observan además, ligeras variaciones en las mediciones con ... · 8. n. ullsten y m. hedenqvist....
TRANSCRIPT
observan además, ligeras variaciones en las mediciones con el tiempo, las cuales tienen que ver
con la recuperación que hacen los polímeros después de sufrir una deformación térmica. Fue
significativa (p< 0,05) la posición del envase en el molde de termo formado, encontrándose que
ésta influye en el espesor de las esquinas.
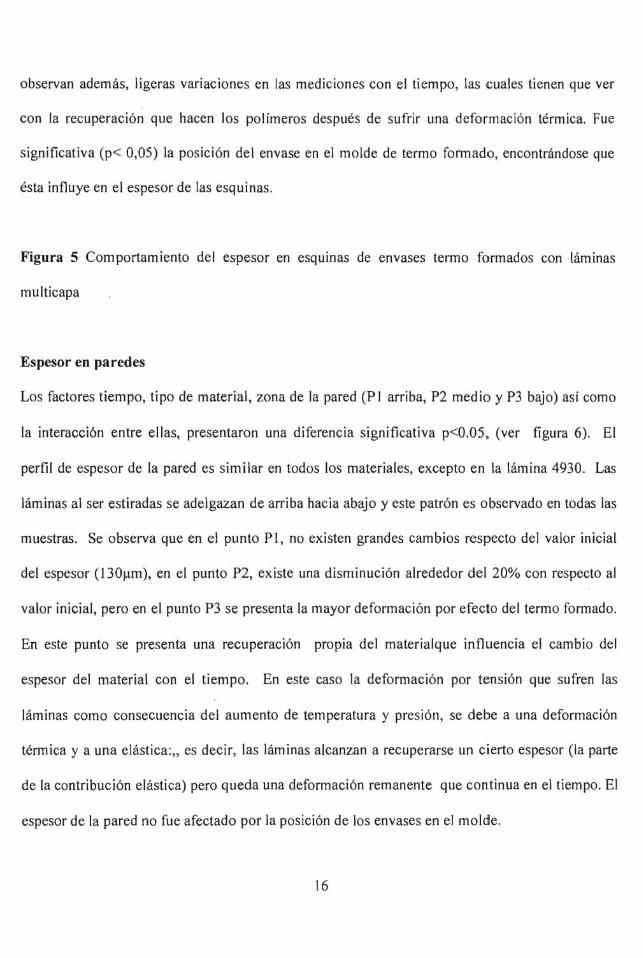
Figura 5 Comportamiento del espesor en esquinas de envases termo formados con láminas
multicapa
Espesor en paredes
Los factores tiempo, tipo de material, zona de la pared (Pl arriba, P2 medio y P3 bajo) así como
la interacción entre ellas, presentaron una diferencia significativa p<0.05, (ver figura 6). El
perfil de espesor de la pared es similar en todos los materiales, excepto en la lámina 4930. Las
láminas al ser estiradas se adelgazan de arriba hacia abajo y este patrón es observado en todas las
muestras. Se observa que en el punto PI, no existen grandes cambios respecto del valor inicial
del espesor (130¡.tm), en el punto P2, existe una disminución alrededor del 20% con respecto al
valor inicial, pero en el punto P3 se presenta la mayor deformación por efecto del termo formado.
En este punto se presenta una recuperación propia del materialque influencia el cambio del
espesor del material con el tiempo. En este caso la deformación por tensión que sufren las
láminas como consecuencia del aumento de temperatura y presión, se debe a una deformación
térmica y a una elástica:" es decir, las láminas alcanzan a recuperarse un cierto espesor (la parte
de la contribución elástica) pero queda una deformación remanente que continua en el tiempo. El
espesor de la pared no fue afectado por la posición de los envases en el molde.
16
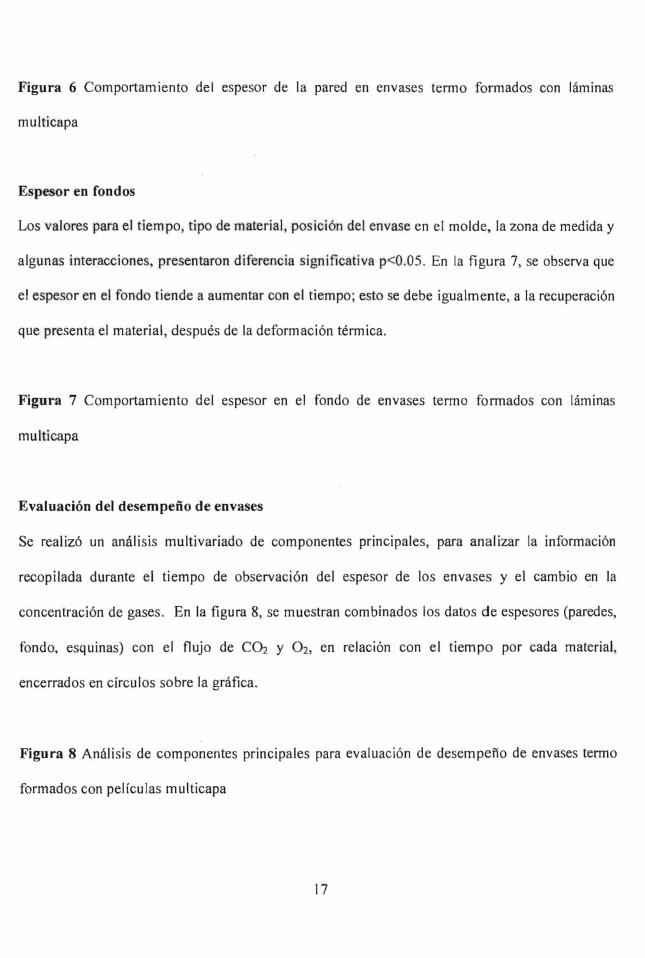
Figura 6 Comportamiento del espesor de la pared en envases termo formados con láminas
multicapa
Espesor en fondos
Los valores para el tiempo, tipo de material, posición del envase en el molde, la zona de medida y
algunas interacciones, presentaron diferencia significativa p<O.05. En la figura 7, se observa que
el espesor en el fondo tiende a aumentar con el tiempo; esto se debe igualmente, a la recuperación
que presenta el material, después de la deformación térmica.
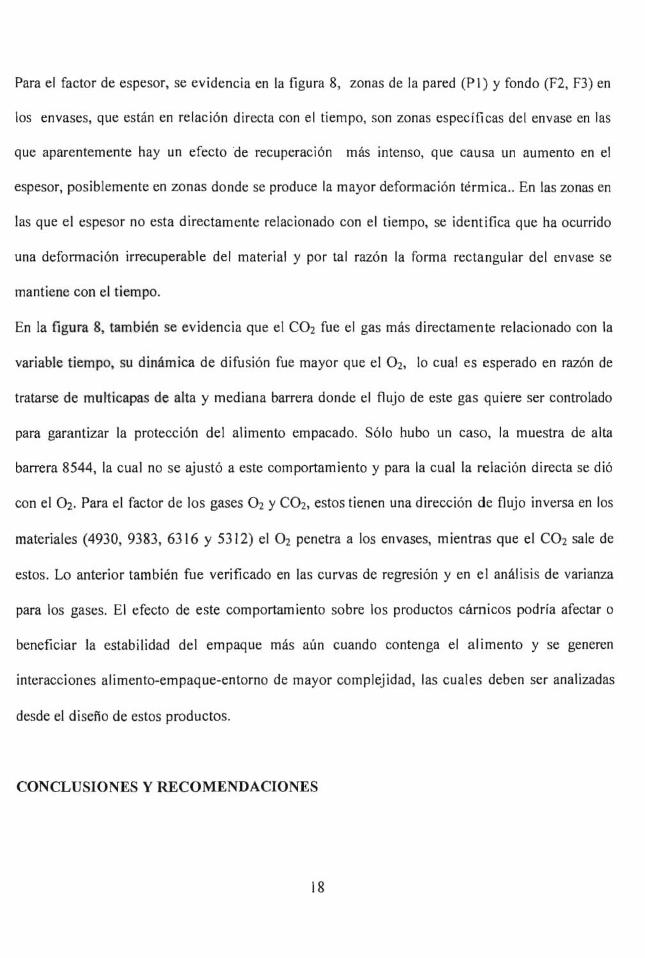
Figura 7 Comportamiento del espesor en el fondo de envases termo formados con láminas
multicapa
Evaluación del desempeño de envases
Se realizó un análisis multivariado de componentes principales, para analizar la información
recopilada durante el tiempo de observación del espesor de los envases y el cambio en la
concentración de gases. En la figura 8, se muestran combinados los datos de espesores (paredes,
fondo, esquinas) con el flujo de CO2 y 02, en relación con el tiempo por cada material,
encerrados en círculos sobre la gráfica.
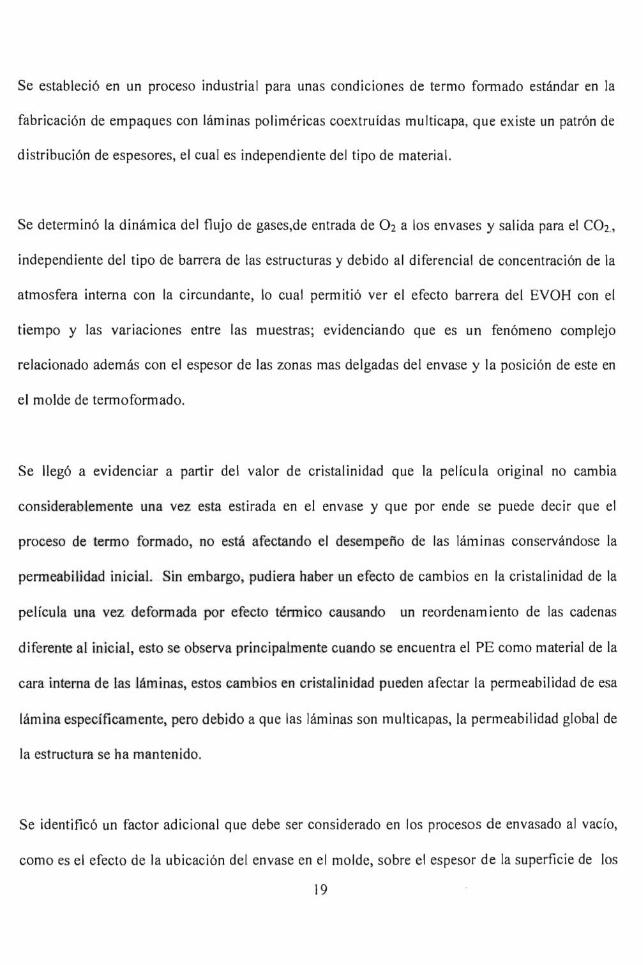
Figura 8 Análisis de componentes principales para evaluación de desempeño de envases termo
formados con películas multicapa
17
Para el factor de espesor, se evidencia en la figura 8, zonas de la pared (P 1) Y fondo (F2, F3) en
los envases, que están en relación directa con el tiempo, son zonas específicas del envase en las
que aparentemente hay un efecto -de recuperación más intenso, que causa un aumento en el
espesor, posiblemente en zonas donde se produce la mayor deformación térmica .. En las zonas en
las que el espesor no esta directamente relacionado con el tiempo, se identifica que ha ocurrido
una deformación irrecuperable del material y por tal razón la forma rectangular del envase se
manti'ene con el tiempo.
En la figura 8, también se evidencia que el C02 fue el gas más directamente relacionado con la
variable tiempo, su dinámica de difusión fue mayor que el O2, lo cual es esperado en razón de
tratarse de multicapas de alta y mediana barrera donde el flujo de este gas quiere ser controlado
para garantizar la protección del alimento empacado. Sólo hubo un caso, la muestra de alta
barrera 8544, la cual no se ajustó a este comportamiento y para la cual la relación directa se dió
con el 02. Para el factor de los gases O2 y CO2, estos tienen una dirección de flujo inversa en los
materiales (4930, 9383, 6316 Y 5312) el O2 penetra a los envases, mientras que el CO2 sale de
estos. Lo anterior también fue verificado en las curvas de regresión y en el análisis de varianza
para los gases. El efecto de este comportamiento sobre los productos cárnicos podría afectar o
beneficiar la estabilidad del empaque más aún cuando contenga el alimento y se generen
interacciones alimento-empaque-entorno de mayor complejidad, las cuales deben ser analizadas
desde el disefto de estos productos.
CONCLUSIONES Y RECOMENDACIONES
18
Se estableció en un proceso industrial para unas condiciones de termo formado estándar en la
fabricación de empaques con láminas poliméricas coextruídas multicapa, que existe un patrón de
distribución de espesores, el cual es independiente del tipo de material.
Se determinó la dinámica del flujo de gases,de entrada de O2 a los envases y salida para el CO2.,
independiente del tipo de barrera de las estructuras y debido al diferencial de concentración de la
atmosfera interna con la circundante, 10 cual permitió ver el efecto barrera del EVOH con el
tiempo y las variaciones entre las muestras; evidenciando que es un fenómeno complejo
relacionado además con el espesor de las zonas mas delgadas del envase y la posición de este en
el molde de termoformado.
Se llegó a evidenciar a partir del valor de cristalinidad que la película original no cambia
considerablemente una vez esta estirada en el envase y que por ende se puede decir que el
proceso de termo formado, no está afectando el desempeño de las láminas conservándose la
permeabilidad inicial. Sin embargo, pudiera haber un efecto de cambios en la cristalinidad de la
película una vez deformada por efecto térmico causando un reordenamiento de las cadenas
diferente al inicial, esto se observa principalmente cuando se encuentra el PE como material de la
cara interna de las láminas, estos cambios en cristalinidad pueden afectar la permeabilidad de esa
lámina específicamente, pero debido a que las láminas son multicapas, la permeabilidad global de
la estructura se ha mantenido.
Se identificó un factor adicional que debe ser considerado en los procesos de envasado al vacío,
como es el efecto de la ubicación del envase en el molde, sobre el espesor de la superficie de los
19

envases, lo cual tiene incidencia sobre el intercambio gaseoso que los envases termo formados
realizan con el entorno y con la estructura de las láminas utilizadas .
BIBLIOGRAFÍA
1. L. Leistner y G. Gorrís. "Food Preservatíon by combined processes . FLAIR Final Report".
Concerted Action No 7, Subgroup B. EUR 15776. European Commísion. Directorate General
XII, Brussels. 1994. pp. 100.
2. L. Leistner. " Basic aspects offood preservation by hurdle technology".lnternational Journal
01 Food Micro b iology. Vol. 55. 2000. pp. 181-186.
3. A. López Rubio, P. Hernandez, E. Jiménez, T. Yamamoto, R. Gavara y L. Lagarón "Gas
Barrier Changes and Morphological Alterations Induced by Retorting in Ethylene Vinyl
Alcohol-Based. Food Packaging Structures ". Journal 01 Applied Polymer Science. Vol. 96.
2005 . pp. 2192-2202.
4. C. Sarantopóulos, L. Oliveira, M. Padula. " Embalagens Plásticas Flexíveis: Principais
polímeros e avaliayao de propriedades". Campinas: CETEA. 2002 .pp.267.
5. E. Perea, "Materiales de Barrera para Envases y Empaques Plásticos" . SENA . CCA/ASTfN .
N°5\' 1995.
6. R. Parry. " Envasado de los alimentos en atmósfera modificada". Madrid : A. Madrid Vicente
Ediciones.1995.pp.331.
7. N. Sangaj, V. Malshe. Permeability of polymers in protective organic coating. Progess in
organic coating. Vol. 50. 2004. Pp. 28-39.
20

8. N. Ullsten y M. Hedenqvist. "A new test method based on head space analysis to determine
permeability to oxygen and carbon dioxide of flexible packaging". Polymer Testing . Vol. 22.
2003. pp. 291-295 .
9. F. Ozogul y Y. Ozogul. "Biogenic amine content and biogenic amine quality indices of
sardines (Sardina pi1chardus) sto red in modified atmosphere packaging and vacuum
packaging". Food Chemistry. Vol. 99. 2006. pp . 574-578 .
10. S. Pexara, J. Metaxopoulos y H. Drosinos. "Evaluation of shelf life of cured, cooked, sliced
turkey fillets and cooked por k sausages-'piroski'-stored under vacuum and modified
atmospheres at +4 and +10 _e". Meat Science. Vol. 62, 2002. pp. 33-43.
11. M. Berruga, H. Vergara y L. Gallego. "Influence of packaging conditions on microbial and
lipid oxidation in lamb meat". Small Ruminant Research. Vol. 57.2005 . pp. 257-264.
12. M. Fitzgerald, D . Papkovsky "Nondestructive monitoring of oxygen profiJes in packaged
foods using phase-fluorimetric oxygen sensor" . Journal ofFood Science. Vol. 66. 200 l. pp.
105-110.
13. J. Flowle. Developments in Barrier Films for Packaging. Pira lnternational Ltda. Uk. 2005.
pp.84.
14. M. Smiddy, D. Papkovsky, J. Ferry. "Evaluation of oxygen content in commercial modified
atmosphere packs (MAP) of processed cooked meats". Food Research International. 2002.
pp.35,575-575.
21
- - - ---~
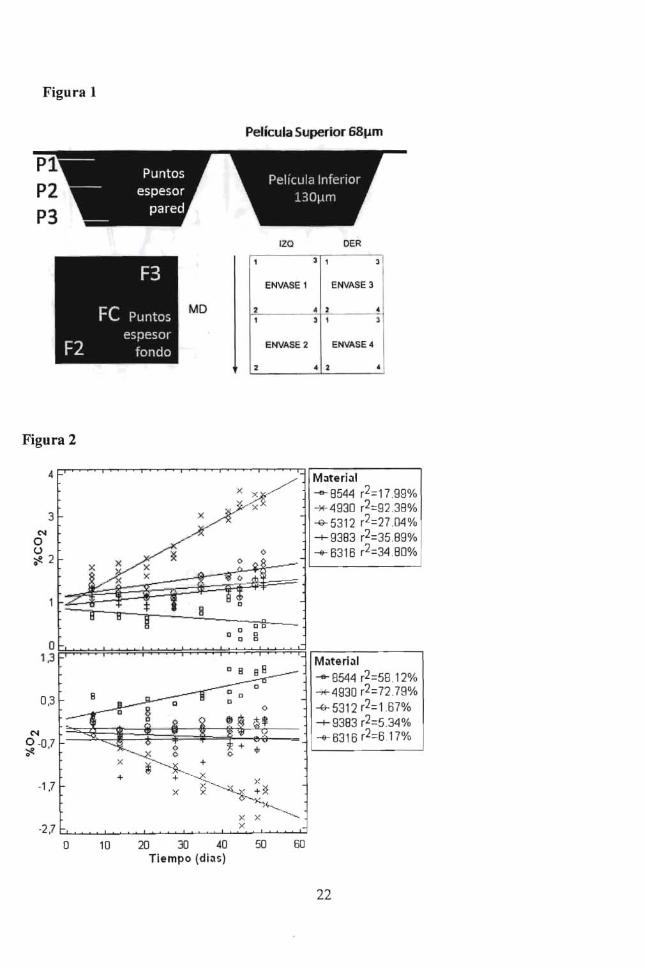
Figura 1
Película Superior 681lm
IZO DER
F2
F3
Fe Puntos espesor
fondo
MD
Figura 2
1 3 1 3
ENVASE 1 ENVASE 3
2 4 2 4
1 3 1 3
ENVASE 2 ENVASE 4
2 4 2 4
4
3 N
O u ~2
o 1,3
0,3
N 0-07 ~ , o
-1 .7
-2.7
8 cS
o o o o o
o 10 20 30 40 50 60 Tiempo (di:!s)
M:!teri31 --<>-8544 r2=17 ,99% -*4930 r2=92 ,38% -{1- 5312 r2=27,04% -+- 9383 r2=35 ,89% -+ 6316 r2=34 ,80%
M3teri31 --<>- 8544 r2=58 ,12% -*4930 r2=72,79% 4- 5312 r2= 1,67% -+- 9383 r2=5,34% -+ 6316 r2=617%
22
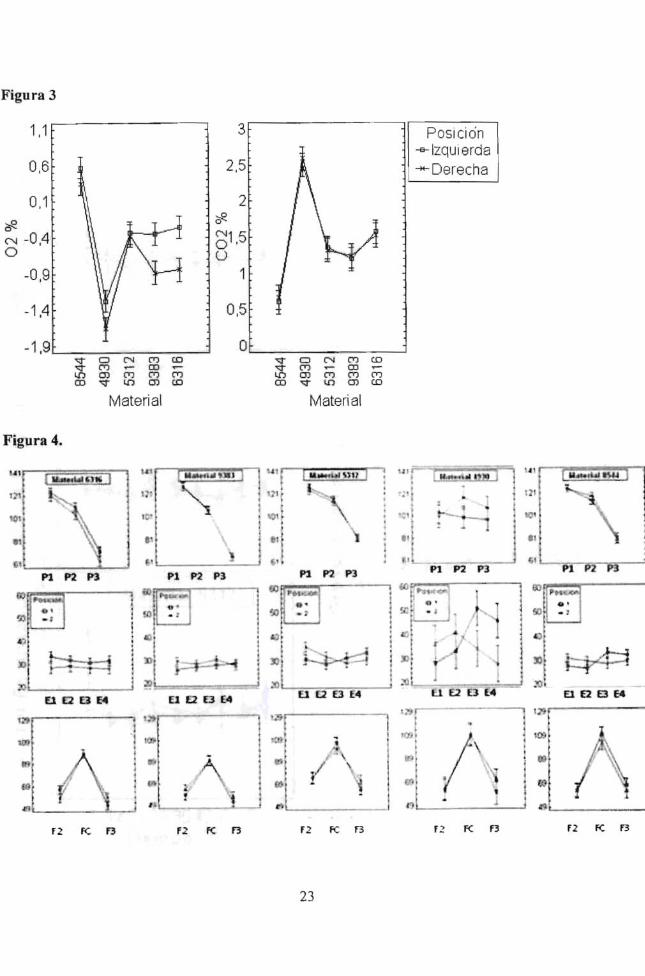
Figura 3
1,1
0,6
0,1
o;:.R.
'" -0.4 O
-0,9
-1,4
-1,9
Figura 4.
"'" ~ "'" CD
-t-1j
/
el N M CO M CD OJ M M (Y)
"'" ~ O) c.o
Material
3
2,5
2 ;:.R.o
81,5 U
1
0,5
O "'" el N M c.o "'" (Y) ~ al ~ ~o)MMM
en "'" ~ OJ c.o
Material
Posición -e-Izqui erda --++- Derecha
P1 P2 Pl PI P2 P3
ElE20E4 U[20E4
P1 P2 P3
U 1 ¡;;¡¡¡ ;¡;¡=:l":i=;w>I'=:',,
",
I,: ¡
~ ,- -----~-=' tl E2 El l4 El E2 El E4
r , •I #I
./!
•.. ,
J. 1 :'1-f2 re: f3 f2 K f3 f2 K f3 f2 K f3 f2 K f3
23

--
Figura 5
"180 F I Mated,ll 6316-:r-f'l 60 11
e 4::J
--:r 80 F M,lteJia14930
O" 41' 40 W t'J 60 ~ ~4 eo
::::J ~ 20 tr ¡.. '" 40(!) W ,..
1Ot . i o '" 7080 F I Material 9383 o '" ~ -:r (!)-~60 Ot 41
::::J e
80 F Mcl,teJi,ll 8544 --:rO" '" 40w ~ 60
'1
¡.. .~~4)~ o ::::J tT~ 20 Utw 40'
(!)
Ot 1 ~
o ~ '" '""lOo 4~ ~ 80 r I M(ltericll 5312 1
(!)
ot 1 7 1421 283542454951
Tiempo (dia)
'(!)
Ot 1
7 1421283542454951 Tiempo (dia)
24
-
g 60.-::J O"
W40 ' o Ut o 20

- --- - -- -- - - -- - -- ~---=--
Figura 6
-:r -126" . Qt
; t06 Q.
(; 86 VI O
~ 66
46146 "~=========::::!
:r126-H-t+HfH
<l11A-+++-rr-+ 46 ,
146 :==============: -~126 "tJ
CI.I a..(1S 106
Q.
; 86 VI o ... 66 ' (!)
46~______________~ 7 1421283542454951
Tiempo (dia)
40~t====~~====~~j146
~106 ... o." 86 ... o ~ 66... ~
46 1;===== ======:::::;146 -3:126
'1:J
~ 106 Q. " ... 86o "" e 86
(!) I
46 ~--~----------~
7 1421283542454951 Tiempo (di.a)
25
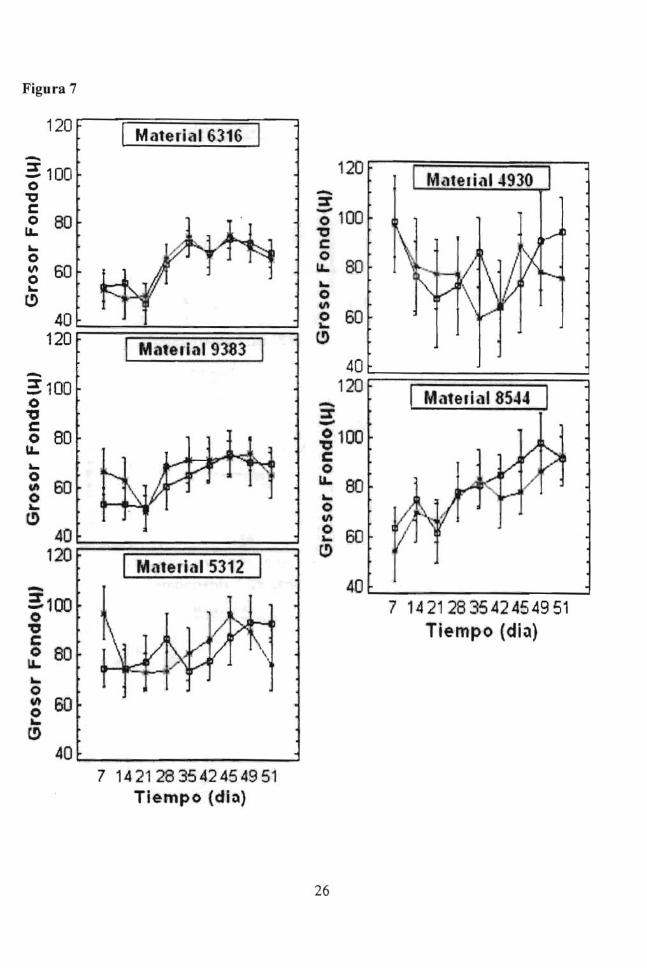
Figura 7
120~---r=M=a=te=r=id=I=6=3=16~--~·
-~ 100 o e " o 80 Iu..
40 120 ~==;:~========~=:¡l Material 9383 -~100
o "O e o 80 I.L.
40 120 r==;==========~===1
Mcltelial5312 -~100 o e " o 80 L\,.
o ~
~ 60o... (!) 40~______________~
7 1421 283542454951 Tiempo (dia)
120 r-¡::::::::M=(l=te=.=¡cl=I=.a=93=O=i---:¡ -:r 'O 100
"e ~ 80
-:r-.g 100 e o u.. 80 ~
o el' o ~ 60 (!)
Matelial8544
40~__~__________~ 7 1421283542454951
Tiempo (di'l)
26
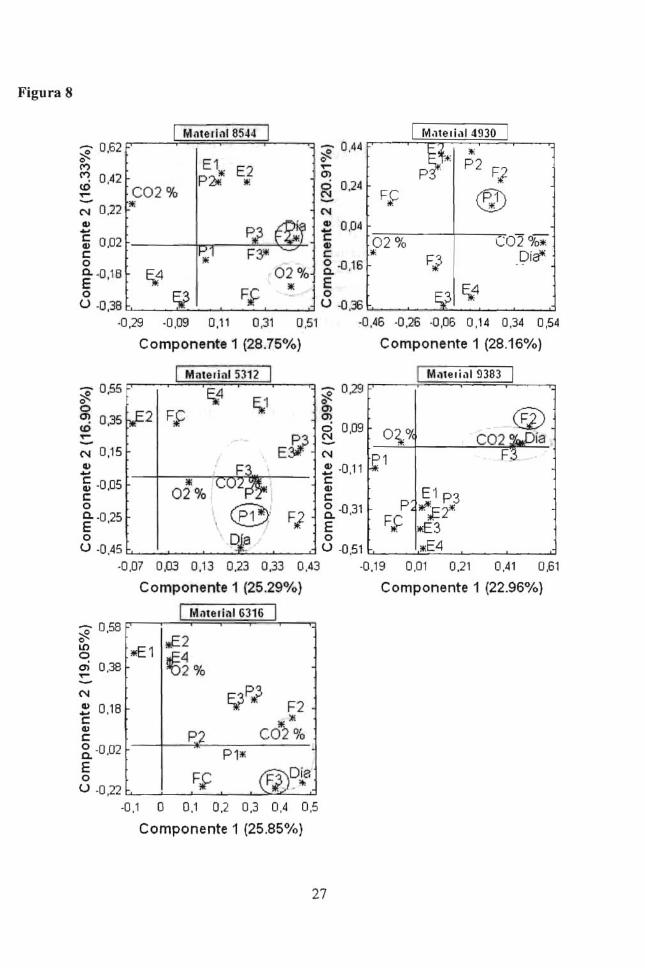
Figura 8
o- 0,62 ~ M ~ 0,42 ~
o- 0,58c: LO o o) 0,38 ~
N!! 0,18 c Q)
c g, -0,02
[ M<ltelicll8544 [ Mateli,ll 4930
E1* E2 PO: JI:
~C02 % ~ O,22~*
!! P3¡¡¡ 0,02 * c F?r'l!
o- 0,44 I ~ *TI..
P2 F¡p!1m ~ 0,24 Ff @-N
í~ 1!! 0,04',1 ¡¡¡ (02 %
e ji;
~ -0,18 ~4 '" ~ 02 % ~ -0,16
E F * E l8 -0,38 ~ f - <3 -0,36,
-0,29 -0,09 0,11 0,31 0,51 -0,46 -0,26
C02%* F~¡¡
I ~4fJ, -0,06 0,14
Día-'I( .
j, 0,34 0,54
Componente 1 (28.75%) Componente 1 (28.16%)
Milterhll5312 M.lteri'll 938311
o- 0,55 ~
~ 0,35 tJ=21 ~f ~
N 0,15!! ~ -o,OS 02%
- 0')9~ ..~4 o~1 al al o 0,09
O~o",P.3 N E3I' N 1. F3 ' !! -0,11
C02~ ~ P 'g, -o 25 r~ F:') g, -0,31 Fe
E' ' ~tl:E ,.; o ' Df: o U -0,45 ''''"'$.~ . u -0,51
-0 ,07 0,03 0,13 0.23 0,33 0,43 -0,19
@: C02 o ía ~
F
E'¡ PO)~ ..J
';;2*;¡¡E3 ,lIE4
0,01 0,21 0,41 0,61
Componente 1 (25.29%) Componente 1 (22.96%)
[ Miltelial6316
~2 *E11¿4
\)2%
fJP) F2
*:1( C02%PJ
P1*
8-0,22l, ,Ff, @~~aJ ·0,1 ° 0,1 0,2 0,3 0,4 0,5
Componente 1 (25.85%)
27

Tabla 1.
Material
Permeabilidad (ml/m2.d.b) Ó
(cm3/m2/24h/atm)
Tipo de lámina
[12]
Composición de la estructura
02 I C02
4930 26,50 75,40 Mediana Barrera
PP/PA/LDPE
9383 2,44 3,60 Alta
Barrera PA/EVOH/LDPE/EVA
8544 2,68 2,45 Alta
Barrera PA/PE/EVOH/LDPE
5312 I
2,10 2,39 Alta
Barrera PA/PE/EVOHILDPE
6316 1,50 0,79 Alta
Barrera PA/EVOH/LDPE
Tabla 2 . . LAMINA %XcPE
Lámina 8544 19% Día 7 22%
Día 28 21% Día 49 27%
Lámina 4930 9% Día 7 8%
Día 28 13% Día 49 11%
Lámina 5312 21% Día 7 22%
Día 28 25% Día 49 22%
Lámina 9383 21% Día 7 16%
Día 28 17% Día 49 20%
Lámina 6316 6% Día 7 7%
Día 28 7% Día 49 7%
% Xc EVOH
1% 0% 1% 2%
]%
J% 1%
2% 2% 2% 2%
13% 13% 12% 14%
%XcPP %XcPA
7% 9% 8% 9%
18% 6% 19% 7% 20% 8% 19% 7%
7% 7% 8% 8%
8% 7% 7% 7%
9% 10% 9% 9%
28

Tabla 3.
Láminas Pared (11m) Fondo (11m Esquinas (r.tm)
PI P2 P3 F2 Fe F3 El E2 E3 E4 8544 124,96° 116,04° 80,30° 62658b , 106,55 bC 64,52b 29,11 a 27,938 30,968 31,048
4930 102,338 108,338 102,59c 63,98 b 110,22c 66,22b 32,008 36,78° 42,78 b 37,07b
5312 125,19° 115,30° 82,07° 74,02c 103,18° 67,440 33, l 1 a 30,0480 30,228 31 ,963
9383 127,74° 106,828 65,528 56,943 °. 86,148 50,008 27,568 27,70a 29,078 28,003
6316 120,89° 106,048 66,378 53,768 89,748 46,638 30,968 30,3780 29,41 8 29,85 8
',b,C,ab,t>c, ' .Valores con letras diferentes por cada columna, son estadlstlcamente diferentes (p<O.05) Promedios de 27 mediciones
29
28
CONCLUSIONES Y RECOMENDACIONES
Las técnicas de caracterización utilizadas en el presente trabajo permitieron
identificar la composición de las láminas y obtener información valiosa para la
selección de películas multicapa en la industria de alimentos.
Las láminas sin termo formar muestran discontinuidades relacionadas con el
proceso de conversión y esta, una vez termo formadas en los envases, muestran
en las partes de menor espesor, fisuras y fracturas causadas por el estiramiento y
la temperatura. Estos daños superficiales pueden llegar a ser causantes de la
perdida de propiedades de barrera en los envases.
S~ evidencia que en algunas estructuras pueden presentarse potenciales cambios
de la cristalinidad con posibilidad de afectar la permeabilidad a los gases debido a
un deterioro físico (por presión y temperatura) sufrido por algunas estructuras
sensibles al efecto mecánico y térmico del termo formado. Lo anterior no afecta
todas las estructuras ya que las capas soporte y de barrera PA y EVOH, presentan
mayor punto de fusión, manteniéndose estables y favoreciendo la integridad de la
barrera y estabilidad dimensional de la estructura de las láminas estudiadas en
comparación con las láminas originales.
El PE, en la capa de sellado, es el polímero sobre el que se observa el impacto del
proceso de termo formado. Esto se debe básicamente a que posee una
temperatura de reblandecimiento (Tf), más baja que los demás polímeros de la

--
29
-~-
estructura (PA, PP, EVOH) y muy cercanas a la temperatura en la que se hace el
termo formado pudiendo presentar cambios potenciales de la cristalinidad.
En general la cristalinidad de los polímeros de las láminas no se ve afectada por el
proceso de fabricación de los envases, por tal razón puede decirse que las
propiedades de barrera iniciales se mantienen en el envase final, favoreciendo la
calidad de los alimentos.
Las láminas analizadas son estructuras convencionales que mezclan
principalmente los mismos tipos de polímeros en proporciones diferentes y en
donde el LDPE, es el polímero más abundante. La combinación de polímeros y la
distribución de estos en la estructura dependen de cada fabricante. Sin embargo,
no todas las combinaciones de los mismos polímeros logran el mismo desempeño;
hay variables intrínsecas al proceso de conversión y a la calidad de cada una de
estas resinas utilizadas en la fabricación de las estructuras, que pueden explicar
estas diferencias.
Se identifican como factores adicionales el efecto del molde y del mecanismo de
termo formado de los equipos continuos para el empaque al vacío, los cuales
deben ser considerados en los procesos de envasado. Estos tienen efecto según
la estructura de las láminas utilizadas sobre el intercambio gaseoso que los
envases termo formados realizan con el entorno.
Son necesarios estudios que evalúen el efecto del proceso de envasado al vacío
con materiales multicapa de alta y mediana barrera , identificando el efecto de
variables adicionales, que en las láminas de alta barrera estén afectando la
30
permeabilidad en los envases termo formados, entre ellas se podrían incluir:
diferenciar los efectos de los mecanismos de termo formado como vacío y
pistones; el efecto del arreglo de los moldes de termo formado (número de
paquetes a lo largo y ancho) y el efecto de poros y fracturas de la estructura de la
lámina multicapa sobre la permeabilidad final de los envases destinados a
contener alimentos.
Se estableció en un proceso industrial para unas condiciones de termo formado
estándar en la fabricación de empaques con láminas poliméricas coextruídas
multicapa, que existe un patrón de distribución de espesores, el cual es
independiente del tipo de material.
Se determinó la dinámica del flujo de gases, de entrada de O2 a los envases y
salida para el CO2., independiente del tipo de barrera de las estructuras y debido
al diferencial de concentración de la atmosfera interna con la circundante, lo cual
permitió ver el efecto barrera del EVOH con el tiempo y las variaciones entre las
muestras; evidenciando que es un fenómeno complejo relacionado además con el
espesor de las zonas más delgadas del envase y la posición de este en el molde
de termo formado.
Se llegó a evidenciar a partir del valor de cristalinidad que la película original no
cambia considerablemente una vez esta estirada en el envase y que por ende se
puede decir que el proceso de termo formado, no está afectando el desempeño de
las láminas conservándose la permeabilidad inicial. Sin embargo, pudiera haber un
efecto de cambios en la cristalinidad de la película una vez deformada por efecto
31
térmico causando un reordenamiento de las cadenas diferente al inicial, esto se
observa principalmente cuando se encuentra el PE como material de la cara
interna de las láminas, estos cambios en cristalinidad pueden afectar la
permeabilidad de esa lámina específicamente, pero debido a que las láminas son
multicapas, la permeabilidad global de la estructura se ha mantenido.
Se identificó un factor adicional que debe ser considerado en los procesos de
envasado al vacío, como es el efecto de la ubicación del envase en el molde,
sobre el espesor de la superficie de los 20 envases, lo cual tiene incidencia sobre
el intercambio gaseoso que los envases termo formados realizan con el entorno y
con la estructura de las láminas utilizadas.
32
BIBLlOGRAFIA
1. AUCEJO, Susana; MARCO, Carlos and GAVARA, Rafael. Water effect on the morphology of EVOH copolymers. En : Journal of Applied Polymer Science. Vol. 74 (1999); p. 1201 - 1206
2. BERRUGA, M.I.; VERGARA, H. y GALLEGO, L. Influence of packaging conditions on microbial and lipid oxidation in lamb meat. En: Small Ruminant Research Vol. 57 (2005); p. 257-264
3. Gas-permeability control: En: BRODY, Aaron L. STRUPINSKY, E. P. and KLlNE, Lauri R. Active Packaging for food applications. Boca Raton, FL. CRC Press, 2001, 236p
4. FITZGERALD, M. et al. Nondestructive monitoring of oxygen profiles in packaged foods using phase-fluorimetric oxygen sensor. En: Journal of Food Science, Vol. 66, No. 1 (2001); p. 105-110
5. FOWLE. JONATHAN, Developments in Barrier Films for Packaging. Surrey, United Kingdom UK : Intertech-Pira, 2005, 84p .
6. GOULAS, Antonios E.; RIGANAKOS, Kyriakos A. and KONTOMINAS, Michael G. Effect of ionizing radiation on physicochemical and mechanical properties of commercial multilayer coextruded flexible plastics packaging materials. En: Radiation Physics and Chemistry Vol. 68, No. 5(2003); p. 865-872
7. INTERNATIONAL Organization for standardization. Plastics- Film and Sheeting- Determination of gas transmission rate- Par 1: differencial-presure method . Geneve : ISO, 2000. (ISO 15105-1 :2002: (E) )
8. MOORE, E.P.J ., Ed . Polymer Handbook Munich : Hanser, 1999. Pp. 303J
348
9. MORILLON V. et al. Temperature influence on moisture transfer through synthetic films. Journal of Membrane Science. Vol. 168, Number 1 (Apr., 2000); p. 223-231 (9)
10.0Z0GUL, Fatih and OZOGUL, Yesim. Biogenic amine content and biogenic amine quality indices of sardines (Sardina pilchardus) stored in modified