modulo soldadura
DESCRIPTION
Todo sobre la soldadura, como se hace y todos los elementos a utilizarTRANSCRIPT

UNIVERSIDAD NACIONAL DE COLOMBIAFACULTAD DE INGENIERIADEPARTAMENTO DE INGENIERÍA MECÁNICA Y MECATRÓNICATECNOLOGÍA MECÁNICA BÁSICA
Modulo de
Soldadura

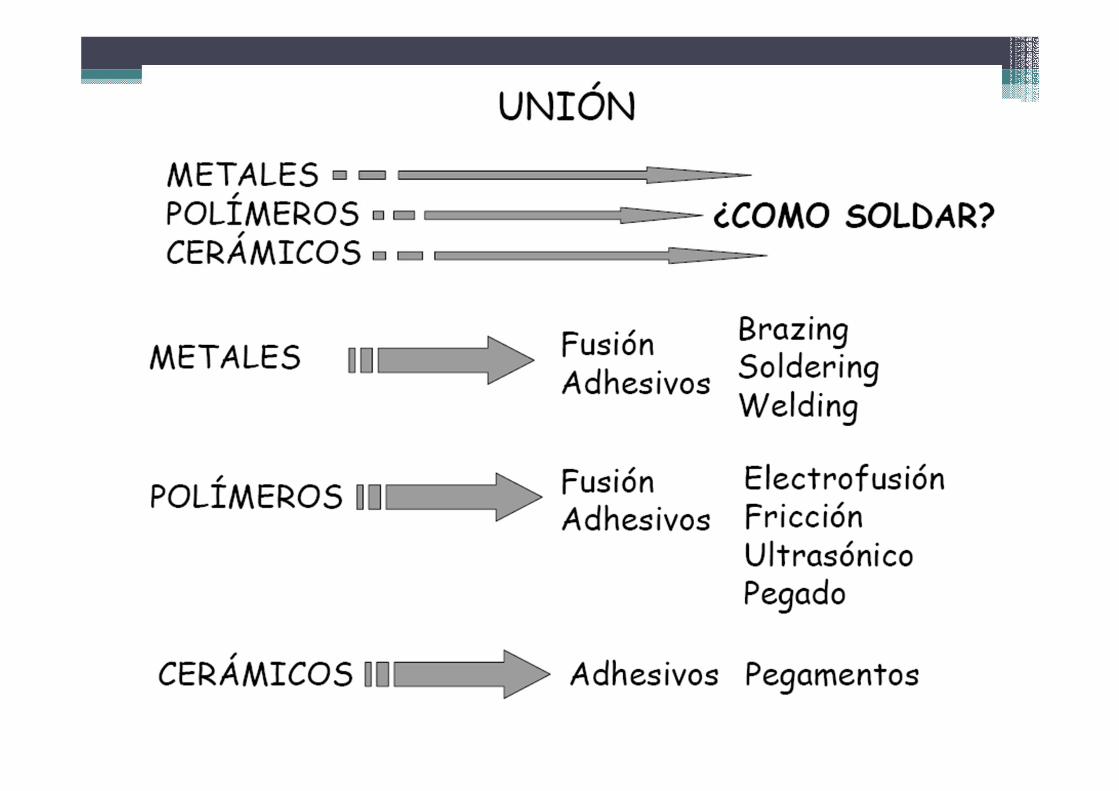
SOLDADURA• La soldadura es un
proceso defabricación en dondese realiza la unión dedos materiales,(generalmentemetales otermoplásticos),usualmente logrado através de lacoalescencia (fusión).

Porqué su Importancia comercial
• La soldadura proporciona unionespermanentes.
• La unión soldada puede ser más fuerte quelos materiales originales.
• La soldadura es una de las formas máseconómicas de unir componentes (entérminos de uso de materiales y costos defabricación).
• La soldadura no se limita al ambiente defábrica. Puede realizarse en el campo.

Limitaciones y desventajas
• La mayoría de las operaciones de soldadura se realizan en forma manual y son elevadas en términos de mano de obra.
• Casi todos los procesos de soldadura implican el uso de mucha energía, y por consiguiente son peligrosos.
• No permite un desensamble adecuado.• La unión soldada puede padecer ciertos defectos
de calidad que son difíciles de detectar.
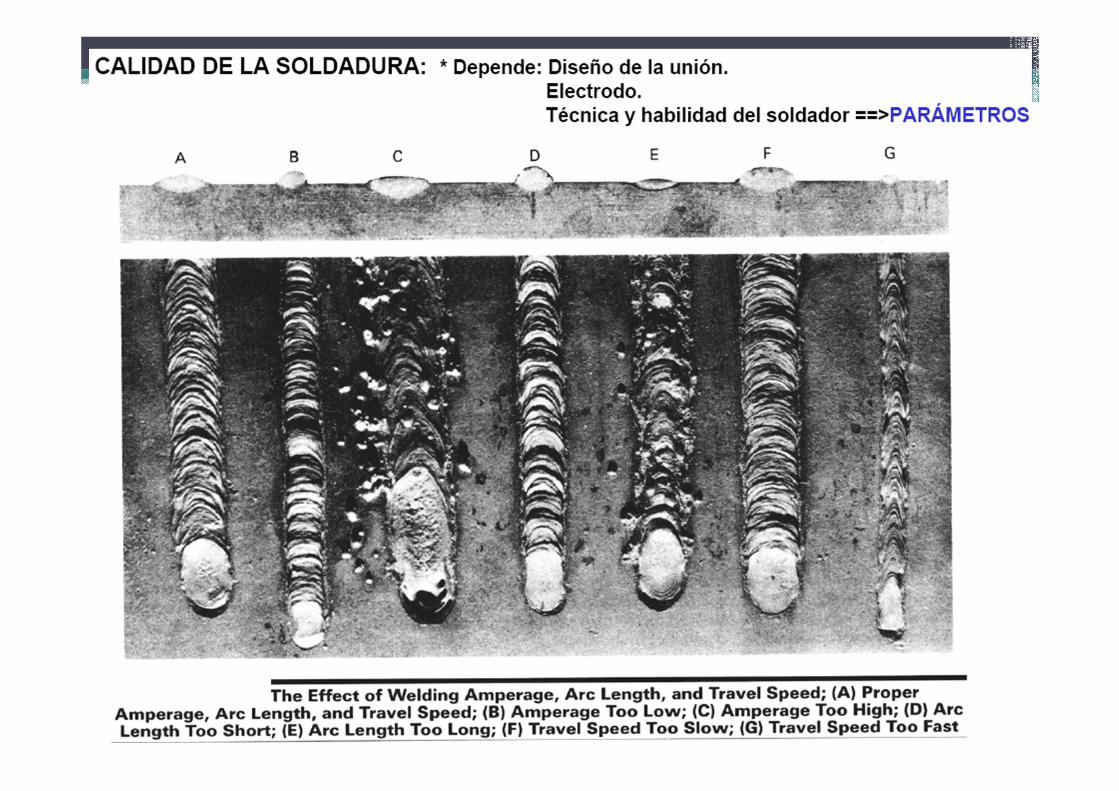
PARÁMETROS DE SOLDADURAV Voltaje: Función de la longitud del arco y
recubrimiento del electrodoI Corriente: Función del diámetro y
recubrimiento del electrodov Avance o trabajo: velocidad a la cual el
electrodo se mueve a lo largo de la junta.



SOLDAURA POR FUSIÓN
• Dentro de algunos de los procesos de soldadura por fusión se tienen:
�Soldadura con arco eléctrico , SAE (en ingles AW)
�Soldadura por resistencia, SR (en ingles RW)
�Soldadura con oxígeno y gas combustible, SOGC (en ingles OFW)
Soldadura de estado sólido
• Dentro de algunos de los procesos de soldadura de estado sólido se tienen:
�Soldadura por difusión, SD (en ingles DFW).
�Soldadura por fricción, SF (en ingles FRW)
�Soldadura ultrasónica, SU (en ingles USW)

SOLDADURA CON ARCO ELÉCTRICO AW
• Es un proceso de soldadura por fusión en la cualla unificación de los metales se obtienenmediante el calor de un arco eléctrico entre elelectrodo y material base.
• Un arco eléctrico es una descarga de corriente através de una separación en un circuito.

SOLDADURA MANUAL POR ARCO CON ELECTRODO REVESTIDO (SMAW)
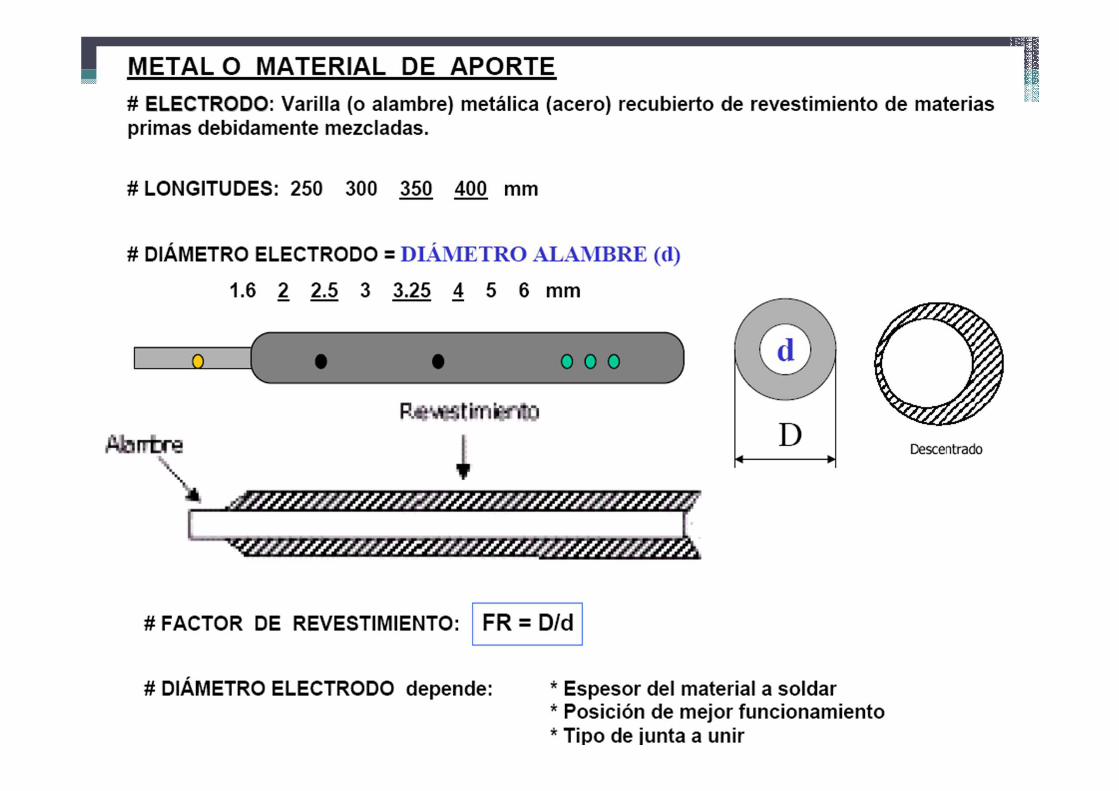
• El electrodo es una varilla consumible recubiertacon polvos cerámicos y/o orgánicos, que ante lapresencia del arco eléctrico se evaporangenerando un gas protector al metal que sefunde de la varilla y del metal base. Estaprotección evita la oxidación de la zona soldaday la penetración del aire atmosférico dentro delmetal líquido

SOLDADURA METÁLICA CON ARCO ELÉCTRICO Y GAS PROTECTOR (MIG Y TIG)
• El electrodo es un alambre metálico desnudoconsumible (Proceso MIG) o una varilla detungsteno no consumible (Proceso TIG) y laprotección se proporciona inundando el arcoeléctrico con gas inerte (por ejemplo Argón).
• Se usan diámetros de alambre que van desde1/32 hasta ¼ de pulg (0,8 a 6,4 mm), el tamañodepende del grosor de la partes que se van a uniry la velocidad de deposición deseada.

• El alambre se alimenta de forma continua yautomática desde una bobina a través de unapistola de soldadura (Proceso MIG)
• Los gases inertes utilizados como protectoresson argón y el helio y también gases activoscomo el bióxido de carbono.

Soldadura con arco eléctrico (Ejemplo Proceso TIG)

Electrodos
�Consumibles: involucra el metal de aporte, haydos formas:�Varillas: tienen una longitud 9 a 18 pulgadas�Alambres: Tiene la ventaja de alimentarse de
forma continua al pozo de soldadura.�No consumibles: están hechos de tungsteno, los
cuales resisten la fusión mediante el arcoeléctrico.

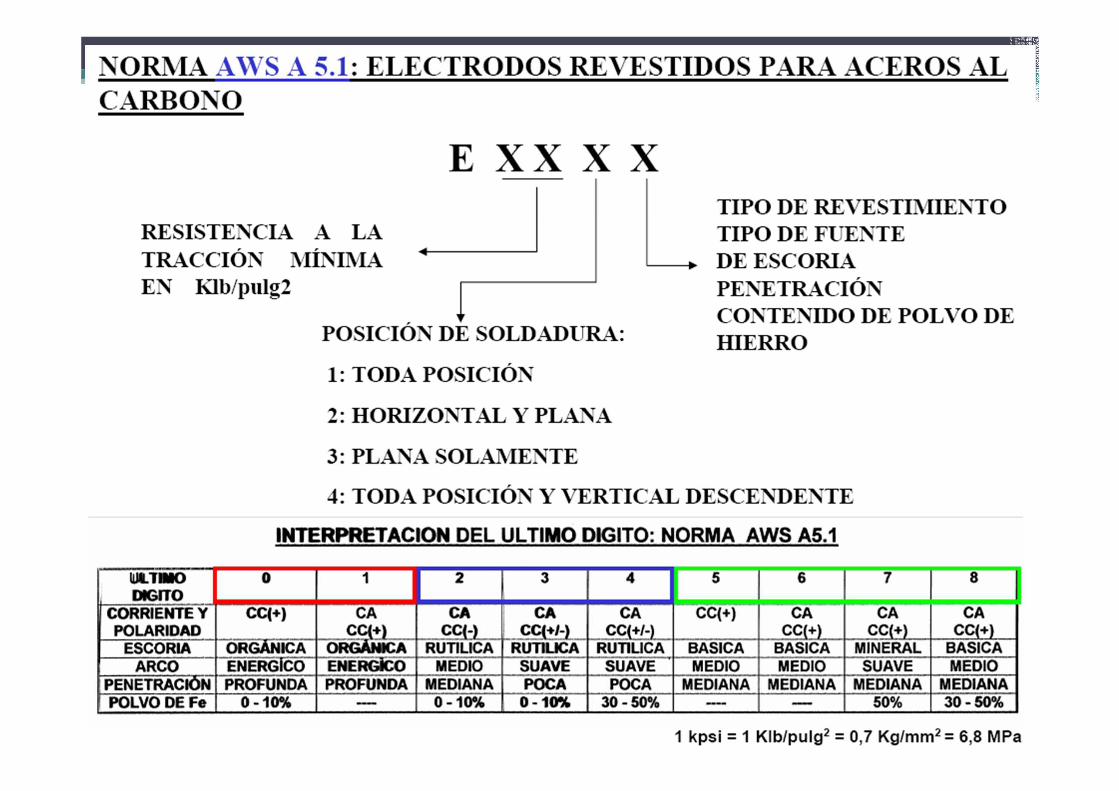
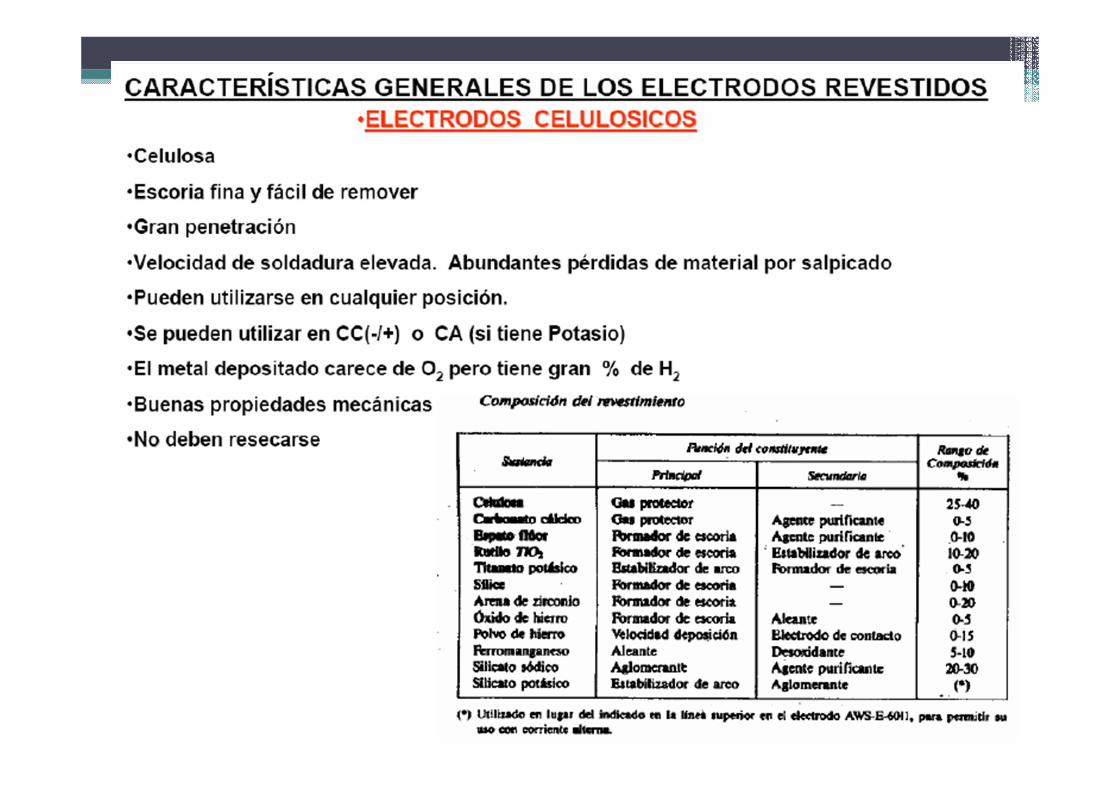
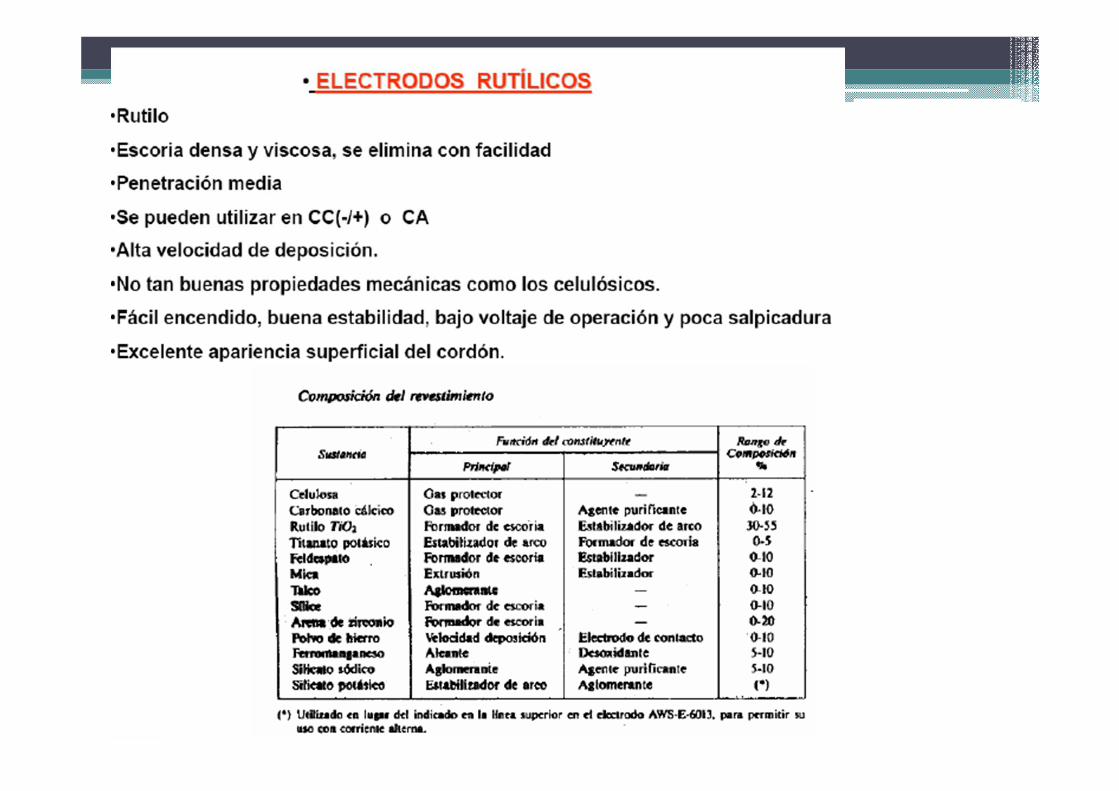
Electrodo del Proceso SMAW• La varilla tiene un recubrimiento, el cual consiste en
celulosa pulverizada (polvos de algodón y madera)mezclados con óxidos y carbonatos, se conoce comoelectrodo celulósico. El recubrimiento tambiénpuede estar basado solo el polvos cerámicos dondeel principal compuesto sea el Rutilo, se conocencomo electrodos rutílicos.Su función del recubrimiento es proporcionar unaatmosfera protectora y escoria par la operación desoldadura. También ayuda a estabilizar el arcoeléctrico y regula la velocidad a la que se funde elelectrodo.


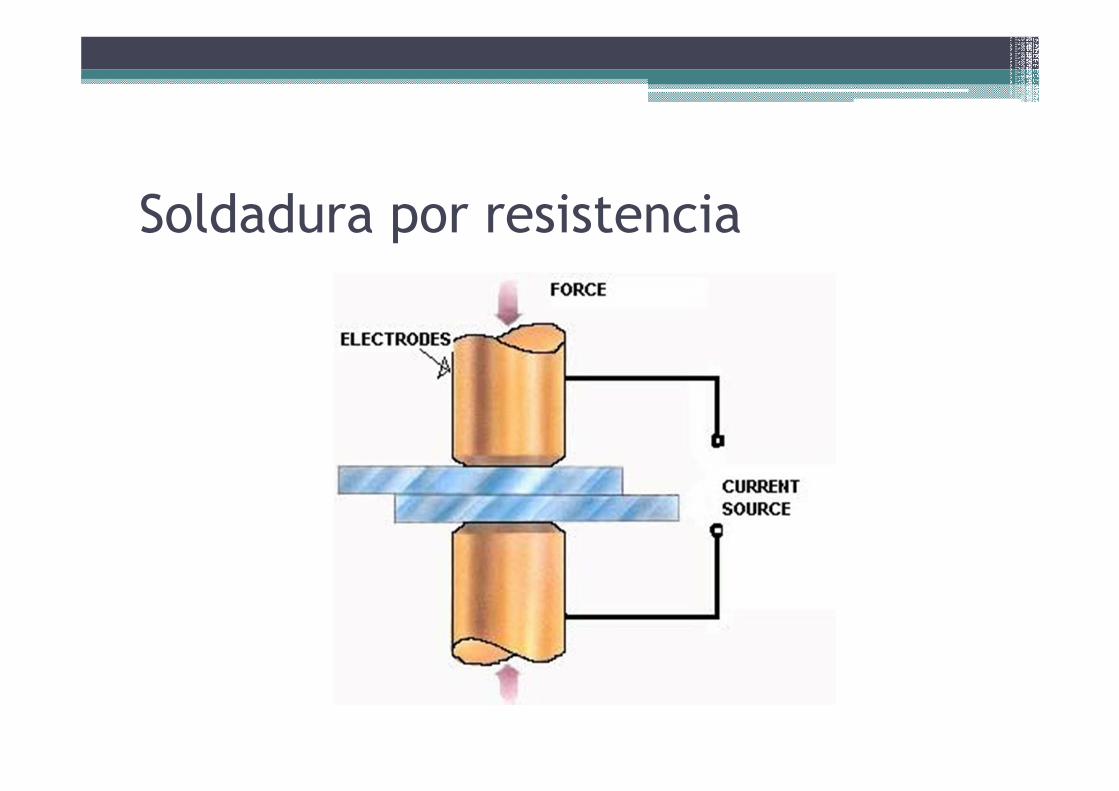
Soldadura por resistencia

• Se utiliza una combinación de calor y presiónpara obtener una coalescencia, el calor se generamediante el paso de la corriente eléctrica através de la zona de unión.
• No usa gases protectores o fundentes o metal deaporte, ósea que los electrodos son noconsumibles.
SOLDADURA CON OXÍGENO Y GAS COMBUSTIBLE, SOGC• En este proceso hay fusión. El calor se genera a
través de la quema de diferentes combustiblesmezclados con oxígeno para ejecutar lasoldadura.
• Entre los procesos que pertenecen al grupo desoldadura con oxígeno y gas combustible seencuentra soldadura con oxiacetileno.
Soldadura con gas oxiacetileno, SOA
• Es un proceso de soldadura por fusión realizadomediante una flama de alta temperatura a partirde la combustión del acetileno y el oxígeno.
• La flama se dirige mediante un soplete desoldadura.
• Cuando se usa metal de aporte, normalmenteestá en forma de varillas de 36 pulg de longitudcon diámetros que van desde 1/16 de pulg hasta3/8 de pulg.

Soldadura con gas oxiacetileno

• Gases usados en la soldadura y corte con oxígeno y gas combustible, con temperaturas de flama y calores de combustión
Calor de
combustión
Combustible ºF ºC Ml/m^3
Acetileno (C2H2) 5589 3087 54,8
MAPP (C3H4) 5301 2927 91,7
Hidrogeno (H2) 4820 2660 12,1
Propileno (C3H6) 5250 2900 89,4
Propano (C3H8) 4579 2526 93,1
Gas natural 4600 2538 37,3
Temperatura

Soldadura por difusión, SD
• Es un proceso en estado sólido resultado de laaplicación de calor y presión, por lo general enuna atmosfera controlada, el tiempo suficientepara que ocurra la coalescencia y difusión.
• La coalescencia se lleva a cabo mediante ladifusión de estado sólido, que implica lamigración de átomos a través de la interfaseentre la superficies en contacto.
Soldadura por fricción
• Es un proceso en estado sólido en el cual seobtiene la coalescencia mediante unacombinación de calor por fricción y presión.
• La fricción se induce mediante el frotamientomecánico entre las dos superficies, generalmentepor la rotación de una parte con respecto a laotra.
Soldadura ultrasónica, SU
• Es un proceso en estado sólido en el cual seintegran dos componentes bajo fuerzas desujeción modestas y se aplican intensaspresiones oscilatorias de frecuenciasultrasónicas a la interfase para producir lacoalescencia.

Soldadura ultrasónica
• a) Disposición general para una uniónsobrepuesta y b) acercamiento del área soldada

SOLDADURA BLANDA (SOLDERING)• Es la unión de dos piezas de metal por medio de otro
metal llamado de aporte. Éste se aplica entre ellasen estado líquido. La temperatura de fusión de estosmetales no es superior a los 430ºC. En los metalesde aporte por lo regular se utilizan aleaciones deplomo y estaño, las que funden entre los 180 y370ºC. Este tipo de soldadura es utilizado para launión de piezas que no estarán sometidas a grandescargas o fuerzas. Una de sus principales aplicacioneses la unión de elementos de circuitos eléctricos. Porlo regular el metal de aporte se funde por medio deun cautín y fluye por capilaridad.

SOLDADURA FUERTE (BRAZING)• En esta soldadura se aplica también metal de aporte en estado
líquido, pero este metal, tiene su punto de fusión superior alos 430 ºC y menor que la temperatura de fusión del metalbase. Por lo regular se requiere de fundentes especiales pararemover los óxidos de las superficies a unir y aumentar lafluidez al metal de aporte.
• Algunos de los metales de aporte son aleaciones de cobre,aluminio o plata. Algunos de los más utilizados para lassoldaduras denominadas como fuertes son:�Cobre. Su punto de fusión es de 1083ºC.1�Bronces y latones con punto de fusión entre los 870 y 1100ºC.�Aleaciones de plata con temperaturas de fusión entre 630 y
845ºC.�Aleaciones de aluminio con temperaturas de fusión alrededor de
los 600ºC.

Ventajas respecto a la soldadura por fusión:1. Puede unirse cualquier metal2. Ciertos métodos para soldadura fuerte pueden
realizarse de forma rápida y consistente, lo que permite altas velocidades de los ciclos y la producción automatizada.
3. Algunos métodos permiten la soldadura simultanea de varias uniones.
4. Se aplica para unir partes de paredes delgadas.5. Se requiere menos calor y energía en la
soldadura por fusión.

Desventajas
1. La resistencia de la unión por lo general es menor que una unión por fusión del metal base.
2. Las altas temperaturas pueden debilitar una unión con soldadura fuerte.


Tipos de uniones
• Cinco tipos básicos de uniones para integrar dos partes de una junta: a) Empalmada, b) de esquina, c) superpuesta, d) en T y e) de bordes

Defectos de soldadura
�Cuarteaduras: Son interrupciones tipo fractura en la soldadura misma o en el metal base adyacente a la soldadura.
�Cavidades: incluyen defectos de porosidad y contracción. Los poros son gases atrapados en la solidificación.
�Inclusiones sólidas: son materiales sólidos no metálicos atrapados en el metal de la soldadura.

UNIONES ADHESIVAS
• es un proceso de unión en el cual se usa unmaterial de rellenado para mantener juntas dos(o más) partes muy cercanas mediante la fijaciónde la superficie. El material rellenador que unelas partes es el adhesivo, este material es un nometal generalmente un polímero.

ADHESIVOS
• Los adhesivos se consiguen en varias formas:�Líquido�Pasta�Solución�Emulsión�Polvo�Cinta�película
• Los adhesivos deben tener las siguientes propiedades:
�Resistencia ( al cortante y al desprendimiento)�Tenacidad�Resistencia a diversos fluidos y agentes químicos�Resistencia a la degradación ambiental, incluyendo
por calor y humedad�Capacidad de humedecer las superficies por unir

Tipos básicos de adhesivos
1. Adhesivos naturales2. Adhesivos inorgánicos3. Adhesivos orgánicos sintéticos

Adhesivos orgánicos sintéticos
• Por su resistencia, los adhesivos orgánicossintéticos son los más importantes en losprocesos de manufactura, en especial paraaplicaciones en partes sometidas a cargas.
Clasificación de los adhesivos orgánicos sintéticosa) Químicamente reactivosb) Sensibles a la presiónc) Por ser una sustancia que reacciona en caliente
o al ser fundidad) Evaporativos o por difusióne) En películas o cintaf) De unión retardadag) Conductores eléctricos y térmicos
Clasificación de los sistemas adhesivos
• Según sus características químicasa) Sistemas a base de epóxicob) Acrílicosc) Sistemas anaeróbicosd) Cianoacrilatose) Uretanosf) Siliconas
VENTAJAS DE LAS UNIONES ADHESIVAS
• Se realizan a temperatura ambiente o moderada(150ºC como máximo).
• No generan deformación ni tensiones residuales.• Posibilitan realizar uniones entre materiales
muy diferentes entre si (metales con cerámicos oplásticos con metales).
• Cuando se unen dos metales diferentes, lapresencia de la lámina adhesiva impide lacorrosión galvánica (el adhesivo es aislanteeléctrico).
DESVENTAJAS DE LAS UNIONES ADHESIVAS• Tienen una resistencia al calor limitada (los
adhesivos son plásticos que se ablandan por encima de los 100-200 ºC).
• Su resistencia mecánica es baja, especialmente ante esfuerzos de tracción.
• Su resistencia se deteriora con el tiempo como consecuencia de la presencia de humedad ambiental.
• Limitadas a uniones entre capas finas (en elementos metálicos).
