para soldar por con airered.uao.edu.co/bitstream/10614/3329/1/t0001316.pdf · la transferencia de...
TRANSCRIPT
SOPLETE PARA SOLDARCON AIRE
PLASTICOS POR FUSIONCALIENTE
ALBERTO CCRTES HINCAPIEll
\f l.\N_l
¿Ca)/r-f-
t8f
CORPORACION AUTONOMA DE OCCIDENTEDIVISION DE INGENIERIA
Ingeniería MecánicaCaIi, L.982
7t)65
Trabajo de Grado presentado comorequisito parcial para optar al títutode lFgeniero Mecánico
Directores: Dr. Alberto GaIIo.Lic. Sonia S. de Rodríguez
C,U.A.OBIBLIOTECA
lrllültütür[ilurutu|uruilil
ffiffi;"?;";l¡on
Aprobado por el Comité de Trabajo
de Grado en cumplimiento de los re-
quisitos exigidos por Ia Corporación
Autónoma de Occidente para otorgar
el título de Ingeniero Mecánico
,/lLlz-'<k
Cali, Agosto de 1982
A mi Hija: VICTORIA EUGENIA
t11
T6p/.63(atr *
TABLA DE CONTENIDO
pág.
INTRODUCCION 1
1. PROPIEDADES Y APLICACION DE LOS PLASTICOS 4
1.1 QUE ES UN PLASTTCO 4
T.2 PROCESO DE OBTENCION DE POLIMEROS 6
1.2.L Criterios de Clasificación 6
1.2.2 Tipos de Reacción I
t.2.2.L Polimerizacíín por Adición I
1.2.2.2 Policondensación I
L.2.3 Proceso de Formación 10
L.2.4 Estructuras de un Plástico L4
1.3 ALGTJNAS PROPIEDADES DE LOS PLASTICOS 19
L.4 MATERIALES TERMOPLASTICOS 25
1. 5 FORMA DE SUMINISTRO 26
1.6 EXIGENCIAS RESPECTO AL MATERIAL 27
tv
T.7 ACETATO DE CELULOSA
1 . 8 ACETOBUTIRA TO DE CELULOSA
1. 9 .ETILCELULOSA
1. 10 POLIESTIRENO (Normal)
1. 11 POLIESTIRENO (Anticalórico)
l.tZ POLIESTIRENO (Antichoque)
1.13 MASAS SAN (Copolímero estireno-Acrilonítrilo)
1.L4 MASAS ABS (Acrilonitrilo-Butadieno-Estireno)
1. 15 POLIMETIL.METACRILATO
1. 16 POLIVINIL-CARBAZOL
L . T7 POLICARBONA TO
1.18 CLORURO DE POLIVINILO (PVC-Rígido)
1.19 CLORIJRO DE POLIVINILO (PVC Posclorado)
1.20 CLORURO DE POLIVINILO (PVC-FlexibIe)
T.2L POLIAMIDAV
pág.
30
32
33
35
36
38
39
40
42
43
44
46
47
49
50
T.22 POLIURETANO
1.23 POLIETILENO DE BAJA PRESION (High Density)
1.24 POLIETILENO DE ALTA PRESION (Low Density)
I.25 POLITRIFLUORCLOROETILENO
L.26 POLIPROPILENO
I.27 OXIDO DE POLIFENILENO
2. PROPIEDADES DE LA TUBERIA P.V.C.
2.I INTRODUCCION
2.2 PROCESO DE FABRICACION DE LA TUBERIAPVC, CPVC
pag.
52
53
54
56
57
58
60
60
2.3
2.4
2.5
2.6
2.7
PRUEBAS DE CONTROL DE CALIDAD
PROPIEDADES QUIMICAS Y MECANICAS
EXPLICACION DEL RDE. (Relación diámetro-Espe-sor)
PROPIEDADES QUIMICAS
EFECTO DE LA TEMPERATURA EN LA PRESIONDE TRABAJO 68
61
62
63
65
67
2.8
pág.
70
7l
7L
3.
3.1
PERDIDAS DE PRESION
CALCULO DE LA RESISTENCIA ELECTRICALA TRANSFERENCIA DE CALOR
INTRODUCCION
CALEFACCION Y REGULACION DE LA TEMPE-RA TURA
3.3 DATOS PARA LA SOLUCION DEL PROBLEMA
3.4 RESOLUCION DEL PROBLEMA
3.4. 1 Transferencia de Calor al material a Soldar
3.4.2 Pérdidas de Calor debidas al Soplete
3.4.3 Pérdida de Calor en la Boquilla
3.4.4 Pérdidas de Calor en eI Acople
3.272
3.5 CAUDAL DE AIRE NECESARIO
PRUEBAS Y DISEÑO TTNET,
RESUIVIEN DE EXPERIENCIAS
73
74
74
89
92
93
95
97
97
98
98
101
to4
4.
4.t
4.2 EXPERIENCIAS PRELIMINARES
4.2,L Experiencia No. 1
4.2.2 -Experiencia No.2
4.2.3 Experiencia No.3
v11
4.2.4 Experiencia No. 4
4.2.5 Experiencia No.5
4.2.6 Experiencia No. 6
4.3 EXPERI.ENCIAS CON EL NUEVO DISEÑO
4.3. 1 Experiencia No. 7
4.3.2 Experiencia No.8
4.3.3 Experiencia No.9
5. COMENTARIOS FINALES
RESUMEN
BIBLIOGRAFIA
pág.
106
108
110
113
113
116
118
L2L
L24
t29
v111
FIGURA 1.
FIGURA 2.
FIGURA 3.
FIGURA 4.
FIGURA 5.
FIGURA 6.
FIGURA 7.
FIGURA B.
FIGURA 9.
FIGURA 10.
FIGURA 11.
FIGURA T2.
FIGURA 13.
FIGURA T4.
FIGURA 15.
FIGURA 16.
LISTA DE FIGURAS
Estructura Molecular Lineal
Hilillos de un Trozo de Algodón Hidrófilo
Plástico con Estructura Reticular Local oZonal
Cadenas con Ramificaciones Literales
Material Plástico (Caucho)
Plástico Termoestable
Variación de Estados de un Ptástico con eITiempo y Ia Temperatura
Diferentes Zonas de un Plástico
Forma de Operación del Soplete
Montaje para Ia Experiencia 1.
Montaje para la Experiencia 2.
lVrontaje para la Experiencia 3.
Montaje para la Experiencia 4.
Montaje para la Experiencia 6.
Montaje para Ia Experiencia Z
Montaje para la Experiencia 8.
ilñffi isi'rrrrrrtir) ilü
pag.
15
T7
18
20
2l
23
75
99
L02
105
107
111
115
tt7
11
L2
ü'rrr¡ lÑ$¡¡rt(o
flnirbntc
FIGURA t7. I/iontaje para la Experiencia 9.
pág.
119
LISTA DE FIGURAS
APENDICE IIAII
pag.
FIGURA A-1 Acetato de Celulosa. Temperatura deInyección en cada punto de Cilindro 131
FIGURA A-2 Poliestireno (Normal)Temperatura de Inyección en cadapunto del Cilindro L32
FIGURA A-3 Poliestireno (Anticalórico)Temperatura de Inyección en cada puntodel Cilindro 133
FIGURA A-4 Poliestireno (Antichoque)Temperatura de Inyección en cada puntodel Cilindro t34
FIGURA A-5 Copolímero Estireno Acrilonitrilo (SAN)Temperatura de Inyección en cada puntodel Cilindro 135
FIGURA A-6 Acrilonitrilo Butadieno-Estireno (ABS)Temperatura de Inyección en cada puntode1 Cilindro 136
FIGURA A-7 Polimetil-Metacrilato (PiVIMA. )
Temperatura de Inyección en cada puntodel Cilindro 137
x1
pág.
FIGURA A-8 Policarbonato. Temperatura de Inyecciónen cada punto del Cilindro 138
FIGURA A-9 Cloruro de Polivinilo (Rígido)Temperatura de Inyección en cada puntodel Citindro 139
FIGURA A-10 Cloruro de Polivinilo (Posclorado)Temperatura de Inyección en cada puntodel Cilindro L4O
FIGURA A-11 Cloruro de Polivinilo (Flexible)Temperatura de Inyeceión en cada puntodel Cilindro t47
FIGURA A.tz Poliamida. femperatura de Inyección encada punto del Cilindro 142
FIGURA A-13 Polietileno de Alta Presión (Flexible)Temperatura de Inyección en cada puntodel Cilindro L43
FIGURA A-14 Polietileno de Baja Presión (Rígido)Temperatura de Inyección en cada puntodel Cilindro L44
FIGURA A-15 Polipropileno. Temperatura de Inyecciónen cada punto del Cilindro t45
FIGURA A-16 Clasüicación de algunos Polímeros usadosen Ingeniería L46
xll
TABLA A-1
TABLA 4.2
TABLA A-3
TABLA A-4
TABLA A-5
LISTA DE TABLAS
APENDICE IIAII
Propiedades Térmicas de algunos Políme-ros
Características de la Tubería PVC
Resistencia a Ia Presión
Propiedades del PVC y CPVC
Efectos de la Temperatura en Ia Presiónde Trabajo
pag.
L47
148
150
151
t52
XIII
FIGURA B-1
FIGURA B-2
FIGURA B-3
FIGURA .B-4
FIGURA B-5
FIGURA 8.6
LISTA DE FIGURAS
APENDICE IIBII
pág.
Distribucidn adimensional de Temperaturaen una pared sujeta a un cambio instántá-neo de Ia Temperatura ambiente cuandoxIL=O, 00 153
Distribución adimensional de temperaturaen una pared sujeta a un cambio instatá-neo de la Temperatura ambiente cuandoxIL=0,20 L54
Distribución adimensional de Temperaturaen una pared sujeta a un cambio instantá-neo de la Temperatura ambiente cuandoxIL=O, 40 155
Distribución adimensional de Temperaturaen una pared sujeta a un cambio instatá-neo de la Temperatura ambiente cuandoxIL=0, 60 156
Distribución adimensional de Temperaturaen una pared sujeta a un cambio instatá-neo de la Temperatura ambiente cuandoxIL=0,80 L57
Distribución adimensional de Temperaturaen una pared sujeta a un cambio instatá-neo de la Temperatura ambiente cuandoxIL= 1, 00 158
xtv
FIGURA B-7
FIGURA B=8
pág.
Flujo adimensional de Color hacia ó desdeuna pared sujeta a un cambio instatáneode Temperatura 159
Razón adimensional de la Temperatura(T-Toc)/(To-T) contra el producto de losMódulos de Biot y Fourier 160
161
FIGURA B-10 Correlación de Transferencia de Calorpor convección libre para Transferenciade Calor de Placas Verticales calentados t62
FIGURA B-9 Curva de Temperatura contra Tiempospara una Resistencia de 300 Wattios yotra de 600 a 110 Voltios
XV
TABLA 8.1
TABLA 8.2
TABLA 8.3
LISTA DE TABLAS
APENDICE 'IB'] pág.
Tabla de Temperatura contra Tiempo 163
Constantes para Superficies VerticalesIsotérmicas para usar con Ia ecuaciónde Jakob t64
Constantes para Transferencia de Calorde los Cilindros no Circulares de acuerdojakob 165
TABLA B-4 Propiedades Físicas del Aire 166
TABLA B-5 Otras Propiedades Físicas del Aire 167
TABLA 8-6 Presiones de Ruptura de diversos TubosSoldados por fusión con Aire Caliente 168
xvl
LISTA DE FIGURAS
APENDICE IIC''
(PLANOS)
PLANO O
PLANO 1
PLANO 2
PLANO 3
PLANO 4
PLANO 5
PLANO 6
PLANO 7
Montaje General del Soplete
Mango
Porta Cerámica
Ducterías
Porta Resistencias
Partes Varias
Acople del Mango
Conectores
pág.
169
170
171
L72
1?3
t74
t75
t76
XVlI
LISTA DE TABLAS
APENDICE IICII
pág.
TABLA 1. Valores Experimentales de Temperatura deSa1ida, Velocidad del Aire en la Recámara,Velocidad de salid L77
TABLA 2. Cuadro Comparativo de los Costos Energé-ticos L77
xviii
INTRODUCCION
B ásicamente, eI estudio está orientado hacia la utilización del
calor y la propiedad de los plásticos termo-estables, para Ia uti-
lización más adecuada de ellos en casos de construcciones geomé-
tricas donde, por sus características o por su baja resistencia,
se hace complicado usar Ia soldadura líquida; también para pro-
porcionar un medio para el desarrollo tecnológico de la industria
de ptásticos donde por la cantidad de partes a construir sale de-
masiado costoso un proceso de extrucción o de inyección, bene-
ficiando directamente al pequeño industrial o artesano del plásti-
co.
EI objetivo concreto del proyecto es un soplete para soldar plás-
ticos por fusión con aire caliente. Para cumplir con este propó-
sito se utllizí una resistencia eléctrica calculada para que calien-
te un cierto caudal de aire que es f.orzado a entrar en contacto
con ella dentro de la cámara donde se encuentra colocada y con
una cerámica que es Ia que básicamente transfiere el calor aI
iñi.tsidcd lulonomo de 0ttid;ott
0egro ürbliotart
aire; usándose también una boquilla para concentrar el chorro
de aire caliente que va a ser manejado para fundir eI polímero
que se esté soldando y su material de aporte, lógicamente.
La metodología usada para la realización del presente proyecto,
fué sobre todo, la ubicación y utilización de la bibliografía exis-
tente sobre materiales termoplásticos estables, la ubicación de
maquinaria igual o similar a Ia del proyecto, su estudio para Ia
optimación Io mismo que la capacitación en materia de políme-
ros. Posteriormente vinieron los cálculos y diseños prelimina-
res y sus comprobaciones experimentales hasta lograr un estado
de equilibrio entre los costos de construcción y su perfecto fun-
cionamiento utilizando los conocimientos teórico-académicos reci-
bidos y la valiosa colaboración de mis asesores eI Ingeniero
ALBERTO GALLO y la Licenciada en polímeros SONIA SALAZAR
de RODRIGUEZ; hasta llegar finalmente a Ia confección definitiva
del texto correspondiente a Ia máquina objeto.
La primera etapa estuvo dirigida primordialmente, a la recopi-
lación de información sobre materiales sintéticos, plásticos y
polímeros; formas de producción, características y presentación
en el mercado; Io mismo que la recopilación de información so-
bre transferencia de calor, materiales aislantes y mecánica de
fluídos.
La segunda etapa estuvo encaminada a Ia utilización de Ia teo-
ría recopilada para establecer el modelo matemático de la má-
quina objeto y su traslado a Ia práctica, por medio de modelos
experimentales los cuales se fueron perfeccionando y logrando
las formas más efectivas para un funcionamiento óptimo y por
consiguiente, su comprobación teórica en eI modelo matemático
mediante un nuevo cáIculo.
DeI paso anterior en adelante, vinieron Ia construcción definitiva
de1 soplete, Ia elaboración del borrador completo y eI confeccio-
namiento del informe final hasta llegar aI presente contexto, eI
cual espero que sirva de alguna manera a mis compañeros pos-
teriores como una obra de consulta y donde encuentren respues-
tas a sus posibles interrogantes sobre eI tema.
1. PROPIEDADES Y APLICACIONES DE LOSPLASTICOS
1.1 QUE ES UN PLASTICO
A veces se confunden los términos sintético, plástico y políme-
ro, en ocasiones haciendo clasüicaciones arbitrarias referidas a
las propiedades de los mismos, otras usando los términos indis-
tintamente. ttl,a verdad es que no existe una definición estricta
de lo que es un material sintético ya que si se piensa que es to-
da una materia obtenida de la transformación de una natural, se
encuentra uno con casos como los del acero que siendo la tranS-
formación de un material no se le clasüica como sintético.(l)
Aunque no se ha generalizado eI término sintético como defini-
t1)t'fuiEYSENBUG, Von. Tecnología de Plásticos para Ingenieros.Bilbao, Ed. Urmo, 1967, Pag. 14
4
ción de un grupo de materiales nuevos sin tener en cuenta Su
relación con la idea artificial. Con el fin de evitar el uso inco-
rrecto del término se introdujo la expresión ttplastett amparándo-
se en la palabra ingleSa "plasticstt y ett la francesa ttmateries
ptástiques" y en otras de origen similar, encerrándose en este
vocablo las sustancias que por 10 general se han hecho moldea-
bles plásticamente o han sido moldeadas en estado plástico duran-
te su elaboración bajo determinadas condiciones.
No obstante esta definición no puede considerarse exclusiva y ca-
racterística de Ios plásticos ya que puede ajustarse a algunos ma-
teriales metálicos. De todas formas t'plásticos" es un coneepto
global como Ia expresión metales.
At igual que éstos existen gran cantidad de compuestos y "alea-
cionestt de este grupo y seguirán apareciendo nuevos.
Aunque el término "plástico'r se ha usado encerrando también
en su significado a los polímeros sinembargo, este término es
más usado en la literatura técnica por ser más específico y
mucho más apropiado pues define la propia estructura del mate-
rial ya que hace referencia a Ia adición de varios monómeros
Concentraremos nuestra atención sólo en aquellos que presentan
gran interés en la Ingeniería y particularmente aquellos que per-
miten su transformación por soldadura.
t.2 PROCESO DE OBTENCION DE POLIMEROS
Los polímeros se fabrican a base de moléculas de bajo peso que
mediante una reacción apropiada se condensan dando lugar a las
moléculas iniciales de los polímeros, los monómeros están so-
metidos en ciertas condiciones a la acción de la temperatura y
Ia presión en presencia de determinados catalizadores' se poli-
merizan dando como resultado verdaderas macromoléculas. EI
número de monómeros presentes en la molécula dada, define su
grado de polimerización.
t.2.t Criterios de Clasificación
Entre los distintos criterios
ros hay uno que toma como
usados para clasificar los políme-
referencia la masa molecular.
Se denominan polímeros bajos aquellos
inferior a 1000, polímeros medios los
cuya masa molecular es
que tienen una masa com-
prendida entre 1000 y 10.000, y polímeros altos los formados
por moléculas de masa superior a 10.000. (Pueden llegar a su-R,
perar 10").
Otro de los criterios conocidos agrupa los polímeros según su
origen en tres grandes familias:
Plastómeros Sintéticos: provenientes de ciertas sustancias sinté-
ticas (Fenol, Urea, Alcohol Etflico, Formaldehído, etc. ) o son
productos obtenidos de la destilación fraccionaria del alquitrán
de hulla, del petróIeo, o de grasas naturales.
Plastómeros Vegetales: son aquellos cuya materia prima es de
origen vegetal como gomas, algodón, colofonia, etc., entre ellos
se encuentra eI celuloide, el acetil-celulosa y eI rayón.
Plastómeros animales: los obtenidos de materiales de origen
animal como la caseína de Ia leche que a su vez es la base de
Ia lana artificial, la galatita, etc.
Algunos autores prefieren clasificar los polímeros de acuerdo a
sus propiedades fundamentales, asú
Termofraguables: durante su obtención en un primer período son
plásticos, blandos y por 1o tanto moldeables por presión y calor;:
pero por calentamiento continuado ocurre una rección química y
adquieren dureza permanente.
Termoplásticos: siendo blandos durante su obtención se endurecen
aI enfriarse pero pueden ser ablandados por calentamiento ulte-
rior, haciéndose plásticos otra vez y endureciéndose nuevamente
por enfriamiento, pudiéndose repetir el proceso indefinidamente.
Son este tipo de plásticos los que admiten transformación por eI
proceso de soldadura que pretendemos desarrollar, en este pro-
yecto.
Químico-estables: mediante una reacción con otros materiales
pueden ser convertidos en materias infusibles e insolubles de gran
resistencia a los agentes químicos.
Elastómeros: son plásticos que poseen una elasticidad parecida a
Ia del caucho natural.
t.2.2 Tipos de Reacción.
Las reacciones que llevan a Ia forrriación de polímeros se divi-
den en dos categorías; adición y condensación. y cada una de
I
ellas tiene procesos de formación diferentes que conllevan a pro-
ducir polímeros de diferentes propiedades.
t.2.2.t Polimerizaciín por Adición
-En la polimerizaciín se rompen los dobles enlaces de los monó-
meros que se unen entre sí formando una cadena, sin que se se-
paren productos secundarios. La figura A16 de1 apéndice A nos
muestra una clasificación de los plásticos de polimerizaciór¡ to-
mada de Meysenbug Von; referencia 11 de la Bibliografía.
t.2.2.2 Policondensación
Es la reacción en la cual se presenta una modificación química.
En ella se unen monómeros de la misma y distinta naturareza pa-
ra formar macro-moléculas, pero eI proceso químico no consis-
te sencillamente en un desdoblamiento de dobles enlaces c=c,
sino en una unión química de varios grupos capaces de reaccio-
nar, con separación de productos secundarios como agua, amonía-
co, ácido clorhídrico, etc.
üo¡v¡nidod {ulonomo ús (krldantc
Depro Sibl¡urffo
una de las diferencias con polimerización estriba en que la po-
licondensacion transcume paso a paso y eI curso de Ia reacción
puede detenerse en cualquier momento, forrnándose en un prin-
cipio moléculas filiformes, que en la etapa siguiente se alargan,
ramifican o entreLazan.
A partir de la policondensación
to lineales y ramificados como
Iineales son termoplásticos, al
les.
pueden originarse plásticos tan-
entrelazados. Los poticondensados
igual que los polimerizados linea-
El peso molecular sirve como característica de estos prásticos
lineales, pues Ia bngitud de las moléculas filiformes determina
propiedades del material. cuanto más elevado es eI peso molecu-
Iar, mayores son en general la resistencia y tenacidad del plás-
tico, pero al mismo tiemp se hace más di-fícil su manejo.
1.2.3 Proceso de Formación
Los hilos moleculares no se yuxtaponen en orden, tal como se
muestra esquemáticamente en ra Figura 1, sino que se encuen-
tran en completo desorden al igual que los hilillos de un trozo
de algodón hidrófilo. (Figura 2).
10
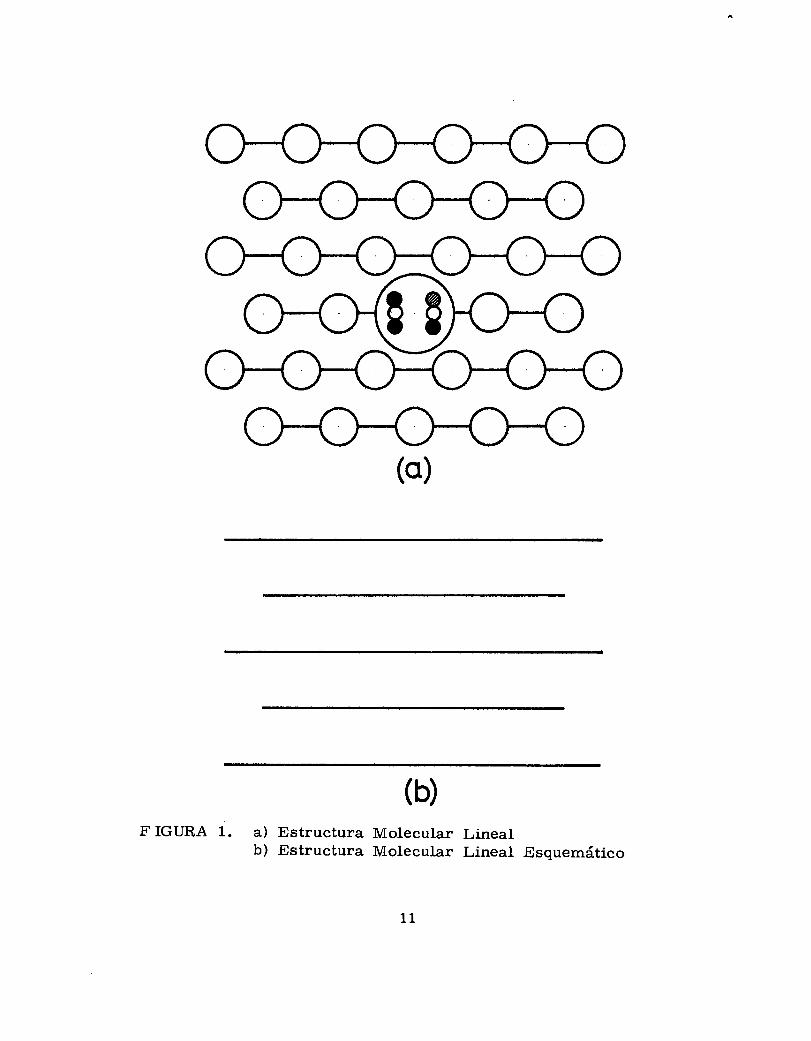
F IGURA 1.
(b)
Estructura MolecularEstructura Molecular
LineaILineal .Esquemático
a)b)
11

FIGURA 2. Hilillos de un Trozo de Algodón Hidrófilo
t2
En el interior de esta estructura en ovillo, las unidades conser-
van efectivamente la misma distancia entre sí a Io largo de las
cadenas, pero en todas direcciones están dispuestas de forma to-
talmente irregular. Los materiales con cadenas moleculares dis-
puestas irregularmente y de diferente tongitud ( y más o menos
ramüicada) se califican de amorfos. Las moléculas que tienen las
mismas dimensiones en todas direcciones se disponen en una red
cristalina y dan origen a sustancias cristalinas. Puede imaginar-
se como una mampostería que, por desigual forma y tamaño de
las piedras, es siempre irregular ( = estructura amorfa), a dife-
rencia de un muro construído uniformemente a base de ladrillos,
( = estructura cristalina). La red cristalina conserva su ordena-
miento incluso al calentar, hasta que se destruye repentinamen-
t€, es decir, Ias sustancias cristalinas tienen un punto de fusión
bien determinado. En las sustancias amorfas, por el contrario,
tienen lugar poco a poco sucesivos desplazamientos de la ordena-
ción molecular, mostrando un amplio intervalo de reblandecimien-
to. Las sustancias amorfas no muestran campoco fracturas alisa-
das o agudas como las cristalinas, sino la denominada rotura en
concha o conciodena. Los plásticos tienen preponderantemente
estructura amorfa, ya que como se ha señalado, los hilos ( o ca-
denas moleculares) son de distinta longitud. Puesto que éstos pue-
13
den ser, sinembargo, de igual espesor, algunos plásticos de
estructuras lineal tiende a un cierto ordenamiento de los hilos
moleculares. Cuando éstos, como se aprecia en la Figura 3, son
paralelos a trechos, aparece una itestructura reticular local o zo-
nal". Las sustancias son en parte cristalinas. En el grado de cris-
talización influye notablemente la velocidad de enfriamiento duran-
te la solidificación del producto fundido, al igual que sucede con
los metales y otros materiales cristalinos. También se obtiene
una orientación parcial mediante esfuerzos mecánicos cuando la
deformación sobrepasa la correspondiente aI Iímite de elasticidad.
A menudo se hace de este ttestiradott para incrementar la resisten-
cia de fibras y láminas.
t.2.4 Estructura de un Plástico
Las cadneas lineales son desplazables, una con respecto a otra,
por estar unidas entre sí sólo a través de fuerzas intermolecula-
res ( Figura 1), pero no mediante enlaces químicos. Cuando se
aumenta la temperatura, la movilidad de las cadenas crece, sien-
do tales plásticos moldeables en caliente y endureciéndose de nue-
vo al enfriarse; son rrtermoplásticosr'.
Parecido es el comportamiento de las cadenas que presentan ra-
t4

FIGURA 3. Plástico con Estructura Reticular local o Zonal
15
mificaciones laterales en algunos puntos. En este caso Ia movi-
lidad se ve algo impedida por una especie de agarramiento me-
cánico. Tal' como se representa en la Figura. 4. No obstanter los
altos polímeros ramificados son también termoplásticos, ya que
las ramas laterales no se combinan químicamente entre sí, ni
con las cadenas vecinas.
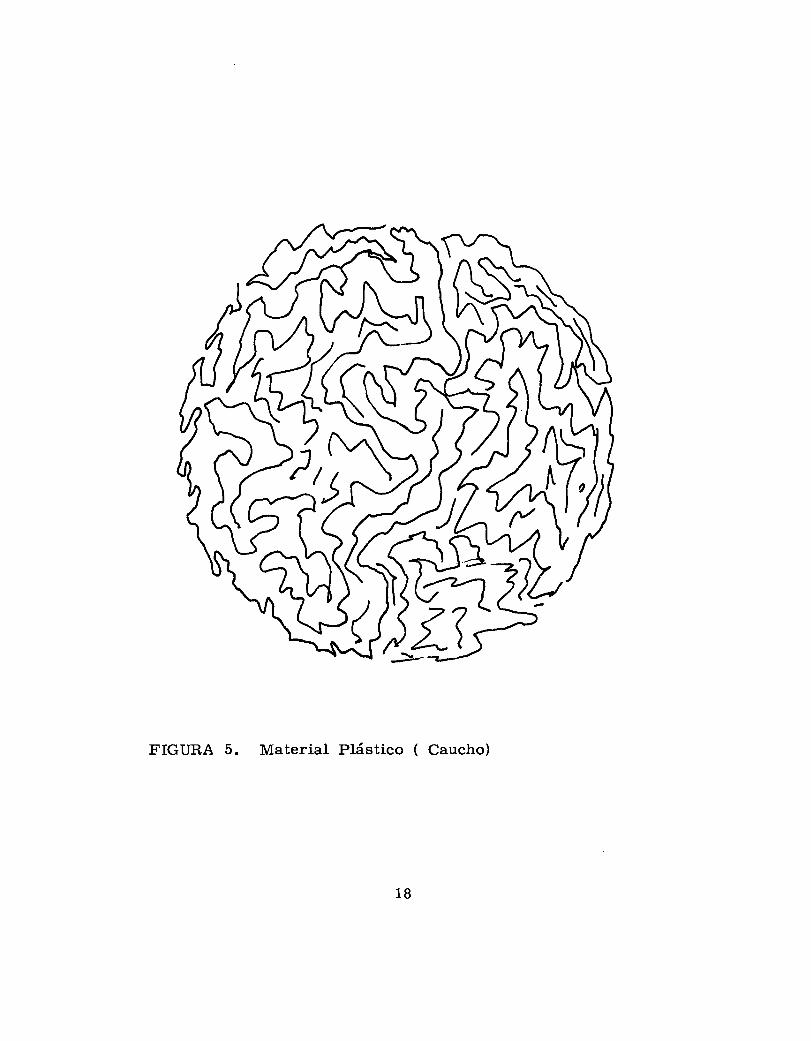
Por el contrario, si quedan en las cadenas lugares químicamente
activos, éstos se combinan en todas direcciones con los corres-
pondientes puntos activos de las cadenas vecinas, teniendo lugar
un entrelazado o entrecruzamiento en el espacio, Qu€, a medida
que va siendo mayor limita más Ia movilidad de las cadenas. Si
éstas uniones entre cadenas aisladas sólo existe en algunos si-
tios, aún puede desplazarse las cadenas entre sí, volviendo nue-
vamente a su antigua posición: el material es elástico como el
caucho (Ver Figura 5). Un entrelazado de este tipo tiene lugar
durante la vulcanízaciún del caucho, por ejemplo, en Ia que el
azufre adicionado forma entre las cadenas los llamados puentes
de azufre. En este sentido también algunos pIásticos son vulca-
nizables.
Si el entrelazado se hace más frecuente (hasta que al final cada
16
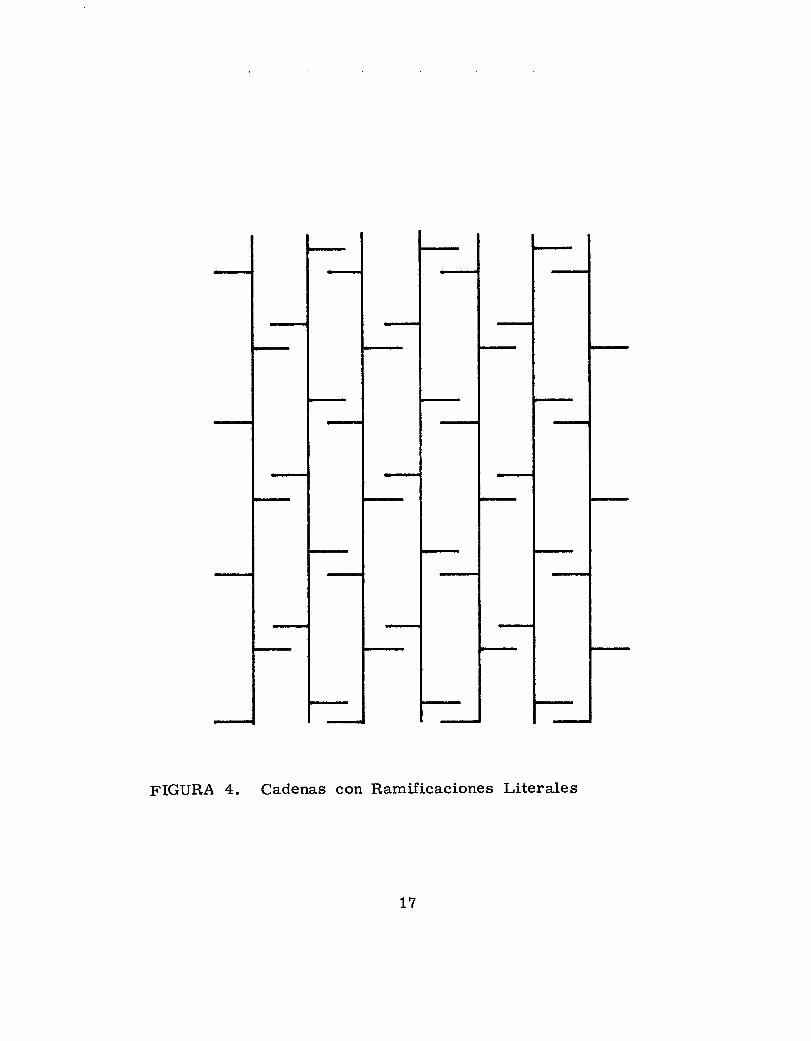
FIGURA 4. Cadenas con Ramificaciones Literales
t7
D}
k Kín ,J,
ffi'{8=t}
FIGURA 5. Material Plástico ( Caucho)
18
grupo molecular se une con las cadenas Vecinas), se tiene como
resultado un apuntalamiento del sistema a modo de armadura, en
eI que ya no es posible ningún tipo de desplazamiento ( Ver Figura
6). Estos plásticos entrecruzados en el espacio no pueden ya' por
1o tanto reblandecerse por el calor y dejan de ser termoplásticos;
puesto que estánttendurecidosrr, se les denomina termoestables o
también duroplásticos.
1.3 ALGUNAS PROPIEDADES DE LOS PLASTICOS
Muchas veges al concepto de tttermoplásticostt se contrapone eI
concepto de tttermoeláSticott, indicando que (a consecuencia del
entrecruzado\ durante el calentamiento no surge ningún estado
plásticos con cadenas fácilmente desplazables en la forma expues-
ta, ni de modo perm anente, sino más bien en forma que, (incluso
en eI calentamiento) al exterior, sóIo se observa Io que en mecá-
nica se llama deformación elástica. Los plásticos endurecidos
(entrelazados) son siempre en consecuencia, termoelásticos y pa-
san también, mediante esfuerzo mecánico y bajo influencia de la
temperatura (y del tiempo), desde un estado duroelástico a otro
más o menos blando-elástico. (Figura ?. )
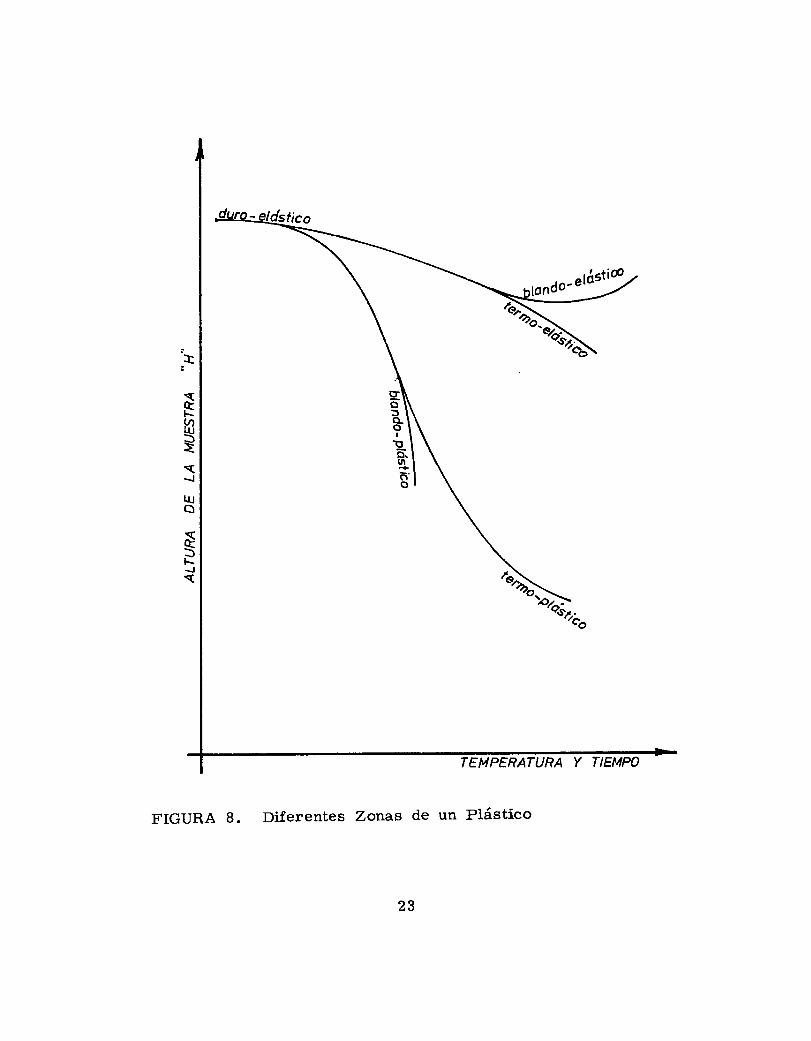
Los termoplásticos duros son también al principio duroelásticos,
pasando primero por calentamiento al estado blando y haciéndose
unr¡rnirtorJ tulunúrno ¡t¡ üctirlcat¿
0ePh trblioletu19
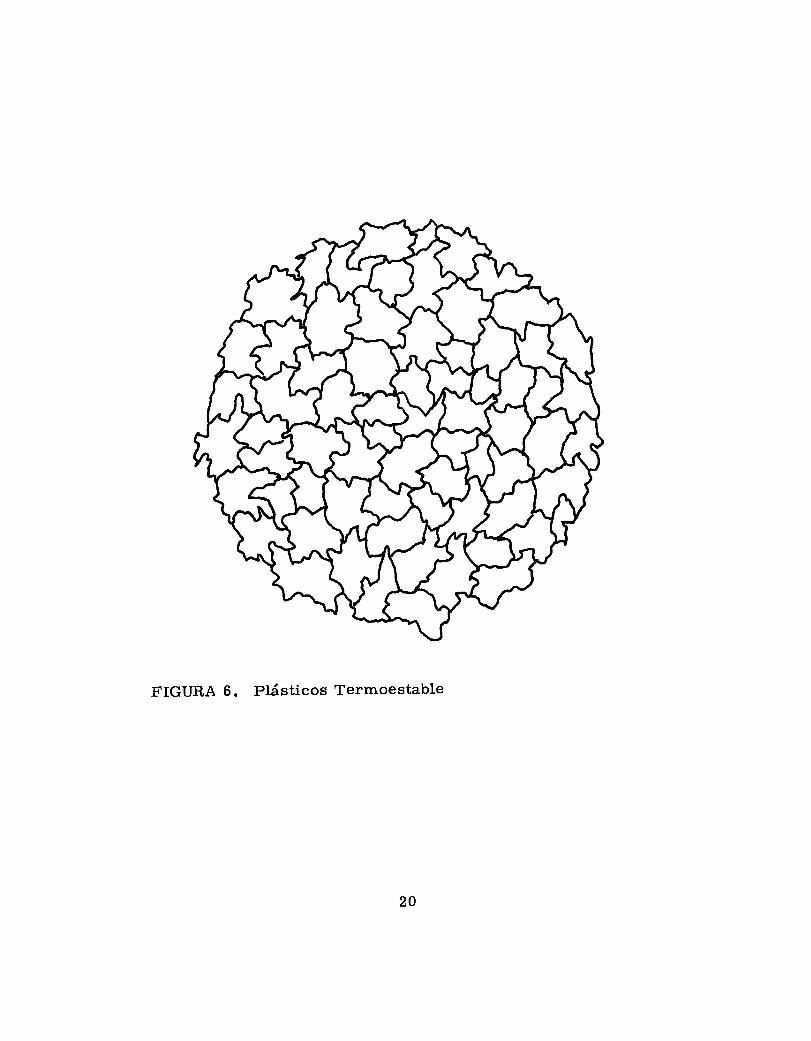
FIGURA 6. Plásticos Termoestable
20
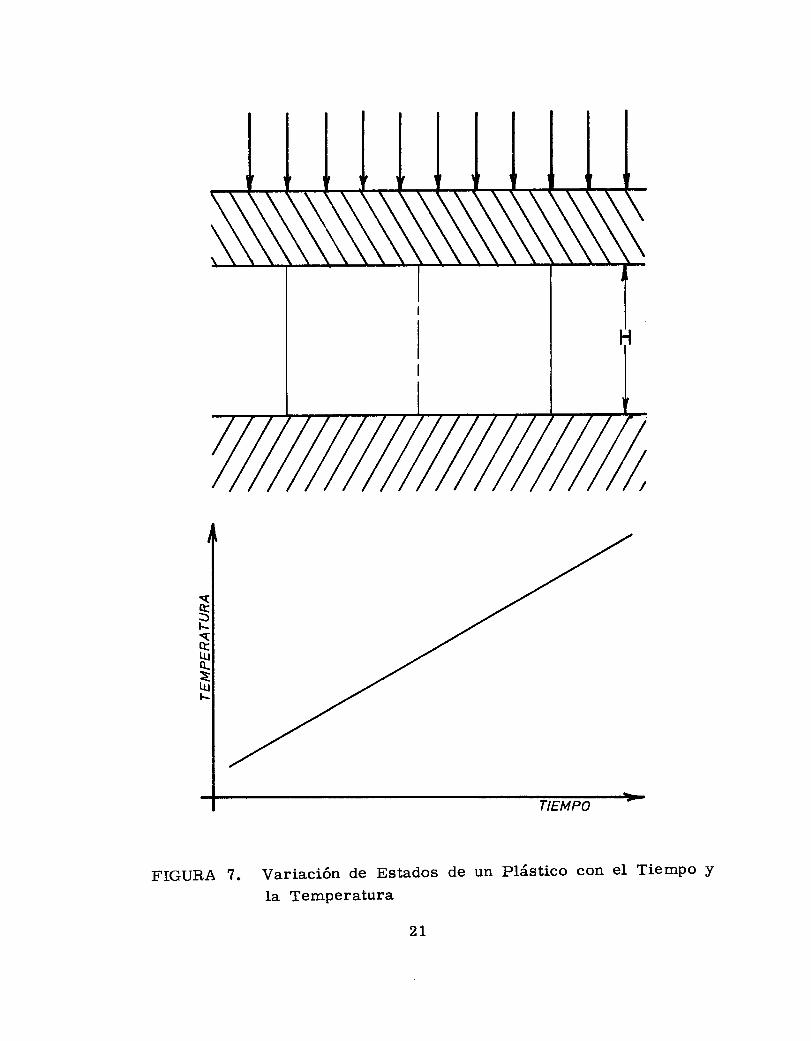
FIGURA 7. Variación de Estados de un Plástico con el Tiempo y
la TemPeratura
2t
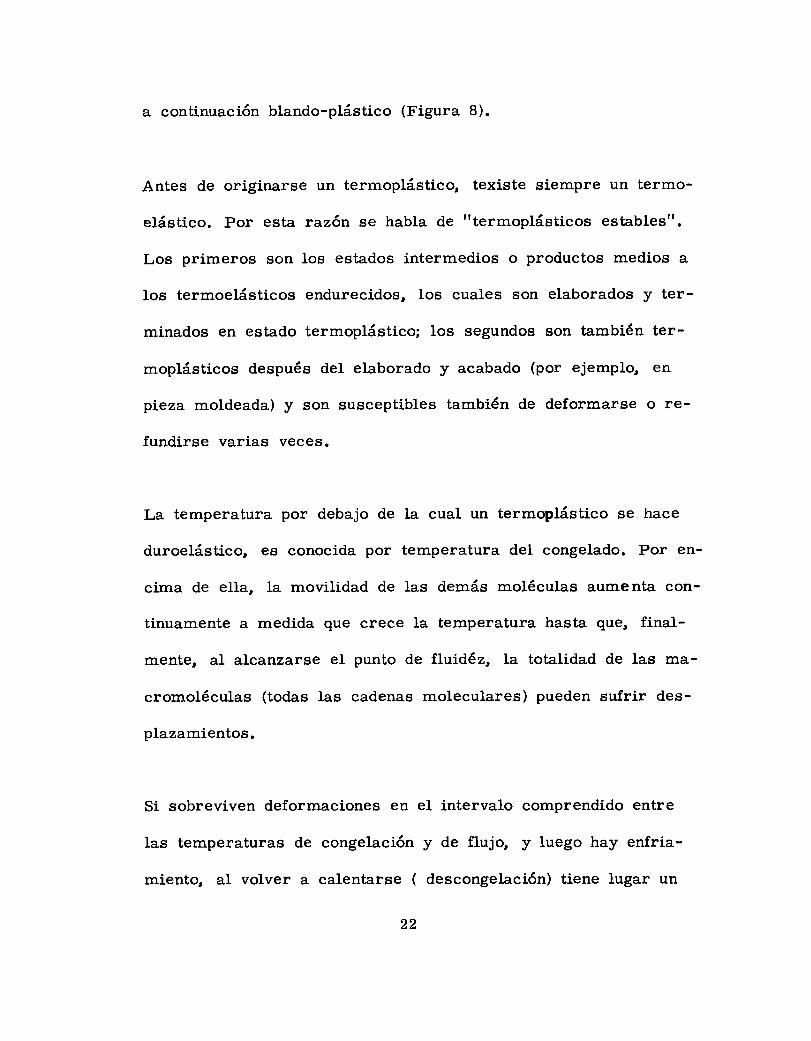
a continuación blando-plástico (Figura 8).
Antes de originarse un termoplástico, texiste siempre un termo-
elástico. Por esta raz6n se habla de "termoplásticos estables".
Los primeros son los estados intermedios o productos medios a
los termoelásticos endurecidos, los cuales son elaborados y ter-
minados en estado termoplástico; los segundos son también ter-
moplásticos después del elaborado y acabado (por ejemplo, en
pieza moldeada) y son susceptibles también de deformarse o re-
fundirse varias veces.
La temperatura por debajo de la cual un termoplástico se hace
duroelástico, es conocida por temperatura del congelado. Por en-
cima de eIIa, la movilidad de las demás moléculas aumenta con-
tinuamente a medida que crece la temperatura hasta que, final-
mente, aI alcanzarse eI punto de fluidé2, la totalidad de las ma-
cromoléculas (todas las cadenas moleculares) pueden sufrir des-
plazamientos.
Si sobreviven deformaciones en el intervalo comprendido entre
Ias temperaturas de congelación y de f1ujo, y luego hay enfria-
miento, al volver a calentarse ( descongelación) tiene lugar un
22
:¡
{|=qv)qx{-¡UJa
üaf,l\-¡{
TEMPERATURA Y TIEMPO
FIGURA 8. Diferentes Zonas de un Plástico
23
efecto de ttmemoriatt de Ia molécula, Ia cual tiende a volver a su
condición anterior (termo-recuperación). Por el contrario, las
deformaciones por encima de la temperatura de flujo son resis-
tentes al moldeo después de enfriar hasta Ia temperatura de re-
blandecimiento.
La conductividad térmica de las materias termoplásticas es extra-
ordinariamente baja, situándose según el tipo de material, de 300
a 4OO veces por debajo de los valores conocidos pera los meta-
Ies.
La mayor parte de todos los termoplásticos que se elaboran por
eI proceso de inyección poseen una baja estabilidad a la tempe-
ratura. La degradación molecular ligada a la disgregación produ-
ce una deducción de las propiedades de resistencia cuando el ma-
terial se somete a un calentamiento muy fuerte o se expone a
un tiempo demasiado largo a la temperatura normal de trabajo.
Esta circunstancia explica que no sea muy sencillo aumentar la
potencia de fLuidificación del cilindro de plastificación mediante
una elevación de temperatura, ya que el aumento de potencia con-
seguido de este modo tiene que producir en la zona inmediata de
Ia transmisión térmica una excesiva degradación molecular en
24
eI material y las piezas con él inyectadas muestran defectos cua-
litativos.
Debido a las malas propiedades de conductividad del material,
existe siempre el peligro de un sobrecalentamiento de la capa ex-
puesta directamente a la superficie calefactora, mientras que las
partes internas no han reblandecido aún.
1.4 MATERIALES TERMOPLASTICOS
En cuanto a su comportamiento en la elaboración, los distintos
tipos de material muestran diferencias demasiado grandes para
permitir una consideración desde el punto de vista de Ia forma
ideal. Por ello se han captado en forma general los requisitos
indicados a continuación, y hay que considerarlos, para cada ti-po concreto de material, desde eI punto de vista de la posibili-
dad de realización. No puede esperarse que todos los materiares
tengan las mismas propiedades de elaboraciór¡ pero de una masa
de inyección a elaborar en forma rentable se exige que cumpla
los siguientes requisitos:
25
1.5 FORMA DE SUMINISTRO
Las masas termoplásticas llegan en general aI mercado en forma
de granza. La forma y tatnaño de los diversos granos es distinta
según el tipo de material. La forma de suministro de Ia granza
viene determinada en primer lugar por las propiedades de elabo-
ración, pero puede ser influída también por consideraciones téc-
nicas de producción de los fabricantes; bajo eI aspecto de Ia bue-
na aptitud para la elaboración, tenemos en primer lugar requeri-
miento de una forma de suministro completamente pura, sin pe-
gajosidades de la gtanza. La forma y tamaño de los granos tie-
nen que ser ajustados para que garanticen una disgregación ter-
moplástica óptima teniendo en cuenta los diversos métodos para
plastificación propios del proceso. El volúmen aparente de apila-
do o vibración de la gran;za es de importancia para su elabora-
ción, no sólo en máquinas con dispositivos dosificador volumé-
trico. Es deseable aquí que Ia forma y tamaño de los granos sean
Io más constantes posibles y mantenga una relación que limite al
mínimo los espacios vacíos en eI volúmen aparente de caída. Fi-
nalmente Ia granza tiene que estar limpiamente cortada, sin pre-
sentar rebabas en Ia superficie de corte, que pueden conducir a
la formación de puentes en las tolvas de las máquinas de elabo-
26

ración, interrumpiendo así el flujo.
La superficie de Ia granza debe ser tal que, análogamente a las
propiedades higroscópicas de cada material, limite a un mínimo
soportable de absorción de humedad, incluso tras largo almace-
naje, Una fuerte absorción de agua produce un desarrollo de va-
por en el curso de la disgregación del material, €o el cilindro
de plástificación de Ia máquina, influyendo con ello en los resul-
tados de producción. Con muchos materiales sólo pueden conse-
guirse piezas útiles tras un intensivo secado previo de la granza.
La temperatura y tiempo de secado son variables y dependen del
tipo de producción y de la clase de material empleado. Desde Ia
estufa de secado hasta Ia tolva especial con dispositivo secador
incOrporadgs, Se encuentran en eI mercadO aparatOS desarrolla--
dos para un secado previo del material; es recomendable acudir
al asesoramiento de los fabricantes.
1.6 EXIGENCIAS RESPECTO AL MATERIAL
El material tiene que poder disgregarse, con ayuda de los dis-
positivos de uso general, y a temperatura situada dentro de Ia
zona realizable en una fusión plástica homogénea que garantice
27
eI llenado uniforn:e de las cavidades del molde. La masa de in-
yección tiene que comportarse de forma muy estable respecto a
las ir¡fluencias térmicas y no presentar síntomas de descomposi-
ción química de ningún tipo durante el O"o.""o de elaboración.
Tales fenómenos pueden presentarse en Ia forma más diversa; los
más frecuentes son debidos a un excesivo esfuerzo térmico del ma-
terial.
Si la masa de inyección es sometida a temperaturas excesivas
dentro del cilindro calefactor ó, debido a una avería en el curso
de Ia producción, se dilata excesivamente el tiempo de permanen-
cia del material en el cilindro a temperatura normal. Se presen-
ta en los plásticos de reducida estabilidad térmica, los fenómenos
de descomposición antes citados, conocidos en la práctica como
quemado. -Estos síntomas se manifiestan en la pieza inyectada en
forma de traguastt o bien modüican completamente eI color de la
pieza, impidiendo su posible utilización. .En los tipos de material
transparente o claros se evidencian con mayor claridad estos fenó-
menos.
Otras formas de insuficiente estabitidad térmica del material se
manifiestan en Ia separación de componentes químicos que tienen
28
a menudo carácter agresivo y atacan eI cilindro y el molde. Pue-
den formarse también vapores nocivos, que hacen una elaboración
problemática por su mal olor o por Ia irritación de las vías res-
piratorias o }a piel del personal de servicio.
Muchas veces se agregan ingredientes a Ia masas de inyecciÓn
para modificar su color o mejorar sus propiedades de resisten-
cia o elaboración, como colorantes, plastificantes, dispersantes
para intensificar Ia adhesión del pigmento de colorantes , Iubri-
cantes y similares. Como es natural, hay que exigir a todos es-
tos aditivos la misma estabilidad térmica que el plástico.
El material tiene que estar además exento de componentes que
se volaticen en el curso de Ia elaboración; al agregar plastifican-
tes ha de mantenerse su porcentaje dentro de ciertos límites.
No corresponde aI propósito de este proyecto considerar en de-
talle la amplia escala de materias termoplásticas corrientes en
el mercado y sus particularidades técnicas de elaboración. Indi-
caremos aquí que sobre este tema existen una serie de publica-
ciones y que Ia industria de materiales básicos, informa a los
interesados en sus productos mediante impresos especiales sobre
Univcnidnd ü¡le¡61¡" f ; Ottidrntt
Oe¡)to $'ir':'"' ¡
29
sus propiedades de elaboración.
A continuación relacionaremos algunos de tos plásticos con las
particularidades más sobresalientes. También se presentan en el
apéndice A las Figuras A-1 a Ia A-15 donde apreciaremos la va-
riación de temperatura contra recorrido, recomendada en la in-
yección ó extrusión de cada uno de ellos.
Se ha elaborado la Tabta A-1 que muestra las propiedades tér-
micas de los plásticos y que se pueden consultar en el mismo
apéndice.
T.7 ACETATO DE CELULOSA
Nombres comerciales: por ejemplo Ecaron, Cellidor A.
Color y aspecto del material corriente en eI mercado:
Masa granulada con diverso contenido en plastificantes, transpa-
rente, incoloro y coloreado en todas las tonalidades. Su aspec-
to es córneo.
Propiedades generales del producto acabado:
Elevada tenacidad, apropiado para piezas con inserciones metá-
30
licas ; tacto agradable, poca sensibilidad al sudor y a las raspa-
duras; buen brillo, atrae poco aI polvo, estable aI sonido. Esta-
bilidad de forma limitada por influencia de humedad y calor.
Ejemplos de aplicación (proceso de inyección):
Artículos de moda (botones, peines, artículos de tocador), obje-
tos de uso (monturas para gafas, mangos para herramientas y
cubiertos, guarniciones para muebles), revestimientos de volan-
tes, juguetes, tacones para zapatos de señora, accesorios eléc-
tricos, artículos de escritorio; cajas para aparatos domésticos,
de radio y fonográficos.
Temperatura de uso permanente sin deterioros, máximo 60-8fC.
Estabilidad frente a productos químicos:
Estable frente a beneina, aceites y grasas. Condicionalmente es-
tables frente a alcoholes, benzol. Inestable frente a ácidos, áI-
calis, esteres, acetonas, éteres, hidrocarburos, clorados carbu-
rantes.
Comportamiento y olor al aplicar la llama:
Sigue ardiendo, aI separarla con llama verde-amarillenta, chis-
porrotea y gotea.
31
Olor: A ácido acético (picante) y a papel quemado.
Para la construcción de moldes hay que tener en cuenta una con-
tracción de 0,5 a 0,751o.
1. 8 A CETOBUTIRA TO DE CELULOSA
Nombres comerciales: Por ejemplo, Cellidor B.
Color y aspecto del materia corriente en eI mercado:
En granos transparentes y opacos de todas las tonalidades. As-
pecto córneo.
Propiedades generales del producto acabado:
Buena resistencia mecánica; resistencia al calor y }a humedad,
muy resistente a Ia intemperie. Buena lisura superficial, sin ten-
dencia a formar grietas. Apropiado para Ia inyección con inser-
ciones metálicas, incluso grandes. Estable al sonido. Reducida
carga electrostática (poca atracción aI polvo).
Ejemplos de aplicación (proceso de inyección):
Volantes y revestimientos para volantes, piezas para aspiración
de polvo, guarniciones para muebles, asas para maletas, panta-
llas de televisión, mangos de herramientas, aparatos eléctricos,
cuadros de mandos.
32
Temperatura de uso no perjudicial, máximo ?OoC.
Estabilidad frente a productos químicos:
Estable a ácidos débiles, álca1is débiles, bencina, aceites y gra-
sas. Condicionalmente estable a alcoholes. Inestable frente a áci-
dos concentrados álcalis concentrados, ésteres, hidrocarburos clo-
rados, henzol, carburantes.
Comportamiento y olor aI aplicar Ia llama:
Sigue ardiendo tras separarla; Ilama de tipo amarillento y gotea.
Olor: A ácido butírico (rancio) y a papel quemado.
Tiempo de secado (secado previo) 2 horas a ?o-80oc.
Para la construcción de moldes hay que contar con una contrac-
ción de 0,4 y 0,7%.
1. 9 ETILCELULOSA
Nombre s comerciales: Por ejemplo, Trolit AE.
Color y aspecto de1 material corriente en el mercado:
Masas granuladas en colores opacos claros y oscuros. Aspecto
cóneo.
33
Propiedades generales del producto acabado:
Tenacidad especialmente alta, pero reducida estabilidad de forma
al calor.
E jemplos de aplicación (proceso de inyección):
Bobinas de hilatura, circumprensados para volantes, auriculares
telefónicos, correderas para paraguas plegables.
Temperatura de uso permanente no perjudiciar, máximo 66oc.
Estabilidad frente a productos químicos:
Estable frente a ácidos débiles y álcalis débiles.
Condicionamiento estable frente al alcohol.
rnestable frente a ácidos concentrados, álcalis concentrados, és-
teres, bencina, benzol.
Comportamiento y olor al aplicar la llama:
Sigue ardiendo al separarla, llama amarillene.
Olor: Principalmente a papel quemado.
Para la construcción de moldes hay que contar con una contrac-
ción comprendida entre eI 0,4 y eI 0,7%.
34
1. 10 POLIESTIRENO (Normal)
Nombres comerciales: Por ejemplo, polystirol III, VI, EF, o
también Ve tyren D, 10.
Color y aspecto del material corriente en eI mercado:
Pasas granuladas uniformes (forma cilíndrica, prismática o es-
férica); transparente y coloreado hasta opaco.
Propiedades generales del producto acabado:
Gran rigidéz y exactitud de medidas, valores dieléctricos favo-
rables, resistente a la humedad y estable al agua, insípido e ino-
doro; tiende a formar grietas.
Ejemplos de aplicación: (proceso de inyección):
Elementos constructivos y piezas aislantes con pocas pérdidas
para Ia técnica eléctrica y de telecomunicaciones, objetos domés-
ticos, juguetes y artículos publicitarios, de bisutería, botes y
pequeños racipientes.
Temperatura de uso permanente no perjudicial, máximo 60-?fC.
Estabilidad frente a productos químicos:
Estable frente a ácidos y átcalis, alcohol, aceite mineral.
35
Condicionamiento estable frente a aceites y grasas animales y
vegetales. Inestable frente a ésteres, acetonas, étres, hidrocar-
buros clorados, benzol, bencina, carburantes.
Comportamiento y olor aI aplicar Ia llama:
Sigue ardiendo tras separarla; llama brillantes, fuerte formación
de hollín.
Tiempo de secado (previo), 1 a 3 horas a temperatura entre 60
y adc.
Para la construcción de moldes hay que contar con una contrac-
ción entre 0, 4 y Or 6%.
1. 11 POLIESTIRENO (Anticatórico)
Nombres comerciales: Por ej emplo Polystyrol 51, EH, Vestycron
N, S.
Color y aspecto del material corriente en el mercado:
Granza transparente y opaca, en cualquier tonalidad (color natu-
ral generalmente amarillento).
Propiedades generales del producto acabado:
36
Estabilidad de forma al calor especialmente alta. Estabilidad de
dimensiones y frente a Ia humedad, buenas propiedades dieléstri-
cas reducidas tendencia a formación de grietas; insípido e inodoro.
Ejemplos de aplicación (proceso de inyección):
Objetos de uso donde están sometidos a esfuerzos térmicos (vaji-
llas y tazas, cubiertos para servir, botes para nevera), artículos
electrodomésticos y electrotécnicos, artículos de moda.
Temperatura de uso permanente sin perjuicios, máximo ?0-9fC.
Estabilidad frente a productos químicos:
Estable frente a 'acidos débiIes, bencina, aceites y grasas. Con-
dicionalmente estable frente a álcalis concentrados, alcohol, éter,
carburantes. Inestable frente a ácidos concentrados, ésteres, ce-
tonas, hidrocarburos, clorados, benzol.
Comportamiento y olor aI aplicar la llama:
Sigue ardiendo tras separarla; Ilama luminosa huerte formación
de holIín.
OIor: dulzaino, similar aI de la goma.
Para Ia construcción de moldes hay que contar con una contrac-
ción de 0, 5 a 0,61o.
37
t.l2 POLIESTIRENO (Antichoque)
Nombres comerciales: Por ejemplo, Polystyrol EF, Vestycron 540,
550, 55 1, 560, 57 t .
Color y aspecto del material corriente en eI mercado:
Gtanza en colores opacos.
Propiedades del producto acabado:
Alta rigidé2, buenas propiedades dieléctricas; resistente aI cho-
gu€, duro y tenaz; poca tendencia a la corrosión por tensiones,
por 1o que es apreciado para inserción de piezas, insípido e ino-
doro.
Ejemplos de aplicación (proceso de inyección):
Cajas de teléfono, radio y televisión, puertas y piezas para ne-
veras, cajas e instalaciones, interruptores, cubiertos, vasos, ju-
guetes, embalajes.
Temperatura de uso permanente sin perjuicio, máximo ?OoC.
Estabitidad frente a productos químicos:
Estable frente a ácidos débiIes, álcalis débiles; condicionalmen-
te estables frente a ácidos concentrados, alcoholes, álcalis con-
38
centrados, aceites y grasas. Inestable frente a ésteres, cetonas,
éter, hidrocarburos, benzol, bencina, carburantes.
Comportamiento y olor aI aplicar Ia llama:
Sigue ardiendo tras separarla; llama luminosa con fuerte forma-
ción de hollín. Olor dulzaino, también parecido a goma o áspero.
Para Ia construcción de moldes hay que contar con una contrac-
ción entre eI 0,4 y O,6lo.
1. 13 MASAS SAN (Copolímero estireno-acrilonítrilo).
Nombres comerciales: Por ejemplo Luran, Vestoran.
Color y aspecto del material corriente en el mercado
Granulado incoloro, tonos transparentes y opacos.
Propiedades generales del producto acabado:
Dureza, tenacidad, resistencia a Ia raspaduras y
Ias superficies; muy estable al clima, intemperie
to. Fisiológicamente inicuo.
aI
v
desgaste de
envejecimien-
Ejemplos de aplicación (proceso de inyección :
Cajas y diversas piezas de aparatos de oficina y domésticos,
39
aparatos de radio y televisión, aparatos de registro y reproduc-
ción de sonido, artículos domésticos y vajillas de calidad.
Temperatura de uso permanente sin perjuicio, máximo gfC.
Estabilidad frente a productos químicos;
Estabilidad frente a agua caliente y disolventes orgánicos, así
como álcalis débiles, ácidos, aceites y grasas, Inestabilidad fren-
te a ácidos concentrados, hidrocarburos, clorados, ésteres y
éteres.
Comportamiento y olor al aplicar la llama:
Sigue ardiendo tras separarla, y produciendo mucho hollín.
Olor: áspero, similar aI caucho.
Para la construcción de moldes hay que contar con una contrac-
ción comprendida entre eI 0, 4 y eL 0,6%.
L.L4 MASAS ABS (Acrilonitrilo-Butadieno-Estireno).
Nombres comerciales: Por ejemplo, Novodur W, W-20, H; Lus-
tran I, Vestodur.
Color y aspecto del material corriente en el mercado:
40
Granza en tonos opacos (color natural: amarillo-cremoso, opaco).
Propiedades generales del producto acabado:
Tenacidad, gran resistencia, rigidéz y dureza; estable al sonido
(sin resonancia); muy estable al clima, intemperie y envejecimien-
to; buenas propiedades dieléctricas; fisiológicamente inocuo.
Ejemplos de aplicación (proceso de inyección):
Piezas para elementos de ra industria automotriz, cajas y diver-
sas piezas para máquinas de oficina, teléfonos, aparatos domés-
ticos y de cocina, recipientes de transporte, revestimientos y
piezas especiales para aparatos de radio y televisión, como tam-
bién magnetofónicos y juguetes.
Temperatura de uso permanente sin perjuicios, máximo gOoc.
Estabilidad frente a productos químicos:
Estable frente a áIcalis, ácidos débiles, bencina, aceites y gra-
sas. Inestabre frente a ácidos concentrados, hidrocarburos, clo-
rados, ésteres, cetonas, éteres.
Comportamiento y olor aI aplicar la llama:
Sigue ardiendo tras separarla, Ilama luminosa con fuerte forma-
ción de hoIlfn. olor dulzaino, también similar al de la goma o
áspero.
4t
Para Ia construcción de moldes hay que contar con una contrac-
ción del orden del 0, 4 aI O,6%.
1. 15 POLIMETIL.METACRILA TO
Nombres comerciales: Por ejemplo, Plexigum, Resarit.
Color y aspecto del material corriente en el mercado:
Masas granuladas, transparentes y en todas las tonalidades.
Propiedades generales del producto acabado:
Alta resistencia mecánica, dureza superficial, estabilidad a la
intemperie, transparencia como el vidrio.
Ejemplos de aplicación (Proceso de inyección):
Elementos de construcción para Ia técnica óptica y de ilumina-
ción (Ientes), cubierttas de focos luminosos, etc. ), estilográficas,
piezas de moda y técnica, vidrios para gafas y relojes, teclas
para máquinas de escribir e instrumentos musicales, carlingas
de aviación, escalas.
Temperatura de uso permanente sin perjuicios, máximo gOoC.
Estabilidad frente a productos químicos:
42
-Estable frente a ácidos débiles, álcalis, benzol, aceites y grasas.
c ondicionalmente estable frente aI alcohol. Inestables frente a
ácidos concentradoS, álcalis concentrados, ésteres, acetonas, éte-
res, hidrocarburos clorados, bencina, carburantes.
Comportamiento y olor al aplicar Ia llama:
Sigue ardiendo tras separarla, llama luminosa con chisporroteo.
Olor típico a frutas.
Tiempo de secado previo: de 8 a 10 horas a una temperatura
comprendida entre los ?0 y tos 10OoC.
Para Ia construcción de moldes hay que contar con una contrac-
ción de 0,4 Y 0,7to.
1. 16 POLIVINIL-CARBAZOL
Nombres comerciales: Por ejemplo, Luvican M-170
color y aspecto del material corriente en el mercado:
Masa granulada, granza, suminiStro preferentemente en coloreS
naturales, gris a verde oliva, opaco.
Propiedades generales del producto acabado:
43
E stabilidad al calor extraordinariamente elevada, destacadas pro-
piedades dieléctricas; rígio-quebradizo.
E jemplos de aplicación (proceso de inyección):
Para piezas de aislamiento eléctrico sometidas a altas cargas
térmicas en eI sector de la técnica de la alta frecuencia.
Temperatura de uso permanente sin perjuicio, máximo 1?OoC.
Estabilidad frente a productos químicos:
Estable frente a ácidos y áIcalis, alcohol, ésteres, bencina.
Inestable frente a benzol.
Para Ia construcción de moldes hay que contar con una contrac-
ción del orden del 0,6fl0.
L . L7 POLICA RBONA TO
Nombre comercial: Por ej emplo, Makrolon, Lexan.
Color y aspecto del material corriente en el mercado:
Granza de grano uniforme, colores naturales (transparente in-
coloro y ligeramente amarillento) y coloreado.
Propiedades generales del producto acabado:
AIta resistencia mecánica dentro de un amplio campo de tempe-
44
raturas, alta estabilidad de dimensiones al calor, buenas propie-
dades dieléctricas, estabilidad aI envejecimiento; reducida absor-
ción de agua.
Ejemplos de aplicación {proceso de inyección):
Piezas de aislamiento y cobertura de gran tenacidad y gran es-
tabilidad de forma aI calor para la técnica de iluminación, in-
dustria eléctrica y del automóvil; aparatos esterilizables para
uso médico, cascos de seguridad, objetos con elevadas exigen-
cias para uso domésticos y diario (vajillas), Ientes ópticos, ca-
Jás, núcleos de bobinas, recubrimientos de cajas de conmutación.
Temperatura de uso continuado sin perjuicio, máximo tgfC.
Estabilidad frente a productos químicos:
Estabilidad frente a ácidos concentrados, áIcalis débiles.
Inestable frente a áIcalis concentrados, cetonas, éteres, hidro-
carburos clorados, benzol, larga permanencia en agua hirvien-
do.
Comportamiento y olor aI aplicar la llama:
Arde en presencia de la llama, s€ extingue fuera de ella car-
bonizándose Ia parte afectada; la llama es luminosa con forma-
ción de hollín.
45
Olor: semejante aI Fenol.
Tiempo de secado previo: de 8 a 12 horas a temperatura de
tzo-tsfc.
Para la construcción de moldes hay que contar con una contrac-
ción comprendida entre O,4 y un 0r8lo.
1.18 CLORURO DE POLMNILO (PvC-rígido)
Nombres comerciales: Por ejemplo, Trosiplast, Vestolit, Vino-
flex, Hostalit, PVC.
Color y aspecto del material corriente en eI mercado:
Polvo fino o granza, colores desde transparentes claros hasta
opacos.
Propiedades generales del producto acabado:
Buena resistencia, dureza y tenacidad; resistencia frente a he-
rrumbre y comosión; buenas prpiedades dieléctricas; difícil-
mente combustible.
Ejemplos de aplicación (proceso de inyección);
Accesorios y valvulería, piezas de bombas, discos, juntas, pie-
zas para aislamiento eléctrico, cubetas para revelado fotográ-
46
fico, elementos para aparatos domésticos y máquinas de oficina.
Temperatura de uso permanente no perjudicial, máximo ZdoC.
Estabitidad frente a productos químicos:
Estable frente a ácidos y áIcalis, alcohol, bencina, aceites y
grasas. Inestable frente a ésteres, cetona, éter, hidrocarburos
clorados, benzol, carburantes.
Comportamiento y olor al aplicar la llama: Arde en la llama,
se extingue fuera de ella y se carboniza; llama verde en los
bordes y es chisporreante. El olor desprendido es irritante, co-
mo el ácÍdo clorhídrico.
Para la construcción de moldes hay que contar con una contrac-
ción de 0,4 y O,5lo.
1.19 CLORURO DE POLIVINILO (PVC Posclorado)
Nombres comerciales: Trosiplast C, Solvitherm, Hitemp geon,
CPVC.
Color y aspecto del material corriente en eI mercado:
Principalmente en forma de granza, preparaciones especiales
en forma de polvo, diversos tonos opacos.
47
Propiedades generales del producto acabado:
Elevada estabilidad de forma hasta 10fC., buena resistencia,
dureza y tenacidad; resistencia frente a herrumbre y coruosión;
buenas propiedades dieléctricas; difícilmente combustible.
Ejemplos de aplicación (proces o de inyección):
Accesorios para tubería de desague y tubos de presión, cuer-
pos de relleno para torres de lavado, cajas de conmutación eléc-
trica, cajas de derivación, válvulas y elementos para montaje
de instalaciones químicas, piezas galvanotécnicas.
Temperatura de uso permanente, máximo gfc.
Estabilidad frente a productos químicos:
Estable frente a ácidos , áIcalis, alcoholes, bencinas, aceites
y grasas. Inestable frente a éter, benzoles, hidrocarburos clo-
rados, ésteres, cetonas.
Comportamiento y olor al aplicar la llama:
Arde con llama calorífica, luminosa y chispeante, con olor
irritante a ácido clohídrico; se extingue fuera de Ia llama.
Para la construcción de moldes hay que contar con una contrac-
ción de 0, 5 a O,60/0.
q8
L.20 CLORURO DE POLIVINILO (PvC-Flexible)
Nombres comerciales: Trosiplast, Coroplast, Vestolit.
Color y aspecto del material corriente en el mercado:
Plaquitas cilíndricas o cubos (de unos 3 mm), incoloros o colo-
reados en forma transparentes u opacos.
Propiedades generales del producto acabado:
Muy elástico, carácter semejante a la goma; debido a los efec-
tos del plastificante no es apropiado para embalajes de produc-
tos alimenticios.
Ejemplos de aplicación (proceso de inyección):
juntas, elementos de amortiguación en Ia construcción de ra-
dios y teléfonos, pies para aparatos, juguetes, piezas para ins-
talaciones, mandos de vehículos, botas, zapatos, sandalias, sue-
las.
Temperatura de uso permanente sin perjuicio, máximo ?dC.
Estabilidad frente a productos químicos:
Estable frente a ácidos, áIcalis débiles, condicionalmente esta-
ble frente a ácidos y átcalis concentrados, aceites y gradas.
Inestable frente a a1cohol, éster, acetonas, éteres, hidrocarbu-
49
ros, clorados benzol, bencina, carburantes.
Comportamiento y olor al aplicar la llama:
Sigue ardiendo en parte aI separar la llama (según el plastifi-
cante). Llama luminosa.
OIor: a ácido clorhídrico (irritante), olor a plastificante.
Para Ia construcción de moldes hay que tener en cuenta una
contracción entre 1,5 Y 3,Ofo.
L.2T POLIAMIDA
Nombres comerciales: Ultramid A, B, BIVi, S; Durethan BK,
Trogamid T.. Yestamid.
Color y aspecto del material coruiente en eI mercado:
Masas granuladas en colores naturales (blanco amarillento),
opaco coloreado. Aspecto córneo.
Propiedades generales del producto acabado:
-E1evado alargamiento y tenacidad, bajos coeficientes de frota-
miento, resistencia al desgaste, buena estabilidad de forma al
calor, alta capacidad de absorción de agua, buena capacidad de
vaporización; se torna quebradizo aL secarse.
50
Ejemplos de aplicación (proceso de inyección):
Piezas técnicas de todo tipo (cajas, hélices para navegación, pa-
ra ventiladores, piezas de valvulería, recipientes de transporte
empuñaduras de puertas), engranajes, cojinetes, cajas de roda-
mientOS, elementOS de embragues, cascos prOtectoreS, aparatos
médicos.
Temperatura de uso permanente sin perjuicio, máximo lloPc.
Tiempo de secado previoz 2 a 3 horas a 60-85oC.
Estabilidad frente a productos químicos:
Estable frente a áIcalis débiles, alcohol, ésteres' éteres, hi-
drocarburOS clOrados, benzOl, bencina, carburanteS, aceiteS y
grasas. Inestable frente a ácidos, álcalis concentrados.
Comportamiento y olor aI aplicar Ia llama
Sigue ardiendo tras separar la llama, siendo esta azulada con
borde amarillo, gotea con burbujas y forma hilos como lacre de
se1lar. OIor similar aI cuero quemado.
Para la construcción de moles hay que contar con una contrac-
ción de 1, 0 a 2,5T0.
51
T.22 POLIURETANO
Nombres comerciales: Durethan U, Ultramid U.
Color y aspecto del material corriente en el mercado:
Masas granuladas en color natural (incoloro opaco) y coloreado.
Propiedades generales del producto acabado:
Alta resistencia y exactitud de medidas. También resistente'
a Ia tracción, aI desgaste y aI desgarre. Buenas propiedades
dieléctricas. Baja absorción de agua.
Ejemplos de aplicación (proceso de inyección):
Objetos de uso y piezas técnicas con elevadas exigencias en
cuanto a resistencia y exactitud de medidas. Piezas para lava-
doras, para aislamiento eléctrico, para aspiradoras de polvo,
cojinetes y engranajes resistentes aI desgaste, juguetes, juntas.
Temperaturas de uso peramente sin perjuicio, máximo gfC.
Estabilidad frente a productos químicos: Estable frente a álca-
lis, ácidos débiles, ésteres, éteres, benzol, bencina, carburan-
tes, aceites y grasas. Condicionalmente estables frente aI alco-
hol, acetonas, hidrocarburos clorados. Inestable frente a ácidos
concentrados.
52
Comportamiento y olor al aplicar la llama:
Sigue ardiendo tras separarla. Llama azulada con borde amari-
llento, gotea con burbujas y forma hilos como el lacre de sellar.
OIor desagradable e irritante.
Para la construcción de moldes hay que contar con una contracción
de 0,9 a l,0lo.
L.23 POLIETILENO DE BAJA PRESION (High Density)
Nombres comerciales: Hostalen, Vestolen A.
Color y aspecto del material corriente en el mercado:
Masas granuladas, en granza, Incoloro opaco (lácteo y en todas
Ias tonalidades transparentes y opacas. Tacto semejante a Ia ce-
ra.
Propiedades generales del producto acabado:
Alta rigidé2, estabilidad de forma; buena dureza superficial; des-
tacadas propiedades dieléctricas. Insípido e incoloro, resistencia
a la ebullición y esterilizable.
Ejemplos de aplicación (proceso de inyección)¡
Utencilios domésticos (fuentes, cubos, barreños, tinas); jugue-
tería, recipientes de transporte, botellas, piezas para alta fre-
53
cuencia, aparatos médicos, artículos técnicos, cajas.
Temperatura de uso permanente sin perjuicio, máximo 1O5oC.
Estabilidad frente a productos químicos:
Estable frente a ácidos y átcalis, alcohol. Condicionalmente
estable frente a ésteres, acetonas, éteres, aceites y grasas.
Comportamiento y olor al aplicar la llama:
Sigue ardiendo tras separarla. Llama luminosa con núcleo azul
gotea. OIor a parafina, velas de estearina.
Tiempo de secado previo de '1 a 1, 5 horas a 65oC.
Para la construcción de moldes hay que contar con una contrac-
ción comprendida entre 2,0 y 4,Olo.
L.24 POLIETILENO DE ALTA PRESION (Low Density)
Nombres comerciales: Lupolen H; Trolen 200.
Color y aspecto del material corriente en el mercado:
Masa granulada, en granza. Incoloro opaco (lechoso) y en los
tonos de color transparente y opaco. Tacto semejante a la ce-
ra.
54
Propiedades generales del producto acabado:
Alta flexibilidad, buena resistencia térmica, baja dureza super-
ficial; muy buenas propiedades dieléctricas. Insípido a inodoro.
Ejemplos de aplicación (proceso de inyección):
Recipientes domésticos (fuentes, cubos y similares), juguetes,
flores artificiales, recipientes de embalajes, frascos flexibles,
aparatos médicos, piezas para alta frecuencia.
Temperatura de uso permanente sin perjuicios, máximo gfC.
Comportamiento frente a productos químicos:
Estable frente a ácidos y álcalis, alcohol. Condicionalmente es-
table frente a ésteres, cetonas, éteres, aceites y gradas. Ines-
table frente a hidrocarburos clorados, benzol, bencina, carbu-
rantes.
Comportamiento y olor al aplicar la llama:
Sigue ardiendo tras separar la llama, siendo esta luminosa con
núcleo azul, gotea. Olor a parafina, velas de estearina.
Tiempo de secado previo de 1 a 1.5 horas a 65oC.
Para Ia construcción de moldes hay que contrar con una contrac-
ción de 1,5 a 3,01o.
55
L.25 POLITRIFLUORCLOROETILENO
Nombres comerciales: Hostaflon C.
Color y aspecto del material corriente en el mercado:
Granulado de diversas tonalidades, incoloro hasta oscuro.
Propiedades generales del producto acabado:
Estabilidad química y térmÍca especialmente elevada. Gran re-
sistencia y dureza, .ffiüy buenas propiedades de deslizamiento.
Buenas propiedades dieléctricas. Fisiológicamente inicuo. No
inflamable.
Ejemplos de aplicación (proceso de inyecciónl;
Piezas para construcción de aparatos -especialmente químicos-,
váIvulas, llaves, rodamientos y. vías de deslizamiento. ruedas
matrices, juntas para pistonesj juntas, accesorios para apara-
tos eléctricos.
Temperatura de uso permanente sin perjuicio, máximo 2OOoC.
Estabilidad frente a productos químicos:
lVruy resistente frente a todos los productos químicos.
comportamiento y olor al aplicar Ia llama: No arde ni carboni-
56
z&, OIor ácido clorhídrico (irritante).
Para Ia construcción de mddes hay que contar con una contrac-
ción de 1, 9 a 2,01o.
L,26 POLIPROPILENO
Nombres comerciales: Hostalen PPH, Luparen, Vestolen P.
Color y aspecto del material corriente en eI mercado:
Masa granulada, incolora opaca y teñida, transparente y oscura.
Propiedades generales del producto acabado:
Elevada estabilidad de forma aI calor, resistencia a Ia tracción
y aI choque, ñgídé2. Buena dureza superficial; sin tendencia a
la corrosión por tensiones. Esterilizable hasta tZOoC. Práctica-
mente sin absorción de agua. Se hace quebradizo a temperaturas
inferiores a fC.
Ejemplos de aplicación (proceso de inyección) :
Recipientes y objetos de uso (cubos, fuentes, barreños, bidones,
frascos), juguetería, artículos para mecánica fina y aparatos
eléctricos, cascos protectores, tacones para zapatos de señora.
Temperatura de uso permanente sin perjuicio, máximo 130oC.
57
Comportamiento frente a productos químicos:
Estable frente a ácidos débiles, álcalis débiles. Condicionalmen-
te aI alcohol, ésteres y acetonas. éteres, aceites y grasas.
Inestable frente a ácidos concentrados, hidrocarburos clorados,
benzol, bencina, carburantes.
Comportamiento y olor al aplicar la llama:
sigue ardiendo al separarla; llama luminosa con núcleo az:uL, gotea.
OIor a resina o débil a parafina.
oTiempo de secado previo de 1 a 1.5 horas a TbC.
Para la construcción de moldes hay que contar con una contracción
de 1, 2 a 2,ía/o, en partidas de buena ftuidéz; 2 a 3lo en partidas de
menor fluidé2.
L.27 OXIDO DE POLIFENILENO
Nombres comerciales: pRO
Color y aspecto del material corriente en el mercado:
Masa granulada, color propio beige.
Propiedades generales del producto acabado3
Destacada estabilidad al calor, excelente resistencia mecánica,
58
ventajosas propiedades dieléctricas en un gran intervalo de tem-
peratura.
Ejemplos de aplicación (proceso de inyecc ión)¡
Piezas funcionales en lavadoras, Iavaplatos, instalaciones de
agua caliente; componentes en Ia industria eléctrónica; artículos
domésticos resistentes al calor y al agua; instrumentos médicos
esterilizables, clavos, tornillos, piezas técnicas.
Temperatura de uso permanente sin perjuicios, máximo 1?5oC.
Buena estabilidad a los productos químicos.
Comportamiento al aplicar la llama:
Arde en la llama, se extingue fuera de ella.
Para Ia construcción de moldes hay que ccrtar con una contrac-
ción de 0,7 a O,8%.
UninnidoJ 4ulon:ll;lo i i Cit;drnra*
0eplo Eibirof e,.o
59
2. PROPIEDADES DE LA TUBERTA P.V.C.
2. T INTRODUCCION
EI propósito de este capítulo es conocer un poco más detallada-
mente eI proceso de fabricación de la tubería PVC, además de
ampliar eI conocimiento de sus propiedades y características.
Dada la importancia que cobra cada día esta tubería y el amplio
campo de aplicación de este polímero, consideramos de gran
importancia para el presente proyecto de hacer un resúmen ba-
sado en Ia visita realizada a Ia fábrica de Tubería PVC, en la
información por ellos suministrada personalmente y en catálogos.
Varios aspectos de las pruebas y propiedades que aquí se deta-
llan fueron verificadas en la visita. Otros aspectos se comple-
mentaron con información bibliográfica de Minskpe y Sangodny
(cuyos datos se encuentran en los números 5,7 y 8 de la Biblio-
grafía).
60
2.2 PROCESO DE FABRICACION DE LA TUBERIA PVC, CPVC.
Trataremos de hacer una breve descripción del proceso de fa-
bricación de la tubería PVC y CPVC.
Inicialmente se obtiene la preparación de una mezcla según el
tipo y Ia calidad de la tubería requerida: PVC ó CPVC. El PVC
ó CPVC que viene en sacos en forma de polvo, €s mezclado con
su correspondiente plastificante y además de esto se agregan
unos aditivos como son: colorantes, plastificantes, etc.
.Esta mezcla pasa a la tolva de Ia extrusona, en donde es con-
ducida hacia el molde por un tornillo sinfín en el cilindro de
extrusión. Desde un tablero se controla la temperatura a lo lar-
go del molde; siendo éste uno de los factores rnás importantes
que influyen en la calidad del plástico.
Después del molde la tubería pasa por un tanque de agua (a tem-
peratura ambiente), donde enfría y toma la forma y dimensión
definitivas, adquiriendo Ia dureza necesaria que evitará deforma-
ciones posteriores debidas al manejo normal.
La misma mezcla se usa en Ia inyectora para Ia fabricación de
61
los accesorios.
2.3 PRUEBAS DE CONTROL DE CALIDAD
Tanto a la tubería como a los accesorios hay que realizatle
las siguientes pruebas:
Se realizan pruebas de tensión y compresión mediante un dina-
mómetro, en el cual aparece una escala que nos indica la di-
mensión de Ia máxima carga que puede soportar la tubería.
Se realiza una prueba de composición de me zclas, mediante un
aparato llamado plastógrafo; el cual es una mini-extrusora en
Ia que se introduce Ia mezcla que se quiere someter a prueba
y en unas cartas se va consiguiendo las variaciones tanto de
resistencia como de viscocidad, con el tiempo y con la tempe-
ratura; esto permite escoger y mejorar cada vez Ia mezcla que
se va a procesar en producción.
Una muestra de tubería se introduce a una cámara, se ilumina
con rayos ultravioleta, permitiendo observar si h'ay zonas del
material plastificado en caliente (rayas oscuras) cuando Ia tem-
62
peratura en el molde es muy alta. Para saber si la tubería se
ha plastificado en frío, por no haber alcanzado el molde la tem-
peratura adecuada se sumerge un trozo de tubo en acetona y al
cabo de unos minutos en é1 aparecerán unas escamas que revela-
rán el defecto.
TaLvez Ia prueba más importante es la presión, que consiste en
llenar de agua un tubo de 50 cm. de longitud y presionarlo con
aire; un manómetro nos indica la presión máxima admisible. La
rotura normal siempre se sucede en una fractura que tiene forma
de espina de pescado. Aparece una veta blanca por donde la mues-
tra comienza a fatigarse, si no sucede esto; es porque el material
se ha plastificado en frío.
La prueba de impacto se efectúa mediante un martillo que se en-
cuentra dentro de un cilindro y eI cual se coloca a una determi-
nada altura, dependiendo de la tubería a ser ensayada, y s€ suel-
ta sobre un tubo de PVC, el cual debe soportar el impacto, sin
romperse.
2.4 PROPIEDADES QUIMICAS Y MECANICAS
La tubería en PVC además de otras propiedades es:
63
Resistente a los ácidos, álca1is, soluciones salinas y productos
químicos industriales; sin mostrar desterioro a través de los
años.
Inmunes a la acción galvanoplástica o electrolítica que destruye
las tuberías de cobre. Puede colocarse bajo tierra, bajo agua ó
en contacto con materiales metáIicos.
De paredes lisas y libres de porosidad que impiden la formación
de incrustaciones, comunes en las tuberías metálicas, propor-
cionando una vida útil mucho más larga con una mayor eficien-
cia, puesto que reduce considerablemente las pérdidas por fric-
ción (de presión).
Resistente a la tensión y aI impacto; por 1o tanto la tubería pue-
de soportar presiones por tiempo indefinido, del orden de las
200 PSI y mayores dependiendo de su RDE.
Es más liviana que la tubería metálica o de asbesto-cemento
facilitando enormemente su manipulaciór¡ almacenaje e instala-
ción.
Rígida y por esto se puede colocar en instalaciones áreas o ex-
64
ternas empleando un mínimo de soportes.
De baja conductividad térmica y esto elimina la condensación (su-
dado) de I os tubos cuando conducen }íquidos muy fríos' evitando
en muchos casos el uso de materiales aislantes. Además, en
el caso del agua caliente (tubería de CPVC), evita las pérdidas
de calor, proporcionando un sistema aún más eficiente.
Ideal para eI transporte de agua potable y productos alimenti-
cios ya que no comunica olor ni sabor.
2.5 EXPLICACION DEL RDE. (Relación diámetro-espesor)
.Elsta es una norrna basada en el diámetro del tubo y el espesor
de la pared, conocida con el nombre de RDE. En esta norma,
la presión de trabajo permitida para una tubería de un RDE da-
do, es constante independientemente del diámetro de la misma.
La norma está basada en la fórmula ISO (International Standars
Organization) en Ia cual:
25 =fl-1
25 = D-1
P
Pt
65
Donde:
S: Tensión de trabajo del material
P: Presión hidrostática permitida
d: Diámetro exterior
t: Espesor de Ia pared del tubo
R: RDE; relación diámetro espesor
En la Tabla A-2 del apéndice A, aparecen las diferentes dimen-
siones de tubería PVC para agua potable. Las dimensiones de
accesorios en los catálogos que están disponibles en el merca-
do entregados por Ia Companía, PAVCO S.A.
Las siguientes especificaciones están basadas en la norma
ICONTEC 382, y ASTIV1 D 224L para tuberíq y accesorios res-
pectivamente.
Los tubos y los accesorios son fabricados con compuesto de clo-
ruro de polivinilo rígido, virgen, tipo 1, grado 1; con una ten-
sión de trabajo de 1a0 kg/ "^.2. (2000 PSI).. Los tubos y acce-
sorios no tendrán olor o sabor y también propiedades fÍsicas y
químicas iguales o mejores que las señaladas por las normas
ICONTEC 382 y ASTM D 2241-68, D 2466-65 T; amplían los re-
66
quisitos de toxicidad del BRITISH STANDARD 3505-68, y del
COMMERCIAL STANDARDS 256-63.
Las dimensiones y las tolerancias serán las que señalan Ia ta-
bla A-3 del Apéndice A.
Los tubos y los accesorios no fallarán las pruebas de presiÓn
sostenida y de presión de ruptura, cuando se sometan a las pre-
siones señaladas en el apéndice.
Los tubos y accesorios no fallarán las pruebas de aplastamien-
to y acetona de la norma ASTM 2247-68 y ASTM 2466-65.
En Ia Tabla A-4 del Apéndice A, aparecen 1o que son propieda-
des mecánicas, propiedades térmicas y propiedades eléctricas.
2.6 PROPIEDADES QUIMICAS
Resistencia a la corrosión interna: Ia tubería y accesorios de
PVC y CPVC, resisten el ataque químico de la mayoría de los
ácidos , álca1is, sales y compuestos orgánicos como alcoholes
e hidrocarburos alifáticos dentro de los límites de la tempera-
67
tura y presión especificados.
Resistencia a la corrosión externa: Los sistemas de pvc ó cpvcno son atacados por gases industriales, humedad, agua salada,
condiciones climáticas o condiciones de subsuelo.
Inerme a Ia acción electrolítica: Las tuberías de pvc y cpvc
son inmunes a los efectos galvánicos o electrolíticos y por Io
tanto pueden usarse enterrados o sumergidos, en presencia de
metales ó conectados a ellos.
Libre de olor, sabor y toxicidad: EI pvc o cpvc son inodoros,
sin sabor y no tóxicos; estas propiedades los hace ideales para
ser usados en la conducción de drogas y alimentos líquidos.
Químicamente inertes: Los sistemas pvc y cpvc son inertes
a la mayoría de los reactivos químicos, eliminando asi la po-
sibilidad de contaminación o deoloración de los líquidos trans-
portados.
2.7 EFECTO DE LA TEMPERATURA EN LA PRESION DETRABAJO
como Ia resistencia del PVC disminuye a medida que aumenta
68
la temperatura de trabajo, es necesario disminuir la presión de
diseño a temperaturas mayores. En la Tabla A-b se dan facto-
res de conversión para las distintas temperaturas.
Ditatación de la tubería de PVC:
La fórmula para calcular Ia expansión de la tubería pVC es:
L1 =c (Tz -Tr).LDonde:
hT2'T1
c
L-
= Expansión en centímetros
= Temperaturas máxima y mínima respectivamente.
= Coefi ciente de dilatación lineal-5tr8,5 x 10 " cm/cm/"C. para pVC.
6,8 x 10-5 cm/cmfC. para CPVC.
Longitud de la tubería en cm.
Hay que permitir contracciones cuando Ia tubería está expuesta
a temperaturas mucho más bajas que Ia temperatura de Ia ins-
talación.
cuando el cambio total de temperatura es menor de lboc. no es
necesario hacer previsión especial para Ia expansión térmica.
69
2.8 PERDIDAS DE PRESION
Las pérdidas de presión
WiIIiam & Hazen:
f = 0,2083 rod:85cf
Donde:
f.=
Q=
D-
Cf=
se calculan con ayuda de Ia fórmula de
Ql,85
D4,866
Pérdida de presión en metros/100 metros
F1ujo en galones por minuto
Dirhaetro interior en pulgadas
Factor de fricción constante: 150 para PVC.
Ecuación 2-1
70
3. CALCULO DE LA RESISTENCIA ELECTRICAY LA TRANSFERENCIA DE CALOR
3. 1 INTRODUCCION
Hasta ahora se han considerado algunas propiedades de los plás-
ticos que se pueden transformar mediante eI proceso de soldadu-
ra que se pretende desarrollar en este proyecto. Ahora se ave-
riguará cómo será Ia transferencia de calor, del aparato dise-
ñado para tal propósito , tanto hacia sus arrededores como ha-
cia el plástico objeto de soldadura. con los resultados de este
análisis se escoge la resistencia más eficiente para calentar el
aire que finalmente será utilizado para sordar plásticos.
Inicialmente se presentan algunas consideraciones a propósito de
la transmisión de calor en los plásticos, y luego, después de
asumir las condiciones en que se va a trabajar el soplete, se
hacen los cálculos correspondientes a la transferencia de calor.
7t
3.2 CALEFACCION Y REGULACION DE LA TEMPERATURA
Para calentar los sistemas de plastificación se utilizan casi exclu-
sivamente, elementos calefactores eléctricos, que producen calor
mediante resistencias eléctricas. otros tipos de calefacción por
-inducción, vapor, gas o aceite- son menos utilizados, porque los
problemas de regulación de temperatura son más difíciles de resol-
ver.
En todas las formas de transmisión se producen pérdidas que di-
fieren considerablemente. La pérdida de calor efectiva puede al-
canzar hasta 60%. Por ejemplo, los elementos calefactores que
pueden derivar calor en todas direcciones (cartuchos calefactores),
tienen un rendimiento mucho mayor que los elementos de calefac-
ción superficial.
Las pérdidas de calor aumentan ar erevarse la temperatura.
Para mantener constante la temperatura deseada (valor nominal),
dentro de una zona determinada, es necesario regular los elemen-
tos eléctricos. Hay que aportar al sistema calefactor el calor ne-
cesario para cubrir necesidades (incluídas pérdidas de calor por
radiación).
Es pues necesario modificar la magnitud de la potencia de un ele-
72
mento de calefactor para adaptarla a las necesidades
La potencia de un elemento calefactor por resistencia eléctrica
es determinada mediante diversos fgctores. En primer lugar es-
tá la cantidad de material a disgregar térmicamente y su calor
específico. Esta cuestión es con frecuencia difícil de contestar
en la disgregación de granzas termoplásticas, ya que varía con
Ias diversas técnicas de elaboraci ór¡ así como los diversos pun-
tos de fusión dentro de la gama de materias termoplásticas co-
rrientes.
3.3 DATOS PARA LA SOLUCION DEL PROBLEMA
El problema básico consiste en el de transmitir calor en esta-
do inestable, es decir, calentar desde la temperatura ambiente
hasta la temperatura de fluidificación y la resistencia capaz de
proporcionar este calor. Para Ia solución del problema se de-
ben suponer como conocidas algunas incógnitas basados en rea-
lidades de trabajo y propiedades del pVC.
Se asume¡
Temperatura (T) = 200o C, por ser la temperatura máxima de
fluidificación de los polímeros termoestables.
velocidad de manipulación (v) = 60 cm/min.,basada en medicio-
nes experimentales con el soplete de prueba.
Espesor del material (t) = 10 mm. (Máximo a soldar)73
Calor específico (cp) = 0.245 cal/g"C.
Conductividad térmica (Ks) = 0,L4 Kcal/mt.Hr.oC.
Densidad del PVC (P) = 1,4 gr/cm3
Calor específico del aire (Cpa) = 0,24 CaIl goc.
Difusividad térmica (a) = 4.1667 "t? lnr.
3.4. RESOLUCION DEL PROBLEMA
3.4. 1 Transferencia de Calor aI Material a Soldar
EI primer problema consiste en conocer la cantidad de calor ne-
cesario para llevar el plástico desde una temperatura ambiente
hasta una temperatura de fusión que permita manipular el plás-
tico en estado pastoso.
El caso más general es trabajar con tubería cuyo espesor es pe-
queño en relación con su diámetro o con placas grandes, por 1o
tanto se supone para efectos de cálculo que se trata de una pla-
ca grande de espesor L.
La placa sin refrigeración se expone repentinamente aI aire calien-
74
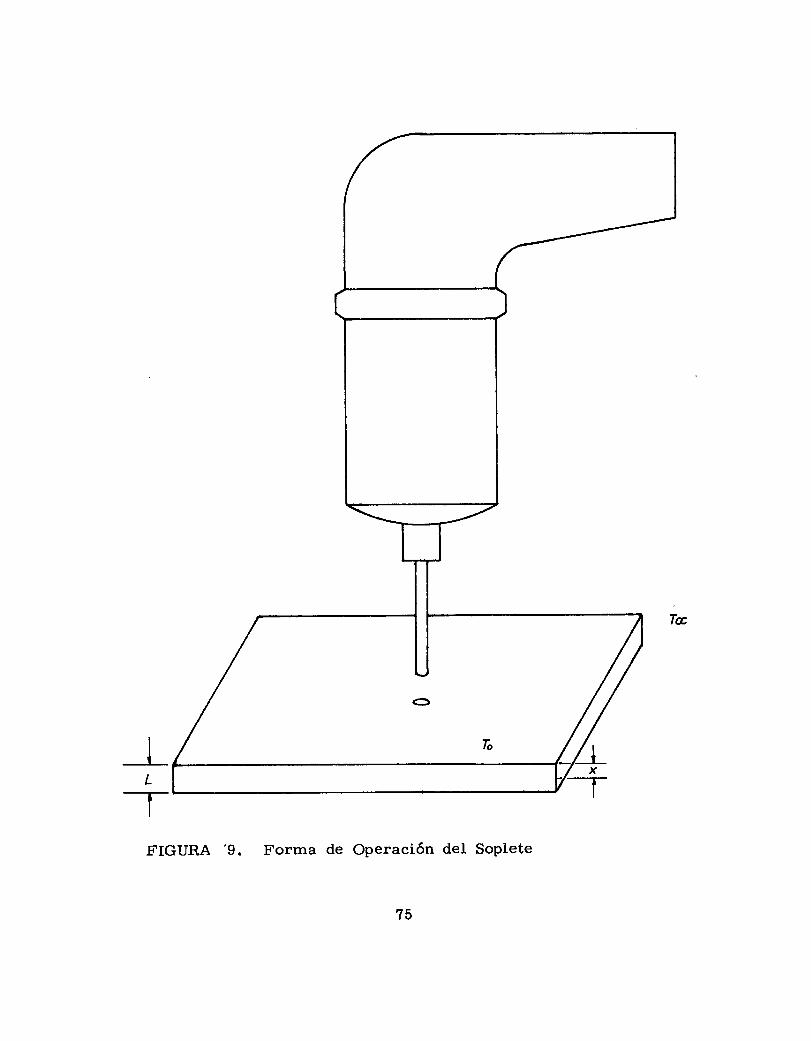
-LL-TFIGURA '9. Forma de Operación del Soplete
75
te cuando el soplete comienza a operar sobre una cara de aque-
lla y éste es un problema de conducción transitoria de calor pues-
to que el primer paso será determinar el tiempo en que la placa
aLcanza su estado de fluidé2. Se ha tomado este caso puesto que
es eI momento en que se necesita la máxima portencia del sople-
te.
La Figura I muestra Ia forma cómo opera el soplete.
Se considera pues una placa grande, plana de espesor L, que
tiene bajo condiciones de estado estable una temperatura unifor-
me To. Puesto que las pérdidas de calor desde la superficie
opuesta a Ia que está en contacto con eI iare caliente, son pe-
queñas, se puede considerar como una superficie aislada, de tal
manera que eI gradiente de temperatura debe ser cero en esta
cara de Ia placa.
Con estas condiciones se simplifica un poco el problema y se
puede resolver como si se tratara de una placa de espesot 2L
que se sumerge en un fluído de temperatura T.
El tratamiento matemático de este probrema es un caso de ecua -
76
ciones diferenciales de segundo orden en dos variables, gu€ pue-
den encontrarse en el libto de transferencia de calor de Frank
Kreith (referencia ? de Ia Bibliografía), y cuya solución se ha
sintetizado en las Figura B-1 al 8-6 y B-7 del apéndice B.
Por esta raz6n se limitará a usar figuras que están diseñadas
en base a la solución matemática de que se habla. La Figura
B-1, es una fusión adimensional de temperatura contra módu-
1o de Fourier y se dan seia gráficas para los diferentes pun-
tos de Ia placa en dirección del flujo de calor, donde X es la
distancia de1 plano central.
La gráfica inicial de Ia serie o B-1 muestra Ia temperatura
en el plano central Xly = 0, donde T/X = 0, Ia gráfica final
se aplica a la superficie de la placa en contacto con el fluído.
El parámetro constante para cada una de las curvas adimen-
sionales de temperatura es eI recíproco del número de Biot,
es decir ks/hl. Las curvas para ks/hl = 0 son para conduc-
tancia de superficie infinita.
La Figura B-7 es una gráfica de Q/Qo, contra eI módulo de
77
Biot para varios valores del módulo de Fourier. Aquí Q re-
presenta el cambio total de energía interna por unidad de área,
es decir, la cantidad de calor transferido por unidad de área
en el intervalo de tiempo entre 0 = O y 0 = 0, en BTU por
pié cuadrado. Qo representa el calor necesario para llevar Ia
porción de material de To a T0.
De tal forma y considerando que eI rango de temperaturas con
el que se trabaja no sobrepasa 600oC., los cálculos sólo ten-
drán en cuenta la transferencia de calor por convecciór¡ que
es Ia más importante en este problema.
De la primera prueba se concluye que debido a que el aire es
transparente a la radiaciór¡ el calentamiento del aire que im-
pulsa eI compresor tiene el siguiente proceso¡ inicialmente el
contacto de éste con la resistencia es muy pequeño para ob-
servar una cantidad apreciable de calor, pero la resistencia al
calentar está radiando calor hacia eI cilindro de calentamien-
to y cuando éste eleva su temperatura, mejora Ia transferen-
cia de calor por convección debido a la mayor área de contacto
entre el aire y las superficies más calientes.
78
Experimentalmente se ha comprobado que el cilindro de calen-
tamiento alcanza temperaturas de 100o C exteriormente debido
al aislamiento de asbesto que se coloca en su interior. Con
estas observaciones se consideran las pérdidas de calor por
convección hacia eI exterior en dicho cilindro.
se puede decir sin cometer error apreciable, que la tempe-
ratura del cilindro en eI interior es igr.ral a Ia del exterior,
puesto que eI espesor del material es tan pequeño (1.5 mm.)
y su conductividad es atta ( !¡ = 32.73 Kcal/m-hroC), enton-
ces se encuentra el coeficiente de transferencia de calor por
convección (libre) promedio hc, con los siguientes datos: se
trata de un cilindro vertical de diámetro D = 5 cm., que está
a 60oC. de temperatura (medidos experimentalmente) sumergi-
do en aire atmosférico a 28"C. y cuya longitud es de 8 cm.=
.08 mt.
El coeficiente de transferencia de calor por convección es real-
mente una función cumplida de ftujo de fluído, de las pro-
piedades térmicas del medio f1uído y de la geometría del sis-
tema. Su valor numérico en general no es uniforme sobre una
superficie y depende del lugar donde se mide la temperatura
del fluído Tf.
79
La relación entre el coeficiente de transferencia de calor por
convección, la longitud significativa L y la conductividad tér-
mica del f1uído Kf se conoce con el nombre de módulo de Nu-
sselt y es igual a:
hf. Lwufl
El caudal de aire calculado por iteraciones sucesivas y medicio-
nes experimentales es igual a:
140 cm3/sg = L.4 x to-4vtt3¡"g= 8.4 x to-S/min.
Se establece Ia ecuación de continuidad entre el punto antes
de la fuente de calor y otro punto en contacto con ella. Como
hay un cambio de densidad quedará asú
Pr.vr.Ar =Yz.Yz.AzDonde:
pt = Densidad del aire en el punto 1 a 28'C.
41 = Area del cilindro de conducción
V1 = Velocidad del aire en el cilindro
V2 = Velocidad del aire en contacto con la fuente
80
AZ = Area total de los ductos de resistencias.
Pero, Vt A 1 es el caudal de aire suministrado para el calen-
tamiento por lo tanto la ecuación de continuidad tomará como
forma:
Yr.Q1 =?z Az.Yz
Se conoce que:
raCYL = 1, L786 KglMt" a 28.C.
haY z = o, 6149 xg/vtto a S0oo C.
y la relación ( ?, /T, ) nos dará:
,?rlY, ) - 1, 1?80 rg/ut3/o,6L4s Ks/iut3=l, e16?
El caudal como se había dicho es de Ql = L4O "*37"g=1.4x10-4
Vtt3/sg y queda Ia ecuación de la forma:
er t?tt?zt =Y2A,
81
Pero A, es el área de ftujo obligado del aire a través de la re-
sistencia eléctrica y está dada por doce (12) agujeros de 5x10-3M,.
de diámetro dispuestos en forma circular.
Az = L2 (sxro-Svr ü2 l4 = 2. Bb6xro-1vrt2
Siendo por Io tanto la velocidad de contacto del aire con la fuen-
te de calor:
v2 = Ql (?J Prl/er= 1.4 x 10-4vit3/sg), 1,9168)=1, 138 Mt''' -4 22.356 x 10 =Mt" sg
aproximadamente 1, 2 Mt/sg.
Se pasa ahora a calcular eI coeficiente de transferencia de ca-
lor por convección que gobernará eI calentamiento de Ia placa en
cuestión. Los resultados de experiencias de transferencia de ca-
lor con formas diferentes a cilindros y esferas, se ha sintetiza-
do en la Tabla B-3 extractadas de Ho1man y la ecuación empleada
a partir de estos datos, según Hilpert, €s:
hd/xr = C ( Uoe dlJt)t * (pr)1/3
Donde:
Kf=Conductividad térmica a la temperatura depelícula.
82
{t = Viscocidad cinemática evaluada a la tem-
peratura fflmica.
Uo =Velocidad del aire caliente a la salida del
soplete.
Pr=Número adimensional de Prandt.
se debe asumir una velocidad u¡ y después de calcular eI de la
resistencia compararla con la velocidad que nos dará finalmente
de acuerdo aI caudal de aire calculado. Después de diferentes me-
diciones de caudales tomados a la salida del soplete, s€ s.sum€:
Uo =7, 1 Mt/sg.
De la Tabla B-5:
Q = 01228; n= 0,731; d= 0101 Mt.
La temperatura fflmica, se puede hallar con Ia ecuación empíri-
ca que denota Frank Kreith para temperaturas moderadas:
Tf = tlz (Tw-To)
Donde:
Tf = Temperatura de película
Tw= Temperatura inicial o ambiente
Tó = Temperatura final o de trabajo.
En eI problema se tiene:
83
Tf = Llz. ( 2A + 300) = 164'C.
Los otros datos se pueden extractar de la Tabla B-4; por Io
tanto:
Kf = 3, 084 Kcar-cm/Mt2-Hr'C; y Pr= 0.699
EI número resultado de la forma ( U-. O/ J t), se conoce con el
nombre de número de Reynolds y para el caso es igual a:
Reydf = ( Uc .d/ ü f){?.2 vrtlsg).(0.olMt)/3.023x10-5vrt2/sg
Reydf= 2381. 5 adimensional.
Con este resultado el número de Reynolds se encuentra dentro del
rango:
1.0 x ro3q;neydf < 1. 5 x rc4
por 1o que se puede aplicar la ecuación de Hilpert:
hd = ( rf.C/d) x ( Reydf)n x (er¡l/S
Reemplazando valores se tiene:
Hd= (8.oB4KcaI-.*/Mt x (0. 228)x(zl.B1. b)0'731x1 cm.
(0.699)1/3 = 183. 5 tccal/vtt2-Hr-o C.
Ya se conoce Ia conductancia por unidad de superficie promedio;
84
ahora se necesita conocer los tiempos que tardan en alcanzar los
materiales su temperatura de disgregac.ión, principalmente Ia ca-
ra opuesta a la que está en contacto con eI aire; quien a úItima
instancia es la que determina el tiempo total
se encuentra básicamente ante una conducción de calor en es-
tado inestable ya que hay que considerar eI tiempo que la pla-
ca gasta en calentarse, y que las temperaturas se incrementen
Ientamente hasta encontrar la temperatura de disgregación, des-
pués de la cual se hace manejable eI material objeto y puede
considerarse ya como conducción de calor en estado estable.
Para atacar este problema se
mencionales como la razón de
Ia externa denominada módulo
mo:
Donde:
deben introducir otras razones adi-
la resistencia térmica interna a
de Biot, que puede escribirse co-
Número de Biot = hd."L(f"l)
hd = Es la conductancia por unidad de superficie pro-
medio
xL= Tiene dimensiones de longitud y es una constan_
te significativa que se obtiene de dividir el volumen
del cuerpo por el área de su superficie.
85
Ks = Conductividad térmica del cuerpo sótido
Para el caso s€ conoc€:
hd = 1gB,b KcaI/Mt2-Hr-b; L =O.01Mt; Ks=o.l4kcal/Mt2
-Hr-o C.
y el número de Biot será:
Número de Biot=
# Biot = 13. 10 y
(r - Te/to-T*)=
Donde Fo = adimensional de Fourier
,(183. 5 Kcal/Mt--Hr-"C). (0. 0lMt¡=13. 10
su recíproco = l/Biot = 0.076
"-(Biot) (Fo)
= Ks.o llcptz
Ahora, la temperatura de la placa es inicialmente uniforme a To,
y en algún instante de tiempo que será designado como I = 0, Ia
placa se sumerge en un fluído a To . Como T6 es mayor que To,
empezará a fluir calor det fluído a Ia placa y se evaluará como
o cuando XIL = 0 y la temperatura de disgregación es Tk/L =
150 aplicando Ia raz6n adimensional de temperatura que se enun-
cla como:
Tx/L - Te = P"az6n adimensional de temperaturaT0 = 0-To
que también es igual a:
86
como se había dicho anteriormente, para simplicar el trabajo
se usaron las cartas para conducción transitoria de calor.
La raz6n adimensional de temperatura será:
utilizando Ia Fig. B-7 que es una carta de e/eo contra el módulo
de Biot para varios valores de Fourier, donde e representa el
Tx/L - To = (150 - 300)/ (28 - 300) = -. bblT0 = O-Tio
Con este valor y el recíproco del módulo de Biot, se va a Ia
carta para conducción transitoria de calor cuando X/L=Q= Fig.
B-1 y se encuentra a} módulo de Fourier = Fo = 0.43.
a.o Ks. eL)OffiO-t'O=,2 =rñ o ¡ entOnCes, ¿=-.L nof IOqUe;L- YCpl-" ' ----------' - CpYpu"
a = (0. 14KcaI/mt-Hr-"C) (1/100mt/cm) (1000ca1/kc?Ll=4.1666 cm2lHr(0.24KcaLlg-" C)
y a ésta "a" se denomina difusividad térmica; reemplazándola en
el módulo de Fourier, se tiene:
Fo = "', t . Fo. L2 = g =(0.48) (tcrn2)l+. 1666 " z¡hr=
L-ag - 6.19 minutos es el tiempo que tarda en
fundir una placa de mm. de espe-
sor.
87
cambio total de energía interna por unidad de área, es decir, la
cantidad de calor transferido por unidad de área en el intervalo
de tiempo entre 0 = 0 y I = I i y Qo la energía interna inicial
por unidad de área relativa a la temperatura del fluído Toc, es
decir,
cpL(To-Tf). Por 1o tanto, un valor positivo de Q in-
dica que el calor que se transfiere de la pared al fluído, mien-
tras que un valor negativo de Q muestra que la dirección del f1u-
jo de calor es hacia Ia Placa.
Tenemos: Biot = 13.1 y Fourier = 0.43.
Se lee en la carta, que
Por Io tanto Q = (0,6) (
Ia relación Q/Qo=0, 6.con estos datos
qo); entonces:
eo = CpL(To - Tf)= 0,24 Cal/gr-"C x 1,4 grlcmS*l,c* (28-300)"C.
eo= gL,4 (Cal/cm2 y Q/A = 91.4 Cal/cm?xl,6=54,84 Cal/em2
Se considera que este flujo se ha
6, 19 minutos, entonces:
A/A = 8,86 CaLlcm2- min=531,6
calculado para un tiempo de
cal/cm2- Hr
Si se trabaja con una boquil Ia en el soplete de 1, 0 centímetros
88
de diámetro con área A = 0,7854 cm2; eI calor que debe sumi-
nistrar el aire a la placa será:
Q/e = 531,6 CauCm2-H\ Q= 531,6 Cal/cm2-Hr
x O,7854crn? Q= 417.5 Callhr=0, 4t7S Kcal/Hr.
Puesto que se supone que el área de influencia del chorro de
aire caliente es igual aI de la boquilla ya que la distancia entre
ésta y Ia placa es tan pequeña que se puede considerar eI cho-
rro como cilíndrico.
3,4.2 Pérdidas de Calor debidas al Soplete
En el mecanismo de transferencia de calor por convección inter-
vienen factores como la viscocidad ( ü ), calor específico del
fluído (Cp), densidad ( p ), conductividad ( K), y el coeficiente
de temperatura de expansión volumétrica (P) , como también Ia
gravedad (g); todos ellos han sido relacionados y experimental-
mente condensados en los números de Grashoff y prandt res-
pectivamente, asú
Gr = P2. g.F ( t - to) 1,3q----
89 llnivt¡Ti6rr.l 4Ur9n.ir¡ril CA ftr¡¡¡1¿¡¡i:
Pr = Cp.U
Y de acuerdo con McAdams, el módulo de Nusselt es función de
todas estas variables, por lo tanto, también 1o es eI factor (Gr)
(Pr).
En eI apéndice B se muestra la Tabla B-1, que relaciona este
producto y el número de Nusselt , d€ acuerdo al tipo de flujo y
a la clase de superficie que se está considerando.
Se halla ahora eI producto (Gr) (Pr) con ayuda de Ia Tabla
B-4 y B-5.
_-, a(Gr) . (Pr) = ?'.9.P. (f - To). Do. Cpu. K.
Se tiene3 Tw = 100" C To = 28" C
L - 0.08Mt D = 0.09 Mt.
g = 9.81 Mt/sgz
K - O.OZ44 KcaI/Mt-Hr-oC.
se necesita conocer la temperatura fflmica Tf, entonces¡
Tf = tlz (Tw + To) = tlz (100 + 2g) = 64.C.
90

De la Tabla B-4 a 64"C. se encuentra:
pr =(0, 721 v-*-4- = 8,45x 10? 1/'c-Mt3v2
y el factor (Gr) será:
Gr= 8,4b x to?(too - 28)(0,08)3(1/wlt3'c. )('c) (wlt3)
Gr = 3,11 x 106
Por lo que Ia raz6n (Gr) (Pr) dará como resultado:
(Gr) (Pr) = (0. ?2)(3, 11 x 106¡ = 2.23 x 106
Ahora, según la Tabla B-3 para cilindros verticales se tiene:
C = 0,59; m = Ll4; y teniendo en cuenta que;
Nu = C (Gr.pr)m= 0.59 (2.23 x to6) tlL= 22.80
Nusselt = 22.8
También se sabe que;
hc = KNu/p = (0.o244Kcal/wlt-Hr-'C) (22,8)/0.08Mt=
hc = 6.954 KcaI/Mt2-HroC.
Ahora si e puede calcular eI calor perdido por convección
través del cilindro de calentamiento, mediante }a fórmula:
Q = hc.ftD.L.(Tw-To); reemplazando valores:
91
e= (6.9b4) (f-i.) ( 0.08) (0.08) (100-28) (KcaUMt2-Hr-ocxivtt2)¿e)
Q = 10,06 Kcal/hr.
De tal forma que a través del cilindro de calentamiento se pier-
den 10.66 Kcal/Hr.
3.4.3 Pérdida de Calor en la Boquilla
La boquilla es un tubo cuyo diámetro varía de acuerdo a la ne-
cesidad, se puede considerar como un tubo vertical el cual es
de 0,05 Mts. de largo ¡r 0, 01 Mts. de diámetro exterior. Para
simplificar se considera que también la boquilla alcanza la tem-
peratura del aire que fluye en su interior o sea de Tw=300o C.
(medidos experimentalmente) y Ia temperatura Tf será:
Tf = Llz ( Tw- To) = tlz (300 + 28) = 164"C.
Se tiene:
Tw = 300'C Tf = 164'C
L = 0,05 Mt. D - 0,01 Mrt
Pr = 0.?1 K = 0, 0244 Kcal/Mt-Hr-oC.
g = L,272 x 108 wlt/sg2
El factor ( ?2.g. E/Ut) o""t 164'c., €s, según la Tabla B-4,.,
2.5 x 10'/'C-Mt y el producto de (Gr) (Pr) dará:
92
Gr.pr = (2.7 x ro?) (800- 28) (0, or)3(t/"c-mtS) ('c) (wtt)3(0, zt)
Gr. Pr. = 4828
según la Figura B-10 de1 apéndice B, para cilindros verticales:
Log. (Gr. Pr) = 3, 6837 y Log Nu = 0.69
por 1o que eI antilogaritmo de 0,69 será el número de Nusselt:
Nu = 4,8977
Ahora se aplica la fórmula para encontrar la unidad promedio
de conductancia por convección, siendo ésta:
Hc = 4,8977 x 0,0244 Kcal/lVtt-Hr- oC/0,01=11,9b
xcal/mt2Hro C.
con Io que eI calor total perdido en la boquilla será:
Qo = (11,95) (i'(.) ( 0,01) (0,05) (300-2s) (Kcal/wrt2Hr.c.)
(wtt2¡ ( " C) eb = b, 106 Kcal/h r.
3.4.4. PérdÍdas de Calor en eI Acople
También hay pérdidas de calor a través del cilindro de conexio-
nes y acople, para el cual se puede usar todos los datos del
cilindro de calentamiento a excepción de Ia temperatura, que en
93
este caso se ha tomado experimentalmente como Tw= 60oC.
Tw = 6ooc Tf = tl2(60+zg)oc = 44oC
oTo = 28-C Ks = O,02292 Kcal/Mt-Hr-oc
Pr = 0,72 L = 0,04 Mt
D - 0,08 Mt Gr = 91065,6
Gr.Pr= 91065,6 x 0,72 = 65567,232
Según la Tabla B-3 para cilindros verticales:
C = 0,59; m = tl4
Nu = C(Gr.Pr)m= 0,59 (6556?, zszlll4= g,44
hc = Ks.Nu/D = (0,02292) (9,44)/0,08 = 2,7 tccal/vttz-
Hr-oc.
Y el calor total perdido en el acople será
Qa = ltrc) ( n ) (0, 08) (0, 04X60 - 28)Kcalltlt2-Hr-oc,^(Mt-) (c"c)
Qa = 0,8686 kcal/Hr.
EI calor total que debe suministrar Ia resistencia debe ser:
Gjt=Q+Qs+Qb+Qa.
donde:
a = 0,4175 Kcal/Hr; Qs = 10,06 Kcal/Hr.
Qb= 5, 106 KcaUHr; Qa = 0,8686 Kcal/Hr.
94
Qt = 16, 5 KcaI/Hr el calor aportado por la resistencia.
La potencia disipada por Ia resistencia será;
\[/ = 16,5 x 1, 16 = 19,4 wattiost 20 I¡\á.ttios
Debido a inestabilidades energéticas y por necesidad de adaptar
aI resultado a Ia mínima resistencia de espiras que se vende en
el comercio, se debe tomar como factor de diseño 2,5 para 50W.
3.5 CAUDAL DE AIRE NECESARIO
Ya se ha calculado Ia cantidad de calor que se debe suministrar
Ia resistencia y que debe transportar el aire; ahora eI problema
es conocer qué cantidad de aire se necesita para transportar el
calor, y que vá a entrar en contacto con la resistencia eléctri-
ca a una temperatura ambiente de 28'C. y que debe alcanzar
una temperatura de salida de 300" C., medidos experimentalmen-
te.
Se tratará el problema como un cambio de entalpías 6H p"r" ort
gas ideal, donde dt será el cambio de temperaturas ocasionado
sobre una masa en movimiento m, con un calor específico cons-
tante Cp.
95
Entonces, óH = m (Cpl th l.
Despejando de la anterior ecuación la masa quedará:
tit = óH/ cp.ót
y reemplazando valores se encuentra eI valor de masa de:
. 40 KcaI/Hr/x, 1000CaI x 1 Kg.Hi = 0,245 Cal/gr-'C x lKcal x 1000 gr.
lli = 0,6 Kg/Hr.
Esta es Ia cantidad de aire que debe suministrar el compresor
y considerando las condiciones a la salida del mismo se va a
averiguar el caudal de aire tomado eI peso específico constante
a través de los ductos hasta la resistencia.
V = rnlQ = 0.6 KgltlrlL,ZtT xg/vtt3.,
v = 0,493 0, 5 Mt3/Hr.
g = 140 cm3/sg. - 0.3 C.F.M.
Este mismo caudal que impulsa eI compresor debe ser el que
salga de Ia boquilla.
96
4. PRUEBAS Y DISEÑO FINAL
4. 1 RESUMEN DE EXPERIENCIAS
En el Capítulo 3 se realizaron una serie de cálculos teóricos
con eI ánimo de seleccionar una resistencia eléctrica; ahora se
quiere presentar un breve recuento sobre las experiencias que
se realizaron desde el diseño inicial y con el cual se espera
que el lector, se forme una idea de Ia evolución que tomó el
proyecto debido a las pruebas que sistemáticamente se fueron
realizando a Io largo del trabajo.
La idea original era construir un soplete con una resistencia
eléctrica y un ventilador axial, pero luego de realizar varias
pruebas se tuvo que decidir por un ventilador centrífugo en eI
cual encontraba mayores posibilidades pero que a través de expe-
riencias y cálcuIos, fué imposible lograrlo ya que por Ia geome-
tría del aparato, este dispositivo debía levantar altas presiones
(relativas a su capacidad y diseno), para vencer las resistencias
97
creadas sobre todo a Ia salida del soplete donde la convergen-
cia o relación de área se hace del orden del 0, O4 y fuera sub-
sónido; hasta llegar por Ia anterior raz6n a ayudarse con un
pequeño compresor c Lryo caudal se regula con una váIvula check.
4.2 EXPERIENCIAS PRELIMINARES.
En esta parte se presenta una serie de experiencias cuyo objeti-
vo común era verüicar la viabilidad del diseño inicial.
4.2.t Experiencia No. 1
Objetivos: Medir Ia temperatura de salida del aire, a través de
un modelo de tobera con resistencia eIéctrica.
Equipos:
Compresor de aire alternativo
Una resistencia eléctrica montada en un aislante (electrón)
Dos toberas en lámina de hierro
Un termómetro
Un reloj cronómetro.
98
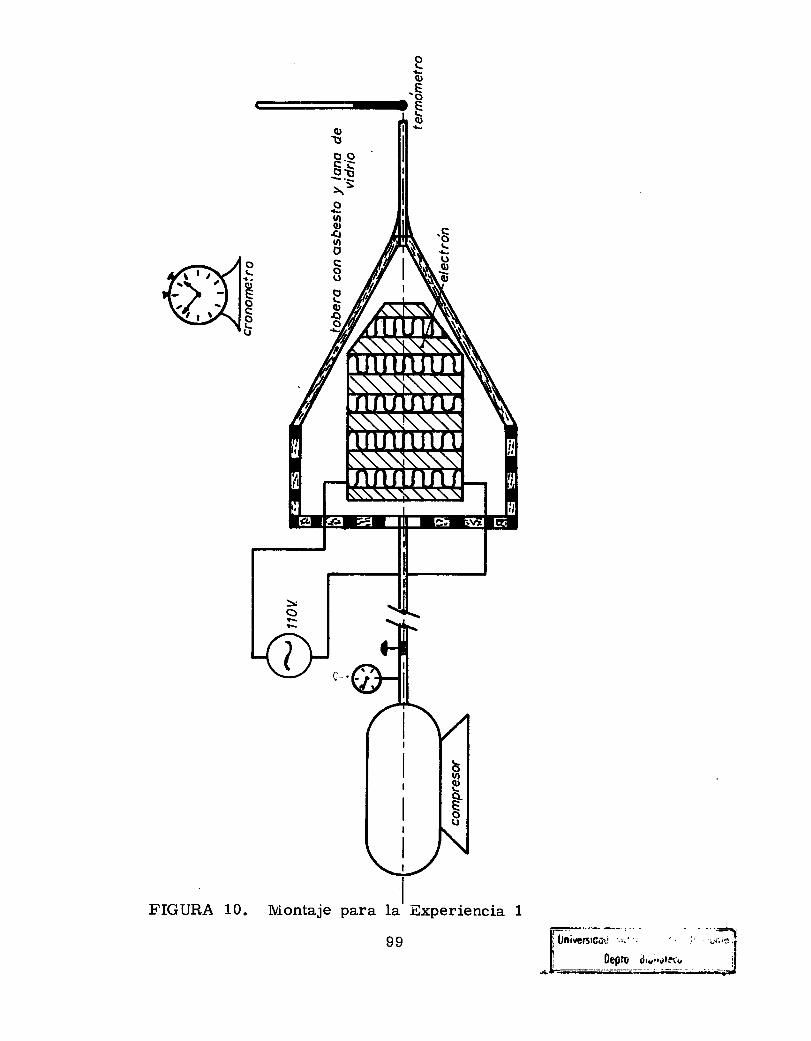
o
H-d
-s
¡oo!o.o!t\>oo(uaooco(to
FIGURA 10.
99
Desarrollo:
Se hizo un montaje similar aI de la Figura 10.
Se suministró aire a una presión de 30 PSI, y se colocó direc-
tamente la boquilla de la manguera que comunica al compresor
con la entrada a la tobera.
Se observó que la mayor parte del aire se regresaba sin llegar
a Ia boquilla. Entonces se usó una tapa en la entrada de Ia to-
bera. Con esto se logró que eI aire pasara a través de la tobe-
ra hasta Ia boquilla.
Nota: Transcurriercn dos minutos aproximadamente para que el
termómetro a la salida de la boquilla comenzara a registrar
aumento de temperatura, una vez comenzó a subir llegó hasta
L?O'C. en un minuto.
Allí se suspendió Ia experiencia pues el aislante de los conduc-
tores que llegan a la resistencia se quemó y se ocasionó un
corto circuíto.
Conclusiones:
Es posible calentar eI aire mediante la disposición del equipo
100
que se había proyectado.
se debe usar cable con revestimiento de asbesto para los conduc-
tores.
se deben hacer nuevos ensayos con ventiladores axiales para
verificar las fugas de aire a Ia entrada de la tobera.
Fué necesario un tiempo de calentamiento del conjunto de tobera
antes de calentar eI aire lo que prueba que eI aire es transpa-
rente a la radiac ión.
EI aire en contacto con Ia resistencia es muy poco.
La mayor parte de calor transmitido al aire por convección for-
zada se hace desde las paredes de la tobera.
Nota: Esta experiencia se repitió con las dos toberas y con y
sin aislante térmico de loza entre la resistencia y la tobera.
4.2.2. Experiencia No.2
objetivo: verificar Ia eficacia del ventilador con un nuevo di-
seño de tobera.
101
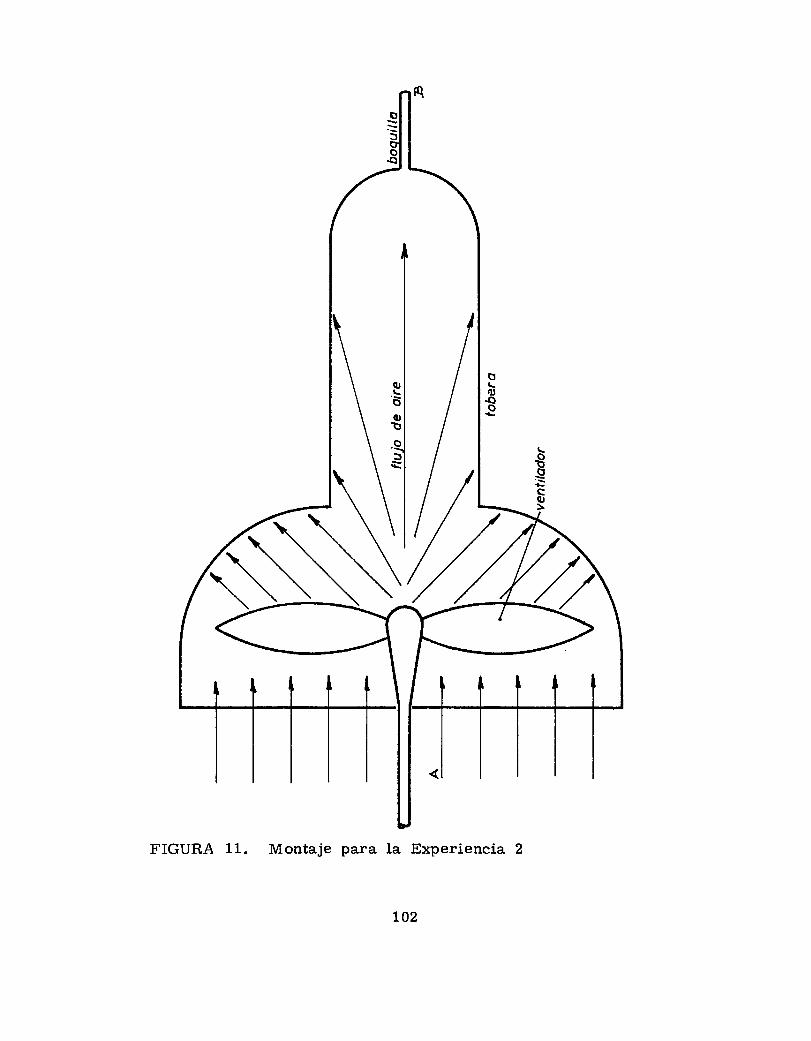
o'6
ot
FIGURA 11. Montaje para la Experiencia 2
t02
Equipos:
Una tobera en lámina de hierro
Dos ventiladores de aluminio (uno de 4 aspas curvas y otro de
8 aspas rectas).
Motor de 1600 RPM a 110V.
Taladro de banco
Desarrollo:
Con eI montaje de Ia figura se probaron los dos ventiladores
pero ninguno alcanzí a vencer las resistencias del aparato y
por el orificio B de Ia boquilla no salió algún caudal aprecia-
ble.
Se cambia de motor para verificar la potencia y se acoplan los
ventiladores sucesivamente aI eje de un taladro de banco no sin
antes cambiar el sentido de rotación del motor, para obtener el
flujo requerido.
Se hicieron pruebas a 1700 RPM pero tampoco en esta ocasión
salió aire por la boquilla, pues se devolvía por A.
Conclusiones:
Parece que el problema está en la geometría del aparato, puesto
103
que la forma de los cambios de área son bruscos. Se debe cam-
biar la forma geométrica del aparato.
4.2.3 Experiencia No.3
Objetivo¡ Verificar Ia eficacia del ventiladon con un nuevo dise-
ño de tobera.
Equipo, :
Una tobera de lámina
Dos ventiladores de aluminio
Motor de 1600 RPM a 110V
Taladro de tanco.
Desarrollo:
Nuevamente se cambia eI diseno y Ia antes cilíndrica caja de
calentamiento ahora es ligeramente cónica, además los empal-
mes de sección C se han suavizado.
Sinembargo, el caudal que sale por B todavía no llena las exi-
gencias del proyecto.
Conclusiofi€s¡
A partir de este momento y después de varios cambios y de pro-
104
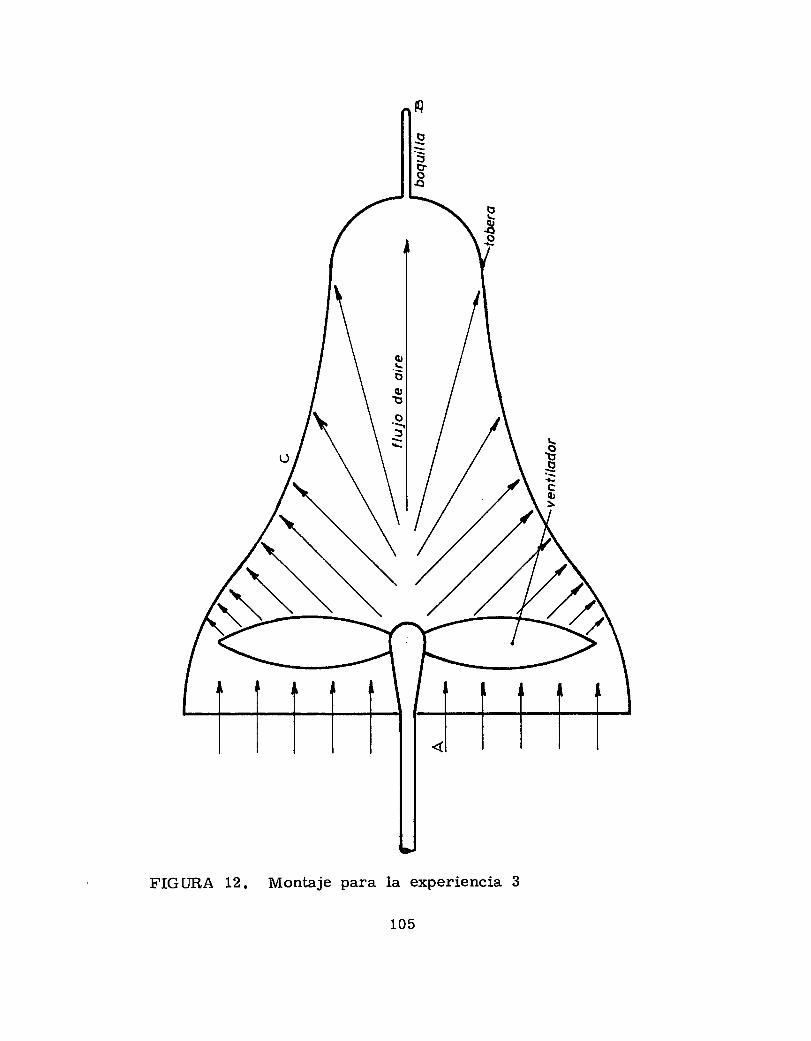
ñ
o
Jooa
o!sco
FIG URA t2. Montaje para la experiencia 3
105
bar con varios motores se cree que eI problema realmente está
en eI ventilador.
EI diseño de ventilador axial que se ha usado no satisface las
exigencias del proyecto, por Io que se probará otro modelo de
ventilador en la experiencia 5.
4.2.4 Experiencia No.4
Objetivo¡ Conocer el perfil de flujo de los ventiladores usados.
Equipos:
Dos ventiladores de aluminio
Dos taladros de banco
Tres cigaruillos.
Desarrollo:
Se colocaron los ventiladores sucesivamente uno y luego el otro
en el árbol del taladro y se puso éste en marcha a 3100 RPM.
con ayuda de dos persona que simultáneamente fumaban y l:anza'
ban el humo al alcance del ventilador se pudo verificar el per-
fil aerodinámico del flujo.
Además, se usaron racimos de hilos que se iban colocando en
106
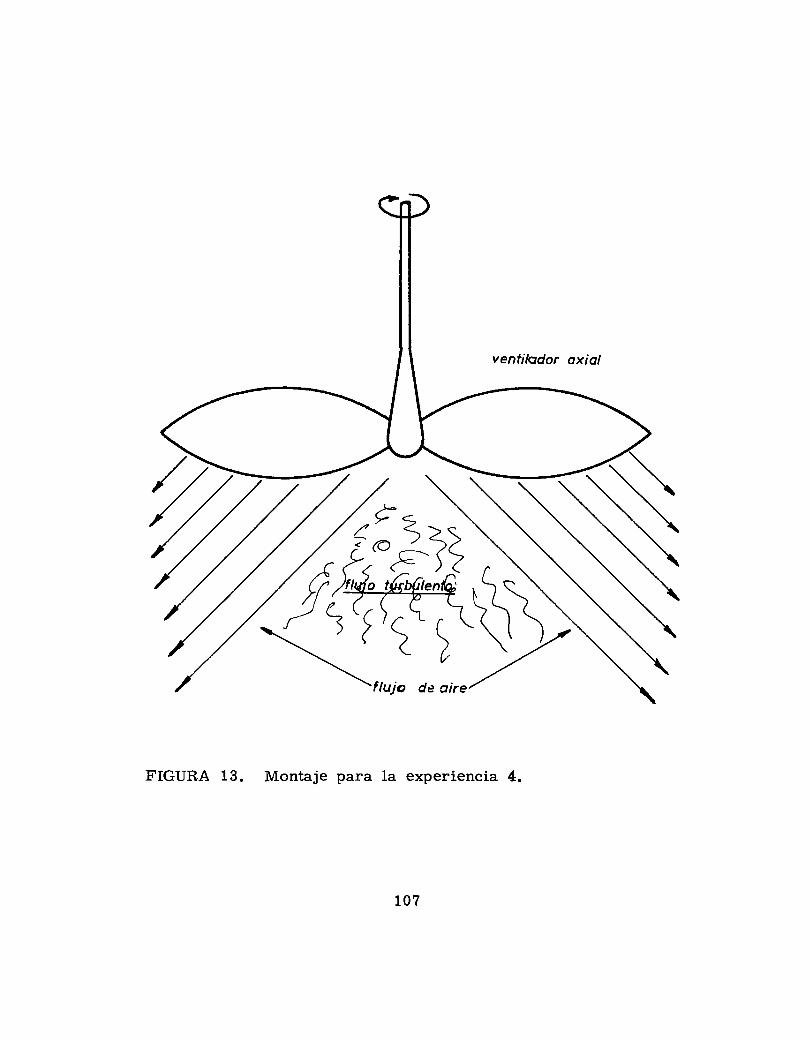
ventilddor axiol
,//rt 1r./ e :-?<'1. ¿=- )a)r&-@9"ú
FIGURA 13. Montaje para la experiencia 4.
107
La zona de impulso de1 ventilador que ayudó a dibujar eI per-
fil del aire que Lanzaba el ventilador.
Se observó algo semejante a la figura;
Conclusion€s;
Se observa que los ventiladores están lanzando el flujo centrífu-
gamente y al centro queda una zona de turbulencias.
De esta forma se explica que los modetros de tobera que se han
sometido a prueba no hayan funcionado, o dado los resultados
esperados; pues el flujo forma puntos de estancamiento donde
realmente se necesita impulso.
Asú que el próximo paso a seguir, será diseñar un venti-
lador centrífugo. Se pensó en construir rejillas que guiaran el
flujo hasta encausarlo por el cilindro de calentamiento, pero la
extrema düicultad de construcción hizo abandonar esta idea.
4.2.5. Experiencia No. 5
objetivo: comprobar el comportamiento de la resistencia en el
modelo de tobera modüicado.
108
Equipo¡
Una resistencia de 600 wattios
Un compresor alternativo
Una tobera, aislante (ceíamica
Un reloj cronómetro
Un termómetro de 0.400" C.
Un manómetro
Desarrollo :
Sobre una cerámica se disPuso
trodujo en la tobera Y se aisló
evitar cortos circuítos.
Conclusiones:
Se ha mejorado Ia
el contacto con el
en menos tiempo.
Se observó que a
y teflón)
resistencia eléctrica Y se in-
ésta con tiras de teftón para
disposición de la resistencia y por Io tanto
aire se ha obtenido temperaturas más altas
mayor caudal menor
la
de
A1 conectar la resistencia, ésta se puso al rojo casi instantánea-
mente, entonces se abrió Ia válvula del compresor al mismo
tiempo a 2O PSI y se tomó tiempo y temperatura. En 40 sg.
aLcanzí 200'C. y en 60 sg., 250o C.
109
gradiente de temperatura
ysicrecemuchoelcaudaldisminuyelatemperaturaconsidera.blemente.
Se verifica: dn = tit ( cp étl.
Siendo d U "on"tante, pues es Ia energía intercambiada con el
aire por la resistencia.
Los datos obtenidos hasta ahora no concuerdan con los cálculos
teóricos preliminares, puesto que según éstos la temperatura de-
bería ser más a1ta. Sinembargo, todavía hay condiciones que no
se han tenido en cuenta y que pueden estar afectando las medi-
ciones.
4.2.6 Experiencia No.6
objetivo: comprobar diseño del ventilador centrífugo.
Equipo:
Un ventilador centrífugo de 8 aletas
Un motor de 110 voltios Y 1/8 H.P.
Un taladro de banco
Un modelo de tobera plástico, y aluminio.
110
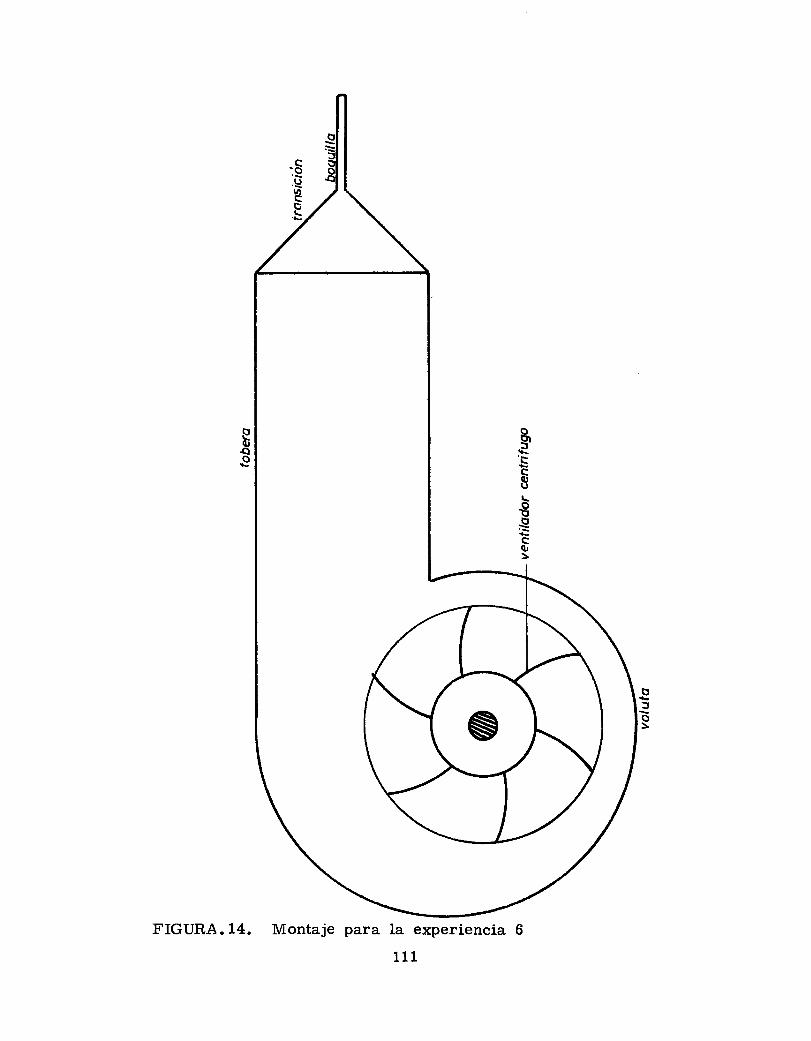
$scI€sco
Montaje para la experiencia 6
111
FIGURA. 14.
Desarrollo:
Se coloca eI motor pequeño a impulsar el ventilador, sin colo-
carle la tobera; posteriormente se le coloca y Ia sobrecarga
que sostuvo el motor fué tal que lo quemó aI cabo de tres mi-
nutos aproximadamente. Luego se cambia por el árbol del ta-
ladro (con motor de 1 H. P. ) y se notó que el motor disminuía
su velocidad al empezar a trabajar con eI ventilador y aún así
el caudal que salía por la boquilla era muy pequeño.
En cambio, con el taladro y a 5100 RPM, eI ventilador si hacía
fluir el aire por la boquilla.
Conclusiones:
Esta prueba demostró que se necesita un motor de alta veloci-
dad y gran potencia! por 1o tanto con ventilador centrífugo se
presenta el problema del tamaño y peso, y si continúa eI pro-
yecto por este sistema, se perdería uno de los objetivos del
aparato el cual es su manualidad y practicidad para eI manejo.
Por esto se ha decidido avartzar hacia el objetivo utilizando
un pequeño compresor de desplazamiento positivo.
tL2
4.3 EXPERIENCIAS CON EL NUEVO DISEÑO
4.3. I Experiencia No. 7
Hasta ahora se había probado modelos con motor y ventilador,
pero por no cumplir con las condiciones del pro)€ cto ni el ven-
tilador axial ni eI centrífugo por geometrías, por capacidades
motoras y condiciones de peso que permitan un diseño manual
centrífugo, se trabajará con ayuda de un pequeño compresor
para las próximas experiencias.
Objetivo: Probar la eficiencia del nuevo modelo.
Equipo:
Soplete con accesorios
Un compresor alternativo
Un termómetro de 0-400'C.
Un reloj cronómetro
Desarrollo:
Se ha terminado el nuevo modelo para usar con un compresor;
se usan resistencias de 300 wattios de 110 y 120 voltios pues
son las más pequeñas que se consiguieron comercialmente. COmo
se dispone de comiente de 110 voltios, la resistencia de 220
113
voltios funcionará como una de 150 wattios y recortada en zlT
de su longitud funcionará a 50 wattios.
Se encontraron soportes de cerámica para ra resistencia de los
utilizados en los calentadores de agua domésticos.
Hay una serie de detalles que se ajustarán en el ensamble y que
se muestran en eI plano de montaje general del soplete.
se conecta la resistencia a la fuente y se hace fluir aire a
través del modelo con un caudal de 0. Z C.F. M. y se toman
Iecturas del termómetro cada 15 segundos y estos resultados
fueron compilados en la Tabla B-1 del apéndice B.
Nota: Las mediciones de temperatura hechas en todas las expe-
riencias fueron tomadas con un termómetro de vidrio de colum-
na de mercurio.
Conclusion€s3
Hemos logrado temperaturas por encima de los 2b0"c. que es
el mínimo que se busca y el cilindro de calentamiento no se
ha calentado más de ?0" C. exteriormente.
Hemos logrado que salga aire por ra boquilta y el siguiente paso
Lt4
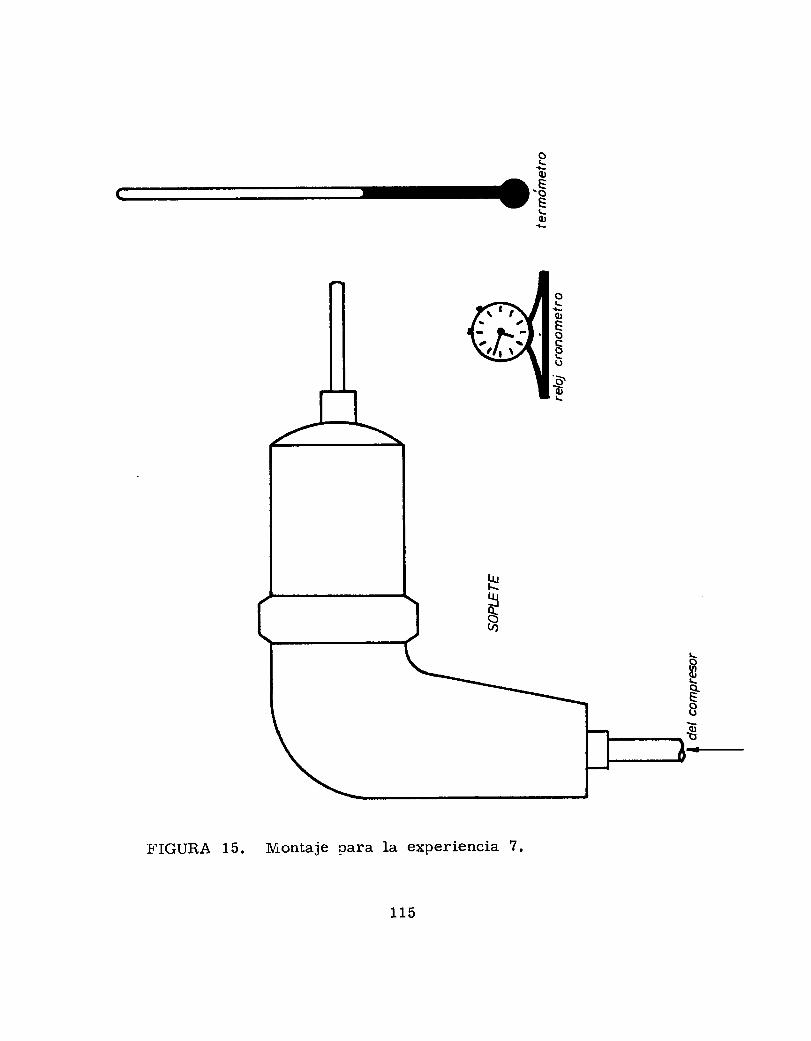
t.E
=
FIGURA 15. Montaje para la experiencia 7.
¡-o
oL*oEocP(,
b-qJ
\E
couñt
115
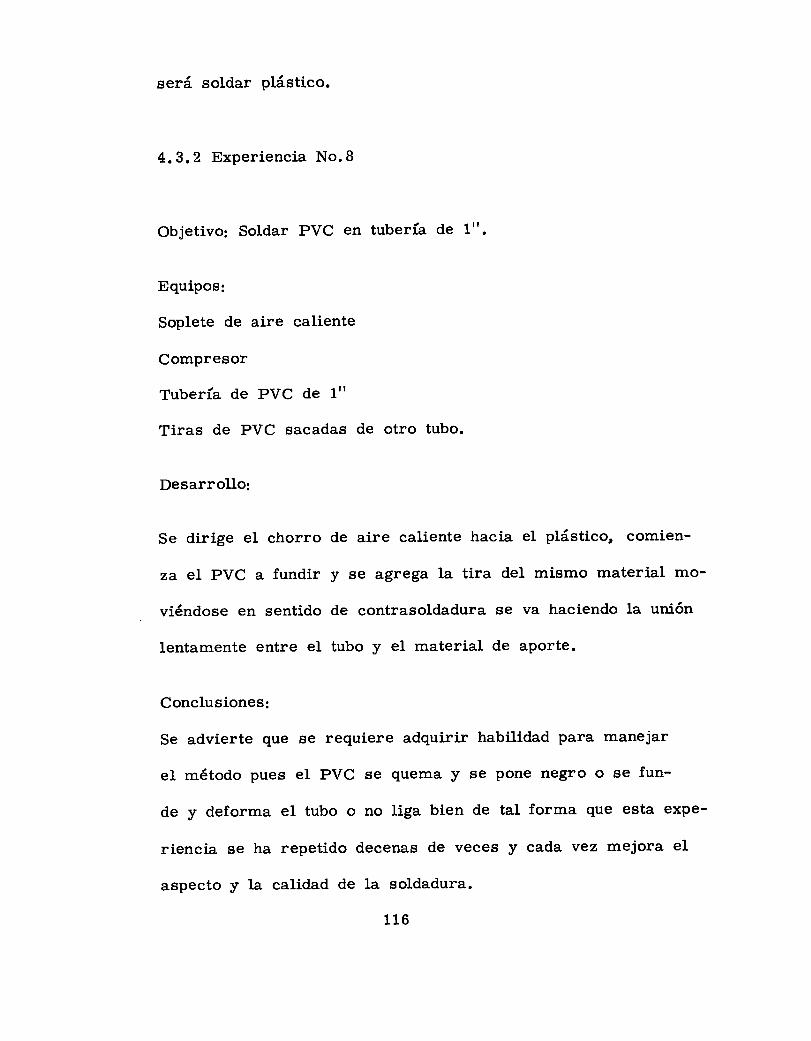
será soldar plástico.
4.3.2 Experiencia No.8
Objetivo3 Soldar PVC en tubería de 1".
Equipos:
Soplete de aire caliente
Compresor
Tubería de PVC de 1"
Tiras de PVC sacadas de otro tubo.
Desarrollo:
Se dirige el chomo de aire caliente hacia eI plástico, comien-
za eL PVC a fundir y se agrega la tira del mismo material mo-
viéndose en sentido de contrasoldadura se va haciendo la unión
lentamente entre el tubo y el material de aporte.
Conclusion€s:
Se advierte que se requiere adquirir habilidad para manejar
el método pues el PVC se quema y se pone negro o se fun-
de y deforma eI tubo o no liga bien de tal forma que esta expe-
riencia se ha repetido decenas de veces y cada vez mejora eI
aspecto y Ia calidad de la soldadura.
116
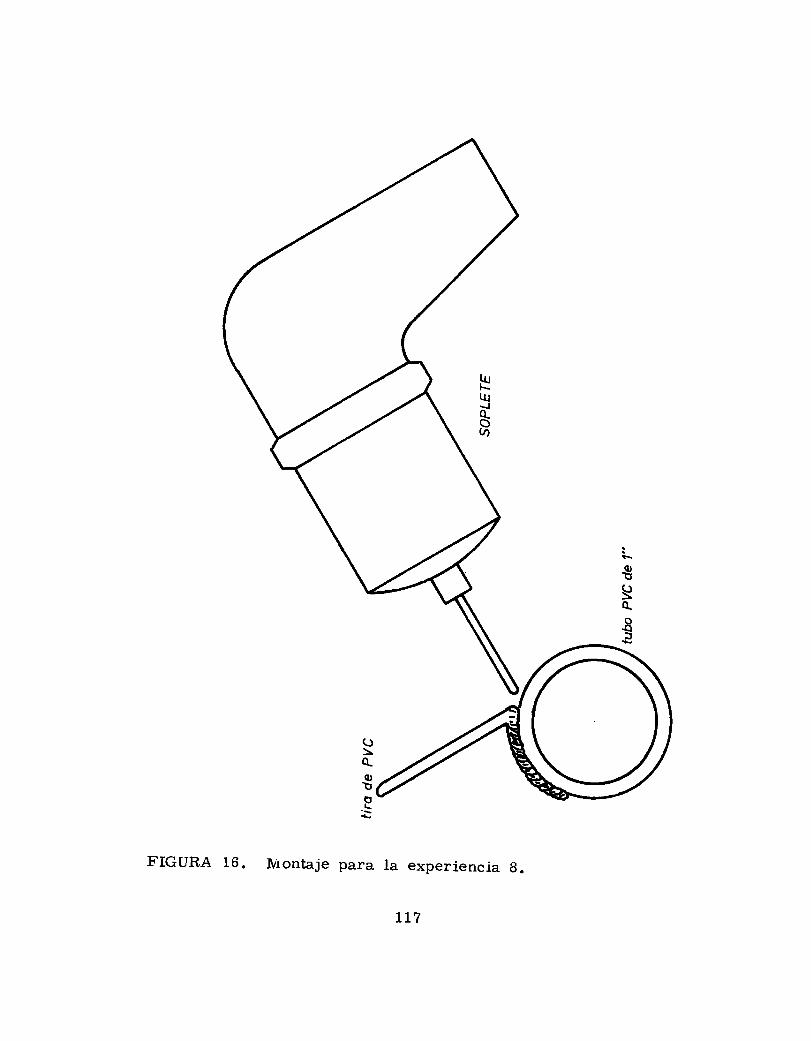
L€so.oaJ
()a-q,!o
la experiencia 8.
TL7
FIGURA 16. Nrontaje para
4.3. 3. Experiencia No. 9
Objetivos: Soldar acrflico, CPVC y PVC flexible.
Equipos:
Un soplete de aire caliente
Un Compresor
Tubería de CPVC
Láminas de PVC flexible
Láminas de acrflico
Desarrollo:
Con el mismo procedimiento de la experiencia anterior se suel-
da acrílico, CPVC y PVC flexible en juntas a tope y en tee.
Conclusiones:
Se ha mejorado las juntas en CPVC y aunque todavía hay pro-
blemas puesto que este material es muy delicado y se ttquematt
fácilmente además no fluye con facilidad.
En un futuro se podría pensar en fabricar las barras de solda-
dura talvez con aditivos fluidificantes que mejoren la calidad
de la junta soldada.
118
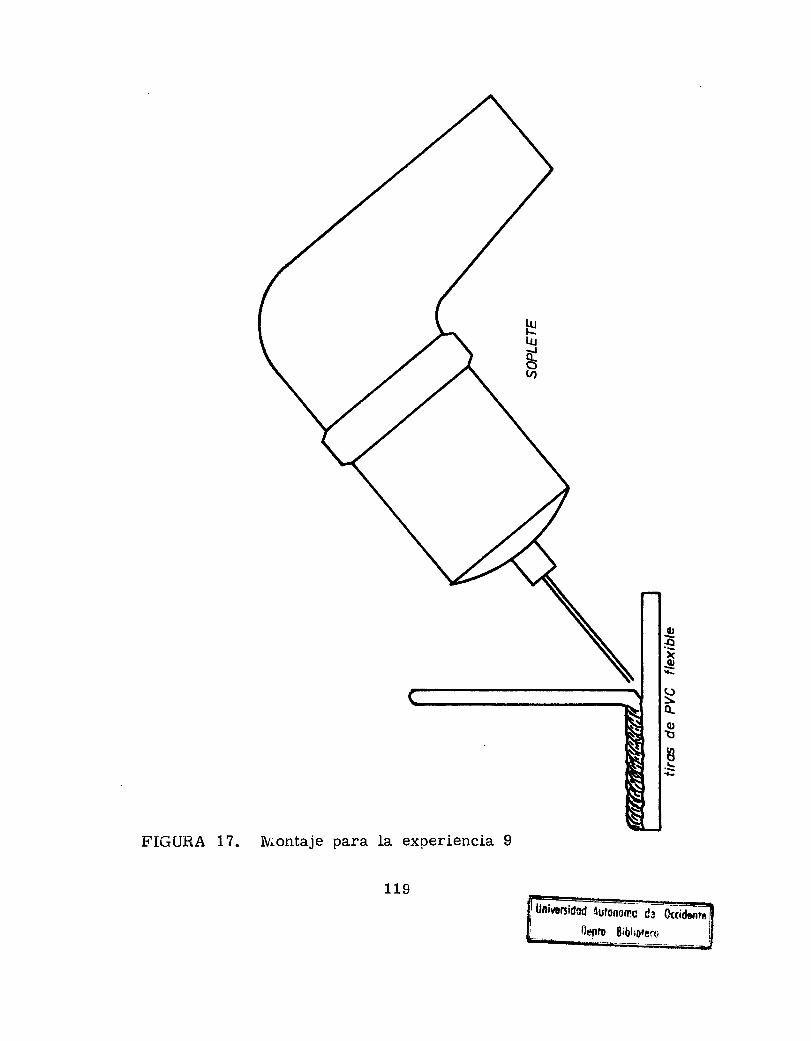
oaxg
()o-oE
I
FIGURA 17. N;ontaje para Ia experiencia
119
AI soldar acrflico y PVC flexible se puede observar que estos
materiales fluyen fácilmente y la calidad de Ia junta es muy bue-
na ya que alcalaza grann penetración en Ia fusión. Aunque en los
acrflicos transparentes se pierde la transparencia en las zonas
de calentamiento, ro sucede Io mismo en los acrflicos de co-
Iores.
L20
5. COMENTARIOS FINALES
Se han soldado materiales plásticos con ayuda de aire caliente;
pero realmente se puede estar seguro de Ia calidad de la unión
soldada solamente en eI caso del PVC ya que para esto se pre-
pararon cuatro muestras y se probaron a presión hasta romper-
las, los resultados pueden confrontarse en la Tabla del documen-
to El-6 del apéndice B.
De allí se deduce que la soldadura responde satisfactoriamente
a la prueba de presión sostenida puesto que la muestra de índi-
ce de rotura más bajo de los cuatro fué sometido anteriormen -
te a esta prueba sin sufrir daño.
Las presiones de rotura en el caso de la soldadura a tope es-
tuvieron siempre por encima de Ia presión de trabajo y dos de
ellas fallaron por arriba de los 400 PSI límite de rotura de la
soldadura líquida, usada comercialmente, con un tiempo de fra-
guado de dos horas.
t2t
La unión a tope con soldadura por fusión presenta economía
de accesorios puesto que se ha demostrado que la unión es
confiable y hermética sin adición alguna. Además, ofrece ven-
tajas de rapidéz ya que la soldadura líquida necesita de dos ho-
ras por 1o menos para el fraguado.
Además en casos de reparación de tubería este proceso es
más cómodo puesto que permite soldar averías sin necesidad
de cortar o quitar el tubo
Una de las ventajas de la sol.dadura con soplete la constituye
el hecho de poder realízar construcciones de cualquier tipo
aI poder soldar láminas, tubos, codos, accesorios, etc. en
cualquier posición para cor¡formar diseños de düícil geometría
o complicados. La fabricación de soportes y partes para ma-
quinaria en poca cantidad se hace ventajosa utilizando este
proceso de soldadura.
Una desventaja del método es el grado de dificultad para apli-
carlo y manejar la distancia entre ra boquilla y er material a
soldar, ya que ésta depende del tipo de polímero sobre el que
se trabaja, de su espesor, de Ia velocidad de manipulación del
t22
soplete y del caudal que esté fluyendo por la boquilla; factores
éstos que solo es posible dominar cuando se tiene un perfecto
conocimiento y una gran habilidad por parte del operario; ya
que si aumenta el caudal, disminuye la temperatura de salida,
aumenta el tiempo de calentamiento hasta eI estado de fluidéz
y se coffe el riesgo de cortar en vez de soldar porque debe
aumentar la distancia entre Ia boquilla y eI material para que
no lo atomice o disperse; de manera contraria, si disminuye
el caudal se aumenta la temperatura de salida del aire, dismi-
nuye el tiempo de calentamiento y debe disminuir gradualmen-
te la distancia entre Ia boquilla y eI material para encontrar
Ia más efectiva.
Resumiendo, la distancia correcta de separación entre la bo-
quilla y el polímero y la calidad de la unión, son fact ores
que resultan de la experiencia y habilidad del operador' pero
que no obedecen a factores calculables desde un punto de vista
matemático, aI menos por ahora que no se conocen a manera
profunda en cuanto se afectan estas dos variables si se modifi-
ca alguno de los factores que intervienen.
t23
RESUMEN
A veces se tiende a confundir los términos sintético, plástico y
polímero; pero aunque cada uno de ellos tiene su aplicación cla-
rB, la palabra no es específica, por esa raz6n y para evitar
confusiones, se limitará a usar el término polímero.
Los polímeros se fabrican a base de moléculas de bajo peso me-
diante una apropiada y condensándose para llegar a monómeros y
éstos mediante temperatura y presión dan como resultado macro-
moléculas definiendo por cantidad el grado de polimerizaciín.
Los polímeros se pueden clasificar de acuerdo a su masa mole-
cular o de acuerdo a su procedencia sintética, vegetal o animal;
otros los clasifican de acuerdo a sus propiedades fundamentales.
Las reacciones que llevan a Ia formación de polímeros son de
dos categorías; adición, cuando los monómeros rompen los dobles
enlaces para unirse entre sí; y la condensación en Ia cual se
presenta una modificación química de varios grupos capaces de
t24
reaccionar y separando productos como agua, amoníaco, etc.
Como el proyecto consiste en un soplete para soldar plásticos
por fusión con aire caliente se debe dirigir, básicamente, a aque-
llos polfrrneros que por acción del aumento de temperatura se re-
blandecen y cambian su estructura pero al enfriar recuperan nue-
vamente sus características. A estos tipos de polímeros se les
denomina termoestables; siendo un ejemplo típico el Cloruro de
Polivinilo PVC por ser el más usado a nivel de Ingeniería.
El PVC se procesa por medio de inyectores o extrusoras para
formar los distintos elementos como tubería o accesorios según
el caso, partiendo de mezclas entre La granza base de cloruro
de Polivinilo, el plastificante y colorantes.
Para calentar los sistemas de plastificación se utilizan casi ex-
clusivamente, elementos calefactores eléctricos, que producen ca-
lor mediante resistencias eléctricas. Para el caso, tampoco se
alejará y se calculará una resistencia capaz de proporcionar
eI calor requerido para calentar una caja de calentamiento, bá-
sicamente una cerámica, gu€ por convección calentará el aire
que circula a través de ella, y que posteriormente fusionará los
materiales a soldar.
125
Para la resolución del problema se parte de datos conocidos a
supuestos, basados en realidades de trabajo comos temperatura
(T) 200" C; velocidad de manipulación (V) = 60 cm/min; espesor
del material(t) = r0 mm; caror específico (cp) = 0.245 car/g."g..conductividad térmica (Ks) = 0. 14 Kcal/mt,HroC; densidad del
PVC (P¡ = L.4 glcrn3; caror específico del aire (epa) = o.z4
Cal/g. " C.
La transferencia de calor al materiar a soldar se c ansidera co-
mo una placa grande de espesor L que sin refrigeraciór¡, se
expone repentinamente al aire caliente cuando eI soplete comien_
za a operar sobre una cara de la placa. Este es un problema de
conducción transitorio de calor, y eI primer paso será determi-
nar el tiempo que gasta Ia placa en alcanzar el estado de flui-dé2.
Este es un problema matemático de ecuaciones diferenciales de
segundo orden en dos variables y cuya solución se ha sintetiza-
do en las Tablas B-1 ar 8-6 y B-? del Apéndice B. EI procedi-
miento es el siguiente: primero se encuentra er coeficiente pro-
Iosmedio de transferencia de calor por convección, acogiendo
datos iniciales y haciendo otras consideraciones en base a
periencias; se establece la ecuación de continuidad entre la
ex-
en-
126
trada y salida del soplete para encontrar la. velocidad de salida
del soplete, y con referencia a las consideraciones de Hilpert en
Ia Tabla B-3 que trata de la transferencia de calor con formas
diferentes a cilindros y esferas; se realizan las operaciones del
caso encontrando la conductancia por unidad de superficie prome-
dio hasta llegar a una conducción de calor en estado inestable.
Para atacar el problema se debe conocer otras razones adimen-
sionales como la resistencia térmica interna a la externa (Mó-
dulo de Biot) y La razón adimensional de temperatura y el adi-
mensional de Fourier. Manipulando apropiadamente estas razo-
nes ayudados por las respectivas cartas, se encuentra eI tiem-
po que tarda la placa en fundir. Utilizando la carta de Q/Qo
contra el módulo de Biot para diversos valores de Fourier, se
halla el calor necesario para fundir Ia p1aca.
A este calor se le suman las pérdidas debidas al soplete, en
Ia boquilla, en el acople, resultando el calor total que debe su-
ministrar Ia resistencia; cuya potencia disipada de acuerdo a
Ios cálculos debe ser de aproximadamente 20 wattios.
Después de conocer eI calor total y la resistencia apropiada,
es menester conocer el caudal de aire necesario para transpor-
tar ese calor y que va a entrar en contacto con Ia placa. Se
L27
trata de un cambio de entalpías para un gas ideal donde T se-
rá un cambio de temperatura ocasionado sobre una masa en mo-
vimiento m y con un calor específico constante cp manipulando
Ia ecuación acercertadamente, se encuentra el caudal de aire
que debe suministrar eI compresor sÍendo éste de 0.3 cfm.
La confección del soplete en si se realiza en base a modelos
de toberas sometidas a conducir eI aire impulsado por ventila-
dores y luego, por tener reducciones de área apreciable se IIe-
gó a Ia conclusión que al aire se Ie debía suministrar una pre-
sión capaz de vencer esta resistencia por medio de aire com-
primido a un compresor.
128
BIBLIOGRAFIA
BRITO SOLANO y Otros. Aplicación de los Plásticos en la Industriade la Construcción. Bogotá, Ed. Universidad Nacional IEI,1977, t42 p.
CELSI, Santiago. Química Orgánica XVI Ed. Buenos Aires, Edi-torial Kapeluz, 1964, 367 p.
CIVITA, Roberto. Ciencia Ilustrada. Sao Paulo, Editorial Abril,1964, 2.500 p.
CHAMBADAL, P. Los Compresores. Barcelona, Ed. Labor S.A.,1973, 193 p.
FLECK Ronald H. Plásticos. Su Estudios Científico y Tecnológico.3a Ed. Barcelona, Ed. Gustavo Gili S.A. 1964, 475 p.
HOLMAN. Heat Transfer. Londres, Ed. IVrcGraw HiIl, L972,462 p.
KREITH, Frank. Principios de Transferencia de Calor. IVIéxico,Herreros Hnos. Sucesores S..A., 19?0, 672 p.
IVIASANA, José. Ventiladores y Compresores. Barcelona, Ed. Mar-combo S.A., 1965, 1?8 p.
MATAIX, Claudio. Mecánica de los Fluídos y Máquinas Hidráulicas.Madrid, Ed. Harper y Row Publishers Inc., 1970, 670 p.
Mc ADAMS, WiIIiam H. Transmisión de Calor. Madrid, Ed. McGrawHill, 1964, 557 p.
N'IEYSENBUG, Von. Tecnología de Plásticos para Ingenieros. Bilbao,Ed. Urmo, 1967, 233 p.
Uniwridod lulonocro rl:
0ePm Bib[ueco129
IVrINKSPE, walter. Inyección de ptásticos. Barcelona, .Ed. GustavoGilis.A., 1g?1,475p.
PAVCO. Tubería y Accesorios pvc y cpVC previsión Manual Téc-nico. Nueva Edición. Bogotá, Noviembre lg77
sAuGoRoDNY, v. v. Transformación de plásticos. Barcelona, Ed.Gustavo GiIi, 1971, 47G p.
STREETER, víctor L. IViecánica de los Fluídos. 4a Ed. México, Ed.McGraw HilI Inc. , L975, 725 p.
130
A PENDICES
APENDICE 'hII
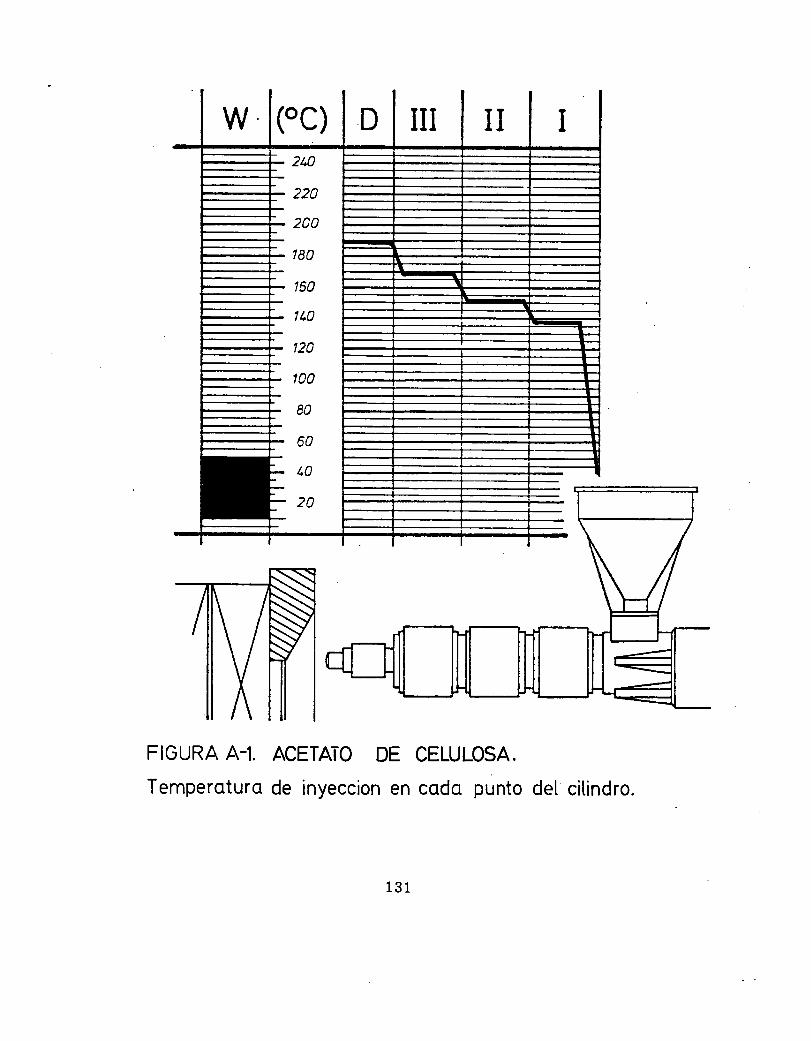
(oc)21,0
220
2C0
180
150
120
t00
ec
60
/.0
20
FIGURA A{. ACETATO DE CELULOSA.
Temperoturo de inyeccion en codo punto det citindro.
131
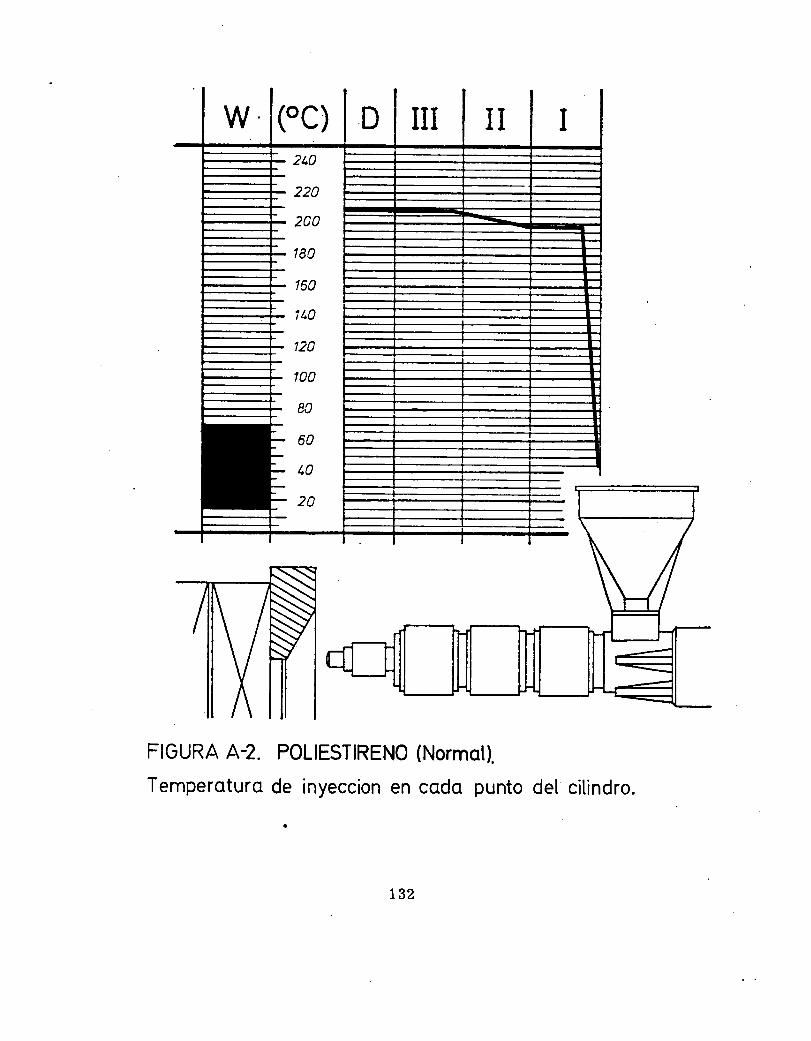
(oc)2/.0
220
2C0
140
150
120
t00
ec
60
¿r0
20
FIGURA A2. POLIESTIRENO (Normol).
Temperoturo de inyeccion en cqdo punto del citindro.
t32
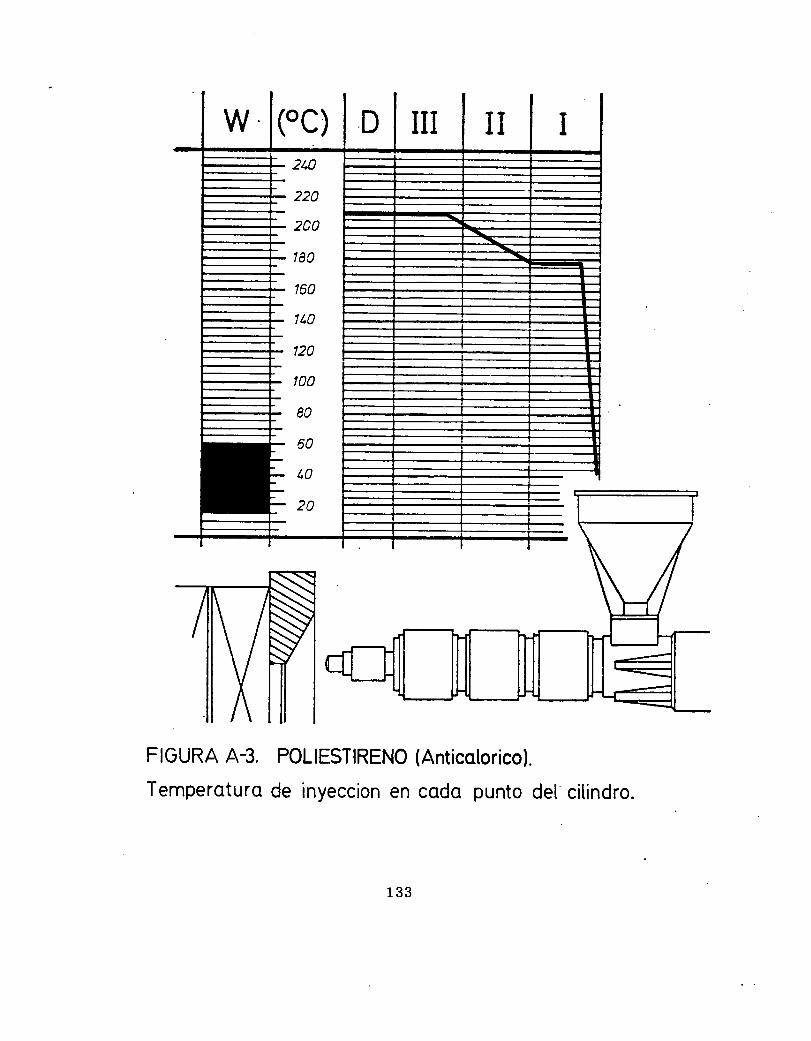
2t0
220
2C0
lEC
150
1¿0
120
t00
óU
60
tn
20
(oc) | o
FIGURA A-3. POLIESTIRENO (Anticolorico).
Temperoturo de inyeccion en codo punto det citindro.
W
133
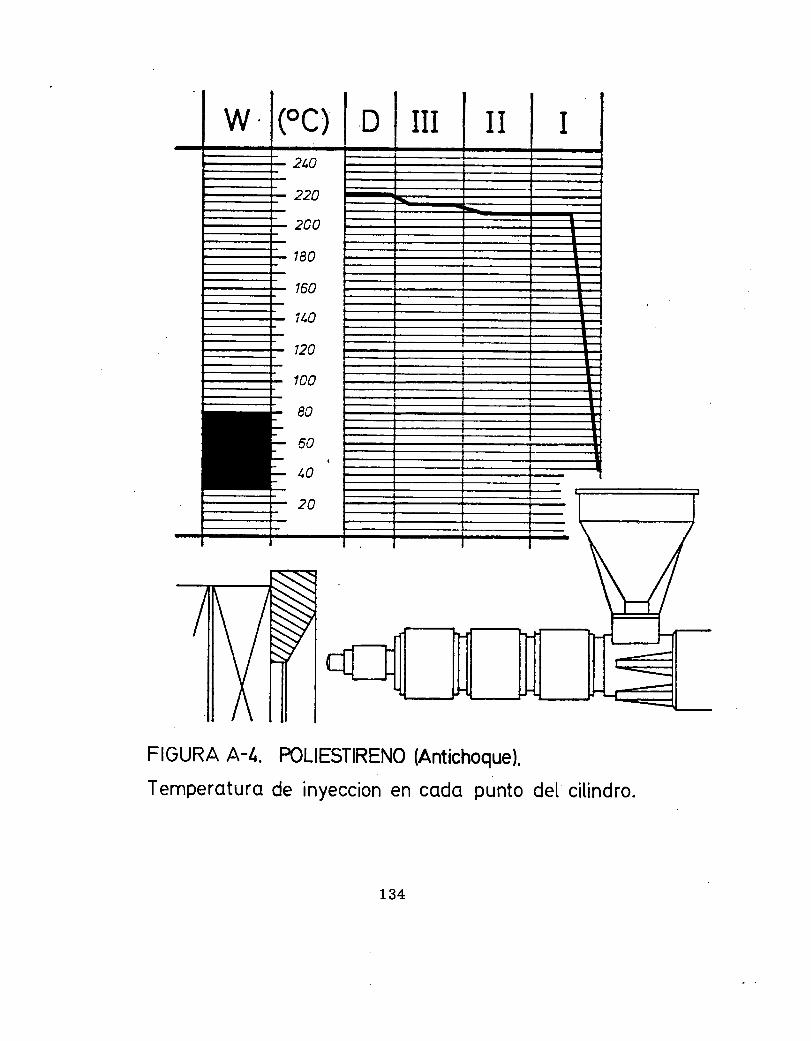
(oc)2t0
220
200
180
750
it0
120
100
ec
60
lr0
20
F¡GURA A-4.
Temperoturo
POLIESTIRENO (Antichoque).
de inyeccion en cqdo punto del citindro.
L34
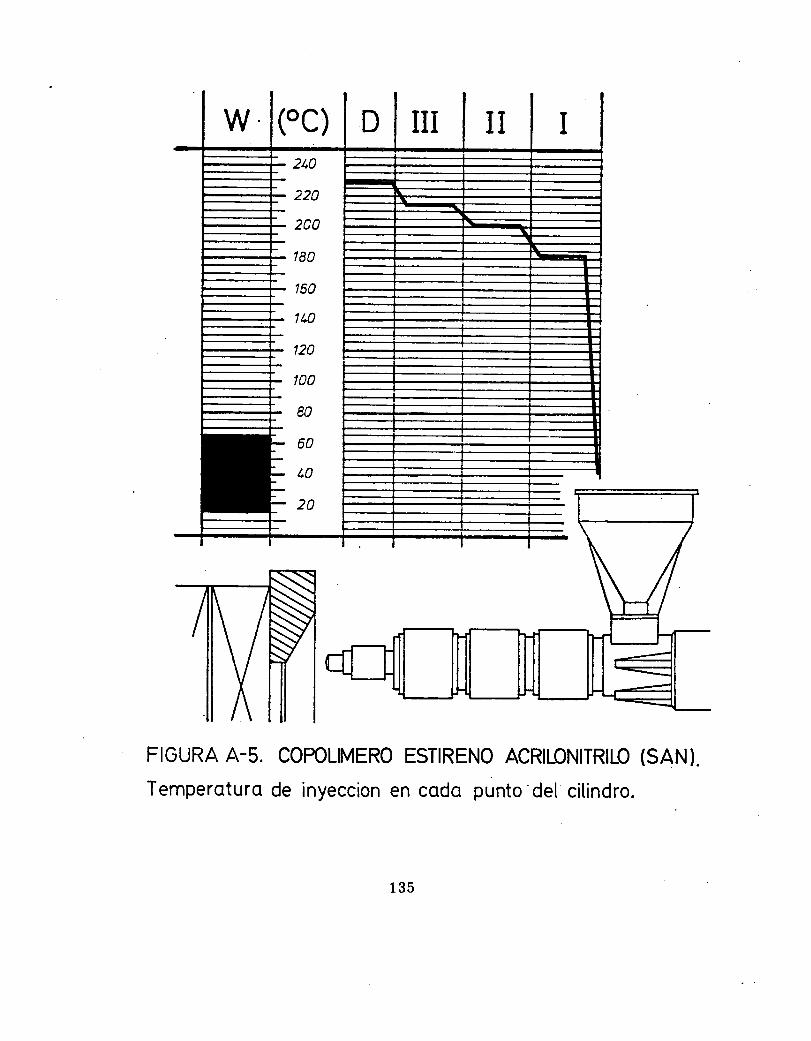
(oc)2/.0
220
2C0
780
150
í10
120
tnn
éU
60
tr0
20
FIGURA A-5. COPOLIMERO ESTIRENO ACRILONITRILO (SAN).
Temperoturo de inyeccion en cqdo punto det citindro.
135
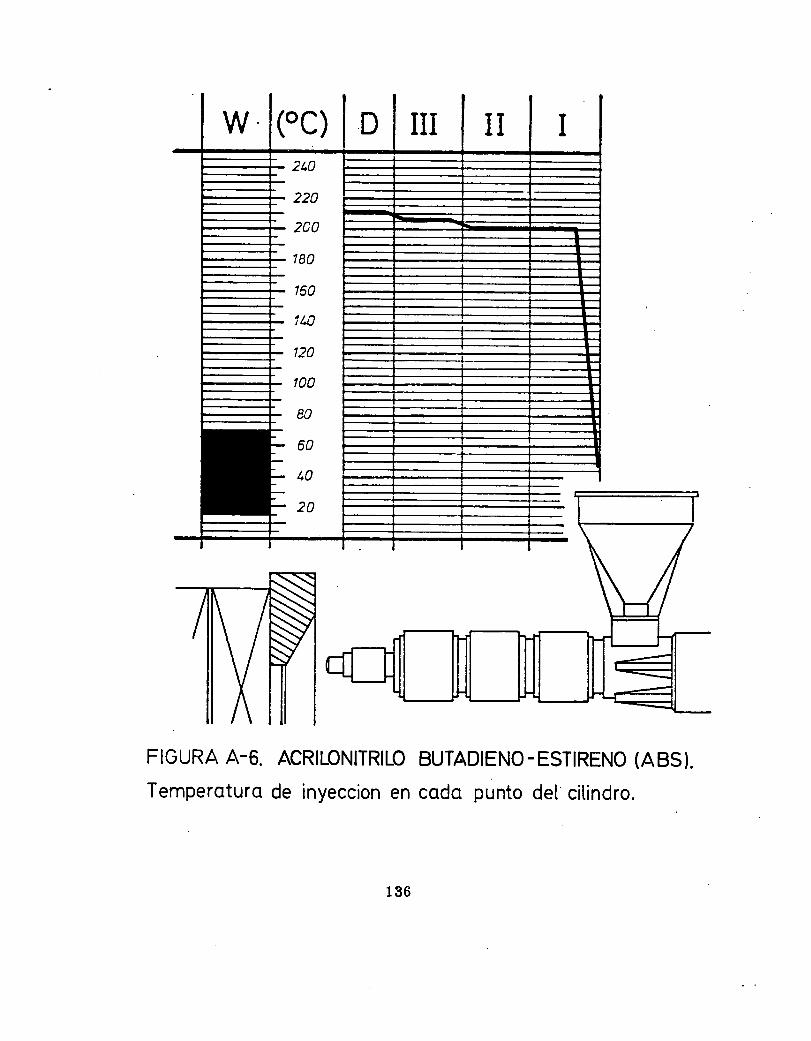
(oc)21,0
220
2C0
180
150
í10
120
100
ec
60
lr0
20
FIGURA A-6. ACRILONITRILO
Temperoturo de inyeccion en
BUTADTENO - ESTTRENO (ABS).
cqdo punto det citindro.
136
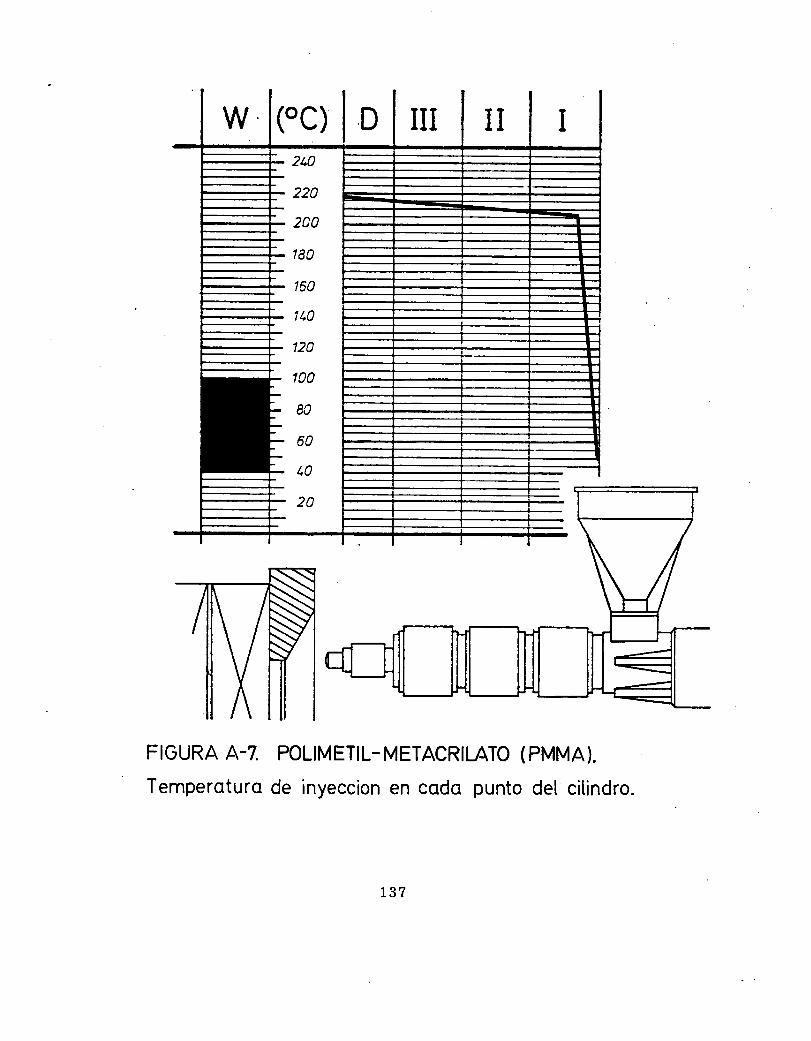
(oc)2t0
220
2C0
1E0
150
i/.0
120
t00
ec
60
40
20
FIGURA A-7. POLIMETIL-METACRILATO (PMMA).
Temperoturo de inyeccion en cqdq punto de[ citindro.
r37
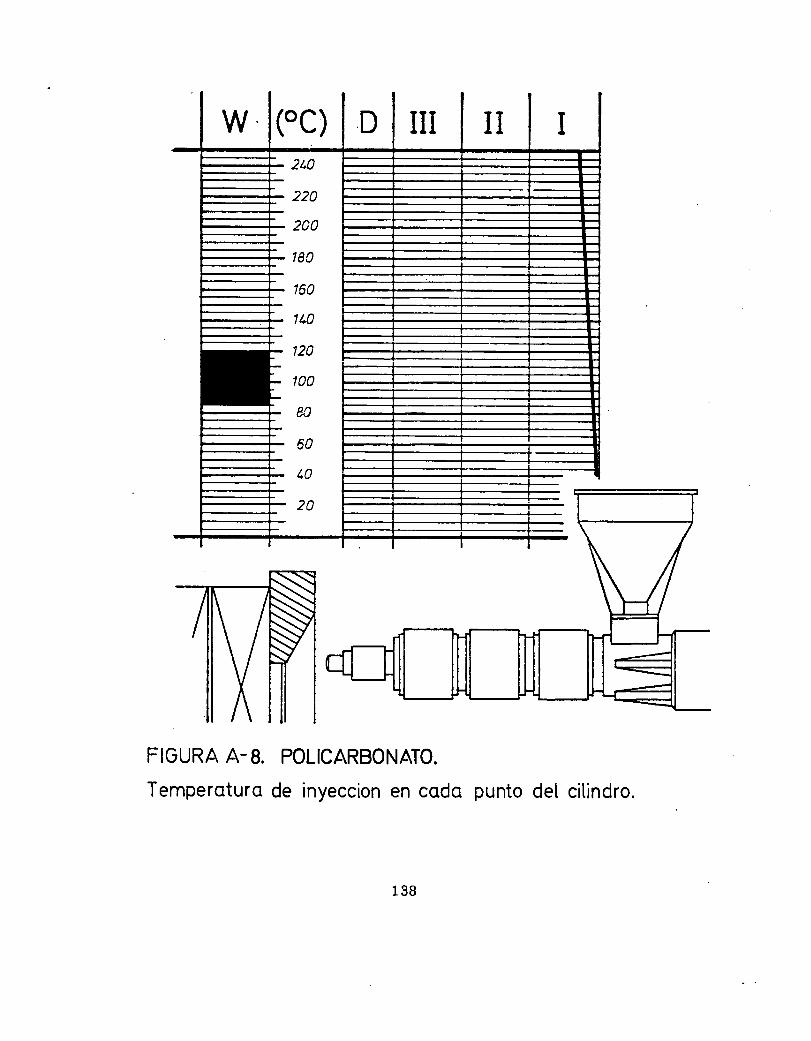
(oc)2/.0
220
2C0
780
750
110
120
100
ec
60
lr0
20
FIGURA A- 8. POLICARBONATO.
Temperoturo de inyeccion en cqdo punto del citindro.
138
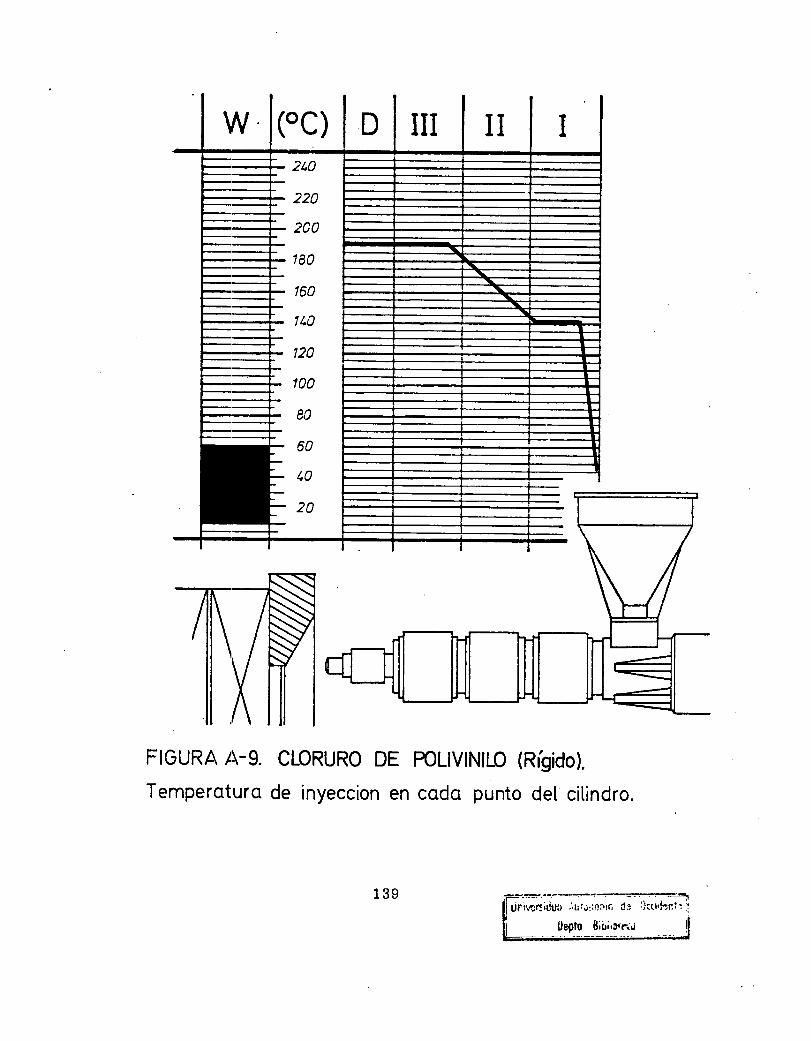
(oc)21,0
220
2C0
180
150
i/.0
120
t00
ec
60
/n
20
FIGURA l\-9. CLORURO DE POLtVtNttO (R¡'Sido).
Temperoturo de inyeccion en cqdo punto det citindro.
139
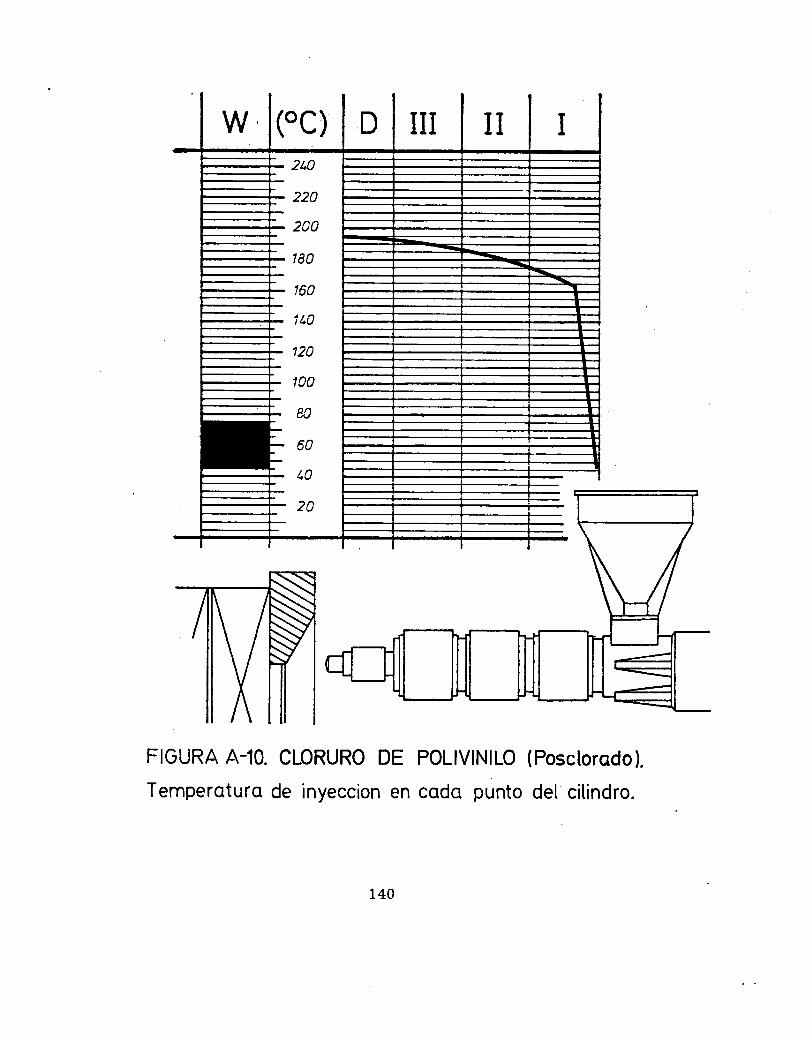
(oc)21,0
220
2C0
180
150
i¿0
120
100
éU
60
/.0
20
FIGURA A{0. CLORURO DE
Temperoturo de inyeccion en
POLIVINILO
cqdo punto
(Posclorqdo ).
det citindro.
t40
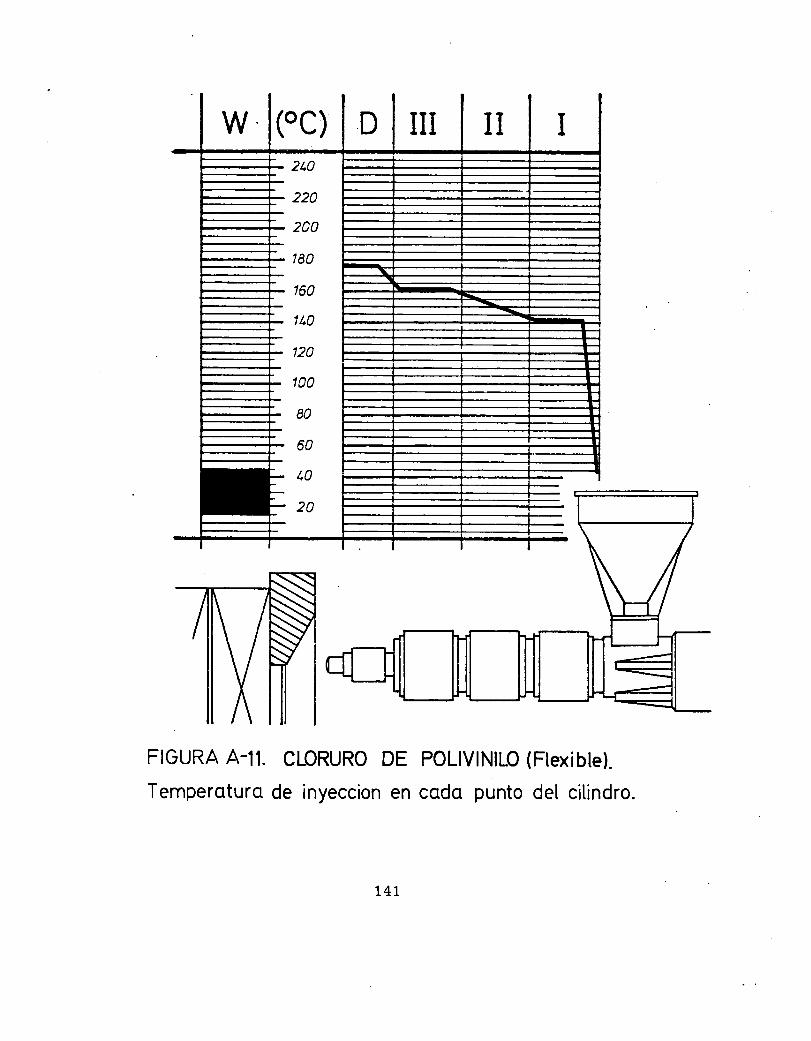
(oc)2t0
220
2C0
180
160
1/.0
120
100
8C
60
lr0
20
FIGURA A-1I. CLORURO
Temperoturo de inyeccion
DE POLIVINILO (Flexible).
en cqdo punto det citindro.
t4t
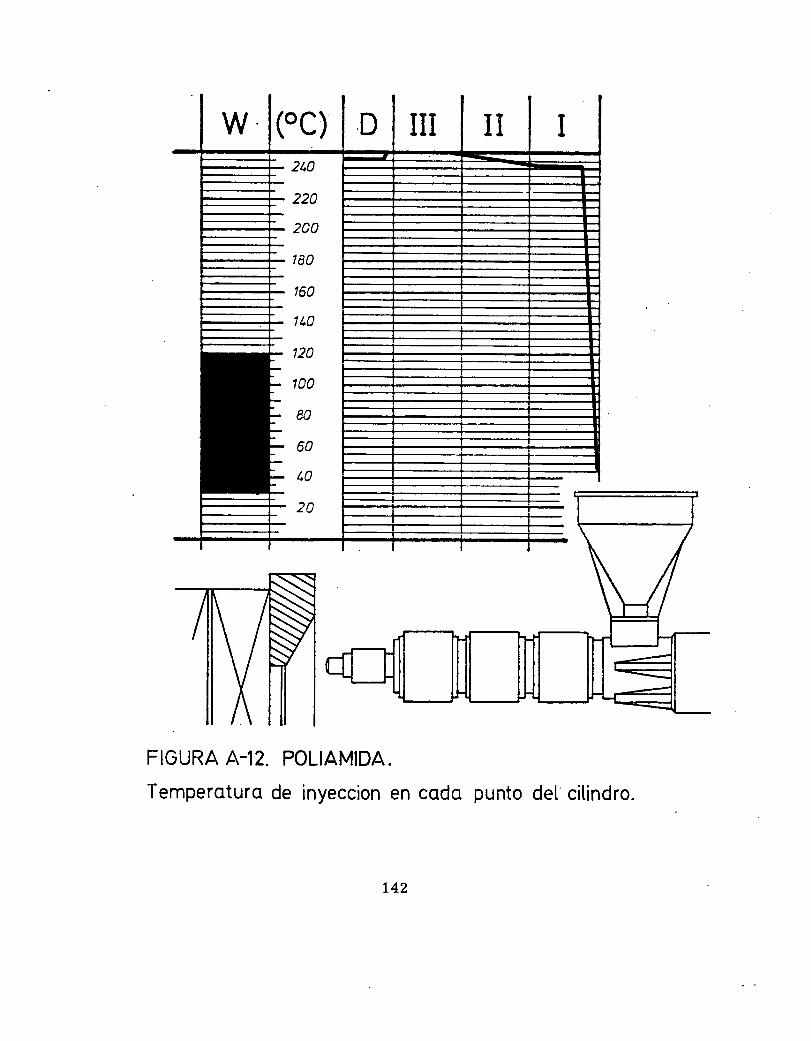
(oc)2/.0
220
2C0
1A0
160
110
120
100
ec
60
/.0
20
FIGURA A-12. POLIAMIDA.
Temperoturo de inyeccion en codq punto det citindro.
t42
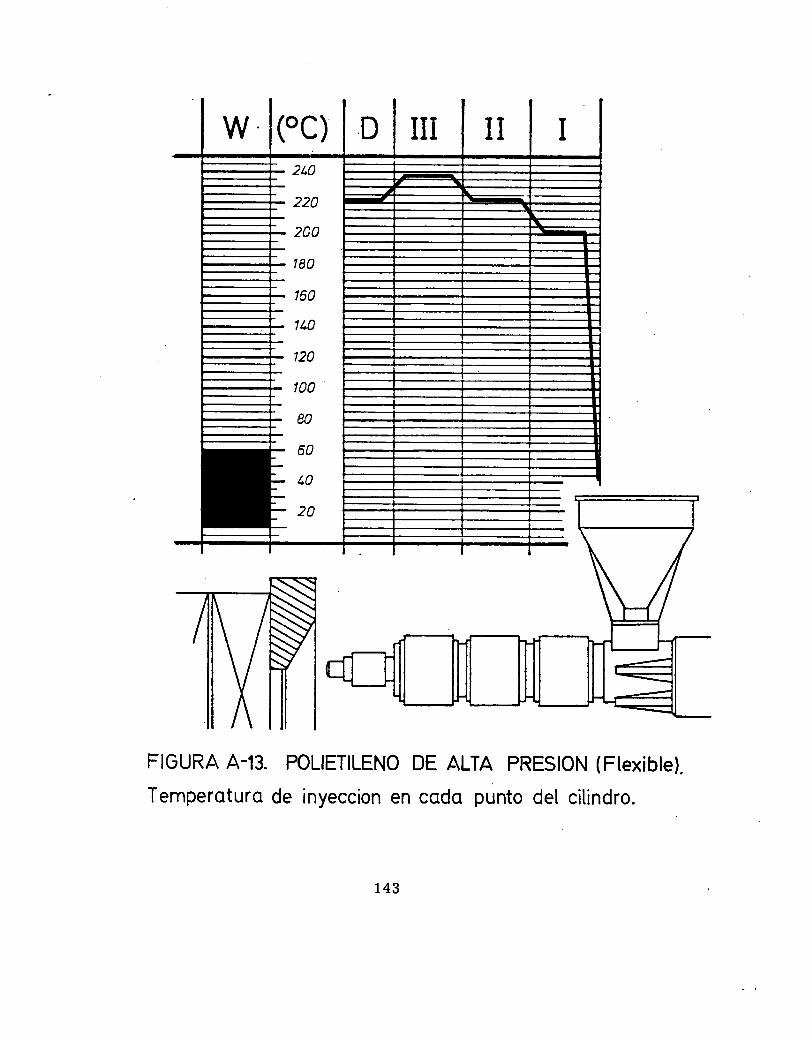
(oc)2t0
220
2C0
18C
150
iL0
720
tnn
8C
60
lr0
20
FIGURA A-13. POLIETILENO DE ALTA PRESTON (Flexible).
Temperoturo de inyeccion en codc punto det citindro.
143
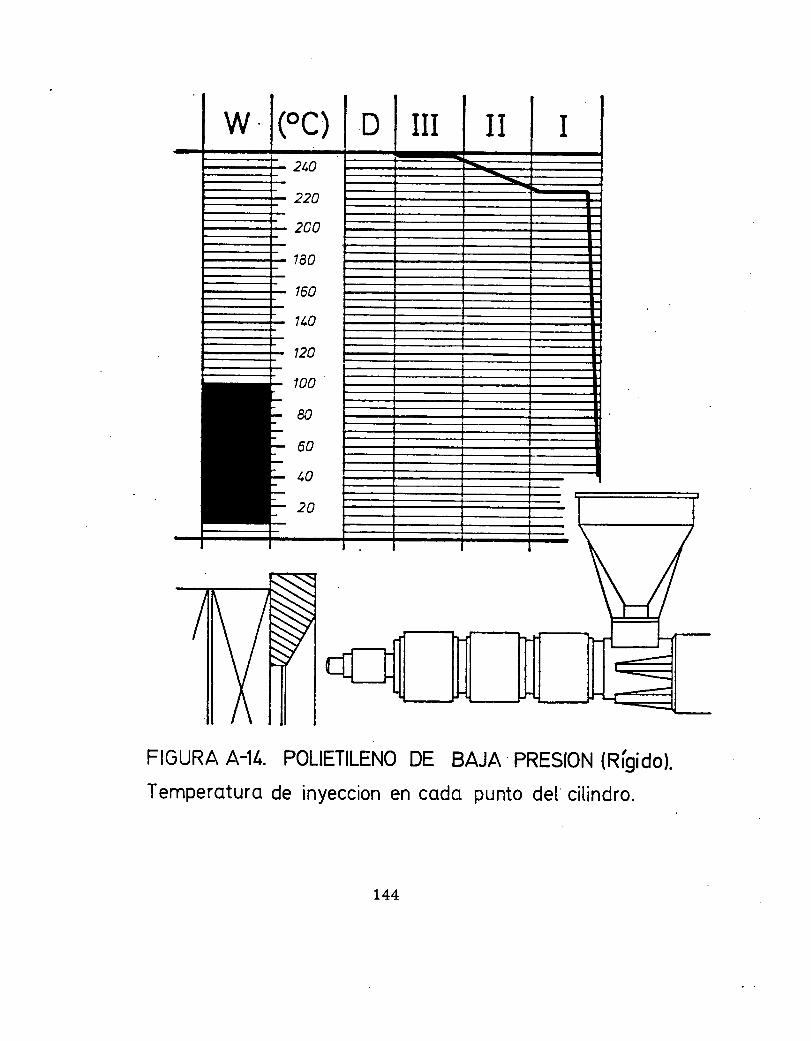
(oc)21.0
220
2C0
180
760
1¿0
120
t00
ec
60
lr0
20
FIGURA A-14. POLIETILENO DE BAJA pREStoN (Rígido).
Temperoturo de inyeccion en cqdo punto det citindro.
t44
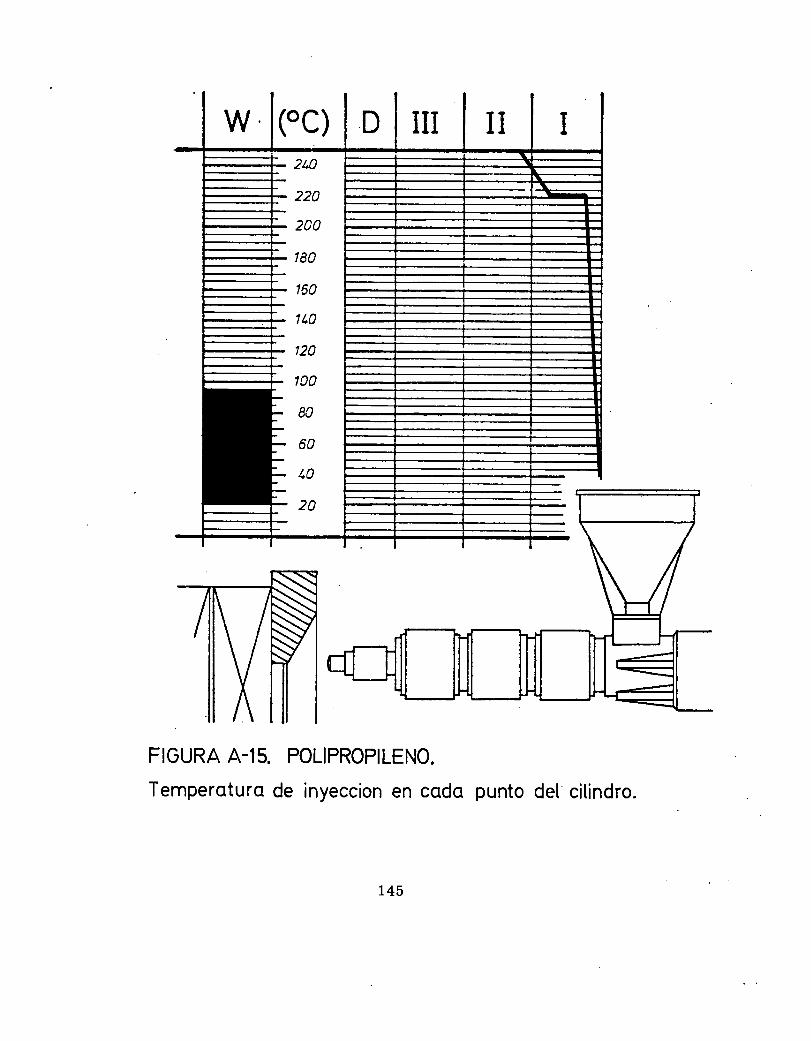
(oc)2t0
220
200
180
160
tL0
120
100
óU
60
40
20
FIGURA A-15. POLIPROPILENO.
Temperoturo de inyeccion en cqdo punto del citindro.
t45
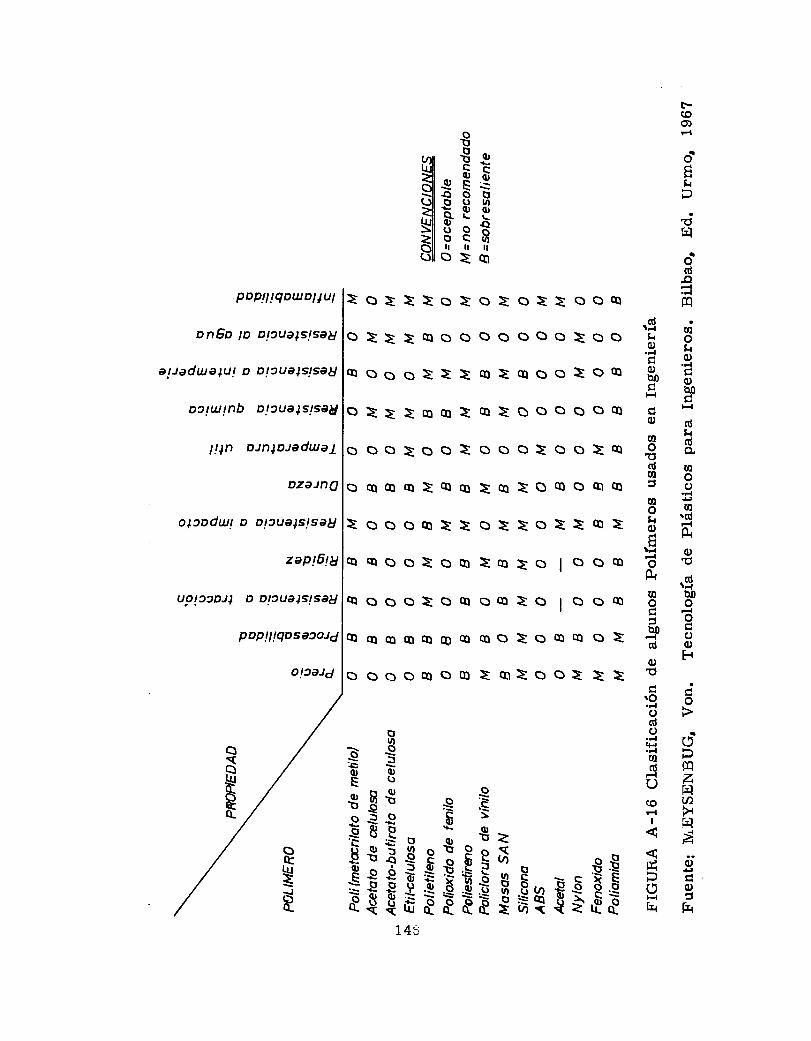
I
$g¡¡
¡-CO
3dES{p
€rl
io(d
'olfi
'9 uiüg'F .eb8,5H
odFh:o.da33R'fiiEYAüE3A,S@h0ooÍÉE3doo t-,t
td;rqó-0
cdOa
óeóñ(ol2-r¡rftl
rts -g;)dgsr¡{ h
.pDprytqDwDllut
onEp lD Dt"uelstsey
a ¡.tad w a ¡u t D D taualslsatl
octutnb ot2ueJslsaA
t!p otn¡otadwal
DZeJnO
o¡codwt o Dtiuelslsay
zap!6!U
uot"2DJJ D D'zUeJS'SeA
pDptlryDsatoJd
EoEEEoto>oEEooQ
oEEEAOAoOoooEOO
aoooEE>a>qooEoq
o>>foo>a>OooooQ
oooEooloooEooEa
oaQqEaa>a>OAoatcD
EoooqE>oE>oE>A>
aqooEoqEq:olooa
qooo:oaaq>o looaQqoaaeaaoEoqqoE
ooooQoo>qlEoo>EE
o14
€*Eu€g{ * E€ñ€ &
sii$s$$$!$s$sFs
otsJ
R
o{
t4r;
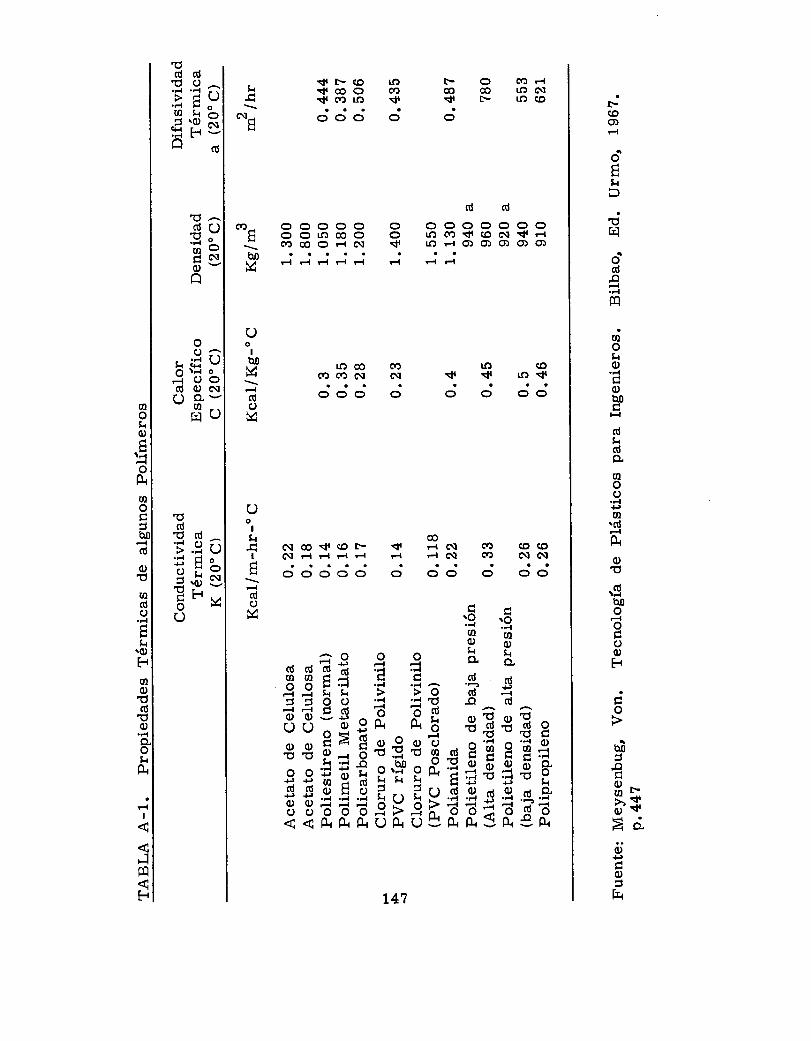
t-(oOJ
oÉHt{
lJr-'t
o(ú
aohc)
dob0c
dS{do.ooo.|{+¡a
a(ú
&q)t-d¡db0o
FlogOQ)
F{
go
h05.oÉ
3,:5.sb'stlEci0).F'Éq)5
tT.{
<l l- (g rl) t- O CrJ t-{st{ OO O CfJ € CO rji G\l<{ Cn ll) sü{ {t t- rl) (O
.aooo o o
ooooo o oooooooool.lj€o o Locfjd{coñtsrnoo 6 0 Fr 6\ \tl |f) F{ o) o) o) o) o)
F{ Ft F{ r{ F{ Fl Ft Fl
^1.{¡{
S{s
crldtr
h0M
COlrJ{{oo
roo cY) to(Y) cta
^t ^I d{ \tl
ooo o o o
Uo
Ib0Mr-{do14
00ñl oo sl| CO t- stl t{
^l CrO CO CO
C\lF{F{F{F{ Fl F{^l Cn ^lNooooo o oo o oo
Uo
IS{a4
I
É
dC)
:q :EF3.,.?-: : : E tUl o d-i C C d ñrs.9il'i 'E '96 e':.1 igH E *H !^d^3E;üe; üb .sEeEe
::frE€I+IH€EÉgÉÉü ü ü € € E ü ¡ x € * ¡ € lt<<AF{AUAUgAtu}tu5q
t47
ocdd8.9r> cu'd il2.f;isé
d
!a
"EU.:apñU
o
ur.iOs'6 bdoN
"'g;
1Jd
E lo8.fi bH"nO
utoS.t
o)HrIoA
0)
UI(úC)
El{
\C)
Fiao!(ú
0)
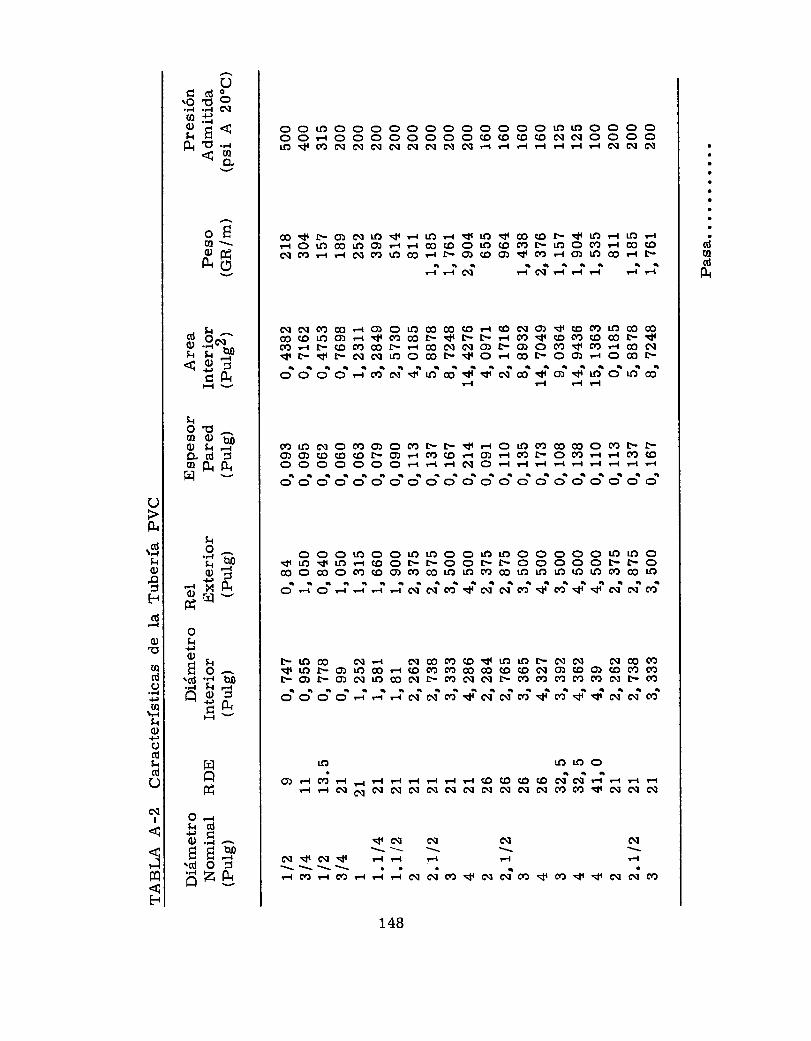
(úad
o o rf) o o o oo oo o o o o o roro o o o oO O rr O O O O O O O O (o cO (O (O Al Crl O O O OrO d{ Cr:
^l C\]
^1 N C\l 6\I N C\l r{ F{ Fl Fl Ft Ft F{ C\l 6i¡
^l
ó sF t- o) ^l
ro <{ -{ ll) F{ <{ lcr + o co r- <. lJ: F{ tl) F{F{ O tf) @ t.() o) Fr Fl O (O O lf) (O C}: t- ü: O CtO F{ € CO
61 6ó F{ F{ A¡ CY) ú: OO .{ 15 OJ (O oJ <{ CY) F{ O) lJ: CO F{ C-iiaiQiaiia
Ft Ft C\l F{ ^l
Fl r< F{ F{ Ft
C\I ^¡
OA @ F{ OJ () |l? O € (O -r CO 6it OJ sil CO 6D lf) O @OO CO lf) OJ Fr $ CtA cO F $ t- !- F{ 60 $ cO C}: CO @ t- <lOO Ft t- (O 60 oo f- Ft OO Al c\l OJ t- O) O CYI sfi CD F{ CO C\]$ f- $ t- ñl A1 |¡: O 6 F- $ O Fl 6 t- O O) F{ O € r-
iiaiiQiiiiaiaiaaaaiiic) c) O O F{ cro Af $ lo @ {t st| g\1 0O $ o) $ lo O tJ) €
F{ F{ F{ Ft
Cra rt) c\t O CO o|J O 0O t- t- $ F{ O tJ) cD @ 0O O Cb t- t-o) o) (o (O (O l- O) F{ 6D (O t{ OJ F{ O: f- O 0O -{ F{ OO (gO O O O O O O r-r Fl r-{ ñ1 O Fl F{ Fl Ft Fl F{ F{ Fl F{
aaaiaaaiaaaiaaiaiiaQaooooooooooooooo ooooo o
o o o lo o o rc, rf) o o ro rf) o o o o o rf) ro o<{ |¡) <r ro Fr co o t- f- o o c- t- o o o o o t- t- o@ o co o cv) co o) cy) oo ro ro cr) co tJ: ro ú: ll) tJ) oa € to
aaaaaiiqaiaiaiiiqa aaao Fr o F{ Fr Fr t-r A1 A1 CY) d{ g\I 6i¡ 60 $ C}: !Ül stl Al 6\: 0o
f-tl)€ ^tFr
c\¡@0aco$|J)rl¡l-^1 ^l ^¡€cn<. ro t- o) ro 6| F{ co 6D oa 0o @ co co
^t o) co o) (o 0o oo
t- o) f- c'J At lf) o ^¡
t- 0D ^l
ñ1 F cr? 6r) clD 6r) fi) Al f- cloaiaaaiiaaaaaaaaaaaiaa
O O O O Fl !-{ F{ 6it C\l CrJ sfl ^1 ^l
orJ $ m $ \t{ C\ C\ oO
rf) rJ:|l)o.taa
OJ Fl cf) H ,-l H Fl F{ Fl F{ Fl (O (O CO Cg C\I ñ¡ Fr F{ F{ F{F{ Fr ñ1 Ñ c.¡ Ar c\1 ñt 6¡
^¡ c\t c\: Al
^I ca 6a <{
^l ^r C\r
dl ^I
N c\t C\t\-\ '\ \- \-O¡<lñl$ F{F{ F{ Fl F{\-\.\.\_ .. . i .F{ 0o F{ cro F{ F{ t-'t 6tr
^l co <r c\¡
^l cfJ <r ca {| <t Ar
^1 6f)
148
O
:EgkflE"*59
OHúD \\^9Étl{(5
sE?
¡{
fiEeod5J4eet¡.|
S{q^'f, hpoE+r56X5
o¡{+Jo.Jl-{E o^.d .i b0
agFrr Flil -
fiO-rf.{ dfÉÉÉh0
.dO5'Áza,
O
A
.SS{q),o5F{
d
0)€odC)
ulJko.PC)d¡.{dU
c\¡I
J
F{
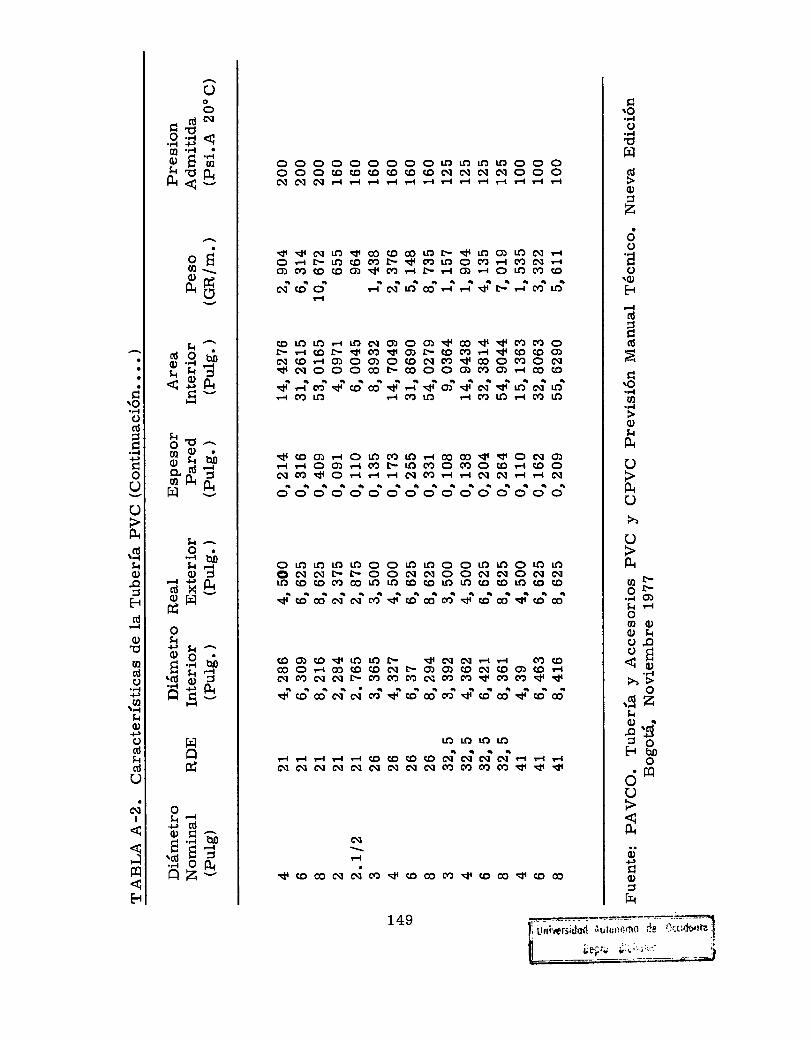
Fi1o
oEe(ú
q)
zC;o
.F.lÉo
\o)F{
d5Ed
É\oa
a)S.t
AU
AUh
O
A
RF.Í o¡${ Flooo)O¡{o!oÉ<d
'|{h>o
,saS{
E.rfFEtsh0
o
o-O
|J{
ü+¡Éo5h
ooooooooororl)rorooooo o o co (o co (o (o (o ^l A1
^r Ar o o o
^1 Al
^l F{ F{ F{ F{ Fl F{ F{ F{ Fl t{ Ft Fl Fl
sü{ dl ñt Lo st{ 0o co oo to l- <l lr? o) ro ^t
F{o Ft t- ro co cto t- $ crl ro o cro F{ co
^¡ F{
O) 0O (O CO o) sü F¡ Fl f- F{ O) Fl O lf) CD (Oiaaaiaiiaaaiaa
^l tg O H ñl l¡) € Fr Fl $ t- F{ clt ll)
F{
CO tO llt F{ lr) N oJ O OJ $ @ sf{ $ oA cD Ot- F{ co c- <t c}? sil oD t- co oa F{ sfl co co o)
^1 CO d O) O oJ O (o C\r cD {{ 6 0 CA O C\r
<l Ar o o o o t- @ o o oJ (t) o) F{ co coaaiiiiaaiiiaiaia
<r d 6A dl co oo $ -t sF oJ sil N Él ro ^r
loFr Cv) tO t-{ CY: rO Fr 0a lf) F{ CD tO
<l co oJ F{ o t.l) oo to F{ € 6 $ sü{ o ^r
o)F{ F{ O OJ F{ OO t- ll) CIO O OrJ O (O Fr (O OAl 0A sF O F{ F{ d C\¡ CD Fr t{
^l G\l t-{ d G\I
aiiaiiiQiiaaiaiioooooooooooooooo
O lo |J) rC¡ !o O O rf) tO O O lo l¡) O lo loc) c\r 6r t- t- o o
^r ^t o o
^¡ ^r o N o!ro (o co cra o lJ: tJ) co (o ro ro (o co Lo co c0
iaqiaaaaaaaiaiaa<r co oo A1 ^t
clo <{ co 6 6/) dr (f' € d{ co €
(o oJ (o d{ rc, |J) t- <{ A¡ ñ¡ Ft F{ oo co6 O Fr O CO (o
^1 t- O) OJ (g C\l CO O) (O Fl
Ar 6/) ^t
At f- (Y) CD 0¡J (\ 6A Cq $ CfJ CA sü{ stliiia.iaaiaiaaaaa$ (o o c\t 6{ 6a {t co o 6D $ (o co <r co €
rl) ro ro ú)
Fl t{ Fl Fl Fl cg CC, CO (O ÑÑÑ6i-r -, -rc\r c\r c\¡ ^1 ^l ^t ^l ^:
c\l cra 0a c!4t cr) sfi <l $
^t\.
<t cO O c\! A¡ Í) sfl cO ó ú) dr (O O sü{ (o €
Uoi'tüf5¡¡Jül ¡iul{tllt:tr:tr't ¡ie :irrlrit¡trc
üe;r¡ ¡;ir;" '-'
t49
ooo
dN
HE<FÉr;üxe
sۖ9fi-U
s F$iEñ
glt5i^O.'i bo
o5EEEÉoS{
6 Xal.= b0.ñ llEEÉg
r-'t
oÉ
o!t9.fGt.!.{-{.=tr5::i o 0"AZ¿
1
s¡rO
Od5É+¡Éo9O
A.9
S{0)
5F{dq)!oCü
o.F{
+t
'9S.{
0)+JodS{dU
AII
¡
E-t
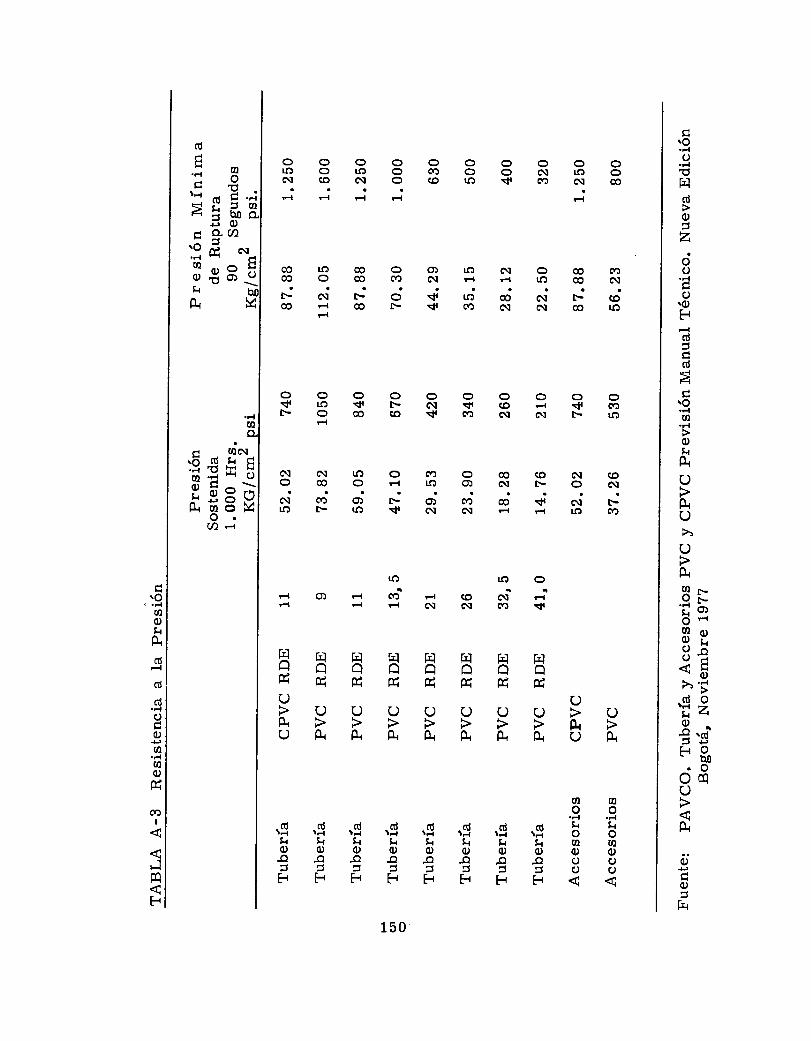
croo
'F{!r-'t
do)tzooco
\c)FF.
(d5g(ú
Éd\oa
oS.{
AO
AUhU
Osqi-'ilcoñ9o¡Y¡{<|1dh'E-do'i, z9?5ütr{O-b0.ooÉU
&
o)€o)
tq
ooooooooooroorf)ocf)ooAlr()o^1
CO^tOcOrO\flcro^1 c|r-l Él t-l Fl
orf)600)rf)^t0c}6ó@OO60^lF{F{tOOOC\l
aat-Att-O\trlr)Oc\tt-CO€F{0ot-$Í)ñtc\6)rl1
oooooooooostt tO $ f- g1t <t (O F{ str oDt-oco(o<tcraA:ñtñrnFl
o clo o 00 co c\¡ coF{roo)^lt-o^tI- o|J CY) co str
^t t-sil
^l Al F{ ro crJ
c\l ^t
t¡)o@oArmo)LO f- rf)
rolooaaa
t{ O) Fl CY) F{ (O c\tÉt F{ Al C\l CfJ \il
RqEHFTÉr14rqÍ-J ^
/'\ /1 /1 /-\ ai -.\É8fiÉÉ8fiÉUOqU&AAAAAAUA
aaoo.¿1 .Añt t{ ¡{riOOS.{ A Utoo0).ooo5(Jc)F
'E '* .E .Í '9f{ S{ fr S{ ¡{ooooo).o -o -o .o -oF5555t-{ Fr F Fi Fr
'S .*S{ ¡{oo)55t-t t-{
150
v)oE.;= ct)b0o'0)a
AT
o :.io)v
(ú
H
cll ,o> f.{-5 IÉ9.o#f^;: o)v'ú¡{A
oi^
':EFLI C)
óM-'
:E .$;íd¿o:' +,|J{ UI
oU)
rQ
oc)fr
(ú
,a4
(d
C)É€ou0)
H
ctoI
J
Er
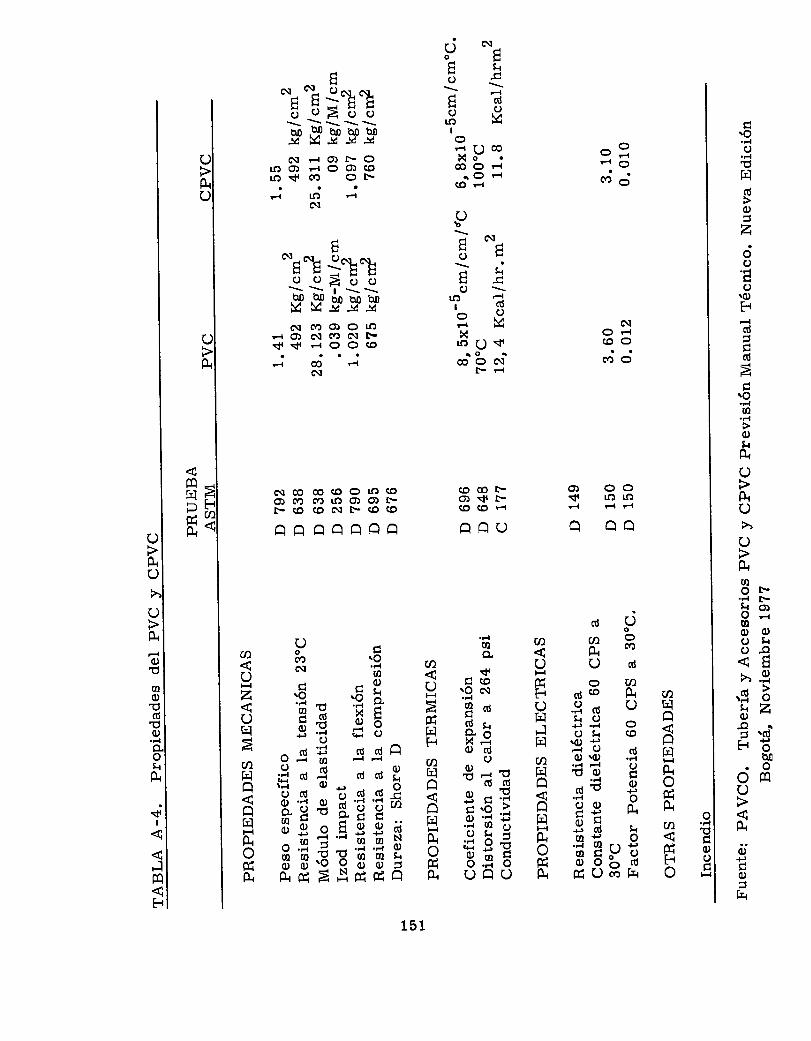
d^-o. trtrs{d
:.É?Xc).XM,o
Íp-.OOF{
qO rtCO F{
Obd^ltrÉoH\-AHHSH*o\.ro*¡:\3üX.o o <'l
io icooAl
t- F{
a H É á E frHú R :e A _; g o d
á .E .6fl g :ER F dB fr nil HE gH z go H Eq : Hs :E i:" n *f; d ül : É
E É;$ iit H etr H üü H B
3 gs;EHss f; n;¡ 5 Hs E H
E :g;süüs E iÉ€ H ü8,,! H
E EsgEs$É E .gÉ5 H s5HE 5
Atr
^5 t;"bt-- -\\-\.\_s ff -P.v -g
trrO
o.F{
rdr4dq)5zooÉo
ro)
E{
cd5!d
ÉrO
a
o¡{AU
AOhO
AU!or-.Fr frÉt o)(oooof{oP
x.9¿r)i or{Zo-O.jrdE-O
b¡.ooÉU
A
.it+¡Éc)5rI{
o1úÉc)oÉH
o36r) 6
6¡F{O)f-OrOO) F{Oo)CO|'o<{ (n Ot-
.aaÉ{ tO F{
^r
E
^Et SttOc¡)C¡c¡\ \. ¡ \\s
ff ffss_s^¡OF{(oo
cro o
ñ1 6r)o)otoF{O)^l0OñlfS<{-{OO(oF{€F{
c\l
ooú.) rf)Ft Fl
OJstlF{
CO CO !-o){rf-CO CO F{
Nó0o(OOTOCOo)mcY)lJ)0)oJf-r- cO (O ñ: t- (O cO
OQUaoaaaQe
151
Ét¡lpAU
AO
A
0)€ao)!d!o)
sr
J
E-{
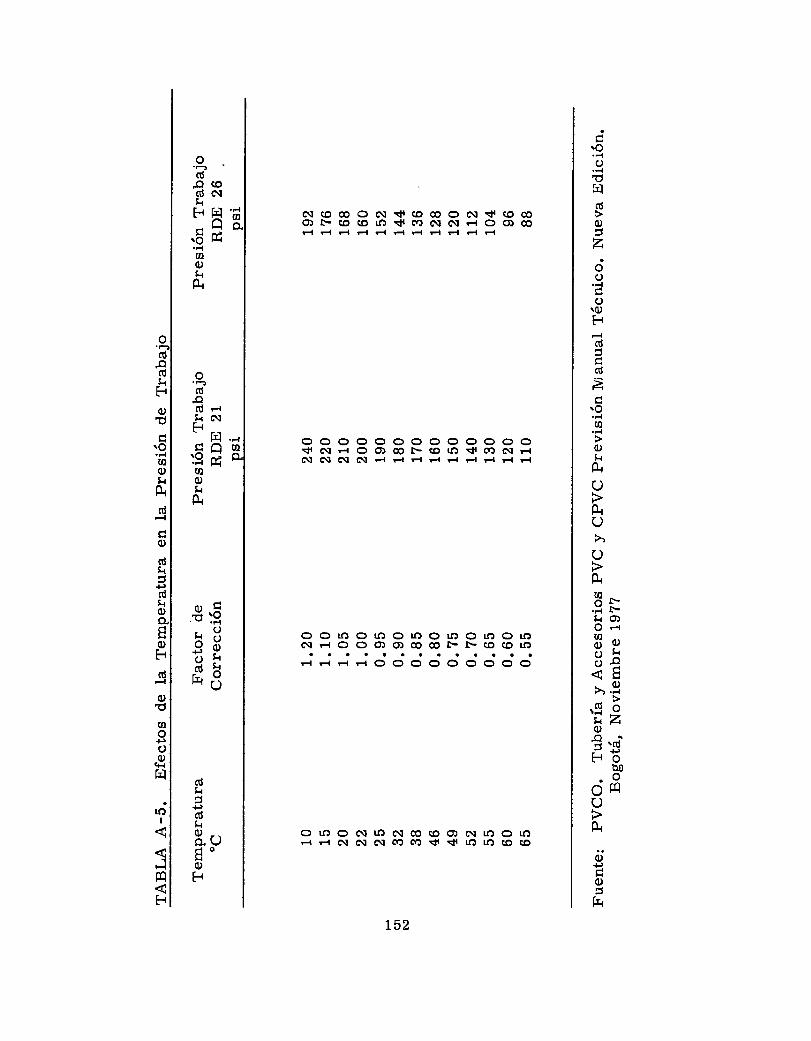
ro
roeCd
o)5Zooco
r(¡)
Ei
CÚ
5(ú
¿aO.F{
a
ol.{AU
AU>)
O
&Xt-.; t-S{ O)O-tÍl o¡
¡-) -O<E>r.9
'9oüzo€.,ütso
h0.9o É.1
O
A
o)+,Éo)5r¡{
A1 (O 00 0 ^t
<. (o co o ^r
d{ cc, @oJ t- (o co ro stt 0D Al 6¡ F{ o cD €F{ F{ F{ F{ F{ Fl F{ F{ F{ F{ t-{
ooooooooooooo<r
^l F{ O OJ @ t- (O tf) $ 60
^f F{
^1 Af C\¡
^l Fl F{ Fl F{ F{ Fl Ft F{ Ft
a
ooroo¡laoú)orootooú)^l
F{ O O OJ o) CO CO t- tr cO CO tOaaaaaa
t-{FIF.IFTOOOOOOOOO
o ro o ^¡
rl) A1 o co o) ^¡
Lo o roi< F{ ^! ^l ^l
CD CA <t <{ u: rO cO cO
L52
CO
^lHa
o'-d
"od¡rF{
ÉrO(a0)frA
c\:
r.'l
F{t{
o'-ddS.{
Fq
rO
a0)f{&
S:E.oxo.:9off;5
dfu5
.FCüf{l)óUHOH0)
F{
od.ordSiE{
0)dq
\oao)S{
Ad
c0)
(úft5
PdSro)o.l!o)F{
(ú
o€(no
+-¡oc)
c+{
t'1
lJ)¡
't
E-{

APENDICE '' B ''
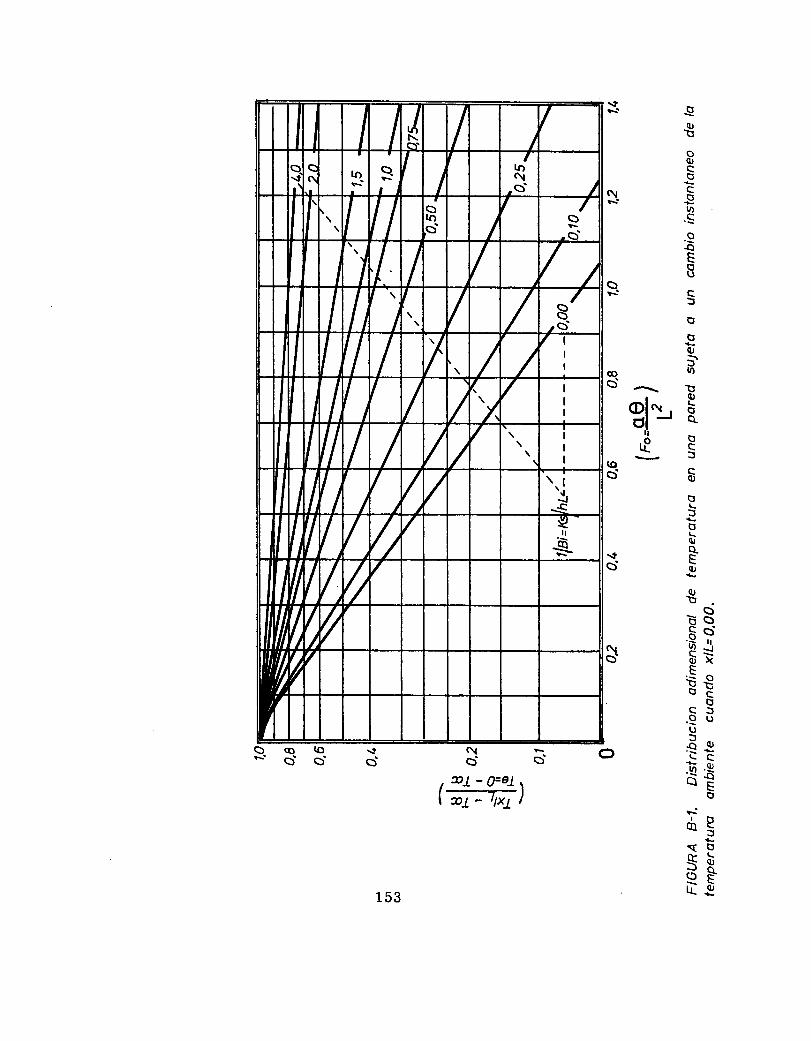
cotoo\E+3o.soaEou
cf,oo*o5Jv)
^.!.q)(Dl.r , o'ñl - a-tl _ñutr- C
J-f,cq)
(oct
o\f,o\qJ
o_EO
q)!
oEOFo'ñrbx-tr._{ o9tvc
UCJ.9()rJ
€*¡s-ul .Y6€a
os'd'P_J
qEf>\\\ (U
oÉüE
\td
3
o\te;
Oa(oF' a' o'c\o
,9J-j=OJ,(6¡
IJe'¡' I I
I
e'iI
cña
los'
a,
I
I,
toN
.d t
I tl o!od /
I aats- cr'
l I / //
III I
l
/ /aa
^rO-.I I I / /
/lI
I
II I
/ / '/,/ I
I
I
I I / / /
/ I
I
I
I l'lt I t
/ / / '.j
WI / //
/ vtls
I / ,
/
/
I,
I
153
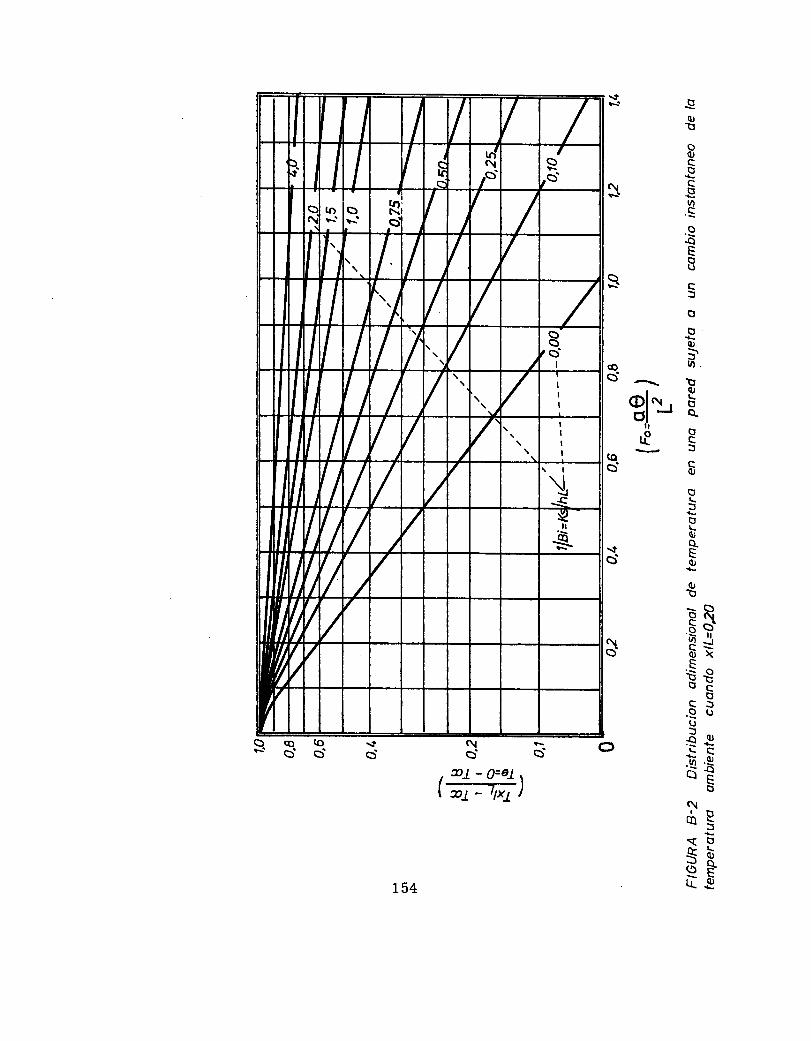
\sFT
c\
aÉ'
!q)
]cooo'^.8¡Q)
(Dl.'r , o'ol - a-
,FFqri
-(o.ob
\\o\qjo.trO
qi!
ERho''-< llvr *JbI.-.\ o9tvc
oCJ.9uU\ñ*sco.YqE
oc\S'P-f,{o\\ (U
()É(= ¡-
\fei
3
o'Aa(ots'o'd A{
ct, OJ. O=OJ ,l--lI o1- r¡x1 I
$ct
t54
,l I I //
_l)t
II
I c¡¡e
uJN
/ct
,aF
,a
lcñ
tots'
ot\
Ra'
II
I/
I I I /I
/
l I v / / /
I I I /t
oot5'
I
+lI
I
// /
I I / /t
/ttII
,l/
t
\-.€
il I/
,//
/ vIts
W / //
W /
f
f//
Ir
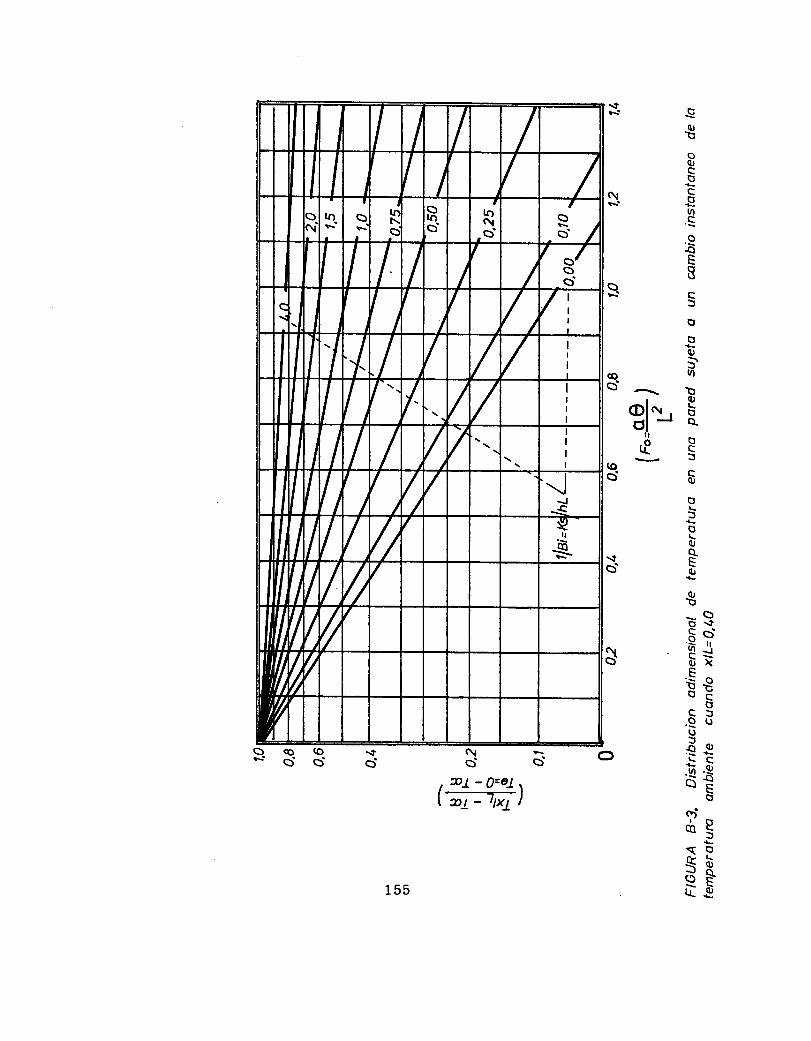
\thi
C\¡Éi
eq)
]coocJ-\E
¡O(DlN , búl - a-
,FF\\-
(o.ob
o\E\a.trqJ
0)!
-aO\AFo'ürb r<-F--.l ostvc
gCJ.9uU-i
ñe¡Fo.Y;-- a-Eor';chP_J
sF-*
(J
dsüe-
\ta'
OabF'od Ntso' o',nJ-0=€1 ,l-----lI oJ- tlx! t
I I I /I
I //
tr)
f
aF
taF\e
a1r)
o'k)Nd
oE/I I I I /
o'od
c
II
II
I/ /
l I // /
il[ l I t\ I / /
I // /
II
II t
I //
/ \l-J
-\
I I I / //f v
tls'll / /,
/
/ It
//,
f./
a
155
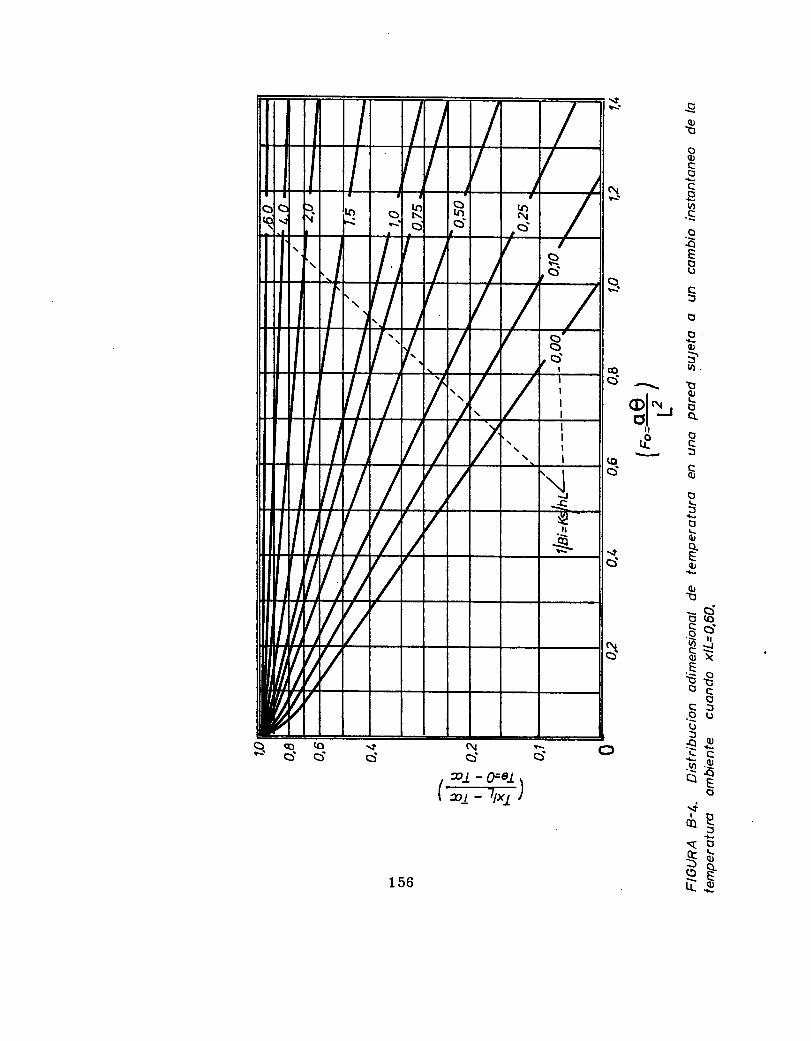
\sFT
c\¡
oET
sq)
]cooO'^.E
r(J(Dlnt , o'dl - a-
,PP{r\
-(oo'E
B\\E\q.r
a.EO
q)!
-cto(oSS'-i ¡¡Yl \¡bi'Sogtvc
gCJ.9uu\ñe}F;Rñ*E
o-?:trul\-f,{o&\\\ q)
oÉü.9
\tct
3
\ta'
Oa(o c\ho' o'
t nJ-'O=et tloml
I I I I /
l I I /I
/a
(c
a
e )\ o a trt\
ca(os'
lf)\d /
I I /
f IRo'
,' I I/
/ /
I /'T / /
f a-s,d
I
t1 I //
/
I I / / /
f
/
II
II
tt / t
t
/ {<\
I /
/,/
// v
¡¡s//
,/
I ////
I/,ry
///
156
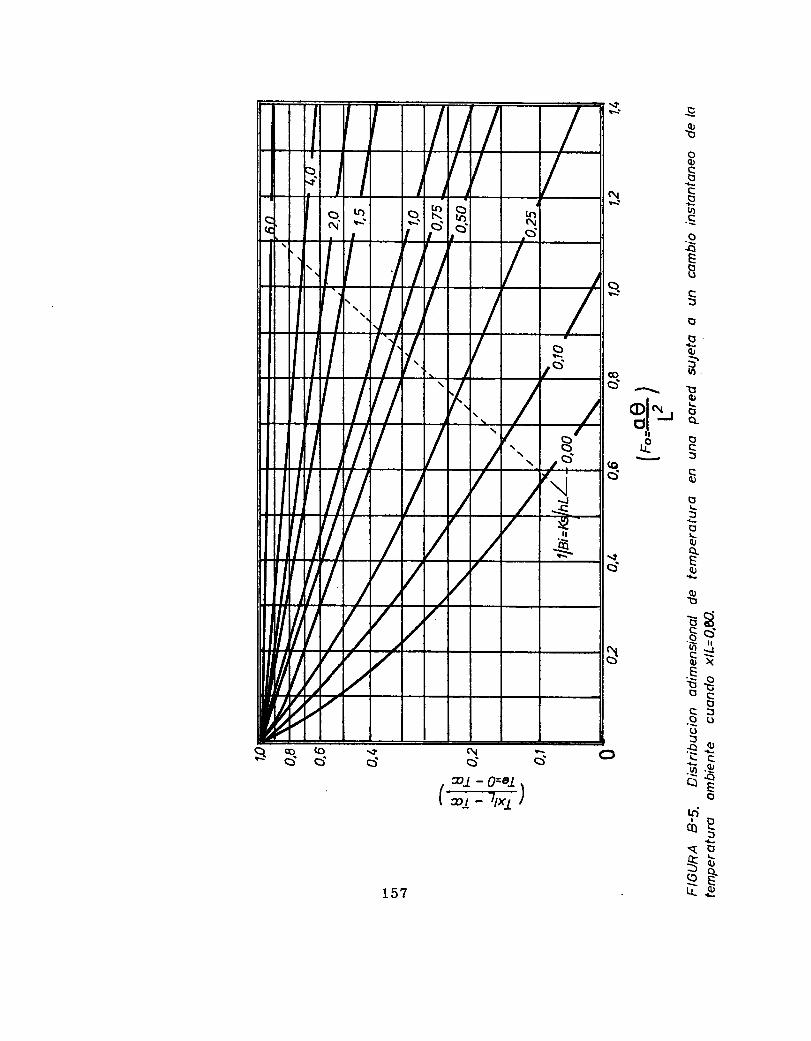
:q)toocF
t!r).soaEou
cf,tr
osq,5Jlr)
-.8.oCIl,l , o'ríl - a.
llotr- C
cqJ
o\f,E\üa.EeIE8Fo'ñsbIR.-.\ oEE
oCJ.9uu\ñ*¡F.!É\¡E
orrt
ügSP:\ qJ
dsIe-
\td
s
o'(od
C\o'
,nJ-?=dJ,l--lI o1- r¡x1 I
I I I /I
)it
I
I I/
cq
o\lf)l-'
t
as'I
tr)F\o',
stf)cJ R
.cJ
I I I / / t
I I
I I/ /
II
,/{, / o
,d
I I {/ /
Irl I / )
/ I,d
t,,l
/ //
/
,i\
_¡<\
I t,I
/ / /
/ vtl
RI / t
f / /
I ///
//
/
[/,/ / ./
/
n
t57
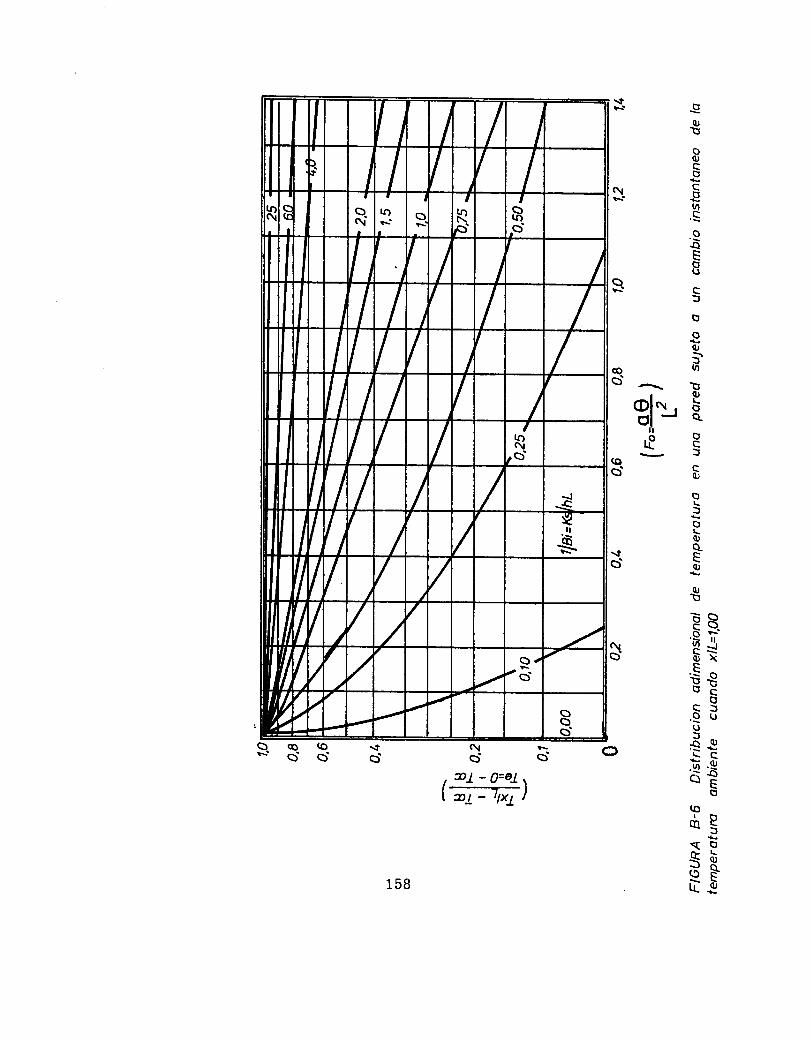
UqJ
!oq)cTc+lt4.S
oaEoo
cf,o
N
oET
\C
eq)
]cooct^..8¡Q)(Dl\ , o.
ol _ a.
,3P{_*-
(oo'ñ
o\:oLOJ
a_tr
e(Ut
Ec.'X rrY.! \,1bx-'sOctec
oCJ.9uu
€*ss.U)'Yat
o(o
óP_J
qErlL-\ (UsrñoÉ[¡
\$o'
s
o'\¡o'
(oo'
aa No'
,9t-0=eJ¡l--lI o¡- t¡x1 I
II
I I I)
I I I I I.f cq
I
ooü
tDs' a Ro
I.o'
II
/ I /
I I I I
I I /
l l I /I
I
/
l1 I I //
J
I I I //
,R
,O'
ttr t I / / -JrsI
I II f
/ /vtls
rV /t
/ /
lltlI
t/
//
I
I I //
/QJzi
Ia
/a oo
o'
158
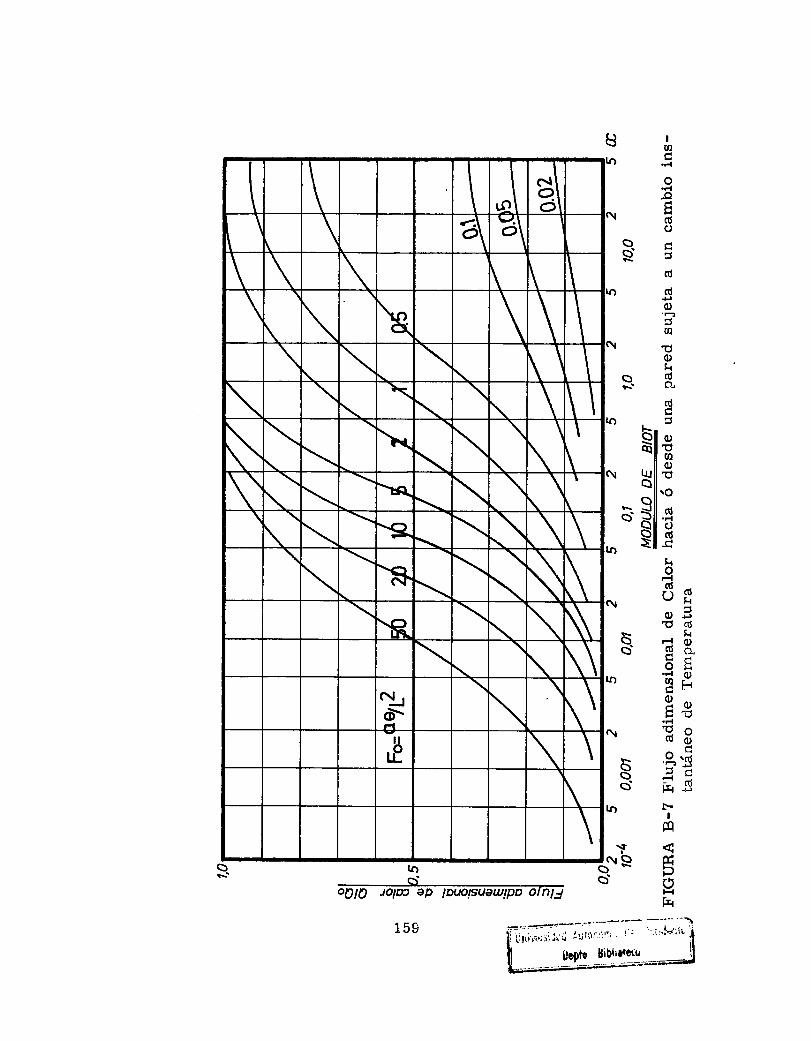
IU¡c
o-oH(úO
_4. CP5(ú
(úI0)'-5ad0)f{(\d
-. CL
dc5
Hns
*ll$all.o
- dil¡
r{.9Loo¡EItd
t{F! c)g9-otr.i 0)vj t-l!'
90,tr 'lJ
tao.Í-=qr¡SD-IÉ
figfq
[ño'
tr)o'
ots'
I
\1
rtc.¡lO'O
\\ É\
v.lo\
\ \\ E \
\
\\
\\ \\
\\
\
\
\
\-ln. \
-g \ \
-R.\ \
\R \
\qJo\
\
\\
,É \
\
159
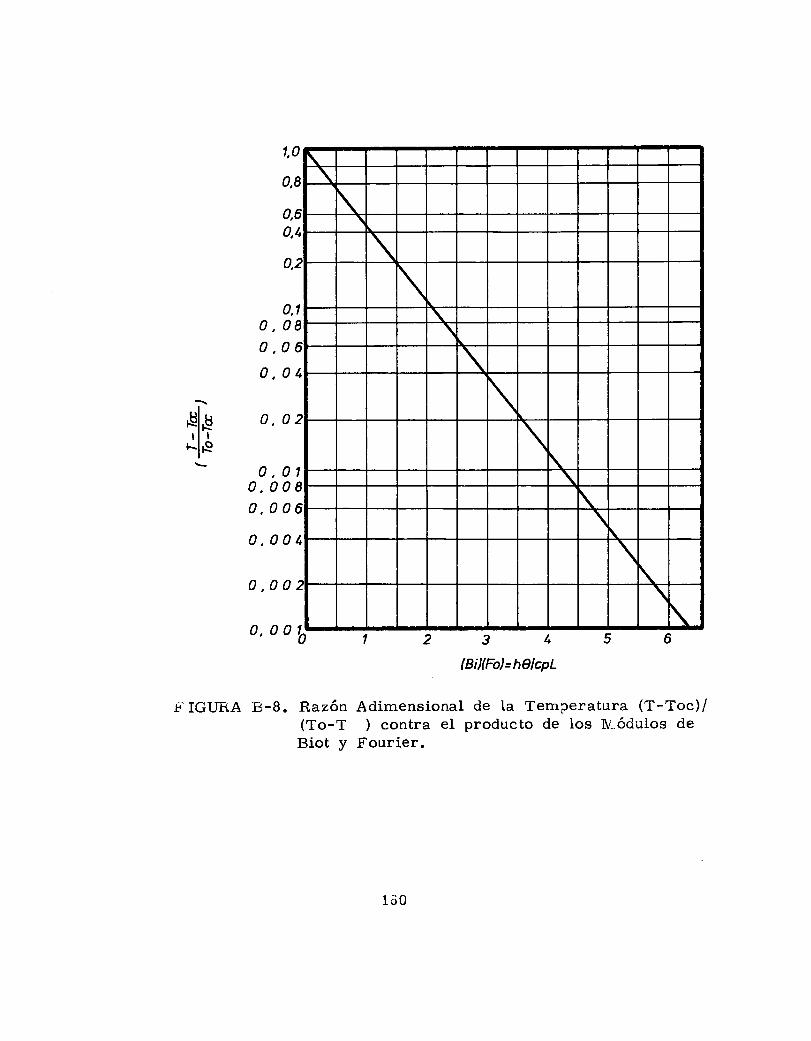
1,0
0,8
0,10,080,00,0
0,0
0,01008006
00t,
0,00
0,0 0ló 3t,(Bi)(Fd=hglcpL
F IGURA B-8. Razón Adimensional de [a Temperatura (T-Toc)/(To-t ) contra el producto de los N'-.ódulos deBiot y Fourier.
fl+*lñ
0.0,
0,
160
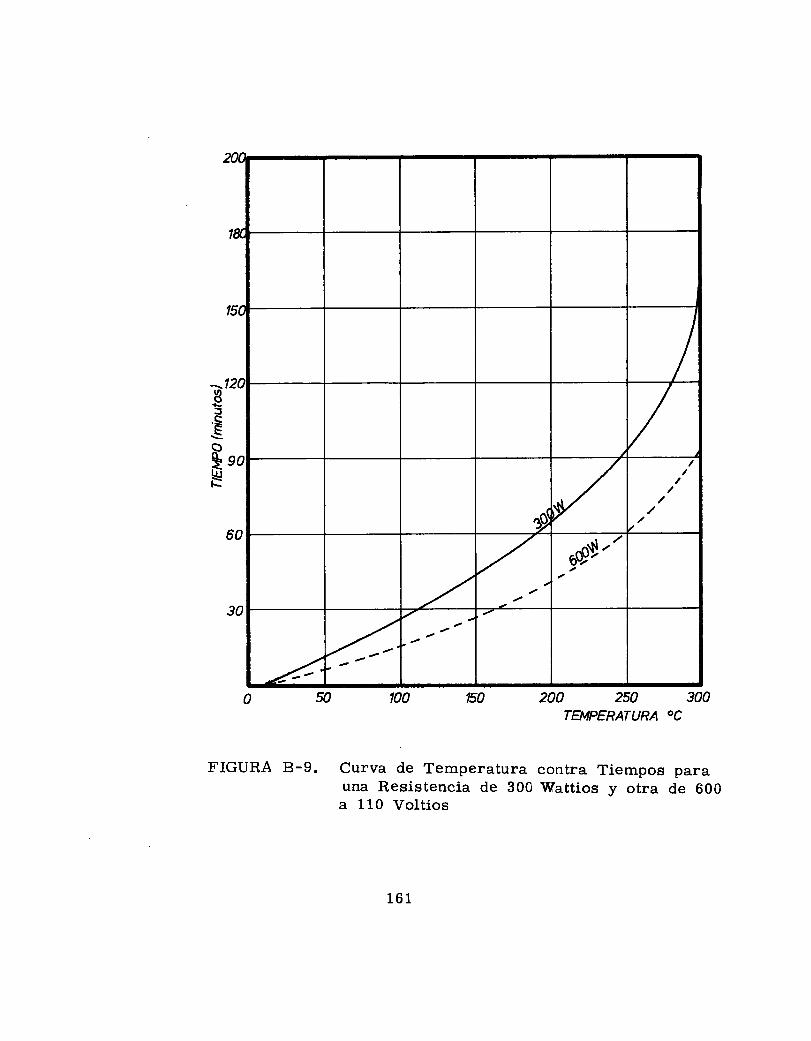
3J€
E
250TEMPERATURA OC
FIGURA B-9. Curva de Temperatura contra Tiempos parauna Resistencia de 300 Wattios y otra de 600a 110 Voltios
161
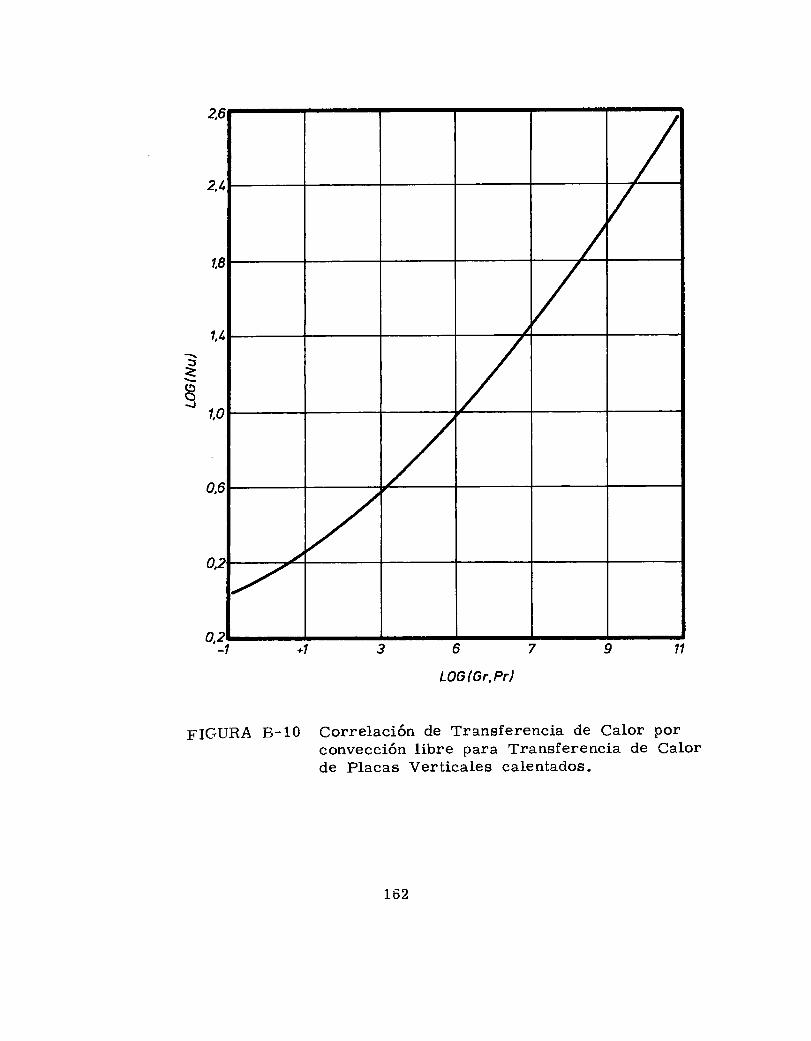
J=\J-¡
6
LOG(6r.Pr)
FIGURA E-10 Correlación de Transferencia de Calor porconvección libre para Transferencia de Calorde Placas Verticales calentados.
t62
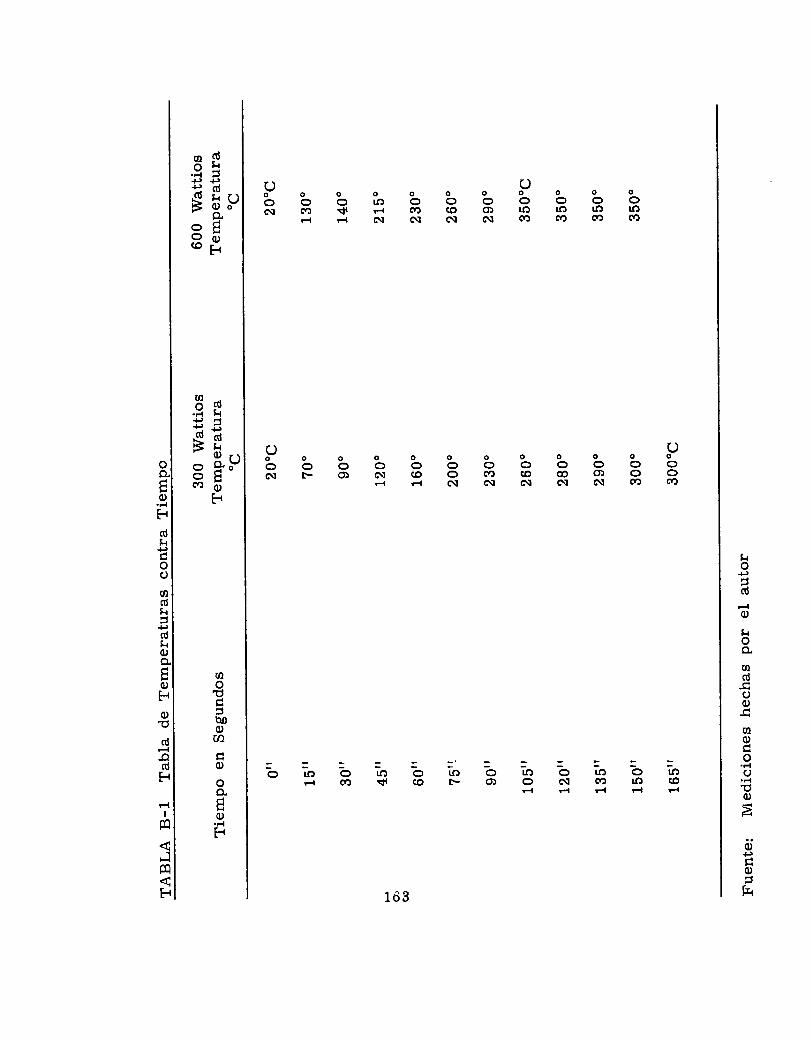
ko+t5CÚ
o5.{oo.adoc)Iaq)coo
.F{
Eo)
¿
ü+¡Eo)5h
U9o-ooooooooooOOOToOOOOOOOÑ crt + Fr oo c0 c¡J to ro lJ) to
Fl Fl 6r¡ ^1
C\l ^l
60 ClO gY) OO
U9o-oooooooooooooooooooooooñño)c\r(oocY)(oooor9oFl F{
^l 6\1
^l C\:
^I (tf CY)
-orooll:oll)olJ:otoolJ:F{Cv)dICOFOJO^1 CIOIl)(O
Ft F{ F{ F{ Fl
163
OF.9ts
EgtoF3g
ao!u+¡(+.1 5ge. H.P3E
F{
ao
1Jtr5h00)aqq)
o
EoF{
Eo)
F{(dS{€cooa(úS{
€(úS{o)
Ho)F{
0)td
F{
dF{
I
J
F{
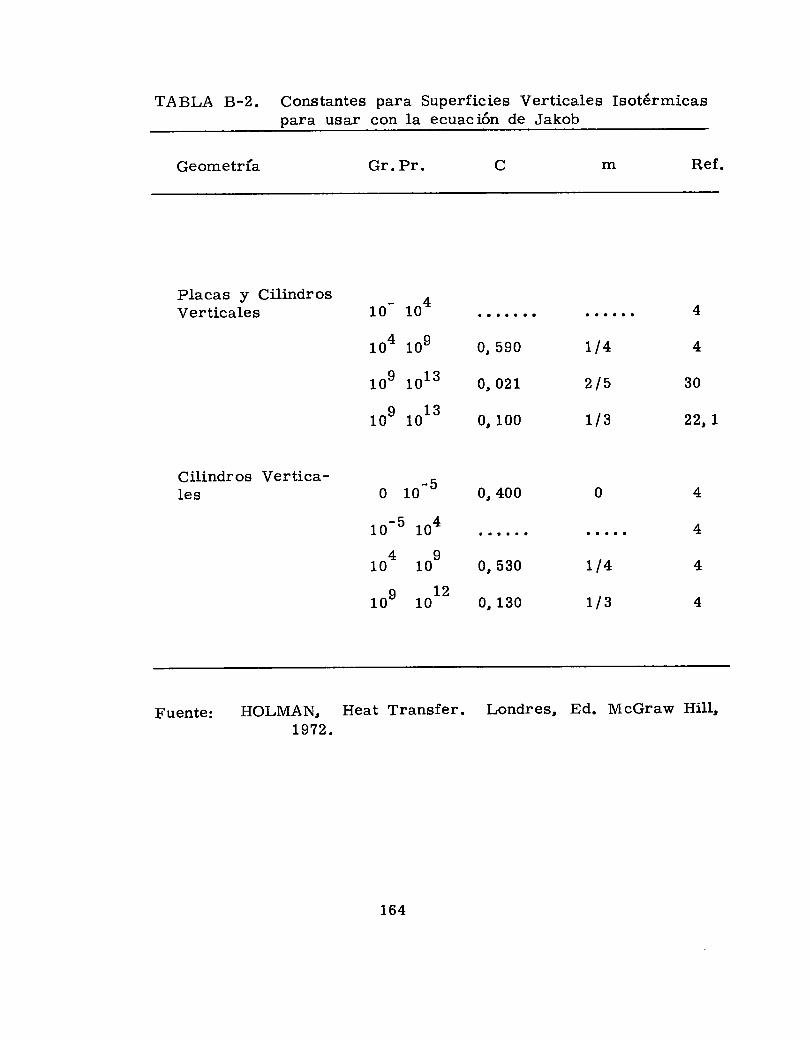
TABLA B-2. Constantespara usar
para Superficies Verticales Isotérmicascon la ecuación de Jakob
Geometría Gr. Pr. mC Ref .
Placas y CilindrosVerticales
Cilindros Vertica-Ies
-410 10-
rc4 1og
1og 1013
los 1013
010"
1o-5 104
4910 10
ot210" 10
0, 590
0, o2l
0,100
0, 400
0, 530
o, 130
tl4215
rl3
0
Ll4
tl3
4
4
30
22, t
4
4
4
4
Fuente: HOLMAN, Heat Transfer.L972.
Londres, Ed. McGraw HilI,
164
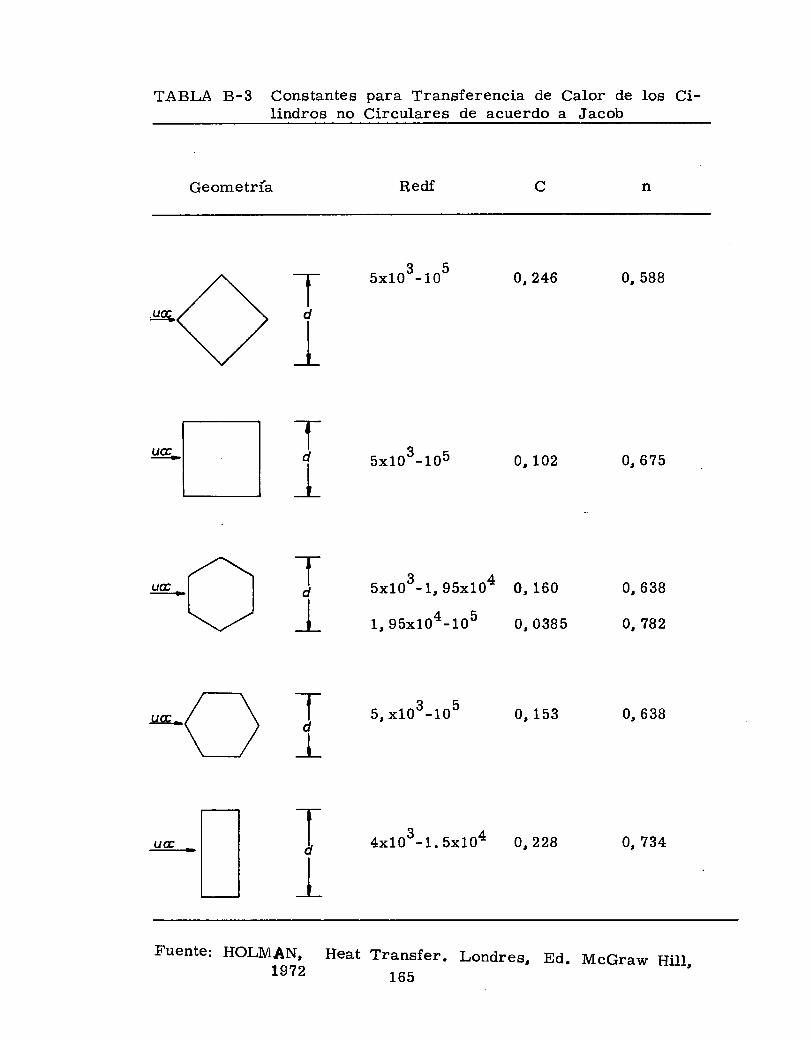
TABLA B-3 Constantes para Transferencia deIindros no Circulares de acuerdo
Calor de los Ci-a Jacob
Geometría Redf nC
Td
_L
TdITdIT
d
l_
TI
sxto3- t o5 o,246
sxto3- to5 0,102
bx1o3-1, gbxlo4 o, 160
1,9bx104-105 o, oBBb
0, 58B
0, 6?5
0, 638
o,782
UG
ucE
b, x103-1ob 0,153 0, 638
4x103- 1. bx1o4 0,228 0,734
FUCNTC: HOLMAN,t972
Heat Transfer. Londres, Ed. McGraw Hill,165
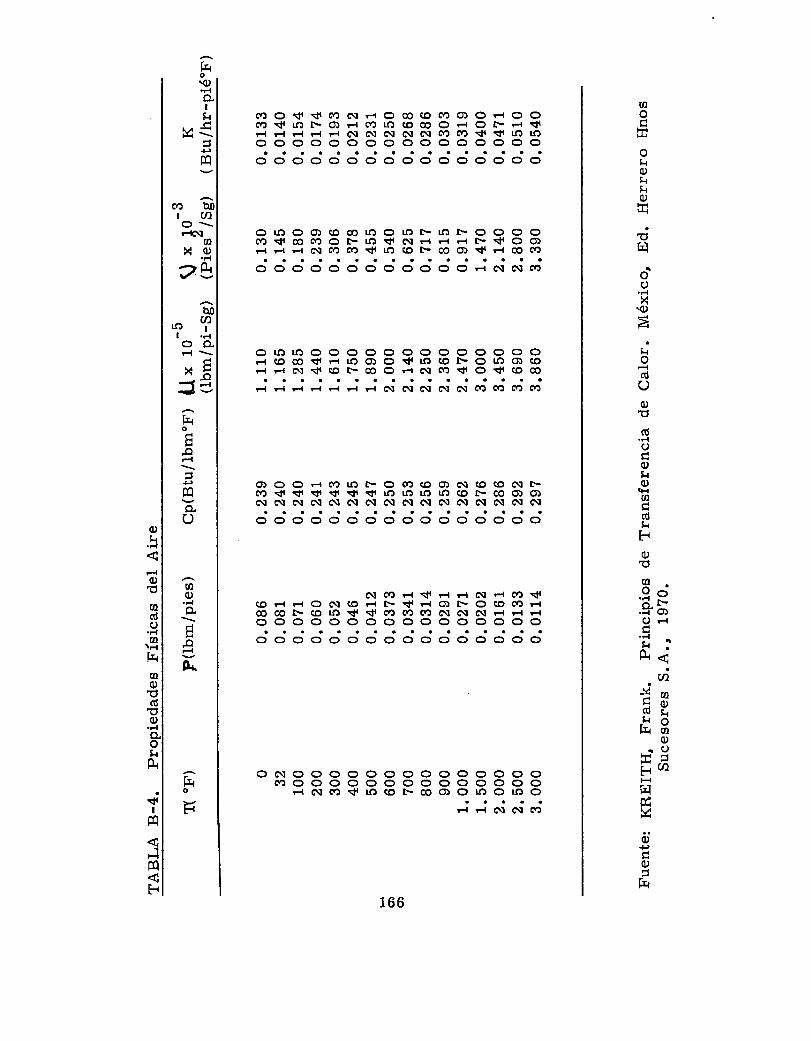
aodhEol|o)f{Sic)HH
<tr,'I
oc)
.F{
X\(U
=Íro-1
CÚ
Oorú
d.r{Éof{oqroÉCüS.{
F{
0)'(t
2.xP.Y o¡O r-{
!.{ lF{<ó
*tH9-'- H¡oFt qt
o)q(J
HFI
¿ar14
M
ü+¡É0)5fr
Cn O $ dl 0O C\1 !-{ O O CO 0D OJ O F{ O OCA <l rO t- O) Fr gt) rO (O oo O r{ O t- F{ <lF{ F{ F{ Fr Fl
^t ^l ñl
^1 ^t 6|.) O: {t stl tl¡ |l)oooooooooooooooo
aaaaaaaaoooooooooooooooo
O rf) O O) (O O |r) O Lo r- to F O O O OCt: + 6 6A O f- LO st{ C\¡ F{ F{ F{ t- dl O O)Fl Fl Fl ñ! 0O CIO d{ l() Cg t- 0O OJ $ F{ O O:
aaaaaaO O O O O O O O O O O O Fr C\I
^l c'O
orf)rr)ooooooooooooot-{ co ó $ F{ ll: oJ o $ ll: (o I- o rJ) oJ (ot{ Fl
^1 s1r cO f- @ O F{
^l CtA $ O $ CO ó
aaoaaa.aF{ F{ F{ F{ F{ F{ Fr C\l C\¡
^1 ñ1
^l OO 6f) ClO Ca
Oj O O F{ 6O lJa f- O CtO Cg O) N CO CO ñ¡ t-crJ $ <r \ür $ str sf |]o tla rJ: tJ) CO t- CO O) OJ
^t ^¡ ^¡ ^l Al
^1 c\r
^t N c\r c\l N 61 6it
^l ^laaaaoooooooooooooooo
C\l 6O F{ <{ F{ Fl C\l Fl CfO <rCO r{ Fl O ñl (O F{ t- {| Fr O) f- O CO OA FrO € t- CO ü¡ <{ $ CY) Ctl Ct:
^¡ ñt c\1 Ft F{ F.loooooooooooooooo
aaaaoooooooooooooooo
o6:oooooooooooooo0.)00000000000000F{ c\l 0O (ü{ tO CO f- (]c OJ O tO O tl) O
.aF{F{C\lNm
166
l¡,o\o).F{
ISr
M{.5+¡
0a b0.ao--Fl^¡
aXo).J
-fub0_aqrl¡.|{oo.
F{ \-
trXX-f=<v
rI{o
tr.o
+,
O
ao)
oAtr.o
A
o
ts
oS{
q)!aCd
oatliaq)5(d!o)
o.oS{
A
dlI
Jm
Ft
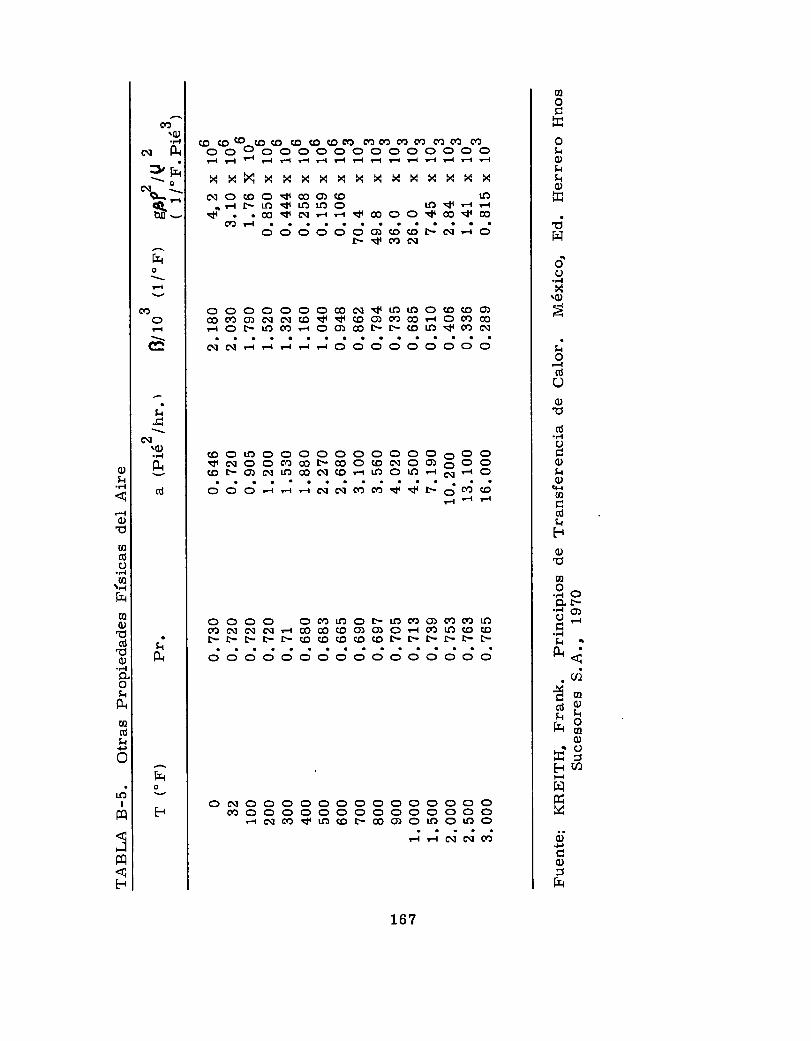
oodhH
of{o)It¡{o)FlrH
!
oox
\(¡)-J¿
r;o
-1d(
U(l)tdO
c)¡{q)
a+{aqdtuF{
q)Eo.9oOt-'i.l o)E t-{Í{.
.uiáad9s-lXtllü
0).J C)
E{tnr,'l
vc)+,co)5h
co (o @^co (o (o co co 3l) oo cy) cD cY) ctl ct: ctaooaooooooooooooot{ É{ F{ t{ Fl Fl F{ Fi F{ Él Fl F{ Fl
611OCOO3{€g¡¡O lf).-{ f Lo d'l lo tO O ll) É| F{ Fr
stt . .ó d| c\t F{ -r {t co O O $ 6 st{ 6CIOF{ . . . . . .
OOOOOOo.JcOCOT_crtF{OF<rCnAl
o o o o o o o @ At $ rl? lo o (o co o)€ cD oJ
^l ^1 (o s$ \tl co o) 0a € É{ o 6r) 6
F{ o [- r.() co F{ o oJ c| F r- co rJ: ttl 6/) ^]aaaa
^l ^¡ t-{ F{ F{ t-{ -{ O O O O O O O O O
cOOTIIOOOOOOOOOO6OOsfl c\l o o 6/) O t- 6 o (o ñl o o) á o o(O t- O) ñl lf) CO
^I (O F{ tO O tO F{ Ñ Fl O
O O O r-{ r-{ F{ oit Al Cf) CvJ sF !Ü{ f 6 6D CO
-rdd
O O O O O ClD rO cl t- tl) CY) O) OD ClO t¡)CD ñl C\]
^1 Fl 6 CO (O OJ OJ O Fl (n rO CO CO
t- t- c- t- t- (o (o co co co D- c- t- t- ¡- l-oooooooooooooooo
X XX X X X X X X X X X X X X X
o^1 00000000000000ci:ooooooooooooooÉl
^l CY) str tl¡ CO t- O O) O tO O |l: O
Fl F{ ^l
Al Cr)
167
6/)r(¡)
G\l fu]r{\o
i= -rrN-h0--
S{t4
C\I\(u
Cd
14o
F{
6A oɡn
f{A
ho
F.t
o)t{
0)Ea(úo(fl
t'{friaq)
(d
q).F{
¡rt{(t)CÚ
t{€
LOI
J
F{
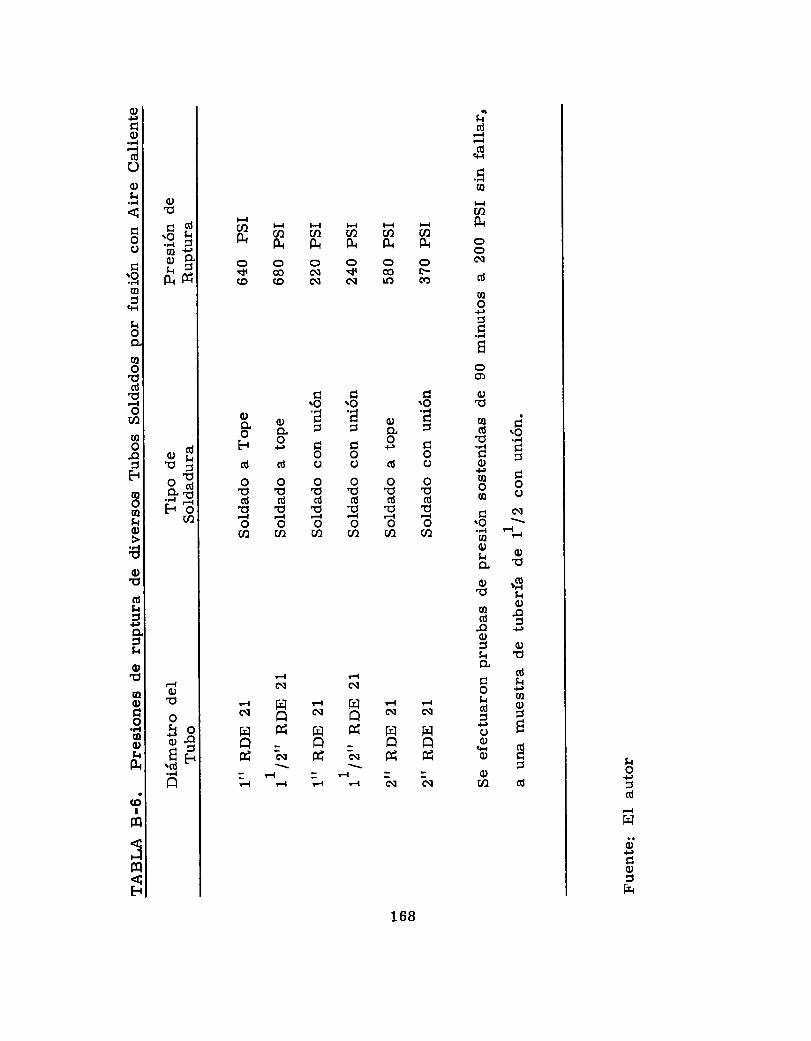
¡{o+,5d
r.'t
ü+¡Éq)
5h
aS{d
F{
d+{
tr.F{
a
aHr{&X'aaa(naFIAAAfuA9 oooooooñldtco6\d{Cot-rco (o c\t
^1 rl) 0¡) ru
aoP5E.dEH
oOJ
cÉÉc)rQ rQ rQ ldfD ') 'a 'dPsE E &E É.d9XÉgÉEgFEÉOOOcjddoodog4oqqqaqHóEEEEE€ ü Ó
It!!qq!..c\¡F{
-{ l!dcioo'oorQ\'a a o a a a 't +0)${oct.cforE5iio-3(úi
-o5o)5q)f{€o,
Ft t-t dAl ñr É $'{o€
F{ fr] F{ fr1 F{ F{ H 3c\] a^¡ac\l^l H-qÉr,tEr,trq5ÉA=Q-AAgdÉ-ctrfi-^rÉÉ6ii\\5=F{=Ft==q)FIF{FtF{^lC\llú)d
d¡{5€o5FI
168
0)
crO
a0)f{A
s$^!,99tsoa
o)€of{€q)
trr(d
0)a4
o
dU0)tt.il
EooE
:91,¡tt{-{rro
ao1,Cd
!oaqlo.o5Hooutho
dortdS{5
{J
odoq)Fiooq)¡{tu
cctI
m
m
F

APENDICE
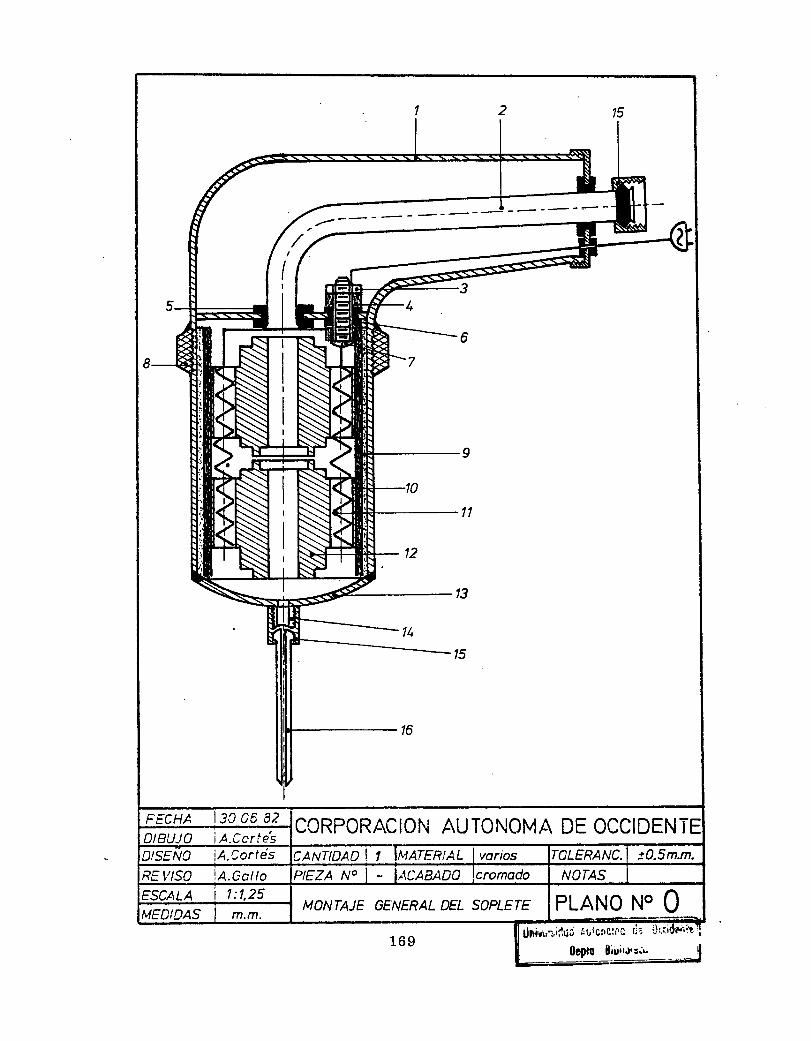
1 2 15
ít3
6
9
11
t2
T3
11.
t5
16
FECHA 3C 06 82CORPORACIOT.¡ AUTONOMA DE OCC¡DENTE
DIBUJO A.CcriisD!SENO A.Cortes ;ANT\DADI I lUnremtt lvarios TOLERANC. t0,5m.m.
REVISO A.Gollo PIEZA No | - IACAtsADO l,cromado NOTAS
ESCALA 1:1,25MONTAJE GENERAL DEL SOPLETE PLANO No 0EIEDIDAS m.m.
169Üniw-"iCr¡o Á|jlcr'C:ii'l Ú? r
0c9m 0iuir.r:.u
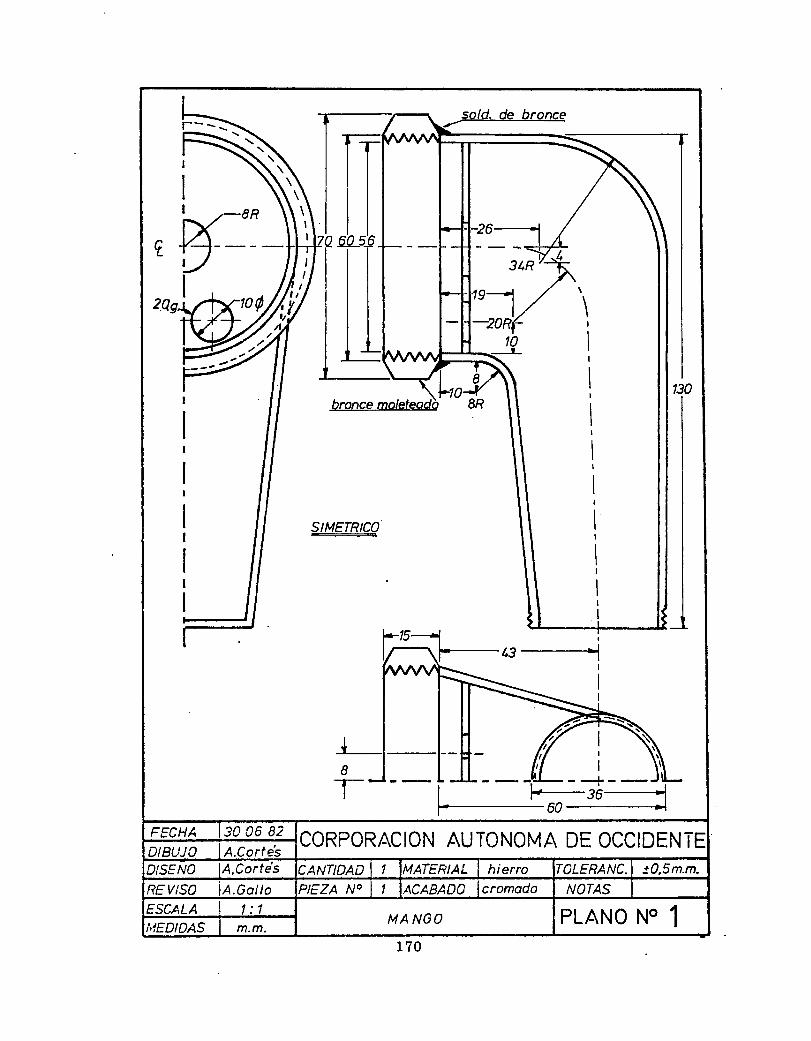
----i I
I\i1.3
FECHA 30 c6 82 CORPORACION I\UTONOMA DE OCCIDENTEDIBUJO A.CortdsDISENO A,Cortés ANTIDAD 1 UATERIAL hierro TALERANC. t0,5m.m.
REV|SO A.Gollo PIEZA NO I ACABADA cromado NOTAS
ESCALA l:lMA NAO PL¿\NO No 1i.IEDIDAS m.m.
170
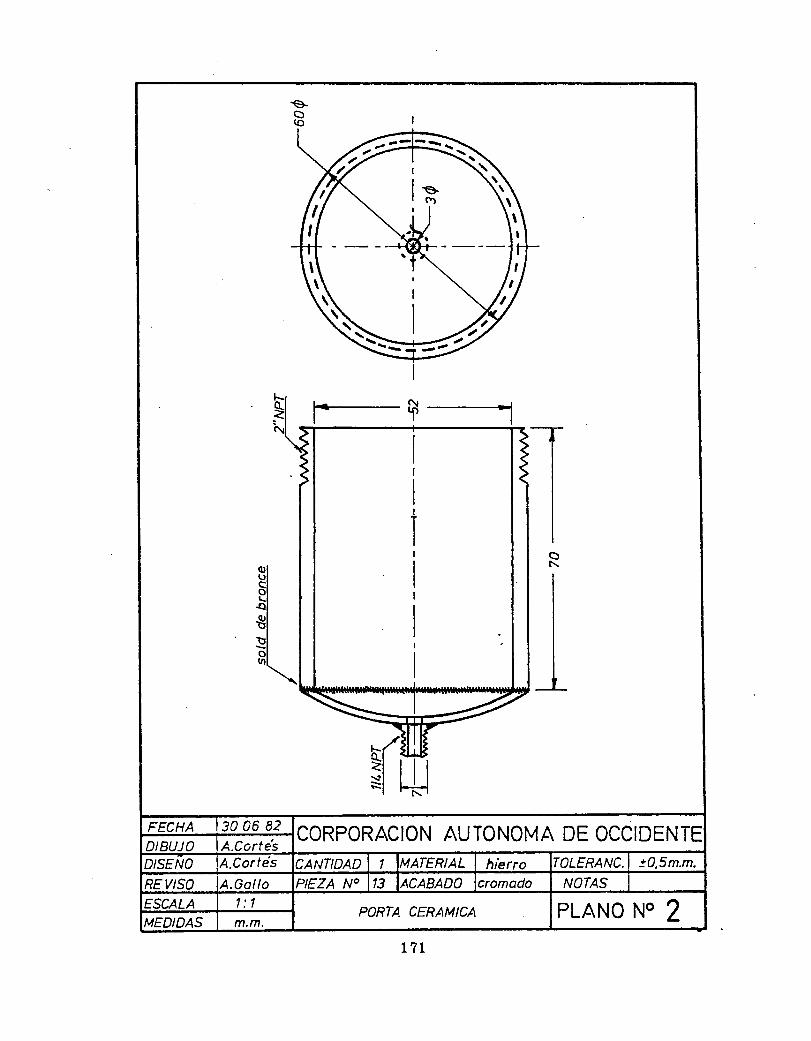
FECHA 30 06 82 CORPORACION AUTONOMA DE OCCIDENTEDIBUJO A.CortdsDISENO A.Cortés AIITIDAD , T4ATERIAL hierro TOLERANC. t0,5m.m.
REVISO A.6ollo PIEZA NO 13 ACABADO cromado NOTAS
ESCALA 1:1PORTA CERAMICA PLANO No 2VEDIDAS m.m.
L7L
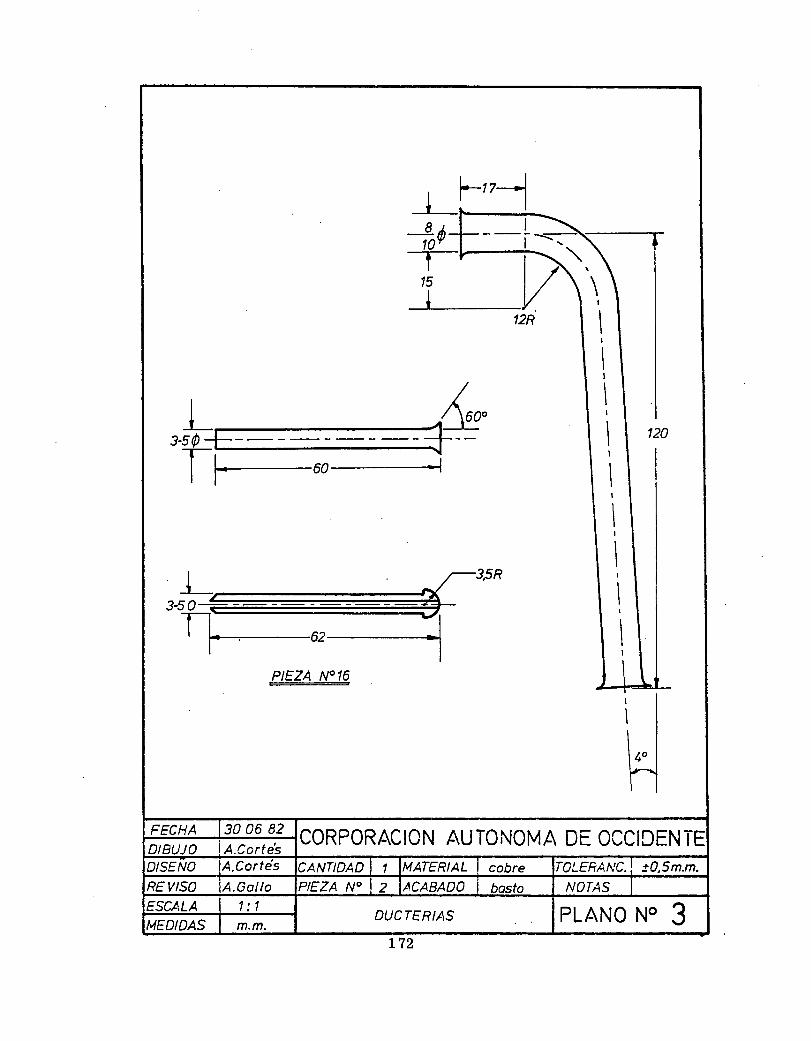
60-4
PIEZA NO16
FECHA 30 06 82 CORPOR/\CICN AUTONOMA DE OCCIDENTEDIBUJO A.CortdsDISENO A,Cortés ANTIDAD I MATERIAL I cobre |OLERANC.! t0.5m.m.REVISO A.Gollo PIEZA NO 2 ACABADO I basto NOTASgSCA,LA 1:1
DUCTERIAS PLANO No 3UEDIDAS m.m.L72
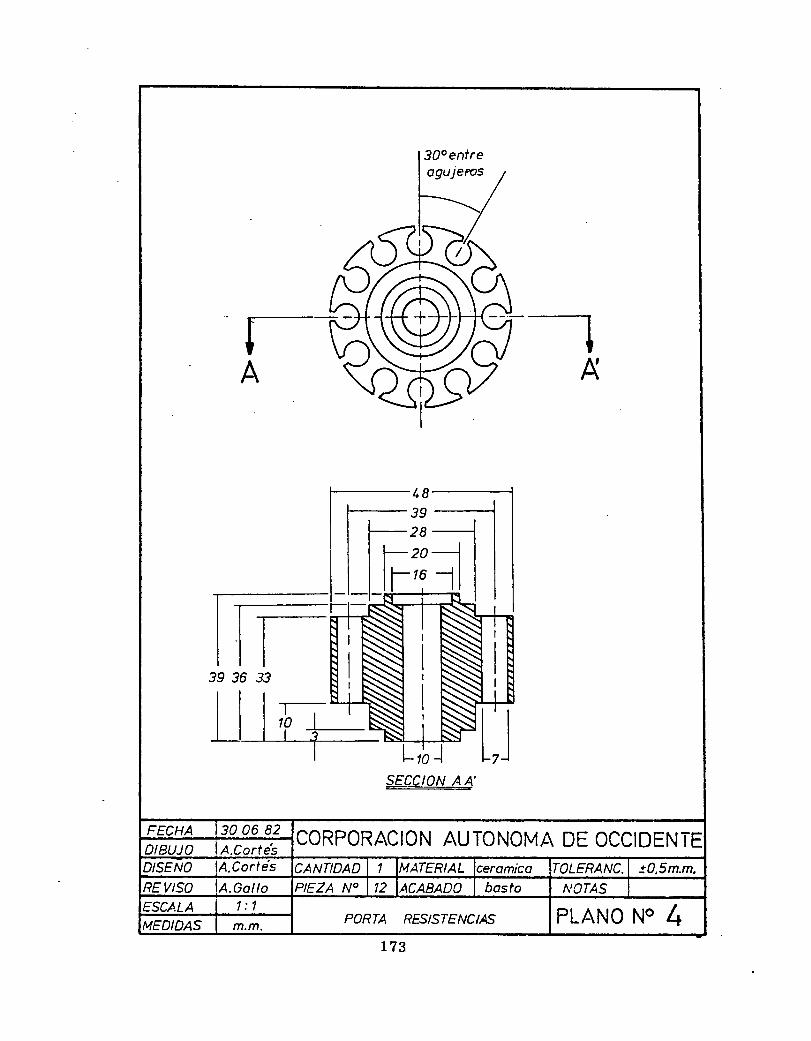
-l'8-39
?,0I l-'?
--l-1
I
SECCION A A'
FECHA 30 06 82 CORPORACION AUTONOMA DE OCCIDENTEDIBUJO A.CortdsDISENO A.Cortés JANTIDAD I 1 UATERIAL cerQmtco TOLERANC. t0,5m.m.REVISO A.Gollo PIEZA NO I12 ACABADO basto ht?TAsESCALA l:1
PORTA RES/STFNCIAS PLANO No ¿rMEDIDAS m.m.
173
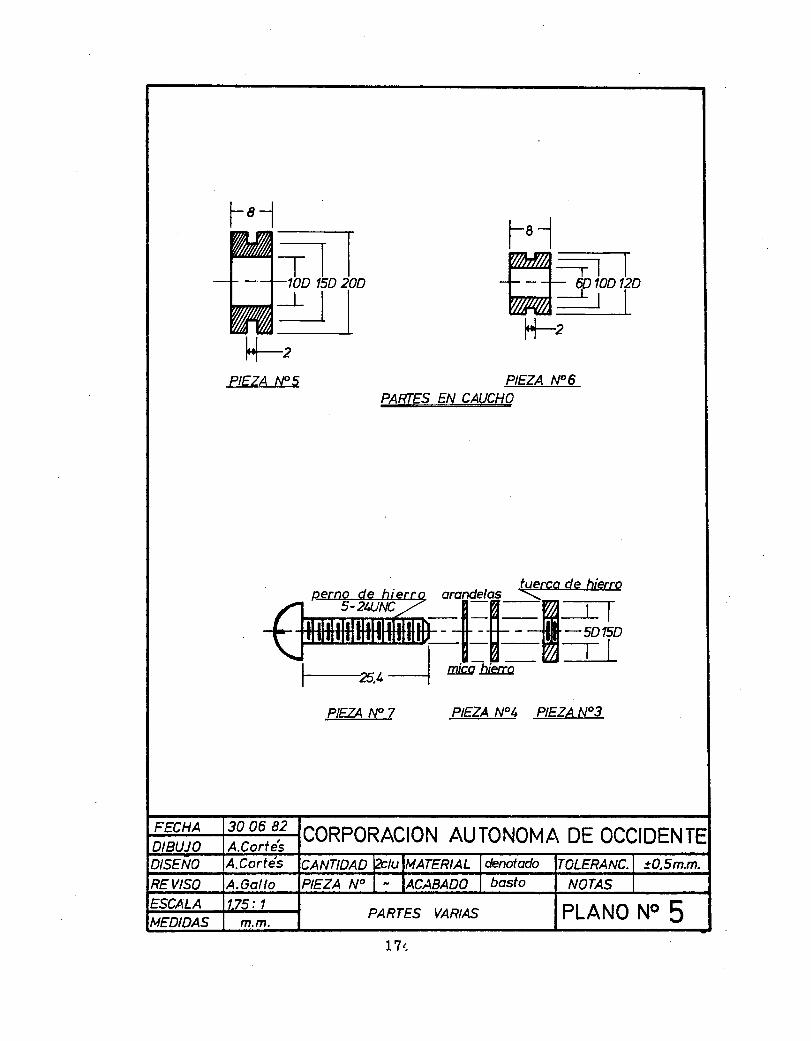
f,-J
l'.1-ePIEZA M5
tlft-2
PIEZA NO6
PAFTES EN CAUCHO@
PIEA NO 7 PIEZA NO4 PIEZA NO3
r'-J
luerca de híerroaraDcretqsWffi'l-;54-l nÉgn-i*- -
FECHA 30 06 82 CORPORACION AUTONOMA DE OCCIDENTEDIBUJO A.CortdsDISENO A.Cortés iAI,ITIDAD blu VATERIAL ¬ado TOLERANC. t0.5m.m.REVTSO A.6ollo PIEZA NO ACABADO basto NOTAS
ESCALA 175: IPARrES VARIAS PLANO No 5VEDIDAS m.m.
t7 ¿,
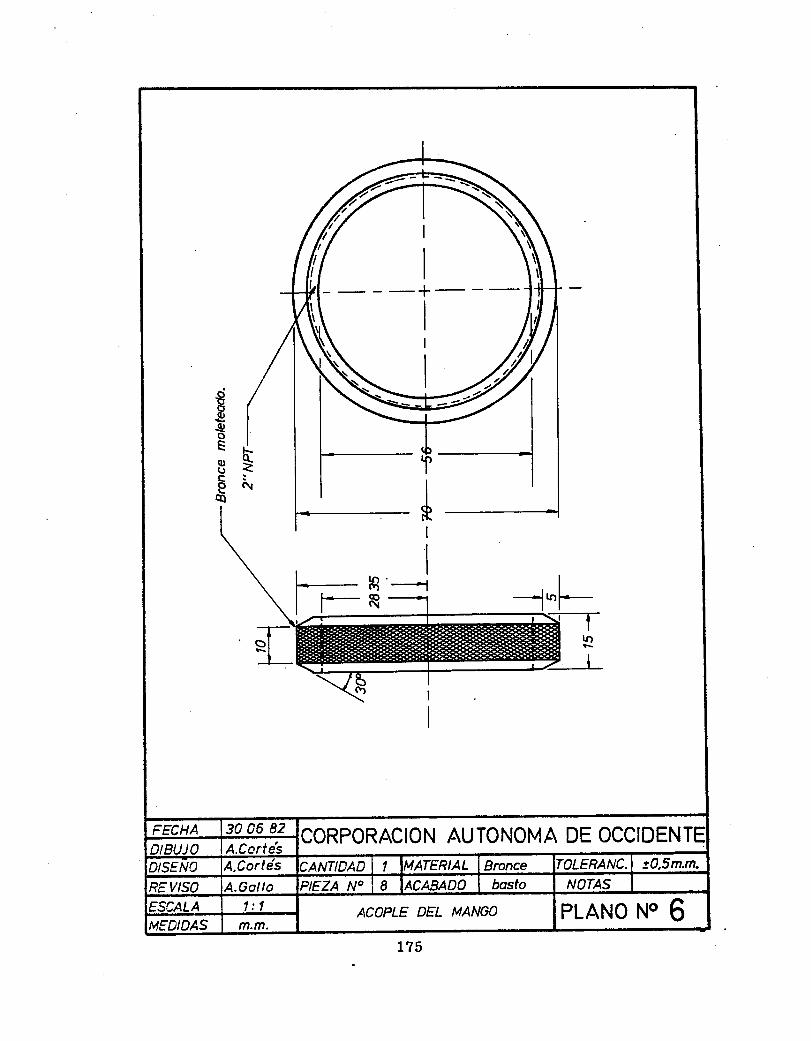
FECHA 30 a6 82 CORPORACION AUTONOMA DE OCCIDENTEDIBUJO A.CortdsotsENo A.Cortés ANTIDAD 1 VATERIAL Bronce TOLERANC. t0,5m.m.
REVTSO A.Gollo PItrZA NO I ACABADO basto NOTAS
=S'/.LAl:1 lTCOPLE DEL MANGO PLÉ\NO No 6
UEDIDAS m.m.
t75
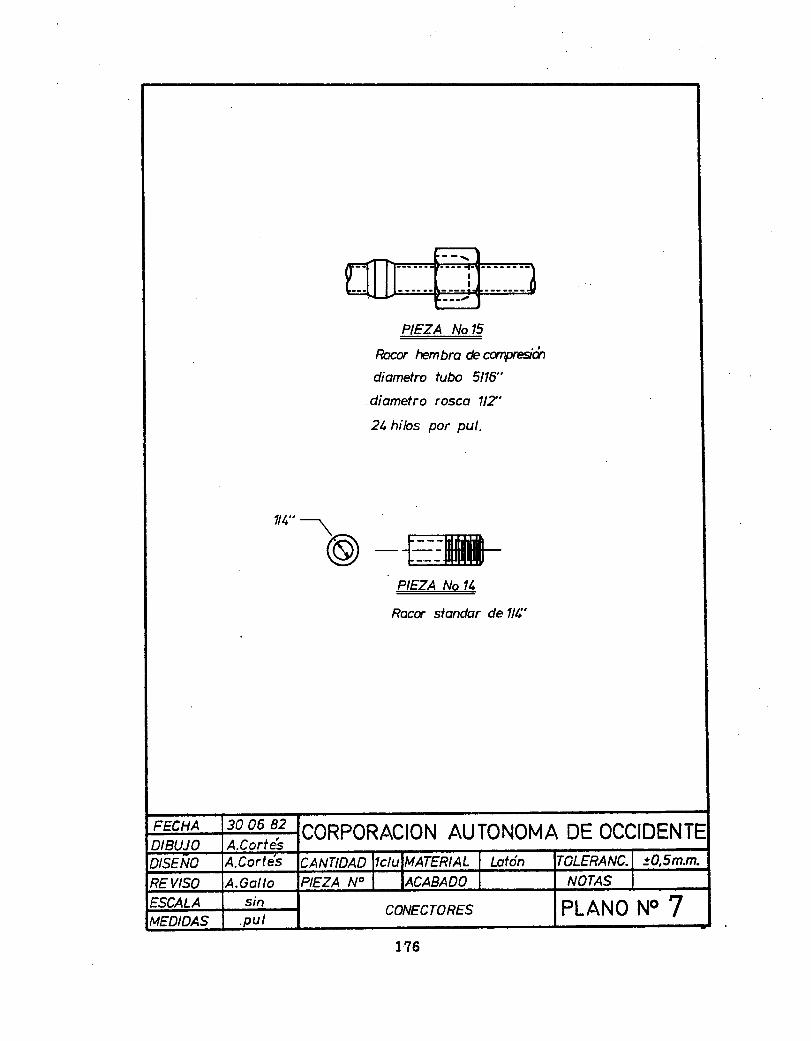
PIEZA Nol5
Racq hembra & cornpesich
diametro tubo 5116"
diametro rosca ll2"
21, hílos por pul,
1U,"
^@EIEZA tto uRacq standar de llt!'
FECHA 30 06 82CORPOR¿\CION AUTONOMA DE OCCIDENTE
DIBUJO A.CorteísDISENC A.Cortés JANTIDAD lclu VATERIAL Latón TOLERANC. t0,5m.m.
REVISO A.Gollo PIEZA NO ACABADO NOTAS
ESCALA stnCONECTORES PLÉ\NO No 7
MEDIDAS .pul
r76
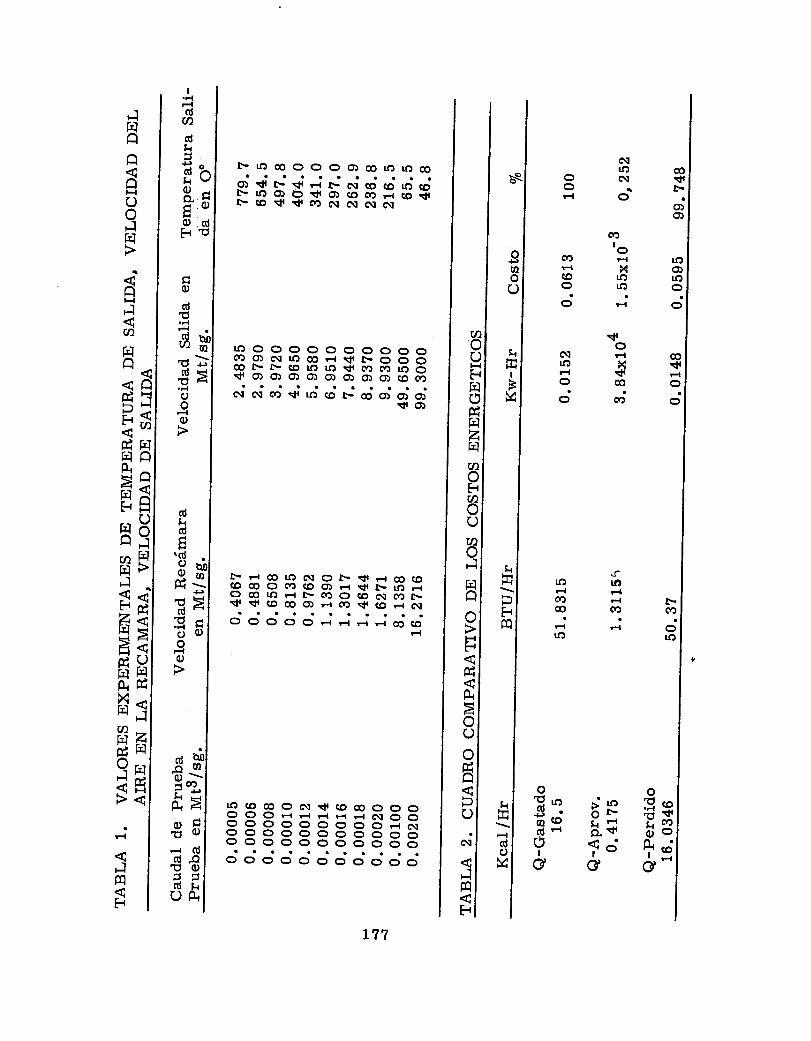
@$f-
OJo)
lf)OJtctoo
Ntoo^l
orFlo
ci)I-o
gr? F{Flx(o |J)OLoOF{
sfloq!F{oll) X stlFl \tt F{o60o6')o
rlJ: ¡oFl t{CD F{ f-o0060FIFaOto u?
qoE-. ep ffsñco I-t Xoaft-' fs üoU <-" AI r'- TCOcl G é*
f.{l?l
pF{
IUF{r.'I(,r-'l
zr-'t
aolE{lalol
;lil:lFIÉl
sl:l5l:l;l$l
firf:l6OOOoJoOlf)rO6aaa
$r!tt<{F{trNCOCOrf)cO5.t.oqo<rorcocoJcosrt- Co stt <{ cYJ ^t
At G\t Al
E9OOOoooooo9?94!ro@Fr\ttt-OOOo9f!.(9roro!ü{c})Cnu)os{ o) oJ oJ o) O) O¡ O¡ O¡ co oo
.a
^t ^t ci? !üt ll) co t- o oJ o) o)
\t{ o)
!:-t9qro^:Or-$t{coco!9oOOoacoo)-rSrt-utJqo9loFrr-6/)Ocoo¡ooñsl liÍr CO O OJ Ft t) sü co H
^lOOOOOF{F{F{r{€(OF{
9SPaoAltürcaoooo99OFlF{Fts-rnfOO99999oooo;ñgggq)gooooocioooooooooooooooooooooo
I
dad5r5totI) /-\
ñg=o)trodF{ 1t
htn€
dE.'{(üu)
Itd.ooo
F{
o
€
=Eo)
'ql
qro€
-¡dd.o150)55ctl¡{UA
s8
L77
d5{dÉH
a(úo0)
!dld.F{
C)
oo
dpq)5t{A
É5(n
rlna
ÉUoJH]>l
fi
=OF]e.
Jzr.'t
r.'t
É
¡f'ln
nUoJr.'l
oJ(n
H
t¿{pF
GHA
=ÉlF
f¡l
0ÉlrlE{zÉ1
Ér-'r
&X14
0r.'t
fioJ
..;
tl
É