practicas plasticos reforzados
TRANSCRIPT
INSTITUTO POLITÉCNICO NACIONAL
CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS
“NARCISO BASSOLS GARCÍA”
TÉCNICO EN PLÁSTICOS
MANUAL DE PRÁCTICAS DEL TALLER DE PLÁSTICOS REFORZADOS
Elaborada por:
Prof. Daniel Cabriada Hernandez

30
INSTITUTO POLITÉCNICO NACIONAL
CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS
“NARCISO BASSOLS GARCÍA”
TÉCNICO EN PLÁSTICOS
NORMATIVIDAD DEL TALLER DE PLÁSTICOS REFORZADOS
OBJETIVO:
Informar al alumno sobre los criterios de disciplina, higiene y seguridad que se deben observar dentro del taller (reglamento).
ALUMNO:
GRUPO: TURNO: FECHA:
Elaborada por: Prof. Daniel Cabriada Hernandez
30
INTRODUCCIÓN
La disciplina es indispensable en cualquier grupo social para el buen funcionamiento de éste. Es necesario cumplir las normas disciplinarias para evitar accidentes personales, deterioro de las instalaciones, mobiliario y equipo, evitar desperdicios de materiales, entre otros aspectos que emanan del comportamiento individual o colectivo.
La carrera de técnico en plásticos; preocupada por la formación integral de sus educandos; ha implementado en sus talleres normas para el acceso y uso de sus instalaciones, buscando que el alumno fortalezca sus valores de respeto, disciplina, tolerancia, trabajo en equipo, responsabilidad, entre otros, tratando de que al desarrollar sus prácticas lo hagan de la mejor manera para que se logre adecuadamente el proceso de enseñanza-aprendizaje .
En el taller de plásticos reforzados es necesario atacar las normas disciplinarias por el tipo de actividades que se realizan al desarrollas las prácticas por parte de los alumnos haciendo aplicaciones con fibra de vidrio, resinas, solventes y herramientas que requieren toda su atención. Para ello se elaboró un reglamento interno aprobado por la Jefatura de la Carrera, las academias y la Jefatura de taller, para así aprovechar al máximo los recursos asignados.
JEFATURA DE LA CARRERA
JEFATURA DEL TALLER PRESIDENCIAS DE ACADEMIA
PROFESORES

30
REGLAMENTO INTERNO
DEL TALLER DE PLASTICOS
1. La inscripción del alumno en el curso ordinario del taller de moldeo 1,le concede el derecho de asistir a clases del taller y usar el equipo, material, sustancias e instalaciones que se le destine.
2. Cuando por desorden o negligencia, rompan o causen daño a los bienes mencionados, el equipo de los alumnos, estará obligado a reponerlos como nuevos, dentro de un plazo máximo de ocho días a partir de la fecha en que ocurra el perjuicio ocasionado.
3. El alumno deberá observar las medidas disciplinarias que se dicten específicamente, en beneficio de la buena marcha del taller y de su práctica personal.
4. Además guardara consideración y respeto a sus compañeros y al personal del taller, en la inteligencia que será sancionado de acuerdo con el reglamento general de las escuelas cuando así lo amerite.
5. Las asistencias a clases se harán con toda puntualidad, concediéndose una tolerancia de diez minutos de retraso. Los casos especiales serán resueltos por los maestros titulares, a quienes asiste el derecho de permitir o no la entrada a clases.
6. Con el objetivo de satisfacer el fin educativo y guardar la integridad personal del alumno, este deberá presentarse en cada sesión con el instructivo correspondiente, previamente estudiado en su aspecto teórico-practico y con su bata de trabajo, y zapato industrial o cerrado. En caso contrario no tendrá derecho a realizar la practica respectiva
7. Para su desempeño en el taller, los alumnos formaran parte de un equipo de trabajo, al cual los maestros titulares le asignaran la sección correspondiente. Al terminar la clase y al retirarse del taller, los equipos de alumnos deberán dejar limpio la herramienta y área de trabajo.
8. El cuestionario de la practica deberá entregarse a la siguiente sesión de haber sido realizada, excepto en el caso de inasistencia por parte del alumno, la cual quedara al criterio del maestro titular.
9. Las practicas quedaran realizadas por los alumnos exclusivamente dentro del horario asignado a sus correspondientes grupos, los casos especiales serán resueltos por el jefe del taller.
10. Las labores del taller se rigen por el calendario escolar y no habrá mas suspensiones que las fijadas en el, salvo orden de las autoridades escolares. En caso de suspensión de labores, se dispondrá lo procedente para que no sean afectados los grupos de alumnos que deben desarrollar prácticas en esa fecha.
11. En caso de inasistencia individual o colectiva del grupo, respectivamente se considerar no acreditada la practica que deberían realizar en la fecha y la calificación será de cero.
12. De acuerdo con el reglamento general de las escuelas, para acreditar la materia se requiere que el alumno haya realizado las practicas durante el curso; quien no reúna dicho requisito no tendrá derecho a realizar el examen de Taller.
13. Con tres faltas en el departamental, el alumno ya no tendrá derecho para realizar el examen.

30
14. Queda estrictamente prohibido comer, fumar, masticar chicle, entrar con gorra puesta o tomar líquidos dentro del taller mientras se trabaja. Asi como queda prohibido usar el celular, audífonos, iPhone, o cualquier tipo de aparato que distraiga las labores del profesor
15. Cuando el alumno reincida en el a llegada tarde a la clase del taller, el maestro tiene derecho y la facultad para impedir la entrada del o los alumnos que así lo acostumbren y tomarlo como ausencia.
NORMAS DE HIGIENE Y SEGURIDAD PARA EL TALLER DE PLASTICOS
1. La obligación de los alumnos es observar buena conducta dentro del taller.
2. Es obligación usar la bata dentro del taller, zapato industrial o zapato cerrado, por parte de los alumnos.
3. Es obligación el uso de los siguientes equipos de seguridad para las operaciones que numeren:
Gogles.- Esmerilado, rebabeo, soplado, etc.
Guantes.- Al manejar materiales calientes
Mscara.-Anti-gas
4. Es obligación del alumno todas las indicaciones dadas por el profesor o reglamento
5. Es obligación del alumno que al termino de la practica deje la maquina y áreas limpias.
6. Queda prohibido terminalmente invadir por los alumnos las áreas dedicadas a la operación de las maquinas; el limite es lo delimitado por medio de una raya amarilla, entre una maquina y otra.
7. Queda prohibido que el alumno, arranque u opere las maquinas sin pedir autorización expresa del profesor.
8. Al termino de la practica sobre cualquier maquina, es necesario observar: La maquina debe quedar en apagado Bajar el switch de alimentación de la maquina Apagar todo el equipo auxiliar llevado en la practica.

30
CUESTIONARIO
1. ¿La organización del taller es adecuada? ¿Por qué?
2. ¿El reglamento interior del taller es completo? ¿Por qué?
3. ¿Las normas de higiene y seguridad es completo? ¿Por qué?
4. ¿La distribución de maquinas, equipo auxiliar e instalaciones son las adecuadas? ¿Por qué?
5. ¿Es de utilidad la práctica? ¿Por qué?

30
INSTITUTO POLITÉCNICO NACIONAL
CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS
“NARCISO BASSOLS GARCÍA”
TÉCNICO EN PLÁSTICOS
MANUAL DE PRÁCTICAS DEL TALLER DE PLÁSTICOS REFORZADOS
PRÁCTICA N°.1
MATERIALES Y HERRAMIENTAS EMPLEADAS EN EL DESARROLLO DE LAS PRÁCTICAS DEL TALLER DE PLÁSTICOS REFORZADOS.
OBJETIVO:
Familiarizar al alumno con las características y propiedades de los materiales a utilizar y el uso adecuado de las herramientas, para el desarrollo de las prácticas.
ALUMNO:
GRUPO: TURNO: FECHA:
Elaborada por: Prof. Daniel Cabriada Hernandez

30
INTRODUCCIÓN
Los plásticos reforzados con fibra de vidrio, en la actualidad se han utilizado como sustitutos de algunos materiales tradicionales tales como: madera, metal, vidrio o piezas sujetas a esfuerzos físicos considerables, o por su bajo costo y peso, así como su traslucidez.
Estos materiales de refuerzo son utilizados para fabricar piezas, las cuales cubren los siguientes mercados: Industrial, Ornamental y de Servicios (Transportes). Entre las aplicaciones típicas están: láminas acanaladas, tinacos, frentes de tractor y camión, campers, lanchas, microbuses, toboganes, artículos para el hogar, oficina, entre muchos más.
Es importante que el alumno conozca el uso adecuado y correcto de cada herramienta y material, para evitar accidentes en el empleo de éstos y así obtener mayor provecho de los mismos.
CONSIDERACIONES TEÓRICAS
Cuando la resina, el monómero y el endurecedor son mezclados da principio una reacción química, en la cual la resina poliéster se une al monómero para dar una resina termo fijo , que es un sólido.
El tiempo que tarda esta reacción de endurecimiento o curado, depende de la formulación empleada, así como la temperatura a la que se trabaje, a mayor temperatura mayor rapidez.
El curado se lleva en 2 fases diferentes: la primera es la formación de una masa gelatinosa (gelado) y la segunda fase es el endurecimiento o curado, habiendo desarrollo o desprendimiento de calor, el cual debe de ser debidamente controlado, esta reacción es exotérmica.
MATERIALES NOTAS
Resina poliéster usos generales (pre acelerada)
30
Resina tipo cristal (pre acelerada)
Monómero de estireno (solvente)
Monómero de metil – metacrilato (solvente)
Naftenato de cobalto (acelerador)

30
Peróxido de Metil-Étil Cetona (catalizador)
Plastiesmalte (Gel Coat Base)
Fibra de vidrio en colchoneta (refuerzo)

30
Cera 4100 (desmoldante)
Alcohol polivinílico (desmoldante-película separadora)
Thinner

30
Pigmentos
Estopa
Cargas (polvos)
Lijas de esmeril grano grueso

30
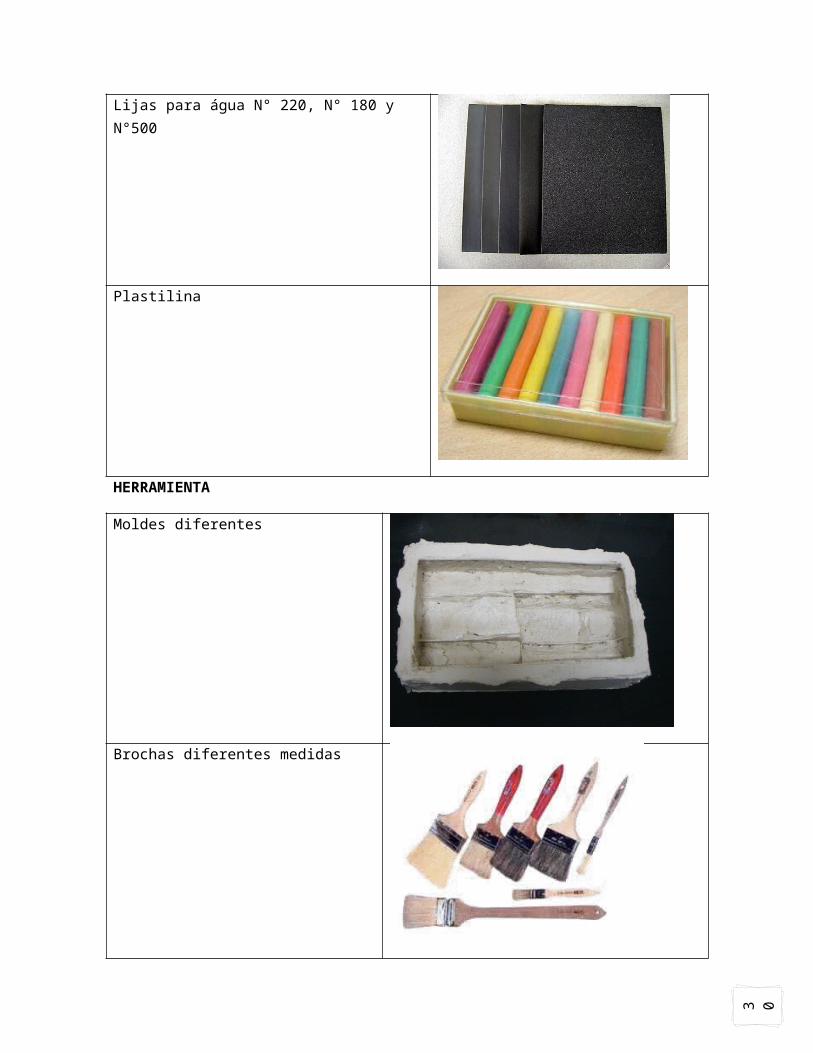
Lijas para água N° 220, N° 180 y N°500
Plastilina
HERRAMIENTA
Moldes diferentes
Brochas diferentes medidas

30
Arco con segueta
Destornillador (desarmador) diferentes medidas
Mazo de hule
Lima de planas y redondas diferentes medidas
30
Escofina
Wuiper grande
Cuña de plástico para desmoldar
Monómero de estireno

30
Monómero de metil metacrilato
Agua
Aceleradores: Son sustancias químicas como el naftenato de cobalto, que es de color violeta oscuro, sirve para acelerar la reacción entre los componentes de la formulación.
Catalizadores: Son sustancias químicas que tienen la propiedad de modificar la velocidad de las reacciones químicas, como el peróxido de metil etil cetona, su aspecto físico es liquido lechoso y poco aceitoso.
Desmoldantes: Son materiales que tienen la propiedad de formar películas, para evitar la adherencia de las piezas en el molde. Los más comunes son la cera desmoldante 4100 y alcohol polivinílico.
Pigmentos: Son compuestos químicos que dan coloración a las piezas fabricadas. Tienen la propiedad de no ser solubles, su presentación es polvo, pasta y tinta.
Materiales de refuerzo: Materiales conocidos como fibras, en su mayoría tienen la propiedad de dar mayor resistencia mecánica y rigidez al producto de plástico, entre las formas más comunes tenemos los siguientes refuerzos:
Colchoneta
Petatillo
Velo

30
Mecha (hilos roving)
Fibra desmenuzada (moldeo por prensado)
Cargas: Son todos aquellos compuestos que mezclados con las resinas mejoran ciertas características como rigidez, bajo costo, ligereza al producto. Su aspecto físico son polvos como:
Talco industrial
Caobosil
Decalite

30
INSTITUTO POLITÉCNICO NACIONAL
CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS
“NARCISO BASSOLS GARCÍA”
TÉCNICO EN PLÁSTICOS
MANUAL DE PRÁCTICAS DEL TALLER DE PLÁSTICOS REFORZADOS
PRÁCTICA N°.2
ELABORACIÓN DE ARTÍCULOS DECORATIVOS ENCAPSULADOS CON RESINA POLIESTER TIPO CRISTAL
OBJETIVO:
Conocer la técnica del método de moldeo por vaciado en la fabricación de artículos decorativos.
ALUMNO:
GRUPO: TURNO: FECHA:
Elaborada por: Prof. Daniel Cabriada Hernandez

30
INTRODUCCIÓN
En la actualidad la mercadotecnia es fundamental en el crecimiento de las empresas, debido a que se publicitan de diferentes maneras para poder mantener o ganar un mercado donde sus productos tengan prioridad en el consumo de sus clientes. Y a través de encapsular para sus clientes diferentes souvenirs como llaveros, piza papel, muestras o leyendas entre otros, se mantienen en la mente del consumidor; en los hogares, usándose asi mismo estos encapsulados como artículos decorativos tienen vital trascendencia para conservar fotografías, monedas, insectos disecados, naturaleza muerta u otros objetos que perduren sin que les afecte el medio ambiente por estar dentro de la preparación.
MATERIA PRIMA
1. Resina de poliéster tipo cristal.
2. Monómero de métil-metacrilato (solvente).
3. Octoato (acelerador).
30
4. Peróxido de metil etilecetona (catalizador).
5. Pigmento (en tinta o pasta si lo requiere).
HERRAMIENTA
1. Moldes de polietileno
2. Caucho de silicón
30
3. Tiras de vidrio según medidas
MATERIAL DE CONSUMO
1. Thinner.
2. Estopa
3. Plastilina.
4. Lijas de esmeril grano mediano y grueso.

30
5. Lijas para agua N° 180,220 y 500.
6. Maskingtape.
7. Franela.
8. Pasta para pulir (polish, brazo).

30
9. Cera desmoldante 4100.
10. Alcohol polivinilico.
11. Borla para pulir (en motor).
PRECAUCIONES
a) Use la menor cantidad de catalizador para evitar coloración y grietas en la pieza.b) Mezcle perfectamente el catalizador en la preparación, con el fin de obtener un curado
uniforme en toda la pieza.c) No se debe lijar en demasía la superficie de acabado, por que aflora el objeto que se
encapsuló.

30
d) El octoato y el catalizador tienen que estar siempre separados en recipientes de polietileno.
e) El catalizador y el octoato nunca se deben mezclar solos, pues son exotérmicos y pueden ocasionar una explosión.
DESARROLLO DE LA PRÁCTICA
Preparar el molde, cuidar que esté exento de polvo, grasa o humedad y listo para aplicar cera desmoldante.
Trabajos terminados

30
INSTITUTO POLITÉCNICO NACIONAL
CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS
“NARCISO BASSOLS GARCÍA”
TÉCNICO EN PLÁSTICOS
MANUAL DE PRÁCTICAS DEL TALLER DE PLÁSTICOS REFORZADOS
PRÁCTICA N°. 3
ELABORACIÓN DE UN CROMO POSTER EN RESINA POLIESTER TIPO CRISTAL, REFORZADO CON FIBRA DE VIDRIO
OBJETIVO:
Adquirir la habilidad en la fabricación de productos diversos para el sector ornamental, aplicando la técnica de moldeo por prensado plano.
ALUMNO:
GRUPO: TURNO: FECHA:
Elaborada por: Prof. Daniel Cabriada Hernandez

30
INTRODUCCIÓN
Al elaborar un producto para el sector ornamental, el alumno adquirirá habilidades para aplicar la resina tipo cristal reforzada con fibra de vidrio, aplicando la técnica de moldeo por prensado plano, fabricando diversos productos como cromo póster, mamparas, protección para puertas, división de baños , entre otros; buscando incrementar el periodo de vita útil de los artículos decorativos para el hogar, oficina o industria.
RECOMENDACIONES
a) Al encontrarse dentro del taller de plásticos reforzados debe tener la bata puesta y el cabello recogido (damas y caballeros con cabello largo).
b) Antes de iniciar la práctica, limpiar los moldes de partículas o impurezas.c) Evitar que el deslizador rompa el papel maylar.d) Mezclar el peróxido en toda la preparación para evitar el riesgo de un gelado parcial.e) Encerar las láminas por ambos lados para que no se pegue el material (resina catalizada)f) Colocar la colchoneta de fibra de vidrio por la parte más lisa, hacia el póster, para que se
pueda deslizar la resina fácilmente con el wuiper.g) Al colocar las piezas en el molde cuidar que no se mueva el contra molde (caiga recto)
HERRAMIENTAS A UTILIZAR EN LA PRÁCTICA
1. Molde y contra molde (lámina lisa, cristal o madera).
2. Regla metálica de un metro.
30
3. Wuiper (distribuidor de resina).
4. Arco con segueta de diente fino.
5. Flexómetro de 3 mts.
6. Madera utilizada como contrapesos.

30
7. Cuñas de hule de 6x3 m.
MATERIAL PARA REALIZAR LA PRÁCTICA
1. Papel maylar.
2. Fibra de vidrio de 1 ½ onza.
30
3. Resina poliéster tipo cristal.
4. Catalizador.
5. Estopa.
6. Thinner.

30
7. Lija esmeril grano grueso.
8. Lija para agua N° 180.
9. Póster a trabajar.
DESARROLLO DE LA PRÁCTICA
Cortar dos hojas de papel maylar de acuerdo a la medida del cromo, colocar una hoja sobre la mesa de trabajo.
Cortar una capa de colchoneta de fibra de vidrio según el tamaño del cromo y colocarla sobre el papel maylar.
Catalizar la preparación de resina poliéster tipo cristal según indicaciones del profesor.
Aplicar la preparación ya catalizada sobre la colchoneta de fibra de vidrio y distribuirla con el wuiper grande.
30
Colocar el cromo póster con la imagen hacia abajo, sobre la colchoneta de fibra de vidrio.
Colocar la segunda hoja de papel maylar sobre el cromo.
Utilizando la cuña de hule, sacar las burbujas de aire del centro hacia las orillas (puede utilizar una mica o credencial sin romper el papel maylar).
Colocar el cromo sobre el molde y posteriormente coloca el contra molde.
*Terminando el tiempo de curado retire las 2 hojas de papel maylar del como póster. NOTA: El tiempo de curado total es de 24 horas.
*Determinar medidas del ajuste, utilizando flexómetro, arco con segueta, luja de esmeril grano grueso, lija para agua N° 180.
Cromo póster terminado
30
INSTITUTO POLITÉCNICO NACIONAL
CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS
“NARCISO BASSOLS GARCÍA”
TÉCNICO EN PLÁSTICOS
MANUAL DE PRÁCTICAS DEL TALLER DE PLÁSTICOS REFORZADOS
PRÁCTICA N°. 4
FABRICACIÓN DE UNA LÁMINA ACANALADA CON 2 CARAS LISAS DE .80 CM X 1.50 MTS.
MÉTODO DE MOLDEO POR PRENSADO.
OBJETIVO:
Adquirir la habilidad en la fabricación de productos diversos para el sector industrial, aplicando la técnica de moldeo por prensado acanalado.
ALUMNO:
GRUPO: TURNO: FECHA:
Elaborada por: Prof. Daniel Cabriada Hernandez
30
INTRODUCCIÓN
La fabricación de láminas acanaladas con resina poliéster usos generales, reforzada con fibra de vidrio es con el fin de aligerar peso en la construcción, para los techos translucidos, con respecto a otros materiales utilizados como son: lámina de asbesto, lámina de cartón, lámina galvanizada y lámina de concreto, abriendo con ellos los costos que lo anterior implica.
LISTA DE MATERIA PRIMA
1. Resina poliéster usos generales.
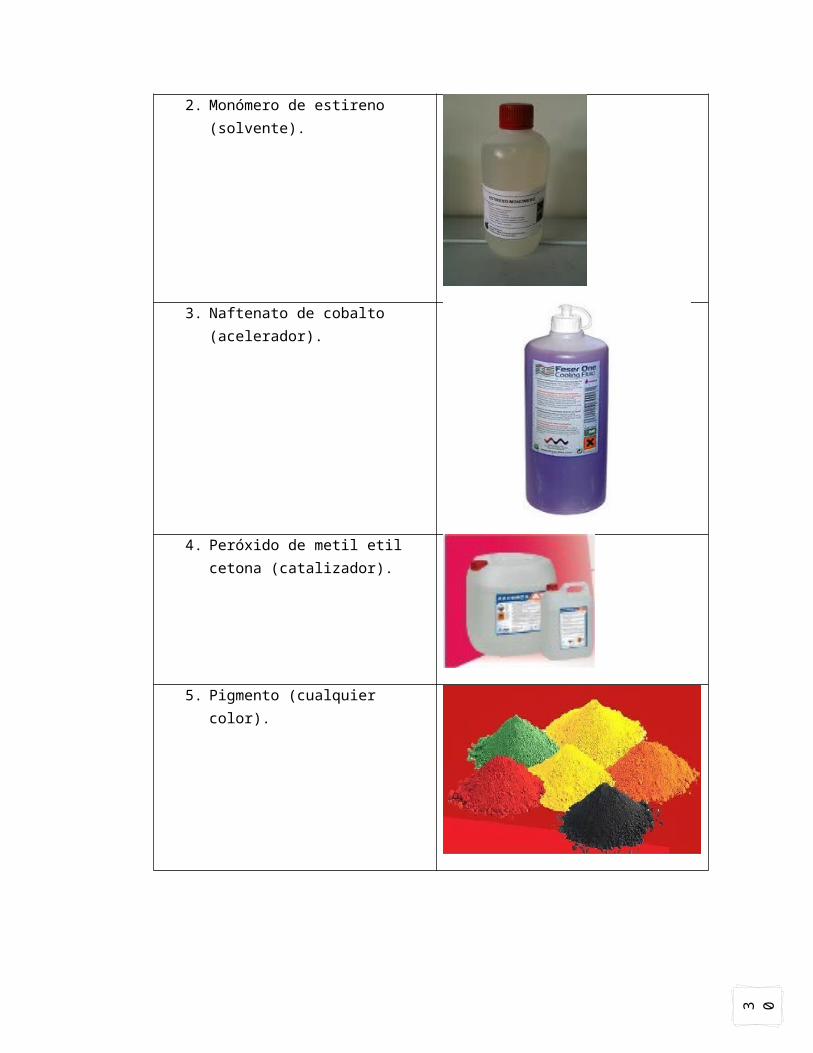
2. Monómero de estireno (solvente).
3. Naftenato de cobalto (acelerador).
30
4. Peróxido de metil etil cetona (catalizador).
5. Pigmento (cualquier color).
6. Fibra de vidrio de 1 ½ onza.
HERRAMIENTAS
1. Molde y contra molde (lámina acanalada galvanizada)

30
2. Wuiper grande
3. Arco con segueta
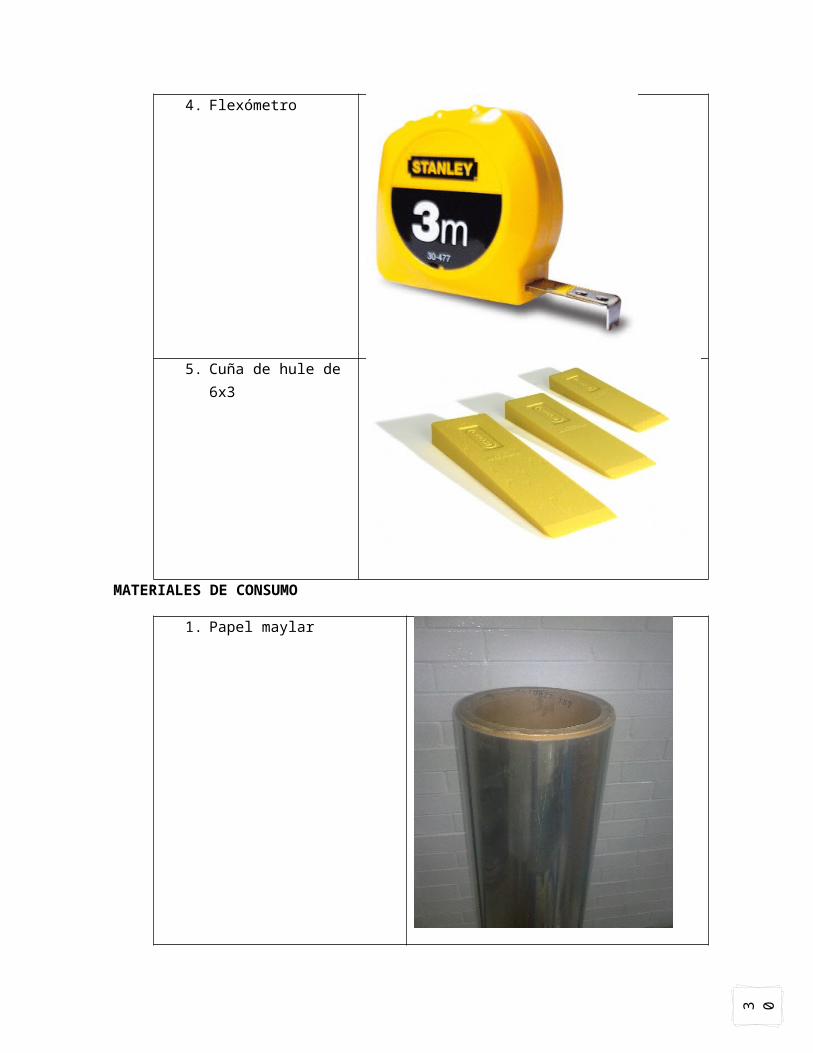
4. Flexómetro
5. Cuña de hule de 6x3
MATERIALES DE CONSUMO

30
1. Papel maylar
2. Thinner
3. Estopa
30
4. Lija de esmeril grano grueso
5. Lija para agua N° 180
RECOMENDACIONES
a) Usar la menor cantidad de catalizador tomando en cuenta la temperatura ambiente (el profesor te proporcionará la cantidad adecuada), por que el exceso produce deformación en las piezas por su reacción exotérmica.
b) Toma en cuenta el tiempo de gelado de la resina para colocar el molde y contra molde, y permitir un prensado adecuado para la pieza.
c) Ten cuidado de no romper el papel maylar al extraer las burbujas de aire atrapado en los 2 papeles.
d) Colocar la colchoneta con la cara más tersa hacia arriba, para que haya una buena distribución en la superficie de la colchoneta de fibra de vidrio.
DESARROLLO DE LA PRÁCTICA
Cortar 2 hojas de papel maylar de 1.80 x 1.00 m y colocar una hoja sobre la mesa de trabajo.
Cortar una capa de colchoneta de fibra de vidrio de 1.55 m. x 90 cm. Y colocarla sobre el papel maylar ubicado en la mesa de trabajo.

30
Catalizar la preparación.
Aplicar la preparación catalizada sobre la colchoneta de fibra de vidrio y distribuirla con el wuiper en toda la superficie de la colchoneta.
Colocar la segunda hoja de papel maylar sobre la colchoneta de fibra de vidrio.
Utilizando la cuña de hule, extraer las burbujas de aire del centro hacia las orillas de la lámina.
Colocar la membrana sobre el molde acanalado, posteriormente colocar el contra molde acanalado.
Colocar el contrapeso sobre el molde y contra molde para un prensado perfecto.
Pasado el tiempo de curado retire las 2 hojas de papel maylar.
Determinar medidas de ajuste, utilizando flexómetro, arco con segueta y lija esmeril de grano grueso.
30
INSTITUTO POLITÉCNICO NACIONAL
CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS
“NARCISO BASSOLS GARCÍA”
TÉCNICO EN PLÁSTICOS
MANUAL DE PRÁCTICAS DEL TALLER DE PLÁSTICOS REFORZADOS
PRÁCTICA N°. 5
ELABORACIÓN DE UNA PIEZA A PARTIR DE UN MOLDE MÉTODO DE MOLDEO POR PICADO O CONTACTO.
OBJETIVO:
Desarrollar las habilidades necesarias en el alumno, utilizando el método de moldeo por picado o contacto con brocha, en la elaboración de una pieza utilizando el molde.
ALUMNO:
GRUPO: TURNO: FECHA:
Elaborada por: Prof. Daniel Cabriada Hernandez

30
INTRODUCCIÓN
Fabricar piezas a partir de un molde, es una técnica utilizada desde hace muchos años, además es la forma de obtener reproducciones fidedignas al original de un objeto dado, sin que pierda sus características y dimensiones.
Dentro de la tecnología de los plásticos existen varios procedimientos que permiten reproducir una pieza y se les conoce como proceso de moldeo, el más simple es el método de moldeo por picado con brocha, siendo el objetivo de ésta práctica.
LISTA DE MATERIA PRIMA
1. Resina poliéster usos generales.
2. Monómero de estireno (solvente).
3. Naftenato de cobalto (acelerador).

30
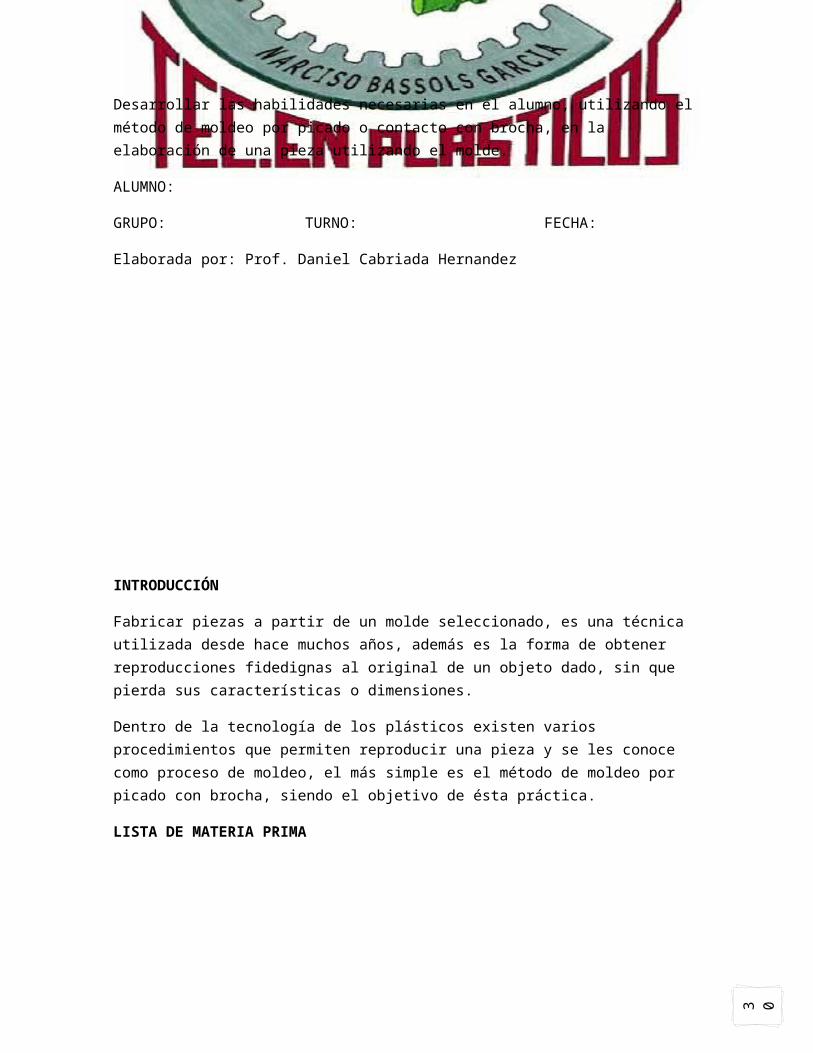
4. Peróxido de metil etil cetona (catalizador).
5. Gel coat (base).
6. Colchoneta de fibra de vidrio de 1 ½ onza (refuerzo).
30
HERRAMIENTAS
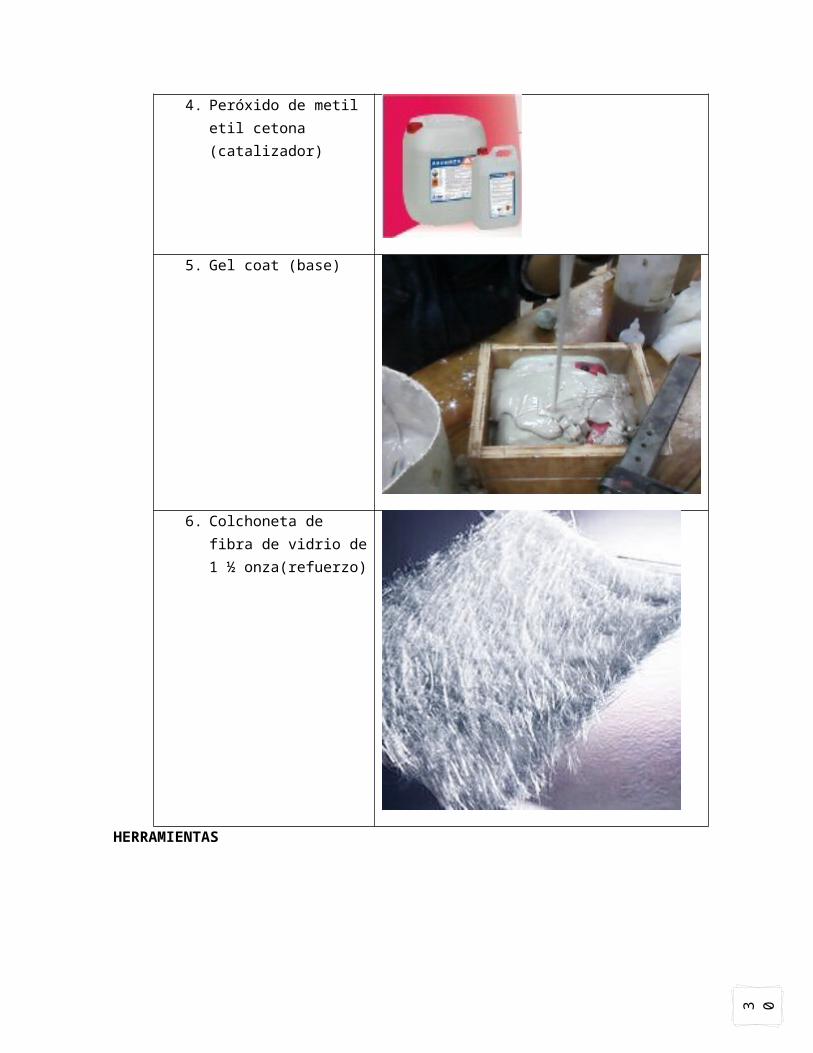
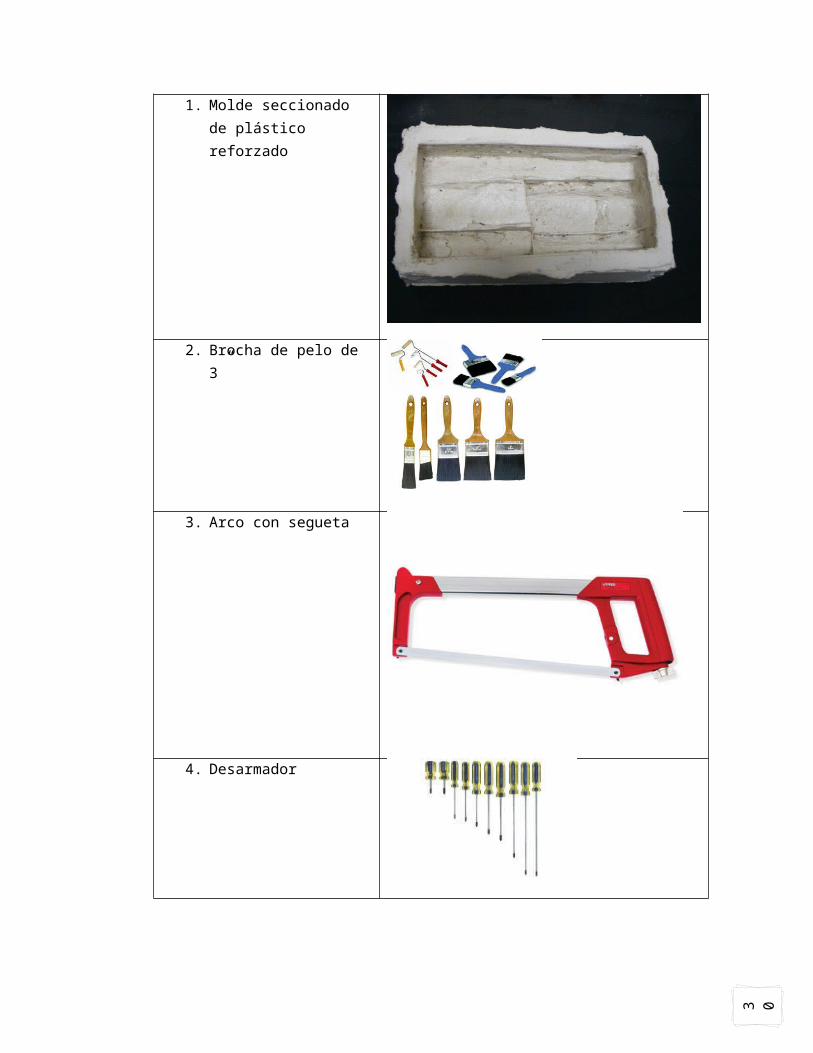
1. Molde de plástico reforzado
2. Brocha de pelo de “3”
3. Arco con segueta
30
4. Desarmador
5. Un pedazo de espuma plástico (aplicador)
6. Mazo de hule
7. Cuña de polietileno para desmoldar

30
MATERIALES DE CONSUMO
1. Cera desmoldante
2. Película separadora (alcohol polivinilico)
3. Thinner

30
4. Estopa
5. Lija para agua N° 220.
RECOMENDACIONES
a) El molde debe estar limpio de residuos, para que el acabado de la pieza sea perfecto.b) Antes de aplicar la película separadora a la superficie del molde (en su totalidad) debe
realizar una prueba comprobando que ésta no se corta en una esquina del molde.c) Después de aplicar la película separadora, lavar con agua el aplicador de espuma plástica.d) Lavar la brocha con thinner, después aplicar el gel coat (base), cuando termine el picado
de la pieza también lavar la brocha para evitar que ésta se endurezca.e) Para protege el acabado de la pieza, no fijar la cara que tiene el acabado de gel coat
(base).
DESARROLLO DE LA PRÁCTICA
Se prepara la superficie del molde dejando éste perfectamente limpio
Aplicar cera desmoldante en la superficie preparada y dejar reposar el molde 10 minutos, pasado el tiempo recomendado, se pule a manera de que no se corte la película separadora.
Proceda a dar una mano de película separadora con el aplicador de espuma plástica y dejar secar 10 minutos.
Catalizar el gel coat (base) agitando hasta mezclar completamente los componentes. En seguida se da una mano con la brocha, delimitando la superficie que ha de cubrir la colchoneta de fibra de vidrio, se deja gelar el gel coat (base) 2 horas.
Colocar en el molde una capa de colchoneta de fibra de vidrio con la superficie más tersa hacia arriba.

30
Proceda a catalizar la resina de usos generales, agitándola hasta mezclar los componentes que la forman.
En seguida impregnar la preparación catalizada a la colchoneta de fibra de vidrio, utilizando la brocha, humedezca toda la superficie.
Presione con la brocha verticalmente la colchoneta de fibra de vidrio, de manera que al asentarla, se extraigan las burbujas de aire; terminada esta operación, déjela gelar (el tiempo lo determina el profesor).Cuando haya gelado totalmente la pieza, se recortan las orillas de ésta utilizando una cuchilla.
Para desmoldar, debe golpear el molde utilizando el mazo de hule. Después introduzca la cuña de polietileno en las orillas del molde y la pieza fabricada.
Producto Terminado

30
INSTITUTO POLITÉCNICO NACIONAL
CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS
“NARCISO BASSOLS GARCÍA”
TÉCNICO EN PLÁSTICOS
MANUAL DE PRÁCTICAS DEL TALLER DE PLÁSTICOS REFORZADOS
PRÁCTICA N°. 6
ELABORACIÓN DE UN MOLDE SECCIONADO EN DOS O MÁS PARTES.
MÉTODO DE MOLDEO POR PICADO O CONTACTO
OBJETIVO:
Desarrollar las habilidades necesarias en el alumno, utilizando el método de moldeo por picado o contacto con brocha, en la elaboración de una pieza utilizando el molde.
ALUMNO:
GRUPO: TURNO: FECHA:
Elaborada por: Prof. Daniel Cabriada Hernandez

30
INTRODUCCIÓN
La fabricación de un molde, es la técnica empleada desde hace muchos años, además es la forma de obtener reproducciones fidedignas al original de un objeto dado.
En la tecnología de los plásticos, existen varios procedimientos que permiten reproducir piezas, se les conoce como procesos de moldeo el más simple es el moldeo por picado con brocha.
En el proceso técnico de elaboración de moldes, partiendo de un modelo o prototipo con forma irregular, es importante el conocimiento de taselado.
Se conoce como taselado al procedimiento que se sigue para elaborar un molde en tantas partes como sea posible, para desmoldar con facilidad.
ANÁLISIS DE LA ELABORACIÓN DE UN MOLDE SELECCIONADO
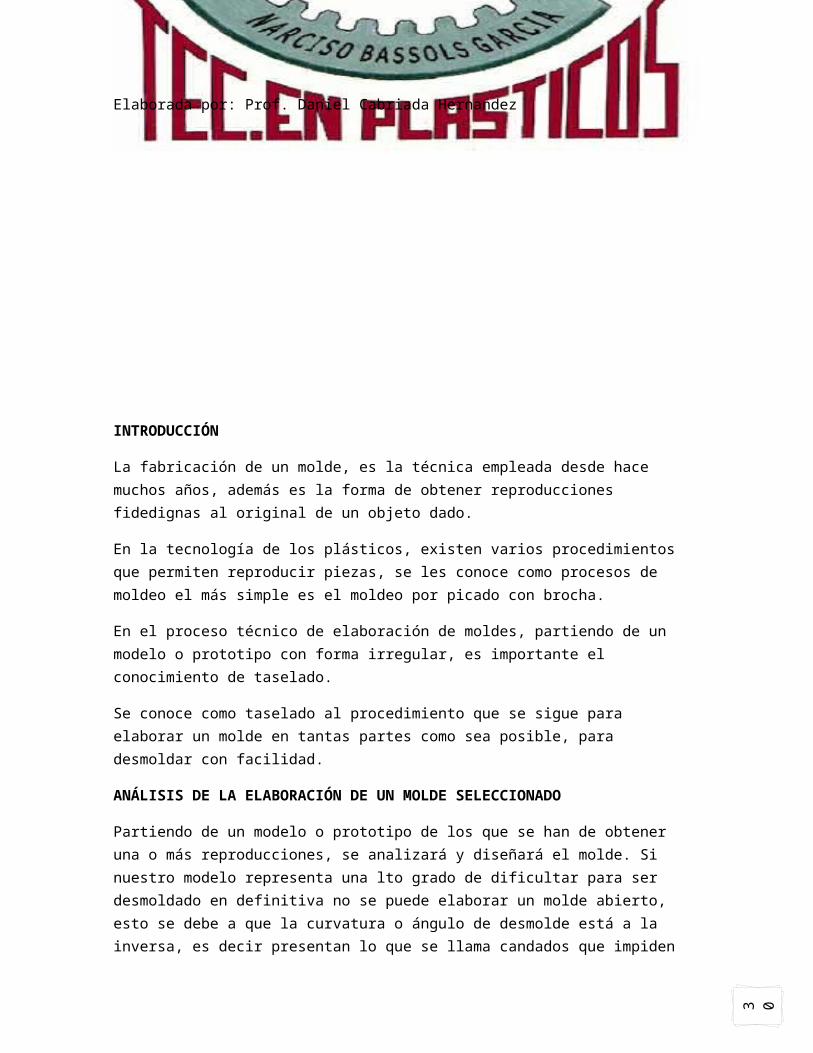
Partiendo de un modelo o prototipo de los que se han de obtener una o más reproducciones, se analizará y diseñará el molde. Si nuestro modelo representa una lto grado de dificultar para ser desmoldado en definitiva no se puede elaborar un molde abierto, esto se debe a que la curvatura o ángulo de desmolde está a la inversa, es decir presentan lo que se llama candados que impiden un desmolde satisfactorio teniendo que romper el molde, esto se comprende fácilmente si nosotros vamos a fabricar una pieza de forma esférica, ovalada o de cualquier otra en la que la boca del molde esté más cerrada que la base como se ve en la imagen N° 1.
Normalmente se recomienda un ángulo de desmolde de dos grados mínimo, cuando la pieza tiene proyección cónica o piramidal que no se nota a simple vista. Pero si tomamos como ejemplo el desarrollo de un molde en dos secciones o segmentos para fabricar una pieza en forma cuadrada cuyas paredes rectas no nos permiten dar los dos grados de ángulo para desmoldar o de una esfera (tinaco) determinamos el punto medio de la curvatura ayudándonos con una escuadra para determinar el punto medio (en dicha forma corresponde a la línea ecuatorial), colocamos el dique o tasel, es decir en el límite entre las dos mitades o secciones del modelo que será de 5 cm de ancho.
El material del taser puede ser el triplay, lámina, plastilina o cartón, se deben cortar siguiendo el contorno de la figura. En los lugares donde se observan claros o desajustes al momento de compactar el tasel se rellenará con plastilina para sellarlos.
Con la ayuda de soportes o tiras de madera, tramos de plastilina, el tasel debe quedar fijo sin que se mueva de la altura que se determinó en el modelo.
La plastilina se secciona en partes pequeñas que se utilizan como guías de sellado, se ejemplifica en la imagen N° 2.
Al terminar la primera parte o sección del molde se retira el dique o tasel y preparamos la siguiente sección utilizando nuevamente la técnica de moldeo manual o de picado, al terminar el tiempo de gelado y endurecimiento total de la segunda sección elaborada, se procede a reforzar

30
todo el molde de tal manera que este conserve su forma y medidas durante el tiempo de producción.
Curados los refuerzos se realizarán las perforaciones correspondientes en la ceja de construcción formada por el tasel, donde se coloca los tornillos para sujetas las dos secciones, para fabricar piezas en un molde seleccionado en dos o más secciones se moldea por separado cada una de las partes teniendo cuidado de hacer el corte de orillas en el momento adecuado y perfilar perfectamente las orillas, porque ya endurecidas cada una de las secciones fabricadas se procederá a ensamblar el molde atornillado las cejas o juntas de construcción como se le conoce en la industria.
No recortar los excedentes que impide ensamblar correctamente las secciones. Posteriormente se coloca fibra de vidrio en la parte interna compactando la unión, se deja gelar totalmente dicha unión y se procede a retirar los tornillos de la juna o ceja de construcción separando las dos secciones del molde para desmoldar la pieza y dar acabado a los excedentes que delimitan el área de la unión obteniendo finalmente una pieza integral.
LISTA DE MATERIA PRIMA
1. Resina poliéster usos generales
2. Monómero de estireno
30
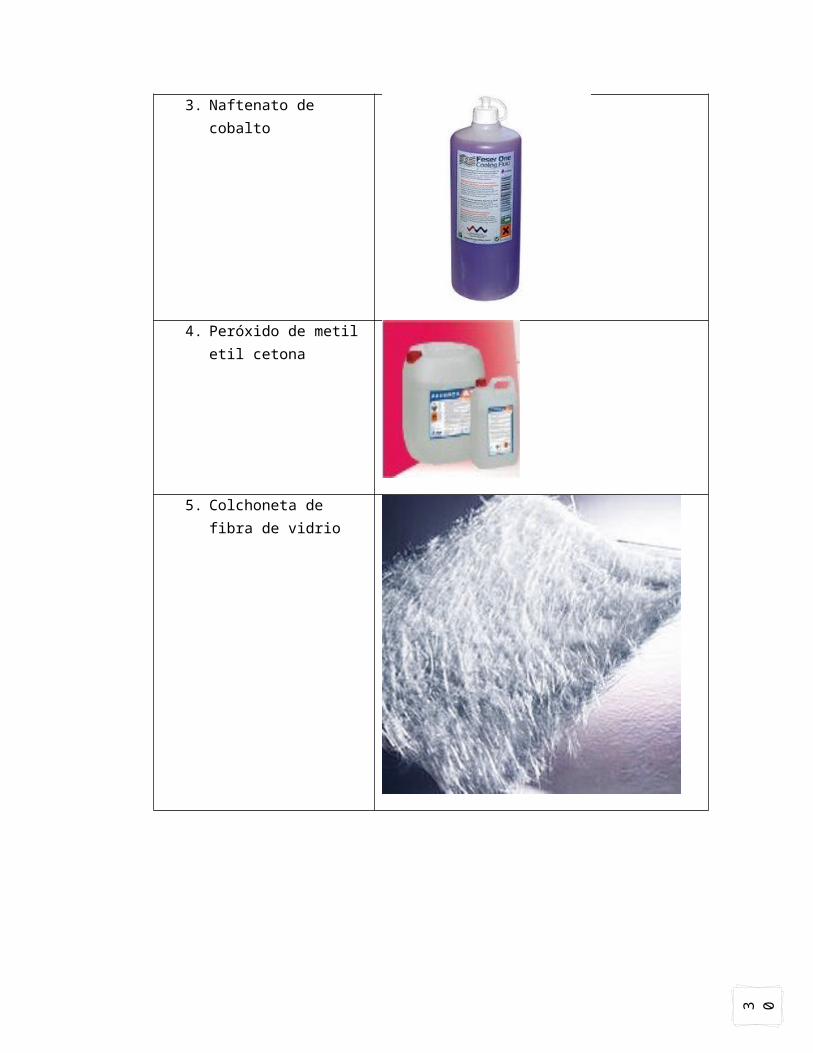
3. Naftenato de cobalto
4. Peróxido de metil etil cetona
5. Colchoneta de fibra de vidrio

30
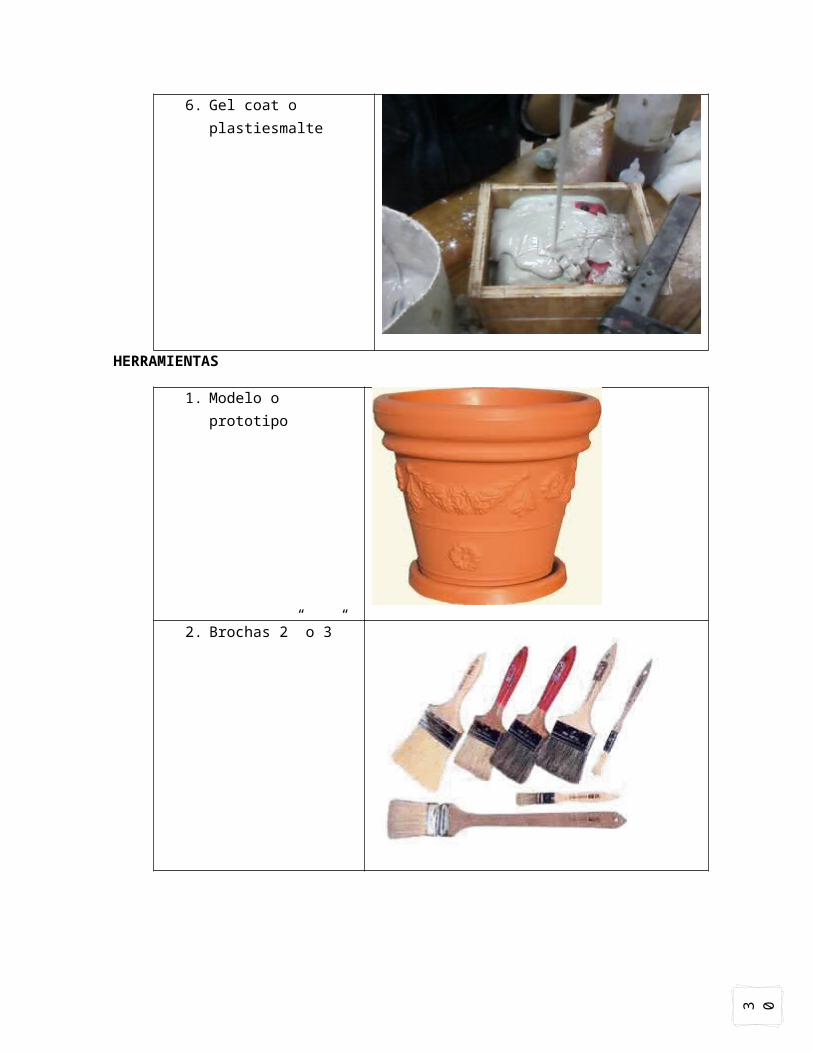
6. Gel coat o plastiesmalte
HERRAMIENTAS
1. Modelo o prototipo
2. Brochas 2” o 3”
30
3. Arco con segueta
4. Desarmador plano
5. Cuñas para desmoldar
MATERIALES DE CONSUMO
1. Cera desmoldante 41002. Película separadora (alcohol polivinílico)3. Thinner4. Estopa5. Lijas de grano grueso (esmeril)6. Plastilina, lijas para agua N° 180 y 240
ÓRDEN PARA MEZCLAR LOS COMPONENTES (RESINE POLIÉSTER)

30
1. Resina poliéster usos generales (pura)
2. Monómero de estireno (solvente)
3. Naftenato de cobalto (acelerador)

30
4. Peróxido de metil etil cetona (catalizador)
ÓRDEN PARA MEZCLAR LOS COMPONENTES (GEL COAT)
1. Resina poliéster usos generales (pura)2. Naftenato de cobalto (acelerador)3. Talco industrial , carlita o cabosil , decalite (Carga)4. Pigmento5. Peróxido de metil etil cetona
DESARROLLO DE LA PRÁCTICA
Aplicar cera desmoldante en la superficie preparada, después de 10 minutos se pule con estopa, para que no se corte la película separadora
Proceda a dar una mano de película separadora con el aplicador de hule espuma, se deja secar (aproximadamente 10 minutos)
Catalizar el gel coat agitando hasta incorporar completamente los componentes
Pintar con brocha la superficie preparada, delimitando la superficie que ha de cubrir la colchoneta de fibra de vidrio, se deja gelar el gel coat (24 horas)
Colocar una capa de colchoneta de fibra de vidrio , con la superficie más tersa hacia arriba
Enseguida catalice la resina agitándola hasta mezclar los componentes que la forman.
Impregne la colchoneta de fibra de vidrio con resina catalizada, utilizando la brocha humedezca toda la superficie
Coloque en forma vertical la brocha, presionando la colchoneta en la superficie del modelo, de tal forma que al presionar se extraigan las burbujas de aire; al terminar la operación de extracción deje gelar la sección 20 minutos para recortar los sobrantes de la ceja.
En la fabricación de un molde, se deben colocar de tres a seis capas de colchoneta de fibra de vidrio por sección.
Colocadas las tres o seis capas de fibra de vidrio, quitar la plastilina. Para preparar la(s) siguiente(s) sección(es) a partir del N° 1.
30
RECOMENDACIONES
a) Todos los sobrantes de las cejas se deben cortar antes de que se endurezca la fibra de vidrio (punto de gel)
b) La brocha se lava con thinner al término del picado o al aplicar el gel coat, de lo contrario se endurecerá.
c) Para proteger el acabado del molde, no se lijará la superficie que tiene el acabado gel coatd) Al terminar el molde, se taladran todas las cejas con una broca de ¼ para el armado del
mismo, según las cantidades de secciones.
30
INSTITUTO POLITÉCNICO NACIONAL
CENTRO DE ESTUDIOS CIENTÍFICOS Y TECNOLÓGICOS
“NARCISO BASSOLS GARCÍA”
TÉCNICO EN PLÁSTICOS
MANUAL DE PRÁCTICAS DEL TALLER DE PLÁSTICOS REFORZADOS
PRÁCTICA N°. 7
ELABORACIÓN DE UNA PIEZA A PARTIR DE UN MOLDE SELECCIONADO.
MÉTODO DEL MOLDEO POR PICADO O CONTACTO
OBJETIVO:
Desarrollar las habilidades necesarias en el alumno, utilizando el método de moldeo por picado o contacto con brocha, en la elaboración de una pieza utilizando el molde.
ALUMNO:
GRUPO: TURNO: FECHA:
Elaborada por: Prof. Daniel Cabriada Hernandez

30
INTRODUCCIÓN
Fabricar piezas a partir de un molde seleccionado, es una técnica utilizada desde hace muchos años, además es la forma de obtener reproducciones fidedignas al original de un objeto dado, sin que pierda sus características o dimensiones.
Dentro de la tecnología de los plásticos existen varios procedimientos que permiten reproducir una pieza y se les conoce como proceso de moldeo, el más simple es el método de moldeo por picado con brocha, siendo el objetivo de ésta práctica.
LISTA DE MATERIA PRIMA
1. Resina poliéster usos generales.
2. Monómero de estireno (solvente).

30
3. Naftenato de cobalto (acelerador).
4. Peróxido de metil etil cetona (catalizador)
5. Gel coat (base)

30
6. Colchoneta de fibra de vidrio de 1 ½ onza(refuerzo)
HERRAMIENTAS
1. Molde seccionado de plástico reforzado
2. Brocha de pelo de 3”

30
3. Arco con segueta
4. Desarmador
5. Un pedazo de espuma plástico (aplicador)
6. Mazo de hule

30
7. Cuña de polietileno para desmoldar
MATERIALES DE CONSUMO
1. Cera desmoldante
2. Película separadora (alcohol polivinílico)
30
3. Thinner
4. Estopa
5. Lija para agua N° 220

30
6. Lija para madera grano grueso
RECOMENDACIONES
a) Las secciones del molde deben estar limpios de residuos para que el acabado de la pieza sea perfecto.
b) Antes de aplicar la película separadora a la superficie de las secciones del molde (en su totalidad) debe realizar una prueba comprobando que ésta no se corte en una esquina del molde.
c) Después de aplicar la película separadora, lavar con agua el aplicador de espuma plástica.d) Lavar la brocha con thinner, después de aplicar el gel coat (base), cuando termine el
picado de la pieza también lavar la brocha para evitar que ésta se endurezca.e) Para proteger el acabado de la pieza, no lijar la cara que tiene el acabado de gel coat
(base).f) Antes de unir las secciones del molde, limpiar perfectamente la caja de construcción,
posteriormente aplicar cera desmoldante. Esto impide que se paguen las cejas de construcción
g) Aplicar gel-coat dentro de la pieza, esto permite sellar las primeras uniones de todas las secciones del molde.
h) Utilice pasta automotriz para resanar las burbujas que resultaron por un mal picadoi) Utilice plaste de peroxilina para tapar la reparaciónj) Lije toda la pieza con lija para agua, esto permite quitar la cera y película separadora.k) Utilice equipo de pintura automotiva para el terminado final (pintura de aceite, pistola,
compresor).
30
DESARROLLO DE LA PRÁCTICA
Se prepara la superficie del molde seleccionado dejando éste perfectamente limpio.
Aplicar cera desmoldante en las superficies preparadas y dejar reposar el molde 10 minutos, pasado el tiempo recomendado, las secciones se pulen a manera de que no se corte la película separadora. Proceda a dar una mano de película separadora con el aplicador de espuma plástica y dejar secar 10 minutos.
Catalizar el gel coat (base) agitando hasta mezclar completamente los componentes. En seguida se da una mano con la brocha, delimitando las superficies que se han de cubrir con la colchoneta de fibra de vidrio, se deja gelar el gel coat (base) 2 horas.
Colocar en las secciones del molde una capa de colchoneta de fibra de vidrio con la superficie más tersa hacia arriba
Proceda a catalizar la resina usos generales, agitándola hasta mezclar los componentes que la forman. En seguida impregnar la preparación catalizada a la colchoneta de fibra de vidrio, utilizando la brocha, humedezca toda la superficie.
Presiona con la brocha verticalmente la colchoneta de fibra de vidrio, de manera que al asentarla, se extraigan las burbujas de aire; terminada esta operación, déjela gelar (el tiempo lo determina el profesor). Cuando haya gelado totalmente la pieza, se recortan las orillas de ésta utilizando una cuchilla.
Para unir las secciones del molde, limpiar la ceja de construcción y aplicar cera desmoldante, unir y atornillar las secciones.
Para sellar la unión de la pieza, aplique gel coat catalizado. Utilice brocha.
Pasado el tiempo de gelado del gel coat coloca una tira de fibra de vidrio de 10 cm de ancho en toda la línea de la unión.
Para desmoldar, golpee el molde utilizando el mazo de hule. Después introduzca la cuña de polietileno en las orillas del molde y la pieza fabricada.
Producto terminado (desmolde)
REPARACIÓN Y PREPARACIÓN DEL PRODUCTO.
1. Aplicar pasta automotiva al producto.2. Lijar la pasta automotiva aplicada al producto3. Aplicar plaste de peroxilina para tapar la reparación4. Lijar con lija para agua la reparación
30
5. Dar una lijada completa al a pieza reparada, con la lija para agua, quitando la cera y película separadora impregnada en la pieza.
6. Utilice el equipo (pistola y compresor) para aplicar pintura automotiva (aceite) en la pieza preparada (el calor será de acuerdo a las existencias en el almacén del taller). Tiempo de secado 24 horas aproximadamente.
7. Presentar el producto terminado para su evaluación.

30
ELABOROING. DANIEL CABRIADA HERNANDEZ
MMXI