manual máquina de soldadura cloos kd glc 169 259 359a
TRANSCRIPT
PARA LA SOLDADURA DE HOY
SOLDADURA·SEMIAUTOMATICA
MIG-MAG
lAS DE NUEVA GENERACION
Fabricado bajo licencia
Con dispositivos de puntos al arco y desoldadura intermitente para chapas finas

Sistema de conexión central de lapistola, mediante una tuerca única.Gran rapidez en el cambio de pistola.
Nuevo motor, más potente y compacto.
Mando totalmente electrónico, mediante tarjetas enchufables de fácilreposición.
Se ha utilizado la más moderna tecnología electrónica con circuitos integrados a fin de suprimir averíasaumentando la seguridad en servicio.
El accionamiento de motor se haceelectrónicamente,eliminando su contactar de mando. Esto es una granventaja para soldaduras de cordonescortos, punteas y soldaduras con eldispositivo de intermitencias.
CARACTERISTICAS ELECTRICAS
Parámetros soldadura
Tensión enIntensidadSecciónTipoDimensiones mmPeso sinIntensidad PotenciaFusiblesTIPO de vacíoTensión
permanenteen cabledelargo x anchocarrete y
soldaduraregulable deprimario(lentos)conexiónprotecciónx altosin botella
100o¡, FM
60o¡, FM (380)
6LC 169
35-180125A/21 V160A/22V16-31V220/380V4 KVA16A/9A16A/10A4x1,5P 21980x460x69090 Kg.
~
6LC 25935-250190A/24 V250A/27V16-40V220/380V7 KVA29A/1 7A25A/16A4x1,5P 21980x460x690117 Kg.\
6LC 359 A
40-350A300A/30V350A/27V17-49V220/380V16KVA41 A/24V35A/20A4x2.5P 21980x460x870160 Kg ..

Portacarretes
universal
preparadopara admitir:
Carrete metálico
Carrete de plástico~ 205 mm.
Carrete de plásticoOIN ~ 50 mm.
/Ruedas de gran diámetro permitenuna excelente maniobrabilidad, aunen pisos defectuosos.
Selector paralas diferentesmodalidades
de soldadura
Regulaciónde potencia:GLC169:
6 posicionesGLC259:
12 posicionesGLC 359 A:
18 posiciones
Regulaciónelectrónica de la
velocidad de
hilo, desde 1,5
a 18m/min
Regulación dela distanciafinal de hilo
Temporizadorpara la soldadura
por puntos eintermitencias

MODALIDADES DE SOLDADURA
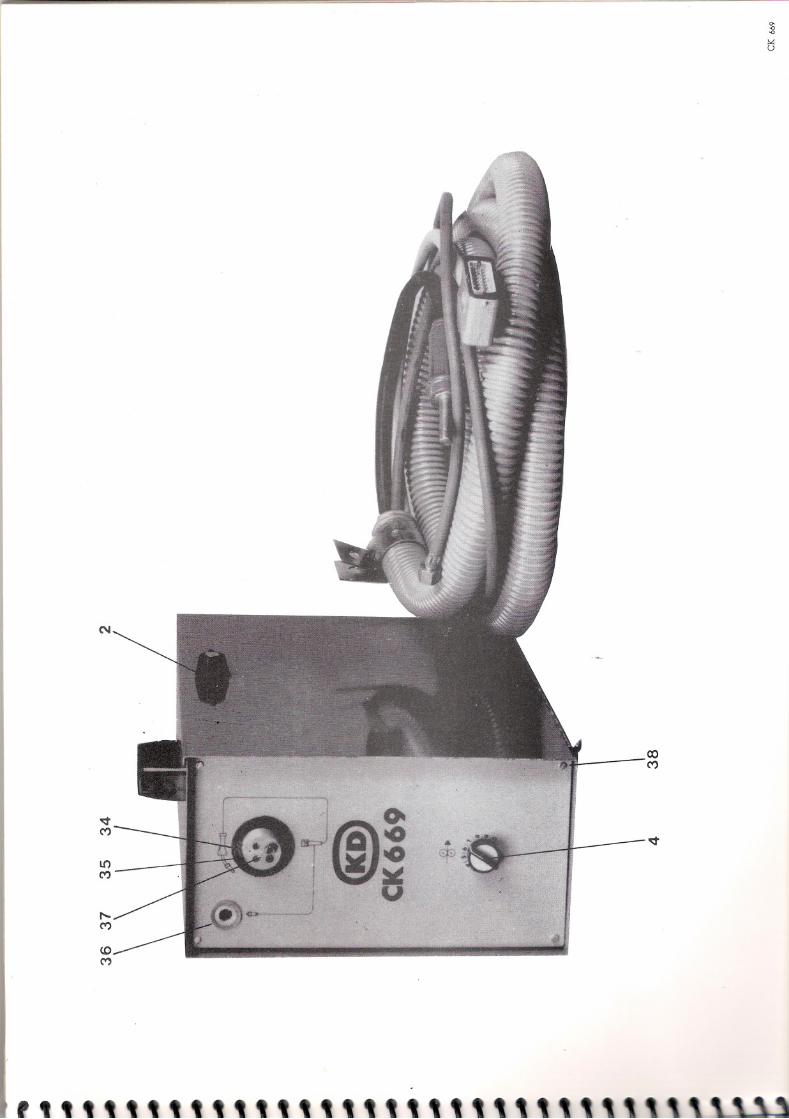
Fácilmente transportable mediante asa,ligeray reducida. Con cuatro pies de goma.Adaptable a la~ máquinas GLC 259y GLC359jA.Con ella se amplía el radio de acción de lostrabajos de soldadura. La manguera de uniónentre rectificador y caja de hilo puede tener5 mí. Ó 10 mí. de long itud.Fácil de acoplar a las máquinas compactas,mediante kit de acoplamiento.
Caja de hilodesplazable CK 669
[DI)]::'.2. ~ . 'o, ~
~~ ~'
~
-Puntos al arcoSoldadura por puntos unilateral, contiempo de aportación regulable.Ideal para lugares de acceso por unasola cara.
-Cordón continuoLa soldadura se va desarrollando sinque el operario mantenga el pulsadorde la pistola oprimida. Este sólo seacciona al inicio y final de la operación.
-Punteado o cordóncorto
La soldadura se desarrollaen tanto el operario estéaccionando el pulsador dela pistola.
Para mayor información consulte en cualquiera de las 42 Delegaciones de KD en España
COMPAJ'JIA ANONIMA DE ELECTRODOSCrta. Nacional 11, Km. 611 - Tel. 6665051 - SAN FELlU DE LLOBREGATTelex 50354 KD E (Barcelona)

~,.".',.,.,.,.,.,.----••••.'••••••••,ti,.,.••••••.•'
".r!/IJI Abril 1984
INSTRUCCIONES
LISTA PIEZAS RECAMBIO
para máquina de soldadura~[1@]@]~
Tipo GLC 169 · 259 (compacta) .
Con caja accionamiento hiloCK 669 t 679 (arrastre doble)

Marcha Paro Negativo Positivo Entrada aire
6 78 910
~+ t~U~'\.JV. ~2\1. Corriente deSalida aguaEntrada aguaGasPr ecal en ta d or CO2soldadura
11
12~13 1415
Aill-----
~
Normal
PuntearPu ntos al arcoCorriente Cebadopul san te b 17
18G4.19%2~--W--
O ~ o ~oAutoma t ico
TiempoCPLPreselección hiloAvance hiloAvance
gradual hilo21
2223 2425
~~ ,.1;-.frEl.~ .
_.Pistola ConexionElectrodoPistola sold.TIGMarcha-Parosoldadura central
~
2728
2983°2¿J ¿J.
.
MandoConmutaciónConmutaciónDistancia hilo+Distancia hilo-
distanciabastafina
31
3233
34~35~~
t?9==c=:::::J c:::=::::J
Conexion TWChapa finaNormalArco largoArco corto
9Q29.12
(-.:::;¿ ~.- •• Aa Al &:1 a. a. Al Al Al Aa • Aa Aa •••••••••••••••••••• L
>•••••••••••••••••".
••".
".
".
".
----~
-- .
--,..--
~
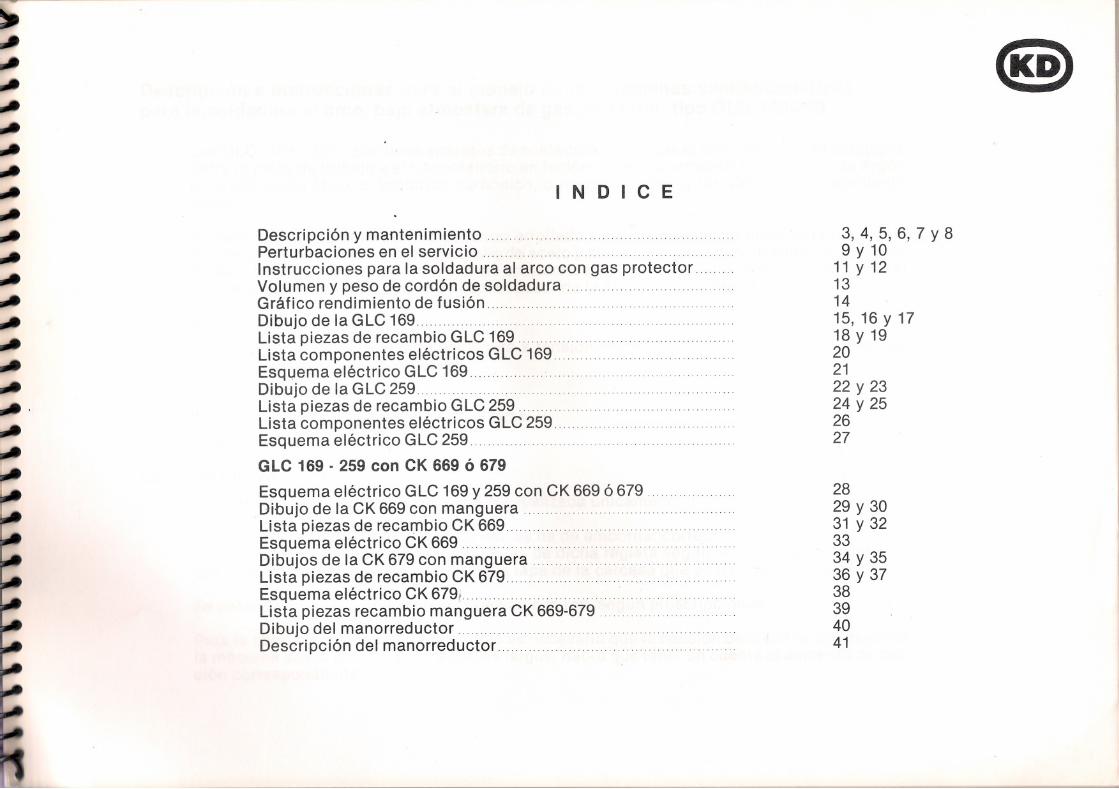
INDICE
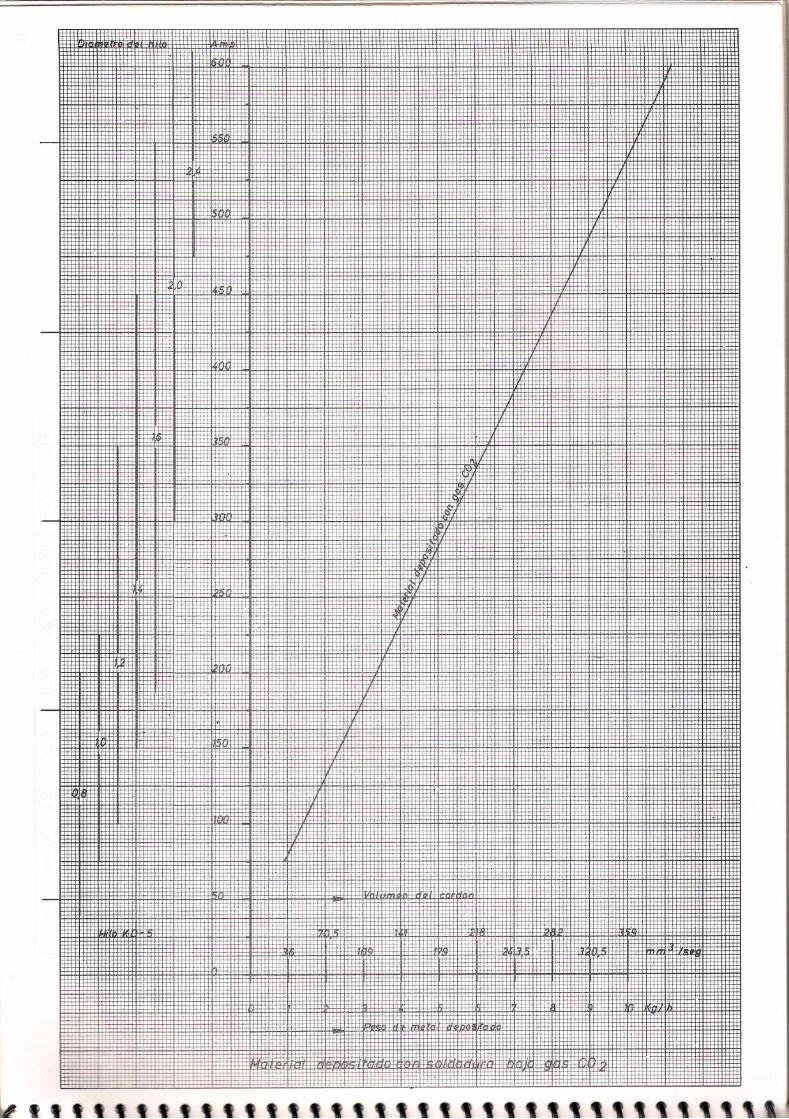
Descripción y mantenimiento .Perturbaciones en el servicio .Instrucciones para la soldadura al arco con gas protector.Volumen y peso de cordón de soldadura .....Gráfico rendimiento de fusión ..Dibujo de la GLC 169 ..Lista piezas de recambio GLC 169 .Lista componentes eléctricos GLC 169 ..Esqwema eléctrico GLC 169 ..Dibujo de la GLC 259 .Lista piezas de recambio GLC 259 ..Lista componentes eléctricos GLC 259 ...Esquema eléctrico GLC 259.
GLC 169· 259 con CK 669 Ó 679
Esquema eléctrico GLC 169 y 259 con CK 669 ó 679.Dibujo de la CK 669 con manguera .Lista piezas de recambio CK 669 .Esquema eléctrico CK 669.Dibujos de la CK 679 con manguera.Lista piezas de recambio CK 679 ..Esquema eléctrico CK 679/.Lista piezas recambio manguera CK 669-679 .Dibujo del manorreductor ..Descripción del manorreductor.
3, 4, 5, 6, 7 Y 89 Y 10
11y12131415, 16 Y 1718y19202122 Y 2324 Y 252627
28
29 Y 3031 Y 323334 Y 3536 Y 3738394041
(KDJ
..----
Descripción e instrucciones para el manejo de las máquinas semiautomáticaspara la soldadura al arco, bajo atmósfera de gas protector, tipo GLC 169·259
Las GLC 169 -259, son 'unos aparatos de soldadura en los que el arco eléctrico se estableceentre la pieza de trabajo y el hilo electrodo en fusión, bajo una atmósfera protectora de Argón(procedimiento MIG), o anhídrido carbónico, o mezcla de gases (Ar, C02, 02) procedimientoMAG).
El electrodo consiste en un hilo continuo arrollado sobre un carrete. El peso de la bobina dehilo de soldadura es de 12,5 Kg. para hilo de acero y de 4 a 5 Kg. para hilo de aluminio. Para lasinstalaciones fijas, puede suministrarse en carretes de hasta 300 Kg. El diámetro del hilo y eltipo de pistola a emplear dependen del espesor de la chapa y de la forma de unión.
El aparato completo comprende:
1) Rectificador de corriente de soldadura a tensión constante (GLC), con dispositivo de ac-cionamiento de hilo incorporado.
2) Pistolade soldadura.
3) Manorreductor con caudalímetro (I/min.).
4) Accesorios normales.
Conexión a la red
La conexión del aparato a la red debe ser realizada únicamente por personal especializado.
Después de comprobar la tensión de red, se ha de embornar correctamente el cable de conexión a la regleta 61, colocando los puentes de dicha regleta según la placa de conexionado,que se encuentra en la cara interior de la tapa de la carcasa que se ha desmontado.
Se deberán instalar fusibles en la tonexión a la red, según prescripciones.
Para la obtención de buenas soldaduras es necesario que la sección de cable de conexión dela máquina sea la prescrita. Para cables largos, habrá que tener en cuenta el aumento de sección correspondiente.
3
4
La placa de conexionado indica los valores precisos para el cable de conexión Y,los fusibles .
Según las normas VDE (Asociación de Ingenieros Eléctricos Alemanes), se deberá procuraruna buena conexión a tierra del aparato .
El cable de masa, fijado a la pieza de trabajo, se conectará al zócalo 20 (polo negativo) .
b) Gas protector .
Para trabajos de soldadura en aceros no aleados y débilmente aleados, con una resistenciade 37 a 60 Kg/cm2, se emplea normalmente dióxido de carbono con una pureza del 99,9%. Lasbotellas de gas van marcadas con una "S" (indicadora de calidad para soldadura). Para losmismos aceros se pueden emplear también mezclas de gases (Ar. C02, 02). Para los aceros dealta aleación, tales como el cromo-níquel, se emplea Argón S1, S3, S5 (con un 1,3 ó 5% de 02) .Para el aluminio y otros metales no férricos, se debe emplear Argón puro (99,9%) .
En la botella se conecta el manorreductor con caudalímetro. La botella de gas puede fijarseen el soporte 3 del aparato. El caudal de gas utilizando Argón o gas mezcla es de 5 a 12 I/min .y utilizando C02 de 8 a 15 I/min. Dicho caudal puede ajustarse mediante la manecilla del manorreductor, con el aparato puesto en marcha y accionando el pulsador de la pistola .
c) Dispositivo de accionamiento del hilo .
El rodillo de accionamiento 335 y la boquilla de entrada de hilo 327 llevan marcado el diámetro de hilo para el cual deben utilizarse, con el fin de evitar posibles errores. Del mismo modola boquilla de corriente y la espiral interior de la pistola también van marcadas con el diámetro del hilo correspondiente .
El hilo es conducido en el interior del aparato a través de la boquilla de conducción, rodillo dearrastre y boquilla de entrada. El hilo es transportado por el motor de arrastre hacia la pistola,accionando el pulsador de la pistola. El tornillo de regulación con muelle 332 del rodillo depresión debe ser apretado lo necesario, según el tipo de hilo y su diámetro .
•••••••••••••••••••••••••••
•••••••••••••
•••
•••••••
•••••
•••••••••••
••••ti•••••~
.,
~--
d) Función de 105 diversos elementos de manejo.
Una vez conectada la botella de gas, el rectificador de soldadura y la pistola, se puede ponerel aparato en marcha, Par'aello en primer lugar se pone en funcionamiento el rectificador desoldadura accionando el interruptor 16.
e) Reglaje de la velocidad y corriente de soldadura.
Por medio del conmutador 18, se regula la corriente de soldadura, la velocidad del hilo seefectúa mediante el botón 19, girando el botón hacia la derecha el arco se acorta y girándolohacia la izquierda se alarga. Con ello es posible ajustar el arco en forma óptima según el gasprotector a emplear.
Al ajustar los parámetros de soldadura óptimos es recomendable el regular el avance del hiloen más, respecto a los valores de diámetro del mismo, regulación de tensión y grueso de chapa, para evitar con ello que al cebarse el arco se funda el hilo rápidamente, quedando pegadoa la boquilla de corriente con lo que la deteriora. Si el hilo choca con el material base, seaumentará simplemente algo más la tensión con el conmutador 18 (no conmutar durante lasoldadura) o bien se reducirá un poco la velocidad de avance del hilo. Si la potencia de soldadura es excesiva, se reducirá proporcionalmente la velocidad del hilo y la posición del conmutador.
Es importante al soldar, tener la longitud de arco adecuado. El último ajuste fino, se hará conel avance del hilo.
Durante la soldadura debe mantenerse la pistola con una inclinación de 5.° respecto a la vertical de la pieza de trabajo. La distancia entre la boquilla de corriente y la pieza de trabajo debe ser de unas 12 veces el diámetro del hilo empleado.
Para la soldadura de raíz es recomendable utilizar hilos de diámetro 0,8 y 1,· mm.
En la soldadura de chapas finas de acero, se consigue mayor velocidad de soldadura y un mejor aspecto de la misma, soldando en pOSición descendente.
5

6
f) Posición del conmutador Normal·Puntear·lntervalos·Puntos.
Con el conmutador 58 puede escogerse el tipo de soldadura .
1.-. Normal:
Al accionar el pulsador de la pistola se inicia la soldadura y puede soltarse mientras seestá soldando. Al terminar la soldadura se acciona de nuevo el pulsador. Esta pOSiciónse escoge cuando se hacen cordones largos para no tener que estar pulsando la pistolatodo el rato .
2.- Puntear:
Al accionar el pulsador de la pistola, se inicia la soldadura y debe mantenerse pulsandohasta terminar la soldadura que se deja de pulsar. Esta posición se eséoge para real izarpequeños cordones .
3.- Intervalos:
Al accionar el pulsador de la pistola se conecta la soldadura a intervalos y mientras semantiene accionado el pulsador, la soldadura actúa a intervalos de trabajo y de paro. Eltiempo de trabajo es regutable de 0,5 a 5 segundos, por medio del potenciómetro 22. Eltiempo de pausa es fijo. Opcional mente puede hacerse regulable. Esta función de intervalo es adecuada para soldadura en vertical de chapa fina.
4.- Puntos:Al accionar el pulsador de la pistola se inicia la soldadura. El pulsador debe mantenerseaccionado hasta que se termina automáticamente, en función del tiempo regulado. Eltiempo se regula mediante el. potenciómetro 22, de 0,5 a 5,0 seg.
Después de soltar el pulsador de la pistola, debe mantenerse un momento sobre el bañode soldadura para que se funda el trozo de hilo y no se quede pegado en el mismo .
-'••••••••WII
••••••••••••••••••••••••.••••-••••~
~I
---
•••I
---
--ti-
~
g) Pistolas de soldadura.
Intensidad admisible en las pistolas de soldadura con manguera de 3 m. longitud, 70% factorde marcha y gas de protección C02:
-~
~
~
-JI---"~
-•••,..••••
1) SL 69 Z2) SL 82 Z3)SL83Z4) SL 882 Z5) SL883Z
150 A (Refrigerada por gas)250 A (Refrigerada por gas)350 A (Refrigerada por gas)250 A (Refrigerada por gas)350 A (Refrigerada por gas)
~
~
~-~
~
Empleando un gas mezcla se debe disminuir un 15% el factor de marcha.
h) Mantenimiento.
De todos los elementos del aparato, es particularmente la pistola la que precisa mantenimiento. La duración de las piezas que sufren un desgaste (boquillas de gas y de corriente)puede prolongarse bastante, si de vez en cuando se rocían con el spray, con el fin de que nose adhieran las salpicaduras que penetran en el interior de la boquilla de gas durante la soldadura.
Después de haber consumido de 50 a 100 Kg. de hilo, dependiendo del diámetro, se debe limpiar la espiral interior de la pistola. Para ello se saca la espiral del interior de la manguera y seintroduce en una mezcla de gasolina y aceite en proporción 25 a 1. Es conveniente limpiar acontinuación dicha espiral y el tubo exterior con aire comprimido.
7
8
Al finaliz~r cada bobina de hilo se debe limpiar la boquilla de corriente con su broca de limpieza correspondiente .
Transcurridas 800 horas de servicio aproximadamente, hay que examinar las escobillas decarbón del motor 311 y cambiárselas si es necesario. Sólo deben utilizarse escobillas de grafito de la calidad de las originales. También hay que exam)nar la grasa del carter del reductordel motor. Se debe emplear únicamente grasa Centoplex H extraligera .
Estas operaciones deben ser efectuadas únicamente por personal especializado .
i) Distancia ent(e hilo y pieza de soldar.
Con objeto de que después de terminar cada soldadura, la distancia entre la misma y el extremo del mismo se mantenga entre límites correctos, se ha colocado en el aparato el potenciómetro 19~, con escala de 1 a 10. A mayor valor de regulación en la escala se amplia la distan-cia del hilo.
(Regla: para elevado avance del hilo, regular mayor numeración de la escala) .
Soldando a mano mantener la pistola un rato sobre la soldadura, pués de esta manera el hilofunde hasta la longitud deseada.
•••••••••••.••.•••••••••••
•••••••••••-••••••41)1
••••••
•••••••••
••••••••••••••-=
,\
~
Perturbaciones en el servicio
1) El aparato no se puede poner en marcha:
a) Falta de tensión en la red de alimentación.b) Los puentes de la regleta de conexiones no están embornados correctamente.c) Fusibles fundidos.
2) El aparato no suministra corriente, o muy poca.
a) Contacto flojo o puntos recalentados en el cable de soldadura o en la fijación a la pieza detrabajo.
b) Contactos flojos o chispeados en los puentes de la regleta conexiones.
3) El aparato sólo suelda pequeños cordones y para automáticamente:
a) El conmutador está en posición" Puntos".
4) El avance de hilo no funciona correctamente:
a) Rodillo de accionamiento, boquilla de entrada, boquilla de corriente o espiral interior incorrectos. Todos estos elementos llevan marcado el diámetro de hilo para el que están previstos.
b) El hilo ha sufrido dobleces, o su superficie no está limpia.
9

10
5) La soldadura presenta porosidades:
a) La pieza a soldar está muy oxidada, tiene pintura o aceite, o está formada por doble chapab) La distancia entre pistola y pieza es demasiado grande. (Ver instrucciones).c) El soplado magnético provoca el desplazamiento del baño de soldadura quedando despro
tegido del gas, y dando lugar a la formación de poros. Para evitarlo hay que soldar siemprealejándose de la pinza de masa (polo negativo). ¡¡
d) Posición inadecuada de la pistola. (Ver instrucciones).e) Insuficiente salida de gas o impurezas en el mismo.f) Fuerte corriente de aire lateral que afecta la protección de gas. Es conveniente proteger la
zona de soldadura mediante pantallas.
6) El aparato no trabaja, pero hacía un momento marchaba bien:
a) Se ha disparado un térmico debido a una sobrecarga .Dejar enfriar la máquina para que se conecte nuevamente el térmico .
.-r•••••••••
I~
I••I
•••I
•••I••I••j••I••
••.••••.••••••••..--.-
I•-.:
I•I
~I••
•••••
~

-••~
•••••••••••••••••.••••••••••JJJJ••JJ••••••••JI••••••••••••••••••~
.1'
Instrucciones para la soldadura al arco con gas protector:
Los aparatos de soldadura al arco con gas protector permiten trabajar con el procedimientode cortocircuito o el de arco spray .
En el procedimiento de cortocircuito la densidad de corriente que pasa por el hilo continuo esrelativamente baja, por lo que la transferencia de metal fundido a la pieza se realiza en formade gotas aisladas (aproximadamente unas 50 a 80 gotas por segundo) .
La zona del arco es relativamente fría, por lo que éste procedimiento permite soldar chapasdelgadas a chapas de mayor espesor y también cordones de raiz y en posición vertical (y también posiciones difíciles) .
En el procedimiento por arco spray se emplean densidades de corriente elevadas. La transferencia de metal fundido a la pieza se. realiza de forma contínua, en vez de gotas aisladas .Siempre que se quiera una elevada aportación de material, se debe emplear el procedimientopor arco spray.
Con densidades de corriente inferiores a 150 A/mm.2 para hilo de acero, se obtiene automáticamente la transferencia por cortocircuito, mientras que a partir de 200 A/mm.2 empieza latransferencia por arco spray. El paso de un tipo a otro de transferencia varía según el tipo degas .
Empleando dióxido de carbono como gas protector, se obtiene una gran penetración en lasoldadura de acero, mientras que empleando Argón 85 (Ar + 5% 02) la penetración es pequeña. La penetración que se consigue con una mezcla de gases (como por ejemplo 75% Ar +25% C02) es intermedia entre ambos .
11
I

II
12
Debido a la gran penetración que se consigue empleando dióxido de carbono, el ángulo depreparación no debe sobrepasar los 30 a 40°. De este modo se aporta menor cantidad de material y aumenta la rentabilidad de la soldadura .
Para chapa fina de hasta 3 mm. se aconseja la ejecución del cordón en vertical descendente,porque se obtiene una mayor velocidad de soldadura y se consigue además un mejor aspectodel cordón. ILos aceros de alta aleación se sueldan con protección de Argón 81 y 83 (Ar + 1 ó 3% 02) .
Los metales no férricos, tales como aluminio, cobre, bronce, etc., se sueldan con Argón purodel 99,9% y mezcla de Argón y Helio (65% Ar + 35% He).
Al soldar piezas de cobre de espesor superior a 4-5 mm., es necesario precalentar y aplicar alos bordes de la unión una pasta desoxidante .
•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••.-~

VOLUMEN Y PESO DEL CORDON DE SOLDADURAPara una altura de cordón a y una longitud de 1000 mm.
13
PESO Y SECCION DEL HILO
0' hilo 0,81,01,21,41,62,02,4
S = mm.2
0,500,781,131,542,013,144,53
Ac = gr/m
4,006,209,0012,0016,0024,7035,6
Al = gr/m
1,362,123,05-5,408,50-
TABLA DE ORIENTACION..
Para la relación entre diámetro de hilo y espesor de material(para hilo de acero)
o hilo..
KD 5 Y Cr Ni
0,81,01,21,41,62,02,4
Espesordel
desde0,82,04,06,08,020,030,0material (mm)
hasta2,55,010,010,040,050,<)60,0
Peso por metroVolúmen por metro
en gramos + 5%a
en mm.3de pérdidas porch isporroteo2,0
4.000 32,02,5
6.250 51,53,0
9.000 74,53,5
12.250 101,04,0
16~OOO131,94,5
20.250 167,05,0
25.000 206,16,0
36.000 296,77,0
49.000 404,08,0
64.000 527,510,0
100.000 824,3
~
~
+
l' "• t , , , t t , t , , , , , , , • t , , , , , , •••• , , , , , ,

:;;"'§
DUex> Nt3
-
NN
~::<&
~~~~~~:@
~::,~;
.-........ -,~:;:"
f]~.'.'.,·,•
l.·.·.· · 41 ••••••••• \ •
~
- ~ ......................•...•
¡
q) :: 1~:.:.:.:.::::::::::·:·:·:·:::4
~
~:~:.:.:.:.:.:••••:.:.:.:.:.'
D
@:2....•.••••••••••••••••,~
M
1tr..~ U' ....•..•..~
••••
C)
,,\
m
~
N
/0M
~.
~
-. I 4/!!'IF
•'"1I
;,1
I 'S i~~'I:~~'~I• "." ~
" "••

~~-.'Ja."
. 8.~t •••••••••••• ""." •••••• "\\"",,
6S3 . 691 ::Jl:J lS L 19 sv eS se¡ 9v
Ii,!
vS
09
'n;- __ J-r
oe¡
99

~\~~~~""""""""""""""'J314-316-318-322-319-320
••..." •....
315 326 334 333 336 337 -340 325
335
310
t
332
311
338339
327

•••••••••••••••••••••,.,.••••••••·•••
•••••
••j
••I••I•••L-
ELe".
".
".
~
~
,ti
Pos. n. o
1
33 a7
1516181919 a2022253032334346505153545558606166
310311
Piezas de Recambio GLC 169
Denominación
Rectificador de soldadura MIG/MAG, tipo GLC 169Juego accesorios GLC 169Soporte botellaCadena soporte botellaFusible mando 2,5 A lento 5x20Zócalo cable de mandoConmutador marcha-paro 2 polosConmutador 3 po!., 6 pos.Potenciómetro velocidad hiloPotenciómetro distancia hiloZócalo corriente negativoPotenció metro punto intervaloPlaca de mando y motorAsa completaElectroválvulaSoporte pistolaContactor de soldaduraTransformador de mandoRueda fijaRueda giratoriaRectificador de silicioRectificador para motorCondensador para motorConmutador Normal-Puntear-Intervalo-PuntoTransformador de potenciaIRegleta bornes reoVentiladorSoporte arrastre hiloMotor accionamiento hiloEscobillas motorCorona con ejeRotor con sin-finJ untas para reductor
Referencia
0.809.00.00.000.809.05.00.001.844.31.08.001.049.08.14.061.016.02.01.171.010.03.03.001.003.22.07.000.003.22.06.001.030.03.30.091.030.03.30.090.073.03.09.001.030.03.30.101.033.24.24.000.049.05.00.001.031.03.00.000.071.01.00.010.012.02.08.000.027.04.34.001.049.06.00.101.049.06.00.090.055.08.02.000.028.03.10.000.021.01.12.201.003.22.00.000.809.03.00.000.033.04.34.001.022.06.02.000.043.17.01.100.024.14.08.000.024.14.08.010.024.14.08.030.024.14.08.020.024.14.08.04
18

fjj~~Pos. n. o
Denominación Referencia~
~314Tornillo Allen 4.331.30.80.30~
315 Soporte carrete C y metálico 1.047.06.00.00.,316 Eje soporte carrete 0.047.06.01.00
"11
Resorte freno0.000.02.02.10.,
Arandela
~0.047.06.02.01 .,318
Arandela freno 0.047.06.06.00.,319Prisionero 4.331.70.60.08••320 Casquillo freno 0.047.06.02.00
321Tuerca de presión 1.047,06.04.10
••322
Mandril soporte carrete 1.047.06.03.00••325
Placa aislante 1.043.1].01.05••326 Espiral conducción hilo 0.043.17.02.01••327 Guía tubo 0.604.00.00.02Tornillo
0.604.00.00.01••329
Conexión central para gas 0.605.01.00.00••330
Tubo conducción para hilo ~ 0,8 0.604.01.17.00••Tubo conducción para hilo ~ 1,0
0.604.01.18.00••331 Pasam u ros 0.035.01.00.11332
Tornillo regulación rodillo 1.043.17.03.00••333
Soporte rodillo presión 0.043.01.04.00••334
Eje 0.043.17.00.01••335 Rodillo arrastre hilo para ~ 0,8 0.046.03.00.01••Rodillo arrastre hilo para ~ 1,0 0.046.03.00.02336
Tornillo fijación motor 4.304.60.60.15••337
Arandela de ajuste 0.043.17.00.04••338
Arandela 0.046.01.00.04••339 Arandela elástica para eje motor 0.104.50.00.10•340 Tornillo avellanado para rodillo 4.304.60.40.10•••••.,•••19
"~
~
:Al
••-".
•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••~
-~
~
~
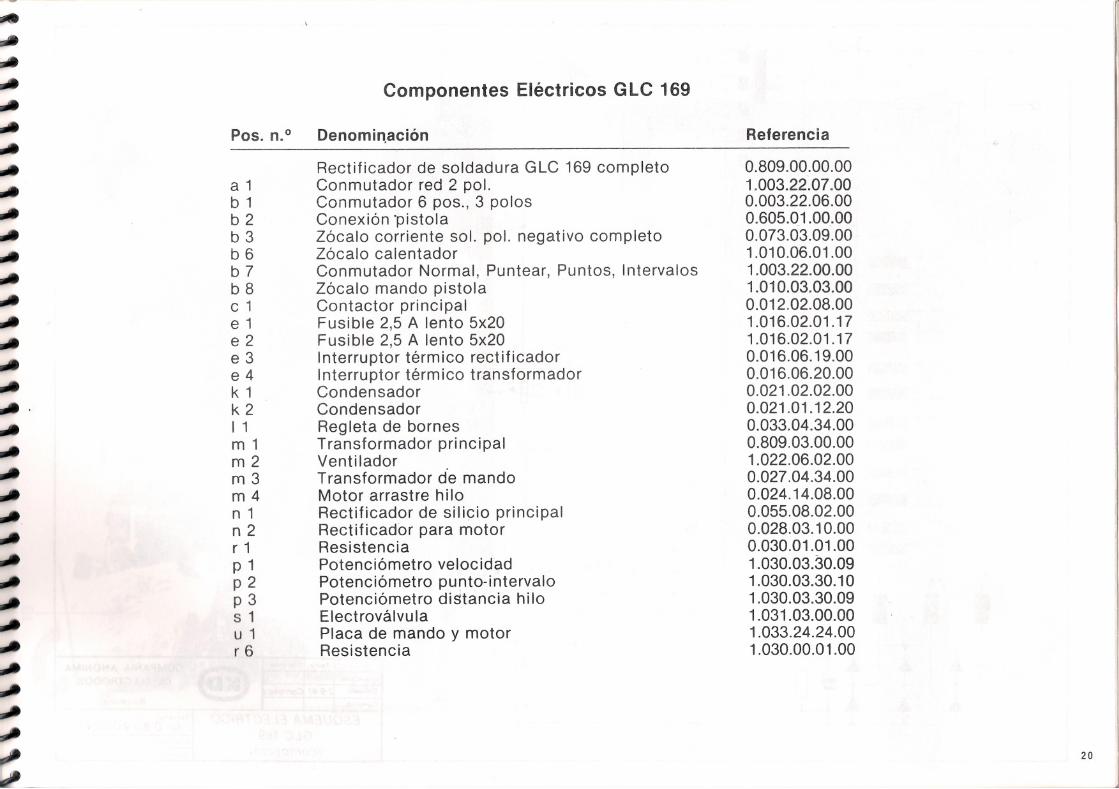
Componentes Eléctricos GLC 169
Pos. n.o Denomin.ación
Rectificador de soldadura GLC 169 completoa 1 Conmutador red 2 poI.b 1 Conmutador 6 pos., 3 polosb 2 Conexión 'pistolab 3 Zócalo corriente sol. poI. negativo completob 6 Zócalo calentadorb 7 Conmutador Normal, Puntear, Puntos, Intervalosb 8 Zócalo mando pistolac 1 Contactor principale 1 Fusible 2,5 A lento 5x20e 2 Fusible 2,5 A lento 5x20e 3 Interruptor térmico rectificadore 4 Interruptor térmico transformadork 1 Condensadork 2 CondensadorI 1 Regleta de bornesm 1 Transformador principalm 2 Ventiladorm 3 Transformador de mandom 4 Motor arrastre hilon 1 Rectificador de silicio principaln 2 Rectificador para motorr 1 Resistenciap 1 Potenciómetro velocidadp 2 Potenciómetro punto-intervalop 3 Potenciómetro distancia hilos 1 Electroválvulau 1 Placa de mando y motorr 6 Resistencia
Referencia
0.809.00.00.001.003.22.07.000.003.22.06.000.605.01.00.000.073.03.09.001.010.06.01.001.003.22.00.001.010.03.03.000.012.02.08.001.016.02.01.171.016.02.01.170.016.06.19.000.016.06.20.000.021.02.02.000.021.01.12.200.033.04.34.000.809.03.00.001.022.06.02.000.027.04.34.000.024.14.08.000.055.08.02.000.028.03.10.000.030.01.01.001.030.03.30.091.030.03.30.101.030.03.30.091.031.03.00.001.033.24.24.001.030.00.01.00
20
J

~
~
~
.,.
.,.
.,.
.
.
.,.-•••...•••••.r",.••••.••••••••••.,.••••••••••••Ir".~
B,IICI'I~\J\.1
SuSltlu,J0 ~"I'
$ustdU •••. 1
COMPAÑIA ANONIMADE ELECTRODOS
(S(jU""'.I
N° 0.809000000
C~D)ESQUEMA ELECTRICa
G L C 169(compacta)
Comprob
Proyectado
D,tx.¡ado \2-9'M lCarrase
Fectla I NomL''''e
~12
9
15 =r
0-VI
BmI.
A
p
N
b2
b3
c<::"Q
51 I -b8
K2
Gas
r 6
5 113 111. 16
C
<J
<:: cCC-
~iC)
~~ *i91b7I :~¡
8
elb
bl.
Cornenle
26 V
U12. V
LI.
15 V
U1.2 V
L 2
b6
-=-
E
1. 2 V
r 1
nI'
3 15 e2
C,
--380 V- - 220 V6 - - ---O m2Z
V ~-~-~-I.l.
•3.'•11.5I. --
II 32bla
J.'
~25 I.J .5blaW ~ 2< 1_26 2.<.6I
bla
bl
T
11
R
s
F=
SL2.-=E
21

I~·-. "- .
8~ -"""""", ..... ,.""""""""
=--6S3 - 691 :118
SZ
1
Il!-..,
lS L 19
I
I
09
Z8 9S 917
III!
17S
c:::.= ¡
os
99

,\\\\\\\\\\\\\\\\\\\\\\\ ••••••••• ~~J3'~-3'6-3:8-322-319-320
I
332
311
338339
""*'" ~
315 326 334 333 336 337-340 325
327
335
310
I -.rJÍJt
••••,.••••••••••••••••••••••••••••••.••••I••i--~I~
~I~
~
~;..e
~
•••"..
~
t:
Pos. n.o
1
33a7
1516181919a20222530.32334346505153545558606166
310311
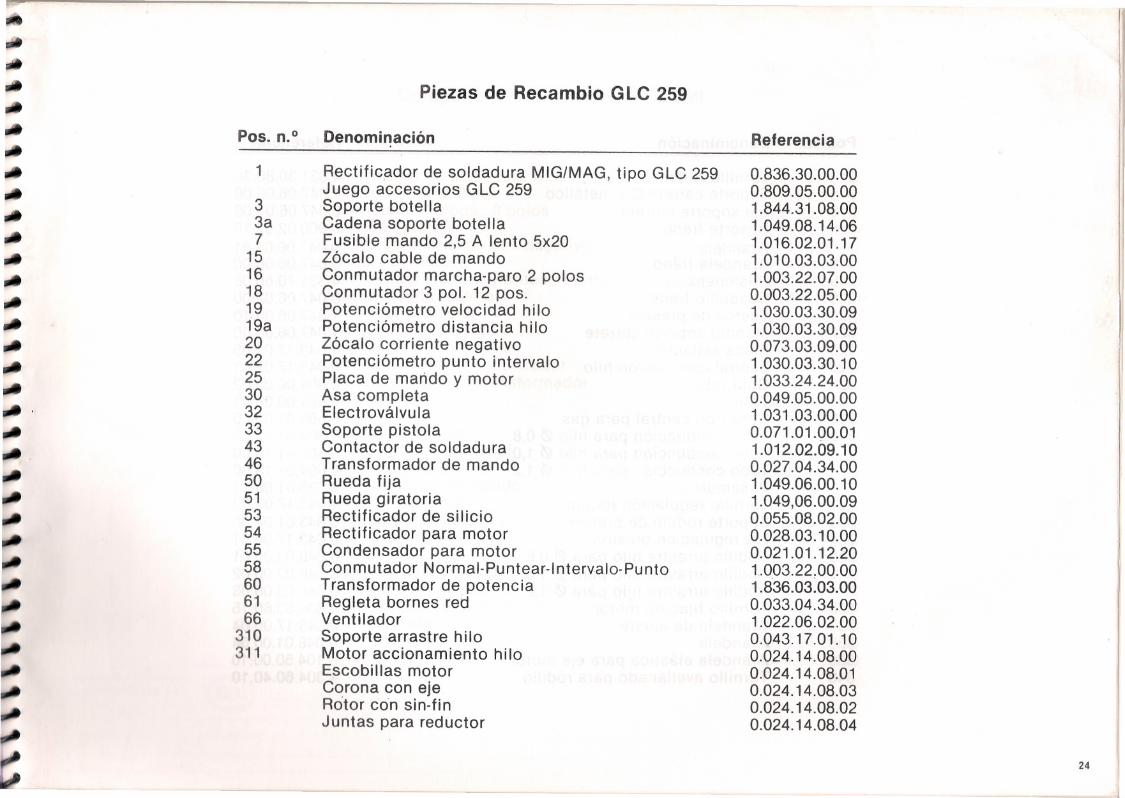
Piezas de Recambio GLC 259
Denominación
Rectificador de soldadura MIG/MAG, tipo GLC 259Juego accesorios GLC 259Soporte botellaCadena soporte botellaFusible mando 2,5 A lento 5x20Zócalo cable de mandoConmutador marcha-paro 2 polosConmutador 3 poI. 12 pos.Potenciómetro velocidad hiloPotenciómetro distancia hiloZócalo corriente negativoPotenciómetro punto intervaloPlaca de marido y motorAsa completaElectroválvulaSoporte pistolaContactor de soldaduraTransformador de mandoRueda fijaRueda giratoriaRectificador de silicioRectificador para motorCondensador para motorConmutador Normal-Puntear-Intervalo-PuntoTransformador de potenciaRegleta bornes redVentiladorSoporte arrastre hiloMotor accionamiento hiloEscobillas motorCorona con ejeRÓtor cOn sin-finJuntas para reductor
Referencia
0.836.30.00.000.809.05.00.001.844.31.08.001.049.08.14.061.016.02.01.171.010.03.03.001.003.22.07.000.003.22.05.001.030.03.30.091.030.03.30.090.073.03.09.001.030.03.30.101.033.24.24.000.049.05.00.001.031.03.00.000.071.01.00.011.012.02.09.100.027.04.34.001.049.06.00.101.049,06.00.090.055.08.02.000.028.03.10.000.021.01.12.201.003.22,00.001.836.03.03.000.033.04.34.001.022.06.02.000.043.17.01.100.024.14.08.000.024.14.08.010.024.14.08.030.024.14.08.020.024.14.08.04
24
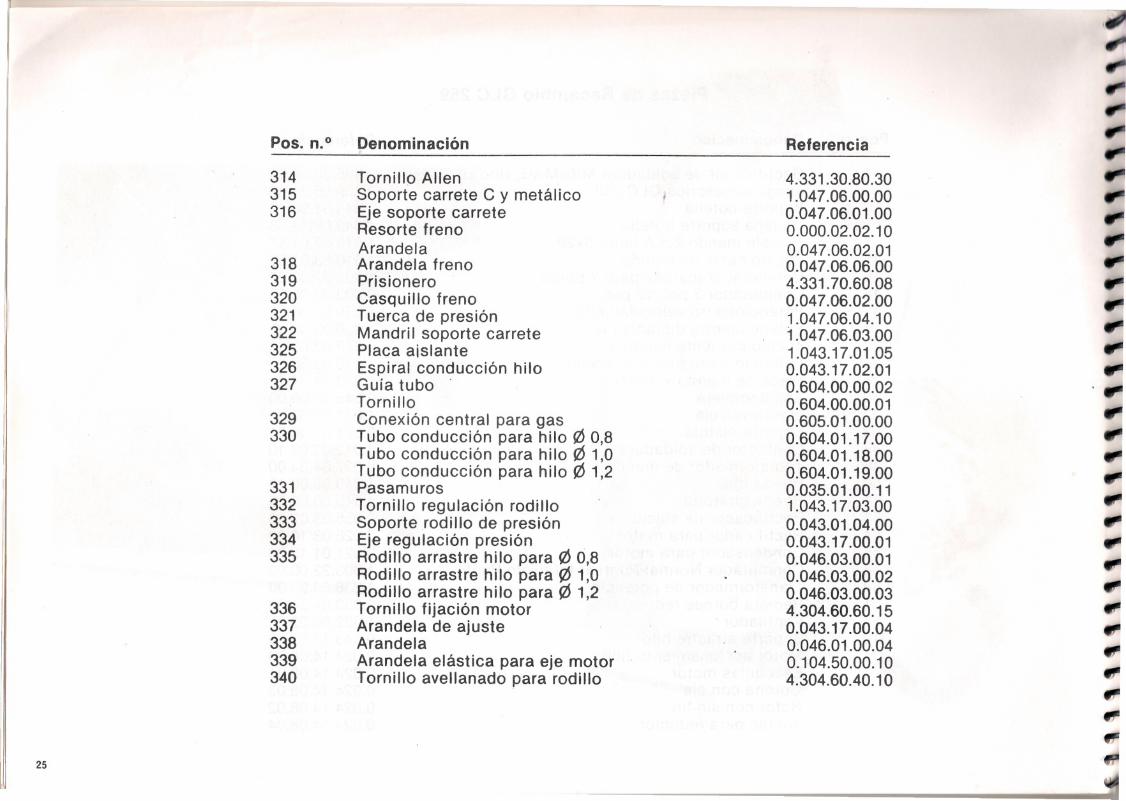
,tiJ,,Pos. n.o
Denominación Referencia
~
314
Tornillo Allen 4.331.30.80.30I315 Soporte carrete C y metálico ¡1.047.06.00.00 .,316Eje soporte carrete 0.047.06.01.00."Resorte freno
0.000.02.02.10.,Arandela 0.047.06.02.01318
Arandela freno 0.047.06.06.00.,319
Prisionero 4.331.70.60.08.¡320Casquillo freno 0.047.06.02.00.,321 Tuerca de presión 1.047.06.04.10.,322 Mandril soporte carrete 1.047.06.03.00
325Placa aislante 1.043.17.01.05~
I326 Espiral conducción hilo 0.043.17.02.01~327
Guía tubo 0.604.00.00.02I
••••Tornillo 0.604.00.00.01I329 Conexión central para gas 0.605.01.00.00.,
330Tubo conducción para hilo 0 0,8 0.604.01.17.00.-1
ITubo conducción para hilo 0 1,0 0.604.01.18.00•••Tubo conducción para hilo 0 1,2
0.604.01.19.00I
~331 Pasamuros 0.035.01.00.11I332 Tornillo regulación rodillo 1.043.17.03.00-'
I333 Soporte rodillo de presión 0.043.01.04.00•••
334 Eje regulación presión . 0.043.17.00.01••335 Rodillo arrastre hilo para 0 0,8 0.046.03.00.01
I••Rodillo arrastre hilo para 0 1,0 0.046.03.00.02I
Rodillo arrastre hilo para 0 1,2 0.046.03.00.03••
I336 Tornillo fijación motor 4.304.60.60.15.,.•
337 Arandela de ajuste 0.043.17.00.04.,.338
Arandela 0.046.01.00.04•.,.339 Arandela elástica para eje motor 0.104.50.00.10·
340 Tornillo avellanado para rodillo 4.304.60.40.10.,.
.,.~f'f'•25
t'?
~

••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••-".
••••••--
E
Componentes Eléctricos GLC 259
Pos. n. o Denominación
Rectificador de soldadura GLC 259 completoa 1 Conmutador red 2 poI.b 1 Conmutador 12 pos., 3 polosb 2 Conexión 'pistolab 3 Zócalo corriente sol. poI. negativo completob 6 Zócalo calentadorb 7 Conmutador Normal, Puntear, Puntos, Intervalosb 8 Zócalo mando pistolac 1 Contactor principale 1 Fusible 2,5 A lento 5x20e 2 Fusible 2,5 A lento 5x20e 3 Interruptor térmico rectificadore 4 Interruptor térmico transformadork 1 Condensadork 2 CondensadorI 1 Regleta de bornesm 1 Transformador principalm 2 Ventiladorm 3 Transformador de mandom 4 Motor arrastre hilon 1 Rectificador de silicio principaln 2 Rectificador para motorr 1 Resistenciap 1 Potenciómetro velocidadp 2 Potenciómetro punto-intervalop 3 Potenciómetro distancia hilos 1 Electroválvulau 1 Placa de mando y motorr 6 Resistencia
Referencia
0.836.30.00.001.003.22.07.000.003.22.05.000.605.01.00.00(j.(rr3]j3.()~[601.010.06.01.001.003.22.00.001.010~03.03.001.012.02.09.101.016.02.01.171.016.02.01.170.016.06.19.000.016.06.20.000.021.02.02.000.021.01.12.200.033.04.34.001.836.03.03.00.1.022.(j6~(j2.000.027.04.34.000.024.14.08.000.055.08.02.000.028.03.10.000.030.01.01.001.b3b.03.30.091.030.03.30.101.030.03.30.091.031.03.00.001.033.24.24.001.030.00.01.00
26

e~
fII,".".".------~
~
.,.
.,.
.,.
.,.
.",
.,.
.,.••ti!"
",
f1!"
f1!"
f1!"
••fII1A
",.",.••••",.",."rf!f
Barcelona
0.836,3·0,00,00Eoq_N°
COMPAÑIA ANONIMADE ELECTRODOS
S•••••tuye •
S_por
~~
ESQUEMA ELECTRICO
GLC 259 jcompacta)
_1-~~ IZr7..-1,,_c--.
K2
613 114
E
b6
m3
C_26_V_, .L1
15 V
U,'15 V
LJ·'2 V'
L2'
3
1,2.3
7,8,9
3.6.9.12
/.'.7./025.8.//
x
z
el
biCI
cp=!SI I
~b8
Corriente
Mondo
Gas
I P""~'
m4
prl
b2
nI
b3
,-•...N
22
/9
*p~*i15 r99 '1 b7
9 rI ! ~,
ul12 :>-
~rTr{"
3
1/1
yb I~I1.'2
l.JPJ2~ccCJ-
"7;¡:.c:
i3 Q.
I .39
12/
/6
u
'1
T
F=bIt
R
s
SL 2.-E
27

~
...•
-..--.
:----, --:'--' ~:.2"1
---~.;:- ,
r-
b6
"* COn~)(. pr~vista para conmuta
dora S T 110/9----COMPAÑIA ANONIMA
DE ELECTRODOS
15 I "*,J¡6b16_
~~
b163
~CK
s1
.b118
I Fecha
Proyectado
Dlbu¡a~.,
Comprob
b8
Nombre
~y II : ~ I U
1 1b16• 6 I 7
b17
CK
(KD)
)))
b 16 b 17
~BFOCK
Gl1
G P112
Barcelone
...,
Eequeme
ESQUEMA ELECTRfCO N° t«B.oo.OO.02GLC 169-259-359 8 ea') CK 669 Suetttuye e
GiLI.S9 con CI( 619 . Suetltuldo por
,,••,••,•••••••••,,.,,,,,,,,,,,\ ~

1 10-11-12-13-14-15
.,.•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••".
~
rI'
27-39-40-41 19
5-6-7-8-9 21 20
17
18 105 104 102 103 106
GLC 169 - 259
lI\t••••p¡e
p¡e
•••·•••·•••I
~
•••·~
••••••~
~
•••·•••·•••I-- .
•••••
•••!.er
Piezas de Recambio CK 669
Pos. n.o Denominación
1 Asa2 Cierre completo3 Prensaestopas
Aro sujeción mangueraContratuerca Pg. 36
4 Potenciómetro5 Electroválvula6 Estrangulador7 Filtro8 Rácor entrada9 Rácor salida
10 Tornillo Allen11 Eje soporte carrete12 . Resorte freno
Arandela13 Arandela freno14 Prisionero15 Casquillo freno16 Mandril soporte carrete17 Tuerca de presión18 Aro soporte carrete19 Espiral conducción hilo20 Eje regulación presión21 Soporte rodillo presión22 Arandela de ajust/e23 Arandela
24 Arandela elástica para eje motor25 Tornillo avellanado para rodillo
Referencia
1.049.05.00.091.645.25.85.070.035.05.05.000.035.05.05.010.035.03.07.010.030.03.10.011.031.03.00.001.048.05.02.141.048.05.02.131.048.05.01.100.048.05.01.004.331.30.80.300.047.06.01.000.000.02.02.100.047.06.02.010.047.06.06.004.331.70.60.080.047.06.02.001.047.06.03.001.047.06.04.101.047.06.05.100.043.17.02.010.043.17.00.010.043.01.04.000.043.17.00.040.046.01.00.04
.0.104.50.00.104.304.60.40.10
31

I
32
Pos. n. o Denominación
26 Soporte arrastre hi lo27 Rodillo arrastre hilo para 0,8 0
Rodillo arrastre hilo para 1,0028 Guía tubo29 Tornillo30 Tornillo regulación rodillo31 Motor accionamiento hilo32 Escobillas motor33 Placa aislante34 Pasamuros35 Conexión central gas36 Conexión unipolar37 Conducción hilo 0,8 0
Conducción hilo 1,0 038 Taco goma39 Chaveta disco40 Chaveta41 Casquillo suplemento rodillo
Referencia
0.043.17.01.100.046.03.00.010.046.03.00.020.604.00.00.020.604.00.00.011.043.17.03.000.024.14.08.000.024.14.08.010.043.17.01.030.035.01.00.110.605.01.00.001.010.03.03.000.604.01.17.000.604.01.18.001.035.01.00.204.378.60.30.374.378.50.50.501.024.14.08.05
~"f'f'~
f'f'
f'f'
~
~
t'r
~
~
••f1I'
••.,fIlA
.~---•••••••••."••."."."."•••••~
33
10K
COMPAÑIA ANONIMADE ELECTRODOS
Barcelona
Eaquema
N° t 642.00. OO. DO
Suatituye 8----Suatituido por
P2
(KD)Fecha I Nombre
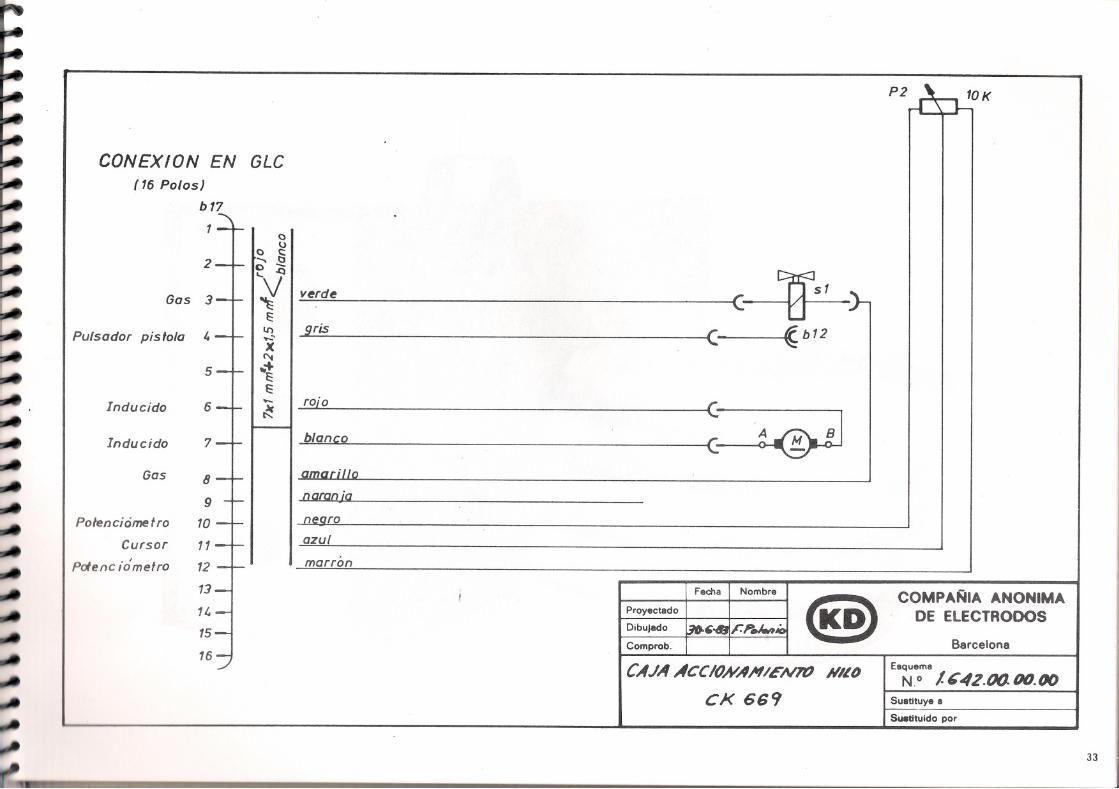
CAJA Acc /()NAI'f/EN7tJ NILO
cX 669
Proyectado
Dibujado
Comprob .
marron
gris (----(fb12
rojo ( __
blanco (_ ~
ro
azul
flf1ran ia
verde
•....
~
oo g......•tJ
() -•.....Q
¡¡E:
IJ")
•....~X
C'¡
••-+E:E:
Gas
Gas 3
2
Inducido
1
Inducido
CONEXION EN GLC(16 Polos)
b17
Pulsador pistola 1.
Polenciómetro
Cursar
Pdenc ¡ómetro
~~
r...I-•••••-••••••••••••••••••••••••••••",.
"".
~
,-e,...

,ttttttt,tt,tttttt"t"""""'~'~'

CK 61'9
,106
•
\.\
\\\
\KJ3
\,
\,105 104 KJ2
J17
//
//
//!
/
16
/II
//I
//
//I!
306039-46-47-48-49-50-51
38
1-•••••• 23••••••••••••••••••••••••••-~••• 46I
.••• 37-28•••.••• ' 59I

1-~•••••• Piezas de Recambio CK 679•• ••
Pos. n.oDenominación Referencia•• ••
1Asa 1.049.05.00.09••
2Cierre completo 1.645.25.85.07. 3Prensaestopas 0.035.05.05.00•• Aro sujeción manguera0.035.05.05.01• •• Contratuerca 0.035.03.07.01I •••
4Potenciómetro 0.030.03.10.01I
5Electroválvula 1.031.03.00.00•• 6Estrangulador 1.048.05.02.14~
7Filtro 1.048.05.02.13••8Rácor entrada 1.048.05.01.10I 9Rácor salida 0.048.05.01.00•• I 10Tornillo Allen 4.331.30.80.30•• I
11Eje soporte carrete 0.047.06.01.00¡.e 12Resorte freno 0.QOO,02.02.10j ••• Arandela 0.047.06.02.01I •• 13Arandela freno 0.047.06.06.00I '14Prisionero 4.331.70.60.08•••Le
15Casquillo freno 0.047.06.02.0016
Mandril soporte carrete 1.047.06.03.00~ 17'Tuerca de presión 1.047.06.04.10L..
18Aro soporte carrete 1.047.06.05.10
L.19Taco 1.035.01.00.20
L.20Eje soporte rodillo 1.043: 14.00.04
21Soporte rodamiento izquierdo 0.043.11.02.00
22Tornillo avellanado para rodillo (eje motor) 4.336.30.40.20
23ArandelaI 0.046.01.00.04
26Placa de fijación 1.043.18.00.21
27Conducción hilo 0.044.05.00.01
28Guía tubo 0.604.00.00.02
Tornillo0.604.00.00.01
29Boquilla conducción hilo 0.044.01.00.02
30Placa aislante 1.043.18.00.04
31Motor accionamiento hilo 0.024.14.08.00
".34Pasamuros 0.035.01.00.11
•••'111
---

~
~
-jPos. n.o
Denominación Referencia.,I.-! I35 Conexión central gas 0.605.01.00.00
.,.•36 Zócalo cable de mando I1.010.03.03.00 ••
37Tubo conducción para hilo 1,0 C/J 0.604.01.18.00
I••Tubo conducción para hilo 1.2 C/J
0.604.01.19.00••Tubo conducción para hilo 1,6 ~ 0.604.01.20.00••38 Tubo guia 0.043.08.01.0839
Cha"veta 4.378.50.50.20.-42
Soporte rodamiento derecho 0.043.11.03.00••43 Tapeta 0.043.14.00.01••44 Eje piñón interior 0.043.08.01.05••45 Piñón interior 0.043.14.00.03
46Rodillo arrastre hilo para 1,0 C/J 0.046.03.00.02•
Rodillo arrastre hilo para 1,2 C/J
0.046.03.00.03••Rodillo arrastre hilo para 1,6 ~
0:046.03.00.04•47 Tornillo avellanado para rodillo 4.336.30.50.15"48 Eje rodillo 0.043.14.00.0249
Casquillo distanciador 0.043.08.01.03ti!!
50Rodamiento 0.082.02.02.02"51Piñón 0.043.11.00.04••52 Casquillo intermedio 1.043.18.00.01
53Arandela elástica para eje motor 1.104.51.00.10W
54Tornillo regulación rodillo 1.043.17.03.00ti
55Tornillo fijación motor 4.336.30.60.25@56 Chaveta disco 4.378.60.30.37"58 Arandela de abanico 4.370.10.40.00
59Pie anterior 1.043.18.00.02;,¡
60Pie posterior 1.043.18.00.05"
lJIi"••IIÍ,,1/: I
37
••
b17
Barcelona
38
COMPAÑIA ANONIMADE ELECTRODOS
Sustituye a
Sustltu'do por
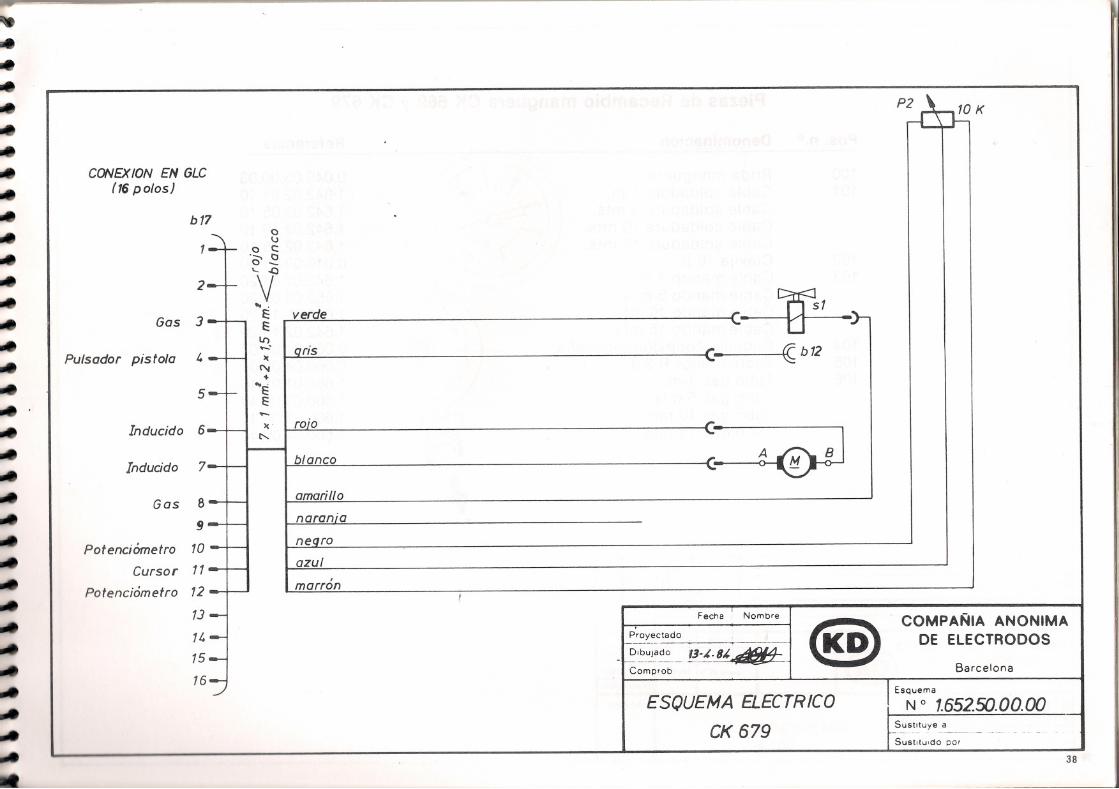
Esquema
N o 1.65250.00.00
(KD)
: ~
,_ ~ b 12
ESQUEMA ELECTRICO
CK 679
Fecha Nombre
Comprob
Pr".~,,-c~~~_-,-__ ~ _
-D-;-buJado '3'¿.8¿~
ris
amarillo
narania
n e q ro
azul
marrón
blanco
roio
verde
)(r--.
-
)(f'.j
ojo...EE
o~o c:.~ tio __
V~...EE
lt)-"
2
60S 3
CONEXION EN 6LC(16polos)
Inducido6
Inducido
7
Gas
8
9Potenciámetro
10
Cursar
11
Potenciómetro
12
1J141516
Pulsador pis tolo 4
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••

-
Piezas de Recambio manguera CK 669 y CK 679
39
Pos. n.o
100101
102103
104105106
Denominación
Brida mangueraCable soldadura 1 m.Cable soldadura 5 mts.Cable soldadura 10 mts.Cable soldadura 15 mts.Clavija 16 p.Cable mando 1 m.Cable mando 5 mts .Cable mando 10 mts.Cable mando 15 mts.Boquilla conexión (pequeña)Tuerca rácor R 3/8"Tubo gas 1 m.Tubo gas 5 mts.Tubo gas 10 mts.Tubo gas 15 mts.
Referencia
0.049.03.00.031.642.02.01.101.642.02.05.101.642.02.10.101.642.02.15.100.010.09.11.001.642.02.01.201.652.02.05.201.642.02.10.201.642.02.15.200.060.01.00.030.060.04.00.011.660.01.05.401.660.02.00.401.660.03.00.401.660.04.00.40
~
~
~
.,.
.,.ti!"
ti!"
.-".""r••••W!fI!""""••"".-••"",.•""..,.fIlA
",..
(ffP
fP
rfP
tt'.

~..,.,.,-=""""",,,,,, ••••,,,,,,----~-_.,.,~ ..
40
MATERIAL ICANTJPESO
SUSTITUIDO POR
@COMPAÑIAANONIMAKD DE ELECtRODOSBARCELOIU.
DENOMINACION
MANORREDUCTORM 106
NOMBRE
r.•••.•••••
FECHA
T:1
ESCALA
MODIFICACIONES-
PROYECTAD.
\CONEXION MAQUINA
SOLDAR
••CONEXIONBOTELLA
~
•••.-•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
..i
41
Descripción del manorreductor
Este aparato está formado por un cuerpo en el que van colocados dos manómetrosde ALTA Y BAJA presión .
El de ALTA presión con escalonado desde O hasta 300 Kg. cm.2 indica la presión delgas en el interior de la bombona y como dato de interés la mayor o menor reserva degas que dispone para su trabajo .
Con el de BAJA presión tarado como caudalímetro, el soldador puede regular loslitros/minuto necesarios de gas. Para obtener el caudal necesario se multiplica por10 el {Z5 del hilo. Ejemplo hilo de {Z5 1x10 = 10 litros/min.
El manorreductor lleva incorporada una válvula de seguridad que actúa cuando serebasan los 18 litros/min.
Se RECOMIENDA al terminar el trabajo poner a cero la regulación del caudalímetro,girando hacia la izquierda su manecilla.
Cerrar' la llave de la bombona.Emplear la llave adecuada para el. racordaje.
tf,~
~
."~
~
."
.,.
.,.
."
."
.,.
.,.••.,.••rr••rrrrrrrrrrr,••~"•