plan de emergencias de una fábrica de transformación de...
TRANSCRIPT


Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 1
INTRODUCCIÓN
Dentro del enorme y lento proceso evolutivo de las empresas en un constante
esfuerzo por alcanzar mayores objetivos de producción, calidad, seguridad,
comerciales, etc., el hábitat de trabajo se ha ido adaptando a este crecimiento.
Como resultado de esto, ha ido aumentando el tamaño, diversidad y complejidad
de las instalaciones en las que se albergan, transforman y manipulan materias y
elementos.
Todo esto unido a la presencia del trabajador y sus tareas, hacen necesario un
estudio de las emergencias que se puedan plantear, para evitarlas en la medida
de lo posible, además de plantear los procedimientos a tomar en caso de que
dichas emergencias tengan lugar.
OBJETO DEL PROYECTO
El artículo 20 de la Ley 31/95 de Prevención de Riesgos Laborales concreta que
“el empresario, teniendo en cuenta el tamaño y la actividad de la empresa, así
como la posible presencia de personas ajenas a la misma, deberá analizar las
posibles situaciones de emergencia, y adoptar las medidas necesarias en materia
de primeros auxilios, lucha contra incendios y evacuación de los trabajadores,
designando para ello el personal encargado de poner en práctica estas medidas y
comprobando periódicamente en su caso, su concreto funcionamiento”.
Basándome en dicho artículo, el objeto de este Proyecto Fin de Carrera no será
otro si no el estudio y análisis de las emergencias que se podrían encontrar en las
instalaciones de una fábrica, así como de la actuación ante estas.
El documento que desarrolla la planificación de la respuesta específica a
cualquier emergencia constituye el Plan de Emergencias, del que carece la
fábrica. Por tanto, se procederá a elaborar y redactar el mismo para dotar a la
empresa de las herramientas necesarias para actuar en caso de emergencia.
DESCRIPCIÓN DE LA FÁBRICA Y DE SUS ACTIVIDADES
Se trata de una fábrica de transformación de materia prima plástica, para la
fabricación de concentrados de aditivos en poliolefinas.
El proceso de la fábrica consiste en una alimentación mediante dosificadores
pesadores de las distintas materias primas para su posterior volcado en la
extrusora, encargada de mezclar, fundir y dispersar en la matriz plástica, con

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 2
objeto de conseguir la correcta formulación de los “masterbatches”. El producto
resultante es granulado, enfriado y almacenado en silos, para su posterior
ensacado y paletizado, para su posterior distribución.
La preparación del masterbatch consiste en una premezcla física inicial de la
base, que es una poliolefina o cualquiera de sus derivados, con una serie de
aditivos que van a transferir al masterbatch las propiedades deseadas, y que han
sido previamente determinados en la fase anterior. Posteriormente esta mezcla es
calentada por medio de resistencias eléctricas dentro de un cilindro metálico hasta
conseguir fundir y llegar a la temperatura deseada.
El cilindro con todos sus componentes es lo que se denomina Extrusora y
mediante el proceso de extrusión descrito se forman espárragos ( tantos como
orificios tenga el cabezal ) que posteriormente son enfriados por agua o aire hasta
alcanzar de nuevo el estado inicial.
Los espárragos son conducidos hasta un sistema de corte, el cual consiste en
unas cuchillas que, dependiendo de la velocidad de giro, cortan al espárrago en
pequeñas bolas, las cuales una vez secadas por medio de aire caliente, son
transportadas hasta una tolva de homogeneización, donde se crea una mezcla
más uniforme del masterbatch y de ahí el material es llevado hasta el sistema de
embalaje donde es ensacado y apilado en palets.
El proceso productivo llevado a cabo en la empresa está formado por las
siguientes etapas:
Recepción y almacenamiento de materia prima.
Control de calidad.
Descarga y almacenamiento.
Premezcla de aditivos.
Extrusión.
Ensacado.
Paletizado.
Almacén de producto.
ESTRUCTURA Y CONTENIDO DEL PLAN DE EMERGENCIAS
El Plan de Emergencias comprende los siguientes documentos:
Documento Nº 1: Evaluación del Riesgo.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 3
En este documento se relacionan, analizan y valoran los factores de riesgo
potencial que presenta la fábrica. Para esto, se deben tener en cuenta
varios criterios como el tipo de industria, sus actividades, la ubicación y el
entorno, entre otros, según la Orden Ministerial de 29 de Noviembre de
1984.
Una vez hecho esto, se procederá a la evaluación de los riesgos mediante
métodos cuantitativos (Nivel de riesgo intrínseco) y cualitativos (AMFEC,
Análisis Modal de Fallas, Efectos y Consecuencias) de evaluación .
En el caso de la fábrica, los riesgos a evaluar serán los de incendio,
derrames y fugas.
Documento Nº 2: Medios de Protección.
En este documento se realiza un inventario de los medios técnicos y
humanos de los que se dispone en la planta.
En el inventario de medios técnicos se describen las instalaciones de
detección, alarma y extinción de incendios, así como los alumbrados y
señalización de emergencia, entre otros. Además, se determinarán las
deficiencias y carencias en cuanto a dichos medios.
En el de medios humanos se definirán y relacionarán los medios humanos
disponibles para hacer frente a cualquier situación de emergencia. Este
personal deberá conocer las vías de evacuación, las alarmas establecidas
y el punto de reunión previsto ante un caso de desalojo de la planta.
Documento Nº 3: Plan de Emergencia.
Este documento tiene como objetivo principal proporcionar una protección
eficaz a los empleados, visitantes y personal de contratas, además de a
sus instalaciones, equipos y materias (primas y terminadas) en el caso de
que se produzca una situación de emergencia en el interior de los límites
de la empresa.
El Plan describe las acciones a realizar y los procedimientos, la
organización de los medios humanos, responsabilidades y comunicación
interna y externa.
Documento Nº 4: Implantación.
Una vez elaborado el Plan de Emergencias, se debe proceder a su
implantación en la empresa. De este modo, en este documento, se asignan
los recursos necesarios para su realización, es decir, el conjunto de
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 4
medidas y las acciones a realizar para asegurar la eficacia operativa del
mismo.
Estas medidas y acciones serán:
o Organización del Plan de Emergencias.
o Responsabilidades.
o Mantenimiento.
o Simulacros de emergencia.
o Programa de formación y entrenamiento.
o Investigación de siniestros.
o Programa de revisión.

ÍNDICE
1. INTRODUCCIÓN ............................................................................................ 1
1.1. OBJETO DEL PROYECTO .......................................................................... 1
1.2. JUSTIFICACIÓN DEL PROYECTO ............................................................. 3
1.3. DESCRIPCIÓN DE LA FÁBRICA Y SUS ACTIVIDADES
PROCESO PRODUCTIVO DE MASTERBATCHES .................................. 4
1.4. NORMATIVA LEGAL APLICABLE ............................................................. 23
1.5. CONTENIDO DEL PLAN DE MERGENCIAS ............................................ 26
1.6. DEFINICIONES .......................................................................................... 28
2 DOCUMENTO 1: EVALUACIÓN DEL RIESGO ............................................ 30
2.1. RIESGO POTENCIAL ................................................................................ 30
2.1.1. UBICACIÓN DE LA FÁBRICA Y ENTORNO ...................................... 30
2.1.2. CARACTERÍSTICAS CONSTRUCTIVAS ........................................... 31
2.1.3. ELEMENTOS ESTRUCTURALES ...................................................... 34
2.1.4. COMPARTIMENTACIÓN .................................................................... 36
2.1.5. CARACTERIZACIÓN DEL ESTABLECIMIENTO INDUSTRIAL ......... 37
2.1.6. REACCIÓN Y RESISTENCIA AL FUEGO DE LOS MATERIALES .... 39
2.1.7. NÚMERO MÁXIMO DE PERSONAS EN CADA ÁREA ...................... 42
2.1.8. EL FUEGO .......................................................................................... 42
2.1.9. PRODUCTOS DE LA COMBUSTIÓN................................................. 44
2.1.10. DERRAMES Y FUGAS ..................................................................... 49
2.2. EVALUACIÓN DE RIESGOS ..................................................................... 52
2.2.1. NIVEL DE RIESGO INTRÍNSECO ...................................................... 57
3. DOCUMENTO Nº2: MEDIOS DE PROTECCIÓN ......................................... 63
3.1. INVENTARIO ............................................................................................. 63
3.1.1. MEDIOS TÉCNICOS .......................................................................... 63
3.1.1.1. EXTINTORES PORTÁTILES ....................................................... 64

3.1.1.2. SISTEMAS FIJOS DE EXTINCIÓN ............................................. 69
3.1.1.3. PULSADORES DE ALARMA Y SIRENA ..................................... 72
3.1.1.4. SISTEMS DE DETECCIÓN ......................................................... 75
3.1.1.5. ALUMBRADO DE EMERGENCIA ............................................... 77
3.1.1.6. SEÑALIZACIÓN DE EMERGENCIA ........................................... 78
3.1.1.7. OTROS MEDIOS TÉCNICOS ..................................................... 90
3.1.1.8. COMPROBACIÓN DE LOS EQUIPOS DE PROTECCIÓN ......... 91
3.1.2. MEDIOS HUMANOS .......................................................................... 91
4. DOCUMENTO Nº3: PLAN DE EMERGENCIA ............................................. 93
4.1. OBJETIVO ................................................................................................. 93
4.2. ALCANCE .................................................................................................. 93
4.3. DEFINICIONES .......................................................................................... 93
4.4. TIPOS DE EMERGENCIAS CONSIDERADAS EN LA EMPRESA ............ 94
4.5. EQUIPO HUMANO DE INTERVENCIÓN .................................................. 95
4.5.1. ORGANIZACIÓN PARA CASOS DE EMERGENCIA
Y RESPONSABILIDADES ................................................................. 95
4.5.2. JEFE DE EMERGENCIA .................................................................... 97
4.5.3. JEFE DE INTERVENCIÓN ................................................................. 98
4.5.4. EQUIPOS DE PRIMERA INTERVENCIÓN ...................................... 100
4.5.5. EQUIPOS DE SEGUNDA INTERVENCIÓN ..................................... 102
4.5.6. EQUIPOS DE ALARMA Y EVACUACIÓN ........................................ 104
4.5.7. EQUIPOS DE VIGILANCIA FUERA DE LA JORNADA LABORAL ... 105
4.6. SISTEMAS DE AVISO ............................................................................. 106
4.7. VÍAS DE EVACUACIÓN .......................................................................... 106
4.8. PUNTOS DE REUNIÓN ........................................................................... 107
4.9. PLAN DE ACTUACIÓN EN CASO DE EMERGENCIA ............................ 107
4.9.1. ACTUACIÓN EN CASO DE INCENDIO ........................................... 107
4.9.2. ACTUACIÓN EN CASO DE DERRAME O FUGA ............................ 109
4.9.3. FLUJOGRAMA GENERAL ............................................................... 110

4.9.4. FICHAS DE ACTUACIÓN ................................................................. 111
4.10. TIEMPOS PREVIOS A LA ACTUACIÓN ............................................... 112
4.11. LISTA DE TELÉFONOS DE EMERGENCIA .......................................... 113
5. DOCUMENTO Nº4: IMPLANTACIÓN DEL PLAN DE EMERGENCIAS
EN LA FÁBRICA ............................................................................................ 114
5.1. RESPONSABILIDAD DE LA IMPLANTACIÓN ........................................ 114
5.2. ORGANIZACIÓN ..................................................................................... 115
5.3. PROGRAMA DE IMPLANTACIÓN .......................................................... 119
5.3.1. PLAN DE FORMACIÓN .................................................................... 121
5.3.2. CÓMO Y QUIÉN RECIBE AL SERVICIO DE BOMBEROSY AL
CENTRO DE COORDINACIÓN Y SALVAMENTO .......................... 123
5.4. PROGRAMA DE MANTENIMIENTO ....................................................... 124
5.5. SIMULACROS DE EMERGENCIA .......................................................... 125
5.6. INVESTIGACIÓN DE SINIESTROS ........................................................ 128
5.7. PROGRAMA DE REVISIÓN .................................................................... 128
ANEXO 1. TABLAS DE ESTABILIDAD AL FUEGO DE
ELEMENTOS CONSTRUCTIVOS .................................................................. 130
ANEXO 2. PRIMEROS AUXILIOS ................................................................. 134
ANEXO 3 PLANOS ........................................................................................ 138
PRESUPUESTO ............................................................................................. 140
PLIEGO DE CONDICIONES .......................................................................... 143

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 1
1. INTRODUCCIÓN
Dentro del proceso evolutivo de las empresas en un constante esfuerzo por alcanzar mayores objetivos de producción, calidad, seguridad, comerciales, etc., el hábitat de trabajo se ha ido adaptando a este crecimiento.
Como resultado de este proceso ha ido aumentando el tamaño, diversidad y complejidad de las instalaciones, en las que se albergan, transforman y manipulan materias y elementos, en algunos casos, con elevada peligrosidad.
La combinación de los elementos anteriores, unidos a la presencia del trabajador y sus tareas, hacen necesario un estudio de las emergencias que se puedan plantear, con objeto de evitarlas en la medida de lo posible, así como el planteamiento de los procedimientos a tomar en caso de que dichas emergencias tengan lugar.
1.1 OBJETO DEL PROYECTO
El artículo 20 de la Ley 31/95 de Prevención de Riesgos Laborales concreta que “el empresario, teniendo en cuenta el tamaño y la actividad de la fábrica, así como la posible presencia de personas ajenas a la misma, deberá analizar las posibles situaciones de emergencia, y adoptar las medidas necesarias en materia de primeros auxilios, lucha contra incendios y evacuación de los trabajadores, designando para ello el personal encargado de poner en práctica estas medidas y comprobando periódicamente en su caso, su concreto funcionamiento”.
El objeto de este proyecto fin de carrera es el estudio y análisis de los posibles emergencias que pudieran existir en las instalaciones de una fábrica de transformación de materia prima plástica para la fabricación de concentrados de aditivos en poliolefinas, así como de la actuación ante estas.
En este Proyecto Fin de Carrera se redactará y aplicará el Plan de Emergencias de la fábrica, con el fin de optimizar los medios materiales y humanos disponibles para la prevención del riesgo de incendio que pudieran garantizar la evacuación total o parcial de los ocupantes de las instalaciones.
Otro objetivo básico del Plan de Emergencias es el definir la política a seguir en caso de ser necesaria la actuación ante situaciones de emergencia que se pueden dar a lo largo de la vida y trabajos diarios en la fábrica. Normalmente se solventarán con los recursos y medios propios establecidos en la misma. No

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 2
obstante, habrá situaciones en las que la fábrica se vea desbordada por la emergencia y requiera, por tanto, de ayudas externas.
Si fracasan las medidas de prevención y se desencadena un accidente que dé lugar a una emergencia, se precisará una actuación a través de una respuesta estructurada y planificada que haga efectiva la lucha y el control de la misma.
El documento que desarrolla la planificación de la respuesta específica a cualquier emergencia debe constituir el Plan de Emergencias.
Los objetivos que debe alcanzar un Plan de Emergencias bien elaborado son los siguientes:
- Conocer el edificio y sus instalaciones y productos, así como la peligrosidad de las diferentes áreas o sectores que lo constituyen.
- Conocer los incumplimientos referentes a la normativa vigente y las necesidades prioritarias.
- Conocer de los medios de protección disponibles para comparar con los exigidos y garantizar su fiabilidad.
- Eliminar las causas que pueden ser origen de emergencias.
- Organizar, formar y entrenar a un equipo de personas de manera que pudiesen actuar de forma rápida y eficaz para controlar la emergencia.
- Informar a todo el personal de la empresa, así como al personal contratado/eventual o personal de contratas-subcontratas, de la manera de actuar ante una situación de emergencia.
- Contactar con los posibles medios externos (bomberos, policía, servicios sanitarios) con objeto de que conozcan tanto la exacta ubicación de la empresa, como los posibles riesgos que nos lleven a una situación de emergencia.
- Instalar medios de detección rápida con el fin de dar la alarma y evacuar a las personas.
El Plan de Emergencias debe ser un documento:
- Claro, conciso y cuya interpretación y aplicación no ofrezca ninguna duda o diferentes interpretaciones.
- Vivo y actualizado periódicamente para adaptarse a los cambios que puedan producirse en función de:

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 3
• Cambios de uso.
• Cambios de medios por innovación de procedimientos de actuación.
• Variaciones de medios humanos.
• Experiencias derivadas de la propia aplicación del plan.
- Divulgado para que sea conocido por todo el personal involucrado.
- Contrastado mediante simulacros que permitan la adecuada familiarización con su aplicación y la acumulación de experiencias para su mejora.
1.2 JUSTIFICACIÓN DEL PROYECTO
Según la Ley de Prevención de Riesgos Laborales, Ley 31/95, se ve que, según el artículo 20 de la misma, toda empresa ha de tener un Plan de Emergencias bien elaborado, implantado y mantenido.
La amenaza permanente de siniestros como incendios, derrames de productos químicos, etc., presentes en cualquier actividad industrial, con el consiguiente riesgo para las vidas humanas que ello podría significar, y los tremendos daños materiales que causaría ( aún disponiendo de instalaciones con un elevado nivel de protección ), obliga a las empresas a disponer de un plan de autoprotección, que prevenga la posibilidad de que se produzca un trágico suceso, al tiempo que debe garantizar la evaluación e intervención inmediata y eficaz de los medios disponibles. Esta divulgación del Plan de Emergencia tiene como objetivo que, en caso de siniestro, todas las personas del centro estén instruidas, de forma que sepan coordinar sus esfuerzos con el fin de minimizar posibles consecuencias no deseadas.
Este Plan de Emergencias da las pautas de actuación en caso de que tengan lugar situaciones de emergencia en la fábrica. Además, hay que considerar el interés de tener vigente dicho Plan de Emergencias con vistas a negociar la póliza de seguros, ya que reduce el coste de las primas correspondientes.
Debido a la carencia de un Plan de Emergencias en la fábrica, debido a que es una empresa de nueva creación, se procederá a la elaboración y redacción del mismo en este Proyecto Fin de Carrera, para la posterior implantación por parte de la fábrica y para dotarla de las herramientas necesarias para actuar frente a las distintas emergencias que podrían tener lugar en la misma. De este modo, se

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 4
determinarán las formas de controlarlas a través de medios de prevención y protección, garantizando la seguridad de los trabajadores y de sus instalaciones.
1.3 DESCRIPCIÓN DE LA FÁBRICA Y SUS ACTIVIDADES.PROCESO PRODUCTIVO DE MASTERBATCHES.
Antes de realizar el Plan de Emergencias será necesario definir cómo es la fábrica, dónde se encuentra ubicada, a qué se dedica y su proceso productivo, para entender mejor el tipo de emergencias que podemos encontrar.
Es una fábrica de transformación de materia prima plástica, para la fabricación de concentrados de aditivos en poliolefinas, El proceso de la fábrica consiste en una alimentación mediante dosificadores pesadores de las distintas materias primas para su posterior volcado en la extrusora, encargada de mezclar, fundir y dispersar en la matriz plástica, con objeto de conseguir la correcta formulación de los “masterbatches”. El producto resultante es granulado, enfriado, y almacenado en silos, para su posterior ensacado y paletizado, para su posterior distribución.
La preparación del masterbatch consiste en una premezcla física inicial de la base, que es una poliolefina o cualquiera de sus derivados, con una serie de aditivos que van a transferir al masterbatch las propiedades deseadas, y que han sido previamente determinados en la fase anterior. Posteriormente esta mezcla es calentada por medio de resistencias eléctricas dentro de un cilindro metálico hasta conseguir fundir y llegar a la temperatura deseada.
A veces los aditivos, en condiciones normales, se encuentran en estado líquido, por lo que realizar una premezcla física uniforme es difícil, y para evitar este inconveniente se contempla un sistema de inyección de líquidos con un sistema de calentamiento, que permitirá introducir directamente en la extrusora dichos aditivos. Aunque la inyección de líquido es una técnica muy utilizada en la fabricación de mezclas plásticas, en este caso la entrada a la extrusora se hará en la posición óptima para evitar la degradación de algunos aditivos debido a la temperatura de extrusión y tiempo de residencia. La masa fundida pasa a través de diferentes zonas de un bitornillo que, además de dispersar los diferentes aditivos uniformemente dentro de la poliolefina, aumenta la presión interna obligando a la masa plástica a salir a través de una placa circular con pequeños orificios llamada cabezal. El bitornillo está diseñado especialmente para la fábrica, de tal forma que con la misma extrusora se puede fabricar tanto Masterbatches opacos como aditivos con una excelente dispersión.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 5
El cilindro con todos sus componentes es lo que se denomina Extrusora, y mediante el proceso de extrusión descrito se forman espárragos (tantos como orificios tenga el cabezal) que posteriormente son enfriados por agua o aire hasta alcanzar de nuevo el estado inicial.
Los espárragos son conducidos hasta un sistema de corte, el cual consiste en unas cuchillas que, dependiendo de la velocidad de giro, cortan al espárrago en pequeñas bolas, las cuales una vez secadas por medio de aire caliente, son transportadas hasta una tolva de homogeneización, donde se crea una mezcla más uniforme del masterbatch. Estas tolvas consiguen disminuir a límites importantes las desviaciones en concentración que se encuentra entre la cola y la cabeza de producción. Desde esta tolva el material es llevado hasta el sistema de embalaje donde es ensacado para posteriormente ser apilado en palés, que es la forma en que lo recibe el transformador de BOPP (polipropileno biaxialmente orientado), siendo el producto resultante “masterbatch”.
Los Masterbatches pueden dividirse en diferentes grupos.
El primer grupo está formado por aquellos productos destinados a aplicaciones estándar, que son los de mayor consumo. En esta gama de productos, el “know-how” de la fábrica se aplicará en la optimización del tipo y dosis de los aditivos, de modo que los productos fabricados sean más competitivos y mejoren las propiedades finales del film.
El segundo grupo, estará compuesto por los productos especiales con altas prestaciones aplicado sólo a aquellos clientes con adecuada tecnología para su utilización.
Por último, también se desarrollarán productos a medida para clientes concretos. En este último caso, dependiendo de los requerimientos de los clientes, se desarrollarán unas formulaciones especiales, que sustituirán a los masterbatches estándar.
El producto se someterá a controles de calidad, definida principalmente por tres de sus propiedades: densidad, fluidez y humedad. De esta forma se pretende garantizar la calidad del producto.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 6
Diagrama del proceso productivo
Actividades que desarrolla la fábrica. Proceso productivo de masterbatches.
La fábrica se destinará a la transformación de materia prima plástica, para la fabricación de concentrados de aditivos en poliolefinas, siendo el producto resultante el “masterbatch”.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 7
El diagrama que describe el proceso productivo es el que sigue a continuación:

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 8
Para llevar a cabo la producción que se describe, se utiliza una línea de extrusión.
Para entender con más detalle el proceso productivo, lo dividiremos en las siguientes etapas:
- Recepción y almacenamiento de materias primas.
La materia prima, dependiendo del tipo y de la cantidad, puede ser suministrada a la fábrica en varios formatos:
• Camiones cisternas. Para el polipropileno en granza.
• Sacos gigantes o “big-bags”, generalmente de una tonelada.
Mediante estos big-bags se reciben fundamentalmente los siguientes materiales: polipropileno homopolímero en polvo, polipropileno copolímero aleatorio, polietileno, dióxido de titanio y carbonato cálcico.
• Palés de sacos para el resto de los aditivos. El peso neto más habitual para los sacos es de 25 Kg., si bien pueden darse otras posibilidades.
• Bidones metálicos para aquellos aditivos que requieren de una protección superior frente a las condiciones atmosféricas: temperatura y luz.
Las materias primas usadas en los distintos procesos de producción de Masterbatches son:
• Polipropileno homopolímero
• Polipropileno copolímero
• Monoestearato de glicerol
• Ácido esteárico
• Etileno bis-estereamida
• Erucamida
• Dióxido de titanio
• Carbonato cálcico
• Sílice amorfa
• Mezcla de aditivos para la estabilización de materiales plásticos

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 9
• Etil Alquil Amina.
- Control de calidad.
Solamente se realizarán controles en los materiales plásticos que actúen como base para la fabricación de masterbatches (polipropilenos homopolímeros y copolímeros, así como sobre el polietileno). Para ello se tomarán muestras que se analizarán para determinar sus índices de fluidez, debiéndose contrastar que éste parámetro es conforme con el valor dado en la hoja de especificaciones del proveedor del material. El índice de fluidez es una medida tecnológica del peso molecular promedio de un material plástico.
Un peso molecular promedio elevado se traduce en índices de fluidez bajos, es decir, la masa fundida tiene una viscosidad elevada. Un peso molecular promedio bajo, equivale a índices de fluidez altos, es decir la masa fundida presenta una viscosidad baja.
Para ello se utilizará el medidor de índice de fluidez, por el que se hará pasar una muestra de unos 20 gramos a la temperatura de fusión de polipropileno (210ºC) o del polietileno (190ºC).
El medidor del índice de fluidez consiste en un canal de ensayos, que se calienta exactamente a la temperatura preseleccionada, una tobera de diámetro normalizado y de un pistón que lleva un peso en su parte superior. El material a ensayar se introduce en el canal de ensayos. Tras un tiempo determinado de precalentamiento, el material se extruye, por el peso aplicado, a través de la tobera. El cordón extruido se corta en intervalos constantes de tiempo, siendo pesado a continuación. El resultado es el índice de fluidez en masa (IFM) que se halla de la masa extruida en 10 minutos.
Medidor de Índice de Fluidez

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 10
La toma de muestras será diferente si el material viene en “big-bags” o en camiones cisterna. En el caso de los “big-bags”, teniendo cuenta de que se reciben varios, las muestras se tomarán de tres de ellos salteados. Por contra, en el caso de los camiones cisterna, se tomarán una muestra por la cola del camión.
Estas muestras las tomará el responsable del control de calidad de turno, que las analizará. Una vez tenga los resultados, los llevará al director técnico para que este confirme que se encuentran dentro de especificación. Tras esto, notificará la aceptación al jefe de planta, que procederá a la descarga.
En caso de ausencia del director técnico o del director general, será el responsable del control de calidad el que firme la aceptación (por orden o por autorización) si el material está dentro de especificación.
En el caso de aditivos que no sean polipropileno o polietileno, debido a la variedad de parámetros por aditivo que se tendrían que analizar, se acepta la hoja de especificación que lleve el producto.
- Descarga y almacenamiento.
El conductor del camión, ha de entregar toda la documentación que acompaña a la materia prima al jefe de planta. Una vez aceptado el producto, el operario procederá a la descarga y posterior almacenamiento del mismo. Para esto último, en algunos casos será necesario el uso de carretillas elevadoras.
El polipropileno se descargará por la cola del camión y será almacenado en un silo.
El resto de las materias se llevarán a almacén, donde permanecerán hasta su uso.
El aditivo recibido en bidones entrará directamente a producción, a una cámara cuya temperatura será de 60ºC, ya que hay que mantenerlo líquido para su incorporación al proceso productivo.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 11
A continuación se detalla, mediante un diagrama de flujo, estas etapas del proceso:
Recepción materia prima
Camión cisterna Big-bags Pallets de sacos
PP, Copolímeros, PE
Toma de muestras
Análisis índice fluidez
¿Dentro deespecificación?
No
Rechazado
Si
Aceptación
Descarga
Almacenamiento
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 12
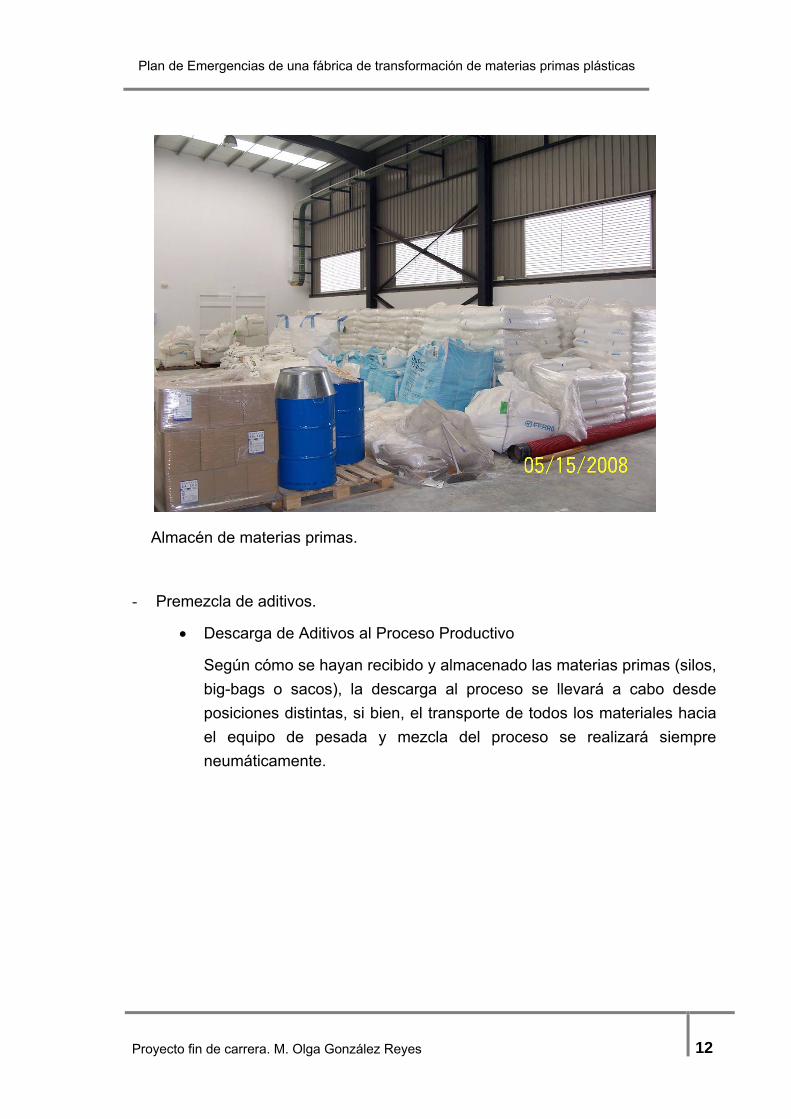
Almacén de materias primas.
- Premezcla de aditivos.
• Descarga de Aditivos al Proceso Productivo
Según cómo se hayan recibido y almacenado las materias primas (silos, big-bags o sacos), la descarga al proceso se llevará a cabo desde posiciones distintas, si bien, el transporte de todos los materiales hacia el equipo de pesada y mezcla del proceso se realizará siempre neumáticamente.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 13
Entrada de materia prima inorgánica.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 14
Entrada de materia prima.
De este modo, se pueden distinguir las siguientes posiciones posibles para la incorporación del material a las líneas de transporte:
o 1 silo para descarga (SL1).
o 5 estaciones de descarga de big-bags (BB1, BB2, BB3, BB4 y BB5).
o 3 estaciones de descarga de sacos (S1, S2 y S3).
o 1 estación de descarga de aditivos líquidos (L1).
Una vez definidas las posiciones de entrada de los materiales, es importante aclarar que el proceso se ha diseñado para que cada una de estas posiciones incorpore material con una forma física concreta. Así, podemos concretar las siguientes particularidades:
o SL1: para polipropileno en granza.
o BB1 y BB2: para cualquier material en forma de granza.
o BB3: para polipropileno en polvo.
o BB4 y BB5: para dióxido de titanio y carbonato cálcico.
o S1 y S2: para sacos de aditivos con forma física distinta al polvo.
o S3: apto para sacos de aditivos en forma de polvo.
o L1: apto para aditivos líquidos.
A continuación se describe la forma en la que se debe operar para formalizar la introducción del material desde las distintas posiciones:
o Desde Silo (SL): el accionamiento de la válvula es controlado desde el PLC.
o Desde los big-bags (BB): una vez colocado el “big-bag” en la estructura descargadora, un operario tira de la cinta que cierra la boca del mismo y abre la válvula para que el contenido pase a la correspondiente tolva y al sistema de transporte neumático. En el caso de los big-bags de dióxido de titanio y carbonato cálcico, los

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 15
descargadores cuentan con polipastos instalados para mantener la tirantez del saco, y así facilitar la descarga.
o Desde las tolvas rompesacos (S): se llevan los sacos a estas tolvas, donde un operario procede a la rotura de los mismos para su descarga en la tolva y posterior incorporación al sistema de transporte neumático.
o Desde estación de descarga de aditivos líquidos (L): la estación está termostatizada para garantizar las condiciones de fluidez adecuadas del aditivo. Se deberá conectar al orificio del bidón el acople de la tobera de inyección a la extrusora.
Los aditivos a usar dependen del masterbatch a producir. Este proceso estará previamente programado y controlado por un ordenador central conectado a los PLC de los dispositivos que controlan las variables del proceso.
• Premezclado
Los aditivos llegarán por transporte neumático hacia las tolvas de pesada dispuestas encima de los mezcladores. El ciclo de premezcla empieza una vez que todos los aditivos estén dentro de los mezcladores.
El tiempo de mezcla dependerá de varios factores, los cuales habrán sido analizados previamente por el departamento técnico, a fin de programar éste en el software que controla la producción de cada masterbatch.
Una vez mezclado todo, la mezcla pasará, aguas abajo, a través de tolvas de pulmón y dosificadores gravimétricos, directamente a la extrusora.
Diagrama de flujo

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 16
- Extrusión.
• Alimentación a la Extrusora
Existen distintas corrientes de alimentación de materias primas que llegan a la extrusora. La utilización de unas u otras líneas queda a criterio de la formulación del masterbatch que se va a realizar. Mediante esta formulación se determina el tipo de materiales que se utilizará, la forma física de éstos, la necesidad de realizar premezclas, etc. En total el proceso cuenta con seis corrientes de alimentación, todas realizadas mediante transporte neumático, y estando los caudales de las mismas gobernados por el PLC de gestión del proceso, que es programado desde el PC de control.
En todos los casos, las distintas corrientes son alimentadas a la extrusora mediante equipos de dosificación gravimétrica encargados de garantizar la correcta dosificación de material en la extrusora, siguiendo
estrictamente la formulación del masterbatch. Es por esto, que existen tantos dosificadores gravimétricos como corrientes de alimentación.
Descarga
Descargadores de Big-bags Estación rompesacos Transporte neumático
desde silos
Rotura de saco y descarga Apertura y descarga
Premezcla

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 17
Físicamente, la incorporación en la extrusora, del material que procede de las distintas corrientes de alimentación, se realiza a través de alguno de los siguientes tres sistemas:
o Entrada por gravedad del material en el primer bloque de la extrusora.
o Entrada forzada, a través de un alimentador lateral, en un bloque intermedio de la extrusora.
o Inyección en un puerto de aditivos líquidos, en un bloque intermedio de la extrusora.
• Extrusión
Una vez ha entrado la materia prima comienza el proceso de extrusión del material dentro de la extrusora. Ésta, como se ha visto en un diagrama anterior, consiste en un cilindro metálico, de longitud y diámetro definidos según el proceso de transformación de plástico a realizar, en el que rotan, entrelazadamente, dos tornillos (denominados husillos).
La extrusora está diseñada para poder controlar la presión y temperatura a la que se está sometiendo el material a transformar.
En la extrusora se realiza el fundido y mezcla de todos los materiales, con el objetivo de conseguir un material perfectamente homogéneo y disperso, de acuerdo con el nivel de dosificación de materiales que se ha formulado. El movimiento de rotación entrelazado de los dos husillos en el interior de la extrusora, consigue realizar tres procesos fundamentales, los cuales tienen lugar a lo largo del conjunto cilindro/husillo: transporte, fundido y homogeneización del material.
Al final de la extrusora se ensambla un cabezal que es el encargado de dar forma a toda la masa fundida.
Las principales variables que un operario puede controlar en este proceso son:
o Velocidad de husillo.
o Caudal de alimentación.
o Perfil de temperaturas.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 18
Extrusora.
• Granceado/Peletizado
Al forzar el paso del material fundido a través del cabezal de extrusión se obtienen una serie de cordones de material plástico que deben cortarse para obtener la forma final del producto. Los pasos del proceso son los descritos a continuación:
o La masa fundida es conducida a través del cabezal, haciendo uso de una válvula desviadora de inicio.
o En el cabezal, la masa es forzada a pasar a través de los agujeros dispuestos de forma circular a la cámara de corte, la cual está inundada en agua de proceso.
o El operario ajusta manualmente el eje de las cuchillas y el polímero es cortado en pellets entre el plato del cabezal y las cuchillas del peletizador. Los pellets son conducidos al secador a través del agua de proceso (mediante el contacto con la cual es como se consigue la forma esférica del producto final), donde son separados del agua.
o El agua de proceso es filtrada, atemperada y reenviada a la cámara de corte.
• Seguimiento del Producto

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 19
Una vez obtenido el producto, se le hace un control en planta, tomando la muestra, realizándole el control de calidad y rellenando un registro que acompañará a la bolsa con la muestra que se llevará posteriormente al laboratorio para el control de calidad.
En el control de calidad se harán cuatro tipos de análisis como son la determinación de:
o Índice de fluidez. Cuya metodología a seguir ha sido descrita anteriormente.
o Densidad aparente. Se pesa una probeta de 100 ml vacía y luego se llena de granza para pesarla también. La determinación de la densidad aparente no es más que la diferencia de masas por 100 ml de volumen.
o Contenido en volátiles. En una balanza de humedad, que dispone de un plato de pesada sobre el que se repartirá de manera uniforme la muestra, donde fijándose los parámetros necesarios de tiempo y temperatura, la balanza se pondrá en funcionamiento y comenzará a secar hasta que no exista variación de peso, momento en que el equipo se parará por sí solo. Se introduce una pequeña muestra de producto y se programa para que, mediante infrarrojos, se seque la muestra hasta que no queden volátiles en la misma. El resultante es el porcentaje en peso que se ha perdido en la muestra debido a la pérdida de volátiles.
Si los resultados son los esperados, el producto pasará a un silo de homogeneización. En caso de que no lo sean, estará fuera de especificación, pudiendo ser utilizado como producto de arranque, reintroduciéndolo en la alimentación de nuevo a un porcentaje bajo.
El producto final también será sometido a estos análisis, para contrastar que los valores analizados por la fábrica concuerdan con las especificaciones de venta requeridas por el cliente.
La toma de muestras la realizará el operario encargado del ensacado, que tomará 100 gramos del producto por cada lote de producción fabricado, llevándolos posteriormente al laboratorio del control de calidad.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 20
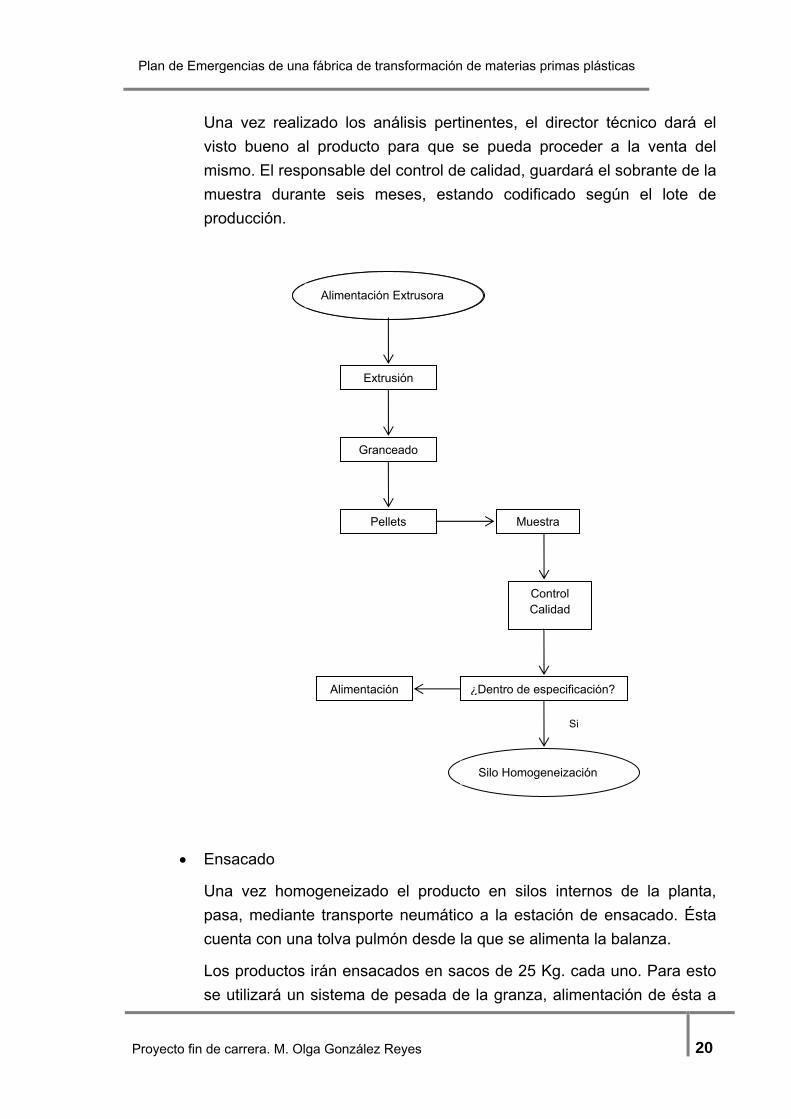
Una vez realizado los análisis pertinentes, el director técnico dará el visto bueno al producto para que se pueda proceder a la venta del mismo. El responsable del control de calidad, guardará el sobrante de la muestra durante seis meses, estando codificado según el lote de producción.
• Ensacado
Una vez homogeneizado el producto en silos internos de la planta, pasa, mediante transporte neumático a la estación de ensacado. Ésta cuenta con una tolva pulmón desde la que se alimenta la balanza.
Los productos irán ensacados en sacos de 25 Kg. cada uno. Para esto se utilizará un sistema de pesada de la granza, alimentación de ésta a
Extrusión
Granceado
Pellets Muestra
Control Calidad
Alimentación Extrusora
¿Dentro de especificación?
Si
Silo Homogeneización
Alimentación
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 21
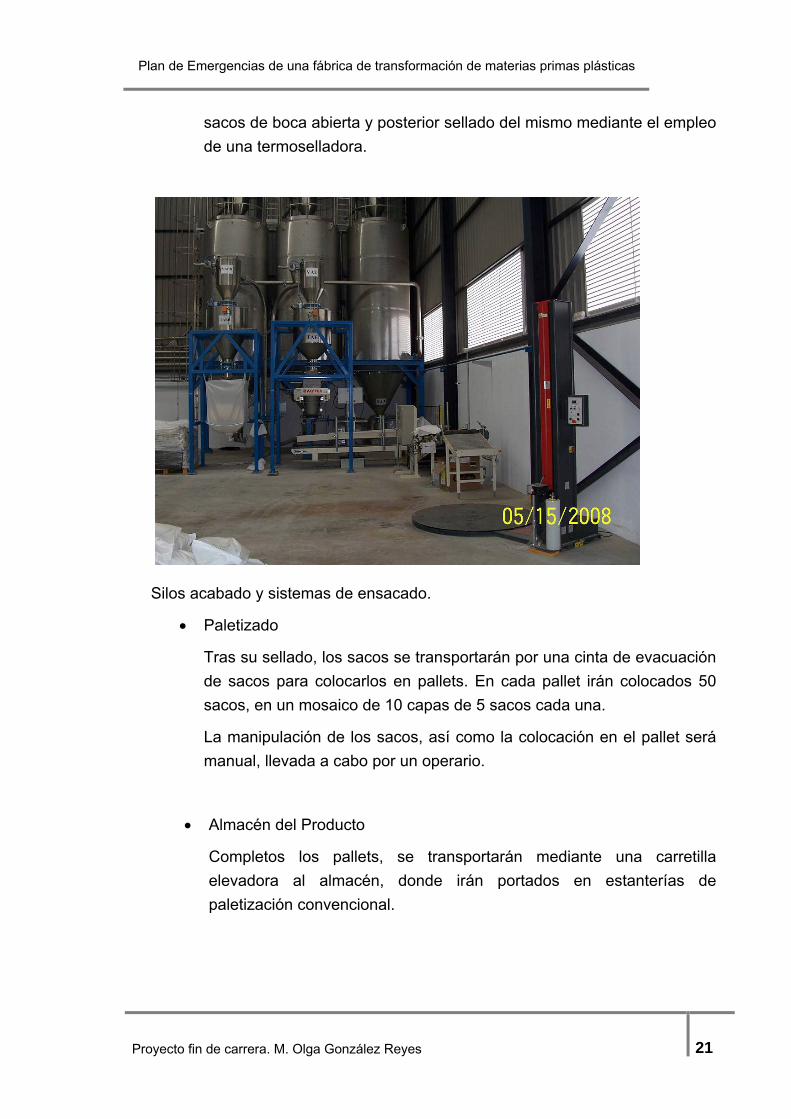
sacos de boca abierta y posterior sellado del mismo mediante el empleo de una termoselladora.
Silos acabado y sistemas de ensacado.
• Paletizado
Tras su sellado, los sacos se transportarán por una cinta de evacuación de sacos para colocarlos en pallets. En cada pallet irán colocados 50 sacos, en un mosaico de 10 capas de 5 sacos cada una.
La manipulación de los sacos, así como la colocación en el pallet será manual, llevada a cabo por un operario.
• Almacén del Producto
Completos los pallets, se transportarán mediante una carretilla elevadora al almacén, donde irán portados en estanterías de paletización convencional.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 22
Almacén de producto acabado.
Producto Homogéneo
Ensacado
Paletizado
Almacenamiento

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 23
1.4 NORMATIVA LEGAL APLICABLE
En este apartado se hace mención a la legislación y normativa española que hace referencia a los distintos aspectos relativos al Plan de emergencias:
- Ley 31/1995, de 8 de noviembre de Prevención de Riesgos Laborales, en su artículo 20. Todas las empresas deben elaborar un Plan de Emergencias, por lo que se ven afectadas por esta ley, a no ser que puedan verificar que no se dan en ellas situaciones que puedan dar lugar a una emergencia.
El empresario, teniendo en cuenta el tamaño y la actividad de la empresa, así como la posible presencia de personas ajenas a la misma, deberá analizar las posibles situaciones de emergencia y adoptar las medidas necesarias en materia de primeros auxilios, lucha contra incendios y evacuación de los trabajadores, designando para ello al personal encargado de poner en prácticas estas medidas y comprobando periódicamente, en su caso, su correcto funcionamiento. El citado personal deberá poseer la formación necesaria, ser suficiente en número y disponer del material adecuado, en función de las circunstancias antes señaladas.
Para la aplicación de las medidas adoptadas, el empresario deberá organizar las relaciones que sean necesarias con servicios externos a la empresa, en particular en materia de primeros auxilios, asistencia médica de emergencia, salvamento y lucha contra incendios, de forma que quede garantizada la rapidez y la eficacia de las mismas.
- Orden de 29 de noviembre de 1984 por la que se aprobó el “Manual de Autoprotección-Guía para el desarrollo del Plan de Emergencias contra incendios y la evacuación de locales y edificios”.
• La aplicación de este Manual será voluntaria y se entiende sin perjuicio del cumplimiento, por los interesados, de lo dispuesto en la normativa vigente sobre condiciones de seguridad y de protección contra incendios de los edificios, locales y, en su caso, lugares de amplia concurrencia, dedicados a actividades potencialmente peligrosas.
• Por la Dirección General de Protección Civil se procederá a la edición y distribución del mencionado Manual, tanto entre las autoridades,
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 24
Organismos y Entidades públicas o privadas como entre particulares que, en su caso, deban intervenir o puedan colaborar en su aplicación.
En su distribución se dará prioridad a los titulares de Centros, Establecimientos y Dependencias dedicadas a actividades potencialmente peligrosas, por las características de los procesos que llevan a cabo o por la concurrencia de personas en los mismos.
• Por el Director General de Protección Civil, por los Gobernadores civiles se adoptarán las medidas precisas para el desarrollo y aplicación de lo establecido en esta Orden, en el ejercicio de las competencias que tienen atribuidas, respectivamente, en los artículos cuarto y sexto del Real Decreto 1547/1980, de 24 de Julio; en el artículo sexto de la ley 17/1983, de 16 de Noviembre, y en artículo 17, g), del Real Decreto 3117/1980, de 22 de Diciembre.
Asimismo, las autoridades citadas llevarán a cabo las actividades que consideren adecuadas para promover la aplicación del Manual mencionado en los Centros, Establecimientos y Dependencias de naturaleza pública o privada.
Los delegados del Gobierno y los Gobernadores civiles realizarán también el seguimiento de la aplicación de esta Orden y facilitarán a la Dirección General de Protección Civil cuanta información consideren de interés.
- Real Decreto 2267/2004, de 3 de diciembre. Este reglamento tiene por objeto establecer y definir los requisitos que deben satisfacer y las condiciones que deben cumplir los establecimientos e instalaciones de uso industrial para su seguridad en caso de incendio, para prevenir su aparición y para dar la respuesta adecuada, en caso de producirse, limitar su propagación y posibilitar su extinción, con el fin de anular o reducir los daños o pérdidas que el incendio pueda producir a personas o bienes. Las actividades de prevención del incendio tendrán como finalidad limitar la presencia del riesgo de fuego y las circunstancias que pueden desencadenar el incendio.
- Las actividades de respuesta al incendio tendrán como finalidad controlar o luchar contra el incendio, para extinguirlo y minimizar los daños o pérdidas que pueda generar.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 25
- Este reglamento se aplicará, con carácter complementario, a las medidas de protección contra incendios establecidas en las disposiciones vigentes que
regulan actividades industriales, sectoriales o específicas, en los aspectos no previstos en ellas, las cuales serán de completa aplicación en su campo.
- Norma Básica de la Edificación “NBE-CPI-96: Condiciones de protección contra incendios en los edificios” (R.D. 2177/1996). Esta norma básica dirige sus objetivos a la protección contra el incendio una vez declarado éste. Las medidas dirigidas a evitar las causas que pueden originarlo son materia propia de la reglamentación específica de las instalaciones y equipos susceptibles de iniciar un incendio o de las normas de seguridad aplicables a las actividades desarrolladas en los edificios
La definición de las condiciones dirigidas a proteger servicios o actividades cuya continuidad se considera necesaria en caso de incendio, corresponde al titular de la actividad.
Esta norma básica establece las condiciones que deben reunir los edificios para proteger a sus ocupantes frente a los riesgos originados por un incendio, para prevenir daños en los edificios o establecimientos próximos a aquel en el que se declara un incendio y para facilitar la intervención de los bomberos y los equipos de rescate, teniendo en cuenta su seguridad. Esta norma básica no incluye entre sus hipótesis de riesgo la de un incendio de origen intencional.
- Reglamento de Instalaciones de Protección contra Incendios, aprobado por Real Decreto 1942/1993, de 5 de noviembre. Es objeto del presente Reglamento establecer y definir las condiciones que deben cumplir los aparatos, equipos y sistemas, así como su instalación y mantenimiento empleados en la protección contra incendios.
Establece las condiciones que deben reunir las instalaciones para lograr que su empleo, en caso de incendio, sea eficaz.
- Norma UNE-23.727. Clases de materiales según reacción al fuego. Se hace necesario el uso de esta norma para conocer la reacción de los materiales ante el fuego y proceder así a la evaluación, teniendo en cuenta este factor.
- Real Decreto 485/97 sobre Señalización de seguridad.
• El presente R.D. establece las disposiciones mínimas para la señalización de seguridad y salud en el trabajo.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 26
• Las disposiciones de la ley 31/1995, de 8 de noviembre, de Prevención de Riesgos Laborales, se aplicarán plenamente al conjunto del ámbito contemplado en el apartado anterior.
• El presente R.D. no afectará a la señalización prevista por la normativa sobre comercialización de productos y equipos y sobre sustancias y preparados peligrosos, salvo que dicha normativa disponga expresamente otra cosa.
• El presente R.D. no será aplicable a la señalización utilizada para la regulación del tráfico por carretera, ferroviario, fluvial, marítimo y aéreo, salvo que los mencionados tipos de tráfico se efectúen en los lugares de trabajo ni a la utilizada por buques, vehículos y aeronaves militares.
- Real Decreto 486/97 sobre Seguridad y Salud en los lugares de trabajo. Este R.D. no será de aplicación a:
• Los medios de transporte utilizados fuera de la empresa o centro de trabajo, así como a los lugares de trabajo situados dentro de los medios de transporte.
• Las obras de construcción temporales o móviles.
• Las industrias de extracción.
• Los buques de pesca.
• Los campos de cultivo, bosques y otros terrenos que formen parte de una empresa o centro de trabajo agrícola o forestal pero que estén fuera de la zona edificada de los mismos.
1.5 CONTENIDO DEL PLAN DE EMERGENCIA
Con objeto de cumplir con todos los objetivos anteriormente expuestos, el plan de emergencia debe comprender los siguientes documentos:
Documento nº 1: Evaluación del riesgo. Está compuesto por:
- Riesgo potencial. En el que se tratará:
• emplazamiento de edificios e instalaciones y entorno.
• medios de protección ajenos.
• características constructivas.
• instalaciones y servicios.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 27
• ocupación máxima.
• vías de evacuación.
- Análisis del riesgo.
- Escenarios. Planos de situación y emplazamiento.
- Riesgos considerados y nivel del riesgo.
Documento nº 2: medios de protección. Estará compuesto por:
- Inventario de medios técnicos disponibles.
- Medios humanos.
Documento nº 3: Plan de emergencia. Estará compuesto por los siguientes puntos:
- objetivos.
- clasificación de emergencias.
- alcance del plan.
- actividades desarrolladas en la empresa.
- tipos de emergencias a considerar en la empresa.
- equipos humanos de intervención.
- actuaciones ante las emergencias consideradas.
- puntos de reunión.
- teléfonos de emergencia.
Documento nº 4: Implantación. Aquí se asignan los recursos necesarios para su realización.
- organización del plan de emergencia.
- responsabilidades.
- mantenimiento.
- simulacros de emergencia.
- programa de formación y entrenamiento.
- investigación de siniestros.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 28
1.6 DEFINICIONES
Según la APA (Asociación para la Prevención de Accidentes), se define:
EMERGENCIA: situación imprevista que por su posibilidad de producir graves daños a las personas, instalaciones, equipos, materiales y medio ambiente requiere una intervención de carácter prioritario.
PLAN DE EMERGENCIAS: documento cuyo objetivo es establecer la organización de los medios humanos y materiales de la empresa, con el fin de minimizar la probabilidad de ocurrencia del siniestro grave y las consecuencias en el caso de que ocurra, garantizando la intervención inmediata y evacuación del personal afectado.
INCENDIO: siniestro ocasionado por el fuego que origina pérdidas materiales y a veces humanas.
EXPLOSIÓN: liberación de una gran cantidad de energía de forma brusca, originando un incremento rápido de la presión, desprendiendo calor, luz y gases.
ACCIDENTE GRAVE: es el suceso que origina daños graves a las personas y que normalmente requiere intervención de personal ajeno a la empresa.
FUGAS Y DERRAMES: escapes de líquidos o gases producidos por actos inseguros o condiciones inseguras de las instalaciones, y que pueden producir daños a las personas o al medio ambiente.
RIESGO SOCIAL: intrusismo, sabotaje, robo, amenaza de bomba, etc.
INUNDACIÓN: causada por crecidas de arroyos o ríos, o rotura de conducciones.
En el caso de La fábrica no se dan riesgo de explosión ni inundación por lo que no se verán en el estudio posterior.
Clasificación de las emergencias
- Según la gravedad de las consecuencias:
• Conato de emergencia: suceso que puede ser controlado de forma sencilla por medio de personal propio de la zona.
• Emergencia parcial: suceso que puede ser dominado y requiere actuación de equipo de intervención y evacuación parcial.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 29
• Emergencia general: suceso que requiere la actuación de equipo interno y ayuda externa y evacuación general.
• Evacuación: Es la situación de emergencia que obliga a evacuar total o parcialmente la planta industrial de forma ordenada y controlada. En este caso se establecen dos niveles de evacuación: Concentración en los puntos de reunión establecidos y señalizados, y la propia evacuación al exterior del recinto de la planta industrial.
- Según disponibilidad de medios humanos:
• Durante la jornada laboral.
• Nocturna.
• Festiva.
• Vacacional.
- Según la tipología del accidente:
• Incendio
• Explosión
• Derrames y fugas
• Inundación
• Riesgo social

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 30
2. DOCUMENTO 1. EVALUACIÓN DEL RIESGO
En este documento se analizan los factores de riesgo potencial que presentan las instalaciones de la fábrica.
Para clasificar el riesgo hay que tener en cuenta varios criterios, como el tipo de industria, las actividades que desarrollan, la ubicación y el entorno, tal y como redacta en la Orden Ministerial de 29 de Noviembre de 1984, del Ministerio del interior, por la que se aprueba el “Manual de Autoprotección-Guía para el desarrollo del Plan de Emergencias contra incendios y la evacuación de locales y edificios” (BOE nº 49 de 26 de febrero de 1985).
2.1. RIESGO POTENCIAL
En este capítulo se realiza un análisis de los factores que influyen sobre el riesgo potencial que presentan las instalaciones de la fábrica.
Los riesgos que se pueden contemplar en unas instalaciones de este tipo son muy diversos y de distinta índole, por lo que va a ser necesario centrar la evaluación de estos riesgos al estudio de unos factores concretos que van a determinar el grado de peligrosidad que presenta la fábrica. El documento va a desarrollar y estudiar una serie de características que van a influir a la hora de evitar una emergencia, por lo que no se van a contemplar riesgos que no puedan desencadenar esta situación de emergencia.
Los factores que influyen en las condiciones de evacuación o que modifiquen de alguna manera las condiciones de protección contra incendios que posee el edificio son:
- Ubicación de la fábrica, entorno y actividad desarrollada por la misma.
- Características constructivas.
- Actividades desarrolladas por la fábrica. Proceso productivo de Masterbatches.
- Reacción y resistencia al fuego de los materiales.
2.1.1. UBICACIÓN DE LA FÁBRICA Y ENTORNO
La fábrica nace con el objetivo de cubrir unas necesidades detectadas en el mercado del plástico nacional e internacional siendo su principal actividad la
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 31
producción y comercialización de Masterbatches. Estos Masterbatches son combinaciones de aditivos que se añaden en el proceso de fabricación de láminas de plásticos con el objeto de mejorar el proceso productivo y proporcionar unas determinadas propiedades al producto final. Dentro de la amplia variedad de actividades de transformación de materiales plásticos, estos Masterbatches están orientados a empresas fabricantes de BOPP (Biaxially Oriented Polypropilene), cuya principal aplicación es como embalaje flexible.
La fábrica se ubica en la zona industrial de la Bahía de Algeciras, concretamente en el “Polígono Industrial de Palmones”, que se encuentra en el término municipal de Los Barrios.
2.1.2. CARACTERISTICAS CONSTRUCTIVAS
La nave tiene una separación por cerramientos lateral derecho con nave industrial de similares características, estando su lateral izquierdo y fondo con calles peatonales existentes en el Polígono Industrial, sin compartir estructura portante ni cerramientos.
Por la fachada principal linda con la vía principal del Polígono Industrial.
La parcela tendrá dos accesos. Situados en la fachada principal, para entrada de camiones y tráiler, con ancho de puertas de 6,00 metros.
Los accesos a la parcela se harán por las puertas anteriormente especificadas y tendrán unas pendientes máximas del 6 al 8% para la entrada de camiones.
Los aparcamientos se situarán en el fondo de parcela y se dispondrá de una capacidad de 11 plazas para turismos.
El edificio se levanta sobre una cimentación anclada mediante encepados con doble pilote in “situ”. Los pilotes se disponen según especificación CPI-8 para pilotaje trabajando por fuste y punta en terrenos de compacidad o consistencia media, o en terrenos de capas alternadas coherentes y granulares de alguna consistencia. En estructura de acero de un pórtico a dos aguas y cerramientos en placas de hormigón prefabricado con revestimiento en monocapa de color.
Los remates de esquinas y laterales van cerrados mediante piezas especiales diseñados a tal fin.
La nave industrial se levanta sobre tres volúmenes de altura, siendo la primera donde se ubican las oficinas con una altura de 9,00 metros, la segunda donde se encuentran las tolvas dosificadoras con altura de 12 metros de altura y una

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 32
tercera zona destinada a envasado y almacenamiento que alcanza una altura de 7 metros.
La altura de la edificación desde la rasante hasta la altura máxima del volumen es de 12 metros.
La nave tiene una zona destinada a oficinas donde su techo está formado por forjado colaborante con altura libre de 3,80 metros hasta alcanzar los 9 metros de altura del primer volumen.
Superficie útil 1402,28 m2
Planta baja 1207,97 m2
Planta alta 194,31 m2
Superficie construida 1457,62 m2
Planta baja 1247,04 m2
Planta alta 210,58 m2
Superficie solar 3366,90 m2
La nave tiene zonas verdes en la parte delantera de fachada con un retranqueo de 9 metros desde el comienzo de la parcela y parte de su perímetro.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 33
Desarrollo de la Superficie Útil:
Planta Baja
Taller de mantenimiento 52,60 m2
Laboratorio 42,25 m2
Vestuario 1 18,54 m2
Vestuario 2 18,49 m2
Zona de producción 1009,37 m2
Distribuidor 2,22 m2
Comedor 14,37 m2
Archivo 10,83 m2
Aseo 8,51 m2
Limpieza 2,11 m2
Núcleo de acceso 19,99 m2
Escalera 8,69 m2
Total PB 1207.97 m2
Entreplanta
Sala de reuniones 20,20 m2
Despacho gerente 20,78 m2
Oficina técnica y administración
153,33 m2
Total entreplanta 194,31 m2
TOTAL SUP.ÚTIL 1402,28 m2
Las actividades desarrolladas en los distintos lugares de la empresa son:
- TALLER DE MANTENIMIENTO: en él se ocupan del mantenimiento de la maquinaria, limpieza de la línea y también de la sustitución de piezas que estén desgastadas y a punto de romperse.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 34
- ZONA DE PRODUCCIÓN: se controla el proceso cuando se está fabricando. Se controlan los dosificadores y la extrusora. Se controla también que las variables del proceso sean las adecuadas (ya que si se trabaja por ejemplo con mucha cantidad de material y bajas revoluciones se sale el material por la zona de recuperación de gases). Se controla la Temperatura de producción (que no será la misma para cada producto).
- LABORATORIO: Una vez obtenido el producto, se le hace un control en planta, tomando la muestra, realizándole el control de calidad y rellenando un registro que acompañará a la bolsa con la muestra que se llevará posteriormente al laboratorio para el control de calidad.
2.1.3. ELEMENTOS ESTRUCTURALES
- Cimentación.
Cimentación anclada mediante encepados con doble pilote in “situ”.
Cimentación superficial a base de hormigón armado. Muro de contención de hormigón armado.
- Cerramientos exteriores e interiores de oficina.
Se dispondrá cerramiento con placas de hormigón prefabricado pretensado de 14.5 cm de espesor constante. Las placas de hormigón serán lisas por ambas caras excepto en fachada principal y vistas que será de acabado exterior mediante monocapa color blanco o beige.
El cerramiento terminado con sus respectivos revestimientos, exterior e interior, tiene un coeficiente de transmisión térmica inferior a 1,5 Kcal/h ºC. y una atenuación acústica superior a 50 dBA.
Para el cerramiento perimetral de oficinas se cerrará en citara de ½ pie de espesor enfoscado por la cara exterior a nave y pintado en blanco con pintura pétrea.
- Cubierta.
Cubierta empleada formada por dos chapas de acero de 0.7 mm. de espesor con perfil laminado tipo 75/320 de Aceralia o similar, una galvanizada y prelacada, la otra con plancha de fibra de vidrio de 40 mm intermedia , anclados los perfiles a la estructura mediante ganchos o tornillos autorroscantes.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 35
Se dispondrán sobre cubierta con lucernarios en un máximo del 10% de la superficie.
- Solado.
Solera de hormigón en masa de 20 cm de espesor y mallazo diámetro 6 c/20 cm, terminación en hormigón antideslizante en nave y en oficinas y servicios solería de gres.
- Alicatados.
Los alicatados son de cerámica vidriada de 15x15 cm en color mate blanco y cenefa a color, recibidas con mortero bastardo M-40 (1:1:7), en todos los servicios, con altura de 2m sobre el suelo.
- Carpintería.
Las puertas de paso para barnizar, formada por: precerco de pino Flandes de 150x30 mm con garras de fijación, cerco de 150x40, tapajuntas de 70x15 mm, hoja prefabricada normalizada de 35 mm.
Las puertas de entrada para oficina tienen un espesor mínimo de 40 mm y las puertas de paso de 35 mm. Ambas provistas de herrajes de latón de cuelgue y cumplen el Decreto 2.714/71, exigiéndose marca nacional de calidad y apertura sin que éstas invadan la vía pública.
- Cerrajería.
La entrada de puerta a la nave es a base de puerta metálica, en hoja de corredera, fabricada a base de perfiles rectangulares en cerco, cuarterones de chapa metálica a dos caras y zócalo de chapa grecada, con guía inferior formada por PNU 100, ruedas para deslizamiento de 200mm con rodamiento de engrase permanente de dimensiones 5,25 x 5,00 m (anchura x altura).
El exterior de las vallas y puertas de entrada a parcela se ejecuta mediante rejas en cuadradillos desde la mitad hasta la altura de ésta.
- Vidrios.
Se monta doble acristalamiento Climalit, formado por un vidrio float Planilux de 6 mm y un vidrio float Planilux incoloro de 6 mm, cámara de aire deshidratado de 10, 12 o 16 mm con perfil separador de aluminio y doble sellado perimetral, fijado sobre carpintería con acuñado mediante calzos de apoyo perimetrales y laterales y sellado en frío con silicona neutra. Las ventanas tienen perfilería de aluminio lacado de tipo corredera.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 36
- Pinturas.
Sobre parámetros verticales de ladrillo dispone pintura plástica lisa y pintura al esmalte graso sobre carpintería metálica y de madera.
- Instalaciones de servicios auxiliares.
Instalaciones de agua
La instalación de fontanería es de cobre de dimensiones normalizadas, según NTE, y especificadas en planos, para que la velocidad del agua sea como máximo 1,5 m/seg.
Se garantiza una continuidad de servicio y presión (10 m.c.a ≤ p ≤ 35 m.c.a). Igualmente se garantiza la estanqueidad de toda la instalación para una presión doble de la de uso.
Los aparatos sanitarios son de porcelana vitrificada blanca. Los materiales están protegidos contra heladas y calorificación, así como contra los efectos de las dilataciones en los pasos de forjados y muros.
Instalaciones eléctricas.
La instalación eléctrica se ejecuta bajo tubo flexible de PVC, registrable mediante las correspondientes cajas empotradas. La tensión de servicio es de 400/230 V Trifásica.
Telefonía.
La canalización de telefonía se desarrolla a través de zonas comunes y bajo tubo flexible y cajas de registro.
2.1.4. COMPARTIMENTACIÓN
Un edificio debe dividirse en sectores de incendio resistentes al fuego. Se define como sector de incendio la zona delimitada por elementos resistentes al fuego durante un tiempo determinado.
Compartimentar la empresa separando las distintas zonas mediante separaciones resistentes al fuego es una forma importante, en materia de prevención de incendios, ya que los daños que se puedan producir se reducen a la zona donde se inicia el fuego.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 37
Podríamos considerar dos tipos de sectorización:
- Un único sector de incendio por ser un establecimiento industrial que ocupa totalmente un edificio.
- Dos zonas o sectores. Las zonas sectorizadas serían la fábrica y la de oficinas de administración. Quedando definidos así dos sectores de incendio bien diferenciados.
Sector 1. Uso administrativo y oficina técnica. Se desarrolla en la planta alta definiendo un solo sector diáfano de oficina.
Sector 2. Uso industrial. Este sector comprende la zona definida como áreas de producción y almacén de materias primas, incluye además de los espacios de almacenamiento de productos acabados y circulación de taller.
Finalmente, debido a las características del edificio y que la sectorización en dos zonas no está totalmente definida o diferenciada, se tomará el único sector de incendio.
2.1.5. CARACTERIZACIÓN DEL ESTABLECIMIENTO INDUSTRIAL
Según el Anexo I del R.D. 2267/2004 “Reglamento de Seguridad contra incendios en establecimientos industriales”, la caracterización de los establecimientos industriales en relación con la seguridad contra incendios responde a lo siguiente:
- Establecimiento.
Se entiende por establecimiento el conjunto de edificios, edificio, zona de este, instalación o espacio abierto de uso industrial o almacén, destinado a ser utilizado bajo una titularidad diferenciada. Los establecimientos industriales se caracterizarán por:
• Su configuración y ubicación con relación a su entorno.
• Su nivel de riesgo intrínseco
Las características de los establecimientos industriales por su configuración y ubicación con relación a su entorno vienen dadas por las muy diversas configuraciones y ubicaciones que pueden tener los establecimientos industriales que se consideran reducidas a:
• Establecimientos industriales ubicados en un edificio:

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 38
TIPO A: el establecimiento industrial ocupa parcialmente un edificio que tiene, además, otros establecimientos, ya sean estos de uso industrial ya de otros usos.
TIPO B: el establecimiento industrial ocupa totalmente un edificio que está adosado a otro u otros edificios, o a una distancia igual o inferior a tres metros de otro u otros edificios, de otro establecimiento, ya sean estos de uso industrial o bien de otros usos.
Para establecimientos industriales que ocupen una nave adosada con estructura compartida con las contiguas, que en todo caso deberán tener cubierta independiente, se admitirá el cumplimiento de las exigencias correspondientes al tipo B, siempre que se justifique técnicamente que el posible colapso de la estructura no afecte a las naves colindantes.
TIPO C: el establecimiento industrial ocupa totalmente un edificio, o varios, en su caso, que está a una distancia mayor de tres metros del edificio más próximo de otros establecimientos. Dicha distancia deberá estar libre de mercancías combustibles o elementos intermedios susceptibles de propagar el incendio.
• Establecimientos industriales que desarrollan su actividad en espacios abiertos que no constituyen un edificio:
TIPO D: el establecimiento industrial ocupa un espacio abierto, que puede estar totalmente cubierto, alguna de cuyas fachadas carece totalmente de cerramiento lateral.
TIPO E: el establecimiento industrial ocupa un espacio abierto que puede estar parcialmente cubierto (hasta un 50 por ciento de su superficie), alguna de cuyas fachadas en la parte cubierta carece totalmente de cerramiento lateral.
Cuando la caracterización de un establecimiento industrial no coincida exactamente con alguno de los tipos definidos, se considerará que pertenece al tipo con que mejor se pueda equiparar o asimilar justificadamente.
Teniendo en cuenta las características constructivas de la planta, tenemos un establecimiento industrial TIPO C, es decir, varios establecimientos con una

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 39
distancia mínima de tres metros del edificio más próximo de otros establecimientos.
El nivel de riesgo intrínseco se calculará en el apartado de evaluación de riesgo de incendio.
2.1.6. REACCIÓN Y RESISTENCIA AL FUEGO DE LOS MATERIALES
Según los materiales utilizados en la construcción, así como los elementos internos, se deben tener en cuenta dos factores, la reacción y la resistencia al fuego:
Reacción al fuego
Mide el comportamiento de los materiales de revestimiento y acabado interior ante el fuego. De acuerdo a la Norma UNE-23.727 se distinguen cinco clases:
- M-0 Material incombustible: Aquel que en su estado normal, bajo ninguna circunstancia puede inflamarse, carbonizarse ni reducirse a cenizas.
- M-1 Material no inflamable, de comportamiento exactamente igual al incombustible ante el fuego.
- M-2 Material difícilmente inflamable: Aquel que para inflamarse necesitan un contacto con llama, ardiendo lentamente y precisando de un aporte de calor exterior continuo.
- M-3 Material moderadamente inflamable: Aquellos que se inflaman en contacto con una llama en un tiempo superior a 20 segundos y continúan ardiendo después de la inflamación sin necesidad de aporte exterior de calor.
- M-4 Material fácilmente inflamable: Aquel que se inflama en contacto con llama en un periodo inferior a 20 segundos.
La reacción al fuego se mide por la combustibilidad del material y se define con:
- Velocidad de propagación de la llama.
- Ignescencia.
- Velocidad de combustión.
- Desprendimiento de calor y humos.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 40
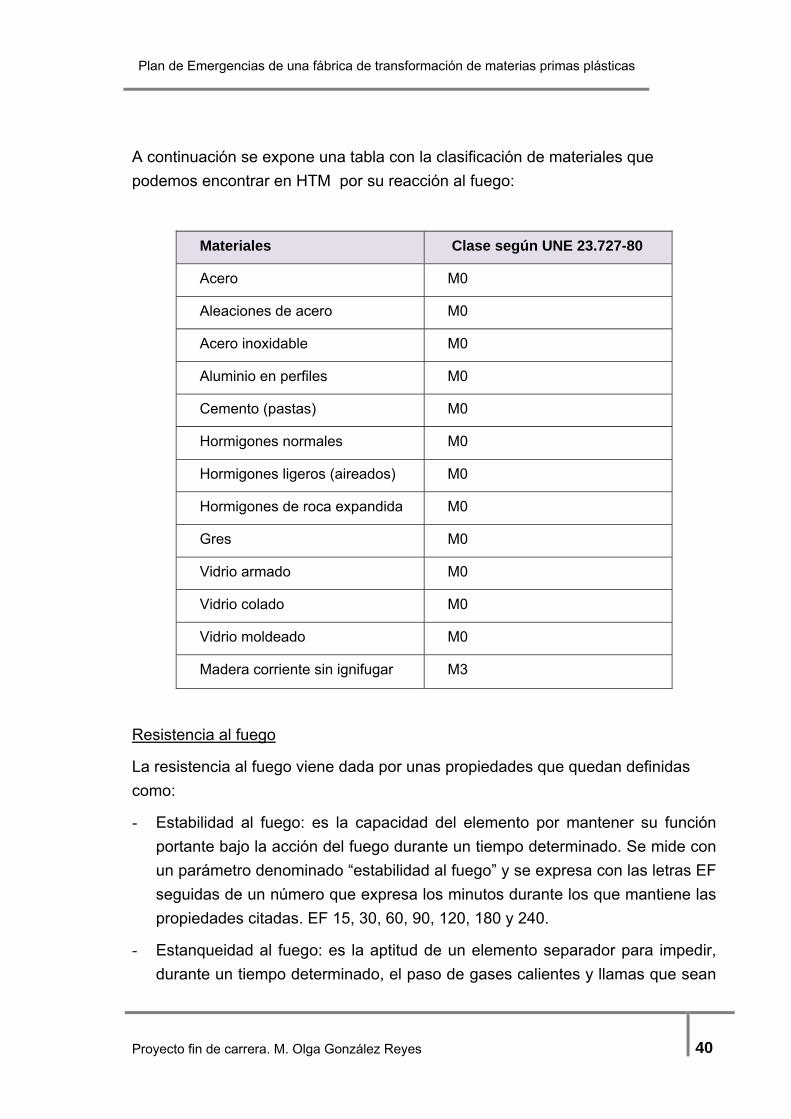
A continuación se expone una tabla con la clasificación de materiales que podemos encontrar en HTM por su reacción al fuego:
Materiales Clase según UNE 23.727-80
Acero M0
Aleaciones de acero M0
Acero inoxidable M0
Aluminio en perfiles M0
Cemento (pastas) M0
Hormigones normales M0
Hormigones ligeros (aireados) M0
Hormigones de roca expandida M0
Gres M0
Vidrio armado M0
Vidrio colado M0
Vidrio moldeado M0
Madera corriente sin ignifugar M3
Resistencia al fuego
La resistencia al fuego viene dada por unas propiedades que quedan definidas como:
- Estabilidad al fuego: es la capacidad del elemento por mantener su función portante bajo la acción del fuego durante un tiempo determinado. Se mide con un parámetro denominado “estabilidad al fuego” y se expresa con las letras EF seguidas de un número que expresa los minutos durante los que mantiene las propiedades citadas. EF 15, 30, 60, 90, 120, 180 y 240.
- Estanqueidad al fuego: es la aptitud de un elemento separador para impedir, durante un tiempo determinado, el paso de gases calientes y llamas que sean
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 41
capaces de producir la ignición de materiales combustibles adosados o muy próximos a la cara no expuesta del fuego.
- Ausencia de emisión de gases inflamables o tóxicos por la cara no expuesta. Aunque el elemento pueda estar constituido por materiales que emitan gases en caso de su exposición al fuego, debe quedar garantizada la no emisión de gases inflamables ni tóxicos por la cara o expuesta al fuego.
- Resistencia térmica suficiente para impedir que se produzcan en la cara no expuesta temperaturas superiores a las que establecen en la Norma Básica de Edificación NBE-CPI/96 (Esta norma básica dirige sus objetivos a la protección contra el incendio una vez declarado éste. Establece las condiciones que deben reunir los edificios para proteger a sus ocupantes frente a los riesgos originados por un incendio, para prevenir daños en los edificios o establecimientos próximos a aquel en el que se declare un incendio y para facilitar la intervención de los bomberos y de los equipos de rescate, teniendo en cuenta su seguridad. Esta norma básica no incluye entre sus hipótesis de riesgo la de un incendio de origen intencional).
Según la manera de comportarse ante el fuego, los materiales de los elementos constructivos se clasifican así:
- Estables al fuego. Aquellos que sólo cumplen con la estabilidad mecánica. Se aplica fundamentalmente a los elementos estructurales, a los cuales se les exige sólo la condición de estabilidad en caso de incendio.
- Parallamas. Aquellos que cumplen con la estabilidad mecánica, estanqueidad al fuego y no emisión de gases tóxicos ni inflamables.
- Resistentes al fuego. Aquellos que reúnen la totalidad de las propiedades relacionadas para determinar la resistencia al fuego de una material o elemento constructivo, la estabilidad, la estanqueidad, la no emisión de gases y el aislamiento térmico.
Las tablas donde se observa el comportamiento de los materiales constructivos de los distintos edificios al ser expuestos al citado ensayo normalizado en distintas condiciones de agresividad térmica se encuentran en el Anexo I “Tablas de estabilidad al fuego de elementos constructivos” de este documento.
De estas tablas se tomarán los valores correspondientes a las características constructivas de la fábrica para realizar la evaluación del riesgo de incendio en el apartado 2.3. de este documento.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 42
2.1.7. NÚMERO MÁXIMO DE PERSONAS EN CADA ÁREA
A continuación vamos a hacer el estudio de densidad ocupacional en cada zona de la fábrica.
Los cálculos se realizarán para el peor de los casos, o sea, para aquel en el que la ocupación sea máxima.
En la actualidad la fábrica no está al 100% de ocupación, por eso el estudio de densidad ocupacional se hará para la situación actual y la futura.
La ocupación se determina a partir de la expresión:
P= 1,10 · p cuando p ≤ 100 empleados
Donde p representa la plantilla de la empresa.
La sala de reuniones no es relevante en el estudio porque sólo es ocupada de forma esporádica, al igual que otras zonas tales como: vestuarios, distribuidor, archivos, aseos, limpieza, núcleo de acceso y escaleras.
Tabla de densidad ocupacional.
ZONA p futura p actual P actual P futura
Despacho gerente
1 1 1.10 1.10
Oficina técnica y administrativa
12 6 6.6 13.2
Taller de mantenimiento
2 1 1.1 2.2
Laboratorio 1 1 1.1 1.1
Zona de producción
3/turno 2 2.2 7.7
2.1.8. EL FUEGO
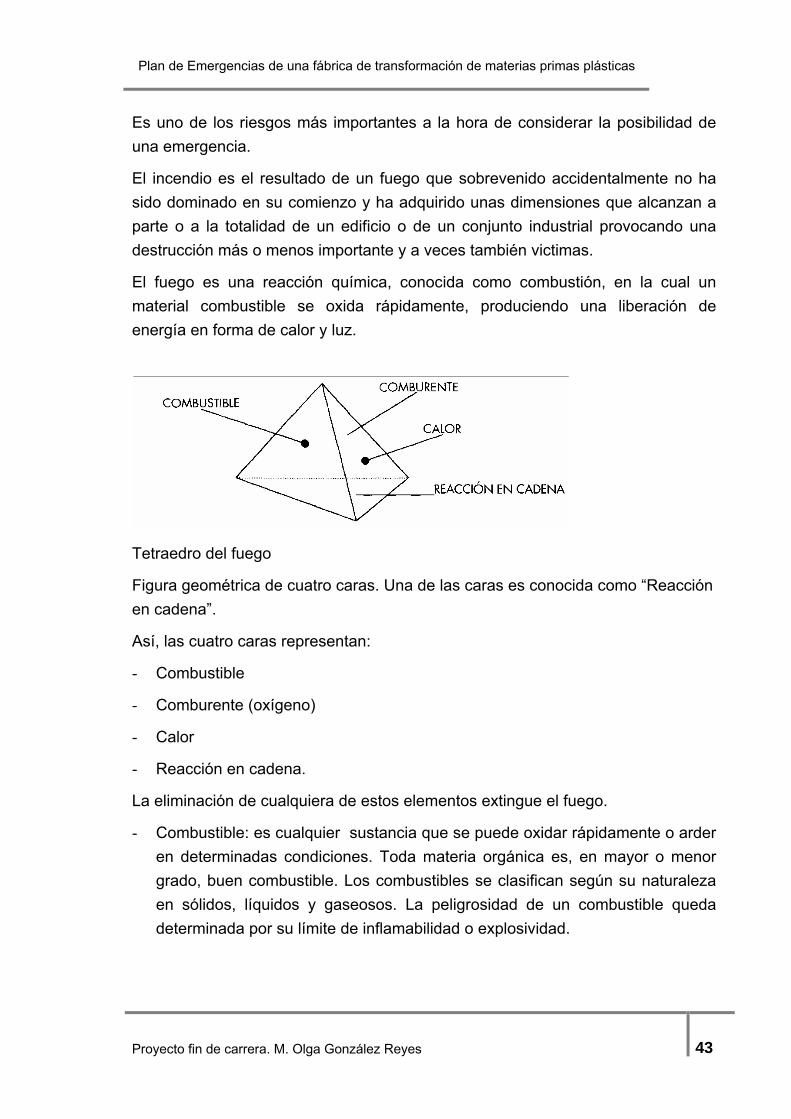
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 43
Es uno de los riesgos más importantes a la hora de considerar la posibilidad de una emergencia.
El incendio es el resultado de un fuego que sobrevenido accidentalmente no ha sido dominado en su comienzo y ha adquirido unas dimensiones que alcanzan a parte o a la totalidad de un edificio o de un conjunto industrial provocando una destrucción más o menos importante y a veces también victimas.
El fuego es una reacción química, conocida como combustión, en la cual un material combustible se oxida rápidamente, produciendo una liberación de energía en forma de calor y luz.
Tetraedro del fuego
Figura geométrica de cuatro caras. Una de las caras es conocida como “Reacción en cadena”.
Así, las cuatro caras representan:
- Combustible
- Comburente (oxígeno)
- Calor
- Reacción en cadena.
La eliminación de cualquiera de estos elementos extingue el fuego.
- Combustible: es cualquier sustancia que se puede oxidar rápidamente o arder en determinadas condiciones. Toda materia orgánica es, en mayor o menor grado, buen combustible. Los combustibles se clasifican según su naturaleza en sólidos, líquidos y gaseosos. La peligrosidad de un combustible queda determinada por su límite de inflamabilidad o explosividad.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 44
- Comburente: es el elemento en cuya presencia el combustible puede arder (normalmente oxígeno). Cuanto más oxígeno, más intenso se torna el incendio.
- Calor o energía de activación: es el calor necesario a aportar para que el combustible y comburente reaccionen.
- Reacción en cadena: es el proceso mediante el cual progresa la reacción en el seno de la mezcla comburente-combustible, siendo determinante en la propagación del incendio.
Al comienzo del fuego, se liberan moléculas o radicales libres que retroceden a la base del fuego. Estas moléculas o radicales precalentados intensifican el fuego proporcionando combustible, gases y oxígeno adicionales.
Los métodos de extinción del fuego se basan en eliminar una de las caras.
2.1.9. PRODUCTOS DE LA COMBUSTIÓN
Los productos que resultan de la combustión son:
- Llamas: la llama es un fenómeno luminoso propio de la combustión. La llama es una zona de gases incandescentes cuya temperatura varía en función del tipo de combustible y el oxígeno, y es aproximadamente 1.600-2.000 ºC. los combustibles gaseosos y líquidos y la mayoría de sólidos arden siempre con llama y sólo algunos sólidos se descomponen sin llama; en estos casos la radiación luminosa se llama incandescencia.
- Calor: al ser la combustión una reacción exotérmica, hay una producción de calor.
- La cantidad de calor producida depende del poder calorífico del combustible, es decir, de la cantidad de calor emitida por unidad de masa, y se mide en megacalorías/Kg de combustible.
Y puede transmitirse de las siguientes formas:

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 45
• Radiación: emisión continua de calor a través de ondas electromagnéticas, no necesitando de medio material para propagarse.
• Convección: el calor se transmite a través de un fluido en movimiento. En el caso de los incendios el aire caliente se eleva, transportando el calor a otros puntos de los edificios.
• Conducción: el calor se transmite de un punto caliente a otro más frío a través de un medio conductor.
• Humos: el humo está compuesto por partículas sólidas y líquidas (vapor condensado) en suspensión en el aire y en los gases procedentes de la combustión. El riesgo de los humos reside en que impiden la visión, pudiendo ocultar las vías de evacuación y producir situaciones de pánico. Así mismo puede producir daños materiales graves.
• Gases: son el resultado del proceso de combustión y pueden ser; tóxicos (produciendo intoxicaciones e incluso la muerte), asfixiantes (produciendo desplazamiento del oxígeno del aire) e irritantes para vías respiratorias.
El gas tóxico más frecuente es el CO (monóxido de carbono) y el principal causante de las víctimas de los incendios.
- Efectos nocivos del fuego.
Efectos nocivos del fuego
Calóricos
Destrucción de elementos que arden
Propagación del fuego
Deterioro de materiales cercanos
Químico‐gaseosos Reactivos
Reacción o elevación de niveles
Humos Gases tóxicos
Gases corrosivos
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 46
- Características de los combustibles
Para conocer la peligrosidad de un combustible debemos conocer:
• Punto de inflamación: es la temperatura mínima a la cual un combustible desprende suficiente cantidad de vapores que mezclados con el aire y mediante una aportación de calor (energía de activación) se produce la ignición.
• Punto de autoencendido: es la mínima temperatura a la que una sustancia sólida, líquida o gaseosa, en contacto con el aire arde espontáneamente sin necesidad de aporte de calor.
• Límite superior de inflamabilidad: LSI. Es la máxima concentración de vapores de combustible en mezcla combustible-aire por encima de la cual no se produce combustión.
• Límite inferior de inflamabilidad: LII. Es la mínima concentración de vapores de combustible en mezcla combustible-aire por debajo de la cual no se produce la combustión.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 47
Ejemplo para varias sustancias de punto de inflamación, punto de autoencendido
En aire En oxígeno
Sustancia Punto de
inflamación ºCPunto de
autoencendido LII% LSI% LII% LSI%
Gasolina -39 250 1.5 7.6 - -
Gas-oil 60 330 - -
Aceite 150-230 >200 6.0 13.5 - -
lubricante 18 425 - - - -
Etanol 11 424 4.3 19.0 6.7 93.0
Metanol 36.5
Propano -104.4 468 2.2 9.5 - -
Butano -60 405 1.9 8.5 - -
Metano - 537 5.0 15.0 5.1 61.0
Madera/Pino 225 280
Polietileno 340 350
Poliamida 420 420
Poliestireno 345 490
- Combustibles
• Sólidos corrientes: se entienden por sólidos corrientes las sustancias sólidas que se encuentran normalmente en los establecimientos industriales o comerciales ya como materias primas o productos intermedios o finales. Se trata de papel, madera o materias textiles, normalmente.
• Madera: se presenta en varias formas (maciza, contrachapado, aglomerado) y puede entrar en ignición, carbonizarse o arder en forma de brasas. La madera en sí está compuesta por celulosa, lignina pero cuando se presenta en forma tratada como aglomerado o contrachapado lleva consigo productos químicos (colas de urea)

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 48
haciendo su incendio más peligroso. El comportamiento de la madera ante el fuego depende de su forma, humedad y tipo. El estado de división (troceado, viruta) favorece la inflamación. Caso de polvo, si los granos son de dimensión inferior a 0,3 mm presentan los mismos riesgos de inflamación que los vapores de los líquidos inflamables.
• Papel: su combustión depende tanto de su composición como de su compactación, ardiendo rápidamente y con llama viva el papel suelto y con dificultad y lentamente una bala de papel prensado.
- Líquidos inflamables
La Instrucción Técnica complementaria MIE-APQ-001 del Ministerio de Industria precisa la siguiente diferenciación:
Líquido combustible: aquel cuyo punto de inflamación es superior a 38ºC.
Líquido inflamable: aquel cuyo punto de inflamación es inferior a 38ºC.
Son los vapores emitidos por los líquidos inflamables los que arden y es preciso que su concentración en el aire esté comprendida entre los límites inferior y superior de inflamabilidad. El punto de inflamación es la temperatura a la cual la tensión de vapor del líquido es suficiente para que se emitan vapores en cantidad suficiente para que puedan formar con el aire una mezcla inflamable, pero insuficiente para que la combustión continúe. Esto ocurre cuando la temperatura supera en uno o varios grados al punto de inflamación.
Otra característica a tener en cuenta es la densidad de los vapores emitidos. Casi todos los líquidos orgánicos inflamables (alcoholes, éter, acetona, hidrocarburos líquidos) tienen vapores más pesados que el aire.
- Plásticos
En la palabra “plástico” se engloban productos cada vez más numerosos, con composiciones y características muy diversas, presentando todos la propiedad de adquirir y conservar diferentes formas por la acción de la presión y/o del calor.
De acuerdo a su constitución pueden clasificarse en familias:
Termoplásticos: recuperan su plasticidad bajo el efecto del calor (Celulosas, Poliamidas, Vinílicos).
Termoestables: una vez enfriados no pueden ser reblandecidos (Fenoplastos, Aminoplastos, Siliconas).

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 49
- Polvos
Los sólidos combustibles en estado de disgregación, y en suspensión, dan lugar a rápida combustión del tipo de deflagración en los que la onda de presión antecede a la llama.
Cuanto menor es el tamaño de las partículas más fácil es que una nube de polvo entre en ignición.
2.1.10. DERRAMES Y FUGAS
Las fugas y los derrames son de las emergencias más comunes en la industria química, de hecho, de cada 100 accidentes 88 son por derrames.
Un derrame trata de un vertido líquido que puede darse, según las circunstancias, por un fallo en la maquinaria o línea de producción o bien por un error humano, entre otros.
Consecuencias del derrame pueden haber varias, entre las más importantes están los daños a las personas (intoxicaciones agudas y crónicas, mutilación de una parte del cuerpo, quemaduras e inclusive la pérdida de la vida), perjuicios a los equipos, lo que supone un paro de la producción y un aumento del coste de la misma y daño al medio ambiente. El daño al medio ambiente puede traducirse en contaminación, con diversas vertientes y, básicamente, porque el líquido derramado sea tóxico o nocivo para flora y fauna. Las vías, además, de llegar a esta flora o fauna pueden ser varias, bien por un derrame directo al suelo, a cauces acuosos o al mar o bien por lixiviación, filtrándose en el suelo y llegando a aguas subterráneas.
En el caso de las fugas, pueden existir fugas de gases o vapores en los equipos o maquinaria de cualquier línea de producción, si bien, esto no será caso de estudio para esta fábrica debido a las características de su línea. No habiendo en la misma ningún riesgo de fuga.
Retomando el caso de los derrames para la fábrica y debido a que se cuenta con un aditivo líquido en su proceso productivo, se procederá a realizar la evaluación del riesgo también para este tipo de emergencia.
El aditivo al que se hacer referencia anteriormente, no se trata de una sustancia química peligrosa, nociva, tóxica o corrosiva, con lo que las consecuencias para la salud del personal no son detectables, como tampoco para el medio ambiente.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 50
Ahora bien, en el caso de la producción, ésta se vería afectada por el derrame debido a que, como ya ocurrió en una ocasión, debería pararse toda la maquinaria en el caso de que se detectara la ocurrencia del mismo, con la consiguiente pérdida económica.
A continuación se muestran unas imágenes del derrame que tuvo lugar anteriormente en la empresa. Este derrame fue provocado por un fallo en la conducción, teniéndose que parar la producción en cuanto fue detectado y recoger el vertido del suelo. Se perdió por tanto materia prima, con el subsecuente coste de la misma y hubo que retrasar la producción hasta reparar la conducción.
Derrame solidificado.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 51
Detalle de la sección de tubo estropeado.
Extracción del tubo estropeado.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 52
Líquidos en el suelo de la sala.
2.2. EVALUACIÓN DE RIESGOS
Para realizar esta evaluación se ha partido de una revisión basada en el análisis de las operaciones implicadas en el proceso productivo en condiciones normales y anormales de funcionamiento y el impacto que ocasionan.
El método utilizado para esta evaluación será el AMFEC (Análisis Modal de Fallas, Efectos y Consecuencias). Con este método podemos realizar, de forma sistemática, un análisis de todos los modos de fallo posibles, permitiendo precisar los efectos sobre el sistema. Con ayuda de unas tablas precisas y sencillas va a permitir acometer este tipo de análisis indicando para cada componente la lista de modos de fallos posibles, las causas de estos modos, sus consecuencias, los modos de detección de estos fallos, etc.….
Incluye los modos de fallos debidos a errores humanos y analiza la criticidad de los riesgos, estimándolos de forma numérica.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 53
Los propósitos del AMFEC son:
- Identificar los modos de fallas potenciales y conocidas.
- Identificar las causas y efectos de cada modo de falla.
- Priorizar los modos de falla identificados de acuerdo al número de prioridad de riesgo o frecuencia de ocurrencia, gravedad y grado de facilidad para su detección.
El fundamento de la metodología es la identificación y prevención de las averías o errores humanos que conocemos (que se han presentado en el pasado) o potenciales (no se han presentado hasta la fecha) que se pueden producir en un equipo o proceso.
Existen tres criterios que permiten definir la prioridad de los accidentes:
- Ocurrencia (O): es la frecuencia del accidente.
- Severidad (S): es el grado de efecto o impacto del accidente.
- Detección (D): es el grado de facilidad para la detección del accidente.
Existen diferentes formas de evaluar estos componentes. La forma más usual es el empleo de escalas numéricas llamadas “criterios de riesgo “. Los criterios pueden ser cuantitativos y/o cualitativos. Sin embargo, los más específicos y utilizados son los cuantitativos. El valor más común en las empresas es la escala de 1 a 10. Esta escala es fácil de interpretar y precisa para evaluar los criterios. El valor inferior de la escala se asigna a la menor probabilidad de ocurrencia, menos grave o severo y más fácil de identificar un fallo cuando se presente. En igual forma, un valor de 10 se asignará a fallos de mayor frecuencia de aparición, den lugar a consecuencias muy graves y exista una gran dificultad para su identificación.
Estos valores del 1 al 10 los estima el responsable de la evaluación y se han de presentar en una escala de 6 valores.
La prioridad del problema se obtiene a través del índice conocido como Número Prioritario de Riesgo (NPR). Este número es el producto de los valores de ocurrencia, severidad y detección. El valor NPR no tiene ningún sentido, simplemente sirve para clasificar en un orden cada uno de los modos de falla que se consideran en el sistema. Una vez determinado el NPR, se inicia la evaluación sobre la base de definición de riesgo. Usualmente este riesgo es definido por la persona o personas que realizan el estudio, teniendo como referencia criterios

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 54
como: menor, moderado, alto y crítico. Se podrá interpretar, por tanto, el criterio de riesgo de la siguiente forma:
- Por debajo de un riesgo menor, no se toma acción alguna.
- Por debajo de un riesgo moderado, alguna acción se debe tomar.
- Por debajo de un riesgo alto, se deben tomar acciones específicas.
- Por debajo de un riesgo crítico, se deben realizar cambios significativos del sistema.
Para evaluar los derrames, fugas y explosiones tendremos que tener en cuenta distintos factores, para determinar las consecuencias de que éstos se produzcan, así como para la ocurrencia y la facilidad de detección.
De este modo consideramos:
- Que el derrame, fuga o explosión se dé frecuentemente o que nunca se haya dado.
- La severidad de las consecuencias, que dependerá de que se produzca:
• Derrame de líquido al mar. No se contempla en este caso.
• Derrame de líquido al suelo. Como ya ha tenido lugar anteriormente en la fábrica.
• La fuga de vapor, que pueda llegar a provocar quemaduras en las personas. No se contempla en este caso.
• Explosión. No se contempla en este caso.
- La detección dependerá de la facilidad para detectar el accidente y su rapidez para informar de éste.
En el caso de esta fábrica, el único riesgo existente sería el de derrame de líquido al suelo por fallos o fisuras de las conducciones.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 55
A continuación se dará la escala de valores asignada a cada uno de los criterios de riesgo:
OCURRENCIA (O) Valor
Se produce a diario 10
Se produce, como mínimo, una vez por semana, pero no a diario 8
Se produce, como mínimo, una vez al mes 7
Se produce varias veces al año 5
Se ha producido en el pasado 2
Se produce esporádicamente 2
Nunca se ha producido 1
SEVERIDAD (S) Valor
Derrame de gran cantidad de líquido al mar que no se puede controlar
10
Fuga de vapor de agua que provoque quemaduras graves a personas
10
Explosión de la caldera 10
Derrame de líquido moderado al mar, controlable con ayuda externa 7
Fuga de gases que den lugar a una atmósfera explosiva 7
Derrame de poca cantidad de líquido al mar, controlable con recursos propios
6
Derrame de gran cantidad de líquido al suelo 5
Fuga de vapor de agua que provoque quemaduras leves a personas 3
Derrame de cantidad moderada de líquido al suelo 3
Derrame de líquido al cubeto 1
Fuga de gases procedentes de las aguas con residuos oleosos, sulfhídrico
1

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 56
DETECCIÓN (D) Valor
No se detecta 10
Se detecta cuando ha provocado daños importantes 9
Se detecta cuando ha provocado daños moderados 7
Se detecta cuando ha provocado daños leves 6
Se detecta cuando se ha producido sin provocar daños (derrame en cubeto o fuga de sulfhídrico)
3
Se detecta cuando se está produciendo 2
Se detecta cuando se ha producido pero no ha provocado daños significativos
2
Una vez establecidos los valores, habrá que realizar el cálculo del Número Prioritario de Riesgo (NPR), variando su valoración según el siguiente rango:
- 0-40: Riesgo menor.
- 40-80: Riesgo moderado.
- 80-120: Riesgo alto.
- > 120. Riesgo crítico.
DERRAME DE LÍQUIDO
Tipo de derrame O S D NPR
Derrame al suelo de gran cantidad 1 3 2 6
Derrame al suelo de poca cantidad 2 3 2 12
El derrame al suelo de cantidad moderada de líquido es el que posee un mayor número prioritario de riesgo (NPR). Ya ha ocurrido anteriormente, pero la severidad de las consecuencias es muy baja. En cuanto a la detección, podría darse en el momento en el que se está produciendo, aunque también podría detectarse cuando se ha producido pero no provocaría daños significativos. El riesgo sería menor, por lo que no se toma acción alguna.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 57
En el caso de derrames al suelo de grandes cantidades de líquido, nunca se ha producido, y la severidad y detección serían igual que en el caso anterior y el riesgo sería aún menor.
Evaluación del riesgo de incendio.
A continuación se evalúa el riesgo de incendio de cada una de las áreas que ocupan las actividades en alto, medio o bajo, según su riesgo intrínseco en función del uso de la dependencia, número de personas por metro cuadrado, superficie de la actividad y altura del edificio o dependencia, en el caso de que sea evaluada de forma independiente debido a que pueda presentar características especiales.
Todo edificio está expuesto al peligro de incendio. El desarrollo de los incendios tiene lugar a consecuencia de muchos factores que influyen en los mismos y que pueden actuar dificultando la propagación o favoreciéndola y, por ello mismo, tener influencia sobre los daños resultantes positiva o negativamente. Según su efecto en cuanto a la seguridad contra incendios del edificio, es posible hacer la distinción entre peligros potenciales y medidas de protección.
Es necesario conocer el valor del riesgo de incendio para que la empresa pueda decidir si los medios de protección de los que dispone son suficientes o debe instalar alguno más.
Según la Orden de 29/11 “Manual de Autoprotección y Guía para el desarrollo del Plan de Emergencia contra incendios y de evacuación de locales y edificios”, y concretamente en el Anexo 9, las industrias y almacenamientos se clasificarán conforme al nivel de riesgo intrínseco de dichas instalaciones.
En el R.D. 2267/2004 se aprueba el “Reglamento de Seguridad contra incendios en los establecimientos industriales”, con el fin de completar las regulaciones de las condiciones contra incendios en dichos establecimientos con carácter horizontal.
Ahora se procederá al cálculo del riesgo intrínseco de incendio.
2.2.1. NIVEL DE RIESGO INTRÍNSECO
Como ya se dijo anteriormente, en el Anexo del RD 2267/2004 se establece que los establecimientos industriales se caracterizan por:
- Su configuración y ubicación con relación a su entorno (tipo C en el caso de la fábrica).

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 58
- Su nivel de riesgo intrínseco.
- Los establecimientos industriales se clasifican, según su grado de riesgo intrínseco, atendiendo a los criterios simplificados y según los procedimientos que se indican a continuación:
- Los establecimientos industriales, en general, estarán constituidos por una o varias configuraciones de los tipos A, B, C, D y E. cada una de estas configuraciones constituirá una o varios sectores o áreas de incendio del establecimiento industrial. Para los tipos A, B, y C se considera sector de incendio el espacio de edificio cerrado por elementos resistentes al fuego durante el tiempo que se establezca en cada caso. Para los tipos D y E se considera que la superficie que ocupan constituye un área de incendio abierta.
- El nivel de riesgo intrínseco de cada sector de incendio se avaluará:
- Calculando la siguiente expresión, que determina la densidad de carga de fuego ponderada y corregida de dicho sector de incendio.
(MJ/m2 o Mcal/m2)
Donde:
Qs = Densidad de carga de fuego, ponderada y corregida, del sector o área de incendio, en MJ/m2 o Mcal/m2.
Gi = Masa, en Kg, de cada uno de los combustibles (i) que existen en el sector de incendio (incluidos los materiales constructivos combustibles).
qi = Poder calorífico, en MJ/kg o Mcal/kg, de cada uno de los combustibles (i) que existen en el sector de incendio.
Ci = Coeficiente adimensional que pondera el grado de peligrosidad (por la combustibilidad) de cada uno de los combustibles (i) que existen en el sector de incendio.
Ra = Coeficiente adimensional que corrige el grado de peligrosidad (por la activación) inherente a la actividad industrial que se desarrolla en el sector de incendio, producción, montaje, transformación, reparación, almacenamiento, etc.
RaA
CiqiGiiQs
i
⋅⋅⋅
=∑
1

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 59
Cuando existen varias actividades en el mismo sector, se tomará como factor de riesgo de activación el inherente a la actividad de mayor riesgo de activación, siempre que dicha actividad ocupe al menos el 10% de la superficie del sector o área de incendio.
A = superficie construida del sector de incendio o superficie ocupada del área de incendio, en m2.
Los valores del coeficiente de peligrosidad por combustibilidad, Ci, de cada combustible puede deducirse de la tabla 1:
TABLA 1
Grado de peligrosidad de los combustibles
Alta Media Baja
Líquidos clasificados como clase A en la ITC MIE-APQ1
Líquidos clasificados como subclase B2 en la ITC MIE-APQ1
Líquidos clasificados como clase D en la ITC MIE-APQ1
Líquidos clasificados como subclase B1 en la ITC MIE-APQ1
Líquidos clasificados como clase C en la ITC MIE-APQ1
Sólidos capaces de iniciar su combustión a temperatura inferior a 100ºC
Sólidos que comienzan su ignición a temperatura comprendida entre 100ºC y 200ºC
Sólidos que comienzan su ignición a una temperatura superior a 200ºC
Productos que puedan formar mezclas explosivas con el aire.
Sólidos que emiten gases inflamables
Productos que puedan iniciar combustión espontánea con el aire
C = 1.60 C = 1.30 C = 1.00
Nota: ITC-MIE-APQ-001. Instrucción Técnica Complementaria del Ministerio de Industria y Energía-Almacenamiento de productos químicos. R.D. 379/2001, de 6 de abril

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 60
Clase A: Productos licuados cuya presión absoluta de vapor a 15ºC sea superior a 98 Kpa
Subclase A1: Productos almacenados licuados a T<0ºC
Subclase A2: Productos almacenados licuados en otras condiciones
Clase B: Productos cuyo punto de inflamación es < 55ºC y no están comprendidos en la clase A
Subclase B1: Productos B con punto de inflamación < 38ºC
Subclase B2: Productos B con punto de inflamación > o = 38ºC
Clase C: Productos con punto de inflamación entre 55ºC y 100ºC.
Clase D: Productos cuyo punto de inflamación es mayor que 100ºC.
Los valores del coeficiente de peligrosidad por activación, Ra, pueden deducirse de la tabla 2:
TABLA 2
Coeficiente de peligrosidad por riesgo de activación
Riesgo de activación
Alto Medio Bajo
Actividades:
- Productos químicos peligrosos
- Fabricación de:
• Pinturas y barnices
• Ceras
• Resinas sintéticas
• Fotografía
• Harinas
• Madera
• Colas combustibles
Actividades:
- Abonos químicos
- Aparatos eléctricos (talleres)
- Aserraderos
- Barnizado
- Caucho
- Hipermercados
- Hoteles
- Imprentas
- Maderas en troncos
Actividades:
- Fundición
- Laboratorios físico-metalúrgicos
- Talleres de reparaciones
Ra = 3 Ra = 1.5 Ra = 1.0

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 61
Como alternativa a la fórmula anterior se puede evaluar la densidad de carga de fuego, ponderada y corregida, Qs, del sector de incendio aplicando las siguientes expresiones:
- Para actividades de producción, transformación, reparación o cualquier otra distinta al almacenamiento:
(MJ/m2 o Mcal/m2)
Qs, Ci, Ra y A tienen el mismo significado anterior.
qsi = densidad de carga de fuego de cada zona con proceso diferente según los distintos procesos que se realizan en el sector de incendio (i), en MJ/m2 o Mcal/m2.
Si = superficie de cada zona con proceso diferente y densidad de carga de carga de fuego, qsi diferente, en m2.
- Para actividades de mantenimiento:
(MJ/m2 o Mcal/m2)
Donde:
Qs, Ci, Ra y A tienen el significado anterior.
qvi = carga de fuego, aportada por cada m3 de cada zona con diferente tipo de almacenamiento (i) existente en el sector de incendio, en MJ/m3 o Mcal/m3.
hi = altura del almacenamiento de cada uno de los combustibles.
Si =superficie ocupada en planta por cada zona con diferente tipo de almacenamiento (i) existente en el sector de incendio en m2.
RaA
CiSiqsiiQs
i
⋅⋅⋅
=∑
1
RaA
CihiSiqviiQs
i
⋅⋅⋅⋅
=∑
1
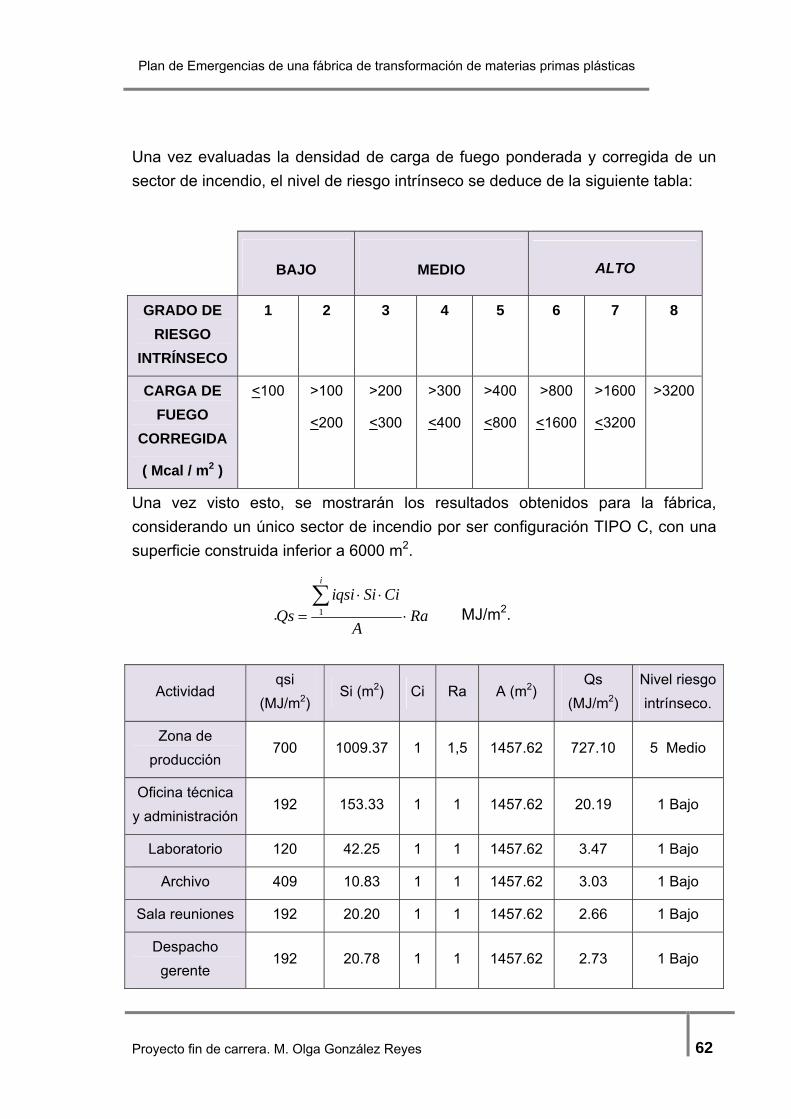
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 62
Una vez evaluadas la densidad de carga de fuego ponderada y corregida de un sector de incendio, el nivel de riesgo intrínseco se deduce de la siguiente tabla:
BAJO MEDIO ALTO
GRADO DE RIESGO
INTRÍNSECO
1 2 3 4 5 6 7 8
CARGA DE FUEGO
CORREGIDA
( Mcal / m2 )
<100 >100
<200
>200
<300
>300
<400
>400
<800
>800
<1600
>1600
<3200
>3200
Una vez visto esto, se mostrarán los resultados obtenidos para la fábrica, considerando un único sector de incendio por ser configuración TIPO C, con una superficie construida inferior a 6000 m2.
. MJ/m2.
Actividad qsi
(MJ/m2) Si (m2) Ci Ra A (m2)
Qs (MJ/m2)
Nivel riesgo intrínseco.
Zona de producción
700 1009.37 1 1,5 1457.62 727.10 5 Medio
Oficina técnica y administración
192 153.33 1 1 1457.62 20.19 1 Bajo
Laboratorio 120 42.25 1 1 1457.62 3.47 1 Bajo
Archivo 409 10.83 1 1 1457.62 3.03 1 Bajo
Sala reuniones 192 20.20 1 1 1457.62 2.66 1 Bajo
Despacho gerente
192 20.78 1 1 1457.62 2.73 1 Bajo
RaA
CiSiqsiiQs
i
⋅⋅⋅
=∑
1
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 63
Como puede observarse el Grado de Riesgo Intrínseco sería BAJO en todo el sector de incendio, a excepción de la Zona de producción, que es MEDIO.
3. DOCUMENTO Nº 2: MEDIOS DE PROTECCIÓN
3.1 INVENTARIO
Así como en el documento 1 se ha establecido los conceptos referentes a la protección pasiva, en éste van a ser considerados aquellos que tienen que ver con la protección activa, para controlar y extinguir un incendio.
En el inventario de medios técnicos se describen las instalaciones de detección, alarma y extinción de incendios, así como los alumbrados y señalización de emergencia.
En el inventario de medios humanos se definirán y relacionarán los medios humanos disponibles para hacer frente a cualquier situación de emergencia. Este personal deberá conocer las vías de evacuación, las alarmas establecidas y el punto de reunión previsto ante un caso de desalojo de la planta.
Además, se adjuntarán los planos de los elementos de seguridad, así como los de emplazamiento para una fácil identificación y evacuación de la planta.
3.1.1. MEDIOS TÉCNICOS
En el inventario de medios técnicos se van a ver los elementos de seguridad de la fábrica en caso de que se produzca una emergencia, así como para su posterior mantenimiento, revisión y posible mejora. Los medios técnicos se encuentran en los planos que se adjuntan con este documento.
La fábrica está protegida teniendo en cuenta la delimitación definida por su aforo, por la superficie de la misma y por la actividad industrial que en ella se desempeña, siendo obligada por la NBE-CPI/96 la colocación de extintores, pulsadores de alarma, detectores de incendio, alumbrado de emergencia y señalización.
Además, se recomienda, en este documento del Plan de Emergencias, la instalación de una boca de incendio equipada, utilizable por el usuario en caso de que el incendio fuera tal que los extintores portátiles no bastaran para luchar contra éste.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 64
3.1.1.1. EXTINTORES PORTÁTILES
Se definen como “aparatos autónomos, capaces de ser transportados y utilizados a mano, que contienen un agente extintor que puede ser proyectado y dirigido contra el fuego por una presión interna”.
El extintor, como primer elemento de intervención, debe estar en buen estado y el personal debe estar adiestrado en su manejo. Su emplazamiento será visible y accesible, próximo a los puntos de mayor probabilidad de incendio, a ser posible próximos a las salidas de evacuación y preferentemente sobre soportes fijados a paramentos verticales, de modo que la parte superior del extintor quede como máximo a 1,70 del suelo.
La presión interna se consigue por:
- Presión incorporada al recipiente (aire seco, CO2, NO2). Presión 15-20 Kg/cm2.
- Presión adosada (botellín conectado al recipiente con N2 o CO2).
Siendo el agente extintor el producto que al ser proyectado sobre un fuego en cantidad suficiente y de forma adecuada provoca la extinción del mismo.
Según la Norma UNE 23.110, la eficacia del extintor viene indicada por un conjunto de números y letras y debe estar grabada en el exterior.
La eficacia de un extintor es la capacidad de éste para extinguir un cierto hogar tipo, (el mayor posible), y es un dato práctico que indica su capacidad para apagar determinados fuegos.
Las letras corresponden a las tres clases de fuego, A, B y C, y los números representan la cantidad de combustible que el extintor es capaz de apagar, según el hogar tipo correspondiente.
Según la sustancia extintora que empleen los extintores se clasifican en:
Extintores de agua (pulverizada-chorro). La impulsión se realiza mediante un gas de presión incorporado al cuerpo de la botella o con botellín auxiliar. Se aplican en fuego de clase A y tienen el inconveniente de no ser utilizables en fuegos de instalaciones eléctricas, excepto en el caso de extintores homologados que expresamente lo indiquen en sus instrucciones, ni en la extinción de fuegos de metales ligeros.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 65
- Extintores de polvo. La impulsión del polvo se produce al actuar la presión del anhídrido carbónico (CO2) o el nitrógeno contenidos en un botellín, interior o exterior, según sea el modelo, o bien mediante la presión incorporada en la misma botella del polvo y que suele hacerse también con nitrógeno. Se fabrican en tres modalidades: de polvo seco, de polvo antibrasa y de polvo especial. Los extintores de polvo seco son apropiados para su aplicación en fuegos de clase B y fuegos de clase C. pueden emplearse sobre fuegos de tipo eléctrico. Los extintores de tipo polivalente o antibrasa tienen su aplicación en la protección de lugares donde la naturaleza del fuego es difícilmente previsible. Eficaces contra fuegos de clases A, B, C, incluso en instalaciones eléctricas hasta 1000V. los extintores de polvo especial se aplican en fuegos de clase D.
- Extintores de espuma. Son de dos tipos: espuma química y física. Los de espuma química constan de un cuerpo principal contienen una disolución de bicarbonato sódico y un producto estabilizante de espuma y una ampolla y reacciona la mezcla dando una espuma líquida que se expande 8 veces y es expulsada al exterior por la presión del anhídrido carbónico que desprende la mezcla. Los de espuma física son más corrientes y más eficaces que los anteriores. Emplean espumas de proteínas o espumas generadoras de película acuosa. El cuerpo del extintor está lleno de agua con el agente espumógeno. La presión se obtiene de un botellín de anhídrido carbónico o son de presión permanente incorporada por un gas. Los extintores de espuma se aplican en fuegos de clase B, líquidos combustibles, grasas, aceites, pinturas, etc. y son aceptables para la madera, papel, tejidos, etc.
Extintores de anhídrido carbónico. Llamados también de nieve carbónica. La impulsión está generada por la propia presión de anhídrido carbónico, gas licuado a presión, contenido en la botella. Van provistos de un disco de seguridad o de rotura tarado a una presión de 190 Kg/cm2. Se aplican para pequeños fuegos de clase B y fuegos en instalaciones eléctricas. Son recomendables para protección de máquinas, transformadores, laboratorios, garajes, etc. Sus ventajas son que es limpio, no deja residuos y es económico y sus inconvenientes, que e s ineficaz en fuegos de tipo A, poco efectivo en exteriores e incompatibles con fuegos especiales de ciertos metales ligeros.
- Extintores de halón (hidrocarburos halogenados). La impulsión del halón se realiza normalmente con nitrógeno a presión. Su poder extintor es superior al anhídrido carbónico. Su aplicación es excelente para fuegos

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 66
eléctricos. Son adecuados para fuegos de clase A y C. al no deja residuos ni descender la temperatura es el mejor para la protección de equipos eléctricos delicados como ordenadores. Otras ventajas son que es limpio, no deja residuos y no mancha. Los inconvenientes son incompatibilidad con los fuegos especiales de clase D y efecto nocivo para el medio ambiente.
Los más usados actualmente son los de polvo polivalente ABC, por su versatilidad ante distintos tipos de fuego.
La situación de un extintor responde a las siguientes características, exigibles a las instalaciones destinadas a la protección contra incendios:
- Los extintores se colocarán próximos a los lugares de riesgo.
- No deben existir obstáculos para acceder a ellos.
- Deberán colocarse sobre pared de forma que la parte superior del extintor esté como máximo a 1,70 del suelo.
- Es conveniente señalizar las posiciones de los extintores mediante señales homologadas.
- Como orientación general, los extintores estarán separados a una distancia real de paso de 15 metros.
- Si están a la intemperie deben estar protegidos.
La fábrica cuenta con un número y disposición adecuado según la Norma NBE-CPI/96, según la cual, los extintores con los que se cuentan están dispuestos correctamente, según el recorrido de alcance del extintor, que no puede exceder 15 metros, es decir, desde cualquier punto en el que nos situemos dentro del edificio o instalación, tenemos que tener un extintor a menos de 15 metros para que se pueda considerar protegido por este medio de protección, así como la altura de los mismos. La disposición de dichos extintores se verá con más claridad en los planos que se adjuntan de la fábrica.
Se dispone de extintores universales o ABC y extintores de CO2, con presión incorporada, disparo rápido, manómetro, válvula de comprobación y soporte mural y con una eficacia de 27A y 183BC en el caso de los extintores de polvo polivalente y, para el caso de los extintores de CO2, encontramos una eficacia de 34B.
Los extintores de CO2 actúan por sofocación, o sea, por desplazamiento del oxígeno o por disolución de forma que no permite la combustión por deficiencia de concentración de oxígeno, o por enfriamiento, es decir, la expansión del CO2 al

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 67
convertirse en gas produce enfriamiento. Aunque no son tóxicos, al desplazar el oxígeno puede reducir su concentración a niveles peligrosos para la persona.
Los de polvo ABC actúan por inhibición de la llama, impidiendo la reacción en cadena, enfriamiento y sofocación.
Extintor universal o ABC
Extintor de CO2
Instrucciones de manejo.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 68
- La eficacia del extintor reside en el comienzo del fuego, debiendo utilizarse el agente adecuado.
- Desprecintar: desprender precinto o pasador de seguridad.
- Presurizar: sólo para extintores sin presión permanente, abrir el botellín de gas impulsor.
- Prueba: antes de aproximarse al incendio, realizar una pulsación de prueba para comprobar el correcto funcionamiento.
- Extinción del incendio: trabajar a favor del viento o con la salida a la espalda y dirigir el chorro del extintor a la base de las llamas.
- Realizar un movimiento en zig-zag sobre las llamas.
- No es necesario agitarlo ni invertirlo.
- Cuando se ha utilizado, hay que mandarlo recargar inmediatamente.
- No se debe retirar el elemento de seguridad o precinto del extintor si no es para usarlo acto seguido.
- No se deben cambiar los emplazamientos de los extintores puesto que responden a criterios normativos.
Mantenimiento de los extintores.
Según el Reglamento de Instalaciones de Protección contra Incendios:
Cada tres meses: Realizado por el personal de la empresa.
- Comprobación de accesibilidad.
- Comprobación de carga (peso y presión).
- Estado de las partes mecánicas (válvula…).
- Comprobación precinto.
Cada año. Realizada por profesionales.
- Comprobación del peso y la presión en su caso.
- En el caso de extintores de polvo con botellín de gas de impulsión, se comprobará el buen estado del agente extintor y el peso y aspecto externo del botellín.
- Inspección ocular del estado de la manguera, boquilla o lanza, válvulas y partes mecánicas.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 69
- En el caso de apertura del extintor, la empresa mantenedora situará en el exterior del mismo un sistema indicativo que acredite que se ha realizado la revisión interior del aparato.
Cada 4 años: realizada por la misma empresa que realice la revisión anual.
- A partir de la fecha de timbrado del extintor (y por tres veces) se procederá al retimbrado del mismo, de acuerdo con la ITC-MIE-AP5 del Reglamento de Aparatos a Presión sobre extintores de incendios. El extintor sólo se podrá retimbrar 4 veces (su vida útil es de 16 años).
- Rechazo: Se rechazarán aquellos extintores que, a juicio de la empresa mantenedora presenten defectos que pongan en duda el correcto funcionamiento y la seguridad del extintor o bien aquellos para los que no existan piezas originales que garanticen el mantenimiento de las condiciones de fabricación.
3.1.1.2. SISTEMA FIJO DE EXTINCIÓN
Una instalación fija de extinción está formada por una red de tuberías y elementos terminales que recubren fundamentalmente las zonas de riesgo de incendio. Requieren, además de un correcto diseño, un programa de mantenimiento y, en algunas de ellas, su utilización periódica en simulacros y prácticas para garantizar su eficacia.
Las instalaciones fijas con agua pueden ser de los siguientes tipos: bocas de incendio equipadas, hidrantes de incendios, monitores, columna seca y rociadores automáticos.
La fábrica para cumplir la normativa vigente no precisa de ningún sistema fijo de extinción de incendios. No obstante, se recomienda, en este documento del Plan de Emergencias, la instalación de una boca de incendio equipada, utilizable por el usuario en caso de que el incendio fuera tal que los extintores portátiles no bastaran para luchar contra éste.
Boca de incendio equipada (BIE).
Se designa con este nombre a la instalación fija contra incendios con puntos de toma de agua que son las bocas de incendio propiamente dichas. Estarán compuestas de los siguientes elementos: Bocas de incendio equipadas, red de tuberías de agua y fuente de abastecimiento de agua.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 70
Las bocas de incendio equipadas pueden llevar mangueras de 25mm o 45mm de diámetro interior. Las de 25mm son de trama semirrígida y su longitud es de 15, 20 o 30m. la lanza-boquilla será al menos de triple efecto (cierre, chorro y pulverización); algunas también tienen el efecto de cortina de ángulo variable. Es de fácil manejo y no necesita el desenrollado total para su utilización. Las de 45mm tienen una longitud de 15 o 20 m y pueden ir enrolladas sobre una devanadera o plegadas en zigzag sobre un soporte, con una boquilla o lanza que, al menos, también permita la salida del agua en forma de chorro y pulverizada. Al estar plegadas de forma aplastada, se deben extender en toda su longitud para su utilización. Se sitúan generalmente en un armario empotrado o de superficie con una tapa de cristal para su visibilidad y orificios de ventilación y desagüe. Deben disponer de un manómetro con escala de 0 a 16 bar, clase 2,5 (tolerancia de error de 2%) o mejor precisión, para la lectura de presión estática. Para facilidad de manejo por el propio personal son preferibles las mangueras de 25mm.
Deben ir montadas o alojadas en un receptáculo o soporte rígido y su centro debe quedar como máximo a 1,50 m sobre el nivel del suelo o más si se trata de BIE de 25 mm, pero con la boquilla y la válvula de apertura manual a esa altura. La instalación debe estar prevista para que, durante una hora como mínimo y con funcionamiento simultáneo de las dos BIE hidráulicamente más desfavorables, se tenga una presión dinámica mínima de 2 bar en el orificio de salida de cualquier BIE. Los caudales serán suficientes para extinguir el posible incendio y mantenerse durante tiempo suficiente.
El emplazamiento de las BIE estará, siempre que sea posible, a una distancia máxima de 5 m de las puertas o salidas de cada sector de incendio y la distancia entre bocas no dejará zonas sin protección. Se considera como radio de acción la longitud de la manguera incrementada en el alcance del agua proyectada, estimado en 5 m. la separación máxima entre cada BIE y su más cercana será de 50 m. la distancia desde cualquier punto del local protegido hasta la BIE más próxima no deberá excederse en 25 m.
La normativa vigente indica los edificios, establecimientos y zonas que deberán estar protegidas con BIE. En los establecimientos industriales el RD786/2001 establece el tipo de 25 mm y un tiempo de autonomía de 60 minutos con dos BIE simultáneas para riesgo bajo, de 45 mm y un tiempo de autonomía de 60 minutos con dos BIE simultáneas para riesgo medio y de 45 mm y un tiempo de autonomía de 90 minutos con tres BIE para riesgo alto. Se deberá comprobar que la presión dinámica en la boquilla no sea inferior a 2 bares, para tener un alcance
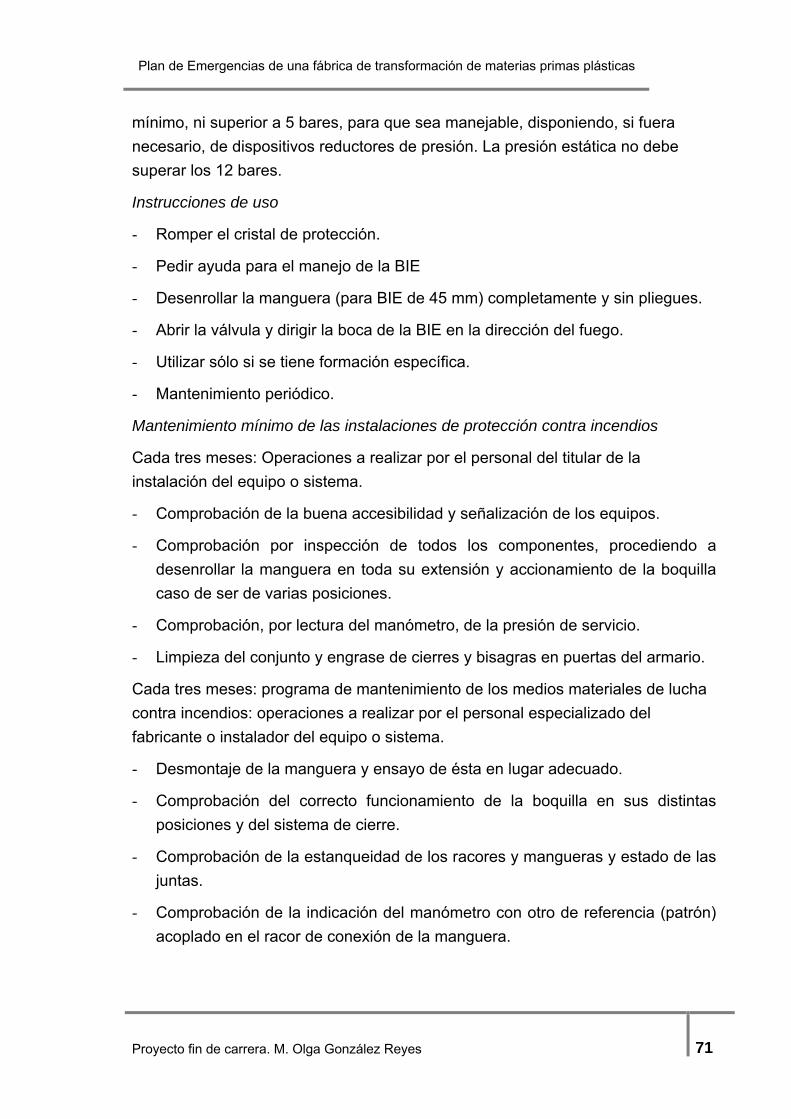
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 71
mínimo, ni superior a 5 bares, para que sea manejable, disponiendo, si fuera necesario, de dispositivos reductores de presión. La presión estática no debe superar los 12 bares.
Instrucciones de uso
- Romper el cristal de protección.
- Pedir ayuda para el manejo de la BIE
- Desenrollar la manguera (para BIE de 45 mm) completamente y sin pliegues.
- Abrir la válvula y dirigir la boca de la BIE en la dirección del fuego.
- Utilizar sólo si se tiene formación específica.
- Mantenimiento periódico.
Mantenimiento mínimo de las instalaciones de protección contra incendios
Cada tres meses: Operaciones a realizar por el personal del titular de la instalación del equipo o sistema.
- Comprobación de la buena accesibilidad y señalización de los equipos.
- Comprobación por inspección de todos los componentes, procediendo a desenrollar la manguera en toda su extensión y accionamiento de la boquilla caso de ser de varias posiciones.
- Comprobación, por lectura del manómetro, de la presión de servicio.
- Limpieza del conjunto y engrase de cierres y bisagras en puertas del armario.
Cada tres meses: programa de mantenimiento de los medios materiales de lucha contra incendios: operaciones a realizar por el personal especializado del fabricante o instalador del equipo o sistema.
- Desmontaje de la manguera y ensayo de ésta en lugar adecuado.
- Comprobación del correcto funcionamiento de la boquilla en sus distintas posiciones y del sistema de cierre.
- Comprobación de la estanqueidad de los racores y mangueras y estado de las juntas.
- Comprobación de la indicación del manómetro con otro de referencia (patrón) acoplado en el racor de conexión de la manguera.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 72
Cada seis meses: programa de mantenimiento de los medios materiales de la lucha contra incendios: operaciones a realizar por el personal especializado del fabricante o instalador del equipo o sistema.
- La manguera debe ser sometida a una presión de prueba de 15 Kg/cm2.
3.1.1.3. PULSADORES DE ALARMA Y SIRENA
Los sistemas manuales de alarma de incendio estarán constituidos por un conjunto de pulsadores que permitirán provocar voluntariamente y transmitir una señal a una central de control y señalización permanentemente vigilada, de tal forma que sea fácilmente identificable la zona en que ha sido activado el pulsador.
Un pulsador de alarma es un interruptor que sirve para activar de forma manual el sistema de alarma para la detección de emergencias.
Los pulsadores de alarma forman parte de los medios de comunicación de alarma con los que cuenta la planta.
Está constituido por una caja de color rojo colocada en la pared mediante un soporte mural que posee un mecanismo protegido mediante una placa de rotura frágil. Poseen una cubierta plástica que protege la placa de posibles activaciones accidentales.
Cuando se pulsa esta placa, se rompe y acciona el disparo del dispositivo, con lo que comienza a sonar una sirena que se escucha en toda la planta.
Las fuentes de alimentación del sistema manual de pulsadores de alarma, sus características y especificaciones deberán cumplir idénticos requisitos que las fuentes de alimentación de los sistemas automáticos de detección, pudiendo ser la fuente secundaria común a ambos sistemas.
Los pulsadores de alarma se situarán de modo que la distancia máxima a recorrer, desde cualquier punto hasta alcanzar un pulsador, no supere los 25 metros.
Los pulsadores de alarma existentes en la fábrica son cinco, distribuidos de la siguiente forma: Uno en las oficinas, uno en el despacho del gerente, otro en el recibidor y dos en la zona de producción y almacén.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 73
Pulsador de alarma
Utilización de los pulsadores de alarma.
- En caso de fuego, romper el vidrio del pulsador de alarma.
Mantenimiento de los pulsadores.
Cada tres meses: realizado por el personal de la planta.
- Comprobación de funcionamiento de la instalación con cada fuente de suministro.
- Sustitución de pilotos, fusibles, etc., defectuosos.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 74
- Mantenimiento de acumuladores (limpieza de bornas, etc.).
Cada año: realizado por la empresa que suministra los extintores.
- Verificación integral de las instalaciones.
- Limpieza de sus componentes.
- Verificación de uniones roscadas y soldaduras.
- Prueba final de la instalación con cada fuente de suministro eléctrico.
Sirena.
Una sirena es un aparato que emite señales acústicas que indican que es necesario llevar a cabo una acción.
Las señales acústicas como señales de alarma o aviso tienen la ventaja, respecto a las señales visuales, de no estar limitadas respecto al campo de audición, contemplando este en su variable angular, dado que nuestro sistema auditivo abarca 360º. Incluso la localización angular de la fuente, aunque dependiente de la frecuencia, es bastante precisa.
Las señales acústicas utilizadas como aviso o alarma deben cumplir un requisito fundamental: han de ser señales perfectamente audibles e identificables por todo el personal potencialmente afectado por la actuación que la señal acústica desea informar.
Según el artículo 2 del R.D. 485/1997, por señal acústica se entiende, la señal sonora codificada, emitida y difundida por medio de un dispositivo apropiado, sin intervención de voz humana o sintética.
El anexo IV del citado R.D. indica las características que debe poseer una señalización para que resulte eficaz:
- Ha de ser conocida de antemano por posibles receptores.
- No ha de dar lugar a posibles confusiones.
- El nivel sonoro debe ser superior al nivel de ruido ambiental, de forma que sea claramente audible.
- No se utilizará señal acústica cuando el ruido ambiental sea demasiado intenso.
- Las señales acústicas deberán permitir su correcta identificación y clara distinción.
- Ha de provocar la respuesta esperada.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 75
- Ha de ser audible en toda la zona de influencia.
- No deberán utilizarse dos señales acústicas simultáneamente.
- El sonido de una señal de evacuación deberá ser continuo.
- Serán objeto de comprobación inicial y periódica.
Con todo esto, se puede determinar que la sirena con la que cuenta la fábrica cumple con la normativa vigente.
Esta señal acústica tiene una gran importancia cuando se necesita rapidez y facilidad de transmisión del mensaje. Es recomendable utilizarla en caso de:
- Incendio y explosión.
- Evacuación de urgencia.
- Anomalías en el proceso de producción.
- Escapes de productos químicos (derrames y fugas).
3.1.1.4. SISTEMA DE DETECCIÓN
Se entiende por detección de incendios a la acción de descubrir lo antes posible la existencia de un incendio en un lugar determinado.
Un incendio se puede controlar con relativa facilidad, en tanto no haya alcanzado grandes dimensiones. De aquí proviene la importancia de un buen equipo de detección, cuyo objetivo es señalar lo más pronto posible su nacimiento y permitir la puesta en marcha del Plan de Emergencias.
La detección del foco de incendio es fundamental para evitar la propagación del fuego. Generalmente los incendios surgen lentamente, salvo los provocados por explosiones o inflamación rápida, acompañado de las siguientes manifestaciones: gases, humos, llamas y calor. Y es precisamente en ellas, en las que se basan los sistemas de detección de incendios.
La detección rápida de un incendio debe ir acompañada de una correcta localización, ya que de no ser así los sistemas de detección serían ineficaces.
La detección rápida y localización de un incendio puede conseguirse mediante los sistemas de detección, que tiene como misión la vigilancia permanente de los riesgos existentes.
Para elegir el sistema de detección será necesario tener en cuenta:

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 76
- La posibilidad de vigilancia durante las 24 horas del día.
- Las pérdidas que se pueden producir.
- El tiempo de respuesta requerido.
- El coste económico.
Un sistema de detección de incendio se compone de:
- Detectores automáticos. La detección automática se realiza mediante unos dispositivos llamados detectores de incendios que transmiten una señal desde el lugar en que ocurre el incendio hasta una central de control y señalización. La detección automática se basa en los fenómenos que acompañan al fuego: gases, humos, llamas y calor. De ahí surgen las denominaciones de los diferentes tipos de detectores, los cuales deben estar normalmente localizados y distribuidos en el techo del local a proteger y conectados a la central de control y señalización.
• Detector iónico: detectan los gases y humos de la combustión. Al inicio de un incendio se desprenden gases y puede que no se desprendan humos visibles, ni llamas, ni se eleve la temperatura de sus proximidades, por lo que un detector de este tipo es el de mayor sensibilidad, el primero en detectar el incendio. Reciben el nombre de detectores iónicos por utilizar en su funcionamiento el fenómeno de ionización del aire.
• Detector óptico: detectan humos visibles. Su funcionamiento se basa en la absorción o difusión de la luz por los humos producidos en el incendio. Su sensibilidad es media.
• Detector de llamas: detectan las radiaciones infrarrojas o ultravioletas que emiten las llamas. Detecta por frecuencia de la radiación o por energía de llama.
• Detector de temperatura: detectan la superación de una temperatura fija o el aumento de temperatura de unos 7ºC por minuto. Normalmente existe el tipo combinado que incluye ambas detecciones.
- Central de señalización. Esta debe:
• Dar señales ópticas o acústicas según niveles de alarma previstos.
• Permitir localizar donde se ha detectado el fuego.
• Controlar la puesta en marcha del Plan de Emergencias.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 77
• Y también, si se juzga necesario:
• Dar avisos al exterior (mandos de la empresa, bomberos, etc.).
• Orden de disparo de instalación automática de extinción.
- Alarmas. En la fábrica, como se ha comentado anteriormente, hay una alarma sonora que se dispara en el momento en el que se accionan los pulsadores de alarma.
- Pulsadores. En la fábrica hay cinco pulsadores.
- Líneas.
La fábrica no dispone de ningún sistema automático de detección. En caso de incendio, la detección del mismo queda a expensas de que sea descubierto por algún trabajador de la fábrica y comunicada al resto por teletransmisor o pulsando alguno de los cinco pulsadores de alarma existentes.
La norma NBE-CPI/96 exige que los detectores iónicos estén situados en el interior de locales de riesgo alto y medio, como son el laboratorio y los cubetos de la planta, pero no especifica el número de dispositivos por metro cuadrado. Por lo tanto, se recomienda, desde este documento, la instalación de un sistema de detección de este tipo en dichos sectores.
Sistema de detección
3.1.1.5. ALUMBRADO DE EMERGENCIA
Un alumbrado de emergencia es una instalación fija destinada a proporcionar automáticamente la iluminación necesaria para la seguridad de los ocupantes cuando se produzca un fallo en la alimentación de la instalación del alumbrado normal.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 78
Son instalaciones provistas de fuente propia de energía, que deben entrar automáticamente en funcionamiento ante un fallo de la instalación de alumbrado normal en las zonas exigidas por normativa.
Deben proporcionar una iluminancia mínima de 1 lux en el nivel del suelo en los recorridos de evacuación y de 5 lux en los puntos o locales en los que estén situados los equipos de las instalaciones manuales de protección contra incendios; los cuadros de alumbrado; los cuadros, centros de control o mandos de las instalaciones técnicas de servicio o de los procesos y los equipos centrales o cuadros de control de los sistemas de protección contra incendios.
Según la NBC – CPI/96, este alumbrado se ha de localizar en las salidas de las distintas dependencias, así como en las zonas de tránsito. Han de estar espaciadas entre sí 8m si están situadas a una altura de 2m y 10m si la altura a la que se encuentran es de 2.5m.
En la fábrica existe alumbrado de emergencia y cumple la normativa vigente.
Alumbrado de emergencia
3.1.1.6. SEÑALIZACIÓN DE EMERGENCIA
Se entiende por señalización, el conjunto de estímulos que condicionan la actuación de aquel que los recibe frente a la circunstancia que se pretende resaltar. Más concretamente, la señalización de seguridad, es aquella que suministra una indicación relativa a la seguridad de personas y/o bienes.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 79
De acuerdo al R.D. 485/97 de 14 de abril (BOE 23-4-97) sobre disposiciones mínimas en materia de señalización de seguridad y salud en el trabajo, se define como Señalización de Seguridad y Salud en el trabajo: una señalización que, referida a un objeto, actividad o situación determinada, proporcione una indicación o una obligación relativa a la seguridad o a la salud en el trabajo mediante una señal en forma de panel, un color, una señal luminosa o acústica, una comunicación verbal o una señal gestual, según proceda.
En el R.D. 485/97 vienen recogidas las definiciones de: señal de prohibición, señal de advertencia, señal de obligación, señal de salvamento o socorro, señal indicativa, señal en forma de panel, señal adicional, color de seguridad, símbolo o pictograma, señal luminosa, señal acústica, comunicación verbal y señal gestual.
La señalización de seguridad y salud en el trabajo deberá utilizarse siempre que el análisis de los riesgos existentes, de las situaciones de emergencia previsibles y de las medidas preventivas adoptadas, ponga de manifiesto la necesidad de:
- Llamar la atención de los trabajadores sobre la existencia de determinados riesgos, prohibiciones u obligaciones.
- Alertar a los trabajadores cuando se produzca una determinada situación de emergencia que requiera medidas urgentes de protección o evacuación.
- Facilitar a los trabajadores la localización e identificación de determinados medios o instalaciones de protección, evacuación, emergencia o primeros auxilios.
- Orientar o guiar a los trabajadores que realicen determinadas maniobras peligrosas.
La señalización no deberá considerarse una medida sustitutoria de las medidas técnicas y organizativas de protección colectiva y deberá utilizarse cuando mediante estas últimas no haya sido posible eliminar los riesgos o reducirlos suficientemente. Tampoco deberá considerarse una medida sustitutoria de la formación e información de los trabajadores en materia de seguridad y salud en el trabajo.
El R.D. 485/97 de 14 de abril sobre disposiciones mínimas en materia de señalización de seguridad y salud en el trabajo, establece la siguiente clasificación:
Según el significado de la señal:
- Prohibición: prohíbe un comportamiento que puede comportar un peligro.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 80
- Obligación: señal que obliga a un comportamiento determinado.
- Advertencia: advierte de un riesgo o peligro.
- Salvamento o socorro: indicación relativa a salidas de socorro o primeros auxilios, o a los dispositivos de salvamento.
- Indicativa: proporciona informaciones distintas a las anteriormente indicadas.
Según las características de las señales:
- Señal en forma de panel: una señal que por la combinación de una forme geométrica, de colores y de un símbolo o pictograma, proporciona una determinada información, cuya visibilidad está asegurada por una iluminación de suficiente intensidad.
- Señal luminosa: señal emitida por medio de un dispositivo formado por materiales transparentes o translúcidos, iluminados desde atrás o desde el interior de tal manera que aparezca por sí misma como una superficie luminosa.
- Señal acústica: señal sonora codificada y emitida y difundida por medio de un dispositivo apropiado, sin intervención de voz humana o sintética.
- Comunicación verbal: un mensaje verbal predeterminado, en el que se utiliza voz humana o sintética.
- Señal gestual: un movimiento o disposición de los brazos o de las manos en forma codificada para guiar a las personas que estén realizando maniobras que constituyan un riesgo o peligro para los trabajadores.
- Señal adicional: una señal utilizada junto a otra señal de las características de las utilizadas en forma de panel y que facilite informaciones complementarias.
Una de las consideraciones previas que se deben hacer antes de señalizar cualquier centro de trabajo es la elección del tipo de señal que se va a utilizar y el número y emplazamiento de las mismas para que resulte lo más eficaz posible.
En general, los parámetros que se deben analizar para una buena señalización son:
- Tener presente las características de la señal.
- Determinar los riesgos, elementos o circunstancias que hayan de analizarse.
- Determinar la zona que pretendemos cubrir.
- Ver el número de trabajadores que se verán afectados.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 81
No obstante, existen riesgos, elementos o circunstancias que el R.D. 485/97 indica el tipo de señal que se deberá utilizar.
- Siempre debemos tener presente que un número excesivo de señales puede ocasionar el efecto contrario, por tanto, su concurrencia no deberá disminuir su eficacia.
- Solamente se deberán utilizar para cubrir el objetivo que persiguen y no para transmitir informaciones o mensajes adicionales que no constituyan su objetivo.
- Es importante analizar los trabajadores que las deben percibir, pues pueden tener sus capacidades físicas disminuidas, bien por sus características personales o bien por la utilización de equipos de protección individual en cuyo caso se deberán tomar las medidas suplementarias o de sustitución necesarias.
- La señalización deberá permanecer en tanto persista la situación que la motiva.
- Los medios y dispositivos de señalización deberán ser según los casos, limpiados, mantenidos y verificados regularmente, y reparados o sustituidos cuando sea necesario de forma que conserven en toda momento sus cualidades intrínsecas y de funcionamiento.las señalizaciones que necesiten una fuente de energía dispondrán de alimentación de emergencia que garantice su funcionamiento en caso de interrupción de aquella, salvo que el riesgo desaparezca con el corte de suministro.
Señal en forma de panel.
Son las formadas por la combinación de una forma geométrica, de colores y de un símbolo o pictograma.
- Color de seguridad: es aquel al cual se le atribuye un significado concreto en relación con la seguridad.
- Forma geométrica: dado que existen personas que tiene anomalías que les impiden percibir ciertos colores, se palia dicho inconveniente empleando las señales con más formas prefijadas, a las que igual que los colores de seguridad se les asigna unos significados.
- Símbolo o pictograma: la forma geométrica y el color de seguridad de las señales se complementan con unos dibujos esquemáticos que se disponen en el interior de la señal, para describir una situación determinada y que sirven

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 82
para concretar su significado. El color del símbolo puede ser blanco o negro como se verá posteriormente.
- Otros colores que forman parte de la señal: además del color de seguridad y del color del símbolo, interviene un tercer color, que a veces coincide con el del símbolo y cuya misión es la de mejorar las condiciones de visibilidad de la señal y de resaltar el contenido, se le denomina color de contraste.
Como características generales, estas señales deberán:
- Estar constituidas de un material resistente.
- Sus dimensiones y características colorimétricas y fotométricas garantizarán una buena visibilidad y comprensión.
- Se situarán a una altura y posición apropiadas con relación al ángulo visual teniendo en cuenta posibles obstáculos, bien en el acceso a una zona cuando se trate de un riesgo general, bien en la proximidad inmediata de un riesgo determinado o del objeto que debe señalarse, y en un lugar bien iluminado, de fácil acceso y visible.
- En caso de malas condiciones de iluminación natural se utilizarán colores fosforescentes o iluminación artificial.
- No se utilizarán demasiadas señales en forma de panel, muy cerca unas de otras.
- Las dimensiones que deben tener las señales de seguridad están recogidas en la norma UNE – 1115-85.
Señales de advertencia.
Tienen por misión la de advertirnos de un peligro, y serán:
Forma triangular. Pictograma negro sobre fondo amarillo (el amarillo deberá cubrir como mínimo el 50% de la señal), bordes negro.
Como excepción, el fondo de la señal sobre “materias nocivas o irritantes” será de color naranja, en lugar de amarillo, para evitar confusiones con otras señales similares utilizadas para la regulación de tráfico por carretera.
Las correspondientes en este caso a las características de la fábrica y a las actividades que en ella se desarrollan, en el caso de advertencia son:
- Vehículos de manutención.
- Riesgo de tropezar.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 83
- Caída a distinto nivel.
Señales de prohibición.
Tienen por objeto el prohibir acciones o situaciones y se caracterizan por:
Forma redonda. Pictograma negro sobre fondo blanco, bordes y banda (transversal descendente de izquierda a derecha atravesando el pictograma 45º respecto a la horizontal), rojos (el rojo deberá cubrir como mínimo el 35% de la superficie de la señal).
Las correspondientes en este caso a las características de la fábrica y a las actividades que en ella se desarrollan, en el caso de prohibición son:
- Prohibido fumar.
- Entrada prohibida a personas no autorizadas.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 84
Señales relativas a los equipos de lucha contra incendios.
Están concebidas para indicarnos la ubicación o lugar donde se encuentran los dispositivos o instrumentos de la lucha contra incendios como extintores, mangueras, etc. presentan las siguientes características:
Forma rectangular o cuadrada. Pictograma blanco sobre fondo rojo (el rojo deberá cubrir como mínimo el 50% de la superficie de la señal).
Las que corresponden en este caso a las características de la fábrica y a las actividades que en ella se desarrollan, en el caso de las relativas a la lucha contra incendios son:
- Extintor.
- Dirección que debe seguirse.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 85
Señales de salvamento o socorro.
Están concebidas para advertirnos del lugar donde se encuentran salidas de emergencia, lugares de primeros auxilios o de llamadas de socorro, emplazamiento para lavabos o duchas de descontaminación, etc. se caracterizan por:
Forma rectangular o cuadrado. Pictograma blanco sobre fondo verde (el verde deberá cubrir como mínimo el 50% de la superficie de la señal).
Las correspondientes en este caso a las características de la fábrica y a las actividades que en ella se desarrollan, en el caso de salvamento y socorro son:
- Dirección que debe seguirse.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 86
Debido a las dimensiones de la zona de producción y de la fábrica en general, se recomienda algo más de señalización de la que disponen.
Como resumen de las medidas de protección citados en este apartado confeccionamos la siguiente tabla, en la que se refleja el número de elementos de protección contra incendios de las que dispone la fábrica.
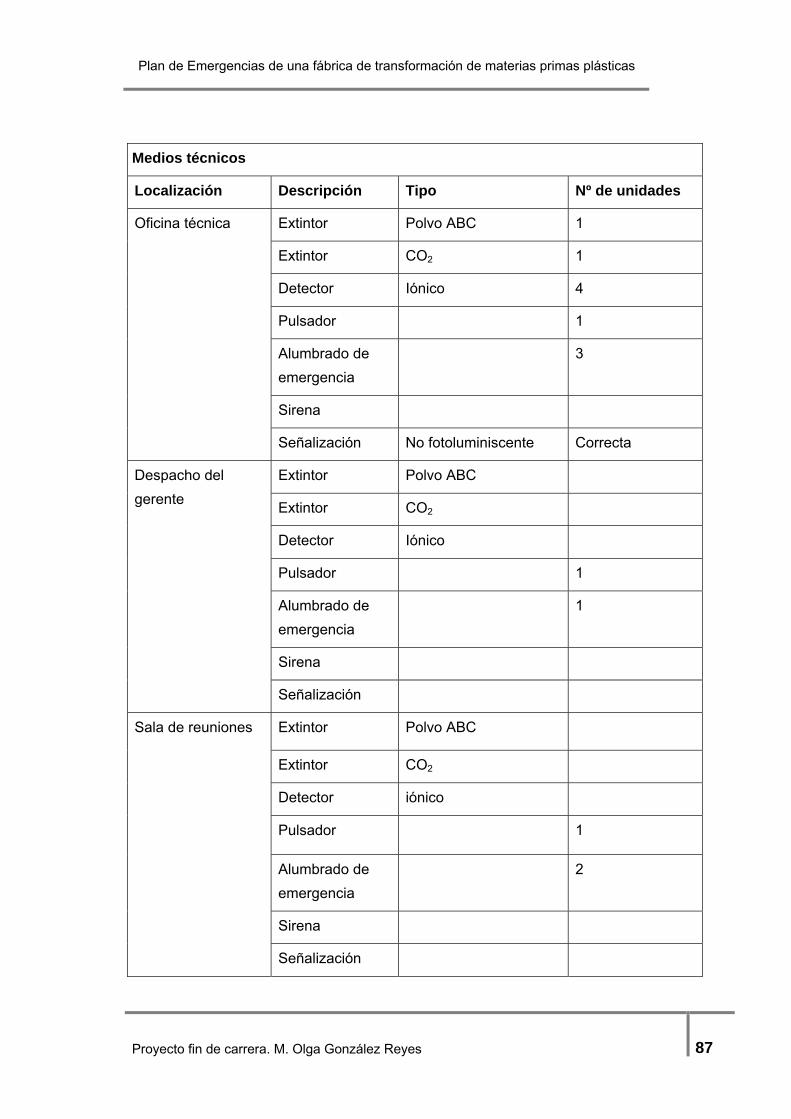
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 87
Medios técnicos
Localización Descripción Tipo Nº de unidades
Extintor Polvo ABC 1
Extintor CO2 1
Detector Iónico 4
Pulsador 1
Alumbrado de emergencia
3
Sirena
Oficina técnica
Señalización No fotoluminiscente Correcta
Extintor Polvo ABC
Extintor CO2
Detector Iónico
Pulsador 1
Alumbrado de emergencia
1
Sirena
Despacho del gerente
Señalización
Extintor Polvo ABC
Extintor CO2
Detector iónico
Pulsador 1
Alumbrado de emergencia
2
Sirena
Sala de reuniones
Señalización

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 88
Localización Descripción Tipo Nº de unidades
Extintor Polvo ABC 1
Extintor CO2
Detector Iónico
Pulsador 1
Alumbrado de emergencia
1
Sirena
Recibidor
Señalización
Extintor Polvo ABC 1
Extintor CO2 1
Detector
Pulsador
Alumbrado de emergencia
7
Sirena
Línea de producción
Señalización
Extintor Polvo ABC 4
Extintor CO2
Detector
Pulsador 2
Alumbrado de emergencia
7
Sirena
Almacén
Señalización No fotoluminiscente Deficiente

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 89
Localización Descripción Tipo Nº de unidades
Extintor Polvo ABC 1
Extintor CO2
Detector Iónico 2
Pulsador
Alumbrado de emergencia 2
Sirena
Taller de mantenimiento
Señalización
Extintor Polvo ABC
Extintor CO2
Detector Iónico 1
Pulsador
Alumbrado de emergencia 1
Sirena
Sala de control
Señalización
Extintor Polvo ABC
Extintor CO2
Detector Iónico 2
Pulsador
Alumbrado de emergencia 1
Sirena
Laboratorio
Señalización

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 90
Localización Descripción Tipo Nº de unidades
Baños Extintor Polvo ABC
Extintor CO2
Detector
Pulsador
Alumbrado de emergencia 2 cada baño
Sirena
Señalización
3.1.1.7. OTROS MEDIOS TÉCNICOS
Habiendo descrito ya los equipos de lucha contra incendios, señalización, alumbrado y detección, es necesario hacer un inventario de otros medios existentes o necesarios en la fábrica.
Balizas: sirven para delimitar una zona con el fin de acotar unos límites que por cualquier motivo, no interesa que se rebasen.
Se recomienda la instalación de balizas en la fábrica.
Pintura en el suelo. Se recomienda pintar el suelo para delimitar las zonas de almacén, producción y vías de evacuación.
- Para delimitar zonas de locales de trabajo que presentan riesgos de caída de personas, caída de objetos o golpes, se realizará mediante un color de seguridad. La señalización por color referida anteriormente se efectuará mediante franjas alternas amarillas y negras con inclinación de 45º.
- Cuando sea necesario para la protección de los trabajadores, las vías de circulación deberán estar delimitadas con claridad mediante franjas continuas de color bien visible, preferentemente blanco, respetando las distancias de seguridad entre vehículos y objetos próximos y entre peatones y vehículos.
- En cuanto lo referente a tuberías, recipientes y áreas de almacenamiento de sustancias y preparados peligrosos conviene indicar: los recipientes y tuberías visibles deberán ser etiquetados según normativa de comercialización de sustancias o preparados peligrosos, excepto recipientes utilizados durante

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 91
corto tiempo y recipientes cuyo contenido cambia a menudo. Las etiquetas se pegarán, fijarán o pintarán en sitios visibles de los recipientes o tuberías. Las zonas, locales o recintos para almacenamientos importantes se identificarán mediante la señal de advertencia apropiada o la etiqueta que corresponda.
3.1.1.8. COMPROBACIÓN DE LOS EQUIPOS DE PROTECCIÓN
Tal como se ha indicado, la empresa planificará la revisión preventiva de los medios de protección, con el fin de que estén aptos para ser utilizados cuando se precise.
Estas revisiones serán realizadas por el personal designado, con frecuencias establecidas y registrándose los resultados.
Las comprobaciones incluirán:
- Instalación de alarma.
- Sistema contra incendio (niveles de carga de espumógeno, presión….).
- Extintores portátiles (niveles de carga, presión...).
- Conexiones.
- Alumbrado de emergencia.
- Equipos de auxilio (botiquín…).
- Otros.
3.1.2. MEDIOS HUMANOS
Se entiende por medios humanos a aquellas personas que hayan recibido una formación previa en lucha contra incendios, evacuación de un local o formación que pueda ser útil en caso de emergencia y pueda dar respuesta a un incidente.
Este personal deberá conocer las vías de evacuación, las alarmas establecidas y el punto de reunión previsto ante un caso de desalojo de la planta.
La rapidez y adecuada actuación de este equipo humano va a influir de forma decisiva en los tiempos de evacuación de la fábrica y, por tanto, en daños que puedan sufrir los ocupantes de la misma.
Los criterios para seleccionar a los componentes de este equipo son:

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 92
- Físicos: han de cumplir las siguientes condiciones, que se comprobarán anualmente.
• Buena salud, con especial atención a la vista y al oído.
• Integridad de las cuatro extremidades.
• Robustez, sin obesidad.
• Agilidad y destreza.
- Psíquicos:
• Formación cultural básica.
• Sentido común.
• Interés por temas relacionados con la seguridad.
- Laborales:
• No ocupar puestos de trabajo cuyo funcionamiento deba mantenerse en una emergencia.
• Dar preferencia a personal de servicios de mantenimiento y trabajos físicos, incorporando a personal de todos los sectores.
• Atender a turnos de trabajo, bajas, vacaciones o funciones especiales.
• No integrar a personas que, debido a sus funciones, deban abandonar con frecuencia el edificio.
En los equipos de emergencias debe existir un jefe, seleccionado de acuerdo con alguno de los criterios siguientes:
- Gran capacidad para el cargo.
- Nivel superior de formación en seguridad.
- Categoría laboral superior.
- Antigüedad.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 93
4. DOCUMENTO Nº 3: PLAN DE EMERGENCIA
4.1. OBJETIVO
EL Plan de Emergencia tiene como objetivo principal proporcionar una protección eficaz a los empleados, visitantes y personal de contratas, además de a sus instalaciones, equipos y materias (primas y terminadas) en el caso de que se produzca una situación de emergencia en el interior de los límites de la empresa.
El plan describe las acciones a realizar y procedimientos, la organización de los medios humanos, responsabilidades y comunicación interna y externa.
Determina también las pautas de actuación en materia de formación y entrenamiento del personal de actuación.
Estos objetivos básicos implican las siguientes acciones a considerar:
- Estar preparado convenientemente para evitar que ocurra un siniestro.
- Realizar acciones lógicas para impedir su avance y limitar su propagación.
- Preparar la evacuación de las personas a zonas libres de riesgos.
- Auxiliar a toda persona en peligro.
- Ayudar en todo a los servicios públicos y organismos oficiales, en cada una de las acciones que conduzcan al control general de la emergencia y al restablecimiento de la normalidad inicial.
- Hacer un análisis y control de lo acaecido, tomando las medidas apropiadas y las acciones correctivas correspondientes.
4.2. ALCANCE
El conocimiento del Plan de Emergencia y el cumplimiento de su contenido es obligatorio para todo el personal y afecta a todos los presentes en la empresa la fábrica.
4.3. DEFINICIONES
Emergencia: es todo situación imprevista que por su posibilidad de producir daños graves, requiere una actuación prioritaria.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 94
Conato de emergencia: situación que puede ser neutralizada con los medios contra incendio y emergencias disponibles en el lugar donde se produce, por el personal presente en el lugar del incidente.
Emergencia parcial: situación de emergencia que no puede ser neutralizada de inmediato como un conato y obliga al personal presente a solicitar la ayuda de un grupo de lucha más preparado que dispone de mayores medios contra incendios y emergencias.
Emergencia general: situación de emergencia que supera la capacidad de los medios humanos y materiales contra incendios y emergencias establecidos en el centro de trabajo y obliga a alterar toda la organización habitual de la empresa, sustituyéndola por otra de emergencia y teniéndose que solicitar ayuda al exterior.
Evacuación: situación de emergencia que obliga a desalojar total o parcialmente el centro de trabajo de forma ordenada y controlada.
4.4. TIPOS DE EMERGENCIAS CONSIDERADAS EN LA EMPRESA
De acuerdo a la situación de la empresa y estudiado su procesa productivo, materiales empleados y su historial de emergencias, se establecen sus posibilidades de siniestro:
- Incendio
- Derrames de líquido.
Para cada situación de emergencia debe existir un plan de actuación, una organización y unos medios de lucha.
Debe empezarse por una evaluación de riesgos que oriente sobre el nivel de gravedad de los posibles eventos de emergencias.
Según esta evaluación previa, se tomarán las medidas preventivas correspondientes y además un plan de actuación para el caso de que aparezca una emergencia. El conjunto de esto es lo que da seguridad para las personas y para las instalaciones.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 95
4.5. EQUIPO HUMANO DE INTERVENCIÓN
4.5.1. ORGANIZACIÓN PARA CASOS DE EMERGENCIA Y RESPONSABILIDADES
Para que la situación de emergencia pueda ser controlada de forma eficaz, la empresa deberá contar con una organización ajustada a los posibles casos que puedan presentarse, respetándose las jerarquías que se hayan establecido.
Una vez dada la alarma por el personal del área donde se haya producido el suceso y puesto en marcha el Plan de Emergencia, la línea de actuación estará formada por los siguientes elementos de forma general:
Según sea la dispersión de áreas de la empresa o si las actividades de ésta están centradas en un único pabellón, dependerá si las funciones del jefe de intervención, y si es necesario el equipo de segunda intervención o no.
De todas formas, se indicarán desde este punto las funciones de todos ellos, de forma que se abarque el caso más complejo.
Jefe de Emergencia
Equipo de 1ª Intervención
Equipo de 2ª Intervención Personal de Mantenimiento
Jefe de Intervención
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 96
Los equipos humanos de intervención constituyen el conjunto de personas especialmente entrenadas y organizadas para la prevención y actuación en accidentes dentro del ámbito de establecimiento.
Su misión fundamental es tomar las precauciones útiles para impedir que se encuentren reunidas las condiciones que puedan dar lugar al accidente. No obstante, y como es imposible evitar que esto ocurra, deberán estar preparados para actuar frente al mismo, para reducir al mínimo los daños que éste pueda provocar. Para que esto sea así, cada uno de los componentes de un equipo de intervención deberá:
- Estar informado del riesgo general que presentan los diferentes procesos dentro de la actividad que se desarrolle en el establecimiento.
- Señalar las anomalías que se detecten y verificar que han sido subsanadas.
- Tener conocimiento de existencia y uso de medios materiales de que se dispone.
- Hacerse cargo de mantenimiento de los citados medios.
- Estar capacitado para asumir sin demora las causas que puedan provocar cualquier anomalía mediante:
• La acción indirecta (dando alarma a las personas designadas en el Plan de Emergencias).
• La acción directa y rápida (cortar la corriente eléctrica, cerrar la llave de paso de gas, aislar las materias inflamables, etc.).
- Combatir el fuego el fuego desde que se descubre, mediante:
• El accionamiento de la alarma.
• La aplicación de las consignas del Plan de Emergencia.
• La utilización de los medios de primera intervención disponibles mientras llegan los refuerzos.
- Prestar los primeros auxilios a las personas accidentadas.
- Coordinarse con los miembros de otros equipos para anular los efectos de los accidentes o reducirlos al mínimo.
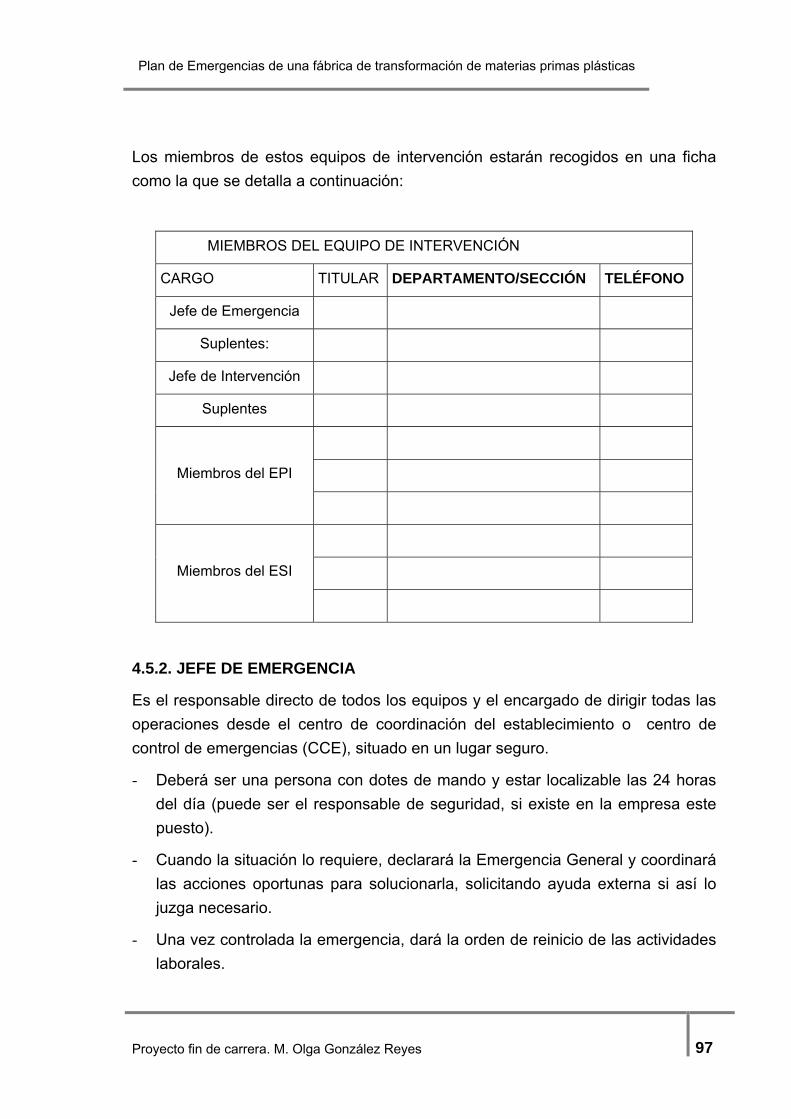
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 97
Los miembros de estos equipos de intervención estarán recogidos en una ficha como la que se detalla a continuación:
MIEMBROS DEL EQUIPO DE INTERVENCIÓN
CARGO TITULAR DEPARTAMENTO/SECCIÓN TELÉFONO
Jefe de Emergencia
Suplentes:
Jefe de Intervención
Suplentes
Miembros del EPI
Miembros del ESI
4.5.2. JEFE DE EMERGENCIA
Es el responsable directo de todos los equipos y el encargado de dirigir todas las operaciones desde el centro de coordinación del establecimiento o centro de control de emergencias (CCE), situado en un lugar seguro.
- Deberá ser una persona con dotes de mando y estar localizable las 24 horas del día (puede ser el responsable de seguridad, si existe en la empresa este puesto).
- Cuando la situación lo requiere, declarará la Emergencia General y coordinará las acciones oportunas para solucionarla, solicitando ayuda externa si así lo juzga necesario.
- Una vez controlada la emergencia, dará la orden de reinicio de las actividades laborales.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 98
- Si es requerida información a facilitar a organismos externos sobre la situación y consecuencias de la emergencia, ésta será elaborada por el jefe de emergencia.
Las responsabilidades del Jefe de Emergencia serán, por tanto:
- Proponer el programa de formación del personal para la correcta actuación en situaciones de emergencia.
- Supervisar los simulacros d emergencia.
- Analizar los informes de siniestros acontecidos.
- Participar en la actualización del Plan de Emergencias de la empresa, en todo su contenido (planos de emplazamiento y situación, planos de los medios de protección, planos de evacuación, evaluación del riesgo, etc.).
- En caso de actuación:
• Al recibir notificación de una emergencia se dirigirá al puesto de control, donde se centralizan las comunicaciones de emergencia y se coordinarán las pautas de actuación a tomar.
• Declarará la situación de emergencia.
• Coordinará las acciones de las personas involucradas en la emergencia y solicitará ayuda externa en caso de que fuera necesario.
• A la llegada de la ayuda externa, cederá el mando de la emergencia al responsable de la misma y colaborará en todos los temas en los que sea requerida su ayuda.
• Ordenará la evacuación de la planta.
• Dará órdenes relativas al personal evacuado, localizado en los puntos de reunión previos.
• Declarará el fin de la situación de emergencia, inspeccionará, junto al Jefe de Intervención, la zona siniestrada para la posterior redacción de un informe.
4.5.3. JEFE DE INTERVENCIÓN
Es la persona encargada de valorar la emergencia desde donde ésta tiene lugar y de dirigir a los equipos de intervención que han de participar. Mantendrá una

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 99
comunicación permanente con el jefe de emergencia, proporcionando y recibiendo información sobre la emergencia.
Es el jefe de los equipos de intervención. Esta función corresponde al encargado de la sección o área en la que se inicia la emergencia o al Director de planta, caso de 2ª Intervención.
El Jefe de Intervención deberá:
- Dirigir la actuación del equipo, en el lugar donde se produce la emergencia, e informar al Jefe de Emergencia sobre la evolución y control de la misma.
- Estar localizable durante la jornada laboral.
- Participar en la constitución de su equipo y organizarlo.
- Formar e informar a su equipo.
- Entrenar a su equipo.
En caso de actuación:
- Será la máxima autoridad en el punto de emergencia, mientras dure la misma.
- Al escuchar la alarma:
• Se dirigirá inmediatamente a la zona donde se ha producido el siniestro.
• Asumirá la dirección y coordinación de los equipos de intervención, informando de la evolución de la situación al Jefe de Emergencia, que se encontrará en el puesto de control.
• Informará al Jefe de Emergencia de la evolución y características del siniestro, así como de la necesidad o no de solicitar ayuda externa. En ausencia del Jefe de Emergencia dará las instrucciones directamente al puesto de control.
• Dará órdenes al equipo de alarma y evacuación a fin de proceder a la evacuación de la zona siniestrada.
• A la llegada de la ayuda externa (bomberos, etc.), informará al responsable de los mismos de la situación y cederá el mando de las operaciones, prestando su ayuda en cualquier asunto en que fuese solicitada su colaboración.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 100
- Una vez finalizada la emergencia, inspeccionará las instalaciones siniestradas y redactará un primer informe, sin detrimento de posteriores análisis en profundidad, y en el referido primer informe se recogerán los siguientes datos:
• Zona siniestrada y alcance de los daños.
• Cronología del suceso.
• Posibles causas iniciales.
• Actuación de equipos de emergencia.
• Desarrollo del plan de emergencia y evacuación, incidencias y fallos observados.
4.5.4. EQUIPOS DE PRIMERA INTERVENCIÓN
Es el grupo de personas (mínimo de 2), encargadas de acudir al lugar donde se ha producido la emergencia, con objeto de controlarla o extinguirla. Sus componentes deben tener la formación y adiestramiento adecuados, así como disponer del material y de los equipos de protección individual apropiados a la emergencia. También servirán de apoyo a los equipos de segunda intervención, si procede.
Esta actuación estará asignada a las personas fuertes y ágiles, y a ser posible con algún adiestramiento técnico.
Dependen del Jefe de Intervención.
Las funciones de estos equipos son:
- Estar informados de los riesgos generales y particulares de las dependencias que constituyen su área de acción.
- Señalar las anomalías que detectan y verificar que son subsanadas.
- Conocer el manejo de los medios materiales (extintores, etc.).
- Transmitir la alarma a las personas designadas en el Plan.
- Actuación directa en :
• Corte de la corriente eléctrica.
• Cierre de válvulas de paso de gases.
• Aislamiento de materiales inflamables.
• Cierres de puertas y ventanas.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 101
• Combatir el fuego desde que se descubre.
Para que la actuación de este equipo sea organizada y eficaz, es necesario planificar una formación teórica y práctica, tal como está indicado en el artículo 20 de la ley de Prevención de Riesgos Laborales.
En caso de actuación:
- Al descubrir la emergencia:
• Pedir a la persona más próxima que localice a otro miembro del EPI.
• Hacer frente a la emergencia con los medios que se encuentren a su alcance.
• Una vez terminada la situación de emergencia, uno de los componentes del EPI permanecerá como retén en el lugar del siniestro, en tanto otro se dirigirá a informar el hecho al Jefe de Intervención.
• En caso de no lograr controlar la emergencia, o si desde un principio se considera inviable hacerle frente, procederán a dar la alarma por medio del pulsador de emergencia más cercano, o en su defecto por cualquier medio de comunicación interna.
- Al tener notificación de una emergencia:
• Averiguar si se ha solicitado la presencia de, al menos, otro miembro del EPI. Si no es así, dar instrucciones en este sentido a la persona que s encuentre más próxima.
• Dirigirse al lugar del siniestro, procurando proveerse de algún medio técnico útil para intervenir (extintor, etc.), antes de llegar al mismo.
• Actuar siguiendo las instrucciones del punto anterior (actuación al descubrir la emergencia).
- Al escuchar la señal de alarma:
• Dirigirse a su puesto de trabajo o, si esto no fuese posible, a algún lugar seguro y donde esté fácilmente localizable.
• Permanecer en este punto hasta recibir nuevas instrucciones.
- Al recibir la orden de evacuación:
• Interrumpir el funcionamiento de los equipos con los que esté trabajando.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 102
• Dirigirse de manera rápida y ordenada hacia la salida que le indique el equipo de alarma y evacuación, al punto de reunión y esperar allí hasta que proceda al recuento.
• No retroceder a recoger objetos personales, herramientas, etc.
• No abandonar el punto de reunión mientras no se reciba información en este sentido.
4.5.5. EQUIPOS DE SEGUNDA INTERVENCIÓN
Es el grupo de personas (mínimo de 3), cuya misión es acudir al lugar donde se ha producido la emergencia, cuando por su gravedad, no ha sido controlada por el/los equipo/equipos de primera intervención. Asimismo, servirán de apoyo a los servicios de ayuda externos.
Sus componentes deben tener una formación y adiestramiento adecuado y disponer del material y equipos de protección individual apropiados a la emergencia.
Como ya se ha dicho, sus miembros serán los encargados de intervenir en todas las áreas de la empresa, tratándose de personal seleccionado, con formación más completa. Se someten a un entrenamiento frecuente, conocen a fondo todos los medios de intervención de que dispone la empresa y los riesgos de todas sus áreas.
Las funciones de estos equipos son:
- Al descubrir la emergencia:
• A la vista de las características del siniestro, decidirá acerca de la posibilidad de controlarlo con medios propios. En caso afirmativo, pedirá a la persona que se encuentre más próxima que localice a un miembro del EPI.
• Si en el momento de descubrir la emergencia se encuentra trabajando con una máquina, y si no es posible encontrar a una persona que se quede vigilándola, interrumpa el funcionamiento de la misma antes de abandonarla.
• Si se logra vencer la emergencia, se dirigirá a informar del hecho al Jefe de Intervención.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 103
• En caso de no lograr vencer la emergencia, o si desde un principio se considera inviable, se procederá a dar la alarma por medio del pulsador más cercano. A continuación comenzarán a prepararse los equipos especiales para luchar contra la emergencia, en tanto llegan los restantes componentes del ESI.
• Una vez personados los miembros del ESI, comenzará a desarrollar las tareas propias para la lucha contra la emergencia, siguiendo las indicaciones del Jefe de Intervención.
• Si no es posible vencer la emergencia, evitarán la propagación de la misma mientras esperan la llegada de los servicios públicos pertinentes.
• Una vez se personen éstos en el lugar del siniestro, se pondrán a su disposición y colaborarán en cualquier asunto en que sea solicitada su ayuda, siempre que el Jefe de Emergencia o el Jefe de Intervención de la planta tengan conocimiento de ello y hayan dado su autorización.
- Al escuchar la señal de alarma:
• Si se encuentra trabajando con una máquina, y no es posible encontrar a una persona que se quede vigilándola, interrumpir el funcionamiento de la misma antes de abandonarla.
• Dirigirse al lugar en el que se ha producido la alarma.
• Una vez localizada la emergencia, preparar los equipos necesarios para luchar contra la misma, que sean precisos utilizar.
• Siguiendo las instrucciones del Jefe de Intervención, comenzarán a desarrollar las tareas de lucha contra la emergencia, una vez presentes los demás componentes de los ESI.
• A la llegada de los servicios públicos de extinción, se pondrán a su disposición y colaborarán en cualquier asunto en el que sea solicitada su ayuda, siempre que el Jefe de Emergencia o de Intervención tengan conocimiento de ello y hayan dado su autorización.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 104
4.5.6. EQUIPOS DE ALARMA Y EVACUACIÓN
Encargados de garantizar y dirigir la evacuación ordenada de las personas hacia la salida de emergencia correspondiente. Todas las áreas de trabajo deben estar cubiertas por los grupos que se estime necesario.
El número de personas que componen el Equipo de Alarma y Evacuación puede ser muy variable, dependiendo de las características de su actividad: ocupación, número de obstáculos, etc. puede haber componentes con posiciones fijas, como los de las puertas de salida al exterior, los de los accesos a las vías de evacuación o aquellos que impidan el uso de ascensores y puertas o escaleras que no deben utilizarse en caso de emergencia. Otros componentes no tendrán posiciones fijas, como los que efectúan el barrido de los ocupantes hacia las salidas o vías de evacuación.
El número de componentes del EAE depende de numerosos factores, siendo los criterios generales para dimensionarlos los siguientes:
- Deberá existir un componente del EAE en los accesos a aquellas puertas o escaleras que no deban utilizarse en caso de emergencia.
- En los edificios de más de una altura deberá existir, al menos, un componente del EAE por cada acceso a las vías verticales de evacuación.
- Deberá existir un componente del EAE en los accesos a aquellas puertas o escaleras que no deben utilizarse en caso de emergencia y no estén señalizadas. En ciertos casos, puede ser también recomendable en los accesos a ascensores.
El número de componentes del EAE encargados del barrido de los ocupantes hacia las vías de evacuación se incrementará en función de los siguientes factores:
- Mayor o menor ocupación.
- Mayor o menor riesgo de incendio.
- Mayor o menor riesgo para los ocupantes del sector.
- Presencia en el sector de personas impedidas, disminuidos, ancianos, etc.
- Espacios no diáfanos, con elevado número de habitaciones, despachos, subdivisiones o, en general, lugares con problemas de visibilidad, ruido, etc.
- Establecimientos con un elevado número de visitantes o locales de pública concurrencia.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 105
La manera de actuar de estos equipos es la siguiente:
- Al descubrir la emergencia:
• Dar la alarma por medio del pulsador más cercano o en su defecto por cualquier medio de comunicación interna.
• Avisar a un miembro del EPI e informarle de la existencia de una emergencia.
• Dirigirse a su puesto de trabajo habitual.
- Al escuchar la señal de alarma restringida:
• Dirigirse al puesto donde ha sido asignado y preparar la evacuación (despejar las zonas de acceso a las salidas de emergencia).
• Al recibir la orden de evacuar la instalación (alarma restringida), comenzar a realizar la evacuación ordenadamente.
• Cerciorarse de que en la zona siniestrada sólo quedan personas de los equipos de emergencia.
• Organizar un recuento en el punto de reunión, no permitiendo el abandono del mismo de ninguna persona mientras no reciba autorización.
- Al escuchar la señal de alarma general:
• Comenzar a evacuar su zona de trabajo.
• Cerciorarse de que no quedan personas en las inmediaciones que no pertenezcan a los equipos de emergencia.
• Organizar el recuento en el punto de reunión, no permitiendo el abandono del mismo de ninguna persona mientras no reciba autorización.
• Intentar tranquilizar a las personas durante la evacuación, para evitar situaciones de pánico.
• No permitir que vuelvan a recoger objetos personales, etc.
4.5.7. EQUIPOS DE VIGILANCIA FUERA DE LA JORNADA LABORAL
Generalmente son guardas de la empresa o personal subcontratado facilitando por empresas especializadas.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 106
Deben conocer los locales, los medios de intervención, así como el Plan de Emergencia.
Su misión es:
- Durante su ronda:
• Descubrir el posible siniestro (conato de incendio, fuga, derrames...).
• Dar la alarma al puesto de guardia.
• Intervenir contra el siniestro (atacar el fuego con extintores…).
- En el puesto de guardia:
• Recibir la llamada de guarda en ronda.
• Avisar a las ayudas externas (bomberos...), así como el Jefe de Emergencia.
• Guiar a los bomberos.
• Preservar los bienes materiales.
4.6. SISTEMAS DE AVISO
Quienquiera que detecte un conato de emergencia dará la alarma y avisará a su jefe inmediato o al Jefe de Intervención del área en que se localiza el suceso.
Caso de que el conato no pueda ser controlado, el Jefe de Intervención avisará al Jefe de Emergencia, quien definirá la situación como Emergencia de Planta y ordenará al accionamiento del sistema de alarma previsto.
A este fin se distinguirán al menos dos sonidos distintos (caso de señal acústica), a fin de diferenciar entre alarma de emergencia y alarma de evacuación.
4.7. VÍAS DE EVACUACIÓN
Es fundamental que las vías de evacuación estén señaladas y libres de obstáculos para lograr un movimiento ordenado del personal. Todo el personal de la empresa deberá conocerlas.
Igualmente, el personal deberá conocer:
- Las puertas cortafuegos, y por qué deben permanecer cerradas en todo momento, salvo cuando sean de cierre automático.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 107
- Cómo actuar en presencia de humos.
Será necesario, tal como está indicado en el RD 485/97 sobre Señalización de Seguridad, instalar luces de emergencia que indiquen la salida en aquellos casos que por ausencia de iluminación natural o artificial (caso de corte de energía eléctrica) o por la acumulación de humos, el personal quede desorientado.
Cuando suene la alarma de emergencia-evacuación, todo el personal del área afectada que no pertenezca a los Equipos de Intervención paralizará su trabajo (dejando los equipos en situación segura) y saldrá de las instalaciones por las vías de evacuación que estarán normalizadas según RD 485/97 sobre “Seguridad y Salud en los lugares de trabajo” y acudirán a los puntos de reunión indicados en el Plan.
Los planos de evacuación pueden verse en el Anexo 3.
4.8. PUNTOS DE REUNIÓN
En estos puntos, que estarán perfectamente definidos sobre plano, se hará un recuento de las personas presentes, al objeto de detectar por su ausencia personal atrapado o víctimas que hubiera que rescatar.
El punto de reunión debe ser fácilmente accesible y alejado de todo riesgo, suele definirse junto al acceso principal.
4.9. PLAN DE ACTUACIÓN EN CASO DE EMERGENCIA
El Plan de actuación en caso de emergencia establece las acciones a llevar a cabo por la organización.
Una vez organizados los medios humanos (Jefe de Emergencia JE, Jefe de Intervención JI, Equipo o Equipos de Intervención EI), los procedimientos de actuación se verán a continuación.
4.9.1. ACTUACIÓN EN CASO DE INCENDIO
- En el caso de esta fábrica, la detección será posible mediante detector de humos y detección humana.
- Se hará sonar la alarma.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 108
- Se verificará la localización del incendio y se comunicará la emergencia a los Jefes de Emergencia e Intervención, los cuales acudirán para evaluar la magnitud de la misma.
- Se localizará al EPI (Equipo de Primera Intervención), que actuará con los medios de los que disponga y, si cree necesaria la ayuda, lo comunicará al Jefe de Intervención. Los medios de lucha contra incendio serán los extintores portátiles.
- Si el incendio se extingue:
• Se comunicará a Dirección.
• Se comprobará la causa y se llevarán a cabo las medidas correctoras pertinentes.
- Si la magnitud del incendio es tal que no puede ser extinguido por el EPI, el Jefe de Intervención contactará con los ESI para sofocarlo o tratar de controlarlo para evitar su propagación hasta la llegada de los bomberos.
- Si el Jefe de Emergencia estima que puede haber riesgo para las personas que se encuentran en la fábrica, ordenará la evacuación de éstas por la salida más adecuada hacia el punto de reunión.
- Una vez en el punto de reunión, se hará un recuento de las personas.
- El personal de seguridad se colocará en las salidas de la fábrica impidiendo la entrada de personas.
- El Jefe de Intervención comprobará que toda la fábrica ha sido completamente evacuada, mientras que el Jefe de Emergencia se ubica en el puesto de control o en otro sitio que no implique peligro para él, para coordinar la labor de los ESI mientras espera la llegada de los bomberos.
- Una vez comprobado que toda la fábrica ha sido evacuada, el Jefe de Alarma y Evacuación acudirá al punto de reunión, donde será informado de cualquier incidencia o baja producidas.
- El Jefe de Emergencia esperará la llegada de los bomberos para informarles de las características del incendio.
- En el instante en el que lleguen los bomberos, los Jefes de Emergencia e Intervención pasarán a sus órdenes, facilitando ayuda e información.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 109
4.9.2. ACTUACIÓN EN CASO DE DERRAME O FUGA
- El derrame o fuga sólo pueden ser detectados mediante detección humana.
- Como en la fábrica el riesgo de fuga es mínimo, las personas que la detecten avisarán al personal de la fábrica.
- Se evaluará el vertido o la fuga.
- En el caso de fuga se redactará un informe con el fin de que se detecten las posibles causas que la han provocado para poder corregirlas.
- Si hay algún accidentado debido a la fuga, se le aplicarán primeros auxilios hasta la llegada de una ambulancia.
Desde este documento valoraremos el caso de los derrames que, como hemos visto con anterioridad, pueden llegar a darse como ocurrió en una ocasión. La probabilidad de una fuga de gas o vapor es mínima o inexistente.
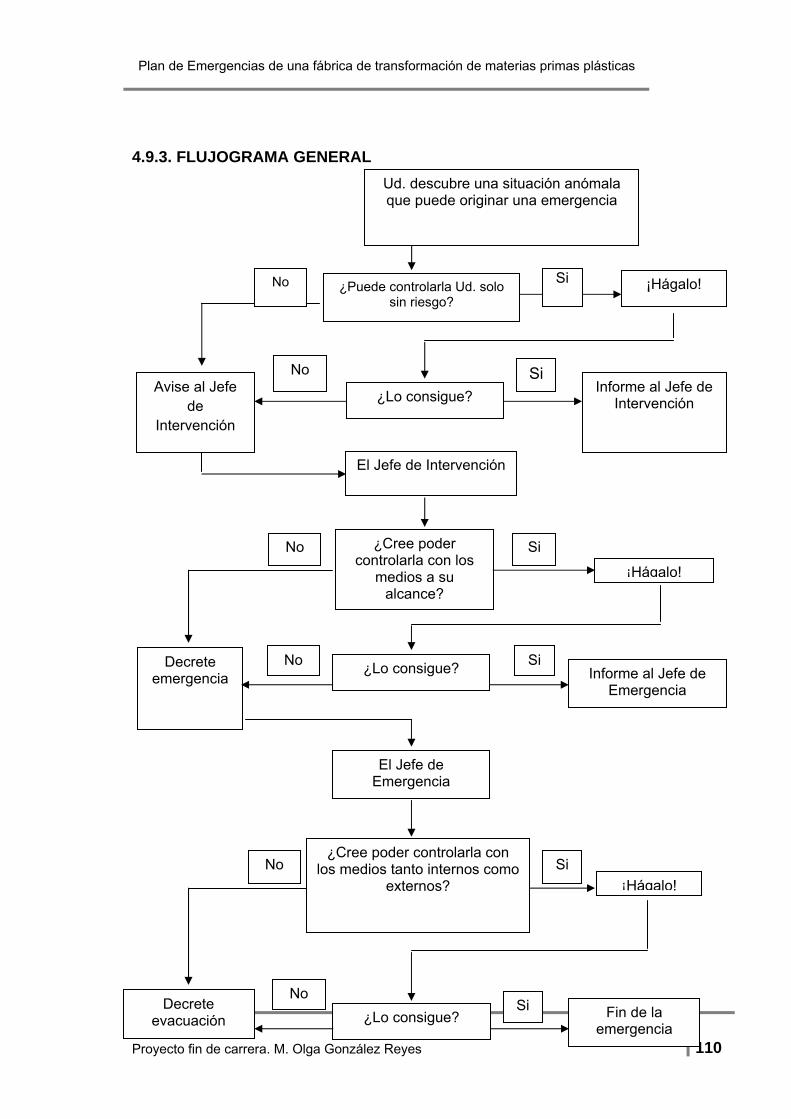
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 110
4.9.3. FLUJOGRAMA GENERAL
Ud. descubre una situación anómala que puede originar una emergencia
¿Puede controlarla Ud. solo sin riesgo?
Si ¡Hágalo! No
Avise al Jefe de
Intervención
¿Lo consigue?
No Si Informe al Jefe de
Intervención
El Jefe de Intervención
¿Cree poder controlarla con los
medios a su alcance?
Si
¡Hágalo!
No
Decrete emergencia
¿Lo consigue? No Si Informe al Jefe de
Emergencia
El Jefe de Emergencia
¿Cree poder controlarla con los medios tanto internos como
externos? No Si
¡Hágalo!
¿Lo consigue? Decrete
evacuación
No Si Fin de la
emergencia

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 111
4.9.4. FICHAS DE ACTUACIÓN
Cada empresa, en función del estudio realizado, puede confeccionar fichas de actuación para:
- Trabajadores en máquinas.
- Personal de almacenes.
- Personal de oficinas.
- Personal de contratas.
- Visitas.
- Etc.
Que indiquen lo que deben hacer y no hacer.
A continuación se detallan las fichas de actuación para el caso de esta fábrica y de las emergencias en ellas estudiadas.
Ficha de actuación en caso de incendio
Qué ocurre Incendio
Quién actúa
• Equipo de primera intervención • Equipo de segunda intervención • Ayuda externa (Bomberos)
Cuándo Al detectarlo o al sonar la alarma o al recibir el aviso
Cómo • Parar todas las operaciones y los equipos.
• Activar la alarma si no se ha activado y localizar al EPI
• Atacar la emergencia con medios propios
• Accionar sistemas automáticos • Proteger áreas adyacentes • Si no se extingue, localizar al ESI • Evacuar si no se controla la
emergencia y llamar a los bomberos
• Prestar primeros auxilios • Ayudar a los bomberos

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 112
Ficha de actuación en caso de fuga o derrame
4.10. TIEMPOS PREVIOS A LAS ACTUACIONES
Para que las actuaciones tengan éxito, es muy importante considerar a priori que cualquier acción supone tiempo de retraso, durante el cual la emergencia avanza y se hace más difícil su control.
Antes de que el equipo de intervención comience su actuación se han producido los siguientes tiempos:
- Tiempo de detección, y/o tiempo para localizar al accidentado.
Qué ocurre Fuga o derrame
Quién actúa • Equipo de primera intervención • Equipo de segunda intervención • Ayuda externa (Centro de
Coordinación y Salvamento)
Cuando Al detectarlo o al recibir el aviso
Cómo
• Avisar por medio del Walkie-Talkie
• Parar las operaciones y cortar el suministro
• Localizar al EPI • Atacar la emergencia con medios
propios • Proteger áreas adyacentes y
evitar la propagación • Si no se controla, localizar a los
ESI • Si estos no lo controlan, avisar al
Centro de Coordinación y Salvamento
• Prestar primeros auxilios • Ayudar al Centro de
Coordinación y Salvamento

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 113
- Tiempo de avisar a las personas que tienen que evacuar y alcanzar la salida o tiempo en avisar a los primeros auxilios.
- Tiempo en avisar el equipo de intervención.
- Tiempo que éste necesite para alcanzar los medios de actuación y en prepararse para actuar.
El Plan de Emergencia tendrá en cuenta esta suma de tiempos, ya que, si no es así, el Plan probablemente fracasará.
4.11. LISTA DE TELÉFONOS DE EMERGENCIA
Con objeto de evitar pérdidas de tiempo en la búsqueda de teléfonos, en la fábrica se dispondrá de listas de teléfonos de emergencia, colocadas en los lugares adecuados y accesibles para todos, identificando teléfonos de ayuda externa, así como de Dirección, Jefe de Emergencia y Jefe de Intervención.
Los números de teléfono serán indicados en una tarjeta o cartel como el siguiente:
LISTA DE TELÉFONOS DE EMERGENCIA
BOMBEROS 112
AMBULANCIAS 061
HOSPITAL 956032038/ 956032298
POLICIA 091
PROTECCIÓN CIVIL 112
JEFE DE EMERGENCIA
JEFE DE INTERVENCIÓN
DIRECCIÓN
MUTUA DE ACCIDENTES X X X X
La lista de teléfonos de emergencia deberá ser revisada periódicamente (por ejemplo, anualmente) por el Jefe de emergencia.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 114
5. DOCUMENTO Nº 4: IMPLANTACIÓN DEL PLAN DE EMERGENCIAS EN LA FÁBRICA
A lo largo de los documentos anteriores se han ofrecido los conceptos y principios que han de ser considerados en la empresa para la elaboración del Plan de Emergencia. Una vez elaborado, se cae con frecuencia en el error de “misión cumplida”, o “ya tenemos el documento que legalmente estamos obligados a confeccionar”.
Unas veces será un documento sencillo, ya que las posibilidades de emergencia son escasos, otras será más voluminoso, dependiendo de actividades y productos peligrosos en la empresa. Pero en ambos casos, de nada servirá si el Plan de Emergencia no se implanta.
Se entiende por implantación del Plan de Emergencia el conjunto de medidas a tomar o secuencia de acciones a realizar para asegurar la eficacia operativa del mismo.
5.1. RESPONSABILIDAD DE LA IMPLANTACIÓN
La responsabilidad de implantación del Plan de Emergencia recae en el titular de la actividad y el personal directivo, técnico, mandos intermedios y trabajadores del edificio participarán activamente en la implantación.
Será de suma importancia el papel del Jefe de Emergencia para coordinar todas las acciones necesarias en la implantación y en el mantenimiento del Plan de Emergencia.
De conformidad con lo previsto en la legislación vigente, el personal directivo, técnico, mandos intermedios y trabajadores de los establecimientos estarán obligados a participar en los planes de autoprotección.
Así lo especifica el punto 5.1. de la Orden de 29 de noviembre de 1984 por la que se aprobó el Manual de Autoprotección, Guía para desarrollo del Plan de Emergencia contra incendios y de evacuación de locales y edificios (BOE nº49 de 26-2-1985).
Por ello, en el Plan de Emergencia se debe establecer:
“QUIÉN HACE QUÉ, CUÁNDO Y CÓMO”
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 115
5.2. ORGANIZACIÓN
La coordinación de las acciones necesarias para la implantación y mantenimiento del Plan de Emergencias de la fábrica recae en el Jefe de Emergencia. Además, se hacen necesarios los Jefes de Intervención por turnos de trabajo, los cuales, junto con el Jefe de Emergencia van a conformar la Junta de Autoprotección, con el objetivo de comprobar y coordinar la implantación y el mantenimiento del Plan de Emergencias de la empresa, así como de asesorar al Jefe de Emergencia en las decisiones a tomar en materia de seguridad y prevención de accidentes.
También podría requerirse la presencia de un Jefe de Alarma y Evacuación. No obstante, debido al tamaño de la empresa, esta responsabilidad recaerá sobre el Jefe de Intervención del turno correspondiente.
El objetivo de crear una Junta de Autoprotección es obligar en cierta manera a que los jefes antes mencionados se reúnan periódicamente para evaluar la marcha de la implantación del Plan de Emergencias, planificando los simulacros y sopesando las diferentes mejoras que crean oportunas para la prevención de accidentes en la planta, así como para actualizar las medidas de prevención (como señalización existente, etc.).
Las reuniones de esta Junta deberán producirse de forma periódica cada 3 meses y cuando se estime necesario debido a variaciones en la planta que den lugar a la modificación de las condiciones de evacuación de la misma, o de los medios de protección existentes; ya sea por obras de reforma, cambio de usos de locales, creación de nuevos edificios, etc.
A las reuniones de la Junta de Autoprotección asistirá, además, un representante de cada equipo de emergencia, por si existiera algún aspecto a resaltar por parte de estos equipos. Los Jefes de Emergencia, de Intervención y de Alarma y Evacuación serán los encargados de informar posteriormente a los miembros de su equipo de lo acordado en dicha reunión.
Los temas a tratar en las reuniones de la Junta de Autoprotección estarán relacionados con todo lo referente a:
- Revisión del estado actual de las medidas de protección de la planta y posibles mejoras de las mismas (situación de medios de protección, alumbrado de emergencia, vías de evacuación, compartimentación de sectores,… etc.).

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 116
- Información de novedades a los equipos de emergencia.
- Verificación de las medidas de protección contra incendios que se instalen tras posibles obras y reformas que influyan en las condiciones de evacuación de la fábrica.
- Realización de reuniones informativas para el personal de la planta.
- Fijación de la fecha del siguiente simulacro.
- Cursos de formación de los equipos de emergencia.
Estas reuniones quedarán registradas por escrito, detallándose los aspectos tratados y las metas a seguir hasta la próxima reunión de la junta, e informando a los miembros de los diferentes equipos de emergencia sobre las modificaciones que se van a llevar a cabo.
Responsabilidades de los medios humanos
Responsabilidades del jefe de emergencia.
Le corresponderán las siguientes funciones:
- Declarará el grado de emergencia en función de la información que le facilite el Jefe de Intervención sobre la evolución de la emergencia, o de lo que él pueda evaluar.
- Declarará, en consecuencia, la alarma restringida, sectorial o general.
- Dirigirá, desde el puesto de control, las operaciones de evacuación y extinción o control de la emergencia, remitiendo al área siniestrada las ayudas internas disponibles.
- Recabar, en caso necesario, la ayuda exterior a través del teléfono.
El Jefe de Emergencia deberá tener o adquirir los conocimientos siguientes:
- Situación y manejo del interruptor general y de los cuadros eléctricos de la fábrica.
- Situación y manejo de las distintas llaves de corte de la red de agua.
- Situación y manejo de todos los sistemas de protección contra incendios, así como de todo medio técnico necesario para cualquier emergencia que se pueda dar en la fábrica.
- Plan de Emergencias de la fábrica.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 117
- Vías de evacuación de la fábrica.
Responsabilidades del jefe de intervención.
Le corresponderán las siguientes funciones:
- Valoración de las incidencias e información de las mismas al Jefe de Emergencia.
- Asunción de la dirección y coordinación de los equipos de intervención.
- El cargo se recomienda que recaiga en el responsable de mantenimiento por sus conocimientos de las instalaciones.
Deberá tener o adquirir los siguientes conocimientos:
- Situación y manejo del interruptor general y de los cuadros eléctricos de la fábrica.
- Situación y manejo de las distintas llaves de corte de la red de agua.
- Situación de materias fácilmente combustibles, inflamables y/o tóxicas.
- Resistencia al fuego de las distintas compartimentaciones.
- Situación y manejo de todos los sistemas de de protección contra incendios, así como de todo medio técnico necesario para cualquier emergencia que se pueda dar en la fábrica.
- Plan de Emergencias de la fábrica.
- Vías de evacuación de la fábrica.
Responsabilidades de los equipos de primera intervención.
Le corresponderán las siguientes funciones:
- Intentar completar la extinción del incendio o control del mismo, así como de cualquier otra emergencia que se dé en la fábrica, utilizando los medios disponibles, con la finalidad de que no afecte a otros sectores o dependencias.
- Mantener informado al Jefe de Emergencia sobre el desarrollo del siniestro, la actuación de los equipos y si se hace necesaria la intervención del equipo de segunda intervención.
Deberá tener o adquirir los conocimientos siguientes:
- Manejo de todos los sistemas y dispositivos de protección contra incendios y de lucha contra otras emergencias que se puedan dar en la fábrica.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 118
Responsabilidades de los equipos de segunda intervención.
Le corresponderán las siguientes funciones:
- Intervenir cuando, dada la gravedad del siniestro, no pueda ser controlado por el equipo de primera intervención.
Deberán tener o adquirir los conocimientos siguientes:
- Técnicas de lucha contra las emergencias que puedan tener lugar en la fábrica.
- Manejo de los sistemas y dispositivos de protección que haya en la fábrica.
Responsabilidades de los equipos de alarma y evacuación.
Les corresponden las siguientes funciones:
- Organización de la evacuación de un sector o zona, asegurándose de que todo el personal a su cargo ha sido debidamente alarmado.
- Ayuda a los impedidos y heridos en caso de que los hubiere.
- Identificar a los evacuados y heridos.
- Prestar primeros auxilios a los heridos en el punto de reunión.
Medios técnicos
Las instalaciones, tanto las de protección contra incendios como las susceptibles de ocasionarlo, serán sometidas a las condiciones generales de mantenimiento y uso establecidas en la legislación vigente y en la Norma Básica de Edificación- Condiciones de Protección contra incendios (NBE-CPI/96 o las posteriores que la deroguen), prestando especial atención a los medios de extinción (extintores portátiles y fijos, sistema contra incendios, grupo de presión contra incendios).
En el Plan de Emergencias se debe describir un “Programa de mantenimiento de las instalaciones peligrosas y de los medios de prevención y protección”, exigible según la legislación vigente. Esta tarea exige el perfecto conocimiento de la ley y la localización de todos los medios de protección de la fábrica, por lo que la opción más ventajosa es contratar a una empresa experta en este campo que se encargue de mantener dichos medios adecuándose siempre a la legislación vigente.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 119
Se exigirá que las revisiones, puestas a punto y puestas en funcionamiento queden documentadas por escrito.
Para la información de las ayudas externas en caso de emergencia, se dispondrá en los accesos al establecimiento de un juego de planos completo colocado dentro de un armario ignífugo localizado en la entrada de la fábrica, e identificado con un rótulo “USO EXCLUSIVO DE BOMBEROS”, de cuyo mantenimiento y conservación se encargará el personal de mantenimiento de la fábrica, y de cuya actualización del contenido se encargará la Junta de Autoprotección de la misma.
5.3. PROGRAMA DE IMPLANTACIÓN
La responsabilidad de la Dirección de la empresa es definir las personas de la organización que van a constituir el organigrama de actuación en las emergencias.
Una vez fijado el organigrama, será responsabilidad del Jefe de Emergencia, con la ayuda del Jefe de Intervención (en pequeñas empresas puede ser la misma persona), preparar el Plan de Emergencia que será presentado a la Dirección para su aprobación.
Se plantea un Programa de Implantación con una serie de actividades. La mayoría de estas actividades se han llevado a cabo anteriormente, pues corresponden a partes del mismo Plan de Emergencia. De todas formas se van a exponer a continuación.
- Inventario de los factores que influyen en el riesgo potencial.
- Inventario de los medios técnicos de autoprotección.
- Evaluación del riesgo.
- Confección de planos.
- Redacción del manual de emergencias y planes de actuación.
- Incorporación de los medios técnicos que deban ser utilizados en los planes de actuación.
- Redacción de consignas de prevención y actuación en caso de emergencia para el personal del establecimiento y los usuarios del mismo.
- Confección de planos “usted está aquí” (croquis de distribución de la planta).
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 120
- Redacción de las consignas de prevención y actuación para los componentes de los equipos.
- Reuniones informativas con el personal.
- Selección, formación y adiestramiento de los componentes de los equipos de emergencia.
De todos estos puntos faltará profundizar en los dos últimos. Las reuniones informativas con el personal y la selección, formación y adiestramiento de los componentes de los equipos de emergencia. Se esbozará un planning anual que especifique los días correspondientes a dicha formación del personal.
En este programa anual se recogen las metas que deben conseguirse, así como la realización de cursos que deben recibir los equipos de emergencia, información a los ocupantes y visitantes de la fábrica, realización de simulacros, etc.
La Junta de Autoprotección deberá planificar y realizar las siguientes tareas, asignándolas a sus responsables:
- Creación y desarrollo de los equipos que forman parte de dicho Plan de Emergencias.
- Adopción de medidas de prevención, así como de capacitación y formación del personal.
- Elaboración y desarrollo de instrucciones de seguridad.
- Adquisición de medios de actuación.
- Consignas de prevención y actuación en caso de emergencia para el personal. Se elaborarán carteles ilustrados con las consignas de prevención de incendios y actuación en caso de emergencia que se colocarán en los sectores susceptibles de sufrir una emergencia.
- Consignas de prevención y actuación en caso de emergencia para los componentes de los equipos de intervención. Los equipos de intervención (Jefe de Emergencia, Jefe de Intervención, Jefe de Alarma y Evacuación, E.P.I., E.S.I., E.A.E.), recibirán un curso de formación en materia de lucha contra incendios. Para la redacción de estas consignas se acordará con la empresa que va a realizar los cursos, la entrega al personal de material escrito informativo de la conducta a seguir en caso de incendio, fuga, derrame y explosión.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 121
- Reuniones informativas para todo el personal de la fábrica. Se convocará a todo el personal para informarle del Plan de Emergencias de la planta. En estas reuniones informativas se darán las consignas de prevención de incendios, prevención de accidentes y normas de conducta en la planta, así como procedimientos de actuación, en caso de emergencia. Todas estas consignas estarán de acuerdo con la ley en vigencia sobre prevención de riesgos laborales.
5.3.1. PLAN DE FORMACIÓN
Formación general
Todo el personal de la empresa recibirá información en cuanto a tipos de emergencia considerados en ella, y sobre las normas que se hayan establecido en el Plan.
La formación general será la siguiente:
- Precauciones a adoptar para evitar las causas que pueden originar una emergencia.
- Sistema de alarma:
• Detectores instalados.
• Significado de las señales.
• Situación de pulsadores.
- Qué hacer si descubre un incendio:
• A quién avisar y pedir ayudo.
• A dar la alarma.
• Manejo de un extintor, caso de descubrir un conato de incendio.
• No usar ascensores.
• Cuáles son los puntos de reunión.
- Qué hacer al oír la alarma:
• Cerrar puertas y ventanas.
• No volver a entrar en el edificio, una vez abandonado.
- En qué casos y cómo llamar al servicio de bomberos o ambulancias:

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 122
• Se entregará a cada uno de ellos un folleto con las consignas generales de autoprotección.
• Se dispondrá de carteles con consignas para informar al usuario y visitantes sobre actuaciones de prevención de riesgos y comportamiento a seguir en caso de emergencia.
Formación específica para el Equipo de Intervención y Jefaturas
Para que la formación se considere completa, será necesario que el temario contenga clases teóricas y prácticas. Temas teóricos sobre los aspectos fundamentales del riesgo cuyo conocimiento se considere indispensable para afrontar con éxito una situación de emergencia real y, temas prácticos que complementen la teoría.
El programa de las clases teóricas debería contemplar puntos como los siguientes:
- Para los EPI y ESI:
• Conocimientos generales sobre el fuego. Cómo se produce, propaga y extingue un incendio.
• Clasificación de los incendios y forma de combatirlos.
• Conocimiento sobre el funcionamiento de los distintos tipos de medios de lucha contra el fuego.
• Conocimientos sobre la aplicación más eficaz de los elementos de extinción del fuego.
• Conocimientos de los riesgos y situaciones peligrosas que pueden producirse durante el combate de un incendio.
• Conocimientos sobre los distintos códigos de alarma que está previsto utilizarse, a fin de interpretar de forma ágil y eficaz las órdenes recibidas a su través.
- Para los EAE:
• Conocimientos sobre los distintos códigos de alarma que está previsto utilizarse, a fin de interpretar de forma ágil y eficaz las órdenes recibidas a su través.
• Conocimientos de las distintas posibilidades de evacuación existentes en las distintas dependencias del edificio y diferenciación entre las vías principales de las vías alternativas existentes en cada zona o sector.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 123
- Para los EPA:
• Conocimientos sobre los distintos códigos de alarma que está previsto utilizarse, a fin de interpretar de forma ágil y eficaz las órdenes recibidas a su través.
• Conocimientos para el salvamento de personas y primeros auxilios a aplicar, en particular en caso de asfixia, quemaduras, contusiones o fracturas.
El programa de las clases prácticas podrá incluir los ejercicios siguientes:
- Para los EPI:
• Combate del fuego por medio de extintores. Prácticas de fuego real haciendo uso de extintores de distinta capacidad y clase.
- Para los ESI:
• Combate del fuego haciendo uso de instalaciones fijas de extinción. Manejo de mangueras, uniones y lanzas.
- Para los EAE:
• Familiarización con los elementos de señalización e iluminación de emergencia.
- Para los EPA:
• Prácticas de salvamento, socorrismo y primeros auxilios: rescate de personas de interior de edificios, realización de torniquetes, respiración artificial,…
5.3.2. CÓMO Y QUIÉN RECIBE AL SERVICIO DE BOMBEROS Y AL CENTRO DE COORDINACIÓN Y SALVAMENTO
Debe establecerse en el Plan de Emergencia la persona responsable de recibir y atender al servicio de bomberos.
Es muy importante que el servicio de bomberos más próximo a la empresa conozca sus riesgos, actividad, productos peligrosos y elementos de protección de que dispone. El servicio de bomberos es muy interesado en este punto.
Así, la persona designada debe:
- Conocer “qué sucede” y “dónde”.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 124
- Situarse en el lugar de acceso y esperar la llegada.
- Informar al jefe de bomberos sobre la situación y conducirle al lugar del siniestro.
- Permanecer en su proximidad, asesorándole sobre el proceso y riesgos de la actividad e informándole sobre el contenido de los locales o edificios.
5.4. PROGRAMA DE MANTENIMIENTO
Dando cumplimiento a la Ley de Prevención (Planificación de las actividades preventivas), se programarán con carácter anual y correspondiente calendario las siguientes actividades:
- Cursos periódicos de formación y adiestramiento (empresas de riesgo medio-alto).
- Mantenimiento de las instalaciones con riesgo de provocar incendio.
- Mantenimiento de las instalaciones de detección, alarma y extinción. Según el R.D. 1942/1993, de 5 de noviembre (BOE 14-12-1993), por el que se aprueba el reglamento de instalaciones de protección contra incendios, el mantenimiento mínimo de las mismas se dará cada tres meses por personal de la fábrica y cada seis por personal instalador o un mantenedor autorizado. A continuación se detallan las obligaciones de los mantenedores:
• Revisar, mantener y comprobar los aparatos, equipos o instalaciones de acuerdo con los plazos reglamentarios, utilizando recambios y piezas originales.
• Facilitar personal competente y suficiente cuando sea requerido para corregir las deficiencias o averías que se produzcan en los aparatos, equipos o sistemas cuyo mantenimiento tiene recomendado.
• Informar por escrito al titular de los aparatos, equipos o sistemas que no ofrezcan garantías de correcto funcionamiento, presentes deficiencias que no puedan ser corregidas durante el mantenimiento o no cumplan las disposiciones vigentes que les sean aplicables. Dicho informe será razonado técnicamente.
• Conservar la documentación justificativa de las operaciones de mantenimiento que realicen, sus fechas de ejecución, resultados e incidencias, los elementos sustituidos y cuando se considera digno de

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 125
mención para conocer el estado de operatividad del aparato, equipo o sistema cuya conservación se realice. Una copia de dicha documentación se entregará al titular de los aparatos, equipos o sistemas.
• Comunicar al titular de los aparatos, equipos o sistemas, las fechas en que corresponde efectuar las operaciones de mantenimiento periódicas.
- Inspecciones de seguridad. Mediante la observación directa de las instalaciones, equipos y procesos productivos para identificar los peligros existentes y evaluar los riesgos.
- Simulacros de emergencia.
Como mínimo se realizarán las comprobaciones oportunas de funcionamiento de acuerdo con lo establecido por el RD 1942/1993, de 5 de noviembre, para asegurarse de que todos los equipos de emergencia están preparados para cuando se precise.
5.5. SIMULACROS DE EMERGENCIA
Hay que evitar una situación que por desgracia ocurre y es que, teniendo elaborado e implantado el Plan, ha transcurrido mucho tiempo desde entonces, hasta que se presenta la emergencia. En estos casos las consecuencias motivadas por una actuación desordenada y a destiempo incrementan los daños y las pérdidas.
Por ello debe establecerse, dentro del Plan Anual de Prevención (artículo 15 de la Ley de Prevención), la realización de simulacros del Plan de Emergencia, que permiten corregir errores y comportamientos incorrectos.
Los simulacros se realizarán al menos una vez al año. Es importante cumplirlo ya que lo que persigue es:
- Detectar errores u omisiones en el contenido del Plan o en actuaciones a realizar para su puesta en práctica.
- Habituar a los ocupantes a evacuar el edificio.
- Es una buena prueba de idoneidad y suficiencia de equipos y medios de comunicación, alarma, señalización, alumbrados especiales y de extinción en su caso.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 126
- Adquirir experiencia y soltura en el uso de equipos y medios.
- Estimación de tiempos de evacuación, de intervención de equipos propios y de intervención de ayudas externas.
Estos simulacros sería aconsejable realizarlos con la colaboración del cuerpo de bomberos o/y otras ayudas externas que tendrían que intervenir en el caso de que hubiera alguna emergencia.
Se debe evitar cualquier consecuencia de una improvisación, que perjudique a la actividad que se realice en el edificio.
Es conveniente disponer de personal para el cronometraje del tiempo de evacuación. De esta manera se puede hacer un análisis entre los diferentes simulacros.
En los simulacros se pueden comprobar los puntos siguientes:
- Actuación de todos sus miembros en su grado máximo de eficiencia y eficacia.
- La mecánica interna y funcionalidad del Plan o parte del mismo.
- Grado de formación y capacitación del personal.
- Grado de mantenimiento de las instalaciones y su tiempo de respuesta.
- Medios técnicos y organizativos de actuación.
- Entrenamiento de los miembros de los Equipos de Intervención.
Pueden llevarse a cabo en cuatro fases:
- Simulacro avisando al personal afectado del día y hora en que se va a realizar.
- Simulacro avisando al personal afectado del día pero no de la hora.
- Simulacro avisando al personal afectado de la semana en que se va a hacer.
- Simulacro sin avisar.
Con la Junta de Autoprotección se decide la planificación de los simulacros que, como se ve en la planificación anual, será como se detalla a continuación:

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 127
I II III IV V VI VII VIII IX X XI XII
Simul. avisando personal del día y hora
3
Simul. avisando día pero no hora
15
Simul. avisando la semana en que se hará
1ª
Simul. sin avisar. 15
La realización de los simulacros seguirá los pasos que se detallan en el Plan de Emergencia de este documento y se actuará como si de una emergencia real se tratara. Se contará con observadores dotados de formularios que recojan distintos aspectos de la evacuación tales como audición de la señal de alarma, tiempo que tarda la población en salir, identificación de los puntos de reunión, etc. Para desempeñar esta labor contarán con un Check List (lista de verificación), en la que anotarán las incidencias que se produzcan. Se distribuirán en distintos puntos de la fábrica, dentro y fuera.
En la siguiente tabla se muestra un ejemplo de lista de verificación, que puede ser tomada como modelo por la Junta de Autoprotección a la hora de realizar los simulacros.
Simulacro de Emergencia General en la Fábrica
Zona del Observador
Nombre del Observador
Fecha Hora en que suena la señal de alarma en modo restringido
Hora comienzo del Simulacro
Hora en que suena la señal de alarma en modo general
Hora fin del Simulacro
Hora en que finaliza la señal de alarma
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 128
Positiva Mejorable Negativa
Audición de la sirena
Identificación de la señal por parte del personal
Identificación de los E.A.E. por parte del personal.
Hora en que comienzan a salir los ocupantes.
Identificación de las vías de evacuación.
Identificación de los puntos de reunión.
¿Alguna zona sin evacuar? Indíquela
5.6. INVESTIGACIÓN DE SINIESTROS
Caso de producirse una emergencia en la empresa, se investigarán las causas que la motivaron así como las consecuencias.
Se analizará el comportamiento de las personas del equipo de intervención y se tomarán, si así fuese necesario, las medidas de corrección de las desviaciones correspondientes.
Esta investigación se concreta en un informe que estará a disposición de la autoridad laboral si así fuese requerido.
5.7. PROGRAMA DE REVISIÓN
Se hará una revisión periódica del plan, supervisada por el Jefe de Emergencia, el cual dispondrá de una copia del documento para adecuarlo en caso de que se modifique la fábrica, variando, si fuera necesario, los planos de los medios de protección, planos de situación, vías principales de evacuación, etc., y todos aquellos aspectos que crea necesarios para mantener el objetivo de este documento y evitar que quede anticuado y obsoleto.
Para facilitar esta labor, la Junta de Autoprotección dispondrá de una copia del Plan de Emergencias de la fábrica en formato digital, con cada uno de sus cuatro documentos y con los respectivos juegos de planos. Las modificaciones que se estimen necesarias se introducirán en el documento, adjuntando una memoria que indique los cambios realizados y la razón de los mismos. Los documentos que sean renovados serán archivados por la Junta de Autoprotección.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 129
Siguiendo un orden de prioridades, las acciones a llevar a cabo van a tener como objetivos la revisión de los siguientes aspectos del presente Plan de Emergencias:
- Inventario de factores que influyen sobre el riesgo potencial. Se realizará un inventario de todos aquellos factores que puedan influir sobre el riesgo potencial que presenta la fábrica. Estos factores son, como hemos visto en el Documento Nº 1 del Plan de Emergencias:
• Ubicación de la empresa y entorno.
• Características constructivas de la fábrica y sus instalaciones.
• Reacción y resistencia al fuego de materiales.
• Densidad de personas en cada área.
• Actividad desarrollada en cada recinto.
- Inventario de los medios técnicos de autoprotección. Con la ayuda de los planos actuales de los medios de protección de la fábrica se comprobará y evaluará in situ la situación, idoneidad y estado actual de los medios de protección, verificándose la presencia de estos medios en dichos planos, informando al Jefe de Emergencia de las posibles modificaciones que hayan surgido. Estas modificaciones serán trasladadas, con el permiso del Jefe de Emergencia, a los planos de los medios de protección de la fábrica, que deberá quedar impresa a escala y bajo la Norma UNE-23032 o las posteriores que la modifiquen. Otra copia de los planos en los que se recojan los medios de protección serán entregadas a los responsables de la empresa contratada para el mantenimiento de los equipos de la empresa contratada para el mantenimiento de los equipos de lucha contra incendio. Este aspecto está obligado por la legislación desde el año 2003, pudiendo la empresa contratada exigir estos planos de los medios de protección.
- Evaluación del riesgo. Para la evaluación del riesgo se seguirá la Orden Ministerial del 29 de Noviembre de 1984, del Ministerio del Interior, por la que se aprueba el Manual de Autoprotección. Guía para el desarrollo del Plan de Emergencia contra incendios y de Evacuación en locales y edificios (B.O.E. Núm. 49, de 26 de Febrero), o en su caso la Orden Ministerial que la sustituya o complemente. Para la determinación de los riesgos se comprobará que siguen respondiendo a las características del presente Plan.
- Planos de emplazamiento y situación y planos de protección de la fábrica. Cualquier reforma que se realice en la planta deberá ser trasladada a los
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 130
planos de emplazamiento y situación del presente Plan de Emergencias. Las modificaciones que puedan surgir serán trasladadas, con el permiso del Jefe de Emergencia a los planos de los medos de protección, que deberá quedar impresa a escala y bajo la Norma UNE-23032 o las posteriores que la modifiquen. Una copia del nuevo juego de planos de medios de protección será enviada a la empresa contratada para el mantenimiento de los equipos contra incendios.
- Planes de actuación del Plan de Emergencias. La Junta de Autoprotección decidirá en sus reuniones si los procedimientos de emergencia siguen siendo válidos o si, por el contrario, es necesario variarlos debido a obras o modificaciones de los recintos que se hayan realizado o vayan a realizar. Aquellas modificaciones que se estimen oportunas deben quedar reflejadas en el documento de autoprotección, informando de todas las variaciones al personal implicado en las emergencias (E.A.E., E.P.I. y E.S.I.) para informar posteriormente a todo el personal de la fábrica en las reuniones informativas.
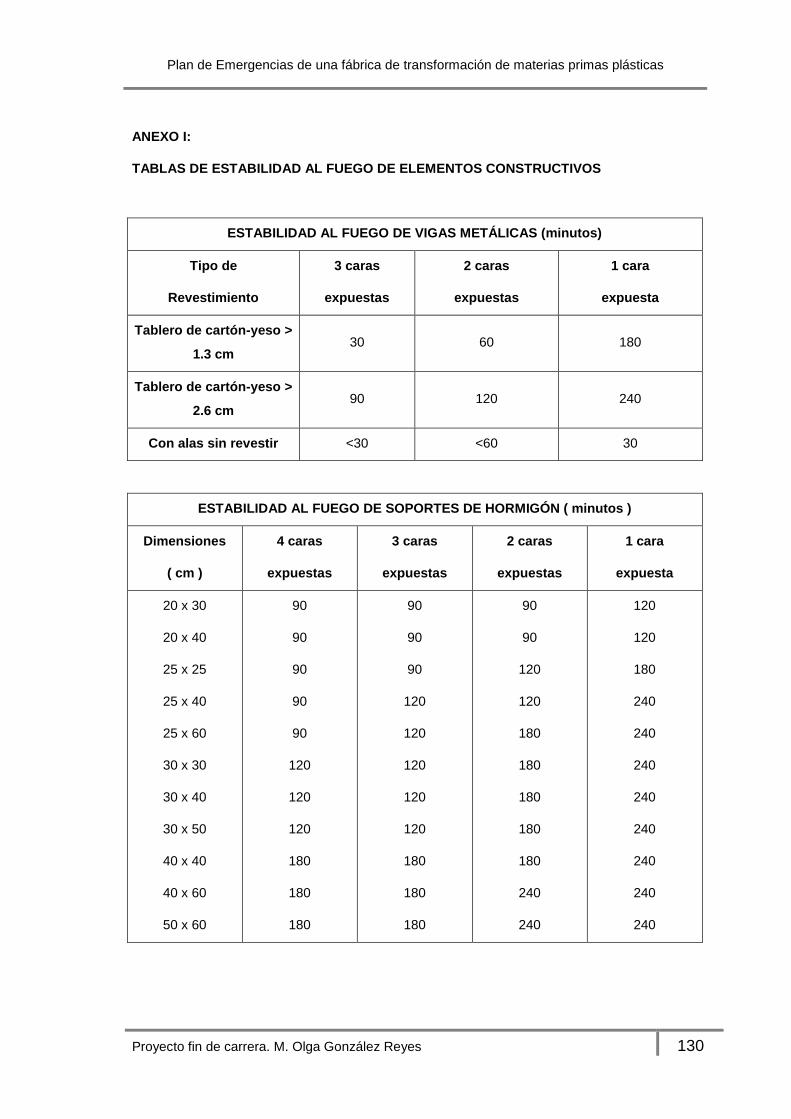
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 130
ANEXO I:
TABLAS DE ESTABILIDAD AL FUEGO DE ELEMENTOS CONSTRUCTIVOS
ESTABILIDAD AL FUEGO DE VIGAS METÁLICAS (minutos)
Tipo de
Revestimiento
3 caras
expuestas
2 caras
expuestas
1 cara
expuesta
Tablero de cartón-yeso >
1.3 cm 30 60 180
Tablero de cartón-yeso >
2.6 cm 90 120 240
Con alas sin revestir <30 <60 30
ESTABILIDAD AL FUEGO DE SOPORTES DE HORMIGÓN ( minutos )
Dimensiones
( cm )
4 caras
expuestas
3 caras
expuestas
2 caras
expuestas
1 cara
expuesta
20 x 30
20 x 40
25 x 25
25 x 40
25 x 60
30 x 30
30 x 40
30 x 50
40 x 40
40 x 60
50 x 60
90
90
90
90
90
120
120
120
180
180
180
90
90
90
120
120
120
120
120
180
180
180
90
90
120
120
180
180
180
180
180
240
240
120
120
180
240
240
240
240
240
240
240
240

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 131
ESTABILIDAD AL FUEGO DE FORJADOS UNIDIRECCIONALES
Altura de forjado más suelo Diámetro de las barras EF ( minutos )
>30 cm Igual o superior a 12 mm 180
ESTABILIDAD AL FUEGO DE LOS MUROS (minutos)
Espesor del muro (cm) 2 caras expuestas 1 cara expuesta
10 60 60
12 90 90
14 90 120
16 120 180
20 120 180
>25 180 240
>30 240 240
RESISTENCIA AL FUEGO DE MUROS DE HORMIGÓN SIN REVESTIR (minutos)
Espesor del muro en cm
10
12
14
16
20
25
>30
Grado de resistencia al
fuego (RF)
60
90
120
180
180
240
240

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 132
ESTABILIDAD AL FUEGO DE LOSAS DE HORMIGÓN
Altura de la losa Diámetro de las
barras
Recubrimiento
interior de las barras EF ( minutos )
15 cm
< 12 mm
2 cm 90
4 cm 180
>16 mm
2 cm 120
4 cm 180
RESISTENCIA AL FUEGO DE MUROS Y TABIQUES DE LADRILLO CERÁMICO O
SÍLICOCALCÁREO
Espesor de la fábrica en centímetros
Con ladrillo hueco Con ladrillo macizo
Tipo de revestimiento 4-6 8-10 11-12 11-12 20-24
Sin revestir (1) (1) (1) 180 240
Enfoscado:
- Por la cara expuesta al
fuego.
- Por las dos caras.
15
30
60
90
90
120
180
180
240
240
Guarnecido:
- Por la cara expuesta al
fuego.
- Por las dos caras.
60
90
120
180
180
240
240
240
240
240

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 133
RESISTENCIA AL FUEGO DE MUROS Y TABIQUES DE BLOQUES DE HORMIGÓN
Tipo de cámara Tipo de árido Tipo de
revestimiento
Espesor
nominal (cm)
Grado de RF
Simple
Silíceo Sin revestir
10
15
20
15
60
120
Calizo Sin revestir
10
15
20
60
90
180
Doble Arcilla expandida Sin revestir 20 240
Triple Silíceo Sin revestir 25 240

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 134
ANEXO 2:
PRIMEROS AUXILIOS
En la Ley de Prevención de Riesgos Laborales, en su artículo 20, se establece
que el empresario debe adoptar las medidas en materia de primeros auxilios,
designando el personal encargado de ponerlas en práctica (este personal ha de
recibir la formación necesaria).
En caso de emergencia generalmente se producen daños personales y no todas
las empresas disponen de servicio médico, por lo que deberán considerar la
asistencia de primeros auxilios, asistencia que es fundamental en los casos de
accidentes graves.
Los primeros auxilios son los cuidados y atenciones inmediatas que se
proporcionan a las personas accidentadas, normalmente en el lugar del suceso,
con objeto de aliviarles el dolor y evitar que se agraven las lesiones.
De esta primera atención al accidentado depende muchas veces la evolución de
sus lesiones e incluso su vida.
Sin embargo una actuación incorrecta puede agravar las lesiones del
accidentado.
La misión de los primeros auxilios es lograr:
- Mantener con vida al accidentado
- No agravar sus lesiones
- Proteger las heridas de las posibles infecciones
- Infundir tranquilidad
- El traslado a un centro sanitario
- Hacer solamente aquello de lo que se está completamente seguro.
Las pautas de actuación que han de tenerse en cuenta están condensadas en las
siglas PAS (Proteger, Alertar y Socorrer).
Proteger el lugar de los hechos, ya que después de un accidente puede continuar
existiendo la causa que lo originó, alejando al accidentado, cortando previamente
la corriente, etc. y alejando a los curiosos.
Alertar, avisando a los servicios sanitarios, indicando lugar, tipo de accidente,
número de heridos, e identificándose.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 135
Socorrer, iniciándolo con un reconocimiento de los signos vitales básicos del
accidentado (consciencia, respiración, pulso y hemorragias).
Si el accidentado está consciente se debe:
- Tranquilizarle, animándole y reduciendo su miedo. Evitar censurarle,
decirle que las heridas dolorosas no son las más graves, decirle que lo
peor ya ha pasado y comprobar posibles lesiones.
- Valorar las lesiones: si tiene heridas en la cabeza, prever lesión cervical,
tórax, dolor localizado, abdomen, extremidades, sensibilidad, movilidad.
Si el accidentado está inconsciente se debe:
- Comprobar la respiración, y si no respira practicarle la técnica boca a boca
o boca-nariz, 15 insuflaciones por minuto (después de las dos insuflaciones
seguidas, comprobar el pulso). Si tiene pulso, continuar con la respiración
artificial. Si no tiene pulso, masaje cardíaco y respiración; cada 15
compresiones, dos insuflaciones.
- Conseguidos el pulso y la respiración, colocar a la víctima en posición
lateral de seguridad (PLS). Arrodillarse a un lado de la víctima y estirar
hacia atrás el brazo próximo al socorrista. Flexionar por la rodilla la pierna
más lejana. Cogiendo la muñeca del brazo más alejado y la rodilla
flexionada, tirar hacia el socorrista suavemente. Apoyar en el suelo el brazo
y la pierna que se ha movido. Vigilar respiración y pulso.
FRACTURAS
INMOVILIZAR
QUEMADURAS
VENDAJE
HERIDAS
VENDAJE
TRANSPORTE AL
HOSPITAL

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 136
FORMACIÓN DEL PERSONAL DESIGNADO
El personal designado para la aplicación de los primeros auxilios recibirá una
formación para el tratamiento de cuidado inicial de:
- Heridas
- Hemorragias
- Quemaduras (térmicas, químicas, eléctricas)
- Fracturas (cráneo, cuello, columna)
- Luxaciones
- Asfixia
- Lipotimias
- Intoxicaciones (por inhalación, ingestión, contacto)
- Pérdida de conocimiento
- Respiración artificial
- Reanimación cardio-pulmonar
- Transporte de heridos
Basados en el reconocimiento de los síntomas y el tratamiento correcto para cada
caso.
La formación será impartida por especialistas, registrándose por parte de la
empresa, tanto la formación como las personas que lo han recibido.
NO RESPIRA NO TIENE PULSO RESPIRA
BOCA-BOCA REANIMACIÓN CARIO-
PULMONAR
P.L.S.
HOSPITAL
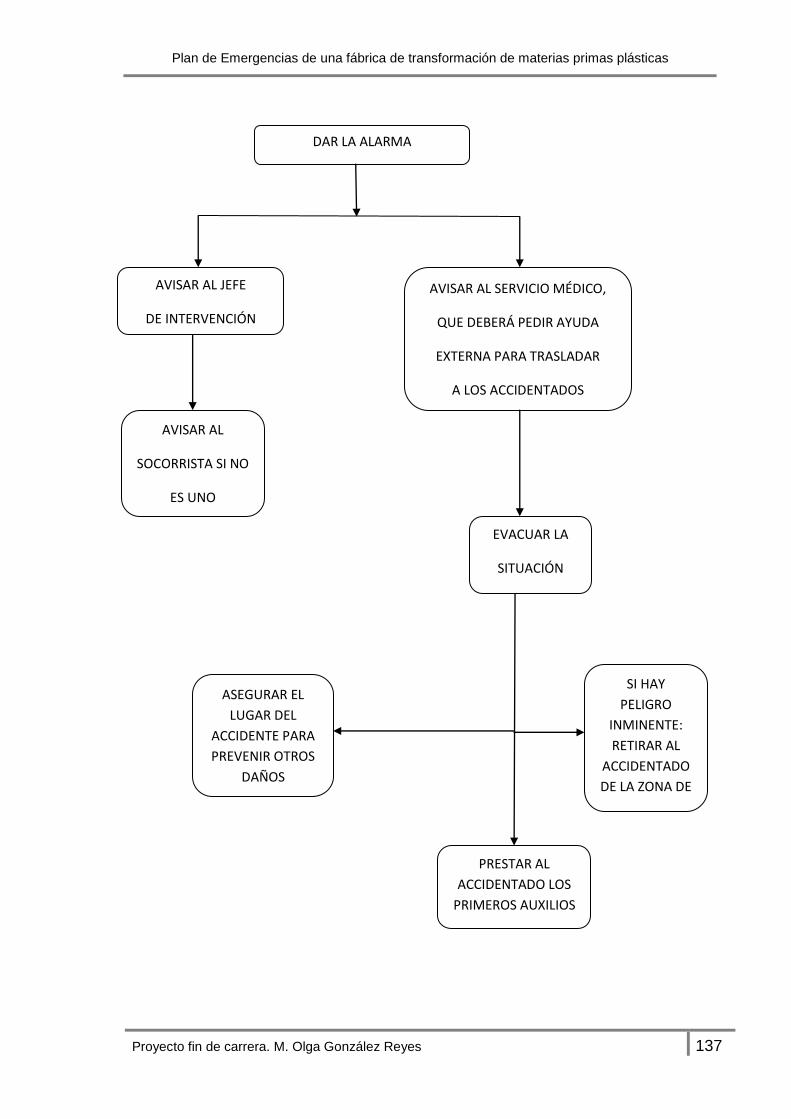
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 137
AVISAR AL JEFE
DE INTERVENCIÓN
AVISAR AL
SOCORRISTA SI NO
ES UNO
DAR LA ALARMA
AVISAR AL SERVICIO MÉDICO,
QUE DEBERÁ PEDIR AYUDA
EXTERNA PARA TRASLADAR
A LOS ACCIDENTADOS
EVACUAR LA
SITUACIÓN
SI HAY
PELIGRO
INMINENTE:
RETIRAR AL
ACCIDENTADO
DE LA ZONA DE
PELIGRO
ASEGURAR EL
LUGAR DEL
ACCIDENTE PARA
PREVENIR OTROS
DAÑOS
PRESTAR AL
ACCIDENTADO LOS
PRIMEROS AUXILIOS

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 138
ANEXO 3
PLANOS DE LA FÁBRICA
PLANOS DE MEDIOS DE PROTECCIÓN
PLANOS DE EVACUACIÓN
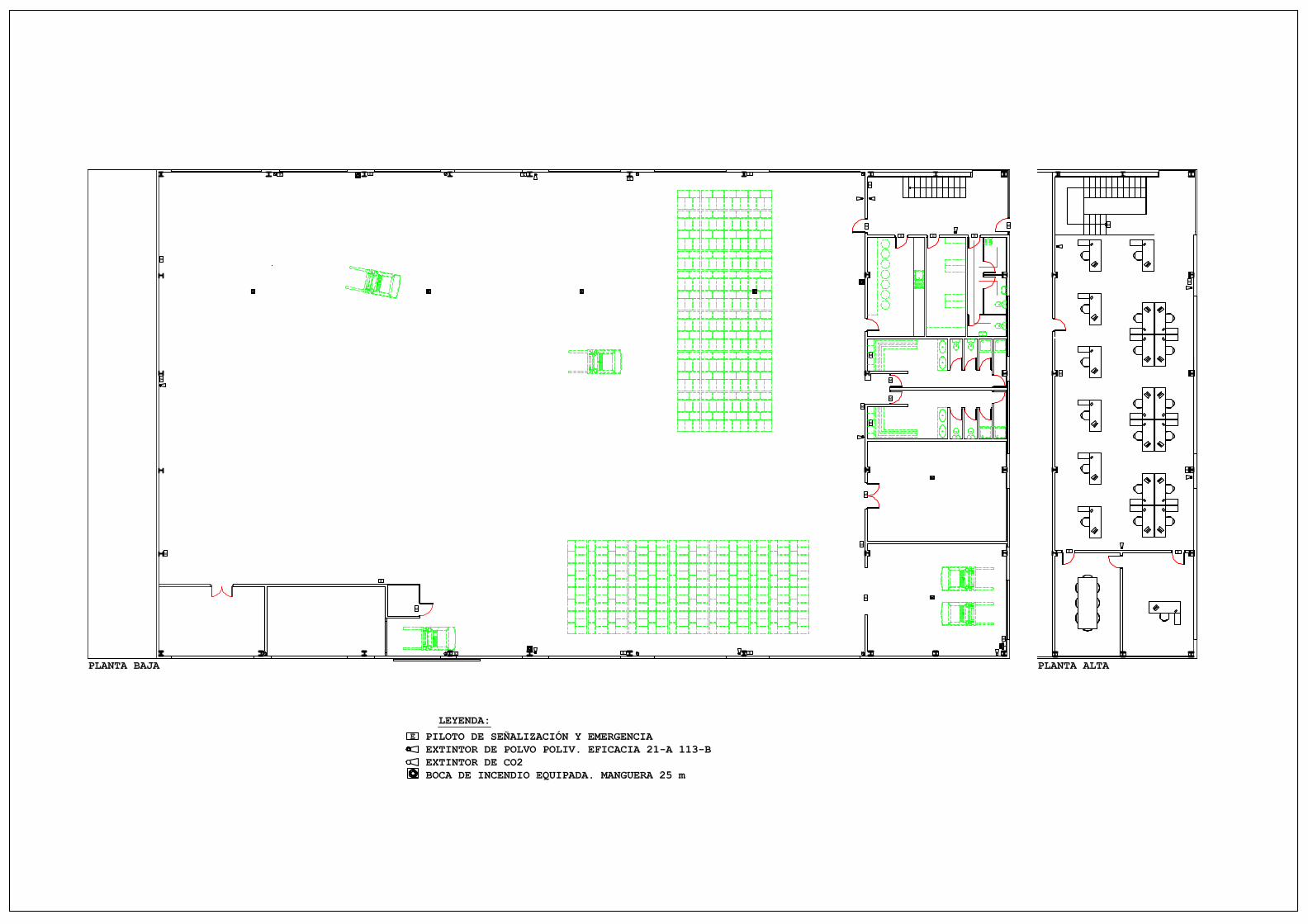


Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 140
PRESUPUESTO
Cálculo de retribuciones del técnico
Teniendo en cuenta el alcance de los servicios ofrecidos por la proyectista, el
presupuesto de los trabajos, en cuanto a las horas técnicas necesarias para la
elaboración y redacción del Plan de Emergencias, es el siguiente (21% de IVA
incluido):
Coste horario 50.00 €
Horas totales técnicas 100 horas
Honorarios 5.000 €
Cálculo de retribuciones de las acciones formativas
Como queda contemplado en el Pliego de Condiciones, se impartirán dos
sesiones divulgativas sobre el contenido del plan a todo el personal de la fábrica.
Además de esto, se dará formación a los trabajadores en materia de primeros
auxilios.
Para la cuantificación del coste de compensación para actividades formativas se
considerará el horario equivalente a la duración de las mismas incrementado en
un 75% en concepto de preparación y documentación (La formación no tributa
IVA).
Tipo de formación Precio/hora Horas Importe
Plan de Emergencias 50 € 4 200 €
Primeros Auxilios 50 € 4 200 €
Total 400 €
Horas de facturación = Horas lectivas x 1,75
400 x 1.75 = 700 €
.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 141
Por tanto, el total de este presupuesto será de:
Honorarios del Técnico 5.000 €
Formación 700 €
Total 5.700 €
Presupuesto de Medios Técnicos
Conocidas las carencias de determinados medios técnicos, vistas en el
Documento Nº 2 del Plan de Emergencias, en el que se recomienda la instalación
de una boca de incendio equipada (BIE) y pintar el suelo para delimitar las zonas
de almacén y producción y vías de evacuación, se realizará a continuación el
cálculo del coste de la instalación de dichos medios (IVA 21 % incluido):
Descripción Precio/unidad Cantidad Importe
Pintar en suelo señalización de
evacuación 160 € 1 160 €
Instalación de una BIE (boca de
incendio equipada 4.790 € 1 4.790 €
Total 4.950 €
Total: Diez mil seiscientos cincuenta euros (10.650 €)
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 142
PLIEGO DE CONDICIONES
De lo referente al objeto y alcance del Proyecto
Artículo 1.- Se dará el asesoramiento y apoyo que pueda requerir la empresa en
función de los tipos de riesgo en ella existentes y en lo referente a:
El diseño, redacción e implantación de un Plan de Emergencias que defina
la política a seguir, en caso de ser necesaria, la actuación ante situaciones
de emergencia que puedan tener lugar en la empresa.
Evaluación del riesgo de que tenga lugar una emergencia en los términos
previstos en el artículo 20 de la Ley 31/95 de Prevención de Riesgos
Laborales.
La planificación de las actuaciones ante las emergencias y la
determinación de las prioridades en la adopción de las medidas a adoptar.
La implantación del documento.
La información y formación de los trabajadores.
La realización de todo esto se hará a la luz de las técnicas y
procedimientos al uso, así como de las normas legales aplicables en el
momento de realización de los trabajos.
Artículo 2.- Como resultado del trabajo realizado, la proyectista entregará tres
ejemplares del Plan de Emergencias de la fábrica de transformación de materias
primas plásticas, tanto de los documentos iniciales como de los finales.
De lo referente al alcance de los servicios
Artículo 3.- La realización de los trabajos estará basada en los datos
suministrados por la fábrica, así como en los que obren en su poder, tras la
obtención de los permisos pertinentes para su utilización, caso de estar afectados
de cláusulas de confidencialidad.
Artículo 4.- Los servicios que ofrece la proyectista incluirán los desplazamientos
necesarios para el estudio y revisión de información complementaria y reuniones
de seguimientos.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 143
Artículo 5.- Adicionalmente, la proyectista debe incluir dentro de sus servicios, la
realización de las gestiones necesarias ante la Autoridad Competente, relativas a
la presentación del Plan de Emergencias de la fábrica de transformación de
materias primas plásticas.
Artículo 6.- El presente concierto entrará en vigor en el día de firma del proyecto
y se pacta por el plazo máximo de un año, prorrogable tácitamente por iguales
periodos de tiempo si cualquiera de las partes no manifiesta su intención de
rescindirlo al menos con un mes de antelación a la fecha del vencimiento.
Cada una de las partes podrá libremente rescindir el presente concierto en
cualquier momento, con la sola obligación de preavisar a la otra con una
antelación mínima de dos meses a la fecha de la rescisión pretendida.
Los trabajos que en el momento de surtir efecto la rescisión del concierto se
hallen en trámite de ejecución por la proyectista, se detallarán y consensuarán
previamente por las partes contratantes, pudiendo acordar en ese momento:
que la proyectista los continúe hasta su completa finalización, entrega al
empresario y cobro del servicio.
entregar el informe de actuaciones hasta el momento de surtir efecto la
rescisión, pasando al cobro a la empresa el coste de lo que allí suponga,
salvo pacto en sentido contrario.
De lo referente a la programación de los trabajos
Artículo 7.- La programación propuesta para los trabajos contemplados en la
presente propuesta es la siguiente:
Adjudicación formal del proyecto y recepción de la información.
Visita o visitas a la fábrica, en las que se realizarán las siguientes
actividades:
o Comprobación “in situ” de sus condiciones y características.
Elaboración de planos actualizados y comprobación de las
condiciones y medios de protección.
o Reunión o reuniones con los responsables del centro, o personal
que la dirección designe, para definir las actuaciones en cada caso y
personal designado.
Elaboración del Plan de Emergencias (15 semanas).

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 144
Envío de los documentos a la fábrica.
Reunión para la recepción de comentarios, indicaciones y sugerencias
por parte de la fábrica (2 semanas tras la entrega de documentos).
Elaboración y entrega de los documentos definitivos (2 semanas tras la
recepción de comentarios).
Formación. Se impartirán dos sesiones divulgativas sobre el contenido
del plan a todo el personal de la fábrica.
De lo referente a las obligaciones por parte de la fábrica
Artículo 8.- Solicitada por la empresa la actuación del Asesor Externo, aquella
vendrá obligada a:
Permitir el acceso al centro de trabajo a la proyectista.
Comunicar a la proyectista la identidad de los integrantes de la modalidad
organizativa que, en materia de Prevención de Riesgos Laborales, exista,
en su caso, en la empresa.
Facilitar a la proyectista, con carácter previo a iniciar las actividades
contratadas, toda la información relativa a la organización, características y
complejidad del trabajo, procesos de producción de la contratante, relación
de las materias primas y equipos de trabajo existentes en la empresa, así
como la relación de trabajadores, de los puestos de trabajo que ocupen y
las tareas que realizan en dichos puestos.
Facilitar a la proyectista toda la información relativa a cualquier cambio en
la organización, características y complejidad del trabajo, procesos de
producción de la contratante, materias primas y equipos de trabajo
existentes en la empresa.
Firmar la recepción de informes y recomendaciones emitidos por la
proyectista.
Cualquier otra no contemplada en los supuestos anteriores y que con
criterio técnico de la persona que va a emitir el asesoramiento y el apoyo al
empresario, estimen razonables y necesarias en su normal actuación.
Facilitar a la proyectista los cambios que puedan producirse en la
modalidad organizativa que, en materia de prevención de riesgos laborales,
exista, en su caso, en la empresa.
Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 145
De lo referente a las garantías de confidencialidad
Artículo 9.- La proyectista se compromete a tratar la documentación e
información suministrada por la fábrica, en relación con el objeto del Plan de
Emergencias, de manera estrictamente confidencial. Ninguna información
relacionada con la instalación o el contenido del proyecto será suministrada a
terceros, excepto bajo específica autorización de la fábrica.
Artículo 10.- La proyectista estará a disposición de aceptar las condiciones que a
este respecto puedan ser propuestas por la fábrica en orden a mantener la más
exigente garantía de confidencialidad.
De lo referente a las condiciones económicas
Artículo 11.- Las condiciones de pago propuestas son las siguientes:
Un primer pago del 20% de la cantidad total a la aceptación del pedido.
Un segundo pago del 60% de la cantidad total tras la entrega del Plan de
Emergencias de la fábrica de transformación de materias primas plásticas.
Un tercer pago del 20% restante a la edición final del Plan de Emergencias
de la fábrica de transformación de materias primas plásticas.
Artículo 12.- Tras la entrega de los documentos para su revisión y transcurridos
30 días sin recibir comentarios al mismo, se procederá a la facturación final
prevista sin detrimento de la garantía sobre la edición y entrega del documento
definitivo tras la recepción de los comentarios por parte de la fábrica.
Artículo 13.- Los pagos correspondientes podrán ser satisfechos a 30 días fecha
factura mediante talón nominativo.
Artículo 14.- La falta de pago y cualquier otra derivada del incumplimiento del
contenido del presente concierto podrá ser causa de rescisión por parte de la
proyectista. En ese caso, la proyectista comunicará a la fábrica su voluntad de
rescindir el concierto, quedando relegada de cualquier obligación o
responsabilidad desde el momento de la recepción de dicha comunicación.
Artículo 15.- La empresa contratante, la fábrica, manifiesta que asume
directamente y bajo su total responsabilidad, la ejecución y puesta en práctica de
las recomendaciones de la proyectista, ya que ésta, en su calidad de Asesor
Externo, no puede legalmente ejercer la dirección de las actividades preventivas a
aplicar en la empresa.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes 146
Artículo 16.- El presupuesto incluirá las horas de trabajo del técnico para las
labores descritas en el pliego de condiciones, de elaboración y redacción del Plan
de Emergencias, así como de formación e información a los trabajadores.
Artículo 17.- El presupuesto no incluye en el alcance de los servicios la
realización de tareas adicionales no designadas expresamente en el pliego de
condiciones.
Artículo 18.- En el caso de que la fábrica considere necesaria la realización de
tareas adicionales no designadas expresamente en el pliego de condiciones, la
proyectista deberá estar en disposición de elaborar una oferta específica para la
realización de dichas actividades.
Artículo 19.- En caso de producirse una modificación sustancial en la legislación
aplicable en materia de prevención de riesgos laborales durante la realización de
los trabajos, en caso de ser necesario, la proyectista presentará a la fábrica una
modificación de la actual oferta con el fin de adecuar los trabajos al nuevo marco
normativo.
Artículo 20.- En los casos en los que la proyectista considere necesario proponer
la instalación de nuevos equipos o instrumentos para mejorar la seguridad de la
fábrica, deberá presentar un presupuesto del coste de las nuevas medidas que
sugiera, tras la aprobación de las mismas por parte de la fábrica.

Plan de Emergencias de una fábrica de transformación de materias primas plásticas
Proyecto fin de carrera. M. Olga González Reyes
BIBLIOGRAFÍA
Elaboración de un Plan de Emergencia en la Empresa. Luis Mª Azcuénaga
Linaza. Con la colaboración de APA Asociación para la Prevención de
Accidentes. Guía para la implantación de un sistema de Prevención de Riesgos
Laborales. Luis Mª Azcuénaga Linaza. Con la colaboración de APA
Asociación para la Prevención de Accidentes. Métodos de Evaluación de riesgos laborales. Juan Carlos Rubio Romero. Técnicas de Prevención de Riesgos Laborales. Seguridad e Higiene del
trabajo. Jose María Cortés Díaz. Seguridad en el trabajo. Libro del Máster de Prevención de Riesgos
Laborales, especialidad de Seguridad en el Trabajo ( apuntes recopilados
por la academia SHILAND ). INTERNET . Página del Ministerio de Trabajo y Asuntos Sociales, mtas.
