propuesta de mejora en la gestiÓn y aseguramiento del ... · propuesta de mejora en la gestiÓn y...
TRANSCRIPT

PROPUESTA DE MEJORA EN LA GESTIÓN Y ASEGURAMIENTO DEL
PROCESO DEL CONTROL DE INVENTARIO DE PRODUCTO TERMINADO EN
UNA EMPRESA DEL SECTOR AVICOLA DEL VALLE DEL CAUCA
CARLOS ALBERTO MENDOZA VERGARA
UNIVERSIDAD ICESI
FACULTAD DE INGENIERIA
MAESTRIA EN INGENIERIA INDUSTRIAL
SANTIAGO DE CALI
2014

2
PROPUESTA DE MEJORA EN LA GESTIÓN Y ASEGURAMIENTO DEL
PROCESO DEL CONTROL DE INVENTARIO DE PRODUCTO TERMINADO EN
UNA EMPRESA DEL SECTOR AVICOLA DEL VALLE DEL CAUCA
CARLOS ALBERTO MENDOZA VERGARA
Trabajo de grado para optar el título de
Magister en Ingeniería Industrial
Director
Jairo Guerrero Bueno
Msc. Ingeniero Industrial
UNIVERSIDAD ICESI
FACULTAD DE INGENIERIA
MAESTRIA EN INGENIERIA INDUSTRIAL
SANTIAGO DE CALI
2014

3
GLOSARIO
BOLSATINA: Bolsa de material plástico dispuestas para el empaque de Pollo despresado o vísceras dispuestas.
CONFIABILIDAD: Término usado generalmente para expresar un cierto grado de seguridad de que un dispositivo o sistema opera exitosamente en un ambiente específico durante un cierto período.
CONGELADO: proceso de conservación de alimentos.
I.Q.F: Sistema de congelación rápida e individual.
MARINADO: Pollo con adicción de salmuera.
PLANTA DE BENEFICIO: Proceso productivo donde se realiza el sacrificio, desprese y distribución del pollo
REFRIGERADO: consiste en extraer la energía térmica de un cuerpo para reducir su temperatura.
VARIABILIDAD: son cambios inevitables que modifican el proceso (ya sean pequeños o casi imperceptibles) que afectan posteriormente al producto que se produce o al servicio que se ofrece.

4
CONTENIDO
Pág.
GLOSARIO .............................................................................................................. 3
LISTA DE GRAFICAS .............................................................................................. 7
LISTA DE TABLAS .................................................................................................. 8
LISTA DE DIAGRAMAS .......................................................................................... 9
LISTA DE FIGURAS .............................................................................................. 10
1. INTRODUCCION ............................................................................................ 11
2. PLANTEAMIENTO DEL PROBLEMA ............................................................. 12
3. OBJETIVOS .................................................................................................... 14
3.1 OBJETIVO GENERAL ................................................................................. 14
3.2 OBJETIVOS ESPECÍFICOS ........................................................................ 14
4. ALCANCES Y DELIMITACIONES DEL PROYECTO ..................................... 15
5. DEFINICIÓN DE LA METODOLOGÍA ............................................................ 16
6. MARCO DE REFERENCIA ............................................................................ 18
6.1 CONTEXTO DE LA EMPRESA .................................................................... 18
6.2 PROCESOS PRODUCTIVOS ...................................................................... 18
6.2.1 Línea de productos ................................................................................ 20
6.2.2 Planta de beneficio ................................................................................ 22
6.3 MARCO TEORICO ....................................................................................... 23
6.3.1 Definición análisis ABC .......................................................................... 23
6.3.2 Exactitud en los registros ....................................................................... 23
6.3.3 Conteo cíclico ........................................................................................ 24
6.3.4 Objetivos de un conteo físico ................................................................. 24
6.3.5 Definición de inventarios y funciones ..................................................... 24
6.3.6 Conservación de la certeza del inventario ............................................. 25
6.3.7 Control interno de inventarios ................................................................ 25
6.3.8 Lean Manufacturing ............................................................................... 27
6.3.9 Implementación de las 5S ...................................................................... 30
6.3.10 Beneficios de la implementación ......................................................... 31
7. DIAGNOSTICO DEL PROCESO A ESTUDIO ................................................ 33
7.1 JUSTIFICACIÓN DEL PROCESO A ESTUDIO ........................................... 33

5
Pág.
7.2 DESCRIPCION DE LOS PROCEDIMIENTOS, INSTRUCTIVOS Y PROGRAMAS .................................................................................................... 34
7.2.1 Procedimiento de almacenamiento: ....................................................... 34
7.2.2 Procedimiento de recepción, manejo y control de devoluciones: .......... 35
7.2.3 Instructivo inventario físico pollo en canal: ............................................. 35
7.2.4 Instructivo manejo, calibración y almacenamiento de patrones en el área de masas y balanzas: ..................................................................................... 35
7.2.5 Instructivo de mantenimiento, comprobación y ajuste de sistemas de pesaje: ............................................................................................................ 35
7.2.6 Instructivo ejecución ajuste de inventarios (AAI): .................................. 35
7.2.7 Programa de comprobación y/o calibración de equipos de medición: ... 35
7.3 DESCRIPCIÓN DE LOS PROCESOS ACTUALES ..................................... 35
7.3.1 Recepción de producto en despachos y almacenamiento ..................... 36
7.3.2 Recepción y control de las devoluciones ............................................... 36
7.3.3 Toma física de inventario de producto terminado y ajuste ..................... 38
7.4 FLUJO DE PRODUCTO CONGELADO Y REFRIGERADO ........................ 39
7.4.1 Estado congelado: ................................................................................. 39
7.4.2 Estado refrigerado: ................................................................................ 39
7.5 ANALISIS DE LAS OPERACIONES ............................................................ 39
7.5.1 Análisis de causa – efecto jefatura de almacenamiento y despachos ... 39
7.5.2 Análisis de causa – efecto asistente de traslado: .................................. 41
7.5.3 Análisis de causa – efecto asistente de despachos: .............................. 43
7.5.4 Análisis de causa – efecto personal de traslados: ................................. 45
7.5.5 Análisis de causa – efecto encargados de la recepción de las devoluciones ................................................................................................... 47
7.5.6 Análisis de causa – efecto Montacarguista ............................................ 49
7.5.7 Análisis de causa – efecto aseguramiento corporativo .......................... 50
7.5.8 Resumen diagrama causa – efecto mano de obra (Tabla 6) ................. 54
7.5.9 Resumen diagrama causa – efecto medio ambiente (Tabla 7) .............. 55
7.5.10 Resumen diagrama causa – efecto maquinaria y equipo (Tabla 8) ..... 56
7.5.11 Resumen diagrama causa – efecto metodología ................................. 57
Pág.

6
Pág.
7.6 VERIFICACIÓN DEL PROCESO DE INVENTARIO FISICO POLLO EN CANAL ............................................................................................................... 58
7.7 VERIFICACIÓN DE LA RECEPCIÓN DE LAS DEVOLUCIONES ............... 59
8. DESARROLLO DE LA PROPUESTA ............................................................. 61
8.1 IMPLEMENTACION DE EXACTITUD DEL INVENTARIO ........................... 61
8.1.1 Etapa 1: Preparación del inventario ....................................................... 61
8.1.2 Etapa 2: Conocer las transacciones y el flujo del proceso ..................... 62
8.1.3 Etapa 3: Grupos de control y análisis de causa – efecto ....................... 63
8.1.4 Etapa 4: Políticas, procedimientos estándar de operación y herramientas de formación para el control del proceso. ....................................................... 65
8.1.5 Etapa 5: Organización del inventario y patrones de almacenamiento ... 65
8.1.6 Etapa 6: Capacitación para el control del proceso ................................. 66
8.1.7 Etapa 7: Conteo cíclico y auditorias control del proceso........................ 66
8.1.8 Etapa 8: Implementación de tecnología en busca de la precisión del inventario ........................................................................................................ 67
8.2 APLICACIÓN DE UNA HERRAMIENTA DE LEAN MANUFACTURING...... 69
8.2.1 Fase 0. Adoptar el paradigma de lean. .................................................. 69
8.2.2 Fase 1. Preparar .................................................................................... 69
8.2.3 Fase 3. Selección de la herramienta ..................................................... 70
8.2.4 Fase 4. Definir el área piloto .................................................................. 70
8.2.5 Fase 5. Informar al proceso de la implementación ................................ 70
8.2.6 Fase 6. Aplicación de las 5 S ................................................................. 70
9. RESULTADOS ESPERADOS ........................................................................ 75
9.1 IMPACTO ESPERADO CON LAS HERRAMIENTAS PROPUESTAS. ........ 75
9.2 VALIDACIÓN DE LA PROPUESTA ............................................................. 76
10. CONCLUSIONES ........................................................................................ 79
11. RECOMENDACIONES ................................................................................ 80
12. BIBLIOGRAFIA ............................................................................................ 81
13. ANEXOS ...................................................................................................... 83

7
LISTA DE GRAFICAS
Pág.
Gráfica 1. Comportamiento exactitud del inventario .............................................. 34
Gráfica 2. Resumen diagrama causa – efecto mano de obra ................................ 54 Gráfica 3. Resumen diagrama causa – efecto Medio Ambiente ............................ 55 Gráfica 4. Resumen diagrama causa – efecto maquinaria y equipo ...................... 56 Gráfica 5. Resumen diagrama causa – efecto metodología .................................. 58

8
LISTA DE TABLAS
Pág.
Tabla 1. Diferencia de inventarios 2012 - 2013 ..................................................... 13 Tabla 2. Procesos productivos Empresa Avícola ................................................... 18
Tabla 3. Línea de productos .................................................................................. 21 Tabla 4. Comparación de aplicar o no las 5 s ........................................................ 31 Tabla 5. Resumen de los diagramas de causa – efecto ........................................ 53
Tabla 6. Resumen diagrama causa – efecto Mano de Obra .................................. 54 Tabla 7. Resumen diagrama causa – efecto medio ambiente ............................... 55 Tabla 8. Resumen diagrama causa – efecto maquinaria y equipo ........................ 56
Tabla 9. Resumen diagrama causa – efecto metodología ..................................... 57

9
LISTA DE DIAGRAMAS
Pág.
Diagrama 1. Recepción de producto en despachos y almacenamiento ................ 36
Diagrama 2. Recepción y control de las devoluciones .......................................... 37 Diagrama 3. Toma física de inventario de producto terminado y ajuste ................ 38 Diagrama 4. Diagrama causa - efecto Jefatura de almacenamiento y despachos 40 Diagrama 5. Diagrama causa – efecto Asistente de traslado ................................ 42
Diagrama 6. Diagrama causa – efecto asistente de almacenamiento y despachos ............................................................................................................................... 44
Diagrama 7. Diagrama causa – efecto personal de traslados ............................... 45 Diagrama 8. Diagrama causa – efecto Encargados de la recepción de las devoluciones .......................................................................................................... 47
Diagrama 9. Diagrama de causa – efecto Montacarguista .................................... 49 Diagrama 10. Diagrama causa – efecto aseguramiento corporativo ..................... 50

10
LISTA DE FIGURAS
Pág.
Figura 1. Diagrama del proceso planta de beneficio .............................................. 22 Figura 2. Modelo conceptual de implementación de Lean Manufacturing ............. 29
Figura 3. Diagrama de implementación por etapas de la 5 S ................................ 30 Figura 4. Estructura del equipo .............................................................................. 62 Figura 5. Construcción artificial de una transacción de inventario ......................... 63
11
1. INTRODUCCION
La compañía del sector avícola ha volcado sus esfuerzos en tener datos, información y resultados acerca de sus inventarios más precisos; pero los planes o mejoras que se han realizado no han sido muy significativos. El ser competitivo y la exigencia por el mercado ha llevado a la compañía en los últimos 5 años a tener un crecimiento acelerado y con el afán de producir, vender y de satisfacer las necesidades de los clientes ha hecho que no se le preste atención a tan delicado tema, entre ello no contando con una estructura sólida y bien conformada donde los resultados no son nada favorables y a pesar de múltiples intentos, estos han sido frustrados.
Al tomar conciencia de que los resultados e indicadores no son los mejores y de que los inventarios es un activo muy importante en cualquier empresa al igual que los ajustes es de interés en la profundización del tema debido a que se está castigado el estado de pérdida y ganancia de la compañía.
De acuerdo a lo descrito en el planteamiento del problema, soportado mediante registros, comportamiento y cifras, se procedió a efectuar una investigación contemplada en el marco teórico en donde describen el tema propósito de estudio.
Posteriormente, se elaboró el diagnóstico de la situación actual, mediante flujos de procesos, verificaciones y análisis de las operaciones. Así mismo, se relacionó los temas tratados en el marco teórico para proponer un plan de mejora.
Entre las metodologías para la elaboración de la propuesta de mejora para alcanzar y asegurar la precisión para las empresas de alto rendimiento que se encuentran en el umbral del 95%, es necesario dar inicio con las etapas de implementación de la exactitud del inventario bajo la herramienta de lean manufacturing soportado con las 5s.
12
2. PLANTEAMIENTO DEL PROBLEMA
La empresa del sector avícola del Valle del Cauca es una organización con proyección nacional, centrada en la producción y comercialización de pollo. Nació en un municipio de la región, desde entonces, ha venido en constante crecimiento y evolución en todos los procesos de su cadena productiva.
La compañía en los últimos cinco años ha venido en un constante y rápido crecimiento, haciendo que muchos de los procesos no estén totalmente sincronizados o tal vez no han asimilado el ritmo de la operación.
Un proceso que no está brindando resultados satisfactorios es el de Almacenamiento y despachos, causa de eso son los inventarios de producto terminado.
El ambiente de la compañía está fundamentando en el Make to Stock (producir para inventario), esto hace que la misma tenga que contar con cuartos fríos para el almacenamiento de dichos productos que deben de estar disponibles para la demanda real de los clientes.
La razón de ser de la empresa hace que las operaciones de la misma sean complejas y por cuestiones del mercado, competitividad y negociaciones especiales se tenga que tener gran diversificación de los productos. Es decir, una misma referencia de producto se puede ofrecer en el mercado en la cadena de frio como congelado o refrigerado.
Normalmente, una compañía que no controla sus inventarios y obtiene enormes pérdidas en poco tiempo puede ocasionar el final de sus operaciones, generando consecuencias graves para el desarrollo de la región.
La empresa del sector avícola del Valle del Cauca ha presentado problemas con el control del inventario de producto terminado almacenado en la planta, por lo tanto, los resultados no han sido los más convenientes viéndose reflejados en los ajustes de cada mes y teóricamente representando pérdidas económicas para la misma.
Sin embargo, esta situación es repetitiva y es de preocupación tanto de la alta gerencia como de los responsables de la custodia de los mismos, ya que se ha intentado con planes de acción mitigar esta problemática pero aún no ha sido posible.

13
La variabilidad de los resultados de cada mes de los inventarios de producto terminado es notoria (Tabla 1). A continuación se relacionan los ajustes en costos totales:
Tabla 1. Diferencia de inventarios 2012 - 2013
Mes Kg Uds Costo Total ($)
Enero -2012 -74.113,31 19.244 -$ 231.071.108
Marzo -2012 -139.669,80 106.179 -$ 654.122.379
Junio – 2012 63.840,09 563.593 $ 201.741.401
Agosto – 2012 377.846,00 664.251 $ 1.227.158.832
Septiembre -2012 -24.332,22 -215.618 -$ 128.802.573
Octubre – 2012 -68.834,48 -112.769 -$ 170.674.095
TOTAL 134.736,28 1.024.880 $ 244.230.078
Enero – 2013 27.552,38 -98.196 $ 8.538.651.53
Febrero – 2013 2.194,10 -49.618 -$ 39.506.241
Mayo – 2013 -46.026,55 -171.522 -$ 191.457.210
Julio – 2013 -70.700,70 -38.402 -$ 309.343.884
Septiembre – 2013 -92.151,35 -12.799 -$ 263.124.163
Septiembre – 2013 -67.474,91 34.305 -$ 239.720.017
Octubre – 2013 -1734,69 2.746 -$ 36.640.069
Diciembre – 2013 -227.986,99 -118.225 -$ 645.132.877
TOTAL -476.328,71 -451.711 -$ 1.724.924.461
Fuente: Propia
La Tabla 1 muestra los resultados de los ajustes de los inventarios correspondientes a los meses en los que estos fueron registrados. Los meses que no se registran fueron básicamente a dos razones:
a. Los resultados del inventario no fueron confiables para efectuar el ajuste del respectivo mes.
b. Los cuartos fríos se encontraban a su máxima capacidad entre esos los pasillos de tránsito.
Igualmente, se puede inferir que la empresa en el año 2013 tuvo una pérdida en sus activos.
14
3. OBJETIVOS
3.1 OBJETIVO GENERAL
Proponer la mejora en la gestión y aseguramiento del proceso del control de inventario de producto terminado en una empresa del sector avícola del Valle del Cauca.
3.2 OBJETIVOS ESPECÍFICOS
Definir los productos según clasificación ABC de mayor participación en ventas en el mercado.
Elaborar un diagnóstico para comparar flujos, procesos reales, teóricos y análisis de las operaciones.
Desarrollar una propuesta de mejora que incida favorablemente en los resultados de los inventarios de producto terminado.
15
4. ALCANCES Y DELIMITACIONES DEL PROYECTO
Proponer una forma eficaz de cómo controlar y tener una exactitud en el inventario de una manera más acorde de la bodega de producto terminado centralizado en la Planta de Beneficio y de mejorar los resultados que se tienen por este concepto.
Se busca tener un buen manejo en la administración y control de inventario utilizando los recursos adquiridos y ya establecidos, mejorando al máximo los recursos de la compañía.
De igual forma, con el fin de mejorar la rentabilidad del negocio se propondrán políticas y/o procedimientos que obtengan resultados satisfactorios.
El desarrollo de la propuesta se realizó desde el mes de Septiembre del año 2013 hasta el mes de Mayo del presente año.

16
5. DEFINICIÓN DE LA METODOLOGÍA
El tipo de investigación utilizada fue descriptivo, observacional analítico; esto condujo a destacar y conocer los procesos y procedimientos con el fin de diseñar una metodología de mejora para el control de inventario de producto terminado en la Planta de Beneficio.
La información recolectada se realizó mediante preguntas abiertas a todo el personal involucrado. Se efectuó presencia en las distintas áreas e igualmente verificaciones.
Según los autores Shein, Beckhard, 2003 clasifican el modelo tradicional de consultoría en iniciación, diagnóstico, planificación de la acción, aplicación y terminación, sin embargo, estos autores aseguran que las casas consultoras solo hacen algunas variaciones en el procedimiento pero en esencia realizan los pasos nombrados anteriormente.
La propuesta del presente proyecto se realizó por fases de la siguiente forma:
FASE 1: Conocimiento de procedimientos e instructivos
Conocer los procedimientos e instructivos y programas que tienen elaborados.
Validación de los documentos Conocimiento de cómo es el proceso de programación, toma física y ajuste
de un inventario
FASE 2: Diagnóstico actual del proceso de almacenamiento y despachos y ajuste de inventarios
Identificar los recursos y metodología inicial del proceso de almacenamiento y despachos.
Efectuar seguimiento al proceso de recepción, almacenamiento, despachos y ajuste de inventario.
Recolectar información del proceso.
FASE 3: Analizar información recolectada
Determinar la criticidad de los productos que representan las mayores ventas.
Realizar análisis de causas con el personal involucrado en los procesos.

17
FASE 4: Propuesta de mejora
Definir las fases o etapas a ser utilizadas. Identificar controles y herramientas adaptables al proceso. Desarrollar planes de mejora para el control de inventario.
18
6. MARCO DE REFERENCIA
6.1 CONTEXTO DE LA EMPRESA
Es una empresa del Valle del Cauca con proyección nacional, centrada en la producción y comercialización de pollo. Nació en 1986, ha venido en constante crecimiento y evolución en todos los procesos de su cadena productiva, contribuyendo al desarrollo de la región y a la generación de empleo en todos los municipios del país donde tienen operación de producción y/o comercialización.
Su gran trayectoria en la producción avícola, la ha llevado a realizar un enfoque estratégico de marca que le ha generado resultados positivos, convirtiéndola en una de las organizaciones más exitosas no sólo del Valle del Cauca, sino del país.
6.2 PROCESOS PRODUCTIVOS
La compañía cuenta con toda la cadena productiva que soporta la operación establecida (Tabla 2). Estos procesos productivos se describen a continuación:
Tabla 2. Procesos productivos Empresa Avícola
Proceso Descripción
Granja de Reproductoras
Cuenta con 2 centros de reproductoras con capacidad de 260.000 aves. El proceso de producción inicia con la llegada de las reproductoras de un día de edad a granjas diseñadas para su cría, levante y postura. Al llegar a la semana 24, el inicio de postura se realiza la recolección del huevo 9 veces al día para luego ser llevado a clasificación y desinfección que garantice un huevo apto sanitariamente para ser enviado diariamente a la planta de incubación.
Planta de incubación
La planta de incubación, fue sometida a una actualización y reconversión tecnológica en los equipos de incubación existentes, modificando las áreas de flujo de proceso y adquisición de nuevas máquinas, para convertirla en lo que es hoy: Una de las más modernas plantas de incubación de nuestro país. Cuenta con 40 máquinas de incubación lo que permitirá afrontar el crecimiento de los años 2013 y 2014, estimando

19
producir el próximo año: 51.5 millones de pollitos.
Granjas de Levante
Aseguran el inventario con una capacidad instalada de producción de más de 9 millones de aves por ciclo de 70 días, organizadas en 171 granjas distribuidas entre el Cauca y Valle del Cauca, donde el 9% de éstas corresponde al manejo directo de la Empresa y el 91% al programa de avicultores integrados.
Desde el proceso de Levante de Pollo se brindan soluciones alimenticias a la población colombiana aportando a la producción anual del país más de 100.000 toneladas de carne de pollo.
Cuentan con colaboradores en granjas, competentes y calificados para el manejo de las aves. Igualmente con profesionales en la Medicina Veterinaria y Zootecnia que prestan la Asistencia Técnica, quienes con su conocimiento y amplia experiencia aseguran la productividad y sanidad de los lotes.
Contribuye al desarrollo social de zonas afectadas por el conflicto armado en el sector del Norte del Cauca mediante alianzas productivas con la Fundación para el Mercadeo del Campo – FUNDEMERCA, empresa de 29 asociaciones de pequeños avicultores ubicados en veredas de seis municipios del norte del Cauca y sur del Valle que busca mejorar la calidad de vida de familias campesinas que habitan en regiones con altos índices de pobreza.
Planta de alimento balanceado
Para garantizar la calidad del alimento que reciben las aves en las granjas de levante, se construyó una de las más modernas plantas procesadoras de alimentos, con capacidad para 17.000 toneladas al mes. Para la elaboración de este alimento se utiliza materias primas de excelente calidad, cuya dieta está basada en productos de origen vegetal como lo son: el maíz y la soya con sus derivados: el gluten de maíz, aceite de soya, torta de soya y soya extruida.
Para cumplir con sus requerimientos la compañía compra mensualmente 13.000 toneladas de maíz amarillo, 2.300 toneladas de frijol soya, 1.800 toneladas de torta de soya, 1000 toneladas de gluten de maíz y

20
350 toneladas de aceite de soya, además de otros elementos menores como vitaminas y minerales.
Materias primas como estas, aparte de sus cualidades nutricionales son ricas en xantofilas que le otorgan al pollo de manera natural un color amarillo característico y muy atractivo, adicionalmente la soya y el aceite de soya tienen contenidos importantes de omega 3 y 6 que le dan al pollo propiedades de un producto saludable para el ser humano de cualquier edad.
Adicionalmente se construyó un laboratorio de diagnóstico veterinario y control de calidad, operado por un equipo científico experto en el tema, para asegurar la calidad e inocuidad de nuestros procesos productos.
Planta de beneficio
La planta de beneficio posee una capacidad de 120.000 aves por día, un área de evisceración automática con capacidad para 9.000 aves por hora, y un sistema de corte automático que permite despresar 6.000 aves por hora.
La planta de procesamiento posee a su vez, uno de los más sofisticados sistemas de congelación de presas de manera individual (IQF), habilitado para congelar 1,8 Toneladas por hora. En el área de almacenamiento, cuentan con 12 túneles de congelación rápida, un túnel continuo de congelación con capacidad de 12 ton/h y otro que se encuentra en construcción, 11 cuartos fríos de conservación con capacidad para 1.500 toneladas, y el respaldo de 800 toneladas de refrigeración.
Fuente: Empresa
6.2.1 Línea de productos Pollos el Bucanero S.A cuenta con varias líneas de producción (Tabla 3) para la elaboración de sus productos. Las diferentes referencias se clasifican en dos presentaciones, refrigerado y congelado. Cabe resaltar que algunas referencias pueden estar en las dos presentaciones de acuerdo a las necesidades de los clientes y cada línea consta de varias referencias.

21
Tabla 3. Línea de productos
Línea del producto Descripción
Tradicional
Pollo entero o despresado dispuesto en bandeja con cantidad y tipo de presa según la referencia.
Bolsatina
Pollo despresado o vísceras dispuestas en bolsas para venta al por mayor.
Bolsa granel
Pollo entero, pollo despresado, vísceras, piel y huesos congelados en bolsa para venta por libra o kilo.
Productos en caja
Contramuslos, perniles o pechugas seleccionadas por 2,25 kg.
IQF
Presas congeladas de forma individual organizadas en bolsas con cantidad y tipo de presa según la referencia.
Lite
Pollo despresado sin piel, sin grasa, organizado en bandeja con cantidad y tipo de presa según referencia.

22
Campesino
Pollo entero o pollo despresado con pigmentación amarilla, organizado en bandeja, bolsa o bolsatina con cantidad y tipo de presa según referencia.
Especial
Chorizo, carne molida, chuzo de pollo y alitas de pollo condimentadas (BBQ, picantes, finas hierbas).
Fuente: Propuesta de mejora en el área de desprese en una empresa avícola del Valle del Cauca, Hurtado C., Grisales P., 2013.
6.2.2 Planta de beneficio La planta de beneficio está centrada en la producción y comercialización de pollo. Se encuentra ubicada en la región del Valle del Cauca. Las principales áreas que conforman el proceso productivo (Figura 1) se describen a continuación en el siguiente:
Figura 1. Diagrama del proceso planta de beneficio
Fuente: Propuesta de mejora en el área de desprese en una empresa avícola del Valle del Cauca, Hurtado C., Grisales P., 2013.

23
6.3 MARCO TEORICO
En toda organización se hace necesario tomar diferentes medidas de control interno de inventarios ya que estos influyen en las utilidades. Por tal razón es importante realizar una discriminación de artículos con el objetivo de determinar aquellos que por sus características precisan un control más riguroso. Igualmente, las técnicas de lean manufacturing contribuyen a incrementar la eficacia de los procesos y a eliminar pérdidas y desperdicios.
6.3.1 Definición análisis ABC El análisis ABC divide el inventario que se tienen en tres grupos según su volumen anual en dólares. El análisis ABC es una aplicación de lo que se conoce como principio de pareto. Este principio establece que hay “pocos artículos importantes y muchos triviales”. La idea consiste en establecer políticas de inventario que centren sus recursos en los pocos artículos importantes del inventario y no en los muchos triviales. Resulta poco realista dar seguimiento a los artículos baratos con el mismo cuidado que a los artículos costosos. (Heizer Jay, Render Barry, 2004, pp. 453).
Con el fin de determinar el volumen anual en dólares para el análisis ABC, se mide la demanda anual de cada artículo en el inventario y se multiplica por su costo de unidad. Los artículos con un volumen anual en dólares pertenecen a la clase A. Aunque estos artículos constituyen sólo un 15% de todos los artículos del inventario, representan entre 70 y 80% del uso total en dólares. Los artículos del inventario en la clase B son aquellos con un volumen anual en dólares intermedio. Éstos representan alrededor del 30% de todos los artículos del inventario y entre el 15 y 25% del valor total. Por último, los de bajo volumen anual en dólares pertenecen a la clase C y representan sólo 5% del volumen anual en dólares, pero casi 55% de los artículos en el inventario. (Heizer Jay, Render Barry, 2004, pp. 453)
6.3.2 Exactitud en los registros Las buenas políticas de inventarios pierden sentido si la administración no sabe qué hay en su inventario. La exactitud de los registros es un elemento esencial de todo sistema de producción e inventarios. Esta precisión en los registros permite a las organizaciones centrarse en los artículos que necesitan, en lugar de aceptar que haya “un poco de todo” en su inventario. Sólo cuando la organización sabe con exactitud con qué cuenta, toma decisiones concretas de órdenes, programación y embarque.
Para asegurar la precisión, el registro de entradas y salidas debe ser bueno, como tiene que serlo la seguridad del almacén. Un almacén bien organizado se caracteriza por acceso restringido, buen manejo y áreas de almacenamiento para

24
alojar cantidades fijas de existencias. Los cajones, los espacios en los anaqueles y las partes se etiquetan con exactitud. (Heizer Jay, Render Barry, 2004, pp. 454)
6.3.3 Conteo cíclico Aunque la organización haya realizado esfuerzos considerables para registrar con precisión su inventario, dichos registros deben verificarse mediante una auditoria continúa. Esas auditorias se conocen como conteo cíclico. Históricamente, muchas empresas llevaban a cabo inventarios físicos anuales. No obstante, esta práctica suele significar el cierre temporal de las instalaciones y que personas sin experiencia cuenten partes y materiales. En su lugar, los registros del inventario deben verificarse con una comprobación del ciclo. Esta técnica utiliza la clasificación del inventario desarrollada en el análisis ABC. Con los procedimientos de conteo cíclico, periódicamente se cuentan los artículos, se verifican los registros y se documentan las imprecisiones. Se rastrea la causa de las imprecisiones y se toman las medidas correctivas para asegurar la integridad del sistema de inventario. Los artículos A se cuentan con frecuencia, quizás una vez al mes; los artículos B se cuentan con menos frecuencia, tal vez cada trimestre; y los artículos C se cuentan es probable que una vez cada seis meses. (Heizer Jay, Render Barry, 2004, pp. 454)
6.3.4 Objetivos de un conteo físico Vidales (2011) destaca que los objetivos de un conteo físico son:
Determinar correctamente el costo. Verificar que los productos existen físicamente. Comprobar los reportes de ventas y producción Verificar la eficiencia de producción/ comprar con relación a productos
irregulares (mermas, mal estado, mal elaborados, caducos, faltantes, sobrantes)
Evaluar y decidir sobre productos de lento movimiento, mal estado, obsoletos.
Comprobar la rotación de productos. Constatar que el valor no exceda el valor de realización. Verificar que este registrado correctamente en la contabilidad. Acomodar correctamente los productos de acuerdo al sistema de surtido. Evaluar el sistema de resguardo y conservación.
6.3.5 Definición de inventarios y funciones Es la estimación de la mercancía en el almacén y de los diferentes valores que componen los activos de la empresa. (Barrios, 2002).
Los inventarios son suministradores de información de calidad para la toma de decisiones del área de logística, agregan al producto utilidad de tiempo, lugar y cantidad; en efecto aquel producto que no esté en un lugar determinado en el tiempo requerido y en las cantidades solicitadas tiene pocas posibilidades de
25
consumo; el hecho de que exista un inventario no agrega valor al producto, si añade en cambio utilidad en uso o valor intrínseco, sin el inventario no se puede llevar a cabo las transacciones de los negocios. (Barrios, 2002).
Algunas funciones que poseen los inventarios son:
Es el único activo real de compañía es el más valioso y representativo en sus estados financieros. (Barrios, 2002)
Es el activo que genera flujo de caja; genera gastos, costos de ingresos, impuestos y utilidades. No interesa cuanto se venda si no hay entrega de productos o servicio los ingresos no llegan y menos la utilidad. (Barrios, 2002)
Es el recurso que más cuesta en su gestión, al ser constante la generación de movimiento de mercancía e igualmente en la generación de gastos de la gestión, el nivel de gastos esta dado por recursos humanos y de gestión de la empresa que están direccionados a llevar al cliente el inventario de la empresa. (Barrios, 2002)
6.3.6 Conservación de la certeza del inventario El inventario físico es el proceso utilizado para registrar físicamente a mano la cantidad y la ubicación de los artículos actuales del inventario; este proceso trae consigo cerrar por completo las operaciones durante el conteo y su marco de tiempo típico para este inventario es de un año. A menudo se requiere de esté para establecer el valor del inventario para informes financieros.
Dado el tiempo y el costo que se requiere para completar el inventario, debe planearse y ejecutar bien; el manejo de herramientas; equipo y personal apropiado son necesarios para llevar la eficiencia y eficacia del inventario físico. Se debe planear el evento físico, así como también atender a los clientes hasta una fecha de corte. Se requiere mínimo de dos conteos por existencia, se debe manejar tan eficientemente como sea posible para minimizar los costos y el impacto sobre los clientes. (Barrios, 2002)
6.3.7 Control interno de inventarios El control interno de los inventarios es materia determinante en el campo administrativo-contable de cualquier organización, debido al papel que desempeña para la determinación en las utilidades. Es base fundamental para suministrar información exacta y precisa en la toma de decisiones sobre cantidades físicas, costos de mercancía vendida y costo de mercancía en existencias. (Ozal, 1999)
Las funciones que deben controlarse son:
Almacenaje: en los almacenes de productos terminados o de mercancías disponibles para la venta, los materiales deben localizarse físicamente de tal

26
manera que permitan las actividades normales de almacén, como lo son las entradas, salidas y toma física de inventario. Es importante organizar físicamente las existencias de tal manera que los artículos de alto movimiento se encuentren en las áreas de más rápido y fácil acceso. (Ozal, 1999)
En cuanto a la seguridad del almacén, un adecuado sistema de control interno debe considerarse lo siguiente:
Protección física: las áreas de los almacenes deben estar bien cerrada y protegidas de tal manera de minimizar la entrada de personas o intrusos. Hay que tratar que las áreas de depósito estén bien iluminadas. (Ozal, 1999)
Control de acceso: establecer acceso restringido a las zonas del almacén, es decir, no permitir la entrada de personas o empleados que no tengan que ver con la actividad del almacén. Esto se debe hacer con el propósito de establecer e identificar las responsabilidades del personal involucrado en él manejo físico del inventario. (Ozal, 1999)
Despacho de artículos: los procedimientos de despachos deben asegurar a la compañía que las salidas de mercancía sean los previstos y que estén autorizados por funcionarios competentes. (Ozal,1999)
Algunas empresas utilizan órdenes de despachos para dar salida a las mercancías, copia de esta orden se envía al departamento de facturación para que se elabore la factura correspondiente. Es importante destacar, que el empleado encargado de elaborar la factura no debe participar en las funciones de despacho; la combinación de estos deberes en un solo empleado pudiera facilitar irregularidades, ya que le permitiría, por ejemplo, despachar el producto y no elaborar la factura. (Ozal, 1999)
Registros de los inventarios: “Procedimientos adecuados para el registro y acumulación de los elementos del costo” para asegurarse la correcta evaluación de los inventarios y la determinación del costo de ventas del ejercicio. (Ozal, 1999)
En un sistema automatizado (computarizado) es fundamental que los sistemas de compras, facturación, control de inventarios se encuentren integrados. Esto dará garantía, de que al momento de elaborar una factura de venta o de recibir un producto, automáticamente, se harán los registros en los archivos de inventario (maestro de producto y movimiento individual o kardex electrónico). Así como, los respectivos cargos o abonos en los archivos de los sistemas de cuenta por cobrar o cuentas por pagar. Si el sistema posee un nivel alto de integración, es posible generar automáticamente el registro en el sistema de contabilidad. (Ozal, 1999).

27
6.3.8 Lean Manufacturing Los orígenes del Lean Manufacturing se remontan a 1950, pero sólo hasta 1990 es cuando aparecen las primeras publicaciones sobre sus técnicas y conceptos. En Toyota se implantó la primera metodología basada en los valores ‘Lean’, concebida por los grandes expertos en el Sistema de Producción de Toyota (TPS). A partir de aquí esta filosofía empezó a difundirse por el resto del mundo (Gómez, 2010). Se conceptualizó como el conjunto de métodos que fueron establecidos en los años 70 en Toyota bajo la supervisión de Taiichi Onho y Shingeo Shingo con el objetivo de minimizar el uso de recursos a lo largo de los procesos de la empresa para lograr la satisfacción del cliente (Delgado, Albarracin, & Diaz, 2010)
En efecto, Taiichi Ohno expuso que se trata de producir más y más, con menos y menos. Se pretende aumentar la productividad y el beneficio situando el poder en el proceso (Olivella, 2007), dejando a un lado las maneras convencionales de producción donde el jefe es el único que tiene la razón y los operarios obedecen órdenes. La gran parte del conocimiento está en los equipos de operarios (Gómez, 2010)
Lean Manufacturing se basa en su totalidad en el Sistema de Producción Toyota (TPS), modelo que revolucionó la producción industrial de Japón. Éste tiene como objetivo fundamental incrementar técnicamente la eficacia de la producción eliminando radicalmente las pérdidas y el desperdicio, todo esto basado en dos grandes pilares: la innovación en la gestión del trabajo y en los mecanismos de control interno de la empresa (Naylor, Naim, & Berry, 1999).
“La clave de toda implantación Lean es lograr un flujo regular y constante en los procesos, sea el producto de tipo material, documental, personas o información, lo que abacá cualquier tipo de procesos, de cualquier organización. Lograr un flujo regular y constante del producto es la gran meta a alcanzar, aunque nunca se conseguirá del todo, del mismo modo que nunca se logrará eliminar todos los desperdicios de un proceso; alcanzar este objetivo supondría la perfección. Pero de lo expuesto puede desprenderse que toda detención del flujo de un proceso está relacionada con la presencia de desperdicios. En efecto, tratar de eliminar los desperdicios, puede traducirse por mantener el flujo regular y constante y, además, al ritmo correspondiente al Takt Time” (Cuatrecasas L. , 2012).
Principios de lean manufacturing Un aporte para entender mejor el pensamiento Lean fue el realizado por el profesor Liker de la Universidad de Michigan en su libro The Toyota Way (Liker & Meier, 2006) donde se resume la filosofía del pensamiento Lean en 14 principios (Villaseñor & Galindo, 2007).
28
Concepto 1. Filosofía de largo plazo
1. Base sus decisiones administrativas y gerenciales en la filosofía de largo plazo, aún a expensas de las metas financieras de corto plazo.
Concepto 2. El proceso correcto produce resultados correctos
2. Cree un proceso de flujo continuo para que los problemas salgan a la superficie.
3. Use un sistema tipo Pull para evitar el desperdicio de sobreproducción. 4. Nivele la carga de trabajo (heijunka). 5. Construya en su organización sistemas que tengan y resuelvan los
problemas para fabricar productos de calidad a la primera. 6. Estandarice las tareas y capacite a su personal para lograr el mejoramiento
continuo. 7. Use control visual para que no se escondan los problemas. 8. Utilice equipos confiables: pruebe cuidadosamente la tecnología que sirve
al proceso y a la gente.
Concepto 3. Agréguele valor a su organización desarrollando a su gente y a los socios
9. Desarrolle líderes que entiendan detalladamente el trabajo, vivan esta filosofía y enseñen a otros.
10. Desarrolle gente y equipos excepcionales que sigan la filosofía de la compañía.
11. Respete a sus socios y proveedores y ayúdelos a mejorar por medio de retos a alcanzar.
Concepto 4. Continuamente resuelva los problemas de raíz y haga una organización que aprenda.
12. Vea y observe cuidadosamente la situación por usted mismo. 13. Tome decisiones por consenso en forma lenta. Considere cuidadosamente
todas las opciones pero impleméntelas rápidamente. 14. Conviértase en una organización que aprende a través de una reflexión
implacable y un mejoramiento continuo.
Ohno distingue dos tipos de operaciones, las que añaden valor, tales como la transformación de materias primas en productos, y las que no, como el traslado de operarios para buscar piezas, desempaquetar piezas recibidas, etc. Toda operación que no añada valor se puede clasificar como desperdicio o pérdida (Womack & Jones, 1990)

29
Según Liker ( 2006), “La mayoría de los procesos en los negocios son un 90% de desperdicio y un 10% de trabajos con valor añadido”.
Metodologías para implementación de lean manufacturing En la actualidad, ya no cabe duda alguna de que la adopción del Lean Manufacturing, de forma correcta conduce al éxito, esto basado en importantes mejoras de eficiencia y competitividad. La forma de implementar sus principios no forma parte de una única metodología, tampoco las experiencias posteriores han llevado a un patrón de implementación establecido para cada tipo de industria. Se aplica a empresas con situaciones de partida diferentes y de sectores y países también distintos. Además, se trata en última instancia de generar una dinámica propia de mejora, por lo que la adaptación a las características de cada caso es indispensable (Cuatrecasas L. , 2006).
Rivera (2008), aporta un modelo de implementación que relaciona las diferentes técnicas de Lean en forma de una estructura secuencial de prerrequisitos. Es decir, se sugiere el orden en el que las diferentes técnicas deberían implementarse de tal manera que se genere un proceso lógico de aprendizaje progresivo (Figura 2).
Figura 2. Modelo conceptual de implementación de Lean Manufacturing
Fuente: Justificación Conceptual de un Modelo de Implementación de Lean Manufacturing, Rivera, 2008.

30
6.3.9 Implementación de las 5S Rodríguez (2004), en el manual de implementación programa 5S para la Corporación Autónoma Regional de Santander, hace unos aportes por etapa, descriptos a continuación:
Primera etapa (LIMPIEZA INICIAL): La primera etapa de la implementación se centra principalmente en una limpieza a fondo del sitio de trabajo, esto quiere decir sacar todo lo que no sirve del sitio de trabajo y limpiar todos los equipos e instalaciones a fondo, dejando un precedente de cómo es el área si se mantuviera siempre así (se crea motivación por conservar el sitio y el área de trabajo limpios).
Segunda etapa (OPTIMIZACION): La segunda etapa de la implementación se refiere a la optimización de lo logrado en la primera etapa, esto quiere decir, que una vez dejado solo lo que sirve, se tiene que pensar en cómo mejorar lo que está haciendo una buena clasificación con un orden coherente, ubicar los focos que crean la suciedad y determinar los sitios de trabajo con problemas de estos..
Tercera etapa (FORMALIZACION): La tercera etapa de la implementación está concebida netamente a la formalización de lo que se ha logrado en las etapas anteriores, es decir, establecer procedimientos, normas o estándares de clasificación, mantener estos procedimientos a la vista de todo el personal, erradicar o mitigar los focos que provocan cualquier tipo de suciedad e implementar las gamas de limpieza.
La cuarta y última etapa (PERPETUIDAD): Se orienta a mantener todo lo logrado y a dar una viabilidad del proceso con una filosofía de mejora continua.
Figura 3. Diagrama de implementación por etapas de la 5 S
Fuente: Manual de implementación programa 5S Corporación Autónoma Regional de Santander, Vargas, 2004.

31
¿Por qué son necesarias las 5S? Rodríguez (2004), efectúa una comparación de los beneficios (Tabla 4) a nivel de las personas, a nivel de entorno y a nivel de las instalaciones sin aplicar las 5 s o aplicándolas.
Tabla 4. Comparación de aplicar o no las 5 s
SIN APLICAR 5 S APLICANDO LAS 5 S
A nivel de las personas
Falta seguridad Mayor seguridad
Falta higiene Higiene correcta
Descontento Ambiente agradable
Fatiga, cansancio, pereza Facilidad de inspección
Rechazo inconsciente a inspeccionar lugares sucios
A nivel del entorno
Acumulados en lugares inaccesibles Disminución de riesgos
Pérdidas importantes de tiempo Disminución de pérdidas de tiempo debidas a falta de organización
Dificultad para consultar los documentos técnicos
Facilidad para consultar los documentos técnicos
Entorno desagradable Entorno agradable
A nivel de las instalaciones
Funcionamiento degradados y averías expectantes
Facilidad de control de niveles, fugas, obstáculos, etc.
Falta calidad, desperdicios debidos a suciedad de elementos, retoques
Menos incidentes
Alteración del proceso Eliminación de pequeñas averías
Disminución de desperdicios y problemas de calidad
Fuente: Manual de implementación programa 5S Corporación Autónoma Regional de Santander, Vargas, 2004.
6.3.10 Beneficios de la implementación En general, las empresas que han puesto en práctica Lean Manufacturing como filosofía de trabajo han experimentado reducciones significativas en tiempo de entrega, costo, reprocesos, inventario, tiempo de alistamiento, material en proceso, y número de defectos, al mismo tiempo que aumentan su productividad, flexibilidad, mejoran la calidad, mejor utilización del personal, y logran un mejor
32
uso del espacio y maquinarias. Las siguientes mejoras han sido atribuidas a los conceptos de Lean y sus herramientas (Zimmer, 2000):
Aumento en productividad de más de 30% anual. Reducción de inventario en más de un 75%. Reducción de un 20% de defectos por año. Mejora de más de un 10% en la utilización de labor directa. Mejora de un 50% en la utilización de labor indirecta. Mejora de un 30% del espacio y maquinaria. Reducción de costos, identificando a su vez costos ocultos.
La relación general con los temas tratados generó una visión para la aplicación, sirvieron como pilar y se pretendió aclarar muchos conceptos que a partir en el desarrollo de la propuesta estos serán involucrados.

33
7. DIAGNOSTICO DEL PROCESO A ESTUDIO
7.1 JUSTIFICACIÓN DEL PROCESO A ESTUDIO
Con la presente propuesta se quiere lograr beneficios económicos sustancialmente notorios para los dueños, crecimiento para la compañía, desarrollo para la región y competitividad en el mercado a nivel nacional.
Igualmente e indirectamente se lleva a conservar el dinamismo en las diferentes regiones donde también se tienen operaciones y se ven beneficiadas por la existencia de la compañía.
El por qué de esta situación es un interrogativo que surge a través de como los inventarios en las empresas deben tener un debido manejo y control especial porque se toma como un activo de la compañía y que es recuperable a través de la venta para reponer los costos de producción de toda la cadena y a obtener utilidades que es su único fin, aparte de brindar bienestar y salud a toda la población.
Mediante buenas prácticas, metodologías y técnicas se pueden obtener beneficios que hacen o no a que la empresa tenga perpetuidad o tienda a desaparecer operaciones por el solo hecho de catalogarse como empresa no rentable.
A partir del año 2013 la alta gerencia de la compañía decidió y según criterio incluir en su sistema de gestión de calidad el indicador de medición para la exactitud del inventario dirigido tanto para los responsables del proceso de almacenamiento como de despachos, debido a que los resultados obtenidos no han sido satisfactorios. La meta decidida por la alta gerencia para este indicador es que debe ser mínimo el 66%.
Este indicador de exactitud del inventario se calcula de la siguiente manera:
% Exactitud del inventario = Referencias que no presentan diferencias x 100
Total de las referencias inventariadas

34
A continuación se relaciona el cumplimiento de cada mes para el año 2013 (Gráfica 1)
Gráfica 1. Comportamiento exactitud del inventario
Fuente: Base de datos de la empresa.
7.2 DESCRIPCION DE LOS PROCEDIMIENTOS, INSTRUCTIVOS Y PROGRAMAS
Se efectuó la revisión de los procedimientos existentes que afectan de una u otra forma los inventarios de producto terminado. Estos procedimientos son:
7.2.1 Procedimiento de almacenamiento: el objetivo es garantizar el adecuado manejo de producto, conservación y rotación, cumpliendo con los requisitos establecidos por la compañía.
El alcance aplica a partir del traslado del producto de los túneles de congelación y refrigeración hasta los cuartos de sostenimiento para su almacenamiento.
0%
10%
20%
30%
40%
50%
60%
70%
Ene - 2013
Feb - 2013
May - 2013
Jul - 2013
Sep -2013
Oct - 2013
Dic - 2013
Mes
Meta

35
7.2.2 Procedimiento de recepción, manejo y control de devoluciones: el objetivo es controlar la recepción y el adecuado manejo de las devoluciones, cumpliendo con las políticas establecidas por la compañía y permitiendo ejercer un eficaz control de los inventarios.
El alcance aplica para todas las devoluciones de los productos realizados por clientes externos, distribuidoras, agencias y puntos de venta.
Se efectuó la revisión de los instructivos existentes que contribuyen y direccionan como ejecutar las operaciones.
7.2.3 Instructivo inventario físico pollo en canal: el objetivo es detallar la manera correcta como se debe realizar y liquidar la toma de un inventario físico de pollo en canal.
7.2.4 Instructivo manejo, calibración y almacenamiento de patrones en el área de masas y balanzas: el objetivo es mantener las condiciones de calibración de las masas patrón con el fin de evitar desviaciones que induzcan al error, durante las actividades de los equipos de pesaje de la planta de proceso.
7.2.5 Instructivo de mantenimiento, comprobación y ajuste de sistemas de pesaje: el objetivo es efectuar mantenimiento preventivo, comprobación y ajuste de los equipos de pesaje, que garantice la trazabilidad, precisión y el correcto funcionamiento de los instructivos.
7.2.6 Instructivo ejecución ajuste de inventarios (AAI): el objetivo es detallar la manera correcta como se deben ejecutar el mantenimiento inventario físico y el ajuste automático inventario en el sistema.
7.2.7 Programa de comprobación y/o calibración de equipos de medición: el objetivo es asegurar que los equipos de inspección y control utilizados en la medición de las variables críticas del proceso (temperatura, masas y balanzas), tengan la exactitud y precisión requerida para garantizar la confiabilidad de los datos.
7.3 DESCRIPCIÓN DE LOS PROCESOS ACTUALES
Para detallar de manera visual el funcionamiento de algunos de los procesos se elaboraron diagramas de bloques con el fin de dar a conocer el funcionamiento de los procesos u áreas involucradas, y estos como inciden en los inventarios de producto terminado.
36
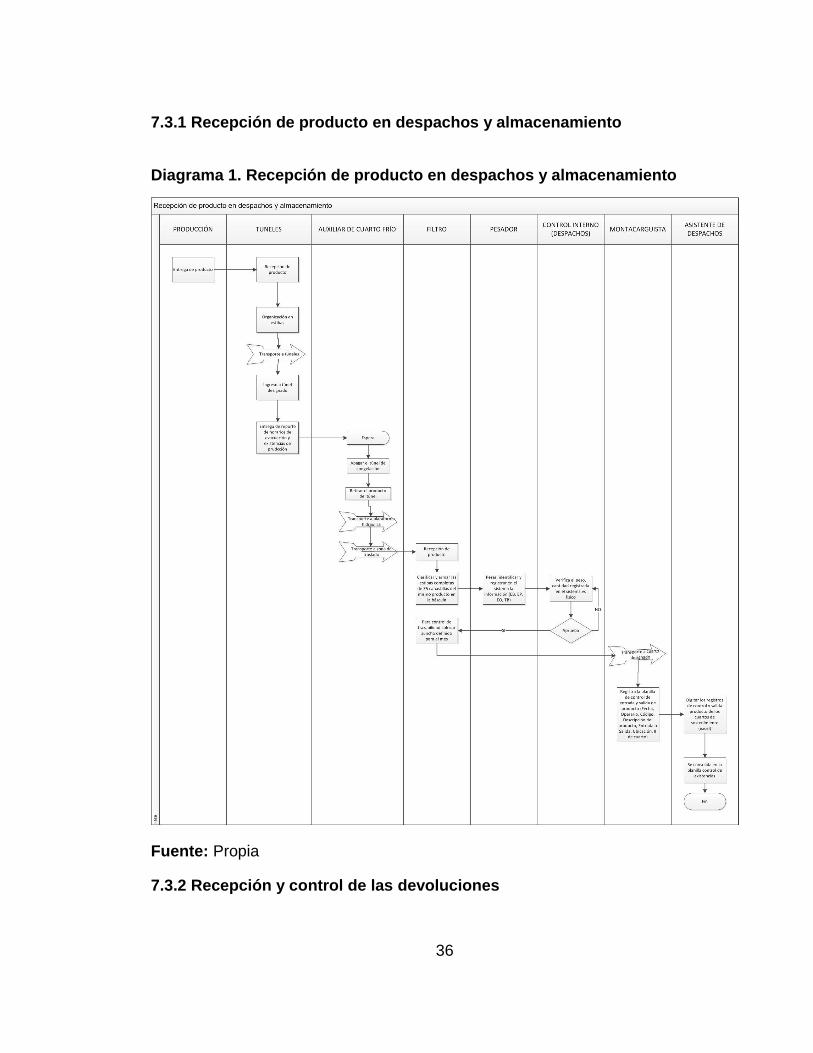
7.3.1 Recepción de producto en despachos y almacenamiento
Diagrama 1. Recepción de producto en despachos y almacenamiento
Fuente: Propia
7.3.2 Recepción y control de las devoluciones

37
Diagrama 2. Recepción y control de las devoluciones
Fuente: Propia

38
7.3.3 Toma física de inventario de producto terminado y ajuste
Diagrama 3. Toma física de inventario de producto terminado y ajuste
Fuente: Propia

39
7.4 FLUJO DE PRODUCTO CONGELADO Y REFRIGERADO
La planta de producción maneja específicamente dos estados de producto, congelado o refrigerado. A continuación una breve descripción:
7.4.1 Estado congelado: el producto sale de los túneles, pasa al área de traslado #1 donde es filtrado, pesado, registrado e identificado, posteriormente, ingresa al cuarto frío #5 o al cuarto frío #10 o #11.
De los cuartos fríos #10 y #11 se alimenta el cuarto frío #9 para efectuar los alistamientos de pedidos y despachar a los clientes.
7.4.2 Estado refrigerado: el producto que sale del túnel continúo, pasa al área de traslado #2 donde es filtrado, pesado, registrado e identificado, posteriormente, ingresa al cuarto frío #6 o #8.
7.5 ANALISIS DE LAS OPERACIONES
Para conocer las distintas opiniones del personal involucrado en las diferentes labores en el Proceso de Despachos y almacenamiento acerca de las diferencias en los ajustes de inventarios se efectuó distintos fórum con los involucrados del proceso y se realizaron diagramas de causa – efecto para conocer la raíz de la causa.
Los análisis de los diagramas de causa – efecto se llevo a cabo únicamente con el método las 4M: Mano de obra, maquinaria y equipo, medio ambiente y metodología.
7.5.1 Análisis de causa – efecto jefatura de almacenamiento y despachos Según los análisis de causa – efecto (Diagrama 4) por parte del jefe de almacenamiento y despachos considera que las causas más relevantes en su opinión son:

40
Diagrama 4. Diagrama causa - efecto Jefatura de almacenamiento y despachos
Fuente: Propia
Mano de Obra:
Personal no calificado: según su opinión y criterio considera que el personal que se encuentra realizando las labores en la parte de traslado no es personal calificado para ocupar un puesto tan crítico como ese, muchos de ellos tienen únicamente formación técnica.
Falta de conciencia en la labor realizada: según su análisis considera que el personal que se encuentra en la parte crítica del proceso llamado traslados no tiene conciencia de la labor que realiza, ni de la importancia, junto a una falta de compromiso con sus funciones y empresa.
Ausentismo: considera que el alto grado de ausentismo en el personal hace que muchos labores no se realicen de la mejor forma por la premura del tiempo y el alto flujo de producto que pasa por este punto.
Medio ambiente: la presencia de bajas temperaturas hace que los colaboradores a medida que pasa el tiempo disminuya el grado de concentración en sus labores.
Maquinaria y equipo:
Metrología: en su criterio considera que el programa de calibración para las básculas de despachos no es tan constante, teniendo en cuenta que el grado de utilización es alto y a diario.
MANO DE
OBRA
MAQUINARIA Y
EQUIPO
Personal no calificado
Actitud Falta de herramientas tecnologicas
Metrologia Capacidad fisica en cuartos de almacenaje a su limite max.
Inconsistencias en el embalaje No hay un modo de conciliación turno a turno
de producción e identificación
Presencia de bajas temp.
en referencias similares
de las reclasificaciones
MEDIO
AMBIENTEMETODOLOGIA
Fiabilidad del sistema
Ausentismo
Deficiencia en la realización
en la bodega y falta de chequeo curzado (Traslado y producción)
Errores en la entrada o salida
Registros de entrada y salida de forma manual de los cuartos frios
DIFERENCIA EN EL
INVENTARIO DE
PRODUCTO
41
Fiabilidad del software: manifestó que la seguridad y fiabilidad de la información que presenta el sistema actualmente no arroja datos que aseguren la efectividad de los mismos, pues argumenta que en muchas ocasiones se han presentado errores en la información ocasionada por el mismo sistema.
Falta de tecnología para la identificación del producto: considera que la empresa no cuenta con un sistema automatizado para el registro de la información, este al ser manual tanto la identificación como el conteo es muy fácil de cometer errores.
Capacidad física de almacenaje a su límite máximo: en muchas ocasiones los cuartos de almacenamiento se han tenido llenos, ocupando así hasta los pasillos de transito de producto, esto hace que se pierda el control en el producto almacenado.
Metodología:
No se realizan reclasificaciones diarias: se refiere cuando se utiliza el producto existente con un código de referencia en los cuartos fríos y posteriormente es cambiado por otro código para ser despachado.
No hay un modo de conciliación turno a turno: considera que hasta el momento no existe un modo de conciliar las entradas y salidas por turno de la bodega, igualmente, el flujo de la operación dificulta la actividad.
Errores en la entrada o salida en referencia similares: considera que con la cantidad de referencias que maneja la empresa e igualmente, muchos de los productos cuentan con características similares hace que se presente registros de entrada o salida equivocadas, generando distorsiones en los inventarios.
Registros de entrada y salida de forma manual de los cuartos fríos: al momento cuando se realizan movimientos de producto en las diferentes áreas no existe controles semiautomatizados y niveles de autorización y que descargue la información del inventario inmediatamente.
7.5.2 Análisis de causa – efecto asistente de traslado: Según información brindada por el asistente de traslados en el diagrama de causa - efecto (Diagrama 5) las más frecuentes son las siguientes:

42
Diagrama 5. Diagrama causa – efecto Asistente de traslado
Fuente: Propia
Mano de obra:
Falta de personal por otras labores: considera que cuando se generan actividades extras el personal que primero disponen para dichas labores es el del área de traslado, esto haciendo que el grupo quede incompleto y se presenten acumulaciones de producto o por evacuar esa tarea lo antes posible no se realicen las mismas con precaución si no a la ligera.
Falta de capacitación operarios y montacarguistas: considera que los operarios y montacarguistas no han tenido el entrenamiento suficiente para dar respuesta a las operaciones de la compañía.
Falta de personal por ausentismo: argumenta que el ausentismo es un factor crítico en el área de traslados, haciendo que los grupos en las basculas queden incompletos y estas tareas tengan que ser repartidas entre los colaboradores y de esta manera el alto flujo de producto que pasa por este punto hace que la actividad tenga que ser más rápida desmejorando los controles existentes.
Medio ambiente:
Presencia de bajas temperaturas: Justifica que la presencia de bajas temperaturas hace que el personal pierda concentración en las actividades que desempeña.
MANO DE
OBRA
MAQUINARIA Y
EQUIPO
Falta de personal
por otras labores
Falta de capacitación operarios Falta de herramientas tecnologicas
y montacarguistas
Inconsistencias en el embalaje No hay un modo de conciliación turno a turno
de producción e identificación
Presencia de bajas temp. Metodologia de devoluciones es inadecuada
No hay restricciones en el movimiento y entrada de devoluciones con otros códigos
de producto
MEDIO
AMBIENTEMETODOLOGIA
No hay información en el tiempo real
Fiabilidad del sistema
Ausentismo
DIFERENCIA EN EL
INVENTARIO DE
PRODUCTO
en la bodega y falta de chequeo curzado (Traslado y producción)
43
Maquinaria y equipo:
Herramientas tecnológicas: en su criterio manifiesta que no se utilizan herramientas tecnológicas de vanguardia que faciliten los controles y es constante el manejo de registros en forma manual.
Fiabilidad del sistema: en su posición manifiesta que el sistema no garantiza la fiabilidad de la información, pues en muchas ocasiones se han presentado inconsistencias en la información, como en los documentos registrados.
Metodología:
Falta de identificación en las referencias: considera que la falta de identificación es generada porque producción no realiza el procedimiento como debería ser, dificultando las labores y presentándose inconsistencias en los registros.
Metodología de devoluciones es inadecuada: considera que la recepción de las devoluciones en la planta de beneficio presenta falencias, es decir, recibiendo producto al cual no corresponde la información de los documentos o no existe la entrada físicamente del producto pero si de documentación.
Falta de chequeo cruzado (Producción Vs Traslado): no se realiza cuantitativamente la información de producción vs la entrada de producto, no generando conciliaciones periódicamente de las unidades y kilogramos producidas.
No hay restricciones para movimiento de producto: considera que el movimiento de producto lo realiza cualquier personal sin ninguna autorización, perdiendo los controles y el destino final del producto.
No hay Información en el tiempo real: argumenta que no se cuenta con información al día, pues muchos de los registros de salida son digitados al día siguiente.
7.5.3 Análisis de causa – efecto asistente de despachos: En la información brindada en el diagrama de causa – efecto (Diagrama 6) por un asistente de despachos estas fueron:

44
Diagrama 6. Diagrama causa – efecto asistente de almacenamiento y despachos
Fuente: Propia
Mano de obra:
Actitud: según información corresponde a que los filtros y pesadores no tienen concientización en las actividades que desarrollan.
Medio ambiente: considera que en esta parte no hay causas que generen problemas con las diferencias en el inventario.
Maquinaria y equipo:
Fiabilidad del sistema: según información no está de acuerdo con el sistema que utiliza la compañía, pues ha detectado inconsistencias en la información provocada por el software, además, la empresa debería de adquirir un ERP más completo y conocido en el mercado.
Herramientas tecnológicas: la falta de herramientas tecnológicas hace que todo se haga de manera manual, haciendo que las operaciones sean menos agiles y la rapidez de avanzar en el proceso ocasiona que se generen inconsistencias.
Capacidad física en cuartos de almacenaje a su límite máximo: argumenta que cuando los cuartos están en su máxima capacidad el control de los inventarios se vuelva complejo de manejar, uno de los casos es que
MANO DE
OBRA
MAQUINARIA Y
EQUIPO
Falta de herramientas tecnologicas
Capacidad fisica en cuartos de almacenajea su limite max.
Inconsistencias en el embalaje Errores en la entrada o salida de referencias similares
de producción e identificación
Ajustes mal hechos y deficiencia en la documentación
Deficiencia en la realización de las
reclasificaciones
MEDIO
AMBIENTEMETODOLOGIA
Fiabilidad del sistema
DIFERENCIA EN EL
INVENTARIO DE
PRODUCTO
No hay información en el tiempo real
Actitud

45
el producto a despachar este tapado con otras referencias y estas tengan que ser movidas a otra ubicación sin registrarlas.
Metodología:
No realizan reclasificaciones: las reclasificaciones no se realizan como debería de ser, cada vez que un producto sea catalogado para utilizarlo con otra referencia debe ser inmediatamente registrado.
Errores en la entrada o salida en referencias similares: manifiesta que las similitudes en las referencias ocasionan que los registros al ser de forma manual se presenten errores.
Ajustes mal hechos y deficiencia en la documentación: manifiesta que muchos de los ajustes no sean confiables por el gran número de documentos que utiliza la empresa, además, hasta el momento no ha sido posible, empezar de nuevo con saldos iniciales.
No hay Información en el tiempo real: manifiesta que la información no es en tiempo real y se ocasionen retrasos en el flujo de la información.
7.5.4 Análisis de causa – efecto personal de traslados: El grupo de traslado con el que fue elaborado el diagrama de causa – efecto (Diagrama 7) según sus conceptos y experiencias, manifiestan que las siguientes causas impiden en el rendimiento de sus funciones:
Diagrama 7. Diagrama causa – efecto personal de traslados
Fuente: Propia
MANO DE
OBRA
MAQUINARIA Y
EQUIPO
otras labores
Programación de vacaciones Fiabilidad del sistema
Nivel de seguridad en la asignación de registros
Mayor presón Inconsistencias en el embalaje Falta de coordinación, comunicación y delegar funciones
de producción e identificación
Espacio Desorden en tuneles
Deficiencia en la realización de las
reclasificaciones
MEDIO
AMBIENTEMETODOLOGIA
No existe un balanceo
Falta de personal por Metrología
DIFERENCIA EN EL
INVENTARIO DE
PRODUCTO

46
Mano de obra:
Falta de personal por otras labores: el grupo del área de traslado manifiesta que en muchas ocasiones son retirados de sus actividades para desempeñar otras tareas extras, descuidando ese punto crítico y en todos los casos no son reemplazados.
Programación de vacaciones: no coordinan las vacaciones del personal del área de traslado para ser reemplazados durante el periodo, esto hace que el grupo quede incompleto y estas tareas tengan que ser divididas en los colaboradores.
Medio ambiente:
Mayor presión: según información del personal el alto flujo de producto y saturación del área genera un índice de presión y estrés alto, queriendo agilizar los procesos pero a su vez disminuyen los controles existentes.
Espacio: consideran que el espacio donde están, en muchas ocasiones y el alto flujo de producto el espacio se vea considerablemente reducido ocasionando posibles confusiones en las estibas.
Maquinaria y equipo:
Metrología: consideran que la verificación de las básculas no es constante en comparación con el uso que se tiene con las mismas. Manifiestan que en muchas ocasiones cuando verifican en diferentes básculas el peso es diferente.
Fiabilidad del sistema: el grupo manifestó que los niveles de seguridad no son los apropiados, e igualmente, no existen restricciones en la asignación de los registros de las diferentes bodegas de la empresa, es decir, pueden registrar entradas de producto a cualquier bodega.
Nivel de seguridad en la asignación de los registros: el sistema no tiene contemplado el nivel de seguridad para los registros de información, cualquier ente, puede adicionar o hacer movimientos en las diferentes bodegas.
Metodología:
No se realizan reclasificaciones: el personal manifiesta que la metodología que se tiene hasta el momento para el manejo de las reclasificaciones no es el adecuado, estas son realizadas posteriormente y sin ninguna verificación y validación.
Inconsistencias en el embalaje de producción e identificación: según argumentos del personal las unidades y kilos que promete producción que van en cada canastilla al ser verificadas en el área son otras. En muchas ocasiones que estas canastillas no son verificadas como debe ser, pueden

47
resultar sobrantes y/o faltantes y son asumidos por el proceso de almacenamiento y despachos. Además existe deficiencia en producción acerca de la identificación en los productos, o en algunos casos, esta identificación no corresponde exactamente a la referencia producida.
Falta de coordinación, comunicación y delegar funciones: el grupo de colaboradores manifiesta que necesitan una mayor coordinación y comunicación entre las demás áreas de la compañía, como es el caso que crean una nueva referencia y se le es comunicado cuando ha pasado gran cantidad de producto y este ha sido almacenado e ingresado al sistema con un código y posteriormente despachado con otro.
Desorden en túneles: argumentan la insatisfacción en la manera como son cargados los túneles de congelación, no es la adecuada, pues mezclan en una estiba y en las canastillas diferentes referencias, y al ser estas filtradas y pesadas en el área de traslado disminuye el rendimiento y productividad, pues deben empezar a separar y clasificarlo.
No existe un balanceo: manifestaron que no existe como tal un balanceo en el área, en algunos casos cuentan con tiempo ocio como en otro tiempo el flujo de producto es demasiado alto.
7.5.5 Análisis de causa – efecto encargados de la recepción de las devoluciones Según información de los encargados y responsables por el manejo de las devoluciones en el diagrama de causa – efecto (Diagrama 8) presentan las causas que afectan el buen desempeño del proceso.
Diagrama 8. Diagrama causa – efecto Encargados de la recepción de las devoluciones
Fuente: Propia
MANO DE
OBRA
MAQUINARIA Y
EQUIPO
Falta de incentivos
Actitud
Falta de personal por otras
labores
Inconsistencias en el embalaje Metodología de devoluciones es inadecuada
de producción e identificación
El manejo de las mermas lo asume la bodega de despachos
Bodegas abiertas
MEDIO
AMBIENTEMETODOLOGIA
Ajustes mal hechos y deficiencia en la documentación
Personal no calificado
DIFERENCIA EN EL
INVENTARIO DE
PRODUCTO
y entrada de devoluciones con otros códigos

48
Mano de obra:
Personal no calificado: considera que algunos colaboradores no están en capacidad para desempeñar dicha función en las áreas y tal exigencia que se necesita en dicho lugares, la competencia no es la ideal como lo requiere el cargo.
Falta de actitud: la falta de actitud del personal ocasiona que las labores que efectúan no sean 100% aptas generando errores en sus actividades, cabe resaltar que el área de traslados es crítica en este proceso.
Falta de personal por otras labores: a consideración manifiestan que en algunas ocasiones no se le da la importancia a los diferentes puntos del proceso, siendo que en muchas ocasiones el personal es retirado momentáneamente de su área para ir a suplir otras necesidades que se requieren.
Falta de incentivos: no existe una escala salarial entre los trabajadores del proceso, es decir, todos tienen un salario diferente (bonificaciones y bonmerabilidad), esto genera reacciones de motivación entre los que tienen un menor salario con los de mayor salario y el trabajo se quiere recargar en los que más retribución salarial tienen.
Medio ambiente:
Consideran que este aspecto no tiene incidencia en los problemas con la inexactitud de los inventarios.
Maquinaria y equipo:
Según las opiniones manifiestan que en este aspecto no es necesario adquirir ni desarrollar más herramientas de tecnología.
Metodología:
Inconsistencias en el embalaje e identificación de producción: consideran que el embalaje de producción no es confiable, algunas canastillas cuantitativamente no cumplen con las unidades exactas como deben ser e igualmente con la identificación. Además el conteo de unidades por canastillas en producción la realiza el operario y no tiene ninguna ayuda tecnológica para detectar cantidades.
Metodología de devoluciones es inadecuada y entrada de devoluciones con otros códigos: consideran que en muchas ocasiones los faltantes que se presentan en el embalaje son provenientes desde producción, de igual forma, la salida de los productos es registrado con un código y la entrada por causal de devolución se registra con otro código, no guardando similitud con el código de salida; en el caso de que se presenten faltantes en los despachos, teóricamente ese faltante lo asume el proceso.

49
El manejo de las mermas lo asume despachos: consideran que las mermas realizadas a los clientes afecta directamente la bodega de almacenamiento y despachos, pues los kilogramos descontados del cliente vuelven a ingresar teóricamente a la bodega.
Bodegas abiertas: consideran que no existe restricción o niveles de seguridad en los movimientos de registros en las bodegas de producto de la compañía, cualquier ente que tenga acceso al sistema puede manipular información.
7.5.6 Análisis de causa – efecto Montacarguista El montacarguista seleccionado con el que se elaboró el diagrama de causa – efecto (Diagrama 9) manifestó que estas corresponden a:
Diagrama 9. Diagrama de causa – efecto Montacarguista
Fuente: Propia
Mano de obra:
Actitud: considera que la actitud del personal no es la correcta para estar desempeñando las actividades, es decir, no realiza las tareas con el compromiso que se necesita.
MANO DE
OBRA
MAQUINARIA Y
EQUIPO
Falta de incentivos
Actitud
Falta de personal por otras labores
Falta de cordinación, comunicación y delegar funciones
MEDIO
AMBIENTEMETODOLOGIA
Personal no calificado
DIFERENCIA EN EL
INVENTARIO DE
PRODUCTO

50
Falta de incentivos: considera que hace falta una política clara de incentivos en la compañía, los incentivos puede ser un factor clave para la motivación.
Medio ambiente:
Según criterio consideran que el medio ambiente no debería afectar con el buen desarrollo de sus actividades.
Maquinaria y equipo:
Considera que se tiene los recursos necesarios para cumplir con las tareas mínimas por la empresa.
Metodología:
Falta de coordinación, comunicación y delegar funciones: manifiesta que los responsables del proceso requiere tener una mayor atención en estos aspectos.
7.5.7 Análisis de causa – efecto aseguramiento corporativo En la información y elaboración de la espina de pescado (Diagrama 10) el proceso de aseguramiento corporativo manifestó que las causas corresponden a:
Diagrama 10. Diagrama causa – efecto aseguramiento corporativo
Fuente: Propia
MANO DE
OBRA
MAQUINARIA Y
EQUIPO
Personal no calificado
Fiabilidad del sistema
Funciones no definidas Nivel de seguridad en la asignación de los registros
Inconsistencias en el embalaje Registros de entrada y salida de forma manual
de producción e identificación
No hay restricciones en Deficiencia en los registros, cargue y despachos
en el movimiento de de los vehiculos
producto
No hay información en tiempo real
MEDIO
AMBIENTEMETODOLOGIA
de los cuartos frios
DIFERENCIA EN EL
INVENTARIO DE
PRODUCTO

51
Mano de obra:
Personal no calificado: tienen a consideración que el personal que está desarrollando las labores más que todo en la parte de traslados, el perfil con el que cuentan no son para el cargo.
Las funciones no son definidas: no existe funciones claras en el proceso de despachos, por lo tanto, no hay responsables como tales para encargarles funciones específicas.
Medio ambiente:
Consideran que el medio ambiente no debe considerarse como un factor que incide en los resultados de los inventarios.
Maquinaria y equipo:
Fiabilidad del sistema: consideran que no se tiene la certeza de la información que presenta el sistema debido a muchos inconvenientes de inconsistencias que se han presentado en este. Igualmente, no hay restricciones en los registros de las bodegas.
Nivel de seguridad en la asignación de registros: consideran que el sistema es vulnerable a la manipulación de información entre las bodegas.
Metodología:
Inconsistencias en el embalaje de producción: se tiene identificado que son unas de las causas que hacen que se presenten sobrantes y/o faltantes en las canastillas, de la misma manera, si no son verificadas en el área de traslado afectaría la bodega de almacenamiento y despachos.
Registros de entrada y salida de forma manual de los cuartos fríos: se considera que al llevar registros de una forma manual, ocurre con frecuencia inconsistencias que se presentan por múltiples motivos.
No hay restricciones para movimiento de producto: consideran que cualquier personal traslada producto de un lugar a otro sin estos ser controlados y sin permiso previo.
Deficiencia en los registros, cargue y despachos de los productos: consideran que a pesar de que se cuenta con un sistema de pesaje que brinda un tiquete, en muchas ocasiones se pesa y se despacha de forma manual, igualmente, a pesar de que el sistema de pesaje brinda alertas, en algunas ocasiones no se hace el procedimiento como corresponde de volver a verificar.
No hay información en tiempo real: se considera que es complejo efectuar cortes y conciliaciones por lo que la información no es al día, faltando una mayor organización en los procedimientos que se realizan.

52
Finalmente, para visualizar la frecuencia repetitiva de las causas resultado de las diferentes reuniones sostenidas se elaboró un resumen (Tabla 5) con el fin de conocer la repetitibilidad. A continuación se presenta:
Jefe de despachos (1) Asistente de traslados (2) Asistente de despachos (3) Personal de traslados (4) Devoluciones (5) Montacarguista (6) Aseguramiento corporativo (7)

53
Tabla 5. Resumen de los diagramas de causa – efecto
Fuente: Propia
1 2 3 4 5 6 7 Fr.
MO
Personal no calificado X X X 3
Actitud X X X X 4
Ausentismo X X 2
Falta de personal por otras labores (empaque,
cargue)
X X X 3
Falta de capacitación operarios y montacarguista X 1
Programación de vacaciones X 1
Falta de incentivos X X 2
Funciones no definidas X 1
Total 17
MEDIO AMBIENTE
Presencia de bajas temperaturas X X 2
Mayor presión X 1
Espacio X 1
Total 4
MAQUINARIA Y EQUIPO
Metrologìa X X 2
Fiabilidad del sistema (software) X X X X X 5
Herramientas tecnologicas X X X 3
Capacidad fisica en cuartos de almacenaje a su
limite max. X X 2
Nivel de seguridad en la asignación de registros X X 2
Total 14
METODOLOGIA
Inconsistencias en el embalaje de producción e
identificaciónX X X X X 5
Deficiencia en la realización de las reclasificacionesX X X 3
No hay un modo de conciliación turno a turno en la
bodega (entrada y salida) y falta de chequeo cruzado
(Producción y traslado)
X X 2
Errores en la entrada o salida en referencias
similares
X X 2
Registros de entrada y salida de forma manual de los
cuartos friosX X 2
Metodologia de devoluciones es inadecuada y
entrada de devoluciones con otros códigosX X 2
No hay restricciones para movimiento de producto X X 2
Ajustes mal hechos y deficiencia en la
documentaciónX X 2
Falta de Coordinación, comunicación y delegar
funcionesX X 2
Desorden en tuneles X 1
No existe un balanceo X 1
El manejo de mermas lo asume despachos X 1
Bodegas abiertas X 1
Deficiencia en los registros, cargue y despachos de
los vehiculosX 1
No hay información en tiempo real X X X 3
Total 30
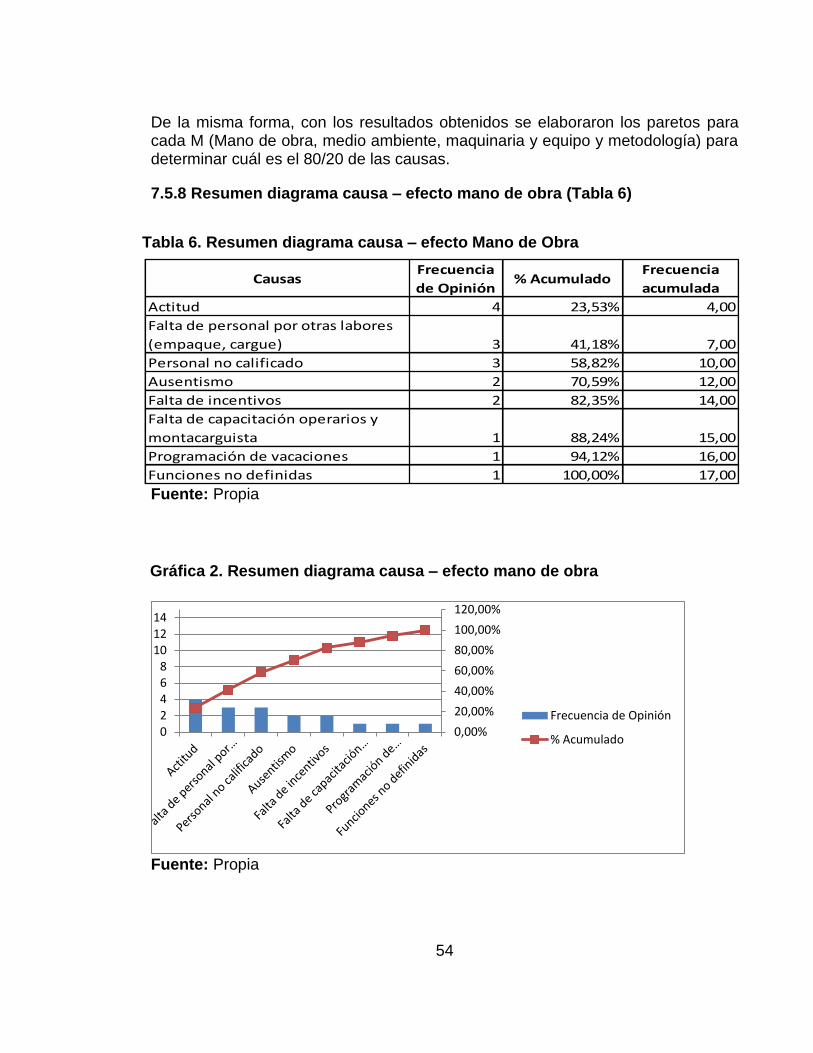
54
De la misma forma, con los resultados obtenidos se elaboraron los paretos para cada M (Mano de obra, medio ambiente, maquinaria y equipo y metodología) para determinar cuál es el 80/20 de las causas.
7.5.8 Resumen diagrama causa – efecto mano de obra (Tabla 6)
Fuente: Propia
Fuente: Propia
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
0 2 4 6 8
10 12 14
Frecuencia de Opinión
% Acumulado
CausasFrecuencia
de Opinión% Acumulado
Frecuencia
acumulada
Actitud 4 23,53% 4,00
Falta de personal por otras labores
(empaque, cargue) 3 41,18% 7,00
Personal no calificado 3 58,82% 10,00
Ausentismo 2 70,59% 12,00
Falta de incentivos 2 82,35% 14,00
Falta de capacitación operarios y
montacarguista 1 88,24% 15,00
Programación de vacaciones 1 94,12% 16,00
Funciones no definidas 1 100,00% 17,00
Tabla 6. Resumen diagrama causa – efecto Mano de Obra
Gráfica 2. Resumen diagrama causa – efecto mano de obra

55
7.5.9 Resumen diagrama causa – efecto medio ambiente (Tabla 7)
Fuente: Propia
Gráfica 3. Resumen diagrama causa – efecto Medio Ambiente
Fuente: Propia
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
0
0,5
1
1,5
2
2,5
3
3,5
4
Frecuencia de Opinión
% Acumulado
CausasFrecuencia
de Opinión% Acumulado
Frecuencia
Acumulada
Presencia de bajas temperaturas 2 50,00% 2
Mayor presión 1 75,00% 3
Espacio 1 100,00% 4
Tabla 7. Resumen diagrama causa – efecto medio ambiente

56
7.5.10 Resumen diagrama causa – efecto maquinaria y equipo (Tabla 8)
Tabla 8. Resumen diagrama causa – efecto maquinaria y equipo
CausasFrecuencia
de Opinión% Acumulado
Frecuencia
Acumulada
Fiabilidad del sistema (software) 5 35,71% 5
Herramientas tecnologicas 3 57,14% 8
Metrologìa 2 71,43% 10
Nivel de seguridad en la asignación
de registros 2 85,71% 12
Capacidad fisica en cuartos de
almacenaje a su limite max. 2 100,00% 14
Fuente: Propia
Gráfica 4. Resumen diagrama causa – efecto maquinaria y equipo
Fuente: Propia
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
0
2
4
6
8
10
12
14
16
Frecuencia de Opinión
% Acumulado

57
7.5.11 Resumen diagrama causa – efecto metodología
Tabla 9. Resumen diagrama causa – efecto metodología
CausasFrecuencia
de Opinión% Acumulado
Frecuencia
Acumulada
Inconsistencias en el embalaje de
producción e identificación
5 16,67% 5,00
Deficiencia en la realización de las
reclasificaciones
3 26,67% 8,00
No hay un modo de conciliación turno a
turno en la bodega (entrada y salida) y
falta de chequeo cruzado (Producción y
traslado)
2 33,33% 10,00
Errores en la entrada o salida en
referencias similares
2 40,00% 12,00
Registros de entrada y salida de forma
manual de los cuartos frios
2 46,67% 14,00
Metodologia de devoluciones es
inadecuada y entrada de devoluciones
con otros códigos
2 53,33% 16,00
No hay restricciones para movimiento
de producto
2 60,00% 18,00
Ajustes mal hechos y deficiencia en la
documentación
2 66,67% 20,00
Falta de Coordinación, comunicación y
delegar funciones
2 73,33% 22,00
Desorden en tuneles 1 76,67% 23,00
No existe un balanceo 1 80,00% 24,00
El manejo de mermas lo asume
despachos 1 83,33% 25,00
Bodegas abiertas 1 86,67% 26,00
Deficiencia en los registros, cargue y
despachos de los vehiculos 1 90,00% 27,00
No hay información en tiempo real 3 100,00% 30,00
Fuente: Propia

58
Gráfica 5. Resumen diagrama causa – efecto metodología
Fuente: Propia
7.6 VERIFICACIÓN DEL PROCESO DE INVENTARIO FISICO POLLO EN CANAL
Se realizó presencia en el inventario programado de la Planta de Beneficio el día 30 de Marzo/2014 en donde se efectuó el comparativo de cómo se realiza este proceso Vs el instructivo observando lo siguiente:
El instructivo menciona que “durante o después del inventario físico se codifican los artículos, con ayuda del administrador o con un listado instructivo GAF-CT-I 10 impresión articulo por bodega (IAB) por el sistema modulo Gestión Comercial.
En este caso se observó que el personal programado para la toma física muchos de ellos desconocían las referencias producidas.
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
0
5
10
15
20
25
Inco
nsi
sten
cias
en
el e
mb
alaj
e …
Def
icie
nci
a en
la r
ealiz
ació
n d
e …
No
hay
un
mo
do
de
con
cilia
ció
n …
Erro
res
en la
en
trad
a o
sal
ida
en …
Reg
istr
os
de
entr
ada
y sa
lida
de …
Met
od
olo
gia
de
dev
olu
cio
nes
es …
No
hay
res
tric
cio
nes
par
a …
Aju
stes
mal
hec
ho
s y
def
icie
nci
a …
Falt
a d
e C
oo
rdin
ació
n, …
Des
ord
en e
n t
un
eles
No
exi
ste
un
bal
ance
o
El m
anej
o d
e m
erm
as lo
asu
me …
Bo
deg
as a
bie
rtas
Def
icie
nci
a en
los
regi
stro
s, …
No
hay
info
rmac
ión
en
tie
mp
o …
Frecuencia de Opinión
% Acumulado

59
Existe total desconocimiento en los códigos de las referencias por el personal quien realiza la toma física como el que filtra y menciona las cantidades unitarias.
Se observó que por la similitud de referencias el nombre con el que se anota cierta referencia no es la correcta.
El desconocimiento de los productos y códigos lleva a que se cometan inconsistencias en los registros.
Se registran códigos de las referencias al final del inventario, en muchos casos, el nombre con que registra el encargado de la toma física no corresponde y este es deducido por los promedios existentes para cada referencia.
No se realizan segundos conteos para las verificaciones de cantidades y kilos de los productos.
No se realizan conteos y pesajes de forma organizada y según los cuartos fríos, es decir, se retira producto de los diferentes cuartos y se llevan a las diferentes estaciones (basculas), no pudiendo determinar o realizar un respectivo rastreo a que cuarto corresponde.
7.7 VERIFICACIÓN DE LA RECEPCIÓN DE LAS DEVOLUCIONES
Se estuvo presente varios días, determinando, observando y realizando las respectivas verificaciones de la recepción de las devoluciones que llegan a la planta y que son ingresadas a la bodega 3001.
El procedimiento menciona que el auxiliar de los cuartos fríos debe verificar que el producto físico sea el correspondiente al documento soporte: unidades, kilos y condiciones de calidad.
En ningún caso debe presentarse diferencia en el número de unidades a devolver, de ser así se informa al jefe de despachos quien debe investigar la causa del faltante y aplicar los correctivos correspondientes. Igualmente, debe separar y marcar la mercancía recibida por devoluciones de cada cliente con la siguiente información: cliente y número de canastillas, almacenar segregadamente en la zona designada para las devoluciones, ubicada en el cuarto de reempaque.
Al efectuar estas verificaciones se observó que el producto marcado y almacenado presentan sobrantes y/o faltantes representativos:
Inconsistencias en la documentación designada para registrar las devoluciones. El personal de devoluciones recibe el producto solamente
60
verificando unidades y no kilogramos, comprobando que habían diferencias en los kilogramos recibidos Vs los verificados.
Desigualdad en la documentación soporte de los clientes, en especial los autoservicios hacia la empresa. Es decir, las referencias de producto de pollo blanco, las devoluciones son realizadas por unidades, mientras las referencias de pollo campesino están realizadas por kilogramos, cabe decir que el cliente Makro si realiza todas las devoluciones de todos los productos en kilogramos.
De acuerdo a la elaboración del diagnóstico se encontró diversidad de falencias que afectan el cumplimiento de la exactitud del inventario. Estas falencias están presentes en los procesos, procedimientos e instructivos y mediante los análisis realizados de las operaciones se observó que estas incurren tanto en la mano de obra, metodología, medio ambiente, maquinaria y equipo.
Con el capítulo a tratar a continuación se pretende abordar estas situaciones de manera que las metodologías utilizadas sean de impacto positivo para la obtención de resultados favorables para la compañía.

61
8. DESARROLLO DE LA PROPUESTA
Los conceptos utilizados como la implementación para la exactitud del inventario y una herramienta de lean manufacturing como las 5S nos acerca al umbral mínimo de aceptabilidad de la precisión del inventario. Es por eso, que la mejor manera para tener resultados confiables es dando inicio con estas metodologías.
8.1 IMPLEMENTACION DE EXACTITUD DEL INVENTARIO
Según Sheldon (2008), afirma que la inexactitud en los inventarios es un cáncer curable que afecta a más de la mitad de las empresas del mundo. De la misma manera, afirma que generalmente el umbral mínimo para la aceptabilidad de la precisión del inventario de las empresas de alto rendimiento debe ser del 95%.
8.1.1 Etapa 1: Preparación del inventario La educación y establecer la responsabilidad: La administración debe informar a todos los empleados involucrados y manifestar el apoyo para que el inventario sea un éxito. Este es un buen momento para adueñarlos de su proceso.
El entrenamiento mantiene a todos en sincronización y contribuye al buen desempeño de sus labores.
La educación debe comenzar en toda la organización y con los involucrados de las transacciones de flujo de inventario.
Creación del equipo de trabajo: La mayoría de las implementaciones de inventario empieza por nombrar un equipo de trabajo para su proceso y bajo la responsabilidad de un líder.
Estos equipos de trabajo están normalmente o idealmente entre tres y siete personas (Figura 4), debe ser dirigido por el gerente de operaciones para facilitar su implementación.
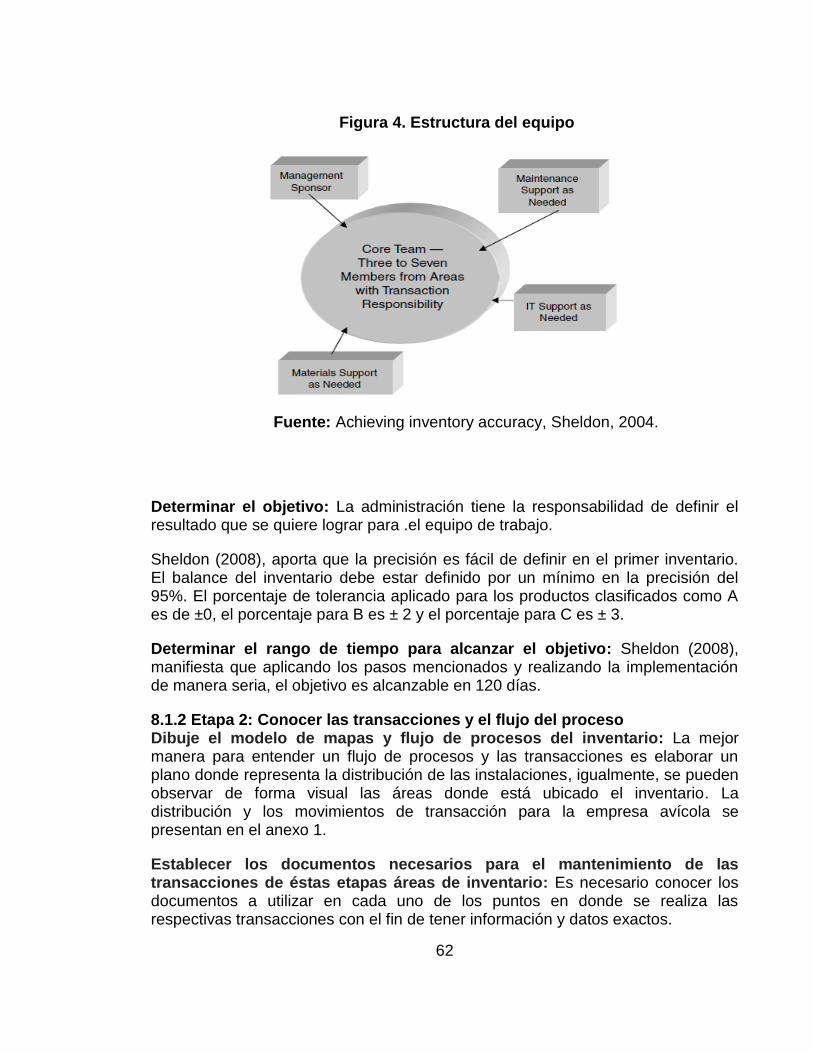
62
Figura 4. Estructura del equipo
Fuente: Achieving inventory accuracy, Sheldon, 2004.
Determinar el objetivo: La administración tiene la responsabilidad de definir el resultado que se quiere lograr para .el equipo de trabajo.
Sheldon (2008), aporta que la precisión es fácil de definir en el primer inventario. El balance del inventario debe estar definido por un mínimo en la precisión del 95%. El porcentaje de tolerancia aplicado para los productos clasificados como A es de ±0, el porcentaje para B es ± 2 y el porcentaje para C es ± 3.
Determinar el rango de tiempo para alcanzar el objetivo: Sheldon (2008), manifiesta que aplicando los pasos mencionados y realizando la implementación de manera seria, el objetivo es alcanzable en 120 días.
8.1.2 Etapa 2: Conocer las transacciones y el flujo del proceso Dibuje el modelo de mapas y flujo de procesos del inventario: La mejor manera para entender un flujo de procesos y las transacciones es elaborar un plano donde representa la distribución de las instalaciones, igualmente, se pueden observar de forma visual las áreas donde está ubicado el inventario. La distribución y los movimientos de transacción para la empresa avícola se presentan en el anexo 1.
Establecer los documentos necesarios para el mantenimiento de las transacciones de éstas etapas áreas de inventario: Es necesario conocer los documentos a utilizar en cada uno de los puntos en donde se realiza las respectivas transacciones con el fin de tener información y datos exactos.

63
Cabe resaltar que la unidad de medida de las cantidades requeridas es importante para no provocar confusiones. La empresa maneja tanto unidades como kilogramos.
Sheldon (2008), aporta que la hoja de cálculo es importante porque este registro contiene la secuencia de las operaciones con centros de trabajo.
Flujo de proceso de transacciones para la precisión del Inventario: Para mantener la precisión en el inventario es necesario realizar un balance de este; estos controles deben efectuarse en los puntos de entradas y salidas donde se realizan las transacciones, esta disciplina debe efectuarse inmediatamente cuando el producto se mueve realmente.
Este es el método (Figura 5) más utilizado en las organizaciones con alta precisión para mantener estrictos controles sobre los inventarios de producto terminado.
Figura 5. Construcción artificial de una transacción de inventario
Fuente: Achieving inventory accuracy, Sheldon, 2004.
Parte del apoyo de la disciplina viene soportada mediante una buena documentación, igualmente, el equilibrio de las operaciones.
8.1.3 Etapa 3: Grupos de control y análisis de causa – efecto Un grupo de control: Es necesario contar con un selecto grupo de control con el fin de conciliar y eliminar las causas en los registros que ocasionan la inexactitud. Esto asegura en parte la exposición a errores que afectan al proceso.
64
El objetivo de esta metodología de establecer un grupo de control es asegurar un proceso controlado y con precisión en los movimientos de los inventarios.
Conciliar los saldos diarios – Entender el concepto de inexactitud: Es importante que el grupo de control repita el mismo proceso cada vez que sea necesario con el personal asignado a dichas tareas, el propósito es que el grupo de control verifique con ellos los saldos diarios y a su vez sean verificados con los registros del inventario del sistema.
Una vez que esto se realice debe elaborarse un documento de medición con las razones de los errores y debe comunicarse los hechos que rodean la imprecisión en los registros de inventarios.
Una forma de mostrar estas mediciones es por medio del grafico de pareto, ya que este funciona bien para mostrar los errores y la frecuencia de ocurrencia visualmente. De la misma forma ayuda a conocer quiénes son los que más ocasionan problemas que afectan la exactitud.
Realizar un análisis de Causa Efecto: Una vez se cuente con los registros o los hechos de inexactitud se debe encontrar la causa raíz. En muchos casos esto puede presentarse por que el personal no entiende los procedimientos, procesos o metodologías que se aplican
Eliminar la causa: Conocer la razón por la inexactitud lleva a la lógica el cual hace necesario la eliminación de la causa. Las acciones correctivas deben ser el resultado del aprendizaje si el grupo de control es para ser eficaz.
A menudo estas acciones hacen parte de la mejora en documentos, procedimientos y políticas de la empresa.
Lograr la precisión: El resultado esperado del análisis de causa efecto y las acciones correctivas puede garantizar un alcance del 95% de exactitud en el control original del grupo.
Verificar el control del proceso: Se debe verificar el grupo encargado del control así se tenga la certeza de que son buenos. Esto debe realizarse con el propósito de que estén al tanto de que se les verifica y valida la actividad que realizan.
Conteo cíclico: Después de que el segundo grupo verifica el control del proceso es apropiado generar conteos cíclicos. Esto asegura de que todas las partes se encuentran adecuadamente.

65
8.1.4 Etapa 4: Políticas, procedimientos estándar de operación y herramientas de formación para el control del proceso. Razones de la documentación: En la organización es impredecible la documentación y se requiere de cambios en los hábitos. Cabe resaltar que este cambio se debe administrar de forma compatible con los procedimientos si es para realmente sostenerse y mantenerse.
A nadie le gusta llenarse de documentación en las transacciones, pero a fin de que el objetivo es la precisión y la repetitibilidad se hace necesario. Sin la documentación los procedimientos pueden tener desviaciones o poca evolución. Este propósito tiene como ventaja añadir valor a los procesos.
Garantizar la coherencia en el negocio: La documentación en este caso es importante para la búsqueda de la coherencia del negocio. Es por ello que las auditorias buscan que los documentos sean elaborados correctamente. La empresa se encuentra certificada bajo la norma ISO la cual insiste permanentemente en los procedimientos, políticas y registros.
La estructura de la ISO en parte impone disciplina para proporcionar la documentación y procedimientos necesarios y que contribuyen a la mejora continua.
Accesibilidad: Las computadores y las redes del sistema han tenido un impacto importante en los procesos, por medio del sistema en muchos casos se puede facilitar las operaciones.
Procedimientos escritos: Se recomienda que los procedimientos deben estar por escrito y con formatos estandarizados, esta parte, para la empresa del sector avícola del Valle del Cauca porque ha fomentado la cultura de calidad.
Los procedimientos deben estar delimitados, es decir, deben contener los objetivos y el alcance.
Existen cuatro niveles de documentación en la empresa del sector avícola del Valle del Cauca:
Políticas Procedimientos Instructivos Programas
8.1.5 Etapa 5: Organización del inventario y patrones de almacenamiento Se debe procurar tener el inventario de producto de manera ordenada y de acuerdo a los flujos y rotación de producto. Las ubicaciones de las áreas deben estar identificadas y señalizadas.

66
Disponibilidad adecuada de herramientas del sistema: La falta de un acceso adecuado al sistema puede convertirse en un elemento de disuasión a los altos niveles de exactitud. Las empresas de alto rendimiento tienen acceso al sistema de todas las áreas que así lo requieran. Esto puede incluir equipos de escaneo, terminales, informes, pistas de auditoría, etc. Además, se debe asegurar que las herramientas sean de fácil acceso, oportunas y precisas.
8.1.6 Etapa 6: Capacitación para el control del proceso Se debe tener entrenamiento correcto, este suele ser la diferencia entre la variabilidad excesiva y la coherencia en el proceso de control de inventario.
Según Sheldon (2008), argumenta que la formación es una de las mejores maneras de influir en la cultura de forma rápida.
El plan de entrenamiento: Un plan de entrenamiento exitoso comienza con el desarrollo de una buena comprensión y de las habilidades.
Sheldon (2008), manifiesta que se requieren habilidades para apoyar los objetivos del negocio:
Crecimiento Mejoras en los costos Cambios en la oferta de productos o tecnología Excelencia en las operaciones.
8.1.7 Etapa 7: Conteo cíclico y auditorias control del proceso El conteo cíclico es el proceso de muestreo aleatorio de la ubicación del inventario.
Según Sheldon (2008) el objetivo del conteo cíclico es:
Para mantener un enfoque en la precisión del inventario Verificar la precisión / identificar errores Identificar las causas de los errores Para corregir condiciones que causan errores Medir la exactitud Mantener una correcta contabilidad en los activos
Clasificación ABC: En la empresa avícola se debe desarrollar el proceso de conteo cíclico basado en la clasificación de estratificación ABC.
Sheldon (2008), aporta que el primer paso para conseguir la clasificación ABC es definir el parámetro. Esto se hace normalmente con factores que incluyen:
Valor del articulo monetario

67
El uso de productos La criticidad de un producto en el proceso de fabricación Dificultad para adquirirlo.
Tomando como base estos factores, la clasificación de los productos ABC (Tabla 10) fue realizado teniendo en cuenta el valor promedio mensual de participación en las ventas por referencias correspondiente al año 2013 y estado del producto (congelado o refrigerado).
Tabla 10. Número de referencias por categoría
Categoria Congelado Refrigerado Nro total de referencias
Promedio mensual de ventas ($)
A 48 26 74 $ 22.525.921.532
B 64 16 80 $ 3.986.255.750
C 166 52 218 $ 1.389.461.786
TOTAL 278 94 372 $ 27.901.639.068 Fuente: Propia
Se puede inferir que la empresa ofreció a sus clientes 372 referencias para el año 2013, de las cuales 278 fue de estado congelado y 94 refrigerado, con un promedio mensual de ventas de $27.901.639.068.
8.1.8 Etapa 8: Implementación de tecnología en busca de la precisión del inventario La tecnología en los últimos años ha facilitado la gestión y ha contribuido en el crecimiento de las empresas. Entre la tecnología utilizada para este tipo de metodología se encuentran los códigos de barras, escáneres de radiofrecuencia, identificación de producto y captura de datos RFID y los equipos automatizados de los materiales.
Por la actividad económica de la empresa a estudio la tecnología propuesta es la utilización de códigos de barras.
Se realizó diferentes cotizaciones de las cuales la mejor propuesta (Tabla 11) fue la de la compañía Lineadatascan S.A.

68
Tabla 11. Cotización
Componente Descripción Costo
Impresora de códigos de barras. Zebra RZ400
Impresora/codificador resistente para producción de etiquetas de 4,09 pulgadas (104 mm)
US 3.125.00
Terminal portátil Motorola MC319Z
Para almacenamiento en bach, o radiofrecuencia (wi-fi), con lector de códigos de barras, RFID, full color, ideal para aplicaciones web, java y de visual en entorno inalámbrico, cuenta con telnet, internet explorer, y con batería de 10 horas de duración.
US 2.895.00
Cradle de carga y trasmisión de datos US 245.00
Batería adicional US 75.00
TOTAL US 6.340.00
Fuente. Propia Nota: Para la generación de la factura y la conversión del dólar a pesos se utilizará la Tasa Representativa del Mercado del día de facturación.

69
8.2 APLICACIÓN DE UNA HERRAMIENTA DE LEAN MANUFACTURING
8.2.1 Fase 0. Adoptar el paradigma de lean. Construir la visión: En esta primera fase se deberá construir la visión en conjunto con la gerencia de operaciones con el propósito de crear y lograr la imagen futura del proceso y la empresa.
Esta visión debe valorar e incluir en su análisis muchas de las aspiraciones de los agentes que componen el proceso, es decir, tanto internos como externos. Una vez definidas esta visión todas las acciones podrán ser fijadas en este punto y las decisiones y dudas serán aclaradas con mayor facilidad.
Establecer la necesidad: En los procesos involucrados es de vital importancia establecer la necesidad con el fin de conocer y establecer medidas especificas para la mejora y lo que se quiere lograr; es de destacar que esta necesidad debe estar definida y de conocimiento por parte de todos los miembros de la organización y en especial el proceso afectado.
Adoptar el pensamiento lean: Es importante se cree un vinculo entre los procesos interrelacionados de forma tal que se establezcan entre ellas una relación colaboradora y de afinidad.
Compromiso (Gerencia y jefes de proceso): Es de vital importancia que la Gerencia y jefes de proceso tengan el compromiso necesario y tengan en su adopción el pensamiento lean, lo que generaría un perfeccionamiento y mejoramiento en su aplicación, a su vez esta debe ser trasladado a todo el personal a cargo.
Conseguir la adopción por los directivos: Se requiere que la alta dirección apoye esta metodología y construya un vínculo de responsabilidad entre sus miembros de la organización. Esto puede generar confianza y disciplina y a su vez ser trasmitida como un sistema de gestión de calidad con el objetivo de brindar el compromiso necesario.
8.2.2 Fase 1. Preparar Recogida de datos: Este punto es sustancialmente importante, dado que el éxito de esta implementación depende en gran parte de la veracidad y fiabilidad de estos datos. En este se debe precisar la información de los productos (referencias, cantidades, clientes, entre otros) y los procesos (operaciones, capacidades, tiempo, etc), se debe analizar también, los métodos y procedimientos que se están ejecutando.
Formación en lean manufacturing: Paralelamente, con lo que se ha mencionado anteriormente se debe formar a las personas que participarán en dicha

70
implementación. Posteriormente, debe difundirse hasta todos sus colaboradores que interactúan en el proceso.
Fortuny, Cuatrecasas, Cuatrecasas, & Olivella, 2008, describen que los objetivos de una implementación es necesario para:
Eliminar las actividades que no aporten valor añadido, diseñando e implantando unos procesos y sus operaciones
Introducir flexibilidad para adaptar la producción a una demanda fluctuante, eliminando excesos de producción y existencias.
8.2.3 Fase 3. Selección de la herramienta Inicialmente y evaluando todo el proceso para la mejora y control de inventario del producto terminado, la herramienta seleccionada y que cabe para la aplicación de la misma son las 5 s.
8.2.4 Fase 4. Definir el área piloto Como el proceso es tan amplio y tiene muchas actividades, es recomendable empezar con un área con el fin de focalizar y concentrar los esfuerzos en esta parte; esto llevara a que las demás áreas vayan observando la metodología.
8.2.5 Fase 5. Informar al proceso de la implementación Es fundamental que el personal del área este informado de cómo será la implementación y crear una cultura para la sostenibilidad de la metodología. Cabe resaltar que inicialmente se puede presentar dificultades por la reacción al cambio, pero se debe ser constante y perseverante. Es vital efectuar seguimientos de la operación con indicadores y mediciones de gestión.
8.2.6 Fase 6. Aplicación de las 5 S Clasificar (Seiri):El propósito de clasificar significa retirar de los puestos de trabajo todos los elementos que no son necesarios para las operaciones. Los elementos necesarios se deben mantener cerca de la actividad, mientras los innecesarios se deben retirar del sitio o eliminar.
Identificar elementos innecesarios: esta lista se debe diseñar y enseñar durante toda la fase de preparacióny debe ser complementada por el operario, encargado o supervisor, o asistente durante el tiempo en que se ha decidido realizar la campaña de clasificación.
Tarjetas de color: Este tipo de tarjeta permite marcar o denunciar que en el sitio de trabajo existe algo innecesario y que se debe tomar una acción correctiva.
Plan de acción para retirar los elementos: una vez se tenga visualizado y marcados con las tarjetas los elementos innecesarios, se tendrán que realizar las siguientes consultas:
71
Mover el producto u elemento a una nueva ubicación dentro del área. Almacenar el producto u elemento fuera del área de trabajo. Devolver o eliminar el producto u elemento. Control e informe final: El jefe de área deberá realizar este documento y
publicarlo en una cartelera informativa.
Orden (Seiton)
Se pretende ubicar los productos o elementos necesarios en sitios donde se puedan encontrar fácilmente para su uso y dado el caso retornarlos al correspondiente sitio.
Con esta aplicación se logra mejorar la identificación y marcación de los controles internos de los procesos, productos críticos y conservar el buen estado de los productos.
De esta forma permite ubicar los productos de forma rápida, mejora la imagen del área ante los demás clientes (internos o externos), mejora el control de stock de los productos, mejora la coordinación entre el grupo y los demás procesos.
En los registros de información facilita los archivos y las consultas que den lugar, mejora el control visual, pérdida de tiempo tanto en búsqueda de información como de productos y la información estará al día.
El orden es la esencia de la estandarización, los sitios de trabajo deben estar ordenados antes de aplicar cualquier estandarización.
La estandarización significa crear una serie de pasos en la realización de tareas y procedimientos.
Controles visuales: se utiliza para informar de una manera fácil varios aspectos:
Sitios donde se encuentran los productos, documentos, registros, etc. Estándares recomendados para cada una de las actividades que se deben
realizar en un equipo o proceso de trabajo. Sitios donde deben ubicarse los productos, devoluciones, desperdicios,
elementos de aseo de limpieza, entre otros. Donde ubicar los registros, elementos de trabajo. Los controles visuales están conectados e interrelacionados con los
procesos de estandarización.
Mapa 5 s: Es un grafico que muestra de manera visual la ubicación de los productos que se pretenden ordenar. Los criterios o principios para encontrar las localizaciones, registros y demás elementos que den lugar son:

72
Localizar los productos en el área de trabajo de acuerdo con su frecuencia o demanda o pedidos de los clientes.
Los productos con mayor rotación se deben colocar cerca del lugar de uso. Almacenar los productos de acuerdo a lo demandado o si son pedidos
especiales.
Marcación de la ubicación: Una vez que se ha decidido las mejores localizaciones, es necesario encontrar un modo, donde todos los colaboradores le sea posible encontrarlo de una manera fácil y eficaz, para así conocer la cantidad que hay en cada sitio. Para esto se puede emplear:
Indicadores de ubicación Indicadores de cantidad Letreros y tarjetas Nombre de las áreas de trabajo Localización de stock de inventario Lugares de almacenamientos Procedimientos estándares Puntos de limpieza y seguridad
Marcación con colores: es un método para identificar la localización de áreas de trabajo, ubicación de productos, etc. Esta marcación con colores se utiliza para crear líneas que señalen la división entre áreas de trabajo, movimientos y restricciones de productos. Las aplicaciones que pueden utilizarse son:
Localización de almacenaje Localización de elementos de seguridad, grifos o válvulas de agua. Líneas cebra para indicar áreas en las que no se debe localizar producto o
producto restringido, solo para personal autorizado.
Codificación de colores: se usa para señalar claramente las zonas a delimitar con algún objetivo.
Limpieza (Seiso)
El objetivo que se pretende es incentivar la actitud de limpieza del sitio de trabajo, la conservación de clasificación y el orden. Este proceso de implementación debe estar apoyado fuertemente por un programa de entrenamiento y capacitación
Estandarización (seiketsu)
En esta parte el objetivo es sostener lo que se ha logrado aplicando estándares a la practica con las tres primeras “S”. Esta “S” está fuertemente relacionada con los hábitos y la cultura para conservar la zona de trabajo en condiciones perfectas.

73
Con esto se tratara de estabilizar el funcionamiento y desarrollo de todas las reglas y políticas fijadas, con un mejoramiento y un balance en el cual se obtendrá reflexiones acerca de las inconsistencias para poder darle una solución.
Asignar trabajos y responsabilidades: para mantener las condiciones de las tres primeras “S”, cada trabajador de la empresa debe conocer exactamente cuáles son sus responsabilidades sobre lo que tiene que hacer, cuándo, dónde y cómo hacerlo. Es por ello, que es necesario definir cargos, perfiles y funciones. En la actualidad no existen cargos, perfiles y funciones definidas, por lo tanto, las responsabilidad no se encuentran claras. El propósito de definir los cargos, perfiles y funciones es poder liderar, orientar y dirigir a los subordinados en el desempeño de sus funciones. Esto generaría la segregación de funciones que en casos una misma persona puede realizar toda la operación. Es importante tener claro la competencia que se necesita para ejercer cada uno de los cargos, pues cada uno de estos tienen un nivel de exigencia diferente. Se debe incluir indicadores para medir la gestión en cada de los procesos.
Disciplina (Shitsuke)
Esta práctica de la disciplina contribuye a lograr la cultura de respetar y utilizar correctamente los procedimientos, estándares y controles previamente desarrollados.
Cabe resaltar, esta disciplina es importante porque sin ella, la implementación de las anteriores se deteriora rápidamente.
Rodríguez (2004), aporta que la disciplina no es visible y no puede medirse a diferencias de las otras “S”. Existe en la mente y en la voluntad de las personas y solo la conducta demuestra la presencia, sin embargo, se pueden crear condiciones que estimulen la práctica de la disciplina.
Formación: este no se trata de estandarizar en un documento por mandato, es necesario capacitar e introducir entrenamiento.
El papel de la dirección: para favorecer esta implementación, la alta gerencia o la gerencia de operaciones tiene las siguientes responsabilidades:
Brindar capacitación al personal Crear un equipo promotor o líder Suministrar los recursos necesarios, uno de estos es la validación del
software utilizado actualmente en la compañía, este ha sido desarrollado por un proveedor de acuerdo a las necesidades, pero se ha comprobado que se presentan inconsistencias en la información que se registra, igualmente, los usuarios no tienen las suficientes restricciones en el sistema para efectuar movimientos ajenos a otras bodegas.

74
Motivar e incentivar a participar directamente en la implementación. Evaluar el progreso y evolución de la implementación. Participar en las auditorias y en los seguimientos que se realicen. Demostrar su compromiso y el de la empresa con la implementación de las
5 S.

75
9. RESULTADOS ESPERADOS
9.1 IMPACTO ESPERADO CON LAS HERRAMIENTAS PROPUESTAS.
Con la implementación de las herramientas propuestas se espera un mejoramiento en los procesos de almacenamiento y despacho en sus indicadores de gestión, uno de estos y que afecta al proceso es el manejo de inventarios.
Es por eso que se requieren modificar procedimientos, mejorar los controles, mejorar la organización, estandarizar procesos, obtener responsabilidades definidas y claras con el fin de la estabilidad y mejoramiento en los ajustes de inventarios.
Exactitud del inventario
Con la implementación de la exactitud del inventario, teniendo en cuenta las etapas mencionadas se puede lograr resultados satisfactorios del 95% de exactitud.
Se puede efectuar conteos cíclicos de acuerdo a la estratificación ABC y a su vez enfocarse en los productos de mayor relevancia.
Rediseñando los procedimientos actuales como el de las devoluciones y mermas de los clientes se pueden mejorar en los ajustes de inventarios que afecta al proceso de almacenamiento y despachos aproximadamente en 180 toneladas anuales que representan en promedio $540.000.000.
El costo-beneficio de realizar la inversión puede verse reflejado en los balances y estados de resultados de la compañía, tanto a corto como a largo plazo. La inversión mencionada que equivale aproximadamente a $12.000.000 contribuye a asegurar parte de la confiabilidad del inventario y lograr el 95% de exactitud.
Una de las formas para efectuar la medición de la precisión de los inventarios es por cada categoría.
% Exactitud del inventario = Referencias que no presentan diferencias x 100
Total de las referencias inventariadas
De acuerdo a esto, existen unos criterios (Tabla 12) que se debe tener en cuenta para un mínimo aceptable:

76
Tabla 12. Tolerancia según clasificación
Clasificación Tolerancia
A 0%
B ± 2%
C ± 3 al 5% dependiendo del proceso y el costo
Fuente: Achieving inventory accuracy, Sheldon, 2004. (2008)
Cabe resaltar que debe tener una tolerancia permitida de acuerdo a la clasificación dada según referencia. En la actualidad no se emplea ningún nivel de tolerancia para las mismas.
5 S
El objetivo de esta herramienta es encontrar compromiso de la alta dirección, procedimientos estandarizados, organización, funciones y responsabilidades definidas, mejorar el indicador de ajuste de inventarios y continuar con la disciplina para ser implementada en los demás procesos de la empresa.
9.2 VALIDACIÓN DE LA PROPUESTA
La validación del proyecto se realizó con profesionales, los cuales cuentan con experiencia en este campo con el fin de recibir una retroalimentación importante en la viabilidad del proyecto. Para la consolidación de esta información se elaboraron tablas (Tablas 13 – 14) donde justifican sus comentarios.

77
Tabla 13. Validación de profesional 1
Planes de implementación
Beneficio Aplicación
Observación SI NO
Exactitud del inventario
Confiabilidad del inventario
X
Según comentarios debe efectuarse verificaciones aleatorias de producto almacenado y tener en cuenta: posición, identificación, unidades y kilogramos.
Estandarización de procesos y procedimientos
Mejoramiento en el indicador de aceptabilidad del inventario
Aumentó de rentabilidad
5 S
Espacios más limpios
X
Debe nombrarse un líder para la implementación y culturización, como un asistente del proceso.
Mayor organización
Facilita la rotación de producto Motivación del personal
Incentiva la cultura lean
Fuente: Propia
Tabla 14. Validación de profesional 2
Planes de implementación
Beneficio Aplicación
Observación SI NO
Exactitud del inventario
Confiabilidad del inventario
X
Según información debe realizarse el descargue de forma sorpresiva de los vehículos.
Estandarización de procesos y procedimientos
Mejoramiento en el indicador de aceptabilidad del inventario
Aumentó de rentabilidad
5 S
Espacios más limpios
X
Manifiesta que funcionario que no este dispuesto al cambio y a mejorar en sus procesos deberá ser llamado a descargos y en su defecto ser retirado de la compañía.
Mayor organización Facilita la rotación de producto
Motivación del personal
Incentiva la cultura lean Fuente: Propia
78
En general, los profesionales están de acuerdo con los planes de implementación, sin embargo, enfatizaron que estos deben ser los lineamientos que debe tener la empresa y deben estar encaminados para la búsqueda de la mejora continua de toda la organización.

79
10. CONCLUSIONES
El conocer cuáles son los productos de mayor participación en ventas en el mercado por medio de la herramienta de clasificación ABC fue de gran utilidad para diferenciar los productos más críticos en el control de inventarios lo que facilita hacer un mayor seguimiento en todas las actividades del proceso.
Es necesario en cualquier situación conocer y entender los escenarios de lo que se quiere lograr o emprender, es por ello que se debe conocer la actividad económica de la organización con el fin de tener conceptos y opiniones claras con el fin de la favorabilidad de cualquier proyecto de mejora que se tenga.
De manera concreta se elaboraron los diagnósticos del proceso con el fin de dictaminar los análisis, determinar las situaciones y las tendencias que puedan presentarse dentro de la compañía.
Se realizaron análisis de causa – efecto con los involucrados del proceso para conocer las diferentes opiniones o situaciones que se presentan, lo cual generó resultados sumamente importantes que hasta la misma jefatura tenia pleno desconocimiento.
Las metodologías utilizadas tuvieron en cuenta variables y factores que influyen en los resultados no conformes de los ajustes de inventarios y que para la empresa del sector avícola del Valle del Cauca representan una disminución en su rentabilidad de negocio.
Con las propuestas de mejora para lograr resultados satisfactorios como la de utilizar la herramienta de exactitud de inventario y las 5S contribuye al fortalecimiento del control de inventario de producto terminado. La utilización de las 5s es fundamental para lograr abrir camino a una cultura del pensamiento lean “Lean thinking”.
Los planes de implementación vs el costo – beneficio que genera este es asimilable y es la partida para la estrategia de mejoramiento del proceso, igualmente, este es medible con los sobrecostos que existen actualmente y que no añaden valor en la cadena productiva.
Vale la pena destacar que los resultados esperados por las herramientas mencionadas anteriormente y en los que se ve claramente una inversión, teóricamente y financieramente son viables, cuando en la actualidad mensualmente el costo promedio de un ajuste equivale o superan los $200.000.000 mientras realizar la inversión tendría un costo promedio de $12.000.000.

80
11. RECOMENDACIONES
De acuerdo a la propuesta de mejora desarrollada se recomienda a la empresa tener en cuenta que el inventario del producto terminado son activos, por ende las buenas o malas prácticas en la administración del mismo con lleva al éxito o al fracaso del negocio.
Es fundamental tener en cuenta los fórums realizados con los involucrados del proceso, lo cual aporta en la toma de decisiones de la alta gerencia, el hacer caso omiso, a estas causas raizales va hacer que los resultados no sean los mejores y por el contrario, cada vez que se realice los inventarios de producto terminado se tengan que realizar ajustes innecesarios.
Se recomienda y se deja la posibilidad de realizar trabajos futuros en el proceso de almacenamiento y despachos, como es de conocimiento es un proceso bastante complejo el cual debe ser objeto de estudio y dar uso a las herramientas de lean manufacturing que sirven para simplificar tareas o labores, disminución de tiempos y desperdicios innecesarios, entre otros.

81
12. BIBLIOGRAFIA
Arrieta P, J (2011). Aspectos a considerar para una buena gestión en los almacenes de las empresas (Centros de distribución, CEDIS). Journal of economics, finance and administrative science,16(30), 83-96. Recuperado de http://www.google.com.co/url?sa=t&rct=j&q=&esrc=s&frm=1&source=web&cd=1&ved=0CCkQFjAA&url=http%3A%2F%2Fjefas.esan.edu.pe%2Findex.php%2Fjefas%2Farticle%2Fview%2F85%2F76&ei=3ch_Us3QDLDdsATs-YKwDg&usg=AFQjCNGr3dHZW6meYj5J_K6ZpAru743Vjg
Barrios M, A (2002). Optimización y adquisición en el proceso de inventarios de repuestos de Lanier Colombia S.A. (Tesis de pregrado). Universidad de la Sabana, Bogotá, Colombia. Recuperado de http://intellectum.unisabana.edu.co:8080/jspui/bitstream/10818/7356/1/124300.pdf
Delen Dursun, Hardgrave Bill, Sharda Ramesh (2007). RFID for better supply chain management through enhanced information visibility. Production and operations management, 5(15), pp 613 – 624.
Fortuny, J., Cuatrecasas, L., Cuatrecasas, O., & Olivella, J. (2008). Metodología de Implementación de la Gestion Lean en Plantas Industriales. Universia Business, 28-41. Recuperado de http://ubr.universia.net/pdfs_web/UBR004200828.pdf
Heizer Jay, Render Barry. (2004). Principios de administración de operaciones. Recuperado de http://books.google.com.co/books?id=jVIwSsVHUfAC&pg=PR29&lpg=PR29&dq=barry+render+principios+de+administracion+de+operaciones&source=bl&ots=FnH85Y6p3H&sig=q8xVm5WV-nlabw_O8iBF-LbZupI&hl=es-419&sa=X&ei=3ad_UsHuMqe2sAS0yIHgBw&ved=0CDoQ6AEwAw#v=onepage&q=barry%20render%20principios%20de%20administracion%20de%20operaciones&f=false
Hurtado, C, Grisales P (2013). Propuesta de mejora en el área de desprese en la avícola Pollos El Bucanero S.A. Universidad ICESI, Maestría ingeniería industrial.

82
Muller Max (2005). Fundamentos de administración de inventarios. Recuperado de http://books.google.es/books?hl=es&lr=&id=ik8WQxjM-Z8C&oi=fnd&pg=PR13&dq=metodos+de+conteo+de+inventarios&ots=qR5cOCmQay&sig=Nk_hKpxv9NSNjeT7a2FqCNghFbI#v=onepage&q=metodos%20de%20conteo%20de%20inventarios&f=false
Ozal L, A. (1999). Diseño de un programa de auditoria interna que permita evaluar el sistema de control interno aplicable a los sobrantes y faltantes en el inventario en las fases de compra, recepción, almacenaje y ventas para la empresa VENSUAGRO, C.A. (Tesis de especialización). Universidad Centro Occidental Lizandro Alvarado, Venezuela. Recuperado de http://bibadm.ucla.edu.ve/edocs_baducla/tesis/P119.pdf
Parada G, O (2009). Un enfoque multicriterio para la toma de decisiones en la gestión de inventarios. Cuadernos de Administración, 22(38), 169-187. Recuperado de http://www.scielo.org.co/pdf/cadm/v22n38/v22n38a09.pdf
Sheldon, Donald (2004). Achieving inventory accuracy. USA. J. Ross Publishing.
Vidales, R (2011). Conteo físico (inventario). Recuperado de http://www.contadoresbc.org/index.php?option=com_k2&view=item&id=8:conteo-físico-inventario
Vargas, Rodríguez Hector (2004). Manual de implementación programa 5s. Recuperado de http://www.eumed.net/cursecon/libreria/2004/5s/3.pdf

83
13. ANEXOS
Anexo 1. Layout del diagrama de flujo de producto congelado y refrigerado
Fuente: Empresa

84
Anexo 2. Clasificación A de producto terminado
Referencia Área Estado Categoría
POLLO SIN VISCERA CAMPESINO Empaque Ref A
POLLO ESPECIAL DESPRESADO CAMPESINO Desprese Ref A
PECHUGAS A GRANEL EN BOLSA TINA Desprese Ref A
RECORTE CON PECHUGA EN BANDEJA Desprese Cong A
PECHUGA A GRANEL BOLSA TINA CAMPESINO Desprese Cong A
PERNIL C/R BOLSATINA RICACHON Iqf Cong A
PECHUGA BOLSATINA RICACHON Iqf Cong A
POLLO S/V BOLSATINA 1.45 - 1.50 Empaque Ref A
POLLO EN CANAL BOLSA TINA 3.50-3.75 Empaque Ref A
POLLO S/V BOLSATINA 1.55 - 1.60 Empaque Ref A
PECHUGA CAMPESINA BTINA RICACHON Iqf Cong A
MEDIO POLLO DESPRESADO-CAMPESINO BANDEJA Desprese Cong A
PECHUGAS X 2 BANDEJA #7 Desprese Cong A
MEDIO POLLO DESPRESADO Desprese Cong A
POLLO S/V BOLSATINA 1.40-1.45 Empaque Ref A
POLLO S/V BOLSATINA 1.50-1.55 Empaque Ref A
SURTIDO BANDEJA #3 BLANCA Desprese Cong A
POLLO S/V CAMPESINO EN BOLSA INDIVIDUAL Empaque Cong A
POLLO EN CANAL BOLSA TINA 3.75-4.00 Empaque Ref A
POLLO CON VISCERA CAMPESINO Empaque Cong A
POLLO S/V BOLSATINA 1.60-1.65 Empaque Ref A
PERNIL C/R A GRANEL EN B/T CAMPESINO Desprese Ref A
POLLO S/V BOLSATINA 1.70-1.75 Empaque Ref A
COSTILLARES EN BANDEJA Desprese Cong A
PATAS Y PESCUEZOS 10 X 5 Viscera Cong A
PERNIL C/R CAMPESINO BTINA RICACHON Iqf Cong A
POLLO CAMPESINO DESPRESADO(MUSLO/ENTRE)
Desprese Ref A
MUSLOS X 5 BANDEJA Desprese Cong A
MUSLOS X 6 BANDEJA Desprese Cong A
POLLO S/V BOLSATINA 1.65-1.70 Empaque Ref A
RECORTE EN BOLSA X LIBRA Desprese Cong A
ALITAS DE POLLO B.B.Q PASABOCAS adobados Cong A
POLLO S/V CAMPESINO RICACHON Empaque Cong A
ALAS COSTILLAR X 4 BANDEJA Desprese Cong A
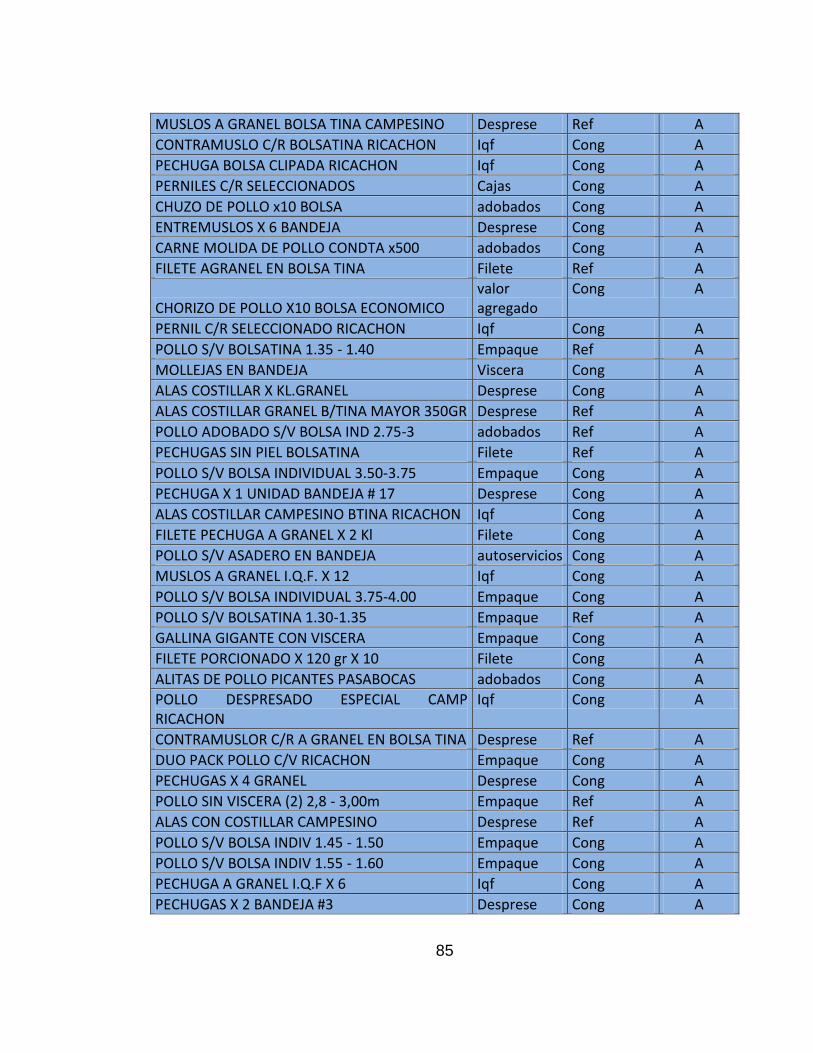
85
MUSLOS A GRANEL BOLSA TINA CAMPESINO Desprese Ref A
CONTRAMUSLO C/R BOLSATINA RICACHON Iqf Cong A
PECHUGA BOLSA CLIPADA RICACHON Iqf Cong A
PERNILES C/R SELECCIONADOS Cajas Cong A
CHUZO DE POLLO x10 BOLSA adobados Cong A
ENTREMUSLOS X 6 BANDEJA Desprese Cong A
CARNE MOLIDA DE POLLO CONDTA x500 adobados Cong A
FILETE AGRANEL EN BOLSA TINA Filete Ref A
CHORIZO DE POLLO X10 BOLSA ECONOMICO valor agregado
Cong A
PERNIL C/R SELECCIONADO RICACHON Iqf Cong A
POLLO S/V BOLSATINA 1.35 - 1.40 Empaque Ref A
MOLLEJAS EN BANDEJA Viscera Cong A
ALAS COSTILLAR X KL.GRANEL Desprese Cong A
ALAS COSTILLAR GRANEL B/TINA MAYOR 350GR Desprese Ref A
POLLO ADOBADO S/V BOLSA IND 2.75-3 adobados Ref A
PECHUGAS SIN PIEL BOLSATINA Filete Ref A
POLLO S/V BOLSA INDIVIDUAL 3.50-3.75 Empaque Cong A
PECHUGA X 1 UNIDAD BANDEJA # 17 Desprese Cong A
ALAS COSTILLAR CAMPESINO BTINA RICACHON Iqf Cong A
FILETE PECHUGA A GRANEL X 2 Kl Filete Cong A
POLLO S/V ASADERO EN BANDEJA autoservicios Cong A
MUSLOS A GRANEL I.Q.F. X 12 Iqf Cong A
POLLO S/V BOLSA INDIVIDUAL 3.75-4.00 Empaque Cong A
POLLO S/V BOLSATINA 1.30-1.35 Empaque Ref A
GALLINA GIGANTE CON VISCERA Empaque Cong A
FILETE PORCIONADO X 120 gr X 10 Filete Cong A
ALITAS DE POLLO PICANTES PASABOCAS adobados Cong A
POLLO DESPRESADO ESPECIAL CAMP RICACHON
Iqf Cong A
CONTRAMUSLOR C/R A GRANEL EN BOLSA TINA Desprese Ref A
DUO PACK POLLO C/V RICACHON Empaque Cong A
PECHUGAS X 4 GRANEL Desprese Cong A
POLLO SIN VISCERA (2) 2,8 - 3,00m Empaque Ref A
ALAS CON COSTILLAR CAMPESINO Desprese Ref A
POLLO S/V BOLSA INDIV 1.45 - 1.50 Empaque Cong A
POLLO S/V BOLSA INDIV 1.55 - 1.60 Empaque Cong A
PECHUGA A GRANEL I.Q.F X 6 Iqf Cong A
PECHUGAS X 2 BANDEJA #3 Desprese Cong A

86
PERNILES C/R A GRANEL EN BOLSA TINA Desprese Ref A
MUSLOS A GRANEL EN BOLSA TINA Desprese Ref A
POLLO S/V CENCOSUD (POLLO AD) Empaque Cong A Fuente: Jhonier Castaño – Jefe de almacenamiento y despachos
Anexo 3. Clasificación B de producto terminado
Cod. Referencias Área Estado Categoría.
7780 ALAS COSTILLAR BTINA RICACHON Iqf Cong B
3211 POLLO DESPRESADO ESPECIAL desprese Ref B
3355 PECHUGAS A GRANEL IQF Iqf Cong B
7306 PECHUGA INSTITUCIONAL IQF RICACHON
Iqf Cong B
3181 POLLO S/V BOLSA T. CHARCUTERIA #1 2-225
empaque Ref B
3930 VISCERA POR UNIDAD Viscera Cong B
7565 MUSLO BOLSA CLIPADA RICACHON Iqf Cong B
3090 POLLO S/V BOLSA INDIV 1.70-1.75 empaque Cong B
7460 PERNIL C/R BOLSA CLIPADA RICACHON Iqf Cong B
5183 MINICHUZOS DE POLLO X6 adobados Cong B
3360 FILETE DE PECHUGAS X 2 BANDEJA Filete Cong B
3833 RABADILLAS X KL. A GRANEL desprese Cong B
7662 CONTRAMUSLO C/R BOLSA CLIPADA RICACHON
Iqf Cong B
3510 MUSLOS X 10 FAMILIAR EN BJA desprese Cong B
3693 FILETE PORCIONADO X 110 gr x 10 Filete Cong B
3441 PERNIL DE 3.25 3.55 desprese Cong B
7567 MUSLO CAMPESINO BTINA RICACHON Iqf Cong B
3357 PECHUGA BOLSA IQF X 5 Iqf Cong B
3087 POLLO S/V BOLSA INDIV 1.60-1.65 empaque Cong B
3559 MUSLOS BOLSA IQF X 15 Iqf Cong B
3085 POLLO S/V BOLSA INDIV 1.50-1.55 empaque Cong B
3605 CONTRAMUSLOS C/R X 4 EN BANDEJA desprese Cong B
3119 POLLO C/V BOLSA INDIVIDUAL 3.75-4. empaque Cong B
3088 POLLO S/V BOLSA INDIV 1.65-1.70 empaque Cong B
7661 CONTRAMUSLO C/R INST. IQF RICACHON
Iqf Cong B
7580 MUSLO BOLSATINA RICACHON Iqf Cong B
3197 POLLO EN CANAL BOLSA TINA 4.00 - empaque Ref B
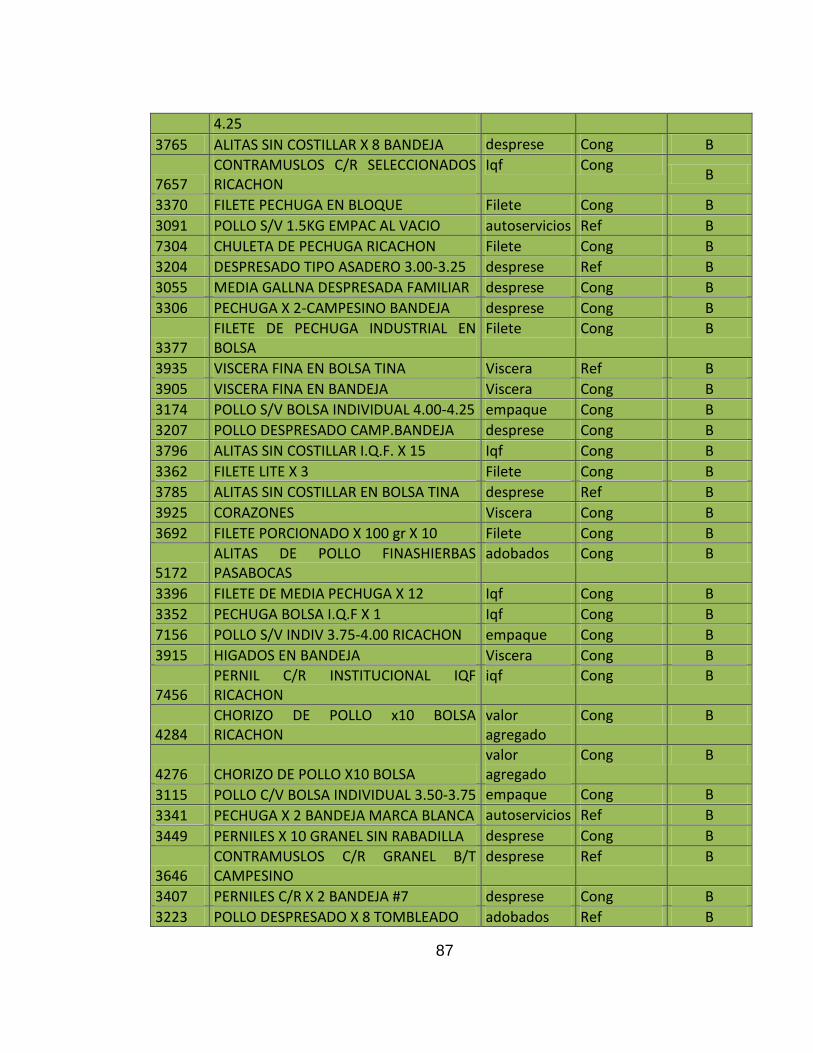
87
4.25
3765 ALITAS SIN COSTILLAR X 8 BANDEJA desprese Cong B
7657 CONTRAMUSLOS C/R SELECCIONADOS RICACHON
Iqf Cong B
3370 FILETE PECHUGA EN BLOQUE Filete Cong B
3091 POLLO S/V 1.5KG EMPAC AL VACIO autoservicios Ref B
7304 CHULETA DE PECHUGA RICACHON Filete Cong B
3204 DESPRESADO TIPO ASADERO 3.00-3.25 desprese Ref B
3055 MEDIA GALLNA DESPRESADA FAMILIAR desprese Cong B
3306 PECHUGA X 2-CAMPESINO BANDEJA desprese Cong B
3377 FILETE DE PECHUGA INDUSTRIAL EN BOLSA
Filete Cong B
3935 VISCERA FINA EN BOLSA TINA Viscera Ref B
3905 VISCERA FINA EN BANDEJA Viscera Cong B
3174 POLLO S/V BOLSA INDIVIDUAL 4.00-4.25 empaque Cong B
3207 POLLO DESPRESADO CAMP.BANDEJA desprese Cong B
3796 ALITAS SIN COSTILLAR I.Q.F. X 15 Iqf Cong B
3362 FILETE LITE X 3 Filete Cong B
3785 ALITAS SIN COSTILLAR EN BOLSA TINA desprese Ref B
3925 CORAZONES Viscera Cong B
3692 FILETE PORCIONADO X 100 gr X 10 Filete Cong B
5172 ALITAS DE POLLO FINASHIERBAS PASABOCAS
adobados Cong B
3396 FILETE DE MEDIA PECHUGA X 12 Iqf Cong B
3352 PECHUGA BOLSA I.Q.F X 1 Iqf Cong B
7156 POLLO S/V INDIV 3.75-4.00 RICACHON empaque Cong B
3915 HIGADOS EN BANDEJA Viscera Cong B
7456 PERNIL C/R INSTITUCIONAL IQF RICACHON
iqf Cong B
4284 CHORIZO DE POLLO x10 BOLSA RICACHON
valor agregado
Cong B
4276 CHORIZO DE POLLO X10 BOLSA valor agregado
Cong B
3115 POLLO C/V BOLSA INDIVIDUAL 3.50-3.75 empaque Cong B
3341 PECHUGA X 2 BANDEJA MARCA BLANCA autoservicios Ref B
3449 PERNILES X 10 GRANEL SIN RABADILLA desprese Cong B
3646 CONTRAMUSLOS C/R GRANEL B/T CAMPESINO
desprese Ref B
3407 PERNILES C/R X 2 BANDEJA #7 desprese Cong B
3223 POLLO DESPRESADO X 8 TOMBLEADO adobados Ref B

88
3456 PERNILES C/R A GRANEL I.Q.F X 5 Iqf Cong B
3992 PATA DE POLLO A Y B Viscera Cong B
3210 POLLO DESPRESADO BANDEJA desprese Cong B
3506 MUSLOS X 5-CAMPESINO desprese Cong B
3304 MEDIA PECHUGA I.Q.F. ÉXITO Iqf Cong B
3975 PATAS Y PESCUEZOS EN BOLSA TINA Viscera Ref B
3526 MUSLO X 4 CAMPESINO desprese Cong B
3511 MUSLOS X 10-CAMPESINO desprese Cong B
3358 FILETE DE PECHUGA CENCOSUD(FILETE AD)
Filete Ref B
7665 CONTRAMUSLO C/R CAMPESINO BTINA RICACHON
desprese Ref B
3557 MUSLO I.Q.F. ÉXITO Iqf Cong B
7155 POLLO S/V INDIV 3.50-3.75 RICACHON empaque Cong B
7307 PECHUGA EN BANDEJA RICACHON desprese Cong B
3069 POLLO S/V CAMPESINO AL VACIO autoservicios Ref B
3707 ALAS COSTILLAR X 6 BANDEJA No.7 desprese Ref B
3983 PIEL II EN BOLSA TINA Cong B
7455 PERNIL C/R BOLSA PEQUENA RICACHON Iqf Cong B
3310 PECHUGAS FAMILIAR autoservicios Ref B
3200 DUO PACK POLLO S/V GRANDE empaque Cong B
3161 POLLO S/V 2.75-3.0 PROMOCION empaque Cong B
3656 CONTRAMUSLO C/R A GRANEL I.Q.F X 10
Iqf Cong B
Fuente: Jhonier Castaño – Jefe de almacenamiento y despachos
Anexo 4. Clasificación C de producto terminado
Cod. Referencia Area Estado Categoria
3503 MUSLO A GRANEL CENCOSUD(PERNIL AD)
Desprese Ref C
3985 PIEL DE POLLO EN BOLSA TINA Cong C
7154 POLLO S/V INDIV 3.25-3.50 RICACHON empaque Cong C
7157 POLLO S/V INDIV 4.00 EN ADELANTE empaque Cong C
3163 POLLO S/V BOLSA INDIV 1.35 - 1.40 empaque Cong C
3361 FILETE DE PECHUGA X 2 CAMPESINO BANDEJA
Filete Cong C
3203 DESPRESADO TIPO ASADERO 2.75-3.00 Desprese Ref C

89
3325 PECHUGAS SELECCIONADAS Cajas Cong C
3301 PECHUGA X 2 SIN PIEL Filete Cong C
3333 PECHUGA X 1 UNIDAD CAMPESINA Desprese Cong C
3704 ALAS CON COSTILLAR X 4-CAMPESINO BANDEJA
Desprese Cong C
5168 POLLO ADOBADO S/V PRICE adobados Ref C
3123 POLLO C/V BOLSA INDIVIDUAL 4.00-4.2 empaque Cong C
3405 PERNILES A GRANEL CENCOSUD(PIERNA AD)
Desprese Ref C
3981 PIEL II X KILO Cong C
3394 MEDIO FILETE EN BOLSA Filete Cong C
3611 CONTRAMUSLOS C/R X 8-CAMPESINO BANDEJA
desprese Cong C
3516 MUSLO X 5 BANDEJA(PERNIL) MARCA BLANCA
autoservicios Ref C
4271 POLLO P1 adobados Cong C
3364 FILETE LITE X 6 Filete Cong C
3375 FILETE PECHUGA IQF PRICE Filete Ref C
7108 POLLO C/V UNIDAD empaque Cong C
3185 POLLO S/V BOLSATINA 1.25 - 1.30 empaque Ref C
3812 RABADILLAS BOLSA x1.5 KILOS desprese Cong C
3215 POLLO DESHUESADO EN BANDEJA Filete Cong C
3383 FILETE DE CONTRAMUSLO BJA No 8 Filete Cong C
3659 CONTRAMUSLO C/R BOLSA X 10 desprese Cong C
3015 GALLO GIGANTE 2.00-2.50 empaque Cong C
3657 CONTRAMUSLO I.Q.F. ÉXITO Iqf Cong C
3882 RECORTE EN BOLSA X KILO desprese Cong C
3403 PERNILES X 2 BANDEJA #3 desprese Cong C
3190 POLLO S/V ASADERO EN BANDEJA LA 14 autoservicios Ref C
3625 CONTRAMUSLOS C/R SELECCIONADOS Cajas Cong C
3329 PECHUGA X 2 BANDEJA # 7 LA 14 autoservicios Ref C
3334 PECHUGA X 4 SIN PIEL BANDEJA No. 8 Filete Cong C
3220 POLLO DESPRESADO X 8 (10 UNID) desprese Cong C
7900 COMBIPRESAS RICACHON Iqf Cong C
3363 FILETE PECHUGA FAMILIAR Filete Cong C
3409 PERNIL C/R X 4 CAMPESINO BANDEJA desprese Cong C
3687 ENTREMUSLO CAMPESINO BANDEJA desprese Cong C
3109 POLLO C/V BOLSA INDIVIDUAL 3.00-3.25 empaque Cong C
3671 ENTREMUSLO CAMPESINO EN BOLSA TINA
desprese Ref C

90
4275 CARNE MOLIDA DE POLLO CONDTA x250
adobados Cong C
7462 PERNIL S/R BOLSA CLIPADA RICACHON Iqf Cong C
3144 DUO PACK POLLO S/V empaque Cong C
3460 PERNILES C/R BOLSA I.Q.F X 6 Iqf Cong C
3797 ALITAS PASABOCAS desprese Cong C
3702 FILETE PORCIONADO X 150 gr x 10 Filete Cong C
3690 FILETE DE CONTRAMUSLOS S/R X 9 BANDEJA
Filete Cong C
3440 PERNIL DE 2.95 A 3.25 desprese Cong C
3222 POLLO DESPRESADO ORIGINAL KFC C
3604 CONTRAMUSLOS C/R X4-CAMPESINO BANDEJA
desprese Cong C
3395 FILETE PECHUGA X 2 MARCA BLANCA Filete Ref C
3926 CORAZONES BANDEJA 2X1 Viscera Cong C
3112 POLLO C/V BOLSA INDIVIDUAL 3.25-3.50 empaque Cong C
3434 PERNIL DE 2.70 2.95 desprese Cong C
3676 ENTREMUSLO X 6 (MUSLO)MARCA BLANCA
autoservicios Ref C
5164 POLLO ADOBADO EMPACADO AL VACIO autoservicios Ref C
3393 FILETE DE PECHUGA SIN LOMITO KFC C
3521 MUSLOS X 10 SIN PIEL BANDEJA No. 8 autoservicios Ref C
3519 MUSLO X 10 FAMILIAR EN BJA LA 14 autoservicios Ref C
3945 MOLLEJA A GRANEL EN BOLSA TINA Viscera Ref C
4310 CARNE MOLIDA EN BOLSATINA adobados Cong C
7153 POLLO S/V INDIV 3.00-3.25 RICACHON empaque Cong C
3221 POLLO DESPRESADO CRISPY KFC C
3083 POLLO S/V BOLSA INDIV 1.40-1.45 empaque Cong C
3795 ALAS PASABOCAS BANDEJA No 8 desprese Cong C
5167 ALITAS ADOBADAS EN BOLSA adobados Cong C
7868 SURTIDO EN BANDEJA RICACHON desprese Cong C
3218 POLLO DESHUESADO Filete Cong C
3432 PERNILES S/R BANDEJA No 8 desprese Cong C
7152 POLLO S/V INDIV 2.75-3.00 RICACHON empaque Cong C
3610 CONTRAMUSLOS C/R X 8 FAMILIAR desprese Cong C
3910 BANDEJA CONSOME Viscera Cong C
3255 MEDIO POLLO C/V desprese Cong C
3410 PERNILES C/R X 4 FAMILIAR desprese Cong C
3324 PECHUGAS X 4 SIN PIEL. Filete Cong C

91
7463 PERNIL S/R BOLSATINA RICACHON Iqf Cong C
3685 ENTREMUSLO GRANEL CENCOSUD(MUSLO AD)
autoservicios Ref C
7103 POLLO C/V INDIV 3.50-3.75 RICACHON empaque Cong C
3966 PESCUEZO EN BOLSATINA Viscera Cong C
3807 COSTILLARES EN BOLSA desprese Cong C
3949 DUO PACK CORAZONES – VISCERAS Viscera Cong C
3990 HUESOS Filete Cong C
3550 MUSLOS SIN PIEL BOLSA TINA desprese Ref C
7566 MUSLO EN BANDEJA RICACHON desprese Cong C
3365 FILETE PECHUGA INSTITUCIONAL Filete Cong C
3951 DUO PACK 2 MOLLEJAS 2 COSTILLARES BOLSA
Viscera Cong C
3388 FILETE PORCIONADO X 200 GR X 10 Filete Cong C
3011 GALLINA EN CANAL CON VISCERA empaque Cong C
3950 CORAZONES A GRANEL EN BOLSA TINA Viscera Ref C
7364 FILETE PORCIONADO RICACHON X 120 GR X 10
Filete Cong C
3956 DUOPACK (2PYP 2 HIGADOS) Viscera Cong C
3387 FILETE PORCIONADO X 180 GR X 10 Filete Ref C
3806 TRIPACK DE COSTILLARES desprese Cong C
3444 PERNILES C/R X 15 GRANEL 360-380 desprese Cong C
3404 PERNIL C/R X 2-CAMPESINO BANDEJA desprese Cong C
3390 LOMITOS DE PECHUGA BANDEJA Filete Cong C
7690 ENTREMUSLO BOLSA CLIPADA RICACHON
Iqf Cong C
3943 VISCERA POR UNIDAD CAMPESINA Viscera Cong C
3323 POP CORN TROZOS DE PECHUGA KFC C
7184 POLLO S/V BTINA 3.50-3.75 RICACHON empaque Ref C
7654 CONTRAMUSLO X 4 BANDEJA RICACHON
desprese Cong C
3940 HIGADOS A GRANEL EN BOLSA TINA Viscera Ref C
3677 CONTRAMUSLO S/R X 8 desprese Cong C
3937 MENUDENCIA A GRANEL Viscera Ref C
3389 FILETE PORCIONADO X 250 GR X 10 Filete Ref C
3419 PERNIL C/R X 4 FAMILIAR LA 14 autoservicios Ref C
3560 MUSLO I.Q.F CARULLA Iqf Cong C
7363 FILETE PORCIONADO RICACHON X 110 GR X 10
Filete Cong C
3209 POLLO DESPRESADO X 8 GRANEL. desprese Ref C

92
3081 POLLO S/V BOLSA INDIV 1.30-1.35 empaque Cong C
3462 PERNILES S/R A GRANEL EN BOLSA TINA desprese Ref C
3450 PERNILES C/R SIN PIEL BOLSA TINA desprese Ref C
7158 POLLO S/V INDIV 4.25-4.50 RICACHON empaque Cong C
3318 MEDIAS PECHUGAS I.Q.F CARULLA Iqf Cong C
3332 PECHUGA X 10 GRANEL Iqf Cong C
3212 MEDIO POLLO DESPRESADO LA 14 autoservicios Ref C
3353 PECHUGA I.Q.F. B.TINA X 30 UNIDAD Iqf Cong C
3923 MOLLEJAS BANDEJA No. 8 autoservicios Cong C
3652 CONTRAMUSLOS I.Q.F CARULLA Iqf Cong C
3319 PECHUGA X 2 BANDEJA # 7 CARULLA autoservicios Ref C
3811 RABADILLA CENCOSUD(RABADILLA AD) desprese Ref C
7365 FILETE PORCIONADO RICACHON X 150 GR X 10
Filete Cong C
3086 POLLO S/V BOLSA INDIV 1.55-1.60 empaque Cong C
3447 PERNILES C/R X 15 GRANEL 380-420 desprese Cong C
7151 POLLO S/V INDIV 2.50-2.75 RICACHON empaque Cong C
7362 FILETE PORCIONADO RICACHON X 100 GR X 10
Filete Cong C
3965 PATAS X 25 A GRANEL Viscera Cong C
3315 PECHUGAS INSTITUCIONAL Iqf Cong C
3369 FILETE DE PECHUGA A GRANEL CAMPESINO
Filete Cong C
7185 POLLO S/V BTINA 3.75-4.00 RICACHON empaque Ref C
3948 VISCERA X UNIDAD LA SEVILLANA Viscera Ref C
3939 CORAZONES BANDEJA No. 8 autoservicios Ref C
3160 POLLO S/V BOLSA INDIV 1.25 - 1.30 empaque Cong C
3916 HIGADOS 2X1 BANDEJA Viscera Cong C
3461 PERNILES I.Q.F CARULLA Iqf Cong C
3508 MUSLO X 6 BANDEJA CARULLA autoservicios Ref C
3662 CONTRAMUSLO S/R A GRANEL EN BOLSA TINA
desprese Ref C
3518 MUSLO INSTITUCIONAL BUCANERO autoservicios Ref C
3766 ALITAS S/C BANDEJA No 8 desprese Cong C
3331 PECHUGA IQF PRICE Iqf Cong C
7366 FILETE PORCIONADO RICACHON X 180 GR X 10
Filete Cong C
7102 POLLO C/V INDIV 3.25-3.50 RICACHON empaque Cong C
7367 FILETE PORCIONADO RICACHON X 200 GR X 10
Filete Cong C

93
3931 VISCERAS X 3 UNIDADES Viscera Cong C
3799 ALITAS PASABOCAS KFC C
3622 CONTRAMUSLO INSTITUCIONAL SIN BUCANERO
Iqf Cong C
7104 POLLO C/V INDIV 3.75-4.00 RICACHON empaque Cong C
3606 CONTRAMUSLO X 4 (2X1) desprese Cong C
3934 VISCERA X 4 UNIDADES Viscera Cong C
3928 YEMAS Viscera Cong C
3082 POLLO S/V BOLSA INDIV 1.35-1.40 empaque Cong C
7305 PECHUGA BOLSA PEQUENA RICACHON Iqf Cong C
3615 CONTRAMUSLO INSTITUCIONAL CON BUCANERO
Iqf Cong C
3650 CONTRAMUSLOS SIN PIEL BOLSA TINA desprese Ref C
3321 PECHUGA X 2 BJA VACIO autoservicios Ref C
7368 FILETE PORCIONADO RICACHON X 250 GR X 10
Filete Ref C
3326 STRIPS LONJAS DE PECHUGA KFC C
3968 PATAS Y PESCUEZOS (10x5) LA SEVILLANA
Viscera Cong C
S5180 CHUZO DE POLLO X 10 BOLSA SAN ANDRES
adobados Cong C
S5185 CHORIZO DE POLLO X 10 BOL ECO SAN ANDRES
valor agregado
Cong C
3514 MUSLO X 5 CAMPES BAND VACIO autoservicios Ref C
7182 POLLO S/V BTINA 3.00-3.25 RICACHON empaque Ref C
4289 CARNE MOLIDA X 500 PAQUETE X 3 adobados Cong C
3513 MUSLO X 5 BAND VACIO autoservicios Ref C
3675 BIG CRUNCH FILETE DE ENTREMUSLO KFC
C
3770 ALITAS INSTITUCIONAL2 autoservicios Ref C
4298 RECORTE DE TOCINETA POR LIBRA adobados Cong C
7168 POLLO DESPRESADO RICACHON Iqf Cong C
3372 FILETE A GRANEL BOLSA TINA 0.45-0.48 Filete Ref C
3322 PECHUGA X 2 CAMPE BJA VACIO autoservicios Ref C
S5181 ALITAS DE POLLO BBQ SAN ANDRES adobados Cong C
S5184 MINICHUZOS DE POLLO X 6 SAN ANDRES
adobados Cong C
7101 POLLO C/V INDIV 3.00-3.25 RICACHON empaque Cong C
3084 POLLO S/V BOLSA INDIV 1.45-1.50 empaque Cong C
3378 FILETE ENTREMUSLO KFC 70 GR C

94
3673 ENTREMUESLO X 6 BANDEJA CARULLA autoservicios Cong C
3386 FILETE PORCIONADO X 70 GR X 10 Filete Cong C
3327 DELUXE LONJAS DE PECHUGA KFC C
3418 PERNIL C/R CAMPES BJA VACIO autoservicios Ref C
5165 POLLO ADOBADO ESPECIAL adobados Cong C
3075 POLLO S/V BOLSATINA 1.45-1.50 empaque Cong C
S5183 ALITAS DE POLLO FINAHIERVAS SAN ANDRES
adobados Cong C
7560 MUSLO BOLSA PEQUENA RICACHON Iqf Cong C
7361 FILETE PORCIONADO RICACHON X 70 GR X10
Filete Cong C
3417 PERNIL C/R BJA VACIO autoservicios Ref C
S5182 ALITAS DE POLLO PICANTES SAN ANDRES
adobados Cong C
3392 LOMITOS DE PECHUGA EN BOLSA Filete Cong C
4286 ALAS RELLENAS X 4 TRADICIONAL C
3617 CONTRAMUSLO C/R X 4 BANDEJA VACIO
autoservicios Ref C
4270 PASTA DE POLLO adobados Cong C
7100 POLLO C/V INDIV 2.75-3.00 RICACHON empaque Cong C
4293 RECORTE FILETE ADOBADO adobados Cong C
3618 CONTRMUSLO C/R CAMP X 4 BJA VACIO autoservicios Ref C
3790 ALITAS SIN COSTILLAR GRANEL X 15 desprese Cong C
3443 PERNILES C/R X 15 GRANEL 340-360 desprese Cong C
4316 COMBO MOLIEX 500GRS+ MOLIEX 250 GRS
adobados Cong C
4300 ALAS RELLENAS X 4 CHAMPINON C
3747 ALAS COSTILLAR GRANEL B/TINA MENOR 350GR
desprese Ref C
7709 ALAS CON COSTILLAR BOLSA RICACHON Iqf Cong C
4299 ALAS RELLENAS X 4 MAICITOS C
POLLO S/V BOLSA 2.75-3.00 CONGELADO
Empaque Cong C
3944 VISCERA DE GALLINA Viscera Cong C
3698 ENTREMUSLO BOLSA IQF X 15 Iqf Cong C
5166 POLLO ADOBADO CARULLA Adobados Cong C
3798 ALITAS BOLSA I.Q.F. X 20 Iqf Cong C
3126 POLLO C/V BOLSA INDIVIDUAL 4.25-4.50 Empaque Cong C
7660 CONTRAMUSLO C/R BOLSA PEQUENA RICACHON
Iqf Cong C

95
7357 PECHUGA SELECCIONADA RICACHON Cajas Cong C
3442 PERNILES C/R X 10 GRANEL 345-355 Desprese Cong C
3653 CONTRAMUSLO C/R I.Q.F BOLSA TINA Iqf Cong C
3696 ENTREMUSLO X 10 GRANEL IQF Iqf Cong C
3947 VISCERA ESPECIAL PASTO Viscera Cong C
3385 FILETE DE PECHUGA DEGUSTACION Filete Cong C
3502 MUSLOS X5 BANDEJA COMFANDI Autoservicios Ref C
3376 FILETE DE PECHUGA I.Q.F X 5 Iqf Cong C
FILETE PECHUGA I.Q.F. X 5 Cong C Fuente: Jhonier Castaño – Jefe de almacenamiento y despachos