manual metrologia-instrumentos-medicion-tipos-usos-caterpillar
TRANSCRIPT

INSTRUMENTOS DE MEDICIÓN
METROLOGÍAMETROLOGÍAMETROLOGÍAMETROLOGÍA Instrumentos de Medición; Tipos y Usos
1
INSTRUMENTOS DE MEDICIÓN
INDICE Hoja de curso 2 Introducción 3 Modulo I Unidades de medida 4 Principios de la medición 5 Unidades de medida 6 Hoja de trabajo N°1 18 Modulo II Instrumentos de medición 19 Instrumentos Básicos 20 Pie de metro 27 Micrómetro 53 Comparador de carátulas 72 Juego identificación de roscas 78 Medidor ranura anillo de pistón 79 Juego de espesor (Filler) 83 Hoja de trabajo N°2 84 Hoja de trabajo N°3 85 Modulo III Precauciones generales 86 Cuidados del Pie de metro 88 Cuidados del micrómetro 91 Cuidados del Comparador de carátulas 96 Anexo Tornillería 110

3
INSTRUMENTOS DE MEDICIÓN
Principios de la medición: Generalidades:
Medir una magnitud es compararla con otra que sirve como unidad. Las magnitudes de comparación están legalmente establecidas y se les da el nombre de unidades. Una unidad de medida tiene una representación física invariable o a lo menos lo mas inalterable posible, se llama patrón de medida. Dado que las magnitudes son de diversas especies, por Ej. Longitudes, áreas, volúmenes, temperaturas, etc. Y de un valor cuantitativo muy diverso, se hace necesario disponer de un conjunto de unidades relacionadas entre sí que se denomina “Sistema de Unidades” o “Sistema de Medidas”. La Metrología se ocupa del estudio de las unidades de medida y la técnica de mediciones. Para que un conjunto mecánico cumpla con la función a que se destina, las piezas que lo integran deben tener una forma y tamaño determinados, para lo cual será necesario disponer de sistema de instrumentos de medida y verificación mecánica. La medición y verificación de piezas se limita fundamentalmente a la comprobación de forma y dimensiones, así, sus operaciones se reducen a la medida y comprobación de longitud. La medición de la temperatura es conveniente para considerar el efecto de dilatación sobre la medida de longitud. Conceptos: Medir: Es determinar una magnitud comparándola con otra determinada previamente o también comparar con un patrón conocido o bien desconocido. Unidades de medida: Es un conjunto de unidades confiables y adecuadamente definidas las cuales satisfacen las necesidades de las mediciones. Sistema Inglés: El sistema inglés también es conocido como sistema de pulgadas, es el utilizado por EE.UU. para interpretar sus mediciones. Sistema Internacional: Es una versión moderna del sistema métrico, establecido por un acuerdo internacional en Octubre de 1960.El sistema es construido sobre la base que forman siete unidades mas dos complementarias, Todas las demás unidades derivan de estas unidades y son expresados en un sistema decimal .
4
INSTRUMENTOS DE MEDICIÓN
Unidades de medida:
Dentro del SI disponemos siete unidades de medidas básicas: 1) Longitud = Metro m 2) Masa = Kilogramo Kg. 3) Tiempo = Segundo s 4) Corriente Eléctrica = Ampere A 5) Temperatura = Kelvin K 6) Cantidad de Sustancia = Mol o Mole mol 7) Intensidad Luminosa = Candela cd Nosotros analizaremos las unidades de medidas principales que nos interesan como: medidas de longitud, peso, temperatura presión, potencia y torque. Además realizaremos algunos ejemplos de conversión de unidades entre los sistemas SI e inglés
Longitud: El Metro: Corresponde a una unidad de medida de longitud y originalmente se definió como una cuarenta millonésima parte de la circunferencia que pasa por los polos de la tierra. Posteriormente se estableció como patrón de medida internacional una regla construida con una aleación compuesta del 90 % de platino y 10 % de iridio. Este patrón tenia una inexactitud de cerca de 0.2 micro metro (0,000.001). Actualmente y según la Conferencia General de pesos y medidas, la nueva definición del metro es: La longitud de la trayectoria recorrida por la luz en el vacío, durante un lapso de 1/299792458 de segundo. Sistema métrico decimal: Múltiplos y submúltiplos del metro, en mecánica automotriz, son las medidas utilizadas para ajustar juegos de pasadores, ejes muñones, cojinetes de bancadas, etc., son siempre en milímetros. Se desglosa el número 123,625 mm. de la siguiente manera Centenas – decenas – unidad – coma – décimas – centésimas – milésimas 1 2 3 , 6 2 5

5
INSTRUMENTOS DE MEDICIÓN
Ejemplos para leer medidas: 28,4 mm.
Veintiocho milímetros y cuatro decimos de milímetro
4,82 mm.
Cuatro milímetros y ochenta y dos centésimas de milímetro.
35,283 mm.
Treinta y cinco milímetros y doscientas ochenta y tres milésimas de milímetro.
0,3 mm.
Tres décimas de milímetro.
0,08 mm.
Ocho centésimas de milímetro.
0,005 mm.
Cinco milésimas de milímetros.
0,25 mm.
Veinticinco centésimas de milímetro.
0,025 mm.
Veinticinco milésimas de milímetro.
Observaciones: La misma medida puede escribirse de diferente manera, obedeciendo al grado de precisión. Ejemplo: 0,5 mm; 0,50 mm; 0,500 mm; indican precisiones de décimas, de centésimas y de milésimas respectivamente. A continuación veremos una tabla donde se relaciona el milímetro con el metro Milímetros
Metros Unidad de medida
Abreviatura
1.000.000 mm
1.000 m Kilómetro Km.
1.000 mm
1 m Metro m
100 mm
0,1 m Decímetro Dm.
10 mm
0,01 Centímetro cm.
1 mm
0,001m Milímetro mm
0,1 mm
0,0001 m Décima de mm 0,1 mm
0,01 mm
0,00001 m Centésima de mm 0,01 mm
0,001 mm
0,000001 m Milésima de mm 0,001 mm

6
INSTRUMENTOS DE MEDICIÓN
Sistema inglés (S I): La influencia de los materiales de origen inglés y americano ha introducido casi definitivamente en nuestra industria el sistema “Inglés”, cuya unidad es la pulgada. A pesar de que ha sido aceptado internacionalmente el uso del sistema métrico, en los países de habla inglesa se ha designado como base o unidad la “Yarda”. Para la actividad de un mecánico, es imprescindible conocer a fondo todos los derivados de la medida inglesa llamada pulgada. La pulgada fraccional ha ido quedando en el pasado y en su lugar ahora se utiliza la pulgada decimal que es la unidad más comúnmente utilizada en los dibujos de ingeniería hechos siguiendo el sistema inglés. Algunas relaciones en medidas de longitud: 1 yarda (yd) = 3 pies (ft) 1 pie = 12 pulgadas(in) 1 pulgada = 25,4 milímetros(mm) 1 milla (mi) = 1,609 kilómetros(Km.) 1 metro (mt.) = 3,28 pies Sistema inglés decimal: El empleo de fracciones de pulgada es dificultoso, tanto en la lectura como en la suma y resta, ya que ellas deben hacerse con fracciones. Estas dificultades se evitan empleando el sistema inglés decimal. Las dimensiones decimales de pulgadas reemplazan a las fracciones exceptuándose solamente en las brocas, filetes o roscas y medidas de llaves; en cambio, son usados en los elementos de medición de taller, para calibres de roscas, micrómetros, pie de metros, etc. A continuación realizaremos métodos de transformación con tres reglas básicas: Regla N°1: Para Convertir fracción común a decimal de pulgadas se divide el numerador por el denominador. 1/8 pulg. = 1:8 = 0,125 pulg. 3/8 pulg. = 3:8 = 0,375 pulg.

7
INSTRUMENTOS DE MEDICIÓN
Regla N°2: Para convertir decimal de pulgada a fracción común se divide la fracción de decimal sin la coma por 1 y tantos ceros como tenga en decimales. 0,875 pulg. = 0,875/1000 se realiza una simplificación* de la fracción por múltiplos de ambos en este caso se divide 875 por 25 = 35 y 1000 dividido por 25 = 40, ahora nos queda de la siguiente manera 35/40, seguimos simplificando por múltiplos de ambos números en este caso el 5, entonces 35/5 = 7 y 40/5 = 8.Finalmente la expresión decimal de pulgada 0,875 queda en fracción de pulgada como 7/8. 0,875 pulg. = 875/1000 = 875:25 -1000:25 = 35/40 = 35:5 – 40:5 = 7/8 pulg. *Simplificar es dividir el numerador y el denominador por el mismo número entero, que no sea cero, sin cambiar el valor de la fracción pero expresándola en números mas pequeños. También tendremos valores que no se pueden simplificar a fracciones más conocidas, en este caso debemos expresarlos en los valores que se obtengan. 0,5635 pulg. = 5635/10000 – 5635:5 – 10000:5 = 1127/2000, en donde 1127 es divisible por 7, pero 2000 no por lo que debemos dejarlo como 1127/2000 final. Regla N°3: Regla de tres simple: La aplicación de esta regla es muy útil en la práctica, pues permite realizar cálculos de forma sencilla y rápida para realizar conversiones de unidades entre sistemas d unidades. Ejemplo: Un eje de 10pulg a cuantos mm equivale. Primero necesitamos saber que 1 pulg. son 25,4 mm por lo que haremos lo siguiente: 1 pulg. = 25,4 mm 10 pulg. = X mm Despejando X = 10 pulg. x 25,4mm 1 pulg. El eje en mm es = 254 mm
8
INSTRUMENTOS DE MEDICIÓN
Masa: Relación entre masa y peso: Antes de analizar las unidades que utilizamos para determinar el peso, debemos comprender claramente la diferencia entre el peso de un cuerpo y su masa. Tal vez éstos son los conceptos más confusos para el alumno principiante. La libra (lb.), que es la unidad de fuerza, con frecuencia se usa como unidad de masa, la libra-masa (lb.). El kilogramo, que es una unidad de masa, con frecuencia se usa en la industria como unidad de fuerza, el kilogramo-fuerza (Kg.). Estas unidades, aparentemente inconsistentes, son el resultado del uso de diversos sistemas de unidades. Materia, es todo aquello que ocupa un espacio. Esto incluye gran variedad de cosas: vagones, vacas, aire, petróleo y polvo, por mencionar algunas. La materia puede transformarse de una forma en otra: un vagón puede cortarse en pedazos, refundirse y formarse como cajas de refrigerador; la vaca puede terminar en bifes y hamburguesas. La materia misma, sin embargo, nunca se destruye en tales procesos y siempre es igual a la que totalizan los productos finales. La masa de un objeto es la medida de la cantidad de materia contenida en él. La masa de un objeto no cambia al moverlo de un lugar a otro. El peso de cualquier cuerpo es la fuerza con la cual el cuerpo es atraído verticalmente hacia abajo por la gravedad. Cuando un cuerpo cae libremente hacia la tierra, la única fuerza que actúa sobre él es su peso W. Esta fuerza neta produce una aceleración g, que es la misma para todos los cuerpos que caen. W = mg. O bien m = W g Hay que recordar dos cosas para comprender totalmente la diferencia entre masa y peso: La masa es una constante universal igual a la relación del peso de un cuerpo con la aceleración gravitacional debida a su peso. El peso es la fuerza de atracción gravitacional y varia dependiendo de la aceleración de la gravedad. Por lo tanto, la masa de un cuerpo es tan sólo una medida de su inercia y no depende en lo absoluto de la gravedad. En el espacio exterior, un martillo tiene un peso despreciable, pero sirve para clavar en la misma forma usual, puesto que su masa no cambia. En unidades del sistema Ingles un cuerpo se describe en general indicando su peso W en libras. Si se desea, la masa se calcula a partir de este peso y su unidad es el slug. En el sistema de unidades SI un cuerpo se describe generalmente en términos de su masa en kilogramos. Si se desea el peso se calcula a partir de la masa conocida y su unidad es el newton. En los manuales de rendimiento, la información de la capacidad de carga se entrega en kilogramos y libras.

9
INSTRUMENTOS DE MEDICIÓN
Tabla de conversión de unidades:
**shtn: Tonelada corta EE.UU. = 2000 libras ***ton: Tonelada larga Reino Unido = 2240 libras Nota: Es importante tener presente en faena el tipo de sistema de medida que utilizamos, pues, existe una diferencia importante cuando se habla de toneladas métricas y tonelada corta. Por ejemplo, en el manual de rendimiento en el capitulo de camiones de obra y minería, sección especificaciones (793-C) en los datos entregados con respecto a la capacidad máxima en toneladas, nos entrega los siguientes valores: Capacidad máxima en toneladas___________________218t y 240T Las 240T corresponden a toneladas cortas y las 218t a toneladas métricas, actualmente en los manuales de rendimiento, desde la edición 29 en adelante, la capacidad máxima se expresa en kilogramos y libras
Unidades De
peso
Kg. g T libra shtn **
ton ***
1 kilogramo
1
1000
0,001
-
-
-
1 gramo
0,001
1
-
-
-
-
1 tonelada
1000
-
1
2.204,62
1,10231
0,98421
1 libra
0,45359
453,5924
-
1
0,0005
-
1 Shtn
907,185
-
-
2000
1
0,8929
1 ton
1016,05
-
1,01605
2240
1,12
1

10
INSTRUMENTOS DE MEDICIÓN
Potencia: Potencia, es un valor, que describe la cantidad de trabajo* producido en un periodo de tiempo. También Potencia es la rapidez con la que se realiza el trabajo. P = trabajo T La unidad de SI para la potencia es el Joule por segundo, y se denomina watt. (W). 1 W = 1 J/s En unidades USCS, se usa la libra – pie por segundo (ft x lb./s). Esta unidad de potencia no recibe ningún nombre en particular. El watt y la libra - pie por segundo tienen el inconveniente de ser unidades demasiado pequeñas para la mayoría de los propósitos industriales. Por lo tanto, se usan el kilowatt (Kw.) y el caballo de fuerza ( hp.), que se definen como: 1 kW = 1000 W 1 hp = 550 ft x lb/s En los Estados Unidos, el watt y el kilowatt se usan casi exclusivamente en relación con la energía eléctrica; el caballo de fuerza se reserva para la energía mecánica. Esta práctica es simplemente una convención y de ningún modo es obligatoria. Potencia al freno, se define como la potencia útil disponible en el volante, esta potencia es menor que la real porque se usa cierta energía para mover los componentes del motor. Nosotros veremos normalmente valores de potencia al freno. Conversión de unidades:
Para convertir A Multiplicar por Watts
Caballo de potencia
1,341 10 – 2
Caballo de potencia
Kilowatts
0,746
Kilowatts
Caballo de potencia
1,341
* Trabajo, se define como el producto de la fuerza por el desplazamiento y observe que las unidades de trabajo son las unidades de fuerza multiplicadas por las distancia. Por lo tanto, en unidades del SI, el trabajo se mide en newton – metro (N m)

11
INSTRUMENTOS DE MEDICIÓN
Ejemplos: a) cuantos HP (caballos de fuerza) corresponden 2406 Kw. Se multiplican los 2406 x 1,341 = 3226 hp b) cuantos Kw. (Kilowatts) son 3400 hp . Se multiplican los 3400 x 0,746 = 2536 hp. Potencia en el volante: Las dos especificaciones más comunes de la potencia del motor son la potencia neta y la potencia en el volante. Potencia neta es la potencia medida en el pistón, antes de que una parte de la potencia haya sido utilizada para mover piezas como el cigüeñal, el turbo cargador y otras. La potencia en el volante es la potencia utilizable disponible en el volante. La potencia se relaciona directamente con la cantidad de trabajo que el motor que el motor puede hacer y se emplea para comparar la capacidad de un motor con la otro motor. RPM Revoluciones por minuto: Las revoluciones por minuto (r.p.m.) son los números de giros que el cigüeñal y el volante hacen en un minuto. Cada motor tiene una clasificación en r.p.m., asignada por el fabricante. La clasificación de las r.p.m. de un modelo de motor dado puede variar de acuerdo con su configuración y su aplicación. Por ejemplo, para un 3306, la clasificación podría ser de 1500 r.p.m. en una aplicación para un grupo electrógeno, y de 1900 r.p.m. en un tractor de cadenas D6. Los vendedores deben tener presente que un motor debe poder funcionar a sus r.p.m. clasificadas. Si el cliente dice que su motor no funciona a sus r.p.m. clasificadas, se presenta un problema que debe investigarse inmediatamente. La clasificación de potencia y las r.p.m. están relacionadas. Para obtener la potencia clasificada, la máquina deberá poder mantener las r.p.m. de su clasificación. Por ejemplo, para obtener 120 hp de un motor 3304, el motor deberá funcionar uniformemente a 1800 r.p.m.

12
INSTRUMENTOS DE MEDICIÓN
Relación de cilindrada con potencia: Esta relación se calcula dividiendo la cilindrada del motor con la potencia del volante. La relación de la cilindrada con la potencia puede emplearse en conversaciones de ventas al comparar los tiempos de vida de servicio de los motores. Por ejemplo, cuando se compara un motor Cat de 10 litros (600 pulg.3) que produce 400 hp, con un motor de la competencia de 7 litros (450 pulg.3) que produce 400 hp, se espera que el motor Cat tendrá una vida de servicio más larga. El motor de la competencia tendría que funcionar con más rapidez para producir la misma potencia y probablemente tendrá más desgaste y vida útil más corta debido a la demanda más alta. Par motor y reserva de par: En términos generales, par motor es sinónimo de potencia del motor. La reserva de par es diferente del par motor. Reserva de par es el aumento de par motor en una aplicación de tiro pesado. Sencillamente, la reserva de par es la capacidad de sobrecarga del motor. Cuando un motor comienza a sobrecargarse y se reducen las r.p.m., se aumenta el par o la potencia para que la maquina pueda mantener su velocidad. Por ejemplo, cuando un camión de carretera comienza a subir una pendiente pronunciada, el motor comienza a sobrecargarse y el par motor se aumenta o se eleva, arrastrando el camión hacia arriba de la pendiente. Lo que sucede realmente es que el sistema de combustible entrega al motor una cantidad de combustible ligeramente superior, creando, por tanto, un aumento de potencia. La reserva de par es una característica de ventas importante de los motores Cat. Estos generalmente tienen una mayor reserva de par que los motores de la competencia, proporcionando al dueño de la maquina más capacidad de sobrecarga en situaciones de sobrecarga.

13
INSTRUMENTOS DE MEDICIÓN
Presión: Presión, es una medida de la fuerza ejercida por unidad de área. Hay tres formas de producir presión, aumentando la temperatura, disminuyendo el volumen o restringiendo el flujo. Muchos sistemas y componentes de los motores de combustión interna operan a presiones específicas o las generan. El conocimiento y la medición de las presiones específicas en todo el motor y componentes hidráulicos proporcionan mucha información sobre el estado general de estos.
Conversión de unidades:
Unidades de presión
Pa. bar Atm psi
1 Pa = 1 N/m2
1
10 –3
0,1,019716 10 -3
145,038 10 – 6
1 bar
10 –3
1
0,986923
14,5038
1 atm
101325
1,01325
1
14,69595
1 psi
6,89476 10 -3
68,9476 10 -3
68,0460 10 –3
1
Ejemplos de conversión de unidades de presión. Cuantos psi son 70 kPa . Al colocar la letra k, delante del prefijo Pa, está diciendo kilo pascal, o sea, 1000 pascales, como sabemos que 1 pascal equivalen a 145,038 10 – 6 psi, aplicamos la regla de tres simples. 1 Pa __________________ 145,038 10 – 6 psi 70.000 Pa __________________ X X = 70.000 Pa x 0,000145038 psi 1 Pa X = 10 psi

14
INSTRUMENTOS DE MEDICIÓN
Temperatura: La unidad SI para la temperatura termodinámica es el Kelvin (K), que es la fracción 1/273,16 de la temperatura termodinámica del punto triple del agua; por tanto, 273,16 K es el punto fijo (base) de la escala Kelvin. Otra unidad que se emplea para la medición de la temperatura es el grado Celsius (°C), antes conocido como centígrado. La relación entre una temperatura termodinámica T y una temperatura Celsius t es: t = T – 273.16 K Por lo tanto, la unidad grado Celsius es igual a la unidad Kelvin, y una diferencia de temperatura sería la misma en cualquiera de las dos escalas. En el sistema inglés la temperatura se mide en grados Fahrenheit, °F. La relación entre las escalas Celsius y Fahrenheit es: t (°C) = (°F – 32) / 1,8 t (°F) = (1,8 x °C) + 32 Ejemplos de conversión de unidades . Cuantos grados Celsius son 135 °F. t (°C) = ( 135 °F – 32) 1,8 la respuesta es: t (°C) = 57,2 °C Cuantos grados Fahrenheit son 100 °C. t (°F) = (1,8 * 100°C ) + 32 la respuesta es: t (°F) = 212 °F ¿Temperatura y Calor son lo mismo? Calor es una forma de energía producida por ejemplo en una combustión y temperatura es una medida de lo caliente o lo frío que está un objeto. La temperatura normalmente la medimos en grados °C o grados °F, en cambio el calor lo podemos medir en BTU. (Una BTU *es la cantidad de calor necesaria para aumentar en un grado Fahrenheit temperatura de una libra de agua) BTU significa Unidad térmica británica y se usa para medir la cantidad de calor transferida de un objeto a otro
15
INSTRUMENTOS DE MEDICIÓN
Torque:
Se dice que una barra está en torsión cuando está rígidamente sujeta en uno de sus extremos y torcida en el otro extremo por un par mecánico o torque. Es importante para conocer lo que significa torque, que conozcamos lo que significa Fuerza, y que corresponde a la acción de empujar o tirar que tiende a generar un movimiento, en el sistema SI el newton ( N) es la unidad de fuerza, su relación con la unidad del sistema USCS que es la libra (lb.), es 1 N = 0,225 lb. 1 lb. = 4,45 N Brazo de palanca de una fuerza es, la distancia perpendicular que hay entre la línea de acción de la fuerza y el eje de rotación. Momento de torsión, se define como la tendencia a producir un cambio en el movimiento rotacional, este movimiento es afectado tanto por la magnitud de la fuerza F como por su brazo de palanca. Momento de torsión = fuerza x brazo de palanca Las unidades del momento de torsión son las unidades de fuerza por distancia, por ejemplo, newton – metro (N x m) y libra – pie (lb. x ft). Actualmente en los Manuales de Servicio se adjunta con las especificaciones un folleto con las Especificaciones de torque de la tornillería a modo general, ya que para otros casos se establece claramente las especificaciones de torques que se deben aplicar. Nosotros realizaremos las conversiones entre un sistema y otro. Ejemplo: Transformar 280 Nm en libras x pies. 1 metro = 3,28 pies 1 N = 0,225 lb. Aplicando la regla número tres vista anteriormente, realizamos la siguiente operación 280 N m x 0,225 lb. x 3,28 pies 1 N 1 m se multiplican los valores y simplifican los símbolos N y m, quedando como resultado Resultado 207 lb. ft

16
INSTRUMENTOS DE MEDICIÓN
Hoja de trabajo N°1:
Transformar a fracción decimal. 1.- 1/8 = 2.- 3/16 = 3.- 5/8 = 4.- 11/16 = 5.- 31/128 = 6.- 7/16 = 7.- 9/32 = 8.- 7/8 = 9.- 3/128 = 10.-1/16 = Transformar a fracción común. 1.- 0,375 = 2.- 0,925 = 3.- 0,5625 = 4.- 0,5 = 5.- 0,750 = 6.- 0,40625 = 7.- 0,09375 = 8.- 0,3125 = 9.- 0,875 = 10.-0,0625 = Conversión a diferentes unidades 1.- 14 pies a pulg. = 2.- 5 pulg. a yarda = 3.- 18 metros a pies = 4.- 70 lb. Pies a lb.pulg. = 5.- 3670 Kpa a psi = 6.- 566 °F a °C = 7.- 78 °C a °F = 8.- 457 Nm a lb. Pies = 9.- 345 Kw. a Hp = 10.-28mm a pulg. =
17
INSTRUMENTOS DE MEDICIÓN
Modulo II: Instrumentos de medición: Objetivos: Este módulo tiene por objetivo principal, que los alumnos conozcan los instrumentos de medición usados en nuestros talleres y su correcta utilización para realizar medidas en diferentes componentes mecánicos. Lección: Los alumnos conocerán los diferentes tipos y partes de los instrumentos de medición como : Instrumentos básicos Pie de metro Micrómetro Comparador de Carátulas Identificador de roscas Medidor ranura anillo de pistón Juego de espesores (Filler) Al final del módulo los alumnos desarrollarán las hojas de trabajos N°2 y 3
18
INSTRUMENTOS DE MEDICIÓN
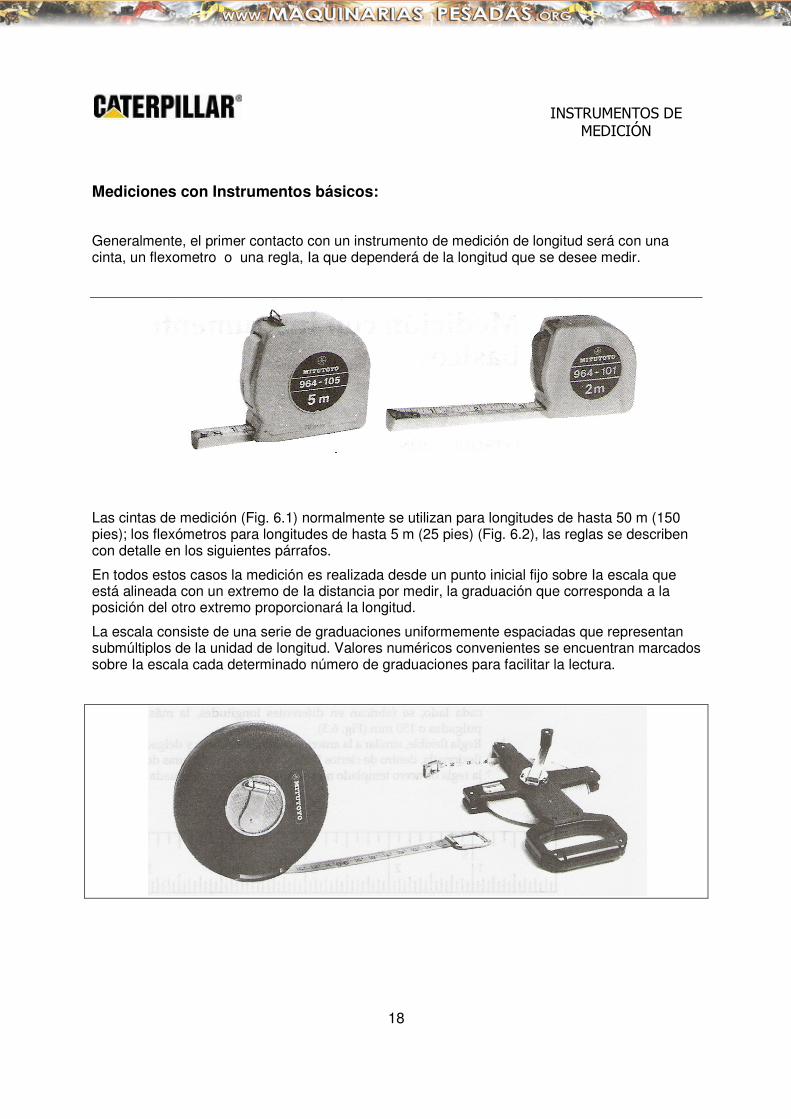
Mediciones con Instrumentos básicos:
Generalmente, el primer contacto con un instrumento de medición de longitud será con una cinta, un flexometro o una regla, Ia que dependerá de la longitud que se desee medir.
Las cintas de medición (Fig. 6.1) normalmente se utilizan para longitudes de hasta 50 m (150 pies); los flexómetros para longitudes de hasta 5 m (25 pies) (Fig. 6.2), las reglas se describen con detalle en los siguientes párrafos.
En todos estos casos la medición es realizada desde un punto inicial fijo sobre Ia escala que está alineada con un extremo de Ia distancia por medir, la graduación que corresponda a la posición del otro extremo proporcionará la longitud.
La escala consiste de una serie de graduaciones uniformemente espaciadas que representan submúltiplos de la unidad de longitud. Valores numéricos convenientes se encuentran marcados sobre Ia escala cada determinado número de graduaciones para facilitar la lectura.

19
INSTRUMENTOS DE MEDICIÓN
Medicion con Reglas:
La herramienta de medición más común en el trabajo del taller mecánico es la regla de acero. Se emplea cuando hay que tomar medidas rápidas y cuando no es necesario un alto grado de exactitud. Las reglas de acero, en pulgadas, están graduadas en fracciones o decimales; las reglas métricas suelen estar graduadas en milímetros .La exactitud de la medida que se toma depende de las condiciones y del uso correcto de la regla. Regla de acero:
Las reglas de acero se fabrican en una gran variedad de tipos y tamaños, adecuados a la forma o tamaños de una sección o Ia longitud de una pieza. Para satisfacer los requisitos de la pieza que se produce y se va a medir, hay disponibles reglas graduadas en fracciones a decimales de pulgada o en milímetros. Los tipos de reglas más utilizados en el trabajo del taller mecánico se describen a continuación.
a) Regla rígida de acero templado. Generalmente tiene cuatro escalas, dos en cada lado; se fabrican en diferentes longitudes, Ia más común es de 6 pulgadas o 150 mm.
b) Regla flexible, similar a Ia anterior pero más estrecha y delgada, lo que permite flexionarla, dentro de ciertos limites, para realizar lecturas donde la rigidez de Ia regla de acero templado no permite la medición adecuada.
Regla Rígida de Acero Templado.

20
INSTRUMENTOS DE MEDICIÓN
Lectura de reglas graduadas en fracciones de pulgadas:
1. Anote el número de pulgadas completas.
2. Adicione las fracciones que hay más allá de Ia última Línea de pulgada completa.
Las fracciones de pulgada empleadas más comúnmente son 1/64,1/32,1/16 y 1
La lectura de la figura es: 1 pulg. + (5 x 1/8 ) = 1 + 5/8 = 1 5/8 pulg.
La lectura de Ia figura es: 2 pulg. + (9 x 1/16 pulg.) = 2 + 9/16 = 2 9/16 pulg.
21
INSTRUMENTOS DE MEDICIÓN
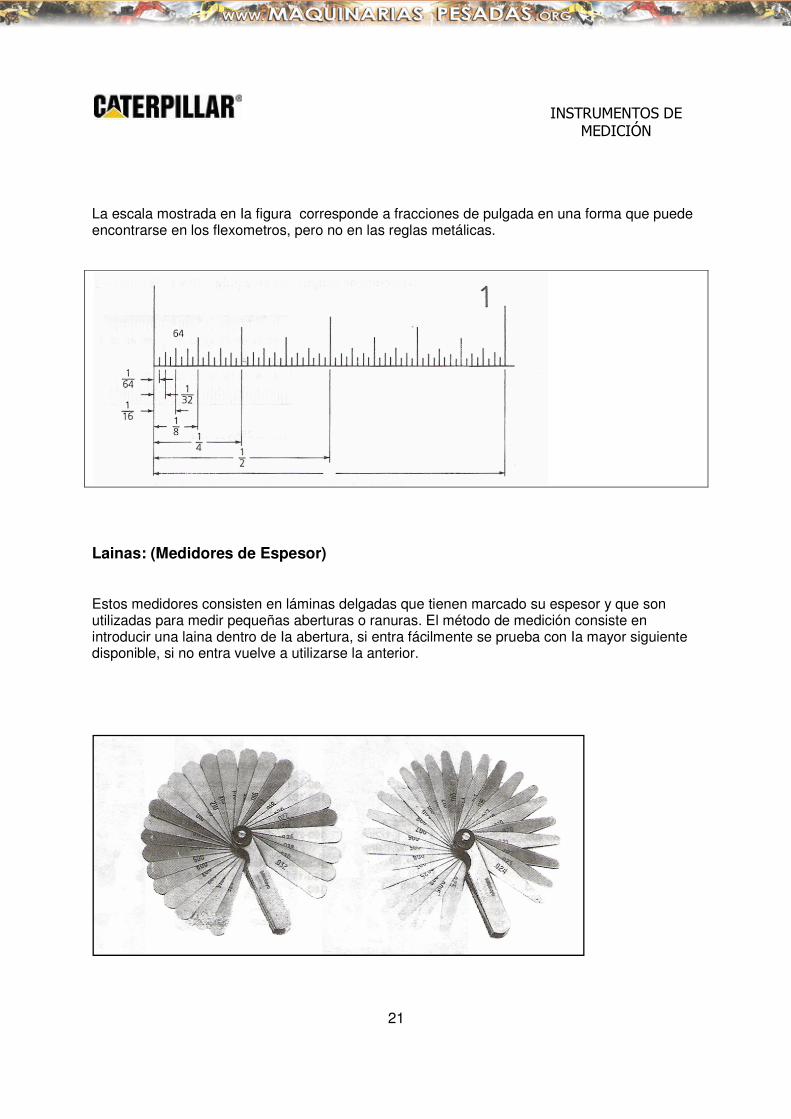
La escala mostrada en Ia figura corresponde a fracciones de pulgada en una forma que puede encontrarse en los flexometros, pero no en las reglas metálicas.
Lainas: (Medidores de Espesor)
Estos medidores consisten en láminas delgadas que tienen marcado su espesor y que son utilizadas para medir pequeñas aberturas o ranuras. El método de medición consiste en introducir una laina dentro de Ia abertura, si entra fácilmente se prueba con Ia mayor siguiente disponible, si no entra vuelve a utilizarse la anterior.
22
INSTRUMENTOS DE MEDICIÓN
Los juegos de lainas se mantienen juntos mediante un tornillo que atraviesa un agujero que tienen en un extremo. Debe tenerse cuidado de no forzar las lainas ni introducirlas en ranuras que tengan rebabas o superficies ásperas porque esto las dañara.
Existen juegos con diversas cantidades de lainas y pasos de 0.01 mm (.001 pulg.). Es posible combinar las lainas para obtener medidas diferentes. Los espesores van de 0.03 a 0.2mm (.0015 a .025 pulg.)
La longitud de las lainas puede variar y ser del mismo espesor en toda su longitud o tener una pendiente cónica en un extremo.
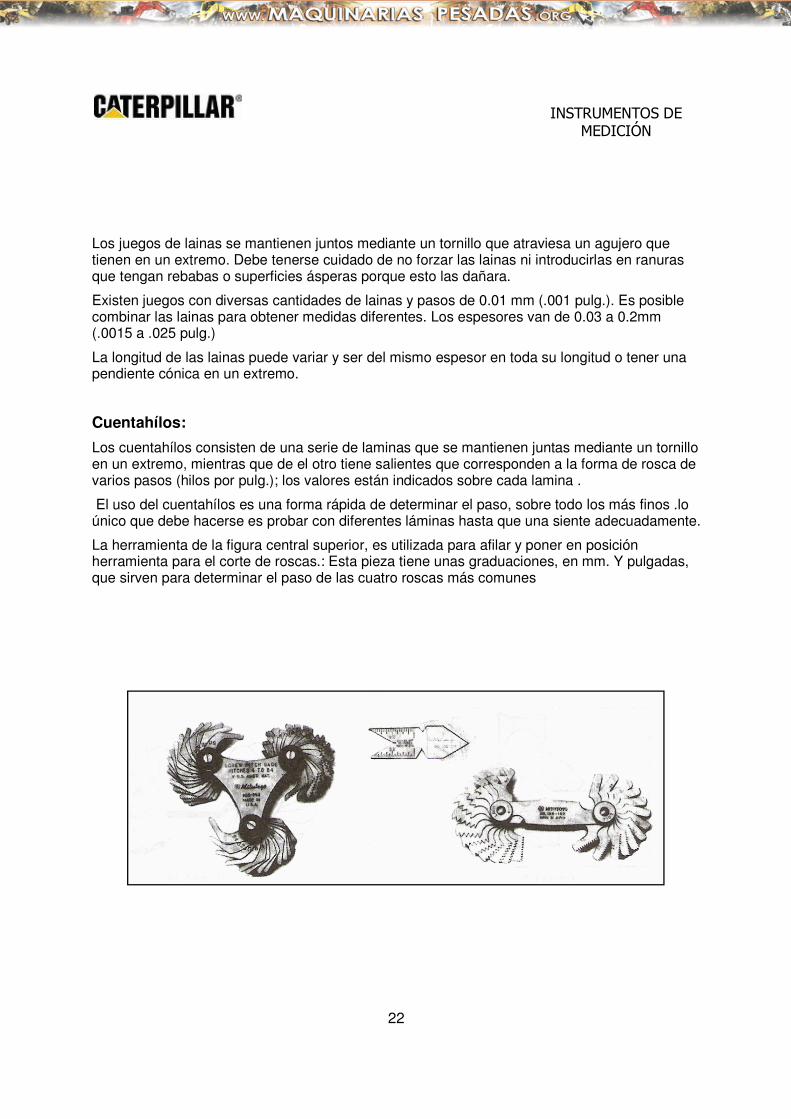
Cuentahílos:
Los cuentahílos consisten de una serie de laminas que se mantienen juntas mediante un tornillo en un extremo, mientras que de el otro tiene salientes que corresponden a la forma de rosca de varios pasos (hilos por pulg.); los valores están indicados sobre cada lamina .
El uso del cuentahílos es una forma rápida de determinar el paso, sobre todo los más finos .lo único que debe hacerse es probar con diferentes láminas hasta que una siente adecuadamente.
La herramienta de la figura central superior, es utilizada para afilar y poner en posición herramienta para el corte de roscas.: Esta pieza tiene unas graduaciones, en mm. Y pulgadas, que sirven para determinar el paso de las cuatro roscas más comunes

23
INSTRUMENTOS DE MEDICIÓN
Compases:
Antes de que instrumentos como el calibrador vernier fueran introducidos, las partes eran medidas con compases (interiores, exteriores, divisores) y reglas. Por ejemplo, para medir un diámetro exterior la parte es puesta entre las puntas del compás y luego las puntas del compás son colocadas sobre una regla para transferir Ia lectura (Fig. 6.23). En otra aplicación las puntas del compás de exteriores se separan una distancia especifica utilizan do una regla, entonces las partes son maquinadas hasta que las puntas del compás se deslizan justamente sobre La superficie maquinada. El uso de compás es en la actualidad está restringido, ya que su uso requiere habilidad (tacto) y no es posible lograr gran exactitud; en algunos casos solo se utilizan en el taller para realizar trazos antes de maquinar las piezas.

24
INSTRUMENTOS DE MEDICIÓN
Calibres Telescopios:
Los calibres telescopios sirven para la medición de diámetros de agujeros o anchos de ranuras. Las dos puntas de contacto se expanden mediante la fuerza de un resorte. Una vez colocadas en la posición adecuada se fijan y se remueve el calibre. El tamaño final puede obtenerse midiendo sobre las puntas de contacto con un micrómetro.

25
INSTRUMENTOS DE MEDICIÓN
Pie de Metro: La escala Vernier Ia invento Petrus Nonius (1492-1577), matemático portugués por lo que se le denomino nonio. El diseño actual de la escala deslizante debe su nombre al francés Pierre Vernier (1580-1637), quien la perfecciono.
El calibrador vernier fue elaborado para satisfacer la necesidad de un instrumento de lectura directa que pudiera brindar una medida fácilmente, en una sola operación. El calibrador típico

26
INSTRUMENTOS DE MEDICIÓN
puede tomar tres tipos de mediciones: exteriores, interiores y profundidades, pero algunos además pueden realizar medición de peldaño.
Tipos de vernier:
El vernier es una escala auxiliar que se desliza a lo largo de una escala principal para permitir en ésta lecturas fraccionales exactas de Ia mínima división.
Para lograr lo anterior, una escala vernier está graduada en un número de divisiones iguales en la misma longitud que n-1 divisiones de la escala principal; ambas escalas están marcadas en Ia misma dirección. Una fracción de 1/n de la mínima división de la escala principal puede leerse.
Es un instrumento para medir longitudes que permite lecturas de fracciones de milímetro y de pulgada a través de una escala llamada nonio o vernier. Se utiliza para hacer mediciones con rapidez en piezas cuyo grado de precisión es aproximado hasta los 0,05mm o 1/128 pulg.

27
INSTRUMENTOS DE MEDICIÓN
Los calibradores vernier, en milímetros calibradores vernier, en milímetros tienen 20 divisiones que ocupan 19 divisiones de Ia escala principal graduada cada 1 m o25 divisiones que ocupan 24 divisiones sobre la escala principal graduada cada 0.5 mm, por lo que dan legibilidad de 0.05 mm y 0.02 mm, respectivamente.

28
INSTRUMENTOS DE MEDICIÓN
El pie de metro puede tomar tres tipos de mediciones: Exterior, Interior y profundidades. Figuras 2, 3 y 4.
figura 2 figura 3 figura 4
29
INSTRUMENTOS DE MEDICIÓN
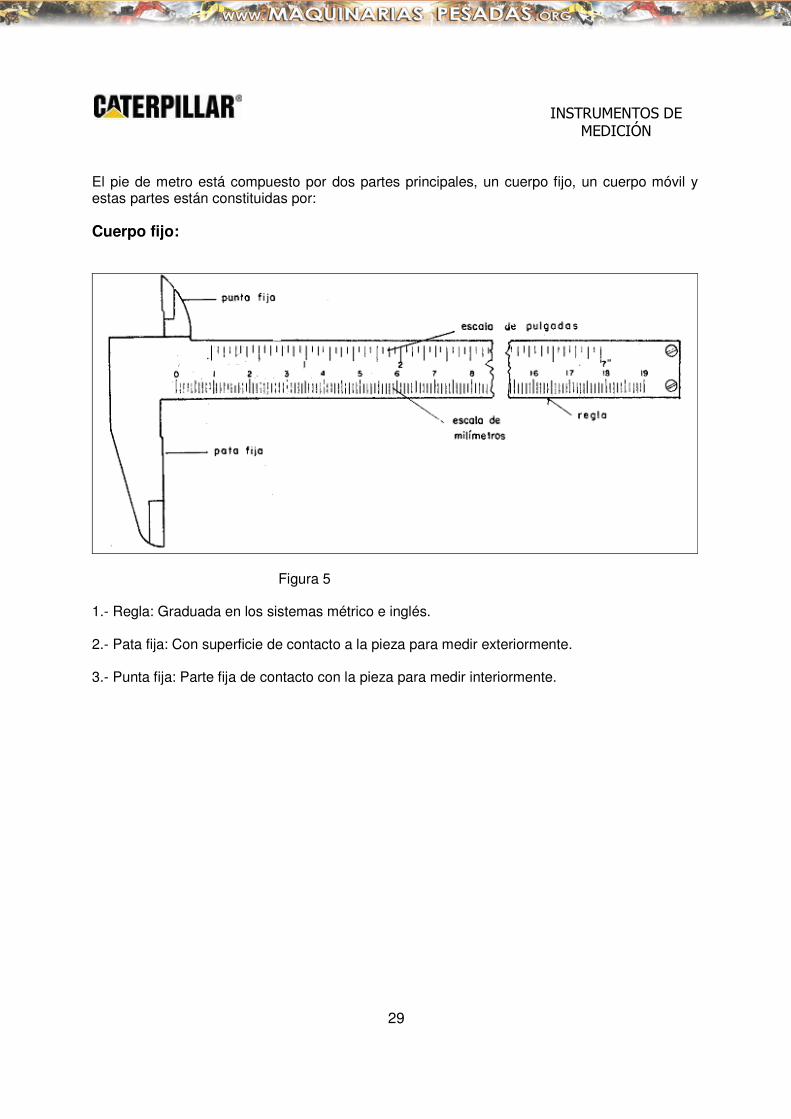
El pie de metro está compuesto por dos partes principales, un cuerpo fijo, un cuerpo móvil y estas partes están constituidas por: Cuerpo fijo:
Figura 5 1.- Regla: Graduada en los sistemas métrico e inglés. 2.- Pata fija: Con superficie de contacto a la pieza para medir exteriormente. 3.- Punta fija: Parte fija de contacto con la pieza para medir interiormente.

30
INSTRUMENTOS DE MEDICIÓN
Cuerpo móvil:
Figura 6 1.- Nonio: Escala métrica de 9 milímetros de longitud (aproximación 0,01 mm) y escala en pulgadas con 8 divisiones (aproximación 1/128 pulg.) 2.- Pata móvil: Con superficie de contacto a la pieza para medir exteriormente. 3.- Punta móvil: Parte móvil de contacto con la pieza para medir interiormente. 4.- Reglilla de profundidad: Está unida al cursor y sirve para tomar medida de profundidad. 5.- Tornillo de fijación: Tiene la finalidad de fijar el cursor y actúa sobre la lámina de ajuste. 6.- Lámina de ajuste: Pequeña lámina que actúa eliminando el juego del cursor. 7.- Impulsor: Apoyo para el dedo pulgar para desplazar el cursor. Lectura en milímetros: El nonio de 0,1 mm tiene una longitud total de 9 milímetros y está dividido en 10 partes iguales (figura N°7). De donde, cada división del nonio vale: 9/10 mm = 0,9 mm Por tanto, cada división del nonio es 0,1 menor que cada división de la escala. Resulta que, a partir de los trazos en coincidencia (como muestra la figura N°7), los primeros trazos del nonio y de la escala se separan 0,1 mm, los segundos trazos se separan 0,2 mm, los terceros trazos se separan 0,3 mm y así sucesivamente.

31
INSTRUMENTOS DE MEDICIÓN
Figura 7 Para efectuar la lectura se leen, en la escala, los milímetros enteros hasta antes del cero del nonio (en la figura 10, tenemos 19 mm), después se cuentan los trazos del nonio hasta que coincida con un trazo de la escala (en la figura 10, coincide el trazo 6) para obtener los décimos de milímetros. En la Figura N°8 la lectura corresponde a 19,6 mm
Figura 8

32
INSTRUMENTOS DE MEDICIÓN
Un ejemplo, en la figura N°9 la lectura es 1,3 mm, porque el 1 (milímetro) de la escala está antes del cero del nonio y la coincidencia se da en el 3er trazo del mismo.
Figura 9 Número de escalas principales en calibradores vernier: La escala principal está graduada en uno o dos lados, como lo muestra la tabla. El calibrador vernier tipo M por lo general tiene graduaciones únicamente en el lado inferior. El tipo CM tiene graduaciones en los lados superior e inferior para medir exteriores e interiores. El tipo M, diseñado para mediciones en milímetros y pulgadas, tiene graduaciones en los lados superior e inferior, una escala está graduada en milímetros y la otra en pulgadas.

33
INSTRUMENTOS DE MEDICIÓN
Graduaciones en las escalas principales y vernier: La tabla siguiente muestra diferentes tipos de graduaciones sobre las escalas principal les y vernier. Hay cinco tipos para la primera y ocho tipos para la segunda, incluyendo los sistemas métrico e ingles.
Como tomar lecturas con escalas vernier: Los vernier se clasifican en dos tipos, el estándar y el largo. Vernier estándar Este tipo de vernier es el más comúnmente utilizado, tiene n divisiones iguales que ocupan la misma longitud que n-i divisiones sobre Ia escala principal. En Ia figura hagamos: S valor de La mínima división en Ia escala principal V = valor de una división de la escala vernier L legibilidad del vernier Entonces el valor C es obtenido como sigue

34
INSTRUMENTOS DE MEDICIÓN
Así, cada división sobre la escala vernier es menor que una de la escala principal en s/n. La fracción entre las dos primeras graduaciones de la escala principal ubicadas inmediatamente a Ia izquierda del índice cero del vernie está representada por un múltiplo de s/n (Ia diferencia entre una división de b escala principal y una división de Ia vernier). La diferencia se determina encontrando Ia graduación sobre Ia escala vernier que esté más alineada con un graduación sobre Ia escala principal. La figura muestra un ejemplo de lectura de una escala principal graduad en milímetros con un vernier que tiene 20 divisiones iguales en 19 mm. La diferencia entre una división de Ia escala principal y una de Ia escala vernier es como sigue:
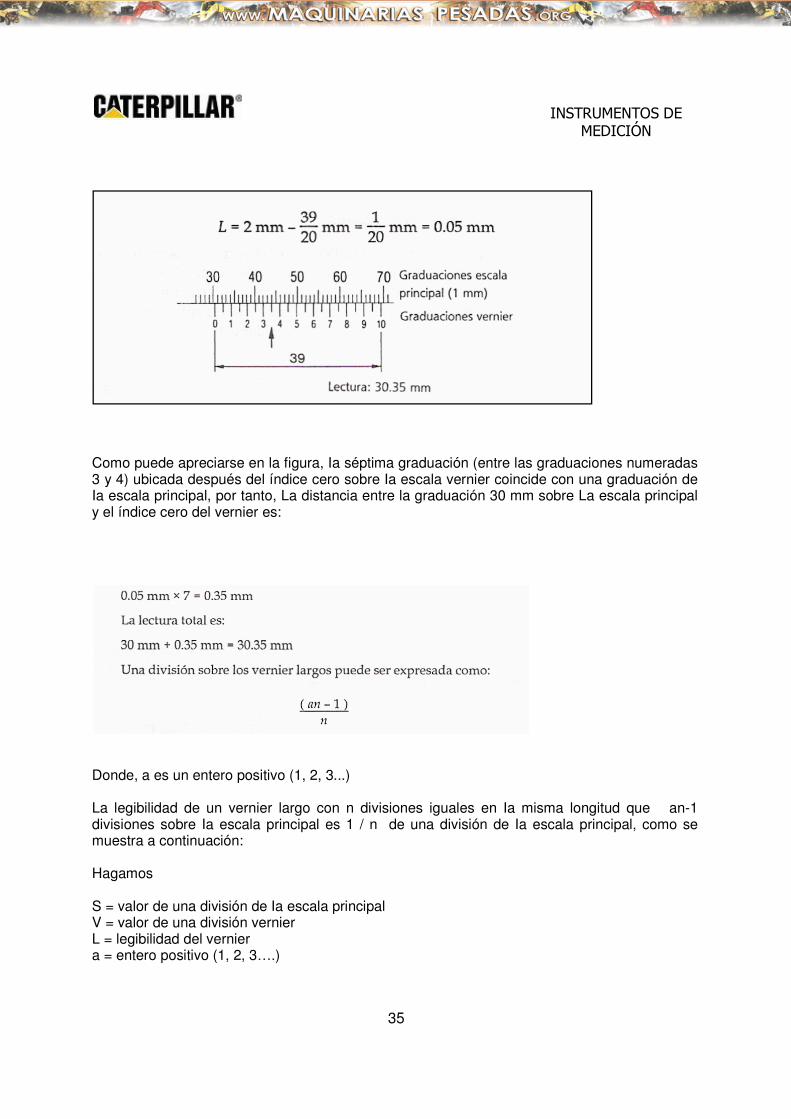
Como lo muestra la figura Ia novena graduación (próxima a la graduación numerada 4) después del Índice cero sobre Ia escala vernier está alinead con una graduación sobre Ia escala principal. Así, Ia distancia entre Ia graduación: de 1 mm sobre Ia escala principal y el índice cero del vernier es: 0.05 mm x 9: 0.45 mm La lectura total es: 1 mm + 0.45 mm = 1.45 mm Vernier largo: El vernier largo está diseñado para que las graduaciones adyacentes sean más fáciles de distinguir Por ejemplo, un vernier largo con 20 divisiones iguales en 39 mm proporciona una legibilidad de 1/20 mm, la cual es la misma del vernier estándar del ejemplo anterior. Dado que este vernier tiene 20 divisiones que ocupan 39 mm. Sobre Ia escala principal, Ia diferencia entre dos divisiones sobre la escala principal y una división sobre el vernier está dado como:
35
INSTRUMENTOS DE MEDICIÓN
Como puede apreciarse en la figura, Ia séptima graduación (entre las graduaciones numeradas 3 y 4) ubicada después del índice cero sobre Ia escala vernier coincide con una graduación de Ia escala principal, por tanto, La distancia entre la graduación 30 mm sobre La escala principal y el índice cero del vernier es:
Donde, a es un entero positivo (1, 2, 3...) La legibilidad de un vernier largo con n divisiones iguales en Ia misma longitud que an-1 divisiones sobre Ia escala principal es 1 / n de una división de Ia escala principal, como se muestra a continuación: Hagamos S = valor de una división de Ia escala principal V = valor de una división vernier L = legibilidad del vernier a = entero positivo (1, 2, 3….)

36
INSTRUMENTOS DE MEDICIÓN
Entonces el valor L es obtenido como sigue:
Así, cada división sobre el vernier es menor , “a “ veces una división de la escala principal en s/n . Calibradores vernier tipo M
La figura muestra un calibrador vernier tipo M (llamado calibrador con barra de profundidades). Este calibrador tiene un cursor abierto y puntas para medición de interiores. Los calibradores con un rango de 300 mm o menos cuentan con una barra de profundidades, mientras que carecen de ella los de rangos de medición de 600 mm y 1000. El vernier está graduado con 20 divisiones en 39 mm para el tipo con legibilidad de 0.05 mm, o en 50 divisiones en 49mm para el tipo con legibilidad de 0.02 mm. Algunos calibradores vernier tipo M están diseñados para facilitar la medición de peldaño, ya que tienen el borde del cursor al ras con Ia cabeza del brazo principal cuando las puntas de medición están completamente cerradas.
37
INSTRUMENTOS DE MEDICIÓN
Calibrador vernier tipo CM:
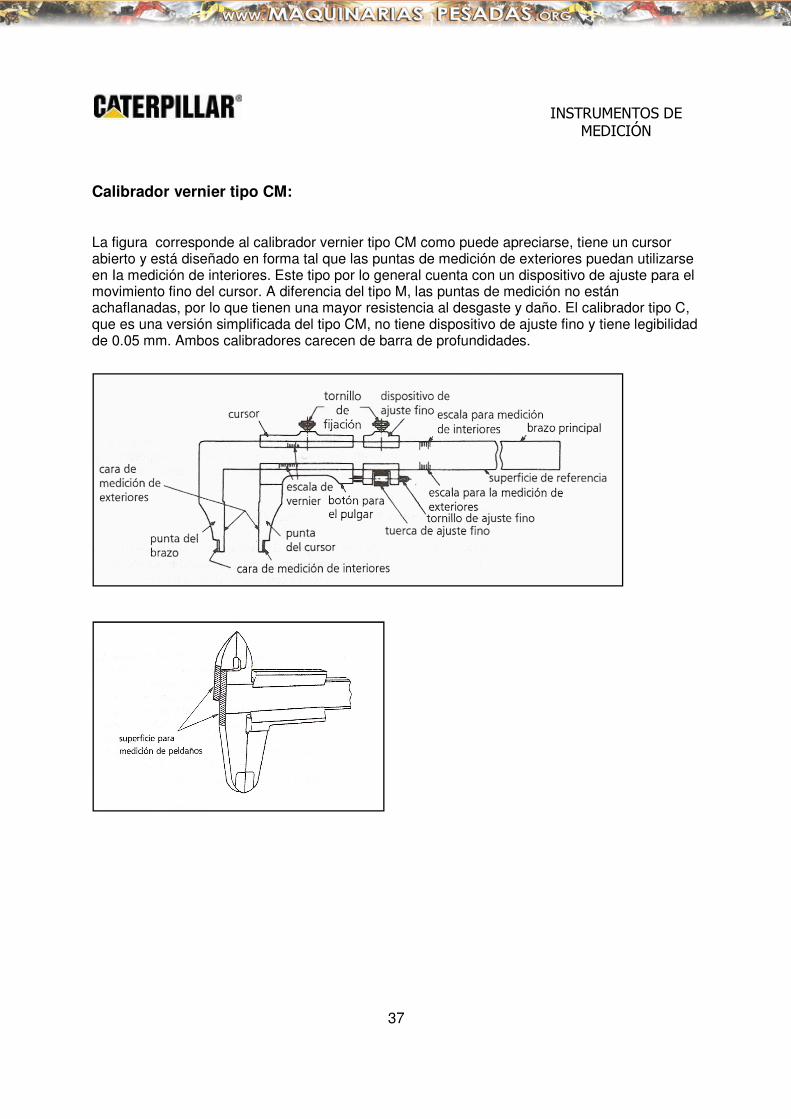
La figura corresponde al calibrador vernier tipo CM como puede apreciarse, tiene un cursor abierto y está diseñado en forma tal que las puntas de medición de exteriores puedan utilizarse en Ia medición de interiores. Este tipo por lo general cuenta con un dispositivo de ajuste para el movimiento fino del cursor. A diferencia del tipo M, las puntas de medición no están achaflanadas, por lo que tienen una mayor resistencia al desgaste y daño. El calibrador tipo C, que es una versión simplificada del tipo CM, no tiene dispositivo de ajuste fino y tiene legibilidad de 0.05 mm. Ambos calibradores carecen de barra de profundidades.
38
INSTRUMENTOS DE MEDICIÓN
Calibradores vernier tipo M con ajuste fino:
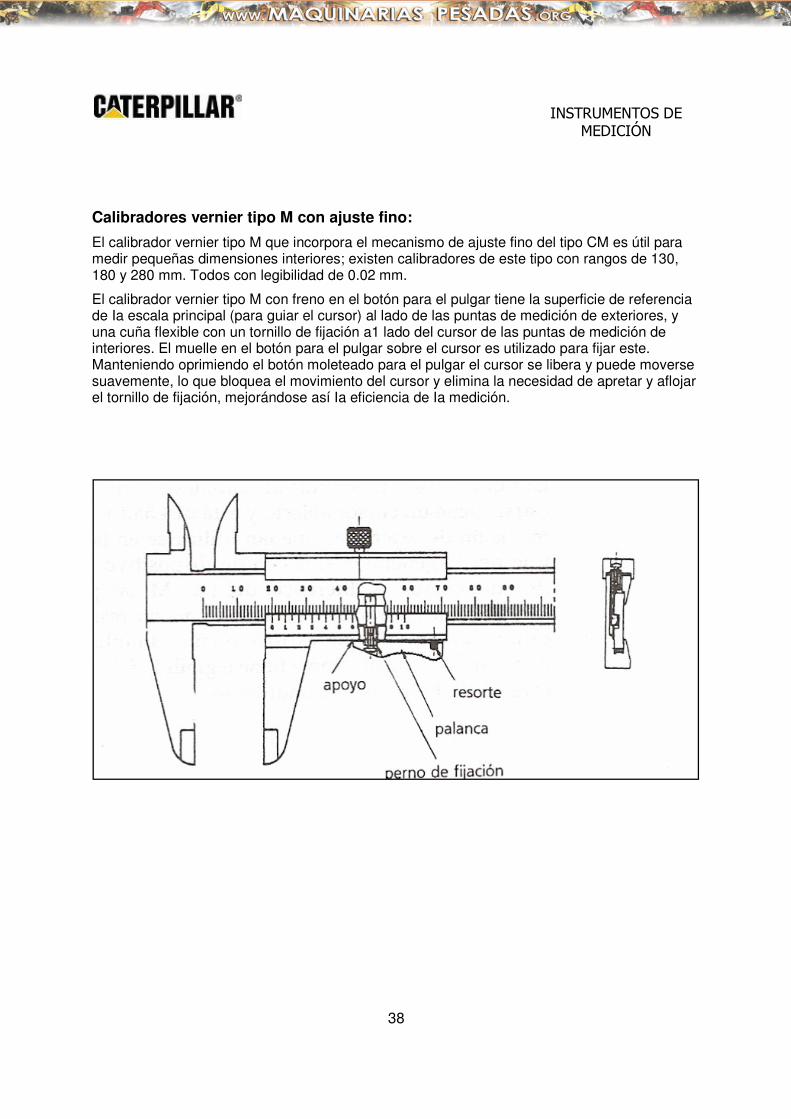
El calibrador vernier tipo M que incorpora el mecanismo de ajuste fino del tipo CM es útil para medir pequeñas dimensiones interiores; existen calibradores de este tipo con rangos de 130, 180 y 280 mm. Todos con legibilidad de 0.02 mm.
El calibrador vernier tipo M con freno en el botón para el pulgar tiene la superficie de referencia de Ia escala principal (para guiar el cursor) al lado de las puntas de medición de exteriores, y una cuña flexible con un tornillo de fijación a1 lado del cursor de las puntas de medición de interiores. El muelle en el botón para el pulgar sobre el cursor es utilizado para fijar este. Manteniendo oprimiendo el botón moleteado para el pulgar el cursor se libera y puede moverse suavemente, lo que bloquea el movimiento del cursor y elimina la necesidad de apretar y aflojar el tornillo de fijación, mejorándose así Ia eficiencia de Ia medición.
39
INSTRUMENTOS DE MEDICIÓN
Calibradores con caras de medición de carburo:
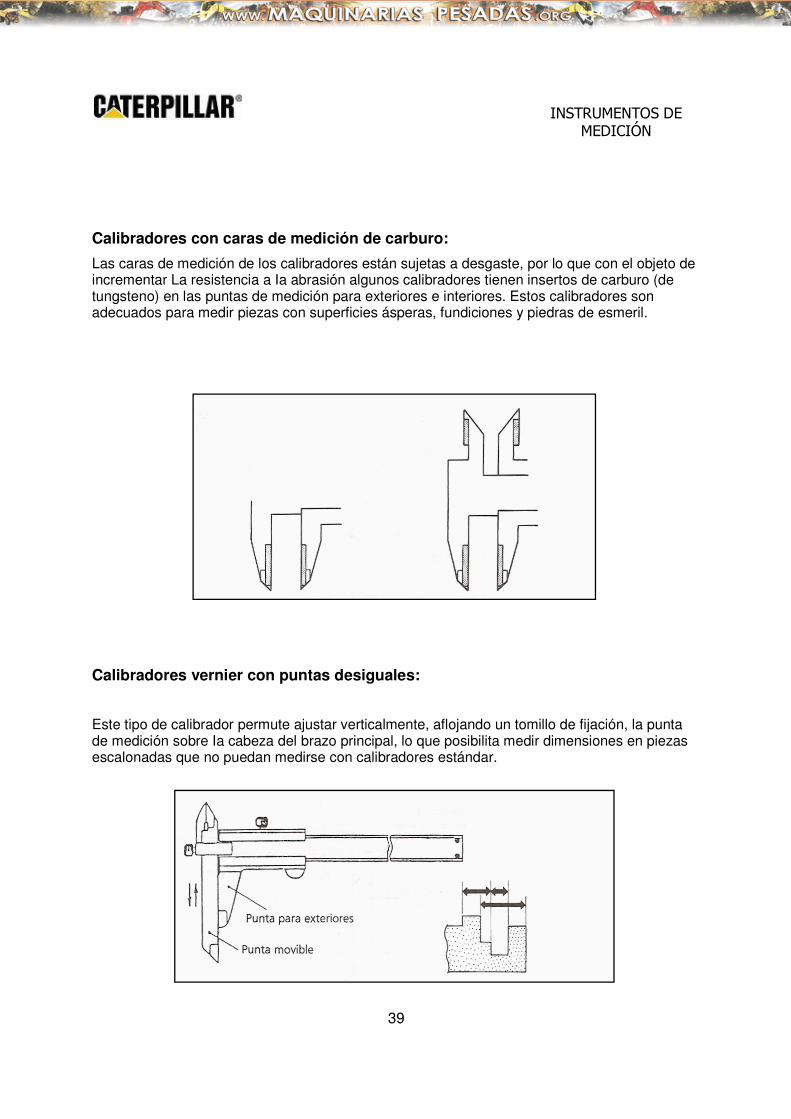
Las caras de medición de los calibradores están sujetas a desgaste, por lo que con el objeto de incrementar La resistencia a Ia abrasión algunos calibradores tienen insertos de carburo (de tungsteno) en las puntas de medición para exteriores e interiores. Estos calibradores son adecuados para medir piezas con superficies ásperas, fundiciones y piedras de esmeril.
Calibradores vernier con puntas desiguales:
Este tipo de calibrador permute ajustar verticalmente, aflojando un tomillo de fijación, la punta de medición sobre Ia cabeza del brazo principal, lo que posibilita medir dimensiones en piezas escalonadas que no puedan medirse con calibradores estándar.
40
INSTRUMENTOS DE MEDICIÓN
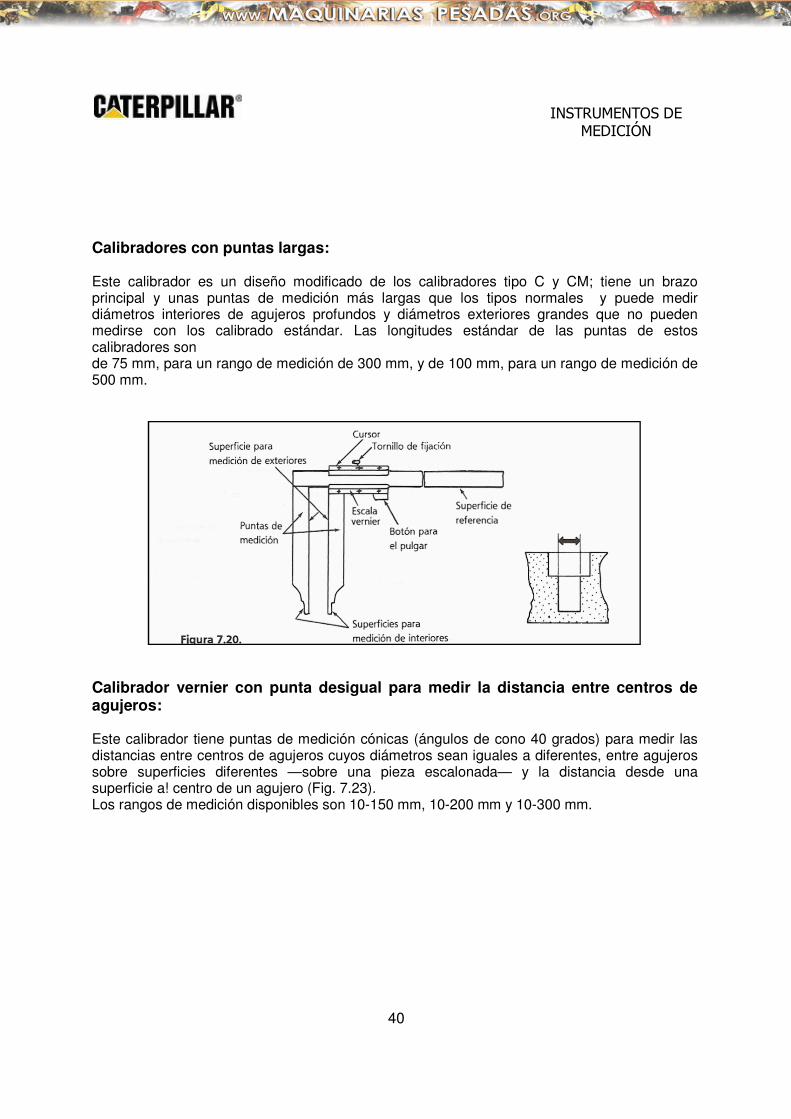
Calibradores con puntas largas: Este calibrador es un diseño modificado de los calibradores tipo C y CM; tiene un brazo principal y unas puntas de medición más largas que los tipos normales y puede medir diámetros interiores de agujeros profundos y diámetros exteriores grandes que no pueden medirse con los calibrado estándar. Las longitudes estándar de las puntas de estos calibradores son de 75 mm, para un rango de medición de 300 mm, y de 100 mm, para un rango de medición de 500 mm.
Calibrador vernier con punta desigual para medir la distancia entre centros de agujeros: Este calibrador tiene puntas de medición cónicas (ángulos de cono 40 grados) para medir las distancias entre centros de agujeros cuyos diámetros sean iguales a diferentes, entre agujeros sobre superficies diferentes —sobre una pieza escalonada— y la distancia desde una superficie a! centro de un agujero (Fig. 7.23). Los rangos de medición disponibles son 10-150 mm, 10-200 mm y 10-300 mm.

41
INSTRUMENTOS DE MEDICIÓN
Calibrador con vernier con puntas paralelas para mediciones de profundidad hasta de 32 mm. : Escalada de vernier: 0.05 mm Rango de medición: 0 -150 mm
Calibrador con vernier con puntas cónicas: Viene con barra de profundidad Rango de medición: 0 -150 mm
42
INSTRUMENTOS DE MEDICIÓN
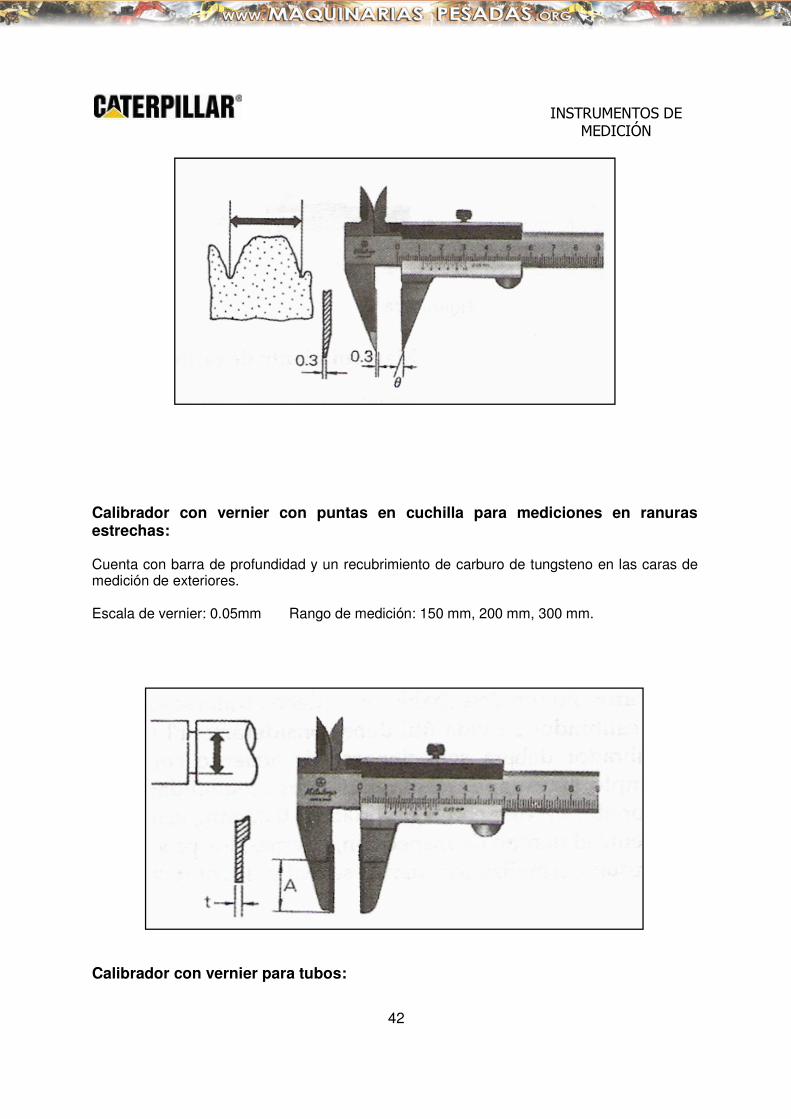
Calibrador con vernier con puntas en cuchilla para mediciones en ranuras estrechas: Cuenta con barra de profundidad y un recubrimiento de carburo de tungsteno en las caras de medición de exteriores. Escala de vernier: 0.05mm Rango de medición: 150 mm, 200 mm, 300 mm.
Calibrador con vernier para tubos:
43
INSTRUMENTOS DE MEDICIÓN
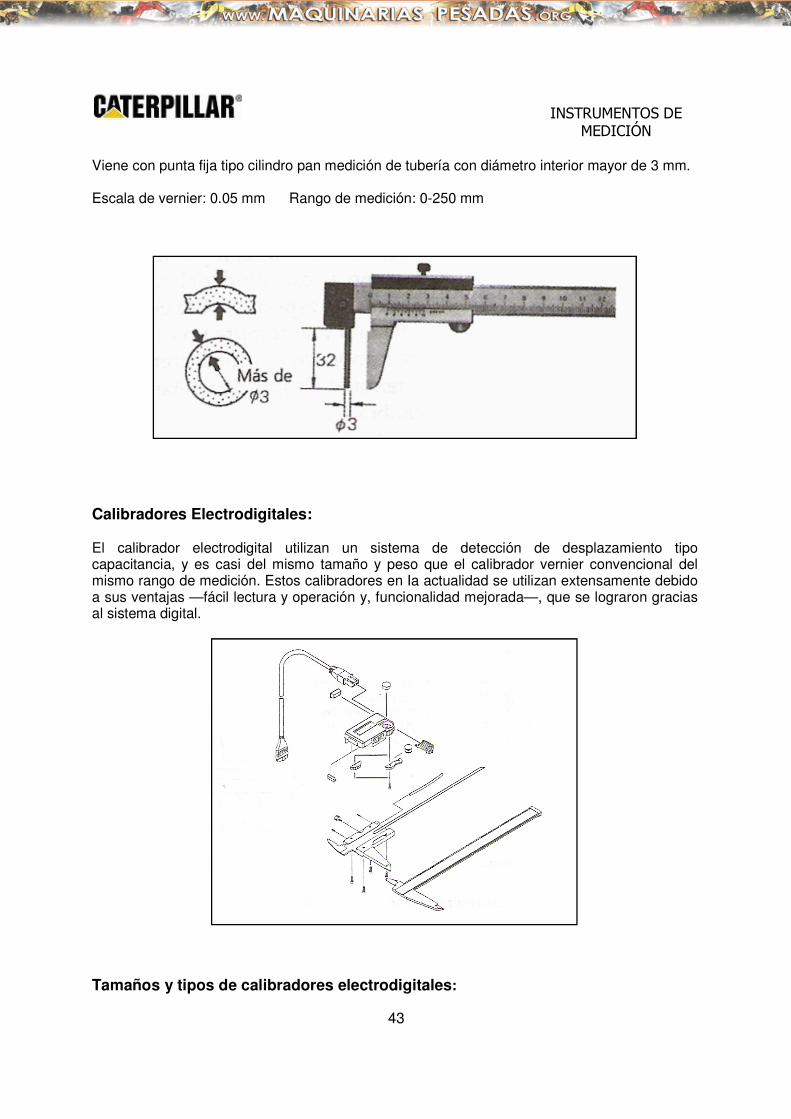
Viene con punta fija tipo cilindro pan medición de tubería con diámetro interior mayor de 3 mm. Escala de vernier: 0.05 mm Rango de medición: 0-250 mm
Calibradores Electrodigitales: El calibrador electrodigital utilizan un sistema de detección de desplazamiento tipo capacitancia, y es casi del mismo tamaño y peso que el calibrador vernier convencional del mismo rango de medición. Estos calibradores en Ia actualidad se utilizan extensamente debido a sus ventajas —fácil lectura y operación y, funcionalidad mejorada—, que se lograron gracias al sistema digital.
Tamaños y tipos de calibradores electrodigitales:

44
INSTRUMENTOS DE MEDICIÓN
Los calibradores electrodigitales están disponibles en una amplia variedad de tamaños con rangos de medición de 100, 150, 200, 300, 450, 600 y 1000 mm. Algunos calibradores electrodigitales pequeños tienen insertos de carburo en las puntas de medición. En la actualidad todos los tipos de calibradores vernier para propósitos especiales pueden conseguirse en versión electrodigital. Estos están provistos con un conector para salida de datos. Facilidad de lectura: Los valores medidos pueden verse en una pantalla de cristal liquido (LCD) con cinco dígitos (Resolución: 0.01 mm) y que es fácil de leer y libre de errores de lectura. Compacto, liviano y bajo consumo de energía: El calibrador electrodigital es tan compacto y liviano como el calibrador vernier convencional. Esto pudo lograrse adaptando un detector tipo capacitancía, el cual es compacto porque esta fabricado con sin circuito miniaturizado de baja potencia que no requiere cambios sustanciales respecto de Ia estructura del calibrador convencional. Como los calibradores electrodigitales consumen poca energía, una pequeña batería proporciona muchas horas de servicio. (La vida de Ia batería es de aproximadamente dos años, bajo condiciones normales de operación) Función de fijado del cero: Esta función pone cero en Ia pantalla en cualquier posición que se desee, lo que permite mediciones comparativas y otros tipos de medición de acuerdo con el tipo de pieza por medir. Alta velocidad de respuesta: La velocidad de respuesta del detector es lo suficientemente alta para velocidades normales de medición. (Las velocidades máximas de respuesta son 6000 mm/s cuando se abren las puntas de medición y1600 mm/s cuando se cierran.) Función de salida de datos: Los calibradores electrodigitales pueden conectarse a una unidad externa de procesamiento de datos, como un microprocesador o una computadora personal. También pueden integrarse a una red para control estadístico del proceso.
45
INSTRUMENTOS DE MEDICIÓN
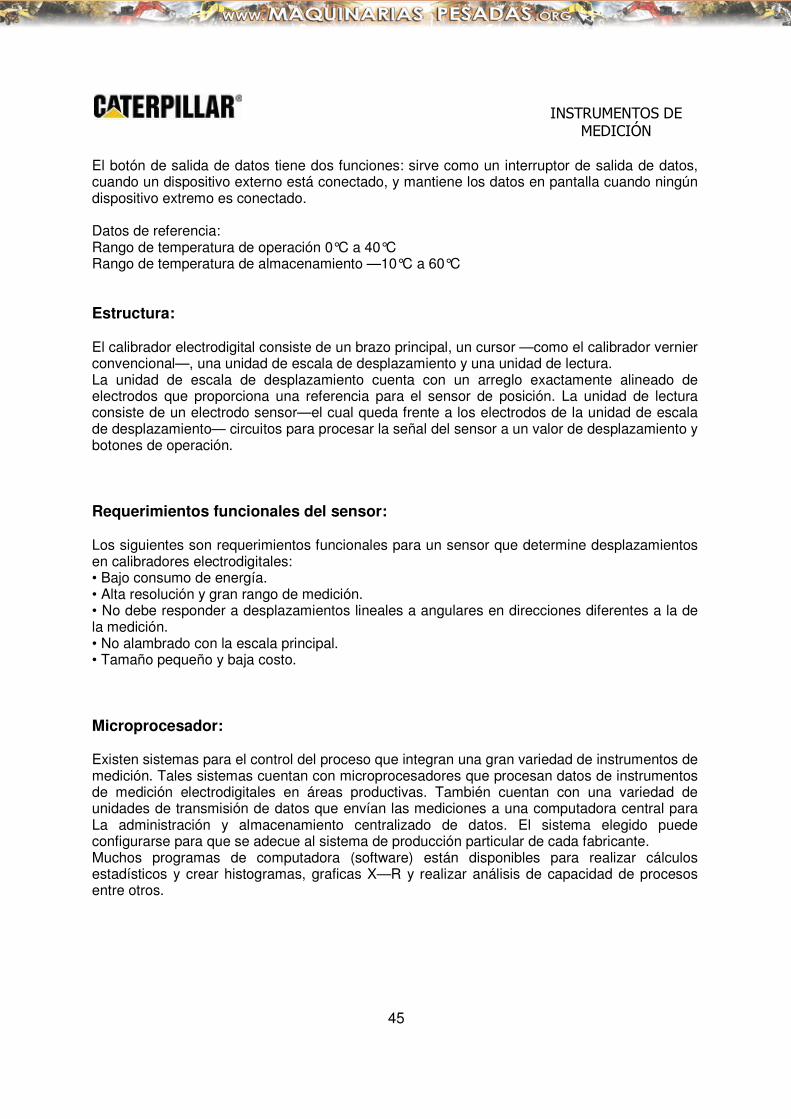
El botón de salida de datos tiene dos funciones: sirve como un interruptor de salida de datos, cuando un dispositivo externo está conectado, y mantiene los datos en pantalla cuando ningún dispositivo extremo es conectado. Datos de referencia: Rango de temperatura de operación 0°C a 40°C Rango de temperatura de almacenamiento —10°C a 60°C Estructura: El calibrador electrodigital consiste de un brazo principal, un cursor —como el calibrador vernier convencional—, una unidad de escala de desplazamiento y una unidad de lectura. La unidad de escala de desplazamiento cuenta con un arreglo exactamente alineado de electrodos que proporciona una referencia para el sensor de posición. La unidad de lectura consiste de un electrodo sensor—el cual queda frente a los electrodos de la unidad de escala de desplazamiento— circuitos para procesar la señal del sensor a un valor de desplazamiento y botones de operación. Requerimientos funcionales del sensor: Los siguientes son requerimientos funcionales para un sensor que determine desplazamientos en calibradores electrodigitales: • Bajo consumo de energía. • Alta resolución y gran rango de medición. • No debe responder a desplazamientos lineales a angulares en direcciones diferentes a la de la medición. • No alambrado con la escala principal. • Tamaño pequeño y baja costo. Microprocesador: Existen sistemas para el control del proceso que integran una gran variedad de instrumentos de medición. Tales sistemas cuentan con microprocesadores que procesan datos de instrumentos de medición electrodigitales en áreas productivas. También cuentan con una variedad de unidades de transmisión de datos que envían las mediciones a una computadora central para La administración y almacenamiento centralizado de datos. El sistema elegido puede configurarse para que se adecue al sistema de producción particular de cada fabricante. Muchos programas de computadora (software) están disponibles para realizar cálculos estadísticos y crear histogramas, graficas X—R y realizar análisis de capacidad de procesos entre otros.

46
INSTRUMENTOS DE MEDICIÓN
Lectura en pulgadas: Calibre con nonio de 1/128 de pulgada El nonio que aproxima la lectura hasta 1/128 pulgada tiene una longitud total de 7/16 de pulgada está dividido en 8 partes iguales (figura N°10). Cada parte mide, por lo tanto; 7/16 = 7/128 1/8
figura 10 Cada división de la escala mide 1/16 = 8/128. Resulta que cada división del nonio es de 1/128” menor que la división de la escala. A partir, pues, de trazos en coincidencia (de “0” hasta “8”) los 1ro trazos del nonio y de la escala se separan 1/128”; los 2do trazos de 2/128” (o 1/64”); los 3ro trazos de 3/128”; los 4to trazos de 4/128” (o 1/32”); los 5to trazos de 5/128”; los 6to trazos de 6/128” (o 3/64); los 7mo trazos de 7/128”. Lectura de la medida con el nonio.

47
INSTRUMENTOS DE MEDICIÓN
Se leen, en la escala, hasta antes del cero del nonio, las pulgadas y fracciones (las fracciones pueden ser: media pulgada, cuartos octavos o dieciseisavos). En la figura N°11, por ejemplo, se tiene: ¾” enseguida, se cuentan los trazos del nonio, hasta el que coincide con un trazo de la escala. En la figura N°11, por ejemplo, tres trazos, o sea, 3/128”. Por último se suma: ¾” + 3/128” 96/128 + 3/128 = 99/128”
figura 11 Ejemplos En la figura N°12, la lectura es 1 29/128”, porque el cero del nonio está entre: 1 3/16” y 1 4/16” y la coincidencia se da en el quinto trazo, de donde : 1 3/16” + 5/128” = 1 24/128” + 5/128” = 1 29/128

48
INSTRUMENTOS DE MEDICIÓN
figura 12
figura 13
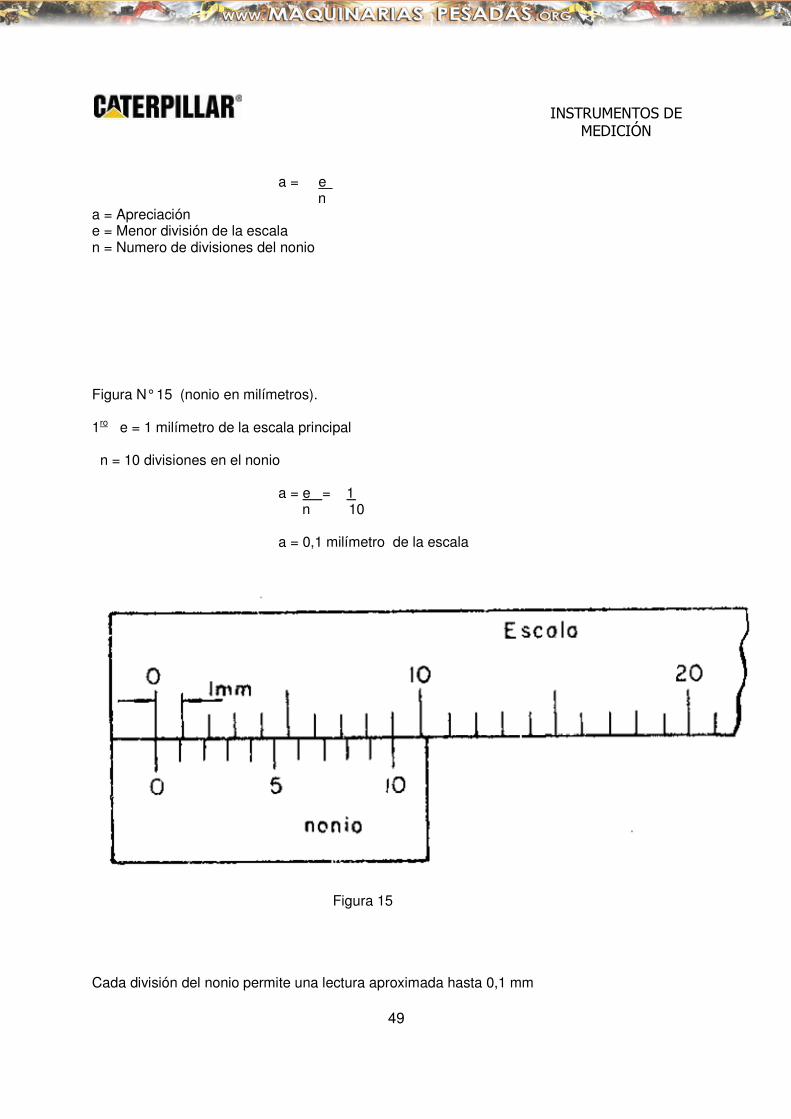
Figura 14 La apreciación de estos instrumentos de medición está dada por la lectura de la menor fracción de la unidad de medida, que se puede obtener con la aproximación del nonio. La máxima aproximación de la lectura se obtiene por el coeficiente entre la magnitud de la menor división de la escala principal dividida por el numero de divisiones de la escala auxiliar o nonio. La apreciación se obtiene, pues, con la formula;
49
INSTRUMENTOS DE MEDICIÓN
a = e n a = Apreciación e = Menor división de la escala n = Numero de divisiones del nonio Figura N° 15 (nonio en milímetros). 1ro e = 1 milímetro de la escala principal n = 10 divisiones en el nonio a = e = 1 n 10 a = 0,1 milímetro de la escala
Figura 15 Cada división del nonio permite una lectura aproximada hasta 0,1 mm

50
INSTRUMENTOS DE MEDICIÓN
2do e = 1 milímetro de la escala principal n = 20 divisiones del nonio a = 1 20 a = 0,05 milímetros de la escala
Figura 16 Cada división del nonio permite una lectura aproximada hasta 0,05 mm 3ro e = 1 milímetro de la escala principal n = 50 divisiones en el nonio a = 1 50 a = 0,02 milímetros de la escala
Figura 17 Cada división del nonio permite una lectura aproximada hasta 0,02 mm

51
INSTRUMENTOS DE MEDICIÓN
Pie de metro con calibrador de carátula Debido al mecanismo del indicador basado en cremallera y piñón, el calibrador de carátula ofrece lecturas fáciles; pero, al mismo tiempo, esta característica requiere poner una atención especial en su manejo, que no se requiere en el de los calibradores de Vernier. La figura N° 18 muestra la nomenclatura para los calibradores de carátula mientras que la tabla N° 1 muestra los diferentes tipos de graduaciones para calibradores de este tipo. Como se observa en la figura N° 18, una cremallera se sujeta a la ranura de la barra principal. Debe notarse que cuando se emplean los tipos 2 y 5, la cremallera está sujeta al lado superior de la ranura para eliminar la rotación inversa de la aguja indicadora.
Figura 18 Tabla N 1
Métrico Ingles División Graduaciones
en la carátula Desplazamiento por revolución
División Graduaciones en la carátula
Desplazamiento por revolución
0,05 mm
100 divisiones* 5 mm/rev. 0,001 pulg. 100 divisiones 0,1 pulg/rev.
0,02 mm
100 divisiones 2 mm/rev. 0,001 pulg. 200 divisiones 0,2 pulg/rev.
0,01 mm
100 divisiones 1 mm/rev.
* divisiones alrededor de la circunferencia

52
INSTRUMENTOS DE MEDICIÓN
Micrómetro: Uno de los instrumentos que se utiliza con mayor frecuencia en la industria metalmecánica es el micrómetro, dispositivo que mide el desplazamiento del husillo cuando éste es movido mediante el giro de un tornillo, lo que convierte el movimiento giratorio del tambor en el movimiento lineal del husillo. El desplazamiento de éste lo amplifica la rotación del tornillo y el diámetro del tambor. Las graduaciones alrededor de la circunferencia del tambor permiten leer un cambio pequeño en la posición del husillo. Es un instrumento de alta precisión que permite medir espesores con aproximación de 0,001 mm y 0,0001 mm. Construcción: Requiere mayor atención en la construcción del micrómetro, el arco, el tornillo micrométrico y las puntas de medición. Arco: Es construido de acero especial, tratado térmicamente, a fin de eliminar las tensiones, es forrado de placas aislantes para evitar la dilatación por el calor de las manos. Tornillo micrométrico: Este tornillo garantiza la precisión del micrómetro. Está construido con alta precisión en material apropiado, como la aleación de acero y acero inoxidable templado, para darle una dureza capaz de evitar el desgaste prematuro.
Punta fija: Es construida también de aleación de acero o acero inoxidable y está fija directamente al arco. La punta móvil es la prolongación del tornillo micrométrico. Las caras de contacto son endurecidas por diversos procesos para evitar el desgaste rápido de las mismas. En los micrómetros modernos los extremos de las puntas son calzados con placas de metal duro, garantizando así por más tiempo, la precisión del instrumento.


54
INSTRUMENTOS DE MEDICIÓN
Lectura: Para el micrómetro tradicional nos referimos a las siguientes figuras:
Figura 2
55
INSTRUMENTOS DE MEDICIÓN
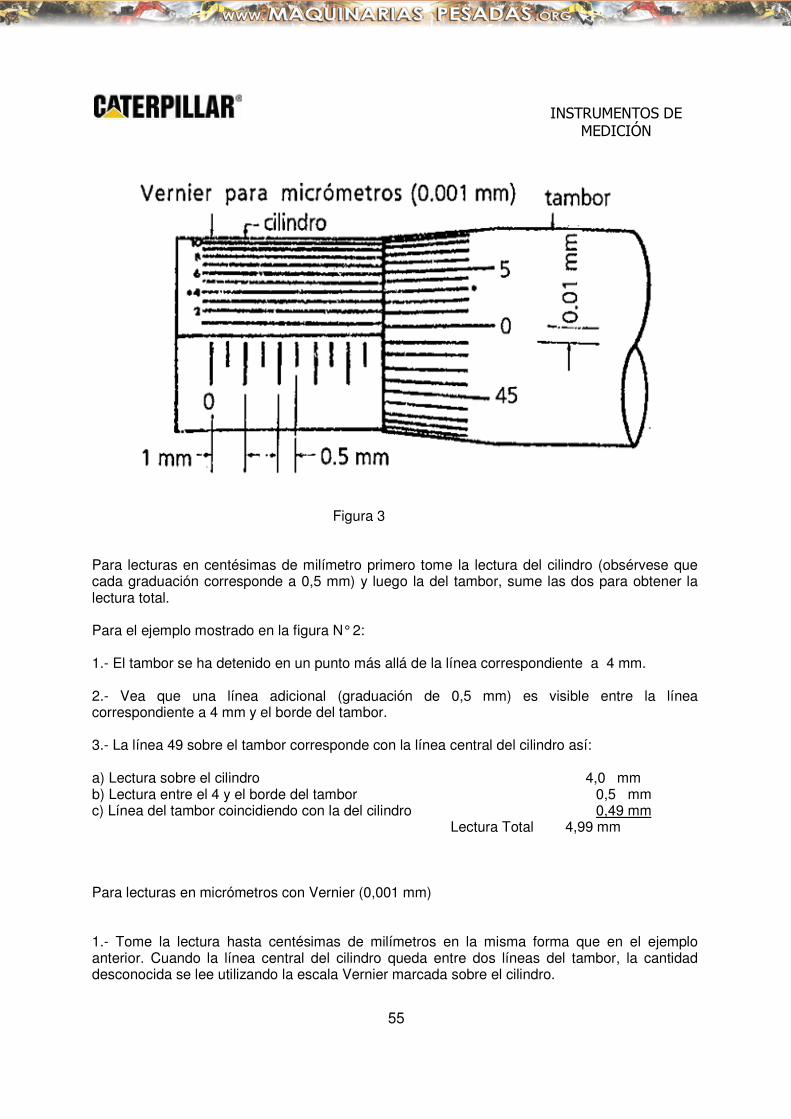
Figura 3 Para lecturas en centésimas de milímetro primero tome la lectura del cilindro (obsérvese que cada graduación corresponde a 0,5 mm) y luego la del tambor, sume las dos para obtener la lectura total. Para el ejemplo mostrado en la figura N° 2: 1.- El tambor se ha detenido en un punto más allá de la línea correspondiente a 4 mm. 2.- Vea que una línea adicional (graduación de 0,5 mm) es visible entre la línea correspondiente a 4 mm y el borde del tambor. 3.- La línea 49 sobre el tambor corresponde con la línea central del cilindro así: a) Lectura sobre el cilindro 4,0 mm b) Lectura entre el 4 y el borde del tambor 0,5 mm c) Línea del tambor coincidiendo con la del cilindro 0,49 mm Lectura Total 4,99 mm Para lecturas en micrómetros con Vernier (0,001 mm) 1.- Tome la lectura hasta centésimas de milímetros en la misma forma que en el ejemplo anterior. Cuando la línea central del cilindro queda entre dos líneas del tambor, la cantidad desconocida se lee utilizando la escala Vernier marcada sobre el cilindro.

56
INSTRUMENTOS DE MEDICIÓN
2.- El Vernier sobre el cilindro proporciona lecturas con incrementos de 0,001 mm. 3.- Para leer el Vernier, encuentre cuál línea sobre la escala de éste coincide con la línea sobre el tambor y tome la lectura del numero indicado a la izquierda de la escala Vernier, nunca tome el numero del tambor. 4.- Note en la figura N° 3 que la línea con el número 4 del Vernier coincide exactamente con una del tambor e indica 0,004 mm. a) Lectura sobre el cilindro 4,0 mm b) Línea entre el 4 y el borde del tambor 0,5 mm c) Línea del tambor que ha pasado la línea del cilind. 0,49 mm d) Línea Vernier coincidiendo con una del tambor 0,004 mm Lectura Total 4,994 mm
Para el Micrómetro en pulgadas (figuras N° 4 y N° 5)
Figura 4

57
INSTRUMENTOS DE MEDICIÓN
Figura 5 Para lecturas en milésimas de pulgadas primero tome la lectura del cilindro (observe que cada graduación corresponde a 0,25 de pulgadas) y luego la del tambor, sume las dos para obtener la lectura total. Para el ejemplo mostrado en la figura N° 4 1.- El tambor se ha detenido en un punto más allá del 2 sobre el cilindro y que indica 0,200” de pulgadas. 2.- Una línea adicional es visible entre la graduación con el 2 y el borde del tambor y que indican 0,025 “de pulgadas. 3.- La línea numerada 1 sobre el tambor coincide con la línea central del husillo, lo que significa 0,001” de pulgada adicional. Así: a) Lectura sobre el cilindro 0,200” b) Línea entre el 2 y el borde del tambor 0,025” c) Línea del tambor coincidiendo a la línea central del cilindro 0,001” Lectura total 0,226” Para lecturas en diezmilésima de pulgadas.

58
INSTRUMENTOS DE MEDICIÓN
1.- Tome la lectura hasta milésimas de pulgada en la misma forma que en el ejemplo anterior. Cuando la línea central del cilindro queda entre dos líneas del tambor, la cantidad desconocida se lee utilizando la escala Vernier marcada sobre el cilindro. 2.- El Vernier sobre el cilindro proporciona lecturas con incrementos de 0,0001 de pulgada. 3.- Para leer el Vernier, encuentre cuál línea sobre la escala de éste coincide con una línea sobre el tambor y tome la lectura del número indicado a la izquierda de la escala Vernier, nunca tome el número del tambor. 4.- Note, en la figura N° 5, que la línea con el número 2 del Vernier coincide exactamente con una del tambor y que indica 0,0002 pulgadas. Así: a) Lectura sobre el cilindro 0,200” b) Línea entre el 2 y el borde del tambor 0,025” c) El tambor ha pasado la línea sobre el cilindro 0,001” d) Línea Vernier coincidiendo exactamente con la línea del tambor 0,0002” Lectura total 0,2262” Aun cuando no se cuente con la escala Vernier sobre el cilindro, conviene estimar la lectura del tercer dígito decimal, en el caso de milímetros, o el cuarto dígito decimal, en el caso de pulgadas.

59
INSTRUMENTOS DE MEDICIÓN
Micrómetros para aplicación especial: Micrómetros para tubo: Este tipo de micrómetro está diseñado para medir el espesor de pared de partes tubulares, tales como cilindros y collares. Los siguientes tipos están disponibles. 1. Tope fijo esférico 2. Tope fijo y del husillo esférico 3. Tope fijo tipo cilíndrico Tipo tope fijo esférico La figura 9.17 muestra un micrómetro con tope fijo esférico. La superficie esférica permite medir el espesor de la pared de tubos y otras partes con paredes cilíndricas. Las mediciones se toman poniendo en contacto la superficie esférica con Ia superficie interna de un tubo y el tope del husillo con Ia superficie externa.

60
INSTRUMENTOS DE MEDICIÓN
Tipo con ambos topes esféricos: Ambos topes de medición son esféricos, como lo muestra Ia figura 9.18. Este tipo es útil para medir el espesor de pared de tubos de forma especial con una superficie exterior no circular, lo que un husillo con tope plano no podrá medir con exactitud.
Tipo tope cilíndrico: Este tipo de micrómetro es utilizado para medir el espesor de pared de tubos con pequeño diámetro interior, Ia forma del tope del husillo puede ser plana a esférica. Requiere cuidado especial durante !a medición porque el tope largo y delgado está sujeto a flexión o deformación cuando se aplica una fuerza de medición excesiva. Para evitar este problema !a fuerza de medición en el trinque te es menor que Ia del micrómetro estándar de exteriores (Fig. 9.19). Micrómetro para ranuras: En este micrómetro ambos topes tienen un pequeño diámetro con el objeto de medir pernos ranurados, cuñeros, ranuras, etc. que !os micrómetros estándar de exteriores no podrían medir. El tamaño estándar de La porción de medición es 3mm de diámetro y 10 mm. de longitud. Las especificaciones son básicamente las mismas que las de los micrómetros estándar de exteriores (Fig. 9.20).

61
INSTRUMENTOS DE MEDICIÓN
Micrómetro de puntas: Como puede verse en La figura 9.21 estos micrómetros tienen ambos partes en forma de punta. Se utiliza para medir el espesor del alma de brocas, e! diámetro de raíz de roscas externas, ranuras pequeñas y otras porciones difíciles de alcanzar. El ángulo de las puntas puede ser 15, 30, 45,60° (Fig. 9.22). Las puntas de medición normalmente tienen un radio de curvatura de 0.3 mm, ya que ambas puntas pueden no tocarse; un bloque patrón se utiliza para ajustar el punto cero. Con el objeto de proteger las puntas, Ia fuerza de medición en el trinquete es menor que la del micrómetro estándar de exteriores.
Micrómetro tipo discos para espesor de papel: Este tipo es similar al micrómetro tipo discos para medición de espesor de dientes de engrane, pero utiliza un husillo no giratorio con el objeto de eliminar torsión sobre las superficies de Ia pieza, lo que !o hace adecuado para medir pape! y piezas delgadas. Los discos proporcionan superficies grandes de medición con e! fin de evitar que !a fuerza de medición se concentre (Fig. 9.27).

62
INSTRUMENTOS DE MEDICIÓN
Micrómetro de cuchillas: Como se muestra en Ia figura 9.28, en este tipo los topes son cuchillas, por Ia que ranuras angostas, cuñeros y otras porciones difíciles de alcanzar pueden medirse. Micrómetros para espesor de Láminas: Este tipo de micrómetros tiene un arco alargado capaz de medir espesores de láminas en porciones alejadas del borde de éstas. La profundidad del arco v de 100 a 600 mm, otras de sus partes son iguales al micrómetro normal (Fig. 9.34). Hay un micrómetro de este otro tipo que está provisto de una carátula para facilitar la lectura (Fig. 9.35).

63
INSTRUMENTOS DE MEDICIÓN
Micrómetro para dientes de engrane: El engrane es uno de los elementos más importantes de una maquina, por lo que su medición con frecuencia es requerida para asegurar las característica deseadas de una máquina. Para que los engranes ensamblados funciones correctamente, sus dientes deben engranar adecuadamente entre ellos sin cambiar su distancia entre los dos centros de rotación Al mismo tiempo, h velocidad periférica a lo largo de los círculos de paso debe ser constante. Con el objeto de satisfacer este requerimiento, diversos elementos de los engrane; deben inspeccionarse, requiriéndose, en muchos casos, Ia utilización de maquinas para hacerlo; sin embargo, en ciertas aplicaciones pueden utilizar micrómetros para la medición de ciertas características de los dientes de los engranes. El diámetro del círculo de exterior puede medirse con un micra- metro estándar de exteriores. Los micrómetros para dientes de engrane Se utilizan principalmente para Ia medición de la longitud de la tangente de raíz, el espesor del diente y el diámetro sobre esferas. Hay diferentes tipos de micrómetro para dientes de engrane p se clasifican de acuerdo con sus aplicaciones coma sigue: Para medición de espesor de diente Tipo disco (Fig. 9.36) Tipo calibrador (Fig. 9.37) Tipo deslizable (Fig. 9.38) Para medición sobre esferas con puntas de bola (Fig. 9.39).

64
INSTRUMENTOS DE MEDICIÓN
Micrómetros para dimensiones mayores a 25 mm. : Para medir dimensiones exteriores mayores a 25 mm (1 pulg.) se tienen dos opciones. La primera consiste en utilizar una serie de micrómetros, como Ia que muestra Ia figura 9.40, para mediciones de 25 a 30 mm (1 a 2 pulg.), 50 a 75 mm (2 a 3 pulg. etc. La segunda consiste en utilizar un micrómetro con un rango de medición de 25 mm y arco grande con tape de medición intercambiable (Fig.9.41)

65
INSTRUMENTOS DE MEDICIÓN
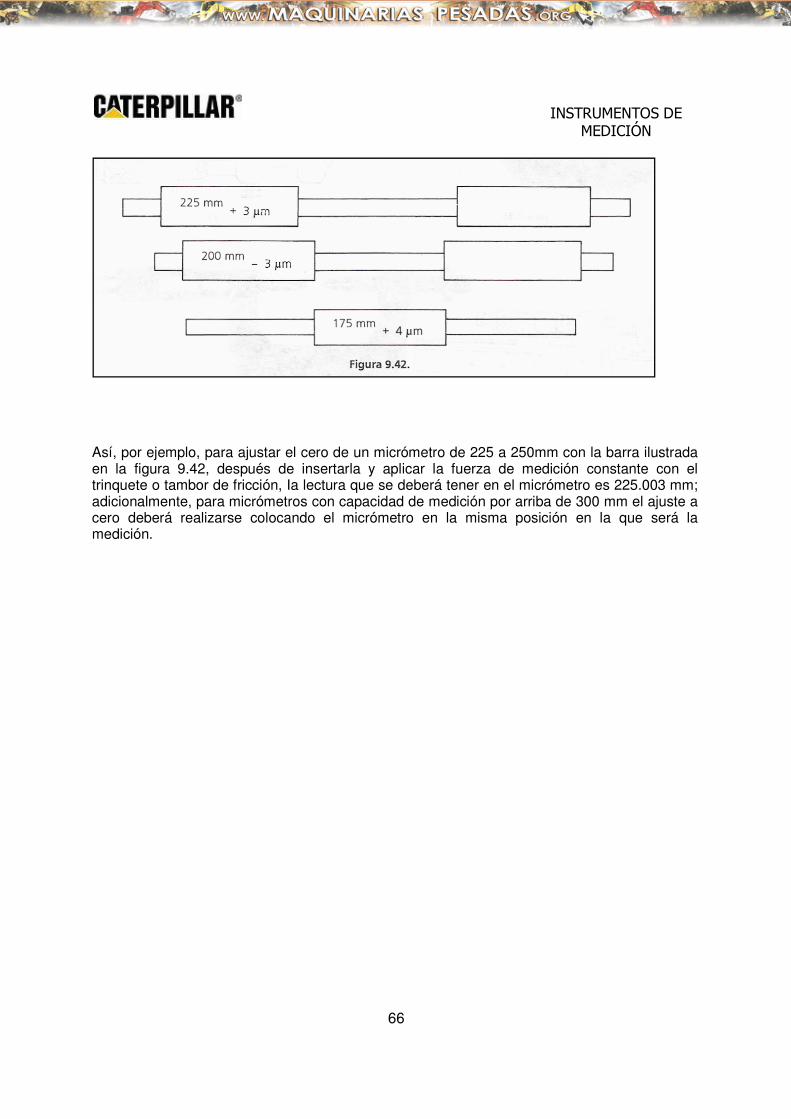
En ambos casos se requieren barras de referencia pan ajustar el cero, dado que los dos topes de medición no pueden entrar en contacto directo. El ajuste a cero puede realizarse como se indico antes para los micrómetro de 0 a 25 mm, solo que en este caso deberán insertarse, entre los dos topes de medición, una barra de referencia del tamaño nominal adecuado, y tomar e cuenta la desviación de la medida nominal indicada en el material aislante térmico cerca de ésta (Fig. 9.42).
66
INSTRUMENTOS DE MEDICIÓN
Así, por ejemplo, para ajustar el cero de un micrómetro de 225 a 250mm con la barra ilustrada en la figura 9.42, después de insertarla y aplicar la fuerza de medición constante con el trinquete o tambor de fricción, Ia lectura que se deberá tener en el micrómetro es 225.003 mm; adicionalmente, para micrómetros con capacidad de medición por arriba de 300 mm el ajuste a cero deberá realizarse colocando el micrómetro en la misma posición en la que será la medición.
67
INSTRUMENTOS DE MEDICIÓN
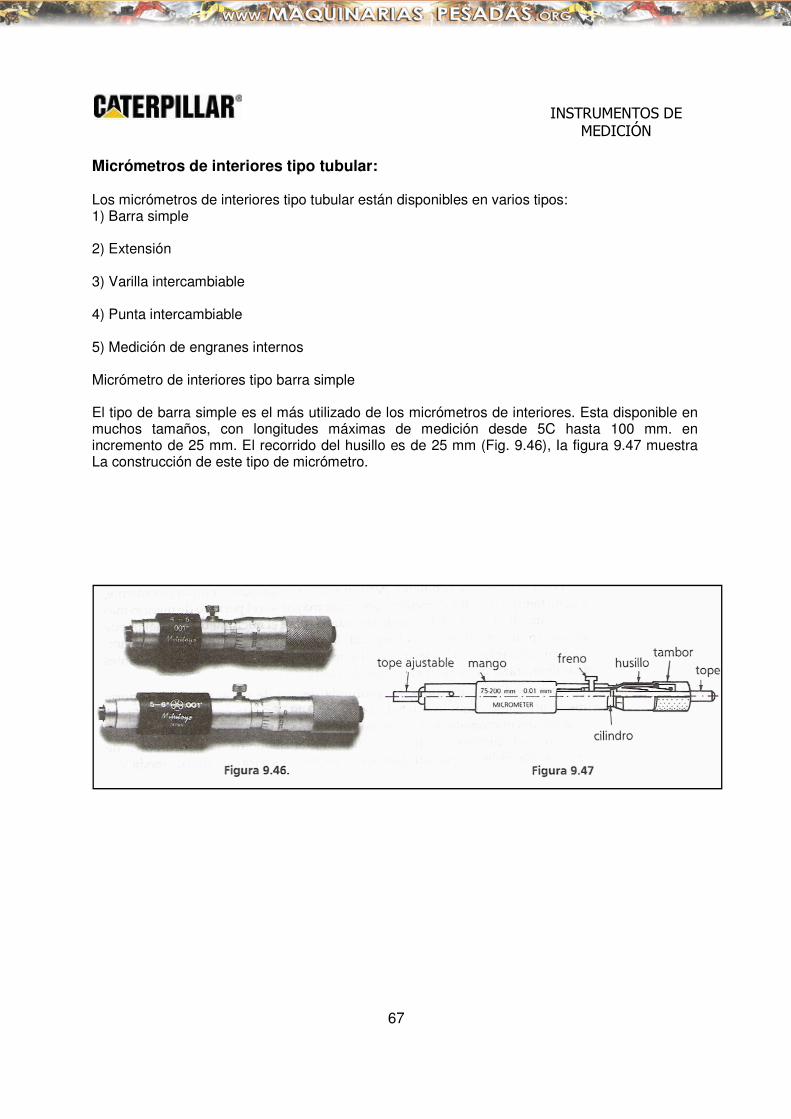
Micrómetros de interiores tipo tubular: Los micrómetros de interiores tipo tubular están disponibles en varios tipos: 1) Barra simple 2) Extensión 3) Varilla intercambiable 4) Punta intercambiable 5) Medición de engranes internos Micrómetro de interiores tipo barra simple El tipo de barra simple es el más utilizado de los micrómetros de interiores. Esta disponible en muchos tamaños, con longitudes máximas de medición desde 5C hasta 100 mm. en incremento de 25 mm. El recorrido del husillo es de 25 mm (Fig. 9.46), Ia figura 9.47 muestra La construcción de este tipo de micrómetro.

68
INSTRUMENTOS DE MEDICIÓN
Método de Medición: Para medir con exactitud diámetros de interiores es necesario contar con cierta experiencia. Esto se debe a Ia dificultad que implica posicionar el micrómetro adecuadamente dentro del agujero para medir el diámetro Si el micrómetro queda inclinado en dirección axial o diametral, ocurrirá un error en la medición. Adicionalmente, muchos micrómetros tubulares no cuentan con dispositivo de fuerza de medición constante, tal como un trinquete, lo que dificulta aun más lograr mediciones exactas. El posicionamiento exacto del calibrador es Ia clave pan obtener mediciones exactas de diámetros interiores. Con el objeto de asegurar un posicionamiento exacto, mueva el extremo de Ia cabeza de medición de izquierda a derecha, en dirección lateral, hasta determinar el punto más alto en el plano perpendicular al eje. Entonces muévalo, como se muestra en Ia figura 9.48, hacia adelante y hacia atrás en dirección axial para determinar la distancia más corta. Este procedimiento es necesario aunque el micrómetro cuente con un dispositivo de fuerza constante.
Otra técnica de medición es fijar Ia longitud del micrómetro a la dimensión del limite inferior de Ia especificación y entonces, mientras se mide, se va haciendo ajustes finos poco a poco basta obtener un diámetro exacto. Los micrómetros tubulares para interiores requieren, comparativamente mucho tiempo para hacer mediciones. Entre mayor sea el periodo de manejo más se incrementa el efecto del calor de las manos sobre el micrómetro, lo cual puede aumentar sustancialmente su longitud, lo que provocarla una lectura menor Para minimizar los efectos térmicos, el inspector deberá utilizar siempre guante y también tratar de reducir el tiempo de medición. Para medir en una posición profunda dentro de un agujero, un soporte puede utilizarse como lo muestra Ia figura 9.49. En este caso, primero fije L longitud del micrómetro ala dimensión aproximada y después haga ajustes finos hasta que el micrómetro mida exactamente el diámetro. Los medidores d agujeros con indicador de carátula son más efectivos para este tipo de medición.

69
INSTRUMENTOS DE MEDICIÓN
Micrómetros de Profundidades Los micrómetros de profundidades son útiles pan medir las profundidades de agujeros, ranuras y escalonamientos. Los micrómetros de profundidades se clasifican como sigue: 1. Tipo varilla simple 2. Tipo varilla intercambiable 3. Tipo varilla seccionada De estos tres tipos, el de varillas intercambiables es el que más se utiliza. Micrómetro de profundidades tipo varilla simple. Como puede apreciarse en Ia figura 9.63, este micrómetro consiste de una cabeza micrométrica, un husillo y una base. La construcción del cilindro y el tambor es Ia misma que La del micrómetro normal de exteriores, pero las graduaciones están dadas en la dirección inversa. El rango de medición típico (recorrido del husillo) es de 25 Mm. La superficie externa del husillo sirve como cara de medición. La base está hecha de acero endurecido. Debido a que Ia superficie inferior de Ia base se utiliza como superficie de referencia, está lapeada con exactitud a un alto grado de planitud (aproximadamente 1.5 um )
70
INSTRUMENTOS DE MEDICIÓN
Micrómetro de profundidades tipo varilla intercambiable: Las figuras 9.64 y 9.65 muestran la vista externa y la estructura de un micrómetro [de este tipo, el cual utiliza un husillo hueco sin superficie de medición. En su lugar, una varilla intercambiable que pasa a través del husillo y la base tiene una superficie de medición finamente lapeada en un extremo. El otro extremo de Ia varilla está sujeto al husillo. El método de fijación depende del fabricante. (Por ejemplo, puede ser un collar en Ia varilla y un tornillo de fijación o Ia presión del tornillo de fijación del trinquete contra el extremo de Ia varilla.) Varillas intercambiables con diversas longitudes: Estas varillas están disponibles en longitudes que varían 25 mm una de otra y pueden reemplazarse con facilidad de acuerdo con Ia longitud de medición deseada. Los tamaños y planitud de Ia base son similares a los del tipo de varilla simple para interiores. El rango de medición estándar es 0 a 150 mm; algunos pueden medir una profundidad de hasta 300 mm. Precauciones de uso: 1. La superficie de referencia de Ia base tiende a acumular polvo y rebabas. Siempre mantenga limpia Ia superficie para asegurar mediciones exactas. 2. Aplique fuerza suficiente ala base cuando realice mediciones. Si Ia fuerza es insuficiente, Ia base puede levantarse debido ala fuerza de medición aplica da a! husillo, lo cual provocará errores de medición. 3. Cuando utilice una varilla larga, Ia aplicación de una fuerza excesiva de medición puede flexionarla. También sea cuidadoso de Ia temperatura ambiente, dado que Ia expansión térmica será significativa para varillas largas. 4. Verifique el punto cero cada vez que cambie Ia varilla. Ajuste de cero: A menos que Ia varilla esté gastada en exceso, Ia mayoría de las ocasiones el ajuste del cero puede hacerse girando el cilindro con Ia Llave de ajuste (suministrada con el micrómetro), de manera similar al micrómetro de exteriores. Únicamente cuando Ia varilla este desgastada por completo o se inserte una nueva varilla que requiera reajuste, mueva las tuercas soporte con Ia misma llave. Un giro en sentido antihorario incrementa Ia longitud de Ia varilla de medición.

72
INSTRUMENTOS DE MEDICIÓN
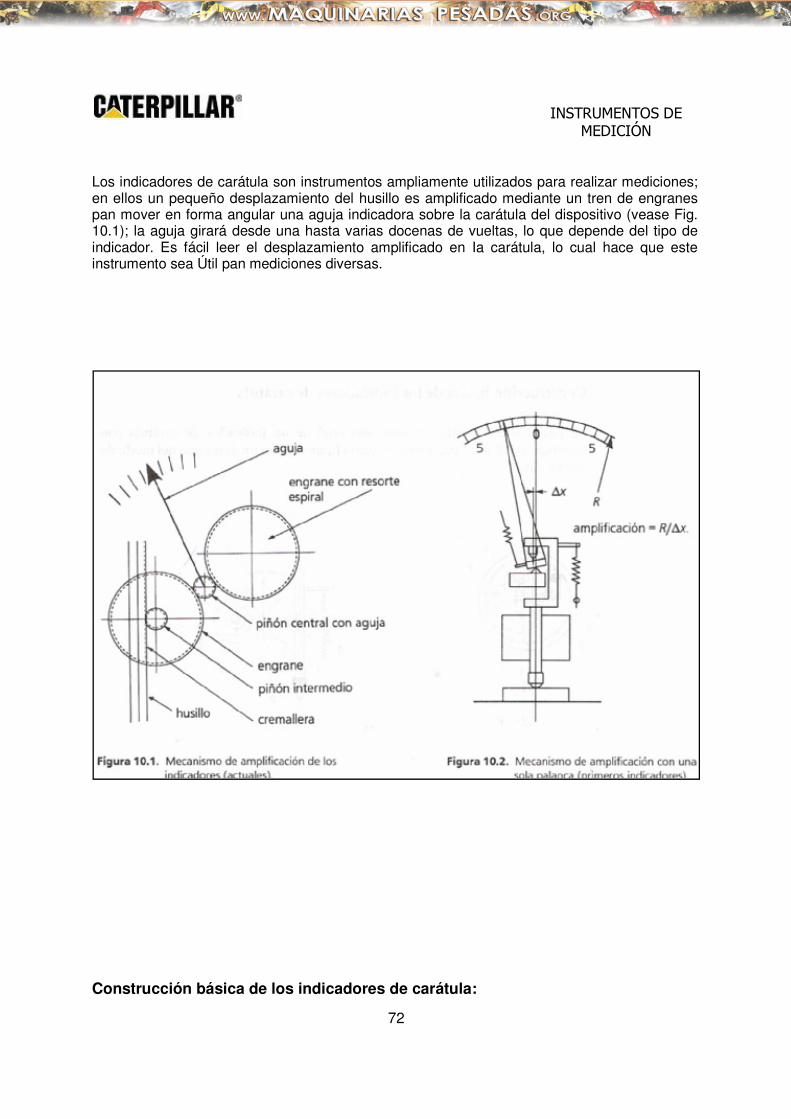
Los indicadores de carátula son instrumentos ampliamente utilizados para realizar mediciones; en ellos un pequeño desplazamiento del husillo es amplificado mediante un tren de engranes pan mover en forma angular una aguja indicadora sobre la carátula del dispositivo (vease Fig. 10.1); la aguja girará desde una hasta varias docenas de vueltas, lo que depende del tipo de indicador. Es fácil leer el desplazamiento amplificado en Ia carátula, lo cual hace que este instrumento sea Útil pan mediciones diversas.
Construcción básica de los indicadores de carátula:

73
INSTRUMENTOS DE MEDICIÓN
La figura 10.3 muestra un corte seccional de un indicador de carátula con resolución de 0.001 mm. Mientras que Ia figura 10.4 es un diagrama del modo de operación.
El movimiento lineal del husillo, el cual tiene una punta de contacto (p) en su extremo, es transmitido a un piñón (a) concéntrico con un engrane (b) por medio de una cremallera hecha sobre el husillo, lo que lo amplifica y transmite al engrane concéntrico (c) con la aguja (e) para mostrar finalmente el desplazamiento en Ia carátula (t). En esta estructura hay algún juego en el ensamble entre el piñón intermedia y Ia cremallera, así como entre el engrane y el piñón central, con el objeto de eliminar el juego. El piñón central está ensamblado con otro engrane (d) con el cual se mantiene en contacto debido a Ia fuerza del resorte espiral (h).

74
INSTRUMENTOS DE MEDICIÓN
Medición con indicadores de carátula: Al tratar de realizar mediciones de longitud con un indicador de carátula, el usuario se percata de que éste no es un instrumento completo, ya que debe complementarse con algún dispositivo que permita sujetarlo firmemente y alinearlo en la dirección en la que se realizara la medición y, además, contar con una superficie de referencia con respecto ala cual realizar las mediciones (Fig. 10.7). Una vez montado el indicador en sin soporte adecuado y después de ajustar con el husillo la lectura cero en la carátula —ejerciendo una ligera presión contra la superficie de referencia— es posible medir piezas colocándolas entre la superficie de referencia y Ia punta de contacto. El rango de medición del indicador general mente es pequeño, sobre todo cuando se compara con el de otros instrumentos La limitación del rango de medición puede superarse recurriendo a Ia medición por comparación, que es la aplicación más común de los indicadores. Para llevarla a cabo se procede como lo ilustra la figura 10.8 y como se describe a continuación. a) Se coloca el indicador en un soporte adecuado ala longitud de lo que se pretende medir. b) Se inserta un bloque patrón de longitud conveniente entre la superficie de referencia del soporte y Ia punta de contacto del indicador.

75
INSTRUMENTOS DE MEDICIÓN
c) Se ajusta lectura cero sobre la carátula del indicador, ya sea girando La carátula para que el cero coincida con la posición de la aguja o ajustando la altura del indicador (es conveniente contar con ajuste fino). Es recomendable que el ajuste a cero se realice considerando que con Ia mínima dimensión esperada no se pierda el contacto entre Ia superficie de referencia del soporte y la punta de contacto del indicador. d) Se retira el bloque patrón y se inserta Ia pieza por medir. e) Se lee sobre Ia carátula la variación que representa cuanto es mayor o menor (depende de la dirección en que se movió Ia aguja) la longitud de la pieza con respecto a la altura del conjunto de bloques de patrón utilizados para el ajuste del cero.

76
INSTRUMENTOS DE MEDICIÓN
Soportes: La figura 10.13 ilustra diversos tipos de soporte con base magnética; son útiles para una variedad de aplicaciones en trabajos de maquinado o mantenimiento, por ejemplo: centrado, alineado, etc. Como puede observarse, algunos cuentan con ajuste fino, en otro Ia barra soporte es flexible y en otro más articulada y en uno de ellos está montada sobre una rótula.
77
INSTRUMENTOS DE MEDICIÓN
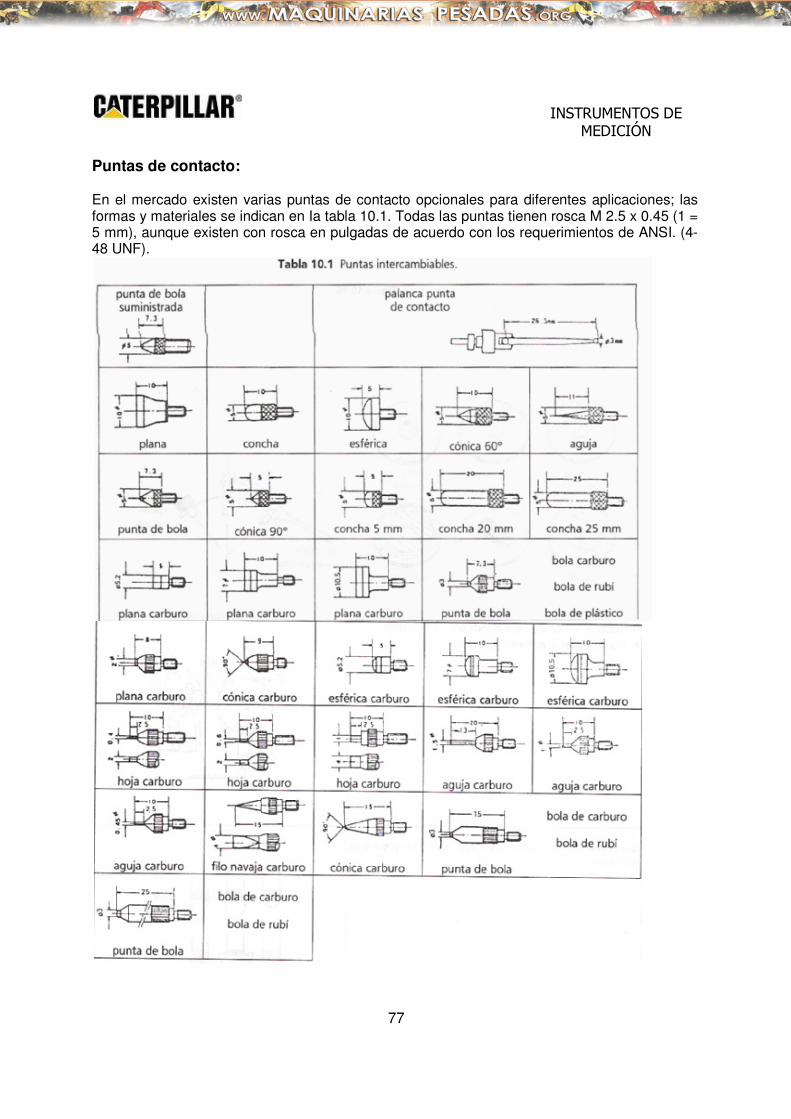
Puntas de contacto: En el mercado existen varias puntas de contacto opcionales para diferentes aplicaciones; las formas y materiales se indican en Ia tabla 10.1. Todas las puntas tienen rosca M 2.5 x 0.45 (1 = 5 mm), aunque existen con rosca en pulgadas de acuerdo con los requerimientos de ANSI. (4-48 UNF).
78
INSTRUMENTOS DE MEDICIÓN
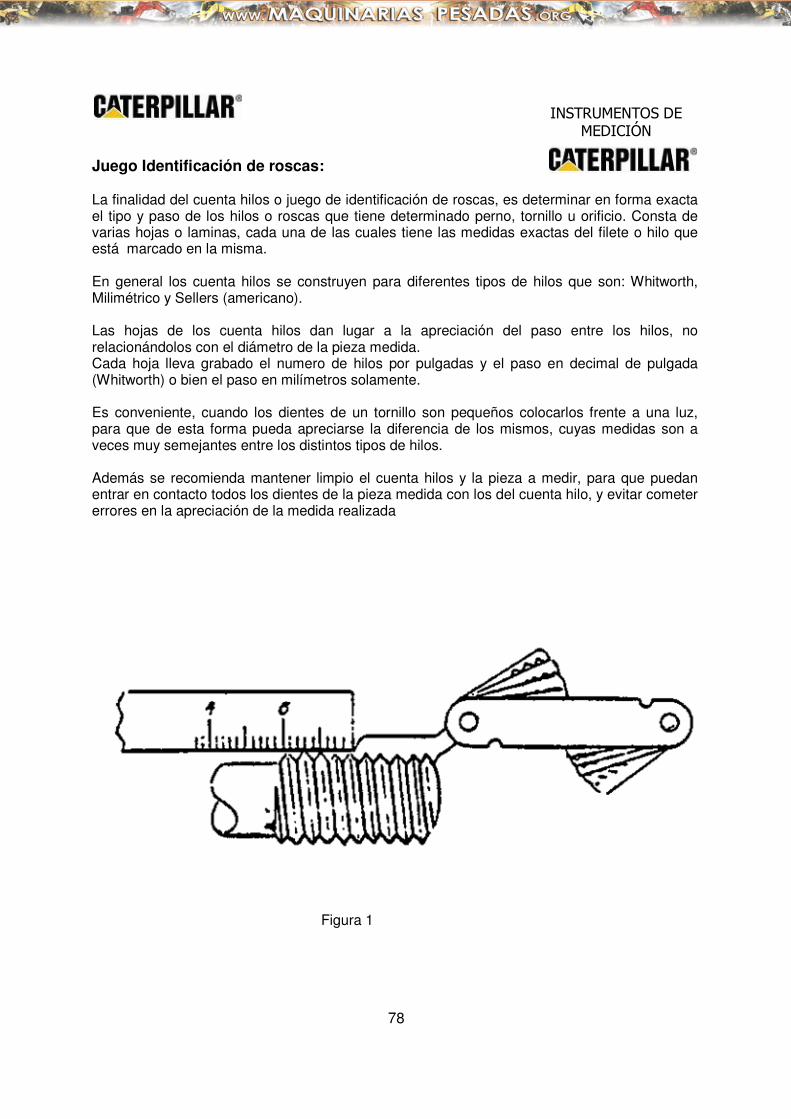
Juego Identificación de roscas: La finalidad del cuenta hilos o juego de identificación de roscas, es determinar en forma exacta el tipo y paso de los hilos o roscas que tiene determinado perno, tornillo u orificio. Consta de varias hojas o laminas, cada una de las cuales tiene las medidas exactas del filete o hilo que está marcado en la misma. En general los cuenta hilos se construyen para diferentes tipos de hilos que son: Whitworth, Milimétrico y Sellers (americano). Las hojas de los cuenta hilos dan lugar a la apreciación del paso entre los hilos, no relacionándolos con el diámetro de la pieza medida. Cada hoja lleva grabado el numero de hilos por pulgadas y el paso en decimal de pulgada (Whitworth) o bien el paso en milímetros solamente. Es conveniente, cuando los dientes de un tornillo son pequeños colocarlos frente a una luz, para que de esta forma pueda apreciarse la diferencia de los mismos, cuyas medidas son a veces muy semejantes entre los distintos tipos de hilos. Además se recomienda mantener limpio el cuenta hilos y la pieza a medir, para que puedan entrar en contacto todos los dientes de la pieza medida con los del cuenta hilo, y evitar cometer errores en la apreciación de la medida realizada Figura 1

79
INSTRUMENTOS DE MEDICIÓN
Medidor Ranuras Anillo de Pistón: En las evaluaciones realizadas para determinar el desgaste producido en las ranuras de los anillos del pistón, se utiliza una herramienta tipo calibre que permite determinar en forma rápida la reutilización del pistón. Normalmente disponemos de dos tipos: Un juego de calibres o placas , 6 para pistones con anillos rectos figura N°1 y 7, para anillos tipo Keystone o cuña figura N°2 y un tercero del tipo de calibre pasa o no pasa figura N°3. Este desgaste debe ser controlado porque si excede las especificaciones recomendadas ocasionará pérdidas de potencia en el motor. Para su uso adecuado se deben consultar siempre las instrucciones especiales que vienen con las herramientas y los manuales de servicio.
Figura 1

81
INSTRUMENTOS DE MEDICIÓN
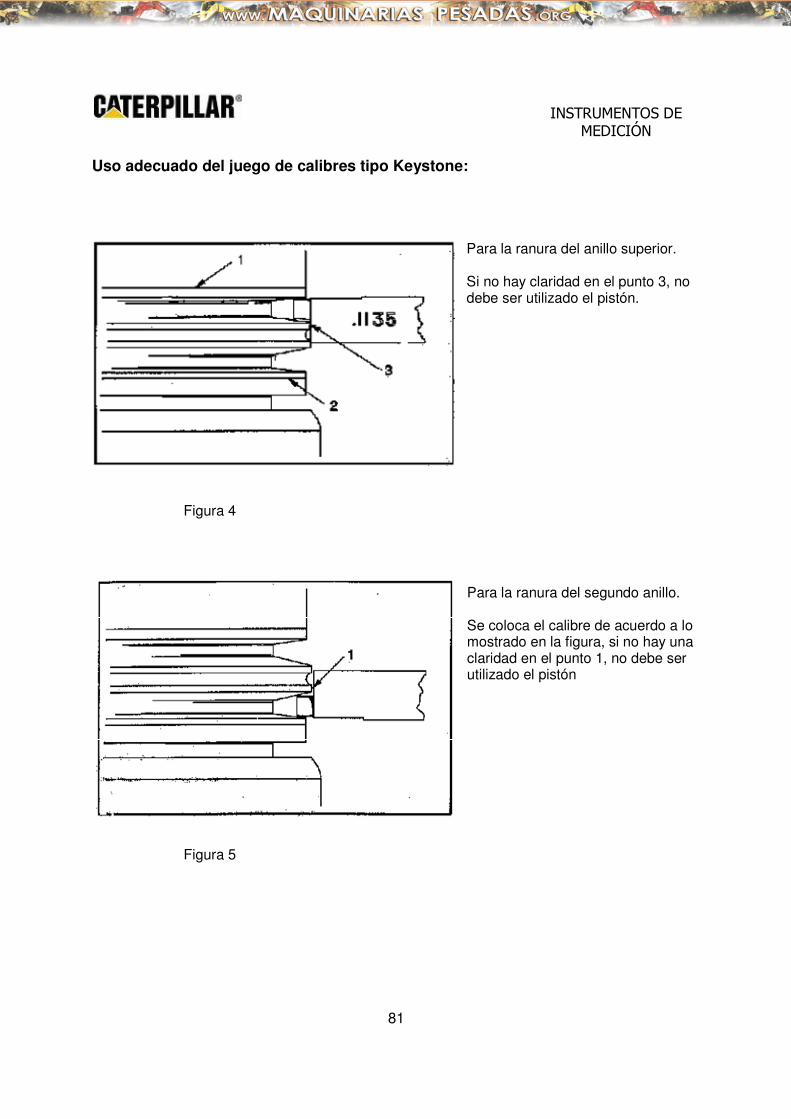
Uso adecuado del juego de calibres tipo Keystone:
Para la ranura del anillo superior. Si no hay claridad en el punto 3, no debe ser utilizado el pistón.
Figura 4
Para la ranura del segundo anillo. Se coloca el calibre de acuerdo a lo mostrado en la figura, si no hay una claridad en el punto 1, no debe ser utilizado el pistón
Figura 5
82
INSTRUMENTOS DE MEDICIÓN
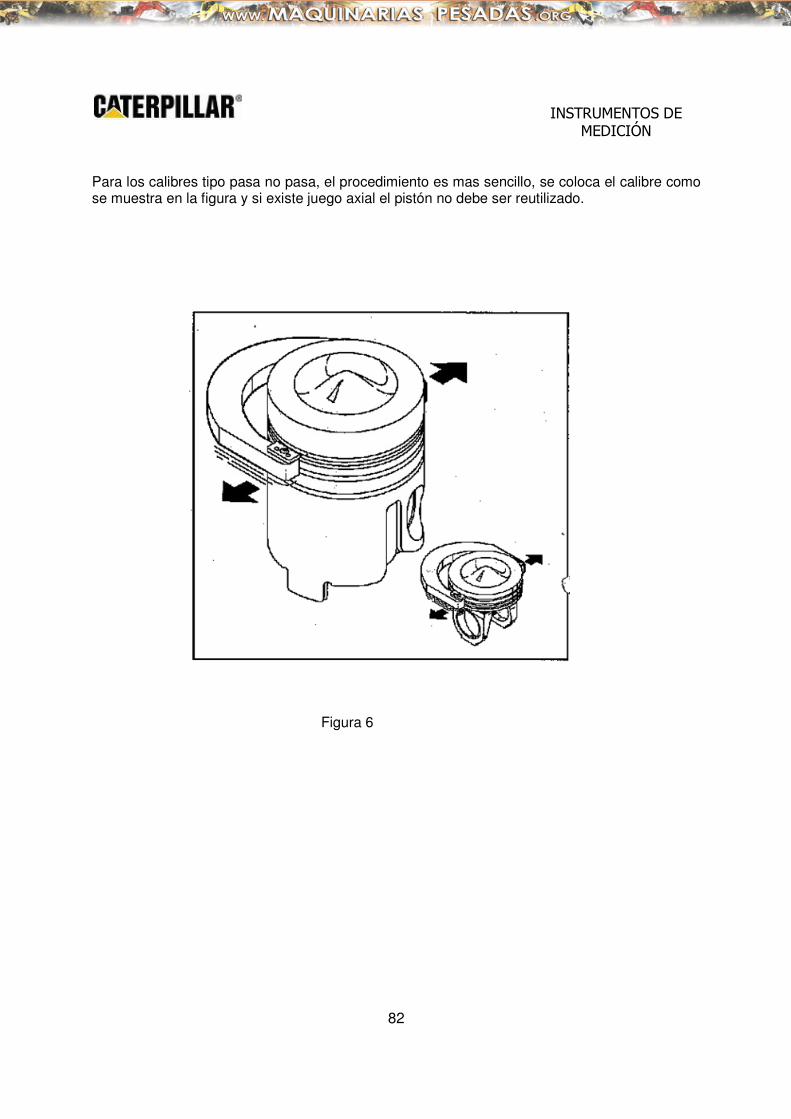
Para los calibres tipo pasa no pasa, el procedimiento es mas sencillo, se coloca el calibre como se muestra en la figura y si existe juego axial el pistón no debe ser reutilizado.
Figura 6

83
INSTRUMENTOS DE MEDICIÓN
Juego de espesores (Filler): Estos medidores consisten en láminas delgadas que tienen marcado su espesor y que son utilizadas para medir pequeñas aberturas o ranuras. El método de medición consiste en introducir una laina dentro de la abertura, si entra fácilmente se prueba con la mayor siguiente disponible, si no entra vuelve a utilizarse la anterior. Los juegos de lainas se mantienen juntos mediante un tornillo que atraviesa un agujero que tienen en un extremo. Debe tenerse cuidado de no forzar las lainas ni introducirlas en ranuras que tengan rebabas o superficies ásperas porque esto las dañaría. Existen juegos con diversas cantidades de lainas y pasos de 0,01 mm (0,001 pulgada). Es posible combinar las lainas para obtener medidas diferentes. Los espesores van de 0,03 a 0,2 mm (0,0015 a 0,025 pulgadas). La longitud de las lainas puede variar y ser del mismo espesor en toda su longitud o tener una pendiente cónica en un extremo. Figura 1 Figura 2

84
INSTRUMENTOS DE MEDICIÓN
Hoja de trabajo N°2 1.- 3/16 + 5/64 = 2.- 11/32 + 21/128 = 3.- 7/8 + 13/16 = 5.- 9/16 + 25/64 = 6.- 25/32 + 7/128 = 7.- 15/16 + 3/32 = 8.- 23/32 + 5/16 = 9.- 1/64 + 7/64 = 10.-15/32 + 1/126 = 11.- 1 1/16 + 1 1/64 = 12.- 2 ¾ + 1/32 = 13.- 2 7/8 + 4 1/64 = 14.- 1/16 + 6/128 = 15.- 2 ½ + 3/128 = 16.- 3 ¼ + 7/128 + 1/8 = 17.- 3/16 + 9/64 + 1/8 = 18.- 5/8 + 13/16 + 25/32 = 19.- 9/16 + ½ + 1 = 20.- 2 11/64 + 7/16 + ¾ =
85
INSTRUMENTOS DE MEDICIÓN
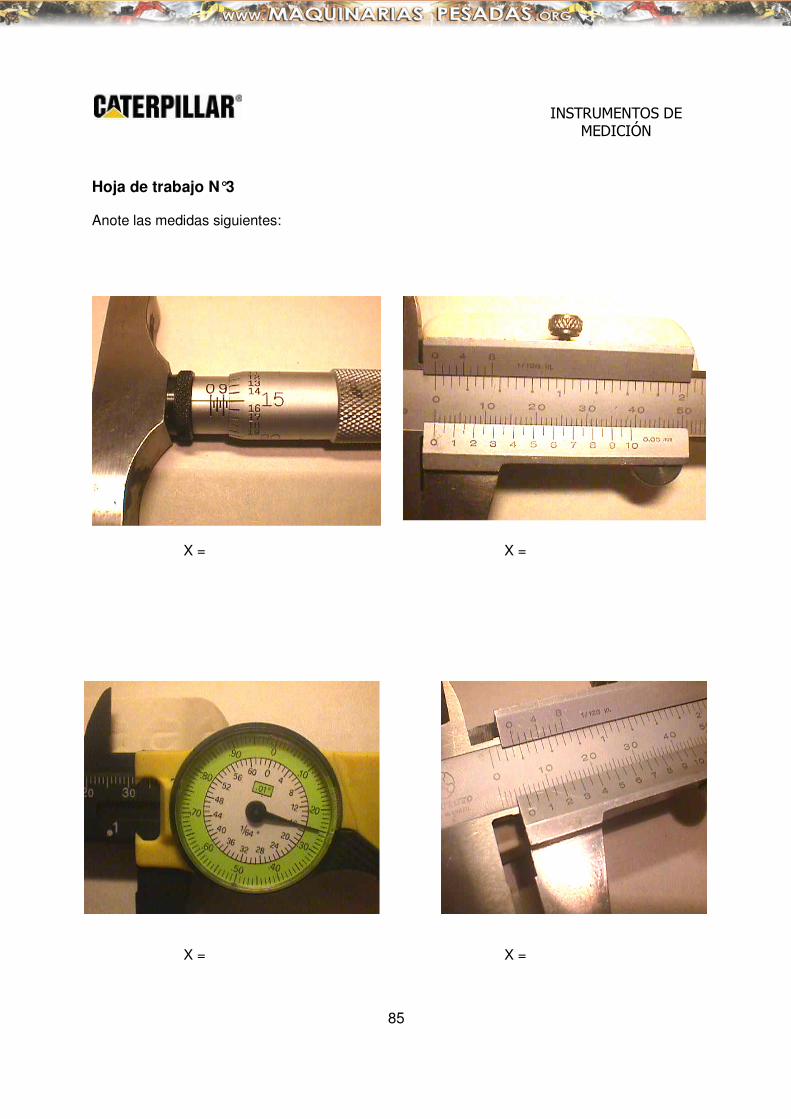
Hoja de trabajo N°3 Anote las medidas siguientes:
X = X =
X = X =

86
INSTRUMENTOS DE MEDICIÓN
MODULO III Precauciones generales:
Objetivo Los objetivos de este modulo son el conocer los cuidados y mantenimiento generales de los instrumentos de medición, para que el alumno pueda y sepa como operarlos de forma correcta, para así obtener mediciones con mayor exactitud y prolongar la durabilidad de los instrumentos de precisión. Lección En este modulo se describen diversas formas de cuidados para los instrumentos y su almacenaje. También se entrega un pequeño anexo de las carasteriticas principales de los pernos Cat. Se realizará en esta sección el trabajo práctico de mediciones con los diferentes instrumentos utilizados más comúnmente en nuestros talleres. Por último se evaluará con una prueba escrita el curso completo.

87
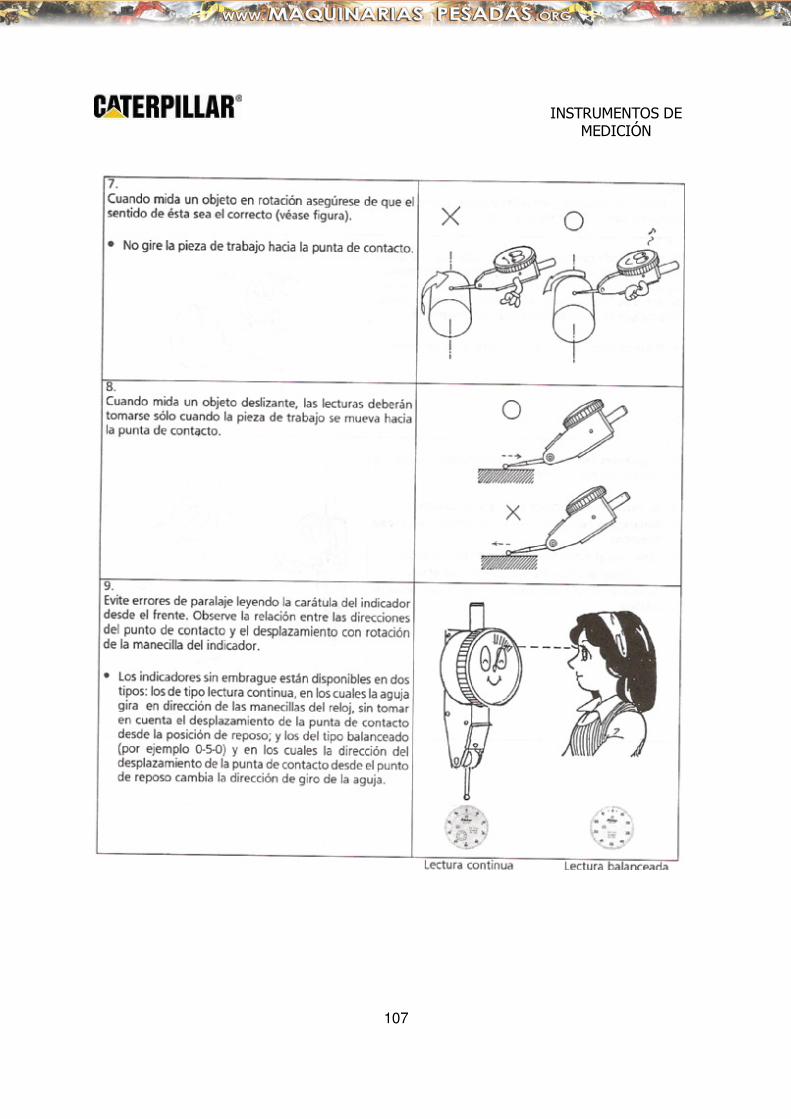
INSTRUMENTOS DE MEDICIÓN
Consecuencia de la T° en las mediciones Temperaturas ascendentes producen en todos los materiales una dilatación, temperaturas descendentes, una contracción. El calibrado de los instrumentos de medición de un alto grado de precisión debe tener lugar a una temperatura de +20°C (temperatura de referencia). En mediciones con alta precisión de medición, tanto el instrumento a medir como la pieza de trabajo, han de indicar la temperatura de +20°C. Cuanto mas alto es el grado de precisión de un instrumento de medición, tanto mas sensible es y debe ser tratado con mas cuidado. En la salas de metrología se mantiene constante la temperatura ambiente a la temperatura de referencia. Para evitar errores en las mediciones y comprobaciones por efectos de dilatación, las máquinas e instrumentos, deben protegerse con pantallas caloríficas, de la radiación calórica de los operadores. Los instrumentos manuales se proveen de empuñaduras aislantes. Antes de realizar una medición o verificación sobre una pieza o patrón, es necesario esperar que su temperatura se iguale en lo posible con la de los instrumentos de medición. Reglas para efectuar mediciones Sería absurdo efectuar mediciones, si estas no son llevadas a cabo con la debida exactitud y el cuidado exigido: Al hacer mediciones, es preciso emplear el instrumento que corresponda a la precisión exigida. Hay que mirar siempre verticalmente sobre el lugar de lectura. Limpiar las superficies del material y del instrumento de medición, antes de las mediciones. Desbarbar las piezas de trabajo antes de proceder a medir. En condiciones de precisión hay que prestar atención a las temperaturas de referencia. Piezas de trabajo calentadas por el tratamiento, hay que dejarlas aparte hasta que se enfríen. En algunos instrumentos de medición, hay que prestar atención a que la precisión de medición sea exacta.No se debe emplear jamás la fuerza. No se deben realizar nunca mediciones con las piezas de trabajo en movimiento, o en una máquina en marcha, debido al peligro de accidentarse y deteriorar el instrumento. Verificar los instrumentos de precisión regulables repetidas veces, respecto a su posición cero.

88
INSTRUMENTOS DE MEDICIÓN
Cuidado con los instrumentos de medición: Solamente los instrumentos de medición tratados con todo cuidado, garantizan una medición correcta: Hay que tener los instrumentos de medición previstos, separados de las herramientas de uso común, por ejemplo sobre una placa de apoyo, con las llaves en las cajas de herramientas, etc. Colocar los instrumentos sensibles de medición, en lo posible sobre una base blanda, ya se a fieltro o un trapo limpio o en su defecto en sus respectivos estuches, para protegerlos de la suciedad. Preservar los instrumentos de precisión contra el frió o el calor. No dejar caer los instrumentos de medición protegiéndolos contra golpes u otros desperfectos. Nadie debe repasar de por sí instrumentos de medición defectuosos o introducir cualquier modificación. Condiciones para el uso del Pie de Metro: 1.- Debe ser verificado con un patrón 2.- Las superficies de contacto de la pieza y del calibre deben estar perfectamente limpias 3.- El cursor debe estar ajustado y su deslizamiento debe ser suave. 4.- El manejo debe ser cuidadoso y no se debe hacer presión excesiva en el cursor para no desajustar el instrumento. 5.- se debe limpiar cuidadosamente y guardarlo en su estuche. 6.- Debe ser guardado en un lugar exclusivo para instrumentos de medición. 7.- Periódicamente se debe verificar su precisión y ajuste y cubrirlo con una película fina de vaselina neutra.
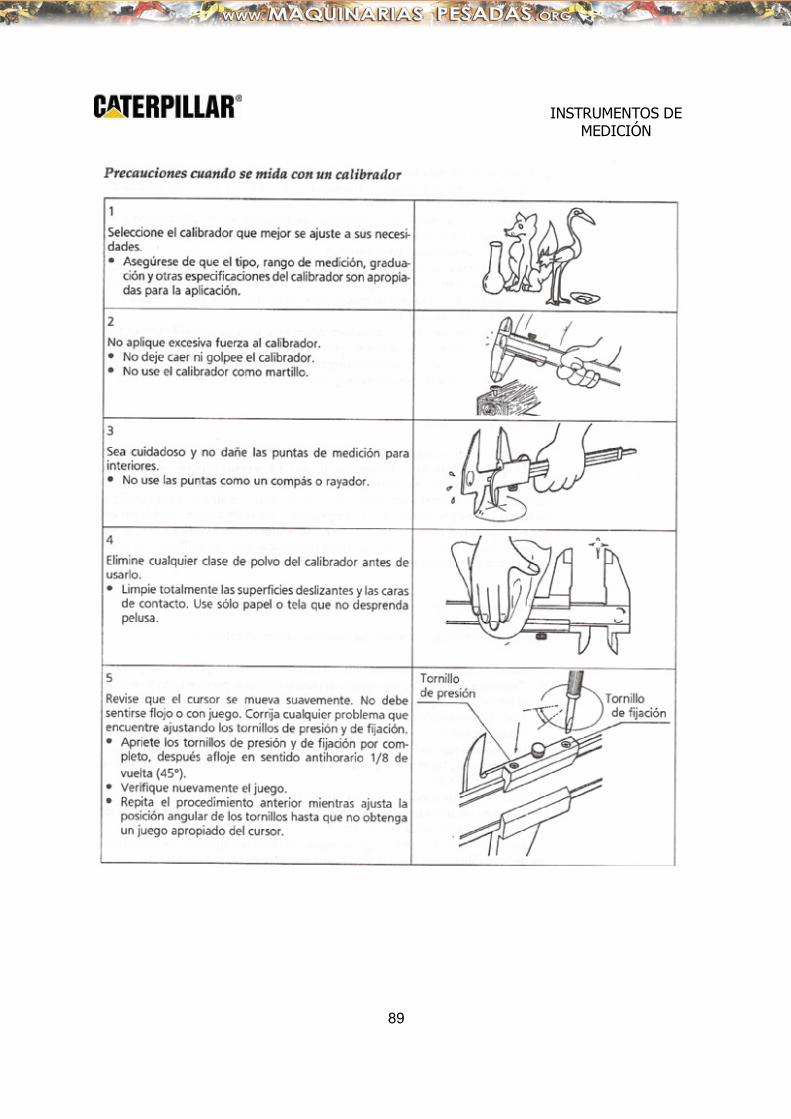
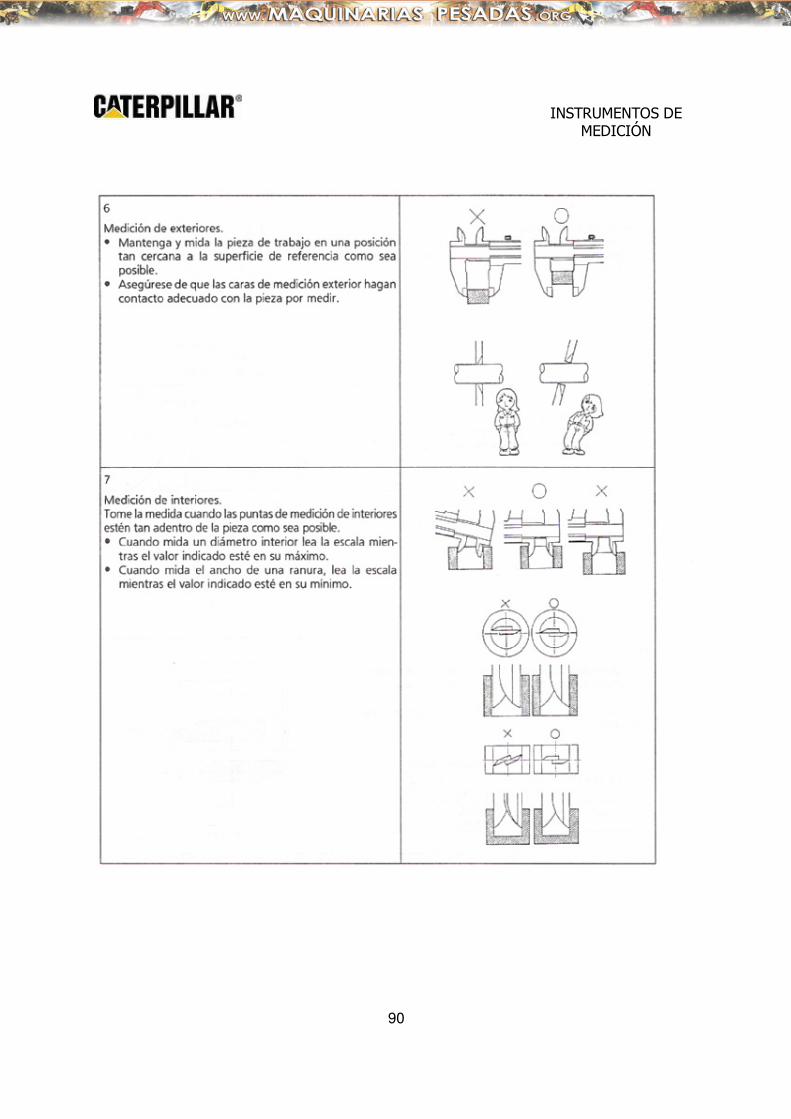

91
INSTRUMENTOS DE MEDICIÓN
Condiciones para el uso del Micrómetro 1.- No se debe accionar el micrómetro por medio del tambor graduado sino del tambor moleteado. 2.- Evite el apriete excesivo de las bocas, para no correr el riesgo de deformar el armazón y la aparición, al cabo de cierto tiempo, puntos diminutos de corrosión. 3.- No se ha de utilizar nunca el micrómetro como compás de espesores. 4.- Una vez utilizado, límpiese con un paño libre de pelusas, lubricándolo con vaselina neutra. 5.- Al usar el micrómetro hay que tratar con cuidado los topes de medición, pues, cualquier mínimo defecto afectará la precisión del mismo. 6.- El micrómetro al término de la medición se debe guardar en su propio estuche en un recinto libre de humedad, polvo y el sol directo.
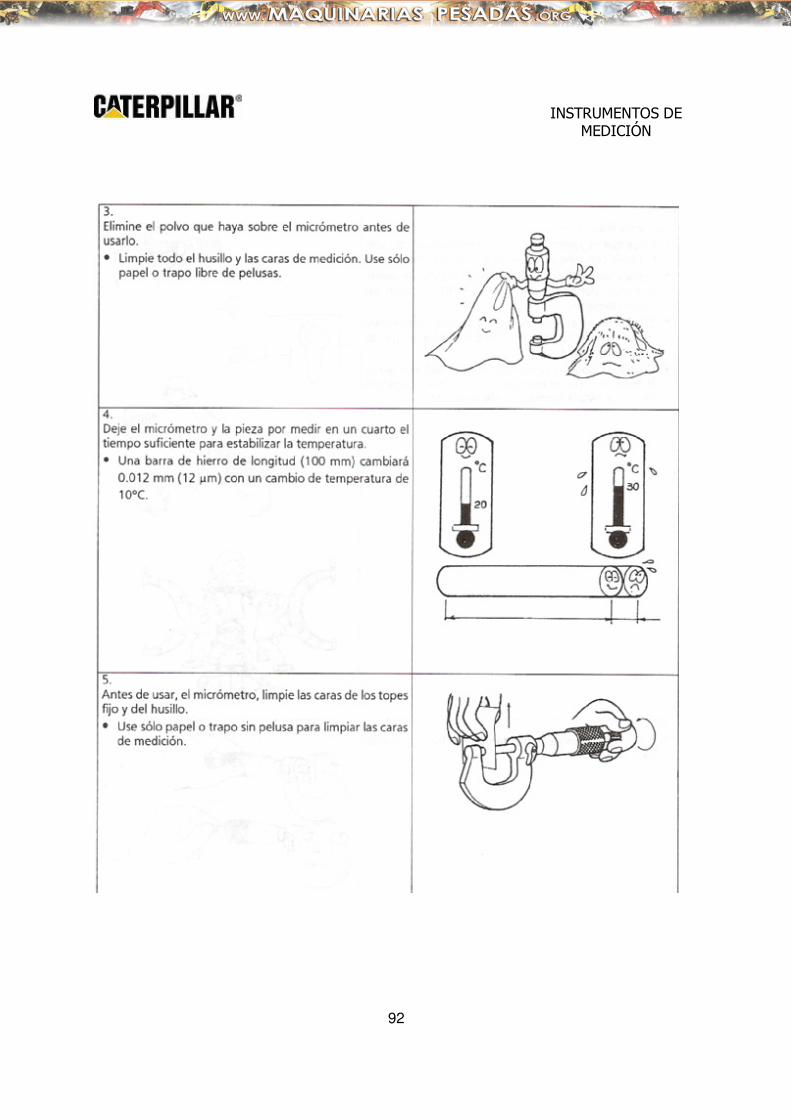
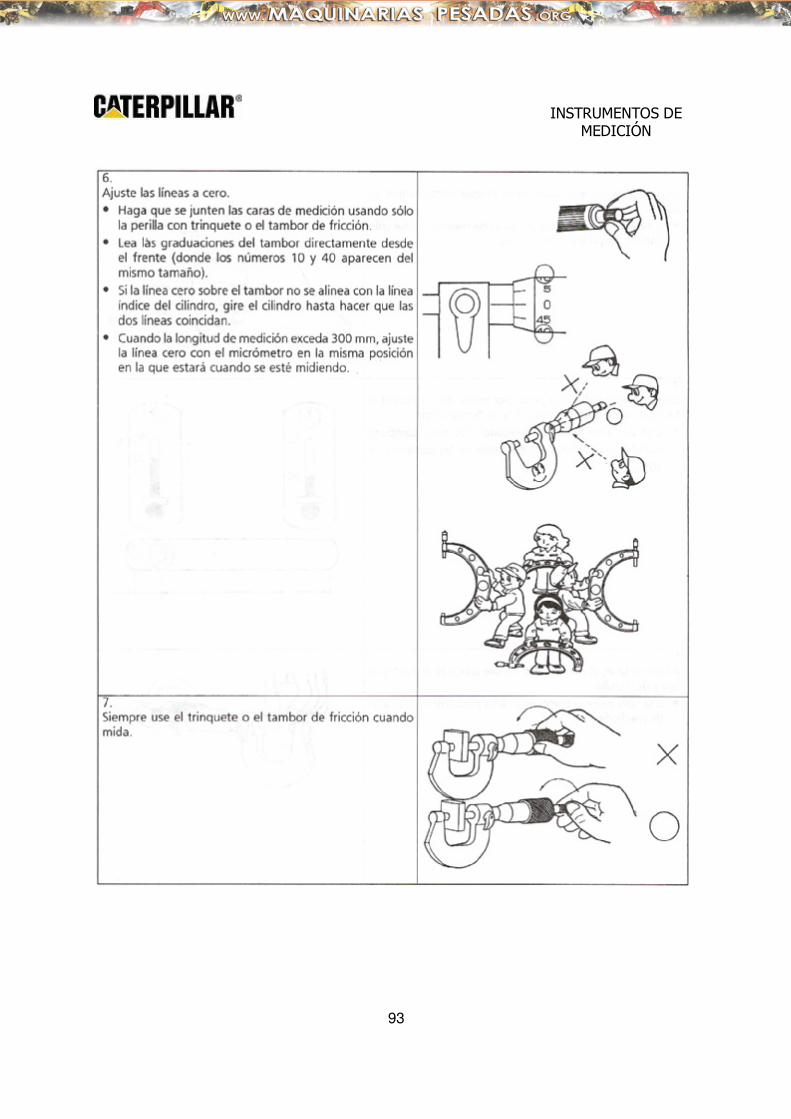



96
INSTRUMENTOS DE MEDICIÓN
Condiciones para el uso del Comparador de Carátulas:

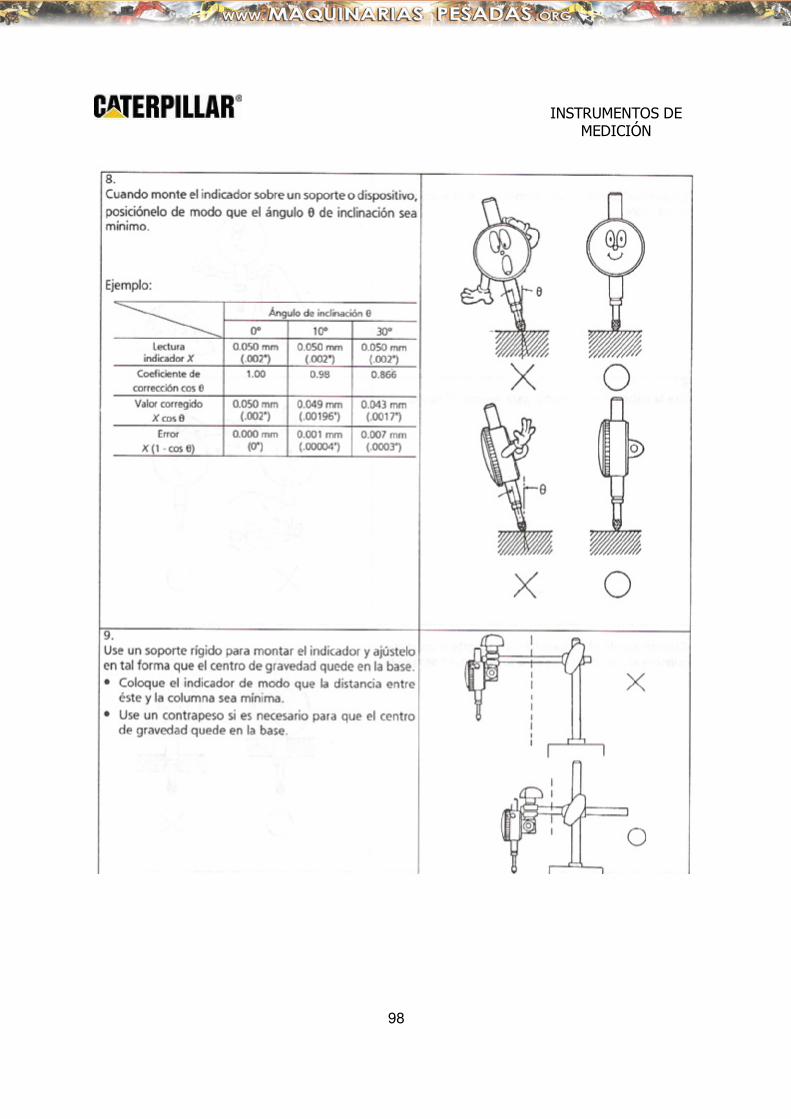
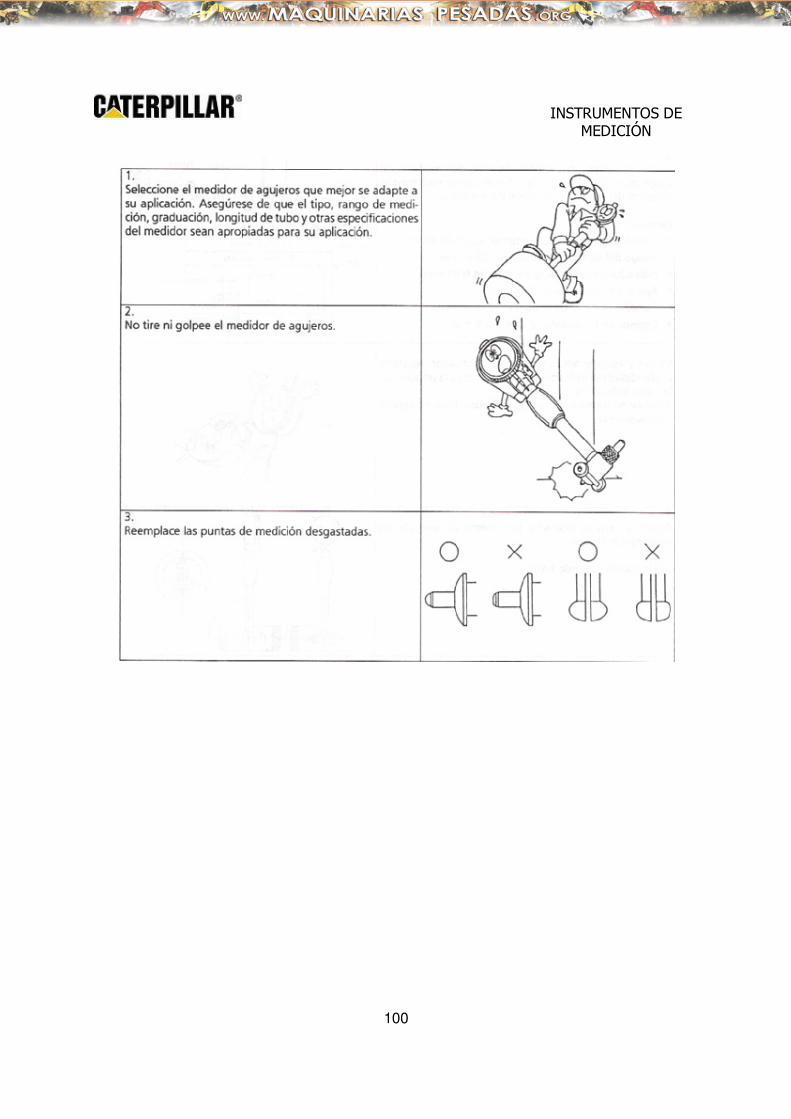
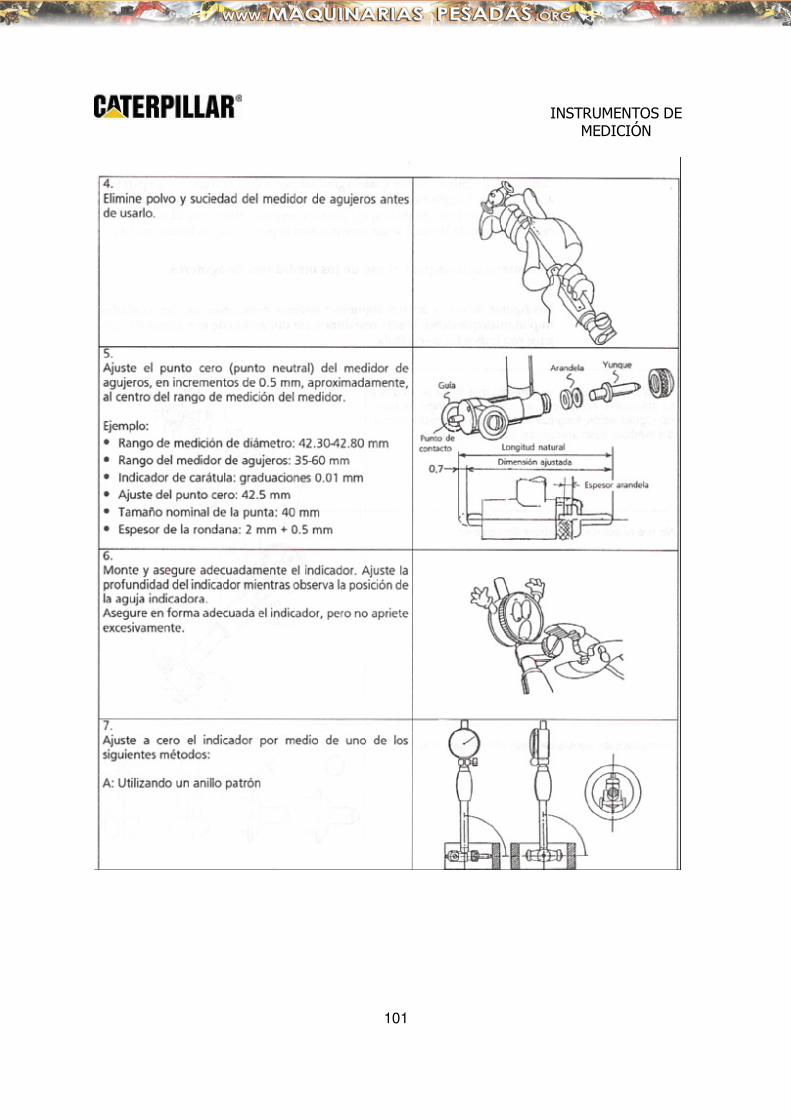

104
INSTRUMENTOS DE MEDICIÓN
Cuidados generales requeridos al utilizar indicadores de carátula tipo palanca: Las figuras de esta y las cuatro siguientes páginas mencionan algunos cuidados importantes que deben observarse cuando se utilicen indicadores de carátula tipo palanca. La figura 10.66 ilustra varias aplicaciones del indicador de control tipo palanca para el centrado, alineado y nivelado de piezas en maquinas-herramienta y la inspección de paralelismo y determinación de dimensiones de características internas y externas localizadas en un piano vertical. En estas últimas aplicaciones el indicador se monta sobre un medidor de altura, para ello existen algunos accesorios de sujeción como Los que ilustra la figura 10.67. Cuando los indicadores de carátula tipo palanca están montados en un medidor de altura para Ia inspección de piezas se tienen dos ventajas sobre la medición con el trazador del medidor de altura. 1. Es un medio para duplicar Ia fuerza de medición ala cual se toman una serie de mediciones. 2. El indicador es más fácil de leer que la escala vernier, por lo que es muy útil para mediciones por comparación pues se determina fácilmente la variación (más o menos) desde la dimensión de referencia.