obtenciÓn de polvos de cobre a partir de un subproducto de
TRANSCRIPT

OBTENCIÓN DE POLVOS DE COBRE A PARTIR DE UN SUBPRODUCTO DE
LA INDUSTRIA DEL COBRE POR MEDIO DE PROCESO DE REDUCCIÓN.
JUAN MANUEL PEREA GIRALDO
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERIA
PROGRAMA INGENIERIA DE MATERIALES
SANTIAGO DE CALI
2014

OBTENCIÓN DE POLVOS DE COBRE A PARTIR DE UN SUBPRODUCTO DE
LA INDUSTRIA DEL COBRE POR MEDIO DE PROCESO DE REDUCCIÓN.
JUAN MANUEL PEREA GIRALDO
Proyecto de grado presentado como requisito para optar por el título de
Ingeniero de Materiales
Directores
Oscar Vanegas Escalante
Ing. De Materiales
Magister en Ingenierías: Materiales.
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERIA
PROGRAMA INGENIERIA DE MATERIALES
SANTIAGO DE CALI
2014

CONTENIDO
pág.
1. INTRODUCCIÓN .............................................................................................. 8
2. OBJETIVOS .................................................................................................... 11
2.1 OBJETIVO GENERAL .................................................................................. 11
2.2 OBJETIVOS ESPECÍFICOS ........................................................................ 11
3. IMPORTANCIA Y PERTINENCIA DE LA PROPUESTA................................ 12
4. ESTADO DEL ARTE ...................................................................................... 13
4.1. GENERALIDADES DE LA PULVIMETALURGIA ........................................ 13
4.2 POLVOS METALICOS ................................................................................. 14
4.3 PULVIMETALURGIA DEL COBRE .............................................................. 15
4.3.1 LA OXIDACIÓN ...................................................................................... 16
4.3.2 REDUCCION DE ÓXIDOS DE COBRE ................................................. 17
4.3.3 CONTROL DE LAS PROPIEDADES DEL POLVO ................................ 24
4.3.4 PROCESO DE POSREDUCCIÓN ......................................................... 24
4.4 FORMACIÓN DE LA ESCORIA DE COBRE ................................................ 26
5. METODOLOGÍA EXPERIMENTAL ................................................................ 28
5.1 REVISION BIBLIOGRÁFICA ....................................................................... 28
5.2 DISEÑO DEL PROCESO PARA LA REDUCCIÓN DE POLVOS DE COBRE
........................................................................................................................... 28
5.3 CARACTERIZACIÓN DE LA MATERIA PRIMA ........................................... 29
5.3.1 ESCORIA DE COBRE ............................................................................ 29
5.3.2 ATMOSFERA REDUCTORA ................................................................. 29
5.3.3 CARACTERIZACIÓN DE LOS POLVOS OBTENIDOS ......................... 30
6. RESULTADOS Y DISCUSIÓN .......................................................................... 31
6.1 DISEÑO DEL MONTAJE PARA LA REDUCCIÓN DE POLVOS DE COBRE
........................................................................................................................... 31
6.2 CARACTERIZACIÓN DE LA MATERIA PRIMA ........................................... 33

4
6.2.1 RECOLECCIÓN DE LA MATERIA PRIMA ............................................. 33
6.2.2 PROCESO DE REDUCCIÓN DE TAMAÑO DE PARTÍCULA ................ 34
6.2.3 DISTRIBUCIÒN DE PARTÍCULAS ........................................................ 35
6.2.4 DIFRACCIÓN DE RAYOS X .................................................................. 38
6.2.5 FLUORESCENCIA DE RAYOS X .......................................................... 41
6.2.6 MICROSCOPÍA ELECTRÓNICA DE BARRIDO Y ESPECTROMETRÍA
DISPERSIVA. .................................................................................................. 43
6.3 PROCESO DE REDUCCIÓN ....................................................................... 47
6.4 CARACTERIZACIÓN DE LOS POLVOS REDUCIDOS ............................... 49
6.4.1 FLUORESCENCIA DE RAYOS X .......................................................... 49
6.4.2 MICROSCOPÍA ELECTRÓNICA DE BARRIDO Y ESPECTROMETRÍA
DISPERSIVA. .................................................................................................. 53
7. CONCLUSIONES ........................................................................................... 58
8. RECOMENDACIONES ................................................................................... 60
9. BIBLIOGRAFÍA .............................................................................................. 61

LISTA DE FIGURAS
Pág.
Figura 1. Proceso de Pulvimetalurgia .................................................................. 13
Figura 2. El tetraedro que representa la interdependencia entre aspecto
importantes de la P/M. ........................................................................................... 14
Figura 3. Efectos de las impurezas en la solución sólida en la conductividad
eléctrica de cobre libre de óxido. ........................................................................... 17
Figura 4. Trayectoria del gas reductor en una partícula de óxido ........................ 20
Figura 5. Microscopía electrónica de barrido de polvo de óxido de cobre reducido.
............................................................................................................................... 25
Figura 6. (a) Escoria Liviana, (b) Escoria Pesada y (c) Escoria Tierra. ................ 29
Figura 7. Diseño de la cámara de reducción. ....................................................... 31
Figura 8. Adaptación para generar rotación en la cámara de reducción. ............. 32
Figura 9. Adaptación para generar homogeneidad en el lecho de polvos. .......... 32
Figura 10. (a) Horno de resistencias, (b) Conexión de entrada de gases y (c)
Suministro de H2. ................................................................................................... 33
Figura 11. (a) Trituradora de mandíbulas, (b) Molino de disco y (c) Molino de
bolas. ..................................................................................................................... 35
Figura 12. Muestra de escoria pesada molida 3 horas en molino de bolas. ........ 36
Figura 13. Muestra de escoria liviana molida 3 horas en molino de bolas. .......... 36
Figura 14. Muestra de escoria tierra molida 3 horas en molino de bolas. ............ 37
Figura 15. Difractograma de rayos X de escoria pesada, donde (β) Cuprita, (α)
Tenorita, (Ω) Cuarzo y (π) Cristobalita baja. .......................................................... 38
Figura 16. Difractograma de rayos X de escoria liviana, donde (β) Cuprita, (α)
Tenorita, (Ω) Cuarzo y (π) Cristobalita baja. .......................................................... 39
Figura 17. Difractograma de rayos X de escoria tierra, donde (β) Cuprita, (α)
Tenorita, (Ω) Cuarzo y (π) Cristobalita baja. .......................................................... 39
Figura 18. Diagramas de XRD de la parte de óxido de centro de cobre inicial de
muestra (a), la capa intermedio entre la CuO inicial y el cobre reducido (b) y el
cobre redujo (c). ..................................................................................................... 41
Figura 19. Porcentaje en peso de los compuestos y elementos presentes en las
muestras de escoria de cobre. ............................................................................... 43
Figura 20. Micrografías SEM de escoria de cobre liviana después de proceso de
reducción de tamaño de partícula. ......................................................................... 44
Figura 21. (a) Micrografías SEM de óxido de cobre. ............................................ 45
Figura 22. Micrografías SEM - EDS de escoria de cobre liviana después de
proceso de reducción de tamaño de partícula. ...................................................... 46
Figura 23. Ciclo de reducción de las muestras de cobre a 1 hora. ...................... 48
Figura 24. Ciclo de reducción de las muestras de cobre a 2 horas. ..................... 48
Figura 25. Porcentaje en peso de los compuestos y elementos presentes en las
muestras de escoria de cobre reducidas a 400ºC. ................................................ 51
Figura 26. Porcentaje en peso de los compuestos y elementos presentes en las
muestras de escoria de cobre reducidas a 500ºC. ................................................ 53
Figura 27. Micrografías SEM de escoria de cobre liviana después de proceso de
reducción. .............................................................................................................. 54
Figura 28. Micrografías SEM de cobre reducido. ................................................. 55
Figura 29. Micrografías SEM - EDS de escoria de cobre liviana después de
proceso de reducción de tamaño de partícula. ...................................................... 56

LISTA DE TABLAS
pág.
Tabla 1. Calor de Energías libres, y las presiones parciales de gas para la
reducción de óxido de cobre con hidrógeno y monóxido de carbono. ................... 19
Tabla 2. Impurezas presentes en H2 de alta pureza. ............................................. 30
Tabla 3. Compuestos presentes en escoria de Cobre. .......................................... 40
Tabla 4. Compuestos presentes con porcentaje en peso de los tres tipos de
escoria de cobre. ................................................................................................... 42
Tabla 5. Elementos presentes con porcentaje en peso de escoria de cobre liviana
mediante análisis EDS. .......................................................................................... 46
Tabla 6. Variables del proceso de reducción. ........................................................ 47
Tabla 7. Compuestos presentes con porcentaje en peso de los tres tipos de
escoria de cobre después de tratamiento de reducción a 400ºC. .......................... 50
Tabla 8. Compuestos presentes con porcentaje en peso de dos tipos de escoria
de cobre después de tratamiento de reducción a 500ºC. ...................................... 52
Tabla 9. Elementos presentes con porcentaje en peso de escoria de cobre liviana
posterior al proceso de reducción mediante análisis EDS. .................................... 56

8
1. INTRODUCCIÓN
La pulvimetalurgia [P/M] se ha llamado un arte perdido. A diferencia de la arcilla
y otros materiales cerámicos en los que se emplean técnicas de moldeo y de
cocción, en objetos metálicos prácticos o decorativos se aplican sólo en
ocasiones durante las primeras etapas de la historia. La sinterización
de metales fue olvidada por completo durante los siglos posteriores, sólo para
ser revivido en Europa a finales del Siglo 18, cuando se registraron varios métodos
de producción de platino en polvo1.
El cobre y sus aleaciones constituyen uno de los principales grupos de metales
comerciales. Ellos son ampliamente utilizados debido a sus excelentes
propiedades de conductividad eléctrica y térmica, excelente resistencia a la
corrosión, facilidad de fabricación, y buena resistencia mecánica y a la fatiga.
Generalmente no es magnético. Se puede soldar fácilmente, y él y muchas de sus
aleaciones pueden ser soldados por diversos gases, arco, y los métodos de
resistencia. Para las piezas de decoración, están disponibles las aleaciones
convencionales con colores específicos. Las aleaciones de cobre se pueden pulir
hasta casi cualquier textura y brillo deseado. Pueden ser plateados, recubiertos
con sustancias orgánicas, o químicamente colorados para ampliar aún más la
variedad de acabados disponibles2.
Entre las diversas tecnologías en trabajo de los metales, la P/M es el método de
fabricación más diverso. Uno de sus atractivos es la capacidad de fabricar
componentes de alta calidad con partes complejas y de bajas tolerancias, de una
manera económica. En esencia, la P/M toma los polvos metálicos con atributos
1 ASM HANDBOOK Vol. 7. Powder Metal Technologies and Applications. ASM Internacional. United States Of
America. Pág. 10. 1998. 2 ASM HANDBOOK Vol. 2. Properties and Selection: Nonferrous Alloys and Special Purpose Materials. ASM
Internacional. United States Of America. Pág 759. 1998.

9
específicos como el tamaño, forma y empaquetamiento, para luego convertir eso
en una forma fuerte, precisa y de alto rendimiento. Los pasos claves incluyen el
conformado o compactado de los polvos y la posterior unión térmica de las
partículas por sinterización. El proceso utiliza operaciones automatizadas con bajo
consumo de energía, alto uso de material y bajo costo de capital. Estas
características hacen que la P/M este encaminada con tendencias actuales sobre
productividad, energía y materia prima. Consecuentemente, este campo está
experimentando crecimiento y reemplazando procesos tradicionales en el trabajo
de metales. Además, es un proceso de manufactura flexible capaz de proporcionar
una amplia gama de nuevos materiales, microestructuras y propiedades.3 El
proceso de P/M tiene un enfoque diferente al de fabricación de componentes que
se encuentran en la metalurgia tradicional. Específicamente, su versatilidad da una
expansión del procesado de materiales: química de materiales, tratamientos
térmicos, microestructuras variables, distribución de fases y microconstituyentes
(que incluyen porosidad y reforzamiento de fases) son controlables.
Uno de los principales factores dentro de la P/M es la materia prima, los polvos
metálicos. Por tal motivo este proyecto de investigación trabajó en el proceso de
obtención de polvos de cobre por el método de reducción mediante la reacción
sólido-gas a partir de escoria de fundición de cobre.
El método de reducción de óxidos de cobre ha sido uno de los más utilizados para
la obtención de material particulado de cobre, donde varios materiales de baja
calidad se utilizan para la producción de polvo de cobre por este método. Estos
materiales son principalmente óxido de cobre obtenido por oxidación química,
precipitación o cobre finamente dividido electrolíticamente. En el proceso, los
óxidos se muelen y reducen a metal por tratamiento continuo de reducción en
rangos de temperatura que van de 400ºC a 600ºC. La atmósfera reductora es una
3German, R. M. Powder Metallurgy Science. Metal Powder Metallurgy Federation. United States of America.
Pages 16-17. 1994.

10
combustión de gas que contiene principalmente CO, H2, N2 y CO2, mientras que
el oxígeno y el vapor de agua se mantiene en un mínimo, ya que estos impiden un
alto grado de pureza en el ciclo de reducción e influyen en el tamaño de partículas
de los óxidos metálicos iniciales sobre la temperatura de reducción y la naturaleza
del agente reductor.4
4AGRAWAL A, KUMARI S, BAGCHI D, KUMAR V, PANDEY B. Hydrogen reduction of copper bleed solution
from an Indian copper smelter for producing high purity copper powders. Hydrometallurgy, pp. 218-224, 2006.

11
2. OBJETIVOS
2.1 OBJETIVO GENERAL
Obtener polvos de cobre a partir de un subproducto de la fundición del cobre
a través de un proceso de reducción con de hidrógeno.
2.2 OBJETIVOS ESPECÍFICOS
Establecer las variables de molienda para obtener el tamaño de partícula
adecuado para el proceso de reducción sólido-gas.
Establecer las variables adecuadas para obtener la mejor eficiencia en el
proceso de reducción sólido-gas.
Caracterizar la materia prima.
Obtener polvo de cobre para aplicación en procesos pulvimetalúrgicos.
Caracterizar el polvo de cobre obtenido por el proceso de reducción.

12
3. IMPORTANCIA Y PERTINENCIA DE LA PROPUESTA
La industria del cobre en Colombia tiene una producción media anual de 8.000
toneladas5, de las cuales aproximadamente 10% son residuos (800 toneladas),
conocidos como escoria de cobre. De acuerdo con el Decreto 4741 de 2005 en
Colombia, este residuo es considerado peligroso debido a los riesgos ambientales
y de salud que provoca. Algunos de los efectos asociados a este residuo son
enfermedades respiratorias, función pulmonar deficiente, y la muerte prematura de
las personas con enfermedades respiratorias y cardíacas; en la vegetación afecta
el crecimiento y desarrollo de las plantas debido al daño tóxico que afecta el
proceso de fotosíntesis. También afecta a las fuentes hídricas por cambios en los
niveles de pH y cambiando así la condición natural de los ríos y lagos6.
Con el desarrollo de este proyecto se logra mitigar el efecto de estos residuos
dando un aprovechamiento y generando valor agregado con la consecución de un
producto de valor como lo es el polvo de cobre.
5 UME, Mineralco S.A, Memorias al congreso – UPME, 2010
6 SANHUEZA P. Evaluación de beneficios de una norma de emisión para fundiciones de cobre. Asesorias en
ingeniería ambiental Pedro Alex Sanhueza Herrera E.I.R.L, pp. 12-20, 2012.

13
4. ESTADO DEL ARTE
4.1. GENERALIDADES DE LA PULVIMETALURGIA
La P/M es una tecnología de fabricación para producir piezas de metales
refractarios y preciosos imposibles de obtener por métodos convencionales.
Mediante la consolidación por presión de mezclas de polvos metálicos, cerámicos
y/o poliméricos y posterior aplicación de calor a temperaturas por debajo del punto
de fusión del constituyente mayoritario, es posible obtener materiales de alta
calidad en una gran variedad de formas y a un relativo bajo costo. 7
El siguiente diagrama muestra el flujo conceptual de la P/M partiendo desde el
proceso de polvo hasta el producto final, se muestran las características
principales para cada uno de los tres principales pasos.
Figura 1. Proceso de Pulvimetalurgia8
7German, R. M. Powder Metallurgy Science. Metal Powder Metallurgy Federation. United States of America.
Pages 16-17. 1994 8 Fuente Bibliográfica: German, R. M. Powder Metallurgy Science. Metal Powder Metallurgy Federation. United
States of America. Pages 18. 1994
14
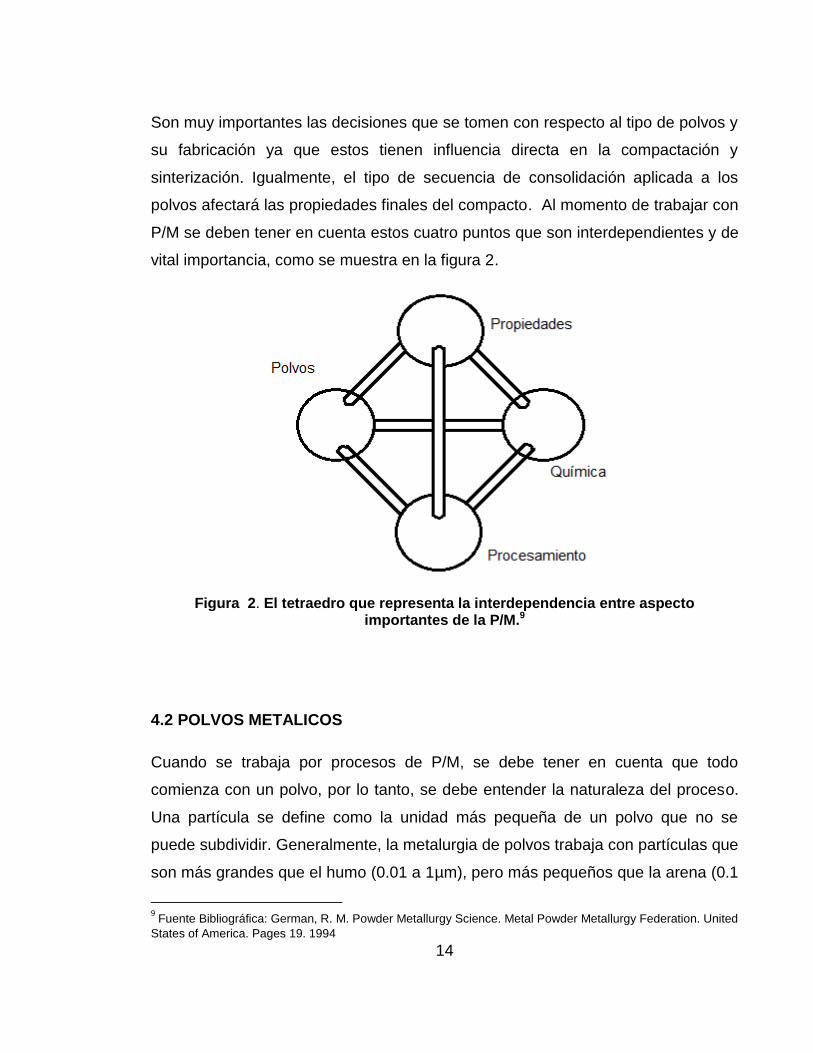
Son muy importantes las decisiones que se tomen con respecto al tipo de polvos y
su fabricación ya que estos tienen influencia directa en la compactación y
sinterización. Igualmente, el tipo de secuencia de consolidación aplicada a los
polvos afectará las propiedades finales del compacto. Al momento de trabajar con
P/M se deben tener en cuenta estos cuatro puntos que son interdependientes y de
vital importancia, como se muestra en la figura 2.
Figura 2. El tetraedro que representa la interdependencia entre aspecto importantes de la P/M.9
4.2 POLVOS METALICOS
Cuando se trabaja por procesos de P/M, se debe tener en cuenta que todo
comienza con un polvo, por lo tanto, se debe entender la naturaleza del proceso.
Una partícula se define como la unidad más pequeña de un polvo que no se
puede subdividir. Generalmente, la metalurgia de polvos trabaja con partículas que
son más grandes que el humo (0.01 a 1µm), pero más pequeños que la arena (0.1
9 Fuente Bibliográfica: German, R. M. Powder Metallurgy Science. Metal Powder Metallurgy Federation. United
States of America. Pages 19. 1994

15
a 3µm). Gran variedad de polvos metálicos son de un diámetro similar al del
cabello humano (25 a 200µm). La microscopia electrónica de barrido (SEM) es
una herramienta para observar las características de los polvos metálicos. Para
analizar los problemas que puedan resultar con los polvos se deben tener datos
cuantitativos, incluyendo los siguientes:
Tamaño y distribución de partículas.
Forma y variación de tamaño de partículas.
Área superficial.
Fricción entre partículas.
Flujo y empaquetamiento.
Estructura interna de la partícula.
Composición, homogeneidad y contaminación.
Y para especificar completamente la naturaleza de los polvos es necesaria una
descripción cualitativa de cómo fueron fabricados. Y cuando se trata de polvos, no
solo las propiedades de partículas individuales deben ser estudiadas, sino también
las propiedades colectivas (volumen) de un montón de polvo debe ser estudiada.10
4.3 PULVIMETALURGIA DEL COBRE
4.3.1 PRODUCCION DE POLVOS DE COBRE
La reducción de óxido de cobre es el más antiguo y todavía uno (en los Estados
Unidos) de los principales procesos comerciales para la fabricación de polvo de
cobre, junto con la atomización de agua. En este proceso, el óxido de cobre en
partículas se convierte en cobre a temperaturas elevadas mediante la reducción
con gases. El producto es un sólido poroso sinterizado, a continuación, se muele
para llevarlo a estado de polvo. La materia prima para la reducción fue
originalmente virutas de laminación de cobre y cobre de cementación. Sin
embargo, como la demanda ha superado el suministro de polvo de cobre y cada
10
German, R. M. Powder Metallurgy Science. Metal Powder Metallurgy Federation. United States of America.
Pages 28-29. 1994

16
vez se requiere mayor abastecimiento y pureza, material particulado de cobre de
alta pureza (chatarra de picado o cobre atomizado) se oxida para formar óxido
cuproso o cúprico o una mezcla de ambos11.
4.3.1 LA OXIDACIÓN
La oxidación por medio de aire atomizado, agua atomizada, o aire disparado se
realiza para cambiar radicalmente la forma del polvo y por lo tanto mejorar el
control sobre las propiedades de diversas piezas hechas a partir del polvo. Un
polvo completamente oxidado y reducido tiene una estructura esponjosa (porosa)
y todo el sólido está constituido enteramente por polvos, como lo ejemplifica la
fabricación de polvo por medio de gas-atomizado, lo que constituyen los extremos
de polvos de cobre disponibles. La oxidación del cobre es un proceso bien
conocido. Hay dos óxidos de cobre, el óxido cuproso rojo, Cu2O, y los óxidos
negros cúpricos, CuO.12
En los últimos años, el creciente énfasis en la pureza ha suplantado tanto las
virutas de laminación de cobre y el cobre de cementación como los materiales de
partida para hacer la reducción de polvos de óxido de cobre.
El proceso de fundición de cobre se lleva a cabo en hornos por quema de
combustible y de inducción. Estos son grandes fuentes de óxido, tales como óxido
de aluminio y silicio, los cuales se mantienen bajos, por lo que el metal fundido se
mantiene fluido y se puede verter sin dificultad. Estos óxidos también hacen que el
polvo sea menos compresible y muy abrasivo. Adicionalmente el plomo y estaño
causan problemas en el vertido del fundido debido a acumulaciones y
obstrucciones en los hornos y las boquillas.
11
ASM HANDBOOK Vol. 7. Powder Metal Technologies and Applications. ASM Internacional. United States Of America. Pág. 317-318. 1998 12
ASM HANDBOOK Vol. 7. Powder Metal Technologies and Applications. ASM Internacional. United States
Of America. Pág. 320-321. 1998

17
En algunas aplicaciones del polvo de cobre (por ejemplo, cepillos metálicos de
grafito y partes de fricción), una buena conductividad eléctrica o térmica es
importante. Por esta razón, los niveles de impureza deben mantenerse bajos. El
efecto perjudicial sobre la conductividad eléctrica es causado por algunas
impurezas que están presentes en solución sólida, como se muestra en la figura 3.
La conductividad térmica es dependiente del contenido de impureza.
Figura 3. Efectos de las impurezas en la solución sólida en la conductividad eléctrica de cobre libre de óxido.13
4.3.2 REDUCCION DE ÓXIDOS DE COBRE
Cuando se lleva a cabo la reducción de óxido de cobre particulado para
producción de polvo de cobre en grandes cantidades, generalmente se realiza en
un horno de cinta continua generalmente con cinta de acero inoxidable. La
profundidad de la capa de óxido es de aproximadamente 25 mm. Los rangos
13
Fuente bibliográfica: ASM HANDBOOK Vol. 7. Powder Metal Technologies and Applications. ASM
Internacional. United States Of America. Pág. 319. 1998

18
típicos de temperatura de reducción son de 425 a 650 °C. La reducción se
produce gradualmente desde la parte superior de la cinta hasta la parte inferior. La
atmósfera reductora en el horno generalmente fluye en contracorriente con el
movimiento de la cinta transportadora.
La atmósfera reductora puede incluir hidrógeno, amoniaco disociado, agua-
reformada de gas natural, u otras mezclas de gas endotérmico o exotérmico.
Debido a que la reducción de los óxidos de cobre con hidrógeno o monóxido de
carbono es exotérmica, se debe tener un cuidadoso equilibrio con el tamaño de
partícula de óxido, la especie de gas reductora, y la temperatura de reducción
necesaria para optimizar la tasa de reducción y para controlar la estructura de
poros. El hidrógeno difunde fácilmente a través de cobre sólido y es un agente
más eficaz que la reducción con monóxido de carbono, particularmente a bajas
temperaturas. A temperaturas más altas, sin embargo, todas las reacciones que
implican la reducción con hidrógeno o monóxido de carbono proceden casi hasta
su finalización. Energías libres y calores de reacción para la reducción de óxido de
cobre con hidrógeno y monóxido de carbono se muestran en la siguiente tabla.
<Cu2O> + (H2) 2<Cu> + (H2O) exotérmcio
G= -16,260 + 2,21 TLnT + 1,28x10-3 T2 + 3,8x10-7 T3 – 24,768 T
H298,1K= -17,023
Temperatura, ºC: 450, 900, 950, 1000, 1050
pH2, torr: 0,0104; 0.0150; 0,0207; 0,0283
<Cu2O> + (CO) 2<Cu> + (CO2) exotérmcio
G= -27,380 + 1,47 TLnT - 1,4x10-3 T2 + 0,5x10-6 T3 – 7,01 T
H= -27,380 - 1,47 T + 1,4x10-3 T2 + 1,1x10-6 T3

19
Temperatura, ºC: 25, 900, 1050, 1083
pCO, torr: 0,021; 0.068; 0,0085
2<CuO> + (H2) 2<Cu2O> + (H2O) exotérmcio
G= -24,000 - 0,01 TLnT + 5,4x10-3 T2 + 0,5x10-3 T3 – 3,7x10-7 T3+ 22,896 T
H298,1K= -23,543
<CuO> + (H2) = <H2O> + (Cu) exotérmcio
H290K= -31,766
2<CuO> + (CO) <Cu2O> + (CO2) exotérmcio
H= -33-300
Tabla 1. Calor de Energías libres, y las presiones parciales de gas para la reducción de óxido de cobre con hidrógeno y monóxido de carbono.14
Donde G es la energía libre, H es el calor; valores de G y H se dan en calorías por
mol gramo, P es la presión, T es la temperatura absoluta, grados kelvin, y ln es el
logaritmo natural (base e, donde e = 2,7182).
El proceso de reducción tiene lugar a medida que el gas reductor reacciona para
formar el metal puro, y la interfase del óxido se hace más profunda, y
consecuentemente el gas tiene que penetrar más en la partícula para continuar
con la reducción del óxido15, tal como se muestra en la figura 4.
14
Fuente bibliográfica: ASM HANDBOOK Vol. 7. Powder Metal Technologies and Applications. ASM
Internacional. United States Of America. Pág. 322. 1998 15
ESGUERRA A. Obtención de polvos de hierro por le método de reducción con monóxido de carbono a partir de un subproducto industrial. Trabajo de Grado. Pp. 24. 2008

20
Figura 4. Trayectoria del gas reductor en una partícula de óxido16
En el 2006, Agrawal et al.17 ejecutaron una investigación a escala de laboratorio
en la reducción de una solución de alto cobre para producir polvos de cobre de
alta pureza por medio de hidrógeno gaseoso. Trabajaron con una autoclave
revestida de titanio con capacidad de 1L. Los parámetros optimizados en la escala
de laboratorio se validaron mediante la ejecución de la reducción de cobre con
hidrógeno en una autoclave más grande. Fueron estudiados los efectos de
diversos parámetros como el tiempo de reducción, la temperatura de reducción,
variación de presión, el volumen de solución de hierro, cobre, entre otros. Los
experimentos se realizaron con soluciones sintéticas y reales obtenidas de una
planta de cobre. Una recuperación de cobre en polvo 99% se consigue mediante
reducción con hidrógeno a una presión de aproximadamente 2,4 MPa, a una
temperatura de reacción de 180 ºC, una velocidad de agitación de 400 rpm
durante un tiempo de reacción de 2 horas. El polvo fino de cobre obtenido
presentaba brillo metálico. Las propiedades del polvo obtenido de los
16
Fuente bibliográfica: German, R. M. Powder Metallurgy Science. Metal Powder Metallurgy Federation.
United States of America. Pages 95. 1994 17
AGRAWAL A, KUMARI S, BAGCHI D, KUMAR V, PANDEY B. Hydrogen reduction of copper bleed solution
from an Indian copper smelter for producing high purity copper powders. Hydrometallurgy, pp. 218-224, 2006.

21
experimentos a gran escala de la planta real y de las soluciones sintéticas fueron
evaluadas para aplicaciones de P/M. La materia prima y los polvos de cobre
obtenidos a partir de la solución de cobre sintético fueron recocidos, y se encontró
que tenían una densidad aparente de 3,50 g/cm3, tasa de flujo de 35,6 g/min,
pérdida de hidrógeno del 0,2%, pureza del 99,8% y densidad verde de 8,6 g/cm3,
mientras que el polvo de la solución real de la planta se encontró que tenía una
densidad aparente de 3,59 g/cm3, tasa de flujo de 46,0 g/min, pérdida de
hidrógeno 0,6%, pureza 99,4% y la densidad verde 8,6 g/cm3. Así, el polvo de
cobre producido por la reducción con hidrógeno era encontrado adecuado para la
aplicación.
Posteriormente, en el 2008, Yamukyan et al.18 investigaron bajo las leyes de óxido
de cobre, CuO, y su posterior reducción por hidrógeno a cobre metálico bajo el
modo de autopropagación. Demostraron que el proceso de reducción puede
realizarse bajo condiciones de combustión, incluso en presiones de 0.01MPa con
bajo flujo de hidrógeno. A presiones de reducción constantes de hidrógeno, en las
muestras preparadas a partir de óxido de cobre se produjo combustión en la
superficie del producto resultante no uniforme con interfaces Cu/CuO, seguido por
la reducción completa del óxido. Los resultados de las investigaciones han
permitido determinar los principales factores que influyen en las características
básicas del proceso de reducción-combustión. En esta investigación se puede
resaltar que el proceso de reducción de óxidos de cobre para la obtención de
polvos de cobre se puede efectuar bajo condiciones mínimas de presión (0.01
MPa) y tasas de flujo bajas de gas reductor.
En el 2010 Goldstein et al.19 con el fin de evaluar el potencial para el uso de óxido
de cobre como la fuente de oxígeno en la combustión química del proceso con
18
YAMUKYAN M, MANUKYAN Y, KHARATYAN S. Copper oxide reduction by hydrogen under the self-
propagation reaction mode. Journal of Alloys and Compounds. Pp. 546-549, 2009. 19
GOLDSTEIN E, MITCHELL R. Chemical kinetics of copper oxide reduction with carbon monoxide.
Proceedings of the Combustion Institute. Pp 2803-2810. 2010

22
carbón, emprendió un estudio para caracterizar las velocidades de reacción de
óxido de cobre con monóxido de carbono, un producto de oxidación parcial del
carbón principal. En este estudio, los experimentos de oxidación de CO se
realizaron en un analizador termogravimétrico presurizado (TGA) con óxido de
cobre II (CuO) y óxido de cobre I (Cu2O). En estos experimentos,
aproximadamente 25 mg de partículas de CuO o Cu2O que tienen diámetros
menores a 125 µm se colocaron en el platillo de la balanza de la TGA y se
mezclaron con 1,6% de CO en N2 en la cámara de reacción, las temperaturas de
trabajo fueron entre 200 y 500 ºC. Los termogramas medidos fueron utilizados
para desarrollar un mecanismo de reacción química asociado a parámetros
cinéticos de la oxidación de CO por medio de óxido de cobre. El mecanismo de
reacción tiene en cuenta los sitios de adsorción de CO en el cobre, superficie de
migración del CO, y la desorción de CO2. Los cálculos que emplean el mecanismo
que indica el conjunto de velocidad de reacción se convierte en el transporte de
masa limitada para las partículas de óxido de cobre de más de 125 µm de
diámetro, expuesto a 100% de CO a temperaturas superiores a 600 ºC. El
mecanismo de reacción revela un orden de reacción de 0,7 con respecto a la
fracción molar de CO y una energía de activación global de 20 kJ/mol y 25 kJ/mol,
respectivamente, para la reducción de CuO y Cu2O a Cu. Los resultados
calculados apoyan la hipótesis anterior, donde bajo las condiciones examinadas,
hay dos vías para la reducción de CuO a Cu, una cascada (CuO a Cu2O a Cu) y el
otro directo (CuO a Cu). Sus resultados indican que la combustión química del
proceso del carbón con CuO empleado como portador de oxígeno no se vio
limitado por las tasas de reacción química.
En el 2011 Jelic et al.20 hicieron la reducción de polvo de óxido cobre (II) con una
corriente gaseosa de mezcla de 25% de H2 + Ar, seguido por análisis
termogravimétrico. Dos muestras de diferente procedencia fueron estudiadas: la
20
JELIC D, TOMIC-TUCAKOVIC B, MENTUS S. A kinetic study of copper (II) oxide powder reduction with hydrogen, based on thermogravimetry. Termochimica Acta. Pp. 211-217. 2011

23
comercial, que fue sintetizada por el método de combustión de citrato de gel. La
caracterización de la materia prima se basó en difracción de rayos X y
microscopía electrónica de barrido, donde se indica la estructura cristalina, pero
con diferencias en tamaño de partícula y morfología. El tamaño de partícula y la
forma de las partículas metálicas obtenidas de la reducción se observaron por
medio de microscopio electrónico. Mediante un análisis de regresión no lineal se
ajustaron los datos experimentales con la cinética de un modelo nucleación-
crecimiento por medio del software Kinetics05, y los parámetros cinéticos
correspondientes se determinaron.
En el 2012 Meshram et al.21 trabajaron en la recuperación de cobre en polvo de
solución de purga de cobre [SPC] de una fundición de cobre por vía solvotermal.
Después de la eliminación del ácido sulfúrico del cobre por extracción con ayuda
del disolvente tri-iso-octil-amina, donde se recuperó el ácido agotado de SPC
mediante el uso de ácido Versatic 10 como extractor en queroseno. El ácido 1,5M
Versatic 10 fue cargado con 29,8 g/L de cobre a un pH de equilibrio de 4,25.
Durante la reducción con hidrógeno, un 97% de polvo de cobre se recuperó de la
solución de ácido cargado Versatic 10 a 0.2 MPa de presión de hidrógeno y 130
ºC de temperatura. La síntesis solvotermal de polvo de cobre seguida de un
modelo de cinética de nucleación-crecimiento arrojo un valor de energía de
activación de 145 kJ / mol. El desprendimiento de polvo de cobre también podría
seguir con un control químico del modelo cinético con un valor más bajo de
energía de activación (66 kJ/mol). El polvo de cobre obtenido se caracterizó por
microscopía electrónica de barrido, donde se observaron partículas globulares de
tamaño de 0.25-0.5 µm y se encontró que era adecuado para aplicaciones de
metalurgia de polvos.
21
MESHRAM P. KUMAR M. KUMAR S. KHAN P. DHAR B. RAJ T. Solvothermal synthesis of high value copper powder from copper bleed solution of an Indian copper smelter. Powder Technology. Article in Press. Accepted 26-07-2012.

24
4.3.3 CONTROL DE LAS PROPIEDADES DEL POLVO
Mediante la manipulación del proceso de reducción, la porosidad de partícula,
tamaño de poro y la distribución del tamaño de partícula del polvo terminado
puede controlarse en un amplio intervalo. Como con otros óxidos metálicos, las
bajas temperaturas de reducción generalmente producen partículas que tienen
porosidad fina interna y la superficie específica correspondientemente alta. Las
altas temperaturas de reducción favorecen la producción de partículas que
contienen grandes poros y la superficie específica baja. Las altas temperaturas de
reducción generalmente resultan en la sinterización entre más partículas y una
reducción más completa.
4.3.4 PROCESO DE POSREDUCCIÓN
El óxido de cobre reducido emerge del horno de reducción como una esponja
porosa. Se divide en trozos más pequeños en una trituradora de mandíbulas o
equipo similar, seguido por molienda fina en molinos de martillo. La cantidad de
endurecimiento por trabajo es moderado, y los polvos resultantes tienen buena
compresibilidad y resistencia verde. Una micrografía electrónica de barrido de un
polvo de cobre típico se muestra en la figura 5.

25
Figura 5. Microscopía electrónica de barrido de polvo de óxido de cobre reducido.22
Varias combinaciones de los parámetros de control durante la fusión, la
atomización, oxidación, reducción y molienda permiten la fabricación de polvos
con características adaptadas a los requisitos de todas las principales
aplicaciones. El polvo reducido y molido se tamiza y/o clasifica y, si es necesario,
se mezcla y lubrica. Estas etapas de procesamiento se controlan cuidadosamente
para evitar pérdidas o cambios incontrolados en las características del polvo tales
como la densidad aparente, la cantidad de finos y el flujo de polvo. Algunos polvos
se tratan con antioxidantes para su estabilización contra la oxidación. Sin este
tratamiento en particular, los polvos de cobre generalmente se opacan cuando se
exponen al aire húmedo, con pérdidas análogas en la resistencia en verde y otros
efectos secundarios. Con deslustre creciente, el color del polvo cambia anaranjado
- morado - negro. Al mismo tiempo, aumenta el contenido de oxígeno de un típico
0,1% - 0,2% a varias décimas de un por ciento, y tanto como aproximadamente el
22
Fuente bibliográfica: ASM HANDBOOK Vol. 7. Powder Metal Technologies and Applications. ASM
Internacional. United States Of America. Pág. 323. 1998
26
1%. Los polvos de cobre con grandes áreas superficiales específicas son más
sensibles a la oxidación.23
4.4 FORMACIÓN DE LA ESCORIA DE COBRE
La escoria se entiende como un producto no metálico resultante de la disolución
mutua de fundente e impurezas no metálicas en fundición, refinación, y algunas
operaciones de soldadura.24
Las reacciones superficiales que se producen en el ambiente de fusión producen
escoria, una condición común en todas las operaciones que involucren ambientes
de fusión con aire. La formación de escoria se puede reducir por controles de
proceso precisos para limitar la cantidad de tiempo que el metal está en estado
fundido antes de ser vaciado o colado. La escoria también se debe quitar justo
antes de ser colado el metal para evitar la formación de una nueva capa que
requiera una repetición del proceso de desescoriado.25
En el Distrito de Okiep en Sudáfrica se han producido más de 110 millones de
toneladas de cobre con un grado de 1.71% Cu a partir de varios cuerpos de
mineral máfico pequeños. El mineral se funde en el lugar y genera 5 toneladas de
escoria. Durante la vida de la mina se intenta recuperar el cobre presente en la
escoria por medio de flotación, donde el rendimiento del proceso es limitado. Tras
el cierre de varias minas, el reto de la preservación del medio ambiente y la
posible eliminación de la escoria, se desencadenó una nueva investigación sobre
la viabilidad de la escoria como un recurso de cobre. El objetivo principal de esta
investigación fue realizar una caracterización de la escoria como contribución a la
recuperación potencial de cobre. Las escorias son duras, vítreas con una matriz
de Si - Fe – Al – Mg – Ca - vidrio y listones de Mg - Fe - olivina, Fe - Mg -
ortopiroxeno y espinelas menores de Cr. La ley de cobre varía entre 0,11 % y 0,42
23
ASM HANDBOOK Vol. 7. Powder Metal Technologies and Applications. ASM Internacional. United States
Of America. Pág. 323. 1998 24
ASM HANDBOOK Vol. 15. Casting. ASM Internacional. United States Of America. Pág. 1982. 1998 25
ASM HANDBOOK Vol. 15. Casting. ASM Internacional. United States Of America. Pág. 1786. 1998

27
% con valores mínimos de níquel, cobalto, molibdeno, zinc y tungsteno. Todos los
elementos económicos son recibidos por gránulos esferoidales diseminados que
consisten principalmente en sulfuros de cobre, bornita, calcocita, covelita y
calcopirita con fases de sulfuros disueltos de los metales básicos menores, así
como el renio y plata. Estos gránulos consisten en cobre metálico y aleaciones en
menor composición. Su diámetro varía en el rango de 40-60 µm e históricamente
la pobre recuperación de cobre se atribuye al pequeño tamaño de los gránulos.
Por medio de trituración de escoria a 45 µm a diferencia de las 75 µm
anteriormente nombradas, debería aumentar significativamente la liberación de
sulfuro y recuperación de cobre por flotación convencional. Siempre que la
operación sea económicamente viable, la redistribución de la escoria a un
tratamiento que se ambientalmente aceptable resolverá la actual contaminación y
desafío de rehabilitación relacionado con los vertederos en el distrito de cobre
Okiep.26
26
ROSENDAAL A. HORN R. Textural, mineralogical and chemical characteristics of copper reverb
furnace smelter slag of the Okiep Copper District, South Africa. Minerals Engineering. Pp. 184-190. 2013.

28
5. METODOLOGÍA EXPERIMENTAL
5.1 REVISION BIBLIOGRÁFICA
El tema central de la revisión bibliográfica fue la producción de polvos de cobre por
medio de reducción con hidrógeno, enfocándose en los efectos de los parámetros
de proceso, tales como temperatura, tiempo y composición química de la
atmósfera, en las propiedades de dichos polvos.
También se llevó a cabo una búsqueda de los parámetros de proceso de los
diferentes métodos de obtención de polvos metálicos, cuya información se empleó
como base de referencia.
Finalmente, se buscó información referente a montajes experimentales para llevar
a cabo la reducción de los polvos de óxido de cobre, la cual se empleó como guía
para realizar el montaje experimental para llevar a cabo este trabajo.
5.2 DISEÑO DEL PROCESO PARA LA REDUCCIÓN DE POLVOS DE COBRE
Con base en algunas investigaciones sobre reducción óxidos de cobre con
hidrogeno27,28,29 se plantearon dos temperaturas para llevar a cabo el proceso de
reducción, 400 y 500 °C durante 1 hora.
Se diseñó una cámara para llevar a cabo el proceso de reducción, teniendo en
cuenta algunos parámetros reportados en la literatura.
27
AGRAWAL A, KUMARI S, BAGCHI D, KUMAR V, PANDEY B. Hydrogen reduction of copper bleed solution
from an Indian copper smelter for producing high purity copper powders. Hydrometallurgy, pp. 218-224, 2006. 28
GOLDSTEIN E, MITCHELL R. Chemical kinetics of copper oxide reduction with carbon monoxide.
Proceedings of the Combustion Institute. Pp 2803-2810. 2010 29
YAMUKYAN M, MANUKYAN Y, KHARATYAN S. Copper oxide reduction by hydrogen under the self-
propagation reaction mode. Journal of Alloys and Compounds. Pp. 546-549, 2009.

29
5.3 CARACTERIZACIÓN DE LA MATERIA PRIMA
5.3.1 ESCORIA DE COBRE
Cabe mencionar que la escoria de cobre proviene de una planta que procesa
cobre mediante procesos de fusión para su transformación, y esta se separó en
tres diferentes tipos por su aspecto (Escoria Liviana, Escoria pesada y Escoria
tierra), lo cual se muestra en la figura 6. Esta fue sometida a secado por 3 horas a
84°C y posteriormente se procedió a molerla en un molino de bolas con 115
cuerpos moledores de acero (70 bolas de 2,345 cm de diámetro, 35 bolas de
3,140 cm de diámetro y 10 bolas de 4,155 cm de diámetro) durante 3 horas.
Figura 6. (a) Escoria Liviana, (b) Escoria Pesada y (c) Escoria Tierra.
La caracterización de dicho polvo se realiza a través de la determinación de las
siguientes propiedades: distribución de tamaño de partícula (granulometría), fases
y compuestos presentes (difracción de rayos X), cantidad en peso de los
compuestos presentes (fluorescencia de rayos X).
5.3.2 ATMOSFERA REDUCTORA
La atmósfera reductora se compone de óxido reducto e hidrógeno con un flujo de
aproximadamente 2 unidades.

30
El gas utilizado como reductor fue hidrógeno de pureza ≥ 99,999% donde se
cuenta con las impurezas que menciona en la siguiente tabla:
Impurezas, ppm/v
O2 ≤ 2
N2 ≤ 3
H2O
CnHm
≤ 5
≤ 0,5
CO -
CO2 -
Tabla 2. Impurezas presentes en H2 de alta pureza.
5.3.3 CARACTERIZACIÓN DE LOS POLVOS OBTENIDOS
Se caracterizó el producto de la reducción por microscopía electrónica de barrido,
espectrometría dispersiva y fluorescencia de rayos X. De igual manera se
determinó la distribución granulométrica.

31
6. RESULTADOS Y DISCUSIÓN
6.1 DISEÑO DEL MONTAJE PARA LA REDUCCIÓN DE POLVOS DE COBRE
La reducción fue realizada en una cámara cilíndrica (2,9 cm de diámetro interno,
30 cm de altura y 0.2 cm de espesor) que poseía un tubo para entrada de gases,
con el fin de formar un lecho fluido y propiciar de esta manera la reacción sólido-
gas, como se muestra en la Figura 7.
Figura 7. Diseño de la cámara de reducción.
La cámara de reacción era en acero inoxidable (316L). La entrada y salida de la
cámara se sellaron con cierre mecánico –por medio de rosca-.
De acuerdo a literatura consultada30,31,32 se realizaron ajustes en el montaje del
horno para asegurar su rotación a por lo menos 80 rpm y así garantizar
homogeneidad térmica en los polvos a reducir, debido a que la rata de
calentamiento de los óxidos es un factor determinante en el proceso de reducción.
Un calentamiento lento genera menores gradientes de temperatura en el interior
30
ESGUERRA A. Obtención de polvos de hierro por el método de reducción con monóxido de carbono a partir
de un subproducto industrial. Trabajo de Grado. Pp. 24. 2008 31
AGRAWAL A, KUMARI S, BAGCHI D, KUMAR V, PANDEY B. Hydrogen reduction of copper bleed solution
from an Indian copper smelter for producing high purity copper powders. Hydrometallurgy, pp. 218-224, 2006. 32
GOLDSTEIN E, MITCHELL R. Chemical kinetics of copper oxide reduction with carbon monoxide.
Proceedings of the Combustion Institute. Pp 2803-2810. 2010

32
de cada partícula, creando mejores condiciones para la difusión del gas en su
interior.
Figura 8. Adaptación para generar rotación en la cámara de reducción.
Además se incorporaron un par de conos fabricados en acero inoxidable (316L) en
el interior del horno a una distancia entre ellos de 6cm, donde se aseguró una
variación de temperatura de ± 5 ºC, esto debido a que es la forma geométrica que
más se ajusta para asegurar homogeneidad en los polvos para aplicaciones de
P/M.
Figura 9. Adaptación para generar homogeneidad en el lecho de polvos.

33
El montaje experimental consta de un suministro de H2 gaseoso; un horno de
resistencias, en el cual se calienta la cámara de reacción y se lleva a cabo el
proceso de reducción; una conexión de entrada de gases de proceso, la cual
cuenta con una válvula especial que mantiene una entrada fija y permite la
rotación en la salida, como se muestra en la figura 10.
Figura 10. (a) Horno de resistencias, (b) Conexión de entrada de gases y (c) Suministro de H2.
La salida del horno cuenta con una adaptación en vidrio, la cual es encendida en
cada proceso de reducción para generar una llama y así evitar la entrada de
oxígeno al sistema de reducción y asegurar una atmosfera reductora dentro de la
cámara.
6.2 CARACTERIZACIÓN DE LA MATERIA PRIMA
6.2.1 RECOLECCIÓN DE LA MATERIA PRIMA
Las muestras de escoria de cobre fueron proveídas por una empresa
metalmecánica ubicada en el Valle del Cauca dedicada al reciclaje del cobre,
donde por medio de la fundición producen billets para numerosas aplicaciones
industriales.
Como materia prima incluyen gránulos de cobre (cable picado fino), guayas,
pacotes (alambre o platina prensada) y recirculado de procesos internos. Estos
materiales son cargados en un horno rotatorio donde se transforma la chatarra de

34
estado sólido a líquido a través del proceso de combustión, que consiste en
inyectar al horno una mezcla de aire u oxígeno y combustible hasta alcanzar el
punto de fusión, posteriormente, continua el proceso de oxidación, el cual se
ejecuta inyectando oxígeno (aire a presión) al baño buscando eliminar o disminuir
el contenido de impurezas, las cuales son adheridas a la sílice y caliza formando
óxidos metálicos, siguiente a esto se retiran estos óxidos metálicos resultantes del
proceso de oxidación.
La recolección de la materia prima de este proyecto se realiza sobre una pila de
escoria tomando muestras a diferentes alturas, donde se diferencias
cualitativamente 3 tipos de escoria.
La escoria es un residuo de la fundición con óxidos metálicos, carbón, caliza,
cuarzo y otras impurezas no metálicas.
6.2.2 PROCESO DE REDUCCIÓN DE TAMAÑO DE PARTÍCULA
Debido al estado en que fue recolectada la materia prima (con bloques de escoria
de más de 10cm de longitud entre sus extremos) fue necesario un proceso para la
reducción del tamaño de partícula, el cual consistió en tres reducciones. La
primera por medio de una trituradora de mandíbulas, la segunda con un molino de
disco y finalmente una última reducción por medio de un molino de bolas, como lo
muestra la figura 11.

35
Figura 11. (a) Trituradora de mandíbulas, (b) Molino de disco y (c) Molino de bolas.
En los pasos de reducción, la trituradora entregaba tamaños de partícula ≥ 20mm;
el molino de disco ≥ 2mm y el molino de bolas ≥ 0,045mm, este último con una
duración de 3horas y relación de cuerpos moledores – material a moler de 10:1
La importancia de este tratamiento está en que la recuperación de cobre a partir
de estos subproductos es mayor manejando tamaños de partícula cercanos a las
45µm33, donde la superficie es mayor que el volumen, la partícula será más
propensa a reaccionar con la atmosfera reductora y la penetración que debe
realizar el gas hacia el centro de cada partícula será menor.34
6.2.3 DISTRIBUCIÒN DE PARTÍCULAS
La distribución del tamaño de partículas se realizó a los tres tipos de escoria
después de la molienda, se tamizaron muestras de 50g que posteriormente se
introdujeron en una tamizadora mecánica durante 15 minutos y finalmente en una
33
ROSENDAAL A. HORN R. Textural, mineralogical and chemical characteristics of copper reverb furnace smelter slag of the Okiep Copper District, South Africa. Minerals Engineering. Pp. 184-190. 2013 34
ESGUERRA A. Obtención de polvos de hierro por le método de reducción con monóxido de carbono a partir de un subproducto industrial. Trabajo de Grado. Pp. 24. 2008

36
tamizadora vibratoria durante 5 minutos. Los resultados se muestran en las figuras
12, 13 y 14. respectivamente.
Figura 12. Muestra de escoria pesada molida 3 horas en molino de bolas.
Figura 13. Muestra de escoria liviana molida 3 horas en molino de bolas.

37
Figura 14. Muestra de escoria tierra molida 3 horas en molino de bolas.
Los resultados de la figura 12. muestran que aproximadamente el 58% de la
muestra tiene tamaño inferior a 75 µm, el 5,8% de 53 μm y el 1,2% de 45 μm.
Los resultados de la figura 13. muestran que aproximadamente el 67% de la
muestra tiene tamaño inferior a 75 µm, el 25% de 53 μm y el 12% de 45 μm.
Por último, los resultados de la granulometría de la escoria tierra muestran que
aproximadamente el 63% de la muestra tiene tamaño inferior a 75 µm, el 15% de
53 μm y el 8% de 45 μm.
Estos resultados muestran un comportamiento similar, donde se tiene que
aproximadamente un 60% de la muestra tiene un tamaño inferior a 75 µm. Con
esto, las muestras de escoria se acercan a valores de tamaño de partícula
similares a los de polvos de cobre comerciales, donde estos tienen valores de
entre 40 – 60 µm.35
35
German, R. M. Powder Metallurgy Science. Metal Powder Metallurgy Federation. United States of America.
Pages 120. 1994

38
6.2.4 DIFRACCIÓN DE RAYOS X
Al examinar las 3 muestras de escoria de cobre (pesada, liviana y tierra) por este
método de caracterización (las muestras examinadas fueron en polvo), se
encontraron los siguientes resultados:
Figura 15. Difractograma de rayos X de escoria pesada, donde (β) Cuprita, (α) Tenorita, (Ω) Cuarzo y (π) Cristobalita baja.

39
Figura 16. Difractograma de rayos X de escoria liviana, donde (β) Cuprita, (α) Tenorita, (Ω) Cuarzo y (π) Cristobalita baja.
Figura 17. Difractograma de rayos X de escoria tierra, donde (β) Cuprita, (α) Tenorita, (Ω) Cuarzo y (π) Cristobalita baja.

40
En los resultados obtenidos por la prueba de difracción de rayos x, se observó la
presencia de 4 compuestos principalmente, los cuales se muestran en la tabla 3.
Símbolo
Asignado
Nombre del
Mineral
Nombre Referente Formula Química
β Cuprita Óxido de Cobre Cu2O
α Tenorita Óxido de Cobre CuO
Ω Cuarzo Óxido de Silicio SiO2
π Cristobalita Baja Óxido de Silicio SiO2
Tabla 3. Compuestos presentes en escoria de Cobre.
Con la presencia de la tenorita y la cuprita, y según lo descrito por Goldstein et
al.36 se puede efectuar la reducción por la vía Cu2O – CuO – Cu, esto debido a
que las mayores intensidades en los picos se presentan en el Cu2O.
En la investigación realizada por Yamukyan et al.37 se observan los patrones
obtenidos por difracción de rayos X a muestras de óxido de cobre y cobre como lo
muestra la figura 18. Donde se observan principalmente picos en 36,19º; 38,78º;
48,65º; 61,34º; 67,86º y 75,37º evidenciando la presencia de CuO y picos en
29,63º; 36,50º; 42,40º; 61,52º y 73,69º evidenciando la presencia de Cu2O.
36
GOLDSTEIN E, MITCHELL R. Chemical kinetics of copper oxide reduction with carbon monoxide.
Proceedings of the Combustion Institute. Pp 2803-2810. 2010 37
YAMUKYAN M, MANUKYAN Y, KHARATYAN S. Copper oxide reduction by hydrogen under the self-
propagation reaction mode. Journal of Alloys and Compounds. Pp. 546-549, 2009.

41
Figura 18. Diagramas de XRD de la parte de óxido de centro de cobre inicial de muestra (a), la capa intermedio entre la CuO inicial y el cobre reducido (b) y el cobre
redujo (c).38
6.2.5 FLUORESCENCIA DE RAYOS X
Para este análisis las muestras en polvo fueron secadas a 105 ºC por un periodo
de 12 horas. Posteriormente mezcladas con cera espectrométrica de la casa
Merck en relación Muestra : Cera de 10:1 (7 gr. de muestra y 0.7 gr. de cera),
homogenizadas por agitación, llevadas a una prensa hidráulica a 120 kN por un
minuto generando cuatro pastillas prensadas de 37mm de diámetro que fueron
medidas en la aplicación SEMIQ-2007. El análisis semicuantitativo se realizó con
el software IQ, haciendo 11 barridos, con el fin de detectar todos los elementos
presentes en la muestra, excluyendo H, C, Li, Be, B, N, O y los elementos
transuránicos. Se utilizó un espectrómetro de fluorescencia de rayos X, MagixPro
38
Fuente bibliográfica: YAMUKYAN M, MANUKYAN Y, KHARATYAN S. Copper oxide reduction by hydrogen
under the self-propagation reaction mode. Journal of Alloys and Compounds. Pp. 546-549, 2009.

42
PW – 2440 Philips equipado con un tubo de Rodio, con una potencia máxima de 4
KW. Este equipo tiene una sensibilidad de 200ppm (0.02%) en la detección de
elementos pesados metálicos. La estabilidad del equipo es controlada diariamente
mediante la medición de una muestra patrón.
Al examinar las 3 muestras de escoria de cobre (pesada, liviana y tierra) por este
método de caracterización, se encontraron los siguientes resultados:
Elemento y/o Compuesto
Escoria Pesada (% en peso)
Escoria Liviana (% en peso)
Escoria Tierra (% en
peso)
SiO2 70,421 65,955 54,813
Cu 11,639 17,659 17,001
Al2O3 8,446 5,837 12,707
Fe2O3 5,099 5,247 7,828
CaO 1,712 1,948 3,087
K2O 0,725 0,844 1,279
Na2O 0,59 0,742 1,022
TiO2 0,455 0,272 0,614
MgO 0,244 0,317 0,397
P2O5 0,214 0,25 0,381
Zn 0,207 0,433 0,255
Pb 0,093 0,264 0,123
MnO 0,063 0,062 0,083
Sn 0,036 0,047 0,028
Cr 0,019 0,029 0,038
Zr 0,014 0,011 0,019
S 0,012 0,046 0,131
Sr 0,012 0,011 0,017 Tabla 4. Compuestos presentes con porcentaje en peso de los tres tipos de escoria
de cobre.
Estos resultados muestran un gran contenido de óxido de silicio en los tres tipos
de escoria analizados, también se muestran un contenido con trazas de cobre,
pero según lo indicado por otras técnicas de caracterización utilizadas en esta
investigación, se evidencia el contenido de óxidos de cobre en los materiales

43
trabajados, por lo cual esas trazas de cobre pueden hacer referencia a contenido
de óxidos, lo que es favorable para el proceso de reducción. También se observa
que aproximadamente el 99,70% de los compuestos y elementos presentes en las
muestras son óxidos y algunos metales, tal como lo ilustra la figura 19.
Figura 19. Porcentaje en peso de los compuestos y elementos presentes en las muestras de escoria de cobre.
Este comportamiento se debe en gran manera al proceso de oxidación aplicado al
baño metálico del cual se obtuvieron las muestras de escoria.
6.2.6 MICROSCOPÍA ELECTRÓNICA DE BARRIDO Y ESPECTROMETRÍA
DISPERSIVA.
Las muestras en polvo fueron recubiertas por oro, llevadas al microscopio
electrónico de barrido (SEM), marca JEOL, modelo JSM-6490LV para ser
observadas. Mediante una sonda de energías dispersivas de rayos X (EDS),
marca Oxford Instruments, modelo INCA Penta FETx3, se determinó el porcentaje
en peso de los elementos presentes en la muestra.

44
Al examinar la muestra de escoria de cobre liviana por este método de
caracterización, se encontraron los siguientes resultados:
Figura 20. Micrografías SEM de escoria de cobre liviana después de proceso de reducción de tamaño de partícula.
En esta imagen se observa la morfología angular - irregular de la partículas
posterior al proceso de molienda durante 3 horas, también se observan zonas más
claras que otras, lo que indica compuestos de mayor densidad. Con lo investigado
por Yamukyan et al.39 se observan partículas similares indicando presencia de
óxido de cobre.
39
YAMUKYAN M, MANUKYAN Y, KHARATYAN S. Copper oxide reduction by hydrogen under the self-
propagation reaction mode. Journal of Alloys and Compounds. Pp. 546-549, 2009.

45
Figura 21. (a) Micrografías SEM de óxido de cobre.40
El análisis realizado mediante espectrometría dispersiva a la muestra de escoria
de cobre liviana posterior al proceso de molienda durante 3 horas arrojó los
siguientes resultados.
40
Fuente bibliográfica: YAMUKYAN M, MANUKYAN Y, KHARATYAN S. Copper oxide reduction by hydrogen
under the self-propagation reaction mode. Journal of Alloys and Compounds. Pp. 546-549, 2009.

46
Figura 22. Micrografías SEM - EDS de escoria de cobre liviana después de proceso de reducción de tamaño de partícula.
Spectrum O Al Si Cu Total
Spectrum 1 28.66 2.32 24.09 44.93 100.00
Spectrum 2 19.25 0.91 4.88 74.96 100.00
Spectrum 3 9.84 0.88 9.93 79.35 100.00
Spectrum 4 62.06 - 37.40 0.53 100.00
Spectrum 5 49.71 1.74 45.48 3.07 100.00
Spectrum 6 62.65 - 36.47 0.87 100.00
Spectrum 7 48.89 3.88 36.12 11.11 100.00
Tabla 5. Elementos presentes con porcentaje en peso de escoria de cobre liviana mediante análisis EDS.

47
Según los resultados obtenidos mediante el análisis EDS, los elementos en mayor
proporción por los cuales están compuestos las partículas son óxidos de silicio,
óxidos de cobre y algunas partes de óxido de aluminio. Por medio de las otras
técnicas de caracterización empleadas para la materia prima (Difracción de rayos
X y Fluorescencia de rayos X) se pueden corroborar los resultados obtenidos por
esta técnica.
6.3 PROCESO DE REDUCCIÓN
El proceso de reducción se llevó a cabo en el montaje experimental anteriormente
nombrado. Las variables que se manejaron durante este proceso se describen en
la siguiente tabla.
Variable Unidad de medida Rango de medición
Rata de calentamiento ºC/minuto 13 – 13,3
Temperatura de
Reducción
ºC 400 y 500
Tiempo de reducción Minutos 60
Encendido de llama a la
salida del horno
Inspección visual de
altura y aspecto
N.A.
Velocidad de rotación RPM 80
Flujo de Hidrógeno 2 – 5
Tipo de enfriamiento Cualitativo: en el horno
con flujo de hidrógeno
N.A.
Enfriamiento ºC/minuto 5,8 - 6
Tabla 6. Variables del proceso de reducción.

48
El ciclo de reducción al cual fueron sometidas las diferentes muestras de escoria
de cobre se muestra en la figura 23 y 24.
Figura 23. Ciclo de reducción de las muestras de cobre a 1 hora.
Figura 24. Ciclo de reducción de las muestras de cobre a 2 horas.

49
Estas variables de proceso fueron ajustadas de acuerdo al montaje experimental
realizado, por la condición de rotación del horno para contribuir a la homogenidad
térmica y asegurar el flujo de hidrógeno sobre los polvos a reducir, por este motivo
se manejan ratas de calentamiento de entre 13 -13,3 ºC/minuto.
La condición de encendido de llama a la salida del horno es con el fin de
garantizar una atmosfera reductora dentro de la cámara e impedir la entrada de
oxígeno y otras impurezas que puedan dificultar el proceso de reducción.
El enfriamiento se realiza dentro del horno y con flujo de hidrógeno para asegurar
que las partículas de óxido reducidas vuelvan a su condición inicial por efectos de
la temperatura y el enfriamiento lento.
6.4 CARACTERIZACIÓN DE LOS POLVOS REDUCIDOS
6.4.1 FLUORESCENCIA DE RAYOS X
Los polvos reducidos a 400ºC fueron caracterizados mediante Fluorescencia de
Rayos X, y los resultados se muestran en la tabla 7.
Ver la tabla a continuación.

50
Elemento y/o
Compuesto
Escoria Pesada (% en peso)
Escoria Liviana (% en peso)
Escoria Tierra (% en peso)
SiO2 71,034 68,433 54,486
Cu 10,938 14,932 16,910
Al2O3 8,649 5,939 12,678
Fe2O3 5,025 5,309 8
CaO 1,683 1,997 3,288
K2O 0,739 0,842 1,344
Na2O 0,571 0,76 1,045
TiO2 0,451 0,284 0,662
MgO 0,245 0,318 0,402
P2O5 0,209 0,251 0,371
Zn 0,199 0,442 0,272
Pb 0,097 0,23 0,127
MnO 0,056 0,057 0,083
Sn 0,036 0,065 0,028
Cr 0,026 0,031 0,034
Zr 0,015 0,011 0,018
S 0,016 0,038 0,128
Sr 0,012 0,012 0,017 Tabla 7. Compuestos presentes con porcentaje en peso de los tres tipos de escoria
de cobre después de tratamiento de reducción a 400ºC.
Estos resultados muestran un contenido muy similar de óxidos de silicio a las
muestras sin tratamiento de reducción, pero muestran una variación en la
participación de las trazas de cobre, con base en los resultados obtenidos de otras
técnicas de caracterización (SEM y DRX) se evidencia la presencia de óxidos de
cobre a las muestras sin tratamiento de reducción, y posterior a este tratamiento
se evidencia la eliminación parcial del contenido de oxígeno y el aumento del
contenido de cobre en las muestras reducidas, lo que indica que el proceso de
reducción se llevó a cabo manifestándose en las trazas de cobre presentes en las
muestras, tal como lo ilustra la figura 25.

51
Figura 25. Porcentaje en peso de los compuestos y elementos presentes en las muestras de escoria de cobre reducidas a 400ºC.
Los polvos reducidos a 500ºC fueron caracterizados mediante Fluorescencia de
Rayos X (por motivos ajenos al proyecto esta caracterización solo se realizó a las
muestras de escoria liviana y pesada) y los resultados se muestran en la tabla 8.
Ver la tabla a continuación.

52
Elemento y/o
Compuesto
Escoria Pesada (% en peso)
Escoria Liviana (% en peso)
SiO2 71,696 67,974
Cu 10,429 15,378
Al2O3 8,583 5,911
Fe2O3 4,958 5,34
CaO 1,641 2,031
K2O 0,765 0,827
Na2O 0,575 0,699
TiO2 0,448 0,301
MgO 0,245 0,323
P2O5 0,222 0,248
Zn 0,203 0,462
Pb 0,086 0,253
MnO 0,06 0,071
Sn 0,026 0,065
Cr 0,024 0,021
Zr 0,014 0,01
S 0,011 0,021
Sr 0,014 0,012 Tabla 8. Compuestos presentes con porcentaje en peso de dos tipos de escoria de
cobre después de tratamiento de reducción a 500ºC.
Estos resultados, al igual que los de la reducción llevada a 400ºC muestran una
variación en el contenido de cobre, con base en los resultados obtenidos de otras
técnicas de caracterización (SEM) se evidencia la eliminación parcial del contenido
de oxígeno y el aumento del contenido de cobre en las muestras reducidas, lo que
indica que el proceso de reducción se llevó a cabo manifestándose en el contenido
de cobre presente en las muestras, tal como lo ilustra la figura 26.

53
Figura 26. Porcentaje en peso de los compuestos y elementos presentes en las muestras de escoria de cobre reducidas a 500ºC.
6.4.2 MICROSCOPÍA ELECTRÓNICA DE BARRIDO Y ESPECTROMETRÍA
DISPERSIVA.
Al examinar la muestra de escoria de cobre liviana posterior al proceso de
reducción por este método de caracterización, se encontraron los siguientes
resultados:

54
Figura 27. Micrografías SEM de escoria de cobre liviana después de proceso de reducción.
En esta imagen se observa la morfología angular - irregular de la partículas
posterior al proceso de reducción, donde se visualizan zonas más claras que
otras, lo que indica la transformación parcial de las partículas de óxido de cobre -
cobre. Con lo investigado por Yamukyan et al.41 se observan partículas similares
indicando presencia de cobre reducido.
41
YAMUKYAN M, MANUKYAN Y, KHARATYAN S. Copper oxide reduction by hydrogen under the self-
propagation reaction mode. Journal of Alloys and Compounds. Pp. 546-549, 2009.

55
Figura 28. Micrografías SEM de cobre reducido.42
El análisis realizado mediante espectrometría dispersiva a la muestra de escoria
de cobre liviana posterior al proceso de reducción arrojó los siguientes resultados.
42
Fuente bibliográfica: YAMUKYAN M, MANUKYAN Y, KHARATYAN S. Copper oxide reduction by hydrogen
under the self-propagation reaction mode. Journal of Alloys and Compounds. Pp. 546-549, 2009.

56
Figura 29. Micrografías SEM - EDS de escoria de cobre liviana después de proceso de reducción de tamaño de partícula.
Spectrum O Mg Al Si Cu Total
Spectrum 1 17.25 0.73 5.21 76.81 100.00
Spectrum 2 8.14 1.32 90.53 100.00
Spectrum 3 50.94 0.83 6.00 34.30 7.93 100.00
Spectrum 4 55.84 5.37 31.97 6.81 100.00
Spectrum 5 7.30 1.07 91.63 100.00
Spectrum 6 40.09 0.42 5.00 27.62 26.87 100.00
Spectrum 7 38.46 1.31 4.91 39.61 15.71 100.00
Spectrum 8 27.37 3.06 30.95 38.61 100.00
Tabla 9. Elementos presentes con porcentaje en peso de escoria de cobre liviana posterior al proceso de reducción mediante análisis EDS.

57
Según los resultados obtenidos mediante el análisis EDS, el elemento presente en
la muestra en mayor proporción por los cuales están compuestos las partículas
son es cobre con pequeñas trazas de óxidos. Por medio de las otras técnicas de
caracterización empleadas para la materia prima (Difracción de rayos X y
Fluorescencia de rayos X) se pueden corroborar los resultados obtenidos por esta
técnica.

58
7. CONCLUSIONES
El análisis de composición mineralógico mediante la difracción de rayos X
evidencia picos con mayor intensidad en óxidos de silicio, pero también
manifiesta la presencia de tenorita y cuprita (óxido de cobre I y II
respectivamente) que son esenciales para el proceso de reducción. Por tal
motivo para futuros trabajos es necesario emplear un método de separación
que incremente la presencia de óxidos de cobre en el material a reducir.
El análisis por fluorescencia de rayos X muestran un alto contenido de
óxidos de silicio en las muestras con y sin tratamiento de reducción, pero
muestran una variación en la participación de las trazas de cobre, con base
en los resultados obtenidos de otras técnicas de caracterización (SEM y
DRX) se evidencia la presencia de óxidos de cobre en las muestras sin
tratamiento de reducción, y posterior a este tratamiento se evidencia la
eliminación parcial del contenido de oxígeno y el aumento del contenido de
cobre en las muestras reducidas, lo que indica que el proceso de reducción
se llevó a cabo manifestándose en las trazas de cobre presentes en las
muestras.
Debido a la gran participación de óxidos de silicio en los materiales
utilizados para la reducción, para futuros trabajos se debe emplear un
método de separación de las partículas de óxido de silicio de los óxidos de
cobre para obtener mayor rendimiento en el proceso de reducción sólido –
gas.
Mediante la caracterización por microscopía electrónica de barrido y
espectrometría dispersiva de la escoria de cobre con y sin tratamiento de
reducción sólido – gas, se muestra la presencia de partículas con altos

59
contenidos de cobre y bajos contenidos de oxigeno posterior al proceso de
reducción, lo que indica que el proceso de reducción fue efectivo.
La reducción isotérmica de la escoria de cobre se favorece a temperaturas
altas, tiempos prolongados y menor tamaño de partícula, así por ejemplo, a
500ºC se obtuvo mayor porcentaje de cobre en la reducción que a 400ºC en
similares condiciones de rata de calentamiento y tiempo de sostenimiento
para igual tamaño de partícula.
La composición de la escoria de cobre con la que se trabajó el proyecto
contenía entre el 55% al 70% en peso en contenido de óxido de silicio.
La rata de calentamiento de los polvos de escoria es un factor determinante
del proceso de reducción. Un calentamiento lento genera menores
gradientes de temperatura en el interior de cada partícula, creando mejores
condiciones para la difusión del gas en su interior. Esta deducción es un
aporte importante de esta investigación en los procesos de reducción
gaseosa.

60
8. RECOMENDACIONES
Debido a la gran participación de óxidos de silicio en los materiales
utilizados para la reducción, para futuros trabajos se debe diseñar un
método selectivo de separación de las partículas de óxido de silicio de los
óxidos de cobre para obtener mayor rendimiento en el proceso de
reducción sólido – gas.

61
9. BIBLIOGRAFÍA
ASM HANDBOOK Vol. 7. Powder Metal Technologies and Applications.
ASM Internacional. United States Of America. 1998.
ASM HANDBOOK Vol. 2. Properties and Selection: Nonferrous Alloys and
Special Purpose Materials. ASM Internacional. United States Of America.
1998.
German, R. M. Powder Metallurgy Science. Metal Powder Metallurgy
Federation. United States of America. 1994.
AGRAWAL A, KUMARI S, BAGCHI D, KUMAR V, PANDEY B. Hydrogen
reduction of copper bleed solution from an Indian copper smelter for
producing high purity copper powders. Hydrometallurgy, pp. 218-224, 2006.
ESGUERRA A. Obtención de polvos de hierro por le método de reducción
con monóxido de carbono a partir de un subproducto industrial. Trabajo de
Grado. 2008.
YAMUKYAN M, MANUKYAN Y, KHARATYAN S. Copper oxide reduction by
hydrogen under the self-propagation reaction mode. Journal of Alloys and
Compounds. Pp. 546-549, 2009.
GOLDSTEIN E, MITCHELL R. Chemical kinetics of copper oxide reduction
with carbon monoxide. Proceedings of the Combustion Institute. Pp 2803-
2810. 2010.

62
JELIC D, TOMIC-TUCAKOVIC B, MENTUS S. A kinetic study of copper (II)
oxide powder reduction with hydrogen, based on thermogravimetry.
Termochimica Acta. Pp. 211-217. 2011.
MESHRAM P. KUMAR M. KUMAR S. KHAN P. DHAR B. RAJ T.
Solvothermal synthesis of high value copper powder from copper bleed
solution of an Indian copper smelter. Powder Technology. Article in Press.
Accepted 26-07-2012.
ASM HANDBOOK Vol. 15. Casting. ASM Internacional. United States Of
America. 1998.
ROSENDAAL A. HORN R. Textural, mineralogical and chemical
characteristics of copper reverb furnace smelter slag of the Okiep Copper
District, South Africa. Minerals Engineering. Pp. 184-190. 2013.