prensa de rodillos para la trituración y molienda de minerales
TRANSCRIPT

UNIVERSIDAD ESTATAL DE MILAGRO
Unidad Ciencias de la Ingeniería.
Ingeniería Industrial.
Tema:
Análisis tribológico en los rodamientos de una
prensa de rodillos de una fábrica cementera.
Alumno:
Vicente García Granizo.
Materia:
Tribología.
Docente:
Ing. José Granizo.
Tipo de trabajo:
Investigación.
Febrero del 2012.
Octavo Semestre.

Prensa de rodillos HKD Tipo RP 16 para la trituración y molienda de minerales.
Tema: Análisis tribológico en los rodamientos de una prensa de rodillos de una
fábrica cementera.
1. Introducción.
En el proceso de producción de cemento, el clínker que sale de los enfriadores
es transportado a una cancha de almacenamiento donde termina su proceso
de enfriamiento para ser posteriormente alimentado a las prensas de rodillos de
Cemento. El proceso de fabricación de cemento termina con la molienda
conjunta de clínker, yeso y otros materiales denominados "adiciones" con el fin
de conferir al hormigón diferentes propiedades.
Figura 1. Esquema de un proceso de fabricación de cemento.

Las prensas de rodillos están constituidas por dos cilindros macizos que giran
en sentido contrario y que comprimen el clínker y el yeso haciéndoles pasar
necesariamente por el espacio regulable entre ellos. Luego este producto que
sale en forma de “keke” (cemento granulado), pasa por un desaglomerador que
lo desmenuza, para luego dirigirse a las separadoras que clasifican lo fino
como producto terminado (cemento) y lo grueso regresa a la prensa para su
remolienda. Las prensas de rodillos son equipos altamente eficientes que
pueden trabajar en forma independiente, produciendo 115 toneladas de
cemento por hora con un consumo energético de 3,6 MW por hora o pueden
trabajar en forma combinada con los molinos de bolas para llegar a producir
conjuntamente 225 toneladas de cemento por hora. Finalmente el cemento es
trasladado a los silos de envase por medio de las fajas transportadoras o
bomba de transporte neumático.
La molienda conjunta del clínker con yeso constituye el Cemento Portland,
adicionándose yeso en aproximadamente 3.8 %.
2. Justificación.
La molienda es una de las etapas de producción con mayor consumo
energético, especialmente en la descarbonización y en la clinkerización,
operación que consume cerca del 90% dela energía total consumida en toda la
fábrica, son por lo tanto los pares tribológicos de la prensa de rodillos los
elementos con mayor presencia de fricción, siendo factor de perdida de
energía, altos costos de explotación y disminución de disponibilidad, incluso a
la hora de fragmentar materiales extremadamente abrasivos, son los
principales problemas que afectan a los equipos de molienda especialmente a
los rodillos ya que disminuyen su rendimiento.
Esta es una maquina critica, constituye el medio por el cual el clinker es
mezclado junto con el yeso y aditivos para darle ciertas propiedades especiales
al cemento como resistencia al ataque de químicos agresivos, retardo al
fraguado al estar en contacto con el agua, catalogando a este equipo de
molienda como clase A equipo cuya parada interrumpe el proceso.

Frente al problema de disminución de rendimiento se adicionan otros como
mayor consumo de material lubricante, aceleración del desgaste, elevación de
costos de producción, para ello es necesario realizar un análisis tribológico en
los pares de la prensa de rodillos con el objetivo de conocer su consumo
energético actual.
3. Objetivo.
Objetivo general.
Análisis tribológico en los rodamientos de una prensa de rodillos de una fábrica
cementera.
Objetivos específicos.
Identificar el sistema tribotécnico de la prensa de rodillos.
Determinar la vida útil de los rodamientos.
4. Métodos y materiales.
4.1. Materiales.
Planos
Catálogos.
4.2. Métodos.
Para la realización del presente trabajo se considera la siguiente metodología:
1. Identificar y describir los pares tribológicos.
2. Determinar la duración de los rodamientos según norma ISO y DIN.
3. Determinar el par de rozamiento.
4. Calcular del consumo de energía.
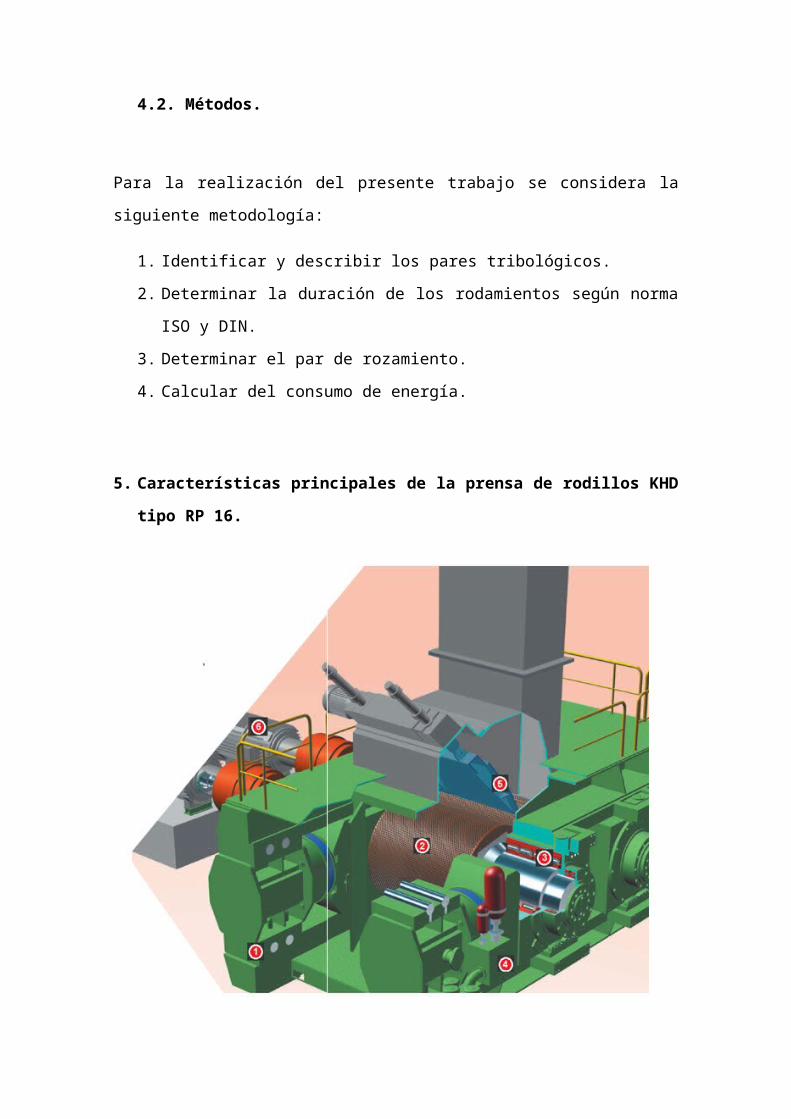
5. Características principales de la prensa de rodillos KHD tipo RP 16.
Figura 2. Esquema de la máquina.
Las características principales de la prensa de rodillos son los dos rodillos de
prensado (2) montados horizontalmente, apoyados cada uno por un bastidor de
perfiles pesados (1) por el sistema de cojinetes (3).
Uno de los rodillos se encuentra sujeto de forma fija al bastidor. El otro rodillo
se puede desplazar y deslizar con libertad dentro de ciertos límites. Los rodillos
compresores son accionados de manera individual y la potencia es transmitida
por un eje cardán, un embrague de seguridad y engranajes planetarios
estándar (6).
La alimentación del material se efectúa por gravedad, cayendo en vertical a la
abertura entre los rodillos por el dispositivo de alimentación (5), que puede
estar dotado de una compuerta de dosificación según sea necesario.
Las fuerzas requeridas para una óptima reducción de tamaño son transmitidas
mediante un sistema hidráulico al rodillo móvil y por lo tanto, de forma
controlada, a la camada de material entre los rodillos compresores.
1) Bastidor de la prensa.
2) Rodillos de prensa.
3) Sistema de cojinetes.
4) Dispositivo hidráulico de prensado.
5) Dispositivo de alimentación.
6) Accionamiento.
Figura 3. Esquema cinemático.
6. Según el esquema del sistema tribotécnico la prensa de rodillos está
constituida por los siguientes elementos.
6.1 Los rodillos.
Los rodillos son las herramientas de molienda en la prensa de rodillos. Debido
al contacto directo con el material a ser prensado, bajo diferentes presiones,
pueden estar sujetos a un desgaste pronunciado.

Los rodillos están provistos de estoperoles en toda su superficie.
Diámetro del rodillo: 1 990 mm.
Ancho del cuerpo: 1 200 mm.
Separación mínima: 15 mm.
Figura 3. Vista de rodillos y sus estoperoles.
6.2 El eje de los rodillos.

Figura 4. Eje de rotación de la prensa.
Cantidad: 1
Material: acero AISI 1050 OQT 1300.
Longitud escalonamiento 1: 200 mm.
Longitud escalonamiento 2:1500 mm.
6.3 El accionamiento.
Figura 5. Sistema de transmisión.
La potencia para accionar los rodillos de prensa es transmitida exclusivamente
a través de reductores planetarios estándares. Las unidades reductoras son
montadas de manera directa y en el eje de los rodillos de la prensa y
aseguradascon un disco de acoplamiento hidráulico. El par de reacción es
absorbido por un soporte específico del par que consiste en soportes laterales
y verticales así como un eje de torsión. Un eje de cardán y un embrague

hidráulico establecen la conexión al motor en el lado de entrada del reductor.
Esta conexión se realiza con un embrague frecuencia controlada.
6.4 El sistema de cojinetes.
Figura 6. Sistema de cojinetes de rodillos.
Para el soporte de la carga se cuenta con cojinetes de rodillos cilíndricos de
hileras múltiples, dicho sistema consta de placas de cromo pulido de uso
comercial.
Cojinetes de rodillos cilíndricos.
Cantidad: 4.
Denominación FAG: 517680A
Longitud: 715 mm.
Carga radial F r = 20354 N.
Cojinetes axiales oscilantes de rodillos.
Cantidad: 4
Material: acero GCr15SiMn.
Denominación FAG: 29284E.MB

Longitud: 95 mm.
Carga axial Fa = 700 KN.
Carga radial F r = 300 KN.
Figura 7. Cojinetes de rodillos cilíndricos y cojinetes axiales de rodillos
oscilantes.
6.5 Motor.
Potencia de motor: 400 KW/5 900 Hp.
Consumo electricidad: 18 KWh/Tn.
Frecuencia: 60 Hz.

7. Cálculo de vida de rodamientos, par de rozamiento, periodo de
reengrase y pérdidas de energía por fricción.
7.1. Rodamientos axiales oscilantes de rodillos FAG 29284E.MB.
Carga radial = 300 KN.
Carga axial = 700 KN.
d: 420 mm
D: 580 mm
B: 95 mm
m: 70.5 kg Peso
C: 2650 KN Capacidad de carga dinámica.
C0: 12500 KN Capacidad de carga estática.

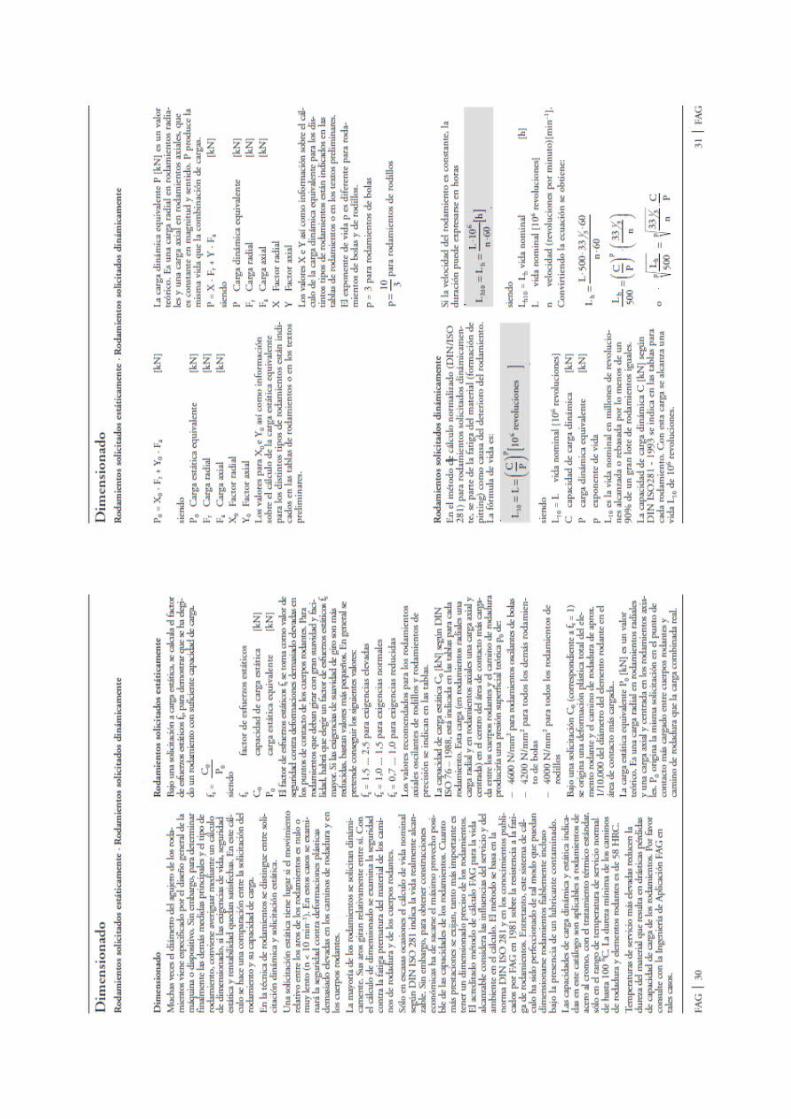
7.1.1. Determinación de Duración de los rodamientos según la norma
ISO y DIN.
Duración de vida nominal.
Los métodos para el cálculo de la duración de vida son:
La duración de vida nominal L10 y L10h según ISO 281.
La duración de vida modificada Lna según DIN ISO 281:1990 (no forma
parte de ISO 281).
La duración de vida modificada y ampliada Lnm según ISO 281
La duración de vida nominal según ISO 281.
Las duraciones de vida nominal L10 y L10h resultan de:
L10=(CP )P
L10h=( 16666n )(CP )P
L10 = L vida nominal [106 revoluciones]
L10h = horas.
C = capacidad de carga dinámica [kN]
P = carga dinámica equivalente [kN]
P = exponente de vida
L10 es la vida nominal en millones de revoluciones alcanzada o rebasada por
lo menos de un 90% de un gran lote de rodamientos iguales.
Capacidad de carga dinámica. (C)
Para rodamientos axiales oscilantes FAG 29284E.MB la carga dinámica se ha
tomado del catalogo de rodamientos FAG. (Pág. 507).
C=2650KN .

Carga dinámica equivalente (P).
P=X ∙ F r+Y ∙Fa
Siendo:
P = Carga dinámica equivalente [kN]
Fr = Carga radial [kN]
Fa = Carga axial [kN]
X = Factor radial
Y = Factor axial
De la tabla 1 se X e Y según la relación FaCo
.
FaCo
= 700KN12500KN
FaCo
=0.056

FaF r
=700KN300KN
FaF r
=2.33
P= (0.56 ∙700+1.71 ∙300 )KN
P=905KN
Si el peso de las piezas o la carga no supera un valor mínimo se debe
precargado utilizando muelles uno de los valores mínimos es la carga axial
mínima.
Famin=Co1400
+A ∙(Dg ∙ H ∙ n106 )(KN )
C0 = Capacidad de carga estática [kN]
A = Factor en función de las series
A = 0,0027 para la serie 292E
A = 0,0031 para la serie 293E
A = 0,0021 para la serie 294E
Dg = Diámetro exterior del aro de alojamiento [mm]
H = Altura total [mm]
n = Velocidad de servicio máxima [min–1].
Del catalogo FAG (Pág. 507).
C0 = 12500 KN.
La serie del rodamiento es 292E, por lo tanto A = 0,0027.
Dg = 580 mm.
H = 95 mm.

n = 50.47 RPM.
Famin=125001400
+0.0027 ∙(580 ∙95 ∙ 50.47106 )(KN )
Famin=8.93+7.51∗10−4
Famin=8.93KN .
La duración de vida nominal L10.
L10=(CP )P
P = 103
para rodamientos de rodillo.
L10=( 2650905 )3.33
L10=35.92∗106 revoluciones .
La duración de vida nominal L10h.
L10h=( 16666n )(CP )P
L10h=( 1666650.47 )( 2650905 )3.33
L10h=11860.6h .

LA DURACIÓN DE VIDA MODIFICADA LNA SEGÚN DIN ISO 281:1990 (NO
FORMA PARTE DE ISO 281).
Según DIN ISO 281, la vida ampliada (modificada) Lna se determina según la
fórmula:
Lna=a1 ∙ a2 ∙ a3 ∙ L10
Lna = 106 revoluciones.
L10 = vida nominal 106 revoluciones.
a1 = Coeficiente de duración de vida para una probabilidad de supervivencia
distinta del 90%.
a2 = Coeficiente de duración de vida para materiales con características
especiales. Para aceros estándar para rodamientos: a2= 1
a3 = Coeficiente de duración de vida para condiciones específicas de
funcionamiento, especialmente para el estado de la lubricación.
Coeficiente a1 .
Los fallos de rodamientos por fatiga están sujetos a las leyes estadísticas, por
lo que es necesario tener en cuenta la probabilidad de fallo al calcular la vida a
fatiga. En general se toma un 10 % de probabilidad de fallo. La vida L10 es la
vida nominal.
El factor a1 también se utiliza para probabilidades de fallo entre 10 % y 1 %,
ver la siguiente tabla 2.
La relación de viscosidades κ se determina según la ecuación:
κ= vv1

v = mm2
s Viscosidad cinemática del lubricante a la temperatura de
funcionamiento.
v1 = mm2
s Viscosidad nominal del lubricante a la temperatura de
funcionamiento.
La viscosidad nominal ν1 se deduce con la ayuda del diámetro medio del
rodamiento dM = (D + d)/2 y de la velocidad de funcionamiento n.
El lubricante recomendado por la FAG es la grasa Arcanol L223V y su
temperatura de trabajo es de 80 ºC.
Viscosidad cinemática del aceite base se ha tomado de la tabla 6 (clases de
viscosidades según ISO).
υ=1000 mm2
s
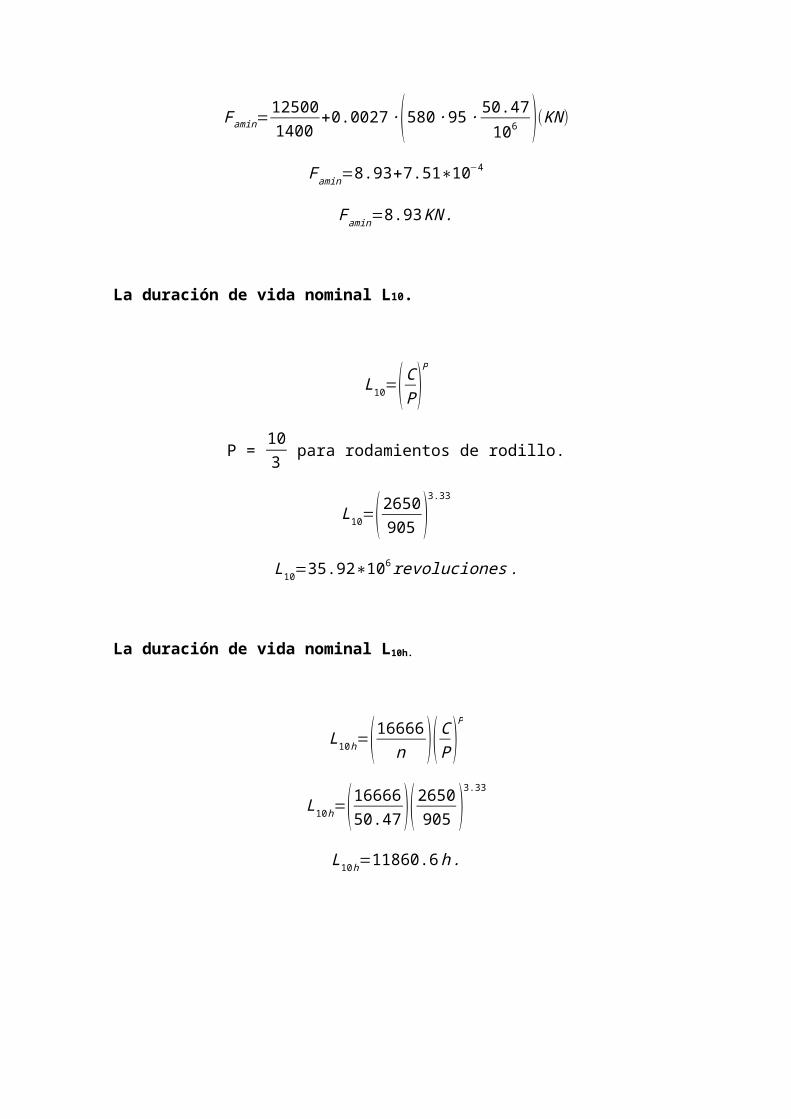
Figura 8. Diagrama V-T para aceites minerales
ν = viscosidad de funcionamiento.
ϑ = temperatura de funcionamiento.
ν40 = viscosidad a +40 °C.
v=v 40( 40t )2.6−3
v=1000( 4080 )2.6−3
v=125 mm2
s
Diámetro exterior = 580 mm.
Diámetro interior = 420 mm.
dM=D+d2
dM=580+420
2
dM=500mm.
Según la tabla 2 la viscosidad nominal es:

Figura 9. Viscosidad nominal ν1.
v1=78mm2
s
La relación de viscosidades Κ.
κ= vv1
κ=125
mm2
s
78mm2
s
κ=1.6
De la tabla 3 el coeficiente a3 es:

Figura 10. Coeficiente de duración de vida a3.
a3 = coeficiente de duración de vida
κ = relación de viscosidades
a3=1.8
Duración de vida modificada LNA.
Lna=a1 ∙ a2 ∙ a3 ∙ L10
Lna=1 ∙1 ∙1.8 ∙35.92∗106
Lna=64.66∗106 Revoluciones.
Método de cálculo FAG de la vida ampliada.
Lna=a1 ∙ a23 ∙ L10
Determinación del coeficiente K.

Factor esfuerzo estático. f s
f s=COPO
Fs = factor de esfuerzos estáticos
C0 = capacidad de carga estática [kN]
P0 = carga estática equivalente [kN]
Carga estática equivalente.
PO=Fa+2.7 F r
PO=(700+2.7 (300 ) )KN
PO=1510KN
f s=125001510
f s=8.28
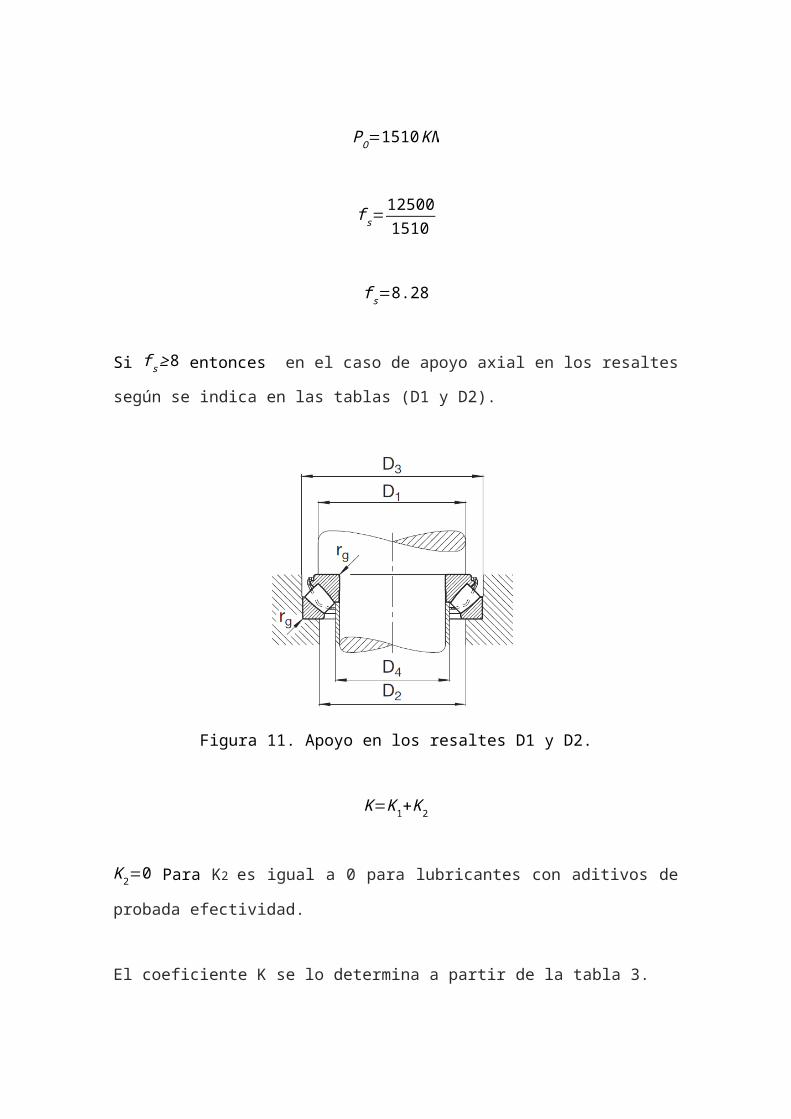
Si f s≥8 entonces en el caso de apoyo axial en los resaltes según se indica en
las tablas (D1 y D2).

Figura 11. Apoyo en los resaltes D1 y D2.
K=K 1+K 2
K2=0 Para K2 es igual a 0 para lubricantes con aditivos de probada efectividad.
El coeficiente K se lo determina a partir de la tabla 3.
Figura 12. Determinación del coeficiente K.
K=¿ 1.3

Figura 13. Factor básico a23II para la determinación del factor a23.
(1) Buena limpieza y aditivos adecuados
(2) Máxima limpieza y carga reducida
(3) Impurezas en el lubricante
a23 II Valor básico.
a23 II=1.88

Factor de limpieza.
El factor s cuantifica los efectos de la contaminación en la vida. Para
determinar s se necesita el factor de impurezas V.
V = 0.3 máxima limpieza cuando el usuario lubrica con grasa.
Figura 14. Factor de limpieza s.
s=4.4
Factor para el material y las condiciones de servicio a23 .
a23=a23 II ∙ s
a23=1.88(4.4)
a23=8.27
Lna=a1 ∙ a23 ∙ L10
Lna=1 ∙8.27 ∙35.92∗106
Lna=297.058∗106 revoluciones .
7.1.2. ROZAMIENTO.
Par de rozamiento.
M=M 0+M 1+M a(N mm)
El par de rozamiento comprende un componente de carga independiente M0 y
un componente de carga dependiente M1.
Par de rozamiento independiente de la carga, M0.
M 0=f 0 ∙10−7 ∙ (v ∙n )
23 ∙ dm
3 (Nmm).
Donde:
f0 = factor para el tipo de rodamiento y lubricación (ver tabla).
ν = [mm2/s] viscosidad de servicio del aceite o del aceite básico de la grasa.
n = [min–1] velocidad del rodamiento.
dm = [mm] D+d2
diámetro medio del rodamiento.
De la tabla se escoge f 0 para rodamientos axiales de rodillos oscilantes.
Serie 2928E f 0=2.5
M 0=2.5 ∙10−7 ∙ (125 ∙50.47 )
23 ∙5003
M 0=10663.31Nmm.
El par de rozamiento dependiente de carga, M1.
M1 se calcula como se indica:

M 1=f 1 ∙ P1 ∙ dm(N mm)
Donde:
f1 = factor teniendo en cuenta la magnitud de la carga, ver tabla.
P1 = [N] carga correspondiente a M1, ver tabla 3 en los anexos.
dm = [mm] D+d2
diámetro medio del rodamiento.
M 1=0.00033 ∙700000∙500
M 1=115500 (N mm)
Determinación del par de rozamiento dependiente de la carga axial M a .
M a=f a ∙0.06∙ Fa ∙ dm
f b∙ dm ∙ v ∙n ∙1
Fa2∙ (D2−d2 )
0.0048 ∙500∙125 ∙50.47 ∙1
7000002∙ (5802−4202 )=6.33
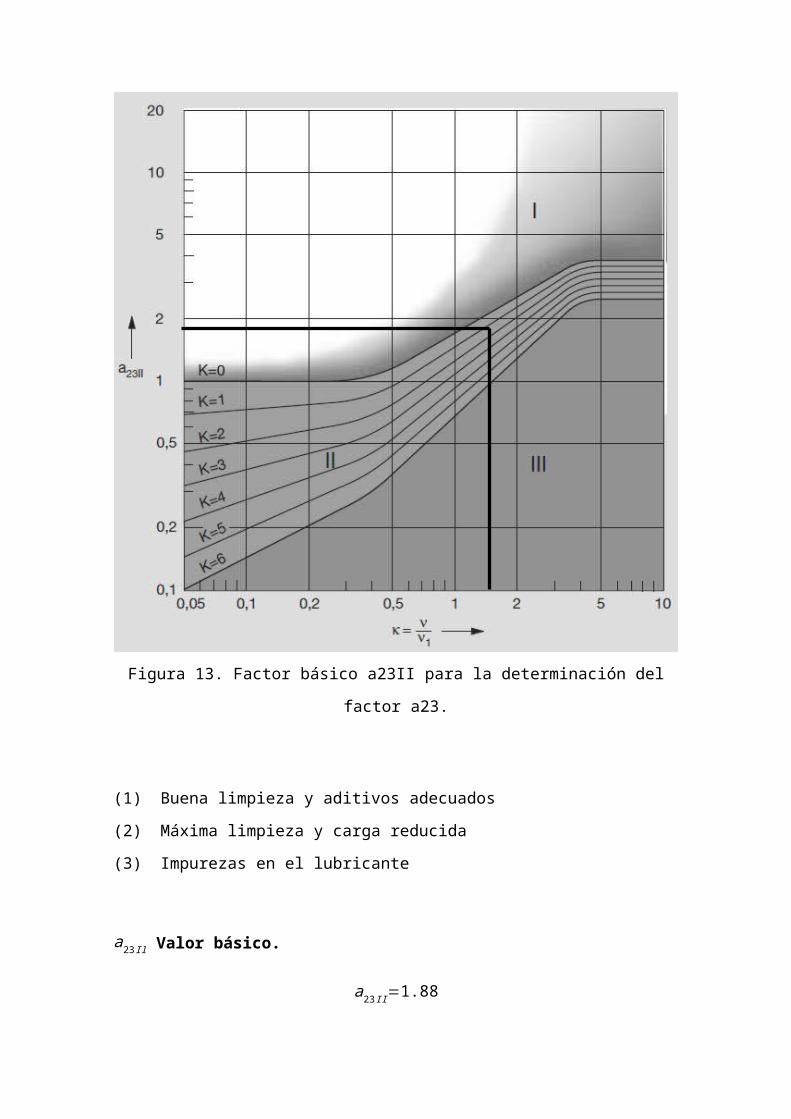
Figura 15. Factor de carga axial fa.
f a=0.017
M a=0.017∙0.06 ∙700000 ∙500
M a=357000Nmm .
Par de rozamiento.
M=(10663.31+115500+357000)(Nmm)
M=483163.31(N mm)
7.1.3. Determinación del periodo de engrase.
La duración de servicio de una grasa es el tiempo que transcurre desde el
arranque hasta la avería del rodamiento causada por un fallo de la lubricación.

La curva para la duración de un determinado tipo de grasa para una
probabilidad de fallo del 10% se describe mediante F10. Se define a raíz de
ensayos de laboratorio en condiciones muy cercanas a la práctica. El usuario
muchas veces desconoce la denominación F10, motivo por el cual FAG define el
período de engrase tf como valor de orientación para la duración mínima de
servicio de las grasas standard. Por razones de seguridad, el período de
reengrase debe elegirse mucho más corto que el tiempo de duración de
servicio de la grasa.
Figura 16. Determinación del coeficiente Kt y del periodo de engrase.
k f ∙ n∙ dm
10 ∙50.47 ∙500=252350
Periodo de engrase t f .

Para altas temperaturas está comprendida entre 80 y 100 °C o es incluso
mayor aún, el periodo de reengrase estará afectado por el factor (influencia por
elevadas temperaturas).
t fq=t f ∙ f 3
t fq=6500 ∙0.45
t f=2925h .
Cantidades de grasa para el reengrase.
m1=D ∙B ∙x (g)
Donde:
m1 = cantidad de grasa, en gramos.
D = diámetro externo del rodamiento, en mm.
B = largura del rodamiento, en mm.
x = Periodo de engrase.
m1=580 ∙95 ∙0.004 (g)
m1=220.4 g .
7.1.4. CÁLCULO DEL CONSUMO DE ENERGÍA POR FRICCIÓN (CEf).
CEf=5.14∗10−6 ∙ f ∙W ∙d ∙n (KW )

Donde:
CEf = consumo de energía, Kw.
F = coeficiente de fricción del lubricante, adimensional.
W = carga, Kgf.
d = diámetro interior del rodamiento, cm.
n = velocidad, RPM.
Carga (W).
F=√Fa2+F r2=W
W=√7000002+3000002
W=761577.31N
9.8N=1Kgf
W=77711.97Kgf
Coeficiente de fricción del lubricante, adimensional.
De la tabla se toma el valor del coeficiente de fricción de rodillos cilíndricos con
lubricante sólido, este es un valor aproximado.
Coeficiente fricción escogido de la tabla.
f=0.007
CEf=5.14∗10−6 ∙(0.007) ∙(77711.97) ∙(42)∙ (50.47)
CEf=5.9269KWh

7.2. Rodamientos de rodillos cilíndricos de cuatro hileras FAG
517680A.
Fuerza de molienda (PM) = 9.6 MN.
Carga radial sobre cada rodamiento de rodillo = 4800 KN
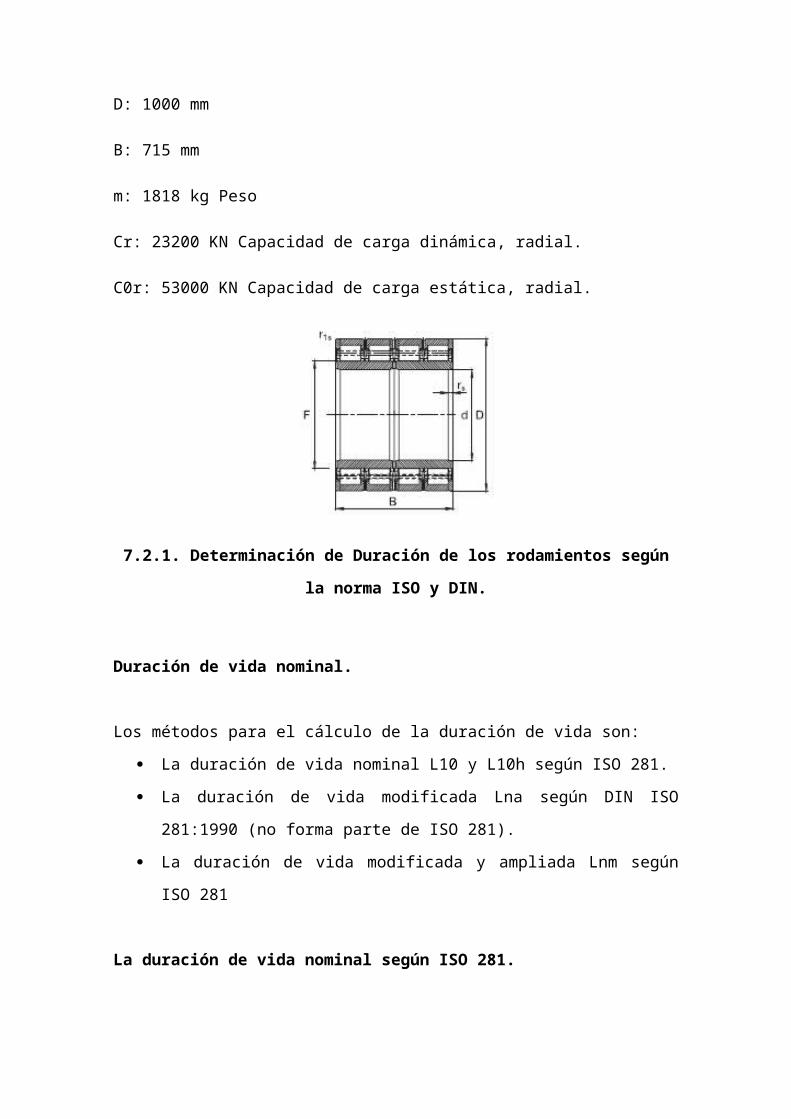
d: 710 mm
D: 1000 mm
B: 715 mm
m: 1818 kg Peso
Cr: 23200 KN Capacidad de carga dinámica, radial.
C0r: 53000 KN Capacidad de carga estática, radial.
7.2.1. Determinación de Duración de los rodamientos según la norma ISO
y DIN.
Duración de vida nominal.
Los métodos para el cálculo de la duración de vida son:
La duración de vida nominal L10 y L10h según ISO 281.
La duración de vida modificada Lna según DIN ISO 281:1990 (no forma
parte de ISO 281).
La duración de vida modificada y ampliada Lnm según ISO 281
La duración de vida nominal según ISO 281.
Las duraciones de vida nominal L10 y L10h resultan de:
L10=(CP )P
L10h=( 16666n )(CP )P
L10 = L vida nominal [106 revoluciones]
L10h = horas.
C = capacidad de carga dinámica [kN]
P = carga dinámica equivalente [kN]
P = exponente de vida

L10 es la vida nominal en millones de revoluciones alcanzada o rebasada por
lo menos de un 90% de un gran lote de rodamientos iguales.
Capacidad de carga dinámica. (C)
Para rodamientos de rodillos cilíndricos de cuatro hileras FAG 517680A la
carga dinámica se ha tomado del catalogo de rodamientos FAG.
C=23200KN .
Carga dinámica equivalente (P).
Los elementos rodantes de múltiples hileras no aceptan cargas axiales por lo
tanto.
P=F r
P=4800KN .
La duración de vida nominal L10.
L10=(CP )P
P = 103
para rodamientos de rodillo.
L10=( 232004800 )3.33
L10=190.89∗106 revoluciones .
La duración de vida nominal L10h.
L10h=( 16666n )(CP )P

L10h=( 1666650.47 )( 232002400 )3.33
L10h=63037.32h .
LA DURACIÓN DE VIDA MODIFICADA LNA SEGÚN DIN ISO 281:1990 (NO
FORMA PARTE DE ISO 281).
Según DIN ISO 281, la vida ampliada (modificada) Lna se determina según la
fórmula:
Lna=a1 ∙ a2 ∙ a3 ∙ L10
Lna = 106 revoluciones.
L10 = vida nominal 106 revoluciones.
a1 = Coeficiente de duración de vida para una probabilidad de supervivencia
distinta del 90%.
a2 = Coeficiente de duración de vida para materiales con características
especiales. Para aceros estándar para rodamientos: a2= 1
a3 = Coeficiente de duración de vida para condiciones específicas de
funcionamiento, especialmente para el estado de la lubricación.
Coeficiente a1 .
Los fallos de rodamientos por fatiga están sujetos a las leyes estadísticas, por
lo que es necesario tener en cuenta la probabilidad de fallo al calcular la vida a
fatiga. En general se toma un 10 % de probabilidad de fallo. La vida L10 es la
vida nominal.
El factor a1 también se utiliza para probabilidades de fallo entre 10 % y 1 %,
ver la siguiente tabla 2.
La relación de viscosidades κ se determina según la ecuación:
κ= vv1
v = mm2
s Viscosidad cinemática del lubricante a la temperatura de
funcionamiento.
v1 = mm2
s Viscosidad nominal del lubricante a la temperatura de
funcionamiento.
La viscosidad nominal ν1 se deduce con la ayuda del diámetro medio del
rodamiento dM = (D + d)/2 y de la velocidad de funcionamiento n.
El lubricante recomendado por la FAG es la grasa Arcanol L223V y su
temperatura de trabajo es de 95 ºC.
υ=1000 mm2
s

Figura 8. Diagrama V-T para aceites minerales
ν = viscosidad de funcionamiento.
ϑ = temperatura de funcionamiento.
ν40 = viscosidad a +40 °C.
v=v 40( 40t )2.6−3
v=1000( 4095 )2.6−3
v=75 mm2
s
Diámetro exterior = 580 mm.
Diámetro interior = 420 mm.
dM=D+d2
dM=1000+710
2
dM=855mm.
Según la tabla 2 la viscosidad nominal es:
Figura 9. Viscosidad nominal ν1.
v1=60mm2
s
La relación de viscosidades Κ.

κ= vv1
κ=75mm2
s
60mm2
s
κ=1.25
De la tabla 3 el coeficiente a3 es:
Coeficiente de duración de vida a3.
a3 = coeficiente de duración de vida
κ = relación de viscosidades
a3=1.4
Duración de vida modificada LNA.
Lna=a1 ∙ a2 ∙ a3 ∙ L10
Lna=1 ∙1 ∙1.4 ∙190.89∗106
Lna=267.246∗106 Revoluciones.
Método de cálculo FAG de la vida ampliada.
Lna=a1 ∙ a23 ∙ L10
Determinación del coeficiente K.
Factor esfuerzo estático. f s
f s=COPO
Fs = factor de esfuerzos estáticos
C0 = capacidad de carga estática [kN]
P0 = carga estática equivalente [kN]
Carga estática equivalente.
Para rodamientos de rodillos cilíndricos cargados estáticamente en dirección
radial vale:
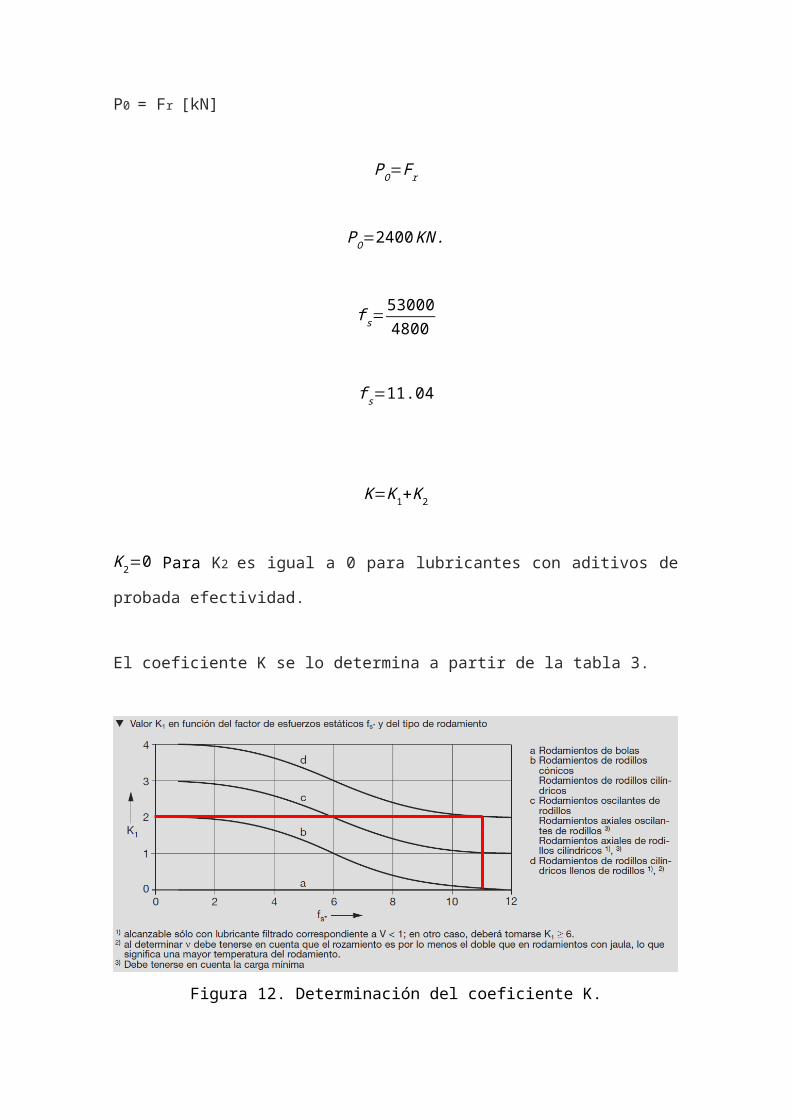
P0 = Fr [kN]
PO=F r
PO=2400KN .
f s=530004800
f s=11.04
K=K 1+K 2
K2=0 Para K2 es igual a 0 para lubricantes con aditivos de probada efectividad.
El coeficiente K se lo determina a partir de la tabla 3.
Figura 12. Determinación del coeficiente K.
K=¿ 2
Figura 13. Factor básico a23II para la determinación del factor a23.
(4) Buena limpieza y aditivos adecuados
(5) Máxima limpieza y carga reducida
(6) Impurezas en el lubricante
a23 II Valor básico.
a23 II=1.5

Factor de limpieza.
El factor s cuantifica los efectos de la contaminación en la vida. Para
determinar s se necesita el factor de impurezas V.
V = 0.3 máxima limpieza cuando el usuario lubrica con grasa.
Figura 14. Factor de limpieza s.
s=7.3
Factor para el material y las condiciones de servicio a23 .
a23=a23 II ∙ s
a23=1.5(7.3)
a23=10.95
Lna=a1 ∙ a23 ∙ L10
Lna=1 ∙10.95 ∙190.89∗106
Lna=2090.25∗106 revoluciones

7.2.2. ROZAMIENTO.
Par de rozamiento.
M=M 0+M 1(N mm)
El par de rozamiento comprende un componente de carga independiente M0 y
un componente de carga dependiente M1.
Par de rozamiento independiente de la carga, M0.
M 0=f 0 ∙10−7 ∙ (v ∙n )
23 ∙ dm
3 (Nmm).
Donde:
f0 = factor para el tipo de rodamiento y lubricación (ver tabla 4).
ν = [mm2/s] viscosidad de servicio del aceite o del aceite básico de la grasa.
n = [min–1] velocidad del rodamiento.
dm = [mm] D+d2
diámetro medio del rodamiento.
De la tabla se escoge f 0 para rodamientos con 4 caminos de rodadura.
f 0=4
M 0=4 ∙10−7 ∙ (75 ∙50.47 )
23 ∙8553
M 0=60722.87Nmm .
El par de rozamiento dependiente de carga, M1.
M1 se calcula como se indica:

M 1=f 1 ∙ P1 ∙ dm(N mm)
Donde:
f1 = factor teniendo en cuenta la magnitud de la carga, ver tabla 3.
P1 = [N] carga correspondiente a M1, ver tabla 3 en los anexos.
dm = [mm] D+d2
diámetro medio del rodamiento.
P1=F r3
P1=(4800)3 KN .
P1=1.11∗1020 N .
M 1=0.00055 ∙1.11∗1020 ∙855
M 1=5.2∗1019(N mm)
Par de rozamiento.
M=60722.82+5.2∗1019(N mm)
M=5.2∗1019(N mm)
7.2.3. Determinación del periodo de engrase.
La duración de servicio de una grasa es el tiempo que transcurre desde el
arranque hasta la avería del rodamiento causada por un fallo de la lubricación.
La curva para la duración de un determinado tipo de grasa para una
probabilidad de fallo del 10% se describe mediante F10. Se define a raíz de
ensayos de laboratorio en condiciones muy cercanas a la práctica. El usuario
muchas veces desconoce la denominación F10, motivo por el cual FAG define el
período de engrase tf como valor de orientación para la duración mínima de

servicio de las grasas standard. Por razones de seguridad, el período de
reengrase debe elegirse mucho más corto que el tiempo de duración de
servicio de la grasa.
Figura 16. Determinación del coeficiente Kt y del periodo de engrase.
k f ∙ n∙ dm
1.6 ∙50.47∙855=69042.96
Periodo de engrase t f .
Para altas temperaturas está comprendida entre 80 y 100 °C o es incluso
mayor aún, el periodo de reengrase estará afectado por el factor (influencia por
elevadas temperaturas).
t fq=t f ∙ f 3
t fq=20000 ∙0.45
t f=9000h .
Cantidades de grasa para el reengrase.
m1=D ∙B ∙x (g)
Donde:
m1 = cantidad de grasa, en gramos.
D = diámetro externo del rodamiento, en mm.
B = largura del rodamiento, en mm.
x = Periodo de engrase.
m1=1000 ∙715 ∙0.004 (g)
m1=2860 g .
m1=2.860Kg .
7.2.4. Cálculo del consumo de energía por fricción (CEf).
CEf=5.14∗10−6 ∙ f ∙W ∙d ∙n (KW )

Donde:
CEf = consumo de energía, Kw.
F = coeficiente de fricción del lubricante, adimensional.
W = carga, Kgf.
d = diámetro interior del rodamiento, cm.
n = velocidad, RPM.
Carga (W).
F=F r=W
W=4800000N
9.8N=1Kgf
W=489795.92Kgf
Coeficiente de fricción del lubricante, adimensional.
De la tabla se toma el valor del coeficiente de fricción de rodillos cilíndricos con
lubricante sólido, este es un valor aproximado.
Coeficiente fricción escogido de la tabla.
f=0.007
CEf=5.14∗10−6 ∙(0.007) ∙(489795.92)∙(71) ∙(50.47)
CEf=63.15KWh

Anexos.
Tabla 2. Factor de probabilidad para una posibilidad de fallo del 10 %.
Tabla 3. Factor F1 y F2 para la determinación del par de rozamiento
dependiente de la carga M1.

.
Tabla 4. Determinación del factor F0.
Tabla 5. Coeficiente fricción para los distintos rodamientos según el tipo de lubricación.



Tabla 6. Clases de viscosidad según ISO.

Pagina 507 del catalogo de rodamientos FAG (rodamientos axiales de rodillos
oscilantes.




Bibliografía.
Artículos.
Proceso de Producción de la Planta Atocongo- Lima.
Importancia del cemento. Producciones: Mundial y española.
Catálogos.
Catálogo de rodamientos FAG.
Catálogo de prensas de rodillos HKD.
Libros de aplicaciones prácticas.
Lubricación de rodamientos (Publ.-No. WL 81 115/4 SB).
Aplicaciones practicas de rodamientos (FAG). Publ.no, WL 00200/3 SA.
Target industry documentation - Crushing of hard materials / grading
(screening) Cement production.
Roller press new developments and optimization of existing technologies.
Páginas de internet.
G:\Artículos _ Cálculo del Ahorro de Energía por Menor Fricción _
Confiabilidad.Net la cultura de confiabilidad.htm
G:\tg_hr ST4_102027403.htm (SHAEFFLER GROUP).