plc trabajo terminado
TRANSCRIPT
11
INDICE
Introducción………………………………………………..……2
¿Qué es un controlador logico programable (plc)?...............3
Clasificación del plc……………………………………………6
Campos de aplicación...……………………………………….9
¿Cómo se programa un plc?................................................11
Tipos de programación del plc (escalera)…….…….……...12
Por bloques…….………………………………….…….…….20
Lenguaje memonico o lista de instrucciones…….……….22
Conclución……………………………………………………..23
Bibliografía……………………………………………………..24
11
INTRODUCCIÓN
En este trabajo hablaremos sobre el controlador lógico programable que es uno de los procesos principales de producción. Como sabemos el PLC es un controlador de tiempo y regulador de secuencia.
Hasta no hace mucho tiempo el control de procesos industriales se venía haciendo de forma cableada por medio de contactores y relees.En la actualidad los PLC no se pueden entender como un proceso complejo de alto nivel desarrollados por técnicas cableada.El controlador lógico programable,(PLC),nacio como solución al control de circuitos complejos de automatización, pues como podemos ver el PLC no lo podemos ver mas que un aparato electrónico que sustituye alos circuitos auxiliares.Los PLC se introdujeron por primera vez en la industria en 1960 la principal idea por lo que fue que ala industria se lanzaron fue por que la intensa necesidad de eliminar el gran costo de eliminar los grandes costos que producia al remplazar el complejo de sistemas de control basados en los relees y los contactores.donde podemos decir que un PLC es un equipo que principalmente es utilizado en maquinarias industriales de fabricación de plásticos,en maquinas de enbalajes y automóviles para que un PLC pueda cumpilr con su función de controlar, es necesario de controlarlo de forma que la información necesaria puedan ser de su tipo.Los PLC sirven para realizar automatismos donde se pueda agregar asu disco de almacenamiento.mas que nada veremos que PLC es una computadoa especiaizada, que fue diseñada para controlar maquinas y procesos en un ambiente industrial.
. Un PLC controla la lógica de funcionamiento de maquinas, plantas y procesos industriales, procesan y reciben señales digitales y analógicas y pueden aplicar estrategias de control. Programmable Logic Controller o Controlador lógico programable.
Se trata de un equipo electrónico, que, tal como su mismo nombre lo indica, se ha diseñado para programar y controlar procesos secuenciales en tiempo real. Por lo general, es posible encontrar este tipo de equipos en ambientes industriales
Los PLC sirven para realizar automatismos, se puede ingresar un programa en su disco de almacenamiento, y con un microprocesador integrado, corre el programa, se tiene que saber que hay infinidades de tipos de PLC. Los cuales tienen diferentes propiedades, que ayudan a facilitar ciertas tareas para las cuales se los diseñan.
11
¿QUÉ ES UN CONTROLADOR LOGICO PROGRAMABLE?
Los controladores lógicos programables o PLC (programmable logic controller en sus siglas en inglés) son dispositivos electrónicos muy usados en automatización industrial.
¿ QUÉ ES UN PLC?
Un PLC (controlador logico programable) es un dispositivo que fue desarrollado para reemplazar los circuito secuenciales de relevadores para el control de maquinas.
El PLC trabaja atendiendo sus entradas y dependiendo de su estado conecta/desconecta sus salidas. El usuario introduce un programa, normalmente via software que proporciona los resultados deseados. Los PLC son utilizados en muchas aplicaciones reales, casi cualquier aplicacion que necesite algun tipo de control electrico necesita un PLC. Entonces se define un PLC como una computadora especializada, diseñada para controlar maquinas y procesos en ambientes industriales operando en tiempo real. Tambien la NAtional Electrical Manufacturers Association (NEMA) define al PLC como un dispositivo electronico digital que utiliza una memoria programable para almacenar instrucciones y para implementar funciones especificas tales como funciones lògicas, secuenciales, de temporizacion, de conteo y aritmèticas para controlar maquinas y procesos.
Un automata programable industrial (API) conocido tambien como PLC es un equipo electronico de control con un cableado interno (hardware) independientemente del proceso a controlar, que se adapta a dicho proceso mediante un programa especifico (software) que contiene la secuencia de operaciones a realizar. Estas operaciones se define sobre las señales de entrada y salida al proceso, cableadas directamente en los bornes de conexion del automata.
11
Las señales de entrada pueden proceder de elementos digitales, como finales de carrera y detectores de proximidad, o analogicos, como sensorea de temperatura y dispositiovos de salida en tension o corrientes continuas.
El automata gobierna las señales de salida segun el programa de control previamente almacenado en una memoria, apartir de estado de las señales de entrada.
Este programa se introduce en el automata a traves de la unidad de programacion que permite ademas funciones adicionales como depuracion de programas, simulacion, monitoreo de control de autómata.
Tambien se define como: Dispositivo electrónico muy usado en automatización industrial. Un PLC controla la lógica de funcionamiento de maquinas, plantas y procesos industriales, procesan y reciben señales digitales y analógicas y pueden aplicar estrategias de control. Programmable Logic Controller o Controlador lógico programable.
Se trata de un equipo electrónico, que, tal como su mismo nombre lo indica, se ha diseñado para programar y controlar procesos secuenciales en tiempo real. Por lo general, es posible encontrar este tipo de equipos en ambientes industriales
Los PLC sirven para realizar automatismos, se puede ingresar un programa en su disco de almacenamiento, y con un microprocesador integrado, corre el programa, se tiene que saber que hay infinidades de tipos de PLC. Los cuales tienen diferentes propiedades, que ayudan a facilitar ciertas tareas para las cuales se los diseñan.
Para que un PLC logre cumplir con su función de controlar, es necesario programarlo con cierta información acerca de los procesos que se quiere secuenciar. Esta información es recibida por captadores, que gracias al programa lógico interno, logran implementarla a través de los accionadores de la instalación.
Un PLC es un equipo comúnmente utilizado en maquinarias industriales de fabricación de plástico, en máquinas de embalajes, entre otras; en fin, son posibles de encontrar en todas aquellas maquinarias que necesitan controlar procesos secuenciales, así como también, en aquellas que realizan maniobras de instalación, señalización y control.
Dentro de las funciones que un PLC puede cumplir se encuentran operaciones como las de detección y de mando, en las que se elaboran y envían datos de acción a los pre-accionadores y accionadores. Además cumplen la importante función de programación, pudiendo introducir, crear y modificar las aplicaciones del programa.
11
Dentro de las ventajas que estos equipos poseen se encuentra que, gracias a ellos, es posible ahorrar tiempo en la elaboración de proyectos, pudiendo realizar modificaciones sin costos adicionales. Por otra parte, son de tamaño reducido y mantenimiento de bajo costo, además permiten ahorrar dinero en mano de obra y la posibilidad de controlar más de una máquina con el mismo equipo. Sin embargo, y como sucede en todos los casos, los controladores lógicos programables, o PLC’s, presentan ciertas desventajas como es la necesidad de contar con técnicos calificados y adiestrados específicamente para ocuparse de su buen funcionamiento.
11
CLASIFICACION DEL PLC
¿Cómo se clasifica el PLC?
Debido a la gran variedad de tipos distintos de PLC, tanto en sus funciones, en su capacidad, en su aspecto físico y otros, es que es posible clasificar los distintos tipos en varias categorías.
PLC TIPO NANO:
Generalmente PLC de tipo compacto ( Fuente, CPU e I/O integradas ) que puedemanejar un conjunto reducido de I/O, generalmente en un número inferior a 100. Permiten manejar entradas entradas y salidas digitales y algunos módulos especiales.
PLC TIPO COMPACTOS:
Estos PLC tienen incorporado la Fuente de Alimentación, su CPU y módulos de I/O en un solo módulo principal y permiten manejar desde unas pocas I/O hasta varios cientos ( alrededor de 500 I/O ) , su tamaño es superior a los Nano PLC y soportan una gran variedad de módulos especiales, tales como:
Entradas y salidas análogas
Módulos contadores rápidos
Módulos de comunicaciones
Interfaces de operador
Expansiones de i/o
PLC TIPO MODULAR:
Estos PLC se componen de un conjunto de elementos que conforman el controlador final, estos son:
Rack
Fuente de Alimentación
CPU
Módulos de I/O
11
De estos tipos existen desde los denominados MicroPLC que soportan gran cantidad deI/O, hasta los PLC de grandes prestaciones que permiten manejar miles de I/O.
11
CASI EL ULTIMO
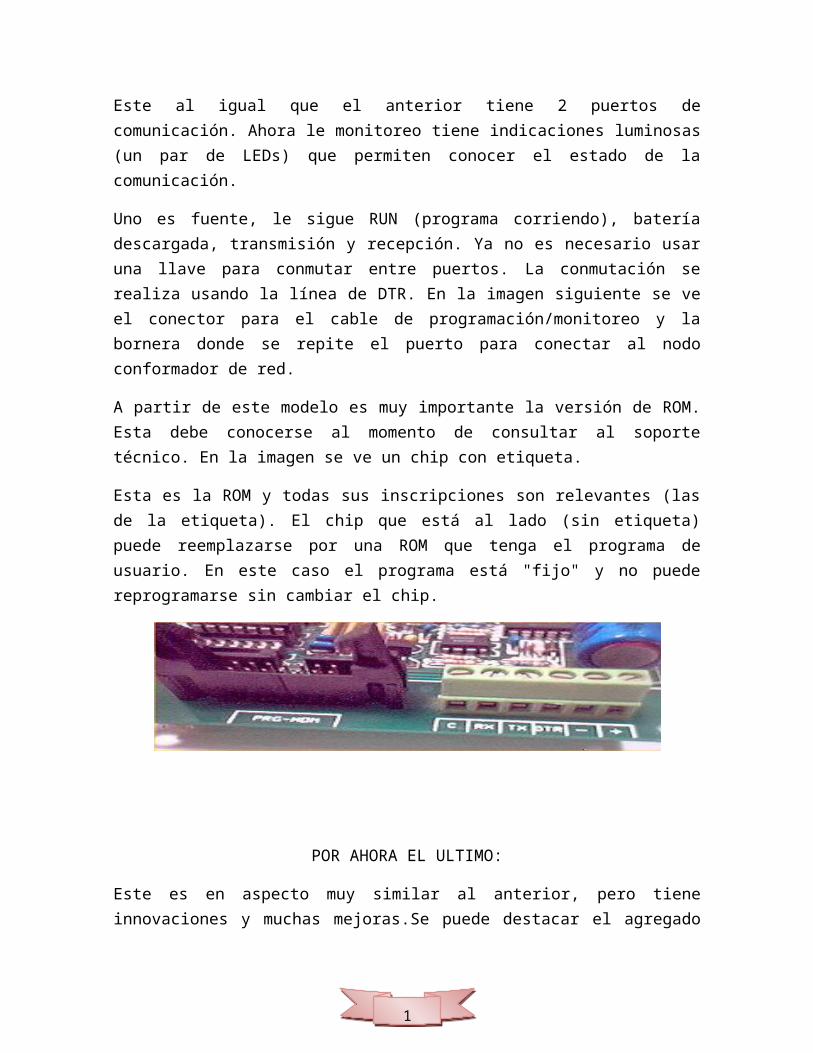
Este al igual que el anterior tiene 2 puertos de comunicación. Ahora le monitoreo tiene indicaciones luminosas (un par de LEDs) que permiten conocer el estado de la comunicación.
Uno es fuente, le sigue RUN (programa corriendo), batería descargada, transmisión y recepción. Ya no es necesario usar una llave para conmutar entre puertos. La conmutación se realiza usando la línea de DTR. En la imagen siguiente se ve el conector para el cable de programación/monitoreo y la bornera donde se repite el puerto para conectar al nodo conformador de red.
A partir de este modelo es muy importante la versión de ROM. Esta debe conocerse al momento de consultar al soporte técnico. En la imagen se ve un chip con etiqueta.
Esta es la ROM y todas sus inscripciones son relevantes (las de la etiqueta). El chip que está al lado (sin etiqueta) puede reemplazarse por una ROM que tenga el programa de usuario. En este caso el programa está "fijo" y no puede reprogramarse sin cambiar el chip.
POR AHORA EL ULTIMO:
Este es en aspecto muy similar al anterior, pero tiene innovaciones y muchas mejoras.Se puede destacar el agregado de un puerto adicional que permite el armado de redes entre PLCs y compartir datos.
Los 2 LEDs verdes corresponden a las indicaciones de transmisión y recepción del nuevo puerto. Este es accesible a través de la bornera lo que hace una diferencia en las conexiones con respecto al modelo anterior (porque ya no es una repetición del puerto
11
CAMPOS DE APLICACIÓN:
El PLC por sus especiales características de diseño tiene un campo de aplicación muy extenso. La constante evolución del hardware y software amplía constantemente este campo para poder satisfacer las necesidades que se detectan en el espectro de sus posibilidades reales.
Su utilización se da fundamentalmente en aquellas instalaciones en donde es necesario un proceso de maniobra, control, señalización, etc. , por tanto, su aplicación abarca desde procesos de fabricación industriales de cualquier tipo a transformaciones industriales, control de instalaciones, etc.
Sus reducidas dimensiones, la extremada facilidad de su montaje, la posibilidad de almacenar los programas para su posterior y rápida utilización, la modificación o alteración de los mismos, etc., hace que su eficacia se aprecie fundamentalmente en procesos en que se producen necesidades tales como:
Espacio reducido
Procesos de producción periódicamente cambiantes
Procesos secuenciales
Maquinaria de procesos variables
Instalaciones de procesos complejos y amplios
Chequeo de programación centralizada de las partes del proceso
Ejemplos de aplicaciones generales:
Maniobra de máquinas
Maquinaria industrial de plástico
Máquinas transfer
Maquinaria de embalajes
Maniobra de instalaciones:
Instalación de aire acondicionado, calefacción...
Instalaciones de seguridad
Señalización y control:
Chequeo de programas
11
Señalización del estado de procesos
Ejemplo:
Como ejemplo, las necesidades de una instalación que almacena agua en un tanque. El agua llega al tanque desde otro sistema, y como necesidad a nuestro ejemplo, el sistema debe controlar el nivel del agua del tanque.
Usando solo señales digitales, el PLC tiene 2 entradas digitales de dos interruptores del tanque (tanque lleno o tanque vacío). El PLC usa la salida digital para abrir o cerrar una válvula que controla el llenado del tanque.
Si los dos interruptores están apagados o solo el de “tanque vacío” esta encendido, el PLC abrirá la válvula para dejar entrar agua. Si solo el de “tanque lleno” esta encendido, la válvula se cerrara. Si ambos interruptores están encendidos sería una señal de que algo va mal con uno de los dos interruptores, porque el tanque no puede estar lleno y vacío a la vez. El uso de dos interruptores previene situaciones de pánico donde cualquier uso del agua activa la bomba durante un pequeño espacio de tiempo causando que el sistema se desgaste más rápidamente.
Un sistema analógico podría usar una báscula que pese el tanque, y una válvula ajustable. El PLC podría usar un PID para controlar la apertura de la válvula. La báscula esta conectada a una entrada analógica y la válvula a una salida analógica. El sistema llena el tanque rápidamente cuando hay poco agua en el tanque. Si el nivel del agua baja rápidamente, la válvula se abrirá todo lo que se pueda, si el al contrario, la válvula se abrirá poco para que entre el agua lentamente.
Con este diseño del sistema, la válvula puede desgastarse muy rápidamente, por eso, los técnicos ajustan unos valores que permiten que la válvula solo se abra en unos determinados valores y reduzca su uso.
Un sistema real podría combinar ambos diseños, usando entradas digitales para controlar el vaciado y llenado total del tanque y el sensor de peso para optimizarlos.
11
¿CÓMO SE PROGRAMA UN PLC?
Además de la representación que hemos venido utilizando en este libro de circuitos lógicos capaces de llevar a cabo alguna función, existe otro tipo de representación de los mismos ampliamente utilizada en aplicaciones industriales de automatización y control digital. Se trata de los diagramas de escalera lógica (logic ladder diagrams), conocidos simplemente como los diagramas de escalera. Los diagramas de escalera son un lenguaje visual que permite llevar a cabo la programación de los controladores lógicos programables conocidos comúnmente en la literatura técnica por sus siglas PLC (del inglés Programable Logic Controller). Esto, en cierta forma, es nuestro punto de introducción hacia las ramas de la robótica y la meca trónica.
Hablando en términos generales, los circuitos integrados tratados previamente son circuitos integrados utilizados fundamentalmente para el procesamiento de datos, para el procesamiento de información, en los cuales se desea economizar al máximo el consumo de energía, y por lo tanto han sido diseñados para poder operar con corrientes eléctricas muy pequeñas. Ciertamente, no son capaces de poder manejar las corrientes eléctricas necesarias para poder encender y apagar motores. Esto requiere de componentes eléctricos para uso pesado (heavy duty) tales como los relevadores electromecánicos estudiados al principio de este libro o como los rectificadores controlados de silicio SCR y los thyristores. Sin embargo, es deseable mantener la misma flexibilidad de poder interconectar estos elementos de control siguiendo un esquema de fácil interpretación y mantenimiento como el que proporcionan los diagramas convencionales de las funciones lógicas básicas. Considérese el siguiente diagrama elemental de un motor activado directamente con voltaje de 120 volts de corriente alterna (el cual podría ser el motor de un abanico casero, de un taladro, o de una licuadora)
11
TIPOS DE PROGRAMACION DEL PLC:
Cuando hablemos de los lenguajes de programación nos referimos a diferentes formas en las que se puede escribir el programa de usuario.
Los softwares actuales nos permiten traducir el programa usuario de un lenguaje a otro, pudiendo así escribir el programa en el lenguaje que mas conviene.
Existen varios tipos de lenguaje de programación:
• Mnemónico o Lista de instrucciones
• Esquema de contactos o diagramas de escalera
• Esquema funcional
No obstante, los lenguajes de programación mas empleados en la actualidad son, el mnemónico y el esquema de contactos.
Es un lenguaje grafico, derivado del lenguaje de relevadores, que mediante símbolos representa contactos solenoides…Su principal ventaja es que los símbolos básicos están normalizados según normas NEMA y son empleados por todos los fabricantes.
Escalera
Descripción del lenguaje ladder
Existen distintos tipos de lenguaje de programación de un PLC, quizás el más común sea la programación tipo escalera o ladder. Los diagramas de escalera son esquemas de uso común para representar la lógica de control de sistemas industriales. Se le llama diagrama "escalera" porque se asemejan a una escalera, con dos rieles verticales (de alimentación) y "escalones" (líneas horizontales), en las que hay circuitos de control que definen la lógica a través de funciones. De esta manera Las principales características del lenguaje ladder son:
Instrucciones de entrada se introducen a la izquierda Instrucciones de salida se situarán en el derecho.
Los carriles de alimentación son las líneas de suministro de energía L1 y L2 para los circuitos de corriente alterna y 24 V y tierra para los circuitos de CC
La mayoría de los PLC permiten más de una salida por cada renglón (Rung).
11
El procesador (o "controlador") explora peldaños de la escalera de arriba a abajo y de izquierda a derecha.
Las instrucciones de entrada son las condiciones que tiene el circuito para dejar o no dejar pasar la corriente de una línea a la otra. Estas condiciones se manejan comúnmente con contactos normalmente abierto o normalmente cerrados los cuales interpretan las señales de alto y bajo de sensores o interruptores. Si las condiciones son verdaderas la corriente llega a las instrucciones de salida las
cuales generan acciones como energizar la bobina de un motor o energizar una lámpara por ejemplo. De esta forma el paso de la corriente a las bobinas de salida
están condicionadas por la lógica que manejen las instrucciones de entradas.
Un PLC tiene muchas terminales "de entrada" y también muchos terminales de salida, a través de los cuales se producen las señales "alta" o "baja" que se
transmiten a las luces de energía, solenoides, contactores, pequeños motores y otros dispositivos que se prestan a control on / off. En un esfuerzo por hacer PLC
fácil de programar, el lenguaje de programación ladder fue diseñado para asemejarse a los diagramas de lógica de escalera. Por lo tanto, un electricista
industrial o ingeniero eléctrico, acostumbrados a leer esquemas de lógica ladder se sentirán más cómodos con la programación de un PLC si se maneja con el
laddler.
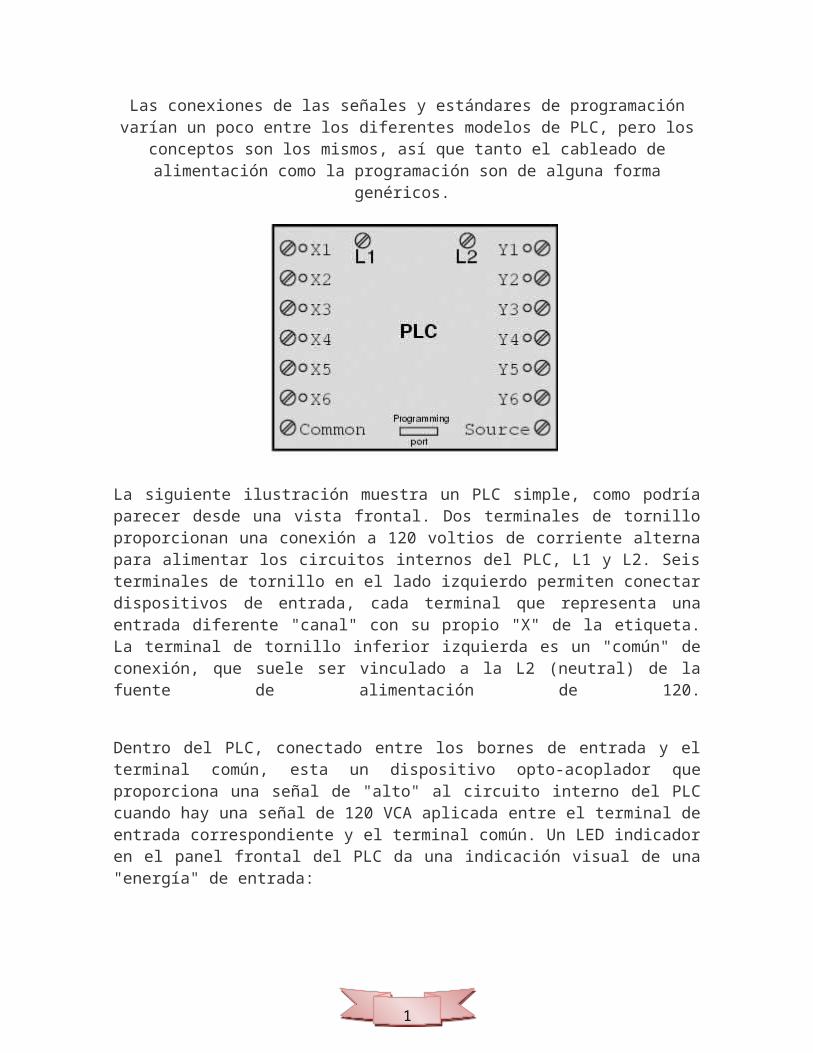
Las conexiones de las señales y estándares de programación varían un poco entre los diferentes modelos de PLC, pero los conceptos son los mismos, así que
tanto el cableado de alimentación como la programación son de alguna forma genéricos.
11
La siguiente ilustración muestra un PLC simple, como podría parecer desde una vista frontal. Dos terminales de tornillo proporcionan una conexión a 120 voltios de corriente alterna para alimentar los circuitos internos del PLC, L1 y L2. Seis terminales de tornillo en el lado izquierdo permiten conectar dispositivos de entrada, cada terminal que representa una entrada diferente "canal" con su propio "X" de la etiqueta. La terminal de tornillo inferior izquierda es un "común" de conexión, que suele ser vinculado a la L2 (neutral) de la fuente de alimentación de 120.
Dentro del PLC, conectado entre los bornes de entrada y el terminal común, esta un dispositivo opto-acoplador que proporciona una señal de "alto" al circuito interno del PLC cuando hay una señal de 120 VCA aplicada entre el terminal de entrada correspondiente y el terminal común. Un LED indicador en el panel frontal del PLC da una indicación visual de una "energía" de entrada:
11
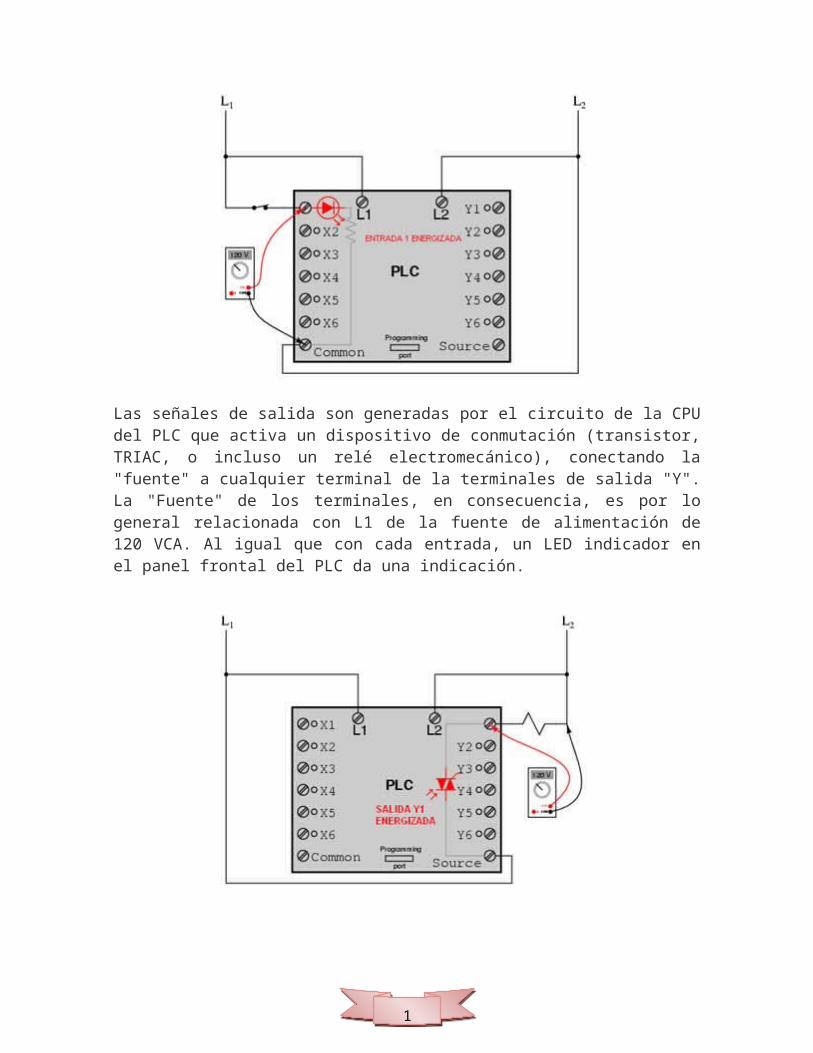
Las señales de salida son generadas por el circuito de la CPU del PLC que activa un dispositivo de conmutación (transistor, TRIAC, o incluso un relé electromecánico), conectando la "fuente" a cualquier terminal de la terminales de salida "Y". La "Fuente" de los terminales, en consecuencia, es por lo general relacionada con L1 de la fuente de alimentación de 120 VCA. Al igual que con cada entrada, un LED indicador en el panel frontal del PLC da una indicación.
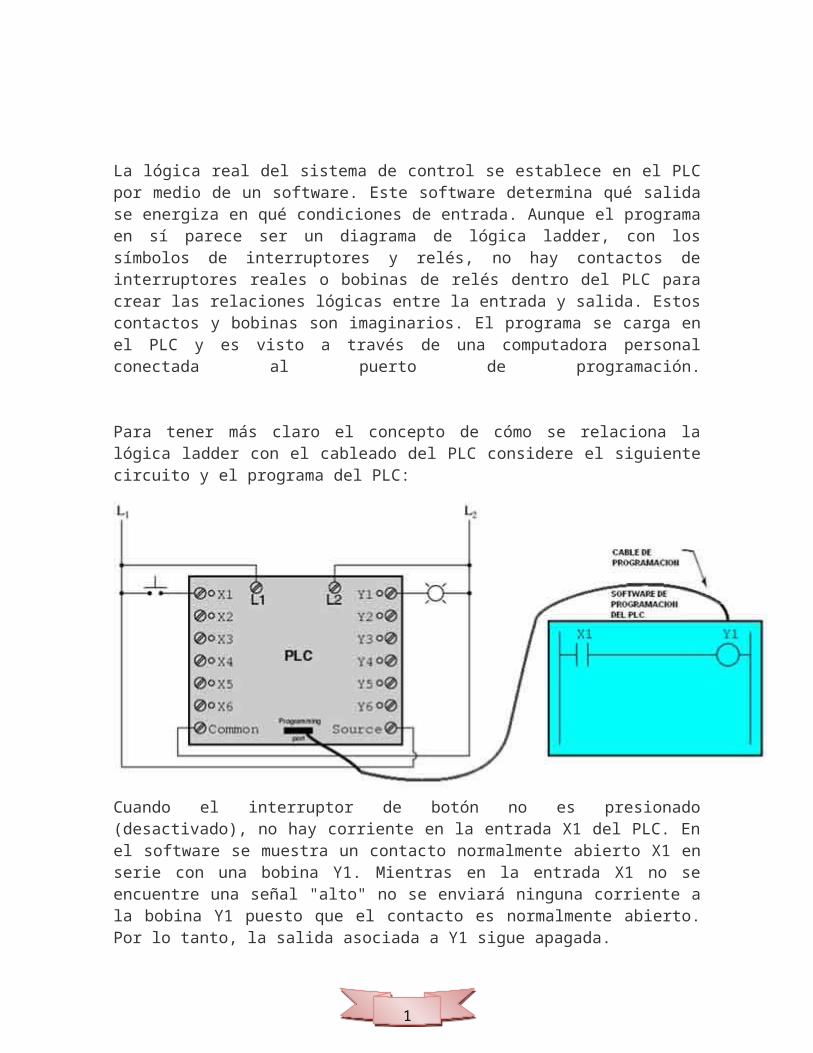
La lógica real del sistema de control se establece en el PLC por medio de un software. Este software determina qué salida se energiza en qué condiciones de entrada. Aunque el programa en sí parece ser un diagrama de lógica ladder, con los símbolos de interruptores y relés, no hay contactos de interruptores reales o bobinas de relés dentro del PLC para crear las relaciones lógicas entre la entrada y salida. Estos contactos y bobinas son imaginarios. El programa se carga en el PLC y es visto a través de una computadora personal conectada al puerto de programación.
Para tener más claro el concepto de cómo se relaciona la lógica ladder con el cableado del PLC considere el siguiente circuito y el programa del PLC:
11
Cuando el interruptor de botón no es presionado (desactivado), no hay corriente en la entrada X1 del PLC. En el software se muestra un contacto normalmente abierto X1 en serie con una bobina Y1. Mientras en la entrada X1 no se encuentre una señal "alto" no se enviará ninguna corriente a la bobina Y1 puesto que el contacto es normalmente abierto. Por lo tanto, la salida asociada a Y1 sigue apagada.
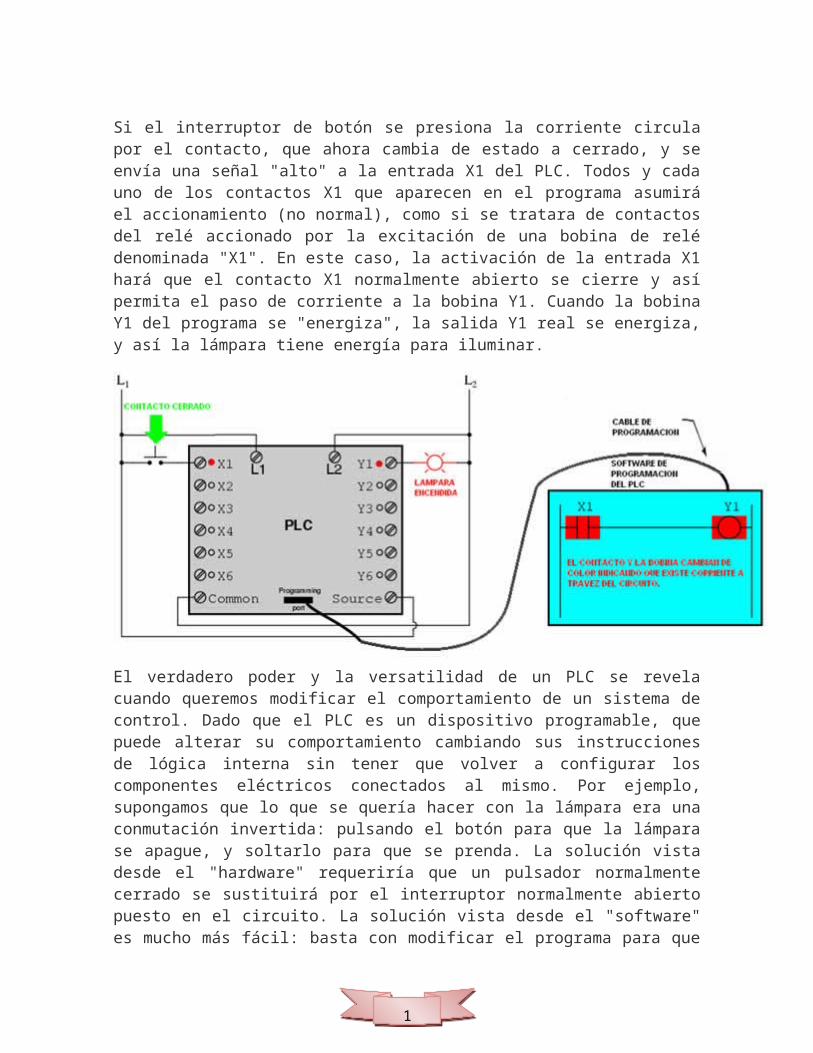
Si el interruptor de botón se presiona la corriente circula por el contacto, que ahora cambia de estado a cerrado, y se envía una señal "alto" a la entrada X1 del PLC. Todos y cada uno de los contactos X1 que aparecen en el programa asumirá el accionamiento (no normal), como si se tratara de contactos del relé accionado por la excitación de una bobina de relé denominada "X1". En este caso, la activación de la entrada X1 hará que el contacto X1 normalmente abierto se cierre y así permita el paso de corriente a la bobina Y1. Cuando la bobina Y1 del programa se "energiza", la salida Y1 real se energiza, y así la lámpara tiene energía para iluminar.

11
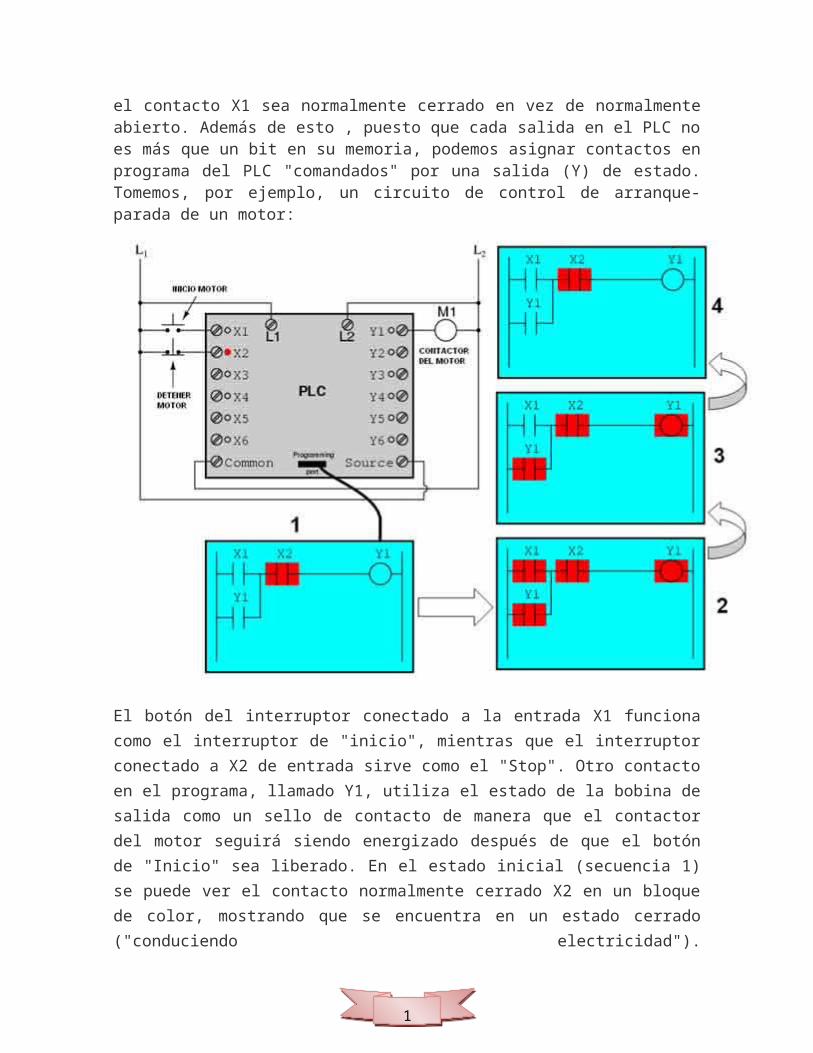
El verdadero poder y la versatilidad de un PLC se revela cuando queremos modificar el comportamiento de un sistema de control. Dado que el PLC es un dispositivo programable, que puede alterar su comportamiento cambiando sus instrucciones de lógica interna sin tener que volver a configurar los componentes eléctricos conectados al mismo. Por ejemplo, supongamos que lo que se quería hacer con la lámpara era una conmutación invertida: pulsando el botón para que la lámpara se apague, y soltarlo para que se prenda. La solución vista desde el "hardware" requeriría que un pulsador normalmente cerrado se sustituirá por el interruptor normalmente abierto puesto en el circuito. La solución vista desde el "software" es mucho más fácil: basta con modificar el programa para que el contacto X1 sea normalmente cerrado en vez de normalmente abierto. Además de esto , puesto que cada salida en el PLC no es más que un bit en su memoria, podemos asignar contactos en programa del PLC "comandados" por una salida (Y) de estado. Tomemos, por ejemplo, un circuito de control de arranque-parada de un motor:
11
El botón del interruptor conectado a la entrada X1 funciona como el interruptor de "inicio", mientras que el interruptor conectado a X2 de entrada sirve como el "Stop". Otro contacto en el programa, llamado Y1, utiliza el estado de la bobina de salida como un sello de contacto de manera que el contactor del motor seguirá siendo energizado después de que el botón de "Inicio" sea liberado. En el estado inicial (secuencia 1) se puede ver el contacto normalmente cerrado X2 en un bloque de color, mostrando que se encuentra en un estado cerrado ("conduciendo electricidad").
Si se presiona el botón "Inicio" (secuencia 2) se energiza la entrada X1 del PLC , por lo que se cierra el contacto X1 en el programa, y así el envío de corriente a la bobina Y1 . De esta forma se energiza también la salida rea Y1 y se aplican los 120 voltios de CA al contactor de la bobina del motor. El contacto Y1 paralelo también se "cierra", con lo que se enclava el "circuito", es decir si se libera el botón de inicio, el contacto normalmente abierto X1 volverá a su estado "abierto", pero el motor seguirá funcionando debido a que el contacto Y1 sigue proporcionando la "continuidad" a la corriente de la bobina Y1, manteniendo así la salida Y1 energizada.
11
Para detener el motor, se debe pulsar el botón "Stop", que activará la entrada X2 y abrirá el contacto normalmente cerrado, rompiendo la continuidad de la corriente hacia la bobina Y1. Cuando el "Stop" botón se libere la entrada X2 se desactivará, volviendo al contacto X2 a su estado normal, cerrado. El motor, sin embargo, no se reanudará hasta que el botón "Start" se active, porque el contacto que lo enclavaba se desenergizo con el rompimiento de continuidad en el circuito al oprimir el botón Stop.
11
POR BLOQUES
Programación con bloques funcionales
Una de las formas más recientes de programar un PLC es através de una carta gráfica de bloques funcionales. Este tipode programación ha sido diseñado para describir, programar ydocumentar la secuencia del proceso de control.En Europa, se ha comenzado a utilizar el lenguaje deprogramación llamado GRAFCET (creado en FRANCIA),orientado a la programación de PLC mediante bloquesfuncinales.En la lógica combinacional, la programación con bloquesfuncionales es muy superior a otras formas de programación,mientras que los diagramas escalera y booleanos son mejoresen lógica combinacional.Debido a que hoy en día el control de procesos se programaprincipalmente con lógica secuencial, la programación conbloques funcionales será pronto el estándar para programar PLC.Este lenguaje incluye un conjunto de símbolos y convencionestales como pasos, transiciones, conectividades (tambiénllamados enlaces) y condiciones.
Por bloques
Bloques de Organización (OB): Encargados de gestionar el programa de mando. Constituyen la interfase entre el sistema operativo (programa del sistema) y el programa de mando (programa de usuario). Cada uno de los distintos bloques de organización se hace cargo de una determinada tarea parcial. Forma de construir un programa de mando estructurado. Poniendo en relieve la importancia del módulo de Organización.
11
Bloques de Programa (PB): Incluyen el programa de usuario dividido según aspectos funcionales o tecnológicos. En este tipo de módulos se programan normalmente secciones cerradas de un programa.
Bloques de Función (FB): Son módulos de programa con memoria. En ellos se programan partes del programa; como por ejemplo: valores de consigna, constantes, temporizaciones, textos, funciones de mando que se presentan con frecuencia o que tienen una estructura compleja.
Bloques de Datos (DB): Aquí se guardan los datos que serán procesados durante la ejecución del programa. Los bloques de datos guardan los datos del programa de usuario.
11
LENGUAJE MNEMONICO O LISTA DE INSTRUCCIONES
Consiste en un conjunto de códigos simbólicos, cada uno de los cuales corresponde a una instrucción.
Cada fabricante utiliza sus propios códigos, y una nomenclatura distinta para nombrar las variables del sistema.
El lenguaje mnemónico es similar al lenguaje ensamblador de los microprocesadores.
Ejemplo: la lista de instrucciones son las del autómata CQM1H de OMRON.
Dirección instrucción parámetro
0000 LD HO5O1
Instrucción: Especifica la operación a realizar.
Parámetro: Son los datos asociados a la operación (instrucción). Lo parámetros son en general de formato TIPO y VALOR.
Dirección: Indica la posición de la instrucción en la memoria de programa usuario.
Las funciones de control vienen representadas con expresiones abreviadas.
La fase de programación es mas rápida que en el lenguaje de esquemas de contactos.
Los elementos básicos que configuran la función se representa entre dos líneas verticales que simbolizan las líneas de alimentación.
Para las líneas de función más complejas como temporizadores, registros de desplazamiento, etc., se emplea en el formato de bloques. Estos no están formalizados, aunque guardan una gran similitud entre si para distintos fabricantes y resultan mucho mas expresivos que si se utiliza para el mismo fin el lenguaje en lista de instrucciones o mnemónico.
11
CONCLUCIÓN
En este trabajo se explico los temas y los usos de los controladores y su uso en la industria, asi como los usos del PLC.
Los PLC sirven para realizar automatismos, se puede ingresar un programa en su disco de almacenamiento, y con un microprocesador integrado, corre el programa, se tiene que saber que hay infinidades de tipos de PLC y con ellos podemos lograr un mejoramiento en la maquinaria y que los productos sean de mejor calidad.
Una de las funciones que un PLC puede cumplir se encuentra operaciones como las de detección y de mando, en las que se elaboran y envían datos de acción a los pre-accionadores y accionadores para lograr un trabajo eficaz y eficiente.
Podemos clasificar a los PLC como buenas herramientas para lograr que todo el equipo trabaje de manera exacta.
Todo lo que aprendimos en este ensayo lo podemos aplicar en nuestra vida cotidiana para lograr una mejor presentación en nuestro trabajo. El uso del PLC es frecuentemente usado en la industria.
Sus aplicaciones son en maquinaria industrial del mueble y la madera como por ejemplo para hacer mesas, sillas, etc. Maquinaria en proceso de grava, arena y cemento como por ejemplo para crear una casa, un piso entre otras cosas. Maquinaria en la industria del plástico maquinas-herramientas complejas para hacer cubetas de plástico, bolsas, entre otros. Maquinaria de ensamblaje para ensamblar automóviles, televisores, o maquinaria pesada. Y Máquinas de transferencia.
Lo que hemos aprendido en este tema es como utilizar el PLC de manera correcta para no cometer algún error, también para tener una buena producción y calidad a lo largo de la producción.
11
BIBLIOGRAFIA:
1. WEBB John, REIS Ronal. Programmable Logic Controllers. Principles and Applications.
Thir edition. Prentice Hall Englewood Cliffs. 1995.
2. BERGER Hans. Automating with the SIMATIC s5 - 115 U. Programable Controllers.
Siemens. Berlin. 1989.
3. PORRAS A, Montanero A.P. Autómatas Programables. Mc Graw Hill. México 1990.
4. Westinghouse. Programmable Control s. User's Guide. Westinghouse Electric
Corporation. Pittsburgh. 1991.
5. Siemens. AWL y KOP para SIMATIC S7-200. Programación de bloques Siemens
Nürmberg. 1996.
6. FLOWER Luis. Controles y automatismo Eléctricos, teoría y práctica. Telemecanique de
Colombia