p á g i n a | 1 -...
TRANSCRIPT

P á g i n a | 1
PROPUESTA DE OPITIMIZACION DEL PROCESO DE ELABORACION DE
CHAQUETAS DE CUERO EN CASTICUEROS E.U.
MARIA CAMILA CUTA SONA
LAURA CAMILA RODRIGUEZ VILLAMIL
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
TECNOLOGÍA INDUSTRIAL
BOGOTÁ D.C
2017

P á g i n a | 2
PROPUESTA DE OPITIMIZACION DEL PROCESO DE ELABORACION DE
CHAQUETAS DE CUERO EN CASTICUEROS E.U.
MARIA CAMILA CUTA SONA 20142077038
LAURA CAMILA RODRIGUEZ VILLAMIL 20142077026
DOCENTE DIRECTOR:
CLAUDIA MABEL MORENO PENAGOS
INGENIERA INDUSTRIAL
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
TECNOLOGÍA INDUSTRIAL
BOGOTÁ D.C
2017

P á g i n a | 3
TABLA DE CONTENIDO
PAG
1. INTRODUCCIÓN 5
2. DATOS DE LA EMPRESA 5
2.1 Catálogo de productos 5
2.2 Tipo de empresa, sector al que pertenece 5
2.3 Reseña histórica Casticueros 6
2.4 Principios corporativos de la empresa 7
1.4.1 Misión 7
1.4.2 Visión 7
1.5 Diagnostico Dofa 7
3. RESUMEN EJECUTIVO 8
4. PLANTEAMIENTO DEL PROBLEMA 8
5. OBJETIVOS 8
5.1 Objetivo General 8
5.2 Objetivos Específicos 8
6. JUSTIFICACIÓN 9
7. RESULTADOS ESPERADOS 9
8. MARCO TEÓRICO 10
8.1 Métodos de trabajo 10
8.2 Objetivos del estudio de métodos 11
8.3 Estandarización de operaciones 12
8.4 Normas del trabajo 13
8.5 Distribución en planta 14
8.5.1 Fundamentos de la distribución en planta 15
9. Metodología 17
9.1 Diagnostico 17
9.1.1 Diagrama Pareto 18
9.1.2 Diagrama Ishikawa 21
9.2 Recolección de información 22
9.2.1 Estudio de métodos 22
9.2.1.1 Diagramas de flujo del proceso 22
9.2.1.2 Diagrama de procesos (operario,
máquina de coser, compresor) 23
9.2.1.3 Diagrama hombre-máquina 23
9.2.1.4 Diagrama de recorrido 24
9.2.1.5 Técnica a examinar por operación 25
9.2.1.5.1 Operación: Tomar la guata del
costal y pasarla al área de costura. 25
9.2.1.5.2 Operación: Sacar el rollo de tela
del almacén y dejarlo en la mesa de corte. 27

P á g i n a | 4
9.2.1.5.3 Operación: Tomar el rollo de tela
y cortar lo necesario para los bolsillos. 29
9.2.1.5.4 Operación: Verificar que la etiqueta
este bien puesta. 31
9.2.2 Medición de trabajo 34
9.2.2.1 Registro de tiempos 34
9.2.2.2 Calificación del trabajador 34
9.2.2.3 Determinación del tiempo normal (N) 34
9.2.2.4 Determinación de suplementos 35
9.2.2.5 Determinación de tiempo estándar 35
9.2.2.6 Calculo de N estadístico por medio de
las tablas General Electric y Westinghouse 35
9.3 Distribución de planta actual 38
9.4 Distribución en planta propuesto 39
9.5 Propuestas 5W/2H 41
9.6 Alcances 42
10. Conclusiones 43
11. Referencias 44
P á g i n a | 5
1. INTRODUCCION:
El presente proyecto se llevará a cabo en la empresa “CASTICUEROS”, la
cual desarrolla actividades de fabricación y comercialización de chaquetas
de cuero. Allí se realizará una propuesta de mejoramiento en cuanto a la
estandarización de métodos y tiempos de los procesos de la organización,
con el fin de mitigar los cuellos de botella existentes dentro del
procedimiento de elaboración de chaquetas de cuero, los cuales generan
pérdidas de orden monetario. Conjuntamente se pretende ampliar su
participación en el mercado y lograr una mayor competitividad frente a las
empresas pertenecientes a este sector.
Teniendo en cuenta que los operarios que tiene a disposición “Casticueros”
dominan a la perfección la técnica de su labor a realizar se decide llevar a
cabo el estudio de tiempos, con el fin de estandarizar los tiempos de
fabricación y, por consiguiente, ofrecer al cliente un producto confiable y de
calidad.
2. DATOS DE LA EMPRESA
NOMBRE DE LA EMPRESA: Casticueros
UBICACIÓN: Calle 60 B BIS N° 18 B - 06 Sur
PROPIETARIO: Federico Castillo Galindo y Martha Gladys Giraldo Cuartas
TELEFONO: 5671362
CELULAR: 3004775550
E-MAIL: [email protected]
1.1 CATALOGO DE PRODUCTOS:
1. Chaquetas de cuero:
1. Producto realizado 100% en cuero.
2. Se realiza de acuerdo a las especificaciones del cliente (Sobre
medidas y diseño).
3. Se manejan distintos tipos de cuero (becerro, vestinapa, cabro y
napa)
4. Se dispone de una amplia gama de colores.
5. Cuero de calidad que garantiza durabilidad.
1.2 TIPO DE EMPRESA, SECTOR AL QUE PERTENECE
CASTICUEROS es una empresa que pertenece al sector secundario, ya
que es el encargado de la transformación de materia prima, que es
extraída del sector primario, en productos de uso cotidiano, en este caso
las chaquetas de cuero.
CODIGO CIIU: 1420 Fabricación de artículos de piel.
P á g i n a | 6
CREACIÓN
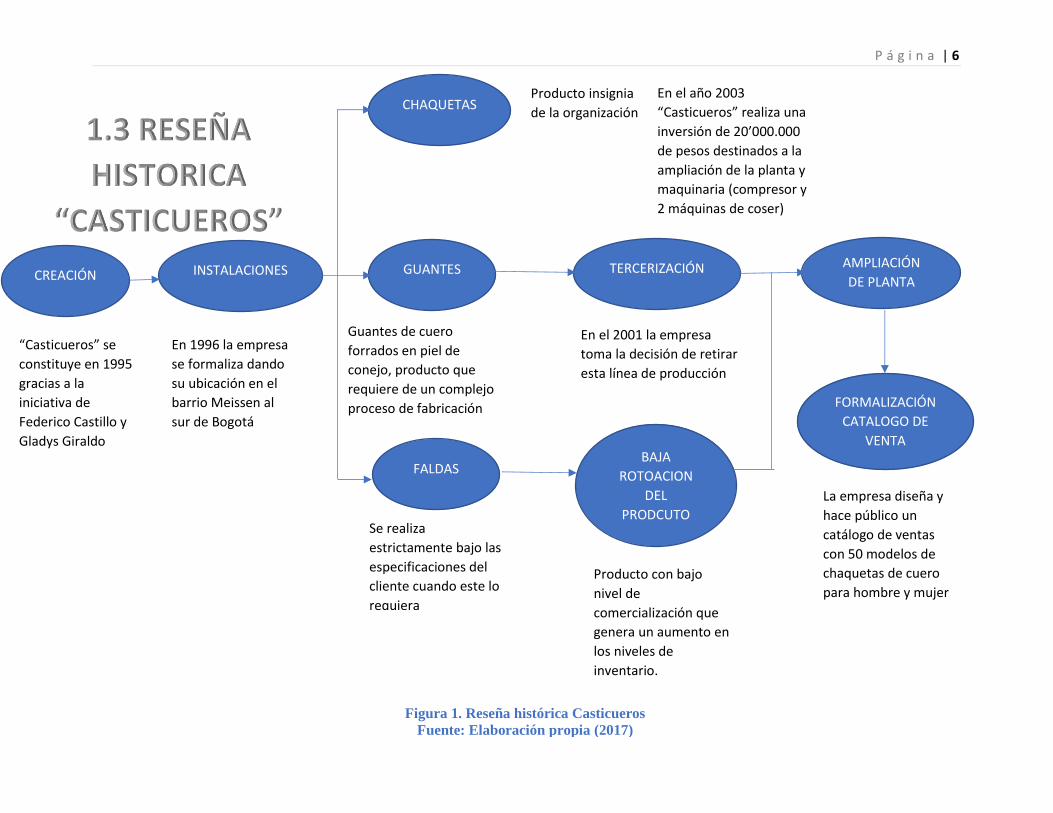
Figura 1. Reseña histórica Casticueros
Fuente: Elaboración propia (2017)
INSTALACIONES
FORMALIZACIÓN
CATALOGO DE
VENTA
AMPLIACIÓN
DE PLANTA
BAJA
ROTOACION
DEL
PRODCUTO
TERCERIZACIÓN
FALDAS
GUANTES
CHAQUETAS
“Casticueros” se
constituye en 1995
gracias a la
iniciativa de
Federico Castillo y
Gladys Giraldo
En 1996 la empresa
se formaliza dando
su ubicación en el
barrio Meissen al
sur de Bogotá
Producto insignia
de la organización
Guantes de cuero
forrados en piel de
conejo, producto que
requiere de un complejo
proceso de fabricación
Se realiza
estrictamente bajo las
especificaciones del
cliente cuando este lo
requiera
Producto con bajo
nivel de
comercialización que
genera un aumento en
los niveles de
inventario.
En el 2001 la empresa
toma la decisión de retirar
esta línea de producción
En el año 2003
“Casticueros” realiza una
inversión de 20’000.000
de pesos destinados a la
ampliación de la planta y
maquinaria (compresor y
2 máquinas de coser)
La empresa diseña y
hace público un
catálogo de ventas
con 50 modelos de
chaquetas de cuero
para hombre y mujer

P á g i n a | 7
1.4 PRINCIPIOS CORPORATIVOS “CASTICUEROS”
1.4.1 MISION: Somos una empresa dedicada a la fabricación de
chaquetas en cuero, contamos con diseños innovadores y colores
llamativos con la finalidad de brindar un producto de calidad y
durabilidad a un precio asequible. Nuestro producto lo distribuimos al
detal destinado principalmente a población de estratos 1, 2 y 3 en la
ciudad de Bogotá.
1.4.2 VISION: Para el año 2022 pretendemos ser una empresa con
un reconocimiento distrital que en sus instalaciones involucre nuevos
equipos en los sistemas productivos que permitan una mayor oferta
al mercado. De la misma forma queremos incursionar en nuevas
líneas de negocio (niños) para atraer y fidelizar clientes con gustos
distintos.
1.5 DIAGNOSTICO DOFA
- Infraestructura propia
- Cumplimiento con entregas y pedidos
- Ambiente laboral propicio para una ejecución adecuada del proceso
- Proveedores fijos
- Precios asequibles al publico
- Innovación y exclusividad en diseños
- Mano de obra con experiencia (Know How)
- Crecimiento en la capacidad de producción de la empresa
- Oportunidades de reutilización de sobrantes de cuero
- Probabilidad de establecer alianzas estratégicas en el sector
- Atracción de un mercado más amplio
- Bajo nivel de competencia en el sector
- Maquinaria antigua
- Ausencia de estrategias publicitarias
- Abanico de productos reducido
- Demanda variable
- Variabilidad de precios en la materia prima
- Bajo poder adquisitivo de clientes
- Disminución de margen de utilidad a causa de precios inestables en la materia prima
- Alteraciones medio ambientales que afecten el ganado
- Escasa atracción de clientes por falta de estrategias publicitarias
- Posible pérdida de proveedores
DIAGNOSTICO DOFA
Tabla 1. Diagnostico DOFA
Fuente: Elaboración propia (2017)
FORTALEZAS
AMENAZAS DEBILIDADES
OPORTUNIDADES

P á g i n a | 8
2 RESUMEN EJECUTIVO:
Con este proyecto se busca hacer un diagnóstico en la empresa
“CASTICUEROS”, en el área de métodos y tiempos, tomando como
referencia el libro de Roberto Criollo “Estudio del trabajo: Ingeniería de
métodos y medición del trabajo” y la OIT “organización internacional del
trabajo”. La metodología por seguir para la elaboración del proyecto estará
segmentada en 5 etapas las cuales se desarrollarán cronológicamente, así
mismo se obtendrá un control de las falencias encontradas para
posteriormente trabajar en cada una de ellas.
Inicialmente se realiza un análisis de los procesos y subprocesos existentes
para determinar las posibles mudas que se puedan presentar en cada uno
de estos.
Consecutivamente se elabora un diagnostico en el cual se incluirán los
diagramas necesarios (Diagrama de Pareto, diagrama de Ishikawa,
diagrama de recorrido, diagrama de flujo, diagrama de actividades
múltiples) y se tendrá en cuenta toda la información relevante del proceso.
A continuación, se formulan y desarrollan preguntas con base en los
distintos aspectos que se debe tener en cuenta a la hora de realizar un
estudio de tiempos.
Para el siguiente parámetro se propone el planteamiento de un método
alterno a implementar con el propósito de crear mejores condiciones de
trabajo para los colaboradores de la compañía.
Para finalizar se toma en cuenta el método actual a fin de contrastarlo con
el método propuesto y así posteriormente tener un concepto de su
viabilidad dentro de la empresa.
3 PLANTEAMIENTO DEL PROBLEMA
¿Cómo optimizar el proceso de producción de chaquetas de cuero para
hacer más ágil este proceso y de igual forma reducir costos de fabricación?
4 OBJETIVOS
5.1 OBJETIVO GENERAL
1. Realizar una propuesta que optimice los tiempos en el proceso de
producción de chaquetas de cuero.
5.2 OBJETIVOS ESPECÍFICOS
1. Analizar el contexto actual en cuanto al método de trabajo que
implementa la empresa.

P á g i n a | 9
2. Realizar un estudio de métodos y los diagramas necesarios con el fin
de llevar a cabo un análisis más detallado de la información
obtenida.
3. Realizar un estudio de tiempos con los diagramas que requiera el
análisis.
4. Desarrollar una distribución en planta que garantice la disminución
de tiempos en dicho proceso.
6. JUSTIFICACIÓN
Dentro de la empresa “Casticueros” se evidenciaron falencias en la línea de
producción, que dan lugar a la existencia de mudas, cuellos de botella y
sobrecostos de fabricación; debido a que la disposición en la que se
encuentran los puestos de trabajo no es óptima para llevar a cabo un
proceso de producción eficiente. El estudio de métodos y tiempos a realizar
le permitirá a la empresa tener una visual más clara acerca de sus procesos
internos y de qué manera se encuentra distribuida la carga de trabajo a lo
largo de toda la cadena productiva.
7. RESULTADOS ESPERADOS
En Colombia las microempresas (PYMES) han generado importantes y
valiosos aportes al desarrollo de la economía del país; a través de la
generación de nuevos empleos y el gran aporte que estas realizan
mediante la incursión en las exportaciones. Julián Domínguez presidente de
la confederación Colombiana de Cámaras de Comercio, explica: “No cabe
duda sobre la importancia de las Pymes en nuestro país. Las micro,
pequeñas y medianas empresas son fundamentales para el sistema
productivo colombiano, como lo demuestra el hecho de que, según el
Registro Único Empresarial y Social (Rues), en el país 94,7% de las
empresas registradas son microempresas y 4,9% pequeñas y medianas”1.
La actividad económica del país se ha concentrado con mayor fuerza en las
ciudades principales debido a que en estos lugares se encuentra mayores
ventajas que favorecen el desarrollo empresarial, entre estas cabe resaltar
mano de obra calificada, un entorno que propicia la innovación y el
emprendimiento. Bogotá es reconocida por el gran número de industrias
que ubican sus instalaciones en esta ciudad, es por esta razón, que la
ciudad resulta un punto estratégico para ubicar y crear allí empresa.
Mediante la elaboración de este proyecto se busca proponer por medio de
un estudio de métodos y tiempos disminuir las distancias existentes entre
las estaciones de trabajo y de esta forma generar una reducción en los
tiempos del proceso de producción de las chaquetas de cuero.
1 Pymes contribuyen con más del 80% del empleo en Colombia. Dinero.

P á g i n a | 10
Puntualmente el proyecto pretende que Casticueros logre tener un sistema
de producción óptimo que involucre una disposición ideal en sus
instalaciones y un método de trabajo que garantice un mínimo esfuerzo por
parte del operario y un tiempo optimo que logre cubrir las necesidades del
mercado actual.
8. MARCO TEORICO
8.1 METODOS DE TRABAJO
“Tomar riesgos es la esencia de la actividad económica de la empresa… Pero, mientras que consideramos inútil tratar de eliminar el riesgo y es muy discutible tratar de minimizarlo, es esencial que los riesgos que se tomen sean los correctos; Sin embargo, para lograr este objetivo debes saber y entender que riesgos debemos tomar.”
PETER DRUCKER
Las primeras empresas que existieron contaban con una producción
muy escasa en comparación con las grandes empresas que existen en
el mundo actual; Esto se debe a que se utilizaban métodos de
producción manuales que eran lentos y no cubrían en su totalidad las
necesidades de consumo para ese entonces. Estas circunstancias
crean la necesidad de idear nuevos métodos de producción más
eficaces, el hombre empieza a idear nuevas máquinas que hacían en
menor tiempo y con mayor precisión las labores que se realizaban de
manera manual. Con la implementación de estas máquinas se aumenta
la calidad en el producto terminado, lo que genera un aumento en la
demanda de estos productos. Con el pasar de los años las
organizaciones progresaban cada vez más en cuanto a métodos de
producción se trata, pero el manejo administrativo empeoraba ya que,
tenía muchos aspectos a cargo y no se contaba con la experiencia
necesaria para esto. Roberto afirma que por medio del estudio de
movimientos se puede analizar cualquier trabajo para lograr la
simplificación del mismo.2 Estas técnicas se utilizan con el fin de
analizar y simplificar un proceso y se espera que con la implementación
de estas se ahorre trabajo y se reduzca la fatiga del trabajador.
Siempre que se implementa un nuevo método de trabajo, a pesar de
ser más corto que el anterior al inicio este tomara un mayor tiempo para
el operario llevarlo a cabo; ya que, se pasa de hacer un trabajo que ya
se tenía de alguna manera mecanizado a realizar algo totalmente nuevo
2 Criollo,R. Estudio del trabajo ingeniería de métodos y medición del trabajo ( segunda
edición).(p.23). Mc Graw Hill

P á g i n a | 11
y con lo cual no se tiene experiencia previa. Cuando se busca
simplificar un proceso o actividad se considera necesario replantear el
método de trabajo, ya que el aumento de la productividad no depende
exclusivamente de la habilidad con la que cuente la mano de obra si no,
de las actividades y subprocesos a los que se enfrenta en cada proceso
productivo.
8.2 OBJETIVOS DEL ESTUDIO DE METODOS
1. Enriquecer los procesos y procedimientos
2. Ordenar la disposición y el diseño de la fábrica, taller equipo y lugar
de trabajo
3. Disminuir el esfuerzo humano y la fatiga innecesaria
4. Administrar de manera adecuada la materia prima, máquinas y
mano de obra
5. Establecer mejores condiciones de trabajo
6. Originar un trabajo factible, sencillo y seguro
La finalidad de implementar los postulados anteriores trata a cerca de
generar una conciencia de prevención ante los posibles derroches en
los que la empresa puede incurrir a futuro.
Para la elaboración de un estudio de métodos y tiempos se requiere
del seguimiento de un paso a paso; lo primero que se recomienda es
seleccionar y justificar económicamente el estudio de métodos, es
decir, a que proceso se le llevará a cabo el estudio de métodos y que
beneficios económicos podrá traer este a futuro. Luego de esto se
registra el estudio a través del diseño de los siguientes diagramas:
1. Diagramas de sucesión
1.1 diagrama de proceso de flujo
1.1.1 diagrama de proceso de flujo persona
1.1.2 diagrama de proceso de flujo material
1.2 diagrama de proceso bimanual
1.3 diagrama de proceso de operación “ensamble”
2. Diagramas de proceso de recorrido
2.1 diagrama de recorrido
2.2 diagrama de hilos
3. Diagramas de escala de tiempos
3.1 diagrama hombre – maquina
3.2 diagrama de actividades múltiples
El próximo paso a seguir será examinar críticamente, en este
espacio se pone a prueba el proceso y se decide si es necesario
eliminar, combinar, cambiar o simplificar actividades. Por último, se

P á g i n a | 12
idea un nuevo método con base en los pasos anteriormente
nombrados.
8.3 ESTANDARIZACION DE OPERACIONES
El ciclo de estandarización está compuesto por tres elementos básicos
como se presenta en la ilustración 1; El cual surge a partir de la
necesidad de consolidar la manera de realizar las actividades por parte
de los generadores de un producto, con el propósito de obtener siempre
mejores resultados y de esta manera evitar dispersiones que puedan
generar dificultades en las actividades diarias. Se busca establecer un
procedimiento para llevar a cabo determinada actividad bajo las mismas
circunstancias.
En la primera etapa “establecer la operación estándar”, la comunicación
entre el operario y el supervisor deberá ser primordial con el fin de
instaurar una operación que permita llegar al cumplimiento de los
objetivos propuestos.
Estandarizacion
Establecer el metodo de trabajo
Respetar el metodo de
trabajo
Mejorar el metodo de
trabajo
Figura 2. Proceso de estandarización de operaciones
Fuente: Criollo, R. “Estudio del trabajo: Ingeniería de métodos y medición del trabajo”

P á g i n a | 13
Para la segunda etapa “respetar el método de trabajo”, se logra encontrar
la operación indicada, pero esta deberá tener respaldo por parte del
operador para generar el beneficio esperado.
Por último, en la tercera etapa “mejorar la operación estándar” el operario
estará en la facultad de proponer una mejora para la operación teniendo
en cuenta que siempre hay una mejor manera de hacer las cosas.
8.4 NORMAS DEL TRABAJO
Para empezar a tratar el tema de las normas del trabajo se hace
necesario citar a la OIT “organización internacional del trabajo”, se
caracteriza por ser la única agencia de la ONU tripartita que involucra a
trabajadores, empleadores y gobierno. Es un organismo especializado,
que tiene por objetivos la promoción de la justicia social y el
reconocimiento de las normas fundamentales del trabajo, la creación de
oportunidades de empleo y la mejora de las condiciones laborales en el
mundo, además de abordar el dialogo entre organismos sindicales y de
empleadores en la construcción y aplicación de dichas políticas. Los
principales mecanismos de trabajo de la OIT son el establecimiento y
supervisión de normas internacionales del trabajo, la prestación de
asistencia técnica, y la búsqueda y difusión de información.3 Entrando en
materia las normas internacionales del trabajo se desarrollaron con el
propósito de establecer los principios y derechos fundamentales en el
trabajo. Además de constituir un sistema global de aspectos relacionados
al trabajo y a la política social, respaldado a su vez por un sistema de
control que permite abordar todos los tipos de problemas que plantea su
aplicación a escala nacional.
La OIT tiene un respaldo de tres organismos fundamentales, los cuales
son:
1. Conferencia internacional del trabajo: Esta conferencia, también
llamada Parlamento internacional del trabajo, tiene lugar una vez al
año y su finalidad principalmente es la establecer las normas
internacionales del trabajo además de discutir problemas sociales y
laborales fundamentales.
2. Consejo de administración: Se encarga de la toma de decisiones
sobre las políticas generales de la OIT, además de la planeación del
presupuesto. Tiene lugar tres veces al año.
3. Oficina internacional del trabajo: Es la secretaria que brinda apoyo a
todas las actividades que involucran a la OIT.
3 OIT, Organización internacional del trabajo, 2017.

P á g i n a | 14
8.5 DISTRIBUCION EN PLANTA
La distribución en planta se define como el ordenamiento físico de los
elementos industriales que sea económico, satisfactorio y seguro para
los colaboradores. Para algunos autores, la distribución de Planta es "La
decisión de distribución en planta comprende determinar la ubicación de
los departamentos, de las estaciones de trabajo, de las máquinas y de
los puntos de almacenamiento de una instalación. Su objetivo general es
disponer de estos elementos de manera que se aseguren un flujo
continuo de trabajo o un patrón especifico de tráfico"4 o "La distribución
en planta implica la ordenación física de los elementos industriales y
comerciales. Esta ordenación ya practicada o en proyecto, incluye, tanto
los espacios necesarios para el movimiento del material,
almacenamiento, trabajadores indirectos y todas las actividades
de servicio"5.
Entre algunos de sus objetivos, vale la pena mencionar:
1. Incrementar producción.
2. Eliminar mudas.
3. Ahorro de área ocupada.
4. Reducción de manejo de materiales.
5. Acortamiento de tiempos.
6. Reducir costos.
7. Mejor supervisión.
8. Disminución de congestión y confusión.
9. Mayor utilización de maquinaria y hombre.
10. Elevación de la moral.
Para llevar a cabo una adecuada distribución en planta, se debe tener en
cuenta los siguientes aspectos6:
1. Se debe tener claro cuál es el problema y realizar el planteamiento
adecuado.
2. Hechos que pueden ser medidos.
3. Se realiza un nuevo planteamiento, pero ya se tiene en cuenta los
hechos pasados.
4. Planteamiento de un objetivo con un fin específico.
5. Trámites para conseguir la aprobación y aplicación.
6. Seguimiento y comprobación.
4 Chaese y Aquilano, Administración de producción y operaciones Pág., 374
5 Muther, Richard, Distribución en planta, 2° edición 6 Ibíd

P á g i n a | 15
Luego de analizar cada uno de los aspectos anteriormente expuestos se
procede a examinar este enfoque sistemático con detalle, para de esta
manera establecer la secuencia de pasos, el procedimiento y
fundamentos a seguir para la elaboración de la propuesta de distribución
en planta.
8.5.1.1 FUNDAMENTOS DE LA DISTRIBUCION EN PLANTA
1. Planear el todo y después los detalles: Para poder iniciar una
distribución de planta eficaz y eficiente, se necesita conocer cuáles
son las necesidades de capacidad que requiere la industria y de
esta manera poder plantear una distribución general. Cuando ya
tengamos dicha distribución, podemos enfocarnos en los detalles,
es decir, posición de la mano de obra, maquinaria, materiales y
actividades extras que se realicen dentro de la planta). Es más que
todo realizar un bosquejo de lo que se quiere realizar.
2. Planear primero la disposición ideal y luego la disposición
practica: Cuando se tiene la idea de que es lo que se quiere, se
realizan cambios que vayan de la mano de las limitaciones que se
presenten durante el proceso, ya sea por costos o algunas
condiciones existentes dentro de la empresa. Siempre se debe
tener en cuenta los objetivos principales y cumplir con todas las
especificaciones necesarias en la distribución en planta.
3. Seguir los ciclos del desarrollo de una distribución y hacer que
las fases se superpongan: Este fundamento se fracciona en
cuatro fases. La primera se denomina localización del área o
distribuir, en esta lo primordial es seleccionar una localización
integrada, es decir, se realiza una validación de la distribución
teórica, pero esta no adquiere un carácter definitivo hasta que no se
desarrolle la distribución en conjunto. La segunda fase es la
distribución en conjunto, la cual tiene como propósito realizar una
distribución de conjunto asegurando la teoría de la misma para
dejar fija la localización; no obstante, el plan de conjunto no toma un
carácter definitivo hasta que no se han representado los planes
detallados. En la tercera fase, plan de distribución detallado, se
verifica la teoría de la distribución detallada y se asegura que la
distribución de conjunto quede fija; esta fase depende del
establecimiento y justificación de los planes y dibujos de instalación.
Para la fase final, instalación, se debe confirmar la instalación de la
distribución detallada y esta deberá quedar fija; esta distribución no
se concluye hasta que se ejecuta la instalación y se dé inicio a la
producción.

P á g i n a | 16
Mutter, R. Fundamentos de la distribución en planta
4. Planear el proceso y la maquinaria a partir de las necesidades
del material: Un factor a tener en cuenta es el material ya que
inicialmente se debe determinar las cantidades que requiere el
proceso de producción para así poder establecer la maquinaria a
utilizar. El análisis inicia por el diseño y especificaciones del
producto, el cual es el punto de partida que permite establecer la
cantidad de material a utilizar y el ritmo de producción; por último
con los datos obtenidos anteriormente se procede a determinar la
maquinaria adecuada para el proceso de producción a ejecutar.
5. Planear la distribución basándose en el proceso y la
maquinaria:
Para dar inicio al proceso de distribución es necesario seleccionar
previamente los procesos idóneos para el caso y tener presente los
requisitos, movimiento y circulación de los materiales a lo largo de
la línea de producción.
6. Proyectar el edificio a partir de la distribución: Se debe tener en
cuenta las limitaciones de espacio con las que cuenta la planta
actual para de esta manera proponer una reorganización de la
maquinaria y un nuevo flujo de material a lo largo del proceso de
producción.
7. Planear con la ayuda de una clara visualización: Tener una clara
visualización es fundamental para obtener una información
detallada que nos permita llegar a tomar decisiones adecuadas
teniendo presente la mayor cantidad de aspectos que afecten esta
nueva distribución.
8. Planear con la ayuda de otros: En cada actividad siempre se va a
encontrar que es necesario el trabajo en equipo y en este caso no
es la excepción, para realizar una adecuada distribución en planta
se necesita la colaboración de cada persona ya sea de la parte
administrativa, contable, producción y demás, para lograr el
cumplimiento de los objetivos planteados en el proyecto a realizar.
Para que se logre la participación de todos los entes necesarios, se
pueden realizar charlas para que se dé a conocer las ideas

P á g i n a | 17
planteadas y de igual forma se pueda tener una opinión, así
conocer los pros y contra de las ideas planteadas en los proyectos.
9. Comprobar la distribución: Antes de que sea aceptada dicha
propuesta de distribución en planta, se necesita saber si es viable.
Para esto se pueden realizar análisis mediante hojas de
comprobación que cumplan con los objetivos y requisitos que se
buscan con dicha redistribución. Esta comprobación nos puede
asegurar si la distribución está bien planteada o nos revela mejoras
futuras en esta.
Las preguntas que uno siempre se debe hacer para realizar la
comprobación de la distribución son7:
1. ¿Da lugar a un producto mejor?
2. ¿Elimina accidentes?
3. ¿Reduce costos?
4. ¿Mejora a moral?
5. ¿Incrementa la producción?
6. ¿Libera superficie de suelo?
7. ¿Mejora la administración?
8. ¿Reduce desperdicios?
9. ¿Reduce mermas?
10. ¿Mejora las condiciones sanitarias?
11. ¿Mejora otras condiciones de trabajo?
12. ¿Proporciona beneficios en cuanto a seguros?
13. ¿Proporciona beneficios en cuanto a impuestos?
14. ¿Aumenta o disminuye el mantenimiento?
10. “Vender” el plan de distribución: El ingeniero de distribución,
está encargado de entregar un producto final y debe ser el
encargado de saber vender su creación. Nunca se va a encontrar
una distribución en planta perfecta, ya que mucha gente no está de
acuerdo con algunos detalles o limites que se planteen en el
proyecto, por esta razón el ingeniero tiene como deber cumplir con
los requerimientos del cliente y como ya dijimos antes, saber vender
su producto.
9. METODOLOGIA
9.1 DIAGNOSTICO
Se evidencia que la empresa cuenta con problemas en su línea
producción ya que cuenta con algunas mudas que generan sobre
costos y que afectan directamente a la entrega del producto final
al cliente. Se cuenta con 5 trabajadores que tienen experiencia en
esta área, que tienen repartidas y claras cada una de las
7 Muther, Richard, Distribución en planta, 4° edición

P á g i n a | 18
funciones que ellos cumplen. La maquinaria que se encuentra en
la empresa ya tiene un ciclo de vida amplio y esto afecta con
sobre procesos en la actividad de coser las partes de la
chaqueta.
9.1.1 DIAGRAMA DE PARETO
Para este diagrama se realizó un análisis de los factores que
más afectan a la empresa, eligiendo los más relevantes y
dándoles un intervalo de afectación al proceso, la tabla es la
siguiente:
TABLA DE FACTORES CRITICOS DE LA EMPRESA:
Índices Frecuencia % Acumulado Porcentaje Acumulado
Distribución en planta 75 22,46% 75 22,46%
Ausencia de estrategias publicitarias
75 22,46% 150 44,91%
Maquinaria con muchos años de uso
40 11,98% 190 56,89%
Reproceso de materia prima
30 8,98% 220 65,87%
Inestabilidad de precios de Materia
Prima
27 8,08% 247 73,95%
Control de calidad 26 7,78% 273 81,74%
Sectorización de insumos
26 7,78% 299 89,52%
Condiciones de planta
25 7,49% 324 97,01%
Falta de manejo de inventarios
10 2,99% 334 100,00%

P á g i n a | 19
VALORACION INTERVALO
0-25 Problema leve 26-60 Problema moderado 61-75 Problemas graves, programación para el cambio
76-100 Problemas peligrosos con cambios inmediatos
Mediante los ítems y valores obtenidos en la tabla “FACTORES CRITICOS DE LA
EMPRESA” se obtiene el diagrama de Pareto.
De acuerdo al análisis que se hizo en algunos aspectos con falencias dentro de la
empresa y de acuerdo a las variables que alteran el proceso productivo (6M),
podemos decir que los factores que presentan problemas dentro de todo el
desarrollo de esta son:
1. Ausencias de estrategias publicitarias
Figura 3. Diagrama Pareto
Fuente: Elaboración propia (2017)
Tabla 2. Factores críticos de la empresa
Fuente: Elaboración propia (2017)
P á g i n a | 20
2. Distribución de planta
3. Maquinaria con muchos años de uso
4. Reproceso de la materia prima
Estos factores se podrán minimizar con la aplicación de las nuevas estrategias
planteadas en el desarrollo del proyecto.

P á g i n a | 21
9.1.2 DIAGRAMA ISHIKAWA
MATERIA
-Variación de precios
-Escasa capacidad de
Almacenamiento
-Materia prima con características
no aceptadas por la empresa
-Inadecuado tratamiento
BAJO NIVEL DE
PRODUCCION E
INADECUADA DISPOSICION
DE LAS ESTACIONES DE
TRABAJO
MANO DE OBRA
-Sobrecarga de actividades
- Extenuación
- Ausencia de estructura de
horarios de trabajo.
-Omisión de una estructura de
trabajo
MEDIO AMBIENTE
-Aislar los retales del área de
producción
-Definir un espacio en el sitio de
trabajo para cada implemento
-Crear conciencia ambientalista
METODO
-Flujo de proceso no lineal
-Capacidad mínima de
Producción
-Estandarización de
procesos
MEDICION
- Moldes fabricados con materiales
de baja calidad
-Incorrecta medición
MAQUINARIA
-Ausencio de diseño de programa para
un mantenimiento preventivo
-Maquinaria con capacidad de
producción reducida
Figura 4. Diagrama Ishikawa
Fuente: Elaboración propia (2017)

P á g i n a | 22
A continuación, se observa la distribución de planta actual:
9.2 RECOLECCION DE INFORMACÍON
La recolección de información se hace mediante un estudio de
tiempos el cual nos ayuda a analizar y a evaluar el paso a paso de
los procesos de producción, haciendo así un trabajo más eficiente y
eficaz a la hora de dar resultados.
9.2.1 ESTUDIO DE MÉTODOS
A continuación, se presenta el diagrama de flujo del proceso en
donde podemos obtener tiempos y retrasos que se encuentran
presentes en las líneas de producción.
9.2.1.1 DIAGRAMAS DE FLUJO DEL PROCESO
Ver anexo # 1
Por medio del diagrama de flujo del proceso se expone por
medio de una representación gráfica el proceso de
producción de chaquetas de cuero, además el diagrama
está diseñado con los símbolos ANSI, con el fin de mostrar
la información de una manera más clara y a su vez
dinámica.
Figura 5. Distribución en planta actual
Fuente: Elaboración propia. Floorplaner (2017)
Escala: 1:70

P á g i n a | 23
9.2.1.2 DIAGRAMA DE PROCESOS
Ver anexo # 2, #3 y #4
Mediante este diagrama se pudo determinar la cantidad de
movimientos que realiza el operario, la máquina de coser y
el compresor de laca en todo el proceso de producción, los
cuales se dividen en operación, transporte, retrasos,
inspecciones y almacenamiento. Según el diagrama y el
análisis de este, se determina que se tiene una cantidad
amplia de demoras en el proceso del operario las cuales
deben ser corregidas, con la redistribución de planta.
También se determinan las distancias y los tiempos de todo
el proceso para después ver la reducción de estos mismo
con el método propuestos.
9.2.1.3 DIAGRAMA HOMBRE – MAQUINA
Ver anexo #3
El diagrama hombre máquina muestra la relación de tiempo
exacta que existe entre el ciclo de trabajo de la persona y el
ciclo de operación de la máquina. En este caso elegimos
como máquina, la máquina de coser, que es esencial para
la realización de todo el proceso de producción de
chaquetas de cuero. Podemos ver que no hay tanto tiempo
ocioso, ya que siempre la máquina se encontrara en espera
o en producción.

P á g i n a | 24
9.2.1.4 DIAGRAMA DE RECORRIDO
Figura 6. Diagrama de recorrido
Fuente: Elaboración propia. Floorplanner (2017)
Los diagramas aquí planteados se realizaron con una escala de 1:70.
Los números de este diagrama representan las áreas que podemos identificar en
la empresa, estas son:
1. Almacén
2. Clasificación del cuero
3. Área de demarcación
4. Área de corte
5. Área de costura
6. Mesa de planchado
7. Área de lacado
8. Área de secado
9. Área de empaque
9.2.1.5 TECNICA A EXAMINAR POR OPERACIÓN
Existen dos técnicas fundamentales para el análisis del trabajo según Roberto
Criollo; estas son:
1. La técnica de la actitud interrogante.
2. La lista de comprobación de análisis.

P á g i n a | 25
Para este trabajo se toma en cuenta la técnica de la actitud interrogante debido a
que se considera que con esta se puede conseguir un análisis más detallado de
las operaciones que resultan más críticas para el proceso de producción de
chaquetas de cuero.
9.2.1.5.1 Operación: Tomar la guata del costal y pasarla al área de
costura
Propósito
1. ¿Qué se hace en realidad?
Se selecciona la guata del costal que se considere
necesaria para la chaqueta y se deja en el área de
costura.
2. ¿Por qué se hace?
Porque es necesario en algunas chaquetas poner
guata, además la guata no se encuentra disponible
en el área de costura para su utilización.
3. ¿Cuál es la finalidad de hacerlo?
Adquirir la guata necesaria para la chaqueta y
disponerla en el área de costura.
4. ¿Qué otra cosa podría hacerse para alcanzar el
mismo resultado?
Al inicio de la jornada disponer de una cantidad
considerable de guata en el área de costura para
evitar este micro movimiento de ir al costal por la
guata.
Lugar
1. ¿Dónde se hace?
En el área de costura y a dos metros de dicha área
el cual es el lugar en donde se encuentra el costal
de guata.
2. ¿Por qué se hace allí?
Porque no se cuenta con guata disponible en el
lugar de trabajo (área de costura).
3. ¿Podría combinarse con otro elemento?
Para este caso esta operación podría hacerse solo
al inicio del día con el fin de dejar a guata disponible

P á g i n a | 26
en el área de trabajo y no tener que recurrir al costal
frecuentemente.
4. ¿Dónde podría hacerse mejor?
Utilizando únicamente el área de costura.
Sucesión
1. ¿Cuándo se hace?
Todos los días.
2. ¿Por qué se hace entonces?
Porque la guata se encuentra en el costal a 2
metros del área de trabajo.
3. ¿Sería mejor realizarlo en otro momento?
Si, al inicio de la jornada y con esto solo se
realizaría una vez en el día.
Persona
1. ¿Quién lo hace?
Operario con experiencia en manufactura.
2. ¿Por qué lo hace esta persona?
Porque es el operario que se encarga de la costura
de la chaqueta.
3. ¿Qué otra persona podría hacerlo?
Cualquiera de los operarios que se encuentre cerca
del costal en el momento que se requiere la guata.
4. ¿Quién debería hacerlo?
Un operario que en el momento no esté realizando
actividad alguna.
Medios
1. ¿Cómo se hace?
El operario se dirige al costal con guata ubicado
a 2 metros del área de costura, de allí toma la
guata que considere disponible y la deja en la
mesa de costura.
2. ¿Por qué se hace de ese modo?
P á g i n a | 27
Porque no hay guata disponible en la mesa de
costura en el momento que se requiere.
3. ¿De qué otro modo podría hacerse?
Realizando esta operación al inicio de la jornada
para de esta manera garantizar disponibilidad de
material en el área de trabajo.
¿Es preciso hacerlo así?
No, ya que está generando una actividad
adicional, además se dispone de un tiempo extra
para realizar esta actividad el cual se podría
emplear en otra actividad que sea necesaria.
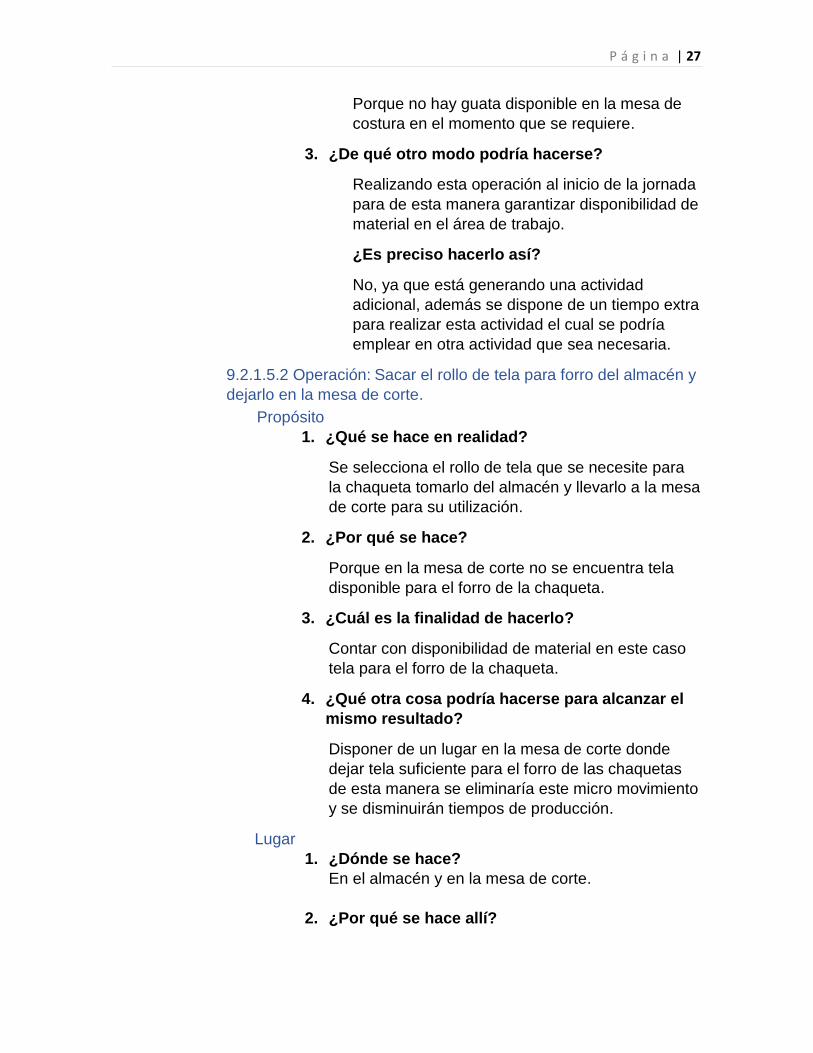
9.2.1.5.2 Operación: Sacar el rollo de tela para forro del almacén y
dejarlo en la mesa de corte.
Propósito
1. ¿Qué se hace en realidad?
Se selecciona el rollo de tela que se necesite para
la chaqueta tomarlo del almacén y llevarlo a la mesa
de corte para su utilización.
2. ¿Por qué se hace?
Porque en la mesa de corte no se encuentra tela
disponible para el forro de la chaqueta.
3. ¿Cuál es la finalidad de hacerlo?
Contar con disponibilidad de material en este caso
tela para el forro de la chaqueta.
4. ¿Qué otra cosa podría hacerse para alcanzar el
mismo resultado?
Disponer de un lugar en la mesa de corte donde
dejar tela suficiente para el forro de las chaquetas
de esta manera se eliminaría este micro movimiento
y se disminuirán tiempos de producción.
Lugar
1. ¿Dónde se hace?
En el almacén y en la mesa de corte.
2. ¿Por qué se hace allí?

P á g i n a | 28
Porque no hay disponibilidad de tela para forro en la
mesa de corte.
3. ¿Podría combinarse con otro elemento?
Podría eliminarse esta operación y reemplazarse
por una operación más eficaz y menos recurrente.
¿Dónde podría hacerse mejor?
Disponiendo de un lugar en la mesa de corte donde
dejar tela para forro, de esta manera no se tendría
que ir al almacén recurrentemente.
Sucesión
1. ¿Cuándo se hace?
Todos los días.
2. ¿Por qué se hace entonces?
Porque la tela para forro se encuentra en el
almacén y todas las chaquetas requieren de esta
tela.
3. ¿Sería mejor realizarlo en otro momento?
Podría hacerse solo una vez por semana.
Persona
1. ¿Quién lo hace?
Operario con experiencia en corte.
2. ¿Por qué lo hace esta persona?
Porque es el operario que se encarga de realizar las
operaciones relacionadas con corte de material.
3. ¿Qué otra persona podría hacerlo?
El operario que lo hace actualmente desempeña
una gran labor, disponer de un operario distinto solo
generaría retrasos en el proceso de producción.
4. ¿Quién debería hacerlo?
El operario que desempeña esta labor en la
actualidad.
Medios
1. ¿Cómo se hace?

P á g i n a | 29
El operario se dirige al almacén toma el rollo de
tela que sea necesario para la chaqueta que se
esté fabricando y lo lleva hasta la mesa de corte.
2. ¿Por qué se hace de ese modo?
Debido a que en la mesa de corte no hay tela
para forro disponible.
3. ¿De qué otro modo podría hacerse?
Sería conveniente buscar una ubicación en la
mesa de corte para dejar suficiente tela para
forro disponible.
¿Es preciso hacerlo así?
No, ya que este proceso nos genera tiempos
extra de producción y un esfuerzo adicional por
parte del operario.
9.2.1.5.3 Operación: Tomar el rollo de tela y cortar lo necesario
para los bolsillos.
Propósito
1. ¿Qué se hace en realidad?
Se toma el rollo de tela que se ha usado
anteriormente para realizar el forro de la chaqueta
(es necesario que sea la misma tela), y se corta lo
necesario para hacer los bolsillos de la chaqueta.
2. ¿Por qué se hace?
Porque es necesario en todas las chaquetas poner
bolsillos, además no hay tela ya previamente
cortada que agilice el proceso.
3. ¿Cuál es la finalidad de hacerlo?
Contar con tela disponible para hacer los bolsillos
de la chaqueta.
4. ¿Qué otra cosa podría hacerse para alcanzar el
mismo resultado?
El operario con experiencia en corte podría cortar la
tela para los bolsillos de la chaqueta al inicio de la
semana y con eso el proceso sería más ágil, ya
que, esta operación solo se haría una vez por

P á g i n a | 30
semana y no todos los días como se hace
actualmente.
Lugar
1. ¿Dónde se hace?
En el área de costura.
2. ¿Por qué se hace allí?
Debido a que el rollo de tela se encuentra en el área
de costura, además en el área de costura no se
cuenta con material ya previamente adecuado
(cortado) para su utilización.
3. ¿Podría combinarse con otro elemento?
Podría reemplazarse por otra operación que se
llevaría a cabo semanalmente, con el fin de
disminuir tiempos de producción.
4. ¿Dónde podría hacerse mejor?
En el área de corte.
Sucesión
1. ¿Cuándo se hace?
Todos los días.
2. ¿Por qué se hace entonces?
Ya que, en el área de costura no se cuenta con tela
anteriormente preparada para realizar los bolsillos
de la chaqueta.
3. ¿Sería mejor realizarlo en otro momento?
Si, al inicio de la semana.
Persona
1. ¿Quién lo hace?
Operario con experiencia en manufactura.
2. ¿Por qué lo hace esta persona?
Porque es el operario que se encarga de la costura
de la chaqueta.
3. ¿Qué otra persona podría hacerlo?

P á g i n a | 31
Todos los operarios de la organización están
capacitados para hacerlo.
4. ¿Quién debería hacerlo?
El operario de corte ya que podría ser más ágil en
esta operación.
Medios
1. ¿Cómo se hace?
Se toma el rollo de tela que se encuentra justo al
lado de la mesa de costura y se corta lo que se
considere necesario para los bolsillos de la
chaqueta que se está fabricando.
2. ¿Por qué se hace de ese modo?
Todas las chaquetas necesitan bolsillos,
adicional a esto, en la mesa de costura no se
cuenta con disponibilidad de tela para realizar
los bolsillos.
3. ¿De qué otro modo podría hacerse?
Existe la posibilidad de cortar la tela necesaria
para los bolsillos de las chaquetas empezando la
semana, disponiendo de un lugar en la mesa de
corte para dejar estos cortes de tela; De esta
manera solo se realizaría una vez a la semana
esta operación.
4. ¿Es preciso hacerlo así?
No, ya que esta operación genera tiempos
adicionales de producción además se lleva a
cabo por un operario que no cuenta con mucha
habilidad para realizarla.
9.2.1.5.4 Operación: Verificar que la etiqueta este bien puesta.
Propósito
1. ¿Qué se hace en realidad?
Se realiza una validación del estado en el que fue
puesta la etiqueta, que no hayan quedado partes
levantadas o sin su correspondiente costura.
2. ¿Por qué se hace?

P á g i n a | 32
Debido a que la máquina de coser que se utiliza
actualmente al coser la etiqueta debido al bajo
grosor de esta omite algunas puntadas, por dicho
motivo en algunas ocasiones la etiqueta no se
encuentra puesta de una manera adecuada.
3. ¿Cuál es la finalidad de hacerlo?
Verificar que la etiqueta se encuentre adherida de
manera correcta.
4. ¿Qué otra cosa podría hacerse para alcanzar el
mismo resultado?
Adquirir una nueva máquina que garantice precisión
en las puntadas que realiza.
Lugar
1. ¿Dónde se hace?
En el área de costura.
2. ¿Por qué se hace allí?
Ya que, la operación que antecede esta verificación
se lleva a cabo en el área de costura, en aras de no
generar nuevos movimientos se realiza en la misma
área.
3. ¿Podría combinarse con otro elemento?
Podría eliminarse ya que genera un tiempo extra en
el proceso de producción en cual podría emplearse
en actividades que requieran apoyo.
4. ¿Dónde podría hacerse mejor?
En el área actual es apropiado.
Sucesión
1. ¿Cuándo se hace?
Todos los días.
2. ¿Por qué se hace entonces?
Es necesario entregar al cliente un producto con su
etiqueta en perfecto estado ya que es allí donde se
refleja el nombre de la compañía.
3. ¿Sería mejor realizarlo en otro momento?

P á g i n a | 33
Existe la posibilidad de eliminar esta operación.
Persona
1. ¿Quién lo hace?
Operario con experiencia en manufactura.
2. ¿Por qué lo hace esta persona?
Porque es el operario que se encarga de la costura
de la etiqueta.
3. ¿Qué otra persona podría hacerlo?
Solo operarios con experiencia en manufactura.
4. ¿Quién debería hacerlo?
Solo operarios con experiencia en manufactura, ya
que, en el caso de encontrar una inconsistencia en
la costura de la etiqueta se deberá corregir de
inmediato.
Medios
1. ¿Cómo se hace?
Después de que se lleva a cabo la costura de la
etiqueta al forro de la chaqueta esta debe ser
verificada.
2. ¿Por qué se hace de ese modo?
Debido a problemas que presenta la máquina de
coser actual, en algunas ocasiones se
encuentran puntadas faltantes, lo que hace que
la etiqueta quede mal puesta.
3. ¿De qué otro modo podría hacerse?
Se podría adquirir una nueva máquina de coser
que garantice calidad y continuidad en sus
puntadas.
4. ¿Es preciso hacerlo así?
No, porque este proceso está generando una
actividad y tiempos adicionales al proceso, lo
que lo hace más tedioso y lento.

P á g i n a | 34
9.2.2 MEDICIÓN DEL TRABAJO
Es importante tomar mediciones de tiempo, para así poder determinar y
evaluar aquellas operaciones que generan cuellos de botella y/o demoras
que afectan la eficiencia del proceso. Con esta medición también se busca
maximizar la producción y al mismo tiempo reducir costos y tiempos
inactivos de los trabajadores, generando valor agregado al proceso y
logrando una aproximación a la estandarización en los procesos de
producción de las chaquetas de cuero de Casticueros.
9.2.2.1 REGISTRO DE TIEMPOS (ver anexo #4)
Para el registro de tiempos se calcularon 10 tomas preliminares del tiempo
que le tomaba al operario realizar cada una de las actividades para producir
una chaqueta de cuero; Este registro nos permite identificar cuáles son las
actividades de requieren de un tiempo de ejecución mayor. Entre estas
encontramos que las actividades relacionadas con la costura son las que
más tiempo requieren, por tanto, se le dio prioridad de análisis a estas
actividades y de qué manera se pueden llegar a impactar con el fin de que
tengan mejoras significativas tanto para el proceso de producción como
para los operarios, con el fin de que estos realicen un esfuerzo mínimo al
ejecutar cada una de las actividades relacionadas con la costura.
9.2.2.2 CALIFICACIÓN DEL TRABAJADOR
9.2.2.3 DETERMINACIÓN DEL TIEMPO NORMAL
𝑇𝑁 = (𝑇o𝑏𝑠) (1 + 𝐶𝑎𝑙𝑖𝑓𝑖𝑐𝑎𝑐𝑖𝑜𝑛𝑒𝑠)
TN = (2316,437) (1+0,10)
TN = 2548,080
Tolerancias
Habilidad
Buena C1
+0,06
Esfuerzo
Bueno C2
+0,02
Condición
Buenas C
+0,02
Consistencia
Regular D
+0,00
+0,10

P á g i n a | 35
9.2.2.4 DETERMINACION DE SUPLEMENTOS
Suplementos
Fatiga básica
0,04
Posición anormal: Incomoda
0,02
Atención requerida: Trabajo fino o preciso
0,02
Condiciones atmosféricas: Calor
0,28
Nivel de ruido: Continuo
0,00
Tedio: Tedioso
0,02
0,38
9.2.2.5 DETERMINACIÓN DE TIEMPO ESTANDAR
𝑇𝑆 = (𝑇𝑁) (1 + 𝑆𝑢𝑝𝑙𝑒𝑚𝑒𝑛𝑡𝑜𝑠)
TS = (2316,437) (1+0,38)
TS = 3196,683
9.2.2.6 Calculo de N estadístico por medio de las tablas General
Electric y Westinghouse
Es posible establecer una cifra más exacta por medio del uso
de los métodos estadísticos. El cálculo de número de
observaciones es un proceso vital en la etapa de
cronometraje, ya que, de este depende en gran medida el
nivel de confianza del estudio de tiempos.

P á g i n a | 36
X Xi (Xi – X) (Xi – X) ^2
2316,437 2288,91 -27,527 757,736
2316,437 2307,73 -8,707 75,812
2316,437 2292,01 -24,427 596,678
2316,437 2325,43 8,993 80,874
2316,437 2318,43 1,993 3,972
2316,437 2319,41 2,973 8,839
2316,437 2334,71 18,273 333,903
2316,437 2320,6 4,163 17,331
2316,437 2336,98 20,543 422,015
2316,437 2320,16 3,723 13,861
231,102
Variación
𝜎 = √∑(𝑋𝑖−𝑋)2
𝑛
𝜎 = √231,102
𝜎 = 15,20
Toma de muestra
N= [(𝐾)(𝜎)
(𝑒)(𝑥)]2 + 1
N= [(2)(15,20)
(0,05)(2316,437)]2 + 1
N = 1,06
El cálculo de N por el método estadístico sugiere una cantidad total de 1
toma para el registro de tiempos, para efectos de tener un mejor detalle al
analizar cada operación del proceso de producción esta cifra no se toma en
cuenta, ya que, se considera que una toma no arroja la cantidad de datos
suficientes que se requieren para este estudio.
General Electric
Minutos Segundos
1 60
X 2316,437
X = 38,60 minutos

P á g i n a | 37
Tiempo Numero de ciclos
20,00 – 40,00 5
N = 5 De la tabla General Electric se concluye que para este estudio de tiempos se sugieren tomar 5 muestras según el rango de especificación obtenido.
Westinghouse
Horas Minutos
1 60
X 38,60
X = 0,643 horas
Tiempo Numero de ciclos
0,500 3
0,800 2
Pendiente
m = 𝑌2−𝑌1
𝑋2−𝑋1
m = 3−2
0,5−0,8
0
0,5
1
1,5
2
2,5
3
3,5
0 0,2 0,4 0,6 0,8 1
Nu
mer
o d
e ci
clo
s
Tiempo
TABLA WESTINGHOUSE

P á g i n a | 38
m = −10
3
Punto (0,8-2)
Y = mX + b
Y = −10
3x+b
2=−10
3 (0,8) +b
2+8
3=b
14
3=b
Y=−10
3 (0,643) +
14
3
Y = 2,52
De la tabla Westinghouse se determina un promedio de 2,52 muestras y se aproxima a 3 muestras, se infiere que este valor se debe a lo extenso que puede resultar la toma de tiempos de todo el proceso de producción de chaquetas de cuero.
9.3 DISTRIBUCIÓN EN PLANTA ACTUAL Lo que se tuvo en cuenta a la hora de realizar la redistribución en planta fue que
se evidenciaban muchos cruces dentro de su proceso por eso se procede a
desarrollar la idea de la nueva distribución, intercambiando unas áreas y
removiendo un muro que genera incomodidades
Figura 7: Distribución actual de la empresa Casticueros. Fuente: Elaboración propia, SketchUp. (2017)

P á g i n a | 39
9.4 DISTRIBUCIÓN EN PLANTA PROPUESTO
Después de haber realizado el análisis de la distribución en planta actual de
“Casticueros” se puede observar que se presenta un cruce en el recorrido
que lleva a cabo la materia prima hasta convertirse en producto terminado,
es por eso que se propone llevar a cabo el derribamiento del muro que
separa el área de corte del área denominada demarcación del cuero con el
fin de que primero que todo los operarios que llevan a cabo el transporte de
la materia prima no tengan cruces en su recorrido y por tanto sean más
óptimos para el proceso de producción. Inicialmente el transporte que lleva
a cabo la materia prima es confuso y lento ya que el operario tiene que
ingresar al almacén por materia prima luego de ahí pasar por algunas áreas
de producción como lo son el área de corte y el área de costura y luego
continúe su proceso de producción.
Esta propuesta tiene como fin el disminuir tiempos, evitar posibles
confusiones y cuellos de botella en el proceso de producción. Básicamente
se trata de optimizar el proceso teniendo en cuenta los costos que este nos
puede llegar a generar, el tiempo que se va a disponer para dicha
instalación ya que mientras esta se lleva a cabo algunas áreas de
producción tendrán que ser reubicadas para que no se dañe el producto,
pero sobre todo para que ni se interrumpa ni se detenga el proceso. Otro de
los puntos a tener en cuenta es que en el tiempo mientras se lleve a cabo
esta instalación es posible que los niveles de producción bajen y con esto
las utilidades también presenten un decremento. Estos riesgos sería bueno
tomarlos ya que se proyecta que los resultados una vez se termine el
rompimiento del muro sean de mucho beneficio para la empresa ya que,
con la reducción de tiempos y posibles cuellos de botella, se espera que la
productividad, utilidad y cantidad de producto terminado aumenten de
manera significativa. Se debe ver más como una inversión que como un
sacrificio.
A continuación, se mostrará la propuesta explicada gráficamente:

P á g i n a | 40
Figura 8: Distribución propuesta de la empresa Casticueros. Fuente: Elaboración propia, Floorplanner. (2017)
Escala: 1:70
Figura 9: Distribución propuesta de la empresa Casticueros. Fuente: Elaboración propia, Floorplanner. (2017)
P á g i n a | 41
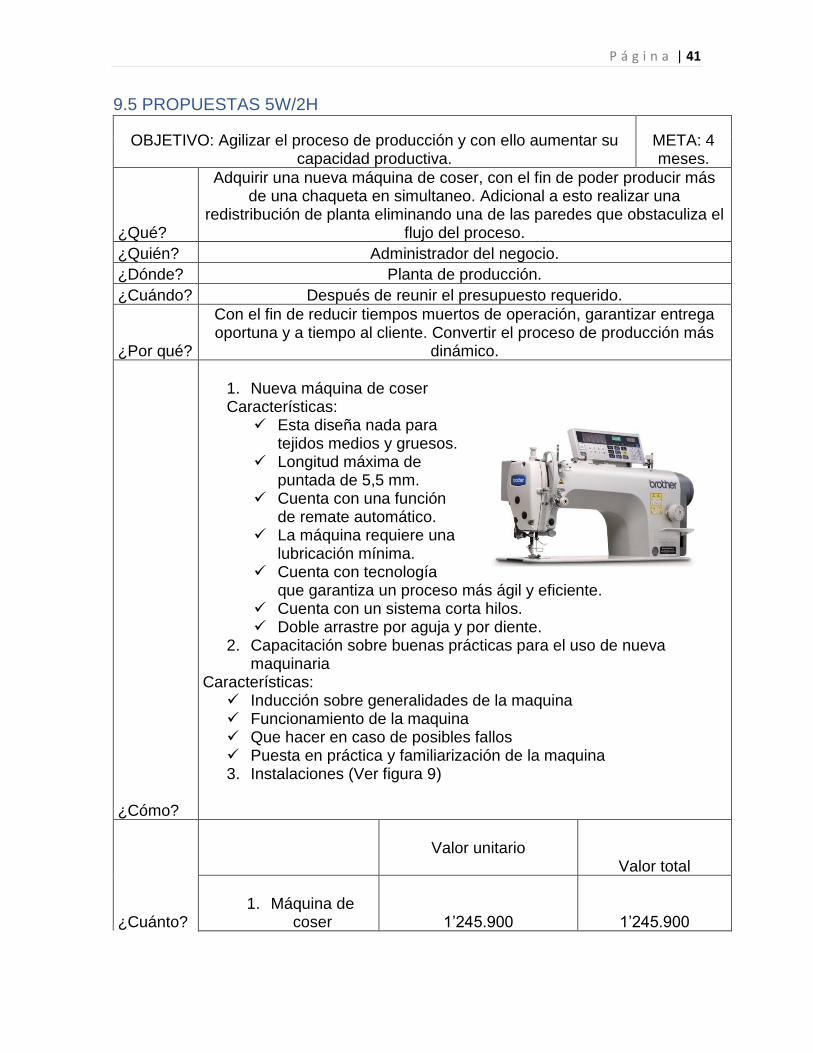
9.5 PROPUESTAS 5W/2H
OBJETIVO: Agilizar el proceso de producción y con ello aumentar su capacidad productiva.
META: 4 meses.
¿Qué?
Adquirir una nueva máquina de coser, con el fin de poder producir más de una chaqueta en simultaneo. Adicional a esto realizar una
redistribución de planta eliminando una de las paredes que obstaculiza el flujo del proceso.
¿Quién? Administrador del negocio.
¿Dónde? Planta de producción.
¿Cuándo? Después de reunir el presupuesto requerido.
¿Por qué?
Con el fin de reducir tiempos muertos de operación, garantizar entrega oportuna y a tiempo al cliente. Convertir el proceso de producción más
dinámico.
¿Cómo?
1. Nueva máquina de coser Características:
✓ Esta diseña nada para tejidos medios y gruesos.
✓ Longitud máxima de puntada de 5,5 mm.
✓ Cuenta con una función de remate automático.
✓ La máquina requiere una lubricación mínima.
✓ Cuenta con tecnología que garantiza un proceso más ágil y eficiente.
✓ Cuenta con un sistema corta hilos. ✓ Doble arrastre por aguja y por diente.
2. Capacitación sobre buenas prácticas para el uso de nueva maquinaria
Características: ✓ Inducción sobre generalidades de la maquina ✓ Funcionamiento de la maquina ✓ Que hacer en caso de posibles fallos ✓ Puesta en práctica y familiarización de la maquina 3. Instalaciones (Ver figura 9)
¿Cuánto?
Valor unitario Valor total
1. Máquina de
coser 1’245.900 1’245.900

P á g i n a | 42
2. Capacitación sobre buenas prácticas para el uso de nueva maquinaria (3 operarios)
378.650 1’135.950
3. Instalaciones
3.1 Mano de obra
1 ingeniero $2’800.000 $2’800.000
2 operarios con
materiales
$1’300.000 $2’600.000
9.6. ALCANCES
1. Agilizar la producción por medio de La mitigación de tiempos muertos y
mudas encontradas a lo largo del proceso.
2. Lograr una producción en línea que garantice que no existan cruces dentro
del recorrido del curso del proceso.
3. Garantizar una entrega oportuna y a tiempo del producto final al cliente con
el fin de lograr una fidelización de este.
4. Con la adquisición de nueva maquinaria se busca que el operario realice
sus funciones de una forma adecuada, logrando un esfuerzo mínimo de las
capacidades físicas que poseen los operarios.
5. Aumentar la capacidad productiva del proceso de tal manera que se pueda
fabricar más de una chaqueta en simultaneo.
6. Incrementar ingresos por la venta de chaquetas de cuero gracias a la
optimización del proceso de producción.
7. Evitar desorden y sobre procesos en la producción con el fin de reducir
costos no planeados.

P á g i n a | 43
10. CONCLUSIONES Con el método actual los operarios realizan varias visitas al almacén para el requerimiento de materia prima. Debido a que el proceso no se encuentra dispuesto en una línea continua de producción, el tiempo que los operarios gastan yendo al almacén representa un cuello de botella para la operación, es por esto por lo que se propone re organizar las actividades de manera que estas sean realizadas de manera continua y con un flujo constante en una línea de producción. Buscando con esta redistribución en planta una reducción y prevención en riesgos de enfermedades profesionales y accidentes de trabajo, mejora en la satisfacción de los operarios, incremento de la productividad y principalmente optimizar el espacio en la planta. Actualmente el proceso de producción de una chaqueta de cuero tarda en promedio 40 minutos de fabricación continua, con el nuevo método propuesto se tendría una reducción del 25 – 35% del tiempo de producción. La distancia que recorren los operarios durante todo el proceso de producción en promedio con el método actual es de 37,6 metros aproximadamente, con la implementación de la propuesta de re distribución en planta propuesta se obtendría una reducción del 40 - 50%; es decir, la distancia que recorrerán los operarios se estima sea de 18,8 metros.
Con la adquisición de la nueva máquina de coser se trascenderá de producir 3 chaquetas al día a producir 4 chaquetas diarias, gracias a las características de la nueva máquina los tiempos de costura se reducirían en un 50%, además se evitarían todos los procesos de verificación en las actividades relacionadas con la costura.
Ya con el nuevo método desaparecen 4 demoras que teníamos
identificadas, el cual genera una reducción de tiempo de 2 min y con la
redistribución de planta se consigue la reducción de distancia de 16 m. Se
logra el objetivo de estandarización del proceso con la mejora de este.
Entendiendo las necesidades de los operarios se propone la adquisición de una nueva máquina de coser con el fin de hacer del proceso de costura, el cual es uno de los más tediosos y complejos para el operario debido al nivel de detalle de este, uno de los procesos más simples y precisos para el operario; Ahorrando así gran parte de las verificaciones que se llevan a cabo en este proceso y a su vez logrando llevar a cabo un proceso eficiente.

P á g i n a | 44
10. REFERENCIAS
1. Criollo, R. (2005). Estudio del trabajo: Ingeniería de métodos y medición
del trabajo. México: Mc Graw Hill.
2. Chase, R., Jacobs, R., Aquilano, N. (2009). Administración de
operaciones producción y cadena de suministros. México: Mc Graw Hill.
3. Muther, R. (Segunda edición). Distribución en planta. Barcelona, España:
Editorial hispano-europea.
4. Organización internacional del trabajo. (2018). Condiciones del trabajo.
Recuperado de: http://www.ilo.org/global/topics/working-conditions/lang--
es/index.htm.
5. Salazar. (2016). Ingeniería industrial online. Recuperado de:
https://www.ingenieriaindustrialonline.com/herramientas-para-el-
ingeniero-industrial/ingenier%C3%ADa-de-metodos/definici%C3%B3n-
implantaci%C3%B3n-y-mantenimiento-del-m%C3%A9todo/.
6. (2016, 09,15). Pymes contribuyen con más del 80% del empleo en
Colombia. Dinero. Recuperado de: http://www.dinero.com/edicion-
impresa/caratula/articulo/porcentaje-y-contribucion-de-las-pymes-en-
colombia/231854.
7. Salazar. (2016). Ingeniería industrial online. Recuperado de:
https://www.ingenieriaindustrialonline.com/herramientas-para-el-
ingeniero-industrial/estudio-de-tiempos/c%C3%A1lculo-del-
n%C3%BAmero-de-observaciones/.
8. Oficina internacional del trabajo. (2002). Introducción al estudio del
trabajo. Cuarta edición. México: Editorial Limusa.
9. Coronel, I. (2013). Monografias.com. Recuperado de:
http://www.monografias.com/trabajos98/medicion-del-trabajo-tiempos-y-
movimientos/medicion-del-trabajo-tiempos-y-movimientos2.shtml.
10. Martínez. (2009). Propuesta de mejoramiento de un centro de
distribución de retail, a través de la distribución en planta y el rediseño de
los procesos operativos de recepción, almacenamiento, alistamiento y
despacho (tesis de pregrado). Pontificia Universidad Javeriana, Bogotá,
Colombia.
11. Cajamarca, D. (2015). Estudio de tiempos y movimientos de producción
en planta, para mejorar el proceso de fabricación de escudos en kaia
bordados (tesis de posgrado). Universidad Militar Nueva Granada,
Bogotá, Colombia.
12. Organización internacional de trabajo. (2008). Informe II: Medición del
tiempo de trabajo. Recuperado de:
http://www.ilo.org/public/spanish/bureau/stat/download/mels2008/reptwo.
pdf.