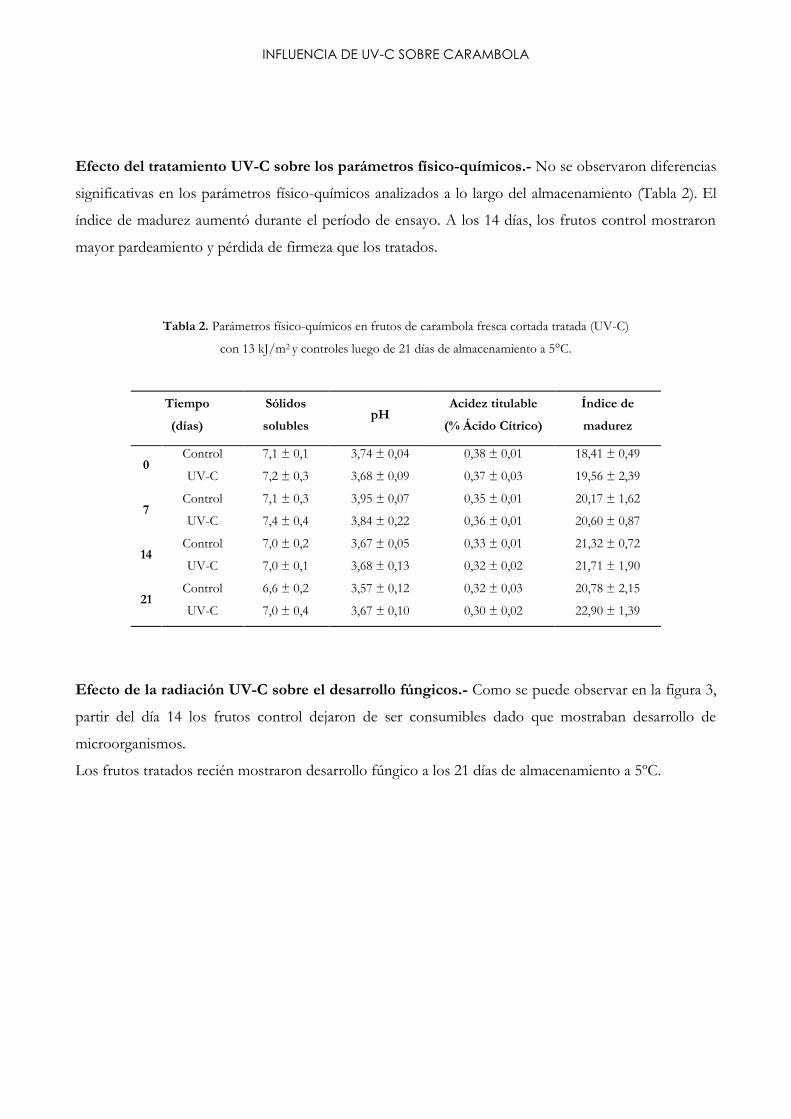
Efecto del tratamiento UV-C sobre los parámetros físico-químicos.- No se observaron diferencias
significativas en los parámetros físico-químicos analizados a lo largo del almacenamiento (Tabla 2). El
índice de madurez aumentó durante el período de ensayo. A los 14 días, los frutos control mostraron
mayor pardeamiento y pérdida de firmeza que los tratados.
Tabla 2. Parámetros físico-químicos en frutos de carambola fresca cortada tratada (UV-C)
con 13 kJ/m2 y controles luego de 21 días de almacenamiento a 5°C.
Tiempo
(días)
Sólidos
solubles pH
Acidez titulable
(% Ácido Cítrico)
Índice de
madurez
0 Control 7,1 ± 0,1 3,74 ± 0,04 0,38 ± 0,01 18,41 ± 0,49
UV-C 7,2 ± 0,3 3,68 ± 0,09 0,37 ± 0,03 19,56 ± 2,39
7 Control 7,1 ± 0,3 3,95 ± 0,07 0,35 ± 0,01 20,17 ± 1,62
UV-C 7,4 ± 0,4 3,84 ± 0,22 0,36 ± 0,01 20,60 ± 0,87
14 Control 7,0 ± 0,2 3,67 ± 0,05 0,33 ± 0,01 21,32 ± 0,72
UV-C 7,0 ± 0,1 3,68 ± 0,13 0,32 ± 0,02 21,71 ± 1,90
21 Control 6,6 ± 0,2 3,57 ± 0,12 0,32 ± 0,03 20,78 ± 2,15
UV-C 7,0 ± 0,4 3,67 ± 0,10 0,30 ± 0,02 22,90 ± 1,39
Efecto de la radiación UV-C sobre el desarrollo fúngicos.- Como se puede observar en la figura 3,
partir del día 14 los frutos control dejaron de ser consumibles dado que mostraban desarrollo de
microorganismos.
Los frutos tratados recién mostraron desarrollo fúngico a los 21 días de almacenamiento a 5ºC.

ANDRADE & MORENO
9
Figura 3. Decaimiento en frutos control y tratado a lo largo del almacenamiento refrigerado 5ºC.
CONCLUSIÓN
La aplicación de la radiación UV-C redujo el decaimiento en carambola mínimamente procesada. La
dosis de 13 kJ/m2 retrasó los síntomas de decaimiento durante 21 días.
El uso de la radiación UV-C en combinación con refrigeración podría utilizarse como una tecnología
para extender la vida útil de carambola mínimamente procesada, sin embargo, son necesarias futuras
investigaciones para entender el mecanismo de acción de la radiación sobre este fruto.
Los resultados de estos estudios servirán de base para iniciar el trabajo en esta línea de investigación en
la Carrera de Ingeniería de Alimentos de la Facultad de Ciencias de la Ingeniería.
BIBLIOGRAFÍA
Artés, F. Innovaciones en los tratamientos físicos modulados para preservar la calidad de los productos
hortofrutícolas en la postrecolección. I Pretratamientos térmicos. Rev. Esp. Ciencia Tecnol. Alim. No.
35; 1995: 45-64, 35, 139-149 y 35, 247-269
Barka, E. A. Protective enzymes against reactive oxygen species during ripening of tomato .Lycopersicon
esculentum L.. fruits in response to low amounts of UV-C. Aust. J. Plant Physiol. No. 28; 2001:785–791
0,00
1,00
2,00
3,00
4,00
5,00
6,00
0 7 14 21
LO
G #
UP
M/g
TIEMPO DE ALMACENAMIENTO (DIAS)
CONTROL
UV-C (13 kJ m-2)

INFLUENCIA DE UV-C SOBRE CARAMBOLA
Barka, E. A., Kalantari, S., Makhlouf, J. y Arul, J. Effects of UV-C irradiation on lipid peroxidation
markers during ripening of tomato .Lycopersicon esculentum L.. fruits. Aust. J. Plant Physiol. No. 27; 2000:
147–152.
Cisneros-Zevallos, L. The use of controlled postharvest abiotc stresses as a tool for enhancing the
nutraceutical content and adding-value of fresh fruits and vegetables. J. of Food Sc.. No. 68; 2003:
1560-1564
Costa, L., Vicente, A. R., Civello, P. M., Chaves, A. R. y Martínez, G. A. UV-C treatment delays
postharvest sescence in brócoli florets. Posth. Biol. and Techn. No. 39; 2006: 204-210
D‟hallewing G., Schirra, M., Manueddu, M., Piga, S. y Ben-Yehoshua, S. Scoparone and scopoletin
accumulation and ultraviolet-C induced resistance to postharvest decay in oranges as influenced by
harvest date. J. Am. Soc. Hort. Sci. No. 124; 1999: 702–707.
Eroski, Fundación. www.Carambola Guía de Frutas CONSUMER_es EROSKI.com.
González-Aguilar, G. A., Wang, C. y Buta, G. UV-C irradiation reduces breakdown and chilling injury
of peaches during cold storage. Jour. of fhe Sc. Of Food and Agric. 2004. 84 .5. 415-442
González-Aguilar, G., Zavaleta-Gatica, R. y Tiznado-Hernández, M.E. Improving postharvest quality
of mango „Haden‟ by UV-C treatment. Posth. Biol. And Techn.2007. 45 .1. 108-116
González-Aguilar, G.A., Wang, C.Y., Buta, J.G. y Krizek, D.T. Use of UV-C irradiation to prevent
decay and maintain postharvest quality of ripe “Tommy Atkins” mangoes. Int. J. Food Sci. Tech. 2001.
36, 767–773
Lamikanra, O., Kueneman, D., Ukuku, D. y Bett-Garber, K. Effect of Processing Under Ultraviolet
Light on the Shelf Life of Fresh-Cut Cantaloupe Melon. Journal of Food Science. 70; 2005: 534-539
Liu, J.; Stevens, C.; Khan, V.A. y Kabwe, M. (1991). The effect of ultraviolet irradiation on shelf-life
and ripening of peaches and apples. J. Food Qual. 14, 299–305
Lobo, M., y González, M. (Sin fecha). Estado actual de los productos mínimamente procesados en
España. Laboratorio de Fisiología Vegetal .Dpto. Fruticultura Tropical., Instituto Canario de
Investigaciones Agrarias, La Laguna, Tenerife, Islas Canarias, España.
Luckey, T.D. (1980). Hormesis with ionizing radiation, CRC press, Boca Raton.
Piga, A., D´hallewin, G., D´aquino, S. y Agabbio, M. Influence of film wrapping and UV irradiation on
cactus pear quality after storage. Packaging Technology and Science. 10; 1998: 59-68

ANDRADE & MORENO
11
SICA.[sin fecha]. Carambola Fruta china Star fruit Averroha carambola L.Serivicios de información de
censos agropecuarios SICA. http://www.sica.gov.ec
SIGAGRO. (2002). Ecuador Estimación de la producción. Frutas, oleaginosas, fibras, cabuya, bebidas,
té y otros cultivos. http://www.sica.gov.ec/agro/docs/CUADRO.htm
Vicente, A., Pineda, C., Lemoine, L., Civello, P., Martínez, G., Chaves, A. UV-C treatments reduce
decay, retain quality and alleviate chilling injury in pepper. Postharvest Biol. Technol. 35; 2005: 69-79.
ENFOQUTE. 1: 12-35
Copyright © 2010 Universidad Tecnológica Equinoccial
ISSN: 1390-6542
OPTIMIZACIÓN DE LA GEOMETRÍA DE
LA BOMBA HIDRÁULICA TIPO JET
Vinicio Melo1
RESUMEN
Este trabajo presenta un método de cálculo directo para determinar la geometría óptima de una bomba
jet para una aplicación determinada. Se revisan los conceptos necesarios del bombeo hidráulico tipo jet
para poder explicar el procedimiento de dimensionamiento. El método usa las curvas de
comportamiento de las bombas jet. Se calcula un área de tobera y se selecciona una relación de áreas.
Esta información se usa para seleccionar una de las geometrías dadas por cualquier fabricante. Se
presenta la secuencia de cálculos junto con un ejemplo de aplicación.
INTRODUCCIÓN
El bombeo tipo jet es una variante del bombeo hidráulico, el cual ha incrementado su aplicación debido
a su flexibilidad y durabilidad. El principio básico de este sistema de levantamiento artificial, es inyectar
un fluido a alta presión hacia el fondo del pozo (fluido motriz), para transferir energía a la bomba de
fondo y de esta manera poder operarla. El bombeo hidráulico tipo jet tiene la ventaja de que se puede
aplicar en pozos profundos y desviados.
En las bombas de desplazamiento positivo, como en el caso del bombeo hidráulico tipo pistón y del
bombeo mecánico, se reduce su vida útil cuando se tienen sólidos presentes, este efecto también se
produce en el bombeo electrosumergible. Sin embargo, esto no sucede cuando se utiliza el bombeo
hidráulico tipo jet, ya que no tiene partes en movimiento. Además es posible operarlo durante más
tiempo en medios corrosivos y fluidos que contienen arena.
1 Facultad de Ciencias de la Ingeniería, Universidad Tecnológica Equinoccial, Av. Occidental y Mariana de Jesús. Quito, Ecuador. mgvr2305 @ute.edu.ec
MELO V.
13
En los artículos publicados por Petrie y otros, se propone un método para calcular la potencia, HP,
requerida por una bomba previamente seleccionada, o mediante el funcionamiento de ésta, determinar
el comportamiento de afluencia del pozo, IPR. En ambos casos es necesario especificar la geometría de
la bomba para efectuar los cálculos.
La solución se obtiene mediante el método de ensaye y error, para seleccionar una bomba en la cual no
se tenga cavitación, sin embargo, no enfoca el problema a la selección de la bomba óptima (diámetro de
tobera y cámara de mezclado más adecuados), para la operación del sistema.
El método que se presenta en este trabajo es el propuesto por Eddie E. Smart, de la división
Guiberson. Con este método es posible calcular directamente la geometría óptima de una bomba tipo
Jet, para un conjunto de condiciones dadas.
4 Aspectos teóricos del bombeo hidráulico tipo jet.
El principio de operación del bombeo hidráulico tipo jet, se basa en la inyección de un fluido,
denominado fluido motriz, hasta la profundidad de la bomba de fondo. Dicho fluido, llega a la tobera a
una alta presión definida como PN, (Fig. 1). En este punto el fluido motriz a alta presión es dirigido a
través de la tobera, la cual transforma la energía potencial (presión) en energía cinética (fluido a alta
velocidad), disminuyendo considerablemente la presión del fluido motriz.
La baja presión del fluido motriz permite que los fluidos del yacimiento entren al pozo y
posteriormente a la bomba de fondo, a la presión PS y a la tasa de producción QS. La alta velocidad
(momentum) del fluido motriz se mezcla con la baja velocidad (momentum) de los fluidos producidos,
en una sección de área constante denominada cámara de mezclado o garganta (throat). A la mezcla de
fluidos se le llama fluido de retorno.
Cuando el fluido de retorno, alcanza la parte final de la cámara de mezclado, tiene baja presión y alta
velocidad. El fluido entonces sale de la bomba a través del difusor, para transformar la energía cinética
en presión, estableciéndose de esta manera nuevamente un estado de alta presión y baja velocidad. Esta
alta presión de descarga PD, debe ser suficiente para llevar la tasa del fluido de retorno QD, hasta la
superficie.

OPTIMIZACIÓN DE LA GEOMETRÍA DE LA BOMBA HIDRÁULICA TIPO JET
Al diseñar el sistema de bombeo hidráulico tipo jet, se deben satisfacer dos condiciones. La primera se
refiere a la tasa de fluido que puede bombearse a través de una tobera de diámetro dado, para una
determinada caída de presión. Esta condición se expresa mediante la ecuación 1:
N
SN
NNG
PPA832Q
(1)
La segunda condición se describe mediante las curvas de comportamiento adimensional que relacionan
la presión de entrada a la tobera PN, la presión de succión de los fluidos del pozo PS y la presión de
descarga de la bomba PD, con la tasa que pasa a través de la tobera QN y la tasa de fluido producido que
ingresa a la bomba QS (Fig. 1). Dichas curvas se muestran en la Fig. 2 y se definen mediante la ecuación
2:
Figura 1. Bombeo hidráulico tipo Jet.
NUM)K(1
NUMH
N (2)
Dónde:
22
TD
2
M)(1R)K(1R1
RM2R)(12RNUM
T
N
A
AR (3)
NN
SS
GQ
GQM
(4)
DN
SD
PP
PPH
(5)

MELO V.
15
Factores involucrados en la selección de la geometría de la bomba jet
Las ecuaciones 1 y 2 involucran dos áreas, las cuales determinan el comportamiento de la bomba. En la
ecuación 1, el área de la tobera AN se relaciona con la tasa de fluido motriz requerido QN. En la
ecuación 2, el valor de R determina la forma de las curvas de comportamiento adimensional. La
ecuación 3, expresa la relación de áreas R, entre el área de la tobera y el área de la cámara de mezclado.
Por lo que, dichas áreas son los parámetros a modificar, con la finalidad de encontrar la bomba óptima
para las condiciones de producción del pozo.
Si en la ecuación 2 se mantiene constante la relación de áreas R, se puede graficar en una curva la
relación de presiones H vs la relación de flujo adimensional M. Al cambiar el valor de R se puede
generar otra curva como se ilustra en la figura 2. Analizando esta gráfica, se observa que para R = 0.6 el
valor de H es el más grande, si los valores de M son menores que 0.18, ya que en este punto se cruzan
las curvas de R = 0.6 y R = 0.5. A partir de este valor la curva de R = 0.5 proporciona los valores de H
más grandes, hasta intersecarse con la de R = 0.4, que ocurre para el valor de M = 0.33. Este
comportamiento continúa a medida que el valor de R disminuye.
Figura 2. Curvas H – M de Guiberson
La ecuación 5 representa la relación de presiones, H, la cual se puede resolver para PN de la siguiente
manera:
0
0,4
0,8
1,2
1,6
2
2,4
2,8
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2 2,2
M
H
R =
R =
R =
R = R =
R = R =
R
R
R =
R
R =
OPTIMIZACIÓN DE LA GEOMETRÍA DE LA BOMBA HIDRÁULICA TIPO JET
D
SD
N P
H
PPP
(6)
El término PN es una combinación de la presión de operación superficial, la presión hidrostática del
fluido motriz y las pérdidas de presión del fluido motriz en la tubería.
En la ecuación 6 se puede observar que si permanecen constantes las presiones PS y PD, a medida que el
valor de H aumenta, se reduce la presión PN. Esto repercutiría en bajos valores de la presión de
operación superficial y bajos requerimientos de potencia.
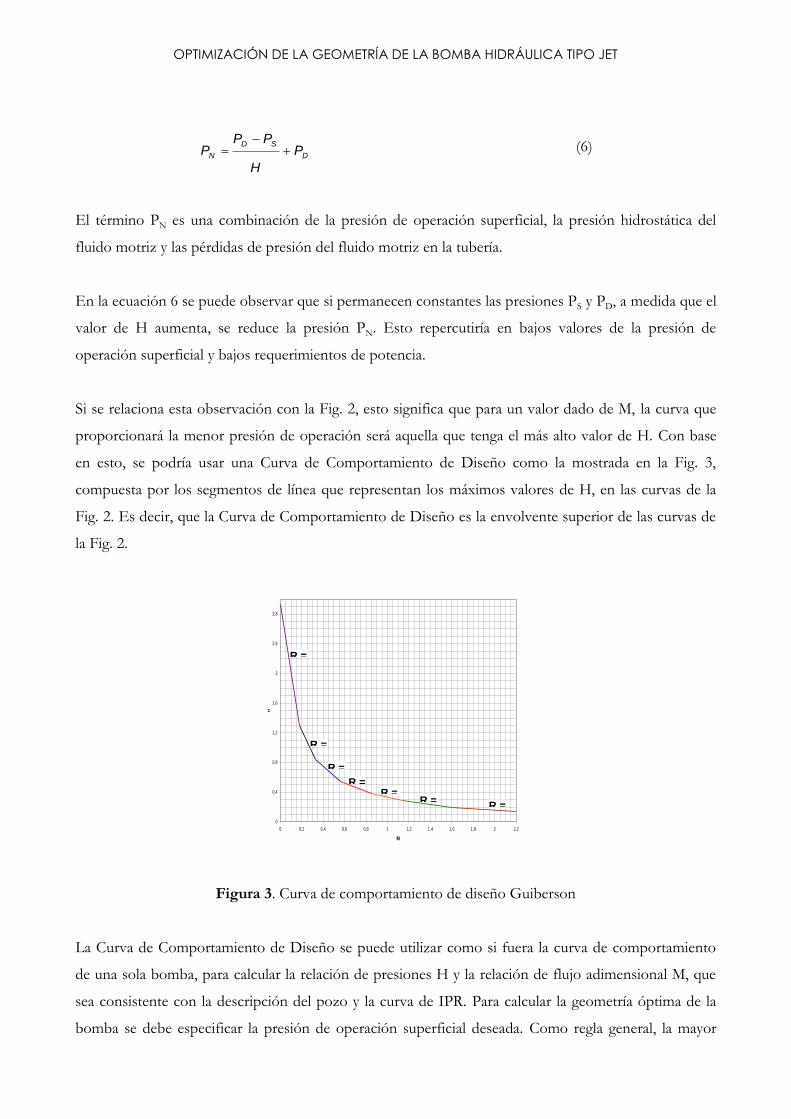
Si se relaciona esta observación con la Fig. 2, esto significa que para un valor dado de M, la curva que
proporcionará la menor presión de operación será aquella que tenga el más alto valor de H. Con base
en esto, se podría usar una Curva de Comportamiento de Diseño como la mostrada en la Fig. 3,
compuesta por los segmentos de línea que representan los máximos valores de H, en las curvas de la
Fig. 2. Es decir, que la Curva de Comportamiento de Diseño es la envolvente superior de las curvas de
la Fig. 2.
Figura 3. Curva de comportamiento de diseño Guiberson
La Curva de Comportamiento de Diseño se puede utilizar como si fuera la curva de comportamiento
de una sola bomba, para calcular la relación de presiones H y la relación de flujo adimensional M, que
sea consistente con la descripción del pozo y la curva de IPR. Para calcular la geometría óptima de la
bomba se debe especificar la presión de operación superficial deseada. Como regla general, la mayor
0
0,4
0,8
1,2
1,6
2
2,4
2,8
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2 2,2
M
H
R =
R =
R =
R = R =
R = R =
MELO V.
17
eficiencia se obtiene con la mayor presión de operación superficial, debido a que se requiere una menor
tasa de fluido motriz y como consecuencia se tiene menos pérdidas de presión por fricción en la
tubería.
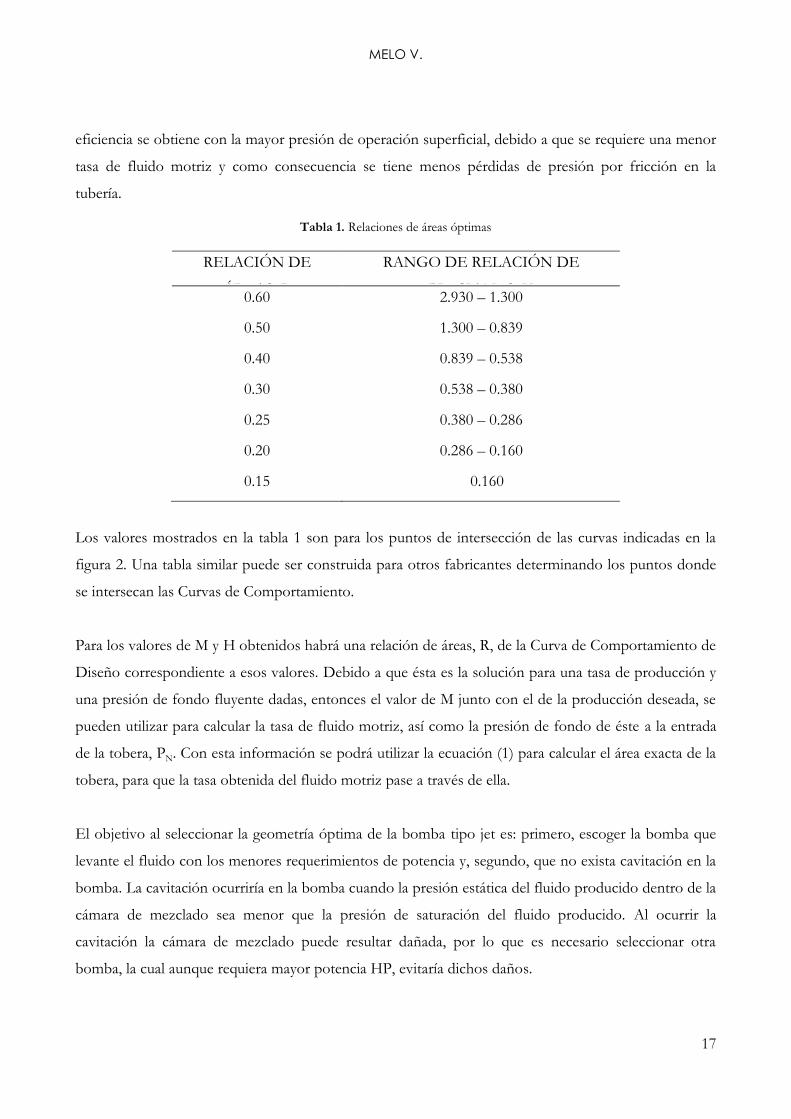
Tabla 1. Relaciones de áreas óptimas
RELACIÓN DE
ÁREAS, R
RANGO DE RELACIÓN DE
PRESIONES, H 0.60 2.930 – 1.300
0.50 1.300 – 0.839
0.40 0.839 – 0.538
0.30 0.538 – 0.380
0.25 0.380 – 0.286
0.20 0.286 – 0.160
0.15 0.160
Los valores mostrados en la tabla 1 son para los puntos de intersección de las curvas indicadas en la
figura 2. Una tabla similar puede ser construida para otros fabricantes determinando los puntos donde
se intersecan las Curvas de Comportamiento.
Para los valores de M y H obtenidos habrá una relación de áreas, R, de la Curva de Comportamiento de
Diseño correspondiente a esos valores. Debido a que ésta es la solución para una tasa de producción y
una presión de fondo fluyente dadas, entonces el valor de M junto con el de la producción deseada, se
pueden utilizar para calcular la tasa de fluido motriz, así como la presión de fondo de éste a la entrada
de la tobera, PN. Con esta información se podrá utilizar la ecuación (1) para calcular el área exacta de la
tobera, para que la tasa obtenida del fluido motriz pase a través de ella.
El objetivo al seleccionar la geometría óptima de la bomba tipo jet es: primero, escoger la bomba que
levante el fluido con los menores requerimientos de potencia y, segundo, que no exista cavitación en la
bomba. La cavitación ocurriría en la bomba cuando la presión estática del fluido producido dentro de la
cámara de mezclado sea menor que la presión de saturación del fluido producido. Al ocurrir la
cavitación la cámara de mezclado puede resultar dañada, por lo que es necesario seleccionar otra
bomba, la cual aunque requiera mayor potencia HP, evitaría dichos daños.

OPTIMIZACIÓN DE LA GEOMETRÍA DE LA BOMBA HIDRÁULICA TIPO JET
Los límites para la cavitación en la bomba se pueden predecir mediante modelos matemáticos teóricos
o utilizando pruebas de laboratorio para establecer las constantes de dichas ecuaciones teóricas. La
ecuación (7) representa la relación de flujo adimensional en el límite de la cavitación. Cuando la relación
de flujo adimensional es mayor que la relación de flujo adimensional en el límite de cavitación, esta
puede provocar daño a la bomba.
Ecuación de la relación de flujo adimensional en el límite de cavitación:
)P(P1.3
P
R
R)(1M
SN
SL
(7)
Secuencia de cálculo
A continuación se presenta la secuencia de cálculo propuesta por Smart para determinar la geometría
óptima de la bomba jet.
1. Fijar la presión de operación superficial deseada, PT.
2. Como valor inicial suponer una relación de flujo adimensional igual a 1. Este es utilizado
únicamente para calcular las pérdidas de presión por fricciones iniciales.
3. Calcular el gradiente de presión del petróleo producido a partir de su gravedad API.
API131.5
141.50.433G
oO
(8)
4. Calcular el gradiente de presión del fluido producido, basado en los gradientes de petróleo y agua.
OOWWS GFGFG (9)
Donde: WO F1F
5. Estimar el factor de volumen de formación para el petróleo y el agua.
WO
1.2
S
T FF
P
GOR2.81B
(10)

MELO V.
19
6. Calcular la tasa del fluido motriz, con base en la producción deseada y la relación de flujo
adimensional, M.
MG
BQGQ
N
TSSN
(11)
GN = Gradiente de fluido motriz que pasa a través de la tobera.
7. Utilizando la ecuación:
1.79
0.21
0.21
21
6
F QGGC
)D(DL102.02P
μ (12)
Dónde:
0.1
211
22
2
2
121 ))D/(D(D)D)(DD(DC
Flujo anular Flujo por T.P.
D1 DiTR DiTP
D2 DoTP 0
Calcular las pérdidas de presión por fricción en la tubería por la que fluye el fluido motriz, ya sea a
través de una sección anular o circula, y considerar que:
PFN = pérdida de presión por fricción del fluido motriz.
PFD = pérdida de presión por fricción del fluido de retorno.
8. Calcular la presión del fluido motriz en la tobera PN, como la suma de la presión de operación más
la presión hidrostática del fluido motriz, menos la pérdida de presión por fricción de éste, en la
tubería.
FNNTN PDGPP (13)
9. Calcular la tasa del fluido de retorno QD, como la suma de la tasa de producción y la tasa del fluido
motriz.
SND QQQ (14)
10. Calcular el gradiente del fluido de retorno GD, como un promedio ponderado del gradiente del
fluido motriz y el gradiente del fluido producido.

OPTIMIZACIÓN DE LA GEOMETRÍA DE LA BOMBA HIDRÁULICA TIPO JET
D
NNSSD
Q
QGQGG
(15)
11. Calcular la fracción de agua del fluido de retorno FWD, dependiendo si el fluido motriz es petróleo o
agua, con las siguientes ecuaciones:
Si el fluido motriz es petróleo:
D
WSWD
Q
FQF
(16.a)
Si el fluido motriz es agua:
D
WSNWD
Q
FQQF
(16.b)
12. Determinar la relación gas – líquido del fluido de retorno GLR.
D
OS
Q
GORFQGLR
(17)
13. Determinar la viscosidad del fluido de retorno D, como un promedio ponderado de las
viscosidades del agua y del petróleo.
OWDWWDD )F(1F (18)
14. Determinar la presión de descarga de la bomba PD, como la suma de la presión hidrostática del
fluido de retorno, la caída de presión por fricción en el conducto de retorno y la contrapresión en la
cabeza del pozo. Si la GLR es menor que 10 pie3/bl, determinar PFD con la ecuación 12.
FDDWHD PDGPP (19)
Si la GLR es mayor o igual que 10 pie3/bl, se debe utilizar una correlación adecuada para flujo
multifásico.
15. Calcular un nuevo valor de la relación de presiones H, mediante la ecuación 5.
16. Basado en este valor de H y la Fig. 3 o la tabla 1, se determina la relación de áreas óptima, R.
17. Utilizando la Curva de Comportamiento de Diseño de la Fig. 3, se encuentra un nuevo valor para
M correspondiente al valor de H del paso 15. También se puede utilizar la siguiente ecuación para
calcular M, usando el valor de R obtenido en el paso anterior.

MELO V.
21
32
324
1213323
CC
1H
H)C(CCCCCCCCC
M
(20)
Dónde:
N4
2
TD3
N2
2
2
TD1
K1C
R)K(1C
0.03K
R)(1
R2R)(1C
0.20KR2C
Si en el paso No. 20 se determina la existencia de cavitación, se recomienda usar las Curvas de
Comportamiento de la Fig. 2, para encontrar un nuevo valor de M en lugar de la Fig. 3. Usar el
valor de R determinado en el paso 16. En vez de usar la Fig. 3 se puede utilizar la ecuación 20.
18. Comparar el nuevo valor de M con el anterior, si la variación de M es menor del 1%, se considera
que se ha obtenido la convergencia y se continúa en el paso 19. Caso contrario regresar al paso 6
usando el nuevo valor de M.
19. Calcular la relación de flujo adimensional en el límite de cavitación, ML, con la ecuación 7.
20. Si M < ML, no existe problema de cavitación, en tal caso continuar en el paso 24. Si M > ML,
entonces se tendrán problemas de cavitación, por lo que se requiere un ajuste y continuar en el paso
siguiente.
21. Fijar M = ML y utilizar el valor de la relación de áreas seleccionada para calcular un nuevo valor de
la relación de presiones H. La curva de comportamiento de la Fig. 2 también se puede usar para
encontrar el valor de H correspondiente a ML. El valor de R se debe mantener constante en los
cálculos para evitar cavitación.
22. Se calcula la presión de operación superficial requerida para evitar la cavitación:
FNNDSD
T PDGPH
PPP
(21)
23. Repetir los cálculos para evitar cavitación, regresando al paso 5.
24. Determinar el área de la tobera requerida para manejar la tasa de fluido motriz calculada en el paso
6, despejando AN de la ecuación 1.
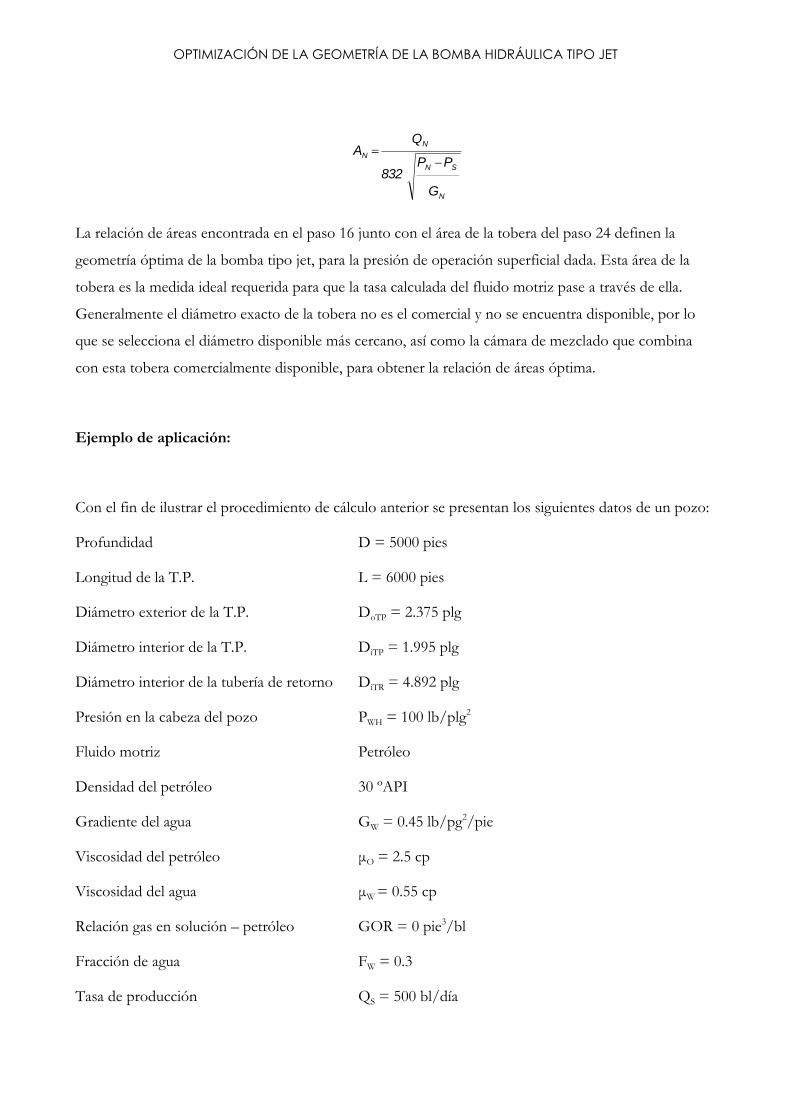
OPTIMIZACIÓN DE LA GEOMETRÍA DE LA BOMBA HIDRÁULICA TIPO JET
N
SN
N
N
G
PP832
QA
La relación de áreas encontrada en el paso 16 junto con el área de la tobera del paso 24 definen la
geometría óptima de la bomba tipo jet, para la presión de operación superficial dada. Esta área de la
tobera es la medida ideal requerida para que la tasa calculada del fluido motriz pase a través de ella.
Generalmente el diámetro exacto de la tobera no es el comercial y no se encuentra disponible, por lo
que se selecciona el diámetro disponible más cercano, así como la cámara de mezclado que combina
con esta tobera comercialmente disponible, para obtener la relación de áreas óptima.
Ejemplo de aplicación:
Con el fin de ilustrar el procedimiento de cálculo anterior se presentan los siguientes datos de un pozo:
Profundidad D = 5000 pies
Longitud de la T.P. L = 6000 pies
Diámetro exterior de la T.P. DoTP = 2.375 plg
Diámetro interior de la T.P. DiTP = 1.995 plg
Diámetro interior de la tubería de retorno DiTR = 4.892 plg
Presión en la cabeza del pozo PWH = 100 lb/plg2
Fluido motriz Petróleo
Densidad del petróleo 30 ºAPI
Gradiente del agua GW = 0.45 lb/pg2/pie
Viscosidad del petróleo μO = 2.5 cp
Viscosidad del agua μW = 0.55 cp
Relación gas en solución – petróleo GOR = 0 pie3/bl
Fracción de agua FW = 0.3
Tasa de producción QS = 500 bl/día

MELO V.
23
Presión de fondo PS = 1000 lb/pg2
Solución:
1. Fijar la presión de operación superficial deseada, PT.
PT =3000 lb/pg2
2. Como valor inicial suponer una relación de flujo adimensional igual a 1. Este es utilizado
únicamente para calcular las pérdidas de presión por fricciones iniciales.
M = 1
3. Calcular el gradiente de presión del petróleo producido a partir de su gravedad API.
API131.5
141.50.433G
oO
/pielb/pg0.3794
30131.5
141.50.433G 2
O
4. Calcular el gradiente de presión del fluido producido, basado en los gradientes de petróleo y agua.
OOWWS GFGFG
0.70.31FO
/pielb/pg0.4006G
0.37940.70.450.3G
2
S
S
5. Estimar el factor de volumen de formación, para el petróleo y el agua.
WO
1.2
S
T FF
P
GOR2.81B
1.0B
0.3(0.7)
1000
02.81B
T
1.2
T
6. Calcular la tasa del fluido motriz, con base en la producción deseada y la relación de flujo
adimensional, M.

OPTIMIZACIÓN DE LA GEOMETRÍA DE LA BOMBA HIDRÁULICA TIPO JET
MG
BQGQ
N
TSSN
díabl527.9229
10.3794
15000.4006QN /
GN = 0.3794 lb/pg2/pie ya que el fluido motriz es petróleo
7. Utilizando la ecuación (12) calcular las caídas de presión del fluido motriz en la tubería.
1.79
0.21
0.21
21
6
F QG
GC
μ)D(DL102.02P
0.1
211
22
2
2
121 ))D/(D(D)D)(DD(DC
D1 = 1.995 pg, D2 = 0, L = 6000 pies, μO = 2.5 cp
GN = 0.3794 lb/pg2/pie, QN = 527.9229 bl/día PFN = 18.6729 lb/pg2
8. Calcular la presión del fluido motriz en la tobera PN, como la suma de la presión de operación más
la presión hidrostática del fluido motriz, menos la pérdida de presión por fricción de éste, en la
tubería.
FNNTN PDGPP
2
N
N
lb/pg4878.2157P
18.672950000.37943000P
9. Calcular la tasa del fluido de retorno QD, como la suma de la tasa producida y la tasa del fluido
motriz.
SND QQQ bl/día1027.9229500527.9229QD
10. Calcular el gradiente del fluido de retorno GD, como un promedio ponderado del gradiente del
fluido motriz y el gradiente del fluido producido.

MELO V.
25
D
NNSSD
Q
QGQGG
piepglbG
G
D
D
//3897.0
9229.1027
9229.5273794.05004006.0
2
11. Calcular la fracción de agua del fluido de retorno FWD, considerando que el fluido motriz es
petróleo.
D
WSWD
Q
FQF
0.14591027.9229
0.3500FWD
12. Determinar la relación gas líquido del fluido de retorno GLR.
D
OS
Q
GORFQGLR
blpie0
1027.9229
00.7500GLR 3 /
13. Determinar la viscosidad del fluido de retorno D, como un promedio ponderado de las
viscosidades del agua y del petróleo.
OWDWWDD )F(1F μμμ cp2.2154
2.50.1459)(10.550.1459
D
D
μ
μ
14. Determinar la presión de descarga de la bomba PD, como la suma de la presión hidrostática del
fluido de retorno, la caída de presión por fricción en el conducto de retorno y la contrapresión en la
cabeza del pozo. Si GLR es menor que 10 pie3/bl, determinar PFD con la ecuación (12).
FDDWHD PDGPP
1.79
0.21
0.21
21
6
F QG
GC
μ)D(DL102.02P
0.1
211
22
2
2
121 ))D/(D(D)D)(DD(DC
D1 = 4.892 pg, D2 = 2.375 pg, L = 6000 pies, μD = 2.2154 cp
GD = 0.3897 lb/pg2/pie, QD = 1027.9229 bl/día PFD = 2.8235 lb/pg2
2
D
D
lb/pg2051.2399P
2.823550000.3897100P

OPTIMIZACIÓN DE LA GEOMETRÍA DE LA BOMBA HIDRÁULICA TIPO JET
15. Calcular un nuevo valor de la relación de presiones H, mediante la ecuación (5).
DN
SD
PP
PPH
0.3719
2051.23994878.2157
10002051.2399H
16. Basado en este valor de H y la Fig. 3 o tabla 1, se determina la relación de áreas óptima R.
De la tabla 1, R = 0.25
17. Utilizando la Curva de Comportamiento de Diseño Fig. 3, se encuentra un nuevo valor para M
correspondiente al valor de H del paso 15. También se puede utilizar la siguiente ecuación para
calcular M, usando el valor de R obtenido en el paso anterior.
32
324
1213323
CC
1H
H)C(CCCCCCCCC
M
Dónde:
KTD = 0.2, KN = 0.03, H = 0.3719
C1 = 0.5, C2 = 0.0556, C3 = 0.075, C4 = 1.03
M = 0.8732
18. Comparar el nuevo valor de M con el anterior, si la variación de M es menor del 1%, se considera
que se ha obtenido la convergencia y se continúa en el paso 19. En caso contrario regresar al paso 6
usando el nuevo valor de M.
M = 0.8732, M anterior = 1
No hay convergencia aún, ir al paso 6.
Segunda iteración:

MELO V.
27
6. Calcular la tasa del fluido motriz, con base en la producción deseada y la relación de flujo
adimensional, M.
MG
BQGQ
N
TSSN
bl/día604.5866
0.87320.3794
15000.4006QN
GN = 0.3794 lb/pg2/pie ya que el fluido motriz es petróleo
7. Utilizando la ecuación 12 calcular las caídas de presión del fluido motriz en la tubería.
1.79
0.21
0.21
21
6
F QG
GC
μ)D(DL102.02P
0.1
211
22
2
2
121 ))D/(D(D)D)(DD(DC
D1 = 1.995 pg, D2 = 0, L = 6000 pies, μO = 2.5 cp
GN = 0.3794 lb/pg2/pie, QN = 604.5866 bl/día PFN = 23.8024 lb/pg2
8. Calcular la presión del fluido motriz en la tobera PN, como la suma de la presión de operación más
la presión hidrostática del fluido motriz, menos las pérdidas de presión por fricción de éste, en la
tubería.
FNNTN PDGPP
2
N
N
lb/pg4873.0861P
23.802450000.37943000P
9. Calcular la tasa del fluido de retorno QD, como la suma de la tasa producida y la tasa del fluido
motriz
SND QQQ bl/día1104.5866500604.5866QD
10. Calcular el gradiente del fluido de retorno GD, como un promedio ponderado del gradiente del
fluido motriz y el gradiente del fluido producido.
D
NNSSD
Q
QGQGG
/pielb/pg0.3890G
1104.5866
604.58660.37945000.4006G
2
D
D

OPTIMIZACIÓN DE LA GEOMETRÍA DE LA BOMBA HIDRÁULICA TIPO JET
11. Calcular la fracción de agua del fluido de retorno FWD, considerando que el fluido motriz es
petróleo.
D
WSWD
Q
FQF
0.1358
1104.5866
0.3500FWD
12. Determinar la relación gas líquido del fluido de retorno GLR.
D
OS
Q
GORFQGLR
/blpie0
1104.5866
00.7500GLR 3
13. Determinar la viscosidad del fluido de retorno D, como un promedio ponderado de las
viscosidades del agua y del petróleo.
OWDWWDD )F(1F μμμ
cp2.2352
2.50.1358)(10.550.1358
D
D
μ
μ
14. Determinar la presión de descarga de la bomba PD, como la suma de la presión hidrostática del
fluido de retorno, la caída de presión por fricción en el conducto de retorno y la contrapresión en la
cabeza del pozo. Si GLR es menor que 10 pie3/bl, determinar PFD con la ecuación 12.
FDDWHD PDGPP
1.79
0.21
0.21
21
6
F QG
GC
μ)D(DL102.02P
0.1
211
22
2
2
121 ))D/(D(D)D)(DD(DC
D1 = 4.892 pg, D2 = 2.375 pg, L = 6000 pies, μD = 2.2352 cp
GD = 0.3890 lb/pg2/pie, QD = 1104.5866 bl/día PFD = 3.2128 lb/pg2
2
D
D
lb/pg2048.0530P
3.212850000.3890100P

MELO V.
29
15. Calcular un nuevo valor de la relación de presiones H, mediante la ecuación 5.
DN
SD
PP
PPH
0.3710
2048.05304873.0861
10002048.0530H
16. Basado en este valor de H y la Fig. 3 o tabla 1, se determina la relación de áreas óptima R.
De la tabla 1, R = 0.25
17. Utilizando la Curva de Comportamiento de Diseño de la Fig. 3, se encuentra un nuevo valor para
M correspondiente al valor de H del paso 15. También se puede utilizar la siguiente ecuación para
calcular M, usando el valor de R obtenido en el paso anterior.
32
324
1213323
CC
1H
H)C(CCCCCCCCC
M
Dónde:
KTD = 0.2, KN = 0.03, H = 0.3710
C1 = 0.5, C2 = 0.0556, C3 = 0.075, C4 = 1.03
M = 0.8758
18. Comparar el nuevo valor de M con el anterior, si la variación de M es menor del 1%, se considera
que se ha obtenido la convergencia y se continúa en el paso 19. Caso contrario regresar al paso 6
usando el nuevo valor de M.
M = 0.8758, M anterior = 0.8732
%1%0.29701000.8732
0.87320.8758error%
Por lo tanto se obtuvo la convergencia

OPTIMIZACIÓN DE LA GEOMETRÍA DE LA BOMBA HIDRÁULICA TIPO JET
19. Calcular la relación de flujo adimensional en el límite de cavitación, ML, con la ecuación (7).
)P(P1.3
P
R
R)(1M
SN
SL
1.3370M
1000)(4873.08611.3
1000
0.25
0.25)(1M
L
L
20. Si M < ML, no existe problema de cavitación, en tal caso continuar en el paso 24. Si M > ML,
entonces se tendrán problemas de cavitación, por lo que se requiere un ajuste y se debe continuar
en el paso 21.
M = 0.8758 ML = 1.3370
Por lo tanto, no existen problemas de cavitación. Ir al paso 24.
24. Determinar el área de la tobera requerida, para manejar la tasa del fluido motriz calculada en el paso
6. Utilizando la ecuación 1.
N
SN
NN
G
PP823
QA
2
N pg0.0072
0.3794
10004873.0861823
604.5866A
T
N
A
AR
AT = 0.0288 pg2 Cámara de mezclado.

MELO V.
31
RESULTADOS
La bomba tipo jet que requiere este pozo para producir una tasa de petróleo de 500 bl/día con una
presión de operación superficial de 3000 lb/pg2, debe tener un área de tobera de 0.0072 pg2, e inyectar
una tasa de fluido motriz de 604 bl/día. La curva de comportamiento que tendrá el valor más alto de la
relación de presiones H, para estas condiciones se corresponde con una relación de áreas R = 0.25.
Esto significa que el área de la cámara de mezclado necesita ser cuatro veces más grande que el área de
la tobera, o sea 0.0288 pg2.
De la tabla de especificaciones de Guiberson se puede observar que no existe una tobera con área de
0.0072 pg2. La más cercanas son una tobera A de 0.0055 pg2 y una tobera B con área de 0.0095 pg2.
Con la tobera A, la cámara de mezclado número 2 proporcionará una relación de áreas de 0.29 y la
cámara de mezclado número 3 una relación de áreas de 0.23. Con la tobera B, la cámara de mezclado
número 5 dará una relación de áreas de 0.25.
Si se fija una presión de operación superficial diferente a la usada en este ejemplo (3000 lb/pg2), la
geometría de la bomba tipo jet se modificará. Para una presión de operación menor se obtendrá un
mayor diámetro de tobera, mientras que para una presión de operación mayor, el diámetro de la tobera
será más pequeño.
Si en el ejemplo anterior se fija una presión de operación de 2500 lb/pg2, el área de la tobera será de
0.0093 pg2, con una relación de áreas R = 0.3. En este caso la bomba B con cámara de mezclado 4 será
la más adecuada (bomba Guiberson B – 4).
Si se hubiera fijado una presión de operación, PT, mayor a 3000 lb/pg2, habría resultado más adecuado
utilizar una tobera A.

OPTIMIZACIÓN DE LA GEOMETRÍA DE LA BOMBA HIDRÁULICA TIPO JET
CONCLUSIONES
La potencia proporcionada por una bomba hidráulica está en función de la presión y de la tasa de fluido
motriz suministrada a la bomba. Cuando se diseña una bomba para un pozo específico, se hace un
intercambio entre la presión y la tasa. En el caso de la bomba jet este intercambio se cumple
moviéndose a lo largo de las Curvas de Comportamiento de la figura 2 o en la Curva de
Comportamiento de Diseño de la figura 3. Cuando se incrementa la tasa de fluido motriz, la presión de
operación tiende a disminuir de acuerdo a las características de la bomba. Sin embargo, como un
resultado de las pérdidas de presión en las tuberías, este incremento en la tasa de fluido motriz tenderá a
incrementar la presión de operación. En la mayoría de instalaciones, ya sean las características de la
bomba o las pérdidas de presión serán significativamente dominantes las unas sobre las otras.
Si las pérdidas de presión dominan la relación entre presión y tasa, este método usualmente no
convergerá para valores razonables de presión de operación. Entonces se requiere un método de ensaye
y error para obtener una geometría de bomba adecuada. En algunos casos, el cálculo directo converge
para presiones de operación altas y los resultados se usan como valores iniciales para el proceso de
ensaye y error. Cuando el comportamiento de la bomba está dominado por las pérdidas de presión por
fricción, este método para seleccionar la geometría de la bomba jet es efectivo.

MELO V.
33
GLOSARIO
SÍMBOLO DEFINICIÓN
AN Área de flujo de la tobera, pg2
AS Área anular de la cámara de mezclado para el flujo de la producción, pg2
AT Área de flujo total de la cámara de mezclado, pg2
D Profundidad vertical del pozo, pies
D1 Diámetro interno de la tubería de producción o de la tubería de revestimiento, pg
D2 Diámetro externo de la tubería interior en flujo anular, pg
FW Fracción del agua de formación
FWD Fracción del agua del fluido de la columna de retorno
PFN Pérdida de presión por fricción del fluido motriz en la tubería de inyección, lb/pg2
PFD Pérdida de presión por fricción del fluido en el circuito de retorno, lb/pg2
GN Gradiente del fluido motriz en la tubería de inyección, lb/pg2/pie
GD Gradiente del fluido de la columna de retorno, lb/pg2/pie
GS Gradiente del fluido de formación, lb/pg2/pie
GO Gradiente del petróleo producido, lb/pg2/pie
GW Gradiente del agua de formación, lb/pg2/pie
H Relación adimensional de recuperación de presión
HP Potencia, hp
KN Coeficiente de pérdida en la tobera
KTD Coeficiente de pérdida combinado cámara de mezclado - difusor
L Longitud de T.P. hasta la bomba = profundidad de colocación de la bomba = h1, pies
M Relación de flujo adimensional, q3/q1
ML Relación de flujo adimensional en el límite de cavitación
NUM Variable usada para definir H
PN Presión a la entrada de la tobera, lb/pg2
PD Presión de descarga, lb/pg2
PS Presión de succión, lb/pg2
PT Presión superficial de operación = Presión de descarga de la bomba tríplex, lb/pg2
PF Pérdidas de presión por fricción, lb/pg2
PWH Contra presión en la línea de flujo, lb/pg2
OPTIMIZACIÓN DE LA GEOMETRÍA DE LA BOMBA HIDRÁULICA TIPO JET
SÍMBOLO DEFINICIÓN
QN Tasa del fluido motriz, bl/día
QD Tasa del fluido producido más fluido motriz (tasa de descarga), bl/día
QS Tasa del fluido producido, bl/día
R Relación de áreas, Aj/At
GLR Relación gas-líquido, pies3/bl
GOR Relación gas-petróleo, pies3/bl
T.P. Tubería de producción
f Densidad relativa del fluido motriz (agua=1.0)
Densidad del fluido, lb/pie3
Viscosidad, cp
Viscosidad del fluido de retorno, cp
Viscosidad del petróleo, cp
Viscosidad del agua, cp

MELO V.
35
BIBLIOGRAFÍA
Brown Kermit. E.: “The Technology of Artificial Lift Methods”. Volume 2b. Petroleum Publishing
Co. 1980.
Coberly, C. J., “Theory and Application of Hydraulic Oil Well Pumps”, Kobe Inc., Huntington Park,
California, 1961.
Petrie Hal, Wilson Phil and Smart Eddie, “The Theory, Hardware and Application of the Current
Generation of Oil Well Jet Pumps”, Southwestern Petroleum Short Course, April 27 – 28, 1983,
Texas Tech University.
Petrie Hal, Wilson Phil and Smart Eddie. “Jet Pumping Oil Wells”, World Oil, November and
December 1983, January 1984
Smart, E.: “Jet Pump Geometry Selection”, Southwestern Petroleum Short Course, April 23 – 25, 1985,
Texas Tech University.
ENFOQUTE. 1: 36-45
Copyright © 2010 Universidad Tecnológica Equinoccial
ISSN: 1390-6542
EMBUTIDOS FORTIFICADOS CON PROTEÍNA VEGETAL
A BASE DE QUINUA (Chenopodium quinoa Wild.)
Priscila Maldonado1
RESUMEN
El objetivo de esta investigación es substituir la mayor cantidad de proteína animal, por proteína vegetal
a base de quinua, sin disminuir la calidad y aceptabilidad del producto, se optó por este pseudocereal ya
que posee características nutricionales muy importantes para la alimentación humana. En la actualidad
el país atraviesa por una crisis en la disponibilidad de alimentos y por una dependencia crítica de
materia prima importada, por lo cual necesita de alternativas propias, que fomenten el consumo de
productos nativos y autóctonos. Al elaborar productos con materia prima disponible en el país
logramos disminuir la dependencia externa y promover el trabajo interno y por ende contribuir a
garantizar la Soberanía Alimentaria. La Soberanía Alimentaria es el derecho de los pueblos a definir sus
propias políticas y estrategias sustentables de producción, distribución y consumo de alimentos que
garanticen el derecho a la alimentación para toda la población, con base en la pequeña y medi<ana
producción, respetando sus propias culturas y la diversidad de los modos campesinos, pesqueros e
indígenas de producción agropecuaria, de comercialización y de gestión de los espacios rurales, en los
cuales toda persona desempeña un papel fundamental. La quinua posee un excepcional balance de
proteínas, grasa, aceite, almidón y un alto contenido de aminoácidos. Esta investigación se desarrolla en
la Universidad Tecnológica Equinoccial, en la cátedra de procesamiento de productos Cárnicos y
Pesqueros. Se ha realizado una primera formulación en la cual, se ha sustituido un 30% de carne animal
por quinua, obteniéndose excelentes resultados en cuanto a calidad, composición nutricional y
disminución de costos. El valor nutricional se calculó teóricamente y arrojo óptimos resultados.
1 Facultad de Ciencias de la Ingeniería, Universidad Tecnológica Equinoccial, Av. Occidental y Mariana de Jesús. Quito, Ecuador. [email protected]

MALDONADO P.
37
INTRODUCCIÓN
En un artículo publicado en Febrero del 2009 por Vargas Catering S.A “No hay un cereal más nutritivo
e indispensable para el ser humano que la quinua”. Es el cereal de mayor y más completa composición
en aminoácidos que existe en nuestro planeta. Contiene 20 aminoácidos incluidos los 10 esenciales para
el ser humano, especialmente la lisina que es de vital importancia para el desarrollo de las células del
cerebro, los procesos de aprendizaje, memorización y raciocinio, así como para el crecimiento físico
(Velasco, s.f.).
En el documento técnico “Potencial Nutricional de Harinas de Quinua” realizado por la Facultad de
Ciencias Agropecuarias en Colombia, se muestra claramente el contenido de aminoácidos esenciales
que contiene la quinua respecto a otras proteínas tanto vegetales como animales (Romo, Rosero, y col,
2007)
Tabla 1. Comparación de Aminoácidos de la Quinua respecto a otras fuentes
Otro de los beneficios de la quinua es la ausencia total de gluten creando una gran ventaja para las
personas celiacas quienes ven una dificultad en el consumo de embutidos por la presencia de harinas
con altos contenidos de gluten.

EMBUTIDOS FORTIFICADOS CON PROTEÍNA VEGETAL
Tabla 2 Composición Química de granos de Quinua y de Cereales en base seca.
Desde el año 3000 AC el grano de la quinua (Chenopodium quinoa Wild.) ha sido cultivado en los
Andes de Sudamérica. En las áreas montañosas los antiguos Incas, Mayas y Aztecas consideraron la
cosecha como un nutriente básico en su alimentación. Según una investigación realizada a las mas
importantes empresas de embutidos del país ejecutada por diario Hoy el 25 de Octubre del 2007,
determinan que el negocio de los embutidos mueve unos $120 millones al año, que el consumo anual
en el Ecuador es de 3 kilos por persona y que la demanda crece a una tasa del 5%.
Si bien no hay cifras exactas sobre el consumo de embutidos a escala nacional, un estudio de Ipsa
Group, realizado en Quito y en Guayaquil, determina que, entre las dos ciudades, la primera concentra
el 52%. Sin embargo, los hábitos de consumo en estas urbes son diferentes. En Guayaquil se consume
más mortadela (un 37%) y en Quito, salchichas (63%).
No es suficiente que el embutido sea nutricionalmente aceptable, este debe cumplir con características
de calidad y aceptación como: textura, apariencia, color, sabor etc.
MALDONADO P.
39
MATERIALES Y MÉTODOS
En la elaboración de este embutido se plantearon varias formulaciones, con harina de quinua, con el
grano de quinua y con la quinua cocida y deshidratada, obteniéndose una mejor textura con la quinua
cocida deshidratada, aparte de mejorar la textura mediante la cocción, mejoramos la digestibilidad y
eliminamos los residuos de saponinas presentes en la quinua.
La carne utilizada en esta investigación fue carne de cerdo con pH de 6,4 y carne de res con pH de 6,5
que garantizan buena retención de agua ideal para la elaboración de embutidos emulsionados
escaldados.
La calidad microbiológica de la carne al inicio del proceso y la higiene durante cada etapa en la
elaboración del embutido nos va a garantizar la calidad del producto final.
Dentro de la elaboración del embutido es importante considerar la temperatura en cada etapa del
proceso ya que si sobrepasamos las temperaturas de 5 a 100C como máximo la proteína animal se
desnaturalizar disminuyendo la capacidad de retención de agua y la capacidad emulsionante.
La formulación base con la cual partimos para proponer varias modificaciones fue una salchicha Suiza.
La grasa para la elaboración de embutidos cárnicos emulsionados debe ser dorsal, por tener excelentes
características para formar la emulsión, si se utiliza otro tipo de grasa, se generan problemas de ruptura
de emulsión o exudación de grasa en el producto final, es importante considerar la frescura de la misma
ya que se pueden generar problemas de enranciamiento que afectaran a la calidad organoléptica del
embutido.
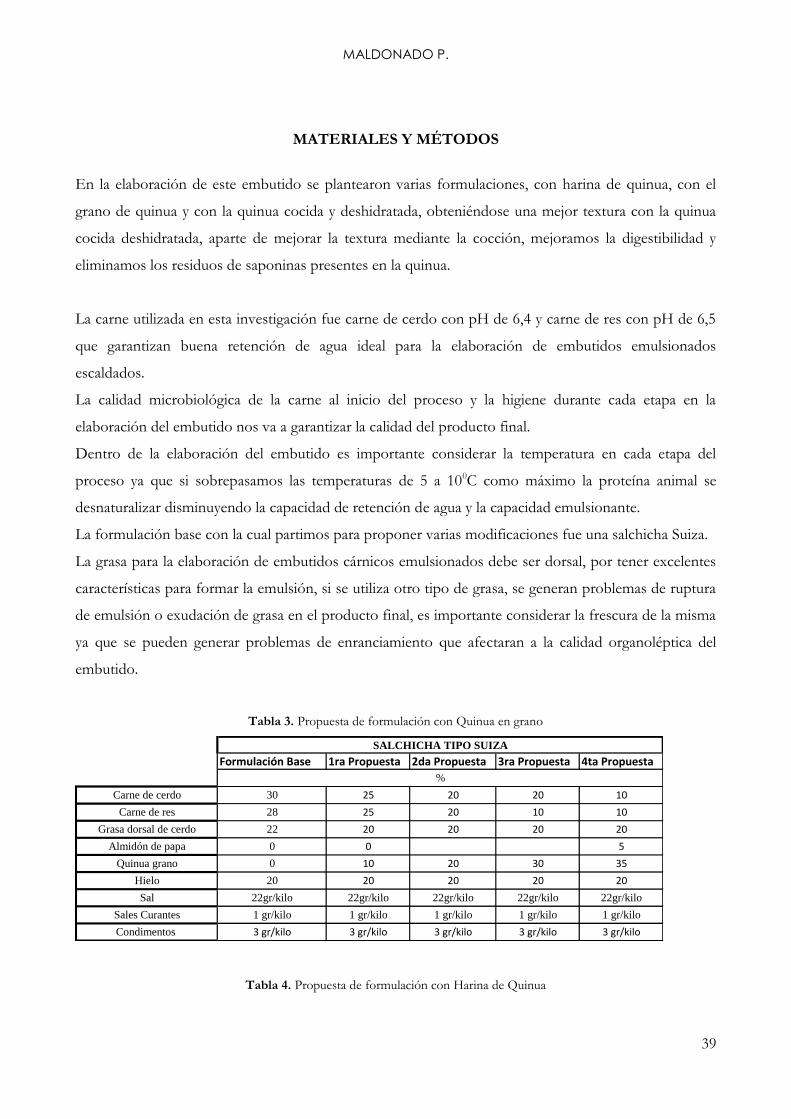
Tabla 3. Propuesta de formulación con Quinua en grano
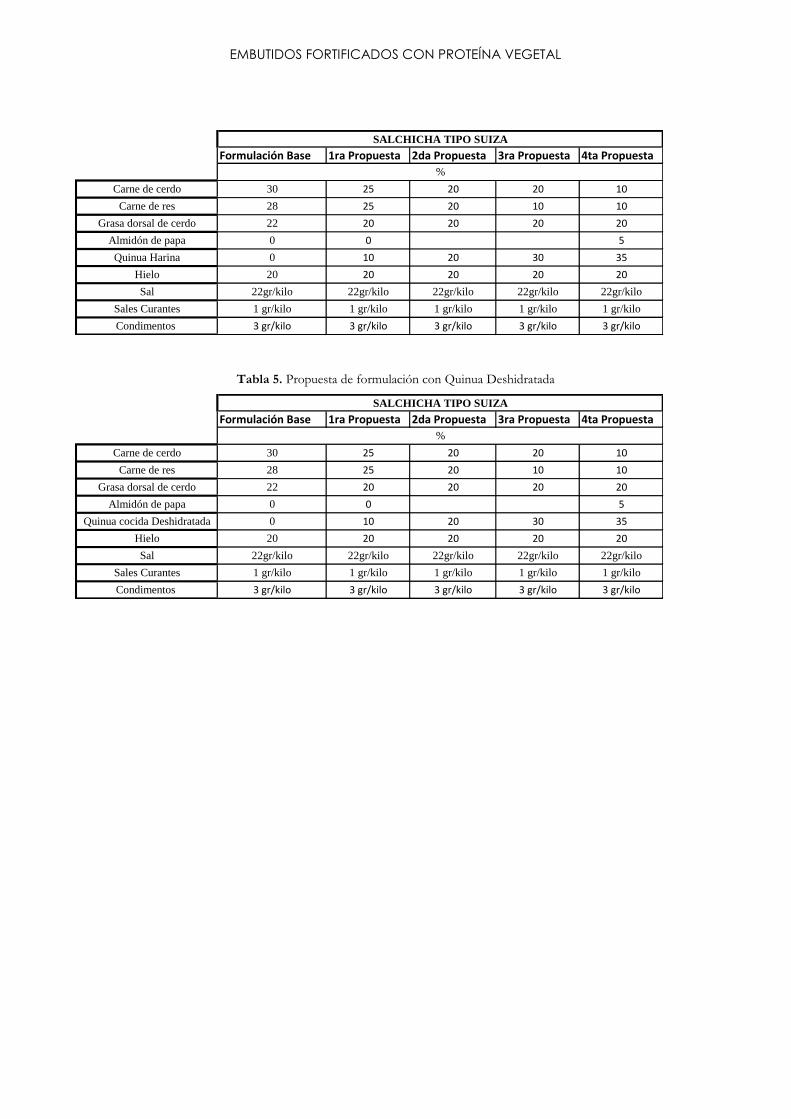
Tabla 4. Propuesta de formulación con Harina de Quinua
Formulación Base 1ra Propuesta 2da Propuesta 3ra Propuesta 4ta Propuesta
Carne de cerdo 30 25 20 20 10
Carne de res 28 25 20 10 10
Grasa dorsal de cerdo 22 20 20 20 20
Almidón de papa 0 0 5
Quinua grano 0 10 20 30 35
Hielo 20 20 20 20 20
Sal 22gr/kilo 22gr/kilo 22gr/kilo 22gr/kilo 22gr/kilo
Sales Curantes 1 gr/kilo 1 gr/kilo 1 gr/kilo 1 gr/kilo 1 gr/kilo
Condimentos 3 gr/kilo 3 gr/kilo 3 gr/kilo 3 gr/kilo 3 gr/kilo
SALCHICHA TIPO SUIZA
%
EMBUTIDOS FORTIFICADOS CON PROTEÍNA VEGETAL
Tabla 5. Propuesta de formulación con Quinua Deshidratada
Formulación Base 1ra Propuesta 2da Propuesta 3ra Propuesta 4ta Propuesta
Carne de cerdo 30 25 20 20 10
Carne de res 28 25 20 10 10
Grasa dorsal de cerdo 22 20 20 20 20
Almidón de papa 0 0 5
Quinua Harina 0 10 20 30 35
Hielo 20 20 20 20 20
Sal 22gr/kilo 22gr/kilo 22gr/kilo 22gr/kilo 22gr/kilo
Sales Curantes 1 gr/kilo 1 gr/kilo 1 gr/kilo 1 gr/kilo 1 gr/kilo
Condimentos 3 gr/kilo 3 gr/kilo 3 gr/kilo 3 gr/kilo 3 gr/kilo
SALCHICHA TIPO SUIZA
%
Formulación Base 1ra Propuesta 2da Propuesta 3ra Propuesta 4ta Propuesta
Carne de cerdo 30 25 20 20 10
Carne de res 28 25 20 10 10
Grasa dorsal de cerdo 22 20 20 20 20
Almidón de papa 0 0 5
Quinua cocida Deshidratada 0 10 20 30 35
Hielo 20 20 20 20 20
Sal 22gr/kilo 22gr/kilo 22gr/kilo 22gr/kilo 22gr/kilo
Sales Curantes 1 gr/kilo 1 gr/kilo 1 gr/kilo 1 gr/kilo 1 gr/kilo
Condimentos 3 gr/kilo 3 gr/kilo 3 gr/kilo 3 gr/kilo 3 gr/kilo
SALCHICHA TIPO SUIZA
%

MALDONADO P.
41
RESULTADOS Y DISCUSIÓN
En la primera formulación propuesta que fue a base de quinua en grano, se obtuvo resultados poco
favorables, básicamente en la textura del producto ya que se pudo sentir los granos de quinua.
Otra desventaja es que el producto al obtener quinua en grano posee residuos de saponinas y la
digestión se hace difícil.
Con la segunda propuesta a base de harina de quinua se generó un producto muy seco y con textura
bastante dura, la harina absorbió mucha agua y fue evidente la falta de jugosidad en el producto final.
Con la tercera propuesta a base de quinua cocida y deshidratada se generó la mejor textura en el
producto, con esta propuesta se calcularon los siguientes índices.
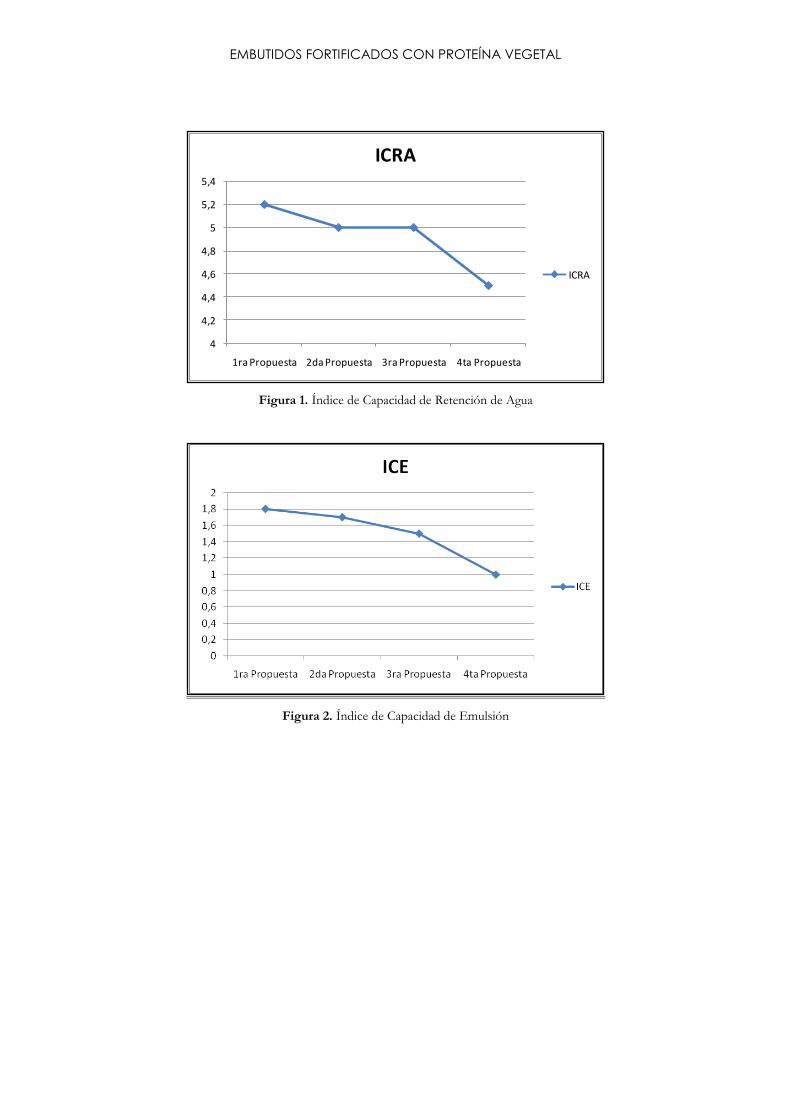
En la tabla 6 se puede evidenciar el cálculo de los índices de capacidad de retención de agua, capacidad
emulsionante, y capacidad de conservación. Estos índices son muy importantes para determinar la
calidad del producto final.
El índice de capacidad de retención de agua debe estar en un rango de 4 a 5, para que no exista ruptura
de emulsión por exceso de humedad o deficiencia de proteína.
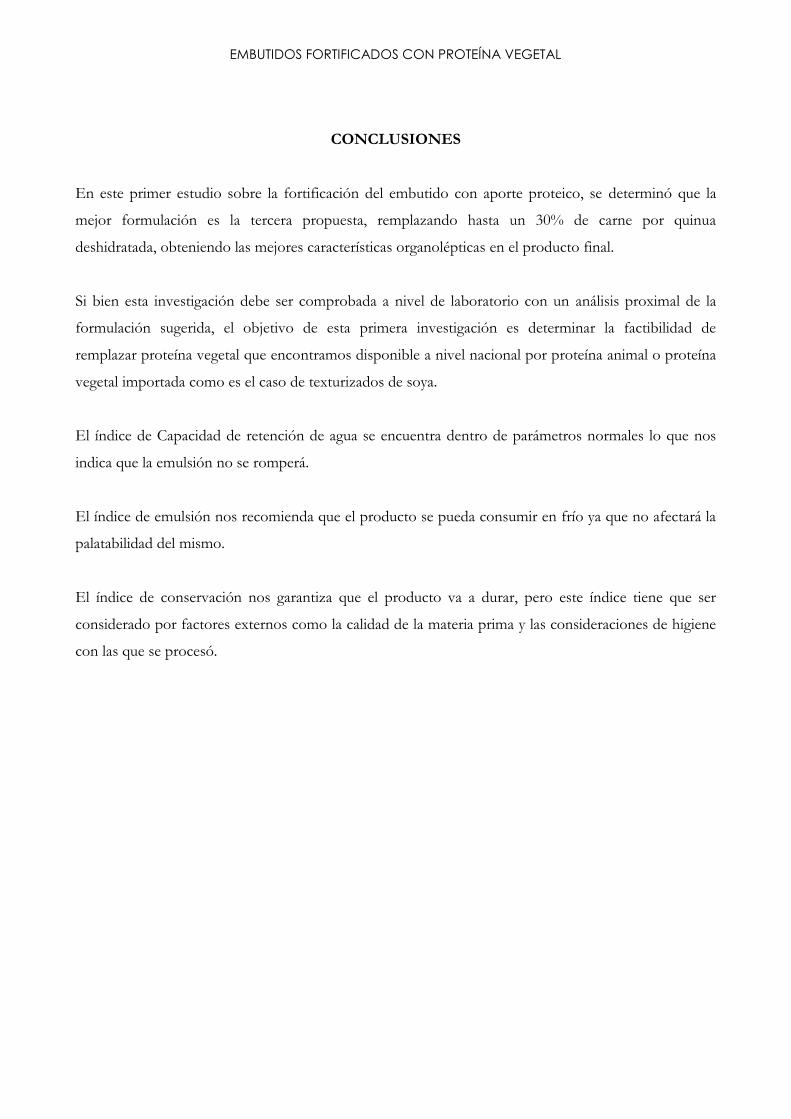
El índice de capacidad emulsionante debe estar en un rango de 1,5 a 2,5, depende del producto que
deseamos elaborar, si necesitamos consumir el producto en frío debe poseer menor contenido de grasa,
pero si el embutido se va a consumir en caliente puede contener mayor cantidad de grasa.
El índice de conservación debe ser mínimo de 0,04 para que el producto, este relaciona el contenido de
humedad con la sal presente en la formulación, en el cuadro se puede evidenciar que a medida que se
aumenta la proteína vegetal disminuye el contenido de humedad el mismo que se relaciona
directamente con la conservación del embutido.
Tabla 6. Índices sobre Propiedades funcionales
ICRA ICE IC
1ra Propuesta 5,2 1,8 0,04
2da Propuesta 5 1,7 0,05
3ra Propuesta 5 1,5 0,07
4ta Propuesta 4,5 1 0,09
Quinua Deshidratada
EMBUTIDOS FORTIFICADOS CON PROTEÍNA VEGETAL
Figura 1. Índice de Capacidad de Retención de Agua
Figura 2. Índice de Capacidad de Emulsión
4
4,2
4,4
4,6
4,8
5
5,2
5,4
1ra Propuesta 2da Propuesta 3ra Propuesta 4ta Propuesta
ICRA
ICRA

MALDONADO P.
43
Figura 3. Índice de Capacidad de Conservación
Figura 4. Foto de la Salchicha Suiza con aporte de quinua
EMBUTIDOS FORTIFICADOS CON PROTEÍNA VEGETAL
CONCLUSIONES
En este primer estudio sobre la fortificación del embutido con aporte proteico, se determinó que la
mejor formulación es la tercera propuesta, remplazando hasta un 30% de carne por quinua
deshidratada, obteniendo las mejores características organolépticas en el producto final.
Si bien esta investigación debe ser comprobada a nivel de laboratorio con un análisis proximal de la
formulación sugerida, el objetivo de esta primera investigación es determinar la factibilidad de
remplazar proteína vegetal que encontramos disponible a nivel nacional por proteína animal o proteína
vegetal importada como es el caso de texturizados de soya.
El índice de Capacidad de retención de agua se encuentra dentro de parámetros normales lo que nos
indica que la emulsión no se romperá.
El índice de emulsión nos recomienda que el producto se pueda consumir en frío ya que no afectará la
palatabilidad del mismo.
El índice de conservación nos garantiza que el producto va a durar, pero este índice tiene que ser
considerado por factores externos como la calidad de la materia prima y las consideraciones de higiene
con las que se procesó.
MALDONADO P.
45
BIBLIOGRAFÍA
Forrest, John. (1975). FUNDAMENTOS DE LA CIENCIA DE LA CARNE. Editorial Acribia-
Zaragoza. España.
Price, James. (1994). CIENCIA DE LA CARNE Y PRODUCTO CARNICO. Editorial Acribia.
2da. Edición. España.
Wirth, F. (1992). TECNOLOGIA DE EMBUTIDOS ESCALDADO. Editorial ACRIBIA, España
1992.
Velasco, Denise. VALOR NUTRITIVO DELA QUINUA. Artículo Vargas Catering S.A.
Ayala, Guido et al. (2001). Valor nutritivo y usos de la quinua. En: Quinua. Cultivos andinos versión
1.1. FAO. Santiago de Chile.
Bacigalupo, A. y Tapia, M. (1990). Agroindustria. En: Cultivos andinos subexplotados y su aporte a
la alimentación. FAO. Santiago de Chile.
Badui, Salvador. (1986). Química de los alimentos. México: Alhambra.
CENTRO DE INVESTIGACIONES, EDUCACIÓN Y DESARROLLO. (2000). Quinua
(Chenopodium quinua Willde). Lima. Disponible en Internet: URL:
www.agualtiplano.net/cultivos/quinua.htm

ENFOQUTE. 1: 46-61
Copyright © 2010 Universidad Tecnológica Equinoccial
ISSN: 1390-6542
LA BASURA ELECTRÓNICA Y LA CONTAMINACIÓN AMBIENTAL
Luis Hidalgo Aguilera1
RESUMEN
En las últimas décadas y principalmente al inicio del nuevo siglo, se ha incrementado en grandes
proporciones la fabricación, el consumo y el desecho de aparatos eléctricos y electrónicos, por la gran
cantidad de beneficios y facilidades que ha dado al desarrollo de la humanidad.
El presente trabajo tiene por objeto identificar a los principales aparatos eléctricos y electrónicos, sus
componentes peligrosos para el medio ambiente y para el ser humano, las razones por las cuales los
vuelven peligrosos, las formas de deshacerse una vez que terminan su vida útil y las medidas que se han
tomado y que se piensa tomar con este tipo de basura que es ya una seria preocupación a nivel mundial.
INTRODUCCIÓN
La producción y la utilización de aparatos y equipos electrónicos aumenta de manera acelerada a nivel
mundial en todos los ámbitos en los que se desenvuelve el ser humano, de ahí que la industria
electrónica y principalmente la de producción de aparatos constituye actualmente el sector de mayor
crecimiento en los países desarrollados.
Para nadie es desconocido los grandes beneficios que se obtienen de la utilización de estos aparatos
electrónicos, pues contribuyen no sólo al desarrollo científico, tecnológico e industrial de una sociedad
sino que además le brindan comodidad y seguridad.
Pero así como el aumento del consumo de los aparatos electrónicos ha sido vertiginoso a nivel mundial,
así también ha ido aumentando la producción de deshechos de este tipo de productos ocasionado por
la sustitución, renovación o eliminación paradójicamente por el desarrollo de los mismos.
1 Facultad de Ciencias de la Ingeniería, Universidad Tecnológica Equinoccial, Av. Occidental y Mariana de Jesús. Quito, Ecuador. [email protected]
HIDALGO L.
47
“Anualmente se generan entre 20 y 50 millones de toneladas de basura electrónica al año” (Martínez,
2008), “se calcula que el volumen de la chatarra electrónica está creciendo entre un 16% y un 28% cada
cinco años” (Duery, 2007), lo que le convierte a este desperdicio en el de mayor crecimiento en los
últimos años.
Ya sean considerados como desecho, como basura, como chatarra o como desperdicio, ya es motivo de
preocupación su manejo adecuado de “manera amigable” con el ambiente y segura para los
manipuladores al deshacerse de los mismos.
Actualmente uno de los principales y graves problemas es el desechar este tipo de basura, porque la
mayoría de aparatos electrónicos contiene elementos tóxicos que al no ser adecuadamente gestionados
o tratados en su eliminación producen grandes daños al medio ambiente afectando por lo tanto a todos
su componentes y particularmente al ser humano.
METODOLOGÍA
A través de una recopilación bibliográfica, se busca conocer la situación actual de: los principales
aparatos electrónicos que mayormente están siendo utilizados por la humanidad; los tiempos de vida
útil o de renovación; su composición e identificación de los elementos peligrosos para el medio
ambiente; las formas de deshacerse y las propuestas de parte de Organismos especializados.
APARATOS ELÉCTRICOS Y ELECTRÓNICOS CONVERTIDOS EN DESECHOS
En la actualidad la línea de separación entre la electrónica y la electricidad es ligera, demasiado pequeña,
por no decir nula, por lo tanto de manera general se define como aparato o equipo eléctrico y
electrónico a todo aquel que funcione adecuadamente a base de electricidad como fuente de energía.
Estos aparatos cuando dejan de ser utilizados porque han cumplido con su ciclo de vida útil para una
necesidad determinada, pasan a constituirse como todo en la vida en elementos llamados residuos o
desechos cuya nomenclatura en español es RAEE (Residuos de Aparatos Eléctricos y Electrónicos) o
en Inglés WEEE (Waste Electrical and Electronical Equippament).
Por todos es conocido que estos aparatos son utilizados tanto a nivel industrial, comercial, educativo,
doméstico y personal, pues representan ventajas competitivas y marcan el grado de paridad en su
BASURA ELECTRÓNICA
avance con el desarrollo tecnológico. Por tanto es necesario identificar a los principales aparatos que
con el tiempo se convierten en residuo, pudiéndose mencionar a los siguientes:
1. Tarjetas electrónicas utilizadas en el control industrial.
2. Herramientas eléctricas.
3. Lámparas fluorescentes.
4. Computadores de escritorio.
5. Computadores portátiles.
6. Monitores.
7. Impresoras.
8. Escáneres.
9. Video Cámaras.
10. Equipos de Audio.
11. Televisores.
12. DVD.
13. Juguetes electrónicos.
14. Teléfonos Fijos.
15. Teléfonos Móviles.
16. Electrodomésticos en general.
Basta una simple inspección no tan rigurosa, para darnos cuenta que la gran mayoría de estos aparatos
están constituidos por elementos como: metales, vidrios y plásticos que por el tipo de inspección en
primera instancia no parecerían constituirse en un problema salvo por el espacio que ocuparían en los
vertederos al ser eliminados.
Según Castellanos (2005), los desechos electrónicos generalmente están constituidos por: polímeros en
un 30% (plásticos), óxidos refractarios en un 30% (cerámicos) y por metales en un 40%.
A su vez a los metales presentes en la chatarra electrónica se los puede dividir en dos grupos:
1. Metales Básicos
a. Cobre del 20% al 50%
b. Hierro del 8% al 20%
HIDALGO L.
49
c. Níquel del 2% al 5%
d. Estaño del 4% al 5%
e. Plomo aproximadamente 2%
f. Aluminio del 2% al 5%
g. Zinc del 1% al 3%
2. Metales preciosos
a. Oro de 170g a 850g aproximadamente el 0.1%
b. Plata de 198g a 1698g aproximadamente el 0.2%
c. Paladio de 3g a 17g aproximadamente el 0.005%.
Un análisis más profundo, revela por ejemplo:
1. Que entre los metales, no solamente se encuentran los ya mencionados, sino también el bismuto y
los denominados metales pesados como el arsénico, el cadmio, el cromo, el mercurio, el plomo y el
selenio.
2. Diversos tipos de plásticos con o sin retardante de llama.
3. La presencia de vidrio en aparatos visualizadores como las modernas pantallas de cristal líquido o
los tradicionales tubos de rayos catódicos.
4. La presencia de dispositivos como acumuladores, pilas y baterías, capacitores, resistores, relés,
sensores, conductores, circuitos impresos, medios de almacenamiento de datos, elementos de
generación de luz, sonido y calor, etc.
COMPONENTES PELIGROSOS EN LOS DISPOSITIVOS ELÉCTRICOS Y ELECTRÓNICOS.
Entre los componentes de los elementos eléctricos y electrónicos, se encuentran sustancias y materiales
tóxicos, como los metales pesados, los Bifenilos Policlorados, los Éteres Bifenílicos Polibromados y
materiales que al incinerarse en condiciones inadecuadas son precursores de la formación de otras
sustancias tóxicas como las dioxinas y los furanos, todas estas ambientalmente problemáticas.
Por esta razón, la eliminación de los RAEE, se viene constituyendo en un grave problema ya que por
ejemplo: “cada monitor de computadora o pantalla de televisor contiene entre 2 y 8 libras de plomo”
BASURA ELECTRÓNICA
(Martínez, 2008). “Ese plomo lo absorbemos cuando esa pantalla va a un tiradero en el campo, en el
suelo, a lo largo de los años se desintegra y, cuando llueve, pasa a los mantos freáticos. Eventualmente,
a largo plazo, tomaremos agua de ahí, entonces nos llegará el plomo al organismo” (Daniel, 2008).
De la misma manera al acumularse al aire libre, los demás componentes peligrosos, contaminarán el
suelo, el agua y el aire seguramente provocando en poco tiempo el aparecimiento de problemas graves
de salud.
A continuación y con la ayuda de las Fichas Internacionales de Seguridad Química, se hace una
caracterización de los componentes peligrosos, con el propósito de aportar con argumentos, del porqué
los RAEE se están constituyendo en un gran problema para la humanidad.
Plomo
Se presenta como plomo u óxido de plomo, en soldaduras, en placas de baterías, en los tubos de rayos
catódicos de los computadores y televisores. Se calcula que un televisor contiene cerca de 2 kg.de
plomo y un computador personal cerca de 0,4 kg.
Se puede absorber por inhalación del aerosol y por ingestión. La evaporación a 20°C (temperatura
ambiente) es despreciable; sin embargo, se puede alcanzar rápidamente una concentración nociva de
partículas en el aire. La exposición de corta duración puede causar efectos en el tracto gastrointestinal,
sangre, sistema nervioso central y riñón, dando lugar a cólicos, shock, anemia, daño renal y
encefalopatías. La exposición puede producir la muerte. Los efectos pueden aparecer de forma no
inmediata. Se recomienda vigilancia médica. La exposición prolongada o repetida puede afectar al tracto
gastrointestinal, sistema nervioso, sangre, riñón y sistema inmunológico, dando lugar a cólicos graves,
parálisis muscular, anemia, cambios en la personalidad, retardo en el desarrollo mental, nefropatías
irreversibles. Puede causar retardo en el desarrollo en los recién nacidos. Posibilidad de efectos
acumulativos.
Esta sustancia puede ser peligrosa para el ambiente; debería prestarse atención especial al aire y al agua.
En la cadena alimenticia referida a los seres humanos tiene lugar bioacumulación, concretamente en
vegetales y organismos acuáticos, especialmente en los peces.
Mercurio
HIDALGO L.
51
Se estima que más del 90% del mercurio de los RAEE proceden de las pilas y sensores de posición,
aunque también se lo encuentra aunque en pequeñas cantidades en los relés y tubos fluorescentes.
Se lo puede absorber por inhalación, a través de la piel y también como vapor. Por evaporación de esta
sustancia a 20°C se puede alcanzar muy rápidamente una concentración nociva en el aire. Por
exposición de corta duración, la inhalación del vapor puede originar neumonitis. El mercurio puede
causar efectos en el riñón y en el sistema nervioso central. Los efectos pueden aparecer de forma no
inmediata. Se recomienda vigilancia médica. Por exposición prolongada o repetida, la sustancia puede
afectar al sistema nervioso central y al riñón, dando lugar a inestabilidad emocional y psíquica,
temblores, alteraciones cognitivas y del habla. Peligro de efectos acumulativos. La experimentación
animal muestra que esta sustancia posiblemente cause efectos tóxicos en la reproducción humana.
En cuanto al medio ambiente, esta sustancia es muy tóxica para los organismos acuáticos. En la cadena
alimenticia referida a los seres humanos tiene lugar bioacumulación, concretamente en los peces.
Cadmio
Se estima que más del 90% del cadmio de los RAEE procede de las pilas recargables, también se lo
encuentra en determinados componentes de los circuitos impresos y es utilizado como estabilizador en
el PVC.
Al cadmio se lo puede absorber por inhalación del aerosol y por ingestión. La evaporación a 20°C es
despreciable; sin embargo, se puede alcanzar rápidamente una concentración nociva de partículas en el
aire. Por efecto de una exposición de corta duración la sustancia irrita los ojos y el tracto respiratorio.
La inhalación del humo puede originar edema pulmonar y fiebre de los humos metálicos. Los efectos
pueden aparecer de forma no inmediata. Se recomienda vigilancia médica. Los pulmones pueden
resultar afectados por la exposición prolongada o repetida a las partículas de polvo. La sustancia puede
afectar al riñón, dando lugar a proteinuria y disfunción del riñón. Esta sustancia es probablemente
carcinógena para los seres humanos.
Bario

BASURA ELECTRÓNICA
Se lo utiliza generalmente en los paneles frontales de los tubos de rayos catódicos con el propósito de
proteger de la radiación a los usuarios.
El Bario se puede absorber por ingestión. La sustancia irrita los ojos, la piel y el tracto respiratorio.
“Estudios han demostrado, que ciertas exposiciones al bario han causado aumento y endurecimiento
del cerebro, flaqueza muscular, daños al corazón y al hígado” (BAN, 2002).
Cromo
El cromo metálico de la forma cromo 0, se encuentra presente en los elementos ferrosos o acerados
pues es un componente de este. El cromo VI conocido como hexavalente se usa en el cromado en las
tinturas y pigmentos.
El cromo se puede absorber por inhalación del aerosol y por ingestión. La evaporación a 20°C es
despreciable; sin embargo, se puede alcanzar rápidamente una concentración nociva de partículas en el
aire cuando se dispersa. El contacto prolongado o repetido puede producir sensibilización de la piel.
“La Organización Mundial de la Salud (OMS) ha determinado que el cromo hexavalente es carcinógeno
en seres humanos; en el mismo sentido el Department of Health and Human Services (DHHS) de los
Estados Unidos ha determinado que ciertos compuestos de cromo hexavalente producen cáncer en
seres humanos y, la Environmental Protection Agency de Estados Unidos ha establecido que el cromo
hexavalente en el aire es carcinogénico en seres humanos” (Roman).
Arsénico
Se lo encuentra en los tubos de rayos catódicos antiguos. El Arsénico se puede absorber por inhalación
del aerosol, a través de la piel y por ingestión. La evaporación a 20°C es despreciable; sin embargo, se
puede alcanzar rápidamente una concentración nociva de partículas en el aire. Debido a la exposición
de corta duración la sustancia irrita los ojos, la piel y el tracto respiratorio. La sustancia puede causar
efectos en el sistema circulatorio, sistema nervioso, riñón y tracto gastrointestinal, dando lugar a
convulsiones, alteraciones renales, graves hemorragias, pérdida de fluidos y electrolitos, shock y muerte.
La exposición puede producir la muerte. Los efectos pueden aparecer de forma no inmediata. Se
recomienda vigilancia médica. El contacto prolongado o repetido con la piel puede producir dermatitis.
El contacto prolongado o repetido puede producir sensibilización de la piel. La sustancia puede afectar
HIDALGO L.
53
a las membranas mucosas, piel, riñón e hígado, dando lugar a neuropatías, desórdenes en la
pigmentación, perforación del tabique nasal y alteraciones tisulares. La sustancia es carcinógena para los
seres humanos.
El Arsénico es tóxico para los organismos acuáticos. Se aconseja firmemente impedir que el producto
químico se incorpore al ambiente.
Selenio
Generalmente está presente en los tableros de circuitos como rectificador de suministro de energía.
El Selenio se puede absorber por inhalación, a través de la piel y por ingestión. La evaporación a 20°C
es despreciable; sin embargo, se puede alcanzar rápidamente una concentración nociva de partículas en
el aire por dispersión. Por efecto de una exposición de corta duración la sustancia irrita los ojos y el
tracto respiratorio. La inhalación del polvo puede originar edema pulmonar. La inhalación del humo
puede originar síntomas de asfixia, escalofríos, fiebre y bronquitis. Los efectos pueden aparecer de
forma no inmediata. El contacto prolongado o repetido con la piel puede producir dermatitis. La
sustancia puede afectar al tracto respiratorio, al tracto gastrointestinal y a la piel, dando lugar a náuseas,
vómitos, tos, coloración amarilla de la piel, pérdida de uñas, aliento aliáceo y alteraciones dentales.
Los Bifenilos Policlorados (PCB)
Poseen magnificas propiedades dieléctricas, y de longevidad, no son inflamables y son resistentes a la
degradación térmica y química. Los (PCB) tienen 12 congéneres a los que la Organización Mundial de
la Salud ha asignado factores de equivalencia de toxicidad por su comportamiento parecido en este
aspecto al de la dioxina.
Antes de ser prohibidos eran utilizados en la fabricación de: transformadores eléctricos, condensadores
eléctricos, reactancias de lámparas, interruptores eléctricos, relés y otros accesorios, cables eléctricos,
motores eléctricos y electroimanes, además era utilizado como plastificante en cloruro de polivinilo,
neopreno y otras resinas artificiales.
Los Terfenilos Policlorados (PCT)
BASURA ELECTRÓNICA
Poseen propiedades físicas y químicas muy parecidas a las de los PCB por lo que se les utilizaron en las
mismas aplicaciones, son prácticamente insolubles en agua y muy resistentes a la degradación, además
de ser menos volátiles que los PCB. Las cantidades que se utilizaron en aplicaciones eléctricas fueron
muy pequeñas.
Los Bifenilos Policromados (PBB)
Son sustancias sólidas o cerosas a temperatura ambiente. Son prácticamente insolubles en agua y
sumamente resistentes a la degradación.
Los PBB se utilizaban fundamentalmente como retardadores de llama. Se añadían al plástico de
acrilonitrilo butadieno estireno, a las pinturas, lacas y a la espuma de poliuretano.
Los RAEE que contengan o estén contaminados con PCB, PCT o PBB están constituidos por
elementos como: condensadores, disyuntores, cables eléctricos motores, electroimanes, interruptores,
transformadores, reguladores de voltaje, disolventes, selladores, pinturas, fluidos dieléctricos y plásticos.
Retardantes de llama
Son químicos que se agregan a los componentes plásticos (carcasas) en el caso de los equipos
electrónicos, con el propósito de evitar que el fuego se esparza con facilidad. Los más utilizados son los
siguientes:
1. Éteres de Polibromodifenilos (PBDEs)
Son químicos ambientalmente persistentes, algunos altamente bioacumulativos y con capacidad de
interferir en el desarrollo normal del cerebro de los animales. Existe la sospecha de que varios de
estos PBDSs son disruptores endócrinos y que presentan facilidades para interferir a las hormonas
relacionadas con el crecimiento y el desarrollo sexual. Existen estudios en los cuales se ha
comprobado que afectan al sistema inmunológico.
2. Tetrabromobisfenol – A (TBBPA)

HIDALGO L.
55
Se ha comprobado que pueden interferir con las hormonas tiroideas, que tienen efectos sobre el
crecimiento y el desarrollo, se cree además que presentan efectos potenciales sobre otros sistemas
hormonales, sobre el sistema inmunológico, el hígado y los riñones.
3. Fosfato de Trifenilo (TPP)
Es sumamente tóxico para la vida acuática, es un fuerte inhibidor de un sistema de enzimas vitales
en la sangre humana. Puede causar dermatitis por contacto en algunas personas y es un posible
disruptor endócrino.
IMPACTO AMBIENTAL
Como ya se mencionó anteriormente este tipo de desecho es el de mayor crecimiento en los últimos
años, y crece de manera paralela al aumento en el consumo o utilización de nuevos y modernos
aparatos eléctricos y electrónicos.
Por poner tan solo un ejemplo de este crecimiento vertiginoso en la tabla 1, se presenta las ventas
anuales en seis países representativos de América Latina y el Caribe de PC´s que en pocos años se
convertirán en basura.
Tabla 1. Ventas anuales de PCs en los países más representativos de Latinoamérica y el Caribe entre 1983 y el 2008
País 1993-1999 2000 2001 2002 2003 2004 2005 2006 2007 2008
Argentina 3247 880 660 110 420 675 1200 1226.7 1324.5 1404.4
Brasil 14930.3 2989.6 3364.9 3310.4 3537.9 4280.2 5384.4 6031.5 6633.1 7197.8
Chile 1883 388.1 389.7 399.9 460.9 615.9 745.4 816.4 873.7 917.2
Colombia 1904.6 294 313.3 379 446.2 526.5 662.3 760.2 852.6 937.1
México 9128.4 1822 2020.5 1921.5 1889.4 2383.5 2659.7 3114.4 3355.4 3698.6
Venezuela 1349.8 285.4 294.7 231.9 174.9 276.2 383.2 452.1 519 572.4
Total 32443.1 6659.1 7043.1 6352.7 6929.3 8757.3 11035 12401.3 13558.3 14727.5
En miles de unidades
(Prince& Cooke, 2006)
De acuerdo a la descripción que se hizo de los principales componentes de estos aparatos y equipos, su
eliminación al dejar de ser utilizados provocan los siguientes efectos:
1. Por su peso y volumen ocupa gran cantidad de espacio al ser enviados como basura convencional a
los llamados vertederos. Al no gestionar técnicamente su eliminación total, el gran peligro

BASURA ELECTRÓNICA
constituye la contaminación del suelo, del aire y del agua con sustancias que tóxicas para la salud
humana que inclusive pueden resultar de la interacción con el medio ambiente que también
resultará contaminado acarreando consecuencias sumamente negativas.
2. La presencia de muchas personas en los vertederos, gestionando de manera antitécnica este tipo de
residuos, con el propósito de obtener de ellos plástico, metales, vidrio y otros materiales con el
grave riesgo de resultar afectados por las sustancias toxicas propias de estos aparatos o de las que se
producen como resultado de la interacción con el medio ambiente.
3. La imposibilidad de un reciclado fácil, rentable, seguro para los seres humanos y de baja
contaminación para el medio ambiente, provoca grandes consumos de energía y recursos naturales.
“Y la situación empeora si se considera el uso de los recursos en el sector electrónico. Fabricar un
PC con una pantalla plana de 17 pulgadas, demanda 240 kg de combustible fósil, 22 kg de
productos químicos 1500 litros de agua. Otro ejemplo: una planta de chips consume 7 millones de
litros de agua cada día” (Duery, 2007).
Como una consecuencia en el crecimiento de la tasa de renovación tecnológica y la gran acumulación
de equipos que han cumplido su ciclo de vida, los aparatos electrónicos y sus residuos crecen más
rápido que la implementación de nuevos equipos y mucho más que la conciencia ambiental junto con
su normativa y los programas eficaces para su manejo que se fomenten.
En la figura 1 se muestra este comportamiento con lo que se llama la “Ley de la basura electrónica"
(Prince, 2006).

HIDALGO L.
57
Figura 1. Ley de la Basura Electrónica
GESTION DE LOS RAEE EN LOS PAISES EN DESARROLLO.
Según la Organización Ambientalista Basel Action Network (BAN), con sede en la ciudad
estadounidense de Seattle “Unos 500 contenedores cargados con un volumen equivalente a 400000
monitores de computadora o 175000 aparatos de televisión ingresan a Lagos capital comercial de
Nigeria al mes” (Olucoya, 2008). A Lagos ingresan con gran facilidad artículos importados de segunda
mano por su bajo costo que en su mayoría son descartados poco tiempo después, creándose un gran
problema ambiental y de salud para los habitantes que se encuentran cerca de los vertederos que se
forman, debido que la gran mayoría de estos desechos son quemados al aire libre, emitiendo partículas
tóxicas.
“En un informe realizado en febrero del 2002 por los grupos BAN (Basel Action Network) y SVTC
(Silicon Valley Toxics Coalition), apoyados por Greenpeace China, Toxics Link India y SCOPE de
Pakistán, existen denuncias de que cerca del 80% de los residuos de aparatos electrónicos generados en
los Estados Unidos serán exportados para China, Pakistán e India para ser reciclados, donde las tareas
se realizaban en malas condiciones ambientales y sin ninguna precaución a la salud de los trabajadores”
(Casia).
“Según un artículo de la revista Time, la gran mayoría de la basura de equipos electrónicos termina en
países como China, India y Nigeria donde se encargan de su despacho” (Martínez, 2008).
BASURA ELECTRÓNICA
En el Ecuador, no existe una política para gestionar este tipo de residuos ni de parte del Ministerio del
Ambiente, ni de la Dirección de Medio Ambiente del Distrito Metropolitano de Quito.
Se pudo conocer de manera preliminar que existen dos gestores en Quito: La Fundación Hermano
Miguel y Servercompu, que desarman y extraen los componentes que pueden ser utilizados localmente,
para según dijeron el resto exportar a Europa en donde existe la tecnología apropiada para seguir
reciclándolos o eliminarlos por completo. Pero pocos conocen de su existencia y generalmente lo que
se ve es que los habitantes abandonan en la vía pública los aparatos cuando ya no le son útiles los
mismos que terminan en los botaderos de basura o en las casas de gente muy humilde que cree que
podrá hacerlos funcionar.
Por lo tanto es en los países en desarrollo como el nuestro que debe existir una gran preocupación por
conocer las alternativas de gestión de este tipo de desechos de manera técnica a fin de no comprometer
la calidad del ambiente y la salud de los seres humanos.
GESTIÓN DE LOS RAEE, BUSCANDO EL RECICLAJE
Con el propósito de gestionar los desechos electrónicos, la UNU, el Programa de Medio Ambiente de
la ONU, la Agencia de Protección Ambiental de Estados Unidos, algunas Universidades del mundo y
empresas como Dell, Microsoft, HP y Philips, crearon la iniciativa “Solucionar el problema de la e-
basura”. “Este proyecto busca, entre otras cosas, homogenizar los procesos de reciclado en el mundo
con el fin de que los componentes valiosos sean recuperados” (Aguayo, 2007).
Una de las principales compañías dedicadas a esta actividad es Hong Kong Recycling Company,
empresa que puede llevar hasta 70000 libras en solo furgón, puede pagar de 20 a 25 centavos por libra.
Los teléfonos, computadoras, televisores y demás aparatos eléctricos y electrónicos, generalmente pasan
por un proceso de desarmado manual, seleccionando los componentes que aún pueden ser utilizados
en la fabricación de nuevos productos, de la industria electrónica principalmente.
“Según Carlos Arizaga gerente de Seguridad y Medio Ambiente de TCG en México y Brasil: Al residuo
se le da un valor en la cadena productiva por lo que automáticamente deja de ser residuo, ya que se le
da otro uso y no va a los rellenos sanitarios. Desde el punto de vista ambiental, al entregar los
componentes a otros procesos, colaboramos a que la naturaleza no sea explotada” (Daniel, 2008).
HIDALGO L.
59
Actualmente existen empresas en Bélgica, Japón, China, Singapur y Estados Unidos que reciben los
remanentes de aparatos electrónicos procedentes de cualquier parte del mundo para reciclar y elaborar
otros productos.
Como ejemplos en este tipo de actividad vale la pena mencionar los siguientes:
1. Aproximadamente hace 19 años el consorcio transnacional Hewlett-Packard, comenzó el reciclado
de componentes electrónicos a través de la corporación transnacional Micro Metallics que
inicialmente procesó aproximadamente 18000 toneladas anuales.
2. En el año 2002, Micro Metallics, abrió una novedosa estación de reciclaje en Roseville, EE.UU.
Ellos transportan productos entre otros procedentes de: Hewlett-Packard, Compaq, Xerox, Digital
Equipment Corp y Sol Microsystems. Movilizan diariamente veinte semirremolques desde todos los
estados los componentes reciclables.
Las computadoras que resultan de actualizaciones de oficinas y que llegan “intactas”, se limpian se
prueban y se certifican para la reventa en el mercado de uso, las restantes se desmantelan para su
reciclado.
Los plásticos de las computadoras inutilizables, se clasifican de acuerdo a sus características físicas y
químicas y se envían a los fabricantes, quienes los funden para elaborar sus nuevos productos.
“El reciclaje de la chatarra electrónica ha desarrollado algunas técnicas muy refinadas que han
sobrepasado el de la industria de reciclaje de los vehículos” (Castellanos, 2005).
RESULTADOS Y DISCUSIÓN
La industria de aparatos y equipos eléctricos y electrónicos, es una de las de mayor crecimiento en la
actualidad, producida por la demanda cada vez más grande en todos los lugares del planeta por las
facilidades que prestan en el desenvolvimiento y desarrollo de todas las actividades humanas.
BASURA ELECTRÓNICA
A la par, al ser declarados como elementos inservibles, declaración que cada vez se la hace en períodos
de tiempo más cortos, pues esa es la característica de duración que está prevaleciendo en este tipo de
aparatos, crece el problema serio de cómo deshacerse de esta de basura, desecho o residuo.
Existen ya consideraciones ambientales por el impacto negativo que están causando y que se acentuaría
si no se implementan de manera técnica procesos para fabricarlos, para identificarlos, ubicarlos,
recolectarlos, transportarlos, desarmarlos, reutilizar partes con las cuales se pueden elaborar nuevos
productos, reciclar componentes, y por último eliminarlos sin contaminar el medio ambiente ni afectar
a la salud humana.
Como es lógico para disminuir los efectos del problema, lo ideal sería consumir el mínimo de elementos
que resulten tóxicos en cualquier etapa de la existencia del aparato y al mismo tiempo buscar
reemplazar estos por elementos más amigables para el ambiente y el ser humano.
De todas maneras el problema está presente y afectando ya sea de manera directa o indirecta tanto a
países industrializados como en vías de desarrollo, por lo que las soluciones tienen que ser integrales,
normalizadas y acogidas por la humanidad entera antes de que se convierta en algo irreversible o
demasiado costoso su solución o remediación.
Se está avanzando en el reciclaje como parte de la solución, pero actualmente el 90% de los equipos
acaban en los vertederos después de haber sido abandonados en la calle o lanzados sin ningún criterio
en contenedores que los transportarán.
Vale la pena recalcar que de este tipo de basura, cerca del 50% es metal que puede ser extraído y
reprocesado, el resto es plástico y vidrio que puede seguir el mismo camino y que por lo tanto puede
adquirir valor económico, beneficiando a quienes de manera técnica la gestionen.
Como una vía para frenar el crecimiento de la basura electrónica se ha presentado la iniciativa
“Solucionar el problema de la e-basura” (STEP, por sus siglas en inglés), por el Programa del Medio
Ambiente de Naciones Unidas (PNUD), universidades de los cinco continentes y empresas como Dell,
Microsoft, Hewlett Packard y Philips, entre muchas otras con el propósito de estandarizar el reciclado
en el mundo, extender la vida útil de los aparatos y homogenizar las legislaciones.

HIDALGO L.
61
CONCLUSIÓN
Por lo que es imperioso que en el país se comience a crear conciencia de la generación de este tipo de
basura, para que desde las instancias de poder correspondientes se implementen medidas probadas, que
tiendan a disminuir tanto la generación como la gestión antitécnica y desorganizada que trae consigo la
contaminación del medio ambiente perjudicando como siempre al ser humano.
BIBLIOGRAFÍA
Aguayo Olivia. (2007). Lucha la ONU contra e-basura. Reforma. México D.F., México.
Angela Cassia Rodrigues. El Crecimiento de los Residuos de Aparatos Eléctricos y Electrónicos fuera
de uso: El Impacto Ambiental que presentan.
http://www.bvsde.paho.org/bvsaidis/mexico2005/cassia.pdf
Castellanos Néstor Alonso. (2005). La chatarra electrónica, la contaminación ambiental y su efecto
económico. XVI Forum de Ciencia y Tecnología. La Habana Cuba.
Daniel Santiago. (2008) El camino que sigue tu basura electrónica. El Norte. México D.F., México.
Duery A. Lilian. (2007). La basura electrónica crece el triple que la domiciliaria. El Mercurio de Chile.
Marzo12.
Martinez Rivera Carlos. (2008). A China la basura electrónica. El Nuevo Día de Puerto Rico. Julio 20.
Prince Alejandro. (2006). Presentación en el primer Taller de Reciclaje SUR-IDRC, Brasilia.
Olukoya Sam. (2008). Ambiente- Nigeria: Bajo la Basura Electrónica. Noticias en Español. Enero28.
Román Moguer Guillermo.(2007). Diagnóstico sobre la generación de basura electrónica en México.
ENFOQUTE. 1: 62-73
Copyright © 2010 Universidad Tecnológica Equinoccial
ISSN: 1390-6542
MODELO DE CONTAMINACIÓN DEL AIRE
Iván Naula1
RESUMEN
El presente documento estudia un modelo matemático de contaminación del aire, este modelo se basa
en una ecuación en derivadas parciales de tipo parabólico lineal llamada ecuación de convección
difusión. En la primera parte se trata el tema de contaminación del aire, su importancia, causas,
consecuencias y por qué es necesario formular modelos matemáticos, luego se realiza un estudio de los
principales resultados de la mecánica de medios continuos aplicados a la contaminación del aire, y se
propone un modelo matemático.
INTRODUCCIÓN
La contaminación ambiental merece mucha más atención que la que actualmente se da en el país,
debido a que afecta a la salud de las personas y a la economía en general. Para tratar el problema de la
contaminación del aire se hace necesaria la intervención de un equipo multidisciplinario. Esto quiere
decir, físicos, químicos, biólogos, ambientalistas, matemáticos, sociólogos, médicos, etc. El papel que
vendría a desempeñar el matemático es el correspondiente al tratamiento de datos e indicar en qué
forma se está contaminando el ambiente, esto se lo hace mediante el desarrollo de modelos
matemáticos y simulación numérica.
Los modelos matemáticos se subdividen en dos grupos:
Modelos basados en el análisis estadísticos de datos obtenidos por una red de monitoreo y
vigilancia.
Modelos de transporte y procesos químicos atmosféricos.
1 Facultad de Ciencias de la Ingeniería, Universidad Tecnológica Equinoccial, Av. Occidental y Mariana de Jesús. Quito, Ecuador. [email protected]

NAULA
63
Un modelo matemático basado sobre las ecuaciones de conservación de masa son los más utilizados.
Estos permiten integrar en una sola ecuación (o un conjunto de ecuaciones para varias especies) los
efectos de todos los procesos dinámicos (velocidad del viento, temperatura, presión, reacciones
químicas de los contaminantes) que influyen en el equilibrio de masa de un volumen determinado de
aire. Estos problemas de transporte, difusión turbulenta, reacciones de todos los contaminantes de
interés se denominan ecuaciones en derivadas parciales de convección-difusión.
Las ecuaciones de convección-difusión, por lo general, no pueden resolverse exactamente. Estas deben
resolverse numéricamente. El método más utilizado para aproximar soluciones de ecuaciones de
convección-difusión es el de elementos finitos. La resolución numérica permite construir mapas de la
distribución de concentración de contaminantes (de una o varias especies, o global).
Los modelos matemáticos de contaminación del aire están dirigidos a mejorar la calidad del aire que
respiramos, elaborar planes y estrategias a corto, mediano y largo plazo en la lucha contra la
contaminación ambiental.
OBJETIVOS
Formular un modelo matemático de contaminación del aire.
Mediante el método de elementos finitos, hallar una solución aproximada del problema.
EFECTOS DE LA CONTAMINACIÓN
Salud, enfermedades.
Vegetación, suelo.
Construcciones, monumentos.
FUENTES DE CONTAMINACIÓN
Móviles, autos.
Estacionarias, industrias.
Puntuales, chimeneas.
De área, comunidad.
MEDICIÓN
Recolección de muestras.

MODELO DE CONTAMINACIÓN DEL AIRE
Comparación de concentraciones, quimioluminiscencia, ozono.
Ondas acústicas.
MECÁNICA DE MEDIOS CONTINUOS
Volumen de Control.
Región fija del plano o del espacio a través de la cual circula un fluido.
Fluido
Sustancia que deforma continuamente bajo la acción de un esfuerzo de corte.
Flujo
Cantidad de masa que atraviesa una superficie de área A en un tiempo t.
PARÁMETROS CINEMÁTICOS
Densidad
,BA
AA
V
m
,BA
BB
V
m
.BA
BA
BA
V
mm
Concentración
,
A
BA
AA
m
mC
.
B
BA
BB
m
mC
Flujo de Masa
,AAA vN
,BBB vN
.BA NNN
Flujo de masa (velocidad convectiva del fluido)
).( vvJ AAA

NAULA
65
Primera Ley de Fick: La rapidez de transferencia de masa de una sustancia A es directamente
proporcional al gradiente de concentración de dicha sustancia
,AABA CDJ
DAB es el coeficiente de difusión molecular.
RESULTADOS
Puesto que
,vJN AAA
y
.AA C
Entonces se tiene:
.vCCDN AAABA
ECUACIÓN DE BALANCE DE MASA
La rapidez de acumulación de masa de la especie A dentro del volumen de control será igual a la suma
del flujo neto de masa de A en el volumen de control y la rapidez de producción de masa de A por
reacción química o biológica en el volumen de control.
MODELO MATEMÁTICO
Se tiene el siguiente resultado
,AAA fN
t
Entonces
,)()( AAAABA fvCCDCt

MODELO DE CONTAMINACIÓN DEL AIRE
Luego
..
AAABAAA
fCDCvvCC
t
Además, dado que el fluido es incompresible,
0 v
Se tiene la ecuación de convección-difusión
..
AAABAA
fCDCvC
t
Luego el problema es el siguiente:
Hallar RenTxC ,0 solución de
.
,
,,0.
)(
inicialessCondicione
bordedesCondicione
TxsobrefqCCvCDt
C
P
PLANTEAMIENTO DEL PROBLEMA
Como se vio anteriormente la ecuación diferencial siguiente es la que modela el fenómeno de
contaminación ambiental. Esta es una ecuación de tipo parabólico lineal cuya solución la
aproximaremos mediante el método de elementos finitos.

NAULA
67
Dónde R2 es un conjunto abierto, acotado, convexo en el cual vamos a estudiar la concentración de
contaminante.
Sea la frontera de, 1 y 2 son conjuntos tales que = 21 y además 21 .
La función tyxD ,, representa el coeficiente de difusión molecular del contaminante en el aire. En
realidad este coeficiente es una constante pero se a tomado como una función con el fin de darle la
mayor generalidad posible al problema. Como se ha dicho anteriormente, D depende de muchos
factores, entre ellos de los períodos de estiaje e invernales.
Suponemos que esta función D satisface las hipótesis siguientes:
TCDi ,0) 1
0,,) tyxDii Ttyx ,0,,
La función vectorial
V = tyxvtyxv ,,,,, 21 en el modelo representa la velocidad del viento en un
punto (x, y) del convexo en el cual estamos haciendo el estudio de concentración de contaminantes
al instante t.
Suponemos que las 21,vv son funciones tales que 21,vv TC ,00 .
La construcción de la función vectorial
V se lo hará en base a los datos de las velocidades del viento
tomadas en distintas partes del dominio, que generalmente se lo hace mediante series cronológicas. Se
asume que 21,vv son datos conocidos para el problema.
1) sobre
,
2) C en ,
3) en ,
4) C . (x, y)

MODELO DE CONTAMINACIÓN DEL AIRE
La función q(x, y, t) representa las reacciones químicas que sufre el contaminante en la atmósfera.
Supondremos que q TC o ,0 y 0,, tyxq (x, y, t) T,0 .
Se asume igualmente que q es un dato conocido.
La función f(x, y, t) representa las fuentes de contaminante que existen en el dominio. Suponemos f
TC o ,0 y 0,, tyxf (x, y, t) T,0 .
En cuanto a la construcción de la función f se lo puede hacer en base a la toma de información de la
cantidad de contaminante que arrojan al ambiente las principales fuentes como son los gases emitidos
por los automóviles y buses, fábricas, entre otros. Generalmente, f se construye mediante splines o
polinomios que se obtienen mediante el método de los mínimos cuadrados.
La derivada normal de C se define como sigue
nC
n
C. , donde
n es el vector normal exterior a .
La condición de frontera rn
C
se le denomina condición de frontera de Neumann. Esta condición
va a representar el flujo entrante o saliente del contaminante hacia el interior o exterior respectivamente
de al instante t, en caso de que r =0 la condición se denominaría condición de Neumann
homogénea.
La condición C(x, y, t) = g(x, y, t) sobre T,01 se denomina condición de Dirichlet donde g(x, y, t)
va a representar la concentración del contaminante en 1 al instante t. Dependiendo de las
características del problema, podemos considerar solo la condición C(x, y, t) = 0 sobre 21
donde la tomaríamos suficientemente grande, esto significa que si nosotros estamos realizando un
estudio de contaminación de una ciudad X al considerar suficiente grande, asumimos que la ciudad
X se encuentra localizada en el interior de , que podríamos asumir que en la frontera de existe
contaminación despreciable en cada instante t[0, T]. Sin embargo, se deberá tomar en cuenta que estas
consideraciones solamente las podemos hacer cuando el estudio se realice sobre una ciudad completa y
cuyos sectores aledaños garanticen la casi nulidad de contaminación. Esto no se hará en estudios
correspondientes a zonas parciales de ciudades.

NAULA
69
Consideramos g(x, y, t) tal que g TC ,01
0
La condición C(x, y, 0) = h(x, y) se denomina condición inicial del problema. En el presente modelo
h(x, y) representa la concentración de contaminante que se tiene actualmente sobre . Supondremos
0Ch .
La construcción de la función h se lo hace en base a los datos del monitoreo de la concentración del
contaminante que se tiene actualmente.
FORMULACIÓN DÉBIL DEL PROBLEMA
Se introducen los espacios V, W siguientes:
V = 1
1 0 sobrevHv ,
W =
2
1 0 sobren
uHu ,
H=L2().
Multiplicando los dos miembros de la ecuación 1 por vV e integrando sobre se tiene.
fvdxqCvdxvdxCVvdxCDdivvdx
dt
dC.
Usando el teorema de Green – Gauss en el segundo término y la derivada bajo el signo de la integral en
el primer término, se obtiene.
dt
d
vdsnCDdxvCDCvdx .
fvdxqCvdxvdxCV ,
Y dado que 21 , se deduce

MODELO DE CONTAMINACIÓN DEL AIRE
1 2
vdsdn
dCDvds
dn
dCDfvdx
vdxCVdxvCDCvdxdt
d
,
Sobre 2 se tiene la condición de frontera 0
n
C, de la definición del espacio V se tiene v = 0 sobre
2 . Luego los dos últimos términos se anulan.
.
Procediendo de igual manera con la condición inicial (4) se tiene
VvhvdxvdxyxC 0,,
Definimos la forma bilineal siguiente:
vCtavC
RVWvCta
,,,
:,,
Con
qCvdxvdxCVvdxCDvCta ,,
y también la forma lineal
vL
RVL
t
t
v
:
con
fvdxvLt )(
La formulación débil del problema (P) queda como se sigue
.,,0
,,,,
*;,0*;,0;,0Hallar 22
VvvqvC
VvvLvtCtavtCdt
d
VTLdt
dCquetalVTCVTLC
VV
tV
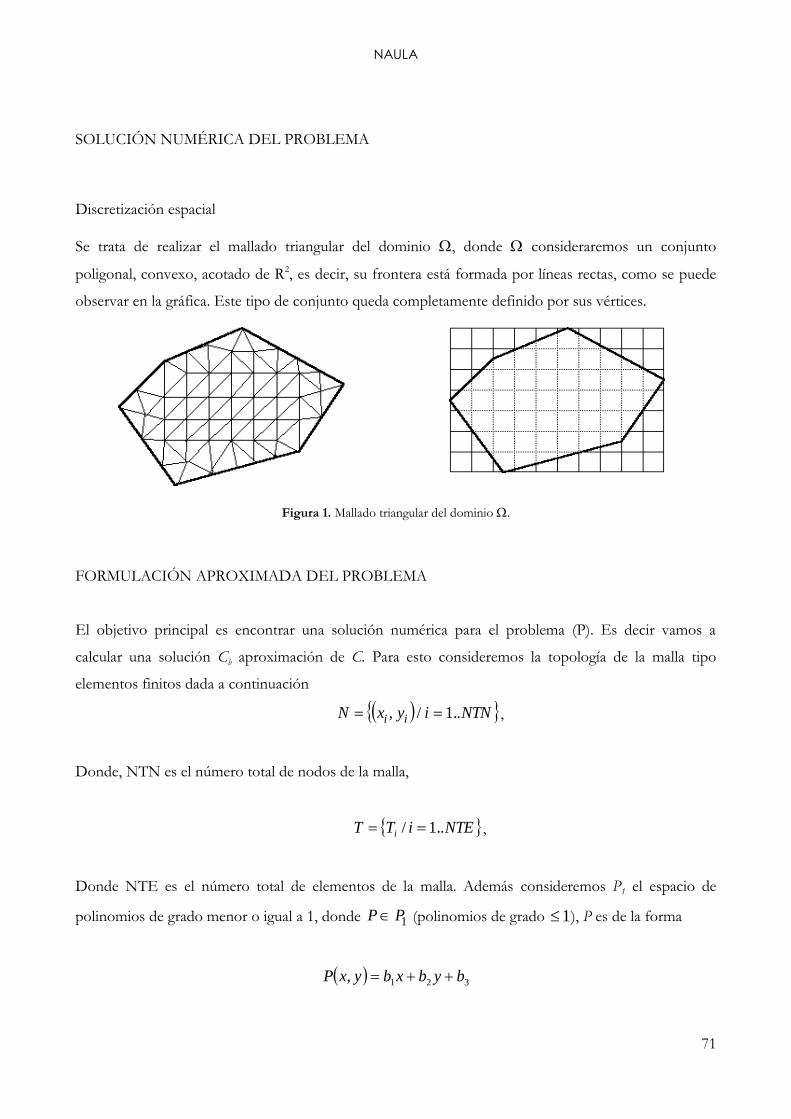
NAULA
71
SOLUCIÓN NUMÉRICA DEL PROBLEMA
Discretización espacial
Se trata de realizar el mallado triangular del dominio , donde consideraremos un conjunto
poligonal, convexo, acotado de R2, es decir, su frontera está formada por líneas rectas, como se puede
observar en la gráfica. Este tipo de conjunto queda completamente definido por sus vértices.
Figura 1. Mallado triangular del dominio .
FORMULACIÓN APROXIMADA DEL PROBLEMA
El objetivo principal es encontrar una solución numérica para el problema (P). Es decir vamos a
calcular una solución Ch aproximación de C. Para esto consideremos la topología de la malla tipo
elementos finitos dada a continuación
NTNiyxN ii ..1/, ,
Donde, NTN es el número total de nodos de la malla,
NTEiTT i ..1/ ,
Donde NTE es el número total de elementos de la malla. Además consideremos P1 el espacio de
polinomios de grado menor o igual a 1, donde 1PP (polinomios de grado 1 ), P es de la forma
321, bybxbyxP

MODELO DE CONTAMINACIÓN DEL AIRE
Con esta consideración se elige el siguiente espacio
NTEiPCVhiT
...1,/ 1 .
Vh es subespacio de dimensión finita de V y tomando en cuenta este, se escribe una formulación
aproximada:
Para cada t ]0, T], hallar Ch(t) Vh solución de:
hhhhh
hhhthhhh
VvvqvC
VvvLvCtadt
vtCd
,),0(
)),,(()),((
CONCLUSIONES Y RECOMENDACIONES
La contaminación ambiental merece mucha más atención que la que actualmente se da en el país,
debido a que afecta a la salud de las personas y a la economía en general.
Los modelos matemáticos de contaminación del aire están dirigidos a mejorar la calidad del aire que
respiramos, elaborar planes y estrategias a corto, mediano y largo plazo en la lucha contra la
contaminación ambiental.
La importancia de establecer modelos matemáticos para este problema y especialmente el uso de la
simulación numérica, radica en la necesidad cierta de predecir las consecuencias causadas por la
contaminación, ya sean estas a corto, mediano o largo plazo.
Las ecuaciones diferenciales en derivadas parciales surgen en muchos fenómenos físicos, químicos,
biológicos que se producen en la naturaleza.
Los modelos matemáticos se subdividen en dos grupos: Modelos basados en el análisis estadístico de
datos obtenidos por una red de monitoreo y vigilancia, y modelos de transporte de procesos químicos
atmosféricos. Los modelos matemáticos más utilizados son los que están basados sobre las ecuaciones
de conservación de masa, debido a que estos permiten integrar en una sola ecuación o en un conjunto
de ecuaciones los efectos de todos los procesos dinámicos (velocidad del viento, temperatura, presión,

NAULA
73
reacciones químicas de los contaminantes) que influyen en el equilibrio de masa de un volumen
determinado del aire.
Las ecuaciones de convección - difusión, por lo general no pueden resolverse exactamente, esto nos
conduce a realizar una aproximación numérica de la solución. El método más utilizado para aproximar
soluciones de este tipo es el de elementos finitos.
La resolución numérica permite construir mapas de la distribución de concentración de contaminante
(de una o varias especies o global).
Debido a la importancia del problema de la contaminación ambiental, se recomienda realizar un estudio
más profundo en espacios funcionales más generales.
Se hace necesario un análisis de condiciones de frontera Neumann no homogéneas, dado la
generalización del problema.
BIBLIOGRAFÍA
Incropera Frank P., David P. De Witt. (1999). Fundamentos de transferencia de calor. Cuarta edición,
editorial Prentice Hall, México.
Benalcázar Hernán. (2000). Curso de Análisis Numérico II. Universidad Central del Ecuador, Quito.
Zienkiewicz O. C. (1977). El método de los elementos finitos. Tercera edición, editorial McGraw Hill.
Livesley R. K. (1994). Elementos finitos – Introducción para ingenieros. Primera edición, editorial
Limusa, México.
Programa ALFA, RED PRINCAS. (1999) Universidad Central del Ecuador, Quito.

ENFOQUTE. 1: 74-81
Copyright © 2010 Universidad Tecnológica Equinoccial
ISSN: 1390-6542
SISTEMA DE NAVEGACIÓN AUTOMÁTICA
CONTROLADA POR VOZ PARA UNA SILLA DE RUEDAS
Marcelo Arévalo Luzuriaga1
RESUMEN
EL objetivo principal del presente proyecto fue desarrollar un sistema autónomo capaz de movilizar a
personas discapacitadas parapléjicas sobre una silla de ruedas, utilizando un simple comando o
instrucción de voz.
El sistema de control del navegador está basado en un microcontrolador tipo PIC 16f877A como
elemento maestro del comando y de 2 microcontroladores esclavos para la ejecución del
reconocimiento de voz y manejo de los actuadores. El microcontrolador RCS 300 realiza el
almacenamiento y reconocimiento de los comandos de voz utilizados para el control del equipo.
Este equipo posee también la alternativa de un comando manual mediante un joystick ubicado en la
parte frontal de la silla, siendo esta función una de las 15 posibilidades de trabajo que posee el equipo,
así mismo el sistema está dotado con un conjunto de 6 sensores ultrasónicos programables que entran a
funcionar en el modo autónomo y sirven de seguridad al hablante ante posibles colisiones con
obstáculos en todo su perímetro y también abismos que encuentre durante su trayectoria.
1 Facultad de Ciencias de la Ingeniería, Universidad Tecnológica Equinoccial, Av. Occidental y Mariana de Jesús. Quito, Ecuador. [email protected]
AREVALO M.
75
INTRODUCCIÓN
El análisis de una señal de voz o acústica inicia desde cuando la señal es generada en las cuerdas vocales
del hablante y, se le considera una señal sonora.
Las señales sonoras que se caracterizan por tener alta energía y una frecuencia que va en el rango de los
300 Hz a 4000 Hz las cuales se generan por intermedio de las cuerdas vocales y además presentan cierta
periodicidad.
La señal de voz básicamente está constituida por ondas de presión producidas por el aparato humano.
La captura de este tipo de señal se realiza mediante un micrófono, el cual se encargará de convertir la
onda de presión sonora en una señal eléctrica.
La señal analógica obtenida se debe convertir formato digital, para poder procesarla en la computadora
lo que se realiza mediante dos procesos: muestreo y cuantificación. Este proceso se conoce como
Modulación por Código de Pulsos (PCM).
Posteriormente se hace un pre procesamiento de la señal vocal. Esto se realiza a través de técnicas, que
permiten extraer la información acústica directamente a partir de la señal vocal emitida.
Dentro del reconocimiento de señales acústicas se puede tener tres tipos de sistemas de reconocimiento
los cuales son:
Dependiente del hablante,
Independiente del hablante, y
Adaptable al hablante
Un sistema dependiente del hablante es desarrollado para funcionar para un sólo hablante.
Un sistema independiente del hablante es desarrollado para funcionar para cualquier hablante de un
determinado tipo (por ejemplo, Inglés Americano).
Un sistema adaptable al hablante es desarrollado para adecuar su funcionamiento a las características de
nuevos hablantes.

SISTEMA DE NAVEGACIÓN AUTOMÁTICA
METODOLOGÍA
En el Diseño e implementación del equipo se consideraron tres fases:
la estructura mecánica sobre la silla de ruedas.
el hardware.
y el software.
Para conseguir la movilidad autónoma de la silla fue necesario adaptar engranes a las ruedas posteriores
y transmitir movimiento con una cadena desde un motor acoplado a un motor reductor, como se puede
apreciar en la figura 1.
Figura 1. Motor reductor acoplado a eje de la silla
De igual manera se hicieron adaptaciones mecánicas para poder transportar la fuente de poder del
conjunto y ubicar estratégicamente los sensores ultrasónicos en la periferia de la silla, figuras 2 y 3.

AREVALO M.
77
Figura 2. Distribución de sensores en la periferia de la silla
Figura 3. Estructura para parte electrónica.
Toda la estructura está comandada por un conjunto de microcontroladores que constituyen la parte
inteligente de la silla, el hardware de este sistema está formado por varios elementos electrónicos unidos
en una tarjeta madre que recibirá las señales de los elementos externos y generará el comando lógico de
las saldas de control.
Además de la tarjeta madre, figura 4, se tienen dos tarjetas electrónicas enlazadas a esta por un bus de
datos, la primera encargada del reconocimiento de la voz, figura 5, cuyo esquema se presenta en la
figura 6, y la segunda encargada del manejo de la potencia de la parte motriz, figura 7.

SISTEMA DE NAVEGACIÓN AUTOMÁTICA
Figura 4. Tarjeta madre de control Figura 5. Tarjeta de reconocimiento de voz
Figura 6. Esquema de la tarjeta de reconocimiento de voz. Figura 7. Tarjeta de potencia, parte motriz
Por último el software de programación de los microcontroladores, tanto PIC como RSC 300, se
desarrolló en lenguaje ensamblador, compilado y descargado en los mismos hasta obtener los resultados
deseados.
AREVALO M.
79
RESULTADOS
Luego de la aplicación de la metodología descrita, se obtuvo un equipo que tiene la capacidad de
realizar las siguientes subrutinas de acción, descritas en la tabla 1.
Tabla 1. Palabras que reconoce el equipo.
Orden Descripción
Auto Modo automático
Manual Modo manual
Adelante Movimiento hacia adelante
Atrás Movimiento hacia atrás
Izquierda Giro a la izquierda
Derecha Giro a la derecha
Paro Detiene
Como se puede observar en la tabla 1, únicamente se ocupan 7 de las 15 posibles instrucciones que
puede recibir el microcontrolador RSC 300 en el sistema dependiente del hablante, dando la posibilidad
de aumentar las subrutinas de acción de este equipo, añadiendo accesorios que mejoren el desempeño
del equipo.
De igual manera los sensores ultrasónicos son calibrables a una distancia que va desde 5 cm hasta 80
cm desde el mismo hacia el obstáculo, lo que permite que la silla en modo automático pueda mantener
una trayectoria y evadir cualquier tipo de obstáculo o abismo.

SISTEMA DE NAVEGACIÓN AUTOMÁTICA
CONCLUSIÓN
Se ha comprobado que el reconocimiento de voz es una gran herramienta que no ha sido desarrollada
en su totalidad aun en nuestro país, y que ofrece una verdadera comunicación directa y confiable entre
el hombre y la máquina, cosa que antiguamente se constituía en un sueño, ya que la manera de
comunicación con la maquina era por medio de interfaces gráficas, botones o hmi’s que necesitaban de
acciones físicas del usuario. Mas ahora se puede controlar a todo tipo de maquinaria por medio de
nuestra voz y con palabras comunes como si se estuviera hablando con un operario más dentro de la
industria.
Este sistema de exploración posee ventajas sobre los otros sistemas existentes, pues en este caso el
usuario no necesita más que su voz para poder realizarlo, permitiendo de esta manera ser manejado por
personas físicamente discapacitadas y para nuestro caso, parapléjicas.
Este equipo contribuye a relacionar la parte científica de la Universidad con la comunidad,
respondiendo a su responsabilidad social.

AREVALO M.
81
BIBLIOGRAFÍA
J.M. Montero*, J. Gutiérrez-Arriola*, J. Colás*, J. Macías-Guarasa*, E. Enríquez**, J.M. Pardo*,
“desarrollo de un sintetizador de habla en español”, Universidad Politécnica de Madrid, 2008
Hoja de especificaciones técnicas del microcontrolador RSC 300/364 de la sensoryinc 2009
Lleida, E., Rose, R.C.: "Utterance verification in continous speech recognition: decoding and training
procedures" IEEE Transactions on Speech and Audio Processing, vol. 8(2), pp. 126--139, 2008.
Xuedong Huang, Alex Acero, Hsiao-Wuen Hon: "Spoken Language Processing: A Guide to Theory,
Algorithm and System Development", Prentice Hall, 2009.
http://www.euskalnet.net/iosus/speech/recog.html
Ron Cole. (2007). “Aplicaciones de reconocimiento de voz”, Oregon Institute.
ENFOQUTE. 1: 82-89
Copyright © 2010 Universidad Tecnológica Equinoccial
ISSN: 1390-6542
ESTRUCTURACIÓN DEL PRECIO DE UN MENÚ
Raúl Baldeón Dávalos1
RESUMEN
El presente trabajo propone un procedimiento claro y sencillo para establecer el costo de producción y
el precio de venta de un menú.
Para establecer el precio se aplicó mecanismos de cálculo tales como, agregando un porcentaje a los
costos unitarios totales y mediante un modelo de maximización de utilidades. Sin embargo será el
propietario del negocio quien determine cual método aplicar dada la estructura de sus costos y el
tamaño del negocio.
Se presenta un ejemplo aplicado a una microempresa dedicada a la producción y venta de sánduches,
refrescos y aguas aromáticas.
INTRODUCCIÓN
En el Ecuador las pequeñas empresas dedicadas a la prestación de servicios, tales como los
Delicatessen, generalmente no funcionan como empresas organizadas, tales como sociedades, sino
como empresas personales.
En estos negocios normalmente se determina el precio de venta de sus productos al “ojo”, por cuanto
no se lleva un adecuado registro de costos y gastos para establecer el costo de producción.
Además no solamente el precio de venta, determina la competencia o no de una empresa, también se
debe considerar otros aspectos como: proveedores, competidores potenciales, compradores y
sustitutos.
1 Facultad de Ciencias de la Ingeniería, Universidad Tecnológica Equinoccial, Av. Occidental y Mariana de Jesús. Quito, Ecuador. [email protected]

ESTRUCTURACIÓN DEL PRECIO DE UN MENÚ
83
El objetivo de esta investigación es determinar que la falta de procedimientos técnicos por parte de
microempresas dedicadas a la producción de estas actividades, hace necesario establecer un mecanismo
para el cálculo de los costos en la producción que ayude a las personas dedicadas a esta actividad a que
puedan establecer un precio real con el que puedan vender sus productos y servicios generando una
utilidad razonable para que la empresa se mantenga en el mercado y tengan posibilidades de
crecimiento.
METODOLOGÍA
Formas de calcular el precio
Cuando hay mayor exigencia, competencia, y menores márgenes de ganancia, la correcta fijación de
precios es esencial. Así las cosas, es necesario ser mucho más precisos y profesionales a la hora de
calcular costos y fijar precios, porque errores de cálculo de unos pocos centavos pueden costar muy
caro y constituir la diferencia entre crecer, sobrevivir o sucumbir en el intento.
Es necesario calcular en primera instancia el costo de producción de cada uno de los productos que se
elaboran, en este caso los materiales directos, la mano de obra directa y los costos indirectos de
fabricación.
Luego establecer el cálculo del precio de acuerdo a las dos modalidades mencionadas:
Agregando un porcentaje a los costos unitarios totales
Mediante un modelo de maximización de utilidades
Agregando un porcentaje a los costos unitarios totales:
En este caso se determina un margen, el cual puede ser sobre los precios o sobre los costos.
Si el margen es sobre el precio unitario de venta, p:
p = Kp + c (1.1)
En donde

BALDEÓN
P = precio unitario de venta
K = margen sobre el precio
c = costo unitario
A partir de (1.1) se obtiene:
K
cp
1 (1.2)
Si el margen es sobre el costo unitario:
P = c + mc
P = c (1+ m) (1.3)
En donde m es el margen sobre los costos
Mediante un modelo de maximización de utilidades
Exige llevar a cabo un análisis estadístico que permita definir, en cada caso en particular, la expresión
matemática correspondiente a la función de demanda, que puede ser del siguiente tipo:
Q = ap + bY + cP + dPu (1.4)
En donde:
Q = cantidad producida
p = precio unitario de venta
Y = ingreso o renta del consumidor per cápita
P = Población
Pu = gasto en publicidad
Además es necesario conocer la función de costos totales, C, correspondiente a las cantidades que
pueden producirse en cada periodo
Esta función puede ser de la forma:
C = vQ + F (1.5)
En donde:
C = costo total
v = costo variable unitario
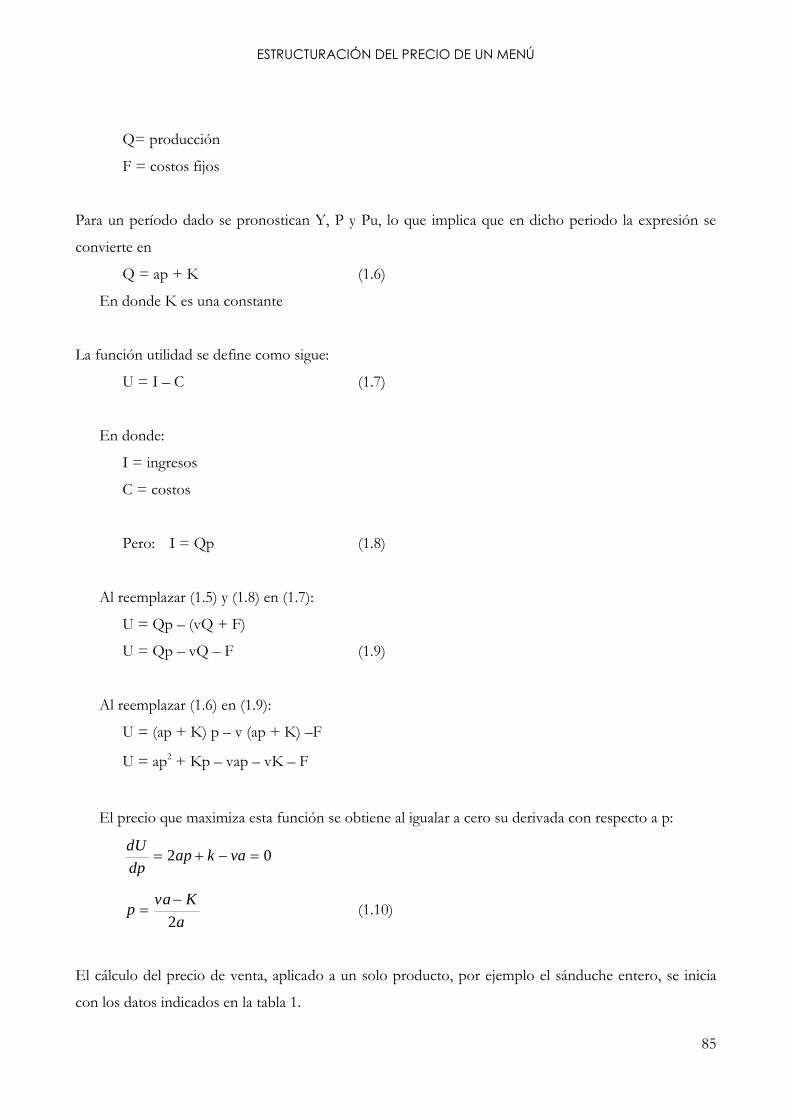
ESTRUCTURACIÓN DEL PRECIO DE UN MENÚ
85
Q= producción
F = costos fijos
Para un período dado se pronostican Y, P y Pu, lo que implica que en dicho periodo la expresión se
convierte en
Q = ap + K (1.6)
En donde K es una constante
La función utilidad se define como sigue:
U = I – C (1.7)
En donde:
I = ingresos
C = costos
Pero: I = Qp (1.8)
Al reemplazar (1.5) y (1.8) en (1.7):
U = Qp – (vQ + F)
U = Qp – vQ – F (1.9)
Al reemplazar (1.6) en (1.9):
U = (ap + K) p – v (ap + K) –F
U = ap2 + Kp – vap – vK – F
El precio que maximiza esta función se obtiene al igualar a cero su derivada con respecto a p:
02 vakapdp
dU
a
Kvap
2
(1.10)
El cálculo del precio de venta, aplicado a un solo producto, por ejemplo el sánduche entero, se inicia
con los datos indicados en la tabla 1.
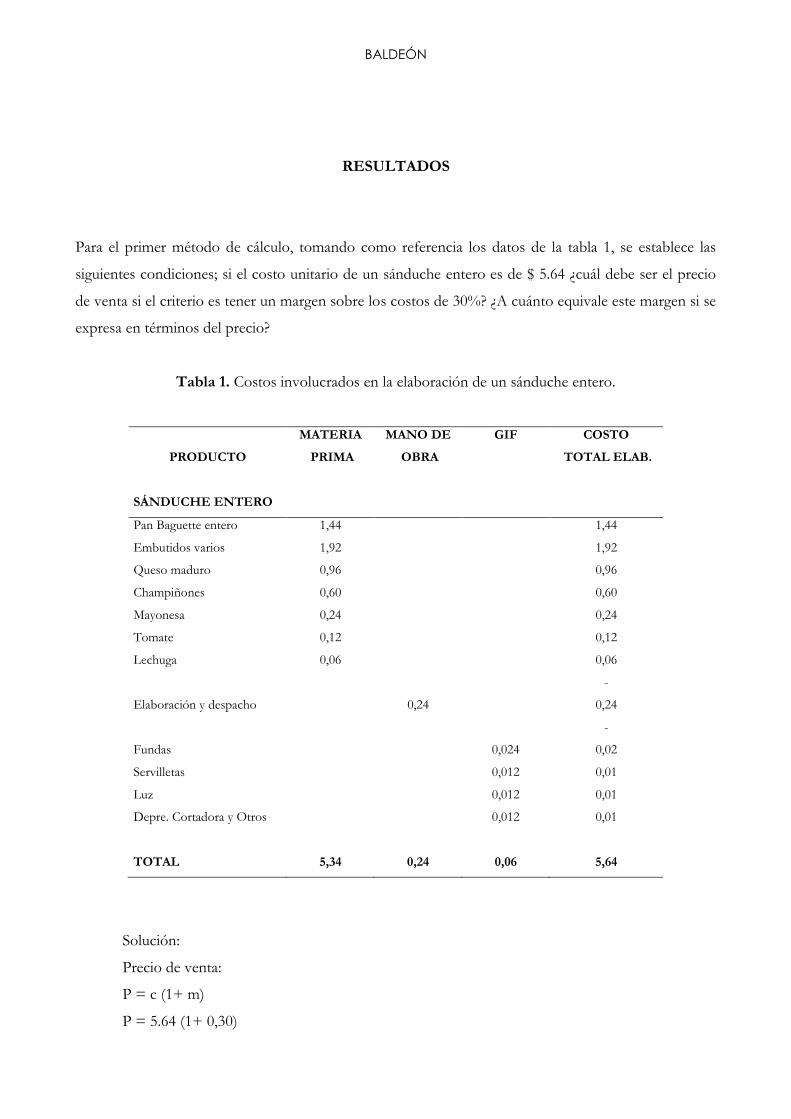
BALDEÓN
RESULTADOS
Para el primer método de cálculo, tomando como referencia los datos de la tabla 1, se establece las
siguientes condiciones; si el costo unitario de un sánduche entero es de $ 5.64 ¿cuál debe ser el precio
de venta si el criterio es tener un margen sobre los costos de 30%? ¿A cuánto equivale este margen si se
expresa en términos del precio?
Tabla 1. Costos involucrados en la elaboración de un sánduche entero.
PRODUCTO
MATERIA MANO DE GIF COSTO
PRIMA OBRA TOTAL ELAB.
SÁNDUCHE ENTERO
Pan Baguette entero 1,44 1,44
Embutidos varios 1,92 1,92
Queso maduro 0,96 0,96
Champiñones 0,60 0,60
Mayonesa 0,24 0,24
Tomate 0,12 0,12
Lechuga 0,06 0,06
-
Elaboración y despacho 0,24 0,24
-
Fundas 0,024 0,02
Servilletas 0,012 0,01
Luz 0,012 0,01
Depre. Cortadora y Otros 0,012 0,01
TOTAL 5,34 0,24 0,06 5,64
Solución:
Precio de venta:
P = c (1+ m)
P = 5.64 (1+ 0,30)

ESTRUCTURACIÓN DEL PRECIO DE UN MENÚ
87
P= 7.33 dólares
Valor del margen sobre el precio:
K
cP
1
K
1
64.533.7
33.7
64.51 K
33.7
64.51K
K = 23.06%
Para el segundo método se necesita realizar un estudio de mercado que permita establecer una
ecuación de la demanda y otra del costo en base de datos histórico o datos proyectados; pero en
este caso se supodra datos que permitan demostrar la aplicación de este método.
Este modelo teórico supone que todas las variables se mantienen en el mismo nivel durante el
proceso de estudio del efecto del precio sobre las ventas.
Si la función de demanda de un producto es:
Q = -250p +3200
Y la función de costos totales es:
C = 12Q + 11.500
¿Cuál es el precio que maximiza las utilidades?
Solución:

BALDEÓN
Al examinar las funciones de demanda y costos totales se obtiene:
A = -250
K = 3.200
El remplazar en la expresión (1.10) se tiene:
a
Kvap
2
)250(2
3200)250(12
p
4.12p Dólares es el precio óptimo
CONCLUSIONES
Es fundamental disponer de la información de los costos para establecer el precio, y compararlo con el
del mercado para establecer estrategias para que nuestros productos se posicionen en el mercado. Este
posicionamiento depende entre otros factores del precio y de la calidad del producto
Tener precios altos o precios bajos sin conocimiento del precio del mercado muchas veces es una
decisión de posicionamiento, aunque se trata de una jugada riesgosa, porque no hay reglas a las que
atenerse; cada uno lo decide por sí mismo, basándose en su conocimiento del público y el mercado.
Una alternativa, arriesgada, es venderla a cinco ocho dólares, pero puede no tener demanda. Otra es
venderla a seis, pero entonces por cada sánduche vendido se estará perdiendo un $1.33 de utilidad, con
respecto al costo de producción, una pérdida que puede resultar muy importante si se pondera por la
cantidad de sánduches vendidos al mes.
ESTRUCTURACIÓN DEL PRECIO DE UN MENÚ
89
BIBLIOGRAFÍA
Baca Urbina Gabriel. (2008). Evaluación de Proyectos, Quinta Edición.
Hargadon Bernard J. Jr. y Munera Cárdenas Armando. (2008). Contabilidad de costos.
Cagigal José Luis. (2006). Finanzas de la empresa, Universidad Internacional SEK.
Gómez Bravo Oscar. (2005). Contabilidad de costos, quinta edición. Editorial Mc Graw Hill.
Arboleda Vélez Germán. Proyectos, Formulación, Evaluación y Control.

ENFOQUTE. 1: 90-100
Copyright © 2010 Universidad Tecnológica Equinoccial
ISSN: 1390-6542
RESPONSABILIDAD SOCIAL
Jorge Viteri Moya1
En el actual escenario mundial, los principales desafíos para las organizaciones provienen de los
vertiginosos cambios del entorno. La globalización, la competencia, la tecnología, la responsabilidad
social, el conocimiento y los activos intangibles, demandan a las empresas serias modificaciones en sus
estructuras y estrategias (Viteri, 2007).
Los conceptos de Responsabilidad Social y Ética van estrechamente ligados entre sí, ya que la ética es el
saber que nos orienta la conducta reflexivamente y cuyo fin es la toma de decisiones prudentes y justas
y, la responsabilidad social es una forma de gestión que tiene y debe guiarse por la toma de decisiones
prudentes y justas.
Precisamente la ética, respecto de las organizaciones, busca proporcionarles un fin social. Éste, se
compone de dos tipos de bienes: internos y externos. Los bienes y/o servicios internos son la actividad
de la organización propiamente dicha (es decir, la satisfacción de necesidades básicas) y los bienes
externos son los comunes a todas las organizaciones: prestigio, dinero y poder.
Es aquí cuando se realiza el enlace con la ética, ya que las organizaciones proactivas se anticipan a las
demandas de la sociedad, ven más allá y actúan ofreciendo calidad y confianza, invirtiendo recursos en
sus bienes internos. Las utilidades luego son un resultado necesario, debido a que la sociedad legitima
este tipo de organizaciones. Confía en ellas y consume sus productos.
La responsabilidad social no es una cuestión de cosmética, de ahí que resulte tan difícil elegir un caso
para analizar. Muchos ejemplos de empresas que dicen actuar de manera responsable, en realidad no
han cumplido con los niveles de expansión ética en ellas. Estos niveles son los grupos de interés
vinculados a la organización y que varios autores coinciden en clasificarlos en el ámbito interno
(accionistas o directivos; trabajadores o público interno) y en el ámbito externo (clientes, consumidores,
proveedores, la comunidad, el medio ambiente). A veces sus acciones no contemplan los grupos de
interés internos y externos a ellas; así, pueden pregonar normas de calidad, ayudar a la comunidad, pero
no cumplen con sus proveedores o sus trabajadores, por ejemplo.
1 Facultad de Ciencias de la Ingeniería. Universidad Tecnológica Equinoccial. Av. Occidental y Mariana de Jesús. Quito, Ecuador. [email protected]
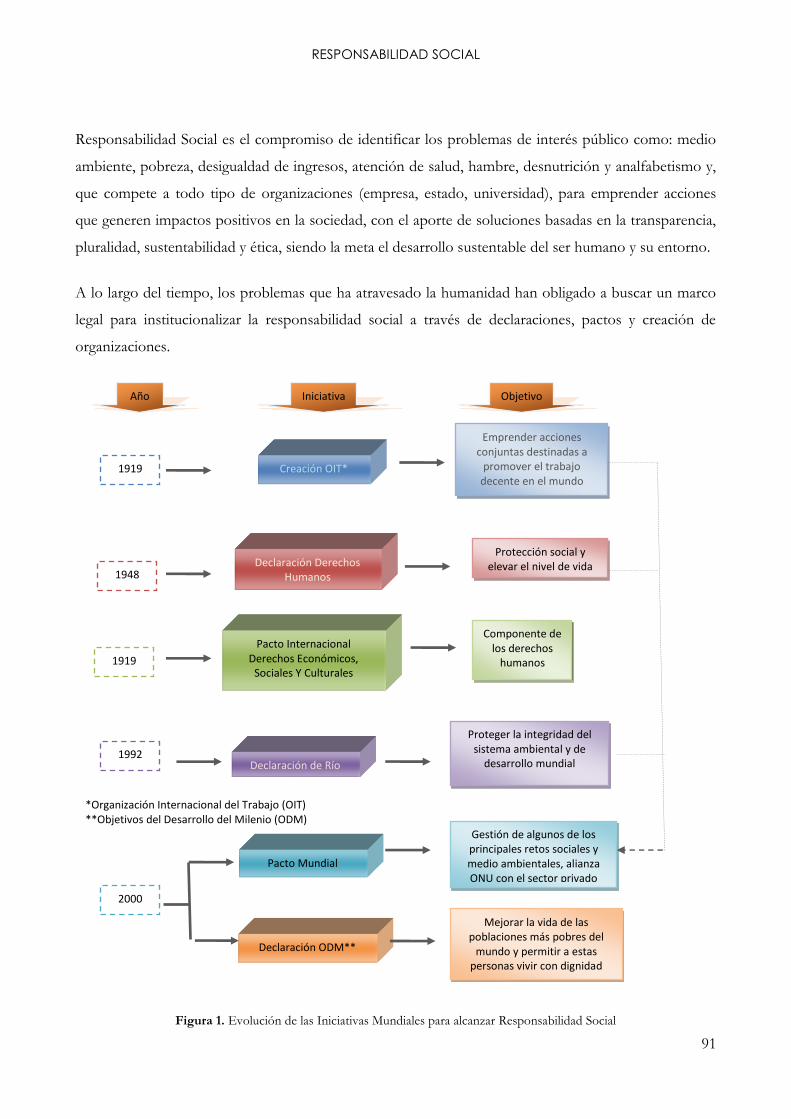
RESPONSABILIDAD SOCIAL
91
Responsabilidad Social es el compromiso de identificar los problemas de interés público como: medio
ambiente, pobreza, desigualdad de ingresos, atención de salud, hambre, desnutrición y analfabetismo y,
que compete a todo tipo de organizaciones (empresa, estado, universidad), para emprender acciones
que generen impactos positivos en la sociedad, con el aporte de soluciones basadas en la transparencia,
pluralidad, sustentabilidad y ética, siendo la meta el desarrollo sustentable del ser humano y su entorno.
A lo largo del tiempo, los problemas que ha atravesado la humanidad han obligado a buscar un marco
legal para institucionalizar la responsabilidad social a través de declaraciones, pactos y creación de
organizaciones.
Figura 1. Evolución de las Iniciativas Mundiales para alcanzar Responsabilidad Social
1919 Creación OIT*
Emprender acciones conjuntas destinadas a
promover el trabajo decente en el mundo
1948
1919
Declaración Derechos Humanos
Protección social y elevar el nivel de vida
Pacto Internacional Derechos Económicos,
Sociales Y Culturales
Componente de los derechos
humanos
1992 Declaración de Río
Proteger la integridad del sistema ambiental y de
desarrollo mundial
2000
Pacto Mundial
Gestión de algunos de los principales retos sociales y medio ambientales, alianza ONU con el sector privado
“Empresas”
Declaración ODM**
Mejorar la vida de las poblaciones más pobres del
mundo y permitir a estas personas vivir con dignidad
Año Iniciativa Objetivo
*Organización Internacional del Trabajo (OIT) **Objetivos del Desarrollo del Milenio (ODM)
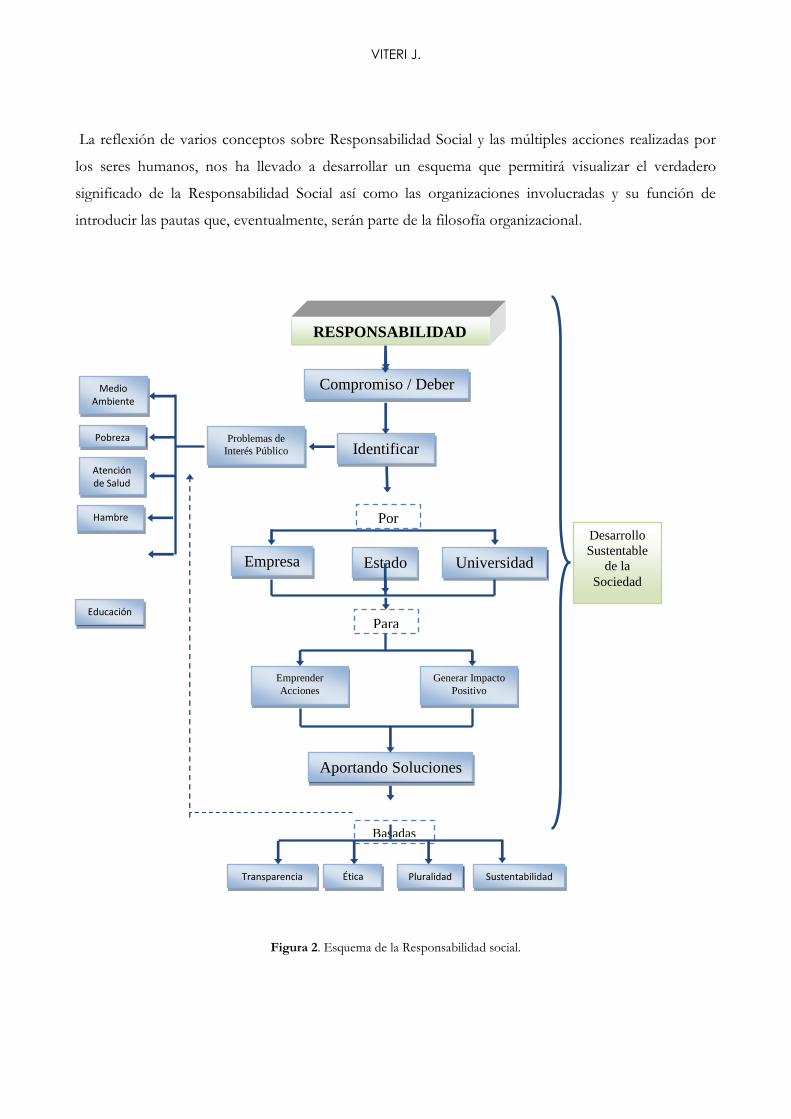
VITERI J.
La reflexión de varios conceptos sobre Responsabilidad Social y las múltiples acciones realizadas por
los seres humanos, nos ha llevado a desarrollar un esquema que permitirá visualizar el verdadero
significado de la Responsabilidad Social así como las organizaciones involucradas y su función de
introducir las pautas que, eventualmente, serán parte de la filosofía organizacional.
Figura 2. Esquema de la Responsabilidad social.
RESPONSABILIDAD
SOCIAL
Compromiso / Deber
Identificar Problemas de
Interés Público
Medio Ambiente
Pobreza
Hambre
Atención de Salud
Educación
Empresa
s
Por
Estado Universidad
es
Para
Emprender
Acciones Generar Impacto
Positivo
Aportando Soluciones
Ética
Sustentabilidad
Pluralidad
Transparencia
Basadas
Desarrollo
Sustentable
de la
Sociedad
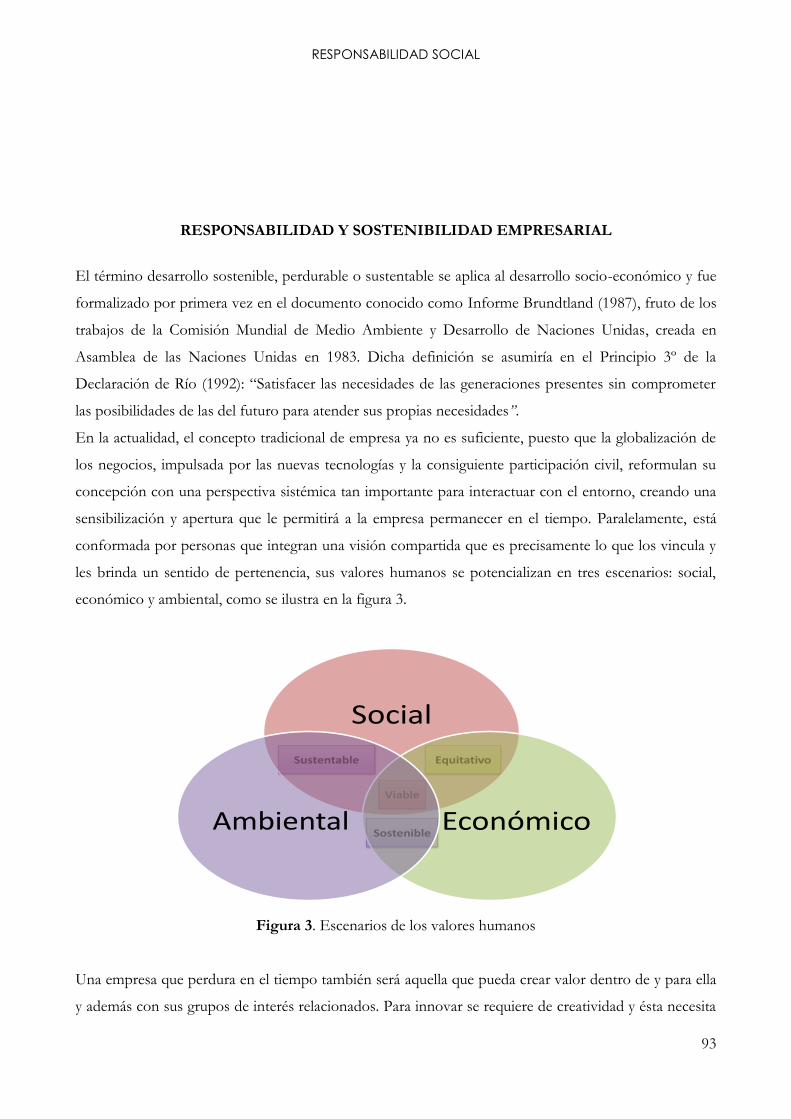
RESPONSABILIDAD SOCIAL
93
RESPONSABILIDAD Y SOSTENIBILIDAD EMPRESARIAL
El término desarrollo sostenible, perdurable o sustentable se aplica al desarrollo socio-económico y fue
formalizado por primera vez en el documento conocido como Informe Brundtland (1987), fruto de los
trabajos de la Comisión Mundial de Medio Ambiente y Desarrollo de Naciones Unidas, creada en
Asamblea de las Naciones Unidas en 1983. Dicha definición se asumiría en el Principio 3º de la
Declaración de Río (1992): “Satisfacer las necesidades de las generaciones presentes sin comprometer
las posibilidades de las del futuro para atender sus propias necesidades”.
En la actualidad, el concepto tradicional de empresa ya no es suficiente, puesto que la globalización de
los negocios, impulsada por las nuevas tecnologías y la consiguiente participación civil, reformulan su
concepción con una perspectiva sistémica tan importante para interactuar con el entorno, creando una
sensibilización y apertura que le permitirá a la empresa permanecer en el tiempo. Paralelamente, está
conformada por personas que integran una visión compartida que es precisamente lo que los vincula y
les brinda un sentido de pertenencia, sus valores humanos se potencializan en tres escenarios: social,
económico y ambiental, como se ilustra en la figura 3.
Figura 3. Escenarios de los valores humanos
Una empresa que perdura en el tiempo también será aquella que pueda crear valor dentro de y para ella
y además con sus grupos de interés relacionados. Para innovar se requiere de creatividad y ésta necesita
Sustentable Equitativo
Viable
Sostenible
Social
Económico Ambiental

VITERI J.
florecer en ambientes apropiados donde no se anule, pues es una capacidad natural en los seres
humanos. La responsabilidad y sostenibilidad podemos decir que son procesos mutuamente ganadores.
Si gana la empresa gana el entorno y viceversa.
Cuando una empresa u organización en general, siente el compromiso de obligarse moralmente con la
comunidad, esta última percibe y la acepta socialmente. Sin embargo, cualquier compañía tiene la
posibilidad de, voluntariamente, obtener una licencia social y esto lo puede hacer siguiendo
determinadas pautas y referencias que orienten y validen la responsabilidad social de manera oficial.
Por tanto, se puede definir la responsabilidad social empresarial como: Compromiso voluntario de las
organizaciones para dar respuesta a los problemas que comparte con su entorno, identificando las
necesidades sociales, económicas y ambientales, a través de la definición de estrategias y políticas, así
como procesos operativos con sus grupos relacionados, logrando el reconocimiento y aceptación social
y generando impacto y sostenibilidad en el tiempo.
MODELOS PARA LA GESTIÓN DE LA RESPONSABILIDAD SOCIAL EMPRESARIAL -
RSE
Una de las prioridades en el mundo empresarial moderno es el alineamiento entre la gestión y los
valores de la organización, ésta busca incluir a la responsabilidad social en sus estrategias integrales y
que sea parte de la cultura empresarial. Varias instituciones, han buscado desarrollar instrumentos de
gestión para planear, organizar, dirigir, registrar, controlar y evaluar en términos cuantitativos y
cualitativos la RSE, así encontramos las siguientes normas: SA 8000 – 2007, SGE21:2008, ISO26000,
ANDI, EFQM, Libro Verde de la Comisión Europea, AA1000.
La Responsabilidad Social Empresarial (RSE) como lo habíamos manifestado, es una estrategia efectiva
para lograr el desarrollo sostenible de las organizaciones. Para alcanzar este fin, existen indicadores que
permiten evaluar y reportar los resultados de la gestión en cada uno de los campos, social, ambiental y
económico, entre los que se pueden citar:
a) Indicadores Ethos de Responsabilidad Social Empresarial (2008), desarrollados por el
Instituto Ethos de Empresa y Responsabilidad Social, en Brasil, es una asociación de compañías
de cualquier tamaño/sector que se interesa en el desarrollo de sus actividades de una manera
socialmente responsable, en un proceso permanente de evaluación y superación. Estos
indicadores son una herramienta para facilitar los procesos de gestión de RSE, que permite
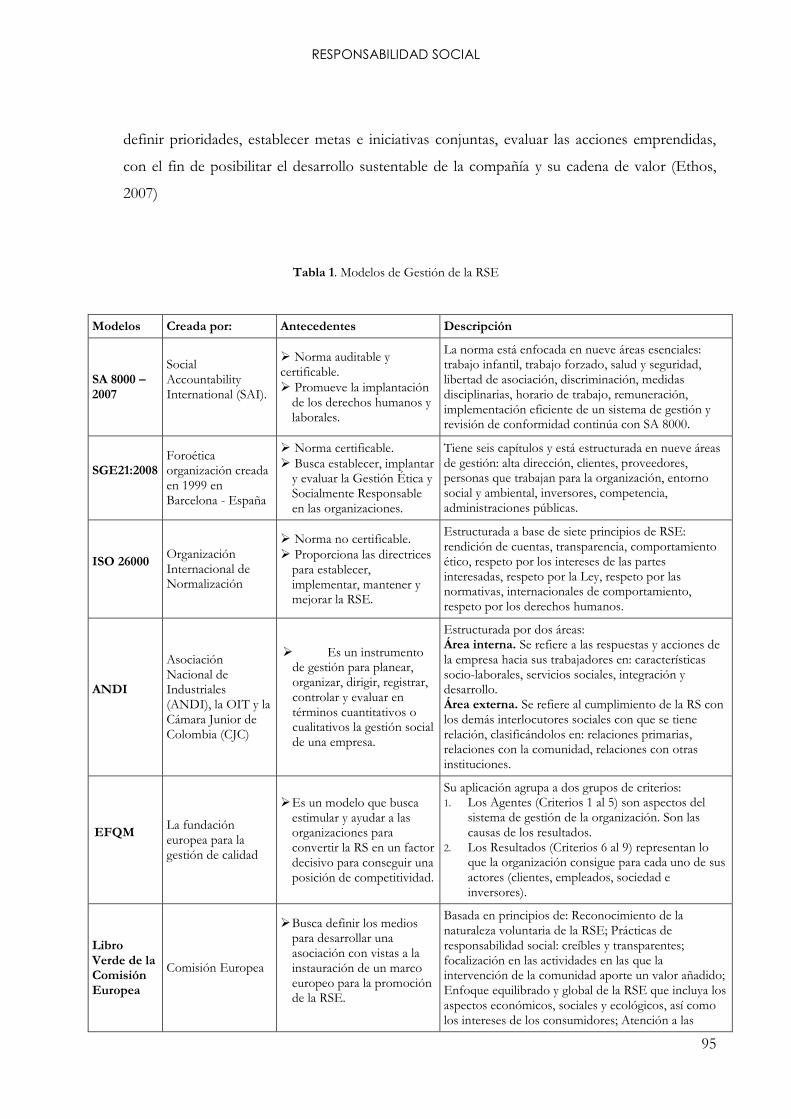
RESPONSABILIDAD SOCIAL
95
definir prioridades, establecer metas e iniciativas conjuntas, evaluar las acciones emprendidas,
con el fin de posibilitar el desarrollo sustentable de la compañía y su cadena de valor (Ethos,
2007)
Tabla 1. Modelos de Gestión de la RSE
Modelos Creada por: Antecedentes Descripción
SA 8000 – 2007
Social Accountability International (SAI).
Norma auditable y certificable.
Promueve la implantación de los derechos humanos y laborales.
La norma está enfocada en nueve áreas esenciales: trabajo infantil, trabajo forzado, salud y seguridad, libertad de asociación, discriminación, medidas disciplinarias, horario de trabajo, remuneración, implementación eficiente de un sistema de gestión y revisión de conformidad continúa con SA 8000.
SGE21:2008
Foroética organización creada en 1999 en Barcelona - España
Norma certificable.
Busca establecer, implantar y evaluar la Gestión Ética y Socialmente Responsable en las organizaciones.
Tiene seis capítulos y está estructurada en nueve áreas de gestión: alta dirección, clientes, proveedores, personas que trabajan para la organización, entorno social y ambiental, inversores, competencia, administraciones públicas.
ISO 26000
Organización Internacional de Normalización
Norma no certificable.
Proporciona las directrices para establecer, implementar, mantener y mejorar la RSE.
Estructurada a base de siete principios de RSE: rendición de cuentas, transparencia, comportamiento ético, respeto por los intereses de las partes interesadas, respeto por la Ley, respeto por las normativas, internacionales de comportamiento, respeto por los derechos humanos.
ANDI
Asociación Nacional de Industriales (ANDI), la OIT y la Cámara Junior de Colombia (CJC)
Es un instrumento de gestión para planear, organizar, dirigir, registrar, controlar y evaluar en términos cuantitativos o cualitativos la gestión social de una empresa.
Estructurada por dos áreas: Área interna. Se refiere a las respuestas y acciones de la empresa hacia sus trabajadores en: características socio-laborales, servicios sociales, integración y desarrollo. Área externa. Se refiere al cumplimiento de la RS con los demás interlocutores sociales con que se tiene relación, clasificándolos en: relaciones primarias, relaciones con la comunidad, relaciones con otras instituciones.
EFQM
La fundación europea para la gestión de calidad
Es un modelo que busca estimular y ayudar a las organizaciones para convertir la RS en un factor decisivo para conseguir una posición de competitividad.
Su aplicación agrupa a dos grupos de criterios: 1. Los Agentes (Criterios 1 al 5) son aspectos del
sistema de gestión de la organización. Son las causas de los resultados.
2. Los Resultados (Criterios 6 al 9) representan lo que la organización consigue para cada uno de sus actores (clientes, empleados, sociedad e inversores).
Libro Verde de la Comisión Europea
Comisión Europea
Busca definir los medios para desarrollar una asociación con vistas a la instauración de un marco europeo para la promoción de la RSE.
Basada en principios de: Reconocimiento de la naturaleza voluntaria de la RSE; Prácticas de responsabilidad social: creíbles y transparentes; focalización en las actividades en las que la intervención de la comunidad aporte un valor añadido; Enfoque equilibrado y global de la RSE que incluya los aspectos económicos, sociales y ecológicos, así como los intereses de los consumidores; Atención a las

VITERI J.
necesidades y características de las pequeñas y medianas empresas; Apoyo y coherencia con los acuerdos internacionales existentes (normas fundamentales del trabajo adoptadas por la OIT, directrices de la OCDE para las empresas multinacionales).
AA1000
Institute Of Social And Ethical Accountability
Es un estándar de aplicación general para evaluar, atestiguar y fortalecer la credibilidad y calidad del informe de sostenibilidad de una organización.
Su aplicación está basada en un compromiso de responsabilidad “Inclusividad”, y tres principios Relevancia, Exhaustividad y Capacidad de respuesta.
b) Balance social IBASE, desarrollados por el Instituto Brasileño de Análisis Sociales y
Económicos, creado en 1981, cuya misión es la construcción de la democracia, combatiendo las
desigualdades y estimulando la participación ciudadana. Estos modelos sirven para la
publicación de información sobre proyectos, beneficios y acciones sociales y ambientales
dirigidas a empleados(as) inversores, analistas de mercado, accionistas y a la comunidad,
actualmente IBASE tiene cuatro modelos de balance social para: Empresas, Fundaciones y
Organizaciones Sociales, Micro y Pequeñas Empresas y Cooperativas.
c) GRI (Global Reporting Initiative), constituido en 1997 como iniciativa conjunta de la
Organización Gubernamental de los Estados Unidos (CERES: Coalition For Environmentally
Responsible Economies) y el PNUMA (Programa de las Naciones Unidas para el Medio
Ambiente) para enseñar sobre: calidad, rigor y utilidad de las Memorias de Sostenibilidad. Es la
herramienta que mide el desempeño de una empresa con base a la llamada triple cuenta de
resultados: económico, social y ambiental.
RESPONSABILIDAD SOCIAL EMPRESARIAL EN EL ECUADOR
Las empresas ecuatorianas se encuentran en una etapa de transición, en el rol que desempeñan dentro
de la sociedad, al pasar de prácticas de ayuda social como beneficencia, a la RSE, que nace en los
principios y valores organizacionales, enmarcados en una misión y visión, articulando estrategias para
mejorar la situación del entorno y hacer que estas acciones perduren en el tiempo; así, en 1998 la
Fundación Esquel Ecuador, pionera en la promoción de la RS, junto a otras organizaciones del País y el
Synergos Institute de Estados Unidos, dan los primeros pasos en la creación del Consorcio Ecuatoriano
para la Responsabilidad Social (Ceres), y en el año 2005 se constituye esta ONG, como miembro de la
Red Continental de Forum Empresa.

RESPONSABILIDAD SOCIAL
97
Según un estudio desarrollado por Ceres, 8 de cada 10 ecuatorianos desconocen qué es la RSC. En este
mismo estudio en Quito, se asocia a la RSC con acciones y compromisos de las empresas con el medio
ambiente o el entorno comunitario y en Guayaquil con programas de ayuda a damnificados. La ONG
británica Accountability, según el estudio “Estado de la Competitividad Responsable”, ubica al Ecuador
en la posición 79, en un ranking de 108 países. En la cultura ecuatoriana se confunde el concepto de
RSC como filantropía asociada al paternalismo y asistencialismo e identificado como una acción
exclusiva de gente adinerada y, en el caso de las empresas, como una acción de marketing.
En el país hay varios ejemplos de organizaciones que han adoptado a la RSE como una estrategia, que
les llevará a alcanzar no solo el éxito económico sino el más alto reconocimiento de calidad e
identificación social, entre las que se pueden citar:
REPSOL YPF Ecuador S.A., Ecuador Bottling Company (Coca Cola), Pronaca, Palmeras del Ecuador
S.A., Holcim Ecuador, Nestlé Ecuador, Yambal Ecuador S.A., Supermercados La Favorita C.A.,
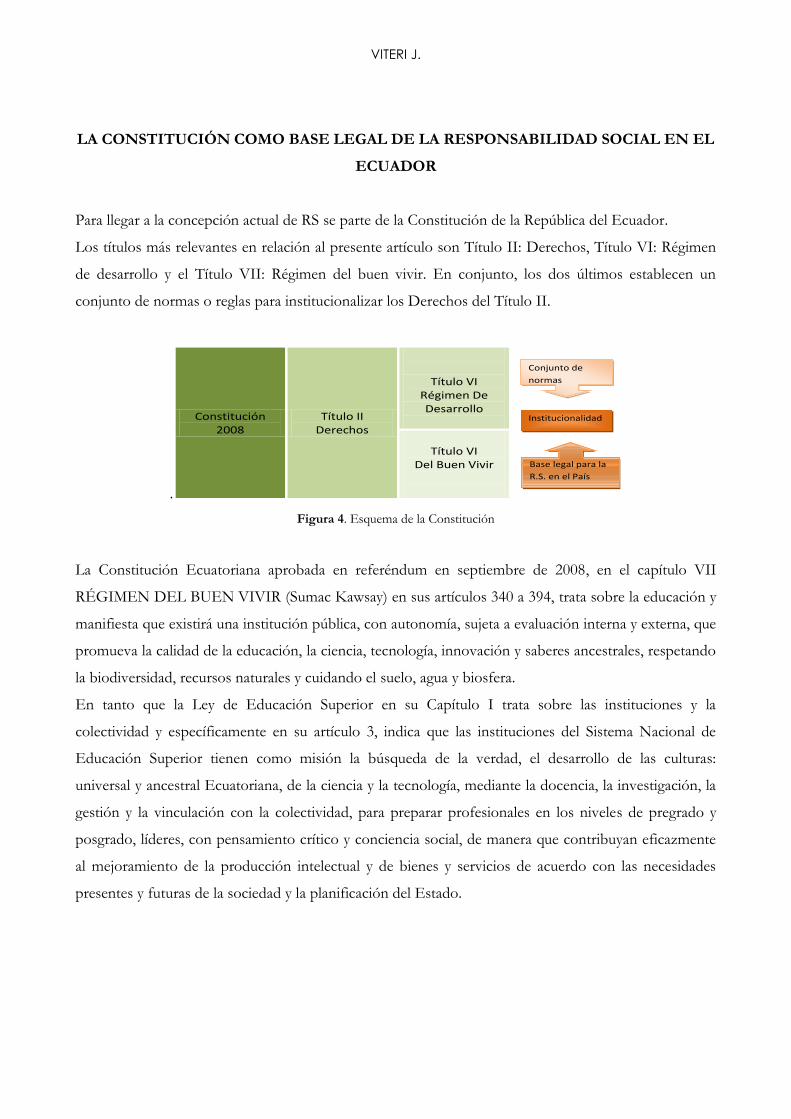
VITERI J.
LA CONSTITUCIÓN COMO BASE LEGAL DE LA RESPONSABILIDAD SOCIAL EN EL
ECUADOR
Para llegar a la concepción actual de RS se parte de la Constitución de la República del Ecuador.
Los títulos más relevantes en relación al presente artículo son Título II: Derechos, Título VI: Régimen
de desarrollo y el Título VII: Régimen del buen vivir. En conjunto, los dos últimos establecen un
conjunto de normas o reglas para institucionalizar los Derechos del Título II.
.
Figura 4. Esquema de la Constitución
La Constitución Ecuatoriana aprobada en referéndum en septiembre de 2008, en el capítulo VII
RÉGIMEN DEL BUEN VIVIR (Sumac Kawsay) en sus artículos 340 a 394, trata sobre la educación y
manifiesta que existirá una institución pública, con autonomía, sujeta a evaluación interna y externa, que
promueva la calidad de la educación, la ciencia, tecnología, innovación y saberes ancestrales, respetando
la biodiversidad, recursos naturales y cuidando el suelo, agua y biosfera.
En tanto que la Ley de Educación Superior en su Capítulo I trata sobre las instituciones y la
colectividad y específicamente en su artículo 3, indica que las instituciones del Sistema Nacional de
Educación Superior tienen como misión la búsqueda de la verdad, el desarrollo de las culturas:
universal y ancestral Ecuatoriana, de la ciencia y la tecnología, mediante la docencia, la investigación, la
gestión y la vinculación con la colectividad, para preparar profesionales en los niveles de pregrado y
posgrado, líderes, con pensamiento crítico y conciencia social, de manera que contribuyan eficazmente
al mejoramiento de la producción intelectual y de bienes y servicios de acuerdo con las necesidades
presentes y futuras de la sociedad y la planificación del Estado.
Constitución 2008
Título II Derechos
Título VI Régimen De Desarrollo
Título VI
Del Buen Vivir
Conjunto de
normas
Institucionalidad
Base legal para la
R.S. en el País
RESPONSABILIDAD SOCIAL
99
BIBLIOGRAFÍA
Alquiga, CH. Martha. 2006. Ética Y Responsabilidad Social. CODEU. Primera Edición. Quito,
Ecuador.
Centurión, Lourdes, Estrella, Pablo, Gallardo José, Guzmán, Pablo, Maldonado, Franklin, Montúfar,
marcelo, Uribe, Claudia. 2000. Modelos Empresariales De Responsabilidad Social. Ed.
Fundación Esquel. Quito, Ecuador.
Cueva, T. Carlos. 2005. La Pasión por la Universidad. Ed. UNAP. Primera Edición. Quito, Ecuador.
Ibañez, J. Javier. 2004. Responsabilidad Social de la empresa y Finanzas Sociales. Ed. Akal. Madrid,
España.
Kliksberg, Bernardo, Oirti, Avelino, Tassigny, Mónica, Pacheco, D. Juan, Camacho, D. Clemencia,
Chong, W. William, Sermeño, L. José, Antillón, M. Ricardo, Fernós, Manuel. 2008.
Responsabilidad social de las Universidades. RLCU. Primera Edición. Buenos Aires, Argentina.
Olcese, Aldo, Rodríguez, M. Ángel, Alfaro, Juan. 2008. Manual De La Empresa Responsable y
Sostenible. Ed. Mc Graw Hill. Primera Edición. España.
Pelakais, Cira, Aguirre, René. 2008. Hacia una Cultura de Responsabilidad social. Ed. Pearson. Primera
Edición. México.
Schvarstein, Leonardo. 2004. La Inteligencia Social De Las Organizaciones.Ed. Paidós SAICF. Primera
Edición. Buenos Aires, Argentina.
Silva Charvet, Ericka, 2000. Modelos Empresariales de Responsabilidad Social. Ed. Fundación Esquel.
Quito, Ecuador.
Stolar, Daniel, Stolar Ezquiel. 2009. Responsabilidad Social Empresaria. Ed. Valleta S.R.L. Primera
Edición. Buenos Aries, Argentina.
Viteri J. La Universidad y la Responsabilidad Social Empresarial. Revista Campos Nº 46 – Junio
Viteri J., Universidad y Sociedad. “Cátedra” Revista Digital Universitaria.
Corporación Ekos Media, 2009, Ekos Negocios, Memoria de Responsabilidad Social Empresarial, Ed.
Ediecuatorial, Quito, Ecuador.
Corporación Ekos Media, 2007, Ekos Negocios, Un premio a la Competitividad, Reconocimiento al
Liderazgo. Ed. Ediecuatorial, Quito, Ecuador.
Repsol, 2008, Repsol, Informe de Responsabilidad Corporativa Repsol YPF Ecuador, Ed.
Ediecuatorial, Quito, Ecuador.
IDE, 2005, Perspectiva, Revista Económica del IDE, Vistazo a la Economía y las Empresas del Azuay
y Cuenca. Ed, Maxigraf, Quito, Ecuador.
VITERI J.
Consorcio Ecuatoriano para la Responsabilidad Social CERES, Responsabilidad Social Empresarial
(RSE), Mis Primeros Pasos, Ed. Mantis Comunicación, Primera Edición, Quito, Ecuador.
Consorcio Ecuatoriano para la Responsabilidad Social CERES, El ABC de la Responsabilidad Social
Empresarial (RSE), Ed. Mantis Comunicación, Primera Edición, Quito, Ecuador.
IDE, 2009, Perspectiva, Revista Económica del IDE, La Felicidad ¿Cómo alcanzarla medirla y
administrarla?. Ed, Maxigraf, Quito, Ecuador.
ETHOS, Indicadores Ethos En La Gestión de RSE de las Cadenas de Valor, Brasil (2007), Disponible
en:
http://www.jussemper.org/Inicio/Recursos/Actividad%20Corporativa/Resources/INDICAD
ORESETHOS2008-ESPANH.pdf. Consultado: 2009-09-26.
OIT, Orígenes e Historia, Misión y Objetivos; Disponible:
http://www.ilo.org/global/About_the_ILO/lang--es/index.htm , Consultado en: 2009-08-07.
ONU, Pacto Internacional de Derechos Económicos, Sociales Y Culturales; (1966); Disponible en
Línea: http://www.rlc.fao.org/frente/pdf/pidesc.pdf Consultado en: 2009-08-07.