productos de panaderia ... - bdigital.unal.edu.cobdigital.unal.edu.co/9921/19/70079633. 2003....
TRANSCRIPT
42
PRODUCTOS DE PANADERIA
Introducción. En la actualidad, los productos de panadería constituyen una parte
importante en la dieta de los consumidores. Una rápida revisión a las estanterías de los
almacenes y tiendas de comestibles permite obtener una impresión de la gran variedad de
productos de panadería. La gama de panes varía entre el pan blanco estándar a los
panes de varios cereales, a pan árabe y diferentes especialidades como croissants.
Existen innumerables tipos de galletas, masas y preparaciones que se encuentran desde
el congelador hasta las estanterías de almacenamiento. Como el número de estos
alimentos se incrementa, se están creando numerosos tipos de envases para garantizar
que el consumidor tenga la oportunidad de comprar productos de la máxima calidad a un
precio adecuado.
Es necesario superar diferentes barreras para asegurar que estos productos tengan una
amplia vida útil, estos productos de panadería tienden a sufrir alteraciones
microbiológicas, enrancia miento y otras reacciones degradativas. El envasado en
Atmósfera Modificada es una forma de reducir estas dificultades mediante el envasado de
los productos de panadería bajo una mezcla de gases, para ampliar su vida útil. (J.P.
Smith, 1998).
El empacado comercial de productos de panadería se inició en Europa a finales de la
década de los años cincuenta. El empacado en atmósfera modificada incrementa la vida
útil por tres vías: Químicamente, control bioquímico y de los procesos de degradación y
relentización de las oxidaciones. Microbiológicamente reduce el crecimiento de mohos y
bacterias y físicamente reduce las pérdidas de humedad.
Beneficios. Dentro de la lista de beneficios que proporcionan las atmósferas modificadas
cuando se aplican en los productos de panificación, pueden citarse:
• Ampliación de la vida de anaquel
• Cobertura geográfica mas amplia, menos devoluciones y mejoras en el manejo
durante el transporte y almacénamiento como resultado de las posibilidades de
almacenamiento.
• Ahorro de energía y costos de transporte.
• La expansión de la producción que resulta en una economía de escala más
beneficiosa.

43
• Posibilidad de ofrecer un producto sin conservantes.
• Posibilidad de modificar recetas obteniendo producto con mayor humedad y con
ello una calidad y una conservación mas aceptable.
• No necesita congelación.
• Ahorro en sistemas de frío por almacenamiento y distribución.
• Desarrollo de nuevos productos.
• Manejo y control de agotados.
Descomposición de los productos de panadería
Existen factores de toda índole, intrínsecos y extrínsecos, que determinan el deterioro de
los productos de panadería. Dentro de los factores intrínsecos, los de mayor influencia
son: la acidez, asociada al pH, contenido de humedad, actividad acuosa, composición del
producto en términos de proteínas, carbohidratos y lípidos, además de factores asociados
con la formulación del producto (presencia de compuestos antimicrobianos) y el potencial
de oxido - reducción que de manera preponderante condiciona la presencia de uno u otro
tipo de microorganismo. Por otra parte, los factores externos pueden catalogarse todos
aquellos relacionados con el medio ambiente que rodea al producto y que a su vez
condiciona el comportamiento del mismo.
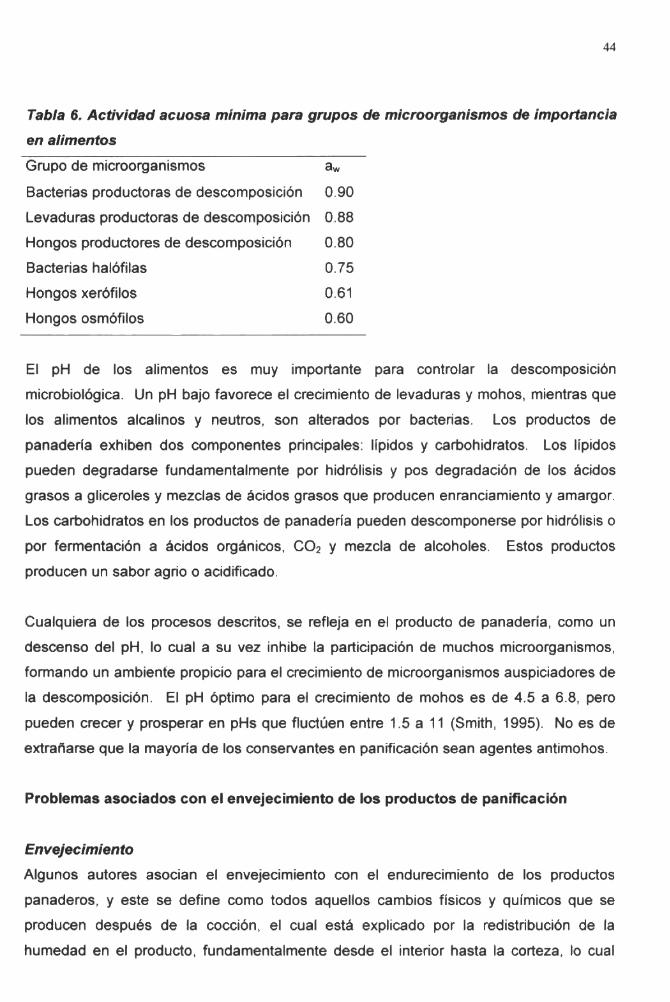
Todos los estudiosos de los alimentos coinciden en afirmar que la actividad acuosa de los
alimentos, es un factor determinante en la vida útil de los mismos. La actividad acuosa
determina las reales posibilidades de ataque que por diversos microorganismos pueda
sufrir un alimento. A valores inferiores a 0.9 es improbable que sobrevivan las bacterias,
por lo que los microorganismos dominantes en un amplio rango por debajo de este valor
son los mohos y levaduras, los cuales, de existir presencia de azúcares como en los
product6s panaderos, provocan fermentaciones de diferentes índoles. Para generalizar
puede decirse que los microorganismos que mas influyen en la vida útil de los alimentos
de baja actividad acuosa son los mohos. El la tabla 6, se muestra la actividad de agua
mínima de actividad para diferentes tipos de microorganismos.
44
Tabla 6. Actividad acuosa mínima para grupos de microorganismos de importancia
en alimentos
Grupo de microorganismos
Bacterias productoras de descomposición 0.90
Levaduras productoras de descomposición 0.88
Hongos productores de descomposición 0.80
Bacterias halófilas 0.75
Hongos xerófilos 0.61
Hongos osmófilos 0.60
El pH de los alimentos es muy importante para controlar la descomposición
microbiológica. Un pH bajo favorece el crecimiento de levaduras y mohos, mientras que
los alimentos alcalinos y neutros, son alterados por bacterias. Los productos de
panadería exhiben dos componentes principales: lípidos y carbohidratos. Los lípidos
pueden degradarse fundamentalmente por hidrólisis y pos degradación de los ácidos
grasos a gliceroles y mezclas de ácidos grasos que producen enrancia miento y amargor.
Los carbohidratos en los productos de panadería pueden descomponerse por hidrólisis o
por fermentación a ácidos orgánicos, CO2 y mezcla de alcoholes. Estos productos
producen un sabor agrio o acidificado.
Cualquiera de los procesos descritos, se refleja en el producto de panadería, como un
descenso del pH, lo cual a su vez inhibe la participación de muchos microorganismos,
formando un ambiente propicio para el crecimiento de microorganismos auspiciadores de
la descomposición. El pH óptimo para el crecimiento de mohos es de 4.5 a 6.8, pero
pueden crecer y prosperar en pHs que fluctúen entre 1.5 a 11 (Smith, 1995). No es de
extrañarse que la mayoría de los conservantes en panificación sean agentes antimohos.
Problemas asociados con el envejecimiento de los productos de panificación
Envejecimiento
Algunos autores asocian el envejecimiento con el endurecimiento de los productos
panaderos, y este se define como todos aquellos cambios físicos y químicos que se
producen después de la cocción, el cual está explicado por la redistribución de la
humedad en el producto, fundamentalmente desde el interior hasta la corteza, lo cual

45
ocasiona que las redes internas soportadas por los enlaces que las moléculas de agua
puedan propiciar, desaparecen. Se ha concluido por diversos investigadores, Pyler citado
por Smith, 1995, entre ellos, que mientras más alto sea el contenido de humedad inicial
del producto, mayor efecto tiene su pérdida en las características de sensoriales,
fundamentalmente la dureza. Esto significa que los bizcochos y galletas se endurecen
menos que el pan, o los productos dulces leudados con levaduras y los pasteles.
Otros autores como Kulp (1979), establecieron que el endurecimiento no podría atribuirse
a pérdidas de humedad, sino mas bien a la cristalización del almidón presente en la
harina. La formación de complejos entre los polímeros del almidón y los lípidos y las
proteínas, se piensa que inhiben la agregación de la amilosa y la amilopectina. De este
modo el contenido de estos componentes, es crucial para determinar la velocidad del
endurecimiento de los productos de panadería. Las galletas y los biscochos, por ejemplo,
tienen un contenido mayor de lípidos que el pan, y por tanto se endurecen mas
lentamente. Sin embargo, y en razon de su composición, estos productos por tener un
mayor contenido en grasas son mas susceptibles a la oxidación de las grasas y a ala
aparición de sabores y olores rancios.
Entre los factores que determinan la velocidad de endurecimiento pueden citarse:
• Duración del almacenamiento.
• Temperatura de almacenamiento (más rápido a intervalos de temperatura bajos
que a 18 - 40 OC)
• Temperaturas por encima de 40 oC acortan mucho el tiempo de vida útil,
fundamentalmente por la aparición de sabores rancios que se desencadenan a
raíz de esta condición, principalmente por reacciones químicas y por efecto de
proliferación microbiana.
• Temperaturas excesivamente bajas.
Muchos productos usa la industria panadera para el control de este que es
potencialmente el principal problema que enfrenta. Aquí se usan desde enzimas
amilolíticas, aminopectinolíticas, gamas, carrageninas, carragenatos y diversos agentes
atrapadores de humedad para mantener tanto las estructuras flexibles como la humedad
retenida.

46
De todas maneras debe tenerse en cuenta que cuando se usan enzimas amilopectinasas,
estas deben inactivarse con el calor en el horno, de manera que se evite que el producto
elaborado tenga una textura pegajosa por la acción continuada de la enzima.
Cambios asociados a rancidez del producto
Los productos de panificación son muy susceptibles a este tipo de cambio debido
fundamentalmente a que en su composición aparece siempre la presencia de grasas y
aceites, los cuales son los responsables cuando se deterioran del sabor y olor
desagradables. Los cambios asociados con la rancidez son de dos tipos: oxidativo e
hidrolítico. El primero de ellos conlleva un ataque del oxigeno sobre los ácidos grasos, en
donde predomina fundamentalmente el mecanismo de los radicales libres. Cuando este
ataque se produce (sobre los puntos reactivos de los ácidos grasos), aparecen
compuestos como aldehídos, cetonas y otros ácidos grasos de cadenas mas cortas, los
cuales son los responsables de todos los cambios deteriorativos como la destrucción de
vitaminas, la decoloración de los productos (fundamentalmente por cambios en el pH),
oscurecimiento de grasas y, lo que es mas grave aún, la aparición de sustancias
cancerígenas.
En vista de tales problemas, es aconsejable que se adicionen a las mezclas panarias
sustancias antioxidantes, tales como el BHT y el eritorbato de sodio preferiblemente,
aunque muchos autores, Smith (1995) entre ellos, recomiendan la adición de BHA, ácido
ascórbico y EDTA como agentes antioxidantes en panificación, pero de acuerdo con
nuestra experiencia el efecto de estos compuestos, especialmente por su termolabilidad o
su especificidad química, es bajo en estas aplicaciones.
De todas maneras debe tenerse en cuenta que las reacciones oxidativas están regidas
por las mismas condiciones que gobiernan la cinética de cualquier reacción, es decir,
tanto la temperatura a la cual transcurre como el medio en el que se realiza, son
fundamentales. Incrementos bajos en la temperatura de las reacciones proporcionan
efectos en la velocidad insospechados, toda vez que la dependencia de la velocidad con
la temperatura se relacionan en forma exponencial. Igualmente incrementos bajos en la
actividad acuosa, dan como resultado amplios cambios en la velocidad de la reacción.
47
El enranciamiento hidrolítico se produce por escisión de los enlaces de los ácidos grasos
al glicerol, dando como resultado la liberación de estas moléculas. En vista de la
aparición de ácidos grasos es consecuencia obligada el descenso del pH y el incremento
de la acidez. La rancidez hidrolítica se produce en ausencia del oxígeno, y es
consecuencia directa de la presencia de agentes que proporcionen la ruptura de los
enlaces de loo ácidos grasos al glicerol.
Al igual que el enraciamiento oxidativo se debe controlar evitando incrementos de
temperatura innecesarios en los productos y la vigilancia de la actividad acuosa del
producto.
Deterioro por microorganismos
Tanto las bacterias como los mohos son responsables de los cambios deteriorativos que
por microorganismos pueden sufrir los productos de panadería. Las bacterias,
principalmente Bacillus (mesentericus) subtilis y Serratia marcescens, que están
presentes en azúcar, trigo, levaduras, pueden soportar fácilmente las temperaturas de
horneo y activarse cuando el producto se enfría estando en ambientes de anarerobiosis.
También pueden llegar al producto terminado a través del aire, ya que su hábitat normal
es el suelo, o algunos componentes de los productos usados en panadería como ya se
mencionó. Su efecto macro en el producto es el de producir pegajosidad superficial y
estiramiento del producto al someterlo a fuerzas de tracción.
Cuando los productos panaderos contienen rellenos, tipo cremas o similares, es común la
contaminación por coliformes, estafilococo dorado, levaduras y mohos. De estos
microorganismos, las levaduras son las que mas presentes están en los productos de
panadería. Aquí se diferencian las levaduras osmofílicas y las no osmofílicas. Las no
osmofílicas se trasladan a los alimentos desde equipos sucios o alimentos ya estropeados
que contengan altos contenidos de azúcar.
Todos los factores ambientales estudiados influyen sobre la prosperidad de estas
levaduras, pero la actividad acuosa es un factor determinante en ellas. Las levaduras
osmofílicas toleran mejor los ambientes secos que las no osmofílicas. Igualmente los
factores extrínsecos influyen grandemente en el crecimiento de las levaduras. Aquí se
48
puede citar temperatura, humedad y composición gaseosa bajo la cual se almacena el
alimento.
El ambiente gaseoso influye sobre la estabilidad de los microorganismos por efecto de su
humedad relativa, contenido de oxígeno y contenido de CO2 . En un sistema cerrado, el
contenido de humedad de la atmósfera se equilibra rápidamente con el alimento
almacenado hasta que alcanza su humedad relativa de equilibrio. El contenido de
oxígeno de la atmósfera, también afecta el potencial redox del alimento, aunque debe
modificarse significativamente para que se altere este. El potencial redox depende de la
capacidad de alteración redoxque es función del contenido de compuestos reductores
como enzimas, azúcares, aminoácidos con grupos tilo (SH), ácido ascórbico.
Los productos de panificación como cualquier alimento, tiene un tiempo de vida útil
detenninado, de manera que a medida que transcurre el tiempo, el efecto de los factores
deteriorativos es mas marcado. De acuerdo con Smith (1995) existen tres razones para
este fenómeno. En primer lugar la velocidad de crecimiento de las levaduras osmófilas
es proporcional a la actividad acuosa y es muy baja a bajos valores de actividad acuosa.
En segundo lugar, la fase lag de crecimiento es inversamente proporcional a la actividad
acuosa, y finalmente, una vez comienza el crecimiento microbiano, se libera agua,
incrementando localmente la actividad acuosa y acelerando la velocidad de crecimiento
de los microorganismos productores de la descomposición e incluso, permitiendo el
crecimiento de otros microorganismos.
Las levaduras y mohos asociados con el deterioro de los productos de panadería,
fundamentalmente son los siguientes: sacchromyces serevisieae y rouxii, Rhizopus
(nigricans) sfolonifier, Mucur mucedo, Aspergillus níger, Penicillium chrysogenum,
Penicillium expansum, Geosmifhia pufterillii, Wallemia sebi, Chrysomillia sifophila.
Conservación
Identificados las condiciones a conservar y los agentes deteriorativos, múltiples han sido
las respuestas desde diferentes áreas del conocimiento para alargar el tiempo de vida útil
de los productos de panadería, muchos de ellos bastante comunes con los usados en
otros sectores. La luz ultravioleta, las radiaciones infrarrojas, las microordas, el envasado
aséptico, el uso de agentes antimicrobianos ( fundamentalmente ácidos orgánicos:

49
propiónico, sórbico, etc), figuran dentro de los mas conocidos, sin embargo, metodos no
tan tradicionales como el empacado en atmósfera modificada, también se ha estudiado
con resultados bastante halagadores. El efecto de su uso se presenta en la tabla 7.
Tabla 7. Efecto del envasado en atmósfera modificada de algunos productos de
panadería
Tipo de producto empacado
Pan blanco en rodajas
Bizcocho
Pastel de manzana
Donouts
Efecto sobre los productos
Sabor "no fresco"
Con CO2 se inhibe regularmente el crecimiento de mohos,
el N2 tiene pobre efecto sobre este factor
La corteza se vuelve firme y dura después de siete días de
almacenamiento, prácticamente independiente de la
mezcla de gases usada
A concentraciones de O2 por debajo de 3 % no se produce
alteración visible
Se desarrollan mohos en la base del pan
Los gases de la microatmósfera no tiene efecto sobre la
velocidad de endurecimiento
No se presentó crecimiento de mohos Los bizcochos se
endurecen a la una velocidad similar a los del tratamiento
testigo (sin MAP)
Tienen pérdida de humedad similar a la del tratamiento
testigo
Se endurecen pero no presentan malos olores
En dos días, la atmósfera de CO2 incrementa la resistencia
frente a los microorganismos
Después de dos semanas, la calidad sensorial decrece
notablemente
Las especies Staphylococus y Bacillus predominan en el
producto después de 21 días de almacenamiento

50
EFECTOS DEL MAP SOBRE LAS BACTERIAS PATÓGENAS
La literatura científica ha reportado que el incremento en la vida útil de productos MAP,
podría dar suficiente tiempo para que los patógenos para humanos se multipliquen a
niveles que harían el alimento potencialmente peligroso, mientras aún es comestible (Jay,
1992). Productos que presenten daños apreciables no presentan riesgo para el
consumidor tanto como los productos que parecen comestibles pero que pueden ser
infecciosos o tóxicos. Otro factor determinante de la seguridad microbiológica de
productos alimenticios MAP es si el alimento es vendido como "ready-to-eaf' o listo para
consumir, requiere mínimo calentamiento adicional o está crudo. El uso de MAP, para
cualquier producto crudo que será subsecuentemente cocido, es considerado menos
peligroso a causa de que la cocción (si ésta se lleva a cabo correctamente) eliminará
todos los patógenos vegetativos (Hotchkiss, 1988). Sin embargo, la mayoría de los
productos MAP tales como carnes curadas, vegetales en ensaladas y frutas, son vendidos
como "ready-to-eaf'.
Los patógenos de mayor interés son aquellos que son capaces de multiplicarse a
temperaturas de refrigeración, tales como Listeria monocytogenes y aquellos que son
capaces de multiplicarse en muy bajos niveles de oxígeno, tales como el psicrotrófico
Clostridium botulinum.
MAP conteniendo elevados niveles de dióxido de carbono inhibe el crecimiento de Listeria
monocytogenes y Clostridium sporogenes en queso cabaña americano (Chen &
Hotchkiss, 1993), L. monocytogenes y Pseudomonas fragi en productos de cerdo (Fang &
Un, 1994) y L. monocytogenes en tajadas de rollo de pavo (Farber & Daley, 1994),
mientras que empaques con 100% de nitrógeno permiten la multiplicación de L.
monocytogenes (Fedio et al., 1994).
En carnes y productos cárnicos, la producción de toxina por Clostridium botulinum puede
ocurrir en atmósferas de más de 10% de oxígeno, pero temperaturas excesivas tienen
más efecto que la atmósfera en la cual la carne está empacada. Ha sido demostrado que
C. Botulinum tipo E es capaz de producir toxina en sandwich con hamburguesas de res
empacadas en 100% de nitrógeno a 12°C, pero no a 8°C; otros tipos de sandwich, por
ejemplo embutido y pavo, no son capaces de soportar la producción de toxina, mostrando

51
la importancia del producto alimenticio (Farber, 1991). Para carne, como para los
productos pesqueros, es importante la relación entre producción de toxina y daño
organoléptico.
El dióxido de carbono es efectivo en la reducción del crecimiento de Salmonella spp., con
una diferencia de 1000 veces en recuento, comparado con alimento almacenado en aire
después de 10 días de almacenamiento (Silliker &Wolfe, 1980). Atmósferas modificadas
conteniendo 100% de dióxido de carbono o de nitrógeno, tienen efectos bacteriostáticos y
bactericidas sobre Salmonella enteritidis (Tassou et al., 1996), los cuales son
contrarrestados por temperaturas excesivas. A 10°C, S. Enteritidis se multiplica
rápidamente en pescado fresco y en pollo, empacados a vacío, y en los empacados en
atmósferas de 100% Nitrógeno, 20% CO2, 80% O2 Y algún crecimiento se observa en
productos empacados en 100% CO2, mientras que a 3°C, aunque el organismo
sobrevivió, no hubo crecimiento significativo (Nychas & Tassou, 1996). En general, el
crecimiento de Enterobacteriaceae, incluyendo el de Salmonella spp., es reducido con
concentraciones crecientes de dióxido de carbono, aunque también es un factor
importante la temperatura de almacenamiento (Sawaya et al., 1995). Esto sugiere que la
introducción de MAP, probablemente no ha contribuido al número cada vez mayor de
casos reportados de salmonelosis de origen alimentario en el Reino Unido y en Estados
Unidos, en la última década.
El uso de técnicas MAP puede extender la vida útil y, en combinación con otros
procedimientos previos de descontaminación, tales como el uso de buffer fosfato trisódico
o lactato de ácido láctico o de sodio o irradiaciones gamma, pueden resultar en productos
alimenticios microbiológica mente sanos. Su uso no elimina la necesidad para un
adecuado control de condiciones de almacenamiento, especialmente temperatura, ni por
un adecuado entrenamiento de los manipuladores de alimentos en cada etapa del
proceso de preparación de los alimentos.
Carnes rojas. La carne fresca (pH 5.4-7.0) está con frecuencia contaminada con los
patógenos Listeria monocytogenes, Yersinia enterocolitica y Aeromonas hydropila, siendo
todas capaces de crecer a temperaturas comúnmente usadas para almacenamiento de
cerdo MAP (Epling et al., 1993), pollo (Kotula y Panya, 1995) y cordero (Sierra et al.,
1995). En carne empacada a vacío estos patógenos tolerantes al frío son capaces de

52
crecer a pH de 6.0 y superiores, pero no por debajo de 6.0 (Grau y Vanderlinde, 1988), de
forma que estos organismos pueden presentar riesgo, especialmente a temperaturas por
encima de cero (Gil! & Reichel, 1989). Sin embargo, 100% de CO2 inhibe el crecimiento
de estos organismos, dependiendo su la efectividad de la temperatura. A 10°C, la rápida
multiplicación y la carencia de una fase lag para Aeromonas hydrophila, indica que este
organismo puede ser un riesgo en productos MAP almacenados a esta temperatura, pero
a 5°C este efecto no es observado. La total inhibición de crecimiento tanto de Listeria
monocytogenes y de Aeromonas hydrophila se presentan a 5°C y temperaturas menores.
Yersinia enterocolitica es completamente inhibida por debajo de 2°C y a 5°C se observa
una larga fase lag. Para carne en el rango completo de pH, almacenada a temperaturas
por debajo de 5°C, el empacado en CO2 parece ser un método efectivo, reduciendo el
riesgo de estos tres patógenos tolerantes al frío (Gil! y Reichel, 1989). La inhibición de L.
monocytogenes para carne de bovino de pH normal almacenada con CO2 ha demostrado
ser un método efectivo, aún cuando la carne sea subsecuentemente colocada en
mostrador minorista a temperaturas altas. Con sólo una breve exposición «3 horas) a
dióxido de carbono, el resultado es una total inhibición o una prolongada fase lag (> 74
horas) (Avery et al., 1995).
En productos de cerdo, ha sido demostrado que Listeria spp. puede ser detectada como
parte de la microbiota en intervalo de temperatura de -1°C a 1°C, pero no cuando la
temperatura de almacenamiento es 4.4 oC o superior (McMullen & Styles, 1993),
indicando con ello un riesgo, aún a bajas temperaturas, de L. monocytogenes en algunos
productos.
En bovino empacado a vacío inoculado con esporas de Clostridium botulinum y
almacenado a 25°C, la carne fue tóxica a los seis días, pero para este tiempo ya estaba
dañada (Hauschild et al., 1985). Estudios recientes sugieren que la incidencia global de
esporas de Clostridium botulinum en vegetales precortados MAP disponibles
comercialmente, es baja (0.36%), aunque el posible que el medio ambiente anaeróbico de
MAP pueda incrementar el potencial riesgo para la salud del consumidor (Lilly et al.,
1996).

53
El envenenamiento alimentario causado por Escherichia coli 0157:H7 ha sido
principalmente asociado con el consumo de productos de bovino molido, aunque el
organismo ha sido aislado a partir de otros productos cárnicos.
Carnes blancas. Carne de pavo precocida empacada a vacío, cuando es almacenada a
temperaturas excesivas (28-30°C), permitirá el crecimiento de Clostridium perfringens a
niveles que presentan riesgo para el consumidor (Juneja et al. 1994), así como pavo
cocido MAP y pescado fresco MAP (Juneja et al. , 1996). C. Perfringens, rápidamente se
multiplica a temperatura ambiente, pero si el producto es expuesto a temperatura alta
después de haber sido almacenado a temperatura de refrigeración, entonces el
organismo no crece, pero la combinación de dos eventos de temperatura excesiva
durante la distribución y manipulación del consumidor puede incrementar el riesgo cuando
el producto es empacado en CO2 (Kimura et al. , 1996).
La tabla 8 presenta el efecto de la atmósfera sobre la composición microbiológica de
carne de pescado refrigerado.
El patógeno de más importancia es Clostridium botulinum a causa de su naturaleza
anaeróbica y la severidad del daño que causa. El pescado y los productos de la pesca
son los más comúnmente contaminados con el psycrotrófico Clostridium botulinum, ya
que el organismo es común en el medio ambiente marino. Así como su presencia, hay
otros factores que pueden actuar conjuntamente para resultar en productos que presentan
riesgo para el consumidor. Estos factores incluyen: inadecuado procesamiento, alimentos
y empaques con capacidad para permitir el crecimiento y producción de toxinas y,
consumo de productos contaminados sin calentamiento adicional.
El Clostridium botulinum tipo E y las cepas no proteolíticas de los tipos B Y F son todas
capaces de crecer a bajas temperaturas (tan bajas como 3.3°C) y pueden no causar un
daño evidente en el producto a causa de la ausencia de cambios proteolíticos. A
temperaturas de 4 a 12°C, el daño organoléptico de pescado precede la producción de
toxina, mientras que a temperaturas ambientales (20°C y superiores), la producción de
toxina y el daño organoléptico, generalmente coinciden. La relación entre daño
organoléptico y producción de toxina en pescado y productos de la pesca, ha sido
ampliamente revisada (Ashie et al., 1996).

54
Tabla 8. Cambios en composición de la microbiota durante el almacenamiento
refrigerado de Bacalado Azul ahumado (Parapercis eolias).
Tiempo de
Almacenamiento
(días)
Almacenamiento a
3°C
O
14
21
Almacenamiento a
-1 .5°C
O
14
21
28
35
42
Composición de la microflora
(%)
Empacado a vacío Empacado en G02 Empacado en aire
Gram(+) Gram (-) Gram(+) Gram (-) Gram(+) Gram (-)
90 10 90 10 90 10
40 60 100 O 30* 70
50 50 100 O O 100
90 10 90 10 90 10
10 90 70 30 O 100
O 100 20* 80
70* 30 90 10 O 100
30* 70** 100 O
100 O
*crecimiento de Crocholhrix solamente
**evidente mal olor a la apertura del empaque.
-- no se obtuvieron datos.
Adaptado de Penny el al., 1994 por López, Jairo. 2000.
Vegetales. Ya que la L.monocytogenes se presenta ampliamente en el suelo, la
vegetación y el medio ambiente agropecuario, el organismo está presente naturalmente
en muchos vegetales tales como lechuga y calabaza que son usados ampliamente en
ensaladas pre-empacadas. Estas ensaladas picadas y mixtas son las más ampliamente
empacadas usando técnicas MAP y almacenadas a temperaturas a las cuales L.
monocytogenes es capaz de crecer, por ejemplo, 4-8°C. MAP puede tener el efecto de
incrementar la vida útil de algunos tipos de vegetales en términos de propiedades

55
organolépticas, pero no reduce el crecimiento de Listeria, permitiendo con ello que el
alimento llegue a ser un potencial riesgo para la salud (Berrang et al., 1989). Estudios
epidemiológicos de algunos casos de intoxicación alimentaria causados por L.
Monocytogenes, han implicado ensaladas mixtas elaboradas a partir de vegetales crudos
(Schlech et al., 1983), de forma que se ha sugerido que poblaciones susceptibles no
deben consumir ensaladas mixtas MAP (Bending & Strangeways, 1989).
Puede ocurrir la contaminación cruzada de vegetales crudos en ensalada con E. coli
0157:H7 durante el procesamiento, manipulación y mercadeo. El empacado en 3% de
oxígeno y 97% de nitrógeno tuvo poco o ningún efecto sobre las poblaciones de E. coli
0157: H7 comparado con controles en condiciones atmosféricas, siendo más importantes
los factores temperatura excesiva y tipo de vegetal de ensalada presente (Abdul-Raouf et
al., 1993).