productos de la arcilla calcinada
TRANSCRIPT
PRODUCTOS DE LA ARCILLA CALCINADA
LA ARCILLA
Es un suelo o roca sedimentaria que engloba a un grupo de minerales (minerales de la arcilla), filosilicatos en su mayor parte, cuyas propiedades físico-químicas dependen de su estructura y de su tamaño de grano, muy fino (inferior a 2 mm).
Se basa en el principio que los suelos arcillosos (que contienen de 20 a 50% de arcilla) experimentan reacciones irreversibles, cuando son quemados a 850-1000°C, con lo cual las partículas se unen unas a otras como un material cerámico vidrioso.
En este proceso hay una gran variedad de suelos adecuados, siendo la propiedad esencial la plasticidad para facilitar el moldeado. La calidad de los productos de arcilla cocida varía no sólo de acuerdo al tipo y cantidad de los otros componentes del suelo sino también con el tipo del mineral de la arcilla.
Hay una gran variedad de métodos mecanizados y no mecanizados para la extracción, preparación, moldeado, secado y cocido de la arcilla, que solo podrá tratarse brevemente en este manual.
PRODUCCION DE LADRILLOS
EXTRACCION DE LA ARCILLA
• Los criterios para seleccionar una localización adecuada son la calidad de la arcilla, disponibilidad a nivel superficial y la cercanía de una carretera transitable para el transporte.
• La excavación manual en plantas de producción de pequeña y mediana escala generalmente se realiza a una profundidad menor de 2 m. (Después de excavar grandes áreas, estas pueden volver a emplearse para la agricultura).
• Para plantas de fabricación de ladrillos en gran escala se necesitan métodos mecánicos que emplean dragalinas y excavadoras de cucharas de diferentes tipos. Estos métodos requieren proporcionalmente menos área de excavación, pero hacen cortes profundos en el paisaje.
PREPARACION DE LA ARCILLA CALCINADA
• Se realiza la selección, trituración, cernido y proporcionamiento, antes que el material sea mezclado, humedecido y atemperado.
• La selección se realiza recogiendo las raíces, piedras, pedazos de caliza, etc., o en algunos casos lavando el suelo.
• La trituración es necesaria pues la arcilla seca usualmente forma terrones duros En laboratorios es común machacarla manualmente. Sin embargo, se han desarrollado máquinas trituradoras simples intensivas en mano de obra.
• El cernido es necesario para retirar todas las partículas más grandes de 5 mm.
• El proporcionamiento es requerido si la distribución granulométrica o el contenido de arcilla es insatisfactorio. En algunos casos se añade a la arcilla cascara de arroz que sirve como combustible, para obtener ladrillos más livianos y más uniformemente cocidos.
• Es necesario un mezclado completo y una correcta cantidad de agua. Ya que el mezclado manual (tradicionalmente pisoteando con pies descalzos) es laborioso y a menudo insatisfactorio, se prefieren mezcladores accionados con motor. El esfuerzo para el mezclado puede reducirse enormemente permitiendo que el agua se filtre a través de la estructura de arcilla por algunos días o incluso meses. Este proceso, conocido como «atemperamiento», permite que se realicen cambios químicos y físicos, mejorando las características para su moldeado. La arcilla debe mantenerse cubierta para evitar un secado prematuro.
MOLDEADO
• El moldeado se realiza a mano o con métodos mecanizados.
• Los métodos de moldeado manual emplean simples moldes de madera: La arcilla se amasa formando una bola, se tira en el molde y se corta el sobrante.
• Hay dos técnicas tradicionales para sacar el ladrillo del molde: a) el método del moldeado deslizante, en el cual el molde se mantiene húmedo y la arcilla es mezclada con más agua; y b) el método del moldeado con arena, en el cual la bola de arcilla se cubre con arena para evitar que se pegue al molde.
• Los ladrillos hechos con el método del moldeado deslizante son susceptibles de desplomarse y distorsionares, mientras que el método del moldeado con arena produce ladrillos más firmes y con mejor forma. Cuando no se dispone de arena, también puede emplearse tierra arcillosa fina de acuerdo a una técnica desarrollada en el ITW (IntermediateTechnology Workshop en el Reino Unido).
• Con mesas del moldeado (como el desarrollado por ITW, Reino Unido, y el Central BuildingResearchInstitute, India) se obtienen ladrillos con formas más exactas, con menos esfuerzo y mayor producción. Cuando el moldeado se realiza igual que con los moldes de madera, los ladrillos son expulsados mediante una palanca accionada con el pie.
• Los talleres de ladrillos mecanizados emplean máquinas que extruyen la arcilla por un troquel para formar una columna de arcilla, que es cortado con alambre en piezas del tamaño de un ladrillo. Este método produce ladrillos más densos y resistentes, que también pueden ser perforados.
Maquina extrusora para hacer ladrillos

• Una solución intermedia es el moldeado de ladrillos con compresión mecánica. Dos máquinas producidas en Bélgica (CERAMAN y TERSTARAM) fueron diseñadas especialmente para este propósito, pero también son empleadas para fabricar ladrillos de suelo estabilizado, secados al aire. La compresión mecánica permite contenidos de humedad considerablemente bajos, acortando así el periodo de secado.
EL SECADO
• Es probable que los ladrillos crudos se aplasten en el horno, bajo el peso de los que están encima; se pueden contraer y agrietarse durante el cocido; el agua expulsada puede condensarse en los ladrillos fríos, lejanos a la fuente de calor; o se puede generar vapores, creando presiones excesivas en los ladrillos; y, finalmente se necesita mucho combustible para eliminar el agua restante. Por ello, es vital un secado completo.
• El secado debe ser relativamente lento, esto es, la velocidad a la cual la humedad se evapora de la superficie no debe ser más rápida que la velocidad a la cual se puede expandir por los finos poros del ladrillo crudo. Los ladrillos deberían estar rodeados por aire, por lo que deben ser apilados con suficientes espacios vacíos entre sí.
• El secado natural se hace a la intemperie bajo el sol, pero es aconsejable un recubrimiento protector (láminas plásticas, hojas o hierba) para evitar un secado rápido. Si es probable que llueva, el secado debe realizarse bajo techo. Aunque tradicionalmente, los ladrillos sólo se hacen en la estación seca.
• El secado artificial (empleado en las grandes plantas mecanizadas) se realiza en cámaras especiales que hacen uso del calor recuperado de los hornos o zonas de enfriamiento.
• La contracción debido al secado es inevitable y no causa serios problemas si es menor de 7% de contracción lineal. No se debe exceder de una contracción lineal de 10%. Si es necesario, debe reducirse la proporción de arcilla añadiendo arena o chomota (desechos de ladrillos pulverizados).
COCCION
• Hay dos tipos de hornos para cocer ladrillos: horno intermitente y continuo.
• Los hornos intermitentes incluyen mordazas y hornos «Scove» (hornos de campo tradicionales), hornos de tiro de aire superior y los de tiro de aire inferior. La eficiencia del combustible es muy baja, pero se adaptan a las cambiantes demandas del mercado. Varían en tamaño desde 10,000 a 100,000 ladrillos.
• Los hornos continuos incluyen varias versiones del horno Hoffmann (particularmente el horno de trinchera de Bull) y el horno de tiro de aire forzado. Son muy eficientes en el consumo del combustible. Los hornos túnel, en los cuales los ladrillos pasan a través de un fuego estacionario, son demasiados sofisticados y costosos para ser considerados aquí.
• Las mordazas básicamente son una pila de ladrillos crudos esparcidos con material combustible (por ejemplo, carbón de piedra triturado, cascaras de arroz, estiércol). En la base de la mordaza se dejan algunos orificios en donde se prende el fuego. Los orificios se
cierran y se deja arder el combustible, lo cual puede tomar pocos días o varias semanas. Los ladrillos cerca al centro de la mordaza serán más duras. Es necesario seleccionarlos, ya que aproximadamente 20 o 30% serán inservibles. Estos son recocidos o empleados en la base, en los lados o en la parte superior de la mordaza.
• Los hornos scove, revocados en ambos lado con barro, básicamente son iguales que las mordazas, excepto que los túneles se construyen a través de la base de la pila para alimentar combustible adicional. Este es el mejor método para quemar madera.
• Los hornos con tiro de aire superior (también conocido como hornos Escocés) funciona igual que los scoves, excepto que los túneles y las paredes son permanentes.
• Los hornos con tiro de aire inferior tienen un techo abovedado permanente. Los gases calientes del combustible quemado en los lados del horno, se elevan hacia el techo arqueado y descienden entre los ladrillos por la succión de la chimenea, a través del piso perforado para salir por la chimenea.
• El horno Hoffmann, que originalmente era circular pero ahora más comúnmente es oval, es un horno multicámaras en el cual el aire de combustión es precalentado enfriando ladrillos en algunas cámaras, y pasa por la zona del fuego, desde la cual los gases de evacuación precalientan los ladrillos crudos. Mientras los ladrillos enfriados son retirados de un lado de la cámara vacía, los ladrillos crudos son apilados en el otro lado. El combustible es alimentado por la parte superior, a través de los orificios en el techo arqueado permanente. La producción diaria es de aproximadamente 10,000 ladrillos.
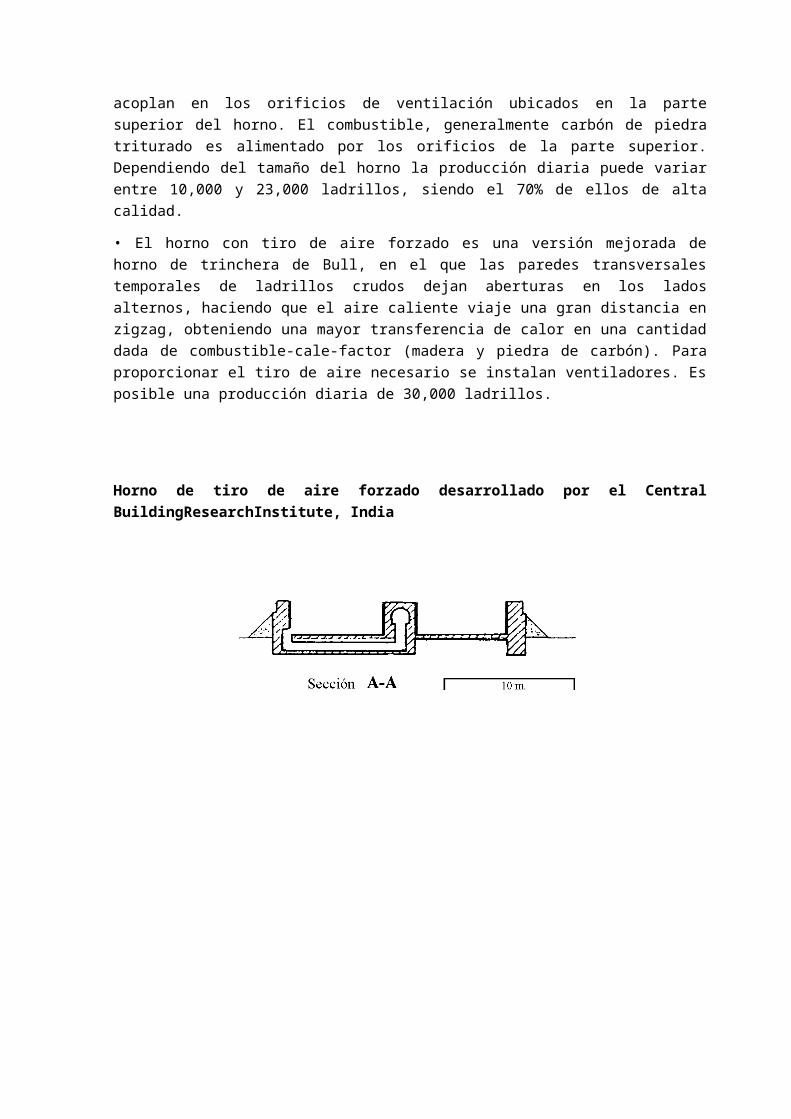
• El horno de trinchera de Bull funciona bajo el principio del horno Hoffmann, excepto que se omite el costoso techo abovedado y los gases de evacuación salen por chimeneas de metal intercambiables de 16 m. de alto con una amplia base, que se acoplan en los orificios de ventilación ubicados en la parte superior del horno. El combustible, generalmente carbón de piedra triturado es alimentado por los orificios de la parte superior. Dependiendo del tamaño del horno la producción diaria puede variar entre 10,000 y 23,000 ladrillos, siendo el 70% de ellos de alta calidad.
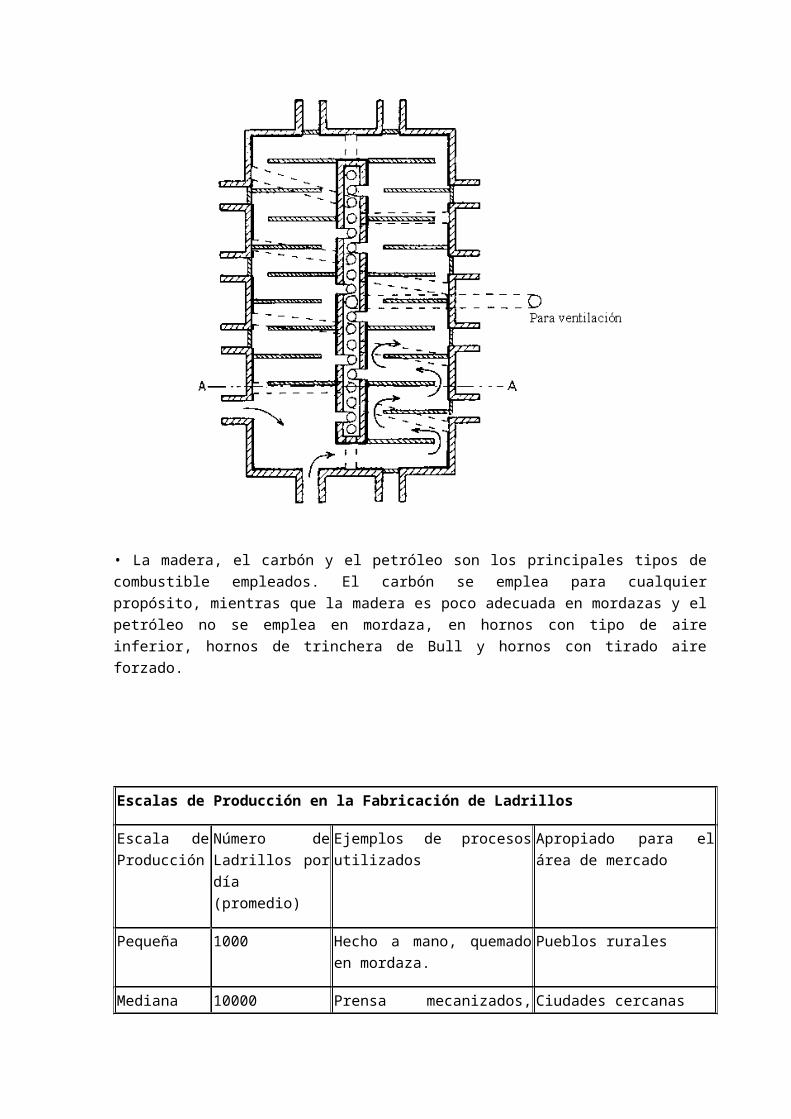
• El horno con tiro de aire forzado es una versión mejorada de horno de trinchera de Bull, en el que las paredes transversales temporales de ladrillos crudos dejan aberturas en los lados alternos, haciendo que el aire caliente viaje una gran distancia en zigzag, obteniendo una mayor transferencia de calor en una cantidad dada de combustible-cale-factor (madera y piedra de carbón). Para proporcionar el tiro de aire necesario se instalan ventiladores. Es posible una producción diaria de 30,000 ladrillos.
Horno de tiro de aire forzado desarrollado por el Central BuildingResearchInstitute, India
• La madera, el carbón y el petróleo son los principales tipos de combustible empleados. El carbón se emplea para cualquier propósito, mientras que la madera es poco adecuada en mordazas y el petróleo no se emplea en mordaza, en hornos con tipo de aire inferior, hornos de trinchera de Bull y hornos con tirado aire forzado.
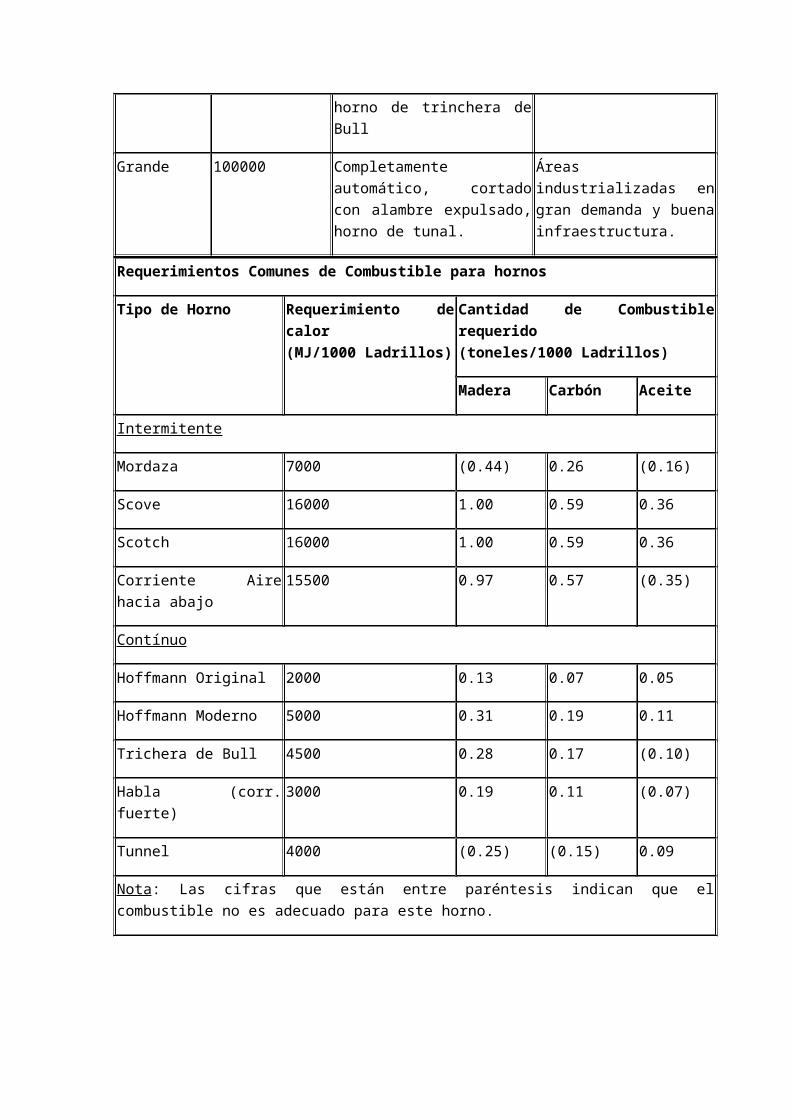
Escalas de Producción en la Fabricación de Ladrillos
Escala de Producción
Número de Ladrillos por día (promedio)
Ejemplos de procesos utilizados
Apropiado para el área de mercado
Pequeña 1000 Hecho a mano, quemado en mordaza.
Pueblos rurales
Mediana 10000 Prensa mecanizados, horno de trinchera de Bull
Ciudades cercanas
Grande 100000 Completamente automático, cortado con alambre expulsado, horno de tunal.
Áreas industrializadas en gran demanda y buena infraestructura.
Requerimientos Comunes de Combustible para hornos
Tipo de Horno Requerimiento de calor(MJ/1000 Ladrillos)
Cantidad de Combustible requerido(toneles/1000 Ladrillos)
Madera Carbón Aceite
Intermitente
Mordaza 7000 (0.44) 0.26 (0.16)
Scove 16000 1.00 0.59 0.36
Scotch 16000 1.00 0.59 0.36
Corriente Aire hacia abajo
15500 0.97 0.57 (0.35)
Contínuo
Hoffmann Original 2000 0.13 0.07 0.05
Hoffmann Moderno 5000 0.31 0.19 0.11
Trichera de Bull 4500 0.28 0.17 (0.10)
Habla (corr. fuerte) 3000 0.19 0.11 (0.07)
Tunnel 4000 (0.25) (0.15) 0.09
Nota: Las cifras que están entre paréntesis indican que el combustible no es adecuado para este horno.
PRODUCCION DE TEJAS
Materias primas: La formación de montes de maduración de materia prima, consiste en depositar a cielo abierto los distintos componentes que la constituyen, en forma de capas estratificadas por un período igual o mayor a 9 meses. Este estacionamiento tiene como objetivo lograr una homogenización y disgregación de los componentes en forma natural, favorecida por la acción de los agentes climáticos.
Molienda primaria y humectación: Las materias primas ya estacionadas, son transportadas por medio de palas frontales e introducidas en cajones alimentadores, ubicados en el arranque de la etapa de molienda primaria, que trabajan en dos líneas en paralelo. Aquí se inicia la trituración de las arcillas a través de rompedoras, molazzas y laminadores, esta etapa tiene como propósito reducir el tamaño de las partículas a valores mínimos, adecuados para la elaboración de la teja.
Cajones alimentadores
Máquina trituradora-laminadora
Almacenamiento: Los silos almacenadores acopian el material proveniente de la etapa anterior y actúan como pulmón o regulador de caudal, alimentando las tres líneas de producción de tejas y la línea de accesorios (caballetes y media teja).
Molienda de refinación: Los laminadores refinadores, de cada línea de producción, tiene como función realizar una segunda molienda para reducir aún más la granulometría de las partículas. La materia prima laminada pasan por un mezclador filtro, donde se le incorpora agua y se mezclan por la acción de las paletas y hélices.
Extrusión: Posteriormente la mezcla ingresa en la etapa de extrusión, donde es amasada nuevamente, desaireada y forzada por hélices a pasa a través de una boquilla, que conforma una barra preformada, sólida y única, denominada filón. A la salida de la extrusora, se localizan las cortadoras, que reciben a dicho filón y a través de una cuchilla lo seccionan en trozos de igual longitud, denominados galletas, listas parea ingresar a las prensas.
Prensado: Las galletas ingresan en las prensas y son depositada sobre los moldes, que definirán el modelo, que por compresión les dará la forma deseada. Es esta una etapa importante porque un molde mal diseñado o presiones mal aplicadas originan tensiones en el producto que se manifiestan en defectos durante las etapas posteriores.
Secado: Por medio de carros automáticos las tejas prensadas son trasladadas al interior de las cámaras de los secaderos. Aquí en estos recintos las tejas pierden gradualmente la humedad, bajo la acción de condiciones preestablecida de temperatura y humedad, alcanzando valores muy reducidos.
Esmaltado: Las piezas secas se descargan del secadero e ingresan a la línea, donde se les aplica el ó los esmaltes. Proceso realizado mediante la dispersión del producto en forma homogénea sobre la cara superior de la teja. Este esmalte se fabrica a partir de óxidos fritados, arcillas y pigmentos, perfectamente dosificados, molidos y disueltos con agua.
Carga de vagonetas: Previamente a la entrada de la carga de vagonetas se realiza un control de calidad, para asegurar que no ingresen posteriormente a la
cocción productos rotos o defectuosos. En la maquina automática de carga se forman los paquetes que son apilados por la misma sobre vagonetas, las que se encargaran de transportar y pasar el material por el interior del horno.
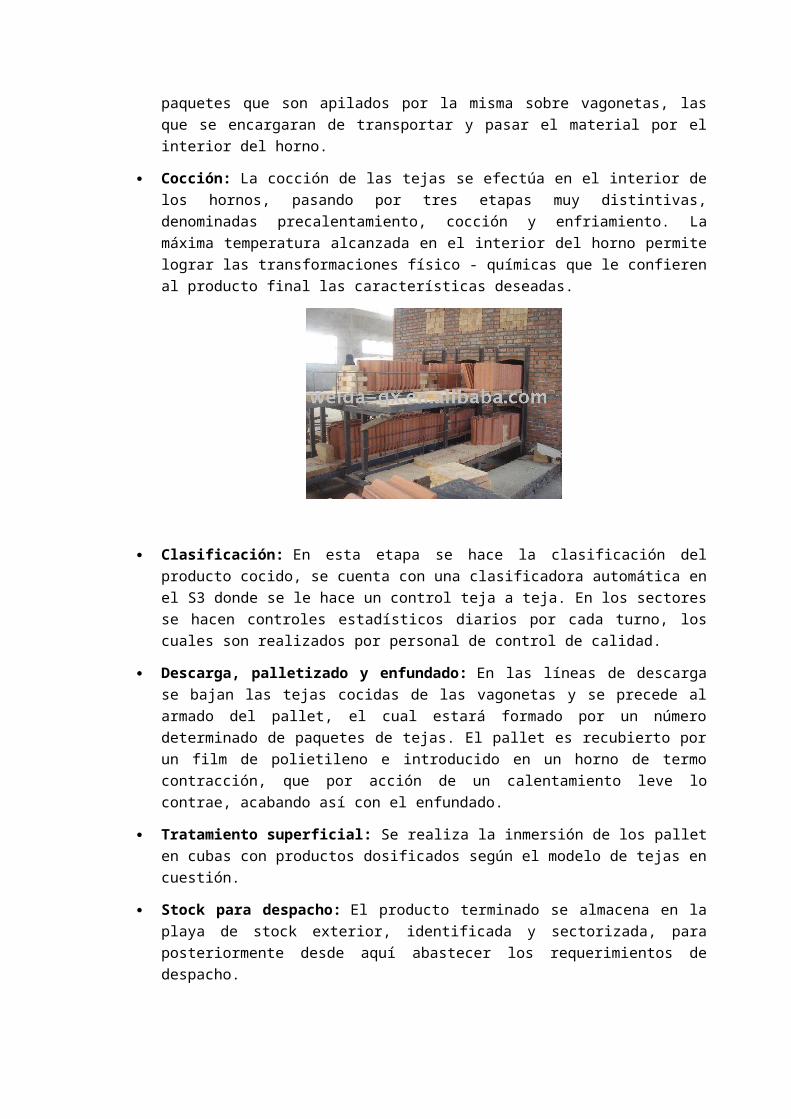
Cocción: La cocción de las tejas se efectúa en el interior de los hornos, pasando por tres etapas muy distintivas, denominadas precalentamiento, cocción y enfriamiento. La máxima temperatura alcanzada en el interior del horno permite lograr las transformaciones físico - químicas que le confieren al producto final las características deseadas.
Clasificación: En esta etapa se hace la clasificación del producto cocido, se cuenta con una clasificadora automática en el S3 donde se le hace un control teja a teja. En los sectores se hacen controles estadísticos diarios por cada turno, los cuales son realizados por personal de control de calidad.
Descarga, palletizado y enfundado: En las líneas de descarga se bajan las tejas cocidas de las vagonetas y se precede al armado del pallet, el cual estará formado por un número determinado de paquetes de tejas. El pallet es recubierto por un film de polietileno e introducido en un horno de termo contracción, que por acción de un calentamiento leve lo contrae, acabando así con el enfundado.
Tratamiento superficial: Se realiza la inmersión de los pallet en cubas con productos dosificados según el modelo de tejas en cuestión.
Stock para despacho: El producto terminado se almacena en la playa de stock exterior, identificada y sectorizada, para posteriormente desde aquí abastecer los requerimientos de despacho.

ADOQUINES
MATERIA PRIMA DEL ADOQUIN CERAMICO
La utilización de materias primas de alta calidad, garantiza la calidad del producto final, que se obtendrá aplicando los parámetros de cocción adecuados. Sólo los formatos correctamente acabados y sus coloraciones están relacionados con otras zonas de la fabricación como puedan ser la molturación y dosificación conjuntamente con el extrusionado, corte y biselado o troquelado posterior.
Se añade solamente a la fase de molturación la posibilidad o necesidad en la gran mayoría de los casos de mezclar chamotas, con el fin de regular el comportamiento de las arcillas y conseguir estabilizar los parámetros finales de calidad, facilitando los procesos de secado y cocción. Es de destacar la necesidad de molturación a través de vía seca, la mezcla de chamotaen los porcentajes convenientes, y la necesaria disponibilidad de una dosificación correcta con el fin de facilitar la mezcla de los diferentes aditivos o colorantes en masa.
Un amasado de los componentes correcto, y una extrusión alrededor del 18% de humedad como máximo, con vapor, completan todo el proceso inicial que permite la consecución de un adoquín de arcilla cocida en condiciones perfectas para el corte y biselado.
SECADO DEL ADOQUIN CERAMICO
Normalmente, se utilizan secaderos de cámaras para este proceso, aunque en ningún momento pueda descartarse el secadero semicontinuo o continuo. La elección entre los dos tipos de secadero dependerá únicamente de la cantidad de formatos a comercializar y de la necesaria flexibilidad de la instalación, en ningún caso de la dificultad del secado, ya que ambos sistemas de secadero permiten adaptar elementos que facilitan la consecución de una curva correcta y concreta para las necesidades de cada arcilla.
Los ciclos totales de secado de los adoquines de arcilla cocida acostumbran a ser de 36 horas, aunque existen arcillas que pueden hacerlo en 24 horas con una correcta instalación y control de la curva.
El secado es una de las partes más complicadas en la fabricación del adoquín cerámico, aunque con la instalación adecuada se consigue un proceso correcto y sin mayores problemas. En cualquier caso se debe tener en cuenta que la carga de la pieza en secadero se efectuará sobre bandejas.
Apilado sobre vagoneta del adoquín cerámico
El porcentaje más alto de la producción de adoquín cerámico se carga de canto, ya que a diferencia de otros productos de arcilla cocida, la única cara vista es la superior o plana (cara biselada), pero también se puede encañar cara contra cara y, por lo tanto, con la pieza plana donde las caras vistas entran en contacto. La más o menos intensa reducción que se produce en esta zona de contacto permite conseguir tonalidades y distribuciones de colores muy aptos para su comercialización.
Elemento importante en la carga o distribución de un paquete sobre vagoneta es el paso de gases por la base del mismo, debiendo procurar como norma que las piezas soporte del paquete tengan una sección de paso de gases comparable, o algo superior, con el resto de secciones libres existentes entre paquete y bóveda así como con los muros del horno.
Cocción del adoquín cerámico
Un aspecto básico es la humedad de entrada de la pieza al horno, ya que se trata de un producto con un formato de espesores considerables y totalmente macizo, por lo que se tendría que conseguir que no fuera superior al 1%. Además hay que tener en cuenta que mientras existe evaporación de agua no se inicia la entrada de calor a la pieza y, por lo tanto, una alta humedad representa una pérdida de tiempo en el ciclo de la cocción.
También la altura del horno menor de un metro permite la obtención de una igualdad de precalentamiento en altura.
La cocción propiamente dicha depende también del combustible a emplear. El gas es fácil de manejar y de regular, aunque un sistema de combustión mixta (por ejemplo, gas y fuel) facilitará conseguir diferentes tipos de atmósferas.
Suministro del adoquín cerámico
Los adoquines de arcilla cocida deben ir identificados de acuerdo a lo establecido en la norma UNE EN 1344, acompañando los datos básicos siguientes en el suministro:
Identificación del fabricante y del producto.
Referencia a la norma.
Uso previsto del adoquín.
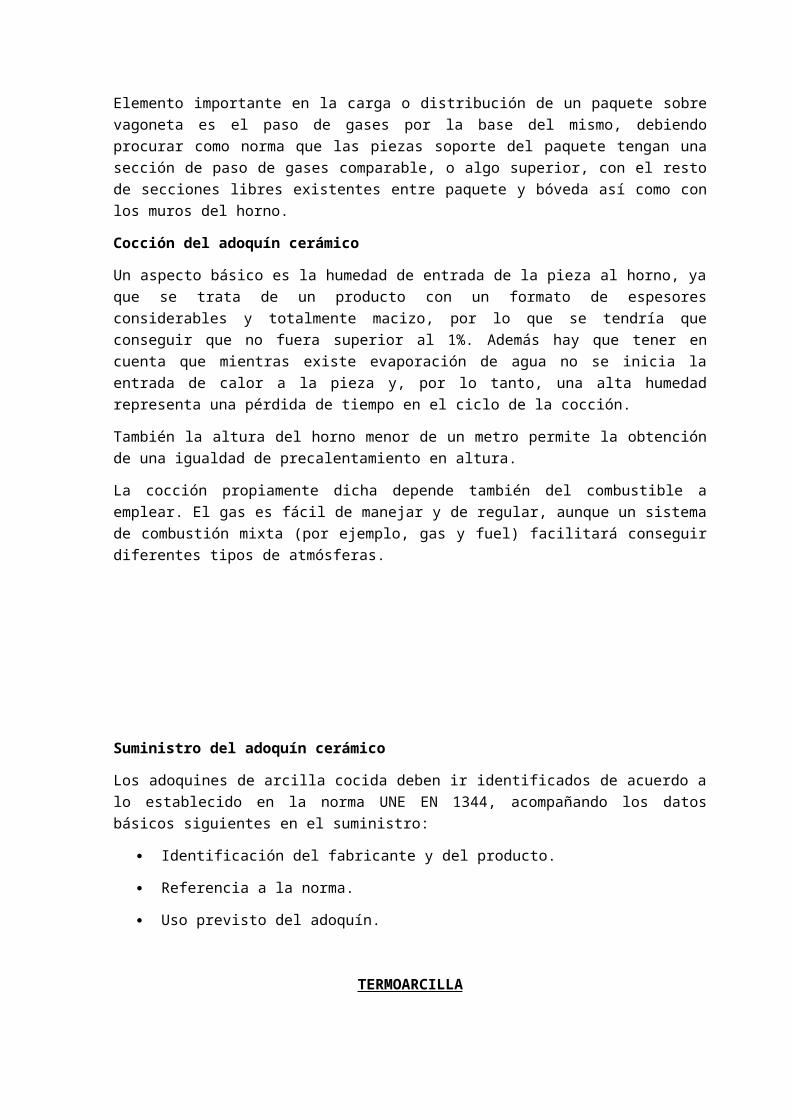
TERMOARCILLA
Es un bloque cerámico de baja densidad, con unas características especiales que lo sitúan ventajosamente frente a otros materiales existentes en el mercado.
La Termoarcilla es una arcilla con aditivos que desaparecen en la cocción. Tiene una baja densidad y mayor grosor que el ladrillo convencional. Se fabrica partiendo de una mezcla de arcilla, esferas de poliestireno expandido y otros materiales granulares, que se gasifican durante el proceso de cocción a más de 900 ºC sin dejar residuos, se origina una fina porosidad homogéneamente repartida en la masa cerámica del bloque. Se trata de macro poros visibles.
El proceso de producción abarca las siguientes fases:
EXTRACCION Y HOMOGENEIZACION
Al extraer las irregularidades del suelo arcilloso puede causar defectos en el producto terminado. Para ello se realiza la homogeneización del material, el cual se deposita en capas horizontales de 50 a75 cm como máximo, la altura de los lechos puede variar de 5 a 8 metros y con un ancho de 5 a 25 metros.
Al homogeneizar la arcilla:
Se compensa las variaciones que pueda haber, asimismo habrá un suministro con características constantes.
Iniciar el proceso de maduración y envejecimiento de la arcilla que continuará en el interior de la planta aprovechando la acción de la intemperie para la disgregación de trozos de arcilla
ALMACENAMIENTO
El proceso de envejecimiento de las arcillas se realiza en el lecho de homogeneización cuando la producción se realiza por vía húmeda.
El objetivo a conseguir con el envejecimiento de las arcillas en los lechos es aumentar la plasticidad de las mismas, ya que esto provoca una mejor resistencia en seco, mediante la disgregación y el esponjamiento de los terrones de arcilla. Este aumento de plasticidad se consigue gracias a la unión entre las partículas de agua y arcilla produciéndose un aumento de cohesión.
En el caso de la producción por vía seca (las arcillas entran en el proceso de molienda seca) el envejecimiento se realiza en el pudridero, de donde la materia debe salir conuna cantidad de agua próxima a la que se empleará en el posterior amasado y moldeo. Durante el envejecimiento se producen procesos de fermentación con la intervencióndemicroorganismos, los cuales provocan determinadas reacciones que modificarán, entre otras propiedades, la plasticidad de los lechos arcillosos.
DESMENUZADO
Según la dureza y humedad de la arcilla se presentan machacadoras de mandíbulas, desmenuzadores, molinos lanzadores, etc.
Los desmenuzadores constan de dos cilindros rotatorios que giran en sentido inverso a velocidades iguales con dientes de aplastamiento o agarre permitiendo una subdivisión del material que permite su posterior utilización.
Algunos desmenuzadores tienen u tercer eje situado entre los dos ejes inferiores, el cual sirve para romper y empujar los trozos de arcilla a los cilindros rotatorios.
Maquina desmenuzadora
DOSIFICACION Y MEZCLADO
Al dosificar se obtiene:
a) Establecer una alimentación constante y regulada de la materia prima.
b) Mezclar en cualquier proporción diferentes arcillas, desgrasantes y posibles aditivos. Para ello se emplean silos independientes con dosificadores o cajones alimentadores.
c) Independizar el funcionamiento de las máquinas colocadas antes y después de los alimentadores, optimizando así el proceso de producción.
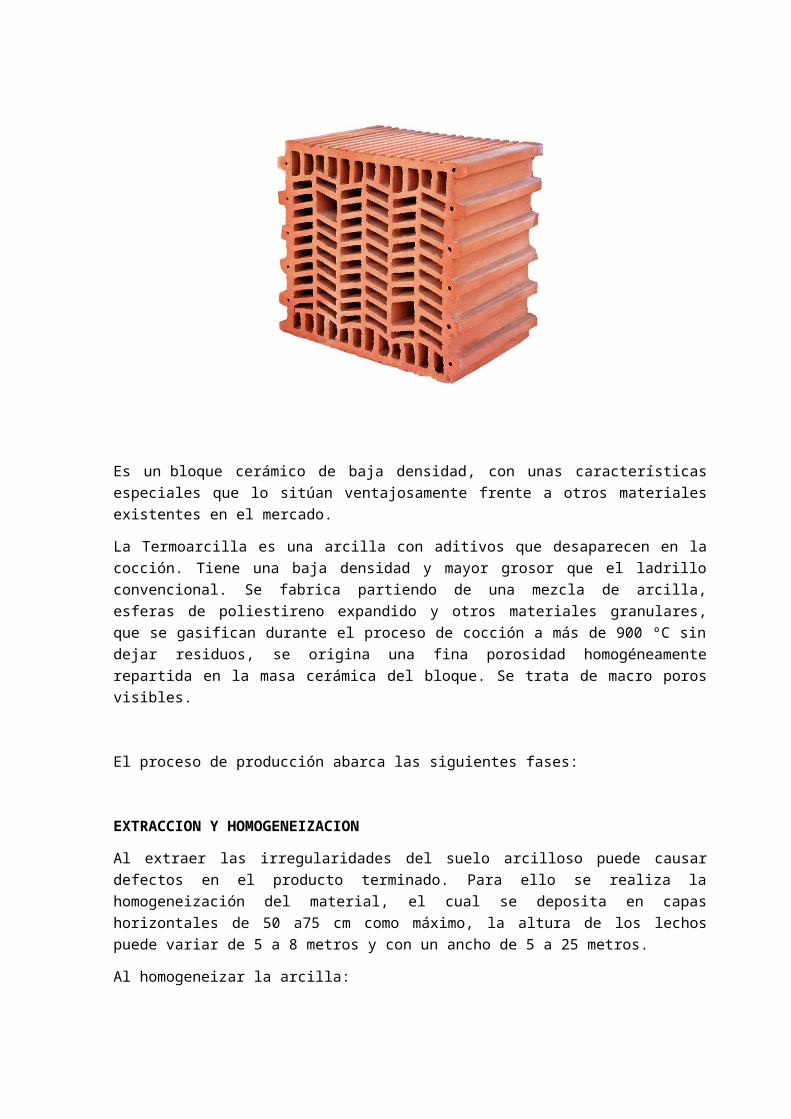
MOLIENDA
Consiste en la adecuación de la granulometría de la arcilla. Se puede realizarlo por vía seca o por vía húmeda:
Vía seca: Es adecuada para arcilla dura y seca, al asegurarse la obtención de un porcentaje de partículas finas que se humectan de manera más fácil, obteniéndose una masa homogénea y con mayor plasticidad. Esto nos da un mejor acabado y una mayor resistencia mecánica del producto.También se recomienda la vía seca en arcillas con elevadas proporciones de carbonato, ya que al obtener granulometrías más finas se evita la aparición de caliches.En la molturación de vía seca se utiliza los molinos de martillo y los pendulares.
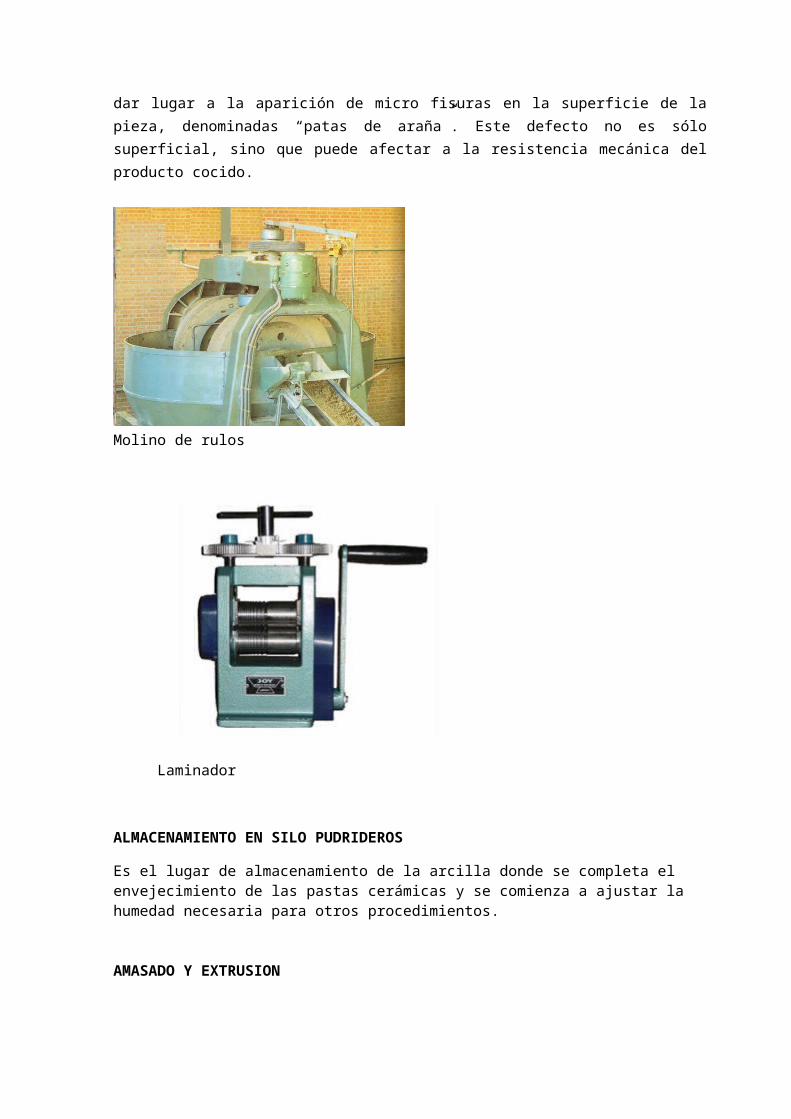
Vía Húmeda: La molienda por vía húmeda, es más adecuada para arcillas con elevadaplasticidad y, por tanto, más difíciles de secar.Se utilizan molinos de rulos o desintegradores para la molturación primaria y laminadores de rodillos para la secundaria. Cualquiera que sea la vía de molturación utilizada, nunca deberán existir en una masa arcillosa lista para el moldeo partículas superiores a los 2mm puesto que estas inciden muy negativamente sobre el acabado superficial y la resistencia
mecánica del producto cocido, pudiendo dar lugar a la aparición de micro fisuras en la superficie de la pieza, denominadas “patas de araña”. Este defecto no es sólo superficial, sino que puede afectar a la resistencia mecánica del producto cocido.
Molino de rulos
Laminador
ALMACENAMIENTO EN SILO PUDRIDEROS
Es el lugar de almacenamiento de la arcilla donde se completa el envejecimiento de las pastas cerámicas y se comienza a ajustar la humedad necesaria para otros procedimientos.
AMASADO Y EXTRUSION
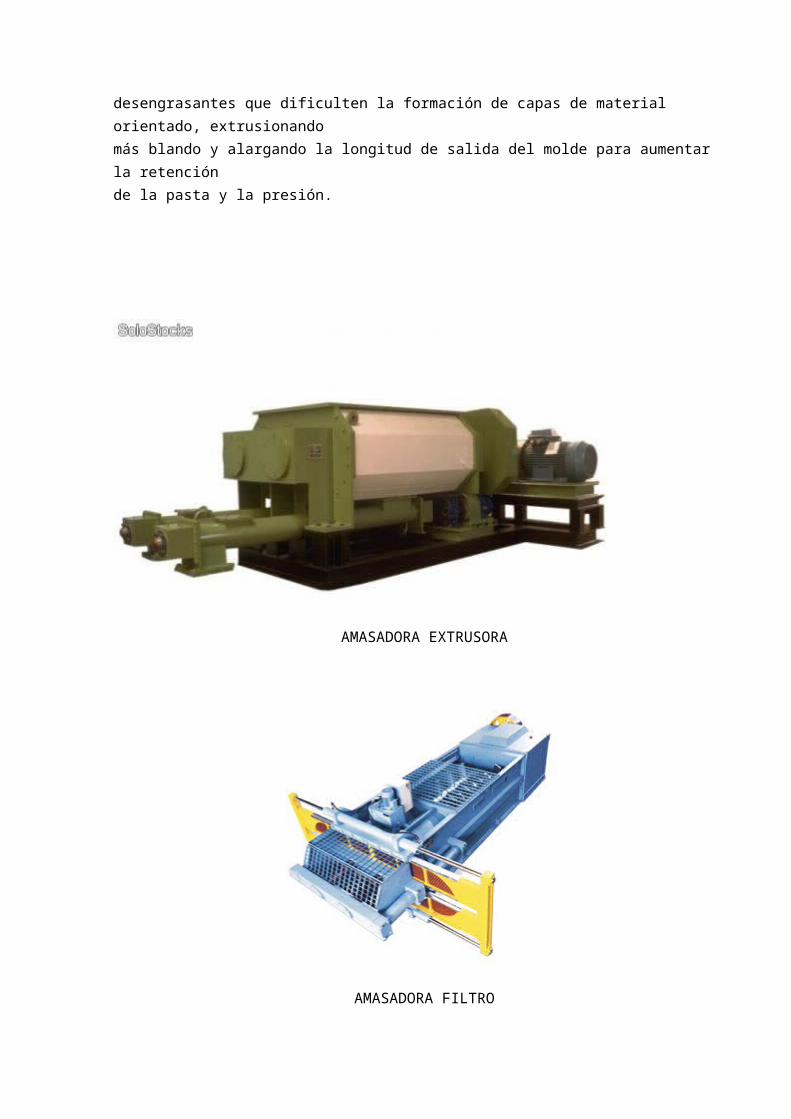
El amasado consiste en la preparación última de la pasta cerámica, durante la cual seajusta la humedad y se asegura una homogeneidad adecuada. Normalmente se efectúapor medio de amasadoras extrusoras y amasadoras filtro, siendo la más empleadala amasadora de dos ejes y cuba abierta.
Para obtener buenos resultados en la extrusión es necesario que la materia prima presentelas mínimas variaciones en lo que respecta a composición, preparación y contenidoen humedad, por lo que el proceso de homogeneización es clave dentro del procesoproductivo.La extrusión consiste en el moldeo de la pasta cerámica, es decir, es la etapa del procesodurante la cual se da la forma definitiva a la pieza cerámica.Generalmente se efectúa con vacío para mejorar la cohesión entre las distintas partículasde la pasta cerámica, evitándose en gran medida posibles laminaciones y otra seriede defectos graves.Cuando se trabaja con un vacío insuficiente, el aire remanente en la masa arcillosa seacumula inmediatamente por debajo de la capa superficial, formándose una cámara deaire en la que pueden llegar a cristalizar sales después de la puesta en obra de la pieza.Estas sales registran cambios de volumen al rehidratarse, generando tensionesque pueden hacer saltar la capa fina superficial que queda por encima de dichas cámarasde aire.
A medida que aumenta el grado de vacío, la cámara de aire formada se va desplazandohacia la superficie, hasta que llega un momento en que desaparece por completo.Estos problemas se solucionan trabajando con un mejor vacío, adicionando chamota odesengrasantes que dificulten la formación de capas de material orientado, extrusionandomás blando y alargando la longitud de salida del molde para aumentar la retenciónde la pasta y la presión.
AMASADORA EXTRUSORA
AMASADORA FILTRO
Posteriormente la pasta es compactada mediante el empuje de una hélice obligando apasar el barro a través de un molde, procurando que salga a la misma velocidad portoda la sección del molde.Es importante controlar la plasticidad de la arcilla para lograr mantener la velocidad deextrusión constante y en paralelo, de las columnas de barro a través del molde En la extrusión de la termoarcilla se emplea un molde para dar la forma a la termoarcilla.
CORTADO
El cortado se realiza con hilos metálicos en el carro cortador para dar a la pieza las dimensiones definitivas.
SECADO
El secado consiste en la eliminación del agua que se ha utilizado para efectuar el moldeo de la pieza cerámica.Es una de las fases más delicadas y transcendentales del proceso de producciónpuesto que un mal secado de las piezas puede arruinar por completo la misma.Hay varios tipos de secaderos: de cámaras, túnel con estanterías, túnel de carga directasobre vagonetas de horno, secadero de rodillos, de balancines a contracorriente, etc.El proceso de secado consiste básicamente en hacer pasar las piezas por una corrientede aire uniforme, con un aumento constante de la temperatura según vaya secándoseel material o según vaya éste adentrándose en el secadero.
.

El secado se divide en dos fases:
1ª Fase: En esta fase se produce la evaporación del agua libre que contenía la pieza. Se realiza a velocidad constante hasta que se alcanza la humedad de equilibrio de la pieza con la atmosférica. La evaporación tiene lugar en la superficie de la pieza, por lo que será en esta primera fase del secado cuando pueden aparecer los llamados velos de secado.
2ª Fase: En esta fase se evapora el agua químicamente ligada de la pieza. Dicha evaporación no tiene lugar en la superficie de la pieza, como en la fase anterior, sino que se produce en el interior de los capilares de la misma.Los secaderos disponen de una fuente de calor, que normalmente procede del horno yde un generador de calor. Un conjunto de ventiladores industriales y conductos metálicoshacen que el aire caliente, o también el aire húmedo, circulen por donde sea necesariodependiendo de la curva de secado preestablecida.Es de vital importancia durante el secado conocer y tener controlados diversos factorescomo la velocidad de secado, gradiente de temperaturas, circulación de aire, separacióny disposición de las piezas así como tiempo de secado, ya que, un mal control deestos factores puede ser origen de múltiples defectos. Del mismo modo, el perfectocontrol de todas las variables del proceso de secado puede llevar a la optimización delmismo con el mínimo consumo energético.
COCCION
Se considera la fase más delicada e importante de la fabricación, ya que en esta fase de producción las piezas adquieren sus propiedades definitivas. Consiste en una seriede transformaciones físico-químicas de la masa arcillosa debido al aporte de calor. Engeneral se produce la desaparición de las especies minerales existentes en la pastacerámica, con formación de otras nuevas o bien de fases amorfas.Durante el proceso de cocción del bloque Termoarcilla a temperaturas mayores de850ºC, los componentes granulares que se habían añadido a la masa arcillosa desaparecen sin dejar residuos y se logra una porosidad controlada y homogénea repartida en toda la masa del bloque.Para lograr la optimización del proceso de cocción y evitar la aparición de defectos quedurante el mismo pudieran producirse, es necesario conocer perfectamente las reaccionesque tienen lugar en la pieza durante el mismo (absorción y desprendimiento decalor, desprendimiento de gases, dilataciones y contracciones, etc.).Para efectuar una buena cocción hay que tener en cuenta que existen determinados intervalos de temperatura en los que se originan fuertes contracciones o dilataciones delmaterial. Éstas son las zonas críticas donde se producen las fisuras de precalentamiento,cocción y enfriamiento.Por lo tanto, en estos intervalos de temperatura se deberá tener en cuenta la velocidadde cocción, control de temperaturas, volumen de carga y disposición y separación de
las piezas, estableciendo una curva de temperaturas considerada como la curva idealde cocción.
Estas zonas problemáticas se pueden conocer previamente efectuando un análisis dilatométrico.El horno más empleado en la fabricación de piezas de arcilla cocida es el “horno túnel”que puede ser de empuje discontinuo o de impulsión continua.A su vez el más conocido y extendido es el discontinuo, con cámara de combustión entrePaquetes.El horno túnel continuo no dispone de cámaras de combustión entre paquete y paquete,situándose los quemadores por encima de la carga y por debajo de la solera de refractariosobre la que apoya la carga.El horno túnel puede considerarse como un túnel lleno de vagonetas cargadas de materiala cocer, de forma que discurren por una vía constituyendo un tren continuo de carros.Por fuera y en paralelo, hay otras vías en las que se mueven las vagonetas conmaterial cocido y las cargadas con material a cocer. La carga de las vagonetas estácompuesta por los bloques dispuestos en paquetes. A la entrada del horno y en un fosohecho en el suelo se dispone de un mecanismo que empuja el tren de carros cuandosea necesario. Para controlar la marcha de los gases en el interior del túnel, el hornodispone de puertas, o bien en hornos más modernos hay una esclusa de entrada y otrade salida.El horno suele estar dividido en cuatro zonas:a) Zona de tiro, en la que los gases procedentes de la combustión son expulsados alexterior por la acción de al menos un ventilador.b) Zona de precalentamiento, donde el material se va preparando para su cocción,elevando poco a poco su temperatura.c) Zona de fuego, en donde está instalado el equipo de combustión, bien en la bóvedadel horno o bien en las paredes laterales dependiendo del tipo de horno. Es dondese realiza la cocción del material.d) Zona de enfriamiento, donde el material se enfría para su posterior manejo y quesuele estar dividida en dos zonas: de enfriamiento lento y final.
TRATAMIENTOS FINALES
Una vez realizada la cocción, las vagonetas son retiradas del horno por el cable tractor y de ahí son conducidas a las máquinas desapiladoras y, seguidamente, a las paletizadoras, pasando posteriormente el producto a la fase de tratamientos finales.
PRODUCTO FINAL, PALETIZADO Y APILADO
Finalmente, el material cocido es extraído al patio de almacenamiento donde se descarga normalmente sobre palets de madera, constituyendo paquetes de envío de 1 m de lado aproximadamente para aprovechar la caja del camión. Una lámina de plástico suele cubrir el paquete para darle estabilidad durante su manejo.Los palets son apilados mediante carretillas elevadoras en el patio, donde permaneceráhasta su carga en camión y transporte a obra.
VENTAJAS DE LA TERMOARCILLA
Buen aislamiento térmico: coeficiente de transmisión de calor K: 1,13W/ºC.m² y conductividad térmica 0,29 W/ºC.m
Buen aislamiento acústico: aislamiento al ruido aéreo 47.5 dBA. Las paredes de bloque TERMOARCILLA® mejoran en 2 dB aproximadamente, su comportamiento respecto a otras de masa equivalente, ya que la porosidad reduce el módulo de elasticidad de la arcilla cocida, al mismo tiempo que aumenta el amortiguamiento.
Elevada resistencia al fuego
Resistencia mecánica: la resistencia a compresión de los bloques Termoarcilla es mayor de 50 kp/cm2, y por lo tanto puede ser empleado como elemento estructural. La resistencia al corte es menor en muro de bloque Termoarcilla que en un muro de ladrillo, entre un 5% y un 20% dependiendo del mortero.
Impermeabilidad al agua de lluvia.
Coste reducido de puesta en obra y rapidez de ejecución: el bloque Termoarcilla tiene grandes dimensiones, por lo que los muros se construyen con menor número de piezas, y tienen las testas machihembradas, permitiendo el encaje entre bloques, sin necesidad de colocar mortero en la junta vertical. Al final, se ahorra mortero y tiempo para levantar un muro.
Referente al medioambiente y a la salud: Termoarcilla hace posible la construcción de una vivienda sana sin problemas de toxicidad, radiaciones ni alergias. Por sus características especiales, Termoarcilla facilita el ahorro energético.
BIBLIOGRAFIA
http://www.tabicesa.es/Documentacion-tecnica/Guia-para-el-uso-del-Bloque-Termoarcilla-Octubre-2004.pdf
http://ces.iisc.ernet.in/energy/HC270799/HDL/spanish/sk01ms/sk01ms07.htm
http://es.wikipedia.org/wiki/Arcilla
http://www.losa.com/index.php?option=com_content&view=article&id=126&Itemid=26&lang=es
http://www.construmatica.com/construpedia/Proceso_de_Fabricaci%C3%B3n_y_Suministro_del_Adoqu%C3%ADn_Cer%C3%A1mico
UNIVERSIDAD NACIONAL DE SAN AGUSTIN
ESCUELA PROFESIONAL DE INGENIERIA CIVIL
TEMA: PRODUCTOS DE ARCILLA CALCINADA
ALUMNO: LUQUE MONZON DEYVI
2015
AREQUIPA-PERU