proyecto-oym
DESCRIPTION
ORGANIZACION Y METODOTRANSCRIPT
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE CIENCIAS ADMINISTRATIVAS
Tema:
Técnicas de Medición del Trabajo
(Estimación Globales: Registro de Tiempo Cronometraje, Filmación) y su relación con Gestión Empresarial.
Asignatura:
Organización y Métodos
Docente:
Mac. Jazmín Arce Recalde.
Grupo #
Integrantes:
Bustamante Paredes Cristian Nelson
López Ganchozo Nelly Johanna
Soria Pacheco Stephany Jacqueline
Villamar Candelario Mayra Lilibeth
Zamora Zambrano María Alejandra
Paralelo:
3/18
INDICE
ContenidoIntroducción.............................................................................................................................2
Técnicas de medición del trabajo.......................................................................................3
Etapas de la medición del trabajo.......................................................................................4
Estudio de tiempos.................................................................................................................5
Medida de tiempo: su objeto y técnicas:...........................................................................6
Medida de tiempos de trabajo por estimación y mediante tablas de datos normalizados..........................................................................................................................10
La técnica del muestreo de trabajo. Fijación de itinerarios........................................12
Filmación.................................................................................................................................14
Cronometraje..........................................................................................................................15
Estudio de tiempo: técnica del reloj de oficina..............................................................19
Muestreo de actividades......................................................................................................20
Estimación Analítica............................................................................................................20
Síntesis....................................................................................................................................21
Relación con Gestión Empresarial...................................................................................21
Conclusion..............................................................................................................................22
Bibliografía..............................................................................................................................23
1
IntroducciónLas técnicas del trabajo son procedimientos que se utilizan para la reducción de los costos de producción y obtener mejor productividad.
La medición del trabajo, se utilizan para examinar el trabajo humano en todos sus contextos y que llevan sistemáticamente a investigar todos los factores que influyen en la eficiencia y económica con el propósito de efectuar mejoras.
También sirve para investigar y reducir el tiempo que no está produciendo el trabajador, y para fijar las normas de tiempo de la operación en forma perfeccionadas.
La medición del trabajo determina el tiempo que invierte un trabajador calificado en llevar a cabo una tarea determinada realizándola según una norma de ejecución preestablecida, también puede medir el tiempo que se invierte en ejecutar una operación o una serie de operaciones de tal forma que el tiempo improductivo se destaque y sea posible separarlo del tiempo productivo.
Para realizar correctamente la medición de trabajo es necesario conocer los requisitos de precisión, exactitud y fiabilidad estos requisitos se los utiliza para garantizar la validez de los resultados de la medición del trabajo.
2
Técnicas de medición del trabajo
Figura 7. Estudio del trabajo
Cita a (Editorial Limusa, 1986, pág. 34) El estudio de métodos y la medición del trabajo están estrechamente ligadas entre sí. El primero se usa para reducir el contenido de trabajo de la tarea u operación, mientras que la segunda sirve sobre todo para investigar y reducir el consiguiente tiempo improductivo, y para fijar después las normas de tiempo de la operación cuando se efectué en la forma perfeccionada ideada gracias al estudio de métodos.
3
ESTUDIO DEL TRABAJO
ESTUDIO DE METODOS
Para simplificar el trabajo e idear métodos más
económicos de hacerlo.
MEDICION DEL TRABAJO
Para determinar el tiempo que debe llevar.
MAYOR PRODUCTIVIDAD
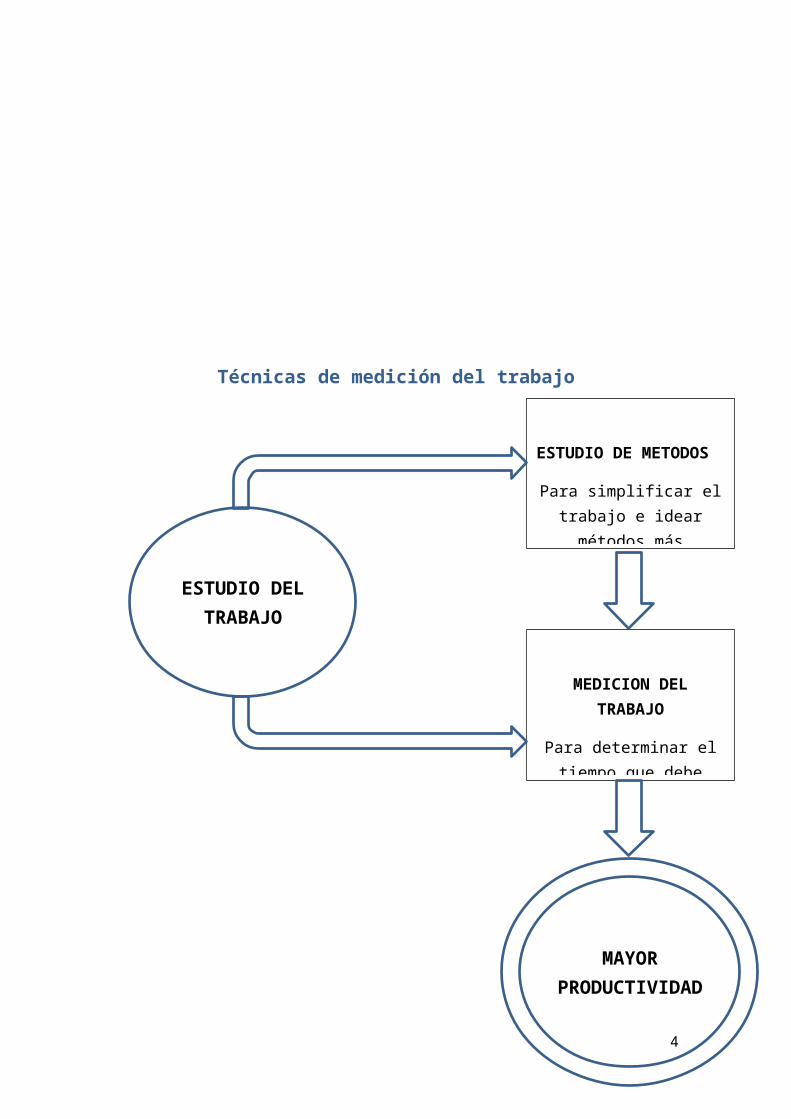
Cita a (Nicoll Yohana Pinzon Velasquez, 2010) La medición de actividades de mantenimiento es el proceso por el cual se establece un tiempo y un método estándar, o meta, que defina la cantidad y calidad de rendimiento que se espera de un trabajo asignado o de la duración del tiempo de alimentación de una máquina.
Etapas de la medición del trabajoCita a (Editorial Limusa, 1986, pág. 197).
SELECCIONAR el trabajo que va a ser objeto de estudio. REGISTRAR todos los datos relativos a las circunstancias en que se
realiza el trabajo, a los métodos y a los elementos de actividad que suponen.
EXAMINAR los datos registrados y el detalle de los elementos con espíritu crítico para verificar si se utilizan los métodos y movimientos más eficaces y separa los elementos improductivos o extraños de los productivos.
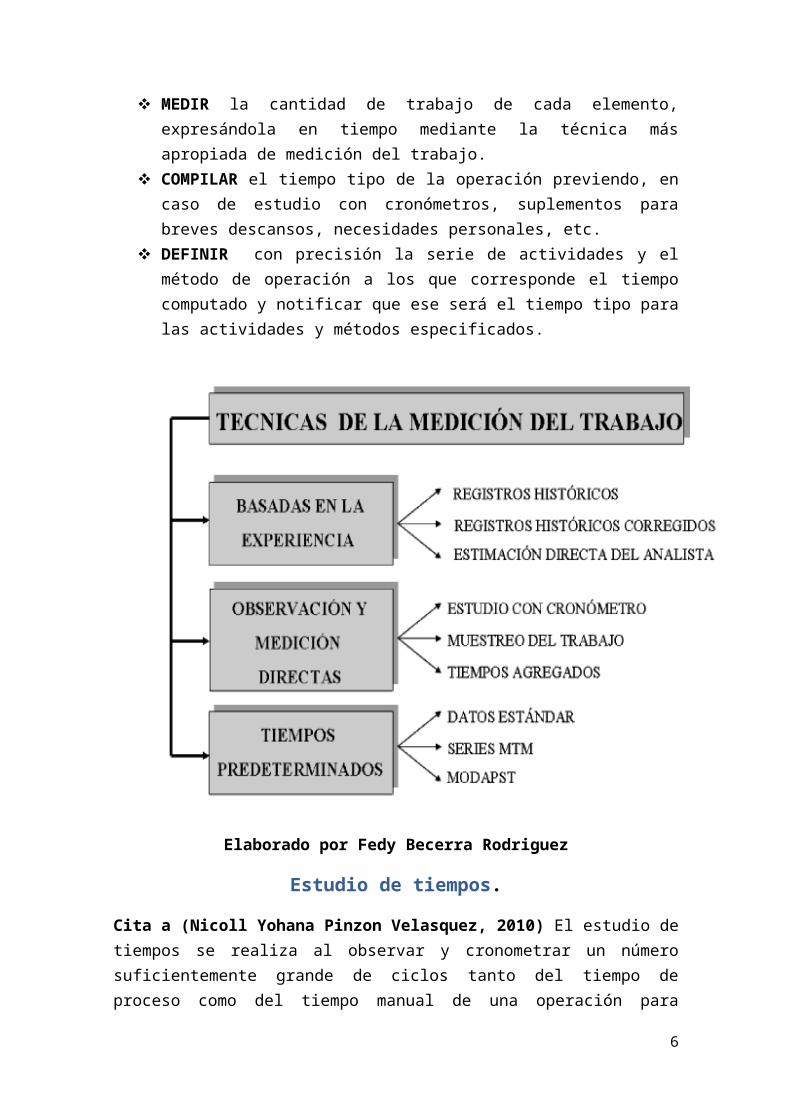
MEDIR la cantidad de trabajo de cada elemento, expresándola en tiempo mediante la técnica más apropiada de medición del trabajo.
COMPILAR el tiempo tipo de la operación previendo, en caso de estudio con cronómetros, suplementos para breves descansos, necesidades personales, etc.
DEFINIR con precisión la serie de actividades y el método de operación a los que corresponde el tiempo computado y notificar que ese será el tiempo tipo para las actividades y métodos especificados.
4
Elaborado por Fedy Becerra Rodriguez
Estudio de tiempos.
Cita a (Nicoll Yohana Pinzon Velasquez, 2010) El estudio de tiempos se realiza al observar y cronometrar un número suficientemente grande de ciclos tanto del tiempo de proceso como del tiempo manual de una operación para calcular el promedio correcto. Se estima el ritmo del operador y se ajusta el tiempo promedio dependiendo de si el ritmo del operador ha sido más rápido o más lento de lo normal. El estudio de tiempos se ha aplicado en las actividades de mantenimiento, pero por lo general ha sido muy costoso y difícil de mantener debido a la gran cantidad de datos necesarios para cubrir todo el trabajo de mantenimiento.
Medida de tiempo: su objeto y técnicas:La medición del trabajo se basa en la aplicación de técnicas para determinar el tiempo que invierte un trabajador cualificado en llevar a cabo una tarea definida
5
efectuándola según una norma en ejecución preestablecida. Una de las técnicas de que se compone la medición del trabajo es el estudio de tiempos, una de las formas de trabajo más importante y exigentes en cualquier empresa u organización industrial, comercial, gubernamental que ofrece notables beneficios a los trabajadores, a las empresas y al público en general, cuando se utiliza inteligentemente y cuando su valor es cabalmente comprendido por los interesados.
Los estudios del tiempo se deben originariamente a las investigaciones de Taylor finales del siglo XIX (1911)
Fue un ingeniero mecánico y economista estadounidense, promotor de la organización científica del trabajo y es considerado el padre de la Administración Científica a pesar de que a Frederick W. Taylor se le considera el padre del estudio de tiempos, esta práctica ya se venía dando desde 1760, por un francés apellidado Perronet quién realizó estudios sobre la fabricación de alfileres del no. 6. Setenta años más tarde, Charles Babbage hizo estudios de tiempos relacionados con alfileres comunes del no. 11, y cuyos resultados sorprendieron ya que determinó que una libra de alfileres (5,546 unidades) debían fabricarse en 7.6892 horas cuando trabajaba en una compañía de acero en filadelfia según Taylor cada trabajo tenía que tener un tiempo estándar fijado después de que se hubieran realizado los estudios de tiempo necesarios por expertos. En el proceso de fijación de tiempos,
Necesarios por expertos. En el proceso de fijación de tiempos Taylor realizaba la asignación de tiempos de trabajo mediante la división de las tareas en pequeñas porciones llamadas (elementos).
Estos se medían individualmente y el conjunto de sus valores se empleaba para determinar el tiempo total asignado a la tarea
Actualmente el estudio de los tiempos es una técnica que está encaminada a mejorar la productividad de la empresa. Tiene por objeto determinar el tiempo que debe asignarse a una persona conocedora de su trabajo para realizar una tarea este tiempo obtenido no tendrá ningún valor si no va asociado a un método de trabajo establecido y además ha de ser justo y equitativo. Tanto para el operario que trabaja y que es objeto de la medición como para la empresa que paga por ello.
Disponer de estos tiempos nos sirve para reducir los costes empresariales determinar y controlar con exactitud los costes de mano de obra, establecer los salarios que se componen de una parte fija y otra variable (en función de los resultados)
Bajo una perspectiva productiva la medida de los tiempos tiene interés en relación a 4 elementos:
6

Relación a la maquinaria empleada en la industria es necesario conocer lo tiempos empleados para realizar cada tarea, de forma que podamos programar los trabajos para determinar cuál será la maquinaria que puede hacer el trabajo de una forma más económica para calcular los costes del mecanizado para planificar la distribución en planta de un taller, etc.
El personal para determinar el coste de mano de obra conocer los incentivos y el número de operarios necesarios
La producción para calcular los tiempos de fabricación de cada producto decidir el mejor proceso de fabricación calcular el coste de la fabricación. Determinar los tiempos de funcionamiento.
La dirección de la empresa ayuda en la toma de decisiones a nivel estratégico en la programación de los abastecimientos de materias primas para ajustar los plazos de entrega de las mercancías productos terminados etc.
Las medidas deben efectuarse con justicia es decir con las máximas garantías de corrección pues de lo contrario saldría perjudicado al personal, la propia empresa o el consumidor.
Si las mediciones afectan a elementos repetitivos y se producen un error este error se multiplicaría por el número de veces que se repita la operación: de ahí que un error en una sola medida afecte a todo el conjunto de mediciones. En cambio si las mediciones se hacen para un elemento que no se vuelva a repetir no sería ese error tan importante ya que no afectaría al resto de mediciones.
Las técnicas que habitualmente se emplean en la medición de tiempos son:
1: Por estimación esta técnica que es realizada normalmente por un estimador o cronometrador de tiempo, se efectúan mediante la observación directiva y visual de la tarea o de la parte de la actividad completa que va hacer objeto de estudio.
A pesar que los cronometradores son muy profesionales no pueden evitar errores
2: Medición de tiempos basada en datos históricos. Esta técnica se fundamenta en la determinación de los tiempos a partir de los obtenidos en trabajos similares o a partir de los que puedan deducirse por comparación de otros ya conocidos
3: Medición de tiempos basadas en aparatos de medida. Para la medición de tiempo según este procedimiento se emplea los cronómetros mecánicos y los electrónicos. A su vez los cronómetros mecánicos puedes ser ordinarios, de registros fraccional y con vuelta a cero. La mayor parte de los modelos sexagesimales pueden ser ajustados para el registro de fracciones en segundo
7
minutos u horas existiendo también otro tipo de cronometro que emplean el sistema decimal de medición. Los dos tipos electrónicos comprenden 2 subdivisiones: el que se utiliza solo y él se utiliza integrado en un dispositivo electrónico de registro ambos tipos de cronometro cumplen exactamente las mismas funciones es decir medir la duración de los diferentes elementos de un proceso de trabajo. Pero los cronómetros electrónicos el cronometraje es sumamente preciso y la medida de tiempo no se interrumpe.
Acompañando al cronómetro electrónico, están los tableros de cronometraje electrónicos y los aparatos para toma de datos, como los ordenadores portátiles, los cuales sirven para registrar las actividades durante el tiempo de estudio y permiten correlacionar automáticamente los tiempos con los elementos de trabajo. El procedimiento más usual en la toma electrónica de datos consiste en que el observador teclea un código que identifica el elemento que va a ser medido y posteriormente teclea en el reglaje asignado al elemento indicando con ello su momento de inicio. En el momento de parada, apoya una tecla para indicar que el elemento ha terminado. Los tiempos parciales que-dan registrados sin ser mostrados en pantalla, de forma que no existe intervalo de tiempo entre lectura y lectura. El aparato memoriza todos estos datos, que posteriormente serán analizados, normalmente con algún soporte informático. La ventaja de la utilización de los ordenadores portátiles en la medición de tiempos de trabajo es doble; por un lado, su posible adaptación al estudio de tiempos (teclados especiales para la toma de datos); por otro, pueden ser utilizados con fines diferentes a la medición de éstos; sin embargo, también presentan el inconveniente de que no se adaptan bien a determinados tipos de trabajo, por ejemplo aquellos en los que el trabajador tiene una alta movilidad en el centro de trabajo. En cambio, los tableros electrónicos son, en general, de uso más cómodo por cuanto el cronometrador puede medir y anotar los tiempos simultáneamente en cualquier tipo de trabajo o actividad que se pretenda controlar
4. Medición de tiempos basada en tablas de datos normalizados. Esta técnica se emplea para medir tiempos de trabajo en la empresa, utilizando para ello tablas creadas en la propia compañía a partir de situaciones típicas que se han ido recopilando a lo largo de la historia de la empresa; especialmente recoge los elementos que son comunes a muchas de las tareas que se efectúan en la organización. Con estas tablas se pueden calcular los tiempos tipo (tiempos representativos de la medición) para trabajos nuevos o para modificar los tiempos ya existentes que reflejen cambios producidos en los procesos de trabajo
Se consideran suplementos propiamente dichos, también llamados suplementos fijos o constantes, los suplementos por fatiga y por necesidades personales. Éstos siempre serán tenidos en cuenta en la obtención del coeficiente suplementario. El suplemento por ocupaciones accesorias es el
8

tiempo destinado a realizar labores accesorias al trabajo en sí, pero necesarias para que se ejecute; por ejemplo: preparar el material, rellenar hojas de trabajo, ordenar, limpiar el puesto de trabajo, etc. Este tipo de suplemento no presenta carácter fijo, y se incluirá en el coeficiente suplementa-rio, cuando las circunstancias del tipo de actividad realizada por el operario así lo determinen. El suplemento denominado por concedidos tampoco es propiamente un suplemento, porque se trata de la posibilidad que se le ofrece al trabajador de obtener una prima en el raso en que se trabaje con máquinas no controlables por él mismo y así poder equiparar su salario al de los empleados que sí pueden aumentarlo vía incremento de la producción mediante las primas correspondientes. Los suplementos variables se añaden cuando las condiciones de trabajo difieren mucho de las ideales o de las que se pueden considerar normales en un centro de trabajo; por ejemplo, cuando las condiciones ambientales son malas y no se pueden mejorar, cuando aumentan el esfuerzo y la tensión para ejecutar determinada tarea, etc. Existen diversas organizaciones que han efectuado estudios para tratar de obtener un sistema racional para el cálculo de los suplementos variables; de ahí la gran cantidad de tablas aplicables a estos casos. Muchas empresas utilizan su propia tabla dando buenos resultados en la práctica. No obstante, recientemente se ha comprobado que muchas de las escalas de suplementos por fatiga establecidas empíricamente en un laboratorio, si bien responden satisfactoriamente a las exigencias fisiológicas de un trabajo que requiere esfuerzos normales o de moderada intensidad, no llegan a apreciar el esfuerzo necesario para trabajos pesados. Por ello, al aplicar una escala determinada sería conveniente verificar, en la práctica, cuánto tiempo de descanso dedica el trabajador realmente en un día, y ello debería ser observado en un período de tiempo suficientemente largo como para que sea representativo de la situación estudiada y para que corrobore el uso de esa tabla concreta
Medida de tiempos de trabajo por estimación y mediante tablas de datos normalizados
Cita A (Editorial: PIRAMIDE pág. 307) La estimación es probablemente la técnica más antigua conocida utilizable en la medición de tiempos. Se basa en la propia experiencia del observador, estimador o cronometrador de tiempos,
9
que asigna un tiempo a la duración de una tarea que se pretende controlar. Este procedimiento, por tanto, tiene carácter subjetivo y, normalmente, las estimaciones obtenidas a través de él son poco fiables para ser Utilizadas como base de una planificación y un control eficaces en la gestión empresarial. Existen dos tipos de estimación: la analítica y la comparativa. La estimación analítica se basa en el hecho de que, si los trabajos se descomponen en sus elementos constitutivos y los elementos individuales se miden o calculan, los errores en los tiempos individuales se contrarrestarán dando lugar a un tiempo global que pertenecerá a un intervalo aceptable. La misma situación de compensación de erro-res se producirá cuando varios puestos de trabajo se combinan entre sí en una acumulación de tiempos mayor, como puede ser, por ejemplo, la que se produce en el cálculo de la carga de trabajo para un mes completo, donde los errores individuales en los tiempos de trabajo se producirán de manera irregular y se compensarán entre sí dando como resultado un tiempo global que se considere admisible. La estimación debe ser efectuada por un trabajador cualificado en el entorno de trabajo que se está midiendo y con conocimientos en técnicas del estudio del trabajo. El estimador, en la aplicación de esta técnica, realiza las funciones de descomponer un trabajo en sus elementos, aplicar los datos uniformes o sintéticos de que dispone, realizar las mediciones de los elementos necesarios y, finalmente, estimar cualquier elemento restante utilizando, para ello, su experiencia y sus conocimientos sobre las condiciones de trabajo, los factores de seguridad y cuantos otros factores intervengan en la estimación de ese puesto concreto. La estimación comparativa está basada en la determinación previa y medición de unos puestos de trabajo, a los que se denomina ‘’de referencia’’, que tienen un contenido de trabajo conocido y en relación a los cuales se medirán y compararán todos los demás trabajos. Los puestos de trabajo de referencia se eligen de manera que representen a todo el conjunto de trabajos analizados y a los puntos intermedios en la escala global de los trabajos. Estos trabajos de referencia se miden con cierta precisión, recurriendo, para ello, a una técnica más exacta de medición del trabajo establecida previamente. A continuación se determinan, mediante el análisis estadístico, tramos de tiempo o segmentos, pudiendo no ser todos ellos de la misma amplitud. Después, a través de la aplicación dé una fórmula estadística (por ejemplo, la mediana) se asigna a cada segmento un, tiempo básico y cada trabajo de referencia es asignado al segmento adecuado Cuando el estimador considera que se ha señalado el segmento conecto para el trabajo que se pretende estimar, asigna el tiempo básico del segmento a ese trabajo. Además, hay que tener en cuenta que, como este tiempo no va a ser considerado independientemente, sino que se toma junto con otros para obtener una carga de trabajo total durante un largo período, se admite cierto nivel de imprecisión, ya que los errores se compensarán entre todos los tiempos estimados.
10
Este sistema tiene el inconveniente de su elevado costo de establecimiento, determinado por el trabajo preparatorio previo que requiere, lo que lo hace más adecuado para ser aplicado en situaciones en las que existen muchos trabajos de ciclos largos y no repetitivos. Un entorno común de aplicación lo constituyen los trabajos de mantenimiento, donde las tareas son similares pero no existen dos puestos de trabajo idénticos. Para obviar la dificultad anterior se puede utilizar la importación de datos sobre los 'trabajos de referencia de otra organización, como pueden ser los obtenidos por una empresa de consulting que ya tenga hechas las mediciones de tiempos en actividades similares. No obstante, en este caso, sería conveniente tener la precaución de confirmar los datos en el contexto de la empresa donde se vayan a aplicar los tiempos importados mediante la realización de algunos estudios comparativos previos a su aplicación. En el empleo de las tablas de datos normalizados hay que distinguir entre lo que es propiamente su elaboración o creación y lo que supone su posterior aplicación para la medición de tiempos en la empresa que las vaya a utilizar. En la creación o formación de este tipo de tablas la premisa básica de la que se parte es que en los centros de trabajo de una misma empresa los métodos de trabajo o las actividades básicas no difieren sustancialmente entre sí; por ello, es posible realizar la comparación de los cronometrajes obtenidos en trabajos similares para tratar de deducir alguna relación entre los tiempos tipo elementales de esas tareas básicas. Partiendo de esta premisa, se preparan las tablas de datos normalizados, las cuales exigen una gran exactitud en la determinación de sus valores, así como gran responsabilidad por parte de las personas que las elaboran, pues estas tablas sirven de base posteriormente para el cálculo de los tiempos tipo de muchos otros trabajos. El tiempo tipo de cada actividad completa se va determinando sumando los tiempos tipo de los elementos que lo componen; para ello es preciso que se determinen y se definan bien los elementos en que se descompone cada trabajo, pudiendo ser de utilidad las normas y la clasificación realizadas anteriormente en el cronometraje. La amplia variedad de trabajos que se puede dar en el ámbito empresarial dificulta en estos momentos la determinación y tipificación de los elementos pertenecientes a los procesos laborales; por ello, es recomendable concretar por especialidades los tiempos tipo y elaborar tablas de datos normalizados para cada especialidad laboral. Respecto a la aplicación o posterior utilización de las tablas en orden a efectuar mediciones de tiempos.
Las principales ventajas derivadas de la utilización de este tipo de tablas son:
— La determinación de los tiempos tipos es rápida y económica.
— Los resultados obtenidos son, en general, muy exactos, aunque se tiene que admitir la posibilidad de error. Sin embargo, éste se dará tanto por exceso como por defecto, con lo que al calcular el tiempo tipo total uno y otro tipo de
11
error se anularán o compensarán dando un resultado del tiempo tipo total con un error mínimo o aceptable.
— Los tiempos tipos son muy uniformes debido a que se deducen objetivamente de estas tablas que tienen carácter fijo y en cuya formación no han tenido influencia alguna ni la habilidad del operario cronometrado ni la experiencia y profesionalidad del cronometrador de este trabajador.
— Con este sistema se pueden calcular los tiempos tipo antes de iniciar un proceso de fabricación o de prestación de un servicio. Por ello, es una técnica factible para la elaboración de presupuestos de fabricación de productos o de realización de servicios previa a su prestación. Se utilizan estas tablas, con bastante frecuencia, en la planificación temporal y económica de los traba-os bajo pedido.
— Con la utilización de estas tablas se pueden seleccionar los elementos de trabajo sobre los que realizar mejoras de métodos en base a la comparación de los tiempos tipo de cada elemento con los tiempos reales de ejecución de éstos.
La técnica del muestreo de trabajo. Fijación de itinerariosCita A (Editorial: PIRAMIDE pág. 311) La aplicación de la técnica del muestreo, en términos generales, puede recaer sobre dos tipos de observaciones
Observaciones fundamentadas en mediciones. En este caso se trata de un muestreo por variables teniendo aplicación en distintos ámbitos de la gestión empresarial, como el que se puede dar cuando se realiza un control de calidad de una determinada producción. Observaciones en las que únicamente se trata de determinar la existencia o no de un determinado atributo o cualidad. Es aplicable en el entorno de la gestión y el control de los recursos humanos, por ejemplo cuando se trata de determinar el porcentaje de tiempo de trabajo efectivo que presenta un grupo de trabajadores de un centro de trabajo. A éste se le llama muestreo por atributos, y es en el que nos centraremos seguidamente al aplicarlo sobre los - tiempos de trabajo.
El muestreo sobre los tiempos de trabajo permite determinar el grado de utilización de la mano de obra y de las máquinas, los tiempos de parada y sus causas, obtener información sobre el grado de saturación que tienen los equipos y las máquinas y también, entre otros fines, para obtener el valor de los suplementos, entendiendo por tales, en este caso, las primas concedidas al operario por el cumplimiento de determinadas metas. La norma básica que hay que seguir para efectuar un muestreo sobre los tiempos de trabajo es que todas las muestras deben ser representativas de los fenómenos estudiados. Para que se dé esta circunstancia hay que tener en cuenta las siguientes recomendaciones:
12
— Las observaciones han de ser instantáneas a fin de que no contengan más de un elemento de trabajo.
— Las observaciones deben ser efectuadas en momentos elegidos al azar con objeto de garantizar la aleatoriedad del procedimiento. Por ello, se suelen utilizar como base en el proceso las tablas de números aleatorios.
— El número total de observaciones tiene que ser como mínimo suficiente para tener oportunidad de que abarque la totalidad de los elementos que componen cada ciclo de trabajo.
— Se debe informar previamente a todo el personal afectado por el muestreo indicándole los objetivos que se pretenden con él.
— Los observadores deben ser personas que conozcan los trabajos a analizar y que a su vez sean de confianza para el personal sobre el que recae el proceso de muestreo.
Análisis:
La medición del trabajo se basa en técnicas que se aplican para que ayude a determinar el tiempo que lleva un trabajador al realizar un trabajo esta debe ser con tiempo y con mucha dedicación en el labor que se está realizando estos estudios se llevó a cabo por un legendario Taylor que se lo considera el padre moderno del estudio de tiempos el realizaba la asignación del tiempo de trabajo mediante se dividía en pequeñas porciones las porciones los elementos o las tareas a cumplir. En los tiempos actuales existe los cronometro sean estos los normales o los electrónicos siendo el ultimo mencionado el más efectivo en la medición y en el registro estas no se interrumpen acompañados de estos están los tableros de cronometraje y demás tableros de cronometraje electrónicos para toma de datos como ordenadores portátiles que nos ayuda a registrar las actividades que se está realizando en el tiempo estipulado cualquier esta sea utilizada nos ayuda a verificar y a tener una idea bien clara y precisa de los tiempos y lo que se puede realizar en ese tiempo cada trabajo tiene un tiempo estándar que se debe cumplir pero para realizar aquello se debe realizar los estudios necesarios para realizar por expertos de la medición es decir medida de trabajo es el tiempo del hombre por horas que está laborando esto incluye descansos es decir cuánto puede producir por un tiempo determinado utilizando como una base de una buena planificación y un control eficaces en la gestión empresarial .
Filmación1. Las normas proceden de películas de los movimientos tomadas en
condiciones típica de oficina, con una estructura de tiempo para los elementos mecánicos .Las razones fundamentales del uso técnico del movimiento por película.
13
Se basan en normas:
Los observadores fracasan al conseguir los hechos reales; las técnica del filme. prescinde de los elementos humanos al registrar los hechos.
La posibilidad del volver atrás el filme si es necesario para mayor observación y análisis.
La posibilidad de practicar un análisis imagen por imagen. La posibilidad de verificar resultados con el grado deseado de confianza
y precisión. La facilidad con que pueden analizarse actividades suponen mental y
visual.
2. Para determinar las normas no se usa la valoración o nivelación, utilizándose en su lugar una base matemática.
Tomar la película bastante de cada ciclo de operaciones que se realicen por suficiente número de persona , todas las cuales se ajustan a las necesidades básicas de calificación y adecuación a la tarea
Analizar cada ciclo por sus componentes Promediar los tiempos tomados para cada componentes Someter cada promedio a verificación estadística para validarlo
3. El procedimiento que se verifica cada promedio de componente con una fiabilidad mínima 98 a 100. Esto asegura una precisión con un entorno de más o menos 2 por 100.
4. Los tiempos unitarios por los componentes se expresan por horas – entre decimales por los casos de algunos de los componentes muy rápidos y de gran frecuencia
5. Para todos los tiempo de los componentes se concede una constantes, por el permiso para necesidades personales.
6. Paul B. Mulligan se dio cuenta de que las operaciones administrativas fundamentales son comunes en todo el mundo, con la conclusión de que era posible establecer tempos predeterminados aplicables sin necesidad de tener que repetir el análisis para cada oficina concreta.
7. Las normas se actualizan mediante la suma de tiempos en el caso de métodos o maquinas nuevas.
8. Las normas proporcionan la base para medir la eficiencia laboral personal administrativo al cual se aplican.
9. Con los sistema PTS (Aplicaciones de tiempo estándar) esto es diversas tareas más rápida con los sistema PMTS (Aplicaciones menos tiempos estándar) esto permiten medir menos los datos de alto nivel ya que son ordinarios los elementos repetitivos se engloban en un solo tiempo de estándar, para la operación semejante a la archivo esto es en la que
14

puede usarse un estándar para seleccionar el papel que ha de archivarse, localizar los archivos, meter el papel y reponer el archivo).
10.Por el método de medida de tiempo MTM es una técnica PMTS para las actividades de producción en la fábrica. Sin embargo es el análisis de los movimientos humanos fundamentales se ha utilizado en oficinas, donde abarca el 70 por 100 de las actividades.
11.En 1965 el Directorio Internacional MTM que la aprobó.12.Obtención de datos.
Las investigaciones recientes utilizadas con magnetófono es la manera más efectiva de obtener datos reales tanto en el aspecto administrativos como el ámbito de los mantenimientos y la producción.
Las áreas se facilita a través de los cursos para el análisis de datos gravados, organizados por los miembros de la asociación MTM.
E l análisis para situaciones que toleran una descripción menos compleja de métodos y menor precisión en la determinación del tiempo.
El proyecto de investigación en el ámbito global de la medición de los trabajos administrativos.
CronometrajeEs una técnica de medición del trabajo mediante de registro de tiempo e índices de trabajo que afectan a los componentes de una tarea determinada realizada bajo la condiciones específicas, mediante del estudio de los datos para llegar establecer el tiempo necesarios para realizar la tarea a un nivel definido de ejecución
1) Medición de trabajo; El método utilizado depende de las circunstancia.Por ejemplo: el volumen y frecuencia de la tarea si ciclo temporal de la operación y el coste de supervisión del programa de medida. Para obtener una gran precisión en la medida debe utilizarse un cronometro al medir cada componente. Sin embargo, en muchos casos de oficinas concretas, pueden llegarse a una precisión suficiente para un propósito dado usando un reloj de la oficina o un reloj de pulsera
Valoración : Esto es norma británica se define de los términos “valorar “del modo siguientes. Evaluar el índice de trabajo del obrero en relación con el concepto de índice adecuado a la norma estándar que posee el analista. El analista debe tener en cuenta, independientemente o en conjunto uno o más factores necesarios para llevar a cabo la tarea, tales como rapidez de movimientos, esfuerzo, destreza, consistencia.
15
El valor estándar: corresponde al promedio que alcanzan normalmente trabajadores calificados en un puesto de trabajos. Se utilizan el método correcto.
La tarea estándar es la cantidad de producción que consiguen normalmente trabajadores calificados sin embargo en fondo, como promedio de u turno o jornada de trabajo si utilizan el método correcto y si están motivados para interesarse en su trabajo.
El ámbito de oficina: Esto se encarga diversos miembros de la plantilla que se realizan un trabajo similar deben ajustarse a los diferentes niveles de producción para que el tiempo “debido” pueda tener valor de usarse como base de planificación y el control de las actividades de la oficina.
Sin valorarlos : es imposible homogeneizar diversos ratios :Por ejemplo, la labor de un operario, que requiere una comparación entre horas estándar contadas al medir el trabajo y las horas reales que precisa. Por el medio del ratio citado es posible determinar los miembros de las plantillas que son buenos o mediocres trabajadores. Con el respecto al personal que no trabaja bien, eso puede significar que están cualificados
(Introduccion al estudio del trabajo ( tercera edicion ), 1986) Existen dos procedimientos
principales para tomar el tiempo con cronometro
- Cronometraje acumulativo
- Cronometraje con vuelta a cero
En el cronometraje acumulativo el reloj funciona de modo interrumpido durante
todo el estudio; se pone en marcha al principio del primer elemento del primer
ciclo y no se lo detiene hasta acabar el estudio. Al final de cada elemento se
apunta la hora que marca el cronometro y los tiempos de cada elemento se
obtienen haciendo las respectivas restas después de terminar el estudio. Con
este procedimiento se tiene la seguridad de registrar todo el tiempo en que el
trabajo está sometido a observaciones.
En el cronometraje con vuelta a cero los tiempos se toman directamente al
acabar cada elemento se hace volver el segundero a cero y se lo pone de
nuevo en marcha inmediatamente para cronometrar el elemento siguiente, sin
que el mecanismo del reloj se detenga ni un momento.
16

La suma de los tiempos de todos los elementos y demás actividades anotadas,
más el tiempo improductivo, más lo tiempo para punteo, constituye el “tiempo
registrado” que también se anota. En teoría debería coincidir con el tiempo
transcurrido, pero en la práctica suele haber una pequeña diferencia, debida a
la acumulación de pequeñas fracciones de tiempo perdido al volver las
manecillas a cero y también posiblemente, a errores de observación de la hora
o de los elementos.
Si se aplica el mismo procedimiento con el cronometraje acumulativo, el tiempo
transcurrido y el registrado deberían ser idénticos, ya que el cronometro solo se
mira, sin volverlo a cero.
El cronometraje acumulativo tiene la ventaja de que incluso si se omitir un
elemento o no se registra alguna actividad esporádica, el tiempo total no
cambia.
Muchos sindicatos son decididos partidarios d este sistema porque les parece
más exacto que el de vuelta a cero y no da la posibilidad de acortar los
tiempos a favor de la empresa omitiendo elementos u otras actividades. Tiene
la desventaja evidente del gran número de restas que hay que hacer para
determinar los tiempos de cada elemento, lo que prolonga muchísimo las
últimas etapas del estudio.
El cronometraje acumulativo es el más preferible por las siguientes razones:
- Según parece, con ese método los educandos adquieren más
rápidamente una precisión aceptable en el manejo del cronometro
- No importa que los observadores inexpertos omitan a veces los tiempos
de algunos elementos, puesto que no cambia el tiempo total del estudio.
Las interrupciones y los elementos extraños quedan automáticamente
incluidos, puesto que el cronometro nunca se detiene.
- Al valorar el ritmo del trabajo del operario es menos fácil caer en la
tentación de ajustar la valoración del ritmo al tiempo invertido en el
elemento, que utilizando el método de vuelta a cero, ya que se anota la
hora de reloj y no los tiempos mismos
17
- Los trabajadores y sus representantes tendrán probablemente más
confianza en la equidad del estudio como base para fijar las primas si
ven que es imposible omitir el más mínimo tiempo, lo que puede facilitar
la implantación de tales estudios en la empresa y hasta en la industria
de que se trate.
En el método de vuelta a cero, a los errores de observación del reloj tal vez
se sumen las pequeñas demoras producidas al volver la manecilla a cero.
El porcentaje de error es mucho mayor con elementos cortos. Por
consiguiente, el cronometraje continuo probablemente resulte más exacto
para trabajos de elementos cortos y ciclos breves, mientras que el método
de vuelta a cero puede emplearse con menos riegos para tareas de
elementos y ciclos largos, porque los errores son demasiados pequeños
para viciar el resultado. También aquí interviene el importante factor de la
confianza de los trabajadores.
Cuando hay que cronometrar trabajos con elementos cortos y ciclo breve se
recurre a un tercer método, que en realidad quizá sea el único posible para
medir con exactitud elementos de tan íntima duración que no den ala
analista tiempo para mirar el reloj y apuntar la hora.
Viene a ser un cronometraje por diferencia: en efectos, se cronometran
varios elementos juntos, agrupándolos de manera que cada uno de ellos
quede comprendido una vez y excluido la vez siguiente, y al final se hace la
resta para deducir el tiempo que lleva,
Análisis:
Estas técnicas que nos ayuda a aumentar la productividad teniendo en
cuenta el registro del tiempo, este tiempo no tendrá valor alguno, sino es un
método de cálculo en el que se registra el tiempo que ha transcurrido en
una persona que ha llevado a cabo una tarea encomendada.
Mediante estos métodos podemos medir la capacidad de los trabajadores
que laboran dentro de una empresa, y obtener su promedio si es bueno o
malo y así poder contar con un mejor rendimiento en el ámbito laboral, es
muy importante conocer la eficiencia de las personas que ejercen su trabajo
18
en las distintas áreas sea profesional o en la mano de obra, y a través de
este método poder determinar la eficacia que tienen en la tarea que se
haya asignado.
Estudio de tiempo: técnica del reloj de oficina.
Para medir el trabajo administrativo es el objeto de conseguir alguna orientación acerca de la duración que debe comportar, o que efectivamente, algunas tareas, pueden ser necesarias una precisión extrema en la medida como la que se deriva del cronometraje y la valoración.
El proceso de medición puede llevarse a cabo en los siguientes puntos:
Determinación de la unidad de trabajo más adecuada que debe sostenerse a estudio. No siempre resulta fácil identificar este factor a las unidades probables que pueden formar la base de estudio que son
1. Perforación de tarjeta: tarjetas perforadas, numero de perforaciones
2. Impresiones de direcciones: sobre direcciones, numero de sobre realizados.
3. Registro libro mayor: estadillos dispuestos, numero estadillos despachados.
4. Mecanografiado: documentos escrito, numero de centímetro cuadrados o de líneas mecanografiado.
Selección de un administrativo: con una habilidad y experiencia normales o de la persona que desempeña normalmente tarea de medirse.
Asegurarse de que el ambiente de trabajo están en condiciones normales para que el resultado final no se vea afectado por influencias especiales.
Conseguir un conjunto de trabajo que sea representativo. Estudio de tareas realizadas y el registro de los tiempos
1. El periodo de tiempo en el cual tiene el lugar el análisis no debe ser demasiado largo o demasiado corto.
2. Un tiempo más corto puede verse influido por el periodo de preparación o de archivo final.
3. Un periodo más largo de tiempo puede originar un elemento de ansiedad en el administrativos que se requiera un tiempo de relajación para recuperarse puede afectar al resultado.
Análisis y verificación de los resultados obtenidos antes fijar el estándar que debe usarse en el control futuro de trabajo.
19
Muestreo de actividades
Es una técnica mediante a la cual se realiza un gran número de observaciones, en un periodo de tiempo de un grupo maquinas, procesos y trabajadores.
1. La necesidad de muestrear puesto, en vez de realizar un análisis global 2. Los resultados obtenidos a través de muestreo pueden poner relieve
situaciones de un estudio más detallado. 3. La muestras de tamaño suficiente para la masa constantes de objeto y
acontecimientos 4. El muestreo de actividades se basa en la ley de los promedios 5. Los momentos que se efectúan las observaciones deben elegirse según
el intervalo. Para conseguir la fiabilidad del 95% la proporción de muestra se ajusta
mediante dos errores estándar para determinar la proporción real, debida de los errores de muestreo azar.
Se entendió que el error la diferencia entre el valor estimado obtenido a partir de la muestra y el valor real.
Muestreo baremado de actividades
Es una modalidad del muestreo de actividades en la cual se aplica un baremo para que, cuando se conozca la frecuencia pueda determinarse el contenido del trabajo.
Medición muestral múltiples
Es una técnica que consiste en la esencia de una mezcla del estudio de tiempo y el muestreo de trabajos.+
Estimación Analítica
Es una técnica para medir el trabajo, realizada a base de estimación mediante el cual el tiempo requerido para llevar a cabo todos los componentes de una tarea a nivel determinado de realización se estima a través de sus conocimientos y la experiencia acerca de los elementos afectados y parcialmente de datos.
20
Síntesis
Es una técnica de medir el trabajo que pretende averiguar el tiempo de una tarea o de sus componentes a un nivel determinado previamente mediante de los estudios de tiempo en otras tareas de componentes similares.
Relación con Gestión Empresarial
Que todas las empresas deben tener una idea de fabricación y sobre todo tener un servicio para los futuros clientes pero esto puede suceder si no tenemos valores y actitudes personales como la ilusión o el entusiasmo
Es preciso que este proyecto se lleve a práctica por los ingresos suficientes para cubrir todos los gastos necesarios para evaluar la factibilidad es preciso que vaya proyectando ya sea un plan o un proyecto que analiza los diversos aspectos de la creación de la empresa
Tenemos que reflexionar acerca de la idea como buscarla si aún no la tienes , y llevar a cabo una evaluación de la misma antes de comenzar el análisis de esta cuestión debemos tener en cuenta la suerte de los recursos y el riesgo
La relación de la suerte podemos indicar que con frecuencia oímos comentarios de la suerte que tiene las personas o ya sean los negocios aunque es difícilmente escucharemos tales comentarios de un empresario
La suerte es muy importante en la vida y en el mundo empresarial no pertenece ajeno a esta realidad ya que en ocasiones algunos negocios han que ha surgido gracias una empresa a que la suerte no es suficiente
Ya que tenemos que tener conocimientos, información, capacidad, dedicación son unos de los elementos necesarios en la Gestión Empresarial
En los recursos especialmente son económicos también se afirman que solo se alcanza el éxito empresarial con el respaldo de un importante patrimonio, crear una empresa presupone importante inversiones y gastos
21

Conclusion
La medición del Trabajo es un factor muy importante en la empresa u organización industrial ya sea comercial o gubernamental ya que es el estudio de tiempos.
El señor Taylor fue un Ing. Mecánico y estadounidense fue uno de los hombres considerado como el padre de la administración científica y unos de los promotores de la organización científica del trabajo, no olvidemos sobre todo que Taylor realizaba la asignación de tiempos de trabajo
Este procedimiento de los cronómetros mecánicos y electrónicos es aquel que se rigen a la medición del tiempo ya que constan de algunas técnicas que habitualmente se emplean
La estimación es una de la más utilizada para la medición de tiempos ya que es una de las técnicas más utilizadas como una de las bases principales de la planificación sobre el control eficaces en la Gestión Empresarial
También nos dice que los tiempos de trabajo sobre el muestreo es aquel que nos permite determinar el grado en el cual va a ser la utilización sobre las mano de obre y las maquinas
El trabajo administrativo es aquel objeto en el cual debe conseguir una orientación ya sea acerca del tiempo de duración en el cual se debe comportar, ya sea con algunas tareas y esta es una de las principales decisiones extrema en la medida
22
Bibliografía
Editorial Limusa
Nicol Yohana pinzón Velásquez, 2010
Dolores Tous Zamora
Juan m. Aguirre de Mena
María Mercedes Rodríguez Fernández editorial: pirámide año 2002
introduccion al estudio del trabajo ( tercera edicion ), 1986
23