master profesional en optimizaciÓn de …uandesve.angelfire.com/surigato/taladrado1.pdf ·...
TRANSCRIPT
Master Profesional en OPTIMIZACIÓN DE PROCESOS
DE MECANIZADO
ESTUDIO AVAN DE
Torneado, fres
MODULO E
ZADO DE OPERACIONES MECANIZADO
ado, taladrado, roscado y rectificado
Coordinador del módulo:
Eduardo Castro Lázaro

Master Profesional en Optimización de Procesos de Mecanizado
ÍNDICE PARCIAL PARA LA OPERACIÓN DE TALADRADO
Página
Módulo E - Estudio avanzado de operaciones de mecanizado Página nº 2
1.- Introducción. 3 1.1.- ¿Por qué hablamos de optimización del taladrado?. 4 1.2.- ¿Cómo se desarrolla el proceso de taladrado?. 8 1.3.- Exigencias en el taladrado.
2.- Material de corte. 20 2.1.- Recubrimientos. 22 2.2.- Relación entre la geometría, el afilado de la broca
y el recubrimiento. 26 3.- Geometrías avanzadas. 35 4.- Condiciones de corte. 41 5.- Refrigerante. 52 6.- Desgaste de herramienta. 55 7.- Sistemas de sujeción de herramientas. 60
Master Profesional en Optimización de Procesos de Mecanizado
1.- Introducción Sí intentamos establecer un orden de prioridad de las operaciones de mecanizado más habituales, una aproximación válida sobre la base de la utilización de las herramientas de corte podría ser la siguiente:
Módulo E - Estudio avanzado de operaciones de mecanizado
Taladrado 30 % Torneado 20 % Fresado 16 % Roscado 15 % Tallado 6 % Escariado/lamado 5 % Brochado 4 % Otras 4 %
El taladrado y el roscado son operaciones de mecanizado consideradas complementarias de otras más importantes pinvertido, como el torneado y el fresado. Después de todo, sabmás del 70% de la viruta generada en la industria del mecanizad Este enfoque complementario y el valor añadido que proporciomecanizado de una pieza, nos obligan a conocer con precisiórelacionan la pieza con la herramienta de corte y por supuesto la La evolución del mecanizado por arranque de viruta se concenáreas de acción:
• Desarrollo de nuevos materiales de corte. • Mejor conocimiento de los mecanismos de formación d
herramienta. • Desarrollo de las máquinas-herramienta combinando
precisión y rigidez, sin olvidar el desarrollo de controles funciones de anticipación y suavización de la aceleración
• El entorno global de mecanizado. Ya sabemos que la actual utilización de las máquinas-herramiede las herramientas de corte. Las operaciones de desbaconstantemente y las paradas de máquina deben reducirsemecanizado sin problemas, al mismo tiempo que se proherramientas. En el caso del taladrado esto supone:
1º.- Altos promedios de penetración. 2º.- Buena calidad de agujeros (buena rugosidad, toleracorrecto). 3º.- Larga vida de la herramienta. 4º.- Excelente control y evacuación de la viruta.
oper
oper son
p(l=lo
Por lo tanto, no nos queda más remedio que buscar herramiebrocas y machos, que reúnan estos requisitos y que a su vresultados.
El 30% de las aciones de corte son
de taladrado.
El 80% de las aciones de taladrado para agujeros poco rofundos, l:d <5:1. ngitud, d =diámetro)
Página nº 3
que en muchos procesos son or el tiempo de mecanizado emos que el taladrado produce o.
nan en el proceso conjunto de n las variables principales que máquina-herramienta.
tra alrededor de las siguientes
e la viruta y del desgaste de la
altas prestaciones dinámicas, con tiempos bajos de proceso y .
ntas exige un alto rendimiento ste y acabado se combinan al mínimo en busca de un voca un cambio mínimo de
ncias ajustadas y un centrado
ntas de corte, en nuestro caso ez deriven en unos excelentes

Módulo E - Estudio avanzado de operaciones de mecanizado Página nº 4
Master Profesional en Optimización de Procesos de Mecanizado
El mecanizado de alta velocidad (MAV) responde como tendencia a esta evolución. Algunos autores han respondido a este concepto de mecanizado, empleando la denominación de mecanizado de alta velocidad de corte, mecanizado de alta velocidad de giro, mecanizado de altos avances, mecanizado de alta velocidad de giro y alto avance, mecanizado de alta productividad, lo más habitual es que exista por parte de los técnicos de fabricación, " una asociación clara del mecanizado de alta velocidad con una optimización del proceso de arranque de material basado en la reducción del tiempo y los costes mejorando la calidad superficial ". Lo que esta claro es que el mecanizado de alta velocidad, exige un análisis estricto sobre los factores que nos permitirán responder a las exigencias de economía del proceso, calidad superficial y tolerancias, es decir:
• Prestaciones de máquina. • Materiales de herramienta. • Geometría de corte. • Condiciones de corte. • Estrategias óptimas de mecanizado.
Antes de continuar, recordemos que existe una opción previa al taladrado de alta velocidad, que los técnicos deberían analizar para su posible aplicación. Esta opción se basa en la optimización del taladrado mediante una mejor utilización de las prestaciones de la maquina. En muchos casos, los usuarios no han utilizado todavía la gama de avances y de giro del husillo que su centro de mecanizado les ofrece, y esta actitud debe provocar dos cuestiones:
• ¿Por qué no se plantean cambiar los portapinzas, brocas, y técnicas de refrigeración, para intentar optimizar las posibilidades de la maquina, manteniendo los niveles de vida de la herramienta y calidad del agujero?.
• ¿Tenemos una productividad potencial sin explotar?.
En muchos casos la respuesta a estas preguntas nos invitarán a plantearnos esa optimización y será a partir de ese momento cuando se hará recomendable el estudio de la viabilidad del taladrado de alta velocidad como técnica innovadora, productiva y competitiva para mecanizar agujeros. 1.1.- ¿Por qué hablamos de optimización del taladrado?. Si seguimos con el planteamiento anterior, podemos devolver como respuesta a esta interesante pregunta, la siguiente cuestión, ¿nos interesa reducir el tiempo de mecanizado, y conseguir una excelente precisión dimensional, geométrica y superficial en el mecanizado de agujeros?. No hay duda, debemos seguir optimizando el proceso de taladrado mediante la combinación pieza-herramienta-máquina y la velocidad de corte óptima, lo que nos llevará hasta la obtención de:
Menor tiempo de fabricación. Menor coste de producción. Alta eliminación de material Mayor calidad superficial. Temperaturas más bajas en la pieza.
Módulo E - Estudio avanzado de operaciones de mecanizado Página nº 5
Master Profesional en Optimización de Procesos de Mecanizado
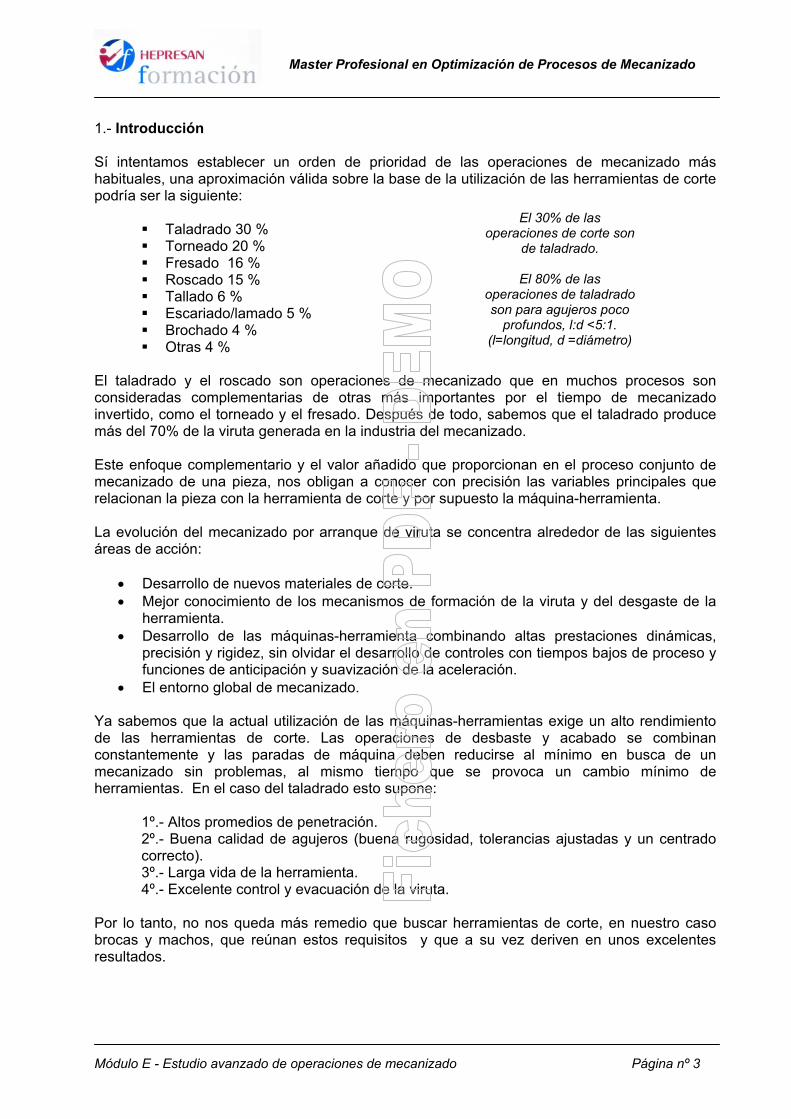
No se debe pensar que el taladrado de alta velocidad es simplemente rotación del husillo, es algo más, también se requieren en la máquina características funcionales y dimensionales diferentes, p.e.: en el taladrado se genera un esfuerzo axial que junto con la velocidad de giro, exige rodamientos en el husillo capaces de dar respuesta a ambos factores. En la práctica, el taladrado de alta velocidad se utiliza principalmente en el mecanizado del aluminio, quedando en estos momentos limitado en la mayoría de los casos, en cuanto al rango de velocidad de corte y avance se refiere, por las máquinas-herramienta utilizadas. En cuanto a otros materiales las limitaciones vienen impuestas por la resistencia del material (acero) y por su estructura (fundición). Es conveniente que empecemos a limitar la zona de acción del taladrado convencional respecto al desarrollado en alta velocidad. Recordemos que el taladrado de alta velocidad, se desarrolla en al zona comprendida entre valores de velocidad de corte 150 a 500 m/min. (figura 2).
A partir de aquí, puede observarse como los usuarios de mecanizado empiezan a exigir al taladrado de alta velocidad, la posibilidad de taladrar en función del material de la pieza con avances entre tres y diez veces la gama convencional, lo que tiene como resultado altas velocidades del husillo. Hasta este momento, en otras operaciones como el fresado, cualquier aumento de velocidad puede tratarse aumentando el numero de pasadas y su profundidad de corte, reduciendo además el esfuerzo global del proceso. Pues bien, en el taladrado ese incremento de velocidad no puede derivarse en mas pasadas, la trayectoria de la broca es la misma, lo hagamos a velocidad alta o convencional. Por lo tanto, el problema realmente reside en la respuesta que debemos dar al incremento de la velocidad y del avance, ¿cómo disminuimos la incidencia del calor generado y conseguimos una correcta evacuación de la viruta a medida que la broca va conformando el agujero?.
Rango Convencional Rango Alta Velocidad
Figura 2.
Velocidad de corte, vc [m/min]
1 10 100 1000
Taladrado
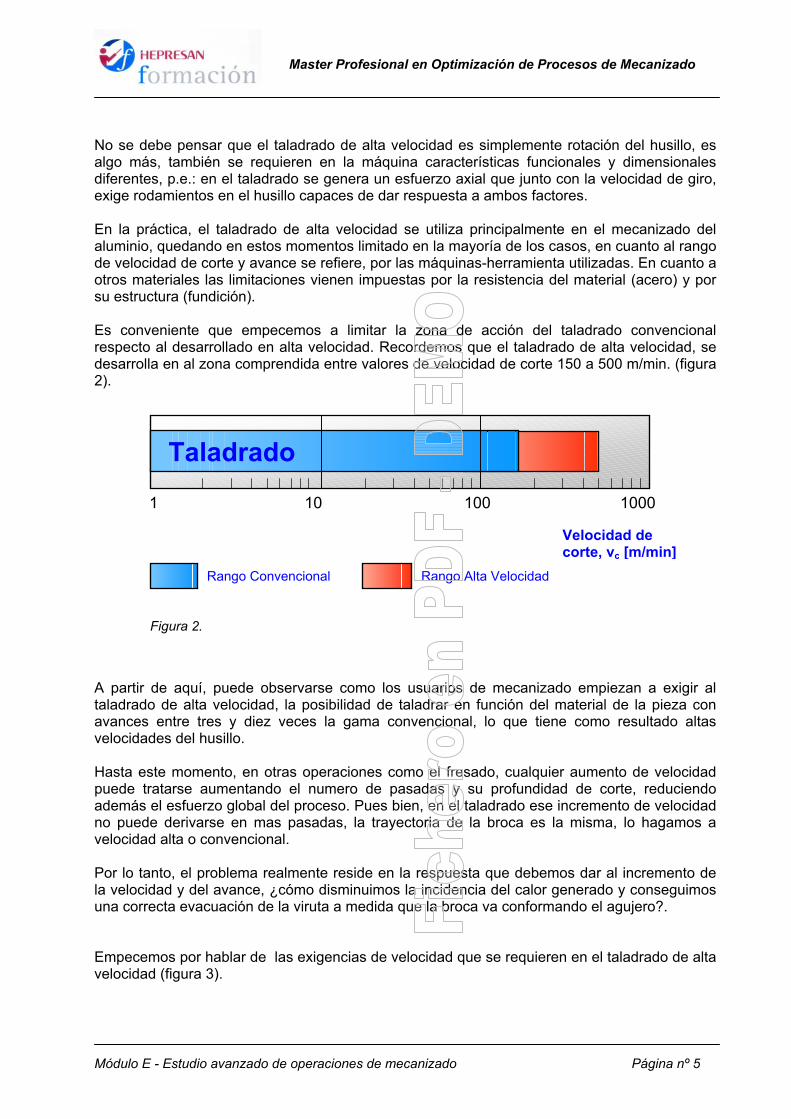
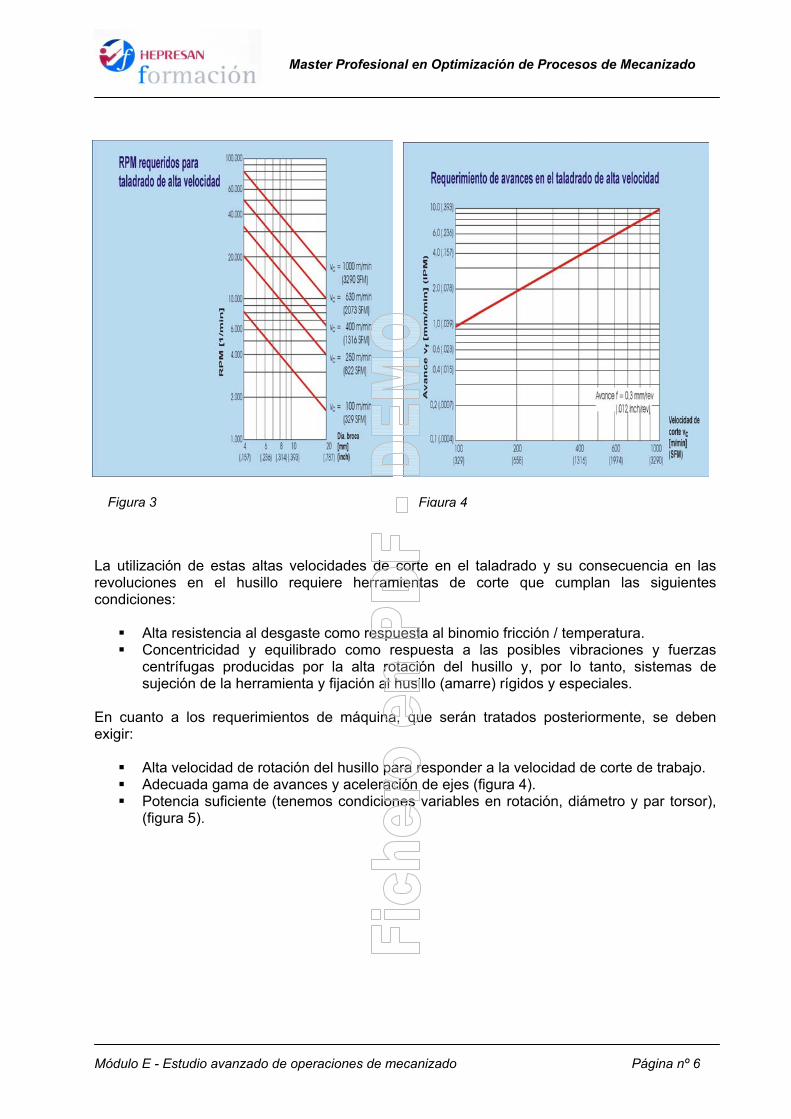
Empecemos por hablar de las exigencias de velocidad que se requieren en el taladrado de alta velocidad (figura 3).
Master Profesional en Optimización de Procesos de Mecanizado
La utilización de estas altas velocidades de corevoluciones en el husillo requiere herramiecondiciones:
Alta resistencia al desgaste como respues Concentricidad y equilibrado como res
centrífugas producidas por la alta rotacsujeción de la herramienta y fijación al hu
En cuanto a los requerimientos de máquina, qexigir:
Alta velocidad de rotación del husillo para Adecuada gama de avances y aceleració Potencia suficiente (tenemos condiciones
(figura 5).
Figura 3
Módulo E - Estudio avanzado de operaciones de mec
Figura 4
rte en el taladrado y su consecuencia en las ntas de corte que cumplan las siguientes
ta al binomio fricción / temperatura. puesta a las posibles vibraciones y fuerzas ión del husillo y, por lo tanto, sistemas de
sillo (amarre) rígidos y especiales.
ue serán tratados posteriormente, se deben
responder a la velocidad de corte de trabajo. n de ejes (figura 4). variables en rotación, diámetro y par torsor),
anizado Página nº 6
Master Profesional en Optimización de Procesos de Mecanizado
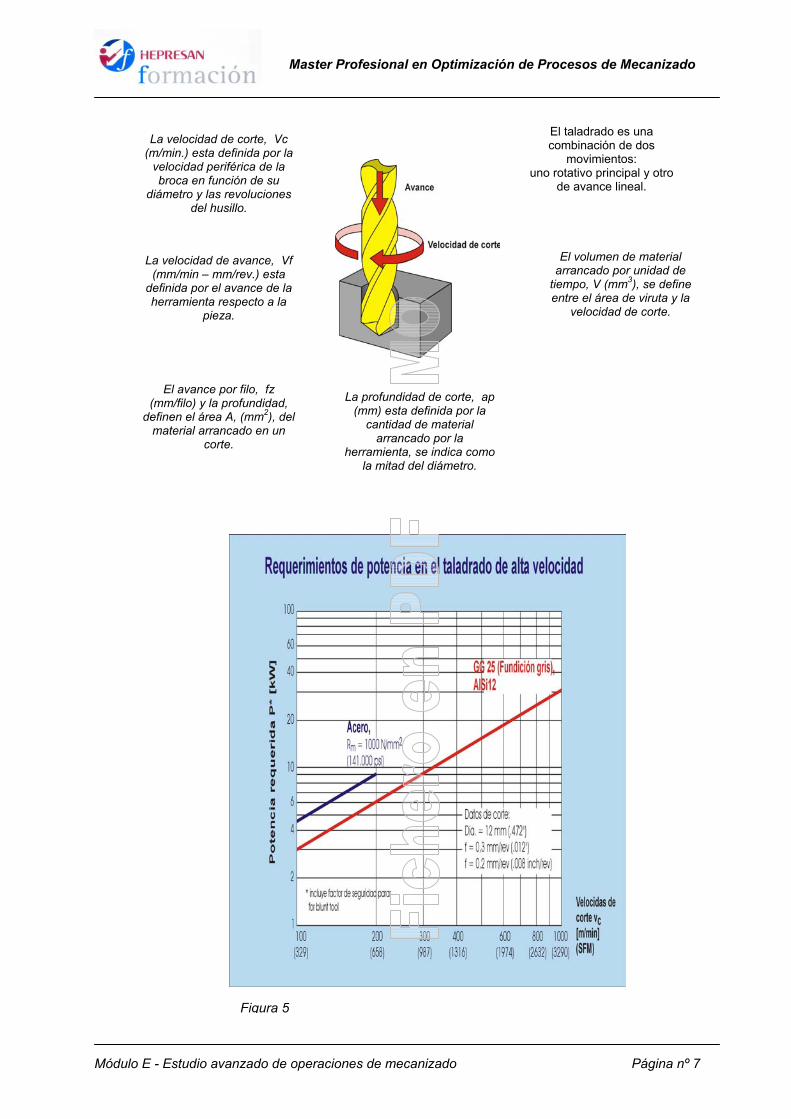
La profundidad de corte, ap (mm) esta definida por la
cantidad de material arrancado por la
herramienta, se indica como la mitad del diámetro.
El taladrado es una combinación de dos
movimientos: uno rotativo principal y otro
de avance lineal.
La velocidad de corte, Vc (m/min.) esta definida por la
velocidad periférica de la broca en función de su
diámetro y las revoluciones del husillo.
El volumen de material arrancado por unidad de
tiempo, V (mm3), se define entre el área de viruta y la
velocidad de corte.
La velocidad de avance, Vf (mm/min – mm/rev.) esta
definida por el avance de la herramienta respecto a la
pieza.
El avance por filo, fz
(mm/filo) y la profundidad, definen el área A, (mm2), del
material arrancado en un corte.
Módulo E - Estudio avan
Figura 5
zado de operaciones de mecanizado Página nº 7
Módulo E - Estudio av
Master Profesional en Optimización de Procesos de Mecanizado
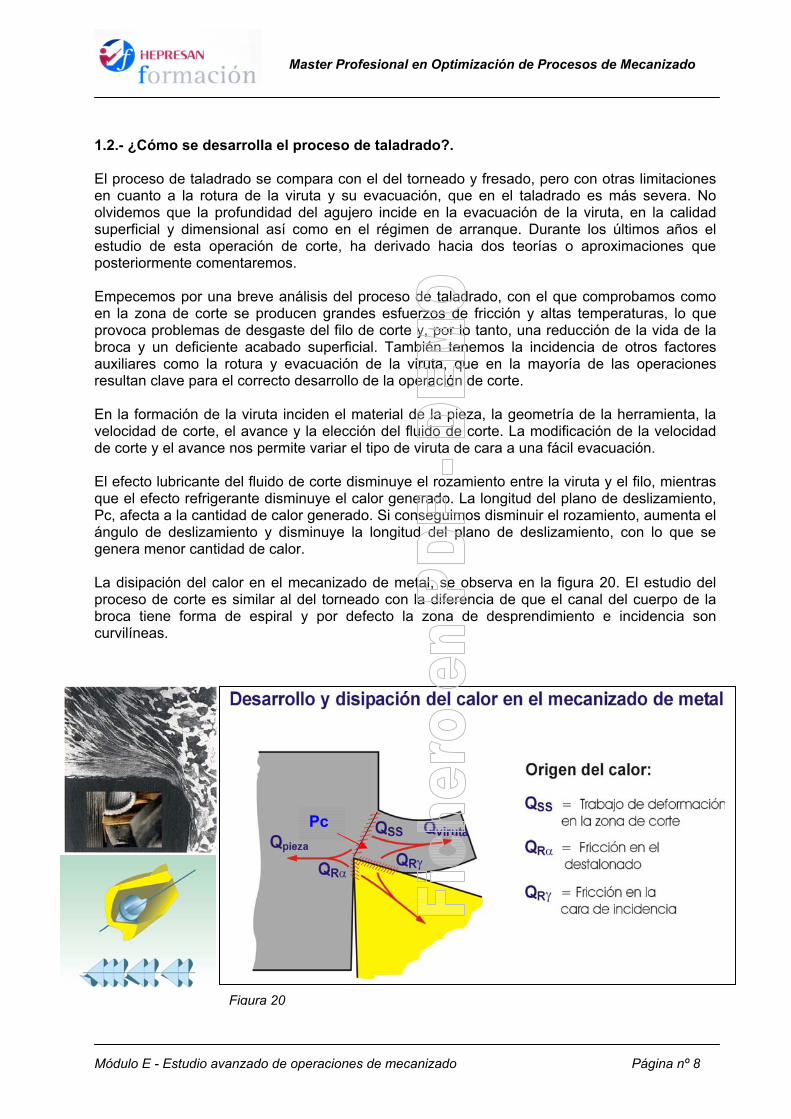
1.2.- ¿Cómo se desarrolla el proceso de taladrado?. El proceso de taladrado se compara con el del torneado y fresado, pero con otras limitaciones en cuanto a la rotura de la viruta y su evacuación, que en el taladrado es más severa. No olvidemos que la profundidad del agujero incide en la evacuación de la viruta, en la calidad superficial y dimensional así como en el régimen de arranque. Durante los últimos años el estudio de esta operación de corte, ha derivado hacia dos teorías o aproximaciones que posteriormente comentaremos. Empecemos por una breve análisis del proceso de taladrado, con el que comprobamos como en la zona de corte se producen grandes esfuerzos de fricción y altas temperaturas, lo que provoca problemas de desgaste del filo de corte y, por lo tanto, una reducción de la vida de la broca y un deficiente acabado superficial. También tenemos la incidencia de otros factores auxiliares como la rotura y evacuación de la viruta, que en la mayoría de las operaciones resultan clave para el correcto desarrollo de la operación de corte. En la formación de la viruta inciden el material de la pieza, la geometría de la herramienta, la velocidad de corte, el avance y la elección del fluido de corte. La modificación de la velocidad de corte y el avance nos permite variar el tipo de viruta de cara a una fácil evacuación. El efecto lubricante del fluido de corte disminuye el rozamiento entre la viruta y el filo, mientras que el efecto refrigerante disminuye el calor generado. La longitud del plano de deslizamiento, Pc, afecta a la cantidad de calor generado. Si conseguimos disminuir el rozamiento, aumenta el ángulo de deslizamiento y disminuye la longitud del plano de deslizamiento, con lo que se genera menor cantidad de calor. La disipación del calor en el mecanizado de metal, se observa en la figura 20. El estudio del proceso de corte es similar al del torneado con la diferencia de que el canal del cuerpo de la broca tiene forma de espiral y por defecto la zona de desprendimiento e incidencia son curvilíneas.
Pc
Figura 20
anzado de operaciones de mecanizado Página nº 8
Módulo E -
Master Profesional en Optimización de Procesos de Mecanizado
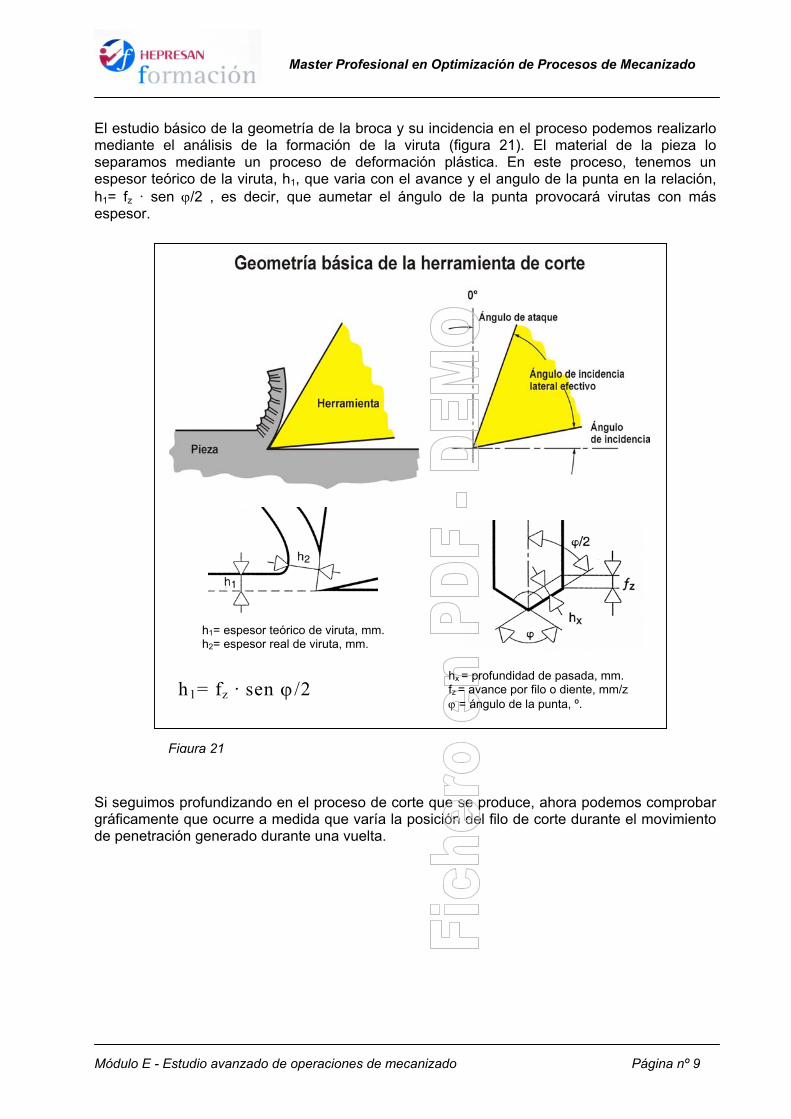
El estudio básico de la geometría de la broca y su incidencia en el proceso podemos realizarlo mediante el análisis de la formación de la viruta (figura 21). El material de la pieza lo separamos mediante un proceso de deformación plástica. En este proceso, tenemos un espesor teórico de la viruta, h1, que varia con el avance y el angulo de la punta en la relación, h1= fz · sen ϕ/2 , es decir, que aumetar el ángulo de la punta provocará virutas con más espesor. Si seguimográficamende penetra
h1= fz · sen ϕ /2 hx = profundidad de pasada, mm. fz = avance por filo o diente, mm/z ϕ = ángulo de la punta, º.
h1= espesor teórico de viruta, mm. h2= espesor real de viruta, mm.
Figura 21
Estudio avanzado de operaciones de mecanizado Página nº 9
s profundizando en el proceso de corte que se produce, ahora podemos comprobar te que ocurre a medida que varía la posición del filo de corte durante el movimiento ción generado durante una vuelta.
Master Profesional en Optimización de Procesos de Mecanizado
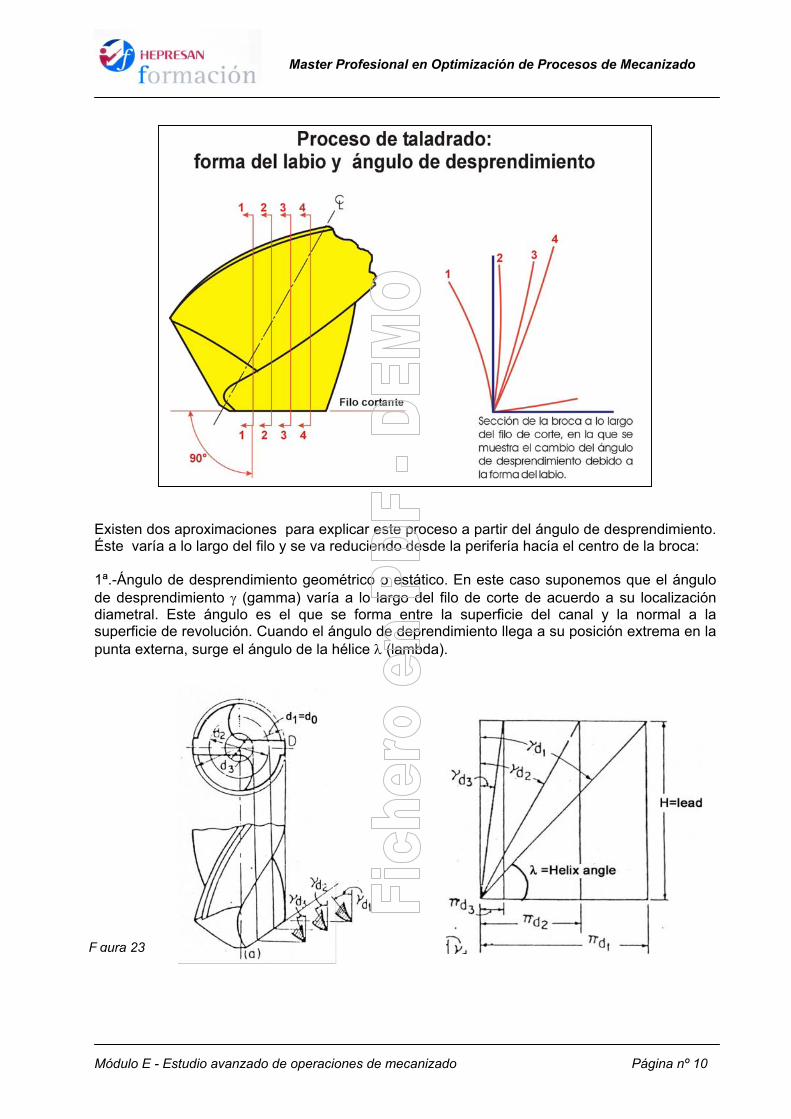
Existen dos aproximaciones para explicar este proceso a partir del ángulo de desprendimiento. Éste varía a lo largo del filo y se va reduciendo desde la perifería hacía el centro de la broca: 1ª.-Ángulo de desprendimiento geométrico o estático. En este caso suponemos que el ángulo de desprendimiento γ (gamma) varía a lo largo del filo de corte de acuerdo a su localización diametral. Este ángulo es el que se forma entre la superficie del canal y la normal a la superficie de revolución. Cuando el ángulo de deprendimiento llega a su posición extrema en la punta externa, surge el ángulo de la hélice λ (lambda).
Módulo E - Estudio avanzado de operaciones de mecanizado Página nº 10
iF gura 23
Módulo E - Estudio avanzado de operaciones de mecanizado Página nº 11
Master Profesional en Optimización de Procesos de Mecanizado
Si tenemos en cuenta las variaciones del ángulo del desprendimiento según el eje x, dx, tenemos que:
tan γx (lateral) = ( dx / do ) · tan λ ; donde; λ = ángulo de la hélice.
do = diámetro nominal de la broca. La relación gráfica y geométrica puede analizarse en la siguiente figura, donde vemos como el ángulo de desprendimiento ortogonal es de 28 º cerca de la periferia y va cambiando a medida que avanzamos hacia el centro hasta 12º y –15º respecto al centro de la broca, llegando a se de – 56º en el filo transversa (ver figura ).
El ángulo de desprendimiento ortogonal, es decir,normal al labio de corte, varía a lo largo deldiámetro de la broca y podemos expresarlo así:
tan γx (ortogonal) = [( dx / do ) · tan λ] / sen ρ/2 ;
donde; λ = ángulo de la hélice. do = diámetro nominal de la broca.
ρ = ángulo de la punta.

Master Profesional en Optimización de Procesos de Mecanizado
2ª.-Ángulo de desprendimiento efectivo o dinámico. En este caso suponemos que el ángulo de desprendimiento γ (gamma) varía a lo largo del filo de corte de acuerdo al avance o movimiento axial de la broca. El filo de corte se mueve a lo largo de una trayectoria en espiral, que inclina el vector del avance mediante un ángulo η (eta) desde la horizontal (ángulo de ataque), entonces:
tan η = f / π · d ;
donde; f = avance de corte Así mismo el ángulo de desprendimiento efectivo será: γe = γ ortho + η ; γe = γ xe ;
Con el incremento del avance, aumentamos el ángulo η y el ángulo de desprendimiento efectivo γe. Al girar el ángulo de avance la viruta se aleja del movimiento ortogonal, es decir, el flujo de la viruta no es normal al filo de corte. Cerca del núcleo, existe una incidencia más positiva y una tendencia al astillado. Este incremento del avance, también ayuda al proceso de formación de la viruta, pues incide tanto en el ángulo de desprendimiento como en el ángulo de la hélice.
El ángulo de incidencia, α (alpha), describe el otro lado del filo de corte. Surge porque en algún punto del labio se forma entre la tangente a la cara de incidencia y la tangente a la superficie de revolución. En el caso de condición dinámica, tenemos que:
α e (efectivo) = α - η ;
donde; η = ángulo de avance. Si incrementamos el avance, el ángulo η aumenta y el ángulo de incidencia efectivo, α e, se reduce, siendo esta reducción mayor hacía el centro, lo que tendremos que contrarrestar durante el proceso de obtención de la superficie de incidencia, asegurándonos que el ángulo de incidencia aumenta desde la periferia hacia el centro, de cara a evitar el rozamiento entre la
Módulo E - Estudio avanzado de operaciones de mecanizado Página nº 12

studio avanzado de operaciones de mecanizado
Master Profesional en Optimización de Procesos de Mecanizado
herramienta y el principio de la pared cónica del agujero. No olvidemos por tanto que α e nunca debe alcanzar un valor negativo.
Si la punta no corta el material, la presión y el rozamiento generan una deformEsta presión provoca un esfuerzo axial (figura 24).
Un ángulo de incidencia insu-ficiente hace que la broca roce enla parte trasera del filo cortante.Como consecuencia la broca tieneque trabajar más, generándosecalor e incrementándose elempuje axial. Esto empeora lacalidad del agujero y puedeprovocar la rotura de la broca.
Un ángulo de incidencia excesivo provoca una falta de apoyo en la parte de atrás del filo cortante, lo que se traduce en un desgaste rápido y por consiguiente, una vida de la herramienta más corta pese a la libertad de corte inicial. El ángulo de incidencia promedio para usos generales es de 8 a 12º.
Módulo E - E
Figura 22
ación plástica.
Figura 24
Página nº 13
Módulo E - Estudio avanzado de operaciones de mecanizado
Master Profesional en Optimización de Procesos de Mecanizado
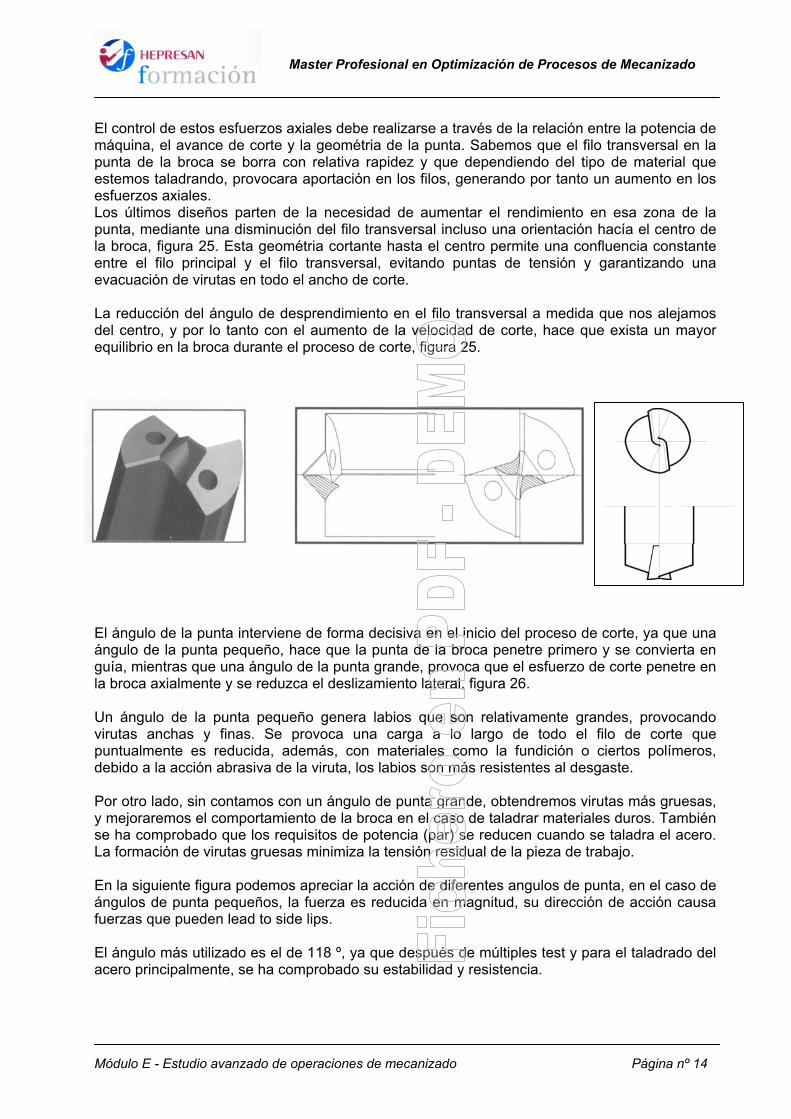
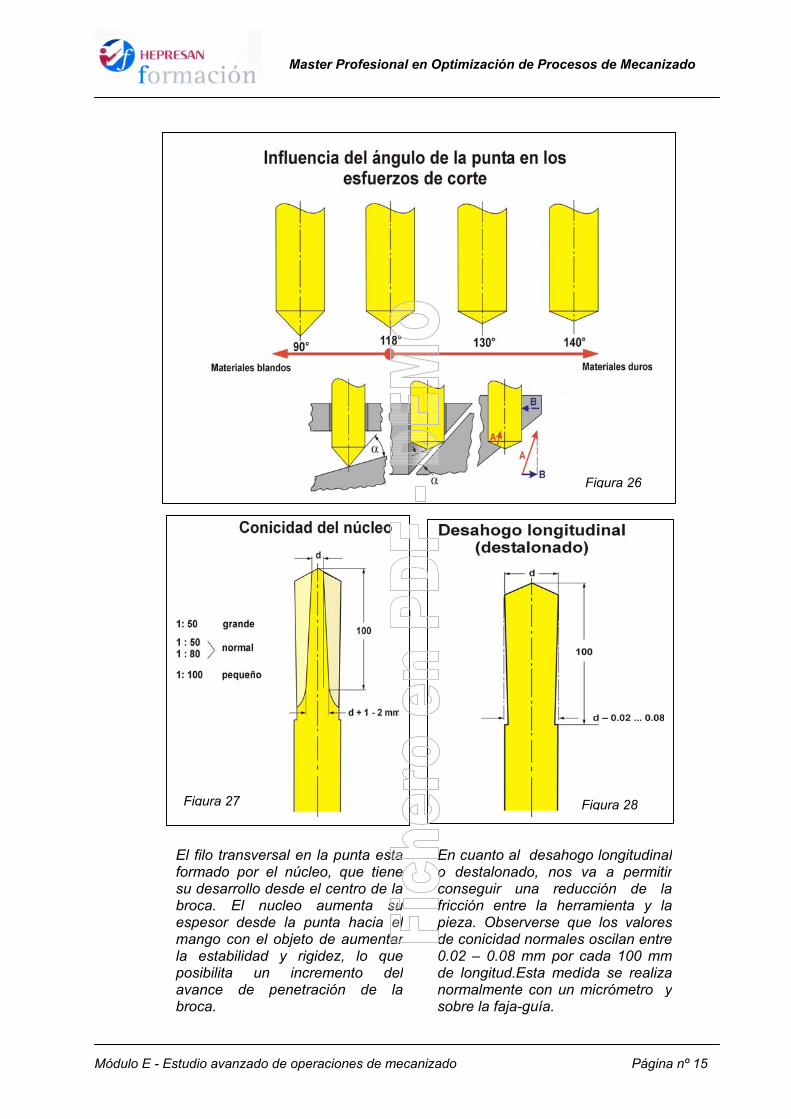
El control de estos esfuerzos axiales debe realizarse a través de la relación entre la potencia de máquina, el avance de corte y la geométria de la punta. Sabemos que el filo transversal en la punta de la broca se borra con relativa rapidez y que dependiendo del tipo de material que estemos taladrando, provocara aportación en los filos, generando por tanto un aumento en los esfuerzos axiales. Los últimos diseños parten de la necesidad de aumentar el rendimiento en esa zona de la punta, mediante una disminución del filo transversal incluso una orientación hacía el centro de la broca, figura 25. Esta geométria cortante hasta el centro permite una confluencia constante entre el filo principal y el filo transversal, evitando puntas de tensión y garantizando una evacuación de virutas en todo el ancho de corte. La reducción del ángulo de desprendimiento en el filo transversal a medida que nos alejamos del centro, y por lo tanto con el aumento de la velocidad de corte, hace que exista un mayor equilibrio en la broca durante el proceso de corte, figura 25. El ángulo de la punta interviene de forma decisiva en el inicio del proceso deángulo de la punta pequeño, hace que la punta de la broca penetre primeroguía, mientras que una ángulo de la punta grande, provoca que el esfuerzo dela broca axialmente y se reduzca el deslizamiento lateral, figura 26. Un ángulo de la punta pequeño genera labios que son relativamente granvirutas anchas y finas. Se provoca una carga a lo largo de todo el fpuntualmente es reducida, además, con materiales como la fundición o cdebido a la acción abrasiva de la viruta, los labios son más resistentes al desg Por otro lado, sin contamos con un ángulo de punta grande, obtendremos viruy mejoraremos el comportamiento de la broca en el caso de taladrar materialese ha comprobado que los requisitos de potencia (par) se reducen cuando seLa formación de virutas gruesas minimiza la tensión residual de la pieza de tra En la siguiente figura podemos apreciar la acción de diferentes angulos de puángulos de punta pequeños, la fuerza es reducida en magnitud, su direcciónfuerzas que pueden lead to side lips. El ángulo más utilizado es el de 118 º, ya que después de múltiples test y paacero principalmente, se ha comprobado su estabilidad y resistencia.
Página nº 14corte, ya que una y se convierta en corte penetre en
des, provocando ilo de corte que iertos polímeros, aste.
tas más gruesas, s duros. También taladra el acero. bajo.
nta, en el caso de de acción causa
ra el taladrado del
Master Profesional en Optimización de Procesos de Mecanizado
Módulo E - E
El filo transversal en la punta estaformado por el núcleo, que tienesu desarrollo desde el centro de labroca. El nucleo aumenta suespesor desde la punta hacia elmango con el objeto de aumentarla estabilidad y rigidez, lo queposibilita un incremento delavance de penetración de labroca.
studio avanzado de operaciones de mecaniz
En cuanto al desahogo longitudinalo destalonado, nos va a permitirconseguir una reducción de lafricción entre la herramienta y lapieza. Observerse que los valoresde conicidad normales oscilan entre0.02 – 0.08 mm por cada 100 mmde longitud.Esta medida se realizanormalmente con un micrómetro ysobre la faja-guía.
ado
Figura 26
Figura 27
Figura 28Página nº 15

Master Profesional en Optimización de Procesos de Mecanizado
Una vez analizados los diferentes elementos geométricos de la broca y su incidencia en el proceso de corte, solo nos queda hablar sobre los esfuerzos de corte, su origen e incidencia en el mismo. La fuerza especifica de corte, kc (N/mm2), es la fuerza tangencial de corte necesaria para cortar viruta con una sección de un milímetro cuadrado o la fuerza efectiva de corte dividida por el área teórico de viruta. Se obtiene de tablas donde se relacionan el material de la pieza, el ángulo de desprendimiento y el espesor medio de viruta. A medida que el ángulo de desprendimiento se hace más positivo y aumenta el espesor medio de viruta, las fuerzas específicas de corte diminuyen. Normalmente se establece una disminución de un 1-1.5% por cada grado que se incrementa el ángulo de desprendimiento.
Módulo E - E
Las partes activas de la broca serán las que más sufren el efecto de las diferentes fuerzas de corte, por lo tanto hay que observar el filo de corte, la punta, la formación de la viruta y las guías de la periferia de la broca (figura 29). Como variamaterial de partir de aqella operan más importa
1º.- La fu, entendi Su princiavance. principal de posici
studio avanzado de operaciones de mecanizado Pá
bles principales previas al estudio de las fuerzas de corte, debemos la pieza, la profundidad de corte, el avance y la geometría de la herrauí, y utilizando como zona de estudio el área teórica de viruta, las fuerzse descomponen en las direcciones tangencial, radial y axial. Las considnte que deben tenerse en cuenta son:
erza de avance o presión de taladrado, Fp (N), es la suma de las fuerzda como el producto del numero de filos y la fuerza axial de corte por filo,
pal incidencia se encuentra en el diseño del husillo en cuanto rigidez y pRecordemos que el ángulo de posición o presión se forma entre el fily la pieza, pues bien, la fuerza de avance Fp, aumenta con el aumento ón.
Figura 29
gina nº 16
analizar el mienta. A as que en eraciones
as axiales (Fpi).
otencia de o de corte del ángulo
Master Profesional en Optimización de Procesos de Mecanizado
2º.- La fuerza tangencial o principal de corte, Fc (N), entendida como el producto del número de filos y la fuerza tangencial por filo, da lugar al par de torsión P (Nm). Si el par torsor es la suma del momento de cada filo, el momento total de taladrado al que se ve expuesto la broca, es el producto de las fuerzas de corte tangenciales y el radio hasta el punto central del área de viruta, Ra. 3º.- Un aumento en el avance da como resultado un aumento en el espesor de la viruta y por lo tanto proporciona una fuerza de corte menor, al mismo tiempo el área de la viruta aumenta y por lo tanto aumenta el avance total lo que provoca una fuerza tangencial y un par de torsión mayor. Si aumentamos el ángulo de la punta, se aumenta el espesor de viruta, y como consecuencia la fuerza tangencial y el par se reducirán como resultado de un valor Kc menor.
Módul
Finalmente cabe recordar, que el cálculo de la potencia de taladrado N (kW) puede plantearse como el producto del momento de la broca y su velocidad angular.
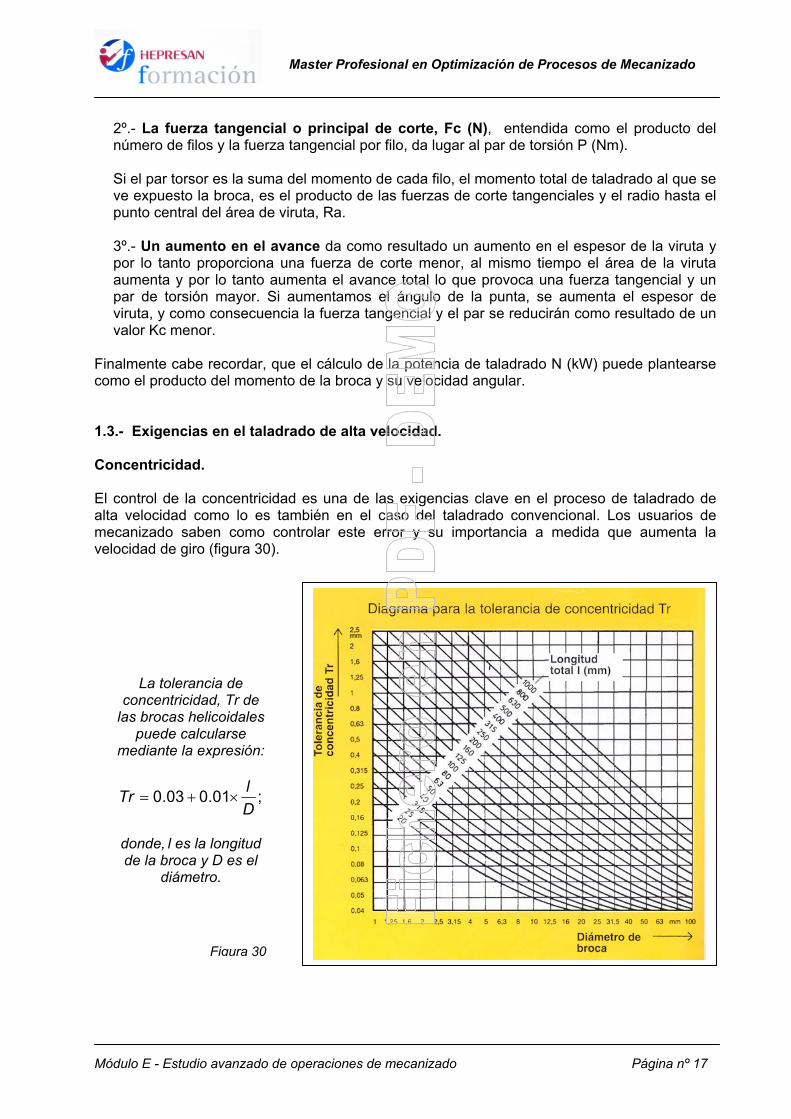
1.3.- Exigencias en el taladrado de alta velocidad. Concentricidad. El control de la concentricidad es una de las exigencias clave en el proceso de taladrado de alta velocidad como lo es también en el caso del taladrado convencional. Los usuarios de mecanizado saben como controlar este error y su importancia a medida que aumenta la velocidad de giro (figura 30).
colas
me
Tr
dod
La tolerancia de ncentricidad, Tr de brocas helicoidales puede calcularse diante la expresión:
;01.003.0Dl
×+=
nde, l es la longitud
e la broca y D es el diámetro.
o E - Estudio
Figura 30avanzado de operaciones de mecanizado Página nº 17
Master Profesional en Optimización de Procesos de Mecanizado
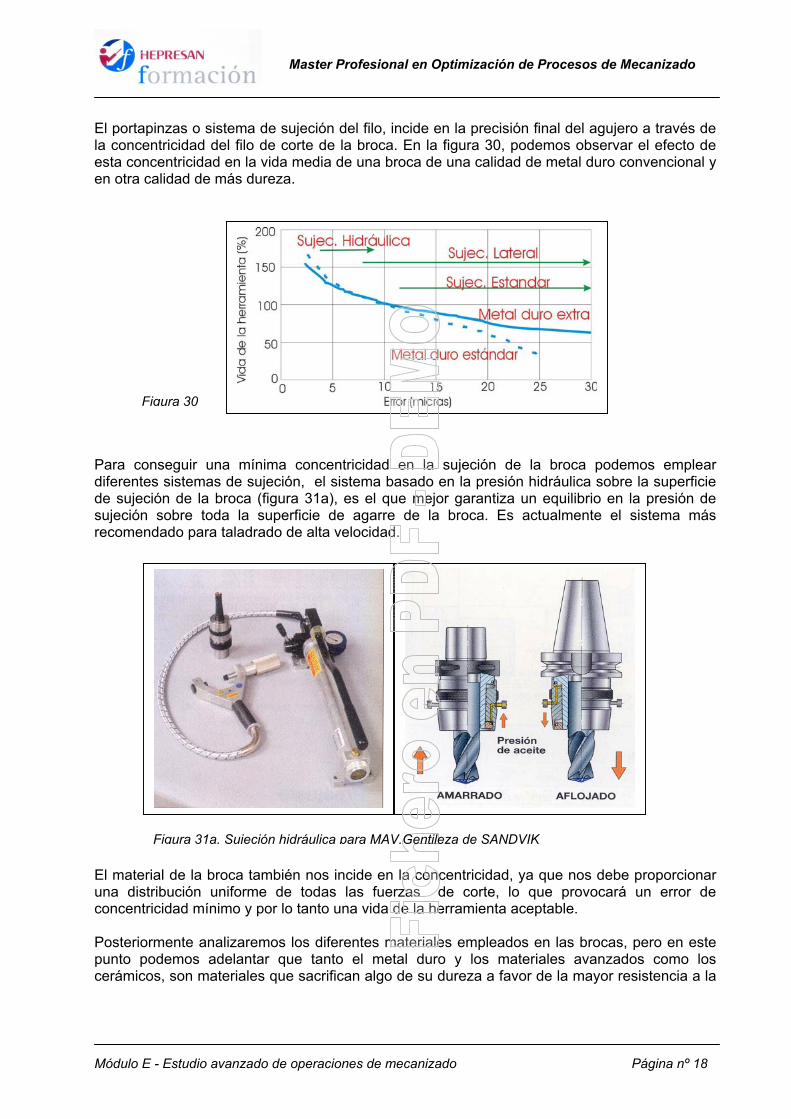
El portapinzas o sistema de sujeción del filo, incide en la precisión final del agujero a través de la concentricidad del filo de corte de la broca. En la figura 30, podemos observar el efecto de esta concentricidad en la vida media de una broca de una calidad de metal duro convencional y en otra calidad de más dureza. Para conseguir unadiferentes sistemas dde sujeción de la brosujeción sobre toda recomendado para ta
El material de la brocuna distribución unifconcentricidad mínim Posteriormente analizpunto podemos adecerámicos, son mater
Figura 31a. S
Módulo E - Estudio ava
Figura 30
mínima concentricidad en la sujeción de la broca podemos emplear e sujeción, el sistema basado en la presión hidráulica sobre la superficie ca (figura 31a), es el que mejor garantiza un equilibrio en la presión de la superficie de agarre de la broca. Es actualmente el sistema más
ladrado de alta velocidad.
a también nos incide en la concentricidad, ya que nos debe proporcionar orme de todas las fuerzas de corte, lo que provocará un error de o y por lo tanto una vida de la herramienta aceptable.
aremos los diferentes materiales empleados en las brocas, pero en este lantar que tanto el metal duro y los materiales avanzados como los iales que sacrifican algo de su dureza a favor de la mayor resistencia a la
ujeción hidráulica para MAV.Gentileza de SANDVIK
nzado de operaciones de mecanizado Página nº 18

Master Profesional en Optimización de Procesos de Mecanizado
fricción y por lo tanto al calor generado a ese régimen de velocidad, lo que favorece su comportamiento en la uniformidad de los esfuerzos de corte Hasta ahora las pruebas que se han realizado, plantean la efectividad y éxito del proceso de taladrado de alta velocidad, a partir de un error total de concentricidad no superior a 15/20 µm. Este error esta formado por la suma del error de concentricidad de los componentes que intervienen en el proceso:
• MAQUINA (husillo). • SISTEMA DE AMARRE (portapinzas). • HERRAMIENTA (broca)
Módulo E -
El error total de concentricidad lo podemos obtener mediante la observación del error según la relación que existe entre (figura 31b):
Actualmende entradade componestán ofrecdebemos psujeción au Ya existenratifican co
-
- - -
Y por últimplan de repodemos m
husil
porta
husillo
+ lo/portabrocas
+
brocas/broca
+
broca.
Estudio avanzado de operaciones de mecanizado
te los husillos desarrollados actualmente para máquin niveles de error reducidos y por lo tanto proporcionan entes, principalmente la broca. Si además valoramos iendo niveles de precisión en concentricidad compreensar que la mayor parte del error esta provocado porxiliares.
pruebas del error provocado por los diferentes simo posible fuente principal del error de concentricidad,
Portapinzas de alta calidad de sujeción lateral (side-lµm. Portapinzas de alta calidad (Collet chuck), error de 11 Portapinzas de baja calidad, error de 30 µm. Portapinzas hidráulicos, error de 3 a 9 µm.
o, lo que no debe olvidarse, ya que se hace con frecvisión y mantenimiento futuro que tengamos en nuest
inimizar el error provocado por la combinación husillo
Figura 31bPágina nº 19
as de alta velocidad, ofrecen un cierto margen para el resto que los fabricantes de brocas ndidos entre las 0.5-2.5 µm,
los portapinzas y sistemas de
stemas de sujeción, que los por ejemplo:
ock toolholder), error de 8-12
µm.
uencia, es que en función del ra máquina de alta velocidad, / portapinzas.

Master Profesional en Optimización de Procesos de Mecanizado
2.- Material de corte. En la figura 32, podemos apreciar la incidencia de cada uno de los materiales de corte utilizados en estos momentos. Sin duda la estrella es el metal duro, pero sin olvidar al eterno acero rápido. Las brocas se fabrican principalmente de metal duro y de acero rápido con diferentes aleaciones de tungsteno, vanadio y molibdeno. Los recubrimientos exteriores en base a TiN, Ti2N, TiCN, TiAlN, TiAlCN y WC/C, aportan el control del desgaste y aumento de tenacidad exigidos por los diferentes materiales mecanizar. Como ejemplo de referencia, podemos hacer una primera aproximación a la influencia de los elementos aleados en el acero rápido (HSS) y su posterior incidencia en la resistencia al desgaste, tenacidad y otras propiedades (figura 33), posteriormente podemos ver la aplicación real en la utilización del HSS por parte de un determinado fabricante de herramientas de corte de precisión (figura 38).
Utilización de materiales de corte
Metal duro 55%
CBN3%
Diamante policristalino
2%
Cerámicas 5%
Cermets10%
Aceros rápidos
30%
Módulo E - Estudio avanzado de
operaciones de mecanizadoFigura 32
Figura 33
Página nº 20
Master Profesional en Optimización de Procesos de Mecanizado
Si nos centramos en el taladrado de alta velocidad, sabemos que por el hecho de trabajar a mayor velocidad, la fricción entre el filo de corte y la pieza aumenta y por lo tanto el calor generado en la zona de corte también aumenta. Esto nos obliga a elegir una broca para taladrar en alta velocidad, no solo en función de su dureza incluida la resistencia al calor, sino su dureza a alta temperatura. Aquí es donde se encuentra una de las mayores limitaciones del acero rápido. Por lo tanto, el usuario de alta velocidad debe dirigir su elección hacia un determinado carburo de tungsteno sólido en calidades que aseguren su utilización en alta temperatura, dejando inicialmente al margen al acero rápido. En agujeros de pequeña profundidad, el movimiento de la broca a alta velocidad, disminuye el efecto del calor generado, ya que no hay tiempo suficiente para la transmisión del calor. Como resultado del aumento proporcional de la velocidad y por lo tanto del avance, tenemos un tiempo de ejecución más pequeño. La herramienta entra y sale del agujero más rápidamente lo que disminuye la cantidad de energía del proceso que es convertida en calor. La resistencia al calor cobra una importancia vital a medida que los agujeros a taladrar son más profundos, ya que cuando la profundidad del agujero aumenta, se llega a valores donde el movimiento de alta velocidad, no puede evitar el incremento de temperatura, y por lo tanto tendremos que prestar mucha atención a las características de la broca para evitar ese efecto. Hay materiales de herramientas con mejores prestaciones de dureza que el metal duro en altas temperaturas, principalmente materiales cerámicos, su evolución es rápida pero todavía no ofrecen una respuesta competitiva en el taladrado de alta velocidad. El principal problema con el que se encuentran las empresas es la falta de máquinas-herramienta con capacidades en velocidad y rigidez suficientes, que permitan aprovechar las posibilidades de estos materiales. Podemos decir que en estos momentos estamos en la rampa de lanzamiento hacía la utilización de los materiales cerámicos en el taladrado de alta velocidad . Aunque la opción más habitual en las empresas de mecanizado es el metal duro, no olvidemos que hay otros materiales que nos permiten alcanzar mejores condiciones en cuanto a resistencia al desgaste, los dos principales son el diamante policristalino (PCD) apropiado para materiales no ferrosos y el nitruro de boro cúbico (CBN) para aceros. El problema se encuentra en su baja dureza que les hace vulnerables a vibraciones e intercambios bruscos de temperatura. Además exigen al igual que la cerámica unas condiciones de máquina que por ahora no son habituales en la mayoría de las empresas. En cuanto a la utilización del metal duro, nos encontramos con brocas donde el cuerpo es de acero y en la punta se dispone de plaquitas de metal duro soldado. En este caso sabemos que su aplicación se encuentra principalmente en el taladrado convencional tanto por insuficientes condiciones en máquina como por condiciones de corte normales. Cuando las condiciones se desarrollan en un entorno con vibraciones el cuerpo de acero se comportará mejor que si fuese de metal duro y por lo tanto protegerá mejor el filo de corte durante el proceso. Sin embargo en alta velocidad ese mismo cuerpo no será capaz de soportar la temperatura y ofrecerá perdidas de rigidez y precisión para mantener la punta de metal duro en su posición. En cambio cuando las vibraciones se generan en alta velocidad, una primera opción es cambiar a un tamaño de grano de metal duro más fino. Ya hemos comentado como los fabricantes de herramientas están ajustando las calidades de metal duro hacia tamaños de granos del orden de 0,5 µm o menores, respecto al tamaño estándar de 2,5 µm. Esta disminución en el tamaño del grano, les permite obtener herramientas más pequeñas sin
Módulo E - Estudio avanzado de operaciones de mecanizado Página nº 21

Master Profesional en Optimización de Procesos de Mecanizado
apenas perdidas en su dureza, lo que hace que manteniendo su resistencia al desgaste se conviertan en un material adecuado para múltiples aplicaciones.
Módulo E - Estudi
La recomendaciones básicasa tener en cuenta en eltaladrado de alta velocidad,son: - Las brocas deben ser de
Metal duro integral. - Las brocas han de estar
recubiertas con TiN, TiCNo VN.
- Las brocas deben tener
mango cilíndrico sinentallas.
2.1.- Recubrim Se ha comprobala vida de la hergenerado en el p En los últimos ade materiales, ycuyas caracterís
• Capas fin• Amplia co• Optimiza
parámetr
Las propiedades
• Dureza. • Resisten• Resisten• Resisten
• Tenacida• Adhesión• Conducti• Espesor • Recubrim
Figura 39
o avanzado de operaciones de mecanizado Página nº 22
ientos.
do como una correcta elección en el recubrimiento de nuestra broca, aumenta ramienta de metal duro, proporcionando una defensa ante la fricción y el calor roceso de alta velocidad.
ños se observa una mayor investigación en tecnologías de vacío y en ciencia su consecuencia es el desarrollo de procesos avanzados de recubrimiento ticas más comunes son:
as o muy finas de espesor totalmente controlado. mposición de los recubrimientos (metales, aleaciones, cerámicas).
ción de las propiedades deseadas (adherencia, dureza, inercia química, os ópticos, eléctricos o magnéticos).
características de los recubrimientos son:
cia a la temperatura. cia química. cia a la oxidación. d. . vidad térmica. de capa. iento posterior, (Re-coatability).
Master Profesional en Optimización de Procesos de Mecanizado
• Posibilidad de utilización combinada con otros recubrimientos, (De-Coating, Stipping).
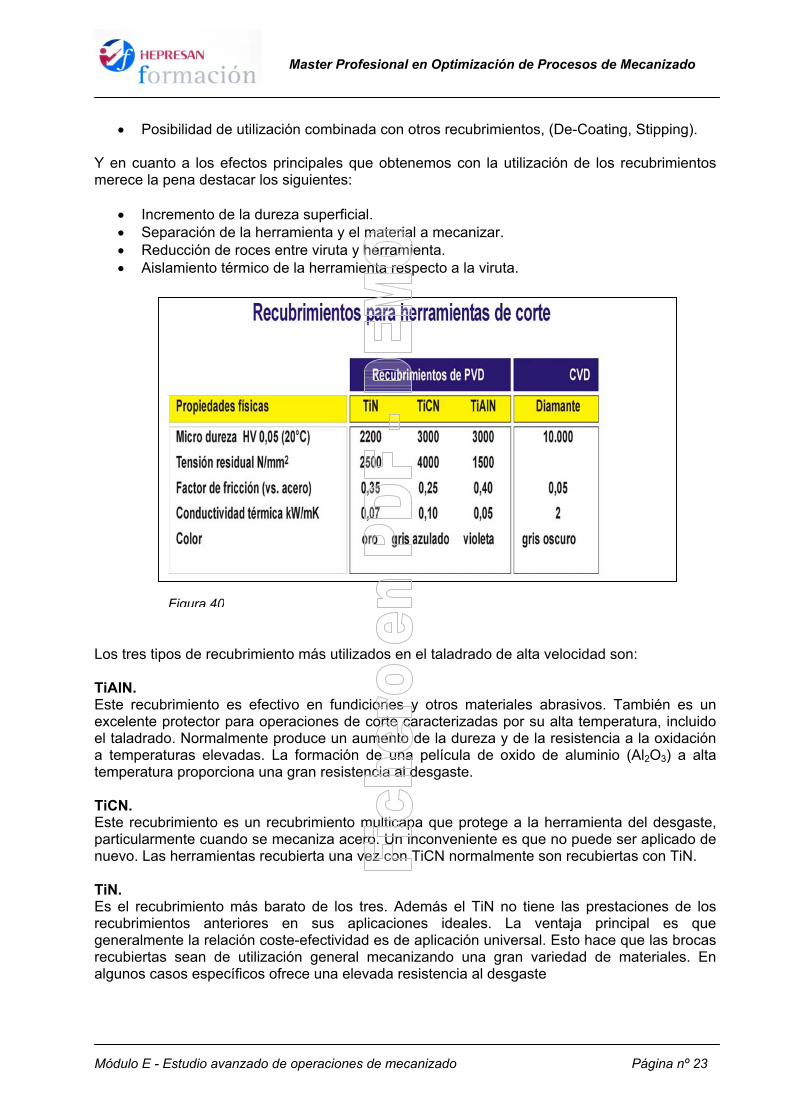
Y en cuanto a los efectos principales que obtenemos con la utilización de los recubrimientos merece la pena destacar los siguientes:
• Incremento de la dureza superficial. • Separación de la herramienta y el material a mecanizar. • Reducción de roces entre viruta y herramienta. • Aislamiento térmico de la herramienta respecto a la viruta.
Módulo E - Estudio avanzado de operaciones de mecanizado Página nº 23
Los tres tipos de recubrimiento más utilizados en el taladrado de alta velocidad son: TiAlN. Este recubrimiento es efectivo en fundiciones y otros materiales abrasivos. También es un excelente protector para operaciones de corte caracterizadas por su alta temperatura, incluido el taladrado. Normalmente produce un aumento de la dureza y de la resistencia a la oxidación a temperaturas elevadas. La formación de una película de oxido de aluminio (Al2O3) a alta temperatura proporciona una gran resistencia al desgaste. TiCN. Este recubrimiento es un recubrimiento multicapa que protege a la herramienta del desgaste, particularmente cuando se mecaniza acero. Un inconveniente es que no puede ser aplicado de nuevo. Las herramientas recubierta una vez con TiCN normalmente son recubiertas con TiN.
Figura 40
TiN. Es el recubrimiento más barato de los tres. Además el TiN no tiene las prestaciones de los recubrimientos anteriores en sus aplicaciones ideales. La ventaja principal es que generalmente la relación coste-efectividad es de aplicación universal. Esto hace que las brocas recubiertas sean de utilización general mecanizando una gran variedad de materiales. En algunos casos específicos ofrece una elevada resistencia al desgaste